

Page 1
R
高速電子眠り穴かがりミシン
LBH-1790
取扱説明書
注意: このたびは、当社の製品を、お買い上げいただきまして、有難うございました。
安全に使用していただくために、使用前に必ずこの取扱説明書をお読みください。
また、いつでもすぐに読めるように、この取扱説明書を保管してください。
iv
No.03
40012733
Page 2
JUKI 株式会社
〒 182-8655 東京都調布市国領町 8-2-1
TEL.03-3480-1111(代表)
営業本部
TEL.03-3480-2357(ダイヤルイン)
Copyright C 2003-2006 JUKI CORPORATION
本書の内容を無断で転載、複写することを
禁止します。
この製品の使い方について不明な点がありましたらお求めの販売店又は当社営業所にお問い合わせください。
※この取扱説明書は仕様改良のため予告なく変更する事があります。
v
06・09PrintedinJapan(E)
Page 3
安全にご使用していただくために
ミシン、自動機、付帯装置(以下機械と言う)は、縫製作業上やむをえず機械の可動部品の近くで作業するた
め、可動部品に接触してしまう可能性が常に存在していますので、実際にご使用されるオペレータの方および、
保守、修理等をされる保全の方は、事前に以下の 安全についての注意事項 を熟読されて、十分理解された
上でご使用ください。この取扱説明書 安全についての注意事項 に書かれている内容は、お客様が購入され
た商品の仕様には含まれない項目も記載されています。
なお、本取扱説明書および、製品の警告ラベルを十分理解していただくために、警告表示を以下のように使
い分けております。これらの内容を十分に理解し、指示を守ってください。
!!
(
!
)危険の水準の説明
!!
機械操作時、保守時、当事者、第3 者が取り扱いを誤ったり、その状況を回避し
危険
警告
注意
@@
(
@
)警告絵表示および表示ラベルの説明
@@
ない場合、死亡または、重傷を招く差し迫った危険のあるところ。
機械操作時、保守時、当事者、第3 者が取り扱いを誤ったり、その状況を回避し
ない場合、死亡または、重傷を招く潜在的可能性のあるところ。
機械操作時、保守時、当事者、第3 者が取り扱いを誤ったり、その状況を回避し
ない場合、中・軽傷害を招くおそれのあるところ。
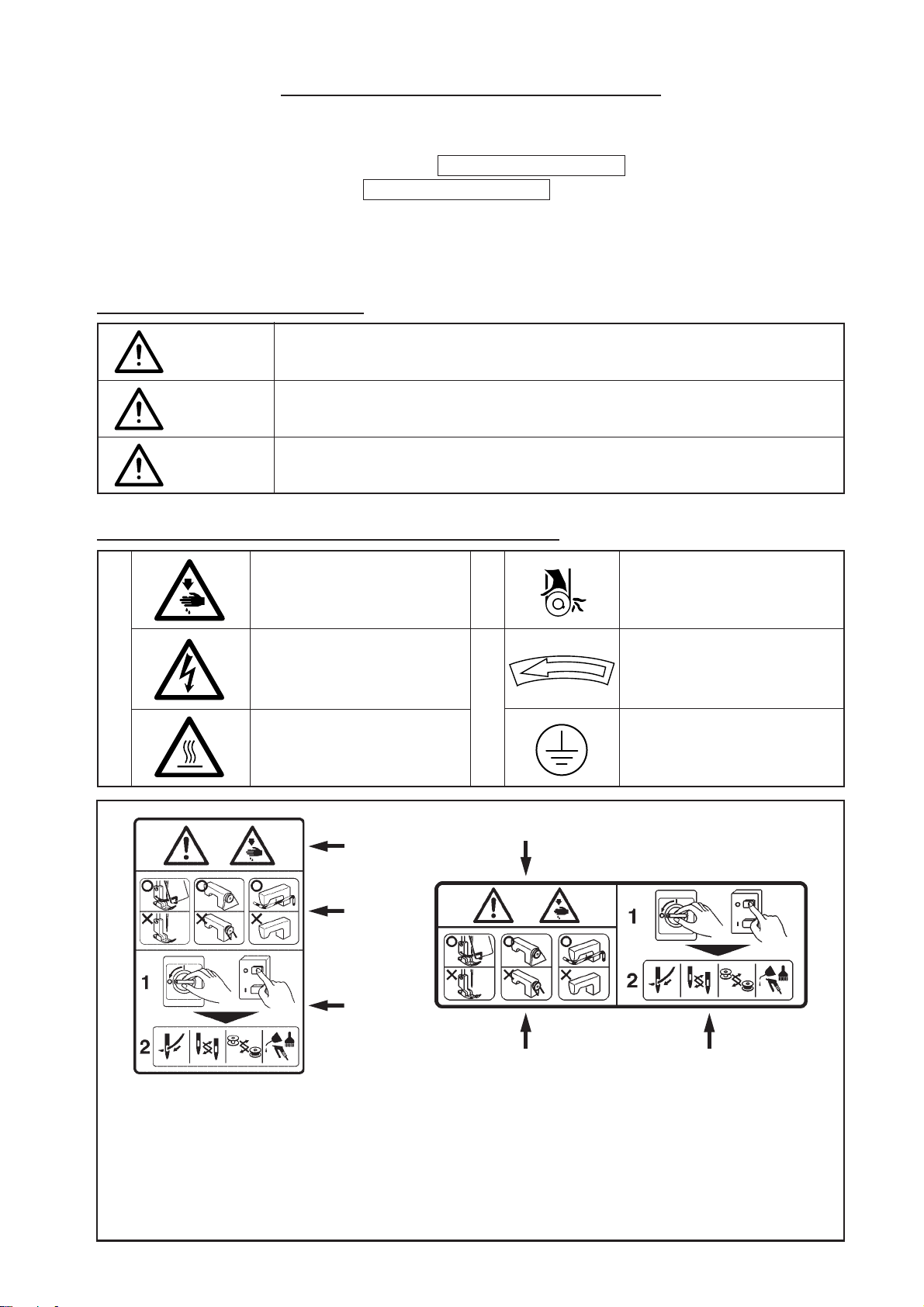
警
告
絵
表
示
運動部に触れて、怪我をする
恐れがあります。
高電圧部に触れて、感電の恐
れがあります。
高温部に触れて、ヤケドの恐
れがあります。
1
2
3
指
示
ラ
ベ
ル
ベルトに巻き込まれ、怪我を
する恐れがあります。
正しい回転方向を指示してい
ます。
アース線の接続を指示してい
ます。
1
2
1 ・ 中・軽傷害、重傷、死亡を招く恐れがあります。
・ 運動部に触れて、怪我をする恐れがあります。
2 ・ 安全ガードを付けて縫製作業をすること。
・ 安全カバーを付けて縫製作業をすること。
・ 安全保護装置を付けて縫製作業をすること。
3 ・
電源を切ってから、「糸通し」・「ボビンや針の交換」・「掃除」・「調整」・「給油」をすること。
i
3
Page 4
安全についての注意事項
事故とは:人身並びに財産に損害を
与えることをいう。
危険
1. 感電事故防止のため、電装ボックスを開ける必要のある場合は、電源を切り、念のため 5分以上経過し
てから蓋を開けてください。
基本的注意事項
1. ご使用される前に本取扱説明書および、付属に入っている全ての説明書類を必ずお読みください。
また、いつでもすぐに読めるように、この取扱説明書を大切に保存してください。
2. 本項に書かれている内容は、購入された機械の仕様に含まれていない項目も記載されています。
3. 針折れによる事故防止のため、安全眼鏡を着用してください。
安全装置、警告ラベル
1. 安全装置の欠落による事故防止のため、この機械を操作する際は、安全装置が所定の位置に正しく取
り付けられている事を確認してから操作してください。安全装置については、v 頁を参照してくださ
い。
2. 人身事故防止のため、安全装置を外した場合は、必ず元の位置に取り付け、正常に機能することを確
認してください。
3. 人身事故防止のため、機械に貼り付けてある警告ラベルは、常にはっきり見えるようにしておいてく
ださい。剥がれたり汚損した場合、新しいラベルと交換してください。
用途、改造
1. 人身事故防止のため、この機械は、本来の用途および本取扱説明書に規定された使用方法以外には使
用しないでください。
用途以外の使用に対しては、当社は責任を負いません。
2. 人身事故防止のため、機械には、改造等を加えないでください。改造によって起きた事故に対しては、
当社は責任を負いません。
注意
教育訓練
1. 不慣れによる事故防止のため、この機械の操作についての教育、並びに、安全に作業を行うための教
育を雇用者から受け、適性な知識と操作技能を有するオペレータのみが、この機械をご使用ください。
そのため雇用者は、事前にオペレータの教育訓練の計画を立案し、実施することが必要です。
電源を切らなければならない事項
1. 人身事故防止のため、異常、故障が認められた時、停電の時は直ちに電源を切ってください。
2. 機械の不意の起動による事故防止のため、次のような時は、必ず電源を切ってから行ってください。
2-1. たとえば、針、ルーパ、スプレッダー等の糸通し部品へ糸通しする時や、ボビンを交換する時。
2-2. たとえば、機械を構成する全ての部品の交換、または調整する時。
2-3. たとえば、点検、修理、清掃する時や、機械から離れる時。
3. 感電、漏電、火災事故防止のため、電源プラグを抜く時は、コードではなくプラグを持って抜いてく
ださい。
4. 不意の起動による事故防止のため、クラッチモータを使用している場合は、電源スイッチを切った後
もモータは惰性でしばらく回り続けますので完全に止まっていることを確認してから、上記2の作業
を行ってください。
電源を切るとは:電源スイッチを切ってから、電源プラグを
コンセントから抜くことを言う。以下同じ
ii
Page 5
各使用段階に於ける注意事項
運 搬
1. 人身事故防止のため、機械の持ち上げは 2 人以上で行い、移動には台車等を使用してください。
2. 人身事故防止のため、持ち上げ、移動の際は転倒、落下等を起こさないよう十分安全策をとってくだ
さい。
3. 予期せぬ事故や、落下事故防止のため、再梱包する場合は、着荷時と同じ状態に再梱包してください。
特に機械に付着した油は、十分に拭き取ってから再梱包してください。
開 梱
1. 人身事故防止のため、開梱は上から順序よく行ってください。木枠梱包の場合は、特に釘には十分注
意してください。また、釘は板から抜き取ってください。
2. 人身事故防止のため、機械は重心位置を確かめて、慎重に取り出してください。
据え付け
!!
(
!)テーブル、脚
!!
1. 人身事故防止のため、テーブル、脚は、純正部品を使用してください。やむをえず、非純正部品
を使用する場合は、機械の重量、運転時の反力に十分耐え得るテーブル、脚を使用してください。
2. 人身事故防止のため、テーブルと脚の固定は、ボルト結合を推奨しますが、木ねじでの固定はφ
5.1×長さ 32mm以上のねじで固定してください。また、下穴を電気ドリル等で深く開けます
と、強度不足となりますので、下穴は喰いつき程度の深さとしてください。固定後、十分なる結
合強度が得られているか、必ず確認してください。
3. 人身事故防止のため、脚にキャスタを付ける場合、十分な強度をもったロック付きキャスタを使
用してください。
@@
(
@)ケーブル、配線
@@
1. 感電、漏電、火災事故防止のため、ケーブルは使用中無理な力が加わらないようにしてください。
また、V ベルト等の運転部近くにケーブル配線する時は、30mm 以上の間隔をとって配線して
ください。
2. 感電、漏電、火災事故防止のため、タコ足配線はしないでください。
3. 感電、漏電、火災事故防止のため、コネクタは確実に固定してください。また、コネクタを抜く
時は、コネクタ部を持って抜いてください。
##
(
#)接地
##
1. 漏電、絶縁耐圧による事故防止のため、電源プラグは電気の専門知識を有する人に、適性なプラ
グを取り付けてもらってください。また、電源プラグは必ず接地されたコンセントに接続してく
ださい。
2. 漏電による事故防止のため、アース線は必ず接地してください。
$$
(
$)モータ
$$
1. 焼損による事故防止のため、モータは指定された定格モータ(純正品)を使用してください。
2. 市販クラッチモータを使用する際は、Vベルトへの巻き込まれ事故防止のため、巻き込み防止付
きプーリカバーが付いたクラッチモータを選定してください。
操作前
1. 人身事故防止のため、電源を投入する前に、コネクタ、ケーブル類に損傷、脱落、緩み等がないこと
を確認してください。
2. 人身事故防止のため、運動部分に手を入れないでください。また、プーリの回転方向が矢印と一致し
ているか、確認してください。
3. キャスタ付き脚卓を使用の場合、不意の起動による事故防止のため、キャスタをロックするか、アジャ
スタ付きの時は、アジャスタで脚を固定してください。
iii
Page 6
操作 中
1. 巻き込みによる人身事故防止のため、機械操作中ははずみ車、V ベルト、モータ付近に指、頭髪、衣
類を近づけたり、物を置かないでください。
2. 人身事故防止のため、電源を入れる時、また機械操作中は針の付近や、天びんカバー内に指を入れな
いでください。
3. ミシンは高速で回転しています。手への損傷防止のため、操作中はルーパ・スプレッダ・針棒付近へ
絶対に手を近づけないでください。また、糸交換の時は電源を切ってください。
4. 人身事故防止のため、機械をテーブルから外す時、また元の位置へ戻す時、指等をはさまれないよう
に注意してください。
5. 不意の起動による事故防止のため、ベルトカバーおよび、Vベルトを外す時は電源を切ってください。
6. サーボモータをご使用の場合は、機械停止中はモータ音がしません。不意の起動による事故防止のた
め、電源の切り忘れに注意してください。
給 油
1. 自動給油の機械には、JUKIMACHINEOILNo.18 を使用してください。
2. 炎症、カブレを防ぐため、目や身体に油が付着した時は直ちに洗浄してください。
3. 下痢、嘔吐を防ぐため、誤って飲み込んだ場合、直ちに医師の診断を受けてください。
保 守
1. 不慣れによる事故防止のため、修理、調整は機械を熟知した保全技術者が本取扱説明書の指示範囲で
行ってください。また、部品交換の際は、当社純正部品を使ってください。不適切な修理・調整およ
び非純正部品使用による事故に対しては、当社は責任を負いません。
2. 不慣れによる事故や、感電事故防止のため、電気関係の修理、保全(含む配線)は電気の専門知識の有
る人、または当社、販売店の技術者に依頼してください。
3. 不意の起動による事故防止のため、エアーシリンダ等の空気圧を使用している機械の修理や保全を行
う時は、空気の供給源のパイプを外し、残留している空気を放出してから行ってください。
4. 人身事故防止のため、修理調整・部品交換等の作業後は、ねじ・ナット等が緩んでいないことを確認
してください。
5. 機械の使用期間中は、定期的に清掃を行ってください。この際、不意の起動による事故防止のため、電
源は必ず切ってから行ってください。
6. 保守、点検、修理の作業のときは、必ず電源スイッチを切り、ミシンおよびモータが完全に停止した
ことを確認してから行ってください。(クラッチモータの場合、電源スイッチを切った後もモータは惰
性でしばらく回り続けますので注意してください。)
7. 人身事故防止のため、修理・調整した結果、正常に操作できない場合は直ちに操作を中止し、当社ま
たは販売店に連絡し、修理依頼してください。
8. 人身事故防止のため、ヒューズが切れた時は、必ず電源を切り、ヒューズ切れの原因を取り除いてか
ら、同一容量のヒューズと交換してください。
使用環境
1. 誤動作による事故防止のため、高周波ウエルダ等強いノイズ源(電磁波)から影響を受けない環境下で
使用してください。
2. 誤動作による事故防止のため、定格電圧± 10% を超える所では使用しないでください。
3. 誤動作による事故防止のため、エアーシリンダ等の空気圧を使用している装置は、指定の圧力を確認
してから使用してください。
4. 安全にお使いいただくために、下記環境下でお使いください。
動作時雰囲気温度 5℃〜 35℃
動作時 相対湿度 35% 〜 85%
5. 電装部品損壊・誤動作による事故防止のため、寒いところから急に暖かいところなど環境がかわった
時、結露が生じることがありますので、十分に水滴の心配がなくなってから電源を入れてください。
6. 電装部品損壊・誤動作による事故防止のため、雷が発生している時は安全のため作業をやめ、電源プ
ラグを抜いてください。
7. 電波状態によっては、近くのテレビ、ラジオに雑音を与えることがあります。この場合には、少しミ
シンより離してご使用ください。
iv
Page 7
LBH-1790 シリーズをより安全にお使いいただくための注意事項
1. 感電による事故防止のため、電源を入れたままでモータ電装ボックスの蓋を開けたり、
電装ボックス内の部品に触れないでください。
危険
注意
2. パターン変更後は、針落ちを確認してください。万一押えよりパターンがはみ出してい
ると、縫製中に針が押えに干渉し、針折れが発生するなど危険です。また、設定されて
いる押えとミシンに取り付けられた押えが一致していることを確認してください。
1. 電源スイッチをON しても操作パネルになにも表示されない場合は、電源スイッチを
OFFして電源電圧、電源仕様を確認してください。
2. 人身への損傷を防ぐため、電源スイッチを入れる時および、ミシン運転中は、天秤、布
押え、布切りメスおよび針の下付近には指を入れないでください。
3. 不意の起動による事故を防ぐため、ミシンを倒す時や、カバーを外す時は電源を切って
ください。
4. 巻き込みによる人身への事故を防ぐため、ミシン運転中は、モータ、メスなど駆動部分
に、指、頭髪、衣類を近づけたり、物を置かないでください。
5. 人身への損傷を防ぐため、カバー類、目保護カバー等、安全装置を外した状態で運転し
ないでください。
6. 人身への損傷を防ぐため、ミシンを倒す時、また元の位置へ戻す時、指等をはさまれな
いよう注意してください。
7. 感電と電装部品損壊による事故を防ぐため、電源プラグ挿抜の際は前もって必ず電源ス
イッチを切ってください。
8. 電装部品損壊による事故を防ぐため、雷が発生している時は安全のため作業をやめ、電
源プラグを抜いてください。
9. 電装部品損壊による事故を防ぐため、寒い所から急に暖かい所に移動した時など結露が
生じることがありますので、十分に水滴の心配がなくなってから電源を入れてくださ
い。
10. 電装部品損壊による事故を防ぐため、停電した時は、必ず電源を切ってください。
11.この装置は、工業用環境でご使用ください。一般家庭ではテレビやラジオに近接して
使用されると受信障害を引き起こすことがあります。
v
Page 8
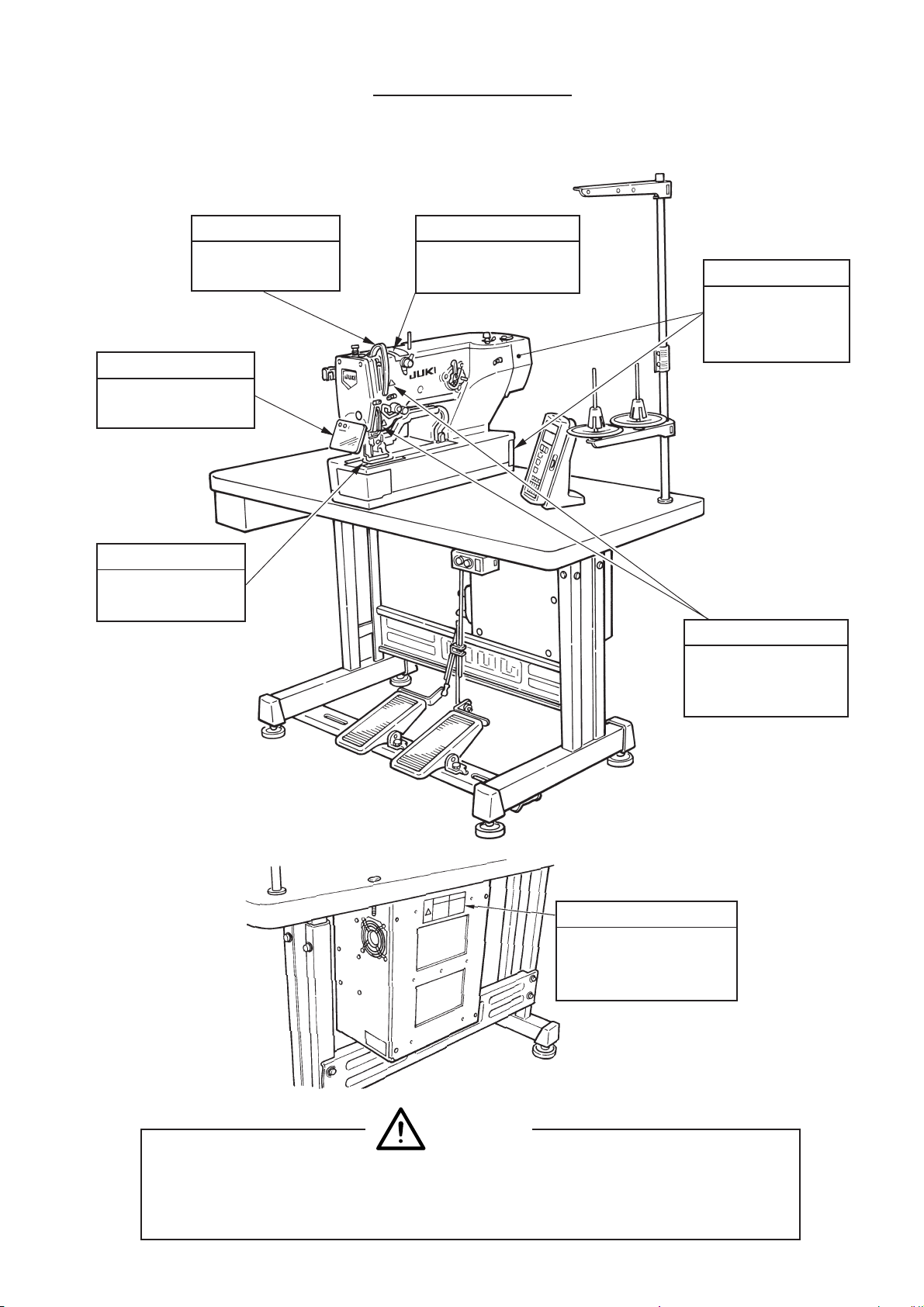
安全装置について
ここに記載されている機械および安全装置はあくまで、日本国内仕様として製造された機種およびそれに
装着・同梱された安全装置であり、仕向地、仕様により異なる場合もあります。
天びんカバー
人体と天びんの接触を
防止するカバーです。
目保護カバー
針折れによる目への損傷
を防止するカバーです。
指ガード
指と針との接触を防止
するカバーです。
安全ラベル
ミシン操作時の最低限の
注意が記載されてます。
モータカバー
モータ、ギヤ、ファン、
プーリと人体の接触を
防止するカバーです。
挟込注意ラベル
天びん等と人体との挟み
込み防止への注意ラベル
です。
電撃危険ラベル
感電を防止するため、危険
回避への安全上の注意事項
が記載されてます。
注意
なお、本書では説明の都合上「目保護カバー」 や「指ガード」 などの安全装置を省いて
図示している場合がありますので、あらかじめご了承ください。
実際の使用にあたっては、これら安全装置を絶対に外さないでください。
vi
Page 9

目次
1. 使用上の注意........................................................................................................................1
2. 仕 様 ................................................................................................................................... 1
1. サブクラス....................................................................................................................................................... 1
2. 仕様 .................................................................................................................................................................. 1
3. 標準縫い形状一覧 ........................................................................................................................................... 2
4. 構成 .................................................................................................................................................................. 3
3. 据え付け ............................................................................................................................... 4
4. ミシン運転前の準備 ......................................................................................................... 12
1. 給油 ............................................................................................................................................................... 12
2. 針の取り付け方 ............................................................................................................................................ 12
3. 上糸の通し方 ................................................................................................................................................ 13
4. ボビンケースの糸の通し方......................................................................................................................... 13
5. 下糸張力の調整 ............................................................................................................................................ 14
6. ボビンケースの取り付け方......................................................................................................................... 14
7. メスの交換.................................................................................................................................................... 15
5. ミシンの操作......................................................................................................................16
1. 操作パネルのスイッチ説明......................................................................................................................... 16
2. ミシンの基本操作 ........................................................................................................................................ 18
3. ペダルの使用方法 ........................................................................................................................................ 18
4. 押えタイプの入力 ........................................................................................................................................ 20
5. パターン選択を行うには............................................................................................................................. 21
6. 上糸張力を変更するには............................................................................................................................. 22
7. 縫い直しを行うには .................................................................................................................................... 23
8. 下糸を巻くには ............................................................................................................................................ 24
9. カウンタを使うには .................................................................................................................................... 25
10. 初期値パターンを使うには......................................................................................................................... 26
11. 縫製データを変更するには......................................................................................................................... 27
12. 縫製データ編集あり/なしの設定方法 ..................................................................................................... 28
13. 縫製データ一覧 ............................................................................................................................................ 29
14. 縫製パターンをコピーするには ................................................................................................................. 35
15. パターン登録キーを使うには..................................................................................................................... 36
16. パラメータ登録キーを使うには ................................................................................................................. 37
17. 連続縫いを行うには .................................................................................................................................... 38
18. サイクル縫いを行うには............................................................................................................................. 40
19. メス複数回動作の説明................................................................................................................................. 42
20. メモリースイッチデータの変更方法 ......................................................................................................... 43
21. メモリースイッチデータ一覧..................................................................................................................... 44
6.保守.................................................................................................................................... 48
1. 針と釜のタイミングの合せ方..................................................................................................................... 48
2. 上糸切りはさみの調整................................................................................................................................. 49
3. 布押え圧力の調整 ........................................................................................................................................ 50
4. ボビン押え装置の調整................................................................................................................................. 50
5. 糸調子............................................................................................................................................................ 51
6. フィルタの清掃 ............................................................................................................................................ 52
7. ヒューズ交換 ................................................................................................................................................ 52
7. ゲージ部品.........................................................................................................................53
1. 布切りメス.................................................................................................................................................... 53
2. 針板 ............................................................................................................................................................... 53
3. 押え ............................................................................................................................................................... 53
8. エラーコード一覧............................................................................................................. 54
9. トラブル現象と原因・対策 ............................................................................................. 57
0. テーブル図面......................................................................................................................59
-. 形状ごとの初期値データ一覧...........................................................................................60
vii
Page 10
1. 使用上の注意
1)給油タンクに油を入れないうちは、ミシンを絶対に運転しないでください。
2)仕事が終ったら , 釜や下糸切りメス部についたほこりを取り除いてください。この時、油量が十
分か確認ください。
3)起動ペダルはミシンスタート後、ペダルを元の位置にもどしてください。
4)このミシンは頭部を倒した状態では、ミシンが運転できないように安全スイッチが付いています。
ミシンを運転するときは、ベッドベースに正しく設置してから、電源スイッチを入れてください。
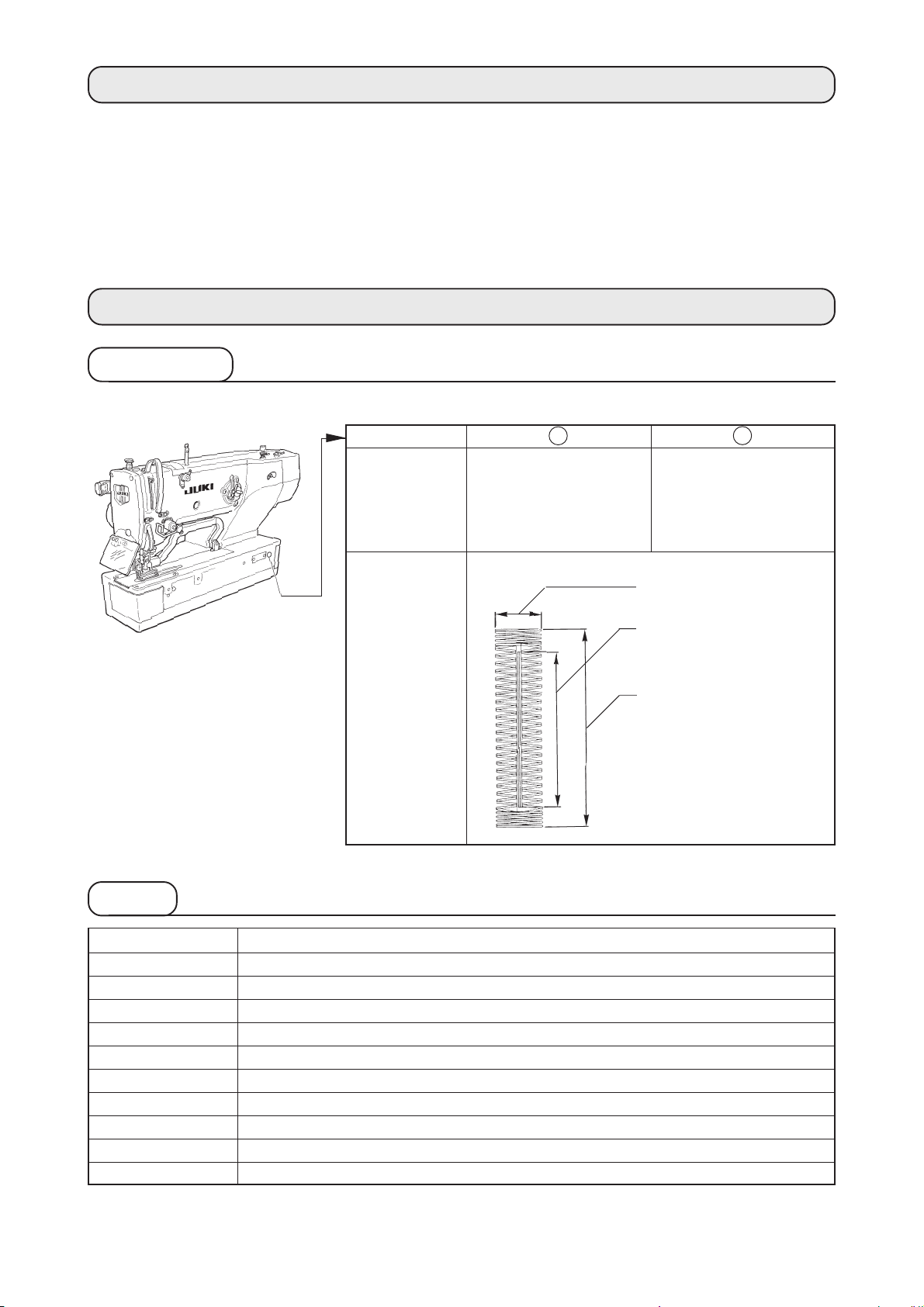
2. 仕 様
1.サブクラス
LBH-1790本縫電子ボタン穴かがりミシンには次のサブクラスがあります。
サブクラス
主な用途
ボタン穴かがり
サイズ
S
ワイシャツ・ブラウス・
作業服・婦人服なの布綿
用のボタン穴
K
メリヤス肌着・セー
ター・カーディガン・
ジャージなどのニット製
品のボタン穴
標準:最大5mm
特別仕様部品:最大10mm
使用メス寸法
6.4〜31.8mm
(1/4'〜1-1/4')
穴かがり縫い長さ
標準:最大41mm
特別仕様部品:最大120mm
2.仕様
縫い速度
使用針
使用釜
針振駆動方式
送り駆動方式
押え上げ駆動方式
押え上げ上昇量
布切りメス駆動方式
標準縫い形状
記憶パターン数
電源
標準速度:3600rpm(最高:4200rpm)(ドライ釜使用時、最高:3300rpm)
DPx5#11J〜#14J
DPタイプ全回転釜
パルスモータ駆動
パルスモータ駆動
パルスモータ駆動
14mm(任意設定可能)最大:17mm(逆転針上げ時)
複動ソレノイド駆動
30種類
99パターン
単相100V・三相200 1000VA
− 1 −
Page 11
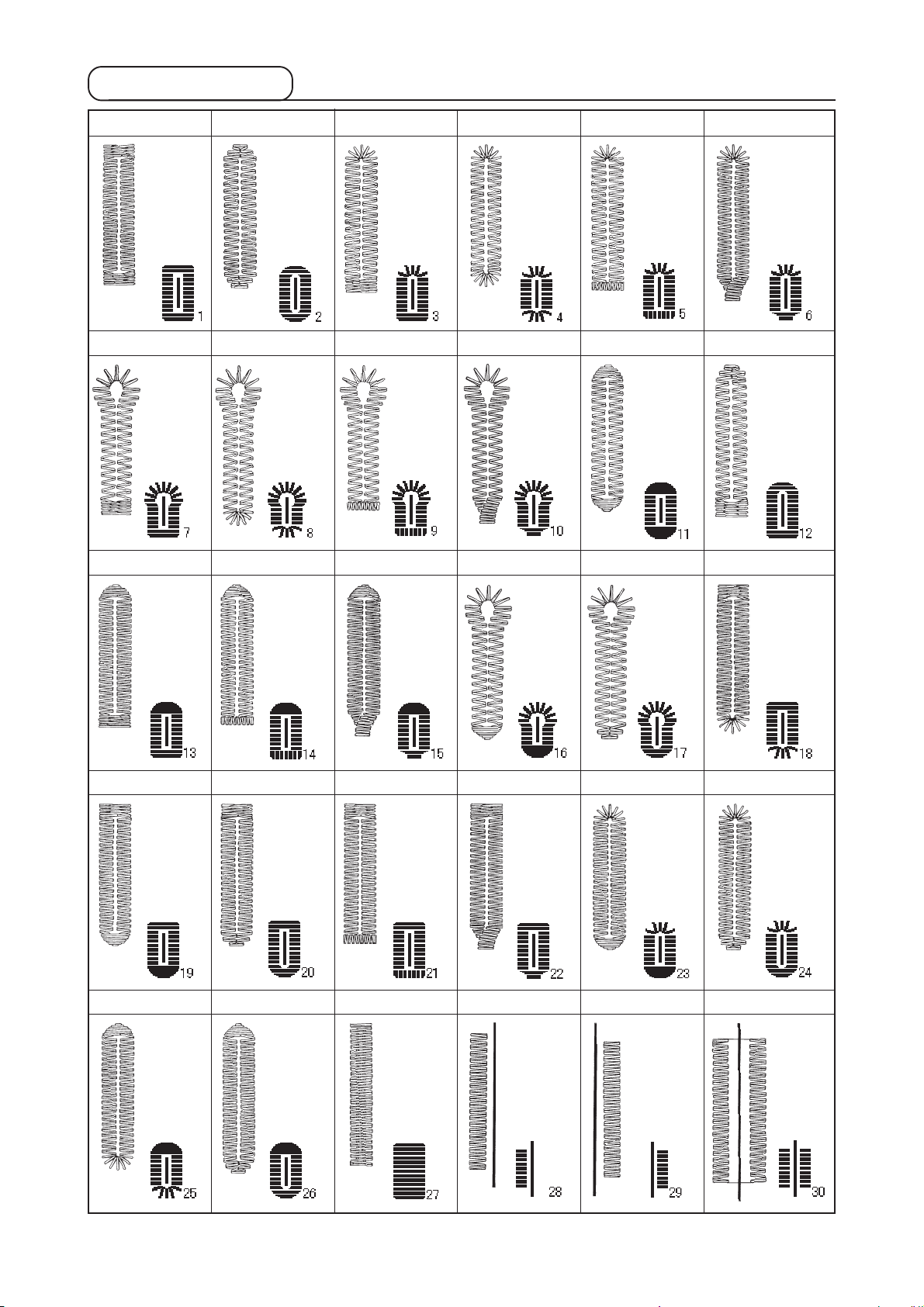
3.標準縫い形状一覧
(1)角型 (2)丸型 (3)放射角型 (4)放射型 (5)放射直線閂止め型 (6)放射流れ閂止め型
パネル表示
パネル表示 パネル表示 パネル表示 パネル表示 パネル表示
(7)鳩目角型 (8)鳩目放射型 (9)鳩目直線閂止め型 (10)鳩目流れ閂止め型 (11)半月型 (12)丸角型
パネル表示 パネル表示 パネル表示 パネル表示 パネル表示 パネル表示
(13)半月角型 (14)半月直線閂止め型 (15)半月流れ閂止め型 (16)鳩目半月型 (17)鳩目丸型 (18)角放射型
パネル表示 パネル表示 パネル表示 パネル表示 パネル表示 パネル表示
(19)角半月型 (20)角丸型 (21)角直線閂止め型 (22)角流れ閂止め型 (23)放射半月型 (24)放射丸型
パネル表示 パネル表示 パネル表示 パネル表示 パネル表示 パネル表示
(25)半月放射型 (26)半月丸型 (27)閂止め縫い (28)閂止め右切断 (29)閂止め左切断 (30)閂止め中央切断
パネル表示 パネル表示 パネル表示 パネル表示 パネル表示
パネル表示
− 2 −
Page 12
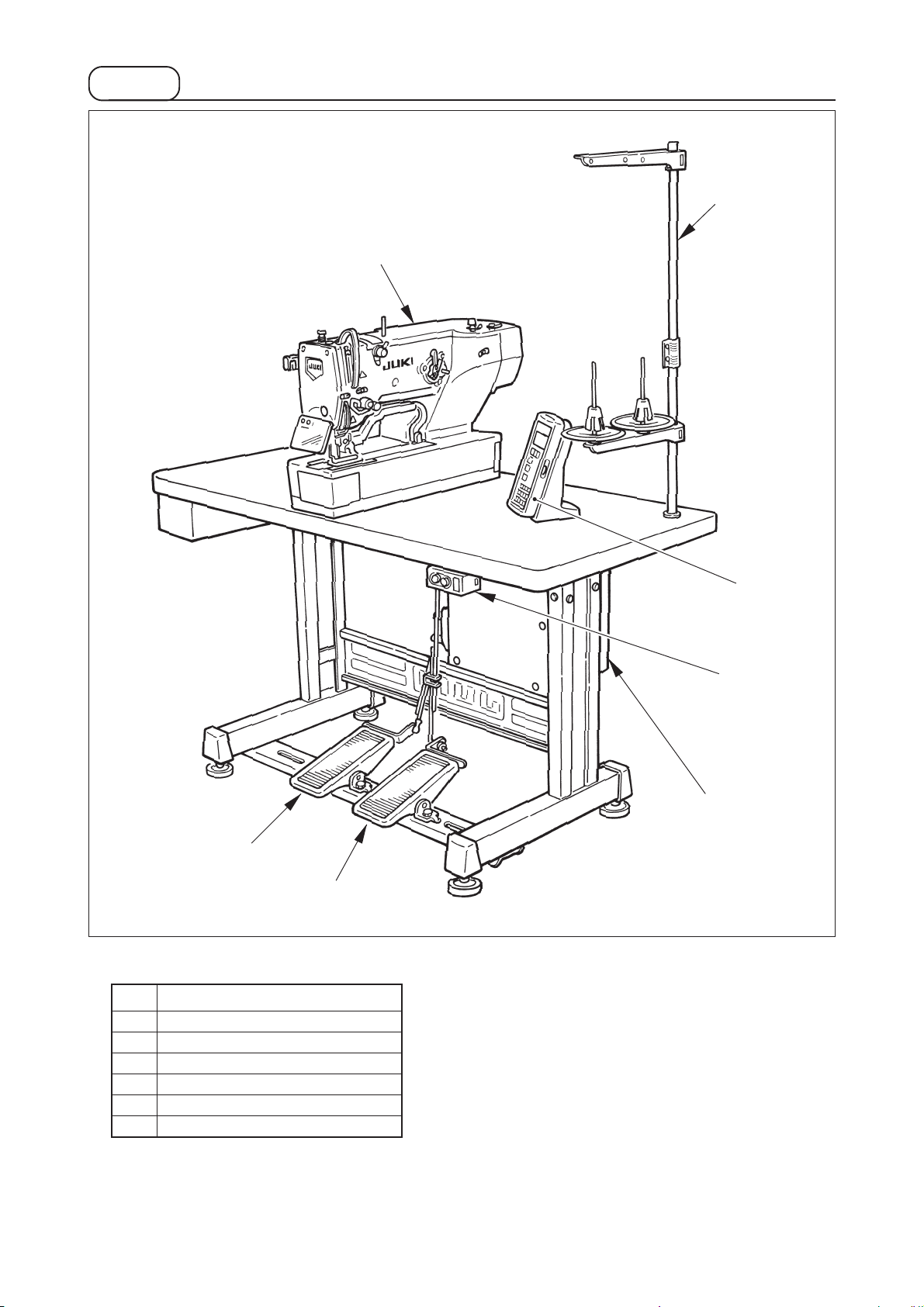
4.構成
u
w
t
y
LBH-1790仕様は、次のような部分で構成されています。
q 電源ON/OFFスイッチ
w ミシン頭部(LBH-1790)
e 操作パネル
r 電装ボックス(MC-601)
t 押え上げペダル
y 起動ペダル
u 糸立て装置
e
q
r
− 3 −
Page 13
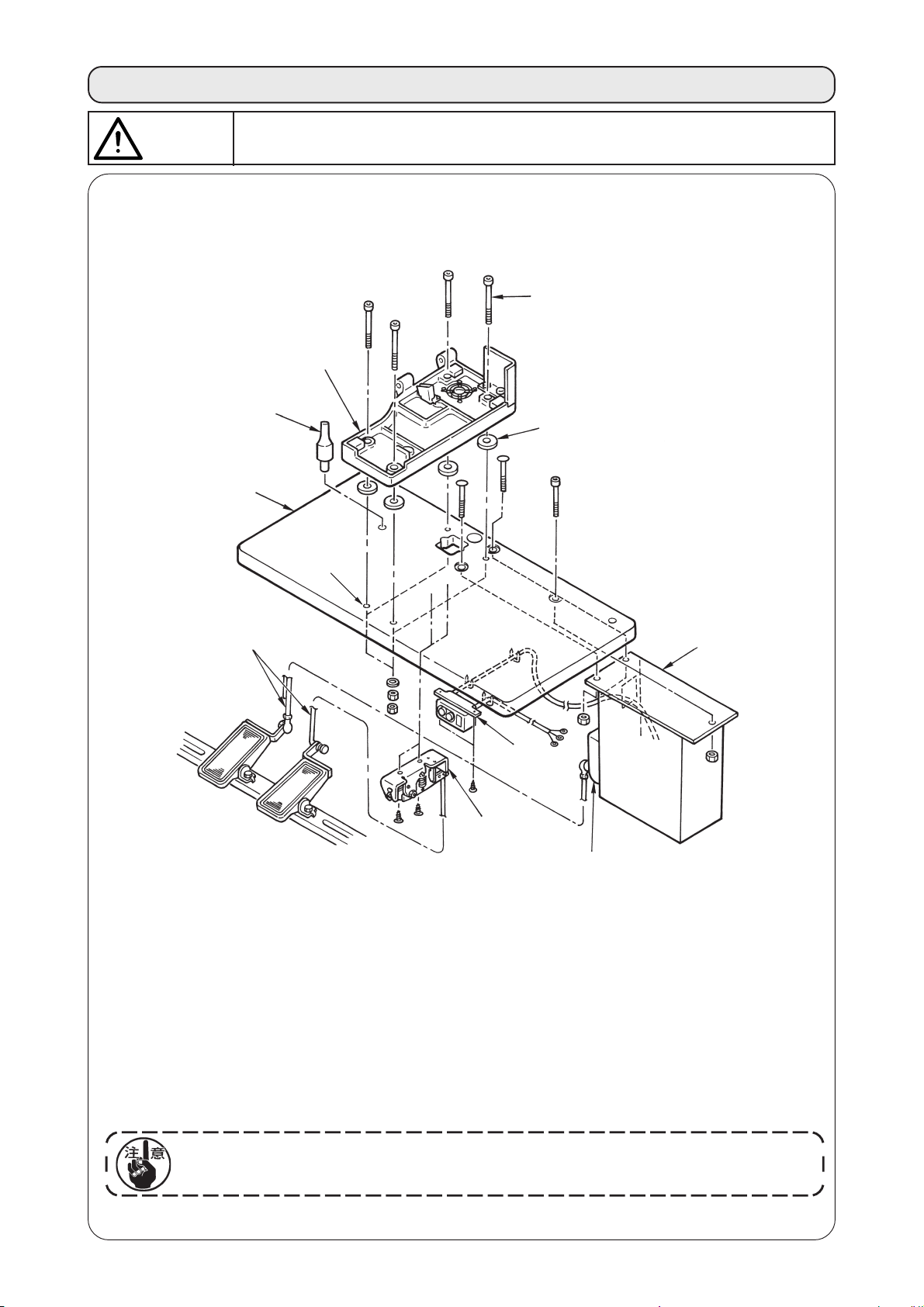
3. 据え付け
危険
ミシンを運ぶ時は必ず2人以上で行ってください。
(1) テーブル組付け
u
q
!1
r
t
y
i
e
o
!0
1)テーブル q に,制御ボックス w、電源スイッチe を固定します。
2)電源スイッチ e の電源ケーブルをステップルで固定します。
3)ベッドベース固定ねじ !1(4ヶ)をベッドベース r に通します。
4)クッションゴムtをテーブルのベッドベース固定用穴y(4ヶ所)にセットし、ベッドベースr
を固定します。
5)頭部支え棒 u をテーブル q に固定します。
6)ミシン本体をベッドベースr にのせた後、ペダル(右側)とペダルスイッチo、ペダル(左側)
と電装ペダルセンサー!0 をそれぞれ付属の連結棒 i で連結します。
w
連結棒i と制御ボックス w が当たらないようペダル位置を調整してください。
− 4 −
Page 14
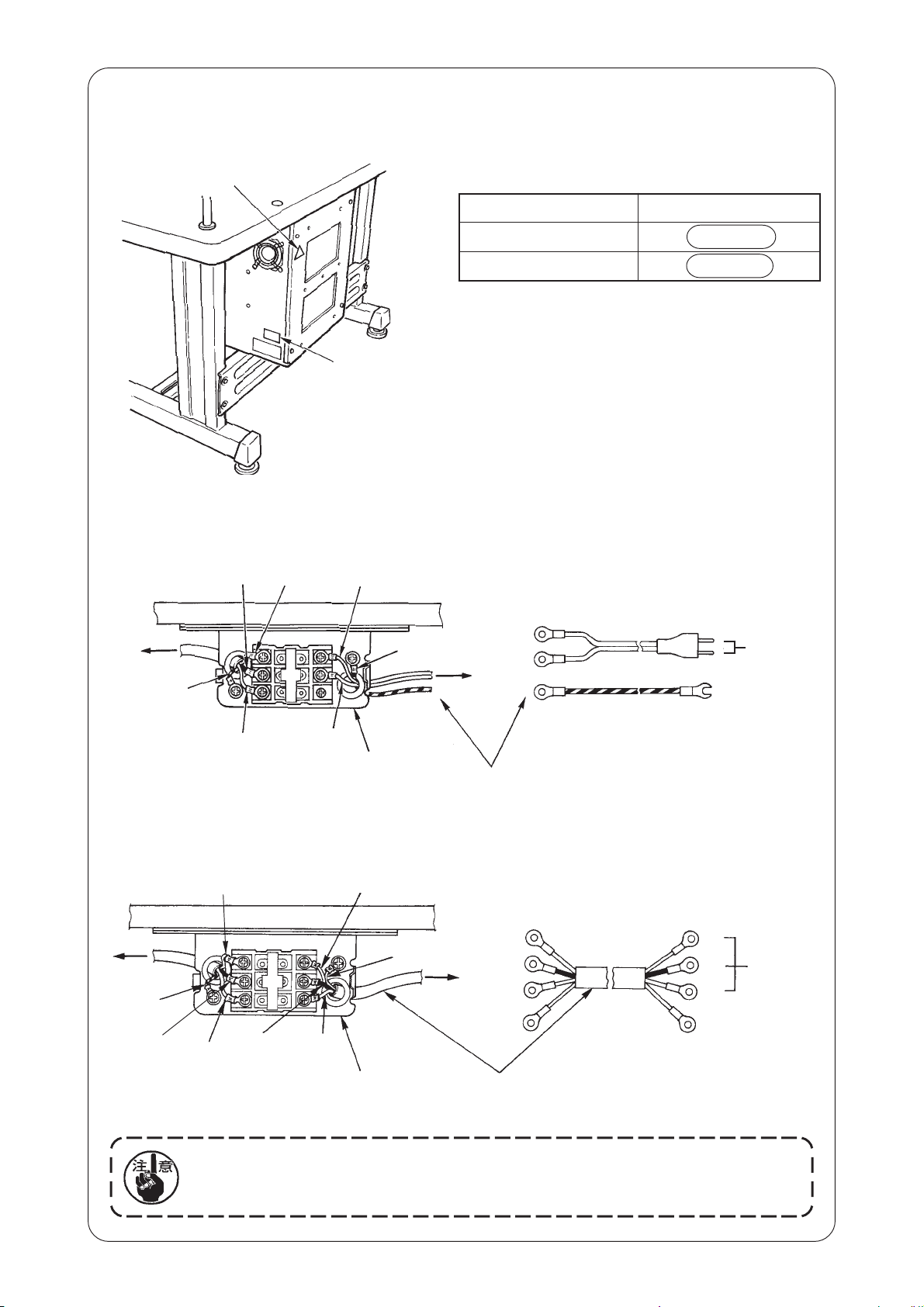
(2) 電源ケーブルの接続
•電圧仕様
電圧注意シール
(三相 200V 仕様のみ)
•単相 100V の接続
電圧表示シールに電源仕様を表示してあります。
仕様に合わせてケーブルを接続してください。
仕様 電圧表示シール
単相 100V 1ø100V
三相200V 3ø200V
電圧表示シール
テーブル
制御ボックス
緑/黄
•三相 200V の接続
テーブル
制御ボックス
緑/黄
黒
赤
白
黒
赤
黒
白
灰
灰
電源スイッチ
白
赤
緑/黄
緑/黄
プラグ
プラグ
電源ケーブル
AC100V
緑/黄ーGND
白
黒
赤
緑/黄ーGND
AC200V
電源スイッチ
電源ケーブル
1. 絶対に電圧仕様の異なった状態で使用しないでください。
2. 電圧仕様を変更する場合は「100-200V 電圧仕様の切り換え方法」の項を参照
してください。
− 5 −
Page 15
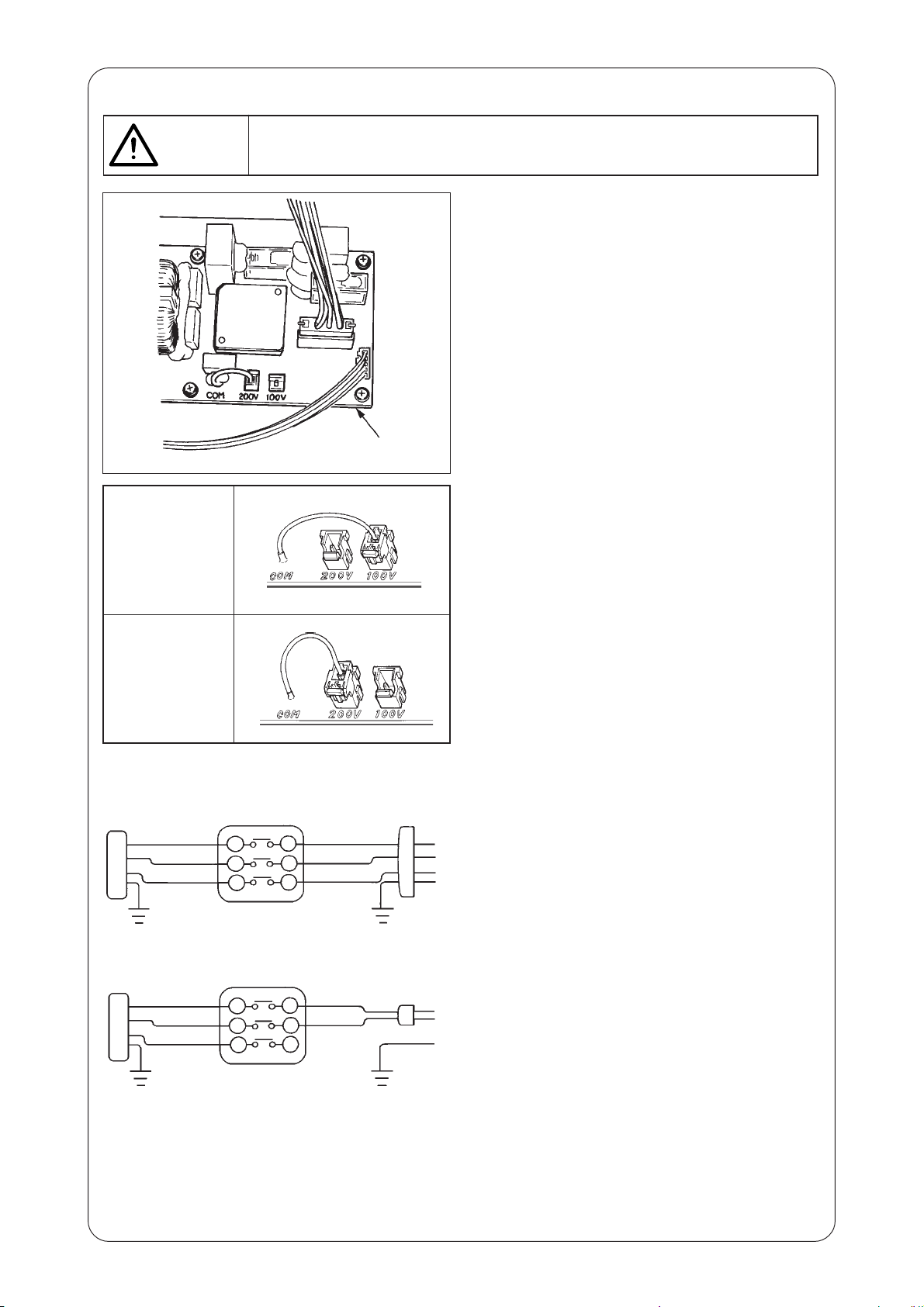
(3)100 / 200V 電圧仕様の切り換え方法
感電、不意の起動による人身の損傷を防ぐために電源を切り、5 分以上経過してからカ
危険
100V
仕様
200V
仕様
バーを外してください。不慣れによる事故、感電事故を防ぐため、電気関係の調整は電気
の専門知識のある人、または、当社販売店の技術者に依頼してください。
1
下記の2 点の変更により、単相 100V〜 120V
蜥蜚三相200V 〜240Vの切換えができます。
漓電源コードの交換
滷FLT 基板切換えコネクタの差し替え
1)ミシンが停止していることを確認の上、電源
スイッチで電源を OFF にしてください。
2)電源スイッチがOFFになっていることを確認
の上、電源コードを電源コンセントから抜き
ます。その後 5 分以上待ちます。
3)電装ボックスの裏蓋を止めている 4本のねじ
をはずし、裏蓋をゆっくり開きます。
200V〜240V/100V〜120V
[
に変更する場合]
(注意)変更方法を間違うと、電装ボックスを破
損します。十分注意してください。
• 電源コードの交換
JUKI 純正品番(M90355800A0)、アー
スコード(M90345800A0)に変更
• 切換えコネクタの差し替え
ボックス側面にある FLT 基板 1 の 100/
200V 切り換えコネクタを 100V に差し換
える。
• 変更の確認
間違いなく変更したか、確認してください。
電源 SW 内部の配線は以下のとおり接続してください。
200V 配線
(ボックス側)
白
黒
赤
緑/黄
100V 配線 必ず白・黒間に接続してください。
(ボックス側)
白
黒
赤
緑/黄
白
黒
赤
灰
灰
(プラグ側)
緑/黄
(プラグ側)
緑/黄
100V〜120V/200V〜240V
[
に変更する場合]
(注意)変更方法を間違うと、電装ボックスを破
損します。十分注意してください。
• 電源コードの交換
JUKI 純正品番(M90175800A0)に変更
• 切換えコネクタの差し替え
ボックス側面にある FLT 基板 1 の100/
200V 切り換えコネクタを 200V に差し換
える。
• 変更の確認
間違いなく変更したか、確認してください。
4)裏蓋と電装ボックス本体で線噛みしないよう
に十分注意し、裏蓋を押しながら閉じ、4 本
のねじを締めます。
− 6 −
Page 16
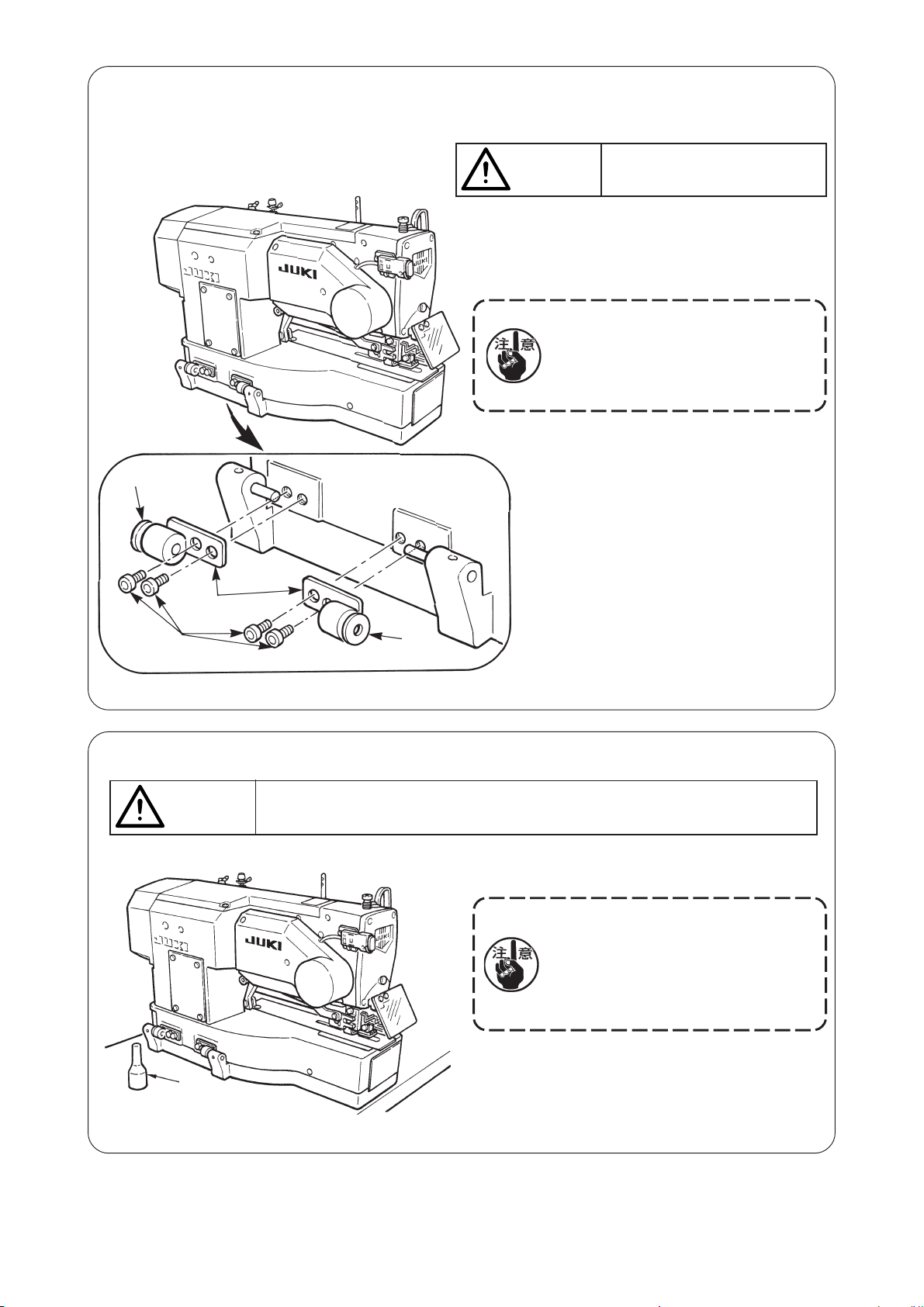
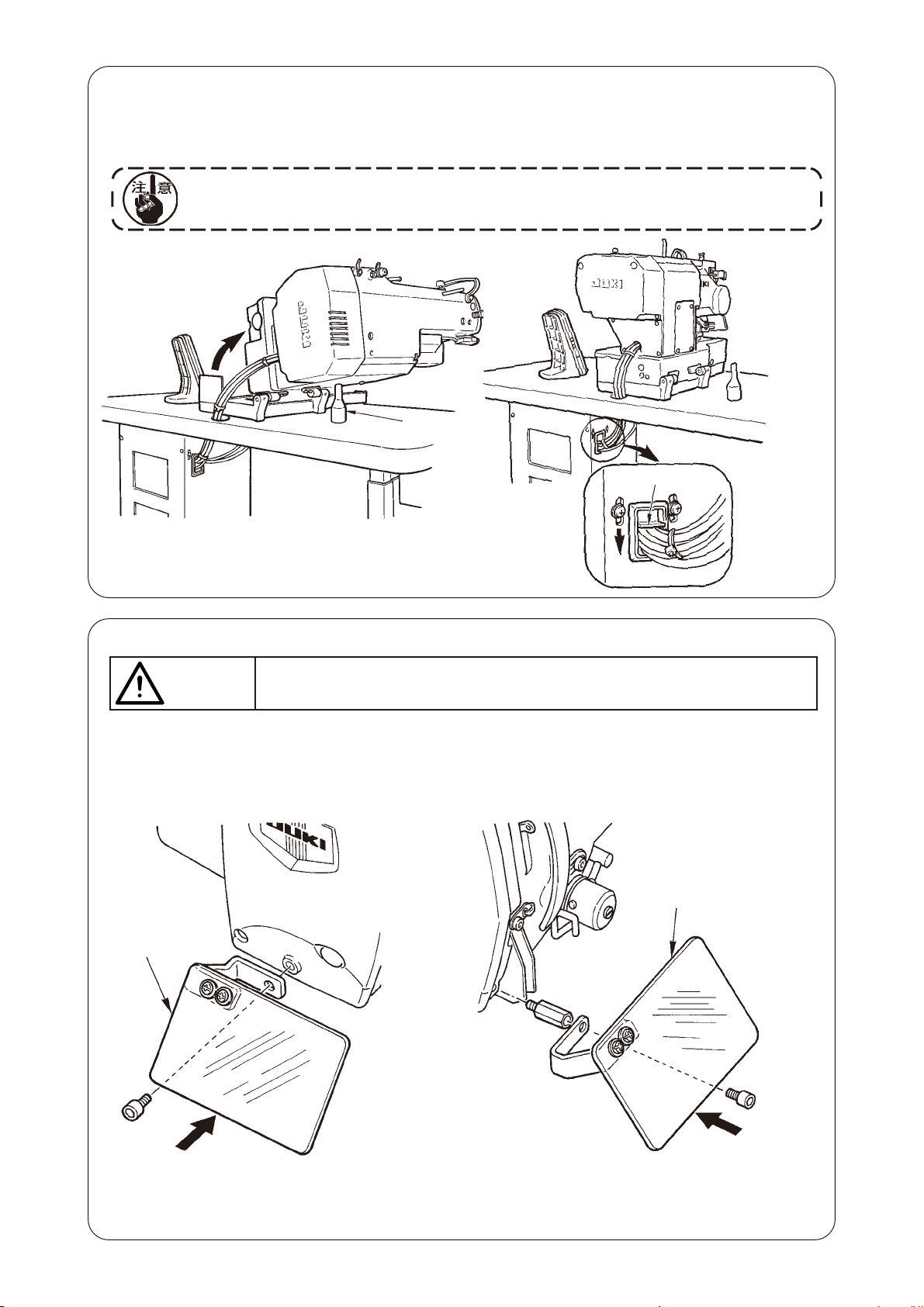
(4) ミシン本体の取り付け
w-1(ゴム)
ミシンを運ぶときは、必ず2人以
注意
頭部ベース2箇所に、ヒンジqと軸受w(w-1:
ゴム、w-2:金属)を入れて、止めねじe2箇所
でミシン頭部にヒンジ板を固定します。
ゴムヒンジと金具ヒンジが逆に取り
付いているとミシンを倒したときに
ぐらついて危険ですので十分に注意
してください。
上で行ってください。
q
e
(5)ミシンの倒し方
危険
w-2
(金属)
ミシンを倒したり起こす時は、指をミシンにはさまないように注意して行ってください。
また不意の起動による事故を防ぐため、電源を切ってから行って下さい。
ミシンを倒すときは、頭部支え棒qがミシンに当
たるまで静かに倒してください。
1. ミシンを倒す前にテーブルに頭部
支え棒q が付いていることを確
認してください。
2. 倒れ防止のため、必ず水平な場所
でミシンを倒してください。
q
− 7 −
Page 17
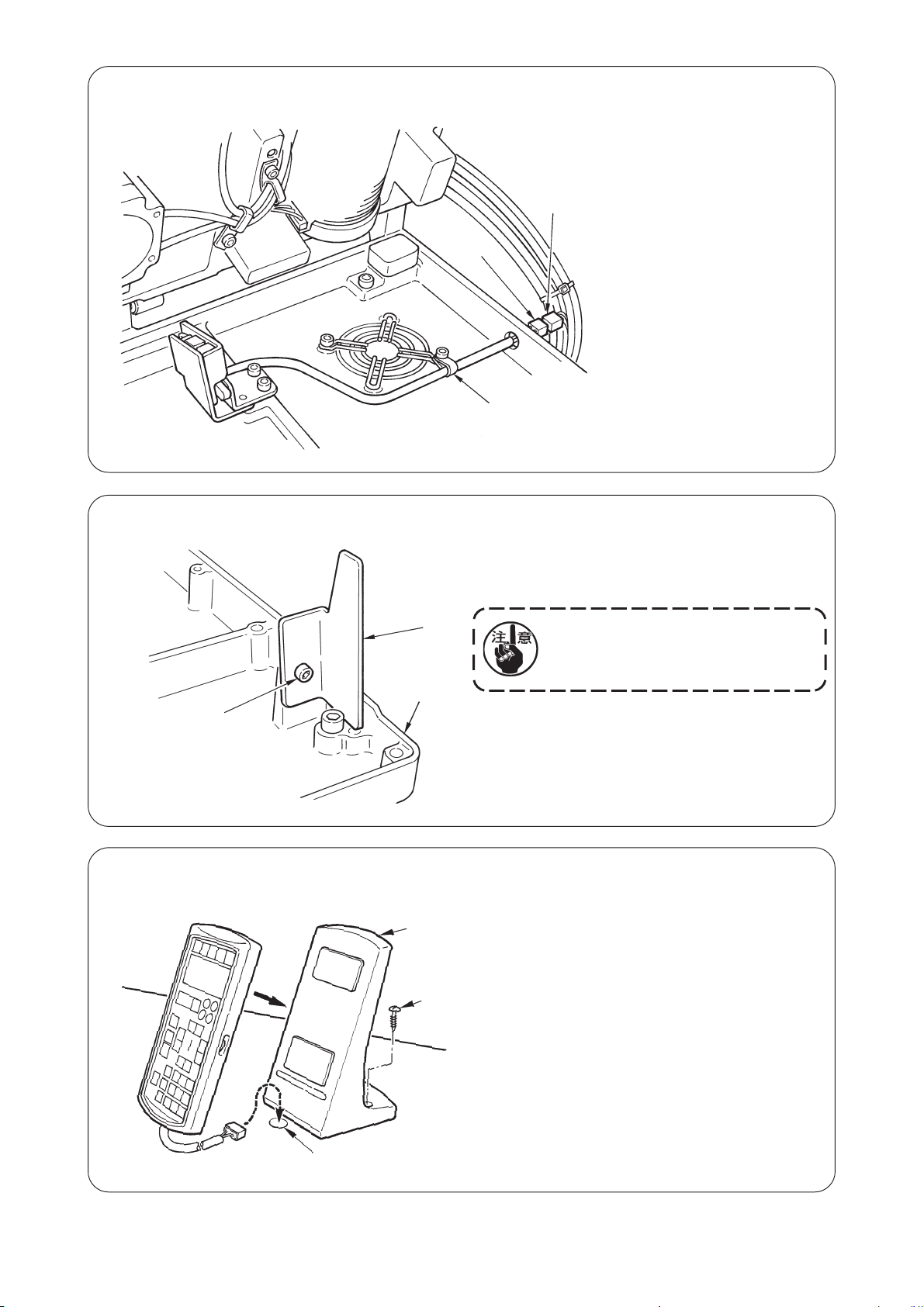
(6) 安全スイッチの接続
(7) 釜油防板の取り付け
q
コードクランプ
1)安全スイッチコネクタqを頭
部側のコネクタwと接続しま
w
す。
w
(8) 操作パネルの取り付け
q
e
w
釜油防板qを止めねじwでベットベースeに取り
付けます。
q
ミシンを倒したり起こしたりすると
きに釜油防板q に当たらないように
固定してください。
テーブル上に操作パネル取付板qを木ねじwで固
定し、ケーブルをテーブル穴e に通します。
e
− 8 −
Page 18
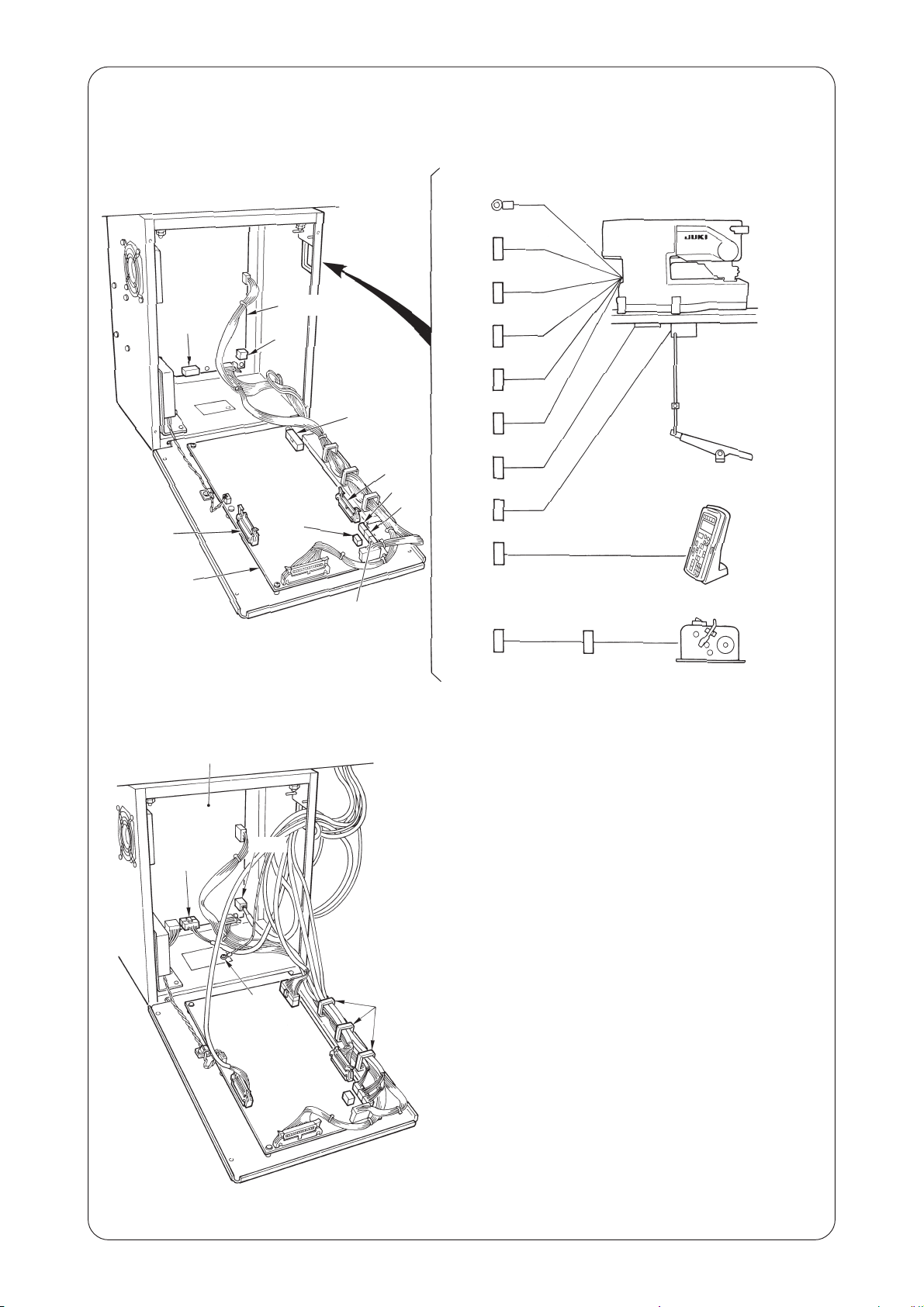
(9) コードの接続
コードの接続は下図のように行ないます。
ミシン頭部
CN14
CN16
CN34
MAIN基板
SDC基板
CN14
CN44
CN37
CN42
CN38
CN39
CN41
CN16
CN37
CN38
CN42
CN39
CN41
CN34
CN44
操作パネル
電動糸巻き装置(オプション)
SDC基板
CN16
CN14
q
コード
クランプA
1)図のように、MAIN基板に接続するコードの
うち、右側に接続する4本(CN38、39、41、
42)をコードクランプAに通し、それぞれ
コネクタに挿入します。CN37はコードク
ランプAを通さずにコネクタに挿してくださ
い。
また、電動糸巻き装置(オプション)を使用
する場合は、同様にコードクランプに通し、
CN44に通します。
2)MAIN 基板の左側に接続する操作パネルの
コードは直接CN34 に挿します。
3)SDC 基板に接続するコードは直接 CN14、
16に挿します。
4)アース線を止めねじ q で固定します。
− 9 −
Page 19
(10) コードの処理
1) ミシンをゆっくり倒しながらコードが無理に引っ張られていないことを確認してください。
2) 図のように、コード止め板 1 でコードを固定してください。
ミシンを倒すときに、テーブルに頭部支え棒 2 がついていることを確認してください。
2
1
(11)目保護カバーの取り付け
危険
目保護カバー 1 は、必ず取り付けてからご使用ください。
1
針折れによる飛散から目などを保護しますので必ず取り付けて使用してください。
縦置きの場合
横置きの場合
1
作業者
作業者
− 10 −
Page 20
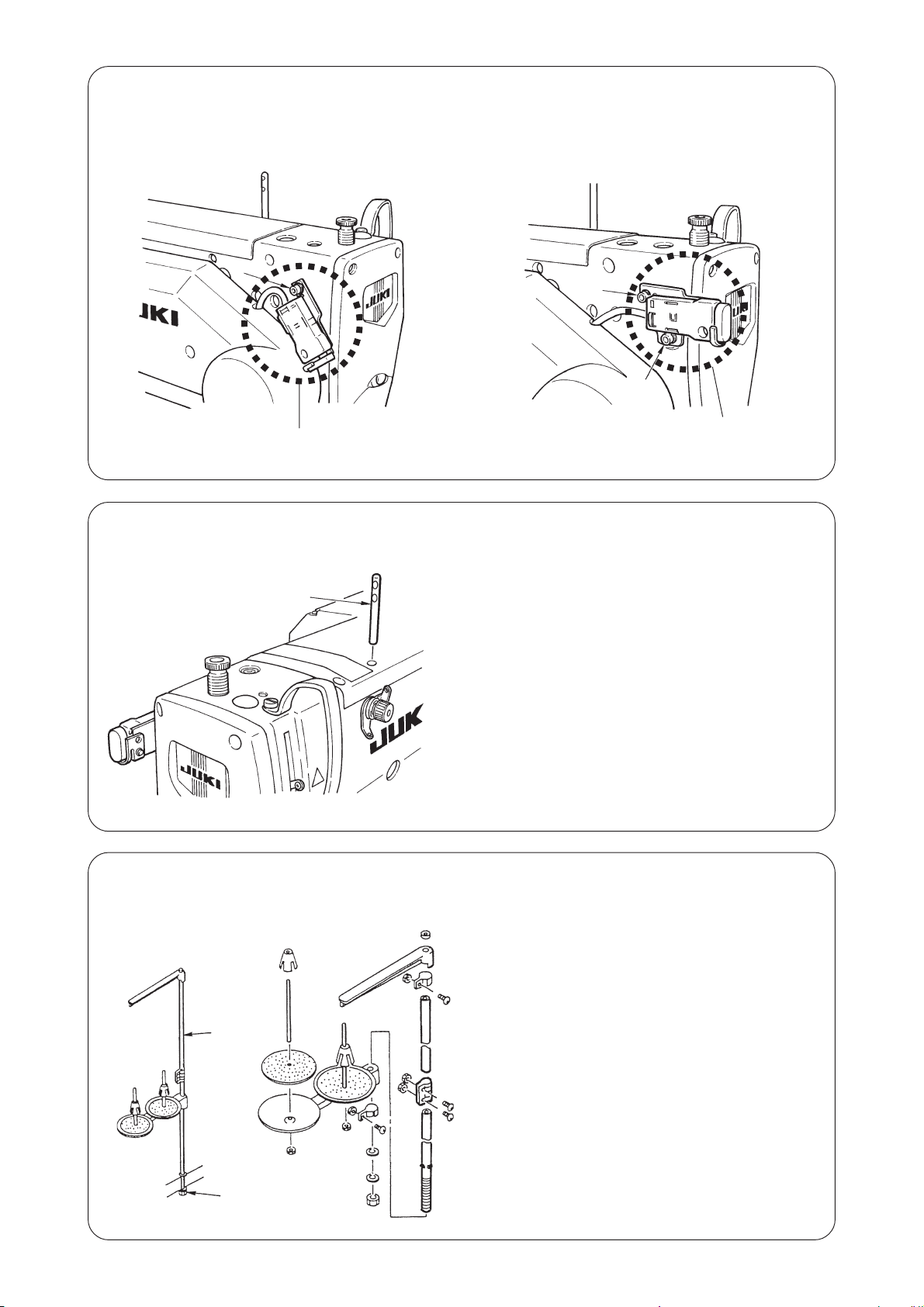
(12)一時停止スイッチの固定
出荷時、一時停止スイッチはAの状態ですので止めねじq をゆるめ、Bの状態にし付属の止めねじ
w と止めねじ q で固定します。
\
q
w
(13)糸案内棒
A
B
糸案内棒の2 個の横穴が、正面に向くように、
しっかり入れてください。
糸案内棒
(14) 糸立て装置の取り付け
w
q
1)糸立て装置を組み付け、テーブル右上の穴に
セットしてください。
2)糸立て装置が動かないように止めナットqを
締めてください。
3)天井配線ができる場合は、電源ケーブルは糸
立て棒w の中を通してください。
− 11 −
Page 21
4. ミシン運転前の準備
1.給油
不意の起動による人身の損傷を防ぐために電源を切り、モータの回転が止まったことを確認し
注意
てから行ってください。
w
e
r
t
油量調節部詳細図
給油パイプ
e
q
w
少
給油量
多
1)給油タンクへの給油
○
ニューデフレックスオイルNo.1を MAX マーク q のところまで入れてください。
2)釜の油量調節
○
油量調節は止めナットw をゆるめ、油量調整ねじ e で行います。
○
釜の油量は、油量調節ねじe をねじ込むと減少します。
○
油量調節後は止めナットw で固定してください。
○
ミシンセットアップ時や長時間休んでミシンを運転する場合、ボビンケースを取り外し、釜レース
面に油を2〜3滴給油してください。 また、下軸前メタルr の給油穴tより油を数滴給油して中
のフェルトに油を浸してください。
2.針の取り付け方
不意の起動による人身の損傷を防ぐために電源を切り、モータの回転が止まったことを確認し
注意
q
A
てから行ってください。
ミシン正面から見て、針のえぐり部が手前側A にくるようにして、
針棒の針穴の奥に突き当たるまでさし込み、止めねじqで締めてく
ださい。
針はDP× 5(#11J、#14J)を使用します。
針の取り付け時には、電源を切ってください。
− 12 −
Page 22

3.上糸の通し方
注意
不意の起動による人身の損傷を防ぐために電源を切り、モータの回転が止まったことを確認し
てから行ってください。
u
i
!1
q
(綿糸、スパン糸)
w
y
r
e
t
o
!0
!2
上糸は図のq 〜 !2 の順に通します。
針に糸を通すときは、附属の糸通し器を使うと便利です。
使用糸で糸案内の糸の通し方をかえます。
(化繊フィラメント糸)
4.ボビンケースの糸の通し方
パール縫い
q
w
ボビン
ボビンケース
e
r
ボビン回転方向と糸の通し方
1) ボビンが、矢印方向に回転するように、入れてください。
2) 糸通し口q に糸を通し、次に調子ばねw の下をくぐらせ、もう一度、糸通し糸口e に通してから、
r から糸を引き出してください。
3) パール縫いとウイップ縫いとでは、r の糸掛けが異なりますので、注意してください。
ウイップ縫い
r
− 13 −
Page 23

5.下糸張力の調整
w
q
ボビンケース糸通し口qが上になるような位置で、下糸を上に引き出した時、下糸張力は下記のよう
に調整してください。
パール縫い
ウイップ縫い
糸調子ねじw を右へ回せば、下糸張力は強く、左へ回せば弱くなります。
化繊フィラメント糸は、張力を弱めに、スパン糸は強めに調整してください。空転防止ばねが入って
いますので、釜にセットした場合の糸張力は、更に0.05N程強くなります。
下糸張力を調整した場合、メモリスイッチの上糸張力設定を確認してください。(P44参照)
0.05〜0.15N
0.15〜0.3N
ボビンケースから出ている糸の端を持って、静かに上下に
振ったとき、ボビンケースが静かに下がってゆく程度
ボビンケースから出ている糸の端を持って、やや強く振った
とき、やっとボビンケースが下がってゆく程度
6.ボビンケースの取り付け方
不意の起動による人身の損傷を防ぐために電源を切り、モータの回転が止まったことを確認し
注意
てから行ってください。
1) ボビンケースのつまみを起こして持ちます。
2) 中釜の軸 q に差し込み、つまみを閉じます。
ボビンケースは定位置まで押し込みますとパチ
ンと音が聞こえます。
q
1. ボビンケースが所定の位置にないと
縫い始めにボビンケースが飛び出し、
かま軸に上糸がからみついてしまい
ますので十分確認してください。
2. 標準釜とドライ釜ではボビンケース
形状が異なりますので共用はできま
せん。
− 14 −
Page 24

7.メスの取り付け方
注意
w
インチ → mm換算表
メスサイズ mm 表示
1/4 6.40
3/8 9.50
7/16 11.10
1/2 12.70
9/16 14.30
5/8 15.90
11/16 17.50
3/4 19.10
13/16 20.60
7/8 22.20
1 25.40
11/8 28.60
11/4 31.80
13/8 34.90
11/2 38.10
不意の起動による人身の損傷を防ぐために電源を切り、モータの回転が止まったことを確認し
てから行ってください。
新しいメスに交換するときは次のようにします。
1)メスqは、メス止めねじwをはずすと座金とと
もに簡単にはずれます。
2)手でメス棒を下げたとき、図のようにメスと針
板上面との距離が1 〜 2mmとなるようにし
て座金を必ず入れて締めてください。
1〜2mm
q
お手持の布切りメスがインチ表示の場合、インチ
→ mm換算表にて、布切り長さ(メスサイズ)を
mm表示にて設定して下さい。(P29参照)
− 15 −
Page 25

5. ミシンの操作
1.操作パネルのスイッチ説明
q
!6
u
i
o
w
e
r
t
y
!0
!1
!7
!8
!9
!2
!3
!4
!5
@3
@4
バックライトの色により、次の3つの状態があります。
青色:入力モード .......... データ変更が可能です。
緑色:縫製モード .......... 縫製可能な状態です。
黄色:エラ−状態 .......... 何らかのエラーが発生しています。
@5
@6
@0
@1
@2
@7
@8
#0
@9
− 16 −
Page 26

No.
q
名称
液晶表示部
機能
パターンNo.、形状等、各種データを表示
します。
No.
!6
名称
かがり幅キー
機能
かがり幅表示を選択します。
w
準備キー
e
リセットキー
r
モードキー
t
押えキー
y
糸巻きキー
u
パターンN o .
キー
i
データキー
縫製を開始する時に押します。
押すたびに、縫製準備完了状態とデータ設
定状態が切り替わります。
エラー解除、送り初期位置移動、カウンタ
リセット等を行う時に押します。
メモリスイッチのデータを変更する時に押
します。
押えを上昇、下降させます。
上昇のときは針棒を原点に、下降のときは
針棒を右に移動します。
糸巻きをするときに押します。
パターンNo.表示を選択します。
データ表示を選択します。
!7
閂止め幅左キー
!8
閂止め幅右キー
!9
布切り長さキー
@0
すきまキー
@1
メス溝幅右キー
@2
メス溝幅左キー
@3
コピーキー
閂止め幅左補正表示を選択します。
閂止め幅右補正表示を選択します。
布切り長さ表示を選択します。
すきま表示を選択します。
メス溝幅右補正表示を選択します。
メス溝幅左補正表示を選択します。
パターンをコピーする時に押します。
o
カウンタキー
!0
項目選択キー
!1
データ変更キー
!2
形状キー
!3
平行部糸調子キー
!4
閂止め部糸調子
キー
カウンタ表示を選択します。
パターンNo.、データNo.等を選択します。
各種データを変更します。
形状表示を選択します。
平行部糸調子表示を選択します。
閂止め部糸調子表示を選択します。
@4
押え選択キー
@5
前進キー
@6
後退キー
@7
パターン登録
@8
パラメータ登録キー
@9
速度ボリューム
押えタイプを選択します。
送りを1 針ずつ進めます。
送りを1 針ずつ戻します。
パターン登録可能なショートカットキーで
キー
す。任意のパターンの設定表示へのショー
トカットが可能です。設定方法はP36 参
照。
パラメータ登録可能なショートカットキー
です。任意のパターン、縫製パラメータ及
び調整データの設定表示へのショートカッ
トが可能です。設定方法はP37 参照。
上に上げると速くなり、下に下げると
遅くなります。
!5
ピッチキー
平行部ピッチ表示を選択します。
#0
− 17 −
液晶調整ボ
リューム
液晶表示の濃淡を調整できます。
Page 27

2.ミシンの基本操作
1)電源スイッチを入れる
最初に、設定されている押えタイプAと実際に
付いているタイプが同じことを確認してくださ
い。確認と設定方法は、4.押えタイプの入力を
ご覧ください。
w
2)縫製したいパターンNo. を選択する
電源を入れると、現在選択されているパターン
No.Bが点滅します。変更したい場合は、項目選
択キー
!0 を押して縫製したいNo.を選択
B
してください。
ご購入時は、11.縫製データを変更するにはに
記載のパターンNo.1〜 10 が登録されていま
すのでこの中から選択してください。(パターン
が登録されていない番号は表示されません。)
!0
3)縫製可能状態にする
準備キーw を押すと液晶表示q のバックライトが青色から緑色に変わり縫製可能となります。
4)縫製を開始する
縫製品を押え部分にセットし、ペダル操作することによりミシンがスタートし縫製を開始します。
ご購入時は、2ペダル仕様に設定されていますが、ペダル操作方法は3つの中から選ぶことができま
す。お好みの操作方法を選択してご使用ください。→3.ペダルの使用方法
3.ペダルの使用方法
q
A
本ミシンは、ペダルの操作方法を次ページ3タイプの中から選択して使用することができます。
作業効率の良いお好みの操作方法を選択してご使用ください。
(1)ペダルタイプの設定方法
r
1)ペダルタイプ設定パラメータを呼び出す
入力モードの状態でモードキーr を3秒間
長押しするとメモリースイッチ(レベル2)編
集画面Aが表示されます。ペダルタイプ選択パ
ラメータ
項目選択キー!00
が表示されていない場合は、
を押して選択してくださ
い。
2)ペダルタイプを選択する
データ変更キー!1 を押すと下図のように
絵が変更されますので、お好みのペダルタイプ
Bを選択してください。
2ペダル
1ペダル
(中間位置なし)
1ペダル
(中間位置あり)
!0 !1
A
B
− 18 −
Page 28

(2)ペダルの動作説明
2ペダルタイプ
初期位置
押え中間位置wまたは縫製位置
e
1)縫製品のセット
左側ペダルの踏み込み量だけ
押えが上昇
2)縫製スタート
右側ペダル踏み込みで縫製ス
タート
3)縫製終了
自動的に押えが中間位置w に
上昇
1ペダル(中間位置なし)
初期位置
押え最高位置q
1)縫製品のセット
2)
縫製品のセット確認
右側ペダルを1段踏むと押え
が
布セット位置e に下降
3)縫製スタート
右側ペダルの2 段目を踏むと
縫製スタート
4)縫製終了
自動的に押えが最高位置q に
上昇
1ペダル(中間位置あり)
初期位置
押え最高位置q
1)縫製品のセット
2)
縫製品のセット確認
右側ペダルを1段踏むと押えが
中間高さw に下降
3)縫製スタート確認
右側ペダルの2段目を踏むと押
布セット位置e に下降
えが
4)縫製スタート
右側ペダルの3段目を踏むと縫
製スタート
5)縫製終了
自動的に押えが最高位置qに上
昇
※左記q〜e の各位置の高さは、メモリースイッチで設
定・変更ができます。
→20.メモリースイッチデータの変更方法
q
w
布
e
¡ ペダルスイッチの設定
メモリスイッチの設定に合せて図のねじを付けたり外したりしてください。
¡2ペダルタイプ
¡1ペダル(中間位置なし)
ねじを外す
¡1ペダル(中間位置あり)
ねじを付ける
− 19 −
Page 29

4.押えタイプの入力
(1)押えタイプの設定方法
1)押えタイプ設定パラメータを呼び出す
押え選択キー@4 を押すとメモリースイッチ
(レベル 1)編集画面 A が表示されます。
2)押えタイプを選択する
データ変更キー!1 を押すと下図のように
絵が変更されますので、ミシンに取り付けてい
る押えタイプBを下の押えタイプ一覧を参考に
して設定してください。
1 タイプ2タイプ3タイプ5 タイプ※
A
B
!1
@4
(2)押えタイプ一覧
押え足の刻印品番の枠部の数字と押えタイプを一致させてください。
タイプ
1タイプ
2タイプ
3タイプ
5タイプ※
B1511771000*
B1511772000*
B1511773000*
―
押え足品番
※1〜3タイプ以外の押え足を使用するとき
には5タイプに設定してください。
メモリスイッチ(レベル1)の
えサイズ幅と
用する押えに合せて変更してください。
→ 20.メモリースイッチデータの変更方
押
押えサイズ長さを使
法を参照してください。
− 20 −
※5タイプで振り幅6mm以上、長さ41mm
以上を使用する場合、押え腕、送り板等の
部品の交換が必要となります。
Page 30

5.パターン選択を行うには
(1)パターン選択画面からの選択
1)入力モードにする
液晶表示qのバックライトが青色の入力モード
のとき、パターン変更が可能となります。バッ
クライトが緑色の縫製モードの場合は、準備
キーw
ださい。
を押して入力モードに切り替えてく
2)パターン選択画面を呼び出す
パターンNo.キーu
択画面A が表示されます。
現在選択されているパターンNo.B が点滅表示
されています。
を押すと、パターン選
3)パターンを選択する
項目選択キー!0
るパターンが順次切り替わり表示されます。こ
こで縫製したいNo. を選択してください。
を押すと、登録されてい
(2)登録キーによる選択
w
q
B
u
!0
A
本ミシンでは登録スイッチに、お好みのパターンNo.を登録することができます。パターン登録して
おけば、そのスイッチを押すだけでパターン選択ができます。→15.パターン登録キーを使うにはを
参照してください。
− 21 −
Page 31

6.上糸張力を変更するには
上糸調子関連のデータは、縫製モードでも設定可能ですので、試し縫いをしながら変更できます。
1)平行部張力設定データを呼び出す
平行部張力キー!3
集画面Aが表示されます。
を押すと、縫製データ編
2)平行部張力を変更する
データ変更キー!1
アップダウンし変更できます。
縫い上がりと設定値の関係は下図のようになり
ますので参考にして設定してください。
を押すと設定値B が
3)閂止め部張力設定データを呼び出す
閂止め部張力キー!4
編集画面Cが表示されます。
を押すと、縫製データ
4)閂止め部張力を変更する
データ変更キー!1
アップダウンし変更できます。
縫い上がりと設定値の関係は下表のようになり
ますので参考にして設定してください。
1
を押すと設定値Dが
B
A
1)、2)
D
C
3)、4)
※ 平行部と閂止め部以外の張力は、11.縫製
データを変更するには、2 0 . メモリース
イッチデータの変更方法を参照してくださ
い。
!3
!4
q平行部張力、w閂止め張力の設定値
パネル設定値
初期値
パール縫い q 平行部張力 山立ちを下げる 120 山立ちを上げる
w閂止め張力 下調子となる 35 上調子となる
ウィップ縫い q 平行部張力 下調子となる 60 上調子となる
w閂止め張力 下調子となる 60 上調子となる
!1
放射鳩目形状の場合、
閂止め張力を最初
120程度に設定し、
縫い目のバランスを
とって下さい。
パール縫いとウイップ縫いについて
パール縫い
ウイップ縫い
ウイップ縫い
パール縫い
上糸張力を強くして、上糸が縫い目の中心にまっすぐ通り下糸が左右からか
らみ合っている縫い目をいいます。
ウイップ縫い
布の表には上糸だけ、裏には下糸だけが出るジグザグ縫いの縫い目をいいま
す。
− 22 −
Page 32

7.縫い直しを行うには
縫製動作中に停止スイッチA が押されると、
ミシンは縫製を中断し停止します。このとき
エラー表示画面Bを表示し停止スイッチが押
されたことを知らせます。
A
B
途中から続けて縫製を行うには
縫製動作停止状態
エラー表示画面B が表される
1)エラーを解除する
リセットキーe
と、ステップ動作画面C が表示されます。
を押してエラーを解除する
2)運針を戻す
後退キー@6
前進キー@5
置まで押えを戻してください。
を押すと押えが1針ずつ戻り、
を押すと進みます。縫い直し位
3)縫製を再スタートさせる
右側ペダルを踏み込むと縫製が再スタートしま
す。
最初から縫い直すには
縫製動作停止状態
エラー表示画面B が表示される
エラーNo.エラーピクト
e
E
D
@5
@6
※D部には、現在の針数/トータル針数を表示します。
※E部には、現在の縫製コマンドを表示します。
コマンドの種類は、
C
1)エラーを解除する
リセットキーe
と、ステップ動作画面C が表示されます。
を押してエラーを解除する
2)縫製品セット位置へ戻す
リセットキーe
セット位置(スタート位置)へ戻ります。
をもう一度押すと縫製品
3)最初から縫製作業をやり直す
− 23 −
縫いコマンド
糸切りコマンド
空送りコマンド
メスコマンド
Page 33

8.下糸を巻くには
(1) 下糸の巻き方
1)ボビンをセットする
ボビンを糸巻き軸の奥まで差し込みます。図の
順に糸を通し、ボビンに糸を巻きつけます。そ
のあと、ボビン糸案内
ださい。
2)下糸巻きモードにする
入力状態、縫製状態どちらからでも、糸巻き
キーy
き画面Cを表示します。
を押すと糸巻きモードに入り、糸巻
3)糸巻きを開始する
右側ペダルを踏むとミシンが回転し、下糸を巻
き始めます。
4)ミシンを停止する
所定量巻き終った後ボビン糸案内 Aが解除され
るので糸巻きキーy
を踏み込みミシンを停止させてください。その
後、ボビンを取り外し、糸切保持板
ります。
• 糸巻きキー y
通常モードに戻ります。
• 右側ペダルを踏むと糸巻きモードのままでミ
シンが停止しますので、複数のボビンに糸を
巻く場合にご使用ください。
qを矢印方向に押してく
を押すか、右側ペダル
D で糸を切
を押すとミシンは停止し、
q
w
B
A
r
e
y
C
(2)糸巻量の調節
下糸の巻き量を調整するときは、止めねじwを
ゆるめ、糸巻き調節板e をAまたはB方向に移
動して止めねじw を締め付けてください。
A方向:少なくなる
B方向:多くなる
− 24 −
Page 34

9.カウンタを使うには
(1)カウンタ値の設定方法
1)カウンタ設定画面を呼び出す
入力モードでカウンタキーo を押すと、カ
ウンタ画面A が表示され設定可能となります。
カウンタ値の設定は、入力モード(液晶q の
バックライト青色)でしかできません。縫製
モード(液晶qのバックライト緑色)の場合は、
準備キーw
さい。
を押して入力モードにしてくだ
B
q
2)カウンタ種別の選択
項目選択キー!0
表すピクトBを点滅させてください。データ変
更キー!1
中からお好みのカウンタを選択してください。
を押してカウンタ種別を
を押して、下記カウンタ種別の
3)カウンタ設定値の変更
項目選択キー!0
を押してカウントアップするまでの設定値を入力してください。
を押してカウンタ設定値Cを点滅させてください。データ変更キー!1
w
e
o
D
C
A
!1!0
4)カウンタ現在値の変更
項目選択キー!0
すとカウント途中の値をクリアすることができます。また、データ変更キー!1
可能です。
を押してカウンタ現在値Dを点滅させてください。リセットキーe
(2)カウンタ種別
q 縫製アップカウンタ
1形状の縫製を行うごとに現在値をカウントアップします。
現在値と設定値が等しくなるとカウントアップ画面を表示します。
w 縫製ダウンカウンタ
1形状の縫製を行うごとに現在値をカウントダウンします。
現在値が0になるとカウントアップ画面を表示します。
e 枚数アップカウンタ
1つのサイクルあるいは1つの連続縫いを行うごとに現在値をカウントアップします。現在
値と設定値が等しくなるとカウントアップ画面を表示します。
r 枚数ダウンカウンタ
1つのサイクルあるいは1つの連続縫いを行うごとに現在値をカウントダウンします。現在
値が0になるとカウントアップ画面を表示します。
を押
で数値編集も
t カウンタ未使用
(3)カウントアップの解除方法
縫製作業中にカウントアップ条件に達すると、
カウントアップ画面E 全体を点滅表示します。
リセットキーe
し、縫製モードに戻ります。そして、再カウン
トを開始します。
を押すとカウンタをリセッ
E
− 25 −
Page 35

10.初期値パターンを使うには
本ミシンは、縫い形状(30形状)に対して最適な縫製を行うための初期値をもっています。
→-.形状ごとの初期値データ一覧を参照
新しく縫製データを作成する場合は、初期値パターンをコピーして作成すると便利です。
1)入力モードにする
液晶表示qのバックライトが青色の入力モード
のとき、パターン変更が可能となります。バッ
クライトが緑色の縫製モードの場合は、準備
キーw
を押して入力モードに切り替えてく
ださい。
2)初期値パターンを呼び出す
パターンNo.キーu
択画面Aが表示されます。
現在選択されているパターンNo.Bが点滅表示
していますので、項目選択キー!0
て、初期値パターン
を押すと、パターン選
を選択してください。
を押し
B
A
2)
C
3)
3)形状を選択する
形状キー!2
され、現在選択されている形状Dを点滅表示し
ます。データ変更キー!1
Dを選択してください。ご購入時には12形状
の中から選択可能ですが、形状選択レベル
(K04)を上げることにより最大30形状の中か
ら選択可能となります。
→ 20. メモリースイッチデータの変更方法を
参照してください。
を押すと形状選択画面Cが表示
で縫製する形状
4)試し縫いを行う
準備キーw
qのバックライトが緑色)にすると縫製動作が
可能となり、選択した形状を縫製できます。
※ 初期値パターンは、上糸張力のデータのみ編
集可能ですが、形状を変更したり、パターン
再呼び出しを行うと初期値に戻りますので注
意してください。
を押して縫製モード(液晶表示
q
u
w
!2
D
!0 !1
5)初期値パターンをコピーする
上記ステップで選択、確認したパターンを通常
パターンにコピーしてご使用ください。
コピー方法は→14.縫製パターンをコピーする
にはを参照してください。
− 26 −
Page 36

11.縫製データを変更するには
(1)ご購入時の初期縫製データ
ご購入時は、1〜10のパターンがすでに登録されており、その縫製データには布切り長さのみが異
なる角型形状の初期値が入力されています。
→角型形状の初期値は-. 形状ごとの初期値データ一覧を参照
パターンNo. 布切り長さ
1 6.4mm (1/4インチ)
2 9.5mm (3/8インチ)
3 11.1mm (7/16インチ)
4 12.7mm (1/2インチ)
5 14.3mm (9/16インチ)
6 15.9mm (5/8インチ)
7 17.5mm (11/16インチ)
8 19.1mm (3/4インチ)
9 22.2mm (7/8インチ)
10 25.4mm (1インチ)
(2)縫製データの変更方法
1)入力モードにする
液晶表示qのバックライトが青色の入力モード
のとき、縫製データ変更が可能となります。
バックライトが緑色の縫製モードの場合は、準
備キーw
を押して入力モードに切り替えて
ください。
2)縫製データ編集画面を呼び出す
データキーi
パターンNO.の縫製データ編集画面Aを表示し
ます。
を押すと現在選択されている
3)変更する縫製データを選択する
項目選択キー!0 を押して、変更したい
データ項目を選択してください。
形状により使用されないデータ項目と機能なし
に設定されているデータ項目はスキップされ表
示されませんのでご注意ください。
→ 12.縫製データ編集あり/なしの設定方法を
参照してください。
現在選択されてい
るパターンNo.
データ項目No.
データ項目を
w
i!0 !1
表すピクト
A
q
4)データを変更する
縫製データには、数値を変更するデータ項目とピクトを選択するデータ項目があります。
数値を変更するデータ項目には
設定値をアップダウンして変更することができます。
ピクトを選択するデータ項目には のようなNo.がつけられており、データ変更キー!1
でピクトを選択することができます。
→ 縫製データの詳細は、13.縫製データ一覧を参照してください。
のようなNo.がつけられており、データ変更キー!1
− 27 −
で
Page 37

12.縫製データ編集あり/なしの設定方法
ご購入時、本ミシンでは、使用頻度の低い縫製データ項目を編集できないよう設定してあります。縫
製品に合わせてより細かな設定をしたい場合は、縫製データ項目を編集可能状態にしてご使用くださ
い。
※ 縫製張力データの編集あり/なしの設定は、S52右平行部張力を編集なしに設定した場合、S51
左平行部張力で縫製されます。S56第2閂止め張力を編集なしに設定した場合、S55第1閂止
め張力で縫製されます。
その他の縫製データ項目を編集なしにした場合は、初期値データとなります。
1)入力モードにする
液晶表示qのバックライトが青色の入力モード
のとき、設定が可能となります。バックライト
が緑色の縫製モードの場合は、準備キーw
を押して入力モードに切り替えてください。
2)縫製データ編集あり/なし切り替え画面
A
(編集あり)
C
を呼び出す
データキーi を3秒間長押しすると、デー
タ編集あり/なし切り替え画面A、B が表示さ
れます。
3)切り替えたい縫製データを選択する
項目選択キー!0
縫製データ項目Cを選択してください。
このとき、切り替え可能な項目のみしか選択で
きません。
を押して、切り替えたい
4)編集あり/なしを切り替える
データ変更キー!1
いる縫製データのピクト表示Cが反転/非反転
を繰り返します。
非反転表示:編集あり 反転表示:編集なし
3)に戻り、複数の縫製データ項目を切り替える
ことができます。
を押すと、選択されて
5)設定したデータを保存する
準備キーw
し、2秒後もとの画面に戻ります。リセットキー
e
ます。
を押すと切り替えた状態を保存
を押すと、保存せずにもとの画面に戻り
q
B
(編集なし)
w
e
i
!0
!1
− 28 −
Page 38

13.縫製データ一覧
☆ 縫製データは、パターン1〜99までの 99個のパターンに入力可能なデータであり、パターン
毎に入力可能です。ご購入時には、編集あり/なしの設定が必要なデータは選択できない状態に
なっています。必要に応じて編集あり状態に切り替えてご使用ください。
→12.縫製データ編集あり/なしの設定方法を参照ください。
No.
S01
縫い形状
ミシンが持つ30 種類の縫い形状の中から形状を選択します。
–
※ ご購入時には、標準的な 12種類の縫い形状しか選択できま
せん。形状種類を増やす場合は、メモリースイッチデータ
K04縫い形状選択レベルの設定を行ってください。→21.メ
モリースイッチ一覧を参照ください。
S02
布切り長さ
布切りメスで縫製品を切断する長さを設定します。
ただし、バータック形状(S01の形状 NO.27、28、
29、30)の場合は縫い長さ設定となります。
メモリースイッチデータのU19布切りメス複数回動作
機能を有効にすることによりU18布切りメスサイズで
設定されたメスサイズでメスを複数回動作させ縫製品
を切断します。
→21.メモリースイッチデータ一覧を参照。
S03
メス溝右幅
布切りメスと右平行部のスキマを設定します。
項目
2-3.標準縫い形状一覧参照
設定範囲
1〜30
3.0〜120.0
-2.00〜 2.00
編集単位
1
0.1mm
0.05mm
備考
ー
ー
ー
S04
メス溝左幅
布切りメスと左平行部のスキマを設定します。
S05
左かがり幅
左平行部のかがり幅を設定します。
S06
左右形状比率
メス位置を中心とした右側形状の拡大縮小率を設定し
ます。
S07
平行部ピッチ
左右平行部の縫いピッチを設定します。
S08
第2閂止め長さ
手前側閂止め部の長さを設定します。
流れ下角型下 直線閂下
S09
第1閂止め長さ
奥側閂止め部の長さを設定します。
角型上
-2.00〜 2.00
0.10〜 5.00
50〜 150
0.200〜2.500
0.2〜5.0
0.2〜5.0
0.05mm
0.05mm
1%
0.025mm
0.1mm
0.1mm
ー
ー
ー
ー
ー
ー
※1:形状によって表示されます。
※2:編集ありに設定すると表示されます。12.縫製データ編集あり/なしの設定方法を参照ください。
※3:機能を選択すると表示されます。
− 29 −
Page 39

No.
S10
閂止め幅右補正
項目
閂止め部の右側外形をかがり縫い部に対して調整しま
す。第1、第2 閂止め共に補正されます。
直線閂下角型上 角型下
閂止め幅左補正
S11
閂止め部の左側外形をかがり縫い部に対して調整しま
す。
直線閂下角型上 角型下
流れ閂止めオフセット左
S12
流れ閂止め形状の閂止め部を形成するための長さを設
定します。
流れ閂止めオフセット右
S13
流れ閂止め形状の閂止め部を形成するための長さを設
定します。
鳩目形状長さ
S14
鳩目形状における鳩目穴中心からの上側長さを設定し
ます。
設定範囲
-1.00〜 1.00
-1.00〜 1.00
0.00〜3.00
0.00〜3.00
1.0〜10.0
編集単位
0.05mm
0.05mm
0.05mm
0.05mm
0.1mm
備考
ー
ー
※1
※1
※1
鳩目形状針数
S15
鳩目形状における上部90度中の縫い本数を設定します。
鳩目幅
S16
鳩目形状における内側の横サイズを設定します。
実際の針落ち点は、S04メス溝幅左が加算された寸法
になります。
鳩目長さ
S17
鳩目形状における内側の縦サイズを設定します。
丸型形状長さ
S18
丸型形状における中心からの上側長さを設定します。
半月上
半月下
S19
丸型上
丸型下
放射形状針数
放射上
放射下
放射形状における上部90度中の縫い本数を設定します。
1〜8
1.0〜10.0
1.0〜10.0
1.0〜5.0
1〜8
1
0.1mm
0.1mm
0.1mm
1
※1
※1
※1
※1
※1
放射形状補強
S20
放射形状の補強縫いのあり/なしを設定します。
:あり :なし
閂止め部ピッチ
S21
閂止め部の縫いピッチを設定します。
角型上
角型下
丸型上
丸型下
半月上
半月下
直線閂下 流れ下
− 30 −
ー
0.200〜 2.500
ー
0.025mm
※1、※2
ー
Page 40

NO.
S22
第1スキマ
第1閂止めとメス溝間のスキマを設定します。
全形状に適用されます。
S23
第2スキマ
第2閂止めとメス溝間のスキマを設定します。
全形状に適用されます。
S31
1重/2重
1重縫い、2重縫いを選択します。
S32
2重縫いクロス選択
2重縫い設定時に、平行部の針落ちを重ね縫いかクロス縫いか選
択します。
S33
2重縫い幅補正
2重縫い設定時に、1周目のかがり幅を縮める量を設定
します。
項目
:1 重縫い:2重縫い
:重ね縫い
:クロス縫い
設定範囲
0.0〜4.0
0.0〜4.0
ー
ー
0.0〜2.0
編集単位
0.1mm
0.1mm
ー
ー
0.1mm
備考
ー
ー
ー
※3
※3
S34
下縫い回数
下縫いの回数を設定します。
:下縫いなし
S35
下縫いピッチ
下縫いを行う場合の、縫いピッチを設定します。
S36
下縫い巻き込み長さ
下縫いを行う場合の、上糸巻き込み縫い長さを設定し
ます。
S37
下縫い巻き込みピッチ
下縫いを行う場合の、上糸巻き込み縫いピッチを設定
します。
S38
下縫い巻き込み幅
下縫いを行う場合の、上糸巻き込み縫い幅を設定しま
す。
S39
下縫い針落ち前後補正
下縫いを2 周以上行う場合に、針落ち点を前後にずら
す量を設定します。
:下縫いあり
(回数設定)
0〜9
1.0〜5.0
2.0〜 20.0
0.2〜5.0
0.0〜4.0
0.0〜2.5
1回
0.1mm
0.1mm
0.1mm
0.1mm
0.1mm
ー
※3
※3
※3
※3
※2、※3
S40
下縫い針落ち左右補正
下縫いを2 周以上行う場合に、針落ち点を左右にずら
す量を設定します。
S41
下縫い左側位置補正
下縫いの縫い基準位置を左かがりの中心から左右にず
らす量を設定します。
S42
下縫い右側位置補正
下縫いの縫い基準位置を右かがりの中心から左右にず
らす量を設定します。
− 31 −
0.0〜1.0
-2.0〜2.0
-2.0〜2.0
0.1mm
0.1mm
0.1mm
※3
※2、※3
※2、※3
Page 41

NO.
S44
下縫いスピード設定
下縫いのスピードを設定します。
S45
縫い合わせ機能
最初に縫い合せを行う場合に選択します。
:縫い合せなし :縫い合せあり
縫い合せありを選択した場合
縫い合せ → 下縫い → 通常縫い の順番で縫製されます。
S46
縫い合わせ幅
縫い合せを行う場合の、縫い幅を設定します。
S47
縫い合わせピッチ
縫い合せを行う場合の、縫いピッチを設定します。
S51
左平行部張力
左平行部の上糸張力を設定します。
項目
設定範囲
400〜4200
ー
1.0〜10.0
0.2〜5.0
0〜200
編集単位
100rpm
ー
0.1mm
0.1mm
1
備考
※3
ー
※2、※3
※2、※3
ー
S52
右平行部張力
右平行部の上糸張力を設定します。
S53
左平行部張力(2重縫いの1周目)
2 重縫い時に、1周目の左平行部上糸張力を設定し
ます。
S54
右平行部張力(2重縫いの1周目)
2 重縫い時に、1周目の右平行部上糸張力を設定し
ます。
S55
第1閂止め部張力
第1閂止め部の上糸張力を設定します。
S56
第2閂止め部張力
第2閂止め部の上糸張力を設定します。
S57
縫い始め上糸張力設定
縫い始め止め縫いの上糸張力を設定します。
S58
下縫い上糸張力設定
下縫いの上糸張力を設定します。
0〜200
0〜200
0〜200
0〜200
0〜200
0〜200
0〜200
1
1
1
1
1
1
1
※2
※2、※3
※2、※3
ー
※2
ー
※3
S59
第1閂止め始め、ACTタイミング調整
第1閂止め部の上糸張力出力開始タイミングを調整
します。
− 32 −
-5〜5
1針
※2
Page 42

NO.
S60
右かがり始め、ACTタイミング調整
右かがり縫い部の上糸張力出力開始タイミングを調
整します。
S61
第2閂止め始め、ACTタイミング調整
第2閂止め部の上糸張力出力開始タイミングを調整
します。
S62
縫い始め止め縫い針数
縫い始め止め縫いの針数を設定します。
S63
縫い始め止め縫いピッチ
縫い始め止め縫いの縫いピッチを設定します。
S64
縫い始め止め縫い幅
縫い始め止め縫いの幅を設定します。
S65
縫い始め止め縫い縦補正
縫い始め止め縫いの縦方向開始位置を設定します。
項目
設定範囲
-5〜5
-5〜5
0〜8
0.00〜 0.70
0.0〜3.0
0.0〜5.0
編集単位
1針
1針
1針
0.05mm
0.1mm
0.1mm
備考
※2
※2
ー
※2
ー
※2
S66
縫い始め止め縫い横補正
縫い始め止め縫いの横方向開始位置を設定します。
S67
縫い終り止め縫い幅
縫い終り止め縫いの幅を設定します。
S68
縫い終り止め縫い針数
縫い終り止め縫いの針数を設定します。
S69
縫い終わり止め縫い縦補正
縫い終り止め縫いの縦方向開始位置を設定します。
S70
縫い終わり止め縫い横補正
縫い終り止め縫いの横方向開始位置を設定します。
S81
メス動作
通常の布切りメス動作あり/なしを設定します。
:通常メス動作OFF
:通常メス動作ON
0.0〜2.0
0.1〜1.5
0〜8
0.0〜5.0
0.0〜2.0
ー
0.1mm
0.1mm
1針
0.1mm
0.1mm
ー
※2
ー
ー
※2
※2
ー
S83
2重縫いの1周目メス
2重縫い時に、1周目の布切りメス動作あり/なしを設定します。
:通常メス動作OFF
S84
最高速度制限
ミシンの最高回転数を設定します。
データ編集の最大値は、メモリースイッチデータ
K07最高速制限スピード設定の回転数となります。
→21.メモリースイッチデータ一覧を参照ください。
:通常メス動作ON
− 33 −
ー
400〜4200
ー
100rpm
※2、※3
ー
Page 43

NO.
S86
行きピッチ
バータック形状(S01の形状NO.27、28、29、30)
行き側の縫いピッチを設定します。
S87
行き幅
バータック形状(S01の形状NO.27、28、29、30)
行き側の縫い幅を設定します。
S88
帰りピッチ
バータック形状(S01の形状NO.27、28、29、30)
帰り側の縫いピッチを設定します。
S89
帰り幅
バータック形状(S01の形状NO.27、28、29、30)
帰り側の縫い幅を設定します。
項目
設定範囲
0.200〜2.500
0.1〜3.0
0.200〜2.500
0.1〜3.0
編集単位
0.025mm
0.05mm
0.025mm
0.05mm
備考
ー
ー
ー
ー
− 34 −
Page 44

14.縫製パターンをコピーするには
すでに登録されているパターンNO.のデータを、使用していないパターンNO. にコピーすることが
できます。パターンの上書きコピーは禁止していますので、上書きしたい場合は、一度パターンを消
去してから行ってください。
1)入力モードにする
液晶表示qのバックライトが青色の入力モー
ドのとき、コピーが可能となります。バック
ライトが緑色の縫製モードの場合は、準備
キーw
を押して入力モードに切り替えて
ください。
2)コピー元のパターンNO. を選択する
パターン選択画面でコピーもとのパターン
NO.を選択してください。
→ 5. パターン選択を行うにはを参照してく
ださい。
まったく新規にパターンデータを作成する場
合には、初期値パターンをコピーすると便利
です。
→ 10. 初期値パターンを使うにはを参照し
てください。
3)コピー画面を呼び出す
コピーキー@3
示されます。
を押すとコピー画面Aが表
コピー元の
パターン
No.
@3
we
コピー先のパターン
No.(B)
A
q
!1
4)コピー先のパターンNO. を選択する
使用していないパターンNo.Bが点滅表示し
ていますので、データ変更キー!1
を押
して、コピーしたいNo.を選択してください。
パターンを消去したい場合は、ごみ箱
を
選択してください。
5)コピーを開始する
準備キーw
秒後コピーで作成したパターンNo.が選択さ
れている状態で入力画面に戻ります。
リセットキーe
もとの画面に戻ります。
※サイクルデータ、連続縫いデータも同様な
方法でコピーすることができます。
を押すとコピーを開始し、2
を押すと、コピーせずに
− 35 −
Page 45

15.パターン登録キーを使うには
パターン登録キーに頻繁に使用するパターンNo. を登録してご使用ください。
入力モードで、パターン登録キーを押すだけで登録されているパターンが選択できます。
(1)登録方法
e
1)入力モードにする
液晶表示qのバックライトが青色の入力モード
のとき、パターン登録が可能となります。バッ
クライトが緑色の縫製モードの場合は、準備
キーw
ださい。
を押して入力モードに切り替えてく
B
w
q
2)パターン登録画面を呼び出す
パターンNo.を登録したいキー(P1から P3)
@7
〜
を3秒間長押しするとパターン
登録画面Aが表示されます。
3)パターンNo. を選択する
現在使用できるパターンNo.B が点滅表示され
ますので、項目選択キー!0
を押して、登
録したいパターンNo. を選択してください。
ごみ箱
を選択すると登録を解除することが
できます。
4)登録を開始する
準備キーw
入力画面に戻ります。
リセットキーe
の画面に戻ります。
を押すと登録を開始し、2秒後
を押すと、登録せずにもと
(2)ご購入時の登録状態
A
!0
@7
登録キー 登録パターンNO.
P1 パターンNO.1
P2 パターンNO.2
P3 パターンNO.3
− 36 −
Page 46

16.パラメータ登録キーを使うには
パラメータ登録キーに頻繁に使用するパラメータを登録してご使用ください。
入力モードで、パラメータ登録キーを押すだけで登録されているパラメータが選択できます。
また、このキーにはパラメータだけではなく、 パターンNo.も登録可能ですので、15.パターン登録を使
うにはと同様な使用方法もできます。
(1)登録方法
1)入力モードにする
液晶表示qのバックライトが青色の入力モードの
とき、 パラメータ登録が可能となります。バック
ライトが緑色の縫製モードの場合は、準備キーw
を押して入力モードに切り替えてください。
2)パラメータ登録画面を呼び出す
パラメータを登録したいキー(F1からF6 )@8
〜 を3秒間長押しするとパラメータ登録画
面Aが表示されます。
B
A
!0
w
e
q
3)パラメータを選択する
キーに登録できる項目B が点滅表示されますの
で、項目選択キー!0
を押して、登録した
い項目を選択してください。登録できる項目は、
縫製データとメモリースイッチ (レベル1)のパ
ラメータとパターンNo. です。
また、ごみ箱 を選択すると登録を解除することができます。
4)登録を開始する
準備キーw
リセットキーe
を押すと登録を開始し、2秒後入力画面に戻ります。
を押すと、登録せずにもとの画面に戻ります。
(2)ご購入時の登録状態
登録キー 登録パラメータ
F1 1重縫い/ 2 重縫いの切り替え
F2 下縫い OFF/ 回数
@8
F3 下縫い上糸張力設定
F4 布切りメス複数回動作 無効/有効
F5 布切りメスサイズ
F6 縫い始め上糸張力設定
− 37 −
Page 47

17.連続縫いを行うには
本ミシンは、複数の縫製パターンデータを押えを上げず連続して縫製する連続縫いが可能です。
最大6形状まで 1 サイクルで自動的に縫製可能となります。
また、最大20データの登録が可能です。必要に応じてコピーして使用してください。
/14.縫製パターンをコピーするにはを参照してください。
※設定条件により、ご購入時の状態より部品を変更する必要があります。
(1)連続縫いデータの選択
1)入力モードにする
液晶表示qのバックライトが青色の入力モード
のとき、連続縫いデータの選択が可能となりま
す。バックライトが緑色の縫製モードの場合は、
準備キーw
てください。
を押して入力モードに切り替え
2)パターン選択画面を呼び出す
パターンNo.キーu
択画面Aが表示されます。
現在選択されているパターンNo.Bが点滅表示
されています。
を押すと、パターン選
3)連続縫いデータを選択する
項目選択キー!0
るパターンが順次切り替わり表示され、最終登
録パターンNo.のあとに登録されているサイク
ルデータNo.、連続縫いデータNo. が表示され
ます。ここで縫製したい連続縫いデータNo.を
選択してください。
を押すと、登録されてい
w
q
B
A
u
!0
4)縫製を行う
連続縫いデータが選択されている状態で準備
キーw
が緑色になり縫製可能となります。
ご購入時は連結データNo.1のみが登録せれて
おりますが、縫製パターンが入力されておりま
せんので縫製状態にはなりません。次ページ
(2)連続縫いデータの編集方法を参照の上入力
を行ってください。
を押すと液晶表示qのバックライト
− 38 −
Page 48

(2)連続縫いデータの編集方法
1)入力モードにする
液晶表示qのバックライトが青色の入力モードの
とき、連続縫いデータの入力が可能となります。
バックライトが緑色の縫製モードの場合は、準備
キーw
を押して入力モードに切り替えてくだ
さい。
2)編集する連続縫いデータNo. を呼び出す
パターンNo.キーu
を呼び出すと、現在選択されているパターン
No.Bが点滅表示されます。項目選択キー!0
を押すと、登録されているパターンが順次切り替
わり表示され、最後のパターンNo.のあとに登録
されているサイクルデータNo.、連続縫いデータ
No.が表示されます。ここで縫製したい連続縫い
No.を選択してください。
を押しパターン選択画面
3)連続縫いデータを編集状態にする
データキーi
表示Cとなり、最初に縫製するパターンNo.Dが
点滅します。この状態でデータの編集が可能とな
ります。
を押すと連続縫いデータ編集中
i
e
!0
q
!1
w
C
D
u
4)編集ポイントを選択する
項目選択キー!0
トが移動し点滅します。データの最後まで編集ポイントを進めると追加指示ピクト
を押すと、パターンNo. →空送り量→パターン No.→空送り量と順次編集ポイン
が表示されます。
5)選択した編集ポイントのデータを変更する
データ変更キー!1
編集ポイントがパターンNo. の場合
登録されているパターンNo.が表示され選択可能となります。
編集ポイントが空送りの場合
±120mmの範囲内で数値編集が可能となります。
また、リセットキーe
4)、5)を繰り返してデータ編集を行ってください。
※ 以上で入力は完了ですが、連続縫いでは、全データを押えサイズの範囲内入れてください。
範囲を越えた場合はエラーを表示しますので、必ず押えサイズは正確に入力しておいてください。
→4.押えタイプの入力を参照してください。
を押すと編集ポイントのデータを変更することができます。
を押すと編集ポイントのパターンデータを削除することができます。
− 39 −
Page 49

18.サイクル縫いを行うには
本ミシンは、複数の縫製パターンデータをサイクルで順次縫製可能です。
最大15パターンまで入力できますので縫製品に複数の異なるボタン穴を縫製するときにご使用くだ
さい。また最大20サイクルまで登録可能です。必要に応じてコピーして使用してください。
/14.縫製パターンをコピーするにはを参照してください。
(1)サイクルデータの選択
1)入力モードにする
液晶表示qのバックライトが青色の入力モード
のとき、サイクルデータの選択が可能となりま
す。バックライトが緑色の縫製モードの場合は、
準備キーw
てください。
を押して入力モードに切り替え
2)パターン選択画面を呼び出す
パターンNo.キーu
択画面Aが表示されます。
現在選択されているパターンNo.Bが点滅表示
されています。
を押すと、パターン選
B
A
w
q
3)サイクルデータを選択する
項目選択キー!0
るパターンが順次切り替わり表示され、最終登
録パターンNo.のあとに登録されているサイク
ルデータNo.、連続縫いデータNo. が表示され
ます。ここで縫製したいサイクルデータNo.を
選択してください。
を押すと、登録されてい
4)縫製を行う
サイクルデータが選択されている状態で準備
キーw
が緑色になり縫製可能となります。
ご購入時はサイクルデータNo.1 のみが登録せ
れておりますが、縫製パターンが入力されてお
りませんので縫製状態にはなりません。次ペー
ジ(2)サイクルデータの編集方法を参照の上入
力を行ってください。
を押すと液晶表示qのバックライト
u
!0
− 40 −
Page 50

(2)サイクルデータの編集方法
1)入力モードにする
液晶表示qのバックライトが青色の入力モード
のとき、サイクルデータの入力が可能となりま
す。バックライトが緑色の縫製モードの場合は、
準備キーw
てください。
を押して入力モードに切り替え
w
e
q
2)編集するサイクルデータNo.を呼び出す
パターンNo.キーu
面を呼び出すと、現在選択されているパターン
No.Bが点滅表示されます。項目選択キー!0
を押すと、登録されているパターンが順次切
り替わり表示され、最後のパターンNo.のあと
に登録されているサイクルデータNo.、連続縫
いデータNo.が表示されます。ここで縫製した
いサイクルNo.を選択してください。
を押しパターン選択画
3)サイクルデータを編集状態にする
データキーi
中表示Cとなり、最初に縫製するパターンNo.D
が点滅します。この状態でデータの編集が可能
となります。
を押すとサイクルデータ編集
4)編集ポイントを選択する
項目選択キー!0
イントを進めると追加指示ピクト
を押すと、順次編集ポイントが移動し点滅します。データの最後まで編集ポ
が表示されます。
C
u
i
!0
!1
D
5)選択した編集ポイントのデータを変更する
データ変更キー!1
登録されているパターンNo. が表示され選択可能となります。
また、リセットキーe
4)、5)を繰り返してデータ編集を行ってください。
を押すと編集ポイントのデータを変更することができます。
を押すと編集ポイントのパターンデータを削除することができます。
− 41 −
Page 51

19.メス複数回動作の説明
本ミシンは、取り付けているメスサイズをパネルから設定することで、自動的にメスを複数回動作さ
せてメスサイズより大きなボタン穴を縫製することができます。メス交換なしに多様な縫い形状を縫
製する場合に設定してご使用ください。
(1)メス複数回動作の設定
1)入力モードにする
液晶表示qのバックライトが青色の入力モード
のとき、メモリースイッチデータの編集が可能
となります。バックライトが緑色の縫製モード
の場合は、準備キーw
を押して入力モード
に切り替えてください。
2)布切りメスサイズを入力する
モードキーr
データ(レベル1)編集画面Aを表示します。項
目選択キー!0
スサイズBを呼び出してください。そしてデー
タ変更キー!1
イズCを設定してください。⇒詳細は、21.メ
モリースイッチデータ一覧を参照してください。
を押してメモリースイッチ
を押して、 布切りメ
で取り付けているメスのサ
3)布切りメス複数回動作を有効に設定する
次に項目選択キー !0 を再度押して、
布切りメス複数回動作機能Dを呼び出し
てください。そしてデータ変更キー!1
メス複数回動作を有効状態に設定してください。
⇒詳細は、21.メモリースイッチデータ一覧を
参照してください。
で
q
w
A
C
B
r
D
4)縫製を行う
準備キーw
イトが緑色になり縫製可能となります。このと
きS02布切り長さを上記で設定したU18布切
りメスサイズ以上にすると自動的にメス複数回
動作を行い縫製します。
※ 取り付けているメスサイズより小さい穴形
状を縫製しようとするとエラー489になり
ます。
を押すと液晶表示qのバックラ
縫製データ
S02布切り長さ
1回目
2回目
3回目
メモリスイッチデータ(レベル1)
U18布切りメスサイズ
!0
!1
− 42 −
Page 52

20.メモリースイッチデータの変更方法
1)入力モードにする
液晶表示qのバックライトが青色の入力モード
のとき、メモリースイッチデータ変更が可能と
なります。バックライトが緑色の縫製モードの
場合は、準備キーw
切り替えてください。
を押して入力モードに
レベル1
2)メモリースイッチデータ編集画面を呼び出
す
モードキーr
データ(レベル1)編集画面 A を表示します。
さらに3秒間押し続けると、メモリースイッチ
データ(レベル2)編集画面 B を表示します。
を押すとメモリースイッチ
3)変更するメモリースイッチデータを選択す
る
項目選択キー!0
データ項目を選択してください。
を押して、変更したい
4)データを変更する
メモリースイッチデータには、数値を変更する
データ項目とピクトを選択するデータ項目があ
ります。
数値を変更するデータ項目には
No.がつけられており、データ変更キー !1
で設定値をアップダウンして変更することが
できます。
ピクトを選択するデータ項目には
なNo.がつけられており、データ変更キー!1
でピクトを選択することができます。
→ メモリースイッチデータの詳細は、21.メモ
リースイッチデータ一覧を参照してくださ
い。
のような
のよう
データ項目No.
q
w
データ項目を表すピクト
レベル2
r
!1
!0
− 43 −
Page 53

21.メモリースイッチデータ一覧
(1)レベル1
☆ メモリースイッチデータ(レベル1)は、ミシンが共通に持つ動作データであり、すべての縫製
パターンに共通に作用するデータです。
No.
U01
押え上げ最高位置
ペダル動作の最高位置の高さを設定します。
U02
押え上げ中間位置
ペダル動作の中間位置の高さを設定します。
U03
押え上げ布セット位置
ペダル動作の布セット位置の高さを設定します。
U04
2ペダルの踏み込み位置(%)
2ペダル時の操作感を設定します。詳細は下記参照。
U05
2ペダルの押え上げ上昇位置(%)
2ペダル時の操作感を設定します。
ペダル踏み込み量
U04
ペダルの踏み
込み位置
項目
押え上昇量
U01押え上げ最高位置
U05
ペダルの押え上げ上昇位置(%)
設定範囲
0〜17.0
0〜14.0
0〜14.0
5〜95
5〜95
編集単位
0.1mm
0.1mm
0.1mm
1%
1%
14.0mm
6.0mm
0.0mm
初期値
80%
50%
U06
縫い終わり上糸張力設定
U07
糸切り時の上糸張力設定
U08
縫い合わせ下縫いの上糸張力設定
U09
ソフトスタートスピード設定 1針目
U10
ソフトスタートスピード設定 2針目
U11
ソフトスタートスピード設定 3針目
U12
ソフトスタートスピード設定 4針目
U13
ソフトスタートスピード設定 5針目
U14
押え種類
押えの種類を設定してください。→4.押えタイプの入力
U15
押えサイズ幅
U14押え種類を 5 タイプに設定したときに、
押えの幅を入力してください。
0〜200
0〜200
0〜200
400〜4200
400〜4200
400〜4200
400〜4200
400〜4200
ー
3.0〜10.0
1
1
1
100rpm
100rpm
100rpm
100rpm
100rpm
ー
0.1mm
35
35
60
800rpm
800rpm
2000rpm
3000rpm
4000rpm
1タイプ
3.0mm
U16
押えサイズ長さ
U14押え種類を 5 タイプに設定したときに、
押えの長さを入力してください。
U17
縫製開始位置(送り方向)
押えに対する縫製開始位置を設定します。
段部等により開始位置をずらしたい場合設定し
てください。
− 44 −
10.0〜120.0
2.5〜110.0
0.5mm
0.1mm
10.0mm
2.5mm
Page 54

No.
U18
布切りメスサイズ
使用しているメスサイズを入力してください。
項目
設定範囲
3.0〜 32.0
編集単位
0.1mm
初期値
32.0mm
U19
布切りメス複数回動作機能 無効/有効
無効
糸切れ検知機能 無効/有効
U20
無効
準備キーON時押え位置選択(上/下)
U21
準備キーが押されたときの押え足の位置を設定します。
押え上昇
U22
縫製終了時の押え位置選択(上/下)
1縫製が終了したときの押え足の位置を設定します。
(1ペダル設定のときのみ有効)
押え上昇
U23
上糸切り動作開始距離
縫い始めてから上糸切りはさみが開放動作を開
始するまでの距離を入力します。
U24
下糸切り動作開始距離
縫い始めてから下糸切りはさみが開放動作を開
始するまでの距離を入力します。
有効
有効
押え下降
押え下降
ー
ー
ー
ー
0〜15.0
0〜15.0
ー
ー
ー
ー
0.1mm
0.1mm
無効
有効
押え上昇
押え上昇
1.0mm
1.5mm
U25
カウンタ更新単位
縫製カウンタを更新する単位を設定します。
U26
トータル針数 非表示/表示
非表示
表示
1〜30
ー
1
ー
1
非表示
− 45 −
Page 55

(2)レベル2
☆ モードスイッチを3秒間長押しで編集可能となります。
NO.
K01
ペダル選択
ペダルのタイプを設定します。→3. ペダルの使用方法
2ペダル
K02
パラメータ設定変更許可/禁止
縫製データ、メモリースイッチデータの変更を禁止設定します。
K03
押さえ種類選択禁止機能 許可/禁止
U14押え種類の変更を禁止設定します。
K04
縫い形状選択レベル
縫製可能な縫い形状数を拡大できます。(最大30形状)
K05
布切りメスパワー
布切りメスの出力パワーを設定します。
0:最小パワー→3:最大パワー
1ペダル(中間位置なし)
変更許可
変更許可
12形状
項目
1ペダル(中間位置あり)
変更禁止
変更禁止
20形状 30形状
設定範囲
ー
ー
ー
ー
0〜3
編集単位
ー
ー
ー
ー
1
初期値
2ペダル
変更許可
変更許可
12形状
1
K06
機種選択
ミシン頭部のタイプを設定します。
0:標準タイプ 1:ドライタイプ
K07
最高速制限スピード設定
ミシンの最高速度を制限します。
K06機種選択がドライタイプの場合、最高速
は3300rpmに自動的に制限されます。
K08
上糸張力ばらつき補正
上糸張力の出力値を全体的にオフセットして補
正します。
K09
上糸張力変更値出力時間
上糸張力関連のデータを変更した場合、その変更値を設定時間だ
け出力します。
出力なし 設定時間出力
K10
毎回原点検索機能
縫製終了後もしくはサイクル終了後、原点検索を行ないます。
なし
K11
逆転針上げ 許可/禁止
U01押え上げ最高位置が14.0mm以上に設定された場合、自動
的に逆転針上げを行いミシンを停止します。その動作を禁止設定
することができます。
縫製終了後
サイクル終了後
0〜1
400〜4200
-30〜 30
0〜20
ー
ー
1
100rpm
1
1s
ー
ー
0(標準タイプ)
3600rpm
0
0s
なし
許可
K12
メスソレノイド下降時間設定
逆転針上げ許可
逆転針上げ禁止
− 46 −
25〜100
5ms
35
Page 56

No.
メスソレノイド上昇時間設定
K13
メスシリンダ下降時間(オプション)
K14
Y送りモータ 原点補正
K15
針振りモータ 原点補正
K16
押さえ上げモータ 原点補正
K17
縫製モードでのパターン選択機能 無効/有効
K18
無効 有効
連続縫いでの途中糸切り 許可/禁止
K19
許可 禁止
項目
設定範囲
5〜100
5〜300
-120〜400
-10〜 10
-100〜10
ー
ー
編集単位
5ms
5ms
1パルス
(0.025mm)
1パルス
(0.05mm)
1パルス
(0.05mm)
ー
ー
初期値
15
50
0
0
0
無効
許可
布切りメス戻しパワー
K20
布切りメス戻し時の出力パワーを設定します。
縫い始め下糸切りハサミ開放量
K21
縫い始めに下糸切りハサミを開放する量を設定します。
押え上げスピード
K22
押え上げスピードを設定します。
上糸切り調整モード開始
K51
準備キーONで上糸切り調整動作を開始します。
下糸切り調整モード開始
K52
準備キーONで下糸切り調整動作を開始します。
センサー確認モード開始
K53
準備キーONでセンサー確認を開始します。
0〜3
0〜15
1〜3
ー
ー
ー
1
1パルス
ー
ー
ー
ー
0
8
2
ー
ー
ー
− 47 −
Page 57

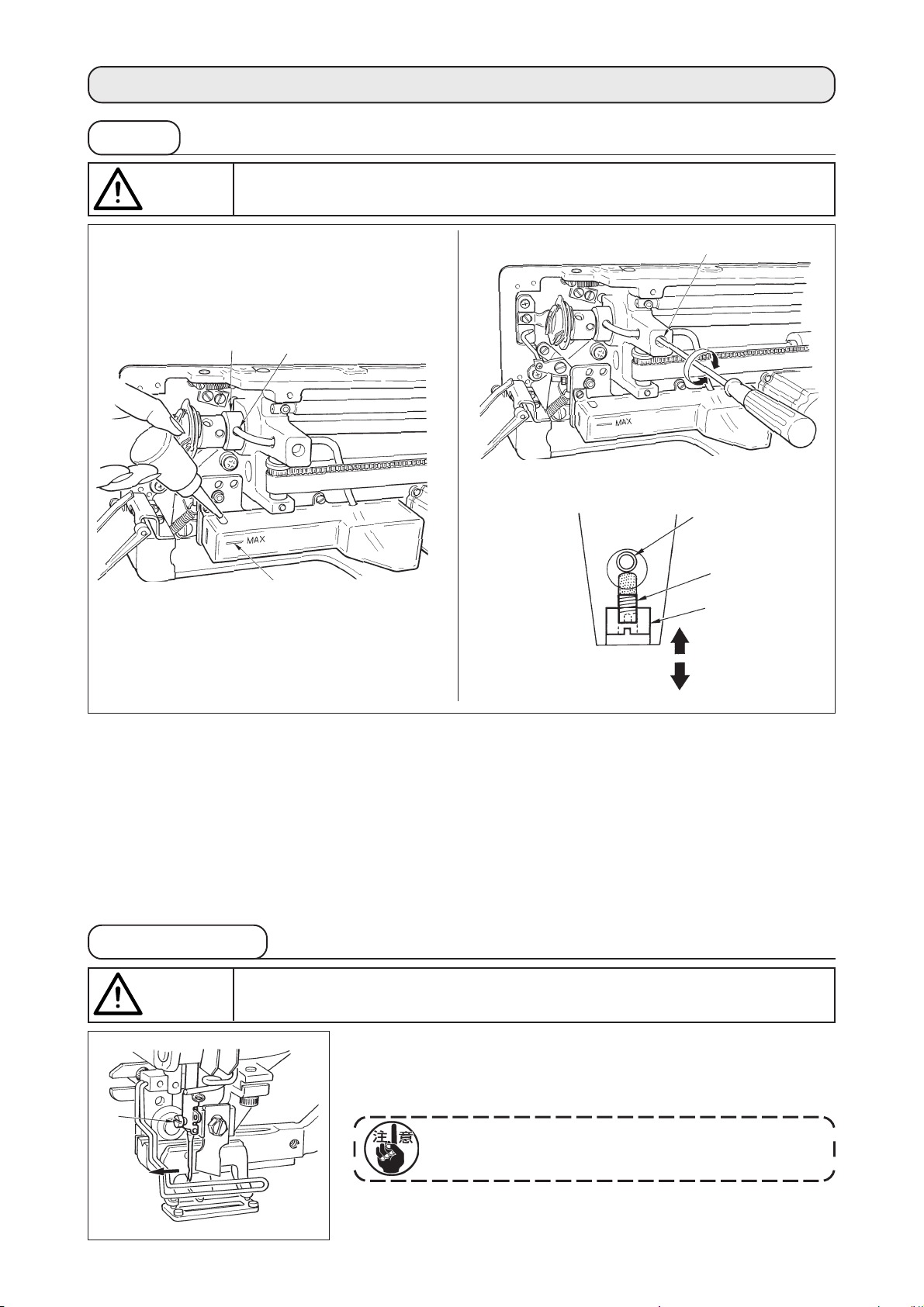
6.保守
1.針と釜のタイミングの合せ方
不意の起動による人身の損傷を防ぐために電源を切り、モータの回転が止まったことを確認し
注意
q
てから行ってください。
A
B
針と釜のタイミング合わせは、針が針板針穴の中
央に落ちるときに行ってください。
(1)針棒高さ
1) 針棒を最下点にします。
2) タイミングゲージの[1]Aの部分を図のように
針板と針棒下端との間に入れ、針棒をゲージに
当てた状態にする。
3) 針棒抱き止めねじqを緩めて針棒高さを決めて
ください。
(2)針と釜のタイミング
1) 手回しプーリを正規回転方向に回し、針が最下
点から上昇し始めた状態にします。
2) タイミングゲージの[2]Bの部分を針板と針棒
下端との間に入れ、針棒をゲージに当てた状態
にします。
3) 釜の剣先が針の中心に一致するように釜軸継手
止めねじC をゆるめて合わせます。
このとき針と釜剣先のすき間は、約0.05mm
にしてください。
e
q
0.05 mm
C
0〜0.2mm
w
(3)内釜止めの調整
内釜止めqの先端と内釜wの端面とのかみ合いは
0〜0.2mmとなるように止めねじe で調整しま
す。
− 48 −
Page 58

2.上糸切りはさみの調整
不意の起動による人身の損傷を防ぐために電源を切り、モータの回転が止まったことを確認し
注意
q
てから行ってください。
w
(1)上糸切りはさみの糸つかみ力の調整
上糸切りはさみの糸つかみ力が不安定になります
と、縫い始めの上糸抜けが起ります。
1) 上糸切りはさみの糸つかみ力が弱くなったとき
は、止めねじq を緩めて、上糸切りはさみw
を取りはずします。
2)糸押えばねeが上メスrの糸切り刃部全部に
すき間なく接するように、糸押えばね先端を
手で少しまげて、糸切り刃部のどこで糸を
切っても、必ず十分な強さで糸をつかむこと
ができるように調整してください。
q
r
e
(2)上糸切りはさみの取り付け高さ
上糸切りはさみの取り付け高さは、上糸切りはさ
み取り付けねじq をゆるめて調整します。はさみ
と押えとのすき間は、接触しない限りできるだけ
下につけてください。上糸の切り残り長さを短か
くするためです。
ただし段部を縫う場合には押えが傾きますので、
押えとはさみが当たらないようにはさみの取り付
け位置を少し上げてください。
上糸切りはさみを交換したときは、上
糸切り調整モード(メモリスイッチレ
ベル2:K51)ではさみが正常に動作
することを確認してください。
− 49 −
Page 59

3.布押え圧力の調整
不意の起動による人身の損傷を防ぐために電源を切り、モータの回転が止まったことを確認し
注意
q
てから行ってください。
4.ボビン押え装置の調整
不意の起動による人身の損傷を防ぐために電源を切り、モータの回転が止まったことを確認し
注意
てから行ってください。
布押え圧力は、押え調節ねじqで調節します。調節
ねじqをねじ込めば、布押え圧は強くなり、縫製中
の布しわが出にくくなります。
8〜15mm
q
e
ミシン停止時にベット前端とボビン押えq の距離
が8〜15mmになるようにナットwをゆるめて、
ストッパねじe で位置を調整し、ナットw を締め
てください。
w
− 50 −
Page 60

5.糸調子
q
w
w
q
e
r
(1)糸取りばね(パール縫い)
1)糸取りばねqの糸取り量は8〜10mm、動き
始めの強さは、0.06〜0.1N 位が適当です。
2)糸取りばねの動き量を変えるには、ねじwをゆ
るめ、細いドライバーを糸調子棒eのすり割り
部分に入れて回します。
3)糸取りばねの強さを変えるには、ねじ w が締
まっている状態で、細いドライバーを糸調子棒
eのすり割り部分に入れて回します。右に回す
と、糸取りばねの強さは強くなり、左に回すと
弱くなります。
(2)天びん糸取り量の調整
天びんの糸取り量は、縫製品の厚さによってかえ
た方が糸締りがよくなります。
a. 厚物を縫う場合は、糸案内qの止めねじw をゆ
るめて糸案内を左へ動かしてください。
天びん糸取り量は、多くなります。
b. 薄物を縫う場合は、糸案内qを右へ動かしてく
ださい。天びん糸取り量は少なくなります。
− 51 −
Page 61

6.フィルタの清掃
注意
テーブル
不意の起動による人身の損傷を防ぐために電源を切り、モータの回転が止まったことを確認し
てから行ってください。
テーブル下面のファンのフィルタw を毎週清掃し
てください。
1)スクリーンキットqを矢印方向に引き、取り外
します。
2)フィルタ w を水洗いで清掃します。
3)フィルタw、スクリーンキットqを元の位置に
取り付けます。
w
テーブル下面
ファン穴
7.ヒューズ交換
危険
q
1. 感電による事故を防ぐため、電源を切り、5分経過してから、カバーを開けてください。
2. 必ず電源スイッチを切ってから制御ボックスの蓋を開け、指定の容量のヒューズと交換し
てください。
ヒューズは3 本使用します。
q パルスモータ電源保護用
q
w
e
5A(タイムラグヒューズ)
w ソレノイド、パルスモータ電源保護用
3.15A(タイムラグヒューズ)
e 制御用電源保護用
2A(速断型ヒューズ)
− 52 −
Page 62

7. ゲージ部品
1.布切りメス
B
12.7 1/2
A
C
L
A:メスサイズ(インチ)
1/4
3/8
7/16
1/2
9/16
5/8
11/16
3/4
7/8
1
1-1/4
2.針板
振り幅
仕様
標準(S)
ニット用(K)
B:メスサイズ(mm)
6.4
9.5
11.1
12.7
14.3
15.9
17.5
19.1
22.2
25.4
31.8
A
B
5mm(刻印・AxB) 6mm(刻印・AxB)
40004350(S5・1.4x6.2) 40004351(S6・1.4x7.4)
40004352(K5・1.2x6.2) 40004353(K6・1.2x7.4)
C:記号
F
K
I
L
V
M
A
N
P
Q
S
D:品番
B2702047F00
B2702047K00A
B2702047I00
B2702047L00A
B2702047V00
B2702047M00A
B2702047A00
B2702047N00
B2702047P00
B2702047Q00A
B2702047S00A
3.押え
振り幅5mm
仕様
標準(S)
ニット用(K)
振り幅6mm
仕様
標準(S)
振り幅(AxB)
振り幅(AxB)
1(4x25) 2(5x35) 3(5x41)
B1552781000A B1552782000 B1552783000
D1508771K00A D1508772K00 D1508773K00
3(6x41)
14524409
縫製エリア
A
− 53 −
B
Page 63

8. エラーコード一覧
エラーコード
E001
E007
E018
E023
E024
E025
E026
E030
E050
エラー内容
メインコントロール基板のEEP-ROM 初期化連絡
EEP-ROMにデータが書かれていない、またはデータが壊れてい
るとき自動的に初期化したことを知らせる。
主軸モータロック
針抵抗の大きい縫製物を縫製したとき
EEP-ROMのタイプが違う
装着したEEP-ROM のタイプが違うとき
押え上げモータ脱調検出
押え上げモータ原点センサー通過時、および動作開始時にモータ
脱調を検出したとき
パターンデータサイズオーバー
連続縫いデータの総サイズ、およびダウンロードしたデータのサ
イズが大きすぎて縫製できないとき
上糸切りモータ脱調検出
上糸切りモータ原点センサー通過時、および動作開始時にモータ
脱調を検出したとき
下糸切りモータ脱調検出
下糸切りモータ原点センサー通過時、および動作開始時にモータ
脱調を検出したとき
針棒上位置外れ
ミシン起動時に針上動作を行っても針上位置に止まらないとき
停止スイッチ
ミシン起動中に停止スイッチが押されたとき
復帰方法
電源OFF
電源OFF
電源OFF
リセット後再起動可能
リセット後再起動可能
リセット後再起動可能
リセット後再起動可能
リセット後再起動可能
リセット後再起動可能
復帰場所
標準画面
標準画面
標準画面
標準画面
標準画面
ステップ画面
E052
E061
E062
E099
E302
E303
E304
E486
E487
糸切れ検知エラー
ミシン起動中に糸切れが発生したとき
メモリスイッチデータエラー
メモリスイッチデータが壊れているか、リビジョンが古いとき
縫製データエラー
縫製データが壊れているか、リビジョンが古いとき
メス下降コマンドと糸切り動作との干渉
外部データ動作において、メスコマンドの挿入位置が悪く糸切り
動作と干渉するとき
頭部倒し確認
頭部倒れセンサーがOFF しているとき
主軸Z 相センサーエラー
ミシンモータエンコーダのZ 相センサー異常
布切りメスセンサーエラー
メス下降時にセンサーがOFF にならないとき
鳩目メス長さエラー
鳩目形状のとき鳩目メス長さが短く形状が形成できない
鳩目形状長さエラー
鳩目形状のとき鳩目形状長さが短く形状が形成できない
リセット後再起動可能
電源OFF
電源OFF
リセット後再起動可能
リセット後再起動可能
電源OFF
電源OFF
リセット後再入力可能
リセット後再入力可能
ステップ画面
標準画面
標準画面
縫製データ編集画面
[S17]鳩目メス長さ
縫製データ編集画面
[S14]鳩目形状長さ
E488
E489
E492
流れ閂止め補正エラー
流れ閂止め形状のとき閂止め長さが短かく形状が作成できないとき
メスサイズエラー(複数回動作時)
メスサイズが布切りメスサイズよりも大きいとき
下縫いの押えサイズオーバー
下縫いの運針データが押えサイズを越えたとき
− 54 −
リセット後再入力可能
リセット後再入力可能
リセット後再入力可能
縫製データ編集画面
[S08]第2 閂止め長さ
縫製データ編集画面
[S02]布切り長さ
縫製データ編集画面
[S40]下縫い針落ち補
正
Page 64

エラーコード
E493
E494
E495
E496
E497
エラー内容
縫い終り止め縫いの押えサイズオーバー
縫い終り止め縫いの運針データが押えサイズをこえたとき
縫い始め止め縫いの押えサイズオーバー
縫い始め止め縫いの運針データが押えサイズをこえたとき
押えサイズエラー(幅方向・右のみ)
運針データが押えの幅方向右のみのサイズをこえたとき
押えサイズエラー(幅方向・左のみ)
運針データが押えの幅方向左のみのサイズをこえたとき
押えサイズエラー(長さ方向・手前)
運針データが押えの長さ方向手前のサイズをこえたとき
復帰方法
リセット後再入力可能
リセット後再入力可能
リセット後再入力可能
リセット後再入力可能
リセット後再入力可能
復帰場所
縫製データ編集画面
[S67]縫い終り止め縫
い幅
縫製データ編集画面
[S64]縫い始め止め縫
い幅
縫製データ編集画面
[S03]メス溝幅右
または[S06]左右形状比率
縫製データ編集画面
[S04]メス溝幅左
または[S06]左右形状比率
標準画面
E498
E499
E703
E704
E730
E731
E733
E801
E802
押えサイズエラー(幅方向・右左)
運針データが押えの幅方向左右両方のサイズをこえたとき
押えサイズエラー(長さ方向・奥)
運針データが押えの長さ方向奥のサイズをこえたとき
パネルが想定外のミシンに接続された(機種エラー)
初期通信において、システムの機種コードが合っていないとき
システムのバージョン不一致
初期通信において、システムソフトのバージョンが合っていないとき
主軸モータエンコーダ不良・欠相
ミシンモータのエンコーダーが異常のとき
主軸モータホールセンサー不良・位置センサー不良
ミシンモータのホールセンサー、または位置センサーが不良のとき
主軸モータ逆回転
ミシンモータが逆に回転したとき
電源欠相
入力電源が欠相しているとき
電源瞬断検出
入力電源が瞬間的にOFF したとき
リセット後再入力可能
リセット後再入力可能
電源OFF
電源OFF
電源OFF
電源OFF
電源OFF
電源OFF
電源OFF
縫製データ編集画面
[S05]かがり幅左
縫製データ編集画面
[S02]布切り長さ
E811
E813
E901
E902
E903
E904
E905
過電圧
入力電源が280V 以上になったとき
低電圧
入力電源が150V 以下になったとき
主軸モータIPM 異常
サーボコントロール基板のIPM が異常のとき
主軸モータ過電流
ミシンモータに電流が流れすぎたとき
パルスモータ電源異常
サーボコントロール基板のパルスモータ電源が±15%以上変動
しているとき
ソレノイド電源異常
サーボコントロール基板のソレノイド電源が±15%以上変動し
ているとき
サーボコントロール基板用ヒートシンク温度異常
サーボコントロール基板のヒートシンクが85℃以上になったとき
電源OFF
電源OFF
電源OFF
電源OFF
電源OFF
電源OFF
電源OFF
− 55 −
Page 65

エラーコード
E907
エラー内容
針振りモータ原点検索エラー
原点検索動作時に原点センサー信号が入力されないとき
電源OFF
復帰方法
復帰場所
E908
E909
E910
E911
E915
E916
E918
E943
E946
Y送りモータ原点検索エラー
原点検索動作時に原点センサー信号が入力されないとき
上糸切りモータ原点検索エラー
原点検索動作時に原点センサー信号が入力されないとき
押えモータ原点検索エラー
原点検索動作時に原点センサー信号が入力されないとき
下糸切りモータ原点検索エラー
原点検索動作時に原点センサー信号が入力されないとき
操作パネル⇔メインCPU 間通信異常
データ通信に異常が発生したとき
メインCPU ⇔主軸 CPU間通信異常
データ通信に異常が発生したとき
メインコントロール基板用ヒートシンク温度異常
メインコントロール基板のヒートシンクが85℃以上になったとき
メインコントロール基板のEEP-ROM 不良
EEP-ROMへのデータ書き込みができないとき
頭部中継基板EEP-ROM 書込み不良
EEP-ROMへのデータ書き込みができないとき
電源OFF
電源OFF
電源OFF
電源OFF
電源OFF
電源OFF
電源OFF
電源OFF
電源OFF
E999
布切りメスが戻っていないとき
• 布切りメスが所定時間経過後に戻っていないとき
• 布切りメス上昇時(待機時)にセンサーが入っていないとき
電源OFF
− 56 −
Page 66

9.トラブル現象と原因・対策
現 象
1. 上糸が切れる
2. 上糸が抜ける
3. 平行部で縫い目がよ
たれる
4. 縫い始めの縫い目が
よたれる
原 因
1. 平行部糸張力が強すぎる。
2. 糸取りばねの強さ、動き量が、大きすぎ
る。
3. 釜剣先部分に、バリがあったり、傷が付
いている。
4. 釜のタイミングが合っていない。
5. 糸道部分に傷がついている。
6. 針の取り付けが悪い。
7. 針が細すぎる。
8. 針の先端が傷付いている。
1. 上糸切りはさみの開きが早すぎる。
2. 縫い始めにウィップ縫いが形成されて
いない。(縫い始め張力が強い)
3. 上糸の通し方が間違っている。
4. 縫い始めのスピードが早すぎる。
1. 平行部糸張力が弱すぎる。
2. 下糸張力が強すぎる。
3. プリテンションが弱すぎる。
1. 平行部糸張力が弱すぎる。
2. 上糸切りはさみの位置が高すぎる。
3. 糸取りばねの動き量が大きすぎる。
対 策
○
平行部糸張力を弱くする。
○
糸取りばねを弱くするか、動き量を
小さくする。
○
釜剣先にバフをかける。または釜を
交換する。
○
タイミングゲージで、釜のタイミン
グを合わせなおす。
○
布やすりなどで、磨いてバフをかけ
る。
○
針の向き、高さなど、合わせなおす。
○
太い針と交換する。
○
針を交換する。
○
上糸切りはさみの開くタイミングを
遅くする。
○
縫い始め張力を弱くする。
○
正しく通しなおす。
○
ソフトスタート設定
○
平行部糸張力を強くする。
○
下糸張力を弱める。(パール縫い
0.05〜0.1N)
○
プリテンションを強くする。
○
平行部張力を強くする。
○
はさみを押えと当たらない限り下げ
る。
○
糸取りばねの動き量を小さくする。
頁
P.22
P.51
−
P.48
−
P.12
−
−
P.49
P.32
P.13
P.44
P.22
P.14
−
P.22
P.49
P.51
5. 閂止め部で上糸が布
の下に出て、だんご
状になる
6. 縫い目が浮き上がる
7. 目とびがする
8. 糸がほつれる
9. 縫い終わり上糸が長
く残る
10.縫い始めの上糸が切
れる又は、縫い裏が
きたない
1. 閂止め糸張力が弱すぎる。
2. 下糸張力が強すぎる。
3. 放射形状で、針数が多い。
4. 縫い終わり張力が弱すぎる。
1. 下糸張力が弱すぎる。
2. 下糸がボビンケースよりはずれている。
1. 押えの大きさに対し、ボタン穴が小さ
い。
2. 布地が薄物でペコつく。
3. 針の取り付けが悪い
4. 針が曲がっている。
5. 釜剣先部分に、バリがあったり、傷が付
いている。
1. 止め縫い針数が少ない。
2. 止め縫い巾が広い。
1. 止め縫い巾が狭すぎる。
2. 止め縫い張力が弱すぎる。
1. 縫い始め張力が弱すぎる。
○
閂止め糸張力を強くする。
○
下糸張力を弱める。
(0.05〜0.1N)
○
針数を減らす。
○
縫い終わり張力を強くする。
○
下糸張力を強くする。
○
ボビンケースに正しく糸通しをおこ
なう。
○
下糸の巻き量を巻き過ぎない。
○
押えを小さいものに交換する。
○
針と釜のタイミングを遅らせる。
(針棒を0.5mmほど下げる。)
○
針の向き、高さなど、合わせなおす。
○
針を交換する。
○
釜剣先にバフをかける。または、釜
を交換する。
○
縫い終り止め縫い針数を増す。
○
縫い終り止め縫い巾を狭くする。
○
縫い終り止め縫い巾を広くする。
○
縫い終り張力を強くする。
○
縫い始め張力を強くする。
P.22
P.14
P.30
P.44
P.14
P.13
P.24
−
P.48
P.12
−
−
P.33
P.33
P.33
P.44
P.32
− 57 −
Page 67

現 象
11.上糸が切れても
メスが落ちる。
12.針が折れる。
13.メスが複数回落
ちる。
原 因
1. 糸切れ検知板の調整は良いか。
1. 針の曲がりはないか。
2. 針と釜剣先が当たっていないか。
3. 上糸切りはさみが開くとき針に当たら
ないか。
4. 針が針板の針穴中心にくるか。
5. 針の停止位置が低く、上糸切りはさみ
が閉じるとき、針とぶつかる。
1. 布切りメスが複数回設定になっていな
いか。
対 策
○
検知板の調整
(サービスマニュアル参照)
○
針の交換
○
針と釜のタイミングを調整
○
上糸切りはさみの取り付け位置を調
整
○
針板台の取り付け位置を再調整す
る。
○
複数回設定を解除する。
頁
−
P.13
P.48
P.49
−
P.42
− 58 −
Page 68

0.テーブル図面
15
50
25 20
70
75.5
±0.5
47
38
383.5
649
457.5
222.5
21
6
78
290
±0.5
601
900
1130
810
180
540
140
70467.5
1200
90
80
20
50
70 100
115
180
40
500
570
71
276
419
215
151
±0.5
400
407
51
520
340
110
360
25
390
35
R30
R30
8-R10
R30
R30
R4
R4
R4
R4
ø8.5
8
3
ø26
Z-Z (1 : 1)
Z
Z
Z
Z
M
N
K
J
I
L
H
G
E
F
メインスイッチ取付位置
K9きり、20 深ざぐり深さ17
L 2X2 きり深さ10(裏面)
M17きり
N表
D
A
− 59 −
B
C
E16きり深さ 30
A2きり深さ10(裏面)
ペダルスイッチ取付位置
F 4X8 きり
G50きり
H 2X2 きり深さ 10(裏面)
I 2X3.5きり、深さ 14
J30きり
引出しストッパー取付位置
引出し取付位置
脚取付穴
B JUKI ロゴタイプ
C2きり深さ10(裏面)
D 4X2 きり深さ 10(裏面)
Page 69

-.形状ごとの初期値データ一覧
No.
S01
縫い形状
S02
布切り長さ
S03
メス溝右幅
S04
メス溝左幅
S05
左かがり幅
S06
左右形状比率(左側に対する右側)
S07
平行部ピッチ
S08
第2閂止め長さ
S09
第1閂止め長さ
S10
閂止め幅右補正
S11
閂止め幅左補正
S12
流れ閂止めオフセット左
S13
流れ閂止めオフセット右
S14
鳩目形状長さ
S15
鳩目形状針数
S16
鳩目幅
S17
鳩目長さ
S18
丸型形状長さ
S19
放射形状針数
S20
放射形状補強(無/有)
S21
閂止め部ピッチ
S22
第1スキマ
S23
第2スキマ
S31
1重/2重
S32
2重縫いクロス選択
S33
2重縫い幅補正
S34
下縫い回数
S35
下縫いピッチ
S36
下縫い巻き込み長さ
S37
下縫い巻き込みピッチ
S38
下縫い巻き込み幅
S39
下縫い針落ち前後補正
S40
下縫い針落ち左右補正
S41
下縫い左側位置補正
S42
下縫い右側位置補正
S44
下縫いスピード設定
S45
縫い合わせ機能(無/有)
S46
縫い合わせ幅
S47
縫い合わせピッチ
S51
左平行部張力
S52
右平行部張力
S53
左平行部張力(2重縫いの 1 周目)
S54
右平行部張力(2重縫いの 1 周目)
S55
第1閂止め部張力
S56
第2閂止め部張力
S57
縫い始め上糸張力設定
S58
下縫い上糸張力設定
S59
第1閂止め始め、ACTタイミング調整
S60
右かがり始め、ACTタイミング調整
S61
第2閂止め始め、ACTタイミング調整
S62
縫い始め止め縫い針数
S63
縫い始め止め縫いピッチ
S64
縫い始め止め縫い幅
S65
縫い始め止め縫い縦補正
S66
縫い始め止め縫い横補正
S67
縫い終り止め縫い幅
S68
縫い終り止め縫い針数
S69
縫い終わり止め縫い縦補正
S70
縫い終わり止め縫い横補正
S81
メス動作(無/有)
S83
2重縫いの 1 周目メス(無/有)
S84
最高速度制限
S86
行きピッチ
S87
行き幅
S88
帰りピッチ
S89
帰り幅
項目
単位
mm
mm
mm
mm
%
mm
mm
mm
mm
mm
mm
mm
mm
針
mm
mm
mm
針
mm
mm
mm
mm
回
mm
mm
mm
mm
mm
mm
mm
mm
rpm
mm
mm
針
針
針
針
mm
mm
mm
mm
針
mm
mm
rpm
mm
mm
mm
mm
12.7
0.10
0.10
1.70
100
0.35
1.0
1.0
0.0
0.0
ー
ー
ー
ー
ー
ー
ー
ー
ー
0.30
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
120
120
60
60
35
35
25
80
0
0
0
3
0.00
0.6
0.0
0.0
0.6
3
0.0
0.9
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
2.0
ー
ー
0.30
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
1.5
0.0
0.6
3
0.0
0.9
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
1.0
ー
0.0
0.0
ー
ー
ー
ー
ー
ー
2.0
3
無
0.30
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
120
120
60
60
120
35
25
80
0
0
0
3
0.00
0.6
0.0
0.0
0.6
3
0.0
0.9
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
2.0
3
無
ー
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
120
120
60
60
35
35
25
80
0
0
0
3
0.00
0.6
1.5
0.0
0.6
3
0.0
0.9
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
1.5
ー
0.0
0.0
ー
ー
ー
ー
ー
ー
2.0
3
無
0.30
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
120
120
60
60
35
35
25
80
0
0
0
3
0.00
0.6
0.0
0.0
0.6
3
0.0
0.0
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
3.0
ー
ー
ー
0.85
0.85
ー
ー
ー
ー
2.0
3
無
0.30
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
120
120
60
60
35
35
25
80
0
0
0
3
0.00
0.6
0.0
0.7
0.6
3
0.0
0.7
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.4
100
0.35
1.0
ー
0.0
0.0
ー
ー
2.0
3
1.0
3.0
ー
ー
ー
0.30
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
0.0
0.0
0.6
3
0.0
0.9
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.4
100
0.35
ー
ー
ー
ー
ー
ー
2.0
3
1.0
3.0
2.0
3
無
ー
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
1.5
0.0
0.6
3
0.0
0.9
有
無
3600
ー
ー
ー
ー
形状選択レベル1(12 形状)
12.7
12.7
0.10
0.10
1.4
100
0.35
3.0
ー
ー
ー
0.85
0.85
2.0
3
1.0
3.0
ー
ー
ー
0.30
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
0.0
0.7
0.6
3
0.0
0.7
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
2.0
ー
ー
0.25
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
1.5
0.0
0.6
3
0.0
0.9
有
無
3600
ー
ー
ー
ー
0.10
0.10
1.4
100
0.35
1.5
ー
0.0
0.0
ー
ー
2.0
3
1.0
3.0
ー
ー
ー
0.30
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
0.0
0.0
0.6
3
0.0
0.0
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
1.0
ー
0.0
0.0
ー
ー
ー
ー
ー
ー
2.0
ー
ー
0.30
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
0.0
0.0
0.6
3
0.0
0.9
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
1.0
ー
0.0
0.0
ー
ー
ー
ー
ー
ー
2.0
ー
ー
0.25
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
0.0
0.0
0.6
3
0.0
0.9
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
1.5
ー
0.0
0.0
ー
ー
ー
ー
ー
ー
2.0
ー
ー
0.25
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
0.0
0.0
0.6
3
0.0
0.0
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
3.0
ー
ー
ー
0.85
0.85
ー
ー
ー
ー
2.0
ー
ー
0.25
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
0.0
0.7
0.6
3
0.0
0.7
有
無
3600
ー
ー
ー
ー
形状選択レベル2(20 形状)
12.7
12.7
0.10
0.10
0.10
0.10
1.4
1.4
100
100
0.35
0.35
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
2.0
2.0
3
3
1.0
1.0
3.0
3.0
2.0
2.0
ー
ー
ー
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.6
1.5
0.0
0.6
3
0.0
0.9
有
無
ー
ー
ー
ー
ー
0.30
1.5.
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
1.5
0.0
0.6
3
0.0
0.9
有
無
3600
ー
ー
ー
ー
0.25
2000
0.00
3600
12.7
0.10
0.10
1.70
100
0.35
ー
1.0
0.0
0.0
ー
ー
ー
ー
ー
ー
2.0
3
無
0.30
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
120
120
60
60
30
120
25
80
0
0
0
3
0.00
0.6
1.5
0.0
0.6
3
0.0
0.9
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
ー
1.0
0.0
0.0
ー
ー
ー
ー
ー
ー
2.0
ー
ー
0.25
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
1.5
0.0
0.6
3
0.0
0.9
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
ー
1.0
0.0
0.0
ー
ー
ー
ー
ー
ー
2.0
ー
ー
0.30
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
1.5
0.0
0.6
3
0.0
0.9
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
1.5
1.0
0.0
0.0
ー
ー
ー
ー
ー
ー
ー
ー
ー
0.30
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
0.0
0.0
0.6
3
0.0
0.0
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
3.0
1.0
0.0
0.0
0.85
0.85
ー
ー
ー
ー
ー
ー
ー
0.30
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
0.0
0.7
0.6
3
0.0
0.7
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
2.0
3
無
0.25
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
1.5
0.0
0.6
3
0.0
0.9
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
2.0
3
無
0.30
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
1.5
0.0
0.6
3
0.0
0.9
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
2.0
3
無
0.25
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
1.5
0.0
0.6
3
0.0
0.9
有
無
3600
ー
ー
ー
ー
12.7
0.10
0.10
1.70
100
0.35
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
2.0
ー
ー
0.25
1.5
1.3
1重
<
0.0
0
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
無
2.0
2.0
60
60
60
60
60
60
25
80
0
0
0
3
0.00
0.6
1.5
0.0
0.6
3
0.0
0.9
有
無
3600
ー
ー
ー
ー
形状選択レベル3(30 形状)
19.1
13.0
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
3
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
ー
ー
ー
60
60
ー
ー
ー
ー
25
80
ー
0
ー
3
0.00
0.6
0.0
0.0
0.6
3
0.0
0.0
ー
ー
3600
0.80
1.7
0.80
1.7
ー
0.10
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
2.0
2.0
ー
ー
ー
2
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
ー
ー
ー
60
60
ー
ー
ー
ー
25
80
ー
0
ー
3
0.00
0.6
0.0
0.0
0.6
3
0.0
0.0
有
ー
3600
0.80
1.7
0.80
1.7
19.1
0.10
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
2.0
2.0
ー
ー
ー
2
4.0
8.0
0.8
1.5
1.5
0.0
0.0
0.0
2000
ー
ー
ー
60
60
ー
ー
ー
ー
25
80
ー
0
ー
3
0.00
0.6
0.0
0.0
0.6
3
0.0
0.0
有
ー
3600
0.80
1.7
0.80
1.7
19.1
0.10
0.10
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
2.0
2.0
1重
<
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
60
60
ー
ー
ー
ー
25
--ー
0
ー
3
0.00
0.6
0.0
0.0
0.6
3
0.0
0.0
有
ー
3600
0.80
1.7
0.80
1.7
 Loading...
Loading...