

Page 1
MT3855
CONVEYOR OVEN
SERVICE AND REPAIR MANUAL
BLODGETT OVEN COMPANY
www.blodgettcorp.com
50 Lakeside Avenue, Box 586, Burlington, Vermont 05402 USA Telephone (802) 658Ć6600 Fax: (802)864Ć0183
PN M8402 Rev B (6/01)
Duplication of the information in this manual is prohibited without the consent of the Blodgett Service Department.
1996 - G.S. Blodgett Corporation All rights reserved.
Page 2

TABLE OF CONTENTS
1. INTRODUCTION
Oven Specifications 1-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Ventilation Requirements 1-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Electrical Specifications 1-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Gas Specifications 1-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Illustrated Parts Lists 1-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. ASSEMBLY
Oven Assembly Procedures 2-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Return Air Diverters 2-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Air Nozzles 2-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Conveyor Rack Assemblies 2-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Folding Conveyor Assembly 2-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Air Plates 2-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
End Plugs 2-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Conveyor Belt Tensioners 2-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Crumb Pans 2-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Mount Remote Control 2-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
False Front (If Applicable) 2-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. OPERATION
Computer Controller 3-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Control Description 3-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Control Operation 3-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Programming Procedures 3-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Display Information 3-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sequence of Operation 3-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Oven Adjustments for Cooking 3-5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Temperature 3-5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Conveyor Speed Time vs. Temperature 3-5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Air Flow Adjustments 3-5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4. CALIBRATION AND ADJUSTMENT
Convection Blower Motors 4-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
To check motor rotation 4-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
To check lowĆlimit 4-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Regulated Gas Pressure 4-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Computer Control Configuration 4-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Temperature Calibration 4-5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Belt Speed Calibration 4-6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Closed Loop System 4-6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Open Loop System - Single belt 4-7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
i
Page 3

TABLE OF CONTENTS
Open Loop System - Twin Belt 4-8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Motor Control Board Adjustment 4-9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Rerating the Appliance 4-11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Checking the Firing Rate 4-12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. TROUBLESHOOTING
DC Drive System 5-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Computer Control System 5-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Heating System 5-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Convection System 5-5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6. TECHNICAL APPENDIX
Intermittent Ignition System 6-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Principles of Operation 6-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Service Procedures 6-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Servicing the Invent Hood 6-4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Illustrated Parts List 6-4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Cleaning and Maintenance 6-5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Servicing Access 6-6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Pressure Conversion 6-7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Conversion Factors 6-9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Cooking Computer - Temperature vs Resistance 6-10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ii
Page 4
CHAPTER 1
INTRODUCTION
Page 5
MT3855
OVEN SPECIFICATIONS
VENTILATION REQUIREMENTS
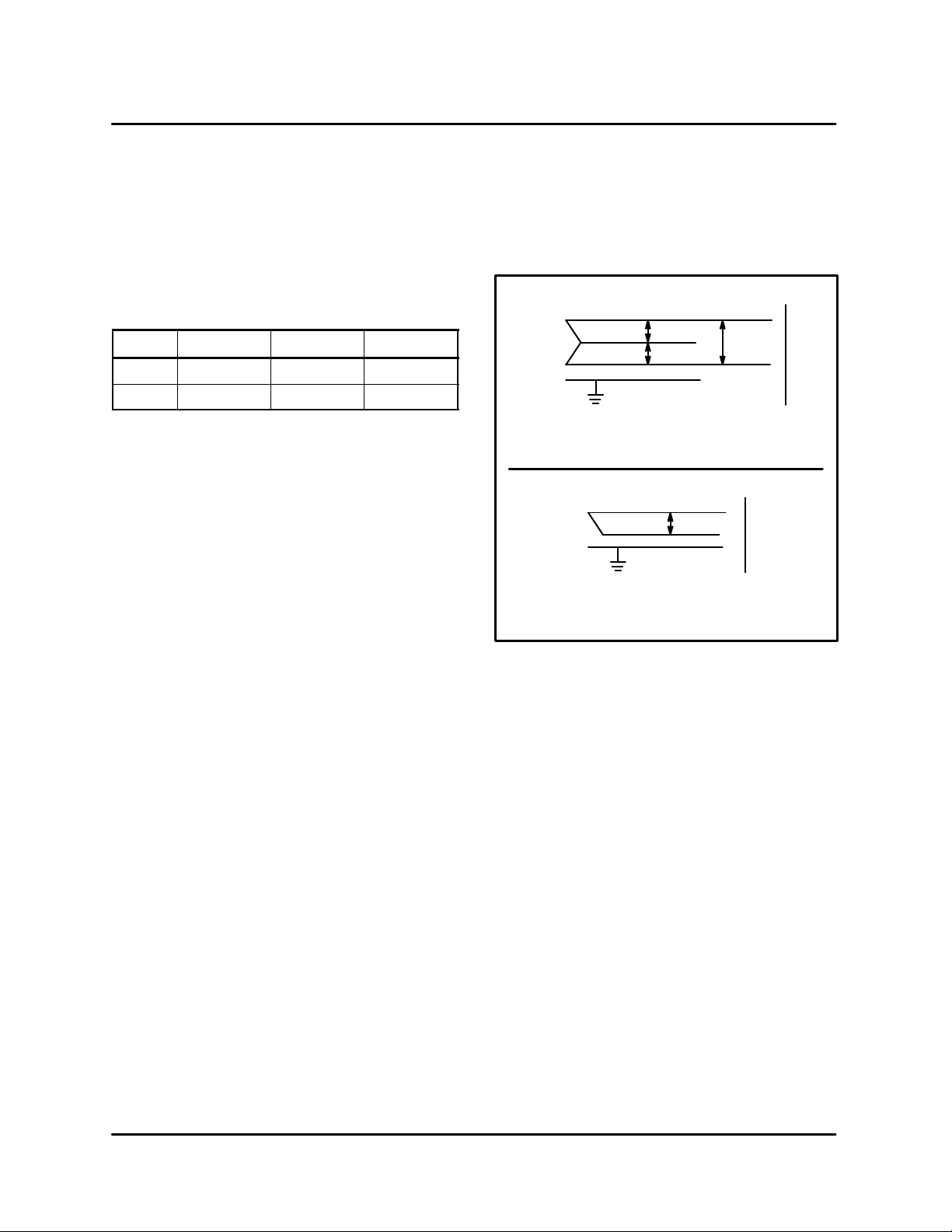
The hood should completely cover the unit with an
overhang of at least 6" (15 cm) on all sides not adjaĆ
cent to a wall. The distance from the floor to the
lower edge of the hood should not exceed 7' (2.1
m). The ventilation system should replace 80% of
the exhaust volume with fresh make up air.
TABLE 1 should be used as a guideline.
Single Double Triple
CFM 1000Ć1400 2400Ć3300 3600Ć5000
M3/min 28 Ć 40 68Ć93 102Ć142
TABLE 1
ELECTRICAL SPECIFICATIONS
NOTE: Three Phase hookup is not permitted.
WARNING: DO NOT INSTALL A HIGH LEG" TO
ANY CONVEYOR OVEN!
Installations within the U.S.
The MT3855 requires a 15 Amp, 60HZ, 1F,
208Ć240VAC, 4 wire service consisting of L1, L2,
neutral and ground. See FIGURE 1. Use 90C wire
and size to National Electric or local codes.
Installations outside the U.S.
The MT3855 requires a 15 Amp, 50Hz, 1F, 230
VAC, 3 wire service consisting of L1, neutral and
ground. See FIGURE 1. Use 90C wire and size
wire according to local codes.
L1
N
L2
120
120
208Ć240
OvenSupply
U.S. Installations
L1
N
220Ć230
OvenSupply
Export Installations
FIGURE 1
1
Page 6
MT3855
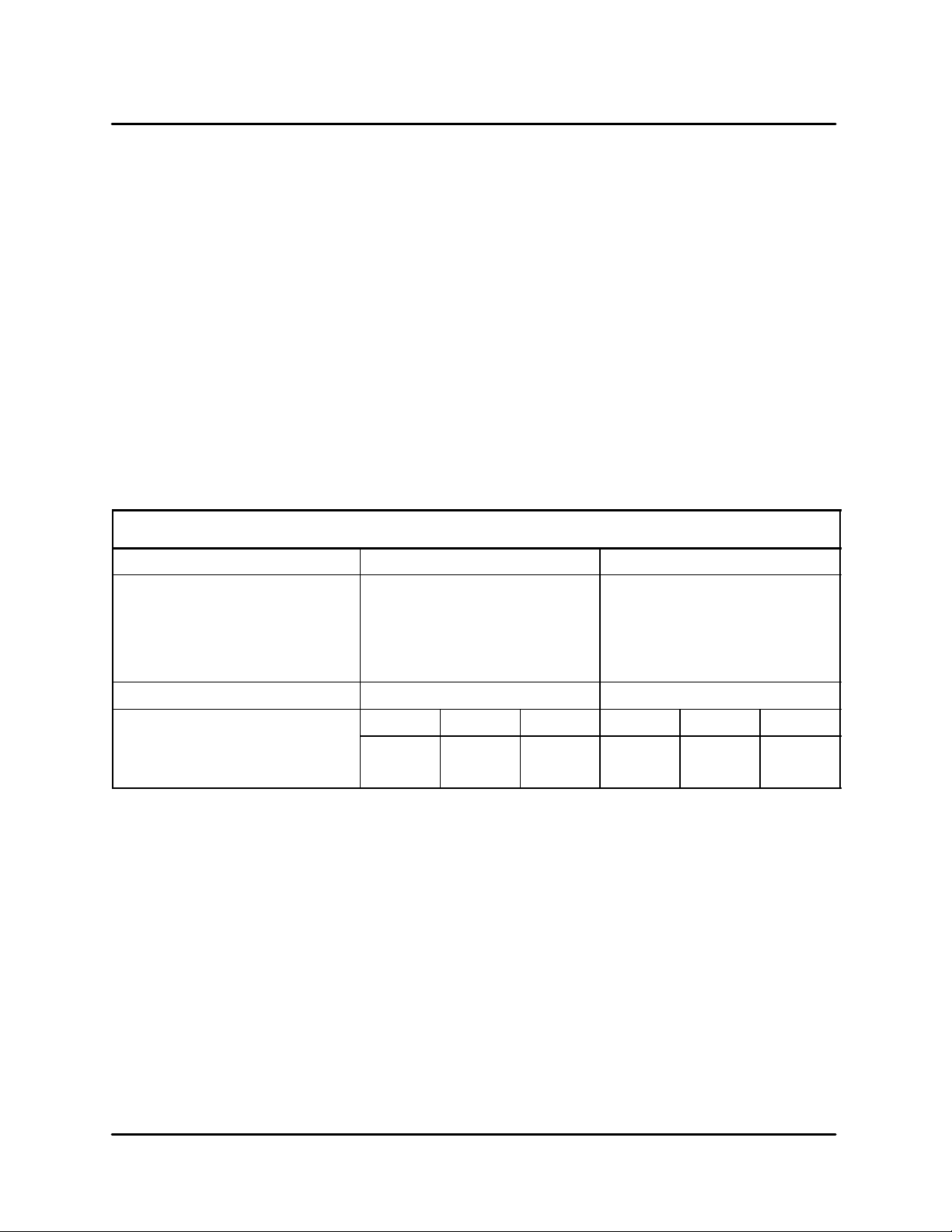
GAS SPECIFICATIONS
GAS CONNECTIONS
Domestic and General Export installations
The gas line should be large enough to accommoĆ
date the peak demand of all the gas appliances.
TABLE 2 reflects a straight line, 50 foot run with no
coupling restrictions and no other appliances
drawing service. Gas line installations MUST conĆ
form to National Fuel Gas Code NFPA 54/ANSI
Z223.1 Sec. 1.4 (Latest Edition). TABLE 2 should
be used as a guideline only.
NOTE: For any pipe runs over 50 feet (15 m), conĆ
sult the factory.
Gas Specifications
Natural Gas Propane Gas
Gas Line Sizing
GAS REQUIREMENTS
The firing rate for the MT3855 is 150,000 BTU/Hr.
(43.9 kW/Hr.)
NOTE: For natural gas meter sizing, consult your
local gas company to ensure that your meĆ
ter will provide the proper supply.
Installations within the U.S.
1. Add the total BTU's/hr of all the gas
appliances.
2. Convert BTU's to cubic ft/hr using the formula
Cu Ft/Hr = 1000 BTU/Hr for natural gas.
3. Size the meter accordingly.
Installations outside the U.S.
1. Add the total M3/min of all the appliances.
2. Size the meter accordingly.
Single
Double
Triple
Orifice Size #5 #1/8
Incoming Gas Pressure W.C. kPa mbar W.C. kPa mbar
Static
Operational
7"
5.5"
3/4" line
1Ć1/4" line
1Ć1/4" line
1.74
1.36
TABLE 2
17.4
13.7
12.5"
11"
3/4" line
1 line
1Ć1/4" line
3.11
2.73
31.1
27.4
2
Page 7
MT3855
ILLUSTRATED PARTS LISTS
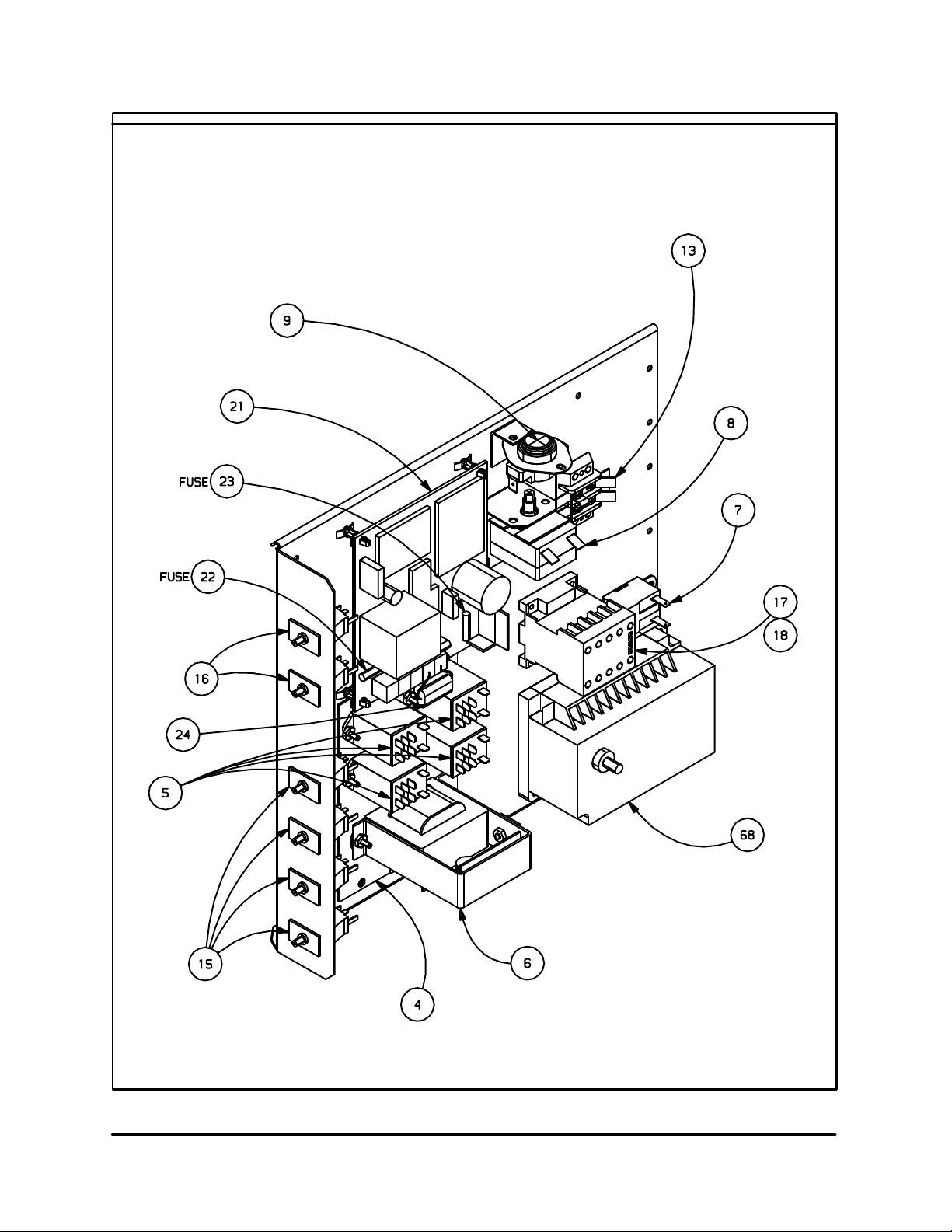
ELECTRICAL COMPONENTS
NOTE: = ASAP Distributor Required Stocking Parts
Ref.
Part
No.
No. Description
Ref.
Part
No.
No. Description
1 M6474 Computer Control Kit, Closed
Loop SB (Qty 1)
1 FW525 Computer Control Kit, Closed
Loop SB (Qty 1)
(Reconditioned)
M5635 Computer Control Kit, Open
Loop TB (Qty 1)
M3175 Decal, Lexan Control (Qty 1)
M7427 Probe, Temperature RTD, 500
OHMS (Qty 1)
M7202 Conversion Kit, Open Loop to
Closed Loop (Qty 1)
M3347 Cable, Computer Control, 25
Pin, 10' (Qty 1)
M3348 Cable, Computer Control, 9
Pin, 10' (Qty 1)
M3490 Cable, Computer Control, 25
Pin, 50' (Qty 1)
M3491 Cable, Computer Control, 9
Pin, 50' (Qty 1)
M3349 Harness, Inter-Connecting DC
Drive, 3-Wire (For 9 Pin)
(Qty 1)
M3353 Harness, Relay Board
(Open Loop) (For 25 Pin)
(Qty 1) (Before 9/15/95)
M7237 Harness, Relay Board (Closed
Loop) (For 25 Pin) (Qty 1)
(After 9/15/95)
2 M3314 Bracket, Computer Wall (Qty 1)
M5661 Bracket Assy., Cable Clamp
(Qty 1)
3 M0984 Pick Up, PV-2 (Qty 1) (After
9/15/95)
4 M7236 Board, Relay/Transformer
(Qty 1)
5 22672 Relay, Control (Qty 4)
6 M3352 Transformer, 120V to 24V
(Qty 1)
7 20349 Buzzer, 120V (Qty 1)
NOTE: = ASAP Distributor Required Stocking Parts
* = Item is Too Large for UPS
8 M3295 Thermostat, High Limit
(Manual Reset) (Qty 1)
9 M1362 Snap Disc, L140/20F, 2 Pole
SPST (Qty 1)
M2453 Snap Disc, L140/20F, 3 Pole
SPDT (Qty 1)
10 M0595 Switch, Air Pressure SPDT
(Qty 1)
11 M0152 Contact, Emergency Stop
Switch (Qty 1)
12 M3296 Activator, Emergency Stop
Switch (Mushroom Shape)
(Qty 1)
M3297 Nameplate, Emergency Stop
(Qty 1)
13 M0593 Terminal Block, 2 Pole (Qty 1or
CE Qty 2)
M2469 Fan, Axial 110 CFM 4 1/2" (Qty
4) (Before 11/14/95)
22718 Fan Guard & Hardware (Qty 3)
(Before 11/14/95)
M0572 Cord, Axial Fan 30" Power (Qty
4) (Before 11/14/95)
14 M6381 Blower, Cooling (Qty 1) (After
11/14/95)
15 M3136 Breaker, 7 AMP Circuit (Qty 4)
16 M2772 Breaker, 4 AMP Circuit (Qty 2)
M6590 Plate Assy., Control SB (Qty 1)
M7482 Plate Assy., Control TB (Qty 1)
M1694 Cord Set & Plug Assy., 10 Foot
(Qty 1)
M0772 Receptacle, Twist Lock (Qty 1)
17 M0708 Contactor, 3 Pole, 120V Coil
(Qty 1)
18 M3322 Hood Interlock, Mechanical
(Qty 1)
CONVEYOR COMPONENTS
3
Page 8
MT3855
Ref.
Part
No.
No. Description
Ref.
Part
No.
No. Description
19 M6338 Belt, Wire S/S (Total Length
38" SB (Per Foot) MT3870 18
FT, MT3855 16 FT)
M7889 Belt, Wire S/S (Total Length
18-1/2" TB (Per Foot)
MT3870 18 FT)
20 M7272 Tensioner (After Assy., Belt
MT3870 (Qty 2) 9/15/95)
21 M2379 Speed Control Board, Bodine
(Qty 1)
M2254 Fuse, Line, 22 Bodine Board, 5
AMP, 125V (Qty 1)
M2316 Fuse, (Qty 1) 23 Armature,
Bodine Board, 200 MA, 250V
24 M3301 Capacitor, (SB Qty 1 or Speed
Control Board TB Qty 2)
25 M2378 Motor, (SB Qty 1 or Conveyor
Drive, Bodine 130V TB Qty 2)
M2500 Brush Set, Bodine (Qty 1)
M0391 Chain, Drive & Order (SB SpecĆ
ify 2 FT or TB Specify 4 FT
M0112)
M0112 Masterlink, Drive Chain (Qty 1)
M6791 Guard, Drive 26 Chain SB (Qty
1)
M6482 Guard, Drive Chain TB (Qty 1)
* M3981 Conveyor (Before Assy., Drive
SB MT3870 (Qty 1) 9/15/95)
27 * M6154 Conveyor (After Assy., Drive SB
MT3870 (Qty 1) 9/15/95)
* M3982 Conveyor (Before Assy., Idle
SB MT3870 (Qty 1) 9/15/95)
28 * M6155 Conveyor (After Assy., Idle SB
MT3870 (Qty 1) 9/15/95)
* M7592 Conveyor Assy., Drive TB
MT3870 (Qty 1)
* M7593 Conveyor Assy., Idle TB
MT3870 (Qty 1)
* M4432 Conveyor (Qty 1) Assy., Drive
SB MT3855G (Before 11/14/95)
* M4433 Conveyor (Qty 1) Assy., Idle SB
MT3855G (Before 11/14/95)
* M6777 Conveyor MT3855G Assy.,
Folding (Drive & Idle) SB (Qty
1) (After 11/14/95)
29 M2672 Shaft, Conveyor Drive (Qty 1)
30 M2673 Shaft, Conveyor Idle (Qty 1)
31 M0109 Sprocket, Motor Drive, 12 Tooth
(Qty 1)
M0110 Sprocket, Conveyor Drive, 15
Tooth (Qty 1)
32 M0108 Sprocket, Conveyor Belt, 11
Tooth (Qty 18)
4
Page 9
MT3855
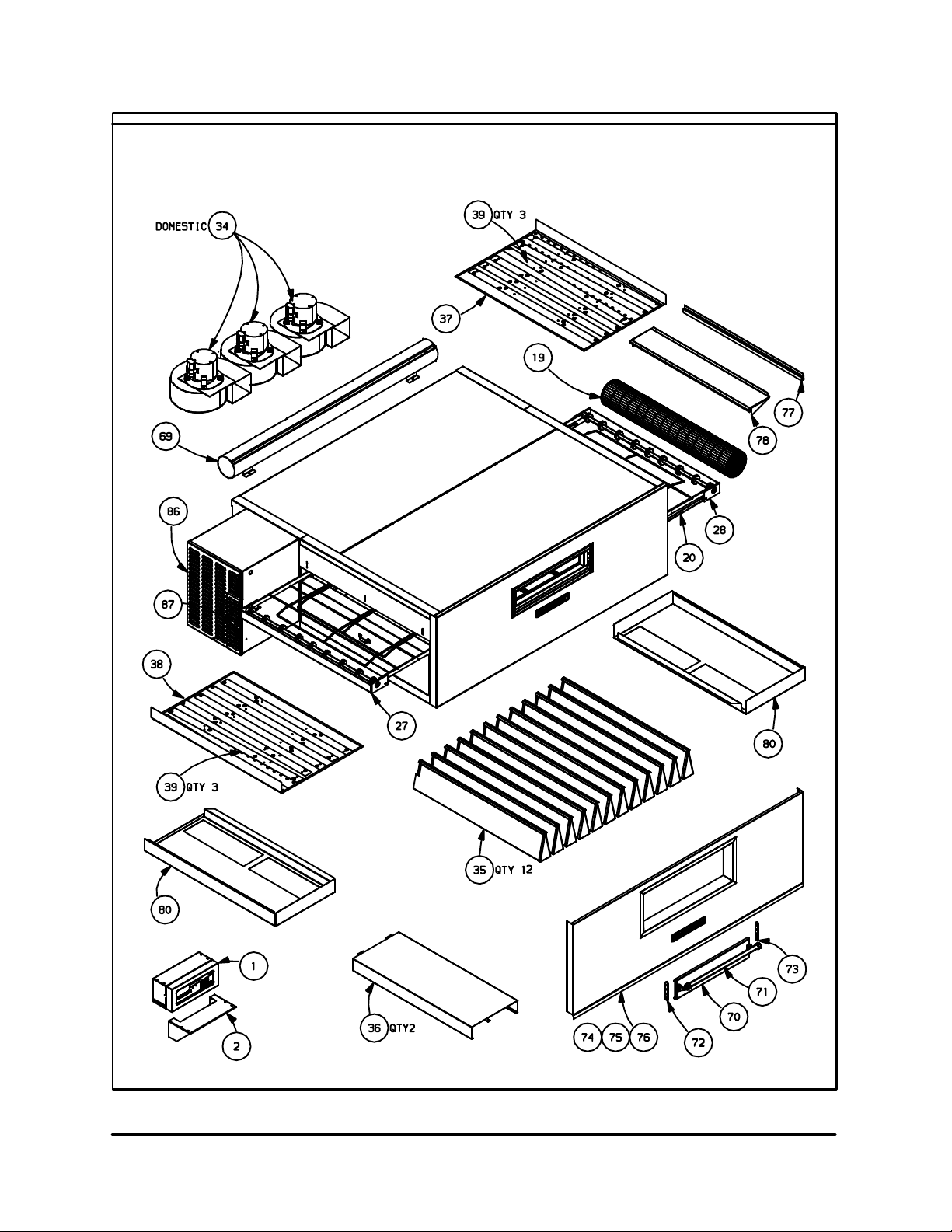
CONVECTION COMPONENTS
NOTE: = ASAP Distributor Required Stocking Parts
Part
Ref.
No.
No.
33 M4224 Motor & Blower Assy. CW
34 M4225 Motor & Blower Assy. CCW
M5419 Motor & Blower Assy. CCW
M2564 Capacitor, Motor MT3870
NOTE: Call factory if MT3855G oven was
manufactured before 2/27/94 to verify
motor part number.
M5722 Insulation Kit for Blowers
M7991 Insulation Kit for Blowers
35 M6466 Nozzle Assy. w/ Diverter
M5466 Nozzle Assy. w/ Diverter
M7105 Nozzle Assy. w/ Diverter
M7106 Nozzle Assy. w/ Diverter
Description
MT3870 (Qty 2)
MT3870 (Qty 2)
MT3855G (Qty 3) (After
2/27/94)
(Qty 4)
MT3870 (Qty 1)
MT3855G (Qty 1)
MT3870 (Qty 14) Generic
MT3855G (Qty 12) (Before
11/14/95)
MT3855G (Qty 6) (After
11/14/95) (See L-497)
MT3855G (Qty 6)
(After 11/14/95) (See L-497)
Ref.
Part
No.
No.
M1962 Hold Down, Nozzle MT3870
M7399 Hold Down, Nozzle MT3870
M5486 Hold Down, Nozzle MT3855G
M7380 Hold Down, Nozzle MT3855G
36 M3106 Diverter, Air (LH & RH) MT3870
M3106 Diverter, Air (LH & RH)
M5179 Diverter, Air (LH & RH)
M5453 Diverter, Air (Center) MT3855G
M7372 Diverter, Air (LH) MT3855G
M7374 Diverter, Air (RH) MT3855G
M7373 Diverter, Air (Center) MT3855G
Description
(Qty 1) (Before 9/15/95)
Qty 1) (After 9/15/95)
(Qty 1) (Before 11/14/95)
(Qty 1) (After 11/15/95)
(Qty 2)
MT3855G (Qty 2) (Before
11/14/95)
MT3855G (Qty 2) (Before
11/14/95)
(Qty 1)(Before 11/14/95)
(Qty 1) (After 11/14/95)
(See L-495 & L-496)
(Qty 1) (After 11/14/95)
(See L-495 & L-496)
(Qty 1) (After 11/14/95)
(See L-495 & L-496)
AIR PLATES
NOTE: = ASAP Distributor Required Stocking Parts
Ref.
Part
No.
No. Description
37 M6470 Plate Assy., Air RH MT3870
Generic (Qty 1)
38 M6469 Plate Assy., Air LH MT3870
Generic (Qty 1)
M5767 Plate Assy., Air RH (R to L)
MT3855G Generic (Qty 1)
M5768 Plate Assy., Air LH (R to L)
MT3855G Generic (Qty 1)
M5648 Plate Assy., Air RH (L to R)
MT3855G Generic (Qty 1)
5
Ref.
Part
No.
No. Description
M5649 Plate Assy., Air LH (L to R)
MT3855G Generic (Qty 1)
24613 Hook, Air Pan (Qty 1)
39 M6597 Plate Assy., Block Off MT3870
Generic (Qty 6)
M6079 Plate Assy., Block Off MT3855G
Generic (Qty 6)
Page 10
MT3855
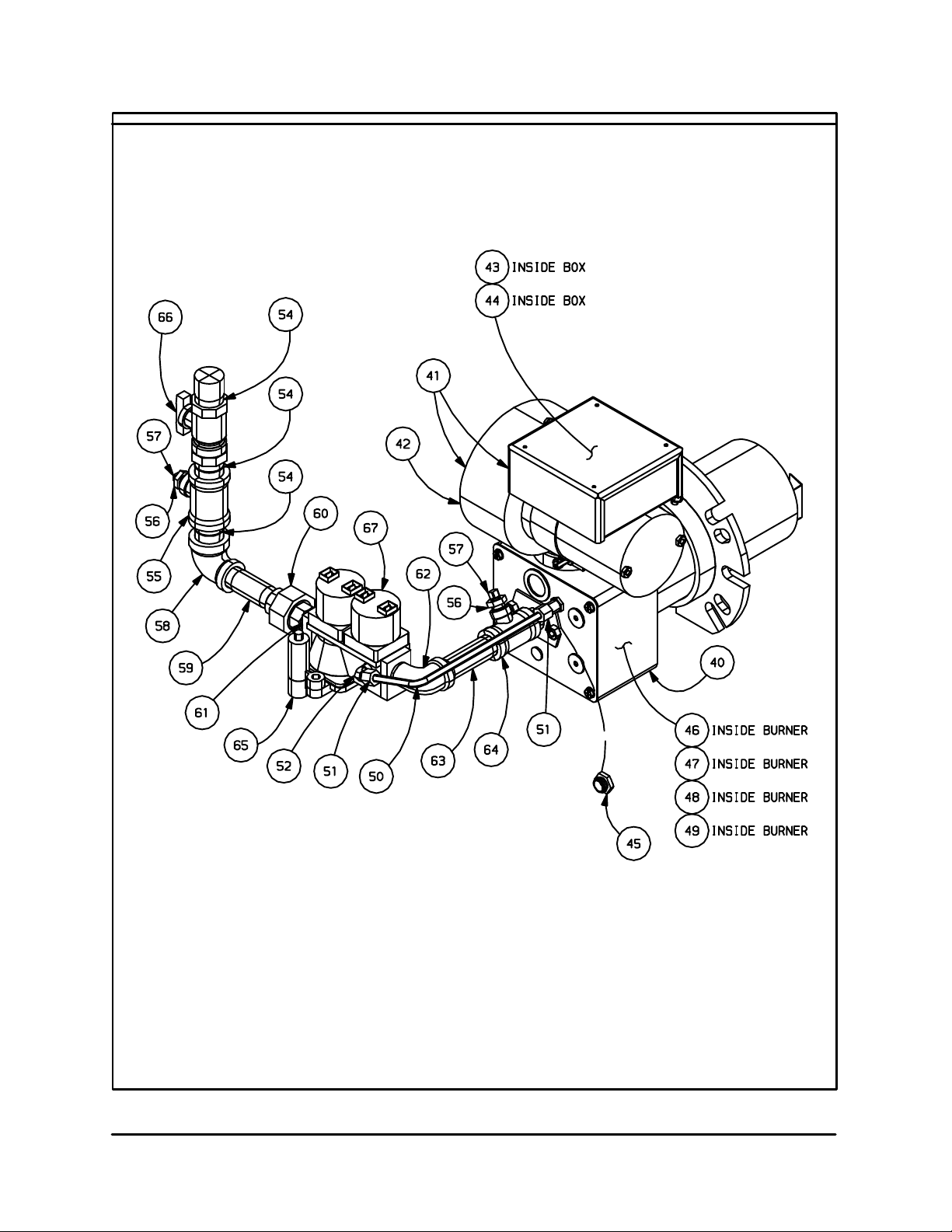
GAS BURNER COMPONENTS
NOTE: = ASAP Distributor Required Stocking Parts
Part
Ref.
No.
No.
40 22132 Burner Assy. Complete (Specify
41 M0767 Blower Motor, Comb. w/ ConĆ
42 M2383 Blower Motor, Combustion
43 M2381 Transformer, 120V to 24V
44 M2382 Relay, Time Delay (Qty 1)
45 M0454 Orifice, Main Burner LP (Qty 1)
45 M0455 Orifice, Main Burner Natural
46 M2727 Pilot Burner & Igniter Assy. LP
46 M2726 Pilot Burner & Igniter Assy.
47 M6378 Shield, Pilot Burner (Qty 1)
48 M0415 Flame Sensor (Qty 1)
49 M2690 Orifice, Pilot LP (Qty 1)
49 M0697 Orifice, Pilot Natural (Qty 1)
50 M0248 Tube, Pilot Aluminum 1/4"
51 M0959 Fitting, Compression 1/4
52 M2799 Union, Compression (Qty 1)
53 21225 Fitting, Elbow (Qty 1)
54 4588 Nipple, Pipe 3/4 x 1-3/8 Close
55 M0280 Tee, 3/4 x 3/4 x 1/4 (Qty 1)
56 M0278 Bushing, 1/4 x 1/8 Hex (Qty 2)
57 M0281 Plug, Pipe 1/8 Black (Qty 2)
58 17874 Ell, Black 1/2 x 3/4 (Qty 1)
59 M0590 Nipple, Pipe 1/2 x 2-1/2
60 M0279 Union, 1/2 Inch Black (Qty 1)
61 1949 Nipple, Pipe 1/2 x 1-3/16
62 M0317 Elbow, 1/2 Inch Street 90 Deg
63 21278 Nipple, Pipe 1/2 x 3-1/2
Description
Model & Gas Type) (Qty 1)
trol Box (Qty 1)
(Qty 1)
(Qty 1)
(Qty 1)
(Qty 1)
Natural (Qty 1)
(1.583 Feet)
(Qty 2)
(Qty 3 or CE Qty 2)
(Qty 1)
Close (Qty 1)
(Qty 1)
(Qty 1)
Ref.
Part
No.
No.
64 M3238 Tee, 1/2 x 1/2 x 1/4 (Qty 1)
65 23007 Spring, Solenoid Valve, LP to
65 18612 Spring, Solenoid Valve, Natural
23114 Conversion Kit, LP to Natural
21389 Conversion Kit, Natural to LP
M5259 Conversion Kit, LP to Natural
M5290 Conversion Kit, Natural to LP
66 M0282 Valve, Manual Gas (Qty 1)
67 M5495 Dual Solenoid/Pressure ReguĆ
67 22190 Dual Solenoid/Pressure ReguĆ
68 M1054 Spark Box, Johnson (Qty 1)
21242 Connector Kit, Gas Flex 48"
21826 Connector Kit, Gas Flex 36"
69 M7280 Flame Tube Assy., MT3870
M7390 Flame Tube Assy., MT3855G
Description
Natural (Qty 1)
to LP (Qty 1)
MT3870 (Qty 1)
MT3870 (Qty 1)
MT3855G (Qty 1)
MT3855G (Qty 1)
lator, Nat 24V (Qty 1)
lator, LP 24V (Qty 1)
(Qty 1)
(Qty 1)
(Qty 1)
(Qty 1)
6
Page 11
MT3855
EXTERIOR COMPONENTS
NOTE: = Doors are not returnable
Part
Ref.
No.
No.
M2868 Door Assembly, Pull Down S/S
M2188 Handle Kit, Door 2" (used
70 M3944 Door Assembly (used w/ false
71 M4275 Handle Kit, Door 22" (used w/
72 M1871 Plate, RH Pivot Slotted (Qty 1)
73 M1872 Plate, LH Pivot Slotted (Qty 1)
74 M3602 Bracket Assy., Mounting (Qty 2)
75 M3603 Bracket Assy., Mounting (Qty 2)
M5475 Filter Assy., MT3855G (Qty 1)
76 M3751 False Front Assy., MT3870
M4563 False Front Assy., MT3855G
M3751 Tape, Closed Cell Foam
M5032 Chimney Kit, Single (Qty 1)
M7464 Chimney Kit, Single (Qty 1)
M7160 Chimney Kit, Double (Qty 1)
M7463 Chimney Kit, Double (Qty 1)
21390 Legs, 17-1/4" w/ Casters
21391 Legs, 23-1/4" w/ Casters
14444 Casters, Cradle (Triple Oven)
77 M3783 Stop, Product S/S (Qty 1)
78 M3779 Extension Assy., Product 6"
M4223 Extension Assy., Product 10"
Description
(used w/enclosed Greenheck
hood system) (Qty 1)
w/M2868) (Qty 1)
front) (Qty 1)
M3944) (Qty 1)
(Before 11/14/ 95)
(Qty 1)
(Qty 1)
(Before 11/95)
(After 11/95)
(Before 11/95)
(After 11/95)
(Double) (Set of 4)
(Single) (Set of 4)
(Set of 4)
(Qty 1)
(Qty 1)
Ref.
Part
No.
No.
M7575 Extension Assy., Product 15"
M2824 Crumb Pan, Idle MT3870
79 M6168 Crumb Pan, Idle MT3870
M2823 Crumb Pan, Drive MT3870
80 M6167 Crumb Pan, Drive MT3870
M6910 Crumb Pan, Idle MT3855G
M6906 Crumb Pan, Drive MT3855G
M5612 Plug Assy., Lower RH MT3870
81 M7276 Plug Assy., Lower RH MT3870
82 M5612 Plug Assy., Lower LH MT3870
M7386 Plug Assy., Lower MT3855G
83 M3116 Plug Assy., Upper MT3870 &
84 M2460 Air Curtain, Upper End Plug
M3728 Support Assy., Upper End Plug
M3729 Support Assy., Upper End Plug
M7149
M7150
85 M3724 Handle, End Plug (Qty 2)
22229 Stacking Assy., Double (Qty 1)
M4633 Panel & Filter Assy. (Qty 1)
Description
(LaRosa's) (Qty 1)
(Qty 1) (Before 9/15/95)
(Qty 1) (After 9/15/95)
(Qty 1) (Before 9/15/95)
(Qty 1) (After 9/15/95)
(Qty 1)
(Qty 1)
Qty 1) (Before 9/15/95)
(Qty 1) (After 9/15/95)
(Qty 1)
(Qty 2)
MT3855G (Qty 2)
(Qty 2)
RH MT3870 (Qty 2)
LH MT3870 (Qty 2)
Support Assy., Upper End Plug
RH MT3855G (Qty 2) Support
Assy., End Plug LH MT3855G
(Qty 2)
MT3870 (All) & MT3855G
(Before 11/14/95)
7
Page 12
MT3855
Ref.
Part
No.
No. Description
Ref.
Part
No.
No. Description
M5485 Panel & Filter Assy. MT3855G
(Qty 1) (After 11/14/95)
XXXXX Control Box Cover w/ Louvers
MT3855G (Qty 1) (Before
11/14/95)
M6799 Control Box Cover w/ Access
Door MT3855G (Qty 1) (After
11/14/95)
XXXXX Control Box Cover w/ Louvers
MT3870 (Qty 1) (Before
9/15/95)
86 M7266 Control Box Cover w/ Access
Door MT3870 (Qty 1)
(After 9/15/96)
87 M6035 Latch, Access Door (Qty 1)
M2689 Body Back, MT3870 (Qty 1)
(Before 9/15/95)
M7254 Body Back, MT3870 (Qty 1)
(After 9/15/95)
M4248 Body Back, MT3855G (Qty 1)
8
Page 13
MT3855
EXCLUSIVE TO EXPORT
NOTE: = ASAP Distributor Required Stocking Parts
Ref.
No.
88 M2276 Burner Assy., Complete
89 M4597 Motor & Blower Assy., CW
90 M4598 Motor & Blower Assy., CCW
91 M6000 Dual Solenoid/Pressure
91 M6001 Dual Solenoid/Pressure
92 M7283 Blower, Cooling Export (Qty 1)
93 M3128 Motor, Conveyor Drive
94 M3153 Digital Speed Control Board,
95 M2630 Fuse, Line, Bodine Board, 500
96 M2316 Fuse, Armature, Bodine
97 M7282 Board, Relay (Closed Loop)
98 M6025 Fuse, 25V 80 ma (Qty 1)
99 M6024 Transformer, 220V to 24V
100 20350 Buzzer, 240V (Qty 1)
101 R1580 Stop, End (Qty 1)
102 M6449 Filter, Noise (Qty 1) CE
103 M7880 Computer Control Kit, Closed
104 M7888 Relay, 1 Second Time Delay
105 M2386 Blower Motor, Combustion
106 M7333 Pilot Burner & Ignitor Assy.,
106 M7334 Pilot Burner & Ignitor Assy.,
107 M2497 Switch, Push Button (Qty 1)
Part
No.
M5717 Board, Relay (Open Loop) SB
Description
(Qty 1)
MT3870 (Qty 2)
MT3870 (Qty 2)
Regulator, Nat. (Qty 1)
Regulator, LP (Qty 1)
Bodine, 180V (Qty 1)
Bodine (Qty 1)
MA (Qty 1)
Board, 200 MA, 250V (Qty 1)
(Qty 1)
SB (Qty 1)
(Qty 1)
Loop SB (Qty 1) CE
(Qty 1) CE
(Qty 1) CE
LP (Qty 1) CE
Nat. (Qty 1) CE
CE
Ref.
No.
108 M2498 Switch, Contact (Qty 1) CE
109 M3330 Switch, Air Pressure DifferenĆ
110 M0706 Orifice, Main Burner (Specify
111 R0164 Terminal Block, Power (Qty 2)
112 R0166 Terminal Block, Ground
113 M3168 Spark Box, 240V (Landis &
114 M2247 Contactor, 240V, 50 HZ (Qty 1)
115 XXXXX Indicator Light (Qty 2) CE
116 16037 Indicator Light, 250V, Red,
117 16775 Relay, SPST, 240V, 30 Amp.
118 M3172 Timer, Fixed, 2 Second (Qty 1)
119 M3173 Timer, Fixed, 10 Second (Qty
120 M6029 Connector, Liquid Tight (Qty
121 10809 Nipple, Pipe 1/2 x 2 (Qty 1)
122 M2835 Fitting, Elbow 90 Street 1/8"
123 M3443 Bushing, Adapter (Qty 2) CE
124 M2841 Fitting, Pressure Tap (Qty 2)
Part
No.
M2819 Switch, Air Pressure (in/wc)
18265 Indicator Light, 28V, Red,
M6589 Plate Assy., Control SB (Qty 1)
M7323 Plate Assy., Control SB Qty 1)
M6982 Piping Assy. (Qty 1) CE
Description
tial (mbr) (Qty 1) CE
(Qty 1) Australia
MTD) (Qty 1) CE
CE
(Qty 1) CE
Gyr) (Qty 1) CE
CE
Round (Qty 1) CE
Round (Qty 1) CE & Australia
(Qty 1) CE
CE
1) CE
CE
Australia
1) CE
CE
(Qty 1) CE
CE
9
Page 14
MT3855
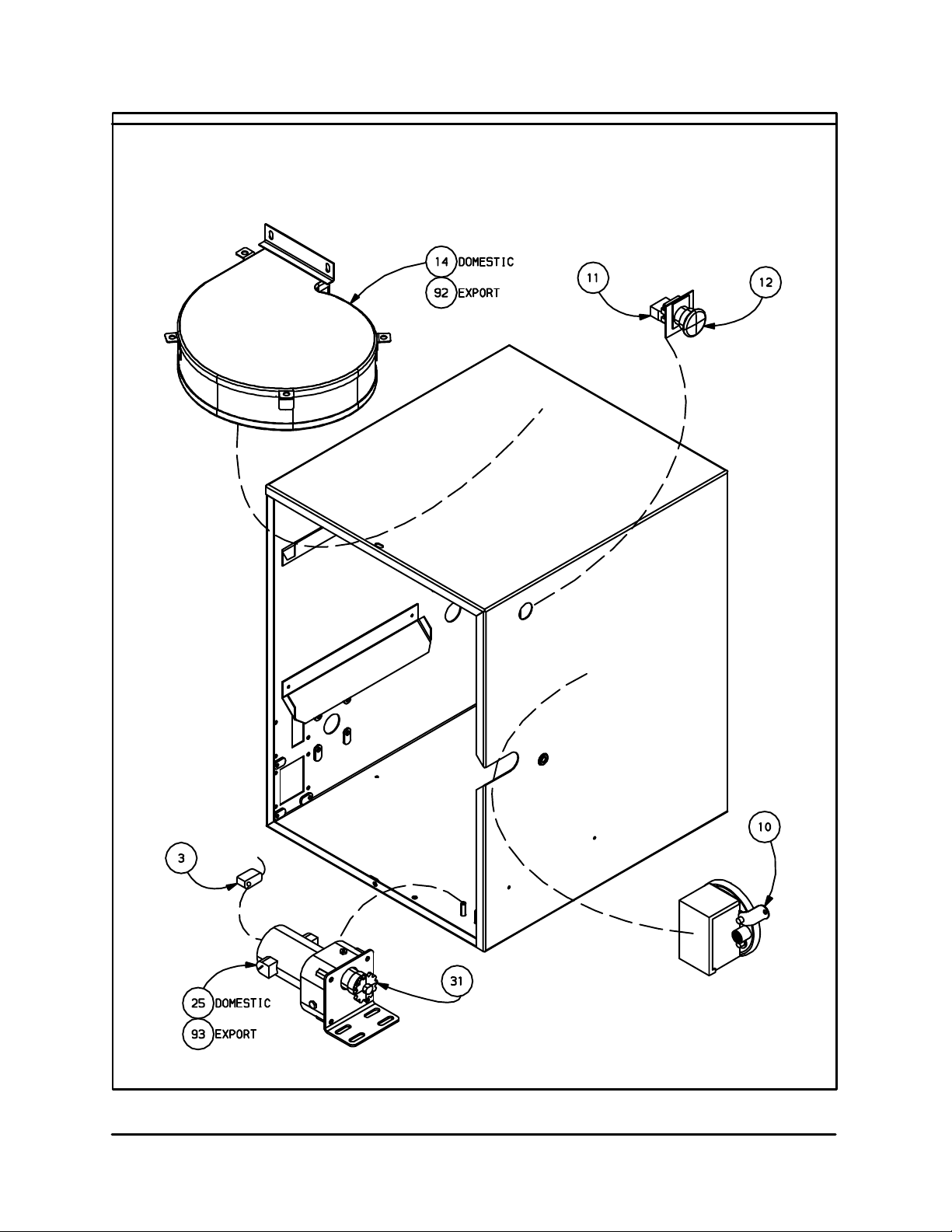
MT3855 CONTROL BOX
(Control Plate and/or Gas Burner Components not Shown)
10
Page 15
MT3855
MT3855 GAS BURNER COMPONENTS
(Control Box not Shown)
11
Page 16
MT3855
MT3855 SB CONTROL PLATE ASSY
(M6590)
12
Page 17
MT3855
MT3855 EXTERIOR OVEN VIEW
13
Page 18
CHAPTER 2
ASSEMBLY
Page 19

MT3855
OVEN ASSEMBLY PROCEDURES
RETURN AIR DIVERTERS
For units manufactured prior to 11/14/95
1. Slide the return air diverters into the oven and
clip to the lower rear of the baking cavity. The
edge of the diverter should be 3" (7.6 cm) from
the outside edge of the oven cavity.
IMPORTANT:
Note Orientation Of Return Air Diverters!
FIGURE 1
For units manufactured after 11/14/95
1. Lift the front end of the diverter and slide the
clips up and behind the rear oven wall.
2. Lower the front end and slide the diverter into
place. Be careful to install the diverters in the
correct order as shown in FIGURE 2. Make
sure that the edges of the end diverters line up
with the cutout in the rear oven wall.
AIR NOZZLES
1. Install the nozzles from the center of the oven
to the ends. The bottom of the nozzle must fit
into the slot of the nozzle support located at the
front of the oven.
2. Secure the nozzle holdĆdown strip across the
inside front of the oven using the existing
screws attached to the oven wall.
M7105
End
Plug
Nozzle M7105 is
identified by one
hole in flange at
open end
M7106
TOP VIEW OF OVEN
End
Plug
Nozzle M7106 is
identified by two
holes in flange at
open end
Diverter
M7273
End Plug End Plug
TOP VIEW OF OVEN
Inner Diverter M7373
Diverter
M7374
FIGURE 2
FIGURE 3
1
Page 20

MT3855
CONVEYOR RACK ASSEMBLIES
For units manufactured prior to 11/14/95.
1. Slide the drive side conveyor rack assembly
(with the sprocket on the end of the shaft) into
the support tracks.
2. Push until the end sprocket is inserted into the
control compartment.
3. Install the alignment bolt through the conveyor
and control box.
4. Slide the idle side conveyor rack assembly into
the support tracks from the exit end of the
oven.
WIRE CONVEYOR BELT
NOTE: The conveyor belt has loops on all four
sides. The belt must be installed so the
loops travel as shown in FIGURE 4.
1. Thread the wire belt from the right side of the
oven, lower level first.
2. After pushing the belt through on the lower levĆ
el, leave about 12" (30.5 cm) hanging out on
the left side.
3. Take the remainder of the belt, loop it around
the right shaft, and push it through on the upĆ
per level. The two ends of the belt should be
approximately 6Ć9" (15Ć22 cm) past the left
shaft (right shaft if right to left travel is required)
on the upper level of the belt support.
Side Belt Loops
4. Install the inner and outer master links as
shown in FIGURE 5.
Master
Link
Direction of
Travel
FIGURE 5
Unless otherwise specified, the conveyor travel is
factory set for leftĆtoĆright operation when facing
the front of the oven. If a direction change is reĆ
quired, the polarity of the drive motor must be reĆ
versed. To change the polarity of the drive motor,
disconnect the oven from the power source and inĆ
terchange the black and white motor leads at the
D.C. Controller Board located within the control
box. If the polarity of the motor is changed to
rightĆtoĆleft belt travel, the conveyor belt must
be installed from the left side of the oven inĆ
stead of the right side.
NOTE: Change the air plates whenever the conĆ
veyor belt direction of travel is changed.
See FIGURE 6.
FIGURE 4
Direction of
Travel
DRIVE CHAIN
1. Install the drive chain around the drive motor
and then around the sprocket on the conveyor
belt support.
2. Push the conveyor motor back to tighten the
drive chain.
3. Lock the motor into position by tightening the
four 1/4Ć20 hex head screws between the conĆ
veyor motor and the control box.
2
Page 21

MT3855
FOLDING CONVEYOR ASSEMBLY
END PLUGS
For units manufactured after 11/14/95
The conveyor must be installed from the left side
(control box side) of the oven.
1. Unfold the conveyor while inserting it into the
support tracks. Be careful to avoid hitting the
emergency off switch on the side of the conĆ
trol box.
2. Insert the conveyor in beyond the normal restĆ
ing position.
3. Install the drive chain around the drive motor
sprocket and the conveyor sprocket.
4. Pull the conveyor back out of the oven until the
1/4Ć20 thumb screw can be installed through
the conveyor support and into the control box
bracket.
NOTE: If the mounting hole cannot be lined up or
the chain is too loose, the drive motor will
need to be repositioned.
AIR PLATES
Verify that the proper air plates were received. InĆ
spect the orientation of the air plates. Refer to
FIGURE 6.
1. Install the upper end plug support brackets at
both ends of the oven.
2. Install the upper and lower end plugs at both
ends of the oven.
CONVEYOR BELT TENSIONERS
For units manufactured prior to 11/14/95.
Each tensioner installs between the idle end of the
conveyor (the side opposite the drive) and the
oven's body side.
1. Compress the spring by hand to engage the
tensioner pin with the hole in the oven's body
side. (Refer to FIGURE 7).
Oven Body Side
NOTE: Standard air plates shown. Alternate plates
available for some installations.
Left Air Plate
P/N M5767
Right Air Plate
P/N M5768
FIGURE 6
FIGURE 7
CRUMB PANS
1. Install the crumb pans under each end of the
conveyor.
MOUNT REMOTE CONTROL
1. Mount the remote control unit on a wall within
reach of the computer cables.
2. Connect the computer cables from the controlĆ
ler's rear connector to the connector located at
the rear of the oven.
FALSE FRONT (IF APPLICABLE)
Hang false front. Install door handle.
3
Page 22

CHAPTER 3
OPERATION
Page 23

MT3855
COMPUTER CONTROLLER
9
1
2
3
45678
FIGURE 1
CONTROL DESCRIPTION
1. DIGITAL DISPLAY - Displays the time, temĆ
perature and controller related information.
2. OVEN ON/OFF - Controls power to the oven.
3. NUMERIC KEYS - Used to enter numerical
data in the programming mode.
4. CLEAR KEY - Used to clear the display if an
error is made in the programming mode.
5. SET TEMP KEY - Used to view or program the
temperature setpoint.
6. ACT TEMP KEY - Used to view the current
oven temperature.
7. TIME KEY - Used to view or program the cook
time.
8. PROG/ENTER KEY - Used to enter and exit
the programming mode. Also used to lock in
programmed settings.
9. STATUS LAMPS - When lit indicate that the
fan or burners are operating.
This oven, supplied with remote control, is
equipped with an emergency shut down
switch. Should you need to stop the belt,
fans, or heat press the emergency switch.
Do not use the emergency switch as a
GENERAL on/off switch!
CONTROL OPERATION
To turn the oven on:
1. Press and hold the ON/OFF key (2). The disĆ
play reads OFF when the oven is idle.
2. The display flashes WAIT LOW SET TIME
mmss.
3. The FAN and HEAT status lamps (9) light. The
fans begin to run. The heat rises to the proĆ
grammed temperature. The conveyor belt
travels at the programmed speed.
To view the cook time setting:
1. Press the TIME key (7). The LED on the key
lights and the display flashes SET TIME
mmss.
To display the actual oven temperature:
1. Press the ACT TEMP key (6). The LED on the
key lights and the display reads ACTUAL
nnnnF.
To view the temperature set point:
1. Press the SET TEMP key (5). The LED on the
key lights and the display flashes SET TEMP
nnnnF.
To turn the oven off:
1. Press the ON/OFF key (2). The blower moĆ
tor(s) continue to run regardless of the controlĆ
ler status until the temperature drops below
180F (82C).
1
Page 24

MT3855
PROGRAMMING PROCEDURES
DISPLAY INFORMATION
Programming the Cook Time:
1. Press the PROGRAM/ENTER key (8).
2. Press the TIME key (7). The display reads
PROGĆ? SET TIMEĆ? _ _ _ _.
3. Use the NUMERIC keys (3) to enter the desired
cook time. The display will read the numbers
as they are entered. If an error is made, press
the CLEAR key (4) and reĆenter the number.
4. Press the PROGRAM/ENTER key (8) a second
time to lockĆin the new time. The new cook time
will be stored in the computer's memory.
Programming the Temperature:
1. Press the PROGRAM/ENTER key (8).
2. Press the SET TEMP key (5). The display reads
PROGĆ? SET TEMPĆ? _ _ _ _F.
3. Use the NUMERIC keys (3) to enter the desired
temperature set point. The control displays the
numbers as they are entered. If an error is
made, press the CLEAR key (4) and reĆenter
the number.
4. Press the PROGRAM/ENTER key (8) a second
time to lockĆin the new temperature. The new
temperature setpoint will be stored in the comĆ
puter's memory.
Operation at the Programmed Settings:
WAIT LOW - indicates that the present oven
temperature is lower than the set point temperĆ
ature. When the oven reaches the set point
temperature the display changes to READY.
READY - indicates that the oven is ready to acĆ
cept product.
SET TIME mmss - indicates the current
cook time setting.
HIGH TIME - indicates that the temperature
is well above the set point. This usually occurs
when moving from a higher āto a lower temperaĆ
ture. Wait until the display reads ready before
loading product.
HIGH TEMP LIMIT - indicates that the oven
temperature exceeds the high limit from the
2nd level program. The Over Temperature
Alarm buzzer will sound. Shut the oven off and
wait for the unit to cool down.
HIGH TEMP PANEL - indicates that the conĆ
trol area reaches an excessive temperature.
Shut the oven off and wait for the unit to cool
down.
PROBE OPEN PROBE SHORT - indicates
that the temperature sensor has failed. The
Alarm buzzer sounds. Shut the oven off and
contact a service representative.
1. Press and hold the ON/OFF key (2).
2. The FAN and HEAT status lamps (9) light. The
fans begin to run. The heat rises to the temperĆ
ature setting stored in the computer's memory.
The conveyor belt begins to travel at the timed
speed stored in memory.
3. The display will flash WAIT LOW SET TIME
mmss until the programmed bake temperaĆ
ture is reached. The HEAT lamp (9) will remain
lit until the oven reaches the temperature set
point.
4. The display reads READY and the HEAT lamp
(9) goes out.
5. The oven is now ready to accept product.
6. Press and hold the ON/OFF key (2) to turn the
oven off. The fans continue to run while the
oven cools to a safe temperature.
2
Page 25

MT3855
SEQUENCE OF OPERATION
COMPONENT REFERENCE
NOTE: Refer to FIGURE 2 for component locaĆ
tions.
1. COOKING COMPUTER
2. BURNER VALVE RELAY
3. BLOWER RELAY
4. MAIN CONTROL RELAY
5. SPEED CONTROL BOARD
6. SINGLE POLE SINGLE THROW THERMAL
SWITCH
7. MANUAL RESET HIGH LIMIT SWITCH
8. CONVECTION FAN PRESSURE SWITCH
9. TRANSFORMER
10. COMBUSTION MOTOR
11. RELAY
12. CENTRIFUGAL SWITCH
13. IGNITION CONTROL MODULE
14. PILOT VALVE
15. MAIN VALVE
16. MOTOR CONTACTOR
17. CONVECTION FANS
18. COOLING BLOWER
19. SINGLE POLE DOUBLE THROW THERMAL
SWITCH
OPERATION
1. Apply power to the oven. Program the time and
temperature into the computer (1). The burner
valve relay (2), blower relay (3) and main conĆ
trol relay (4) energize powering up the oven.
2. The main control relay (4) sends power to the
speed control board (5) and the single pole
single throw thermal switch (6). If this switch is
closed, power will be supplied to the manual
reset high limit switch (7). If this switch is
closed power flows to the convection fan presĆ
sure switch (8).
NOTE: The convection fan pressure switch (8)
will close only if the convection fans
are operating and putting a positive
pressure on the switch.
When this switch closes power goes to the priĆ
mary side of the transformer (9) located inside
of the box mounted on top of the combustion
motor (10). When the relay (11) mounted in the
same box is energized the combustion motor
(10) should start.
3. Next the centrifugal switch (12) in the motor
closes sending 24 volts to the ignition control
module (13). This powers up the pilot valve
(14). After the pilot valve is lit and the pilot flame
is established through rectification, then termiĆ
nal three of the ignition control module (13) will
send 24 volts to the burner valve relay (2). If this
relay is closed, power goes to the main valve
(15) allowing it to open and send gas into the
burner for ignition.
4. The blower relay (3) sends 115 volts to the coil
of the motor contactor (16). Once energized
the three convection fans (17) in the rear of the
oven and a cooling blower (18) located in the
combustion burner compartment start. There
is also a single pole double throw thermal
switch (19) in this circuit that allows the cooling
blower to come on when the oven is turned off
just in case the convection fan compartment
should overheat.
3
Page 26

MT3855
11
10
9
12
7
17
8
6
3
2
4
13
15
5
14
17
17
19
16
18
1
1
FIGURE 2
4
Page 27

MT3855
OVEN ADJUSTMENTS FOR COOKING
TEMPERATURE
The internal temperature of your product is very imĆ
portant; and should be taken as soon as the prodĆ
uct completely exits the cooking chamber. This
reading will give a general indication of whether or
not the product is fully cooked. A multiple topping
pizza, for example, will be cooked if the internal
temperature is over 160Ć165F (64Ć67C). For a
single topping, such as cheese, the temperature
should be greater than 170Ć180F (69Ć74C).
CONVEYOR SPEED TIME VS.
TEMPERATURE
Typically, as the temperature increases, the time
decreases. Conversely, as the temperature deĆ
creases, the time increases. To find a good bake
time and temperature, one or the other should reĆ
main constant. For example, if the temperature is
set at 480F (224C) and the belt speed is set at 7
minutes 30 seconds, but the pizza is not as brown
as desired, keep the time setting the same and inĆ
crease the temperature to 500F (234C).
AIR FLOW ADJUSTMENTS
Since a variety of products can be cooked in this
oven, special settings for air flow must be made for
your product. Unless otherwise specified, Blodgett
Mastertherm conveyor ovens are shipped from
the factory with only partial air flow above the conĆ
veyor. This means that most of the air flow holes are
blockedĆoff" via steel strips which stop the heated
air from reaching the item being cooked. These
strips or blockĆoff plates" can be easily relocated
to regulate the amount of air for your particular
needs. The area below the belt has all air flow holes
open.
EXAMPLE:
A good bake time and temperature have been esĆ
tablished, but more browning on top of the pie is
desired. Relocate one of the blockĆoff plates"
above the belt to open a few rows of holes toward
the exit end of the oven. This will allow more of the
superheated air to brown the top just prior to exitĆ
ing the oven.
EXAMPLE:
The bottom of the pie is golden brown, but the top
is a little too dark. Closing off some of the air flow
from the top at the exit end of the oven will cure this
problem. Leave the time and temperature at the
same settings.
EXAMPLE:
The top of the pie is too dark, but either the bottom
is not done enough, the center of the pie is doughy,
or the ingredients are not fully cooked. Open some
of the rows of holes above the conveyor at the entry
half of the oven and close off the holes at the exit.
This will allow the superheated air to penetrate the
pie from the top and bottom (at the beginning of the
cooking cycle) quicker. As a result the center of the
crust and/or ingredients will be cooked before the
pie starts the browning stage. Leave the time and
temperature at the same settings.
WARNING!!
In the event of a power failure, all
switches should be turned off, and no atĆ
tempt should be made to operate the
appliance until power is restored.
In the event of a shut-down of any kind,
allow a five (5) minute shut off period beĆ
fore attempting to restart the oven.
Here are some suggestions for setting up the air
flow. Keep in mind that the first half of the oven is
used for the initial baking of the product and the
last half is used for browning. We will use pizza as
an example.
5
Page 28

CHAPTER 4
CALIBRATION AND
ADJUSTMENT
Page 29

MT3855
CONVECTION BLOWER MOTORS
TO CHECK MOTOR ROTATION
1. Remove the back of the oven body and verify
proper motor rotation. (See FIGURE 1)
For motor placement, the direction of rotation is
viewed from the oven's rear and working from left
to right, beginning at the control box. In most
cases, the motor direction is referenced to the end
of the shaft (EOS). However, due to the vertical poĆ
sitioning of the motors in Mastertherm ovens, it is
more instructive to reference the end of the motor
(EOM) as looking from the rear of the oven. In
FIGURE 1 all directions are taken from EOM. The
correct rotation amperage draw is approximately 1
amp. If the measured amperage is less than .5,
check for proper motor rotation direction.
(Side view rotation of Blower Wheel)
Slinger
Cooling
Blade
Blower
Motor
TO CHECK LOWĆLIMIT
1. Turn the oven on and let it heat up to approxiĆ
mately 200F (93C).
2. Shut the oven off. The blowers should come
back on in several seconds.
3. Wait for the blowers to shut off.
4. Once the blowers are off, turn the oven back
on. Press the ACT TEMP" key to verify that the
blowers shut off between 135F (57C) and
170F (77C). If the blowers do not shut off reĆ
fer to the Troubleshooting section page
NO TAG.
Slinger
Cooling
Blade
Blower
Motor
Control
Box
Motor #1 Motor #2
(Top view rotation of Blower Wheel)
Motor #1
CCW
Motor #2
CCW
FIGURE 1
Motor #3
Control
Box
Motor #3
CCW
1
Page 30

MT3855
REGULATED GAS PRESSURE
1. Let the oven run up to 510F (266C).
2. Set the time to 7 minutes. You may now verify
the operational and regulated gas pressures.
Incoming static gas pressure to the unit, with all the
gas appliances drawing from the supply, should be
a minimum of 5.5" W.C. (13.7 mbar) for natural gas
and 11" W.C. (28 mbar) for propane gas. The manĆ
ifold pressure, if measured after the regulator loĆ
cated inside the control box, must be 3.5" W.C. (9
mbar) for natural gas and 10" W.C. (25 mbar) for
propane gas.
The pressure can be checked at the tap on the dual
regulated gas valve or at the tap on the tee valve.
If pressure adjustments are needed, turn the adĆ
Pressure
Ta p
Regulator Cap
Regulator
Adjustment
justing screw located under a screw cap on the left
front side of the dual regulated valve. Adjust the
gas pressure by turning the screw clockwise to
raise the gas pressure and counterĆclockwise to
lower the gas pressure. Be sure to reinstall the
screw cap; should the diaphragm rupture this cap
acts as a flow limiter
The air shutter disc on the burner blower motor, loĆ
cated inside the control box at the top of the asĆ
sembly, is factory adjusted to provide the most effiĆ
cient blue flame possible at sea level. Visually
examine the flame to verify it's quality. Should it
need adjustment, increase or decrease the air mixĆ
ture to attain the best flame quality.
Pressure Tap
Inlet
Regulator
Cap
Regulator
Adjustment
Outlet
Pressure
Ta p
Pressure Regulator (U.S. models)
Pressure Regulator (Some export models)
FIGURE 2
2
Page 31

MT3855
COMPUTER CONTROL CONFIGURATION
INITIATING ACCESS MODE
The Cooking Computer provides a special Access
Mode for setting and displaying certain computer
special functions. To initiate the Access Mode
place the control in the OFF state, (OFF is shown
in the display when power is first applied to the
control). Press the following sequence of keys to
set the control to Access Mode: CLEAR 1 2 3 4 5
6 ENTER. The display will show ACCESS.
DISPLAY ACTION
DISPLAY ACTION TAKEN
TAKEN
F/CMODE? Press
POS OFFSET? Press
NEG OFFSET? Press
MAXĆT ENTRY? Press
PROG
T F(C)
ENTER
PROG
0(0) Press
ENTER
PROG
0(0) Press
ENTER
PROG
600(315) Press or change then
ENTER
CONFIGURATION
When the controller is in the ACCESS" mode,
press the following buttons: CLEAR 1 1 1 ENTER.
With the exception of the positive and negative offĆ
sets, to be addressed later, all display data should
correspond to the entries in the chart below. If the
data does not match the chart, it should be
changed accordingly. When the correct data is disĆ
played press the PROG/ENTER key, the display
will cycle on to the next screen. If a step is missed,
press the CLEAR button to backup.
Press again or hit any number and
press again.
PROG
ENTER
PROG
ENTER
PROG
ENTER
PROG
ENTER
it will change.
MAXĆT LIMIT? Press
READY BAND? Press
MINĆHT ON? Press
DISPLAY INTEG? Press
TĆCTRL INTEG? Press
PROG
625(330) Press
ENTER
PROG
10 Press
ENTER
PROG
60 Press
ENTER
PROG
30 Press
ENTER
PROG
10 Press
ENTER
TABLE 1
PROG
ENTER
PROG
ENTER
PROG
ENTER
PROG
ENTER
PROG
ENTER
3
Page 32

MT3855
Boost Option - (versions 2.00 or 3.00)
When the controller is in the ACCESS" mode,
press the following buttons: CLEAR 2 1 2 ENTER
to enter the boost option.
DISPLAY
ACTION
DISPLAY ACTION TAKEN
TAKEN
BOOST / MODEĆ?
(Flash alternately)
Press
PROG
ENTER
OPTĆ1 or
OPTĆ2
Select OPTĆ1 to turn off boost mode.
OPTĆ1 Press
PROG
ENTER
DONE
SAVE
EXIT
EXITING THE ACCESS MODE
After pressing PROG/ENTER the last time, the disĆ
play will show EXIT" then beep and return to the
ACCESS" mode. Pressing and holding the ON/
OFF key will turn the oven on. A new time and temĆ
perature must be entered upon exiting the ACĆ
CESS" mode since the oven will automatically
default to 0. The oven will not fire until both time and
temperature are entered.
TABLE 2
Press any numeric key to toggle between
OPTĆ1 and OPTĆ2
Press
PROG
ENTER
Firmware Model Version Display
Password: CLEAR 1 2 3 ENTER
MODEL Ć Computer Model Number - 6028
(Blodgett Conveyor Oven With Speed Control)
SWĆVER Ć Firmware version number. VĆxxyy xx =
major version, yy = minor version
DATEĆ? ĆFirmware release date
CHKSUM Ć ROM checksum stored in PROM. xxxx
Ć Value is display in hexadecimal format.
4
Page 33

MT3855
TEMPERATURE CALIBRATION
TO ENTER THE CALIBRATION MODE
1. Press the ON/OFF key until OFF is displayed.
2. Press CLEAR 1 2 3 4 5 6 ENTER to enter the
access mode. The display reads ACCESS.
3. Press CLEAR ACT_TEMP ACT_TEMP
ACT_TEMP ENTER to access the Temperature
Calibration mode.
4. Disconnect the white wire from the D.C. motor.
Secure so the wire will not ground against any
part of the oven. This will disable the conveyor.
NOTE: Disregard the controller display. The only
numbers of concern are the pyrometer
reading and the temperature set point.
TO CALIBRATE THE OVEN TEMPERATURE
During operation, the temperature control is based
on the measured temperature and the temperaĆ
ture offset which is programmed into the control. If
the temperature measured in the center of the
oven is below the oven setpoint a positive offset is
needed. If the temperature measured in the center
of the oven is above the oven setpoint a negative
offset is needed.
NOTE: In the calibration mode the display gives
the current measured temperature only.
To view the current temperature setpoint:
1. Press the SET_TEMP, key.
To change the temperature setpoint :
1. Press PROG/ENTER SET_TEMP.
2. Enter the desired setpoint.
3. Press the PROG/ENTER key.
To program the temperature offset:
To change the temperature calibration a positive or
negative offset must be programmed.
1. Press PROG/ENTER followed by ACT_TEMP.
The display flashes either POS * OFFSET or
NEG * OFFSET
NOTE: POS OFFSET is displayed if a value has
been programmed in for a positive offĆ
set. NEG OFFSET is displayed if a valĆ
ue has been programmed for a negaĆ
tive offset. The only time both will be
displayed is if a value of 0 has been enĆ
tered for both.
2. Enter a value for the desired offset. The display
flashes DISPLAY * INTEG?.
3. Press the PROG/ENTER key. The default value
of 30 will be displayed.
4. Press the PROG/ENTER key. The display will
flash TĆCTRL * INTEG?.
5. Press the PROG/ENTER key. The default value
of 10 will be displayed.
6. Press the PROG/ENTER key.
The control will now resume using the new paramĆ
eters.
Verify the temperature calibration once the unit has
cycled for 5 minutes with the new settings. Repeat
calibration using a new offset value if necessary.
TO EXIT THE CALIBRATION MODE
1. Press the CLEAR key twice.
2. The display flashes REBOOT then displays the
set time and temperature. You must reĆenter a
temperature for the oven to start heating again.
A.) Press PROG/ENTER SET_TEMP
B.) Enter the desired temperature.
C.) Press the PROG/ENTER key. The heat
light turns on and the burner begins to
cycle at set point.
5
Page 34

MT3855
BELT SPEED CALIBRATION
CLOSED LOOP SYSTEM
To enter the calibration mode:
1. Press the ON/OFF key until OFF is displayed.
2. Press CLEAR 1 2 3 4 5 6 ENTER to enter the
Access mode. The display reads ACCESS.
3. Press CLEAR TIME TIME TIME ENTER to acĆ
cess the Belt Speed Calibration mode. The disĆ
play flashes INIT.
Belt speed calibration:
1. OVEN LENGTH - Set the length of the conveyĆ
or belt using the information from TABLE 3.
2. MOTOR RATIO - Set the motor gear ratio from
the information from TABLE 3.
3. SHAFT TEETH - Set the shaft teeth number
from the information from TABLE 3.
4. MOTOR TEETH - Set the motor teeth number
from the information from TABLE 3.
5. BELT RADIUS - Set the belt radius from the inĆ
formation from TABLE 3.
NOTE: The values given are estimates. If you
reenter the calibration mode after setĆ
ting the belt speed, the belt radius may
differ from the table.
6. The display gives a four digit value followed by
the letter K. Press ENTER twice to verify the
belt time.
Belt speed verification:
1. ENTER TEST TIME - Enter a test time to verify
the belt speed. The default setting is 7 minutes.
2. WAIT - 1 second delay before the belt moves.
3. ENTER ACTUAL TIME - Place an object on
the belt. Note the time from entrance to exit.
Enter the actual measured time.
4. ENTER TEST TIME - If the actual measured
time is not within 5 seconds of the test time, reĆ
peat the belt verification test to obtain better
accuracy. If the actual measured time is acĆ
ceptable, press the CLEAR key to continue the
belt speed calibration.
5. MAX/MIN CALC TIME - The control sets the
fastest and slowest cook time the user can proĆ
gram. This requires a 1 minute delay in the calĆ
ibration process.
NOTE: If the control cannot read the shaft enĆ
coder the display reads ERROR then
ABORT before exiting belt calibration.
Verify the connection of the encoder
Restart the belt speed calibration.
6. The display flashes MIN SET TIME? Press the
PROG/ENTER key to display the calculated
minimum set time. Press the PROG/ENTER
key to accept this value or enter a new time
with a value higher than the default. Press
PROG/ENTER again to accept.
7. The display flashes MAX SET TIME? Press the
PROG/ENTER key to display the calculated
maximum set time. Press the PROG/ENTER
key to accept this value or enter a new time
with a value lower than the default. Press
PROG/ENTER again to accept.
8. The display reads DONE.
To save the new belt speed:
1. Press ENTER to save the belt speed calibraĆ
tion program in the control's memory.
Oven Type Oven Length Motor Ratio Shaft Teeth Motor Teeth Belt Radius
MT3870 70 600 15 12 8,712
MT3855 55 600 15 12 8,712
MT3270 70 600 15 12 8,712
MT3240 40 600 15 12 8,893
MT2136 36 600 15 12 8,712
MT1828 28 600 24 24 7,209
TABLE 3
6
Page 35

MT3855
OPEN LOOP SYSTEM - SINGLE BELT
To enter the calibration mode:
1. Press the ON/OFF key until OFF is displayed.
2. Press CLEAR 1 2 3 4 5 6 ENTER to enter the
Access mode. The display reads ACCESS.
3. Press CLEAR TIME TIME TIME ENTER to acĆ
cess the Belt Speed Calibration mode. The disĆ
play flashes INIT.
Belt speed calibration:
1. The display reads BELT SIZE-?. Enter the
length of the conveyor belt for your model. See
TABLE 4. Press the PROG/ENTER key.
2. The display reads STEP-1. The controller is in
Step 1 of the calibration procedure: maximum
belt speed. The motor control is automatically
set to its maximum output. Place an object on
the belt and note the time from entrance to exit.
NOTE: Be certain to measure either the leadĆ
ing edge in and out or the trailing edge
in and out. Do not use the leading edge
in and the trailing edge out.
A.) The display reads STEP-1TIME-?. Enter
the time measured in STEP-1. Min: 0
Max: 59:59 (min:sec). Press the PROG/
ENTER key.
B.) The display reads STEP-1DIST-?. Enter
the belt length for your model. See
TABLE 4. Press the PROG/ENTER key.
3. The display reads STEP-2. The controller is in
Step 2 of the calibration procedure: minimum
belt speed. The motor control is automatically
set to its minimum output.
The belt will travel very slowly during this part
of the calibration procedure. To minimize the
time spent on STEP-2, measure off 10" on the
conveyor support. Place an object on the belt
and note the travel time for the 10" measured
distance.
A.) The display reads STEP-2 TIME-?. Enter
the measured travel time for STEP-2. Min:
0 Max: 59:59 (min:sec). Press the PROG/
ENTER key.
B.) The display reads STEP-2 DIST-?. Enter
10". Press the PROG/ENTER key.
4. The display reads MIN-TM ENTRY? (the fastĆ
est belt speed). Limits of this value are deterĆ
mined by the Step-1 and Step-2 calibration
values. See TABLE 4 for correct entry for this
model. Press the PROG/ENTER key.
5. The display reads MAX-TM ENTRY? (slowest
belt speed). Limits of this value are determined
by the Step 1 and Step 2 calibration values.
Use 1600 (16 min). Press the PROG/ENTER
key.
6. The display flashes DONE and SAVE. Press
the PROG/ENTER key to permanently store
the calibration values in nonĆvolatile memory
(NOVRAM).
NOTE: During these adjustments, pressing the
clear button will abort all entries and reĆ
quire reprogramming of belt time mode.
When exiting the Belt Speed Calibration
Mode, enter a time. Otherwise the time deĆ
faults to zero and the oven will not heat, and
the belt will not move.
Oven
Type
MT1828 28 330 (3 min, 30 sec) MT3270 70 330 (3 min, 30 sec)
MT2136 36 200 (2 min) MT3855 55 330 (3 min, 30 sec)
MT3240 40 300 (3 min, 00 sec) MT3870 70 330 (3 min, 30 sec)
MT3255 55 300 (3 min, 00 sec)
Belt Length/
Distance
Minimum
Oven Entry
TABLE 4
7
Oven
Type
Belt Length/
Distance
Minimum
Oven Entry
Page 36

MT3855
OPEN LOOP SYSTEM - TWIN BELT
To enter the calibration mode:
1. Press the ON/OFF key until OFF is displayed.
2. Press CLEAR FRONT BELT, FRONT BELT,
FRONT BELT, PROG/ENTER to enter the AcĆ
cess mode. The display flashes ACCESS.
3. The display reads ACTIVE BELT-?. Press front
belt for Front Belt Calibration
4. The display reads FRONT-INIT-F.
Belt speed calibration:
1. The display reads BELT SIZE-?. Enter the
length of the conveyor belt for your model. See
TABLE 5. Press the PROG/ENTER key.
2. The display reads STEP-1. The controller is in
Step 1 of the calibration procedure: maximum
belt speed. The motor control is automatically
set to its maximum output. Place an object on
the belt and note the time from entrance to exit.
NOTE: Be certain to measure either the leadĆ
ing edge in and out or the trailing edge
in and out. Do not use the leading edge
in and the trailing edge out.
A.) The display reads STEP-1TIME-?. Enter
the time measured in STEP-1. Min: 0
Max: 59:59 (min:sec). Press the PROG/
ENTER key.
B.) The display reads STEP-1DIST-?. Enter
the belt length for your model. See
TABLE 4. Press the PROG/ENTER key.
3. The display reads STEP-2. The controller is in
Step 2 of the calibration procedure: minimum
belt speed. The motor control is automatically
set to its minimum output.
The belt will travel very slowly during this part
of the calibration procedure. To minimize the
time spent on STEP-2, measure off 10" on the
conveyor support. Place an object on the belt
and note the travel time for the 10" measured
distance.
A.) The display reads STEP-2 TIME-?. Enter
the measured travel time for STEP-2. Min:
0 Max: 59:59 (min:sec). Press the PROG/
ENTER key.
B.) The display reads STEP-2 DIST-?. Enter
10". Press the PROG/ENTER key.
4. The display reads MIN-TM ENTRY? (the fastĆ
est belt speed). Limits of this value are deterĆ
mined by the Step-1 and Step-2 calibration
values. See TABLE 5 for correct entry for this
model. Press the PROG/ENTER key.
5. The display reads MAX-TM ENTRY? (slowest
belt speed). Limits of this value are determined
by the Step 1 and Step 2 calibration values.
Use 1600 (16 min). Press the PROG/ENTER
key.
6. The display flashes DONE and SAVE.
Repeat the procedure for the rear belt by pressing,
CLEAR, REAR BELT, REAR BELT, REAR BELT,
PROG/ENTER.
NOTE: During these adjustments, pressing the
clear button will abort all entries and reĆ
quire reprogramming of belt time mode.
When exiting the Belt Speed Calibration
Mode, enter a time. Otherwise the time deĆ
faults to zero and the oven will not heat, and
the belt will not move.
Oven
Type
MT1828 28 330 (3 min, 30 sec) MT3270 70 330 (3 min, 30 sec)
MT2136 36 200 (2 min) MT3855 55 330 (3 min, 30 sec)
MT3240 40 300 (3 min, 00 sec) MT3870 70 330 (3 min, 30 sec)
MT3255 55 300 (3 min, 00 sec)
Belt Length/
Distance
Minimum
Oven Entry
TABLE 5
8
Oven
Type
Belt Length/
Distance
Minimum
Oven Entry
Page 37

MT3855
MOTOR CONTROL BOARD ADJUSTMENT
High/low speed motor control board adjustĆ
ment for 180 and 130 volt DC motors
NOTE: The motor control board is located on the
slide out control panel.
High Speed Motor Adjustment:
For closed loop systems follow Belt Speed VerificaĆ
tion through STEP 5 (see page 6). For open loop
systems follow Belt Speed Calibration through
STEP 2 (see page 7 or 8).
1. With the motor connected (make no open cirĆ
cuit voltage readings) measure the voltage at
the motor leads (A1 & A2 in FIGURE 3) on the
DC control board. If the voltage is not within 3
VDC of the specified voltage continue with
step 3.
2. Turn the MAX trim pot counterĆclockwise to
lower and clockwise to raise the voltage until
it is within 3VDC of the specified voltage.
NOTE: For closed loop systems this adjustĆ
ment must be made quickly.
Low Speed Motor Adjustment:
For closed loop systems the computer automaticlĆ
ly proceeds to low speed. For open loop systems
continue Belt Speed Calibration through STEP 3
(see page 7 or 8).
1. With the motor connected (make no open cirĆ
cuit voltage readings) measure the voltage at
the motor leads on the DC control board (A1 &
A2 in FIGURE 3). If the voltage is not 26VDC
+/Ć 1 VDC, continue with step 3.
COMPUTERIZED OVENS
130 Volt System 180 Volt System
Model Low High Low High
MT1828 20 130 26 180
MT2136 20 130 26 180
MT3240 20 130 26 180
MT3270 26 130 26 180
MT3855 26 130 26 180
MT3870 26 130 26 130
NONĆCOMPUTERIZED OVENS
MT2136 20 130 26 180
MT3255 26 130 26 180
MT3270 26 130 26 180
MG3270 26 130
24 VDC SYSTEM
MT1820 3.0 21
TABLE 6
2. Turn the MIN SPEED pot clockwise to lower the
voltage and counterĆclockwise to raise the voltĆ
age.
NOTE: If any voltage adjustments were made hit
the CLEAR key to abort the calibration
mode. Reenter the calibration mode to
verify that voltage is locked in.
9
Page 38

MT3855
Acceleration Adjustment
Yellow or Violet (pin 12)
Orange or Gray (pin 10)
Blue (pin 8)
Violet
Gray
Blue
Speed Pot
NOTE: Colors may vary
between early ovens.
Line Fuse
Minimum Speed
Maximum Speed
Socket J1
FL
TB1
ACC MAX MIN
Test
Points
L N A1 A2
TP1
TP2
Torque (current) limiting adjustment
(DO NOT ADJUST)
Switches 2,4,5,6,7
TORQ
ON
DIP Switch on
early models only
REG
Regulation
Adjustment
Armature
Fuse
FA
+
Ć
Line Hot (VAC)
Line Neutral (VAC)
PM Motor
Armature
Barrier Terminal Block TB1
Power Line and Motor Ground
REMOVE RED PLUG FROM TOP OF DC MOTOR PRIOR TO OPERATING!
Warning: Circuit components are not at ground potential! Use only a nonĆmetallic or
insulated adjustment tool. Shock hazards may occur with conducting tools!
FIGURE 3
10
Page 39

MT3855
r
RERATING THE APPLIANCE
Due to the lack of oxygen at higher elevations, the
unit may need to be rerated. (The orifice size may
need to be adjusted to accommodate different air
pressures at higher elevations.) If not rerated, inĆ
complete combustion may occur releasing AldeĆ
hydes and CO or Carbon Monoxide. Any of these
are unacceptable and may be hazardous to the
health of the operator.
To choose the correct orifice for different altitudes
several factors must be known:
1. Altitude
2. BTUs per burner
3. Manifold pressure
4. Correct orifice size at sea level
5. BTU value of the gas
The following are generally accepted heating
values:
A.) Natural Gas - 1000 BTU/Cu Ft
B.) Propane - 2550 BTU/Cu Ft
C.) Butane - 3000 BTU/Cu Ft
6. Specific gravity
The following are generally accepted values
(Air = 1.0):
A.) Natural Gas - 0.63
B.) Propane - 1.50
C.) Butane - 2.00
NOTE: For other gases contact your local gas supĆ
plier for values.
Use the following formulas to calculate the correct
orifice:
Firing rate
1.
# of burners
BTU per burner
2.
Heating value of Gas
CuFt/Hr
3.
Specific Gravity Multiplier
4. Use TABLE FĆ1 from the National Fuel Gas
Code Handbook to determine the proper oriĆ
fice size at sea level.
NOTE: The sea level orifice size is needed to
determine the proper orifice at any
elevation.
5. Use TABLE FĆ4 from the National Fuel Gas
Code Handbook to determine the correct oriĆ
fice for the applicable elevation.
6. Use TABLE FĆ3 from the National Fuel Gas
Code Handbook to determine the specific
gravity multiplier.
EXAMPLE
Known factors:
1. Altitude = 5000 ft.
2. BTUs per appliance = 55,000
3. Number of burners = 2
4. BTU value of the gas = 900
5. Specific gravity = .50
Calculations:
=ąBTU per burner
=ąCuFt/hr
=ąEquiv. CuFt/h
55,000
1.
2
27,500
2.
900
30.55
3.
1.10
Using the tables in the National Fuel Gas Code
Handbook we can determine that:
1. Correct orifice size at sea level = #40
2. Correct orifice size at 5000 ft = #42
11
=ą27,500 BTU per burner
=ą30.55 CuFt/hr
=ą27.77 Equiv. CuFt/hr
Page 40

MT3855
CHECKING THE FIRING RATE
Method #1
1. Turn off all other appliances on the line. Press
the ON/OFF key on the unit to call for heat.
2. Using either the 1/2 cu. ft. or the 2 cu. ft. dials,
note the time it takes the indicator to complete
one revolution. See FIGURE 4.
3. Use the following formula to determine the firĆ
ing rate of the meter.
3600 x size of test dial x 1000
=ĂBTU/burner
# of seconds per revolution
Example:
A.) 3600 x 2 = 7200
7200
B.)
=Ă120 Cu. Ft./Hr
60
C.) To convert to BTU/Hr, multiply by one of the
following generally accepted heating valĆ
ues:
Natural Gas - 1000 x 120 = 120,000 BTU
Propane - 2550 x 120 = 306,000 BTU
Butane - 3000 x 120 = 360,000 BTU
NOTE: You may also use TABLE XII from the
National Fuel Gas Code Handbook to
determine the firing rate of the apĆ
pliance.
Locate the time observed in STEP 2. Move
across the table to either the 1/2 cu. ft. or the
2 cu. ft. column to find the gas input to the
burner.
0
1
9
2
8
3
6
4
5
FOOT
7
HALF
0
1
9
2
8
3
6
4
5
100 THOUSAND 10 THOUSAND 1 THOUSAND1 MILLION
7
TWO
FEET
0
1
9
2
8
3
6
4
5
0
1
9
2
8
3
7
7
6
4
5
CUBIC FEET
TYPICAL DOMESTIC GAS METER INDEX
FIGURE 4
Method #2
You may also determine the firing rate by sizing the
main burner orifice and measuring manifold gas
pressure. Either way is accurate, however method
#1 is faster.
12
Page 41

MT3855
This page intentionally left blank.
13
Page 42

CHAPTER 5
TROUBLESHOOTING
Page 43

MT3855
DC DRIVE SYSTEM
POSSIBLE CAUSE(S) SUGGESTED REMEDY
Symptom #1 - Conveyor Belt will not run
Oven in OFF mode.
Loose computer controller cord connection.
Time not programmed into computer.
Turn to ON position.
Adjust and retighten cables and set screws.
Program in a cook time. See page 2 of the OperaĆ
tion section.
Emergency stop switch on OFF.
Control circuit breaker tripped.
Belt hooked on something in oven.
5 amp line fuse blown.
200 milliamp armiture fuse blown.
Hall Effect Pickup not connected. (Closed loop
systems only)
Pull switch out to ON.
Reset breaker.
Turn oven OFF, unhook and repair problem.
Replace fuse. Determine amp draw.
Replace fuse. Determine amp draw.
Verify the unit is set for a single pulse pickup. If
not, reset for a single pulse pickup. If yes reattach
the pickup.
Motor brushes worn out.
Defective conveyor drive motor.
Defective conveyor drive motor controller.
Wire from pickup open or misplaced.
Replace brushes.
Replace conveyor drive motor.
Replace conveyor drive motor controller.
Repair or replace wire.
Symptom #2 - Computer error code MOTOR Ć SPEED Ć ERROR
Belt speed needs calibration. See Calibration section page 6.
Voltage from Bodine controller to DAC not presĆ
ent. The DAC (Digital Analog Control) is a nonĆreĆ
pairable component of the computer. There
should be approximately 20 VDC between the
red and green wires on the 3 pin connection of
the DC drive board.
DAC voltage is present but not regulated beĆ
tween 4.7 and .47 VDC when different times are
programmed into the cooking computer. MeaĆ
sure the voltage between the green and blue
wires of the 3 pin connection.
Replace the drive motor controller.
Replace the computer.
1
Page 44

MT3855
COMPUTER CONTROL SYSTEM
POSSIBLE CAUSE(S) SUGGESTED REMEDY
Symptom #1 - Computer controller displays: PROBE Ć OPEN Ć PROBE Ć SHORT and
alarm buzzer sounds
Internal problem with computer controller.
Verify display integ. in the 2nd level programĆ
ming. If the controller has been programmed the
computer may need to be replaced.
Loose connections at computer controller.
Shorted or open RTD probe.
Tighten connections.
Use the chart on page 6-10 of the Technical ApĆ
pendix to determine if probe is bad. Replace if
necessary.
Symptom #2 - Computer controller displays: ERROR Ć HIGH Ć TEMP Ć LIMIT
Actual temperature exceeds programmed limit
Faulty burner valve relay. Replace relay.
value. Default 605F (319C).
Internal problem with computer controller.
Verify display integ. in the 2nd level programĆ
ming. If the controller has been programmed the
computer may need to be replaced.
2
Page 45

MT3855
HEATING SYSTEM
POSSIBLE CAUSE(S) SUGGESTED REMEDY
Symptom #1 - Burner will not fire
Oven in OFF mode.
Emergency stop switch on OFF.
Control circuit breaker tripped.
Combustion motor not running.
Main Temperature Controller not set above ambiĆ
ent temperature.
Manual gas valve closed.
Intermittent Ignition Device (IID) system locked
out.
Air pressure switch may be open.
Blower motor(s) not running.
High Limit control tripped.
Turn to ON position.
Pull switch out to ON.
Reset breaker.
Check transformer for primary and secondary
voltage.
Check main control and burner valve relays to
see if closed.
Check relay in combustion burner box. If bad reĆ
place relay.
Set to desired temperature.
Open valve.
Reference Technical Appendix pages 6-1
through 6-3.
Check convection blower (or 3 convection fans)
for proper operation.
Verify voltage to motor. If voltage is present, reĆ
place the motor or start capacitor.
Verify that 625F (330C) high limit is proĆ
grammed into the controller. If so reset the high
limit. Set the computer to 500F (260C). Use a
pyrometer to verify the oven temperature. If the
oven climbs significantly above the setpoint, use
the chart on page 6-10 of the Technical AppenĆ
dix to check the probe. If the probe is alright the
computer may need replacement.
Thermal switch in control compartment tripped.
Excessive intake air temperature.
If pilot fails to go out when the unit is shut down,
the solenoid valve is bad.
Check hood system.
Check hood system.
Replace valve.
3
Page 46

MT3855
POSSIBLE CAUSE(S) SUGGESTED REMEDY
Symptom #2 - Oven will not reach desired temperature
Gas pressure to oven is too low.
Top air plates missing.
Faulty RTD probe.
Blower motor(s) running backward.
Controller out of calibration.
Excessive food/debris accumulation blocking
the airflow.
Symptom #3 - Burner operates sporadically
Air pressure switch may be open.
Contact local gas representatives.
Install air plates.
Use the chart on page 6-10 of the Technical ApĆ
pendix to determine if probe is bad. Replace if
necessary.
Verify voltage to motor. If voltage is present, reĆ
place the motor or start capacitor.
Recalibrate the controller. See Calibration secĆ
tion page 5.
The inside of the oven should be cleaned to reĆ
move any materials that could have dropped off
the conveyor belt and possibly blocked some of
the air flow holes. This would include the removal
of the conveyor belt, conveyor belt supports, and
the nozzles. The oven interior and all parts reĆ
moved should then be cleaned with an appropriĆ
ate oven cleaner safe for aluminum.
Check convection blower (or 3 convection fans)
for proper operation.
Thermal switch tripped.
Faulty RTD probe.
Excessive food/debris accumulation blocking
the airflow.
Determine the ambient temperature in the conĆ
trol compartment. If above 140F (60C) check
the cooling fan operation.
Use the chart on page 6-10 of the Technical ApĆ
pendix to determine if probe is bad. Replace if
necessary.
The inside of the oven should be cleaned to reĆ
move any materials that could have dropped off
the conveyor belt and possibly blocked some of
the air flow holes. This would include the removal
of the conveyor belt, conveyor belt supports, and
the nozzles. The oven interior and all parts reĆ
moved should then be cleaned with an appropriĆ
ate oven cleaner safe for aluminum.
4
Page 47

MT3855
CONVECTION SYSTEM
POSSIBLE CAUSE(S) SUGGESTED REMEDY
Symptom #1 - Blower motor(s) not running
Oven in OFF mode.
Emergency stop switch on OFF.
No power to oven.
Motor circuit breaker tripped.
Faulty start capacitor.
Motor(s) burnt out.
Motor contactor open.
Thermal overload tripped.
Press ON/OFF key.
Pull switch out to ON.
Verify power to motor(s). If there is voltage presĆ
ent, replace the motor. If voltage is not present,
check the motor contactor.
Replace fuse. Determine amp draw.
Replace capacitor.
Check draw (3amps or greater).
Check that the computer is turned on and that a
cook time and temperature have been proĆ
grammed. Check for voltage to the coil of the moĆ
tor contactor. If voltage is present, replace the
contactor. If voltage is not present, check that the
blower relay is closed. If not, check for voltage at
the blower relay coil. If a 12 VDC voltage is presĆ
ent at the coil the blower relay is bad. If there is
no voltage present at the coil the computer may
need to be replaced.
Determine if the cooling blower (or fans) are operĆ
ating. If not, verify voltage to the cooling blower.
If voltage is present, replace the cooling blower
motor. If voltage is not present, verify voltage
through the thermal switch. If no voltage is presĆ
ent, replace the thermal switch.
Symptom #2 - Blower motor(s) do not shut off
Faulty motor contactor.
Faulty blower motor relay.
Faulty auxiliary contact.
Faulty probe.
Faulty computer.
Replace contactor.
If the temperature probe is good check for voltĆ
age at the coil of the blower relay. If voltage is not
present the relay is bad. Replace the blower
relay.
Replace auxiliary contactor.
Check the resistance values of the temperature
probe for values from 135Ć170F (57Ć77C). RefĆ
erence TABLE 6 on page 6-10 of the Technical
Appendix. If the values do not agree with the
chart change the probe.
If voltage is present at the blower relay, the comĆ
puter is bad. Replace the computer.
5
Page 48

MT3855
POSSIBLE CAUSE(S) SUGGESTED REMEDY
Symptom #3 - Hood system does not operate when oven is on
Fan exhaust/supply problem.
Defective interlock circuit.
Symptom #4 - Blower motor running backward
Motor off by thermal overload (other fans forcing
blower to spin).
Faulty capacitor.
Contact HVAC service.
Replace auxiliary contactor.
Determine if the cooling blower (or fans) are operĆ
ating. If not, verify voltage to the cooling blower.
If voltage is present, replace the cooling blower
motor. If voltage is not present, verify voltage
through the thermal switch. If no voltage is presĆ
ent, replace the thermal switch.
Replace capacitor.
6
Page 49

MT3855
This page intentionally left blank.
7
Page 50

CHAPTER 6
TECHNICAL APPENDIX
Page 51

MT3855
INTERMITTENT IGNITION SYSTEM
PRINCIPLES OF OPERATION
Pilot flame sensing is a very important aspect of the
ignition controls operation. Three zones are needĆ
ed to give the proper airĆgas ratio to produce a blue
pilot flame.
Zone 1 - an inner cone that will not burn because
excess fuel is present.
Zone 2 - around the inner, fuel rich cone is a blue
envelope. This zone contains a mixture of vapor
from the fuel rich inner cone and the secondary or
surrounding air. This is where combustion occurs,
and is the area of highest importance for proper
flame sensor location.
Zone 3 - Outside the blue envelope is third zone
that contains an excessive quantity of air.
FLAME RECTIFICATION
To identify a current conducted by the flame, we
use flame rectification. Place two probes in Zone 2
of the pilot flame. When the surface area of one
probe is larger than the other, current tends to flow
more in one direction. DC current flows in only one
direction, as opposed to AC current, which alterĆ
nates its direction. The current is rectified from AC
to DC by increasing the surface area of one probe
and decreasing the surface area of the other.
In the IID system the probes exposed to the pilot
flame are the Flame Sensor and the Pilot Burner
Hood. Since the surface area of the pilot hood is
larger than the flame sensor, the current rectificaĆ
tion process takes place. Current is conducted
from terminal 4 at the control through the flame
sensor cable to the flame sensor. As the current is
conducted through the flame to the pilot hood, it is
rectified from AC to DC because of the difference
in surface area. The pilot hood is grounded back
to the control, thereby completing the circuit.
Flame Sensing Circuit Current
For the ignition control to function properly, a miniĆ
mum amount of current must flow through the
flame sensing circuit.
As the pilot flame is established and current begins
flowing in the flame sensing circuit, the current enĆ
ergizes a relay. A minimum amount of current is reĆ
quired to pullĆin the relay. When the relay pulls in,
one set of contacts opens which shuts off the high
energy spark. Another set of contacts closes, puttĆ
ing 24 volts on terminal 3 which opens the main
gas valve.
Current vs. Voltage
In normal operation an AC voltage will be present
from terminal 4 to ground and a current will be
present in the flame sensing circuit.
+
+
DC
Current
AC
Voltage
-
Positive
Probe
FIGURE 1
+-
DC
Current
Current
AC Voltage
Transformer
DC
Flame
Negative
Probe
Ground
Even though an AC voltage is present, flame rectifiĆ
cation occurs and a DC current flows in the sensing
circuit.
For service checkout purposes, measuring these
voltages and currents can provide useful informaĆ
tion regarding the integrity of the ignition control.
Measuring the current flow rather than voltage is
the preferred procedure. Due to the internal circuitĆ
ry of the ignition control and varying input impedĆ
ance of voltmeters, the measured voltage will vary
depending on type and model of voltmeter being
used. However, measuring the current provides a
more precise evaluation of the ignition control and
flame sensing circuit.
A proper reading not only indicates a functional
control, but also verifies all components of the cirĆ
cuit such as flame sensor, cable and ground.
1
Page 52

MT3855
SERVICE PROCEDURES
Service the IID system as follows:
1. Make certain the thermostat contacts are
open.
2. Check for proper supply voltage at primary
and secondary of system transformer.
3. Close thermostat contacts and observe sysĆ
tem.
4. Determine which system condition exists:
A.) No spark, system does not function
B.) Spark present but pilot will not light
C.) Pilot lights but main valve will not open
5. Follow the appropriate service checkout proĆ
cedure to troubleshoot and repair system.
6. Observe the system through several complete
operating cycles.
VOLTAGE AND CURRENT MEASUREMENTS
When servicing the electronic ignition control there
are several times when voltages and currents must
be measured or observed.
NOTE: All voltages measured will be AC voltage
and all current measured will be DC curĆ
rent.
Terminal Terminal Use
1 Pilot valve connection between terĆ
minal #1 and ground
2 Wire from thermostat
3 Main valve connection between terĆ
minal #3 and ground
4 Flame sensor
TABLE 1
To Measure AC Voltages:
1. Set the selector switch on the voltmeter to the
AC voltage position.
2. Connect the meter leads in parallel with the
voltage to be measured.
To Measure DC Flame Sensing Current:
1. Turn off the power supply to the ignition conĆ
trol.
2. Disconnect the flame sensor cable from termiĆ
nal #4 on Johnson units or terminal #1 on LanĆ
dis & Gyr units.
3. Set the selector switch on the meter to microĆ
amp scale. connect the positive (red) lead to
terminal #4 and the negative (black) lead to
the sensor cable.
4. Disconnect the main valve lead from terminal
#3. This will prevent the main burner from ignitĆ
ing. A proper measurement of flame sensing
current is taken with the pilot light only.
5. Turn the power back on and close the thermoĆ
stat contacts. Read the current at the meter.
NOTE: The minimum current required for the
Johnson G770 is 0.15DCmA. The miniĆ
mum current required for the Landis &
Gyr is 2.0DCmA. (This unit is polarity
specific.)
6. Turn the power off to disconnect the meter and
reconnect terminal #3 and #4.
To Measure DC Flame Sensing Current Using
the Johnson Y99AUĆ3 Signal Transducer:
1. Set the function selector switch to the DC voltĆ
age position.
2. Turn off the supply voltage to the control.
3. Disconnect the flame sensor cable from termiĆ
nal #4 on the ignition control.
4. Connect the male 1/4" spade connector (-) to
the flame sensor cable. Connect the female
1/4" spade connector (+) to terminal #4.
5. Disconnect the main valve lead from terminal
#3 on the ignition control.
6. Turn the supply voltage on and close the therĆ
mostat contacts to cycle the system.
7. When the pilot lights, read the current on the
meter display.
NOTE: The conversion factor is 1DC volt - 1
DC microamp.
3. Read the voltage at the meter.
2
Page 53

MT3855
REPAIRING THE ELECTRONIC IGNITION
SYSTEM
Flame Sensing Current Maintenance:
The flame sensor is made of carbon steel and subĆ
ject to contamination and oxidation buildup. Any
buildup on the sensor can add enough resistance
to drop the signal below the required minimum.
Carbon and oxidation can also build up on the pilot
hood. The pilot hood is part of the circuit and must
be kept as clean as the flame sensor.
1. Clean the flame sensor with steel wool or an
emery cloth.
2. Clean the pilot hood with a small wire brush to
remove any carbon or oxidation buildup.
Flame Sensor Replacement:
If the ceramic portion of the flame sensor is broken
or if the contamination is extensive, the flame senĆ
sor may have to be replaced.
CAUTION!
Shut off all gas to the appliance by closing
the shutoff valve in the supply line to that
appliance. Disconnect the power supply
to prevent electrical shock or possible
damage to the equipment.
1. Disconnect the sensing probe cable from the
old sensing probe.
2. Remove the old sensing probe from the pilot
burner.
3. Check the length of dimension B to be sure the
correct replacement probe is being used. See
FIGURE 2.
4. Compare the sensing probe rod lengths, diĆ
mension A. If required, trim the length of the
Y75 rod being installed to the same length as
the sensing rod being replaced.
5. Install the Y75 sensing probe into the pilot
burner. Reconnect the sensing probe cable.
The connections to the sensing probe and
control terminal must be secure.
6. Restore the power and the gas supply to the
appliance.
7. IMPORTANT: Using a microammeter, check
the signal passing through the sensing probe.
8. If the microamp signal is marginal, trim the
flame sensing probe in increments of 1/8". Be
sure that there is still proper flame impingeĆ
ment on the flame sensing probe.
Flame must surround sensing probe tip for
approximately 1/2".
9. Observe at least three complete operating
cycles to see that all components are functionĆ
ing correctly.
Ground Connection
Another important requirement for proper operaĆ
tion is the existence of a good electrical ground beĆ
tween the pilot assembly and the ignition control.
This ground provides the path for sensing current
to return to the control, thereby completing the
sensing circuit.
In most systems we assume the pilot burner is
grounded back to the control through the pilot tubĆ
ing and gas valve. The gas valve would be
grounded to the ignition control when the control
is mounted on the valve. Controls that are not
mounted to a gas valve require a separate groundĆ
ing wire connecting the control to the pilot assemĆ
bly.
In some instances this ground can become weak
and cause a low sensing current signal. To assure
that a proper ground exists between the control
and pilot, a wire can be installed from one of the
ground terminals to the pilot bracket. This will asĆ
sure a strong ground and maintain a proper sensĆ
ing current signal.
AB
FIGURE 2
Using a 1/4" female spade connector, connect one
end of the new wire to the ground strip on the igniĆ
tion control. Attach the other end of the wire to a
bolt or screw on the pilot burner bracket. Be sure
to use a wire with a high temperature rated insulaĆ
tion.
3
Page 54

MT3855
SERVICING THE INVENT HOOD
ILLUSTRATED PARTS LIST
QTY PART DESCRIPTION (SEE FIGURE 3) ITEM
1 AMU/Exhaust Manifold/Duct Connection 1
1 AMU Duct Extension, 10 x 18 x 9"h 2
1 Exhaust Duct Extension, 9 x 18 x 12"h 3
1 AMU Support Bracket, Right 4
1 AMU Support Bracket, Left 5
1 Lower Front AMU Panel 6
1 Middle Front AMU Panel 7
1 Upper Front AMU Panel 8
2 Filter Trough/Receptacle 9
2 Filter,10x16" 10
2 Filter, 10 x 20" 11
1 Vertical Exhaust Manifold, Right 12
1 Vertical Exhaust Manifold, Left 13
1 Cooling Fan Exhaust Enclosure 14
1 Upper Exhaust Enclosure, Right 15
1 Lower Exhaust Enclosure, Right 16
1 Upper Exhaust Enclosure, Left 17
1 Lower Exhaust Enclosure, Left 18
1 Hardware Bag (includes the following)
2 Alignment Pins (qty 2)
1/4"Ć20 x 5/8" Hex Head Cap Screw (qty 4)
1/4" Flat Washer (qty 6)
1/4"Ć20 Lock Nut (qty 1)
1/4"Ć20 Shoulder Bolt (qty 1)
1/4"Ć20 x 1/2" Thumb Screw with Shoulder (qty 5)
4 Oven Securing Clip 20
TABLE 2
19
4
Page 55

MT3855
20
18
2
3
1
9
17
13
5
14
15
16
8
12
19
7
6
4
10
11
FIGURE 3
CLEANING AND MAINTENANCE
CAUTION!
The oven and the ventilation system get
hot during operation. Allow the oven/
ventilation system assembly to cool so
as to avoid possible injury.
EVERY MONTH
1. Remove the End Enclosures (items 15-18) by
lifting them up and pulling them away from the
oven.
2. Remove the Filters (items 10 and 11) by lifting
them up and then swinging the bottom out and
down.
3. Remove the Filter Trough Receptacles (item
9).
4. Clean the parts by running them through a
dishwasher or wash them by hand with hot,
soapy water. Do not use scouring pads
(plastic or metal) on the exterior surfaces.
They will scratch and mar the exterior finish.
Rinse the panels in warm water and dry them.
5. Reinstall the Filter Trough/Receptacles, Filters
and End Enclosures.
EVERY THREE MONTHS
1. Remove the End Enclosures (items 15-18) by
lifting them up and pulling them away from the
oven.
2. Remove the Filters (items 10 and 11) by lifting
them up and then swinging the bottom out and
down.
3. Remove the Filter Trough Receptacles (item
9).
4. Lift off the Cooling Fan Exhaust Enclosure
(item 14).
5. Remove the Vertical Exhaust Manifolds (items
12 and 13) by removing the thumb screws.
6. Clean the parts by running them through a
dishwasher or wash them by hand with hot,
soapy water. Do not use scouring pads
(plastic or metal) on the exterior surfaces.
They will scratch and mar the exterior finish.
5
Page 56

MT3855
Wipe out the exhaust channel portion of the
AMU/Exhaust Manifold/Duct Connection (item
1) assembly. Brush and clean the guards of the
oven cooling fans.
7. Dry the parts and return them to their positions.
NOTE: This regular maintenance is in addition to
the daily, quarterly, semiĆannual and annual
cleaning schedule included in the oven opĆ
erating manual.
Exhaust Duct
AMU Duct
Clamping
Collar
SERVICING ACCESS
For servicing the oven, disconnect the gas and
electric services from the oven. Use the following
procedure to move the oven/ventilation system asĆ
sembly for maintenance.
1. Release the overĆcenter latches on the exhaust
and Air MakeĆUp duct collars.
2. Slide the clamping collars up and secure them
out of the way.
3. Release the brakes on the front locking casters
of the oven assembly.
4. Roll the oven out away from the wall. (See
FIGURE 4).
Clamping
Collars
OverĆCenter
Latches
Exhaust
Supply
A
AIR REQUIREMENTS
Duct Size CFM Static Pressure
9" x 18"
(22.9 x 45.7 cm)
10" x 18"
(25.4 x 45.7 cm)
1600
1.10" W.C. (.274 kPa)
1200
0.09" W.C.(.022 kPa)
B
FIGURE 4
6
Page 57

MT3855
PRESSURE CONVERSION
PRESSURE CONVERSION CHART
in/H2O P.S.I in/Hg mm/H2O mm/Hg kg/cm
1 .0361 .0735 25.41 1.868 .0025 .0025 2.489 248.9 .2489
2 .0722 .1470 50.81 3.736 .0051 .0050 4.978 497.8 .4978
3 .1083 .2205 76.22 5.604 .0076 .0075 7.467 746.7 .7467
4 .1444 .2940 101.62 7.472 .0102 .0099 9.956 995.6 .9956
5 .1804 .3673 127.0 9.335 .0127 .0124 12.44 1244 1.244
6 .2165 .4408 152.4 11.203 .0152 .0149 14.93 1493 1.493
7 .2526 .5143 177.8 13.072 .0178 .0174 17.42 1742 1.742
8 .2887 .5878 203.2 14.940 .0203 .0199 19.90 1990 1.990
9 .3248 .6613 228.6 16.808 .0228 .0224 22.39 2239 2.239
10 .3609 .7348 254.0 18.676 .0254 .0249 24.88 2488 2.488
11 .3970 .8083 279.4 20.544 .0279 .0274 27.37 2737 2.737
12 .4331 .8818 304.8 22.412 .0304 .0299 29.86 2986 2.986
13 .4692 .9553 330.2 24.280 .0330 .0324 32.35 3235 3.235
14 .5053 1.029 355.6 26.148 .0355 .0348 34.84 3484 3.484
2
bar mbar Pa kPa
15 .5414 1.102 381.0 28.016 .0381 .0373 37.33 3733 3.733
16 .5774 1.176 406.4 29.879 .0406 .0398 39.81 3981 3.981
17 .6136 1.249 431.8 31.752 .0431 .0423 42.31 4231 4.231
18 .6496 1.322 457.2 33.616 .0457 .0448 44.79 4479 4.479
19 .6857 1.396 482.6 35.484 .0482 .0473 47.28 4728 4.728
20 .7218 1.470 508.0 37.352 .0507 .0498 49.77 4977 4.977
21 .7579 1.543 533.4 39.22 .0533 .0523 52.26 5226 5.226
22 .7940 1.616 558.8 41.09 .0558 .0547 54.74 5474 5.474
23 .8301 1.690 584.2 42.96 .0584 .0572 57.23 5723 5.723
24 .8662 1.764 609.6 44.82 .0609 .0597 59.72 5972 5.972
25 .9023 1.837 635.0 46.69 .0634 .0622 62.21 6221 6.221
26 .9384 1.910 660.4 48.56 .0660 .0647 64.70 6470 6.470
27 .9745 1.984 685.8 50.43 .0685 .0672 67.19 6719 6.719
28 1.010 2.056 710.8 52.26 .0710 .0696 69.64 6964 6.964
7
Page 58

MT3855
in/H2O kPaPambarbarkg/cm
29 1.047 2.132 736.8 54.18 .0736 .0722 72.19 7219 7.219
30 1.083 2.205 762.2 56.04 .0761 .0747 74.67 7467 7.467
31 1.119 2.278 787.5 57.91 .0787 .0772 77.15 7715 7.715
32 1.155 2.352 812.8 59.77 .0812 .0796 79.63 7963 7.963
33 1.191 2.425 838.2 61.63 .0837 .0821 82.12 8212 8.212
34 1.227 2.498 863.5 63.49 .0862 .0846 84.60 8460 8.460
35 1.263 2.571 888.9 65.36 .0888 .0871 87.08 8708 8.708
36 1.299 2.645 914.2 67.22 .0913 .0896 89.56 8956 8.956
37 1.335 2.718 939.5 69.08 .0938 .0920 92.04 9204 9.204
38 1.371 2.791 964.9 70.95 .0964 .0945 94.53 9453 9.453
39 1.408 2.867 990.9 72.86 .0990 .0971 97.08 9708 9.708
40 1.444 2.940 1016 74.72 .1015 .0996 99.56 9956 9.956
41 1.480 3.013 1042 76.59 .1040 .1020 102.0 10204 10.20
mm/Hgmm/H2Oin/HgP.S.I
2
42 1.516 3.086 1067 78.45 .1066 .1045 104.5 10452 10.45
43 1.552 3.160 1092 80.31 .1091 .1070 107.0 10701 10.70
44 1.588 3.233 1118 82.18 .1116 .1095 109.5 10949 10.95
45 1.624 3.306 1143 84.04 .1142 .1120 112.0 11197 11.20
46 1.660 3.378 1168 85.90 .1167 .1144 114.5 11445 11.44
47 1.696 3.453 1194 87.76 .1192 .1169 116.9 11694 11.69
48 1.732 3.526 1219 89.63 .1218 .1194 119.4 11942 11.94
49 1.768 3.600 1244 91.49 .1243 .1219 121.9 12190 12.19
50 1.804 3.673 1270 93.35 .1268 .1244 124.4 12438 12.44
51 1.841 3.748 1296 95.27 .1294 .1269 126.9 12693 12.69
52 1.877 3.822 1321 97.13 .1320 .1294 129.4 12941 12.94
53 1.913 3.895 1346 98.99 .1345 .1319 131.9 13190 13.19
54 1.949 3.968 1372 100.8 .1370 .1344 134.4 13438 13.44
55 1.985 4.041 1397 102.7 .1395 .1369 136.9 13686 13.69
56 2.021 4.115 1422 104.6 .1421 .1393 139.3 13934 13.93
TABLE 3
8
Page 59

MT3855
CONVERSION FACTORS
COMMON CONVERSION FACTORS
Multiply By To Get
BTU/hr .001054804 MJ/hr
.0002931 kW
.29285 W
BTU/Ft
3
.0372589 MJ/m
8.905102 kcal/m
MJ/hr 948.0434279 BTU/hr
3
Mj/m
26,839225 BTU/ft
kW 3414.71732 BTU/hr
3
ft
2
ft
.02832 m
.09290304 m
3
2
inches 25.40005 mm
feet .3048 meters
PRESSURE CONVERSIONS FACTORS
Multiply By To Get
in/H2O 0.0361 P.S.I.
25.41 mm/H2O
1.868 mm/Hg
3
3
.0025 kg/cm
.0025 bar
2
2.489 mbar
3
248.9 Pa
.2489 kPa
P.S.I 27.71 in. H2O
2.036 in. Hg
703.1 mm/H2O
51.75 mm/Hg
meters 3.281 feet
pounds .4536 kg
inches W.C. .249082 kPa
2.49082 mbar
kPa 4.01885 inches W.C.
10 mbar
mbar 0.401474 inches W.C.
kW 3.6 Mj/hr
3
kcal/m
Kwh/m
3
.1122952 BTU/ft
96.65 BTU/ft
TABLE 4
.0703 kg/cm
2
.0689 bar
68.95 mbar
6895 Pa
6.895 kPa
TABLE 5
3
3
9
Page 60

MT3855
COOKING COMPUTER - TEMPERATURE VS RESISTANCE
T/F Res/Ohms T/F Res/Ohms T/F Res/Ohms T/F Res/Ohms
70 541.12 230 711.43 390 877.15 550 1038.293
75 546.51 235 716.68 395 882.26 555 1043.255
80 551.9 240 721.92 400 887.36 560 1048.212
85 557.28 245 727.16 405 892.46 565 1053.165
90 562.66 250 732.4 410 897.55 570 1058.113
95 568.04 255 737.63 415 902.63 575 1063.057
100 573.4 260 742.85 420 907.72 580 1067.997
105 578.77 265 748.05 425 912.8 585 1072.931
110 584.13 270 753.29 430 917.87 590 1077.862
115 589.48 275 758.5 435 922.94 600 1087.709
120 594.84 280 763.71 440 928.002 605 1092.626
125 600.18 285 768.91 445 933.062 610 1097.539
130 605.53 290 774.11 450 938.118 615 1102.447
135 610.86 295 779.31 455 943.17 620 1107.35
140 616.2 300 784.5 460 948.216 625 1112.249
145 621.52 305 789.68 465 953.259 630 1117.1
150 626.85 310 794.87 470 958.296 635 1122
155 632.17 315 800.04 475 963.33 640 1126.9
160 637.48 320 805.21 480 968.359 645 1131.8
165 642.8 325 810.38 485 973.383 650 1136.7
170 648.1 330 815.54 490 978.403 655 1141.6
175 653.4 335 820.7 495 983.419 660 1146.4
180 658.7 340 825.86 500 988.43 665 1151.3
185 663.99 345 831.01 505 993.436 670 1156.1
190 669.28 350 836.15 510 998.438 675 1161
195 674.57 355 841.29 515 1003.436 680 1165.8
200 679.85 360 846.43 520 1008.429 685 1170.7
205 685.12 365 851.56 525 1013.417 690 1175.5
210 690.39 370 856.69 530 1018.402 695 1180.4
215 695.66 375 861.81 535 1023.381 700 1185.2
220 700.92 380 866.93 540 1028.356
225 706.18 385 872.04 545 1033.327
TABLE 6
10
 Loading...
Loading...