


IT-10
使用说明书
目 录
1. 前言 ........................................................................................................................................... 1
2. 关于手按计数开关的连接 ................................................................................................ 1
3. 关于 USB ................................................................................................................................ 2
4. 机头的设定方法 ................................................................................................................... 2
5. 机头调整 ( 仅限直接驱动马达方式的缝纫机 ) ....................................................... 3
6. 关于缝制图案花样设定部(操作盘左侧) .................................................................. 4
6-1. 各部的名称 ...........................................................................................................................................................4
6-2. 缝制图案的操作方法 ........................................................................................................................................ 5
(1) 倒缝图案 .........................................................................................................................5
(2) 重叠缝图案 .....................................................................................................................6
6-3. 关于简单操作的设定 ........................................................................................................................................ 7
6-4. 关于生产支援功能 .............................................................................................................................................8
6-5. 功能设定方法 ....................................................................................................................................................11
7. 关于生产管理数据测定部(操作盘右侧) ................................................................12
7-1. 各部的名称 .........................................................................................................................................................12
7-2. 通常起动模式 ....................................................................................................................................................13
(1) 关于通常起动模式的画面 ..............................................................................................14
(2) 用通常起动模式的 No. 开关输入方法 ...........................................................................15
(3) 使用开关的 No. 输入一览表 ..........................................................................................16
(4) 输出测定数据时.............................................................................................................17
(5) 变换替换 No. 时 ............................................................................................................17
7-3. 设定模式 ..............................................................................................................................................................18
(1) 关于设定模式的画面 .....................................................................................................18
(2) MAC 地址确认画面 .......................................................................................................19
(3) 存储器开关设定画面 .....................................................................................................20
(4) 时间设定画面 ................................................................................................................22
(5) 初期化画面 ...................................................................................................................23
(6) USB 格式化画面 ............................................................................................................24
(7) IP 地址设定画面 ............................................................................................................25
(8) 版本确认画面 ................................................................................................................26
7-4. 软件改写模式 ....................................................................................................................................................27
8. 踏板传感器中立自动校正 ..............................................................................................28
9. 踏板规格的选择方法 ........................................................................................................28
10. 自动压脚提升功能的设定方法 .....................................................................................29
11. 键锁定功能的选择方法 ...................................................................................................30
12. 设定数据的初期化方法 ...................................................................................................30
13. 异常出错显示 ......................................................................................................................31
1. 前言
本使用说明书是 IT-10 操作盘显示功能的使用说明书。
请使用之前仔细阅读 SC-920(电气箱)使用说明书中的「有关安全的注意事项」,充分理解之后再进行使用。
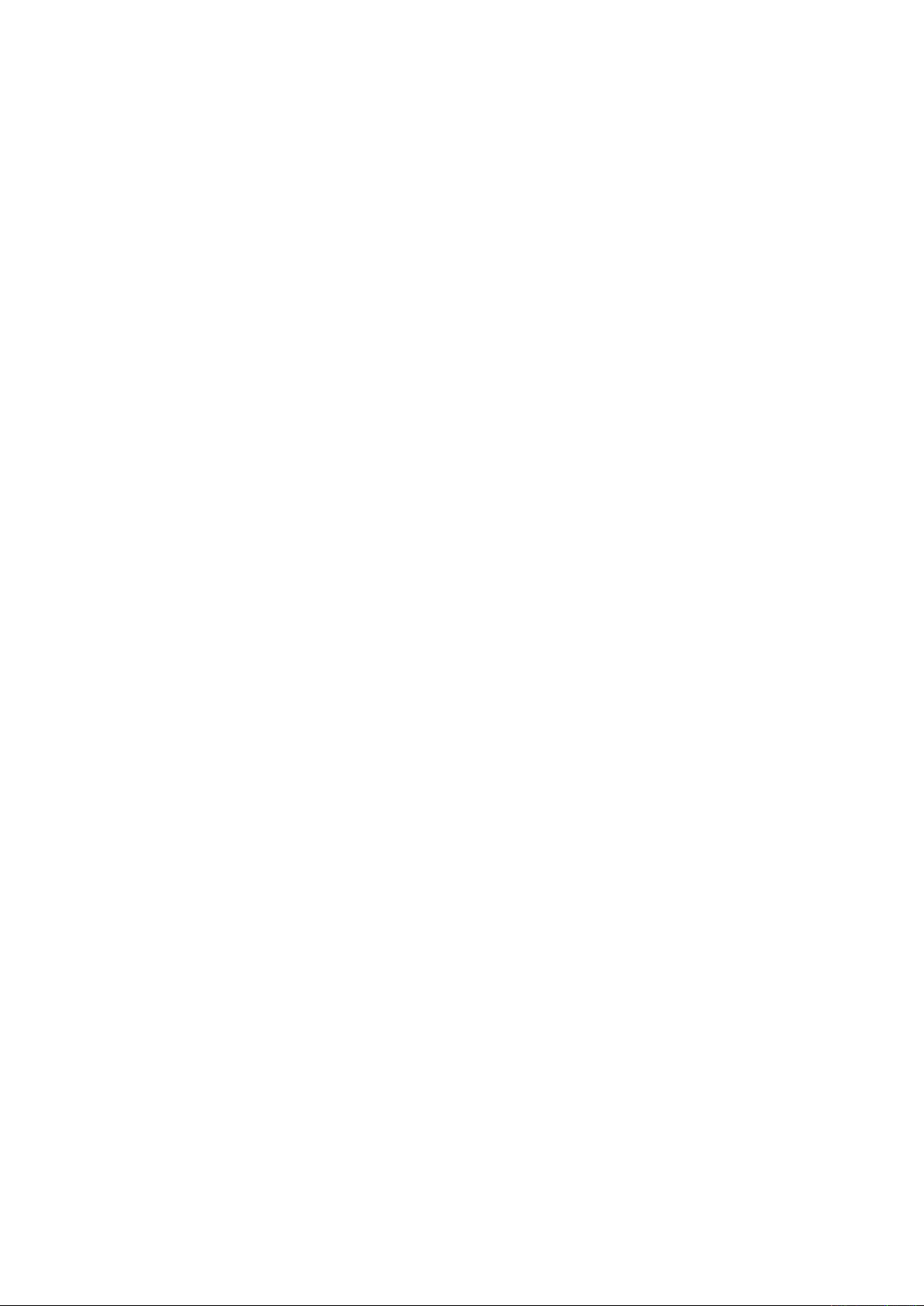
IT-10 由具有不同功能的 2 个操作盘来构成。
在左侧操作盘部分进行缝制图案花样的设定。有关操作方法请参阅「6. 关于缝制图案花样设定部(操作
盘左侧)」的内容。
在右侧操作盘部分进行生产管理数据的测定和设定。有关操作方法请参阅「7. 关于生产管理数据测定部(操
作盘右侧)」的内容。
缝制图案花样设定部 生产管理数据测定部
因为本产品属于精密机器,所以操作时请充分注意,不要把水、油溅到机器上面,也不要让机器掉
落给与机器冲击。
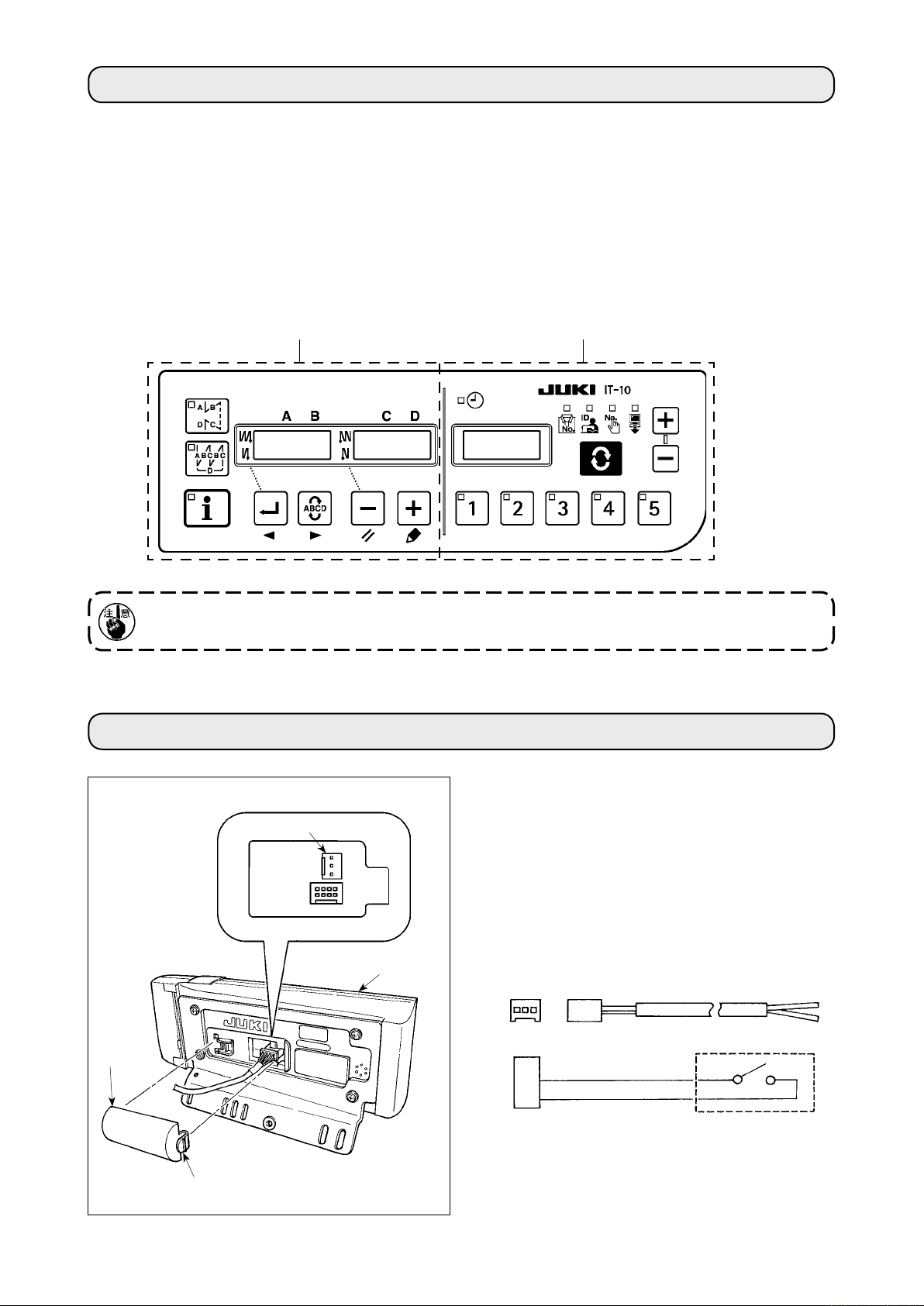
2. 关于手按计数开关的连接
1) 朝箭头方向按操作盘1的背面安装的电缆线
出口护罩2的A部卡头 , 就可以取下来。
3
1
2
2) 请把选购品的连接电缆连接器连接到手按计数
开关的连接器 CN1053上。
注 ) 开关主体由用户准备 , 或向本公司营业部门询问
购买。
选购品连接电缆 A 组件
JUKI 货号 40008168
3 2 1
CN105
±5V
1
SW
2
GND
3
A
– 1 –
3. 关于 USB
有关使用 USB 的注意事项
1
缝制时,请不要在 USB 插口上连接着 USB 机器、USB 电缆进行运转。振动有时会造成连接器损坏,也有可能丢
·
失 USB 的数据或发生 USB 机器、缝纫机的故障。
· 读取写入程序或缝制数据时,请不要插拔 USB 插头。
有发生数据损坏或机器误动作的危险。
· 在 USB 机器的保存领域里划分分区后,可以仅与一个分区通讯。
· 有的 USB 机器可能本机不能正确地识别。
· 使用本机时,如果 USB 机器内的数据消失,本公司一律不予赔偿损失。
USB 的规格
2
· 对应 USB 1.1 规格
· 对应格式 ____________ FAT32
· 消费电流 ___________ 可以连接的 USB 机器的额定消费电流为最大 500mA。
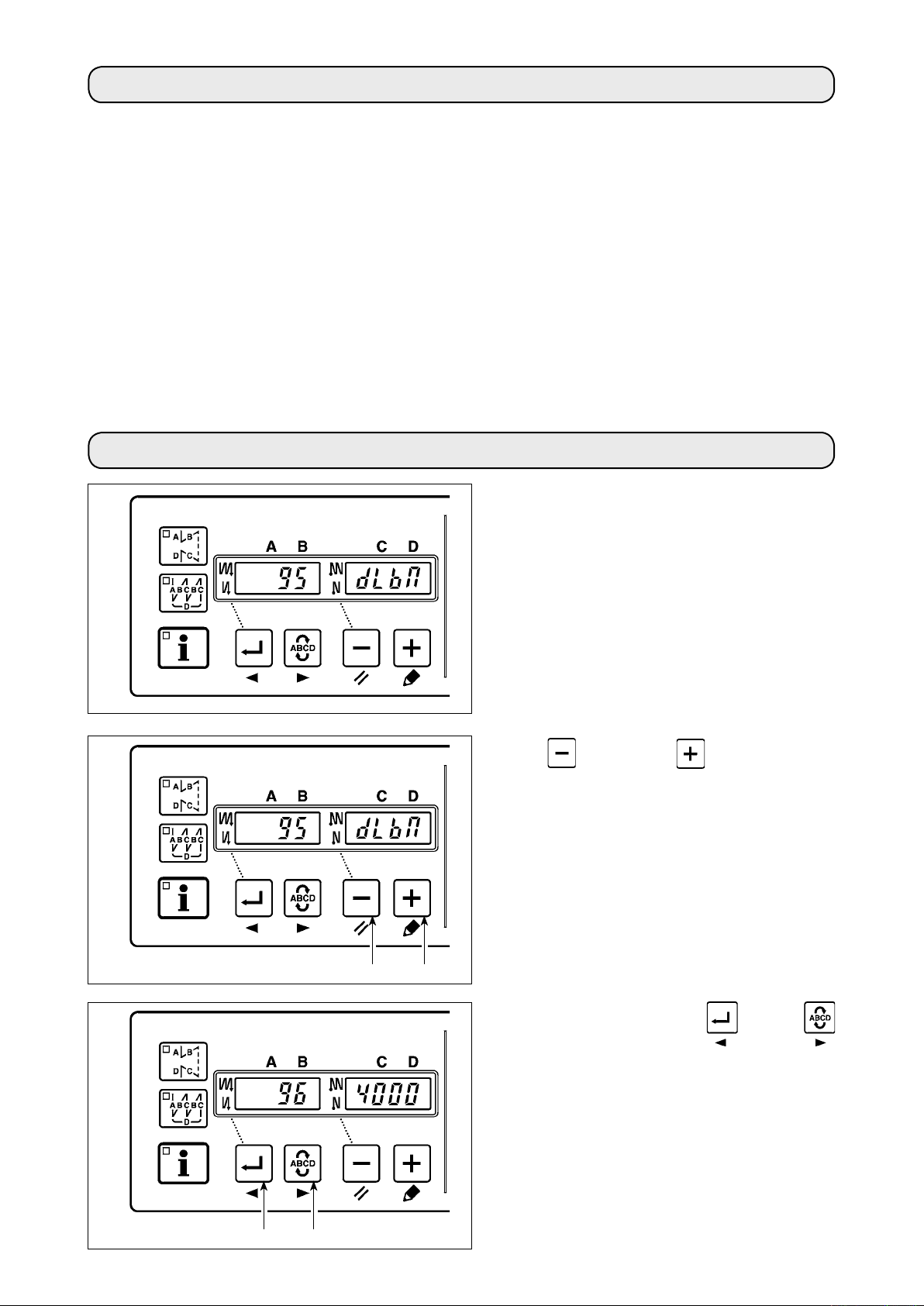
4. 机头的设定方法
1) 参照「6-5. 功能设定方法」 , 呼出功能设定
No.95。
5 6
2) 按
开关5 ( 或 开关6),可以选
择机头型号。
※
机头的类型 , 请参照附件的「机头一览表」
或者有关机头的说明书。
选择机头类型后,通过按
3)
开关3(
开关4),进入 步 骤 96 或 94,自动地变换
为机头类型里的设定内容。
3 4
– 2 –
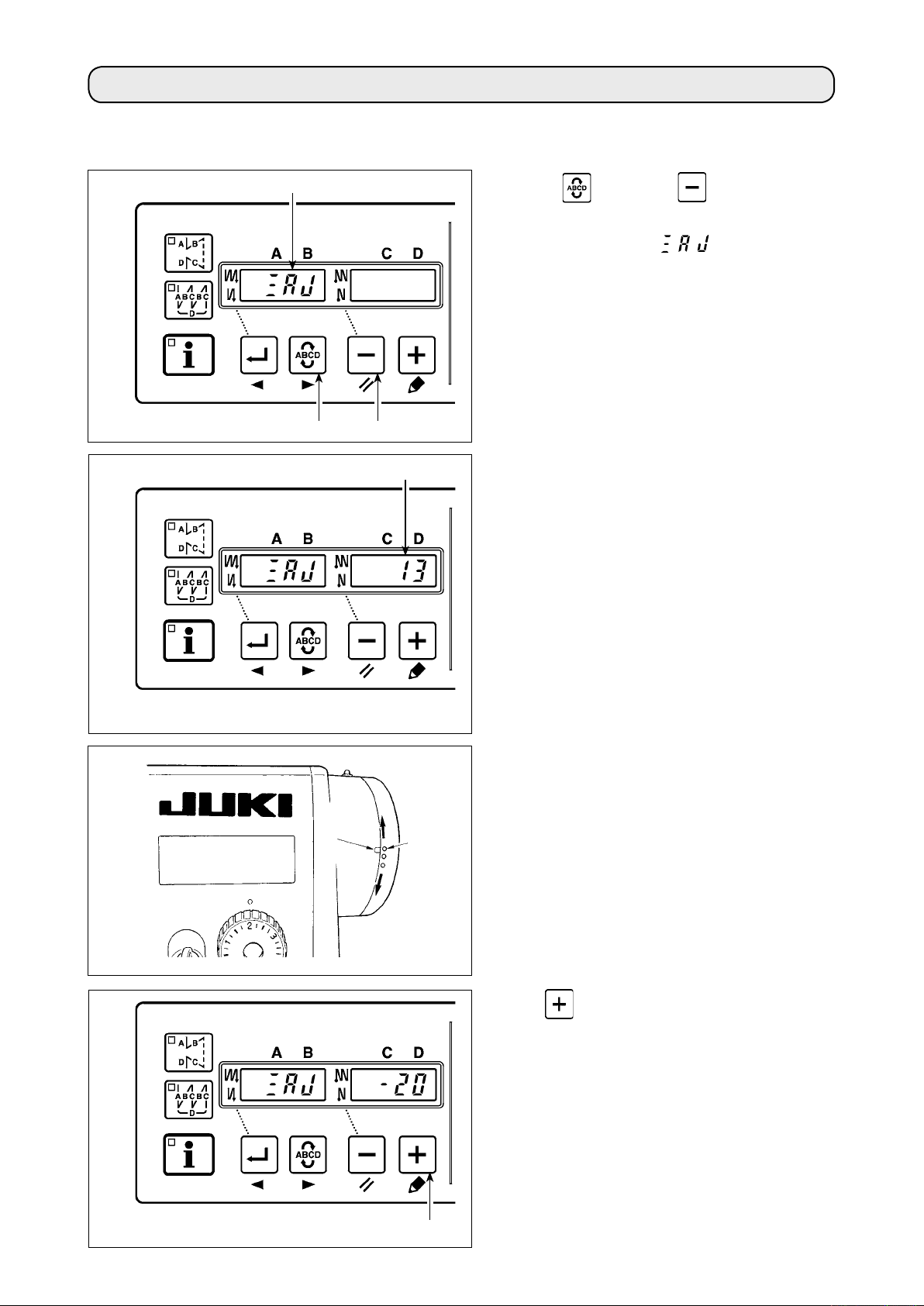
5. 机头调整 ( 仅限直接驱动马达方式的缝纫机 )
切线后如果皮带轮上的白点和护罩的凹部偏离过大时,请通过下列操作调整缝纫机机头的角度。
A
4 5
B
1) 按住
开关4和
开关5的同时打
开 (ON) 电源开关。
2) 在显示器上显示出
(A),变换为调整
模式。
3) 用
手转动机头皮带轮,检测出主轴基准信号
之后,显示部B上显示出与主轴基准信号
的角度。( 此值为参考值。)
8
7
4) 在此
状态下,请如图所示那样把皮带轮护罩
的凹部8对准皮带轮的白色点7。
5) 按
开关6,结束调整操作。( 此值为参
考值。)
6
– 3 –
6. 关于缝制图案花样设定部(操作盘左侧)
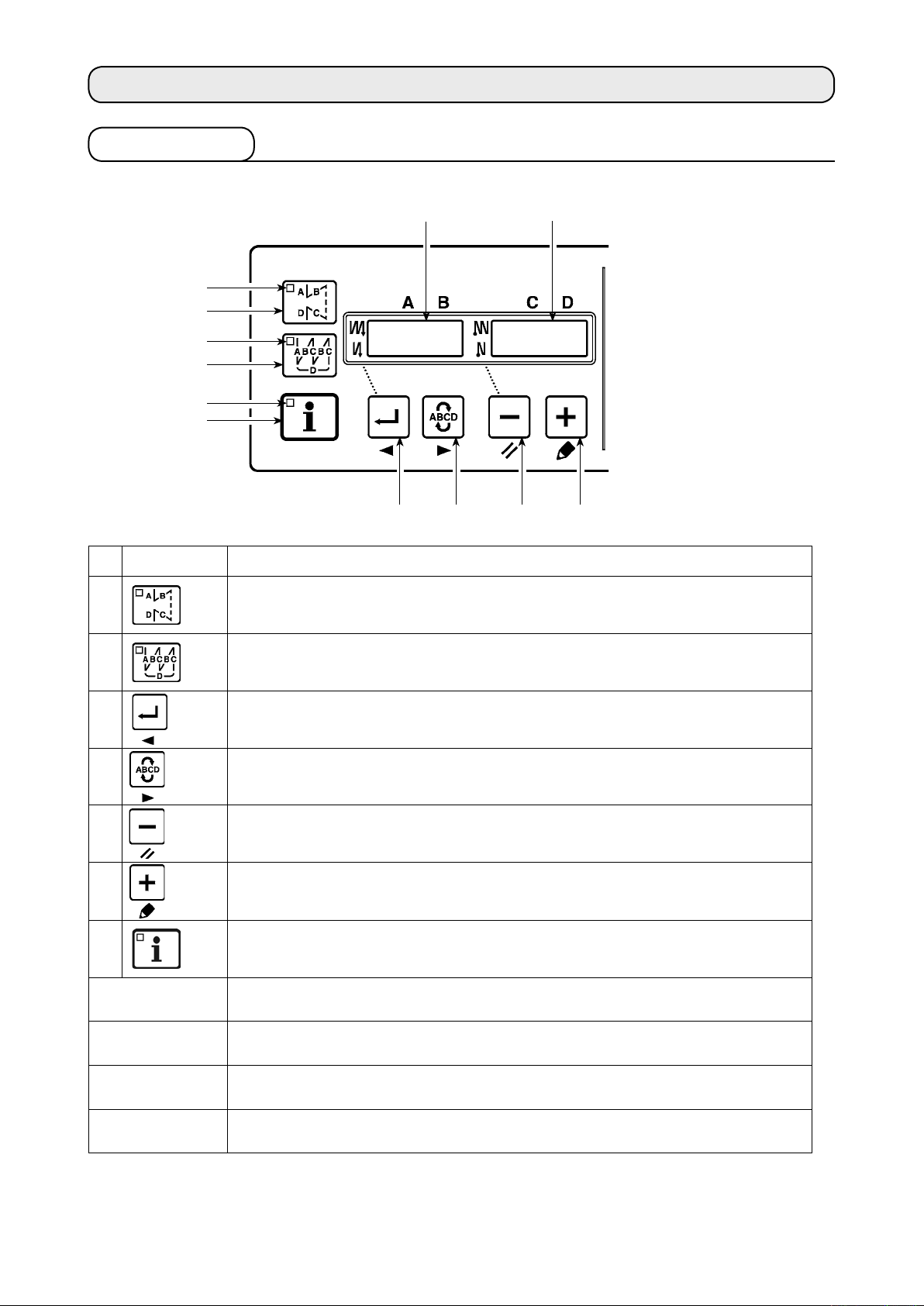
6-1. 各部的名称
A
C
1
D
2
E
7
3 4 5 6
No. 按键 / 显示 内容
1
2
开关 变换倒缝图案的有效/无效。
开关 变换重叠缝图案的有效/无效。
B
3
4
5
6
7
表示部
LED
C
LED
D
LED
E
开关 确定设定内容时以及变换开始倒缝有效/无效时使用。
开关
选择变更针数的工序(ABCD)。
※ 闪烁亮灯显示被选择的工序。
开关 变更被选择的显示 ( 闪烁亮灯部 ) 内容时以及变换结束倒缝的有效/无效时使用。
开关 变更被选择的显示 ( 闪烁亮灯部 ) 内容时使用。
开关 呼叫生产支援功能时和呼叫简单操作设定 ( 持续按 2 秒钟 ) 时使用。
AB
显示各种信息。
倒缝图案有效时亮灯。
重叠缝图案有效时亮灯。
显示生产支援功能时亮灯。
– 4 –
6-2. 缝制图案的操作方法
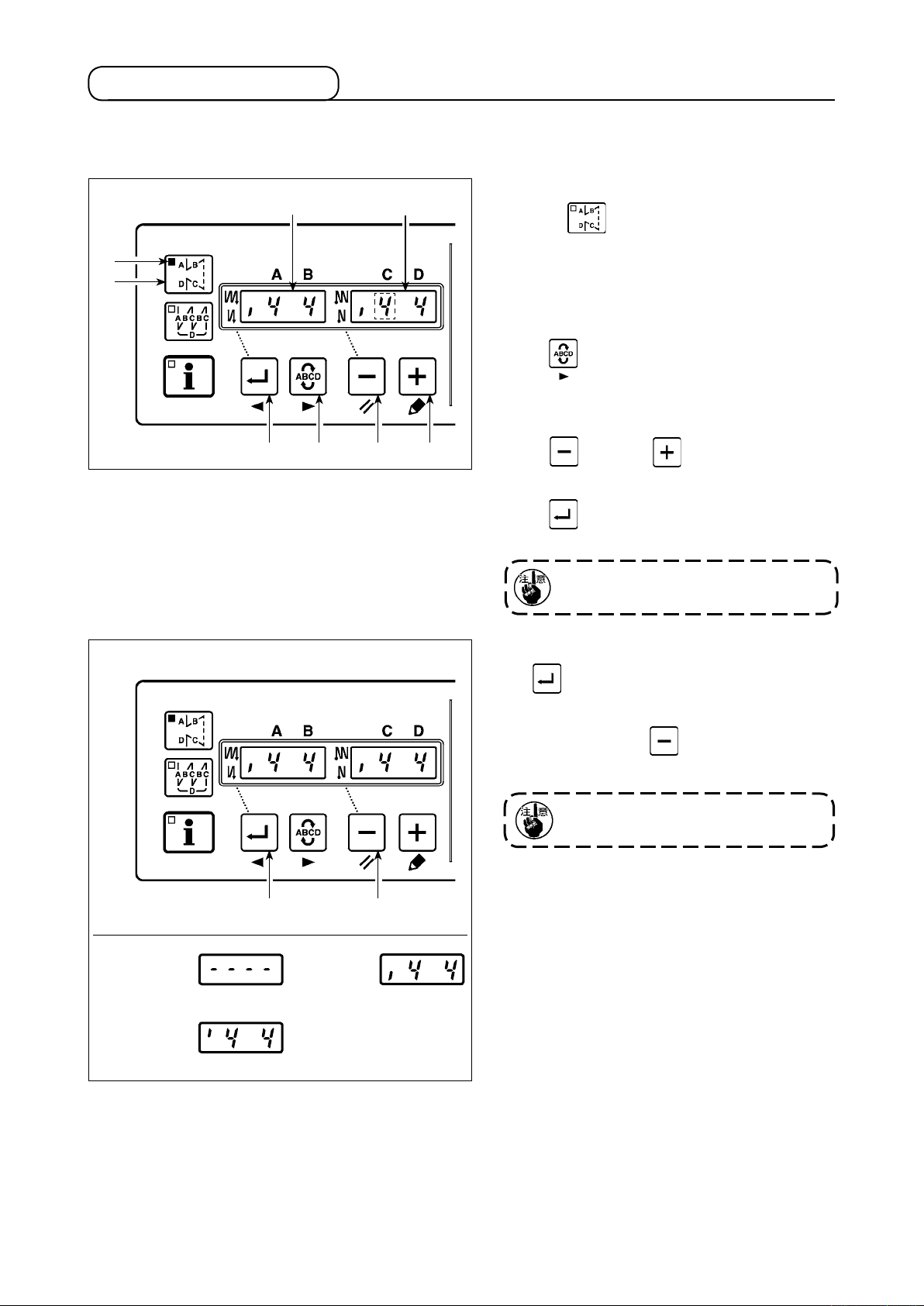
(1) 倒缝图案
可以分别地设定开始倒缝、结束倒缝。
A
B
[倒缝的设定方法]
1) 按了
开关1之后, 可以变换倒缝图
C
1
3 4 5 6
案的有效/无效。
倒缝
上显示出开始倒缝的针数,在显示部
A
图案有效时,L ED
亮灯,在显示部
C
B
上显示出结束倒缝的针数。
用
开关4可以选择变更针数的工序(A
BCD)。闪烁亮灯的数字表示现在正在进
行设定的工序。
用
开关5或 开关6,可以变更选
择工序的针数。
按
开关3,可以确定变更内容。(可以
设定的针数为 0 ~ 15 针)
工序的针数在闪烁亮灯时,缝纫机不能
进行缝制。
2) 倒缝针数显示没有闪烁显示时,每按一次
开关3,就顺次地变换开始倒缝→开
3 5
不倒缝 : 倒缝 :
双重倒缝 :
始双重倒缝→不开始倒缝。
另外,
每次按了
开关5之后,顺序变
换结束倒缝→结束双重倒缝→不结束倒缝。
有的缝纫机机头不能使用倒缝图案。
– 5 –
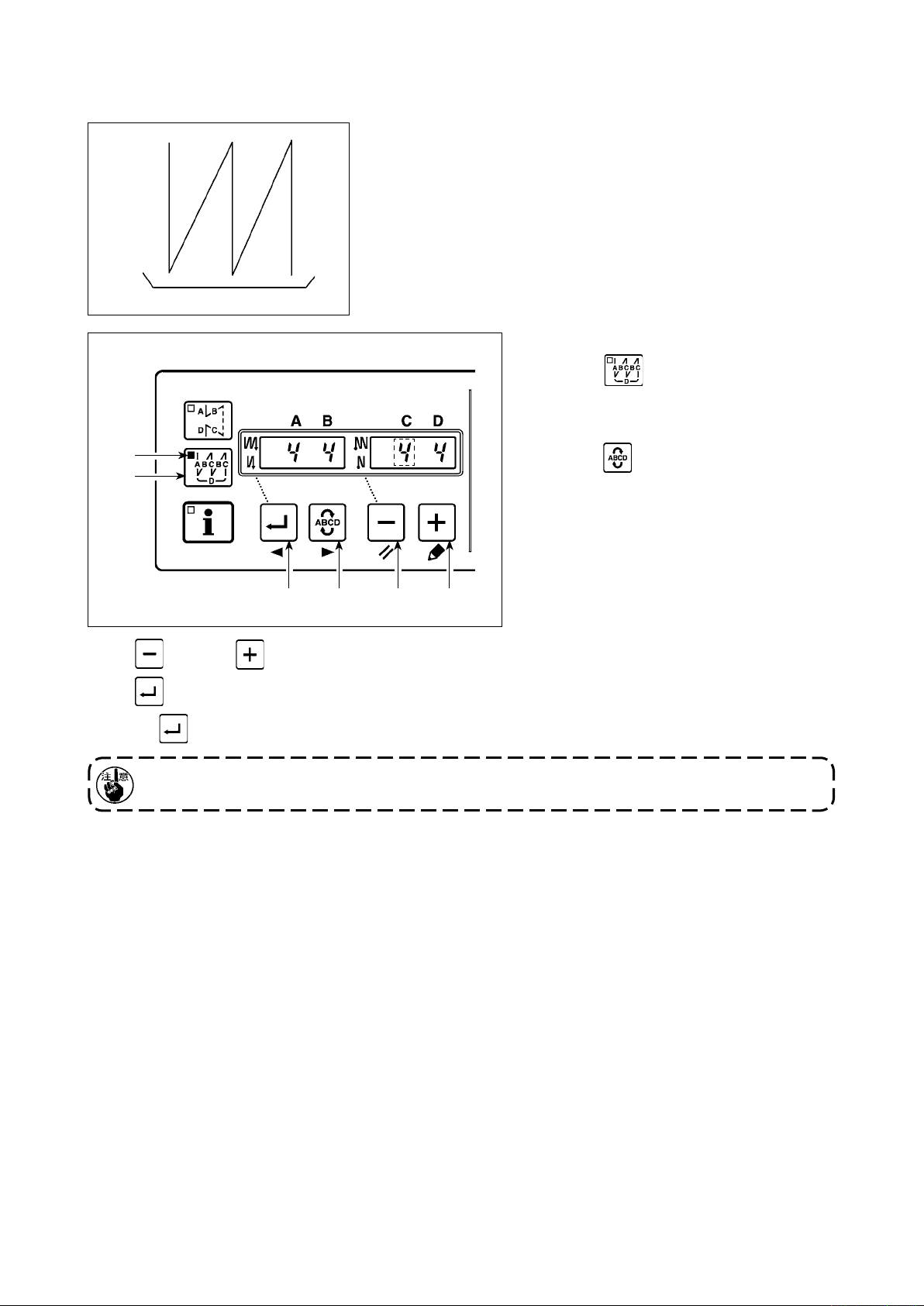
(2) 重叠缝图案
可以设定重叠缝图案。
D
2
A
C
C
B : 设定倒缝针数 0 ~ 15 针
C : 设定前进缝制针数 0 ~ 15 针
D : 反复次数 0 ~ 9 次
A : 设定前进缝制针数 0 ~ 15 针
(注意) 关于缝制, D 工序 5 次时,为反复 A → B→ C → B → C。
B
B
D
[重叠缝的设定方法]
1) 按
开关2,可以变 换 重叠缝
图案的有效/无效。
重叠缝图案有效时,LED
2) 用
开关4可以选择变更针数的
D
亮灯。
工序(ABCD)。
闪
烁亮灯的数字表示现在正在进行
设定的工序。
3 4 5 6
3) 用
4) 按
(按了
重叠缝图案为自动运转,一旦踩下踏板之后,便自动地缝制被设定的重叠缝针数。
开关5或 开关6,可以变更选择工序的针数。
开关3,可以确定变更内容。
开关3,在没有确定设定的状态下,缝纫机不能动作。)
– 6 –
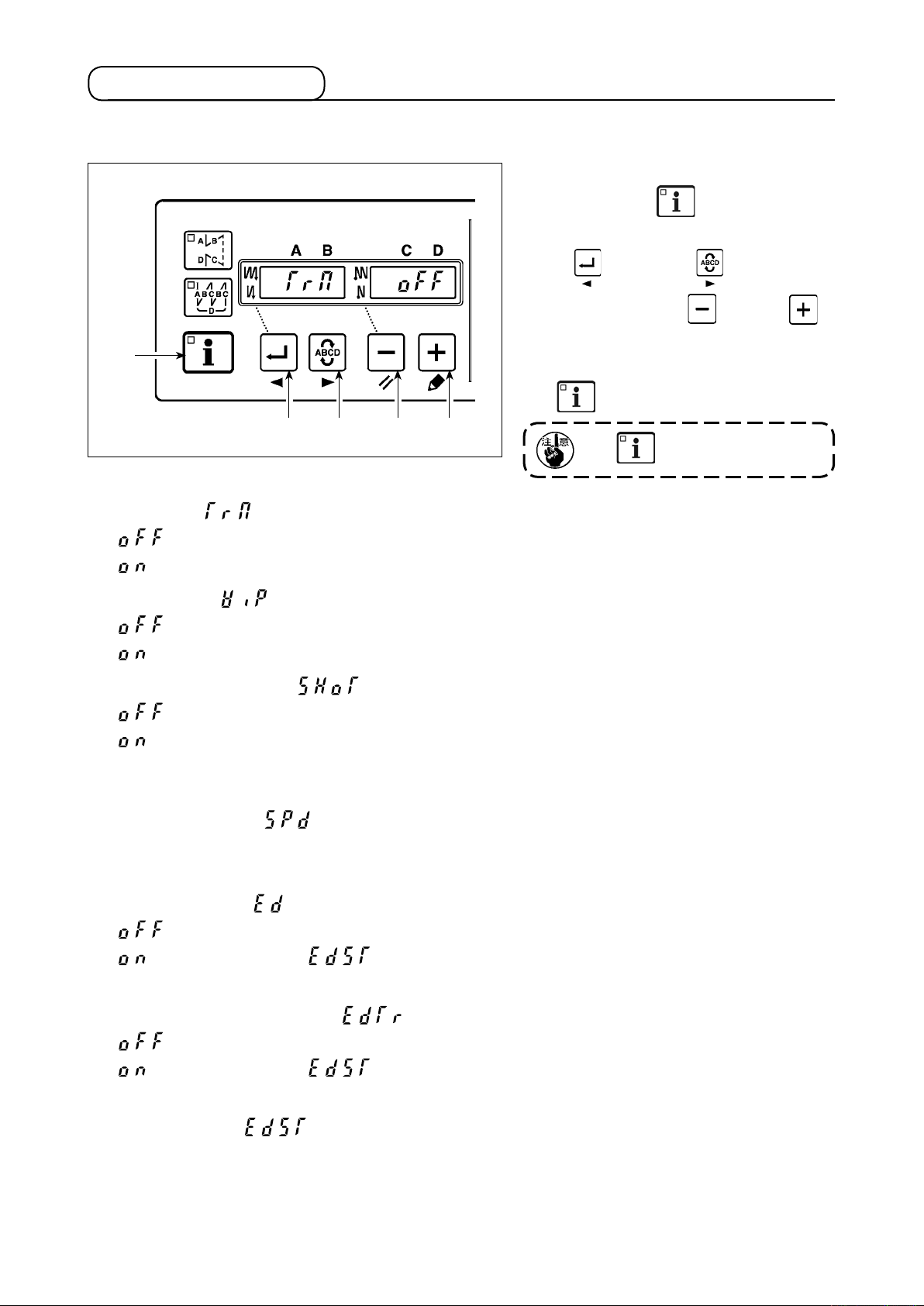
6-3. 关于简单操作的设定
可以把通常的缝制状态的部分功能设定项目变更为简单操作。
[ 简单操作的设定方法 ]
7
切线功能(
1
挑线杆功能(
2
3 4 5 6
)
:无切线动作(禁止电磁输出:切线、挑线杆)
:有切线动作
)
:切线后挑线杆不动作
:切线后挑线杆动作
1) 持续 1 秒钟按
开关7之后,变成
功能设定模式。
2) 用
换设定的项目,用
关
开关3或用 开关4可以变
开关5和 开
可以变更设定值。
6
3) 想要返回到通常的 缝制状态 时, 请按
开关7。
按了 开关7之后,设定被确定。
简单操作自动缝制功能(
3
最高缝制速度设定
4
:无简单操作自动缝制功能
:有简单操作自动缝制功能
※ 设定布端传感器功能时为有效。重叠缝动作时,不能禁止简单操作功能动作。转速为用设定 No .38
设定的速度。
( )
)
设定机头的最高缝制速度。安装的机头不同,设定值的上限也不同。
设定范围 :150 ~ MAX 值 [sti/min]
布端传感器功能(
5
※ 设定布端传感器功能时为有效。
利用布端传感器进行切线功能 (
6
※ 设定布端传感器功能时为有效。
布端传感器针数 (
7
:无布端检测功能
:检测布端后,按7(
:布端检测后无自动切线功能
:检测布端后,按7(
)
)
) 缝制了设定的针数后缝纫机停止。
)
) 缝制了设定的针数后进行自动切线。
从检测布端至缝纫机停机为止的针数
设定针数 :0 ~ 19 针
※ 设定布端传感器功能时为有效。如果设定针数过少的话,有的缝纫机转速时缝纫机有可能不能在设定
针数内进行停机。
– 7 –
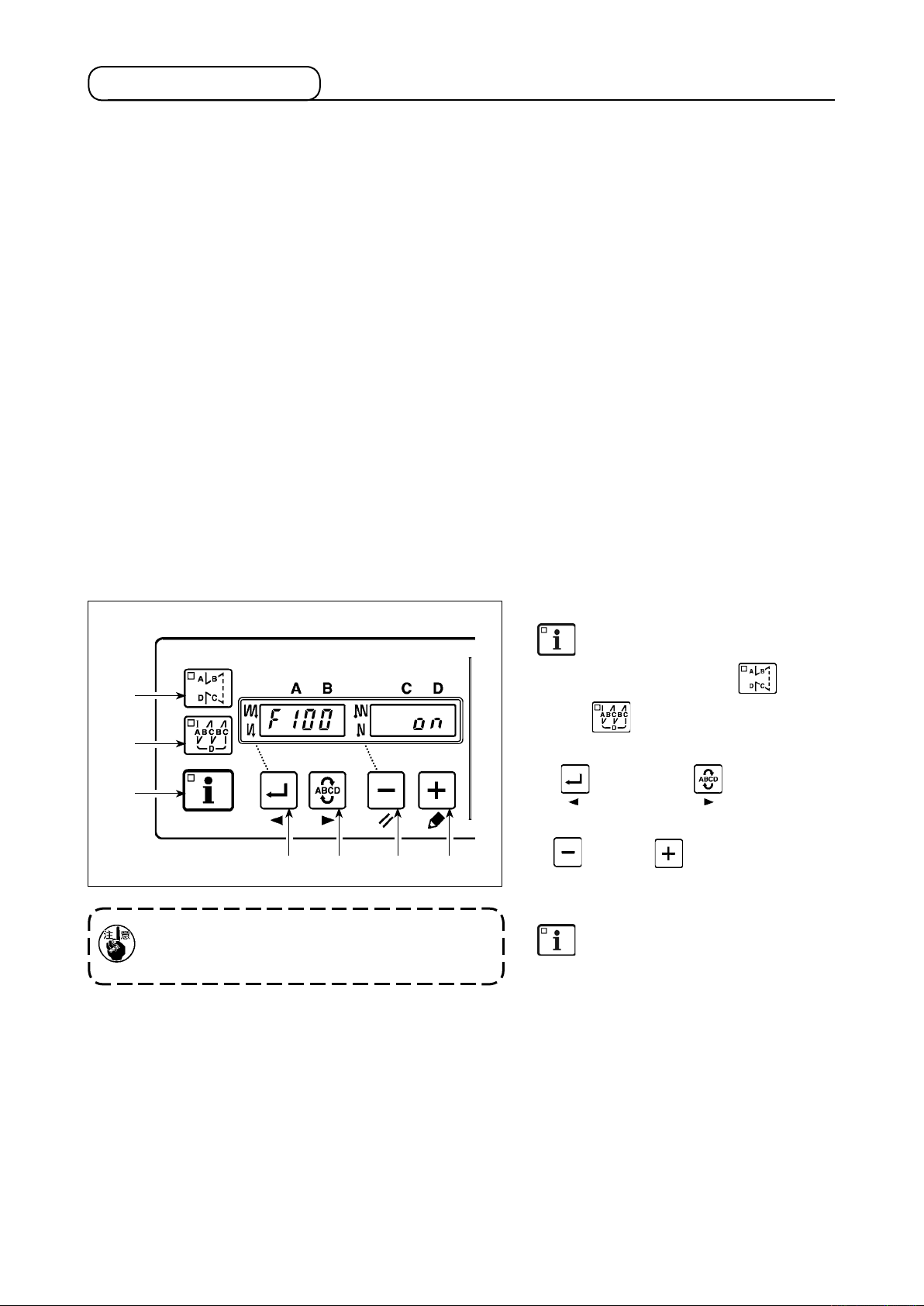
6-4. 关于生产支援功能
生产支援功能中有生产数量管理功能、运行测定功能、底线计数功能等 3 种功能(6 种模式),他们分别
具有不同的支援效果,请根据需要选择适当的功能(模式)来使用。
■ 生产数量管理功能
目标生产数量显示模式 [F100]
显示目标生产数量和实际生产数量的差模式 [F200]
显示一定作业时间阶段的目标生产数量、实际生产数量、目标生产数量和实际生产数量的差,实时地
进行通知。缝制操作员可以随时掌握自己的作业进度,因此不仅督促了目标的完成,而且还提高了生
产效率。另外,还可以提早发现作业的延误,尽早发现存在问题及时解决问题。
■ 运行测定功能
缝纫机的运转率显示模式 [F300]
间隔时间显示模式 [F400]
平均缝制速度显示模式 [F500]
自动地测定缝纫机的运行情况,并把运转率显示到操作盘上。可以作为工序分析、生产编制、确认设
备效率等工作的基础数据来使用。
■ 底线计数功能
底线计数显示模式
为了在底线用完之前进行梭芯的更换,而通知更换梭芯的时间。
[ 使用各种生产支援模式时 ]
1
2
7
3 4 5 6
出货状态时,F100 ~ F500 的模式设定为 OFF。
底线计数功能通过功能设定 No .6 的设定,可以变
换 ON/OFF。(出货状态时为 ON)
通常 的缝制 状态下, 持续 (1 秒钟 ) 按
在
开关7,设定为简单操作设定画面。
接着,在简单设定画面上按
开关
1
或者按 开关2,就可以设定各种生
产支援模式的 ON/OFF。
按
开关3或者 开关4可以选
择设定 ON/OFF 的模式。
开关5或 开关6,可以变换显
按
示的ON/OFF。
想 返 回 到 通 常 的 缝 制 状 态 时, 请 按
要
开关7。
– 8 –

可以一边显示各种生产支援数据,一边进行缝制。
[ 各种生产支援模式的基本操作 ]
E
7
3) 表
1「显示部
4) 持续 2 秒钟按
开关6,可以变更表 1「各模式的显示」( ※ 2) 标记的数据。
按了
开关7之后,确定 ( ※ 2) 的数值,显示部B和 LEDE的闪烁亮灯停止。
A
B
1) 在通
常的缝制状态下,按了
之后,LE DE亮灯,变成生产支援
7
模式。
2) 按
开关3或 开关4,可以变
换生产支援功能。
3 4 5 6
」的 ( ※ 1) 标记的数据可以用
A
开关5和 开关6来进行变更。
开关6之后,显示部B和 LE DE闪烁亮灯,在闪烁亮灯中按 开关5或按
开关
5) 表 1「各种模式的显示」的有(※ 3)标记的数值,仅在刚刚复位后可以用
进行变更。
6
开关5和
6) 有关各数据的复位操作方法,请参照「各种模式的复位操作」的表。
7) 要想返回通常的缝制状态时,请按
开关7。
各种模式时显示的数据如下表所示。
表 1 : 各种模式的显示
显示部
模式名 显示部
目 标 生 产 数 量 显 示 模 式
(F100)
目标生 产数 量和实际 生产
数量的差显示模式(F200)
缝 纫 机 运 转 率 显 示 模 式
(F300)
间隔时间显示模式(F400) Pi-T 上次缝制的间隔时间
平 均
缝 制 速 度
(F500)
底线计数器显示模式 bbn 底线计数值(※ 3) -
显 示 模 式
实际生产数量
[ 单位 : 件 ](※ 1)
目标生产数量和实际
生产数量的差
[d : 件 ](※ 1)
oP-r 上次缝制的缝纫机运转率
ASPd
A
目标生产数量
[ 单位 : 件 ](※ 2)
目标间隔时间
[ 单位 : 100msec](※ 2)
[ 单位 : %]
[ 单位 : 1sec]
上次缝制的平均
[ 单位 : sti/min]
显示部
B
缝制速度
( 按下 开关5时 )
显示平 均缝 纫机运 转
率 [ 单位 : %]
显示平均间隔时间
[ 单位 : 100msec]
显示平均
[ 单位 : sti/min]
B
-
-
缝制速度
开关
– 9 –

表 2 : 各种模式的复位操作
模式名 开关5(持续按 2 秒钟) 开关5(持续按 4 秒钟)
目标 生产数量显示模式
(F100)
目 标 生 产 数 量 和 实 际
生产 数量的差显示模式
(F200)
缝纫 机运转率显示模式
(F300)
间 隔 时 间 显 示 模 式
(F400)
平均 缝制速度显示模式
(F500)
底线计数器显示模式 底线计数值复位
实际生产数量复位
目标生产数量和实际生产数量 的
差复位
实际生产数量复位
目标生产数量和实际生产数量 的
差复位
平均缝纫机运转率复位 平均缝纫机运转率复位
平均间隔时间复位 平均缝纫机运转率复位
平均缝制速度复位 平均缝纫机运转率复位
( 但是,按下
计数器立即进行复位。)
-
-
平均间隔时间复位
平均缝制速度复位
平均间隔时间复位
平均缝制速度复位
平均间隔时间复位
平均缝制速度复位
-
开关5仅底线
[ 生产数量管理功能的详细设定(F101、F102)]
7
3 4 5 6
切线次数设定状态 (F101) 时,按
开关5或按 开关6,可以设定 1 件服装的切线次数。
目标达到蜂鸣器设定状态 (F102) 时,按
数量时,设定是否让蜂鸣器响音。
在目标生产数量显示模式 (F100) 或目标生产数量和
实际生产数量的差显示模式 (F200) 上,持续 (3 秒钟 )
按
开关7之后,就可以进行生产数量管理功
能的详细设定。
开关3或按 开关4,可以变换切线次数
按
设定状态 (F101) 和目标达到蜂鸣器设定状态 ( F102)
的转换。
开关5或按 开关6,可以在实际生产数量达到目标生产
– 10 –

6-5. 功能设定方法
可以选择各种功能和设定各种功能。
※ 有关功能设定的详细内容,请参阅电气箱的使用说明书。
7
1) 一边按 开关7的同时一边打开 (ON )
电源。
(显
示项目 上 显示出上 次 设定 变更后的 项
目。)
* 画面显示不变化时,请重新进行 1) 的操作。
想要重新打开电源开关时,请一定间隔 1
秒钟 以上之后再进行操作。关闭了 电源
后,如果立即打开电源的话,缝纫机有可
能不能正常动作。如果发生这种情况时,
请重新再次打开电源。
2) 如果不能进入设定 No. 的步骤时,请按
3 4 5 6
B
开关4,然后进入到设定 No . 的步骤。想
返回设定 No. 时,请按
开关3,然后返
回设定 No.。
进入到下一个设定 No. ( 或返回 ) 的话,
前 1 个 ( 或 后 1 个 ) 的 内 容 将 被确 定,
变更内容后 ( 触摸了开关
千万注意。
),请
例 ) 最高转速设定(设定 No.96)的变更
按
开 关3或 按 开 关4, 把 设 定
No. 调整到 "96"。
现在的设定值被显示到显示部
按
※ 同 时 按 开 关5和 开 关6, 设 定
开关5,变更为“2500”。
B
上。
No. 的设定内容返回到初期值。
3 4 5 6
3) 变更完了之后,按 开关3或按 开关4,确定更新的数值。
进行此操作之前,如果关闭 (OFF) 了电源的话,则变更的内容不能被更新。
按了
设定 No.。操作结束后,关闭 (OFF) 电源,然后再次打开 (ON) 电源,就返回到通常的缝制状态。
开关3之后,画面显示变为前 1 个设定 No .,按了 开关4之后,画面显示变为后 1 个
– 11 –

7. 关于生产管理数据测定部(操作盘右侧)
7-1. 各部的名称
D E F
C
A
B
1
2
G
No. 按键 / 显示 内容
钟表 LED 显示时间时亮灯。
A
7 分节显示部 显示各种 ID 信息、时间。
B
货号 LED
C
操作员 ID LED
D
任意 ID LED
E
把货号 ID 显示到B上后亮灯。
→请参阅「7-2.(1) 关于通常起动模式的画面」。
把操作员 ID 显示到B上后亮灯。
→请参阅「7-2.(1) 关于通常起动模式的画面」。
把任意 ID 显示到B上后亮灯。
→请参阅「7-2.(1) 关于通常起动模式的画面」。
3
4
发送数据 LED
F
No LED 选择中的 No 亮灯。
G
1
2
3
4
开关 把显示的值设定到B。按了开关之后值增加。
开关 把显示的值设定到B。按了开关之后值减少。
开关
No. 开关 选择每个项目登记的设定信息(ID)。
把发送数据显示到B上后亮灯。
→请参阅「7-2.(1) 关于通常起动模式的画面」。
进行显示在B的项目的变更。按了开关之后项目变更。
→请参阅「7-2. 通常起动模式」。
– 12 –

7-2. 通常起动模式
2
接通电源之后,上一次结束时选择的项目画面、ID
信息被显示出来。
选择的项目、ID 被登记的号码的 LED 亮灯。
按了 No. 开关1之后,选择的 No. 的 ID 信息被显
示出来。
1
按了
来。
开关2之后,以下的项目画面被显示出
– 13 –

(1) 关于通常起动模式的画面
按
开关
■时间显示
按
经过 3 秒钟
开关
经过 3 秒钟
■货号显示画面
显示 16 位数货号 ID。
按 No. 开关可以设定被登记的 ID。
按 开关
■ 操作员 ID 显示画面
显示现在的时刻。
按
开关
按
开关
■ 任意 ID 显示画面
经过 3 秒钟
■ 发送信息显示画面
显示 8 位数的操作员 ID。
按 No. 开关可以设定被登记的 ID。
按 开关
显示 8 位数任意 ID。
按 No. 开关可以设定被登记的 ID。
按 开关
按
开关
经过 3 秒钟
– 14 –
最大可以显示 16 位数发送信息数据。
按 No. 开关可以设定被登记的 ID。

ID 显示,按照顺序 4 位数 4 位数地显示。
例如,ID 是 1234 5678 9ABC DEFG 时,则按照如下所显示那样显示,显示变换为时间显示。
经过 1.5 秒钟 经过 1.5 秒钟
钟表显示
经过 3 秒钟
用存储器开关,可以选择经过 3 秒钟自动显示时间,或者用 开关显示。
经过 1.5 秒钟
进行了用
开关显示的设定时,用存储器开关设定的 ID 被显示出来。
(2) 用通常起动模式的 No. 开关输入方法
从 1 ~ 5 的 No. 开关中按照顺序按其中的 2 个 No. 的开关之后,可以选择 30 个 ID。
按了 1 个 No . 开关,在 1 秒钟以内没有再按开关时,为按一个开关。1 秒钟之内按了开关时,为按 2
个开关。
※按 1
个开关时,对应的 No.LED 亮灯。按 2 个开关时,第一个 No.LED 亮灯,第二个 No.LED 闪烁亮灯。
〈例〉输入“3”(按 1 个开关)
按 (亮灯 )
→之后,1 秒钟以上不输入 No. 开关。
〈例〉输入“25”(按 2 个开关)
(亮灯 )
按
→之后,1 秒钟以内按
– 15 –
(闪烁亮灯 )。

(3) 使用开关的 No. 输入一览表
显示…亮灯 显示…闪烁亮灯
No.
1
10
11
2
3
4
5
6
7
8
9
第一个
开关输入
第二个
开关输入
经过 1 秒钟 16
经过 1 秒钟 17
经过 1 秒钟 18
经过 1 秒钟 19
经过 1 秒钟 20
No.
21
22
23
24
25
26
第一个
开关输入
第二个
开关输入
12
13
14
15
按了 No.30(开关
27
28
29
30
+ )之后,变成未选择 ID 状态。
– 16 –

(4) 输出测定数据时
用通常模式长时间按 开关1之后,向 USB 写
开关2之后,向网络发送
1
出数据,长时间按
数据。
数据输出时,7 位显示部上闪烁亮灯“Wait”。
2
通常模式的发送数据显示与其他的 ID 数据显示一样,通过 No. 开关的输入组合可以显示 30 种数据,
可以确认 IP 地址。
用发送数据的 No.29(开关
)确认缝纫机 ID,用 No.30(开关
+
)确认 ID 地址。
+
例 IP 地址 192.168.1.106 时
第 1 部分
经过 1.5 秒钟
第 2 部分
经过 1.5 秒钟
第 3 部分
经过 1.5 秒钟
经过 3 秒钟
(5) 变换替换 No. 时
时间显示
1
2
3
第 4 部分
按住 开关3的同时打开电源之后,就可以
变换替换 No.。
用
开关1或者用 开关2,选择替 换
No.。
0 :无替换
1 ~3 :选择在
IA-1 设定的替换 No.。
有关替换的详细内容,请参照 IA-1 的帮助
– 17 –

7-3. 设定模式
(1) 关于设定模式的画面
按
开关的同时接通(ON)电源之后,变为设定模式。
设定模式时,用
关和
开关选择设定
项目, 然后 用
关确定。确定后,各设
定画面被显示出来。
设
定 结 束 后, 请 关 闭
(OFF)电源,重新起动。
■设定画面
开
开
按
开关
按
开关
■ MAC 地址确认画面
确认每个装置上分配的 MAC 地址。
→请参阅「7-3.(2) MAC 地址
确认画面」。
按 开关
按 开关
■存储器开关设定画面
■初始化画面
按
开关
进行操作盘数据的初始化。→
请参阅「7-3.(5) 初始化画面」。
按 开关
■ USB 格式化画面
按
开关
按 开关
设定存储器开关 No .。 →请参
阅「7-3.(3) 存储器开关设定画
面」。
按 开关
按 开关
■时间设定画面
按
开关
设定时刻。→请 参 阅「7-3.(4)
时间设定画面」。
进行连 接 了 U S B 的 媒 体格 式
化。 → 请 参 阅「7-3. (6)US B
格式化画面」。
按 开关
按
开关
■ IP 地址确认画面
选择 IP 地址的取得方法。→请
参 阅「7-3. (7) I P 地 址设 定画
面」。
按 开关
按 开关
■版本确认画面
※如果显示出这个画面,请关闭(OFF)
电源,重新起动。
按
开关
确认操作盘的版本。→请参阅
「7-3.(8) 版本确认画面」。
– 18 –

(2) MAC 地址确认画面
MAC 地址是各个装置分别设定的,因此在 IT 操作盘上仅可以进行确认操作。
按 开关3,变换 MAC 地址的部分显示。
3
3
3
3
– 19 –

(3) 存储器开关设定画面
通过变更存储器开关的设定,可以变化操作盘的功能。
3
1
2
在存储器开关设定画面上,按
存储器开关 No.。
在此状态下,按了
开关1或 开关2之后,
可以选择存储器开关。
开关3,显示
选择存储器开关后,按了
开关3之后,选
择的存储器开关的设定值 A 被显示出来。在此状态
1
2
3
下,按了
变更设定值,再次按了
开关1或 开关2之后,可以
开关3之后,可以
保存设定值。
设定结束后,请关闭(OFF)电源。
A
– 20 –

■存储器开关一览表
号码 内容 初期值
U01 网络在线设定
选择连接网络的有效/无效。
OFF :连接网络。
ON :禁止连接网络。
U02 时间补正功能
设定连接网络时的时间补正的有效/无效。
OFF :不进行时间补正。
ON : 连接网络后,用主机的时间补正操作盘的时间。
U03 时间显示画面的显示时间
这是仅在 U10 的设定为 ON 时有效的项目。
设定 ID 已经显示后,几秒钟后显示钟表显示画面。(单位:秒)
U08 禁止网络通讯 ISS 测定数据 ON / OFF
禁止从网络向电脑发送 ISS 测定数据。
OFF :用网络向电脑送信。
ON : 不从网络向电脑送信。
U10 时间画面显示方法的选择
ID 显示后,选择显示/不显示时间显示画面。
OFF :不自动地显示时间显示画面。时间画面用
ON : ID 显示后,自动地用 U03 设定时间后的时间画面。
U11 在时间画面上显示 ID
这是仅 U10 为 OFF 时有效的项目。
在时间显示画面上让 LED 亮灯,选择显示的 ID 种类。
0 :货号
1 :操作员 ID
2 :任意 ID
3 :发送数据
U12 手按开关无视针数
切线后缝纫机停止状态而且缝制针数超过设定针数时,接收生产件数计数输入。
本设定,使用于防止连续按开关造成的错误输入,防止虚假输入。
设定范围 0 ~ 99(针)
U13 ISS 测定缓冲残余量警告
操作盘内保存的 ISS 测定数据的容量变少时发出警告(E205)。
0 :不发出警告。
1 :为了向网络输出的数据容量变少时发出警告。(不管是否连接着网络,发出
警告时,有可能是网络上的问题。)
2 :为了向 USB 输出的数据容量变少时,发出警告。发出警告后,请把 USB 存
储器插入操作盘。输出数据。
U14 滚动速度
设定显示 4 位数以上的 ID 是的滚动速度。
单位 0.1 秒 设定范围 5(0.5 秒)~ 50(5.0 秒)
开关来显示。
OFF
ON
OFF
ON
15
3
0
0
1
– 21 –

(4) 时间设定画面
在时间设定画面上设定年月日时分秒。
按
■时间设定画面
■年设定
开关1或按 开关2输入日期时间,然后再按 开关3进行确定。
■时设定
1
2
3
按 开关
开关
按
■分设定
1
2
3
1
2
3
1
■月设定
■日设定
按
按
开关
开关
1
2
3
1
2
3
开关
按
■秒设定
设定至秒之后,关闭(OFF)电源。
连 接 了 IA -1 连 接 的 网络 后, 可 以 从
IA-1 自动地取得时间。
2
3
1
2
3
按
开关
– 22 –

(5) 初期化画面
在初期化画面上进行操作盘数据的初期化。
3
1
2
3
在存储器初期化画面上,按
开关3,显示初
期化 No.。
在此状态下,按了
开关1或 开关2之后,
可以选择初期化 No.。
0 :不进行初期化。
1 :进行存储器开关等的初期化。
2 :进行测定数据的初期化。
3 :同时进行存储器开关和测定数据两方的初期化。
选择了初期化 No. 后,按
开关3,进行了确
定之后,再关闭(OFF)电源。
– 23 –

(6) USB 格式化画面
在 USB 格式化画面上,进行连接了 USB 的外部媒体的格式化。
在 USB 格式 化画 面上, 按了
“YES”被显示出来。
1
2
3
开关1或 开关2变换“YES”、“NO”。
用
“YES”显示中,按了
1
连接媒体的格式化。
2
3
开关3之后,
开关3之后,开始 USB
格式化中“WAI T”被显示,格式化结束之后,返
回到 USB 格式化画面。
– 24 –

(7) IP 地址设定画面
在 IP 地址设定画面上,选择 IP 地址的取得方法。
■ IP 地址模式选择
DHCP 顾客
在 IP 地址模式选择状态下,按
开关2选择取得方法。然后按
1
开关1或
开关3进行确
定。
2
3
作为取得方法选择了 DHC P 或者 AP IP A 后,成为
如图所示那样,这以后画面不变化。
1
2
3
APIPA
1
2
3
– 25 –

■ IP 地址手动选择
选择了手动输入后,变成 IP 地址的输入画面。用
1
2
3
每个部分的
地址后,按
※ 设定中,画面闪烁亮灯显示。
开关1或 开关2选择了 IP
开关3进行确定。
…
IP 地址的设定结 束 之 后, 请按 开关3,关闭
(OFF)电源,重新起动缝纫机。
3
(8) 版本确认画面
在版本确认画面上,确认操作盘的版本信息。
在版本确认画面上,按
选择显示版本的对象。
1
2
按
开关3,按照 R-V-L 分支号的顺序变换显
示。
3
开关1或 开关2,
– 26 –

7-4. 软件改写模式
按下 开关的同时打开(ON)电源之后,变成 IT-10 应用软件改写模式。
按住
开关的同时打开电源(ON)之后,变成伺服马达的软件改写模式。
读入软件,在“PGWr”显示中,按了 开关
之后,开始软件的改写。
在 USB 里保存有数个程序时不能进行改写。
3
读入中,显示改写的进度情况(%)被显示,改写
结束之后,“PoFF”被显示出来。这时请关闭(OFF)
电源,重新起动缝纫机。
3
操作中请绝对不要关闭电源和拔 USB。否则会损坏主机等。
– 27 –

8. 踏板传感器中立自动校正
更换踏板传感器或弹簧时,请一定按以下操作进行。
B
4
3) 关闭(OFF)电源开关,然后再次打开 (ON) 电源开关。
重新打开电源时,请一定间隔 1 秒以上之后再操作。
(电源的 ON / OFF 动作为快速的设定有可能不能顺利变换。)
1) 按压
开关4 的同时,打开(ON)
电源开关。
2) 显示部B上显示出补正值。
1. 此时, 如果 踩 踏板 之 后,缝 纫 机
动作就变不正确了。请不要把 脚
或东西放到踏板上。警告音响 起
“吡吡”音 , 不能显示出正确的补
正值。
2. 如果显示部B上显示出数值以外
(『-0-』 或 者『-8-』) 时 , 请 参
照服务手册进行处理。
9. 踏板规格的选择方法
变更了踏板传感器后,请根据变更后的踏板规格变更功能设定 No.50 的设定值。
0 : KFL
1 : PFL
踏 板 传 感 器 有 2 根 回 踩 弹 簧 的 是
PFL,有 1 根弹簧的是 KFL。通过回
踩动作提升压脚时,请设定为 PFL。
– 28 –

10. 自动压脚提升功能的设定方法
警告
安装了自动压脚提升装置 (AK) 后,自动压脚提升功能才可以有效。
FL ON : 自动压脚提升装置为有效。用 开关6可以选择电磁驱动 (+33V) 压脚提升装置或者空气驱
动 (+24V) 压脚提升装置。(CN37 的驱动电源可以变换成 +33V 或 +24V。)
设定为空气驱动后使用电磁驱动的话,有可能烧坏电磁,因此请不要设定错误。
A
B
5 6
1) 一边按 开关5的同时打开 (ON )
电源开关。
2) 听到“
上显示出「F L ON」,自动压脚提升功
能变为有效。
3) 关闭
(ON) 电源开关。返回通常动作。
4) 反复
FL OFF ",自动压脚提升功能变为无效。
比” 的响 声后,显 示部A、
(OFF ) 电源开关,然后再次打开
进行 1) ~ 3) 的操作, LE D 显示 "
B
电磁驱动显示(+33V)
FL OFF : 自动压脚提升功能无效。(
1. 电源的重新打开时,请一定间隔 1 秒钟以上。
(电源的 ON/OFF 动作过快的话,有时变换会失灵。)
2. 如果没有正确地选择本功能,自动压脚提升功能不动作。
3. 没有安装自动压脚提升装置,就选择 [FL ON] 的话,始缝时起动会变慢。同时触摸开关有时动作失
灵。所以,没有安装自动压脚提升装置时,请一定选择 [FL OFF]。
程序缝制完了时压脚也同样不自动上升。)
空气驱动显示(+24V)
– 29 –

11. 键锁定功能的选择方法
让键锁定功能有效之后,可以禁止图案的针数设定。
A
B
1) 一边按 开关5和 开关6的同
时打开 (ON) 电源开关。
1
2) 听
到“比” 的 响声后,显 示部
上显示出 KE Y LO CK,键锁定功能变
2
为有效。
3) KEY LOCK 显示后,返回通常动作。
7
4) 键锁定功能有效时,打开电源后显示出
KEY LOCK。
3 4 5 6
5) 反复 1) ~ 3) 的操作之后,电开电源后不显示 KEY LOCK,按键锁定无效。
· 打开电源后的 KEY LOCK 显示
有显示 :按键锁定功能有效
无显示 :按键锁定功能无效
按键锁定功能有效时,操作盘的操作为如下所示。( 图案花样显示的号码 )
· 操作变为无效时 设定图案花样的针数 (4)
· 与通常相同操作的功能 变更缝制图案花样 (1和2)
变换倒缝 (3和5)
生产支援功能 (7)
A、B
12. 功能设定数据的初期化方法
功能设定内容可以全部返回标准设定值。
B
1) 按
2) 发出“比”的声音之后,显示部
3) 约 1 秒钟之后, 蜂鸣器响( 单音三次 "
3 4 5 6
1. 进行此操作之后、踏板传感器的中立修正值也被初期化,因此使用前一定进行踏板传感器中立自
动修正操作。(参照“8. 踏板传感器中立自动校正”)
2. 进行次操作之后,机头调整值也被初期化,因此使用前请进行机头调整。(参照“5. 机头调整”)
3. 进行此操作操作盘设定的缝制数据不会被初期化。
4) 关闭(O F F ) 电源开关,然后再次打开 (
住所有的开关
、开关
4
开关6的同时打开(ON) 电源开关。
显示出「r S」,开始初期化。
比 " " 比 " " 比 "),返回标准设定值。
初期化作 业途 中 请不 要关 掉电 源。
有损坏主机的序的的危险。
ON ) 电源开关。
B
5
、
上
– 30 –

13. 异常出错显示
本装置发现问题后,为了不将问题扩大,内部锁定(或者限制功能)的同时有报知的下列异常代码。接
受委托服务时,请确认异常代码。另外,关于电气箱的异常,请参照电气箱的使用说明书。
异常代码显示
异常代码 异常内容 复位方法
E011 外部媒体没有插入
媒体没有插入。
E012 阅读异常
不能阅读媒体中的数据。
E013 写入异常
不能向媒体中写入数据。
E015 格式化异常
不能格式化媒体。
E016 超过外部媒体容量
媒体的容量不足。
E021 媒体访问异常
E065 网络发送失败
不能向网络发送数据。
E067 ID 数据读取失败
媒体里保存的 ID 数据损坏。
E204 USB 插入
插入着 USB 的状态下起动了缝纫机。
E205 ISS 缓冲残余量警告
ISS 数据保存用缓冲即将满了。缓冲满了的状态下继续
使用的化旧数据就会被删除。
E703 操作盘连接到预定外的缝纫机上了(机种异常)
在初期通讯时,操作盘和缝纫机的机种不一致。
E704 系统的版本不一致
初期通讯时,系统的版本不一致。
E915 操作盘←→电气箱通讯异常
数据通讯时发生异常。
E938 程序改写用的文件异常 电源OFF
复位(按
复位(按
复位(按
复位(按
复位(按
复位(按
复位(按
复位(按
复位(按
复位(按
连接正确的缝纫机。
请改写程序。
电源OFF
开关)
开关)
开关)
开关)
开关)
开关)
开关)
开关)
开关)
开关)
E949 程序改写用的文件不存在 电源OFF
E950 程序改写用的文件有数个 电源OFF
– 31 –
 Loading...
Loading...