

Page 1

2007-07-09
Информация о продукте
PI 49r
Инструментальная дисковая револьверная головка
Без
привода инструмента
0.5.480.5xx
С
приводом инструмента (осевое исполнение)
0.5.473.5xx
На основе: PI-49_d_07-04-03
PI 49 r 1
Page 2

Page 3

Содержание
Содержание
Инструментальная дисковая револьверная головка без привода
инструмента, типоряд 0.5.480.5xx
Описание 4
Технические данные 6
Допустимые нагрузки 8
Выбор типоразмера инструментальной револьверной головки 10
Размеры 11
Точность 12
Подвод жидкости 12
Устройство управления ЕК 501 12
Инструментальная дисковая револьверная головка с приводом
инструмента (осевое исполнение), типоряд 0.5.473.5xx
Описание 13
Рабочие характеристики крепления инструмента 14
Диаграмма мощности 16
Допустимые длительности включения привода инструмента 16
Мощность резания 17
Варианты исполнения 18
Расположение инструмента 18
Кодировка типа 20
Данные для заказа 21
При необходимости к данному документу затребовать: Руководство по
проектированию PI 18
УКАЗАНИЕ
Содержащаяся в данной информации о продукте информация основывается на
данных, имевшихся к моменту подготовки к печати указанного документа. Мы
оставляем за собой право внесение изменений, обусловленных процессом
дальнейшей разработки продуктов.
PI 49 r 3
Page 4

Описание 0.5.480.5xx
Инструментальная дисковая револьверная головка без привода
инструмента
Типоряд 0.5.480.5xx
Описание
Типоряд револьверных головок
Ø Без привода инструмента 0.5.480.5xx
l с осевой или радиальной установкой инструмента
Надежная револьверная головка предназначена
Ø для применения на токарных станках для обработки на переднем и
обратном ходе.
Ø Производство сериями средней величины
Отличительные признаки
Ø Надежная конструкция
Ø Простое управление
Ø Быстрое переключение
Ø Электромеханический привод для поворота и фиксации головки, благодаря
чему не требуется дополнительных технических сред.
Ø Абсолютный круговой датчик положения – не требуется выезд на
референтную точку
Ø Высокая нагрузочная способность благодаря значительному усилию
фиксации
Ø Фиксация с применением специального тройного хиртового зубчатого
зацепления
Ø Невосприимчивость к столкновениям благодаря
l Незначительной кинетической энергии привода
l Крепежному кольцевому пазу инструментального диска
Ø Возможно управление непосредственно от системы управления станком
или от устройства управления SAUTER EK 501.
Ø Возможно любое положение установки
Ø По механическому подключению является аналогом типорядов 0.5.440.xxx
и 0.5.680.xxx
Ø Опции
l Корпус в форме отливки или или в форме для фланцевой установки с
целью достижения наибольшей жесткости
l Пристраивание пластин радиатора для водяного охлаждения при
наиболее высоких требованиях к термической стабильности.
l Центральный подвод смазочно-охлаждающей жидкости под высоким
давлением
l Пристраивание датчиков для контроля усилия резания
PI 49 r 4
Page 5

Описание 0.5.480.5xx
1 Приводной двигатель
2 Понижающий редуктор
3 Привод механизма поворота
4 Контактный ролик
5 Фиксирующий кулачок
6 Тройное хиртовое зубчатое
зацепление
7 Предварительный
индексирующий винт
8 DC подъемный магнит
9 Предварительный
индексирующий контрольный
выключатель
10 Амортизирующая система
11 Кольцо для охлаждающего
средства
12 Крепление инструментального
диска
13 Абсолютный круговой датчик
положения
14 Вентиль для смозочно-
охлаждающей жидкости
15 Т-образный кольцевой паз
PI 49 r 5
Page 6

Технические данные
инструмента)
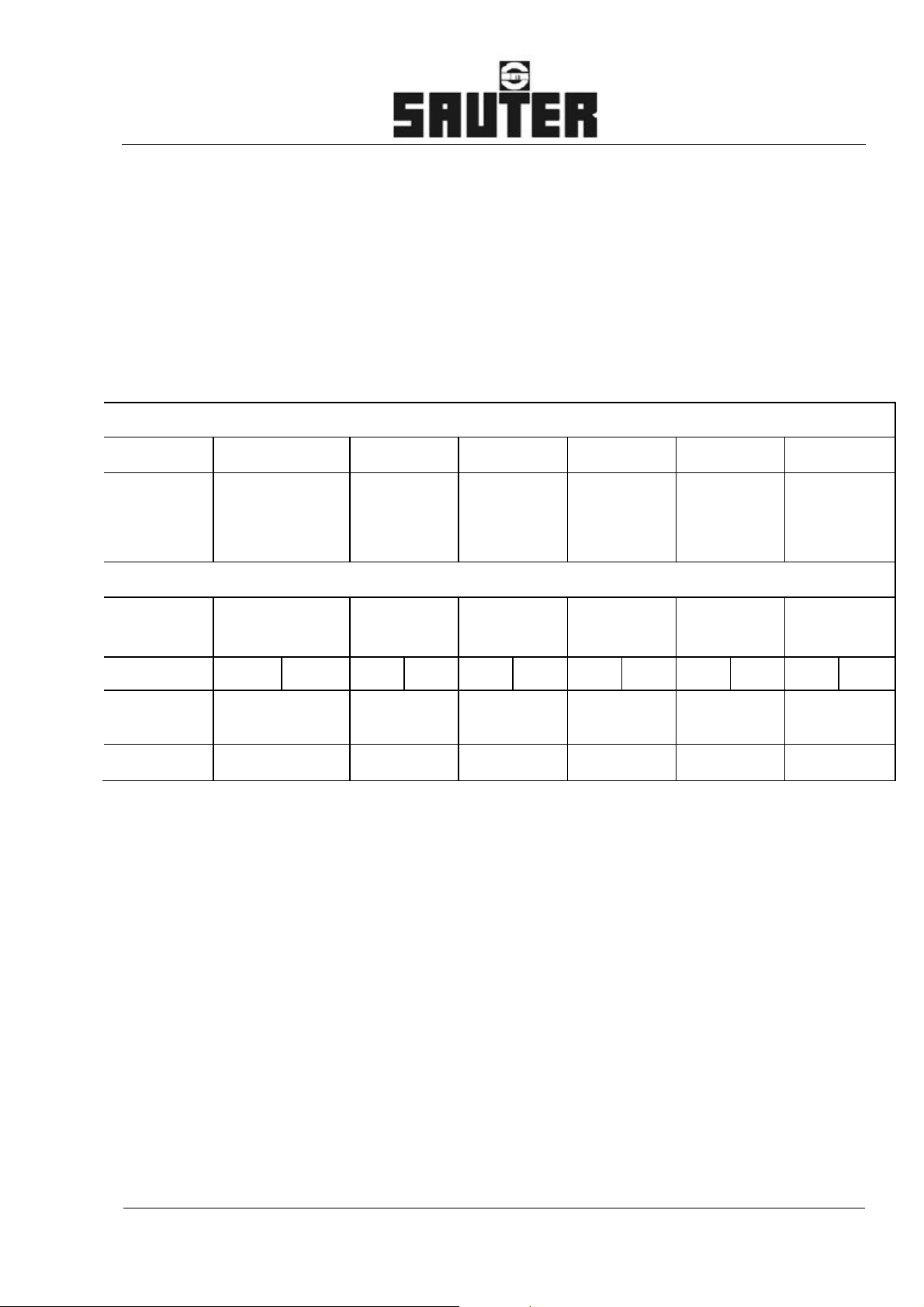
Технические данные
Типоряд
Инструментальные дисковые револьверные головки 0.5.480.5xx 10
Количество переключаемых позиций 8 или 12
Допустимая тангенциальная нагрузка (Револьверная головка зафиксирована) кНм 0,3
Допустимый момент инерции (Инструментальный диск и устройство крепления
1)
кгм20,15 0,20 0,28
Допустимый дисбаланс (Нагрузочный момент) за счет установки инструмента Нм 6
Время переключения
Вращение инструментального диска2) (Включая разблокировку, поворот и фиксацию)
Каждый шаг 30° (12-поз.) с 0,38 0,45 0,52
Каждый шаг 45° (8-поз.) с 0,45 0,53 0,62
Только вращение
2)
Каждый шаг 30° (12-поз.) с 0,14 0,16 0,20
Каждый шаг 45° (8-поз.) с 0,20 0,25 0,30
Допустимая частота переключения (средний угол переключения φm =90°)
Каждый шаг 30° (12-поз.)
2)
1/мин 18 16 14
Каждый шаг 45° (8-поз.))
Масса
Масса (без инструментального диска) кг 14
Смазочно-охлаждающая жидкость
l Стандартное исполнение бар
l Вентиль среднего давления бар
l Подвод смазочно-охлаждающей жидкости под высоким давлением бар
Допустимая температура C°
PI 49 r 6
Page 7

Технические данные
Типоразмер
12 16 20 25 32 40
8 или 12
0,6 1,3 3,0 6,0 12 24
0,30 0,60 1,4 0,8 1,4 3,2 1,8 3,2 7,5 4,0 7,0 18,0 9,0 28,0 40,0 20,0 50,0 100,0
15 32 63 125 200 320
0,38
0,48
0,73
0,46
0,59
0,84
0,56
0,72
1,02
0,69
0,89
1,32
0,86
1,35
1,64
1,04
1,60
2,22
0,43
0,55
0,86
0,55
0,71
1,01
0,66
0,86
1,22
0,81
1,05
1,58
1,02
1,62
1,97
1,25
1,92
2,67
0,14
0,18
0,29
0,17
0,23
0,34
0,21
0,27
0,40
0,26
0,34
0,52
0,33
0,54
0,66
0,41
0,64
0,20
0,27
0,44
0,26
0,34
0,51
0,31
0,41
0,60
0,38
0,51
0,78
0,49
0,80
0,99
0,61
0,96
16 12 9 11 9,5 7 10 8 5,5 7,5 6,3 4,5 5 3,3 2,8 5 4,5 4
23 46 70 135 250 480
7-14 (без фильтрации)
5 .. 25 (фильтрация < 100 мкм)
100 (фильтрация < 25 мкм)
10... 40
1) Другие моменты инерции и время переключения по запросу
2) Значения действительны для режима работы при 50 Гц, при 60 Гц
возможны отклонения в пределах ± 5%.
0,90
1,35
PI 49 r 7
Page 8

Допустимые нагрузки
Допустимые нагрузки (ориентировочные значения)
Указание: Диаграммы действительны для статической нагрузки.
При ударной нагрузке (прерванное резание) необходимо исходить
из существенно меньших значений.
Усилие главного резания ± Fy
Усилие подачи + Fz (вперед)
PI 49 r 8
Page 9

Допустимые нагрузки
Усилие подачи – Fz (назад)
Поперечное усилие +Fx (максимально
допустимое)
PI 49 r 9
Page 10

Выбор типоразмера
инструментальной
револьверной головки
Выбор типоразмера инструментальной револьверной головки
(ориентировочные значения)
Пример.
Имеющаяся мощность станка P кВт 35
Желаемое поперечное сечение
резания A
Вылет инструмента r мм Напр., 240
Результат: Типоразиер 0.5.480.520
По мощности станка
При v= 200 м/мин.
мм25
По поперечному сечению
резания стали St 60
ks=2200 Н/мм
2
PI 49 r 10
Page 11

Размеры
Инструментальная
0.5.480.xxx
Размеры
Типоряд Типоразмер
дисковая
револьверная головка
A 50 63 80 100 125 160 200
A2 105 150 200
B 90 102 122 112 138 176 220
C 120 150 190 226 280 352 432
D 70 90 120 145 182 220 300
E 6xM6 8xM8 8xM8 11 xM 10 11 xM 12 15xM 12 22 xM 12
F 140 175 215 255 318 396 470
G 97 120 154 190 240 296 370
H 25 30 40 50 63 80 100
1 6 8 8 9 10 10 12
K 30 32 40 41 52 62 70
L 100 128 138 155 190 220 340
M 153 185 212 250 315 396 490
N 63 90 85 105 106 125 158 198 245
0 135 165 190 220 280 325 440
P 55 80 75 90 95 110 140 176 220
Q 15 18 18 25 30 34 40
R 60 30 32 40 44 48 60
S - 60 32 30 43 56 80
T - - 32 30 43 48 2x60
U для M8 M8 M 10 M12 M 16 M20 M24
V 278 310 352 390 445 516 657
10
правая|левая12правая|левая
16 20 25 32 40
PI 49 r 11
Page 12
Точность
Подвод жидкости
Устройство управления
ЕК 501
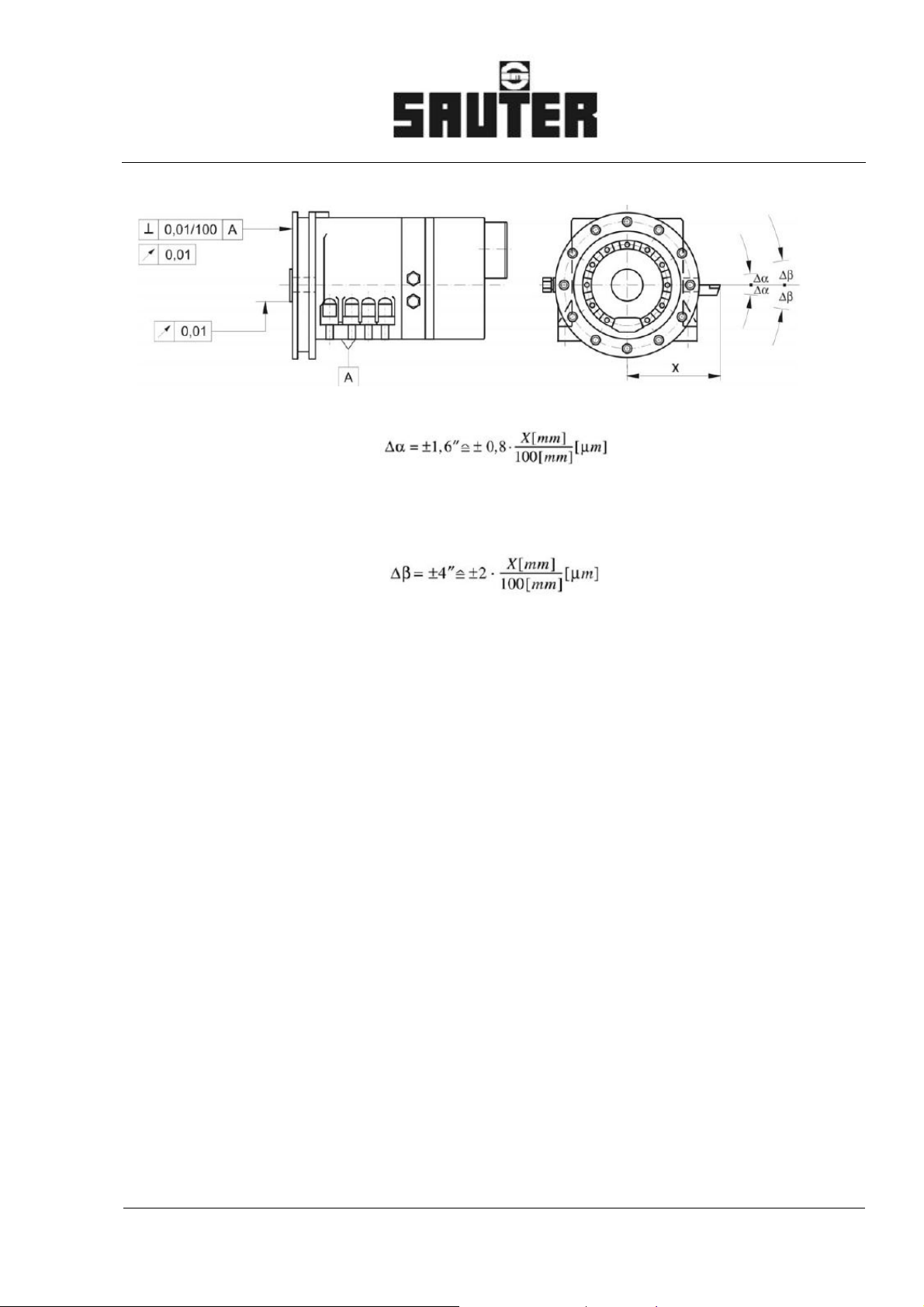
Точность
Стабильность повторяемости
(многократный выезд в позицию переключения из одного направления)
Например, ± 0,8 мкм относительно 100 мм радиуса
Точность деления
(выезд в любую позицию переключения из различных направлений)
Например, ± 2 мкм относительно 100 мм радиуса
Подвод жидкости
Револьверные головки поставляются с центральным подводом жидкости:
Исполнение «неуправляемое» - Подвод жидкости во всех переключаемых
позициях
Например, для подачи сжатого воздуха, для
приведения в действие захвата и т.д.
Исполнение «управляемое» - Подвод жидкости в одной переключаемой
позиции
Например, для смазочно-охлаждающей
жидкости, автоматической смены инструмента
и др.
Подвод не более трех подающих трубок осуществляется через центр
револьверной головки.
Рабочее давление P
= 100 бар (Стандартное исполнение)
zul
Устройство управления ЕК 501
Для управления револьверной головкой мы предлагаем устройство управления
SAUTER EK 501. Оно обеспечивает всю логику управления, включая контроль
исправного состояния.
Детальная информация: PI 42
PI 49 r 12
Page 13

Описание 0.5.473.5xx
Инструментальная дисковая револьверная головка с приводом
инструмента (осевое исполнение), типоряд 0.5.473.5xx
Описание
Данные револьверные головки построены по модульному принципу и состоят из
базовой револьверной головки типоряда 0.5.480.5xx и децентрализованного
привода инструмента, который монтируется вместо кольца для охлаждающей
жидкости. Привод инструмента разработан для отдельно подключаемых
инструментов, расположенных в осевом направлении, предназначенных для
обработки на переднем ходе.
Приводной двигатель инструмента приводит в движение кулачковую муфту
посредством встроенной в корпус редуктора цилиндрической зубчатой передачи.
С помощью муфты подключается инструмент, находящийся в этот момент в
рабочей позиции. Приводной двигатель может располагаться в зависимости от
цели применения сбоку относительно рабочей позиции или сверху на корпусе
револьверной головки.
1 Цилиндрическая зубчатая передача
2 Приводной двигатель инструмента
3 Базовая револьверная головка
4 Сопряжение с инструментом
5 Инструментальный диск
6 Инструмент
Сопряжение с инструментом для шпиндельных головок выполнено без
отслеживания смещения положения шпинделя. Т.е. состыковка с инструментом
происходит после прохождения поиска посредством приводного двигателя
инструмента. Рабочие характеристики и размеры поворотного привода и
фиксации револьверной головки идентичны соответствующим характеристикам
револьверных головок базового типоряда 0.5.480.5xx
PI 49 r 13
Page 14

Рабочие характеристики
Рабочие характеристики сопряжения инструмента
Редукторы рассчитаны на нижеописанные рабочие характеристики сопряжения
инструмента. Фактически достижимые рабочие характеристики зависят от:
Ø Использованного приводного двигателя
Ø Числа оборотов инструмента
Ø Продолжительности включения
Ø Производительности резания
В качестве ориентировочных значений могут служить приведенные примеры
мощности резания
Типоряд
Инструментальная дисковая револьверная головка 0.5.473.5xx
Getriebe-Leistungsdaten
■ Допустимая мощность привода
■ Допустимый момент вращения
■ Допустимое число оборотов
Рекомендуемые двигатели
Серводвигатель Siemens, тип 1FT6..
Передаточное число редуктора5), число оборотов двигателя/сопряжения
инструмента
Шпиндельный двигатель Fanuc, тип Alpha..
Передаточное число редуктора5), число оборотов двигателя/сопряжения
инструмента
4)
1)
2)
3)
P
zul
M
zul
n
zul
Мин
i = n
i = n
кВт
Нм
-1
mot/n2
mot/n2
1) Значения действительны для кратковременного режима работы
2) Необходимо ограничение момента вращения со стороны частотного
преобразователя, управляющего двигателем. Моменты вращения
действительны при отсутствии ударной нагрузки (Например, сверление,
нарезание резьбы).При наличии ударной нагрузки (например,
фрезерование) необходимо сокращение мощности резания Pc до 50 % и
более без сокращения требуемого числа оборотов nc.
3) Большие значения по запросу
4) Другие двигатели по запросу
5) Другие передаточные числа редукторов по запросу
PI 49 r 14
Page 15
Рабочие характеристики
Baugröße
10 12 16 20 25 32 40
4
8
6000
..044..AK.. ..062.. AK.. ..064.. AK.. ..082..AK.. ..086..AH.. ..108..AF.. ..108..AF..
1,0 1,5 1,0 1,5 1,0 1,32 1,0 1,63 1,0 1,24 1,0 1,3 1,0
a 0,5 a 1 a 1,5 a 2 a 3 a 8 a 8
1,0 1,0 1,0 1,0 2,0 1,53 1,53
5
12,5
6000
6
20
5000
8
32
4000
10
63
4000
12,5
130
3200
15
160
2500
PI 49 r 15
Page 16

Диаграмма мощности
относительное число
Допустимая продолжительность включения
Диаграмма мощности приводов инструмента
Допустимые длительности включения привода инструмента в
краткосрочном режиме работы (Ориентировочные значения)
Фактическая работоспособность (длительность включения) зависит от варианта
встраивания револьверной головки и режима работы!
Zulässige Einschaltdauer [ED] (5 min ) 100% 80% 60% 40% 25%
Допустимая
относительная мощность
привода
и
Допустимое
P
= Требуемая мощность резания [кВт]
c
25% 40% 50% 75% 100%
nc = Требуемое число оборотов резания [мин.-1]
P
= Допустимая мощность привода [кВт]
zul
n
= Допустимое число оборотов [мин.-1]
zul
(Из таблицы на стр. 14/15)
Пример расчета:
Какое число оборотов nc и какая мощность Pcпри 40% продолжительности
включения являются возможными с использованием привода инструмента
типоразмера 20?
В случае использования инструментальной дисковой револьверной головки 20-го
типоразмера согласно Таблице на стр. 14/15 получаем:
P
= 8 кВт, n
zul
= 4000 мин.
zul
-1
При 40% продолжительности включения (5 минут) согласно Таблице на стр. 16
получаем:
и
и
Согласно данному примеру привод инструмента с Pc= 6 кВт и nc= 3000 мин.
может 2 минуты эксплуатироваться, а затем должен 3 минуты оставаться в
выключенном состоянии.
PI 49 r 16
-1
Page 17

Мощность резания в стали St 60
M 30 x 3,5
D = 50 8 x
Коэффициент притупления инструмента – 1,6
Примеры (необязательные ориентировочные значения)
Типоряд Типоразмер
Мощность резания
Инструментальная дисковая револьверная
головка 0.5.473.5.xxx
Сверление
HSS-
Спиральное
сверло
Сверление
HM- Сверло
для сверления коротких
отверстий
Нарезание
резьбы
Фрезерование паза,
работа с
концевой
фрезой
Фрезерование паза,
работа с
дисковой
фрезой
d x s
мм x мм
d x s
мм x мм
d x P
мм x мм
a x e x s
мм x мм
x мм/мин
a x e x s
мм x мм
x мм/мин
/об.
/об.
10 12 16 20 25 32 40
8x0,12 12x0,14 14x0,16 16x0,20 20 x 0,25 32 x 0,20 40 x 0,22
12x0,05 15x0,08 16x0,10 20x0,12 24x0,16 32x0,16 50x0,12
M8x1
1 x 5 x 45 12x8x45 16x12x40 20x12x40 22x25x40 30x20x40
M 8x1,25
M 16x1
M10x1,5
M24x1
8 x 45
M14x2 M
20x1,5
D = 63
10x10x40
M 18x2,5
M 36x1,5
D = 80
18x18x40
M 20x2,5
M42x2
D = 100
20x20x40
M48x3
40 x 25 x
50
D = 125
25x20x40
PI 49 r 17
Page 18
Варианты исполнения
Расположение
инструмента
Варианты исполнения
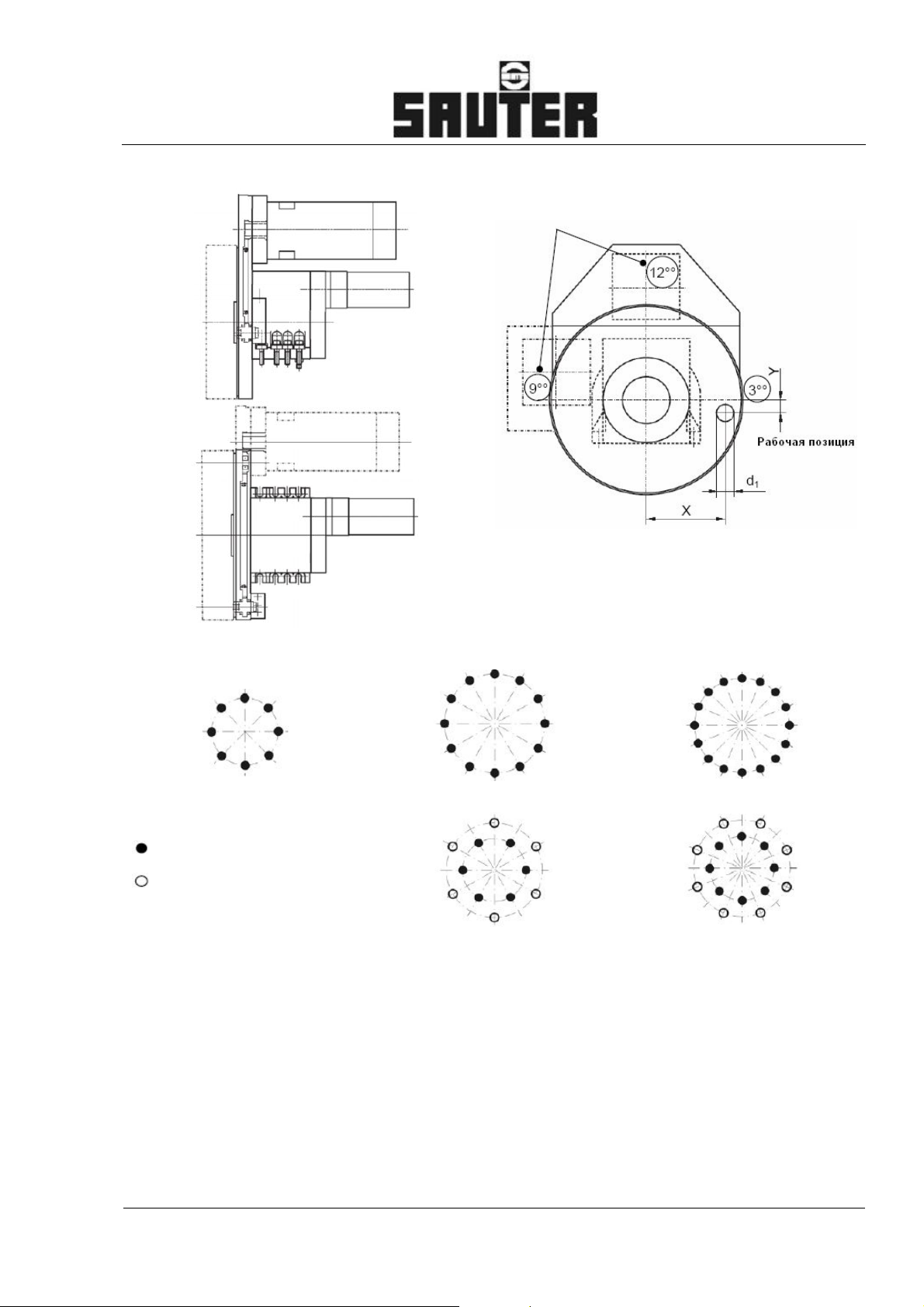
Расположение двигателя возможно
в позиции 900 или 12
00
Расположение инструмента
8 Поз. – 1 делительная окружность
Позиция с приводом
инструмента
Позиция без привода
инструмента
(Представленное исполнение револьверной
головки «Правое»)
12 Поз. – 1 делительная
окружность
12 Поз. – 2 делительных
окружности
16 Поз. – 1 делительная
окружность
16 Поз. – 2 делительных
окружности
PI 49 r 18
Page 19

Варианты исполнения
Типораз-
мер ре-
вольвер-
ной голов-
ки
Рабочая позиция
X y
Положе-
ние
двигате-
ля
Профиль сопряжения
Варианты исполнения
Ус-во крепления
инструмента
Ø DIN 69880
10
12
16
20
+ 78 0 9°° 16
- 78 0 3°°
+ 98,54 -17 9°° 20
+ 100 0 9°° 20
-100 0 3°°
+ 98,54 -17 9°° 30
+ 117,4 -25 12°° 30
+ 120 0 12°°
+ 120 0 9°°
-120 0 12°° 30
+ 150 0 9°° 30
+ 150 0 12°°
+ 155 0 9°° 40
+ 155 0 12°°
- 155 0 12°°
+ 170 0 9°° 40
DIN 5480 -
W8 x 0,8
DIN 5480 -
W10 x 0,8
DIN 5482 B15 x 12
DIN 5482 B17 x 14
16
20
30
30
30
40
25
32
40
+ 185 0 9°°
- 180 0 12°° 50
+ 198 - 70 9°° 50
+ 200 0 9°° 50
+ 200 - 20 12°° 50
+ 210 0 9°°
- 223,6 0 12°° 60
+ 265 - 80 12°°
+ 387,8 - 125 9°° 60
- 265 - 50 12°°
DIN 5482 B20 x 17
DIN 5482 -
B25 x 22
DIN 5482 -
B25 x 22
40
50
60
60
Варианты, выделенные серым цветом, являются предпочтительными!
Другие варианты по запросу.
PI 49 r 19
Page 20

Кодировка типа
Кодировка типа
PI 49 r 20
Page 21

Fax Firma / Фирма:
См. стр. 14/15
++49(0)7123-926-190
Данные для заказа
++49(0)7123-926-0
info@sauter-gmbh .com
SAUTER Feinmechanik Gm bH
Postfach 1551
D-72545 Metzingen Germany
SAUTER- Werkzeug-Scheibenrevolver 0.5.480.5xx / 0.5.473.5xx
Инструментальные дисковые револьверные головки SAUTER 0.5.480.5xx / 0.5.473.5xx
Bestellangaben/ Данные для заказа Mögliche Varianten /
Basisrevolver / Базовые револьверные головки
Baugröße / Типоразмер 10/16/20/25/32/40
Anzahl der Schaltpositionen / Количество
переключаемых позиций
Massenträgheitsmoment (Werkzeugscheibe und
Werkzeughalter) / Момент инерции (Инструменталь-
ного диска и устройства крепления инструмента)
Kühlschmierstoff-Druck / Давление смазочно-
охлаждающей жидкости
Anbaulage (Aufbaulage in Drehmaschine) /
Расположение (расположение на токарном станке)
Straße / Улица:
PLZ, Ort / Индекс, месторасположение:
Name / Фамилия:
Tel. / Тел.:
Fax / Факс:
Ihre Auswahl /
Возможные варианты
8/12/16
0-14 / 5-25/ mehr /более
Ваш выбор
Ausführung rechts/links / Исполнение правое/левое
Werkzeugantrieb / Привод инструмента
Arbeitsposition X / Y / Рабочая позиция X / Y Siehe Seite 18 / См. стр. 18
Motorposition / Позиция двигателя 300 / 900 / 12
Verwendeter Motor / Исполь зуемый двигатель Siehe Seite 14/15 /
Getriebeübersetzung / Передаточное число редуктора 1,0-1,5, 1,5-2,5
Kupplungsprofil / Профиль сопряжения Siehe Seite 19/ См. стр. 19
Spezielle Anforderungen: / Особые требования:
00
PI 49 r 21
 Loading...
Loading...