

Page 1

ATEX E/F/D/N
ATEX Safety Manual for centrifugal and
positive displacement pumps
User instructions: to ensure compliance with
European Directive 94/9/EC. Original instructions.
English 3
Manuel de sécurité ATEX relatif aux pompes
centrifuges et volumétriques
Instructions utilisateur: assurer la conformite avec la Directive
Europeenne 94/9/CE. Notice originale.
ATEX-Sicherheitshandbuch für Kreisel- und
Verdängerpumpen
Anweisungen für den Benutzer: zur sicherstellung der einhaltung
der Europäischen Richtlinie 94/9/EG. Original-anweisungen.
ATEX Veiligheidshandleiding voor Centrifugale
en Verdringingspompen
Gebruikershandleiding: om overeenstemming te verzekeren
met Europese Richtlijn 94/9/EG. Oorspronkelijke
gebruiksaanwijzing.
Manual Part No: ATEX E/F/D/N 11-09
Français 7
Deutsch 11
Nederlands 16
Page 2
ATEX- E/F/D/N - 11-09
CONTENTS - ENGLISH
Page
1 GENERAL ..............................................................3
1.1 ATEX Directive 94/9/EC.................................3
1.2 Disclaimer.......................................................3
1.3 Personnel qualifications and training..............3
2 SAFETY..................................................................3
2.1 Summary of safety marking............................3
2.2 Products used in potentially explosive
atmospheres ..................................................3
2.3 Scope of compliance ......................................3
2.4 Marking...........................................................4
2.5 Avoiding excessive surface temperatures......4
2.6 Preventing the build up of explosive
mixtures..........................................................5
2.7 Preventing sparks...........................................5
2.8 Preventing leakage.........................................5
2.9 Maintenance to avoid the hazard ...................6
TABLE DES MATIERES - FRANCAIS
Page
1 GENERALITES ......................................................7
1.1 Directive ATEX 94/9/CE.................................7
1.2 Décharge de responsibilité.............................7
1.3 Qualification et formation du personnel..........7
2 SECURITE..............................................................7
2.1 Résumé des marquages de sécurité..............7
2.2 Produits utilisés dans des atmosphères
potentiellement explosibles............................7
2.3 Portée de la conformité ..................................8
2.4 Marquage........................................................8
2.5 Eviter les températures de surface
excessives .....................................................8
2.6 Empêcher la création de mélanges
explosifs.........................................................9
2.7 Empêcher les étincelles..................................9
2.8 Empêcher les fuites ......................................10
2.9 Entretien pour éviter tout danger..................10
INHALT - DEUTSCH
Seite
1 ALLGEMEINES ................................................... 11
1.1 ATEX-Richtlinie 94/9/EG.............................. 11
1.2 Haftungserklärung........................................ 11
1.3 Qualifikationen und Schulung des
Personals.....................................................11
2 SICHERHEIT........................................................11
2.1 Zusammenfassung der
Sicherheitskennzeichnungen...........................11
2.2 Geräte zur Verwendung in
explosionsgefährdeten Bereichen....................12
2.3 Konformitätsumfang...........................................12
2.4 Kennzeichnung...................................................12
2.5 Vermeidung übermäßiger
Oberflächentemperaturen.................................12
2.6 Vermeidung der Entstehung explosiver
Gemische .................................................... 14
2.7 Vermeidung von Funkenbildung .................. 14
2.8 Vermeidung von Undichtheiten....................14
2.9 Wartung zur Gefahrenvermeidung............... 14
INHOUD - NEDERLANDS
Pagina
1 ALGEMEEN......................................................... 16
1.1 ATEX Richtlijn 94/9/EG................................16
1.2 Disclaimer..................................................... 16
1.3 Bevoegdheid en training personeel ............. 16
2 VEILIGHEID......................................................... 16
2.1 Overzicht van Veiligheidsmarkeringen......... 16
2.2 Producten die gebruikt worden in potentieel
explosieve omstandigheden........................ 16
2.3 Omvang van de certificatie........................... 17
2.4 Markering ..................................................... 17
2.5 Voorkomen van excessieve
oppervlaktetemperaturen ............................ 17
2.6 Voorkomen van de opeenhoping van
explosieve mengsels ................................... 18
2.7 Voorkomen van vonken ............................... 19
2.8 Voorkomen van lekkage............................... 19
2.9 Onderhoud ter voorkoming van gevaar ....... 19
Page 2 of 20 flowserve.com
Page 3
ATEX- E/F/D/N - 11-09
English
1 GENERAL
These instructions must always be kept
close to the product's operating location or
directly with the product.
These instructions are intended to facilitate
familiarisation with the product and its permitted use
to help satisfy ATEX safety requirements. The
instructions may not have taken into account local
regulations; ensure such regulations are observed by
all, including those installing the product. Always
coordinate repair activity with operations personnel,
and follow all plant safety requirements and applicable
safety and health laws/regulations.
These instructions must be read prior
to installing, operating, using and maintaining the
equipment in any region worldwide and in
conjunction with the main user instructions
provided. The equipment must not be put into
service until all the conditions relating to safety
instructions have been met. Failure to follow and
apply the present User Instructions is considered
to be misuse. Personal injury, product damage,
delay or failure caused by misuse are not covered
by the Flowserve warranty.
1.1 ATEX Directive 94/9/EC
It is a legal requirement that machinery and
equipment put into service within certain regions of
the world shall conform with the applicable CE
Marking Directives for Equipment for Potentially
Explosive Atmospheres (ATEX).
Where applicable the Directive covers important
safety aspects relating to the equipment, its use and
the satisfactory provision of technical documents.
Where applicable this document incorporates
information relevant to these Directives. To establish
if the product itself is CE marked for a Potentially
Explosive Atmosphere check the nameplate and the
Certification provided.
1.2 Disclaimer
Information in these User Instructions is believed
to be reliable. In spite of all the efforts of
Flowserve Corporation to provide sound and all
necessary information the content of this manual
may appear insufficient and is not guaranteed by
Flowserve as to its completeness or accuracy.
1.3 Personnel qualification and training
All personnel involved in the operation, installation,
inspection and maintenance of the unit must be
qualified to carry out the work involved.
If the personnel in question do not already possess
the necessary knowledge and skill, appropriate
training and instruction must be provided. If required
the operator may commission the manufacturer/
supplier to provide applicable training.
2 SAFETY
2.1 Summary of safety marking
These instructions contain the following specific
ATEX safety marking where non-observance of the
instruction will cause a hazard.
This symbol indicates explosive atmosphere
marking according to ATEX. It is used in safety
instructions where non-compliance in the hazardous
area would cause the risk of an explosion.
This symbol is used in safety instructions to
remind not to rub non-metallic surfaces with a dry
cloth; ensure the cloth is damp. It is used in safety
instructions where non-compliance in the hazardous
area would cause the risk of an explosion.
2.2 Products used in potentially
explosive atmospheres
Measures are required to:
• Avoid excess temperature
• Prevent build up of explosive mixtures
• Prevent the generation of sparks
• Prevent leakages
• Maintain the pump to avoid hazard
The following instructions for pumps and pump units
when installed in potentially explosive atmospheres
must be followed to help ensure explosion protection.
Both electrical and non-electrical equipment must meet
the requirements of European Directive 94/9/EC.
2.3 Scope of compliance
Use equipment only in the zone for which it is
appropriate. Always check that the driver, drive
coupling assembly, seal and pump equipment are
suitably rated and/or certified for the classification of the
specific atmosphere in which they are to be installed.
Where Flowserve has supplied only the bare shaft
pump, the Ex rating applies only to the pump. The
party responsible for assembling the pump set shall
select the coupling, driver, seal and any additional
equipment, with the necessary CE Certificate/
Declaration of Conformity establishing it is suitable for
the area in which it is to be installed.
Page 3 of 20 flowserve.com
Page 4
ATEX- E/F/D/N - 11-09
rature
Temperature
The output from a variable frequency drive (VFD) can
cause additional heating affects in the motor and so, for
pump sets with a VFD, the ATEX Certification for the
motor must state that it covers the situation where
electrical supply is from the VFD. This is particular
requirement still applies even if the VFD is in a safe area.
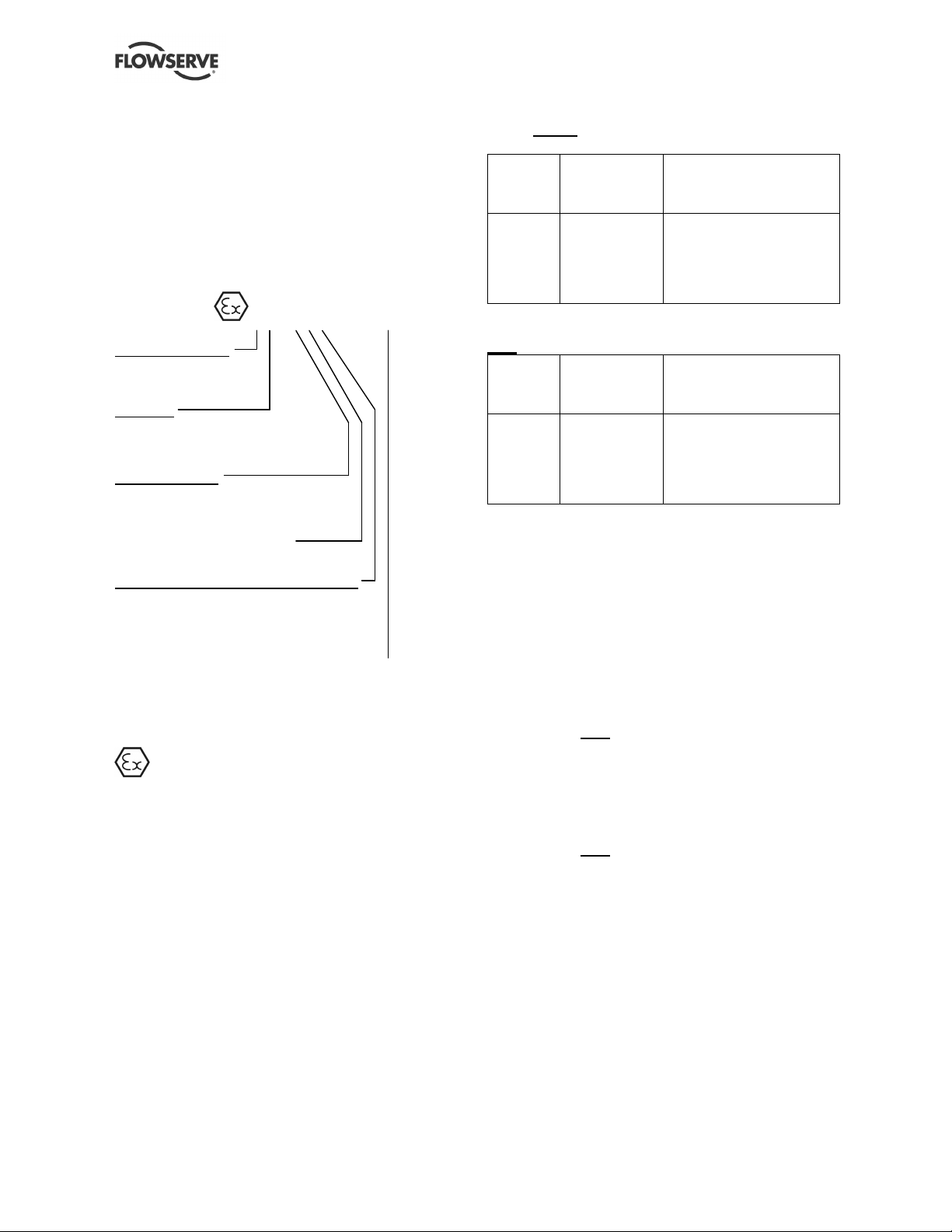
2.4 Marking
An example of ATEX equipment marking is shown
below. The actual classification of the pump will be
engraved on the nameplate.
II 2 GD c IIC 135 ºC (T4)
Equipment Group
I = Mining
II = Non-mining
Category
2 or M2 = high level protection
3 = normal level of protection
Gas and/or dust
G = Gas
D = Dust
c = Constructional safety
(in accordance with EN13463-5)
Gas Group (Equipment Category 2 only)
IIA – Propane (typical)
IIB – Ethylene (typical)
IIC – Hydrogen (typical)
Maximum surface temperature (Temperature Class)
(see section 2.5)
2.5 Avoiding excessive surface
temperatures
ENSURE THE EQUIPMENT TEMPERATURE
CLASS IS SUITABLE FOR THE HAZARD ZONE
2.5.1 Pump liquid temperature
Pumps have a temperature class as stated in the
ATEX Ex rating on the nameplate. These are based
on a maximum ambient of 40 °C (104 °F); refer to
Flowserve for higher ambient temperatures.
The surface temperature on the pump is influenced by
the temperature of the liquid handled. The maximum
permissible liquid temperature depends on the
temperature class and must not exceed the values in the
table applicable below.
The temperature rise at the seals and bearings and due
to the minimum permitted flow rate is taken into account
in the temperatures stated.
Maximum permitted liquid temperature for pumps
which do not have a magnetic drive or selfpriming casing:
Tempe
class to
EN13463-1
T6
T5
T4
T3
T2
T1
Maximum
surface
temperature
permitted
85 °C (185 °F)
100 °C (212 °F)
135 °C (275 °F)
200 °C (392 °F)
300 °C (572 °F)
450 °C (842 °F)
Temperature limit of liquid
handled (* depending on
material and construction
variant - check which is lower)
Consult Flowserve
Consult Flowserve
115 °C (239 °F) *
180 °C (356 °F) *
275 °C (527 °F) *
400 °C (752 °F) *
Maximum permitted liquid temperature for pumps
with magnetic drive or self priming casing:
class to
EN13463-1
T6
T5
T4
T3
T2
T1
Maximum
surface
temperature
permitted
85 °C (185 °F)
100 °C (212 °F)
135 °C (275 °F)
200 °C (392 °F)
300 °C (572 °F)
450 °C (842 °F)
Temperature limit of liquid
handled (* depending on
material and construction
variant - check which is lower)
Consult Flowserve
Consult Flowserve
110 °C (230 °F) *
175 °C (347 °F) *
270 °C (518 °F) *
350 °C (662 °F) *
The responsibility for compliance with the
specified maximum liquid temperature is with the
plant operator.
Temperature classification “Tx” is used when the
liquid temperature varies and when the pump is
required to be used in differently classified potentially
explosive atmospheres. In this case the user is
responsible for ensuring that the pump surface
temperature does not exceed that permitted in its
actual installed location.
2.5.2 Pumps with key driven impellers
If an explosive atmosphere exists during the
installation, do not attempt to check the direction of
rotation by starting the pump unfilled. Even a short
run time may give a high temperature resulting from
contact between rotating and stationary components.
2.5.3 Pumps with threaded on impellers
Do not attempt to check the direction of rotation with
the coupling element/pins fitted due to the risk of
severe contact between rotating and stationary
components.
2.5.4 Pumps with mechanical seal
Where there is any risk of the pump being run against a
closed valve generating high liquid and casing external
surface temperatures it is recommended that users fit an
external surface temperature protection device.
Avoid mechanical, hydraulic or electrical overload by
using motor overload trips or a power monitor and
make routine vibration monitoring.
Page 4 of 20 flowserve.com
Page 5
ATEX- E/F/D/N - 11-09
In dirty or dusty environments, regular checks must
be made and dirt removed from areas around close
clearances, bearing housings and motors.
2.5.5 Additional requirements for pumps with
magnetic drive
It is recommended for users to fit a temperature
monitor in the magnetic drive bearing/shell area when
pumping liquids with solids content or liquids that can
polymerize or freeze.
In unmanned locations where a magnetic drive is
used it is advisable to fit a vibration monitor.
2.5.6 Additional requirements for self-priming
casing pumps
Where the system operation does not ensure control of
priming, as defined in the User Instructions, and the
maximum permitted surface temperature of the T Class
could be exceeded it is recommended that users fit an
external surface temperature protection device.
2.5.7 Additional requirements for sump pumps
and vertical wet pit pumps with line shafts
Level control shall be fitted in the sump to prevent
liquid level dropping below minimum acceptable.
It is recommended that a Service Plan with vibration
monitoring is adopted. Alternatively the user should
fit external bearing housing surface temperature
protection device(s) to ensure the temperature class
(ie maximum surface temperature) is not exceeded.
For external flush the flow should be monitored.
2.6 Preventing the build up of explosive
mixtures
ENSURE PUMP IS PROPERLY FILLED AND
VENTED AND DOES NOT RUN DRY
Ensure the pump and relevant suction and discharge
pipeline system is totally filled with liquid at all times
during the pump operation, so that an explosive
atmosphere is prevented. In addition it is essential to
make sure that seal chambers, auxiliary shaft seal
systems and any heating and cooling systems are
properly filled.
If the operation of the system can not avoid this
condition it is recommended that you fit an
appropriate dry run protection device (eg liquid
detection or a power monitor).
To avoid potential hazards from fugitive emissions of
vapour or gas to atmosphere the surrounding area
must be well ventilated.
2.7 Preventing sparks
To prevent a potential hazard from mechanical
contact, the coupling guard must be non-sparking.
To avoid the potential hazard from random induced
current generating a spark, the earth contact on the
baseplate must be used.
Avoid electrostatic charge. Do not rub nonmetallic surfaces with a dry cloth; ensure the cloth is
damp.
The coupling must be selected to comply with
94/9/EC and correct alignment must be maintained.
2.7.1 Additional requirements for metallic pumps
on non-metallic baseplates
When metallic components are fitted on a nonmetallic baseplate they must be individually earthed.
2.8 Preventing leakage
2.8.1 Pumps with mechanical seal
The pump must only be used to handle liquids for
which it has been approved to have the correct
corrosion resistance.
Avoid entrapment of liquid in the pump and associated
piping due to closing of suction and discharge valves,
which could cause dangerous excessive pressures to
occur if there is heat input to the liquid. This can occur if
the pump is stationary or running.
Bursting of liquid containing parts due to freezing
must be avoided by draining or protecting the pump
and ancillary systems.
Where there is the potential hazard of a loss of a seal
barrier fluid or external flush, the fluid must be
monitored.
If leakage of liquid to atmosphere can result in a
hazard, the installation of a liquid detection device is
recommended.
2.8.2 Additional requirements for pumps with
magnetic drive
If protection greater than Categories 2 and M2 is
required, then liquid detection should be provided in
the bearing housing/support head.
Page 5 of 20 flowserve.com
Page 6
ATEX- E/F/D/N - 11-09
2.9 Maintenance to avoid the hazard
CORRECT MAINTENANCE IS REQUIRED TO
AVOID POTENTIAL HAZARDS WHICH GIVE A
RISK OF EXPLOSION
The responsibility for compliance with maintenance
instructions is with the plant operator.
To avoid potential explosion hazards during
maintenance, the tools, cleaning and painting
materials used must not give rise to sparking or
adversely affect the ambient conditions. Where there
is a risk from such tools or materials, maintenance
must be conducted in a safe area.
It is recommended that a maintenance plan and
schedule is adopted, in line with the User Instructions
provided, to include the following:
a) Any auxiliary systems installed must be monitored,
if necessary, to ensure they function correctly.
b) Gland packings must be adjusted correctly to give
visible leakage and concentric alignment of the
gland follower to prevent excessive temperature of
the packing or follower.
c) Check for any leaks from gaskets and seals. The
correct functioning of the shaft seal must be
checked regularly.
d) Check bearing lubricant level, and if the hours run
show a lubricant change is required.
e) Check that the duty condition is in the safe
operating range for the pump.
f) Check vibration, noise level and surface
temperature at the bearings to confirm satisfactory
operation.
g) Check dirt and dust is removed from areas around
close clearances, bearing housings and motors.
h) Check coupling alignment and re-align if
necessary.
Page 6 of 20 flowserve.com
Page 7

ATEX- E/F/D/N - 11-09
Français
1 GENERALITES
1.3 Qualification et formation du
personnel
Ces instructions doivent toujours être
conservées à portée du lieu d'utilisation de ce
produit ou directement avec le produit.
Ces instructions ont pour objectif de faciliter la
familiarisation avec le produit et son utilisation
autorisée afin de répondre aux critères de sécurité
ATEX. Ces instructions peuvent ne pas avoir pris en
considération les réglementations locales. Assurezvous que de telles réglementations sont respectées
par tous, y compris les personnes installant le
produit. Coordonnez toujours les activités de
réparation avec le personnel chargé des opérations
et respectez tous les critères de sécurité de l'usine
ainsi que les réglementations/lois applicables
relatives à la santé et la sécurité.
Ces instructions doivent être lues
avant d'installer, d'actionner, d'utiliser et
d'assurer l'entretien du matériel dans n'importe
quelle région du monde. Ce matériel ne doit pas
être mis en service tant que toutes les conditions
relatives aux instructions de sécurité n'ont pas
été remplies. Ne pas appliquer, ni suivre les
recommandations du présent guide d'utilisateur
serait considéré comme une mauvaise utilisation.
Les blessures de personnes, les dégâts, retards,
défaillances causés par une mauvaise utilisation
ne seront pas couverts par la garantie Flowserve.
1.1 Directive ATEX 94/9/CE
C'est conformément à une requête légale que, dans
certaines régions du monde, tout dispositif et matériel
mis en service doivent être conformes aux directives de
marquage CE applicables relatives au matériel destiné
à être utilisé en atmosphère explosible (ATEX).
Lorsque cela s'applique, la directive couvre
d'importants aspects de sécurité relatifs au matériel,
à son utilisation et à la remise satisfaisante de
documents techniques. Lorsque cela s'applique, ce
document intègre des informations importantes pour
ces directives. Afin d'établir si le produit lui-même
porte la marque CE pour une utilisation en
atmosphère explosible, veuillez consulter la plaque
signalétique et la certification fournies.
1.2 Décharge de responsabilité
Les informations contenues dans ces
instructions utilisateur sont considérées comme
fiables. En dépit de tous les efforts déployés par
Flowserve Corporation afin de fournir des
informations sûres ainsi que tous les
renseignements nécessaires, le contenu de ce
manuel peut sembler insuffisant et Flowserve ne
garantit pas qu'il soit complet ou précis.
Tout le personnel impliqué dans le fonctionnement,
l'installation, l'inspection et l'entretien du groupe doit
être qualifié afin d'effectuer le travail concerné.
Si le personnel en question ne possède pas déjà les
connaissances et compétences nécessaires, une
formation et des instructions adéquates doivent lui être
dispensées. Si nécessaire, l'opérateur peut charger le
fabricant/fournisseur de fournir la formation applicable.
2 SECURITE
2.1 Résumé des marquages de sécurité
Ces instructions comprennent les marquages de
sécurité ATEX spécifiques suivants pour lesquels le
non-respect des instructions pourrait entraîner un
danger.
Ce symbole indique l'existence d'un marquage
de zone à atmosphère explosible conformément à ce
qui est indiqué dans ATEX les instructions de sécurité
spéciales qui, si elles ne sont pas respectées dans la
zone dangereuse, pourraient générer un risque
d'explosion.
Ce symbole est utilisé dans certaines instructions
de sécurité pour rappeler de ne pas frotter les surfaces
non métalliques avec un chiffon sec et de s’assurer que
le chiffon soit humide. Il est aussi utilisé dans les
instructions de sécurité spéciales qui, si elles ne sont
pas respectées dans la zone dangereuse, pourraient
générer un risque d'explosion.
2.2 Produits utilisés dans des
atmosphères potentiellement explosibles
Des mesures sont requises pour:
• Eviter toute température excessive
• Eviter la création de mélanges explosifs
• Empêcher les étincelles
• Empêcher les fuites
• Entretenir la pompe afin d'éviter tout danger
Les instructions suivantes relatives aux pompes et
groupes de pompe doivent être respectées lorsque
ces derniers sont installés dans des zones à risques
potentiels d'explosion afin d'assurer une protection
contre toute explosion. Tant le matériel électrique
que celui qui ne l'est pas doit répondre aux exigences
de la directive européenne 94/9/CE.
Page 7 of 20 flowserve.com
Page 8

ATEX- E/F/D/N - 11-09
vérifiez
vérifiez
2.3 Portée de la conformité
N'utilisez ce matériel que dans la zone qui lui
convient. Assurez-vous toujours que l'entraînement,
l'ensemble de raccord d'entraînement, les joints et
l'équipement de la pompe sont convenablement
évalués et/ou certifiés pour le marquage de
l'atmosphère spécifique dans laquelle ils vont être
installés.
Lorsque Flowserve a fourni uniquement la pompe à
axe, le marquage Ex ne s'applique qu'à la pompe. La
partie responsable de l'assemblage de la pompe doit
sélectionner le raccord, l'entraînement, le joint et tout
autre matériel supplémentaire, avec la déclaration de
conformité/le certificat CE nécessaires établissant qu'il
est adapté à la zone dans laquelle il va être installé.
La sortie d'un entraînement à fréquence variable
(VFD) peut engendrer un échauffement
supplémentaire dans le moteur. Pour les groupes
électropompes avec un VFD la certification ATEX
pour le moteur doit déclarer qu'elle est aussi
applicable pour les cas où l'alimentation est fournie
par un VFD. Ceci est obligatoire même si le VFD est
dans une zone sécurisée.
2.4 Marquage
Un exemple de la marque d'équipement ATEX est
donné ci-dessous. La classification réelle de la
pompe sera gravée sur sa plaque signalétique.
II 2 GD c IIC 135 ºC (T4)
Groupe d'équipement
I = Activité minière
II = Activité autre
que minière
Catégorie
2 ou M2 = protection haute
3 = protection normale
Gaz et/ou poussière
G = Gaz
D = Poussière
c = Sureté de construction
(suivant EN13463-5)
Groupe de gaz (équipement de
catégorie 2 uniquement)
IIA - Propane (typique)
IIB - Éthylène (typique)
IIC - Hydrogène (typique)
Température maximum de surface (classe de
température) (voir section 2.5)
2.5 Eviter les températures de surface
excessives
ASSUREZ-VOUS QUE LA CATEGORIE DE
TEMPERATURE DU MATERIEL EST ADAPTEE A
LA ZONE DE DANGER
2.5.1 Température du liquide de la pompe
Les pompes ont une classe de température telle
qu'indiquée dans le marquage ATEX sur la plaque
signalétique. Elles sont basées sur une température
ambiante maximum de 40 °C (104 °F). Veuillez
consulter Flowserve pour des températures
ambiantes supérieures.
La température de surface sur la pompe est influencée
par la température du liquide traité. La température de
liquide maximum acceptée dépend de la classe de
température et ne doit pas dépasser les valeurs
indiquées dans le tableau applicable ci-dessous.
L'augmentation de température au niveau des joints,
des paliers et due au débit minimum accepté est
prise en compte dans les températures indiquées.
Température de liquide maximale acceptée pour les
pompes n'étant pas équipées d'un entraînement
magnétique ou d'un boîtier à auto-amorçage:
Classe de
température
selon
EN13463-1
T6
T5
T4
T3
T2
T1
Température de liquide maximale acceptée pour
les pompes étant équipées d'un entraînement
magnétique ou d'un boîtier à auto-amorçage:
Classe de
température
selon
EN13463-1
T6
T5
T4
T3
T2
T1
C'est l'opérateur de l'usine qui est responsable de
la conformité avec la température maximum de
liquide spécifiée.
Classification de la température "Tx" est employée
quand la température du liquide varie et quand la
pompe est exigée pour être utilisée en atmosphères
explosif différemment classifiées. Dans ce cas-ci
l´utilisateur est résponsable de s´assurer que la
température de surface de pompe n´excéde pas,
celle autorisée dans son endroit réel installée.
Température
de surface
maximum
acceptée
85 °C (185 °F)
100 °C (212 °F)
135 °C (275 °F)
200 °C (392 °F)
300 °C (572 °F)
450 °C (842 °F)
Température
de surface
maximum
acceptée
85 °C (185 °F)
100 °C (212 °F)
135 °C (275 °F)
200 °C (392 °F)
300 °C (572 °F)
450 °C (842 °F)
Limite de température du liquide
traité (* selon le matériau et la
variante de construction -
laquelle est la plus basse)
Consulter Flowserve
Consulter Flowserve
115 °C (239 °F) *
180 °C (356 °F) *
275 °C (527 °F) *
400 °C (752 °F) *
Limite de température du liquide
traité (* selon le matériau et la
variante de construction -
laquelle est la plus basse)
Consulter Flowserve
Consulter Flowserve
110 °C (230 °F) *
175 °C (347 °F) *
270 °C (518 °F) *
350 °C (662 °F) *
Page 8 of 20 flowserve.com
Page 9

ATEX- E/F/D/N - 11-09
2.5.2 Pompes avec roues entraînées par
clavettes
S'il existe une atmosphère explosible pendant
l'installation, n'essayez pas de vérifier le sens de la
rotation en démarrant la pompe à vide. Un délai, même
court, de fonctionnement pourrait générer une
température élevée du fait du contact entre les
composants rotatifs et fixes.
2.5.3 Pompes avec roues entraînées par filetages
N'essayez pas de vérifier le sens de la rotation avec
les éléments de raccord/broches installés du fait du
risque de contact grave entre les composants rotatifs
et fixes.
2.5.4 Pompes avec garniture mécanique
d'étanchéité
S'il existe un risque que la pompe soit mise en
fonctionnement sur une vanne fermée générant des
températures de surface externe du corps et de
liquide élevées, nous recommandons aux utilisateurs
d'installer un dispositif de protection de température
de surface externe.
Evitez toute surcharge mécanique, hydraulique ou
électrique en utilisant des bras de commande d'arrêt
automatique en cas de surcharge moteur ou un
contrôleur d'intensité puis effectuez un contrôle de
vibration de routine.
Dans des environnements sales ou poussiéreux, il
est nécessaire d'effectuer régulièrement des
contrôles et d'enlever la saleté des zones se trouvant
autour des écartements proches, des corps de palier
et des moteurs.
2.5.5 Exigences supplémentaires pour les
pompes dotées d'un entraînement magnétique
Nous recommandons aux utilisateurs d'installer un
contrôleur de température dans la zone du palier
d'entraînement magnétique/du revêtement lors du
pompage de liquides à contenu solide ou de liquides
pouvant se polymériser ou geler.
Dans les endroits non équipés où un entraînement
magnétique est utilisé, il est conseillé d'installer un
contrôleur de vibrations.
2.5.6 Exigences supplémentaires pour les
pompes dotées d'un boîtier à auto-amorçage
Lorsque le fonctionnement du système n'assure pas
un contrôle de l'amorçage, tel qu'il est défini dans les
instructions utilisateur, et que la température de
surface maximum acceptée de la classe T pourrait
être dépassée, il est recommandé aux utilisateurs
d'installer un dispositif de protection de température
de surface externe.
2.5.7 Exigences supplémentaires pour les
pompes à carter et les pompes à corps noyé
verticales à lignes d'arbre
Il convient d'installer un contrôle de niveau dans le
carter afin d'éviter que le niveau de liquide ne
devienne inférieur au minimum acceptable.
Il est recommandé d'adopter un plan d'entretien avec
contrôle des vibrations, l'utilisateur devra dans le cas
contraire installer un (des) dispositif(s) de protection de
température de surface du corps de palier externe afin
d'assurer que la classe de température, c'est à dire la
température de surface maximum, n'est pas dépassée.
Le débit de purge externe doit être contrôlé.
2.6 Empêcher la création de mélanges
explosifs
S'ASSURER QUE LA POMPE EST
CORRECTEMENT REMPLIE ET VENTILEE ET NE
FONCTIONNE PAS A SEC
Assurez-vous que la pompe et les conduits d'aspiration
et de refoulement concernés sont totalement remplis de
liquide en permanence au cours du fonctionnement de
la pompe afin d'empêcher la création d'une atmosphère
explosible. De plus, il est essentiel de s'assurer que les
chambres d'étanchéité, les systèmes d'étanchéité
d'arbre auxiliaire ainsi que tous les systèmes de
chauffage et de refroidissement sont correctement
remplis.
Si le fonctionnement du système ne peut pas éviter
cette condition, il est recommandé d'installer un
dispositif adéquat de protection contre le
fonctionnement à sec (par ex. une détection de
liquide ou un contrôleur d'intensité).
Afin d'éviter tous dangers potentiels dus à des
émissions fugitives de vapeur ou de gaz dans
l'atmosphère, la zone environnante doit être bien
ventilée.
2.7 Empêcher les étincelles
Pour éviter tout danger potentiel du fait d'un
contact mécanique, le dispositif de protection des
raccords doit être antiétiencelles.
Veuillez utiliser le contact de mise à la terre sur le
socle afin d'éviter tout danger potentiel du fait d'un
courant induit statistique générant une étincelle.
Eviter la création d'une charge électrostatique:
ne pas frotter des surfaces non-métalliques avec un
chiffon sec. S'assurer que le chiffon est humide.
L'accouplement doit être sélectionné conformément à
94/9/CE, et l'alignement correct doit être vérifié
périodiquement.
Page 9 of 20 flowserve.com
Page 10

ATEX- E/F/D/N - 11-09
2.7.1 Exigences supplémentaires pour les
pompes métalliques sur socles non-métalliques
Lorsque des composants métalliques sont installés
sur un socle non-métallique, ils doivent être
raccordés à la masse individuellement.
2.8 Empêcher les fuites
2.8.1 Pompes avec garniture d'étanchéité
mécanique
La pompe ne doit être utilisée que pour traiter des
liquides pour lesquels elle a été approuvée comme
ayant la bonne résistance à la corrosion.
Evitez que du liquide ne soit prisonnier dans la
pompe et la tuyauterie associée du fait de la
fermeture des vannes, à l'aspiration et au
refoulement, car cela pourrait entraîner des pressions
dangereuses excessives en cas d'entrée de chaleur
dans le liquide. Ceci peut se produire si la pompe est
à l'arrêt ou en fonctionnement.
Vous devez éviter que des pièces contenant du
liquide n'éclatent car ce dernier a gelé en vidangeant
ou en protégeant la pompe et les systèmes
accessoires.
Lorsqu'il existe un danger potentiel de perte d'un
liquide de barrière d'étanchéité ou d'arrosage
externe, le liquide de la barrière doit être contrôlé.
Si une fuite de ce liquide dans l'atmosphère peut être
source de danger, l'installation d'un dispositif de
détection de liquide est recommandée.
2.8.2 Exigences supplémentaires pour les
pompes dotées d'un entraînement magnétique
Si le niveau de protection requis est supérieur à celui
de catégories 2 et M2 il faut alors équiper le corps de
palier/la tête de support d'une détection de liquide.
2.9 Entretien pour éviter tout danger
Il est recommandé d'adopter un programme et un
plan d'entretien, conforme aux instructions utilisateur
fournies, afin d'inclure les éléments suivants:
a) Tous les systèmes accessoires installés doivent
être contrôlés, si nécessaire, afin de s'assurer
qu'ils fonctionnent correctement.
b) Les boutons d'étanchéité doivent être réglés
correctement afin de fournir une fuite visible et un
alignement concentrique du fouloir pour éviter une
température excessive de la garniture d'étanchéité
ou du fouloir.
c) Contrôler toute fuite possible au niveau des joints
plats et des joints. Il faut vérifier régulièrement
que la boîte d'étanchéité fonctionne correctement.
d) Contrôler le niveau de lubrifiant du palier et si la
durée de fonctionnement indique qu'il est
nécessaire de changer le lubrifiant.
e) S'assurer que la condition de rendement est dans
la plage de fonctionnement sûre pour la pompe.
f) Contrôler les vibrations, le niveau sonore et la
température de surface au niveau des paliers afin
de confirmer que le fonctionnement est
satisfaisant.
g) S'assurer que la poussière et la saleté sont
enlevées des zones situées à proximité des
écartements proches, des corps de palier et des
moteurs.
h) Contrôler l'alignement des raccords et les
réaligner si nécessaire.
UN ENTRETIEN CORRECT EST REQUIS
AFIN D'EVITER TOUT DANGER POTENTIEL
GENERANT UN RISQUE D'EXPLOSION
C'est l'opérateur de l'usine qui est responsable de
se conformer aux instructions d'entretien.
Pour éviter tout danger potentiel d'explosion au cours
de l'entretien, les outils ainsi que les matériaux de
nettoyage et de peinture utilisés ne doivent pas
générer des étincelles ni avoir un effet indésirable sur
les conditions ambiantes. Si de tels outils ou
matériaux sont susceptibles d'être utilisés, l'entretien
doit être effectué dans un lieu sûr.
Page 10 of 20 flowserve.com
Page 11

ATEX- E/F/D/N - 11-09
1 ALLGEMEINES
Diese Anweisungen sind stets in unmittelbarer
Nähe des Aufstellungsortes des Geräts, oder direkt
am Gerät selbst aufzubewahren
Diese Anweisungen sollen Ihnen dabei helfen, sich mit
dem Gerät und seinen zulässigen Anwendungsarten
vertraut zu machen, und dadurch zur Einhaltung der
ATEX-Sicherheitsanforderungen beitragen. Bei diesen
Anweisungen fanden lokale Verordnungen
möglicherweise keine Berücksichtigung. Bitte achten
Sie jedoch darauf, dass auch derartige Verordnungen
von allen Personen, einschließlich jenen, die mit der
Montage des Geräts betraut sind, eingehalten werden.
Koordinieren Sie allfällige Reparaturarbeiten stets mit
dem Bedienpersonal, erfüllen Sie alle
Anlagensicherheitsauflagen und befolgen Sie alle
geltenden sicherheits- und gesundheitsrelevanten
Gesetze/Verordnungen.
Diese Anweisungen sollten vor
Montage, Betrieb, Gebrauch und Wartung der
Geräte in allen Teilen der Welt zusammen mit den
mitgelieferten Haupt-Benutzeranweisungen
durchgelesen werden. Die Geräte dürfen erst
dann in Betrieb genommen werden, wenn alle
sich auf Sicherheitsanweisungen beziehenden
Bedingungen erfüllt worden sind. NichtBefolgung und -Anwendung der vorliegenden
Benutzeranweisungen gilt als Missbrauch.
Körperverletzungen, Produktschäden,
Verzögerungen oder Versagen, die durch
Missbrauch verursacht werden, fallen nicht unter
die Flowserve Garantie.
1.1 ATEX-Richtlinie 94/9/EG
Von Rechts wegen müssen Maschinen und Geräte,
welche in bestimmten Gebieten der Welt in Betrieb
genommen werden, die geltenden CEKennzeichnungs-Richtlinien für Geräte zur Verwendung
in explosionsgefährdeten Bereichen (ATEX) erfüllen.
Dort, wo sie Gültigkeit besitzt, deckt die Richtlinie
wichtige Sicherheitsaspekte hinsichtlich der Geräte,
deren Verwendung und der zufriedenstellenden
Bereitstellung technischer Unterlagen ab. Dieses
Dokument enthält Informationen, die für diese
Richtlinien von Relevanz sind. Um festzustellen, ob das
jeweilige Gerät mit einer CE-Kennzeichnung für eine
potenziell explosive Atmosphäre versehen ist, müssen
Sie das Typenschild und die bereitgestellte
Zertifizierung kontrollieren.
Deutsch
1.2 Haftungserklärung
Die in diesen Anweisungen für den Benutzer
enthaltenen Informationen gelten als zuverlässig.
Trotz aller Bemühungen der Flowserve
Corporation, korrekte und alle erforderlichen
Informationen bereitzustellen, kann der Inhalt
dieses Handbuchs unvollständig scheinen, und
Flowserve lehnt jegliche Garantie hinsichtlich
seiner Vollständigkeit und Genauigkeit ab.
1.3 Qualifikationen und Schulung des
Personals
Das gesamte an Betrieb, Montage, Prüfung und
Wartung des Aggregats beteiligte Personal hat
entsprechend qualifiziert zu sein, um die damit in
Verbindung stehenden Arbeiten auszuführen.
Wenn das betreffende Personal noch nicht über die
erforderlichen Kenntnisse und Fähigkeiten verfügt, ist
es entsprechend zu schulen und zu unterweisen.
Erforderlichenfalls kann der Betreiber den
Hersteller/Lieferanten damit beauftragen, die
entsprechende Schulung durchzuführen.
2 SICHERHEIT
2.1 Zusammenfassung der
Sicherheitskennzeichnungen
Diese Anweisungen enthalten die folgenden
spezifischen ATEX-Sicherheitskennzeichnungen, wobei
jegliche Nichtbeachtung der Anweisung eine Gefahr
nach sich zieht.
Dieses Symbol stellt die Kennzeichnung einer
Zone mit explosiver Atmosphäre gemäß ATEX dar. Es
wird in Sicherheitsanweisungen dargestellt, wobei die
Nichtbeachtung im Gefahrenbereich eine
Explosionsgefahr nach sich ziehen würde.
Dieses Symbol wird in den Sicherheitsvorschriften
verwendet und soll daran erinnern, dass nichtmetallische Oberflächen nicht mit einem trockenen
Tuch abgerieben werden dürfen; stellen Sie sicher,
dass das Tuch feucht ist. Es wird in den
Sicherheitsvorschriften verwendet, in denen bei
Zuwiderhandlung in einem gefährlichen Bereich die
Gefahr besteht eine Explosion auszulösen.
Page 11 of 20 flowserve.com
Page 12

ATEX- E/F/D/N - 11-09
2.2 Geräte zur Verwendung in
explosionsgefährdeten Bereichen
Maßnahmen sind erforderlich, um:
• Übertemperaturen zu vermeiden
• das Entstehen explosiver Gemische zu verhindern
• die Bildung von Funken zu verhindern
• Undichtheiten zu verhindern
• die Pumpe zu warten, um Gefahren zu vermeiden
Die folgenden Anweisungen für Pumpen und
Pumpenaggregate müssen, wenn diese in
explosionsgefährdeten Bereichen aufgestellt werden,
befolgt werden, um zur Gewährleistung des Schutzes
vor Explosionen beizutragen. Sowohl elektrische als
auch nichtelektrische Geräte müssen den
Anforderungen der Europäischen Richtlinie 94/9/EG
entsprechen.
2.3 Konformitätsumfang
Verwenden Sie Geräte nur in Bereichen, für die
sie geeignet sind. Überzeugen Sie sich stets davon,
dass der Antrieb, die Kupplung, die Dichtung und die
Pumpe auch wirklich entsprechend der Klassifizierung
des explosionsgefährdeten Bereichs, in dem sie
aufgestellt werden sollen, geeignet ausgelegt und/oder
zertifiziert sind.
In Fällen, in denen Flowserve nur die Pumpe ohne
Antrieb bereitgestellt hat, gilt die "Ex"- Kennzeichnung
nur für die Pumpe. Die für die Montage des kompletten
Aggregats zuständige Partei muss die Kupplung, den
Antrieb, die Dichtung und alle zusätzlichen
Ausstattungen auswählen, wobei anhand des/der
erforderlichen CE-Konformitätszertifikats/-erklärung
festgestellt wird, dass sie sich für den Bereich, in
welchem sie aufgestellt werden, eignen.
Bei Verwendung eines Frequenzumrichters (FU)
können Streuströme zu einer zusätzlichen
Erwärmung des Motors führen. Für Pumpen, die mit
frequenzgesteuerten Antrieben ausgestattet sind,
muß die ATEX Zertifizierung des Motors die
Anspeisung durch einen FU berücksichtigen. Dies
gilt auch dann, wenn der FU in einem sicheren
Bereich installiert ist.
2.4 Kennzeichnung
Ein Beispiel für die ATEX Geräteklassen
Kennzeichnung wird unten gezeigt. Die aktuelle
Klassifizierung ist dem Pumpenschild zu entnehmen.
II 2 GD c IIC 135 ºC (T4)
Gerätegruppe
I = Bergbau
II = kein Bergbau
Kategorie
2 oder M2 = Gelegentliches Auftreten
3 = Seltenes Auftreten
Gas oder Staub
G = Gas
D = Staub
c = Entzündungsschutz durch
Konstruktionssicherheit
(entsrechend EN13463-5)
Gasgruppe (nur Equipment-Kategorie 2)
IIA - Propan (normal)
IIB - Äthylen (normal)
IIC - Wasserstoff (normal
Zulässige Oberflächentemperatur (Temperatur Klasse)
(Siehe Kapitel 2.5)
2.5 Vermeidung übermäßiger
Oberflächentemperaturen
ÜBERZEUGEN SIE SICH DAVON, DASS SICH
DIE GERÄTETEMPERATURKLASSE FÜR DEN
GEFAHRENBEREICH EIGNET
2.5.1 Temperatur des Fördermediums
Pumpen weisen gemäß der "ATEX Ex"-Kennzeichnung
auf dem Typenschild eine Temperaturklasse auf. Diese
beruht auf einer maximalen Umgebungstemperatur von
40 °C (104 °C). Bezüglich höherer
Umgebungstemperaturen wenden Sie sich bitte an
Flowserve.
Die Oberflächentemperatur der Pumpe wird durch die
Temperatur der geförderten Flüssigkeit beeinflusst. Die
höchstzulässige Flüssigkeitstemperatur hängt von der
Temperaturklasse ab und darf die Werte in der
nachfolgenden Tabelle nicht überschreiten. Der
Temperaturanstieg an den Dichtungen, Lagern und bei
Mindestfördermenge wird bei der Temperaturangabe
berücksichtigt.
Page 12 of 20 flowserve.com
Page 13

ATEX- E/F/D/N - 11-09
zulässige
Höchstzulässige Flüssigkeitstemperatur für
Pumpen, die keinen Magnetantrieb haben bzw.
nicht selbstansaugend sind:
Temperatur-
klasse
gemäß
EN13463-1
T6
T5
T4
T3
T2
T1
Höchst-
zulässige
Oberflächen-
temperatur
85 °C (185 °F)
100 °C (212 °F)
135 °C (275 °F)
200 °C (392 °F)
300 °C (572 °F)
450 °C (842 °F)
Temperaturgrenzwert der
geförderten Flüssigkeit
(* abhängig von Material und
Konstruktionsvariante -
überprüfen, welcher der beiden
Werte niedriger ist)
Rückfrage bei Flowserve
Rückfrage bei Flowserve
115 °C (239 °F) *
180 °C (356 °F) *
275 °C (527 °F) *
400 °C (752 °F) *
Höchstzulässige Flüssigkeitstemperatur für
Pumpen mit Magnetantrieb bzw.
selbstansaugende Pumpen:
Temperatur-
klasse
gemäß
EN13463-1
T6
T5
T4
T3
T2
T1
Höchst-
Oberflächen-
temperatur
85 °C (185 °F)
100 °C (212 °F)
135 °C (275 °F)
200 °C (392 °F)
300 °C (572 °F)
450 °C (842 °F)
Temperaturgrenzwert der
geförderten Flüssigkeit
(* abhängig von Material und
Konstruktionsvariante -
überprüfen, welcher der beiden
Werte niedriger ist)
Rückfrage bei Flowserve
Rückfrage bei Flowserve
110 °C (230 °F) *
175 °C (347 °F) *
270 °C (518 °F) *
350 °C (662 °F) *
Die Verantwortung für die Einhaltung der
vorgegebenen höchstzulässigen
Flüssigkeitstemperatur liegt beim Anlagenbetreiber.
Temperaturklasse "Tx" wird verwendet, wenn sich die
Flüssigkeitstemperatur ändert und die Pumpe in einem
anderen explosionsgefährdeten Bereich betrieben wird.
In diesem Fall muss der Anwender sicherstellen, dass
die Oberflächentemperatur der Pumpe gemäß der
spezifizierten Temperaturklasse nicht überstiegen wird.
2.5.2 Pumpen mit auf der Welle geschraubten
Laufrädern
Wenn bei der Inbetriebnahme eine explosive
Atmosphäre vorherrscht, dürfen Sie nicht versuchen,
die Drehrichtung zu überprüfen, indem Sie die
Pumpe im nicht befüllten Zustand starten.
Andernfalls kann selbst eine kurze Laufzeit durch den
Kontakt zwischen sich drehenden und feststehenden
Komponenten zu hohen Temperaturen führen.
2.5.3 Pumpen mit auf der Welle aufgeschobenen
Laufrädern
Versuchen Sie auf Grund der Gefahr des Verreibens
zwischen sich drehenden und feststehenden
Komponenten nicht, die Drehrichtung mit montierten
Kupplungselementen/Stiften zu überprüfen.
2.5.4 Pumpen mit Gleitringdichtung
In Fällen, in denen die Gefahr besteht, dass die
Pumpe gegen ein geschlossenes Ventil betrieben
wird, was hohe Flüssigkeits- und
Gehäuseoberflächen-temperaturen nach sich zieht,
wird empfohlen, eine externe Oberflächentemperaturüberwachung anzubringen.
Vermeiden Sie mechanische, hydraulische oder
elektrische Überlastzustände, indem Sie einen
Motorüberlastschalter oder eine
Leistungsüberwachung vorsehen, und führen Sie
eine routine-mäßige Vibrationsüberwachung durch.
In schmutziger oder staubiger Umgebung sind
regelmäßige Kontrollen durchzuführen, und Schmutz
ist aus Bereichen rund um enge Zwischenräume,
Lager-gehäuse und Motoren zu entfernen.
2.5.5 Zusätzliche Anforderungen für Pumpen mit
Magnetantrieb
Benutzern wird empfohlen, eine Temperaturüberwachung im Bereich des Magnetantriebs-lagers
bzw. des Spalttopfes zu montieren, wenn
Flüssigkeiten mit Feststoffgehalt oder Flüssigkeiten,
welche polymerisieren oder gefrieren können,
gefördert werden.
An unbemannten Orten, an denen ein Magnetantrieb
verwendet wird, ist es ratsam, eine Vibrationsüberwachung zu installieren.
2.5.6 Zusätzliche Anforderungen für
selbstansaugende Pumpen
In Fällen, in denen die Ansaugung der Flüssigkeit nicht
entsprechend der Benutzeranweisung durch den
Betrieb der Anlage gewährleistet werden kann, und in
denen die höchstzulässige Oberflächentemperatur der
T-Klasse überschritten werden könnte, empfiehlt es
sich, eine externe Oberflächentemperaturschutzvorrichtung anzubringen.
2.5.7 Zusätzliche Anforderungen für
Sumpfpumpen und vertikale Gestängepumpen
Es ist eine Pegelregelung im Sumpf zu montieren,
um zu verhindern, dass der Flüssigkeitspegel unter
den zulässigen Mindestwert fällt.
Es empfiehlt sich, einen Wartungsplan aufgrund von
Vibrationsmessungen zu erstellen. Zusätzlich sollte der
Benutzer eine externe Überwachung der
Oberflächentemperatur des Lagergehäuses vorsehen,
um zu gewährleisten, dass die Temperaturklasse, d.h.
die maximale Oberflächentemperatur, nicht
überschritten wird. Bei externer Spülung der Lager
sollte der Durchfluss überwacht werden.
Page 13 of 20 flowserve.com
Page 14

ATEX- E/F/D/N - 11-09
2.6 Vermeidung der Entstehung
explosiver Gemische
ÜBERZEUGEN SIE SICH, DASS DIE PUMPE
KOMPLETT GEFÜLLT UND ENTLÜFTET IST UND
NICHT TROCKEN LÄUFT
Vergewissern Sie sich, dass die Pumpe und das
zugehörige Rohrleitungssystem jederzeit während
des Pumpenbetriebs völlig mit Flüssigkeit gefüllt ist,
so dass die Entstehung eines explosiven Gemisches
verhindert wird. Zudem ist es von wesentlicher
Bedeutung sicherzustellen, dass Dichtungsräume,
Dichtungssysteme und jegliche Heiz- und
Kühlsysteme entsprechend befüllt sind.
Wenn beim Betrieb der Anlage Trockenlauf nicht
auszuschließen ist, wird empfohlen, eine
entsprechende Trockenlauf-Schutzvorrichtung zu
montieren (z.B. Durchfluß- oder Leistungsüberwachung)
Um mögliche Gefahren durch in die Atmosphäre
entweichende Dampf- oder Gasemissionen zu
vermeiden, ist der umliegende Bereich gut zu belüften.
2.7 Vermeidung von Funkenbildung
Der Kupplungsschutz muss aus
nichtfunkendem Material sein, um die Bildung von
Funken infolge von mechanischem Kontakt zu
unterbinden.
Der Erdungskontakt auf der Grundplatte muss
verwendet werden, um die Funkenbildung durch
Fehlerströme zu vermeiden.
Vermeiden Sie elektrostatische Ladungen: Reiben
Sie nichtmetallische Oberflächen nicht mit einem
trockenen Tuch ab; stellen Sie sicher, dass das Tuch
feucht ist.
Die Kupplung muss entsprechend 94/9/EG
ausgewählt werden.
2.7.1 Zusätzliche Anforderungen für metallische
Pumpen auf nichtmetallischen Grundplatten
Wenn metallische Komponenten auf einer
nichtmetallischen Grundplatte montiert werden,
müssen diese einzeln geerdet werden.
2.8 Vermeidung von Undichtheiten
2.8.1 Pumpen mit mechanischer Dichtung
Die Pumpe darf nur zur Förderung von Flüssigkeiten
verwendet werden, für welche sie aufgrund der
Korrosionsbeständigkeit zugelassen wurde.
Vermeiden Sie einen Betrieb der Pumpe gegen ein
geschlossenes Saug- und/oder
Druckrohrleitungssystem. Die damit verbundene
Wärmeentwicklung kann gefährliche Überdrücke
verursachen. Das kann sowohl laufende als auch
stillstehende Pumpen betreffen.
Bei Frostgefahr muss die Pumpe samt zugehörigen
Leitungen entleert werden.
Sperrsysteme für Gleitringdichtungen müssen
hinsichtlich Leckage des Fördermediums und des
Sperrmediums überwacht werden.
Wenn das Austreten von Fördermedium und/oder
Sperrmedium in die Atmosphäre eine Gefahr nach
sich ziehen kann, wird die Montage eines
Leckagewächters empfohlen.
2.8.2 Zusätzliche Anforderungen für Pumpen mit
Magnetantrieb
Wenn eine höhere Schutzklasse als Kategorie 2 und
M2 erforderlich ist, sollte ein Leckagewächter im
Lagergehäuse/Lagerlaterne vorgesehen werden.
2.9 Wartung zur Gefahrenvermeidung
EINE ORDNUNGSGEMÄSSE WARTUNG IST
ERFORDERLICH, UM MÖGLICHE GEFAHREN, DIE
EIN EXPLOSIONSRISIKO NACH SICH ZIEHEN, ZU
VERMEIDEN
Die Verantwortung für das Einhalten der
Wartungsanweisungen liegt beim Anlagenbetreiber.
Um möglichen Explosionsgefahren bei der Wartung
vorzubeugen, dürfen die Werkzeuge, die Reinigungsund die Lackiermaterialien weder Funken erzeugen
noch die Umgebungsbedingungen auf andere Weise
nachteilig beeinflussen. Falls auf Grund derartiger
Werkzeuge oder Materialien eine Gefahr besteht, ist
die Wartung in einem sicheren Bereich
durchzuführen.
Page 14 of 20 flowserve.com
Page 15

ATEX- E/F/D/N - 11-09
Es wird empfohlen, einen terminisierten
Wartungsplan entsprechend den mitgelieferten
Benutzeranweisungen zu erstellen, welcher folgende
Punkte abdecken soll:
a) Jedwede installierten Hilfssysteme müssen
gegebenenfalls überwacht werden, um
sicherzustellen, dass sie einwandfrei
funktionieren.
b) Stopfbüchspackungen müssen so eingestellt
werden, dass sich eine sichtbare Leckage ergibt.
Dadurch werden zu hohe Temperaturen in der
Stopfbüchse vermieden.
c) Überprüfen Sie Dichtungen auf Leckage. Die
einwandfreie Funktion der Wellenabdichtung ist
regelmäßig zu überprüfen.
d) Überprüfen Sie den Lagerschmiermittelpegel, und
ob die bereits verstrichenen Betriebsstunden
einen Schmiermittelwechsel erfordern.
e) Überzeugen Sie sich davon, dass der
Betriebszustand innerhalb des sicheren
Betriebsbereichs für die Pumpe liegt.
f) Kontrollieren Sie Vibrationen, Lärmpegel und
Oberflächentemperatur der Lagergehäuse, um
einen zufriedenstellenden Betriebszustand der
Lager zu bestätigen.
g) Überzeugen Sie sich, dass enge Zwischenräume,
Lagergehäuse und Motoren von Schmutz und
Staub befreit sind.
h) Überprüfen Sie die Kupplungsausrichtung und,
falls erforderlich, korrigieren Sie diese.
Page 15 of 20 flowserve.com
Page 16

ATEX- E/F/D/N - 11-09
1 ALGEMEEN
Deze instructies dienen altijd in de buurt van
de werkplek van het product of samen met het
product bewaard te worden
Deze instructies zijn bedoeld voor de kennismaking met
het product en het toegestane gebruik om te voldoen
aan de ATEX veiligheidsvereisten. De instructies
houden niet noodzakelijk rekening met de plaatselijke
voorschriften; zorg ervoor dat dergelijke voorschriften
door iedereen worden opgevolgd, inclusief die personen
die het product installeren. Coördineer
reparatiewerkzaamheden altijd met het bedienend
personeel en volg alle veiligheidsvoorschriften van de
fabriek en de van toepassing zijnde voorschriften voor
arbeidsveiligheid en hygiëne.
Deze gebruiksaanwijzing moet gelezen
worden voordat de apparaatuur geïnstalleerd,
bestuurt, gebruikt en onderhouden wordt, waar ook
ter wereld en in overeenstemming met de
meegeleverde hoofdgebruiksaanwijzing. De
apparatuur mag niet gebruikt worden totdat aan alle
voorwaarden met betrekking tot veiligheid voldaan
is. Het negeren en niet toepassen van de huidige
gebruiksaanwijzing wordt als misbruik gezien.
Lichamelijk letsel, productschade, vertraging of
storingen veroorzaakt door misbruik vallen niet
onder de garantie van Flowserve.
1.1 ATEX Richtlijn 94/9/EG
Het is een wettelijke verplichting dat machines en
apparatuur die gebruikt worden in bepaalde regio's in
de wereld voldoen aan de van toepassing zijnde CE
Merkteken Richtlijnen voor Apparatuur voor
Potentieel Explosieve Atmosferen (ATEX).
Waar van toepassing behandelt de Richtlijn
belangrijke veiligheidsaspecten met betrekking tot de
apparatuur, het gebruik daarvan en het in
toereikende mate ter beschikking stellen van
technische documenten. Waar van toepassing bevat
dit document relevante informatie met betrekking tot
deze Richtlijn. Om vast te stellen of het product zelf
CE gecertificeerd is voor Potentieel Explosieve
Atmosferen controleer het naamplaatje en de
bijgeleverde Certificaten.
1.2 Disclaimer
De informatie in deze Gebruikershandleiding wordt
betrouwbaar geacht. Ondanks alle inspanningen
van de Flowserve Corporation om de juiste en alle
noodzakelijke informatie te verstrekken kan de
inhoud van deze handleiding onvoldoende blijken
en de compleetheid en accuratesse kan niet door
Flowserve worden gegarandeerd.
Nederlands
1.3 Bevoegdheid en training personeel
Al het personeel dat betrokken is bij de bediening,
installatie en onderhoud van de machine dient
bevoegd te zijn om dit werk uit te voeren.
Indien het betrokken personeel de noodzakelijke
kennis en vakkundigheid niet al bezit, dan dient
gezorgd te worden voor geschikte training en
instructie. Indien gewenst kan de gebruiker de
fabrikant/leverancier opdracht geven de van
toepassing zijnde training te leveren.
2 VEILIGHEID
2.1 Overzicht van Veiligheidsmarkeringen
Deze instructies bevatten de volgende specifieke
ATEX veiligheidsmarkeringen waarbij het niet
opvolgen van de instructies gevaar oplevert.
Dit symbool duidt op een zonemerkteken voor
een explosieve atmosfeer in overeenstemming met
ATEX en de speciale veiligheidsinstructies, waarvan
het niet opvolgen in de gevarenzone het risico van
een explosie teweegbrengt.
Dit symbool in de veiligheidsinstructies geeft
aan dat niet metalen delen niet met een droge doek
gewreven mogen worden. Een doek moet altijd
vochtig zijn. Het niet opvolgen van deze
veiligheidsinstructie in de gevarenzone leidt tot het
risico van een explosie.
2.2 Producten die gebruikt worden in
potentieel explosieve omstandigheden
Maatregelen zijn vereist om:
• Excessieve temperaturen te vermijden
• De opeenhoping van explosieve mengsels te
voorkomen
• Vonken te voorkomen
• Lekkage te voorkomen
• Onderhoud te plegen aan de pomp ter
voorkoming van gevaar
De volgende instructies voor pompen en
pompeenheden die geïnstalleerd worden in een
gevaarlijke omgeving dienen te worden opgevolgd om
het gevaar van explosies te helpen voorkomen. Zowel
elektrische als niet-elektrische apparatuur moet voldoen
aan de vereisten van de Europese Richtlijn 94/9/EG.
Page 16 of 20 flowserve.com
Page 17

ATEX- E/F/D/N - 11-09
2.3 Omvang van de certificatie
Gebruik apparatuur alleen in een omgeving
waarvoor deze geschikt is. Controleer altijd of de
aandrijving, de constructie van de aandrijfkoppeling,
de afdichting en de pompapparatuur de juiste
specificaties en/of certificatie hebben voor de
omgeving waar zij geïnstalleerd worden.
Waar Flowserve enkel de pomp heeft geleverd is de
"Ex"-certificering alleen van toepassing op de pomp.
De partij verantwoordelijk voor de montage van de
pompinstallatie dient de koppeling, aandrijving,
afdichting en alle eventueel bijkomende apparatuur te
selecteren met het vereiste EG Certificaat/
Overeenkomstigheidsverklaring die vaststelt dat de
apparatuur geschikt is voor de omgeving waar deze
geïnstalleerd wordt.
Het vermogen van een aandrijving met variabele
frequentie regeling (VFD) kan extra verhitting van de
motor veroorzaken. Daarom dient voor pompen met
een VFD de ATEX certificatie voor de motor te
vermelden dat deze geschikt is voor situaties waar de
elektrische stroomverzorging geleverd wordt door de
VFD. Dit speciale vereiste is ook van toepassing
wanneer de VFD in een veilige omgeving gebruikt
wordt.
2.4 Markering
Een voorbeeld van een ATEX-markering voor
apparatuur wordt hieronder getoond. De werkelijke
klassificatie van de pomp is gegraveerd op het
naamplaatje.
II 2 GD c IIC 135 ºC (T4)
Apparatuur Groep
I = Mijnbouw
II = Niet-mijnbouw
Categorie
2 of M2 = Hoog beschermingsniveau
3 = Normaal beschermingsniveau
Gas en/of stof
G = Gas
D = Stof
c = Constructieveiligheid
(in overeenstemming met EN13463-5)
Gasgroep
(alleen installatiecategorie 2)
IIA - Propaan (typisch)
IIB - Ethyleen (typisch)
IIC - Waterstof (typisch)
Maximum oppervlaktetemperatuur
(Temperatuurklasse) (zie hoofdstuk 2.5)
2.5 Voorkomen van excessieve
oppervlaktetemperaturen
ZORG ER VOOR DAT DE
TEMPERATUURKLASSE VAN DE APPARATUUR
GESCHIKT IS VOOR DE GEVARENZONE
2.5.1 Temperatuur pompvloeistof
Pompen hebben een temperatuurklasse als
aangegeven in de ATEX Ex specificatie op het
naamplaatje. Deze zijn gebaseerd op een maximum
omgevingstemperatuur van 40 °C (104 °F); raadpleeg
Flowserve voor hogere omgevingstemperaturen.
De oppervlaktetemperatuur van de pomp wordt
beïnvloed door de temperatuur van de gebruikte
vloeistof. De maximum toelaatbare
vloeistoftemperatuur is afhankelijk van de
temperatuurklasse en dient de voorgeschreven
waarden in de onderstaande van toepassing zijnde
tabel niet te overschrijden.
De voorgeschreven temperaturen houden rekening
met temperatuurstijging aan de afdichtingen, lagers
en als gevolg van de minimum doorstroomsnelheid.
Maximum toegestane vloeistoftemperatuur voor
pompen die geen Magnetische Aandrijving of
Automatische Ontstekingsmantel hebben:
Temperatuur-
klasse tot
EN13463-1
T6
T5
T4
T3
T2
T1
Maximum
toegestane
oppervlaktetemperatuur
85 °C (185 °F)
100 °C (212 °F)
135 °C (275 °F)
200 °C (392 °F)
300 °C (572 °F)
450 °C (842 °F)
Maximum toegestane vloeistoftemperatuur voor
pompen met Magnetische Aandrijving of
Automatische Ontstekingsmantel:
Temperatuur-
klasse tot
EN13463-1
T6
T5
T4
T3
T2
T1
Maximum
toegestane
oppervlaktetemperatuur
85 °C (185 °F)
100 °C (212 °F)
135 °C (275 °F)
200 °C (392 °F)
300 °C (572 °F)
450 °C (842 °F)
De verantwoordelijkheid voor het aanhouden van
de voorgeschreven maximumtemperatuur berust
bij het bedieningspersoneel.
Temperatuurlimiet van de gebruikte
vloeistof (* afhankelijk van materiaal
en constructievariant - controleer
welke lager is)
Raadpleeg Flowserve
Raadpleeg Flowserve
115 °C (239 °F) *
180 °C (356 °F) *
275 °C (527 °F) *
400 °C (752 °F) *
Temperatuurlimiet van de gebruikte
vloeistof (* afhankelijk van materiaal
en constructievariant - controleer
welke lager is)
Raadpleeg Flowserve
Raadpleeg Flowserve
110 °C (230 °F) *
175 °C (347 °F) *
270 °C (518 °F) *
350 °C (662 °F) *
Page 17 of 20 flowserve.com
Page 18

ATEX- E/F/D/N - 11-09
De Temperatuur klassificatie “Tx” wordt gebruikt als
de vloeistof temperatuur varieerd en indien vereist is
dat de pomp in verschillende Potentieel Explosieve
Atmosferen gebruikt wordt c.q. kan worden. In deze
gevallen is de gebruiker er verantwoordelijk voor zorg
te dragen dat de pomp oppervlakte temperatuur de
toegestane temperatuur van de actuele locatie niet
overschrijd
2.5.2 Pompen met spie geborgde waaiers
Indien er sprake is van een explosieve atmosfeer
tijdens de installatie probeer dan niet om de
draairichting te controleren door de pomp ongevuld te
starten. Zelfs een korte looptijd kan een hoge
temperatuur veroorzaken als gevolg van contact
tussen de draaiende en stilstaande onderdelen.
2.5.3 Pompen met opgeschroefde waaiers
Probeer niet om de draairichting te controleren met
behulp van de roterende koppelingselementen/
borgpennen vanwege het risico van heftig contact
tussen de bewegende en niet-bewegende
onderdelen.
2.5.4 Pompen met mechanische afdichting
Indien er enig gevaar bestaat dat de pomp tijdens
bedrijf tegen een gesloten klep kan draaien,
waardoor hoge vloeistoftemperaturen en hoge
temperaturen van het pompoppervlak kunnen
ontstaan, wordt aangeraden dat gebruikers een
temperatuurbeveiliging monteren tegen hoge externe
oppervlaktetemperaturen.
Vermijdt mechanische, hydraulische of elektrische
overbelasting door gebruikmaking van
overbelastingsbeveiligingen of een vermogenmonitor
en voer routinematig trilling controles uit.
In een vuile of stoffige omgevingen dient men
regelmatig controles uit te voeren en de omgeving van
openingen, lagerbehuizingen en motoren te reinigen.
2.5.5 Aanvullende vereisten voor pompen met
een magnetische aandrijving
Gebruikers wordt aangeraden om een
temperatuurbeveiliging te monteren in de magnetische
aandrijflager/mantelomgeving bij het pompen van
vloeistoffen met vaste bestanddelen of stoffen die
kunnen polymeriseren of bevriezen. Op locaties zonder
bedieningspersoneel en waar een magnetische
aandrijving gebruikt wordt verdient het aanbeveling om
een trilling detectie apparatuur te monteren.
2.5.6 Aanvullende vereisten voor Pompen met
een Automatische Ontstekingsmantel
Wanneer de systeemwerking de controle van de
ontsteking niet garandeert, als gedefinieerd in de
gebruikshandleiding, en de maximum toegestane
oppervlaktetemperatuur van de T-klasse kan worden
overschreden, wordt de gebruiker aangeraden om
een temperatuurbeveiliging voor
oppervlaktetemperatuur te monteren.
Er dient een niveauregeling in de pompput te worden
geïnstalleerd om te vermijden dat het vloeistofniveau
onder het minimum toegestane niveau komt.
2.5.7 Aanvullende vereisten voor
vuilwaterpompen en verticale natte
schachtpompen met assen, voorzien van een
asbeschermpijp
De gebruiker wordt aangeraden om een
onderhoudsplan met trilling detectie apparatuur op te
zetten, of, als alternatief, dient de gebruiker een
temperatuurbeveiliging voor de
oppervlaktetemperatuur van de lagerbehuizing te
monteren om ervoor te zorgen dat de
temperatuurklasse, d.w.z. de maximum toegestane
oppervlaktetemperatuur, niet wordt overschreden.
Voor externe spoeling dient de doorstroming te
worden gecontroleerd.
2.6 Voorkomen van de opeenhoping van
explosieve mengsels
ZORG ERVOOR DAT DE POMP
VOLDOENDE GEVULD IS EN NIET DROOGLOOPT
Zorg ervoor dat de pomp en het relevante aanzuig-
en afvoerleidingsysteem geheel en voortdurend met
vloeistof gevuld is tijdens de werking van de pomp,
zodat een explosieve atmosfeer vermeden wordt.
Bovendien is het essentieel om ervoor te zorgen dat
de afdichtingskamers, reserve asafdichtingssystemen
en alle eventuele verwarming- en koelsystemen naar
behoren gevuld zijn.
Indien de werking van het systeem deze toestand
niet kan voorkomen dient men een geschikte
droogloopbeveiliging te installeren (bv. een
vloeistofdetector of een vermogenmonitor).
Om mogelijke gevaren als gevolg van de uitstoot van
vluchtige dampen of gassen in de atmosfeer te
voorkomen dient de omgeving goed geventileerd te
worden.
Page 18 of 20 flowserve.com
Page 19

ATEX- E/F/D/N - 11-09
2.7 Voorkomen van vonken
Ter voorkoming van gevaren als gevolg van
mechanisch contact dient de koppelingbescherming
vonkvrij te zijn.
Om de mogelijke gevaren te voorkomen van een
willekeurig opgewekte spanning die een vonk
veroorzaakt, dient men de aardkabel die aan de
fundatieplaat bevestigd is te gebruiken.
Vermijdt elektrostatische spanning: wrijf niet
over metaalvrije oppervlakken met een droge doek.
De koppeling dient te voldoen aan Richtlijn 94/9/EG.
2.7.1 Aanvullende vereisten voor metalen
pompen op non-metalen grondplaten
Wanneer metalen onderdelen worden gemonteerd op
een non-metalen fundatieplaat dienen ze apart
geaard te worden.
2.8 Voorkomen van lekkage
2.8.1 Pompen met mechanische afdichting
De pomp mag alleen gebruikt worden voor het
verwerken van die vloeistoffen waaraan de juiste
corrosiebestendigheid is toegekend.
Vermijdt het ophopen van vloeistof in de pomp of
daarmee verbonden leidingen door het afsluiten van
kleppen dat het optreden van gevaarlijke excessieve
druk kan veroorzaken wanneer de vloeistof verwarmd
wordt.
Het barsten van vloeistof bevattende onderdelen als
gevolg van bevriezing dient vermeden te worden door
het aftappen of beschermen van de pomp en
aanvullende systemen.
Indien er een mogelijk gevaar is voor het verlies van
een afdichtings/spervloeistof, dient de
afdichtings/spervloeistof gecontroleerd te worden.
Indien lekkage van vloeistof in de atmosfeer gevaar
op kan leveren wordt de installatie van een
vloeistofdetectiebeveiliging aangeraden.
2.8.2 Aanvullende vereisten voor een pomp met
magnetische aandrijving
Indien een bescherming groter dan Categorie 2 en
M2 vereist is dan dient voorzien te worden in een
vloeistofdetector in de lagerbehuizing/steunkop.
2.9 Onderhoud ter voorkoming van
gevaar
CORRECT ONDERHOUD IS VEREIST TER
VOORKOMING VAN POTENTIËLE GEVAREN DIE
HET RISICO VAN EEN EXLOSIE MET ZICH MEE
BRENGEN
De verantwoordelijkheid voor het opvolgen van
de onderhoudsinstructies ligt bij het
bedieningspersoneel.
Om tijdens het onderhoud potentieel explosiegevaar
te voorkomen dienen de gereedschappen en
reiniging- en schildermaterialen vonkvrij te zijn en
geen negatieve invloed te hebben op de
omgevingscondities. Indien er een risico bestaat als
gevolg van dergelijke gereedschappen of materialen,
dient het onderhoud te worden uitgevoerd in een
veilige ruimte.
Aangeraden wordt om een onderhoudsplan en
schema op te stellen dat, overeenkomstig de
bijgeleverde gebruikershandleiding, onder meer uit
de volgende werkzaamheden bestaat:
a) Alle geïnstalleerde aanvullende systemen dienen
te worden gecontroleerd om te zorgen voor een
correcte werking.
b) Pakkingbussen dienen correct te worden
afgesteld om zichtbare lekkage te geven en het
drukstuk dient concentrisch te worden uitgelijnd
ter voorkoming van excessieve temperaturen van
de pakkingbus of de pakkingdrukker.
c) Controleer pakkingen en afdichtingen op lekkage.
Het correct functioneren van de asafdichting dient
regelmatig gecontroleerd te worden.
d) Controleer het niveau van de smering van de
lager(s) en ververs de olie wanneer de bedrijfsurenteller aangeeft dat dit nodig is.
e) Controleer dat het werkgebied binnen het veilige
werkgebied van de pomp ligt.
f) Controleer op trilling, geluidsniveau en
oppervlaktetemperatuur van de lagers om de
geode werking te bevestigen.
g) Controleer of vuil en stof verwijderd is van de
omgeving van openingen, lagerbehuizingen en
motoren.
h) Controleer de uitlijning van de koppeling en lijn
deze opnieuw uit indien nodig.
Page 19 of 20 flowserve.com
Page 20

ATEX- E/F/D/N - 11-09
Your Flowserve factory contacts:
In Europe:
Flowserve Pumps
Flowserve GB Limited
Lowfield Works, Balderton
Newark, Notts NG24 3BU
United Kingdom
Telephone (24 hours) +44 1636 494 600
Sales & Admin Fax +44 1636 705 991
Repair & Service Fax +44 1636 494 833
Email newarksales@flowserve.com
In North America:
Flowserve Pump Division
15 Worthington Drive
PO Box 40, Brantford
Ontario, Canada N3T 5M5
Telephone +1 (519) 753 7381
Fax +1 (519) 753 0845
Your local Flowserve representative:
To find your local Flowserve representative please
use the Sales Support Locator System found at
www.flowserve.com
FLOWSERVE REGIONAL
SALES OFFICES:
USA and Canada
Flowserve Corporation
5215 North O’Connor Blvd.,
Suite 2300
Irving, Texas 75039-5421, USA
Telephone +1 972 443 6500
Fax +1 972 443 6800
Europe, Middle East, Africa
Worthing S.P.A.
Flowserve Corporation
Via Rossini 90/92
20033 Desio (Milan), Italy
Telephone +39 0362 6121
Fax +39 0362 303 396
Latin America and Caribbean
Flowserve Corporation
6840 Wynnwood Lane
Houston, Texas 77008, USA
Telephone +1 713 803 4434
Fax +1 713 803 4497
Asia Pacific
Flowserve Pte. Ltd
10 Tuas Loop
Singapore 637345
Telephone +65 6771 0600
Fax +65 6779 4607
 Loading...
Loading...