


DLU-5494N-7/SC-922/M51N/IT-100A
KULLANMA KILAVUZU

İÇİNDEKİLER
1. GİRİŞ ............................................................................................................................................. 1
2. KURULUM .................................................................................................................................... 1
(1) Motor ünitesinin takılması ....................................................................................................................1
(2) Kontrol panelinin monte edilmesi .......................................................................................................2
(3) Kayışın takılması ................................................................................................................................... 2
(4) Kasnak kapağının ayarlanması ............................................................................................................3
(5) Koruyucu pimin ve kayışın kaymasını önleyen braketin kurulumu ve ayarı ...................................4
(6) Kabloların bağlanması ..........................................................................................................................5
(7) Kontrol panelinin monte edilmesi .......................................................................................................9
(8) Çalışma ekranı panelinin monte edilmesi .........................................................................................10
(9) Çalışma ekranı panelinin kullanımı ...................................................................................................10
(10) Alt besleme adım ekranının ayarlanması ........................................................................................ 11
3. ÇALIŞMA PANELİNİN KURULMASI .......................................................................................... 11
4. ÇALIŞMA PANELİNİN KULLANIMI ........................................................................................... 12
(1) Her parçanın adı ve işlevi ................................................................................................................... 12
(2) Çalışma ekranı panelinde kontrast ayarı ..........................................................................................13
(3) Üretim kontrol düğmesi bağlantı konektörü ....................................................................................14
(4) USB port ..............................................................................................................................................14
5. EKRAN LİSTESİ ......................................................................................................................... 15
(1) Ana ekran listesi ..................................................................................................................................15
(2) İleti listesi .............................................................................................................................................16
(3) Diğer ekran görünümleri ....................................................................................................................17
(4) Ekran geçişi ......................................................................................................................................... 18
6. DİKİŞ MODELİNİ ÇALIŞTIRMA PROSEDÜRÜ ......................................................................... 19
(1) Dikiş modeli prosedürünün seçilmesi ..............................................................................................19
(2) Dikiş modeli düzenleme prosedürünün seçilmesi ...........................................................................19
(3) Öğretme modu ....................................................................................................................................22
(4) Dikilecek kolun seçilmesi ...................................................................................................................22
(5) Alternatif dikişin seçilmesi ................................................................................................................. 23
(6) Adım ekleme ya da silme .................................................................................................................... 24
(7) Geri dikişte ilmek adedi prosedürü ................................................................................................... 25
7. MODEL İŞLEMLERİ ................................................................................................................... 26
(1) Dikiş modeli kaydı ...............................................................................................................................26
(2) Dikiş modelinin kopyalanması ...........................................................................................................28
(3) Dikiş modelinin silinmesi ................................................................................................................... 29
8. BOBİN İPLİK SAYACI NASIL KULLANILIR .............................................................................. 30
9. ADET SAYACI ............................................................................................................................. 31
10. ÜRETİM DESTEK FONKSİYONU ............................................................................................ 31
11. ALT BESLEME MİKTARI EKRAN GÖRÜNÜMÜ ...................................................................... 32
12. YENİDEN DİKİŞ DÜĞMESİ ...................................................................................................... 32
13. İĞNE YUKARI/AŞAĞİ TELAFİ DÜĞMESİ ............................................................................... 32
14. MALZEME KENARI SENSÖRÜNÜN AÇIK/KAPALI DÜĞMESİ ........................................ 33
15. OTOMATİK IPLİK KESME DÜĞMESİ ................................................................................ 33
16. OTOMATİK TEK İLMEK DÜĞMESİ .................................................................................... 33
17. İPLİK KESİMİNE İZİN VERMEME DÜĞMESİ ..................................................................... 34
18. TUŞ KİLİDİ FONKSİYON AYARI .............................................................................................. 34
19. BİLGİ ......................................................................................................................................... 35
(1) Operatör seviyesinde bilgi ................................................................................................................. 35
(2) Fonksiyon ayarları ..............................................................................................................................38
(3) Dış ara yüz ........................................................................................................................................... 43
20. HATA EKRANI GÖRÜNÜMÜ .................................................................................................... 43
(1) Hata kodu listesi (Paneldeki hata ekranı görünümü) ......................................................................44
i
1. GİRİŞ
DLU-5494N-7 (1 iğne, otomatik iplik kesicili alt ve değişken üst besleme mekik dikiş makinesi) kurulumu ya
da kullanımı için DLU-5494N-7 Talimat Kılavuzuna bakınız.
Ayrıca SC-922 (dikiş makinesi kumandası) ve benzer şekilde IT-100 kullanım detayları için ilgili Talimat Kılavuzlarına bakınız.
2. KURULUM
SC-922 doğrudan tahrikli motora bağlı türde makine kafası ile bağımsız bir kontrol kutusu olarak kullanılabilir.
Kayış tahrikli türde makine kafası ile motor ünitesinin üzerine monte edilerek de kullanılabilir.
Kontrol kutusunu motor ünitesinin üzerine aşağıda verilen talimatlara göre monte edin.
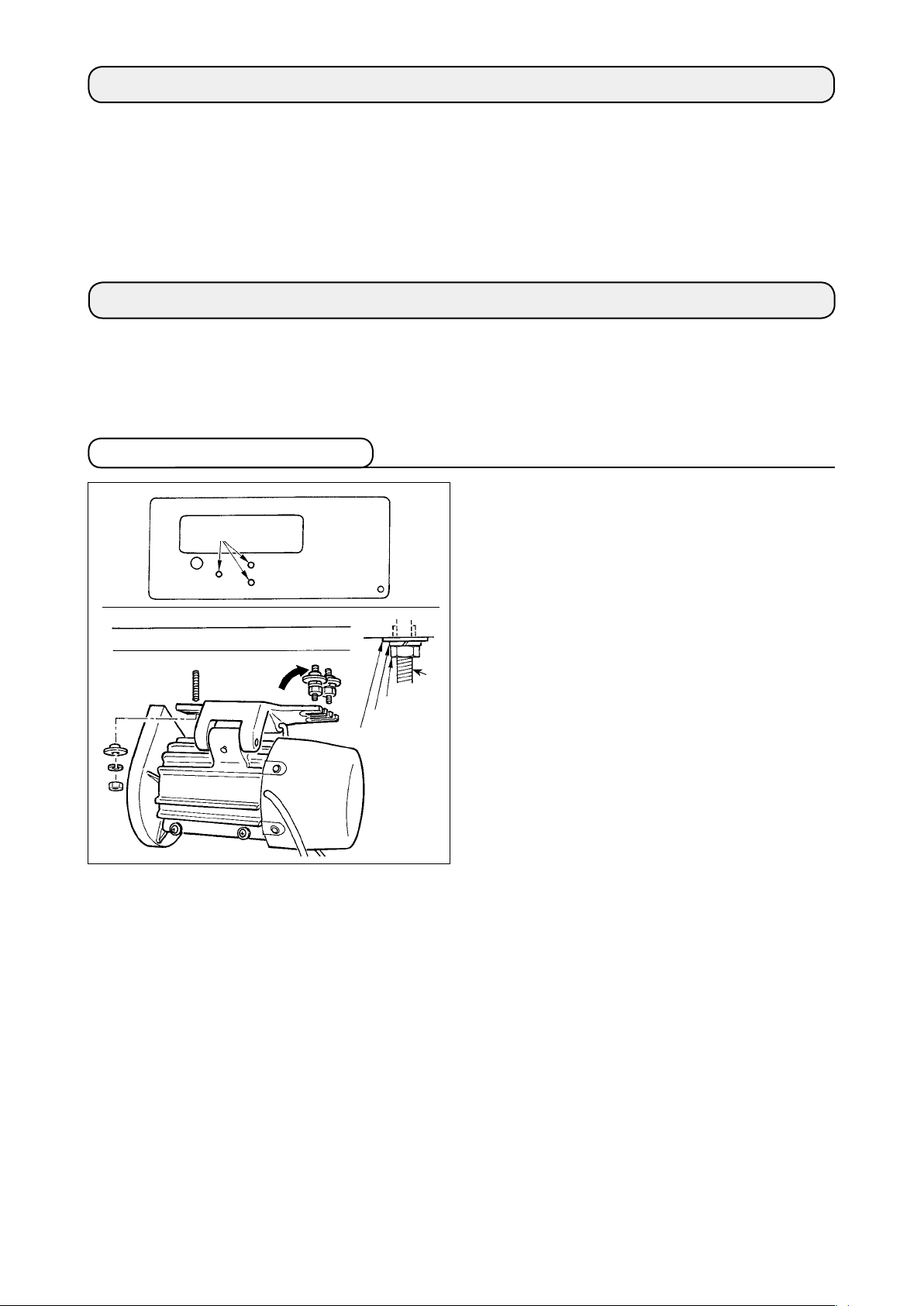
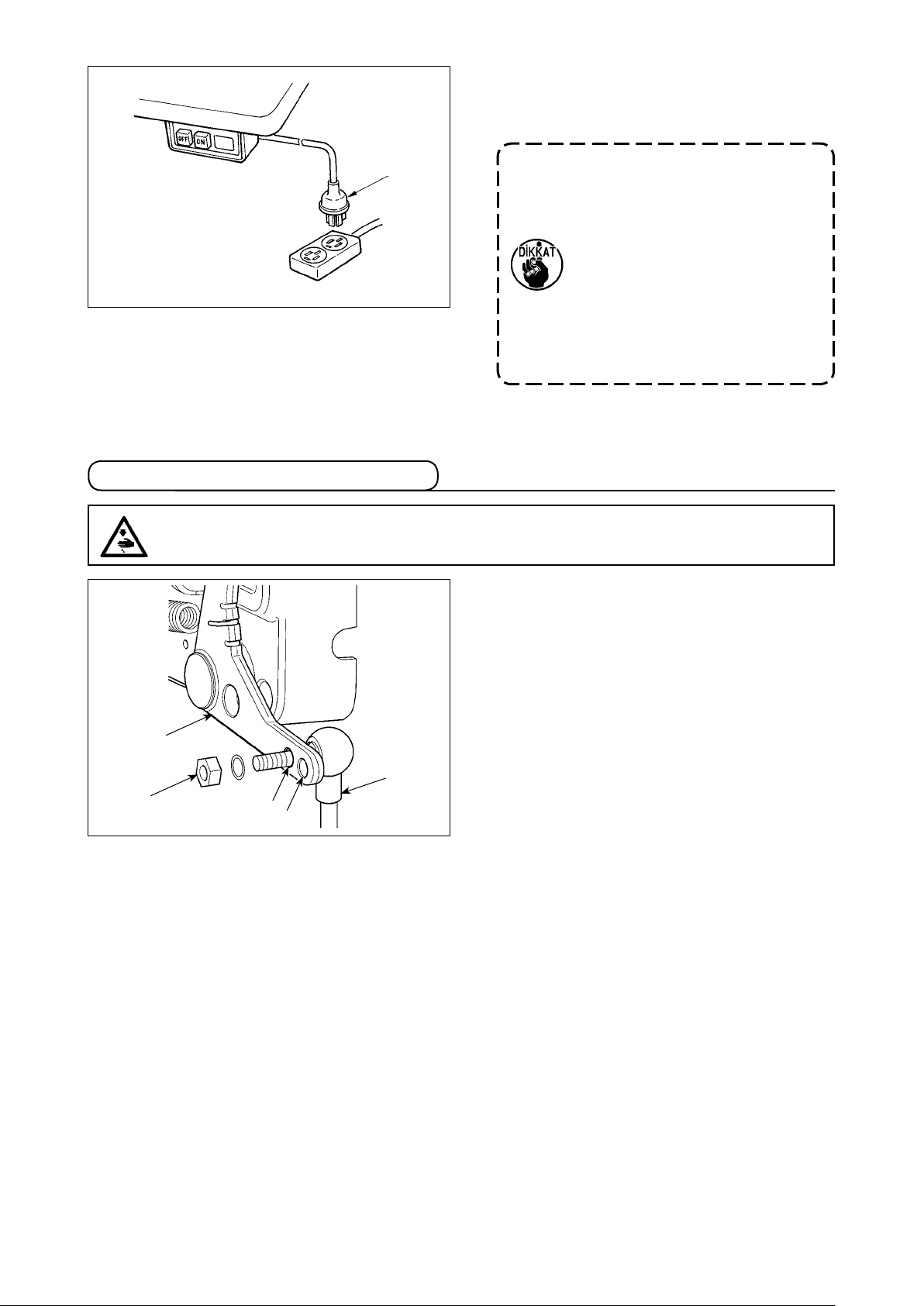
(1) Motor ünitesinin takılması
Üniteyle birlikte aksesuar olarak temin edilen tespit
cıvatası grubunu kullanarak motor ünitesini masaya
❶
❶
❹
❸
❷
monte edin.
Şimdi üniteyle birlikte aksesuar olarak temin edilen
somunları ve pulları şekilde gösterildiği gibi takarak
motor ünitesini sağlam bir şekilde masaya tespit
edin.
1) Üniteyle birlikte aksesuar olarak temin edilen üç
cıvatayı ❶, masadaki motor askı cıvatası deliğine itin.
2) Konveks pulu ❷, yaylı pulu ❸ ve somunu ❹,
iki cıvatanın takılı olduğu tarafta geçici olarak
sıkın.
3) Motor ünitesini geçici olarak sıkılmış olan pula
asın; konveks pulu ❷, yaylı pulu ❸ ve somunu
karşı taraftaki diğer somuna takın.
❹
4) Motorun montaj konumunu ayarladıktan sonra
ilgili somunları ❹ sıkın.
– 1 –
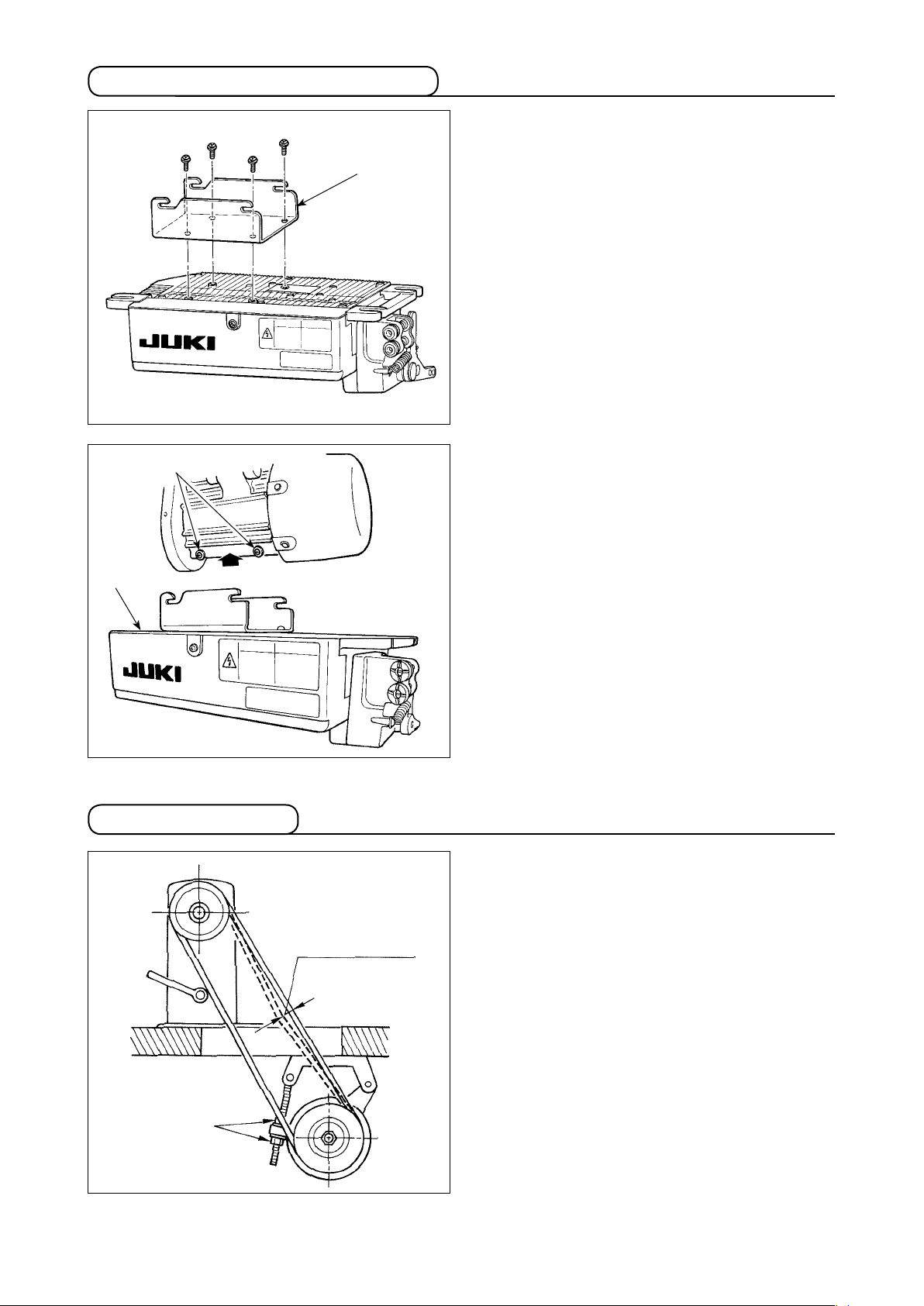
(2) Kontrol panelinin monte edilmesi
❶
1) Üniteyle birlikte temin edilen braketi ❶, temin
edilen vidaları kullanarak (M5 × 10) şekildeki gibi
takın.
❷
❸
(3) Kayışın takılması
15 mm (9,8N)
2) Motor ünitesiyle birlikte aksesuar olarak temin
edilen dört vidayı ❷ gevşetin, kontrol paneli ünitesini ❸ vidalara astıktan sonra vidaları ❷ sıkıp
kontrol paneli ünitesini ❸ tespit edin.
1) Dikiş makinesi kasnağı ile motor kasnağı arasındaki kayış mesafesi paralel olmalıdır.
2) Motor yüksekliğini değiştirmek için, gerginlik ayar
somunlarını ❶ çevirerek kayış gerginliği ayarlanmalıdır; kayış uzunluğunun ortasına elle bastırıldığı zaman yaklaşık 15 mm (9,8 N) çökmesi
gerekir.
Kayış gergin değilse, düşük ya da orta hızla
çalışırken hız kararsız olur ve iğne tam olarak
durması gereken yerde durmaz.
❶
– 2 –
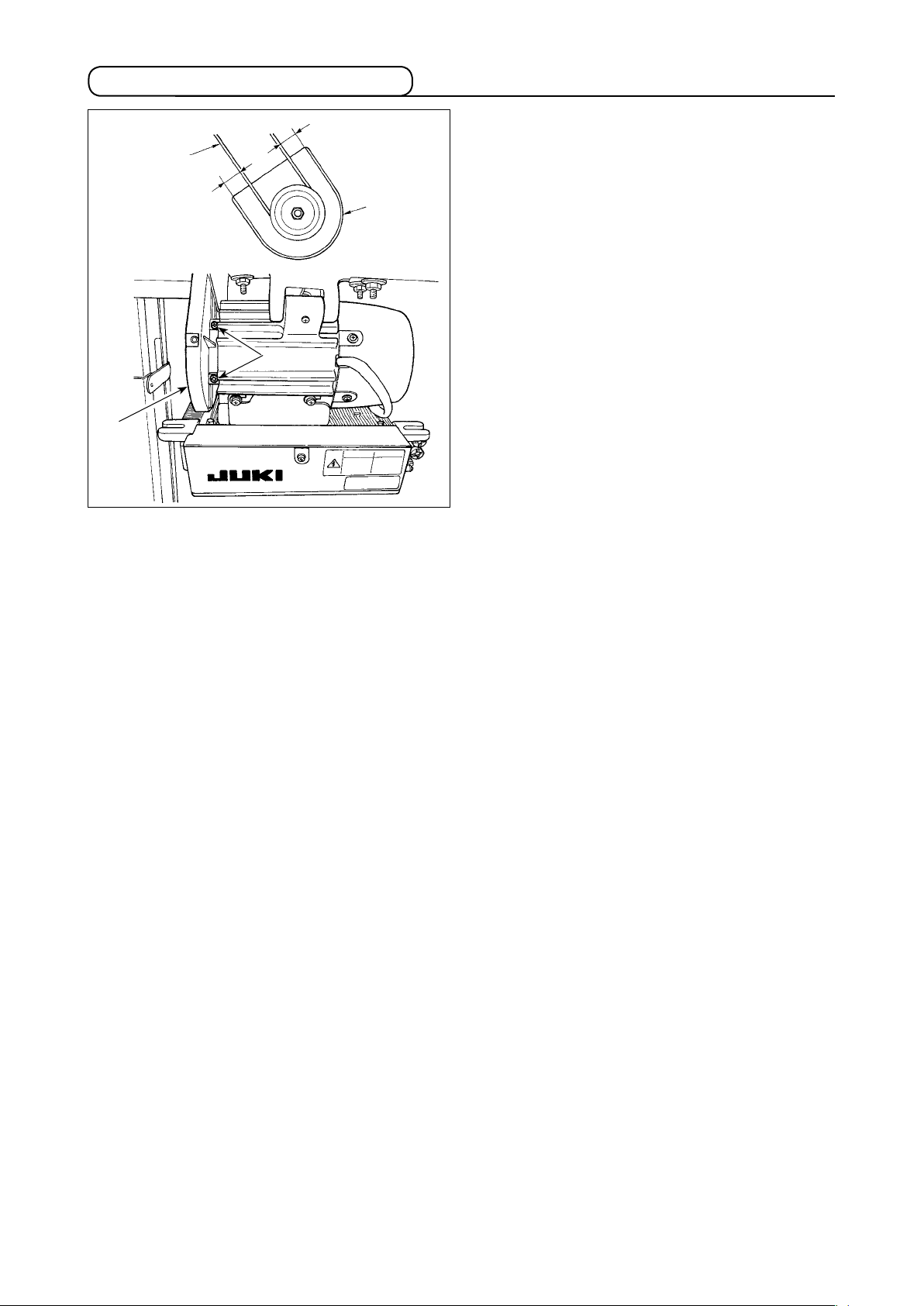
(4) Kasnak kapağının ayarlanması
❶
❸
b
❷
a
❶
1) Kayış gerginliğini ayarladıktan sonra kasnak
kapağını ❶ ayarlayın; kayış ❸ ile kasnak kapağı
arasındaki a ve b boşluğu aynı olmalıdır.
❶
2) Ayar bittikten sonra, kasnak kapağının ❶ yanındaki vidaları ❷ sıkın ve yerinden kaymaması için
kasnak kapağını ❶ sıkıca tespit edin.
– 3 –
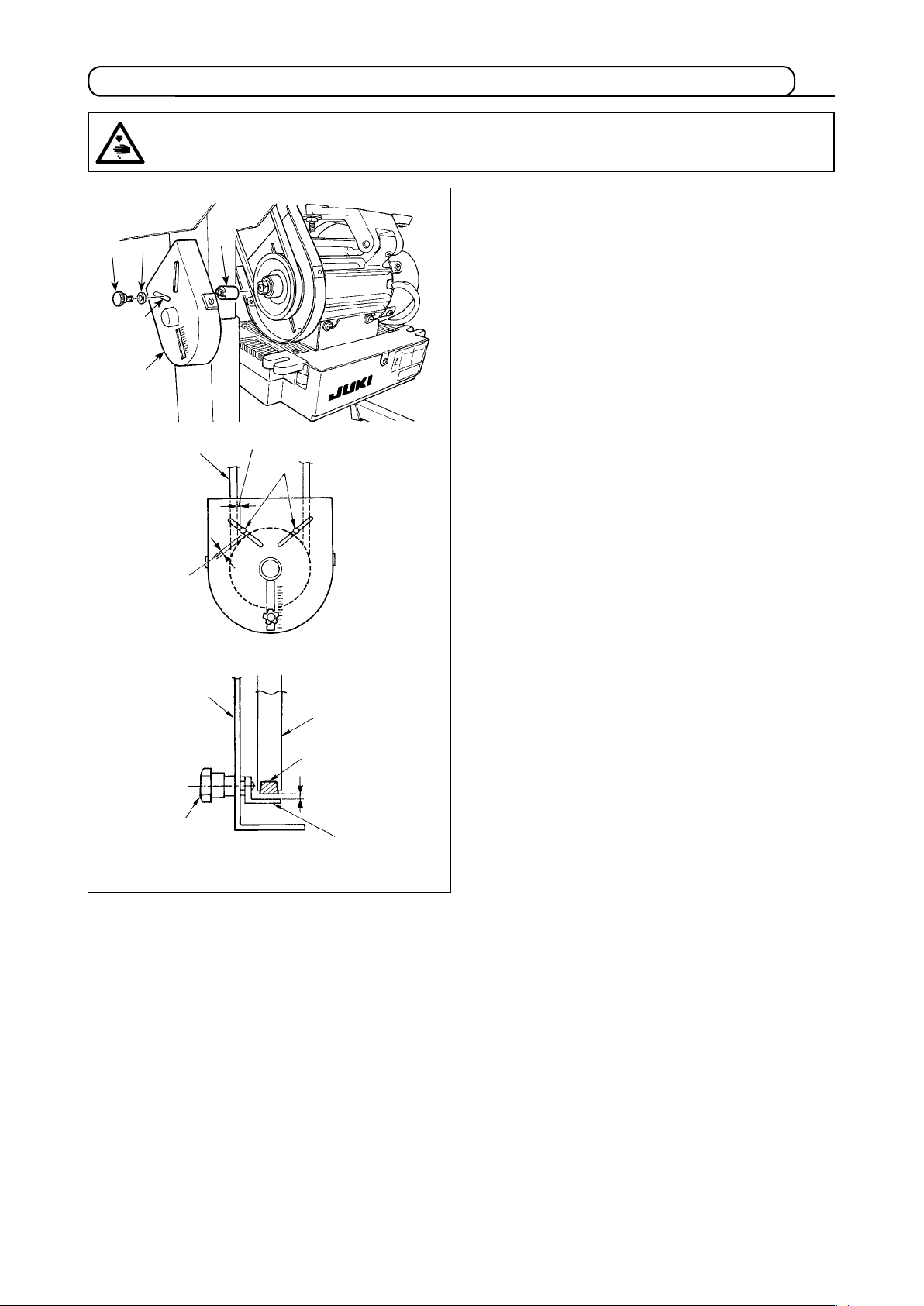
(5) Koruyucu pimin ve kayışın kaymasını önleyen braketin kurulumu ve ayarı
UYARI :
Dikiş makinesinin aniden ve kontrol dışı çalışmasından ileri gelebilecek kazaların önüne geçmek için
bu işlem öncesinde cihazın güç anahtarını kapalı (OFF) konumuna getirirn.
1) Koruyucu pim için montaj deliği
Koruyucu pimi ❶ motor kasnak kapağının ❽
❷
❸
❶
A
❽
4 mm ya da daha az
❻
❶
4 mm ya da
daha az
Koruyucu pim ayar konumu
❽
❼
❻
3 mm ya da daha az
❺
❹
Kayışın kaymasını önleyen braket konumunun ayarı
montaj deliğine A ünite ile verilen aksesuar vidası ❷ ve pul ❸ ile takın.
2) Koruyucu pimin ve kayışın kaymasını önleyen
braketin ayarı
Koruyucu pimin ❶ ve kayışın kaymasını önle-
yen braketin ❹ konumunu soldaki şekle uygun
olarak ayarlayın.
a) Koruyucu pimin ayarlanması
Vidayı ❷ gevşetip ayarlayarak, koruyucu
pimin ❶ soldaki şekilde gösterilen yerde
olmasını sağlayın.
b) Kayışın kaymasını önleyen braketin ayarı
Vidayı ❺ gevşetip ayarlayarak, kayışın kay-
masını önleyen braketin ❹ soldaki şekilde
gösterilen yerde olmasını sağlayın.
Koruyucu pim ❶ doğru şekilde ayarlanmaz-
sa, kasnak ❼ ve kayış ❻ arasında kalan
boşluğa parmaklarınız sıkışarak yaralanma-
ya neden olabilir.
Kayışın kaymasını önleyen braket ❹ uygun
şekilde ayarlanmazsa, kayış ❻ kayarak
güvenliğinizi riske atabilir.
3) Ayar yaptıktan sonra, koruyucu pimin ❶ ve kayışın kaymasını önleyen braketin ❹ titreşime bağlı
düzensiz hareketini önlemek için ❷ ve ❺ vidalarını sıkarak söz konusu parçaları tespit edin.
4) Dikiş makinesini çalıştırmadan önce, koruyucu
pimin ❶ ve kayışın kaymasını önleyen braketin
kasnak ❼ ve kayışla ❻ temas etmediğini
❹
kontrol edin.
– 4 –
(6) Kabloların bağlanması
UYARI:
• Dikiş makinesinin aniden durarak kişilerin yaralanmasına sebep vermemesi için, gücü KAPALI
konuma getirip 5 dakika ya da daha fazla bekledikten sonra çalışmaya devam edin.
• Hatalı çalışma ya da hatalı spesikasyonlar nedeniyle cihazın zarar görmemesi için, ilgili bütün
konektörlerin belirtilen yerlere bağlanmış olduğunu kontrol edin.
• Kişilerin hatalı çalışma nedeniyle yaralanmasını önlemek için, konektörü mutlaka kilitleyin.
• İlgili cihazların kullanımı ile ilgili ayrıntılar için, cihazları kullanmadan önce cihazla birlikte temin
edilen Talimat Kılavuzlarını dikkatle okuyun.
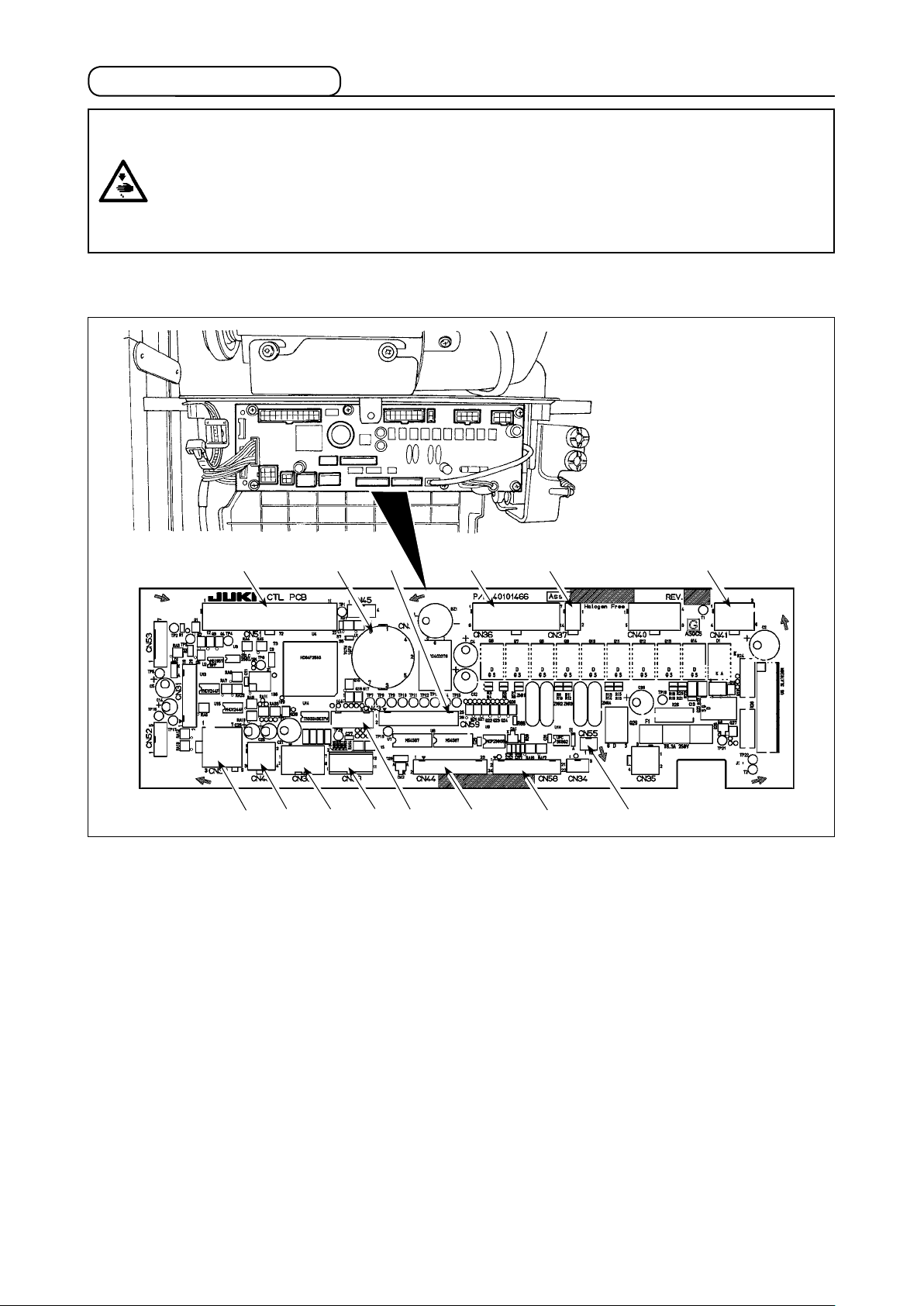
Aşağıdaki konektörler SC-922 üzerinde hazırlanır. Makine kafasına takılı cihazları bağlamak için, makine
kafasından gelen kabloları ilgili noktalara bağlayın.
❷
❶
CN30 Motor sinyal konektörü
❶
CN33 İğne mili konum dedektörü (+5 V tipi): İğne
❷
mili konumunu algılar.
CN36 Makine kafası solenoidi: İplik kesici, ters
❸
dikiş solenoidi, düzeltme işlemi düğmesi vb.
CN37 Baskı ayağı kaldırıcı solenoidi. (Sadece
❹
otomatik baskı ayağı kaldırıcı tipi için)
CN38 Çalışma paneli: Çeşitli dikiş türleri program-
❺
lanabilir.
CN39 Sabit makine pedalı : JUKI standardı PK70
❻
vb. Dikiş makinesine dış sinyalle kumanda
edilebilir.
CN41 Stepping motor : Sadece DLU-5494N-7 için
❼
kullanılır.
CN43 İğne mili konum dedektörü (+12 V tipi): İğne
❽
mili konumunu algılar.
CN44 Elle kullanılan düğme: Geriye doğru hareket
❾
düğmesi dışında elle kullanılan düğme.
❺ ❻
❽
❸ ❹ ❼
❾
CN48 Emniyet anahtarı (standart) : Gücü kapalı
SEÇENEK düğmesi : Bu düğmenin dahili
CN51 Genişletilmiş giriş/çıkış konektörü
CN55 LED lamba (+5 V tipi): İsteğe bağlı olarak
CN58 Üst besleme miktarı başlangıç dedektörü (+5
Genişletilmiş giriş konektörü (sensör girişi
CN59 Genişletilmiş çıkış konektörü (solenoid valf
konuma getirmeden dikiş makinesi devrilirse, tehlikelere karşı koruma sağlamak için
dikiş makinesinin çalışmasına izin verilmez.
fonksiyonuna geçilerek giriş fonksiyonu
değiştirilebilir.
LED lamba bağlanabilir. (Işık miktarının
nasıl ayarlanacağı konusunda bilgi edinmek
için “SC-922 Talimat Kılavuzu” na bakın.)
V tipi): Bu dedektör üst besleme miktarının
başlangıcını tespit eder.
vb. için)
çıkışı için)
– 5 –
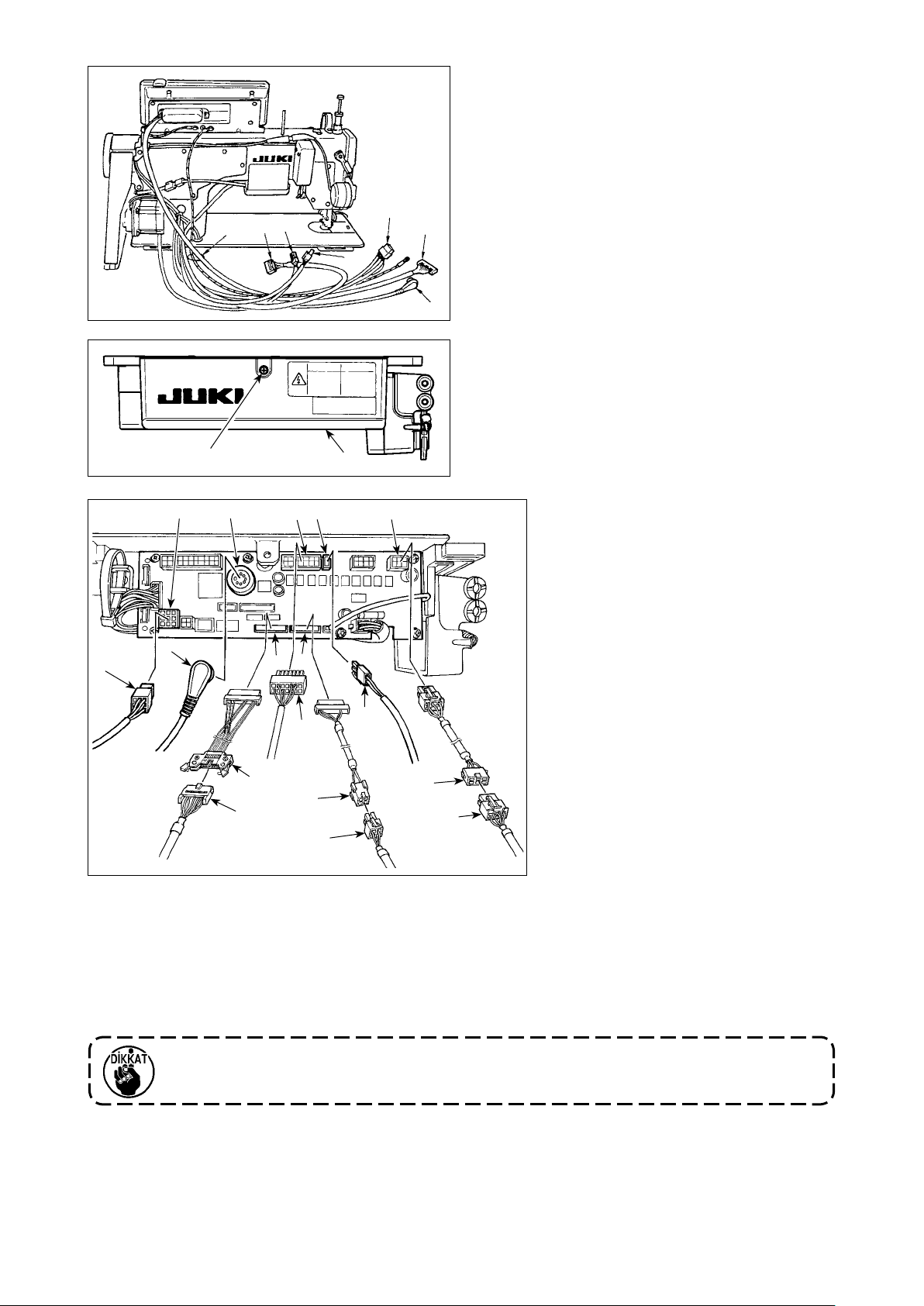
A
❹
❻
❺
❶
❸
❷
1) İplik kesici solenoidin, geri besleme dikiş solenoidin vb., kablolarını ❶, senkronizer kablosunu
, IT panel kablosunu ❸, çalışma ekranı paneli
❷
kablosunu ❹, üst besleme algılama kablosunu
ve motor kontrol kablosunu ❻ masanın altın-
❺
daki delikten A geçirin.
2) Kapağı ❼ açmak için kapaktaki ❼ vidayı B tornavidayla gevşetin.
B
❽
❼
3) Makine kafasından gelen 14P kodunu
konektöre ❽ bağlayın (CN36).
❶
Opsiyonel AK cihazı takılı ise, AK
cihazından gelen 2P konektörünü ❾
konektöre bağlayın (CN37).
Dedektörden gelen konektörü ❷ ko-
nektöre (CN33) takın.
Motordan gelen 9P konektörü
❷
devre kartının üzerindeki konektöre
❶
❾
(CN30) bağlayın.
❹
❻
❺
Çalışma ekranı panelinden gelen 14P kablosunu ❹ alt panel bağlantı kablosuna (takım) (40148262)
bağlayın ve ilk kabloyu konektöre (CN44) takın.
Üst besleme algılama 4P kablosunu ❺ başlangıç dedektörü bağlantı kablosuna (takım) (40148267)
bağlayın ve ilk kabloyu konektöre (CN58) takın.
Adım motorundan gelen 6P kablosunu ❻ adım motoru bağlantı kablosuna (takım) (40148268) bağla-
yın ve ilk kabloyu konektöre (CN41) takın.
AK cihazını kullanırken, otomatik kaldırıcı fonksiyonu seçimini onayladıktan sonra AK cihazını kul-
lanıp kullanmayacağınızı belirleyin. (Ayrıntılar için “SC-922 Talimat Kılavuzu” kısmına bakınız.)
– 6 –
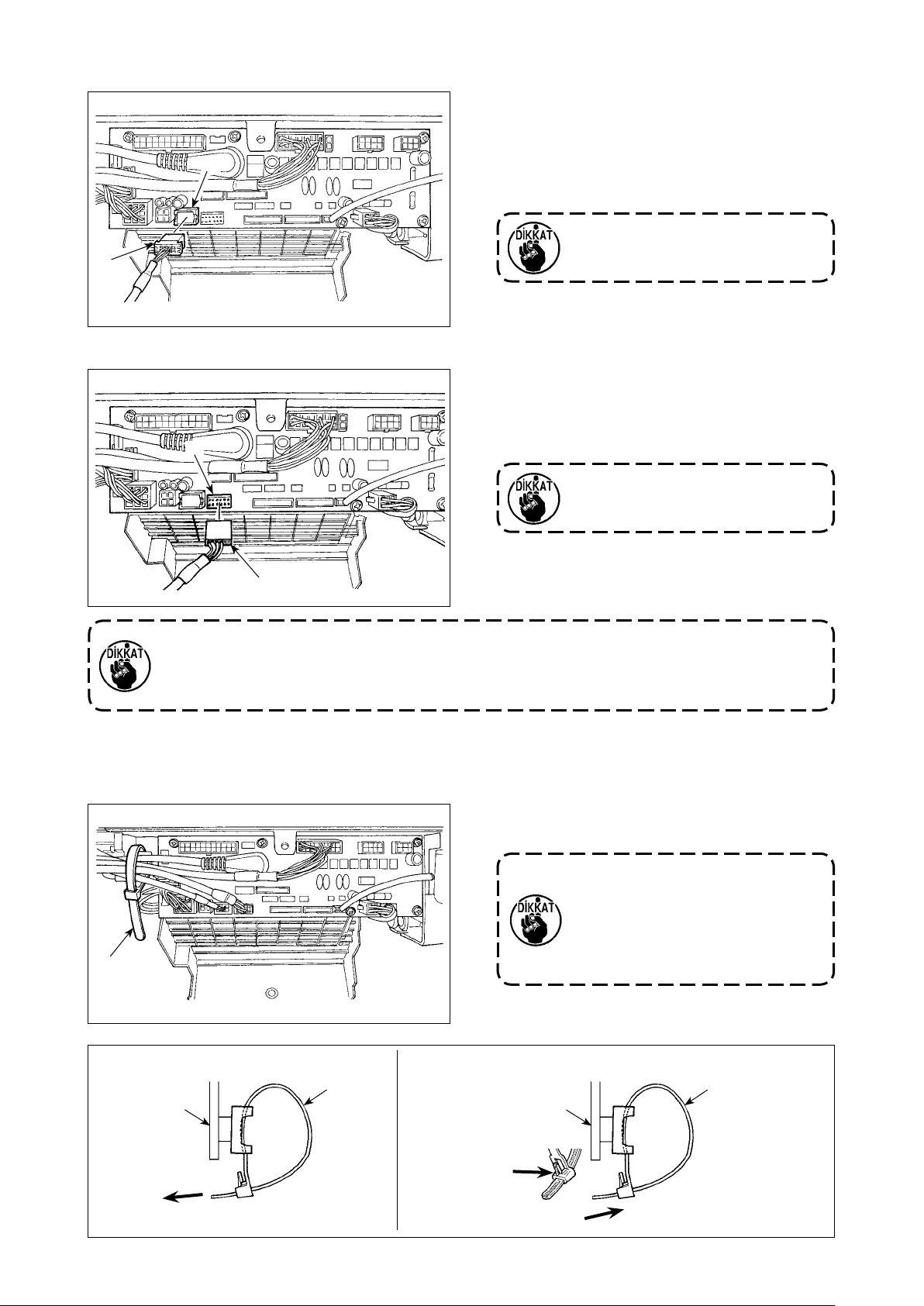
[Çalışma paneli konektörü bağlanıyor]
[Ayakta çalışılan makinede pedal bağlantısı]
4) Çalışma paneli konektörü temin edilmektedir.
Konektörün yönüne dikkat ederek, devre
levhası üzerindeki konektöre (CN38) bağlayın.
Bağlantıyı yaptıktan sonra konektörü sağlam
şeklide kilitleyin.
Konektörü bağlamadan önce gücü
mutlaka kapatın.
5) Devam eden iş için dikiş makinesini pedal ünitesiyle birlikte kullanmak için, PK70 konektörünü
, PCB üzerindeki konektörüne (CN39: 12P)
bağlayın.
Konektörü bağlamadan önce gücü
mutlaka kapatın.
Her konektörün bir takış yönü vardır, dolayısıyla takış yönlerini kontrol ettikten sonra ilgili konek-
törlerin sağlam takıldığını kontrol edin. (Kilitli tip kullanıyorsanız, konektörleri kilide iyice oturana
kadar itin.) Konektörler uygun şekilde takılmamışsa dikiş makinesi düzgün çalışmaz. Ayrıca sadece
sorun ya da hata uyarı mesajı çıkmaz, dikiş makinesi ve kumanda paneli de zarar görür.
[Tüm kabloların demet haline getirilmesi]
6) Konektörü taktıktan sonra, panelin yanındaki
kelepçeyle birlikte bütün kabloları çekin.
1. Kablo kelepçesini ve kablo tutucu bandını ilgili prosedüre uygun
şekilde sabitleyin.
2. Konektörü çıkarırken kablo taşıyı-
cısından çıkarın, çıkarırken kablo
kelepçesinin kancasına bastırın.
Kablo kelepçesinin kilitlenmesi
Panel
Çekin
Kancayı itin.
– 7 –
Kablo kelepçesinin çıkarılması
Panel
İtin
Kancayı itmek
için bandı iterek
çıkarın.
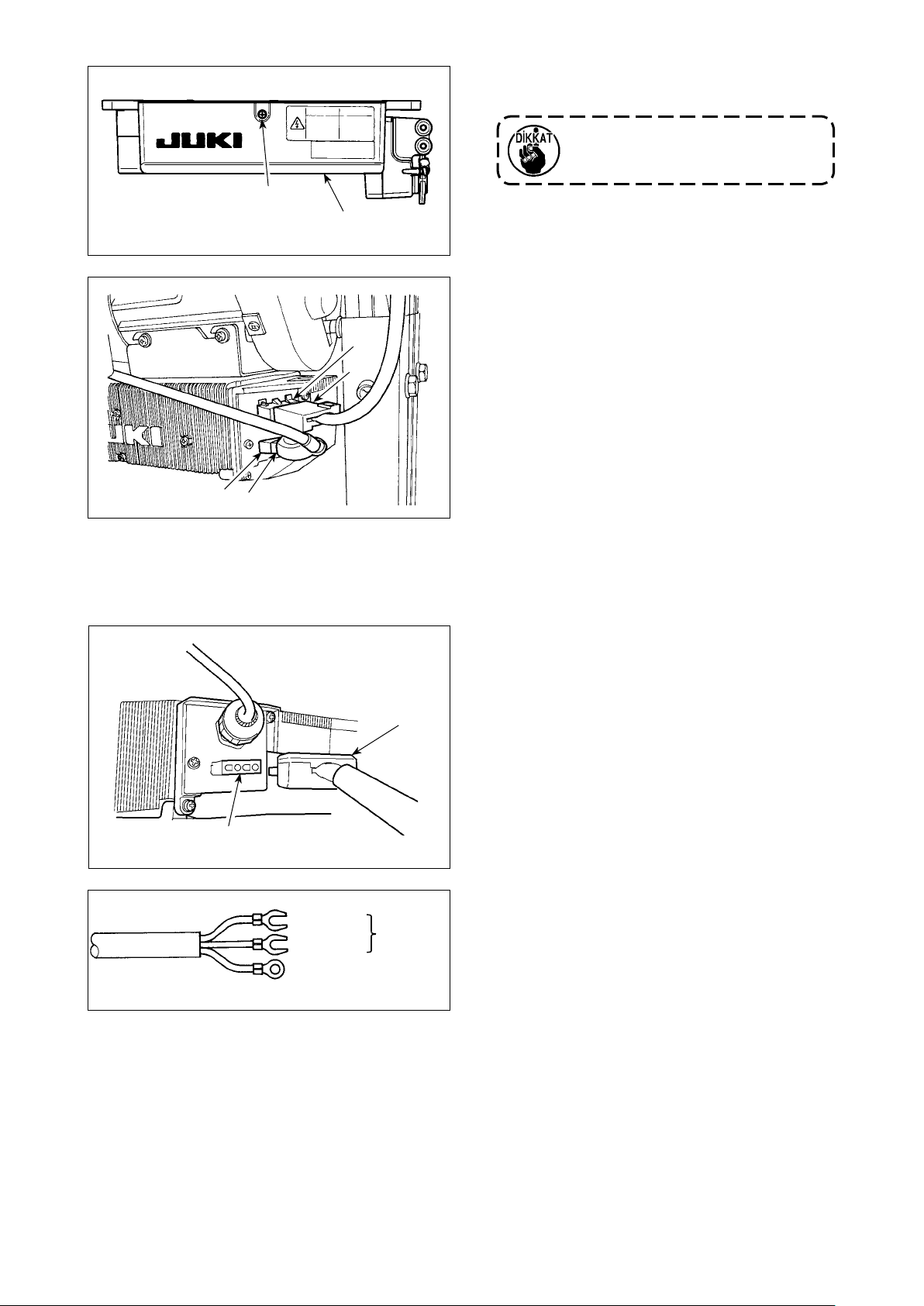
B
❼
7) Kapağı ❼ kapatın ve vidayı B tornavidayla sıkarak kapağı sabitleyin.
Kablonun kapağa ❼ sıkışmamasına
dikkat edin.
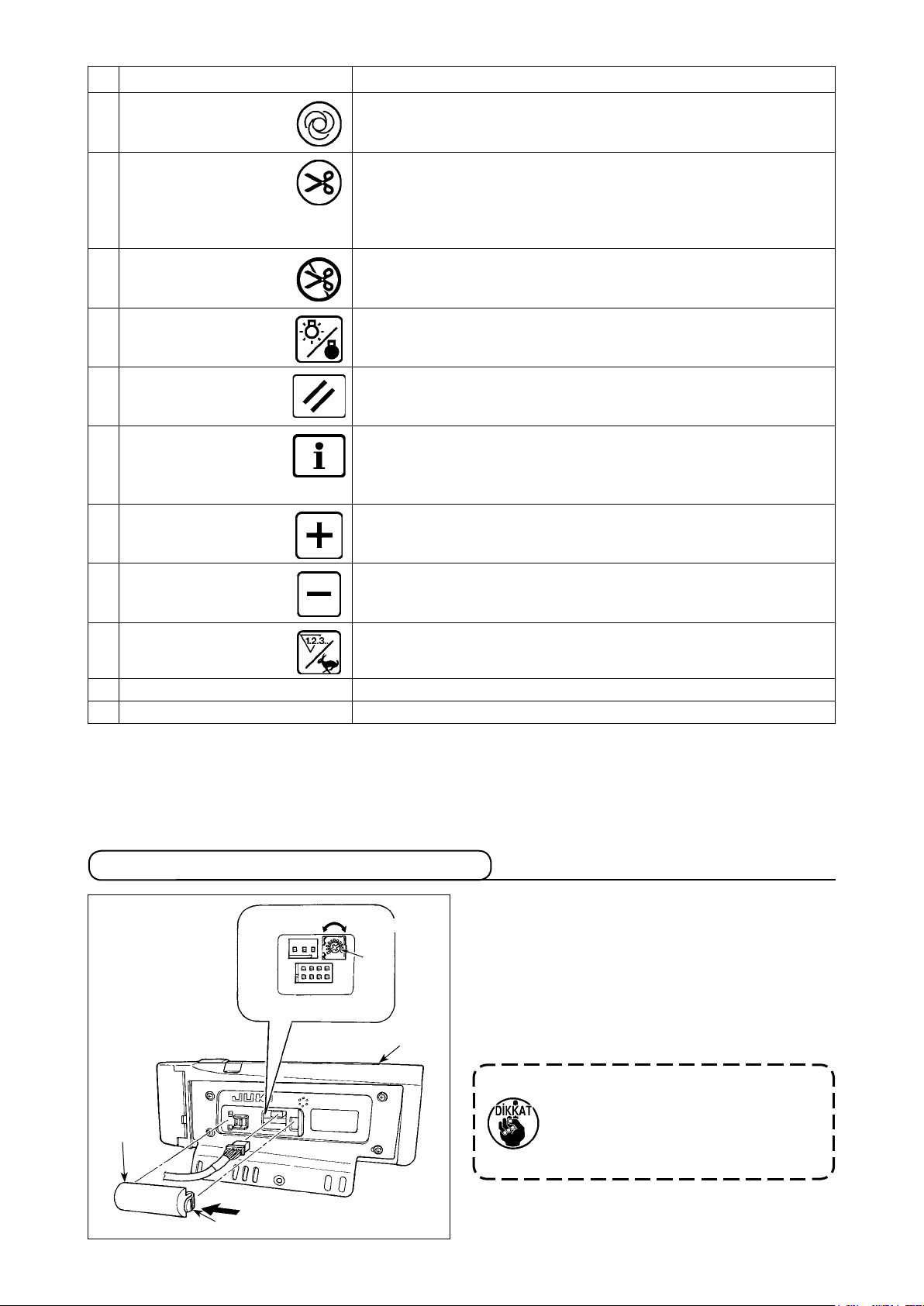
8) Konektörü 4P , panelin yan tarafındaki konektöre bağlayın.
9) Güç anahtarının motor çıkış kablosunu konektöre bağlayın.
[Sadece CE spesikasyonları için]
CE 1ø 230V
Kahverengi
Mavi
Yeşil/Sarı (topraklama
kablosu)
AC
220V-240V
Motor çıkış kablosunu , panelin yan tarafındaki
konektöre bağlayın.
Güç şalterinin takılması
Elektrik kablosunu güç şalterine bağlayın.
[CE spesikasyonları]
Tek faz 230V :
Güç kabloları : Kahverengi, mavi ve yeşil/sarı (top-
raklama kablosu)
– 8 –
10) Güç anahtarının kapalı konumda olduğunu
kontrol edin ve güç anahtarından gelen besleme
kablosunu elektrik ş soketine takın.
(7) Kontrol panelinin monte edilmesi
UYARI :
Dikiş makinesinin aniden durarak yaralanmalara sebep vermemesi için, bir sonraki çalışmayı gücü
kesip mutlaka 5 dakika ya da biraz daha fazla bekledikten sonra başlatın.
1. Elektrik kablosunun üst ucu, kullanım yeri ya da voltaj kaynağına
göre değişiklik gösterir. Düğmeyi
yerleştirmeden önce, besleme
voltajı ile kontrol paneli üzerinde
belirtilen voltaj değerini tekrar
karşılaştırın.
2. Elektrik şini emniyet standartlarına göre hazırlayın.
3. Topraklama kablosunu (yeşil/sarı)
bağladığınızdan emin olun.
1) Bağlantı kolunu ❶, pedal kolu ❷ montaj deliğine B somun ❸ kullanarak sabitleyin.
2) Bağlantı kolunun ❶ montaj deliğine A yerleştirilmesi halinde pedalın basma stroku artar, pedalın
orta hızda çalışması daha kolay olur.
❸
❷
B
❶
A
– 9 –
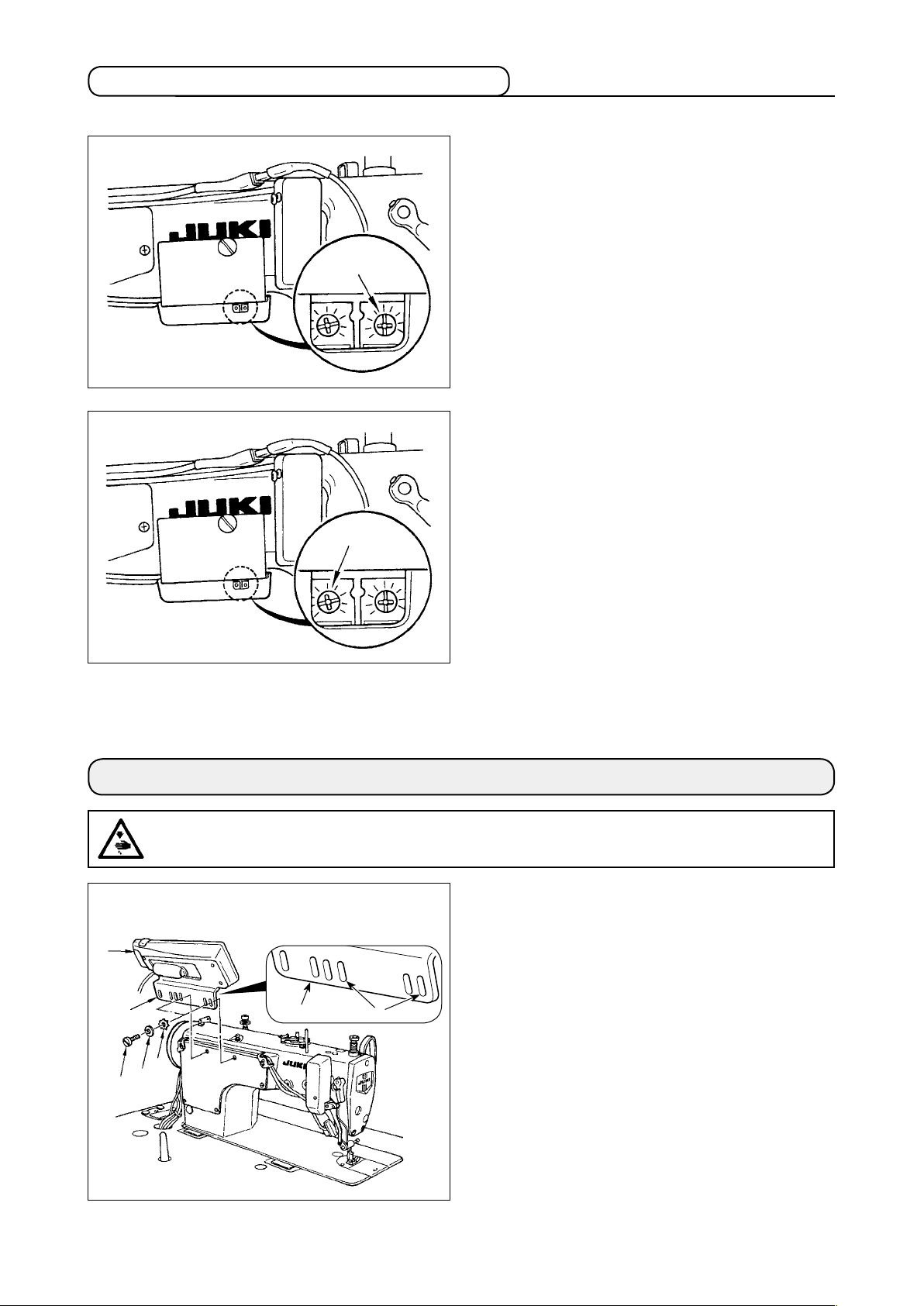
(8) Çalışma ekranı panelinin monte edilmesi
1) Çalışma ekranı panelini ❶, vida ❷ ve pul ❸ kul-
2) Çalışma ekranı panelini ❶ yukarıda belirtilen
❸
❷
A
❶
❶
lanarak makine kolunun arka bölümündeki deliğe
sabitleyin.
A
yere yerleştirirken, yatak yüzeyine paralel yerleştirin ve makine kolunun alt kısmıyla temas
ettirmeyin.
Yatak yüzeyine paralel
Temas yok
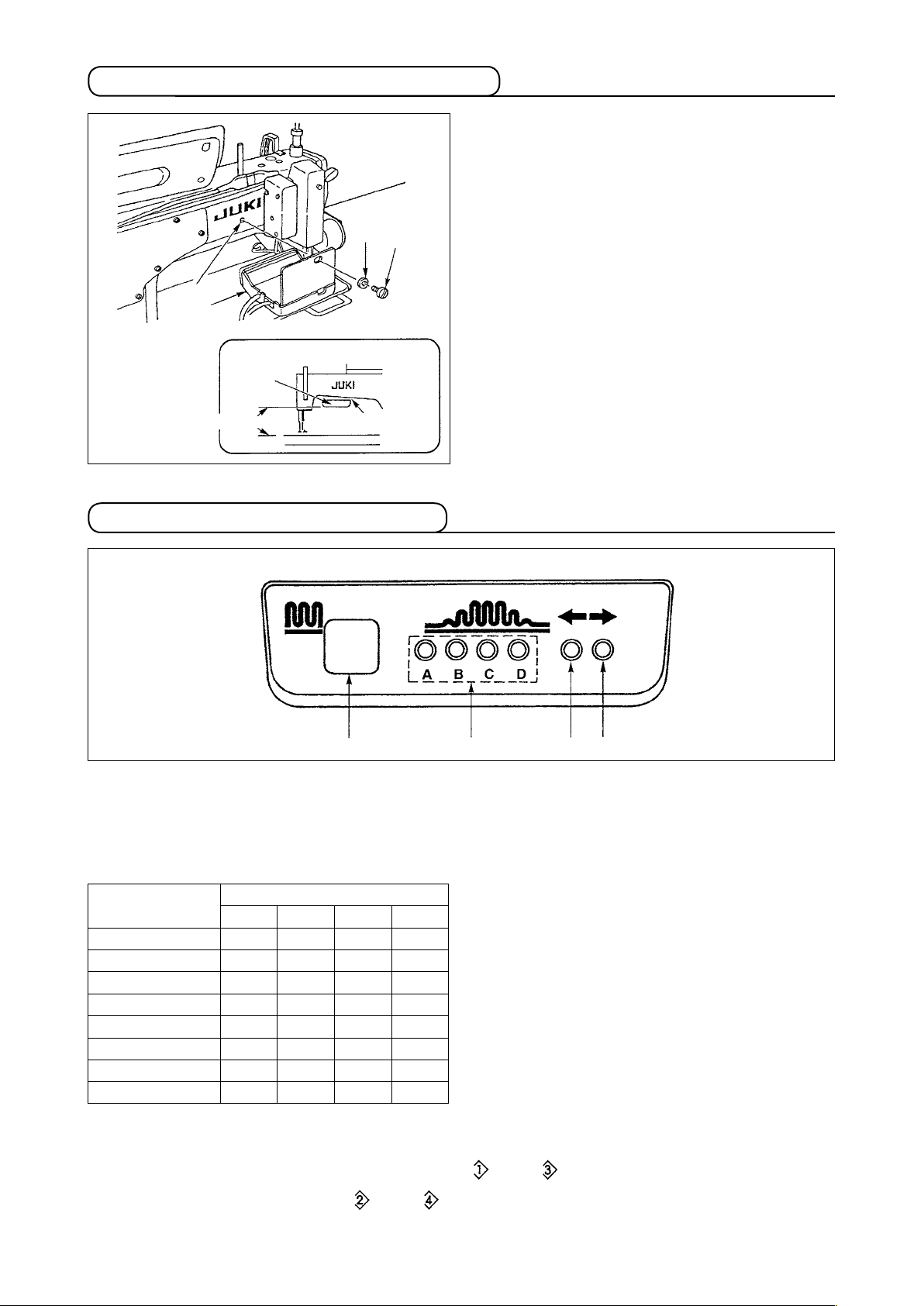
(9) Çalışma ekranı panelinin kullanımı
• Çalışma gösterge paneli
❶
Kısmi büzgü düğmesi
❶
Kısmi büzgü prosesine geçmek için kullanılan düğmedir.
・
Kısmi büzgü prosesi adımının gösterge lambası (LED)
❷
Kısmi büzgü prosesi adımının mevcut durumunu gösterir.
・
❷
❸
❹
Kısmi büzgü
prosesi adımı
1
2
3
4
5
6
7
8
Alternatif dikiş modunun altında kısmi dikiş modeli gösterge lambası (LED)
❸, ❹
Alternatif dikiş modu altında kısmi büzgü modeli ya da seçilirse, LED ❸ yanar. Yukarıda belir-
・
Gösterge lambası (LED)
A B C D
○ ● ● ●
○ ○ ● ●
○ ○ ○ ●
○ ○ ○ ○
● ○ ○ ○
● ● ○ ○
● ● ● ○
● ● ● ●
(Not)
○……
●……
Yanar
Söner
tilen moda kısmi büzgü modeli ya da seçilirse, LED ❹ yanar.
Makine alternatif dikiş modunda çalışmıyorsa, her iki LED ❸ ve ❹ söner.
・
– 10 –
(10) Alt besleme adım ekranının ayarlanması
Alt besleme adımı ekran görünümü adım kadranındaki skalaya uymadığı zaman aşağıdaki ayarları yapın.
1) Alt besleme adı kadranını “0” olarak ayarlayın.
2) Çalışma ekranı panelinin arka sağ yanında
bulunan değişken rezistör VR1’i ❶ çevirin ve alt
besleme ekranı minimum ekran olacak şekilde
ayarlayın.
3) Alt besleme adı kadranını “5” olarak ayarlayın.
4) Çalışma ekranı panelinin arka sağ yanında bulunan değişken rezistör VR2’yi ❷ çevirin ve alt
besleme ekranı “5.0” olacak şekilde ayarlayın.
❷
❶
VR2
VR1
3. ÇALIŞMA PANELİNİN KURULMASI
UYARI:
Makinenin aniden durarak kişilerin yaralanmasına sebep vermemesi için, bir sonraki çalışmayı gücü
kestikten ve motorun çalışmadığını kontrol ettikten sonra başlatın.
A tipi (Anma plakasını yazın TYPE A0*)
❶
❷
A
❸
❹
A
B
1) Çalışma paneliyle birlikte temin edilen vida ❷,
düz pul ❸ ve dişli kilit pul ❹ kullanarak, çalışma
panelini ❶ makine kafasına monte edin.
2) Braketin A B deliğini çalışma paneli montaj deliği olarak kullanın.
– 11 –
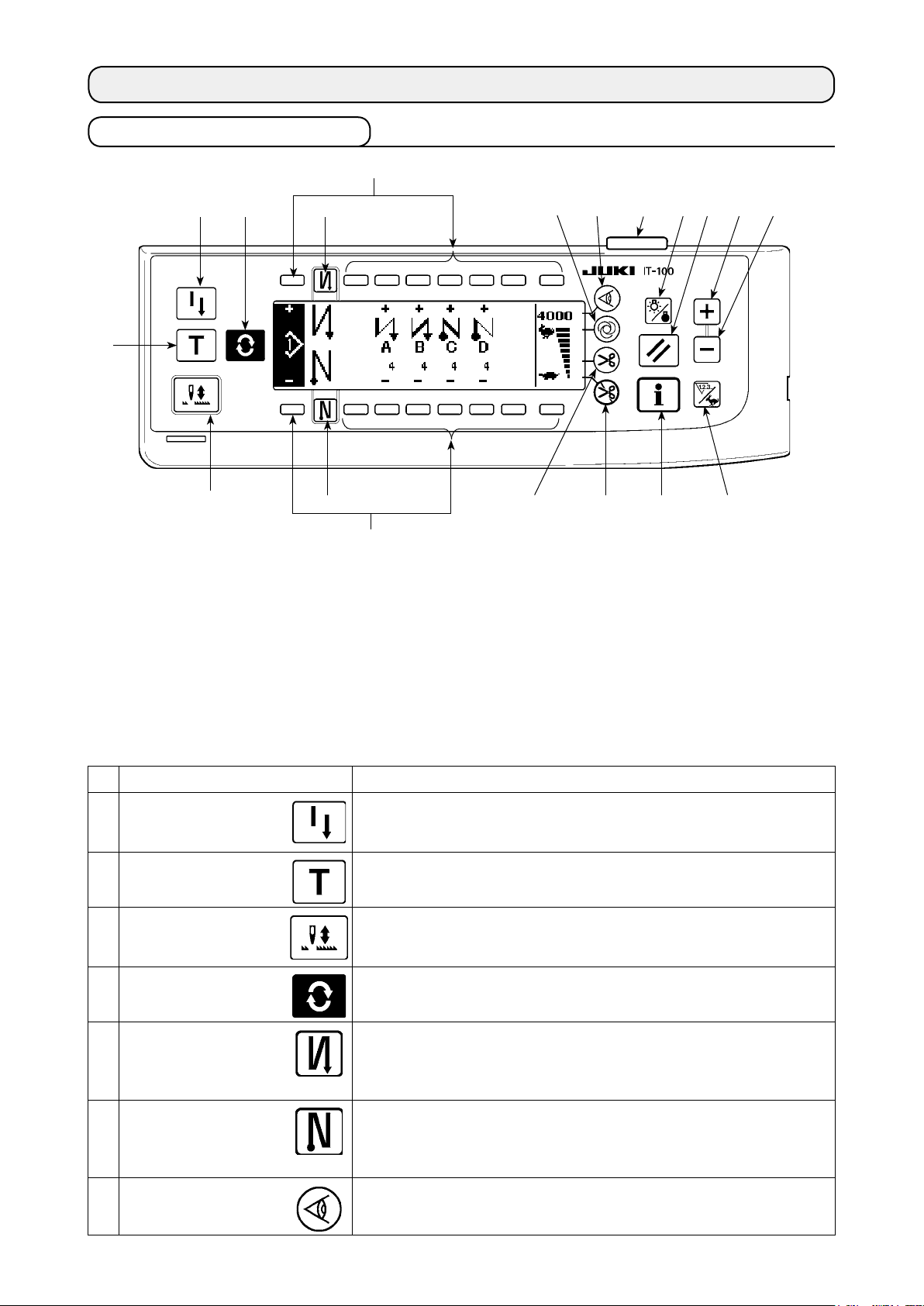
4. ÇALIŞMA PANELİNİN KULLANIMI
(1) Her parçanın adı ve işlevi
❶ ❹ ❺
❷
❸
Yenidendikişdüğmesi
❶
Öğretmedüğmesi
❷
İğneyukarı/aşağıteladüğmesi
❸
Ekrangörünümüdeğiştirmedüğmesi
❹
Dikişbaşlatmadüğmesindegeribeslemedikişli/dikişsiz
❺
Dikişbitirmedüğmesindegeribeslemedikişli/dikişsiz
❻
Malzemekenarısensördüğmesi
❼
Tekadımdaotomatikdikişdüğmesi
❽
Otomatikiplikkesicidüğmeli/düğmesiz
❾
❻
❼
❽
❾
İplikkesimineizinvermeyendüğme
Arkaışıkdüğmesi
Sıfırlamadüğmesi
Bilgidüğmesi
Artıdüğmesi
Eksidüğmesi
Sayaç/hızgeçişdüğmesi
Genelamaçlıdüğme
Güçgöstergelambası
Düğme Tanım
Yenidendikişdüğmesi Budüğme,dikişprogramıadımısırasındabobindekiiplikbittiğiza-
❶
man,bobinideğiştirdiktensonrabirsonrakiadımdandikişedevam
etmekiçinkullanılır.
Öğretmedüğmesi İlmeksayısıayarını,iliolarakdikilmişbulunanilmeksayısıolarak
❷
belirlemekiçinbudüğmekullanılır.
İğneyukarı/aşağı
❸
teladüğmesi
Ekrangörünümüde-
❹
ğiştirmedüğmesi
Dikişbaşlatmadüğ-
❺
mesindegeribesleme
dikişli/dikişsiz
Dikişbitirmedüğme-
❻
sindegeribesleme
dikişli/dikişsiz
Malzemekenarısen-
❼
sördüğmesi
Budüğme,iğneyukarı/aşağıteladikişiyapmakiçindir.
(22Numaralıfonksiyonayarıile,iğneyukarı/aşağıteladikişivetek
dikişliteladikişiarasındageçişyapılabilir.)
Ekrangörünümünüdeğiştirmekiçinkullanılandüğmedir.
DikişbaşlangıcındaotomatikgeribeslemedikişiniAÇIK/KAPALI
halegetirendüğmedir.
*Budüğme,otomatikgeribeslemedikişcihazıiledonatılmamış
dikişmakinelerindekullanılamaz.
DikişsonundaotomatikgeribeslemedikişiniAÇIK/KAPALIhale
getirendüğmedir.
*Budüğme,otomatikgeribeslemedikişcihazıiledonatılmamış
dikişmakinelerindekullanılamaz.
Dikişmakinesindemalzemekenarısensörütakılıolmasıdurumunda
malzemekenarısensörününkullanılıp/kullanılmayacağınıseçer.
– 12 –
Düğme Tanım
Tek adımda otomatik
❽
dikiş düğmesi
Bu düğmeye basıldığında dikiş makinesi, malzeme kenarı sensörü
malzeme kenarını algılayana dek veya ayarlanan ilmek sayısına
ulaşılana dek otomatik olarak çalışır.
Otomatik iplik kesici
❾
düğmeli/düğmesiz
Bu düğme, malzeme kenarı sensörü malzeme kenarını algıladığında veya ayarlanan ilmek sayısına ulaşıldığında ipi otomatik olarak
keser.
* Bu düğme, otomatik iplik kesici ile donatılmamış dikiş makinelerin-
de kullanılamaz.
İplik kesimine izin
vermeyen düğme
Bu düğme iplik kesimine izin vermez.
* Bu düğme, otomatik iplik kesici ile donatılmamış dikiş makinelerin-
de kullanılamaz.
Arka ışık düğmesi Bu düğme LCD'nin arka ışığını AÇIK ve KAPALI konuma almak için
kullanılır.
Sıfırlama düğmesi Bu düğme, bobin iplik sayacının veya dikiş sayacının değerini ayar-
lana değere getirmek için kullanılır. Bu düğme iplik kesmeden sonra
etkinleşir.
Bilgi düğmesi Bu düğme ekranı bilgi işlev ekranı (dikiş ortak veri modu, fonksiyon
ayar modu, iletişim modu, sürüm gösterimi, vb.) ile normal dikiş
ekranı arasında değiştirmek için kullanılır.
Bu düğme iplik kesmeden sonra etkinleşir.
Artı düğmesi Bu düğme, ayar sırasında bobin iplik sayacının ayar değerini veya
adet sayacının sayısını artırmak için kullanılır. Bu düğmenin iplik
kesmeden sonra etkinleşeceği unutulmamalıdır.
Eksi düğmesi Bu düğme, ayar sırasında bobin iplik sayacının ayar değerini veya
adet sayacının sayısını azaltmak için kullanılır. Bu düğmenin iplik
kesmeden sonra etkinleşeceği unutulmamalıdır.
Sayaç/hız geçiş düğ-
mesi
Bu düğme ekranı sayaç ekranı ile maksimum dikiş hızı sınırlaması
ekranı arasında değiştirmek için kullanılır.
Genel amaçlı düğme Bu düğme ekrana bağlı olarak farklı fonksiyonlara sahiptir.
Güç gösterge lambası Güç şalteri AÇIK konuma alındığında yanar.
(2) Çalışma ekranı panelinde kontrast ayarı
1) Çalışma panelinin ❶ arkasına takılı ve A ile
Parlak
❷
Gölgeli
❸
gösterilen kablo çıkış kapağının ❷ tırnağına ok
işareti yönünde bastırın.
2) LCD ekran parlaklığını (kontrastını) ayarlamak
için, LCD ekran görünümünün parlaklık ayarı
değişken rezistörünü ❸ çevirin.
❶
1. Çalışma panelinin bozulmaması için,
devre kartı düzenine ve konektör terminaline dokunmayın.
2. Çalışma panelinin bozulmaması için
söküp parçalara ayırmayın.
A
– 13 –

(3) Üretim kontrol düğmesi bağlantı konektörü
1) Çalışma panelinin ❶ arkasına takılı ve A ile
❸
2) İsteğe bağlı röle kablo konektörünü, üretim
gösterilen kablo çıkış kapağının ❷ tırnağına ok
işareti yönünde bastırın.
kontrol düğmesi bağlantı konektörü CN105’e ❸
bağlayın.
❶
Şalter ana ünitesini müşterilere göre
ayarlayın, ya da JUKI ticari bürolarına
danışın.
İsteğe bağlı röle kablosu A (grup)
❷
A
JUKI Parça No. : 40008168
3 2 1
CN105
5V
1
+
SW
2
GND
3
(4) USB port
USB cihazlarla çalışırken alınması gereken önlemler
①
• Dikiş makinesi çalışır haldeyken USB cihazı ya da USB kabloyu USB porta bağlı olarak bırakmayın.
Makinedeki titreşim, port kısmına zarar vererek USB cihazda depolanmış verilerin kaybolmasına, USB
cihazın ya da dikiş makinesinin arızalanmasına sebep olabilir.
• Bir programı ya da dikiş verilerini okuturken/yazdırırken USB cihaz takmayın/çıkarmayın.
Verilerin bozulmasına ya da hatalı çalışmaya sebep olabilir.
• USB cihazın depolama alanı bölünmüşse sadece bir bölüme ulaşılabilir.
• Bazı USB cihaz tiplerini bu dikiş makinesi uygun şekilde tanımayabilir.
• JUKI, bu dikiş makinesinde kullanılan USB cihazda depolanmış verilerin kaybını tazmin etmemektedir.
USB spesikasyonları
②
• USB 1.1 standardına uygundur
• Desteklenen format ���� FAT 32
• Tüketilen akım �������� Geçerli USB cihazlarının tüketilen akım anma değeri maksimum 500 mA’dır.
– 14 –

5. EKRAN LİSTESİ
(1) Ana ekran listesi
Gücü AÇIK konuma getirir getirmez WELCOME ekranı (açılış ekranı) görülür.
Açılış ekranından hemen sonraki ekran, model düzenleme ekranıdır.
Bu düğmeye her basışta ekran değişir.
Model düzenleme ekranı
■
Desende adım düzenleme gerçekleştirilir.
İğne ardı dikişteki ilmek sayısı ekran görünümü
■
Geri dikiş ilmek sayısı ayarlanır.
Model işlemleri ekranı görünümü
■
Model kaydı, kopyalama ya da silme işlemleri gerçekleştirilir.
– 15 –

İş yönetim ekranı
■
Bu ekranda üretim destek fonksiyonu ile ilgili ekran içerikleri ve düğmeler kullanılarak çağrılan içerikler ayarlanıp değiştirilebilir.
Bilgi modu altında üretim destek fonksiyonu devreye alındığında ilgili üretim destek fonksiyonu ek-
ranları, iş yönetim ekranından ekran değiştirme düğmesi ile görüntülenebilirler. Daha fazla bilgi
için IT-100 Talimat Kılavuzunun "II-2-2. Üretim destek fonksiyonu ekranındaki göstergeler" kısmına
bakın.
(2) İleti listesi
Model adımı ekleme/silme iletisi
■
Adım ekleme/silme gerçekleştirilir.
Model kaydı iletisi
■
Kaydedilecek modelin seçimi yapılır.
Model kopyalama iletisi
■
Modelin kopyalanacağı kaynak ya da kopyalanacağı yer seçilir.
– 16 –

Model silme iletisi
■
Silinecek model seçilir.
(3) Diğer ekran görünümleri
Model kayıt ekranı görünümü
■
(2) ileti listesindeki “Model kaydı iletisi” DETERMINE (onay) tuşuna basıldığı zaman, bu ekran görülür.
Modelin kaydı ve düzenlenmesi bu ekran görünümünde gerçekleştirilir.
– 17 –

(4) Ekran geçişi
Model düzenleme ekranı
İğne ardı dikişteki ilmek
sayısı ekran görünümü
Model işlemleri ekranı görünümü
Model adımı ekleme/silme iletisi
Model silme iletisi
Üretim destek fonksiyonu ekranı
Model kopyalama iletisi
Model kaydı iletisi
Model kayıt ekranı görünümü
– 18 –

6. DİKİŞ MODELİNİ ÇALIŞTIRMA PROSEDÜRÜ
(1) Dikiş modeli prosedürünün seçilmesi
En çok 16 model, dikiş modeli olarak saklanabilir.
❶
❷
Modeli değiştirirken, ❶ ve ❷ model değiştirme düğmelerini kullanarak değiştirin.
Model değiştirme işlemi sadece adım düzenleme ekranından gerçekleştirilebilir, ama ayrıca iğne ardı dikiş
ilmek sayısı ekran görünümünde ya da model işlemleri ekran görünümünde de gerçekleştirilebilir.
(2) Dikiş modeli düzenleme prosedürünün seçilmesi
Model düzenleme ekranını görmek için düğmeye basın.
❸
❷❶❹
ve ❷ Seçilen adımdaki ilmek sayısı belirlenir.
❶
(Ayar aralığı: 0 ile 500 ilmek arasında)
İlmek sayısı için 0 kaydedilirse, ilmek sayısına göre otomatik adım güncellemesi yapılmaz. Adım,
makine kafasının çene kısmında bulunan büzgü adımı değiştirici düğmesi kullanılarak elle değiştirilir.
❺ ❻
ve ❹ Seçilen adımdaki büzgü miktarı belirlenir.
❸
(Ayar aralığı: 0,0 ile 8,0 mm arasında)
ve ❻ Seçilen adım taşınabilir.
❺
– 19 –

Model örneği
Adım 3
20 ilmek/3,5 mm
Düzenleme prosedürü, sol taraftaki modelde örnek olarak
gösterilmiştir.
Adım 2
10 ilmek/3,0 mm
Adım 1
10 ilmek/2,0 mm
İlmek sayısı
Büzgü miktarı
Adım 4
18 ilmek/3,0 mm
[Adım 1]
1) Adım 1’in seçildiğini onaylayın ve ❶ ile ❷ düğmelerini kullanarak ilmek sayısını 10 olarak belirleyin.
2) ❸ ve ❹ düğmelerini kullanarak büzgü miktarını 2,0 olarak belirleyin.
3) ❺ ve ❻ düğmelerini kullanarak bir sonraki düzenleme adımını seçin.
1. adımı düzenledikten sonra
■
❸
❺ ❻
❷❶❹
[Adım 2]
4) Adım 2’nin seçildiğini onaylayın ve ❶ ile ❷ düğmelerini kullanarak ilmek sayısını 10 olarak belirleyin.
5) ❸ ve ❹ düğmelerini kullanarak büzgü miktarını 3,0 olarak belirleyin.
6) ❺ ve ❻ düğmelerini kullanarak bir sonraki düzenleme adımını seçin.
2. adımı düzenledikten sonra
■
❸
❺ ❻
❷❶❹
– 20 –

[Adım 3]
7) Adım 3’in seçildiğini onaylayın ve ❶ ile ❷ düğmelerini kullanarak ilmek sayısını 20 olarak belirleyin.
8) ❸ ve ❹ düğmelerini kullanarak büzgü miktarını 3,5 olarak belirleyin.
9) ❺ ve ❻ düğmelerini kullanarak bir sonraki düzenleme adımını seçin.
3. adımı düzenledikten sonra
■
❸
❷❶❹
[Adım 4]
10) Adım 4’in seçildiğini onaylayın ve ❶ ile ❷ düğmelerini kullanarak ilmek sayısını 18 olarak belirleyin.
11) ❸ ve ❹ düğmelerini kullanarak büzgü miktarını 3,0 olarak belirleyin.
4. adımı düzenledikten sonra
■
❸
❺ ❻
❺ ❻
❷❶❹
– 21 –

(3) Öğretme modu
Öğretme modelini kullanarak, ilen dikilen ilmek sayısını bir program adımında ilmek sayısı olarak girmek
mümkündür.
Model düzenleme ekranını görmek için düğmeye basın.
❸
❹
<Öğretme düğmesi>
❶
1) Öğretme modunu seçmek için,model düzenleme ekran görünümünde öğretme düğmesine ❶ basın.
2) İlmek sayısı giriş bölümündeki işaret olarak değişir. Bu da dikiş makinesinin öğretme moduna girdiği-
ni gösterir.
3) Dikiş makinesinin, adımdaki son ilmeğe kadar dikmesini sağlamak için pedalın ön kısmına basın. (Dikkat:
ilmek sayısı, elle döndürme ya da iğne yukarı/aşağı tela düğmesiyle girilmez.)
4) Dikiş makinesini durdurmak için pedalı nötr konuma getirin, ardından dikilen ilmek sayısı ekranda görülür.
5) Dikiş makinesinin çalışmadığı sırada ❸ ve ❹ düğmelerine basarak ilmek sayısı düzeltilebilir.
6) ❷ düğmesini kullanarak ya da dikiş makinesine iplik kestirterek sonraki adıma geçin. Böylece 1. adımdaki ilmek sayısının girişi tamamlanmış olur.
❷
(4) Dikilecek kolun seçilmesi
Bir dikiş modelinde, sol kol ve sağ koldaki veriler vardır.
Model düzenleme ekranını görmek için düğmeye basın.
❶
❷
Model düzenleme ekranı görünümünde, kol seçme düğmeleri ❶ ve ❷ kullanılarak sol ve sağ kol verileri
değiştirilebilir.
Sol kol seçiliyken görülür.
Sağ kol seçiliyken görülür.
Model kaydının veri oluşturma referansında “Without reference” (Referans yok) seçildiğinde, kol
seçme işareti görülmez.
– 22 –

(5) Alternatif dikişin seçilmesi
Alternatif dikiş fonksiyonunda, bir kolun dikişi bittikten sonra iplik kesilince otomatik olarak diğer kol dikişine
geçilir.
Model düzenleme ekranını görmek için düğmeye basın.
❶
❷
Alternatif dikiş fonksiyonu, alternatif dikiş seçimi düğmeleri ❶ ve ❷ yardımıyla AÇIK/KAPALI konuma
getirilebilir.
Alternatif dikiş fonksiyonu AÇIK konumdaysa ekranda görülür.
Alternatif dikiş fonksiyonu KAPALI konumdaysa ekranda görülür.
Model kaydının veri oluşturma referansında “Without reference” (Referans yok) seçildiğinde, kol
seçme işareti görülmez.
– 23 –

(6) Adım ekleme ya da silme
Model düzenleme sırasında herhangi bir yetersiz adım ya da gereksiz adım ortaya çıkarsa, adım ekleme ya
da silme yapılabilir.
Model düzenleme ekranını görmek için düğmeye basın.
❷❶
❸
Adım ekleme/silme iletisi
■
❹
❺
[Ortak işlem]
1) ❶ ile ❷ adım seçme düğmelerini kullanarak, adımı silmek ya da eklemek istediğiniz konuma götürün.
2) Adım ekleme/silme iletisini ekranda görmek için düzenleme düğmesine ❸ basın.
3) Adım ekleme/silme iletisi yanlışlıkla ekrana gelirse ya da ekleme/silme konumu yanlışlıkla seçilirse iptal
düğmesine ❹ basın.
[Ekleme halinde]
4) Adım ekleme düğmesine ❺ basılırsa adım eklenir.
Seçilen konuma yeni bir adım eklenir. Seçilen konumun üzerinde ve ardında yer alan adımlar geriye taşı-
nır.
[Silme halinde]
5) Adım silme düğmesine ❻ basılırsa adım silinir.
❻
– 24 –

(7) Geri dikişte ilmek adedi prosedürü
[Dikiş modeli diyagramı]
KAPALI AÇIK KAPALI AÇIK
❶
A
B
A
B
Dikiş modeli
C
D
KAPALI KAPALI AÇIK AÇIK
❷
C
D
[Çalıştırma prosedürü]
Geri dikiş ayarı ekran görünümünde ilmek sayısını görmek için düğmeye basın.
❶
❸
❷
❹
1. İlmek sayısını değiştirirken, A’dan D’ye kadar olan ilmek sayısını ayarlamak için ❸ ve ❹ düğmeleriyle
değiştirin.
(İlmek sayısı aralığı değiştirilebilir: 0 ile 99 ilmek arasında)
2. Dikiş başlangıcında geri dikişi onaylamak için düğmeye ❶ basın.
Ayar yok Dikiş başlangıcında
Dikiş başlangıcında
geri dikiş
çift geri dikiş
3. Dikiş sonunda geri dikişi onaylamak için düğmeye ❷ basın.
Ayar yok
Dikiş sonunda
geri dikiş
Dikiş sonunda
çift geri dikiş
– 25 –

7. MODEL İŞLEMLERİ
Model işlemleri ekranında, yeni dikiş modelinin oluşturulması, kopyalanması ya da silinmesi gerçekleştirilebilir.
(1) Dikiş modeli kaydı
Model düzenleme ekranını görmek için düğmeye basın.
❶
Dikiş modeli işlemleri ekran görünümünde dikiş modeli kayıt düğmesine ❶ basın.
Bilgi tüm modellere kaydedildiği zaman, model kaydı iletisi ekranda görülmez.
Model kaydı iletisi
■
❷ ❹ ❺
❸ ❺ ❼
ve ❸ Kaydedilecek model belirlenir.
❷
ve ❺ Modeli oluşturma anında veri oluşturma referansı belirlenir.
❹
Aşağıdaki referanslar seçilebilir.
Sol referans , Sağ referans , Referans yok
İptal düğmesidir. Ekran görünümü, model işlemleri ekranına döner.
❻
Onay düğmesidir. Ekran görünümü, model kayıt ekranına geçer.
❼
Daha önceden kaydedilmiş bir model seçilemez.
– 26 –

Model kayıt ekranı görünümü
■
❶ ❸ ❺ ❻ ❾
❷ ❹ ❼ ❽
ve ❷ Adımdaki ilmek sayısı belirlenir.
❶
ve ❹ Adımdaki büzgü miktarı belirlenir.
❸
ve ❻ Adımın hareketi gerçekleşir.
❺
Adım, seçilen adıma yerleştirilir.
❼
Seçilen adım silinir.
❽
Kayıt iptal olur ve ekran görünümü model işlemleri ekranına döner.
❾
Belirlenen verilerin kaydına onay verilir. Şimdi, sola ya da sağa sırası değişen veriler otomatik olarak karşı
taraftaki kola kaydedilir.
[Öğretme düğmesi]
Öğretme modu, model kayıt ekran görünümünde kullanılabilir.
❷❸
❹
<Öğretme düğmesi>
❶
1. Model kayıt ekran görünümünde dikiş modeli öğretme düğmesine ❶ basın.
2. İlmek sayısı giriş bölümündeki işaret olarak değişir. Bu da dikiş makinesinin öğretme moduna girdiği-
ni gösterir.
3. Dikiş makinesinin, adımdaki son ilmeğe kadar dikmesini sağlamak için pedalın ön kısmına basın.
(Dikkat: ilmek sayısı, elle döndürme ya da iğne yukarı/aşağı tela düğmesiyle girilmez.)
4. Dikiş makinesini durdurmak için pedalı nötr konuma getirin, ardından dikilen ilmek sayısı ekranda görülür.
5. Dikiş makinesinin çalışmadığı sırada ❸ ve ❹ düğmelerine basarak ilmek sayısı düzeltilebilir.
6. ❷ düğmesini kullanarak ya da dikiş makinesine iplik kestirterek sonraki adıma geçin. Böylece 1. adımın
ilmek sayısının girişi tamamlanmış olur.
– 27 –

(2) Dikiş modelinin kopyalanması
Model düzenleme ekranını görmek için düğmeye basın.
❶
Dikiş modeli işlemleri ekran görünümünde dikiş modeli kopyalama düğmesine ❶ basın.
Bilgi tüm modellere kaydedildiği zaman, model kopyalama iletisi ekranda görülmez.
Model kopyalama iletisi
■
❶
❷ ❹
ve ❷ Kaynak model olacak model belirlenir.
❶
ve ❹ Model için hedef olacak olan model belirlenir.
❸
Kopyalama iptal edilir.
❺
Kopyalama gerçekleştirilir.
❻
Daha önce kaydedilmiş bir model, kopyalama yeri olarak seçilemez.
❸
❺
❻
– 28 –

(3) Dikiş modelinin silinmesi
Model düzenleme ekranını görmek için düğmeye basın.
❶
Dikiş modeli işlemleri ekran görünümünde, dikiş modeli silme düğmesine ❶ basın.
Kaydedilen model söz konusu ise, silme iletisi ekranda görülmez.
Model silme iletisi
■
ve ❷ Silinecek model belirlenir.
❶
Silme işlemi iptal edilir.
❸
Silme işlemi iptali gerçekleştirilir.
❹
❶
❷
❸
❹
– 29 –

8. BOBİN İPLİK SAYACI NASIL KULLANILIR
Dikiş makinesi tarafından dikilen ilmek sayısı algılanır. Algılanan ilmek sayısı önayarlı sayaç değerinden
düşülür (Fonksiyon ayar no. 7 "Bobin iplik azaltma birimleri" kullanılarak önceden ayarlanmış ilmek sayısı
birimleri cinsinden). Sayaç değeri artı değerden eksi değere geçtiğinde (...→ 1 → 0 → -1) zil çalar (iki ardışık bip sesinden oluşan 3 set) ve operatörü bobini değiştirmesi konusunda uyarmak için açılır pencerede bir
uyarı gösterilir.
❷ ❸
1) Sayaç ekranına geçiş yapmak için sayaç/hız geçiş düğmesine ❶ basın. Bobin sayacını seçmek için düğmeye ❷ basın.
Ardından sayaç sıfırlama düğmesine ❸ basarak bobin sayacı
göstergesini başlangıç ayar değerine (teslimat sırasındaki ayar
❹
❺
değeri "0"dır) döndürün.
Bobin iplik sayacı dikiş sırasında sıfırlanamaz. Bu du-
rumda iplik kesiciyi bir kez çalıştırın.
❶
2) Sayaç değeri ayar düğmelerini ❹ ve ❺ kullanarak bir başlangıç değeri belirleyin.
Aşağıdaki tabloda verilen başlangıç ayar değerleri, soldaki şekilde
Bobin iplik sayacındaki başlangıç
gösterildiği gibi bobin mahfazasının dışındaki iğne deliğine gelene
kadar bobine iplik sarılması hali için referans olarak verilmiştir.
İplik gerdirme oranı %100
Kullanılan iplik
Polyester büküm iplik #50 36 m 1200 (ilmek uzunluğu : 3 mm)
Pamuk iplik #50 31 m 1000 (ilmek uzunluğu : 3 mm)
Bobine sarılan
iplik uzunluğu
Bobin iplik sayacındaki değer
* Bobin iplik sayacı aslında malzeme kalınlığı ve dikiş hızından et-
kilenir. Dolayısıyla bobin iplik sayacı başlangıç değerini çalışma
koşullarına göre ayarlayın.
3) Başlangıç değeri belirlendikten sonra dikiş makinesini çalıştırın.
4) Sayaçta eksi değer görülüyorsa, üç kez uyarı sesi duyulur ve ekranda ileti görülür; bu durumda bobindeki
ipliği değiştirin.
Bobindeki ipliğin değiştirilmesi için uyarı iletisi
5) Bobin iplik düzgün bir şekilde değiştirildikten sonra sayaç sıfırlama düğmesine ❸ basarak bobin iplik
sayacındaki değeri başlangıç değerine döndürün. Şimdi dikiş makinesini yeniden başlatın.
6) Bobinde kalan iplik miktarı çok fazlaysa yada bobindeki iplik sayacında eksi değer görülmeden önce bitiyorsa, ❹ ve ❺ sayaç değeri ayar düğmelerini uygun şekilde kullanarak başlangıç değerini ayarlayın.
Bobinde kalan iplik miktarı çok fazlaysa ........“+” düğmesini kullanarak başlangıç değerini arttırın.
Bobinde kalan iplik miktarı yetersizse ............“–” düğmesini kullanarak başlangıç değerini azaltın.
Kalan iplik miktarı ipliğin bobine nasıl sarıldığına ve malzeme kalınlığına bağlı olarak değişebilir. Bu
nedenle kalan iplik miktarının bir miktar pay bırakarak ayarlanması daha uygundur.
– 30 –

9. ADET SAYACI
❷ ❸
Sayaç ekranına geçiş yapmak için sayaç/hız geçiş düğmesine ❶
basın.
Dikiş sayacını seçmek için düğmeye ❷ basın.
Dikiş sayacı IT-100'un üretim hacmi yönetim fonksiyonu devrede
❹
değilken iplik kesme sayacı olarak veya üretim hacmi yönetim
fonksiyonu devrede iken adet sayacı olarak çalışır.
❺
Dikiş sayacı iplik kesme sayacı olarak çalışırken sayaç değeri, sayaç değeri ayar düğmeleri ❹ ve ❺ ile düzeltilebilir. Buna ilaveten
❶
sayaç değeri sayaç sıfırlama düğmesine ❸ basılarak sıfırlanabilir
(0).
Dikiş sayacı adet sayacı olarak çalışırken, sayaç üzerinde gösterilen değer üretim hacmi yönetim fonksiyonu ile bağlantılı olduğundan sayaç değeri değiştirilemez.
Dikiş çeşidi kayıt ekranında öğrenme modu altında hedef üretim
hacmine ulaşıldığında dikiş çeşidi kayıt ekranından çıkıldıktan sonra sayaç hedef değerine ulaşıldığında uyarısı verilir.
Adet sayacı ile ilgili daha fazla bilgi için IT-100 Talimat Kılavuzuna
bakın.
10. ÜRETİM DESTEK FONKSİYONU
Ayrıntılar için “IT-100 Talimat Kılavuzu” na bakınız.
– 31 –

11. ALT BESLEME MİKTARI EKRAN GÖRÜNÜMÜ
Alt besleme miktarı izlenir ve bu değer panelde görülür. Ekranda doğrudan ya da oranlı olarak görülebilir.
Doğrudan görünüm
■
❸
Doğrudan ekran görünümünde, alttan besleme miktarı ekran bölümünde ❷, alttan besleme miktarı görülür
ve ayarlanan miktar ise üst büzgü miktarı ekran bölümünde ❸ görülür. Düğmeye ❶ basıldığı zaman, oran
ekranı görünümüne geçer.
Oran ekran görünümü
■
❸
Oran ekran görünümünde, alttan besleme miktarı ekran kısmında ❷ 1,0 (sabit görünüm) görülür, büzgü
miktarının alt besleme miktarına bölümünden elde edilen değer ekran kısmında ❸ görülür. Düğmeye ❶
basıldığı zaman, doğrudan ekranı görünümüne geçer.
❶
❶
❷
❷
12. YENİDEN DİKİŞ DÜĞMESİ
Ayrıntılar için “IT-100 Talimat Kılavuzu” na bakınız.
13. İĞNE YUKARI/AŞAĞİ TELAFİ DÜĞMESİ
Ayrıntılar için “IT-100 Talimat Kılavuzu” na bakınız.
– 32 –

14. MALZEME KENARI SENSÖRÜNÜN AÇIK/KAPALI DÜĞMESİ
❶
• Malzeme kenarı sensörüne ❶ basıldığı zaman, malzeme kenarı
sensörünün AÇIK/KAPALI konumu değişir.
• İsteğe bağlı olarak temin edilebilen malzeme kenarı sensörü çalışma paneline bağlandığı zaman, malzeme kenarı sensörünün AÇIK/
KAPALI düğmesi aktif hale gelir.
• Malzeme kenarı sensörü belirlenirse, bu sensör malzeme kenarını
algıladığı zaman makine otomatik olarak durur ya da iplik keser.
Malzeme kenarı sensörü ve çalışma paneli birlikte kulla-
nılırsa sensörle ilgili olarak Talimat Kılavuzunu dikkatle
okuyun.
15. OTOMATİK IPLİK KESME DÜĞMESİ
• Otomatik iplik kesme düğmesine ❶ basıldığı zaman, otomatik iplik
kesmenin AÇIK/KAPALI konumu değişir.
• Bu düğme, malzeme kenarı sensörü kullanıldığı zaman dikiş makinesinin otomatik olarak iplik kesmesini sağlar.
(Dikiş sonunda geri dikiş saptanırsa, dikiş sonunda geri dikiş yapıl-
dıktan sonra iplik kesilir.)
❶
16. OTOMATİK TEK İLMEK DÜĞMESİ
❶
• Tek adımda otomatik dikiş düğmesine ❶ basıldığı zaman, tek adımda otomatik dikişin AÇIK/KAPALI konumu değişir.
• Bu düğme, malzeme kenarı sensörü kullanıldığı zaman, malzeme
kenarı algılanana kadar dikiş makinesinin otomatik olarak belirlenen
hızda çalışmasını sağlar.
– 33 –

17. İPLİK KESİMİNE İZİN VERMEME DÜĞMESİ
• İplik kesmeyi engelleme düğmesine ❶ basıldığı zaman, iplik kesmeyi önlemenin AÇIK/KAPALI konumu değişir.
• Bu düğme, iplik kesme fonksiyonunu geçici olarak devre dışı bırakmak için kullanılır.
Bu düğme, dikiş makinesinin diğer fonksiyonlarını etkilemez.
(Otomatik geri dikiş (dikiş sonu için) tanımlanırsa, dikiş makinesi
dikiş sonunda otomatik geri dikiş yapar.)
• Hem otomatik iplik kesme düğmesi hem de iplik kesilmesini
❶
önleyen düğme tanımlanırsa, makine ipliği kesmez ama iğne
yukarı konumdayken durur.
18. TUŞ KİLİDİ FONKSİYON AYARI
Programlanmış dikişi çeşidinin yanlışlıkla düzenlenmesini önlemek için tuş kilidi fonksiyonunu devreye almak
mümkündür.
Tuş kilidi fonksiyonu devreye alındığında bir adımın ilmek sayısı, büzgü miktarı düzenleme adımının eklenmesi/silinmesi ve dikiş çeşidi işlemi (kayıt, kopyalama ve silme) devreden çıkarılır. Buna ilaveten işlemlerin
düzenlenmesi (A, B, C ve D) de devreden çıkarılır.
Tuş kilidi fonksiyonunun ayarlanması ile ilgili bilgi için IT-100 Talimat Kılavuzuna bakın.
– 34 –

19. BİLGİ
Bilgi kısmında çeşitli veriler ayarlanabilir ve kontrol edilebilir.
Bilgi kısmında operatör seviyesi ve bakım personeli seviyeleri vardır.
(1) Operatör seviyesinde bilgi
❶
1. Gücü AÇIK konuma getirin.
2. Bilgi ekranı görünümüne geçmek için düğmeye ❶ basın.
<Bilgi düğmesi>
❶
Dikiş ortak verileri
❶
Dikiş yönetim bilgileri
❷
Zaman ayarı
❸
1) Dikiş ortak verileri
❸ ❺ ❼
❶
❷ ❹ ❻ ❽
ve ❷ Büzgüyü düzenli hale getirme fonksiyonu uygulanır.
❶
ve ❹ Büzgüyü düzenli hale getirme adımı uygulanır.
❸
ve ❻ Büzgü düzenli hale getirme ofset ayarı uygulanır.
❺
ve ❽ Adım motoru başlangıç konumu ayarı yapılır.
❼
ve Adım ayarında kalan ilmek sayısı belirlenir.
❾
Ayar tamamlanır.
Model verilerinde ayna etkisi fonksiyonu uygulanır.
❷ ❸
❾
– 35 –

[İlgili fonksiyonlara ait açıklama]
1. Büzgüyü düzenli hale getirme fonksiyonu ayarı
Düzenli hale getirmede AÇIK/KAPALI ayarı (adımlar arasında büzgü, sorunsuz olarak değişir) fonksiyonu
uygulanır.
Düzenli hale getirme fonksiyonu ekranda AÇIK ............... görülür.
Düzenli hale getirme fonksiyonu ekranda KAPALI ........... görülür.
2. Büzgü dikişini düzenli hale getirme ayarı
Bu fonksiyon düzenli hale getirme işlemi yapılırken ilmek başına üst besleme adım değişimi miktarını
ayarlamak için kullanılır.
Ayar aralığı 0,0 ile 8,0 [mm] arasındadır.
3. Büzgüyü düzenli hale getirmede ofset ayarı
Düzenli hale getirirken, 1. ilmeğin ofseti belirlenir. Ayar aralığı 0 ile 9 arasındadır.
Ayar değeri 1 2 3 4 5 6 7 8 9
1. ilmeği girmek için oran 10% 11% 12% 14% 17% 20% 25% 33% 50%
* Ofset “0” olarak ayarlanırsa, düzgün hale getirme fonksiyonu çalışmaz.
* “İlmeği girmek için oran”, adımlar arasındaki büzgü miktarı farkı oranıdır.
* İkinci ilmekten itibaren üst besleme adımı, büzgüyü düzenli hale getirme adımı ayar fonksiyonu ile ayar-
lanmış üst besleme değişimi miktarı kadar değişir.
4. Adım motorunun başlangıç konumu ayarı
Adım motoru başlangıç konumu telasi, yapılan büzgü miktarını belirler.
Ayar aralığı –2,5 ile 2,5 [mm] arasındadır.
Motor düzgün çalışmayabilir. Motor sadece bakım teknisyeni tarafından çalıştırılmalıdır.
5. Adımdaki kalan ilmek sayısı fonksiyonu
Bu fonksiyon, önceden ayarlanan ilmek sayısına karşın o an dikilmekte olan adımda kalan ilmek sayısını
ekranda gösterir.
Bu fonksiyon kullanılırken, dikiş makinesinin her duruşunda ekran görünümü güncellenir (öğretme modu
hariç).
Kalan ilmek ekran görünümü fonksiyonu AÇIK ............... görünür.
Kalan ilmek ekran görünümü fonksiyonu KAPALI ........... görünür.
– 36 –

6. Model verilerinde ayna fonksiyonu
Daha önce kaydedilen modelde ayna (verileri ters çevirme) işlemi uygulanır.
❶
❸ ❺
❷ ❹ ❻
ve ❷ Ayna işlemi yapılacak olan model belirlenir.
❶
ve ❹ Ayna işleminde referans olacak kol belirlenir.
❸
Sol koldan sağ kola ayna işlemi ........... görülür.
Sağ koldan sol kola ayna işlemi ........... görülür.
Ayna işlemi iptal edilir.
❺
Ayna işlemi gerçekleştirilir.
❻
Ayna işlemi uygulanan model burada mevcut model olarak seçilir.
7. Ayar tamamlanır
Ortak verilerin ayarlanması tamamlanır ve ekran görünümü bilgi ekran görünümüne döner.
2) Dikiş yönetim bilgileri
Ayrıntılar için “IT-100 Talimat Kılavuzu” na bakınız.
3) Zaman ayarı
Ayrıntılar için “IT-100 Talimat Kılavuzu” na bakınız.
– 37 –

(2) Fonksiyon ayarları
1) Fonksiyon ayar moduna nasıl geçilir
Ayrıntılar için “IT-100 Talimat Kılavuzu” na bakınız.
2) Fonksiyon ayar listesi
Ayrıntılar için “IT-100 Talimat Kılavuzu” na bakınız.
3) İletişim modu
İletişim moduna giriş prosedürü için, IT-100 Talimat Kılavuzunda “Bakım personeli seviyesi için bilgi” maddesine bakınız.
Aşağıdaki konular iletişim modunda uygulanabilir.
1. Ortamdaki verilerin (EPD) üzerine yazdırılabilir ve dikiş çeşidine kaydedilebilir.
2. Dikiş çeşidi SU-1 ya da ortama yüklenebilir.
İletişim ayarı ekran görünümü
■
❶
❷ ❻❸
İndirme örneği
Örnek) Ortamdaki 70 numaralı parametre dosyası, 10 numaralı dikiş çeşidine indirilir.
Ortam kapağını açın ve USB aş bellek bu açıklığa yerleştirin.
①
Veri seçimi
②
EPD başlangıçta seçilir, çünkü EPF form verileri sadece DLU-5494 için kullanılır.
İletişim yönteminin seçimi
③
İletişim yöntemi ayar ekranı görünümüne geçmek için, iletişim ayarları ekran görünümünde ❷ üzerine
basın.
– 38 –

İletişim ayarı ekran görünümü
■
[İşaretle ilgili açıklama]
❶ : Ortamdan indirin
❷ : SU-1’den indirin
❸ : Ortama yükleyin
O an seçili olan iletişim yöntemi tersine video olarak
görülür.
❶❺❷ ❸ ❹
❹ : SU-1’e yükleyin
Ortamdan indirmeyi seçmek için ❶ üzerine basın. Ardından kabul etmek için ❺ üzerine basın.
Ortam dosya numarasını seçmek
④
Ortam giriş ekranı dosya numarasını görüntülemek için, iletişim ayarları ekran görünümünde ❸ üzerine
basın.
– 39 –

Dosya No. girdi ekranı
■
❷
❷
❶❸
Ortam dosya numarasını ❷ ile girin. Girilen dosya Numarası işaretinin içinde görülür. Numaraya, dos-
ya numarası girildikten sonra ❶ ile onay verilir.
Özel model Numarası belirlemek
⑤
Özel model Numarası belirlemek için, iletişim ayarları ekran görünümünde ❹ ve ❺ üzerine basın.
İletişim ayarı ekran görünümü
■
❹
❺ ❻
İndirme işlemi başlangıcı
⑥
Tüm ayar işlemleri tamamlandıktan sonra, indirme işlemini başlatmak için iletişim ayarı ekran
görünümünde ❻ üzerine basın.
– 40 –

İletişim devam ediyor ekran görünümü
■
İletişim devam ediyor ekran görünümünün ardından iletişim ayar ekranı görünümüne dönünce iletişim tamamlanmış olur.
Yükleme örneği
Örnek) 8 numaralı dikiş çeşidi, ortamın 15 numaralı parametre form dosyası olarak yüklenir.
Ortam kapağını açın ve USB aş bellek bu açıklığa yerleştirin.
①
Veri seçimi
②
EPD başlangıçta seçilir, çünkü EPF form verileri sadece DLU-5494 için kullanılır.
İletişim yönteminin seçimi
③
İletişim yöntemi ayar ekranı görünümüne geçmek için, iletişim ayarları ekran görünümünde ❷ üzerine
basın.
[İşaretle ilgili açıklama]
Ortamdan indirin
❶
SU-1’den indirin
❷
Ortama yükleyin
❸
SU-1’e yükleyin
❹
İletişim ayarları ekran görünümünde ❸ üzerine basın ve ortama yüklemeyi seçtikten sonra onay vermek
için ❺ üzerine basın.
Özel model numarasının belirlenmesi
④
Özel model numarasını belirlemek için, iletişim ayarları ekran görünümünde ❹ ve ❺ üzerine basın.
Ortam dosya numarasını seçmek
⑤
Ortam giriş ekranı dosya numarasını görüntülemek için, iletişim ayarları ekran görünümünde ❸ üzerine
basın.
Ortam dosya numarasını girin. Girilen dosya Numarası işaretinin içinde görülür.
Dosya numarasını girdikten sonra ❶ ile onay verin.
Yükleme başlangıcı
⑥
Tüm ayar işlemleri tamamlandıktan sonra, yükleme işlemini başlatmak için iletişim ayarı ekran
görünümünde ❻ üzerine basın.
– 41 –

İletişim ayarı ekran görünümü
■
❹ ❶
❺ ❸ ❷ ❻
İletişim devam ediyor ekran görünümünün ardından iletişim ayar ekranı görünümüne dönünce iletişim tamamlanmış olur.
[Ortam dosyasının silinmesi]
Silmek istediğiniz dosya numarasını ortam giriş ekranı dosya numarasında seçtikten sonra ❸ düğmesine
basın. Bu durumda ekran görünümü silme işlemine onay verme ekran görünümüne geçer.
Silme işlemi için onay ekranı görünümü
■
❶
❷
üzerine basarsanız silme işlemi yarıda kalır. Ekran daha sonra dosya Numarası giriş ekranı görünümüne
❶
döner.
üzerine basarsanız silme işlemi gerçekleşir. Ekran daha sonra dosya Numarası giriş ekranı görünümüne
❷
döner.
Silinen dosya geri alınamaz. Silme işlemini gerçekleştirirken dikkatli olun.
– 42 –

(3) Dış ara yüz
Dış ara yüz, çalışma paneli ile bu çalışma panelinden farklı olan sistemi birbirine bağlayan bölüm demektir.
Kullanım ve detaylar için Teknisyenin Kılavuzuna bakınız.
1. Ortam giriş yeri
Ortam giriş yeri, çalışma panelin sağ tarafı bulunan kapak içine takılıdır.
2. Ethernet portu
Ethernet konektörü, çalışma panelinin sağ tarafından bulunan kapağa takılıdır.
3. RS-232C noktası
RS-232C konektör, çalışma panelinin arka tarafında bulunan kauçuk kapakçık içine yerleştirilmiştir.
4. Genel giriş noktası (Üretim kontrol düğmesi bağlantı konektörü)
Genel giriş konektörü CN105, çalışma panelinin arka tarafında bulunan kablo çıkış kapağı içine yerleşti-
rilmiştir.
20. HATA EKRANI GÖRÜNÜMÜ
İki farklı tür hata vardır, çalışma panelinden gelenler ve SC- 922'den (kontrol kutusu) gelenler. Her
iki tür hata da hata ekranında ve zil ile uyarı verir.
Prosedürlerdeki farklılıklardan ötürü İki türlü panel ekran görünümü vardır.
1) Sıfırlama düğmesine basın, hata ekranını sildikten sonra hatanın
nedenini ortadan kaldırın.
2) Gücü KAPALI konuma getirdikten sonra hata nedenini ortadan
kaldırın.
– 43 –

(1) Hata kodu listesi (Paneldeki hata ekranı görünümü)
Bu cihazda aşağıdaki hata kodları vardır. Bu hata kodları fonksiyonu kilitler (ya da sınırlar) ve herhangi bir
problem çıktığında haber verdiği için sorun büyümeden çözülür. Bizden servis talep ettiğiniz zaman lütfen
hata kodlarını bildirin.
No. Saptanan hatanın tanımı Sorunun olası nedenleri Kontrol edilecek noktalar
E000 Veri sıfırlamanın gerçek-
leştirilmesi (Bu bir hata
değildir.)
E003 Senkronizer konektörün-
de bağlantısızlık
E004 Senkronizer alt konum
sensörü bozuk
E005 Senkronizer üst konum
sensörü bozuk
E007 Motorda aşırı yüklenme • Makine kafası kilitlenirse
E008 Tanımlanmamış makine
kafası seçilmiş
E011 Ortam takılı değil.
E012 Okuma hatası
E013 Yazdırma hatası
E014 Yazmaya karşı korumalı
E015 Format hatası
E016 Dış ortam kapasitesi dolu
E019 Dosya çok büyük
E032 Dosya dönüşüm hatası
E041 Dikiş kaydedici hatası
E044 Tarih ve zaman hatası
E053 Üretim destek fonksi-
yonunun başlatıldığına
dair bildirim (Bu bir hata
değildir)
E055 Üretim yönetimi hatası
E056 İş yönetimi hatası
• Makine kafası değiştirildiği
zaman.
• Sıfırlama işlemi yapıldığı
zaman.
• Dikiş makinesi kafası
senkronizerinden gelen
konum saptama sinyali girilmediği zaman.
• Senkronizer bozuk ise.
• Kayış gevşek.
• Makine kafası uygun değil.
• Motor kasnağı uygun değil.
• Makine kafasının garanti
ettiğinden çok daha ağır
malzemeler dikiliyorsa.
• Motor çalışmıyorsa
• Motor ya da sürücü bozuksa.
• SC-922’yi desteklemeyen
bir makine kafası seçilmiş.
• Ortam takılı değil. • Gücü KAPALI konuma getirip ortamı
• Ortamdaki veriler okunamıyor.
• Ortamdaki veriler yazdırılamıyor.
• Ortam, yazdırmaya karşı
korumalı.
• Formatlama yapılamıyor. • Gücü KAPALI konuma getirip ortamı
• Ortam kapasitesi yetersiz. • Gücü KAPALI konuma getirip ortamı
• Dosya çok büyük. • Gücü KAPALI konuma getirip ortamı
• Dosya dönüştürülemiyor. • Gücü KAPALI konuma getirip ortamı
• Dikiş kaydedici veri hatası
halinde bu hata numarası
görülür.
• Tarih ya da günün saatiyle
ilgili işlem/veri hatası halinde
bu hata numarası görülür.
• Üretim desteği fonksiyonu
başlatıldıktan ya da program
yükseltildikten sonra bu hata
numarası görülür.
• Üretim yönetimi, iş yönetimi
veri hatası halinde bu hata
numarası görülür.
• Veri hatası halinde bu hata
numarası görülür.
• Senkronizer konektöründe (CN33) gevşek bağlantı ya da kopukluk olup olmadığını kontrol edin.
• Senkronizer kablosunun makine kafasına sıkışarak kopup kopmadığını kontrol
edin.
• Kayış gerginliğini kontrol edin.
• Makine kafası ayarını kontrol edin.
• Motor kasnağı ayarını kontrol edin.
• Motor kasnağına iplik dolanıp dolanmadığını kontrol edin.
• Motor çıkış konektörü (4P) bağlantısında
gevşeme ya da kopukluk olup olmadığını
kontrol edin.
• Motoru elle çevirirken herhangi bir tutukluk olup olmadığını kontrol edin.
• 095 numaralı fonksiyon ayarını kullanarak makine kafası seçimini kontrol edin.
• PWR PCB’nin revizyonunu kontrol edin.
Rev. 01 ise PWR PCB’yi revizyon numarası Rev. 02 veya üstü olan bir PWR
PCB ile değiştirin.
kontrol edin.
• Gücü KAPALI konuma getirip ortamı
kontrol edin.
• Gücü KAPALI konuma getirip ortamı
kontrol edin.
• Gücü KAPALI konuma getirip ortamı
kontrol edin.
kontrol edin.
kontrol edin.
kontrol edin.
kontrol edin.
• Verilerde sorun olup olmadığını kontrol
edin.
• Verilerde sorun olup olmadığını kontrol
edin.
• Verilerde sorun olup olmadığını kontrol
edin.
• Verilerde sorun olup olmadığını kontrol
edin.
– 44 –

No. Saptanan hatanın tanımı Sorunun olası nedenleri Kontrol edilecek noktalar
E057 Adım süresi izleme hata-
sı
E065 Ağ aktarımı başarısız
E067 ID okunamadı
E070 Kayışın kayması
E071 Motor çıkışı konektörün-
de bağlantısızlık
E072 İplik kesme hareketi sıra-
sında motorda aşırı yük
E204 USB yerleştirme • USB sürücü takılıyken dikiş
E205 ISS arabellekte kalan
süre uyarısı
E220 Yağlama uyarısı • Önceden belirlenen ilmek
E221 Yağlama hatası
E302 Düşme saptama düğmesi
hatası (Emniyet düğmesi
çalışıyorsa)
(İplik kesici bıçak sensörü)
E303 Yarım daire plaka sensör
hatası
E499 Basitleştirilmiş program
verileri hatası
E703 Çalışma paneli, olması
gerekenden farklı bir dikiş
makinesine bağlı. (Dikiş
makinesi modeli hatası)
• Adım süresi izleme hatası
halinde bu hata numarası
görülür.
• Verilerin ağ üzerinden kişisel
bilgisayara gönderilememesi
halinde bu mesaj görülür.
• ID dosyasındaki verilerin
bozulmuş olması halinde bu
mesaj görülür.
• Makine kafası kilitliyken.
• Kayış gevşek.
• Motor konektöründe bağlantısızlık
• E007 ile aynı • E007 ile aynı
makinesi çalıştırılırsa bu
mesaj görülür.
• ISS verilerinin yüklendiği ara
bellek dolmaya yakınsa bu
mesaj görülür.
Ara bellek doluyken dikiş
makinesi sürekli kullanılırsa,
kayıtlar en eski veriden itibaren silinmeye başlanır.
sayısına ulaşıldığı zaman.
• Önceden belirlenen ilmek
sayısına ulaşıldığı ve dikiş
dikilemediği zaman.
• Güç açık konumdayken düşme algılayıcı düğme girilmiş
olabilir.
• Makine kafası devrilme
detektörünün konektörü
çıkmış.
• İplik kesici bıçak konumu
hatalı.
• Yarım daire plaka sensör
sinyali saptanamıyor.
• Komut parametresi verileri
belirtilen aralığın dışında.
• İletişim başlangıcında, çalışma paneli ve dikiş makinesi
modeli uyumsuz.
• Verilerde sorun olup olmadığını kontrol
edin.
• Ağda herhangi bir sorun olup olmadığını
kontrol edin.
• Verilerde sorun olup olmadığını kontrol
edin.
• Motoru elle çevirirken herhangi bir tutukluk olup olmadığını kontrol edin.
• Kayış gerginliğini kontrol edin.
• Motor çıkış konektöründe gevşek bağlantı ya da bağlantısızlık olup olmadığını
kontrol edin.
• USB sürücüyü çıkarın.
• Veri çıkışı.
• Belirtilen yerlere gres ilave edip sıfırlayın.
(Ayrıntılar için makine kafası verilerine
bakınız.)
• Belirtilen yerlere gres ilave edip sıfırlayın.
(Ayrıntılar için makine kafası verilerine
bakınız.)
• Güç şalteri kapalı konumdayken makine
kafasının devrilip devrilmediğini kontrol
edin (dikiş makinesinin çalışması, güvenlik nedeniyle engellenir).
• Düşme algılayıcı düğme kablosunun
kopuk olup olmadığını kontrol edin.
• Düşme algılayıcı düğme kolunun bir yere
sıkışıp sıkışmadığını kontrol edin.
• Eğim algılayıcı düğme kolunun makine
tablasına yeterince temas edip etmediğini kontrol edin. (Masada bir çukur vardır
veya çubuk yatağın montaj yeri çok
uzaktır.)
• Makine kafası devrilme detektörünün
konektöründe (CN48) gevşeme ya da
kopukluk konrolü yapın.
• İplik kesme sensörünün konumu
• Dikiş makinesinde iplik kesici yoksa, 74
numaralı fonksiyon ayarını 0 (sıfır) olarak
girin.
• Makine kafasının makine tipi ayarına
uygun olup olmadığını kontrol edin.
• Motor kodlayıcı konektör bağlantısının
kopmuş olup olmadığını kontrol edin.
• İlgili basitleştirilmiş programı yeniden
girin.
• Basitleştirilmiş programı etkisiz olarak
düzenleyin.
• Çalışma panelini, doğru dikiş makinesi
modeline bağlayın.
– 45 –

No. Saptanan hatanın tanımı Sorunun olası nedenleri Kontrol edilecek noktalar
E704 Sistem versiyonunda
uyuşmazlık
E730 Kodlayıcı hatası • Motor sinyali uygun şekilde
E731 Motor delik sensörü hata-
sı
E733 Motor dönüş yönü ters • Motor 500 sti/min ya da
E799 İplik kesme işleminde
zaman aşımı
E808 Solenoid'te kısa devre • Solenoid gücünün voltajı
E809 Tutma hareketi hatası • Solenoid, tutma hareketine
E810 Solenoid akımında anor-
mal durum
E811 Anormal voltaj • Garanti edilenden yüksek
E906 Çalışma paneli iletişim
hatası
E924 Motor sürücüsü hatası • Motor sürücüsü bozulmuş.
E942 Arızalı EEPROM • EEPROM üzerine veri yaz-
• Sistem versiyonu, iletişim
başlangıcındaki doğru versiyondan farklı.
girilmiyorsa.
daha hızlı değerde ve belirtilen yöne zıt yönde çalışırsa
bu hata meydana gelir.
• İplik kesme kontrolü işlemi,
önceden belirlenen süre
içinde (üç saniyede) tamamlanmıyor.
normale dönmüyor.
geçmiyor.
• Solenoid'de kısa devre. • Solenoid direnci
voltaj verilmiş olabilir.
• 100V spesikasyonuna
sahip olan SC-922 modele
200V verilmiş.
• JA: 120V elektrik paneline
220V uygulanmış.
• CE: 230V elektrik paneline
400V uygulanmış.
• Garanti edilenden düşük
voltaj verilirse.
• 200V spesikasyonuna
sahip olan SC-922 modele
100V verilmiş.
• JA: 220V elektrik paneline
120V uygulanmış.
• Aşırı voltaj uygulaması
nedeniyle iç devre bozulmuş
olabilir.
• Çalışma paneli kablosu bağlı değil
• Çalışma paneli bozuk.
dırılamıyor.
• Sistem versiyonunu, çalışma panelinde
kullanılabilen versiyon olarak yeniden
yazdırın.
• Motor sinyal konektörü (CN30) bağlantılarında gevşeklik ya da kopukluk olup
olmadığını kontrol edin.
• Motor sinyal kablosunun makine kafasına sıkışarak kopup kopmadığını kontrol
edin.
• Makine kafasının makine tipi ayarına
uygun olup olmadığını kontrol edin.
• Ana mil motor kodlayıcı kablosunun
hatalı bağlanıp bağlanmadığını kontrol
edin.
• Ana mil motor güç besleme kablosunun
hatalı bağlanıp bağlanmadığını kontrol
edin.
• Kurulmuş olan makine kafasının seçilen
makine kafası tipinden farklı olup olmadığını kontrol edin.
• Motor kasnağı çapının (etkin çap) ayarlara uygun olup olmadığını kontrol edin.
• Kayışın gevşek olup olmadığını kontrol
edin.
• Makine kafası kablosunun kasnak kapağı ya da benzeri bir yere sıkışıp sıkışmadığını kontrol edin.
• Solenoitte aşırı ısınma olup olmadığını
kontrol edin (CTL devre kartı grubu Devre bozulur.)
• Uygulanan voltajın voltaj anma değerinden + (artı) %10 ya da daha fazla olup
olmadığını kontrol edin.
• 100V/200V geçiş konektörünün hatalı
ayarlanıp ayarlanmadığını kontrol edin.
Yukarıdaki durumlarda, GÜÇ devre kartı
bozulmuştur.
• Gerilimin anma değerinden - (eksi) %10
ya da daha düşük olup olmadığını kontrol edin.
• 100V/200V geçiş konektörünün hatalı
ayarlanıp ayarlanmadığını kontrol edin.
• Sigorta ya da canlandıran direncin bozuk
olup olmadığını kontrol edin.
• Çalışma paneli konektöründe (CN38)
gevşeme ya da bağlantı sorunu olup
olmadığını kontrol edin.
• Çalışma paneli kablosunun kopuk olup
olmadığını kontrol edin, çünkü kablo
makine kafasına sıkışmış olabilir.
• Gücü KAPALI konuma getirin.
– 46 –
 Loading...
Loading...