


A
D
T
-
C
N
C
4
2
2
0
A
D
T
-
C
N
C
4
2
2
0
CNC Lathe Control System
User Manual
Operation&Test
Adtech (Shenzhen) CNC Technology Co., LTD
Address: F/5, 36th Building, MaJiaLong Industrial Park, Nanshan District, Shenzhen City, China
P.C: 518052
TEL:+86-755-2672 2719 (20 lines) FAX:+86-755-2672 2718
Website://www.adtechen.com
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Copyright Warning
The property right in work regarding all the contents of this manual is owned by Adtech (Shenzhen)
CNC Technology Co., LTD (hereinafter referred to as Adtech), without the permission of Adtech, any
company or individual is not allowed to imitate, copy, reproduce or translate this manual. Our company
makes no warranty, express representation or other imply regarding the contents of this manual. Adtech
and its employees assume no responsibility for any direct or indirect information disclosure, benefit loss
or business termination due to this manual or the products information described in it. In addition, the
products and their information described in this manual are only for the purpose of reference, we
reserve the right to amend the manual without prior notice.
All Rights Reserved, Reprint Not Allowed .
Adtech (Shenzhen) CNC Technology Co., LTD
1
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Version Upgrading Instruction
Version
Program No.
Number
XT20061225
Remarks: the meanings of the three numbers in the version number are as follows:
Bank Main Version Number/ Bank Secondary Version Number/ Reservation
Notes:
1. This user manual is strictly emended and checked by ADTECH (SHENZHEN) CNC TECHNOLOGY CO., LTD,
however, it is not guaranteed that the user manual has no any mistake or error.
2. ADTECH (SHENZHEN) CNC TECHNOLOGY CO., LTD commits itself to improve the product functions and the
service quality consistently. Therefore, the company reserves the right of changing any products as described, any
software program, and the content of the user manual, without prior notice.
9.0 2010/2/23 The Ninth Version
Modification
Instruction
Date
2
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Contents
1. OPERATION MODES AND DISPLAY INTERFACES..................................................................7
1.1. DESCRIPTION OF EDITING KEYPAD.............................................................................................8
1.2. DISPLAY MENUS.........................................................................................................................9
1.3. CNC PANEL...............................................................................................................................9
1.4. OPERATION MODES..................................................................................................................10
1.5. DISPLAY INTERFACE.................................................................................................................11
1.5.1 Position interface..................................................................................................................13
1.5.2 Program display....................................................................................................................15
1.5.3 MDI......................................................................................................................................15
1.5.4 Program directory.................................................................................................................16
1.5.5 KNIFE COMPENSATION INTERFACE.............................................................................16
1.5.6 aLARM INTERFACE..........................................................................................................17
1.5.7 sETTINGS INTERFACE......................................................................................................17
1.5.8 gRAPH INTERFACE...........................................................................................................18
1.5.9 GRAPH PARAMETERS......................................................................................................18
1.5.10 gRAPH DISPLAY..............................................................................................................18
1.5.11 pARAMETER INTERFACE..............................................................................................19
1.5.12 Diagnosis INTERFACE......................................................................................................19
2. SAFE OPERATION......................................................................................................................21
2.1 HARDWARE OVERTRAVEL PROTECTION.....................................................................................21
2.2 SOFTWARE OVERTRAVEL PROTECTION ......................................................................................21
2.3 EMERGENCY OPERATION..........................................................................................................22
2.4 RESET.....................................................................................................................................22
2.5 EMERGENCY STOP....................................................................................................................22
2.6 FEEDING MAINTAINING............................................................................................................22
2.7 CUTTING OFF POWER SUPPLY....................................................................................................22
2.8 TURNING OFF ..........................................................................................................................23
3. MANUAL OPERATION...............................................................................................................23
3.1 MANUAL FEEDING...................................................................................................................23
3.2 QUICK MOVING........................................................................................................................23
3.3 MANUAL MAGNIFICATION SELECTION.......................................................................................23
3.4 QUICK MAGNIFICATION SELECTION...........................................................................................23
3.5 COORDINATES RESET...............................................................................................................24
3.5.1 Relative position reset...........................................................................................................24
3.5.2 CNC coordinates reset..........................................................................................................24
3.6 OTHER MANUAL OPERATIONS...................................................................................................24
3.6.1 Main axis control..................................................................................................................24
3.6.2 Cooling liquid control...........................................................................................................25
3.6.3 Chuck control.......................................................................................................................25
3.6.4 Manually replacing knife......................................................................................................25
3.6.5 Regulation of main axis magnification..................................................................................25
4. SINGLE STEP/HANDWHEEL OPERATION..............................................................................25
3
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
4.1. SINGLE STEP FEEDING ..............................................................................................................25
4.2. INCREMENT SELECTION............................................................................................................26
4.3. MOTION DIRECTION SELECTION................................................................................................26
4.4. HANDWHEEL FEEDING .............................................................................................................26
4.5. INCREMENT SELECTION............................................................................................................27
4.6. MOTION AXIS AND DIRECTION SELECTION.................................................................................27
4.7. OTHER AVAILABLE OPERATIONS IN HANDWHEEL/SINGLE STEP MODE..........................................27
4.8. DESCRIPTION...........................................................................................................................28
5. MDI OPERATION........................................................................................................................28
5.1. INPUT AND EXECUTION OF MDI INSTRUCTION WORDS...............................................................28
5.2. PARAMETER EDITING AND SETTING...........................................................................................29
6. PROGRAM EDITING AND MANAGEMENT............................................................................29
6.1. CREATING PROGRAM................................................................................................................29
6.1.1 program content Input...........................................................................................................29
6.1.2 Searching instructions words................................................................................................30
6.1.3 Inserting instruction word.....................................................................................................33
6.1.4 Deleting instruction word......................................................................................................33
6.2. DELETING PROGRAM................................................................................................................34
6.2.1 Deleting single program........................................................................................................34
6.2.2 Deleting lines from the program...........................................................................................34
6.2.3 Deleting all programs............................................................................................................35
6.3. PROGRAM SELECTION ..............................................................................................................35
6.3.1 Searching..............................................................................................................................36
6.3.2 Scanning...............................................................................................................................36
6.3.3 Cursor confirmation..............................................................................................................36
6.4. PROGRAM MANAGEMENT.........................................................................................................36
6.4.1 Program directory.................................................................................................................36
6.4.2 locking Program...................................................................................................................36
7. KNIFE BIAS AND ALIGNMENT................................................................................................37
7.1. FIXED KNIFE ALIGNMENT.........................................................................................................37
7.2. TEST CUTTING KNIFE ALIGNMENT.............................................................................................38
7.3. KNIFE ALIGNMENT IN MECHANICAL ORIGIN ..............................................................................39
7.4. EDITING THE BIAS VALUE .........................................................................................................41
7.4.1 Absolute value input of knife compensation..........................................................................42
7.4.2 Increment input of knife compensation.................................................................................42
8. AUTOMATIC OPERATION.........................................................................................................42
8.1 AUTOMATIC RUNNING ..................................................................................................................42
8.1.1 Automatic running start.........................................................................................................43
8.1.2 Automatic running stop.........................................................................................................43
8.1.3 Automatic running in any section..........................................................................................44
8.1.4 Feeding magnification regulation..........................................................................................44
8.1.5 Main axis speed regulation...................................................................................................45
8.1.6 Single section running..........................................................................................................45
8.1.7 Program section skip.............................................................................................................46
8.1.8 Other operations...................................................................................................................46
4
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
9. ORIGIN OPERATION..................................................................................................................46
9.1. PROGRAM ORIGIN ....................................................................................................................46
9.1.1 Program origin......................................................................................................................46
9.1.2 Procedures of program origin................................................................................................46
9.2. MECHANICAL ORIGIN...............................................................................................................47
9.2.1 Procedures of mechanical origin...........................................................................................47
9.2.2 Other operations in origin mode............................................................................................48
10. DATA SETTING AND SAVING................................................................................................48
10.1. DATA SETTING......................................................................................................................48
10.1.1 Options in setting interface.................................................................................................48
10.1.2 Settings in graph interface...................................................................................................49
10.1.3 System/diagnosis parameters setting...................................................................................49
11. FILE MANAGER......................................................................................................................50
11.1. CONNECTING USB DISK TO PC.............................................................................................50
12. PROCESSING EXAMPLES......................................................................................................53
12.1. CREATING NEW PROGRAMS...................................................................................................54
12.2. PROGRAM VERIFICATION ......................................................................................................56
12.2.1 Graph parameter setting......................................................................................................56
12.2.2 Program running.................................................................................................................58
13. CONNECTION TEST...............................................................................................................59
13.1. MOTOR DRIVE CONNECTION TEST .........................................................................................61
13.1.1 Connection of motor, drive and controller...........................................................................62
13.1.2 Setting and calculation of eletronic gear ratio......................................................................64
13.1.3 Acceleration/deceleration features adjustment.....................................................................65
13.1.4 Troubleshooting for motor drive.........................................................................................65
13.2. HARD LIMIT FUNCTION.........................................................................................................66
13.2.1 Enabling hard limit function...............................................................................................66
13.2.2 Troubleshooting for hard limit............................................................................................67
13.3. MECHANICAL ORIGIN ADJUSTMENT.......................................................................................67
13.3.1 Origin parameter setting......................................................................................................67
13.3.2 Troubleshooting for mechanical origin................................................................................69
13.4. REVERSE CLEARANCE COMPENSATION ..................................................................................69
13.5. DRIVE PROTECTION SETTINGS AND CHECKING .......................................................................70
13.6. MAIN AXIS ENCODER............................................................................................................71
13.6.1 Troubleshooting for main axis encoder................................................................................71
13.7. MAIN AXIS CONTROL............................................................................................................72
13.7.1 Wiring diagram...................................................................................................................72
13.7.2 Main axis parameter setting................................................................................................74
13.7.3 Calibration of analog voltage..............................................................................................74
13.7.4 Time sequence and V/S characteristic diagram....................................................................75
13.7.5 table of Multi-section speed regulation states......................................................................75
13.7.6 Troubleshooting for main axis control.................................................................................76
13.8. CHUCK CONTROL .................................................................................................................76
13.8.1 Wiring diagram...................................................................................................................76
13.8.2 Chuck parameter setting......................................................................................................76
5
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
13.8.3 Troubleshooting for chuck control......................................................................................77
13.9. TAILSTOCK CONTROL...........................................................................................................78
13.9.1 Tailstock wiring diagram.....................................................................................................78
13.9.2 Parameter settings...............................................................................................................79
13.10. KNIFE REPLACING CONTROL.................................................................................................79
13.10.1 Wiring diagram of electric knife rack................................................................................79
13.10.2 Knife replacing parameter setting......................................................................................81
13.10.3 Troubleshooting for knife replacing..................................................................................81
13.11. HANDHELD BOX AND ADDITIONAL PANEL INTERFACE XS7.....................................................81
13.11.1 Internal wiring diagram of the handheld box.....................................................................81
13.11.2 Pin function of handheld box interfaces.............................................................................81
13.11.3 Wiring diagram of additional panel...................................................................................83
13.11.4 Precautions and parameter setting for handheld box..........................................................83
13.11.5 Troubleshooting for handheld box.....................................................................................83
13.12. WIRING DIAGRAM OF COOLING AND LUBRICATION CONTROL..................................................84
13.13. WIRING DIAGRAM OF WORKING INDICATORS.........................................................................84
13.14. PROGRAMMABLE I/O PORT ...................................................................................................85
13.14.1 Wiring diagram of programable i/o port............................................................................85
13.14.2 Wiring diagram of programable input and certain control ports.........................................85
13.15. WIRING DIAGRAM OF MAIN POWER SUPPLY ...........................................................................86
13.16. SYSTEM PARAMETERS TABLE ................................................................................................87
13.17. ALARM INFO REFERENCE TABLE............................................................................................90
13.18. MAIN FUNCTIONS AND PARAMETERS REFERENCE TABLE.........................................................93
13.19. SYSTEM WIRING DIAGRAMS..................................................................................................95
13.19.1 Servo drive wiring diagram...............................................................................................95
13.19.2 Step drive wiring diagram.................................................................................................95
13.19.3 Main axis encoder wiring diagram....................................................................................96
13.19.4 Hard limit wiring diagram.................................................................................................97
13.19.5 Mechanical origin wiring diagram.....................................................................................97
13.19.6 Main axis control wiring diagram......................................................................................98
13.19.7 Chuck control wiring diagram...........................................................................................99
13.19.8 Tailstock control wiring diagram.....................................................................................100
13.19.9 Electric knife rack wiring diagram..................................................................................101
13.19.10 Additional panel wiring diagram...................................................................................103
13.19.11 Cooling and lubrication wiring diagram........................................................................103
13.19.12 Power supply wiring diagram........................................................................................104
13.19.13 Indicator wiring diagram...............................................................................................105
13.19.14 Installation dimensions.................................................................................................105
6
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
axis/negative
axis/stop
positive
replacing
compensation
1. Operation modes and display interfaces
Product appearance
The appearance and deployment of the operation panel are shown below:
Parameter settings 00004 N0000
1. Multiplying ratio of
instructions in X axis
2. Frequency division coefficient
of instructions in X axis
3. Multiplying ratio of
instructions in Z axis
4. Frequency division coefficient
of instructions in Z axis
5. Feeding speed 4000 (mm/min)
6. Start speed of feeding 300 (mm/min)
7. Feeding acceleration time 200 (ms/min)
Multiplying ratio of instructions in X axis
S0000 T0100
System parameters Page 1
Manual mode
1
1
1
1
Insert
Delete Cancel
Edit Auto
Main
Main
Manual
Main
axis/
MDI
Cooling
Reset
Chuck
Single
Knife
State indicators
Edit To indicate the edit mode Manual
Auto To indicate the auto mode
Skip
Single
Pause Start
Single
step
Position Program
Settings Parameters Diagnosis
Magnification
To indicate the manual
mode
To indicate the single
step mode
Knife
Reset
7
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Single
segment
To indicate the single
segment mode
1.1. Description of editing keypad
Keys Name Function description
Reset Reset key System reset, feeding, output stop, etc.
Address
keys
Input address
Reset
To indicate the reset
mode
Cancel
Double
address
key
Press the keys repeatedly to switch between
the letters
Input numbers
Number
keys
The number keys 8, 2, 6 and 4 are X-, X+, Zand Z+ in manual mode and single step
mode respectively; the direction key 5 is the
quick switch in manual mode
Minus
sign key
Radix
point
Cancel
key
Input the minus sign
Input radix point
Clear the contents in input line
Insert/Delete
8
Editing
keys
Insert or delete programs or fields while
editing
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
single step
1.2. Display menus
Menu keys Remark
Position
EOB key
Cursor
moving
keys
Page
turning
keys
Enter the position interface, which consists of relative
coordinate, absolute coordinate, comprehensive coordinate,
and position/program.
Input the end symbol of program segment, or
edit the option
Control the moving of cursor in program
editing mode and parameter interface
Adjust the feeding and magnification quickly
in auto mode
Single step mode: Adjust the increment in
Turn pages in same display mode
Program
Knife
compensation
Settings
Parameters Enter the parameter interface, display the system parameters
Diagnosis
Enter the program interface, which consists of program, MDI
and program directory.
Enter knife bias interface, which includes knife compensation
data and macro variable
Enter the setting interface and graph interface (press
repeatedly to switch); the setting interface includes code
setting and switch setting; the graph interface includes graph
parameters and graph display
View alarm info when there is alarm
Enter the diagnosis interface and machine tool panel (press
repeatedly to switch); the diagnosis interface and diagnosis
parameters; the soft keypad operation can be performed on the
machine tool panel
1.3. Machine tool panel
The keys are described in the table below:
Keys Name Function description
Pause
Start Loop start key
9
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn
Feeding
maintaining key
Pause program, MDI instruction
running
Start program, MDI instruction
running

Magnification
Mechanical reset
CNC4220 Machine Tool Operation and Test
Feeding rate /
Rapid
magnification /
Main axis
magnification
Automatic or manual feeding speed /
fast-moving magnification / Main
axis speed regulation
switch key
Knife replacing
Chuck
Cooling
Main axis/positive
Main axis/stop
Main axis/negative
Single section
Manual knife
replacing key
Switch key of
lubricant
Switch key of
cooling liquid
Replace the knife manually
Lubricant on/off of the machine tool
Cooling liquid on/off
Forward rotating of main axis
Main axis control
key
Manual feeding
key
Main axis stops
Reverse rotating of main axis
X axis and Z axis move in
positive/negative direction in manual
and single step operation modes
Quick switch Switch quick/manual feeding speed
Switch running state between single
Single section
switch
section and continuous for the
program; if single section is valid,
the single section indicator is on.
Edit
Auto
MDI
Reset
Editing mode
selection key
Auto mode
selection key
Data input mode
selection key
mode selection key
Enter editing mode
Enter auto mode
Enter MDI operation mode, enter
program reset operation mode
Enter mechanical reset mode
Single step/
Single step
handwheel mode
Switch single step/ handwheel mode
selection key
Manual
Manual mode
selection key
Enter manual operation mode
1.4. Operation modes
This system allows seven operation modes, which are edit, auto, MDI, mechanical reset, single
step/handwheel, manual and program reset.
l Editing operation mod
In editing mode, you can create, delete and modify the processing program.
l Auto operation mode
10
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
In auto mode, the program runs automatically
l MDI operation mode
In MDI mode, input the parameters, and insert and execute instruction segment.
l Mechanical reset operation mode
In mechanical reset mode, perform the mechanical reset operation for X axis and Z axis
respectively
l Handwheel/single step operation mode
In single step/handwheel feeding mode, the system moves in selected increment
l Manual operation mode
In manual mode, perform the operations such as manual feeding, manual speed, feeding
rate regulation, quick rate regulation, main axis start/stop, cooling liquid switch, lubricant
switch and manual knife switch.
l Program reset operation mode
In program reset mode, perform the program reset operation for X axis and Z axis
respectively.
1.5. Display interface
This system contains six interfaces, including position and program. Each interface contains several
pages. Press the display menu key to switch interfaces, and press the Up/Down key to turn pages. The
interfaces (pages) are independent to the operation modes.
11
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Setting
Settings
interfa
ce
Graph
interface
Program
Position
Knife
Knife bias
Knife alignment value
Diagnosis
Handheld box and main axis
Absolute position
Position
Program
Relative position
Position/program
Comprehensive coordinates
Program display
MDI
Program directory
Knife bias interface
Macro variable display
Diagnosis
Parameter switch
File manager
Graph parameters
Graph display
Input point state
Output point state
Keypad test
Alarm info display
12
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
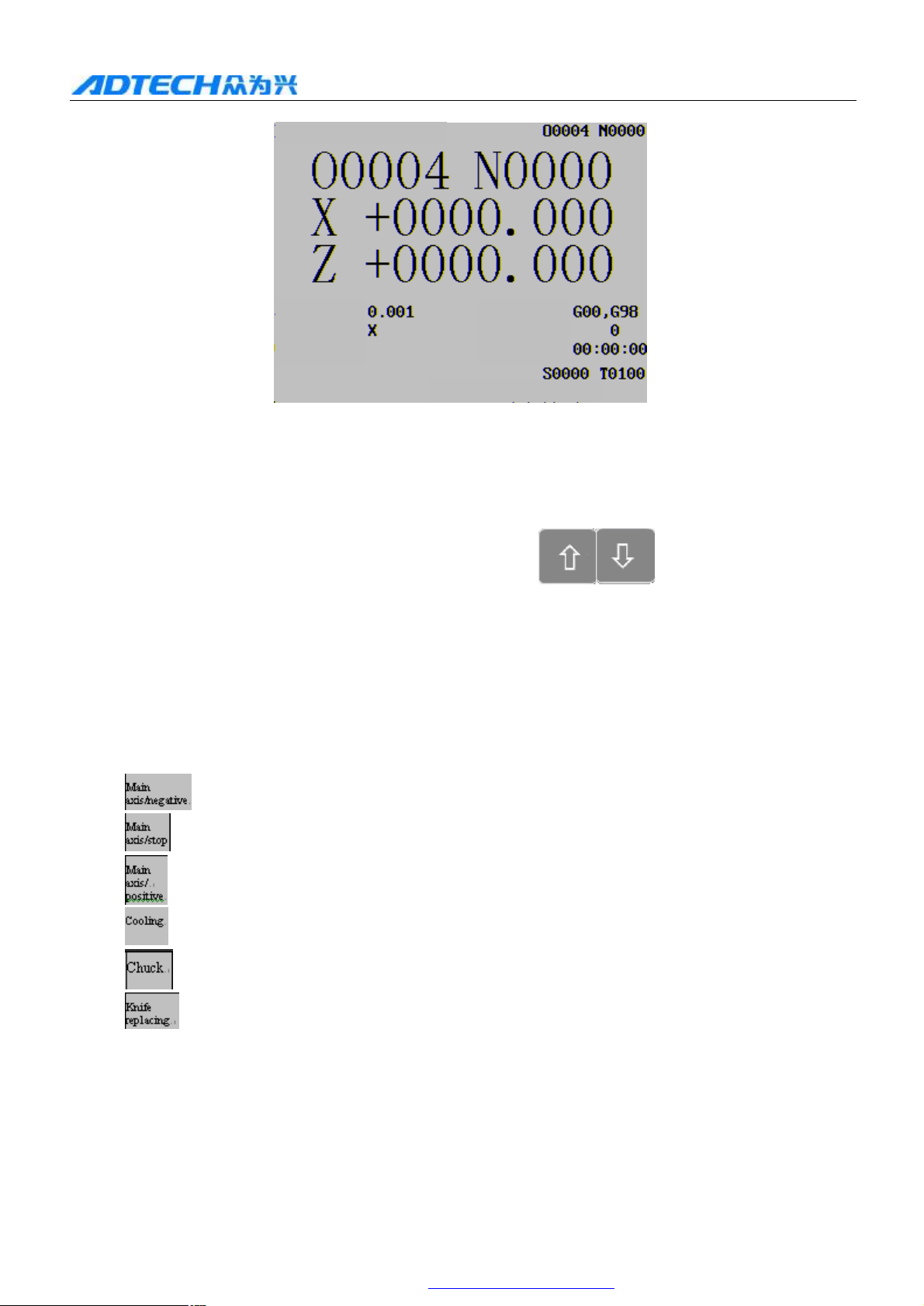
1.5.1 POSITION INTERFACE
Press the position key to enter the position interface, which consists of absolute, relative,
comprehensive and position/program pages. You can press the Up/Down key to
view.
Absolute coordinates
The X coordinate and Z coordinate are the absolute position of the knife in current work piece
coordinates system, which is specified by G50.
Programming speed: the speed specified by F code in the program (unit: mm/min).
Actual speed: the actual processing speed (unit: mm/min) after the magnification has been adjusted in
the actual processing.
Feeding magnification: the current feeding magnification
Quick magnification: the current quick magnification
G function code: current valid G code processing pieces in Group 01 and 03: when the program has
executed M30, the processing pieces are increased by 1.
Cutting time: the cumulative time when the program and MDI are running; the time format is: Hour:
Minute: Second. The cutting time is 0 when the system is electrified.
T: current tool number
S: current main axis rotation speed
Note: The main axis encoder is necessary to display the actual rotation of the main axis.
Current position (absolute coordinates)
Manual rate: G code:
Actual rate: Processing pieces:
Manual magnification: Cutting time:
Main axis magnification:
Manual mode
Fig. 1-3-1
Relative coordinates
The U coordinate and W coordinate, which are 0 when the system is electrified, are the relative
coordinates of current position relative to the reference point. In manual mode, press the letter key
or , and the U or W flashes in the page; press the Cancel key to reset the U or
W coordinate.
13
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Manual mode
Current position (relative coordinates)
Manual rate: G code:
Actual rate: Processing pieces:
Manual magnification: Cutting time:
Main axis magnification:
Fig. 1-3-2
Comprehensive coordinates
In comprehensive position page, relative coordinates, absolute coordinates, machine tool
coordinates and remaining movement are displayed at the same time. The value of machine tool
coordinates is the coordinates of current position in machine tool coordinates, which is created
through mechanical reset. The remaining movement is the difference between the target
coordinates of program section or MDI instruction and the current absolute coordinates.
The page follows:
Current position
(machine tool coordinates) (Absolute coordinates)
(Relative coordinates) (Remaining movement)
Manual mode
Fig. 1-3-3
Position/program
In position/program page, the absolute coordinates and relative coordinates of current
position and program line of current program are displayed at the same time. When the program
is running, the displayed program line refreshes dynamically.
Current position
(machine tool coordinates) (Absolute coordinates)
Manual mode
Fig. 1-3-4
14
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Manual mode
Manual mode
Program interface
Press the Program key to enter the interface, which consists of program, MDI and program
directory pages in non-editing operation mode. Press the Up/Down key to view.
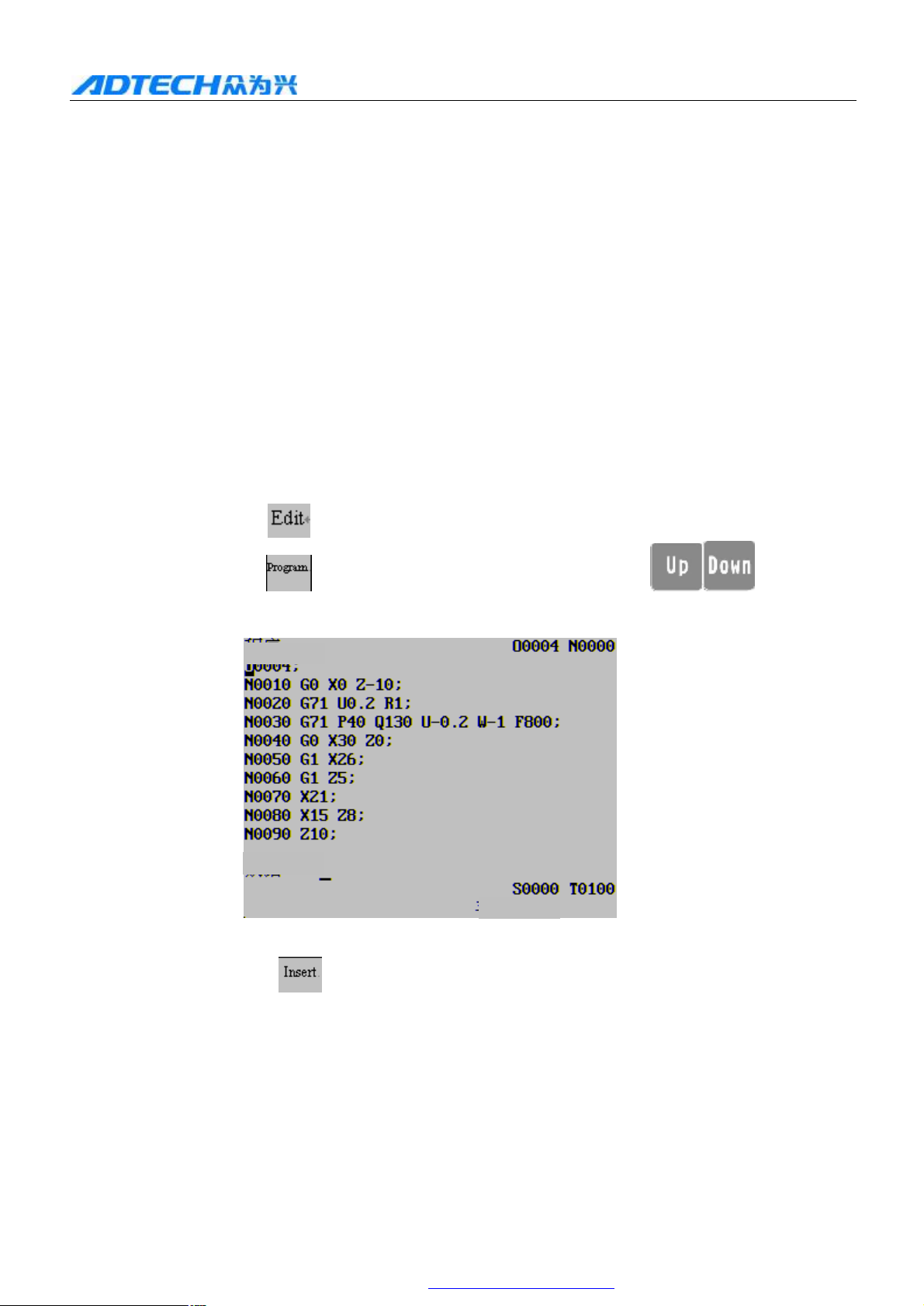
1.5.2 PROGRAM DISPLAY
In the program page, display the contents of the program, including current program section. In
editing mode, press the Up/Down key to view the contents of the program.
Program
Data
Fig. 1-3-5
1.5.3 MDI
In MDI page, display the current instruction states of G, M, S, T and F, and display the contents of
current program section in auto and MDI modes.
Program section value Mode state value
Data
Fig. 1-3-6
15
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Program directory
Manual mode
1.5.4 PROGRAM DIRECTORY
The contents in program directory page:
(a) System version number: display the current version number of the system
(b) Saved programs: the saved programs number (including sub-programs); remaining: the
programs number that still can be saved
(c) Occupied memory: the memory occupied by the saved programs; Remaining: available
memory
(d) Program directory: display the numbers saved programs in sequence
Version: Hardware version:
Current work area: Library version:
Saved programs: Remaining:
Used storage: Remaining:
Fig. 1-3-7
1.5.5 KNIFE COMPENSATION INTERFACE
Press the Knife compensation key to enter the bias interface, and press the Up/Down key
to display knife bias and macro variable.
Knife bias display
Measurement value Fixed knife alignment
S/N
Data =
Position:
Fig. 1-3-8
16
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
1.5.6 ALARM INTERFACE
When the system alarms, press the Diagnosis key to enter the alarm interface and view the alarm
information.
Alarm info
41-Main axis control logical error
Alarm
Manual mode
Fig. 1-3-10
Settings interface
The Setting key is composite, and you can press it repeatedly to switch the setting/graph interface.
1.5.7 SETTINGS INTERFACE
The settings interface contains two pages, and you can press the Up/Down key to view.
Settings
Parameter switch (W): OFF ON
Program switch (H): OFF ON
Manual mode
Fig. 1-3-12
Parameter switch: when the parameter switch is on, you can edit the parameters; when it is off, you
can’t edit; press the key to switch the state in MDI mode
Program switch: when the program switch is on, you can edit the program; when it is off, you can’t
edit; press the key to switch the state in MDI mode
17
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Manual mode
1.5.8 GRAPH INTERFACE
The graph interface contains graph parameters and graph display pages, and you can press the
Up/Down key to view.
1.5.9 GRAPH PARAMETERS
In graph parameters page, you can select coordinates system of graph, scaling and range.
Graph parameters
Coordinates selection(0:XZ,1:ZX)
Scaling +
Graph center X (work piece coordinates) (mm)
Graph center Z (work piece coordinates) (mm)
Maximum X (mm)
Minimum X (mm)
Maximum Z (mm)
Minimum Z (mm)
X origin bias of graph (mm)
Z origin bias of graph (mm)
Data =
Manual mode
Fig. 1-3-13
1.5.10 GRAPH DISPLAY
In graph display page, the motion track (referring to absolute coordinates) of the processing
program is displayed. Press the S key in this page to start drawing, press the T key
to stop and press the R key to clear.
Graph
Start drawing S * End drawing T
Fig. 1-3-14
18
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
1.5.11 PARAMETER INTERFACE
Press the Parameter key to enter the interface, which consists of system parameters and
data parameters. You can press the Up/Down key to view. In parameters display page, the
prompt line of parameter contents displays the contents of the parameter that the cursor points to. The
parameters can be edited in MDI mode. Input the target parameter number and press the EOB key to
go to the specified parameters.
Parameter settings
1. Axis X instruction magnification
2. Axis X instruction frequency conversion coefficient
3. Axis Z instruction magnification
4. Axis Z instruction frequency conversion coefficient
5. Feeding speed
6. Start feeding speed
7. Feeding acceleration time
System parameters Page 1
1. Axis X instruction magnification
Manual mode
Fig. 1-3-15
(mm/min)
(mm/min)
(mm/min)
1.5.12 DIAGNOSIS INTERFACE
The Diagnosis key is composite, and you can press it repeatedly to switch between diagnosis
interface and machine tool panel interface.
Diagnosis interface display
Press the Up/Down key to view the I/O signal state and system state of the diagnosis
display system and machine tool
Input point status interface
Input point state
19
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Keypad test
Main axis encoder and handheld box interface
Main axis encoder test
Main axis encoder
Handheld box test
Handwheel
Output point status interface
Output point state
Keypad test interface
Press Cancel to return
20
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Axis Z positive limit travel switch
2. Safe operation
2.1 Hardware overtravel protection
The overtravel protection is the necessary measure for the machine tool to prevent damage caused
when the X axis and Z axis exceed the travel. The hardware overtravel protection function is enabled
and controlled by system parameter 22 --- hard limit, which is enabled if the parameter is set to “1”.
The effective level of hardware limit is controlled by system parameter 23 --- effective level of hard
limit. Set the above two parameters according to the actual connection of the machine tool to realize
overtravel protection. Install travel limit switch in the position of maximum travel in positive and
negative directions of axis X and axis Z respectively, and connect the wires according to the figure
below. When overtravel occurs, the travel limit switch acts, and the system stops moving and displays
the alarm of not ready. It indicates that the hard limit enable control parameter can only control the
limit function of motion chip, and the limit response of the motion chip features high speed and low
delay. The hard limit function is still valid in this system when the hard limit parameter is disabled.
The software will execute the limit function instead. Comparing with the limit by the chip, the delay is
increased, but the immunity is much better.
Digital input wiring board
XS5 interface
xis Z negative limit travel switch
Axis X positive limit travel switch
xis X negative limit travel switch
2.2 Software overtravel protection
The software limit function is enabled and controlled by system parameters --- software limit,
which is enabled if the parameter is set to “1” and disabled if set to “0”.
The software travel range is set by system parameters: positive soft limit in X axis, negative soft
limit in X axis, positive soft limit in Z axis and negative soft limit in Z axis, and refers to the
coordinates of the machine tool. As shown in the figure below, X and Z are two axes of the
coordinates of the machine tool, 25 and 26 are the maximum travels of X axis in positive and negative
directions, 27 and 28 are the maximum travels of Z axis in positive and negative directions, and the
area inside the dashed frame is the range of software travel.
21
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Axis X negative soft limit
Axis Z negative soft limit Axis Z positive soft limit
Axis X positive soft limit
2.3 Emergency operation
During the processing, due to user programming, operation and product failures, certain
unexpected events may occur. At this moment, please stop the system immediately. This section
involves the treatment that the system can perform under emergency conditions. Please refer to the
instructions of machine tool for the treatment that the machine tool can perform under emergency
conditions.
2.4 Reset
When the system output or coordinates action is abnormal, press the Reset key to reset the
system:
1. The motion of all axes stops;
2. M, S function output is invalid (it is possible to set whether disable main axis positive/negative
rotation, lubricant and cooling signals automatically after pressing the Reset key );
3. Automatic running stops, and mode function and state maintain.
2.5 Emergency stop
When the machine tool is running, press the Emergency stop button (when external emergency
stop signal is valid) if there is any danger or emergency, and the system will enter the emergency stop
state immediately. At this moment, the machine tool stops moving immediately, and all outputs (e.g.
rotation of main axis, cooling liquid, etc.) are off. Release the button to relieve the alarm, and then the
system enters reset state.
Note 1: Please make sure that the failure has been eliminated before relieving the alarm;
Note 2: Before turning on/off the machine, press the emergency stop button to reduce the electric
impact to the equipment;
Note 3: After relieving the alarm, please re-execute the mechanical reset operation to ensure the
accuracy of the coordinates (if the machine tool doesn’t have mechanical origin, do not perform this
operation);
The emergency stop function is controlled by system parameters ---- emergency stop function. The
function is valid only when the value is set to 1.
The level of emergency stop signal is controlled and set by system parameters ---- emergency stop
signal level.
2.6 Feeding maintaining
When the machine tool is running, press the Pause key to hold the running. Please note
that the running can’t be stopped immediately during screw thread cutting and circle instruction
running.
2.7 Cutting off power supply
If any danger or emergency occurs when the machine tool is running, please cut off the power
supply immediately to prevent accidents. Please note that the system coordinates may be significantly
different from the actual position when the power supply is cut off. Please align the knife again.
22
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
2.8 Turning off
Before turning off, please make sure:
1. Axis X and axis Z of machine tool are stopped;
2. The auxiliary functions (e.g. main axis, water pump, etc.) are disabled;
3. Please cut off the machine tool power supply and then the machine tool power supply
4. When the machine tool is electrified, the position is (X +00000.000, Z +00000.000), please
perform the mechanical reset operation first.
3. Manual operation
Press the Manual key to enter the manual operation mode, in which you can perform
operations like manual feeding and main axis control.
3.1 Manual feeding
Press the or key to feed axis X in negative or positive direction, and release the
key to stop the axis motion. At this moment, you can adjust the manual magnification to change the
speed of manual feeding; press the or key to feed axis Z in negative or positive
direction, and release the key to stop the axis motion. At this moment, you can adjust the manual
magnification to change the speed of manual feeding.
In manual feeding mode, press the key to enter manual quick moving state.
Note: The manual feeding can be adjusted only in position interface and manual mode.
3.2 Quick moving
Press the key, and then press the or key to move the axis X in negative or
positive direction quickly, release the key to stop the motion of the axis, and you can adjust the quick
magnification to change the moving speed; press the or key to move the axis Z in
negative or positive direction quickly, release the key to stop the motion of the axis, and you can
adjust the quick magnification to change the moving speed.
During manual quick moving, press the key to disable the quick moving and move in
manual feeding speed.
Note 1: The speed, time constant, acceleration/deceleration mode during quick moving are same to
the quick moving (G00 orientation) of program instruction;
Note 2: Only one axis is valid in manual mode.
3.3 Manual magnification selection
In manual feeding and cutting, press the magnification key, and then press the
/ key when the quick magnification appears in the lower left corner of the position
interface to decrease or increase the manual feeding magnification, which contains 16 levels and
10% each level.
3.4 Quick magnification selection
In manual quick moving state, press the magnification key to switch to the regulation
23
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
mode of quick moving magnification; when the quick magnification appears in the lower left
corner of the position interface, press the and key to decrease or increase the
manual quick moving magnification respectively, and switch among F0, 25%, 50% and 100%.
Press the key once to increase the quick moving magnification by one grade, until 100%;
Press the key once to decrease the quick moving magnification by one grade, until F0
Note 1: system parameters 10 and 11 set the quick moving speeds of axis X and axis Z
respectively; actual quick moving speed of axis X = the value set by system parameter 10 *
quick magnification; actual quick moving speed of axis Z = the value set by system
parameter 11 * quick magnification
Note 2: the quick moving can be adjusted only in position interface and manual mode.
Note 3: the quick magnification is valid in the following conditions
(1) G00 orientation
(2) Quick moving in fixed circle
(3) Quick moving at G28
(4) Manual quick moving
(5) Quick moving of returning to mechanical origin manually: e.g. if the speed of quick
moving is 6m/min and the magnification is 50%, then, the speed is 3m/min.
3.5 Coordinates reset
3.5.1 RELATIVE POSITION RESET
1) Press the Position key (press the Up key or key if necessary) to enter the
page of relative coordinates;
2) Press the key to make the U flash in the page, and then press the Cancel key to
clear the relative coordinates of axis X;
3) Press the key to make the W flash in the page, and then press the Cancel key to
clear the relative coordinates of axis Z;
3.5.2 MACHINE TOOL COORDINATES RESET
Press the Position key (press the Up key or key if necessary) to enter the page
of comprehensive coordinates,
Press the Cancel key and then press to clear the machine tool coordinates of
axis X;
At the same time, press the Cancel key and then press to clear the machine
tool coordinates of axis Z
3.6 Other manual operations
3.6.1 MAIN AXIS CONTROL
Main axis/positive: In manual operation mode, press this key, and the main axis rotates
in positive direction;
24
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Main axis/stop: In manual operation mode, press this key, and the main axis stops rotating;
Main axis/reverse: In manual operation mode, press this key, and the main axis rotates in
reverse direction.
3.6.2 COOLING LIQUID CONTROL
Cooling: In manual operation mode, press this key to switch the cooling liquid
3.6.3 CHUCK CONTROL
Chuck: In manual operation mode, press this key to switch the chuck of the machine tool
3.6.4 MANUALLY REPLACING KNIFE
Replace knife: In manual operation mode, press this key to replace the knife manually (if
the first knife is being used, press this key to switch to the second knife; if it is the maximum
knife value set by current parameters, press this key to switch to the first knife).
3.6.5 REGULATION OF MAIN AXIS MAGNIFICATION
During automatic running, the analog voltage output can be used to control the speed of main axis.
Press the or key to adjust the magnification of the main axis and change the speed.
The magnification of main axis has eight levels, which are from 50% to 120%.
4. Single step/handwheel operation
In single step/handwheel operation mode, the machine tool moves in the increment value set by the
system.
The Single step key is the switch of single step and handwheel functions. Press the Single step key
to enter single step mode, press it again to enter handwheel mode, and press it for another time to return to single
step mode.
4.1. SINGLE STEP FEEDING
Press the Single step key to enter single step operation mode, which is shown in the figure
below:
25
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Current position (absolute coordinates)
See the description in
Section 1.1, and the
value varies
according to the
selection
Single step G code:
increment: Processing pieces:
4.2. Increment selection
Cutting time:
Fig. 4-1-1
Single step mode
Press the key to adjust the increment of single step: if the current increment is 0.01, press
the key to change the increment to 0.1, and press it again to change the increment to 1. To reduce
the increment, press the key.
4.3. Motion direction selection
Press the or key once to feed once the axis X in single step increment in negative or
positive direction; press the or key once to feed once the axis Z in single step
increment in negative or positive direction.
4.4. Handwheel feeding
Press the Single step key to enter handwheel operation mode, which is shown in the figure below:
26
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn
CNC4220 Machine Tool Operation and Test
Current position (absolute coordinates)
Handwheel increment: G code:
Current axis:
Processing pieces:
Cutting time:
Handwheel mode
Fig. 4-1-2
4.5. Increment selection
Move the increment selection lever on the handheld box to select desired increment.
If additional panel is used, please select the increment with the key.
4.6. Motion axis and direction selection
Move the axis number selection lever on the handheld box to selected required motion axis. If additional
panel is used, please select the axis number through key X and Z.
4.7. Other available operations in handwheel/single step mode
Main axis/positive: press this key to rotate the main axis in positive direction;
Main axis/stop: press this key to stop the rotation of the main axis;
Main axis/reverse: press this key to rotate the main axis in reverse direction.
Cooling: press this key to switch the cooling liquid.
Chuck: press this key to switch the chuck of the machine tool.
Replace knife: press this key to replace the knife manually
In addition, it is possible to regulate the magnification of main axis in handwheel/single step
mode.
27
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
(Program section value) (Mode state value)
4.8. Description
1
. See the table below for the relationship between handwheel scale and machine tool motion:
Motion of every scale on the handwheel
Handwheel
increment
Specified value
of coordinates
0.001 0.01 0.1
0.001mm 0.01mm 0.1mm
2. The rotation speed of the handwheel can’t exceed 3r/s, or else, the scale and motion won’t be
consistent;
3. If the system uses step motor, the rotation speed of the handwheel shouldn’t exceed 5r/s or the single
step position that can disable 0.1mm and 1mm.
5. MDI operation
In MDI operation mode, you can set the parameters, input and execute instruction words.
5.1. Input and execution of MDI instruction words
Select the MDI mode to enter the MDI page, input a program section G50 X50 Z100, and the
operation follows:
A. Press the MDI key to enter MDI operation mode;
B. Press the Program key (and then press the key or key if necessary) to
enter the MDI page;
C. Type X50 in sequence and then press the Insert key, type G50 and press the Insert key, type
Z100 and press the Insert key (if any error appears when type the fields, please press the
Reset key to clear all contents, and then type new data). As in the figure below:
Data=
MDI mode
D. After inserting the instruction words, press the Start key to execute the MDI
instruction words. During running, you can press the Pause key, Reset key and
Emergency stop button to stop the running of MDI instruction words.
28
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn
CNC4220 Machine Tool Operation and Test
P
rogram
MDI mod
e
Note: Subroutine call instruction (M98 P___ ;) and composite cutting cycle instruction (G70, G71,
G72, G73, G74, G75, G76, etc.) are invalid in MDI.
5.2. Parameter editing and setting
You can edit and set the parameters only in MDI mode.
6. Program editing and management
In the editing mode, you can create, select, edit and delete programs. To prevent the program
from unexpected modification and deletion, the system integrates program switch. Before editing
the program, please turn on the program switch.
6.1. Creating program
6.1.1 PROGRAM CONTENT INPUT
1) Press the Edit key to enter the editing mode;
2) Press the Program key to enter the program page, and press the key to
select program editing interface if necessary.
Data=
3) Type the address key O and number key 0001 in sequence (to create program O0001).
4) Press the Insert key to create new program, as shown in the figure:
29
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Program
MDI mod
e
Program
MDI mod
e
Data=
5) To edit the program content, please input the address and then the number (If the program
section contains several instruction words, please input all instruction words in the above
mentioned method), and then press the Insert key to complete the input of the program
section. (If the input buffer contains the input characters, press the key at the line end to
insert the data in buffer and start a new line. If it is in the line, please edit current instructions.)
Press the key and the cursor goes to the program section in next line.
6) Input other sections of the program in the method in step 5.
6.1.2 SEARCHING INSTRUCTIONS WORDS
◆Scanning: the cursor scans every instruction word in sequence
1) Press the key, and the cursor moves upwards or downwards by instruction word.
Press the key once, the cursor moves to next instruction word; press and hold the key,
the cursor moves downwards by instruction word consecutively; press the Up/Down key, the
cursor moves in opposite direction.
Data=
30
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Program
Editing
mod
e
Program
Editing
mod
e
2) Press the key to display the previous page of the program (when the program is in
the first page, the key is invalid), the cursor locates the start of previous page; press
the key to display the next page of the program (when the program is in the first page,
the key is invalid), the cursor locates the start of next page. Press and hold the key
to turn pages consecutively.
◆ Searching (instruction word): search for specified instruction word upwards or downwards from
the cursor position. The current position of the cursor is N0030, now move the cursor to Z9.5;
Data=
Searched!
The operation method follows:
1) Press the address key , number key and in sequence;
2) Press the key and the system starts searching downwards; after that, the cursor locates
address Z9.5. If you press the key to search upwards, the system can’t find instruction word
Z9.5, and alarms.
Data=
Not searched!
Note: to search for Z9.5, please input Z9.5 exactly; if you input Z9.50 only, the system can’t find
Z9.5.
◆
Searching (address): search specified address upwards or downwards starting from current position.
The current position of the cursor is N0030, now move the cursor to Z14;
31
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Program
Manual mode
1
Program
Editing
mod
e
Data=
The operation follows:
1) Input Z14.
2) Press the key and the system starts searching downwards; after that, the cursor locates
address Z. If you press the key to search upwards, the system can’t find instruction word
Z14, and alarms.
Data=
Not searched!
◆
To return to the start of the program
Method
In editing mode and program display page, press the Reset key and the cursor returns to the
start of the program.
Method 2: Searching
(a) Select the editing mode;
(b) Press the Program key to enter the program display interface;
(c) Type address key and number key (the current program is
number 5);
(d) Press the key and the cursor returns to the start of the program
Method 3: scanning
(1) Select the editing mode to enter the program display interface;
32
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Program
Manual mode
Program
Manual mode
(2) Press the address key and then the key, and the cursor returns to the start of
the program.
6.1.3 INSERTING INSTRUCTION WORD
Insert G01 instruction before address X40 in the steps below:
Locate the cursor at X40, type G01 and then press the Insert key , as shown below:
Data=
6.1.4 DELETING INSTRUCTION WORD
To delete instruction word G01:
1) Locate the cursor at G01
Data=
2) Press the Delete key to delete G01 (the instruction word that current cursor points at), as
shown below
33
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Program
Manual mode
Program
Editing
mode
Data=
3) To delete the characters in input buffer: If X1000 has been input in the input buffer, press the Delete key to delete
the last character, then, the character in the input buffer is X100, and press again to input X10.
6.2. Deleting program
6.2.1 DELETING SINGLE PROGRAM
The operation follows:
1) Select the editing mode to enter program page;
Data=
2) Type address key and number keys in sequence,
3) Press the Delete key to delete program O0001.
6.2.2 DELETING LINES FROM THE PROGRAM
Delete from the character where the cursor locates to %semicolon. The operation is invalid if the cursor locates the
name of current program.
The operation follows:
1) Select the editing mode, and move the cursor to the start N character to delete
34
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Program
Editing
mode
Program
Editing
mode
Data=
2) Input characters and
3) Press the Delete key to delete from the cursor to the line end, as in the figure below:
Data=
6.2.3 DELETING ALL PROGRAMS
The operation follows:
1) Select the editing mode to enter the program page
2) Type the address key , symbol key , number keys , , and
in sequence;
3) Press the Delete key to delete all programs.
6.3. Program selection
If the system has several programs, you can select a program by searching.
35
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
6.3.1 SEARCHING
Take O0005 for an example,
(a) Select the editing mode;
(b) Press the Program key to enter program display interface;
(c) Type the address key and number keys in
sequence;
(d) Press the key, and the searched programs appear on the LCD (the system alarms if the
program doesn’t exist).
6.3.2 SCANNING
(a) Select the editing mode;
(b) Press the Program key to enter the program display interface;
(c) Press the address key ;
(d) Press the key to display next program;
(e) Repeat step c and d to display the saved programs one by one.
6.3.3 CURSOR CONFIRMATION
1) Select the auto mode;
Program
2) Press the Program key to enter program directory page;
3) Press the , , or key to move the cursor to desired program name;
press the key to move cursor leftwards and press the key to move rightwards;
6.4. Program management
6.4.1 PROGRAM DIRECTORY
In non-editing mode, press the Program key (and then press if necessary) to
enter program directory page. In this page, the saved program names in the system are displayed in
directory; each page displays up to 36 program names; if the number of saved programs exceeds 36,
press the key to display other program names.
6.4.2 LOCKING PROGRAM
To prevent the program from unexpected modification and deletion, the system integrates
program switch. After editing the program, please turn off the switch (see the figure below) to lock
the program.
36
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ肀 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Setting
Parameter switch (W): OFF ON
Program switch (H): OFF ON
Manual mode
To set the program switch: Press Settings to switch to setting switch page, and press the key to
switch the state to off.
7. Knife bias and alignment
7.1. Fixed knife alignment
The fixed knife alignment is valid if the system parameter 45 is 0. The operation follows:
1) Select a knife as the reference, and set the bias number in the knife to 0 (e.g. T0100, T0300);
2) Locate the tip of the reference knife to a point (the knife alignment point), and measure the diameter "α" (suppose
α=10), as Fig. A;
Fig. A Fig. B
37
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Surface B
Surface A
3) Press the MDI key to enter the MDI mode, and press the Program key (press if
necessary) to enter the MDI page; type , , , , , , ,
and Insert key in sequence, and then press the Start key to set the actual values of axis X
and Z to the value to work piece coordinates
4) Clear the relative coordinates (U, W) (press the Position → turn page to relative position → →
Cancel → → Cancel );
4) Press the Knife compensation key to enter the bias interface, press the / key to move
cursor to select the corresponding bias number of the reference knife;
5) Press the address key , number key , and then press the Insert key to set the bias of axis X
of reference knife to 0;
6) Press the address key , number key , and then press the Insert key to set the bias of axis Z
of reference knife to 0;
7) Move the knife to safe position, select another knife (set the bias number in the knife to 0) and move to the
alignment point, as Fig. B;
8) Press the knife compensation key, and move the cursor to select the corresponding bias number of
the knife;
9) Press the address key and then press the Insert key to set the knife compensation value of axis
X to the corresponding bias number;
10) Press the address key and then press the Insert key to set the knife compensation value of axis
Z to the corresponding bias number;
11) Repeat step 7~10 to align other knives.
7.2. Test cutting knife alignment
The test cutting knife alignment is valid if the system parameter 45 is 1. The operation follows
(create work piece coordinates with surfaces of the work piece):
1) Select knife 1 as the reference to make the knife cut along surface A;
2) Take out the knife along axis X when axis Z is still, and stop the rotation of main axis;
38
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
3) Press the Knife compensation key to enter the bias interface, and press the key to
move the cursor and select bias number (the bias number corresponding to this knife is 101);
4) Type the address key , number key and Insert key to set the knife bias in direction Z
to 0 and the current coordinates are Z0;
5) Cut along surface B with the knife;
6) Take out the knife along axis Z when axis X is still, and stop the rotation of main axis;
7) Measure the diameter "α" (suppose α=15) ;
8) Press the Knife compensation key to enter the bias interface, and press the key to
move the cursor and select bias number (the bias number corresponding to this knife is 101);
9) Type the address key , number key , and Insert key to set the knife bias in
direction Z to 0 and the current coordinates are X15;
10) Move the knife to a safe position and change the knife;
11) Cut along the surface A in manual mode;
12) Take out the knife along axis X when axis Z is still, and stop the rotation of main axis;
13) Measure the distance "β "ˊ between surface A and origin of work piece coordinates (suppose β =ˊ 1)
1 14) Press the Knife compensation key to enter the bias interface, and press the key to
move the cursor and select bias number (the bias number corresponding to this knife is +100);
15) Press the address key , symbol key , number key and Insert key in sequence
to set the knife bias of axis Z;
16) Cut along the surface B in manual mode;
17) Take out the knife along axis Z when axis X is still, and stop the rotation of main axis;
18) Measure distance "α "ˊ (suppose αˊ=10);
19) Press the knife compensation to enter the bias interface, and press the and key to
move the cursor to select bias number (the bias number corresponding to this knife is +100);
20) Type the address key , number key , and Insert key in sequence to set the bias
of axis X;
21) Repeat step 10-20 to align other knives.
7.3. Knife alignment in mechanical origin
The knife alignment in mechanical origin is valid when the system parameter 45 is 2. The
operation follows:
39
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Surface B1
Surface A1
Surface B
Surface A
1) Press the Reset key to enter mechanical reset mode and return the two axes to the mechanical origin;
2) Select a knife and set the bias number in the knife to 0 (e.g. T0100, T0300)
3) Cut along surface A with the knife;
4) Press the Knife compensation key to enter the bias interface, and press the key to
move the cursor and select bias number;
5) Press the address key , number key and Insert key to set the bias of axis Z;
6) Cut along surface B with the knife;
7) Take out the knife along axis Z when axis X is still, and stop the rotation of main axis;
8) Measure distance "α "ˊ (suppose αˊ=15);
9) Press the Knife compensation key to enter the bias interface, and press the key to
move the cursor and select bias number;
10) Press the address key , number key , and Insert key to set the bias of axis X;
11) Move the knife to safe position;
12) Change another knife and set the bias number to 0 (e.g. T0100, T0300);
13) Cut along surface A1 with the knife;
14) Take out the knife along axis X when axis Z is still, and stop the rotation of main axis; measure the distance
"β" (suppose=1) between surface A1 and work piece origin;
40
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

S/N
15) Press the knife compensation key to enter the bias interface, and then press the
key to move the cursor and select bias number;
16) Press the address key , symbol key , number key and Insert key to set the
bias of axis Z;
17) Cut along surface B1 with the knife;
18) Take out the knife along axis Z when axis X is still, and stop the rotation of main axis;
19) Measure distance "α1" (suppose α1=10);
20) Press the Knife compensation key to enter the bias interface, and then press the
key to move cursor and select the bias number;
21) Press the address key , number key , and Insert key to set the bias of axis X;
22) Move the knife to safe position;
23) Repeat step 14-22 to align other knives.
Note 1: the machine tool should have mechanical origin switch to perform the knife alignment
operation in mechanical origin.
Note 2: after knife alignment in mechanical origin, it is not possible to execute the G50
instruction to set the coordinates of the work piece
As shown below:
CNC4220 Machine Tool Operation and Test
7.4. Editing the bias value
Press the Knife compensation key to enter the bias interface, and then press the
key to display bias 001~016
Knife compensation parameters Fixed knife alignment
Data
Position:
41
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
S/N
7.4.1 ABSOLUTE VALUE INPUT OF KNIFE COMPENSATION
1. Enter the bias interface, move the cursor to the compensation number to edit the bias value and
press the MDI key to enter the MDI mode;
1 Press the address key or , and then input the compensation value (allows radix point)
2 Press the key to display the compensation on the LCD.
For example: Input -20 in the X value of bias number T0202, and the operation follows:
In the MDI mode, type X-20 and then press the key to have the following page:
Knife compensation parameters Fixed knife alignment
Data
Position:
MDI mode
7.4.2 INCREMENT INPUT OF KNIFE COMPENSATION
1. Enter the bias interface, move the cursor to the compensation number to edit the bias value and
press the MDI key to enter the MDI mode;
2. Press the address key or , and then input the compensation value (allows radix point)
3. Press the key to display the increased value of the increment.
8. Automatic operation
8.1 Automatic running
Select the program with searching or scanning method
l Searching (take searching program O0001 as an example)
A. Select the Auto mode;
B. Press the Program key to enter the program page;
C. Press the address key and number keys 0, 0, 0, 1 in sequence;
D. Press the key to display the searched programs on the LCD (the system alarms if the
program doesn’t exist).
l Scanning
42
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
A. Select the Auto mode;
B. Press the Program key to enter the program display interface;
C. Press the address key ;
D. Press the key to display the next program;
E. Repeat step 3 and 4 to display the saved programs in sequence.
8.1.1 AUTOMATIC RUNNING START
A. Press the Auto key to enter the auto mode and select desired program;
B. Press the Reset key and then press the Start key or external start key to make the
program run automatically.
8.1.2 AUTOMATIC RUNNING STOP
During automatic running, it may be necessary to stop the running of the program due to certain
reasons. This system provides several methods to stop the program.
l By instruction (M00)
When the program section that contain M00 is executed, the program stops automatic running,
and saves all mode functions and states. Press the Start key on the panel or external start key,
the program resumes running.
l By keys
A. During automatic running, press the Pause key or external pause key, and the machine tool
is in the following states:
(1) The machine tool feeding decelerates and stops;
(2) The timing pauses when the G04 instruction executes;
(3) The mode functions and states are saved;
(4) Press the Start key to resume the running of the program.
B. Press the Reset key
(1) The motion of all axes stops;
(2) The output of M and S function is invalid (may be set in the parameters that whether turn off
main axis positive/negative rotation, lubrication and cooling signals after pressing the Reset key
);
(3) The automatic running stops and the mode function and state maintain.
C. Press emergency stop button
When the machine tool is running, press the emergency stop button (if external emergency
stop signal is valid) if there is any danger or emergency, and the system enters the emergency stop
state immediately. At this moment, the machine tool stops moving immediately, and all outputs
(e.g. main axis rotation, cooling liquid) are turned off. Release the button to relieve the alarm, and
the system enters reset state.
Note 1: Please make sure that the failure has been eliminated before relieving the emergency
stop alarm;
Note 2: Before turning on/off the machine, press the emergency stop button to reduce the
electric impact to the equipment;
43
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Program
Manual
mode
Note 3: After relieving the alarm, please re-execute the mechanical reset operation to ensure the
accuracy of the coordinates (if the machine tool doesn’t have mechanical origin, do not
perform this operation);
Note 4: The function is valid only when the value is set to 1.
8.1.3 AUTOMATIC RUNNING IN ANY SECTION
Under certain conditions, it is necessary to start running from a line in the processing program.
This system allows starting running from any section of current program. The specific operation
follows:
A. Press the Edit key to enter the editing mode, press the Program key to enter the
program display page, and then press the Auto key to enter the auto mode;
B. Move the cursor to the program section to start running (for example, to start running from N0050,
move the cursor to instruction word N0050);
Data=
C. Move the knife to the end position after the previous program section of the current program
section has run.
D. If the current mode state isn’t consistent to the mode state before running this program section,
please perform the corresponding mode function and state;
E. Press the Start key to start the program.
8.1.4 FEEDING MAGNIFICATION REGULATION
During automatic running, you can change the running speed by regulating the feeding
magnification in this system, and don’t need to change the speed set in the program and parameters.
44
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
l Feeding magnification regulation
Press the Magnification key and the or key to adjust the feeding
magnification in 16 levels.
Press the key once to increase the feeding magnification by one level, until 150%;
Press the key once to decrease the feeding magnification by one level, until 0;
Note 1: the value specified by F in feeding magnification regulation program
Note 2: actual feeding speed = speed specified by F × feeding magnification
l Quick magnification regulation
During automatic running, press the magnification key to switch to quick magnification
regulation mode. Press the
Press the key once to increase the feeding magnification by one level, until 100%;
Press the key once to decrease the feeding magnification by one level, until F0.
or
key to adjust the quick magnification in four levels.
8.1.5 MAIN AXIS SPEED REGULATION
During automatic running, if the main axis speed is controlled by analog voltage, you can adjust
the speed of main axis.
Press the or key to adjust the magnification of main axis and change the speed. You
can adjust the main axis magnification in eight levels (50%-120%)
Press the key increase the feeding magnification by one level, until 120%; press the
key once to decrease the feeding magnification by one level, until 50%
Note: the maximum output value of analog voltage = specified maximum output value of analog
voltage × main axis magnification
For example: set the system parameter 52 to 9999, execute the S9999 instruction, select 70% for
main axis magnification, and then the actual analog voltage output ≈10×70%
State during running
8.1.6 SINGLE SECTION RUNNING
If it is the first time to execute the program, please selection single section to avoid accidents by
programming errors.
45
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn
=7V

CNC4220 Machine Tool Operation and Test
In auto mode, press the Single section key to light the single section running indicator in
state area, indicating that the single section running is selected; or enter the diagnosis interface→
machine tool panel page, and press the number key to select on for single program section.
During single section running, the system executes the current program section and then stops
running; press the Start key, the system executes next program section and then stops running;
repeat the operation until the running completes.
Note 1: for instruction G8, the single section stops in the center point;
Note 2: while execute fixed circle G90, G92, G94, G70~G76 instructions, refer to Programming
Description for the state of single section
8.1.7 PROGRAM SECTION SKIP
In the program, if you don’t want to execute certain program section but don’t want to delete it,
please select the program section skip. If the program section has the “/” symbol at the beginning of
the section, press the Skip key to turn on the skip indicator, and this program section is
executed automatically during automatic running
8.1.8 OTHER OPERATIONS
Cooling: in auto mode, press this key to switch the state of cooling liquid
9. Origin operation
9.1. Program origin
9.1.1 PROGRAM ORIGIN
When the part is installed on the machine tool, set the absolute coordinates of current position of the
knife with instruction G50 according to the relative position between the knife and work piece, and thus
the coordinates system of the work piece is created in the system. The current position of the knife is the
program origin, and return to this position after the program origin operation.
If the system doesn’t execute the program set by G50 after electrified, the system will send alarm
when executing the program origin: the program origin isn’t set with G50.
9.1.2 PROCEDURES OF PROGRAM ORIGIN
A. Press the Origin key to switch to program origin mode, and the “Program origin” text
appears in the bottom line of the page, as in the figure below:
46
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Current position (absolute coordinates)
Axis X fast origin speed: G code;
Axis Z fast origin speed: Processing pieces:
Cutting time:
Program origin
3-9-1
B. Press the or key to select the program origin of axis X or Z;
Note 1: the axis X and axis Z can’t return to program origin at the same time;
Note 2: after the program origin operation, the system cancels the knife length compensation.
9.2. Mechanical origin
The machine tool coordinates are the reference for the machine tool to calculate coordinates,
which are the inherent coordinates of the machine tool. The origin of the machine tool coordinates is
the mechanical origin (or mechanical reference point), which is determined by the origin switch on the
machine tool. Generally, the origin switch is installed at the position of maximum travel in the positive
direction of axis X and axis Z (the origin direction can be set by relating system parameters)
9.2.1 PROCEDURES OF MECHANICAL ORIGIN
A. Press the Origin key to switch to mechanical origin mode, and the “Mechanical origin”
text appears in the bottom line of the page, as in the figure below:
Current position (absolute coordinates)
Axis X fast origin speed: G code;
Axis Z fast origin speed: Processing pieces:
Axis X slow origin speed: Cutting time:
Axis Z slow origin speed:
Mechanical origin
B. Press the or key to select the mechanical origin of axis X or Z;
C. The machine tool moves in mechanical origin direction, returns to mechanical origin after signal
test, and then the axis stops moving.
Note 1: If the machine tool doesn’t have mechanical origin, do not perform the mechanical origin. To
stop the axis motion in the origin process, press the Reset key or emergency stop
button.
47
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Note 2: after the mechanical origin operation, the system cancels the knife length compensation.
9.2.2 OTHER OPERATIONS IN ORIGIN MODE
Main axis/positive: press this key and the main axis rotates in positive direction;
Main axis/stop: press this key and the main axis stops rotating;
Main axis/reverse: press this key and the main axis rotates in reverse direction;
Cooling: press this key to switch the state of cooling liquid.
Replace knife: press this key to replace the knife manually.
In addition, in program origin/mechanical origin, you can also adjust the main axis
magnification, quick magnification and feeding magnification.
10. Data setting and saving
10.1. Data setting
10.1.1 OPTIONS IN SETTING INTERFACE
Setting page I (above figure):
Setting
Parameter switch (W): OFF ON
Program switch (H): OFF ON
Manual mode
A. Press the Setting key to enter the switch setting page;
B. Press the key to switch the parameter state, and press the key to switch the
program state
Note: you can edit the parameters only when the parameter switch is on, and edit the programs only
when the program switch is on.
48
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
10.1.2 SETTINGS IN GRAPH INTERFACE
Press the Setting key to enter the graph interface, and then press the or key to
display the graph parameter interface.
Setting method:
A. In MDI mode, press the / key to move the cursor to specified parameters;
B. Type the corresponding value;
C. Press the key to complete the setting
10.1.3 SYSTEM/DIAGNOSIS PARAMETERS SETTING
Through the parameter setting, you can adjust the characteristics of the drive, machine tool, etc.
Setting method:
A. Turn on the parameter switch in the method described in Chapter 1.1;
B. Select the MDI mode, press the Parameter key to enter the parameter interface, press
the / key to search for the page of required parameters;
C. Press the / key to select desired parameter number
D. Input new parameter value;
E. Press the key to input and display the parameter value;
F. After setting all parameters, please turn off the parameter switch;
The setting method of diagnosis parameters is same to the setting of system parameters.
49
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
11. File Manager
11.1. Connecting USB disk to PC
Press the Setting key to switch to parameter/program switch interface, and then press the Up/Down
key to switch to the File manager interface, as in the figure below:
Settings File manager
Connect
Read
Storage
Restart
The controller is simulated to a
common USB disk, and you
can perform the operations.
Press the ↑↓ key to select
and highlight the function, and
press the EOB key to enter the
function.
Connecting USB disk to PC is selected by default, press the EOB to connect, and the USB
connection icon appears in the system tray of the PC. Open the USB disk to have two folders: ADT
and PRG, as in the figure below:
The ADT folder is used to save the update of machine tool. It is empty by default. To update,
copy the program ADTROM.BIN to this folder and then select the update program in the BISO
interface.
50
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Current directory:
usb:
\
Current directory:
usb:
\
The PRG folder is used to save the processing file of the user (G code).
To update the system, press the direction keys in File manager interface to move to “Read
external USB disk”, insert the USB disk with the update program file, and then press the EOB key.
Settings File manager
Connect USB disk to PC
Read external USB disk
Storage IC test
Restart system
The controller reads external
USB disk. The controller is
used as a PC to view the files
in external USB disk. You can
delete, copy and update the
system, import/export
processing files and parameter
files, and back up system
programs. Press the # key to
switch the function menu.
Open the USB disk to display the file names in the directory and the sub-directories, as in the figure
below:
↑Previous
↓Next
(EOB) Enter directory
(N) Create file
(D)Delete file
(CAN)Back
Press the Up/Down key to select files and sub-directory, for example, select ADTROM.BIN, press the
Down key for three times, and the ADTROM.BIN is in reverse video, as in the figure below:
↑Previous
↓Next
Show file
(N) Create file
(D)Delete file
(CAN)Back
Press the “#” key to switch the menu, press the Up/Down key to select a function, and then press the
EOB key to execute the function, as in the figure below:
51
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Cu
rrent directory:
usb:
\ Current directory:
usb:
\
Import processing files
Export processing files
Import system parameters
Export system parameters
System program backup
System program update
Press the Down key to move the cursor to System update, and press the EOB key to update the system
program, as in the figure below:
Import processing files
Export processing files
Import system parameters
Export system parameters
System program backup
System program update
File transmission progress
The system restarts after transmitting the file; if the system is started with the USB disk, the new
program is executed after restarted, otherwise, please update the program in BISO.
52
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
12. Processing examples
Process the work pieces shown in the figure below and the size of the material is Φ30×50 mm.
Programming
According to the mechanical processing and the instruction description in this manual, create a
coordinates system of work piece as shown in Fig. 3-12-1, and the programming follows:
O0001
M03S2000
T0101
N0010G0X40Z10
N0020G71U1R1
N0030G71P40Q140U0.2W1F800
N0040G0X5Z0
N0050G1Z-5
N0060G02X10Z-7.5R2.5
N0070G1Z-9.5
N0080G03X15Z-12R2.5
N0090G1Z-14
N0100G1X21Z-17
N0110G1X26
N0120Z-22
N0130X30
N0140Z-27
T0202
G70P40Q140
M30
%
53
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Program
View saved programs
In non-editing mode, press the Program key to enter program page, and press the
key to select program directory, as shown below:
Program directory O0004 N0000
Version:V2009.02.25 Hardware version:Ver1.4
Current work area:0000 Library version:Ver1.2
Saved programs:12 Remaining: 9988
Used storage: 2812 Remaining: 2094340
Manual mode
View software version, saved programs, storage space, program names, and select processing
program.
12.1. Creating new programs
In editing mode, press the Program key to enter the program page and press the
to select program display mode, as shown below:
Data=
Editing mode
Press the number keys O0001 and the page is as follows:
54
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Program
Program
Program
Manual
mod
e
Data=
Insert
Press the Insert key to create a new program, as shown below:
Data=
Manual mode
Input according to the above program to edit the program, and the homepage of the program after
editing follows:
Data=
Press the or key to display other pages of the program.
55
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
12.2. Program verification
12.2.1 GRAPH PARAMETER SETTING
In MDI mode, press the setting key to enter the graph interface, and press
or key to enter graph parameter page, as shown below:
Graph parameters
Coordinates selection
Scaling +
Graph center X (work piece coordinates) (mm)
Graph center Z (work piece coordinates) (mm)
Maximum X (mm)
Minimum X (mm)
Maximum Z (mm)
Minimum Z (mm)
X origin bias of graph (mm)
Z origin bias of graph (mm)
Data =
Manual mode
Press the or key to move the cursor and select desired options of graph parameters.
For example, to set “Maximum X”, press the / key to move the cursor to parameter
“Maximum X” (actual size of the semifinished product is 135mm and the input value should be
higher than 135m; 150 is set here), type , , in sequence and then press the
key to have the page below:
Graph parameters
Coordinates selection
Scaling +
Graph center X (work piece coordinates) (mm)
Graph center Z (work piece coordinates) (mm)
Maximum X (mm)
Minimum X (mm)
Maximum Z (mm)
Minimum Z (mm)
X origin bias of graph (mm)
Z origin bias of graph (mm)
Data =
MDI mode
Graph parameters
56
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Set other data in the above method and the page after setting follows:
57
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
S Start drawing *T End
Graph parameters
Coordinates selection
Scaling +
Graph center X (work piece coordinates) (mm)
Graph center Z (work piece coordinates) (mm)
Maximum X (mm)
Minimum X (mm)
Maximum Z (mm)
Minimum Z (mm)
X origin bias of graph (mm)
Z origin bias of graph (mm)
Data =
Auto mode
12.2.2 PROGRAM RUNNING
Press the Auto key to enter the auto mode, press the Setting key, and then press or
to turn to the graph track page, press to start drawing, and press the Start key to make
the program run automatically. You can verify the program by displaying the graph track, as shown
below:
Graph
Auto mode
Processed entity figure
58
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Connect to machine
Connect to machine
24V DC
13. Connection test
External interfaces
Frequency inverter
Main axis
Axis
Axis Y
USB disk USB communication Serial port
Motor
Main axis encoder
Handheld box
Step drive
Digital output
Digital input
Step drive
Main encoder
Motor
Output terminal board
Output terminal board
Handheld box
PC
power supply
Connection diagram of machine tool
XS1X axis: 15-core D-pin socket is connected to step motor drive or digital AC servo drive
XS2 Z axis: 15-core D-pin socket is connected to step motor drive or digital AC servo drive
XS3 USB communication updates software and transmits programs for the PC and CNC4220 controller
XS4 main axis encoder: 15-core D-pin socket is connected to main axis encoder.
XS5 input interface: 25-core D-pin socket limits each axis and input signals for other switching quantities.
XS6 output interface: 25-core D-pin socket outputs signals for switching quantities.
XS7 handheld box: 15-core D-pin socket is connected to the handheld box.
XS8 main axis: 9-core D-pin socket is connected to the main axis frequency inverter
XS9 serial port: 9-core D-pin socket can import/export processing files.
XS10 USB disk: external USB interface can import/export processing files, system configuration files, or update
programs with external USB disk.
CNC4220 controller uses 24V DC power supply, and the internal power consumption is about 5W.
Installation precautions
Installation condition of electric cabinet
When design the electric cabinet, the distance between the rear cover and the case should be at least
20cm. It should be noted that the temperature difference between the inside and outside of the cabinet
shouldn’t exceed 10℃ when the temperature inside the electric cabinet rises.
The electric cabinet should be able to prevent the entering of dust, cooling liquid and organic solution.
The electric cabinet should be equipped with fan to ensure internal air circulation.
The display panel should be installed at the place that the cooling liquid can’t spray on.
59
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Bind cables in group B separately from those in
Filter
Switching power supply
When design the electric cabinet, please reduce the external electrical interference to avoid affecting the
system.
To avoid interference
When the system is designed, we have taken measures to shield space electromagnetism radiation,
absorb impact current, filter power clutter and other measures to avoid interference. It can prevent
the external interference to the system to a certain extent. To ensure that the system works stably,
please take the following measures when install the system:
1: Keep the machine tool away from equipment that may cause interference (e.g. frequency inverter, AC
contactor, static generator, high voltage generator and section device of power lines). At the same time,
connect the switching power supply to the filter separately to improve the interference resistance of the
machine tool (see Fig. 1-4).
2: To supply power for the system through isolation transformer, the machine tool installed with the
system should be grounded, and machine tool and the drive should be connected to separate earth wire
from the connection point.
3: Interference suppression: connect RC loop in parallel on both ends of AC coil (0.01μF, 100~200Ω, as
in Fig. 1-5); approach to inductive load when install RC loop; install reverse parallel freewheeling diode
on both ends of DC coil (Fig. 1-6); connect surge absorber in parallel at the winding end of the AC
motor (Fig. 1-7).
Fig. 1-5
Fig. 1-4
Surge
absorber
Fig. 16
Fig. 1-7
Fig. 1-5
5: To reduce the interference between machine tool signal cable and strong electricity cable, please
follow the rules below for wiring:
Group
A
AC power cord
AC coil
Cable type
Wiring requirement
Bind cables in group A separately from those in
group B and C, keep at least 10cm between
each other, or shield the cables in group A
AC contactor
B
60
DC coil (24VDC)
group A, or shield the cables in group B; keep
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
DC relay (24VDC)
the cables in group B as far as possible from
group C
Cable between the
system and strong
electricity cabinet
Cable between the
system and machine
tool
Bind cables in group C separately from those in
Cable between the
system and servo drive
group A, or shield the cables in group C; keep at
least 10cm between the cables in group B and
group C and use twisted pair cables
Position feedback
cable
C
Position encoder cable
Handwheel cable
Other cables for
shielding
13.1. Motor drive connection test
CNC4220 numerical control system integrates two step (or servo) motor drive interfaces (XS1 axis X
and XS2 axis Z); control mode: direction + pulse (D+P); each interface pin has same function.
1. Function of drive interface pin
Definition of drive interfaces
XS1 and XS2 interface
Wire
No.
1 PU+ Pulse signal +
2 PU- Pulse signal 3 DR+ Direction signal +
4 DR- Direction signal 5 ALM Servo alarm signal axis X: IN34, axis Y: IN35
6 ALR Alarm clearing axis X: OUT24, axis Y: OUT25
7 ECZ+ Encoder phase Z input +
8 ECZ- Encoder phase Z input 9 PUCOM Positive end of internal 5V power supply; can’t connect to external power
10 24V+ Internal 24V power supply, connected directly to the 24V power
Definition
symbol
Function
supply (drive for single end input)
supply of the controller
61
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
11 24V- Internal 24V power supply, connected directly to the 24V power
supply of the controller
12 ECA+ Encoder phase A input +
13 ECA- Encoder phase A input 14 ECB+ Encoder phase B input +
15 ECB- Encoder phase B input -
13.1.1 CONNECTION OF MOTOR, DRIVE AND CONTROLLER
Since there are many types of drives, the definitions of interfaces are different, but they all have direction signal cables
and pulse signal cables, as well as the control signal and drive enabling signal. Many drives don’t have this signal, and
it is possible to select the enabling mode by setting the drive parameters for some drives. The wiring mode of pulse
output signals:
1. Differential mode:
This mode is suitable for step drives with independent pulse and direction input and most servo drives. Use this
mode to get better anti-interference.
Step motor drive
Servo motor drive
Note: Never connect any two of PU+, PU-, DR+ and DR-; otherwise, the pulse interface will be damaged.
2. Single end mode:
This mode is suitable for the step drives that the anodes of pulse and direction are connected together.
Step motor drive
Note: It isn’t suitable for the step drives that the cathodes of pulse and direction are connected together.
Certain drives connect the anodes of optical coupling input, i.e. the common anode connection. At this moment,
connect the wires according to the figure below and do not connect PU+ and DR+ together; otherwise, the pulse
interface will be damaged.
The common cathode connection, i.e. connecting the cathodes of optical coupling input together, isn’t suitable
for machine tool controller.
Please note that the PU_COM is only for the non-differential connection of the drive pulse; otherwise, the
controller will be damaged.
62
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Power input
Signal input
end
Axis X servo motor drive
Drive output
Power input Signal input
end
Axis X servo motor drive
Drive output
The wiring diagrams of some drives are shown below.
XS1 interface
XS1 interface
Drive
Axis X servo motor Encoder
Axis X servo motor
Example 2: Connection of CNC4220 and SGDM drive
Drive
Encoder
Example 1: Connection of CNC4220 and JaBao QS5 drive
63
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Axis X servo motor drive
Example 3: Connection of CNC4220 and
Example 4: Connection of CNC4220 and
Pulses of every rotation of motor Gear at screw end
Axis X servo motor drive
XS1 interface
XS1 interface
Axis X servo motor
Q2BYG1106M step drive
Axis X servo motor
Q2BYG808M step drive
Motor drive test
13.1.2 SETTING AND CALCULATION OF ELETRONIC GEAR
RATIO
After connection, check again according to the wiring diagram. If the connection is proper, check the rated working
voltage of the drive (this procedure is easy to be neglected, and thus cause severe damage and delay the test). If the
supply voltage accords with the rated voltage, please set the drive in this method: First, set the parameters of the drive
according to the rated parameters of the motor, such as rated rotation, torque and current. The objective of the test is to
make the motor drives the work piece moving in specified instructions. We would like to introduce a new term,
electronic gear ratio (similar to functional mechanical gearbox). Because the motors and mechanical transmission ratios
are different, the unit pulse movements are different; therefore, it is necessary to select specific transmission ratio and
motor during machinery manufacturing. The electronic gear ratio has solved this problem. The minimum instruction
unit of this system is 0.001mm. A calculation formula follows:
Motion distance of every rotation mm*1000 Gear at motor end
CMR: Instruction magnification coefficient (system parameter 1 and 3)
CMD: Instruction frequency division coefficient (system parameter 2 and 4)
The movement of every rotation is the lead of the screw
Gears at screw end (indirect connection, has rotation ration)
64
Gears at motor end (indirect connection, has rotation ration)
If 403BM two-phase step drive and 56 two-phase motor, the screw lead is 4mm and the direct connection
transmission ratio is 1:1
It is known from the manual of 403BM drive that the base working voltage is DC40V, and six coefficients are
2, 4, 8, 16, 32 and 64 respectively. The working current of the motor can be set. The step distance is 1.8° and
the rated current is 3A. The drive uses 32 subdivisions and the current is set to 3A, and the electronic gear
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
ratio is 200*32/4*1000=7/5; and CMR=7, CMD=5.
If the numerator of the electronic gear ratio is larger than the denominator, the top speed that the system allows will
drop.
If the numerator of the electronic gear ratio isn’t equal to the denominator, the positioning accuracy of the system will
drop.
To ensure the positioning accuracy and speed index of the system, if the digital servo with electronic gear ratio
function is equipped, please set the electronic gear ratio to 1:1 and set the calculated electronic gear ratio into the
digital servo.
If step drive is equipped, please use the drives that have step subdivision function, select reasonable mechanical
transmission ratio, and set the electronic gear ratio of the system to 1:1 to avoid significant difference between the
numerator and denominator of the electronic gear ratio.
13.1.3 ACCELERATION/DECELERATION FEATURES
ADJUSTMENT
Adjust the system parameters according to the features of the drive and motor, as well as the load of the machine
tool:
System parameters 10, 11: quick moving speed of axis X and axis Z;
System parameters 14, 15: linear acceleration/deceleration time constant when axis X and axis Z are moving in high
speed;
System parameter 7: acceleration/deceleration time constant of cutting feeding and manual feeding;
System parameter 6: Start/stop speed of acceleration/deceleration of cutting feeding;
The larger the acceleration/deceleration time constant is, the slower the acceleration/deceleration is, the lower the
impact of machine tool movement is and the lower the processing efficiency is; the smaller the
acceleration/deceleration time constant is, the faster the acceleration/deceleration is, the higher the impact of machine
tool movement is and the higher the processing efficiency is.
If the time constants of acceleration and deceleration are same, the higher the start/stop speed of the
acceleration/deceleration is, the faster the acceleration/deceleration is, the higher the impact of machine tool movement
is and the higher the processing efficiency is; the lower the start/stop speed of the acceleration/deceleration is, the
slower the acceleration/deceleration is, the lower the impact of machine tool movement is and the lower the processing
efficiency is.
The principle of acceleration/deceleration features adjustment is to reduce the acceleration/deceleration time constant
and increase the start/stop speed of the acceleration/deceleration properly to improve the processing efficiency on the
premise that the drive doesn’t alarm, the motor doesn’t desynchronize and the machine tool movement doesn’t have
obvious impact. If the time constant of the acceleration/deceleration is too low, or the start/stop speed of the
acceleration/deceleration is too high, it is easy to cause drive alarm, motor desynchronization or machine tool vibration.
When the matched step motor drives the device, if the quick moving speed is too high, acceleration/ deceleration time
constant is too low, and the start/stop speed of acceleration/deceleration is too high, the motor may be desynchronized.
If AC servo drive devices are equipped, please set the start/stop speed to a high value and set the acceleration/
deceleration time constant to a low value to improve the processing efficiency. To get the perfect acceleration/
deceleration features, please set the acceleration/ deceleration time constant to 0 and adjust the acceleration/
deceleration parameters of the AC servo.
Acceleration/deceleration control
System parameter 10: quick moving speed of axis X (unit: mm/min)
System parameter 11: quick moving speed of axis Z (unit: mm/min)
System parameter 14, 15: linear acceleration/ deceleration time constant when axis X and axis Z are moving in high
speed
System parameter 9: top cutting feeding speed of axis X and axis Z (unit: mm/min)
System parameter 7: feeding acceleration time constant; if this value is 0, no acceleration is performed (unit: ms)
System parameter 6: start speed of acceleration and stop speed of deceleration during cutting feeding (unit: mm/min)
13.1.4 TROUBLESHOOTING FOR MOTOR DRIVE
I. The motor doesn’t work, or stops soon, and accompanied with hum.
Analysis: The reasons may be:
A. The power supply or wiring of the motor has problem, for example, the pulse cable isn’t connected properly. The
drive enabling signal isn’t connected properly.
B. The drive parameter setting has problem, such as the control mode (in position control mode), motor enabling mode,
etc.
C. The motor stops soon and hums. The machine tool controller is still working normally, the coordinates still change
according to the program instructions, this is because that the step motor and its load have inertia, and thus the motor
65
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Axis Z positive limit travel switch
Alarm info
can’t start and stop immediately during working, loses steps when it is started and exceeds steps when it is stopped. To
solve the problem: through an acceleration and deceleration process, start with low speed, accelerate to a certain speed
and then decelerate until stopped. The reasonable and smooth acceleration/deceleration control is the key to ensure the
reliable, efficient and accurate running of the step driving system.
First, check whether the power supply of the drive is normal, and then check whether all the cables of the drive are
connected. Refer to the drive instructions to check whether it is necessary to connect enabling signal. If yes, please
follow the instructions (the drive interface of the system doesn’t have dedicated enabling port, but 24V and 5V DC
voltages are available). Then, check whether the working mode of the drive is position control mode and direction +
pulse mode. Please select internal power enabling mode if servo is used. If the motor desynchronizes, please modify
the start speed, quick moving, feeding speed, maximum feeding speed and acceleration time of axis X and axis Z.
II. The motor only runs in one direction
Analysis: This is because the direction signal can’t be changed. Please check whether the direction signal DR is
connected normally.
Method: Measure the DR+ and DR- voltage signals with a voltmeter and then press the positive/negative movement
key of the axis, and the polarity of the voltage shall change. If the polarity doesn’t change, the system has fault. Please
contact the system manufacturer. If the polarity changes, the drive has fault.
III. Drive alarm
Please refer to the drive instructions to check the alarm reason, eliminate the fault and clear the alarm (the system drive
has a drive alarm reset signal and you can press the Reset key to clear)
13.2. Hard limit function
The hard limit function consists of two hard limit travel switches, which are positive limit and negative limit.
Digital input wiring board
XS5 interface
xis Z negative limit travel switch
Axis X positive limit travel switch
xis X negative limit travel switch
13.2.1 ENABLING HARD LIMIT FUNCTION
The hard limit function is controlled by system parameters. Set the system parameter 22 hard limit enabling to “1” to
enable the hard limit function, or set to “0” to disable the function. The system parameter 23 is hard limit effective level.
Set the value (NO: 0, NC: 1) according to the actually connected switch type (NO, NC). After setting the hard limit
parameters, move to the limit switch of every axis in low speed manually and check whether the parameters are set
properly.
To move to the positive limit switch of axis X, when the positive limit switch is enabled, axis X stops moving
immediately and alarms, and won’t move to the positive direction. To solve the problem, move to reverse direction to
leave the limit switch, and press the Reset key to clear the alarm.
Axis X positive direction overtravel
Alarm MDI mode
Alarm info display
66
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Digital input terminal board
Axis Z origin approach switch
Input point state
Input point state after positive limit of axis X
13.2.2 TROUBLESHOOTING FOR HARD LIMIT
A. Hard limit function is invalid: please check the system parameters ---- whether the hard limit enabling is set to 1; if it
is 0, please select 1 to enable the hard limit function.
B. The limit of certain directions is invalid; the limit in one of the four directions is invalid. This means that the
parameter settings are proper. Please check whether the cables in the invalid direction are connected and whether the
switch is damaged. Please note that the hard limit levels of axis X and axis Z are set by two parameters separately, and
thus the limit switches of same axis shall be in same type (NO or NC). Check whether the limit switch is connected.
For your safety, please enable the hard limit function, move the axes to the center position manually and then switch to
MDI mode. Switch to the input point interface, press the limit switch of every axis with hands, and the controller sends
alarm tone. If there is no change, please check the corresponding external wiring. If the external wiring is proper, please
check whether the machine tool input port is damaged. If yes, contact the system manufacturer.
13.3. Mechanical origin adjustment
As connected in the figure below:
Axis X origin approach switch
XS5 interface
Adjust the parameters according to the effective level of connection signal, origin mode and direction:
13.3.1 ORIGIN PARAMETER SETTING
System parameter 32: Origin mode
=0: Return to machine tool origin directly
=1: Single switch returns to mechanical origin
=2: Deceleration switch and servo origin return to mechanical origin
System parameter 33, 34: effective level of deceleration signal when return to mechanical origin
67
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
= 1: effective when disconnected from 0V
= 0: effective when connected to 0V
System parameter 41, 42: axis X and axis Z return to reference coordinates
System parameter 35, 36: select positive or negative for the origin direction of axis X and axis Z
System parameter 37, 38: high speed when axis X and axis Z return to origin
System parameter 39, 40: low speed when axis X and axis Z return to mechanical origin
After confirmed that the hard limit function and origin signal are effective, it is possible to
perform the mechanical origin operation.
Check whether the origin switch is connected properly. For your safety, please move the axes to the center position
manually and then switch to MDI mode. Switch to the input point interface, press the origin switch of every axis
with hands, and the controller sends alarm tone. If there is no change, please check the corresponding external wiring.
If the external wiring is proper, please check whether the machine tool input port is damaged. If yes, contact the
system manufacturer. Perform the origin operation if the input signal is correct.
Generally, the mechanical origin is installed at the position of maximum travel. The effective travel
of the origin block is at least 25mm. To ensure the accurate origin, please ensure sufficient
deceleration distance, so that the speed can be reduced. The higher the mechanical origin speed is, the
longer the origin block is. Otherwise, the origin accuracy will be affected because the system
acceleration/deceleration and machine tool inertia make the mobile extension units cross the origin
block and no sufficient deceleration distance is reserved.
The diagram that uses one approach switch as the deceleration and origin signal at the same time
follows:
Direction to mechanical origin
Metal sensing block installed on the machine tool slide
PNP-NC type approach switch
Connect to +24V
I. The mechanical origin when use one approach switch as the origin signal
① The diagram follows:
68
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn
Connect to 0V

CNC4220 Machine Tool Operation and Test
Metal sensing block installed
on the machine to
ol
about 8mm
NC type approach switch
DECN signal
Connect to 0V
Direction to mechanical origin
Connect to +24V
② Origin process
A: Select the mechanical origin mode, press the manual forward feeding key, and the corresponding
axis moves to origin in high speed
B: When the approach switch detects the block for the first time, the speed drops immediately and
runs in fixed low speed reversely
C: When the approach switch leaves the block, runs reversely in the decelerated speed, and starts
checking the origin signal
D: When the approach switch detects the block for the second time, the origin signal is valid, the
movement stops and the mechanical origin operation completes
II. Use one approach switch and servo origin as the mechanical origin of origin signal
A: Select the mechanical origin mode, press the manual forward feeding key, and the corresponding
axis moves to origin in high speed
B: When the approach switch detects the block, the speed drops immediately and runs in fixed low
speed, and starts checking the origin signal
C: When it detects the servo origin for the first time, it runs reversely in fixed low speed
D: If no servo origin signal is detected, it runs reversely in fixed low speed, and starts checking
the servo origin signal (DEC). When it detects the servo origin signal for the second time, the origin
signal is valid, the movement stops and the mechanical origin operation completes.
13.3.2 TROUBLESHOOTING FOR MECHANICAL ORIGIN
A. The origin direction is reversed: the parameter of origin direction is reversed; please modify
the parameter.
B. The motor desynchronizes in the origin process: the origin speed is too high; please change it
to appropriate value.
C. Overtravel occurs in the origin process: the origin switch is invalid; please check whether the
origin switch and wiring are normal
13.4. Reverse clearance compensation
Measure with dial indicator, dial gauge or laser detector. The reverse clearance should be
compensated accurately to improve the processing accuracy. Therefore, it isn’t recommended to
measure the reverse clearance of screw in handwheel or single step mode. Please measure the
reverse clearance in the method below:
Edit program:
O0001;
N10 G01 W10 F800;
N20
W15;
N30
W1;
N40
W-1;
69
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Alarm info
N50
M30.
Set the error compensation of reverse clearance to 0 before measuring;
For single section program, find measurement reference A after positioning for two time,
record current data, run 1mm in same direction and then run 1mm to point B in reverse
direction to read current data.
Reverse position
Position of reading data
Diagram of reverse clearance measurement method
Error compensation of reverse clearance = | data recorded by point A–data recorded by point
B
|; if the clearance error isn’t 0, please modify the values of parameter 43 and 44 (unit:
pulse); if the clearance is too big, increase the values of parameter 43 and 44, or else
decrease the values until the error compensation of reverse clearance is 0.
Note: Re-check the reverse clearance when the machine tool has been used for three months.
13.5. Drive protection settings and checking
Drive alarm signal
The drive alarm function is always on and can’t be disabled, but the alarm effective level can be set in
the parameters. When the system is working and detects drive alarm signals, it compares with the
effective level set by the parameters and displays the corresponding alarm signals if it accords with the
parameter value. In auto mode, it stops running and sends alarm. Press the Diagnosis key to view the
alarm info and check the reason of the alarm. When the fault is eliminated, press the Reset key to clear
the alarm.
Axis X positive direction overtravel
Alarm Auto mode
Axis X alarm info
Input point state
Axis X alarm signal AALM input valid
70
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Parameters: system parameter 30 and 31, axis X and axis Z alarm level. Default: “0”, low level is
effective; if the alarm is high output level, please change this parameter to “1”.
13.6. Main axis encoder
Wiring diagram of main axis encoder
Definition of main axis encoder interfaces Rotation encoder
Parameters
System parameter 60: wire number of main axis encoder; please set according to the value marked on
the encoder label.
13.6.1 TROUBLESHOOTING FOR MAIN AXIS ENCODER
No main axis rotation display: Check whether the cable connection is normal; if yes, enter the main axis
encoder test interface in the diagnosis interface. Rotate the main axis manually, the main axis encoder
counter takes count in normal condition, and the stats of phase A and phase B flash. If there is no change,
please check whether the power supply of the encoder interface is normal. If yes, check the differential
output signal of phase A and phase B. During low speed rotation, the voltage changes a little. If the
power supply is normal and the driving voltages of phase A and phase B change, the input port of
machine tool may be damaged. Please contact the system manufacturer.
Main axis encoder test
Main axis encoder
Handheld box test
Handwheel
The system doesn’t respond to any operation when running screw thread instruction
Reason: when lathing screw thread, system checks the signal of screw head (encoder axis Z signal). If
the rising and falling of phase Z signal aren’t detected, the program stays in circle detection state
(because the phase Z signal of the encoder is very narrow) and doesn’t respond to the key-pressing.
71
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Please check whether the connection of phase Z signal is normal. In main axis encoder test interface,
press the Z key to enter the main axis encoder origin signal test method, as in the picture below
Main axis encoder test
Main axis
encoder
Handheld box test
Handwheel
Main axis encoder origin signal is normal
Rotate the encoder for four circles in low speed manually and the information in the picture below
appears in normal condition. If the prompt that main axis encoder origin signal is normal doesn’t appear
after four circles, the phase Z signal of the encoder or the controller may be damaged. Please change the
encoder.
Main axis encoder test
Main axis
encoder
Handheld box test
Handwheel
Main axis encoder origin signal test; please
rotate the encoder for four circles
13.7. Main axis control
13.7.1 WIRING DIAGRAM
(Analog voltage, position, brake signal, positive/negative rotation control)
Definition of analog main axis interfaces Connection of CNC4220 frequency inverter
(Analog main axis)
XS8 interface
72
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
YA
Frequency
Multi
-
section
Note:
control
2
control
3
control
1
control
0
brake
reverse
forward
Frequency
inverter
electromagne
tic brake
control main
(Green)
(Red)
axis
1. KA center relay, DC24V
2. VD freewheeling diode
inverter main axis
Main axis
Main axis
Main axis
Main axis
Main axis
Main axis
Main axis
(machine tool output terminal board)
73
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
13.7.2 MAIN AXIS PARAMETER SETTING
Main axis control mode (system parameter 58)
Multi-section speed control mode
Two modes are available:
A: Four sections direct output
B: BCD coding output (16-section speed)
Stepless speed regulation mode: analog voltage control mode
If the parameter value of main axis control mode is set to 0, it is controlled by four-section speed. If the
value is set to 1, it is the stepless speed regulation controlled by analog quantity. If the value is 2, it is
controlled by 16-section speed. If the value is 3 (DC drive main axis motor stepless speed regulation
mode), M03 output terminal controls the positive/negative rotation of main DC motor (if the logical state
is 0, the main axis rotates forwardly; if the logical state is 1, the main axis rotates reversely) and M04
terminal controls the start and stop of main axis. To make the motor rotate, give start signal to the signal
in specified direction. If the output logic of M04 terminal is 1, the main axis is started; if it is 0, the main
axis is stopped. See the table below for the control logic
Function M03 connection end M04 connection end
Main axis forward
rotation M03
Main axis reverse
rotation M04
Main axis reverse
rotation M05
Maximum rotation of main axis (system parameter 59) ---- the maximum rotation (r/min) of the main
axis in analog voltage control mode; this parameter shall match the actual value to get the perfect V/S
linearity.
1 1
0 1
Z 0
13.7.3 CALIBRATION OF ANALOG VOLTAGE
Set the regulation value of system parameter 97 main axis analog voltage to 1, and then press the
parameter key to enter the parameter table of main axis analog quantity, and then switch to MDI mode
and stopped state.
Main axis analog
quantity parameter table 1
MDI mode
The percentages in the table represent the ratio of theory output voltage and maximum voltage. Press the
direction keys to select a percentage, use a multimeter to record the corresponding voltage and output to
the table in the right. As in the figure above, press the direction key to select 50%, and the voltage
measured with the multimeter is 4.62V. If it is same to the value in the table, it is not necessary to
change. If not, input the measured value into the cell corresponding to 50%.
The system shares two lines of analog voltage, and there are also two calibration parameter tables. Press
the Up/Down key to switch the tables. If the parameters are in disorder, press the Reset key in MDI
mode and stopped state to restore the default values. After the voltage calibration, set parameter 97 to 0.
74
PDF 文件使用 "pdfFactory Pro" 试用版本创建 À www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Chara
cteristic
d
iagram
of stepless speed
Maximum
13.7.4 TIME SEQUENCE AND V/S CHARACTERISTIC DIAGRAM
Brake output time
Brake delay time
Output time
rotation of main
axis
13.7.5 TABLE OF MULTI-SECTION SPEED REGULATION STATES
Control mode Speed Output port state
Four-section
speed control
16-section speed
control
Position
S0 0 0 0 0
S1 0 0 0 1
S2 0 0 1 0
S3 0 1 0 0
S4 1 0 0 0
S0 0 0 0 0
S1 0 0 0 1
S2 0 0 1 0
S3 0 0 1 1
M41 M42 M43 M44
S4 0 1 0 0
S5 0 1 0 1
S6 0 1 1 0
S7 0 1 1 1
S8 1 0 0 0
S9 1 0 0 1
S10 1 0 1 0
75
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Chuck clamped
Note:
Clamping
Digital input
S11 1 0 1 1
S12 1 1 0 0
S13 1 1 0 1
S14 1 1 1 0
S15 1 1 1 1
13.7.6 TROUBLESHOOTING FOR MAIN AXIS CONTROL
This part mainly involves the settings of frequency inverter, few involves the parameter setting of
machine tool control, and except the analog voltage, the state change of output signals of machine tool
controller can be checked in output point state interface.
13.8. Chuck control
13.8.1 WIRING DIAGRAM
Chuck released
1. KA center relay, DC24V
Chuck foot switch
signal
Release signal
2. VD Freewheeling diode
(machine tool output terminal board)
13.8.2 CHUCK PARAMETER SETTING
Check the clamping setting of chuck is “0” or “2” (do not check the clamp in position signal). The
shadow part is the chuck clamping time and controlled by the parameters. The output time sequence is
shown in the figure below.
76
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Chuck mode 0 | Chuck mode 2
Chuck mode 1 | Chuck mode 3
Clamped
| Released
Clamped
| Released
Clamped
| Released
Clamped
| Released
Chuck mode “0”: continuous output control mode of internal chuck; chuck mode “1”: continuous output
control mode of external chuck; chuck mode “2”: inching output control mode of internal chuck; chuck
mode “3”: inching output control mode of external chuck
The difference between “0” and “2” of chuck clamping settings: if “2” is selected, main axis and chuck
are interlocked.
If the chuck clamping setting is “1”, check the clamping in position signal. The principle of the four
working mode follows:
Chuck mode 0: while executing clamping instruction M12, open XS6-12 port and close XS6-13 port,
and check the clamping in position signal pin XS5-8. If the clamping signal is detected in the clamping
time of the chuck, the M12 instruction is executed; otherwise, send alarm info “chuck clamping
overtime”.
Chuck mode 1: while executing clamping instruction M12, open XS6-13 port and close XS6-12 port,
and check the clamping in position signal pin XS5-7. If the clamping signal is detected in the clamping
time of the chuck, the M12 instruction is executed; otherwise, send alarm info “chuck clamping
overtime”.
Chuck mode 2: while executing clamping instruction M12, open XS6-12 port and close XS6-13 port,
delay chuck clamping time and then clock the XS6-12 port, and check the clamping in position signal
pin XS5-8. If the signal is valid, the M12 instruction is executed; otherwise, send alarm info “chuck
clamping overtime”.
Chuck mode 3: while executing clamping instruction M12, open XS6-13 port and close XS6-12 port,
delay chuck clamping time and then clock the XS6-13 port, and check the clamping in position signal
pin XS5-7. If the signal is valid, the M12 instruction is executed; otherwise, send alarm info “chuck
clamping overtime”.
Note: when check the chuck clamping parameter settings: 0- do not check, do not interlock with
main axis, 1- check the clamping signal and interlock with main axis, 2- do not check the clamping
signal but interlock with main axis, 3- check the clamping signal but do not interlock with main
axis
13.8.3 TROUBLESHOOTING FOR CHUCK CONTROL
The chuck control is comparatively simple and its main I/O signals can be checked in the diagnosis
interface. Please check the relating signal if any fault occurs.
The output point state of M12 is shown below.
77
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Note:
Tailstock
forward
Output point state
13.9. Tailstock control
13.9.1 TAILSTOCK WIRING DIAGRAM
1. KA center relay, DC24V
2. VD Freewheeling diode
External switch of tailstock
Tailstock backward
XS5 digital input
Time sequence figure
78
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn
(machine tool output terminal board)

CNC4220 Machine Tool Operation and Test
Definition of J1 pins (knife rack signal
-
J1)
signal adapter board
13.9.2 PARAMETER SETTINGS
Set the tailstock control to “1” to activate the tailstock function, or set it to “0” to deactivate the function.
Note: Do not push the tailstock forward/backward when the main axis is rotating, or else the alarm
occurs.
13.10. Knife replacing control
13.10.1 WIRING DIAGRAM OF ELECTRIC KNIFE RACK
Knife position hall elements T01-T08
1) +24V -24V power output, provided for Hall elements;
2) Pin2-9 - 8 lines (two knife racks) Hall element signal input end, connected to Hall element signal
output, (Hall element signal consists of NPN and PNP);
3) GND - earth of 24V power, provided for Hall elements; Definition of J2 pins (Shaped signal - machine tool)
1) +24V -24V power input, connected to switching power supply or machine tool system 24 power
supply;
2) Pin2-9 - 8 lines (two knife racks) Hall element signal input end, connected to machine tool system
output;
3) GND - earth of 24V power, connected to switching power supply or earth of machine tool system
24 power supply; JP9:
1) Pin2 and 3 short connected - corresponding output signal is NPN Hall element;
2) Pin1 and 2 short connected - corresponding output signal is PNP Hall element; JP1-JP8: select the reverse phase of every line of input
Depend on whether the output of Hall elements and the input of machine tool system are in same
phase
1) Pin2 and 3 short connected - corresponding output of Hall elements and the input of machine tool
system are in reverse phase;
2) Pin1 and 2 short connected - corresponding output of Hall elements and the input of machine tool
system are in same phase;
CNC9108 knife position
(Digital input terminal board)
79
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn
XS5 interface

CNC4220 Machine Tool Operation and Test
Forward
machine tool output terminal
board
Note:
1. KA center relay, DC24V
2. VD Freewheeling diode
Reverse
knife
replacing
knife
replacing
Knife replacing motor
80
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
13.10.2 KNIFE REPLACING PARAMETER SETTING
A. No. 46 system knives – Knife station (knife position) number for mechanical turret. Please select “0”
for line knife structure.
B. No. 47 knife position signal level – the effective level of knife position sensor when the knife is in
position
C. No. 48 knife rack lock level – select knife in positive rotation and lock in reverse rotation; the
effective level of lock sensor
D. No. 49 maximum knife replacing time – the time that normal knife rack rotates one circle
E. No. 50 lock delay time – the delay time from the completion of knife selection in positive rotation to
the start of reverse lock
F. No. 51 knife rack reverse lock time – the time required to lock the knife rack
Note: the above parameters are effective to electric knife rack and the line knife doesn’t require the
setting.
Time sequence figure
Knife position signal
Lock time
Lock delay
13.10.3 TROUBLESHOOTING FOR KNIFE REPLACING
When the system uses electric turret knife rack, the knife replacing will fail if the parameter setting isn’t
proper, for example, can’t replace the knife. Please check whether the knife number is set to 0, whether
the maximum knife replacing time is reasonable, and whether the settings of connection and jumper of
knife rack signal conversion board are proper. These settings can be checked in the diagnosis interface.
Please reduce the range to eliminate the fault.
13.11. Handheld box and additional panel interface XS7
13.11.1 INTERNAL WIRING DIAGRAM OF THE HANDHELD BOX
High
X
Medium
Low
Z
Start
Stop
Emergency stop
13.11.2 PIN FUNCTION OF HANDHELD BOX INTERFACES
81
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn
Encoder

CNC4220 Machine Tool Operation and Test
encoder
Wire No.
Definition Function
1 Position switch (IN24) Position 0.1 --- High speed
2 Position switch (IN26) Position 0.01--- Medium-speed
3 Position switch (IN28) Position 0.001--- Low speed
4 Button (IN30) Loop start
5 Button (IN32) Pause
6 HA Phase A input signal for hand
encoder
7 24V- Cathode of internal 24V
power supply
8 5V+ Anode of internal 24V power
supply
9 Axis selection (IN25) Axis X
10 Axis selection (IN27) Axis Y
11 Axis selection (IN29) Axis Z
12 Axis selection (IN31) Axis A
13 Button (IN33) Emergency stop
14 HB Phase B input signal for hand
15 5V- Cathode of internal 24V
power supply
82
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Interface
13.11.3 WIRING DIAGRAM OF ADDITIONAL PANEL
Normally open Normally open
CNC4220 additional panel
definition
Light blue Standby 3
Pink
Start
Stop
Phase A
Phase B
Standby 2
Orange
Black
Yellow
Blue
Standby 1
White
Cooling (yellow)
Emergency stop button
Red
Normally closed
Power on (green) Power off (red)
Green
Brown
Grey
Handwheel
Normally closed
Start (green)
Pause (red)
13.11.4 PRECAUTIONS AND PARAMETER SETTING FOR
HANDHELD BOX
The handheld box and additional panel share the interface XS7, and thus they can use only one function
at the same time. Select the handheld box or additional panel through system parameter 86: if parameter
86 = 0, the handheld box is selected; if parameter 86 = 1, the additional panel is selected.
The output signals of handheld box and additional panel have corresponding diagnosis signals on the
controller, as in the figure below
Main axis encoder
Handwheel
Main axis encoder test
Handheld box test
13.11.5 TROUBLESHOOTING FOR HANDHELD BOX
When any fault occurs, please set the operation mode to MDI, press the Diagnosis key to enter the
diagnosis interface, and press the Up/Down key to switch to handheld box test interface, as in the figure
above. Then, rotate and press the corresponding switch, and the corresponding diagnosis signal changes;
otherwise, this signal has fault. Please check the connection of the signal wire and the switch. If normal,
the input interface of the controller has internal fault. Please contact the manufacturer. When the
handwheel is rotating, the counter shows the received pulses, and HNDA and HNDB signals change
alternatively. If there is no counting, and HNDA and HNDB signals have no change, please check the
wire connection and whether the 5V power supply of the handwheel is normal. If the connection is
normal, but the handwheel doesn’t have 5V power supply, the internal power supply of the controller has
fault. Please contact the system manufacturer. Note: the 5V power supply is only for the handwheel.
83
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
RC absorber
RC absorber
Lubrication
Cooling
Fault indicator
Working indicator
13.12. Wiring diagram of cooling and lubrication control
Cooling motor Lubrication motor
Cooling electromagnetic valve/lubrication electromagnetic valve
13.13. Wiring diagram of working indicators
Fault indicator
XS6
interface
Working indicator
84
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn
XS6
interface

CNC4220 Machine Tool Operation and Test
Programmable
output por
t
Programmable
output port
Programmable
output port
Programmable
output port
Programmable
output port
Programmable
output port
Programmable
output port
Note:
2. VD
Freewheeling
diode
(Digital input
terminal board)
13.14. Programmable I/O port
13.14.1 WIRING DIAGRAM OF PROGRAMABLE I/O PORT
1. KA center relay, DC24V
(machine tool output terminal board)
13.14.2 WIRING DIAGRAM OF PROGRAMABLE INPUT AND
CERTAIN CONTROL PORTS
External
start key
XS5
interface
85
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Servo drive power supply
Green
Fan
For step drive
13.15. Wiring diagram of main power supply
Red
Use 220V power supply if
220V electromagnetic
valve is selected
(optional)
Power indicator
Use step transformer if
step motor is selected
supply if 24V electromagnetic
Use 24V switching power
valve is selected
For CNC4240 controller
Filter
86
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Effective level of axis
X
13.16. System parameters table
No. Function Range Default Unit Remark
1 Frequency division
coefficient of axis X
instruction (CMD)
2 Magnification coefficient of
axis X instruction (CMR)
3 Frequency division
coefficient of axis Z
instruction (CMD)
4 Magnification coefficient of
axis Z instruction (CMR)
5 Feeding speed 1-9999 4000 mm/min
6 Feeding start speed 1-9999 300 mm/min
7 Feeding acceleration time 1-9999 200 ms
8 Manual speed 1-9999 120 mm/min
9 Maximum feeding speed 1-9999 700 mm/min
10 Quick moving speed of axis
X
11 Quick moving speed of axis Z 1-9999 3000 mm/min
12 Start speed of axis X 1-9999 300 mm/min
13 Start speed of axis Z 1-9999 300 mm/min
14 Acceleration time of axis X 1-9999 100 ms
15 Acceleration time of axis Z 1-9999 100 ms
16 Coordinate X of second
reference point
17 Coordinate Z of second
reference point
18 Error range of arc radius 0-9999 mm
19 Feeding amount of arc
interpolation
20 Interpolation speed mode 0-1 0
21 Acceleration of arc
interpolation
22 Hardware limit enable 0-1 1
23 Effective level of hardware
limit
24 Software limit enable 0-1 1 If “1” is selected, the
25 Positive soft limit of axis X 0-9999.999 0-9999.999 mm
26 Negative soft limit of axis X 0-(-9999.999) -9999.999 mm
27 Positive soft limit of axis Z 0-9999.999 0-9999.999 mm
28 Negative soft limit of axis Z 0-(-9999.999) -9999.999 mm
29 Manual start speed 1-9999 60 mm/min
30 Alarm level of axis X 0-1 0 High/low “0”: low, “1”: high
31 Alarm level of axis Z 0-1 0 High/low “0”: low, “1”: high
32 Origin mode 0-2 1
33
87
1~255 1
1~255 1
1~255 1
1~255 1
1-9999 3000 mm/min
9999- (-9999) 0 mm
9999- (-9999) 0 mm
0-9999 0.02 mm
0-9999 50 mm/min
0-1 0
values of parameter 25-28
are effective
Origin mode =0: return to
machine tool origin
directly and do not check
the origin switch
Origin mode=1:
deceleration switch origin
Origin mode =2:
deceleration switch and
servo origin signal
0-1 0
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
1
: analog
speed regulation
origin
34 Effective level of axis Z
origin
35 Origin direction of axis X 0-1 0 0: origin in negative
36 Origin direction of axis Z 0-1 0 0: origin in negative
37 High speed of axis X origin 1-9999.99 7000 mm/min
38 High speed of axis Z origin 1-9999.99 7000 mm/min
39 Low speed of axis X origin 1-9999.99 200 mm/min
40 Low speed of axis Z origin 1-9999.99 200 mm/min
41 Axis X reference point
coordinates
42 Axis Z reference point
coordinates
43 Axis X reverse clearance
compensation
44 Axis Z reverse clearance
compensation
45 Knife alignment mode 0-2 0
46 System knives 0-32 4
47 Knife position signal level 0-1 1
48 Knife rack lock signal level 0-1 1
49 Maximum knife replacing
time
50 Knife replacing delay 1-65535 200 ms
51 Reverse lock time of knife
rack
No. Function Range Default Unit Remark
52 Effective control position of
chuck function
53 Chuck mode 0-3 0 0: continuous output of
54 Check chuck clamping 0-3 0 1: check releasing and
55 Chuck in position signal
level
56 Chuck clamping time 1-65536 1000 ms
57 Tailstock function control 0-1 0
58 Main axis control mode 0-2 1
0-1 0
direction; 1: origin in
positive direction
direction; 1: origin in
positive direction
-9999.999-9999.
0.000 mm
999
-9999.999-9999.
0.00.000 mm
999
0-2 000 0 Pulse
0-2 000 0 Pulse
Alignment mode=0: fixed
alignment mode
Alignment mode =1: test
cutting mode
Alignment mode =2:
mechanical origin mode
1-65536 40000 ms
1-65535 4000 ms
0-1 0 0: ineffective
1: effective
external chuck signal
1: continuous output of
internal chuck signal
2: pulse output of external
chuck signal
3: pulse output of internal
chuck signal
clamping signals; 0: do
not check releasing and
clamping signals; 2: check
clamping signal; 3: check
releasing signal
0-1 0
0: speed regulation for
88
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
switching quantity
position
2: speed regulation for
BCD encoder position
59 Maximum rotation of main
axis
60 Wire number of main axis
encoder
61 Brake delay time 0-65535 0 ms
62 Brake output time 0-65535 0 ms
63 Waiting time of M code 1-9999 200 ms
64 Waiting time of S code 1-9999 200 ms
65 Diameter/radium
programming
66 Coordinates storage 0-1 0
67 Cursor returns to program
switch automatically
68 Reset switch auxiliary
output
69 Program end symbol 0-1 0
70 Automatic program section
number increment
71 Emergency stop function 0-1 0
72 Emergency stop signal level 0-1 0
73 Protective door checking 0-1 0
74 Protective door signal level 0-1 0
75 External loop start 0-1 0
76 Loop start signal level 0-1 0
77 External pause 0-1 0
78 External pause signal level 0-1 0
79 Feeding signal enable 0-1 1
80 Feeding signal level 0-1 0
81 Parameter switch 0-1 0
82 Program switch 0-1 0
83 Auto screen saver 0-1 1
84 Waiting time of screen saver 48
85 Parameter password control 0-1 0
86 Handheld box and additional
panel selection
87 Handwheel speed 0-9999 5000 mm/min
88 Axis X direction logic 0-1
89 Axis X pulse logic 0-1
90 Axis Z direction logic 0-1
91 Axis Z pulse logic 0-1
92 Lubrication enable and
period
93 Lubrication mode 0-1 0 0: lubricate when the
94 Lubrication output effective
time
95 Screw tail axis X speed ratio 0-65535 0 May be changed in the
96 Screw tail axis Z speed ratio 0-65535 0 May be changed in the
97 Regulation symbol of main
axis analog quantity
89
0-9999 6000 r/min
1-9999 1024 pulse/r
0-1 1
0-1 0
0-1 1
1-9999 10
0-1 0
0-9999 0 h
program is running; 1:
lubricate when the system
is electrified
0-9999 0 s
program
program
0 0
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
98 Device ID 1-255 1
99 Serial port baud rate 115200 115200
100 G74 axial knife backward -9999-9999 0
101 G74 radial offset -9999-9999 0
102 G74 axial knife forward -9999-9999 0
103 G74 radial knife backward -9999-9999 0
104 G75 radial knife backward -9999-9999 0
105 G75 axial offset -9999-9999 0
106 G75 radial knife forward -9999-9999 0
107 G75 axial knife backward -9999-9999 0
108 G71 rough knife forward -9999-9999 0
109 G71 rough knife backward -9999-9999 0
110 G71 axis X fine allowance -9999-9999 0
111 G71 axis Z fine allowance -9999-9999 0
112 G72 rough knife forward -9999-9999 0
113 G72 rough knife backward -9999-9999 0
114 G72 axis X fine allowance -9999-9999 0
115 G72 axis Z fine allowance -9999-9999 0
116 G73 axis X rough allowance -9999-9999 0
117 G73 axis Z rough allowance -9999-9999 0
118 G73 axis X fine allowance -9999-9999 0
119 G73 axis Z fine allowance -9999-9999 0
120 G73 cycles 1-9999 0
121 System language 1-255 1
122 Screw thread acceleration/
deceleration mode
0-1 0
13.17. Alarm info reference table
Alarm code Content Solution
1000 Please reset Press the Reset key
1001 File format error occurs when copying
files
1002 Serial communication: memory is full Delete some files
1003 Serial communication: data overlength Check whether the file size exceeds the device
1004 Serial communication: no filename Check the file format and modify the file
1005 Serial communication: no file end Check the file format and modify the file
1006 Serial communication: system data is full Delete some files
1007 Serial communication: data receiving
successfully
1008 Serial communication: file of same name
exists
1009 Serial communication: file saved
1010 Files exceed 9999 in the system Delete some files
1011 File of same name exists Copy in another file name
1012 File copy successfully
1013 Parameter switch ON
1014 Program switch OFF Turn on program switch
1015 Parameter switch OFF Turn on parameter switch
1016 Parameter switch disabled Modify system parameter ——parameter switch
1017 Program switch disabled Modify system parameter ——program switch
1018 The numerator or denominator of the
electronic gear ratio exceeds 9999
1019 MDI running doesn’t support G code Modify the program
1020 MDI running doesn’t support M code Modify the program
1021 Password error Please enter the password below
1022 Didn’t set the program origin with G50 Please set and return to program origin
Check the file format and modify the file
memory
Send in another file name
Modify the numerator or denominator of the
electronic gear ratio
90
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
1023 Knife replacing fails Check the parameters and lines
1024 The top limit is eight-station knife rack The top limit of the electric turret is eight stations
1025 The knife replacing exceeds the limit Modify the knife limit of the program
1026 Main axis control logic error Modify the program
1027 Main axis I/O point control: the system
doesn’t support the S code
1028 Tailstock function is disabled when the
main axis is turned on
1029 Chuck function disabled Open the parameter control position of the chuck
1030 Tailstock function disabled Open the parameter control position of the tailstock
1031 Lubrication function disabled
1032 Chuck isn’t clamped Check the parameter setting and lines of the chuck
1033 Chuck clamping overtime Check the parameter setting and lines of the chuck
1034 Please change materials Change materials
1035 Can’t execute tailstock chuck instruction
when main axis is running
1036 M98 instruction format error Modify the program
1200 No enter symbol at the data end Modify the program
1201 Characters in one line exceeds 255 Modify the program
1202 Illegal character beginning Modify the program
1203 G code/M code format error Modify the program
1204 Doesn’t support the G code Modify the program
1205 Doesn’t support the M code Modify the program
Alarm code Content Solution
1206 No figures after characters Modify the program
1207 Code repeats Modify the program
1208 Subprogram number error Check the format of subprogram number
1209 Subprogram number or line number not
found
1210 The subprogram transfer exceeds 9 layers Modify the program and reduce the subprogram
1213 The system doesn’t support the G code Check and modify the program
1215 Screw thread lead is lower than or equal
to 0
1216 Arc radius not specified Check and modify the program
1217 Arc radius error Check and modify the program
1223 G70 G71 G72 G73 circles haven’t
specified start and end line number
1224 G7X profile description code section error Check and modify the program
1225 G71, G72 or G73 start program section
contains incompatible G code
1226 G7X circle doesn’t support subprogram
transfer
1227 Haven’t specified screw thread pitch Check and modify the program
1228 G7X end line number not found Check and modify the program
1229 G70 processing start is described by G00 Check and modify the program
1230 G7X profile description doesn’t support
the G code
1231 G7X motion calculation error, system
overflow
1232 G71, G72 or G73 profile describes the
non-monotonicity
1233 G7X profile description error Check and modify the program
1234 G7X circles exceed 2000, please modify
the program
1235 G7X circle is 0, please modify the
program
Modify the program
Please turn off the main axis and then execute the
tailstock
Modify the program
Check the subprogram number and M98 format
transfer to lower than 9 layers
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Modify the knife forward to reduce the circles
Check and modify the program
91
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
1236 G73 circle is 0 Haven’t specified the circles
1237 G76 screw thread fine processing circles
exceed 2000
1238 G76 circle processing start is lower than
the end position of the screw thread
1239 The arc radius exceeds allowable error Check and modify the program
1240 G94 hasn’t specified axis X coordinates Check and modify the program
1244 T code format error Check and modify the program
1245 S code format error Check and modify the program
1246 Exceed IO port number Check and modify the program
1247 M88/M89 hasn’t specified port number Check and modify the program
1248 G71 rough circle knife forward error Check and modify the program
1249 G71, G72 or G73 profile description
contains incompatible G code or M code
1250 G72 rough circle knife forward error Check and modify the program
1251 G73 axis X rough reserve volume is
negative
1252 G73 axis Z rough reserve volume is
negative
1253 G74- axis Z end isn’t specified or
movement is 0
1254 G74- axis Z knife forward is 0 or exceeds
allowable range
1255 G74- radial offset exceeds allowable
range
1256 G74- radial knife backward exceeds
allowable range
1257 G75 axis X end isn’t specified or
movement is 0
Alarm code Content Solution
1258 G75 - axis Z offset exceeds allowable
range
1259 G75 - radial knife forward is 0 or exceeds
allowable range
1260 G75 - axial knife backward exceeds
allowable range
1261 G76 minimum rough knife forward is 0 Check and modify the program
1262 G76 circle doesn’t specify the end
coordinates of screw thread
1263 G76 circle doesn’t specify the height of
screw thread
1264 G76 circle doesn’t specify the pitch of
screw thread
1265 G90, G92, G94 program error, R value
exceeds allowable range
1266 G28 instruction format error Check and modify the program
1267 G7X start line number isn’t found Check and modify the program
1268 G7X code format error or emergency stop
during motion
1270 G7X circle doesn’t support auxiliary
function
1271 The first program section of G7X profile
description is arc
1272 One program section doesn't support
multiple M codes
1273 G71 G72 G73 start position error Check and modify the program
1274 G71 G72 fine allowance can’t exceed
rough knife forward
Check and modify the program to reduce the circles
Please modify the start position of circle processing
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
Check and modify the program
92
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
1275 Screw thread speed exceeds maximum
feeding speed
1276 Screw thread pitch instruction repeat Check and modify the program
1277 G90G92 hasn’t specified axis Z
coordinates
1278 G76 screw thread taper R value exceeds
allowable range
1279 Input point check overtime Check the program parameters and corresponding
1280 G96 format error Check and modify the program
1281 T code repeat Check and modify the program
1282 Address value exceeds the data range Check whether the instruction value is in specified
1283 The screw thread function doesn't support
constant line speed mode
1284 Reference point coordinates error or
machine tool positioning error too large
1286 Screw thread offset angle doesn’t match
1287 Screw thread interpolation speed is
abnormal
1288 G90, G92 axis Z increment is 0 Check and modify the program
1289 G94 axis X increment is 0 Check and modify the program
1290 The system hasn’t returned to the
reference point
1291 Didn’t specify the position of center point Check and modify the program
1292 G30 didn’t specify the position of center
point
1293 M89 format error Check and modify the program
B001 No memory chip or chip damaged Replace the memory chip
B002 "Memory chip is normal"
C000 System emergency stop Eliminate the fault and clear the emergency stop
C001 Axis X drive alarm Eliminate the fault and clear the alarm
C003 Axis Z drive alarm Eliminate the fault and clear the alarm
C005 Axis X positive limit Modify the program to run in soft limit range
Alarm code Content Solution
C006 Axis X negative limit Modify the program to run in soft limit range
C009 Axis Z positive limit Modify the program to run in soft limit range
C010 Axis Z negative limit Modify the program to run in soft limit range
C013 Axis X positive overtravel
C014 Axis X negative overtravel
C017 Axis Z positive overtravel
C018 Axis Z negative overtravel Find the reason of overtravel, eliminate the fault and
Reduce the main axis rotation
Check and modify the program
Check and modify the program
lines
instruction range
Check and modify the program
Check whether the reference point switch is loose
and the lines
The main axis rotates for five circles when
specifying the angle and the angle can’t match.
Please modify the program or change high speed
wire main axis encoder.
Main axis rotation fluctuates; check the lines
Execute mechanical origin for the machine tool
Check and modify the program
alarm
Find the reason of overtravel, eliminate the fault and
clear the alarm
Find the reason of overtravel, eliminate the fault and
clear the alarm
Find the reason of overtravel, eliminate the fault and
clear the alarm
clear the alarm
13.18. Main functions and parameters reference table
Control
function name
Main axis
control
93
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn
System
parameter
System parameter
name
No.
58 Main axis control
mode
Value Remark
Four-section speed: “0”
16-section speed: “2”
Stepless speed regulation: “1”

Knife replacing
control
Chuck control
control
Hard limit 22
Hard limit level
CNC4220 Machine Tool Operation and Test
DC driving motor stepless speed
regulation: “3”
46 System knives
Select “0” for line knife
Set the actual knives if turret
knives are used
47
48
49
Knife position
signal level
Knife rack lock
level
Maximum knife
replacing time
50 Lock delay time
High level effective: “1”
Low level effective: “0”
High level effective: “1”
Low level effective: “0”
The time that the electric knife
rack rotates one circle (unit:
ms); set according to actual
value
The time from completion of
positive knife selection to
reverse lock delay; please set
accordingly
51
52
Knife reverse lock
time
Chuck function
effective control
The time of the reverse lock of
the turret; please set accordingly
Chuck function on: “1”
Chuck function off: “0”
position
Internal chuck continuous output
signal: “0”
External chuck continuous
53 Chuck mode
output signal: “1”
Internal chuck pulse output
signal: “2”
External chuck pulse output
signal: “3”
54
Check the chuck
clamping
Do not check clamping signal:
“0”
Check clamping signal: “1”
Check clamping signal and
interlock with main axis: “2”
55
56
57
23
Chuck in position
signal level
Chuck clamping
time
Tailstock function
control
Hard limit
enabled
Hard limit
effective level
High level effective: “1”
Low level effective: “0”
The time of chuck clamping;
please set accordingly
Tailstock function on: “1” Tailstock
Tailstock function off: “0”
Hard limit on: “1”
Hard limit off: “0”
High level effective: “1”
Low level effective: “0”
Only for the
hard limit of
the chip
94
PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Drive output end
Drive output end
13.19. SYSTEM WIRING DIAGRAMS
13.19.1 SERVO DRIVE WIRING DIAGRAM
Power input
XS1 interface
XS1 interface
Axis X servo motor drive
Signal input end
Power input
Axis X servo motor drive
Signal input end
Drive
Axis X servo motor Encoder
Example 1: Connection of CNC4220 and JaBao QS5 drive
Axis X servo motor
Example 2: Connection of CNC4220 and SGDM drive
Drive
Encoder
13.19.2 STEP DRIVE WIRING DIAGRAM
95
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Axis X servo motor drive
Example 3: Connection o
f CNC4220 and
Example 4: Connection of CNC4220 and
Axis X servo motor drive
XS1 interface
XS1 interface
Axis X servo motor
Q2BYG1106M step drive
Axis X servo motor
Q2BYG808M step drive
13.19.3 MAIN AXIS ENCODER WIRING DIAGRAM
Definition of main axis encoder interfaces Rotation encoder
96
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Axis Z positive limit travel switch
Axis Z origin approach switch
13.19.4 HARD LIMIT WIRING DIAGRAM
(Digital input wiring board)
XS5 interface
xis Z negative limit travel switch
Axis X positive limit travel switch
xis X negative limit travel switch
13.19.5 MECHANICAL ORIGIN WIRING DIAGRAM
Axis X origin approach switch
(Digital input terminal board)
XS5 interface
97
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
YA
Frequency
Multi
-
section
Note:
control
2
control
3
control
1
control
0
brake
reverse
forward
13.19.6 MAIN AXIS CONTROL WIRING DIAGRAM
electromagne
tic brake
control main
(Green)
(Red)
axis
Frequency inverter
1. KA center relay, DC24V
2. VD freewheeling diode
inverter main axis
Main axis
Main axis
Main axis
Main axis
Main axis
Main axis
Main axis
(machine tool output terminal board)
98
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn

CNC4220 Machine Tool Operation and Test
Chuck clamped
Note:
Clamping
Chuck foot switch
13.19.7 CHUCK CONTROL WIRING DIAGRAM
1. KA center relay, DC24V
2. VD Freewheeling diode
Digital input
signal
Release signal
(machine tool output terminal board)
Chuck released
99
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ www.fineprint.com.cn
 Loading...
Loading...