

Page 1
IP-200 / LBH-1790
Page 2
录
.操作盘各部位的名称
1
1-1 主机 ............................................................................... 4
1-2 通用按键 ........................................................................... 6
.缝纫机的基本操作
2
.单独缝制时的液晶显示部
3
3-1 数据输入画面 ....................................................................... 9
3-2 缝制画面 .......................................................................... 12
.踏板的使用方法
4
4-1 踏板类型的设定方法 ................................................................ 15
4-2 踏板的动作说明 .................................................................... 17
.输入压脚类型时
5
5-1 压脚类型的设定方法 ................................................................ 18
5-2 压脚类型一览表 .................................................................... 19
目
................................................................... 4
..................................................................... 7
............................................................... 9
...................................................................... 15
...................................................................... 18
6.进行图案NO.选择时
6-1 从数据输入画面的选择 ............................................................. 20
6-2 用直接按键来选择 .................................................................. 21
.给图案起名称时
7
.选择缝制形状时
8
.变更上线张力时
9
.重新缝制时
10
10-1 从中途继续缝制时 ................................................................. 28
10-2 从最初开始重新缝制时 ............................................................. 28
.卷绕底线时
11
.使用计数器时
12
12-1 计数器的设定方法 ................................................................. 30
12-2 计数器加数的解除方法 ............................................................. 33
进行图案的新登记时
13.
.缝制形状一览
14
.变更缝制数据时
15
......................................................................... 27
......................................................................... 29
..................................................................
...................................................................... 22
...................................................................... 23
...................................................................... 25
....................................................................... 30
................................................................. 34
....................................................................... 36
..................................................................... 37
20
15-1 购买时的初期缝制数据 ............................................................. 37
15-2 缝制数据的变更方法 ............................................................... 38
1
Page 3

15-3 缝制数据一览 ..................................................................... 40
.缝制数据有/无编辑的设定方法
16
.复制缝制图案时
17
.把图案登记到直接按键时
18
18-1 登记方法 ......................................................................... 53
18-2 购买时的登记状态 ................................................................. 54
.把缝制数据登记到管理按键时
19
19-1 登记方法 ......................................................................... 55
19-2 购买时的登记状态 ................................................................. 56
.变更缝制模式
20
.连续缝制时的液晶显示部
21
21-1 数据输入画面 ..................................................................... 58
21-2 缝制画面 ......................................................................... 60
.连续缝制时
22
22-1 连续缝制数据的选择 ............................................................... 63
22-2 连续缝制数据的编辑方法 ........................................................... 64
..................................................................... 51
....................................................................... 57
......................................................................... 63
........................................................ 50
............................................................. 53
......................................................... 55
............................................................. 58
23.循环缝制时的液晶显示部
23-1 数据输入画面 ..................................................................... 67
23-2 缝制画面 ......................................................................... 69
.循环缝制时
24
24-1 循环缝制数据的选择 ............................................................... 72
24-2 循环缝制数据的编辑方法 ........................................................... 73
.变更显示缝制物时
25
.变更存储器开关数据时
26
26-1 存储器开关数据的变更方法 ......................................................... 77
26-2 存储器开关数据一览 ............................................................... 79
.切刀数次动作的说明
27
.异常代码一览
28
.使用通信功能时
29
29-1 关于可以处理的数据 ............................................................... 98
29-2 使用方便媒体进行通信时 .......................................................... 100
29-3 使用RS-232C进行通信时 ........................................................... 103
29-4 处理数据时 ...................................................................... 104
......................................................................... 72
................................................................... 75
....................................................................... 89
..................................................................... 98
.............................................................
............................................................... 77
................................................................. 86
67
30.关于信息功能
30-1 看维修检查信息 .................................................................. 108
30-2 输入维修保养时间 ................................................................ 111
30-3 警告的解除方法 .................................................................. 113
2
......................................................................
107
Page 4

30-4 看生产管理信息 .................................................................. 114
30-4-1 从信息画面显示时 ···························································114
30-4-2 从缝制画面显示时 ···························································116
30-5 进行生产管理信息的设定 .......................................................... 117
30-6 看运转测定信息 .................................................................. 121
.关于试缝功能
31
31-1 进行试缝 ........................................................................ 125
31-2 图标参数一览 .................................................................... 128
31-3 张力值显示颜色一览 .............................................................. 129
...................................................................... 125
32. 锁定键时
显示版本信息时
33.
使用检查程序时
34.
34-1 显示检查程序画面时 .............................................................. 133
34-2 调整切上线原点时 ................................................................ 135
34-3 调整切底线原点时 ................................................................ 136
34-4 检查传感器时 .................................................................... 137
34-5 检查液晶时 ...................................................................... 139
34-6 修正触摸键盘时 .................................................................. 140
35. 维修人员专用通信画面
35-1 关于可以处理使用的数据 .......................................................... 143
35-2 显示维修人员专用内容时 .......................................................... 144
.维修人员信息画面
36
36-1 异常错误履历的显示 .............................................................. 145
36-2 累计运转信息的显示 .............................................................. 147
..........................................................................
.................................................................... 132
.................................................................... 133
..............................................................
.................................................................. 145
130
143
3
Page 5
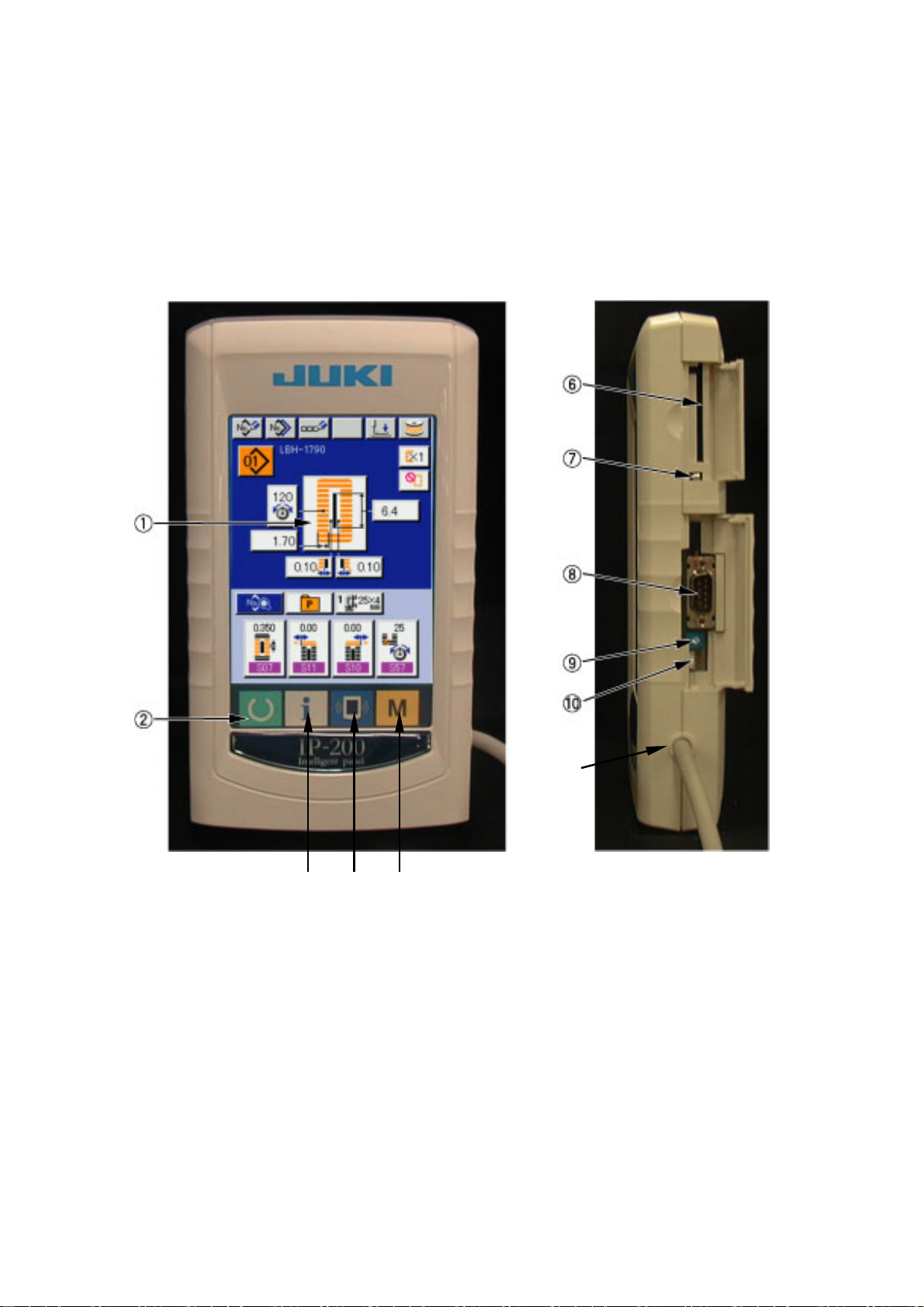
1.操作盘各部位的名称
1-1 主机
( 前面 )
( 右侧面 )
③④⑤
⑪
4
Page 6
① 触摸盘.液晶显示部
②
③
④
⑤
⑥ 方便媒体卡插口(请关闭盖后使用)
⑦ 滑动开关(未使用.OFF)
⑧ RS-232C 通讯用插座
⑨ 彩色液晶画面对比度调节旋钮 → 可以调整画面对比度。请适当地调整。
⑩ 外部输入用插座
准备键 → 进行数据输入画面和缝制画面的变换
信息键 → 变换数据输入画面和信息画面
通讯键 → 变换数据输入画面和通讯画面
模式键 → 数据进行输入画面和各种详细设定模式变换画面的变换
⑪ 电缆线
5
Page 7
1-2 通用按键
在 IP-200 的各画面上进行通用操作的按键如下所示。
取消按钮 →
确定按钮 → 确定变更了的数据。
上滚动按键 → 向上方向滚动按键或显示。
下滚动按键 → 向下方向滚动按键或显示。
复位按键 → 解除异常。
数字输入按键 → 显示十数字键,可以进行数字的输入。
缝制数据显示按钮 →
文字输入按钮 →
关闭突起画面。
数据变更画面时,取消变更中的数据。
显示对应选择中的图案NO.的缝制数据一览。
→
15. 变更缝制数据时P=37。
按按钮之后,显示文字输入画面。
→
7. 给图案起名称时P=22。
压脚下降按键 →
绕线按键 →
6
下降压脚。
让压脚上升时,请按压脚下降画面上的压脚上升按键。
进行底线绕线。
→
11. 绕底线时P=29。
Page 8
2.缝纫机的基本操作
① 打开电源开关
首先,请确认设定的压脚类型
和安装的压脚类型是否相同。
有关确认和设定方法请参阅
类型时P=18。
5.输入压脚
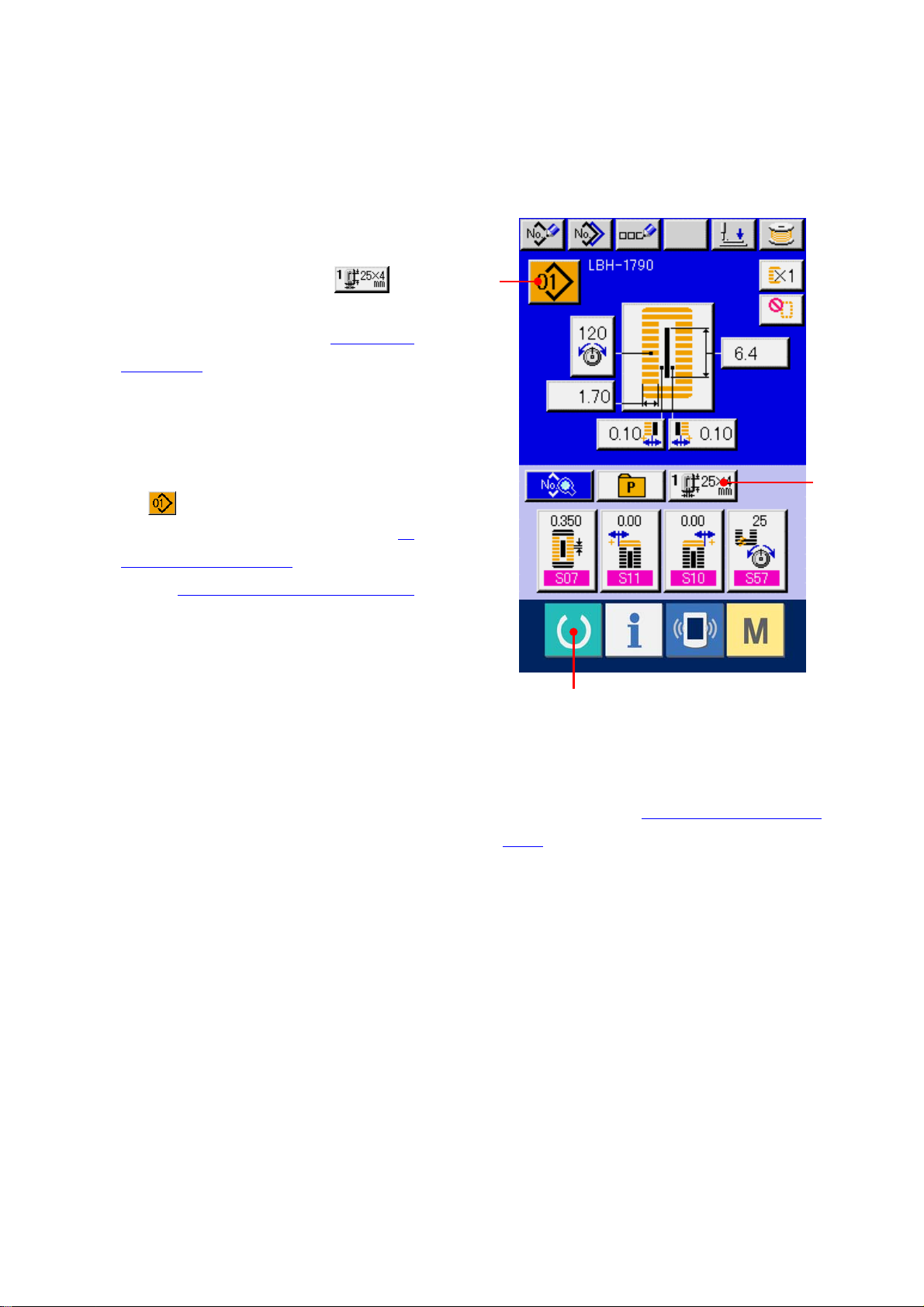
② 选择想缝制的图案 NO.
打开电源之后,显示出数据输入画面 。
在画面上部显示出现在选择的图案NO.按
键
(B),按此键之后可以选择图案
NO.。有关图案NO.的选择方法请参阅
进行图案NO.选择时P=20。
购买时
15-1 购买时的初期缝制数据P=37
上记载着图案NO.1~10,请从中选择使
用。(没有登记的图案号不显示。)
(A)
6.
B
A
※ 關
C
* 关于画面,请参阅
3.单独缝制时的液晶显示
部P=9。
7
Page 9

③ 设定成可以缝制的状态
按准备键
(C) 之后,液晶显示的背
景颜色变为绿色,变成可以缝制的状态。
④ 开始缝制
把缝制品安放到压脚部,踩踏板,启动缝
纫机,开始进行缝制。
→
4. 踏板的使用方法P=15。
※ 有关本画面的详细说明,请参照
制时的液晶显示部P=9。
3.单独缝
C
8
Page 10
3.单独缝制时的液晶显示部
3-1 数据输入画面
A B C E F
D
G
H
M
N
O
I
P
J
K
Q
L
R
S
9
Page 11
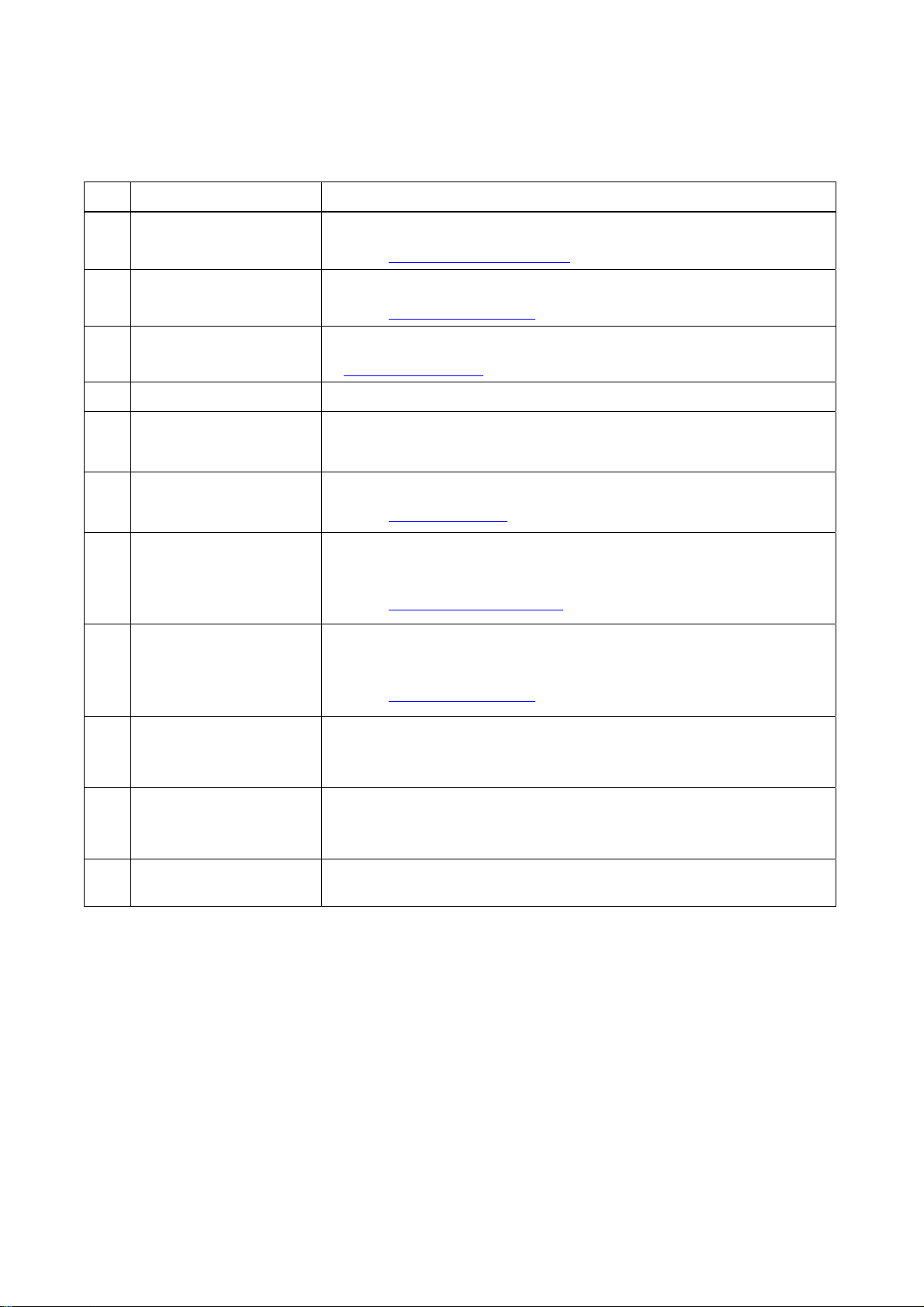
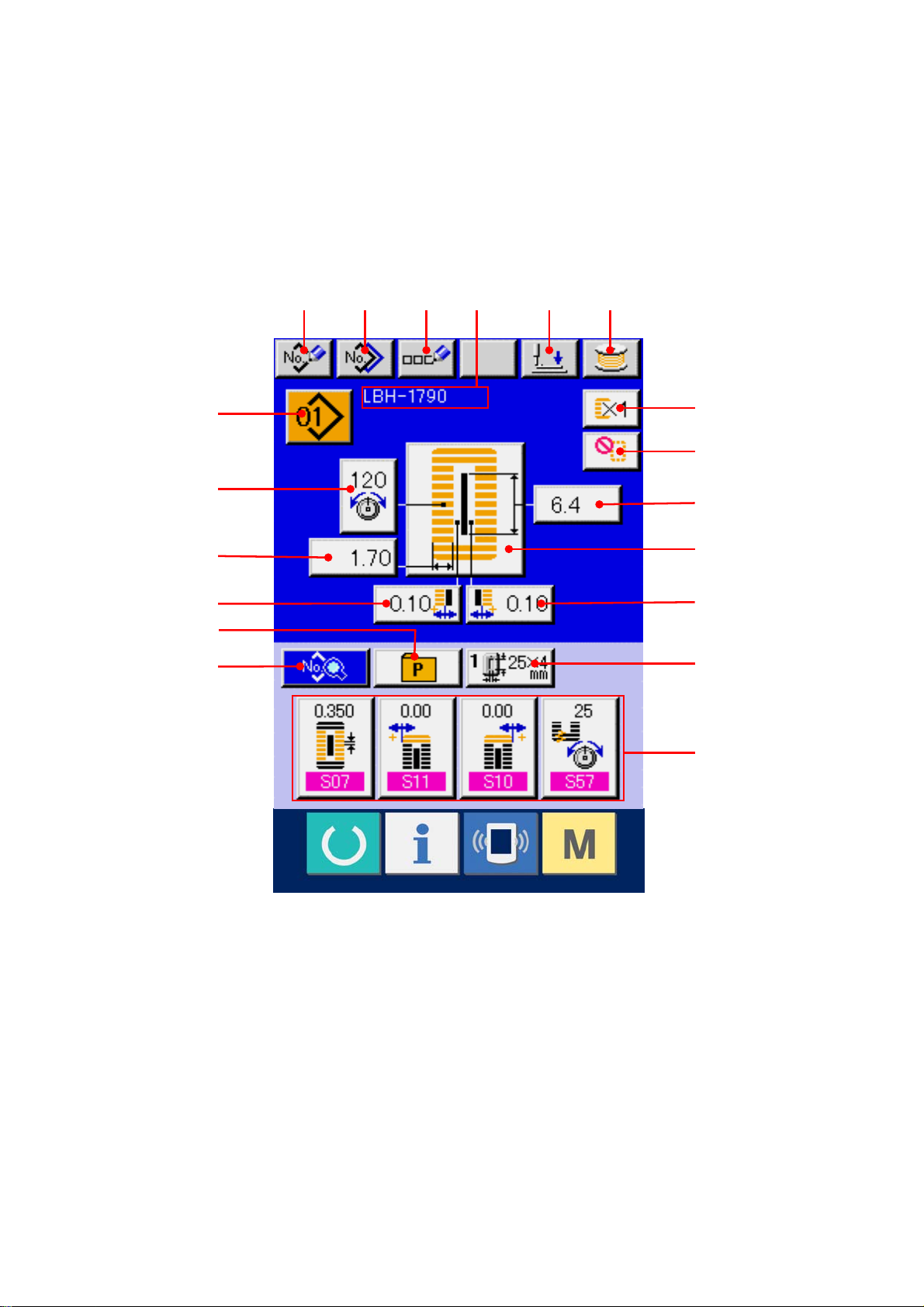
A 图案新登记按钮 图案 NO.新登记画面被显示出来。
B 图案拷贝按钮 缝制数据复制画面被显示出来。
C 图案名称设定按键 缝制图案名称输入画面被显示出来。
D 显示图案名称 显示选择中的缝制图案里被输入的名称。
E 下降压脚按键 下降压脚,显示出下降压脚画面。
F 绕线按键 可以卷绕底线。
G 图案选择按键 在按键上,现在选择中的图案 NO.被显示,按此键之后,图案 NO.变更画面被显示
H 上张力设定按键
按键·显示 内容
→请参阅 13. 进行图案的新登记时P=34。
→请参阅 17.复制缝制图案时P=51。
→7.给图案起名称时P=22。
让压脚上升时,请按下降压脚画面上显示的上升压脚按键。
→请参阅 11.卷绕底线时P=29。
出来。
→请参阅 6. 进行图案NO.选择时P=20。
在按键上显示现在选择的图案数据设定的上张力值,按键之后,上张力变更画面被
I 左包边宽度设定按键
J 切刀槽左宽度设定按键 在按键上显示现在选择的图案数据设定的切刀槽左宽度,按键之后,切刀槽左宽度
K 直接选择按键 按此键之后,在直接选择按键里被登记的图案 NO.一览画面被显示出来。
显示出来。
→请参阅 9. 变更上线张力时P=25。
在按键上显示现在选择的图案数据设定的左包边宽度设定按键,按键之后,左包边
宽度变更画面被显示出来。
变更画面被显示出来。
10
Page 12
L 缝制数据变更按键 缝制数据一览画面被显示出来。
M 双重缝制的有无设定按键 在按键上显示现在选择的图案数据设定的双重缝制的有无,按键之后,双重缝制
N 下缝次数设定按键 在按键上显示现在选择的图案数据设定的下缝次数,按键之后,下缝次数变更画
O 切布长度设定按键 在按键上显示现在选择的图案数据设定的切布长度,按键之后,切布长度变更画
P 缝制形状选择按键 在按键上显示现在选择的图案数据设定的缝制形状,按键之后,缝制形状变更画
Q 切刀槽右宽度设定按键 在按键上显示现在选择的图案数据设定的切刀槽右宽度,按键之后,切刀槽右宽
按键·显示 内容
→请参阅 15. 变更缝制数据时P=37。
的有无变更画面被显示出来。
面被显示出来。
面被显示出来。
面被显示出来。
→请参阅 8. 选择缝制形状时P=23。
度变更画面被显示出来。
R 压脚类型选择按键 在按键上显示现在选择的压脚类型,按键之后,压脚类型变更画面被显示出来。
→请参阅 5. 输入压脚类型时P=18。
S 管理按键 可以把使用频度较高的缝制数据设定到 4 个按键。按键之后,显示出被设定的缝
制数据变更画面。
→请参阅 19. 把缝制数据登记到管理按键时P=55。
11
Page 13
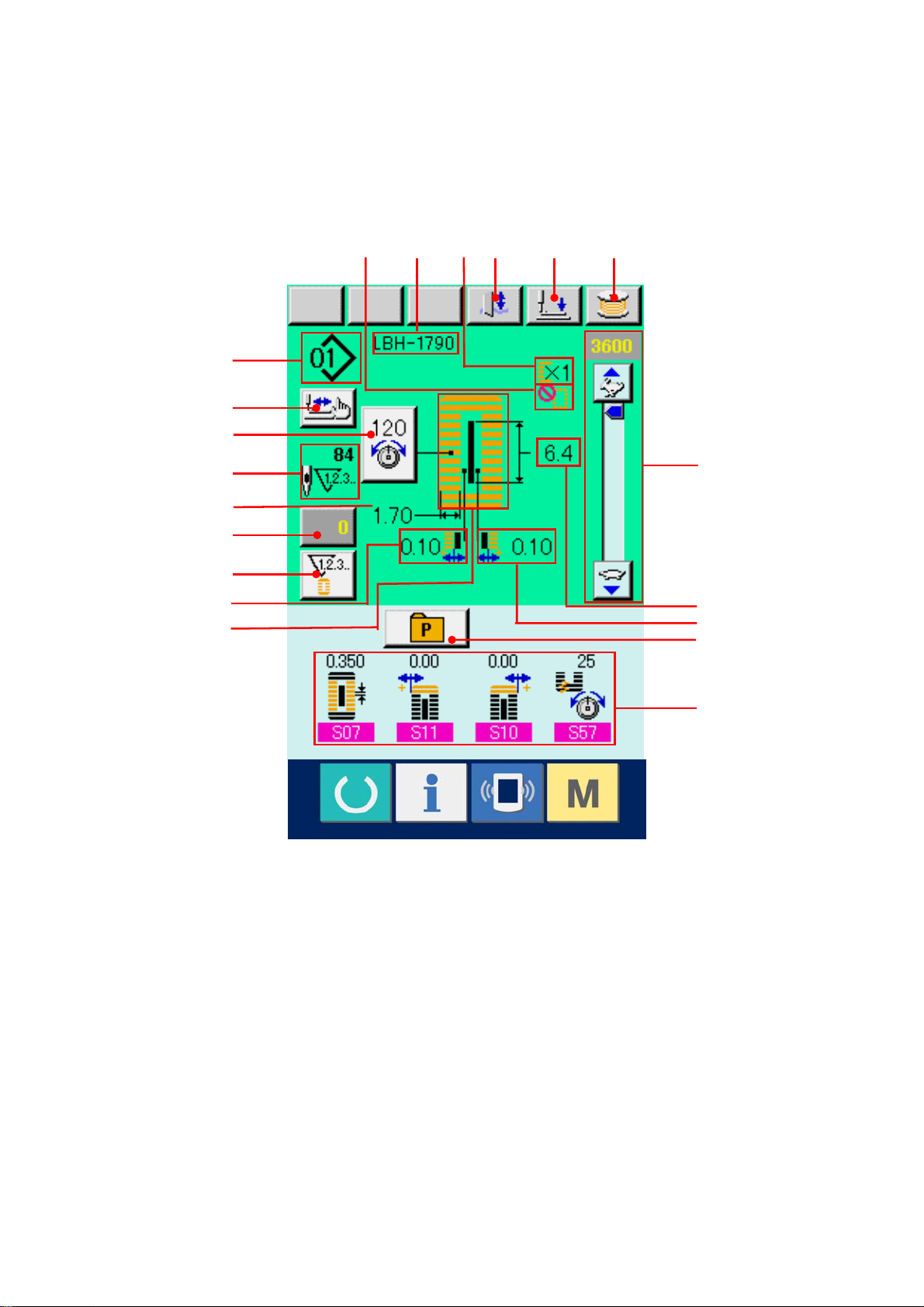
3-2 缝制画面
G
A
EDBC F
H
I
J
K
L1
O
L2
M
N
P
Q
R
S
12
Page 14
A 显示下缝次数 在缝制中的图案里设定的下缝次数。
B 显示图案名称 显示缝制中的图案数据设定的图案名称。
C 显示双重缝制的有无 显示缝制中的图案数据设定的双重缝制的有无。
D 取消切刀按键 每按键后,变换落切刀 不落切刀。
E 降下压脚按键 下降压脚,显示出下降压脚画面。
F 绕线按键 可以卷绕底线。
G 图案 NO.显示 显示缝制中的图案 NO.。
按键·显示 内容
让压脚上升时,请按下降压脚画面上显示的上升压脚按键。
→请参阅 11. 卷绕底线时P=29。
H 分步缝制按键 按键之后,显示确认落针点,重新缝制的步骤缝制画面。
→请参阅 10. 重新缝制时P=27。
I 上张力按键 显示缝制中的图案数据设定的上张力,按键之后,上张力变更画面被显示出来。
→请参阅 9. 变更上线张力时P=25。
J 显示总针数 显示缝制中的图案的总针数。
K 显示包边宽度 显示缝制中的图案设定的左包边宽度。
L1 计数器值变更按键 在按键上,显示现在的计数值。按键之后,计数值变更画面被显示出来。
→请参阅 12. 使用计数器时P=30。
L2 计数器变换按键 可以变换缝制计数器/件数计数器的显示。
→请参阅 12. 使用计数器时P=30。
13
Page 15
M 显示切刀槽左宽度 显示缝制中的图案设定的切刀槽左宽度。
N 显示缝制形状 显示缝制中的图案数据的缝制形状。
O 缝制速度 可以变更缝纫机的转速。
P 显示切布长度 显示缝制中的图案数据设定的切布长度。
Q 显示切刀槽右宽度 显示缝制中的图案设定的切刀槽右宽度。
R 直接选择按键 按键之后,登记在直接选择按键的图案号码的一览画面被显示出来。
S 显示管理内容 显示管理按键设定的缝制数据值。
按键·显示 内容
※ 购买时,设定为非显示。需要显示时,请把 K18 直接按键的显示/非显示
设定 设定为显示状态。
→请参阅 26. 变更存储器开关数据时P=77。
14
Page 16
4.踏板的使用方法
本缝纫机可以从下述的 3 种类型中选择踏板的操
作方法进行使用。
请选择作业效率高的适当操作方法进行使用。
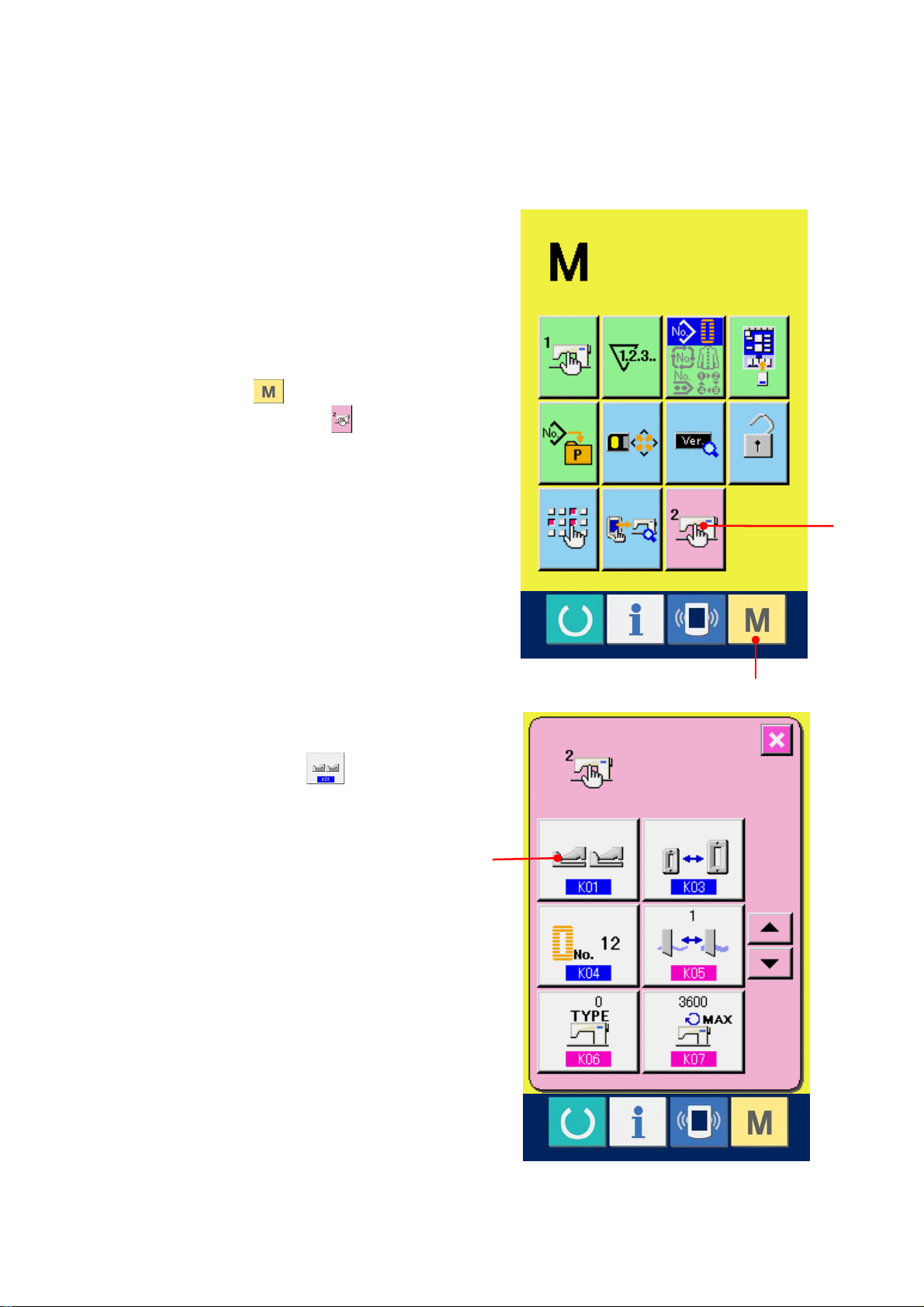
4-1 踏板类型的设定方法
① 选择踏板类型
持续 6 秒钟按开关
显示出存储器开关(2 级)按键
键之后,存储器开关(2 级)的一览画面被显示
出来。
按了存储器开关(2 级)一览画面上的踏板类
型选择参数的按键 K01(C)
类型变更画面被显示出来。
(A) 之后,在画面上
(B)。按此
之后,踏板
B
A
C
15
Page 17
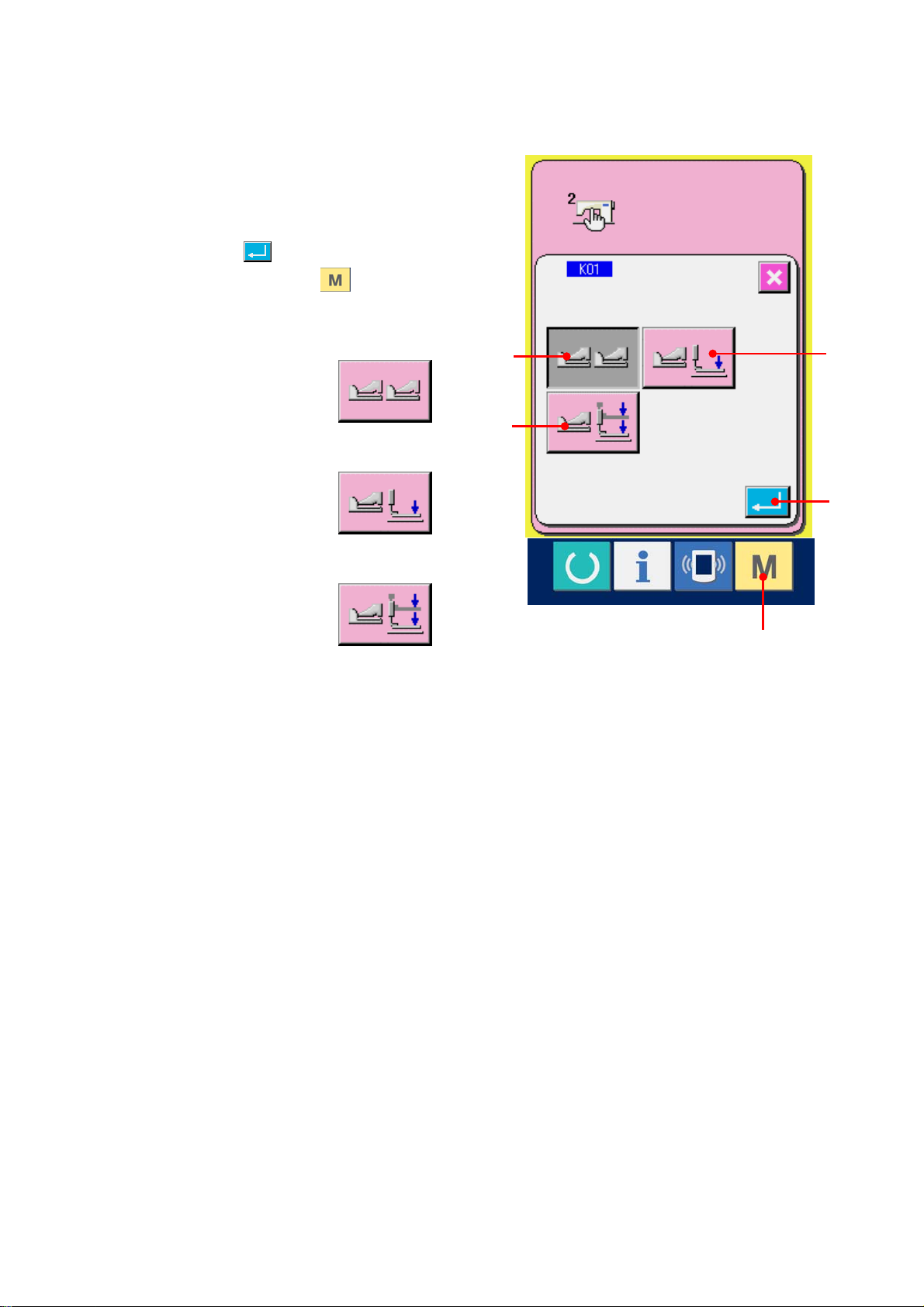
① 选择踏板类型
在踏板类型变更画面上,显示有 3 种类型的踏
板类型按键(D~F),请选择适当的踏板类型,
然后按确定按键
返回 1 的画面。再次按开关
回数据编辑画面。
D :双踏板
E :单踏板(无中间位置)
F :单踏板(有中间位置)
(G) 。关闭凸起画面,
(A)之后,返
D
F
E
G
A
16
Page 18
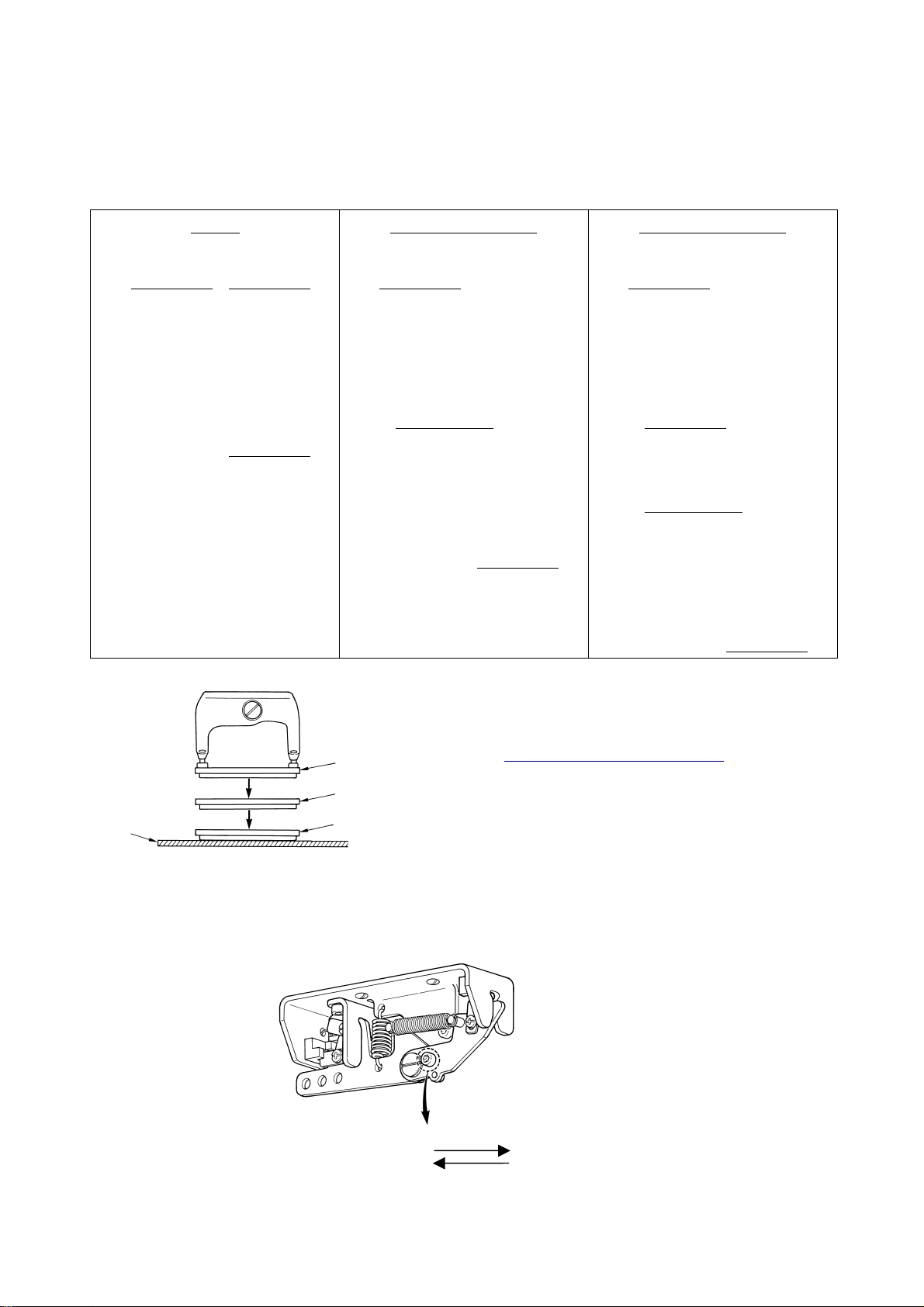
4-2 踏板的动作说明
双踏板
初期位置
压脚中间位置②
或缝制位置③
1)缝制品的安放
压脚仅上升左侧踏板踩踏量
2)缝制开始
踩右侧踏板缝制开始
3)缝制结束
压脚自动地上升到中间位置②
布
单踏板(无中间位置)
初期位置
压脚最高位置①
1)缝制品的安放
2)确认缝制品的安放
把右侧踏板踩到 1 级之后,压脚
下降到布安放位置③
3)缝制开始
把右侧踏板踩到 2 级之后,缝制
开始
4)缝制结束
压脚自动地上升到最高位置①
* 左面①~③的各位置高度,可以用存储器开关
→
①
②
③
单踏板(有中间位置)
初期位置
压脚最高位置①
1)缝制品的安放
2)确认缝制品的安放
把右侧踏板踩到 1 级之后,压脚
下降到中间高度②
3)确认缝制开始
把右侧踏板踩到 2 级之后,压脚
下降到布安放位置③
4)缝制开始
把右侧踏板踩到 3 级之后,缝制
开始
5)缝制结束
压脚自动地上升到最高位置①
进行变更。
26.变更存储器开关数据时P=77。
●踏板开关的设定
请根据存储器开关的设定,拧上或卸下图的螺丝。
双踏板
单踏板(无中间位置)
卸下螺丝
拧上螺丝
单踏板(有中间位置)
17
Page 19
5
.输入压脚类型时
5-1
压脚类型的设定方法
① 显示数据输入画面
仅数据输入画面(蓝色)可以变更设定内
容。如果显示的是缝制画面(绿色)时,请
按准备键
② 叫出压脚类型选择画面
按了压脚类型选择按键
后,显示出压脚类型选择画面。
,显示出数据输入画面。
(A) 之
A
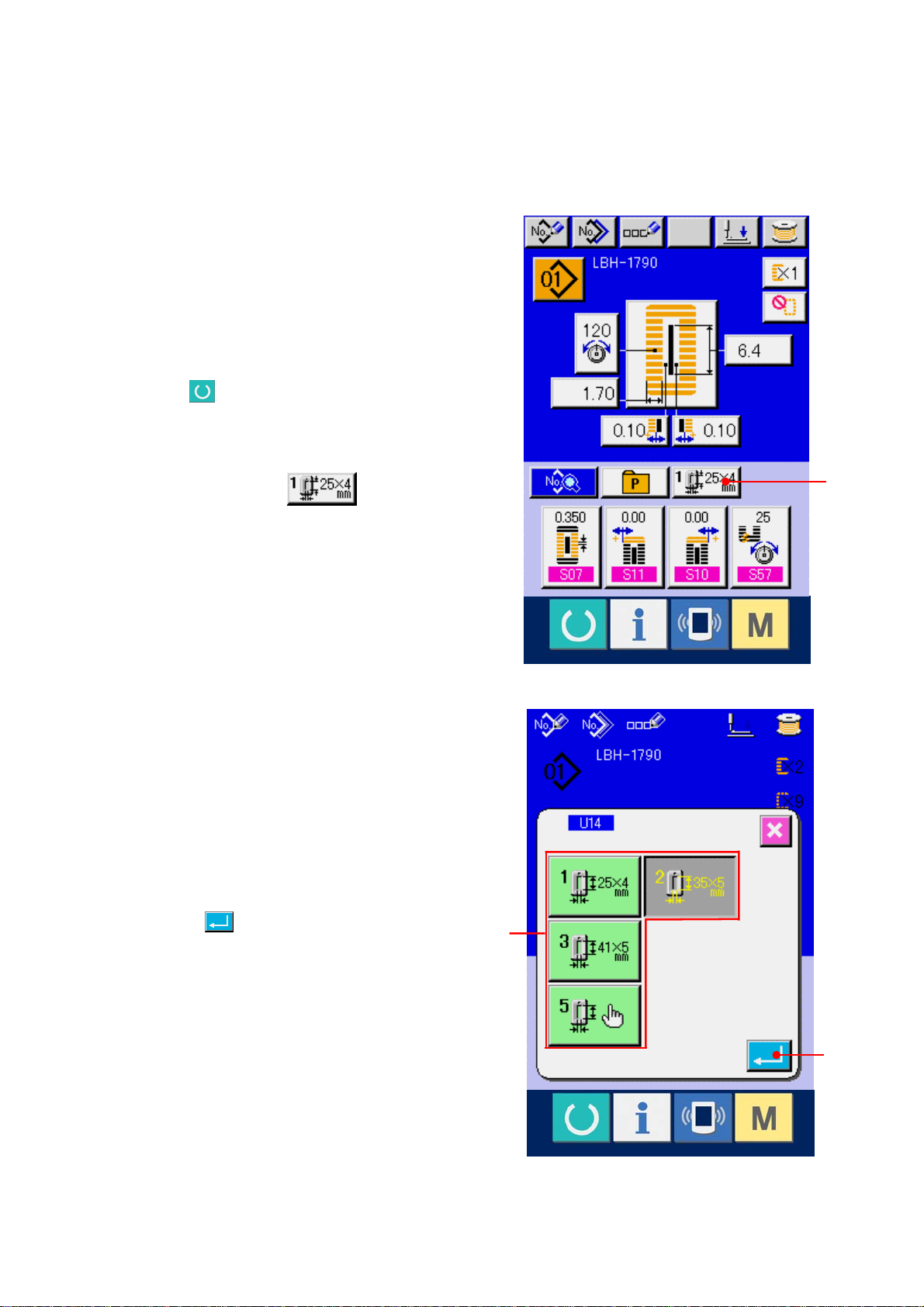
③ 选择压脚类型
请按安装在缝纫机上的压脚类型的按键
(B)。被按的按键翻转显示。关于压脚类型,
请参考后面说明的压脚类型一览画面进行
设定。
④ 确定压脚类型
按确定按键
画面被关闭,变更完了。
(C) 之后,压脚类型变更
B
C
18
Page 20
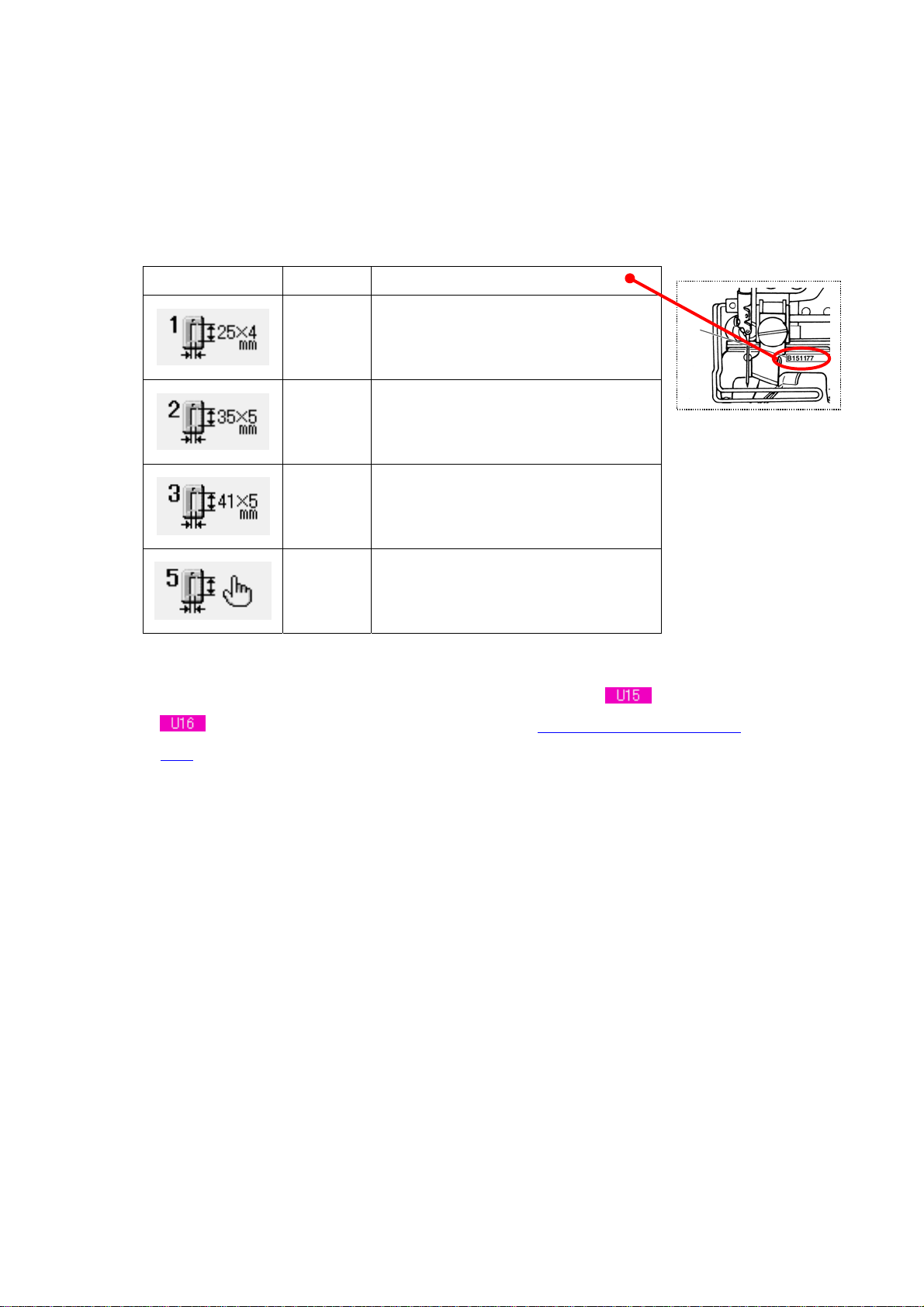
5-2 压脚类型一览表
请注意压脚头的刻印货号的方框里的数字一定要和压脚类型一致。
※ 使用 1~3 型以外的压脚头时,请设定为 5 型。请根据使用的 压脚和宽度
压脚长度,变更存储器开关(1 级)。→请参阅 26. 变更存储器开关数据时P
类型 压脚头货号
1 型 B1511771000*
2 型 B1511772000*
3 型 B1511773000*
5 型 -
=77。
※ 使用 5 型压脚摆动宽度在 6mm 以上,长度在 41mm 以上时,需要变更压脚曲柄、送
布板等零件。
19
Page 21
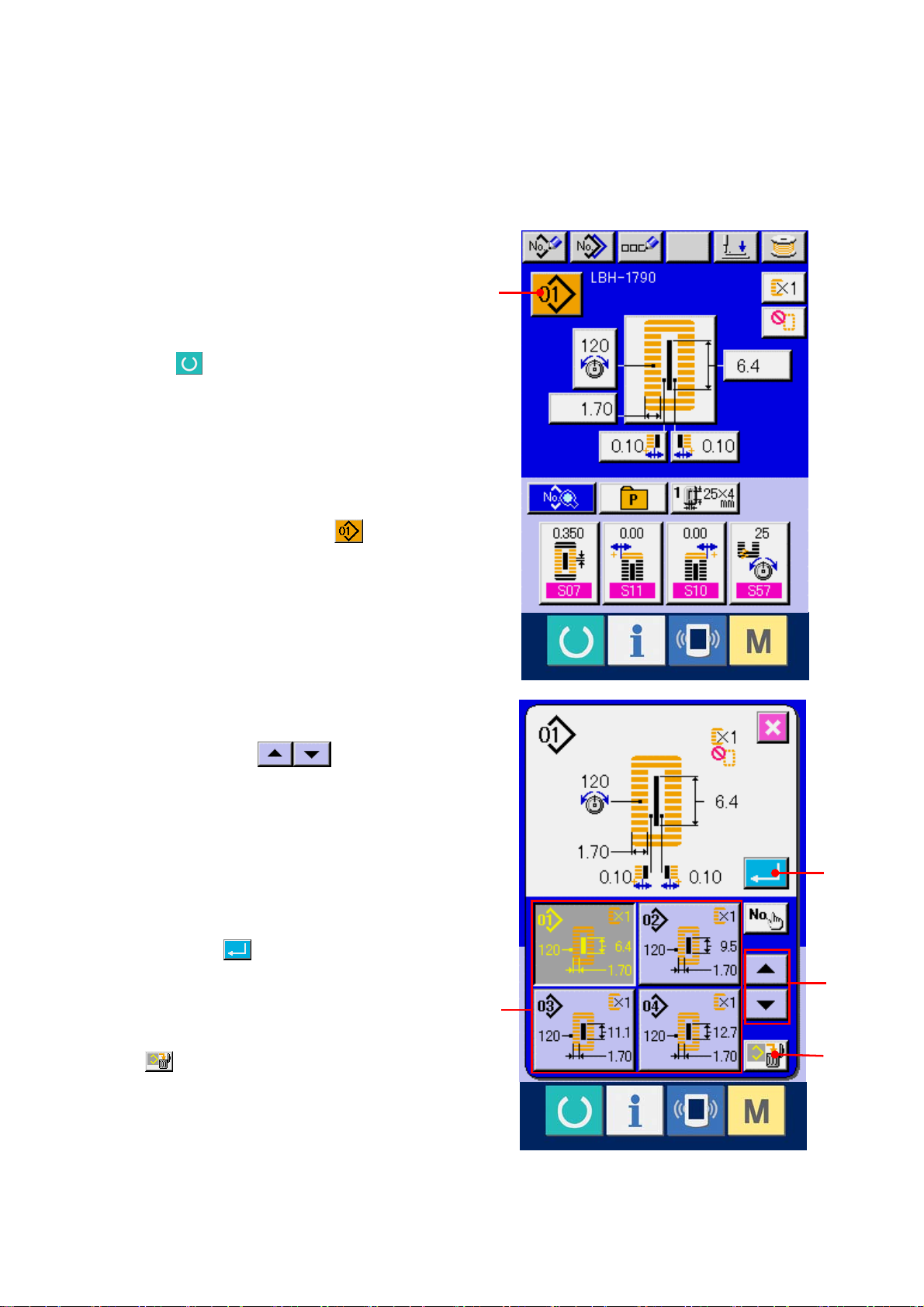
6.进行图案 NO.选择时
6-1
从数据输入画面的选择
① 显示数据输入画面
仅数据输入画面(蓝色)时可以选择图案
NO.。如果是在缝制画面(绿色)时,请按准
备开关 ,显示出数据输入画面。
② 叫出图案 NO.选择画面
按了图案按键 NO.选择按键
后,显示出图案按键 NO.选择画面。画面上
部现在被选择的图案按键 NO.和其内容被
显示,画面下部被登记的图案按键 NO.按键
一览被显示。
③ 选择图案按键 NO.
A
(A)之
按了上下滚动按键
被登记的图案按键 NO.按键(C)顺序地变
换。在按键上图案按键 NO.所输入的缝制数
据的内容被显示。这时,请按想选择的图
案按键 NO.按键(C)。
④ 确定图案 NO.
按了回车按键
键 NO.选择画面,结束选择。
※ 想消除被登记的图案按键时,请按消除按
键
案按键不能消除。
(E)。但是,组合缝制所登记的图
(D)之后,关闭图案按
(B)之后,
D
B
C
E
20
Page 22
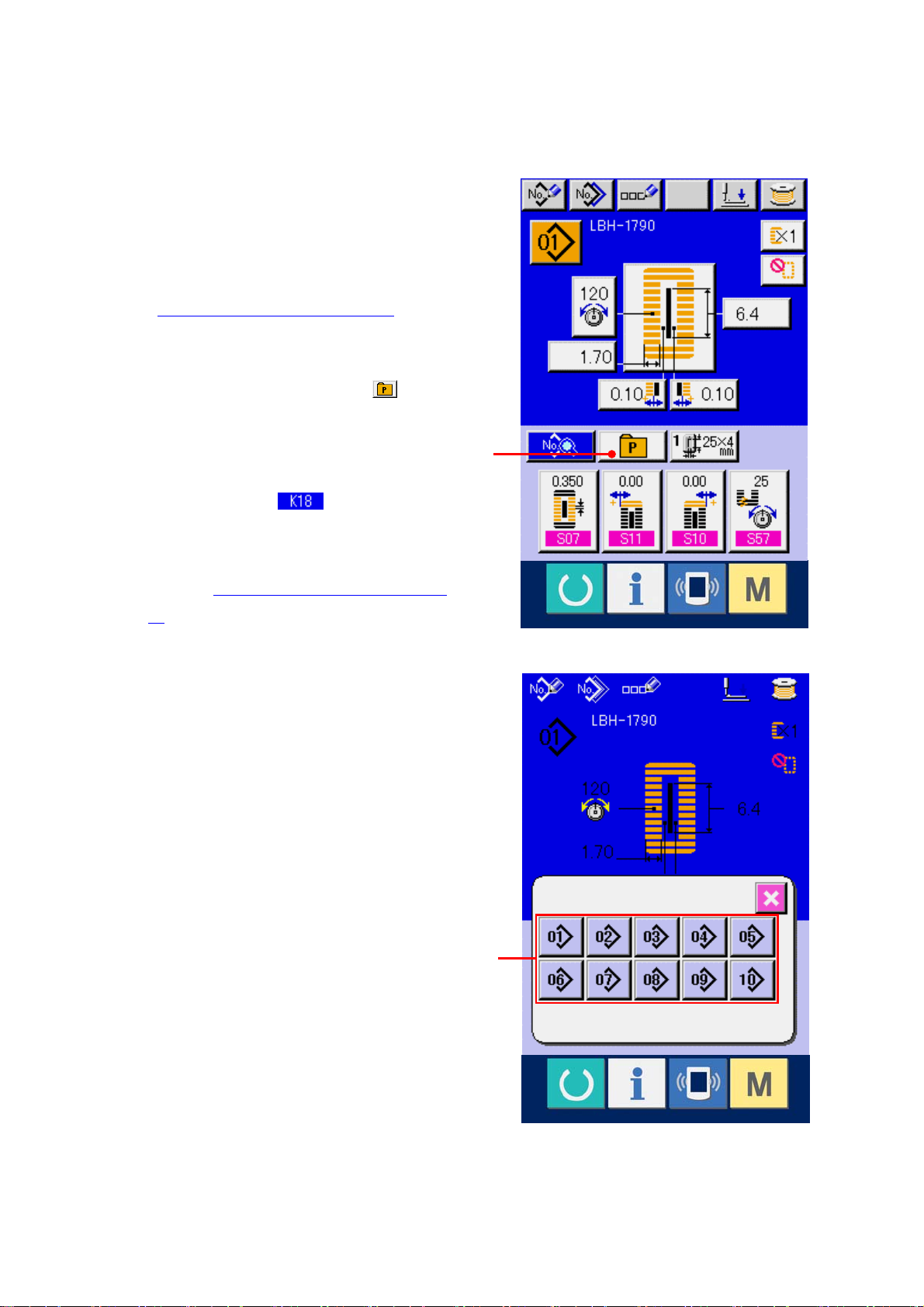
6-2 用直接按键来选择
本缝纫机可以在直接按键上设定适当的图案 NO.。
如果事先登记了图案,只要一按键,就可以简单地
选择图案。
→请参阅
① 显示直接按键选择画面
※ 在存储器开关(2 级)
② 选择图案 NO.
18.把图案登记到直接按键时P=53。
按数据输入画面(蓝色)的快捷按键
显示出直接按键选择画面。
直接按键的显示
/不显示画面上选择显示之后,在缝制画面也
可以使用直接按键。
→ 请参阅
77。
26. 变更存储器开关数据时P=
(A),
A
可以选择在直接按键登记的图案 NO.。按了想
选择的图案 NO.(B)之后,关闭直接按键选择画
面,显示出想选择的图案 NO.。
21
B
Page 23
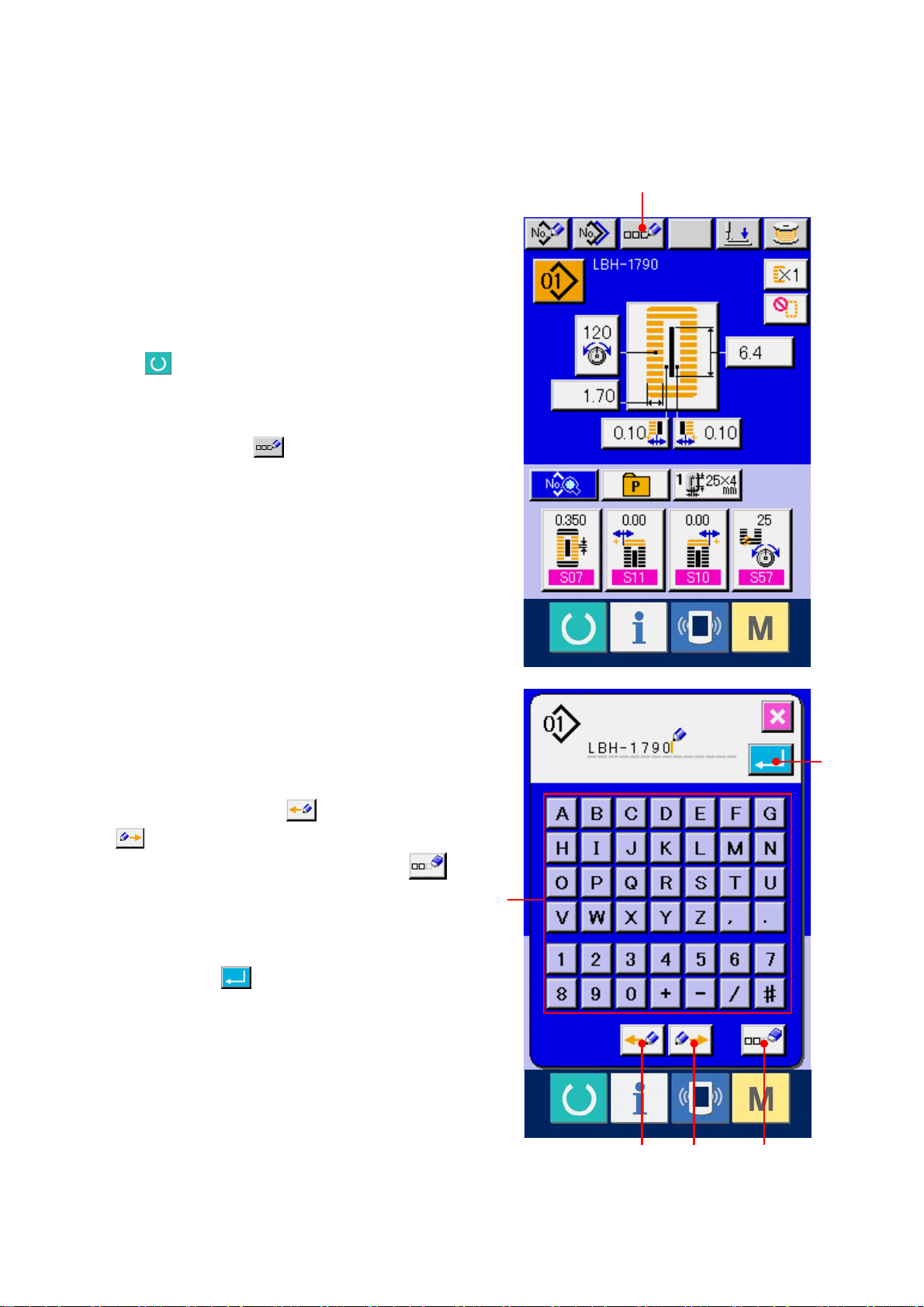
7.给图案起名称时
在图案上最多可以输入 14 字的文字。
① 显示数据输入画面
仅在数据输入画面(蓝色)时可以输入图案名
称。如果是在缝制画面(绿色)时,请按准备开
A
关
② 叫出文字输入画面
按了文字输入按键
面被显示出来。
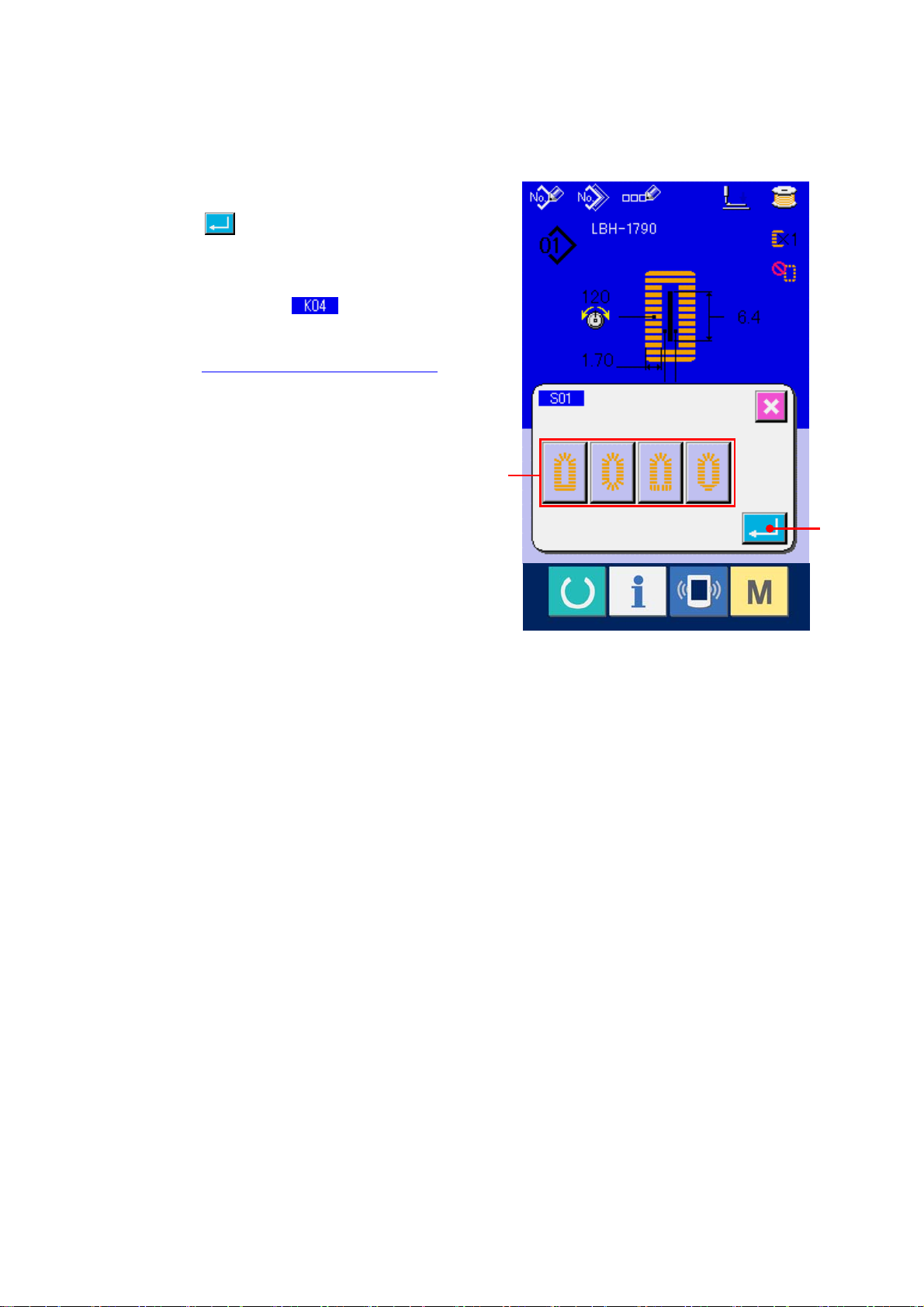
③ 输入文字
按想输入的文字按键(B),可以输入文字。可以
输入文字(A~Z,0~9),符号(+、-、/、
#、,、.),最多可以输入 14 个文字。游标
可以用游标左移动按键
,显示出数据输入画面(蓝色)。
(A) 之后,文字输入画
(C),右移动按键
F
(D)移动。想消除输入的文字时,把游标移
动到想消除的文字位置,然后按消除键
(E)。
④ 结束文字输入
按了确定按键
结束后,在数据输入画面(蓝色)的上部显示出
输入的文字。
22
(F)之后,结束文字输入。
B
CD E
Page 24

8.选择缝制形状时
① 显示数据输入画面
仅在数据输入画面(蓝色)时,可以选择缝制形
状。如果是在缝制画面(绿色)时,请按准备开
关
② 叫出缝制形状选择画面
按了缝制形状按键
择画面被显示出来。
③ 选择第一加固部
请从 5 种第一加固形状按键(B)中选择想缝制
的形状。选择之后,显示出选择的使用第一加
,显示数据输入画面(蓝色)。
(A)之后,缝制形状选
A
固的全部缝制形状。
④ 选择缝制形状
请选择想缝制的缝制形状按键(C)。
23
B
Page 25
⑤ 结束缝制形状的选择
按确定按键 (D)之后,结束形状的选择,
数据输入画面(蓝色)上显示出想选择的缝制形
状。
注) 存储器设定开关(2 级)
等级不同,被显示的缝制形状数量有可能不同。
→ 请参阅
26. 变更存储器开关数据时P=77。
缝制形状选择
C
D
24
Page 26
9
.变更上线张力时
① 显示数据输入画面
仅在数据输入画面(蓝色)时,可以变更上线张
力。如果是缝制画面(绿色)时,请按准备开关
,显示出数据输入画面(蓝色)。
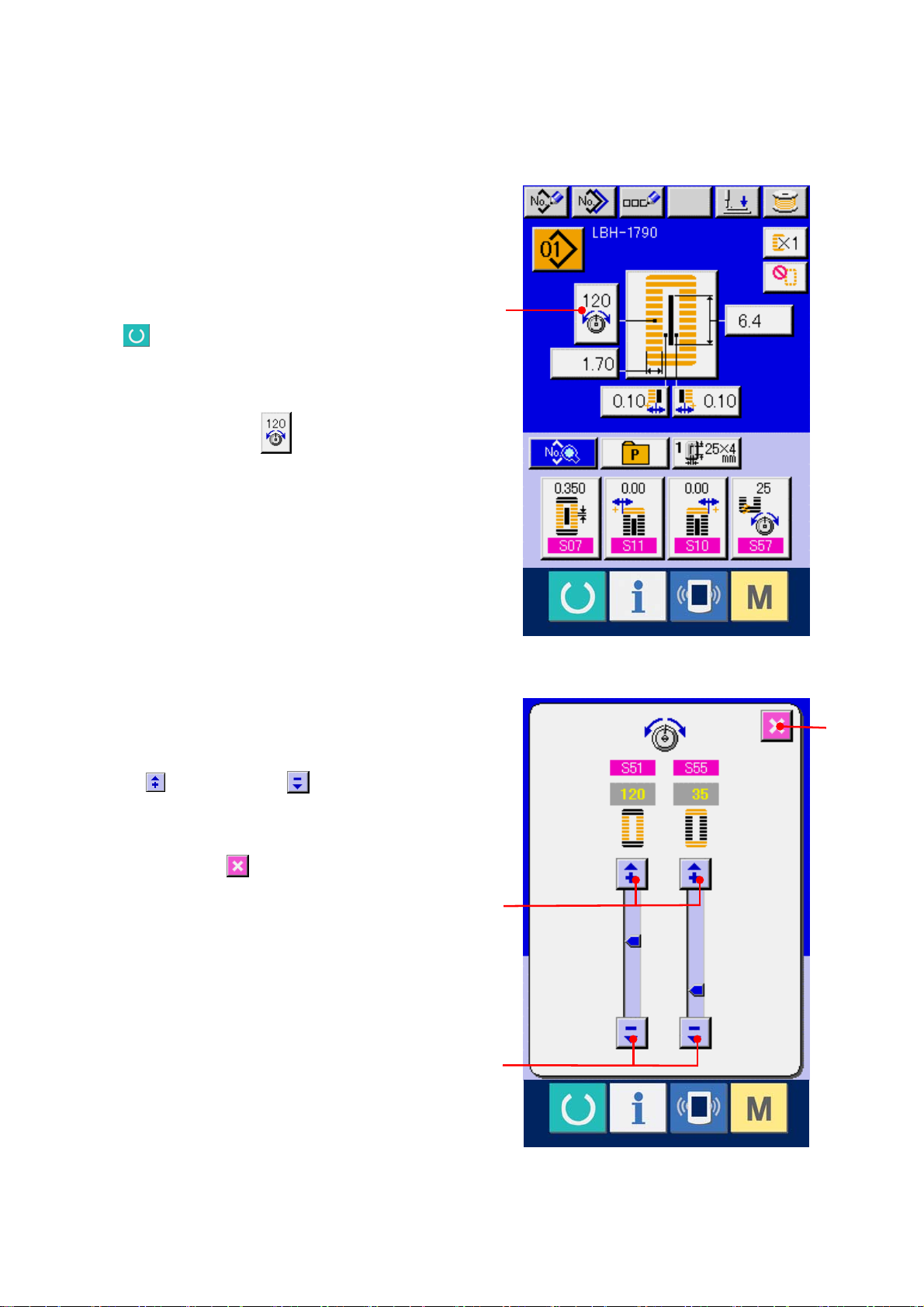
② 叫出上线张力变更画面
按了上线张力按键
更画面被显示出来。
(A)之后,上线张力变
A
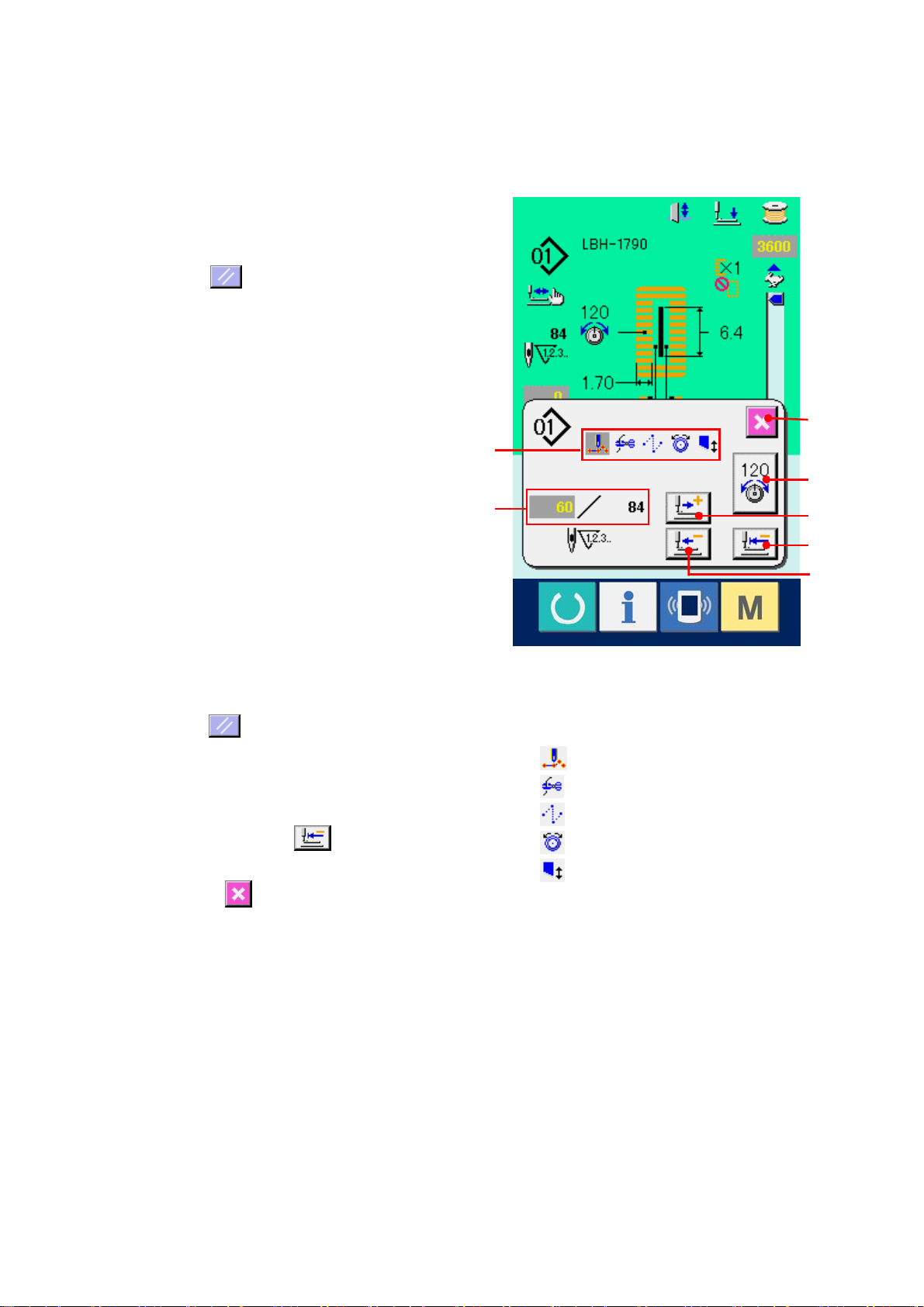
③ 变更上线张力
在上线张力变更画面上,可以变更平行部上线
张力和加固部上线张力。请用各个对应向上按
键
(B)和下降按键 (C)变更张力值。
④ 结束上线张力的变更
按了取消按键
更画面,结束变更。
(D)之后,关闭上线张力变
D
B
C
25
Page 27
※ 平行部和加固部以外的张力变更,请参照
P=77。
①平行部张力,②加固部张力的设定值
①平行部张力 下降锯齿高度
②加固部张力 下张力
①平行部张力 下张力
②加固部张力 下张力
关于锯齿边缝和直线锁眼
操作盘设定值
锯齿边缝
直线锁眼
直线锁眼
15. 变更缝制数据时P=37 和 26. 变更存储器开关数据时
放射圆眼形状时,把
初期值
120
35
60
60
提高锯齿高度 锯齿边缝
上张力
上张力 直线锁眼
上张力
锯齿边缝
增强上线张力,在上线缝迹中心直线通过的左
右缝制锯齿边缝迹。
直线锁眼
在布表面仅缝上线,布背面仅缝下线的往返缝
迹。
加固张力最初设定
为 120 左右,请平衡
缝迹。
26
Page 28
A
10.重新缝制时
在缝制动作中,按了停止开关(A)之后,缝纫机中断缝制,停止转动。此时,异常画面被显示出来,通知
停止开关被按。
B
27
Page 29
10-1 从中途继续缝制时
① 解除异常
按复位按键
(B),解除异常之后,步
骤动作画面被显示出来。
② 返回运针
每按一次后退按键(C)之后,压脚即返回 1
针,每按一次前进(D)之后,压脚即前进 1
针。请把压脚返回到重新缝制位置。
③ 再次开始缝制
踩右踏板之后,缝制再次开始。
10-2
从最初开始重新缝制时
① 解除异常
按复位按键
(B),解除异常之后,步
骤动作画面被显示出来。
② 把缝制品返回到安放位置
按了初期位置移动按键
(E)之后,
返回到缝制品安放位置(开始位置)。
按了取消按键
(I)之后,关闭凸起画
面,返回到缝制物安装位置(开始位置)。
③ 从最初重新进行缝制作业
踩右踏板之后缝制重新开始。
※ E 在连续缝制时,移动到缝制中途形状开
始的位置,再按的话,移动到前面的形状
缝制开始的位置。
※ 用 J 可以取消切刀。
F
G
※ F 上,翻转显示现在的缝制指令,指
令的种类有以下 5 种。
:缝制指令
:切线指令
:空送指令
:线张力指令
:切刀驱动指令
※ G 上,限制现在的针数/总针数。
※ 在 H 上显示线张力值。在落针点用
外部输入装置输入了线张力指令
时,将显示出按键,可以变更线张
力。
I
H
D
C
E
28
Page 30
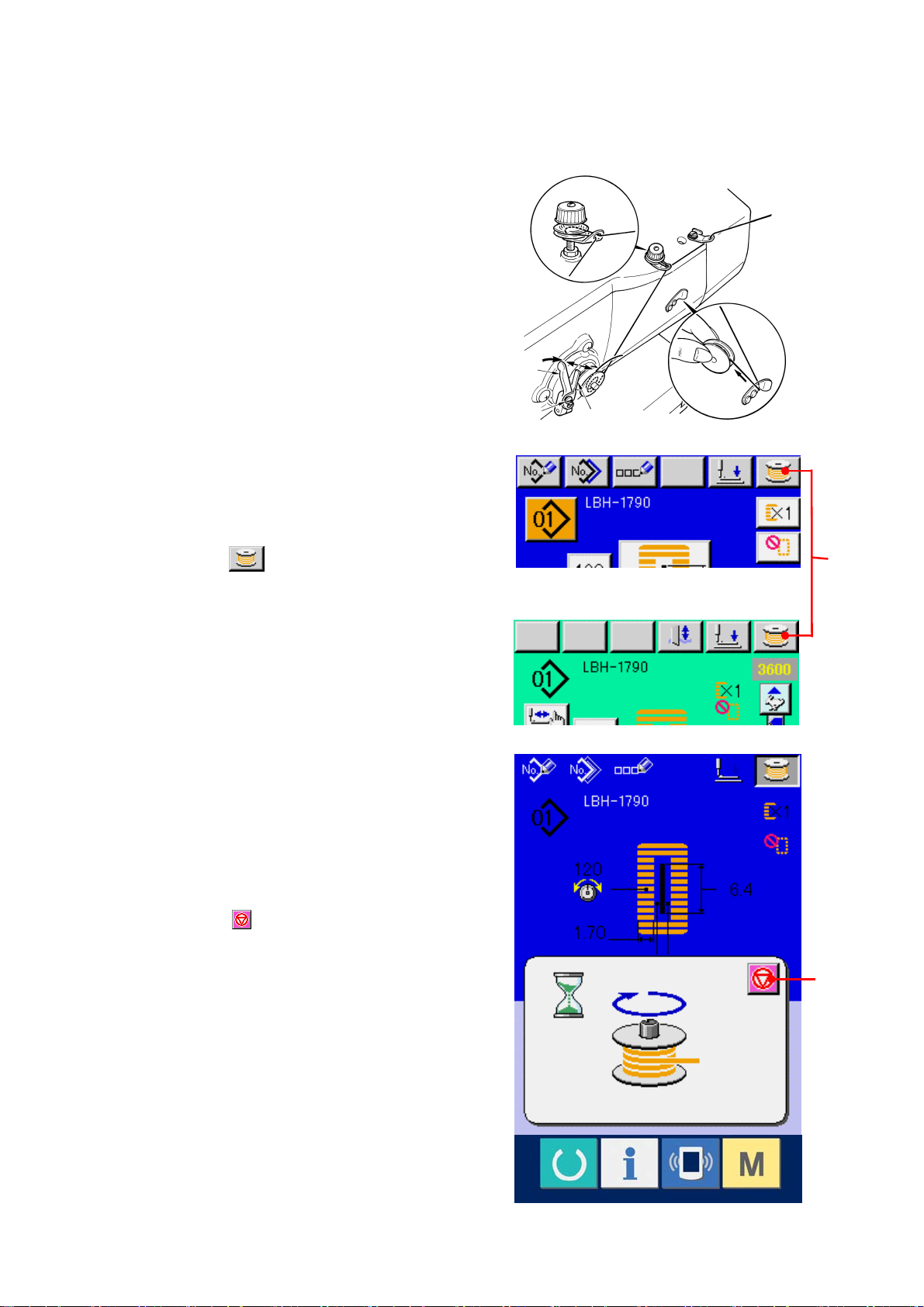
11.卷绕底线时
① 安装梭芯
把梭芯插进卷线轴。然后,请朝箭头方向按梭
芯导向器。
② 显示底线卷线画面
在数据输入画面(蓝色)或缝制画面(绿色)上,
按了卷线按键
示出来。
③ 开始卷线
踩踏启动踏板之后,缝纫机转动,开始卷绕底
线。
④ 停止缝纫机
按了停止按键
动,返回通常模式。另外,在卷绕底线中,再
次踩踏踏板之后,缝纫机在卷线模式下停止缝
纫机,因此再次踩踏起动踏板,可以继续卷绕
(A)之后,卷线画面被显
(B) 之后,缝纫机停止转
A
B
底线,在卷绕数个梭芯时可以利用此功能。
29
Page 31

12.使用计数器时
12-1 计数器的设定方法
① 显示计数器画面
按了
设定按键
开关之后,画面上显示出计数器
(A)。
按此按键之后,计数器设定画面被显示出来。
② 选择计数器种类
在本缝纫机上,有缝制计数器和件数计数器
A
2 种计数器。按缝制计数器种类选择按键
(B)、件数计数器种类选择按键
(C),计数器种类选择画面被显示出来,可
以分别进行计数器种类的设定。
30
D
F
B
E
G
C
Page 32

【 缝制计数器 】
加数计数器
每缝制 1 形状的缝制物之后,在现在值上加数。当
现在值与设定值相等时,显示出计数器加数画面。
减数计数器
每缝制 1 形状的缝制,从现在值减 1。当现在值等
于 0 之后,显示出计数器减数画面。
计数器未使用
【 件数计数器 】
加数计数器
:
:
:
:
每缝制 1 循环或 1 连续缝制,在现在值上进行加数。
当现在值等于设定之后,显示出加护器加数画面。
减数计数器
每缝制 1 循环或 1 连续缝制,当现在值等于 0之后,
显示出计数器减数画面。
计数器未使用
:
:
31
Page 33

③ 变更计数器设定值
缝制件数计数器时,按了按键
件数计数器时按了按键
设定值输入画面。(参照 31 页)
(G)之后,显示出
(F),缝制
④ 变更计数器现在值
缝制计数器时,按了按键
器时,按了按键
输入画面。
这时,请输入现在值。(参照 30 页)
(E)之后,显示出现在值
(D),件数计数
32
Page 34

12-2 计数器加数的解除方法
缝制作业中到达计数器加数条件之后,显示出计
数器加数画面,并鸣响蜂鸣器。按了清除按键
(H) 之后,复位计数器,返回缝制画面。然
后,开始重新计数。
33
Page 35

13. 进行图案的新登记时
① 显示数据输入画面
仅在数据输入画面(蓝色)时,可以进行图案
按键的新登记。如果是在缝制画面(绿色)
时,请按准备开关
,显示出数据输入
画面(蓝色)。
② 叫出图案新登记画面
按了新登记按键
(A)之后,显示出图案
按键新登记画面。
A
③
输入图案 NO.
请用十数字键 (B) 输入想新登记的图案按
键 NO.。如果输入了已经登记的图案按键
NO.,画面上部显示出被登记的缝制形状,请
选择什么也不显示的未登记图案按键 NO.。
已经登记的缝制图案按键 NO.上不能(禁止)
重复登记。
用+/-按键
(C,D)可以检索未
登记图案按键 NO.。
④ 确定图案 NO.
按了回车按键
(E)之后,确定新登记的
图案 NO.,显示第 1 固定缝制形状一览画面。
E
B
C
D
34
Page 36

⑤ 选择第一固定缝形状
可以从 5 种第一固定缝形状按键(F)中选择想
缝制的形状。选择之后,选择的第一固定缝形
状被显示出来。
⑥ 选择缝制形状
请选择想缝制的缝制形状按键(G)。
⑦ 结束缝制形状的选择
按了确定按键
择,数据输入画面(蓝色)上选择的缝制形状被
显示出来。根据选择的缝制形状,输入缝制数
(H) 之后,结束形状的选
F
据初期值。
注) 用存储器设定开关(2 级)
择等级被选择的等级不同,显示的缝制形状数
量也不同。
→ 请参阅
35
26. 变更存储器开关数据时P=77。
缝制形状选
G
H
Page 37

14.缝制形状一览
1)方型
6)放射锥形固定型
11) 半圆型
2)圆型
7)圆眼方型
12) 圆方型
3)放射方型
8) 圆眼放射型
13) 半圆方型
4)放射型
9) 圆眼直线加固型 10) 圆眼锥形加固型
14) 半圆直线加固型 15) 半圆锥形加固型
5)放射直线固定型
16) 圆眼半圆型
21) 方直线加固型
26) 半圆圆型
17) 圆眼圆型
22) 方锥形加固型 23) 放射半圆型
27) 加固缝
18) 方放射型
28) 加固右切断
19) 方半圆型
24) 放射圆型
29 加固左切断
20) 方圆型
25) 半圆放射型
30) 加固中央切断
36
Page 38

15.变更缝制数据时
15-1 购买时的初期缝制数据
购买时,已经登记了 1~10 种图案,其缝制数据里仅切布长度输入了不同的方型形状的初期值。
→方形形状的初期值请参阅附属的使用说明书的
图案 NO. 切布长度
1 6.4mm(1/4 英寸)
2 9.5mm(3/8 英寸)
3 11.1mm(7/16 英寸)
4 12.7mm(1/2 英寸)
5 14.3mm(9/16 英寸)
6 15.9mm(5/8 英寸)
7 17.5mm(11/16 英寸)
8 19.1mm(3/4 英寸)
9 22.2mm(7/8 英寸)
10 25.4mm(1 英寸)
13. 进行图案的新登记时P=34。
37
Page 39

15-2 缝制数据的变更方法
① 显示数据输入画面
仅在数据数据画面(蓝色)时,可以变更缝制数
据。如果是在缝制画面(绿色)时,请按准备开
关
,显示出数据输入画面(蓝色)。
② 叫出缝制数据画面
按了缝制数据按键
(A)之后,显示出缝制
数据画面。
③ 选择变更的缝制数据
A
按上下滚动按键
(B),选择想变
更的缝制数据按键(C)。有的形状设定为不能
使用的数据项目和无功能的数据项目不能显
示,请充分注意。
→ 请参阅
16. 缝制数据有/无编辑的设定方
法P=50。
C
B
38
Page 40

④ 变更数据
缝制数据有变更数字的数据项目和选择图标
的数据项目。变更数字的数据项目上标有
这样的粉红色的 NO.,在变更画面上用
显示的+/-键可以变更设定值。而选择图标
的项目上标有
变更画面上可以选择被显示的图标。
→ 有关缝制数据的详细内容请参阅
据一览P=40。
这样的蓝色的 NO.,在
15-3 缝制数
39
Page 41

30
15-3 缝制数据一览
缝制数据里图案 1~99 的 99 个图案是可以输入的数据,可以分每个图案进行输入。
您购买时,有/无编辑的设定需要的数据设定为不能选择的状态。如果需要该功能时,请变换成有编辑
功能的状态之后再使用。
→ 请参阅 16.缝制数据有/无编辑的设定方法 P=50
NO.
缝制形状
从缝纫机具有的 30 种的缝制形状种选择形状。
→参照 14.缝制形状一览 P=35.
1
※您购买时,只能选择标准的 12 种缝制形状。增加种类时,请进
行存储器开关数据 K04 缝制形状选择等级的设定。
→请参照 26-2 存储器开关数据一览 P=79。
切布长度
设定用切布刀切断缝制品的长度。但是,图案形状(S01
的形状 NO.27,28,29,30)时,为设定缝制长度。
把存储器开关数据的
然后按照 切布刀尺寸设定的切刀尺寸数次地切断缝制
品。
项目 设定范围 编辑单位 备考
~
切布刀数次动作功能设定为有效,
。
1~30 1 ---
3.0~120.0 0.1mm ---
→请参照 26-2 存储器开关数据一览 P=79。
切刀槽右宽度
设定切刀和右平行布的间隙。
-2.00~2.00 0.05mm ---
(备考)
※1:形状不同显示也不同。
※2:设定为有编辑之后显示。请参阅 16.缝制数据有/无编辑的设定方法 P=50
※3:选择了功能之后显示。
40
。
Page 42

NO.
切刀槽左宽度
项目 设定范围 编辑单位 备考
-2.00~2.00 0.05mm ---
设定切刀和左平行部的间隙。
左包边宽度
0.10~5.00 0.05mm ---
设定左平行部的包边宽度。
左右形状比率
50~150 1% ---
设定以切刀位置为衷心的右侧形状的扩大缩小率。
平行部间距
0.200~2.500 0.025mm ---
设定左右平行部的缝制间距。
第 2 加固缝长度
设定前侧加固缝部的长度。
方型下
直线加固下
合并下
0.2~5.0 0.1mm ---
第 1 加固缝长度
0.2~5.0 0.1mm ---
设定里侧加固缝部的长度。
方型上
右加固宽度修正
-1.00~1.00 0.05mm ---
对加固部的右侧外形包边缝部进行调整。
第 1,第 2 加固均被修正。
方型上
左加固宽度修正
方型下 直线加固下
-1.00~1.00 0.05mm ---
对加固部的左侧外形包边缝部进行调整。
41
Page 43

NO.
项目 设定范围 编辑单位 备考
左锥形加固对称
设定为了形成锥形加固形状的加固部的长度。
右锥形加固对称
设定为了形成锥形加固形状的加固部的长度。
圆眼形状长度
设定圆眼形状的圆眼孔衷心到上侧的长度。
圆眼形状针数
设定圆眼形状的上部 90 度中的缝制针数。
圆眼宽度
设定圆眼形状的内侧的横尺寸。
实际的落针点是加上 S04 左切刀槽宽度后的尺寸。
0.00~3.00 0.05mm ※1
0.00~3.00 0.05mm ※1
1.0~10.0 0.1mm ※1
1~8 1 ※1
1.0~10.0 0.1mm ※1
圆眼长度
1.0~10.0 0.1mm ※1
设定圆眼形状的内侧纵尺寸。
圆型形状长度
1.0~5.0 0.1mm ※1
设定圆型形状的中心到上侧的长度。
放射形状针数
圆型上
圆型下
放射上
半圆上
半圆下放射下
1~8 1 ※1
设定放射形状的上部 90 度中的缝制条数。
42
Page 44

NO.
项目 设定范围 编辑单位 备考
放射形状加固
设定有/无放射形状的加固。
:有 :无
加固部间距
设定加固部的缝制间距。
方型上
方型上
方型下 直线加固下 锥形下
方型下
第 1 间隙
圆型上
圓型上
圆型下
圓型下
半圆上
半圓上
半圆下
半圓下
直線加固下 錐形下
设定第 1 加固和切刀槽间的间隙。适用于全形状。
--- --- ※1、※
2
0.200~2.500 0.025mm ---
0.0~4.0 0.1mm ---
第 2 间隙
0.0~4.0 0.1mm ---
设定第 2 加固和切刀槽间的间隙。适用于全形状。
单缝制/双重缝制
--- --- ---
选择单缝制,双重缝制。
:单缝制
:双重缝制
43
Page 45

NO.
项目 设定范围 编辑单位 备考
选择双重缝制交叉
设定双重缝制时,选择重叠缝制平行部落针或交叉缝制。
:双重缝制
修正双重缝制宽度
设定双重缝制时,设定缩小第 1 圈的包边宽度量。
下缝次数
设定下缝次数。
:无下缝
下缝间距
设定下缝时的缝制间距。
下缝卷入长度
设定进行下缝时的上线卷入缝制长度。
:交叉缝制
:1~9次
--- --- ※3
0.0~2.0 0.1mm ※3
0~9 1 回 ---
1.0~5.0 0.1mm ※3
2.0~20.0 0.1mm ※3
下缝卷入间距
设定进行下缝时的上线卷入缝制间距。
下缝卷入宽度
设定进行下缝时的上线卷入缝制宽度。
下缝落针前后修正
进行 2 圈以上的缝制时,设定落针点的前后修正量。
0.2~5.0 0.1mm ※3
0.0~4.0 0.1mm ※3
0.0~2.5 0.1mm ※2、※
3
44
Page 46

NO.
下缝落针左右修正
进行 2 圈以上的下缝时,设定落针点的左右修正量。
下缝左侧位置修正
设定从左包边中心左右修正下缝的缝制基准位置的修
正量。
下缝右侧位置修正
设定从右包边中心左右修正下缝的缝制基准位置的修
正量。
下缝速度的设定
设定下缝速度。
对缝功能
选择最初进行对缝。
:无对缝
项目 设定范围 编辑单位 备考
0.0~1.0 0.1mm ※3
-2.0~2.0 0.1mm ※2、※
3
-2.0~2.0
400~4200 100rpm ※3
--- --- ---
:有对缝
0.1mm
※2、※
3
选择了有对缝后
按照对缝→下缝→通常缝制的顺序进行缝制。
对缝宽度
设定进行对缝时的缝制宽度。
对缝间距
设定进行对缝时的缝制间距。
1.0~10.0 0.1mm ※2、※
3
0.2~5.0 0.1mm ※2、※
3
45
Page 47

NO.
左平行部张力
设定左平行部的上线张力。
右平行部张力
设定右平行部的上线张力。
左平行部张力(双重缝的第 1 圈)
双重缝时,设定第 1 圈的左平行部上线张力。
右平行部张力(双重缝的第 1 圈)
双重缝时,设定第 1 圈的右平行部上线张力。
第 1 加固部张力
设定第 1 加固部的上线张力。
第 2 加固部张力
设定第 2 加固部的上线张力。
项目 设定范围 编辑单位 备考
0~200 1 ---
0~200 1 ※2
0~200 1 ※2、※3
0~200 1 ※2、※3
0~200 1 ---
0~200 1 ※2
设定缝制开始的上线张力
设定缝制开始加固缝的上线张力。
设定下缝的上线张力
设定下缝的上线张力。
0~200 1 ---
0~200 1 ※3
46
Page 48

NO.
第 1 加固开始,ACT 同步调整
调整第 1 加固部的上线张力输出开始同步。
右包边开始,ACT 同步调整
调整包边缝制部的上线张力输出开始同步。
第 2 加固开始,ACT 同步调整
调整第 2 加固部的上线张力输出开始同步。
缝制开始固定缝制针数
设定缝制开始加固缝制的针数。
缝制开始固定缝制间距
设定缝制开始加固缝制的缝制间距。
缝制开始加固缝制宽度
设定缝制开始加固缝制的宽度。
项目 设定范围 编辑单位 备考
-5~5 1 针 ※2
-5~5 1 针 ※2
-5~5 1 针 ※2
0~8 1 针 ---
0.00~0.70 0.05mm ※2
0.0~3.0 0.1mm ---
缝制开始加固缝制的纵修正
设定缝制开始加固缝制的纵方向开始位置。
缝制开始加固缝制的横修正
设定缝制开始加固缝制的横方向开始位置。
0.0~5.0 0.1mm ※2
0.0~2.0 0.1mm ※2
47
Page 49

NO.
缝制结束加固缝制宽度
设定缝制结束加固缝制的宽度。
缝制结束加固缝制针数
设定缝制结束加固缝制的针数。
缝制结束加固缝制纵修正
设定缝制结束加固缝制的纵方向开始位置。
缝制结束加固缝制横修正
设定缝制结束加固缝制的横方向开始位置。
切刀动作
设定通常的切布刀有/无动作。
:通常切刀动作 OFF
项目 设定范围 编辑单位 备考
0.1~1.5 0.1mm ---
0~8 1 针 ---
0.0~5.0 0.1mm ※2
0.0~2.0 0.1mm ※2
--- --- ---
:通常切刀动作 ON
双重缝制的第 1 圈切刀
双重缝时,设定第 1 圈的切布刀有/无动作。
:通常切刀动作 OFF
最高速度限制
设定缝纫机的最高转速。
数据编辑的最大值由存储器开关数据 K07 最高转速限
制设定的转速。
→请参阅
26-2 存储器开关数据一览P=79。
:通常切刀动作 ON
--- --- ※2、※3
400~4200 100rpm ---
48
Page 50

NO.
前进间距
设定条形(S01 的形状 NO.27,28,29,30)前进侧的缝制间
距。
前进宽度
设定条形(S01 的形状 NO.27,28,29,30)前进侧的缝制宽
度。
返回间距
设定条形(S01 的形状 NO.27,28,29,30)返回侧的缝制间
距。
返回宽度
设定条形(S01 的形状 NO.27,28,29,30)返回侧的缝制宽
度。
项目 设定范围 编辑单位 备考
0.200~
2.500
0.1~3.0 0.05mm ---
0.200~
2.500
0.1~3.0 0.05mm ---
0.025mm ---
0.025mm ---
49
Page 51

16.缝制数据有/无编辑的设定方法
① 显示有/无缝制数据编辑的设定画面
持续 3 秒中按
有/无缝制数据编辑的设定按键
此按键之后,有/无缝制数据编辑的设定画面
被显示出来。
② 选择有/无缝制数据编辑
缝制数据中的可以设定有/无编辑的数据项目
开关之后,画面上显示出
(A)。按
A
按键(B)被一览显示。按键之后,可以变换翻转
显示/通常显示画面。
:无编辑
:有编辑
③ 确定有/无缝制数据的编辑
按确定按键
数据项目有/无编辑的状态。
(C)之后,可以确定设定的缝制
B
C
50
Page 52

17.复制缝制图案时
可以把已经等级的图案 NO.的缝制数据复制到未
等级的图案 NO.上。因为图案禁止重写复制,因
此想重写时,必须先把图案消去之后再进行复制。
→请参阅
① 显示数据输入画面
② 叫出图案复制画面
6.进行图案NO.选择时P=20。
仅在数据输入画面(蓝色)时可以进行复制。
如果是在缝制画面(绿色)时,请按准备开关
,显示出数据输入画面(蓝色)。
按图按复制按键
(选择复制原本)画面被显示出来。
(A)之后,图案复制
③ 选择复制原本的图案 NO.
从图案一览按键(B)选择复制原本的图案
NO.。
然后,按复制原本输入按键 (C)之后,
复制原本输入画面被显示出来。
51
C
B
Page 53

④ 输入复制副本的图案 NO.
请用十数字键(D)输入复制副本的图案 NO.。用
+·—按键
(E·F)可以检索未使
用的图案 NO.。
⑤ 开始复制
按确定按键
(G) 之后开始复制。约 2 秒
钟后被复制的图案 NO.变成可以选择的状态,
返回到图案复制(选择复制原本)画面。
循环缝制数据、连续缝制数据也可以使用同样
※1
的方法进行复制。
被登记的图案 NO.如果剩有一个时,进行消除
※2
的话,将显示出不能消除的异常(异常 402)。
D
G
要复制已经登记了的图案时,将显示出不能复
※3
制的异常(异常 401)。
E F
52
Page 54

18
.把图案登记到直接按键时
请把经常使用的图案 NO.登记到直接按键进行使用。
登记了图案之后,只要一按该按键就可以简单地选择图案。
18-1
登记方法
① 显示直接图案登记画面
按
记按键
记画面被显示出来。
开关之后,画面上显示出直接图案登
(A)。按此键之后,直接图案登
A
② 选择登记的按键
直接图按最多可以登记 10 个图案。在画面上,
显示出 10 个直接按键(B),按了想登记位置
的按键之后,图案 NO.一览画面被显示出来。
B
53
Page 55

③ 选择登记的图案 NO.
从图案 NO.按键(C)中选择想登记的图案 NO.。
再次按选择的按键之后,选择被解除。
④ 登记直接图案
按了确定按键
(D)之后,直接图案登记
结束,直接图案 NO.登记画面显示出来。登
记的图案 NO.在直接按键上显示出来。
C
D
18-2 购买时的登记状态
购买时,有图案 NO.1~10 被登记。
54
Page 56

A
19.把缝制数据登记到管理按键时
请把经常使用的参数登记到管理按键进行使用。
在数据输入画面上,只要一按管理按键,就可以
选择被登记的参数的变更画面。
19-1
登记方法
① 显示管理图案登记画面
按
案登
按此键之后,管理图案登记画面被显示出
来。
② 选择登记的按键
管理按键最多可以登记 4 个。在画面上,显
示 4 个管理登记按键(B),按了想登记的位
开关之后,在画面上显示出管理图
(A) 被显示出来。
置的按键之后,缝制数据一览画面被显示出
来。
55
B
Page 57

③ 选择登记的缝制数据
用缝制数据按键(C)选择想登记的缝制数
据。再次按选择的按键之后,选择被解除。
④ 向管理按键登记
按了确定按键
(D) 之后,向管理按键
的登记结束,显示出登记按键的登记画面。
登记的缝制数据显示在管理按键上。
19-2 购买时的登记状态
购买时,从左起按照顺序被登记:
平行部间距
修正左加固宽度
C
D
修正右加固宽度
缝制开始上线张力设定
56
Page 58

20.变更缝制模式
① 显示缝制模式选择画面
按
键
模式选择画面被显示出来。
缝制模式选择按键现在被选择的缝制模式不
※
同,按键的图象也不同。
选择单独缝制时:
选择循环缝制时:
选择连续缝制时:
开关之后,在画面上缝制模式选择按
(A)被显示出来。按此键之后,缝制
A
② 选择缝制模式
请选择想缝制的缝制模式。
单独缝制按键
循环缝制按键
连续缝制按键
③ 确定缝制模式
按确定按键
束,按
的数据输入画面。
(B)
(C)
(D)
(E) 之后,缝制模式的变更结
开关之后,显示出选择的缝制模式
B
C D
E
57
Page 59

21.连续缝制时的液晶显示部
本缝纫机不提升压脚可以连续缝制复数个缝制图案数据。最大可以安装 120mm 的压脚,这些压脚最多可
以自动缝制 6 种形状。
另外,还可以最多登记 20 种数据。可以根据需要,进行登记·复制。
→请参阅
13. 进行图案的新登记时P=34,17. 复制缝制图案时P=51。
※ 有的设定条件,需要变更购买时安装的零件。
21-1 数据输入画面
A B C E F
G
H
I
J
K
D
L
58
Page 60

A 连续缝制数据新登记按键 连续缝制数据新登记画面被显示。
B 连续缝制数据复制按键 连续缝制数据复制画面被显示。
C 数据名称输入按键 连续缝制数据名称输入画面被显示。
D 显示数据名称 显示数据名称显示选择种的连续缝制数据.输入名称。
E 压脚下降按键 下降压脚,显示下降压脚画面。
F 卷线按键 可以卷绕底线。
G 连续缝制数据 NO.选择按键 按键上显示出现在选择中的连续缝制数据 NO.,按键之后,线斯连续缝制数据 NO.
H 缝制顺序 显示输入的连续缝制数据的缝制顺序。
I 送布量输入按键 显示缝制前的送布量。
按键·显示 內容
→请参阅 7. 给图案起名称时P=22。
让压脚上升时,请按下降压脚画面上显示的上升压脚按键。
→请参阅 11. 卷绕底线时P=29。
选择画面。
按键之后,显示出送布量输入画面。
J 图案 NO.选择按键 显示输入的图案 NO.。
按键之后显示出图案 NO.一览画面,可以选择图案 NO.。
K 缝制数据编辑按键 显示输入的图案 NO.形状、切布长度等缝制数据信息。
L 全部消除按键 消除现在选择中的连续缝制数据里输入的内容。
※ 仅显示 H~K 的按键输入的图案数。
59
Page 61

21-2 缝制画面
A
BCD
E
O
F
G
H
I
P
J
K1
K2
L
M
N
Q
R
60
Page 62

按键·显示 內容
A 显示连续缝制数据名称 显示缝制中的连续缝制数据里输入的名称。
B 取消切刀按键 每次按键之后,变换显示落切刀 不落切刀。
C 下降压脚按键 下降压脚,显示下降压脚画面。
让压脚上升时,请按下降压脚画面上显示的上升压脚按键。
D 卷线按键 可以卷绕底线。
→请参阅 11. 卷绕底线时P=29。
E 显示连续图按 NO. 显示缝制中的连续缝制数据 NO.。
F 显示双重缝制的有无 显示缝制中的图案数据里设定有无双重缝制。
G 显示下缝次数 显示缝制中的图案数据里设定的下缝次数。
H 步骤缝按键 按键之后,显示确认落针点,倒缝的步骤缝画面。
→请参阅 10. 重新缝制时P=27。
I 显示上张力变更按键 显示缝制中的图案数据里设定的上张力。
J 显示总针数 显示缝制中的连接缝制数据的总针数。
计数器值变更按键
K1
K2 计数器变换按键 可以变换缝制计数器/件数计数器的显示。
L 显示左包边宽度 显示缝制中的图案数据里设定的左包边宽度。
在按键上,显示现在的计数值。按键之后,计数值变更画面被显示出来。
→请参阅 12. 使用计数器时P=30。
→请参阅 12. 使用计数器时P=30。
61
Page 63

M 显示切刀槽左宽度 显示缝制中的图案数据设定的切刀槽左宽度。
N 显示缝制形状 显示缝制中的缝制形状。
O 显示图案 NO. 显示缝制中的连续缝制数据输入的图案 NO.。现在缝制中的图案 NO.被反转显示。
P 缝制转速 可以变更缝纫机的转速。显示设定的转速。
Q 显示切布长度 显示缝制中的图案数据设定的切布长度。
R 切刀槽右宽度 显示缝制中的图案数据设定的切刀槽右宽度。
按键·显示 內容
62
Page 64

A
22
.连续缝制时
首先,在设定前请把缝制模式变更为连续缝制。→请参阅 20.变更缝制模式P=57。
22-1
连续缝制数据的选择
① 显示数据输入画面
仅数据输入画面(浅蓝色)时,可以选择连续缝
制数据 NO.。如果是在缝制画面(绿色)时,请按
准备开关
色)。
② 叫出连续缝制数据 NO.选择画面
按了连续缝制数据 NO.选择按键
后,显示出连续缝制数据 NO.选择画面。在画面
上部显示出被选择的连续缝制数据 NO.和内容,
在画面下部登记的其他连续缝制数据 NO.按键。
,显示出数据输入画面(浅蓝
(A) 之
③ 选择连续缝制 NO.
按了上下滚动按键
的连续缝制数据 NO.按键顺序地变换。在按键
上,显示出连续缝制数据里登记的内容。这时
请按想选择的缝制数据按键(B)。
④ 确定连续缝制数据 NO.
按确认按键
NO.选择画面,结束选择。
之后,被登记
(C)之后,关闭连续缝制数据
C
B
63
Page 65

22-2 连续缝制数据的编辑方法
① 显示数据输入画面
仅数据输入画面(浅蓝色)时,可以变更连续缝
制数据。如果是在缝制画面(绿色)时,请按准
A
备开关
显示后,请选择
,显示数据输入画面(浅蓝色)。
22-1 连续缝制数据的选择
P=63 里想编辑的连续缝制数据NO.。购买时,
仅登记了连续数据NO.1,请输入图案NO.。
② 显示送布量输入画面
按了送布量按键
(A)之后,显示出
送布量输入画面。
③ 输入送布量
用+/-按键
(B)输入送布量。输入
范围根据设定的压脚尺寸变化。
④ 确定送布量
按图案按键
(C)之后,关闭送布量输入画
面,输入结束。
B
C
64
Page 66

⑤ 叫出图按 NO.选择画面
请按缝制顺序显示的下部显示的按键 (D)。
显示出最初的缝制图案 NO.选择画面。
⑥ 选择图案 NO.
按了加载按键 之后,顺次变换登
记的图案 NO.按键(E)。在缝制按键上显示缝制
数据的内容。这时,请按想选择的图案 NO.按
键。
D
⑦ 确定图案 NO.
按了确定图案按键
(F)之后,关闭连续缝
制数据 NO.,选择结束。
65
F
E
Page 67

⑧ 编辑连续缝制数据里输入的图案数据
选择了图案 NO.之后,想选择的图案 NO.里被
输入的缝制数据的内容,显示出输入的缝制数
据按键
(G)。按键之后,显示出缝制
数据输入画面。
⑨ 选择变更的缝制数据
按上下滚动按键
(H),选择想变更
的数据项目(I)。有的形状,不使用的数据项
目和无功能的数据项目不能显示,请注意。
⑩ 变更数据
缝制数据有变更数字的数据项目和选择图标的
数据项目。变更数字的数据项目上有
样的粉红色的 NO.,用在变更画面显示的+/-
G
这
按键可以变更设定值。选择图标的数据项目扇有
这样的蓝色 NO.,可以选择变更画面显示
的图标。
→ 缝制数据的详细内容请参阅
15-3 缝制数据
一览P=40。
请反复进行②~⑩的操作,编辑数据。
※以上操作结束了输入,但是在连续缝制时,请
把全部数据设定到压脚储存的范围内。超过范围
时显示异常。因此请正确地输入压脚尺寸。
→ 请参阅
5. 输入压脚类型时P=18。
I
H
66
Page 68

23.循环缝制时的液晶显示部
本缝纫机可以循环顺序地缝制复数的缝制图案数据。
最多可以输入 30 种图案,如果缝制物上需要缝制复数个不同的钮扣眼时,请使用此功能。另外,最多还
可以登记 20 循环缝制图案数据。请根据需要进行新编制·复制。
→请参阅
13. 进行图案的新登记时P=34,17. 复制缝制图案时P=51。
23-1 数据输入画面
G
H
I
J
A
B
C
D E F
M
N
O
K
L
67
P
Page 69

A 循环缝制数据新登记按键 显示循环缝制数据 NO.新登记画面。
B 循环缝制数据复制按键 显示循环缝制数据 NO.复制画面。
C 循环缝制数据名称输入按键 显示循环缝制数据名称输入画面。
D 显示循环缝制数据名称 显示选择中的循环缝制数据里输入的名称。
E 压脚下降按键 下降压脚,显示下降压脚画面。
F 卷线 可以卷绕底线。
G 循环缝制数据 NO.选择按键 按键上显示选择中的循环缝制数据 NO。,按键之后显示出循环缝制数据 NO.变更
H 显示游标 可以用箭头按键(N)在缝制物上移动,可以指定在缝制物上的哪个位置输入图案数
I 显示缝制物 显示缝制物的图象。
按键·显示 内容
→请参阅 7. 给图案起名称时P=22。
让压脚上升时,请按下降压脚画面上显示的上升压脚按键。
→请参阅 11. 卷绕底线时P=29。
画面
据。
J 缝制物选择按键 显示缝制物图象(I)的选择画面。
K 缝制数据变更按键 在游标位置上,显示被输入的图案数据的缝制数据变更画面。
L 图案选择按键 按键之后,显示图案 NO.变更画面。
另外,在游标位置上,可以输入图案 NO.。
M 显示缝制顺序 显示被输入的图案数据缝制顺序。变更为缝制画面之后,最初用蓝色显示缝制的
图案。
N 箭头按键 可以移动游标(H)的位置。
O 个别消除图案按键 可以解除在游标位置登记的图案数据的输入。
P 图案全部消除按键 可以全部解除选择中的循环缝制数据里输入的图案数据的输入。
68
Page 70

23-2 缝制画面
A
B
C
D
E
F
G
H
I1
I2
J
K
L
M
O
P
Q
R
S
T
U
69
Page 71

A 显示循环缝制数据名称 显示缝制中的循环缝制数据里输入的名称。
B 切刀取消按键 每次被按之后,显示变换落切刀不落切刀。
C 下降压脚按键 下降压脚,显示下降压脚画面。
D 卷线按键 可以卷绕底线。
E 显示循环缝制数据 NO. 显示缝制中的循环缝制数据 NO.。
F 显示缝制物 显示缝制物的图象。
G 步骤缝制按键 按键后,显示确认落针点,进行重新缝制的步骤缝画面。
H 显示缝制顺序 显示输入的图按数据的缝制顺序。用蓝色显示缝制中的图案数据。
计数器值变更按键
I1
按键·显示 内容
让压脚上升时,请按下降压脚画面上显示的上升压脚按键。
→请参阅 11.卷绕底线时P=29。
→请参阅 10.重新缝制时P=27。
在按键上,显示现在的计数值。按键之后,计数值变更画面被显示出来。
→请参阅 12.使用计数器时P=30。
I2 计数器变换按键 可以变换缝制计数器/件数计数器的显示。
→请参阅
J 显示图案 NO. 显示缝制中的图案 NO.。
K 上张力变更按键 显示缝制中的图案数据里输入的上张力,按键之后显示上张力变更画面。
L 显示总针数 显示缝制中的图按数据的总针数。
M 显示包边宽度(左) 显示缝制中的图案数据里设定的左包边宽度。
N 转速变更 可以变更缝纫机的转速。
12.使用计数器时P=30。
70
Page 72

O 显示有无双重缝制 显示缝制中的图案数据里设定的有无双重缝制。
P 显示下缝次数 显示缝制中的图案数据里设定的下缝次数。
Q 倒缝制顺序按键 倒回前 1 个缝制的缝制顺序。
R 显示缝制中的缝制顺序 显示缝制中的图案数据的缝制顺序。
S 顺缝制顺序按键 进入下一个缝制的缝制顺序。
T 显示切布长度 显示缝制中的图案数据里设定的切布长度。
U 显示缝制形状 显示缝制中的图案数据的缝制形状。
按键·显示 内容
71
Page 73

24.循环缝制时
首先,在设定前请把缝制模式变更为循环缝制。→请参阅 20.变更缝制模式P=57。
24-1 循环缝制数据的选择
① 显示数据输入画面
仅在数据输入画面(粉红色)时,可以选择循环
缝制数据 NO.。如果是在缝制画面(绿色)时,
请按准备开关
色)。
② 叫出循环缝制数据 NO.
按了循环缝制数据 NO.按键
示出循环缝制数据 NO.。在画面上,显示现在
选择的循环缝制数据 NO.和其内容,在画面下
不显示登记的其他循环缝制数据 NO.按键。
③ 选择循环缝制数据 NO.
,显示数据输入画面(粉红
(A)之后,显
A
按了加载按键之后,顺序显示登记的循环缝制
数据 NO.按键(B)。在按键上,显示循环缝制的
内容。这时,请按想选择的循环缝制数据按键
(B)。
④ 确定循环缝制数据 NO.
按了确认按键
据 NO.,结束选择。
72
(C)之后,关闭循环缝制数
C
B
Page 74

24-2 循环缝制数据的编辑方法
① 显示数据输入画面
仅在数据输入画面(粉红色)时可以输入循环
缝制数据。如果是在缝制画面(绿色)时,请按
准备开关
,显示数据输入画面(粉红色)。
② 把游标移动到希望的位置
用箭头按键(A)可以把游标(B)移动到希望的位
置,按图案 NO.选择按键(C),叫出图案 NO.选
择画面。
③ 选择图案 NO.
按了上下滚动按键
(D)之后,登记
B
A
C
的图案 NO.按键(E)被顺序变换。在按键上,显
示图案数据的内容。这时请按想选择的图案 NO.
按键。
④ 确定图案 NO.
按了确定回车按键
(F)之后,关闭图案 NO.
选择画面,结束选择。
73
E
F
D
Page 75

⑤ 编辑循环缝制数据里输入的图案的缝制数据
把图案数据输入到指定的位置之后,把输入的
顺序作为缝制顺序显示到画面上。在显示缝制
顺序的位置上,调整游标,按缝制数据按键
(G)之后,显示出缝制数据输入画面。
G
⑥ 选择变更的缝制数据
按上下滚动按键
的数据项目按键(I)。有的形状,可能不能显
示没有使用的数据项目和没有设定的功能的
数据项目,请注意。
⑦ 变更数据
缝制数据有变更数字的数据项目和选择图标
的数据项目。在变更数字的数据项目里有
+/-按键可以变更设定值。在选择图标的数
据项目里有
更画面上可以选择图标。
→ 有关缝制数据的详细内容,请参照
这样的粉红色的 NO.,在变更画面上用
缝制数据一览P=40。
(H),选择想变更
这样的蓝色的 NO.,在变
I H
15-3
74
Page 76

25.变更显示缝制物时
可以变更画面中央显示的图。
① 显示输入输入画面
仅在数据输入画面(粉红色)可以变更缝制物。
如果是在缝制画面(绿色)时,请按准备开关
,显示出数据输入画面(粉红色)。
② 叫出缝制物选择画面
按了缝制物选择按键
选择画面被显示出来。
③ 选择显示的缝制物图象
请选择想显示的缝制物按键(B)。
(A)之后,缝制物
A
④ 确定显示的缝制物图象
按了确定按键
数据输入画面。
(C)之后,确定选择,显示
C
B
75
Page 77

⑤ 显示选择的缝制物的图象
在数据输入画面,选择的缝制物的图象被显示
出来。图案数据的输入的位置·数量与缝制物
图象变更前一样。
76
Page 78

26.变更存储器开关数据时
26-1
存储器开关数据的变更方法
A
① 显示存储器开关数据一览画面
按
关按键(A)。按此按键之后,存储器开关数据一
览画面被显示出来。
② 选择想变更的存储器开关按键
按上下滚动按键
数据项目按键(C)。
开关之后,在画面上显示出存储器开
(B),选择想变更的
77
C
B
Page 79

③ 变更存储器开关数据
存储器开关数据有变更数字的数据项目和选
择图标的数据项目。变更数字的数据项目上,
有
上可以用显示的+/-按键变更设定值。在选
择图标的数据项目上,有
的 NO.,在变更画面上可以选择显示的图标。
→ 有关存储器开关数据的详细内容,请参照
这样的粉红色的 NO.,在变更画面
这样的蓝色
26-2 存储器开关数据一览P=79。
78
Page 80

26-2 存储器开关数据一览
① 等级 1
存储器开关数据(等级 1)是缝纫机具有通用的动作数据,是所有的缝制图案里的通用数据。
NO. 项目 设定范围 编辑单位 初期显示
压脚提升最高位置
设定踏板动作的最高位置的高度。
压脚提升中间位置
设定踏板动作的中间位置的高度。
压脚提升布安放位置
设定踏板动作的布安放位置的高度。
双踏板的踩踏位置(%)
设定双踏板时的操作。详细请参照下列内容。
双踏板的压脚提升位置(%)
设定双踏板时的操作。
踏板踩踏量
压脚上升量
0~17.0 0.1mm 14.0mm
0~14.0 0.1mm 6.0mm
0~14.0 0.1mm 0.0mm
5~95 1% 80%
5~95 1% 50%
U04 双踏板的
踩踏位置(%)
缝制结束上线张力设定 0~200 1 50
切线时的上线张力设定 0~200 1 35
设定调整下缝的上线张力设定 0~200 1 60
U05 双踏板的
压脚提升量(%)
79
Page 81

NO.
设定软起动速度
第1针
设定软起动速度
第2针
设定软起动速度
第3针
设定软起动速度
第4针
设定软起动速度
第5针
压脚种类
请设定压脚头的种类。→请参阅 5.输入压脚类型时 P=18。
项目 设定范围 编辑单位 初期显示
400~4200 100rpm 800rpm
400~4200 100rpm 800rpm
400~4200 100rpm 2000rpm
400~4200 100rpm 3000rpm
400~4200 100rpm 4000rpm
--- --- 1 型
压脚宽度(5 型)
把 U14 压脚种类设定为 5 型之后,请输入压
脚的宽度。
80
3.0~10.0 0.1mm 3.0mm
Page 82

NO.
压脚长度(5 型)
把 U14 压脚种类设定为 5 型之后,请输入压
脚头的长度。
缝制开始位置(送布方向)
设定对于压脚的缝制开始位置。由于有高低,
想移动开始位置时进行设定。
切布刀尺寸
请输入使用的切刀尺寸。
切布刀数次动作功能 无效/有效 --- --- 无效
项目 设定范围 编辑单位 初期显示
10.0~120.0 0.5mm 10.0mm
2.5~110.0 0.1mm 2.5mm
3.0~32.0 0.1mm 32.0mm
:无效 :有效
切线检测功能 无效/有效 --- --- 有效
:无效
选择准备键 ON 时压脚位置(上/下)
设定按了准备键后压脚头的位置。
:压脚上升
选择缝制结束时的压脚位置(上/下)
设定结束后的压脚位置。
(仅单踏板时有效)
压脚上升
上线切线打开动作开始距离
输入开始缝制之后上线切线马达开始开放剪
子动作的距离。
:有效
--- --- 压脚提升
:压脚下降
--- --- 压脚提升
:压脚下降
0~15.0 0.1mm 1.0mm
81
Page 83

NO.
切底线打开动作开始距离
设定缝制开始之后到底线切线马达开始开放
剪子动作的距离。
计数器更新单位
设定更新缝制计数器的单位。
项目 设定范围 编辑单位 初期显示
0~15.0 0.1mm 1.5mm
1~30 1 1
82
Page 84

② 等级 2
存储器数据(等级 2),当持续 6 秒钟按模式开关变为可以编辑的状态。
NO.
项目 设定范围 编辑单位 初期显示
选择踏板
设定踏板类型。→4.踏板的使用方法 P=15
:双踏板
:单踏板(无中间位置)
:单踏板(有中间位置)
禁止选择压脚种类功能 许可/禁止
设定禁止变更 U14 压脚种类。
:许可变更
选择缝制形状等级
可以扩大缝制可能的缝制形式。(最多 30 种形状)
--- --- 双踏板
--- --- 许可变更
禁止变更
--- --- 12 形状
:12 形状
:30 形状
切布刀动力
设定切刀的输出动力。
0:最小动力 → 3:最大动力
选择机种
设定缝纫机机头的类型。
0:标准型 1:干式
设定最高限制速度
限制缝纫机的最高速度。
K06 机种选择为干式机头时,最高速度自动
地限制在 3300rpm。
:20 形状
0~3 1 1
0~1 1 0(标准型)
400~4200 100rpm 3600rpm
83
Page 85

NO.
修正上线张力不均
修正全体平衡的上线张力的输出值。
上线张力变更值输出时间
变更了上线张力有关数据之后,仅在设定时间输出其变更值。
:无输出
:设定时间输出
每次原点检索功能
缝制结束后进行原点检索。
:无
项目 设定范围 编辑单位 初期显示
-30~30 1 0
0~20 1s 无输出
--- --- 无
:缝制结束后
:循环缝结束后
逆转提升机针 有效/无效
U01 压脚提升最高为止设定为 14.0mm 以上后,自动地逆转提升
机针,停止缝纫机。其动作可以设定为禁止。
:禁止逆转提升
:许可逆转提升
设定切刀继电器下降时间 25~100 5ms 35
设定切刀继电器上升时间 5~100 5ms 15
--- --- 许可
84
Page 86

NO.
项目 设定范围 编辑单位 初期显示
切刀筒下降时间(选购) 5~300 5Ms 70
Y 送布马达 原点修正 -120~400 1 脉冲
(0.025mm)
机针摆动马达 原点修正 -10~10 1 脉冲
(0.05mm)
压脚提升马达 原点修正 -100~10 1 脉冲
(0.05mm)
直接按键的显示/不显示 --- --- 不显示
:显示
:不显
0
0
0
连续缝制中途切线 许可/禁止
禁止时,空送设定为无效,登记的图案被缝制到相同的位置,
变为重叠缝制。
:许可
返回切刀的动力变换
设定返回布切刀时的输出动力。
切底线马达缝制开始时的开放量
设定缝制开始时切底线剪刀的开放量。
压脚提升速度的选择 1~3 1 1
:禁止
--- --- 许可
0~3 1 0
1~15 1 脉冲
8
85
Page 87

27.切刀数次动作的说明
本缝纫机由操作盘设定安装的切刀尺寸,因此可以自动地让切刀数次动作缝制比切刀尺寸大的扣眼。不
更换切刀要缝制各种各样的缝制形式时,通过设定就可以使用。
① 显示存储器开关一览画面
按了
开关按键(A)。按此按键之后,存储器开关一
览画面就被显示出来。
②
开关之后,在画面上显示除存储器
选择切布刀尺寸按键
A
按上下滚动按键
切布刀尺寸按键 (C)。切布刀尺寸输
入画面被显示出来。
86
(B),选择
B
C
Page 88

③ 输入切布刀尺寸
按+/-按键 (D),输入安装的切刀
尺寸。
④ 确定切刀尺寸
按确定按键
(E)之后,关闭切布刀尺寸
输入画面,结束输入。
然后,返回存储器开关一览画面。
⑤
选择切刀数次动作功能按键
按上下滚动按键,选择
功能键
(F)。切布刀数次动作功能选择
切布刀数次动作
D
E
画面被显示出来。
87
F
Page 89

⑥ 把切布刀数次动作功能设定为有效
请选择有效键(G)。
⑦ 确定切布刀数次动作功能
按确定按键
(H)之后,关闭切布刀数次动
作功能画面,结束切布刀数次动作功能的选择。
然后,返回存储器开关一览画面。
⑧ 进行缝制
按准备开关
被显示出来。此时,
(I)之后,缝制画面(绿色)
切布长度上设定的为 切布刀尺寸以上时,切刀自动地进行数次
G
H
I
缝制动作。
※ 缝制比安装的切刀尺寸小的扣眼时,显示异常 489。
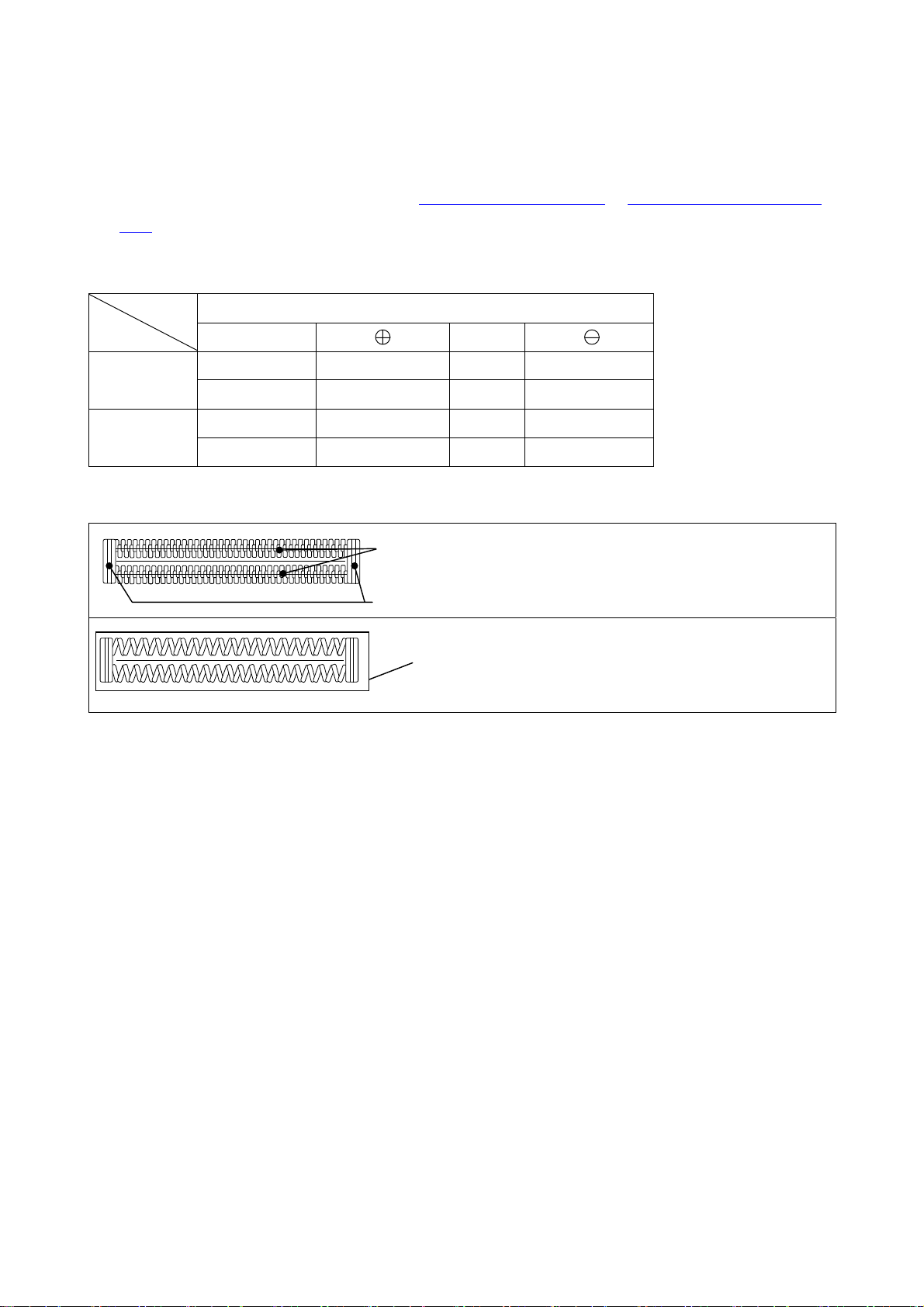
缝制数据
縫製數據
縫製データ
SO2切布 長度
S02布きり長さ
SO2 切布长度
第1次
1回目
2回目
第2次
3回目
第3次
存储器开关数据(等级 1)
存儲器開關數據(等級1)
メモリースイッチデータ(レベル1)
U18 切布刀尺寸
U18切布刀尺寸
U18布切りメスサイズ
88
Page 90

28.异常代码一览
异常代码
E001
E007
E011
E012
主控制 路板的 EEP-ROM 初期话联系
EEP-ROM 上没有写入数据或数据损坏时,自动地进行初期
化,此时进行通知。
主轴马达锁定
缝制机针阻抗大的大型缝制物时
外部媒体未插入
外部媒体没有插入
读取异常
从外部媒体不能读取数据
异常内容 复位方法 复位部位
电源 OFF
电源 OFF
复位后可以
重新起动
复位后可以
重新起动
前画面
E013
E014
E015
E016
写入异常
不能从外部媒体写入数据
禁止写入
外部媒体为禁止写入状态
初期化异常
不能初期化
外部媒体容量不足
外部媒体的容量不够
复位后可以
重新起动
复位后可以
重新起动
复位后可以
重新起动
复位后可以
重新起动
前画面
前画面
前画面
前画面
89
Page 91

异常代码
异常内容 复位方法 复位部位
E017
E018
E019
E022
EEP-ROM 容量不足
EEP-ROM 的容量不够
EEP-ROM 的类型不对
安装的 EEP-ROM 的类型不对
文件尺寸过大
文件过大
文件 NO.异常
没有管理人或方便媒体或指定文件
复位后可以
重新起动
前画面
复位后可以
重新起动
复位后可以
重新起动
前画面
前画面
前画面
E023
E024
E025
E026
压脚提升马达异常
压脚提升马达通过原点传感器时和动作开始时检测出马
达异常
图案数据尺寸过大
连续缝制数据的总尺寸和下载的数据尺寸过大
不能缝制
上线切线马达异常
上线切线马达原点传感器通过时和动作开始时检测出马
达异常
底线切线马达异常
底线切线马达原点传感器通过时和动作开始时。检测出
马达异常
复位后可以
重新起动
复位后可以
重新起动
复位后可以
重新起动
复位后可以
重新起动
数据输入画
面
数据输入画
面
数据输入画
面
数据输入画
面
90
Page 92

异常代码
E027
E028
E029
E030
读取异常
不能读取管理人来的数据
写入异常
不能写入管理人来的数据
方便媒体插口的盖打开 复位后可以
针杆上位置异常
缝纫机起动时机针上动作但是不能停止在机针上位置
异常内容 复位方法 复位部位
复位后可以
重新起动
复位后可以
重新起动
重新起动
复位后可以
重新起动
前画面
前画面
前画面
数据输入画
面
E042
E043
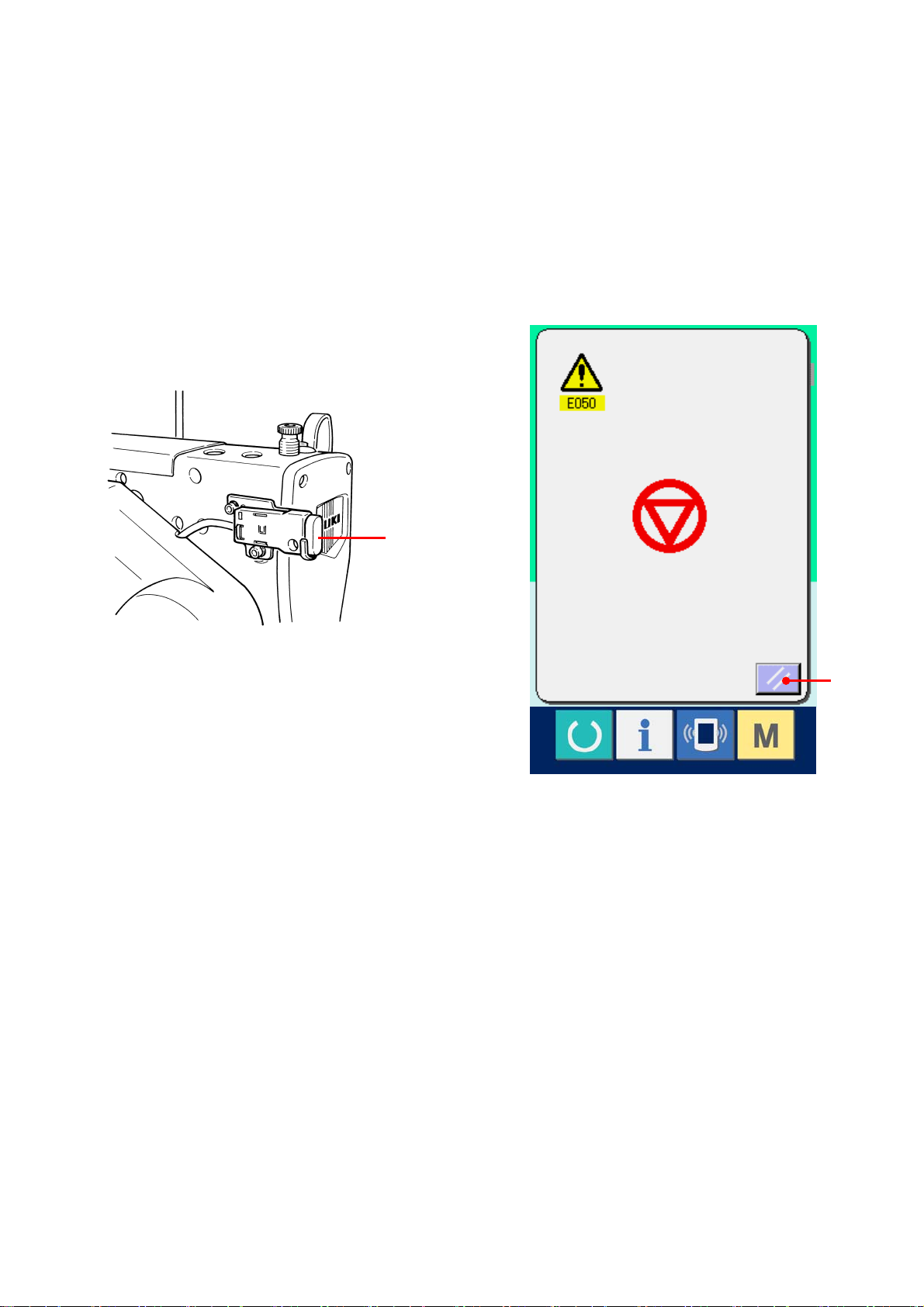
E050
E052
运算异常
缝制数据不能运算
放大异常
缝制间距超过 5mm
停止开关
缝纫机起动种停止开关被按
断线检测异常
缝纫机起动中发生断线时
复位后可以
重新起动
复位后可以
重新起动
复位后可以
重新起动
复位后可以
重新起动
数据输入画
面
数据输入画
面
步骤画面
步骤画面
91
Page 93

异常代码
异常内容 复位方法 复位部位
E061
E062
E099
E302
存储器开关数据异常
存储器开关数据损坏或版本老
缝制数据异常
缝制数据损坏或版本老
切刀下降指令与切线动作相碰
外部数据动作时,切刀指令的插入位置与切线动作相碰
确认机头布放倒
机头放倒传感器 OFF
电源 OFF
电源 OFF
复位后可以
重新起动
复位后可以
重新起动
数据输入画
面
数据输入画
面
E303
E304
E401 不能复制异常
E402 图案消除异常
主轴半圆板传感器异常
缝纫机马达的半圆板传感器异常
切布刀传感器异常
切刀下降后,或切刀下降时,切刀下降传感器不能 OFF。
要复制已经登记的图案 NO.时
:连续缝制时
要消除仅有 1 个登记图案 NO.时
:连续缝制时
:循环缝制时
:循环缝制时
电源 OFF
电源 OFF
按取消按键
后,可以重新
起动
按取消按键
后,可以重新
起动
数据输入画
面
数据输入画
面
92
Page 94

异常代码
异常内容 复位方法 复位部位
E486 圆头扣眼切刀长度异常
圆头扣眼形状的圆头扣眼切刀长度不能做成较短的形状
时
E487 圆头眼形状长度异常
圆头扣眼形状圆头眼形状不能做成较点的形状时
E488 锥形加固修正异常
锥形加固形状时的加固长度不能做成较短的形状
E489 切刀尺寸异常(数次动作时)
切刀尺寸比设定切刀尺寸大
复位后可以
重新起动
复位后可以
重新起动
复位后可以
重新起动
复位后可以
重新起动
缝制数据输
入画面
缝制数据输
入画面
缝制数据输
入画面
缝制数据输
入画面
E492 下缝的压脚尺寸异常
下缝的运针数据超过压脚尺寸
E493 缝制结束固定缝制的压脚尺寸异常
缝制结束加固缝制的运针数据超过压脚尺寸
E494 缝制开始加固缝制的压脚尺寸异常
缝制开始加固缝制的运针数据超过压脚尺寸
E495 压脚尺寸异常(宽方向仅右)
运针数据超过压脚的宽方向右
复位后可以
重新起动
复位后可以
重新起动
复位后可以
重新起动
复位后可以
重新起动
缝制数据输
入画面
缝制数据输
入画面
缝制数据输
入画面
缝制数据输
入画面
93
Page 95

异常代码
E496 压脚尺寸异常(宽方向仅左)
E497 压脚尺寸异常(长度方向·前侧)
E498 压脚尺寸异常(宽方向·左右)
E499 压脚尺寸异常(长度方向·宽)
运针数据超过压脚的宽方向左
运针数据超过压脚的长度方向前侧
运针数据超过压脚的宽方向左右
运针数据超过压脚长度方向宽
异常内容 复位方法 复位部位
复位后可以
重新起动
复位后可以
重新起动
复位后可以
重新起动
复位后可以
重新起动
缝制数据输
入画面
缝制数据输
入画面
缝制数据输
入画面
缝制数据输
入画面
E703 操作盘与缝纫机错误连接(机种异常)
初期通信时,系统的机种代码不一致
E704 系统的版本不一致
初期通信时,系统软件的版本不一致
E730 主轴马达调节器不良·欠相
缝纫机马达的调节器异常时
E731 主轴马达传感器不良·位置传感器不良
缝纫机马达的传感器或位置传感器不良时
按了通信开
关之后,可以
改写程序。
按了通信开
关之后,可以
改写程序
电源 OFF
电源 OFF
通信画面
通信画面
94
Page 96

异常代码
异常内容 复位方法 复位部位
E733 主轴马达倒转
缝纫机马达倒转时
E801 电源欠相
输入电源发生欠相时
E802 检测出电源瞬间断电
输入电源发生瞬间断电时
E811 电压过高
输入电源在 280V 以上时
电源 OFF
电源 OFF
电源 OFF
电源 OFF
E813 电压过低
输入电源在 150V 以上时
E901 主轴马达 IPM 异常
伺服控制电路板的 IPM 异常时
E902 主轴马达电流过大
缝纫机马达的电流过大时
E903 脉冲马达电源异常
伺服控制电路板的脉冲马达电源在±15%以上变动时
电源 OFF
电源 OFF
电源 OFF
电源 OFF
95
Page 97

异常代码
E904
E905
E907
E908
继电器电源异常
伺服控制电路板的继电器电源在 15%以上变动时
伺服控制电路板用加热器温度异常
伺服控制电路板的加热器达 85℃以上时
机针摆动马达原点检索异常
原点检索时,原点传感器信号不能输入时
Y 送布马达原点检索异
原点检索时,原点传感器信号不能输入时
异常内容 复位方法 复位部位
电源 OFF
电源 OFF
电源 OFF
电源 OFF
E909
E910
E911
上线切线马达原点检索异常
原点检索时,原点传感器信号不能输入时
压脚马达原点检索异常
原点检索时,原点传感器信号不能输入时
底线切线马达原点检索异常
原点检索时,原点传感器信号不能输入时
电源 OFF
电源 OFF
电源 OFF
96
Page 98

异常代码
E915
E916
E917
E918
操作盘←→主 CPU 之间通信异常
数据通信发生异常时
主 CPU←→主轴 CPU 之间通信异常
数据通信发生异常时
操作盘←→电脑之间不能通信
数据通信发生异常时
主控制电路板用热敏器温度异常
主控制电路板的热敏器达 85℃以上时
异常内容 复位方法 复位部位
电源 OFF
电源 OFF
电源 OFF
电源 OFF
E943
E946
E948
E999
主控制电路板的 EEP-ROM 不良
不能向 EEP-ROM 写入数据
机头连接电路板 EEP-ROM 写入不良
不能向 EEP-ROM 写入数据时
F-ROM 异常
下载程序,发生了不能进行 FROM 的消去,不能写入时
切布刀不能返回时
切布刀在规定时间后不能返回时
电源 OFF
电源 OFF
电源 OFF
电源 OFF
97
Page 99

29.使用通信功能时
通信功能可以把其他缝纫机编制的缝制数据或缝制数据编制编辑后的缝制数据下载到缝纫机。另外,还可
以向方便媒体或电脑里加载上述数据。
作为通信媒体,请准备方便媒体和 RS-232C 通信接口。
※ 但是,从电脑进行下载/加载时,需要SU-1(数据管理器)。
29-1 关于可以处理的数据
可以处理的缝制数据有以下 2 种,其数据形式如下。
数据名
向量形式数据
参数数据
名称后缀 数据内容
PM-1 编制的落针点数据,是 JUKI 的
VD00×××.VDT
缝纫机之间通用的数据形式
缝纫机编制的缝制形状。切布长度,
LBH00×××.EPD
包边宽度等的 LBH 的缝制数据形式
××× :文件 NO.
98
Page 100

往方便媒体保存数据时,用下列文件夹结构进行保存。
如果不能保存到正确的文件夹里,就不能读取文件。
方便媒体驱动
VDATA
VD00×××.VDT
保存向量形式
数据
VD00×××.VDT
VD00×××.VDT
LBH-1790
LBH00×××.EPD
保存参数数据
(LBH 专用)
LBH00×××.EPD
LBH00×××.EPD
※ 从本公司购买的方便媒体里面事先保存有 PROG 文件夹,请不要消除。
99
 Loading...
Loading...