


Kreuztisch KT 150
Manual
D
GB
F
I
E
NL
DK
S
CZ
TR

Deutsch
Beim Lesen der Gebrauchsanleitung Bildseite herausklappen.
English
Fold out the picture page
when reading the user instructions.
Français
Lorsque vous lisez le manuel d’utilisation, veuillez déplier le page d’illustration.
Italiano
Per leggere le istruzioni per l’uso
aprire le pagine ripiegate contenenti le figure.
Español
Al consultar el manual de instrucciones abrir la hoja plegable.
Nederlands
Bij het lezen van de gebruiksaanwijzing pagina’s met afbeeldingen uitklappen.
Dansk
Når brugsanvisningen læses, skal billedsiderne klappes ud.
Svenska
Vid läsning av bruksanvisningen, fäll ut bildsidoma.
Česky
Pří čtení návodu k obsluze rozložit stránky s obrázky.
Türkçe
Kullanma Talimat›n›n okunmas› esnas›nda resim sayfalar›n› d›flar› ç›kart›n.
D 4
GB 6
F 8
I 10
E 12
NL 14
DK 16
S 18
CZ 20
TR 22
- 2 -

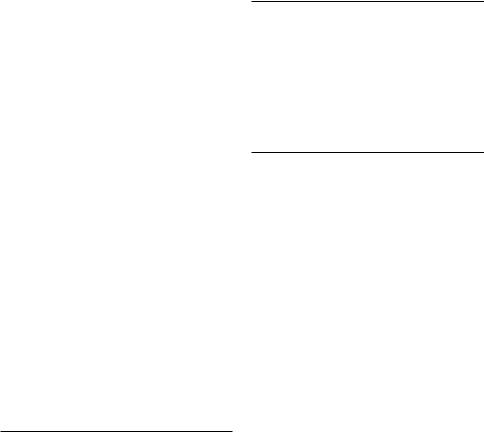
Fig. 1 |
|
|
Fig. 2 |
|
10 |
9 |
1 |
|
|
||
|
|
|
|
|
|
6 |
|
1 |
|
|
4 |
|
|
|
3 |
8
2
7
3 |
2 |
4 |
5 |
6 |
|
1 |
|
|
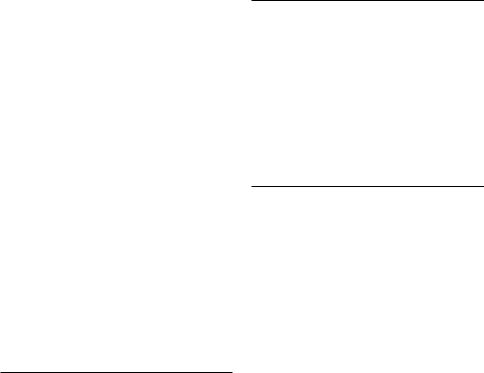
Fig. 3 |
Fig. 4 |
Fig. 5 |
Fig. 6 |
3
4
2
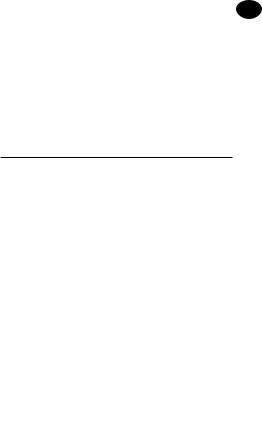
Fig. 7 |
2 |
Fig. 8 |
1
2 
30 |
mm |
|
1 |
3 |
4 |
- 3 - |
|
|
|

PROXXON
Kreuztisch KT 150
Sehr geehrter Kunde!
Lesen und beachten Sie nachfolgende Sicherheitsvorschriften sorgfältig, bevor Sie das Gerät benutzen. Sie schützen sich damit selbst und Andere.
Achtung!
-Unordnung im Arbeitsbereich vermeiden.
-Wenn Sie dieses Gerät mit einer entsprechenden Maschine zum Bohren oder Fräsen einsetzen sollten Sie keinen Schmuck, Krawatten oder weite Kleidungsstücke tragen. Lose Kleidungsstücke können von rotierenden Teilen erfasst werden und schwere Verletzungen verursachen. Schützen Sie längeres Haar mit entsprechender Schutzkleidung.
-Verwenden Sie dieses Gerät nicht mit einer Maschine, wenn Sie sich nicht wohl fühlen, müde oder unkonzentriert sind, oder Alkohol getrunken haben.
-Kinder vom Arbeitsbereich fernhalten.
-Werkstück sicher befestigen oder festspannen.
-Gerät vor der Benutzung auf Beschädigung überprüfen, defekte Teile auswechseln.
-Anschlusskabel der Bohrmaschine nicht im Arbeitsbereich verlegen.
-Immer Schutzbrille tragen.
-Gerät nicht überlasten.
-Werkstück immer gegen die Schneiderichtung des Fräsers führen.
-Nach der Arbeit Gerät gründlich reinigen.
-Unbenutzte Werkzeuge in verschlossenem Raum kindersicher aufbewahren.
-Nur Zubehör und Ersatzteile, die in dieser Anleitung oder vom Hersteller empfohlen werden, benutzen.
Beschreibung des Gerätes
Mit dem PROXXON - Kreuztisch KT 150 können Sie Holz, Kunststoff und Metall fräsen.
Er lässt sich problemlos auf jeden handelsüblichen Bohrständer aufbauen.
Jede Bahn verfügt über eine Feststellvorrichtung mit präzise gefrästen Schwalbenschwanzführungen.
Die Verstellung des Schlittens erfolgt durch zwei Stellräder mit einstellbarer 0-Position. Eine Umdrehung entspricht einem Vorschub von 2 mm, wogegen ein Teilstrich einem Vorschub von 0,05 mm entspricht.
Die Führungen sind spielfrei nachjustierbar Für den Anschlag stehen feste 90° und 45° Passungen zur Verfügung
Auf der plangefrästen Arbeitsfläche kann das Werkstück einfach mit Hilfe eines Maschinenschraubstockes oder mit Spannpratzen in drei durchgehenden T-Nuten befestigt werden.
Technische Daten
Arbeitsfläche: |
200 x 200 mm |
Verstellbereich: |
max. 150 x 150 mm |
Bauhöhe: |
75 mm |
Gewicht: |
ca. 5,9 kg |
Vorschub: |
pro Umdrehung 2 mm |
Skalenfeineinstellung: |
0,05 mm |
Maße der T-Nuten: |
Fig. 18 |
Bedienung
Montage des Kreuztisches
Hinweis:
Sicheres und exaktes Arbeiten ist nur möglich, wenn das Gerät ordentlich auf der Arbeitsfläche des Bohrständers befestigt wird.
Achtung!
Beim normalen Arbeiten mit Ihrem Bohrständer und montiertem Kreuztisch immer die vier Feststellschrauben 4 (Fig. 2) anziehen.
1.Kreuztisch auf die Bohrständerarbeitsfläche legen. Schlitten mit den T-Nuten 1 (Fig. 2) nach oben, Handrad (2) nach vorne und Handrad (3) nach links ausrichten.
2.Schlitten durch Drehen der Spindel 3 (Fig. 2), ganz nach links verstellen. Dadurch wird nun das rechte Langloch frei. Unterteil mit Maschinenschrauben M8x20 (4) auf dem Bohrständer befestigen.
3.Schlitten durch Drehen der Spindel 3 (Fig. 2), ganz nach rechts verstellen. Dadurch wird das linke Langloch frei. Unterteil mit M8x20 Schrauben auf dem Bohrständer befestigen.
Montage des Anschlages
1.Anschlagbrettchen 1 und 2 (Fig. 3) mit den beiliegenden Senkkopfschrauben (3) auf dem Alu-Anschlagsockel befestigen.
- 4 -

Achtung!
Schrauben 3 (Fig. 3) so tief im Holz versenken, dass sie nicht mehr hervorstehen.
2.Schutzblech 4 (Fig. 3) von der Rückseite mit zwei Holzschrauben befestigen.
Das Bearbeiten von Metallen und Kunststoffen
1.Maschinenschraubstock mit M8 Sechskantschrauben in einer der drei T-Nuten des Schlittens befestigen.
2.Werkstück einspannen.
3.Schlittenfeststellschraube 8 oder 9 (Fig. 1) für die nicht gleitende Führung feststellen.
Achtung!
Der Vorschub muss immer gegen die Schneidrichtung des Fräsers erfolgen.
4.Vorschubrichtung beim Rechteck ausfräsen (Fig. 4).
5.Vorschubrichtung beim Abfräsen von Kanten (Fig. 5).
6.Vorschubrichtung beim Falz fräsen (Fig. 6)
Das Bearbeiten von Holz
Hinweis:
Werkstücke aus Holz können auf der Arbeitsfläche auch mit Hilfe des beiliegenden Anschlages 10 (Fig. 1) und der Zwinge 2 (Fig. 1) befestigt werden.
Normalstellung des Anschlages
1.Anschlag 1 (Fig. 7) mit den zwei beiliegenden Innensechskantschrauben (2) (M6x20) auf dem Schlitten befestigen.
Hinweis:
Durch Langlöcher im Anschlag lässt sich dieser 30 mm nach vorne und hinten verstellen.
90°- Stellung des Anschlages
2.Anschlag 1 (Fig. 8) mit einer Innensechskantschraube (2) (M6x20) auf dem Schlitten befestigen. Dabei auf das Einrasten der Nocken
(3) und (4) achten!
45°- Stellung des Anschlages
3.Anschlag 1 (Fig. 9) mit einer Innensechskantschraube (2) (M6x20) auf dem Schlitten befestigen. Dabei auch hier auf das Einrasten der Nocken (3) und (4) achten!
Schraubzwinge montieren
4.Zwinge gemäß 1 (Fig. 10) in der gewählten T-Nut des Schlittens befestigen.
Werkstück einspannen
5.Werkstück auf dem Schlitten ausrichten, gegen den Anschlag drücken und mit Hilfe der Zwinge sicher befestigen.
Achtung! |
|
Der Vorschub muss auch hier immer gegen die |
|
Schneidrichtung des Fräsers erfolgen. |
D |
6.Feststellschraube 8 oder 9 (Fig. 1), für die nicht gleitende Führung feststellen.
7.Vorschubrichtung beim Längskanten fräsen (Fig. 11).
8.Vorschubrichtung beim Falz fräsen (Fig. 12).
9.Vorschubrichtung beim Zapfen fräsen (Fig. 13).
10.Vorschubrichtung beim Profil fräsen (Fig. 14).
11.Vorschubrichtung beim Nut fräsen (Fig. 15).
12.Vorschubrichtung beim Rechteck ausfräsen (Fig. 16).
Wartung
Achtung!
Vor allen Wartungsund Reinigungsarbeiten Netzstecker ziehen.
Allgemein
1.Alle geschliffenen Gleitflächen und die beiden Spindeln regelmäßig, am besten vor Arbeitsbeginn, mit einem guten Maschinenöl einölen.
Spiel der Führungen einstellen
2.Kontermuttern der Einstellschrauben 1 (Fig. 17) lösen, alle Einstellschrauben gleichmäßig hineindrehen, bis das Spiel beseitigt ist und Kontermutter wieder anziehen.
Nach der Benutzung
3.Nach der Benutzung alle Spänen mit einem Pinsel abfegen und den Kreuztisch mit einem weichen Lappen gründlich reinigen.
- 5 -
PROXXON Compound X - Y table KT 150
Dear customer!
Please read and apply the following safety regulations thoroughly before starting to work with the equipment, thereby protecting yourself and others.
Attention!
-Keep the working area clean and tidy.
-You should not wear jewellery, ties or wide clothes when using the equipment with a machine for drilling or milling. Loose clothes can be caught by rotating parts and cause serious injuries. Protect long hair with an appropriate cover.
-Do not use the unit with a machine when you are not feeling well, if you cannot concentrate or if you are under the influence of alcohol.
-Keep children away from the working area.
-Fasten or clamp the work pieces securely.
-Check the machine for any obvious faults, replace damaged parts.
-Do not route the mains cable through your working area.
-Always wear goggles.
-Do not overload the machine.
-Always guide the work piece against the cutting direction of the milling cutter.
-Clean the machine thoroughly after work.
-Keep unused tools in a locked room, out of the reach of children.
-Use only accessories and spare parts which are mentioned in these instructions or recommended by the manufacturer.
Description of unit
The PROXXON Compound X - Y Table for milling, drilling, routing of wood, plastics and metals. The table can be mounted to any commercially available drill stands without any problems. Each ram is provided with a clamping device with precisely milled dovetail grooves.
The ram is controlled by means of two spindles with adjustable 0-position. One rotation is identical with a feed of 2 mm, whereby one digit an the scale equals 0.05 mm.
The guidings can be adjusted clearance-free. 90° and 45° fitting holes are provided for the stop rail.
The work piece can be easily fastened to the plane top of the table by means of a machine vice or with clamping claws in the T-grooves.
Technical data
Working area: |
200 x 200 mm |
Displacement range: |
max. 150 x 150 mm |
Height: |
75 mm |
Weight: |
approx. 5.9 kg |
Feed: |
2 mm per revolution |
Fine adjustment of scale: |
0.05 mm |
Dimensions of T-grooves: Fig. 18
Operation
Installing the table
Note:
Secure and exact work is only possible when fastening the table properly to the work top of the drill stand.
Attention!
Always tighten the four fastening screws 4 (Fig. 2) when working with the compound table mounted to your drilling stand.
1.Place the compound table onto the table of the drill stand. Slide with T-grooves 1 (Fig. 2) facing up, spindle (2) to the front and spindle
(3) to the left.
2.Wind spindle 3 (Fig. 2) to displace the slide fully to the left. The right hand slotted hole is now visible. Fasten the base with screws M8x20 (4) to the drill stand.
3.Wind the spindle 3 (Fig. 2) to displace the slide fully to the right. The right hand slotted hole is now visible. Fasten the base with screws M8x20 to the drill stand.
Installing the stop rail
1.Fasten the stop boards 1 and 2 (Fig. 3) to the aluminium stop base by using the enclosed countersunk screws (3).
Attention!
Screw the screw heads 3 (Fig. 3) completely into the wood.
2.Fasten the protection 4 (Fig. 3) to the back with two wood screws.
- 6 -

Machining of metals or plastics
1.Fasten the machine vice to one of the T- grooves in the slide with M8 hexagon screws.
2.Clamp the work piece.
3.Lock the slide clamping screw 8 or 9 (Fig. 1) for the non-moving slide.
Attention!
The Feed must always be against the cutting direction.
4.Direction of feed when milling right angles (Fig. 4).
5.Direction of feed when milling edges (Fig. 5).
6.Direction of feed when rebating (Fig. 6).
Working in wood
Note:
Work pieces of wood can also be fixed by means of the stop 10 (Fig. 1) and the clamp 2 (Fig. 1).
Normal Position of stop
1.Fix the stop 1 (Fig. 7) to the slide by using the enclosed socket head cap screws (2) (M6x20).
Note:
Slots in the stop allow a 30 mm movement to front and rear.
90° Position of stop
2.Fix the stop 1 (Fig. 8) to the slide by using one socket head cap screw (2) (M6x20). Make sure that the cams (3) and (4) lock in place!
45° Position of stop
3.Fix the stop 1 (Fig. 9) to the slide by using one socket head cap screw (2) (M6x20). Make sure that the cams (3) and (4) lock in place!
Installing the screw clamp
4.Fix the screw clamp 1 (Fig. 10) to the desired T-groove in the slide.
Clamping the work piece
5.Align the work piece an the slide, press it against the stop and fasten it with the clamp.
Attention!
Also here the feed must always be against the cutting direction.
6.Fasten the clamping screw 8 or 9 (Fig. 1) for the non-moving slide.
7.Direction of feed for longitudinal edge milling (Fig. 11).
8.Direction of feed when rebating (Fig. 12).
9.Direction of feed for tenon milling (Fig. 13).
10.Direction of feed for profile milling (Fig. 14).
11.Direction of feed for slot milling (Fig. 15).
12.Direction of feed for milling of rectangular shapes (Fig. 16).
Maintenance
Attention!
Always pull the mains plug out before starting maintenance work.
General
GB
1.Apply a thin coat of high-quality
to all sliding surfaces, preferably before the start of each job.
Adjusting the guide clearance
2.Loosen the counter nuts for the adjustment screws 1 (Fig. 17), turn all screws in evenly until the clearance is eliminated and tighten the counter nuts.
After work
3.After work brush all chips off and clean the compound table with a soft cloth.
- 7 -
PROXXON
Table composée KT 150
Cher client!
Lisez soigneusement les presciptions de sécurité suivantes avant de vous servir de I'outil et observez-les durant le service afin d'exclure tout danger pour vous et les autres.
Attention !
-Garder I'emplacement de travail ordonné.
-Lors de I'emploi de la table avec une perceuse ou fraiseuse, ne pas porter de bijoux, cravattes ou vêtements flottants. Ceux-ci peuvent se prendre dans Ies parties en rotation et causer de grâves blessures. Protéger également les cheveux longs.
-Ne pas travailler si nous vous sentez mal, si vous êtes fatigué ou déconcentré ou si vous avez bû de l´alcool.
-Tenir les enfants éloignés de I'emplacement de travail.
-Fixer la pièce à usiner sur la table de manière sûre.
-Vérifier I'état de I'outil avant de le mettre en service et échanger les pièces défectueuses.
-Ne pas poser le câble du secteur de la perceuse à proximité de la table.
-Porter des lunettes de protection.
-Ne pas surcharger I'appareil.
-Guider la pièce à usiner contre le sens de rotation de la fraise.
-Nettoyer les outils après leur utilisation.
-Ranger les outils dans un endroit clos à I'abri des enfants.
-N'utiliser que des pièces de rechange et accessoires mentionnés dans ces instructions ou qui sont recommandés par le constructeur.
Description de la table
La table composée KT 150 de PROXXON est un outil qui sert au fraisage de bois, matières plastiques et métaux.
La table peut être facilement installée sur tous les supports de perçage en vente dans le commerce. Chaque glissière possède un dispositif de blocage avec des guides en queue d'aronde fraisés.
Le réglage du chariot s'effectue par des vis de commande à I'avance avec mise à zéro. Un tour correspond à une avance de 2 mm une graduation à une avance de 0,05 mm.
Les glissières sont réglables pour un déplacement sans jeu.
La table possède des systèmes pour la fixation du guide à 45° et 90°.
La pièce à usiner peut être aisément fixée sur la table rectifiée au moyen d'un étau ou d'une griffe de serrage qui peuvent être fixées dans trois rainures en T.
Caractéristiques techniques
Surface de travail : |
200 x 200 mm |
Plage de reglage : |
maxi. 150 x 150 mm |
Hauteur de la table : |
75 mm |
Poids : |
env. 5,9 kg |
Avance: |
2 mm/tour |
Réglage fin : |
0,05 mm |
Dimensions des |
|
rainures en T : |
Fig. 18 |
Utilisation
Montage de la table
Remarque :
Un travail précis et exact n'est possible qu'avec la table correctement fixée sur le support de la perceuse.
Attention !
Toujours serrer les quatre vis 4 (fig. 2) lors du travail normal avec la table montée sur le support de perceuse.
1.Poser la table sur le support de perceuse avec les rainures en T 1 (fig. 2) overs le haut, la roue à main (2) vers I'avant et la roue à main (3) vers la gauche.
2.Tourner la roue 3 (fig. 2) pour déplacer le chariot complètement vers la gauche pour avoir accès au trou oblong droit. Fixer le chariot inférieur sur le support avec les vis M8 x 20 (4).
3.Tourner la roue 3 (fig. 2) pour déplacer le chariot complètement vers la droite pour avoir accès au trou oblong gauche. Fixer le chariot inférieur sur le support avec les vis M8 x 20.
- 8 -
Installation du guide
1.Fixer les planchettes de guidage 1 et 2 (fig. 3) sur le socle en alliage léger (3) au moyen des vis à tête fraisée livrées avec la table.
Attention !
Visser les vis 3 (fig. 3) jusqu'à ce qu'elle soient noyées dans les planchettes.
2.Fixer la tôle de protection 4 (fig.3) par le côté arrière au moyen de deux vis.
Usinage de métaux et de plastiques
1.Fixer I'étau dans une des rainures en T au moyen de vis à tête hexagonale de M8.
2.Fixer la pièce à usiner dans I'étau.
3.Bloquer le chariot non utilisé avec la vis de blocage 8 ou 9 (fig. 1) respective.
Attention !
L'avance doit toujours être effectuée contre le sens de rotation de la fraise.
4.Sens de I'avance pour le fraisage d'un rectangle (fig. 4).
5.Sens de I'avance pour le fraisage des côtés (fig. 5).
6.Sens de I'avance pour le fraisage d'une rainure (fig. 6).
Travail du bois
Remarque :
Les pièces en bois peuvent également être fixées sur la table au moyen du guide 10 (fig. 1) ou du serre-joint 2 (fig. 1).
Position normale du guide
1.Fixer le guide 1 (fig. 7) sur le chariot au moyen des deux vis à tête cylindrique M6 x 20 (2).
Remarque :
Le guide est réglable sur une longueur de 30 mm dans les trous oblongs.
Guide réglé à 90°
2.Fixer le guide 1 (fig. 8) sur le chariot au moyen d'une vis à tête cylindrique M6 x 20 (2) en veillant à la prise des tétons (3) et (4) sur la table.
Guide réglé à 45°
3.Fixer le guide 1 (fig. 9) sur le chariot au moyen d'une vis à tête cylindrique M6 x 20 (2) en
veillant à la prise des tétons (3) et (4) sur la table.
Installation du serre-joint
4.Fixer le serre-joint 1 (fig. 10) dans la rainure en T désirée.
Fixation de la pièce à usiner
5.Ajuster la pièce sur le chariot, la presser contre le guide et la fixer à I'aide du serrejoint.
Attention !
L'avance doit toujours être effectuée contre le sens de rotation de la fraise.
6.Serrer la vis de blocage 8 ou 9 (fig. 1) du chariot non utilisé.
7.Sens de I'avance lors du fraisage des bords (fig. 11).
8.Sens de I'avance lors du fraisage de
rainures (fig. 12) |
F |
9.Sens de I'avance mortaises (fig. 13).
10.Sens de I'avance pour le fraisage de profils (fig. 14).
11.Sens de I'avance pour Je fraisage de rainures (fig. 15).
12.Sens de I'avance pour le fraisage d'un rectangle (fig. 16).
Entretien
Attention !
Retirer la fiche du secteur avant de procéder à I'entretien ou au nettoyage.
Généralités
1.Enduire les surfaces de glissement rectifées et les deux tiges filetées avec une huile de bonne qualité avant chaque utilisation.
Réglage du jeu des glissières
2.Desserrer les contre-écrous des vis de réglage 1 (fig. 17), les visser jusqu'à ce que le jeu soit supprimé et resserrer les contre-écrous.
Après I'utilisation
3.Balayer tous les copeaux à I'aide d'un pinceau et nettoyer soigneusement la table avec un chiffon.
- 9 -
 Loading...
Loading...