

Page 1

IP-420
GİRİŞ TALİMAT KILAVUZU
Page 2

İÇİNDEKİLER
1. TEMEL GİRİŞ MODUNUN BAŞLATILMASI VE KAPATILMASI .........................1
1-1. Temel giriş moduna geçiş ................................................................................................... 1
1-2. Normal dikiş moduna dönüş .............................................................................................. 4
2. TEMEL İŞLEM VE EKRANDA GÖSTERİLMESİ ..................................................5
2-1. Müşterek işlem tuşu ............................................................................................................ 5
2-2. Temel giriş modu standart ekranı ...................................................................................... 6
2-3. İşlev seçimi ........................................................................................................................ 10
2-4. Sayısal değerlerin girilmesi .............................................................................................. 11
2-5. Konumun belirlenmesi ...................................................................................................... 12
3. KULLANMA YÖNTEM ÖRNEĞİ ........................................................................14
3-1. Desen girişi ........................................................................................................................ 14
3-2. Deneme dikişi .................................................................................................................... 17
3-3. Desenin değiştirilmesi ...................................................................................................... 18
3-4. Desenlerin kaydedilmesi ................................................................................................... 21
3-5. Desenlerin okunması ........................................................................................................ 22
4. DESEN GİRİŞİ ....................................................................................................23
4-1. Normal dikiş ....................................................................................................................... 23
(1) Atlatmalı transport (020)...................................................................................................................23
(2) Düz normal dikiş (023) ..................................................................................................................... 25
(3) Eğrisel normal dikiş (024) ................................................................................................................27
(4) Arc normal dikiş (025) ......................................................................................................................29
(5) Çember normal dikiş (026)...............................................................................................................30
(6) Nokta dikişi (021) ............................................................................................................................. 31
(7) Normal dikiş (022) ............................................................................................................................ 32
4-2. Zigzag dikiş (030 ‘dan 033 ‘e kadar) ................................................................................. 33
4-3. Ofset dikiş (034 ‘ten, 037 ‘ye kadar) ................................................................................. 35
4-4. Çift dikiş ............................................................................................................................. 37
(1) Çift sıralı dikiş (040 'tan, 043 'e kadar) ............................................................................................. 37
(2) Çift ters dikiş (044 ve 047) .............................................................................................................. 39
(3) Üst üste binen geri dikiş (050 ile 053 arası) ..................................................................................... 40
4-5. Makine kontrol komutları .................................................................................................. 42
(1) İplik kesme (001)..............................................................................................................................42
(2) 2. Orijin (002) ................................................................................................................................... 42
(3) Dur (003) .......................................................................................................................................... 43
(4) Dikiş makinesinin bir turu (006)........................................................................................................44
(5) 1. işaret ve 2. işaret (008, 009) ........................................................................................................ 45
(6) İplik tansiyonu kontrol birimi No. 3 (007) .......................................................................................... 45
(7) Gecikme (010) .................................................................................................................................46
(8) Harici giriş (011) ............................................................................................................................... 46
(9) Harici çıkış (012) .............................................................................................................................. 47
i
Page 3

(10) Referans noktasının genişletilmesi/daraltılması (004) ................................................................... 48
(11) İnverter çevirme noktası (005) ....................................................................................................... 49
(12) İplik tansiyon ayarı (014) ................................................................................................................ 50
(13) Orta baskı ayağı yüksekliğinin düzenlenmesi (018).......................................................................51
(14) Alan sınıandırma (016) .................................................................................................................52
(15) Dikiş makinesinin durdurulması (019) ............................................................................................ 53
(16) Makine kontrol komutlarının silinmesi (059)...................................................................................54
(17) Dikiş hızı (092) ............................................................................................................................... 54
4-6. Otomatik Zigzag dikiş (064) .............................................................................................. 55
4-7. Sık dikiş (065) ..................................................................................................................... 56
4-8. Üst üste dikiş (066) ............................................................................................................ 57
4-9. Kırılma noktası (eğrisel ve normal dikiş) ......................................................................... 58
5. DESENİN DEĞİŞTİRİLMESİ ...............................................................................61
5-1. Nokta değişikliği ................................................................................................................ 61
(1) Nokta silme (070 ve 074) ................................................................................................................. 61
(2) Noktanın taşınması (071 ve 075) ..................................................................................................... 63
(3) Nokta ekleme (076)..........................................................................................................................65
5-2. Köşe noktasının değiştirilmesi ........................................................................................ 67
(1) Köşe noktasının silinmesi (072 ve 077) ........................................................................................... 67
(2) Köşe noktasının taşınması (073 ve 078) .........................................................................................68
5-3. Bölüm silinmesi (063) ........................................................................................................ 69
5-4. Atlatmalı transport devrinin değiştirilmesi (060) ............................................................ 70
5-5. Dikiş devir bölümünün değiştirilmesi (061) .................................................................... 71
5-6. Dikiş adımının değiştirilmesi (062) ................................................................................... 72
5-7. Simetri ................................................................................................................................ 73
(1) X eksenine göre simetri (082) .......................................................................................................... 73
(2) Y eksenine göre simetri (083) ..........................................................................................................73
(3) Nokta simetrisi (084) ........................................................................................................................ 74
(4) Y simetrik deseni ters çevirme sıralı dikişi (098) .............................................................................. 74
5-8. Biçim noktasının değiştirilmesi ........................................................................................ 75
(1) Biçim noktasının eklenmesi (135) .................................................................................................... 75
(2) Biçim noktasının taşınması (136).....................................................................................................77
(3) Biçim noktasının silinmesi (137) ......................................................................................................78
6. DESENLERLE İLGİLİ İŞLEMLER ......................................................................80
6-1. Desenlerin kopyalanması (086) ........................................................................................ 80
6-2. Desenin taşınması (085) .................................................................................................... 81
6-3. Desenin silinmesi (087) ..................................................................................................... 82
6-4. Desenlerin okunması ........................................................................................................ 83
(1) Desen verilerinin okunması..............................................................................................................83
(2) Genişletme/daraltma oranının belirlenmesi .....................................................................................85
(3) Okuma verisi türünün düzenlenmesi................................................................................................87
6-5. Desenlerin yazılması (kaydedilmesi) ............................................................................... 89
(1) Desen verilerinin yazılması .............................................................................................................. 89
ii
Page 4

7. HAFIZA KARTININ BİÇİMLENDİRİLMESİ (090) ............................................... 90
8. DENEME DİKİŞİ.................................................................................................. 91
8-1. Deneme dikişinin hazırlanması ........................................................................................ 91
8-2. Deneme dikişinin uygulanması ........................................................................................ 93
9. İŞLEVLERİN DÜZENLENMESİ ..........................................................................95
9-1. Program adlarının girilmesi .............................................................................................. 95
9-2. İnverter işlevinin düzenlenmesi (091) .............................................................................. 96
9-3. İplik tansiyonu referans değerinin düzenlenmesi (113) ................................................. 96
9-4. Orta baskı ayağı yükseklik referans değerinin düzenlenmesi (115) ............................. 97
10. SONA ERDİRME YÖNTEMİNİN SEÇİLMESİ (110)..........................................98
11.
F1 ‘DEN F5 ‘E KADAR OLAN TUŞLARA GÖREV TAHSİS EDİLMESİ (112)
...99
12. A
YAR DEĞERİ AYRINTILI BİLGİLERİNİN EKRANDA GÖSTERİLMESİ (093)
....101
13. GEÇERLİ İĞNE KONUMU İLE İLGİLİ AYRINTILI BİLGİLERİN EKRANDA
GÖSTERİLMESİ .............................................................................................103
14. EKRAN DÜZENLEME İŞLEMLERİNİN UYGULANMASI .............................. 105
15. BÖLÜM İLERİ/GERİ İŞLEVİ (130 ve 131)...................................................... 109
16. TALİMATIN EKRANA DOKUNARAK DOĞRUDAN VERİLMESİ .................. 110
16-1. Koordinatların doğrudan belirtilmesi .......................................................................... 110
16-2. İğne giriş/biçim noktalarının doğrudan belirtilmesi ................................................... 112
17.
HAFIZA VERİ GEÇİŞLERİ DÜZENLEME İŞLEMİNİN GERÇEKLEŞTİRİLMESİ ...
17-1. Bu işlevle, hafızadaki veriler arası geçiş düzenlenir .................................................. 113
17-2. Ekran dilinin değiştirilmesi .......................................................................................... 114
17-3. Geçerli nokta ekran renginin değiştirilmesi ............................................................... 115
17-4. Zigzag dikişte çıktı alma yöntemi ................................................................................. 116
113
18. GÖSTERİLECEK İŞLEV KODUNUN SEÇİLMESİ ......................................... 117
19. İŞLEV KOD LİSTESİ....................................................................................... 11 8
20. DÜZENLEME KADEME LİSTESİ ...................................................................126
21. YEDEKLEME ..................................................................................................130
22. HATA KOD LİSTESİ ........................................................................................131
23. MESAJ LİSTESİ.............................................................................................. 134
iii
Page 5
1. TEMEL GİRİŞ MODUNUN BAŞLATILMASI VE KAPATILMASI
1-1. Temel giriş moduna geçiş
< Veri giriş ekranı >
Elektrik şalterini AÇIN.
①
Elektrik şalteri AÇILDIĞI zaman,
hoş geldin ekranından sonra
normal dikiş modunun veri girdi
ekranına geçilir.
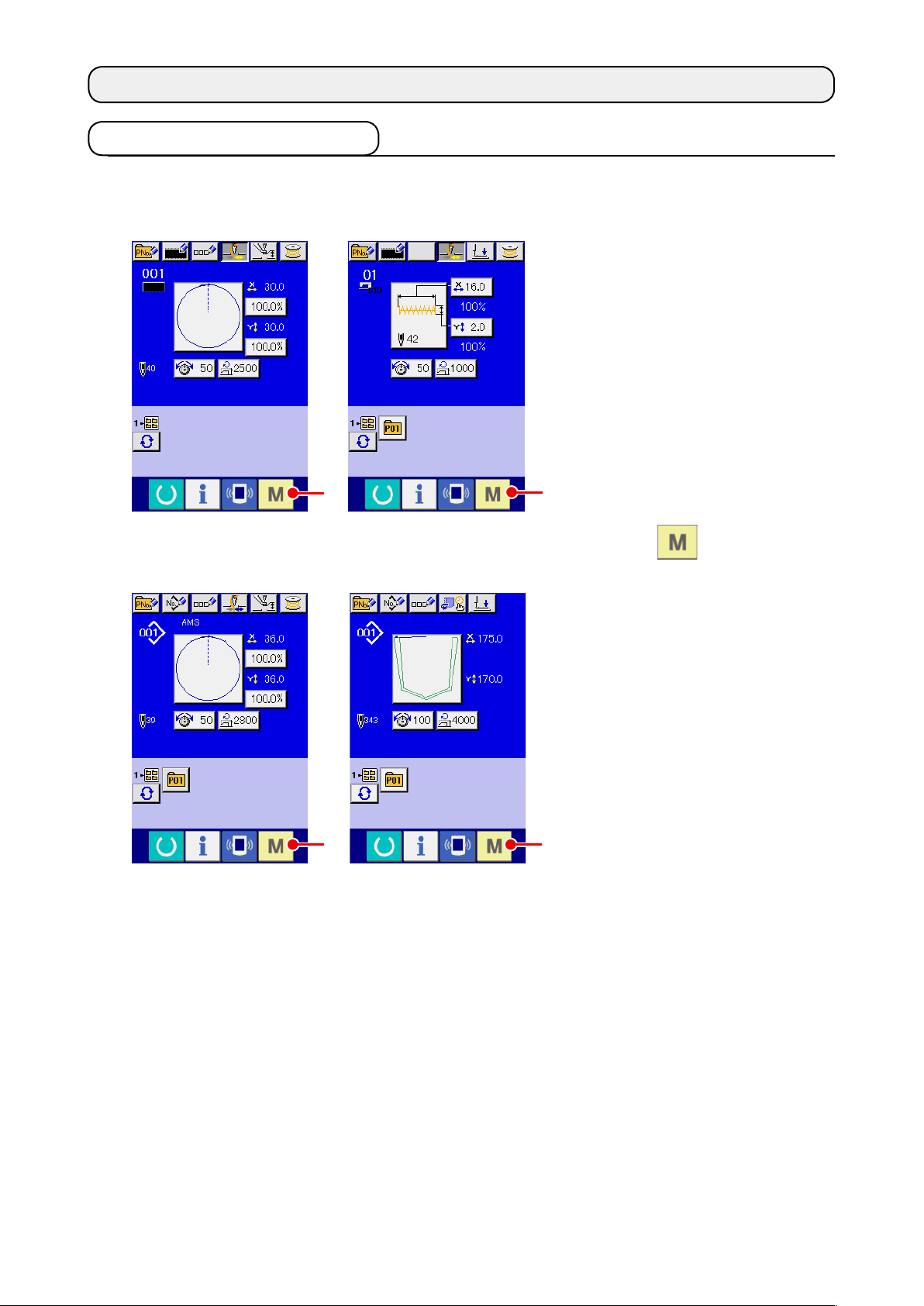
Mod ekranının gösterilmesi
②
Normal dikiş modundan temel
dikiş moduna geçmek için; normal dikiş ekranının gösterildiği
ekranda veri giriş modu ekranına geçilmesini sağlayan MOD
tuşuna A basın.
AMS-E Serisi
A
A
LK-1900B Serisi
AMS-EN Serisi
A
A
AP Serisi
– 1 –
Page 6
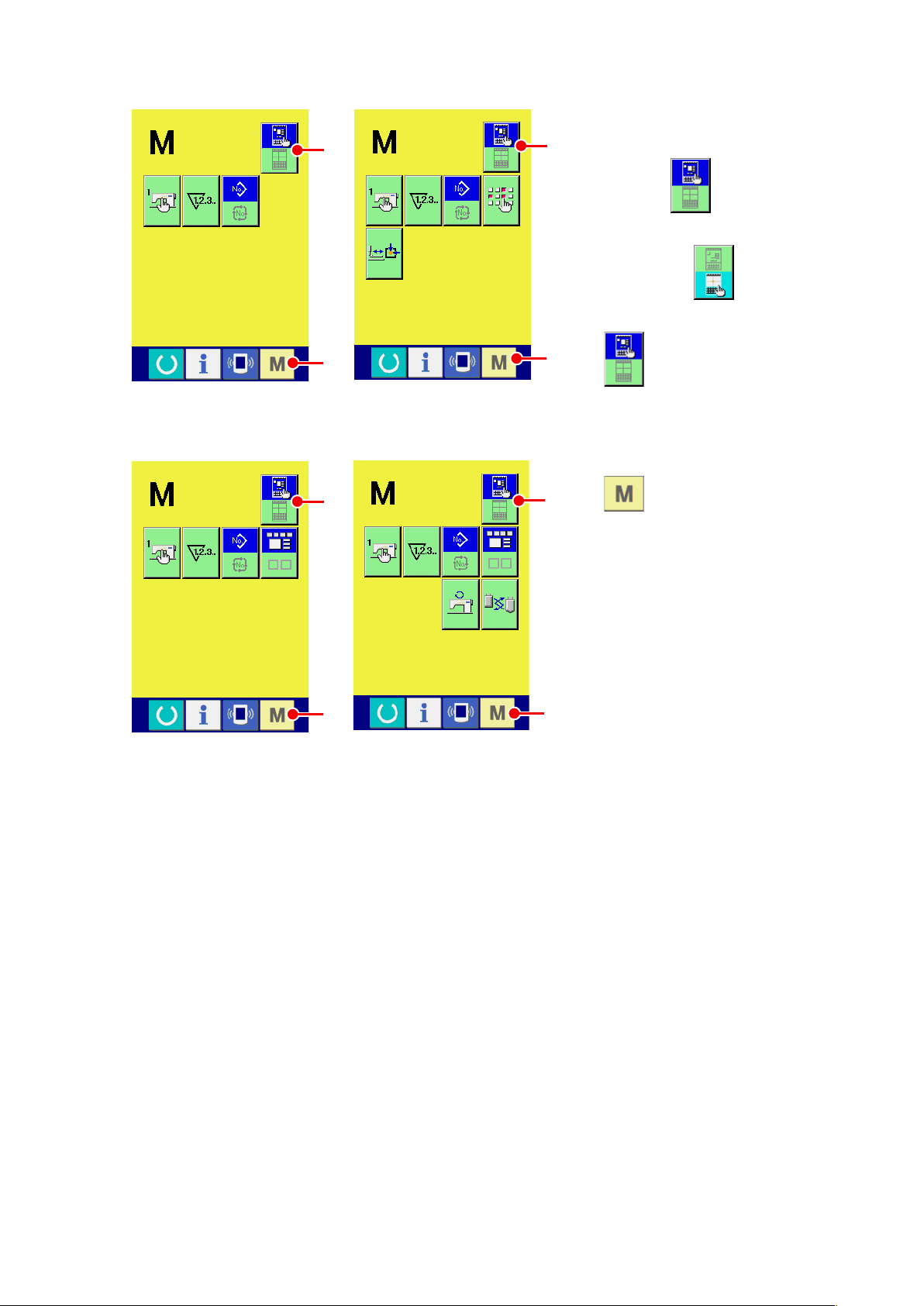
<Mod ekranı>
B
Temel giriş modunu seçin.
③
Ekranı normal dikiş modu seçim
B
XRESİM ekranından, te-
mel giriş MODU seçim durumu-
na XRESİM getirmek için;
MOD SEÇME tuşuna XRESİM
C
AMS-E Serisi LK-1900B Serisi
B
C
AMS-EN Serisi
AP Serisi
C
Temel giriş moduna geçiş
④
B BASIN.
Temel giriş modu seçili oldu-
ğu durumdayken MOD tuşuna
B
C basıldığı zaman temel
giriş moduna geçilir ve yedek
veri kullanma onay ekranı açılır.
* LK-1900B Serisinde; standart
ekran doğrudan açılır.
C
– 2 –
Page 7
<Standart ekran>
Kullanılacak dikiş verilerini seçin.
⑤
DİKİŞ VERİSİ KULLANMA tuşuna D basıldığı zaman;
temel giriş modu standart ekranı, kullanılan yedek verileri gösterecek şekilde açılır.
D
ENTER tuşuna E basıldığı zaman, yeni kreasyon ger-
çekleştirilebilir.
E
AMS-E Serisi LK-1900B Serisi
AMS-EN Serisi
AP Serisi
– 3 –
Page 8
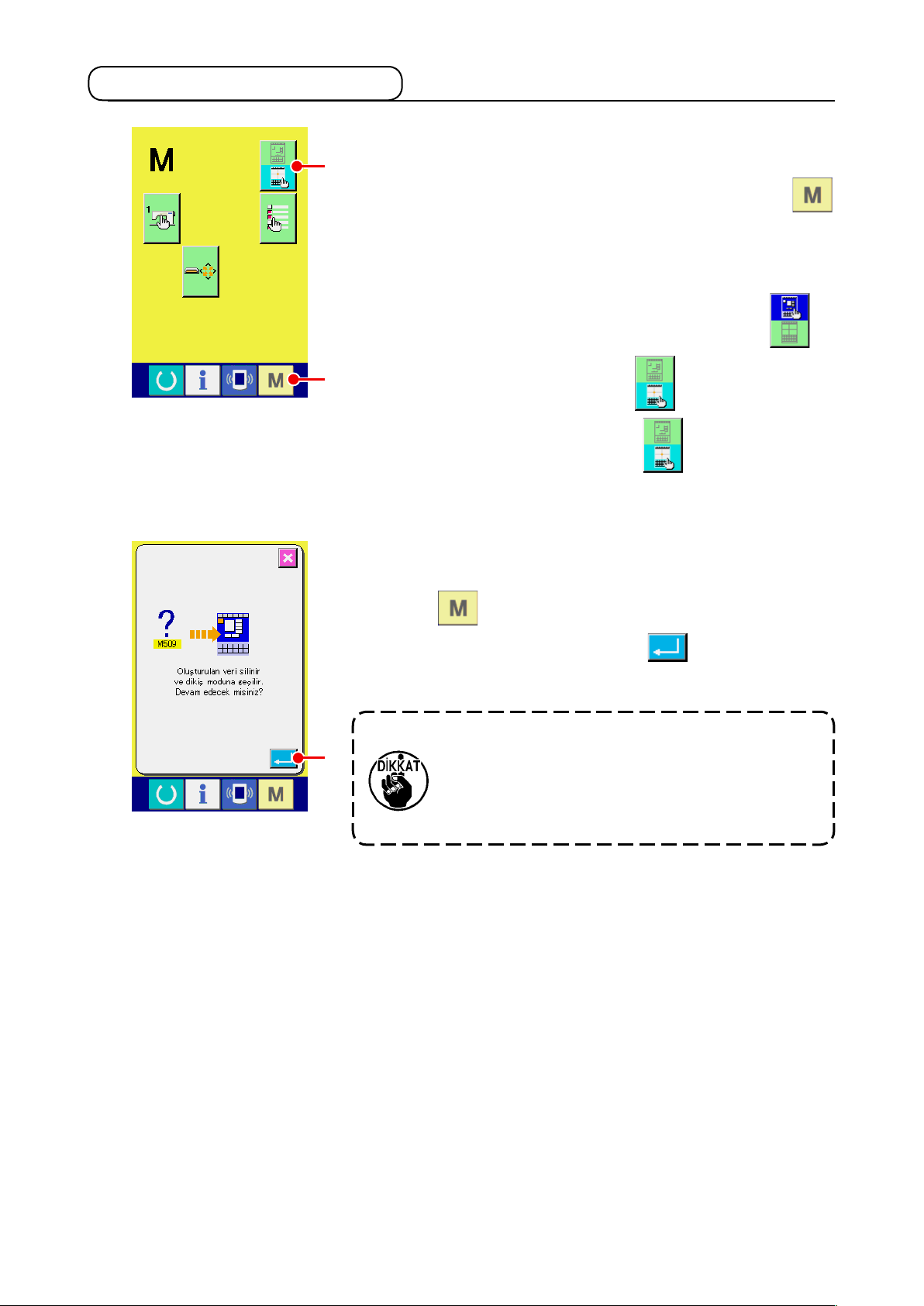
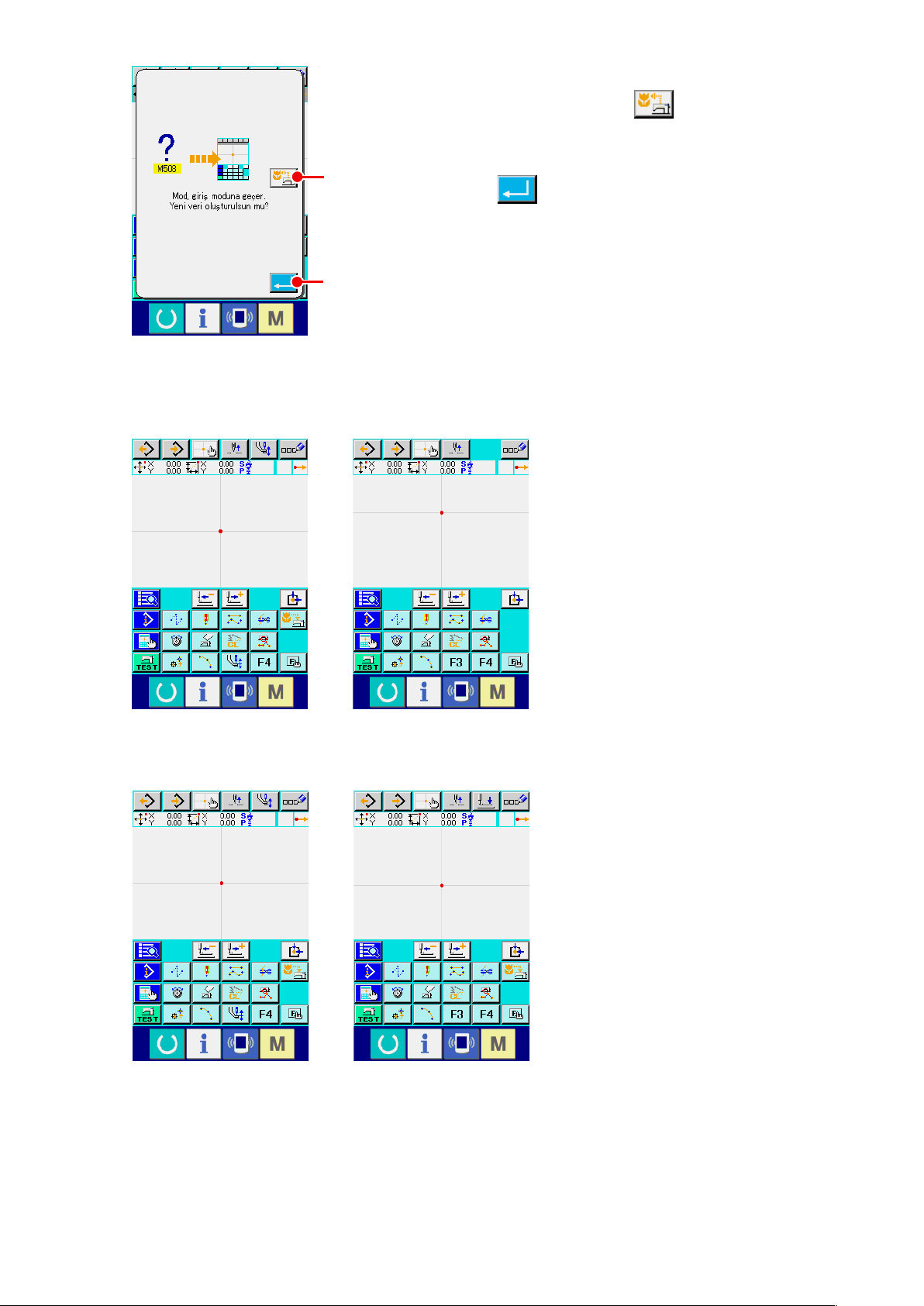
1-2. Normal dikiş moduna dönüş
Mod ekranının gösterilmesi
①
Temel giriş modundan normal dikiş moduna dönmek amacıyla
A
Normal dikiş modunu seçin
②
Ekranı temel giriş modu seçim durumundan XRESİM
mod ekranını açmak için; standart ekranda MOD tuşuna
basın.
< Mod ekranı >
B
normal dikiş modu seçim XRESİM ekranına geçirmek
için; MOD SEÇME tuşuna XRESİM A BASIN.
Normal dikiş moduna dönüş
③
Normal dikiş modunun seçilmiş olduğu durumdayken MOD
tuşuna B basıldığı zaman, dikiş moduna geçiş onay
ekranı açılır. Burada ENTER tuşuna C basıldığı zaman,
normal dikiş modunun veri giriş ekranı açılır.
Mod, normal dikiş moduna geçtiği zaman, model
C
oluşturma sırasında girilen bütün veriler silinir.
Buradaki veriler tekrar kullanılacaklarsa, geçiş
onaylanmadan önce verilerin yazılması (kaydedilmesi) gerekir.
– 4 –
Page 9
2. TEMEL İŞLEM VE EKRANDA GÖSTERİLMESİ
Temel giriş modunda müşterek olan kullanma ve ekran verileri ile ilgili açıklamalar verilmiştir.
2-1. Müşterek işlem tuşu
Temel giriş modunun ilgili ekranlarında müşterek işlemleri gerçekleştiren tuşların listesi aşağıda gösterilmiştir.
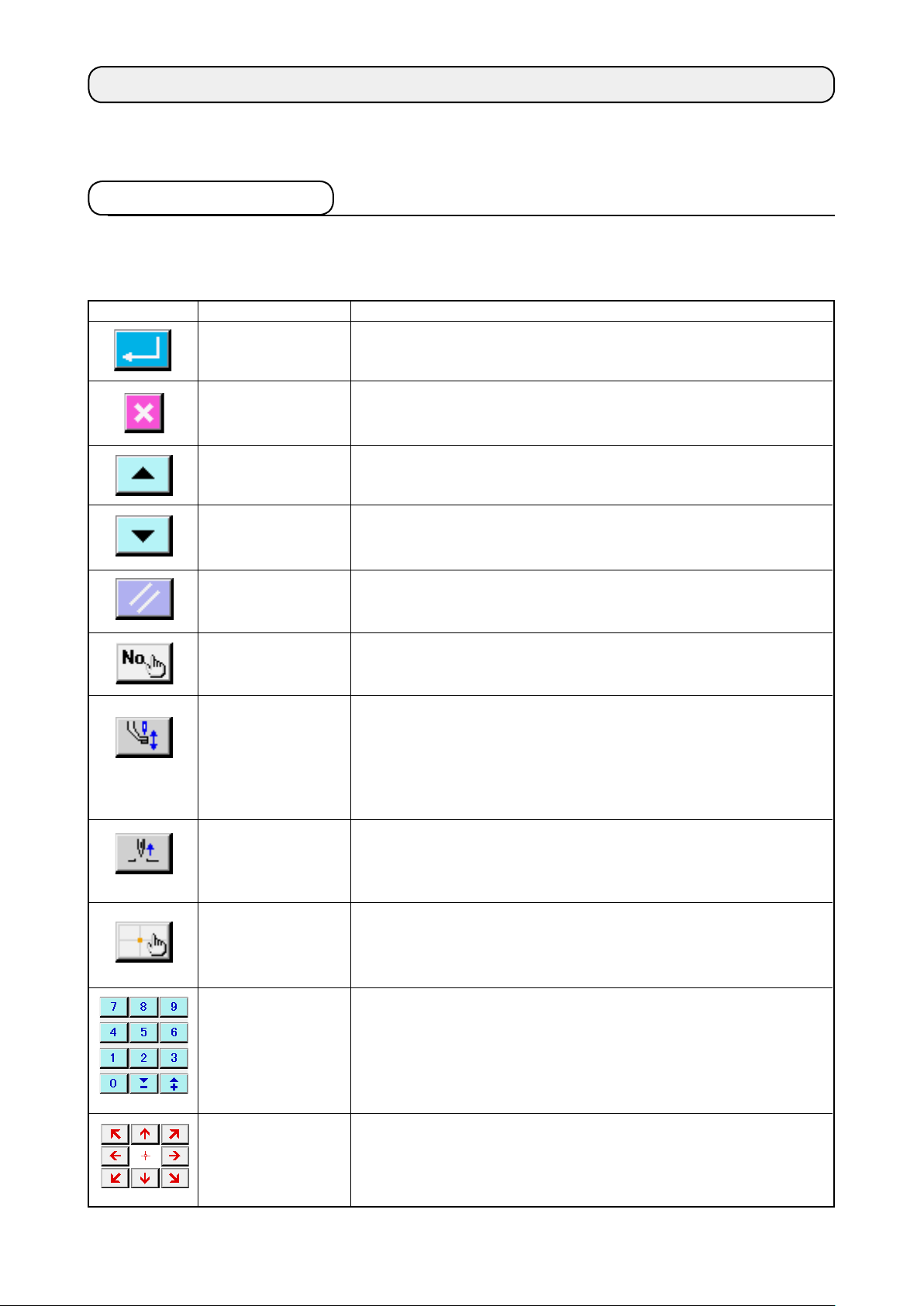
Tuş Tuş ismi
GİRİŞ tuşu
İPTAL tuşu
YUKARI KAYDIRMA
tuşu
AŞAĞI KAYDIRMA
tuşu
SIFIRLAMA (RESET)
tuşu
SAYISAL GİRİŞ tuşu
ORTA BASKI AYAĞI
KALDIRMA/İNDİRME
tuşu
Tanımlama
Seçilen işlevi uygular.
Veri değiştirme ekranında, verilerin istenilen şekilde değiştirilmesini sağlar.
Bilgi işleme ekranını kapatır
Veri değiştirme ekranında, değiştirilen verilerin onaylanmasını sağlar.
Tuş veya ekranı yukarıya doğru kaydırır.
Tuş veya ekranı aşağıya doğru kaydırır.
Hatanın giderilmesini sağlar.
Rakam tuşları gösterilir ve sayısal girişler gerçekleştirilir.
Bu düğmeye her basılışında; orta baskı ayağı dönüşümlü olarak yukarı /
orta / alt konuma gider.
Orta konum: Dikiş makinesinin azami düzenlenebilir konumu
Aşağı konum: Orta baskı ayağı komut giriş konumu
* LK - 1900A Serisinde; bu ekran gösterilmez.
YUKARI KONUM
(ÜST ÖLÜ NOKTA)
GERİ DÖNÜŞ tuşu
DOĞRUDAN
TALİMAT
DÜZENLEME tuşu
RAKAM tuşu
İŞLEM tuşu
İğneyi YUKARI konuma (üst ölü nokta) alır.
(Geri dönüş konumu, dikiş makinesinin ayarlarına bağlıdır.)
Doğrudan verilen talimat düzenleme ekranı açılır.
110. Sayfada “16. TALİMATIN EKRANA DOKUNARAK DOĞRUDAN
→
VERİLMESİ”
Basılan tuşun sayısal değeri girilir. + ve - tuşları, girilen sayısal değeri
arttırır veya eksiltirler.
Seçilen konum, basılan hareket tuşunun yönüne bağlı olarak değiştirilebilir.
ne bakın.
– 5 –
Page 10
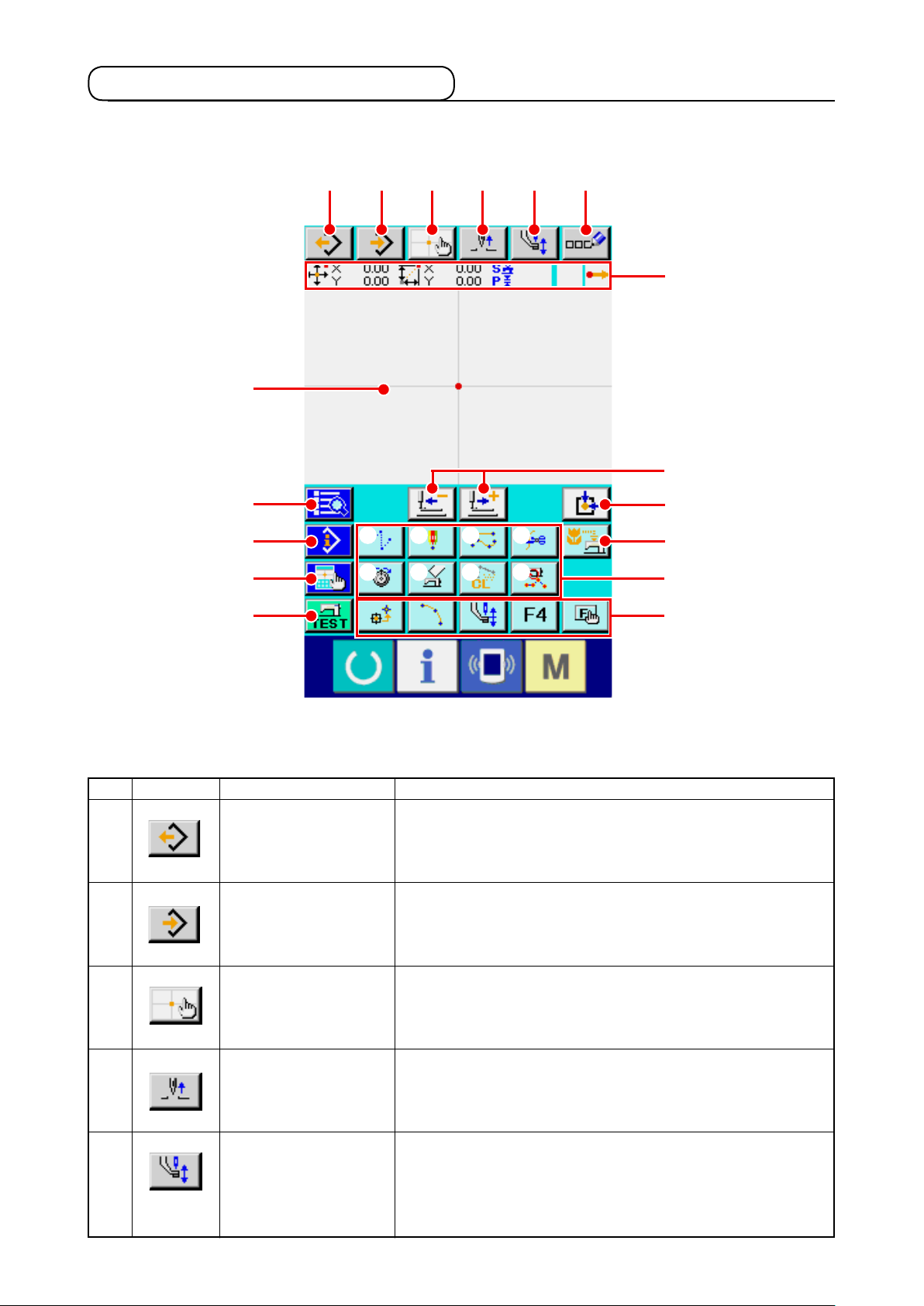
2-2. Temel giriş modu standart ekranı
Temel giriş modunun standart ekranı, aşağıda gösterilmiştir.
P
G
H
I
J
A
B C D E F
① ② ③ ④
⑤ ⑥ ⑦ ⑧
Q
K
L
M
N
O
Temel giriş modunun standart ekranındaki tuşlar, aşağıda verilen listede gösterilmiştir.
A
B
C
D
E
Tuş
Tuş ismi
DESEN OKUMA düğmesi
DESEN YAZMA tuşu
DOĞRUDAN TALİMAT
DÜZENLEME tuşu
YUKARI KONUM (ÜST
ÖLÜ NOKTA) GERİ
DÖNÜŞ tuşu
ORTA BASKI AYAĞI
KALDIRMA/İNDİRME
tuşu
Desen okuma ekranı açılır.
83. Sayfada “6-4. Desenlerin okunması”
→
Desen yazma ekranı açılır.
89. Sayfada “6-5. Desenlerin yazılması (kaydedilmesi)”
→
bakın.
Doğrudan verilen talimat düzenleme ekranı açılır.
112. Sayfada “16-2. İğne giriş/biçim noktalarının doğrudan
→
belirtilmesi”
İğneyi YUKARI konuma (üst ölü nokta) alır.
(Geri dönüş konumu, dikiş makinesinin ayarlarına bağlıdır.)
Bu düğmeye her basılışında; orta baskı ayağı dönüşümlü olarak
yukarı / orta / alt konuma gider.
Orta konum: Dikiş makinesinin azami düzenlenebilir konumu
Aşağı konum: Orta baskı ayağı komut giriş konumu
* LK - 1900 A Serisinde; bu ekran gösterilmez.
ne bakın.
Tanımlama
na bakın.
na
– 6 –
Page 11
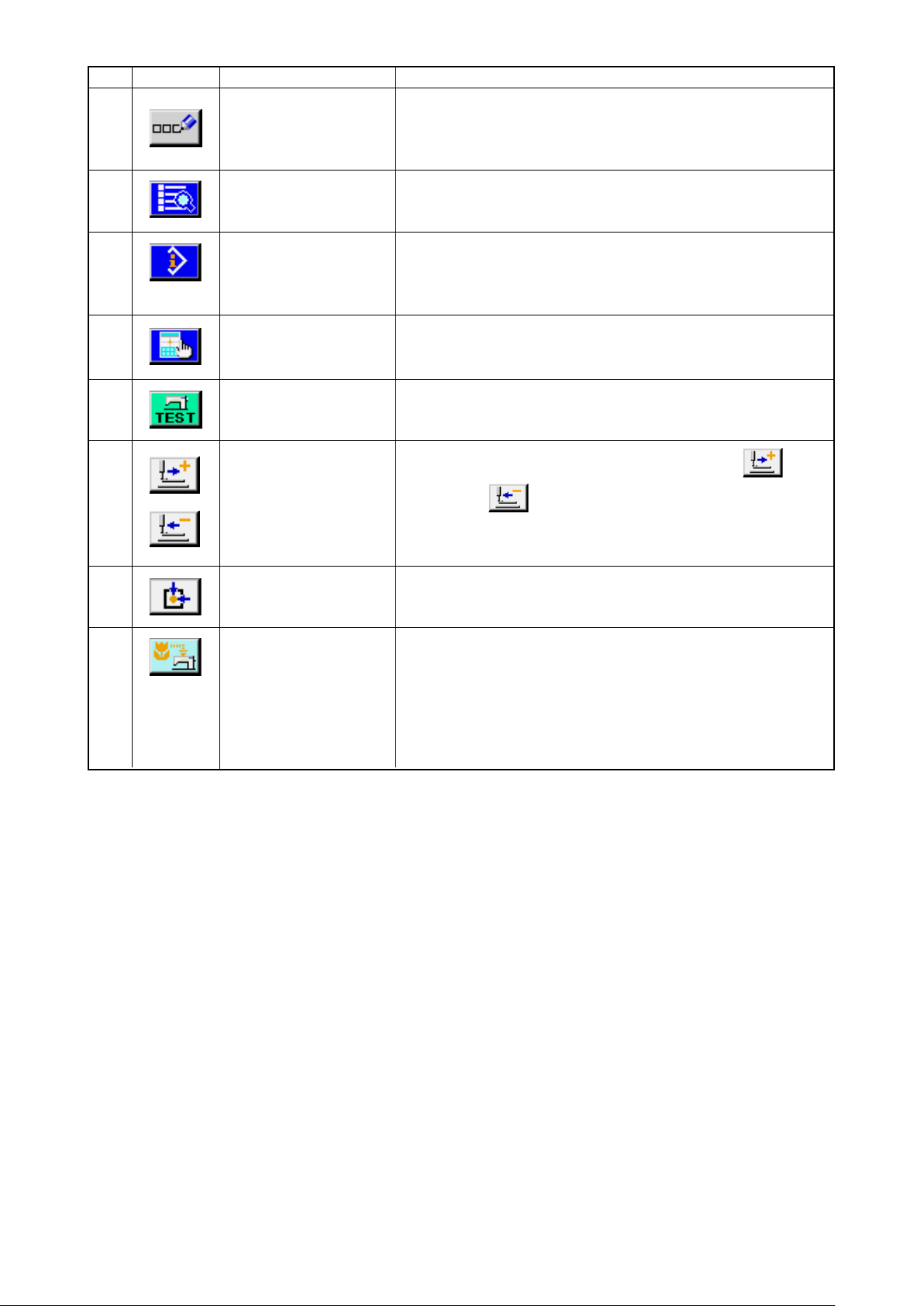
F
Tuş
Tuş ismi
PROGRAM ADI GİRİŞ
tuşu
Tanımlama
Program adı giriş ekranı açılır.
95. Sayfada “9-1. Program adlarının girilmesi”
→
ne bakın.
G
H
I
J
K
L
KOD LİSTESİ tuşu
İÇERİK EKRANI tuşu
EKRAN DÜZENLEME
tuşu
DENEME DİKİŞİ tuşu
İLERİ/GERİ HAREKET
tuşu
ORJİN NOKTASINA
DÖNÜŞ tuşu
Kod listesi ekranı açılır.
10. Sayfada “2-3. İşlev seçimi”
→
İçerik ekranı açılır ve iğnenin o andaki konumu ile ilgili ayrıntılı
bilgiler verilir.
103. Sayfada “13. GEÇERLİ İĞNE KONUMU İLE İLGİLİ
→
AYRINTILI BİLGİLERİN EKRANDA GÖSTERİLMESİ”
Ekran verisi düzenleme ekranı açılır.
105. Sayfada “14. EKRAN DÜZENLEME İŞLEMLERİNİN
→
UYGULANMASI”
Deneme dikişi ekranı açılır.
91. Sayfada “8. DENEME DİKİŞİ”
→
Geçerli iğne konumunu, bir dikiş ileri alır (ileri XRESİM ve
geri XRESİM ). Tuşa basılı tutulduğu zaman işlem sürekli
hale gelir ve iğne konumu sabit bir adet kadar değiştirilir:
Mevcut iğne konumundan orjin noktasına dönülür.
ne bakın.
ne bakın.
ne bakın.
ne bakın.
M
YEDEKLEME tuşu
Desen verilerinin dikiş makinesine yedeklenmesi işlemini
gerçekleştirir.
(Dikkat: Yeni kayıt mevcut verilerin üzerine yazılır. Normal dikiş
modunda hafıza kartından veya kullanıcı desenlerinden birisi
seçilerek düzenlenirken, veriler kaybolur.)
* LK - 1900 A Serisinde; bu ekran gösterilmez.
– 7 –
Page 12
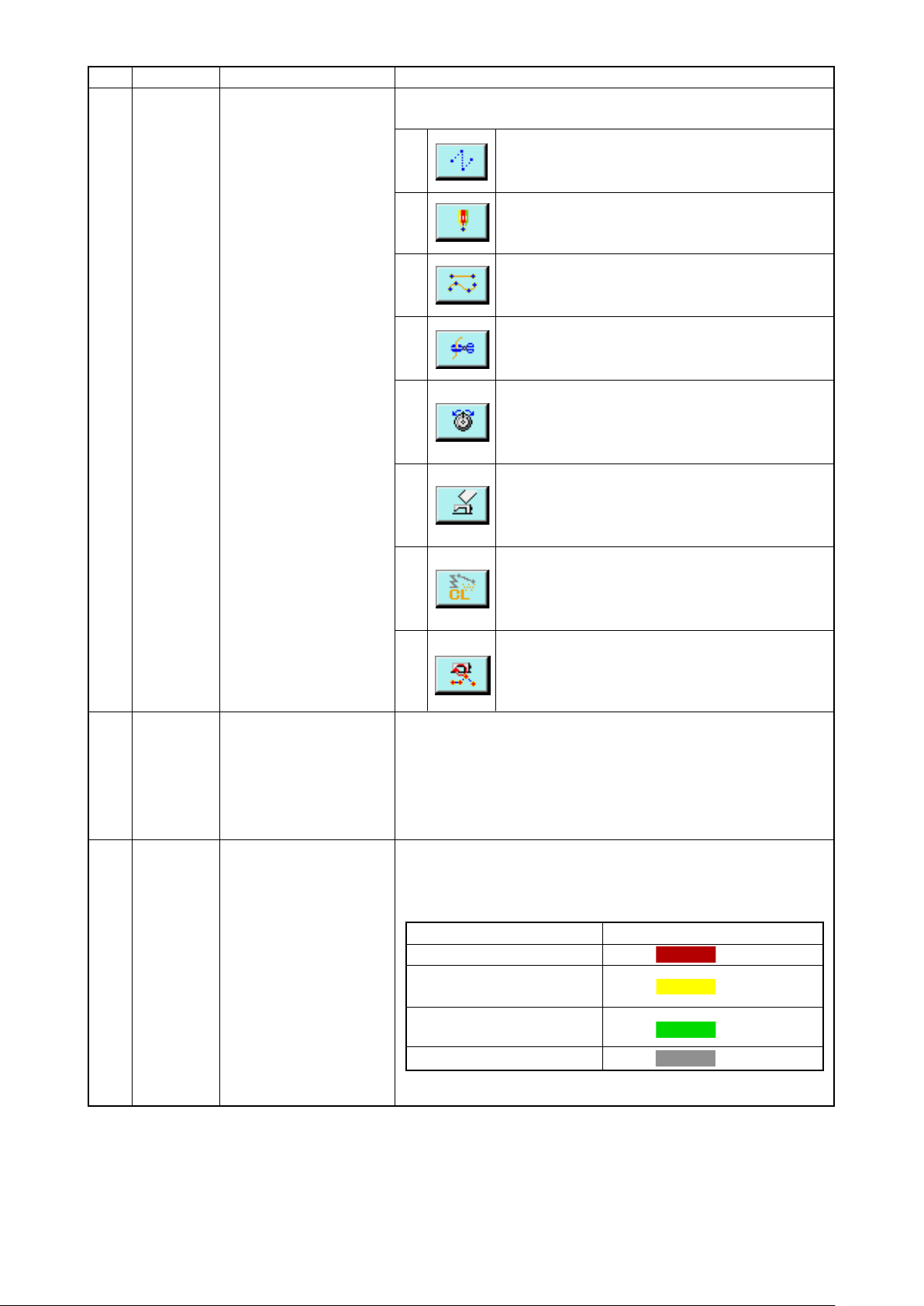
N
Tuş
Tuş ismi
İŞLEV tuşu
Tanımlama
Bu işlev, doğrudan çağrı yapabilen tuşlara tahsis edilmiştir.
Atlatmalı transport işlemini gerçekleştirir (
①
Sayfada “4-1. (1) Atlatmalı transport (020)”
Nokta dikiş işlemini gerçekleştirir (
②
“4-1. (6) Nokta dikişi (021)”
Normal dikiş işlemini gerçekleştirir (
③
“4-1. (7) Normal dikiş (022)”
İplik kesme işlemini gerçekleştirir (
④
“4-5. (1) İplik kesme (001)”
İplik tansiyon ayarını gerçekleştirir (
⑤
“4-5. (12) İplik tansiyon ayarı (014)”
Makine kontrol komutlarının silme işlemini
⑥
gerçekleştirir (
kontrol komutlarının silinmesi (059)”
Eleman silme işlemini gerçekleştirir (
⑦
“5-3. Bölüm silinmesi (063)”
54. Sayfada “4-5. (16) Makine
31. Sayfada
).
32. Sayfada
).
42. Sayfada
).
50. Sayfada
).
23.
).
)
.
).
69. Sayfada
O
P
F tuşu
DESEN GÖSTERME
ALANI
Dikiş devir bölümü değişikliklerini gerçekleştirir
⑧
71. Sayfada “5-5. Dikiş devir bölümünün
(
değiştirilmesi (061)”
İşlev seçim ve işlev düzenleme (işlev kodu 112) yardımıyla her tuşa
ayrı bir görev tahsis edilebilir ve seçilen tuş, o işlev için işlev tuşu
olarak kullanılabilir. İşlev tahsis edildiği zaman, tahsis edilen işlevin
simgesi de gösterilir.
99. Sayfada “11. F1 ‘DEN F5 ‘E KADAR OLAN TUŞLARA
→
GÖREV TAHSİS EDİLMESİ (112)”
Desenlerin bulunduğu bölüm gösterilir. Bu tuşa basıldığı zaman,
ekran kayar ve ekranda gösterilen verilerin ortasına gelir. Dikiş
alanının dışına basıldığı zaman ekran verileri kaydırılmaz.
Nokta türü
Geçerli nokta
Dikiş başlangıcı yönünde 3
dikiş
Dikiş sonu yönünde 3 dikiş
Diğerleri
).
.
Ekran rengi
: Kırmızı
: Sarı
: Sarı-Yeşil
: Gri
– 8 –
Page 13
Q
Tuş
Tuş ismi
GEÇERLİ İĞNE
KONUMU BİLGİ ekranı
Tanımlama
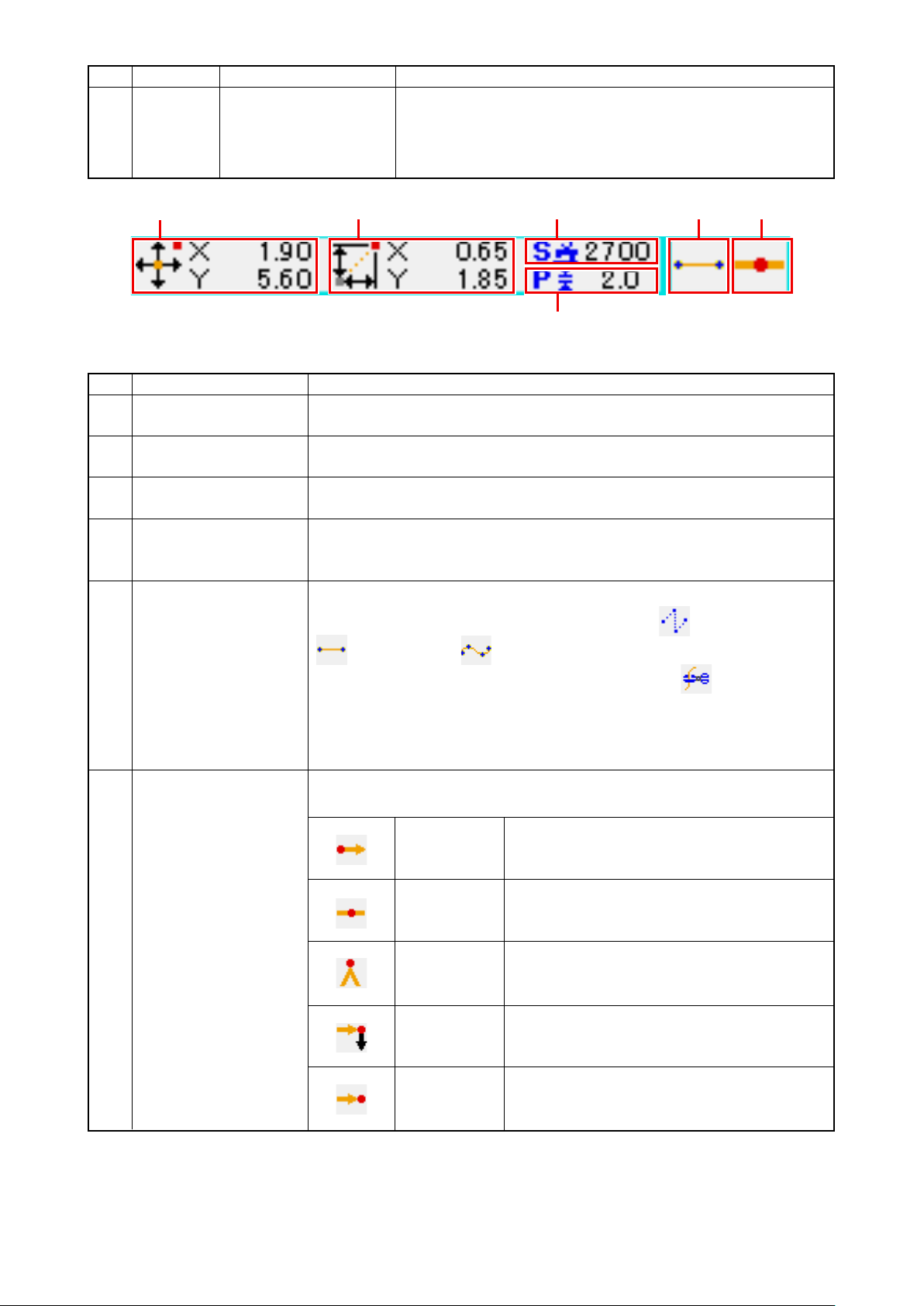
Geçerli iğne konumuna ilişkin bilgileri içeren bölüm gösterilir.
Ekranın içeriği aşağıda gösterilmiştir.
❶
Mutlak koordinat
❶
Bağıl koordinat
❷
Devir
❸
Adım
❹
Eleman türü
❺
Konu
❷
❺ ❻❸
❹
Tanımlama
Mevcut iğne konumunun orijin noktasına göre mutlak koordinatları gösterilir.
Mevcut iğne konumunun bağıl (göreceli) koordinatları gösterilir.
Geçerli noktanın dikiş hızı veya atlatma transport hızı gösterilir.
Mevcut elemanın dikiş boyu gösterilir. (Büyütme/küçültme işlemi sonrasında
okuma gerçekleştirilirken; büyütme/küçültme işlemi öncesindeki değerler gösterilir.)
Geçerli elemanın eleman türü gösterilir. Dikiş verileri olması durumunda, elemanın
türüne uygun bir simge de (atlatmalı transport XRESİM , düz dikiş XRESİM
, eğrisel XRESİM
vs.) gösterilir. Makine kontrol komutu türünde bir
❻
İğne giriş türü
komut olduğu zaman, komut bir simgeyle (kesme XRESİM vs.) birlikte
gösterilir.
(Diğer simgeler için;
İğne giriş konumu ile ilgili tür ekranda gösterilir.
118. Sayfada “19. İŞLEV KOD LİSTESİ”
Desenin üst
kısmı
Elemanın
ortası
Üst
Elemanın sonu
Desen sonu
Desenin üst konumu (merkez) gösterilir.
Elemanın ortasındaki nokta (elemanın üzerindeki
veya sonundaki değil) gösterilir.
Kesik hattın üst kısmı gösterilir.
Elemanın son konumu gösterilir
Desenin son konumu gösterilir.
ne bakın.)
Mevcut iğne konumunun verilerini içeren bölümle birlikte ekran ayarlarından yararlanılarak
105. Sayfada“14. EKRAN DÜZENLEME İŞLEMLERİNİN UYGULANMASI”
(
) desen yorumları da gös-
terilebilir.
– 9 –
Page 14
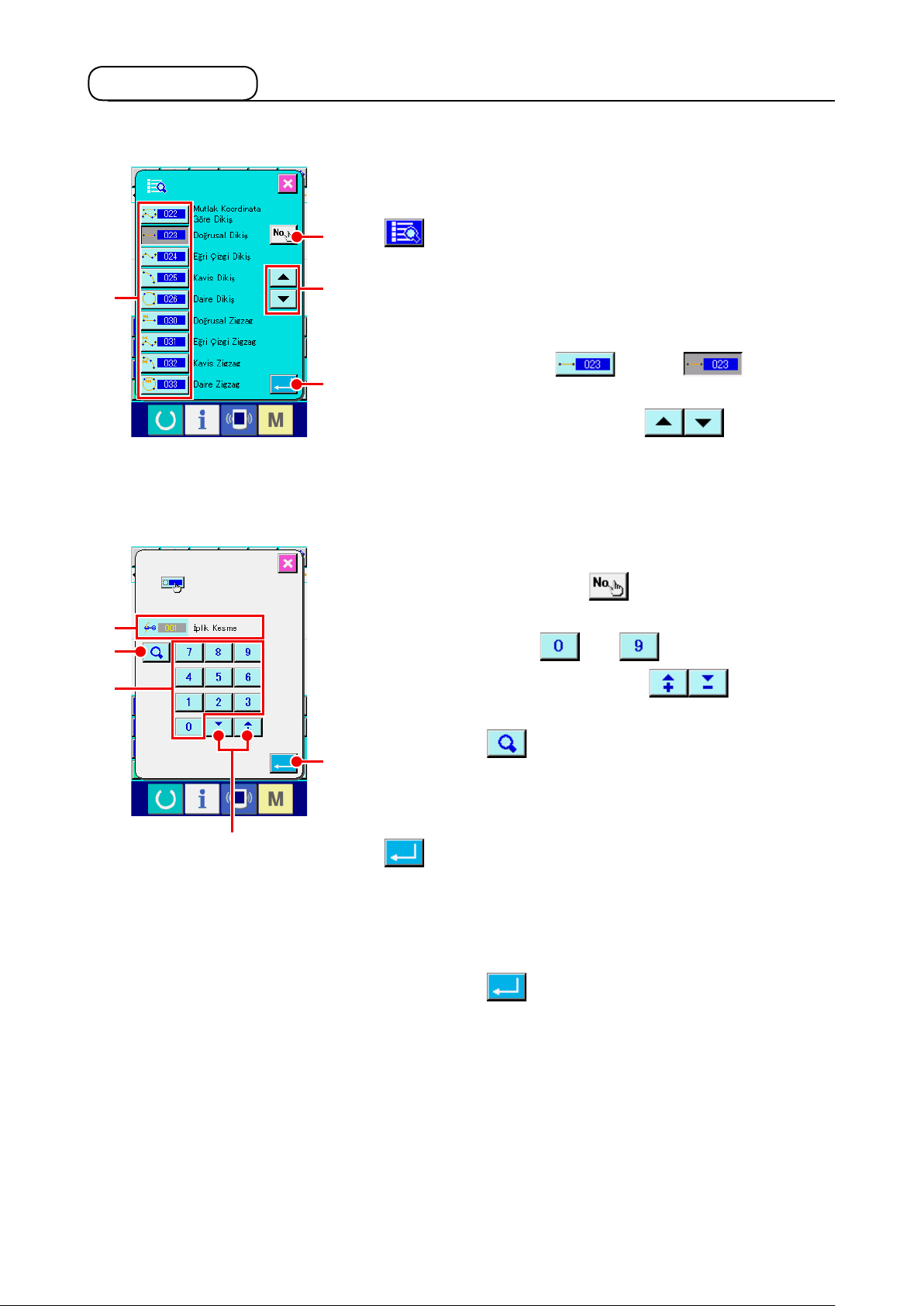
2-3. İşlev seçimi
Temel giriş modunun işlev seçim yöntemi, aşağıda verilmiştir.
Kod listesi ekranının gösterilmesi
①
Temel giriş modunun standart ekranında KOD LİSTESİ tuşuna
A
H
G
< Kod listesi ekranı >
C
B
İşlev seçimi
②
basıldığı zaman; kod listesi ekranı açılır.
Uygulamak istediğiniz işlevi, çağrı tuşları listesinden A ilgili
çağrı tuşunu seçerek ve çağrı tuşuna basarak gerçekleştirin.
Seçilen işlev çağrı tuşu , işlemle olarak deği-
D
şir.
YUKARI/AŞAĞI KAYDIRMA tuşuna B basıldığı
zaman, işlev çağrı listesi A sıralı olarak değiştirilir.
İşlev kodunun doğrudan girilmesi
③
İŞLEV KODU GİRİŞ tuşuna C basıldığı zaman, işlev
kodu giriş ekranı açılır ve işlev kodları doğrudan girilebilir.
Doğrudan giriş işlevi, ‘dan ‘a kadar olan SAYISAL
E
F
TUŞLARLA E veya + ya da - tuşları ile F gerçek-
leştirilir.
ONAY tuşuna G basıldığı zaman; işlev kodu olarak
I
girilen ilgili işlev bilgileri; işlev ismi ekranındaki ilgili kolonda H
gösterilir.
Uygulamak istediğiniz işlevi kodu girildikten ve GİRİŞ tuşuna
I basıldıktan sonra; ekran girilen işlev kodu seçilmiş
olarak; işlev kodu liste ekranına geçer.
İşlevin uygulanması
④
Uygulamak istediğiniz işlevi çağrı tuşu ile seçtikten sonra
GİRİŞ tuşuna D basıldığı zaman, o işlevin düzenleme
ekranı açılır.
İlgili düzenleme ekranları için, söz konusu işlevlerle ilgili mad-
delere bakın.
– 10 –
Page 15
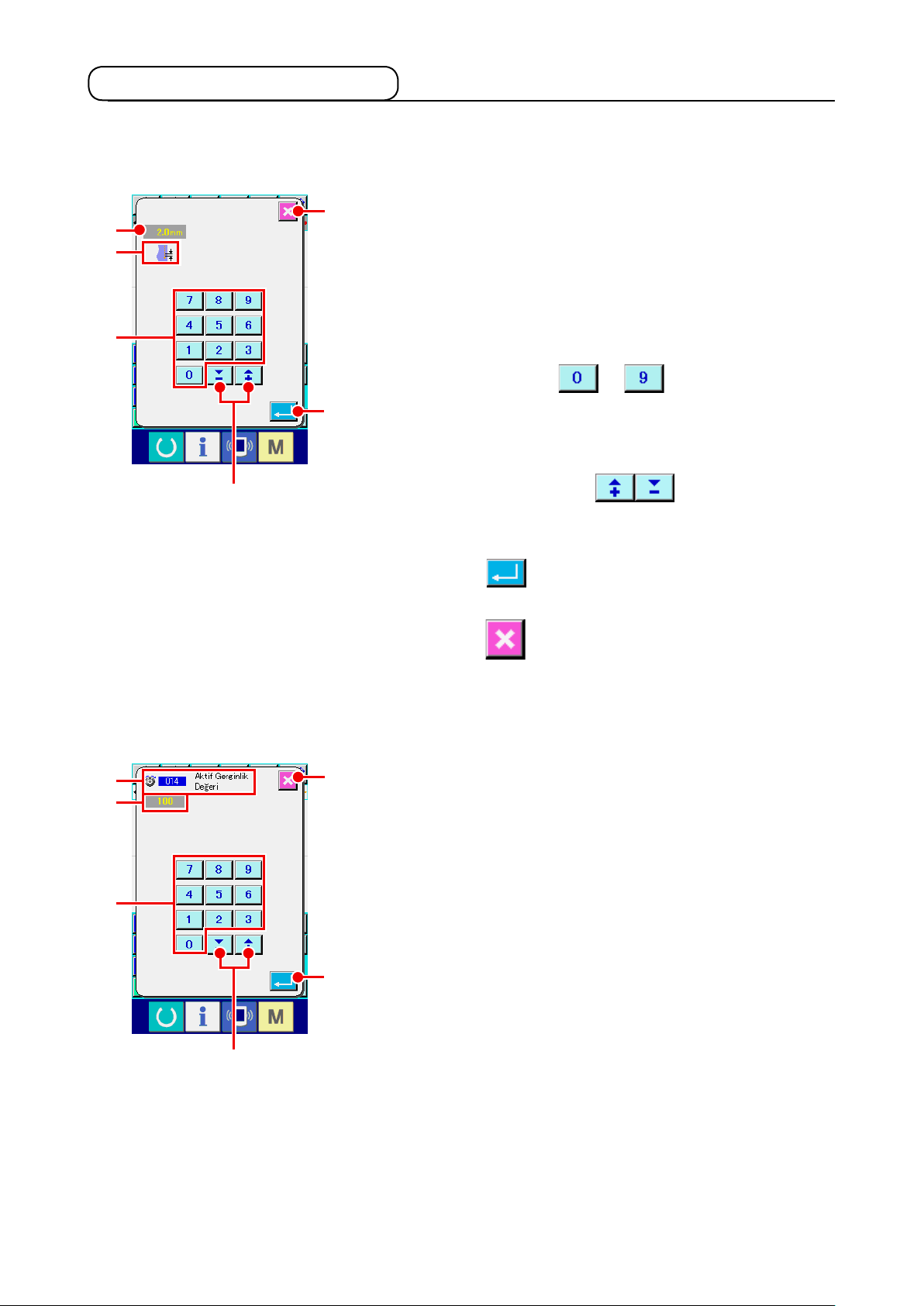
2-4. Sayısal değerlerin girilmesi
Desen verileri oluşturma sırasında müşterek sayısal değerlerin giriş işlemleri ile ilgili yöntemler aşağıda
açıklanmıştır.
Ayar konularının girilmesi
①
F
C
D
A
İşlev maddesinin düzenleme değerleri girildiği zaman, veriler
açılan ekranın sağ tarafında gösterilir.
[Örnek : Dikiş uzunluğunun değiştirilmesi]
Düzenleme için girilen konunun türü ekranda D girilen değerle
birlikte C gösterilir.
SAYISAL TUŞLARA A ve arasında basıldığı
G
C
A
B
E
zaman, basılan tuşun sayısal değeri ilgili bölgede C 1. haneye
girilir ve buna bağlı olarak bütün hanelerin gösterdiği değerler
artar.
Ayrıca girilen değer, + veya - tuşlarına B basıla-
rak değiştirilebilir. Değiştirilebilir birim, düzenleme konusunun
türüne bağlıdır.
GİRİŞ tuşuna E basıldığı zaman, girilen değer hafızaya
alınır ve ekran taşınır.
İPTAL tuşuna F basıldığı zaman, girilen değer silinir ve
ekran taşınır.
Makine kontrol komutları parametrelerinin girilmesi
②
F
Makine kontrol komutlarının parametreleri girildiği zaman, veri-
ler açılan ekranın sağ tarafında gösterilir.
Veri giriş yöntemi, madde düzenleme yöntemindeki veri giriş
yöntemi ile aynıdır. Parametre girişini gerçekleştirmek için kullanılan işlev kodu ve işlev ismi G ‘de gösterilir.
B
E
– 11 –
Page 16
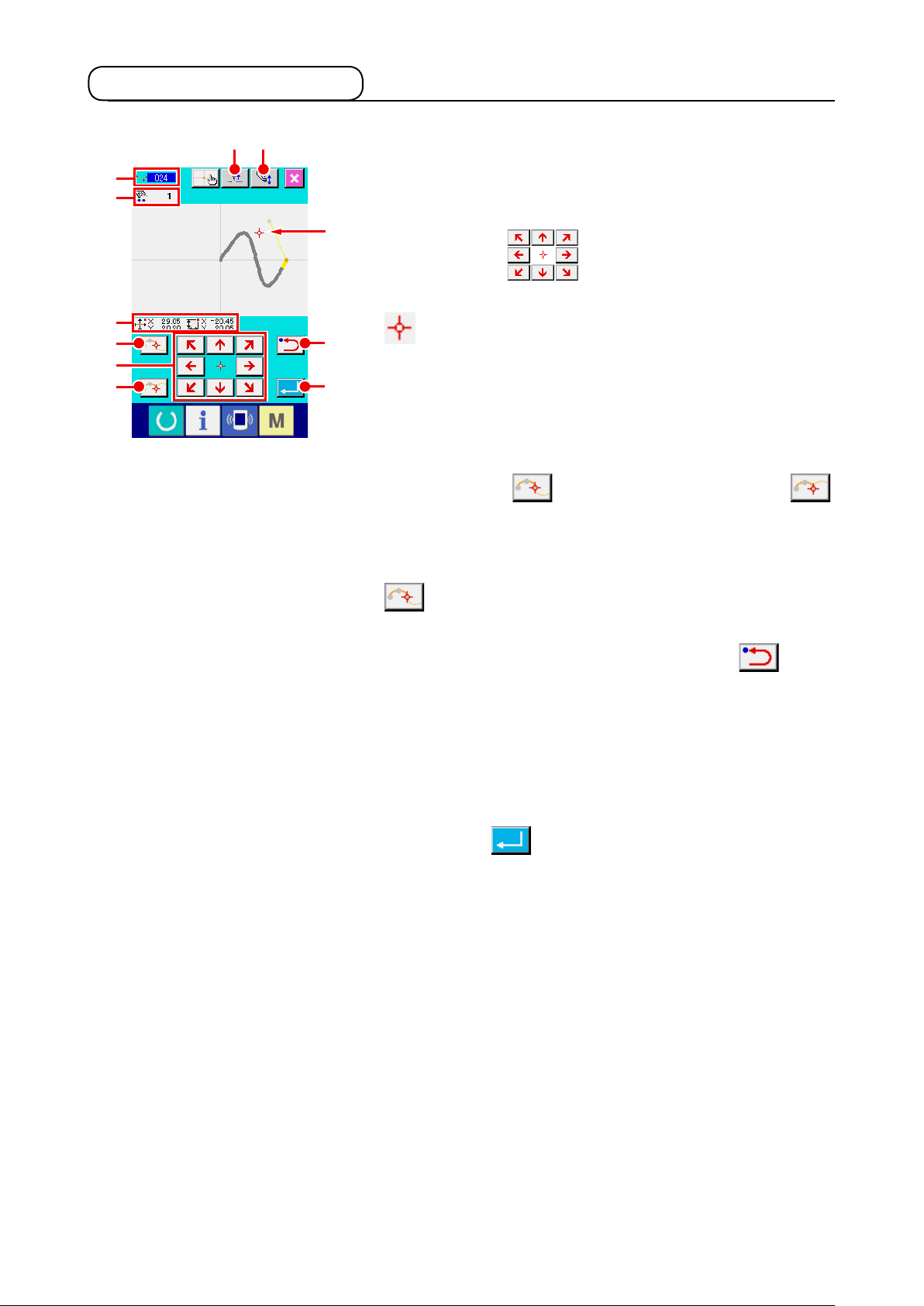
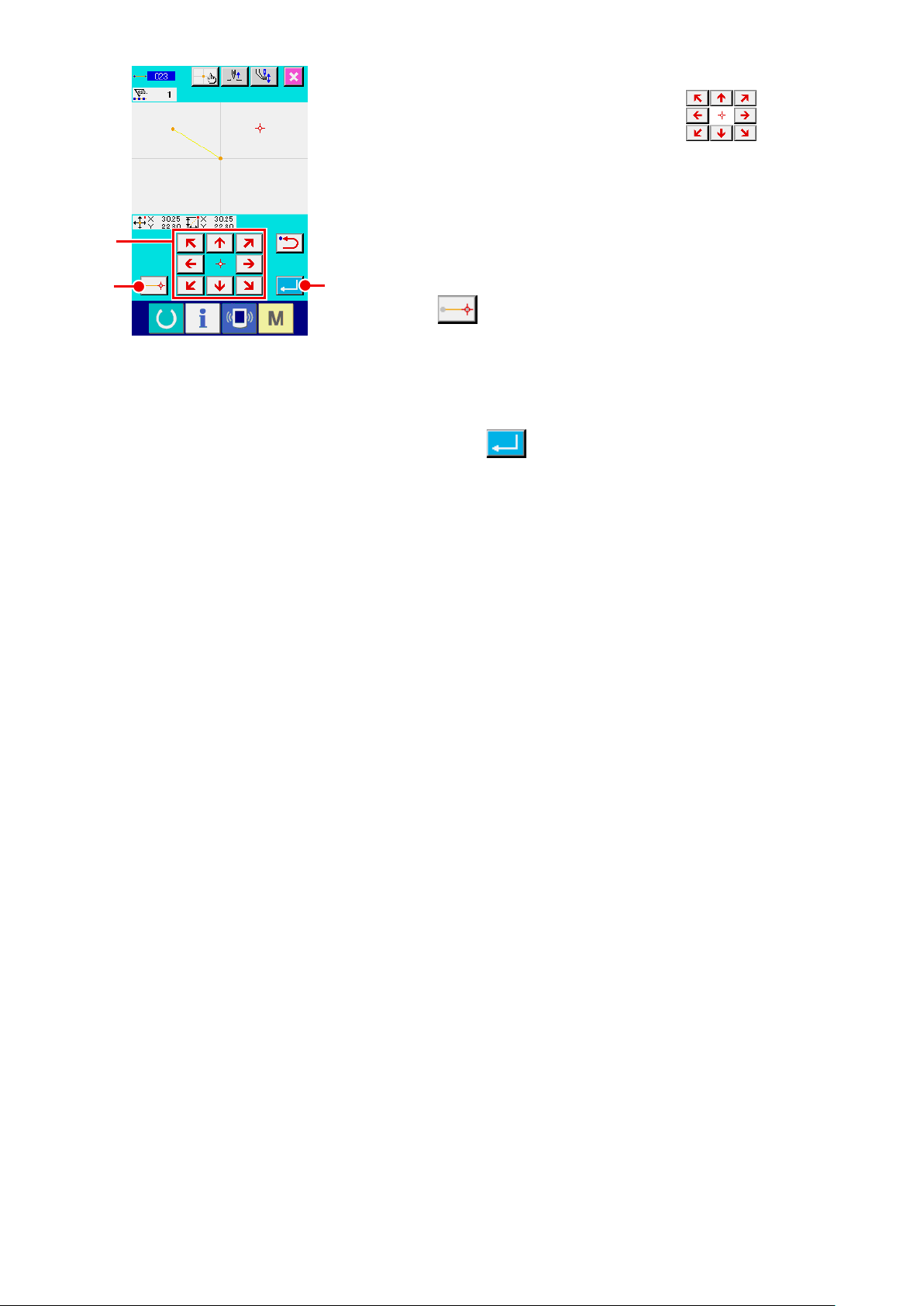
2-5. Konumun belirlenmesi
J
K
L
B
A
C
HG
İşlev düzenlemede konum belirlendiği zaman, veriler konum belirleme ekranının sağ tarafında gösterilir. Seçilen işlev kodu J alanında gösterilir.
M
TAŞIMA tuşuna A basın.
①
Ekranda gösterilen baskı ayağının ve iğnenin geçerli konumu
M, basılan taşıma tuşunun yönüne bağlı olarak değiştiri-
D
lir ve gösterilen koordinat değerleri L güncelleştirilir. TAŞIMA
E
tuşu basılı tutulduğu müddetçe, baskı ayağı basılan taşıma tuşunun yönünde hareket eder ve bırakıldığı zaman baskı ayağı
durur.
Baskı ayağı hedef noktaya doğru hareket ederken ve GEÇİŞ
NOKTASI tuşuna B veya NOKTA VERME tuşuna
basıldığı zaman, geçerli konum biçim noktası ya da iğne
C
giriş noktası olarak girilir. K bölgesinde, giriş noktalarının adedi belirtilir. Seçilen işleve bağlı olarak, GEÇİŞ NOKTASI tuşu
B gösterilmeyebilir.
TAŞIMA tuşuna bastıktan sonra, GERİ tuşuna
②
D ba-
sın.
Konum, daha önceden belirlenmiş olan noktaya geri döner.
Giriş konumunun belirlenmesinden hemen sonra basıldığı
zaman, belirlenen giriş noktasının bir noktası iptal edilir ve
konum bir nokta önceki giriş noktasına geri döner.
GİRİŞ tuşuna E basın.
③
Dış baskı ayağı otomatik olarak girişin başladığı konuma geri
döner, giriş noktasında kullanılan veri oluşturulan elemanın
girdisini izler sonra son elemana gider ve veriler dahil edilir.
(İzlemeli/izlemesiz durum seçilebilir.) Ayrıntılar için;
98. Say-
fada “10. SONA ERDİRME YÖNTEMİNİN SEÇİLMESİ (110)”
bölümüne bakın.
– 12 –
Page 17
F
İPTAL tuşuna I basın.
④
I
Giriş sırasındaki bütün veriler silinir ve standart ekrana geri
dönülür.
Son noktanın girilişi sırasında GİRİŞ tuşuna basıldığı takdirde,
nokta verme tuşuna basılması işlem dışı bırakılır.
DOĞRUDAN TALİMAT DÜZENLEME tuşuna F basın.
⑤
N
Doğrudan talimat düzenleme ekranı açılır. (
“16-1. Koordinatların doğrudan belirtilmesi”
110. Sayfada
) verisi ekranda
gösterilir ve düzenleme doğrudan yapılabilir.
Olası aralık sınırının dışında ayar yapılmaya çalışıldığı zaman,
’de uyarı sembolü görülür.
N
– 13 –
Page 18
3. KULLANMA YÖNTEM ÖRNEĞİ
Deneme dikişi de dahil olmak üzere bir dizi kullanma yöntemi aşağıda açıklanmıştır.
Ayrıntılar için ilgili maddelere bakın.
3-1. Desen girişi
Giriş işlevini kullanarak aşağıdaki deseni oluşturun.
❶
❺ ❸
İplik kesme
Atlatmalı transport
A
Düz hat (adım 3 mm)
❹
Merkez
①
Atlatmalı transport ayar ekranının açılması için, standart ek-
[Giriş noktası]
X(mm)
❷
❶
❷
❸
❹
❺
–5,0
5,0
5,0
0,0
–5,0
Atlatmalı transport girişi
randa ATLATMALI TRANSPORT tuşuna A basın.
Y(mm)
5,0
5,0
1,0
3,0
1,0
<Standart ekran>
Atlatmalı transport belirleme ekranının açılması için; atlatmalı
transport düzenleme ekranında GİRİŞ tuşuna B basın.
B
– 14 –
Page 19
Atlatmalı transport konumu belirleme ekranında TAŞIMA tuşu-
nu C kullanarak iğne konumunu X1X noktasına ka-
❶
C
D
F
dar taşıyın, NOKTA VERME tuşuna D ve GİRİŞ tuşuna
E basın.
E
Bu işlem sırasında baskı ayağı hareket eder. Bu
nedenle, dikkatli olun.
Düz normal dikişin girilmesi
②
Kod listesi ekranının açılması için, standart ekranda KOD LİS-
TESİ tuşuna F basın.
İşlev kod listesi ekranında düz normal dikişi (işlev kodu 023)
seçin ve giriş TUŞUNA basın.
G
Dikiş uzunluğu düzenleme ekranının açılması için, düz normal
dikiş düzenleme ekranında; DİKİŞ BOYU DÜZENLEME tuşu-
na G basın.
Dikiş boyu düzenleme ekranında “3” ile “0” rakamlarını girmek
H
için SAYISAL tuşlara ve sonra GİRİŞ tuşuna basın.
Düz normal dikiş ekranına geri dönmek için, ekranda gösteri-
len dikiş boyu düzenleme tuşunu “3.0 mm” olarak onaylayın ve
GİRİŞ tuşuna H basın.
– 15 –
Page 20
❶
❺
I
J
Düz normal dikiş konumu belirleme ekranında, iğne giriş
❷
❹
❸
noktasını ❶ konumundan ❷ konumuna almak için TAŞIMA
tuşuna I ve sonra NOKTA VERME tuşuna J
basın.
konumu da girilinceye kadar bu işlemi tekrarlayın ve GİRİŞ
❺
tuşuna K basın.
K
Bu işlem sırasında baskı ayağı hareket eder. Bu
nedenle, dikkatli olun.
İplik kesme işleminin girilmesi
③
İplik kesme onay ekranının açılması için, standart ekranda
İPLİK KESME tuşuna L basın.
L
GİRİŞ tuşuna M basın ve ❺ konumunun iplik kesme
işlemini girin.
M
Standart ekran açılır ve N bölgesinde belirtilir.
N
Yukarıda anlatılan işlem dizininin uygulanması sonucu; sol
taraftaki çizimde gösterilen desen oluşturulur.
– 16 –
Page 21
3-2. Deneme dikişi
Biçim veya benzer desenler, deneme dikişi ile onaylanarak işlev girmek veya verileri okumak suretiyle
oluşturulabilirler.
Makine modellerine bağlı olarak deneme dikişi ile ilgili ekranlarda, konularda ve düzenlemelerde değişiklik yapmak mümkündür.
Aşağıda açıklanan örnekte AMS-210EN esas alınmıştır.
Deneme dikişine başlamadan önce; orta baskı ayağı için düzenlenen yükseklik de-
ğeri ile iplik için belirlenen tansiyon değerlerinin hafızaya alınması şarttır.
Deneme dikişi hazırlık ekranının açılması
①
Deneme dikişi hazırlık ekranının açılması için, standart ekran-
B
da DENEME DİKİŞİ tuşuna basın.
Deneme dikişi hazırlık ekranının açılması
②
A
C
DİKİŞ HAZIRLIK tuşuna A basıldığı zaman; deneme
dikişi ekranı açılır. Normal dikiş makinesi işlevleri bu ekranda
gerçekleştirilir ve desenlerin deneme dikişleri dikilebilir.
Desen oluşturmaya geri dönülmesi
③
Deneme dikiş ekranında DİKİŞ HAZIRLIK tuşuna C
basıldığı zaman, deneme dikişi hazırlık ekranına geri dönülür.
Burada İPTAL tuşuna B basıldığı takdirde, ekran temel
giriş kipi standart ekranına geri döner.
– 17 –
Page 22
3-3. Desenin değiştirilmesi
14. Sayfada “3-1. Desen girişi”
makta yapılabilir.
❶
❺
E
<Standart ekranda>
basamağında oluşturulan desenler üzerindeki değişiklikler, bu basa-
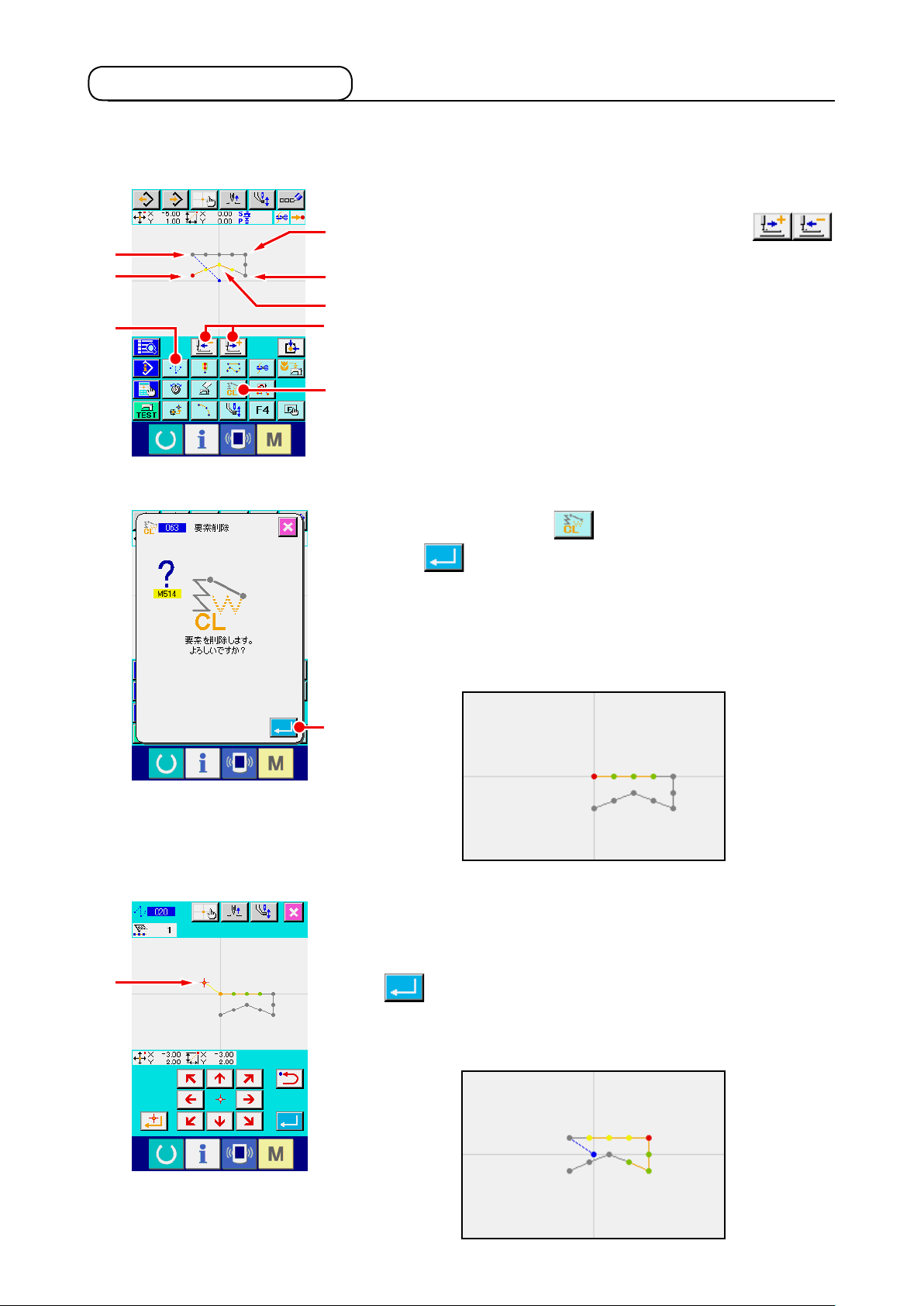
Elemanın silinmesi
①
İğne konumunu, İLERİ/GERİ TRANSPORT tuşunu
❷
kullanarak, atlatmalı transport bölgesinde ❶ noktasına ka-
A
❸
❹
A
B
dar taşıyın.
NOKTA SİLME tuşuna
şuna
C basın.
B ve onay ekranında GİRİŞ tu-
D
a kadar olan atlatma transport silinir ve iğne konumu mer-
❶
keze döner.
Bu işlem sırasında, ❶ ‘den ❺ ‘a kadar olan düz dikiş, merkez-
den başlama durumundadır.
C
Atlatmalı transportun dahil edilmesi
②
Standart ekranda atlama besleme fonksiyonunu E seçin. İğne
konumunu, konum belirleme ekranında D konumuna getirin.
C düğmesine basın.
Bir atlama eklendiği ve iğne konumundaki göreceli hareket
görsel olarak kontrol edilebilir.
– 18 –
Page 23
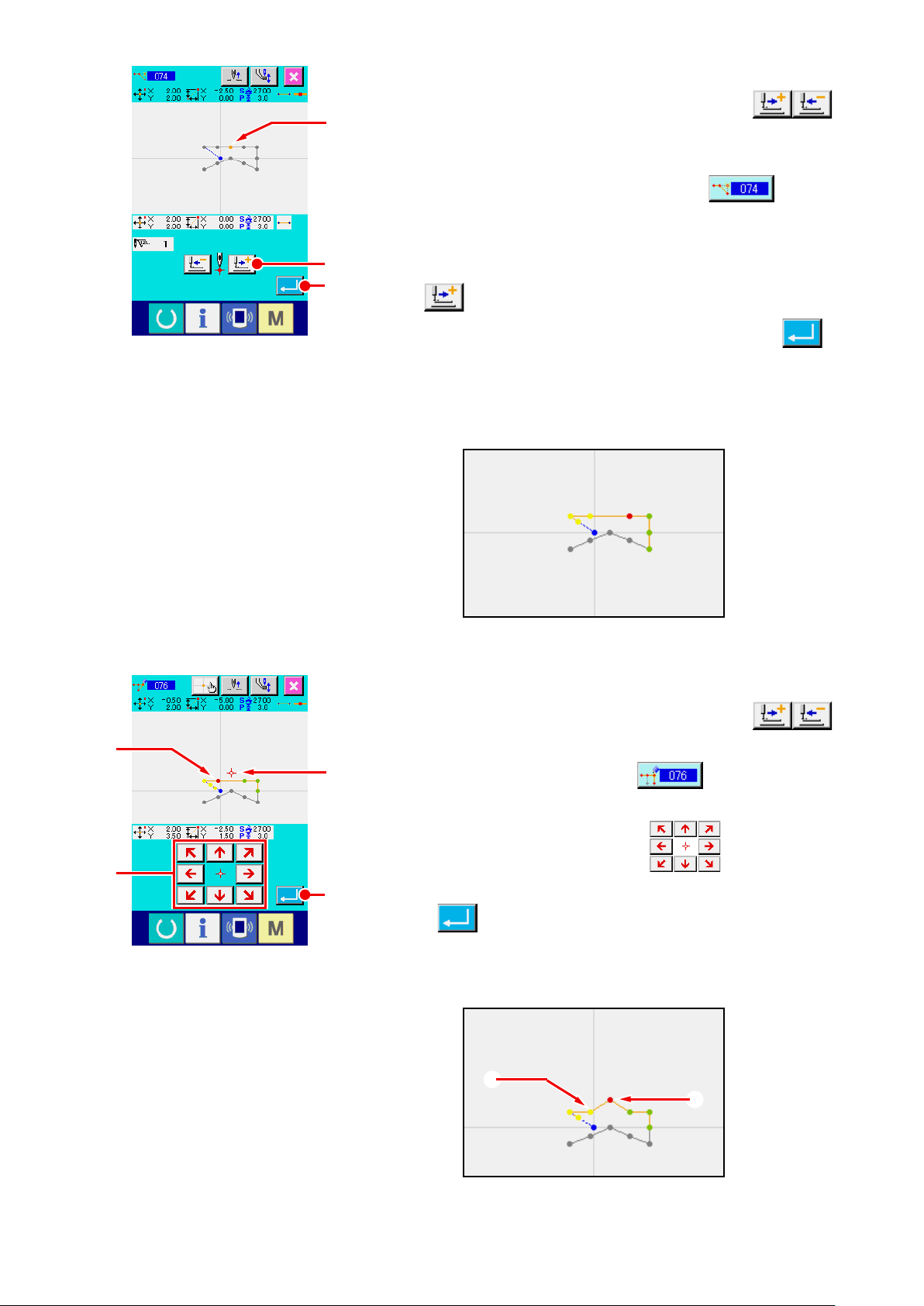
Silinme noktası
③
İğne konumunu, İLERİ/GERİ TRANSPORT tuşunu
E
kullanarak, standart ekranda E noktasına kadar taşıyın.
A
Kademe belirleme ekranının açılması için, işlev kodu listesin-
de MUTLAK NOKTA SİLME (işlev kodu 074) işlevini
seçin.
Çok sayıda iğne giriş noktasının silinmesi gereken durumlar-
F
G
da, iğne konumunu değiştirmek için İLERİ TRANSPORT tu-
şuna F basın ve silinecek noktaların yerlerini belirleyin.
Burada sadece E noktasını belirleyin ve GİRİŞ tuşuna
basın.
G
noktasının silindiği, aşağıdaki resimde gösterilen şekilde
E
onaylanır.
H
J
Noktanın eklenmesi
④
İğne konumunu, İLERİ/GERİ TRANSPORT tuşunu
kullanarak, standart ekranda H noktasına kadar taşıyın ve
A
I
MUTLAK NOKTA EKLEME işlevini (işlev kodu 076)
seçin.
Belirleme ekranında TAŞIMA tuşunu J kullanarak
K
iğne konumunu eklenen I noktasına kadar taşıyın ve GİRİŞ
tuşuna K basın.
İğne giriş noktası, aşağıdaki çizimde gösterilen şekilde eklenir.
H
I
– 19 –
Page 24
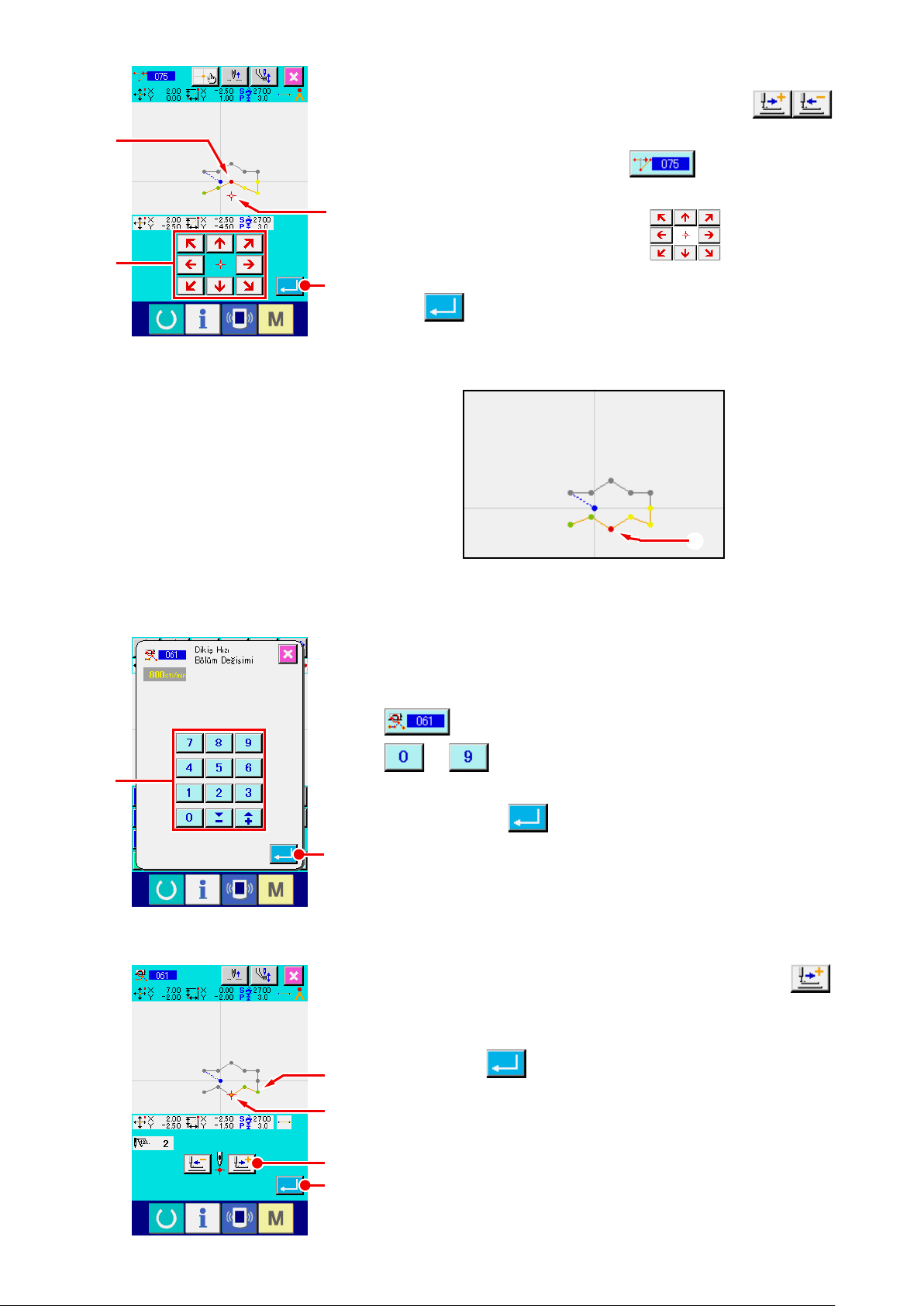
L
Noktanın taşınması
⑤
İğne konumunu, İLERİ/GERİ TRANSPORT tuşunu
kullanarak, standart ekranda L noktasına kadar taşıyın ve
A
MUTLAK NOKTA TAŞIMA işlevini (işlev kodu 075)
seçin.
M
Belirleme ekranında TAŞIMA tuşunu N kullanarak
N
O
iğne konumunu taşınan M noktasına kadar alın ve GİRİŞ tu-
şuna O basın.
İğne giriş noktası, aşağıdaki çizimde gösterilen şekilde taşınır.
M
Devrin değiştirilmesi
⑥
Standart ekranda iğne giriş noktasını ❸ konumuna kadar
taşıdıktan sonra, DİKİŞ DEVRİ BÖLÜM DEĞİŞİKLİĞİ işlevini
P
(işlev kodu 061) seçin.
ilâ SAYISAL tuşlarını P kullanarak değiştirilen
devrin ayar değerini (buradaki örnekte 800 dev./dak.’dır) girin
ve GİRİŞ tuşuna Q basın.
Q
Konum belirleme ekranında İLERİ TRANSPORT tuşuna
basın ve iğne konumunu; devir değiştirmek istediğiniz M
R
bölgesine kadar taşıyın.
GİRİŞ tuşuna S basıldığı zaman, belirlenen bölümün
❸
devri değiştirilir ve ekran standart ekrana geri döner.
M
R
S
– 20 –
Page 25
3-4. Desenlerin kaydedilmesi
Oluşturulan desen, hafıza kartına kaydedilir.
IP-420 için biçimlendirilmiş olan hafıza kartlarını kullanın.
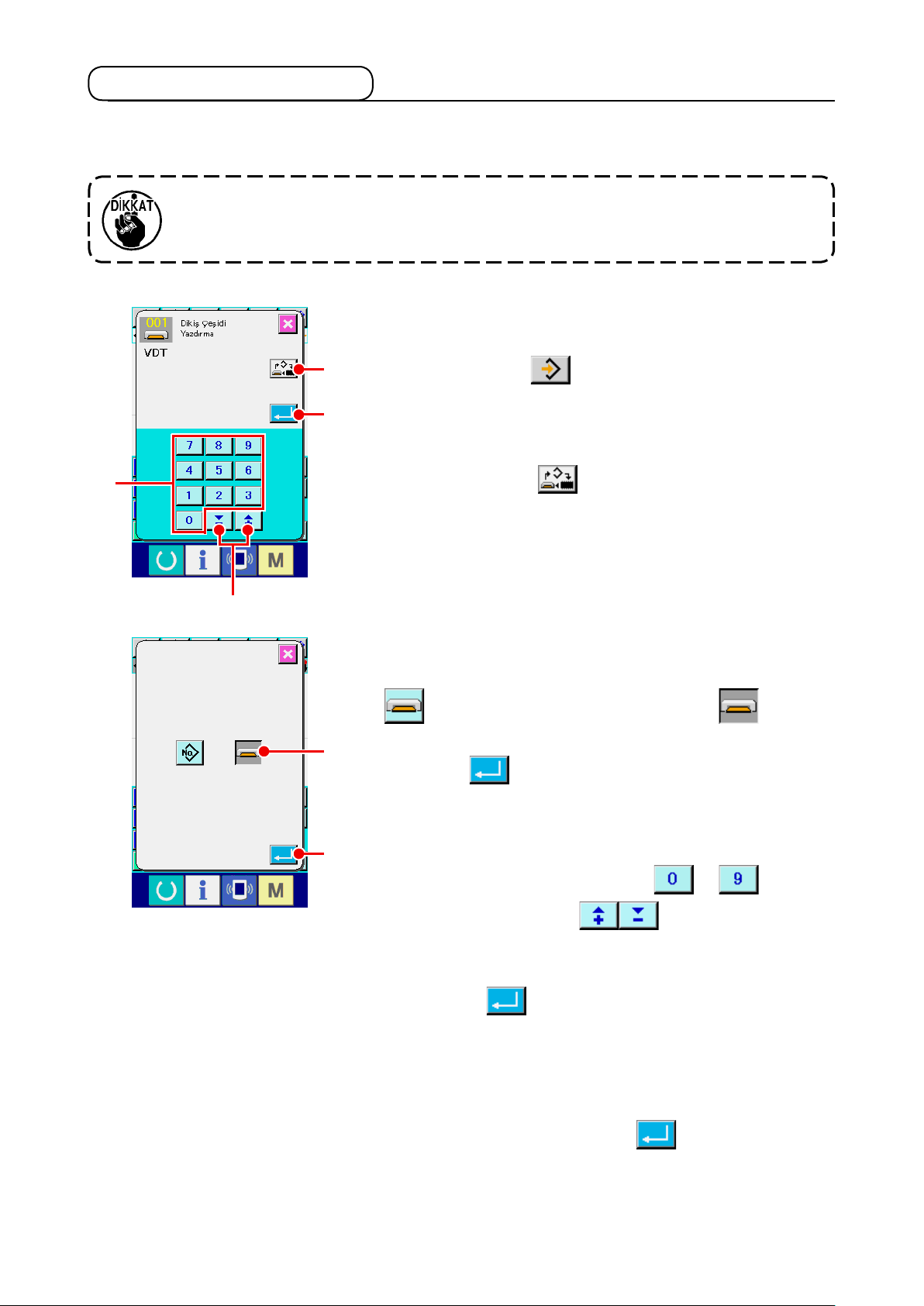
Desen kaydetme ekranının açılması.
①
Desen kaydetme ekranının açılması için, standart ekranda
C
D
A
B
KAYDETME tuşuna basın.
Nesnel ortam belirleme ekranının seçilmesi.
②
Nesnel ortam belirleme ekranının açılması için; NESNEL OR-
TAM SEÇME tuşuna A basın.
Nesnel ortamın seçilmesi.
③
Nesnel kaydetme ortamını seçin. Burada HAFIZA KARTINI
E seçiniz. Seçilen ortamın rengi değişir . Ortam
E
seçildikten sonra, desen kaydetme ekranına dönmek için Gİ-
RİŞ tuşuna F basın.
Desen numarasının seçilmesi
④
Daha sonraki basamakta açılacak desenin numarasını belirle-
F
mek için; desen kaydetme ekranında ilâ SAYISAL
tuşlarına C veya + ya da - tuşlarına D basın.
Desenin kaydedilmesi
⑤
GİRİŞ tuşuna B basıldığı zaman, hafıza kartına yazma
işlemi başlatılır. Kaydetme işlemi sona erdirildiği zaman, standart ekran açılır.
Belirtilen kaydetme noktası desen numarasında kayıtlı bir
desen varsa, üzerine yazmak için doğrulama talep eden onay
ekranı açılır. Burada GİRİŞ tuşuna basıldığı zaman, kay-
detme işlemi başlatılır.
– 21 –
Page 26
3-5. Desenlerin okunması
Hafıza kartına yazılmış olan desenler okunabilirler.
IP-420 için biçimlendirilmiş olan hafıza kartlarını kullanın.
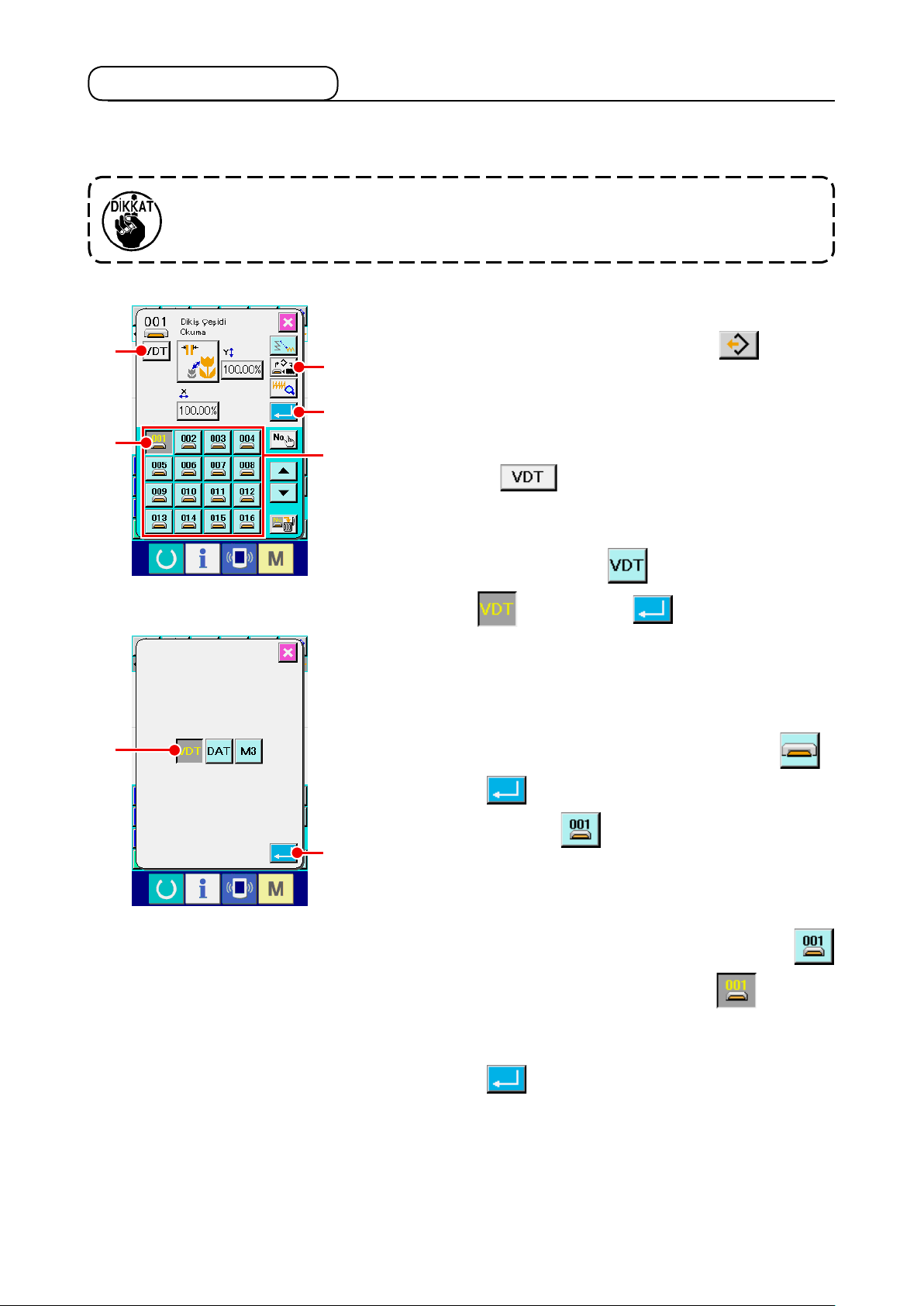
Desen okuma ekranının açılması.
①
C
D
F
Desen okuma ekranının açılması için OKUMA tuşuna
A
B
E
basın.
Desen türü seçme ekranının açılması.
②
Desen türü seçme ekranının açılması için; DESEN TÜRÜ
SEÇME tuşuna C basın.
Desen türünün seçilmesi
③
Burada VEKTÖR VERİLERİNİ F seçin. Seçilen tuşun
rengi değişir . GİRİŞ tuşuna G basıldığı zaman,
desen okuma ekranına geri dönülür.
Nesnel ortamın seçilmesi.
④
Nesnel ortam belirleme ekranının açılması için; NESNEL OR-
TAM SEÇME tuşuna A basın. HAFIZA KARTINI seçip ,
GİRİŞ tuşuna bastığınızda, desen okuma ekranına geri
dönülür. DESEN tuşuna D basıldığı zaman; E bölü-
G
münde mevcut olan ekran gösterilir.
Desenin seçilmesi
⑤
Okumak istediğiniz desen numarası için, DESEN tuşuna
basın. Seçilen desen tuşunun rengi değişir .
D
Desenin okunması
⑥
GİRİŞ tuşuna B basıldığı zaman, desen okuma işlemi
başlatılır. Okuma işlemi sona erdirildiği zaman, standart ekran
açılır.
– 22 –
Page 27
4. DESEN GİRİŞİ
4-1. Normal dikiş
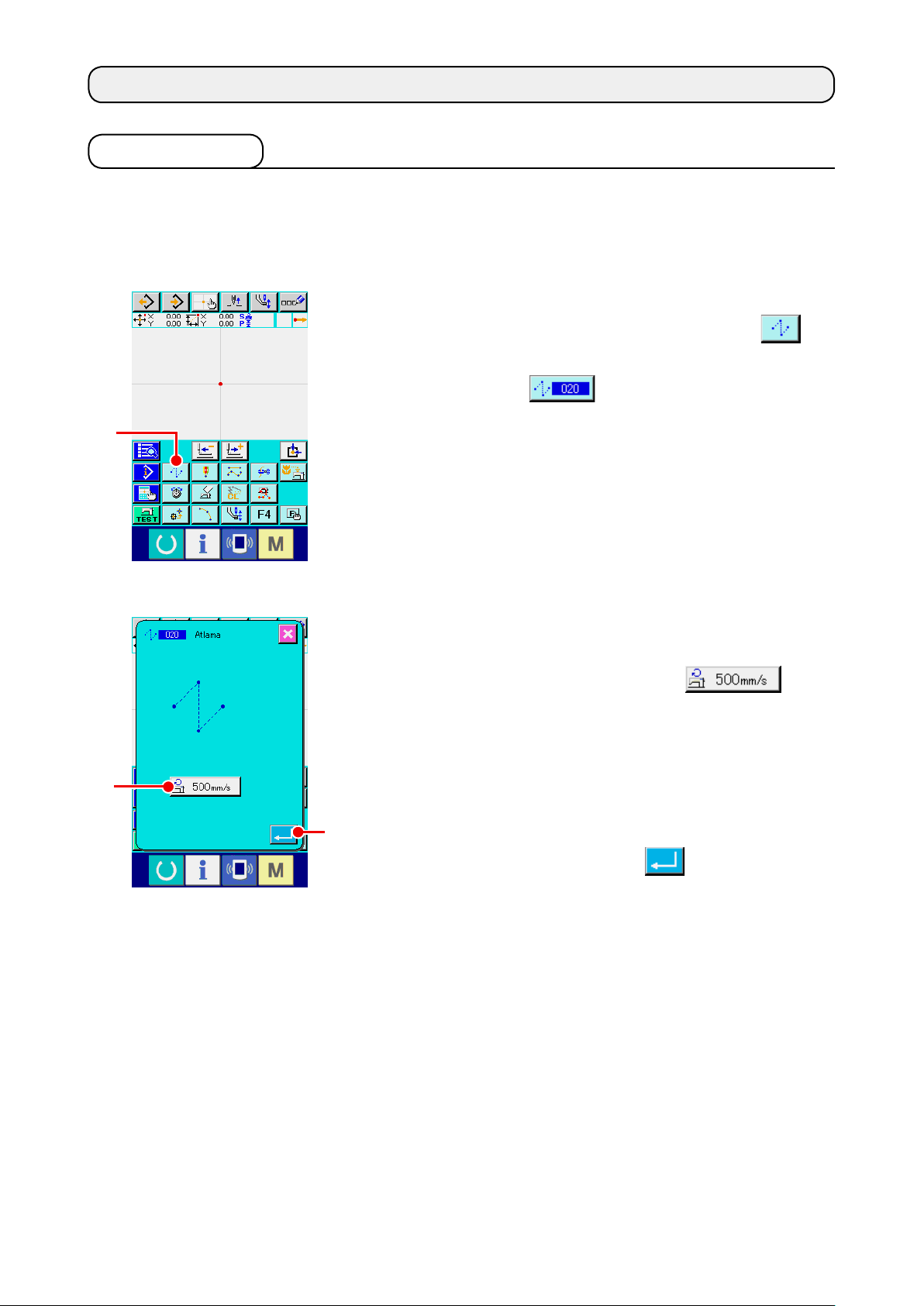
(1) Atlatmalı transport (020)
Bu işlem, dikiş makinesini çalıştırmadan baskı ayağını istenilen noktaya taşımak için kullanılır.
Atlatmalı transport düzenleme ekranının açılması
①
Standart ekranda ATLATMALI TRANSPORT tuşuna
basıldığı zaman veya kod listesi ekranında ATLATMALI
A
TRANSPORT işlevi (işlev kodu 020) seçildiği zaman,
A
B
atlatmalı transport ekranı açılır.
Atlatmalı transportun düzenlenmesi
②
Atlatmalı transport düzenleme ekranında ATLATMALI
TRANSPORT DEVİR AYARLAMA tuşuna B
basıldığı zaman; geçerli atlatmalı transport devri ayar değeri
gösterilir.
Atlatmalı transport devrini değiştirmek için atlatmalı transport
devir ayarlama tuşuna basıldığında; atlatmalı transport devir
giriş ekranı açılır.
C
Düzenleme yapıldıktan sonra veya düzenlemenin gerekli
olmadığı durumlarda GİRİŞ tuşuna C basıldığı zaman,
koordinat giriş ekranı açılır.
– 23 –
Page 28
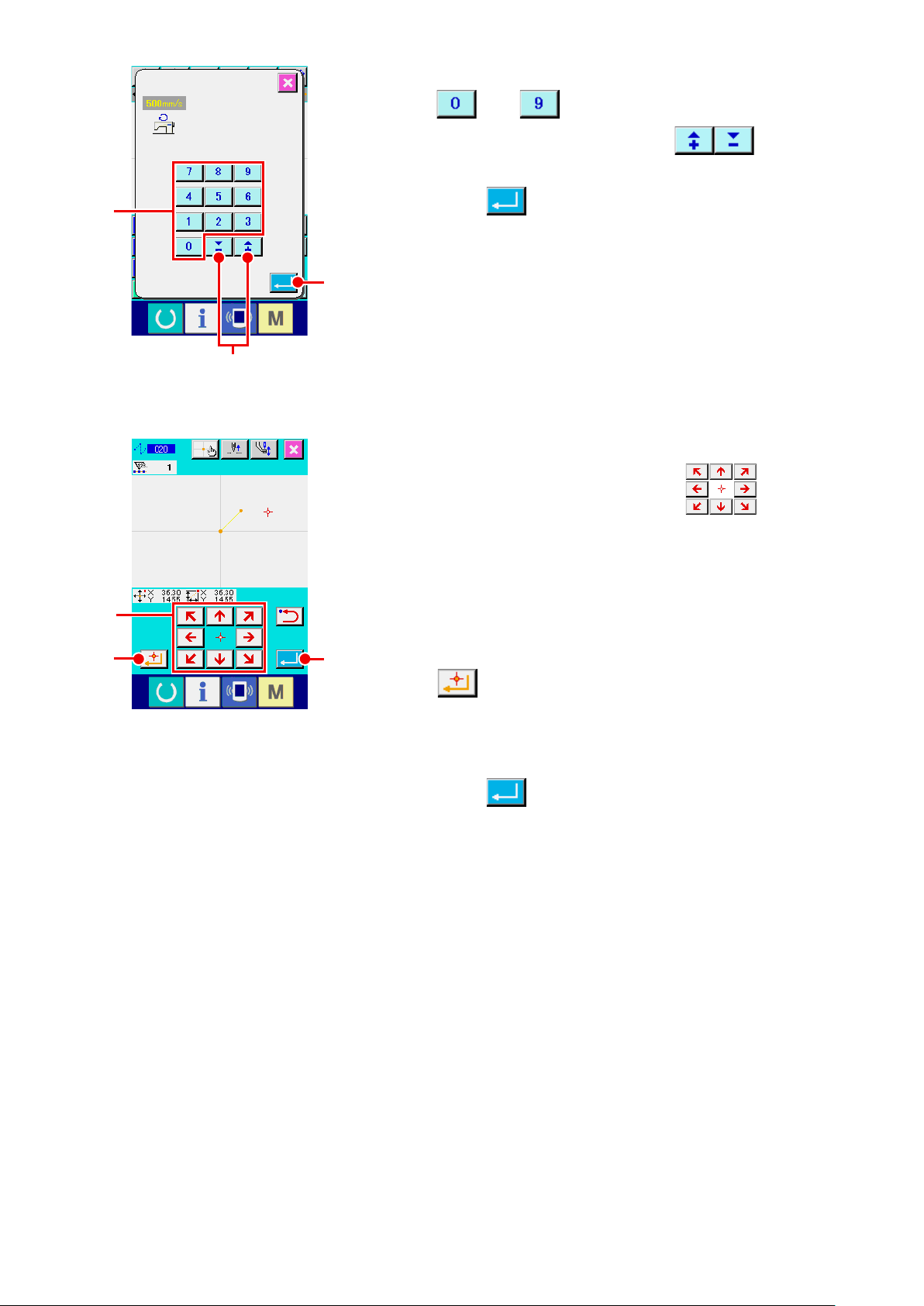
Atlatmalı transport devrinin düzenlenmesi
③
Değeri veya SAYISAL tuşlar D ile doğrudan girilir
ya da atlatmalı transport giriş ekranında + ve - tuş-
ları E ile değer arttırılarak/azaltılarak belirlenir.
D
G
H
E
GİRİŞ tuşuna F basıldığı zaman, girilen değer etkin
hale getirilir ve atlatmalı transport düzenleme ekranına geri
dönülür.
F
İğne giriş konumunun değiştirilmesi.
④
Koordinat giriş ekranında TAŞIMA tuşuna G basıldı-
ğı zaman, iğne konumu belirlenmiş yöne doğru hareket eder.
TAŞIMA tuşu basılı tutulduğu müddetçe, iğnenin konumu
sürekli olarak değişir.
Koordinatların girilmesi.
⑤
İğne konumu belirlenen noktaya taşındığı ve NOKTA VERME
I
tuşuna H basıldığı zaman; iğnenin o andaki konumu
biçim noktası (geçiş noktası) olarak girilir.
Atlatmalı transport düzenlemeyi sona erdirin.
⑥
GİRİŞ tuşuna I basıldığı zaman, düzenlenen bütün
veriler kayda alınır ve standart ekrana geri dönülür.
ve ⑤ işlem basamaklarını tekrarlayarak, girişi tekrarlamak
④
mümkünüdür.
– 24 –
Page 29

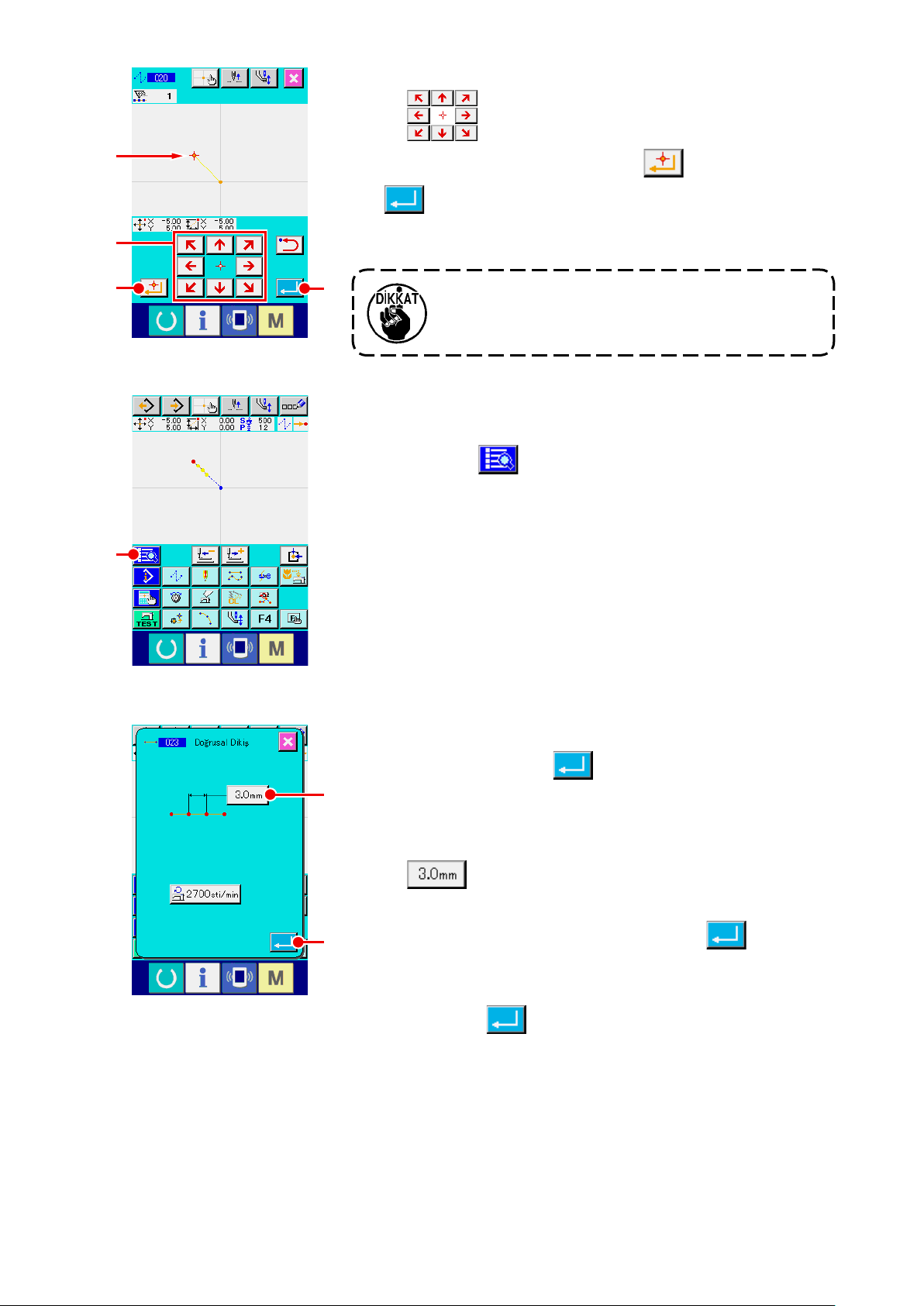
(2) Düz normal dikiş (023)
Bir nokta seçildiği ve o nokta ile iğne arasında düz bir bağlantı çizgisi oluştuğu takdirde, iğne giriş noktası dikiş uzunluğu
Olarak belirlenebilir.
①
Düz normal dikiş düzenleme ekranının açılması
Kod listesi ekranında DÜZ NORMAL DİKİŞ işlevi
A
(işlev kodu 023) seçildiği zaman; düz normal dikiş düzenleme
ekranı açılır.
B
C
D
E
Düz normal dikişin düzenlenmesi
②
Geçerli dikiş uzunluğu düzenleme değeri DİKİŞ UZUNLUĞU
GİRİŞ tuşuna A basıldığı zaman gösterilir ve düz
düz dikiş düzenleme ekranında DİKİŞ DEVRİ GİRİŞ tuşuna
B basıldığı zaman, düzenlenmiş olan geçerli
dikiş devri belirtilir.
Değiştirmek istediğiniz maddenin tuşuna bastığınız zaman;
ilgili ayar değerlerinin düzenleme ekranları açılır. Giriş ekra-
F
nındaki değeri, ilâ SAYISAL tuşlarını D kullanarak
doğrudan girin veya + ve - tuşlarını E kullanarak
değiştirin, GİRİŞ tuşuna F basarak seçilen değeri hafı-
zaya alın. Ekran, yeniden düz normal dikiş düzenleme ekranına döner.
Düzenleme yapıldıktan sonra veya düzenlemenin gerekli ol-
madığı durumlarda düz normal dikiş ekranında GİRİŞ tuşuna
C basıldığı zaman, koordinat giriş ekranı açılır.
– 25 –
Page 30
İğne giriş konumunun değiştirilmesi
③
Koordinat giriş ekranında TAŞIMA tuşuna G basıldı-
ğı zaman, iğne konumu belirlenmiş yöne doğru hareket eder.
TAŞIMA tuşu basılı tutulduğu müddetçe, iğnenin konumu
sürekli olarak değişir.
G
H
Koordinatların girilmesi
④
İğne konumu belirlenen noktaya taşındığı ve NOKTA VERME
I
tuşuna H basıldığı zaman; iğnenin o andaki konumu
biçim noktası (geçiş noktası) olarak girilir. Düz normal dikiş
düzenleme işleminin sona erdirilmesi.
Düz normal dikiş düzenleme işleminin sona erdirilmesi
⑤
GİRİŞ tuşuna I basıldığı zaman, düzenlenen bütün
veriler kayda alınır ve standart ekrana geri dönülür.
ve ④ işlem basamaklarını tekrarlayarak, girişi tekrarlamak
③
mümkünüdür.
– 26 –
Page 31

(3) Eğrisel normal dikiş (024)
Eğrisel düz dikişten yararlanarak yumuşak bir eğrinin basit bir biçimde girilmesi mümkündür.
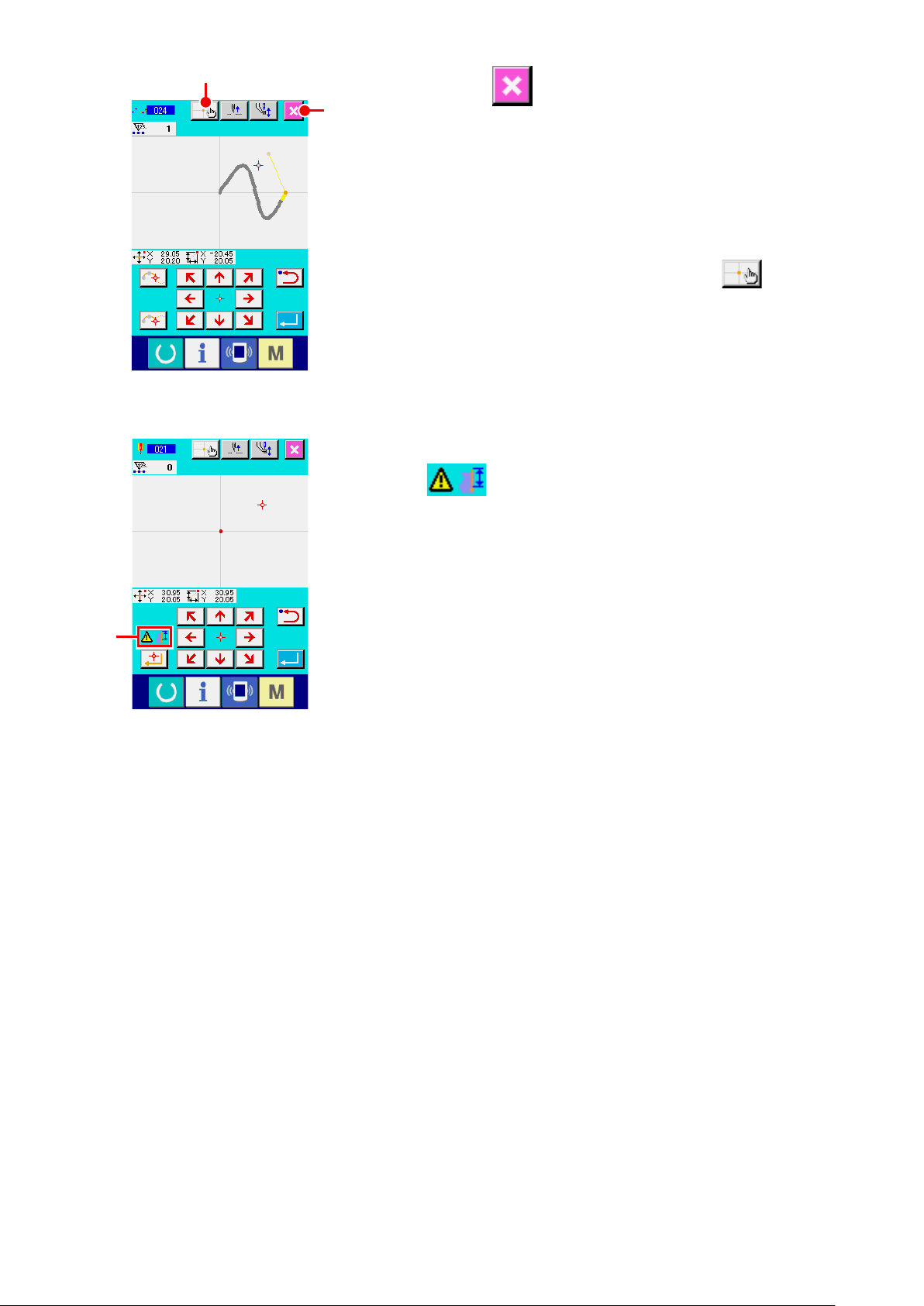
Eğrisel normal dikiş ekranının açılması
①
Kod listesi ekranında EĞRİSEL NORMAL DİKİŞ işlevi
B
A
(işlev kodu 024) seçildiği zaman; eğrisel normal dikiş
düzenleme ekranı açılır.
Eğrisel normal dikişin düzenlenmesi
②
Geçerli dikiş uzunluğu düzenleme değeri DİKİŞ UZUNLUĞU
GİRİŞ tuşuna A basıldığı zaman gösterilir ve eğrisel
C
normal dikiş düzenleme ekranında DİKİŞ DEVRİ GİRİŞ tuşu-
na B basıldığı zaman, düzenlenmiş olan geçerli
dikiş devri belirtilir.
Ayarını değiştirmek istediğiniz maddenin tuşuna bastığınız
zaman; ilgili ayar değerlerinin düzenleme ekranları açılır.
Dikiş uzunluğu ve dikiş devri düzenleme işlemleri, düz normal
dikişte uygulanan yöntemlerin aynısıdır. Dü z enlem e yapı l dıktan sonra veya düzenlemenin gerekli olmadığı durumlarda
GİRİŞ tuşuna C basıldığı zaman, koordinat giriş ekranı
açılır.
İğne giriş konumunun değiştirilmesi
③
E
D
F
Koordinat giriş ekranında TAŞIMA tuşuna D basıldı-
ğı zaman, iğne konumu belirlenmiş yöne doğru hareket eder.
Koordinatların girilmesi
④
İğne konumu belirlenen noktaya taşındığı ve GEÇİŞ NOKTASI
tuşuna E basıldığı zaman; iğnenin o andaki konumu bi-
G
çim noktası (geçiş noktası) olarak girilir. Veya NOKTA VERME
tuşuna F basıldığı zaman, o konum kırılma noktası ola-
rak belirlenir. Kırılma noktası ile ilgili bilgiler için
“4-9. Kırılma noktası (eğrisel ve normal dikiş)”
58. Sayfada
. paragrafına
bakın.
Eğrisel normal dikiş düzenleme işleminin sona erdirilmesi.
⑤
GİRİŞ tuşuna G basıldığı zaman, düzenlenen bütün
veriler kayda alınır ve standart ekrana geri dönülür. Son noktanın NOKTA VERME tuşu işlem görmeyebilir.
ve ④ işlem basamaklarını tekrarlayarak, girişi tekrarlamak
③
mümkünüdür.
– 27 –
Page 32

1. Eğrisel normal dikişte yumuşak bir biçim
elde etmek için, giriş noktası aşağıda belirtilen yönteme uygun olarak seçildiği takdirde
temiz bir eğim elde edilir.
1) Giriş noktası olarak giriş eğrisinin üst kısmını seçin. (❺ ve ❾)
2)
Noktayı 1. basamakta ortada seçtikten sonra,
1. basamakta seçilen noktanın çok az önünde
veya arkasında bir nokta seçin.
(❹, ❻, ❽
ve )
3) Daha sonra, giriş noktası gibi gevşek çıkıntıya sahip bölgenin orijinini seçin. (❸,
ve )
❼
4) Her iki uca yakın noktaları ve giriş noktası olan son noktayı belirleyin. (❷, ve
)
❺
❹
❸
❷
❶
❼
❽
❻
❾
Giriş basamakları, yukarıda belirtilen işlem
sırasına göre seçilirler. Ayrıca, aşağıda belirtilen hususlara da dikkat edin.
• Dik bir eğimle bir çok giriş noktası seçmektense, yumuşak bir eğimle birkaç tane
seçin.
• Eğri başına en az 3 giriş noktası belirleyin.
2. Eğrisel normal dikiş verilerinden yararlanılarak elips oluşturulabilir.
1) Eğrilerin bağlantı noktalarını, kavisin yumuşak olduğu kısımlarda seçin.
2) Giriş noktalarının, azami ölçülerde simetrik
olmasını sağlayın.
– 28 –
Page 33

(4) Arc normal dikiş (025)
İki nokta seçildiği ve o nokta ile iğne arasında arc biçimli bağlantı çizgisi oluştuğu takdirde, iğne giriş
noktası dikiş uzunluğu olarak belirlenebilir. Dikiş sırası belirlenen noktalar doğrultusunda, saat yönüne
veya saat yönünün tersine doğru olabilir.
Arc normal dikiş ekranının açılması
①
Kod listesi ekranında ARC NORMAL DİKİŞ işlevi
B
A
(işlev kodu 025) seçildiği zaman; arc normal dikiş düzenleme
ekranı açılır.
Arc normal dikiş düzenleme işleminin gerçekleştirilmesi
②
Geçerli dikiş uzunluğu düzenleme değeri DİKİŞ UZUNLUĞU
GİRİŞ tuşuna A basıldığı zaman gösterilir ve arc
C
normal dikiş düzenleme ekranında DİKİŞ DEVRİ GİRİŞ tuşuna
B basıldığı zaman, düzenlenmiş olan geçerli
dikiş devri belirtilir.
Değiştirmek istediğiniz maddenin tuşuna bastığınız zaman;
ilgili ayar değerlerinin düzenleme ekranları açılır. Dikiş uzunluğu ve dikiş devri düzenleme işlemleri, düz normal dikişte
uygulanan yöntemlerin aynısıdır. Düzenleme yapıldıktan sonra
veya düzenlemenin gerekli olmadığı durumlarda GİRİŞ tuşuna
C basıldığı zaman, koordinat giriş ekranı açılır.
İğne giriş konumunun değiştirilmesi
③
D
E
Koordinat giriş ekranında TAŞIMA tuşuna D basıldı-
ğı zaman, iğne konumu belirlenmiş yöne doğru hareket eder.
Koordinatların girilmesi
④
İğne konumu belirlenen noktaya taşındığı ve NOKTA VERME
tuşuna E basıldığı zaman; iğnenin o andaki konumu
F
biçim noktası (geçiş noktası) olarak girilir.
İki noktadan girişi gerçekleştirmek için, ③ ve ④ işlem basa-
maklarını tekrarlayın. Adet olarak, iki giriş noktası gereklidir.
Ayrıca 3 adetten fazla giriş noktasının kullanılması mümkün
değildir.
Arc normal dikiş düzenleme işleminin sona erdirilmesi
⑤
GİRİŞ tuşuna F basıldığı zaman, düzenlenen bütün ve-
riler kayda alınır ve standart ekrana geri dönülür. Son noktanın
NOKTA VERME tuşu işlem görmeyebilir.
– 29 –
Page 34

(5) Çember normal dikiş (026)
İki nokta seçildiği zaman, noktaları birleştiren çember ile iğne konumu dikiş uzunluğu olarak girilebilir.
Dikiş sırası belirlenen noktalar doğrultusunda, saat yönüne veya saat yönünün tersine doğru olabilir.
Çember normal dikiş düzenleme ekranının açılması
①
Kod listesi ekranında ÇEMBER NORMAL DİKİŞ işlevi
B
A
(işlev kodu 026) seçildiği zaman; çember normal
dikiş düzenleme ekranı açılır.
Çember normal dikiş düzenleme işleminin gerçekleştiril-
②
mesi
Geçerli dikiş uzunluğu düzenleme değeri DİKİŞ UZUNLUĞU
C
GİRİŞ tuşuna A basıldığı zaman gösterilir ve çember
normal dikiş düzenleme ekranında DİKİŞ DEVRİ GİRİŞ tuşuna
B basıldığı zaman, düzenlenmiş olan geçerli
dikiş devri belirtilir.
Değiştirmek istediğiniz maddenin tuşuna bastığınız zaman;
ilgili ayar değerlerinin düzenleme ekranları açılır. Dikiş uzunluğu ve dikiş devri düzenleme işlemleri, düz normal dikişte uygulanan yöntemlerin aynısıdır.
Düzenleme yapıldıktan sonra veya düzenlemenin gerekli
olmadığı durumlarda GİRİŞ tuşuna C basıldığı zaman,
koordinat giriş ekranı açılır.
D
E
İğne giriş konumunun değiştirilmesi
③
Koordinat giriş ekranında TAŞIMA tuşuna D basıldı-
ğı zaman, iğne konumu belirlenmiş yöne doğru hareket eder.
Konumun girilmesi
④
İğne konumu belirlenen noktaya taşındığı ve NOKTA VERME
tuşuna E basıldığı zaman; iğnenin o andaki konumu
F
biçim noktası olarak girilir.
İki noktadan girişi gerçekleştirmek için, ③ ve ④ işlem basa-
maklarını tekrarlayın. Adet olarak, iki giriş noktası gereklidir.
Ayrıca 3 adetten fazla giriş noktasının kullanılması mümkün
değildir.
Çember normal dikiş düzenleme işleminin sona erdirilmesi
⑤
GİRİŞ tuşuna F basıldığı zaman, düzenlenen bütün ve-
riler kayda alınır ve standart ekrana geri dönülür. Son noktanın
NOKTA VERME tuşu işlem görmeyebilir.
– 30 –
Page 35

(6) Nokta dikişi (021)
Bu işlev, iğne girişi dikiş noktası dikiş-dikiş (adım-adım) doğrudan belirlendiği zaman kullanılır.
Dikiş düzenleme ekranının açılması
①
Standart ekranda NOKTA DİKİŞ tuşuna basıldığı zaman
veya kod listesi ekranında NOKTA DİKİŞ işlevi (işlev
kodu 021) seçildiği zaman, nokta dikiş ekranı açılır.
Nokta dikiş düzenleme işleminin gerçekleştirilmesi
B
②
Nokta dikiş düzenleme ekranında DİKİŞ DEVRİ GİRİŞ tuşuna
D
E
C
B basıldığı zaman, geçerli dikiş devir (dev./dak.)
değeri gösterilir.
DİKİŞ DEVRİ GİRİŞ tuşuna basıldığı zaman, dikiş devri dü-
zenleme ekranı açılır. Dikiş uzunluğu ve dikiş devri düzenleme
işlemleri, düz normal dikişte uygulanan yöntemlerin aynısıdır.
Düzenleme yapıldıktan sonra veya düzenlemenin gerekli
olmadığı durumlarda GİRİŞ tuşuna C basıldığı zaman,
koordinat giriş ekranı açılır.
İğne giriş konumunun değiştirilmesi
③
Koordinat giriş ekranında TAŞIMA tuşuna D basıldı-
ğı zaman, iğne konumu belirlenmiş yöne doğru hareket eder.
Koordinatların girilmesi
④
İğne konumu belirlenen noktaya taşındığı ve NOKTA VERME
tuşuna E basıldığı zaman; iğnenin o andaki konumu
F
biçim noktası olarak girilir.
ve ④ işlem basamaklarını tekrarlayarak, girişi tekrarlamak
③
mümkünüdür.
Nokta dikiş düzenleme işleminin sona erdirilmesi
⑤
GİRİŞ tuşuna F basıldığı zaman, düzenlenen bütün ve-
riler kayda alınır ve standart ekrana geri dönülür. Son noktanın
NOKTA VERME tuşu işlem görmeyebilir.
– 31 –
Page 36

(7) Normal dikiş (022)
Bu işlevle düz normal dikiş ve sarmal normal dikiş verileri girilebilir.
Normal dikiş düzenleme ekranının açılması
①
Standart ekranda NORMAL DİKİŞ tuşuna basıldı-
B
❸
❹
A
ğı zaman veya kod listesi ekranında NORMAL DİKİŞ işlevi
(işlev kodu 022) seçildiği zaman, normal dikiş düzen-
leme ekranı açılır.
Normal dikiş düzenleme işleminin gerçekleştirilmesi
②
Normal dikiş düzenleme ekranında; DİKİŞ UZUNLUĞU GİRİŞ
C
tuşu A ile dikiş uzunluğu ve DİKİŞ DEVRİ GİRİŞ tuşu
B ile dikiş devri belirlenebilir.
Değiştirmek istediğiniz maddenin tuşuna bastığınız zaman;
ilgili ayar değerlerinin düzenleme ekranları açılır. Dikiş uzunluğu ve dikiş devri düzenleme işlemleri, düz normal dikişte uygulanan yöntemlerin aynısıdır.
GİRİŞ tuşuna C basıldığı zaman, koordinat giriş ekranı
açılır.
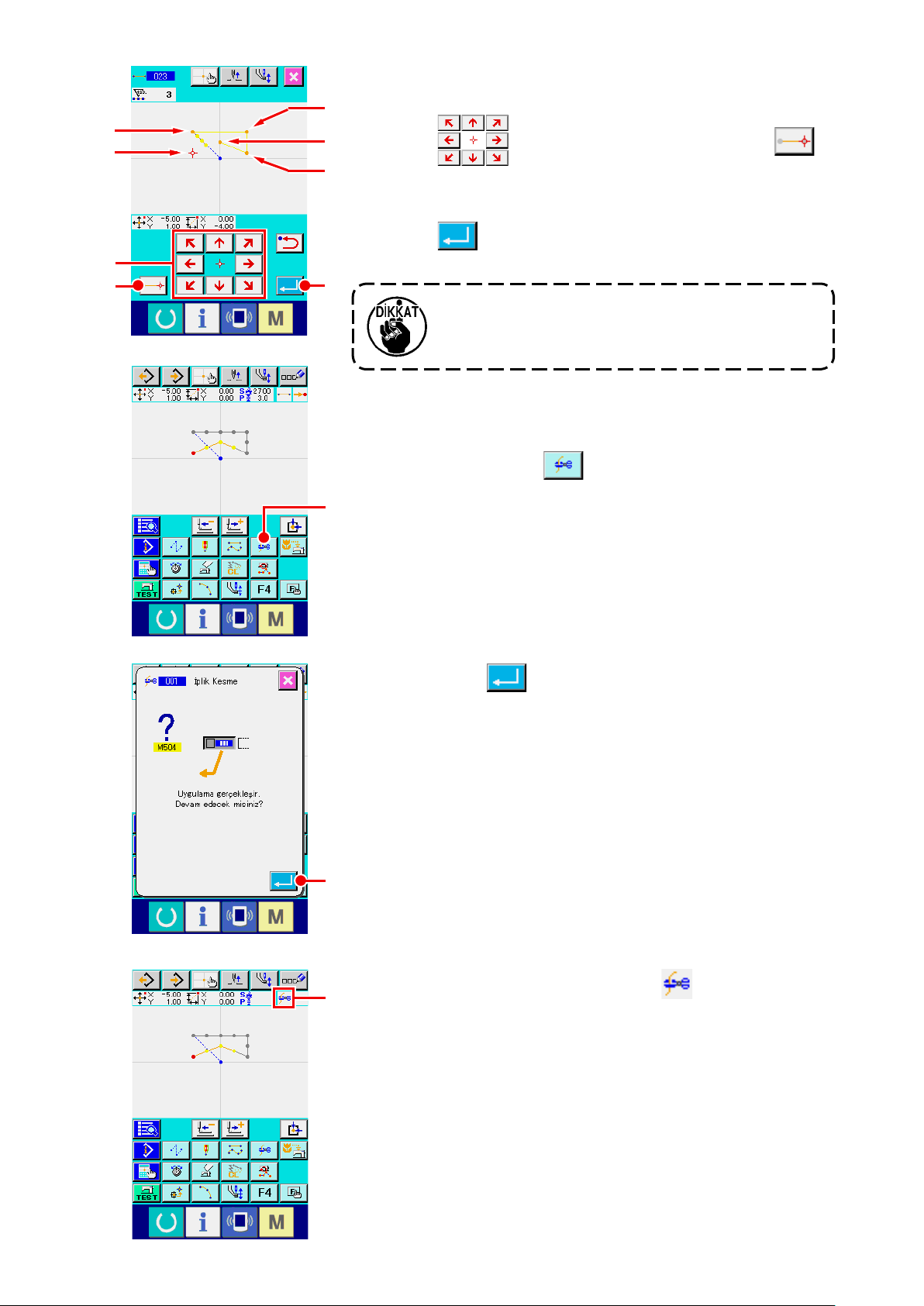
Konumun belirlenmesi
③
Koordinat giriş ekranında TAŞIMA tuşuna D basıldı-
❷
❶
ğı zaman, iğne konumu belirlenmiş yöne doğru hareket eder.
E
D
F
NOKTA VERME tuşuna
F basıldığı zaman, düz normal
dikişin biçim noktası girilir. GEÇİŞ NOKTASI tuşuna
basıldığı zaman, eğrisel normal dikişin biçim noktası girilir.
58. Sayfada “4-9. Kırılma noktası”
(
G
Normal dikiş düzenleme işleminin sona erdirilmesi
④
paragrafına)
GİRİŞ tuşuna G basıldığı zaman, düzenlenen bütün ve-
riler kayda alınır ve standart ekrana geri dönülür. Örneğin
NOKTA VERME tuşu ile ❶, ❸ ile ❹ ve GEÇİŞ NOKTASI
tuşuyla ❷ girildiği zaman; aşağıdaki çizimde gösterilen desen
oluşturulur.
❷
❸
❶
E
– 32 –
❹
Page 37

4-2. Zigzag dikiş (030 ‘dan 033 ‘e kadar)
Bu işlev, referans dikiş hattını esas alan eksene dik olarak iki yanda zigzag iğne giriş noktaları oluşturmak için kullanılır. Bu işlev, iç çamaşırı ve benzeri malzemelerdeki zigzag dikişlerin yapılmasına uygundur.
Toplam olarak aşağıda gösterilen 4 tür zigzag vardır.
• Düz zigzag dikiş (işlev kodu 030)
• Eğrisel zigzag dikiş (işlev kodu 031)
• Arc zigzag dikiş (işlev kodu 030)
• Çember zigzag dikiş (işlev kodu 033)
Düz zigzag dikiş düzenleme ekranın açılması
①
Kod listesi ekranında DÜZ ZİGZAG DİKİŞ işlevi (işlev
E
D
C
A
B
G
F
kodu 030) seçildiği ve uygulandığı zaman; düz zigzag dikiş düzenleme ekranı açılır.
Düz zigzag dikiş düzenleme işleminin gerçekleştirilmesi
②
Düz zigzag dikiş ekranında ZİGZAG ADIM GİRİŞ tuşuna
A basıldığı zaman geçerli zigzag genişliği düzenleme
H
değeri; ZİGZAG GENİŞLİK GİRİŞ tuşuna B basıldığı
zaman geçerli zigzag genişliği; DİKİŞ DEVRİ GİRİŞ tuşuna
C basıldığı zaman geçerli dikiş devri düzenleme
değeri gösterilir.
Değiştirmek istediğiniz öğenin ayar düğmesine basınca, ilgili
ayar değeri giriş ekran görünümüne geçilir. Bir ayar değerinin,
ilgili öğenin giriş ekranından girilmesi prosedürü, lineer normal
dikiş prosedürüne benzemektedir.
Zigzag dikişi başlatma konumu ve yönü, BAŞLATMA YÖNÜ
düğmesi D, E, F ya da G’yi kulla-
narak seçilebilir. Ters görünen düğme, seçilmiş olan mevcut
konumu ve zigzag dikişi başlatma yönünü temsil eder.
Düzenleme yapıldıktan sonra veya düzenlemenin gerekli
olmadığı durumlarda GİRİŞ tuşuna H basıldığı zaman,
koordinat giriş ekranı açılır.
– 33 –
Page 38

İğne giriş konumunun değiştirilmesi
③
Koordinat giriş ekranında TAŞIMA tuşuna I basıldı-
ğı zaman, iğne konumu belirlenmiş yöne doğru hareket eder.
Koordinatların girilmesi
④
İğne konumu belirlenen noktaya taşındığı ve NOKTA VERME
I
J
tuşuna J basıldığı zaman; iğnenin o andaki konumu
K
biçim noktası (geçiş noktası) olarak girilir.
ve ④ işlem basamaklarını tekrarlayarak, girişi tekrarlamak
③
mümkünüdür.
Düz zigzag dikiş düzenleme işleminin sona erdirilmesi
⑤
GİRİŞ tuşuna K basıldığı zaman, düzenlenen bütün ve-
riler kayda alınır ve standart ekrana geri dönülür. Son noktanın
NOKTA VERME tuşu işlem görmeyebilir.
Zigzag dikiş uzunluğu ve dikiş devri düzenleme işlemleri, düz
zigzag dikişte uygulanan yöntemlerin aynısıdır.
İlgili dikişlerin koordinat giriş işlemleri, normal dikişte uygula-
nan yöntemlerin aynısıdır.
Zigzag dikiş başlatma yöntemi listesi
Numara Düğme Dikişi başlatmak
için yön özelliği
1
2
3
4
İlmek temel hattı
merkezinden sola
doğru
İlmek temel hattı
merkezinden sağa
doğru
İlmek temel hattının
sonunda sola doğru
İlmek temel hattının
sonunda sağa doğru
Tanım Örnek
Dikiş, hareket yönünde bakılırsa sola doğru
başlar; ilmek temel hattı, zigzag genişliğinin
ortasındadır. İlmekler zigzag şeklinde oluşur.
Dikiş, hareket yönünde bakılırsa sağa doğru
başlar; ilmek temel hattı, zigzag genişliğinin
ortasındadır. İlmekler zigzag şeklinde oluşur
Dikiş, hareket yönünde bakılırsa ilmek temel
hattı zigzag genişliğinin sağ tarafında kalacak
şekilde sola doğru başlar.
Dikiş, hareket yönünde bakılırsa ilmek temel
hattı zigzag genişliğinin sol tarafında kalacak
şekilde sağa doğru başlar.
– 34 –
Page 39

4-3. Ofset dikiş (034 ‘ten, 037 ‘ye kadar)
Bu işlev, giriş referans hattına göre isteğe bağlı bağımsız sabit mesafelerde iğne giriş noktası oluşturmak için kullanılır. İğne giriş noktasını seçerken en uygun yöntem, küçük nesneleri veya benzerlerini
eklerken, giriş noktası olarak küçük nesnenin çevresi alınmalıdır.
Toplam olarak aşağıda gösterilen 4 tür ofset dikiş vardır.
• Düz ofset dikiş (işlev kodu 034)
• Eğrisel ofset dikiş (işlev kodu 035)
• Arc ofset dikiş (işlev kodu 036)
• Çember ofset dikiş (işlev kodu 037)
Düz ofset dikiş düzenleme ekranın açılması
①
Kod listesi ekranında DÜZ OFSET DİKİŞ işlevi (işlev
D
C
A
kodu 034) seçildiği zaman; düz ofset dikiş düzenleme ekranı
açılır.
B
E
Düz ofset dikiş düzenleme işleminin gerçekleştirilmesi
②
Düz ofset dikiş ekranında ZİGZAG ADIM GİRİŞ tuşuna
A basıldığı zaman geçerli zigzag genişliği düzenleme
F
değeri; ZİGZAG GENİŞLİK GİRİŞ tuşuna
zaman geçerli zigzag genişliği; DİKİŞ DEVRİ GİRİŞ tuşuna
C basıldığı zaman geçerli dikiş devri düzenleme
değeri gösterilir. Değiştirmek istediğiniz maddenin tuşuna
bastığınız zaman; ilgili ayar değerlerinin düzenleme ekranları
açılır. Dikiş uzunluğu ve dikiş devri düzenleme işlemleri, düz
normal dikişte uygulanan yöntemlerin aynısıdır.
Ofset dikiş başlatma yönü;
D ile
E OLUŞTURMA
YÖNÜ tuşlarına basılarak değiştirilebilir. Seçilen oluşturma yö-
nüne bağlı olarak veya tuşlarının renkleri değişir.
B basıldığı
SOL OLUŞTURMA YÖNÜ tuşuna
D basıldığı zaman,
dikiş belirlenmiş işlemin sol tarafından ve SAĞ OLUŞTURMA
YÖNÜ tuşuna E basıldığı zaman dikiş belirlenmiş işle-
min sağ tarafından başlatılır.
Düzenleme yapıldıktan sonra veya düzenlemenin gerekli
olmadığı durumlarda GİRİŞ tuşuna F basıldığı zaman,
koordinat giriş ekranı açılır.
– 35 –
Page 40

İğne giriş konumunun değiştirilmesi
③
Koordinat giriş ekranında TAŞIMA tuşuna G basıldı-
ğı zaman, iğne konumu belirlenmiş yöne doğru hareket eder.
Koordinatların girilmesi
④
İğne konumu belirlenen noktaya taşındığı ve NOKTA VERME
G
H
❶
❹
❶
tuşuna H basıldığı zaman; iğnenin o andaki konumu
I
biçim noktası (geçiş noktası) olarak girilir.
ve ④ işlem basamaklarını tekrarlayarak, girişi tekrarlamak
③
mümkündür.
Düz ofset dikiş düzenleme işleminin sona erdirilmesi
⑤
GİRİŞ tuşuna I basıldığı zaman, düzenlenen bütün ve-
riler kayda alınır ve standart ekrana geri dönülür. Son noktanın
NOKTA VERME tuşu işlem görmeyebilir.
Diğer biçimlerin ofset dikiş düzenleme işlemleri, düz ofset di-
kişte uygulanan yöntemlerin aynısıdır.
İlgili dikişlerin koordinat giriş işlemleri, normal dikişte uygula-
nan yöntemlerin aynısıdır.
1. Biçimi sol taraftaki çizimde gösterilen şekilde
'
❷
noktasından başlatın ve ❷, → ❸ → ❹ →
❶
sırasını girin. Bu işlemle çizimde gösterilen
❶
şekilde bir kırık çizgi deseni elde edilir.
Temiz bir ofset dikişin elde edilebilmesi için;
gibi bir çokgenin dikişine köşesinden de-
❸
❶
ğil, ❶’ gibi yan tarafta bir noktadan başlayın.
2. Başlangıç noktasından son giriş noktasına
giden hat şeklindeki verilerin girilmesi
3. Arc veya çember olması durumunda, genişlik
çemberin yarıçapından fazla ise, beklenenden farklı bir desen ortaya çıkar.. Bu nedenle,
dikkatli olun.
– 36 –
Page 41

4-4. Çift dikiş
Bu işlev, giriş referans hattı açısından isteğe bağlı bağımsız sabit mesafelerdeki iğne giriş noktasına
göre başka bir iğne giriş noktası oluşturmak için kullanılır.
(1) Çift sıralı dikiş (040 'tan, 043 'e kadar)
Dikişi; giriş noktalarının meydana getirdiği bir dikiş halinde ve ofset gürle aynı doğrultuda olacak şekilde düzenleyin.
Toplam olarak aşağıda gösterilen 4 tür çift sıralı dikiş vardır.
• Düz çift sıralı dikiş (işlev kodu 040)
• Eğrisel çift sıralı dikiş (işlev kodu 041)
• Arc çift sıralı dikiş (işlev kodu 042)
• Çember çift sıralı dikiş (işlev kodu 043)
Düz çift sıralı dikiş düzenleme ekranın açılması
①
Kod listesi ekranında DÜZ ÇİFT SIRALI DİKİŞ işlevi
D
C
A
B
E
(işlev kodu 040) seçildiği zaman; düz çift sıralı dikiş düzenleme ekranı açılır.
Düz çift sıralı dikiş düzenleme işleminin gerçekleştirilmesi
②
Düz çift sıralı dikiş ekranında DİKİŞ UZUNLUĞU GİRİŞ tuşuna
F
leme değeri; ÇİFT SIRALI DİKİŞ GENİŞLİĞİ GİRİŞ tuşuna
B basıldığı zaman geçerli çift sıralı dikiş genişliği;
DİKİŞ DEVRİ GİRİŞ tuşuna C basıldığı zaman
geçerli dikiş devri düzenleme değeri gösterilir.
Değiştirmek istediğiniz maddenin tuşuna bastığınız zaman; il-
gili ayar değerlerinin düzenleme ekranları açılır. Giriş ekranlarında yapılan ilgili maddelerin düzenleme işlemleri, düz normal
dikişte uygulanan yöntemlerin aynısıdır.
Sıralı çift dikişin oluşturma yönü; D ile E OLUŞ-
TURMA YÖNÜ tuşlarına basılarak değiştirilebilir. Seçilen
oluşturma yönüne bağlı olarak veya tuşlarının
renkleri değişir. SOL OLUŞTURMA YÖNÜ tuşuna D
basıldığı zaman, çift dikiş belirlenmiş işlemin sol tarafından ve
SAĞ OLUŞTURMA YÖNÜ tuşuna E basıldığı zaman
A basıldığı zaman geçerli çift sıralı genişliği düzen-
çift dikiş belirlenmiş işlemin sağ tarafından başlatılır.
Düzenleme yapıldıktan sonra veya düzenlemenin gerekli
olmadığı durumlarda GİRİŞ tuşuna F basıldığı zaman,
koordinat giriş ekranı açılır.
– 37 –
Page 42

İğne giriş konumunun değiştirilmesi
③
Koordinat giriş ekranında TAŞIMA tuşuna G basıldı-
ğı zaman, iğne konumu belirlenmiş yöne doğru hareket eder.
Koordinatların girilmesi
④
İğne konumu belirlenen noktaya taşındığı ve NOKTA VERME
G
H
tuşuna H basıldığı zaman; iğnenin o andaki konumu
I
I
biçim noktası (geçiş noktası) olarak girilir.
ve ④ işlem basamaklarını tekrarlayarak, girişi tekrarlamak
③
mümkünüdür.
Düz çift sıralı dikiş düzenleme işleminin sona erdirilmesi
⑤
GİRİŞ tuşuna I basıldığı zaman, düzenlenen bütün ve-
riler kayda alınır ve standart ekrana geri dönülür. Son noktanın
NOKTA VERME tuşu işlem görmeyebilir.
Çift sıralı dikişle diğer biçimlerin oluşturma işlemleri, düz çift
sıralı dikişte uygulanan yöntemlerin aynısıdır.
İlgili dikişlerin koordinat giriş işlemleri, normal dikişte uygula-
nan yöntemlerin aynısıdır.
Arc veya çember olması durumunda, genişlik çemberin yarıçapından fazla ise, beklenenden farklı bir
desen ortaya çıkar.. Bu nedenle, dikkatli olun.
– 38 –
Page 43

(2) Çift ters dikiş (044 ve 047)
Dikişi; giriş noktalarının meydana getirdiği bir dikiş halinde ve ofset gürle ters doğrultuda olacak şekilde
düzenleyin.
Toplam olarak aşağıda gösterilen 4 tür ters dikiş vardır.
• Düz çift ters dikiş (işlev kodu 044)
• Eğrisel çift ters dikiş (işlev kodu 045)
• Arc çift ters dikiş (işlev kodu 046)
• Çember çift ters dikiş (işlev kodu 047)
Düz çift sıralı dikiş düzenleme ekranın açılması
①
Kod listesi ekranında DÜZ ÇİFT TERS DİKİŞ işlevi
(işlev kodu 044) seçildiği zaman; düz çift ters dikiş düzenleme
ekranı açılır.
Çift ters dikişin düzenleme yöntemi, çift sıralı
dikişin düzenleme yöntemi ile aynıdır.
❸
❶
Sıralı dikiş ile ters dikiş arasındaki farklar.
❸
❶
Sıralı dikişin dikilmesi
❷
❷
Ters dikiş dikilmesi durumunda, giriş noktası ❶
ve ❸ son noktadır.
Arc veya çember olması durumunda, genişlik
çemberin yarıçapından fazla ise, beklenenden
farklı bir desen ortaya çıkar.. Bu nedenle, dikkatli
olun.
– 39 –
Page 44

(3) Üst üste binen geri dikiş (050 ile 053 arası)
Figür dikişinin düzenlemesi giriş noktasında yapılır ve ters yönde oluşarak geri döner.
Üst üste binen geri dikişte, aşağıda belirtildiği gibi dört farklı tipi vardır:
• Lineer üst üste binen geri dikiş (fonksiyon kodu 050)
• Kırık çizgi şeklinde üst üste binen geri dikiş (fonksiyon kodu 051)
• Yay şeklinde üst üste binen geri dikiş (fonksiyon kodu 052)
• Dairesel üst üste binen geri dikiş (fonksiyon kodu 053)
Lineer üst üste binen geri dikiş ayar ekranına geçiş
①
Kod listesi ekran görünümünde LİNEER ÜST ÜSTE BİNEN
A
GERİ DİKİŞİ seçerken ve uygularken (fonksiyon kodu 050)
, lineer üst üste binen geri dikiş ayar ekran görünü-
müne geçilir.
B
Lineer üst üste binen geri dikiş ayarının yapılması
②
Lineer üst üste binen geri dikiş ayar ekran görünümünde, mev-
C
cut ilmek uzunluğu değeri İLMEK UZUNLUĞU GİRİŞ düğme-
sinin A üzerinde belirtilir ve mevcut ilmek hızı ayarı
da İLMEK HIZI GİRİŞ düğmesinin B üzerinde
belirtilir.
Değiştirmek istediğiniz maddenin tuşuna bastığınız zaman;
ilgili ayar değerlerinin düzenleme ekranları açılır. Dikiş uzunluğu ve dikiş devri düzenleme işlemleri, düz normal dikişte
uygulanan yöntemlerin aynısıdır. Düzenleme yapıldıktan sonra
veya düzenlemenin gerekli olmadığı durumlarda GİRİŞ tuşuna
C basıldığı zaman, koordinat giriş ekranı açılır.
– 40 –
Page 45

İğne giriş konumunun değiştirilmesi
③
Koordinat giriş ekranında TAŞIMA tuşuna D basıldı-
ğı zaman, iğne konumu belirlenmiş yöne doğru hareket eder.
Koordinatların girilmesi
④
İğne konumu belirlenen noktaya taşındığı ve NOKTA VERME
D
E
tuşuna E basıldığı zaman; iğnenin o andaki konumu
F
biçim noktası (geçiş noktası) olarak girilir.
ve ④ işlem basamaklarını tekrarlayarak, girişi tekrarlamak
③
mümkünüdür.
Düz ters dikiş düzenleme işleminin sona erdirilmesi
⑤
GİRİŞ tuşuna F basıldığı zaman, düzenlenen bütün ve-
riler kayda alınır ve standart ekrana geri dönülür. Son noktanın
NOKTA VERME tuşu işlem görmeyebilir.
Diğer biçimlerin ters dikiş düzenleme işlemleri, düz ters dikişte
uygulanan yöntemlerin aynısıdır.
– 41 –
Page 46

4-5. Makine kontrol komutları
Makine kontrol komutları, geçerli noktadaki çeşitli kontrol komutlarıdır.
(1) İplik kesme (001)
Desen yolu üzerindeki iplik kesme işlemi, isteğe bağlı olarak gerçekleştirilir.
İplik kesme işlemin seçilmesi
①
Kod listesi ekranında İPLİK KESME işlevi (işlev kodu
001) seçildiği zaman; ekranın sol tarafında gösterilir.
İplik kesme işleminin girilmesi
②
Ekranın sol tarafında GİRİŞ tuşuna A basıldığı zaman,
iplik kesme verileri kayda alınır ve standart ekrana geri dönü-
A
lür.
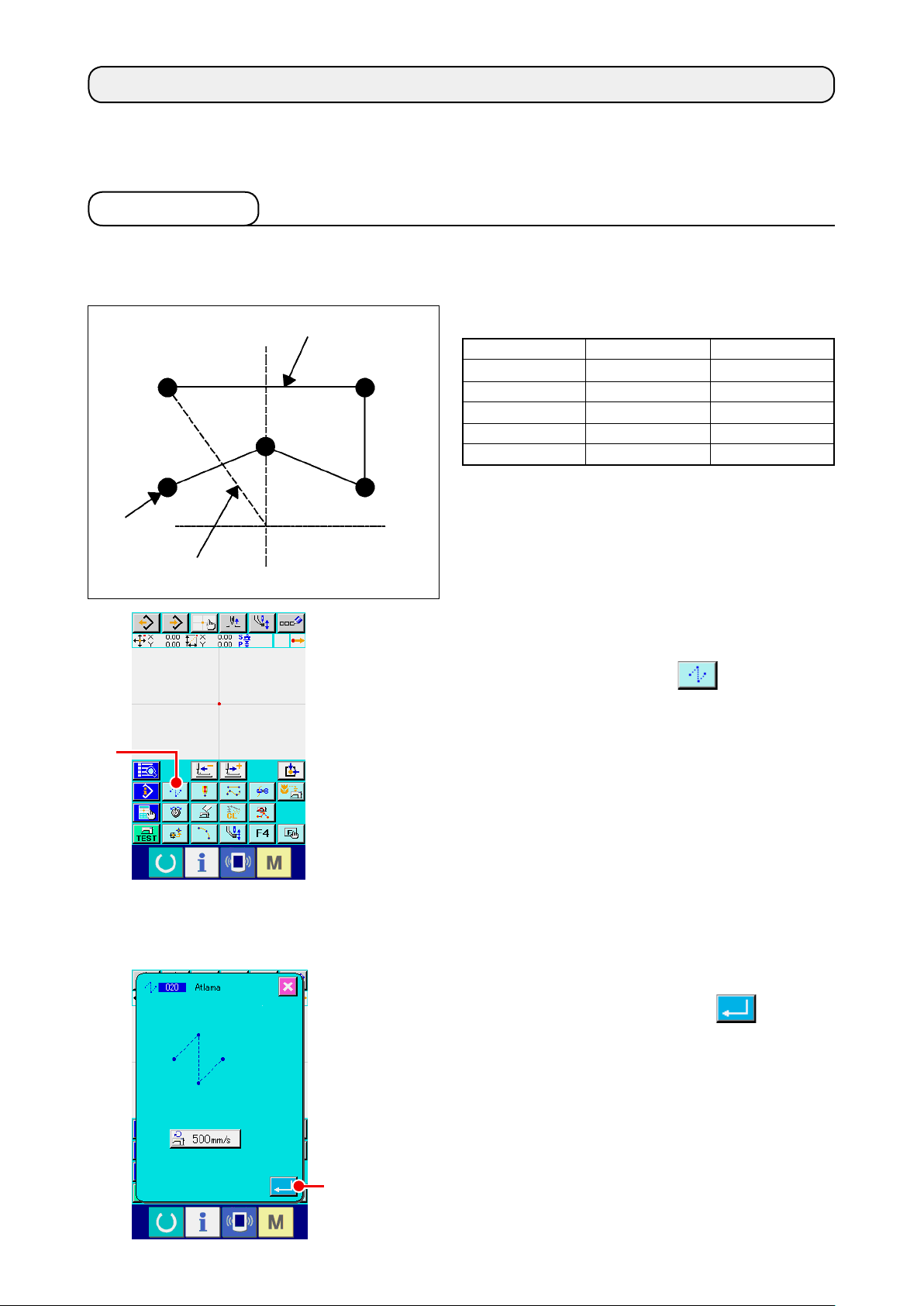
(2) 2. Orijin (002)
Bu işlevden yararlanılarak, orijin ile dikiş başlangıç noktası arasında 2. bir orijin oluşturulabilir ve dikiş
hareketinden önceki iğne giriş noktası belirlenebilir. 2. orijin, sadece atlatmalı transport yolu üzerinde
seçilebilir.
Geçerli iğne giriş konumunu, atlatmalı transport deseni
①
üzerinde bir nokta olarak belirleyin.
2. orijini seçin.
②
❷
❶
❽
❼
❹
❸
Orijin
2. orijin
❾
Kod listesi ekranında 2. ORİJİN işlevi
002) seçildiği zaman; ekranın sol tarafında gösterilir.
2. orijini girilmesi.
③
A
Ekranın sağ tarafında GİRİŞ tuşuna A basıldığı zaman,
2. orijin verileri kayda alınır ve standart ekrana geri dönülür.
Sol taraftaki çizimde atlatmalı transport bölümü üzerindeki 2.
giriş noktası ❸ olarak belirlendiği zaman; ❶ → ❷ → ❸ atlatmalı transporttan sonra transport durur ve dikiş makinesi ❸ ‘ten
❺
başlayıp ❾ a kadar giden çevrim işlemini gerçekleştirir.
Bu işlevde, geçerli iğne giriş konumu daha önce-
den atlatmalı transport deseni üzerinde bir nokta
❻
olarak belirlenmiş olmalıdır.
Deseni büyütürken veya küçültürken, orijinden 2.
orijine kadar olan dikiş yolu büyütülmez ve küçültülmez.
(işlev kodu
– 42 –
Page 47

(3) Dur (003)
Bu fonksiyonla Dur komutu girilir.
Dur komutunu seçin
①
B
Kod liste ekranında DUR (fonksiyon kodu 003)
siyonunu seçer ve uygularken soldaki ekran görülür.
C
Durdurma durumunu belirleyin
②
Duruş anındaki baskı ayağı konumu
B BASKI AYA-
ĞI KONUM AYAR tuşunda, duruş anındaki iğne konumu ise
A
Konumu belirlemek için,
AYAR tuşuna ve
C İĞNE KONUM AYARI tuşunda görülür.
B BASKI AYAĞI KONUM
C İĞNE KONUM AYARI tuşuna ba-
sın.
Dur Fonksiyonunu Girin
③
Soldaki ekranda A GİRİŞ tuşuna basıldığı zaman, ayar
içeriği için dur fonksiyonu girilmiş olur ve ekran standart ekrana döner.
fonk-
D
İplik kesildikten sonra durması için, sırasıyla iplik
kesme ve durdurma fonksiyonlarını girin.
Baskı ayağı durum düzenleme işleminin gerçekleştirilmesi
④
BASKI AYAĞI DURUM DÜZENLEME tuşuna B basıl-
dığı zaman, baskı ayağı durum düzenleme ekranı açılır.
Durdurma sürecindeki baskı ayağı konumu; D ‘den seçilebilir.
Seçilen tuşun rengi değişir. GİRİŞ tuşuna
E basıldığı
zaman, seçilen bütün veriler kayda alınır ve geçici durdurma
ekranına geri dönülür.
E
Tuş ekranı
Baskı ayağı kaldırma konumu
Durdurma konumu
– 43 –
Baskı ayağı indirme konumu
Page 48

İğne konumu düzenleme işleminin gerçekleştirilmesi
⑤
İĞNE KONUMU DÜZENLEME tuşuna C basıldığı
F
C
zaman, iğne konumu düzenleme ekranı açılır.
Durdurma sürecindeki iğne konumu, F ‘den seçilebilir.
Seçilen tuşun rengi değişir. GİRİŞ tuşuna G basıldığı
zaman, seçilen bütün veriler kayda alınır ve geçici durdurma
ekranına geri dönülür.
Tuş ekranı
Durdurma konumu
Üst ölü nokta
YUKARI konum
AŞAĞI konum
Dikiş sonunda veya atlatmalı transporttan önceki
G
iğne durdurma konumu AŞAĞI olarak belirlendiği
takdirde, dikiş sırasında YUKARI konum hataları
ile karşılaşılabilir.
Dikiş makinesi durma durumuna geçtiği zaman,
iğnenin duruşu ile ilgili talimat geçersiz hale gelir
ve iğne konumu değişmez.
(4) Dikiş makinesinin bir turu (006)
Bu işlev, dikiş makinesine bir turluk dikiş talimatının girilmesinde kullanılır.
Dikiş makinesinde bir turun seçilmesi
①
Kod listesi ekranında MAKİNEDE BİR TUR DİKİŞ işlevi
(işlev kodu 006) seçildiği ve uygulandığı zaman;
ekranın sol tarafında gösterilir.
Makinede bir tur dikişin girilmesi
②
Ekranın sol tarafında GİRİŞ tuşuna A basıldığı zaman,
A
makinenin bir turluk dikişi kapsamındaki veriler kayda alınır ve
standart ekrana geri dönülür.
Bu işlev atlatmalı transport ile birleştirilerek teyel
ve benzeri çalışmalar için kullanılır.
– 44 –
Page 49

(5) 1. işaret ve 2. işaret (008, 009)
Bu işlevler, desene işaretlerin konulmasını sağlar.
1. işaretin ve 2. işaretin seçilmesi.
①
Kod listesi ekranında 1. İŞARET işlevi (işlev kodu
008) ve 2. İŞARET işlevi (işlev kodu 009) seçildiği
ve uygulandığı zaman; ekranın sol tarafında gösterilir.
1. işaretin girilmesi
②
Ekranın sol tarafında GİRİŞ tuşuna A basıldığı zaman, 1.
A
işaret verileri kayda alınır ve standart ekrana geri dönülür.
Dikiş makinesinin 1. işareti ve 2. işareti esas ala-
rak çalıştırılması için, Mühendislik Kılavuzuna bakın.
(6) İplik tansiyonu kontrol birimi No. 3 (007)
Bu işlev, No. 3 iplik tansiyonu kontrol birimi ile ilgili komutların girilmesinde kullanılır.
No. 3 iplik tansiyonu kontrol biriminin seçilmesi
①
Kod listesi ekranında NO.3 İPLİK TANSİYONU KONTROL Bİ-
RİM işlevleri (işlev kodu 007) seçildiği ve uygulandığı
zaman; ekranın sol tarafında gösterilir.
No. 3 iplik tansiyonu kontrol birimi verilerinin girilmesi
②
Ekranın sol tarafında GİRİŞ tuşuna A basıldığı zaman,
A
No. 3 iplik tansiyonu kontrol birimi verileri kayda alınır ve ekran, standart ekrana geri döner.
– 45 –
Page 50

(7) Gecikme (010)
Bu işlev, harici çıkış süresi veya benzerlerini düzenlemek için kullanılır.
Gecikmenin seçilmesi
①
Kod listesi ekranında GECİKME işlevi (işlev kodu
010) seçildiği ve uygulandığı zaman; ekranın sol tarafında
gösterilir.
Gecikme değerinin girilmesi
A
②
Ekranın sol tarafında ilâ SAYISAL tuşları A kul-
C
lanılarak veya + ve - tuşlarından B yararlanılarak
gecikme değeri belirlendiği ve GİRİŞ tuşuna C basıldığı
zaman; seçilen değerler kayda alınır ve standart ekrana geri
B
dönülür.
Dikiş makinesinin yapılan bu düzenleme esas alı-
narak çalıştırılması için, Mühendislik Kılavuzuna
bakın.
(8) Harici giriş (011)
Bu işlev, dikiş makinesi ana ünitesinin giriş terminalinden gelen sinyalin beklenmesini sağlayan düzenlemeyi gerçekleştirir.
Harici girişin seçilmesi
①
Kod listesi ekranında HARİCİ GİRİŞ işlevi (işlev
kodu 011) seçildiği ve uygulandığı zaman; ekranın sol tarafında gösterilir.
A
B
Giriş terminal No. Düzenleme işlevi
②
Girişin gerçekleştirileceği terminal numarasını ilâ
C
SAYISAL tuşlarını A veya + ve - tuşlarını B kulla-
narak ekranın sol tarafında belirleyin ve GİRİŞ tuşuna C
basın. Harici giriş verileri kayda alınır ve standart ekrana geri
dönülür.
Terminal No. ve dikiş makinesinin çalıştırılması ile
ilgili bilgiler için; Mühendislik Kılavuzuna bakın.
– 46 –
Page 51

(9) Harici çıkış (012)
Bu işlev, dikiş makinesi ana ünitesinin harici terminaline sinyalin gönderilmesini sağlayan düzenlemeyi
gerçekleştirir.
Harici çıkışın seçilmesi
①
Kod listesi ekranında HARİCİ ÇIKIŞ işlevi (işlev kodu
012) seçildiği ve uygulandığı zaman; ekranın sol tarafında
gösterilir.
Çıkış terminal No. düzenleme işlevi
A
②
Çıkışın gerçekleştirileceği terminal numarasını ilâ
B
C
SAYISAL tuşlarını A veya + ve - tuşlarını B kulla-
narak ekranın sol tarafında belirleyin ve GİRİŞ tuşuna C
basın. Harici çıkış verileri kayda alınır ve standart ekrana geri
dönülür.
Terminal No. ve dikiş makinesinin çalıştırılması ile
ilgili bilgiler için; Mühendislik Kılavuzuna bakın.
– 47 –
Page 52

(10) Referans noktasının genişletilmesi/daraltılması (004)
Referans noktasının genişletilmesi/daraltılması ile ilgili veriler; oluşturulan desen verisinin isteğe bağlı
bir konumuna girilebilir. Genişletme/daraltma referans noktası belirlenmediği zaman; orijin referans noktası olarak kabûl edilir ve genişletme/daraltma buna göre uygulanır.
Genişletme/daraltma referans noktasının seçilmesi
①
Kod listesi ekranında GENİŞLETME/DARALTMA REFERANS
NOKTASI işlevi (işlev kodu 004) seçildiği ve uygulan-
dığı zaman; ekranın sol tarafında gösterilir.
Genişletme/daraltma referans noktası düzenleme işlevinin
②
gerçekleştirilmesi
Ekranın sol tarafında GİRİŞ tuşuna A basıldığı zaman,
A
genişletme/daraltma referans noktası verileri kayda alınır ve
standart ekrana geri dönülür.
1. Genişletme/daraltma referans noktası iki
kereden fazla girildiği zaman; en son giriş
geçerli sayılır ve etkin kılınır.
2. Bu işlevi uygularken, önce geçerli iğne konumunu referans konumuna göre düzenleyin.
Desen okuma sırasında genişletme/daraltma uy-
guladığınız zaman, genişletme/daraltmanın uygulandığı nokta referans noktası olarak alınır ve genişletme/daraltma işlemi buna göre yapılır. Ayrıca
dikiş sırasında genişletme/daraltma uyguladığınız
zaman da, aynı şekilde genişletme/daraltmanın
uygulandığı nokta referans noktası olarak alınır
ve genişletme/daraltma işlemi buna göre yapılır.
Referans noktası
Referans noktası düzenleyerek
genişletme
– 48 –
Düzenleme yapmadan
genişletme
Page 53

(11) İnverter çevirme noktası (005)
Ters çevirme noktası, sadece isteğe bağlı inverter sistemi ve ilgili ayarların düzenlendiği durumlarda
96. Sayfada “9-2. İnverter işlevinin düzenlenmesi (091)”
(
İnverter noktasının seçilmesi
①
Kod listesi ekranında İNVERTER NOKTASI işlevi
(işlev kodu 005) seçildiği ve uygulandığı zaman; ekranın sol
tarafında gösterilir.
İnverter noktası düzenleme işleminin gerçekleştirilmesi
②
Ekranın sağ tarafında GİRİŞ tuşuna A basıldığı zaman,
) kayda alınabilir.
A
geçerli iğne giriş noktası için kayda alınır ve standart ekrana
geri dönülür.
İnverter noktası aşağıdaki resimde gösterildiği gibi ❺ noktası
olarak kayda alındığı zaman; ❸ → ❹ → ❺ (ters çevirme) →
ters çevirme noktasının düzenlenmesi kapsamındaki veriler
❻ → ❼ → ❸
sırasıyla dikiş dikilir ve atlatmalı transporttan
sonra orijine ❸ dönülür.
❼
❻
❸
Merkez
❷
❹
İnverter noktası
❺
❶
1. İnverter kelepçesi dikiş başlangıcında sol
taraftadır ve her ters çevirme komutunu aldığında, sol taraftaki durumu ile sağ taraftaki
durumunu dönüşümlü olarak tekrarlar. Bu nedenle ters çevirme komutlarının, tek sayılarla
ve kesin biçimde girilmesi gerekir.
Çift sayıların kullanılması durumunda, kelep-
çe ile iğne dikiş sonunda birbirlerine çarparlar ve bu durum iğne kırılmasıyla sonuçlanır.
2. Aşağıda belirtilen konumlarda, ters çevirme
noktasının belirlenmesi mümkün değildir.
(a) 2. orijinden hemen sonra
(b) İplik kesme işleminden hemen sonra
– 49 –
Page 54

(12) İplik tansiyon ayarı (014)
Bu işlemle, iplik tansiyon değeri belirlenir Bu işlemle belirlenen değer, bir sonraki iplik tansiyonu düzenleme komutuna kadar geçerli kalır.
İplik tansiyonu düzenleme işleminin seçilmesi
①
Kod listesi ekranında İPLİK TANSİYONU DÜZENLEME işlevi
(işlev kodu 014) seçildiği ve uygulandığı zaman;
ekranın sol tarafında gösterilir.
İplik tansiyon değerinin belirlenmesi
A
②
B
İplik tansiyon değerini ilâ
C
veya + ve - tuşlarını B kullanarak ekranın sol
tarafında belirleyin ve GİRİŞ tuşuna
SAYISAL tuşlarını A
C basın. Bu işlemle
iplik tansiyonu olarak seçilen değer hafızaya alınır ve standart
ekrana geri dönülür.
Komut olarak girilen gerçek değer şu şekildedir:
İplik tansiyon ayarı (014) = İplik tansiyonu referans değeri (no.
113) + Veri olarak girilen değer (arttırma/azaltma değeri)
İplik tansiyonu referans değeri (No. 113) olarak
“50” girildiği ve iplik tansiyon ayar değeri (No.
14) “100” olduğu zaman; veri olarak girilen değer
(arttırma/azaltma değeri) “50” olur.
– 50 –
Page 55

(13) Orta baskı ayağı yüksekliğinin düzenlenmesi (018)
Bu işlemle, orta baskı ayak yüksekliği düzenlenir.
Orta baskı ayağı yükseklik düzenleme işlevinin seçilmesi
①
Kod listesi ekranında ORTA BASKI AYAĞI YÜKSEKLİK DÜ-
ZENLEME işlevi (işlev kodu 018) seçildiği ve uygu-
landığı zaman; ekranın sol tarafında gösterilir.
A
B
Orta baskı ayağı yükseklik düzenleme işleminin gerçek-
②
leştirilmesi
İplik tansiyon değerini ilâ
C
veya + ve - tuşlarını
tarafında belirleyin ve GİRİŞ tuşuna
SAYISAL tuşlarını A
B kullanarak ekranın sol
C basın. Bu işlemle
iplik tansiyonu olarak seçilen değer hafızaya alınır ve standart
ekrana geri dönülür.
Orta baskı ayağı indirilmiş durumdayken + veya - tuşuna
B basıldığı zaman; orta baskı ayağı dahili kilidi devreye
alınır ve girilen yükseklikte kalır.
Komut olarak girilen gerçek değer şu şekildedir:
Orta baskı ayağı yüksekliğinin düzenlenmesi (018) = İplik
tansiyonu referans değeri (no. 115) + Veri olarak girilen değer
(arttırma/azaltma değeri)
1. Orta baskı ayağı yükseklik değeri (No. 115)
olarak “1.0 mm” girildiği ve orta baskı ayağı
yükseklik değeri (No. 18) “3.0 mm” olduğu
zaman; veri olarak girilen değer (arttırma/
azaltma değeri) “2.0 mm” olur.
2. Giriş değeri 7 mm kadar olabilir.
Ancak gerçek değer, dikiş makinesinde yapı-
lan düzenleme ile sınırlıdır.
– 51 –
Page 56

(14) Alan sınıandırma (016)
Bu işlemle, alan sınıandırma komutu girilir.
Alan sınıandırma işlevinin seçilmesi
①
Kod listesi ekranında ALAN SINIFLANDIRMA işlevi
(işlev kodu 016) seçildiği ve uygulandığı zaman; ekranın sol
tarafında gösterilir.
Alan sınıandırma verilerinin girilmesi
②
Ekranın sağ tarafında GİRİŞ tuşuna A basıldığı zaman,
A
alan sınıandırma komut verileri kayda alınır ve standart ekrana geri dönülür.
Dikiş makinesinin yapılan bu düzenleme esas alı-
narak çalıştırılması için, Mühendislik Kılavuzuna
bakın.
– 52 –
Page 57

(15) Dikiş makinesinin durdurulması (019)
Bu işlevle dikiş makinesi durdurma komutu girilir.
Dikiş makinesi durdurma işlevinin seçilmesi
①
Kod listesi ekranında DİKİŞ MAKİNESİ DURDURMA işlevi
(işlev kodu 019) seçildiği ve uygulandığı zaman;
A
ekranın sol tarafında gösterilir.
Durma durumunun belirlenmesi
②
Durma sürecindeki iğne konumunu A arasından seçin. Seçi-
len tuşun rengi değişir.
B
Dikiş makinesi durdurma işlevinin girilmesi
③
Ekranın sol tarafında GİRİŞ tuşuna B basıldığı zaman,
durdurma komut verileri kayda alınır ve standart ekrana geri
dönülür.
Tuş ekranı
Durma konumu
Üst ölü nokta
YUKARI konum
AŞAĞI konum
Dikiş sonunda veya atlatmalı transporttan önceki
iğne durma konumu AŞAĞI olarak belirlendiği
takdirde, dikiş sırasında YUKARI konum hataları
ile karşılaşılabilir.
Dikiş makinesi durma durumuna geçtiği zaman,
iğnenin duruşu ile ilgili talimat geçersiz hale gelir
ve iğne konumu değişmez.
– 53 –
Page 58

(16) Makine kontrol komutlarının silinmesi (059)
Mevcut konumun makine kontrol komutu (2. orijin, durdurma, iplik kesme, iplik tansiyonu ayar değeri,
ara baskı ayağı yükseklik ayarı vb.,) silinir.
Makine kontrol komutları silme işlevinin seçilmesi
①
Kod listesi ekranında MAKİNE KONTROL KOMUTLARI SİL-
ME işlevi (işlev kodu 059) seçildiği ve uygulandığı
zaman; ekranın sol tarafında gösterilir.
Makine kontrol komutları silme işlevinin uygulanması
②
Ekranın sağ tarafında GİRİŞ tuşuna A basıldığı zaman,
(17) Dikiş hızı (092)
Dikiş hızı girilir.
A
A
makine kontrol komut verileri silinir ve standart ekrana geri
dönülür.
Dikiş hızını seçin.
①
Kod listesi ekranından DİKİŞ HIZI (fonksiyon kodu 092)
fonksiyonunu seçerken soldaki ekran görülür.
Dikiş hızını girin
②
Soldaki ekranda ile A arasındaki Rakam Tuşları
B
C
kullanarak ya da + veya - B tuşunu kullanarak
dikiş hızını ayarlayın, ardından C GİRİŞ tuşuna basın.
Bu durumda, dikiş hızı ayarlanan değer olarak girilir ve ekran
standart ekrana dönüşür.
– 54 –
Page 59

4-6. Otomatik Zigzag dikiş (064)
Dikişin başında ya da sonunda, ya da mevcut nokta dahil olmak üzere hem başında ve hem de sonunda belli batış sayısı olan Z tipi ya da V tipi zigzag oluşturulur.
Otomatik zigzagı seçin
①
Kod listesi ekranında OTOMATİK ZİGZAG (fonksiyon kod no
064) fonksiyonunu seçerken ve uygularken, otoma-
A
B
C
D
E
tik zigzag ayar ekranı görülür.
Otomatik zigzag ayarını yapın
②
Mevcut batış sayısı için ayar değeri, dikişin başında DİKİŞ
BAŞLANGICINDA BATIŞ SAYISI AYAR tuşu A’da gö-
rülür, dikiş sonunda mevcut batış sayısı ayar değeri ise DİKİŞ
BİTİMİNDE BATIŞ SAYISI AYAR tuşu B’de görülür;
bu değerler, otomatik zigzag ekranında görülür.
Değiştirmek istediğiniz öğeye ait tuşa bastığınız zaman, ayar
F
G
değeri için girdi ekranı görülür. ile F arasındaki
Rakam Tuşları kullanarak ve batış ayar ekranındaki + ya da –
G tuşunu kullanarak batış sayısını ayarladığınız
zaman H GİRİŞ tuşuna basın. Sonra batış ayar sayısı
girilir; ekran, otomatik zigzag ekranına dönüşür.
Zigzag tipi, ZİGZAG TİPİ SEÇİMİ C ve D tuşlarıy-
H
la belirlenebilir. Rengi değişen tuşu, şu an seçilmiş
olan tiptir. V TİPİ C tuşuna basıldığı zaman V tipi zigzag
elde edilir, Z TİPİ D tuşuna basıldığı zaman Z tipi zigzag
elde edilir.
Ayar yaptıktan sonra ya da değişiklik yapmak gerektiğinde,
otomatik zigzag ayar ekranında GİRİŞ E tuşuna basın.
Zigzag oluşur ve ekran artık standart ekrana dönüşür.
– 55 –
Page 60

4-7. Sık dikiş (065)
Bu işlevle geçerli nokta da dahil olmak üzere dikiş başlangıcında veya dikiş sonunda ya da her iki bölgede; dikiş adımı belirlenen şekilde değiştirilerek dikişin sıklaşması sağlanır.
Sık dikişin seçilmesi
①
Kod listesi ekranında SIK DİKİŞ işlevi (işlev kodu
065) seçildiği zaman; sık dikiş düzenleme ekranı açılır.
A
C
Sık dikiş düzenleme işleminin gerçekleştirilmesi
②
B
Sık dikiş ekranında DİKİŞ BAŞLANGICI DİKİŞ ADEDİ DÜ-
ZENLEME tuşuna A basıldığı zaman dikiş başlan-
gıcındaki geçerli dikiş adedi ayar değeri, DİKİŞ SONU DİKİŞ
D
ADEDİ DÜZENLEME tuşuna B basıldığı zaman dikiş
sonundaki geçerli dikiş adedi ayar değeri ve ADIM DÜZEN-
LEME tuşuna C basıldığı zaman geçerli dikiş adımı
ayar değeri gösterilir.
Değiştirmek istediğiniz maddenin tuşuna bastığınız zaman;
ilgili ayar değerlerinin düzenleme ekranları açılır. Dikiş adımı
E
F
ayar değerini ilâ SAYISAL tuşlarını E veya + ve -
tuşlarını F kullanarak ekranın sol tarafında belirle-
yin ve GİRİŞ tuşuna G basın. Düzenlenen ayar değeri
girilir ve sonra sık dikiş ekranına geri dönülür.
G
Sık dikiş adedi olarak “0” değeri seçildiği zaman, o bölümde
sık dikiş uygulaması yapılmaz.
Düzenleme yapıldıktan sonra veya düzenlemenin gerekli
olmadığı durumlarda GİRİŞ tuşuna D basıldığı zaman,
sık dikiş ekranı açılır. Sonra sık dikiş oluşturulur ve standart
ekrana geri dönülür.
– 56 –
Page 61

4-8. Üst üste dikiş (066)
Belirlenen üst üste dikiş adedi verilerine ilişkin düzenleme, geçerli noktadan sonra oluşturulur.
Üst üste dikişin seçilmesi
①
Kod listesi ekranında ÜST ÜSTE DİKİŞ işlevi (işlev
kodu 066) seçildiği zaman; üst üste dikiş düzenleme ekranı
açılır.
Üst üste dikiş düzenleme işleminin gerçekleştirilmesi
②
GERİ TRANSPORT tuşuna A veya İLERİ TRANSPORT
A
C
B
D
tuşuna B basıldığı zaman, iğne giriş noktaları izlenebilir.
Geçerli iğne giriş konumu, kırmızı ile belirtilir. KARAR NOKTA-
SI tuşuna C basıldığı zaman iğne giriş noktası pembe
renkle belirtilen üst üste dikiş alanının bölümü olur. GİRİŞ
tuşuna D basıldığı zaman, üst üste dikiş bölgesi oluştu-
racak şekilde düzenlenen bütün veriler kayda alınır ve standart
ekrana geri dönülür.
– 57 –
Page 62

4-9. Kırılma noktası (eğrisel ve normal dikiş)
Kırılma noktası; eğrisel dikişin biçimini oluşturan iki noktanın üst
D
❷
A
B
üste gelerek kesiştiği noktadır ve eğrilerden birisinin sona erdiğini
❶
gösterir. GİRİŞ tuşuna C ve KARAR NOKTASI tuşuna
❸
❺
basıldığı zaman, eğrisel dikişin giriş noktası, kırılma noktası hali-
B
ne gelir.
❹
Eğrisel normal dikiş kırılma noktasının girilmesi
①
Kod listesi ekranında eğrisel normal dikiş işlevini (işlev kodu
C
024) seçin ve sarmal normal dikiş koordinatları giriş işlemini
gerçekleştirin. ❶, ❷ ve ❹ noktalarını GEÇİŞ NOKTASI tuşu
A ve ❸, ❺ noktalarını KARAR NOKTASI tuşu B
ile girin; ❺ noktasında GİRİŞ tuşuna C basın. ❸ ile ❺
noktaları kırılma noktalarını oluştururlar ve giriş biçim noktalarının adedi, 2 sayı arttırılarak ekranda D belirtilir.
Sonuç, aşağıdaki çizimde gösterilmiştir. Kırılma noktası olarak
girildiği zaman eğri bu noktada sona erer ve bir sonraki ❺
❸
kırılma noktasına kadar edecek eğri başlar. (Eleman olarak,
tek eğrisel dikiş gerçekleştirilir.)
❶
❸
❺
❷
❹
– 58 –
Page 63

❸
❷
❶
❹
A
B
Normal dikiş kırılma noktasının girilmesi
②
Normal dikişte, KARAR NOKTASI tuşuna B basıldığı
❺
❼
❻
noktadan hemen önceki eleman türüne bağlı olarak belirlenen
kırılma noktası veri olarak girilebilir.
Koordinat giriş ekranında NORMAL DİKİŞ işlevini
(işlev 022) seçin; KARAR NOKTASI tuşu B ile ❶, ❷,
noktalarını ve GEÇİŞ NOKTASI tuşu A ile ❸, ❹,
❺, ❼
noktalarını girin.
❻
Bu durumda ❷ noktası düz dikişten bir önceki nokta olduğu
için normal karar noktası ❷ (biçim nokta adedi +1) olur vE ❺
noktası ile ❼ noktası, eğrisel dikişten önceki noktalar oldukları
için (biçim noktası adedi +2); ❺ ve ❼ noktaları kırılma noktalarını oluştururlar.
❸
❷
❶
❺
❼
❷
❶
R
❹
❻
Kırılma noktalı biçimlendirme noktasında değişiklik yapıl-
③
❸
ması
Kırılma noktası, iki kere üst üste dikişin gerçekleştiği bir nok-
❺
❹
ta olduğu için, biçim noktasında değişiklik yaparken (
Sayfada “5-8. Biçim noktasının değiştirilmesi”
) çok dikkatli
olmak gerekir.
BİÇİM NOKTASI TAŞIMA işlevini (işlev kodu 136)
D
açın ve taşınacak biçim noktasını seçin. İLERİ TRANSPORT
tuşuna D basıldığı zaman, seçilen biçim noktası ileri
alınır. Kırılma noktasında (R noktası) biçim noktasının iki adet
noktası bulunur.
75.
– 59 –
Page 64

R
noktası S noktasına taşınmak istendiğinde, ya arkadaki
R
biçim noktası ❷ veya öndeki biçim noktası ❸ seçilerek sonuç
değiştirilir.
Sonuç ön nokta ❷ taşındığı zaman elde edilir.
❸
❷
❺
❷
❶
S
❶
❸
Sonuç ön nokta ❸ taşındığı zaman elde edilir.
❺
❹
❶
noktasının taşınması, arka ❷ ve ön ❸ noktalarının aynı
R
❹
❷
❸
❺
❹
koordinatlara taşınmasıyla mümkün olur.
R
❷
❸
❺
❶
❹
Arkadaki ❷ noktasının veya öndeki ❸ noktasının biçim nok-
tasını silmek suretiyle, kırılma noktası normal geçiş noktası
haline gelir ve sürekli eğrisel dikiş gerçekleştirilir.
❸
❺
❶
– 60 –
❹
Page 65

5. DESENİN DEĞİŞTİRİLMESİ
Desen değişikliği işlemini gerçekleştirmek için; ilk işlem olarak İLERİ TRANSPORT veya GERİ
TRANSPORT tuşunu kullanarak iğne konumunu değişikliğin yapılacağın noktaya kaydırın.
5-1. Nokta değişikliği
(1) Nokta silme (070 ve 074)
Belirlenen bölümün iğne giriş noktası birimindeki desen verileri silinir. Silme noktasından sonra desen
verilerinin taşınmasına göre kullanılan BAĞIL NOKTA SİLME ve MUTLAK NOKTA SİLME
olarak isimlendirilen iki farklı yöntem vardır.
Nokta silme işlevi, sadece nokta dikiş girdilerinde oluşturulan desen verilerini silmez, bunların yanı sıra
düz dikiş veya benzeri işlevler için girilen o noktaya ilişkin verileri de siler.
B
Bağıl nokta silme işlevinin seçilmesi
①
Kod listesi ekranında BAĞIL NOKTA SİLME işlevini (işlev kodu
070) seçin ve uygulayın.
Bağıl nokta silme işlevi kademesinin belirlenmesi
②
İğne konumunu taşıyın ve İLERİ TRANSPORT tuşu
veya GERİ TRANSPORT tuşuna C basarak silme
B
C
D
noktalarını içeren bölümü belirledikten sonra GİRİŞ D
tuşuna basın.
Nokta değişikliğinin onaylanması
③
Nokta değişikliği onay ekranı, o noktanın dikiş noktasına göre
değiştirilmeye hazır olduğunu ve beklediğini belirtir. Devam
etmek için GİRİŞ tuşuna A basıldığı zaman; nokta silme
onay penceresi açılır.
A
– 61 –
Page 66

Bağıl nokta silme işleminin uygulanması
④
Nokta silme onay penceresinde GİRİŞ tuşuna E basıl-
dığı zaman; nokta silme işlemi uygulanır ve standart ekrana
geri dönülür.
Bağıl nokta silme işleminin kullanılması durumunda, silme
işleminden önceki bağlantılar korunurken; silme noktasından
sonraki bütün silinen desen verileri taşınırlar.
E
Silme
❶ ❷ ❸ ❹ ❶ ❸ ❹
Bağıl noktanın silinmesi
Mutlak nokta silme işleminin uygulanması gerektiği takdirde;
kod listesi ekranında MUTLAK NOKTA SİLME işlevini (işlev
kodu 074) seçin ve uygulayın. Bu işlem uygulandığı
zaman, silme noktasından sonraki desen verileri silinmez.
❶ ❷ ❸ ❹ ❶ ❸ ❹
Silme
Mutlak nokta silme işlemi
1. Mesafe değişikliği nokta silme işleminin bir
sonucu olduğu için; dikiş uzunluğunda ortaya
çıkan farkın dikiş makinesi azami dikiş uzunluğu değerini aşmamasına dikkat edin.
2. Yine nokta silme işleminin bir sonucu olarak,
oluşturulan desendeki bir bölümün dikiş alanı
dışına taşması mümkündür.
Bu ve benzeri durumlarda; değiştirme işle-
minden yararlanarak desenin verilerini değiştirin ve desenin dikiş alanı içinde kalmasını
sağlayın.
– 62 –
Page 67

(2) Noktanın taşınması (071 ve 075)
Bu işlev, belirlenmiş bir iğne giriş noktasının taşınmasını sağlar. Taşıma noktasından sonra desen
verilerinin taşınmasına göre kullanılan BAĞIL NOKTA TAŞIMA ve MUTLAK NOKTA TAŞIMA
olarak isimlendirilen iki farklı yöntem vardır.
Nokta taşıma işlevi, sadece nokta dikiş girdilerinde oluşturulan desen verilerini taşımaz, bunların yanı-sıra düz dikiş veya benzeri işlevler için girilen o noktaya ilişkin herhangi bir işlevi de taşır. Düz dikiş
veya benzeri durumlarda nokta taşındığı zaman; dikiş noktası da değişir.
Bağıl nokta taşıma işlevinin seçilmesi
①
Kod listesi ekranında BAĞIL NOKTA TAŞIMA işlevini (işlev
kodu 071) seçin ve uygulayın.
Bağıl nokta taşıma konumunun belirlenmesi
②
HAREKET tuşunu B kullanarak hareket konumunu
B
belirleyin ve ENTER düğmesine C basın.
C
Nokta taşımanın onaylanması
③
Nokta taşıma onay ekranı, o noktanın dikiş noktasına göre
değiştirilmeye hazır olduğunu ve beklediğini belirtir. Devam et-
mek için GİRİŞ tuşuna A basıldığı zaman; nokta taşıma
onay penceresi açılır. Sonra standart ekrana geri dönülür.
A
Göreceli nokta hareketini uygulayın.
④
Göreceli nokta onayı ekran görünümündeyken ENTER düğ-
D
mesine D basıldığında, noktasal hareket gerçekleşir ve
standart ekran görünümüne geçilir.
– 63 –
Page 68

Bağıl nokta taşıma işleminin kullanılması durumunda, taşıma
işleminden önceki bağlantılar korunurken; taşıma noktasından
sonraki bütün desen verileri taşınırlar.
Taşıma
Bağıl nokta taşıma işlemi
Mutlak nokta taşıma işleminin uygulanması gerektiği takdirde;
kod listesi ekranında MUTLAK NOKTA TAŞIMA işlevini (işlev
kodu 075) seçin ve uygulayın.
Bu işlem uygulandığı zaman, taşıma noktasından sonraki de-
sen verileri taşınmaz.
Taşıma
Mutlak nokta taşıma işlemi
1. Mesafe değişikliği nokta taşıma işleminin bir
sonucu olduğu için; dikiş uzunluğunda ortaya
çıkan farkın dikiş makinesi azami dikiş uzunluğu değerini aşmamasına dikkat edin.
2. Yine nokta taşıma işleminin bir sonucu olarak, oluşturulan desendeki bir bölümün dikiş
alanı dışına taşması mümkündür.
Bu ve benzeri durumlarda; değiştirme işle-
minden yararlanarak desenin verilerini değiştirin ve desenin dikiş alanı içinde kalmasını
sağlayın.
– 64 –
Page 69

(3) Nokta ekleme (076)
Bu işlev kullanılarak, belirlenmiş bir iğne giriş noktasından sonra nokta eklenebilir. Eklenen noktadan
sonraki desen verileri taşınmazlar. Nokta ekleme işlevi, sadece dikiş noktası girişi ile oluşturulan desenlere değil; bunların yanı-sıra düz dikiş veya benzeri işlevler için girilen herhangi bir işleve nokta eklemeyi
de mümkün kılar.
Mutlak nokta ekleme işlevinin seçilmesi
①
Kod listesi ekranında MUTLAK NOKTA EKLEME işlevini (işlev
kodu 076) seçin ve uygulayın.
Mutlak nokta ekleme konumunun belirlenmesi
②
HAREKET tuşunu A kullanarak noktanın ekleme
A
B
Ekleme
İğne konumu
Mutlak nokta ekleme işlemi
Mutlak nokta eklemeye onay verin.
③
Nokta değişimi onayı ekran görünümü, nokta değişiminin
noktasal dikiş olarak değişebileceğini gösterir. Devam etmek
isterseniz ENTER düğmesine C basın, bu durumda
nokta hareketi gerçekleşir. Ardından standart ekran görünümüne dönülür.
konumunu belirleyin ve ENTER düğmesine B basın.
C
– 65 –
Page 70

Mutlak nokta ekleme işleminin uygulanması
④
Nokta silme onay penceresinde GİRİŞ tuşuna D basıl-
dığı zaman; nokta ekleme işlemi uygulanır ve standart ekrana
geri dönülür.
1. Mesafe değişikliği, nokta ekleme işleminin
bir sonucu olduğu için; dikiş uzunluğunda
ortaya çıkan farkın dikiş makinesi azami dikiş
D
uzunluğu değerini aşmamasına dikkat edin.
2. Yine nokta ekleme işleminin bir sonucu olarak, oluşturulan desendeki bir bölümün dikiş
alanı dışına taşması mümkündür.
Bu ve benzeri durumlarda; değiştirme işle-
minden yararlanarak desenin verilerini değiştirin ve desenin dikiş alanı içinde kalmasını
sağlayın.
– 66 –
Page 71

5-2. Köşe noktasının değiştirilmesi
(1) Köşe noktasının silinmesi (072 ve 077)
Bu işlev, desen verileri içinden seçilen bir köşe noktasının silinmesini mümkün kılar. Silme noktasından
sonra desen verilerinin taşınmasına göre kullanılan BAĞIL KÖŞE NOKTASI SİLME ve MUT-
LAK KÖŞE NOKTASI SİLME olarak isimlendirilen iki farklı yöntem vardır.
İğne giriş noktası olarak tepe noktası dışında başka bir nokta olarak seçildiği takdirde; bu işlevin geçekleştirilmesi mümkün olmaz.
Bağıl köşe noktası silme işlevinin seçilmesi
①
Kod listesi ekranında BAĞIL KÖŞE NOKTASI SİLME işlevi
(işlev kodu 072) seçildiği ve uygulandığı zaman;
bağıl köşe noktası silme onay ekranı açılır.
Bağıl köşe noktası silme işleminin gerçekleştirilmesi
②
Bağıl köşe noktası silme onay penceresinde GİRİŞ tuşuna
A basıldığı zaman; bağıl köşe noktası silme işlemi uy-
A
gulanır ve standart ekrana geri dönülür.
❶
❷
Silme
❸
Bağıl köşe noktasının silinmesi
❶
❸
Bağıl köşe noktası silme işleminin kullanılması durumunda,
silme işleminden önceki bağlantılar korunurken; silme noktasından sonraki bütün silinen desen verileri taşınırlar.
❶
Mutlak köşe noktasının silinmesi
❷
❸
Silme
❶
❸
Mutlak köşe noktası silme işleminin uygulanması gerektiği tak-
dirde; kod listesi ekranında MUTLAK KÖŞE NOKTASI SİLME
işlevini (işlev kodu 077) seçin ve uygulayın.
Bu işlem uygulandığı zaman, silme noktasından sonraki desen
verileri silinmez.
Nokta silme işleminin bir sonucu olarak, oluşturulan
desendeki bir bölümün dikiş alanı dışına taşması
mümkündür. Bu ve benzeri durumlarda; değiştirme
işleminden yararlanarak desenin verilerini değiştirin
ve desenin dikiş alanı içinde kalmasını sağlayın.
– 67 –
Page 72

(2) Köşe noktasının taşınması (073 ve 078)
Bu işlev, belirlenmiş bir iğne giriş noktasının taşınmasını sağlar. Taşıma noktasından sonraki desen
verilerinin taşınmasına göre kullanılan BAĞIL KÖŞE NOKTASI TAŞIMA ve MUTLAK KÖŞE
NOKTASI TAŞIMA olarak isimlendirilen iki farklı yöntem vardır.
Göreceli tepe hareketi halinde : Belirtilen iğne giriş noktasının tepe noktasından farklı olması halinde
bu fonksiyon kullanılamaz.
Mutlak tepe hareketi halinde : Belirtilen noktanın, öğenin son iğne giriş noktası olması ya da tepe
noktasından farklı bir iğne giriş noktası olması halinde bu fonksiyon
kullanılamaz.
Bağıl köşe noktası taşıma işlevinin seçilmesi
①
Kod listesi ekranında BAĞIL KÖŞE NOKTASI TAŞIMA işlevini
(işlev kodu 073) seçin ve uygulayın.
Bağıl köşe noktası taşıma konumunun belirlenmesi
②
TAŞIMA tuşunu B kullanarak bağıl köşe noktasını iste-
nilen konuma taşıyın ve GİRİŞ tuşuna C basın. Bu işlem-
B
C
den sonra, makine kontrol komutu silme onay ekranı açılır.
Makine kontrol komutu silme onay ekranında
öğesine basıldığında, iğne giriş noktaları için kaydedilen makine kontrol komutu bilgileri silinir.
İplik kesme, harici çıkış, iplik gerginliği ayarı, di-
kiş makinesini durdurma, dikiş hızı geciktirme, 2.
başlangıç noktası, duraklatma ve dikiş makinesinin dönüş bilgileri silinir.
Köşe noktası taşıma işleminin uygulanması
③
Makine kontrol komutu silme onay penceresinde GİRİŞ tuşu-
na
A basıldığı zaman; bağıl köşe noktası silme işlemi
uygulanır ve standart ekrana geri dönülür.
Bağıl köşe noktasının taşınması
A
Bağıl köşe noktası taşıma
işleminin kullanılması durumunda, taşıma işleminden
önceki bağlantılar korunurken; taşıma noktasından
sonraki bütün silinen desen
verileri taşınırlar.
Taşıma
Mutlak köşe noktası taşıma işlemi
Mutlak köşe noktası taşıma işleminin uygulanması gerektiği takdirde; kod listesi ekranında MUTLAK KÖŞE NOKTASI TAŞIMA
işlevini (işlev kodu 078)
seçin ve uygulayın. Mutlak köşe
noktası taşıma işlemi uygulandığı
Taşıma
zaman, taşıma noktasından sonraki desen verileri taşınmaz.
Yine nokta taşıma işleminin bir sonucu olarak, oluşturulan desendeki bir bölümün
dikiş alanı dışına taşması mümkündür.
Bu ve benzeri durumlarda; değiştirme işleminden yararlanarak desenin verilerini
değiştirin ve desenin dikiş alanı içinde kalmasını sağlayın.
– 68 –
Page 73

5-3. Bölüm silinmesi (063)
Bu işlev dikiş elemanlarını ve bölüm kapsamında olan makine komutlarını silmek için kullanılır.
Silme işleminden sonra bütün bölümler, silinen bölüm adedi ileri kadar taşınırlar.
Bölüm silme işlemi uygulama ekranının açılması
①
Standart ekranda BÖLÜM SİLME tuşuna A basıldığı za-
man veya kod listesi ekranında BÖLÜM SİLME işlevi
(işlev kodu 063) seçildiği zaman, bölüm silme uygulama ekranı
açılır.
A
Bölüm silme işleminin uygulanması
②
Bölüm silme onay ekranında GİRİŞ tuşuna B basıldığı zaman;
bölüm silme işlemi uygulanır ve standart ekrana geri dönülür.
Geçerli iğne konumlarının ait olduğu bölüm silindiği zaman,
bütün veriler silinen bölümden sonra olabildiği kadar ileri alınır
ve iğne konumu; silinen bölümden hemen önceki bölümün
dikiş sonu noktasına taşınır.
B
Geçerli iğne
konumu
Bölüm silme
– 69 –
Silme sonrası
iğne konumu
Page 74

5-4. Atlatmalı transport devrinin değiştirilmesi (060)
Bölüm kapsamında olmak kaydıyla, atlatmalı transport devri; oluşturulan atlatmalı transport bölümüne
göre değiştirilebilir.
Atlatmalı transport devri değiştirme ekranının açılması
①
Kod listesi ekranında ATLATMALI TRANSPORT DEVİR DE-
ĞİŞTİRME işlevi (işlev kodu 060) seçildiği zaman;
atlatmalı transport devir değiştirme ekranı açılır.
A
B
Atlatmalı transport devir değiştirme verilerinin girilmesi
②
Atlatmalı transport devir değerini ilâ SAYISAL tuşla-
C
rını A veya + ve - tuşlarını B kullanarak atlatmalı
transport devir değiştirme ekranında düzenleyin. GİRİŞ tuşuna
C basıldığı zaman, onay giriş ekranı açılır.
Atlatmalı transport devir değişikliğinin uygulanması
③
Atlatmalı transport devir değiştirme onay ekranında GİRİŞ
tuşuna D basıldığı zaman; bölüm devri işlemi uygulanır
ve standart ekrana geri dönülür.
D
– 70 –
Page 75

5-5. Dikiş devir bölümünün değiştirilmesi (061)
Dikiş devri, iğne giriş noktasının koşullarına bağlı olarak oluşturulan bölüme göre sınırlanabilir.
Dikiş devri bölüm değişikliği düzenleme ekranının açılması
①
Standart ekranda DİKİŞ DEVRİ BÖLÜM DEĞİŞTİRME tuşuna
basıldığı zaman veya kod listesi ekranında DİKİŞ DEVRİ
BÖLÜM DEĞİŞTİRME işlevi (işlev kodu 061) seçildi-
A
B
ği zaman, dikiş devri değişiklik düzenleme ekranı açılır.
Değiştirilen devir değerinin girilmesi
②
Devir değişiklik değerini ilâ SAYISAL tuşlarını A
C
veya + ve - tuşlarını B kullanarak dikiş devri bölüm
değiştirme ekranında düzenleyin. GİRİŞ tuşuna C ba-
sıldığı zaman, dikiş devri bölüm değişiklik kademesi belirleme
ekranı açılır.
Devir değişiklik kademesinin belirlenmesi
③
GERİ TRANSPORT tuşuna D veya İLERİ TRANSPORT
tuşuna E basıldığı zaman, iğne giriş noktaları izlenebilir.
GİRİŞ tuşuna F basıldığı zaman, kademenin devir
değiştirme noktası işlem değişikliği olarak belirlenir ve ekran
standart ekrana geri döner.
D
E
F
– 71 –
Page 76

5-6. Dikiş adımının değiştirilmesi (062)
Bu işlev yardımıyla; belirlenen elemanlar arasındaki dikiş adımı, oluşturulan elemana göre değiştirilebilir.
Dikiş adım değişikliği düzenleme ekranının açılması
①
Kod listesi ekranında DİKİŞ ADIMI DEĞİŞTİRME işlevi
(işlev kodu 062) seçildiği ve uygulandığı zaman;
dikiş adım değişikliği düzenleme ekranı açılır.
Değiştirilen dikiş adım değerinin girilmesi
A
②
Dikiş adımının değiştirilen değerini ilâ SAYISAL
C
tuşlarını A veya + ve - tuşlarını B kullanarak dikiş
adımı değişiklik düzenleme ekranında belirleyin.
GİRİŞ tuşuna C basıldığı zaman, dikiş adımı değişiklik
B
kademesi belirleme ekranı açılır.
D
Dikiş adımı değişiklik kademesinin belirlenmesi
③
GERİ TRANSPORT tuşuna D veya İLERİ TRANSPORT
tuşuna E basıldığı zaman, iğne giriş noktaları izlenebi-
lir. GİRİŞ tuşuna F basıldığı zaman, kademenin dikiş
adımı değiştirme noktası işlem değişikliği olarak belirlenir ve
ekran standart ekrana geri döner.
E
F
– 72 –
Page 77

5-7. Simetri
Bir şekil simetrik hale getirilerek, yeni bir desenin oluşturulması mümkündür. Geçerli iğne konumu referans noktası olarak alınır ve bu işlev yardımıyla; desenin tamamı oluşturulur. Bu işlevi uygularken, önce
geçerli iğne konumunu referans konumuna göre düzenleyin.
(1) X eksenine göre simetri (082)
Bir şeklin simetriği; geçerli iğne konumunun üzerinde bulunduğu X eksenine göre oluşturulur. Geçerli
desen olduğu gibi muhafaza edilir ve simetrik desen, bu desenden sonra uygulanır.
X eksen simetrisinin uygulanması
①
Kod listesi ekranında X EKSENİ SİMETRİ işlevi (işlev
kodu 082) seçildiği ve uygulandığı zaman; onay ekranı açılır.
Onay ekranında GİRİŞ tuşuna A basıldığı zaman, X
eksenine göre simetri uygulanır.
Geçerli desen
A
Geçerli desen
X ekseni
Atlatmalı transport
Eklenen desen
(2) Y eksenine göre simetri (083)
Bir şeklin simetriği; geçerli iğne konumunun üzerinde bulunduğu Y eksenine göre oluşturulur. Geçerli
desen olduğu gibi muhafaza edilir ve simetrik desen, bu desenden sonra uygulanır.
Y eksen simetrisinin uygulanması
①
Kod listesi ekranında Y EKSEN SİMETRİSİ işlevini (işlev kodu 083) seçin ve açılan onay
ekranında GİRİŞ tuşuna A basın. Bu işlemle, şeklin simetriği Y eksenine göre alınır.
Geçerli desen
Atlatmalı transport
Eklenen desen
Geçerli iğne konumu
Y ekseni
– 73 –
Page 78

(3) Nokta simetrisi (084)
Bu işlevle geçerli iğne konumu referans olarak alınır ve simetrik bir şekil oluşturulur. Geçerli desen olduğu gibi muhafaza edilir ve simetrik desen, bu desenden sonra uygulanır.
Nokta simetrisinin uygulanması
①
Kod listesi ekranında NOKTA SİMETRİSİ işlevi (işlev kodu 84) seçildikten ve uygulandık-
tan sonra açılan onay ekranında GİRİŞ tuşuna basıldığı zaman; noktaya göre simetri alma
işlemi gerçekleştirilir.
Geçerli desen
Atlatmalı transport
Geçerli iğne konumu
Eklenen desen
(4) Y simetrik deseni ters çevirme sıralı dikişi (098)
Bir şeklin simetriği; geçerli iğne konumunun üzerinde bulunduğu Y eksenine göre oluşturulur. Geçerli
desen silinir ve simetrik desenin üst noktasına kadar atlatmalı transport eklenir.
Y simetrik deseni çevirme sıralı dikişinin uygulanması
①
Kod listesi ekranında Y SİMETRİK DESENİ ÇEVİRME SIRALI DİKİŞİ işlevi (işlev kodu 098) seçil-
dikten sonra onay ekranında GİRİŞ tuşuna basıldığı zaman; Y simetrik deseni çevirme sıralı
dikişi gerçekleştirilir.
Dikiş başlangıcı
Geçerli desen
Geçerli iğne konumu
Y simetrik deseni ters
çevirme sıralı dikişi
Y ekseni
Atlatmalı transport
Desenin
oluşturulması
Y ekseni
– 74 –
Page 79

5-8. Biçim noktasının değiştirilmesi
Bu işlevle geçerli nokta da dahil olmak üzere eleman biçim noktasında değişiklikler yapmayı mümkün kılar.
(1) Biçim noktasının eklenmesi (135)
Bu işlevle, biçim noktası ekleme işlemi gerçekleştirilir.
Biçim noktası ekleme işlevinin seçilmesi
①
Kod listesi ekranında BİÇİM NOKTASI EKLEME işlevi
(işlev kodu 135) seçildiği ve uygulandığı zaman;
baskı ayağı hareket onay ekranı açılır.
GİRİŞ tuşuna A basıldığı zaman baskı ayağı 1. biçim
noktasına gider biçim noktası belirleme ekranı açılır.
A
I
B C
D
Biçim noktasının belirlenmesi
②
GERİ TRANSPORT tuşunu B veya İLERİ TRANSPORT
tuşunu
belirleyin. Yeni biçim noktası, burada belirlenen biçim noktasından sonra eklenir. Belirlenen biçim noktası kırmızı I ile
gösterilir.
Biçim noktası seçildiği ve GİRİŞ tuşuna D basıldığı za-
man; biçim noktası konum belirleme ekranı açılır.
C kullanarak ekleme kaynağının biçim noktasını
– 75 –
Page 80

Ekleme konumunun belirlenmesi
③
I
J
E
TAŞIMA tuşunu E kullanarak, biçim noktası ekleme
varış noktasının İMLEÇ J ile belirlenen konumunu sapta-
yın ve GİRİŞ tuşuna F basın.
F
Makine kontrol komutlarının silinmesi
④
Elemanın yolu üzerinde silinmesi gereken herhangi bir makine
kontrol komutu varsa; Makine kontrol komutları silme onay ek-
ranı açıkken, GİRİŞ tuşuna G basın. Bu işlemden sonra
biçim nokta ekleme işlemi uygulanır ve standart ekrana geri
dönülür.
Biçim noktası I ‘dan sonra eklenen biçim noktasının J örne-
G
ği, aşağıdaki çizimde gösterilmiştir.
I
J
– 76 –
Page 81

(2) Biçim noktasının taşınması (136)
Bu işlevle, biçim noktası taşıma işlemi gerçekleştirilir.
Biçim noktası taşıma işlevinin seçilmesi
①
Kod listesi ekranında BİÇİM NOKTASI TAŞIMA işlevini (işlev
B
kodu 136) seçin ve uygulayın.
A
Biçim noktasının taşıma yöntemindeki uygulamalar;
Sayfada “5-8. (1) Biçim noktasının eklenmesi (135)”
75.
bölümünde anlatılan uygulamaların aynısıdır. Baskı ayağının
hareketini onayladıktan sonra; taşınacak biçim noktasını seçin
ve ekranın sol tarafındaki şekilden yararlanarak, taşıma varış
noktası konumunu belirleyin.
Konum belirlendikten ve makine kontrol komutu silme işleminin
onaylanması gerçekleştirildikten sonra, biçim noktası taşıma
görevi uygulanır.
Biçim noktası A ‘nın biçim noktası B ‘ye taşınmasıyla ilgili
örnek, aşağıdaki çizimde gösterilmiştir.
B
– 77 –
Page 82

(3) Biçim noktasının silinmesi (137)
Bu işlevle, biçim noktası silme işlemi gerçekleştirilir.
Silinecek biçim noktasının seçilmesi
①
Kod listesi ekranında BİÇİM NOKTASI SİLME işlevi
(işlev kodu 137) seçildiği ve uygulandığı zaman; baskı ayağı
hareket onay ekranı açılır.
GİRİŞ tuşuna A basıldığı zaman baskı ayağı hareket
eder ve biçim noktası belirleme ekranı açılır.
A
Biçim noktasının belirlenmesi
②
G
B
GERİ TRANSPORT tuşunu B veya İLERİ TRANSPORT
tuşunu C kullanarak silinmesi gereken biçim noktasını
belirleyin.
Biçim noktasını belirleyin ve GİRİŞ tuşuna D basın.
C
D
– 78 –
Page 83

Makine kontrol komutlarının silinmesi
③
Elemanın yolu üzerinde silinmesi gereken herhangi bir maki-
ne kontrol komutu varsa; Makine kontrol komutları silme onay
ekranı açıkken, GİRİŞ tuşuna E basın.
E
Biçim noktası silme işleminin uygulanması
④
Biçim noktası silme onay ekranında GİRİŞ tuşuna F ba-
sıldığı zaman; biçim noktası silme işlemi uygulanır ve standart
ekrana geri dönülür.
Silinen biçim noktasının G örneği, aşağıdaki çizimde gösteril-
miştir.
F
– 79 –
Page 84

6. DESENLERLE İLGİLİ İŞLEMLER
6-1. Desenlerin kopyalanması (086)
Desenlerin kopyalama işlemleri, azami 10 kopyaya kadar bu işlev yardımıyla yapılabilir.
Desen kopyalama işlevinin seçilmesi
①
Kod listesi ekranında DESEN KOPYALAMA işlevi
(işlev kodu 086) seçildiği zaman; desen kopya konumu belirleme ekranı açılır.
Desen kopyası varış noktasının belirlenmesi
②
İstediğiniz kopya varış noktasının konumunu TAŞIMA tuşu
E
A
B
D
C
Desen kopyası varış noktasının belirlenmesi
③
NOKTA VERME tuşuna B basıldığı zaman, kopya varış
A ile belirleyin.
noktası belirlenir.
Desen kopyalama işleminin uygulanması
④
GİRİŞ tuşuna C basıldığı zaman, onay giriş ekranı açılır.
Desen kopyalama onay penceresinde GİRİŞ tuşuna
⑤
basıldığı zaman; desen kopyalama işlemi uygulanır ve
F
standart ekrana geri dönülür.
1. ② ile ③ işlem basmakları üst üste uygulana-
F
2. ④ uygulanırken, GİRİŞ tuşuna basmadan
3. Geçerli iğne konumu referans noktası olarak
rak, 10 adede kadar kopya girişi yapılabilir.
Giriş noktalarının adedi E bölgesinde gösterilir.
önce GERİ tuşundan D yararlanılarak;
girilmiş olan kopya noktası silinebilir.
alınır ve bu işlev; desenin tamamını oluşturmak için kullanılır. İplik kesme işlemi, orijinal
desenin dikiş sonu noktasına ve atlatmalı
transport, kopya varış konumunun dikiş başlangıç noktasına kadar girilir.
Geçerli nokta dikişin üretilmesinden önceki atlat-
malı transport noktası olduğu takdirde, kopyalama işlemi gerçekleştirilemez.
– 80 –
Page 85

6-2. Desenin taşınması (085)
Bu işlevle, oluşturulan desenlerin paralel taşıma işlemleri gerçekleştirilir. Yerleştirme işlemi, mevcut yerleşim konumunu istediğiniz bir bölgeye taşımak suretiyle, kolayca gerçekleştirilebilir.
Referans konumuna taşınması.
①
Standart ekranda bulunan İLERİ TRANSPORT düğmesinden
veya GERİ TRANSPORT düğmesinden yararlanarak deseni;
mevcut noktayı taşımak istediğiniz referans noktasına alın.
Desen taşıma işlevinin seçilmesi
②
Kod listesi ekranında DESEN TAŞIMA işlevi (işlev
A
kodu 085) seçildiği zaman; desen taşıma konumu belirleme
B
ekranı açılır.
Desen taşıma noktasının belirlenmesi
③
İstediğiniz varış noktasının konumunu TAŞIMA tuşu
ile belirleyin.
A
Desen taşıma işleminin uygulanması
④
GİRİŞ tuşuna B basıldığı zaman, onay giriş ekranı açı-
lır.
Desen taşıma onay penceresinde GİRİŞ tuşuna C
④
C
basıldığı zaman; desen taşıma işlemi uygulanır ve standart ekrana geri dönülür.
1. Geçerli iğne konumu referans noktası olarak
alınır ve bu işlev; desenin tamamını oluşturmak için kullanılır. Taşınan bölümün atlatmalı
transport verileri, desenin üst tarafına girilir.
2. Mevcut nokta orijin olduğu takdirde; işlevi
seçmek mümkün değildir.
– 81 –
Page 86

6-3. Desenin silinmesi (087)
Oluşturulan bütün desen verileri silinir.
Desen silme işlevinin seçilmesi
①
Kod listesi ekranında DESEN SİLME işlevi (işlev
kodu 087) seçildiği ve uygulandığı zaman; desen silme onay
ekranı açılır.
Desen silme işleminin uygulanması
②
GİRİŞ tuşuna A basıldığı zaman; desen silme işlemi
A
uygulanır ve standart ekrana geri dönülür. Girilen bütün veriler
silinir, transport taşınır ve iğne konumu merkeze döner.
1. Silinen desen verileri geri alınamazlar.
2. Desen verilerini hafıza kartına yazdıktan
sonra tekrar yeni bir desen oluştururken veya
hafıza kartından başka bir deseni okurken; bu
işlevi kullanın ve önce desen verilerini silin.
Deseni silmeden desen okuma işlemi uygu-
landığı takdirde, yeni oluşturulmuş desen
verilerinin geçerli iğne konumundan hemen
sonra ve ek olarak okunur.
– 82 –
Page 87

6-4. Desenlerin okunması
Bu işlevle desen verileri okunur.
IP-420 için biçimlendirilmiş olan hafıza kartlarını kullanın.
(1) Desen verilerinin okunması
Desen okuma işlevinin seçilmesi
①
Standart ekranda DESEN OKUMA tuşuna basıldığı za-
E
A
H
F
D
Okunacak desenin seçilmesi
②
C
Hafızada mevcut olan desenler, tuşuna basıldığı zaman
man, desen okuma ekranı açılır.
B
G
bölgesinde gösterilir. Okunmak istenilen desenin tuşuna ba-
A
sıldığı zaman, tuşun rengi değişir.
Desenler 16 adetten fazla olduğu takdirde, tuşu "↑" ve
tuşu "↓"; B bölgesinde gösterilirler. Bu tuşlara basıla-
rak; A bölgesinde gösterilen desenler değiştirilebilirler.
Desen numarasının doğrudan belirlenmesi
③
DESEN NO BELİRLEME tuşuna C basıldığı zaman, de-
sen numarası belirleme ekranı açılır. Desen numarası,
ilâ SAYISAL tuşları H veya + ve - tuşları I
kullanılarak girilebilir. + veya - tuşuna basıldığı zaman, sonraki
desen numarasının geçerli numarası, bu aşamada girilir.
I
GİRİŞ tuşuna J basıldığı zaman, girilen desen numara-
J
sı seçilmiş olarak desen okuma ekranına geri dönülür.
Desen okuma işleminin uygulanması
④
GİRİŞ tuşuna D basıldığı zaman; seçilen desenin oku-
ma işlemi uygulanır ve standart ekrana geri dönülür.
– 83 –
Page 88

K
1. DESEN BİLGİSİ tuşuna F basıldığı za-
man, desen bilgileri ekranı açılır ve seçilmiş
olan ilgili desen numarasının kapsamında
olan desen bilgisi verileri bu aşamada onaylanabilir.
İPTAL tuşuna K basıldığı zaman, desen
okuma ekranına geri dönülür.
2. ATLATMALI TRANSPORT OKUMA tuşuna
E basıldığı zaman, desen verilerinin
okunmasına kadar olan süreçteki dikişte atlat-
malı transport verilerinin silinmesi veya
silinmemesi seçenekleri kullanılabilir.
Geçerli düzenleme durumu atlatmalı transport
tuşu ile gösterilir ve tuşa her basıldığında (
ve ) düzenleme dönüşümlü olarak
değiştirilir.
L
3. DESEN SİLME tuşuna G basıldığı za-
man, desen numarası silme ekranı açılır.
GİRİŞ tuşuna L basıldığı zaman, hafıza
kartından seçilmiş olan desen numarasına
ilişkin desen verilerinin silinmesi mümkündür.
Merkez olarak yeni oluşturulmuş bulunan desen
verilerinin geçerli iğne konumu esas alınarak, desen okuma o konumun sonrasına eklenir.
Standart ekranda GERİ TRANSPORT tuşunu
veya İLERİ TRANSPORT tuşunu kullanarak;
oluşturulan desendeki verilerin iğne konumunu
taşımak ve desen verilerinin isteğe bağlı konumunu okumak mümkündür.
– 84 –
Page 89

(2) Genişletme/daraltma oranının belirlenmesi
Genişletme/daraltma oranını önceden belirleyerek; genişletilmiş veya daraltılmış desenleri okumak
mümkündür.
Genişletme/daraltma, sadece okunan verilerin VDT biçemine sahip veriler olması durumunda gerçekleştirilebilir.
X genişletme/daraltma oranının belirlenmesi
①
X GENİŞLETME/DARALTMA ORANI BELİRLEME tuşuna
C
A
D
B
A basıldığı zaman, X genişletme/daraltma oranı belir-
leme ekranı açılır.
Geçerli X genişletme/daraltma oranının belirlenmiş değeri; X
genişletme/daraltma oranı belirleme tuşu ile gösterilir.
X genişletme/daraltma oranının girilmesi
②
Genişletme/daraltma oranını ilâ SAYISAL tuşlarını
veya + ve - tuşlarını E kullanarak girin. + ve -
D
tuşlarına her basılışında, oran % 0.01 ‘lik basamaklarla artar
veya eksilir.
GİRİŞ tuşuna F basıldığı zaman, oran düzenlenmiş veri
değeri olarak kayda alınır ve standart ekrana geri dönülür.
Y genişletme/daraltma oranının belirlenmesi
③
Y GENİŞLETME/DARALTMA ORANI BELİRLEME tuşuna
B basıldığı zaman, Y genişletme/daraltma oranı belir-
leme ekranı açılır. Düzenleme yöntemi, X genişletme/daraltma
işleminde kullanılan yöntemin aynısıdır.
Geçerli Y genişletme/daraltma oranının belirlenmiş değeri; Y
genişletme/daraltma oranı belirleme tuşu ile gösterilir.
E
F
– 85 –
Page 90

G
Genişletme/daraltma oranı düzenleme yönteminin seçil-
④
mesi
Genişletme/daraltma yöntemi olarak ya dikiş uzunluğunun
arttırılmasından/azaltılmasından yararlanılır veya dikiş adedi
H
arttırılır/azaltılır.
GENİŞLETME/DARALTMA ORANI BELİRLEME tuşuna
basıldığı zaman, genişletme/daraltma yöntemi belirleme ek-
C
I
ranı açılır.
Genişletme/daraltma yöntemi seçim tuşuna basıldığı zaman,
bu işlemle seçilmiş olan genişletme daraltma yöntemi ekranda
gösterilir.
(Dikiş adedinin arttırılma/azaltılması , dikiş boyunun
arttırılması/azaltılması )
Genişletme/daraltma oranı düzenleme yönteminin seçil-
⑤
mesi
Genişletme/daraltma yöntemi seçim ekranında DİKİŞ ADEDİ
ARTTIRMA/AZALTMA işlevini G veya DİKİŞ UZUN-
LUĞU ARTTIRMA/AZALTMA işlevini H seçin. Seçi-
len tuşun rengi değişir.
GİRİŞ tuşuna I basıldığı zaman, düzenleme yöntemi
seçilir ve desen okunma ekranına geri dönülür.
1. Nokta dikiş durumunda; dikiş adedinin çoğaltılması/azaltılması işlemi genişletme/daraltma
ile sağlansa dahi; büyütme/küçültme işlemi
dikiş uzunluğunun arttırılması/azaltılmasıyla
gerçekleştirilebilir.
2. X/Y genişletme/daraltma oranı bağımsız
olarak düzenlendiği veya X/Y genişletme
daraltma işlemi kemer ya da çember olarak
tekrarlandığı takdirde dikiş; dikiş noktasına
göre değişeceği için biçim sabit kalmayabilir
ve genişletme/daraltma işlemi dikiş adedinin
arttırılması/azaltılmasıyla sağlanır.
– 86 –
Page 91

(3) Okuma verisi türünün düzenlenmesi
A
Bu işlev yardımıyla desen verilerinin okunacağı ortam ve okunacak
desen verisi türü seçilir.
Aşağıda gösterilen ortamlar arasında seçim yapmak mümkündür.
Bu işlemle seçilen ortam, A bölümünde bir simge ile gösterilir.
Nesnel ortam
Dikiş makinesi hafızası
Hafıza kartı
Simge
Aşağıda gösterilen veriler arasında seçim yapmak mümkündür.
Seçilen veri biçemi, desen türü seçme tuşu ile gösterilir.
Veri türü
Tuşla gösterme İlgili ortam
• Hafıza kartı klasör yapısı
Hafıza kartı
sürücüsü
Vektör biçemli veri
Dikiş standart biçemli veri
Yazım stil verisi
(Veriler, AMS-B, C ve D serilerine
ilişkindir.)
VD ATA
Vektör biçemli veri
Örnek : VD00001. VDT
SD ATA
Dikiş standart biçemli veri
Örnek : VD00001. DAT
AMS
AMS için yazma stil verisi
Örnek : AMS00001. M3
– 87 –
Page 92

C
Nesnel ortamın seçilmesi
①
NESNEL ORTAM SEÇME tuşuna B basıldığı zaman,
B
nesnel ortam düzenleme ekranı açılır.
Dikiş makinesi hafızası veya hafıza kartı C ara-
sından okunacak ortam türü seçilir. Seçilen tuşun rengi
değişir.
GİRİŞ tuşuna D basıldığı zaman, düzenleme yöntemi
seçilir ve desen okunma ekranına geri dönülür.
E
D
Desen türünün belirlenmesi
②
DESEN TÜRÜ SEÇME tuşuna E basıldığı zaman,
desen türü düzenleme ekranı açılır.
‘de vektör biçemindeki , standart biçemdeki ve
F
yazma stili biçemindeki dosya biçemleri arasından; oku-
F
nacak desen türünü seçin. Seçilen tuşun rengi değişir.
GİRİŞ tuşuna G basıldığı zaman, düzenleme yöntemi
seçilir ve desen okunma ekranına geri dönülür.
Nesnel ortam yapısına bağlı olarak; desen türünü
G
seçmek mümkün olmayabilir.
– 88 –
Page 93

6-5. Desenlerin yazılması (kaydedilmesi)
Bu işlevle desen verileri yazılır.
IP-420 için biçimlendirilmiş olan hafıza kartlarını kullanın.
(1) Desen verilerinin yazılması
Yazılacak desenin seçilmesi
①
Standart ekranda DESEN YAZMA tuşuna basıldığı za-
D
C
A
man, desen yazma ekranı açılır.
Desen numarasının belirlenmesi
②
Yazılacak desen numarası, ilâ SAYISAL tuşları A
veya + ve - tuşları B kullanılarak girilebilir. + veya -
tuşlarına basıldığı zaman, bir sonraki basamakta gösterilecek
desen numarası seçilir.
B
Desen yazma işleminin uygulanması
③
GİRİŞ tuşuna C basıldığı zaman, oluşturulan desenin
bütün verileri yazılarak ilgili numara altında kayda alınır ve
standart ekrana geri dönülür. Belirlenen desen numarasında
kayıtlı desen verileri mevcut olduğu takdirde, “üzerine yazma”
onay penceresi açılır ve yapılacak işlem ancak burada GİRİŞ
tuşuna E basılarak -önceki verilerin silinmesi- onaylan-
E
dıktan sonra gerçekleştirilir.
NESNEL ORTAM SEÇME tuşuna D basıldığı zaman,
nesnel ortam düzenleme ekranı açılır ve yazma hede olarak
kullanılacak ortam bu ekranda seçilir. Düzenleme yöntemi, desen okuma işleminde kullanılan yöntemin aynısıdır.
Desen sona erdirilmesinde ve atlatmalı transport
öncesinde iplik kesme komutu bulunmadığı tak-
dirde; GİRİŞ tuşuna C basıldıktan sonra;
otomatik iplik kesme giriş onay penceresi açılır
ve iplik kesme işleminin programa dahil edileceği
F veya dahil edilmeyeceği G burada
belirlenebilir.
Bu pencerede tuşlardan birisine basıldığı zaman;
FG
desen yazma işlemi uygulanır.
– 89 –
Page 94

7. HAFIZA KARTININ BİÇİMLENDİRİLMESİ (090)
Hafıza kartı biçimlendirilebilir.
Hafıza kartı biçimlendirme ekranının açılması.
①
Standart ekranda MOD tuşuna basıldığı zaman, mod
ekranı açılır. Bu ekranda BİÇİMLENDİRME tuşuna A
A
basıldığı zaman, hafıza kartı biçimlendirme ekranı açılır.
Kod listesi ekranında BİÇİMLENDİRME işlevinin
(işlev kodu 090) seçilmesi suretiyle de biçimlendirme ekranı
açılabilir.
Hafıza kartı biçimlendirme işleminin başlatılması
②
Biçimlendirmek istediğiniz hafıza kartını hafıza kartı yuvasına
yerleştirip ve kapağını kapattıktan sonra GİRİŞ tuşuna
bastığınız zaman biçimlendirme işlemi başlar.
B
Biçimlendirme sona erdiği zaman, mod ekranına geri dönülür.
Biçimlendirilen bir hafıza kartındaki bütün veriler
B
silinir. Verileri geri almak mümkün değildir.
– 90 –
Page 95

8. DENEME DİKİŞİ
Verileri okuma yöntemiyle biçim veya benzer desenler oluşturulduğu zaman, deneme dikişi ile yapılan
düzenlemelerin onaylanması için deneme dikişi dikilmelidir.
Deneme dikişi için ekran ve konu, model değişikliklerine bağlı olarak düzenlenebilir.
Aşağıda yapılan açıklamalar için örnek olarak AMS-210EN alınmıştır.
Deneme dikişine başlamadan önce; orta baskı ayağı için düzenlenen yükseklik de-
ğeri ile iplik için belirlenen tansiyon değerlerinin hafızaya alınması şarttır.
8-1. Deneme dikişinin hazırlanması
C
A
Deneme dikişi hazırlık ekranının açılması
①
B
DİKİŞ HAZIRLIK tuşuna basıldığı zaman; deneme dikişi
hazırlık ekranı açılır.
X doğrultusu ve Y doğrultusu üzerindeki ölçüler, ekranın D
bölgesinde gösterilir.
D
Deneme dikişi hazırlıkları
②
E
(a) İplik tutucu tuşuna A basıldığı zaman, iplik tutucu
AÇIK / KAPALI şeklinde dönüşümlü olarak
değişir.
(b) MASURA SARMA tuşuna B basıldığı zaman,
masura sarma ileti penceresi açılır.
Pedala basıldığında dikiş makinesi çalışmaya başlar ve
masura sarılır.
DURDURMA tuşuna E basıldığında, dikiş makinesi
durur ve ekran deneme dikişi hazırlık ekranına geri döner.
Öncelikli olarak deneme dikişi hazırlığı yapılmadı-
ğı müddetçe, masura sarma ünitesi seçilemez.
– 91 –
Page 96

(c) İPLİK TANSİYONU DÜZENLEME tuşuna
basıldığı zaman, iplik tansiyonu referans değeri
C
düzenleme iletişim penceresi açılır. Tansiyon değeri
F
H
G
I
ilâ SAYISAL tuşlarla F girilir, değeri
hafızaya almak için GİRİŞ tuşuna G basıldığı
zaman, deneme dikişi hazırlık ekranına dönülür. Geçerli
ayar değeri, iplik tansiyonu düzenleme tuşunda gösterilir.
(d) BASKI AYAĞI YÜKSEKLİK DÜZENLEME tuşuna D
basıldığı zaman, baskı ayağı referans değeri düzenleme
ekranı açılır.
Değeri ilâ SAYISAL tuşlarla H
girilir, değeri hafızaya almak için GİRİŞ tuşuna I
basıldığı zaman, deneme dikişi hazırlık ekranına dönülür.
Desen sona erdirilmesinde ve atlatmalı transport
öncesinde iplik kesme komutu bulunmadığı tak-
dirde; DİKİŞ HAZIRLIK tuşuna basıldıktan
sonra; otomatik iplik kesme giriş onay penceresi
açılır ve iplik kesme işleminin programa dahil
edileceği
burada belirlenebilir.
J
K veya dahil edilmeyeceği
Tuşlardan herhangi birisine basıldığı zaman; ek-
ran deneme dikişi hazırlık ekranına geri döner.
KJ
1. Deneme dikişi yaparken girilen veriler; dikiş
makinesinde mevcut olan geçerli desen verilerinin üzerine yazılırlar.
2. Hafıza kartından veya kullanıcı desenlerinden
birisi seçilerek normal dikiş modunda düzenlenirken, önceki veriler kaybolur.
– 92 –
Page 97

8-2. Deneme dikişinin uygulanması
Deneme dikişi hazırlık ekranının açılması
①
DİKİŞ HAZIRLIK tuşuna A basıldığı zaman; deneme
dikişi ekranında dikiş verileri gösterilir.
Deneme dikişinin gerçekleştirilmesi
②
Deneme dikişi dikiş makinesinin normal çalışma düzeninde
gerçekleştirilir.
X doğrultusu ve Y doğrultusu üzerindeki ölçüler, ekranın H
bölgesinde gösterilir.
A
Deneme dikişinin gerçekleştirilmesi
③
(a) Orta baskı ayağı kaldırma yüksekliği referans değeri
G
B
F
C
düzenleme ekranı BASKI AYAĞI YÜKSEKLİK
DÜZENLEME tuşu B açılır, deneme dikişi hazırlık
ekranının aynısıdır ve orta baskı ayağı kaldırma yüksekliği
referans değeri burada düzenlenebilir.
E
D
H
(b) Devir, C bölgesinde gösterilir.
Devri düzenlemek için DEVİR REOSTASINDAN D
yararlanılır. TAVŞAN tuşa basıldığı zaman devir
yükselir, KAPLUMBAĞA tuşa basıldığı zaman
devir düşer. Bu iki tuş arasında yer alan çubuk şeklindeki
bölgeye basıldığı zaman, devir doğrudan belirlenebilir.
(c) İPLİK TANSİYONU DÜZENLEME tuşuna E
basıldığı zaman, deneme dikişi hazırlık ekranında olduğu
gibi iplik tansiyonu referans değeri düzenlenebilir.
(d) DİKİŞ BAŞLATMA tuşuna F basıldığı zaman, baskı
ayağı dikişin başlangıç konumuna çevrilebilir.
(e) İplik tutucunun AÇILMA/KAPANMA durumu, İPLİK
TUTUCU tuşu G ile değiştirilebilir.
– 93 –
Page 98

I
K
J
P
Desen biçimi verilerinin onaylanması
④
Deneme dikişi hazırlık ekran görünümündeyken ŞEKİL KONT-
ROL I düğmesine basılırsa, şekil kontrol ekran görünü-
müne geçilir.
Mevcut konum (pembe daire) ile gösterilir, dikiş başlangıç
konumu (mavi nokta) ile gösterilir ve dikiş bitiş konumu
(pembe nokta) ile gösterilir.
BİR İLMEK GERİ düğmesini J ve BİR İLMEK İLERİ
düğmesini K kullanarak dikiş şeklini kontrol edin. İki ya
da daha fazla komut girildiği zaman, besleme hareket etmez
ancak komut ekranı L öne ve geriye doğru hareket eder.
Düğmeye yeterince uzun süre basılırsa hareket hızı artar.
İLERİ KOMUT ARAŞTIR düğmesine M basıldığı zaman,
Q
besleme otomatik olarak dikiş sonu konumuna hareket eder.
GERİ KOMUT ARAŞTIR düğmesine N basıldığı zaman,
besleme otomatik olarak dikiş başlangıcı konumuna hareket
eder.
Beslemeyi henüz dikiş sonu/başı konumuna gelmeden durdur-
K
O
mak için J, K, M, N, O ya da
N
<Dikiş şekli kontrolü ekran görünümü>
M
P düğmesine basın.
ARA BASKI AYAĞI düğmesine O basınca, ara baskı
ayağı yükselir ya da alçalır.
(BELLEK anahtarı U103 değeri 0 (sıfır) olarak belirlendiği za-
man bu düğme görülmez.)
Dikiş şekli kontrolünün tamamlanması
⑤
BASKI AYAĞI BAŞLANGIÇ KONUMU düğmesine P ba-
sıldığı zaman, parça tutucu başlangıç noktasına hareket eder
ve deneme dikişine hazırlık ekran görünümüne dönülür. İPTAL
düğmesine Q basınca, deneme dikişine hazırlık ekran
görünümüne geçilir.
– 94 –
Page 99

9. İŞLEVLERİN DÜZENLENMESİ
9-1. Program adlarının girilmesi
Program adları, desen verilerine eklenirler.
A
Program adı giriş ekranının açılması
①
B
Standart ekranda PROGRAM ADI GİRİŞ tuşuna A ba-
sıldığı zaman, program adı giriş ekranı açılır.
Program adı ekranının desen bilgileri düzenleme
bölgesinde (106. Sayfada “14. EKRAN DÜZEN-
LEME İŞLEMLERİNİN UYGULANMASI, ④ İlgili
maddelerin ayarlanması”); desen bilgileri ekranı-
nın açıklama bölgesine B program adları eklenebilir.
F
C
Program adlarının girilmesi
②
H
SAYISAL tuşların her birisine ( ilâ , ilâ , ,
, , , ) C basıldığında karakter girilir.
“←” tuşuna D veya “→” tuşuna E basıldığı
zaman, İMLEÇ F seçilen yönde hareket eder. İmlecin bulunduğu konumda SAYISAL tuşlara basıldığı zaman, karakter
G
ED
o noktaya girilir. SİLME tuşuna G basıldığında, imlecin
sol tarafında yer alan karakter silinir. 255 adede kadar karakter
girmek mümkündür. GİRİŞ tuşuna H basıldığı zaman,
girilen program adı etkin hale gelir ve standart ekrana geri
dönülür.
– 95 –
Page 100

9-2. İnverter işlevinin düzenlenmesi (091)
Bu işlev yardımıyla, inverter işlemi gerçekleştirilir.
İnverter düzenleme ekranının açılması
①
Kod listesi ekranında İNVERTER işlevi (işlev kodu
091) seçildiği ve uygulandığı zaman; çevirme düzenleme ekranı açılır.
A
B
İnverter yönteminin seçilmesi
②
İnverter hareketi için; OTOMATİK İNVERTER A veya
C
İSTEĞE BAĞLI İNVERTER B seçilir. Seçilen tuşun
rengi değişir. GİRİŞ tuşuna C basıldığı zaman, seçilen
düzenleme etkin hale gelir ve standart ekrana geri dönülür.
İnverter işleminin düzenlenmesi, sadece desenin
girilmediği durumlarda mümkün olur.
9-3. İplik tansiyonu referans değerinin düzenlenmesi (113)
Bu işlevle, iplik tansiyonu referans değeri düzenlenir.
İplik tansiyonu referans değeri düzenleme ekranının açıl-
①
ması
Kod listesi ekranında İPLİK TANSİYONU REFERANS DEĞE-
Rİ işlevi (işlev kodu 0113) seçildiği ve uygulandığı
A
B
zaman; iplik tansiyonu referans değeri düzenleme ekranı açılır.
İplik tansiyonu referans değerinin belirlenmesi
②
Değer veya SAYISAL tuşlar A ile doğrudan girilir
C
ya da iplik tansiyonu referans değeri ekranında ile
tuşları B kullanılarak değer tek-tek arttırılmak/azaltılmak suretiyle belirlenir ve iplik tansiyonu referans değeri düzenlenir.
GİRİŞ tuşuna C basıldığı zaman, belirlenen değer kay-
da alınır ve standart ekrana geri dönülür.
İplik tansiyonu referans değeri değiştirildiği za-
man, bütün desenin tansiyonu değişir.
– 96 –
 Loading...
Loading...