

Page 1
MD-600 Series
AC Servomotor for Industrial Sewing Machines
SERVICE MANUAL
MD-602
MD-612
(Single-Phase Power Specifications)
(Three-Phase Power Specifications)
Page 2

Contents
SAFETY INSTRUCTIONS
SAFETY INDICATIONS AND THEIR MEANINGS................................................................... i
CAUTIONS WITH REGARD TO SAFETY ................................................................................ ii
WARNING LABEL .................................................................................................................... iii
Outline
1. Outline............................................................................................................................... 1
2. Operation panel and options .......................................................................................... 2
3. Model configuration ........................................................................................................ 3
4. Explanation of the name plate ........................................................................................ 4
Instruction
5. Installation ........................................................................................................................ 5
5.1 Installing the motor to the work table ................................................................... 5
5.2 Attatching the belt .................................................................................................. 5
5.3 Installing the belt cover .......................................................................................... 6
5.4 Connecting the connecting rod ............................................................................. 6
5.5 Adjusting the belt cover safety mechanisms ....................................................... 6
5.6 Connecting the cords.............................................................................................. 7
5.7 Installing the head lamp ......................................................................................... 9
5.8 Connecting the external operational panel .......................................................... 9
6. Adjusting the treadle unit ............................................................................................... 10
6.1 Operating the treadle.............................................................................................. 10
6.2 Adjusting the treadle .............................................................................................. 12
6.3 When using the automatic pressor foot lifter device........................................... 12
7. Using the control box ...................................................................................................... 13
7.1 Before turning on the power switch...................................................................... 13
7.2 Power switch and the power indicator ................................................................. 13
7.3 Setting the sewing speed ....................................................................................... 13
7.4 Control box DIP switch setting procedure ............................................................ 14
7.5 Description of functions ......................................................................................... 15
7.6 Periodic checks........................................................................................................ 17
8. Connecting options ......................................................................................................... 18
8.1 Connecting the pedal for standing operations ..................................................... 18
8.2 Connecting the material edge sensor ................................................................... 20
9. Using the operation panel F-40 ...................................................................................... 21
Maintenance work
10. Changing the head settings............................................................................................ 23
10.1 Setting the motor pulley size and DIP switches for the head ............................. 23
10.2 Setting the DIP switch maximum speed setting for the head............................. 23
10.3 Setting the control box head setting for the head ............................................... 24
Page 3

10.4 Setting the control box speed setting for the head ............................................. 25
11. Changing the function settings ...................................................................................... 26
11.1 Example for changing the memory switch setting .............................................. 26
11.2 Example for changing the parameter setting....................................................... 26
12. Adjustments ..................................................................................................................... 27
12.1 Synchronizer Model DB2-B737, B748, B774, B791 ............................................... 27
13. Troubleshooting guide .................................................................................................... 28
13.1 Error display and details ........................................................................................ 30
13.2 Control box troubleshooting guide ....................................................................... 31
13.3 Checking the machine solenoids ........................................................................... 33
13.4 Checking the motor ................................................................................................ 33
14. VR1 & VR2 setting of treadle unit .................................................................................. 34
Technical Material
15. Explanation of each mode .............................................................................................. 36
15.1 Initialization mode .................................................................................................. 36
15.2 Head setting mode.................................................................................................. 37
15.3 Memory switch setting mode and parameter setting mode, etc........................ 38
15.4 Stitching speed setting mode ................................................................................ 40
16. Operational instructions ................................................................................................. 41
16.1 When the power SW is ON .................................................................................... 41
16.2 When the power SW is OFF ................................................................................... 41
16.3 Operation of the pedal............................................................................................ 41
16.4 While running.......................................................................................................... 41
17. Memory switch list .......................................................................................................... 42
18. Parameter list ................................................................................................................... 47
19. Panel display table ........................................................................................................... 51
20. How to remove the control box ..................................................................................... 52
Control box block diagram ..................................................................................................... 53
Control PCB assembly diagram ............................................................................................. 54
Control PCB circuit diagram (1/3) (2/3) (3/3).......................................................................... 55
Power PCB assembly diagram (1-110/120) ........................................................................... 58
Power PCB circuit diagram (1-110/120) (1/2)......................................................................... 59
Power PCB assembly diagram (1-220/230-240) .................................................................... 60
Power PCB circuit diagram (1-220/230-240) (1/2).................................................................. 61
Power PCB assembly diagram (3-220) .................................................................................. 62
Power PCB circuit diagram (3-220) (1/2)................................................................................ 63
Power PCB assembly diagram (1-230(CE)) ........................................................................... 64
Power PCB circuit diagram (1-230(CE)) (1/2)......................................................................... 65
Power PCB circuit diagram (2/2) ............................................................................................ 66
Panel PCB assembly diagram ................................................................................................ 67
Panel PCB circuit diagram ...................................................................................................... 68
Treadle PCB assembly diagram, circuit diagram.................................................................. 69
Page 4
Thank you for purchasing this Brother general-purpose sewing machine motor. Before using the motor, please be sure to read
the Safety Instructions and the explanations of how to use the motor which are contained in this manual.
Furthermore, because we are continually improving our products as a result of continuing research, the specifications for the
product which you have purchased may differ slightly from those listed in this manual.
SAFETY INSTRUCTIONS
1. SAFETY INDICATIONS AND THEIR MEANINGS
This instruction manual and the indications and symbols that are used on the machine itself are provided in order to ensure safe
operation of this machine and to prevent accidents and injury to yourself or other people.
The meanings of these indications and symbols are given below.
Indications
WARNING
CAUTION
Failure to observe the instruction which appears after this indication while using the motor
will result in death or severe injury to the user.
Failure to observe the instructions which appear after this indication while using the motor
may result in slight to moderate injury to the user, or physical damage.
Symbols
The symbols which are used in this manual and their meanings are shown below.
This symbol is used to indicate the danger of electric shocks.
This symbol is used to indicate general cautions that should be observed.
This symbol is used to indicate that the ground connection must be made.
This symbol is used to indicate general actions which you must do.
i
MD-602, 612
Page 5
2. CAUTIONS WITH REGARD TO SAFETY
Following is a compilation of all the warnings and cautions which appear throughout this manual.
WARNING
Wait at least 5 minutes after turning off the power switch before opening the cover of the control box. Touching areas
where high voltages are present can result in severe injury.
CAUTION
Do not use the motor near sources of strong electrical interference. If the motor is installed in a location which is close
to sources of strong electrical interference such as high-frequency welders, it may cause problems with correct operation of the sewing machine.
Disconnect the power cord plug from the wall outlet before installing the motor.
The motor and control box weigh approximately 13 kg. Take care not to drop them on your feet when installing or
removing them from the work table.
Be sure to tighten the nuts securely.
If they are not tightened properly, it could cause the sewing machine to vibrate or shift its position while sewing.
Turn off the power switch and wait for the power indicator on the panel display to turn off before connecting and
disconnecting any of the connectors.
Turn off the power switch before inserting or removing the AC power cord plug.
Be sure to connect the power supply to a secure ground. If the ground is not securely connected, electric shocks may
result.
Use a lamp which is rated at 6 V AC and 20 W or less as the head lamp.
If a lamp with a higher rating than this is used, it could cause the lamp wires and the transformer to overheat and burn
out.
Confirm that the power supply matches the motor and the control box specifications before turning on the power switch.
The motor, control box or sewing machine could be damaged if the supply voltage is too high.
Do not clamp the cords inside the control box when closing the control box cover.
Turn off the power switch before connecting the cords, otherwise damage to the control box, synchronizer, operation
panel or material edge sensor may result.
Any fluctuations in the power supply voltage should be within ±10% of the rated voltage for the motor.
Voltage fluctuations which are greater than this may cause problems with correct operation of the sewing machine.
Use a power supply with a capacity which is in excess of the motor power capacity.
Insufficient power supply capacity may cause problems with correct operation of the sewing machine.
The ambient temperature should be within the range of 5°C to 35°C during use.
Temperatures which are lower or higher than this may cause problems with correct operation of the sewing machine.
The relative humidity should be within the range of 45% to 85% during use, and no dew formation should occur in any
devices.
Excessively dry or humid environments and dew formation may cause problems with correct operation of the sewing
machine.
Avoid exposure to direct sunlight during use.
Exposure to direct sunlight may cause problems with correct operation of the sewing machine.
In the event of an electrical storm, turn off the power and disconnect the power cord from the wall outlet.
Lightning may cause problems with correct operation of the sewing machine.
MD-602, 612
ii
Page 6
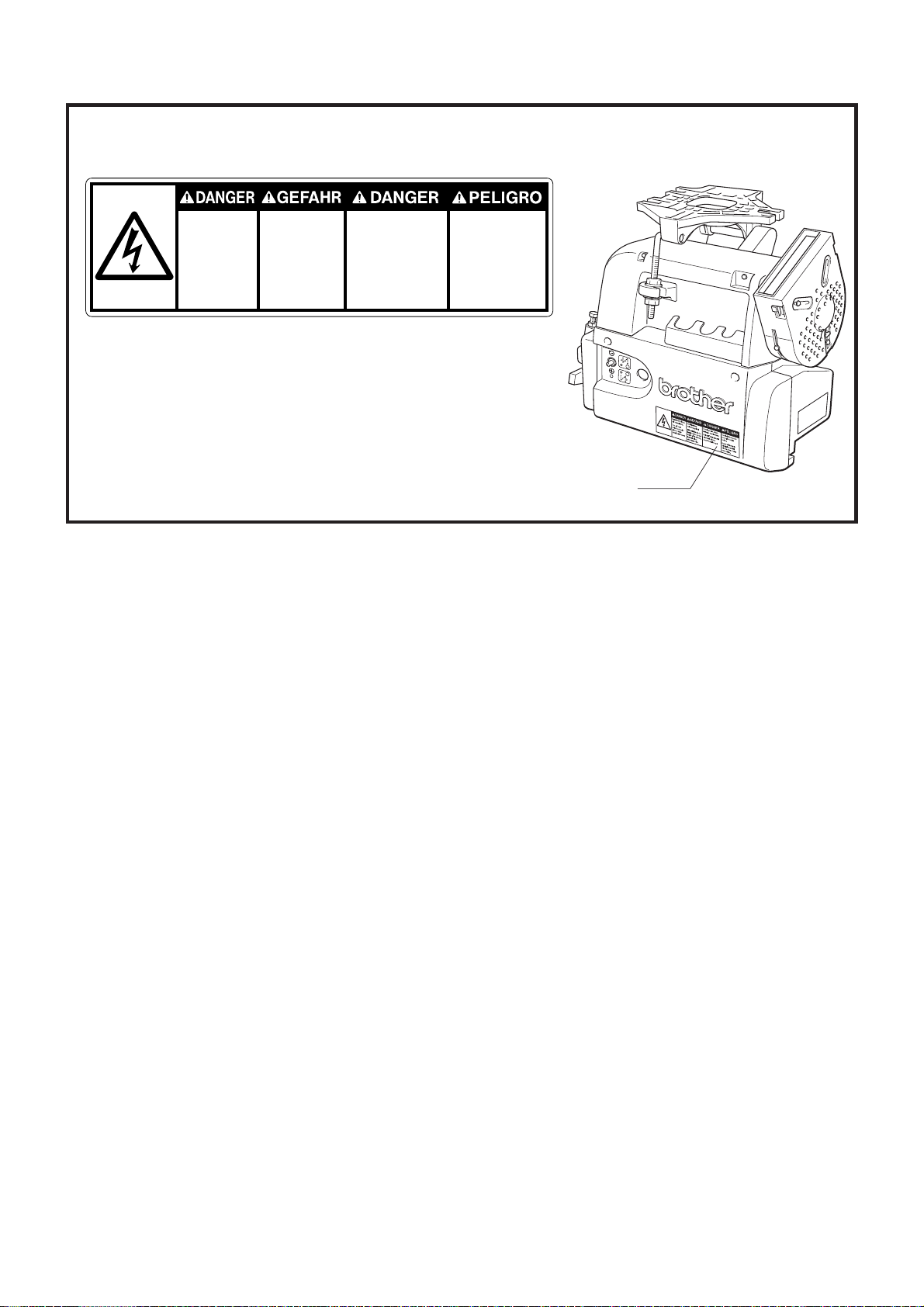
3. WARNING LABEL
The warning label shown below is affixed to the cover of the control box. Please follow the instructions on the label at all
times when using the motor. If the label has been removed or is difficult to read, please contact your nearest Brother dealer.
Hazardous voltage
will cause injury.
Turn off main
switch and wait 5
minutes before
opening this cover.
Hochspannung
verletzungsgefahr!
Bitte schalten sie den
hauptschalter aus und
warten sie 5 minuten,
bevor sie diese
abdeckung ffnen.
Un voltage non adapt
provoque des blessures.
Eteindrel’interrupteur et
attendre 5 minutes
avantd’ ouvrir le capot
Un voltaje inadecuado
puede provocar las
heridas.
Apagar el interruptor
principal y esperar 5
minutos antes de abrir
esta cubierta.
Warning label
iii
MD-602, 612
Page 7

1. Outline
1.1 Features
• Thread trimming motor MD602/MD612 is a low-priced version of the MD601/611.
• Start tacking (2 to 9 stitches) and end tacking (2 to 9 stitches) are possible even without the operation panel (option).
• Voltage specifications for the single-phase 100V system, single-phase 200V system and 3-phase 200V system are avail-
able.
• The rated output is 400W.
• The motor torque has been greatly increased compared to the MD601/611.
1.2 Combination with Brother sewing machines
1. Single needle lockstitch machines (forward rotation)
B737, (B201) B791, B774, B722, B724, B748A, B798, B728, B772A, B778A, B781, B852, B853, B854, B883
2. Twin needle lockstitch machines (forward rotation)
B842, B872, B845, B875, B847, B848, B837, B877, B878
3. Overlock machine (reverse rotation)
(Note) The motor connections do not need to be changed to enable reverse rotation.
4. Post-type sewing machine (forward rotation)
P73, P81, C51
1.3 Options
• Operation panel F-20, F-40, F-100
• Material edge sensor II, material edge sensor IV, B sensor, bobbing thread detector
• Standing work pedal (variable speed pedal, 2-speed pedal)
1.4 Input/output
• Solenoid output: Four outputs (thread trimming, thread wiper, reverse run, presser foot lift) + one output for options
1.5 Miscellaneous
• Lamp terminal block and fuse mounted on control PCB.
• Only high-speeds are set with the head setting mode.
• Incompatible with magnetic synchronizer.
MD-602, 612
1
Page 8
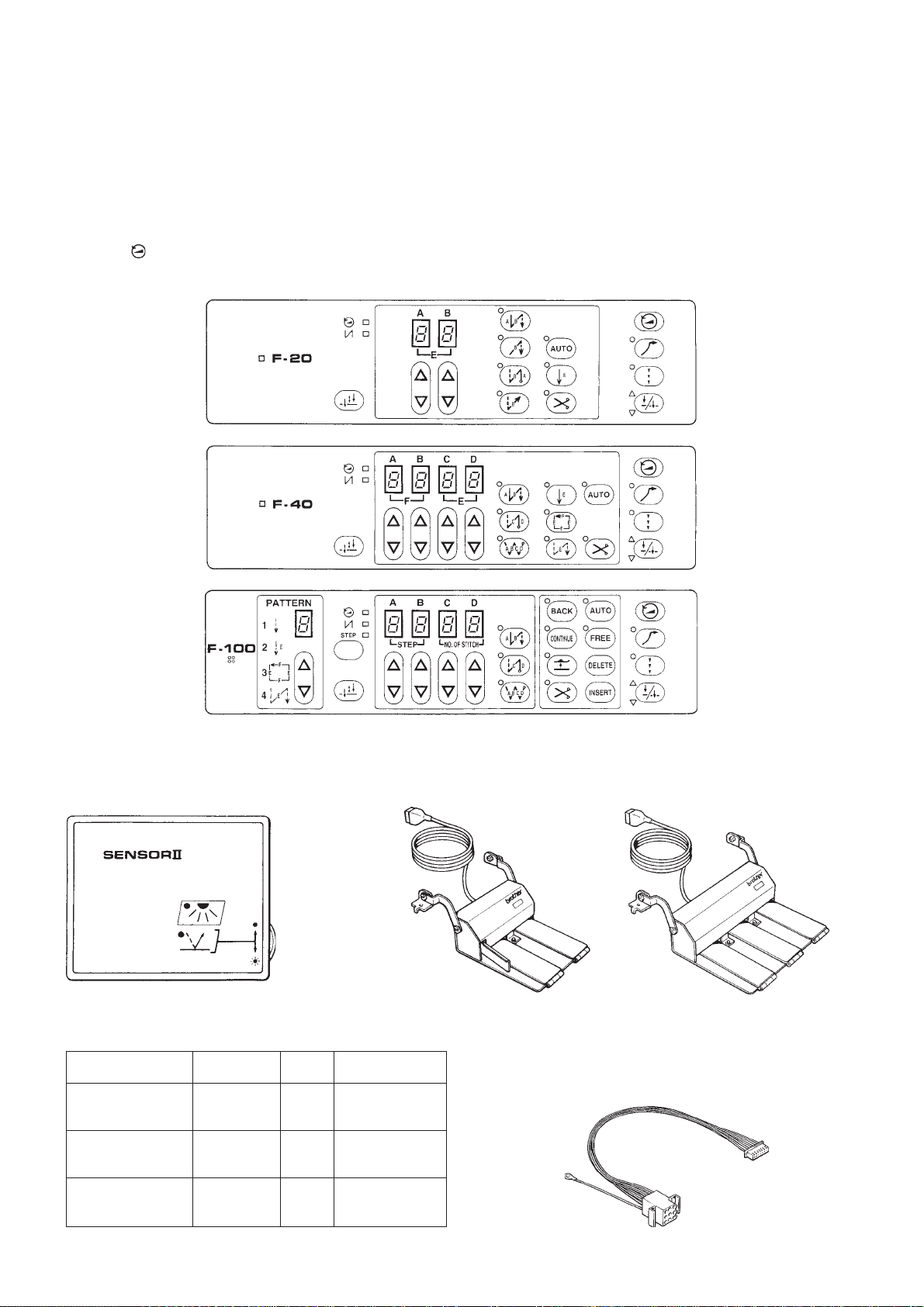
2. Operation panel and options
Attachable operation panel F-20 (X-20)
Attachable options Standing work pedal
(Note 1) A built-in type panel for B737 and an external type (twin needle, etc.) F-panels are available.
(Note 2) The X-panels can be used with the MD600 Series, but these panels do not have the stitching speed switch
(Note 3) The E-panel for the MD800 series cannot be used with the MD600 Series.
].
[
F-40 (X-40)
F-100 (X-100)
Material edge sensor (Connect to S2 operation panel and use)
Assembly cord for standing work
Standing treadle 40 variable speed #6 J80081-040
Standing treadle two speed
Operation panel
Sewing machine Installation Type Code no. of
model type operation panel
F-20 137-207-711-11
B737MK II built-in F-40 137-207-712-11
F-100 137-207-713-11
BF-20 137-207-811-11
B201 built-in BF-40 137-207-812-11
BF-100 137-207-813-11
Operation panel F-20 137-207-711-10
(without install attached F-40 137-207-712-10
plate) F-100 137-207-713-10
#8 J80380-040
J80630-001
Foot plug J02824-001
2
MD-602, 612
Page 9

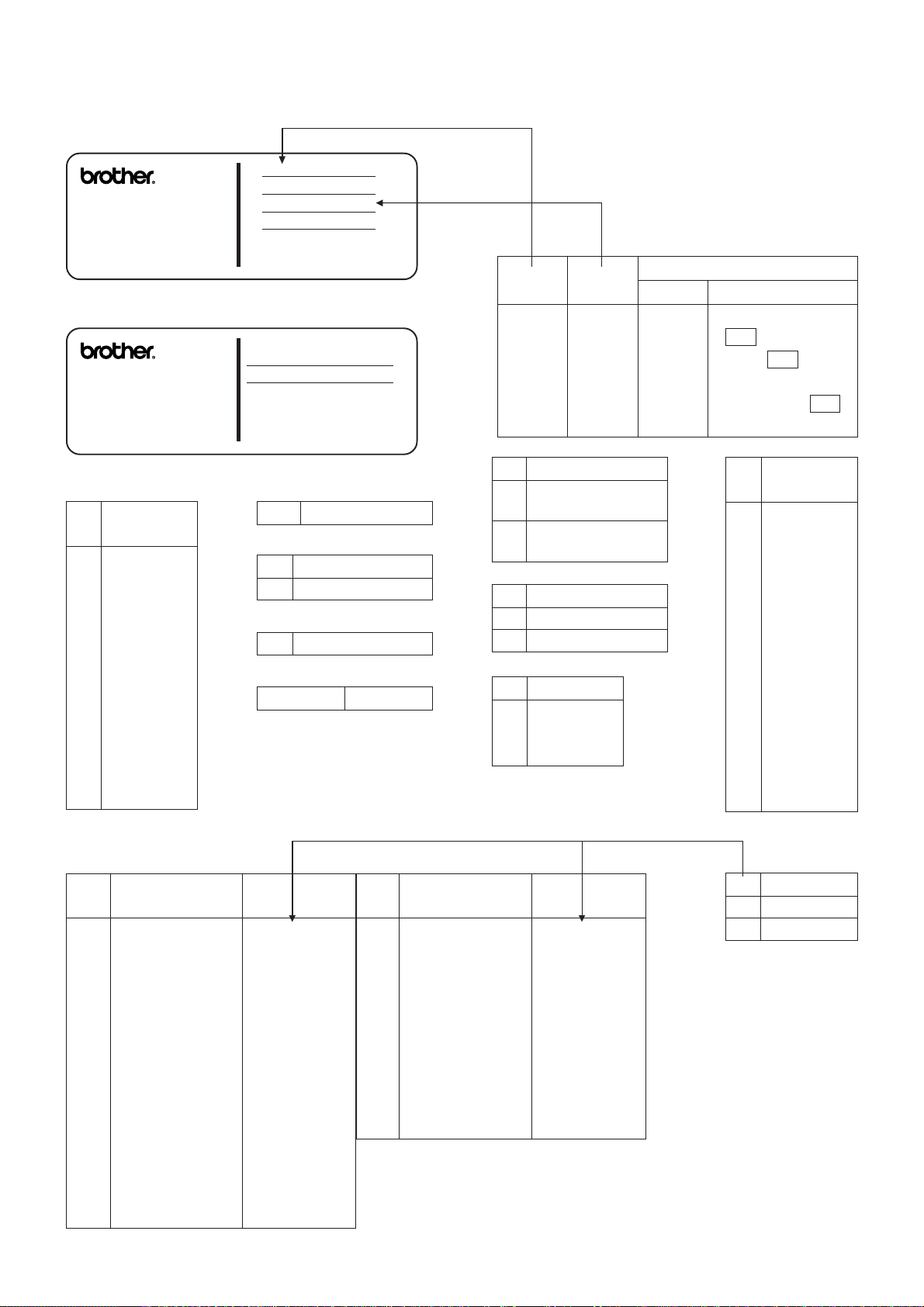
3. Model configuration
● Japanese / English;
Name Plate, Warning Label
Instruction Manual
Panel type
BF panel F panel
0 BF-0 F-0
1 None None
2 BF-20 F-20
3 BF-40 F-40
4 BF-100 F-100
Panel Japanese/ Treadle
type English type
0
External
1
5
7
3
8
(HB)
Built-in
(BI)
Japanese
English
Japanese
English
1 3 7 6 0 2 7 3 3 5 5
● C; With one forward and one
back step
D; With two forward and two
C
D
C
D
back steps
rotation speed
0 1000 rpm
1 2000 rpm
3 3000 rpm
4 3500 rpm
5 4000 rpm
6 4500 rpm
7 5000 rpm
8 6000 rpm
9 8000 rpm
A 2200 rpm
B 2400 rpm
C 2600 rpm
D 6500rpm
Maximum
Single/3-phase
0 Single-phase
1 3-phase
Compatible head
Single needle Twin needle
0 B774 E B842
1 B748A F B872
2 B798/728 G B845/875
3 B722 H B847
4 B724 J B837
5 B201 K B877
6 B791 L B878
7 B737 M P73/P81
8 B852/853/854 N C51
9 B883 P B848
A Overlock
B B772A
C B778A
D B781
For single-phase
Voltage Switch Destination
0 240V
1 110V Standard part General
2 110V With OCR USA
3 110V SJT Canada
4 230V None Europe
5 220V Standard part General
6 230V Standard part Greece
7 230V Standard part General
8 230V
9 100V
A 240V Standard part General
B 110V SJT + OCR Canada
C 220V With OCR General
D 220V SJT + OCR Canada
E 220V FOR B883 General
For 3-phase
Voltage Switch Destination
0 200V
1 220V Standard part
2 220V With OCR USA
3 220V With SJT Canada
B 220V With SJT & OCR Canada
SAA compatible part
SAA compatible part New Zealand
Domestic specifications
Domestic specifications
Australia
Japan
Japan
MD-602, 612
3
Page 10
4. Explanation of the name plate
Control box name plate
PHASE
******
OUT PUT 400W
MD-6*2*-
*
CONTROL BOX
TYPE B
NO.
qwert
yuio!0!1!2!3!4
Motor name plate
MD-60A
AC SERVO MOTOR
yuio!0!1!2!3!4
NO.
VOLTS
HERTZ 50/60
FOR MD-60A
OUT PUT 400W
R.P.M. 3500
SUPPLIED FROM CONTROL BOX
MD-602/612
*********
MADE IN JAPAN
BROTHER INDUSTRIES, LTD.
MADE IN JAPAN
BROTHER INDUSTRIES, LTD.
phase voltage
phase voltage
display
single 110V SINGLE 110
single 220V SINGLE 220 230 240
single 230V SINGLE 220 230 240
single 230V CE SINGLE 230
single 240V SINGLE 220 230 240
three 220V THREE 220
production
y
date
A January
B February
ui
o
9 Kariya
C March
D April
modification No.
E May
!0
F June
G July
!1!2!3!4
H August
J September
K October
L November
M December
Machine Head
r
(Single needle)
Model No.
0 B774 MD-6*2-1
1 B748A MD-6*2-1
2 B798/728 MD-6*2-1
3 B722 MD-6*2-1
4 B724 MD-6*2-1
5 B201 (B755) MD-6*2-1
6 B791 MD-6*2-1
7 B737 MD-6*2-1
8 B852/853/854 MD-6*2-1
9 B883 MD-6*2-5
A OVERLOCK MD-6*2R-1
B B772A MD-6*2-1
C B778A MD-6*2-1
D B781 MD-6*2-1
year (2 digits)
factory
serial No.
r
E B842 MD-6*2-1
F B872 MD-6*2-1
G B845/875 MD-6*2-1
E B847 MD-6*2-1
J B837 MD-6*2-1
K B877 MD-6*2-15
L B878 MD-6*2-15
M P73/P81 MD-6*2-9
N C51 MD-6*2-9
P B848 MD-6*2-1
q
C One forward and
D Two forward and
w
t
0 None
A Australia
ECE
Machine Head
(Twin needle)
Treadle type
one back step
two back step
3
4
standard
Model No.
Pulley size
φ
90
φ
105
maximum
e
speed (rpm)
0 1000
1 2000
2 2500
3 3000
4 3500
5 4000
6 4500
7 5000
8 6000
9 8000
A 2200
B 2400
C 2600
D 6500
*
phase
0 single
1 three
4
MD-602, 612
Page 11
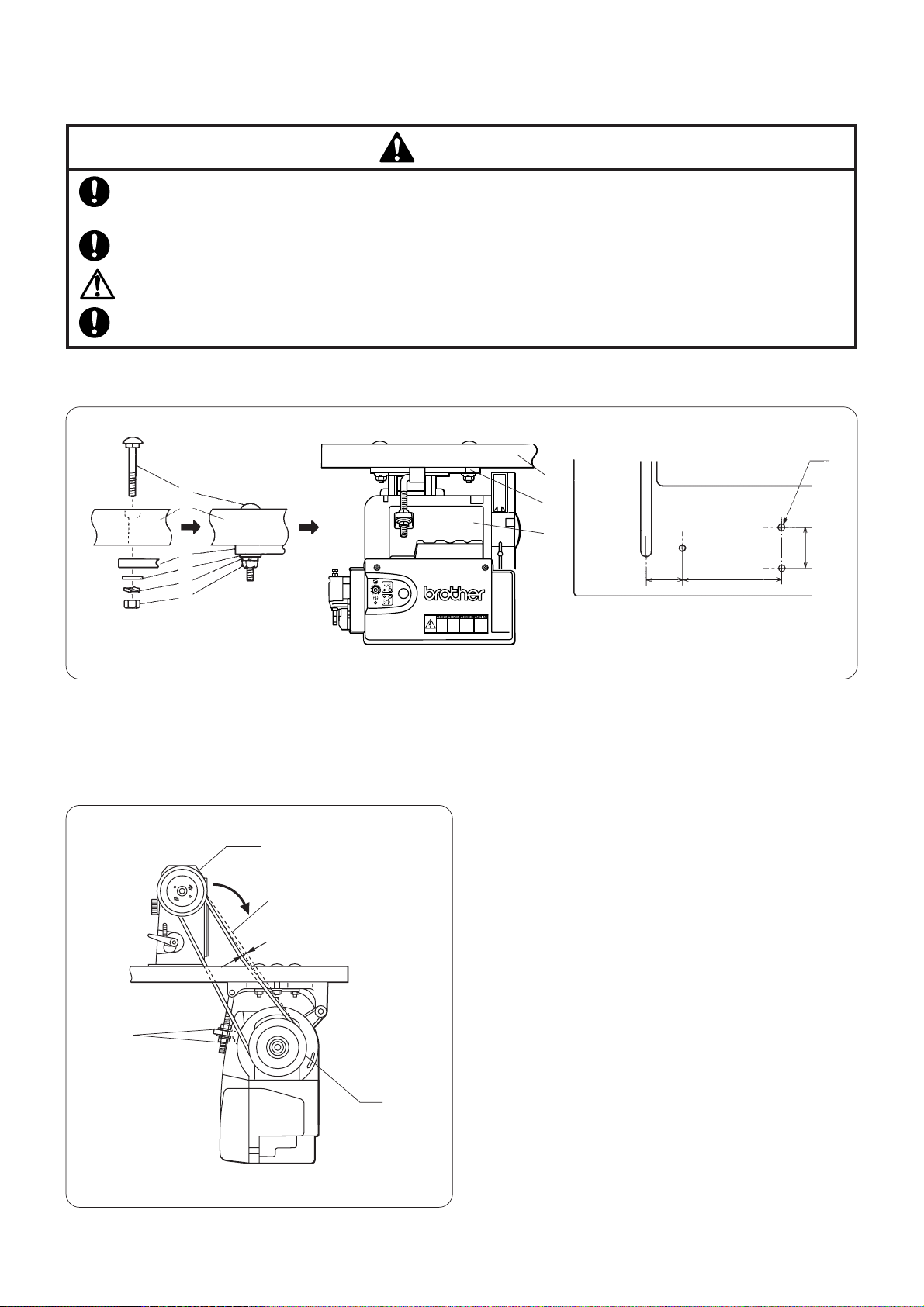
5. Installation
Do not use the motor near sources of strong electrical interference. If the motor is installed in a location which
is close to sources of strong electrical interference such as high-frequency welders, it may cause problems with
correct operation of the sewing machine.
Disconnect the power cord plug from the wall outlet before installing the motor.
The motor and control box weigh approximately 13 kg. Take care not to drop them on your feet when installing
them to the work table.
Be sure to tighten the nuts securely.
If they are not tightened properly, it could cause the sewing machine to vibrate or shift its position while sewing.
5.1 Installing the motor to the work table
CAUTION
3-φ8.5
w
q
q
e
u
e
r
t
57
159
66
y
Un voltaje inadecuado
Hazardous voltage
Un voltage non adapté
Hochspannung
puede provocar las
will cause injury.
provoque des blessures.
verletzungsgefahr!
heridas.
Turn off main
Eteindrel'interrupteur et
Bitte schalten sie den
Apagar el interruptor
switch and wait 5
attendre 5 minutes
hauptschalter aus und
principal y esperar 5
minutes before
avantd' ouvrir le capot
warten sie 5 minuten,
minutos antes de abrir
opening this cover.
bevor sie diese
esta cubierta.
abdeckung öffnen.
1. Insert the bolts w into the holes in the work table q and then secure the motor u to the work table q by tightening
the motor mounting brackets e to the work table q with the flat washers r, spring washers t and nuts y as
shown in the illustration.
2. The positions of the work table q holes are shown in the illustration.
5.2 Attaching the belt
1. Tilt back the machine head and place the belt q onto
the motor pulley w and the machine pulley e.
e
Tilt back
q
10 – 14 mm of deflection
r
w
2. Turn the two nuts r to adjust the deflection in the Vbelt q when the center of the belt is pushed.
The recommended values are:
1. For single-needle sewing machines and overlock
machines, the deflection should be 10 – 14 mm when
the belt is pushed with a force of 5 N (500 g).
2. For twin needle sewing machines, the deflection
should be 10 – 20 mm when the belt is pushed with
a force of 10 N (1 kg).
Note:
While using the sewing machine, the belt will conform
to the pulley and cause the belt tension to loosen. If the
belt tension is too loose, the following problems can
occur.
1. The stopping position may shift.
2. An abnormal noise may be heard due to belt slip-
page.
3. The belt may become too loose and contact the
cover.
4. When sewing heavy materials, the belt may slip on
the pulley and the sewing machine may stop.
MD-602, 612
5
Page 12
5.3 Installing the belt cover
q
w
5.4 Connecting the connecting rod
r
e
q
A
w
w
e
1. Secure the belt cover q to the motor e with the two
screws w as shown in the illustration. At this time, position the belt cover q so that it does not touch the belt.
2. A belt casting prevention guide and finger guide are
provided on the belt cover. Refer to “5.5 Adjusting the
belt cover safety mechanisms” on this page.
• Pass the connecting rod joint q through hole A in the
treadle lever w, and tighten it with the spring washer
e and nut r.
• Adjust the position of the machine treadle plate so that
the connecting rod is perpendicular to the treadle plate.
Note:
The treadle pressure is adjusted to the position of hole
A at the time of shipment from the factory. Refer to “6.
Adjusting the treadle unit”.
5.5 Adjusting the belt cover safety mechanisms
Forward rotation
w
e
q
r
Mark for 105 mmdiameter pulley
Mark for 90 mmdiameter pulley
Mark for 80 mmdiameter pulley
Mark for
90 mmdiameter
pulley
Mark for 80 mmdiameter pulley
Mark for 105 mmdiameter pulley
Reverse rotation (Overlock machines)
e
r
5.5.1 Adjusting the belt casting prevention guide
1. Loosen the screw q.
2. A mark showing the pulley size is stamped on the belt
cover. (The available inner diameters are 90 mm, 105
mm and 80 mm.)
Adjust the position of the belt casting prevention cover
w in accordance with the pulley size. Align the projection position with the mark. (For 80 mm diameter pul-
leys, install the belt casting prevention cover w in the
reverse direction.)
3. After adjusting, tighten the screw q.
Note:
This safety guide will prevent the belt from coming off
even when the machine head is tilted back.
5.5.2 Adjusting the finger guard
1. Loosen the screw e.
2. Install the finger guard so that it is on the belt winding
side.
3. A mark showing the pulley size is stamped on the belt
cover. (The available inner diameters are 80 mm, 90
mm and 105 mm.)
Adjust the position of the finger guard r in accordance
with the pulley size. Align the center of the screw with
the mark.
4. After adjusting, tighten the screw e.
Note:
The finger guard is a safety mechanism that prevents
fingers from being caught in the belt.
Change the position of the finger guard r to match the
direction of rotation of the motor pulley.
6
MD-602, 612
Page 13
5.6 Connecting the cords
CAUTION
Turn off the power switch and wait for the power indicator on the panel display to turn off before connecting
and disconnecting any of the connectors.
Turn off the power switch before inserting or removing the AC power cord plug.
Be sure to connect the power supply to a secure ground. If the ground is not securely connected, electric shocks
may result.
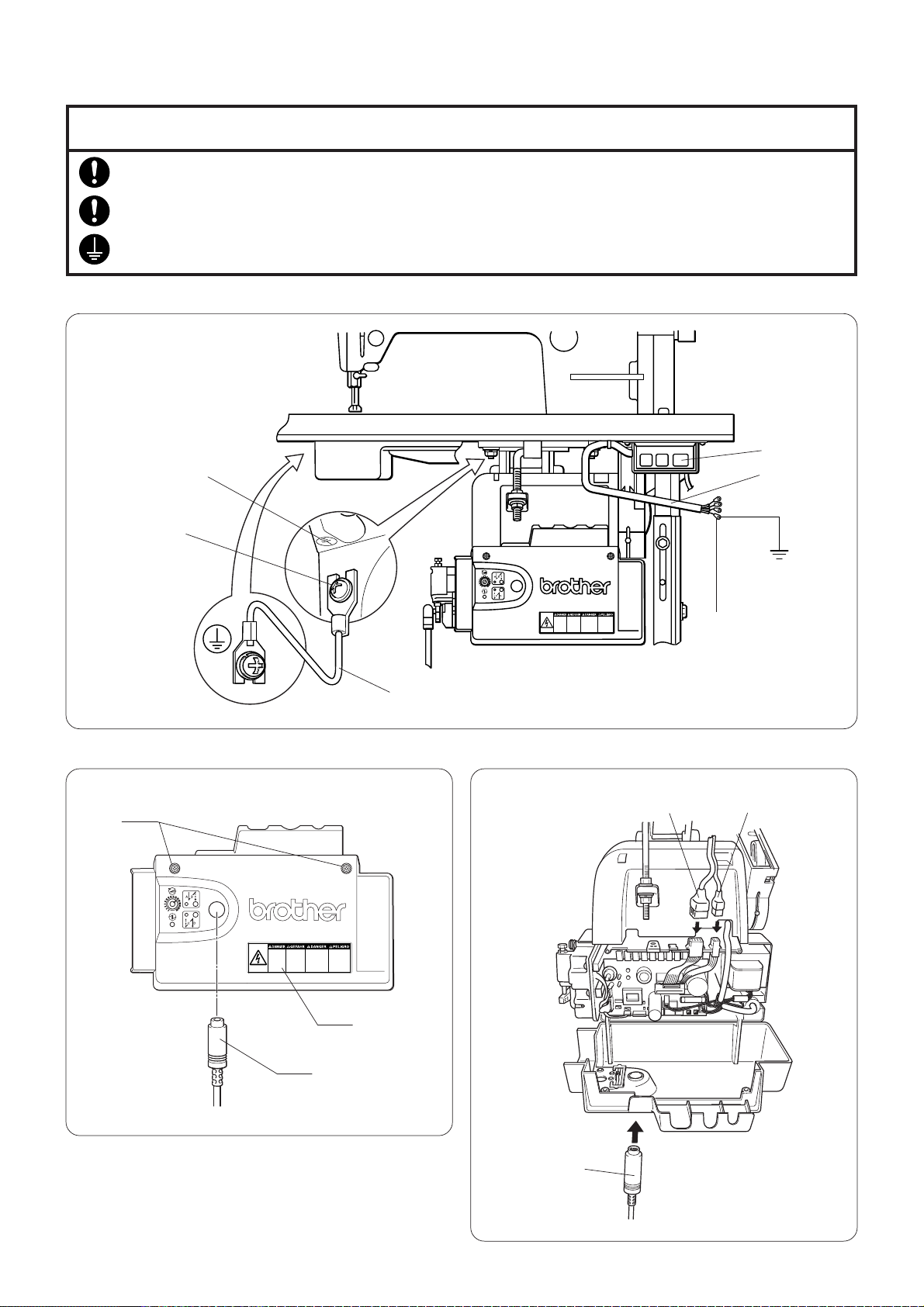
5.6.1 Connecting the power cord, power switch and ground cord
Ground symbol
Mounting bracket
grounding screw
Power switch
Power cord
Sewing machine oil pan
Ground cord
5.6.2 Connecting the sewing machine and control box
q
Hochspannung
verletzungsgefahr!
Bitte schalten sie den
hauptschalter aus und
warten sie 5 minuten,
bevor sie diese
abdeckung öffnen.
Un voltage non adapté
provoque des blessures.
Eteindrel'interrupteur et
attendre 5 minutes
avantd' ouvrir le capot
Un voltaje inadecuado
puede provocar las
heridas.
Apagar el interruptor
principal y esperar 5
minutos antes de abrir
esta cubierta.
Hazardous voltage
will cause injury.
Turn off main
switch and wait 5
minutes before
opening this cover.
Hazardous voltage
will cause injury.
Turn off main
switch and wait 5
minutes before
opening this cover.
Hochspannung
verletzungsgefahr!
Bitte schalten sie den
hauptschalter aus und
warten sie 5 minuten,
bevor sie diese
abdeckung öffnen.
Un voltage non adapté
provoque des blessures.
Eteindrel'interrupteur et
attendre 5 minutes
avantd' ouvrir le capot
Un voltaje inadecuado
puede provocar las
heridas.
Apagar el interruptor
principal y esperar 5
minutos antes de abrir
esta cubierta.
12-pin plug
Ground
Green/yellow
6-pin plug
w
e
• Loosen the two screws q, and then gently pull the
cover w toward you to open it.
• Connect the 12-pin plug and the 6-pin plug.
• Close the cover w (be careful not to clamp the cord)
and tighten the two screws q.
• Connect the synchronizer cord e.
MD-602, 612
Synchronizer cord
e
7
Page 14
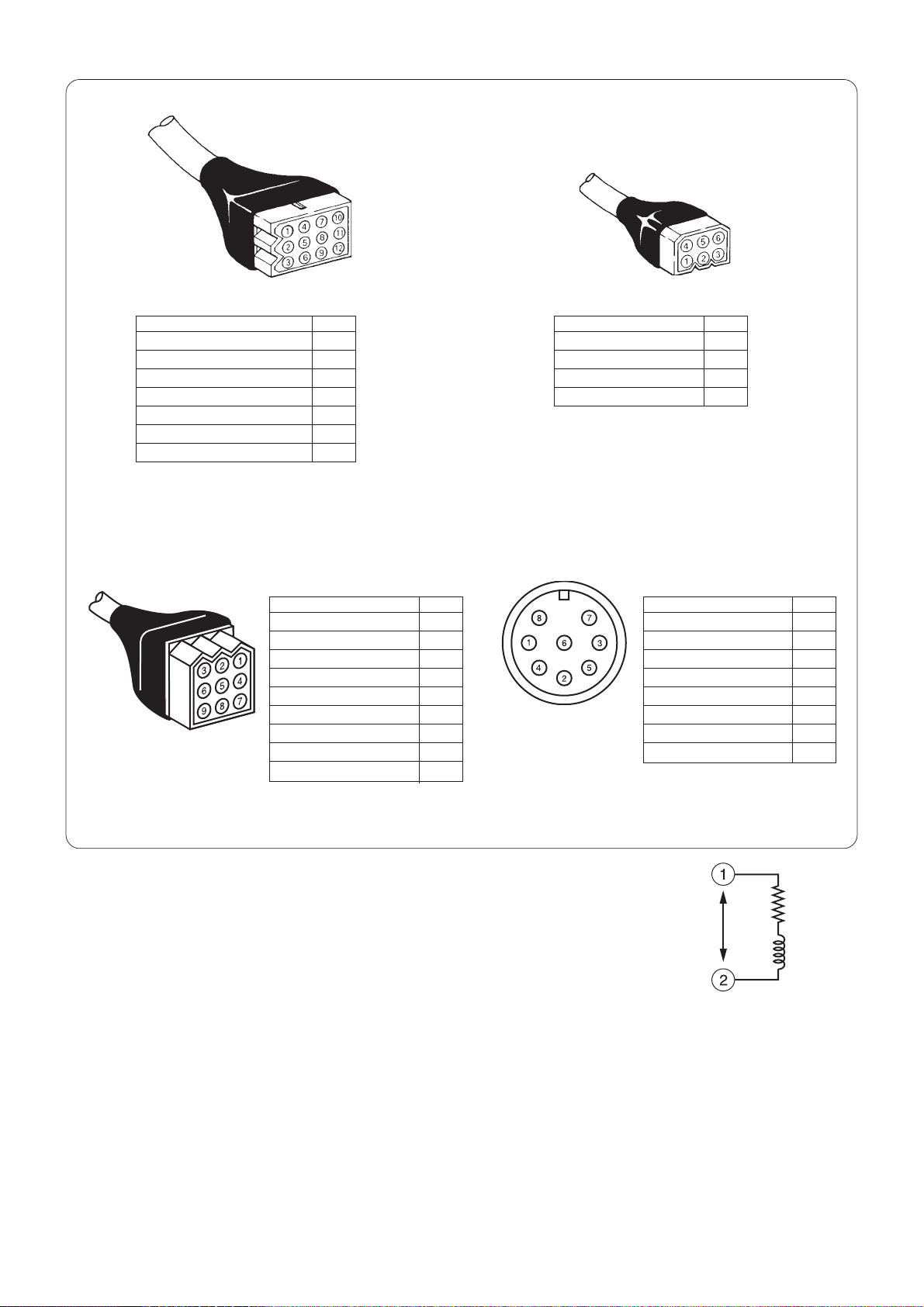
For machine solenoid
For presser foot lifter
12-pin plug
6-pin plug
•12-pin plug terminal
12-pin plug No.
Thread trimming solenoid r·t
Thread wiping solenoid u·i
Quick reverse solenoid !0·!1
Quick reverse switch o·!2
Option output q·w
Ground e
Spare y
•6-pin plug terminal
6-pin plug No.
Presser lifter solenoid q·r
40 V power supply e
Knee switch w·t
For standing pedal (option) For synchronizer
9-pin plug
•9-pin plug terminal
9-pin plug No.
High-speed switch w
Low-speed switch y
Thread trimming switch e
Presser foot lift switch u
+8 V q
VSP i
0 V r
Ground o
Spare t
Ground y
•8-pin plug terminal
8-pin plug No.
Ground q
+5 V w
Needle down signal e
0 V r
NONP t
Needle up signal y
Encoder u
Ground i
Note:
The puller output is output from the option output during machine operation with the
settings made at shipment from the factory.
Note the following points when connecting to the option output terminals.
a. Connect a solenoid or air valve with a resistance of 10 Ω or greater.
b. The voltage between the terminals should be equivalent to 40 V DC. When con-
necting an air valve, connect a resistor in series so that the rated voltage is ob-
Approx.
40 V
Resistor
Air valve
tained.
c. Never short circuit the output terminals.
Note:
If using an automatic presser foot lifter, set the DIP switch SW1-3 on the circuit board to ON. (Refer to “7.5.2 Other DIP
switch functions”.)
8
MD-602, 612
Page 15
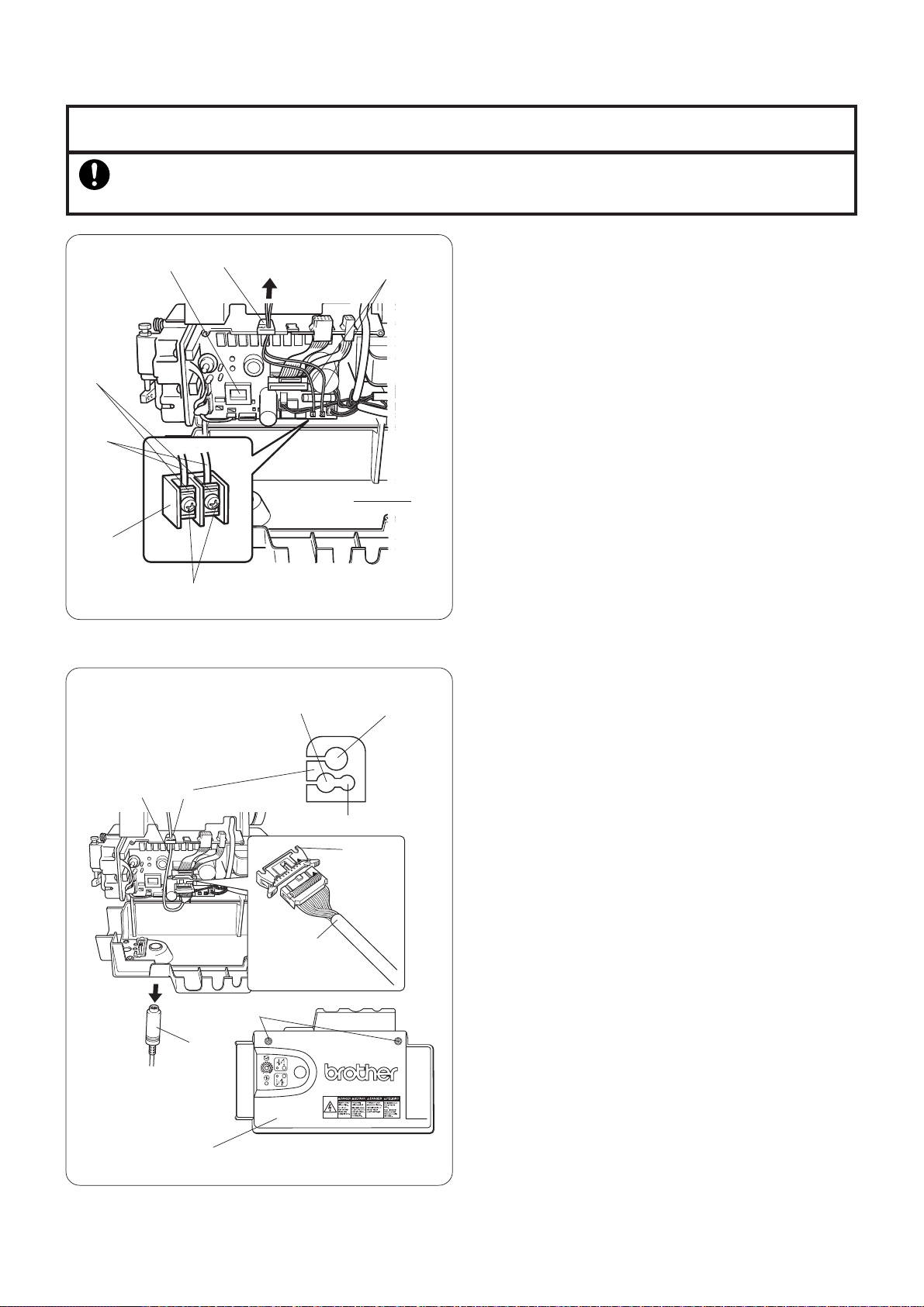
5.7 Installing the head lamp
Use a lamp which is rated at 6 V AC and 20 W or less as the head lamp.
If a lamp with a higher rating than this is used, it could cause the lamp wires and the transformer to overheat
and burn out.
CAUTION
CPU
y
Lamp
Lamp cords
t
r
t
w
e
5.8 Connecting the external operation panel
For external
operation panel
For lamp cords
u
For option
y
r
1. Open the control box cover q.
2. Loosen the screws e of the terminal block w, insert the
lamp cords t into the clamps r as far as they will go,
and then tighten the screws e.
Note:
Do not tighten the screws e too tightly, as this may
damage the terminal block w.
3. Pass the lamp cords t through the rubber plug y.
Refer to the illustration of the rubber plug y in “5.8
Connecting the external operation panel” at below-left
on this page at this time.
4. Close the control box cover q.
q
1. The F-20, F-40 and F-100 operation panels can be used.
2. Disconnect the synchronizer cord q.
3. Loosen the screw w, and then gently pull the cover e
toward you to open it.
4. After opening the pawl of the circuit board connector
r, align the ▼ mark on the operation panel connector
t with the ▼ mark on the circuit board connector r,
and securely insert operation panel connector t until
the pawl locks.
5. Fit the rubber plug y onto the operation panel cord u
as shown in the illustration, and then install the con-
trol box while being careful not to damage the cord u.
(Break the membrane of the rubber plug y.)
6. Close the cover e and secure it with the screw w. Be
careful not to clamp any of the cords with the cover.
7. Connect the synchronizer cord q.
t
w
q
e
Note:
When an external operation panel is installed, the backtacking function of the control circuit board will be disabled,
so use the external operation panel to carry out backtacking.
MD-602, 612
9
Page 16
6. Adjusting the treadle unit
6.1 Operating the treadle
• There are two types of treadles, one with one forward and one rear stage and one with two forward and two rear
stages. These are provided according to the destination of the machine.
6.1.1 For treadles with one forward and one rear stage
CAUTION
Take your foot off the treadle before turning on the power switch.
Neutral
q
Low speed
High speed
1. The treadle is at the neutral position q when the treadle is not pressed.
2. When the treadle is gently depressed to position w, low-speed sewing is carried out. If it is then depressed as far as
e, high-speed sewing is carried out.
3. When the treadle is pressed forward and then back to the neutral position q, the needle will stop below the needle
plate (when needle down stop mode has been set).
4. When the treadle is depressed backwards to position r (or when the treadle is pressed backward to position r and
is then returned to neutral position q), the thread trimmer operates, and then the needle will be raised and stop
above the needle plate.
5. If using with the synchronizer cord disconnected
• When the treadle is pressed forward and then back to the neutral position q, the machine will stop regardless of
the needle position.
• Thread trimming will not be carried out even if the treadle is pressed backed to position r. (The sewing machine
does not operate.)
6. If an automatic presser foot lifter is being used
• The presser foot will rise when the treadle is pressed backwards. If the knee switch is pressed, the pressure foot will
not raise with the treadle operation, so raise and lower the presser foot with the knee switch.
• When the treadle is pressed backwards and the thread is trimmed, the sewing machine will stop, and the presser
foot will rise. To lower the presser foot, press the treadle backwards and then return it to the neutral position q. The
presser foot can also be lowered using the knee switch. If the treadle is pressed forward, the sewing machine will
operate after the presser foot lowers.
Note:
The presser foot can be raised and lowered by returning the treadle only from when the power switch is turned on to
when the knee switch is operated.
w
e
Thread trimming
r
10
MD-602, 612
Page 17
6.1.2 For treadles with two forward and two rear stages
CAUTION
Take your foot off the treadle before turning on the power switch.
Neutral
q
Presser foot lowered
Low speed
High speed
1. The treadle is at the neutral position q when the treadle is not pressed.
2. When the treadle is gently depressed to position w, low-speed sewing is carried out. If it is then depressed as far as
e, high-speed sewing is carried out.
3. When the treadle is pressed forward and then back to the neutral position q, the needle will stop below the needle
plate (when needle down stop mode has been set).
4. When the treadle is depressed backwards to position r (or when the treadle is pressed backward to position r and
is then returned to neutral position q), the thread trimmer operates, and then the needle will be raised and stop
above the needle plate.
5. If using with the synchronizer cord disconnected
• When the needle is pressed forward and then back to the neutral position q, the machine will stop regardless of
the needle position.
• Thread trimming will not be carried out even if the treadle is pressed backed to position r. (The sewing machine
does not operate.)
6. If an automatic presser foot lifter is being used
• The presser foot will rise when the treadle is gently pressed back to the backward position t.
• The presser foot will lower when the treadle is returned to the neutral position q.
• The presser foot will lower if the treadle is gently pressed to the position y while the presser foot is raised.
y
w
e
Presser foot raised
t
Thread trimming
r
MD-602, 612
11
Page 18
6.2 Adjusting the treadle
Turn off the power switch before starting work, otherwise the motor may operate, which could result in injury.
r
e
q
CAUTION
Fig A Fig B
6.2.1 Adjusting the treadle pressure
• If the machine starts running at a low speed when your
foot is simply resting on the treadle, or if the treadle
pressure is too weak, adjust the position (a to c) at
which the treadle spring q is hooked onto the treadle
lever w.
Note:
The treadle pressure will increase from position a to position c.
w
t
abc
6.2.3 Adjusting the treadle stroke
• Remove the nut t, and then move the connecting rod joint y from the position in figure A to the position in figure
B. The treadle stroke will increase by approx. 1.25 times.
Note:
This adjustment will also affect the treadle pressure and the treadle return pressure, so these settings should be
readjusted if necessary.
y
q
w
Treadle unit
C
D
r
6.2.2 Adjusting the treadle return pressure
• Loosen the nut e and turn the bolt r. The treadle re-
turn pressure becomes heavier as the bolt r is tightened, and becomes lighter as the bolt r is loosened.
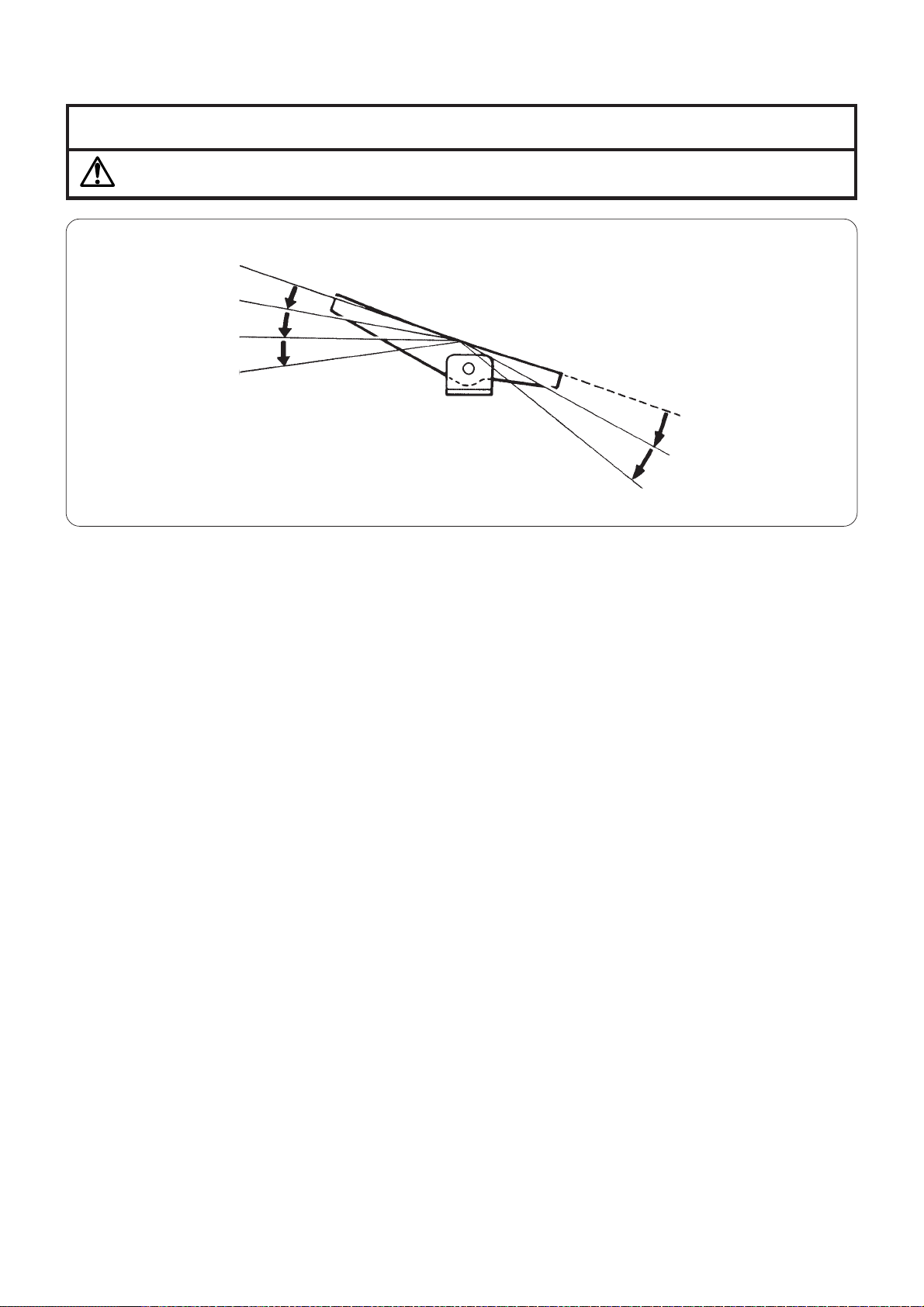
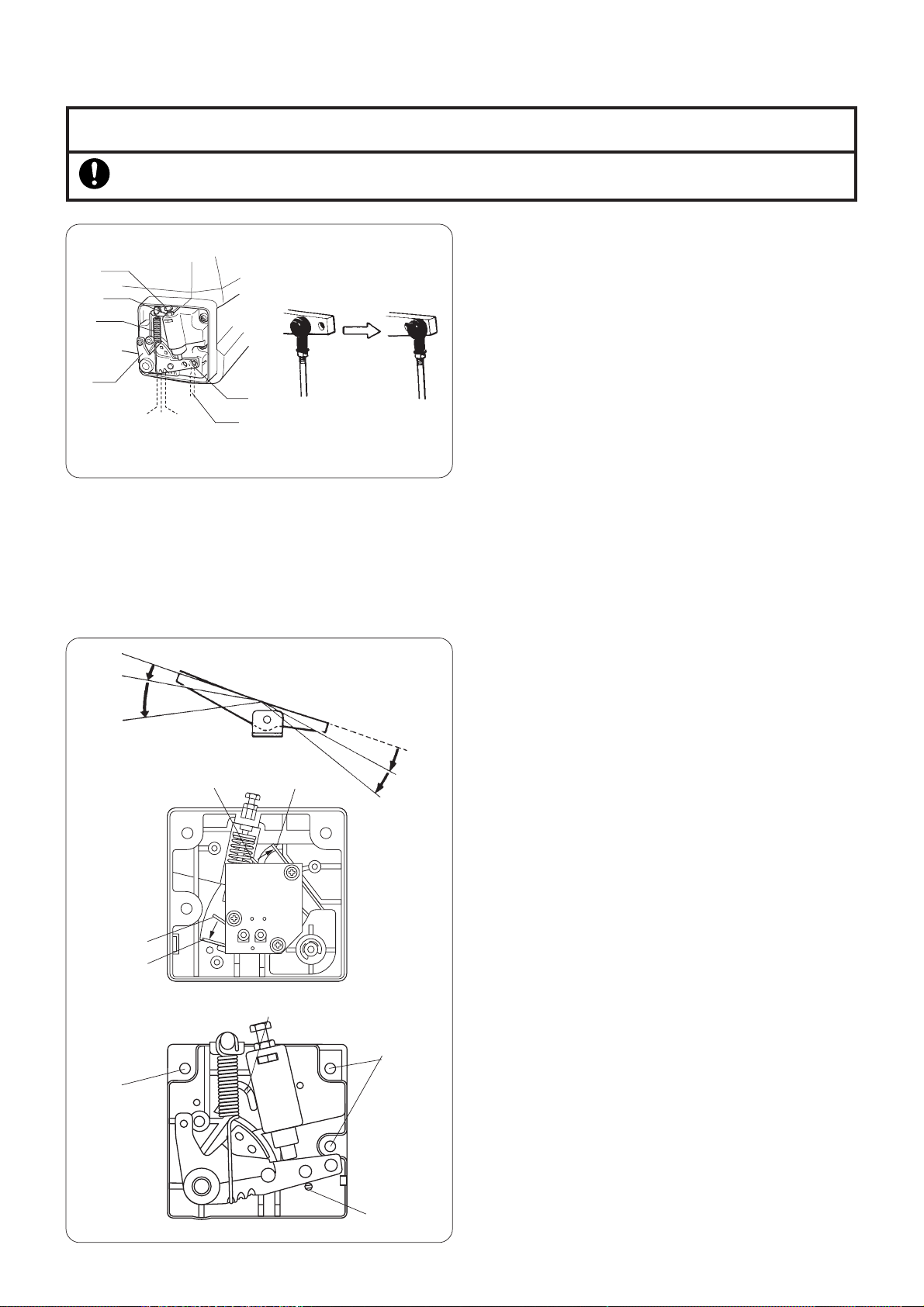
6.3 When using the automatic presser foot lifter device
1. When the treadle is depressed to position r, the
presser foot is raised.
2. If you would like the treadle pressure to be lighter when
it is depressed forward from the 2nd step to the 1st
step, change the position of the spring from F to E.
If you would like the pedal return to be from the 2nd
step to the 1st step at this time, change the spring position from C to D.
• When changing the spring positions from F to E and
from C to D, you must remove the three screws q of
the treadle unit and disconnect the treadle unit from the
control box before changing the spring positions.
12
F
E
A
q
q
B
MD-602, 612
Page 19
7. Using the control box
Confirm that the power supply matches the motor and the control box specifications before turning on the
power switch. The motor, control box or sewing machine could be damaged if the supply voltage is too high.
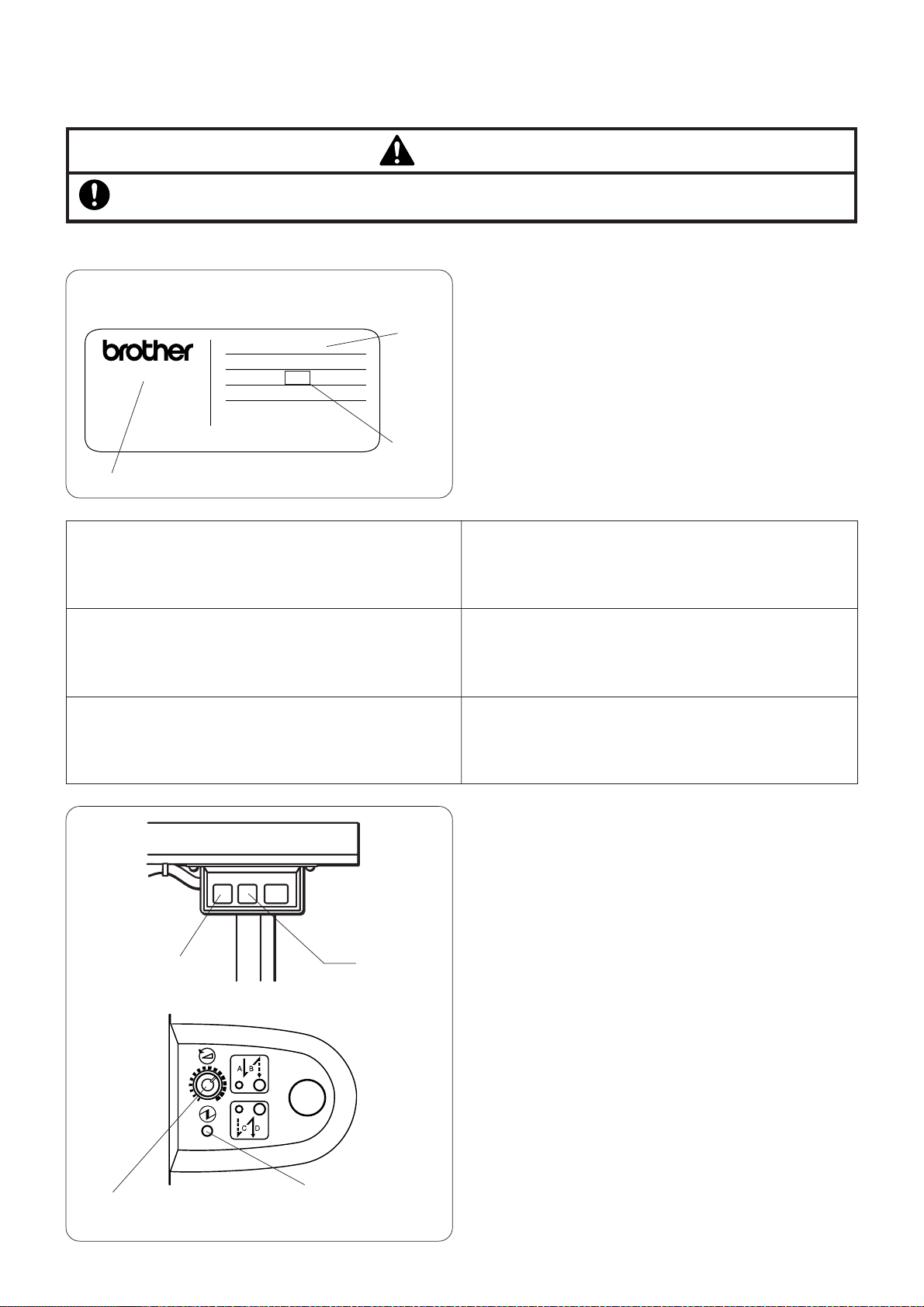
7.1 Before turning on the power switch
Control box rating plate (Example: Single-phase 220 V
specifications)
w
Power
supply
phase
e
Power
supply
voltage
MD-602-1
CONTROL BOX
TYPE
BC4670
NO.
B019A1101
Model
q
SINGLE PHASE
OUTPUT 400 W
VOLTS
HERTZ 50/60
FOR
MADE IN JAPAN
BROTHER INDUSTRIES, LTD.
220 230 240
MD-60A
CAUTION
• Check the power supply and the control box specifications.
1. Model q
MD-602 (for single-phase power supply)
MD-612 (for three-phase power supply)
The model should match the power supply phase w.
2. The power supply voltage e indicated is an AC volt-
age.
3. The power supply frequency can be either 50 Hz or 60
Hz.
1. Are all connectors connected correctly?
• Synchronizer connector
• Sewing machine connector
• Ground cord
2. Is the sewing machine cord touching the V-belt?
Is the belt tension correct?
3. Does the sewing machine operate when turned gently by hand?
qw
Refer to “5.6 Connecting the cords”.
Refer to “5.1 Installing the motor to the work table” and
“5.2 Attaching the belt”.
7.2 Power switch and power indicator
• When the power ON switch q is pressed, the power
indicator (green) e lights and the power turns on.
• When the power OFF switch w is pressed, the power
indicator (green) e turns off and the power switches
off.
7.3 Setting the sewing speed
• Turn the speed adjustment knob r on the front of the
control box clockwise to increase the sewing machine
speed (the speed corresponding to the treadle depression amount), and turn it counterclockwise to reduce
the speed.
• The maximum sewing speed that can be set is the sewing speed which is determined by DIP switch settings.
Refer to “7.5.2.1 DIP switch 1 functions”. The minimum
sewing speed is the sewing speed when the treadle is
at the low-speed sewing position.
Speed adjustment knob
r
Power indicator
e
MD-602, 612
13
Page 20
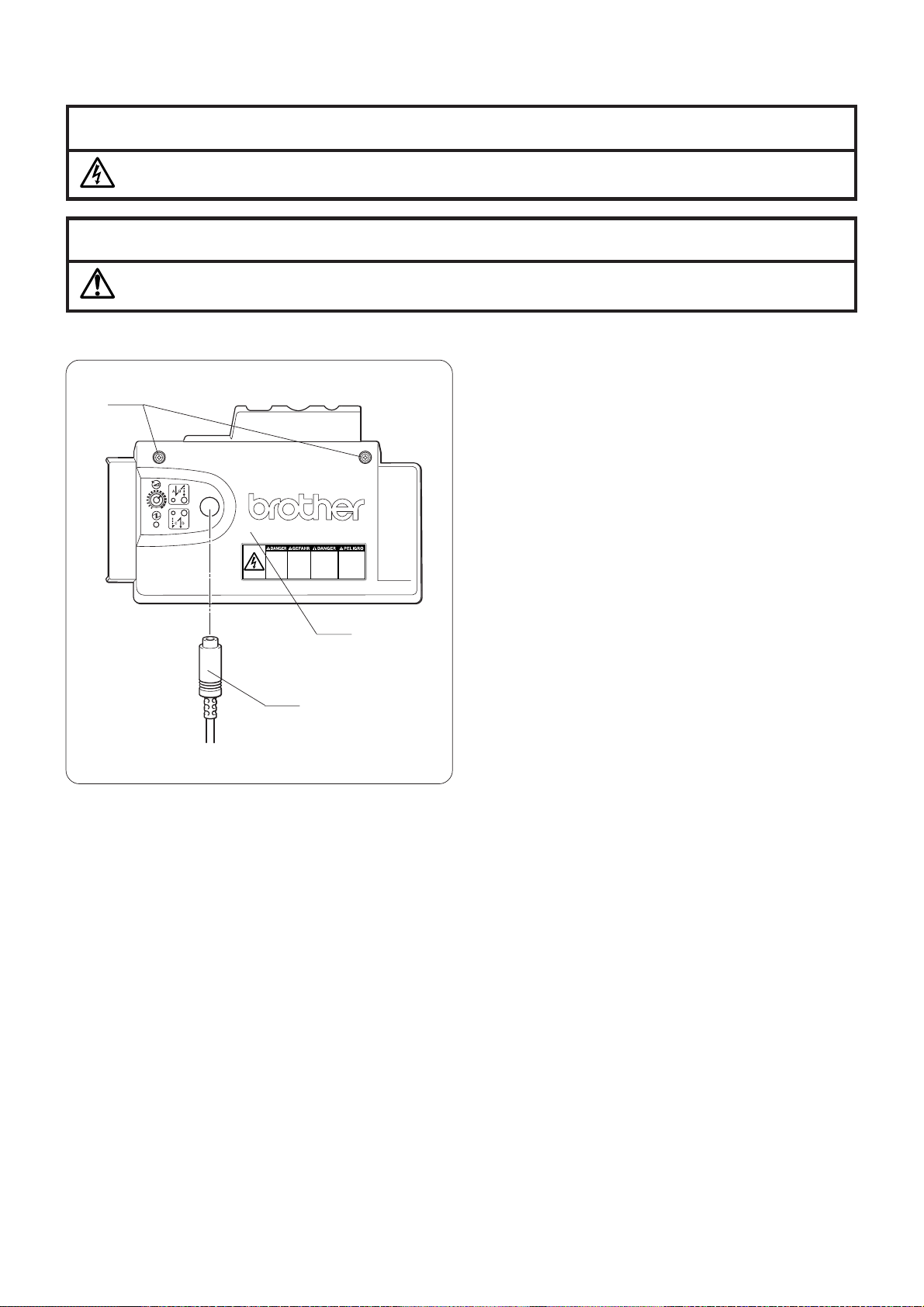
7.4 Control box DIP switch setting procedure
WARNING
Wait at least 5 minutes after turning off the power switch before opening the cover of the control box. Touching
areas where high voltages are present can result in severe injury.
CAUTION
Do not clamp the cords inside the control box when closing the control box cover.
• Make sure that the DIP switches are set correctly, otherwise incorrect operation may result.
• Disconnect the synchronizer cord q.
• Loosen the two screws w, and then gently pull the
w
cover e toward you to open it.
• Set the DIP switches.
Refer to the tables for details of DIP switch functions.
• Close the cover e (be careful not to clamp the cord)
and tighten the two screws w.
• Connect the synchronizer cord q.
Hazardous voltage
will cause injury.
Turn off main
switch and wait 5
minutes before
opening this cover.
Hochspannung
verletzungsgefahr!
Bitte schalten sie den
hauptschalter aus und
warten sie 5 minuten,
bevor sie diese
abdeckung öffnen.
q
Un voltage non adapté
provoque des blessures.
Eteindrel'interrupteur et
attendre 5 minutes
avantd' ouvrir le capot
Un voltaje inadecuado
puede provocar las
heridas.
Apagar el interruptor
principal y esperar 5
minutos antes de abrir
esta cubierta.
e
14
MD-602, 612
Page 21
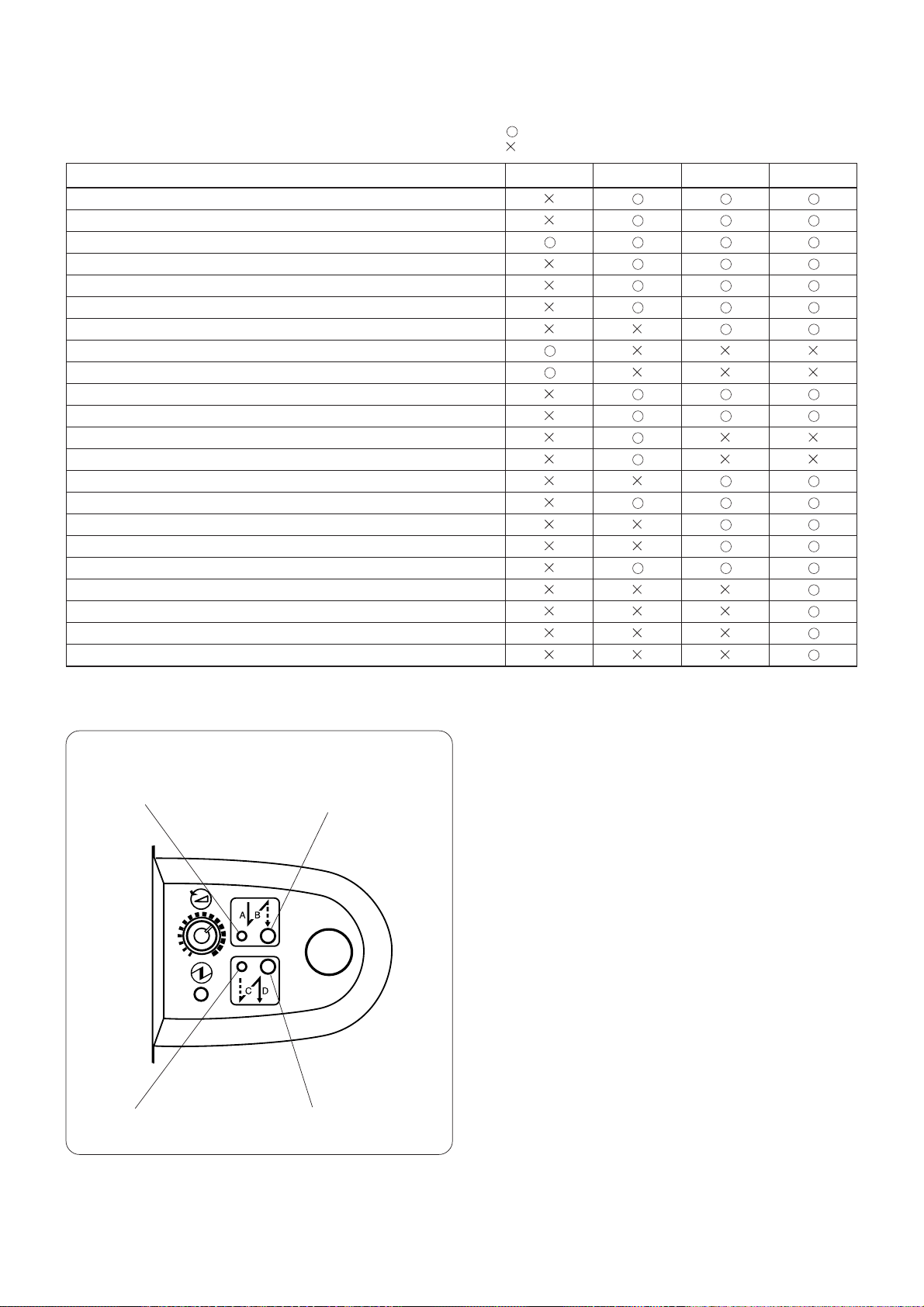
7.5 Description of functions
• The control panel is provided with the following functions.
· · · Can be used
· · · Cannot be used
Function No panel F-20 F-40 F-100
Maximum sewing speed setting
Start backtacking speed setting
Needle stop position
Automatic thread trimming (thread trimming after Fixed stitch sewing)
Slow start
Correction sewing
Highest needle position stop
Start backtacking using control box (N) (2 – 9 stitches)
End backtacking using control box (N) (2 – 9 stitches)
Start backtacking using panel (N) (0 – 9 stitches)
End backtacking using panel (N) (0 – 9 stitches)
Start backtacking (V)
End backtacking (V)
Continuous backtacking
Fixed stitch sewing
Name label sewing
Pleat presser sewing
Automatic sewing
Continuous sewing (100 stitches or more)
Reverse device operation using panel
Presser foot lifting operation when stopped using panel
Program entry
For details, refer to the instruction manual for the respective operation panel.
7.5.1 Backtacking function using the control box when no operation panel is installed
7.5.1.1 Start backtacking function
When the start backtack key q is pressed, the start backtack
LED e lights and start backtacking can be carried out.
When the start backtack key q is pressed once more, the
Start backtack LED
e
Start backtack key
q
start backtack LED e switches off and start backtacking can
no longer be carried out.
The start backtack key q can only be used to turn start
backtacking on and off after thread trimming is complete.
7.5.1.2 End backtacking function
When the end backtack key w is pressed, the end backtack
LED r lights and end backtacking can be carried out.
When the end backtack key w is pressed once more, the
end backtack LED r switches off and end backtacking can
no longer be carried out.
The end backtack key w can be used to turn end
backtacking on and off at any time.
End backtack LED
rw
End backtack key
MD-602, 612
15
Page 22
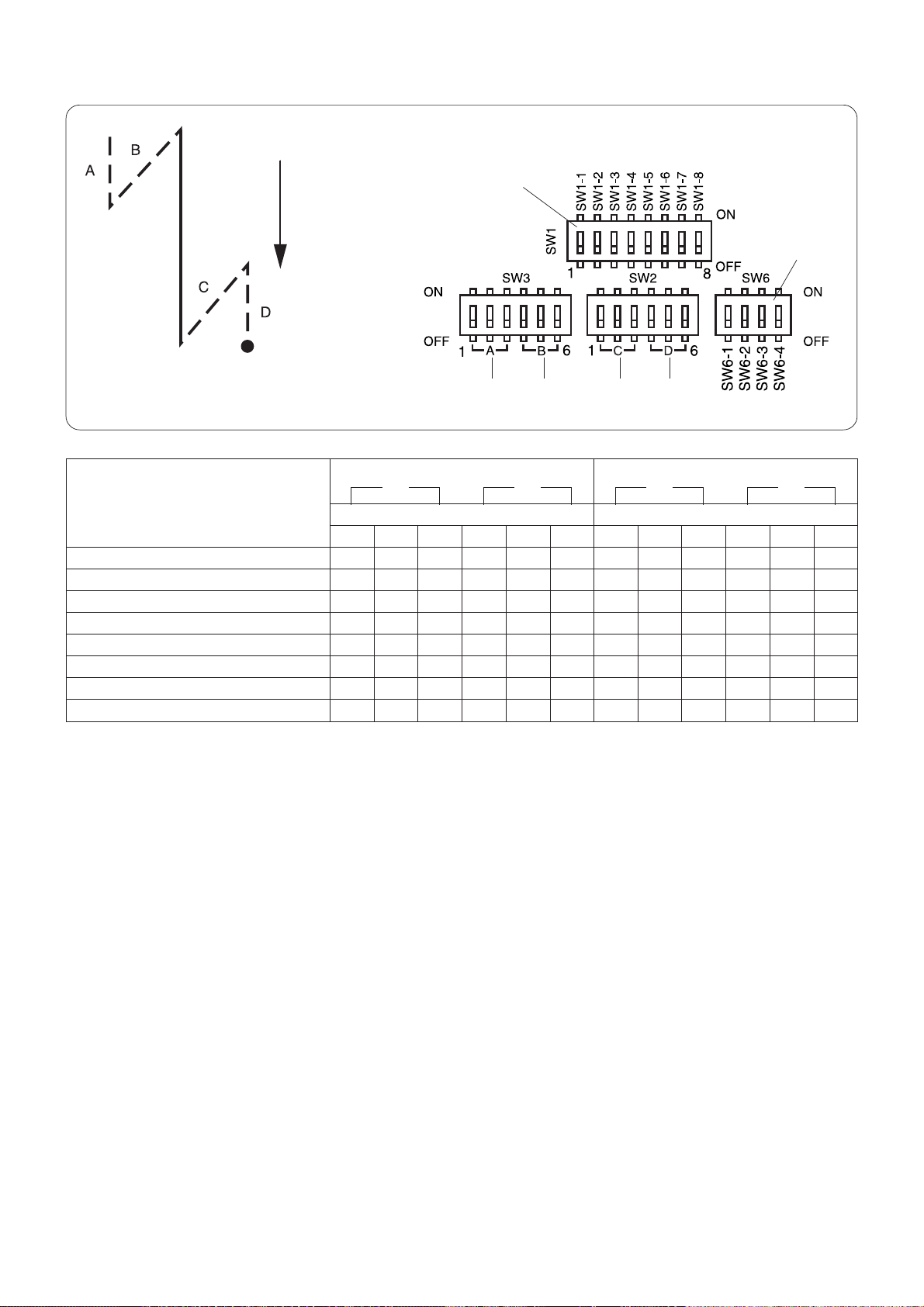
7.5.1.3 Setting the number of backtack stitches
Control circuit board DIP switches
o
!0
t
Display A B C D
DIPSW No. SW3 SW2
No. of stitches 1 23456123456
2 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF
3 ON OFF OFF ON OFF OFF ON OFF OFF ON OFF OFF
4 OFF ON OFF OFF ON OFF OFF ON OFF OFF ON OFF
5 ON ON OFF ON ON OFF ON ON OFF ON ON OFF
6 OFF OFF ON OFF OFF ON OFF OFF ON OFF OFF ON
7 ON OFF ON ON OFF ON ON OFF ON ON OFF ON
8 OFF ON ON OFF ON ON OFF ON ON OFF ON ON
9 ONONONONONONONONONONONON
• Setting the number of start backtack stitches
Use switches t of DIP switch 3 to set the number of start backtacking stitches A.
Use switches y of DIP switch 3 to set the number of start backtacking stitches B.
• Setting the number of end backtack stitches
Use switches u of DIP switch 2 to set the number of end backtacking stitches C.
Use switches i of DIP switch 2 to set the number of end backtacking stitches D.
Note:
At the time of shipment from the factory, DIP switches A, B, C and D are all set to OFF. As a result, the number of
stitches is set to 2 for each of A, B, C and D.
When using an operation panel, backtacking functions using the control box are all disabled.
yui
16
MD-602, 612
Page 23
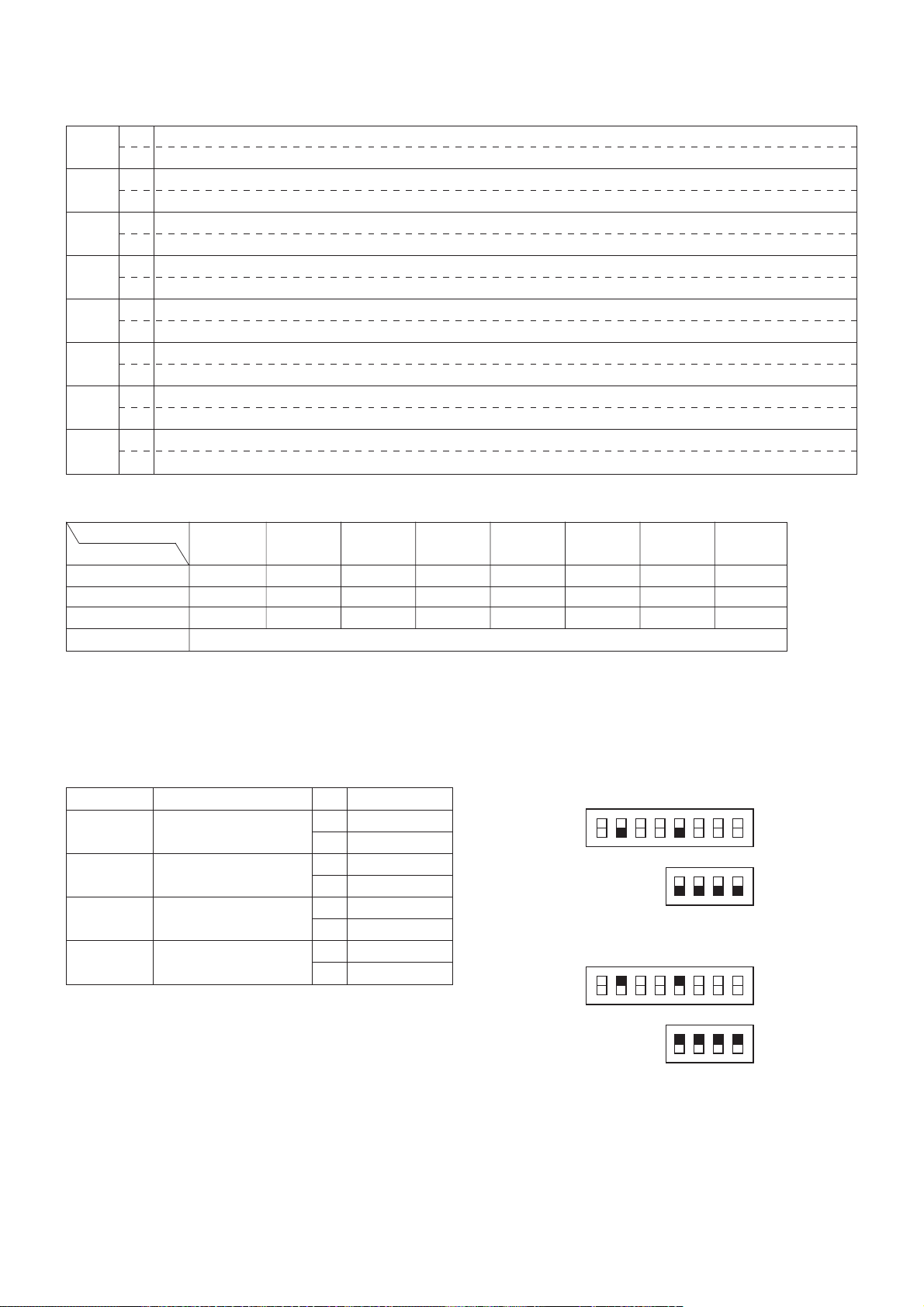
7.5.2 Other DIP switch functions
7.5.2.1 DIP switch 1 o functions
ON
SW1-1
SW1-2
SW1-3
SW1-4
SW1-5
SW1-6
SW1-7
SW1-8
Presser foot is lowered when treadle is returned to neutral position immediately after thread trimming. (Export specifications)
OFF
Presser foot is raised when treadle is returned to neutral position immediately after thread trimming. (Domestic Japan specifications)
ON Motor pulley diameter 90 mm
OFF Motor pulley diameter 105 mm
ON Automatic presser foot lifter device used
OFF Automatic presser foot lifter device not used
ON Stopping position when treadle is at neutral is needle up stop position.
OFF Stopping position when treadle is at neutral is needle down stop position.
ON Twin needle
OFF Single needle
ON Limit speed setting 1
OFF
ON Limit speed setting 2
OFF
ON Limit speed setting 3
OFF
Setting for limit speed (sewing machine’s maximum sewing speed) ( ) is for overlock machines
Speed (rpm)
DIP switch
1,000 2,000 2,500 3,000 3,500 4,000 4,500 4,700
(5,000) (5,500) (6,000) (6,500) (7,000) (7,500) (8,000) (8,500)
SW1-6 OFF ON OFF ON OFF ON OFF ON
SW1-7 OFF OFF ON ON OFF OFF ON ON
SW1-8 OFF OFF OFF OFF ON ON ON ON
Pulley diameter
105 mm for single-needle machines and overlock machines (90 mm for twin-needle machines)
Note:
When an operation panel has been connected, the operation panel setting has priority, regardless of the setting for DIP
switch 1-4.
Only the maximum sewing speed can be changed using the DIP switch 1-5 setting.
Refer to “7.5.2.2 DIP switch 6 !0 functions” on this page for other speed selection settings.
7.5.2.2 DIP switch 6 !0 functions
DIP switch Setting speed
SW6-1
SW6-2
Low speed
(inching speed)
Thread trimming
speed
SW6-3 Backtacking speed
SW6-4
Improved stopping
speed
ON 250 rpm
OFF 215 rpm
ON 185 rpm
OFF 215 rpm
ON 1,000 rpm
OFF 1,800 rpm
ON 1,500 rpm
OFF 1,700 rpm
Single-needle machine and overlock machines setting
High
SW1
-1 -2 -3 -4
SW6
Twin-needle machine setting
High
SW1
Note:
DIP switches 1 – 2, 1 – 5 and 6 (1 – 4) are set to match the optimum
-1 -2 -3 -4
sewing speed for the machine head, and so should not be changed.
If using the motor after changing over the machine head, check that
SW6
the above settings match the specifications of the machine head.
7.6 Periodic checks
• Clean the dust out of the dust cover at periodic intervals. If the dust cover becomes blocked, there is the danger that
the motor may overheat.
• If not using the motor for long periods, turn off the power and disconnect the motor from the power supply.
MD-602, 612
17
Page 24

8. Connecting options
The options include the operation panel, pedal for standing operation and the material edge sensor. Refer to “5.8 Connecting the external operation panel” for the operation panel connection methods. Refer to each respective instruction
manual for details on the options.
8.1 Connecting the pedal for standing operations
• A variable-speed pedal (J80081-040 or J80380-040) or a two speed pedal (J80630-001) can be connected.
q
1. Disconnect the synchronizer cord e.
2. Loosen the two screws q (do not remove it), and then
gently pull the cover w toward you to open it.
Foot plug cap
!4
!2
i
!0
r
Hochspannung
verletzungsgefahr!
Bitte schalten sie den
hauptschalter aus und
warten sie 5 minuten,
bevor sie diese
abdeckung öffnen.
Un voltage non adapté
provoque des blessures.
Eteindrel'interrupteur et
attendre 5 minutes
avantd' ouvrir le capot
Un voltaje inadecuado
puede provocar las
heridas.
Apagar el interruptor
principal y esperar 5
minutos antes de abrir
esta cubierta.
Hazardous voltage
will cause injury.
Turn off main
switch and wait 5
minutes before
opening this cover.
w
e
t
A
Foot plug assembly NDD
u
!1
o
3. Loosen the screw r (do not remove it), and then turn
the connector presser plate t approximately 90°
around the axis of the screw r in the direction of the
arrow A in the illustration.
4. Pull the foot plug cap i toward you to remove it.
5. Insert the 9-pin connector o of the foot plug assembly
NDD (J02824-001) u into the connector mounting base
!2 from the front, so that the grounding cord terminal
!1 is on the right side.
6. Insert the foot plug assembly u as shown in the illustration, and then securely insert the 7-pin connector !0
of the circuit board into the 7-pin connector !4 of the
control circuit board.
7. Remove the grounding screw y, and then secure
the grounding cord terminal !1 together with the other
grounding cord terminals !3 and !6 by re-tightening the
grounding screw y.
18
o
!5
!6 !1
!3
y
t !7
r
8. Return the connector presser plate t to its original
position, fit it into the notch !7 to prevent it from turning, and then securely tighten the screw r.
9. Securely insert the 9-pin connector !5 for the standing
pedal into the 9-pin connector o.
10. Close the cover w (be careful not to clamp the cord)
and tighten the two screws q.
11. Connect the synchronizer cord e.
MD-602, 612
Page 25

• Connector wiring diagram
VARIABLE-SPEED PEDAL TWO SPEED PEDAL
HIGH. S
+8V
TRIMMER
0V
INPUT
LIFT
When the switch for the target function has been turned ON, turn the other OFF.
HIGH. S
LIFT
+8V
TRIMMER
LOW. S
MD-602, 612
19
Page 26

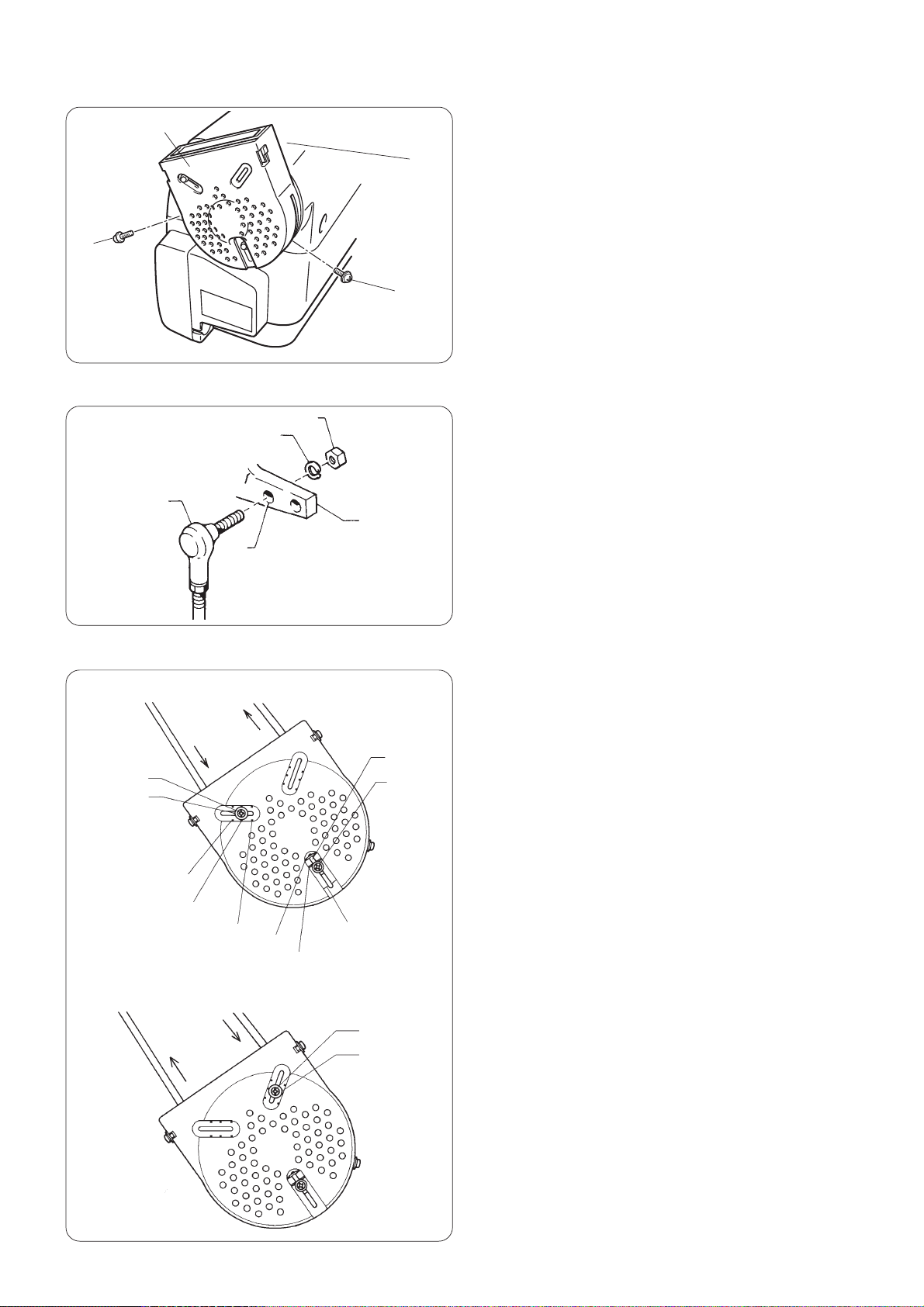
8.2 Connecting the material edge sensor
CAUTION
Turn off the power switch before connecting the cords, otherwise damage to the control box, synchronizer,
operation panel or material edge sensor may result.
• The sensor II is used for this product.
• Sensor II is used in conjunction with the F-20, F-40 or F-100 operation panel, and cannot be used by itself.
• The sensor II connection method differs according to the operation panel type.
• Built-in type • External type
w
q
ew
t
r
1. Remove the operation panel q from the machine.
2. Insert the sensor II connector e into connector w in the
operation panel.
3. Using a mounting bracket r, screw the sensor II t onto
the machine.
4. Install the operation panel q onto the machine.
q
e
r
q
t
w
y
1. Remove the operation panel q from the mounting
bracket w.
2. Bend the protrusion e on the right side of the operation panel.
3. Insert the sensor II connector t into connector r in the
operation panel.
4. Install the sensor II y and operation panel q onto the
mounting bracket w as shown in the illustration.
20
MD-602, 612
Page 27

9. Using the operation panel F-40
★ Key operations and the number of stitches set cannot be changed during sewing. Be sure to confirm all key settings
and the number of stitches before starting to sew. Note that the end backtacking feature can be set and canceled
while sewing.
★ For keys which have an indicator to their left, the indicator will illuminate when the key is pressed once, and will
switch off when the key is pressed once more. This operation is repeated each time the key is pressed.
★ To carry out two or more operations simultaneously, press all of the necessary keys so that the respective indicators
are illuminated.
Part names and functions
!2 !3 qyuo!4e!1r
No.
LED display
q
Stitch number
w
setting keys
Start backtack key
e
End backtack key
r
Key name
t!7 wi!0 !6 !5
Function
Displays the number of start and end backtack stitches (A, B, C and D), the number of fixedlength stitches (E), the number of label sewing stitches (E and F), the number of pleat
presser stitches (E), the sewing speed (A, B, C and D) and the backtack sewing speed (A, B,
C and D).
These keys are used to set the number of start and end backtack stitches (A, B, C and D),
the number of fixed-length stitches (E), the number of label sewing stitches (E and F), the
number of pleat presser stitches (E), the sewing speed (A, B, C and D) and the backtack
sewing speed (A, B, C and D).
Press to increase a setting from 0 up to 9. Press to decrease a setting from 9 down to
0.
When this key is pressed, the number of start backtack stitches set for A and B (0 – 9) is
sewn.
When this key is pressed, the number of end backtack stitches set for C and D (0 – 9) is
sewn.
t
Continuous
backtack key
When this key is pressed, the number of stitches set for A, B, C and D (0 – 9) will be sewn as
continuous backtack stitches. After the machine finishes sewing one A-B-C-D cycle, the
thread is automatically trimmed. The number of start and end backtack stitches can be set
independently of each other.
MD-602, 612
21
Page 28

No.
Key name
Function
Fixed stitch key
y
Name label key
u
Pleat presser
i
sewing key
AUTO key
o
Thread trimming
!00
key
When this key is pressed, the number of stitches for seam E (01 – 99) is sewn.
To sew start backtack stitches at this time, press the start backtack key e. The number of
start backtack stitches are set by A and B.
To sew end backtack stitches at this time, press the end backtack key r. The values for C
and D become the number of end backtack stitches when fixed stitch sewing is off.
When this key is pressed, the number of stitches for seams E and F (01 – 99) will each be
sewn twice.
To sew start backtack stitches at this time, press the start backtack key e. The values for A
and B become the number of start backtack stitches when name label sewing is off.
To sew end backtack stitches at this time, press the end backtack key r. The values for C
and D become the number of end backtack stitches when name label sewing is off.
When this key is pressed, the number of stitches for seam E (01 – 99) is sewn when the
actuator is pressed.
To sew start backtack stitches at this time, press the start backtack key e. The number of
start backtack stitches are set by A and B.
To sew end backtack stitches at this time, press the end backtack key r. The values for C
and D become the number of end backtack stitches when pleat presser sewing is off.
When this key is pressed, machine operations (start backtack sewing, end backtack sewing,
fixed stitch sewing and thread trimming) will be automatically carried out up until the set
position when the treadle is depressed.
This key is only valid when the continuous backtack key t, fixed stitch key y or name label
key u has been pressed.
When this key is pressed, the thread is trimmed after sewing is completed.
This key is only valid when the fixed stitch key y or name label key u has been pressed.
Sewing speed key
!1
Sewing speed
!2
indicator
Backtack indicator
!3
Slow start key
!4
Correction key
!5
Needle up/down
!6
key
Half stitch key
!7
When this key is pressed, the sewing speed indicator !2 will illuminate and the sewing
speed will be shown in the LED display q. You can then set the sewing speed by setting
the respective values for A, B, C and D.
If this key is then pressed again, the backtack indicator !3 will illuminate and the backtack
sewing speed will be shown in the LED display q. You can then set the sewing speed by
setting the respective values for A, B, C and D.
If this key is then pressed again or if the machine is started, the LED display q, sewing
speed indicator !2 and backtack indicator !3 will all switch off.
When this key is pressed, the first two stitches at the sewing start (after the thread has been
trimmed and the needle has been raised) are sewn at low speed.
When set to ON, correction sewing is carried out at low speed when the quick reverse
switch is pressed. This function cannot be used after thread trimming.
If the quick reverse switch is pressed while the sewing machine is operating, reverse feed
will be carried out.
The “ ” and “ ” indicators illuminate each time this key is pressed.
If the treadle is pressed to the neutral position while the “ ” indicator is illuminated, the
needle will rise above the needle plate and stop (needle up stop).
If the treadle is pressed to the neutral position while the “ ” indicator is illuminated, the
needle will drop below the needle plate and stop (needle down stop).
This key is used to raise or lower the needle when machine operation is interrupted.
22
MD-602, 612
Page 29

10. Changing the head settings
When using a motor for a different head than the default head, change the settings with the following procedures.
(Note) The operation panel F-40 or F-100 is required.
10.1 Setting the motor pulley size and DIP switches for the head
Head Pulley size SW1, SW6 settings
• Single needle lockstitch machine
B737, (B201) B791, B774, B722, B724, B748A,
B798, B728, B772A, B778A, B781, B852,
B853, B854, B883
• Overlock
• Twin needle lockstitch machine
B842, B872, B845, B875, B847, B848,
B837, B877, B878
• Post-type sewing machine
P73, P81, C51
(Note) If the SW1-2, 5 or SW6-1, 2, 3, 4 settings are changed, the control box head setting will change to “7373”
(SW1-5: OFF) or “8423” (SW1-5: ON).
10.2 Setting the DIP switch maximum speed setting for the head
Single needle sewing machine (SW1-5 = OFF)
Head High speed DIP switch (SW1-6, 7, 8) setting
B737-3 4700 Set 850 rpm to 1000 rpm.
B737-5 3500 (Values given in parentheses are the overlock rotation speeds.)
B737-1 4000
B791-3 4500
B791-5 3500
B774-3 4500
B774-5 3500
B722-3 4700
B722-5 4000
B724-5 4000
B748-5 4000
B748-7 3000
B798 2000
B772 4700
B778 4700
B781 4000
B852 4500
B883 850
ovL 6000
8000
φ
105
φ
90
1000 (5000) rpm
2500 (6000) rpm
3500 (7000) rpm
4500 (8000) rpm
Low
Low
2000 (5500) rpm
3000 (6500) rpm
4000 (7500) rpm
4700 (8500) rpm
Thread
Thread
Tack Stop
Tack Stop
MD-602, 612
23
Page 30

Twin needle sewing machine (SW1-5 = ON)
Head High speed DIP switch (SW1-6, 7, 8) setting
B842-3 4000 Set 2200 rpm and 2400 rpm to 2500 rpm.
B842-5 3500 Set 2600 rpm to 3000 rpm.
B842-1 4000
B872 3000
B845 3000
B847 4000
B848 3000
B837 3000
B877 3000
B878 2500
P73/P81 2200
2400
2600
C51 2200
2400
2600
(Note) If the SW1-2, 5 or SW6-1, 2, 3, 4 settings are changed, the control box head setting will change to “7373”
(SW1-5: OFF) or “8423” (SW1-5: ON).
1000 rpm
2500 rpm
3500 rpm
2000 rpm
3000 rpm
4000 rpm
10.3 Setting the control box head setting for the head
The head must be set except for the B737 (B201) and B842.
(Note) Only the maximum speed is set for the control box head setting. Note that the SW1-6, 7, 8 settings will have the
priority.
10.3.1 Setting procedure
q Before turning on the power, check that the motor pulley diameter matches the machine head.
w Check the settings for DIP switch 1-2 (pulley size) and whether DIP switch 1-5 is set to single needle machines (overlock
machines) or twin needle machines.
e Change to machine head setting mode.
While pressing the sewing speed key
([
r Set the machine head.
1) Meaning of display
2) Setting method
10.3.2 Initializing the machine head setting value
1) When chaning the setting for DIP switches 1-2, 1-5 or 6
Initial value: [ 7 3 7 3 ] when switch 1-5 is OFF (single needle)
] represents the previous setting value.)
****
The machine head model appears in the ABC columns, and the sub-class appears in the D column.
a) Press the B [
b) For the D column display, press the D [ ] · [ ] key to set the sub-class.
c) Press the [
] · [ ] key to set the machine head model.
] key to end the setting and store the setting value.
[ 8 4 2 3 ] when switch 1-5 is ON (twin needle)
, turn on the power switch. [
] will appear in the ABCD display.
****
24
MD-602, 612
Page 31

10.4 Setting the control box speed setting for the head
Change the speed setting for the following head settings highlighted in gray.
(1) Single needle
Head Inching Thread Slow Start End Improved
speed trimming speed backtacking backtacking stopping
[Lo] speed [tr] [SL] speed [Li] speed [Eb] [Po]
B737/B201/B755 215 215 215 1800 1800 1700
B791 215 215 215 1800 1800 1700
B774 215 215 215 1800 1800 1700
B722 215 215 215 1800 1800 1700
B724 215 215 500 1600 1600 1700
B748 215 215 215 1200 1200 1700
B798/728 215 215 215 1000 1000 1700
B722A 215 215 215 1800 1800 1700
B778A 215 215 215 1800 1800 1700
B781 215 215 215 1800 1800 1700
B852/853/854 215 185 215 1200 1200 1700
B883 250 170 250 250 250 500
Overlock 215 215 215 1800 1800 1500
(2) Twin needle
Head Inching Thread Slow Start End Improved
speed trimming speed backtacking backtacking stopping
[Lo] speed [tr] [SL] speed [Li] speed [Eb] [Po]
B842 250 185 250 1000 1000 1500
B872 250 185 250 1000 1000 1500
B845/875 250 185 250 1000 1000 1500
B847 250 185 250 1000 1000 1500
B848 250 185 250 1000 1000 1500
B837 250 185 250 1000 1000 1500
B877 250 185 250 800 800 1500
B878 250 185 250 800 800 1500
P73/P81 250 185 250 1000 1000 1500
C51 250 185 250 1000 1000 1500
10.4.1 Setting procedure
q Turn on the power switch and clear the [ABCD] display.
w Press the [
e Press the [
r Press the [ ] key to change the type of speed displayed.
t Press the B [
y Press the [
u Set the speed to match the machine head. Use the [ ] and [ ] keys to set the speed.
i Press the [
o Press the B [
!0 When [ En ] appears, press the [ ] key.
!1 Repeat steps o and !0 until the display disappears to end the procedure.
] key and the [ ] key at the same time. [ d 5 ] appears in the display.
] key and the [ ] key at the same time. [ S P ] appears in the display.
] key until the speed to be changed appears.
] key to display the current speed setting.
] key to return to the speed display.
] key until [ En ] is displayed.
Note:
• If you would like to set the maximum sewing speed and the start backtacking speed to be lower than the speed
which has been set by DIP switch 1 or the speed set in speed setting mode [ S P ]
The speed can be changed easily using the sewing speed key on the operation panel.
• The automatic sewing speed can only be set to be lower than the maximum sewing speed.
MD-602, 612
25
Page 32

11. Changing the function settings
The function settings can be changed by changing the memory switch settings.
The operation timing, etc., can be changed by changing the parameter settings.
(Note) Operation panel F-40 or F-100 is required.
11.1 Example for changing the memory switch setting
11.1.1 When sewing thick materials, the needle may contact the material after thread trimming making it difficult to
remove the stitched product. Thus, the setting is changed so lift the needle with reverse run after trimming the thread. (Set
memory switch [ 61 ] to ON.)
1) Turn on the power switch, and erase the [ABCD] display. (When using F-100, set to pattern 1).
2) While pressing the [
3) Press the [ ] key. The first display will be [1 1 - o ] (OFF) or [1 1 - @ ] (ON).
4) Set the memory switch No. to [ 61 ] using the [A, B+/–] keys. (The default setting is [ 61 - o ] (OFF).)
5) Press the [D+] key, and turn memory switch [ 61 ] ON. ([ 61 - @ ] (ON))
6) Using the [A+/–] key, set the [AB] display to [ E n ], and then press the [
7) Using the [B+] key, set the [AB] display to [ E n ], and then press the [
setting will be completed.
11.1.2 If you would like better matching for backtacking, this momentarily pauses feed at the corners so that the backtack
seams match. (Set memory switch [ 6 8 ] is turned ON.)
1) Turn on the power switch, and erase the [ABCD] display. (When using F-100, set to pattern 1).
2) While pressing the [
3) Press the [ ] key. The first display will be [1 1 - o ] (OFF) or [1 1 - @ ] (ON).
4) Set the memory switch No. to [ 6 8 ] using the [A, B+/–] keys. (The default setting is [ 6 8 - o ] (OFF).)
5) Press the [D+] key, and turn memory switch [ 6 8 ] ON. ([ 6 8 - @ ] (ON))
6) Using the [A+/–] key, set the [AB] display to [ E n ], and then press the [
7) Using the [B+] key, set the [AB] display to [ E n ], and then press the [
setting will be completed.
] key, press the [ ] key. [ d S ] will appear at the [AB] display.
] key. [ d S ] will reappear.
] key . The [ABCD] display will disappear, and the
] key, press the [ ] key. [ d S ] will appear at the [AB] display.
] key. [ d S ] will reappear.
] key . The [ABCD] display will disappear, and the
11.2 Example for changing the parameter settings
11.2.1 If flickering of the fluorescent light is annoying when starting the motor, delay the motor startup and reduce the
power voltage fluctuation to reduce the fluorescent light flicker. (Change parameter [ M 6 ] from 10 to 30.)
1) Turn on the power switch, and erase the [ABCD] display. (When using F-100, set to pattern 1).
2) While pressing the [
3) Press the [B+] key. [ P A ] will appear at the [AB] display.
If [ P A - - ] appears at the [AB] display, press the [B+] key twice, and return to the [ d S ] display. Then set the memory
switch [01] ON.
4) If [ P A ] is displayed at the [AB] display, press the [
5) Repeatedly press the [B-] key, and set the [AB] display to [ M 6 ]. ([ M 6 1 0 ] (default setting)]
6) Using the [CD+/–] key, set the parameter value to 30. ([ M 6 3 0 ])
7) Press the [B+] key several times, set the [AB] display to [ E n ], and then press the [
to [ P A ]. ([ P A ])
8) Using the [B+] key, set the [AB] display to [ E n ], and then press the [
setting will be completed.
] key, press the [ ] key. [ d S ] will appear at the [AB] display.
] key. The first display will be [ t 0 0 2 ]. (Default setting value.)
] key. The [AB] display will return
] key . The [ABCD] display will disappear, and the
26
MD-602, 612
Page 33

12. Adjustments
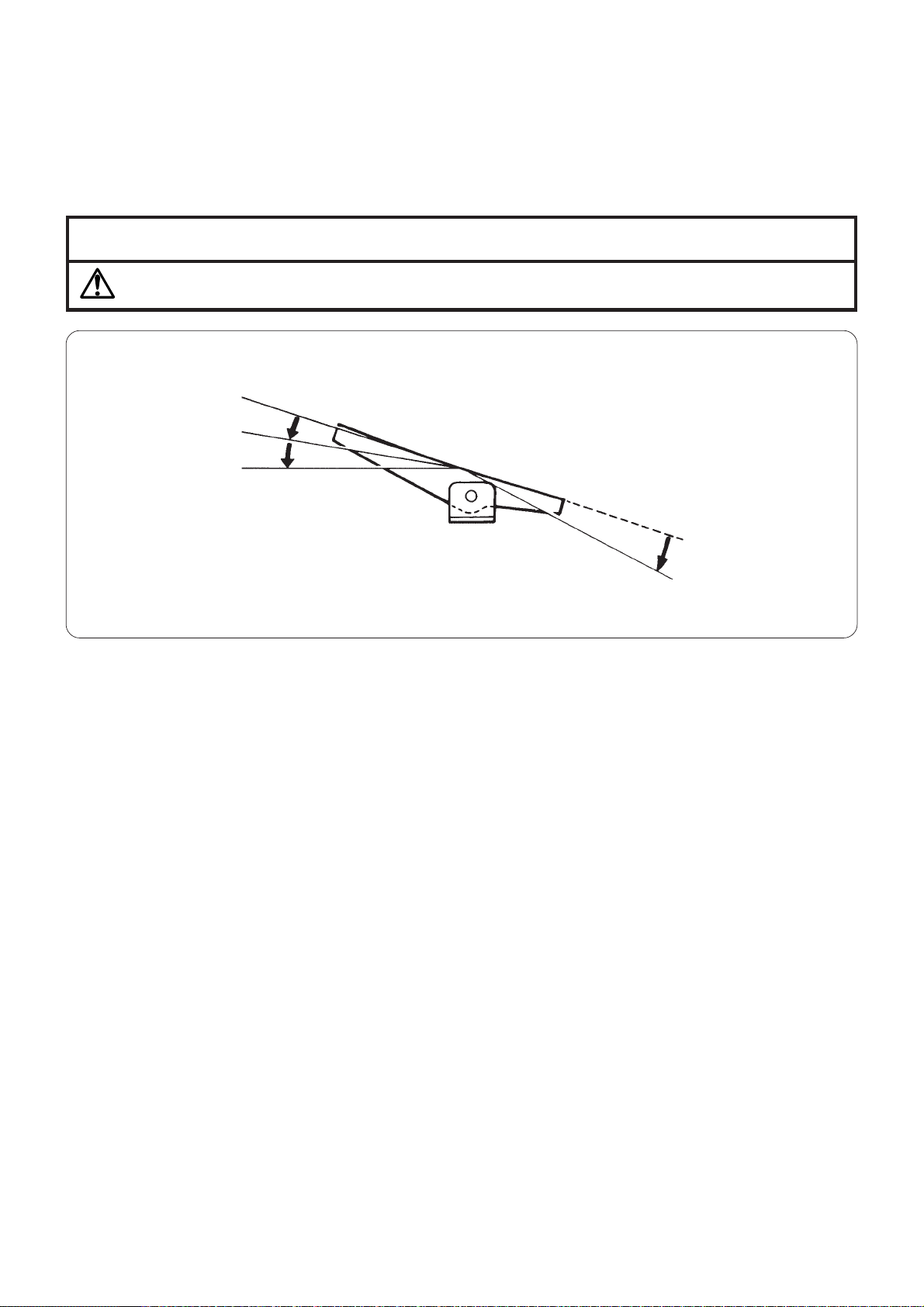
12.1 Synchronizer Model DB2-B737·B748·B774·B791
0.5mm
w
Needle up stop
Higher
Lower
q
q
Thin, regular materials: 10-12mm
Thick materials: 10-14mm
Needle down stop
18-22mm
Reference
line
★ The synchronizer detects the needle position with two sensors.
The thread trimming signal is timed to the needle down position signal and the treadle reverse signal.
★ When the power is turned on and the needle stopped in the down position, the distance between needle plate top and
needle set screw bottom should be 18 to 22mm.
When the needle is stopped in the up position and the pulley reference line is within the belt cover reference lines, the
distance between needle plate top and needle tip should be 10 to 12mm with thin and regular materials, 10 to 14mm
with thick materials. (With Model B748 the needle up stop position is 10-14mm.)
Adjust as follows when necessary.
★ Turn the power off.
Needle up position
1. Slightly loosen the two screws q.
Move the set screws q in the direction of normal pulley movement to raise the needle bar w stop position. Turn the
other way to lower the needle bar.
Needle down position
1. Set the treadle to reverse and then release it to neutral. (This is the needle down stop position.)
2. The distance between the needle plate top and the needle screw bottom should be 18-22mm.
3. Loosen screw e and move the synchronizer r to adjust.
* Check the needle up stop position.
* When the machine pulley is removed once, provide 0.5mm clearance between the pulley bottom and the synchronizer
for installation.
(Improper clearance causes improper machine operation.)
When the synchronizer is out of order...
★ Turn off the power switch and disconnect the synchronizer cord.
Use the machine with standard function (without thread trimming) until the synchronizer is replaced.
MD-602, 612
27
Page 34

13. Troubleshooting guide
• If there seems to be a malfunction, first check the machine as described below. If the problem remains unresolved,
turn off the power and contact your nearest Brother dealer.
When using a model with the operation panel if an error displays on the operation panel refer to “13.1 Error display
and details”.
Problem Where to check (after turning off the power)
1. The motor will not operate even
though the power is on and the
treadle is depressed.
(1) The power indicator (green LED) is
not illuminated.
Power indicator
→ Check the main power voltage. (Try
connecting the power cord to a different outlet.)
→ Check for a blown 8A fuse. FU will
flicker when using the operation
panel. (The control box is defective
so replace it.)
(2) The power indicator (green LED) is
illuminated.
→ Is the treadle pressed down?
• The treadle must be returned to the
neutral position once after the
power is turned on before operation can be started.
→ Turn the machine pulley lightly by
hand. If it is heavy or does not rotate, check the machine or motor.
28
MD-602, 612
Page 35

Problem Where to check (after turning off the power)
2. The machine will not operate at
high speeds.
(1) Check if the speed adjustment knob
has been turned counterclockwise.
Speed adjustment knob
(2) The machine pulley does not turn
easily.
(3) The motor pulley is incorrect. → Check that the size of the motor
(4) The DIP switch settings are incor-
rect.
3. The machine stops while sewing. Voltage drop
Occurrence of various errors
→ Remove the belt from the machine
pulley and check the torque.
pulley being used matches the machine.
→ Check that the DIP switch settings
are adequate. Refer to “7.5.2 Other
DIP switch functions”. If the pulley
used and the DIP switch settings
differ, the motor may continue to
rotate when stopping from a high
speed.
→ Check the power voltage. (Even if
the measured voltage is normal, if
the wiring is too long or if branched
wiring is used, the voltage may
drop during sewing causing the
reset function to activate and the
machine to stop.)
→ Refer to “13.1 Error display and de-
tails”.
4. The machine does not stop in the
needle down or needle up position
after the treadle is returned to the
neutral position.
Needle up position
Needle down position
Turn off the power switch, disconnect
the synchronizer cord, and then turn
the power switch back on. If the sewing machine stops when the treadle is
at the neutral position, there is a problem with the synchronizer.
If the sewing machine does not stop,
there is a problem with the control
box.
MD-602, 612
→ Replace the synchronizer.
→ Replace the control box.
29
Page 36

13.1 Error display and details
If an error occurs, an error code, etc., will display on the counter section of the operation panel.
If the error display flickers, check the contents, turn the power switch OFF and remove the cause. Then, turn the power ON
again.
Display
Pt
ou
oL
Lo
FU
Pd
E0
Details
Control box overheating,
overcurrent, momentary failure of
power supply
Power voltage too high
Load is too large
Motor or machine lock, synchronizer
fault
8A fuse for solenoid blown
Transformer error
Momentary drop or failure of power
supply
Operation panel switch error (switch
is always on)
Where to check (after turning off the power)
Is the load abnormally high?
Check the power voltage.
The momentary power voltage may increase when
the factory’s breaker trips, etc.
This error may occur during deceleration if the load
inertia is too large.
Lightly rotate the machine pulley by hand and confirm
that it turns. Check the details for the synchronizer in
section 4 of the troubleshooting section.
Open the cover, and check the 8A fuse on the circuit
board.
Check the power voltage.
If the wiring is too long or if it is branched, the
voltage may drop momentarily during starting.
Replace the operation panel.
E1
PU
ot
All displays flash.
Operation panel connection error
Pulley setting and actual pulley differ.
Time overrun
Control circuit board memory
element is faulty.
Check the operation panel connectors for
disconnections or looseness. The operation panel
may be faulty.
Set the DIP switches according to the machine head
and pulley being used. (Refer to “7.5.2 Other DIP
switch functions”.)
If the sewing machine has been running continuously
for 3 minutes, it is stopped as a safety measure.
Replace the control box or control circuit board.
30
MD-602, 612
Page 37

13.2 Control box troubleshooting guide
Power PCB
PROBLEM CHECK PROBABLE CAUSE REMEDY
When power SW is ON, LED
(Red) does not illuminate.
While running the motor OV
or OL error sign appears.
Fuse F101, F102 blown? Short circuit of the load on the
power circuit. Something wrong
with BD101? IPM? ZR? C101–C103,
C111–C113?
Power transformer?
Fuse F101, F102 OK? Has the R101 broken down?
Has the pattern blown?
CNR (40W/100ohm
broken down?)
F201 (2A fuse) blown?
OL error? Pressed the pedal so hard? Educate how to press the
40W/100ohm broken down?
iGBT broken down?
Do not switch ON unless
short circuit is solved.
Replace the R101
Replace power PCB
Replace 40W/100ohm
Replace fuse, iGBT
pedal
Motor does not run
smoothly and an error sign
PT appears, sometimes.
While running, PT appears.
Motor does not run
smoothly.
Motor start up is not good
and motor does not rise in
its rotation. Or, the power
relay becomes OFF.
Treadle unit
Motor does not start when
pressing the pedal
Malfunction by noise
coming from outside.
Malfunction by static
electricity
Operation of IPM Something wrong with IPM, PHU-
Wirewould resistance of
motor.
Operation of PHU-PHZ
Operation of IPM
Is power relay ON?
Heating of the R101
resistor?
Is VC voltage right at
pedal neutral position?
VC voltage when pedal is
pressed fully forward
VC voltage does not
change?
Is earth surely taken for the power
supply?
Is earth taken for the sewing head
and box? Is earth good for motor
and box?
PHW
Measure wirewould resistance.
2.6ohm between each phases?
Check IPM operation.
Is the contact point of power relay
open? When the power switch is
ON, the contact point is closed. Is
R101 resistor broken?
Is there about 1.5V? Adjust by VR1
Is there about 4.5V? Adjust by VR2
Something wrong with #1?
HO?
Take earth
Take earth
Replace the power PCB
Replace motor
Replace power PCB
Replace relay (RY).
The lead wire of relay is
broken.
Replace R101
Replace #1, HO.
Synchronizer
While running an error sign
Lo appears.
Motor does not run
smoothly. Motor rotate by
doing inching.
Remove synchronizer
cord and check operation. Machine and motor
run
Remove synchronizer
cord and check operation. No running of
machine and motor
Remove synchronizer
cord and check
It rotate smoothly
It does not rotate
smoothly.
No encoder signal, needle-up
signal, needle-down signal.
Motor is locked. Motor
Sewing head is locked. Adjust sewing head
Others Control PCB?
Something is wrong with the
encoder signals.
Motor is broken down or resistance value abnormal
Others Control PCB
MD-602, 612
Replace synchronizer
Replace synchronizer
Motor
31
Page 38

Control PCB
When power is ON, an error
sign FU appears.
the operation of sewing
head and motor.
Power transformer
When power SW is ON, LED
(Red) does not illuminate.
8A fuse blown?
8A fuse OK?
Check transistor for solenoid
Check power transformer
Fuse F101, F102 blown? Check resistance value at the
primary side of transformer.
Is there about 15ohm?
Check BD101.
Replace fuse
Replace control PCBSomething is wrong with
Replace transformer
Replace BD101
32
MD-602, 612
Page 39

13.3 Checking the machine solenoids
1. Remove the load connector (12P connector) of the machine from the connector part of the control box.
2. Measure with the tester set in the resistance range × 1 as follows.
0 Ω pressed
∞ Ω released
7.4 Ω
Reverse solenoid
Connector from the machine head
Reverse switch
5.0 Ω 6.7 Ω
Thread wiper
solenoid
8.0 Ω 6.7 Ω
Thread trimming
solenoid
(B737)
GND
GND
Presser foot lift connecter
Solenoid
9.5 Ω
Presser foot
lift switch
0 Ω pressed
∞ Ω released
GND
Nipper
solenoid
Thread trimming
solenoid
(B883)
13.4 Checking the motor
1. Remove the motor cord (4P connector) from the connector part of the power board.
2. Measure with the tester set in the resistance range × 1 as follows.
GREEN/YELLOW
U
RED
BLACK
WHITE
W
MOTOR
V
2.6 Ω
2.6 Ω
2.6 Ω
MD-602, 612
33
Page 40

14. VR1 & VR2 setting of treadle unit
PS-INV Assy (MD-602, 612)
After changing this circuit board. Please adjust the volume (VR1, VR2) since we suppose that the voltage of each position
may change due to the aberration of position of magnet and hole element when you set this circuit board onto the treadle
base.
Points of adjustment;
Please adjust the position of P2 with VR1 and the position of P6 with VR2.
• Adjustment of the position of P2 means that the pedal-lever should be the neutral position.
• Adjustment of the position of P6 means that the pedal-lever should be the position of full with forward stepping opera-
tion.
DC-voltage
PEDAL-LEVER NEUTRAL (P2) DC1.4 – 1.6V 14 – 16 1.5V
PEDAL-LEVER FULL (P6) DC4.5 – 4.7V 45 – 47 4.6V
There are two adjusting ways as follows.
1. Please indicate the voltage after indicating (A3) in 7-segment display in (CP) check mode.
(1) [
(2) [
(3) [
(4) [
(5) [
Then please adjust to display 14 – 16 in the neutral position, if you turn VR1 in clock-wise the value goes down.
Please adjust VR2 to display 45 – 47 in the full step position of pedal, if you turn VR2 in clock-wise the value goes up.
Please adjust VR1, VR2 repeadly to locate the value within the above each limit.
2. Please measure the DC-voltage with the tester to put + pole to connecter No.2 and – pole to connecter No.3 and then
adjust VR1 and VR2 to locate the volume within the above each limit.
] + [ ] [ d S ]
] + [ ] [ S P ]
] of B [ C P ] Input/output check mode
] [ A 3 ] HEXA
] [ A 3 ] DECMAL
DISPLAY OF OPERATION PANEL
TYPICAL
34
MD-602, 612
Page 41

Stroke – VC (analog voltage) Chart
Stroke – rpm chart
MD-602, 612
35
Page 42

15. Explanation of each mode
Besides the normal stitching mode, the head setting mode, initialization mode, and memory switch setting mode, etc., can
be entered using the operation panel and various settings can be made. (If the power switch is turned ON while holding
down the designated key, the initialization and head setting modes can be entered. If the designated key is pressed while
the thread trimming needle is stopped at the UP position in the stitching mode, the memory switch setting mode, etc., can
be entered.)
(Note) This function can be used only when the F-40 or F-100 operation panel is connected. This cannot be used with the
F-20 panel. Once the settings are made with the F-40 or F-100 operation panel connected, the set details will be
registered even if the panel is disconnected.
Explanation of flow chart [
]... Indicates the display.
[ ] ... Indicates a key operation.
+ ... Indicates simultaneous double operation.
15.1 Initialization mode
V arious data can be registered in the memory on the control PCB, and can be changed as required. If the data is changed
by mistake, the data can be initialized with the initialization mode.
(Note) Only this function can be used with the F-20 panel.
[ ] + Power switch ON
Initialization mode [i n ]
When [
[ A L ] will display first.
Initialization mode menu
Entire memory initialization
] is pressed, the display will change to the initialization mode menu.
Initialize by pressing [ ].
Execute [ S n ]+[ M P ]+[ S P ].
[ C L ] will display when executed.
The display will go out when the stitching mode is entered.
The settings for head setting mode will also be initialized.
[ A L ]
[ ] of B
Initialization of No. of stitch data
[ S n ]
[ ] of B
Initialization of parameters and
memory switches
[ M P ]
[ ] of B
Initialization of speed data
[ S P ]
[ ] of B
End code [ E n ]
[ ] of B
Initialize by pressing [ ].
Initialize by pressing [ ].
Initialize to parameters, etc., of head
data set in head setting mode.
Initialize by pressing [ ].
Initialize to speed of head data set in
head setting mode.
Not initialize by pressing [ ], and
instead move to stitching mode.
Stitching mode
36
MD-602, 612
Page 43

15.2 Head setting mode
Before the motor is shipped from the factory, the motor product code is determined for each head and is set to match the
specifications of the head. If the motor is to be used for another head, replace the pulley with an appropriate one, and
select the head No. with this mode. The specifications will then match the head.
The backtack stitching timing, etc., differs slightly according to the head. Thus, setting this mode accurately is recommended.
A. Setting method
A-1. When SW1-5 is set to OFF (single needle)
] + Power switch ON
[
[
] of D
[ 7 3 7 3 ][ 7 3 7 5 ][ 7 3 7 1 ]
[
] of B
[
] of D
[ 7 9 1 3 ][ 7 9 1 5 ]
[
] of B
[ ] of D
[ 7 7 4 3 ][ 7 7 4 5 ]
[ ] of B
[ ] of D
[ ][ ]
[
] of B
Display No. [ 7 3 7 3 ] indicates DB2-B737-
A-2. When SW1-5 is set to ON (twin needle)
[ 7 3 7 5 ] indicates DB2-B737[ 7 3 7 1 ] indicates DB2-B737- 1.
3.
5.
[
] of D
[
] of D
[
] of D
[ ] of D
[
Stitching mode
[ ] of D
]
[ ] + Power switch ON
[
] of D
[
] of D [ ] of D
[ 8 4 2 3 ][ 8 4 2 5 ][ 8 4 2 1 ]
[
] of B
[
] of D
[
] of D
[ 8 7 2 3 ][ 8 7 2 5 ]
] of B
[
[
] of D
[
] of D
[
]
[ ][ ]
[ ] of B
Stitching mode
(Note 1) Only the maximum speed is set to match the head specifications, but the maximum stitching speed is limited by
(Note 2) The settings will be registered when the [
the SW1-6, 7, 8 setting.
] key is pressed.
If the settings are not to be changed, turn the power switch ON again without pressing the [
] key.
MD-602, 612
37
Page 44

15.3 Memory switch setting mode and parameter setting mode, etc.
A memory switch mode for changing the functions and a parameter mode where the time and timing, etc., can be changed
are provided.
Power switch ON
Stitching mode
(Note 1) These settings cannot be made with F (X)-20. Use F (X)-40 or F (X)-100.
(Note 2) To prevent unintentional changes of the parameters, the parameter
setting mode cannot be entered unless the memory switch [ 01 ] is set
to ON.
When the [ ] key is pressed while holding down the [ ] key, the setting
menu [ d S ] display will appear. <The state where the thread trimming needle is
stopped at the UP position and nothing is displayed for A, B, C and D must be
entered.> <When setting with the F-100, pattern 1 must be entered.>
Setting mode menu 1
Memory switch
setting mode
[ d S ]
] of B
[
Parameter setting
mode
[ P A ]
] of B
[
]
[
Thread trimming validity
[
Start backtack
double
[
— — —
[
[
]
[
Delay time to thread wiper
ON
[
Thread wiper ON time
[ ] of B
— — —
[ ] of B
[
〈〈Memory switch setting mode〉〉
[ 1 1 - o ][ o ] : off, [ @ ] : on
Presser UP after
thread trimming
] of A
[ 2 1 - o ]
] of A
] of A
End code
]
] of B
End code
]
[
〈〈Parameter setting mode〉〉(Note 2)
- o ]
[ ] of A
[ ] of B
— — —
[ E n ]
[ t 0 0 2 ]
Setting can be changed with
[ ] and [ ] of [ CD ].
[ t 1 0 2 ]
[
[ E n ]
[ ] of B
[
] of B
[
] of B
]
[ 1 2 - o ]
38
End code
[ E n ]
] of B
[
After ending the
setting mode
menu 1 by pressing the [ ]
key, the stitching
mode is returned
to.
MD-602, 612
Display changes to [ S P ] when
] + [ ] are pressed.
[
Setting mode menu 2
Stitching speed setting mode
] of B
[
Input/output check mode
] of B
[
ROM version mode
] of B
[
End code
]
[
[ S P ]
[ C P ]
[ r o ]
[ E n ]
Page 45

(Continued from previous page)
Stitching mode
[
] + [ ]
Setting mode menu 1
] + [ ]
[
〈〈Stitching speed setting mode〉〉
Setting mode menu 2
Stitching speed
setting mode
[ S P ]
] of B
[
Input/output
check mode
[ C P ]
] of B
[
[ ]
[
[ ]
Inching speed
]
Thread trimming
speed
Stop improvement speed
[ ] key
[
[
[
[
[
[
[
[
7-segment display [
[ ]
[ L o ]
[ 2 1 5 ]
Change with [
] keys
[
] and
[ ] of B
[ ]
[ t r ]
[ 2 1 5 ]
Change with [ ] and
] keys
[
[ ] of B
[
End code
] of B
[
[ P o ]
[ E n ]
] of B
[ ]
Change with [
] keys
[
[ 1 5 0 0 ]
] and
〈〈Input/output check mode〉〉
. . .
Reverse solenoid
. . .
] key
] key
] ( [ ] ) key
] LED
] LED
] LED
] LED
] LED
Thread trimming solenoid
. . .
Thread wiper solenoid
. . .
. . .
Needle UP signal
. . .
Needle DOWN signal
. . .
ENC signal
. . .
Actuator switch
. . .
Presser foot lifter switch, etc.
Presser foot lifter solenoid
. . .
A 3
]
Treadle
Numerical value increases when pedal is pressed forward.
Numerical value decreases when pedal is pressed back.
ROM version mode
[ r o ]
[
] of B
END code
[ E n ]
] of B
[
[
]
] ROM version display
[
〈〈ROM version mode〉〉
End the setting mode menu 2 when the [
return to the setting mode menu 1.
MD-602, 612
] key is pressed, and
39
Page 46

15.4 Stitching speed setting mode
Each speed can be changed as described below by using the stitching speed setting mode.
q Setting of each stitching speed.
Normally, each speed determined by the product code corresponding to the head is set at the factory. To change the
speeds, use the following procedures.
q-1 Press the [
q-2 Press the [ ] + [ ] keys, and enter the mode setting menu 2.
q-3 Press the [
q-4 Select the speed type to be changed with the B [
q-5 When the [ ] key is pressed, the display will change to the setting speed (numerical value).
q-6 Set with the [ ] and [ ] keys.
q-7 If the [
q-8 Press the B [
q-9 When the [ ] key is pressed, the mode setting menu 1 will be returned to.
q-10 Press the B [
q-11 When the [
The display and order of each speed type are as follows.
Inching speed L o 1rpm unit 150-280rpm Speed for low-speed stitching and
Thread trimming speed t r 1rpm unit 150rpm–inching speed Speed for thread trimming
Slow start speed 5 L 100rpm unit Inching speed–1000rpm Speed for slow starting
Start backtack stitching Li 100rpm unit Inching speed–3000rpm Limit speed for start backtack
limit speed stitching
End backtack stitching E b 100rpm unit Inching speed–3000rpm Limit speed for end backtack
limit speed stitching
High-speed stitching limit Hi 50rpm unit Inching speed–DIP switch Limit value for maximum stitching
speed (Note 1) setting speed
Automatic stitching speed A U 100rpm unit Inching speed-High speed High speed for automatic stitching
Stop improvement speed P o 100rpm unit 500-2500rpm Middle speed for stop time
] is pressed at this time, the sewing machine will rotate at that speed. The display will monitor the actual
If [
speed, and display it. If [
Speed type Display Setting unit Setting range Remarks
] key while holding down the [ ] key, and enter the mode setting menu 1.
] key, and enter the stitching speed setting mode.
] key.
] is pressed again, the sewing machine will stop.
] key is pressed, the display will return to the setting speed type.
] key several times, and display [ E n ].
] key several times, and display [ E n ].
] key is pressed, the stitching mode will be returned to.
correction setting.
stitching limit speed
improvement
(Note 1) The upper limit of the maximum stitching speed limit value is limited by the SW1-6, 7 and 8.
φ
If 5000rpm is set with SW1-6, 7 and 8, (when
a maximum of 5000rpm.
(Note 2) If the SW1-2, 5, SW6 setting is changed, all these speed settings will be initialized.
The head settings will also be initialized.
a) When SW1-5 is set to OFF (Initialized to head setting [ 7 3 7 3 ] )
b) When SW1-5 is set to ON (Initialized to head setting [ 8 4 2 3 ] )
105 pulley, single needle are designated), the speed can be set to
40
MD-602, 612
Page 47

16. Operational instructions
16.1 When the power SW is ON
• The motor power is created with the rectifying circuit and smoothing capacitor on the power PCB. To suppress the rush
current, the smoothing capacitor is charged through the resistor . After charging, the relay contact closes and the smoothing capacitor is directly connected to the rectifying circuit.
• The solenoid power is 40VDC. This is created by rectifying and smoothing the 30VAC from the power transformer using
the control PCB.
• For the control power, +5V and +8V stabilized power is created on the control PCB. The stabilized power is a dropper
type.
• When the power is turned ON, connection of the operation panel and material edge sensor is checked. If these are not
connected, the tacking function on the control box is validated.
• When the power is turned ON, connection of the synchronizer is checked. If the synchronizer is not connected, operation in the manner of a clutch motor will take place. As performance as a servomotor is not attained, this is not recommended unless the synchronizer is faulty.
16.2 When the power SW is OFF
• This motor has no special processes when the power is OFF.
• It takes approximately five minutes for the motor power’s smoothing capacitor to discharge after the power is turned
OFF. Make sure that the LED (red) on the PCB is OFF before starting maintenance of the power PCB.
16.3 Operation of the pedal
• The treadle unit outputs an analog voltage according to the pedal position. The control unit reads this voltage and
converts it into a motor command.
• If it is not detected that the pedal is at the neutral position when the power is turned ON, the motor will not start. The
neutral position is the treadle unit output 1.5V±0.4V.
16.4 While running
• The motor is controlled by controlling the 3-phase inverter’s output frequency and output voltage.
[ P t ] (power transistor error): Error when an error signal is received from the power PCB output element.
• The sewing machine pulley’s rotation speed is detected by the sewing machine head’s synchronizer. Feedback is controlled to reach the commanded speed.
[ L o ] (lock): Error that occurs if the synchronizer signal is not detected for three seconds.
[ P U ] (pulley error): Error that occurs if the sewing machine rotation exceeds the maximum speed setting. (The pulley
setting is incorrect.)
• The motor drive power voltage is constantly checked, and the required control is executed. The following voltages are
detected.
[ O u ] (overvoltage): Error that occurs when 304VAC is exceeded.
[ O L ] (overload): Error that occurs when a level 290VAC or more continues for 160ms.
MD-602, 612
41
Page 48

17. Memory switch list
* The shaded fields indicate the default values.
Display No. SW Item & Contents
ON Parameter setting change enabled (Parameter setting mode can be entered)
01
02
03
04
05
06
07
08
1 1
1 2
1 3
1 4
1 5
1 6
1 7
1 8
OFF Parameter setting change disabled (Parameter setting mode cannot be entered)
ON No interlock during thread trimming
OFF No interlock during thread trimming (Invalid)
ON Momentary drop or failure of power supply check valid
OFF Momentary drop or failure of power supply check (lnvalid)
ON SBT speed and EBT speed (No relation with high speed setting)
OFF SBT speed and EBT speed (No more than of high speed setting)
ON (Not used)
OFF *Normally OFF
ON No penetration force UP operation
OFF Penetration force UP operation
ON (Not used)
OFF * Normally OFF
ON (Not used)
OFF * Normally OFF
ON
OFF
ON
OFF
ON Presser lifter rise after neutral stop when the treadle is neutral stop.
OFF Presser lifter descent after neutral stop when the treadle is neutral stop.
ON (Not used)
OFF * Normally OFF
ON Normally is deceleration
OFF Quick stop is deceleration
ON No over time [o t] function
OFF Over time [o t] function (By a continuous 3 minutes stop)
ON
OFF
ON
OFF
Thread trimming validity setting enabled (F-operation panel is connected)
* [
] ON enabled, [ ] OFF not enabled
Thread trimming validity setting disabled (Treadle repression always includes thread
trimming)
Presser lifter rise after thread trimming when the treadle is neutral
(In the case of SW1-1 ON)
Presser lifter descent after thread trimming when the treadle is neutral
(In the case of SW1-1 OFF)
Presser lifter descent after thread trimming when the treadle is neutral
(In the case of SW1-1 ON)
Presser lifter rise after thread trimming when the treadle is neutral
(In the case of SW1-1 OFF)
[
] OFF, Actuator switch = Half stitch correction switch
[
] ON, Actuator switch = 1 stitch correction switch
[
] OFF, Actuator switch = Normally switch
[
] ON, Actuator switch = 1 stitch correction switch
[
] OFF, Actuator switch = Reverse stitch correction switch
[
] ON, Actuator switch = 1 stitch correction switch
[ ] OFF, Actuator switch = Normally switch
[
] ON, Actuator switch = 1 stitch correction switch
42
MD-602, 612
Page 49

Display No. SW Item & Contents
ON Start tacking double (A, B, A, B)
21
22
23
24
25
26
27
28
31
32
33
34
35
36
37
38
OFF Start tacking single (A, B)
ON End tacking double (C, D, C, D)
OFF End tacking single (C, D)
ON No. of start tacking stitches + 10 (A + 10 , B + 10)
OFF Normally (A, B)
ON No of end tacking stitches + 10 (C + 10, D + 10)
OFF Normally (C, D)
ON
OFF
ON No slow down to low speed on starting of end tacking
OFF
ON Continuous tacking A, B [stitches] × D [Number of time]
OFF Continuous tacking A, B, C, D
ON No. of continuous tacking stitches + 10 stitches
OFF Normally
ON
OFF Not enable to stop during start tacking, speed is keep speed by treadle. (start tacking speed)
ON
OFF * No. of stitches is fixed with 4, when switch F-20 [
ON Call fixed stitches when pleats sewing will be used.
OFF No call fixed stitches when pleats sewing will be used.
ON No LED call when continuous tacking [ ] is canceled
OFF Set [
ON Soft down of presser lifer is timer mode (OFF time is [ F3 ], ON time is [ F4 ] )
OFF Soft down of presser lifter is analog mode (ON time is [ F4 ] of setting timer)
ON Holding time control of presser lifter is not OFF by timer
OFF Holding time control of presser lifter is not ON by timer (ON time is [ F1 ] of setting timer)
ON
OFF
ON
OFF
Root stitching (Stop with reverse ON after start tacking)
* Active, when [
Stop with reverse OFF after start tacking
* Active, when memory switch [68] is set OFF.
Slow down to low speed on starting of end tacking
After end tacking goes into acceleration
Enable to stop during start tacking, speed is variable with treadle. (start tacking speed at
maximum treadle repression)
F-20, 40 No. of tacking stitches change enabled
* Tacking stitches are ABCD set No.
F-20, 40 No. of tacking stitches change disabled.
* No. of AB tacking stitches are sewn when switch F-40 of [
LED call when continuous tacking [ ] is canceled.
], [ ], [ ], [ ], [ ] is call back.
When [
Chopping duty of presser lifter setting
] switch is OFF.
37 38 ON OFF Transistor controlling
OFF OFF 2.5ms 2.5ms
ON OFF 1ms 1ms
OFF ON 1ms 5ms
ON ON 1ms 1ms
] is ON and memory switch 31 is set OFF.
], F-40 [ ] ON.
Upper and lower transistor
ON/OFF at a same time
Upper transistor keep ON,
lower transistor ON/OFF.
] [ ] ON.
MD-602, 612
43
Page 50

Display No. SW Item & Contents
ON Lifting of presser lifter invalid at treadle repressed backwards to 1st step
41
42
43
44
45
46
47
48
51
52
53
54
55
56
57
58
OFF Normally
ON Prohibit to thread trimming by treadle repressed backwards * For overlock, etc.
OFF Normally
ON Chain stitch thread trimming (at needle UP position, motor stopped)
OFF Lockstitch thread trimming operation
ON
OFF Standing work pedal for variable speed
ON Standing work delay start invalid
OFF Standing work delay start valid
ON
OFF
ON
OFF
ON Prohibit to rise of presser lifter with trimming pedal during standing work
OFF Normally
ON Active correction by actuator switch after trimming
OFF Inactive correction by actuator switch after trimming
ON (Not used)
OFF * Normally OFF
ON (Not used)
OFF * Normally OFF
ON (Not used)
OFF * Normally OFF
ON After repressing treadle backward, presser foot lowers when treadle is pressed to neutral
OFF After repressing treadle backward, presser foot does not lift when treadle is pressed to
ON
OFF
ON Presser foot does not lower when treadle is pressed forward 1st step.
OFF Presser foot lowers when treadle is pressed forward 1st step.
ON (Not used)
OFF * Normally OFF
High-speed pedal during standing work is only high speed. (no inching speed and variable
speed area)
Emergency stop by presser pedal disabled during standing work (during automatic
stitching)
Emergency stop by presser pedal enabled during standing work (during automatic
stitching)
Emergency stop by high-speed pedal disabled during standing work (during automatic
stitching)
Emergency stop by high-speed pedal enabled during standing work (during automatic
stitching)
After presser foot lowers with treadle repressed forward to 1st step, presser foot does not
lift when treadle is pressed to neutral position.
position.
* Whent SW1-1 is ON (when memory switch [12] or [13] is set to ON)
After presser foot lowers with treadle repressed forward to 1st step, presser foot lifts when
treadle is pressed to neutral position.
neutral position
* When SW1-1 is ON (when memory switch [12] or [13] is set to ON)
After thread trimming, pressing treadle forward ON stroke is not changed after pressing
treadle backward.
After thread trimming, pressing treadle forward ON stroke is changed after pressing treadle
backward.
* Reduction of incorrect forward treadle repressing operation caused by rebound of treadle
from backward repressing
44
MD-602, 612
Page 51

Display No. SW Item & Contents
ON Reverse rotation needle UP operation enabled
61
62
63
64
65
66
67
68
71
72
73
74
75
76
77
78
When one is turned to ON, the other will be set to OFF. IF all are set to OFF, the puller output will be applied. ON when
presser or reverse solenoid is ON. OFF after the No. of stitches (parameter [C0]) or after 10 seconds have passed.
OFF Reverse rotation needle UP operation disabled
ON
OFF
ON
OFF Thread trimming is turned ON with needle DOWN signal, and OFF with needle UP signal
ON reverse rotation needle UP position
OFF
ON (Not used)
OFF * Normally OFF
ON
OFF When reverse needle UP operation is enabled, presser turns ON after needle UP
ON (Not used)
OFF * Normally OFF
ON tacking will be same.
OFF
ON Output during running (needle cooler, etc.)
OFF * Normally OFF
ON Thread release output (3 position)
OFF * Normally OFF
ON Air (ON while the No. of stitches (parameter [C1]) & after fabric edge sensor turns ON.)
OFF Normally OFF
ON Condense output (ON while stitching [A] when B = 0, ON while stitching [D] when C = 0 )
OFF * Normally OFF
ON
OFF Normally OFF
ON
OFF * Normally OFF
ON (Not used)
OFF * Normally OFF
ON (Not used)
OFF * Normally OFF
When reverse rotation needle UP operation is enabled, raise needle and then wipe.
* When memory switch [61] is ON
When reverse rotation needle UP operation is enabled, wipe and then raise needle.
* When memory switch [61] is ON
Timer operates thread trimming
* When B852 is set , timer time is set with parameter [ d0 ].
When needle is raised and stop with [ ] key and actuator switch, needle stops at
* When memory switch [61] is ON
When needle is raised and stop with [
UP position
When reverse needle UP operation is enabled, presser turns ON before needle UP.
* When memory switch [62] is set to OFF, presser turns ON after thread wiping
Sewing machine stops temporarily when automatic tacking reverse solenoid is changed
over.
* Machine can stop when switching to reverse of automatic tacking so that stitch length of
Parameter [ b4 ]: stop time can be set (initial: 100ms)
Parameter [ b5 ]: temporary stop position can be set
Sewing machine does not stop temporarily when automatic tacking reverse solenoid is
changed over
Program output 1 (ON after thread trimming, after T0 (parameter [C2]), during T1(parameter [C3]))
Program output 2 (ON during presser synchronization, after T2 (parameter [C4]) during T3 (parameter [C5]))
] key and actuator switch, needle stops at needle
MD-602, 612
45
Page 52

Display No. SW Item & Contents
ON (Not used)
81
82
83
84
85
86
87
88
91
92
93
94
95
96
97
98
OFF Normally OFF
ON (Not used)
OFF Normally OFF
ON
OFF
ON * Inching speed can be set to slower than thread trimming speed to facilitate 1 stitch
OFF Inching speed ≥ Thread trimming speed
ON
OFF Speed of end tacking = Speed of end tacking
ON Servo lock timer OFF operation disabled
OFF Servo lock timer OFF operation enabled
ON
OFF
ON Servo lock enabled
OFF Servo lock disabled
ON (Not used)
OFF Normally OFF
ON (Not used)
OFF Normally OFF
ON
OFF Treadle operation invalid after standing work
ON (Not used)
OFF Normally OFF
ON (Not used)
OFF Normally OFF
ON (Not used)
OFF Normally OFF
ON (Not used)
OFF Normally OFF
ON (Not used)
OFF Normally OFF
Presser foot rise by treadle is always active.
* Only when SW1-1 is set to OFF
Presser foot rise by treadle is not active after use of knee switch (presser lifter switch).
* Only when SW1-1 is set to OFF
Inching speed < Thread trimming speed
sewing.
Speed of end tacking = Speed of start tacklng
* Setting speed of end tacking to same as start tacking
Brake force increases with presser UP/DOWN signal
* When memory switch [88] is set to ON
Brake force does not increase with presser UP/DOWN signal
* When memory switch [88] is set to ON
Treadle operation valid after standing work (during simultaneous operation, standing work
has priority)
46
MD-602, 612
Page 53

18. Parameter list
(Note) The default data is the value set in B737 with the machine head setting.
Display No. Initial data
02 00 to 90 (×10)
t0
t1
t2
F0
F1
F2
F3
F4
(20ms) (0 to 990ms)
05 00 to 90 (×10)
(50ms) (0 to 990ms)
05 00 to 90 (×10)
(50ms) (0 to 990ms)
30 00 to 90 (×10)
(300ms) (0 to 990ms)
60 (0 to 30 sec) 00 : Does not turn OFF automatically
(3 min) 31 to 96 (×5) 01 to 30 : 1 to 30 sec (Set in one second increments)
15 00 to 99 (×10)
(150ms) (0 to 990ms)
00 00 to 99 (×2) Presser UP signal OFF time (soft down)
(0ms) (0 to 198ms) * Valid only when memory switch [35] is set to ON
00 00 to 30 (×10)
(0ms) (0 to 300ms)
00 00 to 99 (not used)
F5
Data setting
range
Thread wiper ON delay time
Thread wiper ON time
Wiper OFF to presser lifting ON delay time
Presser lifter full-ON time
00 to 30 (×10) Holding time of presser lifter
(35 sec to 6 min) 31 to 96 : 35 sec to 6 min (Set in five seconds increments)
Delay time from presser lifter is lowered to motor start.
Presser up signal ON time (soft down)
Detailes
F6
F8
F9
FA
b0
b1
b2
b3
b4
b5
00 00 to 99 (not used)
07 01 to 99 (not used)
07 01 to 99 (not used)
10 01 to 99 (not used)
24 00 to 47
(pulse) (pulse)
24 00 to 47
(pulse) (pulse)
24 00 to 47
(pulse) (pulse)
24 00 to 47 (The larger the value is, the larger the timing delays.)
(pulse) (pulse) (The smaller the value is, the faster the timing becomes.)
10 05 to 50 (×10) Stop time during reverse change timing
(100ms) (50 to 500ms) * When memory switch [68] is set to ON
11 00 to 23
(pulse) (pulse)
Start tacking A → B reverse solenoid ON timing
(The larger the value is, the larger the timing delays.)
(The smaller the value is, the faster the timing becomes.)
Start tacking B end reverse solenoid OFF timing
(The larger the value is, the larger the timing delays.)
(The smaller the value is, the faster the timing becomes.)
End tacking C → D reverse solenoid ON timing
(The larger the value is, the larger the timing delays.)
(The smaller the value is, the faster the timing becomes.)
End tacking D → C or C ON reverse solenoid ON timing
* When memory switch [22], [26] is set to ON
Temporary stop position during reverse change timing
(Number of pulses from needle UP signal)
* When memory switch [68] is set to ON
MD-602, 612
47
Page 54

Display No. Initial data
00 00 to 99 No. of stitches to puller lower
C0
C1
C2
C3
C4
C5
C6
C7
(stitch) (stitch) (Memory swtches [71]-[78] all OFF, factory setting)
10 00 to 99 No. of option output ON stitches (N)
(stitch) (stitch) (When memory switch [73] is set to ON)
05 00 to 90 (×10) Delay time to program output 1 ON (T0)
(50ms) (0 to 990ms) (When memory switch [75] is set to ON)
08 00 to 90 (×10) Program output 1 ON time (T1)
(80ms) (0 to 990ms) (When memory switch [75] is set to ON)
00 00 to 99 (×10) Delay time to program output 2 0N (T2)
(0ms) (0 to 990ms) (When memory switch [76] is se to ON)
20 00 to 90 (×0.1) Program output 2 ON time (T3)
(2s) (0 to 9.9s) (When memory switch [76] is set to ON)
00 00 to 99 (×10)
(0ms) (0 to 990ms)
02 00 to 09
(stitch) (stitch)
Data setting
range
Detailes
Thread release OFF delay-time
* When B781 is set
* Time to OFF after needle trimming stop
Slow start number of stitches
C8
C9
CA
Cb
CC
Cd
CE
CF
d0
d1
d2
00 00 to 99 (not used)
00 00 to 99 (not used)
00 01 to 99 (not used)
00 00 to 99 (not used)
00 00 to 99 (not used)
00 00 to 99 (not used)
00 00 to 99 (not used)
10 00 to 99 (not used)
18 00 to 99 (×5) Thread trimmer ON time * For B852
(90ms) (0 to 495ms) * When memory switch [63] is set to ON
08 00 to 20 (×10)
(80ms) (0 to 200ms)
00 00 to 24 (not used)
Standing work delay start time
48
d3
H0
H1
H2
00 00 to 99 (not used)
66 40 to 70 (not used)
03 00 to 30 (×1)
(3 min) (0 to 30 min)
00 00 to 99 (not used)
Overtime detection time
* When memory switch [16] is set to OFF (function valid)
* Overtime not detected when 00 is set
MD-602, 612
Page 55

Display No. Initial data
02
P0
P1
P2
P3
P4
P5
DOM. 0.5V 00 to 04
EXP. 0.4V
02
(1.1V) (When the numerical value is large, the stroke to the presser lifter
02 Treadle stroke, forward 1st step (presser DOWN point)
DOM. None 00 to 04 (When the numerical value is large, the stroke to presser foot
EXP. 1.9V lowering is long)
02 (When the numerical value is small, the stroke to the motor start
DOM. 2.0V 00 to 04 is short)
EXP. 1.9V (When the numerical value is large, the stroke to the motor start
02 (When the numerical value is small, the variable speed area will
DOM. 2.6V 00 to 04 increase)
EXP. 3.0V (When the numerical value is large, the inching speed area will
02
(4.2V)
02 00 to 04
S0
S1
02 00 to 04 area is short)
Data setting
range
Treadle stroke, treadle backward repression to 1st step (presser
point)
(When the numerical value is large, the stroke to thread
trimming is short)
(When the numerical value is small, the stroke to thread
trimming is long)
Treadle stroke, treadle backward repression to 1st step (presser
00 to 04
00 to 04 area is short)
UP point)
ON is short)
Treadle stroke, inching start point
is large)
Treadle stroke, variable speed range start point
increase)
Treadle stroke, high speed reach point
(When the numerical value is small, the stroke to the high speed
(When the numerical value is large, the variable speed area will
increase)
Standing work pedal for variable speed, variable speed range
start point
(When the numerical value is small, the variable speed area will
increase)
(When the numerical value is large, the inching speed area will
increase)
Standing work pedal for variable speed, high speed reach point
(When the numerical value is small, the stroke to the high speed
(When the numerical value is large, the variable speed area will
increase)
Detailes
M0
M1
M2
M3
M4
M5
07 04 to 50 (don’t change)
15 05 to 30 (don’t change)
10 05 to 30 (don’t change)
10 00 to 70 (don’t change)
10 01 to 23 (don’t change)
10 00 to 70 (don’t change)
MD-602, 612
49
Page 56

Display No. Initial data
10 07 to 50 (×10) Starting time (When the numerical value is small, the motor will
M6
M7
(100ms) (70 to 500ms) start up faster)
10 07 to 50 (×10) Stopping time (When the numerical value is small, the motor will
(100ms) (70 to 500ms) stop faster)
Data setting
range
Detailes
M8
M9
MA
Mb
MC
Md
ME
MF
MG
MH
Mi
15 01 to 40 (don’t change)
20 01 to 20 (don’t change)
07 01 to 20 (don’t change)
15 01 to 20 (don’t change)
07 01 to 20 (don’t change)
28 04 to 70 (don’t change)
14 04 to 70 (don’t change)
20 04 to 70 (don’t change)
10 01 to 20 (don’t change)
24 04 to 70 (don’t change)
50 10 to 99 (don’t change)
MJ
40 05 to 70 (don’t change)
15 00 to 50 (don’t change)
ML
MM
05 00 to 70 (don’t change)
Mn
05 01 to 30 (don’t change)
Mo
15 01 to 30 (don’t change)
MP
20 01 to 99 (don’t change)
MQ
30 01 to 99 (don’t change)
(Note) Parameters [ M0 ] ∼ [ M5 ], [ M8 ] ∼ [ MQ ] must not be changed. If they are changed by mistake, initialize the
parameters with the initialization mode.
50
MD-602, 612
Page 57

19. Panel display table
The following alphabetic characters and symbols are displayed on the operation panel.
7-segment display 7-segment display 7-segment display 7-segment display
0 0 A A N n ON @
1 1 B B O o OFF o
2 2 C C P P
3 3 D d Q Q
4 4 E E R r
5 5 F F S S
6 6 G G T t
7 7 H H U U
8 8 I i V u
9 9 J J W W
+ + KX
- - L L Y
M M Z
MD-602, 612
51
Page 58

20. How to remove the control box
q. Disconnect the synchronizer cord.
w. Loosen the two screws, and open the box’s cover.
w
q
Un voltaje inadecuado
Hazardous voltage
Un voltage non adapté
Hochspannung
puede provocar las
will cause injury.
provoque des blessures.
verletzungsgefahr!
heridas.
Turn off main
Eteindrel'interrupteur et
Bitte schalten sie den
Apagar el interruptor
switch and wait 5
attendre 5 minutes
hauptschalter aus und
principal y esperar 5
minutes before
avantd' ouvrir le capot
warten sie 5 minuten,
minutos antes de abrir
opening this cover.
bevor sie diese
esta cubierta.
abdeckung öffnen.
y
e
e. Disconnect the cords from the machine and panel.
r. Disconnect the motor connector .
t. Disconnect the power supply connector and bushing.
y. Loosen the screws fixing the control box to the motor by about half. (Two places)
u
r
t
u. In the same manner, loosen the screws on the opposite
side by about half. (Two places)
o
52
MD-602, 612
i
i. Slide the control box to the right.
o. Lower the control box.
!0. Install the control box, following the above instructions
in reverse.
Page 59

MD-602, 612
53
Page 60

J03766001
NAME CONTROL PCB ASSY, MD602
CODE J80900001
54
MD-602, 612
Page 61

NAME CONTROL PCB circuit (1/3)
NOTE MD602/612
MD-602, 612
55
Page 62

NAME CONTROL PCB circuit (2/3)
NOTE MD602/612
56
MD-602, 612
Page 63

NAME CONTROL PCB circuit (3/3)
NOTE MD602/612
MD-602, 612
57
Page 64

58
MD-602, 612
Page 65

MD-602, 612
59
Page 66

60
MD-602, 612
Page 67

MD-602, 612
61
Page 68

62
MD-602, 612
Page 69

MD-602, 612
63
Page 70

64
MD-602, 612
Page 71

MD-602, 612
65
Page 72

66
MD-602, 612
Page 73

MD-602, 612
67
Page 74

68
MD-602, 612
Page 75

NAME TREADLE PCB assy (B47A127)
CODE J80875001
MD-602, 612
69
Page 76

BROTHER INDUSTRIES, LTD. NAGOYA, JAPAN
Printed in Japan
J90113-001
2001. 06.
 Loading...
Loading...