

Page 1
Instructions for
XL-65 and XL-65HP
with Dual Regulator
TW-289
Do not attempt to use or maintain this
unit until you read and understand these
instructions. Do not permit untrained
persons to use or maintain this unit. If
you do not fully understand these
instructions, contact your supplier for
further information.
Page 2
CONTAINER
SAFETY
NOTE:
For detailed
information on the
handling of cryogenic
liquids, refer to the
Compressed gas
Association
publication: P-12
“Safe Handling of
Cryogenic Liquids”
available from the
Compressed Gas
Association, Inc., 1235
Jefferson Davis
Highway , Arlington,
V A 22202
Pressure Hazard – The containers covered by this literature may contain pressures up to
350 psig (24 bar/2412 kPa). Sudden release of this pressure may cause personal injury
by issuing cold gas or liquid, or by expelling parts during servicing. Do not attempt any
repairs on these containers until all pressure is released, and the contents have been
allowed to vaporize to ensure no pressure buildup can occur.
Extreme Cold-Cover Eyes and Exposed Skin – Accidental contact of the skin or eyes
with any cryogenic liquid or cold issuing gas may cause a freezing injury similar to frostbite. Protect your eyes and over your skin when handling the container or transferring
liquid, or in any instance where the possibility of contact with liquid, cold popes and cold
gas may exist. Safety goggles or a face shield should be worn when withdrawing liquid or
gas. Long-sleeved clothing and gloves that can be easily removed are recommended for
skin protection. Cryogenic liquids are extremely cold and will be at temperatures below 300°F (-184°C) under normal atmospheric pressure.
Keep Equipment Well V entilated – Although some of the gases used in these containers are non-toxic and non-flammable, they can cause asphyxiation in a confined area
without adequate ventilation. An atmosphere that does not contain enough oxygen for
breathing will cause dizziness, unconsciousness, or even death. These gasses cannot
be detected by the human senses and will be inhaled normally as if they were air. Ensure
there is adequate ventilation where these gasses are used and store liquid containers
outdoors or only in well ventilated are.
Replacement Parts Must be “Cleaned for Oxygen Service” – Some materials, especially non-metallic gaskets and seals, can be a combustion hazard if used in oxygen or
nitrous oxide service, although they may be acceptable for use with other cryogenic liquids. Use only Taylor-Wharton recommended sp are parts, and be cert ain parts used on
oxygen or nitrous oxide equipment marked “cleaned for oxygen service”. For information
on cleaning, consult the Compressed Gas Association (CGA) p amphlet G-4.1, “Cleaning
for Oxygen Service” or equivalent industrial cleaning specifications.
GENERAL
INFORMA TION
Install Relief Valves in Cryogenic Liquid Lines - When installing piping of fill hose
assemblies, make certain a suitable safety relief valve is installed in each section of
plumbing between shut-off valves. Trapped liquefied gas will expand as it warms and may
burst hoses or piping causing damage or personal injury .
The XL-65 and XL-65HP are vacuum-insulated, stainless steel containers designed to
store and transport cryogenic liquid oxygen, nitrogen, argon, carbon dioxide, and nitrous
oxide. Built to DOT 4L standards, these containers may be used for over the road transportation of cryogenic fluids, as well as on-site storage and supply in a wide range of
applications.
As rugged, long holding time, self-contained gas supply systems, these cylinders are
capable of providing continuous flow rates of up to 150 cfh (3.9 cu.m/h) in carbon dioxide
service, up to 1 10 cfh (2.9 cu.m/h) in nitrous oxide service for the XL-65HP; up to 350 cfh
(9.2 cu.m/h) in either Oxygen/Nitrogen/Argon gas services for both cylinders. The XL-65
and XL-65HP are designed to hold liquid with a relief valve setting of 350 psig (24 bar/2413
kPa) for the XL-65HP and 230 psig (16 bar/158 kPa) for the XL-65 kPa) for the XL-65.
Page 3
SPECIFICATIONS
XL-65 XL-65HP
Dimensions
Diameter 26 in. (660 mm) 26 in. (660 mm)
Height* 59 1/4 (1505 mm) 59 1/4 (1505 mm)
Weight, Empty
5 Caster Base 375 lb. (170 kg) 465 lb. (211 kg)
4 Caster Base 445 lb. (202 kg) 535 lb. (243 kg)
Capacity , Gross 250 liters 247 liters
Capacity , Usable Liquid 240 liters 240 liters
Weight of Contents Maximum
Based on DOT Relief V alve Setting
Carbon Dioxide N/A 516 lb. (234 kg)
Oxygen 539 lb. (176 kg) 505 lb. (229 kg)
Nitrogen 380 lb. (172 kg) 353 lb. (160 kg)
Argon 655 lb. (297 kg) 614 lb. (279 kg)
Nitrous Oxide N/A 543 lb. (246 kg)
Normal Evaporation Rate**
(% Capacity per Day)
Carbon Dioxide N/A 0.75%
Oxygen 1.0% 1.0%
Nitrogen 1.6% 1.6%
Argon 1.0% 1.0%
Nitrous Oxide N/A 0.75%
Gas Flow Rate @ NTP (@ STP)
Carbon Dioxide N/A 150 cfh (3.9 cu.m/h)
Oxygen, Nitrogen, Argon 350 cfh (9.2 cu.m/h) 350 cfh (9.2 cu.m/h)
Nitrous Oxide N/A 110 cfh (2.9 cu.m/h)
Relief V alve Setting 230 psig 350 psig
(16 bar/1586 kPa) (24 bar/2413 kPa)
Inner Container Bursting Disc 380 psig 525 psig
(26 bar/2620 kPa) (36 bar/3620 kPa)
Dual Pressure Building/
Economizer Regulator***
Pressure Building Setting 125 psig 300 psig
(8.6 bar/862 kPa) (20.7 bar/2069 kPa)
Economizer Setting 145 psig 320 psig
(10 bar/1000 kPa) (22 bar/2206 kPa)
Design Specifications
TC/DOT 4LM/4L 4LM/4L
Gaseous Capacity
Based on DOT Relief V alve
Setting @ NPT (STP)
Carbon Dioxide N/A 4511 cu.ft. (1 19 cu.m)
Oxygen 6511 cu.f t. (171 cu.m) 6100 cu.ft. (160 cu.m)
Nitrogen 5244 cu.ft. (138 cu.m) 4871 cu.ft. (128 cu.m)
Argon 6335 cu.ft. (166 cu.m) 5938 cu.ft. (156 cu.m)
Nitrous Oxide N/A 5419 cu.ft. (142 cu.m)
Specifications subject to change without notice.
* 5 Caster base used for height measure; for 4 Caster square base with handle add approximately 1/2 in. (12.7 mm)
* 8 Vented N.E.R. based on Useable Liquid Capacity.
***Regulator has a pressure delta of 20 psig (1.4 bar/138 kPa).
Page 4

CAUTION:
When using a hoist,
always insert hooks
into both lifting lugs.
Failure to do so could
result in personal
injury or damage to
the container.
Handling the Container
The XL Series containers are very rugged liquid cylinders. All cryogenic liquid containers
have an inner container and an outer container with an insulated vacuum space between
them. Any abuse (dents, dropping, tip-over , etc.) can af fect the integrity of the containers
insulation system.
When fully loaded, the XL-65HP in argon service will contain up to 614 lb. (279 kg) of
product. While moving a full container, you may be handling up to 1149 lb. (521 kg), and
you should treat the load accordingly . The att achment points provided on the XL65 and
the XL65HP will allow you to use a hoist to handle these loads properly . Do not attempt to
move these cylinders by any other means. When moving the cylinder, the following precautions should be observed:
q Never lay the container on its side. Always ship, operate, and then store the unit in a
vertical, or upright, position.
q When loading or unloading the container from a truck, use a lift gate, crane or parallel
loading dock. Never attempt to manually life the unit.
q T o move the container over rough surfaces, or to lif t the container, att ach an appropri-
ate sling to the lifting points cut into the welded supports posts, and use a portable
lifting device that will handle the weight of the container and its contents.
q Never pull a cylinder downhill; this may cause the handler to lose control of the con-
tainer and possibly cause personal injury .
XL-65 and XL-65HP
Containers
FREIGHT DAMAGE
PRECAUTIONS
ANY FREIGHT DAMAGE
CLAIMS ARE YOUR
RESPONSIBILITY . Cryogenic
liquid containers are delivered to
your carrier from T aylor-Wharton’ s
dock in new condition. When you
receive our product you may
expect it to be in that same
condition. For your own
protection, take time to visually
inspect each shipment in the
presence of the carrier’s agent
before you accept delivery . If any
damage is observed, make an
appropriate notation on the freight
bill. Then ask the driver to sign
the notation before you receive
the equipment. Y ou should
decline to accept containers that
show damage which may affect
serviceability .
Page 5
OPERATION
The XL-65/65HP will store up to 240 liters of product. The two cylinders can deliver either
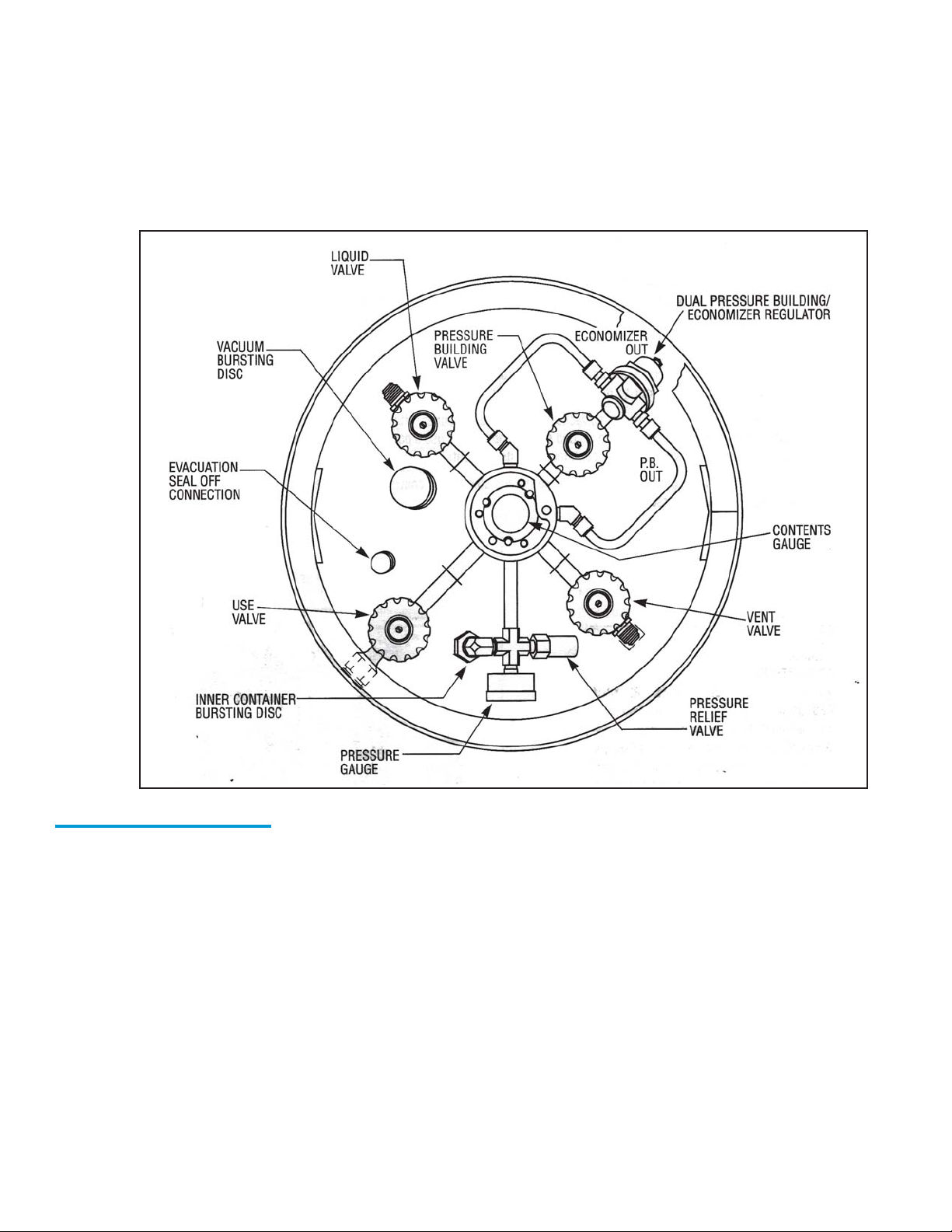
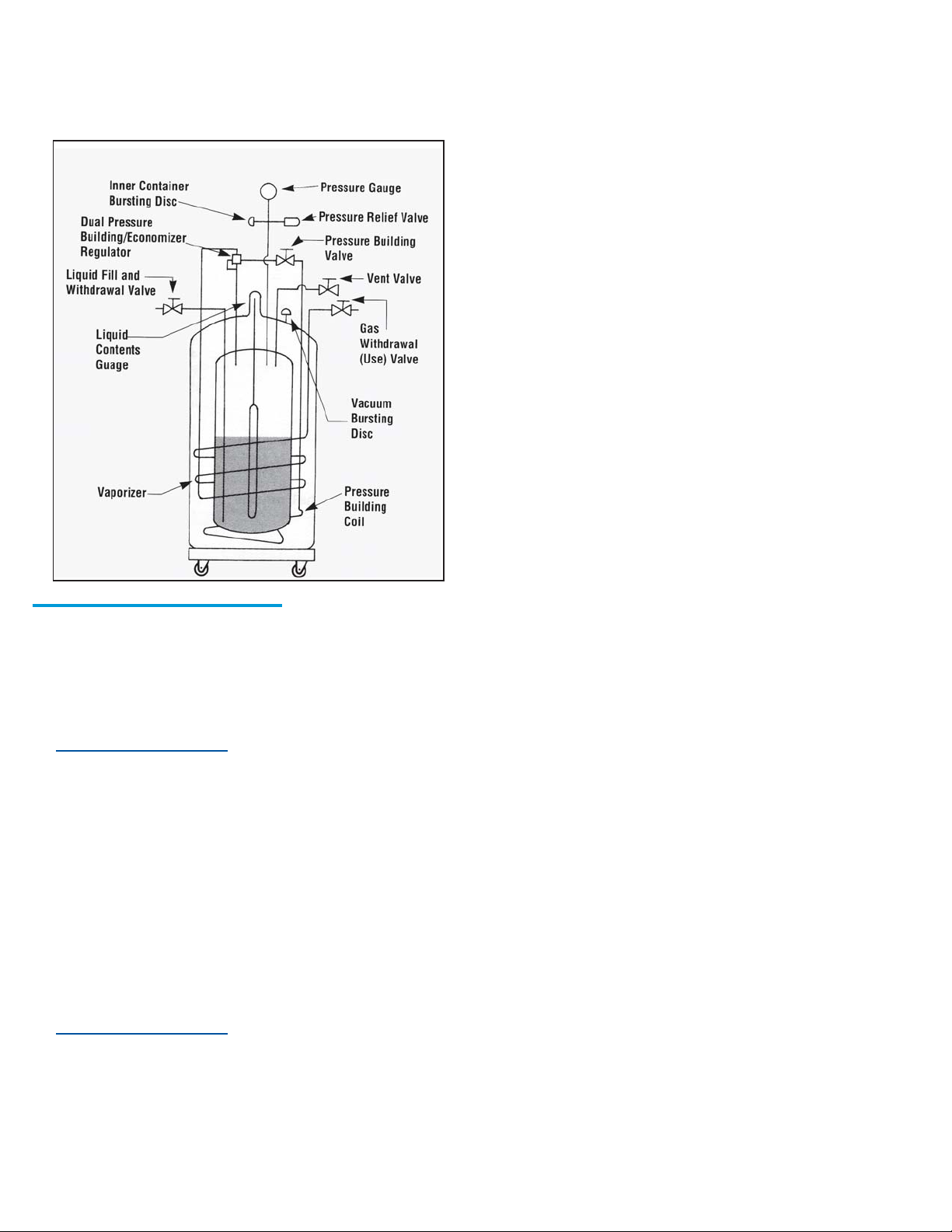
liquid or gas. The following component and circuit descriptions are pertinent to the operation of all the containers and should be read before attempting operation. The components
may be identified on the Component Location Illustration.
XL-65 and XL-65HP
Component
Locations
Internal Vaporizer – A liquid container for gas service must have an internal heat exchanger that functions as a gas vaporizer coil to convert liquid product to gas continuously during withdrawal. The XL65-XL65HP utilize an internal heat exchanger that is inside the vacuum space attached to the container’s outer casing. It provides a mean of
introducing heat from outside the container’s insulated jacket, to vaporize liquid as gaseous product is withdrawn. The capacity of this circuit is sufficient to vaporize at flow rates
up to 350 cfh @ NTP (9.2 cu.m/h @STP). If a greater continuous demand is put on the
vaporizer, an external vaporizer should be added to properly warm the gas and avoid
malfunction, or damage, to gas regulators, hoses, and other downstream components.
Pressure Building – A Pressure Building circuit is used to ensure sufficient driving pressure during high withdrawal periods. This function is actuated by opening a hand valve that
creates a path from the liquid in the bottom of the container , through the Pressure Building
Regulator, to the gas space in the top. When the pressure building valve is open, and the
container pressure is below the pressure building regulator setting, liquid taken from the
inner container is vaporized in a heat exchanger which is inside the outer casing. The
expanding gas is fed into the upper section of the container to build pressure. The resulting process will drive either the liquid or gas delivery system.
Page 6
XL-65 and XL-65HP
Flow Diagram
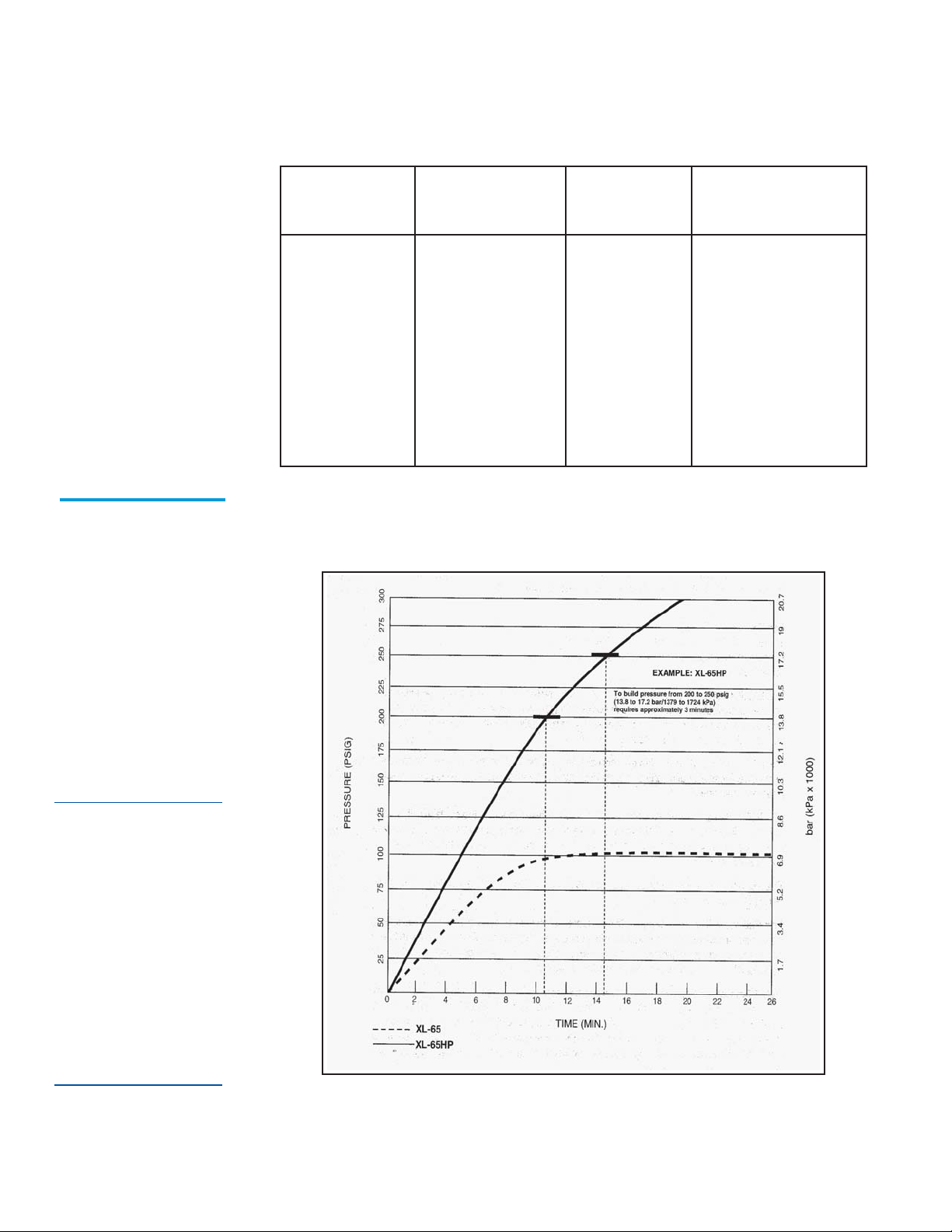
Pressure Building is not normally required unless container
pressure drops below the gas output pressure desired. If, for
example, the container pressure gauge reads 250 psig (17.2
bar/1724 kPa), and your gas pressure requirement is 270 psig
(19 bar/1860 kPa), and the pressure building valve may be
opened to build container pressure to 300 psig (20.7 bar/2068
kPa).
Economizer – An economizer circuit withdraws gas preferentially from the head space over the liquid container – gas that
would otherwise be lost to venting. Excess pressure in the
head space of the container is relieved by allowing gas to flow
from this area directly to the USE valve outlets while gas is
being withdrawn from the container; yet normal operating pressure is preserved to ensure uninterrupted product delivery . The
economizer is automatic and requires no operator attention.
The USE Valve – This valve controls the gas outlet that allows
product withdrawal through the internal vaporizer. It has the
required CGA connection that matches the gas service for which
the container is configured.
The LIQUID Valve – Liquid product is added or withdrawn
from the container through the connection controlled by this
valve. It has the CGA fitting that is required for liquid line connections. The valve is opened for fill or liquid withdrawal after connecting a transfer hose with
compatible fittings to the LIQUID line connection.
Note:
The economizer and
pressure building
functions are
controlled by a single
dual action regulator.
The pressure delta
between the pressure
building setpoint and
the economizer
setpoint is
approximately 20 psig
(1.4 bar/138 kPa). This
delta cannot be
altered.
The Pressure Building Valve – This valve isolates the liquid in the bottom of the con-
tainer to the Dual Pressure Building/Economizer Regulator. This valve must be open to
build pressure inside the container .
The VENT Valve – This valve controls a line into the head space of the container. It is
used during the fill process. The VENT valve acts as a fill point during a pump transfer , or
to vent the head space area while liquid is filling the inner container during a pressure
transfer fill through the LIQUID valve.
The Pressure Gauge – The pressure gauge displays the internal container pressure in
pounds-per-square-inch or in kiloPascals.
The Full View Contents Gauge – The container contents gauge is a float type liquid
level sensor that indicates container liquid content through a magnetic coupling to a
yellow indicator band. This gauge is an indication of approximate container contents only
and should not be used for filling; liquid cylinders should be filled by weight.
Relief Devices – This cylinder has a gas service relief valve and inner container bursting
disc with settings of 350 psig (24 bar/2413 kPa) and 525 psig (36 bar/3620 kPa) respectively for the XL-65HP and 230 psig (16 bar/1586 kPa) and 380 psig (26 bar/2620 kPa)
respectively for the XL-65. A relief valve of 22 psig (1.5 bar/153 kPa) is available if low
pressure operation is desired. Alternate pressure building regulator and economizer settings are required if medium-pressure relief valves are installed.
Page 7
Pressure
Building Rates
Graph
RELIEF VAL VES AND RECOMMENDED REGULA TOR SETTINGS
Relief Pressure Normal
Valve Building Economizer Operating
Setting Setting Setting Range
22 psig N/A N/A 0-22 psig
1.5 ba r N/A N/A 0-1.5 ba r
152 kPa N/A N/A 0-152 kPa
23 0 psig 12 5 psig 14 5 psig 125-230 psig
16 bar 8.6 bar 10 ba r 8.6-16 ba r
1586 kPa 862 kPa 1000 kPa 862-1586 kPa
35 0 psig 30 0 psig 32 0 psig 300-350 psig
24 bar 20.7 bar 22 bar 20.7-24 kPa
2413 kPa 2069 kPa 2206 kPa 2069-2413 kPa
Part numbers for alternate valves and regulators are shown in the Sp are Parts section of
this manual.
CAUTION:
When withdrawing
gas from the cylinder,
the capacity of the
internal vaporizer can
be exceeded. If gas is
withdrawn at rates
greater than the
vaporizer capacity,
liquid or very cold gas
will be discharged.
Severe damage to
external equipment
could result from the
extreme cold.
Page 8
Vaporizer
Performance Graph
WITHDRAWING GAS FROM THE CONT AINER
T o withdraw gas from the XL-65/65HP connect a suitable pressure regulator to the USE
connection, and the output of the regulator to your external equipment. Then open the
USE and the PRESSURE BUILDING valves. When the container pressure reaches 125
psig (8.6 bar/862 kPa) for the XL-65, —or 300 psig (20.7 bar/2069 kPa) for the XL-65HP –
set the pressure regulator for the desired delivery pressure.
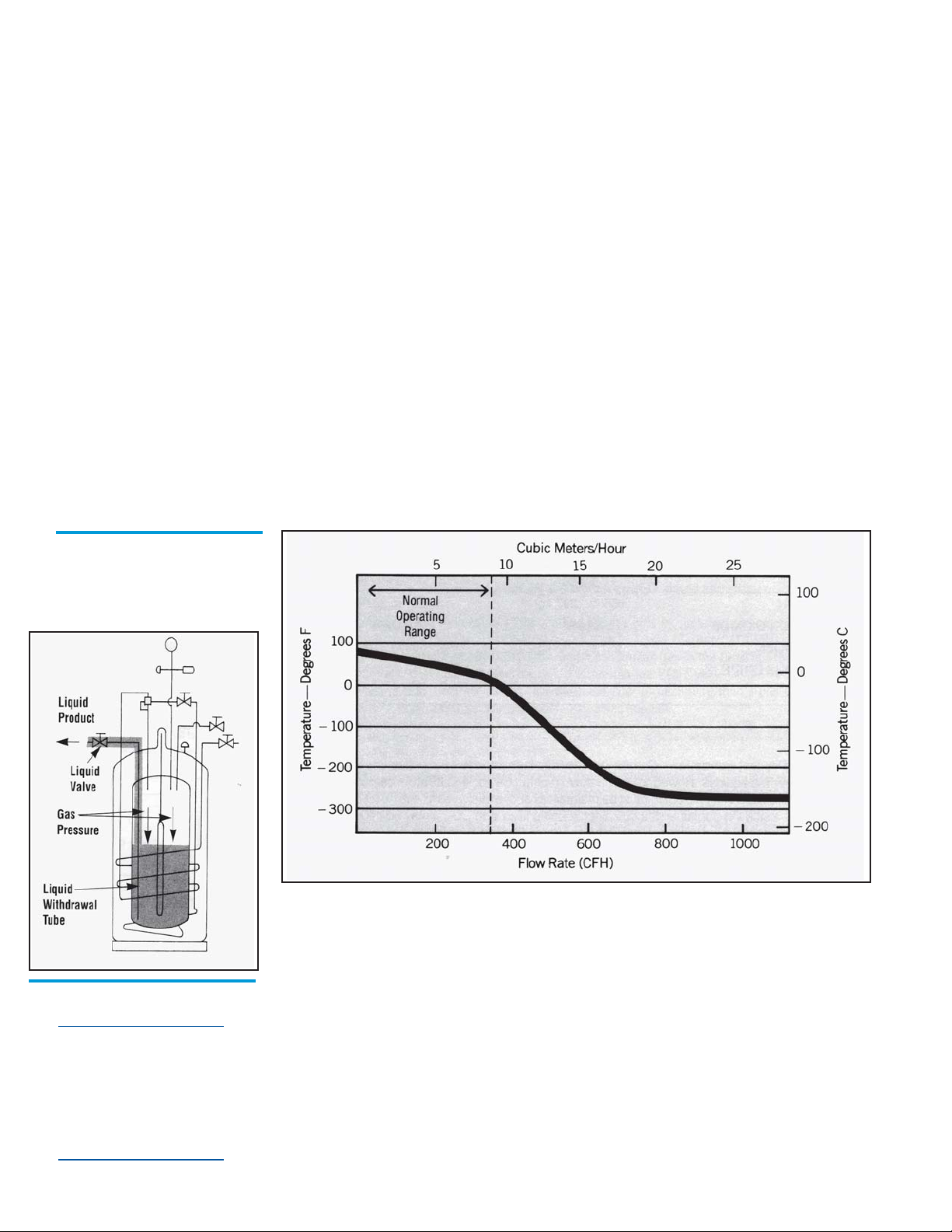
Increasing Gas Supply Capacity – T wo or more liquid cont ainers may be manifolded
together. Accessory manifolds are available for use in creating a higher capacity gas
supply system. The XL-65/65HP can supply gas flow rates up to 350 cfh @NTP (9.2
cu.m/h @ STP) using only its internal vaporizer . At low rates, the gas supplied will be at
near ambient temperatures. As the flow demand is increased, the gas will become proportionately colder. If greater vaporizing cap acity is required, an accessory external vaporizer
is available. When an external vaporizer is used, it must be connected to the USE valve
and the regulator moved to the output of the external vaporizer.
WITHDRAWING LIQUID FROM THE CONT AINER
Liquid Withdrawal
CAUTION:
To avoid
contamination, close
the LIQUID valve on
an empty container
before disconnecting
the transfer line.
Attach a transfer hose to the LIQUID connection and open the adjacent LIQUID valve. The
pressure in the container will drive liquid product out through the valve as long as the
container pressure exceeds that of the receiver .
The rate of liquid withdrawal from these containers is variable depending on the gas phase
pressure and the saturation temperature of the liquid.
Page 9

NOTE:
The weight
calculation includes
the weight of residual
liquid and is
applicable to both
Pressure Transfer and
Pump Transfer filling
methods.
FILLING THE CONT AINER
Cryogenic liquid containers must always be filled by weight to ensure there is enough gas
head space (usage) for liquid to expand as it warms. Using the procedure below, first
determine the proper filled weight of each container. The weight derived is then used in
either the Pump Transfer of Pressure Transfer filling procedures that follow .
Determine Proper Fill Weight
1. Visually inspect the container. Do not attempt to fill cont ainers with broken or missing
components.
2. Move the container to a filling station scale and weight it both with, and without, the fill
hose attached to determine the weight of the fill line assembly . The difference is the fill
line weight.
3. T o determine the weight, at which the fill should be stopped, add desired filling weight
(from the table below), the transfer line weight, and the T are W eight from the container’s
data plate.
FILLING WEIGHTS
WARNING:
Filling operation
should take place only
in well ventilated
areas. Accumulations
of product gas can be
very dangerous (refer
to safety precautions
in the front of these
instructions). Maintain
adequate ventilation
at all times.
XL-65 XL-65HP
ARGON 655 lb. (297 kg) 614 lb. (279 kg)
CARBON DIOXIDE N/A 516 lb. (234 kg)
NITROGEN 380 lb. (172 kg) 353 lb. (160 kg)
NITROUS OXIDE N/A 543 lb. (246 kg)
OXYGEN 539 lb. (244 kg) 505 lb. (229 kg)
Solid CO
(Dry Ice) Formation – Carbon Dioxide may form into the solid phase (dry ice)
2
if the pressure over the liquid is allowed to drop below 70 psig (4.8 bar/483 kPa). In carbon
dioxide service, the pressure in an XL-65HP must be maintained above this valve to ensure a solid block will not form inside the container. If a cont ainer is being filled with CO
it may be necessary to pressurize the container with gaseous CO
beginning the fill.
2 before
If the pressure of the container is somehow lost, the dry ice block that forms may be
thawed by pressurizing the cylinder to 280 psig (19.3 bar/1931 kPa) with carbon dioxide
gas from an external source, and allowing several day at this pressure to thaw the cylinder.
Pressure Transfer Filling Method
Filing a liquid cylinder using the pressure transfer method is common for 22 psig (1.5 bar/
152 kPa) service where the product is used for refrigerant purposes. This method may
also be used for higher pressure cylinders to increase liquid holding time. A fill is accomplished by first establishing a pressure difference between the source vessel and the XL65/65HP (higher pressure at the bulk vessel). The pressure differential will then push the
liquid from the storage vessel to the container being filled. This method is employed when
no transfer pump systems is available, or if greater control over the temperature is desired.
2,
Filling the containers is accomplished through the LIQUID valve while the VENT valve is
open of partially open to control product pressure. Careful control of pressure will control
the amount of heat retained in the liquid. Lower pressure results in colder liquid transferred to the container and increases, or lengthens, product holding time.
Page 10

Pressure Transfer
Filling From a Low
Pressure Source
CAUTION:
With carbon dioxide,
pressure in the
container being filled
must be above 70 psig
(4.8 bar/482 kPa)
before the fill begins
and at all times during
the fill to prevent the
product from freezing
into dry ice.
Pressure Transfer Filling Procedure (Low Pressure Source) – Once you have deter-
mined the proper full weight for a container , connect a transfer hose to the LIQUID fitting
from a low pressure source of liquid.
1. Open the supply valve. Then, on the XL-65/65HP , open the LIQUID and VENT valves to
begin the fill.
2. During the fill, monitor the container pressure and maintain a pressure of 10-15 psig
(0.7-1 bar/69-103 kPa) by throttling the VENT valve. Not for CO
3. When full weight is reached, close both the LIQUID and the VENT valves.
4. Close the liquid supply valve and open the dump valve on fill line assembly.
5. Disconnect the fill line from the container and removed the container from the scale.
Pump Transfer Filling Method
When a pump is used for filing liquid containers, the fill may be accomplished through
either the VENT valve of the LIQUID valve. Filling though the VENT valve recondenses gas
in the area over the liquid cylinder and reduces product loss during the fill. This method
will also result in the liquid near the saturation temperature of the supply vessel. Filling
through the LIQUID valve may provide colder liquid and longer holding time before the
liquid warms to the point where venting begins, but will require more frequent venting and
greater product loss.
Pump Transfer Filling Procedure - This method applies only to containers in gas
service that are equipped with a 230 psig (16-bar/1586 kPa) or 350 psig (24-bar/2412 kPa)
relief valve. Liquid is admitted through the VENT valve and recondenses gas in the head
space during the fill. The fill line is connected from the liquid supply to the VENT valve on
the cylinder. Both the fill line and the container should be pre-cooled prior to beginning the
fill process. Proper full weight is determined by the previously explained method.
service
2
Pump Transfer Liquid
Fill Through Vent Valve
1. Open the supply valve. Then, on the container being filled, open only the VENT valve to
begin the fill. Start the pump at this time.
2. Observe the container pressure closely. If the pressure approaches the relief valve
setting (or the pump pressure rating) stop the fill process at the supply , and open the
fill line dump valve to vent excess pressure. As soon as the pressure has dropped to a
level that will allow you to resume the fill, close the dump valve and restart the pump (or
reopen the supply valve.)
3. When full weight is reached, close the VENT valve. Stop pump (when applicable),
close liquid supply valve and open the dump valve on fill line assembly to vent trapped
liquid.
4. Disconnect the fill line from the container and remove the container from the scale.
Fill Hose Kits
T aylor-Wharton fill hose kits for the XL-65/65HP are designed to transfer specific liquefied
gases to, or from, the containers. These accessories are comprised of a Fill Tee Assembly and a Fill Hose. Cryogenic transfer hoses are constructed of stainless steel for the
transfer of cryogenic liquids, and are available in four of six-ft. (1.2 or 1.8 m) lengths with
a 3/8 in. NPT fitting on one end and a CGA service-specific female fittings on the other. A
Fill T ee Assembly consists of a cross fitting with a CGA end fitting, relief valve and manual
dump valve.
Page 11

Fill Hose Kits
In use, the CGA T ailpiece couples to the fill connection on the container being filled. The
Relief V alve vents pressure over 350 psig (24 bar/2413 kPa) that builds up in the fill line
due to trapped liquid. The Dump Valve is used to allow the operator to blow-don the
receiving container during a pump fill, or to relieve residual pressure from expanding liquid
trapped in the line before disconnecting the fill line.
Fill kits are available with different combinations of hose length and fittings for a specific
gas service. The following chart identifies the available transfer hoses and fill tee assemblies.
TRANSFER HOSE CHART
Description Cylinder End Part
(Service/Hose Length) Connections(s) Fittings Number
Inert (N2,Ar) Service
4 ft. (1.2 m) Stainless Steel LIQUID or VENT Valve CGA 295 to 3/8 in. NPT 1700-9C65
6 ft. (1.8 m) Stainless Steel LIQUID or VENT Valve CGA 295 to 3/8 in. NPT 1600-9C66
6 ft. (1.8 m) Stainless Steel USE Valve CGA 580 to 3/8 in. NPT GL50-8C51
Oxygen Service
6 ft. (1.8 m) Stainless Steel LIQUID or VENT V alve CGA 440 to 3/8 in. NPT GL50-8C53
6 ft. (1.8 m) Stainless Steel USE Valve CGA 540 to 3/8 in. NPT GL50-8C56
Carbon Dioxide Service
6 ft. (1.8 m) Stainless Steel LIQUID or USE Valve CGA 320 to 3/8 in. NPT HP50-8C51
4 ft. (1.2 m) Stainless Steel VENT Valve CGA 295 to 3/8 in. NPT 1700-9C65
6 ft. (1.8 m) Stainless Steel VENT Valve CGA 295 to 3/8 in. NPT 1600-9C66
Nitrous Oxide Service
4 ft. (1.2 m) Stainless Steel VENT Valve CGA 295 to 3/8 in. NPT 1700-9C65
6 ft. (1.8 m) Stainless Steel VENT Valve CGA 295 to 3/8 in. NPT 1600-9C66
Page 12

WARNING:
Never put any liquid
cylinder into another
service once it has been
in CO2 service.
VENT TEE CHART
The vent tee connects to a transfer hose to complete a fill line kit. Each assembly includes a 3/8 in. pipe connector to CGA fitting with a a 350 psig (24 bar/2413 kPa) relief
valve, and a ball-type dump valve.
Service CGA Connection Part Number
Inert (N
, Ar) CGA 295 GL50-8c60
2
MAINTENANCE
PROCEDURES
WARNING:
For O2 System users:
Residue of leak
defectors solutions can
be flammable. All
surfaces to which the
leak detector solutions
have been applied must
be adequately rinsed
with potable water to
remove all traces of
residue. Reference CGA
G-4. Section 4.9.
CAUTION:
Carbon dioxide may
form into the solid phase
(dry ice) if the pressure
of liquid is allowed to
drop below 70 psig (4.8
bar/483 kPa). Pressure in
the container must be
maintained above this
value to ensure a solid
block of CO2 will not
form inside of the
container. Before
performing maintenance
on an XL-65HP in CO2,
the contents must be
transferred to another
container so that
container pressure can
be released.
Read the Safety Precautions in the front of this manual before attempting any repairs on
these containers. Also, follow these additional safety guidelines while performing container maintenance.
Never work on a pressurized container. Open the vent valve as a standard practice
during maintenance to guard against pressure build up from residual liquid.
Use only repair parts cleaned for oxygen use. Be certain your tools are free of oil and
grease. This is a good maintenance practice, and helps ensure you do not create a
combustion hazard when working on containers for oxygen or nitrous oxide service.
Leak test connections after every repair . Pressurize the container with an appropriate
inert gas for leak testing. Use only approved leak test solutions and follow the manufacturers recommendations. “Snoop” Liquid Leak Detector is one approved solution, it is available from: Nupro Co. 4800 E. 345th St., Willoughby , Ohio, 44094 U.S.A.
CONVERTING A CONT AINER TO A DIFFERENT GAS SERVICE
XL-65/65HP cylinders may be converted from one service to another within the confines of
the argon, carbon dioxide, nitrogen, nitrous oxide, and oxygen service for which the containers are designed. Conversation consists of changing the end connections at the USE,
LIQUID and VENT valves; then changing the liquid level gauge scale by changing its
plastic cover; and revising product decals. Parts are available in kit form for each gas
service as illustrated in the following table.
Service Change Procedure
Before removing any parts, empty the container and open the vent valve to prevent any
pressure build-up in the unit.
1. Remove the LIQUID, VENT and USE end fittings, one at a time, with standard wrenches.
Install new fittings from the Gas Service Change kit, using Teflon tape or another
oxygen-compatible thread sealant.
2. Remove the protective cover over the liquid level gauge. Replace the contents scale
with the scale for the new gas service from the service change kit, then replace the
protective cover.
Page 13

CAUTION:
When changing gas
service, install proper
fittings – DO NOT use
adapters. The following
procedure address the
physical changes to the
container only. For
detailed procedures on
the decontamination of
the container, itself, refer
to CGA pamphlet C-10
“Changes of Service for
Cylinders Including
Procedures For
Inspections and
Contaminant Removal.”
CAUTION:
Carbon dioxide and
Nitrous Oxide may
contain contaminants
such as hydrocarbons,
that are not easily
removed from cylinders,
an associated
components by
conventional oxygen
service cleaning
procedures. Once a
cylinder is placed into
CO2 or N2O gas service,
it should never be
converted to another gas
service. See CGA
pamphlet C-10 for proper
procedures.
NOTE:
One clockwise turn of
the adjustment will raise
the setpoint by
approximately 30 psig (2
bar/207 kPa). See the
chart below to
determine the range of
adjustment for the
regulator you are
servicing. Do not attempt
to set the regulator to a
pressure outside of its
design range.
3. Install new fittings for the USE, VENT and LIQUID connections form the Gas Service
Change Kit. Leak test the fittings you just replaced, and change the gas service decals to complete the conversion.
GAS SERVICE CHANGE KITS
Kit Valve Connection
Part No. Gas Service Name Designation
GL50-8C35 Oxygen LIQUID CGA 440
VENT CGA 440
USE CGA 540
GL50-8C30 Inert LIQUID CGA 295
(nitrogen VENT CGA 295
or argon) USE CGA 580
HP50-8C30 Carbon Dioxide LIQUID CGA 320
VENT CGA 295
USE CGA 320
HP50-8C35 Nitrous Oxide LIQUID CGA 326
VENT CGA 295
USE CGA 326
REGULA TOR MAINTENANCE
A dual stage, spring loaded regulator is employed for the pressure building/economizer
circuit. This regulator can be adjusted on the container, replaced, or checked and adjusted off the container in a readily fabricated bench adjustment fixture.
Regulator Adjustment – On Container
1. Fill the container with the appropriate liquid product.
2. Open the Pressure Building Valve and allow the container pressure to stabilize for
about an hour. Note the point where the pressure st abilizes.
3. Adjust the screw on the top of the regulator to raise of lower the pressure to the desired
point. When decreasing the setting, the pressure building valve must be closed and
the container vented to a lower pressure. Then repeat step 2 to observe the change.
REGULA TOR ADJUSTMENT RANGES
Part No. Normal Setting Range
6999-9018 300 psig 200 to 350 psig
20.7 b a r 13.8 to 24.1 ba r
2068 kPa 1379 to 2413 kPa
6999-9015 125 psig 75 to 175 psig
8.6 bar 5 to 12 ba r
86 2 kPa 517 to 1207 kPa
Page 14

NOTE:
The regulator has
directional gas flow.
The arrow on the
regulator body must
point in direction
indicated in the Bench
Adjustment Fixture
illustration.
Regulator Removal or Replacement Procedure
1. Close manual Pressure Building Valve.
2. Vent the cont ainer to atmospheric pressure.
3. Loosen and remove both the tube connections on the pressure building and econo-
mizer output sides on the regulator.
4. Remove the regulator from the container by unscrewing the valve body and elbow from
the output of the Pressure Building V alve.
5. Repair the regulator and readjust its setpoint using the bench test setup.
6. T o install a replacement or re-adjusted regulator , apply T eflon apply T eflon tape to the
elbow on the container and thread the valve body onto the elbow .
7. Reconnect the tube connections to the regulator and tighten.
8. Pressurize the container and check it for leaks.
Regulator Adjustment – Bench Procedure
Assemble the regulator adjustment fixture, and then the regulator to be adjusted, as
shown in the accompanying illustration.
1. Leak test joints between the high pressure cylinder regulator and the dump valve.
Joints must be leak free before proceeding.
2. Close the On/Off valve, and then the Dump V alve.
3. Slightly open the high pressure cylinder valve.
4. Set the high pressure regulator above the desired set point for the Pressure Building
setpoint.
5. Slowly open the On/Off valve and observe the downstream pressure gauge.
2
Regulator
Bench
Adjustment
Fixture
NOTE:
The economizer
portion of the
regulator will open
approximately 20 psig
(1.4 bar/138 kPa)
higher than the
pressure building
setpoint.
6. When the regulator under test closes, the P.B. set point may be read on the down-
stream pressure gauge.
7. Close the On/Off valve and open the Dump V alve.
8. T o reset the regulator , loosen the lock nut on the adjusting screw . Raise the set point
by turning the adjusting screw clockwise; lower the setpoint by turning the screw
counterclockwise. After adjustment, repeat steps 5 & 6 to check the setting before
reinstalling the regulator on the liquid container .
2 For units in CO2 service, see caution for releasing pressure at the beginning of the Maintenance Section.
Page 15

CHECKING CONTAINER PERFORMANCE
Cryogenic containers are two containers, one within the other . The space between the
containers acts as a highly efficient thermal barrier including high technology insulation, a
vacuum, and a vacuum maintenance system. Each serves a very important part in the
useful life of the container . The high technology insulation is very effective in preventing
radiated heat from entering the inner container. The vacuum prevents heat convection or
conduction from reaching the inner container . Unfortunately , the prefect vacuum cannot
be achieved since trace gas molecules being to enter the vacuum space from the moment of manufacture. The vacuum maintenance systems consists of materials which
gather trace gas molecules from the vacuum space. The maintenance system can perform its function for years, but it has a limited capacity . When the vacuum maintenance
system is saturated it can no longer maintain the vacuum integrity of the container . The
change will be very gradual and may go unnoticed for several years. When the vacuum in
the insulation space is no longer effective, the following symptoms may appear:
1. With liquid in the container and pressure building/vaporizer coil not in use, the outer
casing will be much colder than comparative containers.
2. Frost, indicating the liquid level, may be visible on the outer casing of the container.
3. The container may appear to “sweat” if the air surrounding the container is hot and humid.
4. The relief valve will open continuously until the container is empty.
5. The container will hold pressure for several days but will not hold liquid.
NOTE:
Fill through the
LIQUID valve with
VENT valve open. The
most Pressure
Building valve must
be closed during the
NER test of P .B.
operation will
increase evaporation
and invalidate test
results.
NER T esting
If a loss of vacuum integrity is suspected, the container’s Normal Evaporation Rate (NER)
should be checked. The test measures the actual product lost over time so you can
compare the results obtained to the NER value in the SPECIFICATIONS table. A test
period of 48 hours is recommended, after the container is allowed to stabilize, but the
formula given produces a Daily NER over any time period.
1. Fill the container with 125 pounds (57kg) liquid nitrogen.
2. Close the LIQUID valve and the PRESSURE BUILDING valve, leave the VENT valve
open and allow it to remain open during the test.
3. Allow the container to stabilize for 24 hours, then reweigh it. Record the weight, time and
date.
4. Reweigh 48 hours later. The test is more effective if container is not moved during this
period.
The following calculation will provide the actual Normal Evaporation Rate in pounds-perday . Daily normal evaporation is simply half the loss over 48 hours.
Daily NER = Weight (Step 3) – Weight (Step 4) x 24
Time between Step 3 and S tep 4 in hours
Compare the results of your test to the “as manufactured” NER value in the SPECIFICATIONS section of this manual. A container in service should maintain the NER value of
less than two times the new specification. Any test result greater than two times the
listed value is indicative of a failed, or failing vacuum. If NER is found to be high, contact
T aylor-Wharton Customer Service at (334)443-8680 for disposition.
Page 16

WARNING:
Cold surfaces should
never be handled
with bare skin. Use
gloves and other
protective clothing
when performing this
procedure.
FULL VIEW CONTENTS GAUGE MAINTENANCE
The content of these containers is measured with the Full View Contents Gauge. The
device consists of the gauge assembly beneath a clear plastic protective cover. When the
gauge is assembled, a level indicator ring is magnetically coupled to the top of a float rod
and moves up or down with the changing level of liquid in the container . The clear cover
over the gauge body and level indicator is sealed at assembly to resist fogging of the
gauge. This seal should never need to be broken.
Removing the Full View Contents Gauge
1. Vent all pressure from container3.
2. Remove the protective cover by removing three bolts from the base of the cover.
3. Unscrew the gauge body using a wrench on hex fitting at base of the indicator.
4. Lift the entire gauge assembly free of the container . The gauge assembly is long and
may be very cold. Gloves should be worn to protect your skin.
Calibration Procedure for Liquid Level Contents Gauges
1. Y ou will need a column of water approximately 4 ft (1.2 m) tall. A clear plastic tube 2.0
in. (51 mm) dia with a cap glued to one of is perfect. Place an oxygen service contents
scale sleeve (P/N GL50-9C43) over the sight tube.
2. Support the gauge assembly by holding the base of the indicator tube. Care must be
taken to prevent interference with the spring action or from misaligning the scale sleeve.
Immerse the aluminum float road below the water level as illustrated. The gauge assembly must be held vertically and the rode must not touch the side of bottom of the
tube. The yellow level indicator of the gauge should indicate a full level reading with the
oxygen scale.
If the gauge fails to indicate a full liquid level, the assembly is to be removed from the
water, calibrated and retested.
Full View Contents
Gauge
To change calibration, loosen locking nut away from brass calibration nut and turn the
threaded rod with respect to the calibration nut.
If the rod is turned clockwise (to the left) with respect to calibration nut, the exposed
portion of rod becomes longer and the gauge yellow band will be lowered.
T o raise the yellow band, turn rod counterclockwise. The exposed portion of rod becomes
shorter. Once you have adjusted calibration, recheck for proper setting. (See illustration.)
After proper setting has been obtained, lock down nut against calibration unit.
3. Once the gauge assembly has been calibrated to read in full water, it must be verified
that it reads empty when the aluminum float rod is suspended in the air. The yellow
indicator must be as close to the bottom as possible (inner rod will be firmly bottomed
out).
If calibration is required to make the gauge read empty in air, it must be rechecked in
water.
4. After calibration, you will need to follow contents gauge installation to reinsert gauge.
Be sure to dry the assembly before reinserting into the cylinder to prevent ice build-up
that could restrict movement or catch on the guide ring inside the cylinder.
3
For containers in C02 service, see caution on releasing container pressure at the beginning of the Maintenance section.
Page 17

NOTE:
The yellow band will
move approximately ¼
in. (6/4 mm) to each 10
turns on the rod.
NOTE:
Remember this
procedure is performed
with gauge in an upright
(vertical) position.
NOTE:
Make sure that the
Gauge Assembly is not
bent or out of line before
reinserting the gauge
into the container.
Calibration
for XL-65 and
XL65HP
Contents Gauge Installation
Before installing a new or repaired gauge, inspect the gasket seals. If any damage is
apparent, replace the gasket. (See following page for illustration.)
1. When inserting the gauge assembly, lower the float rod through the gauge opening
until about 8 in. (203 mm) of the float rod remains above the container .
2. Grasp the clear cover portion of the gauge assembly with two fingers so that the
assembly hangs free and “plumb.”
3. Lower the assembly about 4 in. (102 mm) slowly and try to keep the rod in the center
of the threaded entrance hole as you do. If you are careful during this portion of insertion, you will drop the float rod straight through the guide ring inside the cylinder.
4. T o confirm that the rod is correctly positioned in the cylinder , stop where you can still
grasp the top of the rod (see illustration) and then try to swing the lower end from side
to side.
5. When the rod is engaged in the guide ring, the rod will be restricted to lower end
movement of about ½ in. (12.7 mm); if you can feel greater movement, withdraw the
rod to the point where its top is 8 in. (203 mm) above the gauge opening and try again.
Page 18

CAUTION:
When installing the
gauge assembly, care
must be taken to
ensure that the float
rod is inserted through
“guide ring” located
on the liquid
withdrawal line from
inside the container. If
the gauge does not
engage this ring, the
contents indication
will be inaccurate, or
the gauge may be
damaged in use.
Contents Gauge
Insertion
6. When you are satisfied that the float rod correctly installed, lower the assembly the
rest of the way into the container until the top portion threads can be engaged.
7. Screw the gauge in place and hand torque to about 20 ft lbf (2.8 kgf m). Leak check the
connection of gauge body to the flange.
Page 19

HAND VAL VE REP AIR
Hand valves are an integral par of the container and the valve bodies rarely need replacement. However, the handwheel and internal part of the valves are renewable. The illustration below are exploded views of the valves replaceable parts used on Taylor-Wharton
liquid containers.
Valve Repair Kit
Fits: 3/8 in. or ½ in. Rego Globe of 3/8 in. Sherwood V alves.
KIT P ARTS - KIT P/N 1750-9C35
Item No. Description Qty.
1 Screw and Washer 1
2 S pring Retainer 1
3 Retainer Washer 1
4 Spring 1
5 Seal Washer 1
6 Seal 1
7 Handwheel 1
8 Bonnet Washer 2
9 Bonnet 1
1 0 Stem Gasket 1
11 Stem 1
1 2 Seat Assembly 1
13 Bushing 1
14 Body *
T Q T orque 80 ft. lbf (1 1 kgf m) 1
Hand Valve Exploded View
CAUTION:
Do not apply force
after valve is fully
open.
CAUTION:
Do not scratch or mar
internal surfaces or
valves.
*Not available as a repair part
Valve Disassembly Instructions
1. Open valve by turning Handwheel counterclockwise as far as it will go to release any
trapped gas in the system.
2. Using a screwdriver, remove Handwheel Screw and W asher by turning counterclockwise to allow removal of Spring Retainer , W asher , S pring, Seal Washer , Handwheel,
and Bonnet Washers. Discard these parts.
3. Using the large adjustable wrench to hold valve body, remove Bonnet by turning counterclockwise with a 15/16 in. socket wrench that is capable of developing at least 80 ft
lbf (1 1 kgf m) torque.
4. Remove the following parts from the valve body and discard – Stem, Stem Gasket,
Seat Assembly and Bushing.
5. Inspect body and clean if necessary; be sure interior and seal areas are free from dirt,
residue and foreign particles.
Page 20

CAUTION:
Hex section of Bonnet
must be free of burrs
or raised edges, and
top of Bonnet must be
absolutely flat to
provide an effective
seal with Bonnet
gasket (8).
Valv e Replacement Instructions
1. Partially thread Seat Assembly (12) (seat disc first) into large end of Bushing (13)
leaving tan of nipple assembly exposed about 1/8 in. beyond top of Bushing.
2. Insert Seat Assembly (seat disc first) with attached Bushing, into valve body until
properly seated.
3. Place Stem Gasket (10) carefully over S tem (1 1) cover side facing downward.
4. Inert slotted end of Stem into valve body , making sure that slot fully engages t ang of
Seat Assembly .
5. Place Bonnet over Stem while holding square end of Stem to keep it from turning,
thread Bonnet (9) into valve body. Hold body with one wrench and using another
wrench (15/16 in. socket), tighten Bonnet to 80 ft lbf (1 1 kgf m) torque.
6. Install Bonnet Washers over S tem on Bonnet.
7. Place Handwheel over Stem and on Bonnet.
8. Install Seal (6) over Stem into recess of Handwheel.
9. Install Seal Washer (5) over Seal at the bottom of Handwheel recess as shown.
10.With the flat side facing downward, place Retainer Washer (3) on top of Seal.
1 1. Align the holes of these parts and place Spring (4) over seat.
12.Place Spring Retainer (2) over assembly as shown, keeping center hole aligned with
parts installed in steps 6-11.
13.Install Screw and Washer (1) over ret ainer. Tighten firmly with a screwdriver , turning
clockwise.
14.Turn Handwheel completely clockwise to close valve. Re-pressurize container and
leak check valve.
Page 21

TROUBLESHOOTING
The following chart is provided to give you some guidance in determining the probable
cause and suggested corrective action for some problems that may occur with cryogenic
liquid containers. This chart is specifically tailored to your XL-65 or XL-65HP.
TROUBLESHOOTING CHART
Symptom Possible Cause Corrective Action
Consistently low 1. Relief valve open at low 1. Remove and replace relief
operating pressure. pressure. valve.
2. Economizer side of 2. Remove and replace
P .B./Economizer Regulator regulator .
stuck open.
3. Cold liquid. 3. Open pressure building valve.
With P .B. inoperative, the
container will build pressure
over time, or an external
pressure source can be used
to pressurize container.
No pressure shown 1. Bad container pressure 1. Remove and replace bad
on container gauge. gauge.
pressure gauge. 2. Open inner container 2. Remove and replace bursting
bursting disc. disc. Pressurize container
and check relief valve
operation.
5
3. Leaks in valves or 3. Leak test and repair leaks.
plumbing. For valve repairs, see
Maintenance section.
4. Cold liquid. 4. Open pressure building
circuit.
No pressure showing 1. Pressure drop to below 1. Re-pressurize with C02 gas
but container is full 70 psig (4.8 bar/483 kPa) and check for leaks. Repair
by weight. has caused contents to leaks, re-pressurize to relief
freeze solid. Check pres- valve setting and allow to set
sure gauge (C02 only). until contents re-liquefy .
2. Broken pressure gauge. 2. Replace pressure gauge.
3. Vent valve open/P .B. 3. Close vent valve, open P .B.
valve closed. valve.
4. Faulty relief valve. 4. Replace relief valve.
Container full by 1. Liquid too cold. 1. Open P .B. valve or allow
weight and Liquid to stand.
Level Gauge but very 2. Possible leak in vent valve. 2. Rebui ld v alv e.
low pressure 3. Faulty relief valve. 3. Replace valve.
5
For containers in C02 service, see caution on releasing container pressure at the beginning of the
Maintenance section.
Page 22

TROUBLESHOOTING CHART
Symptom Possible Cause Corrective Action
Container is cold and 1. Vacuum loss. Check NER. 1. Consult with T aylor-Wharton
may have ice or frost for course of action. Do not
on outer casing. Will attempt to put additional
not hold liquid over- liquid in container.
night. Relief valve is 2. Defective P .B./Economizer 2. Look for P.B. coil pattern in
venting gas. regulator. ice. Close P .B. valve.
Replace or reset regulator.
Ice formation on 1. Pressure building valve 1. Replace or rebuild valve.
bottom of container not closing properly .
when P .B. valve is 2. Leak in pressure 2. Leak test piping
closed. building system connections and tighten
topworks. fittings if needed.
Container vents Pressure Building/ Remove and reset or replace
through relief valve Economizer Regulator set regulator.
when in use. above relief valve setting.
Economizer side of
regulator clogged or
stuck open.
Container vents after This may be caused by Symptom should go away
fill but quits after residual heat vaporizing once container reaches
awhile. some liquid inside operating temperature and
container and is a normal the liquid reaches its
condition. saturation point at container
operating pressure.
Container vents gas Heat leak may be too Perform container
continuously through great. performance evaluation test
relief valve. per Maintenance section to
determine if container
vacuum is adequate.
Level indicator stuck Float rod stuck on or in Reinstall. See Contents
1/2 full. Y ellow float rod guide. Gauge Installation.
indicator ring will not
move.
Level indicator at Indicator disengaged from Recouple indicator using
bottom of gauge. gauge rod. Caused by engagement ring.
Container full of dropping the container.
product.
Page 23

REPLACEMENT
PARTS
This replacement parts list includes a recommended inventory quantity which allows you
to order parts on a timely basis to keep all your XL-65/65HP containers in service. When
placing orders, please use the nomenclature and part numbers in this section and send
written orders to:
T aylor-Wharton Fax: (334)443-2209
4075 Hamilton Blvd. Call: (334)443-8680
Theodore, AL 36590 1-800-898-2657 in U.S.A and Canada
USA
Recommended
Item No. Description Part No. For 10 Units
1. Capscrew, Hex Head S.S. ½ in. 6164-1753 10 each
2. Hex Nut, Nylon Insert 6331-1 183 10 each
3. Handle XL-65 XL65-9C31 1 each
4. Spring Clip Holder, Vinyl Coating 8958-0138 4 each
5. Screw Mach. S.S.Hex Head ½ in. 6160-4752 10 each
6. Self-Locking Hex Nut, S.S. 6368-2024 10 each
7. Caster, Swivel 5 in. Dia Wheel C.S. 7300-8088 5 each
Caster, Swivel 5 in. Dia Wheel S.S. 7300-8083 5 each
*Caster Swivel 4 in. Dia Wheel C.S. 7300-9016 5 each
*Caster Swivel 4 in. Dia Wheel S.S. 7300-8079 5 each
8. Caster, Rigid 5 in. Dia Wheel C.S. 7300-8089 5 each
Caster, Rigid 5 in. Dia Wheel S.S. 7300-8082 5 each
9. Carriage Bolt S.S. 1.25 in. lg 6160-4762 10 each
10. Hex Head, Capscrew 1.0 in. lg 6134-1133 10 each
11. Elastic Stop Nut S.S. 6311-1042 10 each
* Used on the 5 caster base model
Page 24

Component
Locations for XL-65
and XL-65HP
ACCESSORIES
Accessories available for use with T aylor-Wharton XL Series containers are:
-
Manifolds, Automatic and Manual
-
V aporizers adding up to 250 cfh
(6.6 cu.m/h) each
-
Transfer Hoses (O2, N2, AR, CO2 and N20)
-
Fill T ee Assemblies
For additional information concerning the accessory of your choice, please consult the
separate manuals on accessories or call Taylor-Wharton.
-
Container Hand Trucks
-
Cryogenic Phase Separators
Page 25

Index Recommended
No. Description Part No. For 10 Units
1. Dual Regulator, Pressure Building/Economizer 6999-9018 2 Each
300 psig (20.9 bar/2068 kPa)
Dual Regulator, Alternate, Pressure Building/Economizer 6999-9015 2 Each
125 psig (8.6 bar/862 kPa)
- Not available for C0
service
2
2. Gasket, Glass Filled T eflon, Content s Gauge (Not Shown) 7701-0083 5 Each
3. Contents Gauge Assembly (Includes Gauge and S pring) GL50-9C40 1 Each
* Float Rod XL65-9C65 1 Each
4. Contents Gauge Cover, Protective Clear GL50-9C04 4 Each
Contents Gauge Cover , Nitrogen GL50-9C15 4 Each
Contents Gauge Cover, Oxygen GL50-9C16 4 Each
Contents Gauge Cover , Argon GL50-9C17 4 Each
Contents Gauge Cover, Carbon Dioxide GL50-9C18 4 Each
(Use GL50-9C04 for nitrous oxide with the contents
scale HP50-9C44.)
5. Screw, Brass 1/4 in. - 20 UNC x 5/8 in. 6 114-1087 10 Each
6. Gauge, Pressure 0-400 psig (0-28 bar/0-2758 kPa) 7702-6196 2 Each
Gauge, Pressure 0-600 psig (0-41 bar/0-4137 kPa) 7702-6197 2 Each
7. Relief Valve
350 psig (24 bar/2413 kPa) - not for C0
or N20 1705-9C39 5 Each
2
350 psig (24 bar/2413 kPa) - for C02 or N20 1706-9C12 5 Each
**22 psig (1.5 bar/152 kPa) - not for C02 or N20 6913-6223 5 Each
**230 psig (16 bar/1586 kPa) - not for C02 or N20 1700-9C39 5 Each
8. Safety Head 525 psig (36 bar/3620 kPa) 1705-9C12 2 Each
Safety Head 360 psig (24.8 bar/2482 kPa) - for XL-65 only 1 190-9C21 2 Each
9. V alve Repair Kit 1750-9C35 3 Each
10. Elbow , Male, Brass 45° 3/8 in. ODT -comp x 1/4 in. 6814-9233 2 Each
1 1. Connector , Male, Brass, 3/8 in. ODT -comp x 1/4 in. NPT -EXT 4570-1960 2 Each
12. Tube, P.B./Economizer Line GL45-9C20 2 Each
13. Cross, Brass GL55-9C30 2 Each
14. Elbow , Male, 3/8 in. NPT x 1/4 in. NPT 45° GL45-9C22 2 Each
End Fittings for Hand Valves
15.-USE (CGA 540) -oxygen 7114-0163 5 Each
-
USE (CGA 580) -argon/nitrogen 7114-0164 5 Each
-
USE (CGA 320) -carbon dioxide 71 14-0181 5 Each
-
USE (CGA 326) -nitrous oxide 71 14-0195 5 Each
16.-LIQUID (CGA 440) -oxygen 6514-8992 5 Each
-
LIQUID (CGA 295) -argon/nitrogen 7355-4712 5 Each
-
LIQUID (CGA 320) -carbon dioxide 71 14-0181 10 Each
-
LIQUID (CGA 326) -nitrous oxide 71 14-0195 10 Each
Page 26

Index Recommended
No. Description Part No. For 10 Units
17.
-
VENT (CGA 440) - oxygen 6514-8992 5 Each
-
VENT (CGA 295) - argon/nitrogen 7355-4712 5 Each
-
VENT (CGA 295) - carbon dioxide 7355-4712 5 Each
-
VENT (CGA 295) - nitrous oxide 7355-4712 5 Each
* Decal, Carbon Dioxide GL55-9C54 A/R
* Decal, Nitrogen GL55-9C51 A/R
* Decal, Oxygen GL55-9C52 A/R
* Decal, Argon GL55-9C53 A/R
* Decal, Nitrous Oxide GL55-9C55 A/R
* Decal, Warning 1700-9C07 4 Each
* Decal, UN Number, Nitrogen GL55-9C63 A/R
* Decal, UN Number, Oxygen GL55-9C64 A/R
* Decal, UN Number, Argon GL55-9C65 A/R
* Decal, UN Number , Carbon Dioxide GL55-9C66 A/R
18. Elbow 6814-3998 2 Each
* Not illustrated.
** Optional/Not illustrated
 Loading...
Loading...