

Page 1
INSTRUCTIONS FOR REKEYING THE SARGENT
®
(65-)11-10- (6300) LARGE FORMAT INTERCHANGEABLE
(REMOVABLE CORE) ASSEMBLY
For installation assistance, contact SARGENT at 800-727-5477 • www.sargentlock.com
The 6300 series LFIC (Removable Core) uses a control key whose bittings match the Top Master Key of the key system in positions 1, 2,
5 and 6. The control bittings in positions 3 and 4 are selected from the Key Bitting Array of the master key system.
his method significantly reduces the bittings available in the Key Bitting Array of any Top Master Key. Increasing the levels in the master
T
keying system and cross keying also has a significant impact on the yield of keys at each selected level.
The chamber stack value for the 6300 series LFIC (removable core) is normally calculated by using a stack value of 15 in positions 1, 2,
5, and 6. This is the total value of the bottom pins, master splits and driver pins that would be required to pin the core (based on the
keying levels).
In chambers 3 and 4 of the 6300 series LFIC (removable core), the stack value is 20. This is done to allow the control key to achieve a
shear line in chambers 3 and 4 of the control sleeve.
Important
Cylinders master keyed at the factory prior to January 2009 use hollow drivers and SARGENT recommends their
continued use.
Hollow drivers must be used in chambers 3 and 4. A different spring is used in conjunction with the hollow drivers.
These special drivers and springs are included in a special pinning kit #437 RC/UL. The drivers and springs can also
be ordered individually.
Cylinders factory master keyed after 12/31/08 use standard drivers in all positions and use spring p/n 13-1769 in all positions.
• 65-6300 or 1 bitted cylinders are supplied for field keying and are provided with 2 key blanks
• 65-6300 cylinders are shipped without pins and springs
• 1 bitted cylinders supplied for field keying have pins loaded only in chambers 3 and 4
• 111111 bitted cylinders utilize a control key cut 113511
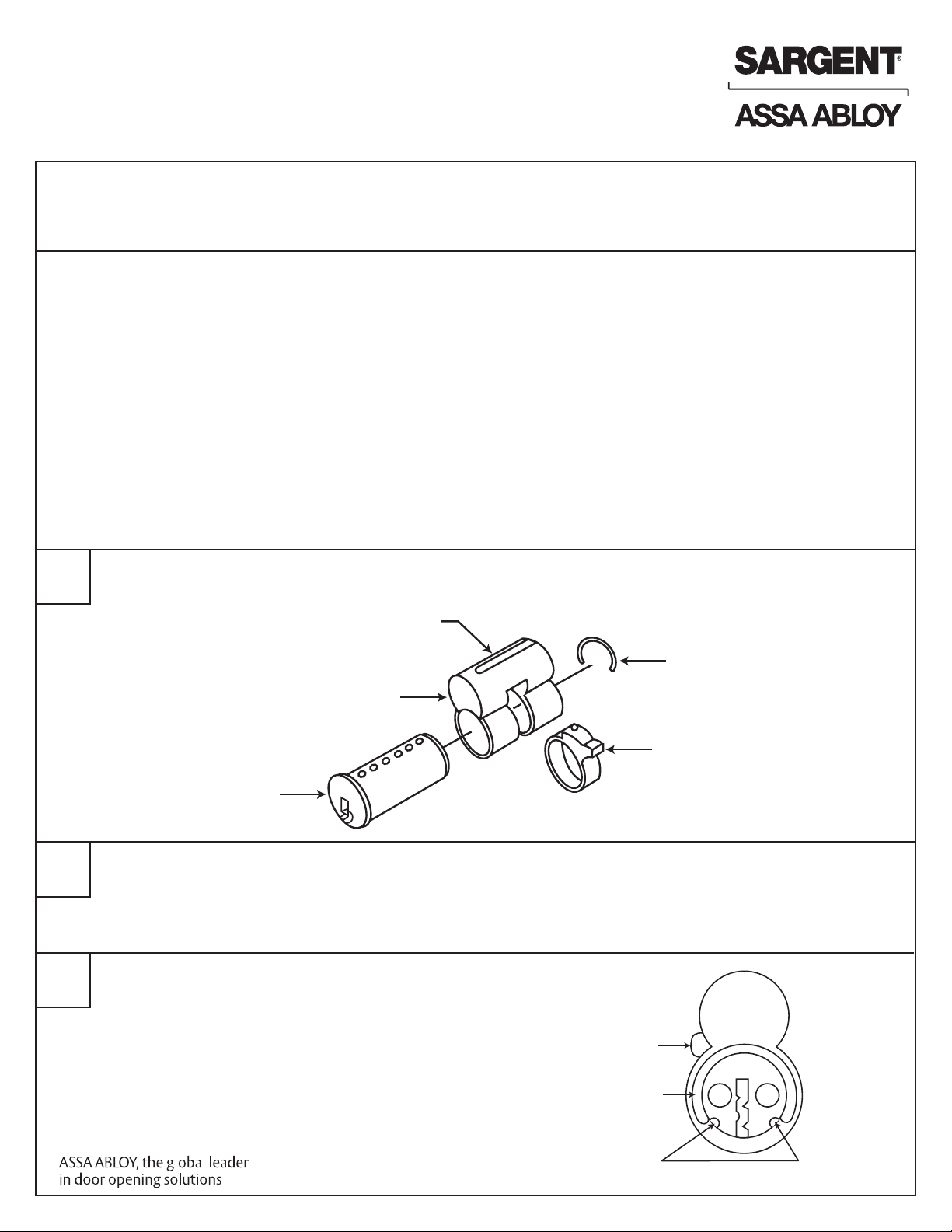
Remove spring clip 01-0660 and disassemble barrel from cylinder body and sleeve or load from the top using the Top Loading
Kit p/n 436-1.
1
Slide 13-0797 for cores with box logo
13-1341 for cores without box logo
Install spring clip p/n 01-0660
Body
6300 (13-3424)
10-6300 (13-0977)
11-6300 (13-5175)
Barrel
6300 (13-0795)
10-6300 (13-0976)
11-6300 (13-4326)
With sleeve positioned correctly in cylinder body (as shown above), load barrel and cylinder body.
2
Use work sheet on opposite side to determine pinning.
Note: The SARGENT rekeying kit #437 RC/UL contains the hollow drivers and springs that must be used in chambers 3
and 4 for factory keyed cores prior to January 2009
Finish assembling by applying retaining ring to barrel, as shown.
with open end down as to allow
key thru plug
Control sleeve
6300 (13-0796)
10-6300 (13-1074)
11-6300 (13-0796)
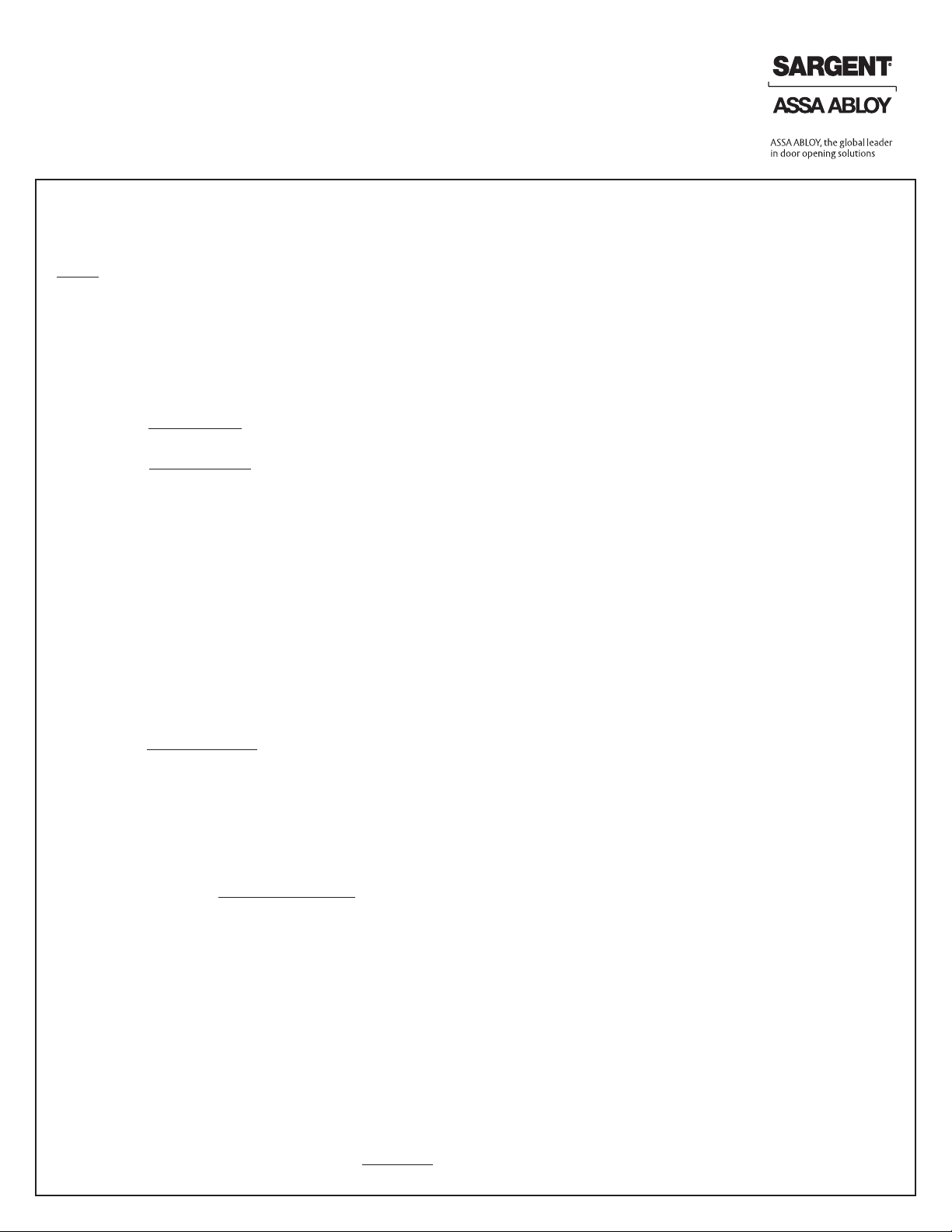
3
Important
The open end of the retaining
ring must clear keyway
Note: Barrel is manufactured
to keep ring in position
Copyright©2009, 2011, SargentManufacturing Company,an ASSA ABLOY Group company.
All rights reserved. Reproduction inwhole or in partwithout the express writtenpermission
of Sargent ManufacturingCompany is prohibited.
Control sleeve
projection in relation
to cylinder body
Retaining ring
(01-0660)
A6409K 12/01/11
Page 2
SARGENT®LFIC (Removable Core) Cylinders
Template 6300 & 11-6300 & 10-6300 LFIC (Removable Core) Cylinder
he following is an example showing how to select the pin segments for each chamber of
T
the SARGENT 6300 series LFIC (removable core). Use this as a template for calculating
the correct pin loads.
1) List of Operating Keys Sample Sample
KEY SYMBOLS BITTINGS
List Day Changes/MK’s GM’s etc. GM “A” 494 1 6 0
Do Not list bitting of MK “AA” 492 3 6 0
the Control key in this area. CK “AA1” 212 3 2 2
|____|____|____|____|____|____| |____|____|____|____|____|____|
|____|____|____|____|____|____| |____|____|____|____|____|____|
|____|____|____|____|____|____| |____|____|____|____|____|____|
2) Calculate Bottom Pins and Master Splits
Find correct size for Bottom and Master Splits from operating key's list
Sample
(a)* * * * * * BOTTOM PINS
(Smallest number in each chamber)
(b)* * * * * * MASTER SPLITS
(Difference in smallest and largest number in each chamber)
* * * * * * * * 212122
* * * * * * * 282248
3) Calculate Value of Control Splits
3.3 CONTROL KEY BITTING 496560
(3.1) A number 8 appears on this line in positions 3 and 4 --88-(3.2) Insert bitting of positions 3 and 4 of control key.
and add to number 8’s in positions 3 and 4 +6 +5
3.3 CONTROL PIN FACTOR = 14 13
(3.4) Subtract largest number in positions 3 and 4
from list of operating keys from control pin factor -4 -3
I____|____|____|____|____|____|
|____|____|____|____|____|____|
|____|____|____|____|____|____|
-
---
|____|____|____|____|____|____|
|____|____|____|____|____|____|
|____|____|____|____|____|____|
|____|____|____|____|____|____|
8
8
--
--
--
--
--
--
(c)* * * * * * CONTROL SPLITS
* * * * * * * * = 10 10
4) Calculate Top or Driver Pin (Total Stack Value) 15 15 20 20 15 15
(4.1) Add value of: (a) Bottom Pins, + (b) Master Splits
+ (c) Control Splits).Enter total here. 4914 13 6 10
(4.2) Subtract total from TOTAL STACK VALUE
(d) (4.3) Enter values on this line. DRIVER SPLITS (Master Splits) 11 667 95
above.
5) Pinning Assembly Matrix Example of pinning matrix for above key bittings.
Transfer Values labeled (d) Driver Splits 11 66795
(a), (b), (c), (d) from items (c) Control Splits --10 10 - -
2, 3, and 4 above. (b) Master Splits 282248
(a) Bottom Pins 212122
Copyright©2009, 2011, Sargent Manufacturing Company,an ASSA ABLOY
Group company. All rights reserved. Reproducti on in whole or in part
without the express written permission of Sargent Manufacturing
Company is prohibited.
Stack Total
Limits
15 15 20 20 15 15
--
|____|____|____|____|____|____|
20
20
15
15
|____|____|____|____|____|____|
15
--
15
|____|____|____|____|____|____|
|____|____|____|____|____|____|
|____|____|____|____|____|____|
|____|____|____|____|____|____|
|____|____|____|____|____|____|
----
|____|____|____|____|____|____|
|____|____|____|____|____|____|
A6409K 12/01/11
 Loading...
Loading...