

Page 1

209HH
Оригинал:
GB
Operating Instructions
Перевод:
D
Gebrauchsanleitung
F
Mode d´emploi
RUS
Инструкция по
эксплуатации
Артикул: 1791316-RU
√
Рейсмусовый станок
JPW Tools AG, Tämperlistrasse 5, CH-8117 Fällanden, Switzerland
Phone +41 44 806 47 48
Fax +41 44 806 47 58
www.jettools.com
Page 2

Оглавление
Оглавление ............................................................................................................................................................... 2
Предупреждение об опасности .............................................................................................................................. 3
Предисловие ............................................................................................................................................................ 4
Устройство станка .................................................................................................................................................... 4
Технические характеристики .................................................................................................................................. 5
Распаковка ................................................................................................................................................................ 5
Сборка ....................................................................................................................................................................... 6
Маховик ................................................................................................................................................................. 6
Удлинение стола .................................................................................................................................................. 6
Вытяжной штуцер ................................................................................................................................................. 7
Подключение к электросети ................................................................................................................................ 7
Удлиняющий кабель ............................................................................................................................................ 7
Настройка ................................................................................................................................................................. 7
Натяжение ремня ................................................................................................................................................. 7
Ролики стола ......................................................................................................................................................... 8
Строгальный вал .................................................................................................................................................. 8
Настройка строгальных ножей Helical. Замена или переустановка строгальных ножей .............................. 8
Проверка параллельности рабочего стола по отношению к строгальному валу .......................................... 9
Ролики рейсмусового станка ............................................................................................................................... 9
Гасящие отдачу планки (гребенка) ................................................................................................................... 10
Натяжение пружины роликов подачи и разгрузки ........................................................................................... 10
Регулировка высоты ролика подачи, стружколомателя, прижимной планки и ролика разгрузки .............. 10
Регулировка высоты ролика разгрузки ............................................................................................................. 10
Регулировка высоты ролика подачи ................................................................................................................. 11
Регулировка высоты стружколомателя ............................................................................................................ 11
Регулировка высоты прижимной планки .......................................................................................................... 11
Щиток для стружки ............................................................................................................................................. 11
Регулировка скорости подачи ........................................................................................................................... 11
Замена вспомогательного оборудования для настройки пониженного диапазона скоростей подачи ...... 12
Ролики обратной подачи ................................................................................................................................... 12
Глубина резания ................................................................................................................................................. 12
Техническое обслуживание .................................................................................................................................. 12
Смазка ................................................................................................................................................................. 13
Устранение неисправностей: технологические проблемы ................................................................................ 15
Устранение неисправностей: проблемы механизмов станка ............................................................................ 17
Подключение к электросети – 3 фазы, 400 В ...................................................................................................... 18
Профилактическое техническое обслуживание.................................................................................................. 19
2
Page 3

Предупреждение об опасности
Использование рейсмусового станка (а также других станков) подразумевает наличие определенной
опасности. При эксплуатации станка будьте внимательны и осторожны. Пренебрежение общими мерами
предосторожности или игнорирование их может привести к травме оператора.
Прочтите, уясните и следуйте указаниям по технике безопасности и инструкции по эксплуатации, приведенным в
данном руководстве. Учтите ограничения и опасности, связанные с эксплуатацией станка.
Электрическое заземление. Убедитесь, что станина станка заземлена, а во внутренней электропроводке имеется
заземляющий провод. В случае использования кабеля и штекера, убедитесь, что штекер с контактом для заземления
подключается к подходящему заземлению. Следуйте процедуре заземления, прописанной в электротехнических
правилах и нормах.
Защита глаз. Надевайте специальные защитные щитки или очки для защиты глаз. (ПРИМЕЧАНИЕ: обычные очки
являются только ударостойкими, но не являются защитными.)
Индивидуальная защита. Перед работой на станке снимите галстук, кольца, наручные часы и другие украшения,
закатайте рукава выше локтей. Снимите свободную верхнюю одежду, спрячьте длинные волосы. Следует носить
специальную защитную обувь. Если уровень издаваемого шума превышает разрешенные значения, приведенные в
разделе 1910.95 Закона о технике безопасности и гигиене труда, используйте средства защиты органов слуха. Не
носите перчатки.
Защитные заграждения. Защитные заграждения станка должны быть на своих местах во время выполнения любых
работ на станке. Если заграждения сняты для проведения технического обслуживания, НЕ РАБОТАЙТЕ НА СТАНКЕ,
пока заграждения не будут установлены на место.
Расположение станка. Расположите станок таким образом, чтобы зона возможной отдачи заготовки не находилась на
одной линии с проходами, дверными проемами, блоками промывки и другими рабочими зонами.
Рабочая зона. Поддерживайте пол вокруг станка чистым, убирайте обрезки, опилки, масло и другие жидкости, чтобы
свести к минимуму опасность поскользнуться или споткнуться. Перед тем, как начать обработку, убедитесь, что стол
свободен от обрезков, посторонних предметов и инструментов. Удостоверьтесь, что рабочая зона хорошо освещена, и
используется подходящая вытяжная установка для удаления пыли. Рекомендуется использовать на полу
противоскользящий настил в том месте, где обычно стоит оператор. Рекомендуется разграничить рабочую зону каждого
станка. Обеспечьте надлежащие рабочие условия при работе на станке.
Избегайте непреднамеренного включения станка: перед подключением станка к сети, убедитесь, что переключатель
находится в положении ВЫКЛ.
Положение оператора. Контролируйте свое положение и не смещайте вес тела на какую-либо из сторон. Стойте сбоку
стола не на одной с ним линии, следите, чтобы никто не стоял на одной линии со столом.
Обслуживание станка. Перед включением уберите со станка все дополнительное оборудование, такое как клинья,
гаечные ключи, отходы производства и ветошь для протирки.
Небрежное отношение. Во время работы не отвлекайтесь. Не смотрите по сторонам, не ведите разговоры, не
балуйтесь на рабочем месте – все это расценивается как небрежное отношение и может привести к серьезным
травмам.
Отключите станок от сети перед проведением ремонта, технического обслуживания или заменой ножей. Станок,
находящийся в ремонте, должен быть снабжен КРАСНОЙ БИРКОЙ, показывающей, что станок нельзя эксплуатировать,
пока техническое обслуживание не будет закончено.
Поддерживайте хорошее состояние инструмента. Для безопасной и наиболее эффективной работы инструмент
следует содержать в чистоте и вовремя затачивать. Изношенный инструмент повышает уровень шума и может явиться
причиной отдачи заготовки и образования «засаленной» поверхности. Перед началом обработки проверьте состояние
и настройку инструмента. Следуйте инструкциям по заточке и доводке кромки ножей, их установке и настройке.
Защита рук. Не помещайте руки в станок. НИКОГДА не помещайте руки под защитное ограждения в попытке устранить
засор, который привел к торможению подачи. Не убирайте стружку и опилки руками, используйте щетку. Начиная
обработку, не держите руки под той частью деревянной заготовки, которая находится над столом; подающий ролик
захватит заготовку и прижмет ее к столу, что может привести к защемлению. Не работайте на станке при открытой
крышке коробки скоростей.
Вращение строгального вала: убедитесь, что строгальный вал вращается под нагрузкой в направлении против
часовой стрелки, если смотреть со стороны главного электродвигателя.
Состояние материала: не обрабатывайте доски с выпадающими сучками, гвоздями или другими посторонними
предметами на поверхности. Соприкосновение ножей с этими включениями может привести к тому, что ножи может
вырвать и разбить о стружколоматель или прижимную планку. Искривленная или покоробленная заготовка должна быть
сначала отфугована на одной поверхности перед обработкой параллельной поверхности на рейсмусовом станке.
Серьезные дефекты заготовки нельзя удалить посредством использования только рейсмусового станка.
Настройка станка: производите настройку станка при выключенном питании, за исключением регулировки скорости
подачи.
Завершение работы. Если оператор покидает рабочее место по какой-либо причине, рейсмусовый станок следует
выключить, а строгальный вал должен полностью остановиться. Кроме того, если работа закончена, оператор должен
очистить за собой станок и рабочую зону. Никогда не проводите очистку станка при включенном питании, никогда не
удаляйте опилки руками, используйте щетку.
Запасные части. Используйте запасные части и принадлежности только производства компании Powermatic или
авторизованного завода; в противном случае гарантийное обслуживание прекращается.
Ненадлежащее использование. Не используйте станок в целях, не предназначенных для него. При использовании
станка в иных целях, компания Powermatic отказывается от прямых и косвенных гарантийных обязательств и не несет
ответственности за любые травмы или повреждения, явившиеся результатом ненадлежащего использования.
Если вы плохо разбираетесь в работе на рейсмусовых станках, обратитесь за советом к вашему наставнику,
инструктору или другому квалифицированному человеку.
3
Page 4
Наркотические вещества, алкоголь, медикаменты. Не работайте на станке под воздействием наркотических
ОСТОРОЖНО
!
Внимание!
веществ, алкоголя или каких-либо медикаментов.
Вредные условия производства. Пыль, образующаяся при шлифовании, распиловке, затачивании, сверлении и
других формообразующих операциях, содержит химические вещества, являющиеся причиной рака, врожденных
пороков и других болезней репродуктивного характера. Некоторые примеры данных химических веществ:
• Свинец из красителей на свинцовой основе.
• Кристаллический диоксид кремния из кирпичей и цемента, а также других продуктов строительной
промышленности.
• Мышьяк и хром из химически обработанного пиломатериала.
Риск от воздействия данных веществ зависит от того, насколько часто вы с ними работаете. Чтобы снизить воздействие
вредных веществ работайте в хорошо проветриваемом помещении, используйте специальное защитное оснащение,
такое как респираторы, которые специально разработаны, чтобы задерживать микроскопические частицы.
Ознакомьтесь со следующими предупреждениями об опасности, используемыми в данном руководстве:
Это значит, что в случае, если меры предосторожности не принимаются во внимание, это может
привести к незначительным травмам и/или возможному повреждению станка.
ОПАСНОСТЬ!
Это значит, что в случае, если меры предосторожности не принимаются во внимание, это может
привести к серьезным травмам или смерти.
Предисловие
Данное руководство предоставлено компанией Powermatic и включает в себя описание процедур безопасной работы и
технического обслуживания для рейсмусового станка модели 209НН производства компании Powermatic. Руководство
содержит инструкции по установке, меры предосторожности, общие указания по работе на станке, инструкции по
техническому обслуживанию и схемы расположения узлов станка. При использовании в соответствии с инструкциями,
приведенными в данном руководстве, станок рассчитан на годы безотказной работы.
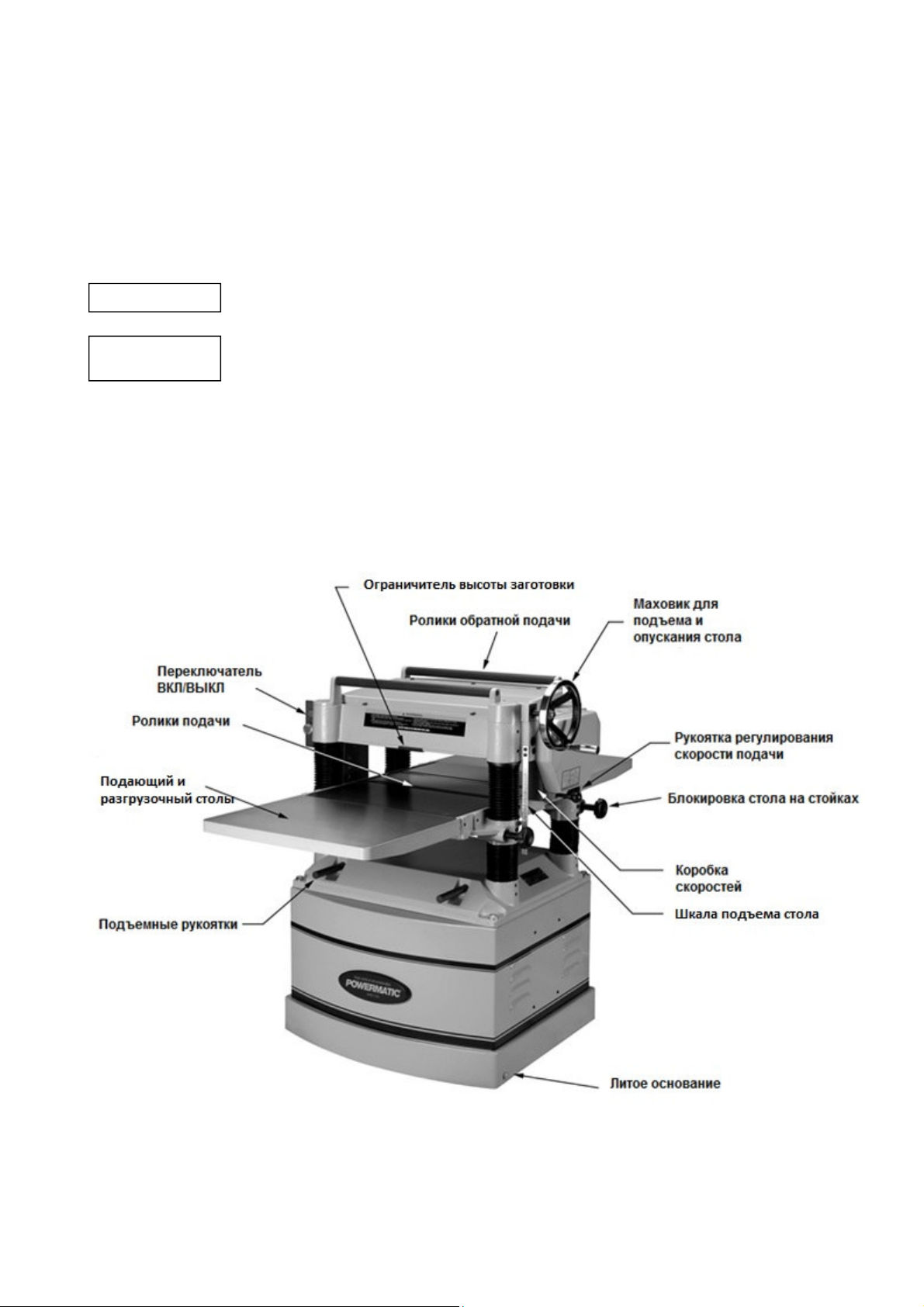
Устройство станка
Рис. 1
4
Page 5

Технические характеристики
Модель .................................................................................................... ............................................................ 209HH
Артикул .................................................................................................... .................................................. 1791316-RU
Размер стола, мм ................................................................................... ....................................................... 650 x 500
Максимальная ширина заготовки, мм ................................................... ................................................................. 500
Максимальная толщина заготовки, мм ................................................. ................................................................. 200
Максимально-допустимая глубина строгания за один проход по всей ширине, мм ............................................ 2,0
Минимальная длина заготовки, мм ....................................................... ................................................................. 170
Строгальные ножи ……………………………….…138шт. 4-гранных сменных твердосплавных строгальных ножей
Частота вращения строгального вала (об/мин) ................................... .............................................................. 5,000
Диаметр строгального вала, мм ............................................................ ................................................................... 78
Максимальный момент затяжки винта строгального ножа, Н*м…….... .................................................... от 5 до 6,2
Звуковая эмиссия на расстоянии 50 мм, дБ ......................................... .................................................... от 80 до 84
Подача, м/мин ......................................................................................... ....................................................... 7,0 и 10,0
Потребляемая (выходная) мощность………………………………………………………………………….…5,5 (3,8) кВт
Диаметр вытяжного штуцера, мм .......................................................... ................................................................. 127
Габаритные размеры (ДхШхВ), мм ....................................................... ........................................ 660,5 x 930 x 1050
Масса нетто, кг ....................................................................................... .............................................................. 363,3
Масса с упаковкой, кг ............................................................................. .............................................................. 413,2
Данные технические характеристики были актуальны на момент публикации руководства по эксплуатации. В связи с
нашей политикой постоянного улучшения продукции, компания JET (Powermatic) оставляет за собой право в любое
время вносить изменения в технические характеристики без предварительного уведомления потребителя и без какихлибо обязательств.
Распаковка
Распакуйте транспортировочный контейнер и проверьте
станок на наличие повреждений вследствие
транспортировки. О любых повреждения следует
немедленно доложить дистрибьютору и транспортной
компании. Не выбрасывайте упаковку, пока вы не
убедитесь, что рейсмусовый станок правильно собран и
функционирует должным образом.
Сравните содержимое контейнера со следующим
перечнем, чтобы удостовериться в комплектности
поставки. Об отсутствующих деталях, если таковые
имеются, сообщите вашему дистрибьютору. Внимательно
прочтите инструкции по сборке, техническому
обслуживанию и технике безопасности при работе на
станке.
Содержимое контейнера (см. Рис. 2):
Рейсмусовый станок (не показан) – 1 шт.
Вытяжной штуцер – 1 шт.
Чугунное удлинение стола – 2 шт.
Маховик – 1 шт.
Рукоятка – 1 шт.
Комплект деталей понижающей передачи (№6292822) – 1
шт:
Цепь 50Р – 1 шт.
Звездочка 12Т – 1 шт.
Гаечный ключ – 3 шт (8-10 мм, 12-14 мм, 17-19 мм).
Шестигранный ключ – 4 шт (3, 4, 5 и 6 мм).
Комплект крепежа* – 2 шт.
(*Содержимое комплекта крепежа показано крупным
планом на Рис. 3).
Руководство пользователя (не показано) – 1 шт.
Гарантийный талон (не показан) – 1 шт.
Отвертка 1/4" – 1 шт.
Переходник Т25Р – 1 шт.
Набор режущих пластин (10 шт.) – 1 шт.
Рис. 2
5
Page 6
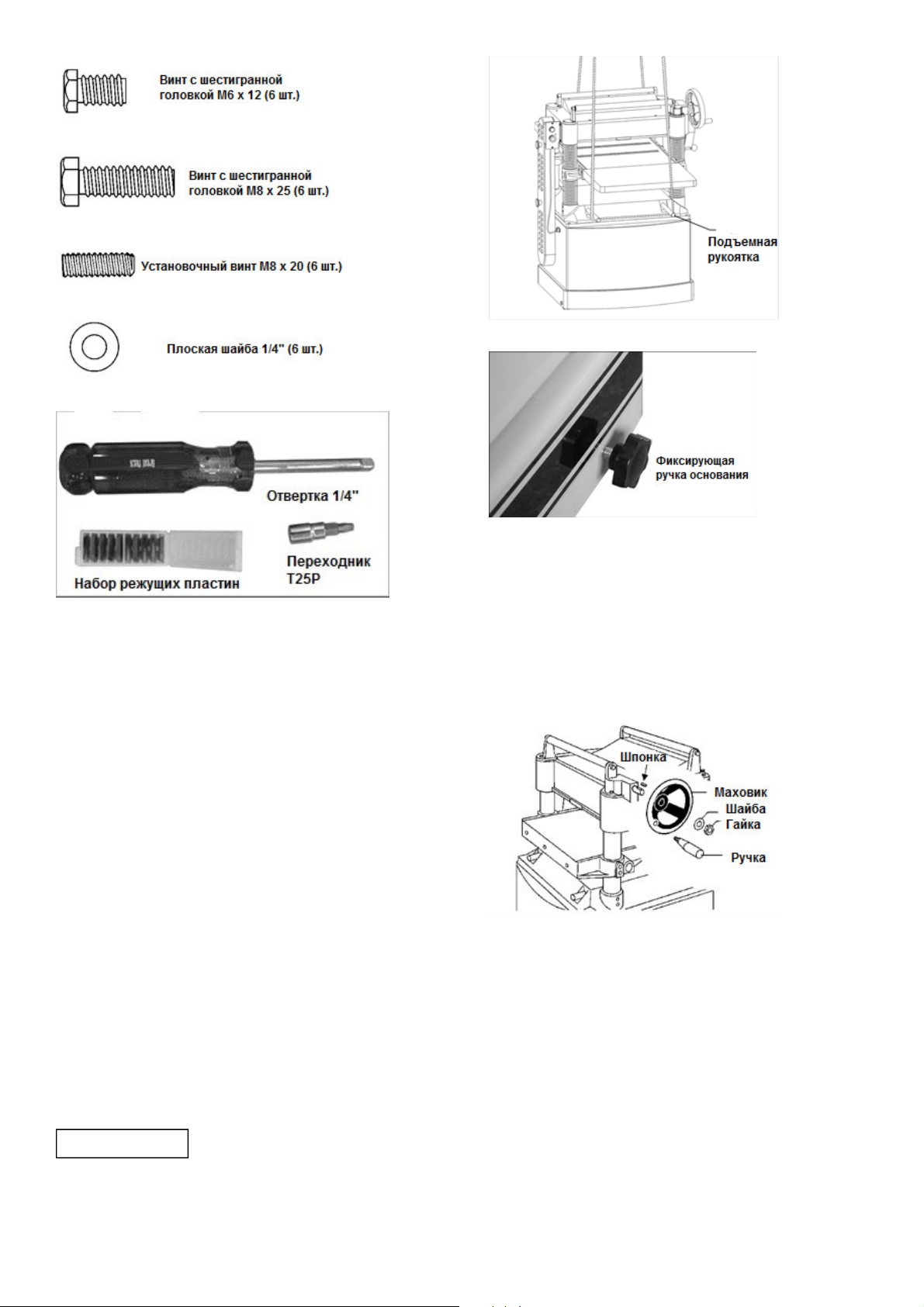
Рис. 5
ОСТОРОЖНО
!
Рис. 3
Рис. 4
Сборка
Инструмент, необходимый для сборки:
Вилочный погрузчик или таль со стропами
Плоскогубцы
Гаечные ключи (10, 12, 19 мм) – поставляются в комплекте
Шестигранные ключи (4 и 5 мм) – поставляются в
комплекте.
Открутите винты, с помощью которых станок привинчен к
паллете и, используя вилочный погрузчик или стропы,
снимите станок с паллеты. Поднимая станок, вилы
погрузчика или стропы необходимо располагать под
четырьмя подъемными рукоятками (см. Рис. 5). После
использования рукоятки можно задвинуть.
Станок следует эксплуатировать в хорошо освещенном
помещении с хорошей вентиляцией и твердым полом.
Станок можно закатить на основание и установить в
желаемом месте. Затяните фиксирующую ручку (см. Рис.
6) для предотвращения смещения станка во время
эксплуатации или регулировки.
Открытые поверхности, такие как поверхности столов,
роликов, строгального вала и т.д. были обработаны
защитным покрытием на заводе. Покрытие необходимо
удалить с помощью мягкой ветоши, смоченной в
промышленном растворителе. Не используйте ацетон,
бензин, разбавитель лака или другие растворители с
низкой температурой возгорания. Не используйте
абразивный материал, так как он может поцарапать
полированные чугунные поверхности.
Будьте осторожны при чистке
вблизи строгального вала, ножи
очень острые!
Рис. 6
Маховик
Открутите гайку и снимите шайбу с вала коробки
скоростей, установите маховик на вал (см. Рис. 7) так,
чтобы он сел на шпонку.
Наденьте плоскую шайбу и шестигранную гайку на вал и
затяните гайку с помощью 19 мм ключа.
Закрутите ручку в резьбовое отверстие на маховике и
затяните ее с помощью 12 мм ключа, установив его на
лысках ручки.
Рис. 7
Удлинение стола
1. Установите чугунное удлинение стола на краю
основного стола с помощью винтов с
шестигранной головкой М8 х 25 (см. Рис. 8),
используя 12 мм гаечный ключ. Не затягивайте
винты полностью.
2. Удлинение стола должно быть выровнено с
основным столом. Положите на оба стола
поверочную линейку (или ровную доску).
3. Закрутите три установочных винта с помощью 4
мм шестигранного ключа. Закручивайте или
выкручивайте винты, чтобы отрегулировать
уровень стола.
4. Плотно затяните винты с шестигранной головкой.
5. Аналогичным образом смонтируйте второе
удлинение стола с противоположной стороны
стола рейсмусового станка.
6
Page 7

Рис. 8
Длина кабеля*
Внимание!
Внимание!
Вытяжной штуцер
Прикрутите колпак сзади в верхней части станка шестью
винтами с шестигранными головками М6 х 12 и шестью
плоскими шайбами (см. Рис. 9) с помощью 10 мм гаечного
ключа.
Рекомендуется использовать со станком вытяжную
установку. Если вы не пользуетесь вытяжной установкой,
не прикручивайте вытяжной штуцер, так как скопление
пыли внутри штуцера может создать угрозу безопасности,
а со временем привести к заклиниванию роликов.
Рис. 9
Подключение к электросети
Подключение станка к
электросети должно
ОПАСНОСТЬ!
осуществляться
квалифицированным
электриком в соответствии с действующими нормами
и правилами. Станок должен быть заземлен
соответствующим образом, чтобы предотвратить
поражение электрическим током и возможные
травмы со смертельным исходом.
Станок должен быть заземлен. Заземление обеспечивает
проход тока по пути с наименьшим сопротивлением, что
позволяет отвести ток от оператора в случае
неисправности в работе электрической системы.
Удостоверьтесь, что напряжение сети соответствует
техническим характеристикам, указанным на табличке
электродвигателя станка.
Удлиняющий кабель
Не рекомендуется удлинять кабель на этом станке, но
если это необходимо, убедитесь, что сечение кабеля
соответствует силе тока, указанной на табличке
электродвигателя станка. Кабель недостаточного сечения
приведет к падению напряжения в сети, потере мощности
и перегреву.
В таблице (см. Рис. 10) показаны размеры поперечного
сечения кабеля в зависимости от длины и силы тока. Если
вы сомневаетесь в правильности выбора нужного
сечения, используйте следующий сортамент в ряду. Чем
меньше номер сортамента, тем больше сечение кабеля.
Рекомендуемый сортамент удлиняющих кабелей (по
американскому стандарту)
Сила
тока,
А
7,6 м
15,2 м 22,8 м 30,5 м 45,7
м
61 м
<5 16 16 16 14 12 12
От 5
до 8
От 8
до 12
От 12
до 15
От 15
до 20
От 21
до 30
*обусловлено ограничением падения напряжения в сети до 5 В
при 150% от номинальной силы тока.
НР: не рекомендуется.
16 16 14 12 10 НР
14 14 12 10 НР НР
12 12 10 10 НР НР
10 10 10 НР НР НР
10 НР НР НР НР НР
Рис. 10
Настройка
Инструмент, необходимый для настройки:
Шестигранные ключи на 3, 5, 6 и 10 мм
Гаечные ключи с открытым зевом на 12, 14 и 19 мм
Набор измерительных щупов для выставления зазоров
Поверочная линейка
Мерный блок или цифровой индикатор
Крестовая отвертка (Philips)
ОПАСНОСТЬ!
отключите его от источника питания!
Натяжение ремня
В течение нескольких первых минут эксплуатации станка
следите за натяжением ремня. В период приработки
ремни часто растягиваются. Если требуется усилить
натяжение ремня, выполните следующие шаги:
1. Снимите защитное заграждение ремня и заднюю
панель.
2. Ослабьте нижние гайки на регулировочных
винтах электродвигателя (см. Рис. 11) с помощью
19 мм гаечного ключа.
3. Поверните верхние гайки, чтобы опустить
держатель электродвигателя, что увеличит
натяжение ремня.
4. Правильное натяжение характеризуется
незначительным прогибом в центральной части
ремня между шкивами при умеренном сжатии
ремня пальцами.
5. Затяните нижние гайки (см. Рис. 11).
7
Перед осуществлением
настройки станка (кроме
настройки скорости подачи)
Page 8

Рис. 11
Ролики стола
Два ролика рабочего стола (см. Рис. 12) облегчают
перемещение заготовки при подаче через станок. Высота
роликов зависит от типа обрабатываемого дерева. При
строгании грубой древесины, установите ролики в
высоком положении, чтобы предотвратить пробуксовку
заготовки на столе. При обработке гладкой древесины
установите ролики в нижнем положении.
Рис. 12
ПРИМЕЧАНИЕ: оба ролика стола предварительно
настроены на заводе-производителе на 0,1 мм выше стола.
Диапазон настройки высоты находится в пределах от 0 до
1,5 мм (см. Рис. 13).
Рис. 14
Строгальный вал
Несмотря на то, что на заводе станок был тщательно
отрегулирован и настроен, перед запуском станка в
эксплуатацию его необходимо проверить. Любые
неточности, вызванные грубым обращением во время
транспортировки станка, можно исправить, следуя
указаниям данного руководства.
Для проверки настроек понадобится шаблон для
настройки ножей (поставляется в комплекте), набор
измерительных щупов дляизмерения зазоров, цифровой
индикатор или мерный блок собственного изготовления,
выполненный из твердой древесины. Мерный блок можно
изготовить по размерам, приведенным на Рис. 15. Также
вам может понадобиться снять защитное заграждение
ремня, чтобы была возможность вращать строгальный
вал с помощью шкива.
Рис. 13
Ролики подачи выставлены на среднюю высоту и
параллельно поверхности стола на заводе. Если вы
хотите отрегулировать высоту роликов, выполните
следующие шаги:
1. Отсоедините станок от источника питания.
2. Положите на оба ролика поверочную линейку.
3. С одной стороны стола ослабьте установочные
винты (см. Рис. 14) с помощью шестигранного
ключа на 3 мм и вращайте эксцентриковые валы,
чтобы поднять или опустить ролики.
4. После достижения требуемой высоты, затяните
установочные винты.
5. Аналогично отрегулируйте высоту роликов на
противоположной стороне стола.
ВАЖНО: удостоверьтесь, что передний и задний ролики
выставлены на одинаковую высоту. Ролики подачи
должны всегда быть параллельны поверхности стола.
Рис. 15
Настройка строгальных ножей Helical. Замена или
переустановка строгальных ножей
Ножи строгального вала заточены с четырёх сторон. Если
режущая сторона затупилась, достаточно снять
строгальный нож, повернуть его на 90⁰ острой стороной и
закрепить.
Воспользуйтесь поставляемой в комплекте отверткой с
переходником Т25Р, чтобы открутить винты строгальных
ножей (см. Рис. 16). ПРИМЕЧАНИЕ: переходник или
насадка модели Т25 может скруглить шлиц винта. Всегда
используйте переходник или насадку модели Т25-Plus.
Рекомендуется поворачивать сразу все строгальные ножи
на одной спирали, это гарантирует более качественную
обработку поверхности. Однако, в случае, если на
отдельных строгальных ножах образовались проточины,
поверните только повреждённые стороны.
На каждом ноже нанесена контрольная отметка, которая
поможет, поворачивая нож, отслеживать поворот.
8
Page 9

ВАЖНО: перед заменой или поворотом строгальных
Внимание!
ножей очистите крепёжный винт и строгальный вал от
пыли. Скопление пыли между элементами вала может
помешать правильной установке ножа, что повлияет на
качество обрабатываемой поверхности детали.
рабочего стола до режущей кромки ножа должно
быть одинаковым с обеих сторон.
Рис. 16
Чтобы установить новый нож, выполните следующие
шаги:
1. Перед установкой смажьте резьбу каждого
крепёжного винта машинным маслом, излишки
масла уберите.
2. Установите строгальный нож и подвигайте его
вперед-назад, чтобы убедиться в отсутствии
грязи или заусенцев.
3. Уведите нож с задней части его посадочного
гнезда (слегка отведите его на себя, если вы
обращены лицом к режущей кромке) и дайте
винту затянуть нож в нужное положение.
Примечание: небольшое несовпадение
отверстия под винт и отверстия в строгальном
ноже является нормой. Не располагайте нож
прямо над отверстием под винт, так как он может
сместиться назад, что может стать причиной
откалывания части режущей кромки ножа.
4. Перед началом работы надёжно зафиксируйте
каждый крепёжный винт!
ВАЖНО: максимальный момент для затягивания винтов
от 5 до 6,2 Н*м.
ОПАСНОСТЬ!
незафиксированные строгальные ножи могут
вылететь и нанести травму.
Проверка параллельности рабочего стола по
отношению к строгальному валу
Рабочий стол устанавливается параллельно
строгальному валу еще на заводе и дальнейшая
регулировка не требуется. Если станок стал на выходе
придавать материалам коническую форму, то сначала
нужно проверить, правильно ли установлены ножи в
строгальном валу. Затем проверьте параллельность
рабочего стола по отношению к валу. Это делается
следующим образом:
1. Отключите станок от питания.
2. Установите мерный блок (см. Рис. 17) на рабочем
столе непосредственно под режущей кромкой
строгального ножа, как показано на рисунке.
Плавно поднимайте стол, пока блок не коснется
режущей кромки.
3. Переустановите мерный блок с противоположной
стороны стола. Расстояние от поверхности
Убедитесь, что все крепёжные
винты надёжно зафиксированы.
При высокой скорости вращения
Рис. 17
Если рабочий стол не параллелен по отношению к
строгальному валу, выполните следующие шаги по
регулировке:
1. Отключите станок от источника питания.
2. Открутите болты, которыми станок прикручен к
основанию. Переверните станок на боковую
сторону, чтобы видеть нижнюю поверхность
станка (см. Рис. 18).
3. Открутите болт (А, см. Рис. 18) и ослабьте болт
(В, см. Рис. 18), которые позволят переместить
регулируемую звездочку (С, см. Рис. 18)
достаточно, чтобы ослабить натяжение цепи.
4. Снимите цепь с конкретной звездочки того угла
основания, который должен быть отрегулирован.
5. Поверните звездочку руками, чтобы согласовать
данный угол с тремя остальными углами.
ПРИМЕЧАНИЕ: Поворачивая звездочку по
часовой стрелке, вы увеличиваете расстояние
между рабочим столом и корпусом вала; против
часовой стрелки – уменьшаете. Эта регулировка
очень чувствительна. Обычно нет необходимости
поворачивать звездочку более чем на один-два
зуба.
6. Когда все регулировки выставлены правильно,
поместите цепь обратно на угловые звездочки,
переместите звездочку (С, см. Рис. 18) обратно,
чтобы натянуть цепь, затяните болт (В, см. Рис.
18), а также вкрутите и затяните болт (А, см. Рис.
18).
Рис. 18
Ролики рейсмусового станка
(см. Рис. 19)
A Гасящие отдачу планки (гребенка)
9
Page 10

B Ролик подачи (рябуха)
C Стружколоматель
D Строгальный вал
F Ролик разгрузки
Расположение этих узлов по высоте относительно
строгального вала является очень важным для точной и
безопасной обработки. Ролик подачи, стружколоматель,
прижимная планка и ролик разгрузки устанавливаются на
0,5 мм ниже строгального вала (см. Рис. 21).
Рис. 19
Гасящие отдачу планки (гребенка)
Устройство, предотвращающее отдачу (А, см. Рис. 19),
является важным оборудованием системы безопасности
станка, так как оно помогает погасить отдачу заготовки.
Оно работает под действием силы тяжести, поэтому
следует регулярно проверять гребенку, чтоб убедиться в
свободном размещении пальцев гребенки. Убедитесь, что
они не запачканы смолой и опилками, что пальцы
независимо перемещаются и работают надлежащим
образом.
Натяжение пружины роликов подачи и разгрузки
Ролик подачи (В, см. Рис. 19) и ролик разгрузки (F, см. Рис.
19) – это те детали рейсмусового станка, которые двигают
материал при строгании. Ролики подачи и разгрузки
находятся под натяжением пружин, которое должно быть
достаточным, чтобы равномерно подавать материал в
станок без проскальзывания, но и не слишком плотно,
чтобы не повредить заготовку. Прижим должен быть
равным с обеих сторон каждого ролика.
Чтобы отрегулировать прижим заготовки роликами
подачи и разгрузки, поверните винты (см. Рис. 20) при
помощи шестигранного ключа. Отрегулируйте натяжение
пружины с обеих сторон каждого из роликов одинаковым
числом поворота винтов.
Рис. 20
Регулировка высоты ролика подачи,
стружколомателя, прижимной планки и ролика
разгрузки
Ролик подачи, стружколоматель, прижимная планка и
ролик разгрузки регулируются на заводе-изготовителе.
Рис. 21
Любую регулировку ролика подачи, стружколомателя,
прижимной планки и ролика разгрузки следует
производить с осторожность. Руководствуйтесь
описанием процедуры регулировки, приведенным ниже.
ПРИМЕЧАНИЕ: в ходе регулировки используются мерный
блок, изготавливаемый самостоятельно, и набор щупов
для выставления зазоров. Этих инструментов будет
достаточно для выполнения большинства операций. Если
понадобится дополнительная точная регулировка,
используйте цифровой индикатор.
Регулировка высоты ролика разгрузки
1. Отключите станок от электропитания.
2. Убедитесь, что ножи настроены должным
образом, как описано в разделе «Настройка
строгальных ножей».
3. Установите мерный блок (J, см. Рис. 22) на столе
непосредственно под строгальным валом (D, см.
Рис. 22).
4. Используя щуп толщиной 0,5 мм (K, см. Рис.22),
расположенный в верхней части мерного блока,
поднимайте рабочий стол, пока нож не коснется
щупа, когда нож находится в самом нижнем
10
Page 11

положении. Больше не изменяйте положение
рабочего стола, пока не отрегулируете ролик
разгрузки.
5. Извлеките щуп и сдвиньте мерный блок (J, см.
Рис. 23) под один конец ролика разгрузки (F, см.
Рис. 23). Нижняя часть ролика разгрузки должна
только касаться вершины измерительного блока.
Если необходима регулировка ролика разгрузки,
ослабьте стопорную гайку (L, см. Рис. 23) и
поверните винт (М, см. Рис. 23), пока ролик
разгрузки не коснется мерного блока. Затем
затяните стопорную гайку (L, см. Рис.23).
6. Проверьте и отрегулируйте другой конец ролика
разгрузки аналогичным образом.
прокручивать на одинаковое количество
оборотов.
3. Когда стружколоматель коснется мерного блока,
затяните обе стопорные гайки (А, см. Рис. 24).
Рис. 24
Регулировка высоты прижимной планки
Прижимная планка не дает заготовке подниматься после
прохождения через строгальный вал. Проверьте высоту
расположения прижимной планки с помощью мерного
блока и щупа толщиной 0,2 мм. Если необходима
Рис. 22
регулировка, выполните следующие шаги:
1. Снимите верхнюю крышку.
2. Ослабьте стопорные гайки (В, см. Рис. 25) с обеих
сторон планки и прокрутите установочные винты.
3. Когда прижимная планка коснется верхней части
мерного блока, затяните стопорные гайки (В, см.
Рис. 25).
Рис. 23
Регулировка высоты ролика подачи
Для проверки расположения ролика подачи следуйте
процедуре, приведенной для проверки ролика разгрузки,
но в данном случае необходимо использовать щуп
толщиной 0,1 мм. Если необходима регулировка ролика,
выполните ее при помощи стопорной гайки и винта с
каждой стороны ролика подачи.
Регулировка высоты стружколомателя
Стружколоматель ломает крупную стружку до того, как
заготовка достигает строгального вала. Воспользуйтесь
мерным блоком и щупом толщиной 0,1 мм для проверки
высоты расположения стружколомателя, следуя
вышеописанной процедуре. Если необходима
регулировка, выполните следующие шаги:
1. Снимите верхнюю крышку.
2. Ослабьте стопорные гайки (А, см. Рис. 24) с двух
сторон стружколомателя и прокрутите
установочные винты, чтобы поднять или опустить
стружколоматель. Установочные винты следует
Рис. 25
Щиток для стружки
Щиток (С, см. Рис. 25) предотвращает попадание стружки
на ролик разгрузки. Щиток следует установить на
расстоянии приблизительно равном 1,6 мм от лезвия
ножа. Удостоверьтесь, что передний край устройства
скошен и повторяет форму строгального вала.
Регулировка скорости подачи
Станок оборудован зубчатым роликом подачи (рябуха) и
цельным роликом разгрузки. Ролики вращаются для
движения заготовки и автоматически замедляются при
увеличении нагрузки на электродвигатель для наиболее
эффективного строгания в любых условиях. Ролики
приводятся в действие цепью (А, см. Рис. 26) и
звездочками (В, см. Рис. 26), которые приводятся в
движение от строгального вала через коробку скоростей
(С, см. Рис. 26).
Коробка скоростей может обеспечить две скорости
подачи. Они настраиваются при вытягивании или нажатии
на рычаг переключения скоростей (D, см. Рис. 27) во
11
Page 12

время работы станка. Диапазон скоростей подачи
ОСТОРОЖНО
! Внимание!
приведен на Рис. 27.
Не пытайтесь изменить скорость
подачи во время обработки
заготовки. Это может привести к повреждению
коробки скоростей.
Рис. 26
для нее (F, см. Рис. 27) на детали другого
типоразмера.
5. Установите на валы три звездочки и цепи,
затяните все винты с шестигранной головкой с
шайбами (Е, см. рис. 26).
Ролики обратной подачи
Два ролика обратной подачи сверху станка служат для
удобства возврата заготовки к роликам подачи, они
экономят время и усилия оператора, когда заготовку
возвращают на повторную обработку.
Глубина резания
Шкала глубины резания представляет собой
комбинированную шкалу, проградуированную в дюймах и
миллиметрах (А, см. Рис. 28), с диапазоном от 0 до 204
мм. Расстояние, на которое поднимается или опускается
стол, регулируется с помощью маховика (В, см. Рис. 28).
Один оборот маховика перемещает стол на 1,5 мм. Перед
перемещением стола вверх или вниз ослабьте стопорные
гайки (С, см. Рис. 28). После установки стола в нужную
позицию, затяните стопорные гайки (С, см. Рис. 28).
Максимальная глубина резания составляет 3,2 мм.
Станок оснащен ограничителем (D, см. Рис. 28), чтобы
задавать предел глубины резания от 1,6 до 3,2 мм при
строгании по всей ширине материала.
Шкала глубины и указатель настраиваются, и их следует
проверить на точность. Выполните следующие шаги:
1. Подключите станок к источнику питания и
включите его.
2. Возьмите заготовку и измерьте ее точную
толщину с помощью штангенциркуля.
3. Поднимите или опустите стол так, чтобы на
шкале выставилось значение толщины заготовки
без 3,2 мм. Обработайте заготовку на станке.
4. Переместите стол выше на 3,2 мм. Переверните
заготовку и прострогайте другую ее сторону.
5. Измерьте толщину заготовки с помощью
штангенциркуля и сравните результат со
значениями шкалы станка. Если шкалу
необходимо отрегулировать, ослабьте винты и
сместите шкалу вверх или вниз. По окончании
регулировки затяните винты.
Замена вспомогательного оборудования для
настройки пониженного диапазона скоростей подачи
Пониженный диапазон скоростей подачи на станке (4,87 и
6,1 м/мин) можно получить путем замены нижней
звездочки (на валу коробки скоростей) и цепи для нее (см.
Рис. 27).
В комплект деталей для пониженной передачи, который
поставляется со станком, входят цепь модели 50Р и
звездочка 12Т (12 зубьев).
Чтобы заменить звездочку и цепь на станке, выполните
следующие шаги:
Рис. 27
1. Отключите станок от источника питания.
2. Открутите три винта с шестигранной головкой,
снимите шайбы (Е, см. Рис. 26).
3. Снимите одновременно три звездочки (В, см.
Рис. 26): с ролика подачи, ролика разгрузки и
вала коробки скоростей.
4. Когда все звездочки сняты, замените звездочку
на валу коробки скоростей (G, см. Рис. 27) и цепь
Рис. 28
Техническое обслуживание
Перед проведением
технического обслуживания
ОПАСНОСТЬ!
Необходимо регулярно (или периодически) проверять
надлежащую настройку станка, плотную затяжку всех
винтов, состояние ремней, отсутствие скопления пыли в
12
отключите станок от источника
питания!
Page 13

корпусе электрооборудования, отсутствие изношенных
или незакрепленных кабелей.
Накопившиеся опилки и другой мусор могут вызвать сбои
в работе станка. Периодическая очистка не только
рекомендуется, но и является обязательной для
качественной работы строгального станка.
Точно устанавливаемые детали, например, в пазу ножей
строгального вала - прижимная планка, должны
очищаться при помощи ткани или щетки, а также
негорючим растворителем, и освобождаться от
застрявших инородных тел.
Удаляйте смолу и стружку с роликов и стола при помощи
мягкой ветоши и негорючего растворителя.
Периодически проверяйте цепи на предмет правильного
натяжения и регулируйте его, если это необходимо.
Стол необходимо держать в чистоте и очищенным от
ржавчины. Некоторые пользователи предпочитают
наносить на него восковое покрытие. Другой вариант –
тальк, который следует сильно втирать в поверхность
стола с помощью губки раз в неделю; это позволит
заполнить поры в литой поверхности стола и
сформировать влагоотталкивающий барьер. Этот способ
позволяет сделать поверхность стола скользкой, также
становится легче удалять с поверхности пятна ржавчины.
Важным является также и тот факт, что тальк, в отличие
от налипшего воска, не оставляет пятен на деревянных
заготовках и не повреждает окончательно обработанную
поверхность.
Смазка
Подшипники строгального вала смазываются и
герметизируются на заводе на весь срок службы – никакая
дополнительная смазка не требуется.
Смазка коробки скоростей
Смазочный материал в коробке скоростей необходимо
менять каждые 2500 часов работы. Подойдет
универсальная редукторная смазка.
Чтобы заменить масло в коробке скоростей, необходимо:
1. Открутить сливную пробку (А, см. Рис. 29) с
помощью гаечного ключа на 14 мм и снять
крышку заливной горловины (В, см. Рис. 29).
Слить отработанное масло.
2. Затянуть сливную пробку (А, см. Рис. 29).
3. Залить через отверстие новое масло (В, см. Рис.
29).
4. Затянуть крышку заливной горловины (В, см.
Рис. 29).
Рис. 29
13
Page 14

Номера позиций в таблице соответствуют номерам позиций на приведенных ниже рисунках.
№
Позиция
Интервал
Подходящий тип смазочного
Рис. №
материала
1 Приводная цепь Регулярно Консистентная смазка 29
2 Коробка
скоростей
3 Ролики обратной
подачи
4 Червячная
передача
5 Ходовой винт Регулярно Консистентная смазка 32
6 Стойка Регулярно Очистка и SAE-30 32
7 Цепь стола Регулярно Консистентная смазка 33
8 Подающие
ролики
Через каждые 2500 часов
работы
Регулярно SAE-30
Регулярно Консистентная смазка
Регулярно SAE-30
Рис. 30 – Таблица смазки
Редукторное масло общего
применения, вязкость 70-90
Объем: 0,46 л
29
31
32
34
Рис. 31
Рис. 32
Рис. 33
Рис. 34
Page 15

Устранение неисправностей: технологические проблемы
Неисправность Возможная причина Решение
Вибрация
ПРИМЕЧАНИЕ:
Вибрацию можно свести
к минимуму, но нельзя
устранить
Шероховатая
поверхность
Задирание волокон Слишком большая нагрузка на станок. Отрегулируйте глубину строгания.
Грубые/сильно
выступающие
неровности
Округлые следы
обработки, глянцевая
поверхность
Плохая подача
пиломатериала
Ролики стола плохо отрегулированы. Установите ролики на нужной высоте.
Недостаточная поддержка длинных досок. Установите доски на роликовую удлиняющую
опору.
Неравномерное давление ролика подачи. Отрегулируйте давление вала подачи.
Ножи затупились. Переустановите или замените строгальные
ножи.
Пиломатериалы расположены не встык. Состыкуйте концы пиломатериалов перед
обработкой на станке.
Строгание древесины с высоким
содержанием влаги.
Ножи затупились. Переустановите или замените строгальные
Строгание против волокон. Обрабатывайте материал вдоль волокон.
Ножи затупились.
Ножи затупились.
Слишком большая нагрузка на станок. Отрегулируйте глубину строгания.
Строгание древесины с высоким
содержанием влаги.
Ножи затупились. Переустановите или замените строгальные
Слишком низкая подача. Увеличьте подачу.
Слишком малая глубина обработки. Увеличьте глубину обработки.
Неравномерное давление ролика подачи. Отрегулируйте давление ролика подачи. Если
Стол станка неровный или загрязнен. Очистите стол и нанесите на него восковое
Проскальзывает приводной ремень. Натяните ремень.
Слишком гладкая поверхность роликов
подачи.
Подсушите древесину или возьмите другую
заготовку
ножи.
Переустановите или замените строгальные
ножи.
Переустановите или замените строгальные
ножи.
Подсушите древесину или возьмите другую
заготовку.
ножи.
отрегулировать ролик не получается,
замените его.
покрытие.
Придайте поверхности легкую шероховатость
с помощью наждачной бумаги.
Page 16

Неисправность Возможная причина Решение
Неравномерность
глубины обработки по
ширине заготовки
Толщина обработанной
доски не соответствует
указанной по шкале
глубины резания
Соскакивание
приводной цепи
Станок не запускается/
перезапускается,
неоднократно
срабатывает
автоматический
выключатель или
сгорают
предохранители.
Строгальный вал не параллелен столу. Отрегулируйте положение строгального вала.
Неправильно настроена шкала глубины
резания.
Слабое натяжение цепи. Отрегулируйте натяжение цепи.
Смещение звездочек. Выровняйте звездочки.
Звездочки износились. Замените звездочки.
Нет питания. Проверьте подключение станка к сети.
Сработал автоматический выключатель
защиты от перегрузки.
Часто срабатывает автоматический
выключатель.
Срабатывает автоматический выключатель
или сгорает предохранитель.
Обрыв электрической цепи. Проверьте все электрические цепи станка, в
Отрегулируйте шкалу глубины резания.
При перегрузке станка срабатывает
автоматический выключатель в пусковом
механизме двигателя. Чтобы снова запустить
станок, необходимо подождать, пока он
остынет. Дождитесь достаточного охлаждения
устройства, прежде чем пытаться
перезапустить станок. Если неисправность не
устраняется, проверьте параметры
автоматического выключателя защиты от
перегрузки внутри электрической коробки.
Одной из причин срабатывания
автоматического выключателя, не связанной с
параметрами питающей сети, является
слишком большая нагрузка на станок при
строгании. Решением этой проблемы является
установка меньшей глубины строгания. Если
причина не в этом, то проверьте параметры
автоматического выключателя защиты от
перегрузки. Сравните их с током при полной
нагрузке на двигатель, указанным на табличке
двигателя. Если и здесь все в порядке, то
возможно отошел электрический провод.
Проверьте параметры питания пускового
механизма двигателя.
Убедитесь, что параметры сети питания станка
соответствуют требуемым. Если это так, то
возможно отошел электрический провод.
Проверьте параметры питания пускового
механизма двигателя.
том числе цепь двигателя, проверьте
надежность крепления контактов. Обратите
внимание на любые признаки электрической
дуги. Ее возникновение является показателем
отсутствия контакта или перегрузки цепи.
16
Page 17

Поврежден пусковой механизм двигателя
Неисправность двигателя. Если вы подозреваете неисправность
Неправильное подключение устройства. Тщательно проверьте и убедитесь, что все
Неисправность переключателя ВКЛ/ВЫКЛ Если вы подозреваете неисправность
Осмотрите пусковой механизм с целью
обнаружения сгоревших или вышедших из
строя компонентов. При обнаружении
повреждений, замените пусковой механизм.
Если повреждения не обнаружены, но вы по
прежнему подозреваете поломку пускового
механизма, то вы можете: либо обратиться к
квалифицированному электрику для проверки
его функционирования; либо купить и
установить новый пусковой механизм, не
выясняя причин поломки.
Если у вас есть вольтметр, то можно
определить сломан ли пусковой механизм или
двигатель. Сначала проверьте, находится ли
входное напряжение в пределах 230+/-10 В, а
затем - напряжение между пусковым
механизмом и двигателем в пределах 230+/-10
В. Если входное напряжение выходит за
пределы нормы, то есть проблемы с
электропитанием. Если напряжение между
пусковым механизмом и двигателем выходит
за пределы нормы, то неисправен пусковой
механизм. Если напряжение между пусковым
механизмом и двигателем в пределах нормы,
то причина неполадок в двигателе.
двигателя, то вы можете: либо обратиться к
квалифицированному электрику для проверки
его функционирования, либо снять двигатель и
отправить его в специальный ремонтный цех
на ремонт и апробирование.
электрические соединения выполнены
правильно и затянуты надлежащим образом.
Необходимо тщательно проверить
подключение двигателя, как наиболее
вероятную причину неполадок. Если
неисправность не обнаружена, проверьте
заводские подключения электропроводки.
переключателя ВКЛ/ВЫКЛ, то вы можете: либо
обратиться к квалифицированному электрику
для проверки его функционирования, либо
купить и установить новый переключатель, не
выясняя причин поломки.
Устранение неисправностей: проблемы механизмов станка
Принадлежности
Арт.1791212 Комплект ножей HM 15.0x15.0x2.5 мм R150 для вала helical (10 шт.)
Запасные части
Запасные части приведены на следующих страницах. Чтобы сделать заказ или связаться с нашей сервисной службой,
звоните по телефону 8 800 555-91-82 с понедельника по пятницу (часы работы уточняйте на нашем сайте www.jettools.ru).
Для быстрого обслуживания и получения точных данных сообщите по телефону номер модели и серийный номер Вашего
станка.
17
Page 18

Подключение к электросети – 3 фазы, 400 В
18
Page 19

Профилактическое техническое обслуживание
Контрольная карта для рейсмусового станка модели 209НН
[ ] Рабочая зона вокруг станка четко разграничена.
[ ] Наличие противоскользящего настила в месте, где обычно находится оператор станка.
[ ] Провести осмотр всего станка на предмет ослабленных болтов, гаек, винтов. При необходимости затянуть и
заменить.
[ ] Очистить стол и зону строгального вала, удаляя опилки и стружку с помощью мягкой щетки из щетины. Удалить
древесную смолу с помощью чистящего средства.
[ ] Провести смазку соответствующих мест хорошим маслом, устойчивым к низким температурам.
[ ] Очистить поверхность стола. Если присутствуют ржавые пятна, использовать для очистки пастообразную смесь
нашатырного спирта и хорошего промышленного моющего средства, металлический ерш для чистки и полировки.
Тщательно вымыть поверхность стола горячей мыльной водой, хорошо просушить. Покрыть поверхность стола
тальком, втирая его быстрыми движениями чистой губкой.
[ ] Проверить состояние режущих кромок; они должны быть острыми, без задиров и проточин.
[ ] Проверить состояние ремня. Заменить при необходимости. Провести смазку ремня. Проверить натяжение ремня.
[ ] Проверить электродвигатель на предмет отошедших проводов и скопления опилок, проверить закрепление и
расположение шкивов в одной плоскости.
[ ] Проверить подшипники. Немедленно заменить вышедшие из строя или подозрительные подшипники.
[ ] Проверить высоту расположения удлинения стола по отношению к рабочему столу.
19
 Loading...
Loading...