

Page 1
DRO 200G
™
REFERENCE MANUAL
Page 2
Readout Parameter Access Code
An access code must be entered before machine-related parameters can be set or
changed. This prevents inadvertent adjustments to the setup parameters.
IMPORTANT
The access code is 8891
Refer to the Setup section. Begin by pressing the
9
displayed, press the 8, 8,
ready for machine parameter setting operations.
,
1
, and
SETUP
key. When “SETUP” is
ENTER
keys. The readout is now
IMPORTANT
Supervisors may wish to remove this page from the Reference manual
after initially setting up the readout system. Retain in a safe place
for future use.
Page 3

Page 4

Warranty
ACU-RITE Products and accessories are warranted against defects
in material and workmanship for a period of three years from the
date of purchase. ACU-RITE will, at its option and expense, repair
or replace any part of the ACU-RITE product that fails to meet this
warranty. This warranty covers both materials and factory labor. In
addition, authorized ACU-RITE service representatives will provide
service labor (field service) for a period of one year at no charge.
Notice of the claimed defect must be received by ACU-RITE within
the warranty period.
This warranty applies only to products and accessories installed
and operated in accordance with this reference manual. ACU-RITE
shall have no obligation, with respect to any defect or other
condition caused in whole or part by the customer’s incorrect use,
improper maintenance, modification of the equipment, or by the
repair or maintenance of the product by any person except those
deemed qualified by ACU-RITE.
Responsibility for loss of operation or diminished performance due
to conditions beyond ACU-RITE’s control cannot be accepted by
ACU-RITE.
The foregoing warranty obligations are in lieu of all expressed or
implied warranties. ACU-RITE INCORPORATED shall not be liable
under any circumstances for consequential damages.
30 Day Red Carpet Warranty
All ACU-RITE products are covered by a 30-day Red Carpet
Warranty. If in the first 30 days this product fails for any reason,
repack it in the original packing materials and contact your
Authorized ACU-RITE Distributor for return procedures.
Page 5

Page 6
DRO 200G Table of Contents
Introduction..................................................................................................................... 1
A Tour of the Readout..................................................................................................1
Front and Back Views...............................................................................................1
Keypad .....................................................................................................................2
Displays....................................................................................................................3
Power-On Position Recovery......................................................................................4
Position-Trac ............................................................................................................4
Readout Operations....................................................................................................... 5
Clear Key.......................................................................................................................5
Absolute and Incremental Displays............................................................................5
Absolute Display.......................................................................................................5
Incremental Display..................................................................................................5
Radius/Diameter Display..........................................................................................6
Zeroing the Displays ....................................................................................................7
Absolute Zero...........................................................................................................7
Incremental Zero.......................................................................................................8
Presetting......................................................................................................................9
Absolute and Incremental Presets..........................................................................10
Near Zero Warning .....................................................................................................11
Setup ..............................................................................................................................12
Machine-Related Setup Parameters .........................................................................12
Count Direction.......................................................................................................12
Encoder Resolution................................................................................................12
Job Setup Parameters................................................................................................13
Display Resolution..................................................................................................13
Scale Factor ...........................................................................................................13
Near Zero Warning.................................................................................................13
Linear Error Compensation.....................................................................................14
Installation .....................................................................................................................15
Readout Specifications ...............................................................................................18
Troubleshooting........................................................................................................... 19
Page 7
!
This symbol alerts you to the fact that
important information concerning the
installation and operation of this readout
has been included in this manual.
DRO 200G
Keep these instructions in a secure place
for future reference.
Page 8
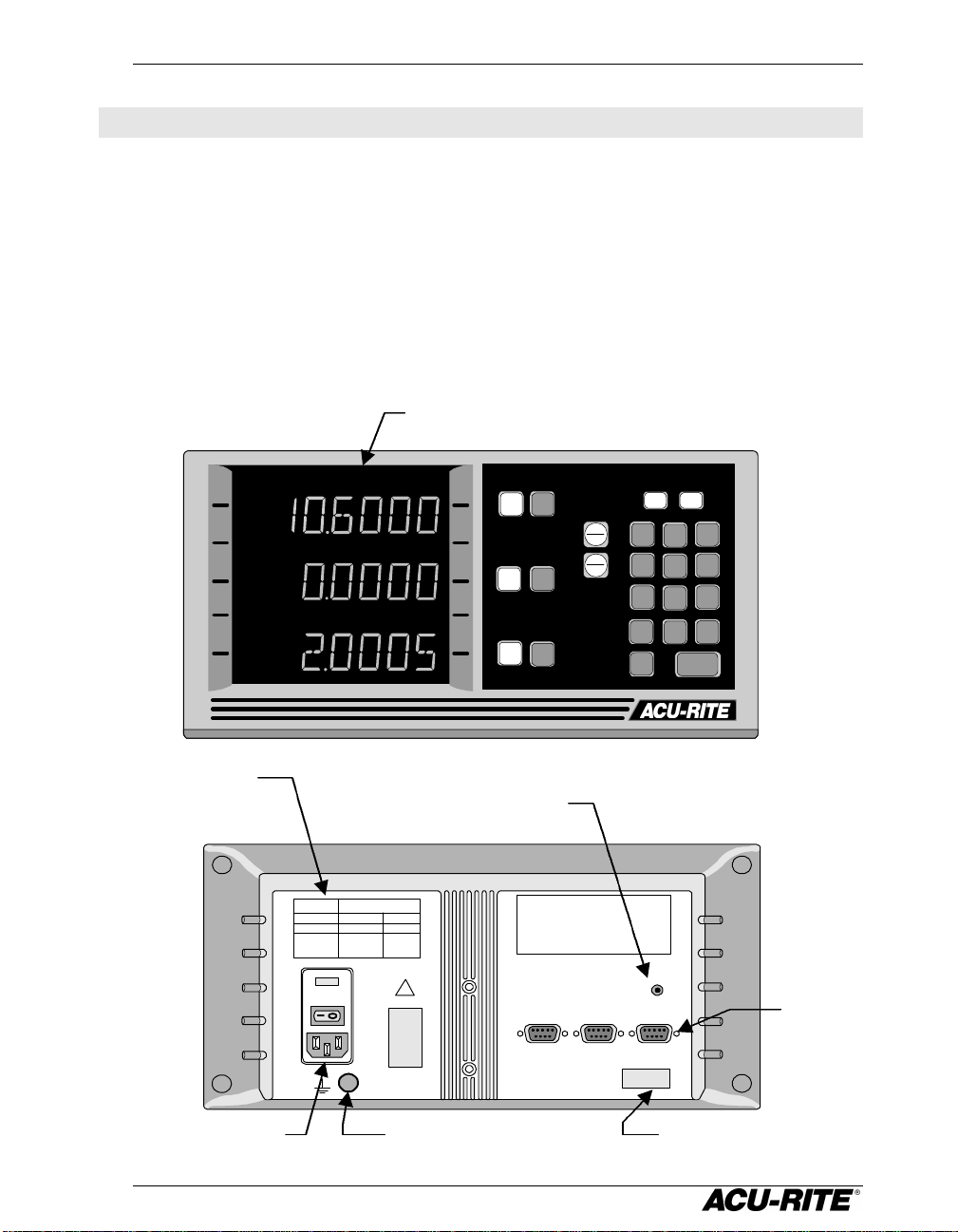
DRO 200G Introduction
Indicators
Encoder
Model number and
Electrical &
information
Power switch and
Ground wire
Electronic edge
Introduction
ACU-RITE’s DRO 200 readout series provides application-specific features
required for you to obtain the most productivity from your manual machine tools.
The DRO 200G is designed specifically for grinding and general applications.
Special features include presetting, radius/diameter conversion, and PositionTrac.
A Tour of the Readout
Front and Back Views
fuse rating
MM DIA INCR ABS ZERO SET
FREQUENCY
VOLTAGE
CURRENT
FUSE
115V
finder input
!
SETUP
ZERO
X
ABS
INCR
RAD
ZERO
Y
ZERO
Z
DIA
FCC COMPLIANCE
MM
7 9
8
4 6
5
1
2
. 0
CLEAR
ENTER
EDGE
FINDER
INPUT 1INPUT 2INPUT 3
3
+/-
voltage selector
connection
3x DRO
PN 2001009
SN 9766554
Serial number
1
Page 9
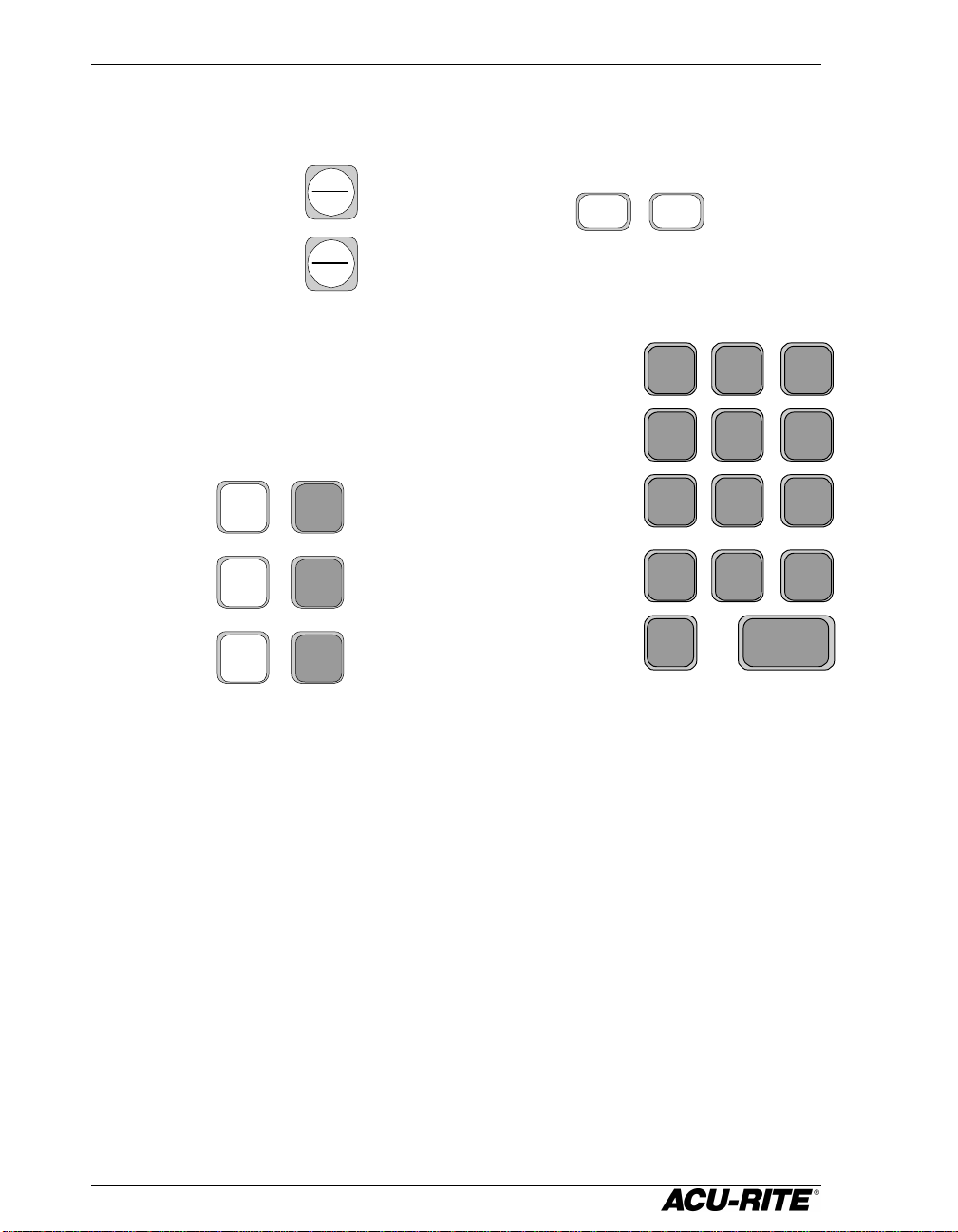
Introduction DRO 200G
Zero an axis display
Begin a preset
Keypad
Selects absolute or
incremental display
Selects radius or
diameter display
INCR
RAD
DIA
English / metric
conversion
MM
SETUP
System setup
parameters
X
Y
Z
ZERO
ZERO
ZERO
Enter all numeric values
with these
. 0
CLEAR
87 9
54 6
21
3
+/-
ENTER
2
Page 10
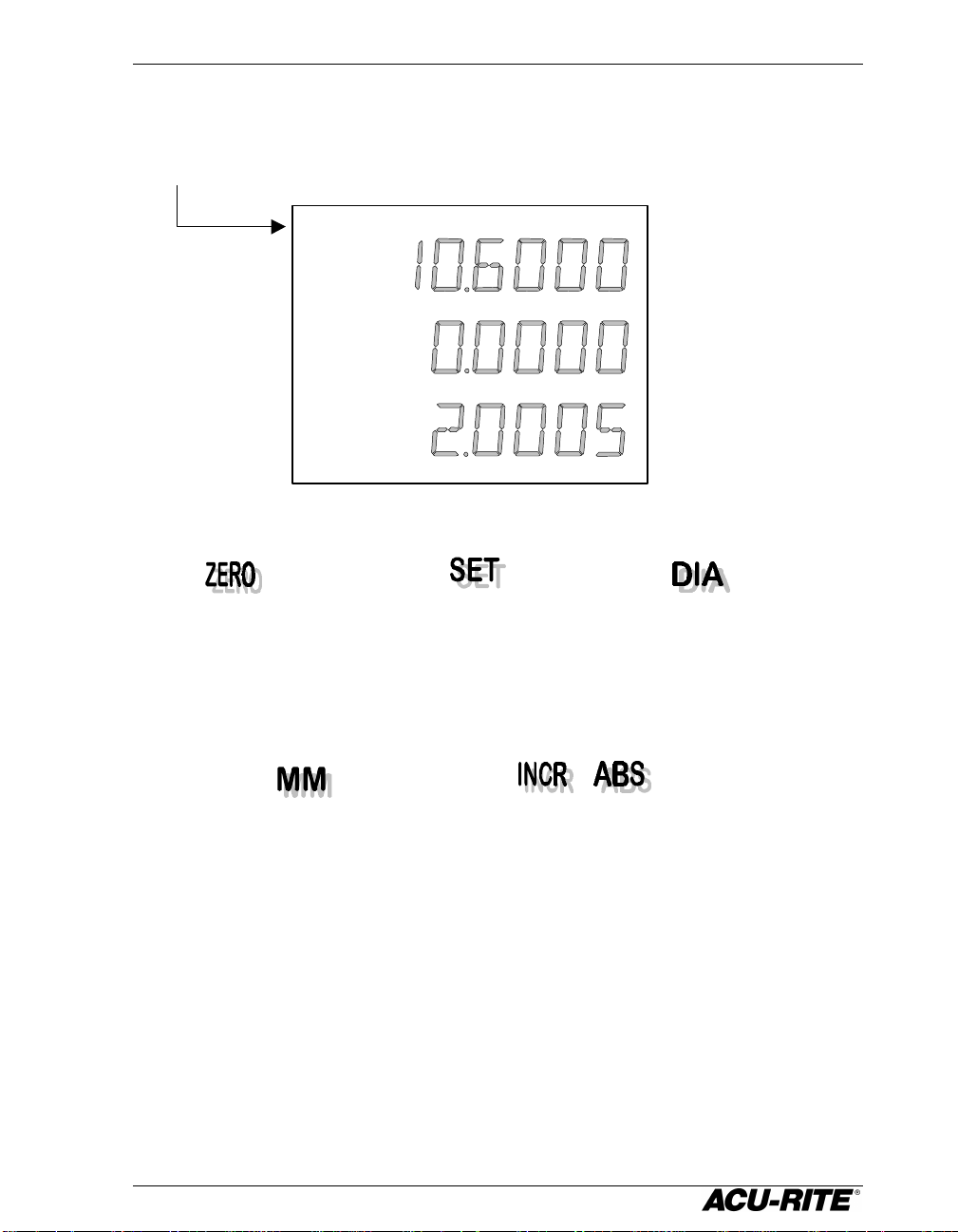
DRO 200G Introduction
Displays
At the top of the display window is a row of indicators. These tell you the current
state of the readout.
MM DIA INCR ABS ZERO SET
Appears when
setting an
absolute zero.
Appears when you’re
positioning in metric,
dark when you’re
positioning in inches.
Lets you know when
you are setting a
preset or an absolute
zero.
These tell you if the
position display is
incremental or absolute.
They also refer to the
type of preset.
Tells you when an
axis is displaying
diameter.
In addition to the lighted indicators along the top of the display, the top axis
display will scroll longer messages that will help you step through some of the
procedures.
3
Page 11

Introduction DRO 200G
Power-On Position Recovery
Position-Trac
Certain ACU-RITE encoders, such as the ENC 150, contain closely-spaced
reference marks that enable the display to show the correct position after a power
interruption. The readout will indicate when power has been lost, and will prompt
you to move each axis until a reference mark is located. By traversing the
reference marks once in each axis, you will re-establish the display position
relative to the last known zero. The most you will ever have to move an axis is
about one inch. You must move in a positive count direction. A flashing decimal
point will indicate that the last position has not been recalled.
If you use an encoder without Position-Trac, the procedure for recovering your
position is slightly different. Reference marks on these encoders are about 8”
apart. You must find a convenient reference mark and then use the same mark
every time.
1. Move near the desired reference mark.
2. Press and hold the
3. Move slowly past the reference mark until the readout recalls its position.
You must move in a positive direction.
ABS
key until the decimal point starts to flash.
INCR
4
Page 12

DRO 200G Readout Operations
Readout Operations
Clear Key
Use the
CLEAR
key to erase digits that you entered by mistake, or to take you back if
you’ve pressed a wrong function key.
Absolute and Incremental Displays
Absolute Display
Shows the distance from your current position to absolute zero.
Grinding
Wheel
Absolute Zero,
also called Datum
or Workpiece
Zero
1.625
X 1.625 ABS
Incremental Display
Shows the distance from your current position to incremental zero. An incremental
zero is set when you preset a dimension, or when you zero the incremental
display.
Absolute Zero
3.250
-1.625
Grinding
Wheel
The wheel is 1.625 on
the negative side of
the incremental zero.
5
Incremental zero: the
incremental display
will read 0.000 when
the wheel is here.
X -1.625 INCR
ABS
INCR
X 3.250 ABS
Page 13

Readout Operations DRO 200G
Automatic Display Switching
Sometimes the readout will switch from one display to another automatically.
When you enter a preset, for example, the display switches to the incremental
display so you can move to zero. Whenever the readout does an automatic display
switch, INCR will appear briefly in the display.
Radius/Diameter Display
Pressing the
RAD
key lets you view the part dimension either as a radius or as a
DIA
diameter.
Workpiece
1.00
Rad
Grinding
wheel
X 1.000
2.00
Dia
X 2.000 DIA
RAD
DIA
6
Page 14

DRO 200G Readout Operations
Shortcut
Zeroing the Displays
Absolute Zero
On many prints, dimensions are
measured from one or two
surfaces of the part. By setting the
readout’s absolute display to zero at a wellchosen surface, you can enter the part’s
dimensions directly from the print, using
absolute presets.
Setting Absolute Zero at the Current Position
Absolute zero
1. Move to desired location.
2. Make sure that the absolute position is displayed.
ZERO
3. Zero the display.
ENTER
Setting Absolute Zero
1. Touch the tool to the edge of the workpiece.
2. Make sure that the absolute position is displayed.
3. Press the
ZERO
key for the appropriate axis.
ABS
INCR
ZERO ZERO
Grinding wheel
0.7500
ABS
INCR
ZERO
4. Enter the position of the tool.
0 . 7
ENTER
5
7
Page 15

Readout Operations DRO 200G
You don’t have to worry about
Setting Absolute Zero Using an Electronic Edge Finder
1. Install the electronic edge finder and connect it to the readout.
2. Make sure that the absolute position is displayed.
3. Press the
ZERO
key for the appropriate axis.
4. Move slowly until the electronic edge
finder touches the edge of the workpiece.
The absolute position display will
automatically be set to zero at the center
of the edge finder.
overtraveling because the edge
finder probe shaft is flexible. The
readout will zero on contact.
Incremental Zero
From the incremental display, press the
the current tool position.
ZERO
key. This sets the display to zero at
ABS
INCR
ZERO
8
Page 16

DRO 200G Readout Operations
Presetting
When you preset a dimension, the readout places an incremental zero at the
location you specify. Then, the display automatically switches to incremental
display so that you can move to zero.
Begin a preset by pressing an axis key (X for example). The information of the
previous preset will appear. The display will show you if the preset is absolute or
incremental. Use the
Grinding
Wheel
ABS
key to change it if needed.
INCR
The wheel is at 0.000 ABS.
Absolute Zero
3.250
X 0.000 ABS
Preset the absolute location of the edge.
.
3 0
2X
5
ENTER
Now the wheel is 3.250 on the
negative side of the edge.
-3.250
X -3.250 INCR
ABS
INCR
X 0.000 ABS
Incremental zero: the
incremental display
will read 0.000 when
the wheel is here.
9
Page 17

Readout Operations DRO 200G
When you enter an incremental preset, the
Incremental
Absolute and Incremental Presets
To maintain the best tolerance and to minimize the chance for errors, use
• absolute presets for absolute dimensions
• incremental presets for incremental dimensions.
When you enter an absolute preset, it does
.
not matter where the tool position is. The
DRO 200G calculates the desired location
automatically.
2.44
Incremental
Absolute
0.50
1.44
0.72
ABS
X
INCR
X
tool must be positioned at the location you are
dimensioning from.
0.72 1.00
X
ABS
INCR
X
. 7 2
1
4
.X 4
2 . 4 4
. 5 0
7
.X 2
1 . 0
ENTER
ENTER
ENTER
ENTER
ENTER
ENTER
10
Page 18

DRO 200G Readout Operations
Near Zero Warning
When you are moving to zero, the readout can “warn” you when you are getting
close. This allows you to machine faster and avoid overshooting your desired
location.
You can set the near zero range in Setup.
Grinding wheel
Near zero range: digit left of
decimal point flashes to warn you.
11
Page 19

Setup DRO 200G
Setup
SETUP
The
are job related, meaning that they may change from job to job. Others are
machine related and should be set as part of the installation. The machine-related
parameters can be accessed by pressing:
key lets you change the system parameters. Some of these parameters
SETUP ENTER
Access Code
Use the X key to move from one parameter to the next. After the last
parameter, the X key ends the setup process and saves any changes. Use the
CLEAR
key to move back to a previous parameter.
Some parameters have choices. Use the Y key to cycle through the available
choices.
Pressing the
SETUP
key will terminate the setup process and save the changes.
Machine-Related Setup Parameters
Count Direction
This determines which way is positive. Move each axis in the positive count
direction. The display will show a 1 or a 2 depending on count direction. You can
change the count direction by pressing the Y key.
Encoder Resolution
Move each encoder until the readout senses and displays the resolution. You
won’t have to move more than two inches. For encoders without Position-Trac, you
need to enter the scale resolution. You can press the
Y
key to select from
common choices, or you can use the keypad to enter the resolution directly.
12
Page 20

DRO 200G Setup
For a scale factor that allows for 3% material shrinkage, use this formula:
.971.03
1
1
Job Setup Parameters
Display Resolution
The display resolution will be the same as the encoder resolution. If the job
tolerance is coarser than the encoder resolution (±0.005 for example), you can
adjust the display resolution so you won’t be tempted to waste time by machining
to a finer resolution. Use the Y key to cycle through all the possible choices. The
choices available depend upon the resolution of the encoders.
Scale Factor
You can define a scale factor for each axis. The typical scale factor is 1.000, which
means that the displayed dimensions are the actual part dimensions. A scale
factor less than 1 causes the part to be smaller than the print dimensions; a scale
factor greater than 1 causes the part to be larger.
rScaleFacto ==
=
−
0
Enter the factor by pressing
Additionally, a scale factor
0.50
3 0 9.1
of –1.00 will produce a
mirror image of the part.
0.50
You can both mirror and
scale a part.
1.75 0.50
Print
Near Zero Warning
Each axis has its own near zero range. You can activate or deactivate the near
zero warning feature by pressing the Y key. When the warning is activated, you
can enter the range. Refer to page 11.
1.0309
ENTER
1.50
0.50
Resulting part with
X scale factor = -1
Y scale factor = +1
13
Page 21

Setup DRO 200G
Linear Error Compensation
Segment 2Segment 1 Segment 3
The DRO 200G includes a linear error
compensation feature that enables you to
compensate for machine tool inaccuracies.
Machine table front view
(slightly exaggerated)
You can have up to three different
compensation segments per axis.
You will need a dial indicator and a measurement standard.
1. Enter the number of segments you will use. If you do not want to
use any error correction, enter 0. Press
X
to start the first
interval.
2. Position the standard in the center of the first segment.
3. Press
4. Enter one edge of the standard.
Y
ENTER
5. Enter the other edge of the standard.
ENTER
6. Enter the actual size of the standard, including the probe diameter
if necessary.
If the display shows
all dashes, refer to
“Display Overflow
Errors” on page 23.
8.1250
Opposite sides
7. Press
X
for the next segment or, if all segments are done, the next axis.
14
Page 22

DRO 200G Installation
IMPORTANT
Installation
Before installing the DRO 200G readout, record the serial
number on the warranty card and return it to ACU-RITE
INCORPORATED. The serial number label is located on the
back of the readout.
Selecting a Location
Selecting a location for the readout is an important consideration for proper
installation. Keep the following points in mind when selecting a safe and
convenient location:
• The readout should be within reach of the operator for easy access to the
keypad.
• The readout should be approximately at eye level.
• Avoid moving components or tools and minimize coolant splash or spray.
• The operating environment must be within the temperature range of 0° to 40°
C (32° to 104°F) with a non-condensing relative humidity of 25% to 85%.
Proper Mounting
ACU-RITE has developed special mounting kits for the readout which address the
most common mounting requirements. Mounting kits include:
• Column and base machine mountings
• Hardware and mounting instructions
These kits are available from your factory authorized ACU-RITE Distributor or
OEM/OEI.
If you fabricate a support device for the readout, it should be large enough and
strong enough to accommodate the readout. It must also be stiff enough to
minimize any vibration induced by machinery on the shop floor.
15
Page 23

Installation DRO 200G
Connecting the Encoders
Insert the connector from each encoder into the mating connector on the back of
the readout. Fasten it with a small screwdriver.
Encoder input 1 will be displayed in the readout’s top display, input 2 in the next
display, and input 3, if any, in the bottom display.
Provide enough slack in the encoder cables to allow for full travel of all machine
axes. Check that machine movements will not pinch the cables. Use the cable tiedown hardware kits supplied with the encoders to fasten the cables neatly to the
machine.
Connecting a Ground Wire
Connect a ground wire from the terminal on the back of the readout to the
machine. The machine should also be connected to a solid earth ground. If not, be
sure that the readout is.
16
Page 24

DRO 200G Installation
Checking Voltage and Connecting Power
!
CAUTION
Connecting the readout to a power source outside of the
acceptable range, or making an inappropriate setting with the
voltage selector, may damage the readout, the encoders, or
both.
Check that the voltage available at the power source is within specification before
connecting it to the readout. If required, set the voltage selector to match the line
voltage.
1. Remove the caution label from the input
module, and use a thin-blade screwdriver in
Opening
slot
the slot at the top of the power input module to
open the module cover.
2. Pull the selection block out.
3. Remove the fuse, move the shorting bar to the other
side, install the proper fuse, and push the block
back into place.
4. Close and snap the cover shut.
The voltage setting will show through the window in the voltage selection cover.
Connect the readout to the power source using the power cord supplied.
17
Page 25

Readout Specifications DRO 200G
Readout Specifications
Characteristic Specification
Operating conditions 0° to 40°C (32° to 104°F)
25% to 85% relative humidity (non-condensing)
Storage conditions
Input requirements
Voltage:
Frequency:
Current:
Fuse 115V operation: ½ A, 250V, 3AG, Slo-blo
Encoder input Position signals: channels A & B
Edge finder input Compatible with ACU-RITE electronic edge finder
Size 12.5”W x 5.125”D x 6.5H”
-40° to 60°C (-40° to 140°F)
25% to 95% relative humidity (non-condensing)
115VAC or 230VAC (+/-20%), single phase
47-63 Hz
300ma @115V, 150ma @230V
230V operation: ¼ A, 250V, 3AG, Slo-blo
TTL square wave signal in quadrature
(90° nominal phase relationship)
Maximum input rate: 50 KHz
Reference signal: TTL square wave
Weight 7.5 lbs.
Mounting Bottom: two ¼ -20 threaded inserts
FCC compliance Class A
18
Page 26

DRO 200G Troubleshooting
NOTICE
Troubleshooting
This section is intended to provide you with some basic troubleshooting assistance
with your readout system. If you cannot correct the problem after following these
instructions, contact your authorized ACU-RITE distributor or OEM/OEI for
repair or replacement procedures.
No Operation
If you turn power off, you must wait at least 5 seconds before
turning it back on, or the readout may not power up. This is
because the power supply, in order to withstand brief power
outages and brownouts, requires several seconds to reset
itself.
If the readout display will not operate, check the following conditions:
• Check AC power source. If the readout cannot be powered up,
line voltage is present at the source and that the line voltage meets the
required specifications.
• Check power cord. Remove the power cord at the electrical input module on
the back of the readout. Determine if line voltage is present at this end of the
cord.
• Check fuse. With the power cord removed, use a thin straight-blade
screwdriver to remove the cover of the electrical input module. Refer to page
17. Slide out the fuse holder and check the fuse. If necessary, replace it.
Replace the input module cover by snapping it back into place, and reconnect
the power cord.
!
Replace fuses only with the specified type. Using incorrect
fuses can present a safety hazard. The readout may also be
permanently damaged. Refer to the Readout Specification
chart on page 18 for the correct fuse.
CAUTION
confirm that
19
Page 27

Troubleshooting DRO 200G
Incorrect Operation
If system positioning does not seem to be repeatable, the problem could be with
the machine tool or with the readout system.
• Check the machine tool. Check that the table is not locked. Ensure that the
knee, ram, head bolts, turret-to-column bolts, and head-to-knuckle bolts are
properly secured. Check the gib adjustments. Tram the heads. Check spindle
run-out.
• Check linear encoders. Check each encoder and reading head for proper
installation. Ensure that the mounting brackets are secure.
If the system seems to be displaying incorrect postions, check the following items.
• Verify presets. Make sure the numbers you enter are correct.
• Verify tool. Check that the correct tool or grinding wheel is being used. Check
the tool or grinding wheel for wear.
• Verify the scale factor. Ensure that the correct scale factor is being used.
• Verify linear error compensation. Make sure that the factors used for linear
error compensation are correct.
Power-On Self Test
There are four tests performed when power is applied to the readout. You will not
notice these tests unless a problem is found, in which case a message will scroll
across the display.
Keypad—a key was detected stuck down. The message will display what row (x)
and column (y) the stuck key is in:
KEY STUCK – RxCy – PRESS CLEAR
Parameter memory—some of the system setup parameters are not valid. You
may be able to check and reset these settings, but it’s possible they will be lost
again. The readout should be serviced as soon as possible.
MEMORY FAILURE [1] – PRESS CLEAR
!
Some working settings are not valid. Proceed with caution.
CAUTION
20
Page 28

DRO 200G Troubleshooting
Working memory—the memory used by the readout for calculations is faulty.
While it may be possible to use the readout, it’s position display and other
information will not be reliable.
MEMORY FAILURE [2] – PRESS CLEAR
!
The readout cannot be relied on for correct operation if any
memory failure is indicated. The readout should be serviced
immediately.
Program memory—the memory used to store the software is faulty. While it
may be possible to operate the readout, some functions will not work properly and
incorrect information may be displayed.
MEMORY FAILURE [3] – PRESS CLEAR
!
The readout cannot be relied on for correct operation if any
memory failure is indicated. The readout should be serviced
immediately.
CAUTION
CAUTION
Internal Testing
Several internal tests may be performed to ensure that the readout is functioning
properly. Tests are available for the internal memory, the keypad, and the
display. In addition, the testing procedure reports the software version of the
readout.
Begin the internal testing by holding down the
The software version will appear in the X-axis display
21
.
key for about 2 seconds.
Page 29

Troubleshooting DRO 200G
Keypad test Begin by pressing the X key, then press each key (except the
X
key) in turn to verify that it is functioning properly. When a key is pressed, the Xaxis activates a “plus sign” indicator and increments a count. When you release
the key, the plus sign disappears.
Display test Begin by pressing the X key. All indicators in all displays will
light. Visually check each portion of each display to ensure that they are
functioning properly.
Press X again to test the display electronics. All decimal points on all displays
will light momentarily, then each segment of all displays will light in turn. Press
X
again, and each digit of all displays will light, one digit at a time, starting
with the leftmost digit and moving to the right.
Exit the diagnostics by pressing the X key.
Other Errors
The readout includes built-in test and error-checking circuitry. This circuitry
identifies errors that occur, and reports the problem to the operator. Errors are
reported by scrolling messages in the X-axis display.
Loss of power is indicated by the “Power was off” message. Loss of power means
that power to the readout has been interrupted. Since power to the encoders has
also been interrupted, positioning information may no longer be accurate. Press
CLEAR
the
key to clear the error message. All display measurements will be zeroed.
Refer to page 4 for information about position recovery.
Counting errors are indicated by the “Scale miscount” message, telling you in
which axis the miscount occurred. Counting errors result from distorted electrical
signals from an encoder. These signals can be a result of an encoder malfunction,
misalignment, mounting problems, or electrical interference. Press the
CLEAR
key to
clear the error message. The axis display (for both absolute and incremental
measurements) will be zeroed. Follow these steps to determine if your difficulties
are associated with the readout or with the encoder.
• Ensure that the linear encoder connectors are correctly seated.
• Swap linear encoder cables at the readout to see if the problem still appears in
the same display.
22
Page 30

DRO 200G Troubleshooting
• If the problem remains in the same display, the readout is in error.
• If the problem follows the connection change, the linear encoder may be in
error. Refer to the Checking the Linear Encoders section of your encoder
reference manual.
Display overflow errors are indicated by dashes in all digits in an axis display.
A numeric overflow occurs when the intended measurement is too large for the
eight-digit display. Clear the error by returning the machine table into an area
where measurements can again be displayed, selecting a lower display resolution,
setting a new preset, or zeroing the display.
This error may also occur when using the automatic compensation routine while
setting the LEC parameter. An error indicates that the calculated compensation
factor was outside the acceptable range of -9999 to +9999, and usually is the
result of incorrectly entering data. Clear the error and return to the beginning of
the linear error compensation routine. Refer to page 14.
Data Logging
The readout collects information about itself while it is being used. This
information is stored in memory for review at a later time.
Press and hold the . key until the software version is displayed. Then press the
SETUP
and MM keys simultaneously. Use the X key to cycle through the following
information.
Power on time—displayed in decimal hours.
Scale travel distance—the travel distance for each axis is scrolled one after the
other.
Last 3 errors—the most recent three errors are remembered and messages for
the errors are scrolled one after the other.
23
Page 31

ACU-RITE Readout Systems are
JAMESTOWN, NEW YORK 14701
manufactured in the USA
ACU-RITE IS AN
ISO 9001
CERTIFIED
MANUFACTURER
2001-708 EDITION A PRINTED IN USA
ACU-RITE INCORPORATED
ONE PRECISION WAY
MASON INDUSTRIAL PARK
 Loading...
Loading...