

Page 1
This .pdf document is bookmarked
Operating Instructions and Parts Manual
6-inch Woodworking Jointer
Models 54 A and 54H H
54A (1791279DXK) serial # 8040543557 and up
54HH (1791317K) serial # 8010540313 and up
Powermatic
427 New Sanford Road
LaVergne, Tennessee 37086 Part No. M-1791279DX
Ph.: 800-274-6848 Revision C2 04/2014
www.powermatic.com Copyright © 2014 Powerm atic
Page 2

Warranty and Service
Powermatic warrants every product it sells against manufacturers’ defects. If one of our tools needs service or repair,
please contact Technical Service by calling 1-800-274-6846, 8AM to 5PM CST, Monday through Friday.
Warranty Period
The general warranty lasts for the time period specified in the literature included with your product or on the official
Powermatic branded website.
• Powermatic products carry a limited warranty which varies in duration based upon the product. (See chart
below)
• Accessories carry a limited warranty of one year from the date of receipt.
• Consumable items are defined as expendable parts or accessories expected to become inoperable within a
reasonable amount of use and are covered by a 90 day limited warranty against manufacturer’s defects.
Who is Covered
This warranty covers only the initial purchaser of the product from the date of delivery.
What is Co vered
This warranty covers any defects in workmanship or materials subject to the limitations stated below. This warranty
does not cover failures due directly or indirectly to misuse, abuse, negligence or accidents, normal wear-and-tear,
improper repair, alterations or lack of maintenance.
Warranty Limitations
Woodworking products with a Five Year Warranty that are used for commercial or industrial purposes default to a
Two Year Warranty. Please contact Technical Service at 1-800-274-6846 for further clarification.
How to Get Technical Support
Please contact Technical Service by calling 1-800-274-6846. Please note that you will be asked to provide pro of
of initia l p u rch a s e whe n calling. If a product requires further inspection, the Technical Service representative will
explain and assist with any additional action needed. Powermatic has Authorized Service Centers located throughout
the United States. For the name of an Authorized Service Center in your area call 1-800-274-6846 or use the Service
Center Locator on the Powermatic website.
More Informa t io n
Powermatic is constantly adding new products. For complete, up-to-date product information, check with your local
distributor or visit the Powermatic website.
How S tate Law Applies
This warranty gives you specific legal rights, subject to applicable state law.
Limitations on This Warranty
POWERMATIC LIMITS ALL IMPLIED WARRANTIES TO THE PERIOD OF THE LIMITED WARRANTY FOR EACH
PRODUCT. EXCEPT AS STATED HEREIN, ANY IMPLIED WARRANTIES OF MERCHANTABILITY AND FITNESS
FOR A PARTICULAR PURPOSE ARE EXCLUDED. SOME STATES DO NOT ALLOW LIMITATIONS ON HOW
LONG AN IMPLIED WARRANTY LASTS, SO THE ABOVE LIMITATION MAY NOT APPLY TO YOU.
POWERMATIC SHALL IN NO EVENT BE LIABLE FOR DEATH, INJURIES TO PERSONS OR PROPERTY, OR
FOR INCIDENTAL, CONTINGENT, SPECIAL, OR CONSEQUENTIAL DAMAGES ARISING FROM THE USE OF
OUR PRODUCTS. SOME STATES DO NOT ALLOW THE EXCLUSION OR LIMITATION OF INCIDENTAL OR
CONSEQUENTIAL DAMAGES, SO THE ABOVE LIMITATION OR EXCLUSION MAY NOT APPLY TO YOU.
Powermatic sells through distributors only. The specifications listed in Powermatic printed materials and on the official
Powermatic website are given as general information and are not binding. Powermatic reserves the right to effect at
any time, without prior notice, those alterations to parts, fittings, and accessory equipment which they may deem
necessary for any reason whatsoever.
Product Listing with Warranty Period
90 Days – Parts; Consumable items
1 Year – Motors, Machine Accessories
2 Year – Woodworking Machinery used for industrial or commercial purposes
5 Year – Woodworking Machinery
NOTE: Powermatic is a division of JPW Industries, Inc. References in this document to Powermatic also apply to
JPW Industries, Inc., or any of its successors in interest to the Powermatic brand.
2
Page 3

Table of Contents
1.0 Warranty and Service ....................................................................................................................... 2
Table of Contents .................................................................................................................................... 3
Warnings ................................................................................................................................................. 4
Unpac king ............................................................................................................................................... 8
Shipping Contents ................................................................................................................................ 8
Assembly ................................................................................................................................................ 9
Unpacking and Cleanup ....................................................................................................................... 9
Installing B ed to Stand ......................................................................................................................... 9
Install ing Fe nce to Bed ....................................................................................................................... 10
Installing the Drive Belt....................................................................................................................... 10
Installing the Pulley Cover .................................................................................................................. 11
Installing Cutterhead Guard ................................................................................................................ 11
Installing A ccess Door and Dust Chute ............................................................................................... 11
Electrical ............................................................................................................................................... 1 2
Grounding Inst r uc tions ....................................................................................................................... 12
115 Volt Operati on ............................................................................................................................. 12
230 Volt Operati on ............................................................................................................................. 12
Adjustments .......................................................................................................................................... 13
Fence Mov ement ............................................................................................................................... 13
Fence Stop Adjustments .................................................................................................................... 14
Infeed Table Height Adjustment ......................................................................................................... 15
Infeed Table T r av el Limiter ................................................................................................................. 15
Table Gib Adjustment ......................................................................................................................... 16
Outfeed Table Height Adjustment ....................................................................................................... 1 6
Setting Cutt erhead Knives (Model 54A only) ...................................................................................... 17
Replacing Kniv es (M odel 54A only ) .................................................................................................... 19
Setting Knives for Rabbeting and Nicks (Model 54A only) ................................................................... 2 0
Replacing or Rotating Knife Inserts (Model 54HH only) ...................................................................... 2 0
Determining Correct Table Height ...................................................................................................... 21
Hand Placement ................................................................................................................................ 23
Direction of Grai n ............................................................................................................................... 23
Surfacing ..................................................................................................................... ...................... 24
Jointing .............................................................................................................................................. 24
Beveling ............................................................................................................................................. 25
Skewing (Shear Cutting) .................................................................................................................... 25
Rabbet Cuts (Straight Knife only) ....................................................................................................... 2 6
Push Blocks ....................................................................................................................................... 26
Blade Care ......................................................................................................................................... 26
Cutterhead Rem ov al .......................................................................................................................... 2 7
Optional Accessories ............................................................................................................................. 29
Replacement Parts ................................................................................................................................ 2 9
Stand – Parts List (All M odels) ........................................................................................................... 30
Stand –Assembly (All Models) ............................................................................................................ 31
Bed – Parts List (All Models) .............................................................................................................. 32
Fence – Parts List and Assembly (All Models) .................................................................................... 34
Cutterhead – Parts and Assembly (model 54A only) ........................................................................... 35
Cutterhead – Parts and Assembly (model 54HH only) ........................................................................ 36
Wiring Diagrams .................................................................................................................................... 37
Wiring Diagram – Serial # 05060540312 and lower ............................................................................ 37
Wiring Diagram – Serial # 05060540313 and higher ........................................................................... 38
3
Page 4

Warnings
1. Read and understand the ent ire owner's manual before att empting assembly or operation.
2. Read and understand the warnings po sted on the m achine and i n thi s manual. Fail ure to comply wit h
all of these warnings m ay cause seriou s i njury.
3. Replace the warning labels if they become obscured or removed.
4. This woodworking Jointer is designed and intended for use by properly trained and experienced
personnel only . If y ou are not familiar wit h the pr oper and saf e operat ion of a joint er, do not use unti l
proper trai ning and k nowledge have been obtained.
5. Do not use this machine for other than its intended use. If used for other purposes, Powermatic
disclaim s any real or i mplied warrant y and h olds itsel f harml ess from any injury t hat may r esult f rom
that use.
6. Always wear approved safety glasses/f ace shields while usi ng this j ointer. Everyday eyegl asses only
have impact resistant lenses; they are not safet y gl asses.
7. Before operating t hi s machine, remov e tie, rings, watc hes and ot her j e welry, and rol l sl eev es up past
the elbows. Remove all l oose clothing and confine long hair. Non- slip foot wear or ant i-skid fl oor str ips
are recommended. Do not wear gloves.
8. Wear ear protector s (plugs or muffs) during extended periods of oper ation.
9. Some dust created by power sanding, sawing, grinding, drilling and other construction activities
contain chemi cals known to cause cancer , bir th defects or other r eproductiv e harm . Some exampl es
of these chemic als are:
• Lead from lead based paint.
• Crystalli ne sil ic a from bricks, cement and other masonry pr oduc ts.
• Arsenic and chromium from chemically treated lumber.
Your risk of exposure varies, depending on how often you do this type of work. To reduce your
exposure to these chemicals, work in a well-ventilated area and work with approved safety
equipment, such as face or dust masks that are specifically designed to filter out microscopic
particles.
10. Do not oper ate this machine while tired or under t he i nfluence of drugs, alcohol or any medic ation.
11. Make c er tain the switch is in the OFF position before connecting the machine to the power source.
12. Make c er tain the machine is properly grounded.
13. Make all machine adjustment s or maintenance wi th the machine unplugged from the power source.
14. Remove adjusting keys and wrenches. Form a habit of checking to see that keys and adjusting
wrenches are removed from the machine before turning i t on.
15. Keep safety guards in place at all times when the machine is in use. If removed for maintenance
purposes, use extreme caution and replace the guards immediately after maintenance i s complete.
16. Make sure the jointer is firmly secured to the stand or a bench before use.
17. Check damaged parts. Before further use of the machine, a guard or other part that is damaged
should be carefully checked to determine that it will operate properly and perform its intended
function. Chec k for alignment of moving par ts, binding of moving parts, breakage of parts, mounting
and any other condi ti ons that m ay affect its operati on. A guard or ot her part that i s damaged should
be properly repaired or replaced.
18. Prov ide for adequate space surrounding work area and non-glare, ov er head lighting.
19. Keep t he floor around the machine clean and free of scrap mat er ial, oil and grease.
4
Page 5

20. Keep visitors a safe distance from the work area. Keep children away.
21. Make y our workshop child proof with padlocks, master switches or by removi ng starter k eys.
22. Giv e your work undivi ded attention. Looki ng around, carryi ng on a conversati on and “horse-play” ar e
careless acts that can r esul t in serious injury.
23. Maint ain a bal anced stance at al l tim es so that you d o not f all or lean agai nst t he cutt erhead or other
moving part s. Do not over r eac h or use excessive force to perform any machine oper ation.
24. Use the right tool at the correc t speed and f eed rat e. Do not force a t ool or attac hment to do a job for
which it was not designed. T he ri ght tool will do the job better and saf er.
25. Use recommended accessories; improper accessories may be hazardous.
26. Mai ntain tools with care. K eep knives sharp and clea n for the best and saf est performance. Foll ow
instructions for lubricating and changi ng accessories.
27. Tur n off the machi ne before cleaning. Use a brush or compressed air to remove chips or debris — do
not use your hands.
28. Do not stand on the machine. Serious injury c ould oc cur if the machine tips over.
29. Bef ore turning on machi ne, remove all ext ra equipment such a s keys, wrenches, scrap, stock, and
cleaning rags away from the machine.
30. Never leave the machine r unning unatt ended. Turn the power off and do not leave t he machine until
the cutter head c om es to a complet e stop.
31. A lways use a hol d-down or push bl ock when surf acing stock less than 12" i nches long, or 3 i nches
wide, or 3 inches thic k.
32. Do not perf orm jointi ng operations on mat erial shorter than
8", narrower than 3/4" or less than 1/4" thick.
33. The hands must never be closer than 3 inches to the
cutterhead (see Figure at right).
34. Never apply pr essure to stock dir ectly over the cutterhead.
This may r esul t in the stock tipping into the c utterhead along
with the operator's fingers. Position hands away from
extreme ends of stock, and push through with a smooth,
even motion. Never back workpiece toward the infeed table.
35. Do not make cut s deeper than 1/2" when rabbeti ng. On other cuts such as edgi ng, surf acing, etc.,
depth of cut should not be over 1/8" to avoid overloadi ng the machine and to m inimize chance of
kickback.
36. To avoid k ickback, the grain must run i n the same direction you are cut ting. Before attempting to
joint, or pl ane, each work piece must be carefully examined for stock c ondition and grain orientati on.
37. When worki ng wit h a s wirl grai n wood or burl s, m aki ng it nec essary t o plane agai nst the grai n, use a
lesser depth of c ut and a slow rate of f eed.
38. Move the hands in an alternate m otion from front to back as the work continues through the cut.
Never pass the hands dir ectly over the cutter kniv es. As one hand approache s the kniv es remove it
from the stock in an arc motion and place it back on the stock in a position beyond the cutter knives.
39. At all times hold the stock firmly.
5
Page 6
Familiariz e y our self with the following safety noti c es used in this manual:
This means that if precautions are not heeded, it may result in minor injury and/or
possible machine damage.
This means that if precauti ons are not heeded, it may result in serious injury or possibly
even death.
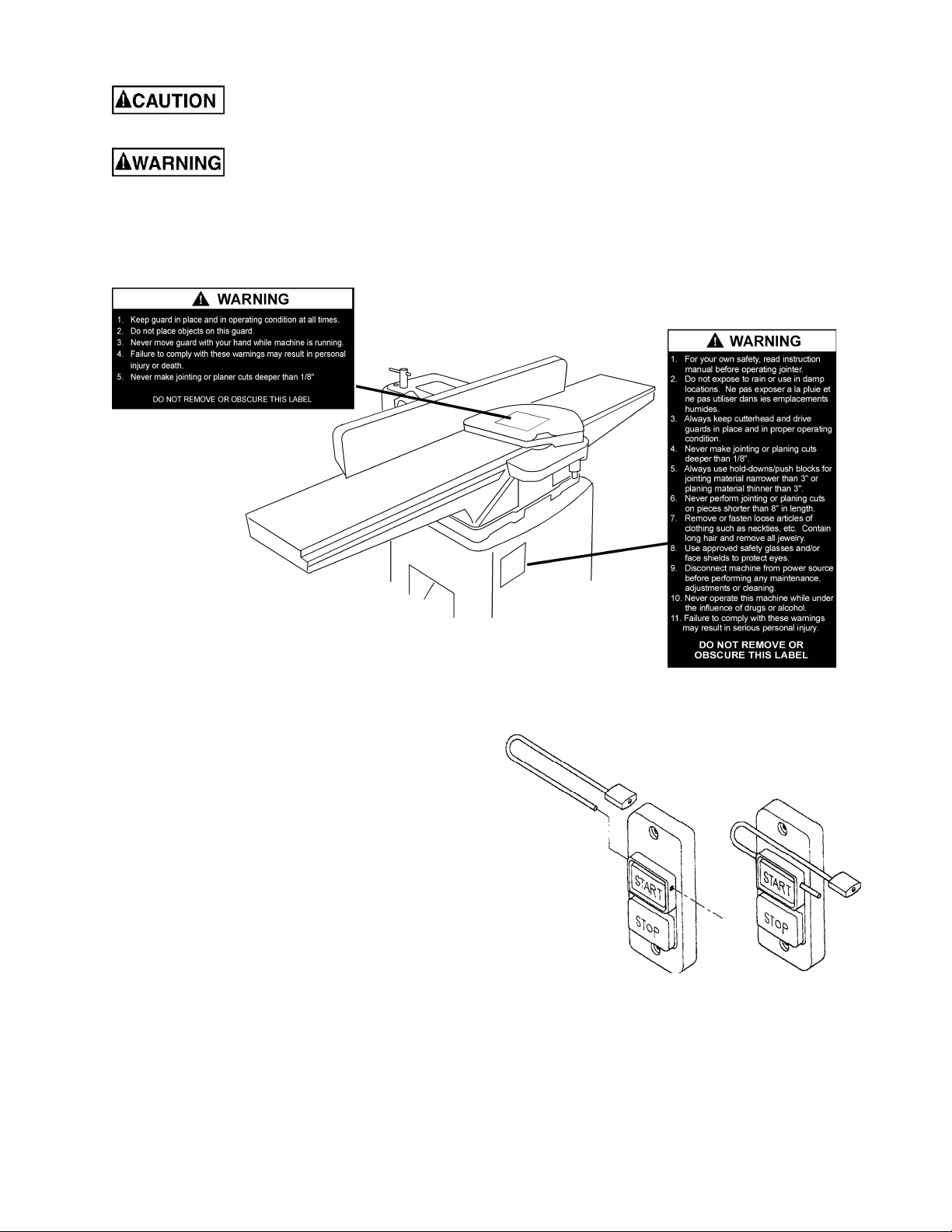
On-Off Switch Padlock
The jointer is equipped with a push-button
switch that will accept a safety padlock (not
included). To safeguard your machine from
unauthorized operation and accidental starting
by young chil dren, the use of a padlock i s highl y
recommended – see figur e at right.
On-Off S wi tch Pad l o c k
6
Page 7

Introduction
This manual is provi ded by Powermatic covering the saf e operation and maint enance procedures f or the
Powermatic Model 54A and 54HH Jointers. This manual contains instructions on installation, safety
precautions, gener al oper ati ng procedur es, mai ntenance i nstructi ons and parts breakdo wn. Thi s mac hine
has been designed and con structed t o provide year s of troubl e free operation if used in accordanc e with
instructi ons set forth in thi s manual. If there are any questions or c omments, please contact your local
supplier or Powermatic, or visit our web site: www.powermatic.com.
Specifications
Model ................................................................................... 54A........................................ ............. 54 HH
Stock Number:
Jointer and Stand............................................... 1791279DXK.............................................. 1791317K
Jointer only .......................................................... 2365013DX.................................................1791317
Table Size (in.) ............................................................ 7-1/4 x 66............................................... 7-1/4 x 66
Table support .................................................... dove-tailed ways.................................... dove-tailed ways
Cutterhead Style ................................ straight w/ quick-set knives.................................................... helical
Knives ................................................................ 3 double-edged............................... 40 four-sided inserts
Number of cutterhead r ows ....................................................... --............................................................ 6
Cutterhead Speed (RP M ) .................................................... 6000...................................................... 6000
Cuts per Minute ................................................................ 18,000......................................... not applicable
Cutting capacity (in.) ....................................................... 1/2" x 6"................................................. 1/2” x 6”
Blade Size (in.) ..............................................6-1/16" x 3/4 x 5/64 ................................ 0.10T x 0.59 x 0.59
Switch ...................................................................... pu sh button............................................ push button
Fence size overall (i n.) ....................................................... 4 x 38..................................................... 4 x 38
Fence tilt (degrees) .............................................................+/- 45..................................................... +/- 45
Stops ..................................................... - 45, 45, and 90 degrees........................ - 45, 45, and 90 degrees
Table Surface Height (in.) .................................................. 31-1/2.................................................... 31-1/2
Motor .................................. TEFC, 1 HP, 1 PH, 115/230V*, 60Hz......TEFC, 1 HP, 1 PH, 115/230V*, 60Hz
Overall Dimensions (LxWxH)(in.) ........................ 66 x 24 x 37-1/2..................................... 66 x 24 x 37-1/2
Jointer Be d We ig h t ( lbs.)........................................................ 254........................................................ 254
Stand Weight (lbs.) .................................................................. 80.......................................................... 80
* (pre-wired 115V )
The above specifications were current at the time this manual was published, but bec ause of our policy of
continuous im provement, Powerm atic reserves the right t o change specific ations at any time and without
prior notic e, wit hout incurring obligations.
7
Page 8
Unpacking
Upon deliv ery, open shi pping c ontai ners and c heck
that all parts are in good condition. Any damage
should be reported to y our distribut or and shipping
agent immedi ately. Bef ore proceeding f urther, read
your manual and familiarize yourself thoroughly
with assembly, maintenance and safety
procedures.
Compare the contents of your container with the
following part s list to make sure all parts are intact.
Missing parts, if any, should be reported to your
distribut or. Read the instruction manual thoroughly
for assembly, maintenance and safety instructions.
Shipping Contents
Note: This unit is shipped in two cartons.
Stand Carton
1 Jointer Stand
1 Door with Mounting Hardware
1 Dus t Chute with Mounting Hardware
Main Unit Carton
1 Jointer Assembly
1 Fence Assembly
1 Pulley Cover
1 Belt
1 Cutterhead Guard
2 Push Blocks
1 Fence Handle
1 Hardware Package
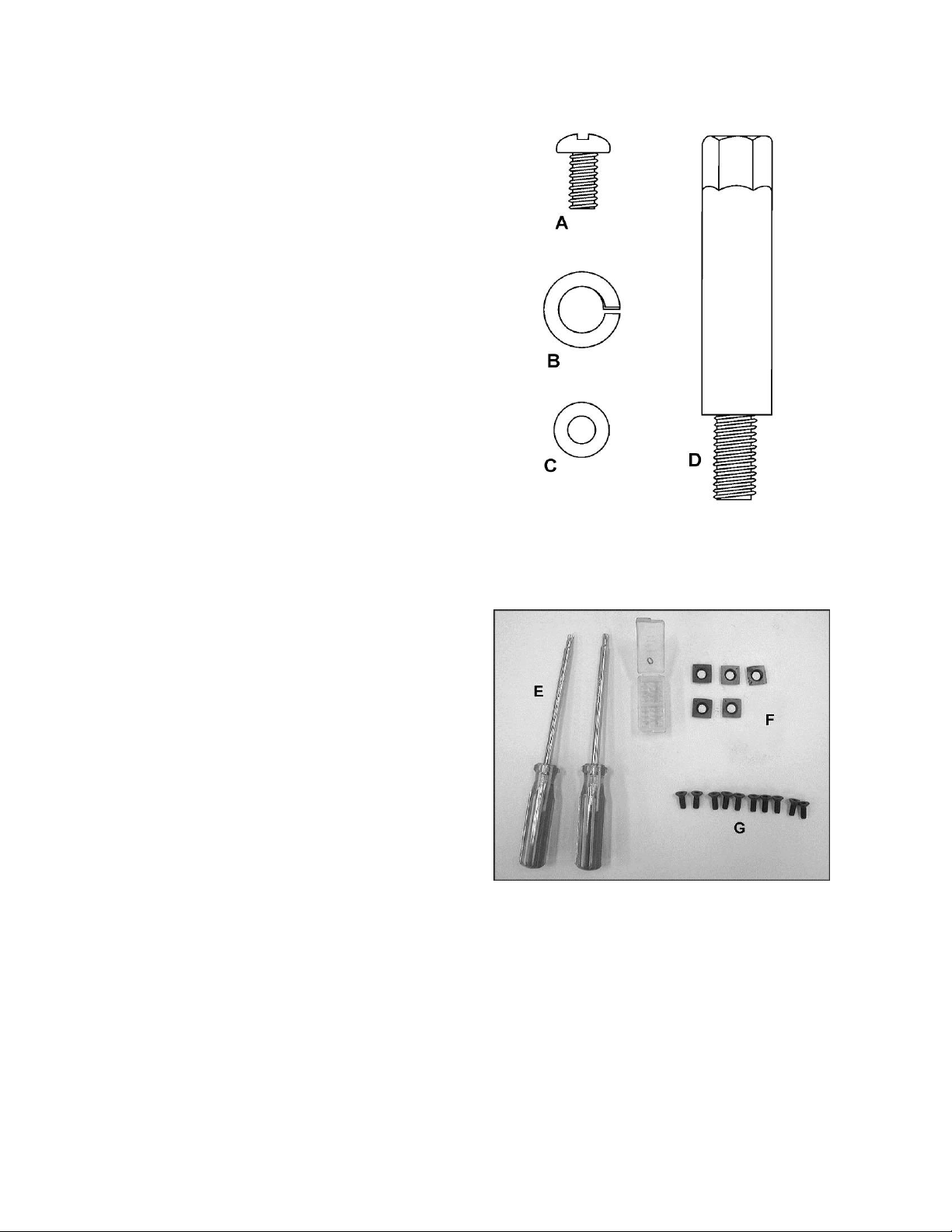
Hardware Package (all models):
(p/n PM54A-HP, see Figure 1)
4 1/4-20 x 1/2” Pan Head Screws (A)
3 3/8” x 5/8” Spring Washers (B)
4 1/4-20 x 1/2” Flat Washers (C)
3 Lock Bolts (D)
Hardware Package - model 54A only
(p/n PM54A-HP2)
1 8/10mm Open End Wrench
1 12/14mm Open End Wrench
1 3mm Hex Wrench
1 4mm T-Hex Wrench
1 8mm Hex Wrench
1 Cro ss Point Scr ewdriv er
Hardware Package - model 54HH only
(p/n PM54HH-HP, see Figure 2)
1 8/10mm Open End Wrench
1 12/14mm Open End Wrench
1 3mm Hex Wrench
2 Star Point Screwdrivers (E)
5 Knife Inserts (F)
10 Knife Insert Screws (G)
1 Cross Point Screwdriver
Figure 1
PM54A-HP Hardware P ac k age c ontents
(all models)
Figure 2
PM54HH-HP Hardware Package partial contents
(54HH only)
Tools Required
open end wrenches (8, 10, 12, 14, & 19mm)
hex wrenches (3 & 6mm)
8
Page 9
Assembly
Unpacking and Cleanup
Locate the jointer in an area that is level and
provides a solid foundation. Make sure that any
potential kickback is not in line with aisles,
doorways, wash stati ons or ot her work ar eas.
1. Carefully fini sh rem oving all content s f rom bot h
shipping cartons. Compare contents of the
shipping cartons with the list of contents on
page 8. Place parts on a prot ec ted surface.
2. Set packing material and shipping cartons to
the side. Do not discard until machine has
been set up and is running properly.
Cutterhead knives are
dangerously sharp; use
extreme caution when cleaning. Failure to
comply may cause seriou s injury!
3. Moisten a soft cloth wit h kerosene and remov e
the protective coating from all machined
surfaces of the jointer. Do NOT use an
abrasive pad. Do not use g asol i ne, acet one or
lacquer thinner , as these may damage paint ed
surfaces.
4. Apply a thin lay er of paste wax to t he exposed
surfaces of the fence and tables to prevent
rust. Alt ernatively, white talcum powder rubbed
in vigorously once a week with a blackboard
eraser will fill any casting pores and form a
moisture barrier. Talcum powder will not stain
wood or mar finishes.
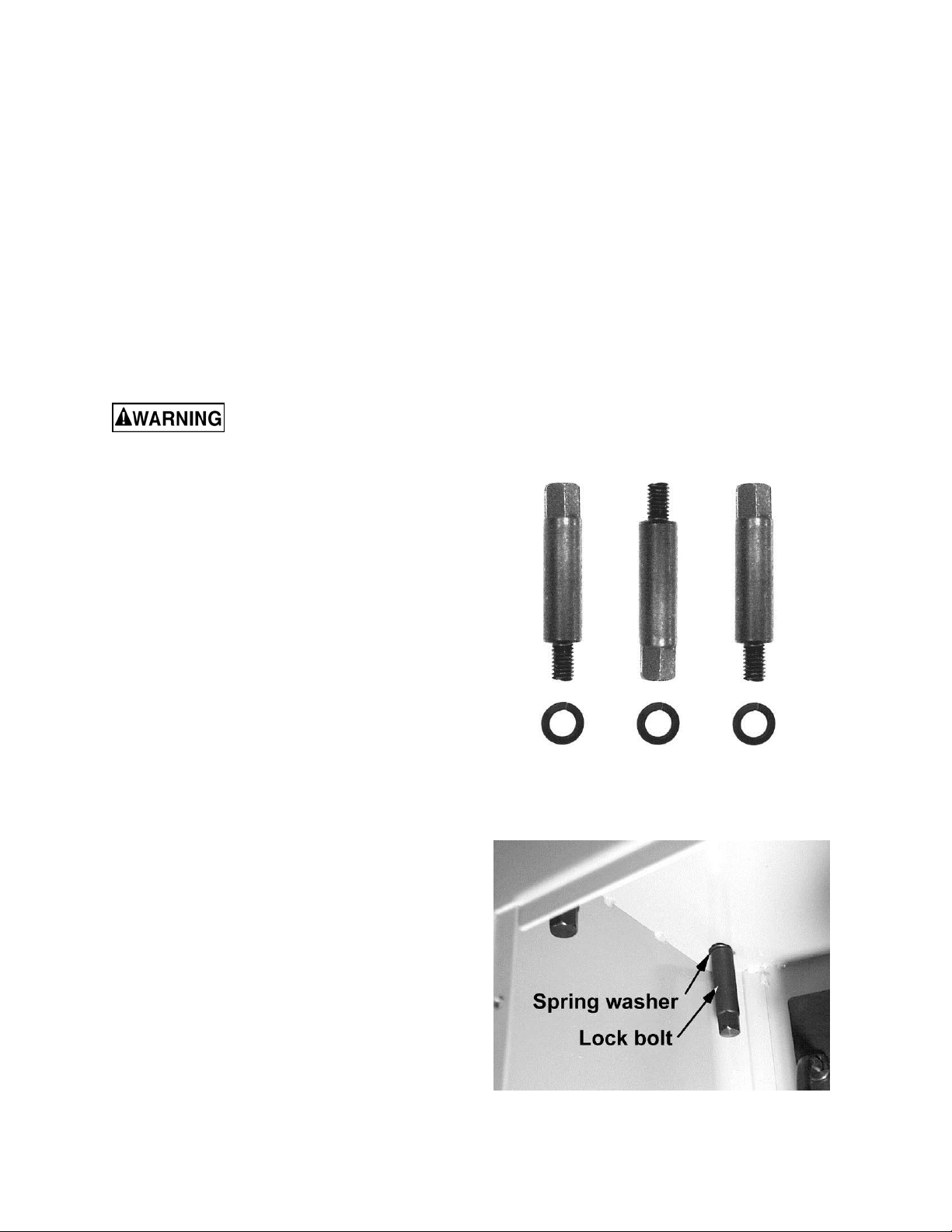
Installing Bed to Stand
1. Position the jointer on the stand so that the
pulley att ached to the cut terhead on the joi nter
is direct ly above and on the same si de as the
motor pulley.
2. Use three lock bolts and spring washers
(Figure 3) to firmly fasten the jointer to the
stand. The bolts are threaded up through the
holes in the stand into the base of the jointer
(Figure 4).
3. Use a 14mm wrench to tight en the lock bolts.
Figure 3
9
Figure 4
Page 10
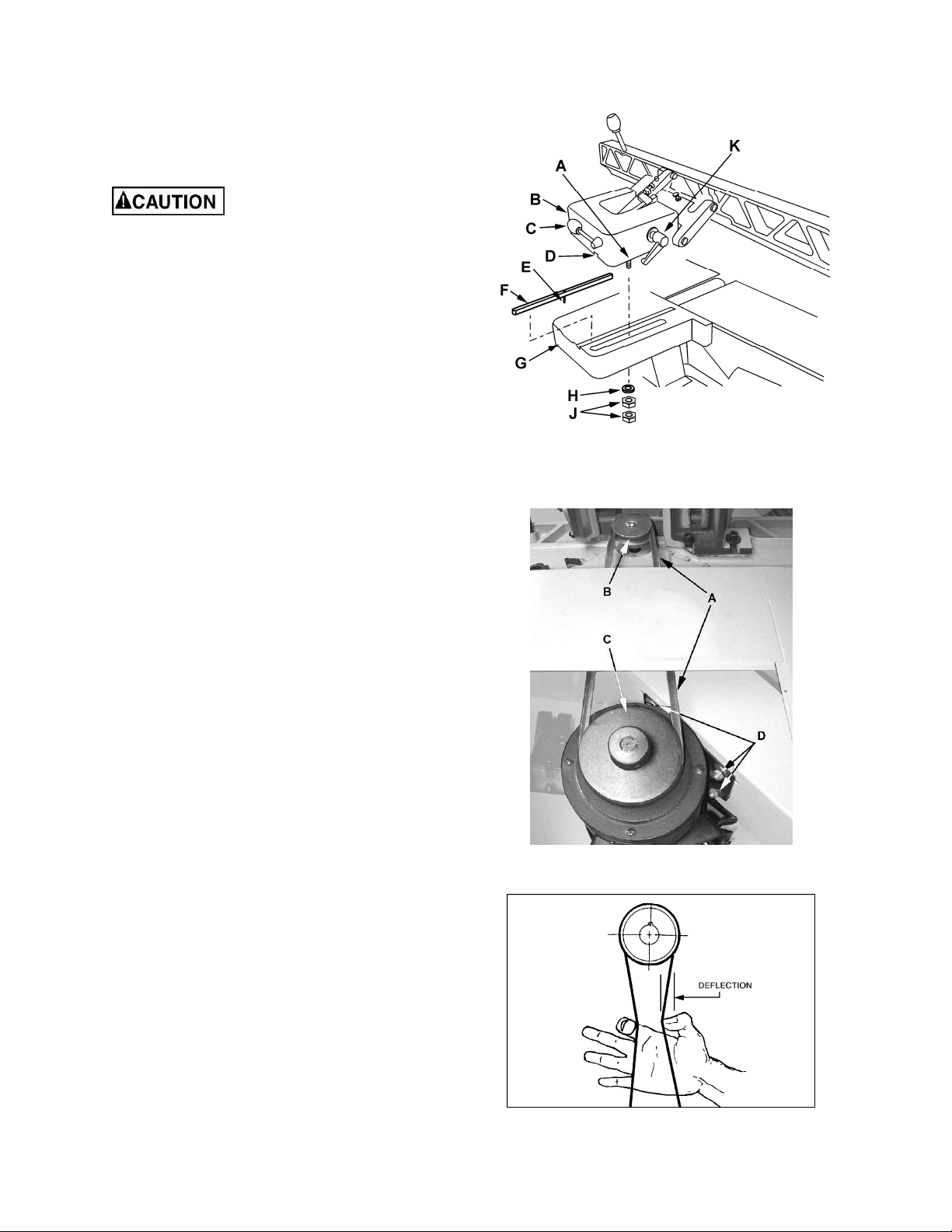
Installing Fence to Bed
Referring to Fi gur e 5:
1. Before moving t he fence assembly, secure t he
tilt lock handle (K).
Secure the tilt lock handle to
avoid personal injury from moving parts.
2. Place the key (F) into the machined slot of t he
fence support ( G) as shown. The s pring pin (E)
should go into t he hole in the slot. The key (F)
should be firml y seated i n the slot.
3. Lightly coat the mating surfaces of the fence
support (G) and fenc e s lide bas e (B) with oil.
4. Place the fence slide base (B) on the fence
support (G), aligning the machined slot (D) in
the fence slide base with t he key (F).
5. Attach the flat washer (H) and two hex nuts (J)
on to the locking screw (A) but do not tighten.
6. Orient the lock handle (C) in the position as
shown; then tighten the hex nuts (J) with a
19mm wrench.
Figure 5
This is the locked position for the fence
assembly. Rotating the lock handle (C)
clockwise loosens the fence assembly,
permitti ng you to slide the assem bly back and
forth. The hex nuts m ay need to be readjusted
to allow the fence to slide back and forth
(handle cloc kwise position) and still sufficiently
secure the fence (lock handle positioned as
shown in C).
When the locking screw (A) is tightened, the
fence should be secure.
Installing the Drive Belt
Referring to Fi gur e 6:
1. Place V-belt (A) onto cutterhead pulley (B) and
through opening i n st and.
2. Pull V-belt down and place onto the motor
pulley (C).
If the belt i s diff icult to roll on t he pulley, l oosen
the motor mounting sc rews (D). Then r aise the
motor as hi gh as possible and mount t he belt
on to both pul l eys. Al l ow the m otor t o drop and
create tension on the belt.
Figure 6
3. Check to make sure that motor pulley and
cutterhead pul ley are v ertic ally aligned and t he
V-belt does not contact the sides of the
opening in the base. If the pulleys are not
aligned, remove belt and adjust the motor
pulley in or out on the motor shaft and then r eattach the belt.
Figure 7
10
Page 11
4. Pull down on t he motor t o achieve t he desired
belt tension.
The V-belt is properly tensioned when finger
pressure on the bel t half way bet ween the two
pulleys causes 1/2" deflection (Figure 7).
5. Tighten the mounting bolts.
After two hours of operation, check belt tension
again. Readjust the tension if necessary.
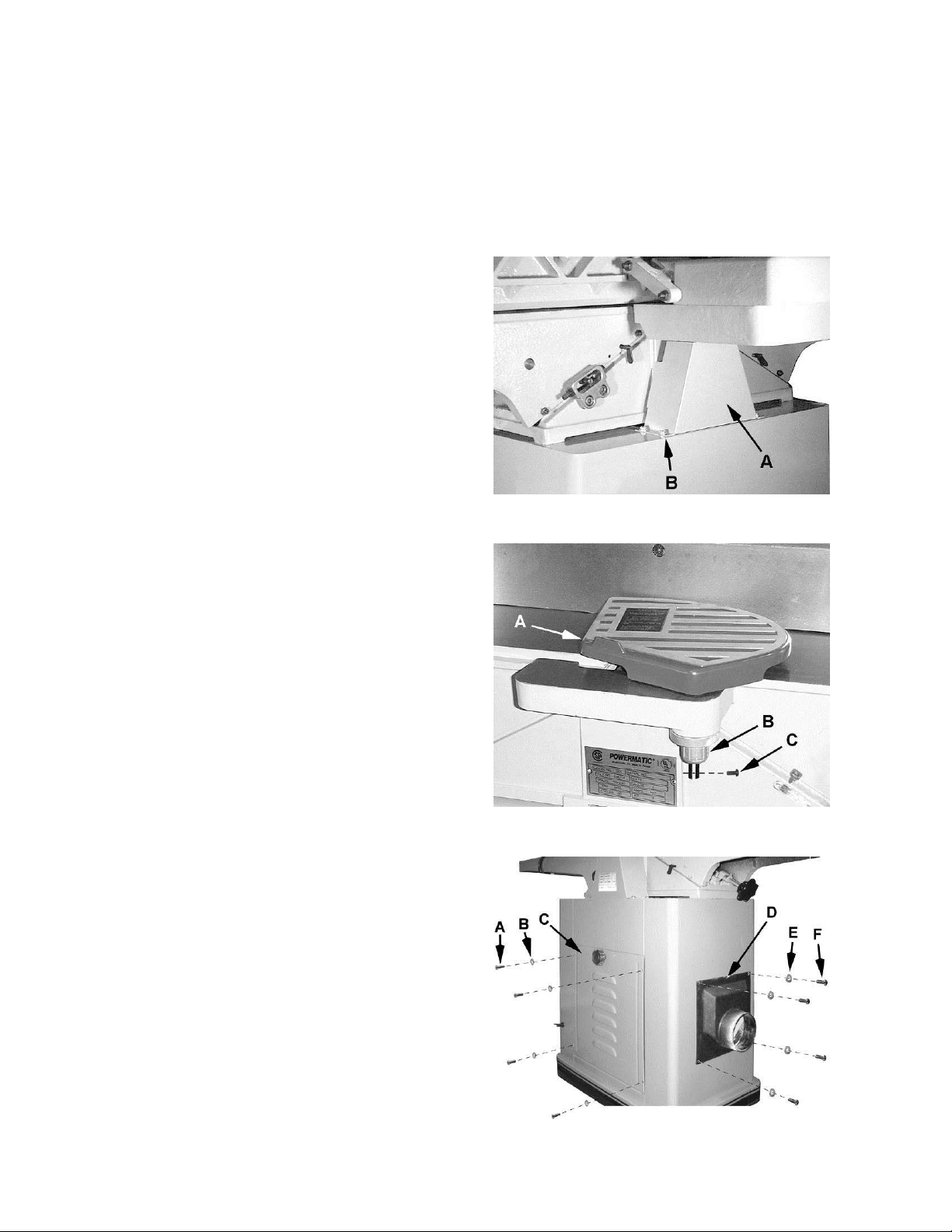
Installing the Pulley Cover
Referring to Fi gur e 8:
1. Place the pulley cover (A) over the openi ng in
the stand.
2. Line up the hol es in the stand with t he holes in
the guard.
3. Attach the pulley cover to the stand using four
1/4-20 x 1/2” pan head screws and 1/4” flat
washers (B).
Installing Cutterhead Guard
1. Remove the screw from the guard post.
Referring to Fi gur e 9:
2. Turn spring knob (B) approximately one-half
revolution counter-clockwise (as viewed from
the top) and hold.
3. Insert the guard post into hole in table. Make
sure that the spring i nside the spring knob ( B)
engages the slot in guard post. If needed,
slightly turn the knob until the guard seats
itself.
4. Thread the screw (C) back into the guard post.
5. Check for proper operation. The cutterhead
guard (A) must return fully to the fence when
released. If guard does not return fully, pull
guard, apply more tension to the spring knob
(B) by turning it another half turn counterclockwise, and re- insert guard. If guard c loses
too quickl y and strikes f ence too hard, rev erse
the process.
6. Insert screw (C) back into the guard post.
Figure 8
Figure 9
Installing Access Door and Dust Chute
Referring to Fi gur e 10:
Install ac cess door (C) by placi ng bottom of panel
in the stand and f astening with four 1/8 x 3/8 pan
head screws (A) and four 1/8" flat washers (B).
Attach the dust chut e (D) to the base with four 1/4"
x 1/2" machine screws and four 1/4" flat
washers (D).
Figure 10
11
Page 12
Electrical
Grounding Instructions
This jointer must be
grounded while in use to
protect the operat or from electric shock.
In the event of a malfunction or breakdown,
grounding prov i des a path of least resistanc e f or
electric current to reduce the risk of electric
shock. This tool is equipped wit h an electric c or d
having an equipment-grounding c onduc tor and a
grounding plug. The plug must be inserted into a
matching outlet that is properly installed and
grounded in accord ance wit h all l ocal codes and
ordinances.
Do not modify the pl ug provided. If it will not fit
the outlet , have the proper outlet i nstalled by a
qualified el ectrician. Improper connecti on of the
equipment-grounding conductor can result in a
risk of electric shock. The conductor, with
insulati on having an outer surf ace that is green
with or without y ellow stripes, is the equipment grounding conduct or. If repai r or replac ement of
the electric cord or plug is necessary, do not
connect the equipment-grounding conductor to a
live terminal.
Check with a qualified electrician or service
personnel if the grounding instructions are not
completely understood, or if in doubt as to
whether the tool is properl y grounded. Use onl y
three wire ex tension cords that have three-prong
grounding plugs and t hree-pole recept acles that
accept the tool ’s pl ug.
Repair or replace a damaged or worn cord
immediately.
The temporary adapter should only be used unti l
a properly grounded outl et can be instal led by a
qualified electrician. This adapter is not
applicable in Canada. The green colored rigid
ear, lug, or tab, extending from the adapter,
must be connect ed to a permanent ground such
as a properly grounded outlet box.
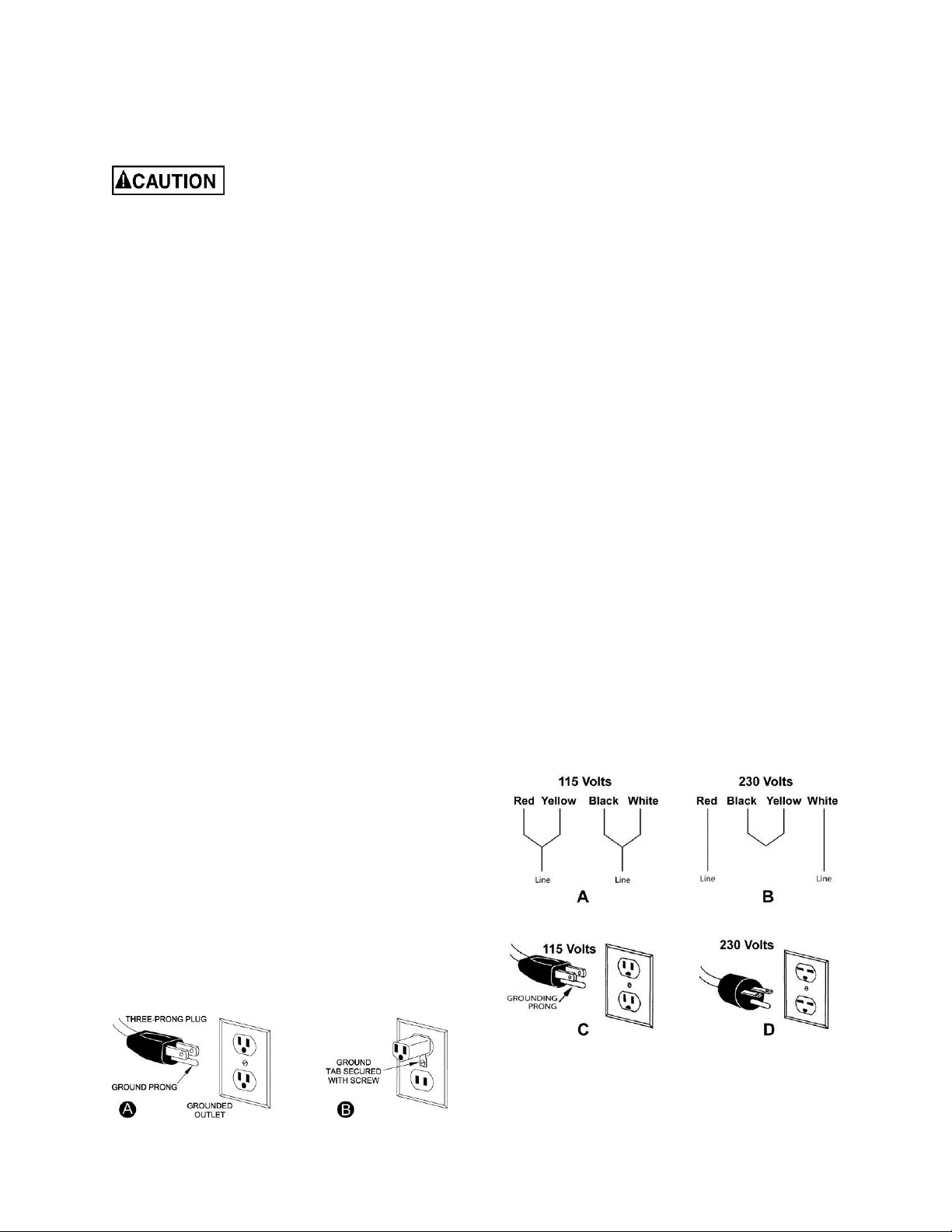
230 Volt Operation
Referring to Fi gur e 12:
If 230V, single-phase operation is desired, the
following inst r uc tions must be followed:
1. Disconnect the machine from the power
source.
2. The Jointer motor has f our numbered leads
that are factory connected for 115V
operation, as shown in (A). For 230V
operation reconnect the leads as shown in
(B). This is also shown in the diagram s on
pages 39 and 40.
3. The 115V att achment pl ug (C) supplied wit h
the Woodworking Jointer must be replaced
with a UL/CSA li sted plug suitable for 230V
operation (D) . Contact your local Authorized
Powermatic Service Center or qualified
electrician for proper procedures to install
the plug. The Woodworking Jointer must
comply wit h all loc al and national codes after
the 230-volt plug is installed.
4. The Jointer with a 230-volt plug should onl y
be connected to an outlet having the sam e
configurati on as shown in (D). No adapter is
available nor should be used with the 230volt plug.
115 Volt Operation
Referring to Fi gur e 11:
As receiv ed f rom t he f actory , your W oodworki ng
Jointer is ready to run at 115-volt operation. This
Jointer, when wired for 115 v olt, is intended f or
use on a circuit t hat has an outlet and a plug that
looks li ke the one illustrated in ( A). A temporary
adapter, which looks like the adapter shown in
(B), may be used to connect this plug to a twopole receptacle if a properly grounded outlet is
not available.
Figure 11
Figure 12
Page 13
Extension Cords
The use of ext ension cords is discouraged. T ry to
position equipment within reach of the power
source. If an extension cord becomes necessary,
make sure it is in good condition, and heavy
enough to carry t he current your machine will draw.
An undersized cord will cause a drop in the line
voltage resulting in power loss and overheating.
Table 1 shows the correct size to use depending
on the cord length and nameplate ampere rating.
If in doubt, use the next heavier gauge.
Remember, the smaller the gauge number, the
heavier the c or d.
Adjustments
Fence Movement
Recommended Extension Cord Gauges
Amps
8 to 12 14 14 12 10 NR NR
12 to 15 12 12 10 10 NR NR
15 to 20 10 10 10 NR NR NR
21 to 30 10 NR NR NR NR NR
*based on li miting the lin e voltage drop t o 5V at 150% of the
rated amp eres.
NR: Not Recommended.
Extension Cord Length in Feet *
25 50 75 100 150 200
< 5 16 16 16 14 12 12
5 to 8 16 16 14 12 10 NR
Table 1
The fence can be moved forward or backward
across the width of t he table. It also til ts up to 45
degrees forward and has a positive stop at 90
degrees.
The fence assem bly should peri odically be moved
to different positions when edge jointing to
distribute wear on the cutterhead knives.
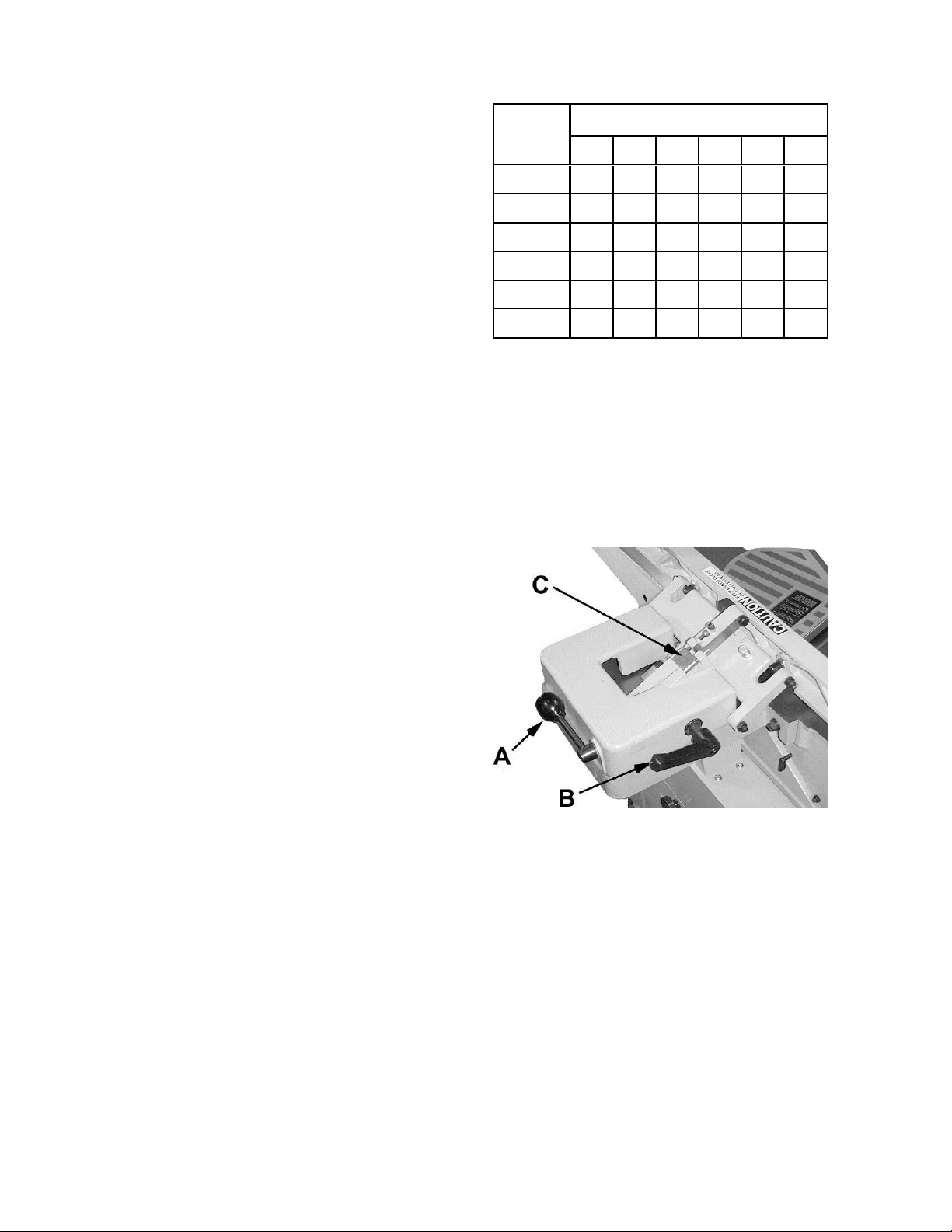
Referring to Fi gur e 13:
To slide the fence forw ar d or bac kw ar d:
1. Loosen the lock handle (A).
2. Push the entire f ence assembly t o the desired
position, and tighten the locking handle.
To tilt fence forward:
The fence c an be tilted f orward to any angl e down
to 45 degrees.
1. Loosen the lock handle (B).
2. Adjust the fence to the desired level down to
45 degrees. Or you can place your reference
piece on the tabl e and against the fence, and
adjust the fence until the angle of the fence
matches the bev el of your gauge piec e.
3. Tighten lock handle (B).
To tilt fence backw ar d:
The fence c an be tilted backward up to 45° (that i s,
for a total included angle of 135° from table
surface).
Figure 13
1. Loosen lock handle (B).
2. Flip the 90° stop block (C) out of the way.
3. Adjust t he fenc e to the desired angl e up to 135
degrees. Or you can place your beveled
reference piece on the table and against the
fence, adjust ing the f ence until the angl e of t he
fence matches the bevel of your reference
piece.
5. Tighten lock handle (B).
Important: When the tilted operation is finished and
the fence is returned t o 90°, do not forget to flip the
90° stop block C) back to its original position.
13
Page 14

Fence Stop Adjustments
Periodically check the 90° and 45° backward
(135°) tilt accuracy of the fence with an angle
measuring device, such as an adju stable square or
machinist ’s prot r ac tor.
90º Stop Adjustment
Referring to Fi gur e 14:
The 90º stop is cont rolled by t he stop bolt (F ) and
the stop block (C).
1. Set the i nfeed t able t o approxim at ely the sam e
height as the outfeed table.
2. Move the fence by releasing lock handle (A)
and pushing the fence assembly until it
overlaps the tables.
3. Tighten lock handle (A).
4. Adjust the fence to a 90º angle by releasing
lock handle (B) , pul li ng up on the fenc e hand le
E), and tight ening the lock handle (B).
Note: The stop bolt (F) should be resting
against the st op bloc k (C).
Figure 14
5. Place an angle m easuring dev ice on the tabl e
and against the f ence to confirm a 90º setti ng
(A, Fig. 15).
6. If the fence is not square to the tabl e, release
the lock handle (B), loosen the lock nut (D) that
secures the stop bolt ( F), and turn the stop bolt
until the fence is square to t he table.
7. Tighten the lock nut (D) to secure the stop bolt
(F) which retai ns the setting.
8. Tighten the lock handle (B).
45º Forward Stop Adjustment
Position t he fence tilt lever (E, F ig. 14) toward the
operator.
The 45 degree forward stop is controlled by the
cap screw (G, Fig. 14) . The adjustment is done the
same way as for the 90 degree stop adjustment
except that a 45 degree protractor is used.
Figure 15
45º Fence Backward Stop Adjustment
Referring to Fi gur e 14:
The 45º fence backward stop is controlled by the
stop bolt (H).
1. Loosen the lock handl e ( B ).
2. Move the stop block (C) out of the way and
position the fence at the 135º angle; fence tilt
lever (E) is positioned away fr om the operator
as shown. Make sure the f ence sit s against the
stop bolt (H).
3. Tighten the lock handle (B).
4. Place an angle measuring device on the table
and against the f ence to confirm a 135º setti ng
(B, Fig. 15).
5. To adjust, loosen the lock nut (J) securing the
stop bolt (H) and t urn the stop bol t until a 135º
angle of the fence is obtained.
6. Tighten the lock nut (J).
14
Page 15
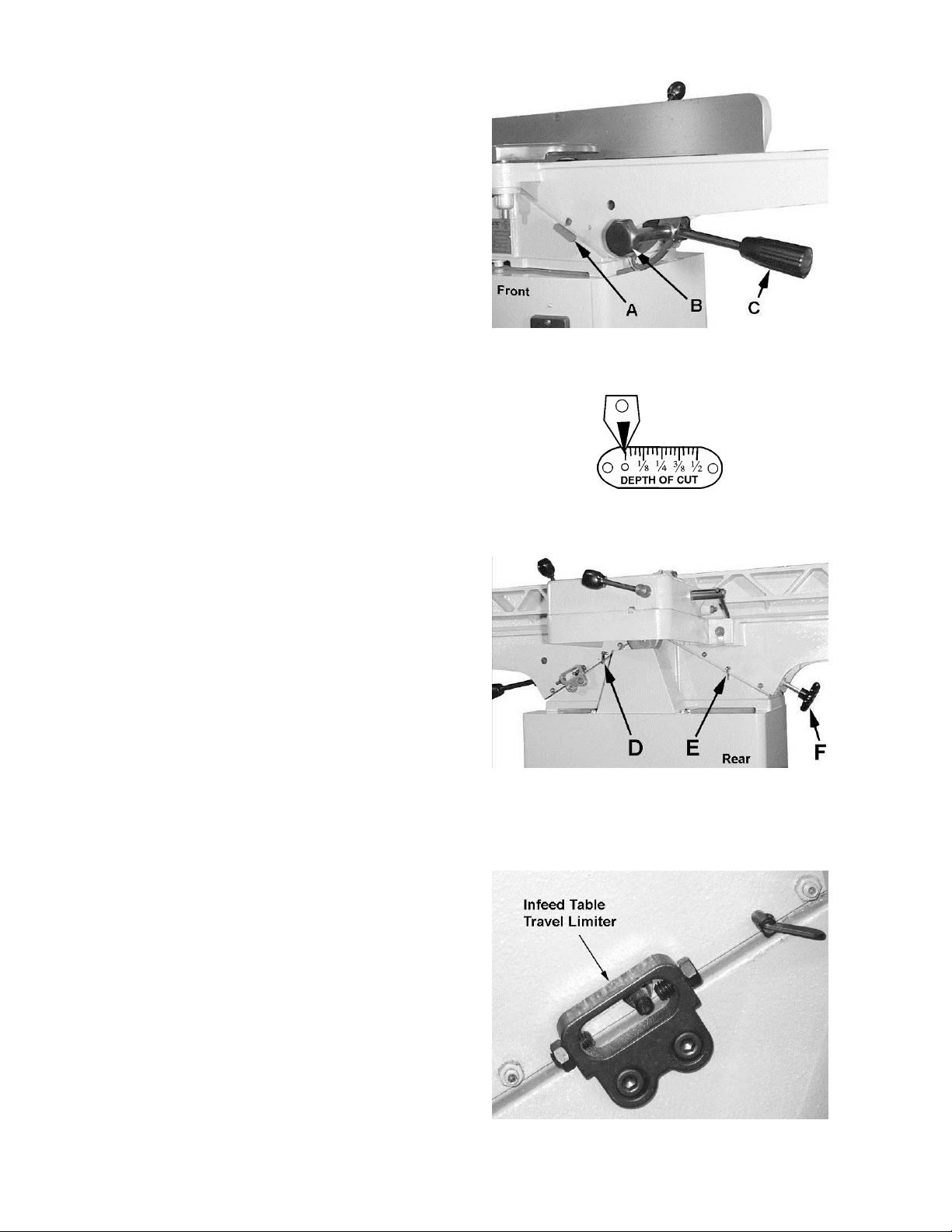
Infeed Table Height Adjustment
Refer to Figures 16 – 18.
Initial (Coarse) Adjust ment:
1. Loosen the rear thum b screw (D) and the lock
knob (B).
2. Raise or lower the height adjustment handle
(C) until the scale (A, Fig. 16 and Figure 17)
reads approxim ately the desired depth of cut.
If you can't adjust to zero or 1/8", see the
Helpful Hint below.
Fine Adjustment:
3. Turn the locking handle (B) until it is snug.
4. Rotate the height adjustment handle (C) until
the scale reads exact. Clockwise raises the
table, counter c lockwise lowers the table.
Note: The hei ght adjustm ent handl e (C) has a
fine adjustment of 1/16" travel per rotation.
5. When set, retighten the thumb screw (D).
Important: For normal operations, the dept h of cut
should never exceed 1/8", except for rabbetting
operations.
Figure 16
Figure 17
Helpful Hint: Occasionally you will find that you
cannot set the coarse adj ustment all the way up to
zero or all the way down to 1/2" on the Depth of
Cut scale (Figur e 17) when raising or lowering t he
handle (C, Fig. 16) . W hen this happens:
With the lock knob (B, Fig. 16) unlocked, rotate the
height adjustment handle (C, Fig. 16) a f ew times,
then raise or l ower it. Once you are abl e to reach
the zero or 1/2” setting (Figure 17), you will again
be able to swing the handle (C) through the full
range.
Infeed Table Travel Limiter
Referring to Fi gur e 19:
The infeed t able travel limiter l ocated on the back
of the tabl e sets the upper and lower rang e for t he
infeed table height adjustment and should not
require any adjustments. For infeed table height
adjustment refer to the preceding section.
Figure 18
Figure 19
15
Page 16
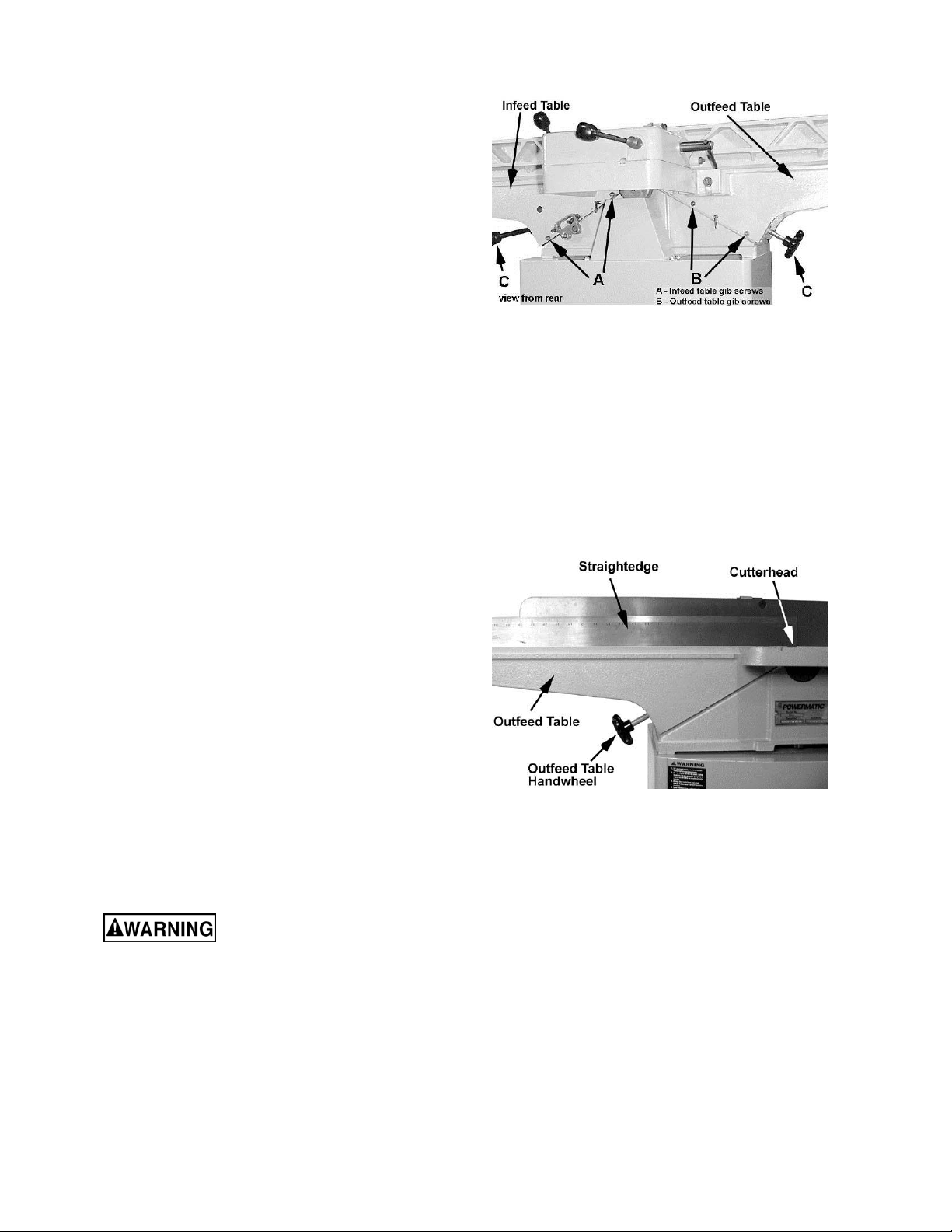
Table Gib Adjustment
The infeed an d outfeed table gibs on your m ac hine
are factory adjusted and initi ally should not requir e
re-adjustm ent. After a period of use, the gibs may
become loose, introducing play and causing the
tables to sag. This requires adjustment.
To adjust (refer to Figure 20):
1. W ith a 10mm wrench, loosen the jam nuts that
secure the gib set screws (A or B).
2. Have another person support the end of the
table, slightly raising it while you make
adjustments.
3. With a 3mm hex wrench, tighten each
setscrew 1/4 turn starting with the l ower one,
then the upper one. If a 1/4 turn does not
remove the table play, take another 1/4 turn.
Repeat a 1/4 turn at a tim e f or bot h set screws
until play is removed.
Note: If the gibs are too tight the adjustment
handles (C) will be difficul t to turn.
4. When adjustment is complete, hold the set
screws in positi on wit h the 3mm hex wrench to
maintain the setting while tightening the jam
nuts with the 10mm wrench.
Outfeed Table Height Adjustment
When you receive the jointer, the knives have
been pre-set at the factory. However, the height
and paralleli sm of the kniv es with t he outf eed tabl e
should be checked and any needed adjustments
made before putti ng the jointer into operation.
Adjust the height of t he outf eed table as follows:
Figure 20
1. Disconnect j ointer from power source.
2. Caref ully num ber each bl ade (m odel 54A onl y)
with a marker to make them easier to
differentiate.
3. Place a straightedge upon the outfeed table
and extend i t over the cutterhead (Figures 21
and 23).
Planer kni ves and knife inserts
are dangerously sharp. Do not
grab the cutterhead i t self to rotate it!
4. Rotate the cutterhead, using the drive belt or
pulley, unti l knife number one (or a knife insert
on the 54HH model ) is at i ts hi ghest point . T he
apex of the knife should just barely come in
contact wit h the straightedge.
If the apex of the knif e number one j ust makes
contact wit h the straightedge, no adjustment is
required f or the outfeed table. Proceed to the
Setting Cutt erhead Knives section.
Figure 21
16
Page 17
If the apex of the knife numbe
r
below the straightedge (a gap exists) or
pushes the straightedge up, proceed with the
following steps:
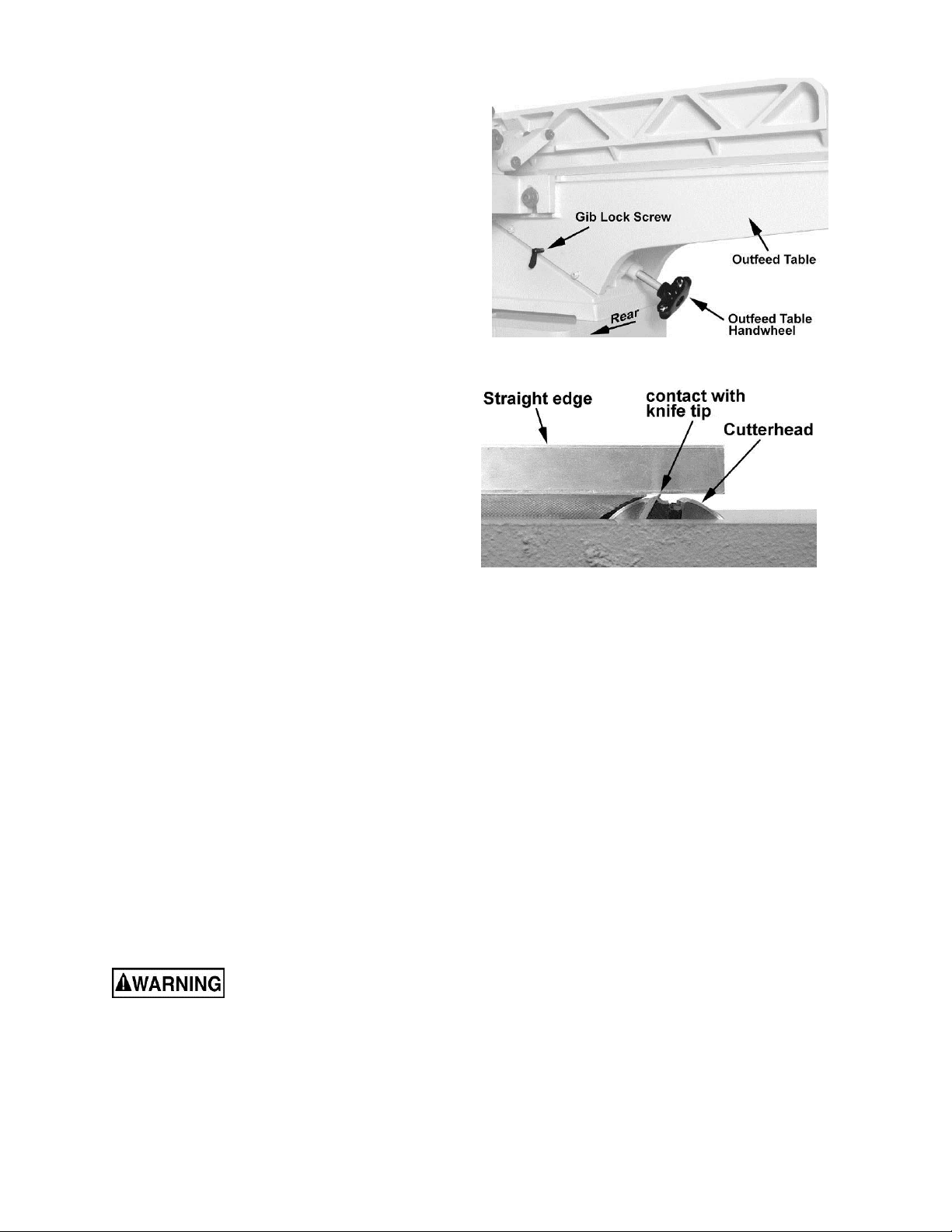
5. Loosen both gib lock screws (Figure 22).
6. With the outfeed table handwheel (Figure 21)
raise or lower the outfeed table until the
straight edge cont acts the knife tip, as shown
in Figure 23. Using the drive belt or pulley,
rock the cutterhead slightly to make sure the
apex of the knife i s just barely contacting the
straight edge.
one comes
When adjustment is complete:
7. Lock the outfeed table to thi s height setting by
tightening t he gib lock screw (Figure 22). The
outfeed tabl e adj ustm ent is complete.
The outfeed tabl e adjustment is only made against
one knife or knife insert (blade number one was
arbitrarily selected here). After the outfeed table
has been set at t he c or r ec t height, do not c hange it
except for special operations or after replacing
knives.
After this adjustment is completed on the model
54A, it is necessary to proceed to the Setting
Cutterhead Knives section to verify that all three
knives are at t he correct height and parallel to the
outfeed table. For the model 54HH, proceed to
Replacing or Rotating Knif e Ins er ts on page 20.
Setting Cutterhead Knives (Model 54A only)
Note: Before setting knives for the 54A Jointer, the
Outfeed Table Height Adjustment should be done
to ensure the proper knif e height in relation to t he
outfeed tabl e.
Knives for the 54A cutterhead are adjusted by
means of a cam. It is important to note that the
entire adjustment is accomplished within one
complete rotati on (360 degrees) of the cam. A full
rotation of the cam will cause the knife blade to
move a total of .015” from one extreme to the
other. Tur ning the cam more t han one full rotation
will not further adjust the knife setting, but will
simply begin the adjustment all over again. The
knife adjustment procedure is outlined below.
Cutterhead knives are
dangerousl y sharp! Use extreme caution when
inspecting, removing, sharpening or replacing
knives into the cutterhead. Failure to comply
may cause serious injury!
Figure 22
Figure 23
To adjust (refer to Figures 24 & 25):
1. Disconnect j ointer from power source.
17
Page 18

2. Carefully number each bl ade with a marker to
make them easier to diff erentiate.
3. Place a straightedge acros s the outf eed table
extending it over the cutterhead towards one
end of the knife.
Cutterhead knives are
dangerousl y sharp. Do no t grab the cu tterhead
itself to rotate it! Failure t o comply may cause
serious injury.
4. Rotat e the c utt erhead back and f ort h using the
drive belt or pull ey, until knif e number one is at
its highest poi nt. The apex of the knife should
just barely come in contact with the
straightedge.
5. Move the straightedge towards the other end
of the knife and repeat step 4.
The apex of t he knife at both ends of t he knife
must just make contact with the straightedge. If
the apex of the knife comes below the
straightedge (a gap exists) or pushes the
straightedge up, pr oc eed to the next step.
6. Using a 4mm hex wrench, slightly loosen the
four gib screws.
7. Using a 3mm hex wrench, loosen the cam
locking scre ws to per mit adjustment of the cam
(described in the next step).
Figure 24
Important: Always keep the cam locking
screws snug enough so that the cam can’t
rotate freely. This is especially important for
when the cam is rotated counterclockwise
since this action will cause the cam locking
screw to loosen f urther .
8. Using an 8mm hex wrench, adjust the cam
(see Figure 25). This is a very sensitive
adjustment. Start by rotating the cam in a
clockwise dir ec tion just a few degrees.
9. Next, keep the cutterhead steady by firmly
holding on to t he pul l ey, pl ace a pi ece of wood
pressed against t he knife’s edge and press to
properly seat t he blade.
10. Check your progress by repeat ing step s 4 and
5. If the knife becomes more out of adjustment,
turn the cam in the other direc tion.
11. The adjustment is almost complete when the
requirements described in Steps 4 and 5 are
met.
12. Next, while pressing the knife firmly against the
cam, snug the two inside gib screws that hold
the gib and knife i n place. Verify that t he knife
is still in adjustm ent (steps 4 and 5).
13. Tighten the two outside gib screws, then the
two inside gib screws.
Figure 25
18
Page 19

14. Verify that the knife is still in adj ustment (steps
4 and 5).
15. Tighten the gib lock screws.
16. Repeat this enti re procedure for the r emaining
two knives
Replacing Knives (M odel 54A only)
Joint er knives are dangerously
sharp. Use extreme caution when inspecting,
removing, sharpening, or replacing knives.
Failure to compl y may cause seri ou s injury.
To remove and replace a knife (Refer to
Figure 26):
1. Remove four gib screws (A) with a 4mm hex
wrench.
2. Remove the gib (B) and knife (C).
If the knif e is being re-used (knives are double-
edged), clean t he knife, gib and c utterhead of
all pitch and debris.
3. Lay the new knife or unused edge of the old
knife back onto the cutterhead (D).
4. Replace the gib (B) and screws (A). Finger-
tighten only at t his tim e.
5. Press against the cutting edge of the knif e at
the center of the blade with a piece of wood.
DO NOT USE FINGERS! This is to ensure that
the cam is making proper contact with the
knife.
6. Snug the inside two screws, then the outside
two screws.
7. Release the piece of wood pressing against
the knife and tight en the gib screws.
8. Replace the rem aining two blades by repeating
steps 1 – 7.
9. Determine if kniv es need to be set.
Follow the Outfeed Table Height Adjustment
section steps 3 and 4 only, to determine if
knives need to be set. Do not complete the
entire outfeed table adjustment. If knives
need to be set, proceed to the Setting
Cutterhead Knives sect ion.
Figure 26
19
Page 20
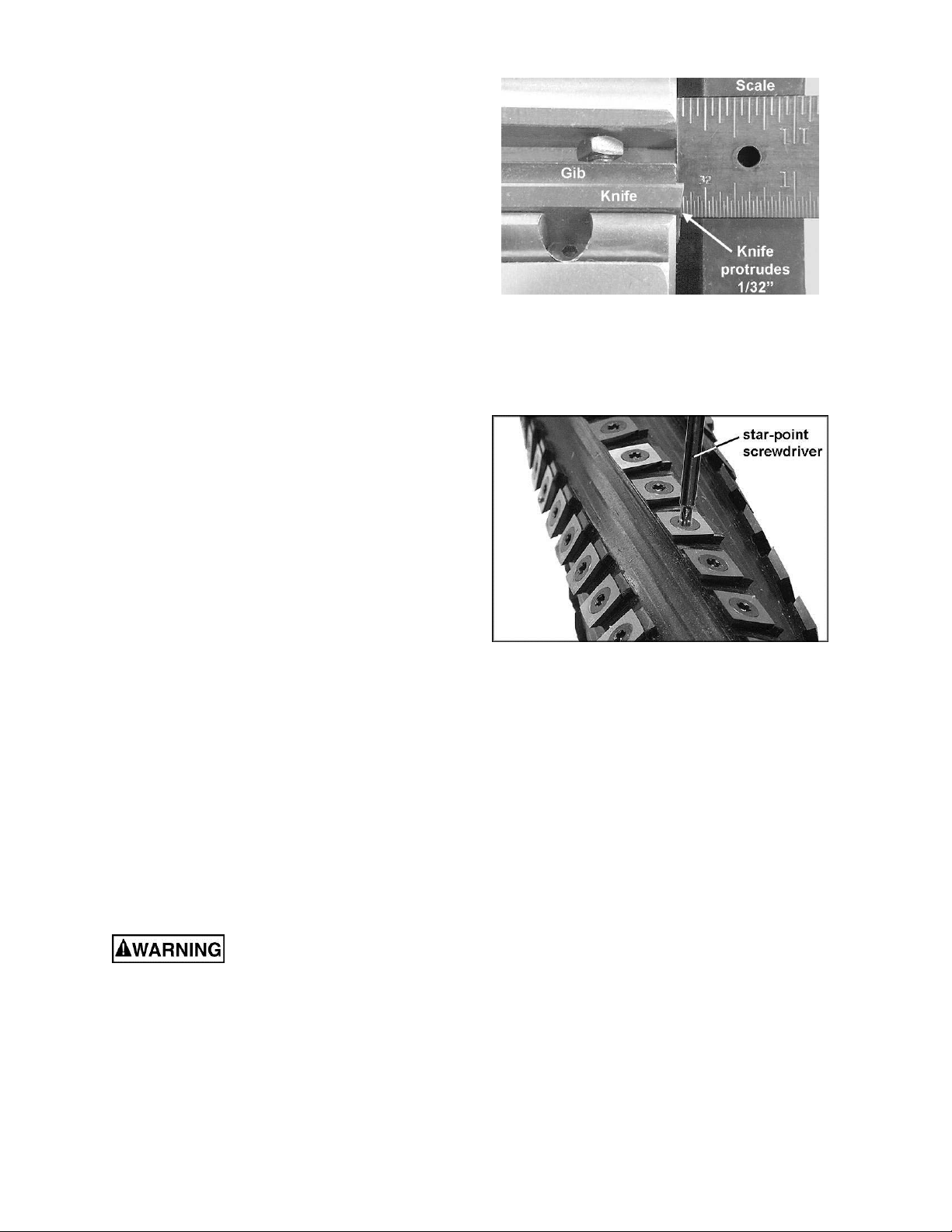
Setting Knives for Rabbeting and Nicks (Model 54A only)
NOTE: Rabbeting is not applicable on helical
cutterhead models.
To position t he kniv es for rabbet cuts, take a shop
scale with 1/32” graduations and place it against
the end of t he c utterhead. Sli de the knife out unt il it
is at the 1/32” mark on the scale; t hat is, the knife
will now be 1/32” beyond the edge of the
cutterhead. The gib should remain in normal
position, even with the edge of the cutterhead.
(Figure 27). This adjustment will ensure that the
knife clear s the end of the gib and cutterhead, and
has good contact with the workpiece. (See the
Rabbet Cuts section for further information.)
Note: This will also corr ect for small nicks without
requiri ng r eplac em ent of blades.
Replacing or Rotating Knife Inserts (Model 54HH only)
The knife inserts on the model 54HH Jointer are
four-si ded. When dull, sim ply remove eac h insert,
rotate it 90° for a fresh edge, and re- install it.
Figure 27
Use the two provided star point screwdrivers to
remove the k nife insert screw. See Figure 28. Use
one of the screwdriv ers to hel p hold the c utterhead
in positi on, and t he other to remove t he screw. It is
advisable to r otate all inserts at the same tim e to
maintain consistent cutting. However, if one or
more knife inserts develops a nick, rotate only
those inserts that are affected.
Each knife insert has an etched r eferenc e mark so
that you can keep trac k of the rotations.
IMPORTANT: When removing or rotating inserts,
clean saw dust fr om the screw, the insert, and t he
cutterhead platform. Dust accumulation between
these element s can prev ent the i nsert f rom seati ng
properly, and m ay affect the quality of the cut.
Before installi ng each screw, l ightly coat the screw
threads with mac hine oil and wipe off any excess.
Securely ti ghten each screw which hol ds the knif e
inserts befor e oper ating the planer!
Make sure all knife insert
screws are tightened securely. Loose inserts
can be propell ed at high speed from a rotating
cutterhead , cau sin g inju ry.
Figure 28
20
Page 21
Determining Correct Table Height
The Outfeed Table Height Adjustment section tells
you how to set t he correct table height with respect
to the cutterhead knives or knife inserts. This
section explains how to determine if the outfeed
table needs adjustm ent based upon the cuts being
produced.
When you receive the jointer, the knives have
been pre-set at the factory. However, the height
and paralleli sm of the kniv es with t he outf eed tabl e
should be checked and any needed adjustments
made before putti ng the jointer into operation.
The outfeed table and cutterhead knives (Model
54A only) are correctly adjusted when all three
blades are parallel to the outfeed table and all
three blades are set at the same height in the
cutterhead.
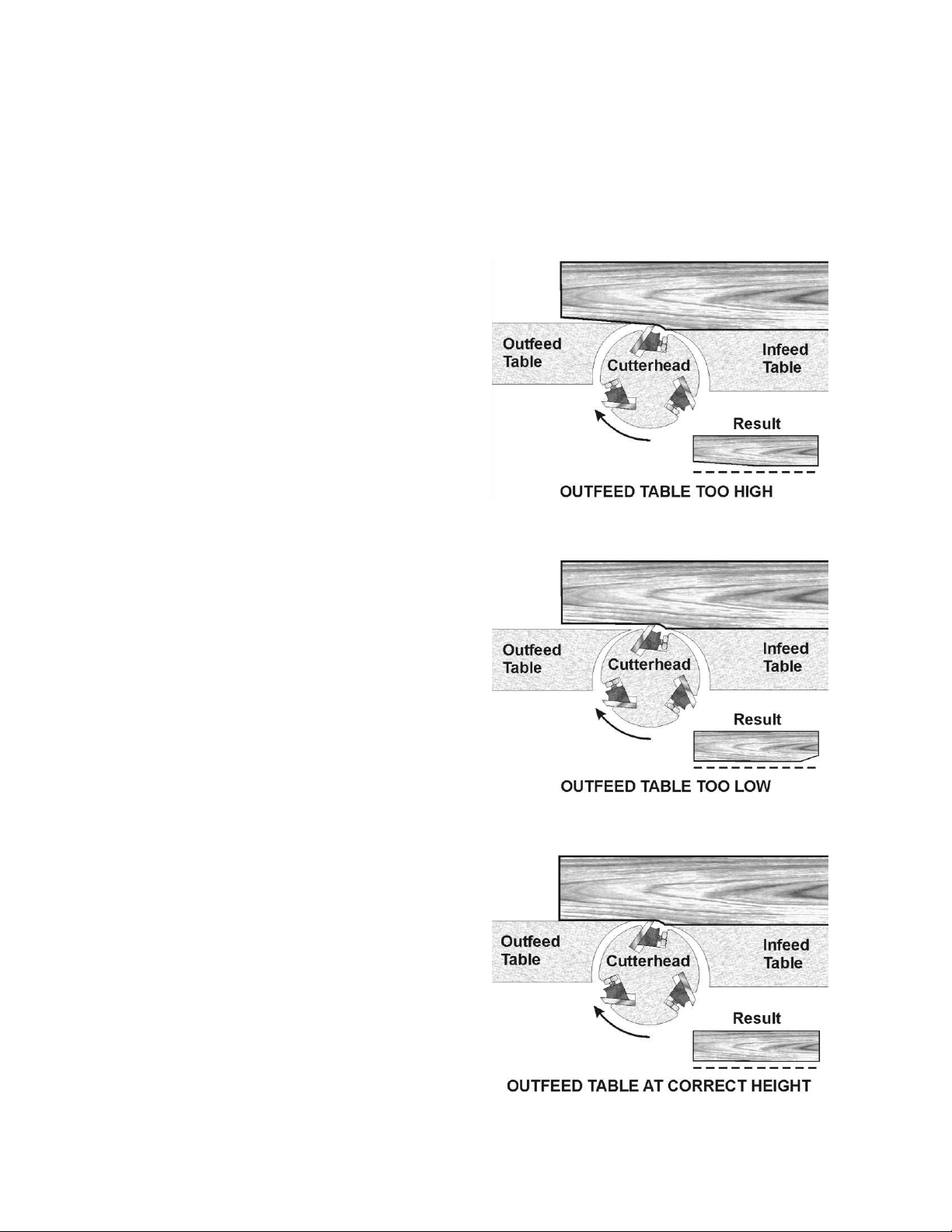
Outfeed table t oo high – If the outfeed tabl e is too
high, a curv ed finished surface results (Figure 29).
Outfeed table t oo low – If t he outfeed tabl e is too
low, the work will have a gouge, or snipe, at the
end of the cut (Figur e 30).
Outfeed table at correct setting – Figure 31
illustrat es the correct setting of outf eed table level
with the knives. The workpiece will rest firmly on
both tables with no open space under the f inished
cut.
Figure 29
Figure 30
Figure 31
21
Page 22
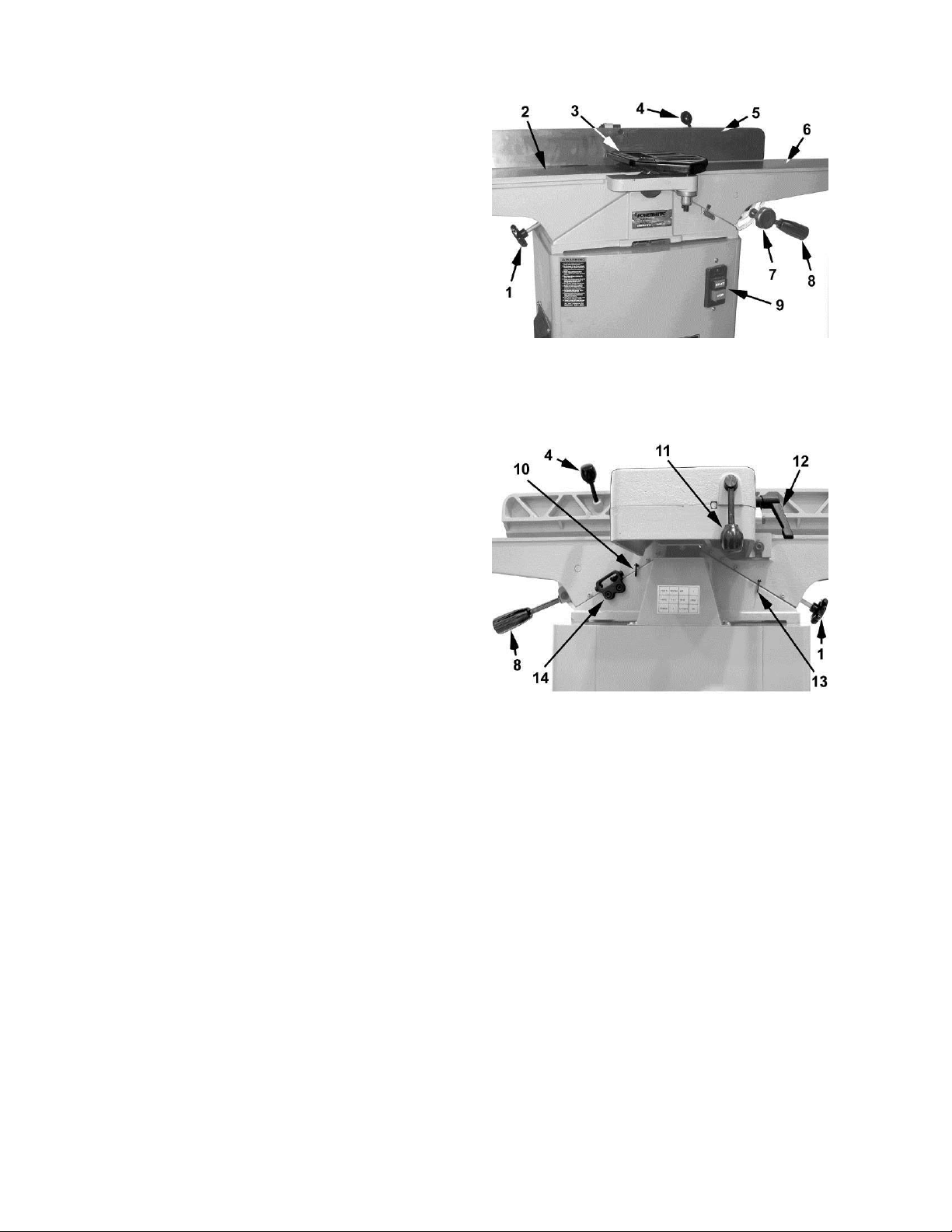
Operating Controls
1. Outfeed Table Height Adjust Hand Wheel
2. Outfeed Table
3. Cutter Guard
4. Fence Adjustm ent Handle
5. Fence
6. Infeed Table
7. Infeed Table Lock K nob
8. Infeed Table Hei ght Fine/Coarse Adjustment
9. On/Off Switch
10. Infeed Table Lock
11. Fence Travel Loc k Handl e
12. Fence Tilt Lock Handle
13. Outfeed Table Lock
14. Infeed Table T r av el Limiter
Operation
IMPORTANT: Make sure all knives or knife
inserts are tigh t before operating machine. On
the helical head model, veri fy t ightness o f each
insert (re-torque) before using the machine for
the first time.
Controls - Front V iew
Figure 32
If you are inexperienced at jointing, use scrap
pieces of lum ber to check settings and get t he feel
of operations bef or e att em pting regular work.
Stabilize l ong workpieces by using an a ssistant, or
roller stands set level with the outfeed or infeed
table surface.
The fence should be adjusted to create minimum
exposure to the cutterhead during the jointing
operation.
Check the following before operating the joint er:
Outfeed table must be set level with the high
point of the knives. This is a one-time
calibration and described in Outfeed Table
Height Adjustment on page 16.
Fence adjusted for minimum exposure of
cutterhead, and loc k ed at desir ed angle.
The cutterhead guard must be in place and
operating proper ly (except when rabbeting).
Infeed tabl e set for desired depth of cut . Refer
to Infeed Table Height Adjustm ent on page 15.
Controls – Rear View
Figure 33
Stand away from the cutterhead and turn the
machine on f or a f ew moments. Listen f or any
odd noises, rubbings, vibrations, etc. Correct
such problem s before at tempting oper ations on
the jointer.
Carefully c hec k y our workpiece for knots, holes,
staples or any foreign material that might
damage kniv es or pose a risk of kic kback. Also
check the workpiec e for grain orientation.
22
Page 23
Basic Operations
Before making any cuts on the stock, make a
few practice cuts by raising the infeed table to
"0" and with the power disconnected. In this
manner you will acquaint yourself with the feel of
jointer operations.
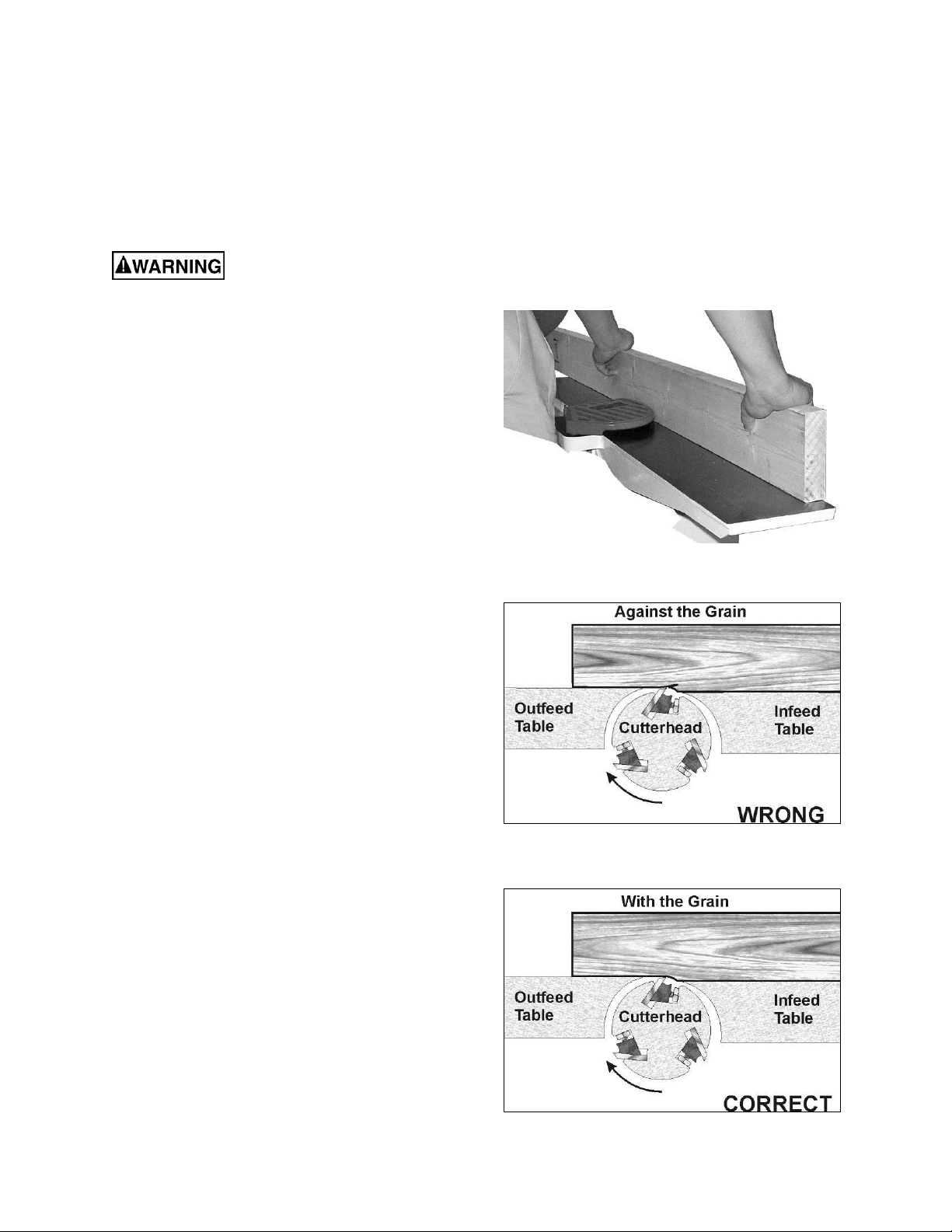
Hand Placement
Never pass hands directly
over the cutterh ead.
At the start of the cut, the left hand holds the
workpiece firmly against the infeed table and
fence whil e the ri ght hand pushes the work piec e
in a smooth, even moti on toward the c utterhead
(Figure 34). After the cut is under way, the new
surface rests fi rmly on the outf eed tabl e. The left
hand is transferred to the outfeed side and
presses down on this part of the workpiece, at
the same time maintaining flat contact with the
fence. The right hand presses the workpiece
forward and before the right hand reaches the
cutterhead it should be moved to the work on
the outfeed tabl e.
Figure 34
Direction of Grain
Avoid feeding work into the jointer against the
grain. T his m ay resul t i n chi pped and spli nter ed
edges. See Fi gure 35. Feed with the grain to
obtain a smooth surfac e, as shown in Figure 36.
Figure 35
Figure 36
23
Page 24
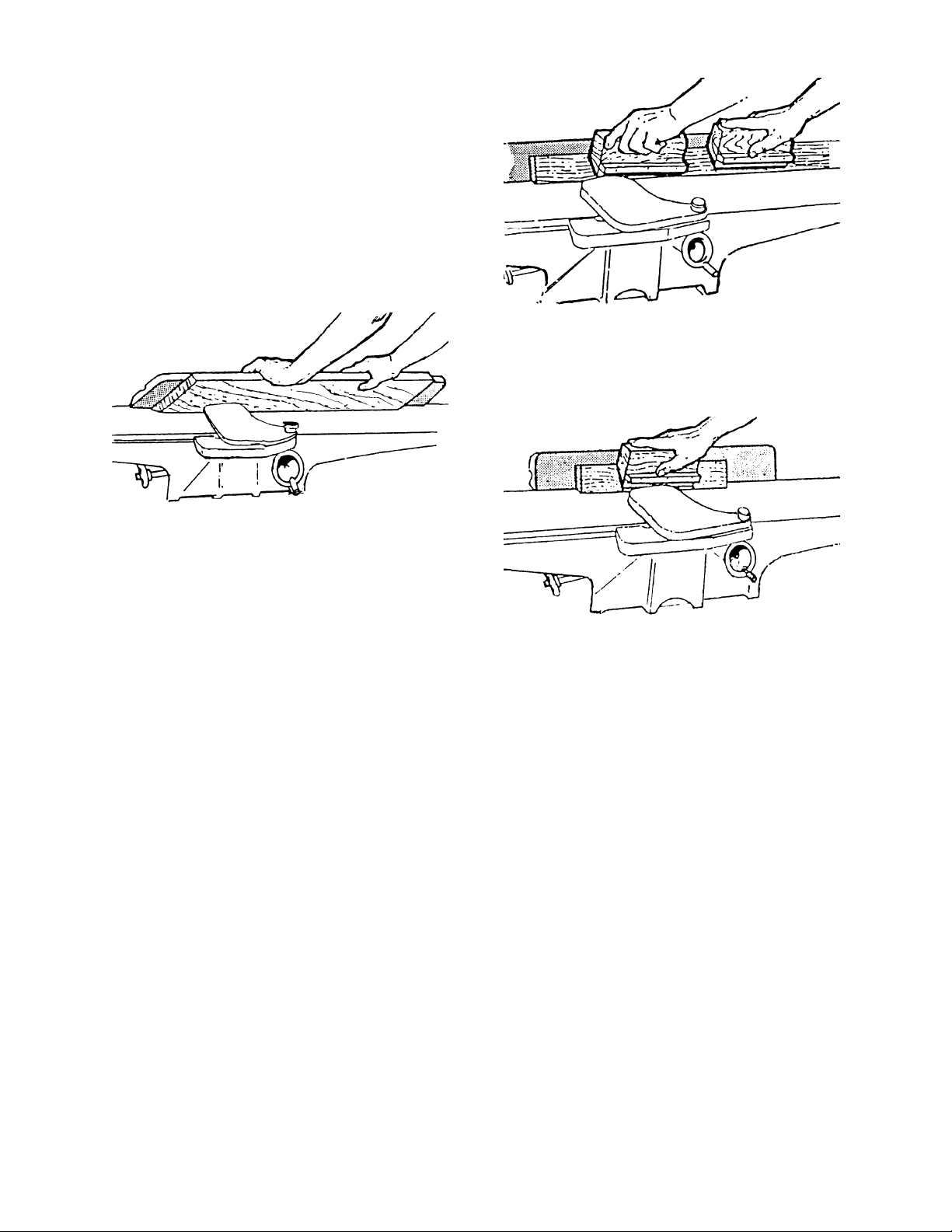
Surfacing
The purpose of planing on a jointer is to produce
one flat surface. The other side can then be
milled to precise, final dimensions on a
thickness planer resulting in a board that is
smooth and flat on both sides and each side
parallel to t he other.
If the wood to be jointed is cupped or
bowed, place the concave side down, and
take light cuts unti l the surface is flat.
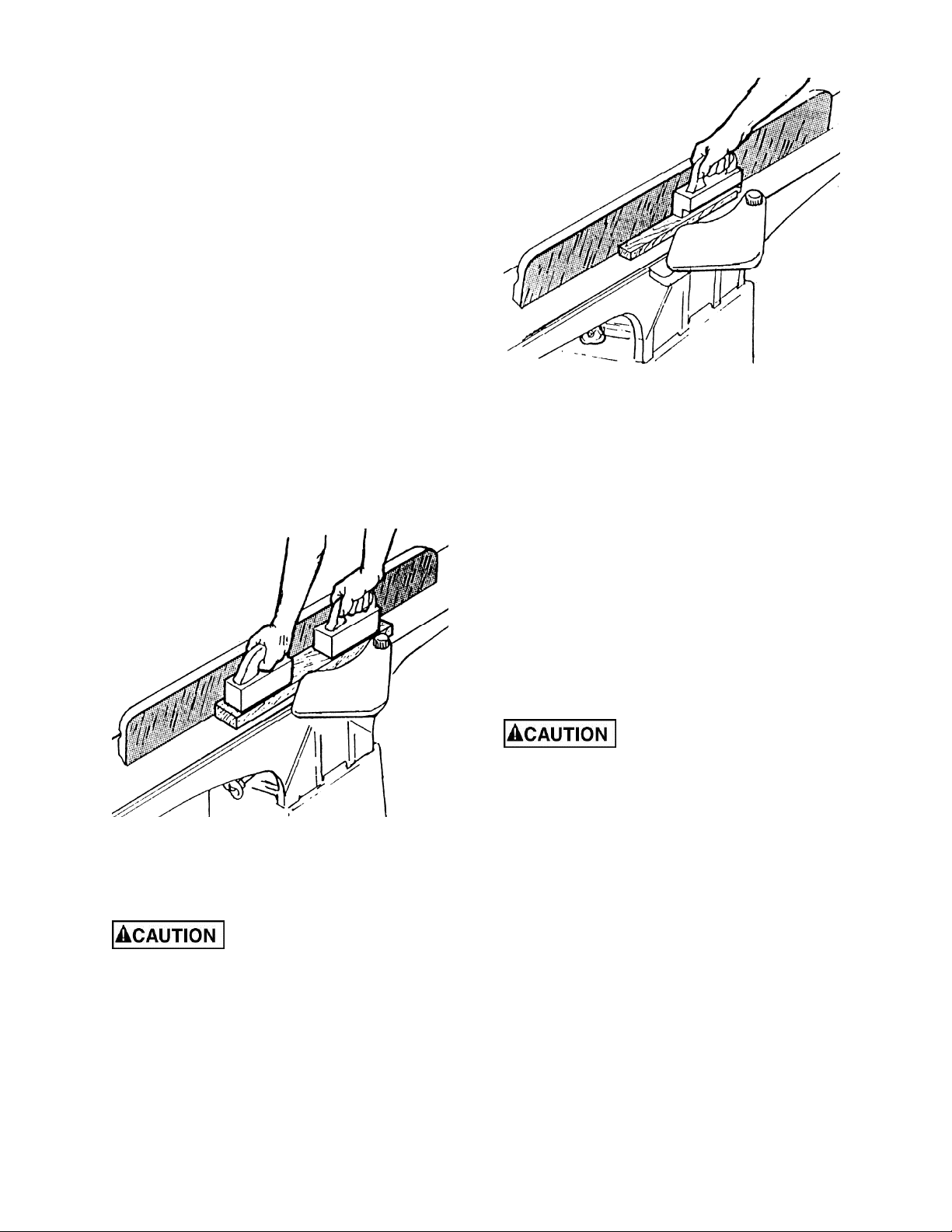
Use push blocks to help insure against
hands coming in contact with cutterhead in
the event of a kickbac k.
Never surf ace pi eces shorter t han 12 inc hes
or thinner t han 3/8 inc h without the use of a
special work holding fixture.
Never surf ace pieces thinner than 3 inc hes
without the use of a push bloc k .
On stock longer than 12 inches use two
push blocks (Figur e 37) .
Figure 37
With narrow stock use the type push block
shown in Figure 38.
Figure 38
Jointing
Jointing (or edging) is the process of creati ng a
finished, flat edge surface that is suitable for
joinery or finishing. It is also a necessary step
prior to rippi ng stoc k to widt h on a table saw.
Never edge a board that is less than 3
inches wide, l ess than 1/4 i nch thick, or 12
inches long, without using a push block.
When edging wood wi der than 3 i nches, lap
the fingers over the top of the wood,
extending them back over the fence such
that they will act as a stop for the hands in
the event of a kickbac k.
Position t he fenc e (move f orward) t o ex pose
only the amount of cutter head r equired.
When workpiece is twice the
length of the jointer inf e e d or outf e ed table
use an infeed or outfeed support.
To edge:
1. Make sure the fence is set to 90°. Double
check it with a square.
2. Inspect stock for soundness and grain
direction (Refer to Direction of Grain on
page 23).
When the stock is longer
than twice the length of the infeed and
outfeed tables, another helper or support
table must be used to support the stock.
3. If the board is bowed (curved), place the
concave edge down on t he infeed table.
4. Set the infeed table for a cut of
approxim ately 1/16 inch.
5. Hold the stock firml y against the fence and
table, feed t he stock slowly and evenly over
the cutter head.
24
Page 25
Beveling
Beveling an edge is t he same operati on as edge
jointing, except that the fence is tilted to a
specified angle.
Make certain that the m aterial being beveled
is over 12 inches long, more than 1/4 inch
thick and 1 inch wide.
Although the f ence m ay be tilted i n or out, it
is recommended that the fence be tilted in
toward the operator (a s shown in Fi gure 39)
for safety reasons.
Figure 39
Figure 40
When beveling short material use one bevel
hold down and ap ply pressure towar d the f enc e.
Keep thumb above the ledge on hold down
block (Figure 41).
To bevel:
1. Use a bevel gauge to det ermine the desired
angle. Then set the f enc e to t he same angle.
2. Inspect stock for soundness and grain
direction (Refer to Direction of Grain on
page 23).
3. Set the infeed table for a cut of approximately 1/16.
4. If the board is bowed (curved), place the
concave edge down on t he infeed table.
5. Feed the stock through the cutterhead,
making sure the face of the stock is
completely flat against the fence and the
edge is making solid contact on the infeed
and outfeed tabl es (Figure 39).
For wood wider than 3 inches – hold with
fingers close together near the top of the
stock, lappi ng over the board and ex tending
over the fence.
For wood less than 3 inches wide – use
beveled push blocks and apply pressure
toward the fence. Keep fingers near top of
push block (Figure 40) .
Several passes may be required to achiev e the
full bevel.
Figure 41
Skewing (Shear Cutting)
When edging or facing burl or birds-eye mapl e, it
is not unusual to deface or mar the surface
being fini shed. Thi s is caused by t he cutter head
blades at times cutting against the grain. In
order to prev ent the defacing or marring of t his
type wood, it is necessary to skew, or angle
finish, the material being worked (see Figure
42).
1. Release the fence locking handle and
remove the two hex nuts and flat washer
holding the fenc e to the fence support (see
Figure 3 on page 10). Remov e the fence.
2. Remove the key from the f enc e sli de base.
3. Replace the fence assembly at the desired
angle across the cutterhead. Secure the
fence to the support with the two hex nuts
and flat washer, then tighten the fence
locking handl e.
25
Page 26
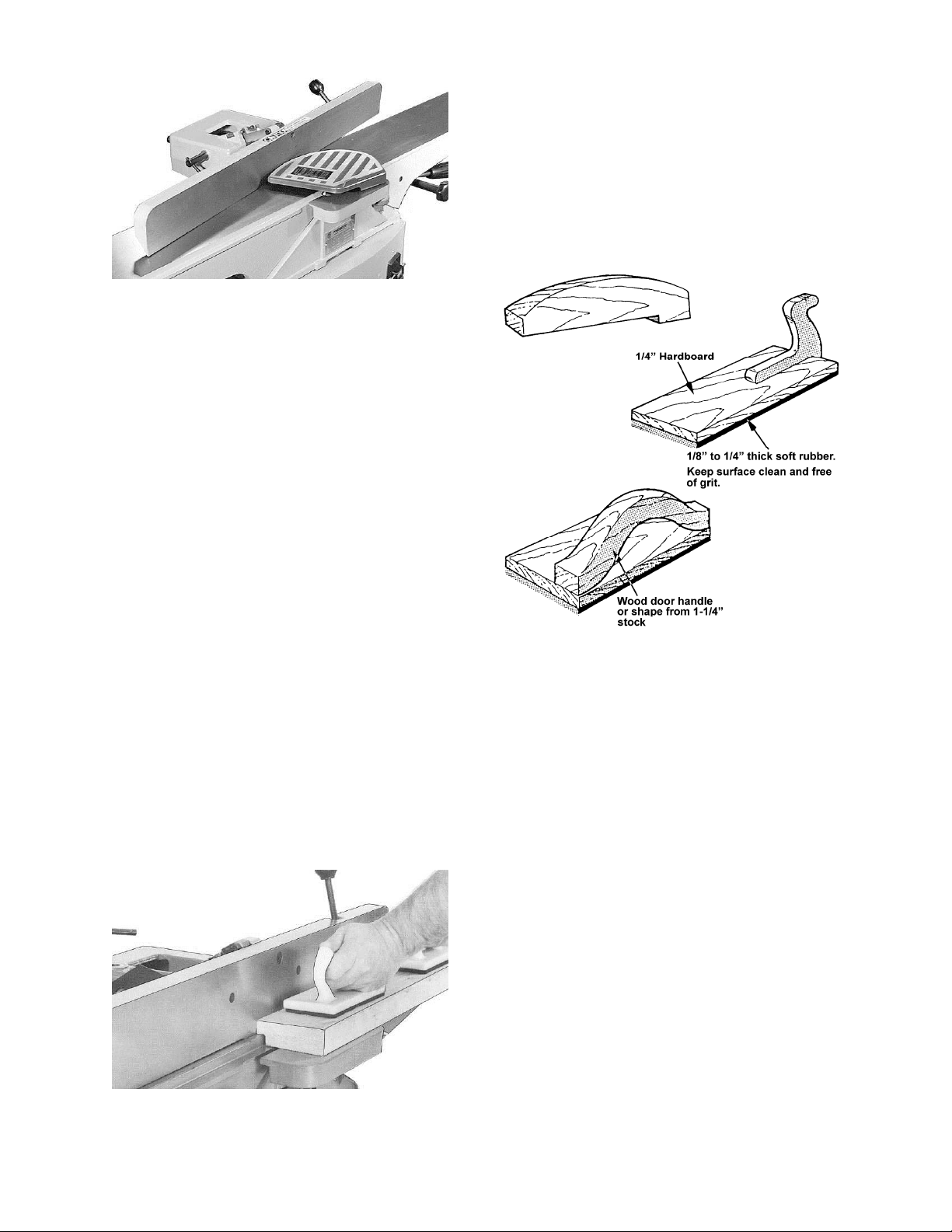
Figure 42
Rabbet Cuts (Straight Knife o nly)
IMPORTANT: Rabbeting can be done with the
straight knif e cutt erhead only ; it is not a pplicab le
with the helical cutterhead model.
A rabbet is a groove cut along the edge of a
board (Figure 43). It is usually m ade to accept
another board to f orm a strong, simple joint.
Note: The maximum rabbet depth is 1/2".
1. Unplug the jointer and remove the
cutterhead guard.
Push Blocks
Push blocks are simple yet necessary tools to
assist the oper ator, e speciall y when joi nting t hin
or short stock. Ill ustrated i n Figure 44 are t hree
types of push bl ocks com monly used in j oint ing.
Push blocks may be obtained commercially or
easily construc ted.
Note: The 54A Joi nter is supplied with t wo push
blocks for feeding stock.
2. Loosen the fence and slide it to the
rabbeting edge. S et the fence to the desired
width of the rabbet and lock down.
3. Inspect stock for soundness and grain
direction.
4. Place stock on the inf eed table and rabbet
table with the edge to be rabbeted firmly
against the fenc e.
5. Slowly and evenly feed stock through the
cutterhead.
6. Lower the infeed tabl e 1/16" at a time and
make successive cuts until the desired
depth of rabbet is obtained.
7. Re-install the cutterhead guard when
finished with rabbet ing operations.
Figure 44
Maintenance
Blade Care
Blades are extremely sharp! Use caution
when cleaning or changing. Failure to
comply may cause seriou s injury!
When gum and pitch collect on the blades,
carefully r emove with a strong solvent. Failur e to
remove gum and pitch build up may result in
excessiv e fric tion, blade wear and overheating.
When blades becom e dull, turn them t o the new
edge, or replac e them.
Lubrication
Use a good grade of light grease on the
steel adjusti ng screws located in the raising
and lowering mechanisms of the work
tables.
Figure 43
Occasionally, apply a few drops of light
machine oil to the i nfeed/outfeed gibs. This
permits the tables to slide freely.
The cutterhead ball bearings are lifetime
lubricated and need no further care.
26
Page 27
Cutterhead Removal
The entire cutterhead assembly may be removed
for cleaning or for bearing and bl ade replacement.
Some woodworkers keep a spare cutterhead with
replacement blades should the origi nal cutterhead
have to be repair ed.
Blades in the cutterhead are
sharp! Use extreme caution
when handling the removal of the cutterhead.
Failure to compl y may cause seri ou s injury!
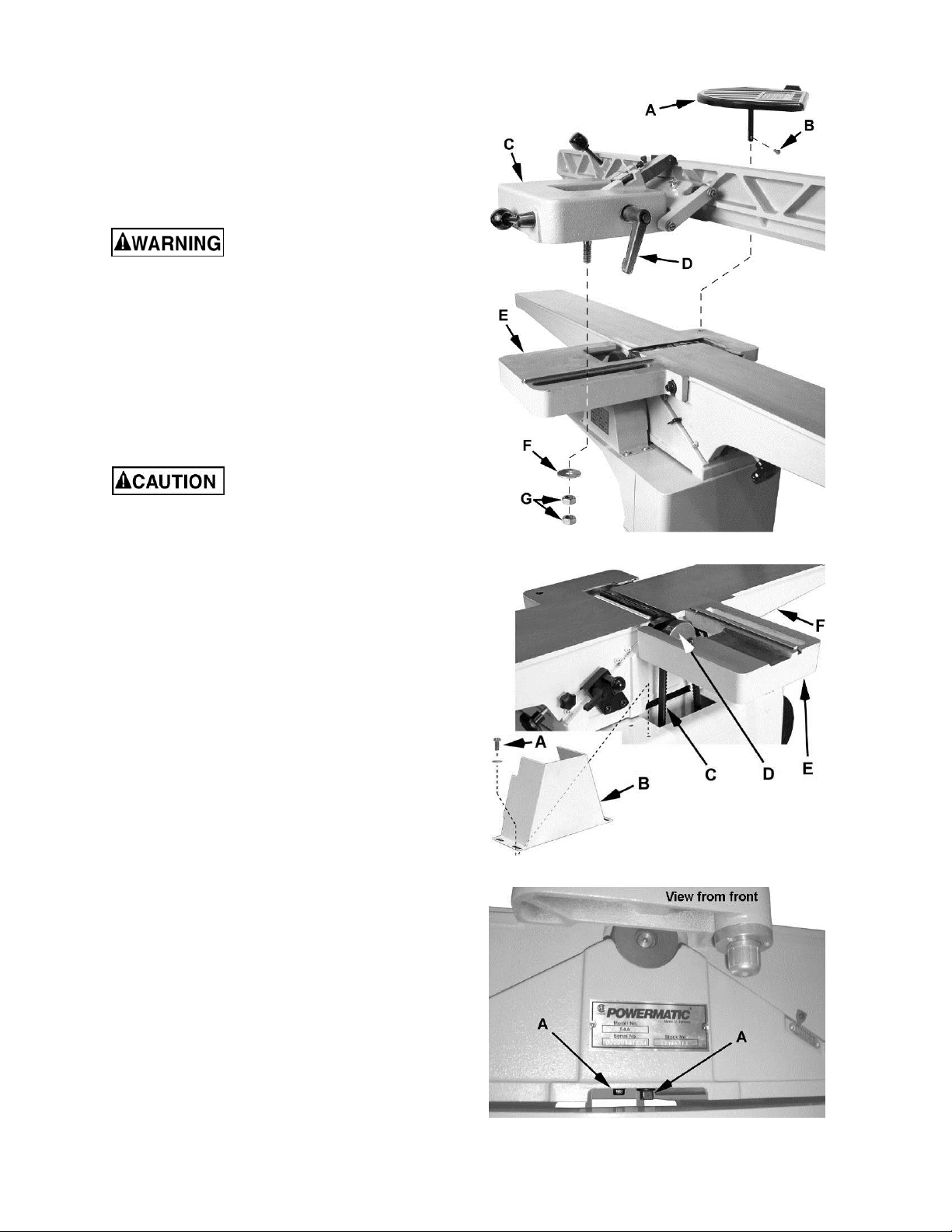
To remove the cutterhead (including bearings,
studs, and housing) from the base casting:
Referring to Fi gur e 45:
1. Disconnect the machine from the power
source.
2. Remove the front blade guard (A) and
screw (B).
Lock the fence tilt lock handle
(D) to avoid injury from moving parts when
moving this assembl y.
3. Remove the t wo lock nuts (G) and washer (F)
securing the fence assembly (C) to the fence
base casting (E).
Figure 45
4. Lift the f ence assembly (C) from t he table and
set aside.
5. From the left side of the stand, remove the
dust chute. From the back of the machine
remove the cabinet ac c es s door.
Referring to Fi gur e 46:
6. Using an 8mm hex wrench, loosen two hex
cap screws underneath fenc e base casting (E)
that secure the casting to the table (F).
Remove the fence base casting and set aside.
7. Remove four screws and washers (A) securing
the belt guard (B). Remove the belt guard.
8. Using a 14mm wrench, remove two screws
(A, Fig. 47) and lock washers that secure the
cutterhead bearing housings to the base.
Note: These screws and lock washers are
more easily accessibl e through the dust chute.
9. Using a 3mm hex wrench, loosen two set
screws that secure the c utt erhead pul ley (D) to
the cutter head shaft. Do not attem pt to rem ove
pulley wi th belt at this time.
10. Slide the pulley from the shaft of the
cutterhead along with the V-belt. Set the
pulley, shaft k ey and V-belt aside.
Figure 46
Figure 47
27
Page 28
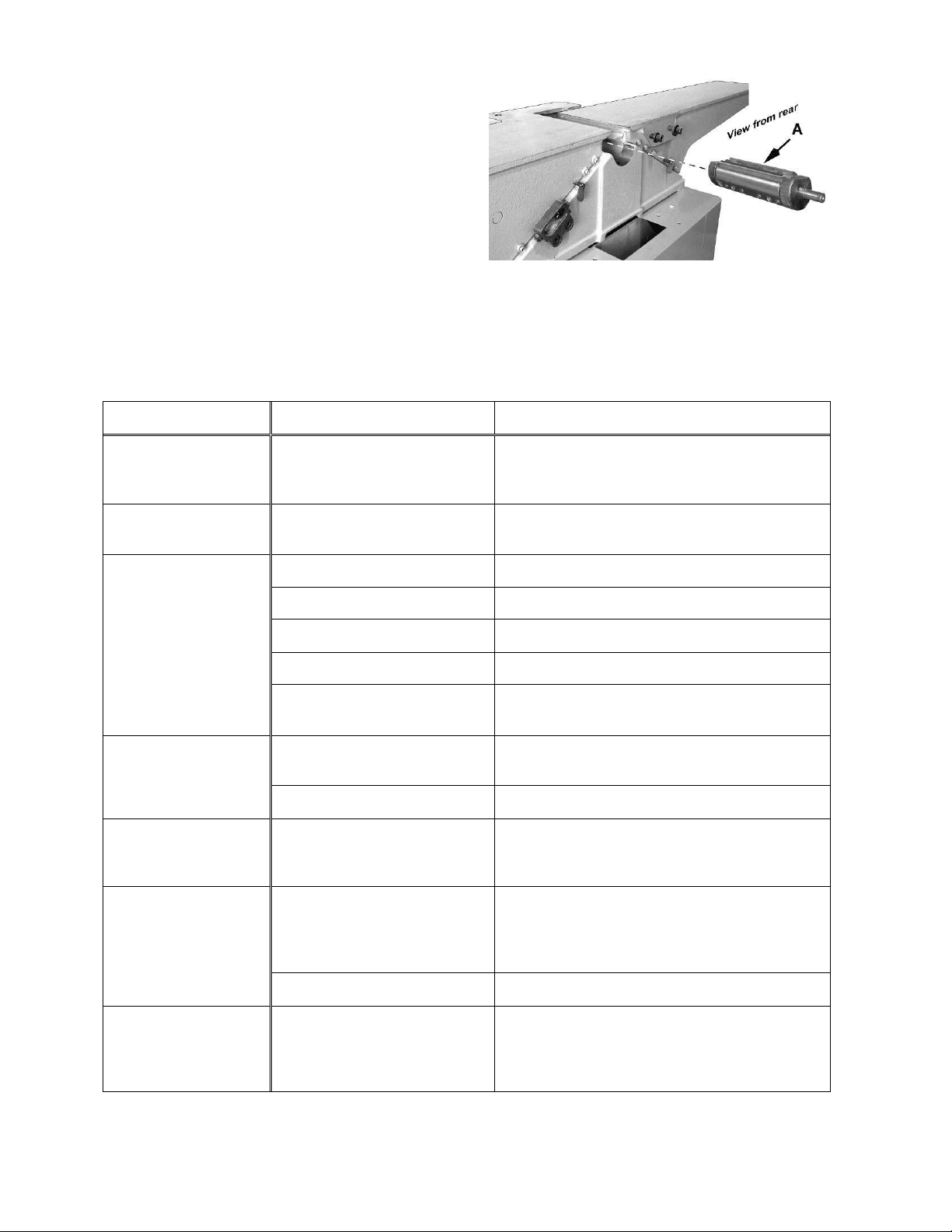
11. Carefully remove the cutterhead ( A , Fi g. 48) .
12. Before placing the new cutterhead back into
the casting, thoroughly clean the "saddle" and
the bearing hou sings of saw dust and grease
so that they seat properly.
13. T o re-install the cutt erhead, reverse the above
steps.
Note: When securi ng the fence base casting,
make sure it is level with the outfeed table.
Figure 48
Troubleshooting Operating Problems
Trouble Probable Cause Remedy
Finished stock i s
concave on back
end.
Finished stock i s
concave on front end.
Chip out.
Knife is higher than outfeed
table.
Outfeed table is higher than
knife.
Cutting against the grain. Cut with the grain whenev er possible.
Dull knives. Sharpen or replac e k niv es.
Feeding workpiec e too fast. Use slower rate of feed.
Cutting too deeply. Make shallower cuts.
Raise outfeed table until it aligns with tip of
knife. See Outfeed Table Height Adjustment.
Lower outfeed table until it aligns with tip of
knife. See Outfeed Table Height Adjustment.
Fuzzy grain.
Cutterhead slows
while operating.
“Chatter” marks on
workpiece.
Uneven knife marks
on workpiece.
Knots, imperfections in wood.
Wood has high moistur e
content.
Dull knives. Sharpen or replac e k niv es/inserts.
Feeding workpiec e too
quickly, or applying too much
pressure to workpiece.
Knives incorr ectly set.
Feeding workpiec e too fast. Feed workpiece slowly and c onsi stently.
Knives are nicked, or out of
alignm ent.
Inspect wood closely for imperfections; use
different stoc k if necessary.
Allow wood to dry or use diff er ent stock.
Feed more slowly, or appl y l ess pressure to
workpiece.
Set knives properl y as descri bed in the
Setting Cutt erhead Knives section. Check that
knife slots are clean and free of dust or
debris.
Align knives per the S ett ing Cutterhead
Knives section. Replace nicked k niv es or
correct for small nicks – see Setting Knives
for Rabbeting and Nicks .
28
Page 29
Troubleshooting Mecha nical and Electrical Problems
Trouble Probable Cause Remedy
Machine will not
start/restart or
repeatedly trips
circuit breaker or
blo ws fuses.
No incoming power.
Building circuit breaker trips
or fuse blows.
Switch or motor failure (how
to distingui sh).
Motor overheat ed.
Motor failure.
Verify unit is connected to power, on-button is
pushed in completely, and stop-button is
disengaged.
Verify that jointer is on a circuit of correct size.
If circuit siz e is corr ect, there is probably a
loose electri c al lead. Check amp setting on
motor starter.
If you have access to a voltmeter, you can
separate a switch failure from a motor failure
by first, verifying incoming voltage at
110/220+/-10% and second, c hec k ing the
voltage between swit c h and m otor at
110/220+/-10%. If incoming voltage is
incorrect, y ou hav e a power supply pr oblem. If
voltage between swit c h and m otor is incorrect,
you have a switch problem . If v oltage between
switch and motor i s corr ect, you have a motor
problem.
Clean motor of dust or debri s to allow proper
air circulation. Allow motor to cool down
before restar ting.
If electric motor is suspect, you have two
options: Hav e a qualified electrician test the
motor for function or remove the motor and
take it to a qualifi ed el ec tric motor repair shop
and have it tested.
Unit in c orre ctly wired .
On/off switch failure.
Optional Accessories
2004017 ...........Dust Collector Adaptor
2042374 ...........Mobile Base
708801DX ........Knives (set of 3)
1791212 ...........Knife Inserts (set of 10)
6285991 ...........Tool Kit
Double check to confi rm all electrical
connections are cor r ec t. Refer to the Wiring
Diagram section t o m ak e any needed
corrections.
If the on/off switch is suspect, you have two
options: Hav e a qualified electrician test the
switch for function, or purchase a new on/off
switch and establish if that was the problem
on change out.
Replacement Parts
To order parts or reac h our servi ce department,
call 1-800-274-6848, Monday through Friday
(see our website for business hours;
www.powermatic.com). Having the Model
Number and Serial Number of your machine
available when you call will allow us to serve y ou
quickly and acc ur ately.
29
Page 30

Stand – Parts List (All Models)
Index No. Part No. Description Size Qty.
................. 6296131...................Stand Assembly .................................................................................... 1
1 ............... 6296121...................Stand .................................................................................................... 1
2 ............... 6285974...................Door ...................................................................................................... 1
3 ............... 6285822...................Lock Bolt ............................................................................................... 3
4 ............... 6285852...................Spring Was he r....................................................3/8 x 5/8 ..................... 3
5 ............... 6296122...................Screw .................................................................1/8-40 x 3/8 ................ 4
6 ............... 6296123...................Flat Washe r ........................................................1/8 x 3/8 x 1/32 ........... 4
7 ............... 6285975...................Screw Knob ........................................................................................... 1
8 ............... 6285976...................Door Lock .............................................................................................. 1
9 ............... 6285977...................Hex Nut ..............................................................3/8-16 ......................... 1
10 ............. 6285980...................Hex Screw ..........................................................5/16-18 x 3/4 .............. 4
11 ............. 6285805...................Flat Wash e r ........................................................5/16 x 3/4 x 1/16 ......... 8
12 ............. 6296124...................V-Belt .................................................................................................... 1
13 ............. 6296125...................Motor Pul l ey .......................................................................................... 1
14 ............. 6285865...................Set Screw ...........................................................1/4-20 x 1/4 ................ 2
15 ............. 6296126...................Motor ..................................................................1 HP, 1PH, 115V ........ 1
16 ............. 6285988...................Spring Was he r....................................................5/16 x 5/8 ................... 4
17 ............. 6285966...................Hex Nut ..............................................................5/16-18 ....................... 1
18 ............. 6296127...................Motor Cord ............................................................................................ 1
19 ............. 6296128...................Switch ................................................................................................... 1
20 ............. 6285963...................Strain Relief ........................................................SB7R-1 ...................... 1
21 ............. 6285962...................Power Cord ........................................................................................... 1
22 ............. 6296129...................Belt Guard ............................................................................................. 1
23 ............. 6285909...................Flat Washe r ........................................................1/4-20 UNC x 1/2 ........ 8
24 ............. 6285910...................Handle Screw .....................................................1/4-20 x 1/2 ................ 8
25 ............. 2004017
26 ............. 6285978...................Key.....................................................................5 x 5 x 30 ................... 1
27 ............. 6296133...................Switch Pushbutton ................................................................................. 1
28 ............. 6296134...................Switch Cover ......................................................................................... 1
29 ............. 6296135...................Switch Box ............................................................................................ 1
30 ............. 6296136...................Pan Head Screw ................................................#10-24 x 1/2 ............... 2
31 ............. 6296137...................Washer ...............................................................3 /1 6 x 1/2 x 1/32 ......... 2
32 ............. 6296138...................Machine Screw ...................................................M4 x 1.59P x 38mm .... 2
33 ............. 6296139...................Pan Head Screw ................................................#8-32 x 5/8 ................. 2
34 ............. 6296140...................Flat Wash e r ........................................................5/32 x 3/8 x 1/32 ......... 2
35 ............. 6296141...................Star Washer .......................................................BW-4 (5/32 x 3/8) ....... 2
36 ............. 6296142...................Nut .....................................................................#8 -32 .......................... 1
37 ............. 3520B-140 ...............Powermatic Nameplate .......................................................................... 1
38 ............. 6296150...................Warning Label ....................................................................................... 1
39 ............. PM2700-440 ............W ide Stripe (not shown) ................................................................. per ft.
40 ............. PM2700-441 ............Narrow Stripe (not shown) .............................................................. per ft.
...................Dust Chute ............................................................................................ 1
30
Page 31

Stand – Assembly (All Models)
C
I
T
A
M
R
E
W
O
P
31
Page 32

Bed – Parts List (All Models)
Index No. Part No. Description Size Qty.
1 ............... 6296086...................Base Slide ................................................ ............................................ 1
2 ............... 6296087...................Washer..................................................... 3/8 x 1 x 5/32 ....................... 4
3 ............... 6296088...................Spring Pin................................................. 4mm dia. x 14mm Lg ........... 1
4 ............... 6296089...................Key........................................................... 9.5mm x 273 mm ................. 1
5 ............... 6285931...................Cap Screw................................................ 3/8-16 x 1-1/2 ..................... 2
6 ............... 6285910...................Handle Screw ........................................... 1/4-20 x 1/2........................ 10
7 ............... TS-0680021 .............Wash er..................................................... 1/4 ....................................... 2
8 ............... 6296091...................Hex Screw ................................................ 1/4-20 x 3/4.......................... 1
9 ............... 6296092...................Socket Head Cap Screw ........................... 1/4-20 x 1/2.......................... 5
10 ............. TS-0208041 .............Socket Head Cap Screw ........................... 5/16-18 x 3/4 ........................ 1
11 ............. TS-0208101 .............Socket Head Cap Screw ........................... 5/16-18 x 2........................... 2
12 ............. 6296094...................Key........................................................... 5mm x 5mm x 20mm ........... 1
13 ............. 6285907...................Set Screw ................................................. 1/4-20 x 3/8.......................... 4
14 ............. 6285902...................Hex Nut .................................................... 1/4-20 .................................. 5
15 ............. 6296144...................Flat Wash e r .............................................. 1/4 x 1/2 x 1/32 .................... 3
16 ............. 6296066...................Flat Wash e r .............................................. 13mm x 28 m m x 3 mm .......... 1
17 ............. 6296095...................Spring Was he r.......................................... 6.5m m x 12.8mm ................. 3
18 ............. 6285911...................Spring Was he r.......................................... 8.2m m x 15.4mm ................. 2
19 ............. 6296096...................Wavy Washer ........................................... 12.6mm x 16.8mm ............... 1
20 ............. 6296015...................Retaining Ring .......................................... ETW-6 ................................. 3
21 ............. 6296022...................Retainin g Ring .......................................... ETW-12 ............................... 2
22 ............. 6285901...................Set Screw ................................................. 1/4-20 NC x 1 ...................... 5
23 ............. 6285906...................Collar ....................................................... ............................................ 1
24 ............. 6285904...................Washer ..................................................... ............................................ 1
25 ............. 6285905...................Bracket ..................................................... ............................................ 1
26 ............. 6285903...................Adjusting Screw
27 ............. 6296097...................Shaft ........................................................ ............................................ 1
28 ............. 6296098...................Lock Bracket ............................................ ............................................ 1
29 ............. 6296099...................Bolt........................................................... ........................................... . 1
30 ............. 6296100...................Bracket ..................................................... ............................................ 1
31 ............. 6296101...................Base ......................................................... ............................................ 1
32 ............. 6296102...................Front Tab le ............................................... ............................................ 1
33 ............. 6296103...................Rear Table ............................................... ............................................ 1
34 ............. 6296104...................Plate ......................................................... ............................................ 1
35 ............. 6296105...................Gib ........................................................... ............................................ 2
36 ............. 6296106...................Shaft ........................................................ ............................................ 1
37 ............. 6296107...................Plate ......................................................... ............................................ 1
38 ............. 6296108...................Lock Plate ................................................ ............................................ 1
39 ............. 6296109...................Handle...................................................... ............................................ 1
40 ............. 6296110...................Adjusting Base ......................................... ............................................ 1
41 ............. 6296111...................Worm Shaft .............................................. ............................................ 1
42 ............. 6296112...................Worm ....................................................... ............................................ 1
43 ............. 6296113...................Nut ........................................................... ............................................ 1
44 ............. 6285900...................Screw ....................................................... ............................................ 2
45 ............. 6296060...................Set Screw ................................................. 5/16-18 x 3/4 ........................ 2
46 ............. 6285966...................Hex Nut .................................................... 5/16-18 ................................ 3
47 ............. 6296114...................Set Block .................................................. ............................................ 1
48 ............. 6296014...................Cap Screw................................................ 5/16-18 x 3/4 ....................... 2
49 ............. 6296115...................Stud ......................................................... ............................................ 1
50 ............. 6296116...................Pointer ...................................................... ............................................ 1
51 ............. 6296117...................Pan Head Screw ...................................... 5/32-32 x 1/4 ........................ 1
52 ............. 6285917...................Push Block ............................................... ............................................ 2
53 .............
54 ............. 6296145...................Cutterhead Guard ..................................... ............................................ 1
55 ............. TS-1533032 .............Phillips Pan Head Machine Screw ............ M5 x 10mm .......................... 1
57 ............. 6285892...................Guard Post ............................................... ............................................ 1
6285908...................Wheel Handle ........................................... ............................................ 1
........................................ ............................................ 1
32
Page 33

Bed – Parts List (All Models)
Index No. Part No. Description Size Qty.
58 ............. 6285893...................Washer ..................................................... ............................................ 1
59 ............. 6285894...................Spring ....................................................... ............................................ 1
60 ............. 6285895...................Knob ........................................................ ............................................ 1
61 ............. 6285896...................Retaine r ................................................... ............................................ 1
62 ............. 6285897...................Screw ....................................................... 5/32-32 x 5/8 ........................ 3
63 ............. 6296147...................Depth Scale .............................................. ............................................ 1
64 ............. 6296148...................Rivet ......................................................... ............................................ 2
65 ............. 6296151...................Collar ....................................................... ............................................ 1
66 ............. 6296152...................Set Screw ................................................. 1/4-20 UNC x 1/4 ................. 2
33
Page 34

Fence – Parts List and Assembly (All Models)
Index No. Part No. Description Size Qty.
................. 6296130...................Fence Assembly ......................................... .......................................... 1
1 ............... 6296143...................Locking Bolt ................................................ .......................................... 1
2 ............... 6296066...................Flat Washe r .. ................ ................. ...............1 3mm x 28mm x 3 m m ........ 2
3 ............... 6296067...................Stop Block .................................................. .......................................... 1
4 ............... 6296068...................Fence Brack et ............................................ .......................................... 1
5 ............... 6285945...................Knob .......................................................... .......................................... 2
6 ............... 6296069...................Locking Shaft.............................................. .......................................... 1
7 ............... 6296070...................Pin.............................................................. Ø5mm x 50mm ................... 1
8 ............... 6296071...................Cap Screw.................................................. 1/4-20 x 1-1/4 ..................... 2
9 ............... 6296072...................Hex Nut ...................................................... 1/4-20................................. 2
10 ............. 6296073...................Screw ......................................................... .......................................... 1
11 ............. TS-0561052 .............Hex Nut ...................................................... 1/2-20UNF ......................... 2
12 ............. 6296075...................Fence Body ................................................ .......................................... 1
13 ............. 6285940...................Pivot Stud ................................................... .......................................... 2
14 ............. 6285966...................Hex Nut ...................................................... 5/16-18 ............................... 1
15 ............. 6296077...................Hex Screw .................................................. 5/16-18 x 1-1/4 ................... 1
16 ............. 6296078...................Hex Screw .................................................. 5/16-18 x 1-1/2 ................... 1
18 ............. 6296080...................Locking Link ............................................... .......................................... 1
19 ............. 6296081...................Nut ............................................................. .......................................... 1
20 ............. 6285947...................Fixed Block ................................................. .......................................... 1
21 ............. 6296082...................Fence Link.................................................. .......................................... 1
22 ............. 6285942...................Cone Point Screw ....................................... .......................................... 4
23 ............. 6285944...................Handle Stud ............................................... .......................................... 2
24 ............. 6285943...................Hex Nut ...................................................... 3/8-16................................. 4
25 ............. 6296083...................Hex Nut ...................................................... 1/2-12NC............................ 2
26 ............. 6296084...................Bolt............................................................. .........................................
27 ............. 6296085...................Cap Screw.................................................. 1/4-20 x 1/2 ........................ 1
. 1
34
Page 35

Cutterhead – Parts and Assembly (model 54A only)
Index No. Part No. Description Size Qty.
................. JJ6CSD X-CA ...........Cutterhead Assembly (Index #s 1-15) .................................................... 1
1 ............... JJ6CSDX-1 01 ..........Special Button Head Socket Screw ...................................................... 12
2 ............... TS-0720091 .............Lock Washer ......................................................3/8”............................. 2
3 ............... JEA-B01 ..................Bolt........................................................................................................ 2
4 ............... 3H-C02 ....................Bearing Housing .................................................................................... 1
5 ............... BB-6202ZZ ..............Ball Bearing ........................................................6202ZZ....................... 1
6 ............... JJ6CSDX-1 06 ..........Cutterhead ............................................................................................ 1
7 ............... 5F-G108 ..................Key.....................................................................5 x 5 x 25 ................... 1
8 ............... BB-6203ZZ ..............Ball Bearing ........................................................6203ZZ....................... 1
9 ............... JH-C04 ....................Bearing Housing .................................................................................... 1
10 ............. JH-C07 ....................Cutterhead Pulley .................................................................................. 1
11 ............. TS-0267041 .............Socket Set Screw ...............................................1/4”-20 x 3/8” .............. 2
12 ............. 708801DX ................Knife (set of 3) ....................................................................................... 1
13 ............. TS-1501021 .............Socket Head Cap Screw .....................................M4 x 8 ........................ 6
14 ............. JJ6CSDX -114 ..........Knife Lock Bar ....................................................................................... 3
15 ............. JJ6CSDX -115 ..........Adjust ment Nut ...................................................................................... 6
35
Page 36

Cutterhead – Parts and Assembly (model 54HH only)
Index No. Part No. Description Size Qty.
................. PM54HH -CA ............Cutterhead Assembly (Index # 1- 12) ...................................................... 1
1 ............... TS-0267041 .............Socket Set Screw ...............................................1/4”-20 x 3/8 ............... 2
2 ............... JH-C07 ....................Cutterhead Pulley .................................................................................. 1
3 ............... JH-C04 ....................Bearing Housing .................................................................................... 1
4 ............... BB-6203VV ..............Ball Bearing ........................................................6203VV ...................... 1
5 ............... 5F-G108 ..................Key.....................................................................5 x 5 x 25 ................... 1
................. 1791221-6 ...............Helical Cutterhead Unit (Index # 6 thru 8) .............................................. 1
6 ............... 1791212...................Knife Insert (set of 10) .................................................................. total 40
7 ............... JWP208HH-111 .......Knife Insert Screw ..............................................#10-32 x 1/2 ............. 40
8 ............... PM54HH-108 ...........Helical Cutterhead ................................................................................. 1
9 ............... BB-6202VV ..............Ball Bearing ........................................................6202VV ...................... 1
10 ............. 3H-C02 ....................Be aring Housing .................................................................................... 1
11 ............. TS-0720091 .............Lock Washer ......................................................3/8”............................. 2
12 ............. JE A- B0 1 ..................Hex Cap Bolt ......................................................3/8”-24 x 3-1/2 ” ........... 2
13 ............. JJ6HH-113 ...............Star Point Screwdriver (not shown) ........................................................ 2
36
Page 37

Wiring Diagrams
Wiring Diagram – Serial # 05060540312 and lower
ELECTRICAL SCHEMATIC - 115V
300MFD 125 VAC
START
BLACK
WHITE
GREEN
GROUND
STOP
BLACK
WHITE
GREEN
ELECTRICAL SCHEMATIC - 230V
3
1
5
2
BLACK
300MFD 125 VAC
4
8
WHITE
GREEN
BLACK
WHITE
GREEN
Serial # 050 60540312 and low er
START
STOP
GROUND
BLACK
WHITE
GREEN
2
3
5
1
BLACK
8
4
WHITE
GREEN
37
Page 38

Wiring Diagram – Serial # 05060540313 and higher
38
Page 39

39
Page 40

427 New Sanford Road
LaVergne, Tennessee 37086
Phone: 800-274-6848
www.powermatic.com
40
Page 41

Manual de Operación y Partes de la
Canteadora de Paralelogramo de 6
Pulgadas para Trabajos en Madera
Modelo s 54 A y 54HH
54A (1791279DXK) serie nr o. # 8040543557 y mayores
54HH (1791317K) serie nro. # 8010540313 y mayores
Powermatic
427 New Sanford Road
LaVergne, Tennessee 37086 Parte No. M-1791279DX
Teléfono.: 800-274-6848 Revisión C2 04/2014
www.powermatic.com Copyright © 2014 Powerm atic
Page 42

Garantía y Servicio Técnico
Powermatic garantiza todos los productos que venden contra defectos de fabricación. Si alguna de nuestras
herramientas necesita servicio técnico o reparación, Comuníquese con el Servicio Técnico llamando al 1-800-274-
6846, 8AM to 5PM CST, de lunes a viernes.
Período de la Garantía
La garantía general, dura el período especificado en el documentación que se incluye con el producto o en el oficial
Powermatic sitios web de marca.
• Los Powermatic productos tienen una garantía limitada, la cual varía en duración dependiendo del producto.
(Ver tabla de abajo)
• Accesorios tienen una garantía limitada de un año desde la fecha de recepción.
• Los elementos de desgaste se definen como piezas de desgaste o accesorios que se espera que deje de
funcionar dentro de un período razonable de uso y están cubiertos por una garantía limitada de 90 días
contra defectos de fabricación.
Quien Esta Cubierto
Esta garantía sólo cubre al comprador original del producto a partir de la fecha de entrega.
Que Esta Cubierto
Esta garantía cubre cualquier defecto de mano de obra o materiales sujeto a las limitaciones indicadas a
continuación. Esta garantía no cubre defectos debidos directa o indirectamente al uso indebido, maltrato, negligencia
o accidentes, desgaste natural, reparación indebida, alteraciones o falta de mantenimiento.
Limitaciones de la Garantía
Los productos de carpintería con garantías de cinco (5) años que se usan para fines comerciales, industriales o
docentes están cubiertos por una garantía de un (1) año. Por favor, póngase en contacto con Servicio Técnico al 1-
800-274-6846 para más aclaracione s.
Como Obtener Soporte Técnico
Por favor, póngase en contacto con Servicio Técnico al 1-800-274-6846. Por favor, tenga en cuenta que se le
pedirá proporcionar prueba de su compra inicial cuando se llama. Si un producto requiere una inspección
adicional, el representante de servicio técnico le explicará y ayudar con cualquier medida adicional necesaria.
Powermatic tiene centros de Servicio Técnico Autorizado ubicados por todo Estados Unidos. Para obtener el nombre
de un Centro de Servicio Técnico Autorizado en su área, llame al 1-800-274-6846 o utilice el Localizador de Centro
de Servicio en el Powermatic sitio web.
Más Información
Powermatic está constantemente añadiendo nuevos productos. Para obtener información completa y actualizada de
los produ ctos, diríj ase al distribui dor en su localidad o visit e
Como se Aplica la ley Estatal
Esta garantía le otorga derechos legales específicos, sujetos a las leye s estata le s.
Limitaciones de esta Garantía
LÍMITES POWERMATIC TODAS LAS GARANTÍAS IMPLÍCITAS AL PERÍODO DE LA GARANTÍA LIMITADA PARA
CADA PRODUCTO. CON EXCEPCIÓN DE LO DECLARADO EN ESTE DOCUMENTO, ESTÁ EXCLUIDA
CUALQUIER GARANTÍA IMPLÍCITA O DE COMERCIABILIDAD E IDONEIDAD PARA UN PROPÓSITO
PARTICULAR O ADECUACIÓ N. ALGUNOS ESTADOS NO PERMITEN LIMITACIO NES A LA DURACIÓN DE LA
GARANTÍA IMPLÍCITA, POR LO QUE LA LIMITACIÓN ANTERIOR PODRÍA NO SERLE APLICABLE.
EN NINGÚN CASO SERÁ POWERMATIC RESPONSABLE POR LA MUERTE, LESIONES A PERSONAS O
PROPIEDADES O POR DAÑOS INCIDENTALES, CONTINGENTES, ESPECIALES O EMERGENTES QUE
SURJAN DEL USO DE NUESTROS PRODUCTOS. ALGUNOS ESTADOS NO PERMITEN LA EXCLUSIÓN NI
LIMITACIÓN DE DAÑOS INCIDENTALES O EMERGENTES POR LO QUE LA LIMITACIÓN O EXCLUSIÓN
ANTERIOR PODRÍA NO SERLE APLICABLE.
Powermat ic ven de sólo medi ante distribui dores. Las especif i caciones en Powermat i c material es impresos y en el
oficial Powermatic sitios web de marca se ofrecen como información general y no son vinculantes. Powermatic se
reserva el derecho de efectuar en cualquier momento y sin previo aviso aquellas alteraciones que consideren
necesarias por cualquier razón en las piezas, adaptadores y equipos accesorios.
Listado de productos con periodo de garantía
90 Días – Piezas; Insumos
1 Año – Motores; Accesorios de la máquina
2 Año – Maq uinar ia para made ra usado para f ines indus triale s o comercia le s
5 Año – Maquin ar ia para made ra
Nota: Powermatic es una división de JPW Industries, Inc .. Las referenc ias en este documento a Powermatic también
se aplican a JPW Industries, Inc., o cualquiera de sus sucesores en interés del Powermatic marcas.
el Powermatic si t io web.
2
Page 43

ÍNDICE
Garantía y Servicios ................................................................................................................................ 2
Índice ...................................................................................................................................................... 3
Adverte n cia s ........................................................................................................................................... 4
Desempaque ........................................................................................................................................... 8
Contenido del Contenedor de Transporte ............................................................................................. 8
Montaje ................................................................................................................................................... 9
Desempaque y Limpiez a ...................................................................................................................... 9
Instalación de la Plataforma a la Base .................................................................................................. 9
Instalación de la Guía a la Plataforma ................................................................................................ 10
Instalación de la Correa de Impulsión ................................................................................................. 10
Instalación de la Cubierta de la Polea................................................................................................. 11
Instalación de la Guarda de la Cabeza de Corte ................................................................................. 11
Instalación de la Puerta de Acceso y el Colector de Polvo .................................................................. 11
Instalación Eléctrica ............................................................................................................................... 12
Instrucci ones de Puesta a T ierra ........................................................................................................ 12
Operación a 115 Voltios ..................................................................................................................... 12
Operación a 230 Voltios ..................................................................................................................... 12
Ajustes .................................................................................................................................................. 13
Movimiento de la Guía ....................................................................................................................... 13
Ajustes de los Topes de la G uía ......................................................................................................... 14
Ajuste de la Altur a de la Mesa de Entrada .......................................................................................... 15
Limitador de Despl az ami ento de la Mesa de entrada.......................................................................... 15
Ajuste de la Doble Chaveta de la Mesa .............................................................................................. 16
Ajuste de la Altura de la Mesa de Salida ............................................................................................ 16
Ajuste de las Cuchillas de la Cabeza de Corte (Modelo 54A solamente) ............................................. 17
Sustitución de las Cuchillas (Modelo 54A solamente) ......................................................................... 19
Ajuste de las Cuchillas para rebajes y biselados (Modelo 54A solam ente) .......................................... 20
Sustitución o Rotación de las Cuchillas Interc am biables (Modelo 54 HH solamente) .......................... 20
Determinación de la Altura Correcta de la Mesa ................................................................................. 21
Colocación Manual............................................................................................................................. 23
Dirección del Grano ........................................................................................................................... 2 3
Cepillado............................................................................................................................................ 24
Ensamblado ....................................................................................................................................... 24
Biselado ............................................................................................................................................. 25
Sesgado (Cizallado) ........................................................................................................................... 25
Remoción de la Cabeza de Corte ....................................................................................................... 27
Accesorios Opcionales .......................................................................................................................... 29
Lista de Partes ...................................................................................................................................... 29
Base-Lista de Partes (T odos l os Modelos) ......................................................................................... 30
Base-Montaje (Todos los Modelos) .................................................................................................... 31
Plataforma- Lista de Partes (Todos los Modelos)................................................................................. 32
Guía-Partes y Lista de Montaje (Todos los Modelos) .......................................................................... 34
Cabeza de Corte-Partes y Montaje (modelo 54 A solamente) ............................................................. 35
Cabeza de Corte-Partes y Montaje (modelo 54 HH solamente) .......................................................... 36
Diagramas de Cableado ........................................................................................................................ 37
Diagrama de Cableado – Nro. de Serie # 05060540312 y menores ................................................... 37
Diagrama de Cableado – Nro. de Serie # 05060540313 y mayores ................................................... 38
3
Page 44

1. Lea y com prenda por completo el manual del propietario antes de intentar ensamblar u operar el
equipo.
2. Lea y comprenda los mensajes de advertencia adheridos a la máquina y en este manual. La no
observación de estas advertencias podría causar serios daños.
3. Sustituya las etiquetas de advertencia, sí las mismas se vuelven oscuras o son retiradas.
4. Esta canteadora para t rabajos en mader a está diseñada y pr evista para el uso apropiado por parte
de personal entr enado y ex perim entado. Si usted no e stá f amili ariz ado con l a operaci ón apropi ada y
segura de la cant eadora, no u sarl a hasta po seer un ent renam ient o y conoc imi ento apropiados sobre
el equipo.
5. No use esta máquina para otro uso fuera de lo previsto. Si es usada para otros propósitos,
Powermati c rechaz a todas las garant ías r eal es o im plíci tas y se desenti ende de cual qui er l esión que
pueda resultar de ese uso.
6. Use siempre gaf as de seguridad/protector es faciales aprobados durante el uso de esta canteadora.
Los lentes de uso diario solo tienen lentes resistentes al im pac to, pero no son lentes de seguridad.
7. Antes de operar esta canteadora, deshágase de la corbata, anillos, relojes, ot r as j oy as y r em ánguese
las prendas por enc im a de l os codo s. Deshá gase de toda l a ropa floja y sujétese el pelo l argo de t al
manera que no quede colgando. Se recomienda el uso de calzados antideslizantes o barras
antiderrapantes para el piso. No use guantes.
8. Use protectores auditivos (protectores de oído u orejeras) durante los períodos de operación
extendidos.
9. Cierto polvo generado por el lijado, aserrado, am olado y taladrado y debi do a otras actividades de
construcción, contiene agentes químicos que se sabe causan cáncer, defectos de nacimiento u otros
daños sobre la reproducción. Algunos ejemplos de estos agentes químicos son:
• Plomo de las pinturas a base de plomo,
• Síli c e cristalina de ladrillos, cem ento y otros produc tos de mampostería, y
• Arsénico y crom o de la madera t r atada químicamente.
Su riesgo por c ausa de estas exposiciones varía, dependiendo de con cuanta frecuencia reali c e este
tipo de trabajo. Para reducir su exposición a estos agentes químicos: trabaje en un área bien
ventilada y t rabaje con equipo de seguri dad aprobado, como por ejemplo máscaras antipolv o que
estén diseñadas especialmente para impedir mediante filtración el paso de partíc ul as microscópicas.
10. No opere esta máquina si se encuentra cansado o bajo influencia de drogas, alcohol o cualquier
medicamento.
11. Asegúrese de que el interruptor de la máquina se encuentre en l a posición de OFF (apagado) antes
de conectarl a.
12. Asegúre se de que l a máquina tenga una puesta a tierra apropi ada.
13. Realice todos los ajustes o labores de mantenimiento sobre la máquina estando la misma
desconectada de l a fuente de energía eléctrica.
14. Retire todas las llaves y herramientas. Habitúese a verificar que las llaves y herramientas sean
retiradas de l a máqui na antes de encenderla.
15. Mantenga l as guarda s de seguridad en su lugar en todo m omento c uando la m áquina se encuentre
en funcionamiento. Si son retiradas por cuestiones de mantenimiento, sea extremadamente
cuidadoso y sustituya las guardas de inmediato al culmi nar las l abor es de mantenimiento.
16. Asegúrese de que l a cant eadora se enc uentre a segur ado fi rm emente a la base o un banco antes d e
usarlo.
17. Verif ique las partes dañadas. Ant es del uso de la m áquina, la guarda o part e dañada de la máquina
debería ser v erifi cada cuidadosam ente para deter minar si podr á operar correct ament e y ejecut ar su
función prevista. Verifique la alineación de las partes móviles, piezas móviles atascadas, partes
rotas, condiciones de montaje y otras que puedan afectar su operación. Una guarda u otra parte
dañada debería ser reparada o su stituida apropiadamente.
4
Page 45

18. Di sponga del ár ea de trabajo adecuado e ilumi naci ón de techo antireflejo.
19. Mant enga el piso en el entorno de la máquina limpio y libre de residuos, aceite y grasa.
20. Mant enga a los visitantes a una distancia segura del área de trabajo. Mantenga alejado a los niños.
21. Haga que su taller sea a prueba de niños con candados, interruptores de corte, o botoneras de
parada de la máqui na.
22. Preste suma atención a su trabajo. Mirar alrededor, conversar y hacer “payasadas” son actos
imprudentes que pueden resultar en serias lesiones.
23. Mantenga una po stura equi librada en t odo moment o de tal m anera a no caer o i ncli narse contra l as
cuchill as u otras partes m óvil es. No adopte una po stura f orzada o use f uerza ex cesiv a para realiz ar
alguna operación con la máquina.
24. Use la herramienta correcta a la velocidad adecuada y con velocidad de avance adecuada. No
emplear la fuerza sobre la herramienta o accesorio para realizar un trabajo para lo cual no está
diseñada. La herramienta correcta realiz ará el trabajo con mejor desempeño y de manera segura.
25. Use los accesorios recomendados; l os accesorios inapropiados pueden ser peligrosos.
26. Mantenga l as herrami entas con el c uidado debido. Conserv e las cuchill as afil adas y limpias para su
mejor y seguro desempeño. Siga las siguientes instrucciones para la lubricación y cambio de
accesorios.
27. A pague la máqui na antes de limpiarl a. Use un cepillo o aire comprimido para remover las virutas o
restos, no use sus manos.
28. Nunca se suba sobr e la máquina. Podrían produci r se lesiones graves si la máquina
se in clina .
29. Antes de de sconectar la máqui na, retire todos los equi pos extra que se encuentren en l a máquina
tales como chavetas, llaves, residuos, materi al, paño de limpieza, lejos de la máquina.
30. Nunca deje la máqui na en funcionamiento y desatendida. Apáguel a y no abandone la máquina hasta
que la misma se detenga por completo.
31. Use siempre un bloque de sujeción o empuje para el cepillado del material de menos de 12 pulgada s
de longitud, 3 pulgadas de ancho o t r es pul gadas de e spe sor.
32. No realice operaciones de canteado en materiales de
longitud menor a 8”, anchura menor a 3/4” o 1/4” de
espesor.
33. Las manos nunc a deben estar a un a distancia menor de 3
pulgadas de la cabeza de corte (Vea la Figura de la
derecha)
34. Nunca aplique presión al material directamente sobre la
cabeza de corte. Este puede resultar en la inclinación del
material sobre la cabeza de corte j unto con los dedos del
operador. Posicione las manos lejos del extremo del material y presione suavemente de modo
uniforme. Nunca av anc e la pieza en sentido contrario hacia la m esa de tr abajo.
35. No realice cortes de profundi dad m ay or a 1/2” par a el rebaj e. En otros cortes tales como el bordeado,
cepillado, etc., la profundidad de corte no deber ía ser mayor a 1/8” para evitar l a sobrecarga de la
máquina y minimiz ar la posi bilidad de retroceso.
36. Para evitar el retroceso, el grano debe estar orientado en la mi sma dirección del corte. Antes de
intentar realizar el ensamblado, cepillado, cada pieza de trabajo debe ser examinada
cuidadosament e en lo r eferente a la condición del material y orientación del grano.
37. Al trabaj ar con madera de v etas de grano en remol inos o nodos, se torna necesari o cepi ll ar contra el
grano usando una menor pr ofundidad de corte y un ratio menor de alimentación.
38. Muev a las manos en un movimiento alter nado desde el frente para atrás a m edida que el proceso
corte conti nua, Nunca pase las m anos direc tamente sobre l as cuchillas de corte. A medida que una
mano se aproxima a las cuchillas retírela del material según un movimiento en arco y col óquela en la
parte posterior del m aterial en una posición más allá de las cuchillas de corte.
39. Sostenga el material firmem ente en todo momento.
5
Page 46

Familiarícese con los siguientes mensajes de seguridad usados en este manual:
Esto signifi ca que si no se toman l as debidas precauciones, podrí a resultar en una
lesión menor y/o posiblemente daños a la máquina.
Esto signifi ca que si no se toman l as debidas precauciones, podrí a resultar en una
lesión seria o posiblemente la muerte.
Candad o pa r a el Inte r r uptor On-Off
La canteadora está equipada con una interruptor
del tipo botonera que aceptará un candado de
seguridad (no incluido). Para salvaguardar la
máquina de operaciones no autorizadas y
encendidos accidentales por parte de niños
pequeños, el uso de un candado es altamente
recomendado – vea la figura de la derecha.
Candado para el Interruptor On-Off
6
Page 47

Introducción
Este manual es suministrado por Powermatic y comprende los procedi mientos de operación segura y
mantenimiento para la canteadora, modelos 54A y 54HH. Este manual contiene instrucciones de
instalación, precauciones de seguridad, procedimientos generales de operación, instrucciones de
mantenimiento y desmontaje de partes. Esta m áqui na ha sido di señada y construida para prestar servicio
durante años sin problema alguno si es usada de acuerdo a las instrucciones establecidas en este
manual. Si tiene dudas o comentarios, favor contacte a su proveedor local o a Powermatic o visite
nuestro sitio Web: www.powermatic.com.
Especificaciones
Modelo ................................................................................. 5 4A.......................................... ........... 54 HH
Número de Pieza:
Canteadora y Base ............................................ 1791279DXK.............................................. 1791317K
Canteadora Solamente ........................................ 2365013DX.................................................1791317
Tamaño de la Mesa (pulg. ) .......................................... 7-1/4 x 66............................................... 7-1/4 x 66
Soporte de la Mesa ............................................. en cola de pato...................................... en cola de pato
Diseño de la Cabeza de Cort e recta c/ juego de cuchill as rápidas............................................ helicoidales
Cuchilla s ............................................................... 3 de doble filo ........................... 40 insertos de 4 lados
Número de filas del cabezal de corte ........................................ --............................................................ 6
Velocidad de la Cabeza de Corte (RPM) .............................. 6000...................................................... 6000
Cortes por Minuto ............................................................. 18,000............................................no aplicable
Capacidad de Corte ( pulg.) ............................................. 1/2" x 6"................................................. 1 /2 ” x 6”
Tamaño de la Hoja de Corte (pulg.) ...............6-1/16" x 3/4 x 5/64................................ 0 .1 0 T x 0.5 9 x 0.5 9
Interruptor...................................................................... botonera................................................ botonera
Tamaño global de la guí a ( pulg.)........................................ 4 x 38..................................................... 4 x 38
Inclinación de la Guía (grados) ...........................................+/- 45..................................................... +/- 45
Topes .......................................................... - 45, 45, y 90 grados.............................. - 45, 45, y 90 grados
Altura de la Superfi ci e de la M esa (pulg.) ........................... 31-1/2.................................................... 31-1/2
Motor .................................... TEFC, 1 HP, 1 Ø, 115/230V*, 60Hz........ TEFC, 1 HP, 1 Ø, 115/230V*, 60Hz
Dimensiones Generales (LxAxH)( pulg.) ............. 66 x 24 x 37-1/2..................................... 66 x 24 x 37-1/2
Peso de la Plataforma de la Canteadora (lbs.) ....................... 254........................................................ 254
Peso de la Base (lbs.).............................................................. 80.......................................................... 80
* (Cableado para 115V)
Las especifi caciones de arriba fueron l as actuales al momento de publ icar este manual, pero debido a
nuestra polí tica de mejora c ontinua, Powerm atic se reserv a el derecho de cam biar las especif icaciones
en cualquier momento y sin notificación previa, si n incurrir en obligaciones.
7
Page 48

Desempaque
Al recibir la entrega, abra los contenedores y
verifique que todas las partes se hallen en buenas
condiciones. Ante cualquier daño, reporte el hecho
inmediatamente a su distribuidor y agente de
transporte. Antes de proseguir, lea su manual y
familiarícese por completo con los procedimientos
de montaje, mantenimiento y seguridad.
Compare los cont enidos de su contenedor con la s
partes de la lista si guiente para asegurarse de qu e
todas las partes se encuent ren i ntact as. Las parte s
extravi adas si hubieren, deberían ser reportadas a
su distri buidor. Lea c ompletam ente el m anual para
las instrucciones de montaje, mantenimiento y
seguridad.
Contenido del Cont. de Transporte
Nota: Esta unidad viene empac ada en 2 c ar tones
Cartón de la Base
1 Base de Canteadora
1 Puerta con accesorios de montaje
1 Colector de Polvo c/accesorios de montaje
Cartón de la Unidad Principal
1 Conjunto de Canteadora
1 Conjunto Guía
1 Cubierta de Polea
1 Correa
1 Guarda de la Cabeza de Corte
2 Bloques de Empuje
1 Manija de Guía
1 Bolsa para accesorios
Contenido de la Bolsa de Accesorios (todos los
modelos):
(PM54A-HP, Figura 1)
4 1/4-20 x 1/2” Tornillos de Cabeza Circ. (A)
3 3/8” x 5/8” Arandelas de Presión(B)
4 1/4-20 x 1/2” Arandelas Planas(C)
3 Bulones de Bloqueo (D)
Figura 1
PM54A-HP Contenido de la B ols a de A c c es or ios
(todos los modelos)
Herramientas Incluidas (54A solamente)
(PM54A-HP2)
1 Llave de Boca plana abierta de 8/10mm
1 Llave de Boca plana abierta de 12/14mm
1 Llave Allen de 3mm
1 Llave Allen tipo T de 4mm
1 Llave Allen de 8mm
1 Destornillador Pto.Cruz
Herramientas Incluidas (54HH solamente)
(PM54HH-HP, Figura 3)
1 Llave de Boca plana abierta de 8/10mm
1 Llave de Boca plana abierta de 12/14mm
1 Llave Allen de 3mm
2 Destornilladores Pto.Estrella (E)
5 Cuchillas Intercambiables (F)
10 Tornillos de Cuchillas Intercambiables (G)
1 Destornillador Pto.Cruz
Figura 2
PM54HH-HP Contenido parc ial de la bols a de
hardware
(solamente con el modelo 54HH)
Herramientas Requeridas
Llaves de boca plana abiertas (8, 10, 12, 14, &
19mm)
Llaves Allen (3 & 6mm)
8
Page 49

Montaje
Desempaque y Limpieza
Coloque la cant eadora en un área nivelada y con
una base sólida, Asegúrese de que un retroceso
potencial no se encuentre alineado con pasillos,
salidas, estaciones de lavado u otras áreas de
trabajo.
1. Termine cuidadosamente de retirar todo el
contenido de los cartones de empaque.
Compare el contenido de los cartones de
empaque con el listado de contenidos en la
página 8. Coloque las partes sobre una
superfici e pr otegida.
2. Coloque el material y cartones de empaque a
un lado, No se de shaga de ellos hasta que la
máquina se encuentre debi damente aj ustada y
funcionando apropiadamente.
Las cuchillas de la cabeza de
corte son extremadamente filosas; use
extremada cautela al realizar las labores de
limpieza. La no observación de esta pauta
puede causar serias lesiones!
3. Humedezca un paño blando con kerosén y
retire el recubrimiento protector de todas las
superfici es mecanizadas de la cant eadora, NO
use una superf icie abrasiva. No use gasolina,
acetona o thinner ya que estos pueden dañar
las superfi ci es pi ntadas
4. Aplique una fina capa de cera en pasta para
lustrar las superficies de la guía y las tablas
para evitar la formación de óxido.
Al ter nat iv ame nte co n el tal co en polvo apli cado
con un borrador de pizarra frotado
vigorosam ent e una v ez por semana; esto l l enará
los poros y formará una barrera contra la
humedad. El talco en polvo no mancha ni
estropea las terminaciones de la madera.
Instalación de la Plataforma a la Base
1. Coloque la canteadora sobre la base de
manera a que la pol ea fijada a la canteadora
se encuentre directamente por encima y al
mismo lado de la polea del motor.
2. Use tres pernos de bloqueo y arandelas de
presión (Fig. 3) para fijar firmemente la
canteadora a la base. Los pernos son roscados
hacia arriba a través de los orificios en la base
hacia la base de la can teadora. (Fig.4).
3. Use una llave allen de 14mm par a ajustar los
pernos de bloqueo.
Figura 3
Figura 4
9
Page 50

Instalación de la Guía a la Plataforma
En referencia a la Figura 5:
1. Antes de mover el conjunto guía asegure la
manivela de bl oqueo de incl inación (K).
Asegure la manivela de
bloqueo de inclinación para evitar lesiones
serias debido a las piezas móviles.
2. Coloque la chaveta (F) en la ranura mecanizada
del soporte de la guía (G) como se muestra. El
pasador del resorte (E) debería alojarse en el
orificio de la ranura. La chaveta (F) debería
estar firmemente apoy ada en la ra nur a.
3. Recubra ligeramente las superficies de
emparejami ento del soporte de l a guía (G) y la
base deslizant e de la guía (B) con aceite.
4. Coloque la base deslizante de la guía (B)
sobre el soporte de la guía (G), alineado c on la
ranura mecanizada (D) en la base deslizante
de la guía con la chaveta (F) .
5. Fije la arandel a plana (H) y dos tuercas (J ) en
el tornillo de cierre (A) pero no lo ajuste.
6. Or iente la m anija de bloqueo ( C) en la posici ón
mostrada; luego aj uste las tuercas (J) c on una
llave de 19 mm.
Esta es la posición bl oqueada para el conj unto
guía. La rotac ión de la manija de bloqueo (C)
afloja el conjunto guía permitiéndole que
deslice el conjunto para adelante y para atrás.
Las tuercas pueden necesi tar un reapriete para
permitir que l a guía se deslice para adelante y
para atrás. (m anija en posición horaria) y aún
asegurar suficientemente la guía (manija de
bloqueo posici onada c om o se muestra en C).
Cuando el tornillo de bloqueo (A) está
ajustado, l a guía debería estar asegurada.
Figura 5
Instalación de la Correa de Impulsión
En referencia a la Figura 6:
1. Coloque la correa V ( A) alrededor de la p olea
de la cabeza de corte (B) y a través de la
abertura en la base.
2. Estire la polea V hacia abajo y colóquela
alrededor de l a polea del m otor (C).
Si le resulta difícil de girar la polea, afloje los
tornill os de mont aje del motor (D). Luego el eve
el motor tanto como sea posible y monte la
correa en ambas poleas. Perm it a que el mot or
descienda y genere tensión sobre la correa.
3. Verifique para asegurarse que la polea del
motor y la polea de la cabeza de corte se
encuentren alineadas verticalmente y que la
correa V no haga contacto con los lados de
apertura de la base. Si las poleas no se
encuentran ali neadas, retire la correa y ajuste
la polea del motor para adentro o par a afuera
del eje del motor y fije nuevamente la correa.
Figura 6
Figura 7
10
Page 51

4. Estire el motor hacia abajo para obtener la
tensión de correa deseada.
La correa V se encuentra tensionada
apropiadamente cuando la presión de los
dedos sobre l a corr ea a m it ad de cami no ent re
las poleas causa una deflexión de ½” (Fig. 7).
5. Ajuste los pernos de m ontaje.
Luego de 2 horas de oper ación, verifique la tensión
de la correa nuevam ente, Reajuste la correa si es
necesario.
Instalación de la Cubierta de la Polea
En referencia a la Figura 8:
1. Coloque la cubierta de la polea (A) por sobre l a
abertura en la base.
2. Alinee los orificios en la base con l os orificios
en la guarda.
3. Fij e la cubierta de la polea a la base usando
cuatro tornillos de cabeza circular de
1/4-20 x 1/2” y arandelas planas de 1/4” (B).
Instalación de la Guarda de la Cabeza
de Corte
1. Retire el tornillo del eje de la guarda.
En referencia a la Figura 9:
2. Gire el pomo con resorte (B) apr oximadament e
media vuelta en el sentido antihorario (como se
observa desde la par te superior) y sosténgalo.
3. Inserte el eje de la g uarda en el orifi cio de la
mesa. Asegúrese de que el resorte dentro
dentro del pom o con r esorte se engrane c on l a
ranura en el ej e de la guard a. Si es nece sario,
gire suavement e el pomo hasta que la guarda
quede bien apoyada.
4. Rosque el tornill o (C) de vuelta en el eje de la
guarda.
5. Verifique para una correcta operación. La guarda
de la cabeza de corte (A) debe regresar
completamente a la guía una vez que esta es
liberada. Si la guarda no regresa completamente,
estire la guarda, aplique más tensión al pomo
con resorte (B) girando el mismo otra media
vuelta en el sentido antihorario y reinserte la
guarda. Si la guarda se cierra muy rápido y
golpea duramente la guía, revierta el proceso.
6. Inserte el tornillo (C) de vuelta la eje de la
guarda.
Instalación de la Puerta de Acceso y el
Colector de Polvo
En referencia a la Figura 10:
Instale la puer ta de acceso (C) colocando la parte
inferior del panel en l a base y ajustando con cuat ro
tornillo de cabeza circular 1/8 x 3/8 (A) y cuatro
arandelas 1/8" (B).
Fije el c olector de polv o (D) a la base con cuatro
tornill os de máquina de 1/4" x ½ y cuatro ar andelas
planas 1/4" (B).
Figura 8
Figura 9
Figura 10
11
Page 52

Instalación Eléctrica
Instrucciones de Puesta a Tierra
Esta canteadora debe ser
puesta a tierra mien tras se encuentra en uso
para proteger al operador de una descarga
eléctrica.
Ante el evento de mal funcionamiento o
descargas, la puesta a tierra prov ee el camino
de menor resistenc ia para la corrient e eléctrica
para reducir el ri esgo de choque eléctrico. Esta
herramienta está equipada con un conductor
eléctrico teniendo un conductor de puesta a
tierra del equipo y un enc hufe con c on cable de
puesta a tierra. El enchufe debe ser insertado
en el toma correspondiente, instalado
apropiadament e y puesto a tierr a de acuerdo a
las normativas y ordenanzas locales.
No modifique el enchufe suministrado. Si no
encaja en el toma, haga instalar el toma
apropiado con un electricista calificado. La
conexión inapr opiada del conduct or de puesta a
tierra del equipo puede resultar en riesgo de
choque eléctrico. El conductor con aislación
externa de col or v erde con/sin rayas amarillas,
es el conductor de puesta a ti erra del equipo. Si
la reparación o sustitución del cable es
necesaria, no conect e el conductor de pue sta a
tierra del equipo a un terminal energizado.
Verifique con un electricista calificado o personal
de mantenimiento, sí las instrucciones de puesta
a tierra no son bien entendidas, o sí tiene dudas
respecto de la correcta puesta a tierra de la
herramienta.
Repare o susti tuya un cable dañado o gastado
de inmediato.
Operación en 115 Voltios
En referencia a la Figura 11:
Tal como se reci bi ó de l a fábric a, su cant eadora
para trabajo en m adera está li sto para operar a
una tensión de operación de 115 Voltios. Esta
canteadora, al ser cableada para 115 Voltios,
esta prevista para el uso en un circuito que
tenga la toma y el enchufe semejantes a las
ilustradas en la figura (A). Un adaptador
temporal, el cual se asemeja al adaptador
mostrado en (B) puede ser usado p ara conect ar
este enchufe a un receptáculo bipolar si una
toma con puesta a tierra apropiada no está
disponible.
El adaptador temporal debería ser usado
solamente hasta que un toma con puesta a
tierra apropiada pueda ser instalado por un
electricista calificado. Este adaptador no es
aplicable en Canadá. La oreja rígida coloreada
en verde, el terminal y la que se extiende del
adaptador deben ser conectados a una tierra
permanente t al como una caj a de apropiada de
conexión de puesta a tier r a.
Operación a 230 Voltios
En referencia a la Figura 12:
Sí se desea oper ar a 230 Vol ti os monof ásico, l a
siguientes instrucciones deben ser
consideradas.
1. Desconecte la máquina de la red de ener gía
eléctrica.
2. El motor de la canteadora tiene cuatro
cables enumerados que v ienen conectados
de fábrica par a una operación a 115 Volti os,
como se muestr a en la F i gura (A) . P ara una
operación a 230 Voltios, reconecte los
cables como se muestra en la figura (B).
Esto es mostrado tambi én en los diagramas
de las páginas 39 y 40.
3. El enchufe (C) de 115 Voltios suministrado
con la canteadora para trabajo en madera
debe ser su sti tui do con u n enc huf e l i stado (D)
de UL/CSA para operación en 230 Voltios.
Consulte con su Centro de Servicios
Autorizados de Powermatic sobre los
procedimientos apropiados para instalar el
enchufe. La canteadora debe cumplir con
todas la s norm at ivas nacionale s l uego de q ue
el enchufe de 230 Voltios haya sido instalado.
4. La canteadora con un enchufe de 230
Voltios debería ser conectada solamente
con un toma que tenga la misma
configuración como se muestra en (D). Si
ningún adaptador está disponible no debería
ser usado con un enchufe de 230 V oltios.
Figura 11
Figura 12
Page 53

Cables de Extensión
Asegúrese de que su cable de extensión se
encuentre en buenas condici ones. Si usa un cabl e
de extensión, asegúrese de usar uno de sección
robusta para conducir la corriente que consumirá
su máquina. Un cable subdimensionado causará
una caída de tensión resultando en una falta de
potencia y sobrecal entami ento. La tabl a 1 muestra
el tamaño correcto dependiendo de la longitud del
cable y corriente nominal de la placa general en la
elección del tamaño correcto del cable. En caso de
dudas use el calibre inmediato superior. Recuerde,
cuando más pequeño es el número de calibre,
mayor es la sección del cable.
Ajustes
Movimiento de la Guía
La guía puede ser desplazada hacia adelante y
hacia atrás a lo largo del anchura de la mesa.
También se inc lina hasta 45 grados hac ia adelante
y tiene un tope positivo a 90 grados.
Calibres de los Cables de Extensión Recomendados
Long. Del Cable de Extensión en
Amperes
8 a 12 14 14 12 10 NR NR
12 a 15 12 12 10 10 NR NR
15 a 20 10 10 10 NR NR NR
21 a 30 10 NR NR NR NR NR
*basado en el criterio del límite de la caída de tensión de 5V a
150% de la carga nominal.
NR: No Recomendado
Pies*
25 50 75 100 150 200
< 5 16 16 16 14 12 12
5 a 8 16 16 14 12 10 NR
Tabla 1
El conjunto guía debería ser movido
periódicamente a diferentes posiciones al reali zar
el ensamblado de aristas para distribuir el
desgaste en las cuchillas de la cabeza de corte.
En referencia a la Figura 13:
Para deslizar la guía hacia adela nte y hacia atrás:
1. Afloje la manija de bloqueo ( A ) .
2. Empuje el conjunto completo de la guía a la
posición deseada y ajus te la man ija de bloqueo
Para inclinar la guía hacia adelante:
La guía puede ser inclinada hacia adelante a
cualquier ángulo hasta 45 grados.
1. Afloje la manija de bloqueo ( B ) .
2. Ajuste la guía al nivel deseado hasta 45
grados. O puede colocar su pieza de
referencia sobre la mesa y contra la guía, y
ajuste la guí a hasta que el ángulo de l a guía
se corresponda con el bisel de su pieza de
referencia.
3. Ajuste la manij a de bloqueo ( B ) .
Para inclinar la guía hacia atrás:
La guía puede ser i nclinada para atr ás 45 grados
(esto es hasta un ángulo de 135 grados con
respecto a la superficie de la mesa).
Figura 13
1. Afloje la manija de bloqueo ( B ) .
2. Cambie la posición del bloque de tope de 90
grados (C) liber ando la posición.
3. Ajuste la guía al nivel deseado hasta 135
grados. O puede coloc ar su pieza de refer enci a
sobre la mesa y cont ra la guía, y ajuste la guí a
hasta que el ángul o de la guía se corre sponda
con el bisel de su pieza de refer enc ia.
4. Ajuste la manij a de bloqueo ( B ) .
Importante: Al terminar l a operación de i nclinaci ón
y una vez que la guía sea regresada a su posi ción
de 90 grados, no olv ide colocar el bloque de t ope
(C) de regreso a su posici ón ori ginal.
13
Page 54

Ajustes de los Topes de la Guía
Verifique periódicamente la exactitud de
inclinación de la guía a 90° y 45° (135°) con un
(medidor de ángulo) tal como una escuadra
ajustable o un transportador de ángulo mecánico.
Ajuste del Tope de 90º
En referencia a la Figura 14:
El tope de 90 grados e s controlado por el tornillo
de tope (F) y el bloque de tope (E ).
1. Coloque la mesa de entr ada apr oximadamente
a la misma altura de la mesa de salida.
2. Mueva la guí a, li berando la manij a de bloqueo
(A) y empujando el conj unto guía hasta que se
solapen las mesas.
3. Ajuste la manij a de bloqueo ( A ) .
4. Ajuste la guía a un ángulo de 90 grados,
liberando la manija de bloqueo (B), estirando
la manija de la guía (E).
Nota: El perno de tope (F) debería reposar
contra el bloque de tope (C).
5. Coloque un dispositivo de medición de
ángulos sobre la mesa y contra la guía para
confirmar una posición a 90 grados. (A, Fig.
15).
6. Si la guía no es perpendi c ular a la mesa, libere
la manija de bloqueo (B), afloje la tuerca de
bloqueo (D) que asegura el per no de bloqueo
(F) y gire el perno de tope hasta que la guía
sea perpendicular a la mesa.
7. Ajuste la tuerca de bloqueo (D) par a asegurar
el perno de bloqueo (F) el cual retiene el
ajuste.
8. Ajuste la manij a de bloqueo ( B ) .
Posicionamiento del tope de avance de 45
grados
Posicione l a palanca de incli nación de la guía (E ,
Fig. 14) hacia el operador .
El tope de av ance de 45 grado s es controlado por
el tornillo de avance (G, Fig. 14). El ajuste es
realizado de l a misma f orma que el ajust e de tope
a 90 grados except o que se emplea una escuadra
de 45 grados.
Figura 14
Figura 15
Posicionamiento del tope de retroceso de
45 grados
En referencia a la Figura 14:
El tope de avance de guía de 45 grados es
controlado por el tornillo de tope (H).
1. Afloje la manija de bloqueo ( B ) .
2. Reti re el bl oque de t ope (C) y po sici one l a guía
a un ángulo de 135 grados, la palanca (E) de
inclinación de la guía es posicionado lejos del
operador como se m uestra. Asegúrese de que
la guía se apoye contr a el per no de tope (H).
3. Ajuste la manij a de bloqueo ( B ) .
4. Coloque un dispositiv o de medición de ángulo
sobre la m esa y contra l a guía para confi rmar
un ajuste de 135 grados (B, Fi g. 15).
5. Para ajustar la tuerca de bloqueo (J) asegure el
perno de bloqueo (H) y gire el perno de tope
hasta obtener un ángulo de 135 grados.
6. Ajuste la tuerca de bloqueo (J).
14
Page 55

Ajuste la Altura de la Mesa de entrada
Refiérase a las Figur as 16 – 18.
Ajuste Inicial (Gr ues o) :
1. Afloje el tornillo posterior (D) y el pomo de
cierre (B).
2. Elevar o Bajar el ajuste de la altura de la
manija (C) hasta que la escala (A, Fig. 16 y
Fig. 17) lea aproximadamente la profundidad
deseada del cort e.
Si no puede ajustar a cero o a 1/8”, vea el
Consejo Valioso de abajo.
Ajuste Fino:
3. Gi re la manija de cierre (B) hasta que quede
bien ajustada.
4. Gire el ajuste de al tura de la manija (C) hasta
que la escala lea exactamente. En el sentido
horario, la mesa se eleva, en el sentido
antihorario la mesa desciende.
Nota: El aj uste de manija de altura (C) tiene
un ajuste fino de 1/16” de c ami no por vuelt a.
5. Cuando esté colocada, reajuste e tonillo
posterior (D).
Figura 16
Figura 17
Importante: Para operaciones normales, la
profundidad de corte no debería exceder 1/8”
excepto para operaciones de rebaje.
Consejo Valioso: Ocasionalmente Usted
encontrará que no pued e ajustar el curso en todo
el intervalo para arriba hasta cero o para abajo
hasta ½” sobre escala de Profundidad de Corte
(Figura 17) al elevar o baj o la manija (C , Fig. 16).
Cuando eso ocurra:
Con el pomo de cierre ( B, Fig. 16) desbloqueado
gire la manij a de ajuste de altura (C, Fig. 16) unas
veces, luego el évelo o báj elo. Una vez que llegue
a cero o a ½” (Figura 17), podrá nuev amente gir ar
la manija (C) a el rango completo.
Limitador de Desplazamiento de la
Mesa de entrada
En referencia a la Figura 19:
El limitador de desplazamiento de la mesa de
entrada ubicado en la parte posterior de la mesa
ajusta el rango super ior o inferior para el aj uste de
altura de l a m esa de entrada y no deberí a re queri r
ajuste. Para el ajuste de altura de la mesa de
entrada refiérase a la sección precedente
Figura 18
Figura 19
15
Page 56

Ajuste de la Doble Chaveta de la Mesa
Las chavetas de las mesas de alimentación y
salida de su m áquina vienen aj ustadas de fábrica
e inicialmente no deberían requerir reajustes.
Luego de un periodo d e uso, las chav etas dobles
podrían aflojarse, introduciendo cierto juego
causando que las mesas se comben. Esto
requiere reajustes.
Para ajustar (r efiérase a la Figura 20):
1. Con una ll ave de boca pl ana de 10 mm, afl oje
las tuercas de empaque que aseguran los
tornill os de las chavetas dobles (A o B).
2. Haga que otra per sona sujet e el ex t remo de l a
mesa, levantando la mesa suavemente
mientras Usted realiza los ajustes.
3. Con una llave allen de 3 mm, ajuste cada
tornillo de ajuste en ¼ de vuelta empezando
por el tornill o inferior, l uego el tornill o superior.
Si el cuarto de vuelt a no elimina el juego de la
mesa, realice otro ajuste en ¼ de vuelta.
Repita el giro de ¼ de vuelta por vez para
ambos torni llo de ajuste hasta que la hol gura
sea eliminada.
Nota: Sí l a chav etas están muy aj ustadas, l as
manijas de ajuste (C) serán difíciles de girar
4. Cuando el ajuste esté completo sostenga l os
tornillos de ajustes en posición con una llave
allen de 3 mm para mantener la posición
mientras ajusta las tuercas de empaque con
una llave de boca pl ana de 10 mm.
Ajuste de la Altura de la Mesa de Salida
Al recibir la canteadora, las cuchillas han sido
preajustadas en fábrica. Sin embargo la altura y
paralelism o de las cuchillas con la mesa de salida
deberían ser verificados y los ajustes necesarios
realizados antes de poner la canteadora en
servicio.
Ajuste la alt ura de la mesa de salida de la f orma
siguiente:
1. Desconecte la cant eador a de la red de energía
eléctrica.
2. Enumere cada hoja (modelo 54A solamente)
con un marcador para que sea fácil
diferenciarlos.
3. Coloque una regla recta sobre la mesa de
salida y extiéndala sobre la cabeza de corte
(Figuras 21 y 23).
Las cuchi llas para cep ill ado e
cuchillas In tercambiables son extremad amente
filosas. No agarre la cabeza de corte
directamente para girarla.
4. Gi re la cabeza de corte, usando la correa de
impulsión o polea, hasta que la cuchilla
número uno (o un inserto de cuchilla en el
modelo 54HH) se encuentre en su pu nto más
alto. El ápice de la cuchilla debería hacer un
contacto muy suave.
Figura 20
Figura 21
Si el ápice de la cuchilla número uno haga
contacto con la regla, ningún ajuste es
requerido para l a mesa de sal ida. Pr oceda a la
sección del Ajuste de las Cuchillas de la
Cabeza de Corte
Sí el ápice de la cuchilla número uno queda
debajo de la regl a recta ( existe una hol gura) o
si empuja l a regl a hacia arri ba, proceda c on los
pasos siguientes:
16
Page 57

5. Afloje ambos tornillos de bloqueo de la
chaveta doble (Figura 22).
6. Con la manivela de la mesa d e salida (Fi g. 21)
eleve o baje la mesa de salida hasta la regla
haga contact o con la punta d e la cuchilla, como
se muestra en la Fig. 23. Usando la correa de
impulsión o polea, sacuda la cabeza de corte
suave me nte p a r a asegu r ar el áp ic e de la cuc h illa
se encuentre en contacto suave con la regla.
Al terminar el ajuste:
7. Bloquee la mesa de salida a esta altura
ajustando el t ornillo de bloqueo de la chavet a
doble (Figura 22). El ajuste de la mesa de
salida está termi nado.
El ajuste de la mesa de sali da es solamente hecho
contra una cuchilla o inserto de cuchilla (la hoja
número uno fue seleccionada arbitrariamente
aquí) Después de que la mesa de sali da haya sido
ajustada a la al tur a correc ta, no la c am bie ex cept o
para operaciones especiales o después de
reemplazar las cuchillas.
Después de que e ste ajuste haya cul minado en el
modelo 54A, es necesario para proceder a la
Sección Ajuste de las Cuchillas de la Cabeza de
Corte para verificar que las tres cuchillas se
encuentren a la altura correcta y paralelas a la
mesa de salida. Para el modelo 54HH, proceda a
la sección de Sustitución y Rotación de las
cuchill as Intercambiables en la página 20.
Ajuste de las Cuchillas de la Cabeza de
Corte (Modelo 54A solamente)
Nota: Antes de ajustar las cuchillas de la
canteadora 54, el Ajuste de la Altura de la Mesa
de Salida debería ser realizado para asegurar la
altura apropiada de la cuchilla en relación a la
mesa de salida.
Las cuchillas para la cabeza de corte del modelo
54A son ajustados por medio de una leva. Es
important e notar que el ajuste entero es obtenido
con una rotación completa ( 360 gr ados) de la leva.
Un rotación completa de la leva causará que la
hoja de la cuchilla se mueva un total de 0.015”
desde un extrem o al otr o. Rotando l a leva más de
una rotación c om pleta no ajustará más el ajust e de
la cuchilla, pero empezará simplemente el ajuste
totalmente de nuevo. El procedimiento de ajuste
de la cuchill a se describe más abajo.
L as cuchi llas de l a cabeza de
corte son peligrosamente filosas! Use
precaución extrema al inspeccionar, retirar,
afilar o reempl az ar las cu chi ll as en l a cabeza de
corte. La no observación de esta pauta podrí a
causar serias lesiones.
Para el ajuste (refiérase a las Figuras 24 & 25):
1. Desconecte la cant eador a de la red de energía
eléctrica.
Figura 22
Figura 23
17
Page 58

2. Enumere cuidadosamente cada hoja con un
marcador par a que sea fácil diferenciarlas.
3. Coloque la regla a lo largo de la mesa de
salida extendiéndola hacia un extremo de la
cuchilla.
L as cuchi llas de l a cabeza de
corte son peligrosamente filosas. No agarre a
cabeza de corte en forma directa para rotarla!
La no o bservaci ón de esta p aut a pod ría causar
serias lesiones.
4. Rote l a cabez a de cort e haci a atrás y adelant e
usando la correa de impulsión o pol ea, hasta
que la cuchilla núm ero uno se encuent r e en su
punto más alto El ápic e de la cuchilla deber ía
entrar en un contac to ligero con la regla.
5. Mueva la regla hacia el otro extremo de la
cuchilla y repit a el paso 4.
El ápice de la cuchill a en ambos extremos de
la cuchilla apenas h acen contact o con la regl a
Sí el ápice de la cuchilla número uno queda
debajo de la regla rect a ( existe una holgura) o
si empuja l a regla hacia arriba, pr oceda con el
paso siguiente.
6. Usando una llave allen de 4mm, afloje
suavemente los cuatro tornillos de las
chavetas dobl es.
7. Usando una llave allen de 3 mm, afloje los
tornill os de bloqueo de la lev a para permiti r el
ajuste de la leva (descripto en el siguiente
paso).
Figura 24
Importante: Conserve si empre l os tornillos de
la leva de bloqueo bien ajustada s de manera a
que la leva no pueda gi rar l ibrement e. Esto es
especialmente importante cuando la leva es
girada en sentido antihorario dado que esta
acción causará el tornillo de l a lev a de bloqueo
se afloje aún más.
8. Usando una l l ave allen de 8 mm, ajuste la lev a
(vea la Figura 25). Este ajuste es muy
sensible. Inicie girando la leva en un sentido
antihorario solo unos pocos grados.
9. A cont i nuaci ón, c onserve establ e l a cabeza de
corte sosteni éndola firmemente sobre la polea,
coloque una pieza de madera presionado
contra el bor de de la cuchilla y presione par a
asentar la hoja de la c uc hilla apropiadamente.
10. V erifique su progre so repitiendo l os pasos 4 y
5. Si la cuchilla está fuera de ajuste, gire la
leva en otra dir ección.
11. El ajuste está casi com pleto una vez que los
requisitos descri ptos en los pasos 4 y 5 sean
cumplidos.
Figura 25
18
Page 59

12. A conti nuación presione l a cuchill a firmemente
contra la lev a, apriete los dos tornillos internos
de la chaveta dobl e que sostienen la c haveta
doble y la cuchill a en su lugar. Verifi que que l a
cuchill a se encuentre t odav ía dent ro de aj uste.
(pasos 4 y 5).
13. Ajuste los dos tornillos externos de la chaveta
doble, luego los tornillos i nternos de la chaveta
doble.
14. Verif ique que la cuchill a se encuentre todav ía
dentro de ajuste. ( pasos 4 y 5).
15. Ajuste l os tornillo de bloqueo de l as chavet as
doble.
16. Repi ta este procedimi ento entero para las dos
cuchill as restant es.
Sustitución de las Cuchillas (Modelos
54A solamente)
Las cuchillas de las
cepilladoras son peligrosamente filosas. Use
precaución extrema al inspeccionar, retirar,
afilar o reempl az ar las cu chi ll as en l a cabeza de
corte. La no observación de esta pauta podrí a
causar serias lesiones.
Para retir ar y sustitui r una cuchilla (Refiér ase a la
Figura 26):
1. Retire los cuatro tornillos de las chavetas
dobles (A) con una llave allen de 4 mm.
2. Retire la chav eta doble (B) y cuchilla (C).
Si la cuchilla está siendo reutilizada (las
cuchillas son de doble filo) limpie la cuchilla,
chaveta dobl e y cabeza de cor te de l as gomas
y restos.
3. Col oque la nuev a cuchill a o fil o no usado de la
cuchilla vieja de vuelta sobre la cabeza de
corte (D).
4. Sustituya la chaveta doble (B) y tornillos (A).
Ajuste solo con los dedos esta vez.
5. Presione contra el borde cortante de la cuc hilla
en el centro de la hoja con una pieza de
madera. NO USE LOS DEDOS! Esto es para
asegurar que la l eva haga contact o apropiado
con la cuchilla.
6. Ajuste los dos tornillos internos, luego los
tornillos externos.
7. Libere la piez a de madera presionando contra
la cuchilla y ajuste los tornillos de la chaveta
doble.
8. Sustituya las dos hoja s de corte repitiendo l os
pasos 1-7
9. Determine si las cuchillas necesitan ser
ajustadas.
Figura 26
Siga l os pasos 3 y 4 de la sección Ajus te de la
Altura de la Mesa de Salida , para deter m inar si
las cuchill as deben ser ajustada s. No termi ne
el ajuste complet o del ajuste de la mesa de
salida. Si las cuchillas necesitan s er ubicadas,
proceda a la secci ón Ajuste las Cuchillas de la
Cabeza de Corte
19
Page 60

Ajuste de las Cuchillas para rebajes y
biselados (Modelo 54A solamente)
NOTA: El rebaje no es aplic able en los modelos de
cabeza de corte.
Para posicionar las cuchillas para cortes de rebajes,
use una escala con graduaciones de 1/32” y
colóquela contra el extremo de la cuchilla cortante.
Deslice la cuchilla hacia fuera hasta que se
encuentre en la marca de de 1/32” en la escala;
esto es, la cuchilla estará ahora a 1/32” más allá del
filo de la cabeza de corte. La chaveta doble
permanecer en pos ic ión nor ma l, aún con e l filo de la
cabeza de corte. (Fig. 27). Este ajuste asegurará
que las cuchillas despejen el extremo de la chaveta
doble en la cabeza de corte, y tiene buen contacto
con el material de trabajo. (Vea la Sección de
Cortes de Rebaje par a más información .)
Nota: Esto corregirá pequeñas hendiduras sin
requerir la sustitución de las hojas.
Sustitución o Rotación de los Cuchillas
Intercambiables (Modelo 54HH
solamente)
Las cuchillas intercambiables en los modelos de
54HH de la canteadora son de cuatro lados. Si
están gastados reti re simplemente cada i nserto de
cuchill a, gírelo en 90 grados para dispo ner de un
filo nuevo y rei nstálelo nuevamente.
Use los dos destornilladores suministrados de
punto estrell a para retirar el tornill o del inserto de
la cuchilla. Vea la Fig. 28. Use uno de los
destornilladores para ayudar mantener la cabeza
de corte en posición, y el otro para retirar el
tornill o. E s aconsejable rotar t odos l os insertos a la
vez para mantener la consistencia del corte. Sin
embargo si uno de los insertos de la cuchilla
desarrolla hendiduras, gire solamente aquellos
insertos afec tados.
Cada inserto de cuchi lla tiene m arca de refer encia
de manera a que puede llevar cuenta de las
rotaciones.
IMPORTANTE: Al remover o rotar los insertos,
limpie el aserrín del tornillo, el inserto y la
plataform a de la cabeza de c orte. Ac umulación de
polvo entre estos el ementos puedan evit ar que el
inserto se apoye propi amente y puedan afect ar la
calidad del c orte.
Antes de instalar cada tornillo, recubra ligeramente
las roscas del tornillo con aceite de máquina y
elimine cualquier exceso.
Ajuste con seguridad cada tornillo que sujeta las
cuchillas intercambiables antes de operar la
cepilladora !
Asegúrese de que los
tornillos d e las cuchill as intercambi ables estén
ajustados con seguridad. Los insertos flojos
pueden ser disparados a alta velocidad de la
cabeza de corte rot ativa, causando lesiones.
Figura 27
Figura 28
20
Page 61

Determinación de Altura Correcta de la
Mesa
La sección de Ajuste de la Altura de la Mesa, le
dice como ajustar la altura correct a de la mesa con
respecto a las cuchillas de la cabeza cortante o las
cuchillas Intercambiables. Esta sección le explica
como determinar si la mesa de salida necesitas
ajustes basada en los cortes que están siendo
producidos
Al recibir la canteadora, las cuchillas han sido
preajustadas en fábrica. Sin embargo la altura y
paralelism o de las cuchillas con la mesa de salida
deberían ser verificados y los ajustes necesarios
realizados antes de poner la canteadora en
servicio.
La mesa de salida y las cuchillas de la cabeza de
corte (Modelo 54A solamente) correctamente
ajustadas si las tres cuchillas son paralelas a la
mesa de salida y las tres cuchillas están colocadas
a la misma altura que la cabez a de c orte.
Mesa de Salida muy elevada - Sí la mesa de salida
está muy elevada, resulta una superficie de
terminación curvada (Figura 29).
Mesa de Salida muy baja- Sí la mesa de salida
está muy baj a resulta una superficie curv ada o un
defecto en el extremo del corte (Figura 30).
Mesa de salida en el ajuste correcto – La Figura
31 ilustra el aj uste c orrecto del niv el de la mesa de
salida con las cuchillas. El material de trabajo se
apoyará firmemente sobre ambas mesas sin
espacio li br e bajo el c orte terminado.
Figura 29
Figura 30
Figura 31
21
Page 62

Controles de Operación
1. Manivela de Ajuste de la Altura de la Mesa
Wheel
2. Mesa de Salida
3. Guarda de Corte
4. Manija de Ajuste de l a Guí a
5. Guía
6. Mesa de entrada
7. Pomo de Bloqueo de la Mesa de entrada
8. Ajuste Fino/Gr ueso de l a Al tura de la Mesa de
entrada
9. Interruptor On/Off (Apagado/Encendido)
10. Bloqueo de la Mesa de entrada
11. Manija de bloqueo de la r anur a de la Guí a
12. Manija de Bloqueo de Incl inación de la Guía
13. Bloqueo de la Mesa de Salida
14. Limitar de Tray ecto de la M esa de entr ada
Operación
Controles-Vista Frontal
Figura 32
Important e: Asegúrese de que todos los cuchillos
o intercambiables de cuchillas están apretados
antes de utilizar la máquina. En el modelo de la
cabeza helic oidal , que com pruebe l a estanqueidad
de cada inserción (re-torque) antes de utilizar la
máquina por primer a v ez.
Si Usted es experimentado en el canteado, use
restos de piezas de madera para verificar los
ajustes y gane conf i anza en l as operaci one s antes
de intentar operar r egularmente.
Estabilice los materiales de trabajo largo usando
una asistentes o rodillos para establecer nivel con
la superfici e de la m esa de entr ada o sali da.
La guía debería ser ajustada p ar a c r ear un mínimo
de exposición a la cabeza de corte durante la
operación de cant eado
Verifique los siguientes antes de operar la
canteadora:
La mesa de salida debe estar niv elada con el
punto alta de las cuchillas. Esta es una
calibraci ón úni ca y descri pta en el Ajus te de la
Altura de la Mesa de Salida en la página 16.
Ajuste de la guía para un mínimo de
exposición de la cabeza de corte y bloqueados
a un ángulo deseado.
La guarda de la cabez a de corte debe estar en
posición y operando apr opiadamente ( excepto
en los rebajes).
Controles – Visión Pos terior
Figura 33
El ajuste de la mesa de entrada para la
profundidad de corte deseado. Refiérase al
Ajuste de la Alt ura de la Mesa de ent rada en la
página 15.
Aléjese de la cabeza de c orte y gire la máqui na
por unos momentos. Escuche antes ruidos
extraños, roces, vibraciones, etc. Corrija tales
problemas ant es de intentar operacione s en la
canteadora.
Verifique cuidadosamente su material de
trabajo antes nudos, orificios, grampas o
cualquier m aterial ext raño que pueda dañar las
cuchillas o generar un riesgo de retroceso.
Verifique también la orientación del grano.
22
Page 63

Operaciones Básicas
Antes de realizar cortes en el material, realice
unos cortes de práctica elevando la mesa de
entrada a “0” y con el equi po desconec tado. De
esta manera puede adquirir por si mismo la
experiencia de operación de la canteadora.
Colocación Manual
Nunca pase las manos
directament e sob re el cab ez al d e cort e.
Al iniciar el corte, la mano izquierda sostiene el
materi al de trabaj o firm emente contra l a mesa de
entrada y la guía mientras la mano derecha
empuja el material de trabajo de una manera
suave y pareja hacia la cabeza de corte (Figura
34).Luego de que el corte se ejecuta, la nueva
superficie reposa firmemente sobre la mesa de
salida. L a mano izquierda pasa ahora al l ado de
salida y presiona en esta parte del material de
trabajo, al mismo tiempo mantiene un contacto
uniforme con la guía. La mano derecha presiona la
pieza de trab ajo hacia delante y a ntes de que la
mano derecha alcance la cabeza de corte, debe
moverse al lado de trabajo en la mesa de salida.
Figura 34
Dirección del Grano
Evite alimentar material en la canteadora en
contra la dirección del grano. Esto puede dar
lugar a bordes raspados y astillados. Vea la
Figura 35. Alimente con el material según la
dirección del grano para obtener una superfici e
lisa, según lo m ostr ado en la Figura 36.
Figura 35
Figura 36
23
Page 64

Cepillado
El propósit o del cepillado en una canteadora es
producir una super ficie plana. El otro lado puede
ser limado para di m ensiones f i nal es preci sas en
un cepill ado de espes or re sult ando en una t abla
lisa y plana a ambos lados y a cada una
paralela a la otra.
Si la madera a ser cant eada es ahuecada o
arqueada, coloque la parte cóncava para
abajo y realice cortes ligeros hasta que la
superfici e sea pl ana.
Use bloques de empuje para ayudar a
asegurar que las m anos entren en cont acto
con la cabeza de corte en caso de
retrocesos.
Nunca cepille piezas de longitud menor a 12
pulgadas o más finas de 3/8” sin el uso de
un armazón de apoyo de trabajo.
Nunca cepille pi eza de espesor a menor de
3 pulgadas sin el uso de un bloque de
empuje.
En materiales de longitud mayor a 12
pulgadas use dos bloques de empuje
(Figura 37).
Figura 38
Ensamblado
Ensamblado (o bordeado) es el proceso de
crear una superficie de terminación de arista
plana que sea adecuada para el canteado o
terminación. Es también un paso previo
necesario al corte por el ancho de la mesa en
una sierra de mesa.
Nunca ensamble una tabla con un ancho
menor a 3 pulgadas de ancho, menor a ¼
de pulgada de espesor o 12 pulgadas de
largo sin el uso de un bloque de empuje.
Al ensamblar madera de ancho mayor a 3
pulgadas, solape los dedos sobre la parte
superior de la madera extendiéndolos de
vuelta sobre la guía de manera que
actuarán de tope para las manos en caso de
retrocesos.
Coloque la guía (m uévala hacia atrás) para
exponerla solamente lo necesario a la
cabeza de corte
Figura 37
Con material estrecho use el bloque de
empuje del tipo mostr ado en la Figura 38.
Cuando el material es
longitud mayor al doble de las mesas de
alimentació n y de salida, otro col aborador o
soporte debe ser usado para sostener el
material.
Cuando el material de
trabajo es dos veces la longitud de las
mesas de entrada y salida, use un soporte de
entrada y salid a.
Para el ensamblado:
1. Asegúrese de que la guía se encuentre
regulada a 90 grados. V er ifique nuev am ente
con una escuadra.
2. Inspeccione el material por la solidez y
dirección del grano (Refi ér ase a l a Dirección
del Grano en la página 23).
3. Si la tabla es arqueada (curvada), coloque
la parte cónc ava para abajo en la m esa de
entrada.
4. Coloque la mesa de entrada para un corte
de aproximadamente 1/16 pulgadas.
5. Sostenga el material firmemente contra la
guía y la mesa, alimente el material
lentamente y de manera uniforme sobre la
cabeza de corte.
24
Page 65

Biselado
El biselado de un a ar ista es l a m i sma operaci ón
de ensamblado de bordes excepto que la guía
está inclinada según un ángul o especí fico.
Asegúrese de que el material biselado sea
mayor a 12 pulgadas, más de ¼ de
pulgadas de espeso y 1 pulgada de anc ho.
Aunque la guía puede estar inclinada para
adentro o para afuera, es recomendable que
la guía sea inclinada hacia el operador
(como se muestra en la Figura 39) por
razones de seguridad.
Figura 39
Figura 40
Al biselar el material corto use un bisel para
sostener el mat eri al para abajo y aplique presión
hacia la guí a. Cons erv e el pulgar por enci m a de
la moldura sobre el bloque de suj ec ión (Fig. 41).
Para biselar:
1. Use una galga de biselado para det erminar
el ángulo deseado, Luego col oque l a guía al
mismo ángulo.
2. Inspeccione la solidez y orientación de
grano del materi al (Refiérase a la Dirección
del Grano en la Página 23) .
3. Coloque la mesa de entrada para un corte
aproximado de 1/16.
4. Si la tabla es arqueada (curvada), coloque
la parte cónc ava para abajo en la m esa de
entrada.
5. Alimente el material a través de la cabeza
de corte asegurándose que la cara del
material esté c ompletam ente plana cont ra la
guía y que el borde haga contac to sólido en
las mesas de alimentación y de salida
(Figura 39).
Para maderas de ancho mayor a 3
pulgadas- sostenga con los dedos juntos
cerca de la parte superior del material,
solapando sobre la tabla y extendiéndose
sobre la guía.
Para maderas de ancho menor a 3
pulgadas- use bloque s de empuje bi selados
y aplique presión contra la guía. Conserve
los dedos cerca de la parte superior del
bloque de empuje (Figur a 40) .
Varias pasadas pueden ser necesarias para
obtener un biselado c om pleto.
Figura 41
Sesgado (Cizallado)
Al afilar o cepillar el material tal como un nudo o
una cara de ojo de pájaro no es inusual
desfigurar o estrope ar la super ficie aca bada. Esto
es causado por las cuchillas de la cabeza de
corte al momento de cortar contra la dirección del
grano. De manera a evitar la desfiguración o
estropeado de este tipo de madera, es necesario
cizallar el material trabajo de manera que se
cruce con las cuchillas bajo un cierto ángulo del
material trabajado (Vea la Figura 42) .
1. Libere la manija de bloque o de la guía y
retire las dos tuercas y la arandela
sosteniendo la guía al soporte de la guía
(Vea la Fi gura 3 en la página 10) Retir e la
guía.
2. Reti re la chaveta del soporte deslizante de
la guía.
3. Reemplace el conjunto guía según la
posición del ángulo desead o a lo l argo de l a
cabeza de corte. Asegure la guí a al soporte
con las tuercas y arandelas planas, luego
apriete la manija de bloqueo de la guía.
25
Page 66

Figura 42
Acanalado (Para cabeza de corte recto
solamente)
IMPORTANTE : El rebaje puede ser hecho con
un cabezal de cuchilla recta solamente ; no es
aplicable con el modelo de cabezal de cuchilla
helicoidal.
Un rebaje es un canal cortado a lo lar go del borde
la tabla, (Fi gura 43). Es hecho usualmente para
aceptar otra tabla para conformar una unión
senc illa y fuerte.
Note: La máxima profundidad de rebaje es 1/2".
Bloques de Empuje
Los bloques de empuje son herramientas simples
pero necesarias para asistir al operador,
especialmente al realizar operaciones de canteado
en materiales cortos o finos. En la Fig. 44 se ilustran
tres tipos de bloques comúnmente usados en el
canteado. Los bloques de empuje pueden ser
obtenidos comercialmente o construidos fácilmente.
Nota: La Canteadora 5 4A es suministrada con
dos bloques de empuje para el proceso de los
materiales.
1. Desconecte la canteadora de la fuente
alimentaci ón de energía eléctrica y retire la
guarda.
2. Afloje la guía y deslícela en el canto
acanalado. Coloque la guía a la anchura
deseada del rebaje y bloquéela.
3. Inspeccione la solidez y orientación de
grano del materi al.
4. Coloque el material en la mesa de entrada y la
mesa de r ebaje con el b orde a ser rebaj ado
sostenido firmemente contra la guía.
5. Lenta y uniformemente alim ente el material
a través de la cabeza de cort e.
6. Baje 1/16” por vez la mesa de entrada y
realice cortes sucesivos hasta que la
profundidad de rebaje deseada sea
obtenida.
7. Rei nstale l a guar da de la c abeza de cort e al
terminar l as operaciones de rebaje.
Figura 43
Figura 44
Mantenimiento
Cuidado de las Cuchillas
Las hojas de corte son extremadamente
filosas! Use extremada precaución para al
limpiarlas o cambiarlas. La no observación
de esta pauta puede causar serias lesiones!
Cuando la goma y la resina se juntan sobre las
cuchillas, elimínelas cuidadosamente con un
solvente fuerte. La no remoción de la goma y
resina se pueden acumular causando excesiva
fricción, desgaste de las cuchillas y
sobrecalentamiento.
Cuando las hojas se desgastan, gírelas para
disponer del nuevo filo o sustitúyalas.
Lubricación
Use una grasa suav e de buen grado sobre
los tornillos de ajuste de acero localizados
en los mecanism os de el ev aci ón y descenso
de las mesas de trabajo.
Ocasionalmente, aplique unas cuantas gotas
de aceite ligero de máquina en las chavetas
dobles de alimentación/salida. Esto permite
que las mesas se deslicen libremente.
Los rodamient os de bol a de la c abez a de cort e
vienen lubri c adas de por vida y no necesitan
cuidados.
26
Page 67

Remoción de la Cabeza de Corte
El conjunt o entero de l a cabeza de c orte debe ser
retirado por motivos de limpieza o sustitución de
los rodamientos o cuchillas. Algunos carpinteros
conservan una c abeza de cort e de reserva con las
cuchillas de sustitución en caso de que las
originales deban ser reparadas.
Las hojas de corte son
extremadamente filosas! Use extremada
precaución al retirarlas de la cabeza de corte.
La no observaci ón de esta p auta pued e causar
serias lesiones!
Para retirar la cabeza de corte (incluyendo los
rodamientos, pasa dore s y carca sas) de l a ba se de
fundición:
En referencia a la Figura 45:
1. Desconecte la máquina de la red de energía
eléctrica.
2. Retire la guarda de la hoja de corte (A) y el
tornillo (B).
Bloquee la manija de bloqueo
de la guía de inclinación (D) para evitar
lesiones de las partes móviles al mover este
conjunto.
3. Retire las dos tuercas de bloqueo (G) y
arandela (F) asegurando el conjunto guía (C) a
la base de la guía de fundi ci ón (E)
4. Eleve el conjunto guía (C) de la mesa y
sáquelo de allí.
5. Del lado izquierdo de la base, retire el ducto
de polvo. De l a parte posterior de la m áquina,
retire la puerta de ac c eso al panel.
En referencia a la Figura 46:
6. Usando una llave allen de 8 mm, afloje dos
tornillos de cabeza hueca por debajo de la
base de f undici ón de l a guía (E ) qu e aseg uren
la fundición a la mesa (F). Retire la base de
fundición de la guía y sáquela de allí.
7. Retire los cuatro tornillos y arandelas (A)
asegurando la guarda de la correa (B). Ret ire
la guarda de la correa.
8. Usando una llave de 14 mm, retire los dos
tornill os (A, Fig, 47) y las arandelas de pres ión
que aseguren las carca sas de lo s rodam i entos
de la cabeza de corte a a la base.
Nota: Estos tornillos y arandelas de presión
son más fácilmente accesibles a través del
colector de polvo.
9. Usando una l l ave allen de 3 mm, afloje los dos
tornill os de ajuste que asegura n la polea de l a
cabeza de corte (D) al eje de la cabeza de
corte. No int ente retirar la polea con la c orrea
esta vez.
10. Desl ice la pol ea del eje de la cabeza de c orte
juntamente c on lo correa V. Col oque la polea,
la chaveta del eje y la corr ea V a un lado.
Figura 45
Figura 46
Figura 47
27
Page 68

11. Reti re cuidadosamente la cabeza de cort e (A,
Fig. 48).
12. Antes de colocar nuevamente la cabeza de
corte en la fundición, limpie íntegramente la
“silla” y las carcasas de los cojinetes o el
aserrín y la grasa de manera que se apoyen
apropiadamente.
13. Para rei nstalar la cabez a de corte, realice los
pasos en orden inver so.
Nota: Al fijar la guía a la base de fundición
asegúrese de que se encuentre alineada con
la mesa de salida.
Figura 48
Diagnóstico de Problemas de Operación
Problema Causa Probable Solución
El material terminado
es cóncavo en el
extremo posterior.
El material terminado
es cóncavo en el
extremo anteri or .
Astillado.
Grano Difuso.
Cabeza de Corte
aminora su veloci dad
durante la operac ión.
“Estriaciones” en el
material de trabajo.
Marcas disparejas de
cuchillas en el
material de trabajo.
La cuchilla está más elevada
que la mesa de salida.
La mesa de salida está más
elevada que la cuchilla.
Corte contra el sentido del
grano.
Cuchillas gastada s. Afile o sustituya las cuchillas.
Alimentación demasiado
rápida del Material de Trabajo.
Corte muy profundo. Realice cortes más superficiales.
Nudos, imperfec ci ones en l a
madera.
Madera con alt o contenido de
humedad.
Cuchillas gastada s.
La alimentación del material
de trabajo es muy rápida, o
se aplica mucha pr esi ón al
material de trabajo.
Cuchillas colocadas de
manera incorrecta.
Alimentación del material de
trabajo muy rápida.
Cuchillas o cuchillas
intercam biables ranuradas o
desalineadas.
Eleve la mesa de sali da hasta que se ali nee
con la punta de la cuchill a. Vea Ajuste de la
Altura de la Mesa de Salida.
Descienda la mesa de sali da hasta que se
alinee con la cuchilla. Vea Ajuste de la Altura
de la Mesa de Salida.
Corte según la dir ec ci ón del gr ano si le es
posible.
Use una tasa más lenta de alimentación.
Inspeccione detenidamente la madera por las
imperfecciones, use material diferent e si es
necesario.
Estacione l a madera o use otro lote.
Afile o sustituya las cuchillas.
Gire o sustituya las cuchillas intercambiables.
Alimentar más lentamente o aplicar menos
presión al mat eri al de trabajo.
Coloque las cuch illas apr op iadamente usando
La Sección de Ajuste de las Cuchillas de la
Cabeza de Corte. Verifique que las ranuras de
la cuchilla estén limp ias y libres de polvos y
residuos.
Alimentar más lentamente y
consistentemente.
Alinee las cuchillas es tán dar es con for me la
Sección de Ajuste de las Cuchillas de la
Cabeza de Corte. Sustituya las cuc h illas
ranuradas o deb ido a hend iduras pequeñas.
Vea La Sección de Cuchillas para Rebajados y
Molduras.
28
Page 69

Diagnóstico de Problemas Eléctricos y Mecánicos
Problema Causa Probable Solución
La máquina no
enciende/reenciende
o dispara
repetidamente el
interruptor
termomagnético o
actuan los fusibles.
No hay alimentación de
energía.
El Interruptor de la instalación
dispara o el fusi ble se quema.
Falla de Motor o Llave ( Com o
diferenciar).
Motor sobrecalentado.
Falla del Motor.
Cableado erróneo de l a
unidad.
Falla de la Llave on/ off
(marcha/parada).
Verific ar si la unidad se encuentra conectada
a la red, el botón de encendido es presionado
completam ente y el botón de parada está
desacoplado.
Verifique que la c anteadora se encuentre
montada en el circuit o c or r ecto. Si el circuito
es correcto, probablemente hay una conexión
suelta. Verifique el ajuste de corriente en el
motor de arranque.
Si tiene acceso a un voltímetro, puede distinguir
una falla del arranque de la falla del motor,
verificando primero la tensión de entrada de
110/220+/-10% y segundo, verificando la
tensión entre el arrancador y el motor a
110/220+/-10%. Si la tensión de entrada es
incorrecta, entonces tiene un problema de
alimentación de energía eléctrica. Si la tensión
entre el interruptor y el motor es incorrecta
entonces tiene un problema en el interruptor. Si
la tensión entre el interruptor y el motor es
correcta, entonces el motor tiene problemas.
Limpie el motor de polvos o residuos para
permitir que tenga c or r ec ta circulación de
aire. Permit a que el m otor se enfr íe antes de
intentar nuevamente el arranque.
Si el motor eléct ri c o es sospechoso del
problema, tiene dos opciones: Haga que un
electricista calificado verifique la funcionalidad
del motor o retir ar el mot or y llévelo a un taller
especiali sta en la r epar ac ión de motores
eléctric os para su prueba.
Verifique dos veces para confirmar que todas
las conexiones eléc tricas sean correctas.
Refiérase a los Diagramas de Conex ión par a
realizar las correc c iones necesarias.
Si la llave de on/off (encendido/apagado) es
la sospechosa, entonces tiene dos opciones:
Haga que un electrici sta c alificado verifique la
funcionali dad de la l lave, o adquiera una llave
nueva y determine si ese era el problema con
el cambio de llave.
Accesorios Opcionales
2004017 ...........Adapt ado del Colector de Polvo
2042374 ...........Base Móvil
708801DX ........Cuchillas (juego de 3)
1791212 ...........Cuchillas Intercambiables
(juego de 10)
6285991 ...........Juego de Ac c esorios
Lista de Partes
Las partes se listan en las siguiente páginas.
Para ordenar los repuestos o contactar con
nuestro departamento de servicio, llame al 1800-274-6848 de Lunes a Viernes (vea nuestr a
página Web en relación a nuestro horario de
atención www.powermatic.com). Tenga su
número de modelo y de serie disponibles al
llamarnos, eso nos permitirá ayudarle
rápidamente y con exactitud.
29
Page 70

Base – Lista de Partes (Todos los Modelos)
Nro de Lista Parte Nro. Descrip ción Tamaño Cantidad
................. 6296131...................Conjunto Base ....................................................................................... 1
1 ............... 6296121...................Base ...................................................................................................... 1
2 ............... 6285974...................Puerta ................................................................................................... 1
3 ............... 6285822...................Perno de Bloqueo .................................................................................. 3
4 ............... 6285852...................Arandela de Presión ...........................................3/8 x 5/8 ..................... 3
5 ............... 6296122...................Tornillo ...............................................................1/8-40 x 3/8 ................ 4
6 ............... 6296123...................Arandela Plana ...................................................1/8 x 3/8 x 1/32 ........... 4
7 ............... 6285975...................Pomo atornillable ................................................................................... 1
8 ............... 6285976...................Seguro de la Puerta ............................................................................... 1
9 ............... 6285977...................Tuerca ................................................................3/8-16 ......................... 1
10 ............. 6285980...................Tornillo de Cabeza Hueca ..................................5/16-18 x 3/4 .............. 4
11 ............. 6285805...................Arandela Plana ...................................................5/16 x 3/4 x 1/16 ......... 8
12 ............. 6296124...................Correa V ................................................................................................ 1
13 ............. 6296125...................Polea del Motor ..................................................................................... 1
14 ............. 6285865...................Tornillo de Ajuste ................................................1/4-20 x 1/4 ................ 2
15 ............. 6296126...................Motor ..................................................................1HP, 1PH 115/230V ... 1
16 ............. 6285988...................Arandela de Presión ...........................................5/16 x 5/8 ................... 4
17 ............. 6285966...................Tuerca ................................................................5/16-18 ....................... 1
18 ............. 6296127...................Cable del Motor ..................................................................................... 1
19 ............. 6296128...................Interru ptor.............................................................................................. 1
20 ............. 6285963...................Dispositivo de Alivio de Presión ..........................SB7R-1 ...................... 1
21 ............. 6285962...................Cable de Alimentación ........................................................................... 1
22 ............. 6296129...................Guarda de la Correa .............................................................................. 1
23 ............. 6285909...................Arandela
24 ............. 6285910...................Tornillo de la Manija ...........................................1/4-20 x 1/2 ................ 8
25 ............. 2004017...................Colecto r de Polvo .................................................................................. 1
26 ............. 6285978...................Chaveta ..............................................................5 x 5 x 30 ................... 1
27 ............. 6296133...................Interruptor de Botonera .......................................................................... 1
28 ............. 6296134...................Cubierta del Interruptor .......................................................................... 1
29 ............. 6296135...................Caja del Interruptor ................................................................................ 1
30 ............. 6296136...................Tornillo de Cabeza Circular ................................#10-24 x 1/2 ............... 2
31 ............. 6296137...................Arandela .............................................................3/16 x 1/2 x 1/32 ......... 2
32 ............. 6296138...................Tornillo de Máquina ............................................M4 x 1.59 P x 38mm .... 2
33 ............. 6296139...................Tornillo de Cabeza Circular ................................#8-32 x 5/8 ................. 2
34 ............. 6296140...................Arandela Plana ...................................................5/32 x 3/8 x 1/32 ......... 2
35 ............. 6296141...................Arandela en estrella ............................................BW-4 (5/32 x 3/8) ....... 2
36 ............. 6296142...................Tuerca ................................................................#8-32 .......................... 1
37 ............. 3520B-140 ...............Placa de Datos ...................................................................................... 1
38 ............. 6296150...................Etiqueta de Emergencia ........................................................................ 1
39 ............. PM2700-440 ............Tira ancha(no se muestra) ................................... comercializado por pie.
40 ............. PM2700-441 ............Tira estrecha (no se muestra) .............................. comercializado por pie.
.............................................................1/4-20 UNC x 1/2 ........ 8
30
Page 71

Base – Montaje (Todos los Modelos)
C
I
T
A
M
R
E
W
O
P
31
Page 72

Plataforma – Lista de Partes (Todos los Modelos)
Nro de Lista Parte Nro. Descrip ción Tamaño Cantidad
1 ............... 6296086...................Rodillo de Base ..................................................................................... 1
2 ............... 6296087...................Arandela .............................................................3/8 x 1 x 5/32 .............. 4
3 ............... 6296088...................Pasador de Resorte ............................................4mm dia. x 14mm Lg .. 1
4 ............... 6296089...................Chaveta ..............................................................9.5mm x 273 mm ........ 1
5 ............... 6285931...................Tornillo de Cabeza Hueca ..................................3/8-16 x 1-1/2 ............ 2
6 ............... 6285910...................Tornillo de Manija ..............................................1/4-20 x 1/2 .............. 10
7 ............... TS-0680021 .............Arandela .............................................................1/4 .............................. 2
8 ............... 6296091...................Tornillo de Cabeza Hueca ..................................1/4-20 x 3/4 ................ 1
9 ............... 6296092...................Tornillo de Cabeza Hueca ..................................1/4-20 x 1/2 ................ 5
10 ............. TS-0208041 .............Tornillo de Cabeza Hueca ..................................5/16-18 x 3/4 .............. 1
11 ............. TS-0208101 .............Tornillo de Cabeza Hueca ..................................5/16-18 x 2.0 .............. 2
12 ............. 6296094...................Chaveta ..............................................................5mm x 5mm x 20 mm .. 1
13 ............. 6285907...................Tornillo de Ajuste ................................................1/4-20 x 3/8 ................ 4
14 ............. 6285902...................Tuerca ................................................................1/4-20 ......................... 5
15 ............. 6296144...................Arandela Plana ...................................................1/4 x 1/2 x 1/32 ........... 3
16 ............. 6296066...................Arandela Plana ...................................................13mm x 28mm x 3 m m 1
17 ............. 6296095...................Arandela de Presión ...........................................6.5mm x 12.8mm ........ 3
18 ............. 6285911...................Arandela de Presión ...........................................8.2mm x 15.4mm ........ 2
19 ............. 6296096...................Arandela Ondulada .............................................12.6mm x 16.8m m ...... 1
20 ............. 6296015...................Anillo Retén ........................................................ETW-6 ........................ 3
21 ............. 6296022
22 ............. 6285901...................Tornillo de Ajuste ................................................1/4-20 NC x 1 ............. 5
23 ............. 6285906...................Collar ín.................................................................................................. 1
24 ............. 6285904...................Arandela ................................................................................................ 1
25 ............. 6285905...................Soporte ................................................................................................. 1
26 ............. 6285903...................Tornillo de Ajuste ................................................................................... 1
27 ............. 6296097...................Eje......................................................................................................... 1
28 ............. 6296098...................Soporte de Bloqueo ............................................................................... 1
29 ............. 6296099...................Perno .................................................................................................... 1
30 ............. 6296100...................Soporte ................................................................................................. 1
31 ............. 6296101...................Base ...................................................................................................... 1
32 ............. 6296102...................Mesa Anterior ........................................................................................ 1
33 ............. 6296103...................Mesa Posterior ...................................................................................... 1
34 ............. 6296104...................Placa ..................................................................................................... 1
35 ............. 6296105...................Chaveta Doble....................................................................................... 2
36 ............. 6296106...................Eje......................................................................................................... 1
37 ............. 6296107...................Placa ..................................................................................................... 1
38 ............. 6296108...................Placa de Cierre ...................................................................................... 1
39 ............. 6296109...................Manija ................................................................................................... 1
40 ............. 6296110...................Base de Ajuste ...................................................................................... 1
41 ............. 6296111...................Eje sinfin ............................................................................................... 1
42 ............. 6296112...................Sinfin ..................................................................................................... 1
43 ............. 6296113...................Tuerca ................................................................................................... 1
44 ............. 6285900...................Tornil lo .................................................................................................. 2
45 ............. 6296060...................Tornillo de Ajuste ................................................5/16-18 x 3/4 .............. 2
46 ............. 6285966...................Tuerca ................................................................5/16-18 ....................... 3
47 ............. 6296114...................Bloque de Posición
48 ............. 6296014...................Tornillo de Cabeza Hueca .................................. 5/16-18 x 3/4 ............. 2
49 ............. 6296115...................Pasador ................................................................................................. 1
50 ............. 6296116...................Punter o ................................................................................................. 1
51 ............. 6296117...................Tornillo de Cabeza Circular ................................5/32-32 x 1/4 .............. 1
52 ............. 6285917...................Bloque de Empuje ................................................................................. 2
53 ............. 6285908...................Volante .................................................................................................. 1
54 ............. 6296145...................Guarda de la Cabeza de Corte .............................................................. 1
55 ............. TS-1533032 .............Tornillo de Cabeza Circular ................................M5 x 10mm ............... 1
57 ............. 6285892...................Eje de la Gua rd a ................................................................................... 1
...................Anillo Retén ........................................................ETW-12 ...................... 2
................................................................................ 1
32
Page 73

Plataforma – Lista de Partes (Todos los Modelos)
Nro de Lista Parte Nro. Descrip ción Tamaño Cantidad
58 ............. 6285893...................Arandela ................................................................................................ 1
59 ............. 6285894...................Res orte ................................................................................................. 1
60 ............. 6285895...................Pomo .................................................................................................... 1
61 ............. 6285896...................Retén .................................................................................................... 1
62 ............. 6285897...................Tornillo ...............................................................5/32-32 x 5/8 .............. 3
63 ............. 6296147...................Escala de Profundidad ........................................................................... 1
64 ............. 6296148...................Remache ............................................................................................... 2
65 ............. 6296151...................Collar ín.................................................................................................. 1
66 ............. 6296152...................Tornillo de Ajuste ................................................1/4-20 UNC x 1/4 ........ 2
33
Page 74

Guía – Lista de Partes y Conjunto (Todos los Modelos)
Nro de Lista Parte Nro. Descrip ción Tamaño Cantidad
................. 6296130...................Conjunto Guía ....................................................................................... 1
1 ............... 6296143...................Perno de Bloqueo .................................................................................. 1
2 ............... 6296066...................Arandela Plana ...................................................13mm x 28mm x 3m m 2
3 ............... 6296067...................Bloque de Tope ..................................................................................... 1
4 ............... 6296068...................Soporte de Guía .................................................................................... 1
5 ............... 6285945...................Pomo .................................................................................................... 2
6 ............... 6296069...................Eje de Bloqueo ...................................................................................... 1
7 ............... 6296070...................Pasador ..............................................................Ø5mm x 50mm ........... 1
8 ............... 6296071...................Tornillo Hueco ....................................................1/4-20 x 1-1/4 ............. 2
9 ............... 6296072...................Tuerca ................................................................1/4-20 ......................... 2
10 ............. 6296073...................Tornil lo .................................................................................................. 1
11 ............. TS-0561052 .............Tuerca ................................................................1/2-20 ......................... 2
12 ............. 6296075...................Conjun to Guía ....................................................................................... 1
13 ............. 6285940...................Espárrago pivote ................................................................................... 2
14 ............. 6285966...................Tuerca ................................................................5/16-18 ....................... 1
15 ............. 6296077...................Tornillo de Cabeza Hexagonal ............................5/16-18 x 1-1/4 ........... 1
16 ............. 6296078...................Tornillo de Cabeza Hexagonal ............................5/16-18 x 1-1/2 ........... 1
18 ............. 6296080...................Eslabón de Bloqueo .............................................................................. 1
19 ............. 6296081...................Tuerca ................................................................................................... 1
20 ............. 6285947...................Bloque Fijo ............................................................................................ 1
21 ............. 6296082...................Eslabón de la Guía ................................................................................ 1
22 ............. 6285942...................Tornillo de C
23 ............. 6285944...................Pasador de la Manija ............................................................................. 2
24 ............. 6285943...................Tuerca ................................................................3/8-16 ......................... 4
25 ............. 6296083...................Tuerca ................................................................1/2-12NC .................... 2
26 ............. 6296084...................Perno .................................................................................................... 1
27 ............. 6296085...................Tornillo Hueco ....................................................1/4-20 x 1/2 ................ 1
abeza Cónica ..................................................................... 4
34
Page 75

Cabeza de Corte – Partes y Conjunto (modelo 54A solamente)
Nro de Lista Parte Nro. Descrip ción Tamaño Cantidad
................. JJ6CSDX-CA ...........Conjunto de la Cabeza de Corte(Índice #s 1-15) .................................... 1
1 ............... JJ6CSDX-1 01 ..........Tornillo de Cabeza Hueca de Bot ón Especial ...................................... 12
2 ............... TS-0720091 .............Arandela de Pr esi ón ...........................................3/8”............................. 2
3 ............... JEA-B01 ..................Perno .................................................................................................... 2
4 ............... 3H-C02 ....................Carca sa del Rodamiento ....................................................................... 1
5 ............... BB-6202ZZ ..............Rodamiento de Bolas .........................................6202ZZ....................... 1
6 ............... JJ6CSDX-1 06 ..........Cabeza de Corte ................................................................................... 1
7 ............... 5F-G108 ..................Chaveta ..............................................................5x5 x25 ....................... 1
8 ............... BB-6203ZZ ..............Rodamiento de Bolas .........................................6203ZZ....................... 1
9 ............... JH-C04 ....................Carcasa del Rodamiento ....................................................................... 1
10 ............. JH-C07 ....................Polea de la Cabeza de Corte ................................................................. 1
11 ............. TS-0267041 .............Tornillo de Ajuste de Cabeza Hueca ...................1/4”-20x3/8” ................ 2
12 ............. 708801DX ................Cuchilla JJ-6CSDX (juego de 3)............................................................. 1
13 ............. TS-1501021 .............Tornillo de Cabeza Hueca ..................................M4x8 .......................... 6
14 ............. JJ6CSDX-114 ..........Barra de Cuchilla de Bloqueo ................................................................ 3
15 ............. JJ6CSDX -115 ..........Tuerca de Ajuste ................................................................................... 6
35
Page 76

Cabeza de Corte – Partes y Conjunto (modelo 54HH solamente)
Nro de Lista Parte Nro. Descrip ción Tamaño Cantidad
................. PM54HH-CA ............Conjunto de la Cabeza de Corte (Índice # 1-12) ..................................... 1
1 ............... TS-0267041 .............Tornillo de Aj uste de Cabeza Hueca ...................1/4”-20x3/8 ................. 2
2 ............... JH-C07 ....................Polea de la Cabeza de Corte ................................................................. 1
3 ............... JH-C04 ....................Carcasa del Rodamiento ....................................................................... 1
4 ............... BB-6203VV ..............Rodami ento de Bolas .........................................6203VV ...................... 1
5 ............... 5F-G108 ..................Chaveta ..............................................................5x5 x25 ....................... 1
................. 1791221-6 ...............Unidad de Helicoi dal p/Cabez a de Cor te (Índice # 6 al 8) ....................... 1
6 ............... 1791212...................Cuchilla In tercambiable (juego de 10) ........................................... total 40
7 ............... JWP208HH-111 .......Tornillo de Cuchilla Intercambiable .....................#10-32x1/2 ............... 40
8 ............... PM54HH-108 ...........Cabeza de Corte Helicoi dal ................................................................... 1
9 ............... BB-6202VV ..............Rodami ento de Bolas .........................................6202VV ...................... 1
10 ............. 3H-C02 ....................C arcasa del Rodamiento ....................................................................... 1
11 ............. TS-0720091 .............Arandela de P r esión ...........................................3/8”............................. 2
12 ............. JEA-B01 ..................Tornillo de Cabeza Hex ......................................3/8”-24x3-1/2” ............. 2
13 ............. JJ6HH-113 ...............Destornillador de Punto Estrell a (no se m uestr a) ................................... 2
36
Page 77

Diagramas de Cableado
Diagrama de Cableado – Nro de Serie # 05060540312 y menores
37
Page 78

Diagrama de Conexiones – Nro de Serie # 05060540313 y mayores
38
Page 79

39
Page 80

427 New Sanford Road
LaVergne, Tennessee 37086
Teléf: 800-274- 6848
www .p owermatic.c om
40
Page 81

Instructions relatives à l’utilisation et manuel des
pièces détachées
Dégauchisseuse de menuiserie
six pouces
Modèles 54Aet 54HH
54A (1791279DXK), num ér o de série # 8040543557 et ultérieur
54HH (1791317K), numéro de série # 8010540313 et ultérieur
Powermatic
427 New Sanford Road
LaVergne, Tennessee 37086 Pièce N° M-1791279DX
Ph.: 800-274-6848 Révision C2 04/2014
www.powermatic.com Copyright © 2014 Powerm atic
Page 82

Garantie et entretien
Powermatic garantit tous les produits qu'ils vendent contre les défauts de fabrication. Si l’un de nos outils nécessite
un entretien ou des réparations, veuillez contactez le Service technique en appelant le 1-800-274-6846, 8AM à 5PM
CST, du lundi au vendredi.
Période de garantie
La garantie générale dépend de la durée indiquée dans les brochures incluse avec votre produit ou sur le site officiel
de la marque Powermatic.
• Les produits Powermatic ont une garantie limitée qui varie en fonction du produit. (Voir le tableau ci-
dessous.)
• Accessoires comportent une garantie limitée d'un an à partir de la date de réception.
• Les pièces d'usure sont définies comme des pièces ou des accessoires prévus pour devenir inutilisable
dans un délai raisonnable de l'utilisation durables et sont couverts par une garantie limitée de 90 jours
contre les défauts de fabrication.
Qui est ce qui est Couvert
Cette garantie ne couvre que le premier acheteur du produit de la date de livraison.
Qu’est ce qui est Couvert
Cette garantie couvre tous les défauts de fabrication ou les matériaux, sous réserve des limitations indiquées cidessous. Cette garantie ne couvre pas les pannes causées directement ou indirectement par la mauvaise utilisation,
la manipulation, la négligence ou les accide nts, la dégradat ion pe rsonnel le , la mauva ise répara tion, le s altérations ou
le manque d’entretien.
Limites de garantie
Les produits servant à des fins commerciales, industrielles ou éducatives bénéficient plutôt d’un an de garantie. S'il
vous plaît contacter le service technique au 1-800-274-6846 pour de plus amples précisions.
Comment Obtenir un Support Technique
S'il vous plaît contacter le service technique en appelant 1-800-274-6846. S'il vous plaît noter que vous serez invité à
fournir la preuve de l'achat initial lors de l'appel. Si un produit nécessite une inspection plus poussée, le représentant
de service technique vous expliquera et vous aider à toute mesure supplémentaire nécessaire. Powermatic dispose
de cen tres de service autorisés r épart i s à tra vers les États-Unis. Pour obtenir le nom du centre d’entretien agréé de
votre région, appelez le 1-800-274-6846 ou utilisez le localisateur de centre de Service sur le site Web de
Powermatic.
Plus d'informations
Powermatic ajoute constamment de nouveaux produits. Pour obtenir des informations complètes et actuelles,
contactez le fournisseur de votre localité, ou visitez le Powermatic officiel marque site web.
Réglementation en Vigueur
Cette garantie vous donne des droits légaux spécifiques, sous réserve de la légis lati on applicable de l'Ét at .
Limit e s d e la Garantie
POWERMATIC LIMITE TOUTES LES GARANTIES IMPLICITES À LA PÉRIODE DE LA GARANTIE LIMITE DE
CHAQUE PRODUIT. TOUTES GARANTIES TACITES OU CONCERNANT L'ADAPTATION À LA
COMMERCIALISATION OU L' UTIL ISATION À UN USAGE PARTICULIER SONT EXCLUES. CERTAINS ÉTATS NE
PERMETTENT PAS DE LIMITES SUR LA DURÉE DE LA GARANTIE IMPLICITE, LA LIMITATION CI-DESSUS
POURRAIT PAR CONSÉQUENT NE PAS VOUS CONCERNER.
POWERMATIC N’EST EN AUCUN CAS RESPONSABLE DE LA MORT, DES BLESSURES CORPORELLES OU
DES DÉGÂTS MATÉRIELS MINEURS, CONTINGENTS, SPÉCIAUX, OU MAJEURS PROVOQUÉS PAR
L’UTILISATION DE NOS PRODUITS. CERTAINS ÉTATS N'AUTORISENT PAS DE LIMITATIONS AU SUJET DES
DOMMAGES CONSÉCUTIFS. PAR CONSÉQUENT, LES LIMITATIONS CI-DESSUS POURRAIENT NE PAS
S’APPLIQUER À VOUS.
Powermatic vend ses produits à travers les fournisseurs ne. Les spécifications mentionnées dans le Powermatic
documents imprimés et sur Powermat ic officielle sites de marque sont donnés à titre d'information générale et ne
sont pas contraignantes
pièces, des inst a llations et des équipement s accesso ires qu’ils jugerai ent nécessaire pour quelle que raison.
Liste des produits de la période de garantie
90 jours – Pièces; Les pièces d'usure
1 An – Motors; Accessoires de machines;
2 An –
Machines à bois util isé à d es fins indus t rielles o u comm er cial es
5 An – Machi nes à bois
NOTE: Powermatic est une division de JPW Industries, Inc.. Référence dans le présent document à P owe rmatic
s'appliquent également aux JPW Industries, Inc., ou de ses ayants droit pour les marques Powe rmatic.
. Powermatic se réservent le droit de destruction en tout temps, sans avis préalable, des
2
Page 83

Table des matières
Garantie et entretien ................................................................................................................................ 2
Table des matières .................................................................................................................................. 3
Avertissements ........................................................................................................................................ 4
Déballage ................................................................................................................................................ 8
Contenu à l'expédit ion ......................................................................................................................... 8
Assembla g e ............................................................................................................................................ 9
Déballage et nettoyage ......................................................................................................................... 9
Montage du lit sur le support ................................................................................................................ 9
Montage du guide sur l e lit .................................................................................................................. 10
Montage de la courroie d'entraînement ............................................................................................... 10
Montage du couvercle de la poulie ..................................................................................................... 11
Montage de la protection de la tête de la découpeuse......................................................................... 11
Montage de la porte d’acc ès et de la c hute de poussière .................................................................... 11
Circuit électrique .................................................................................................................................... 12
Instructions relatives à la mise à la masse .......................................................................................... 12
Fonctionnement sous 115 volts .......................................................................................................... 1 2
Fonctionnement sous 230 volts .......................................................................................................... 1 2
Réglages ............................................................................................................................................... 13
Déplacement da la protection ............................................................................................................. 13
Réglages d’arrêt du gui de ................................................................................................................... 14
Réglage de la hauteur de l a table d’entrée .......................................................................................... 15
Limiteur de dépl acement de la table d’entrée ...................................................................................... 15
Réglage du verrou de la porte ............................................................................................................ 1 6
Réglage de la hauteur de l a table de sortie ......................................................................................... 16
Réglage du couteau de l a tête de la découpeuse (Modèle 54A uniquement) ....................................... 17
Remplacement des cout eaux ( M odèle 54A uniquement) .................................................................... 19
Réglage des couteaux pour le r efeuillement et des encoches (Modèle 54A uni quem ent) .................... 20
Remplacement ou rotation des coupe-paraisons (modèle 54HH uniquement) ..................................... 20
Définition de la hauteur appropriée de la table .................................................................................... 21
Installation de la ma in ......................................................................................................................... 23
Sens du grain ..................................................................................................................................... 23
Ponçage de surface ........................................................................................................................... 24
Assembla ge .................................................................................................................... ................... 24
Biseautage ......................................................................................................................................... 25
Décalage (découpe au ciseau) ........................................................................................................... 25
Coupes de rainure .............................................................................................................................. 26
Cales de poussée............................................................................................................................... 26
Entret ien de la lame ........................................................................................................................... 26
Dépose de la tête de la découpeuse ................................................................................................... 27
Accessoires en option............................................................................................................................ 29
Pièces de rechange ............................................................................................................................... 29
Support – liste de pièc es (T ous l es modèles) ...................................................................................... 30
Support – disposit if (Tous les modèles) .............................................................................................. 31
Lit – liste de pièces (Tous l es modèles) .............................................................................................. 3 2
Guide– liste de pi èc es et disposit if (Tous les modèles) ....................................................................... 34
Tête de la découpeuse – pièces et dispositif (modèle 54A uniquement) .............................................. 35
Tête de la découpeuse – pièces et dispositif (modèle 54A uniquement) .............................................. 36
Schémas de circuit électrique .................................................................................................
Schéma de circuit élec trique – série # 05060540312 et inférieur ............................................................ 37
Schéma de circuit élec trique – série # 05060540313 et supérieur .......................................................... 3 8
............... 37
3
Page 84

1. Lire en entier et bien comprendre le Manuel d’utilisation avant de tenter l’assemblage ou l’utilisation.
2. Lire et comprendre les avertissements apposés sur l’équipement et présentés le Manuel. Ignorer ces
avertissements peut résulter en des blessures graves.
3. Remplacer les étiquettes d’avertissements si elles deviennent illisibles ou endommagées.
4. Cette scie circulaire à table est conçue et destinée uniquement à une utilisation par du personnel bien formé et
expérimenté. Si vous n’êtes pas familier avec le fonctionnement normal et sécuritaire d’une scie, ne pas l’utiliser
avant qu’une formation et une connaissance adéquates aient été acquises.
5. Ne pas utiliser cette scie à des fins autres que celles pour lesquelles elle a été conçue. Si elle est utilisée à
d’autres fins, Powermatic décline toute garantie réelle ou implicite et se dégage de toute responsabilité des
blessures personnelles pouvant résulter de cette utilisation.
6. Toujours porter des lunettes/écrans faciaux de sécurité homologués lors de l’utilisation de cette scie. Les
lunettes ordinaires ne sont résistantes qu’aux chocs; elles ne sont pas des lunettes de sécurité.
7. Avant d’utiliser cette scie, retirer cravate, bagues, montre et autres bijoux et rouler les manches au-dessus des
coudes. Retirer tout vêtement lâche et couvrir les cheveux longs. Des chaussures antidérapantes et des bandes
antipatinage sont recommandées. N e jamais porter de gants.
8. Porter des protecteurs d’oreilles (bouchons ou coquilles) lors des longues périodes d’utilisation.
9. Certaines poussières générées lors du sablage, sciage, meulage, perçage et autres activités de la construction
contiennent des agents chimiques reconnus pour causer le cancer, des anomalies congénitales et affecter
négativement le système de reproduction. Certains exemples de ces agents chimiques sont :
• Le plomb dans la peinture à base de plomb.
• La silice cristallisée provenant des briques, du ciment et autres produits de maçonnerie.
• L’arsenic et le chrome provenant du bois traité chimiquement.
Le risque d’exposition varie selon la fréquence à laquelle vous effectuer ce genre de travail. Pour réduire
l’exposition à ces agents chimiques, travailler dans un endroit bien aéré et utiliser de l’équipement de sécurité
homologué comme les masques faciaux et les masques antipoussières qui sont spécifiquement conçus pour
filtrer les particules microscop ique s.
10. Ne pas utiliser cet équipement lorsque fatigué ou sous l’influence de drogues, d’alcool ou de médicaments.
11. Assurez-vous que le commutateur est sur OFF (désactivé) avant de connecter la machine à la
source d’alimentation.
12. S’assurer que l’équipement est branché correctement à la masse.
13. Toujours débrancher l’équipement du secteur avant de procéder à tout ajustement ou entretien. Un équipement
en réparation devrait toujours être ETIQUETE EN ROUGE pour indiquer qu’il ne doit pas être utilisé avant que
l’entretien soit complété.
14. Retirer toutes les clés de réglage et les outils. Développer l’habitude de toujours vérifier que les clés de réglage
et les outils sont retirés de l’équipement avant d’y appliquer l’alimentation.
15. Maintenir les dispositifs de sécurité en place en tout temps lors de l’utilisation de l’équipement. S’ils sont retirés à
des fins d’entretien, être extrêmement prudent et les remettre en place immédiatement
maintenance.
à la fin de la
16. A ssurez-vous que la dég auchisseuse est f ermement m aintenue contre le support ou un banc av ant
utilisation.
17. Inspecter l’équipement pour découvrir les pièces défectueuses. Avant réutiliser l’équipement, tout dispositif de
sécurité défectueux ou autre pièce endommagée devrait être vérifié pour déterminer qu’il fonctionnera
correctement et remplira la fonction prévue. Vérifier l’alignement et le grippage des pièces mobiles, le bris de
pièces ou des fixations et toute autre condition pouvant affecter son fonctionnement. Tout dispositif de sécurité
ou autre pièce endommagé devrait être réparé correctement ou remplacé.
18. Assurer un espace adéquat autour de l’équipement et un éclairage non éblouissant au plafond.
19. Maintenir le plancher autour de la scie propre et libre des déchets de découpe, d’huile et de graisse.
4
Page 85

20. Garder les visiteurs à une distance sécuritaire de la zone de travail. Éloigner les enfants.
21. Rendre l’atelier à l’épreuve des enfants au moyen de cadenas, d’interrupteurs principaux ou en retirant les clés
de sécurité.
22. Porter attention uniquement au travail en cours. Regarder partout, tenir une conversation et « faire l’imbécile »
sont des actes imprudents pouvant résulter en des blessures graves.
23. Maintenir une posture équilibrée en tout temps pour ne pas tomber ou s’incliner sur la scie ou autres pièces
mobiles. Ne jamais tenter d’atteindre ce qui est hors portée ou utiliser une force excessive lors des opérations
avec la scie.
24. Utiliser le bon outil à la bonne vitesse d’alimentation. Ne jamais forcer un outil ou un accessoire pour effectuer
une tâche pour laquelle il n’est pas conçu. Le bon outil effectue mieux la tâche de façon plus sécuritaire.
25. Utiliser les accessoires recommandés. Les accessoires inappropriés peuvent être dangereux.
26. Entretenir les outils avec soin. Maintenir les lames aiguisées et propres pour une meilleure performance en
sécurité. Suivre les directives couvrant la lubrification et le remplacement des accessoires.
27. Couper le courant de l’équipement avant le nettoyage. Utiliser une brosse ou de l’air comprimé pour enlever
copeaux et débris - ne pas se servir de ses mains.
28. Ne pas monter sur l’équipement. Des blessures graves peuvent survenir si l’équipement bascule.
29. Avant de mettre la machine sous tension, éloignez tous les équipements extra tels que les clés, les tourne-à-
gauche, les fragments, les billes et les torchons de nettoyage de la machine.
30. Ne laissez jamais la machine fonctionner sans surveillance. Coupez l’alimentation et ne quittez la machine que
lorsque la tête de la découpeuse est à l’arrêt total.
31. Utilisez toujours une cale de maintien ou de poussée lors du ponçage de surface d’une bille d’une longueur
inférieure à 12" pouces ou d’une largeur de 3" pouces ou d’une épaisseur 3 pouces.
32. N’effectuez pas d’opérations d’assemblage sur des matériaux dont la
longueur est inférieure à 8", dont l’étroitesse est inférieure à 3/4" ou
ayant une épaisseur inférieure à 1/4".
33. Les mains ne doivent jamais se trouver à plus de à 3 pouces de la
tête de la découpeuse (voir la figure de droite).
34. N’appliquez jamais la pression sur la bille directe ment sur la tête de la
découpeuse. Cette action peut faire tomber la bille dans la tête de la
découpeuse ainsi que les doigts de l’opérateur. Placez vos mains
loin des pointes de la bille et poussez vers l’avant en un mouvement
lent et équilibré. Ne ramenez jamais un objet que vous travaillez vers
la table d’entrée.
35. N’effectuez jamais de coupe d’une profondeur de plus de 1/2" lors du refeuillement. Sur d’autres coupes telles
que le délignage, le ponçage de surface, etc., la profondeur de coupe ne doit pas être supérieure à 1/8" afin
d’éviter de surcharger l a machine et d e rédui re les chan ces de recul.
36. Pour éviter le recul, le grain doit fonctionner dans le même sens que celui de la coupe. Avant d’essayer
d’assembler ou de raboter, chaque morceau doit être examiné avec attention afin de vérifier l’état de la bille et
l’orientation du grain.
37. Lorsque vous travaillez avec un bois au grain ondoyant ou ayant des ronces, qui vous obligent à raboter contre
le grain, utilisez une profondeur de coupe plus petite et une vitesse d’alimentation lente.
38. Déplacez vos mains alternativement de l’avant vers l’arrière au fur et à mesure que le travail continue sur la
coupe. Ne passez jamais directement vos mains sur les couteaux de coupe. Lorsqu’une main approche les
couteaux, retirez-la de la bille dans un mouvement en arc et placez-la sur la bille au dessus des couteaux de
coupe.
39. Maintenez toujours fermement la bille.
5
Page 86

Familiarisez-vous avec les notices de sécurit é suivantes utilisées dans ce manuel :
Indique que si des précautions ne sont pas prises, des blessures mineures et des dommages
à la scie peuvent survenir.
mort peuvent survenir.
Indique que si des précautions ne sont pas prises, des blessures graves et même la
Cadenas du commutateur d’activation et de
désactivation
La dégauchisseuse est équipée d’un
commutateur de bouton de poussée qui prend
un cadenas de sécurité (non inclus). Afin de
protéger v otre machine d’un accès non autori sé
ou d’un démarrage accidentel par de petits
enfants, il est vivement recommandé d’utiliser
un cadenas – voir la figure de dr oite.
Verrou du commut ateur d’ac tivation et de
désactivation
6
Page 87

Introduction
Ce manuel, four ni par Powermatic couvre les méthodes sécuritaires d’utilisation et d’entretien des modèles
de dégauchisseuses 54A et 54HH. Ce manuel contient les directives couvrant l’installation, les
précautions de sécuri té, les modes d’emploi génér aux , les méthodes d’entretien et la liste des pièces. Cet
équipement a été conçu et fabriqué pour assurer de nombreuses années de fonctionnement sans
problème s’il est utilisé conform ément aux directives présentée s dans ce manuel. S’il y a des questions
ou commentaires, communiquer avec le fournisseur local ou
contacté via le site Web www.powermatic.com.
Powermatic. Powermatic peut aussi être
Spécifications
Modèle ................................................................................. 5 4A.......................................... ........... 54 HH
Numéro du stock :
Dégauchisseuse et support ................................ 1791279DXK............................................ 1 791 317K
Dégauchisseuse uniquement ............................... 2365013DX.................................................1791317
Taille de la tabl e (po) ................................................... 7-1/4 x 66............................................... 7-1/4 x 66
Support de table ................................. glissière à queue- d’aronde..................... glissièr e à queue-d’aronde
Style de la tête de la découpeusedr oits, avec/couteaux à pri se rapide ........................................ h élico ïda l
Couteaux .......................................................... à 3 double-bords................... 40 paraisons à quatre côtés
Nombre de lignes de la découpeuse ......................................... --............................................................ 6
Vitesse de la tête de la découpeuse (T P M ) .......................... 6000...................................................... 6000
Nombre de coupes par minut e .......................................... 18,000........................................ non applicable
Capacité de coupe ( po) .................................................. 1/2" x 6"................................................. 1/2 ” x 6”
Taille de la lame (po) ...................................... 6-1/16 x 3/4 x 5/64................................ 0.10T x 0.59 x 0.59
Commutateur................................................. bouton de poussée.................................bouton de pous sée
Taille totale du guide (po) .................................................. 4 x 38..................................................... 4 x 38
Inclinaison du guide (degrés) ..............................................+/- 45..................................................... +/- 45
Arrêts ..........................................................- 45, 45 et 90 degrés.............................. - 45, 45 et 90 degrés
Hauteur de la surface de la table (po) ................................ 31-1/2.................................................... 31-1/2
Moteur ................................ TEFC, 1 HP, 1 PH, 115/230V*, 60Hz......TEFC, 1 HP, 1 PH, 115/230V*, 60Hz
Dimensions générales (LxWxH)(po.) ................... 66 x 24 x 37-1/2..................................... 66 x 24 x 37-1/2
Poids du lit de la dégauchi sseuse (l bs.) ................................. 254........................................................ 254
Poids du support (lbs.) ............................................................. 80.......................................................... 80
*(115V pré-connect é)
Les spécifi cations qui précèdent ét aient valides au mom ent de la publication de ce m anuel. Cependant,
étant donné notre politique d’amélioration continue,
spécific ations en tout temps sans avis préalable sans encour ir d’obligations.
Powermatic se réserve le droit de modifier les
7
Page 88

Déballage
À la livr aison, ouvrez les conteneurs d’expédition et
vérifiez que toutes les pièces sont en bon état.
Signalez immédiatement tout dégât à votre
distributeur et à votre transporteur maritime. Avant
de poursuivre, lisez votre manuel et familiarisezvous très bien avec l es procédures de montage, de
maintenance et de sécurité.
Comparez le cont enu de votre conteneur à la liste
suivante des pi èces pour vous assurer que toute s
les pièces sont intactes. Au cas où des pièces
manquent, signalez-le à votre distributeur. Lisez
bien le manuel d’instructions relatives au m ontage,
à la maintenance et aux c onsi gnes de sécuri té.
Contenu à l'expédition
NOTE : L’unité est expédiée dans deux cartons.
Carton du support
1 Support de la dégauchisseuse
1 Porte avec matériel de montage
1 Chute de poussière avec matériel de
montage
Carton de l’unité principale
1 Dispositif de la dégauchisseuse
1 Dispositif du guide
1 Couvercle de la poulie
1 Courroie
1 Protection de la tête de la découpeuse
2 Cales de poussée
1 Manche du guide
1 Sac de matériel
Figure 1
PM54A-HP Contenu du sac de matériel
(tous les modèles)
Sac de matériel (tous les modèles)
(PM54A-HP, Figure 1)
4 Vis à tête cylindrique large (A) de 1/4-20 x 1/2”
3 Rondelles de ressort (B) de 3/8” x 5/8”
4 Rondelles plates (C) de 1/4-20 x 1/2”
3 Boulons de verrouillage (D)
Sac de matériel (54A uniquement)
(PM54A-HP2)
1 Clé à fourche de 8/10 mm
1 Clé à fourche de 12/14 mm
1 Clé hexagonale de 3 mm
1 Clé hexagonale en T de 4 mm
1 Clé hexagonale de 8 mm
1 Tournevis de contact
Sac de matériel (54HH uniquement)
(PM54HH-HP, Figure 2)
1 Clé à fourche de 8/10 mm
1 Clé à fourche de 12/14 mm
1 Clé hexagonale de 3 mm
2 Tournevis de point d’étoile (E)
5 Coupe-paraison (F)
10 Vis de coupe-paraison (G)
1 Tournevis de contact
Figure 2
PM54HH-HP Matériel sac Contenu matériel partiel
(modèle 54HH uniquement)
Outils requis
Clés à fourche (8, 10, 12, 14, & 19 mm)
Clés hexagonales (3 & 6 mm)
8
Page 89

Assemblage
Déballage et nettoyage
Placez la dégauchi sseuse sur une surface pl ate et
solide. Assurez -vous qu’aucun recul potentiel n’est
aligné sur les côtés, les embrasures, stations de
lavage et autres zones de travail.
1. Achev ez prudemm ent de retirer tout le cont enu
des deux cartons d’emballage (d’expédition).
Comparez les contenus des cartons
d’emballage (d’expédition) avec la liste du
contenu de la page 8. P l acez le pi èces sur une
surface prot égée.
2. Mettez les cartons de matériel et d’expédition
de côté. Ne les jetez pas tant que la machine
n’est pas réglée de et fonctionne correctement.
Les couteaux de la
tête de la découpeuse sont très tranchants et
dangereux ; soyez extrêmement prudent lors
du nettoyage. Le non respect de cette consigne
risque de provoquer des blessures graves.
3. Humidifiez un torchon souple avec du pétrole
et retirez la couche de prot ection de toutes les
surfaces mécanisées de la dégauchisseuse.
N’utilisez PAS de protection abrasive.
N’utilisez pas d’essence, d’acétone ou de
laque fine car ces produits peuvent
endommager les surf ac es pei ntes.
4. Appliquez une f ine couche de ci re en pâte sur
les surfaces bri llantes du guide et sur les tables
pour éviter l a rouille. L’autre option consi ste à
appliquer de la poudre de talc frottée
vigoureusement une fois par semaine à l’aide
d’une brosse f eutrée ; cec i permet de boucher
les pores de moulage et de former une barrière
d’humidit é. La poudre de talc n'entache pas le
bois et n'abîme pas l es finitions.
Montage du lit sur le support
1. Placez la dégauchisseuse sur le suppor t afin que
la pouli e f ix ée sur la t ête de l a déco upeu se de l a
dégauchisseuse soit directement au dessus et du
même côté que la poulie du moteur.
2. Utilisez trois boulons de verrouillage et des
rondelles de ressort (Figure 3) pour fixer
fermement la dégauc hisseuse au support. Les
boulons sont enfilés travers les orifices du
support dans la base de la dégauchisseuse
(Figure 4).
3. Utilisez une clé de 14 mm pour serrer les
boulons de blocage.
Figure 3
Figure 4
9
Page 90

Montage du guide sur le lit
En vous référant à la figure 5 :
1. Avant de déplacer le dispositif du guide, immobilisez
le manche de blocage d’inclinaison (K).
Immobilisez le manche de
blocage d’inclinaison pour éviter des blessures
corporelles causées par les pièces mobiles.
2. Installez la clé (F) dans la fente mécanisée du
support du guide (G) comme le montre l’illustration.
La broche du ressort (E) doit entrer dans l’orifice de
la fente. La clé (F) doit être fermement installée
dans la fente.
3. Enduisez une légère couche d’huile sur les surfaces
d’ajustement du support du guide (G) et la sur base
du glissoir du guide.
4. Placez la base du glissoir du guide (B) sur le support
du guide (G) en alignant la fente de la machine (D)
dans la base du glissoir du guide à l’aide de la clé
(F).
5. Fixez la rondelle plate (H) et deux écrous
hexagonaux (J) sur la vis de blocage (A) mais ne
serrez pas.
6. Orientez le manche de b locage (C) dans la position
illustration ; puis serrez les écrous hexagonaux (J)
avec une clé de 19 mm.
C’est la position bloquée du dispositif du guide. La
rotation du manche de blocage (C) en sens horaire
desserre le d ispositif du guide, vo us permettant de
faire coulisser le dispositif vers l’arrière et l’avant.
Les écrous hexagonaux peuvent nécessiter un
réajustement pour perm ettre au guide de coulisser
vers l’avant et l’arrière (manche en position
horaire) ; tout en immobilisant bien le guide
(manche de blocage installé comme illustré à C).
Lorsque la vis de blocage (A) est serrée, le guide
doit être immobilisé.
Montage de la courroie d'entraînement
En vous référant à la figure 6 :
1. Placez la courroie trapézoïdale (A) sur la poulie de
la tête de la découpeuse (B) et en traver s l’ouverture
dans le support.
2. Tirez la courroie trapézoïdale vers le bas et placez-
la sur la poulie du moteur.
Si la courroie ne parvient pas à rouler sur la poulie,
desserrez les vi s de montage du moteur (D). P uis
soulevez le moteur le plus haut possible et montez
la courroie sur les deux poulies. Laissez le moteur
descendre et créer une tension sur la courroie.
3. In sp ect ez p our v ous as sur er qu e l a po uli e d u m ot eur
et celle de la tête de la découpeuse sont
verti calement aligné es et que l a courroie trapéz oï dale
ne touche pas les côtés de l’ouverture de la base. Si
les poulies ne sont alignées, retirez la courroie et
régl ez la poulie du moteur à l ’i ntérieur ou à l’extérieur
de l’arbre, puis fixez à nouveau la courroie.
Figure 5
Figure 6
Figure 7
10
Page 91

4. Tirez vers le bas sur le moteur pour atteindre la
tension de courroie souhaitée.
La tension de la courroie trapézoïdale est
appropriée lorsque la pression du doigt sur la
courroie à mi-chemin entre les deux poulies
provoque une déflexion de 1/2" (Figure 7).
5. Serrez les boulons de montage.
Après deux heur es d’utilisati on, vérifi ez à nouveau
la tension de cour r oie. Réglez à nouveau la tension
si nécessaire.
Montage du couvercle de la poulie
En vous référant à la figure 8 :
1. Placez le couvercle de la poulie (A) au-dessus de
l’ouverture du support.
2. Ali gnez les orifices dans le support avec les orifices
dans la protection.
3. Fi xez le couvercle de la poulie sur le support à l’aide
de quatre vis à tête cylindrique large de 1/4-20 x 1/2”
et de r ondelles plates de 1/4” (B).
Montage de la protection de la tête de l a
découpeuse
1. Retirez la vis de la borne lumineuse.
En vous référant à la figure 9 :
2. Tournez le bouton du ressort (B) d’environ un dem i-
tour en sens antihoraire (comme affiché depuis le
sommet) et maintenez.
3. Insérez la borne lumineuse dans l’orifice de la table.
Assurez-vous que le ressort qui se trouve dans le
bouton du ressort (B) enclenche la fente de la borne
lumineuse. Au besoin, tournez légèrement le bouton
jusqu’à ce que la prot ecti on s’instal le.
4. Enfilez à nouveau la vis (C) dans la borne
lumineuse.
5. Vérifiez qu’elle fonctionne bien. La protection de la
tête de la découpeuse (A) doit rentrer complètement
dans le guide lorsqu’elle est relâchée. Si la
protection ne rentre pas complètement, tirez-la,
appliquez plus de tension au bouton du ressort (B)
en le tournant d’un autre tour en sens antihoraire et
insérez à nouveau la protection. Si la protection se
ferme trop rapidement et frappe trop fort le guide,
faite s le cont raire.
6. Insérez à nouveau la vis (C) dans la borne
lumineuse.
Montage de la porte d’accès et de la
chute de poussière
En vous référant à la figure 10 :
Installez la porte d’accès en plaçant le bas du
panneau dans le support et en serrant av ec quatre
vis à tête cylindrique large de 1/8 x 3/8 (A) et
quatre rondelles plates de 1/8" (B).
Fixez la chute de poussière (D) à la base avec
quatre vis mécaniques de 1/4" x 1/2" et quatre
rondelles plates de 1/4" ( D) .
Figure 8
Figure 9
Figure 10
11
Page 92

Circuit électrique
Instructions relatives à la mise à la
masse
La dégauchisseuse doit
être mise à la masse lors de son utilisation
pour protéger l’opérateur d'une décharge
électrique.
En cas de dysfonctionnement ou de panne, la mise
à la masse fournit un moyen de résistance
minimale pour que le courant é lectrique réduise le
risque de décharge électrique. Cet outil est équipé
d’une rallonge électrique dotée d’un conducteur de
mise à la masse de l’équipement et d’une pri se de
mise à la masse. La prise doit être insérée dans la
prise de courant de la machine qui est bien
installée et mise à la masse selon les codes et
ordonnances locales.
Ne modifiez la prise fournie. Si elle n’entre pas
dans la prise de courant, faites installer la prise de
courant appropriée par un électricien qualifié. Une
connexion inappropriée du conducteur de mise à la
masse de l'équipement peut provoquer un risque
de décharge électrique. Le conducteur de mise à la
masse de l'équipement est celui avec isolation
dont la surface extérieure est verte avec ou sans
bandes jaunes. Si vous devez réparer ou
remplacer la rallonge électrique, ne connectez pas
le conducteur de mise à la masse de l'équipement
à une borne sous tension.
Vérifiez avec l’aide d’un électricien qualifié ou d’un
personnel d ’e nt ret ie n si les in st r uct io ns re la t ives à la
mise à la masse sont bien comprises ou si vous
doutez de la mise à la masse appropriée de l’outil.
Utilisez uniquement trois rallonges de fil électrique
ayant des fiches de mise à la masse tripolaire et des
réceptacles tripolaires qui prennent la prise de l’outil.
Réparez ou remplacez immédiatement une
rallonge endommagée ou usée.
Fonctionnement sous 115 volts
En vous référant à la figure 11 :
Comme à sa sortie d’usine, votre dégauchisseuse
de menuiserie est prête à fonctionner à 115 volts.
Lorsqu’elle est branchée à 115 volts, cette
dégauchisseuse est destinée à être utilisée sur un
circuit doté d’une prise de courant et d’une prise
qui ressemble à celle illustrée sur la figure (A). Un
adaptateur temporaire, ressemblant à celui illustré
en (B), peut être utilisé pour connecter cette prise à
un réceptacle bipolaire si une prise de courant
correctement mise à la masse est disponible.
L’adaptateur temporaire doit être utilisé
uniquement si une prise de courant correctement
mise à la masse peut être installée par un
électricien qualifié. L’utilisation de cet adaptateur
n’est pas permise au Canada. La patte l’oreille, o u
la languette rigide de couleur verte qui s’allonge
depuis l’adaptateur doit être connecté à une masse
permanente comme une boîte de prise de courant
correctement mis e à la masse.
Fonctionnement sous 230 volts
En vous référant à la figure 12 :
Si vous souhaitez travaillez avec une seule phase
de 230V, vous devez suivre les instructions
suivantes :
1. Déconnectez la machine de la source
d’énergie.
2. Le moteur de la dégauchisseuse possède
quatre fils numérotés connectés depuis l’usine
pour un Fonctionnement sous 115V, comme
illustré en (A). Po ur un fonctionnement sous
230V reconnectez les fils comme illustré en
(B). Cette illustration se trouve également
dans les schémas des pages 39 et 40.
3. L’ac cessoire de prise de 115V (C) f ourni avec
la dégauchisseuse de menuiserie doit être
remplacé par une prise appropriée de la liste
UL/CSA pour un fonctionnement sous 230V
(D). Contactez votre centre local d’entretien
Powermatic agrée ou un électricien qualifié
pour les procédures adéquates d’installation
de la prise. La dégauchisseuse de menuiserie
doit répondre aux codes locaux et nationaux
après l’installation de la prise de 230 volts.
4. La dégauchisseuse équipée d’une prise de
203 volts doit être connectée uniquement à
une prise de courant ayant la même
configuration que celle illustrée en (D). Aucun
adaptateur n’est disponible et ne doit être
utilisé avec une prise de 230 volts.
Figure 11
Figure 12
12
Page 93

Rallonges électriques
Assurez-vous votre rallonge électrique est en bon
état. Lorsque vous utilisez une rallonge
électrique, assurez-vous qu'ell e est assez lourde
pour supporter le cour ant que votre machine ti re.
Une rallonge de taille inférieure peut provoquer
une baisse d’intensi té de la li gne entraînant ainsi
une perte d’énergie et la surchauffe. Le tableau 1
illustre la taille correcte à utiliser suivant la
longueur de la r allonge et l a valeur ampère de l a
plaque de fabr ication. S i vous avez des dout es,
utilisez un calibre plus lourd. Souvenez-vous,
plus le numéro du calibre est petit, plus la
rallonge est lour de.
Réglages
Déplacement de la protection
Le guide peut être dé pl acé de l ’av ant v ers l’arri ère
sur la largeur de l a table. Ell e s’incline égal ement
jusqu’à 45 degrés et dispose d’un ar r êt positif à 90
degrés.
Calibres de rallonges électriques recommandés
Longueur de la rallonge électrique en
Amps
8 à 12 14 14 12 10 NR NR
12 à 15 12 12 10 10 NR NR
15 à 20 10 10 10 NR NR NR
21 à 30 10 NR NR NR NR NR
Sur la base de la limitation de la baisse de tension à 150%des
ampères év al u és.
NR. Pas recommandé
pieds *
< 5 16 16 16 14 12 12
5 à 8 16 16 14 12 10 NR
25 50 75 100 150 200
Tableau 1
Le dispositif du guide doit être déplacé
périodiquem ent v ers diff érent es posit i ons lorsque
l’assemblage du bord doit distribuer l’usure sur
les couteaux de l a têt e de la découpeuse.
En vous référant à la figure 13 :
Pour faire coulisser le guide de l’avant à l’arrière :
1. Desserrez le manche de blocage (A).
.
2. Poussez tout le dispositif du guide vers la
position souhaitée et serrez le manche de
blocage.
Pour incliner le guide vers l’av ant :
Le guide peut être incliné à un angle de 45
degrés minimum.
1. Desserrez le manche de blocage (B).
2. Réglez le guide vers le niveau souhaité
jusqu’à 45 degrés. Vous pouvez également
placer v otr e pièce de référence sur la table et
contre le guide, puis régler le guide jusqu'à
ce que son angle corresponde au bi seau de
votre pièce de calibre.
3. Serrez le manche de blocage (B).
Pour incliner le guide vers l’ar r ièr e :
Le guide peut être incliné vers l’arrière de 45°
maximum (c'est à dire pour un total d'angle inclus
de 135° depuis la surface de la table).
Figure 13
1. Desserrez le manche de blocage (B).
2. Retournez la cale de blocage (C) de 90° hors du
chemin.
3. Réglez le guide sur l ’angle souhaité j usqu’à 135
degrés. Vous pouvez également placer votre
pièce de référ ence taillée en biseau sur la table
et contre l e guide, puis régl er le gui de jusqu'à ce
que son angle corresponde au biseau de votre
pièce de référ enc e.
5. Serrez le manche de blocage ( B).
Important : Lorsque l’opération d’inclinaison est
terminée et le guide remis à 90°, n’oubliez pas de
retourner le boulon de blocage de 90° (C) à sa
position d’origine.
13
Page 94

Réglages d’arrêt du guide
Vérifiez périodiquement la précision des 45° et
90° d’incl inaison (135°) vers l’ar rière du guide à
l’aide d’un di spositif de mesure d’angle t el qu’une
équerre réglable ou un rapporteur d’opérateur.
Réglage de l’arrêt à 90°
En vous référant à la figure 14 :
L’arrêt de 90° est contrôlé par le boulon d’arrêt
(F) et la cale d’arrêt (C).
1. Placez la table d’entrée à environ la même
hauteur que la tabl e de sorti e.
2. Déplacez le guide en relâchant le manche de
blocage (A) et en poussant le dispositif du
guide jusqu’à ce qu’i l débor de les tables.
3. Serrez le manche de blocage (A).
4. Réglez le guide à un angle de 90° en
relâchant le manche de blocage (B) en
poussant le m anche du guide v ers le haut et
en serrent le manche de bloc age (B).
NOTE : Le boulon d’arrêt (F) doit reposer cont re
la cale d’arrêt (C).
5. Placez un dispositif de mesure d’angle sur la
table et contre le guide pour confirmer le
réglage de 90° (A, Fi g. 15) .
6. Si le guide ne form e pas un angle droit avec
la table, relâchez le manc he de blocage (B),
desserrez le contre-écrou (D) qui maintient le
boulon d’arrêt (F), puis tournez le boulon
d’arrêt jusqu’à ce que le guide forme un
angle droit avec la table.
7. Serrez le contre-écrou (D) pour immobiliser
le boulon d’arrêt (F) qui retient le réglage.
8. Serrez le manche de blocage (B).
Réglage d’arrêt de l’inclinaison avant de
45°
Placez l e levier d’inclinaison du guide (E, F ig. 14)
vers l'opérateur .
L’arrêt de l’inclinaison avant de 45 degrés est
contrôlé par la vis de tête (G , Fig. 14). Le réglage
s’effect ue de la même façon que pour un arrêt de
90 degrés, excepté le fait qu’un rapporteur est
utilisé.
Figure 14
Figure 15
Réglage d’arrêt arrière du guide de 45°
En vous référant à la figure 14 :
L’arrêt arrière du guide de 45° est contrôlé par le
boulon d’arrêt ( H) .
1. Desserrez le manche de blocage (B).
2. Déplacez la cale d’arrêt (C) hors du chemin et
placez le guide à un angle de 135° ; le levier
d’inclinaison du guide (E) est placé loin de
l’opérateur comme le démontre l’illustration.
Assurez-vous que l e guide est bien install é dans
le boulon de blocage ( H) .
3. Serrez le manche de blocage (B).
4. Placez un dispositif de mesure d’angle sur la
table et cont re le guide pour confirmer l e réglage
de 135° (B, Fig. 15).
5. Pour régler, desserrez les contre-écrous, (J)
maintenant le boulon d’arrêt (H) et tournez le
boulon d’arrêt jusqu’à ce que le guide atteigne un
angle de 135°.
6. Serrez l’écrou de blocage (J).
14
Page 95

Réglage de la hauteur de la table
d’entrée
Référez-vous aux Figures 16 – 18.
Réglage initial (brut ) .
1. Desserrez la v is à oreilles (D) et le bouton de
blocage (B).
2. Soulevez ou abai ssez le manche de r églage
de la hauteur (C) j usqu’à ce que l ’échelle (A,
Fig. 16 et Figure 17) atteigne environ la
profondeur de c oupe souhai tée.
Si vous ne pouvez pas régler à zéro ou 1/8",
consultez l’astuce d’aide ci-d es sous.
Réglage subtil
3. Tournez le m anc he de bloc age ( B ) jusqu’à ce
qu’il soit bien fixé.
4. Faites pivoter le manche de réglage de la
hauteur (C) jusqu’à ce que l’échelle soit
exacte. La rotation dans le sens horaire
soulève la table, tandis que le sens
antihorai re l’abaisse.
NOTE : Le manche de réglage de la ha uteur (C)
a un réglage subti l de 1/16" de déplacement par
rotati on.
5. Lorsque le réglage est ef fectué, resserrez l a
vis à oreilles (D).
Important : Pour des opérations normales, la
profondeur de coupe ne doit jamais dépasser
1/8", sauf pour les opérations de refeuillement.
Astuce utile : Parfois, vous al lez remarquer que
vous ne pouv ez pas eff ectuer de réglage tout en
haut jusqu’à zéro, ou v ers le bas jusqu’à 1/2" sur
la profondeur de l’échelle de coupe (Figure 17)
lorsque vous soulevez ou abaissez le manche
(C, Fig. 16). Si tel est le cas :
En maintenant le bouton de bloc age (B, Fig. 16)
déverrouill é, fait es pivoter l e manche de régl age
de la hauteur (C, Fig. 16) quelques tours, puis
soulevez ou abaissez-le. Une fois que vous
pouvez atteindre zéro ou le réglage 1/2”
(Figure 17), vous pourrez enc ore faire pivot er le
manche (C) complèt em ent.
Figure 16
Figure 17
Figure 18
Limiteur de déplacement de la table
d’entrée
En vous référant à la figure 19 :
Le limiteur de déplacement de la table d’entrée
situé à l’arrière de la table règle la moyenne
supérieure et inférieure du réglage de la hauteur
de la table d’entrée et ne nécessite plus de
réglages. Pour le réglage de la hauteur de la table
d’entrée, référez-vous à la section précédente.
Figure 19
15
Page 96

Réglage du verrou de la porte
Les verrous des tables d’entrée et de sortie sur votre
mac hine sont réglés à l’usine e t ne néc essite nt plus
de nouveau réglage. Après une certaine période
d’utilisation, les verrous peuvent se relâcher et
introduire un jeu, provoquant ainsi l’affaissement des
tables. Elles nécessitent un réglage.
Pour régler (référez-vous à la Figure 20)
1. À l’aide d’une clé de 10 mm, desserrez les
écrous de blocage qui maintiennent les vis de
réglage de verrou (A or B).
2. Faites soutenir l’extrémité de la table par une
autre personne, en la soulevant légèrement
pendant que vous effectuez les réglages.
3. À l’aide d’une clé hexagonale de 3 mm, serrez
chaque vis de réglage d’1/4 de tour en
commençant par celui du bas puis celui du
haut. Si un jeu d’1/4 de tour ne supprime pas
le jeu de la table, faites un autre ¼ de tour.
Reprenez le ¼ de tour une fois pour les deux
vis de réglage jusqu’à la suppression du jeu.
NOTE : Si les verrous sont trop serrés, les
manches de réglages (C) seront difficiles à
tourner.
4. À la fin du réglage, immobilisez les vis de
réglage à l’aide d’une clé hexagonale de 3 mm
afin de maintenir le réglage tout en serrant les
écrous de blocage avec une clé de 10 mm.
Réglage de la hauteur de la table de
sortie
À la livraison de la dégauchisseuse, les couteaux
sont déjà préréglés à l’usine. Cependant, la hauteur
et le parallélisme des couteaux et de la table
d’entrée doivent être vérifiées et tout réglage
nécessaire effectué avant la mise en
fonctionnement de la dégauchisseuse.
Réglez la hauteur de la table de sortie de la
manière suivante :
1. Déconnectez la dégauchisseuse de la source
d’énergie.
2. Numérotez soigneusement chaque lame
(modèle 54A uniquement) avec un marqueur
pour faciliter leur différenciation.
3. Placez une règle plate graduée sur la tab le de
sortie et déployez-la sur la tête de la
découpeuse (Figures 21 et 23).
Les couteaux de la
raboteuse et les coupe-paraisons sont
tranchants et dangereux. Ne te nez pas la tête de
la découpeuse elle-même pour la faire pivoter !
4. Faites p ivoter la tête de la découpeuse à l’aide
de la courroie ou de la poulie d’entraînement,
jusqu’à ce que le couteau numéro un (ou un
coupe-paraison sur le modèle 54HH) soit à son
point le plus élevé. Le sommet du couteau doit
juste effleurer la règle plate graduée.
Figure 20
Figure 21
16
Page 97

Si le somme t du couteau numéro un effleure juste
la règle plate graduée, aucun réglage n’est plus
nécessaire pour la table de sortie. Passez à la
section du réglage de la tête de la découpeuse
Si le sommet du couteau numéro un p as se so us
la règle plate graduée (il y a un espace) ou la
pousse vers le haut, passez aux étapes
suivantes.
5. Desserrez les deux vis de blocage du verrou
(Figure 22).
6. À l’aide de la roue manuelle de la table de
sortie (Figure 21), soulevez ou abaissez la
table de sortie jusqu’à ce que la règle plate
graduée touche le bord du couteau comme
l’illustre la Figure 23. À l’aide la courroie ou de
la poulie d’entraînement, secouez légèrement
la tête de la découpeuse pour vous assurer que
le sommet du couteau effleure juste la règle
plate graduée.
À la fin du réglage :
7. Verrouillez la table de sortie à c ette haute ur en
serrant la vis de b locage du verro u (Figure 22).
Le réglage de la table de sortie est terminé.
Le réglage de la table de sortie s’effectue
uniquement contre un couteau ou un coupeparaison (la lame numéro un a été arbitrairement
choisie ici). Après le réglage de la table de sortie à
la hauteur appropriée, ne le changez pas sauf pour
des opérations spéciales ou après avoir remplacé
les couteaux.
Après avoir terminé ce réglage sur le modèle 54A,
il est nécessaire de passer à la section sur le
réglage de la tête de découpeuse pour vérifier que
tous les couteaux sont à une hauteur adéquate et
parallèles à la table de sortie. Pour le modèle
54HH, passez à remplacement et rotation des
coupe-paraisons en page 20.
Réglage des couteaux de la tête de la
découpeuse (Modèle 54A uniquement)
Note : Avant de régler les couteaux de la
dégauchisseuse 54A, le réglage de la hauteur de la
table de sortie doit être effectué pour assurer la
hauteur adéquate du couteau par rapport à la table
de sortie.
Les couteaux de la tête de la découpeuse 54A sont
réglés au moyen d’une came. Il est important de
noter que tous les réglages s’effectuent en une
rotation complète (360 degrés) de la came. Une
rotation complète de la came va provoquer le
déplacement de la lame du couteau d’un total de
015” d’une extrémité à l’autre. La rotation de la
came de plus d’une rotation complète n’ajuste pas
davantage le réglage du couteau, mais reprend
simplement encore le réglage. La procédure de
réglage du couteau est décrite ci-dessous.
Les couteaux de la tête de
la découpeuse sont très tranchants ! Soyez
extrêmement prudent lors de l’inspection, du
Figure 22
Figure 23
17
Page 98

retrait, de l’affûtage ou du remplacement des
couteaux dans la tête de la découpe use. Le non
respect de cette consigne risque de provoquer
des blessures graves !
Pour régler (référez-vous aux Figures 24 & 25) :
1. Déconnectez la dégauchisseuse de la source
d’énergie.
2. Numérotez soigneusement chaque lame avec
un marqueur pour faciliter leur différenciation.
3. Placez une règle plate grad uée le lo ng de la table
en la déployant sur la tête de la découpeuse vers
l’une des extrémités du couteau.
Les couteaux de la tête
de la découpeuse sont très tranchants. Ne tenez
pas la tête de la découpeuse elle-même pour la
faire pivoter ! Le non respect de cette consigne
risque de provoquer de graves blessures.
4. Faites pivoter la tête de la découpeuse vers
l’avant et l’arrière à l’aide de la courroie ou de
la poulie d’entraînement jusqu’à ce que le
couteau numéro un soit à son point le plus
haut. Le sommet du couteau doit juste effleurer
la règle plate graduée.
5. Déplacez la règle plate graduée vers l’autre
extrémité du couteau et répétez l’étape 4.
Le sommet du couteau aux deux extrémités du
couteau doit juste effleurer la règ le plate grad uée.
Si le sommet du couteau passe en dessous de la
règle plate graduée (il y a un espace) ou la
pousse vers le haut, passez à l’étape suivante.
6. À l’aide d’une clé hexagonale de 4 mm,
desserrez légèrement les quatre vis du verrou.
7. À l’aide d’une clé hexagonale de 3 mm,
desserrez les vis de verrouillage de la came
pour permettre le réglage de la came (décrit à
la prochaine étape).
Important : Maintenez toujours les vis de
verrouillage de la came suff isam m ent serrées afi n
que la came puisse pivoter librement. Ceci est
particulièrement lorsque vous faites pivoter la
came en sens antihorair e étant donné que cette
action va amener la vis de verrouillage de la came
à se desserrer davantage.
8. À l’aide d’une clé hexagonale, réglez la came
(voir la Figure 25). Ce réglage est très délicat.
Commencez par pivoter la came en sens
horaire juste de quelques degrés.
9. Ensuite, stabilisez la tête de la découpeuse en
maintenant fermement la poulie, placez un
morceau de bois appuyé contre l’extrémité du
couteau et appuyez pour bien installer la lame.
10. Vérifiez votre progression en reprenant les
étapes 4 et 5. Si le couteau s’é largit sous l’ef f et
du réglage, tournez la came dans l’autre sens.
11. Le réglage est presque terminé lorsque les
conditions décrites aux étapes 4 et 5 sont
remplies.
Figure 24
Figure 25
18
Page 99

12. Ensuite, tout en appuyant fermement le
couteau contre la came, ajustez les deux vis du
verrou de l’intérieur qui immobilisent le verrou
et le couteau. Vérifiez que le couteau est
toujours en cours de réglage (étapes 4 et 5).
13. Serrez les deux vis extérieures du verrou, puis
ses de u x vi s i nt é rieures.
14. Vérifiez que le couteau est toujours en cours de
réglage (étapes 4 et 5).
15. Serrez les vis de blocage du verrou.
16. Reprenez toute la procédure pour le reste des
deux couteaux.
Remplacement des couteaux (Modèle
54A uniquement)
Les couteaux de la
raboteuse sont très tranchants. Soyez
extrêmement prudent lors de l’inspection, du
retrait, de l’affûtage ou du remplacement des
couteaux. Le non respect de cette consigne
risque de provoquer de graves blessures.
Pour retirer ou remplacer un couteau (se référer à
la Figure 26) :
1. Déposez quatre vis de verrou (A) avec une clé
hexagonale de 4 mm.
2. Retirez le verrou (B) et le couteau (C).
Si vous réutilisez le couteau (couteaux à double
tranchant) nettoyez le couteau, le verrou et la tête
de la découpeuse de toutes les pentes et débris.
3. Posez le nouveau couteau ou le bord inutilisé
du vieux couteau sur la tête de la découpeuse
(D).
4. Remplacez le verrou (B) et les vis (A). S errez à
l’aide du doigt à ce moment.
5. Appuyez contre le bord tranchant du couteau
au centre de la lame à l’a ide d’un morceau de
bois. N’UTILISEZ PAS LES DOIGTS ! Cette
opération vise à assurer que la came touche
bien le couteau.
6. Ajustez les deux vis de l’intérieur, puis les deux
de l’extér ieur.
7. Relâchez le morceau de bois appuyé contre le
coute au et serre z le s v i s d u ve rr ou.
8. Remplacez les deux lames restantes en
reprenant les étapes 1-7.
9. Décidez si ou non les couteaux doivent être
réglés.
Suivez les étape s 3 et 4 de la sectio n du réglage
de la hauteur de la table de sortie uniquement,
pour décider si ou no n les couteaux doivent être
réglés. N’achevez pas tout le processus de
réglage de la table de sortie. Si les couteaux
doivent être réglés, passez à la section du réglage
des couteaux de la découpeuse.
Figure 26
19
Page 100

Réglage des couteaux pour le
refeuillement et des encoches
(Modèle 54A uniquement)
NOTE: Il n’est pas possible d’effectuer des
refeuillements sur les modèles de tête de
découpeuse hélicoïdale.
Pour placer les couteaux en position d’effectuer un
refeuillement, prenez une échelle vendue sur le
marché ayant les graduations 1/32” et placez-la
contre l’extrémité de la tête de la découpeuse.
Faites glisser le couteau jusqu’à ce qu’il soit sur
1/32” sur l’échelle, c'est-à-dire q ue le couteau sera
maintenant au-delà de l’extrémité de la tête de la
découpeuse. Le verrou doit rester dans la position
normale, même avec le bord de la tête de la
découpeuse. (Figure 27) Ce réglage permet de
s’assurer que le couteau dégage l’extrémité du
verrou et de la tête de la découpeuse et touche bien
le morceau de bois. (Voir la section coupes de
rainure pour des informations supplémentaires.)
Note : Cela va également corriger les petites encoches
sans néces siter l e re mplacemen t des la mes.
Remplacement ou rotation des coupeparaisons (modèle 54HH uniquement)
Les coupe-paraisons du modèle 54HH de la
dégauchisseuse comportent quatre côtés.
Lorsqu’elles sont émoussées, retirez simplement
chaque paraison et faites-la pivoter à 90° pour
l’affûter encore et installez-la à nouveau.
Utilisez les deux tournevis à pointe étoilée fournis
pour retirer la vis du coupe-paraison. Voir la
Figure 28. Utilisez l’un des tournevis pour pouvoir
immobiliser la tête de la déco upeuse et l’autre po ur
déposer la vis. Il est conseillé de faire pivoter
toutes les paraisons simultanément afin de
maintenir une coupe consistante. Cependant, si un
ou plusieurs coupe-paraisons forme une encoche,
faites pivoter uniquement les paraisons touchées.
Chaque coupe-paraison porte un insigne de
référence gravé, vous pouvez donc retracer les
rotations.
IMPORTANT : Lors du remplacement ou de la
rotation des paraisons, nettoyez la sciure sur la vis,
la paraison et sur la plateforme de la tête de la
découpeuse. L’accumulation de la poussière entre
ces éléments peut empêcher l’installation appropriée
de la paraison et affecter la qualité de la cou pe.
Avant d’installer chaque vis, enduisez légèrement le
filetage des vis d’huile de machi ne et essuyez tout
excès.
Serrez à fond chaque vis qui maintient les coupeparaisons avant d’utiliser la raboteuse !
Assurez-vous que toutes
les vis de coupe-paraison sont bien serrées.
Des paraisons desserrées peuvent être
propulsées par une tête de découpeuse pivotant
à haute vitesse, provoquant ainsi des blessures.
Figure 27
Figure 28
20
 Loading...
Loading...