

Page 1
GE
Sensing
TF Series
Panametrics Aluminum
Oxide Moisture Probe
TF Series probe is a Panametrics
product. Panametrics has joined
other GE high-technology sensing
businesses under a new name
_
GE Industrial, Sensing.
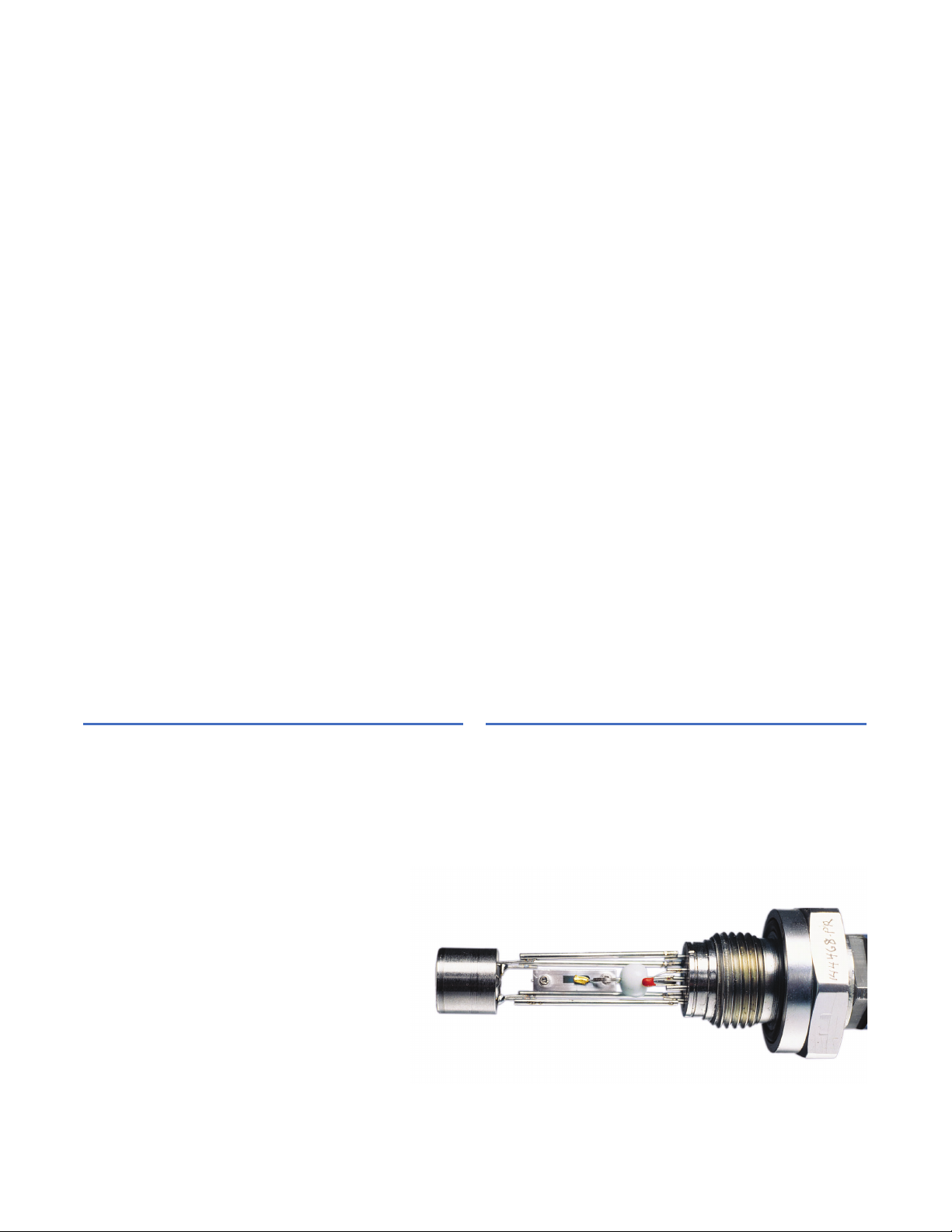
This Panametrics aluminum oxide moisture sensor probe
measures moisture concentration in gases and nonaqueous liquids from trace to ambient levels. It is
designed to be used in conjunction with Moisture
Image®Series 1, Moisture Image Series 2, and Moisture
Monitor™ Series 3 moisture analyzers and PM880
portable hygrometer for industries including:
• Petrochemical
• Natural gas
• Industrial gas
• Semiconductor
• Furnace gas/heat treating
• Power generation
• Air dryer
• Pharmaceutical
• Aerospace
Applications
Features
• Intrinsically safe
• Ambient to ppb moisture measurement
• Built-in temperature and pressure sensors
• Calibrations traceable to National Institute of
Standards and Technology (NIST) or National
Physical Lab U.K. (NPL)
g
Page 2

GE
Sensing
Panametrics Hygrometer
Systems and Moisture Probes
Panametrics aluminum oxide moisture probes have set
the standard of performance and value in industrial
moisture measurement for more than 40 years. In use,
TF Series probes are coupled to Panametrics hygrometer
consoles by an interconnecting cable. Ease of use, wide
measurement range and rigorous calibration standards
make these systems the preferred choice for industrial
moisture measurement worldwide.
Built-In Pressure and
Temperature Measurement
The three-function TF Series probe measures pressure
and temperature, in addition to moisture content . This is
because accurate determination of many moisture
measurement parameters requires knowledge of the
process temperature and pressure. GE eliminated the
inconvenience and limitations associated with installing
and using separate temperature and pressure sensors
by building that capability directly into the TF Series
probe. A nonlinear negative temperature coefficient
(NTC) thermistor to measure temperature from
–22°F to 158°F (–30°C to 70°C) and a choice of five
solid-state piezoresistive transducers are available to
measure pressures up to 5000 psig (345 bar).
Temperature and pressure input data are used by
Moisture Image Series 1 and 2 analyzers, Moisture
Monitor Series 3 analyzer and PM880 portable
hygrometer to determine parameters such as parts per
million (ppm) H2O and relative humidity.
True Absolute Humidity Sensors
Film thickness of the oxide layer is critical to the
performance of this type of sensor. GE manufactures
sensors with an oxide film thickness that causes them to
exhibit true absolute humidity rather than relative
humidity response. This critical film thickness also gives
the TF Series probe quick response and exceptional
calibration stability.
Rigorous Calibration Standards
Traceable to NIST/NPL
The aluminum oxide sensor of each TF Series probe is
individually calibrated in one of the world’s most
advanced moisture calibration facilities. Developed over
several decades, this facility generates precisely known
moisture concentrations, traceable to NIST/NPL, to which
each sensor is exposed during the calibration process.
All data is gathered and stored by a dedicated computer
system. Calibrations are repeated over a period of many
months to ensure the stability of each individual
moisture probe. Only those probes that meet GE’s
demanding specifications for accuracy and stability are
shipped to customers.
Installation Flexibility
TF Series probes are designed to be located at the
process, exactly where the measurement is needed.
Operating temperature is –166° to 158°F
(–110°C to 70°C). The probe can withstand pressures up
to 5000 psig (345 bar). No minimum flow rate is required.
In some cases, TF Series probes can be installed directly
in the process line. More often, to ensure the integrity of
the moisture measurement, a sample conditioning
system is recommended.
GE designs and manufactures a line of reliable,
field-proven conditioning systems to meet the demands
of most applications. If required, a special system will be
designed to meet unique application needs.
Page 3

GE
Sensing
TF Series
Specifications
Moisture Sensor
Intrinsic Safety
Intrinsically safe when connected to
a Panametrics Moisture Series analyzer, PM880 portable
hygrometer or intrinsically safe barriers in accordance
with the user’s manual.
TF Series moisture probe:
BAS01ATEX1096X
II 1 G EEx ia IIC T4 (-20°C to +80°C), and
CSA C US Class I, Division 1, Groups A,B,C&D T4
European Compliance
Complies with EMC Directive 89/336/EEC
and PED 97/23/EC for DN<25
Type
Aluminum oxide moisture sensor probe
Calibration
Each sensor is individually computer calibrated against
known moisture concentrations, traceable to NIST or
NPL.
Dew/Frost Point Calibration Ranges
• Overall: 140°F to -166°F (60°C to –110°C)
• Standard: 68°F to -112°F (20°C to –80°C) with data to
-166°F (–110°C)
• Ultralow: -58°F to -166°F (–50°C to –110°C)
• Extended high: 140°F to -112°F (60° to –80°C) with data
to -166°F (–110°C)
Accuracy
• ±3.6°F (±2°C) from 140°F to -85°F (60°C to –65°C)
• ±5.4°F (±3°C) from -86°F to -166°F (–66°C to –110°C)
Repeatability
• ±0.9°F (±0.5°C) from (60°C to –65°C)
• ±1.8°F (±1.0°C) from (–66°C to –110°C)
Temperature
• Operating: –166°F to 158°F (–110°C to 70°C)
• Storage: 158°F (70°C) maximum
Operating Pressure
5 of Hg to 5000 psig (345 bar), limited by optional
pressure sensor—see pressure sensor ranges
Flow Range
• Gases: Static to 10,000 cm/s linear velocity at 1 atm
• Liquids: Static to 10 cm/s linear velocity at density of
1 g/cc
Response Time
Less than five seconds for 63% step change of moisture
content in either wet-up or dry-down cycle
Probe/Analyzer Separation
• Up to 2000 ft (609 m) for moisture and temperature
• Up to 500 ft (150 m) for pressure
Probe/Analyzer Compatibility
• Moisture Image Series 1 analyzer
• Moisture Image Series 2 analyzer
• Moisture Monitor Series 3 analyzer
• PM880 portable hygrometer
Probe/Analyzer Cable
8-conductor shielded
Input Voltage
1 VAC
Impedance Range
50 kS to 2 MS at 77 Hz, depending on vapor pressure
Limited Warranty
• Calibration: Six months from delivery
• Materials and workmanship: One year from delivery
Built-In Temperature Sensor
Type
Nonlinear NTC thermistor (resultant temperature
linearized by microprocessor)
Operating Range
–22°F to 158°F (–30°C to 70°C)
Accuracy
±0.9°F (±0.5°C) overall
Response Time
1 second in well-stirred oil or 10 seconds in still air for a
63% step change in increasing or decreasing
temperature
Page 4

GE
Sensing
TF Series
Specifications
©2005 GE. All rights reserved.
920-045C
All specifications are subject to change for product improvement without notice.
Moisture Image®and Moisture Monitor™ are registered trademarks and
trademarks of GE. GE®is a registered trademark of General Electric Co. Other
company or product names mentioned in this document may be trademarks or
registered trademarks of their respective companies, which are not affiliated with
GE.
www.gesensing.com
Built-In Pressure Sensor
Type
Solid-state/piezoresistive
Available Ranges
• 30 to 300 psig (3 to 21 bar)
• 50 to 500 psig (4 to 35 bar)
• 100 to 1000 psig (7 to 69 bar)
• 300 to 3000 psig (21 to 207 bar)
• 500 to 5000 psig (35 to 345 bar)
Accuracy
±1% of full scale
Pressure Rating
3 times the span of the available range to a maximum of
7500 psig (518 bar)
g
 Loading...
Loading...