

Page 1

ЫЙ
31А
GB
Operating Instructions
D
Gebrauchsanleitung
F
Mode d´emploi
RUS
Инструкция по
эксплуатации
√
ТАРЕЛЬЧАТО-ЛЕНТОЧНЫЙ ШЛИФОВАЛЬН
СТАНОК
Артикул: 2685031-RU
2685033-RU
JPW Tools AG, Tämperlistrasse 5, CH-8117 Fällanden, Switzerland
Phone +41 44 806 47 48
Fax +41 44 806 47 58
www.jettools.com
Page 2

Уважаемый покупатель!
Благодарим за доверие, которое Вы оказали нам, купив станок марки Powermatic. Данная инструкция разработана для
владельцев и пользователей тарельчато-ленточного станка 31A с целью обеспечения надежного ввода в эксплуатацию,
надлежащей работы и технического обслуживания станков. Обратите внимание на информацию, приведенную в данной
инструкции. Прежде чем ввести станок в эксплуатацию или производить работы по обслуживанию прочитайте
внимательно инструкцию, особенно разделы, относящиеся к безопасной работе на станке. Для увеличения срока службы
станка и достижения максимальной производительности придерживайтесь указаний, приведенных в инструкции.
Содержание
Техника безопасности……………………………………...2
Технические характеристики………………………….…..3
Габаритные размеры…………………………………….…4
Распаковка…………………………………………………...4
Содержимое транспортировочного контейнера…...4
Сборка………………………………………………………...5
Установка шлифовального станка на основание.…5
Установка и регулировка хода шлифовальной
ленты………………………………………………………6
Установка упора…………………………………………6
Установка шлифовального диска………………….…7
Установка стола…………………………………………7
Вытяжной штуцер и планка крепления питающего
провода……………………………………………………7
Переключатель (для однофазной модели)………....8
Подключение к электросети……………………………….8
Использование удлиняющих проводов………….….8
Настройка……………………………………………………..8
Настройка опорной плиты……………………………….…8
Настройка шлифовального стола………………………...8
Блокирующий упор заготовки…………………………..….9
Фиксация положения ленточного механизма…………...9
Эксплуатация…………………………………………………9
Использование шаблона………………………………10
Упор/стол…………………………………………………10
Виды обработки…………………………………………11
Техническое обслуживание………………………………..11
Смазка……………………………………………………..11
Справочные данные по шлифовальным лентам и
дискам………………………………………………………….12
Устранение неисправностей……………………………….13
Деталировка…………………………………………………..14
Подключение к электросети (одна фаза)………………..21
Подключение к электросети (три фазы)…………………22
Техника безопасности
Наряду с указаниями по технике безопасности,
содержащимися в инструкции по эксплуатации, и
особыми предписаниями Вашей страны необходимо
принимать во внимание общепринятые технические
правила работы на деревообрабатывающих станках.
Каждое отклонение от этих правил при использовании
рассматривается как неправильное применение и
продавец не несет ответственность за повреждения,
произошедшие в результате этого.
В станке нельзя производить никаких технических
изменений. В этом случае ответственность несет только
пользователь.
Использовать станок только в технически исправном
состоянии.
Станок разрешается эксплуатировать лицам, которые
ознакомлены с его работой, техническим
обслуживанием и предупреждены о возможных
опасностях.
Если при распаковке обнаружили повреждения
вследствие транспортировки, немедленно сообщите об
этом продавцу.
Не запускайте станок в работу!
Общие указания по технике безопасности
Инструкция рассчитана на лиц, обладающих базовыми
техническими знаниями и навыками обращения с
оборудованием, аналогичным описываемому в ней
станку. Если Вы никогда не работали на таком
оборудовании, следует обратиться за помощью к
лицам, имеющим такой опыт.
Сохраните всю поставляемую вместе со станком
документацию для возможного повторного обращения к
ней.
В случае перепродажи станка или сдачи его в аренду
передайте вместе с ним всю документацию, входящую в
объем поставки.
Производитель не несет ответственности за любой
ущерб, возникающий из-за несоблюдения указаний,
приведенных в инструкции по эксплуатации.
Любое использование изделия, выходящее за рамки
выше обозначенных правил, является не
соответствующим им, и вытекающие в результате
такого использования повреждения не попадают в зону
ответственности производителя. Риск в этом случае
будет нести только пользователь станка.
Деревообрабатывающее оборудование может при
непрофессиональном его использовании представлять
собой определённую опасность. Поэтому для его
надежной эксплуатации необходимо соблюдать
соответствующие правила техники безопасности и
нижеследующие указания.
Перед началом монтажных работ или эксплуатации
станка прочтите полностью и освойте инструкцию по
эксплуатации.
Берегите инструкцию по эксплуатации от загрязнений и
влажности, храните ее поблизости от станка и
передавайте ее следующему владельцу.
В станок нельзя вносить изменения, устанавливать на
него дополнительные устройства и переделывать его.
Ежедневно перед включением станка проверяйте его
безупречную работу и наличие требуемых защитных
приспособлений.
Об установленных дефектах станка или его защитных
систем необходимо доложить и устранить их с помощью
уполномоченных лиц. В такой ситуации не следует
включать станок. Обезопасьте его от случайного
включения, вытащив штепсель из розетки.
Приберите длинные волосы.
Следует носить одежду без свободных краев и снимать
перед работой все украшения, кольца и наручные часы.
Следует использовать защитную обувь. Ни в коем
случае не носите обувь для отдыха или сандалии.
Следует использовать требуемые по инструкции
средства индивидуальной защиты.
При работе со станком не надевать перчатки.
При работе со станком использовать защитные очки.
Установить станок таким образом, чтобы оставить
достаточно свободного места для его обслуживания и
подачи материала.
Позаботьтесь о достаточном освещении рабочего
места.
2
Page 3

Обратите внимание на то, чтобы станок был устойчив и
крепко привинчен на прочной и ровной поверхности
стола.
Обратите внимание на то, чтобы электрический провод
не служил помехой рабочему процессу.
Рабочее место должно быть свободно от ненужных
заготовок и т.д.
Никогда не пытайтесь прикоснуться к какой-либо детали
работающего станка.
Будьте внимательны и сконцентрированы. Будьте
разумны.
Никогда не приступайте к работе, находясь под
влиянием алкоголя или таблеток. Обратите внимание
на то, что медикаменты могут влиять на Ваше
поведение.
Старайтесь держать вне опасной зоны лиц, не
участвующих в процессе работы станка, в особенности
детей.
Работающий станок никогда не оставляйте без
присмотра. Перед тем, как оставить свое рабочее
место, отключите станок.
Не включайте станок в непосредственной близости от
горючих жидкостей или газов. Изучите возможности
подачи сигнала пожарной тревоги и тушения пожара,
например, место расположения и обслуживание
огнетушителей.
Не включайте станок при повышенной влажности или
под дождем.
Перед обработкой заготовки удалите из нее сучки и
другие инородные тела.
Заготовка должна располагаться на столе безопасно.
Запрещается чистка шлифовальной ленты руками.
Используйте для этого щетку.
Необходимо выдерживать минимальные и
максимальные размеры заготовок.
Стружку и части заготовки удалять только при
отключенном станке.
Не вставать ногами на станок.
Работы с электрооборудованием должны проводить
только лица с надлежащим допуском.
Поврежденный кабель подлежит немедленной замене.
Работы по переоснащению, установке и чистке станка
проводить только на отключенном станке и при
вытащенном штепселе.
Даже при должном обращении со станком возникают
описанные ниже риски.
Опасность от отлетающих заготовок и частей заготовки.
Опасность от шума и пыли.
Необходимо иметь индивидуальные средства защиты,
как например, средства защиты глаз, слуха и защиты от
пыли. Устанавливать подходящую вытяжную установку.
Опасность поражения электрическим током в случае
неправильной установки кабельных соединений
Шлифовальная лента должна двигаться от
направляющего барабана к приводному барабану.
Шлифовальный диск должен вращаться против часовой
стрелки (оператор обращен лицом к диску). Для
обозначения направлений движения ленты и круга на
станок прикреплены обозначения в виде стрелок.
ПРЕДУПРЕЖДЕНИЕ: Шлифуйте по направлению от
центра диска к левому краю. НЕ используйте правое
направление движения при шлифовании.
Убедитесь, что шлифовальный стол зафиксирован на
месте перед установкой на него заготовки, и что его
передний край находится на расстоянии в пределах 1,5
мм от диска или ремня.
Технические характеристики
Модель………………………………...…………...……….31A
Артикул (230 В)…………………………………..2685031-RU
Потребляемая (выходная) мощность………...1,5 (1,1) кВт
Артикул (400 В)…………………………………..2685033-RU
Потребляемая (выходная) мощность………...2,0 (1,5) кВт
Диаметр вытяжного штуцера……………………...…100 мм
Габаритные размеры (ДхШхВ)………….610х800х1380 мм
Вес………………………………………………………....115 кг
Тарельчато-шлифовальный узел
Частота вращения шлифовального круга…..2400 об/мин
Диаметр шлифовального круга……………………..300 мм
Размеры рабочего стола (ДхШ)……………....230х430 мм
Угол наклона рабочего стола………………..…… -15/+45°
Ленточно-шлифовальный узел
Скорость движения шлифовальной ленты………...12 м/с
Размеры шлифовальной ленты (ШхД)……..150х1220 мм
Угол наклона шлифовального узла……………..……0-90°
Размеры рабочего стола (ДхШ)……………....190х340 мм
Угол наклона рабочего стола……………………..…...0-45°
Приведенные выше технические характеристики
актуальны на момент издания данного руководства. Так
как политика нашей компании заключается в
постоянном развитии и совершенствовании
оборудования,
право в любое время вносить изменения в технические
характеристики без предварительного уведомления
потребителя, не принимая на себя никаких
обязательств.
Предупреждение!
содержание данного руководства перед настройкой или
эксплуатацией станка! Несоблюдение предписаний
может стать причиной серьезных травм.
Габаритные размеры
производитель оставляет за собой
Прочтите и уясните
Рис. 2
3
Page 4
Распаковка
Вскройте транспортировочный контейнер и
проверьте содержимое на предмет повреждений,
вызванных транспортировкой. Немедленно сообщите о
наличии каких-либо повреждений поставщику или
экспедитору. Не выбрасывайте упаковочные материалы
до тех пор, пока станок не будет успешно собран и
запущен.
Сравните содержимое контейнера со следующим
перечнем, чтобы удостовериться, что детали и узлы
станка поставлены в полном объеме. Об отсутствующих
элементах, если таковые имеются, сообщите
поставщику. Тщательно прочтите инструкции по сборке,
техническому обслуживанию и технике безопасности.
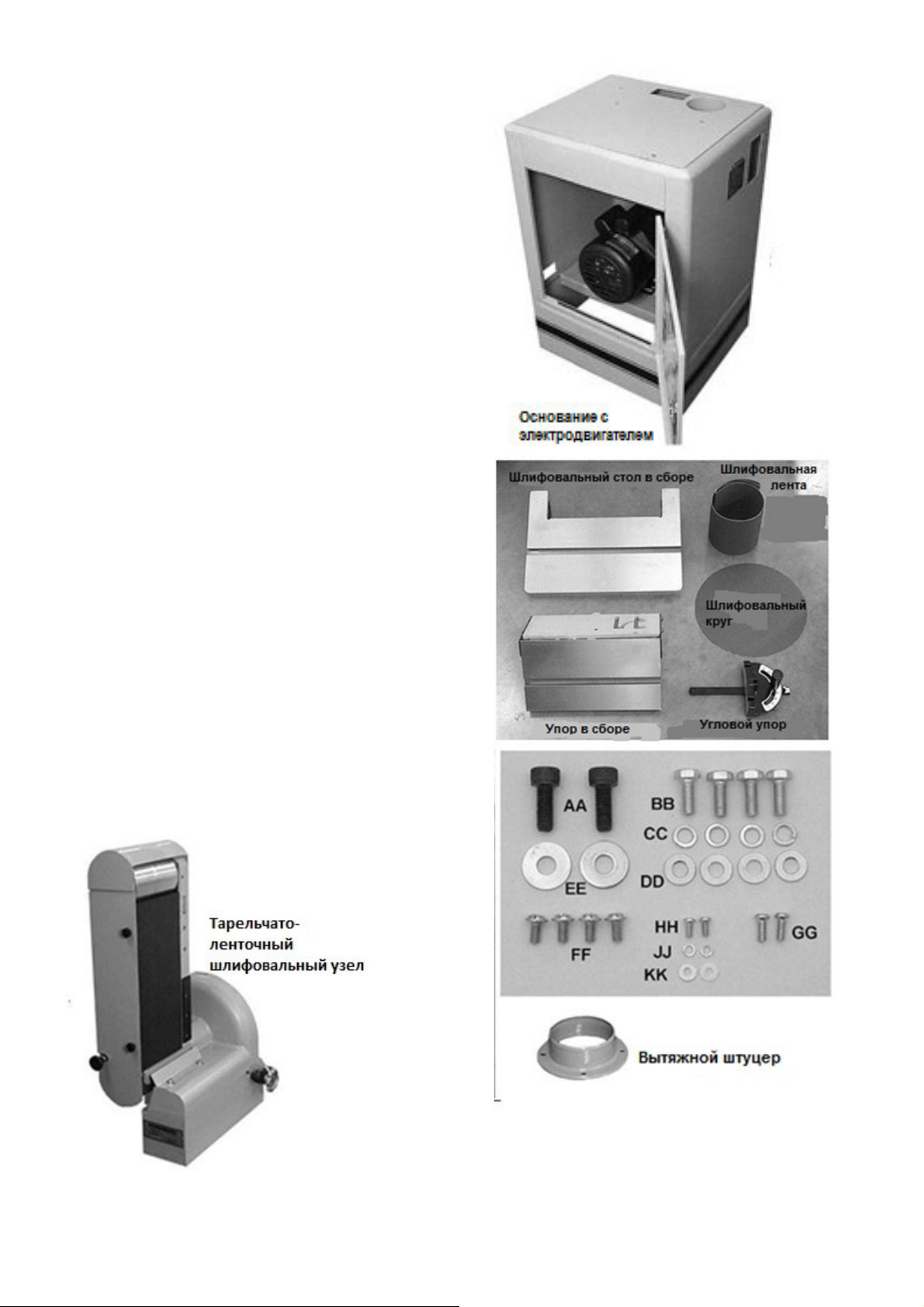
Содержимое транспортировочного контейнера
Контейнер № 1 (Шлифовальный станок):
1 Тарельчато-ленточный шлифовальный станок
1 Шлифовальная лента, 150 х 1220мм, зернистость
60
1 Шлифовальный диск, диаметр 300мм,
зернистость 60
1 Шлифовальный стол
1 Упор
1 Угловой упор
1 Комплект крепежа:
2 Винты с головкой под торцовый ключ, M10x25 –
AA
4 Винты с шестигранной головкой, M8 x 25 – BB
4 Стопорные шайбы, М8 – СС
4 Плоские шайбы, М8 – DD
2 Плоские шайбы, М10 – ЕЕ
1 Руководство по эксплуатации (не показано)
Контейнер № 2 (Основание):
1 Основание с электродвигателем
1 Вытяжной штуцер
1 Комплект крепежа:
4 Винты с полукруглой головкой с фланцем, М6 х
12 – FF
2 Винты с полукруглой головкой, М5 х 12 – GG
2 Винты с полукруглой головкой, М4 х 8 – НН
2 Стопорные шайбы, М4 – JJ
2 Плоские шайбы, М4 – КК
Рис. 4
4
Page 5

Сборка
Необходимые инструменты:
Гаечные ключи – 10, 13 и 17 мм
Шестигранный торцевой ключ – 8 мм
Крестовая отвертка
Установка шлифовального станка на основание
См. Рис. 5:
1. Если станок будет устанавливаться на полу,
прикрутите его основание с помощью четырех
фиксирующих винтов высокого качества. Отверстия
для винтов располагаются изнутри в нижней части
основания. Если станок будет установлен на
подвижную базу, удостоверьтесь в том, что при
сборке, настройке или эксплуатации станка ее
колеса заблокированы. (Подвижная база для Вашего
станка может быть приобретена отдельно, артикул
708118).
2. Поставка станка производится при горизонтальном
положении ленточного механизма. Потяните
фиксатор и установите механизм в вертикальное
положение (см. Рис. 5). Вертикальное положение
механизма позволит лучше отбалансировать станок
при установке на основание. Верните фиксатор в
прежнее положение и убедитесь, что ленточный
механизм зафиксирован.
3. Установите станок на основание строго, как показано
на рис. 5. Также удостоверьтесь, что свободный
конец приводного ремня под диском протянут через
прямоугольное отверстие в основании.
4. Прикрутите станок к основанию с помощью четырех
винтов с шестигранной головкой М8 х 25 (ВВ),
четырех стопорных шайб М8 (СС) и четырех плоских
шайб М8 (DD). ПРИМЕЧАНИЕ: сначала закрутите
винты вручную. После установки всех четырех
винтов окончательно затяните их с помощью ключа
13 мм.
См. рис. 6:
5. Приводной ремень уже установлен на шкиве диска с
задней стороны диска (см. Рис. 6). Однако следует
удостовериться, что ремень лежит в канавке шкива.
6. Ослабьте верхнюю шестигранную гайку на затяжном
винте с помощью ключа 17 мм и поверните нижнюю
гайку, чтобы поднять платформу электродвигателя
на достаточную высоту для установки приводного
ремня на шкиве двигателя.
7. После установки ремня в канавку шкива двигателя
натяните ремень. Для этого необходимо опустить
платформу электродвигателя путем вращения и
перемещения вниз нижней гайки и закручивания
верхней. После натяжения ремня должным образом
затяните нижнюю гайку в сторону платформы, чтобы
зафиксировать регулировку.
ПРИМЕЧАНИЕ: правильное натяжение достигается
при умеренном отклонении ремня (около 1,3 мм) на
участке посередине между двумя шкивами. После
определенного периода работы перепроверьте
натяжение ремня, так как новые ремни склонны к
незначительному растяжению в период приработки.
Рис. 5
Рис. 6 (вид спереди)
Установка и регулировка хода шлифовальной
ленты
Для установки шлифовальной ленты выполните
следующие шаги (см. Рис. 7 и 8):
1. Ослабьте ручку (А) и откиньте защитную крышку
ленты (В).
2. Снимите боковую крышку, отвинтив две
удерживающих ее ручки, и выдвинете ее из пазов
станка.
3. Ослабьте ручку натяжения (С). Верхний барабан
опустится, обеспечивая провес ленты для ее
установки.
4. Натяните ленту на барабаны так, чтобы она была
расположена по центру барабанов.
5. Затяните ручку натяжения (С).
ВАЖНО: Не затягивайте ленту слишком сильно, так как
это может привести к растяжению и ослаблению
ленты.
5
Page 6

Перед эксплуатацией станка ход шлифовальной ленты
должен быть должным образом отрегулирован.
Регулировка хода подразумевает настройку положения
ленты на барабанах во время их движения. Выполните
следующие шаги:
6. Сначала проведите регулировку хода вручную. Для
этого при выключенном станке прокрутите ленту
вниз руками. Лента должна оставаться по центру
барабанов.
7. Если лента смещается в одну из сторон, ослабьте
стопорный маховик (D) и вращайте рукоятку
регулировки хода (Е) влево или вправо до тех пор,
пока лента не отцентруется. Если регулировку
удалось провести вручную, произведите
кратковременное включение станка, чтобы
удостовериться, что во время работы лента остается
по центру барабанов. При необходимости
произведите окончательную регулировку с помощью
рукоятки регулировки хода (Е). Для корректной
настройки может понадобиться совместная
регулировка с помощью регулятора натяжения (С) и
рукоятки регулировки хода (Е).
8. После завершения регулировки хода ленты затяните
стопорный маховик (D) на ленточном механизме,
чтобы зафиксировать настройку.
9. Установите боковую крышку на место и затяните
удерживающие ее ручки. Накиньте защитную крышку
ленты и затяните ручку (А).
Установка упора. См. рис. 9.
Осторожно! Опасное место!
расположите его в положении под прямым углом (см.
Рис. 9) и затяните ручку для его фиксации.
1. Наклоните ленточный механизм в горизонтальное
положение и расположите упор на опорной плите
(см. Рис. 9).
2. Вставьте два винта с внутренним шестигранником
М10 х 25 (АА) с двумя плоскими шайбами М10 (ЕЕ) в
отверстия на основании упора и в резьбовые
отверстия на соединительной планке (см. Рис. 9).
3. Затяните винты с помощью шестигранного ключа 8
мм.
4. Проверьте, чтобы зазор между упором и
шлифовальной лентой составлял около 1,5 мм. Если
зазор больше, ослабьте (но не выкручивайте)
четыре винта по бокам упора с помощью
шестигранного ключа и придвиньте упор к ленте для
получения нужной величины зазора.
5. Снова затяните четыре винта по бокам упора.
Инструкции по дальнейшей настройке упора смотрите в
разделе «Настройка».
Перед установкой упора,
Рис. 7
Рис. 8
Рис. 9
Установка шлифовального диска
См. Рис. 10:
1. Ослабьте два винта на передней панели с помощью
ключа 10 мм и отведите панель. Передняя панель не
снимается со станка, но при ее отведенном
положении обеспечивается больше пространства
для установки шлифовального диска.
2. Удалите основу шлифовального диска, чтобы
обнажить клеевой подслой, затем приклейте к
металлическому диску станка, расположив
шлифовальный диск точно по центру.
3. Затяните два винта на передней панели.
После удаления отработанного шлифовального диска
используйте уайт-спирит или другой аналогичный
растворитель, чтобы удалить с металлического диска
станка остатки клеящего вещества перед установкой
нового диска.
6
Page 7

отверстии планку крепления питающего провода.
Прикрутите планку к основанию с помощью двух
винтов с полукруглой головкой М5 х 12 (GG), как
показано на Рис. 12.
Рис. 10
Установка стола
См. Рис. 11:
1. Ослабьте стопорные маховики (А) по обеим
сторонам станка и вытяните держатели поворотного
основания
обеспечения зазора между держателями и корпусом
станка.
2. Установите стол путем заведения поворотного
основания стола в пазы держателей (см. Рис. 11).
Будьте осторожны и не повредите угловой
указатель, расположенный на левом держателе.
3. Установите держатели (В) в прежнее положение и
затяните стопорный маховик (А).
Инструкции по дальнейшей настройке стола смотрите в
разделе «Настройка».
(В) на достаточное расстояние для
Рис. 12
Переключатель (для однофазной модели)
См. Рис. 13:
1. Поместите кнопочный выключатель в прямоугольное
отверстие с внутренней стороны основания.
2. Прикрутите выключатель с внешней стороны
основания с помощью двух винтов с полукруглой
головкой М4 х 8 (НН), двух стопорных шайб М4 (JJ) и
двух плоских шайб М4 (KK).
Рис. 11
Вытяжной штуцер и планка крепления питающего
провода
См. Рис. 12:
1. Установите вытяжной штуцер с помощью четырех
винтов с полукруглой головкой с фланцем М6 х 12
(FF).
2. Для однофазной модели: проведите вилку через
отверстие в основании, а также установите в
Рис. 13 (однофазная модель)
Подключение к электросети
Подсоединение к сети со стороны пользователя, а
также применяемые. Эл. удлинители должны
соответствовать предписаниям. Напряжение и частота
тока в сети должны соответствовать параметрам,
указанным на фирменной табличке станка.
Установленное изготовителем защитное устройство
должно быть рассчитано на 16 А.
Подключение и ремонт электрического оборудования
разрешается проводить только квалифицированным
электрикам.
7
Page 8

Использование удлиняющих проводов
Использовать удлиняющие провода не рекомендуется.
По возможности, расположите станок в пределах
досягаемости источника питания. В случае если
необходимо использовать удлиняющий провод,
удостоверьтесь, что его параметры соответствуют силе
тока, указанной на табличке электродвигателя станка.
Недостаточные размеры поперечного сечения провода
могут вызвать падение напряжения в линии, что
приведет к потере мощности и перегреву.
Настройка
Перед включением станка внимательно осмотрите его.
Удостоверьтесь, что все винты затянуты, все
механизмы свободно работают, лента движется
свободно и правильно отрегулирована, шлифовальный
диск вращается свободно и не задевает защитную
крышку или стол, абразив имеет прочную сцепку с
металлическим диском станка.
Включите электродвигатель и проверьте
правильность направления движения ленты.
Шлифовальная лента должна двигаться от
направляющего барабана к приводному барабану.
Шлифовальный диск должен вращаться против часовой
стрелки (оператор обращен лицом к диску). Для
обозначения направлений движения ленты и круга на
станок прикреплены обозначения в виде стрелок.
Настройка опорной плиты
На новом станке настройка опорной плиты не
производится. Однако после продолжительной
эксплуатации станка может потребоваться
периодическая регулировка опорной плиты. Для этого
выполните следующие шаги:
См. Рис. 15:
1. Откиньте защитную крышку и снимите боковую
крышку. Снимите шлифовальную ленту.
2. С помощью шестигранного ключа 6 мм ослабьте два
винта с внутренним шестигранником внутри
ленточного механизма и сдвиньте опорную плиту на
необходимое расстояние. Опорная плита должна
располагаться на расстоянии от 0,8 до 1,6 мм над
линией, касательной к поверхностям барабанов и
обоими концами соприкасаться со шлифовальной
лентой. Для выравнивания опорной плиты вместе со
шлифовальной лентой можно использовать линейку
(см. Рис. 15).
3. Снова затяните винты.
до 45 градусов вниз. Для этого ослабьте стопорные
маховики (А) по обеим сторонам и поверните стол на
нужный угол, ориентируясь на шкалу поворотной опоры
(В). Снова затяните стопорные маховики (А).
Стопор положения наклона в 45 градусов (С) находится
под столом. Воспользуйтесь инструментом для
измерения углов, чтобы удостовериться, что угол
наклона стола в застопоренном состоянии составляет
45 градусов. Если это не так, ослабьте шестигранную
гайку и отрегулируйте угол путем закручивания или
откручивания стопора. Затем снова затяните гайку.
Стопорный винт положения стола под углом в 0
градусов (см. Рис. 17, D) располагается за диском.
Данный узел должен быть настроен таким образом,
чтобы обеспечивалась быстрая установка стола в
горизонтальное положение (90 градусов). Узел должен
позволять осуществлять наклон стола вниз. Для
первичной настройки стопорного винта ослабьте винты
с внутренним шестигранником (Е) и поднимите или
опустите кронштейн. Для более точной настройки
ослабьте шестигранную гайку (F) и закрутите или
открутите винт (D). Затем снова затяните гайку (F).
Периодически проверяйте, чтобы угол наклона стола в
этом положении составлял 0 градусов. Для этого
используйте угольник. Когда указатель шкалы
поворотного основания находится на нулевой отметке,
угол между столом и металлическим диском должен
составлять 90 градусов.
Рис. 16
Рис. 15
Настройка шлифовального стола
См. Рис. 16 и 17:
Положение шлифовального стола может быть
отрегулировано под любым углом от 15 градусов вверх
Рис. 17
Блокирующий упор заготовки
Станок оснащен блокирующим упором заготовки,
который используется, когда ленточный механизм
находится в горизонтальном положении (см. Рис. 25).
Установленный упор предотвращает сталкивание
обрабатываемой заготовки с ленты. В случае если упор
снимается для осуществления сквозного шлифования,
то после завершения операции он должен быть
незамедлительно установлен обратно (если основной
упор не установлен под углом 45 градусов или
8
Page 9

ленточный механизм не находится в вертикальном
положении). Воспользуйтесь шестигранным ключом 10
мм, чтобы установить или снять блокирующий упор
заготовки.
Фиксация положения ленточного механизма
Станок оснащен функцией фиксации ленточного
механизма в трех положениях: под углами 0, 45 и 90
градусов. Чтобы изменить положение механизма,
выполните следующие шаги:
1. Ослабьте блокирующую рукоятку (см. Рис. 18).
2. Вытяните фиксатор (см. Рис. 19) и установите
ленточный механизм в нужное положение. Затем
отпустите фиксатор.
3. Удостоверьтесь, что фиксатор встал на место. Для
этого попытайтесь сдвинуть механизм впередназад.
4. Снова затяните блокирующую рукоятку (см. Рис.
18).
использовать для быстрого удаления материала и
получения зеркальной поверхности. С помощью
различных зажимных приспособлений можно
производить обработку заготовок по шаблону,
обработку углов, контурных форм, гладких прямых и
торцевых поверхностей.
Использование шаблона
Возможно изготовление шаблона (пример см. Рис. 20)
для упрощения шлифования на один размер большого
количества заготовок.
Рис. 18
Рис. 19
При установке ленточного механизма в положение под
нестандартным углом, удостоверьтесь, что
блокирующая рукоятка надежно затянута.
ПРИМЕЧАНИЕ: если блокирующая рукоятка создает
помехи перемещению ленточного механизма, потяните
за рукоятку и вращайте ее в обратном направлении.
Затем отпустите рукоятку и удостоверьтесь, что она
правильно зафиксировалась.
Эксплуатация
Тарельчато-ленточный шлифовальный станок
может быть оснащен шлифовальными лентами и
кругами с различной зернистостью для обработки
множества разнообразных материалов: от мягкого
дерева до закаленной стали. Станок можно
Рис. 20
Упор/стол
См. Рис. 21:
Упорное приспособление используется при ленточном
шлифовании либо в качестве стола (при вертикальном
положении ленточного механизма), либо в качестве
упора (при горизонтальном положении ленточного
механизма).
Для использования приспособления в качестве стола,
на его поверхности имеется специальный паз для
крепления углового упора. Упорное приспособление
можно наклонить на угол от 90 до 45 градусов путем
ослабления ручки (А), которая расположена в
центральной части приспособления. Расположите упор
под нужным углом вручную, затем затяните ручку (А).
Рис. 21
Для расположения упора под углом поперек
шлифовальной ленты (для осуществления косого
шлифования (см. Рис. 22)) воспользуйтесь
шестигранным ключом 3/16, чтобы ослабить два винта с
внутренним шестигранником (см. Рис. 21, В).
Проверните упор вокруг винтов, используя
9
Page 10

криволинейный паз (С). Когда упор окажется в нужном
положении, снова затяните винты (В).
Виды обработки
Плоское шлифование (см. Рис. 24). Осуществляется
шлифование плоской поверхности.
Рис. 22
Чтобы использовать упорное приспособление в
качестве стола (или упора), открутите два винта (В).
Снимите приспособление и проверните соединительную
планку (см. Рис. 23, D) на 180 градусов, совмещая
отверстия в планке с отверстиями на станке. Поместите
приспособление на соединительную планку так, чтобы
поверхность стола была перпендикулярна ленте.
Совместите пазы приспособления с отверстиями
соединительной планки, затем снова закрутите винты
(В).
Рис. 23
Осторожно!
приспособления всегда пользуйтесь соединительной
планкой (см. Рис. 23, D). Несоблюдение данного
предписания может привести к повреждению
приспособления, а также порче шлифовальной ленты.
В таблице на странице 13 приведены различные
абразивные материалы, их абразивные способности и
обозначения зернистости. В общем случае в начале
работы лучше использовать более грубый абразив, чем
фактически необходимый. Это обеспечит более
быстрое удаление материала, уменьшит выработку
тепла, а процесс шлифования будет более легким. По
мере износа, абразив будет работать как более
чистовой.
Зачастую потребитель ожидает, что одной
шлифовальной ленты и круга достаточно для всех
видов обработки на станке. Однако, обрабатываемые
материалы, желаемая чистота поверхности, количество
удаляемого при шлифовании материала – все это
влияет на выбор зернистости, материала и конструкции
абразива.
При установке основания упорного
Рис. 24
Торцевое шлифование – это распространенный тип
шлифования длинных поверхностей, может
осуществляться с использованием упора (см. Рис. 25).
Рис. 25
При использовании упорного приспособления в
качестве стола, плоское и торцевое шлифование может
осуществляться также при вертикальном положении
ленточного механизма.
Шлифование скосов и сложное угловое шлифование
осуществляется путем использования стола и углового
упора. Также возможно сконструировать специальные
зажимные приспособления для стола с целью
осуществления круглого.
Контурное шлифование производится с помощью
направляющего барабана ленточного механизма с
откинутой защитной крышкой (см. Рис. 26).
Рис. 26
10
Page 11

Осторожно!
барабана всякий раз после завершения каких-либо
операций, требующих ее откидывания.
Осторожно!
вырабатывается тепло, поэтому при слишком высокой
скорости обработки может произойти возгорание
деревянных деталей. В случае обработки
металлических заготовок, возможно, возникнет
необходимость иметь рядом резервуар с водой. Это
позволит сохранять обрабатываемую деталь
достаточно прохладной, для того чтобы держать ее
руками.
Плоское и контурное шлифование может
осуществляться при горизонтальном и вертикальном
положениях ленточного механизма, а также в
положении механизма под углом 45 градусов. Чтобы
изменить положение механизма, потяните фиксатор и
установите механизм в нужное положение, затем
отпустите фиксатор (см. Рис. 19).
Техническое обслуживание
Предупреждение!
обслуживания станка отключите его от электросети
(выдерните вилку из розетки или отключите главный
выключатель)! Несоблюдение данного предписания
может стать причиной серьезных травм.
Производите периодические или регулярные осмотры
станка, чтобы удостовериться, что станок настроен
должным образом, крепежные винты затянуты, лента
находится в хорошем состоянии, в электродвигателе и в
электрическом кожухе не собирается пыль,
Плотно закрывайте защитную крышку
Помните, что в процессе шлифования
Перед осуществлением технического
электроарматура и провода не изношены и соединены
должным образом.
Если питающий кабель изношен, обрезан или какимлибо образом поврежден, немедленно замените его.
Следите за чистотой и предотвращайте появление
коррозии на поверхностях стола и упора.
Смазка
Периодически проводите смазку следующих элементов
станка 31А:
Используйте незатвердевающий смазочный материал
высокого качества:
•
Узел направляющего барабана (см. Рис. 27)
•
Поворотная опора стола (см. Рис. 11)
Используйте масло SAE 10 для следующих элементов:
•
Внутренние резьбы стопорных маховиков стола (см.
Рис. 16, А)
•
Фиксатор ленточного механизма (см. Рис. 5)
Все подшипники тарельчато-ленточного шлифовального
станка модели 31А герметизированы на весь срок
службы и не требуют смазки.
Рис. 27
11
Page 12

Справочные данные по шлифовальным лентам и дискам
Оксид алюминия, карбид кремния Корунд
Сверхтонкая
Очень тонкая
Тонкая
Средняя
Грубая
Очень грубая
Сверх грубая
Зернистость
600
500
400
360
320
280
240
220
180
150
120
100
80
60
50
40
36
30
24
20
16
12
Сравнительный ряд
зернистости
9/0
8/0
7/0
6/0
5/0
4/0
3/0
2/0
0
1/2
1
1-1/2
2
2-1/2
3
3-1/2
4
4-1/2
Абразивная способность
Тонкая
Средняя
Сверх грубая
12
Page 13

Устранение неисправностей
Неисправность
Вероятная причина
Устранение
Нет подключения к источнику
питания
Станок не запускается
Ход шлифовальной
ленты не регулируется
надлежащим образом
Шлифовальный диск
отходит от
алюминиевого диска
Шлифовальная лента
проскальзывает или
стопорится при
приложении нагрузки
Стопорится
алюминиевый диск
Требуется слишком
частая смена
шлифовальной ленты
Ленточный механизм
не устанавливается в
нужную позицию
Запасные детали
На следующих страницах находится перечень запасных деталей и узлов для станка. Полный ассортимент
принадлежностей смотрите на сайте
Недостаточное напряжение
Не работает выключатель Починить или заменить выключатель
Дефектный электродвигатель
Опорная плита смещена или
изношена
Ремень растянут неравномерно Заменить ремень
Изношен барабан Заменить барабан
Ненадлежащая связка
Ненадлежащее натяжение ленты
Чрезмерная нагрузка Снизить нагрузку на ленту
Ослаблен приводной ремень
Ослаблен приводной ремень
Отсутствует шпонка на валу диска Заменить шпонку
Слишком большие усилия при
шлифовании
Лента используется не по всей
ширине полотна
Заедает фиксатор
Сломана пружина
www.jettools.ru или в каталоге.
Проверить подключение к источнику
питания
Удостовериться, что напряжение сети
соответствует требуемому напряжению
станка, как обозначено на табличке
электродвигателя
Починить или заменить
электродвигатель
Обеспечить выступ опорной плиты над
верхней точкой барабана равный 0,8
мм (см. стр. 8)
Удалить связующей материал с
алюминиевого диска, затем заново
нанести на него связующий материал и
установить шлифовальный диск
Отрегулировать натяжение ленты (см.
стр. 6)
Отрегулировать натяжение приводного
ремня (см. стр. 6)
Отрегулировать натяжение приводного
ремня (см. стр. 6)
Снизить нагрузку на ленту
Осуществлять шлифование всей
шириной полотна с целью
равномерного распределения износа
Отвести ленточный механизм и
освободить фиксатор
Отвести ленточный механизм и
заменить пружину
13
Page 14

Parts List: 31A Stand Assembly (1PH)
Index No. Part No. Description Size Qty
1 .............................. 31A-78 ........................ Stand ..................................................................................................................... 1
2 .............................. 31A-79 ........................ Dust Outlet ............................................................................................................ 1
3 .............................. 31A-80 ........................ Motor Pulley .......................................................................................................... 1
4 .............................. 31A-81 ........................ Motor ........................................................... 1.5HP, 1PH, 115/230V ...................... 1
5 .............................. 31A-82 ........................ Door ...................................................................................................................... 1
6 .............................. 31A-83 ........................ Door Latch Assembly ............................................................................................. 1
7 .............................. 31A-84 ........................ Motor Mounting Bracket ......................................................................................... 1
8 .............................. 31A-85 ........................ Cord Plate ............................................................................................................. 1
9 .............................. 31A-86 ........................ Strain Relief ........................................................................................................... 2
10 ............................ TS-1533042 ................. Pan Head Screw ........................................................... M5 x 12 ............................ 2
11 ............................ 31A-87 ........................ Switch Box............................................................................................................. 1
12 ............................ TS-1540031 ................. Hex Nut ........................................................................ M5 ................................... 2
13 ............................ 31A-88 ........................ Star Washer (External) .................................................. M5 ................................... 2
14 ............................ 31A-89 ........................ Switch Cover ......................................................................................................... 1
15 ............................ TS-1550021 ................. Flat Washer .................................................................. M4 ................................... 2
16 ............................ TS-1551021 ................. Lock Washer ................................................................ M4 ................................... 2
17 ............................ 31A-90 ........................ Pan Head Screw ........................................................... M4 x 8.............................. 2
18 ............................ 31A-91 ........................ Pan Head Screw ........................................................... M5 x 8.............................. 2
19 ............................ 31A-219....................... Hex Head Screw ........................................................... M10 x 160 ........................ 1
20 ............................ 31A-93 ........................ Self Tapping Screw ....................................................... M3.5 x 38 ......................... 2
21 ............................ 31A-94 ........................ Switch .......................................................................... 1PH ................................. 1
22 ............................ TS-1551061 ................. Lock Washer ................................................................ M8 ................................... 4
23 ............................ 31A-223....................... Hex Head Screw ........................................................... M8 x 20 ............................ 4
24 ............................ 31A-95 ........................ Hex Head Screw ........................................................... M8 x 25 ............................ 4
25 ............................ TS-1551061 ................. Lock Washer ................................................................ M8 ................................... 4
26 ............................ TS-1550061 ................. Flat Washer .................................................................. M8 ................................ 12
27 ............................ TS-1540061 ................. Hex Nut ........................................................................ M8 ................................... 4
28 ............................ 31A-97 ........................ Motor Cord ................................................................... 1PH ................................. 1
29 ............................ 31A-98 ........................ Power Cord .................................................................. 1PH ................................. 1
30 ............................ 31A-99 ........................ Hex Nut ....................................................................... M10 ................................. 1
31 ............................ 31A-21 ........................ Pan Head Screw w/ Flange ........................................... M6 x 12 ............................ 4
32 ............................ TS-1523041 ................. Socket Set Screw ......................................................... M6 x 12 ............................ 1
33 ............................ 31A-100....................... Pan Head Screw ........................................................... M4 x 5.............................. 2
34 ............................ 31A-101....................... Spacer Washer ...................................................................................................... 2
35 ............................ 31A-99 ........................ Hex Nut ....................................................................... M10 ................................. 2
36 ............................ TS-1550071 ................. Flat Washer .................................................................. M10 ................................. 2
37 ............................ 150527 ........................ Sponge .................................................................................................................. 2
38 ............................ 998630 ........................ Strain Relief .................................................................. 7P-2 ................................. 1
39 ............................ 31A-102....................... Warning Label (not shown) .................................................................................... 1
40 ............................ 6823013 ...................... Black Stripe (not shown) ............................................................................... per ft.
41 ............................ 3312341 ...................... Powermatic Label (not shown) ............................................................................... 1
14
Page 15

31A Stand Assembly (1PH)
15
Page 16

Parts List: 31A Stand Assembly (3PH)
Index No. Part No. Description Size Qty
1 ................ 31A-78-3...................... Stand (3PH) .......................................................................................................... 1
2 ................ 31A-79 ......................... Dust Outlet ........................................................................................................... 1
3 ................ 31A-80 ......................... Motor Pulley.......................................................................................................... 1
4 ................ 31A-103 ....................... Motor .............................................................. 2HP, 3PH, 230/460V .................... 1
5 ................ 31A-82 ......................... Door ..................................................................................................................... 1
6 ................ 31A-83 ......................... Door Latch Assembly ............................................................................................ 1
7 ................ 31A-84 ......................... Motor Mounting Bracket ........................................................................................ 1
8 ................ 31A-PBA ..................... Power Box Assembly ............................................................................................ 1
31A-208-1 .................... Power Box ............................................................................................................ 1
31A-208-2 .................... Strain Relief .................................................................. PGA13.5 ......................... 2
9 ................ TS-1533042 ................. Phillips Pan Head Machine Screw................................. M5 x 12 ........................... 3
10 .............. 6292880 ...................... Star Washer (External) ................................................. M5 .................................. 1
11 .............. 31A-91 ......................... Pan Head Screw ........................................................... M5 x 8 ............................. 1
13 .............. 31A-213-1 .................... Switch Plate .......................................................................................................... 1
14 .............. JC3-119 ....................... Hex Flange Bolt ............................................................ M8 x 12 ........................... 2
15 .............. TS-1532042 ................. Phillips Pan Head Machine Screw................................. M4 x 12 ........................... 2
16 .............. 31A-MSA-1 .................. Magnetic Switch Assembly ........................................... 2HP 3PH 230V ............... 1
31A-MSA-2 .................. Magnetic Switch Assembly (optional) ............................ 2HP 3PH 460V ............... 1
31A-16-1...................... Power Cord .................................................................. 3PH ................................ 1
31A-16-2...................... Motor Cord ................................................................... 3PH ................................ 1
31A-16-3...................... Strain Relief .................................................................. PG25A-16B .................... 2
31A-16-4...................... Magnetic Switch ................................................................................................... 1
17 .............. 31A-219 ....................... Hex Head Screw ........................................................... M10 x 160 ....................... 1
18 .............. TS-1551061 ................. Lock Washer ................................................................ M8 .................................. 4
19 .............. 31A-223 ....................... Hex Head Screw ........................................................... M8 x 20 ........................... 4
20 .............. 31A-95 ......................... Hex Head Screw ........................................................... M8 x 25 ........................... 4
21 .............. TS-1551061 ................. Lock Washer ................................................................ M8 .................................. 4
22 .............. TS-1550061 ................. Flat Washer .................................................................. M8 ................................ 12
23 .............. TS-1540061 ................. Hex Nut ........................................................................ M8 .................................. 4
24 .............. 31A-99 ......................... Hex Nut ....................................................................... M10 ................................ 1
25 .............. 31A-21 ......................... Pan Head Screw w/ Flange ........................................... M6 x 12 ........................... 4
26 .............. TS-1523041 ................. Socket Set Screw ......................................................... M6 x 12 ........................... 1
27 .............. 31A-100 ....................... Pan Head Screw ........................................................... M4 x 5 ............................. 2
28 .............. 31A-101 ....................... Spacer Washer ..................................................................................................... 2
29 .............. 31A-99 ......................... Hex Nut ....................................................................... M10 ................................ 2
30 .............. TS-1550071 ................. Flat Washer .................................................................. M10 ................................ 2
31 .............. 150527 ........................ Sponge ................................................................................................................. 2
32 .............. 31A-102 ....................... Warning Label (not shown) ................................................................................... 1
33 .............. 6823013 ...................... Black Stripe (not shown) ............................................................................... per ft.
34 .............. 3312341 ...................... Powermatic Label (not shown) .............................................................................. 1
16
Page 17

31A Stand Assembly (3PH)
17
Page 18

Parts List: 31A Sander Body Assembly
Index No. Part No. Description Size Qty
1 .............................. 31A-1 .......................... Cast Base .............................................................................................................. 1
2 .............................. 31A-2 .......................... Dust Chute (Disc) .................................................................................................. 1
3 .............................. 31A-3 .......................... Sanding Disc ......................................................................................................... 1
4 .............................. 31A-4 .......................... Disc Table ............................................................................................................. 1
5 .............................. 31A-5 .......................... Trunnion ................................................................................................................ 2
6 .............................. 31A-6 .......................... 90
7 .............................. 31A-7 .......................... Trunnion Holder ..................................................................................................... 2
8 .............................. 31A-8 .......................... Set Screw ..................................................................... M10 x 55 .......................... 2
9 .............................. 31A-9 .......................... Lock Knob .................................................................... M10 x 57 .......................... 1
10 ............................ 31A-10 ........................ Ring Spanner ........................................................................................................ 2
11 ............................ 31A-11 ........................ Sanding Belt Guard................................................................................................ 1
12 ............................ 31A-12 ........................ Idler Bearing Housing............................................................................................. 1
13 ............................ 31A-13 ........................ Shaft ...................................................................................................................... 1
14 ............................ 31A-14 ........................ Key ............................................................................... 6 x 6 x 25 ......................... 2
15 ............................ BB-6204ZZ .................. Bearing ......................................................................... 6204ZZ ............................ 2
16 ............................ 31A-16 ........................ Aluminum Drum ..................................................................................................... 2
17 ............................ 31A-17 ........................ Hex Nut (L.H. Threads) ................................................. M16 x 2 ............................ 1
18 ............................ 31A-18 ........................ Knob...................................................................................................................... 1
19 ............................ 31A-19 ........................ Index Pin ............................................................................................................... 1
20 ............................ 31A-20 ........................ Knob............................................................................. M6 x 12 ............................ 3
21 ............................ 31A-21 ........................ Pan Head Screw w/ Flange ........................................... M6 x 12 ............................ 3
22 ............................ 31A-22 ........................ Locking Handle ............................................................. M10 x 1.25P..................... 1
23 ............................ 31A-23 ........................ Lock Handle ................................................................. M10 x 45 .......................... 1
24 ............................ 31A-24 ........................ Side Plate Casting ................................................................................................. 1
25 ............................ 31A-25 ........................ Rocker Arm ........................................................................................................... 1
26 ............................ 31A-26 ........................ Hex Head Bolt ....................................................................................................... 1
27 ............................ 31A-27 ........................ Platen .................................................................................................................... 1
28 ............................ 31A-28 ........................ Side Cover............................................................................................................. 1
29 ............................ BB-6205ZZ .................. Bearing ......................................................................... 6205ZZ ............................ 2
30 ............................ 31A-30 ........................ Pan Head Screw w/ Flange ........................................... M5 x 8.............................. 1
31 ............................ 31A-31 ........................ Bearing Housing .................................................................................................... 1
32 ............................ TS-1551061 ................. Lock Washer ................................................................ M8 ................................... 3
33 ............................ TS-1504051 ................. Socket Head Cap Screw ............................................... M8 x 25 ............................ 3
34 ............................ 31A-32 ........................ Key ............................................................................... 6 x 6 x 40 ......................... 1
35 ............................ 31A-33 ........................ Shaft ...................................................................................................................... 1
36 ............................ 31A-34 ........................ Special Washer ..................................................................................................... 2
37 ............................ 31A-35 ........................ Pulley .................................................................................................................... 1
38 ............................ 31A-36 ........................ Belt Guard ............................................................................................................. 1
39 ............................ 31A-37 ........................ Guard .................................................................................................................... 1
40 ............................ TS-1550041 ................. Flat Washer .................................................................. M6 ................................... 4
41 ............................ TS-1551041 ................. Lock Washer ................................................................ M6 ................................... 6
42 ............................ 31A-38 ........................ Hex Head Bolt .............................................................. M6 x 12 ............................ 2
43 ............................ 31A-39 ........................ Hex Head Bolt .............................................................. M6 x 20 ............................ 2
44 ............................ TS-1551041 ................. Lock Washer ................................................................ M6 ................................... 2
45 ............................ 31A-40 ........................ Work Stop ............................................................................................................. 1
46 ............................ 31A-41 ........................ Pivot Plate ............................................................................................................. 1
47 ............................ 31A-42 ........................ Fence Table .......................................................................................................... 1
48 ............................ 31A-43 ........................ Fence End Bracket ................................................................................................ 2
49 ............................ 31A-44 ........................ Fence Base ........................................................................................................... 1
50 ............................ 31A-45 ........................ Long Link ............................................................................................................... 1
51 ............................ 31A-46 ........................ Short Link .............................................................................................................. 1
52 ............................ 31A-47 ........................ Socket Head Button Screw ........................................... M6 x 12 ............................ 4
°
Stop Bracket .................................................................................................... 1
18
Page 19

53 ............................ 31A-48 ........................ Hex Head Bolt ....................................................................................................... 3
54 ............................ 31A-49 ........................ Set Screw ..................................................................... M8 x 35............................ 1
55 ............................ TS-1540061 ................. Hex Nut ........................................................................ M8 ................................... 2
56 ............................ 31A-50 ........................ Spring Pin ..................................................................... 6mm dia x 20 ................... 1
57 ............................ 31A-51 ........................ Set Screw ..................................................................... M6 x 8 ............................. 1
58 ............................ 31A-52 ........................ Lock Washer ................................................................ M16 ................................. 2
59 ............................ 31A-53 ........................ Hex Head Flange Bolt ................................................... M6 x 20 ............................ 4
60 ............................ 31A-54 ........................ Lock Washer ................................................................ M6 ................................... 2
61 ............................ 31A-55 ........................ Hex Head Bolt .............................................................. M6 x 8.............................. 2
62 ............................ TS-1504041 ................. Socket Head Cap Screw ............................................... M8 x 20 ............................ 2
63 ............................ TS-2361081 ................. Lock Washer ................................................................ M8 ................................... 2
64 ............................ 31A-56 ........................ Hex Nut (L.H. Threads) ................................................. M16 x 2 ............................ 1
65 ............................ 31A-57 ........................ Socket Head Flat Screw ................................................ M6 x 16 ............................ 1
66 ............................ 31A-58 ........................ Socket Head Flat Screw ................................................ M8 x 20 ............................ 2
67 ............................ 31A-59 ........................ Spring .................................................................................................................... 1
68 ............................ 31A-60 ........................ Pin ................................................................................ 6mm dia x 16 ................... 2
69 ............................ TS-1550071 ................. Flat Washer .................................................................. M10 x 20 .......................... 2
70 ............................ TS-1505031 ................. Socket Head Cap Screw ............................................... M10 x 25 .......................... 2
71 ............................ 31A-61 ........................ Roll Pin ......................................................................... 6mm dia x 24 ................... 2
72 ............................ 31A-62 ........................ Roll Pin ......................................................................... 6mm dia x 45 ................... 4
73 ............................ VB-A50 ........................ V-belt ............................................................................ A50 .................................. 1
74 ............................ 31A-64 ........................ Roll Pin ......................................................................... 5mm dia x 30 .................. 1
75 ............................ 31A-65 ........................ Stop Block ............................................................................................................. 1
76 .................................................................. Sanding Belt (local purchase) ........................................ 12” dia ............................. 1
77 .................................................................. Sanding Disc (local purchase) ....................................... 6” x 48” ............................ 1
78 ............................ 31A-68 ........................ Lock Knob .................................................................... 8mm x 20 ......................... 1
79 ............................ 31A-69 ........................ Flat Washer .................................................................. M8 x 30 dia ...................... 1
80 ............................ 31A-70 ........................ Lock Knob .................................................................... M10 x 1.25P .................... 1
81 ............................ 31A-71 ........................ Tilting Scale ........................................................................................................... 1
82 ............................ 31A-72 ........................ Rivet ............................................................................. 2mm dia. x 5 .................... 2
83 ............................ 31A-73 ........................ Pan Head Screw ........................................................... M6 x 8.............................. 1
84 ............................ 31A-74 ........................ Pointer ................................................................................................................... 1
85 ............................ TS-1550041 ................. Flat Washer .................................................................. M6 ................................... 1
86 ............................ TS-1550071 ................. Flat Washer .................................................................. M10 ................................. 2
87 ............................ TS-1540041 ................. Hex Nut ........................................................................ M6 ................................... 1
88 ............................ TS-1523071 ................. Socket Set Screw ......................................................... M6 x 25 ............................ 1
89 ............................ TS-1550031 ................. Flat Washer .................................................................. M5 ................................... 1
90 ............................ TS-1503051 ................. Socket Head Cap Screw ............................................... M6 x 20 ............................ 2
91 ............................ TS-1524051 ................. Socket Set Screw ......................................................... M8 x 20 ............................ 1
92 ............................ 31A-75 ........................ Hex Head Bolt .............................................................. M6 x 25 ............................ 1
93 ............................ TS-1540041 ................. Hex Nut ........................................................................ M6 ................................... 1
94 ............................ 31A-76 ........................ Pin ......................................................................................................................... 1
95 ............................ 31A-77 ........................ Miter Gauge Assembly ........................................................................................... 1
19
Page 20

31A Sander Body Assembly
20
Page 21

Подключение к электросети (1 Фаза)
21
 Loading...
Loading...