

Page 1
This Manual is Bookmarked
Operating Instructions and Parts Manual
Woodturning Lathe
Model 3520B
WMH TOOL GROUP
2420 Vantage Drive
Elgin, Illinois 60124 Part No. M-1352001
Ph.: 800-274-6848 Revision A1 8/06
www.wmhtoolgroup.com Copyright © WMH Tool Group
shown with optional 18-inch bed extension and user-made shelf
Page 2

Warranty and Service
WMH Tool Group, Inc., warrants every product it sells. If one of our tools needs service or repair, one of our Authorized Service
Center located throughout the United States can give you quick service. In most cases, any of these WMH Tool Group
Authorized Service Centers can authorize warranty repair, assist you in obtaining part s, or perform routine maintenance and
major repair on your POWERMATIC
MORE INFORMATION
WMH Tool Group is consistently adding new products t o the line. For complet e, up-to-date product i nformation, check with your
local WMH Tool Group distributor, or visit powermatic.com.
WARRANTY
POWERMATIC products carry a limited warranty which varies in duration based upon the product.
WHAT IS COVERED?
This warranty covers any defects in workmanship or materials subject to the exceptions stated below. Cutting tools, abrasives
and other consumables are excluded from warranty coverage.
WHO IS COVERED?
This warranty covers only the initial purchaser of the product.
WHAT IS THE PERIOD OF COVERAGE?
The general POWERMATIC warranty lasts for the time period specified in the product literature of each product.
WHAT IS NOT COVERED?
The Five Year Warranty does not cover products used for commercial, industrial or educational purposes. Products with a Five
Year Warranty that are used for commercial, industrial or education purposes revert to a One Year Warranty. This warranty does
not cover defects due directly or indirectly to misuse, abuse, negligence or accidents, normal wear-and-tear, improper repair or
alterations, or lack of maintenance.
HOW TO GET SERVICE
The product or part must be returned for examination, postage prepaid, t o a location designated by us. For the name of the
location nearest you, please call 1-800-274-6848.
You must provide proof of initial purchase date and an explanation of the complaint must accompany the merchandise. If our
inspection discloses a defect, we will repair or replace the product, or refund the purchase price, at our option.
We will return the repaired product or replacement at our expense unless it is determined by us that there is no defect, or that the
defect resulted from causes not within the scope of our warranty in which case we will, at your direction, dispose of or return the
product. In the event you choose to have the product returned, you will be responsible for the handling and shipping costs of the
return.
HOW STATE LAW APPLIES
This warranty gives you specific legal rights; you may also have other rights which vary from state to state.
LIMITATIONS ON THIS WARRA NTY
WMH TOOL GROUP LIMITS ALL IMPLIED WARRANTIES TO THE PERIOD OF THE LIMITED WARRANTY FOR EACH
PRODUCT. EXCEPT AS STATED HEREIN, ANY IMPLIED WARRANTIES OR MERCHANTABILITY AND FITNESS ARE
EXCLUDED. SOME STATES DO NOT ALLOW LIMITATIONS ON HOW LONG THE IMPLIED WARRANTY LASTS, SO THE
ABOVE LIMITATION MAY NOT APPLY TO YOU.
WMH TOOL GROUP SHALL IN NO EVENT BE LIABLE FOR DEATH, INJURIES TO PERSONS OR PROPERTY, OR FOR
INCIDENTAL, CONTINGENT, SPECIAL, OR CONSEQUENTIAL DAMAGES ARISING FROM THE USE OF OUR PRODUCTS.
SOME STATES DO NOT ALLOW THE EXCLUSION OR LIMITATION OF INCIDENTAL OR CONSEQUENTIAL DAMAGES, SO
THE ABOVE LIMITATION OR EXCLUSION MAY NOT APPLY TO YOU.
WMH Tool Group sells through distribut ors only. The specifications in WMH catal ogs are given as general information and are
not binding. Members of WMH Tool Group reserve the right to effect at any t ime, wit hout prior notice, those alt erations to parts,
fittings, and accessory equipment which they may deem necessary for any reason whatsoever.
®
tools. For the name of an Authorized Service Center in your area call 1-800-274-6848.
2
Page 3

Table of Contents
Warranty and Servic e ..............................................................................................................................2
Table of Contents....................................................................................................................................3
Warning...................................................................................................................................................4
Introduction..............................................................................................................................................6
Specifications..........................................................................................................................................6
Unpacking...............................................................................................................................................7
Contents of the Shipping Container......................................................................................................7
Assembly.................................................................................................................................................8
Comparator Rear Bracket.....................................................................................................................9
Tool Caddy...........................................................................................................................................9
Guard...................................................................................................................................................9
Bed Extension (Optional Accessory)...................................................................................................10
Shelf Assemblies (Optional) ...............................................................................................................11
Grounding Instructions...........................................................................................................................12
Single Phase Operation...................................................................................................................... 13
Three Phase Operation......................................................................................................................13
Extension cords..................................................................................................................................13
Adjustments...........................................................................................................................................13
Headstock and Tailstock Movement ...................................................................................................13
Cam Tightn e ss...................................................................................................................................14
Tool Support ......................................................................................................................................14
Locking Handles ............................................................................................................................... ..14
Live Center and Cone.........................................................................................................................15
Indexer...............................................................................................................................................15
Centers – Installi ng and Removing..................................................................................................... 15
Face Plate – Installing and Removing................................................................................................. 16
Comparator – Installing and Using......................................................................................................16
Speed Change...................................................................................................................................17
Sheave and Belt Alignment ................................................................................................................18
Checking Spindle Play........................................................................................................................18
Shea ve/Drive Bel t Rep lac ement.........................................................................................................18
Operating Controls.................................................................................................................................19
Operation...............................................................................................................................................20
Turning To o ls.....................................................................................................................................21
Spindle Tu rning..................................................................................................................................22
Cutting Techniques ............................................................................................................................23
Face Plate and Bowl Turning..............................................................................................................25
Bowl Turning Techniques...................................................................................................................26
Maintenance..........................................................................................................................................27
Indexer Positions...................................................................................................................................28
Troubleshooting.....................................................................................................................................29
Recommended Lathe S peeds (per diameter of workpiece) .....................................................................30
Replacement Parts................................................................................................................................30
Headstock Assembly.......................................................................................................................... 31
Parts List: Headstoc k A ssembly .........................................................................................................32
Stand and Bed Assembl y ...................................................................................................................34
Parts List: Stand and B ed A ssembly...................................................................................................35
Optional Accessories: B ed E x tensions................................................................................................36
Optional Accessories: Outboard Turning Stand...................................................................................37
Optional Accessories: A dapters, Face Pl ates, and T ool Support s .......................................................38
Optional Accessories: Dust Port Assembly .........................................................................................39
Electrical Connections ...........................................................................................................................40
Electric al: Rem ote ON/OFF Switch (Optional Accessory) .......................................................................41
3
Page 4

Warning
1. Read and understand the entire owners manual befor e attempting assembly or operati on.
2. Read and understand the warnings po sted on the m achine and i n thi s manual. Failur e to comply wit h
all of these warnings m ay cause seriou s i njury.
3. Replace the warning labels if they become obscured or removed.
4. This Lathe is designed and i ntended for use by properly tr ained and experienced personnel only. If
you are not f amiliar with the pr oper and safe operation of a Lathe, do not use unti l proper training and
knowledge have been obtained.
5. Do not use this Lathe for other than its intended use. If used for other purposes, WMH Tool Group
disclaim s any real or i mplied warrant y and h olds itsel f harml ess from any injury t hat may r esult f rom
that use.
6. Always wear approved safety glasses/face shields whil e using this machine. Everyday eyeglasses
only have impact resi stant lenses; they are not safet y glasses.
7. Before operating this Lathe, r em ov e tie, rings, watches and other jewelry, and r oll sleeves up past the
elbows. Remove all loose clot hing and confine long hair. Non-slip footwear or a nti-skid fl oor str ips are
recommended. Do not wear gloves.
8. Wear ear protector s (plugs or muffs) during extended peri ods of oper ation.
9. Some dust created by power sanding, sawing, grinding, drilling and other construction activities
contain chemi cals known to cause cancer , bir th defects or other r eproductiv e harm . Some examples
of these chemic als are:
• Lead from lead based paint.
• Crystalli ne sil ic a from bricks, cement and other masonry pr oduc ts.
• Arsenic and chromium from chemically treated lumber .
Your risk of exposure varies, depending on how often you do this type of work. To reduce your
exposure to these chemicals, work in a well-ventilated area and work with approved safety
equipment, such as face or dust masks that are specifically designed to filter out microscopic
particles.
10. Do not operate this machine while tired or under the influence of drugs, al c ohol or any m edic ation.
11. Do not expose this machine to rain, or operat e m ac hine in dam p loc ations.
12. M ak e c er tain the switch is in the OFF position before connecting the machine to the power supply.
13. M ak e c er tain the machine is properly grounded.
14. M ak e all machine adjustments or maintenance with the machine unplugged f r om the power source.
15. Remove adjusting keys and wrenches. Form a habit of checking to see that keys and adjusting
wrenches are removed from the machine before turning it on.
16. K eep the safety guar d in place at all times when the machine is i n use. If removed for maint enance
purposes or for turni ng proc edures which do not perm it its use, ex ercise extr eme cauti on and replace
the guard immedi ately after the operation is com plete.
17. Check damaged parts. Before further use of the machine, a guard or other part that is damaged
should be carefully checked to determine that it will operate properly and perform its intended
function. Check for alignment of moving part s, binding of moving parts, br eakage of parts, mounting
and any other condi ti ons that m ay affect its operati on. A guard or ot her part that i s damaged shoul d
be properly repaired or replaced.
18. Provide for adequate space surrounding work area and non-gl ar e, overhead lighting.
19. Keep the floor around the machi ne clean and free of scrap material, oil and grease.
20. Keep visitors a safe distance from the work area. Keep children away.
21. M ak e y our workshop chi ld proof with padlock s, m ast er switc hes or by r emoving starter keys.
4
Page 5
22. Giv e your work undivi ded attention. Looking ar ound, carryi ng on a conversation and “ horse-play” ar e
careless acts that can r esul t in serious injury.
23. Maint ain a balanced stance at all tim es so that you do not fall or lean agai nst the centers, workpi ece
or other moving parts. Do not overreach or use excessive forc e to perform any machine operation.
24. Use the ri ght t ool at the corr ect speed and f eed rat e. Do not forc e a tool or att achment to do a job for
which it was not designed. T he ri ght tool will do the job better and safer.
25. Use recom mended accessories; improper accessories m ay be hazardous.
26. Keep turning tools sharp and clean for the best and safest performance, and position the tools
properly in relation to the workpiece.
27. Turn off the mac hine before cl eaning. Use a brush or compressed ai r to remove chips or debris — do
not use your hands.
28. Do not st and on the machine. Serious injury could occur if the machine tips over.
29. Nev er leave the Lat he running unattended. Turn the power off and do not l eave the machine unt il it
comes to a complete stop.
30. Remove loose items and unnecessary work pieces from the area bef or e starting the machine.
31. Check the workpi ece carefully for splits, knots or other obstruct ions which m ay cause a safety risk
while turning.
32. Adjust the tool support t o the proper height and position for the work. Rotate the workpiece by hand to
check clearance wit h the tool support.
33. Sel ect the appropriate speed f or the turning job at hand. Start at low speed and all ow the Lathe to
ramp up to operating speed.
34. Never stop a rotating workpiece with your hand.
35. If gluing up a workpiece, always use a high-quality glue of the type necessary for that particular
workpiece.
Familiarize you rself with the following safety no tices used in this manual:
This means that if precautions are not heeded, it may result i n mi nor i njur y and/or
possible machine damage.
This means that if precautions are not heeded, it may result i n serious injury or possibly
even death.
- - SAVE THESE INSTRUCTIONS - -
5
Page 6
Introduction
This manual is provided by W MH Tool Group cov ering the safe oper ation and mai ntenance procedure s
for a Model 3520B Lathe. T his manual contains i nstructions on install ation, safety precautions, general
operating proc edures, maintenance i nstructions and part s breakdown. This mac hine has been designed
and constructed to pr ovi de years of troubl e free operation if used in accor dance with instr ucti ons set forth
in this manual . If ther e are any que sti ons or com m ents, please cont act ei t her your loc al suppl ier or W MH
Tool Group. WMH Tool Group can also be reached at our web site: www.wmhtool gr oup.com.
Specifications
Model Number.................................................................................................................................3520B
Stock Number.............................................................................................................................. 1352001
Working distanc e between centers (in.)............................................................................................31-1/2
Working distanc e between centers, 18” bed extension mounted (in.)......................................................48
Maximum distanc e between spindle face and tailstock quill (in.).............................................................36
Swing over bed (in.)...............................................................................................................................20
Maximum overall length (in.)..................................................................................................................73
Overall height to top of headstock (in.).............................................................................................49-1/2
Distance from floor to centerline of spindle (in.)......................................................................................45
Spindle speeds (RPM)....................................................................................high 125-3200; low 50-1200
Motor...................................................................................................................TEFC, 2HP, 220V, 60Hz
Lathe power requirements ............................................................................................. 220V, 3Ph or 1Ph
Spindle thread si z e (i n.)........................................................................................................1-1/4 x 8 TPI.
Headstock spindle t aper .............................................................................................................. #2 Morse
Tailstock quill taper.....................................................................................................................#2 Morse
Hole through tailstock spindle, diameter (i n.).........................................................................................3/8
Hole through headstock spi ndle, diameter (i n.)......................................................................................5/8
Drive system.......................................................................................................Poly V belt, inverter drive
Tailstock quill travel (in.).....................................................................................................................4-1/2
Footprint of stand (in.).............................................................................................................50 L x 24 W
Spindle direction................................................................................................................forward/reverse
Net Weigh t (lb s.)..................................................................................................................................630
Shipping Weigh t (lbs.)..........................................................................................................................682
The above specifications were current at the tim e this manual was publi shed, but because of our policy of
continuous im provement, WMH Tool Group reserv es the right to change specif ications at any tim e and
without pri or notic e, without incurring obligations.
6
Page 7
Unpacking
Open shipping cont ainer and check f or shipping
damage. Report any damage immediately to
your distributor and shipping agent. Do not
discard any shipping material until the Lathe is
assembled and running properly.
Compare the cont ent s of y our cont ainer wit h the
following parts list to make sure all parts are
intact. Some parts can be found in separate
boxes packed around the Lathe. Mi ssing parts, if
any, should be reported to your distri butor. Read
the instructi on manual t horoughly for assembly,
maintenance and safety instructions.
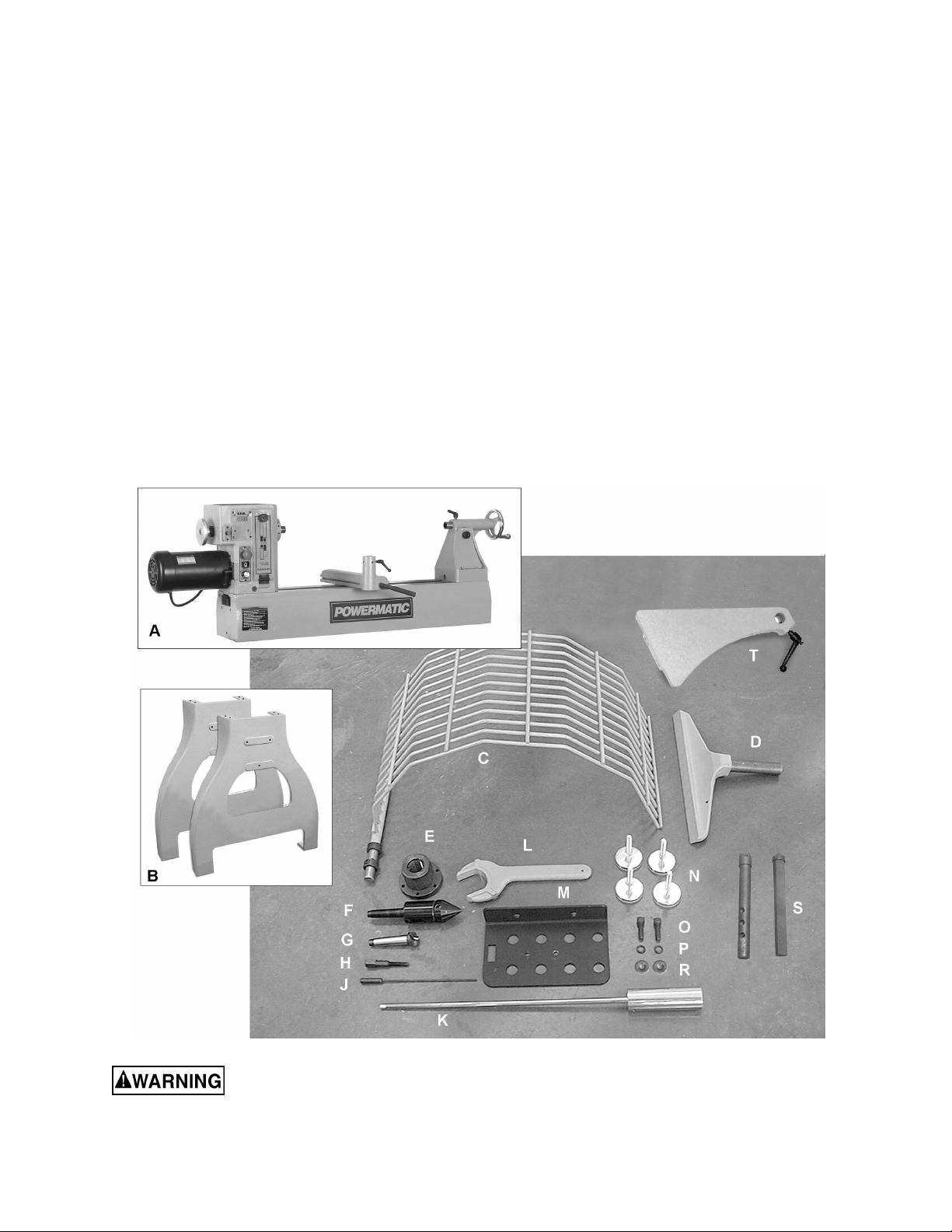
Contents of the Shipping Container
1 Lathe Bed, with Headstock, Tailstock, &
Tool Support Base – (A)
2 Leg Assemblies – (B)
1 Guard – (C)
1 Tool Support, 14” – (D)
1 Face Plate, 3” – (E)
1 Live Center – (F)
1 Spur Center, 1” – (G)
1 Index Pin – (H)
1 Live Center Pin – (J)
1 Knockout Rod – (K)
1 Face Plate Wrench – (L)
1 Tool Caddy – (M)
4 Levelers – (N)
12 Socket Hd. Cap Screws, 3/8” x 1-1/4” – (O)
12 Lock Washers, 3/8” – (P)
10 Flat Washers, 3/8” – (R)
2 Comparator Centers – (S)
1 Comparator Rear Br ac k et wit h
Lock Handle – (T)
1 Owner's Manual
1 Warranty Card
Read and understand the entire contents of this manual before attempting set-up
or operation! Failure t o co mpl y may cause seri ou s injury.
7
Page 8
Assembly
Tools required for assembly
Forklift or hoist with straps/slings
14mm wrench
4mm and 8mm hex wrenches
The Lathe should be
disconnected f rom power during assembly.
1. Remove any screws or straps that hold the
Lathe parts to the pallet, and remove
protective wrapping.
2. The Lathe should be locat ed in a dry area,
on a sturdy floor, and wit h sufficient lighti ng.
Leave plenty of space around the machine
for operations and routine maintenance
work.
If you have a hoist or forklift:
3. Lif t the Lat he off the pall et using a fork lift or
hoist, and move it to the desired location.
(Forks may need to be positioned more
toward the headstock to balance the
weight.) Proc eed to step 6 to install the legs
and levelers while the Lathe is still off the
floor.
If you do NOT have a hoist or forklift:
4. If a forklift or hoist is not av ailable, the use
of one or more assistants is mandatory. First
decrease the weight on the Lathe by
removing the headstock, tailstock and tool
support base (Refer to “Headstock and
Tailstock Movement” on page 13 for
removal instructions ).
The head stock is heavy; use
caution when removing it from the lathe bed.
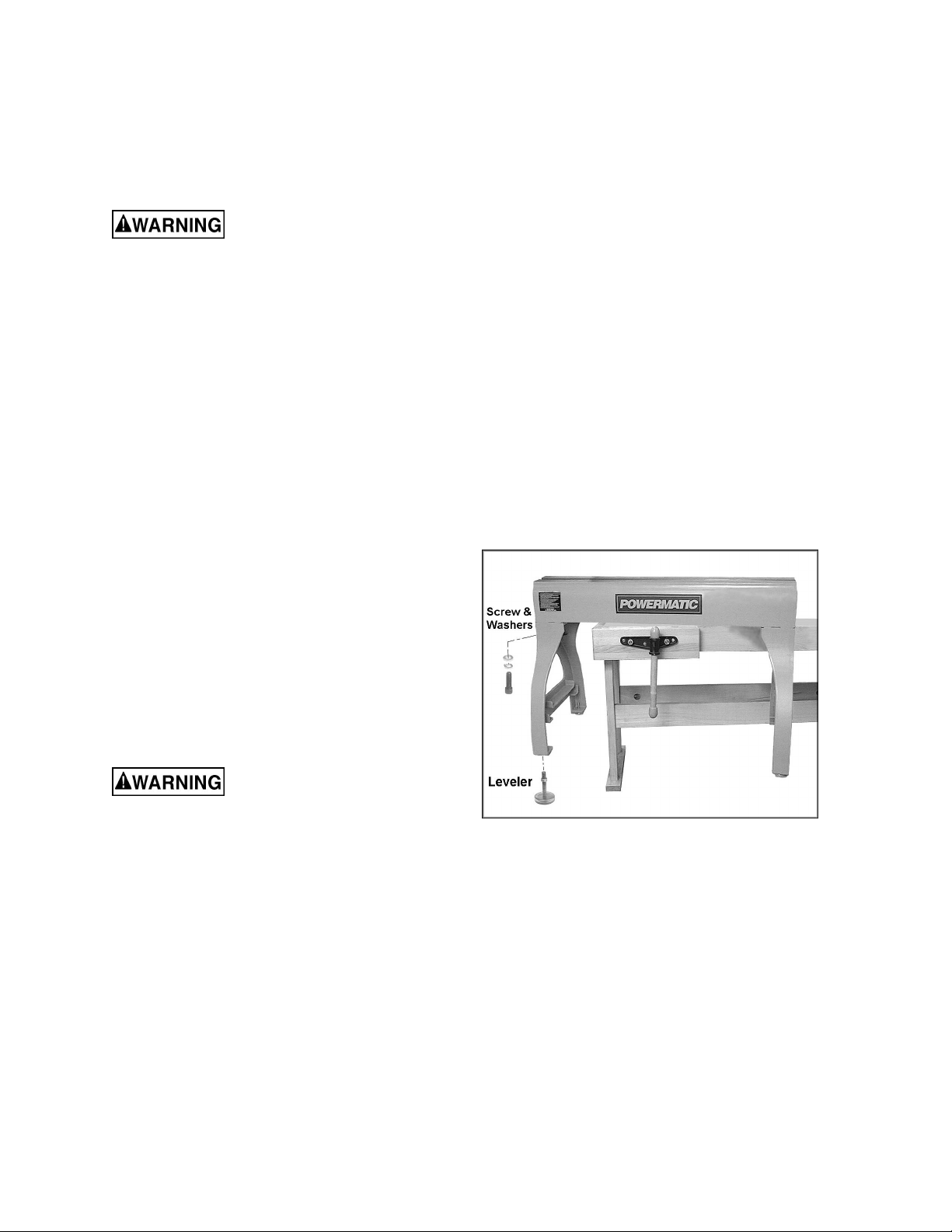
5. Lift the Lathe bed and set i t upsi de down on
the floor (make sure padding/cloths have
been laid down to prevent scratching the
bed). Or, set the Lat he bed upon a table of
sufficient height to allow the legs and
levelers to be assembled, as shown in
Figure 1.
6. While the Lathe is off the floor, install the
legs to the bed usi ng eight socket head cap
screws with eight lock washers and eight flat
washers (Figure 1). Tighten the screws
firmly with a 8mm hex wrench.
7. Screw the levelers into the threaded holes
of the legs (F igure 1). Tighten t he hex nuts
against the bott om of the legs with a 14m m
wrench.
Figure 1
8
Page 9
8. The lev elers can be adjusted at any time to
ensure the Lathe is stable and level.
9. Set the Lathe right side up (or remove it
from the tabl e).
10. Ex posed metal areas of the Lat he, such as
the bed and spindles, have been factory
coated with a protectant. This should be
removed with a soft cloth and a cleanerdegreaser. Clean the bed areas under the
headstock, tailstock and tool support base.
Do not use an abrasive pad, and do not
allow solvents to contact painted or plastic
areas.
11. Re-inst all headstock, tool support base, and
tailstock.
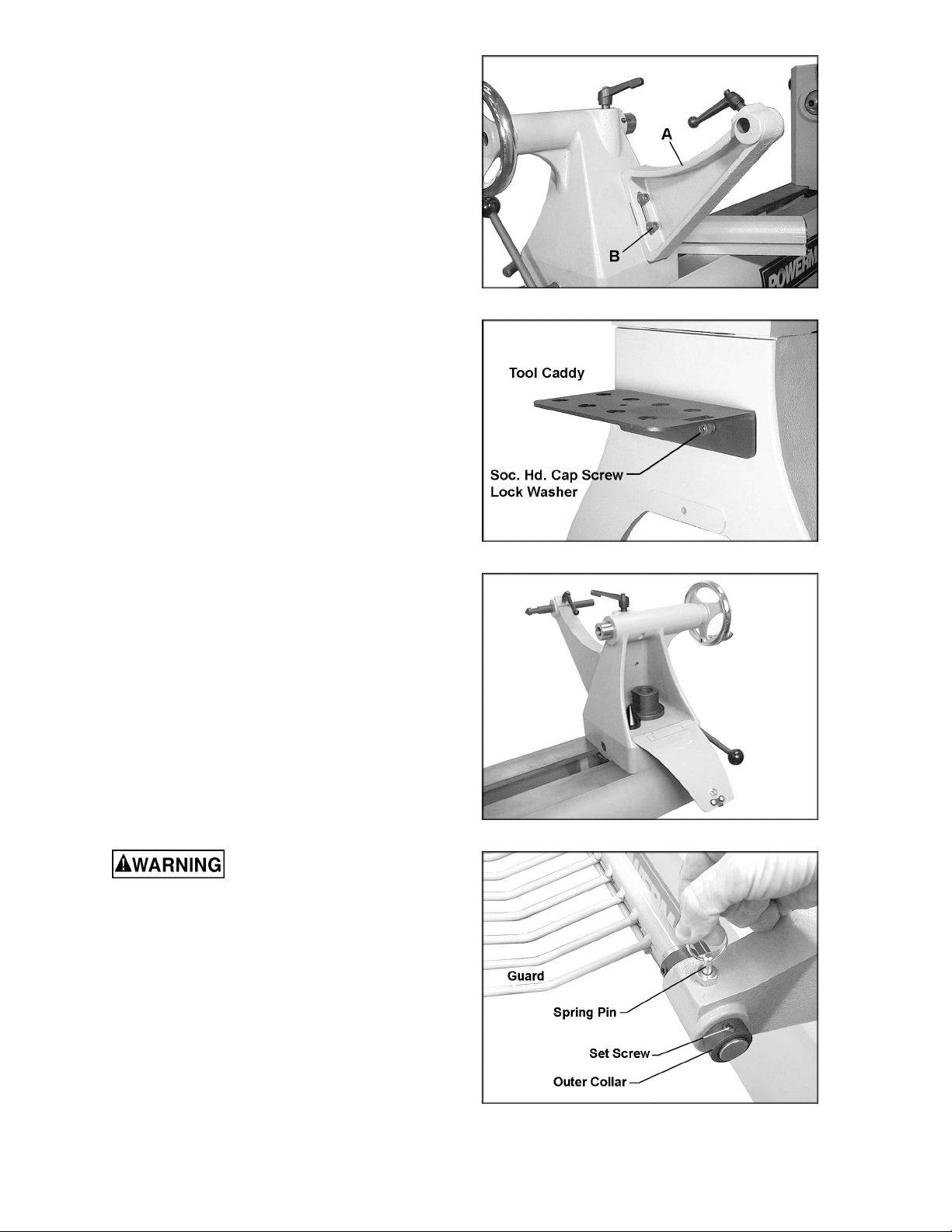
Comparator Rear Bracket
Mount the com parat or rear bracket (A, Figure 2)
to the back of the tailstock with t wo 3/8 x 1-1/4
socket head cap screws, two 3/8 lock washers
and two 3/8 flat washers (B, Figure 2). The
bracket has a slot so it can be aligned wit h the
bracket on the headstock. (See “Com parator –
Installing and Using” for further information.)
Figure 2
Tool Caddy
The tool caddy, shown in Figure 3, can be
mounted to the left end or right end of the Lathe.
The left end, near the headstock area, is
generally preferred for convenience. Use two
socket head cap screws and two lock washers
with an 8mm hex wrench to secure the tool
caddy to the threaded holes in the Lathe.
The tool caddy has holes for placing the
knockout rod, spur c enter, live center, live c enter
pin, compar ator c enters, and faceplate wrench.
Accessories can also be stored in t he tailstock,
as shown in Figure 4.
Guard
The guard must always be
used in operations that will allow its use.
1. On the guard, loosen the set screw on the
outer coll ar (shown in F igure 5) with a 4mm
hex wrench. Slide the outer collar off the
guard support rod.
2. Insert the guard support rod into the
mounting bracket at the rear of the
headstock, as shown in Figure 5. You will
have to lif t up on the spring pi n, as shown,
to slide the guard support rod into the
mounting bracket. Release the spring pin
and it will snap i nto posi ti on as you sl ide t he
support rod far ther in.
Figure 3
Figure 4
Figure 5
9
Page 10
3. Install the outer collar and tighten the set
screw.
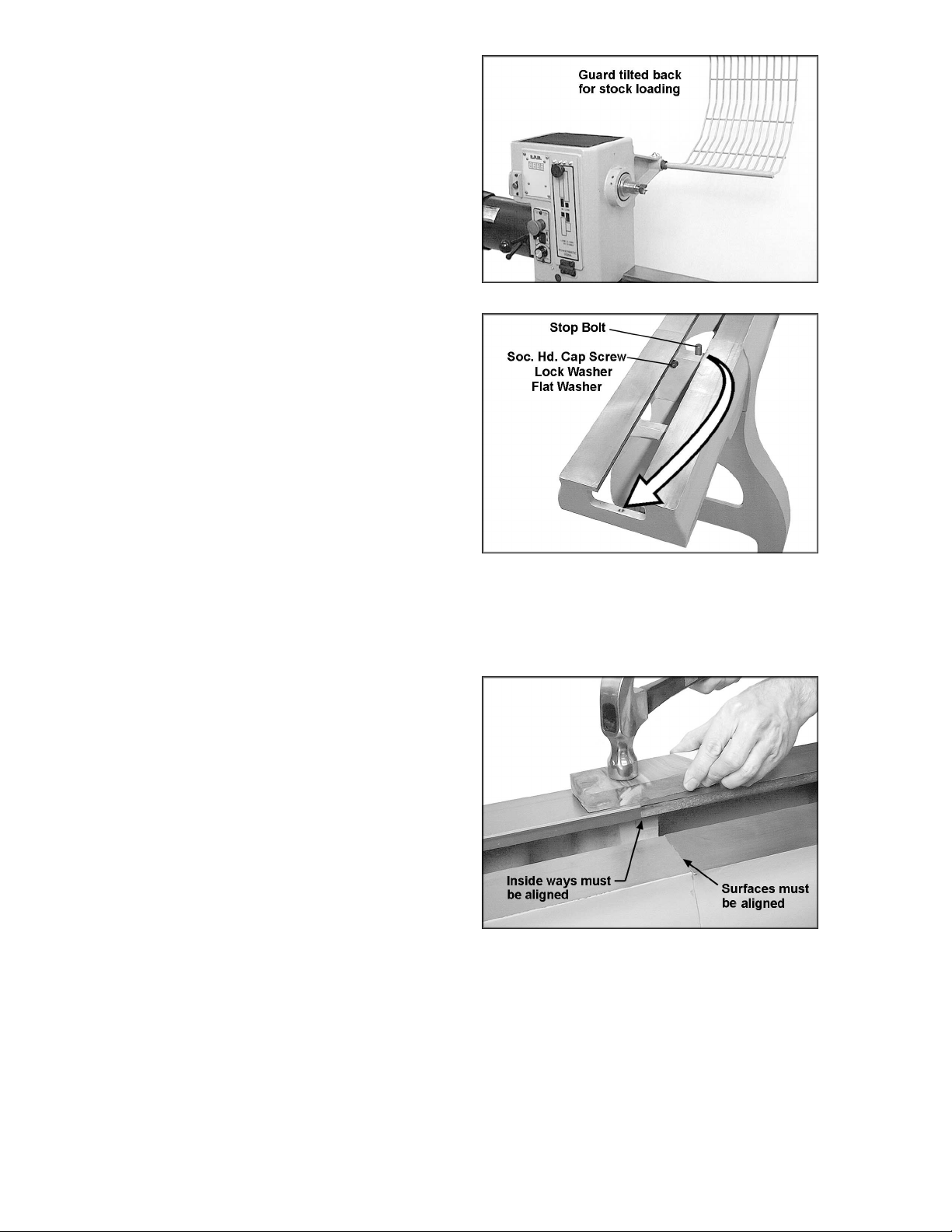
4. The guard can be pivoted to one of two
positions: Operating mode (shown on front
cover) or tilted back for stock loading
(shown in Figur e 6).
5. Pull up on the spring pin, and begin tilting
the guard, then release the spring pin.
When the guard reaches either of the two
positions, the spring pin will engage.
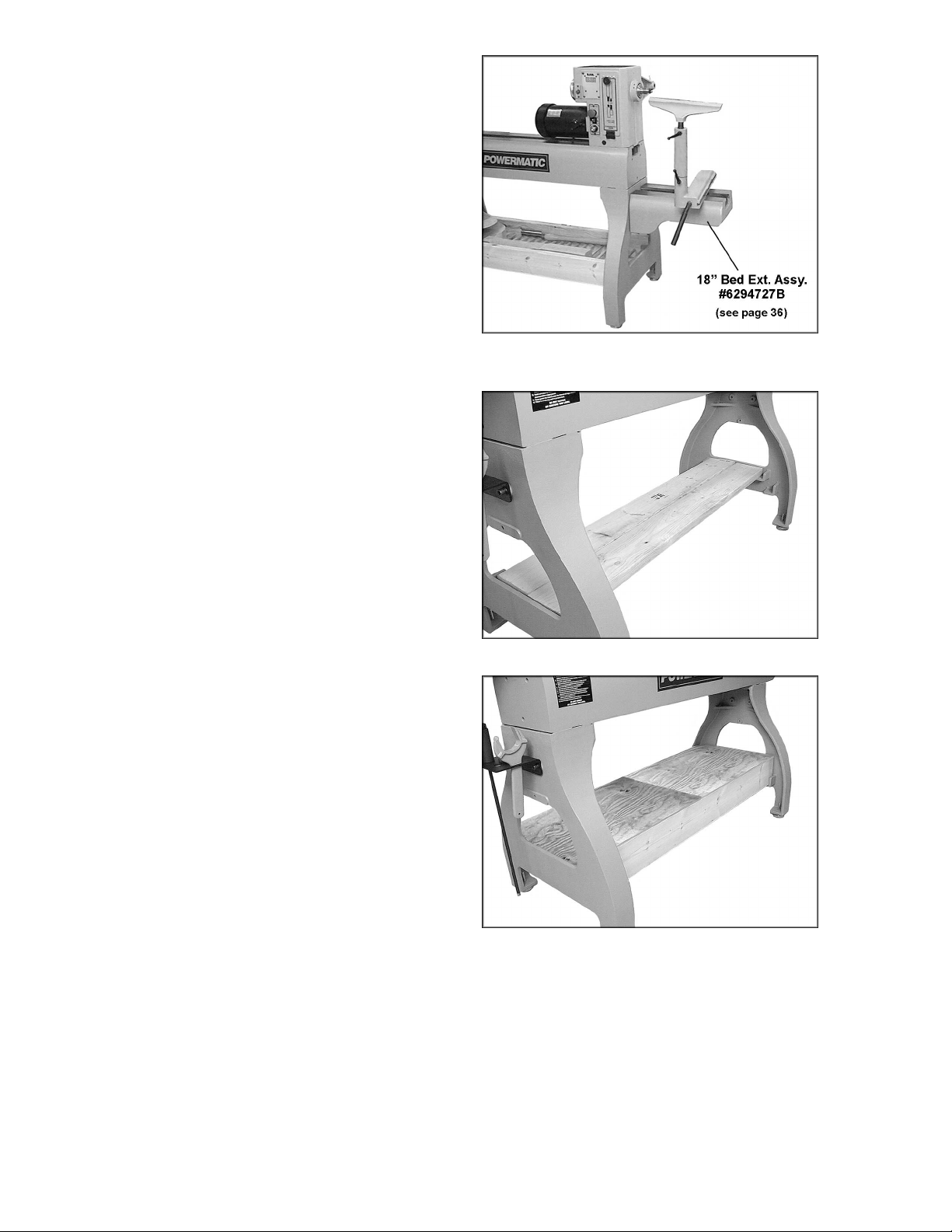
Bed Extension (Optional Accessory)
An optional 18” bed extension assembly, stock
number 6294727B, is available for the Lathe
(see your Powermatic dealer). To m ount the bed
extension to the Lathe:
1. Slide the tailstock away from the edge of the
bed.
2. Have an assistant hold the bed extension
flush to the end of the Lathe bed, and insert
three 3/8 x 1-3/4 socket head cap screws,
three 3/8 lock washers and three 3/8 flat
washers, through the holes in the bed
extension into the threaded holes on the
Lathe. See Figure 7.
3. Shift the bed ex tension upward so that it i s
slightly higher than the Lathe bed. Tighten
the screws with an 8mm wrench just enough
to hold the bed extensi on to the Lathe bed.
IMPORTANT: The surface of the bed
extension must be level with the surface of
the Lathe bed to allow smooth m ovement of
the tailstoc k across the seam.
4. Use a dead blow mallet, or a hammer with a
block of wood, to tap down the bed
extension unti l it is flush with t he Lathe bed.
See Figure 8. Never use a steel-faced
hammer directly against the bed
surfaces. Tap the bed extension where
needed until its surface is aligned with the
Lathe bed, and the inside ways are aligned.
Figure 6
Figure 7
(optional 18” bed extension shown)
5. Firmly tighten the three socket head cap
screws. Make sure your alignment of the
bed surfaces doesn’t shift while tightening
the screws.
6. Unscrew the stop bolt from the Lathe bed
(Figure 7) , and screw it into t he hole at the
Figure 8
end of the bed extension.
10
Page 11
For outboard turning, where the headstock is
moved to the opposite end of the Lathe to
accommodate large bowl blanks, you can (1)
mount the 18” bed ex tension to the three l ower
holes on the Lathe frame, and (2) mount a
vertical extension post [optional accessory,
stock number 3520B -310] to the tool rest base.
See Figure 9.
Shelf Assemblies (Optional)
The double ledges on the inside of the Lathe
legs will provide support for a shelf (not
provided), which is convenient for storing larger
items while keepi ng them easily accessible.
Figures 10-11-12 illustrate three methods of
creating a shelf, using common lumber and
basic tools.
IMPORTANT TIP: It is unlikely that a full-size
shelf can be com pletely built and then i nserted
between the Lathe l egs. Therefore, construct the
shelf in pi eces and insert screws only after the
shelf has been established beneath the Lathe.
Shelf Style 1 (Figure 10)
Lay two 2x6 boards f lat upon the inner l edges.
Boards of 48” l ength are suitable, al though 481/2” is optimal.
Shelf Style 2 (Figure 11)
Lay two 2x4’s (or 2x 6’s) on edge int o the outer
ledges. Boards of 48” length are suitable, 481/2” optimal.
Cut two pieces from a plywood board, and
screw them t o the top edges of the 2x4’s. (One
48” plywood piece will not fi t through the l egs of
the Lathe; use at least two pieces.) Make the
plywood pieces flush with the outside edge of
the 2x4’s.
Figure 9
(shown with optional acc es s or ies )
Figure 10
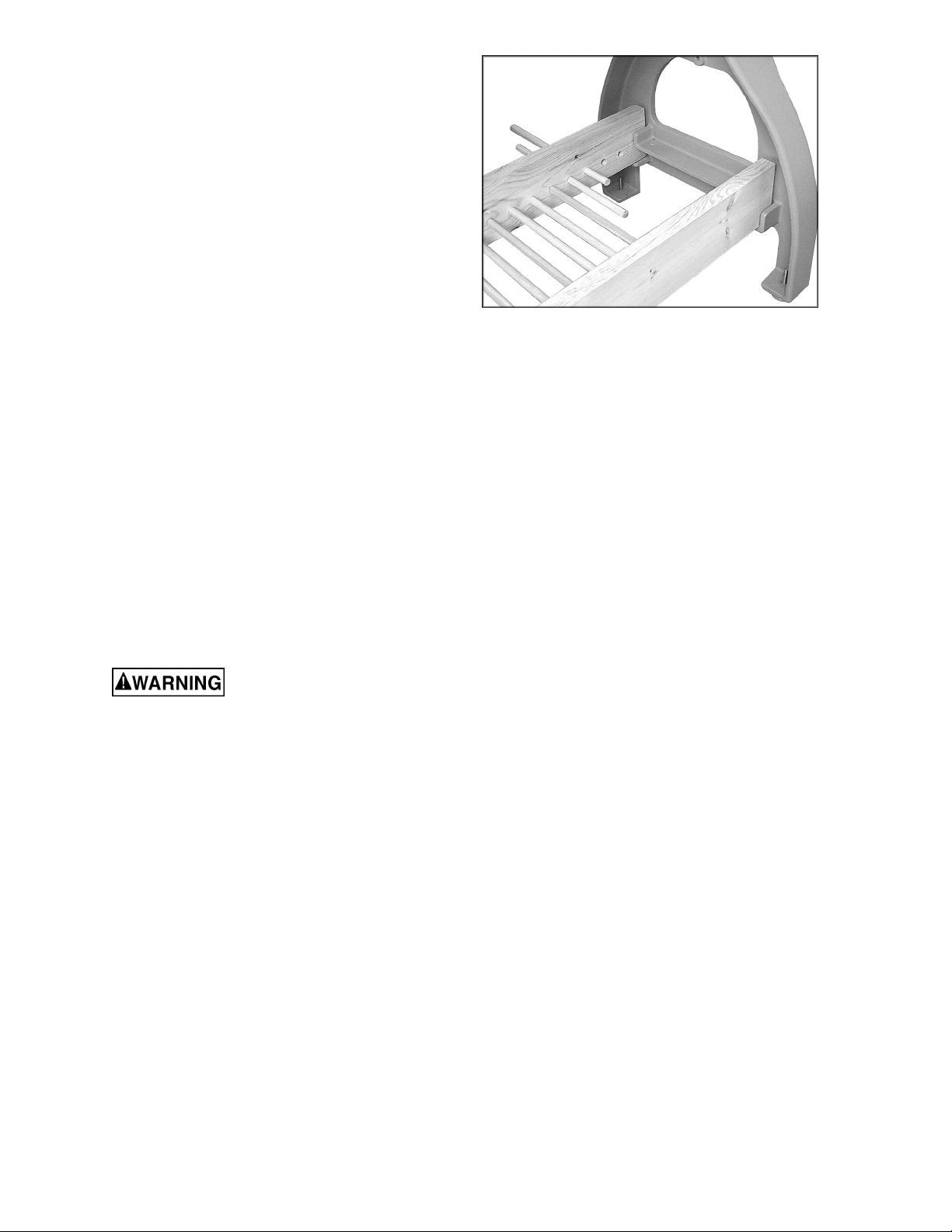
Shelf Style 3: (Fi gur e 12)
This is a basket-style shelf consisting of two
2x6’s and dowel rods. The advantage of this
design is that m ost wood chips will fall through
the shelf instead of accumulating on it. The
instructions below are for building the shelf
shown in Figure 12. The completed shelf is
shown on the front cover of t his manual.
Materials used:
2 – 2x6’s (48” suitable, 48-1/2” optimal).
8 – wood dowels, 4’ length, 5/8” diameter.
Figure 11
11
Page 12
1. Mark your hole centers (2” centers) along
the length of a 2x6. Pl ace the holes so that
the tops of the dowels will be even with the
tops of the l edges on the Lat he. Al so, adj ust
your hole center s as necessary so that the
first and last dowel will begin at
approximately the same distance from the
ledge at both ends of the Lathe.
2. Use a 5/8” spade bit c hucked i n a dri ll press
or in a portabl e dril l. Bore t he holes through
one 2x6; this will be t he r ear pi ec e.
3. On the other 2x6, do not bore through but
only deep enough to securel y hold t he ends
of the dowel rods. This will be the front
piece and will provide a pleasing
appearance at the front of your Lathe.
4. When all hol es have been bored, place t he
2x6’s on edge in the outer ledges of the
Lathe.
5. Cut the dowel rods to length with a miter
saw or hand saw, so t hat after i nsertion the
rods will be flush with the back of the rear
2x6.
6. Insert the dowel rods through the holes in
the rear 2x6, as shown in Fi gur e 12.
7. A strip of wood can be screwed to the rear
2x6 to cover the dowel holes and prevent
the dowels from working out.
Figure 12
Grounding Instructions
Electrical connections must
be made by a qualified electrician in
compliance with all relevant codes. This
machine must be properly grounded to help
prevent electrical shock and possible fatal
injury.
This mac hine m ust be grounded. I n the event of
a malfuncti on or break down, groundi ng prov i des
a path of least resi stance f or electric current to
reduce the ri sk of el ectri c shock.
Improper connection of the equipmentgrounding conductor can result in a risk of
electric shock. The conductor, with insulation
having an outer surface that is green with or
without yellow stripes, is the equipmentgrounding conductor. If r epair or replac em ent of
the electric cord or plug is necessary, do not
connect the equi pment-grounding conduc tor to a
live terminal.
Check with a qualified electrician or service
personnel if the grounding instructions are not
completely understood, or if in doubt as to
whether the tool is properly grounded.
12
Page 13
Repair or replace a damaged or worn cord
immediately.
The Lathe will operate on single phase or three
phase, 230 v olt power suppl y. The Lat he shoul d
be connected to a dedi cated circuit. Mak e sure
the characteristics of your power supply match
the specifications on the motor plate of the
Lathe.
Single Phase Operation
A three wire pigtail for use on 230 volt single
phase power is attac hed to the invert er and may
be “hard-wired” to the power source, or
connected to a UL/CSA listed r ec eptacle plug.
Connect the 230 volt supply to the black and
white leads and ground the green lead.
If you are hard-wiring the Lathe to a panel,
make sure a disconnect is available for the
operator. Duri ng hard-wiring of the Lathe, m ake
sure the fuses have been removed or the
breakers have been tripped in the circuit to
which the Lathe will be connected. Place a
warning placard on the fuse holder or circuit
breaker to prevent it being turned on while the
machine is being wired.
Three Phase Operation
If three phase power is used, it will be necessary
to replace the pigtail wire attached to the
inverter with a 12/4 wire and c onnect the three
hot leads to t he inver ter at R, S, T as shown in
the wiring di agram on page 40. Always connec t
the ground lead.
Recommended Gauges (AWG) of Extension Cords
Extension Cord Length *
25
50
75
100
150
Amps
< 5 16 16 16 14 12 12
5 to 8 16 16 14 12 10 NR
8 to 12 14 14 12 10 NR NR
12 to 15 12 12 10 10 NR NR
15 to 20 10 10 10 NR NR NR
feet
feet
feet
feet
feet
200
feet
Extens ion cords
If an extension cord is necessary, make sure the
cord rating i s suitable for the am perage listed on
the machine’s motor plate. An undersized cord
will cause a drop in line voltage resulting i n loss
of power and overheating.
Use the chart i n F igur e 13 as a gener al gui de i n
choosing the cor rect size cord. If in doubt, use
the next heavi er gauge. The smaller the gauge
number, the heavier the cord.
Adjustments
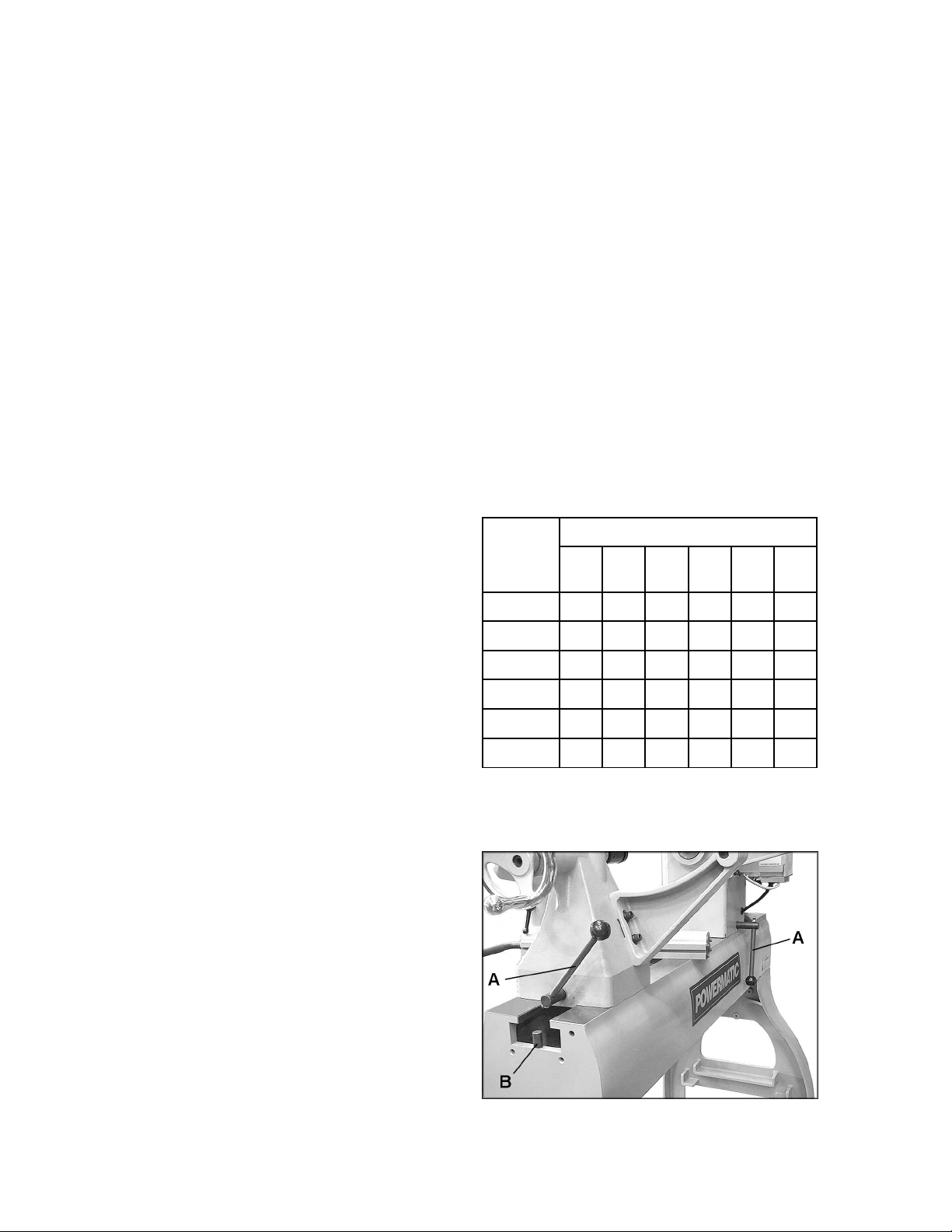
Headstock and Tailstock Movement
To slide the headstock or tailstock, swing the
locking handle (A, Figure 14) backward or
forward until the headstock/tailstock can slide
freely. When the headstock/tailstock is
positioned, r otate the locking handl e to tighten it
securely.
21 to 30 10 NR NR NR NR NR
*based on li miting th e lin e vol tage drop to 5V at 150% of the
rated amp eres.
NR: Not Recommended.
Figure 13
Figure 14
13
Page 14
To remove headstock, tailstock or toolrest base
from the bed, unscr ew and rem ove ei ther of t he
stop bolts (B, Figure 14). After re-mounting
these items on the Lat he, re- insert the stop bolt.
For most turning operations, except outboard
turning, the headstock should be positioned at
the left end of the bed, and only the tailstock
moved to accomodate the workpiece.
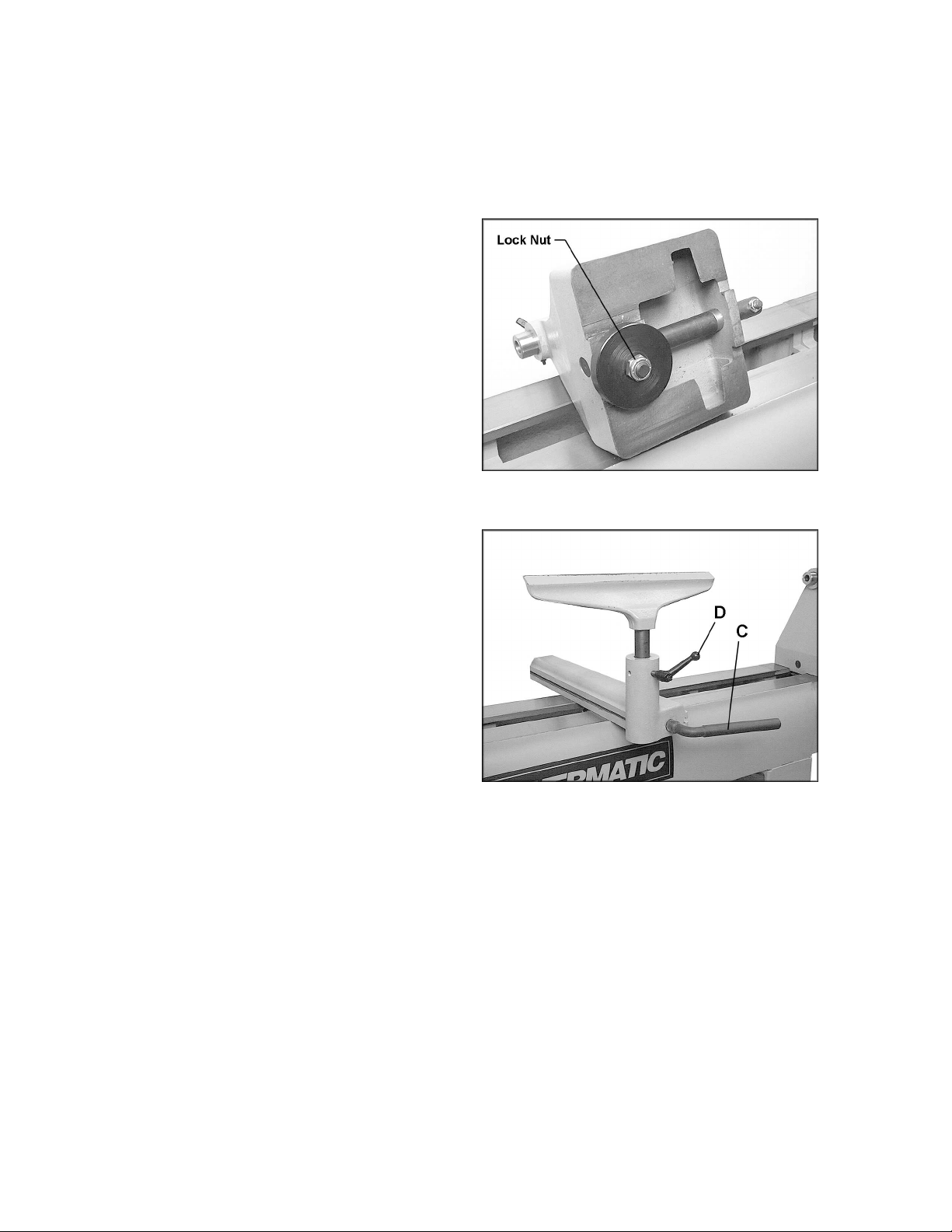
Cam Tightness
If the headstock, t ailstock or tool rest base does
not tight en properly down agai nst the Lathe bed
when the locking handle is tightened, it may
need adjusti ng. Figure 15 uses the tail stock as
the example:
1. Unscrew and remove the stop bolt on the
end of the lathe bed (B, Figure 14) and sli de
the tailstoc k off the end of the bed.
2. Turn the tailstock on i ts side, and tighten the
lock nut with a wrench. See Figur e 15.
3. Mount tailstock on bed and insert the stop
bolt.
Tool Support
A 14” tool support is provided wit h your Lat he. I t
is designed to allow adjustment for height,
position on the bed, and angle to the work.
Figure 15
Loosen the locking handle on the tool support
base (C, Figure 16) to slide the support base
forward or back, and to angle it to the bed.
Tighten the locking handle firmly before
operating the Lathe.
Loosen the small handle (D, Fi gure 16) to raise
or lower the tool support and angle it to the
work. Tighten the handle before operating the
Lathe.
The small handl e (D, Fi gure 16) can be insert ed
into one of thr ee hol es on the tool support ba se.
The position sho wn in Figure 16 i s preferred so
that the locking handle contacts the groove in
the tool rest shaft.
Locking Handles
Each small loc king handle such as D, F igure 16
can be rotated to a more convenient position.
Simply lif t up on the handle, rot ate it on the pin,
then release i t , maki ng sure i t seat s it self on the
pin.
Figure 16
14
Page 15

Live Center and Cone
The live center cone, shown in Figure 17,
screws clockwise onto the threads of the live
center body.
To remove the cone from the live center, first
insert the liv e center pin through t he hole in the
live center body as shown in Figure 17. If the pin
will not insert at first, rotate the cone until the pin
can be inserted. T he cone can now be removed
by holding t he body stati onary while unscrewing
the cone.
Indexer
The indexer allows you to cut evenly spaced
features in a workpiece while keepi ng the Lathe
headstock spindle locked; for example, when
cutting flutes on a spindle blank with a router,
while the spindle blank is secured within the
Lathe centers.
There are 12 holes i n the spindle collar spaced
30° apart, and 4 holes in t he headstock ca sting
which accept the i ndex pin (see Figures 18 and
19). The combination of holes will allow you to
mark your workpiec e for evenly spaced features.
1. To use the indexer, thread the index pin
(Figure 18) into one of the four holes until
the index pin engages the spindle and
prevents it from turning. This will be your
first indexing position.
2. Unscrew and remove the index pin, and
look down the hole, carefully counting the
number of holes as you rotate the spindle
using the hand wheel. Conti nue to rotat e the
spindle until you reach the hole needed for
your second fl ute cutting, then re-insert the
index pin.
Figure 17
Figure 18
3. Ref er to the more det ailed instructions and
chart on page 28 to determine in which
holes to place the index pin relative to the
number of flut es desired in your workpiece.
NOTE: Remove index pin before turning on
the Lathe.
Centers – Installing and Removing
1. Disconnect Lathe f rom power source.
2. To install a spur center or live center (the
spur center should f irst be mounted to your
workpiece; see under “Operation” for more
details), clean the taper ed end of t he center
and the inside of the headstock taper
spindle, then push the center into the
headstock spindle.
Figure 19
15
Page 16

3. To remove a spur center or liv e center, first
remove the workpiece from the Lathe. Insert
the knockout rod (Figure 20) through the
hole in the handwheel and firmly tap the
tapered end of t he spur center. The sli ding
collar on the knockout rod helps give the
necessary impact without having to use a
mallet against the end of the rod.
IMPORTANT: Hol d the center by either placi ng
your thumb and forefinger on the outside
diameter of the spur center, or wrapping the
center with a rag. The c enter c an be damaged if
allowed to fall.
Face Plate – Installing and Removing
1. Disconnect Lathe f rom power source.
2. Mount the face plate to your bowl blank.
3. Push in the spindle lock button (Figure 21)
and rotate the handwheel slightly until the
spindle locks. Keep the spindle lock button
pushed in.
4. Instal l t he face pl ate onto the t hreads of the
headstock spindle and rotate clockwise
hand-tight. When the Lathe is turned on
(forward rotation), the rotational force will
snug the face plate even further onto the
threads.
Figure 20
Figure 21
If at any time you will be
reversing spindle rotation, make sure the
two set screws in the face plate are tight!
One of these is shown in Figure 22. Failure
to do this may cause th e face plate to loo sen
from the headstock spindle.
5. To remove the face plate, loosen the two
socket set screws (Figure 22). Engage the
spindle lock button and turn the face plate
counterclockwise with the face plate
wrench, as shown in Fi gur e 21.
Comparator – Installing and Using
The spindle comparator consists of two
comparator centers inserted i nto the brack ets at
the back of the Lathe. The c om par ator is used to
mount a finished, or “reference spindle” from
which measurements can be taken, the
measurements being transferred to the new
piece which i s bei ng turned.
The guard must be removed
to use the spindle comparator. Use caution
and wear a face mask when turni ng without
the guard installed.
Figure 22
1. Remove the guard from the headstock
bracket.
16
Page 17

2. Install the comparator spur center into the
headstock bracket, by lifting up on the
spring pin and i nserti ng the comparat or spur
center until its point is about even with the
point of the spur center in the headstock
spindle. See Figure 23. The spring pin in t he
bracket should engage one of the holes in
the comparator c enter at this position.
3. Install the rear comparator center in the
tailstock bracket and tighten the bracket
handle. See Figure 24.
4. Mount the spur center with the spindl e blank
that you will be t urning. Loosen the t ailstoc k
locking handle, and slide the tailstock until
the live center is about 1-inch from the
spindle blank, then tighten the locking
handle. Advance the live center using the
tailstock handwheel, until the live center is
secured in the spindle blank.
5. Mount the reference spindle between the
comparator centers, as shown in Figure 24.
NOTE: The reference spindle should be
mounted last after all adjustment of the
tailstock and ram has been accomplished
with the spindle blank. Likewise, when
turning operation is complete, remove the
reference spindle first.
Figure 23
Figure 24
(shown with optional 18” bed extension)
Speed Change
1. Disconnect Lathe f rom power source.
2. To change speed ranges, pull open the
access door on the headstock.
3. Loosen the pivot lock handle (A, Figure 25)
and lift up the tensi on handle ( B, Fi gure 25)
to raise the motor. Tighten the pivot lock
handle (A, Figure 25) to hold the motor in
the raised position.
4. There should be sufficient slack in the belt
to reposition it to the other steps on the
sheaves. The label on the access door
shows the required belt position.
5. Loosen the pivot lock handle (A, Figure 25)
and lower the m otor to tension the belt. Be
sure that the Pol y-V groov es of the belt seat
properly i n the corresponding groov e of the
sheave. Do not overtension; a very light
pressure on the tension handle (B, Figure
25) is adequate to prev ent belt slippage.
6. Tighten the pivot lock handle (A, Figure 25).
Figure 25
Belt shown in LOW speed range pos ition
17
Page 18

Sheave and Belt Alignment
The motor and spindl e sheav es are al igned wit h
each other at the factory, but if any service is
performed t hat affects their alignment it is v ery
important that they be realigned. To realign
them, loosen the two set scre ws on the spindle
sheave (C, Figure 25) with a hex wrench, and
slide the spindle sheav e into the proper posi tion.
Re-tighten set screws.
When sheaves and belt are properly aligned,
there should be no unusual pulsing sounds or
noise coming from the belt.
Checking Spindle Play
The spindle beari ng has been set at t he factory
for general turning applications. There should be
no "end play" or looseness along the spindle’s
axis. If any looseness should ev er occur, it may
be rectified by carefully tightening the bearing
lock nut on t he spindle, as follows. (See Fi gure
26).
1. Use a screwdriver to carefully bend back
any tabs on the tabbed lock washer (C,
Figure 26) that interfere with the insets (B,
Figure 26) on the spanner nut.
2. Place the end of a flat head screwdriver
down against one of the insets of the
bearing lock nut (B, Figure 26) .
3. Tap the handle of the screwdriver with a
mallet so that it turns the spanner nut (A,
Figure 26) tighter in a clockwise direction.
Rotate the spanner nut only about 1/16” at a
time.
Do not overtighten the
spanner nut or the spindle bearings will
overheat.
4. The spanner nut should be tightened just
enough to remove the end play and the
spindle should still rotate very freely. Run
the lathe f or a tim e, and chec k f or heat fr om
the spindle bearings. If the bearings are
running hot, t he spanner nut is too t ight and
should be loosened slightly.
5. After the spanner nut (B, Figure 26) has
been properly adj usted, carefully bend back
into place any tabs on the tabbed lock
washer (C, Figur e 26).
Figure 26
Sheave/Drive Belt Replacement
Replacing t he spindle sheav e can be a diffic ul t
procedure; it is recommended that the
headstock be taken to an authorized service
center for this.
18
Page 19

1. Disconnect Lathe f rom power source.
2. Loosen the pivot lock handle (A, Figure 25)
and lift up the tensi on handle ( B, Fi gure 25)
to raise the motor.
3. Tight en the pivot l ock handle (A, Figure 25)
to hold the m otor i n the rai sed positi on. Sli p
the belt off the pulleys.
4. Loosen the two set screws on the
handwheel (A, Figure 26) with a hex
wrench, and pull the handwheel off the
headstock spindle.
5. Loosen and rem ove the beari ng lock nut (B,
Figure 26) and tabbed lock washer (C,
Figure 26).
6. Slide the spindle a little way out of the
headstock, just enough to remov e sheave or
belt.
NOTE: You m ay have to tap t he end of the
spindle with a wood block to move it. (Do
NOT use a steel face hammer directly
against the spindle.)
7. If replacing the spindle sheave, loosen the
two set scre ws (C, Figur e 25), and sli de the
sheave off the spindle.
8. Install the new spindle sheave, loosely
securing the two set screws. Make sure the
sheave is oriented properly.
9. Slide the spindle back into place, install
tabbed lock washer (C, Figure 26), and
bearing lock nut (B, Figure 26). Check for
any spindle play at this point (See
“Checking Spindle Play” section).
10. Re-i nstall t he handwheel and t i ghten t he set
screws (A, Figur e 26).
11. Al ign the new sheave ( see “Sheave and Belt
Alignment”) then tighten the two set screws
(C, Figure 26) securely on the sheave.
12. Loosen the piv ot lock handl e and lower the
motor using the tension handle. Re-tighten
the pivot lock handle.
Operating Controls
See Figure 27.
(A) On/Off Button: P ush i n to stop the machine;
pull out to start the Lathe.
NOTE: If there is a power outage while
operating the Lathe, the Lathe will not
automatically restart once power is restored.
Cycle the on/off switch in order to restart the
machine.
Figure 27
19
Page 20

(B) Forward/Reverse
When turning with a face
plate, make su re bo th set screw s on the face
plate are tight (see Figure 22) before
reversing th e spindle. Failure to comply may
cause the face plate to spin loose from the
spindle.
(C) Speed Control Dial: Always start the Lathe
at the lowest speed, with the dial rotated all the
way counter clock wise.
A.C. Inverter (mounted to rear of headst oc k )
The 3520B Lathe us es the latest technology in
A.C. inv erter drives to provi de infinitely variabl e
spindle speeds within the specified ranges
(shown under “Specifications” on page 6). The
inverter controls the speed of the motor by
varying the f requency of the v oltage supplied to
the motor. The inv erter provides an accel eration
ramp that eliminates the shock of normal
starting. Al so, a braking feat ure eliminates long
coasting peri ods after the Lathe is turned off.
The 2 horsepower motor is specially designed
for use with inverter drives, and is balanced to
reduce noise and minim iz e v ibr ation.
The A.C. Inverter does not require any
programming – it is pre-programmed from the
factory. The buttons on the face of the
inverter sho uld never b e pu shed at an y time.
Use only the controls on the front of the
headstock.
If you suspect there is a problem with the
inverter or the inverter settings, contact WMH
Tool Group tec hnic al service at 1-800-274-6848.
Operation
The information which follows is general in
nature and is not intended to be a complete
course in wood turning. Nothing can r eplace the
knowledge gained by talking with experienced
woodturners or consulting books, articles, etc.
Above all, simple trial and error will aid in
develop in g proficiency in the craft.
Inspection
Before operating the lathe, check that ev er ything
is in proper worki ng or der :
1. Level your machine; use the adjustable
levelers t o help r educ e v ibr ation.
2. Check bearings; adjust only if endplay
exists.
3. Check belt ; it should be snug but not ov erly
tight.
20
Page 21

4. Bed ways; keep clean, use steel wool to
remove any r ust spots, and apply paste wax
to prevent buildup of rust and finishes.
5. Tool support; u se a m ill fil e to remov e nicks
and dings.
6. Spindle tapers; shoul d be clean and free of
dust and chips for proper seating of tapers.
7. Tailstock; clean and lubricate ram and
locking device.
Lighting; proper lighting i s essential to elim inate
shadows and reduce eye strain.
Turnin g To ols
If possible, select only quali ty, high-speed steel
turning tools. High-speed steel tools hold an
edge and last longer t han ordinary carbon steel .
As one becomes proficient in turning, a variety
of specialt y tool s for specif ic appli cati ons can be
acquired. T he following tool s provide the basics
for most woodturning pr ojects (see Figure 28):
Skews – 1-1/2" and 1" or 1-1/4", used to make
finishing cuts and details.
Large Roug hing Go uge – 1" to 1-1/4" , used to
eliminat e waste wood.
Spindl e Gouge s – 1/4", 3/8", 1/2", used to t urn
beads, coves and other details.
Deep Fluted Bow l Gouge – 1/4" , 3/ 8" and 1/ 2",
used for turning bowls & plates.
Square Scraper ( Bedan) – 3/ 8” or 1/ 2", used to
create square shoulder s.
Large Round Nose (Domed) Scrap er – 1-1/2",
used to reduce ridges on interior of bowls, round
edges of bowls, etc.
Parting Tool - 1/8", used for scraping, m aking a
cut-off, or to set diameters for sizing.
For safety and best performance, keep tools
sharp. If a tool stops cutting or requires
excessiv e pr essure to make a cut, it needs to be
sharpened. A number of brand name
sharpening jigs and fixtures are available;
however, a woodturner should learn to sharpen
tools freehand. For best results, use a slow
speed grinder (1800 rpm) fitted with a 60-grit
aluminum oxi de wheel (for shapi ng) and a 100grit al um. oxide wheel (for fi nal sharpening and
touchup). The grinder should be located near
your lathe and at a comfortable height. A
diamond dresser will keep the wheel s true and
eliminat e gl azi ng.
Never allow the tool t o rest in one place on the
wheel, keep it moving and use a li ght touch.
Figure 28
Basic Turning Tools
21
Page 22

Carbon steel tools can overheat easily and
should be cooled frequently. If the edge turns
blue, it has l ost its temper and should be ground
past the blue area.
High-speed steel tools are not as likely to
overheat, but can be damaged i f allowed to get
red hot. High-speed steel tools should not be
quenched for cooling. Honing with a diamond
lap or slipstone will save trips to the grinder and
keep the edge fresh.
Spindle Turning
Spindle t urning t akes place bet ween the c enter s
of the lathe. It requires a spur or driv e center in
the headstock and a live or dead center in the
tailstock. A cup c enter r ather t han a cone cent er
in the tailstock will often reduce the risk of
splitti ng the stock .
Figure 29 shows the basic profile shapes in
spindle turning.
Stock Sele ct ion
Stock for spindles should be straight grained
and free of checks, cracks, knots and other
defects. It should be cut 1/8" t o 1/4" larger than
the finished di am eter and may requi re additi onal
length so the ends can be rem ov ed later . Larger
stock should have the corners removed to
produce an octagon m aking the piece easier to
rough down to a cyli nder.
Figure 29
1. With a combi nation square, or plasti c c enter
finder for round stock, locate and mark
center on each end of the workpiece.
Accuracy is not critical on full rounds but
extremely impor tant on stock where square
sections are to rem ain. Put a dimple in t he
stock with an awl or nail, or use a springloaded automatic center punch.
2. Extremely hard woods may requi re kerf s cut
into the ends of the stock (Figure 30) using
a band saw, so the wood will accept the
spur center and the live center.
3. Drive the spur center about 1/4” into the
workpiece, using a wood mallet or dead
blow hammer as shown in Figure 31. Be
careful that you do not split the workpiece.
Never use a steel f ace hammer and never
drive the workpi ece onto the spur center
while it is mounted in the Lathe spindle.
4. Make sure the headstock is locked to the
Lathe bed.
5. Clean the tapered end of the spur center
and the inside of the headstoc k spi ndle.
6. Insert the tapered end of the spur center
(with the attached workpiece) into the
headstock spindle.
Figure 30
Figure 31
22
Page 23

7. Support the workpiece while bringing the
tailstock into position about 1” away from
the end of t he workpiece. Lock t he tailstock
to the bed.
8. Advance the tailstock spindle with the
handwheel in order to seat the live center
into the workpiece. Use enough pressure to
secure the workpiece between the centers
so that it won’t fly off, but do not use
excessiv e pressure.
9. Tighten the spindle locking handle.
The tailstock ram is capable
of exerting excessive pressure against the
workpiece and the headstock. Apply only
sufficient force with the tailst ock to hold the
workpiece securely in place. Excessive
pressure can overheat center bearings and
damage both workpiece and Lathe.
10. Mov e tool support i nto positi on. It should be
parallel to the workpiece, just below the
centerline and approximately 1/8" to 1/4"
from the corners of the workpiece to be
turned, as in Figure 32. Tighten support
base to Lathe bed.
11. Rotate workpiece by hand to check for
proper clearanc e.
12. Star t lat he at lowest speed and bring i t up to
the appropriate RPM for the size of
workpiece used. Consult digital readout on
the headstock.
Cutting Techniques
Figure 32
Roughing Out
1. Begin with a large roughing gouge. Place
the tool on the tool support with the heel of
the tool on the surface to be c ut.
2. Slowly and gently raise tool handle until
cutting edge comes into contact with the
workpiece.
3. Begi nning about 2” fr om the tailstock end of
the workpiece, roll the flute (hollowed-out
portion) of t he tool in the directi on of the cut.
See Figure 33. Make long sweeping cut s in
a continuous motion to rough the piece
down to a cylinder.
4. Keep as much of the bevel of the tool as
possible in contact with the workpiece to
ensure control and avoid catches. NOTE:
Always cut down-hil l, or f rom large diamet er
to small diameter. Always work toward the
end of a work-piece, never start cutting at
the end.
Figure 33
23
Page 24

5. Once the workpiece is roughed down to a
cylinder, smooth it with a l arge skew. Keep
the skew handle perpendi c ular to the spindle
and use only the center third of the cutting
edge for a l ong smoothi ngcut (touchi ng one
of the points of the skew to the spinning
workpiece may cause a catch and ruin the
workpiece).
6. Add details to the workpiece with skew,
parting tool, scraper or spi ndle gouge.
Beads
1. Make a parti ng cut f or what is to be a b ead
to the desired depth. Place the parting tool
on the tool support and move tool forward to
make the full bevel of the tool come in
contact with the workpiece. Gently raise
handle to make cut to the appropriate depth.
2. Repeat for other side of the bead.
3. Using a small skew or spindle gouge, start in
the center between the two cuts and cut
down each side to form the bead. Roll the
tool in direction of cut.
Coves
1. Use a spindle gouge. With the flute of the
tool at 90 degrees to the workpiece, touch
the point of the tool to the workpiece and r oll
in towards the bottom of the cove. See
Figure 34. Stop at the bottom; attempting
to go up the opposite side may cause the
tool to catch.
2. Lightly mark the center of the "V" wit h the tip
of the skew.
3. Move the poi nt of the skew to the right half
of the desired widt h of your c ut.
4. With the bevel parallel to the right si de of the
cut, raise the handl e and push the tool in to
the desired depth, as shown in Figure 35.
Figure 35
5. Repeat from the left side. The two cuts
should meet at the bottom and l eave a clean
"V" cut.
6. Additional cuts may be taken to add to
either the depth or width of the cut.
Parting Off
1. Use parting tool.
2. Adjust l athe speed to lower RPM for parti ng
through a workpiece.
Figure 34
2. Mov e the tool over the desir ed width of the
cove.
3. With the flute facing the opposite direction,
repeat step 1 f or other side of cov e. Stop at
bottom of cut.
"V" Cuts
1. Use the long poi nt of the skew. (NOT E: Do
not press the long poi nt of the skew directl y
into the workpi ece to creat e the "V"; t his will
result in a burned or burnished "V" with
fibers being r olled up at both sides.)
3. Place tool on tool support and raise the
handle until it starts to cut and continue to
cut toward the cent er of t he workpiece.
4. Loosel y hold on t o the piece i n one hand as
it separates from the waste wood.
Sanding and Finishing
Leaving clean cuts will reduce the amount of
sanding required. Move the tool support out of
the way, adjust the lathe to a low speed, and
begin with fine sandpaper (120 grit or finer).
Coarser sandpaper will leave deep scratches
that are diff icult to r emove, and dull crisp detail s
on the spindle. Progress through each grit
without skippi ng grits (for example, do not jum p
from 120 grit to 220 grit). Fold the sandpaper
into a pad; do not wrap sandpaper around your
fingers or the workpiece.
To apply a finish, the workpiece can be left on
the lathe. Turn off the lathe and use a brush or
paper towel to apply the finish. Remove excess
finish before restarting lathe. Allow to dry and
sand again with 320 or 400 grit sandpaper.
Apply second coat of fi nish and buff.
24
Page 25

Face Plate and Bowl Turning
Face plate turning is normally done on the
inboard side of the headstock over the bed.
Larger workpieces must be turned on the
outboard side (r em ove t ailstoc k and tool support
base, and move headstock to opposite end of
bed). See Figure 9.
Mounting Stock
Use of a face plat e i s the m ost c ommon m ethod
for holdi ng a block of wood for turning bowls and
plates:
1. Select stock at least 1/ 8" to 1/4" larger than
each dimension on the finished workpiece.
2. Always select the largest diameter fac e plate
that can be used for the workpiece to be
turned.
3. True one surface of the workpiece for
mounting against the face plate.
4. Using the face plate as a tem plate, mark the
location of the mounting holes on the
workpiece, and drill pilot holes of the
appropriate si ze. Face plates are dri lled for
No. 12 screws. (Phillips and square drive
screws will hold up better than slotted
screws. Sheel metal screws are case
hardened with deeper and sharper threads
than wood screws.)
If the mounting screws on the face plate
interfere with the workpiece, a glue or waste
block can be used:
5. Make a block the same diameter as the face
plate, Figure 36. Both glue block and
workpiece should have flat surfaces for
gluing.
6. Glue the block to the workpi ec e. Avoid using
brown paper or newspaper between the
block and workpi ece. I t may work fi ne if y ou
are using scrapers, but a slight catc h with a
bowl gouge can separate the two.
NOTE: When using a gl ue bl ock, be caref ul wit h
the adhesiv e you select . Dry workpiec es can be
bonded with ordinary white or yellow glue but
must be clamped to ensure a g ood bond. G reen
workpieces require cy anoac r y late type glue.
Faceplate or Chuck?
While facepl ates are the sim plest, most reliabl e
method of holding a block of wood for turning,
chucks can also be used. As there are dozens
of chucks to choose from, the woodturner should
first consi der all the different types of t ur ning that
will be done, and read reports or discuss with
other turners who o wn c hucks before making a
decision.
A chuck is not a r equir ement, but is handy when
working on more than one piece at a time.
Rather than rem oving screws, y ou simply open
the chuck and change workpi ec es.
The most popular ones are four jaw scroll
chucks with a variety of jaws to accomodate
different size tenons. Most also come with a
screw chuck as well .
Wood Selection
Firewood is the cheape st, most widely av ailable
stock to use whil e l earni ng to t urn bo wls. Si m ply
waste wood for a while practicing turning
techniques. Develop skill with each tool before
attempting t o make a finished piec e. It is best to
start with dry wood, without worrying about
drying or distortion. Once turning becomes
comfortable, try green wood which cuts very
easily. As the tur ner gains exper ienc e, he or she
will find extraordinary grain and figure in the
form of burls, crot c hes and bark inclusions.
Figure 36
Checks and Cr acks
Green wood will check and crack. For best
results, leave logs in as long a lengt h as you c an
handle. As the material starts to dry, surface
cracks will develop on the ends of the log. Cut
off two to three inches and you should find good,
sound wood. Also cut the log in half al ong the
pith to avoid having it in the fi nished pi ece. Most
checks radiate f rom the pith. As you turn bo wls
from green wood, make sure you maintain a
consistent wall thickness throughout the piece.
Leaving a pi ece thick i n some areas and thin i n
others will cause the wood to dry unevenly and
promote checks and crac k s.
25
Page 26

Distortion
Distortion is a problem associated with turning
green wood. It will vary from one type of wood to
the next. Typically, fruitwoods tend to distort
more than others. It also varies wit h the time of
year the tree was cut and how the logs are
stored.
Tools for Bowl Turning
The deep fluted bowl gouge is the most
essential and versatile tool for most bowl and
plate turning. The bowl gouge is heavier and
easier to control than other types of gouges. It
also allows removal of wood much faster and
with less vibration than other gouges. Most
average sized bowl work can be accomplished
with a 3/8" or 1/2" bowl gouge. A 1/4" bowl
gouge is best sui ted for smaller bowls and li ght
finishing cuts. Larger 3/4" and 1" bowl gouges
are only used for extrem ely lar ge pieces.
Large domed scraper s can also be u sed to help
clean up the interior surfaces of bowls. A light
touch with the scraper sli ghtly tilt ed will eliminate
some of the ridges occasionally left by an
inexperienced bowl gouge.
Bowl Turning Techniques
7. As the bowl takes shape, work on the
bottom (tailstock end) to accomodate
attaching a face pl ate.
8. Turn a short tenon (about 1/ 8" l ong) the si ze
of the hole in the facepl ate. See Figure 37.
This will all ow centeri ng the workpi ece when
the faceplate is attached.
Figure 37
9. (NOTE: If you plan to use a chuck, turn a
tenon of t he appr opriate length and diameter
to fit your chuck.)
10. Stop the lathe, remove workpiece and attach
face plate or chuck (see "Mounting Stock"
above).
To Shape Outside of Bowl
1. Odd shaped burls, crotches and other
irregular shaped blanks require special
preparation before mounting in a chuck or
onto a faceplat e. Remove the bark, if there
is any, from what appears to be the c enter of
the top of the workpiec e.
2. Drive spur center into the top of the
workpiece with a mallet or dead blow
hammer.
3. Slip the spur center i nto t he headstock t aper
and bring the tailstock with a live or ball
bearing center into position. Lock the
tailstock to the bed and advance the
tailstock spindle in order to seat the cup
center into the workpiece. Tighten the ram
locking handl e.
4. Turn workpiece by hand to ensure proper
clearance.
5. Start lathe at lowest speed a nd bri ng it up to
the maximum safe speed for the size of
work to be turned (see page 30). If the
machine starts to vibrate, lower the speed
until vibration stops.
6. Rough out the outside of the bowl with the
1/2" deep fluted bowl gouge, holding the
handle of the t ool firmly against your hip. For
best control, use your whole body to move
the gouge through the workpiece.
The surfaces of faceplate and
workpiece should mount flush to each other.
11. Finish turning the outside of bowl with 1/2"
or 3/8" bowl gouge. Leave additional
material at base of bowl for support while
turning interior. This will be removed lat er.
To Shape Interior of Bowl
1. Stop the lathe and move tailstock away.
(You may want to remove the center from
the tailstock to prevent bumping it with your
elbow.)
2. Adjust tool support in front of the bowl just
below centerline, at a r ight angle t o the lathe
ways.
3. Rotate workpiece by hand to check
clearance.
4. Face off top of bowl by making a light
shearing cut across the top of workpiece,
from rim to center.
5. Place 1/2" bowl gouge on tool support at
center of the workpiece with t he flute fac ing
top of bowl. The tool handle shoul d be level
and pointed toward the f our o'cl ock position,
as shown in Figure 38.
26
Page 27

Figure 38
6. Use the l eft hand to control cutting edge of
gouge, while right hand swings tool handle
around toward your body (Figure 38). The
flute should start out facing top of workpiece,
and rotate upward as it mov es deeper into
the bowl to m aintain a cl ean even c urve. As
the tool goes deeper into the bowl,
progressively work out toward the rim. It
may be necessary to turn the tool support
into the piece as you get deeper into the
bowl.
pressure. Coarser sandpaper tend s to leav e
deep scratches that are hard to eliminate.
Use power-sanding techniques to avoid
concentric sanding marks around your
finished piece. Avoid rounding over the rim
and foot wit h sandpaper; try to keep detail s
crisp. Finish sanding wit h 220 gr it.
3. Remove sanding dust with tack rags or
compressed air and, with lathe turned off,
apply first c oat of finish. Let stand for several
minutes, wipe of f excess. Allow to dry before
sanding again with 320 or 400 grit
sandpaper.
4. Turn lathe back on and continue the
separation cut almost all the way through
the base. Stop at abo ut 3" and use a smal l
fine tooth saw to separate t he bowl from t he
waste.
5. Apply second finish coat and allow to dry
before buffing.
Maintenance
(NOTE: Try to make one, very light
continuous movement from the rim to the
bottom of the bowl to ensure a clean,
sweeping curve through the piece. Should
there be a few small ridges left, a light cut
with a large domed scraper can even out the
surface.)
7. Develop wall thickness at the rim and
maintain i t as you work deeper int o the b o wl
(Once the piece is thin toward the bottom,
you cannot mak e it thinner at the rim). When
the interior is fi nished, move t he tool support
to exterior to re-define bottom of bowl.
(General r ule of thumb: the base shoul d be
approxim ately 1/3 the overall diam eter of the
bowl).
8. Work the tight area around faceplate or
chuck with 1/4" bowl gouge.
9. Begin t he separation with a part ing tool, but
do not cut all the way through yet .
Sanding and Finishing
1. Remove the tool support and adjust lathe
speed to approximately 500 RPM. High
speed can build friction while sanding and
cause heat check in some woods.
Before doing maintenance on
the Lathe, disconnect it from the electrical
supply by pulling out the plug or switching
off the main switch. Failure to comply may
cause serious injury.
Maintenance on the 3520B Lathe should be
performed at periodic intervals to ensure that the
machine is in proper working order, that all
fasteners are tight, and all necessary
adjustments have been made. Inspection and
maintenance shoul d be perfor med at least t wice
a year, but more fr equently if t he Lathe receives
constant use.
Clean and oil the lathe bed(s) so that headstock,
tailstock and t ool support base will slide easily.
Clean any rust spots that may develop on the
bed with a commercial r ust r em ov er.
Use compressed air to blow out the interior of
the headstock, in order to keep sawdust and
chips from accumulating on belts and sheav es.
Also blow off debris that accumulates on the
inverter. Do not disassemble inverter to
clean!
Frequently clean out the morse tapers on both
headstock and tai lstock. Com mercially av ailable
taper cleaner s may be ac quir ed from tool stores.
2. Begin with fine sandpaper (120 grit) and
progress through each grit, using only light
27
Page 28

Indexer Positions
How to use the chart
The indexer is shown as viewed from the
tailstock end of the Lat he. Poi nts A, B, C and D
are the hole s in the head ca sting. The holes in
the spindle collar may be considered as
numbered 1 through 12.
Example: You wish to rout 9 flutes on your
spindle blank. Locate the “9” in the “No. of
Flutes” colum n; each fl ute angle will be 40° . The
index pin should first be inserted into hole
combination “A-1”. Make your first flute at this
position. Back off the index pin and rotate the
spindle until the index pin can be inserted into
hole combination “A-5”; this will be followed by
“A-9”. Succeeding flutes will be made with the
index pin in the B position: “B-2”, “B-6” and so
on.
No. of Flute s
360° divided by...
1 360.00 A 1
Angle Letter # Letter # Letter # Letter #
2 180.00 A 1,7
3 120.00 A 1,5,9
4 90.00 A 1,4,7,10
5 72.00 -----------------------
6 60.00 A 1,3,5,7,9,11
8 45.00 A 1,4,7,10 D 2,5,8,11
9 40.00 A 1,5,9 B 2,6,10 C 4,8,12
10 36.00 -----------------------
12 30.00 A 1 to 12
15 24.00 -----------------------
16 22.50 -----------------------
18 20.00 A 1,3,5,7,9,11 B 2,4,6,8,10,12 C 2,4,6,8,10,12
20 18.00 -----------------------
24 15.00 A 1 to 12 D 1 to 12
30 12.00 -----------------------
36 10.00 A 1 to 12 B 1 to 12 C 1 to 12
other interesting patterns....
18 20.00 A 1,3,5,7,9,11 B 1,3,5,7,9,11 C 1,3,5,7,9,11
NOTE: A dashed line indicates t hat particular set of angles is not pos s ible with the indexer.
Figure 39
28
Page 29

Troubleshooting
Trouble Probable Cause Remedy
Motor fails to develop
full power.
Motor or spindle
stalls or will not start.
Excessive vibration.
Power line overloaded. Correct overload c ondition.
Undersize wires in power supply
syste m.
Faulty inverter. Contact WMH Technical Service.
Worn motor. Replace motor.
Excessive cut. Reduce depth of cut.
Improper belt adjustment, or worn or
broken belt.
Improper cooling of motor. Blow out sawdust from m otor housi ng
Worn spindle beari ngs. Replace bearings.
Worn motor. Replace motor.
Workpiec e warped, out of r ound, has
major flaw, or was improper ly
prepared for tur ning.
Worn spindle beari ngs. Replace spindle bearings.
Worn drive belt. Replace driv e belt. See pages 18-19.
Increase supply wir e si z e.
Adjust or replace belt as needed (see
pages 18-19).
fan.
Correct problem by planing or sawing
workpiece, or discard entirely and use
new workpiece.
speed only.
Tools tend to grab or
dig in.
Headstock moves
when applying
pressure with
Tailstock.
when applying
pressure.
Motor mount loc k handl e is l oose. Tighten loc k handl e ( A, Figure 25) .
Lathe on uneven surface. Adjust lev eler s.
Potentiometer faulty. Replace potentiometer. Lathe runs at one
Electroni c AC inver ter is not
programmed pr operl y , or is defective,
or there is loose wiring.
Dull tools. Keep tools sharp (see page 21).
Tool support set t oo low. Reposition tool support height. See
Tool support set t oo far from
workpiece.
Improper tool being used. Use correct tool for operation.
Excessive pressure being applied by
tailstock (more than 500 lbs. of force).
Cam lock nut needs adjusting. Tighten cam lock nut (Figure 15). Tailstock moves
Lathe bed and tailstock mating
surfaces are greasy or oi ly.
Contact WMH Technical Service to
help identify problem; 800-274-6846.
page 23.
Reposition tool support closer to
workpiece (page 23).
Slide headstock t o the left end, then
apply pressure to workpiece with
tailstock. Apply only suffici ent force
with tailstoc k to hold workpiece
securely in place.
Remove tailstock and clean surfaces
with a cleaner/degreaser. Re- apply
light coat of oil to Lat he bed surface.
29
Page 30

Recommended Lathe Speeds (per diameter of workpiece)
DIAMETER OF WORK ROUGHING RPM
Under 2" 1520 3000 3 0 00
2 to 4" 760 1600 2480
4 to 6" 510 1080 16 50
6 to 8" 380 810 1240
8 to 10" 300 650 1000
10 to 12" 255 540 830
12 to 14" 220 460 710
14 to 16" 190 400 620
16" to 20" 175 325 500
GENERAL CUTTING
RPM
FINISHING RPM
20" to 24" 175 260 400
Replacement Parts
Replacement part s are li sted on the f ollowing page s. To order par ts or reac h our servi ce depar tment, call
1-800-274-6848 between 7:30 a.m. and 6:00 p.m. (CST), Monday through Friday. Having the Model
Number and Serial Number of your machine available when you call will allow us to serve you qui c kl y and
accurately.
30
Page 31

Headstock Assembly
31
Page 32

Parts List: Headstock Assembly
Index No. Part No. Description Size Qty
1............... 6294736..................Faceplate...........................................................3” ...............................1
2............... 6295796..................Nyloc Insert Socket Set Screw........................... 1/4-20x3/8” ................4
3............... 6294725..................Spur Center.......................................................MT2 ...........................1
4............... 3520B-204 .............. Spindle.............................................................. ...................................1
5............... 3520B-205 .............. Key.................................................................... 8x8x75........................1
6............... 3520B-206 .............. Key.................................................................... 8x8x45........................1
7............... BB-6207ZZ.............. Bearing.............................................................. 6207ZZ.......................2
8............... 3520B-208 .............. Bushing............................................................. ................................... 1
9............... 3520B-209 .............. Cushion............................................................. ...................................1
10.............3520B-210 .............. Headstock ......................................................... ...................................1
11.............BB-6206VV ............ Bearing .............................................................6206VV...................... 1
12.............6864006.................. Bearing Lock Washer......................................... ................................... 1
13.............6549006.................. Bearing Nut....................................................... ...................................1
14.............3271081.................. Handwheel ........................................................ ...................................1
15.............TS-0270011............Socket Set Screw.............................................. 5/16-18x1/4” ...............6
16.............6143004.................. Collar Retaining................................................. ...................................2
17.............6644005.................. Plunger ............................................................. ...................................1
18.............3064711.................. Lathe Guard Bracket.......................................... ...................................1
19.............6294728.................. Safety Guard..................................................... ...................................1
20.............JWL1642-164A ....... Inverter, VFD015S21A....................................... 2HP, 220V..................1
21.............6710015.................. Socket Head Cap Screw.................................... #10-24x1/2”..............10
22.............JWL1642-170.......... Signal Cord........................................................ ...................................1
23.............3520B-223 .............. Headstock Clamping Shaft................................. ...................................1
24.............TS-0640091............Nylon Lock Hex Nut........................................... 3/8”-16........................1
25.............6095038.................. Bushing............................................................. ...................................1
26.............6430045.................. Knob.................................................................. ...................................2
27.............3268219.................. Handle, Headstoc k ............................................ ...................................1
28.............3719189.................. Motor Sheav e .................................................... ...................................1
29.............2595036.................. Motor Assembly Plate........................................ ...................................1
30.............TS-0720091............Lock Was h e r......................................................3/8..............................3
31.............TS-0209061............Socket Head Cap Screw.................................... 3/8-16x1-1/4”..............3
32.............3520B-232 .............. Motor................................................................. 2HP, 220V, 60Hz........1
33.............JWL1642-166.......... Bracket.............................................................. ...................................1
35.............TS-0680042............Flat Washer.......................................................3/8..............................2
36.............6350031.................. Motor Plate Locking Handle............................... ...................................1
37.............JWL1642-130A ....... Digital Readout.................................................. ...................................1
38.............3520B-238 .............. Plate.................................................................. ...................................1
39.............3520B-239 .............. DRO Cover........................................................ ...................................1
40.............JWL1642-127.......... Tap Screw......................................................... M3x10 ........................4
41.............TS-0253031............Socket Head Button Screw ................................ #10-24x1/2” ................4
42.............JWL1642-134.......... Tap Screw......................................................... 1/4”x1/2”.....................2
43.............TS-1540011............Nut.................................................................... M3..............................2
44.............TS-2361031............Lock Was h e r......................................................M3..............................2
45.............JWL1642-135.......... Bracket.............................................................. ...................................1
46.............6295717.................. Knob.................................................................. ...................................1
47.............3520B-247 .............. Door Panel ........................................................ ...................................1
48.............3520B-248 .............. Speed Label...................................................... ...................................1
49.............6708019.................. Socket Head Cap Screw.................................... #8-32x5/8”..................2
50.............6365012.................. Door Hinge........................................................ ...................................1
51.............6295911.................. Pad.................................................................... ...................................1
52.............6860704.................. Flat Washer....................................................... #8...............................2
53.............6508007.................. Nut .................................................................... #8-32..........................2
54.............3520B-254 .............. Control Panel..................................................... ...................................1
55.............6295839.................. Push/Pull Switch................................................ ...................................1
56.............6821492.................. Switch Fwd/Rev................................................. ...................................1
57.............6295915.................. Control Pot Assembly........................................ ...................................1
58.............6813062.................. Spring................................................................ ...................................1
32
Page 33

59.............3601006.................. Spindle Lock Plunger......................................... ...................................1
60.............3520B-260 .............. Control Label..................................................... ...................................1
61.............6294786.................. Spindle Lock Bracket......................................... ...................................1
62.............6077228.................. Micro V-Belt....................................................... 260J ...........................1
63.............3719188.................. Spindle Sheave ................................................. ...................................1
64.............3520B-264 .............. Locking Collar.................................................... ...................................1
65.............3058001.................. Clamp Bolt......................................................... ...................................1
66.............3092095.................. Clamp................................................................ ...................................1
67.............6520009.................. Nylon Lock Hex Nut........................................... 5/8”-11........................1
68.............6294787.................. Power Cord ....................................................... ...................................1
69.............6294790.................. Motor Cord........................................................ ...................................1
70.............JWL1642-165.......... Strain Relief ....................................................... ...................................3
71.............3520B-271 .............. Index Pin........................................................... .....................................
72.............6294744.................. Face Plate Wrench............................................ ...................................1
73.............3520B-273 .............. Set Screw .......................................................... #10-24x1”...................1
74.............6716139.................. Flat Head Socket Screw..................................... 3/8-16×1”....................4
75.............3520B-275 .............. Spindle Comparator Spur Center....................... ...................................1
76.............JWL1642-183.......... Cable Clamp...................................................... ...................................2
77.............TS-0560071............Hex Nut............................................................. #10-24........................ 2
78.............TS-081C082............ Phillips Pan Head Machine Screw ..................... #10-24x1-1/2”.............2
79.............TS-069204..............Washer.............................................................. #10 .............................2
80.............JML1642-169..........Braking Resistor................................................ ...................................1
81.............6430047.................. Knob.................................................................. ...................................1
82.............3520B-282 .............. Bracket.............................................................. ...................................1
83.............6295838.................. Phillips Round Head Machine Screw.................. M3x20........................2
84.............TS-1490021............Hex Cap Screw.................................................. M8x16 ........................1
85.............TS-0267021............Socket Set Screw.............................................. 1/4-20x1/4”.................2
................. 6294754..................Knockout Rod Assembly (includes i ndex # 86 thru 92) ...........................1
86.............TS-0270031............Socket Set Screw.............................................. 5/16-18x3/8” ...............1
87.............3520B-287 .............. Slide Hammer.................................................... ................................... 1
88.............3520B-288 .............. Slide Handle...................................................... ...................................1
89.............6295796.................. Nyloc Insert Socket Set Screw........................... 1/4-20x3/8..................2
90.............3520B-290 .............. Rod................................................................... ...................................1
91.............3520B-291 .............. Retaining Collar................................................. ................................... 1
92.............3520B-292 .............. Brass Tip........................................................... ...................................1
93.............3520B-293 .............. Inverter Label..................................................... ................................... 2
94.............3520B-294 .............. Warning Label ................................................... ...................................1
95.............3520B-295 .............. Cord Snap Ring................................................. ...................................1
96.............3520B-296 .............. Phillips Pan Head Machine Screw...................... M3-0.5Px10................3
33
Page 34

Stand and Bed Assembly
34
Page 35

Parts List: Stand and Bed Assembly
Index No. Part No. Description Size Qty
1............... 3520B-101 .............. Bed.................................................................... ...................................1
2............... 3520B-102 .............. Leg.................................................................... ...................................2
3............... 6295754..................Stop Bolt............................................................ ...................................2
................. 6294797..................Tool Rest Support Assembly (includes index #4 thru #12)...................... 1
4............... 3520B-104 .............. Tool Rest Support Base..................................... ...................................1
5............... 3520B-105 .............. End Cover......................................................... ...................................1
6............... 3520B-106 .............. C-Ring............................................................... S-22 ...........................1
7............... 6710015..................Socket Head Cap Screw.................................... #10-24x1/2” ................4
8............... 3520B-108 .............. Tool Support Rod............................................... ...................................1
9............... 6294763..................Locking Handle.................................................. ...................................2
10.............3520B-110 .............. Bolt.................................................................... ...................................1
11.............6294770.................. Clamp................................................................ ...................................1
12.............TS-0650081............Nylon Lock Hex Nut........................................... 3/4”-10........................1
13.............6294742.................. Tool Support...................................................... 14”..............................1
................. 6295902..................Live Center Assembly (includes index #14 thru #17) ..............................1
14.............6295905.................. Live Center Cone............................................... ...................................1
15.............6295904.................. Live Center Tip .................................................. ...................................1
16.............6295903.................. Live Center Body............................................... ...................................1
17.............6295906.................. Live Center Rod................................................. ................................... 1
18.............3520B-118 .............. Quill................................................................... ...................................1
19.............6295909.................. Lead Screw ....................................................... ...................................1
20.............TS-0560071............Hex Nut............................................................. #10-24........................ 1
21.............3520B-121 .............. Set Screw .......................................................... #10-24x3/4” ................1
22.............6295910.................. Lock Handle ...................................................... ...................................1
23.............3728005.................. Quill Lock Sleeve............................................... ...................................1
24.............3520B-124 .............. Tailstock............................................................ ...................................1
25.............3520B-125 .............. Tailstock Handw heel.......................................... ...................................1
26.............3520B-126 .............. Tailstock Handle................................................ ...................................1
27.............6430045.................. Knob.................................................................. ...................................1
28.............3268217.................. Handle............................................................... ...................................1
29.............3092095.................. Clamp................................................................ ...................................1
30.............6095038.................. Bushing............................................................. ...................................1
31.............3708012.................. Tailstock Cl amping Shaft ................................... ...................................1
32.............TS-0640091............Nylon Lock Hex Nut........................................... 3/8”-16........................1
33.............TS-1490021............Hex Cap Screw.................................................. M8x16 ........................1
34.............3520B-134 .............. Co ver Plate........................................................ ...................................1
35.............6295717.................. Lock Knob......................................................... ...................................1
36.............TS-081C022............ Phillips Pan Head Machine Screw...................... #10-24x3/8” ................2
37.............TS-0270011............Socket Set Screw.............................................. 5/16x1/4”....................2
38.............3096003.................. Collar................................................................. ...................................1
39.............6760102.................. Set Screw.......................................................... #10-32x1”...................1
40.............6294774.................. Powermatic Nameplate ..................................... ...................................1
41.............3058001.................. Bolt .................................................................... ...................................1
42.............6294773.................. Warning Label ................................................... ...................................1
43.............3520B-143 .............. Shelf.................................................................. ...................................1
44.............TS-0720091............Lock Was h e r......................................................3/8 ”...........................12
45.............TS-0209061............Socket Head Cap Screw.................................... 3/8x1-1/4”.................12
46.............TS-0570031............Hex Nut............................................................. 3/8”-16........................4
47.............6442000.................. Adjustable Leveler............................................. ...................................4
49.............3520B-149 .............. I.D Label............................................................ ...................................1
50.............3520B-150 .............. Comparator Rear Bracket.................................. ...................................1
51.............3520B-151 .............. Comparator Rear Center.................................... ...................................1
52.............6520009.................. Nylon Lock Hex Nut........................................... 5/8”-11........................1
53.............TS-0680042............Flat Washer.......................................................3/8”...........................10
35
Page 36

Optional Accessories: Bed Extensions
Index No. Part No. Description Size Qty
................. 6294727B ............... 18” Bed Extension Assembly (incl udes i tems 1 thru 6)
1............... 3520B-310 .............. Extension Post................................................... ...................................1
2............... 6294763..................Locking Handle.................................................. ...................................1
3............... 3520B-311 .............. 18” Bed Extension ............................................. ...................................1
4............... TS-0680042 ............ Flat Washe r....................................................... 3/8”.............................3
5............... TS-0720091 ............ Lock Washer......................................................3/8”.............................3
6............... TS-0209081 ............ Socket Head Cap Screw.................................... 3/8-16x1-3/4”..............3
................. 6294726B ............... 50” Bed Extension Assembly (incl udes i tems 7 thru 15)
7............... 3520B-101 .............. 50” Bed.............................................................. ...................................1
8............... 3520B-102 .............. Leg.................................................................... ...................................1
9............... TS-0570031 ............ Hex Nut.............................................................3/8-16x1”....................2
10.............6442000.................. Leveler.............................................................. ...................................2
11.............TS-0720091............Lock Was h e r......................................................3/8 ”.............................4
12.............TS-0209061............Socket Head Cap Screw.................................... 3/8”x1-1/4” ..................4
13.............TS-0680042............Flat Washer.......................................................3/8”.............................3
14.............TS-0720091............Lock Was h e r......................................................3/8 ”.............................3
15.............TS-0209081............Socket Head Cap Screw.................................... 3/8-16x1-3/4”..............3
36
Page 37

Optional Accessories: Outboard Turning Stand
Index No. Part No. Description Si z e Qty.
................. 6294732..................Heavy Duty Outboard Turning Stand Assembly (item s 1 thr u 7) ...............
1............... 3042503..................Turning Stand Base............................... ...............................................1
2............... 6295897..................Offset To o l Support Pin..........................1.00” diameter.........................1
3............... 6295898..................Offset To o l Support Casting...................1.00” hole................................1
4............... 2695026..................Screw Lock Assembly............................ ...............................................3
5............... 3423055..................Turning Stand Leg ................................. ...............................................1
6............... 6861700..................Lock Washer..........................................5/8”.........................................2
7............... 6769002..................Socket Head Cap Screw........................5/8”-18 x 2”..............................2
37
Page 38

Optional Accessories: Adapters, Face Plates, and Tool Supports
Index No. Part No. Description Si z e Qty.
1............... 6294734..................Spind le Adapter.....................................1-1/4”-8 to 1-1/2”-8....................
2............... 6294735..................Spind le Extens ion..................................2”..............................................
3............... 6294745..................Ball Bearing Tailstock Center (not shown) ................................................
4............... 6294736..................3” Face Plate.........................................1-1/4-8......................................
5............... 6294737..................4” Face Plate.........................................1-1/4-8......................................
6............... 6294738..................7” Face Plate.........................................1-1/4-8......................................
7............... 6294733..................Remote ON/OFF Switch........................ .................................................
................. 6294730..................12” Metal Spinning Tool Suppo rt Assembly (includes items 8, 9) ........
8............... ...............................12” Metal Spinning Tool Support............ ...............................................1
9............... 3585011..................Tool Support Pin.................................... 5/8x.495x3.50 .........................2
................. 6294731..................26” Tool Support Assembly (incl udes i tems 10, 11, 12).........................
10............. ............................... 26” Tool Support.................................... ...............................................1
11.............6294795.................. Tool Support Post.................................. ...............................................2
12.............6716219.................. Socket Head Cap Screw........................3/8-16x6-1/4............................2
13.............6294740.................. Bowl Turning Tool Support (R.H.) .......... .................................................
14.............6294751.................. Bowl Turning Tool Support (L.H.)........... .................................................
15.............6294741.................. 16” Tool Support.................................... .................................................
16.............6294739.................. 6” Tool Support...................................... .................................................
................. 6294742..................14” Tool Support.................................... .................................................
38
Page 39

Optional Accessories: Dust Port Assembly
Index No. Part No. Description Size Qty
................. 6294796..................Dust Port Assembly (includes index #1 thru 12)
1............... 3520B-401 .............. Lower Dust Hood............................................... ...................................1
2............... 3520B-402 .............. Upper Dust Hood............................................... ...................................1
3............... 3520B-403 .............. Hood Lock K nob (Female) ................................. ...................................1
4............... 3520B-404 .............. Lock Washer, Exte r n a l Too th............................. M7..............................2
5............... 3520B-405 .............. Hood Support Collar .......................................... ...................................1
6............... 3520B-406 .............. Hood Lock K nob ................................................ ...................................3
7............... 3520B-407 .............. Support Rod ...................................................... ...................................1
8............... 3520B-408 .............. Rod Holder........................................................ ...................................1
9............... TS-1482021 ............ Hex Cap Screw..................................................M6x12........................4
10.............TS-2361061............Lock Was h e r......................................................M6..............................4
11.............3520B-411 .............. Support Bracket................................................. ...................................1
12.............3520B-412 .............. Lock Handle ...................................................... ................................... 2
39
Page 40

Electrical Connections
40
Page 41

Electrical: Remote ON/OFF Switch (Optional Accessory)
NOTE: The Lathe can only operate when both the headstock and remote switches are in the “ON”
position.
To mount the remot e switch to y our Lathe, pr oceed as follows.
1. Disconnect all el ec trical power to the Lathe.
2. Remove the two screws from the control panel. Do NOT disconnect control panel from wiring
harness.
3. Run the r emote switch’s wiring harness thr ough the opening in the back of the headstock and out
through the front of the headstock.
4. Connect the remot e switch’s wir ing har ness to the bac k of the Push/P ull switc h (ref er to the el ectrical
schematic on page 40).
5. Reinstall the control panel to the headstock. From the back of the headstock, lightly pull out any
excess wire that may be insi de the headstock .
6. The magnetic back on the r em ote switch will allow the switch to be placed any where on the Lathe.
7. Connect elect rical power to the Lathe and resume operati ons.
41
Page 42

NOTES
42
Page 43

43
Page 44

WMH Tool Gr ou p
2420 Vantage Drive
Elgin, Illinois 60124
Phone: 800-274-6848
www.wmhtoolgroup.com
44
 Loading...
Loading...