


TRAK® TRL 1540V, 1840V,
& 2460V Lathes
Safety, Installation, Maintenance Service & Parts List Manual
Service Manual for Non-Current Lathe Products
Document: P/N 24970
Version: 062211
Covering Machine Models: |
Covering Non-current Control Models: |
|
• |
TRAK TRL 1540V |
• ProtoTRAK VL |
• |
TRAK TRL 1840V |
|
• |
TRAK TRL 2460V |
|
Southwestern Industries, Inc.
2615 Homestead Place
Rancho Dominguez, CA 90220 USA
T | 310.608.4422 | F | 310. 764.2668
Service Department: 800.367.3165
e-mail: sales@southwesternindustries.com | service@southwesternindustries.com | web: southwesternindustries.com
Copyright © 2007, Southwestern Industries, Inc. All rights are reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, mechanical, photocopying, recording or otherwise, without the prior written permission of Southwestern Industries, Inc.
While every effort has been made to include all the information required for the purposes of this guide, Southwestern Industries, Inc. assumes no responsibility for inaccuracies or omission and accepts no liability for damages resulting from the use of the information contained in this guide.
All brand names and products are trademarks or registered trademarks of their respective holders.
Southwestern Industries, Inc.
2615 Homestead Place
Rancho Dominguez, CA 90220-5610
Phn 310/608-4422 Fax 310/764-2668
Service Department
Phn 800/367-3165 Fax 310/886-8029
Table of Contents
1.0Safety Specifications
1.1 |
Safety Publications |
1 |
1.2Danger, Warning, Caution and Note Labels and Notices Used in this Manual
1.3Safety Precautions
2.0Installation
2.1Floor Plan, Layout & Space Requirements
- 1540V, 1840V, & 2460V |
6 |
2.2Lathe Specifications
2.3Uncrating
2.4Shortages: Inventory Checklist
2.5Installation Instructions & Checklist
2.6ProtoTRAK VL Control Hardware
2.7Lifting and/or Moving the Machine
2.8Cleaning
2.9Leveling
2.10Electrical Connection
2.10.1Phase Converters
2.11Air Connection
2.12Mounting the Display Pendant
2.13Cable Interconnections
2.14Lubrication
2.14.1Lube Pump Operation
2.14.2Factory Default Values
2.14.31840V & 2460V Headstock Oil Reservoir
2.15Cutting the Test Part
2.16Measurement of the Test Part
2.17Mounting the A2-5 Chuck
3.0Troubleshooting by Symptom
3.1 |
Problems Relating to Machining Results |
23 |
3.1.1Poor Finish
3.1.2Turning Diameters Out of Round
3.1.3Cutting Taper
3.1.4Parts Have Incorrect Dimensions
3.1.5Threading Problems
3.2Problems Regarding the Motion of the Machine
3.2.1Run Away Axis
3.2.2Slow Down Axis
3.2.3Axis Motor Motion is not Smooth
3.2.4Vibration in Motion
3.3Problems Relating to the Operation of the Control
3.3.1Display Blanks
3.3.2Bad Picture on the Display
3.3.3Keyboard Lockup
3.3.4Fault X or Z
3.3.5Problems Reading the Floppy Disk; Programs not Saved Properly
3.3.6System Will Not Turn On or Boot-Up
3.3.7System Reboots by Itself
3.3.8System Shuts Off
3.3.9Will Not Hold Calibration
3.3.10E-Stop Error
3.3.11Motor Alignment Routine Does Not Work Properly
3.3.12Limit Switch Error
3.4Problem with the Measurements
3.4.1X & Z Axis Measurements Do Not Repeat
3.4.2X & Z Axis Measurements Are Not Accurate
3.4.3The DRO is not Counting
3.4.4X & Z Axis DRO Counting in Wrong Direction
3.4.5X & Z Axis Electric Handwheels Count in Wrong Direction
3.5Problems with the Machine Tool
3.5.1Spindle Stalls or Turns-Off During Machining
3.5.2Spindle Motor Hums or Will Not Run
3.5.3Spindle Runs Backwards
3.5.4Excess Gearbox Noise-2460V Only
3.5.5Headstock is Leaking Oil -2460V Only
3.5.6Tailstock Barrel is Stiff
4.0Diagnostics
4.1 |
The Machine Tool & Set Up |
39 |
4.1.1Leveling
4.1.2A Special Word About the X & Z Gib
4.1.3Lubrication
4.1.4Machining Set-Up
4.2The Mechanical Drive Train (X, Z)
4.3Computer/Pendant Diagnostics
4.4Motor Diagnostics
4.4.1Motor Alignment Routine
4.4.2Cable Connections
4.4.3To Check the Motor Encoders
4.4.4Encoder Counts to Pendant
4.4.5Moving Problem from One Axis to Another
4.5Servo Drivers
4.5.1Cap Block
4.5.2Servo Driver Cooling Fan
4.5.3Servo Driver Fault Codes
4.6Electrical
4.6.1Power Module
4.6.2Drive Module
4.6.3Spindle Auxiliary Module
4.6.4Encoder Module
4.6.5Cable Connections
4.6.6Checking A/C Voltage
4.7Door & Gear Switch
4.8Service Codes
4.8.1Software Codes
4.8.2Machine Set-Up Codes
4.8.3Diagnostic Codes
i
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual
4.8.4Operator Defaults/Options Codes
4.8.5Lube Pump Codes
5.0Procedures for Replacements & Maintenance
5.1 |
Replacements |
62 |
5.1.1Servo Motor Replacement
5.1.2Servo Drive Replacement
5.1.3AC Spindle Drive Replacement
5.1.4Computer Module Replacement
5.1.5Hard Drive Replacement
5.1.6Electronic Handwheels & Jogstick
5.1.7Cable Routing in Electrics Box
5.1.8Spindle Encoder Replacement
5.1.9Spindle Drive Belt Tightening/ Replacement
5.1.10Spindle Motor Removal
5.1.11X-Axis Ball Screw Removal
5.1.12Installing Angular Contact Bearings
5.1.13Z-Axis Ball Screw Removal
5.1.14Align Z-Axis Ball Screw Assembly
5.1.151840V & 2460V Headstock Taper Adjustment
5.1.161540V Headstock Taper Adjustment
5.1.17Aligning Tailstock to Spindle
5.1.18Spindle Motor Wiring
5.1.19Spindle Cartridge Replacement1540V Only
5.2Maintenance
5.2.1Gib Adjustments
5.2.2Calibration & Backlash Constants
5.2.3Lubrication
5.2.4X & Z Limit Switch Adjustments
6.0 |
Indexer Options |
|
6.1 |
Dorian Indexer Option |
100 |
6.1.1Field Installation Instructions
6.1.2Removing the Indexer from the Lathe
6.1.3Troubleshooting the Indexer
6.1.4Troubleshooting from LED’s in Black Box
6.1.5Indexer Encoder Re-Alignment
6.1.6Indexer Maintenance
6.1.7Warranty Issues
6.24 Tool Indexer Option
6.2.1Field Installation Instructions
6.2.2Removing the Indexer from the Lathe
6.2.3Troubleshooting the Indexer
6.2.4Troubleshooting the Cable Breakout Box
Figure List
Fig. 2-1 |
2460V Lathe |
Fig. 2-2 |
1540V Lathe |
Fig. 2-3 |
1840V Lathe |
Fig. 2-4 |
Lifting the Lathe-1540V & 2640V |
Fig. 2-5 |
Leveling |
Fig. 2-6 |
Wiring the 1540V & 2640V |
Fig. 2-7 |
Pendant Cable Connection –Left Side |
Fig. 2-8 |
Pendant – Right Side |
Fig. 4-1 |
Electrical Cabinet |
Fig. 5-1 |
Motor Assembly |
Fig. 5-2 |
Drive Module |
Fig. 5-3 |
A/C Spindle Drive |
Fig. 5-4 |
Computer Module & Hard Drive |
|
Replacement |
Fig. 5-5 |
Spindle Motor Belt Replacement |
Fig. 5-6 |
X-Axis Drive Train – 1540V |
Fig. 5-7 |
X-Axis Drive Train – 2460V |
Fig. 5-8 |
Angular Contact Bearing |
Fig. 5-9 |
Z-Axis Drive Train – 1540V & 1840V |
Fig. 5-10 |
Z-Axis Drive Train – 2460V |
Fig. 5-11 |
1840V & 2460V Headstock Taper |
|
Adjustment |
Fig. 5-12 |
1540V Headstock Taper Adjustment |
Fig. 5-13 |
Tailstock Adjustment |
Fig. 5-14 |
Spindle Motor Wiring |
Fig. 5-15 |
1540V Headstock Cartridge Removal |
Fig. 5-16 |
X-Axis Gib |
Fig. 5-17 |
Z-Axis Gib |
Fig. 5-18 |
Calibration Set-Up |
Fig. 5-19 |
Headstock Oil Removal |
Fig. 5-20 |
1540V & 2460V |
Fig. 5-21 |
Tailstock Lubrication |
Fig. 6-1 |
Indexer Mounting |
Fig. 6-2 |
Indexer Cable Routing |
Fig. 6-3 |
Motor Drive Adjustments & |
|
PLC Inputs & Outputs |
Fig. 6-4 |
Indexer Mounting – 1540V & 2460V |
Fig. 6-5 |
4 – Tool Indexer Cable Routing |
7.0Drawings & Parts Lists
Fig. 7-1 |
2460V |
Overall Machine Drawing |
114 |
Fig. 7-2 |
2460V |
Overall Machine Drawing |
|
Fig. 7-3 |
2460V |
Overall Machine Drawing |
|
Fig. 7-4 |
2460V |
Overall Machine Drawing |
|
Fig. 7-5 |
2460V |
Headstock Drawing |
|
Fig. 7-6 |
2460V |
Headstock Drawing |
|
Fig. 7-7 |
2460V |
Carriage Side View |
|
Fig. 7-8 |
2460V |
Tailstock Assembly |
|
Fig. 7-9 |
2460V |
Tailstock Assembly |
|
Fig. 7-10 |
2460V |
Tailstock Assembly |
|
Fig. 7-12 |
1840V |
Bed and Chip Panpage |
|
Fig. 7-13 |
1840V |
Splash Guard & Cover |
|
Fig. 7-14 |
1840V |
Headstock Assembly |
|
Fig. 7-15 |
1840V |
Headstock Assembly |
|
Fig. 7-16 |
1840V |
Tailstock Assembly |
|
Fig. 7-17 |
1540V |
Spindle Encoder Drive Assembly |
|
Fig. 7-18 |
1540V |
Steady Rest |
|
Fig. 7-19 |
1540V |
Overall Machine |
|
Fig. 7-20 |
1540V |
Overall Machine |
|
Fig. 7-21 |
1540V |
Overall Machine |
|
Fig. 7-22 |
1540V |
Overall Machine |
|
Fig. 7-23 |
1540V |
Overall Machine |
|
Fig. 7-24 |
1540V |
Tailstock Assembly |
|
Fig. 7-25 |
1540V |
Tailstock Assembly |
|
Fig. 7-26 |
1540V |
Tailstock Assembly |
|
Fig. 7-27 |
1540V |
Bed & Carriage |
|
Fig. 7-28 |
1540V |
Bed & Carriage |
|
Fig. 7-29 |
1540V |
Bed & Carriage |
|
Fig. 7-30 |
1540V |
Bed & Carriage |
|
ii
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual
Fig. 7-31 Lathe Apron Assembly |
|
Fig. 7-32 |
Pendant Bracket Kit |
Fig. 7-33 |
Auxiliary Module Diagram |
Fig. 7-34 |
Power Diagram |
Fig. 7-35 |
Encoder Diagram |
Fig. 7-36 |
Spindle Drive System |
Fig. 7-37 |
Servo Drive System |
Fig. 7-38 |
Servo Drive Output |
Fig. 7-39 |
Cable Set |
iii
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

1.0 Safety Specifications
The safe operation of the TRAK TRL 1540V, 1840V, and 2460V lathe depends on proper use and the precautions taken by each operator.
•Read and study the machine’s corresponding Safety, Programming, Operating, and Care Manual. Be certain that every operator understands the operation and safety requirements of this machine before its use.
•Read and study the TRAK TRL 1540V, 1840V, 2460V Safety, Installation, Maintenance, Service & Parts List Manual. Be certain that every operator understands the operation and safety requirements of this machine before servicing.
•Always wear safety glasses and safety shoes.
•Always stop the spindle and check to ensure the CNC control is in the stop mode before changing or adjusting the tool or workpiece.
•Never wear gloves, rings, watches, long sleeves, neckties, jewelry, or other loose items when operating, or around the machine.
•Use adequate point of operation safeguarding. It is the responsibility of the employer to provide and ensure point of operation safeguarding per ANSI B11.6-2001.
1.1Safety Publications
Refer to and study the following publications for assistance in enhancing the safe use of this machine:
Safety Requirements for Manual Turning Machines with or without Automatic Control (ANSI B11.6-2001). Available from the American National Standards Institute, 1819 L Street N. W., Washington, D.C. 20036.
Concepts And Techniques Of Machine Safeguarding (OSHA Publication Number 3067). Available from The Publication Office - O.S.H.A., U.S. Department of Labor, 200 Constitution Avenue, NW, Washington, DC 20210.
All other regulations specific to the State in which the machine is installed.
1.2Danger, Warning, Caution, and Note Labels and Notices As Used In This Manual
DANGER - Immediate hazards that w ill result in severe personal injury or death. Danger labels on the machine are red in color.
WARNING - Hazards or unsafe practices that could result in severe personal injury and/or damage to the equipment. Warning labels on the machine are gold in color.
CAUTION - Hazards or unsafe practices that could result in minor personal injury or equipment/product damage. Caution labels on the machine are gold in color.
NOTE - Call attention to specific issues requiring special attention or understanding.
1
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

220 Volts
Safety & Information Labels Used On The TRAK TRL 1540V, 1840V & 2460V Lathe
It is forbidden by OSHA regulations and by law to deface, destroy or remove any of these labels
2
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual
Safety & Information Labels Used On The TRAK TRL 1540V, 1840V, & 2460V Lathe
It is forbidden by OSHA regulations and by law to deface, destroy or remove any of these labels
Power Requirements at 220 Volts, 3-phase 60 HZ
Model |
Full-load Amp of Machine |
Full-load Amp of Largest Motor |
1540V |
47 |
33 |
1840V |
36 |
33 |
2460V |
59 |
45 |
3
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

1.3 Safety Precautions
WARNING!
Use only chucks that are rated to the maximum RPM of the lathe.
1.Do not operate this machine before the machines’ corresponding Programming, Operating and Care Manuals have been studied and understood.
2.Read and study this TRAK TRL V Safety, Installation, Maintenance, Service & Parts List Manual. Be certain that every operator understands the operation and safety requirements of this machine before servicing.
3.Do not run the machine without knowing the function of every control key, button, knob, or handle. Ask your supervisor or a qualified instructor for help when needed.
4.Protect your eyes. Wear approved safety glasses (with side shields) at all times.
5.Don't get caught in moving parts. Before operating the machine, remove all jewelry, including watches and rings, neckties, and any loose-fitting clothing.
6.Keep your hair away from moving parts. Wear adequate safety headgear.
7.Protect your feet. Wear safety shoes with oil-resistant, anti-skid soles, and steel toes.
8.Take off gloves before you start the machine. Gloves are easily caught in moving parts.
9.Remove all tools (wrenches, chuck keys, etc.) from the machine before you start. Loose items can become dangerous flying projectiles.
10.Never operate any machine tool after consuming alcoholic beverages, or taking strong medications, or while using non-prescription drugs.
11.Protect your hands. Stop the machine spindle and ensure that the CNC control is in the STOP mode:
•Before changing tools
•Before changing parts
•Before you clear away the chips, oil or coolant. Always use a chip scraper or brush
•Before you make an adjustment to the part, chuck, coolant nozzle or take measurements
•Before you open safeguards (protective shields, etc.). Never reach for the part, tool, or fixture around a safeguard.
12.Protect your eyes and the machine as well. Don't use a compressed air hose to remove the chips or clean the machine (oil, coolant, etc.).
13.Stop and disconnect the power to the machine before you change belts, pulley, gears, etc.
14.Keep work area well lighted. Ask for additional light if needed.
15.Do not lean on the machine while it is running.
16.Prevent slippage. Keep the work area dry and clean. Remove the chips, oil, coolant and obstacles of any kind around the machine.
17.Avoid getting pinched in places where the spindle, carriage, cross slide or sliding door create "pinch points" while in motion.
18.Securely clamp and properly locate the workpiece in the chuck or in the fixture. Use proper tool holding equipment.
4
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

19.Use correct cutting parameters (speed, feed, and depth of cut) in order to prevent tool breakage.
20.Use proper cutting tools for the job.
21.Prevent damage to the workpiece or the cutting tool. Never start the machine (including the rotation of the spindle) if the tool is in contact with the part.
22.Don't use dull or damaged cutting tools. They break easily and may become airborne. Inspect the sharpness of the edges, and the integrity of cutting tools and their holders.
23.Large overhangs on cutting tools when not required result in accidents and damaged parts.
24.Prevent fires. When machining certain materials (magnesium, etc.) the chips and dust are highly flammable. Obtain special instruction from your supervisor before machining these materials.
25.Prevent fires. Keep flammable materials and fluids away from the machine and hot, flying chips.
26.Never change gears when the spindle is rotating.
27.Do not rotate the spindle by hand unless the Red Emergency Stop button is pressed.
5
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual
2.0 Installation
Read and understand this entire installation section before beginning the installation procedure.
2.1Floor Plan, Layout & Space Requirements
– 1540V, 1840V, & 2460V
Figure 2-1
2460 V Lathe
6
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

Figure 2-2
1540V Lathe
7
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

Figure 2-3
1840V Lathe
2.2 Lathe Specifications
Capacity |
1540V |
1840V |
2460V |
Height of Centers |
8” |
9” |
11.5” |
Distance Between Centers |
40” |
40 ¼” |
60” |
Swing Over Bed |
15” |
18 ½” |
24” |
Swing Over Saddle Wings |
15” |
17” |
24” |
Swing Over Cross Slide |
6 5/8” |
9” |
14.5” |
Cross Slide Travel |
11 ½” |
13” |
12.5” |
Tool Section Max. |
¾” |
1” |
1 ¼” |
Coolant |
12 gal. |
13 gal. |
15 gal. |
Oil Pump – Way Lubrication |
2 liter |
2 liter |
2 liter |
Oil Reservoir – Headstock |
None |
3.5 gal. |
3 gal. |
Bed |
|
|
|
Width |
12 5/8” |
14 ½” |
15.75” |
Height |
12 5/8” |
13 3/8” |
12 5/8” |
Headstock |
|
|
|
8
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

Spindle Nose |
A2-5 |
D1-6 |
D1-8 |
Spindle Through Hole |
2 1/8” |
2.36” |
4.09” |
Spindle Taper |
MT #6 |
MT #6 |
MT #8 |
Taper in Reduction Sleeve |
MT #4 |
MT #4 |
MT #5 |
Spindle Diameter Front |
3.15” |
3.35” |
5.51” |
Bearing |
|
|
|
Number of Bearings |
5 |
3 |
2 |
Bearing Class (Radial Runout) |
P2 (ABEC 9) |
P5 |
P5 |
Number of Spindle Speed |
1 |
2 |
2 |
Ranges |
|
|
|
Spindle Speed Range (RPM) |
150–4000 |
80–850, 250-2500 |
40-670, 100-1800 |
ID Thread on End of Spindle |
N/A |
M62 X 2MM Pitch |
M106.5 X 1.5MM Pitch |
Tailstock |
|
|
|
Quill Travel |
6 ½” |
6 ¼” |
12” 2 speed |
Quill Diameter |
2 3/8” |
2.95” |
3.5” |
Quill Taper Hole |
MT #4 |
MT #5 |
MT #5 |
Spindle Motor |
|
|
|
H.P. |
10 |
10 |
15 |
Voltage |
220 |
220 |
220 |
Amps, Full Load |
47 |
36 |
59 |
Phase, Hz |
3/60 |
3/60 |
3/60 |
Dimensions |
|
|
|
Net Inches L x W x H lbs. |
89 x 53 x 70, 4100 |
91 x 53 x 70, 4500 |
113 x 58 x 74, 7300 |
Ship Inches L x W x H lbs. |
90 x 55 x 73, 4650 |
97 x 58 x 72, 5170 |
117 x 59 x 77, 8000 |
Other |
|
|
|
Coolant Pump Motor, H.P. |
1/8 |
1/8 |
1/8 |
Spindle Motor Brake |
Dynamic Braking |
|
|
Way Surface Hardness |
400 – 450 HB |
|
|
Headstock Lubrication |
*Grease |
Oil Bath |
Oil Bath |
Options |
|
|
|
Tooling Kit |
¾” |
¾” |
¾” or 1” |
Chuck |
6”, A2-5 |
8”, D1-6 |
12”, D1-8 |
5C Collet Closer |
A2-5 |
D Camlock |
n/a |
Indexer Option |
¾”, 8 Position |
¾”, 8 Position |
1”, 8 position |
|
¾”, 4 position |
¾”, 4 Position |
1”, 4 position |
Gang Tooling |
¾” |
¾” |
n/a |
* No maintenance grease cartridge
9
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

2.3 Uncrating
Carefully remove the wood crate and protective packaging, paying attention not to scratch, damage, or mar any parts of the machine.
Remove the cardboard boxes with the PENDANT DISPLAY (handle carefully). The leveling pads and screws for the machine can be found in the toolbox.
Loosen and remove 4 screws for the 1540, 6 screws for the 1840V, and 8 screws for the 2460V and the nuts holding the machine to the wood pallet.
ATTENTION!
Immediately report, in writing, any damages observed at this time that can be attributed to the transportation or improper handling/moving of the machine.
2.4 Shortages: Inventory Checklist
______Machine (check model and serial number)
______ Leveling pads and screws (4 each for 1540V, 6 each for the 1840V, and 8 each for 2460V)
______ Pendant Display – 22328-2
______ Pendant Cable Cover (22401)
______ Toolbox with various tools
______ 1540V, 1840V, & 2460V Safety, Operation & Programming Manual (P/N 24492)
______ 1540V, 1840V, & 2460V Safety, Installation, Maintenance, Service & Parts List Manual (P/N 24970)
In case of shortages, contact the representative from whom you purchased the machine.
10
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

2.5 Installation Instructions & Checklist
|
|
Installer: Use this checklist to assure a complete set-up of the 1540V, 1840V or 2460V. |
|
|
|
|
1. |
Shut off power to the machine. |
|
2. |
Visually inspect the 220-wiring going into the electrical panel. Visually verify the wiring is correct |
|
|
per our wiring diagram. Make sure a strain relief is being used where the wiring enters the |
|
|
cabinet. Have the customer repair any wiring discrepancies. |
|
3. |
Clean the machine if needed and remove any remaining grease. |
|
4. |
Mount the pendant on top of the sliding door. Make sure the pendant swivels and slides easily. |
|
5. |
Make and check all the proper electrical connections from the pendant to the electric box. See |
|
|
the pendant and electric box wiring diagrams. Be sure to mount the cable cover to the left side |
|
|
of the pendant along with the servo cable bracket to ensure the cables stay in place. Note: the |
|
|
servo drive cables plug into the top and bottom connector, the middle connector is not used on |
|
|
the lathe 1540V, 1840V, & 2460V |
|
6. |
Slide the door or doors back and forth to make sure it slides smoothly. |
|
7. |
Remove the protective plastic covers from the headstock and the windows on the sliding doors. |
|
8. |
Turn on the power to the machine and to the pendant. Make sure that the 220V line is plugged |
|
|
in. Check the voltage coming out of the transformer across the 115V and 0V taps. The |
|
|
acceptable range is between 110V and 130V. Adjust taps as necessary. See section 4.6.6 for |
|
|
instructions. |
|
9. |
Perform motor alignment routine. Press Check System key on boot up screen. It can also be |
|
|
accessed through Service Code 203 for the 1540V and 1840V and code 204 for the 2460. This |
|
|
must be done initially before the machine can be moved. Use the handwheels first to move the |
|
|
carriage away from any obstructions. Total movement will be approximately 1” in all directions. |
|
|
See Section 4.4.1. |
|
10. |
On the 2460 verify oil is reaching the site glass. Oil is only flowing when the spindle is on. Also |
|
|
make sure the coolant pump is rotating in the correct direction. |
|
11. |
Lubricate all the way surfaces and the ball screws. Under service codes press code 300 to operate |
|
|
the lube pump. |
|
12. |
Jog the saddle and cross slide back and forth until the way surfaces are well lubricated. Oil |
|
|
should be visible on all the way surfaces. |
|
13. |
Position the saddle and tailstock to the center of the bed for leveling. |
|
14. |
Check the level of the machine. The machine should be level to within 0.0008" longitudinally and |
|
|
0.0005" transversely. Even though it is the responsibility of the customer, make any adjustments |
|
|
if necessary. |
|
15. |
Check the tailstock and the tailstock barrel locks by locking and unlocking. Run the tailstock |
|
|
barrel in and out to ensure proper function. |
|
16. |
1840V & 2460V only – shift the headstock in low and high gear and verify the control recognizes |
|
|
each gear. To run the spindle a maximum RPM must be set in SETUP mode. |
|
17. |
Open and close the door and verify the door switch is functional. The control should display a |
|
|
message of “DOOR OPEN” in DRO mode when the door is open and it should disappear when the |
|
|
door is closed. |
|
18. |
Make sure the X and Z electronic handwheels and jogstick are functional. |
|
19. |
Check to make sure that the E-Stop buttons on the pendant and door for the 1540V and 1840V |
|
|
and pendant and apron for the 2460V are functioning correctly. |
|
20. |
Perform Service Code 12, Feed Forward Constant. |
|
21. |
Perform Service Code 123 to calibrate the X and Z-axis using a 150mm standard. |
|
22. |
Perform Service Code 127 and 128 to manually calculate the backlash for the X and Z-axis. |
|
23. |
Check for positional accuracy and repeatability on the X and Z-axis using programs X LATHE |
|
|
REPEAT.PT4 and Z LATHE REPEAT.PT4 respectively. Positioning and repeatability values should |
|
|
be less than or = to 0.0005”. Programs can be found on hard drive under the PT4 folder followed |
|
|
by the SWI TEST PROGRAMS folder. Note: the door must be closed to run these programs. |
11
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual
|
24. |
Perform Service Code 100 in both directions for the X and Z-axis to verify that the feed rate |
|
|
shown on the display is at least 300 ipm. |
|
25. |
On the 2460V and 1840V, run the spindle throughout each gear range at various speeds. On the |
|
|
1540V, run the spindle at various speeds throughout the 150 to 4000 RPM range. |
|
26. |
Use accessory key on pendant and make sure the coolant pump turns on. The accessory key |
|
|
should be in the ON position in DRO to test. |
|
27. |
Check to make sure the limit switches are functioning properly. |
|
28. |
Cut the test part to check for taper. Measure the test bar and make any machine adjustments. |
|
|
If unacceptable taper is found, re-check the level before attempting to adjust the headstock. |
|
29. |
Wipe down the machine prior to leaving. |
CAUTION!
If the TRAK TRL 1540V has a chuck mounted to the spindle, make sure the chuck is mounted properly to the spindle and also make sure the chuck jaws are engaged onto themselves or a piece of material before running the machine.
If the TRAK TRL 1840V & 2460V has a chuck mounted to the spindle, make sure the cam locks are tight, and the chuck jaws are engaged onto themselves or a piece of material before running the machine.
If the chuck was not purchased from SWI, check to make sure the chuck is rated for the maximum rpm of the machine. If it is not, do not run the machine above the chuck’s maximum rated rpm.
If the chuck’s rpm rate is unknown, do not run the chuck over 1000 rpm.
The chucks purchased from SWI are rated for the machine's maximum rpm.
2.6ProtoTRAK VL Control Hardware
•2-axis CNC, 2-axis DRO
•266 PC-based processor
•64 MB of RAM
•A.C. Servo Motors rated at 704 in-oz continuous torque for X and Z-axes
•Precision ground ballscrews in the carriage and cross slide to ensure smooth accurate contours without backlash
•Feedrate override of programmed feedrate and rapid
•Programmable Spindle Speed
•Speed override of programmed spindle speed
•Polycarbonate sealed membrane and gasket sealed control enclosure to lock out contamination
•10 ½" color LCD for clear presentation of prompts, status information and part graphics
•RS232 port for interface to computers
•Modular design simplifies service and maximizes uptime
•10 GB minimum hard drive
•Single floppy disk drive for additional part program storage
•Limit switches for the X and Z-axes that are installed to prevent crashes.
•Electronic handwheels on the X and Z-axes.
2.7Lifting and/or Moving the Machine
CAUTION!
12
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

The 1540V, 1840V, and 2460V machines weigh approximately 4100, 4500, and 7300 lbs. respectively. Proper equipment of sufficient capacity must be used when lifting and/or moving the machine.
To lift the machine, remove the chip pan. Place the forks of the forklift at least 32” apart as shown in the figure below. Be certain to lift the lathe toward the headstock.
Figure 2-4
Lifting the Lathe – 1540V, 1840V, & 2460V
13
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

Do not attempt to lift this machine with a forklift having less than 10000 lb capacity for the 1540V and 1840V and 15000 lb for the 2460V. The shipping weight of the machine including electronics is 4650, 5170, and 8000 lbs respectively for the 1540V, 1840V, and 2460V.
Do not remove the skid from the machine until it is brought to its final position, especially if the machine is to be moved on rollers.
Once the skid has been removed, place the machine in position on top of the four (4) for rest pads for the 1540V, six (6) rest pads for the 1840V, and eight (8) rest pads for the 2460V.
For proper operation, the machine should be set on a substantial floor capable of supporting the weight safely. For the location of the bolt holes, size, and recommended mounting, see Figures 2-1, 2-2, & 2-3.
2.8Cleaning
1.Remove rust protective coating from the machine before moving any slideways.
2.The coating is best removed with clean, dry rags. Do not use a cleaning solution that may damage the rubber way scrapers, plastic parts, or paint.
WARNING!
Do not use gasoline or other flammable cleaning agents for cleaning the machine.
3.It may be necessary to move back and forward and left and right the carriage and cross slide.
CAUTION!
Never move any of the above parts over ways that were not previously cleaned. Serious damage to the TURCITE surface of slideways can occur.
4.Be certain the carriage, cross slide and spindle move freely and smoothly over their entire length.
2.9Leveling
The precision and durability of the lathe depends on it being leveled properly. Final inspection can be done only when the machine has been correctly leveled.
After the machine is in position on top of the 8/6/4 rest pads, it must be leveled by the use of the 8/6/4 leveling bolts. It is important that the lathe be level in order to produce accurate work. It may be necessary to lag bolt the machine in order to eliminate a small amount of twist.
NOTE: The use of a precision level having a minimum accuracy of .0005" over 10.0" will be required.
Move the saddle and tailstock to the center of the bed. To take a reading off the level longitudinally, place the level at each of the four (4) corners of the bedways (Figure 2-5, Positions B & C). To take a reading off the level transversely, place it on top of .7500" parallels at each end of the bedways (Figure 2-5, Positions A & D).
14
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

Figure 2-5
Leveling
I00193
Using the four (4) interior leveling screws (see Figure 2-5) on the lathe base, level the bedways longitudinally within .0008" over the total length and transversely within .0005" inches. After leveling with the four (4) interior leveling screws, bring the two (2) exterior leveling screws (see Figures 2-1, 2-2, & 2-3) into contact with the leveling pads using care not to disturb the level. The 1540V lathe only has 4 leveling screws.
For a newly installed machine, check the level once every week. Once the foundation is rigid enough, then check it once per month.
2.10 Electrical Connection
The 1540V, 1840V, & 2460V Lathes can only be configured for 208-240 volt 3-phase electricity. To run at 440V, you will need a step down transformer from 440V to 220V and rated at a minimum of 20 KVA for the 1540V and 1840V and 23 KVA for the 2460V.
DANGER!
Be certain that 200-volt electricity (typical range 208 – 240V) is used only with a machine labeled 220 volts at the motor and at the electrics box on the back of the column.
WARNING!
440 Volts will damage expensive electrical components if machine is wired by mistake as 440 volts. These components are not covered under warranty. The circuit breaker for the machine should be a minimum of 60 amps for the 1540V and 60 amps for the 1840V and the 2460V.
15
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual
DANGER!
The 208-240 volt line must originate from a dedicated and independent fused box with a manual shut-off lever. It is the responsibility of the purchaser to supply a wired box that meets all local codes and regulations.
The 208-240 volts wires to the machine through the electrical box located on the back of the column. The wire enters the main on/off switch through a hole on the top of the box. The ground wire should be connected at the top or bottom of the breaker bracket.
DANGER!
Only a qualified electrician should wire the 208-240 volt 3 phase electricity.
Southwestern Industries recommends the machine be earth grounded by driving a copper rod into the ground. It is the responsibility of the customer to install this rod.
2.10.1Phase Converters
For those machines that will be run with a phase converter it must be a CNC rated rotary type rather than a static phase converters. CNC rated rotary phase converters allow for varying loads in the system. A CNC rated phase converter also regulates the new leg created so it does not end up being too high or low of a voltage. The electrical load on the machine will vary based on the type of cut taken and the speed of the motor. Static phase converters can only be used on machines with a non-varying load. The phase converter for the 1540V should be rated for 25 to 30 KVA, the 1840V machines should be rated for 20 to 25 KVA, and the 2460V machines should be rated for 30 to 35 KVA. Please contact your local phase converter distributor for precise sizing.
Machine Type |
Phase Converter Size |
Site Prep FLA |
220V |
Recommended Range |
|
1540V |
~25-30 |
47 |
1840V |
~20-25 |
35 |
2460V |
~30-35 |
59 |
16
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

Figure 2-6
Wiring the 1540V, 1840V, & 2460V
2.11 Air Connection
The 1540V, 1840V, & 2460V machines have an air hookup in the rear of the machine only if they come with a Dorian indexer option.
The air regulator is set to 90 psi at the factory for the indexer unit.
2.12 Mounting the Display Pendant
The ProtoTRAK VL display pendant mounts to the top of the sliding doors and is held to an L bracket with 4 socket head cap screws.
Make sure the pendant rotates freely from side to side.
Make all of the cable connections to the left side of the pendant and cover these cables with the cable cover provided with the machine. Also make sure to fasten the servo cables with the bracket provided.
2.13 Cable Interconnections
All cable interconnections are made at the factory except for those connecting to the pendant display. There are a total of 8 cables that need to be connected to the pendant. See Section 7 for a complete illustration of cable interconnections for all components.
With the main power to the machine turned off plug in the connectors that are bundled on the pendant arm. Each cable mates to only one connector on the pendant display back panel. Each cable is labeled with a sticker. Use the key on the pendant to match up
17
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual
the connectors with the correct port. The parallel port will have a key plugged into this port. The monitor port, RS232 and network ports will be left empty during installation.
Make sure there is sufficient slack in the cables for when the pendant is rotated about the pendant arm. The following drawing describes all of the cable connections to the pendant. Make sure to plug the servo cables into the X and Z ports on the pendant. The Y-axis port is left empty. These cables also have a bracket that is used to fasten the cable securely to the pendant. Failure to install this bracket could cause intermittent problems.
Make sure there is a hardware (option) key plugged into the parallel port of the pendant. This key activates any converters or options ordered. The part number for this key is 22648. The key must be programmed according to the type of machine it is on and the options ordered.
CAUTION!
Make sure the main power switch is turned off on the back of the electrical cabinet before plugging in the cables.
18
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

Figure 2-7
Pendant Cable Connections
Left Side
Figure 2-8
Pendant
Right Side
19
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual
2.14 Lubrication
The 1540V, 1840V, and 2460V auto lube system provides centralized automatic lubrication for the carriage, cross slide and ballscrews. The lube pump has a 2-liter reservoir filled with Mobil Vactra Oil No. 2.
CAUTION!
Oil that is too heavy and viscous such as 50W or 90W oil can clog oil line tubing. Do not mix detergent type automotive or multi-purpose oils with the Mobil Vactra Oil No.2 used in this application.
The lube pump has electronic memory, which acts as an internal clock to keep track of the running time of the axis motor. Even when the spindle is turned off, the lube pumps internal clock will not reset. The interval between pump cycles is based on axis motor movement time.
2.14.1Lube Pump Operation
The pumping output can be regulated electronically to control the Interval Time between pumping cycles, and the Discharge Time of each pumping cycle. The pump can also be run manually through a key found under service codes. The following describes the steps used to program the lube pumps Interval and Discharge times.
•Setting Interval Time: Service Code 301
Press "Mode", "Set up", "Service Codes", "C" (Machine Setup), Code 301, and then enter the desired Interval time in minutes.
•Setting Discharge Time: Service Code 302
Press "Mode", "Set up", "Service Codes", "C" (Machine Setup), Code 302, and then enter the desired Discharge time in seconds.
•To manually Pump Oil: Service Code 300
Press "Mode", "Set up", "Service Codes", press "E", and then press Code 300 (Lubrication Pump Switch). The pump will pump oil for the amount of time programmed in Code 302. The spindle does not need to be turned on.
2.14.2Factory Default Values
Interval Time - 60 min Discharge Time - 15 sec
Discharge Pressure - Approximately 100 - 150psi
To adjust the amount of Discharge Pressure displayed on the lube pump gauge, loosen the jam nut and turn the adjustment screw located on the top right side of the lube pump while the lube pump is activated. To activate the lube pump use Service Code 300.
CAUTION!
Failure to properly lubricate the lathe will result in the premature failure of ball screws and sliding surfaces.
CAUTION!
Failure to manually activate the pump at the beginning of each day, or allowing the Auto Lube to run dry may cause severe damage to the 1540V, 1840V, or 2460V lathe way surfaces and ballscrews.
The settings for the lube pump can be viewed by doing the following: press Service Codes, press “A” (software), press Code 313. This screen lists the values programmed for the cycle time and discharge time.
20
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual
2.14.31840V & 2460V Headstock Oil Reservoirs
Before turning on the spindle, check to make sure the headstock oil reservoir is full. A site glass is located under the spindle cover. The reservoir holds approximately 3 gallons. If low, fill the site level with Mobil DTE 24 or equivalent oil through the plug located on the headstock cover.
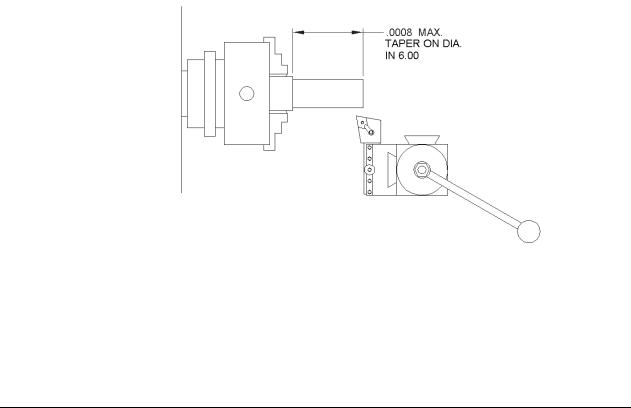
2.15 Cutting the Test Part (See Figure 2-9)
Tools Required
•Chuck
•Tool Post
•Tool Block
•Tool Holder, right-hand face and turn type
In order to accurately machine the test part, the gears and bearings in the headstock must be properly warmed and preloaded. This is accomplished by running the spindle for 15 to 25 minutes prior to cutting the test bar at 500 RPM.
Load an approximately 2” dia. aluminum bar into the spindle chuck. Load a standard right hand face and turning tool into a tool block. Align and lock the tool block onto the tool post. Set the depth of cut to a maximum of .002.
Set the spindle to an acceptable speed for turning the test piece. A speed range from 650 to 950 RPM is recommended.
2.16 Measurement of the Test Part
Tools Required:
•O.D. Micrometers with .0001" graduations
Using a calibrated O.D. micrometer with .0001" graduations, measure and record the generated dimension at a 6.00 spacing. The acceptable measurement of parallelism of spindle axis to carriage movement (taper of test piece) is .0008" in 6". If the taper measured is not acceptable, re-machine the test part and/or check and adjust the level of the machine, or adjust the headstock.
i00196
Figure 2-9 – Test Part
21
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

2.17 Mounting of A2-5 Chuck
The 1540V lathe has an A2-5 spindle and requires a chuck of this type. Use the following procedure to mount this style chuck.
Bolt the chuck adapter plate to the spindle with (4) M10 X 50 SHCS. The adaptor is orientated by the key on the spindle.
Then bolt the chuck to the adaptor plate with (3) M8 x 70 SHCS. The chucks SWI provides are self-aligning and need no adjustment.
22
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

3.0 Troubleshooting by Symptom
Use this section to begin the process of resolving a service problem. Each problem type is described in a few words and then more fully described in an explanatory paragraph. Following this is a chart that directs in the most logical steps.
3.1 Problems Relating to Machining Results
3.1.1 Poor Finish
Poor finish can be caused by a number of variables including: speeds, feeds, tooling, machine setup and chatter.
Do the following Service Codes:
•Code 33 Software Identification. This is needed if you call SWI Customer Service.
•Code 12 Feed Forward Constant.
•Code 127 Measures backlash in the system.
•Code 128 Enter backlash compensation.
Possible Cause |
Check This |
|
|
Inadequate or no Lubrication to |
Make sure all the Way surfaces are getting proper |
Ballscrews and Way surfaces |
lubrication. If not, check to make sure that the lube pump |
|
is functioning properly. Also check for any pinched or |
|
blocked oil lines. |
X & Z-axis Drive Trains are loose |
Check Repeatability using the Repeatability and Positional |
|
Accuracy procedure. Step by step, carefully inspect the |
|
Drive Train for any looseness. It may be necessary to |
|
disassemble and then reassemble the Drive Train. See |
|
Mechanical Drive Train (X, Z) Section 4.2 |
Way surfaces are pocked, scarred, or |
Visually check the condition of all the Way surfaces. For |
excessively worn |
machines that may have excessively worn Way surfaces |
|
you may need to adjust the Gibs in this area. This will |
|
affect performance when using the machine outside of |
|
this area. Check lubrication to affected areas. |
Machine set-up problem |
Machine’s feet are not equally supporting weight. See |
|
Leveling, Section 2.9 |
Tooling problem |
Improper tooling, Work piece not properly supported |
|
speeds too fast, Feeds too slow. |
|
See Machine Tool & Setup, Section 4.1 |
X gib too tight or loose |
See Gib Adjustment, Section 5.2.1 |
Loose bearing problem |
Looseness in the spindle bearings. Adjust spindle preload. |
|
Ball screw misalignment, |
|
See Mechanical Drive Train (X,Z), Section 4.2. See Spindle |
|
Bearing Preload, Section 5.1.16 (1840V & 2460). See |
|
Section 5.1.19 for 1540V. |
23
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

3.1.2 Turning Diameters Out of Round
Parts are not round within .0004” TIR for 1840V & 2460V and 0.0002” for the 1540V. Runout for the spindle is best measured by using a .0001” dial indicator and mounting to the inside taper of the spindle. Rotate the spindle and measure the indicator movement.
NOTE: 2460V - The typical geared head engine lathe is not capable of more precise diameters. Careful adjustments to this turning machine will insure to maintain this accuracy. Better accuracy should not be expected from a lathe of this class.
Do the following service code and procedures:
Possible Cause |
Check This |
Tooling problem |
Improper tooling, workpiece not properly supported. |
|
See Machine Tool & Setup, Section 4.1 |
Loose bearing problem |
Looseness in the spindle bearings. See Mechanical Drive Train (X, Z), |
|
Section 4.2. Spindle bearing not preloaded correctly. Reseat bearing and |
|
preload. See Adjust Spindle Bearing Preload, Section 5.1.16 (1840V & |
|
2460V only) |
3.1.3 Cutting Taper
Parts are considered to be cutting on a taper if there is a difference in diameter
of more than .0008” over 6 inches. This is best measured by using a .0001” micrometer.
Do the following service code and procedure:
•Code 12 Determines the feed forward constant for the axis motors.
Possible Cause |
Check This |
Machine set-up problem |
Machine not leveled properly |
|
See Leveling - Section 2.9 |
Tooling problem |
Improper tooling; Work piece not properly supported. Use steady rest or |
|
follow rest, reduce overhang from chuck headstock or tailstock. |
Looseness in the gib or |
Gib adjustment. |
misalignment of ball screw |
See Gib Adjustment - Section 5.2.1 |
|
See Z Ball screw Alignment - Section 5.1.14 |
Loose bearing problem |
Looseness in the spindle bearings. |
|
See Mechanical Drive Train (X,Z) - 4.2 |
|
See Spindle Bearing Preload - Section 5.1.16 (1840V & 2460V only) |
Headstock and/or tailstock |
See Adjust Headstock for Taper - Section 5.1.15 |
not aligned |
To adjust tailstock from side to side, adjust grub screw. See Section |
|
5.1.17 |
3.1.4 Parts Have Incorrect Dimensions
Parts are being machined with dimensions that are different than those programmed. Typical accuracy expectations should be:
•Parts should be round within .0004” TIR on 1840V & 2460V and 0.0002” on 1540V.
•The acceptable measurement of parallelism of spindle axis to carriage movement is
.0008” over 6 inches.
24
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual

3.1.4.1Every Part Has the Same Error
Possible Cause |
Check This |
Programming Error |
Programmed dimensions not correct. Check |
|
absolute and incremental values. |
Machine & Setup Related |
See Machine Tool & Setup - 4.1 |
3.1.4.2Errors are Random or Accumulate in Size over the Part Run
Possible Cause |
Check This |
Machining Setup |
See Machine Tool & Setup - 4.1 |
Looseness in the Drive Train, ball nut loose in |
See Mechanical Drive Train (X,Z) - 4.2 |
yoke, split nut loose, yoke loose |
|
3.1.5 Threading Problems
Threads can be cut with and an unlimited number of pitches and up to 10 leads.
To reduce the relief area when threading up to a shoulder the spindle speed should be reduced as much as possible. The slower the speed of the spindle, the closer the cutting tool can come to the end of the programmed thread before it pulls out and retracts. If a nut must be turned all the way up to a shoulder, machine a relief area behind the last thread.
NOTE: No machine can thread up to a shoulder and instantaneously pull out.
Do the following service codes and procedures:
•Code 12 Determines the feed forward constant for the axis motors.
•Code 133 Spindle encoder test
3.1.5.1Cross Threading
Threaded parts are cross-threaded after completion of the threading event.
Possible Cause |
Check This |
Looseness in the Gib |
Gib adjustment |
|
See Gib Adjustment - Section 5.2.1 |
Looseness in the drive train |
The drive train Diagnostics |
|
See Mechanical Drive Train (X,Z) - Section 4.2 |
Failure of the spindle encoder |
Replace spindle encoder |
Run service code 133 to check if the encoder |
See Spindle Encoder replacement - Section |
counts. |
5.1.8 |
3.1.5.2 |
Not Threading |
|
The machine will not cut a thread at all. |
|
|
|
|
|
|
Possible Cause |
Check This |
Spindle speed too fast |
Slow down spindle speed. |
|
Failure of the spindle encoder |
Replace spindle encoder |
|
Run service code 133 to check if the encoder |
See Spindle Encoder replacement - Section |
|
counts. |
|
5.1.8 |
Broken or slipping encoder coupling |
Check and replace as necessary |
|
Broken or loose belt on 1540V lathe only |
Check belt tension |
|
25
Southwestern Industries, Inc.
TRAK TRL 1540V, 1840V, 2460V & ProtoTRAK VL CNC Safety, Installation, Maintenance, Service & Parts List Manual
 Loading...
Loading...