

Page 1
IP-420
输入说明书
Page 2

目 录
1. 主机输入模式的开始・结束 ..............................................1
1-1. 移动到主机输入模式 ............................................................ 1
1-2. 回到通常缝制模式 .............................................................. 4
2. 基本的操作・显示 ......................................................5
2-1. 通用按钮 ...................................................................... 5
2-2. 主机输入模式标准画面 .......................................................... 6
2-3. 选择功能 ..................................................................... 10
2-4. 输入数值 ..................................................................... 11
2-5. 指定位置 ..................................................................... 12
3. 操作顺序例 ...........................................................14
3-1. 图案输入 ..................................................................... 14
3-2. 试缝 ......................................................................... 17
3-3. 图案修正 ..................................................................... 18
3-4. 图案写入 ..................................................................... 21
3-5. 图案读入 ..................................................................... 22
4. 图案的输入 ...........................................................23
4-1. 普通缝制 ..................................................................... 23
(1) 空送 (020) ........................................................................... 23
(2) 直线普通缝 (023) ..................................................................... 25
(3) 自由曲线普通缝 (024) ................................................................. 27
(4) 圆弧普通缝 (025) ..................................................................... 29
(5) 圆普通缝 (026) ....................................................................... 30
(6) 点缝 (021) ........................................................................... 31
(7) 普通缝 (022) ......................................................................... 32
4-2. 曲折缝 (030 〜 033) ........................................................... 33
4-3. 偏移缝 (034 〜 037) ........................................................... 35
4-4. 二重缝 ....................................................................... 37
(1) 直线顺向二次缝 (040 〜 043) .......................................................... 37
(2) 逆向二次缝 (044 〜 047) .............................................................. 39
(3) 重叠倒缝 (050 〜 053) ............................................................... 40
4-5. 机械控制命令 ................................................................. 42
(1) 剪线 (001) ........................................................................... 42
(2) 第 2 原点 (002) ....................................................................... 42
(3) 中途停止 (003) ....................................................................... 43
(4) 缝纫机运转一周 (006) ................................................................. 44
(5) 记号 1,记号 2(008,009) ............................................................. 45
(6) 第 3 线张力 (007) ..................................................................... 45
(7) 延迟 (010) ........................................................................... 46
(8) 外部输入 (011) ....................................................................... 46
(9) 外部输出 (012) ....................................................................... 47
i
Page 3
(10) 扩大・缩小基准点 (004) .............................................................. 48
(11) 镜像点 (005) ........................................................................ 49
(12) 面线张力设置 (014) .................................................................. 50
(13) 中压脚高度设置 (018) ................................................................ 51
(14) 区域区分 (016) ...................................................................... 52
(15) 缝纫机停止 (019) .................................................................... 53
(16) 删除机械控制命令 (059) .............................................................. 54
(17) 缝制速度 (092) ..................................................................... 54
4-6. 自动倒缝 (064) ................................................................ 55
4-7. 密集缝 (065) .................................................................. 56
4-8. 重叠缝 (066) .................................................................. 57
4-9. 关于角点 ( 自由曲线缝,普通缝 ) ................................................ 58
5. 图形的修正 ...........................................................61
5-1. 点修正 ....................................................................... 61
(1) 点删除 (070,074) .................................................................... 61
(2) 点移动 (071,075) .................................................................... 63
(3) 点添加 (076) ......................................................................... 65
5-2. 顶点修正 ..................................................................... 67
(1) 顶点删除 (072,077) .................................................................. 67
(2) 顶点移动 (073,078) .................................................................. 68
5-3. 要素删除 (063) ................................................................ 69
5-4. 空送速度改变 (060) ............................................................ 70
5-5. 缝制速度区间改变 (061) ........................................................ 71
5-6. 改变针距长度 (062) ............................................................ 72
5-7. 对称 ......................................................................... 73
(1) X 轴对称 (082) ....................................................................... 73
(2) Y 轴对称 (083) ....................................................................... 73
(3) 点对称 (084) ......................................................................... 74
(4) Y 轴镜像图形顺向缝 (098) ............................................................. 74
5-8. 形状点的修正 ................................................................. 75
(1) 形状点添加 (135) ..................................................................... 75
(2) 形状点移动 (136) ..................................................................... 77
(3) 形状点删除 (137) ..................................................................... 78
6. 图形操作 .............................................................80
6-1. 图形复制 (086) ................................................................ 80
6-2. 图形移动 (085) ................................................................ 81
6-3. 图形消去 (087) ................................................................ 82
6-4. 图形读入 ..................................................................... 83
(1) 读入图形数据 ........................................................................ 83
(2) 设定扩大缩小率 ...................................................................... 85
(3) 设定读入数据的种类 .................................................................. 87
6-5. 图形写入 ..................................................................... 89
(1) 写入图形数据 ........................................................................ 89
ii
Page 4

7. 格式化 (090) 记忆媒体 .................................................90
8. 试缝 .................................................................91
8-1. 进行试缝的准备 ............................................................... 91
8-2. 进行试缝 ..................................................................... 93
9. 设定功能 .............................................................95
9-1. 注释输入 ..................................................................... 95
9-2. 压脚翻转设定 (091) ............................................................ 96
9-3. 设定面线张力基准值 (113) ...................................................... 96
9-4. 设定中压脚高度基准值 (115) .................................................... 97
10. 结束方法选择 (110)...................................................98
11. 把功能分配到 F1〜F5 按钮 (112).......................................99
12. 显示设定值的详细信息 (093)..........................................101
13. 显示现在机针位置的详细信息 .........................................103
14. 显示的设定 .........................................................105
15. 要素向前・要素向后 (130,131).......................................109
16. 关于触击画面的直接指示 .............................................110
16-1. 坐标直接指示 ............................................................... 110
16-2. 落针点・形状点直接指示 ..................................................... 112
17. 存储器开关数据的设定 ...............................................113
17-1. 存储器开关数据的设定 ....................................................... 113
17-2. 变换显示语言 ............................................................... 114
17-3. 变更现在点的显示颜色 ....................................................... 115
17-4. 设定标准曲折缝输出方法 ..................................................... 116
18. 选择显示的功能代码 .................................................117
19. 功能代码一览 .......................................................118
20. 设定范围一览 .......................................................126
21. 关于备份 ...........................................................130
22. 异常代码一览 .......................................................131
23. 信息一览 ...........................................................134
iii
Page 5
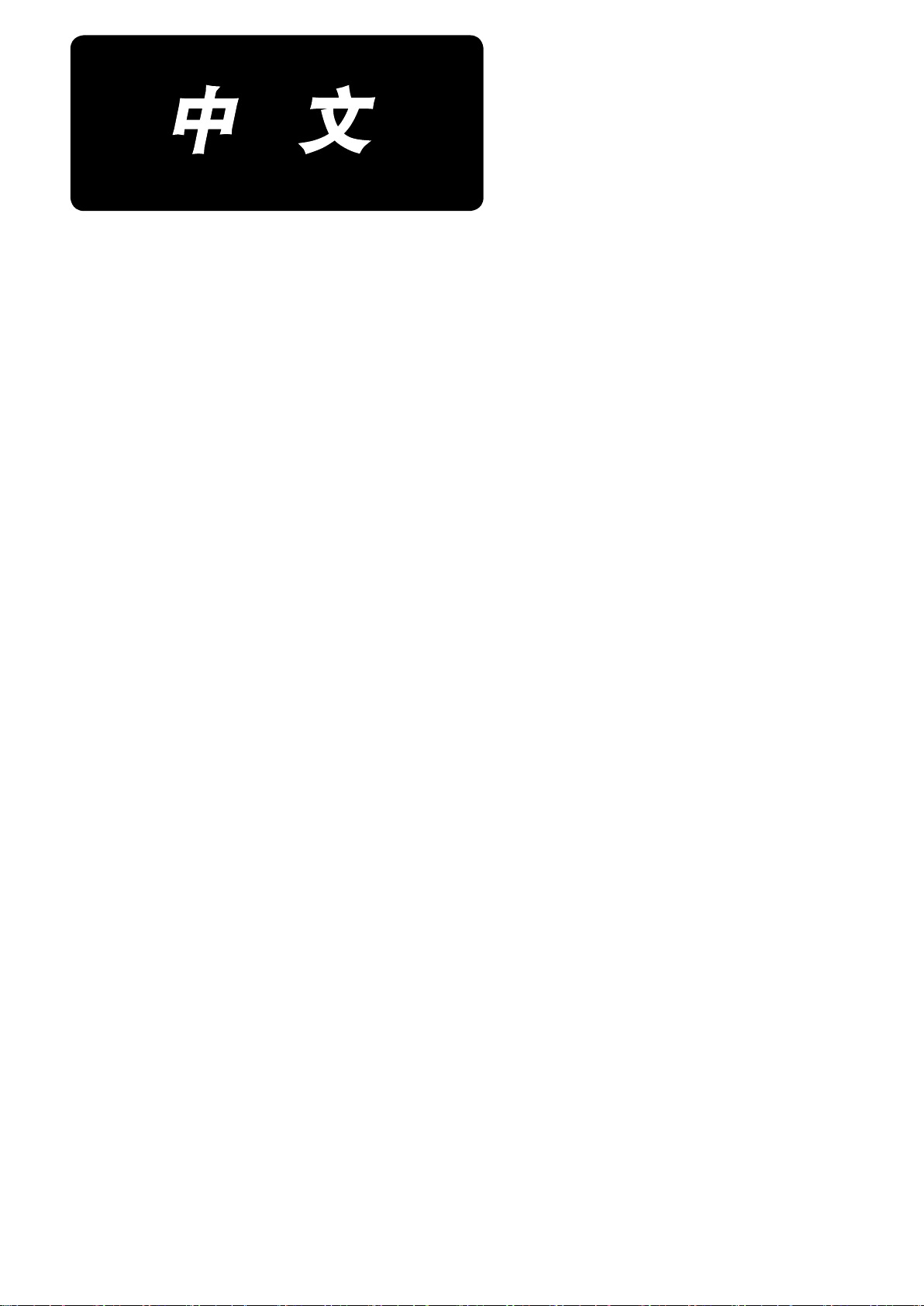
1. 主机输入模式的开始・结束
1-1. 移动到主机输入模式
<数据输入画面>
打开电源开关
①
打开电源开关,欢迎环面显
示之后,就会显示出通常缝
制模式的数据输入画面。
显示模式画面
②
为了从通常缝制模式移动到主
机输入模式,请在通常缝制画
面的数据输入画面显示状态,
AMS-E 系列
AMS-EN 系列
A
A
A
按模式按钮 A ,显示
出模式画面。
LK-1900B 系列
A
AP 系列
– 1 –
Page 6
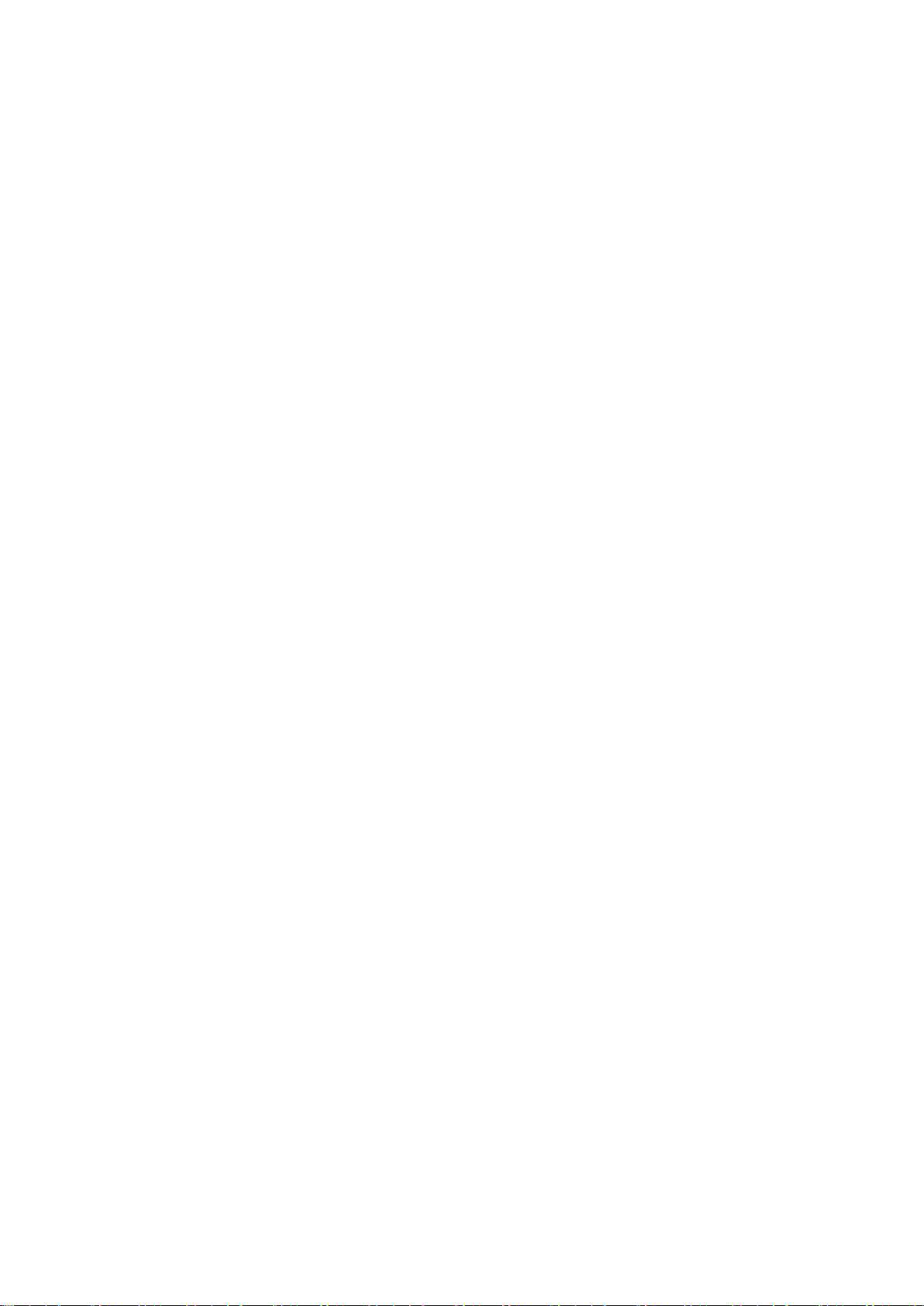
<模式画面>
选择主机输入模式
③
AMS-E 系列
B
C
B
LK-1900B 系列
B
按模式选择按钮 B ,从
通常缝制模式选择状态
变换为主机输入模式选择状态
。
C
移动到主机输入模式
④
在选择了主机输入模式的状态
按模式按钮 C之后,
移动到主机输入模式,使用备
B
份数据确认画面被显示出来。
※ LK-1900B 系列直接显示标准
画面。
AMS-EN 系列
C
C
AP 系列
– 2 –
Page 7
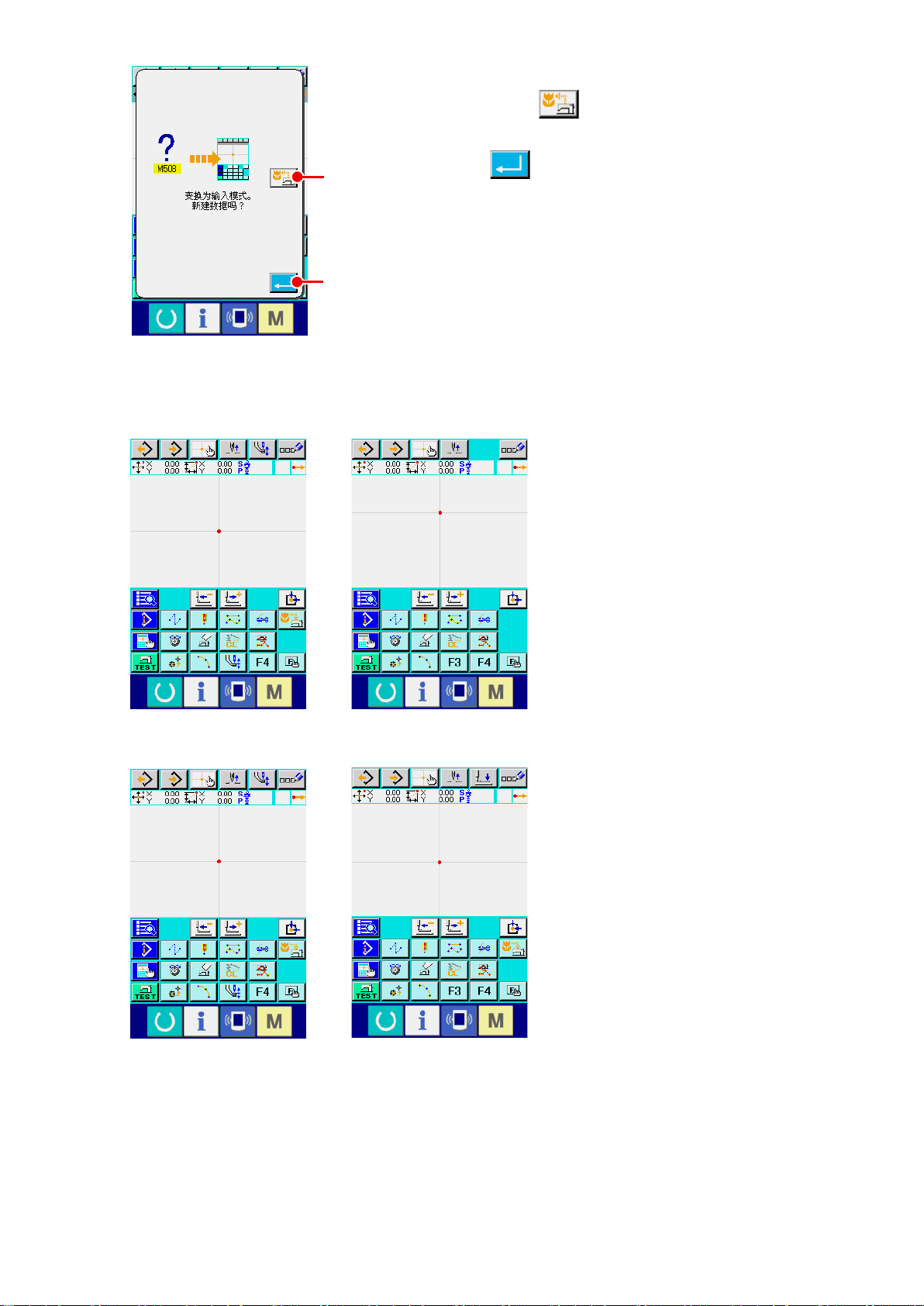
<标准画面>
选择使用缝制数据
⑤
按使用缝制数据按钮 D之后,在使用备份数据的状态下,
显示出主机输入模式标准画面。
按了实行按钮 E之后,变为新作成。
D
E
AMS-E 系列
AMS-EN 系列
LK-1900B 系列
AP 系列
– 3 –
Page 8
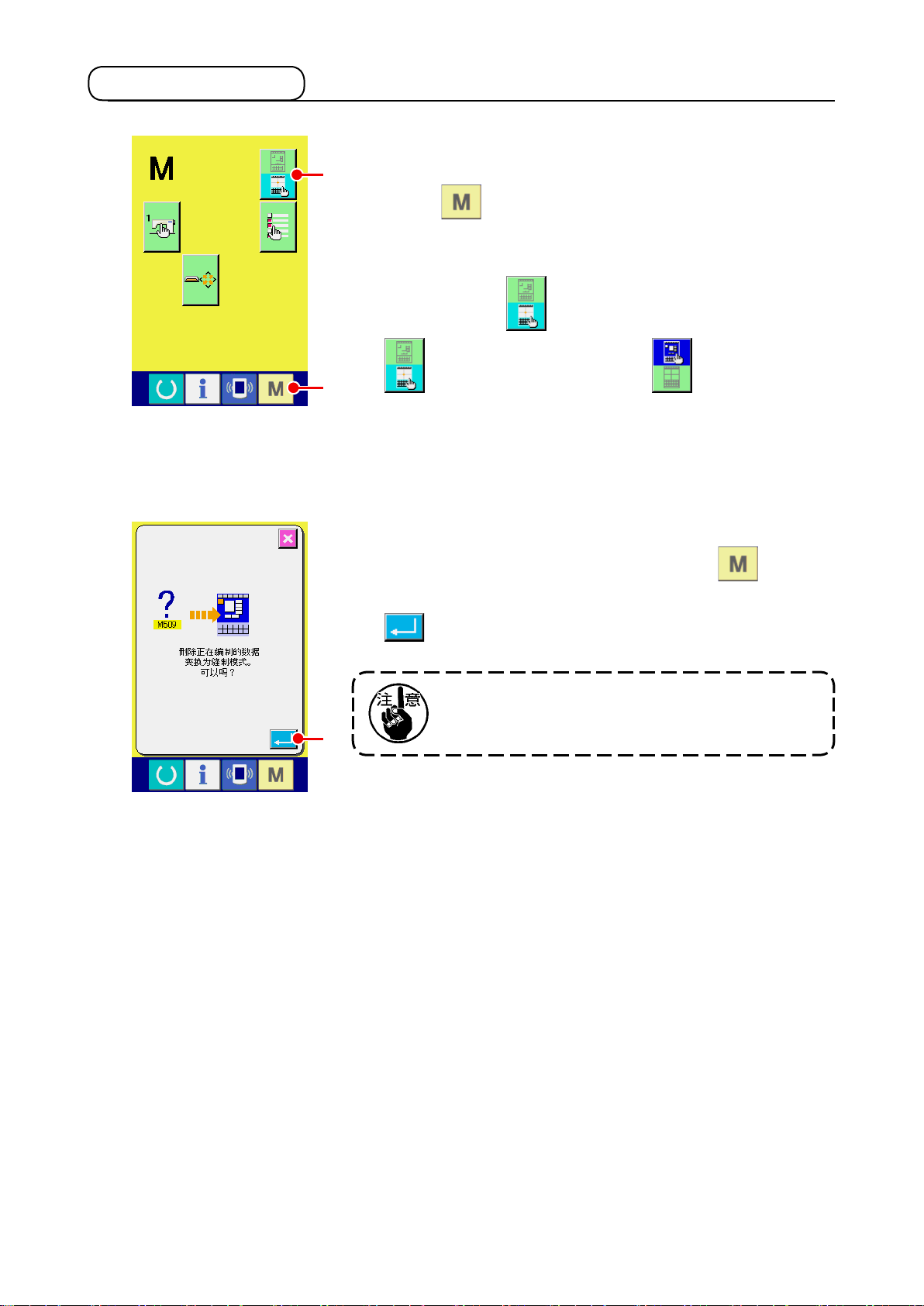
1-2. 回到通常缝制模式
<模式画面>
显示模式画面
①
为了从主机输入模式返回到通常缝制模式,请在标准画面按模
A
式按钮 ,显示出模式画面。
选择通常缝制模式
②
按模式选择按钮 A ,将显示从主机输入模式选择状态
变换成通常缝制模式选择状态 。
B
变换到通常缝制模式
③
在选择了通常缝制模式的状态,按了模式按钮 B之后,
缝制模式移动的确认画面被显示出来。此时,按了实行按钮
C之后,通常缝制模式的数据输入画面被显示出来。
移动到通常缝制模式之后,作成中的数据被消去。
需要数据时,请在移动之前进行写入。
C
– 4 –
Page 9
2. 基本的操作・显示
说明有关主机输入模式通用的操作和显示。
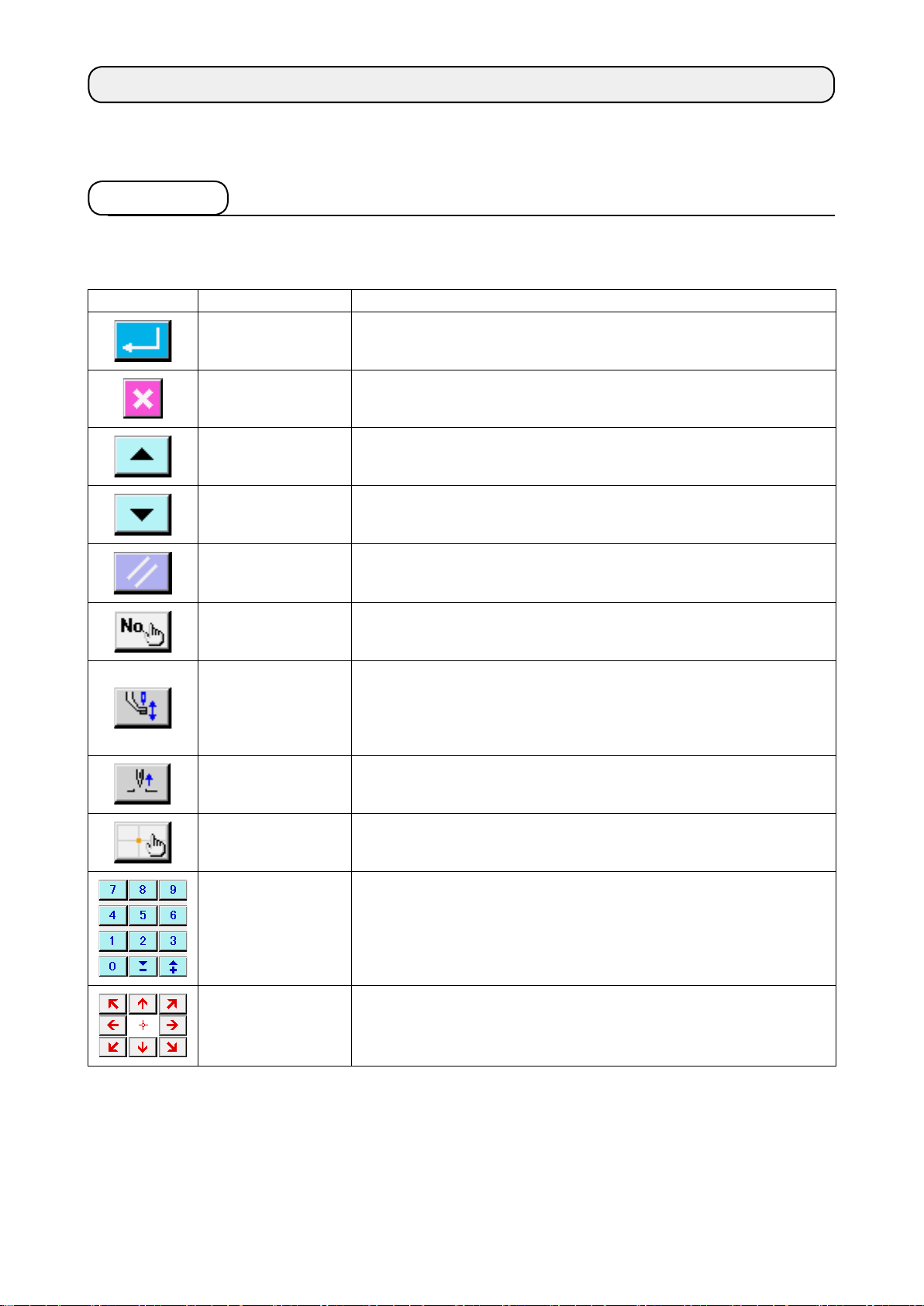
2-1. 通用按钮
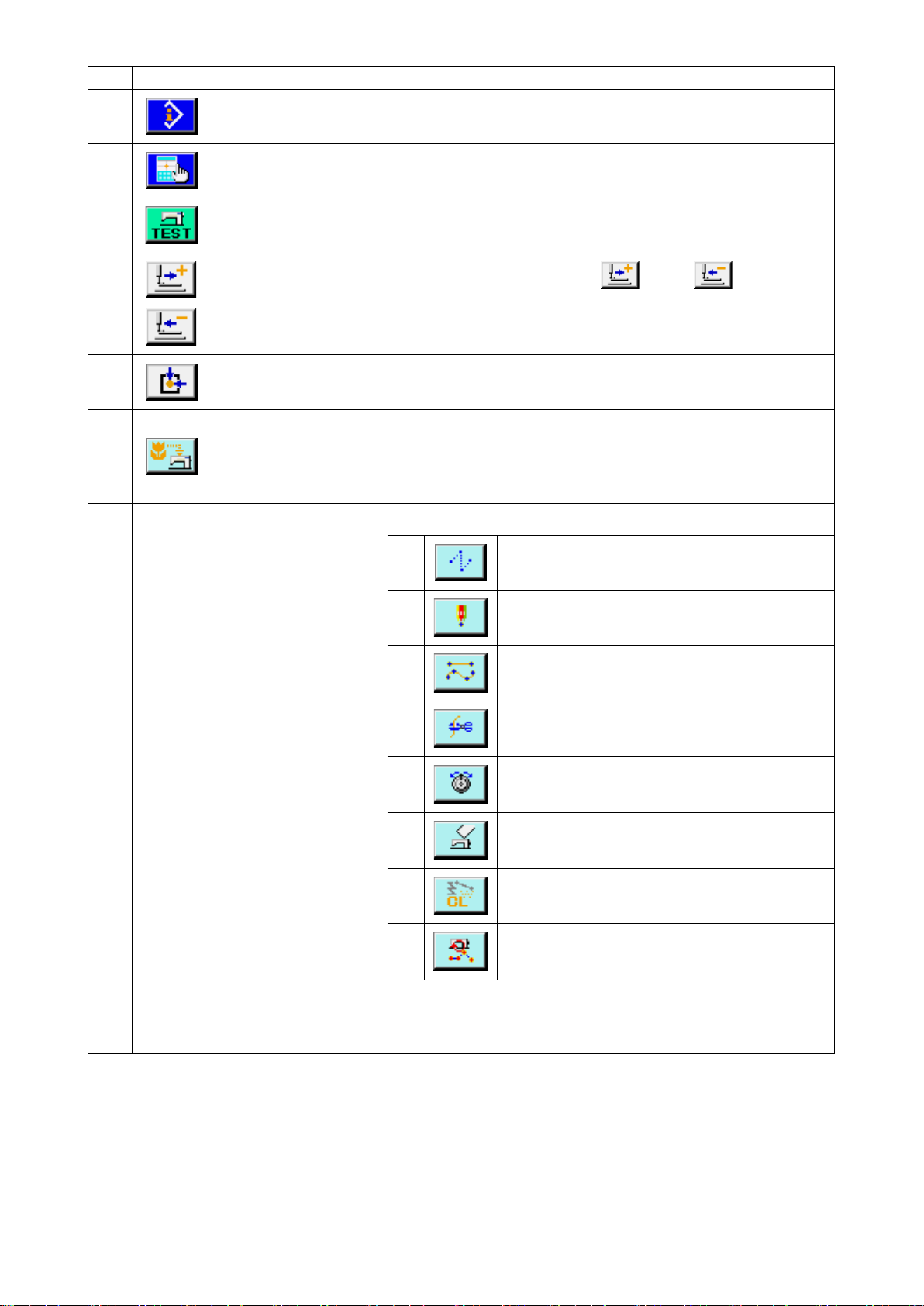
在主机输入模式的各画面进行通用操作的按钮如下表所示。
按钮 按钮名称 内容
实行按钮 实行选择的功能。
数据变更画面时,确定变更的数据。
取消按钮 关闭凸起画面。
数据变更画面时,废弃变更中的数据。
上滚动按钮 向上方滚动按钮或显示。
下滚动按钮 向下方滚动按钮或显示。
复位按钮 进行异常的解除。
数字输入按钮 十数字画面被显示,可以输入数字。
中压脚上下按钮 每按一次按钮,中压脚变换上升/中间/下降的位置。
中间位置 :缝纫机的设定最大位置
下降位置 :中压脚指令输入位置
* LK-1900B 系列不显示。
上位置 ( 上死点 )
复位按钮
坐标直接指示按钮 坐标直接指示画面被显示出来。
十数字键 对应被按的十数字键的数字被输入。+・-按钮可以增减被输入的数值。
移动键 可以向对应被按的移动键的方向移动指定位置。
把机针位置返回到上位置 ( 上死点 )。
( 返回位置由缝纫机设定。)
→ 请参阅 "16. 关于触击画面的直接指示 " p.110 的内容。
– 5 –
Page 10
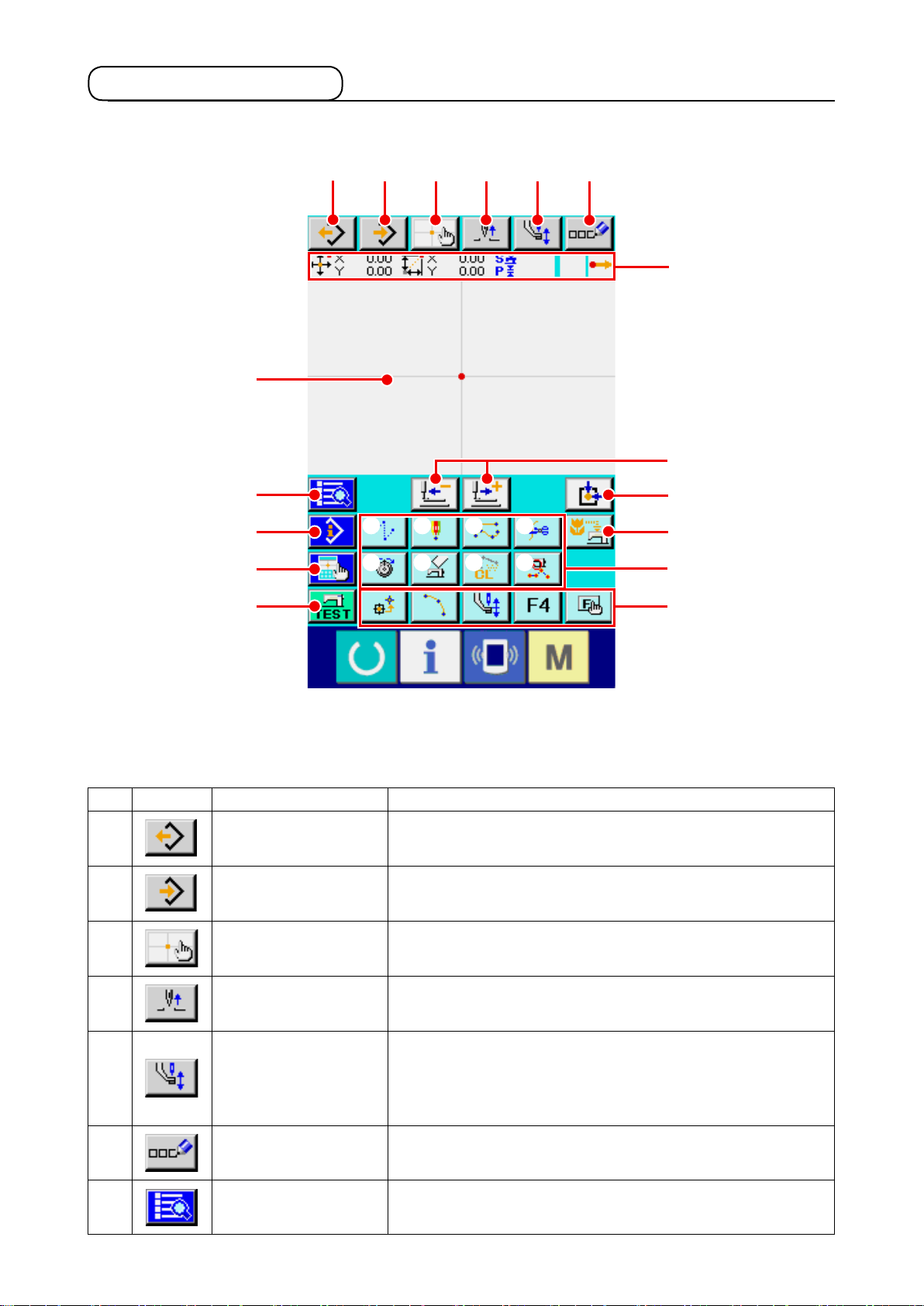
2-2. 主机输入模式标准画面
这是主机输入模式的标准画面。
P
G
H
I
J
A
B C D
① ② ③ ④
⑤ ⑥ ⑦ ⑧
E F
Q
K
L
M
N
O
主机输入模式标准画面的按钮如下表所示。
按钮 按钮名称 内容
A
B
C
D
E
F
G
读取图案按钮 图案读取画面被显示。
写入图案按钮 图案写入画面被显示出来。
坐标直接指示按钮 坐标直接指示画面被显示出来。
上位置 ( 上死点 )
复位按钮
中压脚上下按钮 每按一次按钮,中压脚变换上升⇒中间⇒下降的位置。
注释输入按钮 显示注释输入画面。
代码一览表按钮 显示代码一览表画面。
→ 请参阅 "6-4. 图形读入 " p.83。
→ 请参阅 "6-5. 图形写入 " p.89。
→ 请参阅 "16-2. 落针点・形状点直接指示 " p.112。
让机针位置返回到上位置 ( 上死点 )。
( 返回位置由缝纫机设定。)
中间位置 :缝纫机的设定最大位置
下降位置 :中压脚指令输入位置
* LK-1900B 系列不显示。
→ 请参阅 "9-1. 注释输入 " p.95。
→ 请参阅 "2-3. 选择功能 " p.10。
– 6 –
Page 11
按钮 按钮名称 内容
H
I
J
K
L
M
N
内容显示按钮 显示内容显示画面,显示现在机针位置的详细信息。
→ 请参阅 "13. 显示现在机针位置的详细信息 " p.103。
显示设定按钮 显示显示设定画面。
→ 请参阅 "14. 显示的设定 " p.105。
试缝按钮 显示试缝画面。
→ 请参阅 "8. 试缝 " p.91。
前进・后退送布按钮
原点复位按钮 将现在的机针位置返回到原点。
备份按钮 把图案数据后备到缝纫机里。
功能按钮 可以直接呼出分配到按钮的功能。
从现在的针位置移动 1 针 ( 前进 ・ 后退 )。
持续按一定的针数之后,则变为连续移动模式。
( 注意 :在现在的图案数据上重写,因此在通常缝制模式,从媒体选
择了图案时,或编辑了用户图案时,数据消失。)
* LK-1900B 系列不显示。
①
实行空送 ("4-5.(1) 空送 (020)" p.23)。
O
②
③
④
⑤
⑥
⑦
⑧
F 按钮 通过功能选择・设定 ( 功能代码 112),可以把需要的功能分配到各按
钮,作为功能按钮使用。功能被分配后,用表示分配功能的图标来显示。
→ 请参阅 "11. 把功能分配到 F1〜F5 按钮 (112)" p.99。
实行点缝 ("4-1.(6) 点缝 (021)" p.31)。
实行普通缝 ("4-1.(7) 普通缝 (022)" p.32)。
实行剪线 ("4-5.(1) 剪线 (001)" p.42)。
行线张力盘设定 ("4-5. (12) 面线张力设置 (014)"
p.50)。
实行削除机械控制命令 ("4-5.(16) 删除机械控制命令
(059)" p.54
实行变更缝制速度区间("5-3. 要 素 删 除 (063) "
p.69)。
实行变更缝制速度区间 ("5-5. 缝制速度区间改变
(061)" p.71)。
)。
– 7 –
Page 12
按钮 按钮名称 内容
P
Q
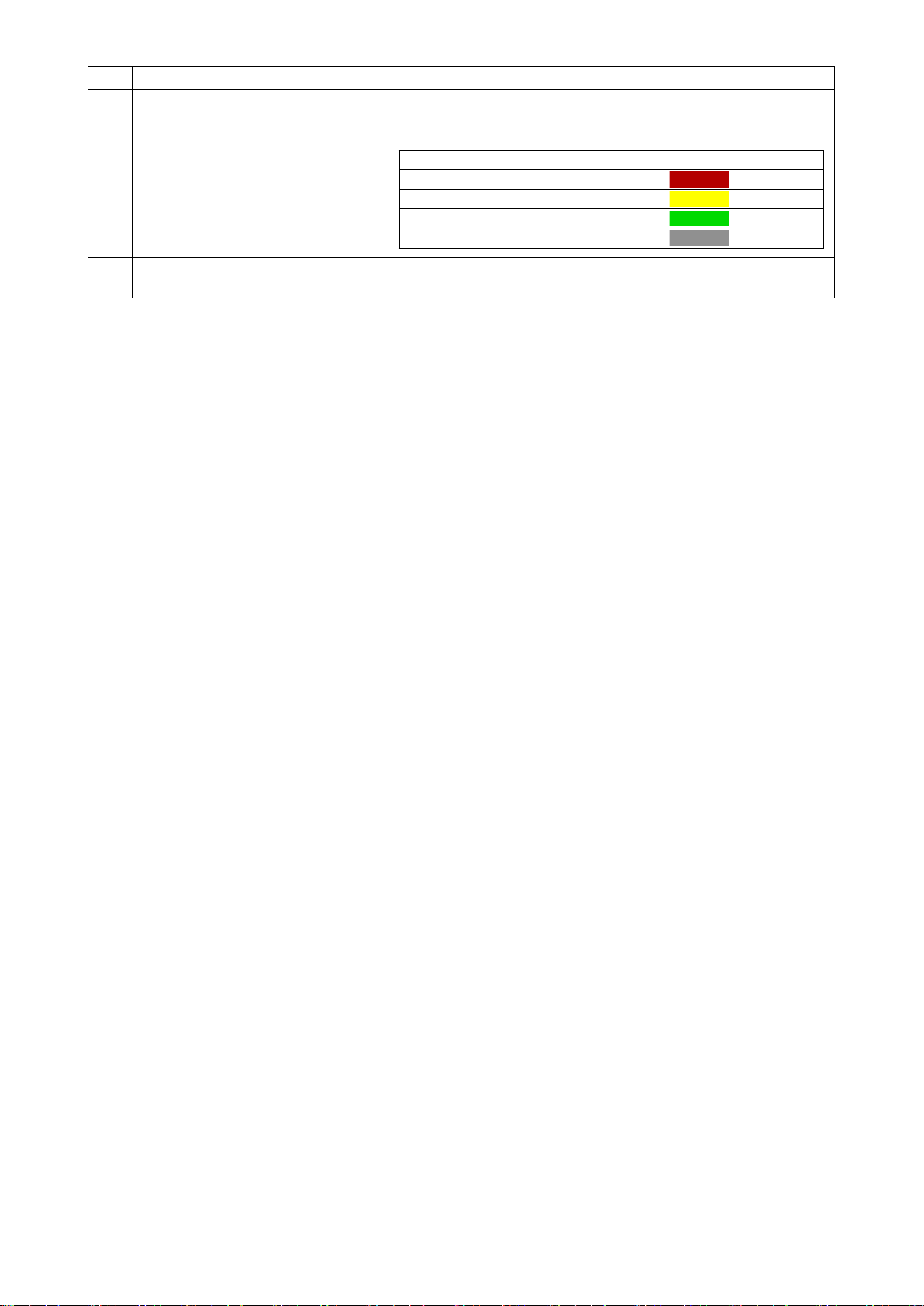
图案显示领域 这是显示图案的部分。按下之后,滚动画面将该点移动到显示的中心
位置。按了缝制范围外后不滚动。
点种类 显示颜色
现在点
缝制开始方向 3 针
缝制结束方向 3 针
除此以外
显示现在的机针位置信息 这是显示现在的机针位置信息的部分。下面说明显示内容。
: 红
: 黄
: 草绿
: 灰
– 8 –
Page 13
❶
❷
❺ ❻❸
❹
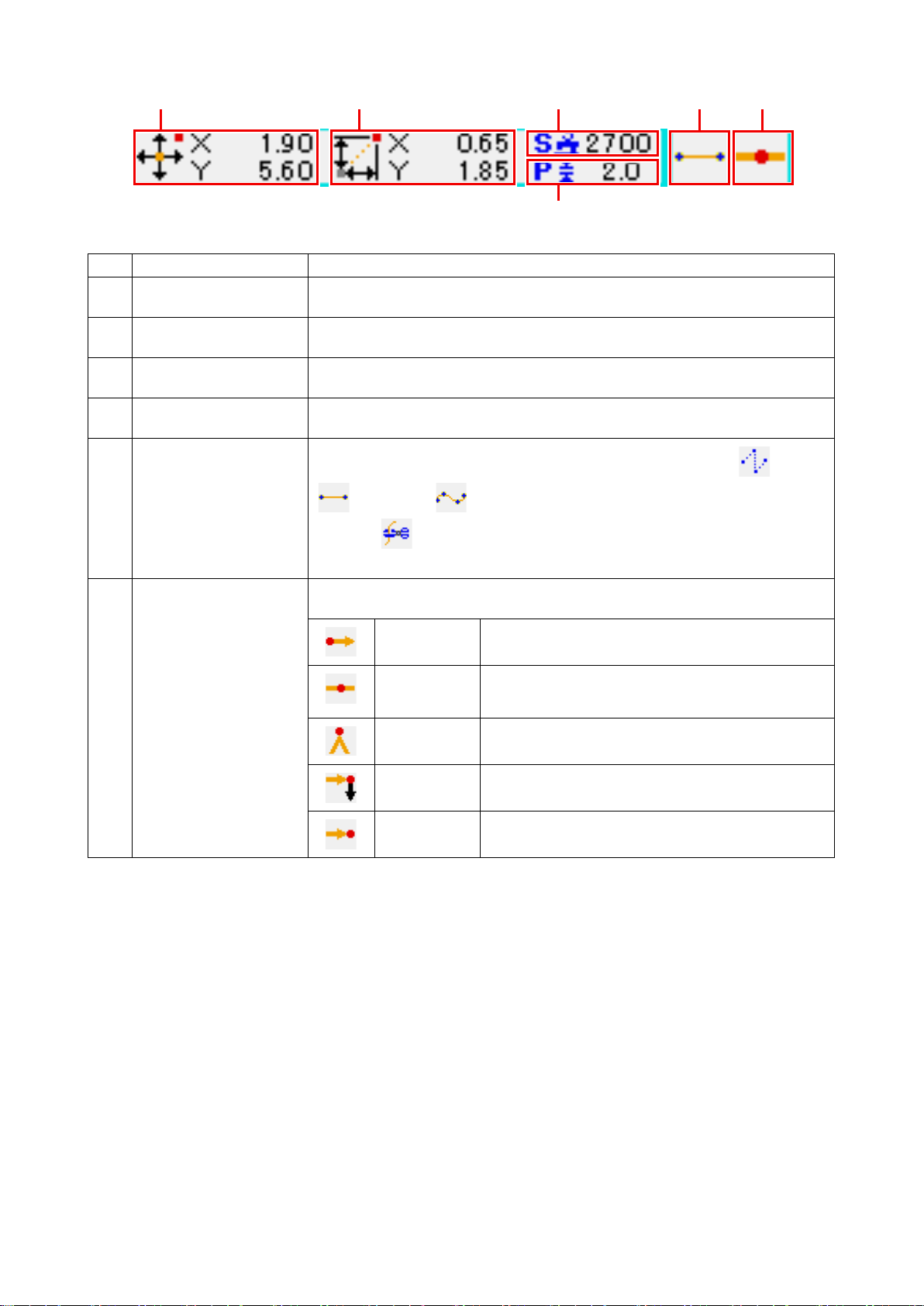
项目 内容
绝对坐标 表示从现在的机针位置的原点的绝对坐标。
❶
相对坐标 表示现在的机针位置的相对坐标。
❷
速度 表示先泽的点缝制速度或空送速度。
❸
间隔 表示现在的要素缝制针迹长度。( 扩大・缩小读取后,扩大缩小前的数值被显示。)
❹
要素种类
❺
表示现在要素的要素种类。缝制数据时,显示该要素种类 ( 空送 ,折线
,自由曲线 等 ) 的图标。机械控制命令时,显示该机械控制命令的种
类 ( 剪线 等 ) 的图标。
( 其他图标请参照 "19. 功能代码一览 " p.118。)
落针种类
❻
现在的即针位置信息显示部分也可以按照显示设定 ("14. 显示的设定 " p.105) 显示图案的信息。
表示有关落针位置的种类。
图案先头 表示是图案的先头位置 ( 原点 )。
要素中途 表示是要素内的中途点
( 即不是顶点也不是要素终端 )。
顶点 表示是折线的顶点。
要素终端 表示是要素的终端位置。
图案终端 表示是图案的最终位置。
– 9 –
Page 14
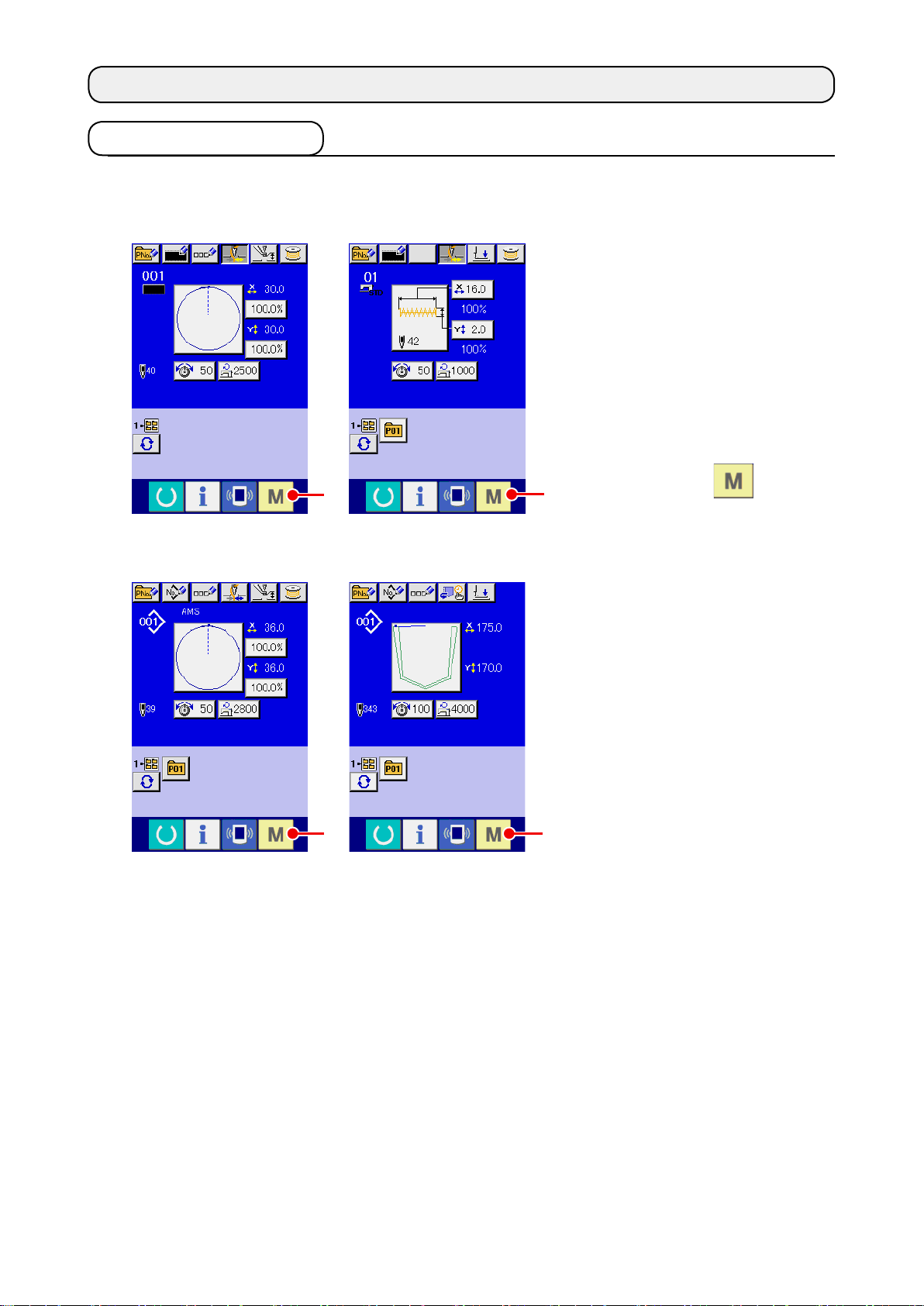
2-3. 选择功能
以下说明主机输入模式的功能选择顺序。
显示代码一览表画面
①
在主机输入模式的标准画面,按了代码一览表按钮 之后,
A
H
G
E
<代码一览表画面>
C
B
代码一览表画面就可以被显示出来。
选择功能
②
按想从功能呼出按钮一览表A中要实行的功能的呼出按钮。
被选择的功能呼出按钮 被翻转显示 。
按了上下滚动按钮 B之后,功能呼出按钮一览表
D
顺序变换显示出来。
A
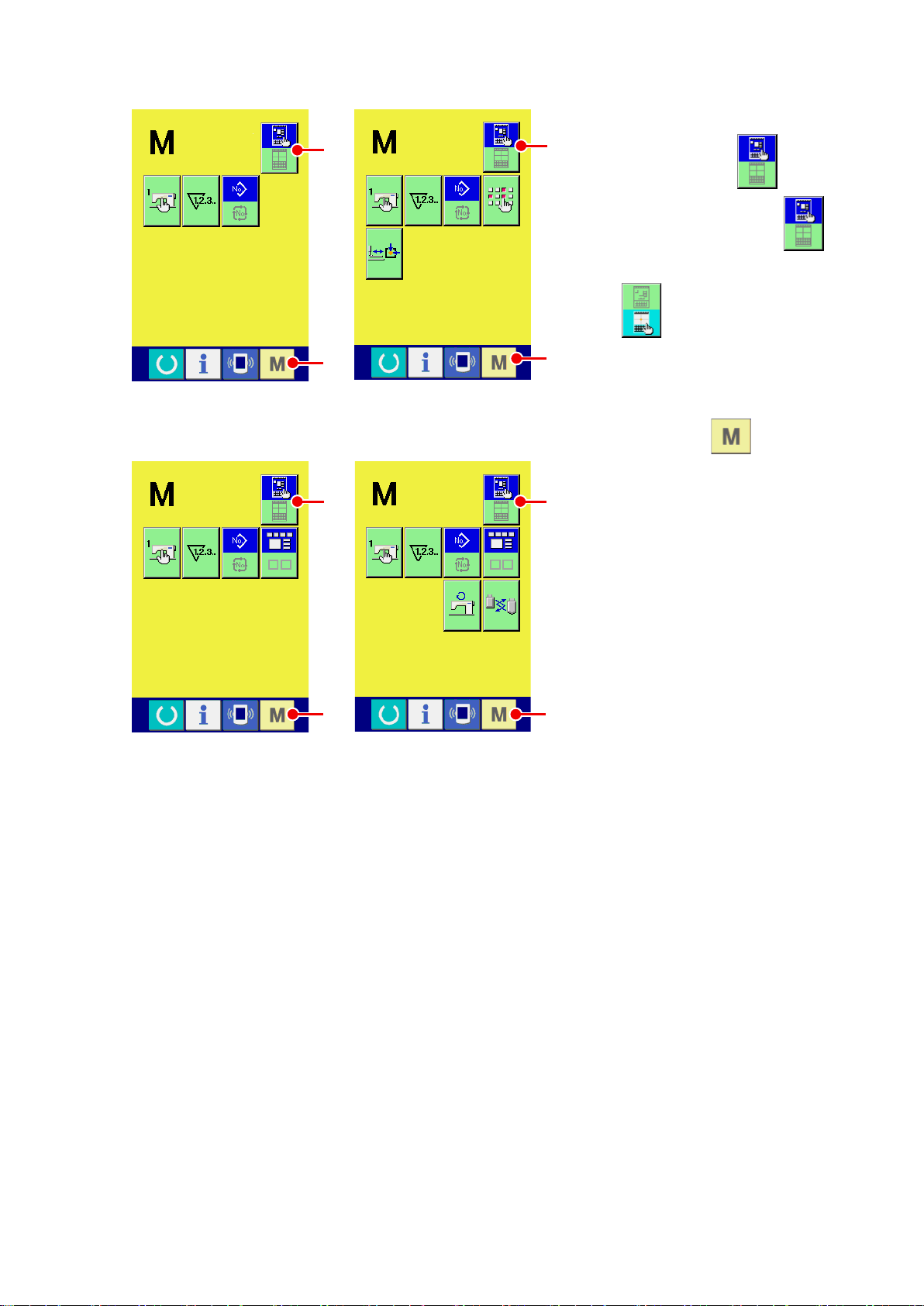
直接输入功能代码
③
按了功能代码输入按钮 C之后,功能代码输入画面被显
示,然后可以直接输入功能代码。
用十数字键
〜
E直接输入功能代码,或用+
-按钮 F选择功能代码。
・
F
按了确定按钮 G之后,在功能名称显示栏H显示出输
入的功能代码有关的该功能信息。
I
输入想实行的功能代码,按了实行按钮 I之后,在输入
的功能被选择的状态返回功能代码一览表画面。
实行功能
④
在选择了想实行功能的功能呼出按钮的状态,按了实行按钮
D之后,该功能的设定画面被显示出来。
有关各设定画面,请参照各功能的项目。
– 10 –
Page 15
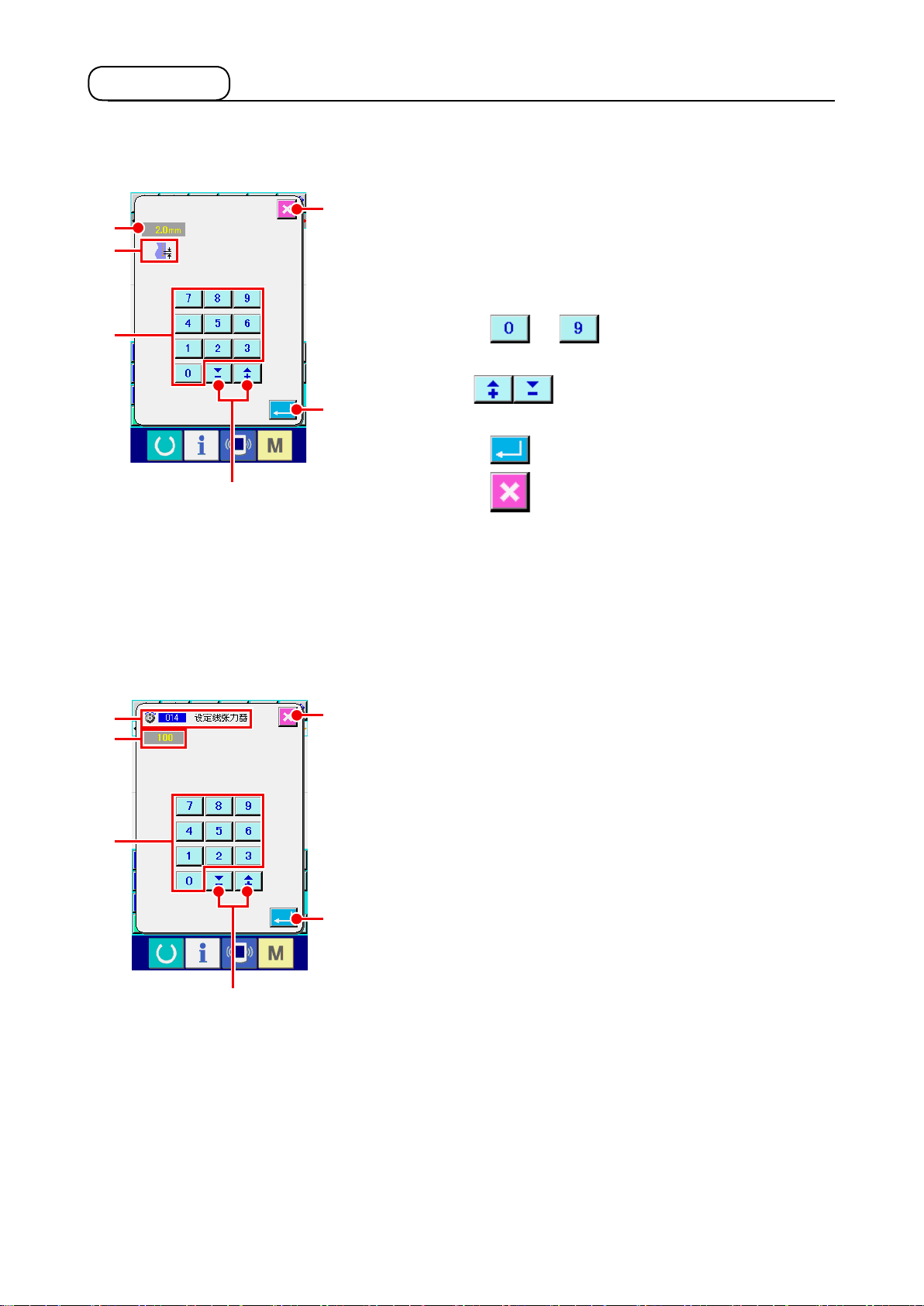
2-4. 输入数值
下面说明有关图案数据作成时通用的数值输入方法。
输入设定项目
①
F
C
D
左图是输入功能设定项目的设定值后显示的画面。
[ 例 :缝迹长度的变更 ]
输入的设定项目种类显示于D ,被输入的值显示于C 。
A
G
C
B
按了十数字键
〜
A之后,被按的十数字键的数
字被插入C的第 1 位,以前的输入值 1 位 1 位地上升。另外用
+・-按钮 B可以增减输入值。变化的单位因设
E
定项目的种类不同而不同。
按了实行按钮 E之后,输入的值被确定,移动画面。
按了取消按钮 F之后,输入的值被废弃,移动画面。
输入机械控制命令参数
②
F
左图是输入机械控制命令的参数时显示的画面。
输入方法与设定项目的设定值输入相同。在G上,进行参数输
入的功能代码和功能名称被显示出来。
A
E
B
– 11 –
Page 16
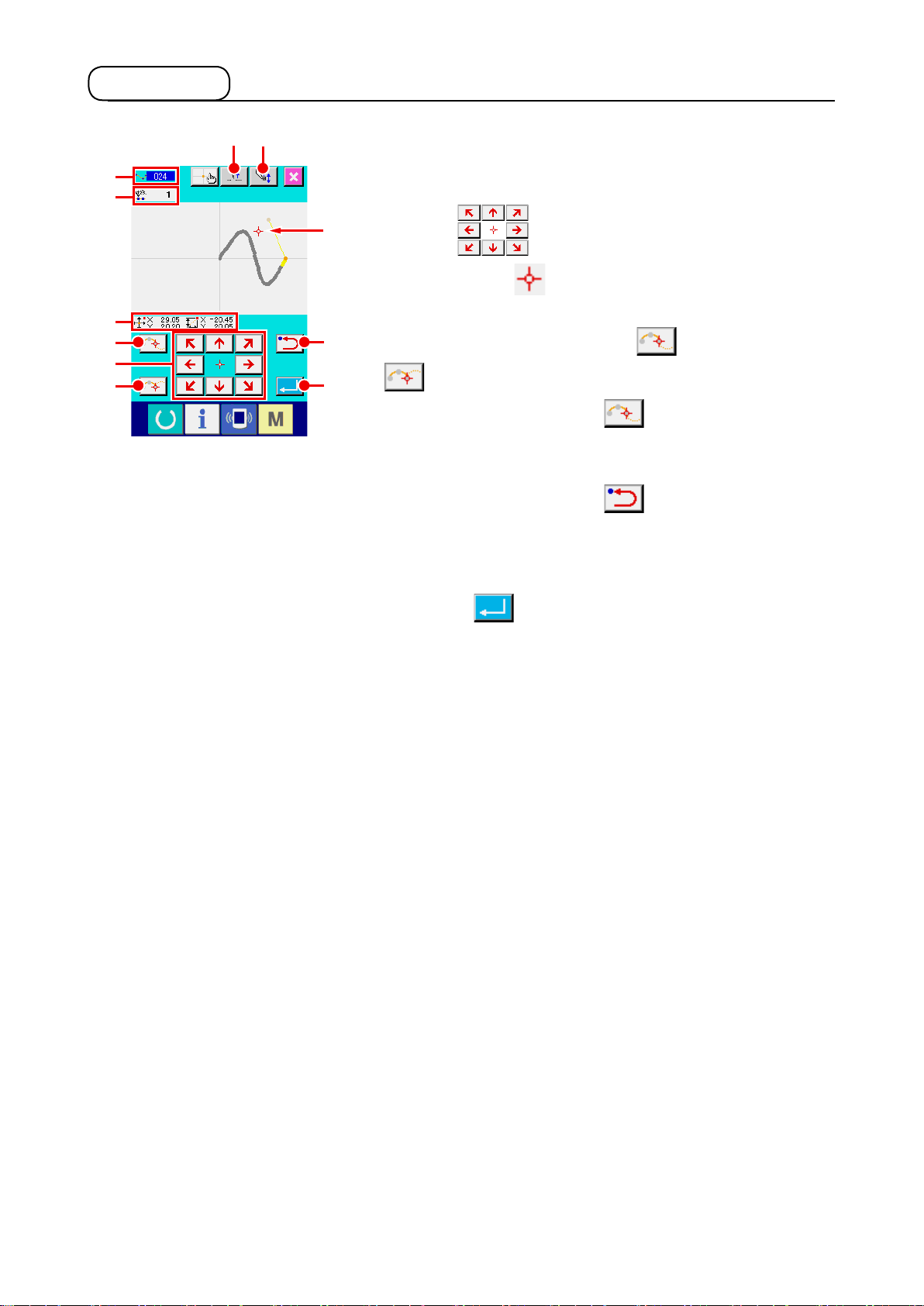
2-5. 指定位置
J
K
L
B
A
C
HG
左图是在设定功能指定位置时被显示的位置指定画面。被选择的功
能代码被显示到J 。
M
按移动键 A 。
①
现在机针位置显示 M向该方向移动,坐标值显示L被更新。
移动键在按下期间向该方向移动,放开之后停止压脚的移动。
向目标位置移动,按了通过点按钮 B或确定点按钮
D
E
C之后,该位置作为形状点或落针点被输入。在K上,
输入点数被显示出来。通过点 B根据选择的功能规定有
时不显示。
用移动键移动后,按后退按钮 D 。
②
返回到以前确定的位置。输入位置刚刚确定后按了按钮时,取
消 1 点确定的输入点,退回到这 1 点前的输入点。
按实行按钮 E 。
③
外压脚自动地退回到开始输入的位置,用至此被输入的输入点
进行演算,跟踪作成的要素,移动到要素的最后,数据被插入。
( 可以选择有无跟踪。有关详细内容请参照
(110)" p.98
。)
"10. 结束方法选择
– 12 –
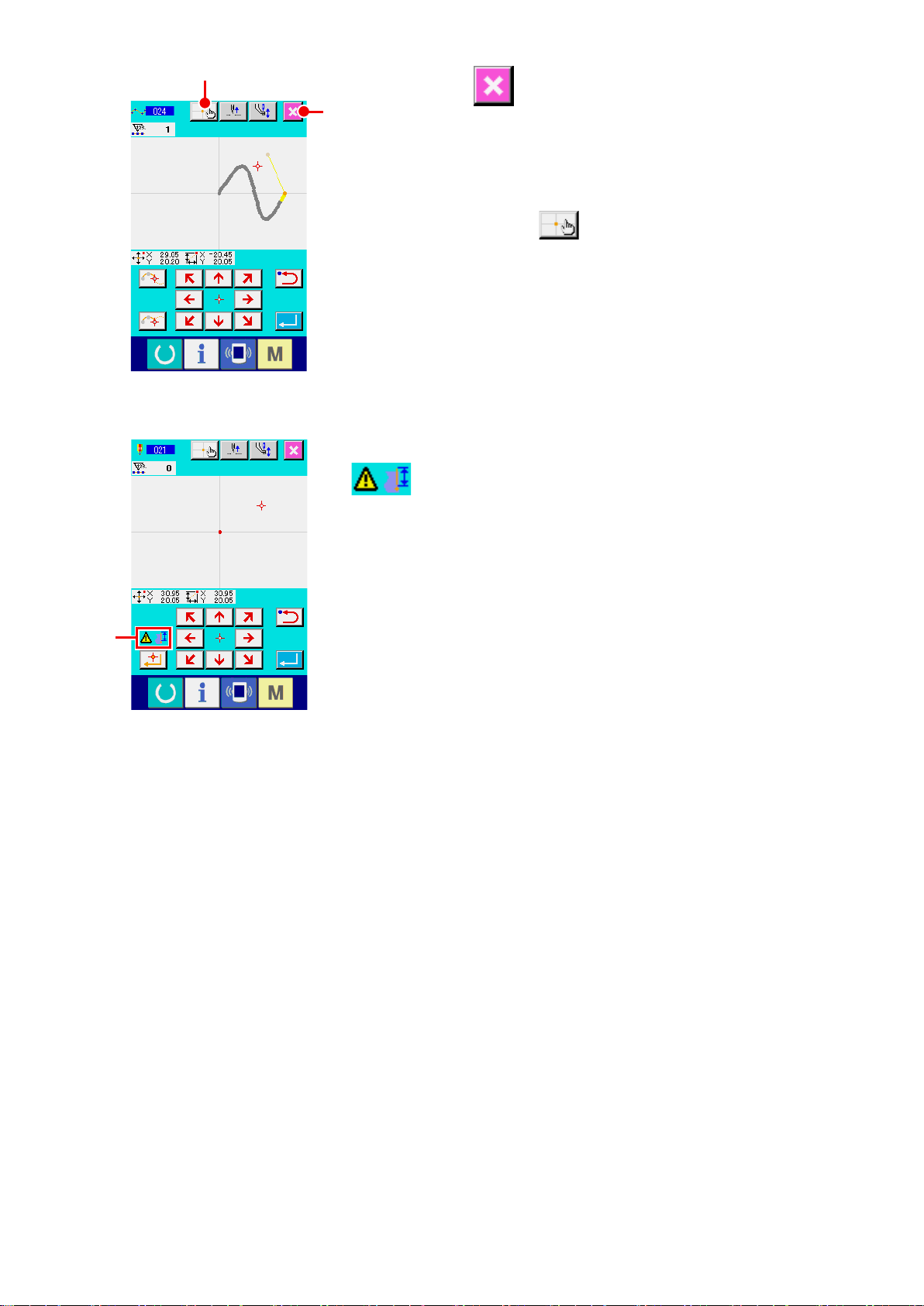
Page 17
F
按取消按钮 I 。
④
I
输入中的数据被废弃,返回到标准画面。
在最后点的输入时 , 按实行按钮 , 可以省略按确定点按钮。
按坐标直接指定按钮 F 。
⑤
坐标直接指定画面 ("16-1. 坐标直接指示 " p.110) 被显示,
可以直接指定坐标。
在N上,当成为超过设定可能范围等的状态后,显示出警告图标
。
N
– 13 –
Page 18
3. 操作顺序例
以下说明直至试缝的一连串的操作顺序。有关详细内容请参照各项目。
3-1. 图案输入
使用输入功能作成以下的图案。
剪线
A
直线 ( 间隔 3mm)
❶
❷
❹
❺ ❸
原点
空送
空送的输入
①
在标准画面按空送按钮 A ,显示出空送设定画面。
[ 输入点 ]
❶
❷
❸
❹
❺
X(mm) Y(mm)
-5.0 5.0
5.0 5.0
5.0 1.0
0.0 3.0
-5.0 1.0
<标准画面>
在空送设定画面,按实行按钮 B ,显示空送位置指定
画面。
B
– 14 –
Page 19
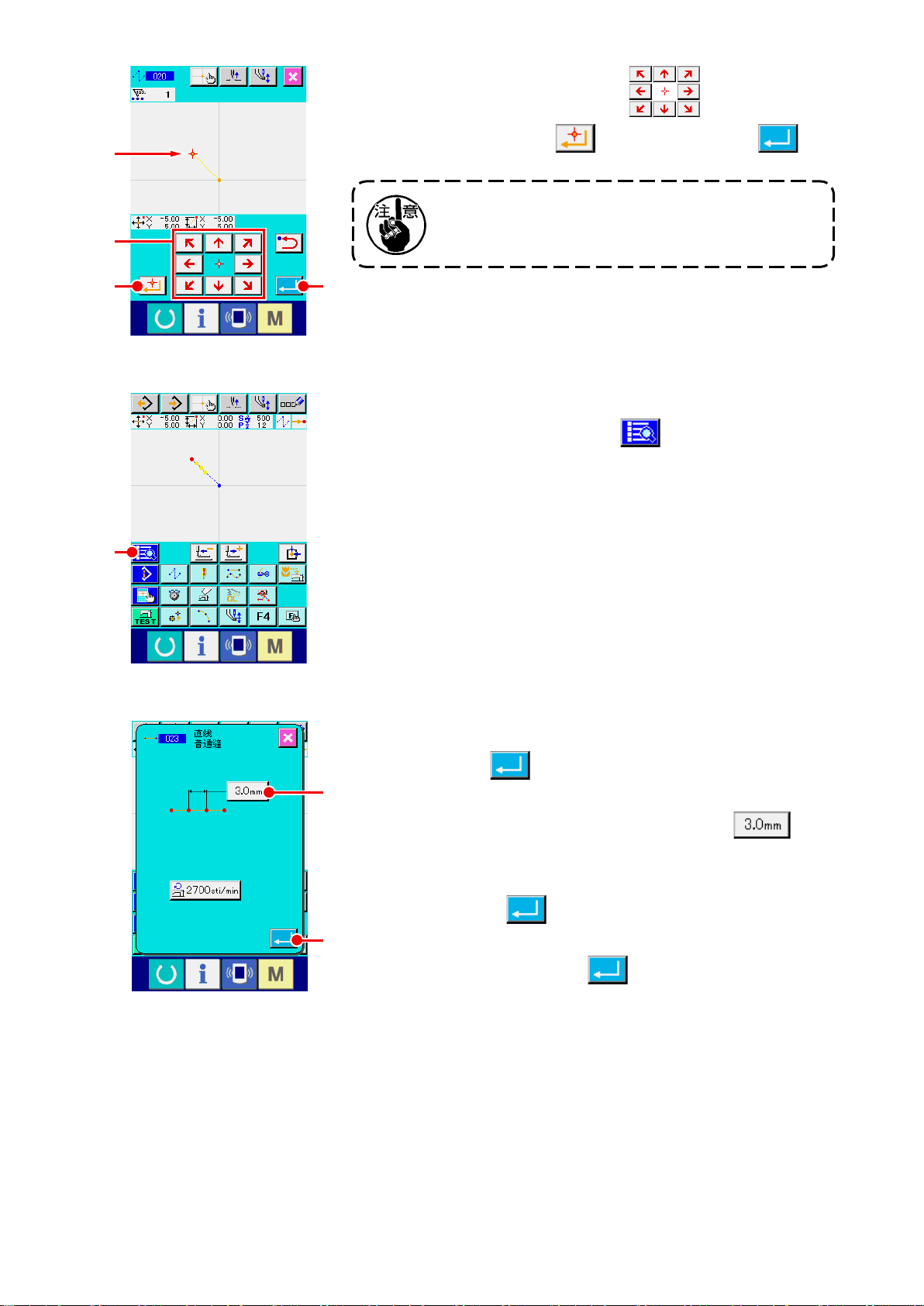
在空送位置指定画面,使用移动键 C ,让机针位置
❶
C
D
F
移动到❶ ,按确定按钮 D ,然后按实行按钮 E 。
此时,请注意压脚移动。
E
直线普通缝的输入
②
在标准画面,按代码一览表按钮 F ,显示出代码一览
表画面。
在功能代码一览表画面,选择直线普通缝 ( 功能代码 023),然
后按实行按钮 。
G
在实现普通缝设定画面,按缝迹长度设定按钮 G ,
显示出缝迹长度设定画面。
按照“ 3 ” , “ 0 ”的顺序按十数字键,然后按缝迹长度设定
画面的实行按钮 。
返回到直线普通缝设定画面,确认缝迹长度设定按钮的显示为
H
3.0mm ” ,然后按实行按钮 H 。
“
– 15 –
Page 20
❶
❺
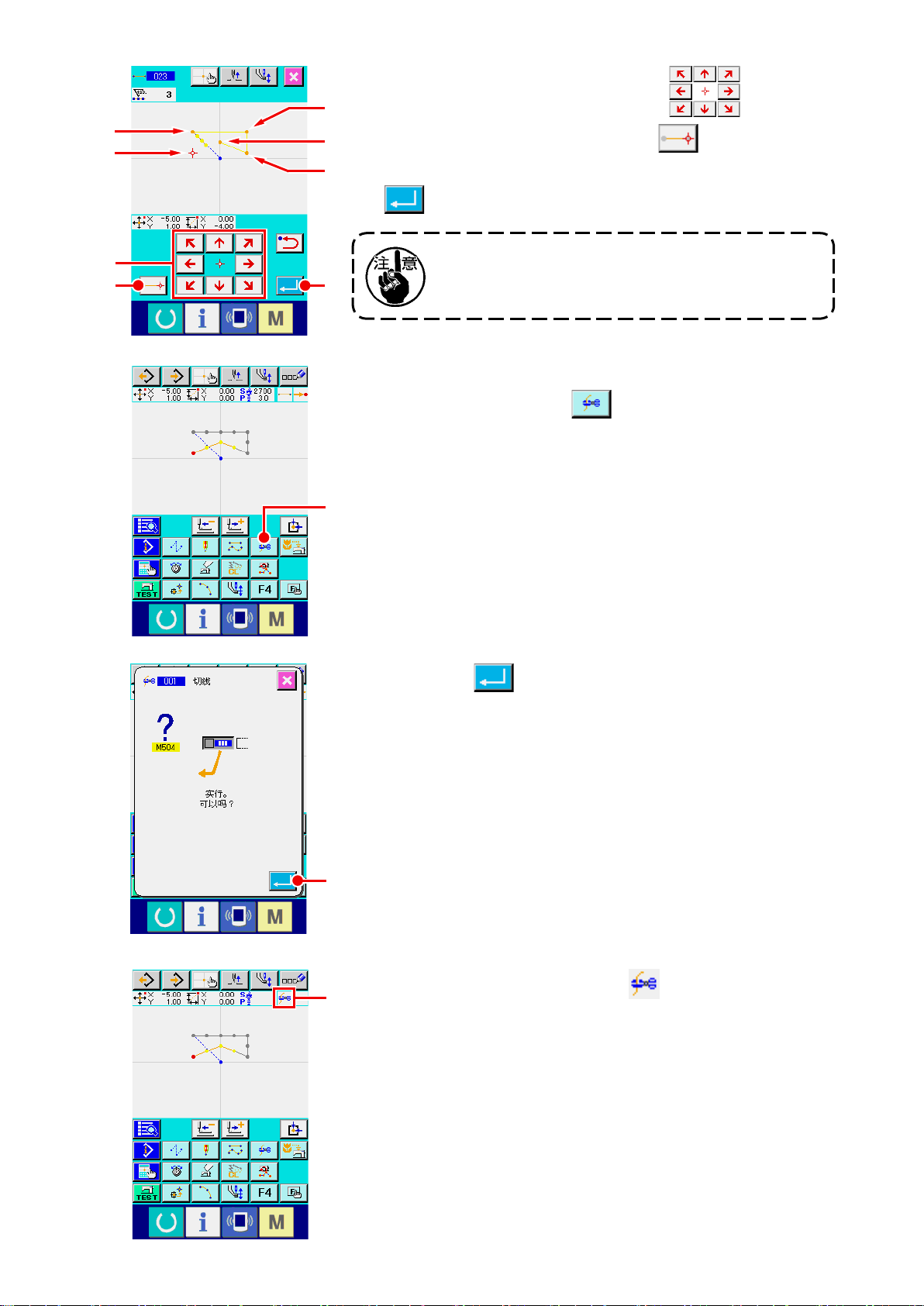
在直线普通缝位置指定画面,按移动键 I ,让机针
❷
❹
❸
位置从❶移动到❷ ,然后按确定按钮 J 。
反复进行此操作,一致输入到❺的位置,然后按实行按钮
K 。
I
J
此时,请注意压脚的移动。
K
剪线的输入
③
在标准画面,按剪线按钮 L ,显示出剪线确认画面。
L
按实行按钮 M ,在❺的位置输入剪线。
M
标准画面被显示,在N上显示出 。
N
通过以上的操作,如左图所示的图案被作成。
– 16 –
Page 21
3-2. 试缝
使用输入功能,通过试缝作成的图案或读出的数据来确认形状等。
试缝时,因机种不同画面和可以设定的项目有可能变化。
下面的说明是 AMS-210EN 时的例子。
进行试缝之前,必须进行中压脚高度和线张力设定的登记。
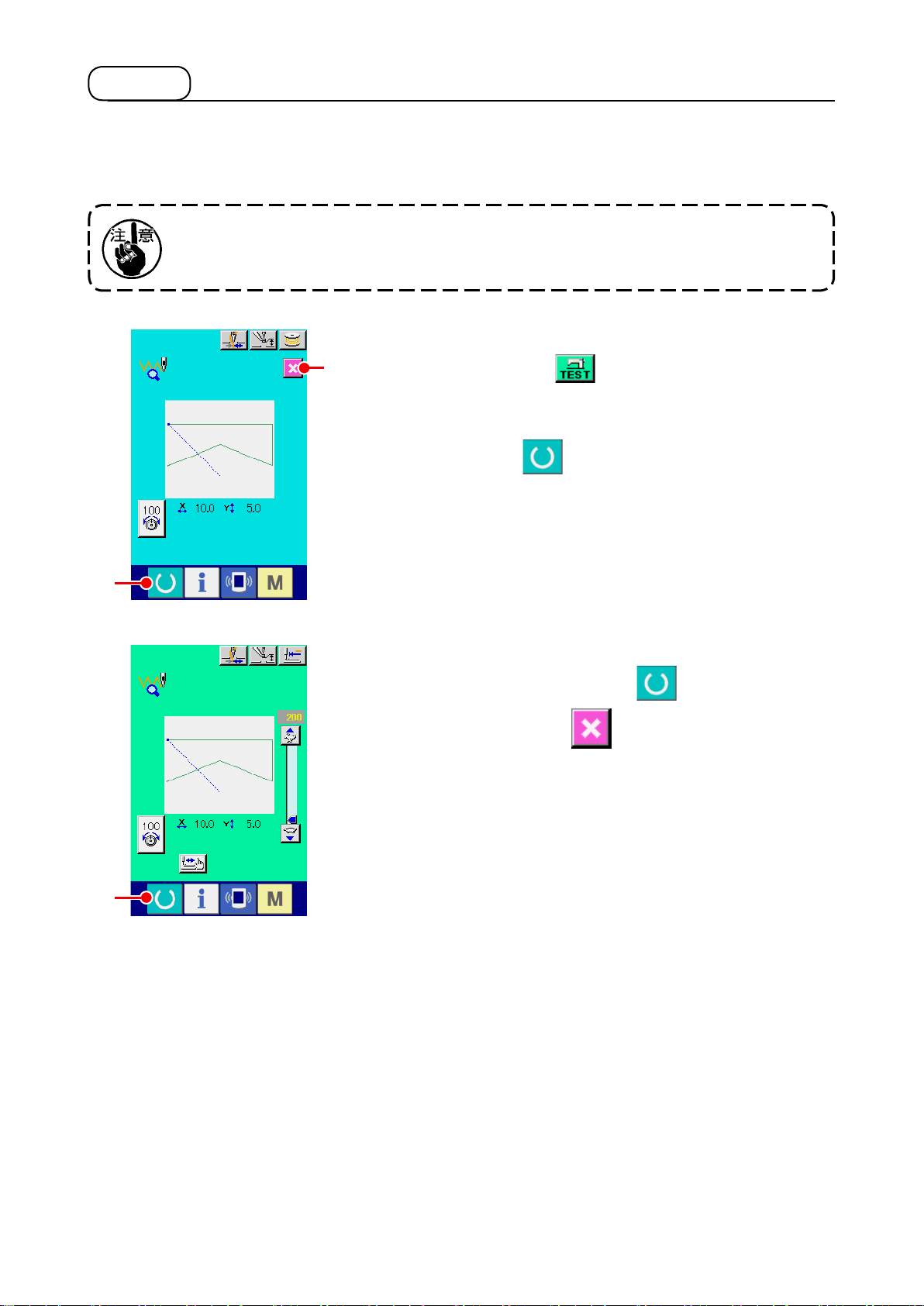
显示试缝准备画面
①
B
按标准画面的试缝按钮 , 显示出试缝准备画面。
显示试缝缝制画面
②
按了缝制准备按钮 A之后,试缝缝制画面被显示出来。
在此画面,进行通常的缝纫机操作,可以试缝图案数据。
A
C
返回图案作成
③
在试缝缝制画面,按缝制准备按钮 C之后,返回试缝准
备画面,这是按取消按钮 B之后,返回主机输入模式标
准画面。
– 17 –
Page 22
3-3. 图案修正
修正在 "3-1. 图案输入 " p.14 作成的图案数据。
要素的削除
①
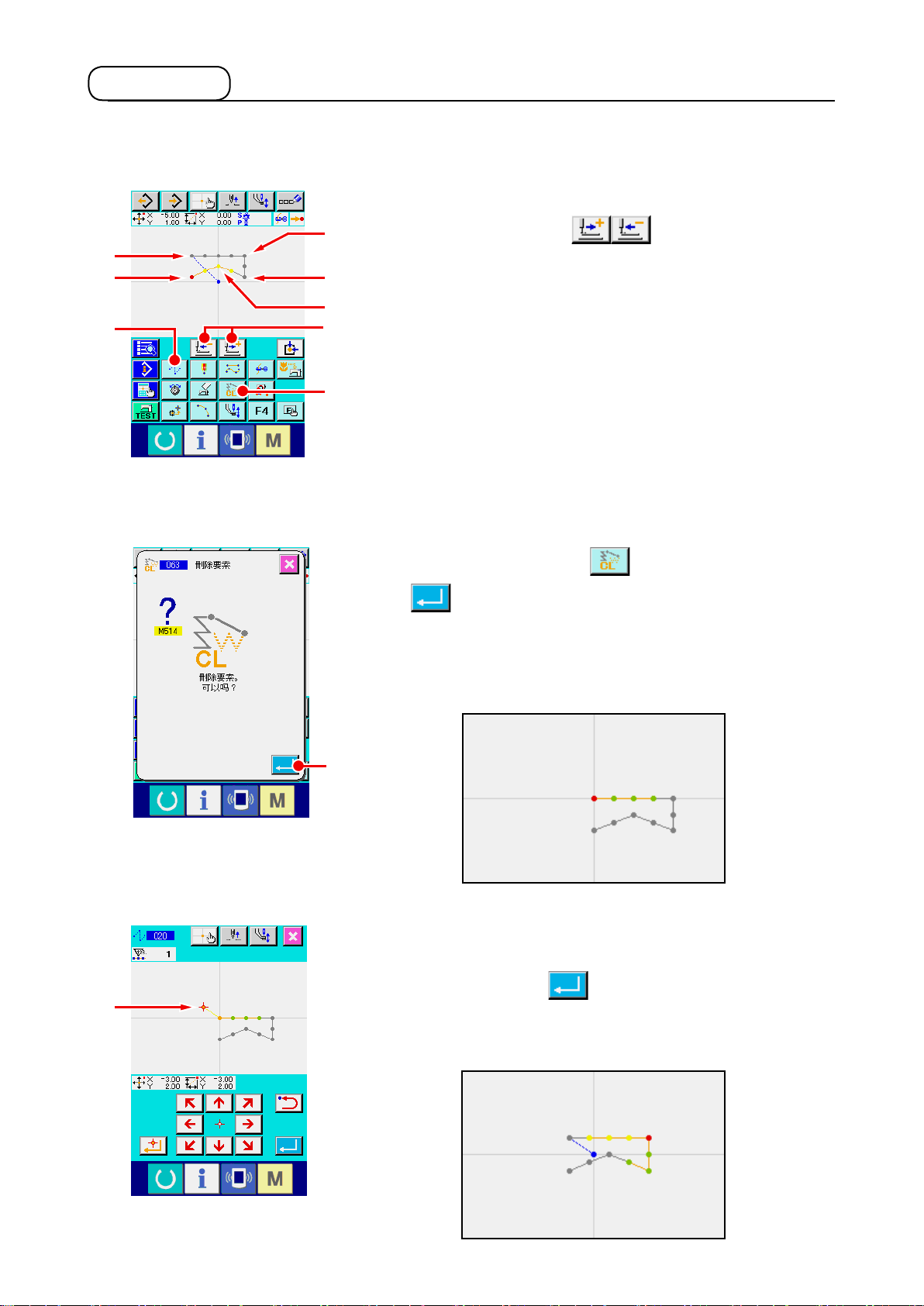
使用前进・后退送布按钮 A ,在空送区间的中途
❷
❶
❺
E
❸
❹
A
B
<模式画面>
让机针位置移动到❶ 。
D
在标准画面按要素削除按钮 B ,在确认画面按实行按
钮 C 。
空送至❶被削除的机针位置返回到原点。
此时,
C
空送的插入
②
❶〜❺
的直线缝成为从原点开始的状态。
在标准画面,选择空送功能E ,在位置指定画面把机针位置移
动到D ,然后按按键 C 。
插入空送动作,如下图所示的那样,可以确认位置相对地进行
移动。
– 18 –
Page 23
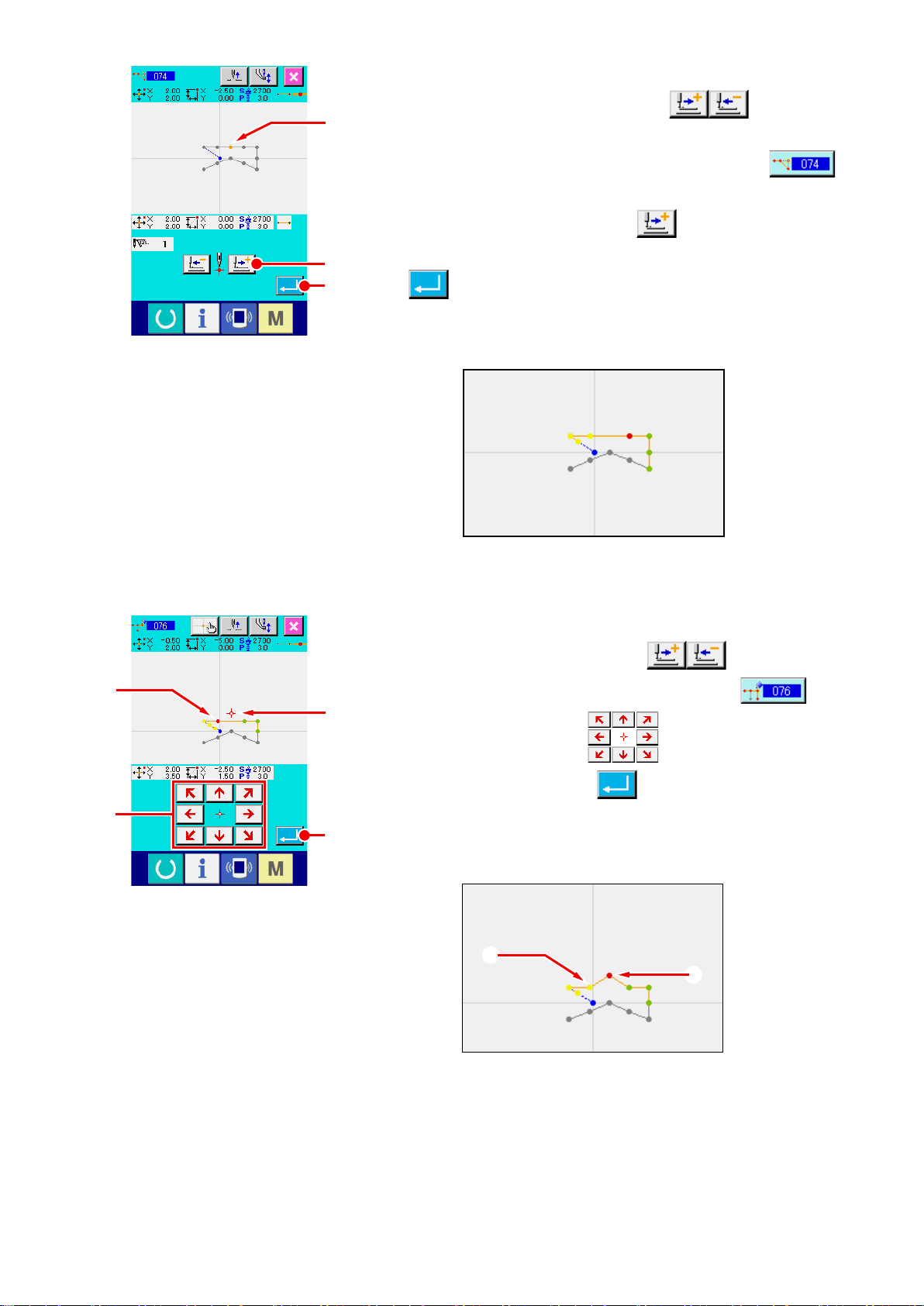
点删除
③
在标准画面,使用前进・后退按钮送布 A ,让机
E
针位置移动到E的位置。
从功能代码一览表中选择绝对点删除 ( 功能代码 074)
, 显示出范围指定画面。
削除复数的针落点时,按前进按钮 F ,让机针位置在
H
F
G
削除的点区间移动进行指定。这时,仅指定E点然后按实行按
钮 G 。
如下图所示,可以确认E点已被削除。
点添加
④
在标准画面使用前进・后退送布按钮 A ,移动机针
位置到H ,然后选择绝对点添加 ( 功能代码 076) 。
I
在位置指定画面使用移动键 J ,移动机针位置到添
J
加的点I ,然后按实行按钮 K 。
如下图所示,落针点被添加。
K
H
I
– 19 –
Page 24
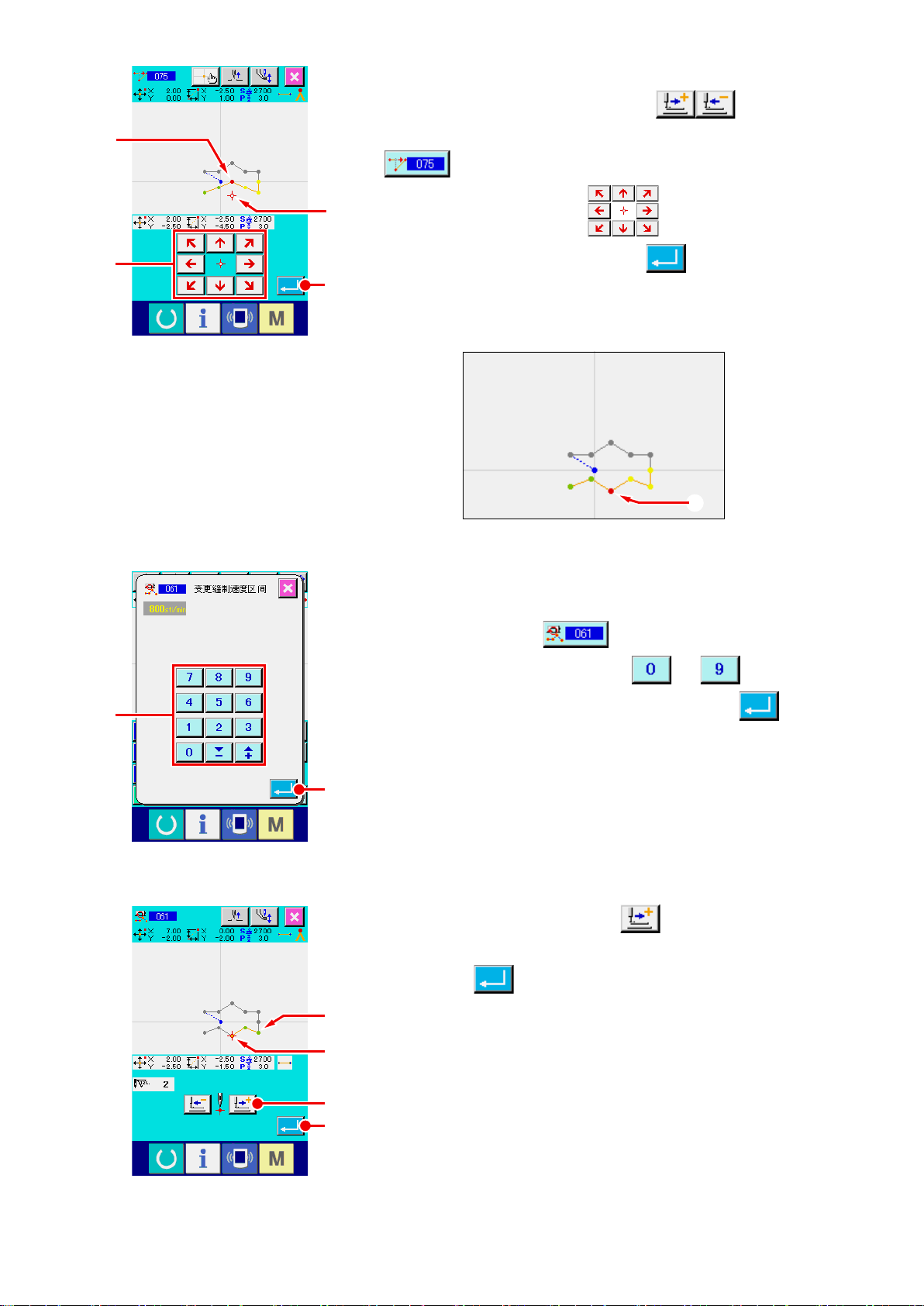
点移动
⑤
在标准画面使用前进・后退送布按钮 A ,让移动
L
N
机针位置到L的位置,然后选择绝对点移动 ( 功能代码 075)
。
在位置指定画面使用移动键 N ,让机针位置移动到
M
移动点的位置M ,然后按实行按钮 O 。
O
如下图所示,落针点移动。
M
速度变更
⑥
在标准画面让机针位置移动到❸的位置后,选择缝制速度期间
P
改变 ( 功能代码 061) 。
在设定值输入画面,使用十数字键
〜
P ,输入变
更的速度 ( 此例为 800sti/min),然后按实行按钮 Q 。
Q
在位置指定画面按前进送布按钮 R ,让机针位置移动
到想变更速度的区间M 。
按实行按钮 S之后,指定期间的速度被变更,返回标准
❸
M
画面。
R
S
– 20 –
Page 25
3-4. 图案写入
把作成的图案数据写入记忆媒体。
请使用用 IP-420 进行格式化的记忆媒体。
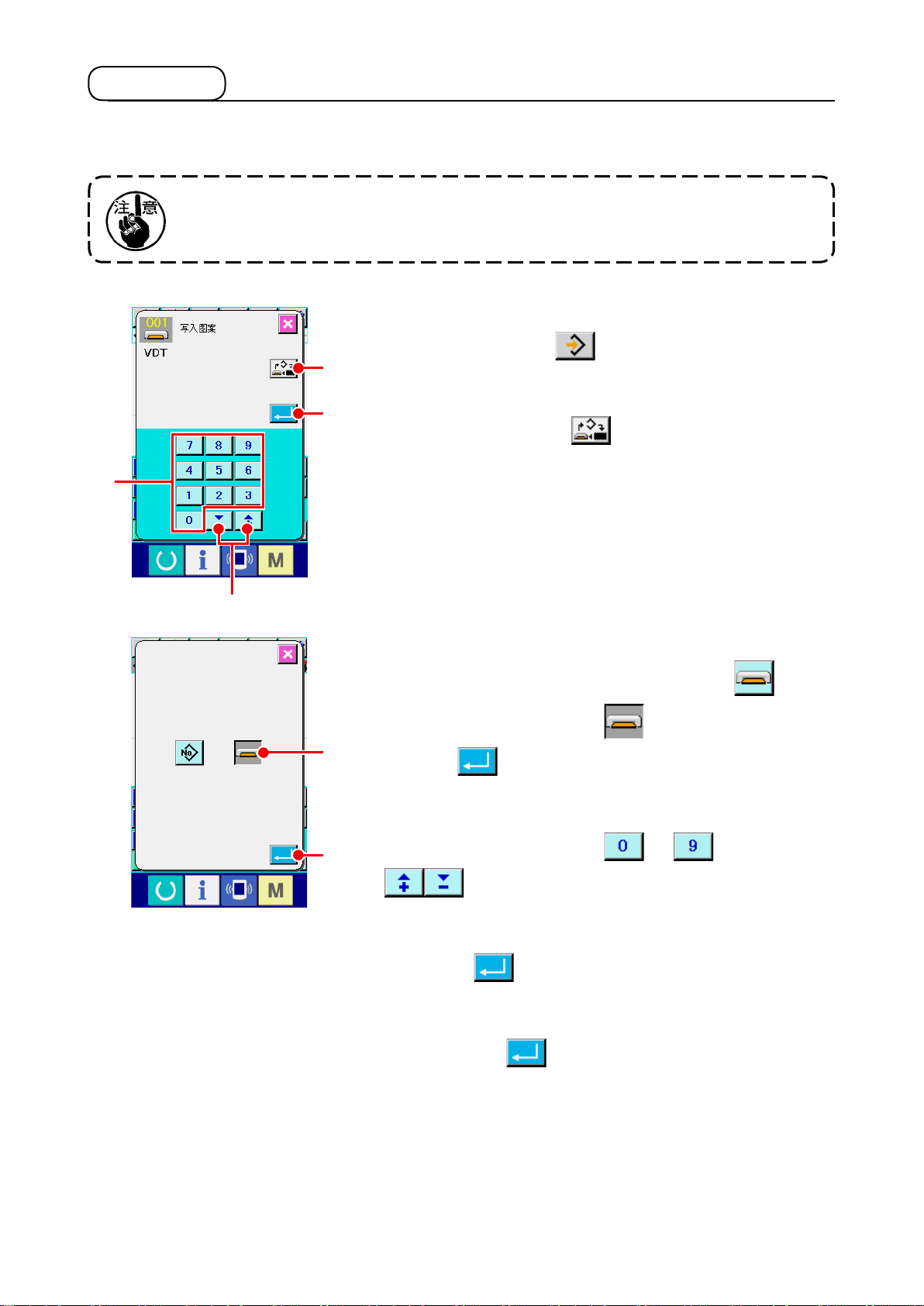
显示图案写入画面
①
按标准画面的写入按钮 ,显示图案写入画面。
A
选择对称记忆媒体选择画面
②
B
按对象记忆媒体选择按钮 A ,显示出对象记忆媒体选
择画面。
C
D
选择对象记忆媒体
③
选择写入对象的记忆媒体。这时,选择记忆媒体 E 。
被选择的记忆媒体被翻转显示 。选择了记忆媒体之后按
E
F
实行按钮 F ,返回图案写入画面。
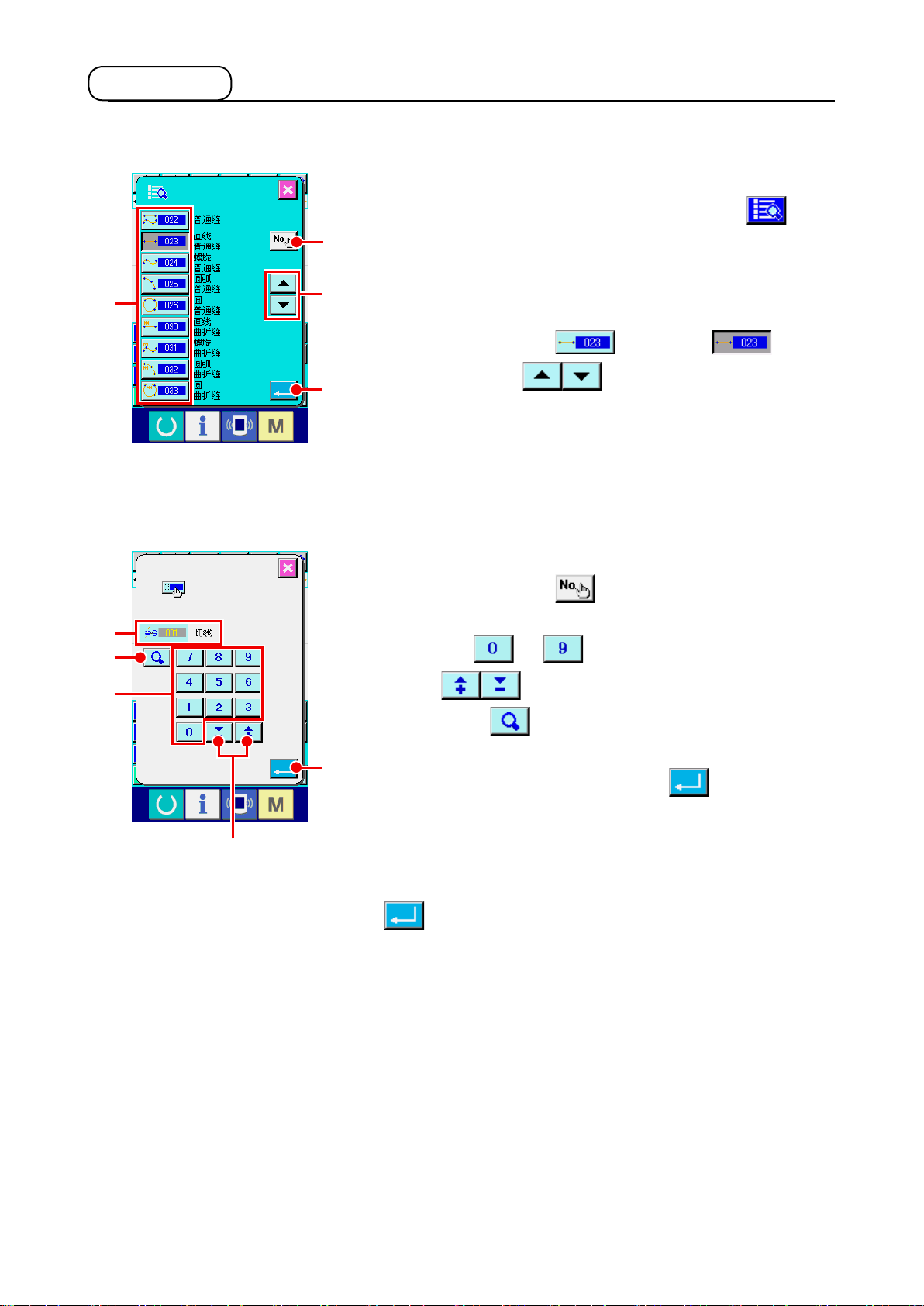
选择图案号码
④
在图案写入画面 , 按十数字键
〜
C或+・- 按钮
D , 然后制定空闲的图案号码。
写入图案
⑤
按实行按钮 B之后,开始向记忆媒体写入。 写入结束
之后,显示出标准画面。
指定的写入对象图案号码全部存在十,重写确认画面被显示,
此时按实行按钮 之后开始写入。
– 21 –
Page 26
3-5. 图案读入
读入写入记忆媒体的图案数据。
请使用用 IP-420 进行格式化的记忆媒体。
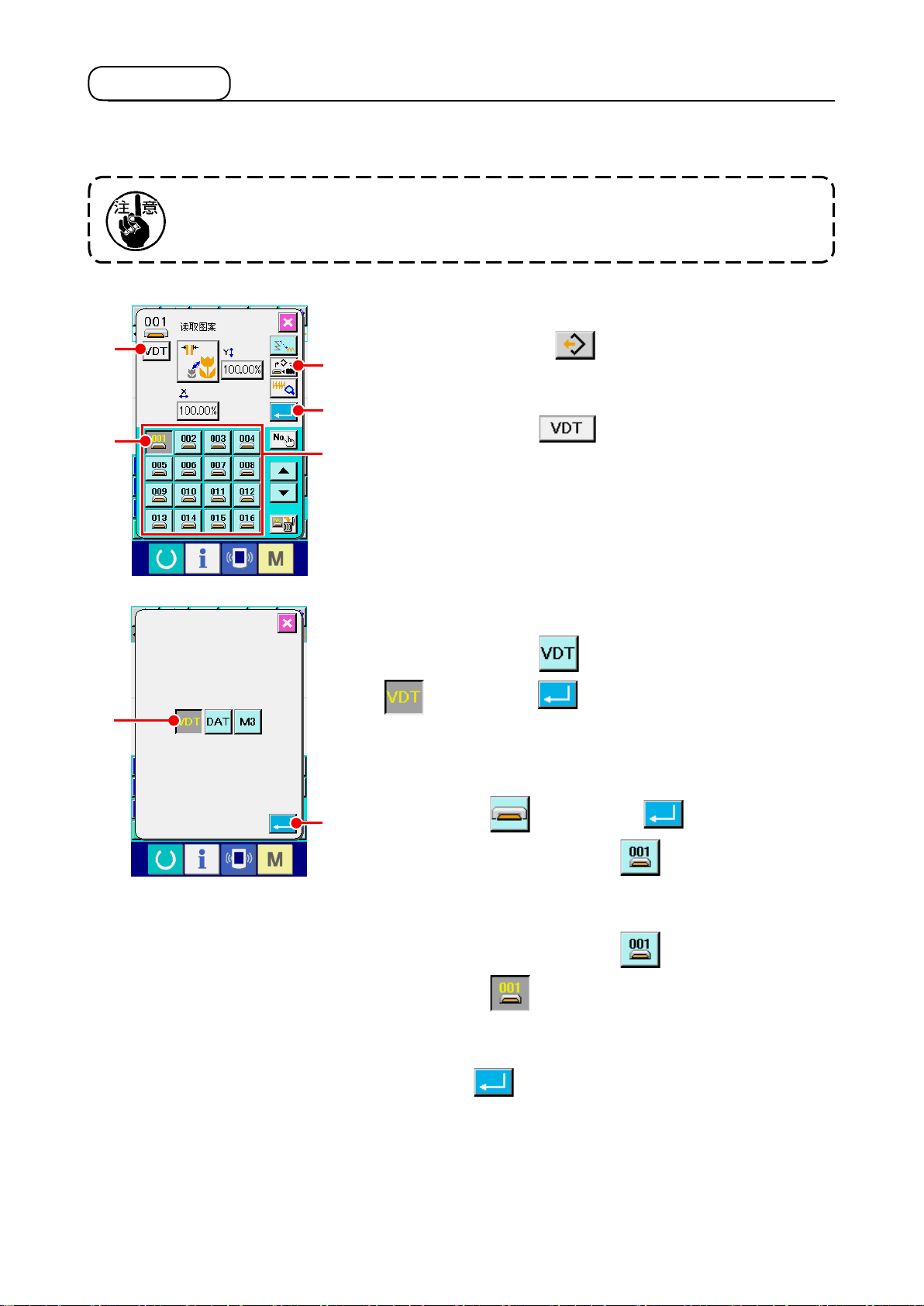
显示图案读入画面
①
C
D
F
按标准画面的读入按钮 ,显示出图案读入画面。
A
显示图案种类选择画面
②
B
按图案种类选择按钮 C ,显示出图案种类选择画面。
E
选择图案种类
③
这时,选择图标数据 F 。被选择的按钮被翻转显示
。按实行按钮 G之后,返回图案读入画面。
选择对象记忆媒体
④
按对象记忆媒体选择按钮A ,显示出对象记忆媒提选择画面。
G
选择记忆媒体 ,按实行按钮 之后,返回图案读
入画面。存在的图案的图案按钮 D被显示到E的部分。
选择图案
⑤
按想读入的图案号码的图案按钮 D 。被选择的图案按
钮被翻转显示 。
读入图案
⑥
按实行按钮 B之后,开始图案的读入。图案读入结束之
后,标准画面被显示。
– 22 –
Page 27
4. 图案的输入
4-1. 普通缝制
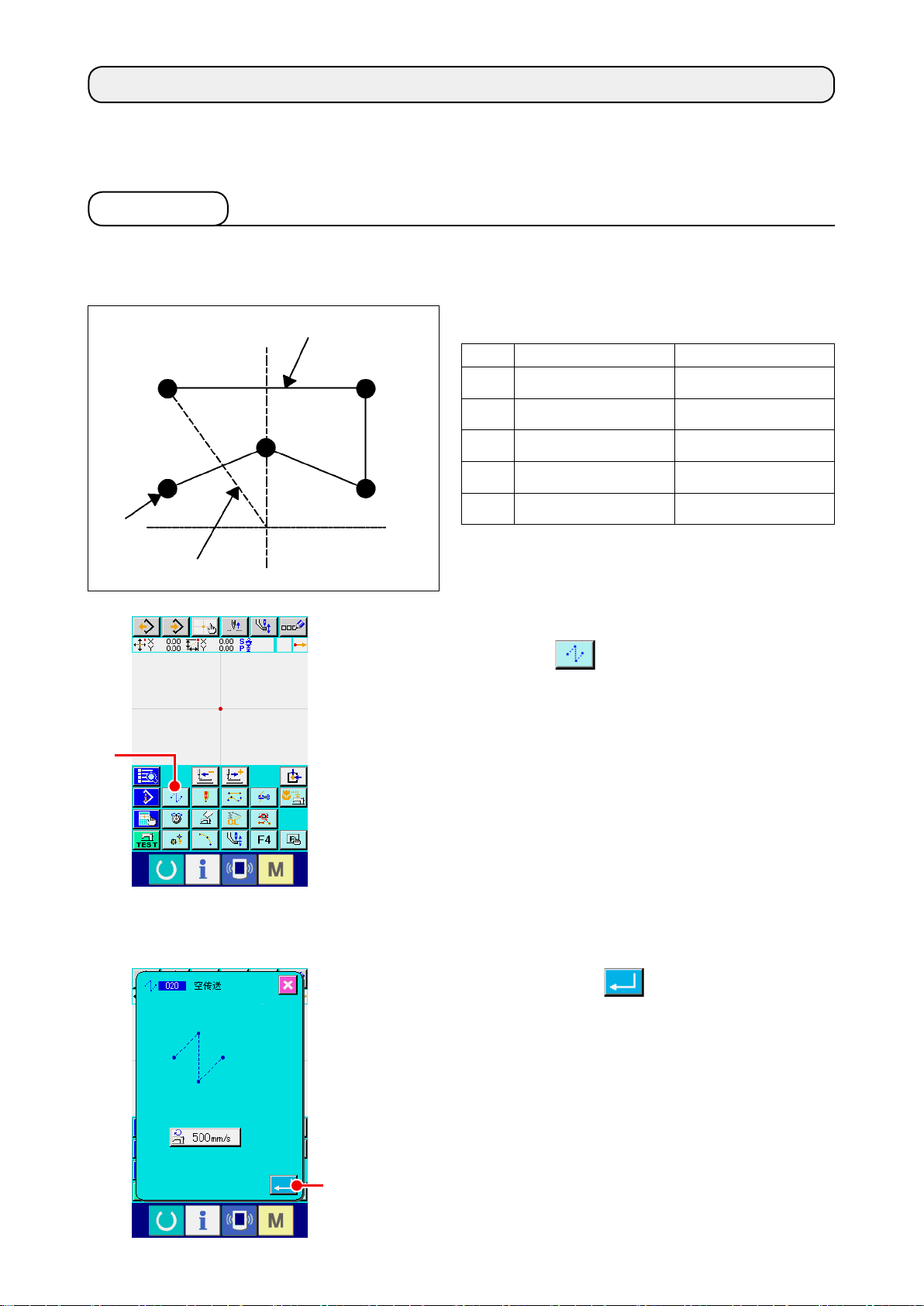
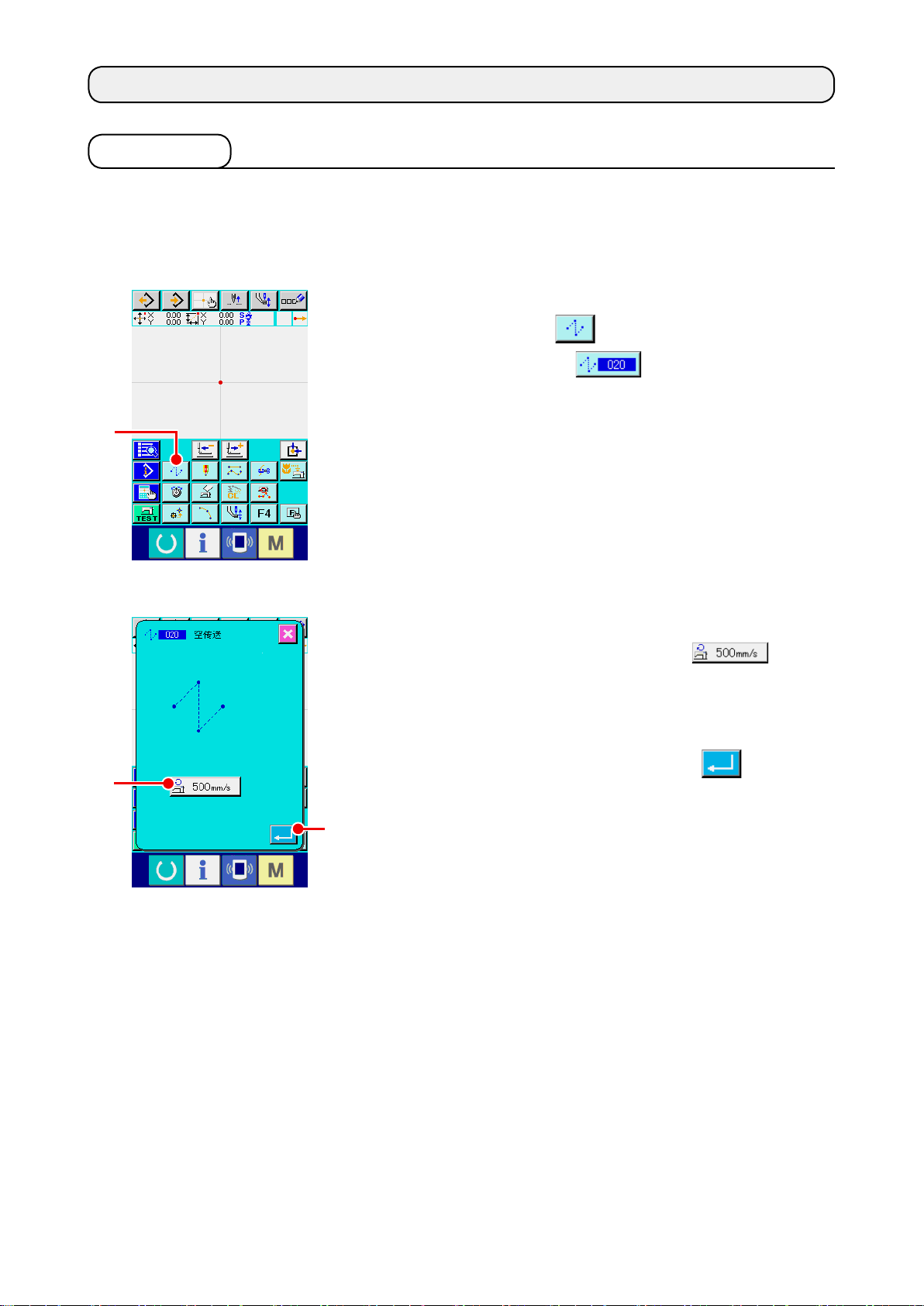
(1) 空送 (020)
不驱动缝纫机让压脚移动到指定的位置时使用。
显示空送设定画面
①
在标准画面按空送按钮 A ,或者在代码一览表画面上
选择空送 ( 功能代码 020) ,然后实行之后,空送设
定画面被显示出来。
A
B
设定空送
②
在空送设定画面上,按了空送速度设定按钮 B之后,
现在的空送速度设定值被显示出来。
变更空送速度时,按空送速度设定按钮之后,空送速度画面被
显示出来。
设定之后,或者不需要变更时,按实行按钮 C之后,坐
标输入画面被显示出来。
C
– 23 –
Page 28
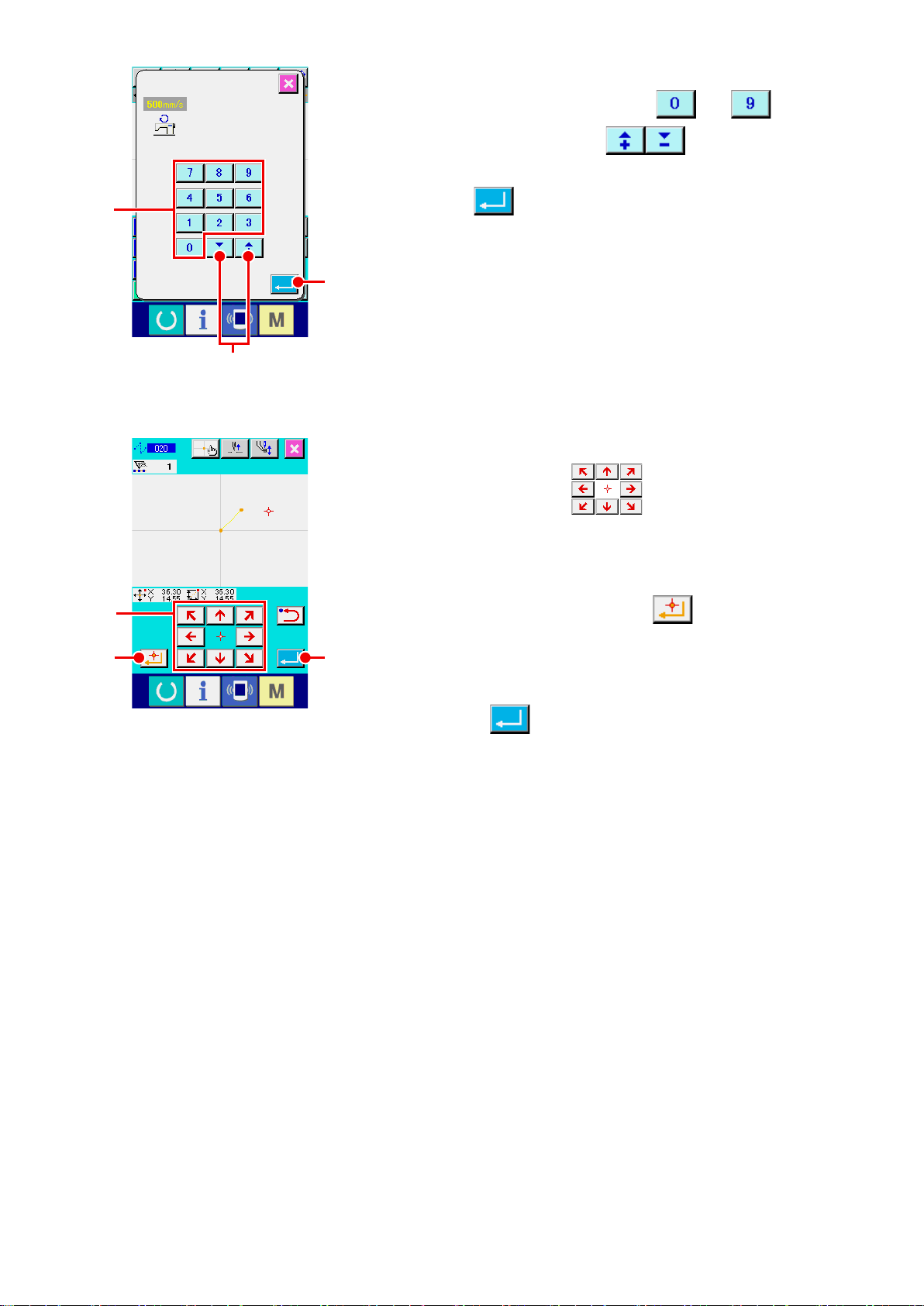
设定空送速度
③
D
E
在空送速度输入画面上,用十数字键
〜
输入数值,或者用+・-按钮 E 增减数值,设定
空送速度。
按实行按钮 F之后,输入的数值变为有效,然后返回空
送设定画面。
F
移动机针位置
④
按坐标输入画面的移动键 G ,让机针位置向指定方
向移动。在按下移动键期间,机针位置连续移动。
D直接
G
H
输入位置
⑤
移动到指定的位置,按了确定点按钮 H之后,该位置作
为形状点被输入。
I
结束空送的设定
⑥
按了实行按钮 I之后,设定的数据被输入,然后返回标
准画面。
反复④和⑤的操作,也可以输入。
– 24 –
Page 29
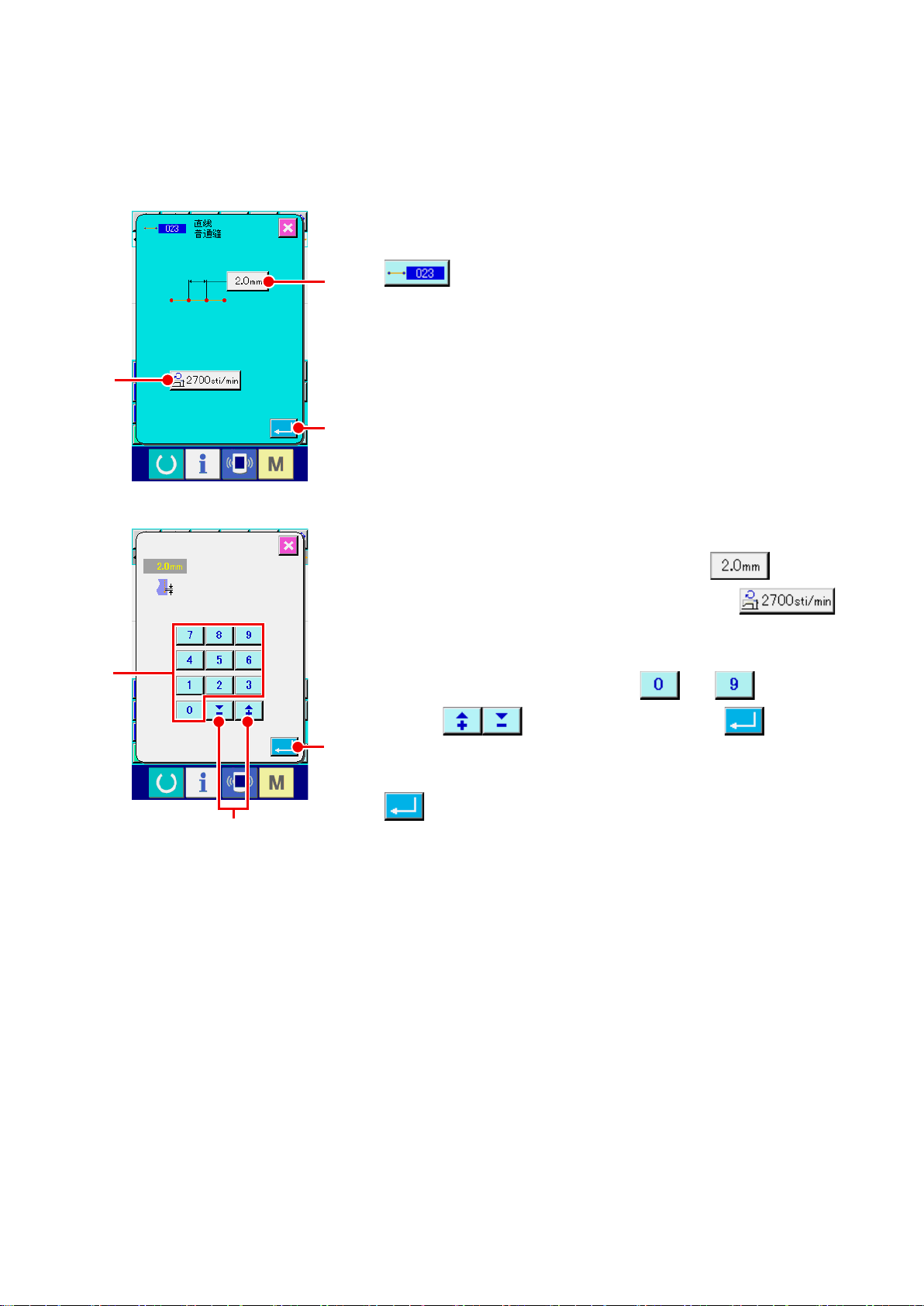
(2) 直线普通缝 (023)
指定 1 点之后,连接该点和机针位置的直线用指定的缝迹长度被输入。
显示直线普通缝的设定画面
①
在代码一览表画面上,选择直线普通缝 ( 功能代码 023)
B
D
A
C
设定直线普通缝
②
,实行之后,直线普通缝设定画面被显示出来。
在直线普通缝设定画面,缝迹长度输入按钮 A上显
示出现在的缝迹长度设定值,缝制毒素输入按钮
上显示出现在的缝制速度设定值。
B
按了想变更设定的项目按钮之后,该设定值的输入画面被显示
出来。在输入画面上,用十数字键
〜
D ,+
-按钮 E设定数值,按实行按钮 F之后,
F
输入的数值被确定,然后返回直线普通缝设定画面。
设定后,或不需要变更时,按直线普通缝设定画面的实行按钮
・
E
C之后,显示出坐标输入画面。
– 25 –
Page 30
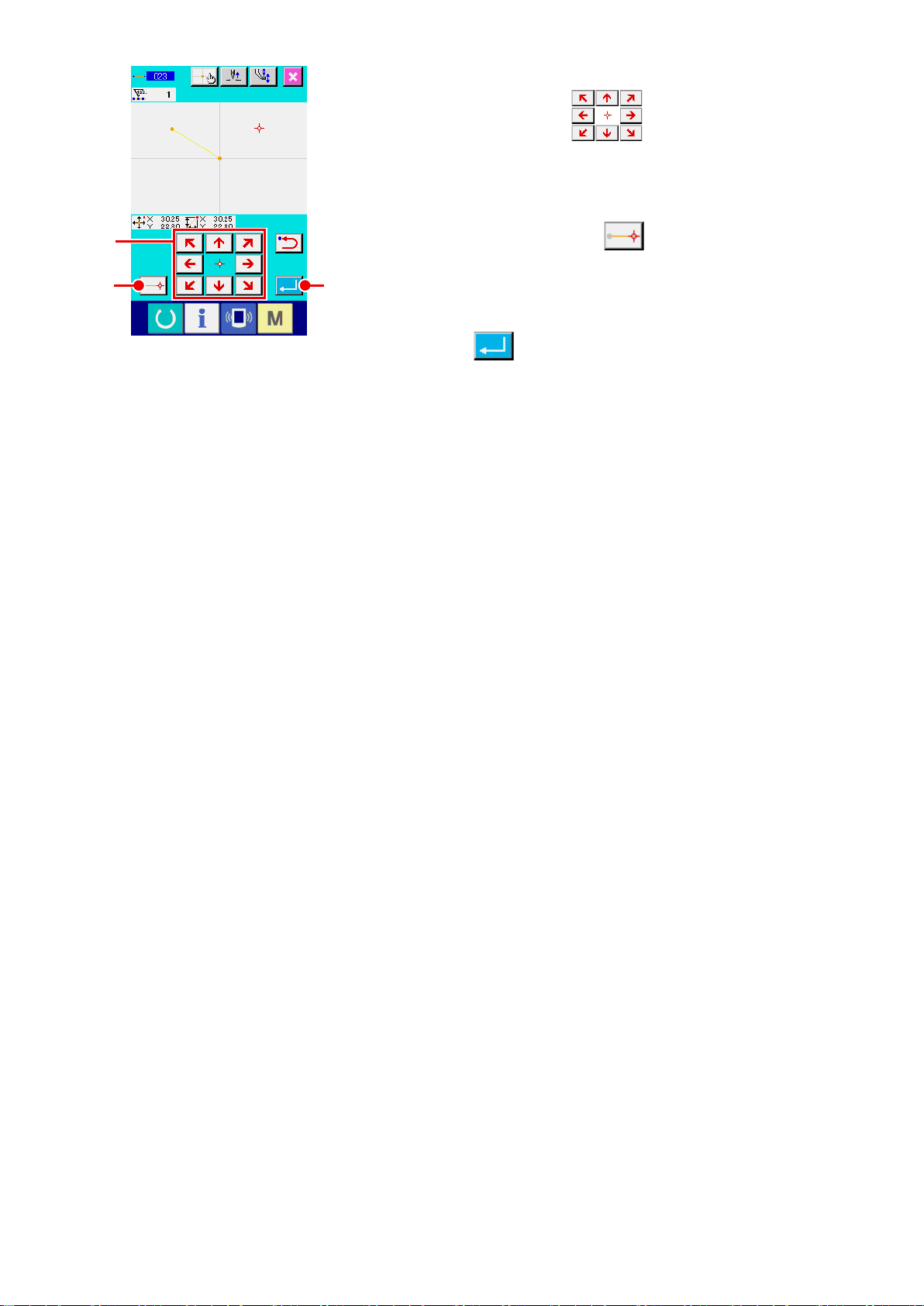
移动机针位置
③
按坐标输入画面的移动键 G之后,机针位置向指定
方向移动。在按下移动键期间,机针位置连续移动。
输入位置
④
G
移动到指定位置,按确定按钮 H之后,该位置作为形状
点 ( 通过点 ) 被输入。
IH
结束直线普通缝的设定
⑤
按实行按钮 I之后,设定的数据被输入,然后返回标准
画面。
反复③和④的操作,也可以输入。
– 26 –
Page 31

(3) 自由曲线普通缝 (024)
使用自由曲线普通缝,可以简单地输入圆滑的曲线。
显示自由曲线普通缝设定画面
①
在代码一览表画面上,选择自由曲线普通缝 ( 功能代码 024)
B
A
设定自由曲线普通缝
②
,实行之后,自由曲线普通缝设定画面被显示出来。
在自由曲线普通缝设定画面,在缝迹长度输入按钮
上显示出现在的缝迹长度设定值,在缝制速度输入按钮
A
C
B上显示出现在的缝制速度设定值。
按了想变更设定的项目的按钮之后,该设定值的输入画面被显
示。缝迹长度,缝制速度的设定方法与直线普通缝相同。
设定后,或不需要变更时,按实行按钮 C之后,坐标输
入画面被显示出来。
移动机针位置
③
按坐标输入画面的移动 D 之后,机针位置向指定
E
D
F
方向移动。
输入位置
④
移动到指定的位置,按通过点按钮 E之后,该位置作为
形状点 ( 通过点 ) 被输入。
G
或者按确定点按钮 F之后,该位置作为角点被输入。
关于角点,请参照 "4-9. 关于角点 ( 自由曲线缝,普通缝 )"
p.58。
结束自由曲线直线缝的设定
⑤
按实行按钮 G之后,设定的数据被输入,然后返回到标
准画面。
反复③和④的操作,也可以输入。
– 27 –
Page 32

1. 为了输入自由曲线普通缝的圆滑的形状,按照以
下的顺序选择输入点的话,就可以得到漂亮的曲
线。
1) 在输入点选择输入曲线的顶点。( ❺ , ❾ )
2) 以 1)选择的点为中心,把稍稍离开的前后点选
择为输入点。( ❹ , ❻ , ❽ , )
3) 接着,把缓缓弯曲的区间的中心选为输入点。
( ❸ , ❼ , )
4) 把输入曲线两端附件和最终点分别选为输入点。
( ❷ , , )
❺
❹
❸
❷
❶
❼
❽
❻
❾
按照顺序输入以上选择的输入点。同时,请注意
以下几点事项。
在急转弯的部位,请较多地选取输入点,在缓
・
转弯的部位,请较少地选取输入点。
一个转弯,请最少选取 3 个输入点。
・
2. 使用自由曲线普通缝,可以输入椭圆。
1) 对于曲线的连接,请选取在转弯较缓的部分。
2) 对于输入点,请尽量选取对称形状。
– 28 –
Page 33

(4) 圆弧普通缝 (025)
指定 2 点之后,连接该点和机针位置的圆弧以指定的缝迹长度被输入。缝制方向为指定点的顺序,左转,
右转都可以输入。
显示圆弧普通缝设定画面
①
在代码一览表画面上,选择圆弧普通缝 (功能代码 025)
B
A
设定圆弧普通缝
②
,实行之后,圆弧普通缝设定画面被显示出来。
在圆弧普通缝设定画面,在缝迹长度输入按钮 A上显
示现在的缝迹长度设定值,在缝制速度输入按钮
上显示现在的缝制速度设定值。
C
B
按想变更设定的项目按钮之后,该设定值的输入画面被显示。
缝迹长度,缝制速度的设定方法与直线普通缝相同。
设定后,或不需要变更时,按实行按钮 C之后,坐标输
入画面被显示出来。
移动机针位置
③
按坐标输入画面的移动键 D之后,机针位置向指定
D
E
方向移动。
输入位置
④
移动到指定的位置,按确定点按钮 E之后,该位置作为
形状点被输入。
F
反复③,④的操作,输入 2 点。输入点数必须为 2 点,3 点以
上不能输入。
结束圆弧普通缝的设定
⑤
按实行按钮 F之后,设定的数据被输入,然后返回到标
准画面。
– 29 –
Page 34

(5) 圆普通缝 (026)
指定 2 点的话,连接该点和机针位置的圆弧以指定的缝迹长度被输入。缝制方向为指定点的顺序,左转,
右转都可以输入。
显示圆普通缝设定画面
①
在代码一览表画面上,选择圆普通缝 ( 功能代码 026)
B
A
,实行之后,圆普通缝设定画面被显示出来。
设定圆普通缝
②
在圆弧普通缝设定画面,在缝迹长度输入按钮 A上显
示现在的缝迹长度设定值,在缝制速度输入按钮
上显示现在的缝制速度设定值。
C
B
按想变更设定的项目按钮之后,该设定值的输入画面被显示。
缝迹长度,缝制速度的设定方法与直线普通缝相同。
设定后,或不需要变更时,按实行按钮 C之后,坐标输
入画面被显示出来。
移动机针位置
③
按坐标输入画面的移动键 D之后,机针位置向指定
方向移动。
D
E
输入位置
④
移动到指定的位置,按确定点按钮 E之后,该位置作为
形状点被输入。
F
反复③,④的操作,输入 2 点。输入点数必须为 2 点,3 点以
上不能输入。
结束圆普通缝的设定
⑤
按实行按钮 F之后,设定的数据被输入,然后返回到标
准画面。
– 30 –
Page 35

(6) 点缝 (021)
直接 1 针 1 针地输入落针点时使用。
B
显示点缝设定画面
①
在代码一览表画面上,按点缝按钮 ,或在代码一览表画
面选择点缝 ( 功能代码 021) ,实行之后,点缝设定
画面被显示出来。
设定点缝
②
在点缝设定画面,在缝制速度输入按钮 B上显
D
E
C
示现在的缝制速度设定值。
按缝制速度输入按钮之后,缝制速度输入画面被显示。缝制速
度的设定方法与直线普通缝相同。
设定后,或不需要变更时,按实行按钮 C之后,坐标输
入画面被显示出来。
移动机针位置
③
按坐标输入画面的移动键 D之后,机针位置向指定
方向移动。
输入位置
④
移动到指定的位置,按确定点按钮 E之后,该位置作为
落针点被输入。
F
反复③,④的操作,也可以输入。
结束点缝的设定
⑤
按实行按钮 F之后,设定的数据被输入,然后返回到标
准画面。
– 31 –
Page 36

(7) 普通缝 (022)
可以输入直线普通缝和自由曲线普通缝。
显示普通缝设定画面
①
在标准画面上,按普通缝按钮 ,或在代码一览表画面选
B
❸
❹
A
择普通缝 ( 功能代码 022) ,实行之后,普通缝设定
画面被显示出来。
设定普通缝
②
在普通缝设定画面,在缝迹长度输入按钮 A可以设
C
定缝迹长度,在缝制速度输入按钮 B上可以设
定缝制速度。
按想变更设定的项目按钮之后,该设定值的输入画面被显示。
缝迹长度,缝制速度的设定方法与直线普通缝相同。
按实行按钮 C之后,坐标输入画面被显示出来。
指定位置
③
❷
❶
按坐标输入画面的移动键 D,机针位置向指定方向
移动。按确定点按钮 F之后,直线普通缝的形状点被输入。
E
D
F
按通过点按钮 E之后,自由曲线普通缝的形状点被输入。
( 请参照
结束普通缝的设定
④
G
"4-9. 关于角点 ( 自由曲线缝,普通缝 )" p.58
按实行按钮 G之后,设定的数据被输入,然后返回到标
准画面。
例如,❶,❸,❹作为确定点按钮,❷作为通过点按钮输入之后,
可以作成如下图那样的图案。
❷
❸
❹
❶
。)
– 32 –
Page 37

4-2. 曲折缝 (030 〜 033)
这时对于输入基准线,制作向左右方向曲折的落针点的输入功能。进行运动附徽章等的曲折缝时非常方便。
曲折缝有以下 4 种。
直线标准曲折缝 ( 功能代码 030)
・
自由曲线标准曲折缝 ( 功能代码 031)
・
圆弧标准曲折缝 ( 功能代码 032)
・
圆标准曲折缝 ( 功能代码 033)
・
显示直线标准曲折缝
①
在代码一览表画面上,选择直线标准曲折缝 ( 功能代码 030)
E
D
C
A
B
设定直线标准曲折缝
②
G
在直线标准曲折缝设定画面,在标准曲折间隔输入按钮
F
,实行之后,直线标准曲折缝设定画面被显示出来。
A上显示现在的标准曲折间隔设定值,在标准曲折宽
H
度输入按钮 B上显示现在的标准曲折宽度设定值,
在缝制速度输入按钮 C上显示现在的缝制速度
设定值。
按想变更设定的项目按钮之后,该设定值的输入画面被显示。
各项目的输入画面的设定方法与直线普通缝相同。
按想变更设定的项目按键之后,该设定值的输入画面被显示。
各项目的输入画面的设定方法与直线普通缝相同。
用开始方法选择按钮 D , E , F ,
可以指定标准曲折缝的开始位置和开始方向。翻转显示的按
G
钮是现在被选择的开始方法。
设定后,或不需要变更时,按实行按钮 H之后,坐标输
入画面被显示出来。
– 33 –
Page 38

I
J
移动机针位置
③
按坐标输入画面的移动键 I之后,机针位置向指定
方向移动。
输入位置
④
移动到指定的位置,按确定点按钮 J之后,该位置作为
形状点 ( 通过点 ) 被输入。
K
反复③,④的操作,也可以输入。
结束直线标准曲折缝的设定
⑤
按实行按钮 K之后,设定的数据被输入,然后返回到标
准画面。
其他形状的标准曲折缝的设定方法也同直线标准曲折缝相同。
各缝制的坐标输入方法与普通缝相同。
标准曲折缝开始方法一览
No. 按钮 开始方向种类 内容 例
1
2
3
4
基线中心左侧方向 以基线作为标准曲折缝宽度的中心,从左侧向前
进方向开始缝制。形成曲折缝形状的缝迹。
基线中心右侧方向 以基线作为标准曲折缝宽度的中心,从右侧向前
进方向开始缝制。形成曲折缝形状的缝迹。
基线端左侧方向 以基线作为标准曲折缝宽度的右端,从左侧向前
进方向开始缝制。
基线端右侧方向 以基线作为标准曲折缝宽度的左端,从右侧向前
进方向开始缝制。
– 34 –
Page 39

4-3. 偏移缝 (034 〜 037)
这时制作对于输入基准线偏离任意的一定距离的落针点的输入功能。在钉小物等以小物的外圈为基准输
入是非常方便。
偏离缝有以下 4 种。
直线偏移缝 ( 功能代码 034)
・
自由曲线偏移缝 ( 功能代码 035)
・
圆弧偏移缝 ( 功能代码 036)
・
圆偏移缝 ( 功能代码 037)
・
显示直线偏移缝设定画面
①
在代码一览表画面上,选择直线偏移缝 ( 功能代码 034)
D
C
A
B
E
设定直线偏移缝
②
在直线偏移缝设定画面,在缝迹长度输入按钮 A上
,实行之后,直线偏移缝设定画面被显示出来。
显示现在的缝迹长度设定值,在偏移宽度输入按钮
上显示现在的偏移宽度设定值,在缝制速度输入按钮
F
B
C上显示现在的缝制速度设定值。
按想变更设定的项目按钮之后,该设定值的输入画面被显示。
各项目的输入画面的设定方法与直线普通缝相同。
用缝制方向按钮 D , E可以指定偏移缝的缝制
方向。翻转显示的按钮 是现在被选择的缝制方向。
按缝制方向左按钮 D之后,从左侧向前进方向缝制,按
缝制方向右按钮 E之后,从右侧向前进方向缝制。
设定后,或不需要变更时,按实行按钮 F之后,坐标输
入画面被显示出来。
– 35 –
Page 40

G
H
移动机针位置
③
按坐标输入画面的移动键 G之后,机针位置向指定
方向移动。
输入位置
④
移动到指定的位置,按确定点按钮 H之后,该位置作为
形状点 ( 通过点 ) 被输入。
I
反复③,④的操作,也可以输入。
结束直线偏移缝的设定
⑤
按实行按钮 I之后,设定的数据被输入,然后返回到标
准画面。
其他形状的偏移缝的设定方法也同直线偏移缝相同。
各缝制的坐标输入方法与普通缝相同。
❶
❹
❶'
1. 从❶的位置开始右图所示的形状,输入
之后,可以缝制虚线所示的图案。
❷
→ ❹ → ❶
不是 1 那样的多角形,从❶' 那样的边的点开始
的话,可以缝制漂亮的偏移缝。
2. 请从输入的起点象一条线那样输入到终点。
3. 圆弧・圆时,请注意宽度如果大于圆的半径的话,
就不能得到漂亮的缝制图案。
❸
❷ → ❸
– 36 –
Page 41

4-4. 二重缝
这是制作对于输入基准线距离任意的一定距离的落针点的输入功能。
(1) 直线顺向二次缝 (040 〜 043)
与在输入点构成的缝制相同方向的偏移图形的缝制。
顺向二次缝有以下 4 种。
直线顺向二次缝 ( 功能代码 040)
・
自由曲线顺向二次缝 ( 功能代码 041)
・
圆弧顺向二次缝 ( 功能代码 042)
・
圆顺向二次缝 ( 功能代码 043)
・
显示直线顺向二次缝设定画面
①
在代码一览表画面上,选择直线顺向二次缝 ( 功能代码 040)
D
C
A
B
E
设定直线顺向二次缝
②
在直线顺向二次缝设定画面,在缝迹长度输入按钮
A
,实行之后,直线顺向二次缝设定画面被显示出来。
上显示现在的缝迹长度设定值,在二重缝宽度输入按钮
B上显示现在的二重缝宽度设定值,在缝制速度输入
F
按钮 C上显示现在的缝制速度设定值。
按想变更设定的项目按钮之后,该设定值的输入画面被显示。
各项目的输入画面的设定方法与直线普通缝相同。
用缝制方向按钮 D , E可以指定二重缝的缝制
方向。翻转显示的按钮 是现在被选择的缝制方向。
按缝制方向左按钮 D之后,从左侧向前进方向缝制二重
图形,按缝制方向右按钮 E之后,从右侧向前进方向缝
制二重图形。
设定后,或不需要变更时,按实行按钮 F之后,坐标输
入画面被显示出来。
– 37 –
Page 42

G
H
移动机针位置
③
按坐标输入画面的移动键 G之后,机针位置向指定
方向移动。
输入位置
④
移动到指定的位置,按确定点按钮 H之后,该位置作为
形状点 ( 通过点 ) 被输入。
I
反复③,④的操作,也可以输入。
结束直线顺向二次缝的设定
⑤
按实行按钮 I之后,设定的数据被输入,然后返回到标
准画面。最后点的确定点按钮可以省略。
其他形状的二重缝的设定方法也同直线顺向二次缝相同。
各缝制的坐标输入方法与普通缝相同。
圆弧・圆时,请注意宽度如果大于圆的半径的话,就
不能得到漂亮的缝制图案。
– 38 –
Page 43

(2) 逆向二次缝 (044 〜 047)
这是制作对于输入点构成的缝制和将其偏移的图形缝制向相反的方向的缝制。
逆向二次缝有以下 4 种。
直线逆向二次缝 ( 功能代码 044)
・
自由曲线逆向二次缝 ( 功能代码 045)
・
圆弧逆向二次缝 ( 功能代码 046)
・
圆逆向二次缝 ( 功能代码 047)
・
显示直线逆向二次缝设定画面
①
在代码一览表画面上,选择直线逆向二次缝 ( 功能代码 044)
,实行之后,直线逆向二次缝设定画面被显示出来。
逆向二次缝的设定方法与直线顺向二次缝的设定方法相同。
顺向缝和逆向缝的不同
❶
顺向缝时的缝制
❸
❶
逆向缝时的缝制
为输入点,❸为最终点。
❶
❸
❷
❷
进行圆弧,圆双重缝制时,把宽度设定为比圆的半径
大的话,就会编制成与预想不同的图形,请加以注意。
– 39 –
Page 44

(3) 重叠倒缝 (050 〜 053)
输入点构成的图像缝制与其相反的逆向缝。
重叠倒缝有以下 4 种。
直线重叠倒缝 ( 功能代码 050)
・
螺旋重叠倒缝 ( 功能代码 051)
・
圆弧重叠倒缝 ( 功能代码 052)
・
圆重叠倒缝 ( 功能代码 053)
・
显示直线重叠倒缝设定画面
①
在代码一览表画面上,选择直线重叠倒缝 ( 功能代码 050)
B
A
设定直线重叠倒缝
②
,实行之后,直线重叠倒缝设定画面被显示出来。
在直线重叠倒缝设定画面,在缝迹长度输入按钮
上显示现在的缝迹长度设定值,在缝制速度输入按钮
A
C
B上显示现在的缝制速度设定值。
按想变更设定的项目按钮之后,该设定值的输入画面被显示。
缝迹长度,缝制速度的设定方法与直线普通缝相同。
设定后,或不需要变更时,按实行按钮 C之后,坐标输
入画面被显示出来。
– 40 –
Page 45

D
E
移动机针位置
③
按坐标输入画面的移动键 D之后,机针位置向指定
方向移动。
输入位置
④
移动到指定的位置,按确定点按钮 E之后,该位置作为
形状点 ( 通过点 ) 被输入。
F
反复③,④的操作,也可以输入。
结束直线逆向缝的设定
⑤
按实行按钮 F之后,设定的数据被输入,然后返回到标
准画面。
其他形状的逆向缝的设定方法也与直线逆向缝相同。
– 41 –
Page 46

4-5. 机械控制命令
机械控制命令在现在点输入各种控制命令。
(1) 剪线 (001)
在图案数据的中途,可以任意地剪线。
选择剪线
①
在代码一览表画面上,选择剪线 ( 功能代码 001) ,
实行之后,左方的画面被显示出来。
输入剪线
②
在左方的画面,按实行按钮 A之后,剪线被输入,然后
返回到标准画面。
A
(2) 第 2 原点 (002)
从原点到始缝点之间设定第 2 原点,可以规定缝制动作开始前的机针位置。第 2 原点仅在空送中途可以
设定。
在空送图案上的 1 点,设置现在的机针位置。
①
选择第 2 原点
②
在代码一览表画面上,选择第 2 原点 ( 功能代码 002)
, 实行之后,左方的画面被显示出来。
输入第 2 原点
③
在左方的画面,按实行按钮 A之后,第 2 原点被输入,
❷
❶
❽
A
第2原点
❸
❺
❹
❾
原点
然后返回到标准画面。
在左图的空送区间的❸设定第 2 原点之后,传送在❶ → ❷ →
的空送后在❸停止,然后缝纫机进行
❸
❸ 〜 ❾
的循环缝制。
扩大・缩小时,从原点到第 2 原点的路径不能扩大
缩小。
・
❼
❻
– 42 –
Page 47

(3) 中途停止 (003)
输入中途停止命令。
B
选择中途停止
①
在代码一览表画面上,选择中途停止 ( 功能代码 003)
, 实行之后,左方的画面被显示出来。
C
指定停止状态
②
压脚状态设定按钮 B上显示停止时的压脚状态,机
A
针位置设定按钮 C上显示停止时的机针位置。
指定状态时,按压脚状态设定按钮 B ,机针位置设
定按钮 C的按钮,就会显示设定画面。
输入中途停止
③
在左方的画面上,按实行按钮 A之后,中途停止输入设
定内容,然后返回标准画面。
剪线后中途停止时,请按照剪线,中途停止的顺序进
行输入。
设定压脚状态
④
D
按压脚状态设定按钮 B之后,压脚状态设定画面被
显示出来。
可以从D选择停止时的压脚位置。被选择的按钮镜像显示。按
实行按钮 E之后,选择的内容被输入,然后返回中途停
止设定画面。
E
按钮显示 停止位置
压脚上升位置
压脚下降位置
– 43 –
Page 48

设定机针位置
⑤
按机针位置设定按钮 C之后,机针位置设定画面被
F
C
显示出来。
可以从F选择停止时的机针位置。被选择的按钮镜像显示。按
实行按钮 G之后,选择的内容被输入,然后返回中途停
止设定画面。
按钮显示 停止位置
上死点
上位置
下位置
缝制结束或空送前 , 在下位置设定了针位置之后 , 缝
G
制时出现上位置异常。
在缝纫机停止状态 , 机针停止指示为无效 , 则机针位
置不会变更。
(4) 缝纫机运转一周 (006)
输入缝纫机运转一周命令。
选择缝纫机运转一周
①
在代码一览表画面上,选择缝纫机运转一周 ( 功能代码 006)
,实行之后,左方的画面被显示出来。
输入缝纫机运转一周
②
在左方的画面,按实行按钮 A之后,缝纫机运转一周被
输入,然后返回到标准画面。
A
使用与空送组合的合缝等。
– 44 –
Page 49

(5) 记号 1,记号 2(008,009)
在图案内打记号。
选择记号 1,记号 2
①
在代码一览表画面上,选择记号 1( 功能代码 008) ,
选择记号 2( 功能代码 009) ,实行之后,左方的画
面被显示出来。
输入记号 1
②
在左方的画面,按实行按钮 A之后,记号 1 被输入,然
(6) 第 3 线张力 (007)
输入第 3 线张力命令。
A
后返回到标准画面。
关于对记号 1,记号 2 的缝纫机动作,请参照服务手册。
选择第 3 线张力
①
在代码一览表画面上,选择第 3 线张力 ( 功能代码 007)
,实行之后,左方的画面被显示出来。
输入第 3 线张力
②
在左方的画面,按实行按钮 A之后,第 3 线张力被输入,
然后返回到标准画面。
A
– 45 –
Page 50

(7) 延迟 (010)
可以设定外部输出时间等。
A
选择延迟
①
在代码一览表画面上,选择延迟 ( 功能代码 010) ,
实行之后,左方的画面被显示出来。
输入延迟值
②
在左方的画面,用十数字键 〜 A , +・-按钮
B设定延迟值,按实行按钮 C之后,设定
C
B
关于设定的缝纫机动作,请参照服务手册。
(8) 外部输入 (011)
待机从缝纫机主机的输入端子来的信号。
①
在代码一览表画面上,选择外部输入 ( 功能代码 011)
的延迟值被输入,然后返回到标准画面。
选择外部输入
,实行之后,左方的画面被显示出来。
A
B
设定输入端子号码
②
在左方的画面,用十数字键 〜 A ,+・-按钮
B设定输入的端子号码,按实行按钮 C之
C
后,外部输入被输入,然后返回到标准画面。
关于端子号码和缝纫机的动作,请参照服务手册。
– 46 –
Page 51

(9) 外部输出 (012)
可以向缝纫机主机的输出端子输出信号。
①
在代码一览表画面上,选择外部输出 ( 功能代码 012)
②
选择外部输出
,实行之后,左方的画面被显示出来。
设定输出端子号码
A
B
在左方的画面,用十数字键 〜 A ,+・-按钮
B设定输出的端子号码,按实行按钮 C之
C
后,外部输出被输入,然后返回到标准画面。
关于端子号码和缝纫机的动作,请参照服务手册。
– 47 –
Page 52

(10) 扩大・缩小基准点 (004)
可以在作成的图案数据的任意位置,输入扩大缩小基准点。不设定扩大缩小基准点时,将原点作为基准
进行扩大・缩小。
选择扩大・缩小基准点
①
在代码一览表画面上,选择扩大・缩小基准点 ( 功能代码 004)
,实行之后,左方的画面被显示出来。
设定扩大・缩小基准点
②
在左方的画面,按实行按钮 A之后,扩大・缩小基准点
被输入,然后返回到标准画面。
A
1. 2 次以上输入了扩大缩小基准点后,最后输入的基
准点有效。
2. 实行本功能时,可以在预先设定的基准位置设定
现在的机针位置。
读取图案时扩大缩小,把设定的扩大缩小基准点作为
基准进行扩大缩小。另外,缝制时也同样把扩大缩小
基准点作为基准进行扩大缩小。
基准点
基准点设定扩大
无设定扩大
– 48 –
Page 53

(11) 镜像点 (005)
在夹钳镜像设定 ("9-2. 压脚翻转设定 (091)" p.96),仅在把镜像状态设定为任意镜像后,才可以输入
镜像点。
选择镜像点
①
在代码一览表画面上,选择镜像点 ( 功能代码 005)
,实行之后,左方的画面被显示出来。
设定镜像点
②
在左方的画面,按实行按钮 A之后,在现在的机针位置
输入镜像点,然后返回到标准画面。
A
在下图所示的❺的位置上输入了镜像点之后,从原点至❸空送
后,以❸ → ❹ → ❺ ( 镜像 ) → ❻ → ❼ → ❸的顺序进行
直线缝。
❼
❻
❸
原点
❷
❹
镜像点
❺
❶
1. 始缝的镜像夹钳为左侧的状态,以后每次镜像命
令,则反复右,左交替。因此,镜像命令必须输
入奇数个。偶数个的话,缝制结束时夹钳与机针
相碰,有可能发生断针。
2. 在以下的位置,不能设定镜像点。
(a) 第 2 原点之后的第一个位置
(b) 剪线之后的第一个位置
– 49 –
Page 54

(12) 面线张力设置 (014)
设定面线张力设置值。直至有下一个线张力设定指令的位置,此值有效。
选择面线张力设置
①
在代码一览表画面上,选择面线张力设置 ( 功能代码 014)
,实行之后,左方的画面被显示出来。
设定面线张力设置值
②
A
B
在左方的画面,用十数字键 〜 A , +・-按钮
B设定面线张力设置值,按实行按钮 C之
C
后,设定的面线张力设置值被输入,然后返回到标准画面。
实际作为命令被输入的值 ,
面线张力设置 (No.014) = 面线张力基准值 (No.113) + 被数据
输入的值 ( 增减值 )。
面线张力设置值 ( N o .113) 设定为「50」, 面线张力设
置 (No.014) 设定为「100」的话 , 被数据输入的值 ( 增
减值 ) 则为「50」。
– 50 –
Page 55

(13) 中压脚高度设置 (018)
设定中压脚高度。直至有下一个中压脚高度设定指令的位置,此值有效。
选择中压脚高度设置
①
在代码一览表画面上,选择中压脚高度设置 ( 功能代码 018)
,实行之后,左方的画面被显示出来。
设定中压脚高度
②
A
B
在左方的画面,用十数字键 〜 A ,+・-按钮
B设定中压脚高度,按实行按钮 C之后,
C
设定的中压脚高度被输入,然后返回到标准画面。
在中压脚下降的位置,按+・-按钮 B之后,中
压脚也连动达到输入的高度。
实际作为命令被输入的值 ,
中压脚高度设定 (No.018) = 中压脚高度基准值 (No.115) + 被
数据输入的值 ( 增减值 )。
1. 中压脚高度基准值 (No.115) 设定为「1.0mm」时 ,
中压脚高度设定 (No.018) 设定为「3.0mm」的话 ,
被数据输入的值 ( 增减值 ) 为「2.0mm」 。
2. 输入最大值为 7mm,但是实际的动作受缝纫机的设
定限制。
– 51 –
Page 56

(14) 区域区分 (016)
输入区域区分命令。
选择区域区分
①
在代码一览表画面上,选择区域区分 ( 功能代码 016)
,实行之后,左方的画面被显示出来。
输入区域区分
②
在左方的画面,按实行按钮 A之后,区域区分命令被输
入,然后返回到标准画面。
A
关于设定的缝纫机动作,请参照服务手册。
– 52 –
Page 57

(15) 缝纫机停止 (019)
输入缝纫机停止命令。
A
选择缝纫机停止
①
在代码一览表画面上,选择缝纫机停止 ( 功能代码 019)
,实行之后,左方的画面被显示出来。
指定停止状态
②
从A中选择停止时的机针位置。被选择的按钮镜像显示。
输入缝纫机停止
③
B
在左方的画面,按实行按钮 B之后,缝纫机停止命令被
输入,然后返回到标准画面。
按钮显示 停止位置
上死点
上位置
下位置
缝制结束或空送前 , 在下位置设定了针位置之后 , 缝
制时出现上位置异常。
在缝纫机停止状态 , 机针停止指示为无效 , 则机针位
置不会变更。
– 53 –
Page 58

(16) 删除机械控制命令 (059)
削除现在位置的机械控制命令 ( 第 2 原点,中途停止,剪线,面线张力设置值,中压脚高度设定等 )。
选择删除机械控制命令
①
在代码一览表画面上,选择删除机械控制命令 ( 功能代码 059)
,实行之后,左方的画面被显示出来。
实行删除机械控制命令
②
在左方的画面,按实行按钮 A之后,机械控制命令被削
除,然后返回到标准画面。
A
(17) 缝制速度 (092)
输入缝制速度。
A
B
选择缝制速度
①
在代码一览表画面上,选择缝制速度 ( 功能代码 092)
实行之后,左面的画面被显示出来。
设定缝制速度
②
在左面的画面上,用十数字键 ~ A , +・-按
钮 B设定缝制速度,按了实行按钮 C之后,
C
用设定的数值被输入到缝制速度栏,然后返回到标准画面。
– 54 –
Page 59

4-6. 自动倒缝 (064)
编制包括现在点的要素的开始缝制,结束缝制或两者指定针数的 Z 型或 V 型的倒缝。
选择自动倒缝
①
在代码一览表画面上,选择自动倒缝 ( 功能代码 064)
A
B
C
F
,实行之后,自动倒缝设定画面被显示出来。
设定自动倒缝
②
在自动倒缝设定画面,在开始缝制针数设定按钮
D
上显示现在的开始缝制针数设定值,在结束缝制针数设定按钮
E
B上显示现在的结束缝制针数设定值。
按想变更设定的项目按钮之后,该设定值的输入画面被显示。
在针数设定画面,用十数字键 〜 F ,+・-按
钮 G设定针数,按实行按钮 H之后,设
定的针数被输入,然后返回到自动倒缝设定画面。
用倒缝类型选择按钮 C , D可以指定倒缝类型。
镜像显示的按钮 是为现在被选择的类型。
按 V 型按钮 C之后,编成 V 型的倒缝 ;按 Z 型按钮
D之后,编成 Z 型的倒缝。
H
设定后,或不需要变更时,按自动倒缝设定画面的实行按钮
A
G
E之后,逆向缝被编成,然后返回到标准画面。
– 55 –
Page 60

4-7. 密集缝 (065)
变更包括现在点的要素的开始缝制,结束缝制或两者的指定针数为指定间隔。
选择密集缝
①
在代码一览表画面上,选择密集缝 ( 功能代码 065)
,实行之后,密集缝设定画面被显示出来。
A
设定密集缝
②
C
B
在密集缝设定画面,开始缝制针数设定按钮 A上,
显示现在的开始缝制针数设定值 ;在结束缝制针数设定按钮
E
D
B上,显示现在的结束缝制针数设定值 ;在针迹间隔
设定按钮 C上,显示现在的针迹间隔设定值。
按想变更设定的项目按钮之后,该设定值的输入画面被显示。
在输入画面,用十数字键 〜 E ,+・-按钮
F设定数值,按实行按钮 G之后,设定值
被输入,然后返回到密集缝设定画面。
作为针数设定 0 之后,可以指定该部分没有密集缝。
设定后,或不需要变更时,按密集缝设定画面的实行按钮
D之后,密集缝被编成,然后返回到标准画面。
G
F
– 56 –
Page 61

4-8. 重叠缝 (066)
编制在现在的点后,被指定的针数的重叠缝数据。
选择重叠缝
①
在代码一览表画面上,选择重叠缝 ( 功能代码 066)
,实行之后,重叠缝设定画面被显示出来。
设定重叠缝
②
按后退送按钮 A ,前进送按钮 B之后,可以跟
A
C
B
D
踪落针点。现在的针位置用红色显示 ;按确定点按钮
C
之后,该针位置为重叠缝的对象,用橘黄色显示。按实行按钮
D之后,编成作为对象设定的重叠缝要素,然后返回到
标准画面。
– 57 –
Page 62

4-9. 关于角点 ( 自由曲线缝,普通缝 )
角点是自由曲线缝的 2 个形状点重叠的点,表示 1 个自由曲线的终端。
D
❷
A
B
在自由曲线缝输入中,实行按钮 C和确定点按钮
❶
被按的点变为角点。
❸
❺
在自由曲线普通缝中输入角点
①
❹
在代码一览表画面,选择自由曲线普通缝 ( 功能代码 024),输
入自由曲线普通缝的坐标。
用通过点 A输入❶ , ❷ , ❹点 ;用确定点按钮
C
B
点变为角点,输入时输入形状点数显示D设定为+ 2。
❺
结果如下图所示,在输入了角点的❸点,自由曲线一旦结束,
到下一个角点❺变为新的自由曲线 ( 作为要素是一个自由曲线
缝 )。
B
输入❸点和❺点 ;用实行按钮 C输入❺点。❸点和
❶
❸
❺
❷
❹
– 58 –
Page 63

❸
❷
❶
❹
在普通缝中输入角点
②
在普通缝时,根据按了确定点按钮 B 的点前面的要素
❺
❼
❻
种类决定被输入的点。
选择普通缝 ( 功能代码 022) ,在坐标输入画面,
用确定点按钮 B输入❶ , ❷ , ❺ , ❼点,用通过点
A
B
❷
❶
R
A输入❸ , ❹ , ❻点。此时,❷的前一点为直线缝,
因此为通常的确定点 ( 形状点数+ 1),❺点,❼点前一点为自
由曲线缝,因此为角点 ( 形状点数+ 2)。
❸
❷
❶
❹
在角点修正形状点
③
角点重叠 2 个形状点,因此修正形状点 ("5-8. 形状点的修正 "
❸
❺
❹
p.75) 时必须注意。
选择形状点移动形状点 ( 功能代码 136) ,选择移
动的形状点。按前送按钮 D ,进入选择的形状点之后,
❺
❼
❻
D
角点 ( R点 ) 有 2 个形状点。
– 59 –
Page 64

R
让R点移动到S点之后,选择后方❷或前方❸的形状点,可
以变更结果。
结果是把后方❷点移动了形状点。
❸
❷
❺
❷
❶
S
❶
❸
结果是把前方❸点移动了形状点。
❺
❹
❶
❹
❷
❸
❺
❹
让后方❷点和前方❸点一起移动到同一坐标,可以让R点移动。
R
❷
❸
❺
❹
❶
削除了后方❷点,前方❸点中的任何一点形状点之后,角点则
成为通常的通过点,变成自由曲线缝。
❸
❺
❶
❹
– 60 –
Page 65

5. 图形的修正
进行图形的修正时,请线用标准画面的后退送键 或前进送键 把机针位置移动到修正的位置。
5-1. 点修正
(1) 点删除 (070,074)
删除指定的区间的图形数据到机针落点单位。根据是否移动删除点后的图形数据,分为相对点删除
和绝对点删除 两种方法。
点删除不仅可以删除使用点缝输入功能作成的图形数据,也可以删除使用直线缝等功能输入的图形数据。
选择相对点删除
①
在代码一览表画面,选择相对点删除 ( 功能代码 070)
,然后实行。
B
指定相对点删除范围
②
按后退送键 B或前进送键 C ,移动机针位置,
C
D
A
指定删除点的区间,然后按实行按钮 D 。
确认点变换
③
点变换确认画面在变换成点缝时显示。继续实行时,按实行按
钮 A之后,显示点删除确认画面。
– 61 –
Page 66

实行相对点删除
④
在点删除确认画面,按实行按钮 E之后,点删除被实行,
然后返回标准画面。
相对点删除时,删除点后的图形数据整体保持删除前的关系进
行移动。
E
删除
❶ ❷ ❸ ❹ ❶ ❸ ❹
相对点删除
绝对点删除时,在代码一览画面,选择绝对点删除 ( 功能代码
074) ,然后实行。此时,删除点后的图形数据不移动。
❶ ❷ ❸ ❹ ❶ ❸ ❹
删除
绝对点删除
1. 删除点之后,请注意点间距离不要超过缝纫机具
有的最大缝迹长度。
2. 删除点的结果,有可能作成完毕的图形数据的一
部分超过缝制范围。此时,请使用修正功能,把
图形数据修正到缝制范围内。
– 62 –
Page 67

(2) 点移动 (071,075)
移动指定的机针落点。根据移动点后的图形数据是否移动,分为相对点移动 和绝对点移动
两种方法。
点移动不仅可以移动使用点缝输入功能作成的图形数据,而且还可以移动使用直线缝等功能输入的图形
数据。直线缝等时,实行点移动之后,变换为点缝。
选择相对点移动
①
在代码一览表画面,选择相对点移动 ( 功能代码 071)
,然后实行。
指定相对按点移动位置
②
使用移动键 B指定点移动对象位置,然后按实行按
B
C
确认点变换
③
点变换确认画面表示点缝发生变化。继续实行时,按实行按钮
A之后,点移动被实行,然后返回标准画面。
A
实行相对点移动
④
钮 C 。
在相对按点移动实行画面,按实行按钮 D之后,点删除
被实行,然后返回标准画面。
D
– 63 –
Page 68

相对点移动时,移动点后的图形数据整体保持以前的关系进行
移动。
移动
相对点移动
绝对点移动时,在代码一览表画面,选择绝对点移动 ( 功能代
码 075) ,然后实行。此时,移动点后的图形数据不
移动。
移动
绝对点移动
1. 删除点之后,请注意点间距离不要超过缝纫机具
有的最大缝迹长度。
2. 移动点的结果,有可能作成完毕的图形数据的一
部分超过缝制范围。此时,请使用修正功能,把
图形数据修正到缝制范围内。
– 64 –
Page 69

(3) 点添加 (076)
A
在指定的落针点后面追加点。追加点的后面的图案数据不移动。追
加点不仅可以追加输入编制的图案数据 , 而且号可以追加直线缝制
灯任何功能输入的数据。
选择绝对点添加
①
在代码一览表画面,选择绝对点添加 ( 功能代码 076)
,然后实行。
B
指定绝对点添加位置
②
使用移动键 A指定点添加位置,然后按实行按钮
B 。
添加
机针位置
绝对点添加
确认点变换
③
点变换确认画面表示点缝发生变化。继续实行时,按实行按钮
C之后,点移动被实行,然后返回标准画面。
C
– 65 –
Page 70

实行追加绝对点。
④
在绝对点添加确认画面,按实行按钮 D之后,点添加被
实行,然后返回到标准画面。
1. 删除点之后,请注意点间距离不要超过缝纫机具
有的最大缝迹长度。
2. 添加点的结果,有可能作成完毕的图形数据的一
部分超过缝制范围。此时,请使用修正功能,把
D
图形数据修正到缝制范围内。
– 66 –
Page 71

5-2. 顶点修正
(1) 顶点删除 (072,077)
删除被指定的图形数据种的 1 个顶点。根据删除点后的图形数据是否移动,分为相对顶点删除
和绝对顶点删除 两种方法。
指定的点为要素的最终落针点或顶点以外的落针点时不能实行。
选择相对顶点删除
①
在代码一览表画面,选择相对顶点删除 ( 功能代码 072)
,实行之后,相对顶点删除确认画面被显示出来。
实行相对顶点删除
②
在相对顶点删除确认画面,按实行按钮 A之后,实行相
对顶点删除,然后返回到标准画面。
A
❶
❷
删除
❸
相对顶点删除
❶
❸
相对顶点删除时,删除点后的图形数据整体保持删除前的关系
进行移动。
❶
删除
❷
❸
绝对顶点删除
❶
绝对顶点删除时,在代码一览表画面,选择绝对顶点删除 ( 功
❸
能代码 077) ,然后实行。此时,删除点后的图形数
据不移动。
删除点的结果,有可能作成完毕的图形数据的一部分
超过缝制范围。此时,请使用修正功能,把图形数据
修正到缝制范围内。
– 67 –
Page 72

(2) 顶点移动 (073,078)
移动指定的落针点。根据移动点后的图形数据是否移动,分为相对顶点移动 和绝对顶点移动
两种方法。
相对顶点移动时 : 指定的点不能在顶点以外的落针点实行移动。
绝对顶点移动时 : 指定的点不能在要素的最终落针点或顶点以外的落针点实行移动。
选择相对顶点移动
①
在代码一览表画面,选择相对顶点移动 ( 功能代码 073)
,然后实行。
指定相对顶点移动位置
②
在相对顶点移动指定画面,使用移动键 B指定顶点
B
的移动对象位置,按实行按钮 C之后,机械控制命令删
C
除确认画面被显示出来。
在机械控制命令删除确认画面上按了 之后,被
记录到落针点的机械控制信息被删除。
切线,外部输出,线张力设定,缝纫机停止,缝制速
度延迟,第二原点,中途停止,缝纫机转动等的信息
被删除。
实行顶点移动
③
在机械控制命令删除确认画面,按实行按钮 A之后,顶
点移动被实行,然后返回到标准画面。
移动
A
相对顶点移动
相对顶点移动时,移动点后的图形数据整体保持移动前的关系
进行移动。
移动
绝对顶点移动
绝对顶点移动时,在代码一览表画面,选择绝对顶点移动 ( 功
能代码 078) ,然后实行。此时,绝对顶点移动时,
移动点后的图形数据不移动。
移动点的结果,有可能作成完毕的图形数据的一部分
超过缝制范围。此时,请使用修正功能,把图形数据
修正到缝制范围内。
– 68 –
Page 73

5-3. 要素删除 (063)
以要素单位删除缝制要素和机械命令。以后的要素删除要素后向前移动。
显示要素实行画面
①
在标准画面选择要素删除按钮 A ,或在代码一览表画
面选择要素删除 ( 功能代码 063) ,实行之后,要素
删除实行画面被显示出来。
A
实行要素删除
②
在要素删除画面,按实行按钮 B之后,实行要素删除,
然后返回到标准画面。
属于现在的机针位置的要素被删除之后,删除要素后的图形数
据整体向前移动,机针位置向删除要素的前一个要素的缝制终
点移动。
B
现在的位置
要素删除
– 69 –
现在的位置
Page 74

5-4. 空送速度改变 (060)
对于已经作成的空送要素,可以以要素单位改变空送速度。
显示空送速度改变设定画面
①
在代码一览表画面,选择空送速度改变 (功能代码 060)
,实行之后,空送速度改变设定画面被显示出来。
输入改变的空送速度
②
A
B
在空送速度改变设定画面,用十数字键 〜 A ,
+・-按钮 B设定变更后的空送速度。按实行按
C
钮 C之后,确认画面被显示出来。
实行空送速度改变
③
在空送速度改变确认画面,按实行按钮 D之后,要素速
度被变更,然后返回到标准画面。
D
– 70 –
Page 75

5-5. 缝制速度区间改变 (061)
对于已经作成的要素,可以用落针点单位限制缝制速度。
显示缝制速度期间改变设定画面
①
在标准画面选择缝制速度区间改变按钮 ,或在代码一览
表画面选择缝制速度区间改变 ( 功能代码 061) ,实
行之后,缝制速度区间改变设定画面被显示出来。
A
D
B
输入变更的速度
②
这是缝制区间改变设定画面,用十数字键 〜 A , +
C
-按钮 B设定变更后的速度。按实行按钮
之后,显示缝制速度期间改变范围指定画面。
指定变更速度的范围
③
按后退送按钮 D,前进送按钮 E之后,可以跟
踪落针点。按实行按钮 F之后,作为对象变更设定范围
的点速度,然后返回到标准画面。
E
F
・
C
– 71 –
Page 76

5-6. 改变针距长度 (062)
对于已经作成的要素,可以变更指定要素键的缝制针距长度。
显示改变针距长度设定画面
①
在代码一览表画面,选择改变针距长度 (功能代码 062)
,实行之后,改变针距长度设定画面被显示出来。
输入改变的针距长度
②
A
D
B
在改变针距长度画面,用十数字键 〜 A , +
-按钮 B设定变更后的针距长度。按实行按钮
C
指定变更针距长度的范围
③
之后,显示出针距长度变更范围指定画面。
C
按后退送按钮 D ,前进送按钮 E之后,可以跟
踪落针点。按实行按钮 F之后,作为对象变更包括设定
范围的要素针距长度,然后返回到标准画面。
E
F
・
– 72 –
Page 77

5-7. 对称
作成与作成的图形对称的图形。本功能以现在的机针位置为基准,对图形整体进行。实行本功能时,必
须预先把现在的机针位置设定到基准的位置。
(1) X 轴对称 (082)
对于通过现在机针位置的 X 轴,作成对称的图形。现在的图形照原样留下,对象的图形被添加到该图形后面。
实行 X 轴对称
①
在代码一览表画面,选择 X 轴对称 ( 功能代码 082)
,实行之后,确认画面被显示。在确认画面按实行按钮
之后,X 轴对称被实行。
A
现在的图形
A
现在的机针位置
X轴
空送
被添加的图形
(2) Y 轴对称 (083)
对于通过现在机针位置的 Y 轴,作成对称的图形。现在的图形照原样留下,对称的图形被添加到该图形后面。
实行 Y 轴对称
①
在代码一览表画面,选择 Y 轴对称 ( 功能代码 083) ,在确认画面按实行按钮 A之后,
Y 轴对称被实行。
现在的图形
空送
被添加的图形
现在的机针位置
Y轴
– 73 –
Page 78

(3) 点对称 (084)
作成以现在机针位置为基准的对称图形。现在的图形照原样不同留下,对称图形被添加到该图形后面。
实行点对称
①
在代码一览表画面,选择点对称 ( 功能代码 084) , 并实行,在确认画面按实行按钮
之后,点对成被实行。
现在的图形
空送
现在的机针位置
被添加的图形
(4) Y 轴镜像图形顺向缝 (098)
对于通过现在机针位置的 Y 轴,作成对称的图形。现在的图形被删除,空送被添加到对称的图形前头。
实行 Y 轴镜像图形顺向缝
①
在代码一览表画面,选择 Y 轴镜像图形顺向缝 ( 功能代码 098) ,在确认画面按实行按钮
之后,Y 轴镜像图形顺向缝被实行。
缝制开始
现在的图形
Y 轴镜像图形顺向缝
空送
被作成的图形
现在的机针位置
Y轴
Y轴
– 74 –
Page 79

5-8. 形状点的修正
进行包括现在点的要素形状点的修正。
(1) 形状点添加 (135)
添加形状点。
①
在代码一览表画面,选择形状点添加 ( 功能代码 135)
按实行按钮 A之后,压脚移动到第一个形状点,形状点
A
选择形状点添加
,实行之后,压脚移动确认画面被显示出来。
指定画面被显示出来。
I
B
指定形状点
②
使用后退送按钮 B,前进送按钮 C ,指定添加
处的形状点。新的形状点被添加到这里指定的形状点后面。指
定的形状点用红色I表示。
选择形状点,按实行按钮 D之后,形状点位置指定画面
被显示出来。
C
D
– 75 –
Page 80

指定添加位置
③
I
J
E
使用移动键 E ,用游标 J指定形状点的添加
对称位置,然后按实行按钮 F 。
F
删除机械控制命令
④
机械控制命令删除的确认画面被显示,因此要素中途的机械控
制命令如果可以被删除的话,按实行按钮 G之后,形状
点添加被实行,然后返回到标准画面。
下图表示在形状点I后,添加形状点J的例子。
G
I
J
– 76 –
Page 81

(2) 形状点移动 (136)
移动形状点。
A
选择形状点移动
①
在代码一览表画面,选择形状点移动 ( 功能代码 136)
B
,然后实行。
形状点移动的操作顺序与 "5-8.(1) 形状点添加 (135)" p.75
相同。压脚移动确认后,选择移动的形状点,在右图的位置指
定画面,指定移动对称的位置。指定位置,确认机械控制命令后,
形状点移动被实行。
下图表示把形状点A移动到B的例子。
B
– 77 –
Page 82

(3) 形状点删除 (137)
删除形状点。
选择形状点删除
①
在代码一览表画面,选择形状点删除 ( 功能代码 137)
,实行之后,压脚移动确认画面被显示出来。
按实行按钮 A之后,压脚移动,形状点指定画面被显示
出来。
A
指定形状点
②
G
B
使用后退送按钮 B ,前进送按钮 C ,指定删除
的形状点。
选择形状点,然后按实行按钮 D 。
C
D
– 78 –
Page 83

删除机械控制命令
③
机械控制命令删除确认画面被显示,因此要素中途的机械控制
命令如果可以删除的话,请按实行按钮 E 。
E
实行形状点删除
④
在形状点删除确认画面,按实行按钮 F之后,形状点删
除被实行,然后返回到标准画面。
下图表示删除了形状点G的例子。
F
– 79 –
Page 84

6. 图形操作
6-1. 图形复制 (086)
最多可以进行 10 件作成的图形复制。
E
A
B
D
C
选择图形复制
①
在代码一览表画面,选择图形复制 ( 功能 086) ,实
行之后,图形复制位置指定画面被显示出来。
指定图形复制对象
②
使用移动键 A ,调整到希望复制对象的位置。
决定图形的复制位置
③
按确定按钮 B之后,把该点设定为复制位置。
实行图形复制
④
按实行按钮 C之后,确认画面被显示出来。
在图形复制确认画面,按实行按钮 F之后,图形复制被
⑤
实行,然后返回到标准画面。
1. 进行②和③的操作,最多可以反复输入 10 次。在
上显示输入件数。
E
2. 进行④的操作时,按实行按钮之前,可以用后退
按钮 D删除已经输入的复制点。
3. 本功能是以现在机针位置为基准复制整个图形的。
F
如果现在点是发生缝制前的空送点 , 则不能复制。
在原图形的缝制结束点插入剪线,在复制对象的
缝制始点前插入空送。
– 80 –
Page 85

6-2. 图形移动 (085)
平行移动作成的图形。
把现在位置移动到想移动到的位置就可以简单地调整位置。
移动到基准位置
①
在标准画面,使用前进按钮,后退按钮就可以把现在点移动到
想移动到的基准位置。
选择图形移动
②
在代码一览表画面,选择图形移动 ( 功能 085) ,实
行之后,图形移动位置指定画面被显示出来。
A
指定图形移动位置
③
B
使用移动键 A ,就可以把指定移动位置移动到希望
的位置。
实行图形移动
④
按实行按钮 B之后,确认画面被显示出来。
在图形移动确认画面,按实行按钮 C之后,图形移动被
⑤
实行,然后返回到标准画面。
1. 本功能是以现在机针位置为基准移动整个图形的。
移动部分的空送数据插入到图形的前端。
2. 现在点在原点时,不能选择功能。
C
– 81 –
Page 86

6-3. 图形消去 (087)
消去所有作成的图形数据。
选择图形消去
①
在代码一览表画面,选择图形消去 ( 功能 087) ,实
行之后,图形消去确认画面被显示出来。
实行图形消去
②
按实行按钮 A之后,图形消去被实行,然后返回标准画
面。输入的所有图形数据被消去,送针点移动,机针位置返回
A
原点。
1. 已经消去的图形数据不能复原。
2. 把图形数据写入到记忆媒体后,重新制作新的图
形时,或从记忆媒体读出其他图形时,请使用本
功能暂时消去图形数据。
不消去图形,读处图形时,添加到已经作成的图
形数据的现在机针位置后读出。
– 82 –
Page 87

6-4. 图形读入
读入图形数据。
请使用用 IP-420 进行格式化的记忆媒体。
(1) 读入图形数据
选择图形读入
①
在标准画面,按读入按钮 之后,图形读入画面被显示出
E
A
H
F
D
选择读入图形
②
C
按按钮 媒体内保存的图形显示在A部。按想读入图形
来。
B
的按钮 之后,此按钮翻转显示。
G
图形数有 16 个以上时,在B部分↑键 , ↓键 被
显示,按此按钮,可以变换在A部分显示的图形。
指定直接图形号码
③
按图形号码指定按钮 C之后,图形号码指定画面被显
示出来。用十数字键 〜
, 或 +・-键
H
I,可以输入图形号码。按+・-键之后,现在输入的
图形后面下一个存在的图形号码被输入。
按实行按钮 J之后,在输入的图形号码被选择的状态,
I
返回读入画面。
J
实行图形读入
④
按实行按钮 D之后,实行选择的图形数据读入,然后返
回标准画面。
– 83 –
Page 88

K
1. 按图形信息按钮 F之后,图形信息画面被
显示,可以确认现在选择的图形号码的图形数据
的信息。
按取消按钮 K,返回到图形读入画面。
2. 按空送读入按钮 E之后,可以选择图形数
据读入时削除至缝制之前的空送 ,或选择
不削除至缝制之前的空送 。在空送读入按
钮上,显示现在的设定状态,每按按钮之后设定
被交替变换 ( ・ )。
3. 按图形削除按钮 G之后,图形数据削除画
面被显示出来。
按实行按钮 L之后,可以从媒体内削除现
在选择的图形号码的图形数据。
把已经作成的图形数据的现在机针位置作为原点,在
其后图形读入被添加。
L
使用标准画面的后退送按钮 ,前进送按钮
,移动作成的图形数据上的机针位置,可以在
图形数据的任意位置读出。
– 84 –
Page 89

(2) 设定扩大缩小率
预先设定扩大缩小率,可以读入扩大或缩小的图形。
设定 X 扩大缩小率
①
按 X 扩大缩小率设定按钮 A之后,X 扩大缩小率设定
C
A
B
画面被显示出来。
在 X 扩大缩小率设定按钮上,现在的 X 扩大缩小率设定值被显
示出来。
输入 X 扩大缩小率
②
用十数字键 〜 D ,或+・-键 E,
输入扩大缩小率。按+・-键之后,以 0.01%单位进行增减。
按实行按钮 F之后,以输入的值被设定,然后返回到图
形读入画面。
D
E
设定 Y 扩大缩小率
③
按 Y 扩大缩小率设定按钮 B之后,Y 扩大缩小率设定
画面被显示出来。设定方法与 X 扩大缩小率相同。
Y 扩大缩小率设定按钮上,现在的 Y 扩大缩小率设定值被显示
出来。
F
– 85 –
Page 90

G
设定扩大缩小的方法
④
关于扩大缩小方法,可以选择缝迹长度增减/针数增减中的一
种方法。
按扩大缩小方法选择按钮 C之后,扩大缩小方法选择
H
画面被显示出来。
扩大缩小方法选择按钮上,现在选择的扩大缩小方法被显示出
来。
I
( 针数增减 ・ 缝迹长度增减 )
选择扩大缩小方法
⑤
在扩大缩小方法选择画面上,选择针数增减 G或
选择缝迹长度增减 H 。被选择的按钮翻转显示
。
按实行按钮 I之后,选择的项目被设定,然后返回到图
形读入画面。
1. 点缝时,用扩大缩小方法设定针数增减后,缝迹
长度也因增减而被扩大缩小。
2. 圆,圆弧分别设定了扩大缩小率之后,或反复 X/
Y 的扩大缩小之后,因为变换成点缝,所以有可能
不能保持原有形状,这是由于针数增减而被扩大
缩小所致。
– 86 –
Page 91

(3) 设定读入数据的种类
A
可以选择读入图形数据的对象媒体和图形数据的种类。
可以选择以下的媒体。
现在选择中的媒体用图标显示在A部。
对象媒体 图标
缝纫机存储器
记忆媒体
可以选择以下的种类。
现在选择中的数据形式,被显示在图形种类选择按钮上。
数据种类 按钮显示 对应媒体
记忆媒体的文件夹构成
・
记忆媒体驱动器
图标形式数据
缝制标准格式数据
字体数据
( 对应 AMS-B,C,D 系列数据 )
图标形式数据
VDATA
SDATA
例 :VD00001. VDT
缝制标准格式数据
例 :SD00001. DAT
AMS
AMS 用字体数据
例 :AMS00001.M3
– 87 –
Page 92

C
设定对象媒体
①
按对象媒体选择按钮 B之后,对象媒体设定画面被显示
B
出来。
从C中选择缝纫机存储器 , 记忆媒体 中可以读
入的媒体的种类。被选择的按钮翻转显示 。
按实行按钮 D之后,即为选择的设定,然后返回到图形
读入画面。
E
D
设定图形种类
②
按图形种类选择按钮 E之后,图形种类设定画面被
显示出来。
从F中选择图标形式 ,标准格式 ,字体数据
中想读入的图形种类。被选择的按钮翻转显示 。
F
按实行按钮 G之后,成为选择的设定,然后返回到图形
读入画面。
G
有的对象媒体有可能不能选择。
– 88 –
Page 93

6-5. 图形写入
写入图形数据。
请使用用 IP-420 进行格式化的记忆媒体。
(1) 写入图形数据
选择图形写入
①
在标准画面,按图形写入按钮 之后,图形写入画面被显
D
C
示出来。
指定图形号码
②
用十数字键 〜 A或+・- 键 B指定
A
B
写入部位的图案号码。按了 +·- 键之后 , 以下的空闲号码被显示。
实行图形写入
③
按实行按钮 C之后,在输入的号码上作成的图形数据被
写入,然后返回到标准画面。
指定的图形号码的图形数据如果已经存在时,改写确认画面被
显示,按实行按钮 E之后,图形写入被实行。
按对象媒体选择按钮 D之后,对象媒体设定画面被显示,
E
可以选择作为写入对象的媒体。
设定方法与图形读入时相同。
在图形终端和空送前如果没有指令时,按了实行按钮
C之后,自动剪线插入确认画面被显示,然后
可以选择插入剪线的 F ,或不插入剪线
。
G
选择其中一个按钮之后,实行图形写入。
FG
– 89 –
Page 94

7. 格式化 (090) 记忆媒体
格式化记忆媒体。
显示记忆媒体格式化画面
①
在标准画面,按模式按钮 之后,模式画面被显示出来。
这时,按格式化按钮 A之后,记忆媒体格式化画面被
A
显示出来。
在代码一览表画面,选择格式化 ( 功能代码 090) 也可
以显示格式化画面。
开始记忆媒体的格式化
②
把想格式化的记忆媒体插到记忆媒体插口,关上盖子再按实行
按钮 B之后,开始格式化。
格式化结束之后,返回到模式画面。
进行格式化之后,数据全部删除。不能再复原到原来
的状态。
B
– 90 –
Page 95

8. 试缝
使用读出的数据或输入功能,试缝作成的图形,确认形状等。
关于试缝,机种不同画面和可以设定的项目也不同。
下面举 AMS-210EN 的例子进行说明。
进行试缝之前,必须进行中压脚高度和线张力设定的登记。
8-1. 进行试缝的准备
C
A
显示试缝画面
①
在标准画面,按缝制准备按钮 ,显示出试缝准备画面。
B
在D部,X 方向和 Y 方向的尺寸被显示。
D
进行试缝的准备
②
E
(a) 按抓线按钮 A 之后,交替变换抓线 ON ,
OFF 。
(b) 按卷线按钮 B 之后,显示出卷线凸起画面。
踩踏板之后,缝纫机转动,开始卷线。按停止按钮
之后,缝纫机停止,然后返回到试缝准备画面。
E
对于卷线,如果不进行试缝准备的话,就不能选择。
– 91 –
Page 96

F
(c) 按线张力设定按钮 C之后,面线张力基准值设定
凸起画面被显示,用十数字键 〜 和+・-
键 F输入数值,按实行按钮 G确定
数值,然后返回到试缝准备画面。线张力设定按钮上,现
在的设定值被显示出来。
G
(d) 按压脚高度设定按钮 D之后,显示出中压脚基准值
设定画面。
H
用十数字键 〜 和+・-键
输入数值,按实行按钮 I确定数值,然后返回到试
缝准备画面。
I
图形终端和空送前,没有剪线指令时,按缝制准备按
钮 之后,自动剪线插入确认画面被显示,可以
选择插入剪线 K或不插入剪线 J 。
按其中的一个按钮之后,移动到试缝准备画面。
1. 进行试缝之后,把输入数据改写到缝纫机的现在
图形数据上。
2. 在通常缝制模式,从记忆媒体选择了图形,编辑
了用户图形后,数据消失。
H
KJ
– 92 –
Page 97

8-2. 进行试缝
A
G
B
显示试缝缝制画面
①
按缝制准备按钮 A之后,显示出试缝缝制画面。
进行试缝
②
用通常的缝纫机操作,可以进行试缝。
在H部,X 方向和 Y 方向的尺寸被显示出来。
进行试缝的设定
③
(a) 用压脚高度设定按钮 B ,显示出中压脚高度基准
值设定画面,与试缝准备画面一样,可以设定中压脚高度
基准值。
(b) 在C部,速度被显示出来。
F
用速度调解旋钮D可以设定速度。按按钮 之后增
E
C
D
H
加速度,按按钮 之后减小速度。按中间的杆部之后,
可以指定直接速度。
(c) 按线张力设定按钮 E之后,与试缝准备画面一样,
可以设定面线张力基准值。
(d) 按缝制开始按钮 F之后,可以把压脚返回到缝制开
始的位置。
(e) 按抓线按钮 G之后,可以交替变换抓线 ON,OFF。
– 93 –
Page 98

确认图形数据的形状
④
I
K
在试缝准备画面上按了形状确认按钮
I
之后,显示出形
状确认画面。
现在点用 ( 粉红色圆 ) 来显示,缝制开始位置用 ( 蓝点 )
来显示,缝制结束位置用 (粉红色点) 来显示。
请用 1 针后退按钮
J
,1 针前进按钮
K
状。如果有复数个指令被输入时,传送不移动,而是前进,后
退指令显示L 。
长时间按按钮之后,移动速度提高。
按了指令检索前进按钮 M之后,自动地移动传送到缝制
结束位置,按了指令检索后退按钮 N之后,自动地移动
传送到缝制开始位置。
Q
如果在中途想停止传送时,请按
,
M
按了中压脚按钮
N
,
,
O
之后,中压脚上下移动。
O
P
,
J
K
中的任意一个按钮。
( 存储器开关 U103 被设定为 0 时,此按钮不显示。)
来确认形
,
J
P
N
<形状确认画面>
K
结束形状确认
⑤
O
按了压脚初期位置按钮
返回到试缝准备画面。另外,按了取消按钮
M
回到试缝准备画面。
P
之后,压脚移动到原点,然后
Q
之后,返
– 94 –
Page 99

9. 设定功能
9-1. 注释输入
在图形数据设定注释。
B
显示注释输入画面
①
A
在标准画面,请按注释输入按钮 A 。注释输入画面被
显示出来。
图形信息显示部的设定显示出注释的话,("14. 显示
的设定 ④ 项目设定 " p.106) 在图形信息显示部
上,设定的注释被显示出来。
B
F
C
输入注释
②
按各十数字键 ( 〜 , 〜 , , ,
H
, , )C之后,该文字被输入。按“←”按钮
D , “→” 按钮 E之后,游标 F向该方向
移动,在该位置按十数字键之后,该文字被插入到游标位置。
按删除按钮 G之后,游标左面的文字被删除。文字最多
可以输入 255 个字。
G
按实行按钮 H之后,被输入的注释变为有效,然后返回
到标准画面。
ED
– 95 –
Page 100

9-2. 压脚翻转设定 (091)
进行压脚翻转的设定。
显示翻转设定画面
①
在代码一览表画面,选择翻转设定 ( 功能代码 091)
实行之后,翻转设定画面被显示出来。
A
B
C
9-3. 设定面线张力基准值 (113)
设定面线张力基准值。
选择翻转方法
②
关于压脚翻转的动作,选择自动翻转 A ,或任意翻转
B 。被选择的按钮变成翻转显示。按实行按钮
之后,选择的设定变为有效,然后返回到标准画面。
C
压脚翻转的设定,仅在没有输入图形时可以设定。
A
B
显示面线张力基准值设定画面
①
在代码一览表画面,选择面线张力基准值 ( 功能代码 113)
实行之后,面线张力基准值设定画面被显示出来。
设定面线张力基准值
②
在面线张力基准值设定画面,用十数字键 〜
直接输入数值,或者用+・-按钮 B增减数值,
C
设定面线张力基准值。
按实行按钮 C之后,设定的数值被确定,然后返回到标
准画面。
变更了面线张力基准值之后 , 图案的整体张力发生变化。
A
– 96 –
 Loading...
Loading...