

TÜRKÇE
IP-110 TYPE F
KULLANIM KILAVUZU
* “CompactFlash(TM)”, bir A.B.D şirketi olan SanDisk Corporation’a ait ticari bir markadır.
40
No.00
İÇİNDEKİLER
1. ÇALIŞMA PANELİNİN TAKILMASI ..............................................................................1
2. KABLONUN BAĞLANMASI .........................................................................................1
3. MAKİNE KAFASI AYARLARI .......................................................................................2
4. MAKİNE KAFASI AÇISININ AYARLANMASI
(SADECE DOĞRUDAN TAHRİKLİ MOTORLU DİKİŞ MAKİNESİ) .............................3
5. ÇALIŞMA PANELİ İLE İLGİLİ AÇIKLAMALAR ...........................................................4
5-1. Parçaların isimleri ve işlevleri .......................................................................................................4
5-2. Çalışma paneli ekranında kontrast ayarı .....................................................................................6
5-3. Üretim destek düğmesi bağlantısı ................................................................................................6
5-4. Ana ekran ........................................................................................................................................7
5-5. Dikiş deseni kumanda paneli nasıl kullanılır ...............................................................................9
(1) İleri geri zigzag dikişi deseni .............................................................................................................9
(2) Üst üste dikiş deseni ........................................................................................................................11
(3) Programlı dikiş deseni ......................................................................................................................12
6. MASURA SAYACI .......................................................................................................18
7. İŞ SAYACI ...................................................................................................................19
8. TEKRAR DIKIŞ DÜĞMESI .........................................................................................19
9. İĞNE YUKARI/AŞAĞI DÜĞMESI ...............................................................................20
10. KUMAŞ KENAR SENSÖRÜ AÇMA/KAPATMA DÜĞMESI ..................................20
11. OTOMATIK IPLIK KESME DÜĞMESI ...................................................................20
12. TEK ADIMDA OTOMATIK DIKIŞ DÜĞMESI .........................................................20
13. İPLİK KESİMİNİ ENGELLEME DÜĞMESİ ............................................................21
14. BASİTLEŞTİRİLMİŞ FONKSİYON AYARI ..................................................................22
15. TUŞ KİLİDİ FONKSİYON AYARI ................................................................................23
16. FONKSİYON AYARI ....................................................................................................24
17. İSTEĞE BAĞLI GİRİŞ/ÇIKIŞ AYARLARI ...................................................................29
18. PEDAL SENSÖRÜ NÖTR NOKTASININ OTOMATİK TELAFİSİ...............................30
19. AYAR VERİLERİNİ SIFIRLAMAYA ONAY VERİLMESİ ..............................................31
20. BILGI ...........................................................................................................................32
(1) Bakım yönetim işlevi ........................................................................................................................32
(2) İş ölçüm işlevi ...................................................................................................................................36
21. HARİCİ ARABİRİM .....................................................................................................38
22. HATA EKRANI ............................................................................................................38
22-1. Hata kodları listesi (Panel ekranındaki hata verileri) ..............................................................39
i
UYARI:
Bu kullanım Kılavuzunda IP-110F çalışma paneli anlatılmaktadır.
Çalışma panelini kullanmadan önce, SC-920 (kontrol paneli) Kullanım Kılavuzunda verilen “Güvenlik
önlemleri” bölümünü mutlaka önceden okuyup kavrayın.
Hassas bir cihaz olduğu için ayrıca üzerine su ya da yağ sıçratmamaya, düşürme gibi nedenlerle darbe almamasına dikkat edin.
1. ÇALIŞMA PANELİNİN TAKILMASI
UYARI:
Dikiş makinesinin aniden çalışarak yaralanmalara sebep vermemesi için, güç şalterini KAPALI konuma getirip motorun tamamen durduğundan emin olduktan sonra çalışmaya başlayın.
2
4
1
6
3
5
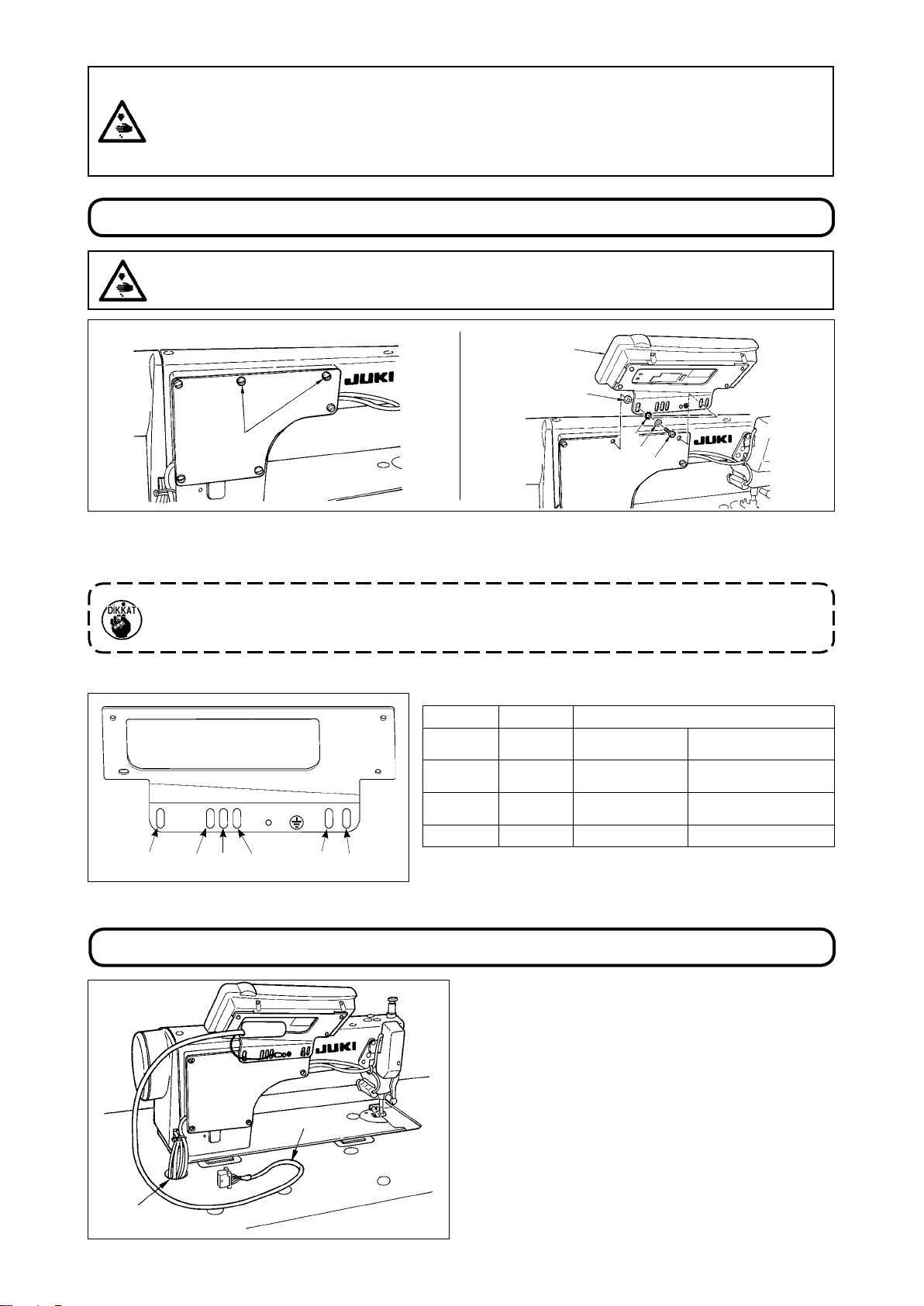
1) Yan plakadaki tespit vidalarını 1 çıkarın.
2) Panelle birlikte temin edilen vidaları 5, düz pulu 3, dişli pulu 6 ve lastik contayı 4 kullanarak çalışma
panelini 2 makine kafasına monte edin.
1. Montaj prosedürüne örnek olarak DDL-9000B(AK ile birlikte temin edilmez) verilmiştir.
2. Panelin montajında kullanılan vida, kullanılan makine kafasına göre değişir. Tablo 1’i inceleyerek
vida tipini doğrulayın.
<Farklı makine kafalarıyla braket montaj deliğinin konumları arasındaki ilişki tabloda verilmiştir.>
Tablo 1
Montaj deliği Vida
Panelle birlikte aksesuar
olarak temin edilen vida
Panelle birlikte aksesuar
olarak temin edilen vida
Panelle birlikte aksesuar
olarak temin edilen vida
1
2 3
4
5 6
DDL-9000A
DDL-9000B
DLN-9010
LH-3500A
-
1
5
-
1
5
-
2
5
-
2
5
M5 X 12
M5 X 16
3/16-28 L=14
M5 X 14 Yan plaka tespit vidası
2. KABLONUN BAĞLANMASI
1
A
1) Çalışma paneli kablosunu 1, masadaki A deliğinden geçirip masanın altına doğru yönlendirin.
2) Konektör bağlantısı hakkında bilgi için SC-920
Kullanım Kılavuzuna bakınız.
- 1 -
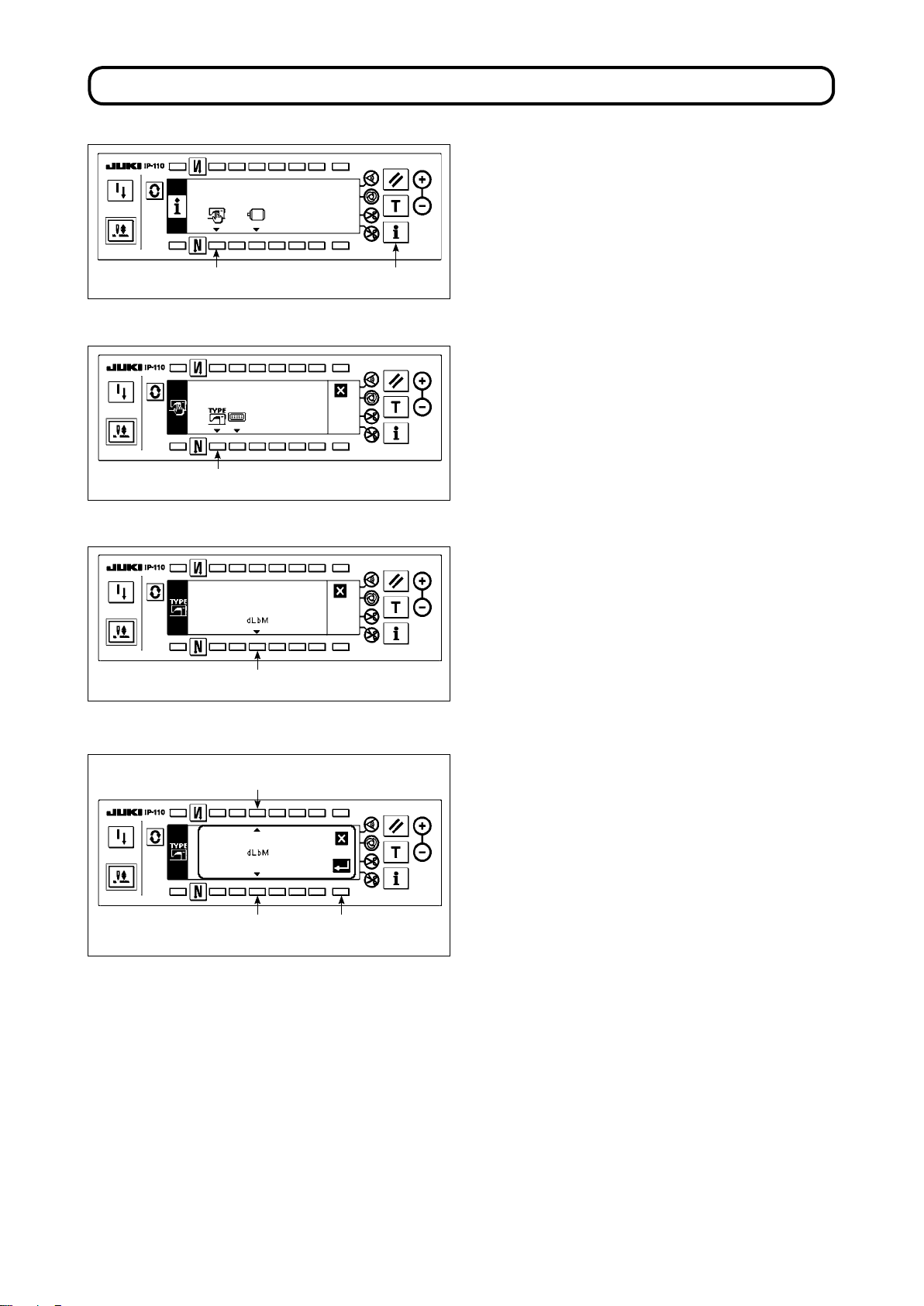
3. MAKİNE KAFASI AYARLARI
[Fonksiyon ayarları listesi ekranı]
2 1
[Dikiş ortak veri ekran görünümü]
3
[Makine kafası tipi ekran görünümü]
1) 1 düğmesini basılı tutarak gücü AÇIK konuma
getirin. Ekran görünümü, fonksiyon ayarları listesi ekranına geçer.
düğmesine basınca, dikiş ortak veri ekran
2
görünümüne geçilir.
2) 3 düğmesine basınca, makine kafası tipi ekran
görünümüne geçilir.
3) Ekranda görülen makine kafası tipi, seçmiş oldu-
ğunuz makine kafasıdır. 4 düğmesine basınca,
makine kafası tipi ayarı ileti ekranına geçilir.
4
[Makine kafası tipi ayarı ileti ekranı]
5
6 7
4) 5 ve 6 düğmelerine basarak istediğiniz makine
kafası tipini seçebilirsiniz.
* Makine kafası tipleri için ayrı bir sayfada verilen
“Dikiş makinesi ayarıyla ilgili önlemler” ve “Makine
kafası listesi”ne bakınız.
5) Makine kafası tipini belirledikten sonra 7 düğ-
mesine basın. Ekran görünümü, seçmiş olduğunuz makine kafasını göstermek üzere "makine
kafası tipi ekran görünümü"ne döner. Makine
kafası ayarından çıkmak için güç anahtarını KAPALI konuma getirin.
- 2 -
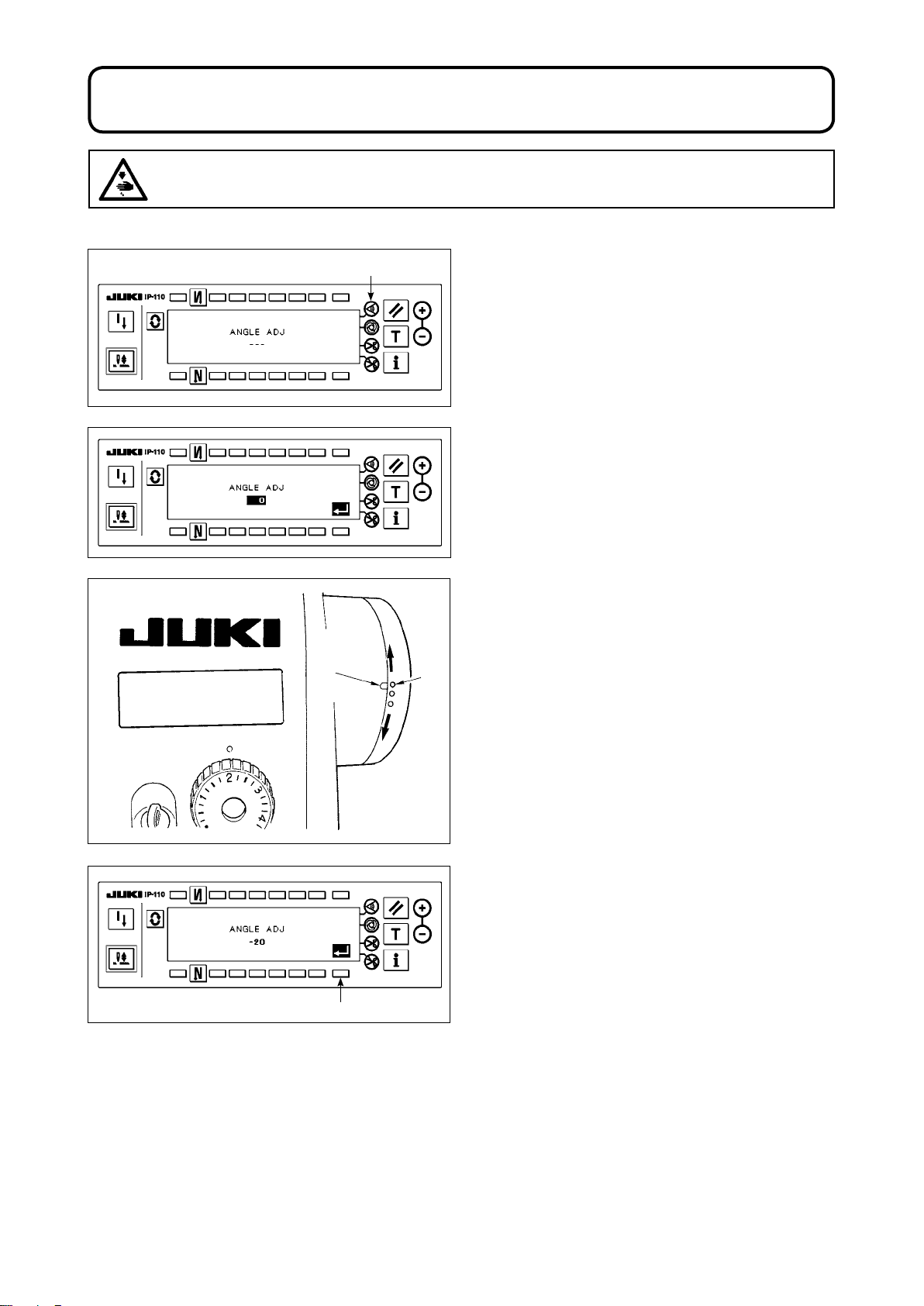
4. MAKİNE KAFASI AÇISININ AYARLANMASI (SADECE DOĞRUDAN TAHRİKLİ MOTORLU DİKİŞ MAKİNESİ)
UYARI:
Makine kafasını kullanmadan önce, aşağıdaki işlemi uygulayarak mutlaka açı ayarı yapın.
[Makine kafası açısı ayarı ekran görünümü]
3
1
1) 1 düğmesini basılı tutarak gücü AÇIK konuma
getirin. Ekran, makine kafası açı ayarı ekran
görünümüne döner.
2) Ana mil referans sinyali algılanana kadar makine
kafası kasnağını elle çevirin. Ardından, ana mil
referans sinyalinin ilettiği açı ters video olarak izlenir. (Gösterilen değer referans olarak verilmiştir.)
3) Bu aşamada, kasnak üzerindeki beyaz nokta 2
ile kasnak kapağı konkavını 3 şekilde görüldüğü gibi aynı hizaya getirin.
2
4
4) Açı belirledikten sonra 4 düğmesine basın. Ters
video olarak izlenen video artık normal izlenir
ve bu açının yerini ayarlanmış olan açı alır. Açı
ayarından çıkmak için güç anahtarını KAPALI
konuma getirin.
- 3 -
5. ÇALIŞMA PANELİ İLE İLGİLİ AÇIKLAMALAR
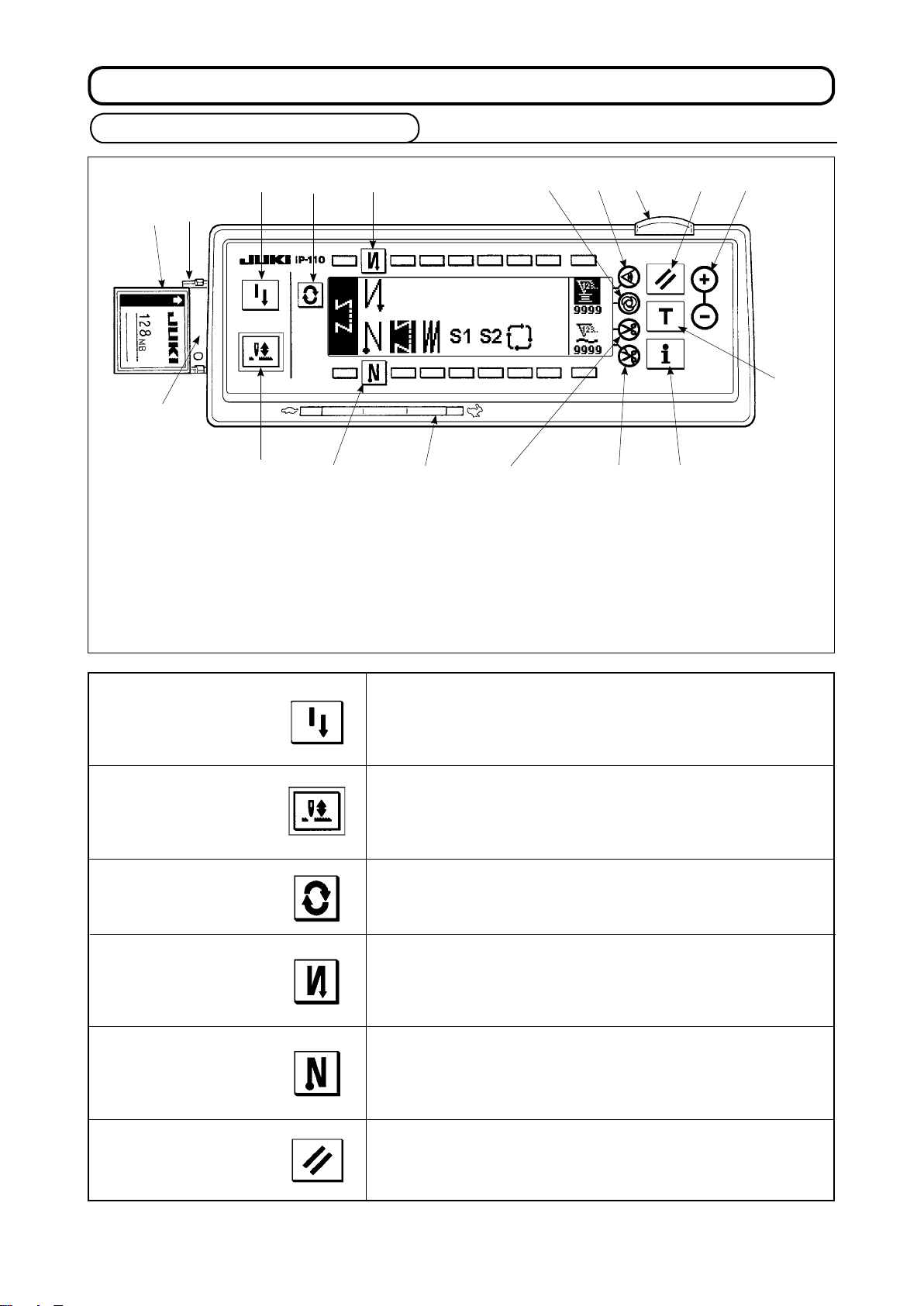
5-1. Parçaların isimleri ve işlevleri
!5
9
!8
!7
!6
1
3 4
!0
6
!3
7
2
Tekrar dikiş düğmesi
1
İğne yukarı/aşağı düğmesi
2
Ekran değiştirme düğmesi
3
Dikiş başlangıcı zigzaglı/zigzagsız
4
başlatma düğmesi
Dikiş sonu zigzaglı/zigzagsız bitirme
5
düğmesi
Sıfırlama/resetleme düğmesi
6
Tekrar dikiş düğmesi
1
İğne yukarı/aşağı
2
düğmesi
Ekran değiştirme
3
düğmesi
5
Öğretme düğmesi
7
Bilgi düğmesi
8
Kumaş kenarı sensör düğmesi
9
Tek adımda otomatik dikiş düğmesi
!0
Otomatik iplik kesmeli/kesmesiz
!1
İplik kesme engelleme düğmesi
!2
Sayaç değeri ayar düğmesi
!3
!4
seçme düğmesi
Bu düğme, programlı dikiş sırasında masura ipliği bittiği zaman,
masura ipliği değiştirildikten sonra kalınan yerden dikişe devam
edilmesini sağlar.
Bu düğme, iğne yukarı/aşağı dikişinin gerçekleştirilmesini sağlar.
(İğne yukarı/aşağı dikişi ve bir adımlık tela dikişi; No. 22 işlev
ayarı ile değiştirilebilir.)
Bu düğme, ekranı değiştirmek için kullanılır.
!1
!2
Maksimum hız sınırı reostası
!4
Elektrik uyarı lambası
!5
Ortam kapağı
!6
Ortam giriş yeri
!7
CompactFlash(TM)
!8
(Opsiyonel: Parça No.40091100)
8
(Kompakt aş yerleştirme boşluğu)
Dikiş başlangıcı
4
zigzaglı/zigzagsız
başlatma düğmesi
Dikiş sonu zigzaglı/
5
zigzagsız bitirme
düğmesi
Sıfırlama/resetleme
6
düğmesi
Bu düğme, dikiş başlangıcındaki otomatik zigzag dikişinin
AÇILMASI/KAPATILMASI için kullanılır.
* Bu düğme, otomatik zigzag sistemine sahip olmayan dikiş
makinelerinde kullanılamaz.
Bu düğme, dikiş sonundaki otomatik zigzag dikişinin AÇILMASI/
KAPATILMASI için kullanılır.
* Bu düğme, otomatik zigzag cihazına sahip olmayan dikiş
makinelerinde kullanılamaz.
Bu düğme, masura ipliği sayaç değerini ve dikiş sayacı ayar
değerini belirlemek için kullanılır.
- 4 -
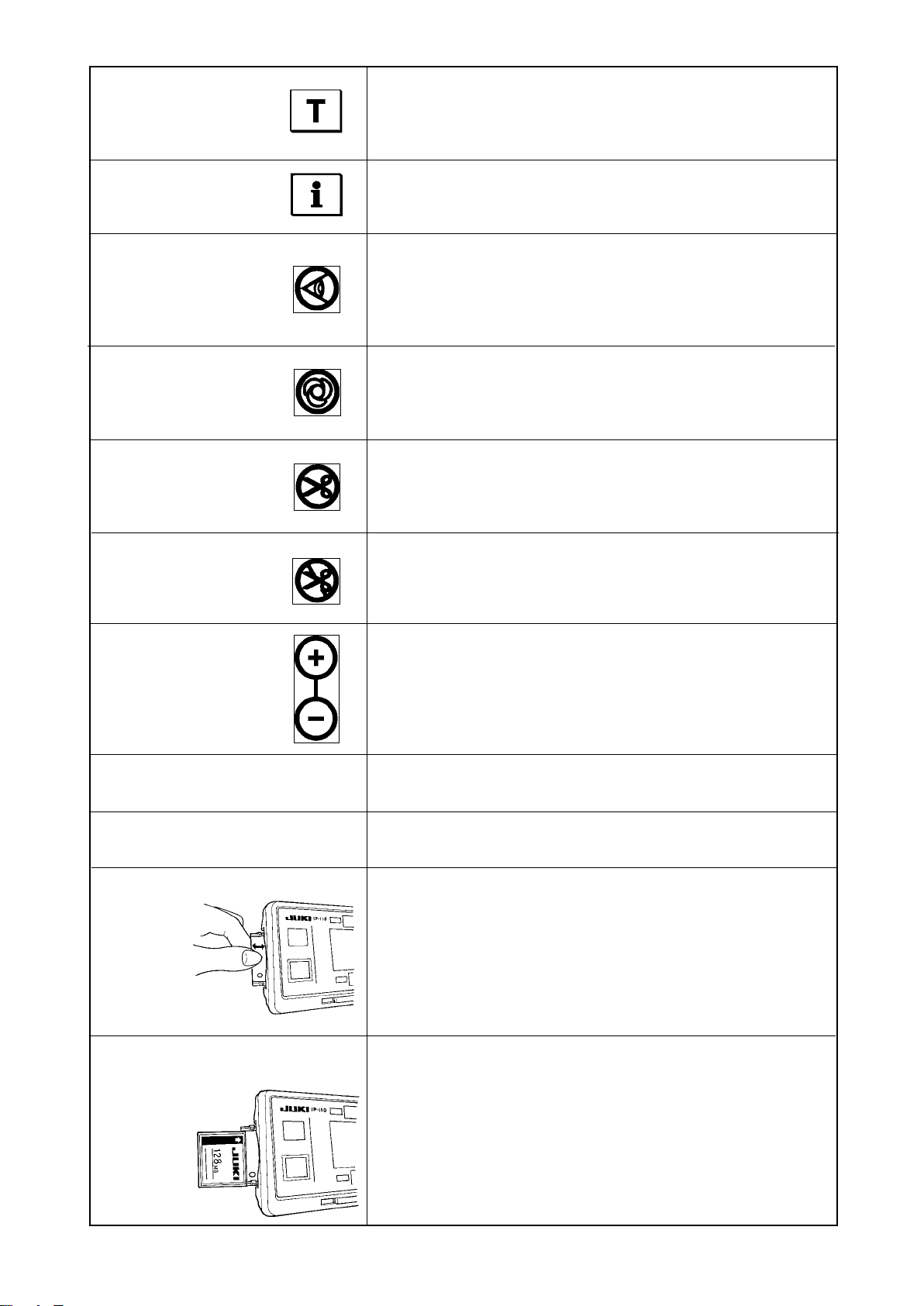
Öğretme düğmesi
7
Bu düğme, o ana kadar dikilmiş olan bölümün dikiş adedini
gösteren değer ile birlikte dikiş adedini düzenlemek için kullanılır.
Bilgi düğmesi
8
Kumaş kenarı sensör
9
düğmesi
Tek adımda otomatik
!0
dikiş düğmesi
Otomatik iplik kesmeli/
!1
kesmesiz seçme
düğmesi
İplik kesme engelleme
!2
düğmesi
Bu düğme, çeşitli işlev ayarlarının yapılması için kullanılır.
Kumaş kenarı algılama işlevi, makineye kumaş kenarı sensör
şalteri takıldığı zaman etkin hale gelir.
Dikiş işlemi sırasında sensörün kumaş kenarını algılaması veya
algılamaması için kullanılır.
Bu düğme programlı dikiş sırasında etkin hale getirildiği zaman,
dikiş makinesi istenilen dikiş adedine ulaşıncaya kadar otomatik
olarak çalışır.
Ger i be sle meli di kiş çeş idi n de malz eme son u se nsö r ü
kullanılırken bu düğme etkin hale getirilirse, belirli sayıda ilmek
tamamlandıktan sonra iplik kesici otomatik olarak ipliği keser.
Bu düğme, iplik kesme işlemlerini engeller.
* Bu düğme, otomatik iplik kesme sistemine sahip olmayan dikiş
makinelerinde kullanılamaz.
Sayaç değeri ayar
!3
düğmesi
Maksimum hız sınırı
!4
reostası
Elektrik uyarı lambası
!5
Ortam giriş yeri kapağı
!6
Ortam giriş yeri
!7
(Ortam yerleştirme
açıklığı)
Bu düğme, masura ipliği sayaç değerini veya dikilen parça adedi
sayaç ayar değerini belirlemek için kullanılır.
Reosta sola doğru alındıkça, makinenin maksimum hızı sınırlanır.
Bu lamba, ana şalter AÇILDIĞI zaman yanar.
Ortamın takıldığı açıklığa ait kapaktır.
Kapağı açmak için, parmağınızı şekilde görüldüğü gibi kapağın
yanındaki çentiğin üzerine yerleştirin ve kapağı arka sol eğim
yönünde itin.
* Bazı fonksiyonlar kapak açıkken kullanılamaz.
CompactFlash(TM) tamamen yerleşmeden kapağı kapatmayın.
CompactFlash(TM) ürününü yerleştirmek için, CompactFlash(TM)
etiketli yüzünü öne doğru çevirin ve üzerinde küçük delik olan
parçayı panele yerleştirin (kenardaki çentiği arkaya getirin).
CompactFlash(TM) ürününü çıkarmak için, parmaklarınızın
arasında tutarak dışarı çekin.
*
CompactFlash(TM) yanlış yönde takılırsa, panel ve CompactFlash(TM)
hasar görebilir. CompactFlash(TM) dışında hiçbir şey takmayın.
- 5 -
5-2. Çalışma paneli ekranında kontrast ayarı
1) Kumanda panelinin 1 arka tarafına takılmış
Işık Gölge
3
2) LCD ekranın parlaklığını (kontrastını) ayarlamak
olan kablo çıkış kapağının 2 okla işaretli tırnak
bölümüne A ok yönünde bastırın ve kapağı
çıkartın.
için; LCD ekran parlaklık ayarı potansiyometresi-
ni 3 çevirin.
1
2
A
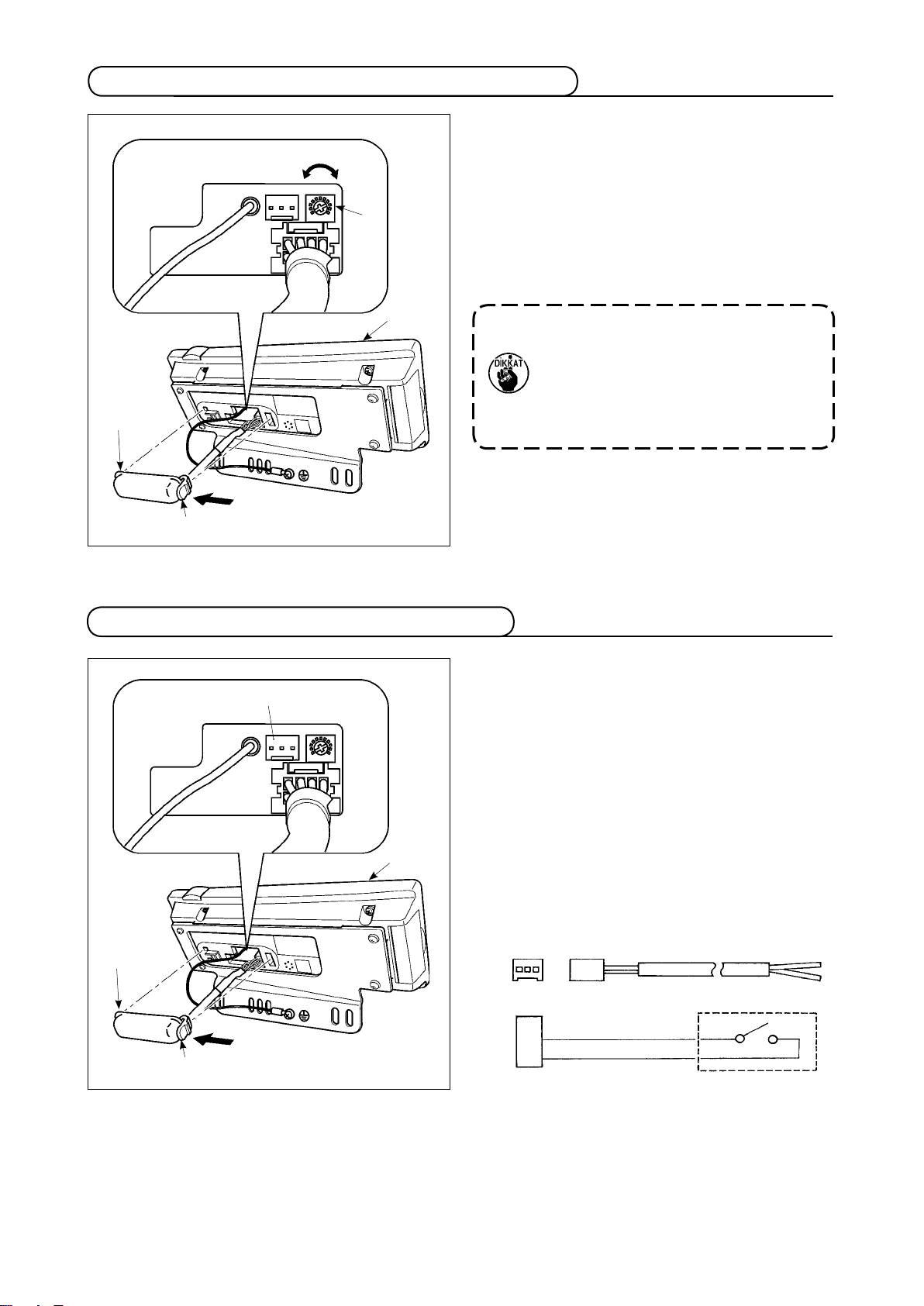
5-3. Üretim destek düğmesi bağlantısı
3
1
1. Kumanda panelinin arızalanmasına yol
açmamak için, devre kartının bakırlarına
ve bağlantı terminallerine kesinlikle el
sürmeyin.
2. Arıza ile sonuçlanacağı için; kumanda
panelini dağıtmayın.
1) Kumanda panelinin 1 arka tarafına takılmış olan
kablo çıkış kapağının 2 okla işaretli tırnak bölü-
müne A ok yönünde bastırın ve kapağı çıkartın.
2) İsteğe bağlı olarak temin edilen bağlantı kablosu
konektörünü, üretim destek düğmesinin CN105
konektörüne bağlayın.
3
Not: Anahtar ana ünitesini müşterinin
sağlamasını isteyin veya bu konuda JUKI
osine başvurun.
2
A
İsteğe bağlı röle kablosu (grup) A
JUKI Parça No. 40008168
3 2 1
CN105
1
+ 5V
2
SW
3
GND
- 6 -
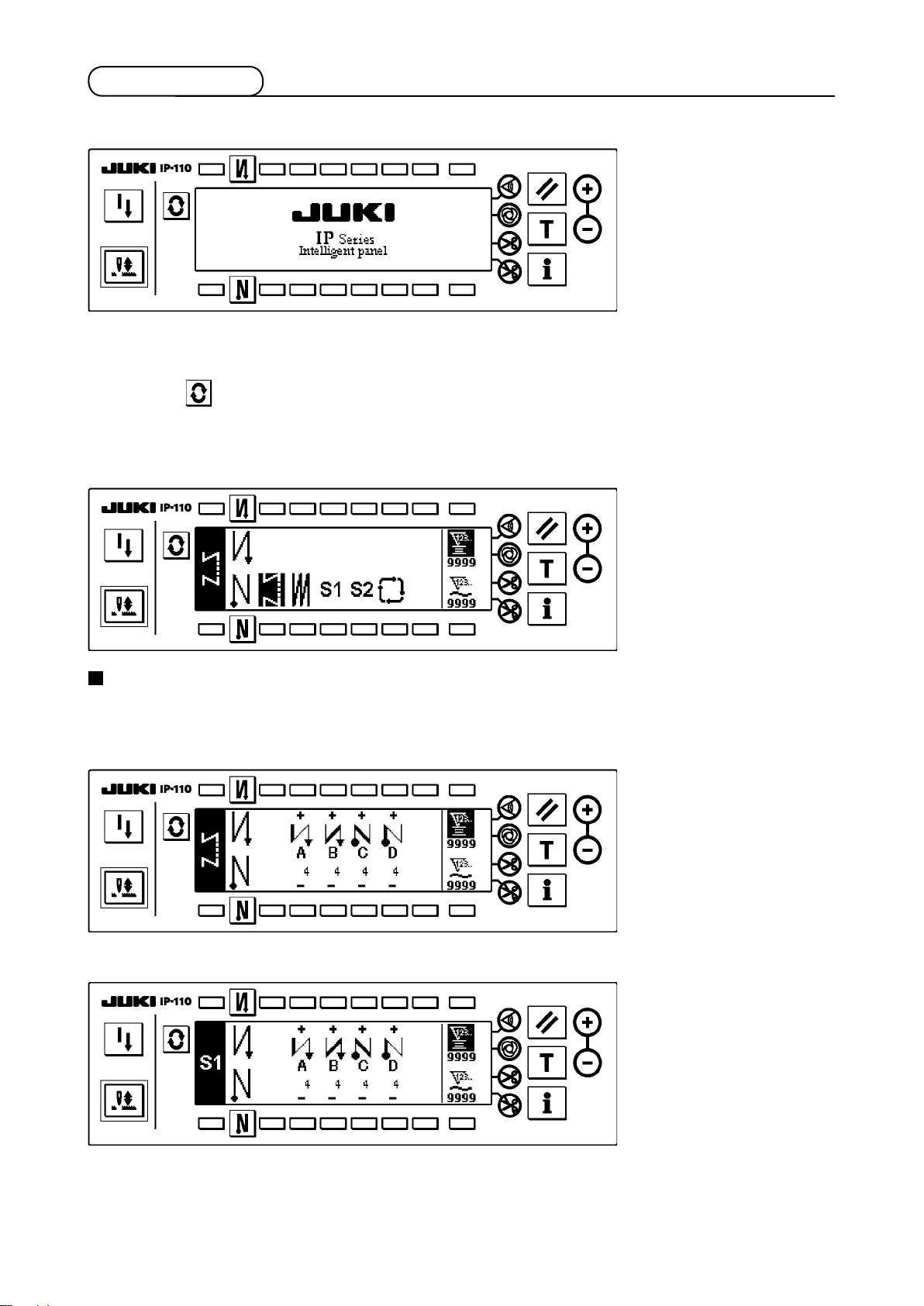
5-4. Ana ekran
Ana şalteri AÇIK konuma getirildikten hemen HOŞGELDİN ekranı açılır.
WELCOME (Hoşgeldiniz) ekranından sonraki ilk ekran, daha önce gücü KAPALI konuma getirirken seçilen
dikiş tipini uygulayan ekran olur.
Düğmeye her basılışında ekran değişir.
Desen listesi ekranı
■
İlgili desenlerinin seçim işlevi gerçekleştirilir.
Arka iplik dikişi adedi ayar ekranı
İleri geri zigzag dikişi adedi düzenleme işlemi gerçekleştirilir.
<İleri geri zigzag dikişi deseni seçildiği zaman>
<Programlı 1.dikiş deseni seçildiği zaman>
- 7 -
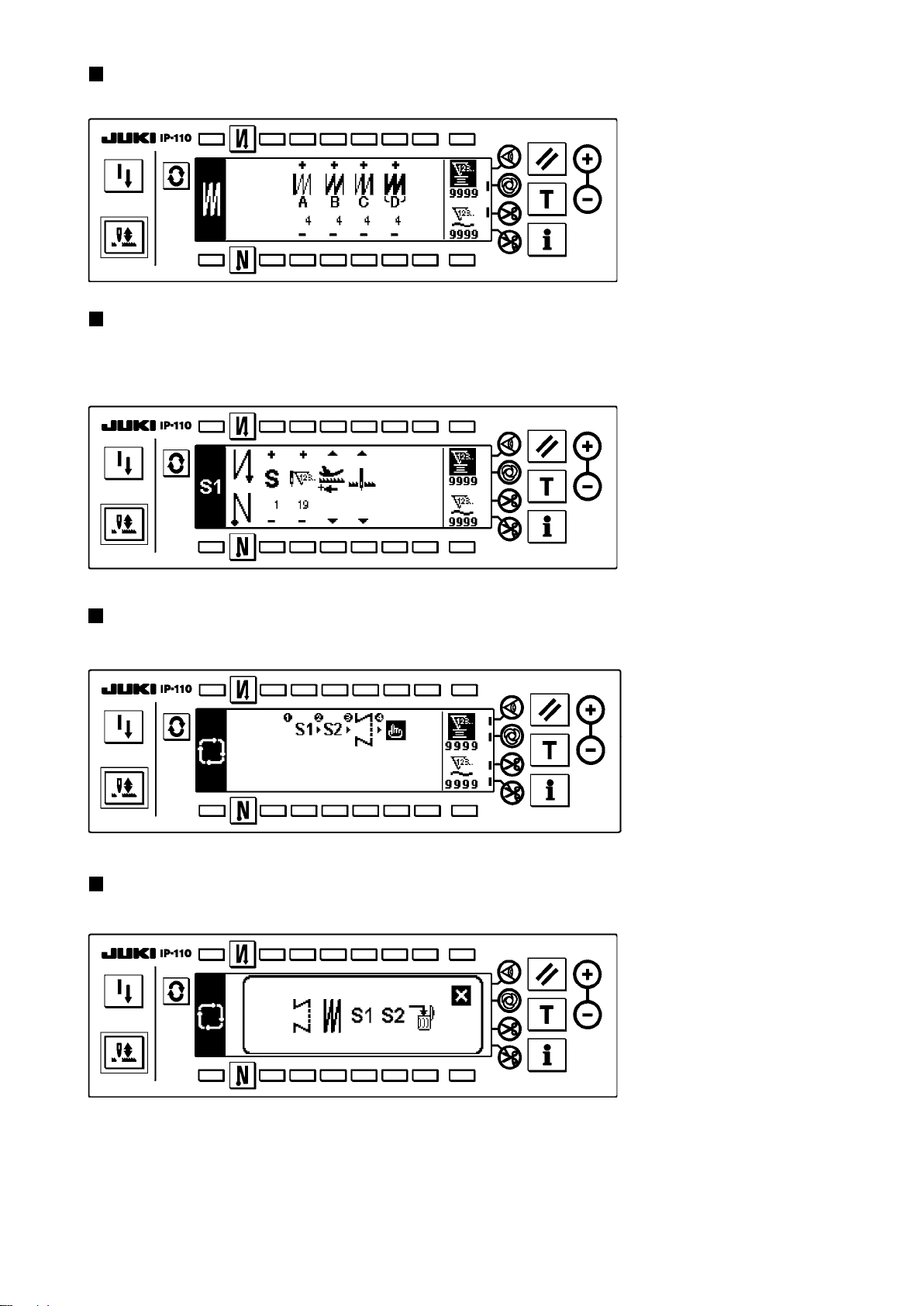
Üst üste dikiş düzenleme ekranında dikiş adedi
Üst üste dikiş adedi düzenleme işlemi gerçekleştirilir.
Programlı dikiş düzenleme ekranı
Programlı dikiş koşulları ile ilgili düzenlemeler gerçekleştirilir.
<Programlanırken dikiş tipi 1 seçilir>
Dikiş çevrimi ayar ekranı
Dikiş çevrimi basamak ayar işlemleri gerçekleştirilir.
Dikiş çevrimi deseni ayar penceresi açılır
Dikiş çevrimi basamak ayar işlemleri gerçekleştirilir.
- 8 -
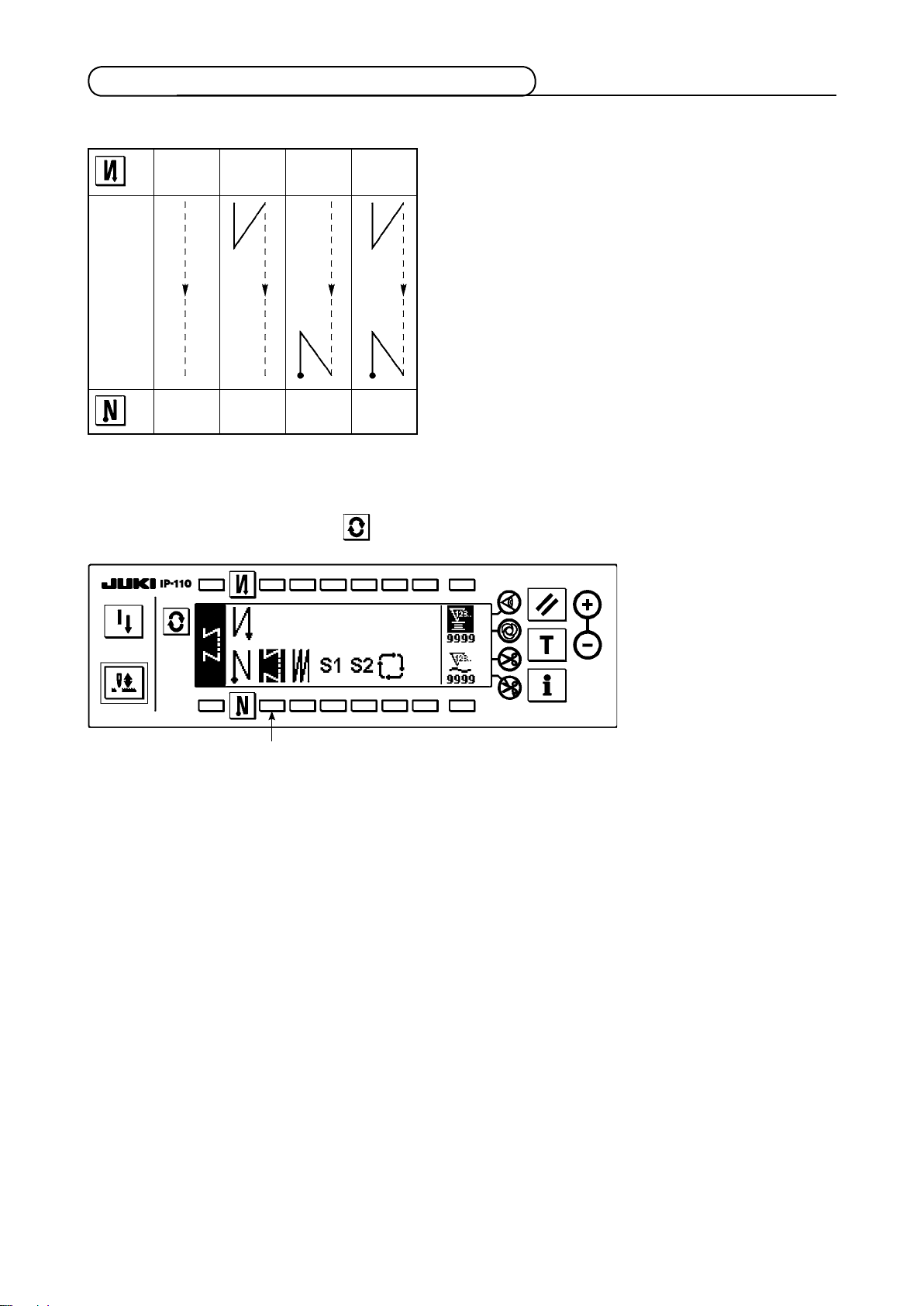
5-5. Dikiş deseni kumanda paneli nasıl kullanılır
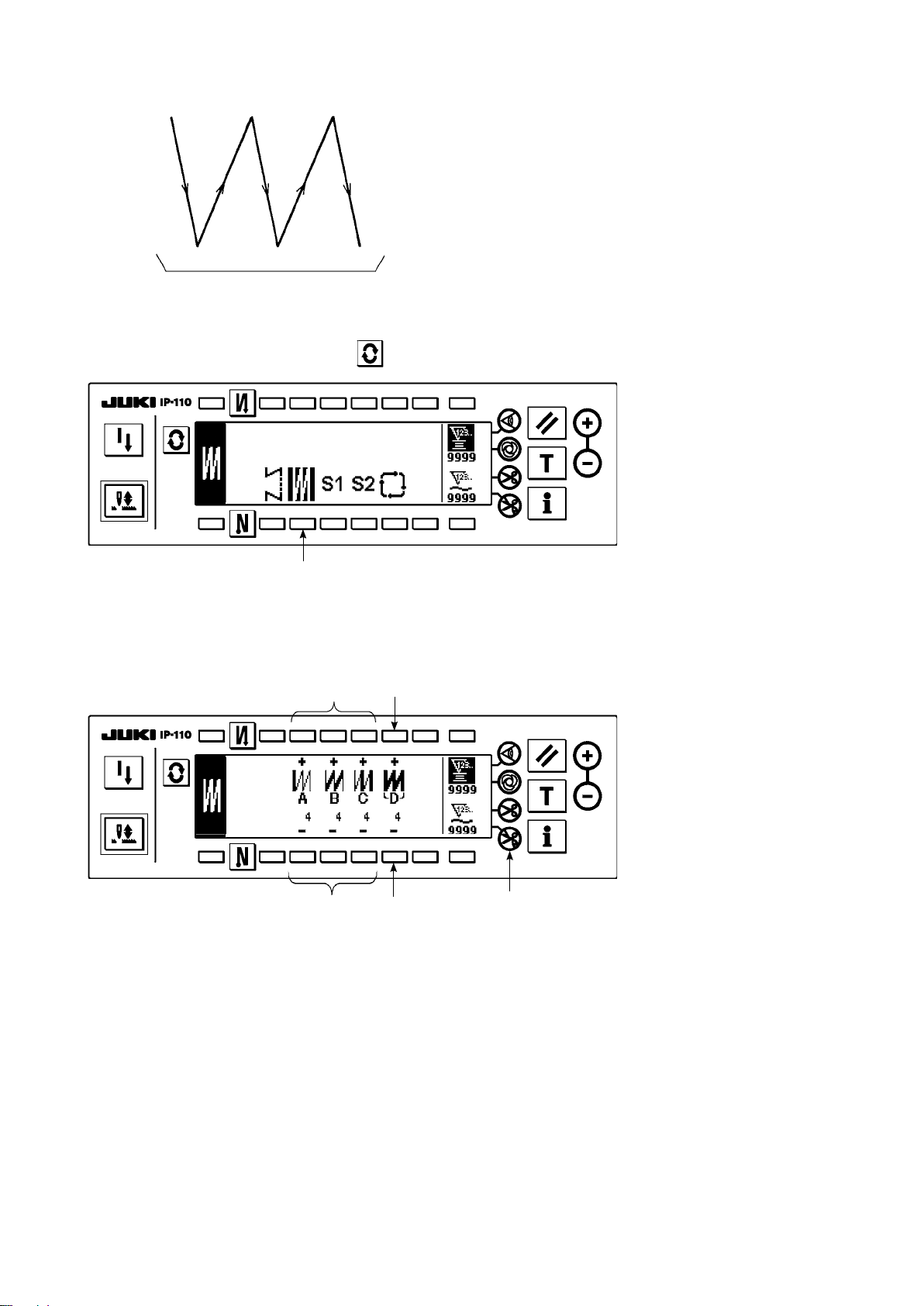
(1) İleri geri zigzag dikişi deseni
2
KAPALI AÇIK AÇIK
KAPALI
A
B
A
B
Dikiş
deseni
KAPALI KAPALI
3
C
D
AÇIK AÇIK
C
D
Desen listesi ekranının açılması için tuşuna basın.
1
1) İleir geri zigzag dikiş desenini seçmek için 1 tuşuna basıldığı zaman ekran; daha önce ayarlanmış olan
dikiş adedini göstermek için otomatik olarak ileri geri zigzag dikişi adedi ekranına geçer.
- 9 -
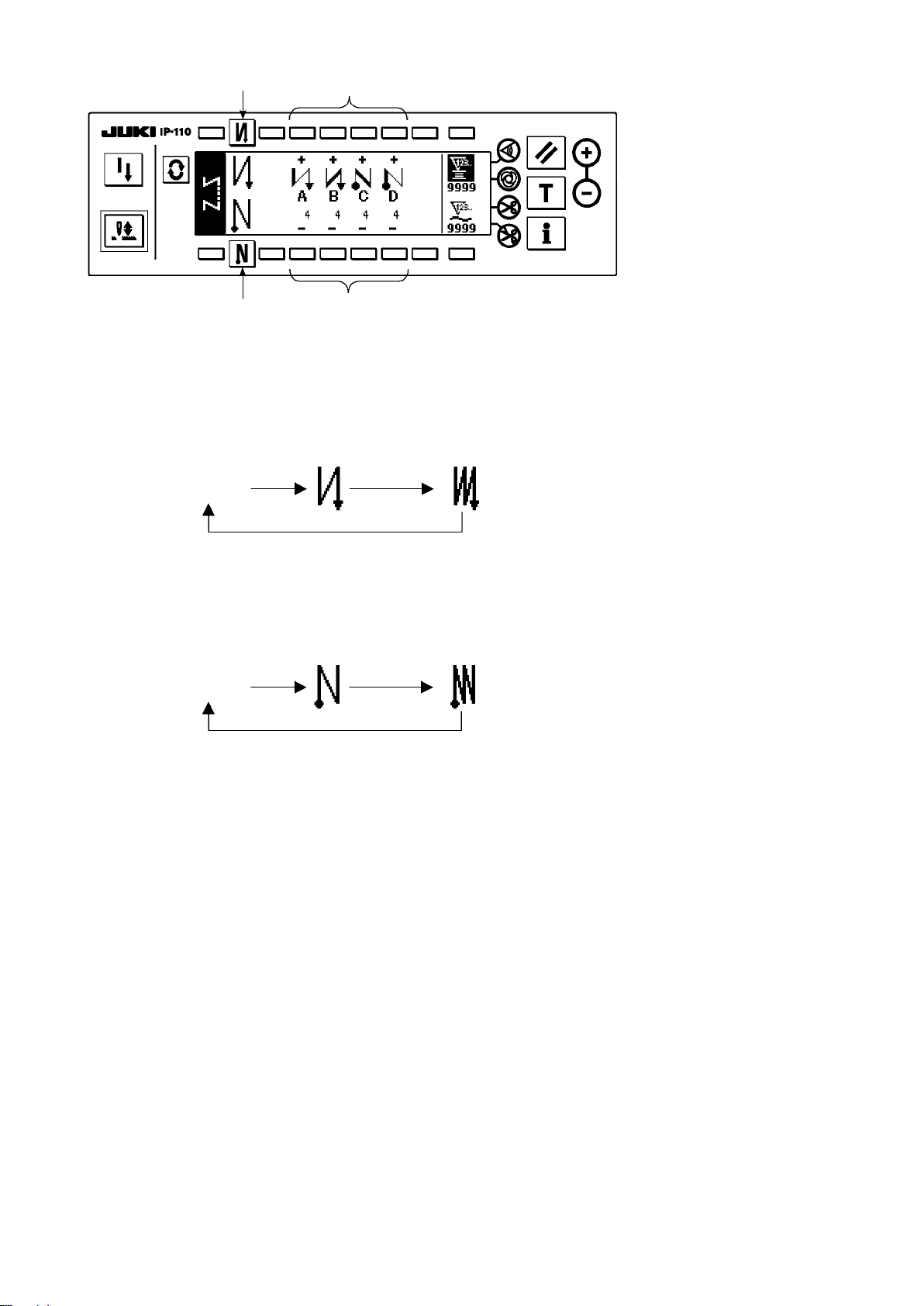
2
4
3
5
2) Dikiş adedine geçildiği zaman, dikiş adedini A ‘dan D ’ye doğru belirlemek için mevcut rakamı 4 ve 5
tuşlarını kullanarak değiştirin.
(Dikiş adedi değiştirme kademesi ayar sınırı: 0 - 99 dikiş)
3) Dikiş sonundaki ileri geri zigzag dikişini ayarlamak için düğmeye 2 basın.
Ayar yok Dikiş başlangıcında
ileri geri zigzag dikişi
Dikiş başlangıcında çift ileri geri
zigzag dikişi
4) Dikiþ sonundaki ileri geri zigzag dikiþini ayarlamak için düðmeye 3 basýn.
Ayar yok Dikiş sonunda ileri geri
zigzag dikişi
Dikiş sonunda çift ileri geri zigzag
dikişi
- 10 -
(2) Üst üste dikiş deseni
A C C
B B
D
Desen listesi ekranýnýn açýlmasý için tuþuna basýn.
1
1) Üst üste dikiş desenini seçmek amacıyla 1 tuşuna basıldığı zaman ekran; daha önce ayarlanmış olan
dikiş adedini göstermek için otomatik olarak üst üste dikiş adedi ekranına geçer.
2
3
4
5
6
2) Dikiş adedini değiştirirken, A ‘dan C ‘ye kadar olan işlemler için dikiş adedi ayarlarını 2 ve 3 düğmeleri
ile yapın. Bütün işlemdeki tekrar adedini değiştirmek için, D işleminin tekrar adedini 4 ve 5 düğmeleri
ile değiştirin. (A, B ve C kademelerindeki dikiş adedi değiştirilebilir: 0 - 19 dikiş. D işlem adedi kademesi
değiştirilebilir: 0 - 9 tekrar)
3) Pedalın ön tarafına bir kere basıldığında dikiş makinesi belirlenen tekrar adedi kadar normal dikişi ve ileri
geri zigzag dikişi gerçekleştirir. Daha sonra dikiş makinesi iplik kesme işlemini otomatik şekilde gerçekleştirir ve üst üste dikiş sürecini sonuna kadar bitirmiş olarak tamamen durur. (Tek adımda otomatik
dikiş, KAPATILAMAZ.)
4) İplik kesme engelleme işlevi 6 seçildiği zaman, üst üste dikiş işlemini sonuna kadar tamamlandıktan
sonra makine; iğne yukarı kaldırılmış olarak ve ipliği kesmeden durur.
- 11 -

(3) Programlı dikiş deseni
Sabit ölçülü dikiş işlemi, 20 çalışma basamağı gibi yüksek bir değere kadar programlanabilir.
Dikiş adedi, iğne kaldırma/indirme kipi, otomatik iplik kesme, sürekli çalışma basamakları, baskı ayağının kaldırılması/indirilmesi ve normal ile ileri geri zigzag dikişi gibi bütün işlemleri içeren dikiş koşulları; birbirlerinden
bağımsız olarak kendi işlem basamaklarına göre programlanabilirler. Baskı ayağı kaldırma sürecinin programlanması gerekiyorsa; baskı ayağının hangi durumlarda kaldırılacağı da belirlenebilir.
Programlı dikiş desen örneği
4
4
4
4
20
1. Basamak
4. Basamak
10
20
3. Basamak
10
2. Basamak
Desen listesi ekranının açılması için tuşuna basın.
Aşağıda anlatılan programlama yönteminde, örnek
olarak sol taraftaki desen esas alınmıştır.
1
1) Programlı dikiş desenini seçmek için 1 tuşuna basıldığı zaman ekran; daha önce 1 işletim basamağında
düzenlenmiş olan programlı dikiş adedini ve ilgili verileri göstermek için otomatik olarak programlı dikiş
ekranına geçer.
[1. Basamak]
2 4 6
3 5 7 9
8
!0
!1
- 12 -

1) Panel ekranında gösterilen 1. basamağı onaylayın. Düğmeleri (2 ve 3) kullanın ve dikiş adedini 20 olarak ayarlayın.
2) Düğmeleri (4 ve 5) kullanarak, besleme yönünü, normal dikiş yönü olacak şekilde düzenleyin.
3) Düğmelerden (6 ve 7) yararlanarak, dikiş makinesinin durma konumunu, iğne aşağıda iken duracak
şekilde ayarlayın.
Dikiş adedi "0” dikiş olarak ayarlanırsa veya dikiş makinesinin durma durumu otomatik iplik kesme
işlemi ile birleştirilirse , makine sonraki işlem basamağına geçmez.
4) Düğmeleri (8 ve 9) kullanarak, dikiş makinesi durduğu zaman baskı ayağı üst bekleme konumunda
olacak şekilde ayar yapın.
(Özellikle baskı ayağının yukarıda kaldığı süreyi belirlemek istiyorsanız, !0 ve !1 düğmelerini kullanarak
istediğiniz şekilde ayarlayın. Bu süre başlangıçta 60 saniyedir. Baskı ayağının yukarıda kalacağı süreyle
ilgili olası ayar aralığı: 0,1 saniye ile 99,9 saniye arası)
Ayarlar 8, 9, !0 ve !1 düğmeleriyle yapılır ve sadece otomatik kaldırıcının kullanılabileceği durumda
(yani FL ON iken) kullanıma hazırdırlar.
[2. Basamak]
!2
2
3
5) Ekranı 2. basamağa almak için, düğmeye !2 bir kere basın.
6) Düğmeleri (2 ve 3) kullanın ve dikiş adedini 10 olarak ayarlayın.
[3. Basamak]
!2
2
3
7) Besleme yönünü normal dikiş yönü, dikiş makinesinin durma konumunu iğne aşağıda durma konumu ve 1.
basamak olması halinde baskı ayağının konumunu; baskı ayağı yukarıda durma konumu olarak ayarlayın.
8) Ekranı 3. basamağa almak için, düğmeye !2 bir kere basın.
9) Düğmeleri (2 ve 3) kullanın ve dikiş adedini 20 olarak ayarlayın.
10)
Besleme yönünü normal dikiş yönü, dikiş makinesinin durma konumunu iğne aşağıda durma konumu ve 1. ve 2.
basamak olması halinde baskı ayağının konumunu; baskı ayağı yukarıda durma konumu olarak ayarlayın.
- 13 -

[4. Basamak]
!3
!2
2 4 6 8
!4
3 5 7 9
11) Ekranı 4. basamağa almak için, düğmeye !2 bir kere basın.
12) Düğmeleri (2 ve 3) kullanın ve dikiş adedini 10 olarak ayarlayın.
13) Düğmeleri (4 ve 5) kullanarak, besleme yönünü, normal dikiş yönü olacak şekilde düzenleyin.
14) Düğmelerden (6 ve 7) yararlanarak, dikiş makinesinin durma konumunu otomatik iplik kesme işlemi
yaparak duracak şekilde ayarlayın.
15) Düğmeleri (8 ve 9) kullanarak, dikiş makinesi durduğu zaman baskı ayağı üst bekleme konumunda
olacak şekilde ayar yapın.
16) Düğmeleri (!3 ve !4) kullanarak, ileri geri zigzag dikişini seçin. Bu işlem ile veri düzenleme yöntemi sona
erer.
17) Ayrıca düğmeleri (!3 ve !4) kullanarak, çift ileri geri zigzag dikişini belirlemek de mümkündür.
Her basamak tamamlandığı zaman geri alma düğmesine dokunulduğunda, makine düşük devirde çalışır
(dikiş tela işlemi).
Daha önce açıklanan yöntemi uygulayarak, programlı dikiş desenindeki 2 bir başka dikiş işlemini de programlayabilirsiniz.
2 tipi için, ekranın sol ucundaki ekran görünümü olur.
Programlanan dikiş ayar ekranında düğmesine basıldığı zaman, ters dikiş ekranındaki dikiş sayısı ekran
görünümüne geçilir ve programlanan dikiş sırasındaki ters dikiş sayısı ayarlanabilir. Ters dikiş sayısı, 1 ve 2
tipleri için ayrı ayrı ayarlanabilir.
- 14 -

<Öğretme kipi>
Öğretme kipinde, programlı dikiş deseninin o basamağındaki dikiş sayısını, o ana kadar dikilmiş olan kısmın
dikiş adediyle birlikte ayarlamak mümkündür.
2
1
1) Programlı dikiş düzenleme ekranında, öğretme kipini seçmek için öğretme tuşuna 1 basın.
2) Dikiş adedi girildiği zaman, ekrandaki dikiş adedini gösteren bölge olarak değişir. Bu durum, dikiş makinesinin öğretme kipine geçtiğini gösterir.
3) Dikiş makinesinin gerçekleştirilecek programlı dikişin son dikişine erişilinceye kadar çalışması için, pedalın ön tarafına basın.
Dikiş adedi volan kasnağı çevirerek veya iğne yukarı/aşağı düğmesini kullanarak girilemez.
4) Pedalı boş konuma tekrar getirmek, dikiş makinesinin çalışmasını durdurur. Bu aşamada gerçekleştirilen
dikiş adedi, ekranda gösterilir.
5) Düğmeye 2 basarak veya dikiş makinesi iplik kesme işlemini yaparak sonraki işleme geçin. Bu işlem, 1.
Basamak için girilen dikiş adedini tamamlar.
<Tek adımda otomatik dikiş>
Tek adımda otomatik dikiş işlevi, bağımsız basamaklar halinde düzenlenebilir.
1
1) Tek adımda otomatik dikişi seçmek için; programlı dikiş deseni ayar ekranında, tek adımda otomatik dikiş
tuşuna 1 basın.
2) Tuşun LCD bölümünde gösterilen “A” uyarısı, tek adımda otomatik dikiş işleminin seçilmiş olduğunu belirtir.
3) Tek adımda otomatik dikiş işlevinin seçildiği basamakta, dikiş makinesi bir kere çalıştırıldıktan sonra; o
basamak için programlanmış olan dikiş adedinin sonuna ulaşıncaya kadar dikiş dikmeye devam eder.
- 15 -

<Sürekli dikiş kipi>
Bu kipte, dikiş makinesinin geçerli işlem basamağını tamamladıktan sonra, ara vermeden 2. basamaktaki dikiş işlemine geçmesini sağlamak mümkündür.
1
2
1) Programlanmış dikiş deseni düzenleme ekranında, tuşları (1 ve 2) kullanarak sürekli dikiş kipini seçin.
2) Sürekli dikiş kipi seçili olduğu müddetçe, geçerli dikiş basamağı pedalın ön kısmına basılarak başlatıldıktan ve bu dikiş basamağı tamamlandıktan sonra; dikiş makinesi ara vermeden bir sonraki dikiş basamağına geçer.
<Kumanda panelini, kumaş kenar sensörü ile birlikte kullanmak için>
• Kumanda paneli kumaş kenar sensörü ile birlikte kullanıldığı zaman, dikiş işleminin tamamlanması önceden belirlenmiş dikiş adedi ile değil, kumaş kenar sensöründen gelen girdi sinyali ile belirlenir.
• Sensörü kumanda paneli ile birlikte kullanmaya başlamadan önce, kumaş kenar sensörünün kullanma
kılavuzunu dikkatle okuyun.
(4) Dikiş çevrimi deseni
İleri geri zigzag dikişi deseni, üst üste dikiş deseni, programlı dikiş deseni 1 ve programlı dikiş deseni 2 istenilen şekilde düzenlenebilir ve dikilebilir. (Sekiz adede kadar çok sayıda farklı dikiş deseni düzenlenebilir.)
1
1) Dikiş çevrimi düzeltme deseni düzenleme penceresini açmak için düğmeye 1 basın.
- 16 -

4 6 8
2
!0 !2
5 7 9
3
ve 3 düğmeler : Bu düğmeler, ileri geri zigzag dikişi desenini düzenler.
2
ve 5 düğmeler : Bu düðmeler, üst üste dikiþ desenini düzenler.
4
ve 7 düğmeler : Bu düğmeler, 1. programlı dikiş desenini düzenler.
6
ve 9 düğmeler : Bu düğmeler, 2. programlı dikiş desenini düzenler.
8
ve !1 düğmeler : Bu düğmeler, düzenleme basamağını siler.
!0
düðme Ekran, yeniden dikiþ çevrimi düzenleme ekranına döner.
!2
!1
[Düzenleme Örneği]
2) İplik kesicinin her çalışmasında, makine seçilmiş olan bir sonraki desen işlemlerine geçer. (Uygulanan
basamak, uygulama işlemi sırasında tersine hareketli görüntü olarak belirtilir.)
İplik kesici desen tamamlanmadan önce çalışırsa, makine bir sonraki program basama-
ğına atlar.
- 17 -

6. MASURA SAYACI
Dikiş makinesinin diktiği ilmek sayısı algılanır. Algılanan ilmek sayısı, önceden belirlenen sayaç değerinden düşülür (7 Numaralı fonksiyon ayarını kullanarak önceden belirlenmiş olan ilmek sayısı birimi cinsinden “masura
ipliğini azalarak sayma ünitesi”. Sayaç değeri pozitiften negatife dönüştüğü zaman (...→ 1 → 0 → -1) sesli sin-
yal işitilir (arka arkaya 3 bip sesi) ve masurayı değiştirmesi için operatörü uyaran bir not ileti ekranında görülür.
1
2
3
Masura iplik sayacı baþlangıç referans
deðeri
4
1) Masura iplik sayacını seçmek için tuşa 1 basın.
Sonra masura iplik sayacında belirtilen değerin
başlangıç değerine dönmesi için sıfırlama/resetleme
düğmesine 2 basın (fabrikadan teslimi sırasında “0”
olarak ayarlanmıştır).
Masura iplik sayacı, dikiş işlemi sırasında
sıfırlanamaz. Bu durumda, önce iplik kesme
işlemi gerçekleştirilmelidir.
2) Sayaç değeri ayar düğmelerini (3 ve 4) sayaç
başlangıç değerini ayarlayın.
Aşağıdaki tablo, iplik masuraya sarıldıktan ve sol
taraftaki resimde gösterilen şekilde mekikten dışarı
alındıktan sonra sayaca işlenmesi gereken ayar
değerlerine referans olması için gerekli değerleri içerir.
Kullanılan iplik
Polyester makara
ipliği No. 50
Pamuk ipliği No.
50
Masuraya sarılacak
iplik uzunluğu
36 m 1.200 (dikiş
31 m 1.000 (dikiş
Masura iplik
sayacındaki değer
uzunluğu : 3 mm)
uzunluğu : 3 mm)
İplik tansiyon değeri % 100
* Gerçekte masura iplik sayacı kumaş kalınlığına ve dikiş devrine bağlıdır. Bu nedenle masura iplik sayacı
başlangıç değerini, çalışma koşullarına uygun olarak ayarlayın.
3) Başlangıç değeri belirlendikten sonra, dikiş makinesini çalıştırın.
4) Sayaçta eksi değer gösterildiği zaman uyarı sesli sinyali (bip sesi) üç kere duyulur ve pencere açılır, masura ipliği değiştirilir.
Masura ipliği değiştirme uyarı penceresi
5) Masura ipliği doğru biçimde değiştirildikten sonra, masura iplik sayacını başlangıç değerine getirmek için
düğmeye 2 basın. Bu işlemle dikiş makinesi yeniden dikmeye başlar.
6) Masurada kalan iplik miktarı çok fazla ise veya masura iplik sayacı eksi değer göstermeden önce masura
ipliği biterse, sayaç değeri ayar tuşlarını (3 ve 4) kullanarak, sayaç başlangıç değerini doğru biçimde
ayarlayın.
Masurada kalan iplik miktarı çok fazla ise…… “+” tuşunu kullanarak başlangıç değerini yükseltin.
Masuradaki kalan iplik miktarı yetersiz ise…… “-” tuşunu kullanarak başlangıç değerini düşürün.
1. İpliğin sarım şekli ya da malzeme kalınlığına bağlı olarak sarımda düzensizlik olabilir ve iplik
kesim miktarını biraz arttırmak gerekebilir.
2.
Masura iplik sayacı ve masurada kalan iplik miktarını algılama cihazı birlikte kullanılıyorsa,
masurada kalan iplik miktarını algılama cihazının kaç kez algıladığı masura iplik sayacında görülür.
Dolayısıyla cihazı kullanmadan önce, masurada kalan iplik miktarını algılama cihazı Kullanım Kılavuzunu
mutlaka okuyun.
- 18 -

7. İŞ SAYACIİŞ SAYACI
İş sayacı, makinenin her iplik kesmesinde tamamlanan işleri sayarak toplam kaç parça iş çıktığını tespit eder.
( 0 → 1 → 2
...........
→ 9999 )
2
3
4
İş sayacındaki değer, iş sayacı ayar düğmeleri (3 ve
) kullanılarak değiştirilebilir. İş sayacında gösterilen
4
rakam, sayaç sıfırlama/resetleme düğmesine 2
basılarak sıfırlanabilir.
8. TEKRAR DIKIŞ DÜĞMESITEKRAR DIKIŞ DÜĞMESI
Tekrar dikiş düğmesi, programlanmış desen veya benzeri dikiş işlemleri sırasında masura ipliği bittiği takdirde
kullanılır.
1) Masura ipliği dikiş işlem basamakları sırasında bitmiştir.
a
1
B
A
1. Basamak
D
C
4. Basamak
d
2. Basamak
a
e
3. Basamak
b c
2) Pedalı boş konuma getirerek, dikiş makinesinin
çalışmasını durdurun. Makine durduktan sonra, iplik
kesme işlemini gerçekleştirmek için pedalın arka
tarafına basın.
3) Tekrar dikiş düğmesine 1 basın ve AÇIN.
4) Masurayı değiştirin. Kumaşı makineye ters yönde
hafçe kaydırarak iplik bitmesi sonucu dikişin kesildiği noktaya getirin ve makinenin dikişi 2. basamak-
ta a tamamlamasına olanak sağlayın.
5) Basamaktaki 2 dikişin en sonundaki durma noktasına a gelinceye kadar pedalın ön tarafına basın.
6)
Dikişin kesildiği noktada tekrar dikiş düğmesini 1 yeniden AÇIN, işletim panelinde bir sonraki işlem basamağı gösterilir. Bu aşamadan sonra, programlı dikiş
deseninin dikme işlemini yeniden başlatabilirsiniz.
* Serbest dikiş kipinin işletim basamaklarında (d, e)
tekrar dikiş düğmesinden 1 kaynaklanan bir hata
sonucu iplik kopar veya sorunlar baş gösterirse;
pedalı boşa alın ve sonra iplik kesme işlemi için
pedalın arka tarafına basın. Makineye iplik geçirin
ve kumaşı ters yönde makineye sürerek, tekrar dikiş
düğmesine 1 basın. Bu işlem, dikiş makinesinin
serbest dikiş kipinde dikme işlemine devam etmesini sağlar. Sonra kumanda panelini daha önce 5. ve
6. basamaklarda anlatılan şekilde çalıştırın.
Tekrar dikiş düğmesini 1 kullanmadan prog-
ramlı dikiş deseninin ilk basamağına dönmek
için, pedalın arka tarafına basarak ipliği kesin.
Bu işlem kumanda panelinin 1. basamak ekranına dönmesini sağlar ve bu aşamadan sonra
programlı dikiş deseninin ilk basamağından
dikişe başlayabilirsiniz.
b
c
d
- 19 -

9. İĞNE YUKARI/AŞAĞI DÜĞMESIİĞNE YUKARI/AŞAĞI DÜĞMESI
İğne yukarı/aşağı düğmesine 1 her basılışında, iğne
en alt konumundayken en üst konumuna çıkar veya en
üst konumundan en alt konuma iner. İşlem, önceden
belirlenmiş dikiş uzunluğunun yarısını tela eder.
Ancak düğmeyi sürekli basılı tutsanız dahi, makinenin
1
sürekli olarak düşük devirde çalışmayacağını
unutmamanız gerekir. Bunun yanı sıra, volan kasnak elle
çevrildikten sonra iğne yukarı/aşağı düğmesinin devre
dışı kalacağı unutulmamalıdır.
İplik kesme işlemi sadece pedalın ön tarafına bir kere
basıldıktan sonra dikiş tela süreci içinde gerçekleştirilir.
10. KUMAŞ KENAR SENSÖRÜ AÇMA/KAPATMA DÜĞMESIKUMAŞ KENAR SENSÖRÜ AÇMA/KAPATMA DÜĞMESI
1
• Malzeme kenarı sensörüne 1 basıldığı zaman, malzeme kenarı
sensörünün AÇIK/KAPALI konumu değişir.
• İsteğe bağlı kumaş kenar sensörü takılmış olduğu zaman, işletim
paneline yerleştirilmiş kumaş kenar sensörü AÇMA/KAPATMA düğmesi
etkin hale gelir.
• Kumaş kenar sensörü, kumaşın kenarına ulaşıldığını tespit ettiği zaman;
dikiş makinesinin çalışması otomatik olarak durdurulur veya iplik kesme
işlemi gerçekleştirilir.
Kumaş kenar sensörü kumanda paneli ile birlikte kullanılırsa,
öncelikle kumaş kenar sensörünün kullanma kılavuzunu dikkatle
okuyun.
11. OTOMATIK IPLIK KESME DÜĞMESIOTOMATIK IPLIK KESME DÜĞMESI
• Otomatik iplik kesme düğmesine 1 basıldığı zaman, otomatik iplik
kesmenin AÇIK/KAPALI konumu değişir.
• Bu düğme; makine otomatik olarak durduğunda ya da kumaş kenar
sensörü kullanıldığında, iplik kesiciyi otomatik olarak harekete geçirmek
için kullanılır. (eğer otomatik zigzag dikişi (sonda) belirtilmişse, iplik
kesici otomatik zigzag işlemi (sonda) tamamlandıktan sonra harekete
geçer.)
1
12. TEK ADIMDA OTOMATIK DIKIŞ DÜĞMESITEK ADIMDA OTOMATIK DIKIŞ DÜĞMESI
1
• Tek adımda otomatik dikiş düğmesine 1 basıldığı zaman, tek adımda
otomatik dikişin AÇIK/KAPALI konumu değişir.
• Bu düğme; sabit ölçülü dikiş kipini, dikdörtgen dikiş kipini veya kumaş
kenar sensörünün belirlediği verileri esas alarak, dikiş makinesinin
bir kere çalıştırıldıktan sonra işlemin son dikişine erişilinceye kadar
yapılması gereken bütün dikiş işlemlerinin otomatik olarak yapılmasını
sağlar.
- 20 -

13. İPLİK KESİMİNİ ENGELLEME DÜĞMESİ
• İplik kesmeyi engelleme düğmesine 1 basıldığı zaman, iplik kesmeyi
önlemenin AÇIK/KAPALI konumu değişir.
• Bu düğme kullanıldığı zaman, iplik kesme işlemi geçici olarak devre dışı
bırakılır.
Dikiş makinesinin gerçekleştirdiği diğer işlemlerin hiçbirisi bu düğmeden
etkilenmez. (Otomatik ileri geri zigzag dikişi (bitirme için) seçilmişse;
dikiş makinesi dikişin sonuna ulaştığı zaman otomatik olarak ileri geri
zigzag dikişi yapar.)
1
• Otomatik iplik kesme düğmesi ve iplik kesme engelleme düğmesinin
her ikisi de aynı anda seçilirse, makine iplik kesme işlemini yapmaz
ancak iğne yukarıda olarak durur.
- 21 -

14. BASİTLEŞTİRİLMİŞ FONKSİYON AYARI
UYARI:
Hava sürücülü moddayken solenoid kullanılırsa, solenoid yanabilir. Baskı ayağını kaldırma cihazı
spesikasyon ayarını yanlış yapmamaya çok dikkat edin.
Fonksiyon ayarı bazı noktalarda basitleştirilebilir.
[Basitleştirilmiş fonksiyon ayarı ekran görünümü]
1)
642
3 1
5 7 8
* Tokatlayıcı fonksiyonu (WiP): 2 ve 3 düğmeleri
Bu fonksiyon, tokatlayıcıyı çalıştırır.
oFF : İplik kesildikten sonra tokatlayıcı çalışmaz
on : İplik kesildikten sonra tokatlayıcı çalışır (teslimat sırasındaki standart ayar)
İplik kesmeyi engelleme düğmesini 1 basılı tutarak gücü AÇIK konuma getirin. Ekran, basitleştirilmiş fonksiyon ayarı görünümüne geçer. Ekranda
izlenen ayrıntılar, mevcut ayarları temsil eder.
2) 2 ve 3, 4 ve 5 ya da 6 ve 7 düğmeleri kul-
lanılarak fonksiyon başlığı değiştirilebilir.
* Otomatik kaldırıcı (FL): 4 ve 5 düğmeleri
Bu fonksiyon, dikiş makinesinde baskı ayağını kaldırma cihazı (AK) takılı olduğu zaman otomatik kaldır-
ma fonksiyonunu çalıştırır.
Baskı ayağını kaldırma cihazı spesikasyonu için, solenoid sürücülü mod (+33 V) ya da hava sürücülü
mod (+24 V) seçilebilir. Sürücü besleme gerilimi (CN37), sürücü modu spesikasyon seçimine bağlı ola-
rak +33 V ve +24 V arasında değişir.
oFF : Otomatik kaldırıcı çalışmaz. (Teslimat sırasındaki standart ayar)
(Programlanan dikiş tamamlandığı zaman baskı ayağı otomatik olarak kalkmaz.)
on S : Otomatik kaldırıcı çalışır. (Solenoid sürücü modu [+33 V])
on A : Otomatik kaldırıcı çalışır. (Havalı sürücü modu [+24 V])
* Dikiş makinesi durduğu zaman iğne konumunu değiştirme fonksiyonu (nP): 6 ve 7 düğmeleri
Dikiş makinesi durduğu zaman iğne konumunu değiştirilebilir.
Lo : Alttaki duruş konumu (teslimat sırasındaki standart ayar)
UP : Üstteki duruş konumu
3) Ayarları tamamladıktan sonra 8 düğmesine basın. Ekran, güç şalterinin KAPALI olduğunu bildiren ileti
ekranına geçer.
[Güç şalterinin KAPALI olduğunu bildiren ekran]
4) Basitleştirilmiş fonksiyon ayarından çıkmak için
güç anahtarını KAPALI konuma getirin.
Otomatik kaldırma cihazı monte edilmeden “on” (otomatik kaldırıcı çalışır) seçilirse, dikiş başlangı-
cında makine çalışmaya başlarken anlık gecikme olur. Ayrıca tek dokunuşta geri beslemeli (geriye
doğru) dikişe engel olunabilir. Bu sorunları önlemek için, otomatik kaldırma cihazı takılı değilken seçiminizi mutlaka “oFF” (otomatik kaldırıcı çalışmaz) olarak yapın.
- 22 -

15. TUŞ KİLİDİ FONKSİYON AYARI
İlmek sayısının ya da ayrıntılı proses (A, B, C ve D) verilerinin yanlışlıkla değiştirilmesini önlemek için fonksiyon ayar düğmelerini mevcut hallerinde kilitlemek mümkündür. (Tuş kilidi modunda bile dikiş çeşitleri ya da
masura sayısı değiştirilebilir.)
[Tuş kilidi fonksiyon ayarı ekran görünümü]
3
2
1) İplik kesmeyi engelleme düğmesini 1 ve sayaç
değeri ayar düğmesini (+) 2 aynı anda basılı
tutarak gücü AÇIK konuma getirin. Ekran, tuş
kilidi fonksiyonu ayar ekranı görünümüne geçer.
Ekranda görülen ayarlar, tuş kilidi fonksiyonunun
mevcut ayarlarını temsil eder.
4 5
[Güç şalterinin KAPALI olduğunu bildiren ekran]
[Geri beslemeli ilmek sayısı ayarı ekran görünümü] (Ekran görünümüne örnek)
1
6
2) Tuş kilidi fonksiyonu özelliği, 3 ve 4 düğme-
lerine basarak “on” (tuş kilidi fonksiyonu çalışır
durumda) ve “oFF” (tuş kilidi fonksiyonu çalışır
halde değil [teslimat sırasındaki standart ayar])
arasında değiştirilebilir.
3) Ayarları tamamladıktan sonra 8 düğmesine
basın. Ekran, güç şalterinin KAPALI olduğunu
bildiren ileti ekranına geçer.
4) Basitleştirilmiş fonksiyon ayarından çıkmak için
güç anahtarını KAPALI konuma getirin.
5) Tuş kilidi fonksiyonu “on” iken (tuş kilidi fonksiyo-
nu çalışır halde), tuş ikonu 6 ekranda görülür.
- 23 -

16. FONKSİYON AYARI
Dikiş makinesinin fonksiyonları programlanabilir, ilmek sayısı ve devir sayısı da değiştirilebilir.
Fonksiyon ayarlarının nasıl değiştirileceğini ve fonksiyonların ayrıntılarını öğrenmek için SC-920 Kullanım Kılavuzuna bakınız.
[Fonksiyon ayarları listesi ekranı]
1) 1 düğmesini basılı tutarak gücü AÇIK konuma
getirin. Ekran görünümü, fonksiyon ayarları listesi ekranına geçer.
düğmesine basınca, ekranda fonksiyon ayar
2
görünümüne geçilir.
12
[Fonksiyon ayarı ekran görünümü]
Fonksiyon ayar numarası
3
Ayar değeri
2) 3 ve 4 düğmelerine basarak fonksiyon ayarı
başlık numaraları arttırılabilir ya da azaltılabilir.
3) Hedeenen fonksiyon ayar numarasını belirledik-
ten sonra 5 düğmesine basın. Ekran görünümü,
fonksiyon ayarları ileti ekranına geçer.
4 5
[Fonksiyon ayarı ileti ekranı]
6
4) 6 ve 7 düğmelerine basarak fonksiyon ayarı
başlık numaraları arttırılabilir ya da azaltılabilir.
5) Ayarlanan değeri değiştirme işlemi bitince 8
düğmesine basın. Ekran, fonksiyon ayarı ekran
görünümüne geçer ve değişmiş olan ayar değeri
ekranda görülür.
7 8
6) Fonksiyon ayarından çıkmak için güç anahtarını
KAPALI konuma getirin.
* Farklı iki ya da daha fazla fonksiyon ayar numa-
rasını değiştirmek için 2) ile 5) arasındaki işlem
adımlarını tekrarlayın.
(Örnek) [İlmek sayısını 0 ile 3 arasında değiştirmek için yumuşak başlangıç fonksiyonunu kullanarak] (fonksi-
yon ayar numarası 1)]
[Fonksiyon ayarı ekran görünümü]
3
1) 1 numaralı fonksiyon ayarını seçmek için 3 ve
düğmelerine basın.
4
4 5
2) 5 düğmesine basın. Ekran görünümü, fonksiyon
ayarları ileti ekranına geçer.
- 24 -

[Fonksiyon ayarı ileti ekranı]
6
7
[Fonksiyon ayarı ekran görünümü]
3) Ayar değerini 3 olarak değiştirmek için 6 ve 7
düğmelerine basın.
4) 8 düğmesine basın. Ekran, fonksiyon ayarları
ekran görünümüne geçer.
8
5) Değiştirilen ayar değeri, fonksiyon ayarları ekran
görünümünde görülür.
6) Fonksiyon ayarından çıkmak için güç anahtarını
KAPALI konuma getirin.
Fonksiyon ayar listesi için ve fonksiyon ayar başlıklarının ayrıntıları Kullanım Kılavuzuna bakınız.
Fonksiyon ayar listesi
No
1 Yumuşak
2 Malzeme
3
4 Malzeme sonu
5 Titremeyi
Başlık Tanım
başlangıç
fonksiyonu
sonu sensör
fonksiyonu
Malzeme sonu
sensörüyle iplik
kesme fonksiyonu
sensörü için
ilmek sayısı
azaltma
fonksiyonu
Dikiş başlangıcında yumuşak başlangıç fonksiyonu kullanıldığı
zaman düşük hızda dikilecek olan ilmek sayısı.
0 : Yumuşak başlangıç fonksiyonu etkin değil.
1 ile 9 arasında : Yumuşak başlangıç modunda dikilecek olan
ilmek sayısı
Bu başlık IP-110F’de kullanılmaz.
Bu başlık IP-110F’de kullanılmaz.
Bu başlık IP-110F’de kullanılmaz.
Titreşim azaltma fonksiyonu.
0 : Titreşim azaltma fonksiyonu etkin değil.
1 : Titremeyi azaltma fonksiyonu devrede
Ayar aralığı
0 ile 9
(İlmek)
0/1
0/1
0 ile 19
(İlmek)
0/1
Fonksiyon ayarı gösterimi
1 0
2 0
3 0
4 5
5 0
6 Masura
iplik sayacı
fonksiyonu
7 Masura ipliğini
azalarak sayma
*
* Yıldız (*) işareti taşıyan ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslim anındaki mevcut standart
Ayar değerini değiştirmek gerekiyorsa, lütfen Teknisyenin El Kitabını satın alın ve talimatlara uyun.
ünitesi
ayar değeri değiştirilirse, makine bozulabilir ya da performansı düşebilir.
Masura iplik sayacı fonksiyonu
0 : Masura iplik sayacı fonksiyonu etkin değil.
1 : Masura iplik sayacı fonksiyonu etkin.
Masura ipliğini azalarak sayma ünitesi
0 : Sayı/10 ilmek
1 : Sayı/15 ilmek
2 : Sayı/20 ilmek
3 : Sayı/iplik kesme
0/1
0 ile 3
arasında
6 1
7 0
- 25 -

No
8
*
9 İplik kesmeyi
10
11 Çalışma paneli
13 Masura iplik
*
14 Dikiş sayacı Dikiş sayım fonksiyonu (proseste tamamlanan sayı)
15
21
22 İğne yukarı/
25 Kasnağı elle
29 İğne ardında ilk
30 Sıradaki geri
31
32
33
35
*
36
*
37
38 Tek adım hızı Tek adım hızı (Maksimum değer, dikiş makinesi kafasının devir
Başlık Tanım
Geriye doğru
beslemeli dikişte
devir sayısı
engelleme
fonksiyonu
Dikiş makinesinin
durduğu anda
iğne milinin durma
konumunun
saptanması
için işlem onay
sesi
sayacı ile dikiş
makinesinin
çalışmasını
engelleme
fonksiyonu
İplik kesildikten
sonra iplik
tokatlama
fonksiyonu
Nötr baskı ayağı
kaldırma fonksi-
yonu
aşağı düzeltme
düğmesi geçiş
fonksiyonu
çevirdikten sonra iplik kesme
işlemi
hareket süresi
besleme dikişi
fonksiyonu
Sıradaki geri
besleme dikişinin
ilmek sayısı
Dikiş makinesi
durduğu zaman,
sıradaki geri
besleme dikişinin
etkin koşulu
Sıradaki geri
besleme dikişiyle
iplik kesme fonksiyonu
Düşük hızda
devir sayısı
İplik kesiminde
devir sayısı
Yumuşak başlangıçta devir sayısı
Geriye doğru dikişte dikiş hızı 150 ile 3.000
Bu başlık IP-110F’de kullanılmaz.
Dikiş makinesinin durduğu anda iğne milinin durma konumu
saptanır.
0 : Önceden belirlenen en alçak konum
1 : Önceden belirlenen en yüksek konum
Çalışma paneli için işlem onay sesi
0 : Çalışma paneli için işlem onay sesi verilir
1 : Çalışma paneli için işlem onay sesi verilmez
Masura iplik sayacı ile dikiş makinesinin çalışmasını engelleme fonksiyonu
0 : Sayım bittiği zaman (-1 ya da daha az) Dikiş makinesinin
çalışmasını engelleme fonksiyonu etkin değil.
1 :
Sayım bittiği zaman (-1 ya da daha az), iplik kesmenin ardından
dikiş makinesinin çalışmasını engelleme fonksiyonu etkindir.
2 : Sayım bittiği zaman (-1 ya da daha az) dikiş makinesi bir
kez durur. İplik kesmenin ardından dikiş makinesinin çalışmasını engelleme fonksiyonu etkin.
0 : Dikiş sayacı fonksiyonu etkin değil.
1 : Dikiş sayacı fonksiyonu etkin.(Her defasında iplik kesilir)
2 : Dikiş sayma düğmesi giriş fonksiyonlu
İplik kesildikten sonra iplik tokatlama fonksiyonu belirlenir.
0 : İplik kesildikten sonra iplik tokatlama yapılmaz
1 : İplik kesildikten sonra iplik tokatlama yapılır
Pedal nötr konumdayken baskı ayağı kaldırıcı fonksiyonu.
0 : Nötr otomatik baskı ayağı kaldırma fonksiyonu etkin değil.
1 : Nötr baskı ayağı kaldırma fonksiyonu seçimi.
İğne yukarı/aşağı düzeltme düğmesi geçiş fonksiyonu değişir.
0 : İğne yukarı/aşağı tela
1 : Tek ilmek tela
Kasnağı elle çevirerek iğneyi üst ya da alt konumdan uzaklaştırdıktan sona iplik kesme işlemi belirlenir.
0 : Kasnağı elle çevirdikten sonra iplik kesme işlemi yapılır
1 : Kasnağı elle çevirdikten sonra iplik kesme işlemi yapılmaz
Bu fonksiyon, iğne ardı solenoidi başlangıç hareketinin emme
süresini belirler.
50 ms ile 500 ms arasında
Sıradaki geriye doğru dikiş fonksiyonu
0 : Sıradaki geriye doğru dikiş fonksiyonu etkin değil.
1 : Sıradaki geriye doğru dikiş fonksiyonu etkin.
Sıradaki geriye doğru dikiş ilmek sayısı.
Sıradaki geriye doğru dikiş etkin koşulu
0 : Dikiş makinesi durduğu zaman fonksiyon etkin değil.
1 : Dikiş makinesi durduğu zaman fonksiyon etkin.
Sıradaki geriye doğru dikiş ile iplik kesme fonksiyonu
0 : Sıradaki geriye doğru dikiş tamamlandıktan sonra otoma-
tik iplik kesme fonksiyonu etkin değil.
1 : Sıradaki geriye doğru dikiş tamamlandıktan sonra otoma-
tik iplik kesme fonksiyonu etkin.
Pedalla en düşük hız (MAKS değer makine kafasına bağlı olarak
değişir.)
İplik kesme hızı (MAKS değer makine kafasına bağlı olarak değişir.)
Dikiş başlangıcında (yumuşak başlangıç) dikiş hızı (MAKS değer
makine kafasına bağlı olarak değişir.)
sayısına bağlıdır.)
Ayar aralığı
arasında
(sti/min)
0/1
0/1
0/1
0 ile 2
arasında
0 ile 2
arasında
0/1
0/1
0/1
0/1
50 ile 500
arasında
(ms)
0/1
0 ile 19
(İlmek)
arasında
0/1
0/1
150 ile
MAKSİMUM
arasında
(sti/min)
100 ile
MAKSİMUM
arasında
(sti/min)
100 ile
MAKSİMUM
arasında
(sti/min)
150 ile
MAKSİMUM
arasında
(sti/min)
Fonksiyon ayarı gösterimi
8 1900
9 0
10 0
11 1
13 0
14 1
15 1
21 0
22 0
25 1
29 70
30 0
31 4
32 0
33 0
35 200
36 420
37 800
38 2500
* Yıldız (*) işareti taşıyan ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslim anındaki mevcut standart
ayar değeri değiştirilirse, makine bozulabilir ya da performansı düşebilir.
Ayar değerini değiştirmek gerekiyorsa, lütfen Teknisyenin El Kitabını satın alın ve talimatlara uyun.
- 26 -

No
39 Devir başlan-
*
*
*
*
*
*
*
*
gıcında pedal
stroku
40 Pedalın düşük
hız bölümü
41
Pedalla baskı
ayağını kaldırma
başlangıç konumu
42
Pedalla ayağını
indirme başlangıç
konumu
43 İplik kesme
başlangıcı için
pedal stroku 2
44
Maksimum devir
sayısına ulaşan
pedal stroku
45
Pedal nötr noktasının telasi
47
Otomatik kaldırıcı
seçme fonksiyonu
48
İplik kesme başlangıcı için pedal
stroku 1
49
Baskı ayağını
indirme süresi
50
Pedal
spesikasyonlarının
seçimi
51 Dikiş başlangıcın-
da geriye doğru
dikişte solenoidin
açık olduğu sürenin telasi
52 Dikiş başlangıcın-
da geriye doğru
dikişte solenoidin
kapalı olduğu
sürenin telasi
53
Dikiş sonunda geriye
doğru dikişte solenoidin kapalı olduğu
sürenin telasi
İplik kesmenin
55
ardından baskı
ayağı kaldırma
İplik kesmenin
56
ardından iğneyi
kaldırmak için geriye doğru dönüş
İğne milini önce-
58
den belirlenen
alt/üst konumda
tutma fonksiyonu
Dikiş başlangıcın-
59
da geriye doğru
besleme dikişini
Otomatik/El kumandasıyla değiş-
tirme fonksiyonu
Dikiş başlangıcın-
60
da geriye doğru
besleme dikişinin
hemen ardından
durdurma fonksiyonu
Başlık Tanım
Pedal nötr konumundan itibaren dikiş makinesinin dönmeye
başladığı konum (Pedal stroku)
Pedal nötr konumundan itibaren dikiş makinesinin hızlanmaya
başladığı konum (Pedal stroku)
Pedal nötr konumundan itibaren kumaş baskı parçasının kalkmaya başladığı konum (Pedal stroku)
Baskı ayağının inmeye başladığı konum
Nötr konumdan itibaren strok
Pedal nötr konumundan itibaren iplik kesmenin başladığı 2 konumu (Baskı ayağını pedalla kaldırma fonksiyonu varsa) (Pedal
stroku)
Pedal nötr konumundan itibaren dikiş makinesinin en yüksek
dikiş hızına ulaştığı konum (Pedal stroku)
Pedal sensörünün tela değeri -15 ile 15
Kaldırma solenoidi tipindeki otomatik kaldırma cihazı için bekleme süresi sınırlandırma
Pedal nötr konumundan itibaren iplik kesmenin başladığı konum
(Standart pedal) (Pedal stroku)
Pedala basıldıktan sonra baskı ayağının iniş süresi.
(Dikiş makinesinin devir hareketine başlaması bu süre içinde
geciktirilir.)
Pedal spesikasyonlarına göre ayarı değiştirin.
0 : KFL
1 : PFL
Başlangıçta geriye doğru besleme dikişi yapıldığı zaman, geriye
doğru besleme dikişi solenoidini başlatma telasi.
Dikiş başlangıcında geriye doğru dikiş yapılırken geriye doğru
dikiş solenoidini serbest bırakma telasi.
Dikiş sonunda geriye doğru dikiş yapılırken geriye doğru dikiş
solenoidini serbest bırakma telasi.
İplik kesme sırasında (kesmenin ardından) baskı ayağını kaldırma
fonksiyonu
0 : İplik kesmenin ardından baskı ayağını kaldırma fonksiyo-
nu yoktur.
1 : İplik kesmenin ardından baskı ayağını otomatik kaldırma fonksi-
yonu vardır.
İplik kesme sırasında (kesmenin ardından) iğneyi kaldırmak için
geriye doğru devir hareketi fonksiyonu
0 :
İplik kesmenin ardından iğneyi kaldırma fonksiyonu yoktur.
1 :
İplik kesmenin ardından iğneyi kaldırma fonksiyonu vardır.
İğne milini önceden belirlenen alt/üst konumda tutma fonksiyonu
0 : İğne milini önceden belirlenen alt/üst konumda tutma fonk-
siyonu mevcut değil
1 : İğne milini önceden belirlenen alt/üst konumda tutma fonk-
siyonu mevcut (tutma gücü zayıf)
2 : İğne milini önceden belirlenen alt/üst konumda tutma fonk-
siyonu mevcut (tutma gücü orta)
3 : İğne milini önceden belirlenen alt/üst konumda tutma fonk-
siyonu mevcut (tutma gücü kuvvetli)
Bu fonksiyon, dikiş başlangıcında geriye doğru besleme dikişinde dikiş hızını belirleyebilir.
0 : Hız, pedal vb’nin manual çalıştırılmasına bağlıdır.
1 :
Hız, belirlenen geriye doğru besleme dikiş hızına bağlıdır (8
numara).
Dikiş başlangıcında geriye doğru besleme dikişinin tamamlanması anındaki fonksiyon
0 :
Dikiş başlangıcında geriye doğru besleme dikişinin tamamlandığı
anda dikiş makinesini geçici olarak durdurma fonksiyonu yoktur.
1 :
Dikiş başlangıcında geriye doğru besleme dikişinin tamamlandığı
anda dikiş makinesini geçici olarak durdurma fonksiyonu vardır.
Ayar aralığı
10 ile 50
arasında
(0,1 mm)
10 ile 100
arasında
(0,1 mm)
-60 ile -10
arasında
(0,1 mm)
8 ile 50
arasında
(0,1 mm)
-60 ile -10
arasında
(0,1 mm)
10 ile 150
arasında
(0,1 mm)
arasında
10 ile 600
arasında
(saniye)
-60 ile -10
arasında
(0,1 mm)
0 ile 250
arasında
(10 ms)
0/1
-36 ile 36
arasında
(10°)
-36 ile 36
arasında
(10°)
-36 ile 36
arasında
(10°)
0/1
0/1
0 ile 3
arasında
0/1
0/1
Fonksiyon ayarı gösterimi
39 30
40 60
41 -21
42 10
43 -51
44 150
45 0
47 60
48 -35
49 140
50 1
51 -8
52 10
53 15
55 1
56 0
58 0
59 1
60 0
* Yıldız (*) işareti taşıyan ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslim anındaki mevcut standart
ayar değeri değiştirilirse, makine bozulabilir ya da performansı düşebilir.
Ayar değerini değiştirmek gerekiyorsa, lütfen Teknisyenin El Kitabını satın alın ve talimatlara uyun.
- 27 -

No
64
70
71
72
73
76
84
*
87
Başlık Tanım
Yoğun dikiş ya da
EBT’de (ve iğne
ardında) değişim
hızı
Baskı ayağını
aşağı yumuşak
indirme fonksiyonu
Çifte geri
beslemeli ilmek
fonksiyonu
Dikiş makinesini
başlatmayı seçme
fonksiyonu
Yeniden deneme
fonksiyonu
Tek adım fonksiyonu
Baskı ayağı kaldırma solenoidinin
başlangıç hareketi
emme süresi
Pedal eğrisi seçim
fonksiyonu
Yoğun dikiş ya da EBT başlatırken ilk hız
Baskı ayağı yavaş iner.
0 :
Baskı ayağı hızlı iner
1 : Baskı ayağı yavaş iner.
Bu başlık IP-110F’de kullanılmaz.
Dikiş makinesi çalışmaya başladığı sıradaki akım sınırı belirlenir.
0 : Normal (Çalışmaya başladığı sıradaki akım sınırı uygulanır)
1 : Hızlı (Çalışmaya başladığı sıradaki akım sınırı uygulanmaz)
Bu fonksiyon, iğnenin malzemeyi delemediği yerlerde kullanılır.
0 : Normal
1 : Yeniden dene fonksiyonu vardır.
Bu başlık IP-110F’de kullanılmaz.
Baskı ayağı kaldırma solenoidinin emme hareketi süresi
Pedal eğrisi seçilir. (Pedal darbeli işlemini iyileştirir)
Devir sayısı
2
0
1
Pedal stroku
Ayar aralığı
0 ile 250
arasında
(sti/min)
0/1
0/1
0/1
0/1
0/1
50 ile 500
arasında
(ms)
0/1/2
Fonksiyon ayarı gösterimi
64 180
70 0
71 1
72 0
73 1
76 0
84 140
87 0
90 İlk hareket yu-
karı durdurma
fonksiyonu
91
Elle çalıştırılan kasnağı elle çevirdikten
sonra tela işlemini
engelleme fonksiyonu
92
Dikiş başlangıcında geriye doğru
besleme dikiş
hızını azaltma
fonksiyonu
93
İğne aşağı/yukarı
tela düğmesine
ekli fonksiyon
94
Sürekli + Tek
adım kesintisiz
fonksiyon
96
Maksimum devir
sayısı ayarı
103
İğne soğutucu
çıkışı KAPALI
geciktirme süresi
120 Ana mil referans
açı telasi
121 Yukarı konumda
çalışmaya
başlama açısı
telasi
122
AŞAĞI konumda
çalışmaya
başlama açısı
telasi
124
Bekleme
sırasında
enerji tasarrufu
fonksiyonu ayarı
Otomatik YUKARI durma fonksiyonu, güç açık konuma getirilir
getirilmez belirlenir.
0 : kapalı
1 : açık
Gerginliği azaltma fonksiyonlu makine kafası ile birlikte etkindir.
0 : Gerginliği azaltma fonksiyonu etkin değil.
1 : Gerginliği azaltma fonksiyonu etkin.
Dikiş başlangıcında geriye doğru besleme dikişi tamamlandığı
zaman hızı azaltma fonksiyonu.
0 : Hız azaltılmaz.
1 : Hız azaltılır.
Gücü açık konuma getirdikten ya da iplik kesme işleminden
sonra iğne yukarı/aşağı tela düğmesinin çalışması değişir.
0 : Normal (sadece iğne yukarı/aşağı tela dikişinden sonra)
1 : Tek ilmek tela dikişi, sadece yukarıda belirtilen değişiklik yapıl-
dıktan sonra uygulanır (Yukarıda duruş / yukarıda duruş)
Bu fonksiyon, IP çalışma panelindeki dikiş programı fonksiyonunu kullanarak sürekli dikişi tek adımda dikişle birleştirerek dikiş
makinesini hiç durdurmaz.
0 : Normal (Adım tamamlandığı zaman dikiş makinesi durur.)
1 : Adım tamamlandığı zaman dikiş makinesi durmaz ve bir
sonraki adıma devam edilir.
Dikiş makinesi kafasının maksimum devir sayısı belirlenebilir
(sadece CP-18 ile kullanılır).
Dikiş makinesinin duruşundan itibaren, iğne soğutucu soğutma
çıktısı fonksiyonunu kullanarak KAPALI çıktısına kadar olan
gecikme süresi belirlenir.
Ama mil referans açısı tela edilir.
YUKARI konumda çalışmaya başlama saptama açısı tela edilir.
AŞAĞI konumda çalışmaya başlama saptama açısı tela edilir.
Dikiş makinesi beklemedeyken enerji tüketimini azaltma ayarı.
0 : Enerji tasarrufu modu etkin değil
1 : Enerji tasarrufu modu etkin
0/1
0/1
0/1
0/1
0/1
150 ile
MAKSİMUM
arasında
(sti/min)
100 ile 2000
arasında
(ms)
-50 ile 50
arasında
-15 ile 15
arasında
-15 ile 15
arasında
0/1
90 1
91 1
92 0
93 0
94 0
96 4000
103 500
120 -23
121 5
122 0
124 0
* Yıldız (*) işareti taşıyan ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslim anındaki mevcut standart
ayar değeri değiştirilirse, makine bozulabilir ya da performansı düşebilir.
Ayar değerini değiştirmek gerekiyorsa, lütfen Teknisyenin El Kitabını satın alın ve talimatlara uyun.
- 28 -

17. İSTEĞE BAĞLI GİRİŞ/ÇIKIŞ AYARLARI
İsteğe bağlı olarak temin edilen giriş/çıkış fonksiyonu, konektörlere atanmış olan çıkış sinyalleri olarak kullanılır ve SC-920 (kontrol paneli) giriş/çıkış konektörlerine çeşitli fonksiyonlar atayarak dikiş makinesinin bazı
basit işlemlerine kumanda etmek için kullanılır.
Ayrıntılar için SC-920 Kullanım Kılavuzuna bakınız.
[Fonksiyon ayarları listesi ekranı]
1) 1 düğmesini basılı tutarak gücü AÇIK konuma
getirin. Ekran görünümü, fonksiyon ayarları listesi ekranına geçer.
düğmesine basılınca, dikiş genel veri ekran
2
görünümüne geçilir.
12
[Dikiş ortak veri ekran görünümü]
2) 3 düğmesine basınca, isteğe bağlı giriş/çıkış
ayarı ekran görünümüne geçilir.
3
[İsteğe bağlı temin edilen giriş/çıkış ayarları ekran görünümü]
Giriş konektörüne bir fonksiyon atamak için
・
3) Giriş konektörü pim numarasına karşı gelen is-
4 6 8
!0 !2 !4
teğe bağlı giriş numarasını seçmek için 4 ve 5
noP noP
901 0 951 0
düğmelerine basın.
4) Fonksiyon kod numarasını ve giriş fonksiyonunun kısaltmasını seçmek için 6 ve 7 düğmelerine basın.
5 7 9
!1 !3 !5 !6
5) Seçilen giriş fonksiyonunun giriş koşulunu seç-
mek için 8 ve 9 düğmelerine basın (L: Giriş
Zayıf iken aktif, ya da H: Giriş Kuvvetli iken aktif)
Fonksiyon kodu numarası olarak 0 seçilirse giriş
durumu seçimi gerekmez.
Çıkış konektörüne bir fonksiyon atamak için
・
6) Çıkış konektörü pim numarasına karşı gelen isteğe bağlı çıkış numarasını seçmek için !0 ve !1 düğmelerine basın.
7) Fonksiyon kod numarasını ve çıkış fonksiyonunun kısaltmasını seçmek için !2 ve !3 düğmelerine basın.
8) Seçilen giriş fonksiyonunun çıkış koşulunu seçmek için !4 ve !5 düğmelerine basın (L: Low (zayıf) aktif
iken çıkış Zayıftır, ya da H: High (kuvvetli) aktif iken çıkış Kuvvetlidir). Fonksiyon kodu numarası olarak 0
seçilirse çıkış durumunu seçmek gerekmez.
9) Ayarları tamamladıktan sonra !6 düğmesine basın. Ekran, ortak dikiş verileri ekran görünümüne geçer.
10) Fonksiyon ayarından çıkmak için güç anahtarını KAPALI konuma getirin.
Giriş/çıkış konektörü numaraları, pim numaraları ve bu numaralarla ekranda görülen numara arasın-
daki ilişki için SC-920 Kullanım Kılavuzuna bakınız.
- 29 -

(Örnek) [İplik kesme fonksiyonunu giriş konektörüne (CN48,1) atamak için
[İsteğe bağlı temin edilen giriş/çıkış ayarları ekran görünümü]
1) Giriş konektörünü (CN48,1) temsil eden 901
4 6
numaralı giriş görünümünü seçmek için 4 ve 5
düğmelerine basın.
noP noP
901 0 951 0
5 7
8
TSW noP
L
901 4 951 0
9
[Dikiş ortak veri ekran görünümü]
!6
2) Fonksiyon kod numarasını 4 olarak ve giriş fonksiyonunun kısaltmasını “TSW” olarak seçmek
için 6 ve 7 düğmelerine basın.
3) Giriş fonksiyonunun giriş koşulunu seçmek için
ve 9 düğmelerine basın. İplik kesici giriş
8
sinyali Zayıf iken çalışıyorsa “L”, sinyal Kuvvetli
olduğu anda çalışıyorsa giriş durumu koşulunu
“H” olarak ayarlayın.
4) !6 düğmesine basın. Ekran, ortak dikiş verileri
ekran görünümüne geçer.
5) Fonksiyon ayarından çıkmak için güç anahtarını
KAPALI konuma getirin.
Giriş/çıkış konektörü numaraları, pim numaraları ve bu numaralarla ekranda görülen numara arasın-
daki ilişki için SC-920 Kullanım Kılavuzuna bakınız.
18. PEDAL SENSÖRÜ NÖTR NOKTASININ OTOMATİK TELAFİSİ
Pedal sensörü ve yay gibi parçaları değiştirdiğiniz zaman mutlaka aşağıdaki işlemleri gerçekleştirin.
[Pedal sensörü nötr noktası otomatik tela ekranı]
1)
1
1. Güç AÇIK konuma geldiğinde pedal basılıdır, doğru telafi işlemi gerçekleştirilemez. Pedalın
üzerine kesinlikle ayağınızı ya da başka bir şey koymayın. Bir uyarı sesi duyulur (iki kısa ses, yani
iki bip sesi) ve ne “OK” mesajı ne de tela değeri ekranda görülür.
2. “OK” dışında bir mesaj ya da tela değeri görülürse Teknisyenin Kılavuzuna bakınız.
Tek adımda otomatik dikiş düğmesini 1 basılı tutarak gücü AÇIK konuma getirin. Pedal sensörü nötr
noktası otomatik tela ekran görünümüne geçilir.
2) Pedal sensörünün nötr noktası uygun şekilde
düzeltildiğinde “OK” mesajı alınır ve tela değeri
(solda görülen “0” tela değeri referans olarak
verilmiştir) görülür, sesli sinyal duyulur (kısa ve
tek bir bip sesi).
3) Fonksiyon ayarından çıkmak için güç anahtarını
KAPALI konuma getirin.
- 30 -

19. AYAR VERİLERİNİ SIFIRLAMAYA ONAY VERİLMESİ
Fonksiyon ayarları başlıklarıyla ilgili veriler standart ayar değerlerine döndürülebilir.
[Fonksiyon ayarı verilerini sıfırlama ekran görünümü]
1) Sıfırlama düğmesini 1 ve sayaç değeri düğme-
1 2
3
sini (+) 2 aynı anda basılı tutarak gücü AÇIK
konuma getirin. Ekran, fonksiyon ayarları veri
sıfırlama ekran görünümüne geçer.
2) 3 düğmesine bastığınızda, fonksiyon ayar veri-
leri tamamen standart ayar değerlerine döndürülür (sıfırlama işlemi yapılır).
3) İşlem tamamlandığında (yaklaşık bir saniye son-
ra) uyarı sesi duyulur (üç kısa ses, yani bip, bip,
bip) ve güç şalterinin KAPALI olduğunu bildiren
ekran görünümüne geçilir.
Sıfırlama işlemi sırasında gücü KAPALI
konuma getirmeyin. Ana gövdenin programına zarar verebilir.
[Güç şalterinin KAPALI olduğunu bildiren ekran]
4) Sıfırlama işleminden çıkmak için güç anahtarını
KAPALI konuma getirin.
1. Pedal sensörünün nötr noktası tela değeri de sıfırlama işlemi sırasında başlangıç değerine döner.
Dolayısıyla, dikiş makinesini kullanmadan önce pedal sensörü nötr noktasının otomatik telasini
mutlaka yapmak gerekir.
(Bakınız “18. Pedal sensörü nötr noktasının otomatik telasi” sayfa 30.)
2. Makine kafası açı ayar değeri de sıfırlama işlemi sırasında başlangıç değerine döner. Dolayısıyla,
dikiş makinesini kullanmadan önce makine kafası açı ayarının yapılması mutlaka gerekir.
(Bakınız “4. Çalışma paneli ile ilgili açıklamalar” sayfa 3.)
3. Çalışma panelinde programlanmış olan dikiş verileri, sıfırlama işlemi sırasında başlangıç haline
dönmez.
- 31 -

20. BILGI
Bilgi ekranında çeşitli veriler düzenlenebilir ya da kontrol edilebilir.
Kullanıcı düzeyi
1) Ana şalteri AÇIN.
2) Bilgi ekranının açılması için düğmeye 1 basın.
Bilgi ekranı [Kullanıcı düzeyi]
1
: Dikiş yönetim bilgisi
1
: Tarih ve zaman ayarı
2
1 2
Dikiş yönetim bilgisi
●
Dikiş yönetimi bilgilerinde bakım yönetim fonksiyonu ve çalışma ölçümü fonksiyonu vardır.
(1) Bakım yönetim işlevi
Dikiş yönetim fonksiyonu ekran görünümü
■
1
1) Bakım yönetim fonksiyonu ekran görünümüne geçmek için düğmeye 1 basın.
- 32 -

Bakım işlev ekranı
İğne değiştirme zamanı, temizlik zamanı ve yağ değiştirme zamanı, sayısal değerleri sürekli izleyecek şekilde
ya da önceden belirlenmiş bir zaman geçtikten sonra ekranda uyarı verecek şekilde belirlenebilir.
Ayrıntılar için Teknisyenin Kılavuzuna bakın.
2
3
4
[İlgili maddelere ait açıklama]
İğneyi değiştirme zamanı........... Birim: X 1.000 ilmek
2
Temizleme zamanı..................... Birim: saat
3
Yağ değiştirme zamanı .............. Birim: saat
4
[Ekran içeriği hakkında açıklama]
(Pay/payda)
* Kalan ilmek sayısı *bin ilmeğe /
bin ilmeğe kadar
**
Örnek) İğne değişimi
100 / 1600 k
Her 1.600 bin ilmekte bir kez iğne değiştirme zamanı bildirilir.
Her 100 bin ilmekte bir kez iğne değiştirme zamanı bildirilir.
ya da 4 düğmelerine basıldığı zaman, silme kontrol ekran görünümüne geçilir.
2, 3
Silme ekranı
■
1
2
: Ekran, silme işlemini gerçekleştirmeden bakım fonksiyonuna döner.
1
: Ekran, silme işlemini gerçekleştirdikten sonra bakım fonksiyonuna döner.
2
- 33 -

Uyarı ekranı görünümü
■
Uyarı zamanı geldiği zaman uyarı ekranı görünümüne geçilir.
1
2
üzerine basıldığı zaman ekran silinebilir. Ancak sayacın kendisi silinemez. İğnenin değiştirilmesi
1: 1
halinde, silme işlemi gerçekleştirilene kadar 10 dakikalık aralıklarla uyarı ekranı görünümüne geçilir.
Diğer uyarıların olması halinde, güç açık konuma getirildiği zaman, sayaç silinene kadar uyarı ekranı
görünümüne geçilir.
: 2 üzerine basıldığı zaman ekran silinir ve sayaç değeri de silinir. O andan itibaren sayım yeniden başlar.
2
[Uyarı zamanının ayarlanması]
Bilgi ekranı görünümü
■
1
1) 1 düğmesine bilgi ekranı görünümünde yaklaşık üç saniye basın.
Dikiş yönetim fonksiyonu ekran görünümü
■
2
2) Bakım fonksiyonu ekran görünümüne geçmek için 2 üzerine basın.
(Diğer fonksiyonlar için Teknisyenin Kılavuzuna bakınız.)
- 34 -

Bakım fonksiyonu ekran görünümü
■
3
5
: İğne değiştirme zamanı giriş ekranı görünümü (ilmek sayısı: birim: X 1.000 ilmek) görünür.
3
: Temizlik zamanı giriş ekranı görünümü (zaman: birim: saat) görünür.
4
: Yağ değiştirme zamanı giriş ekranı görünümü (zaman: birim: saat) görünür.
5
Çeşitli giriş ekranı görünümleri (İğne değiştirme zamanı, temizlik zamanı ve yağ değiştirme zamanı)
■
4
7 8
Silme kontrol ekranı görünümünü izlemek için 7 üzerine basın. Ayar değerini girdikten sonra onay vermek
için 8 üzerine basın.
Uyarı fonksiyonunun durdurulması halinde, değeri “0” olarak belirleyin.
İğne değiştirme, temizlik ve yağ değiştirme için ayrı ayrı ayar yapmak mümkündür.
Hepsinin birden durdurulması halinde, her birini “0” olarak belirleyin.
- 35 -

(2) İş ölçüm işlevi
Dikiş yönetim fonksiyonu ekran görünümü
■
1
1) Çalışma ölçüm fonksiyonu ekran görünümüne geçmek için düğmeye 1 basın.
Çalışma ölçümü işlev ekranı
Çalışma faktörü, ortalama çalışma hızı, adım süresi ve makine süresi bu ekranda ölçülebilir.
2
3
[İlgili konuların açıklamaları]
Makinenin açık olduğu sürede çalıştırılma yüzdesi ....................... Birim : %
Makinenin nominal çalıştırılma hızı ............................................... Birim : sti/min
Her iplik kesmede tamamlanan bir işin süresi ............................... Birim : Saniye
Makinenin çalıştırıldığı süre .......................................................... Birim : Saniye
2) İş ölçümünü başlatmak için, 3 tuşuna basın.
3) Ölçüm işlevini durdurmak için tuşa 3 tekrar basın.
4) Elde edilen ölçüm sonucu; 2 ile silinebilir.
“Silme” işlemi yapılmadığı zaman, son işlemden itibaren ölçmeye devam edilebilir.
- 36 -

Tarih ve zaman ayarı
●
Mevcut tarih ve zaman ekranda görülecek şekilde ayarlanabilir.
Bilgi ekranı
■
1
1) Tarih ve zaman ayar ekranına geçmek için düğmeye 1 basın.
Tarih ve zaman ayar ekranı
■
9
!0!1!2
!3 !4
2345678
2) Tarihi ileri/geri almak için 2 ve 3, 4 ve 5, ve 6 ve 7 düğmelerine basın.
3) Zamanı ileri/geri almak için 8 ve 9, !0 ve !1, ve !2 ve !3 düğmelerine basın.
4) Tarih ve zamanı ayarladıktan sonra !4 düğmesine basın. Ekran, bilgi ekranı görünümüne geçer.
Bilgi ekranı
■
5) Ayarlanmış olan tarih ve zaman bilgi ekranında görülür ve saat çalışmaya başlar. (Tarih ve zamanı
"2009-10-01 10:00:00" olarak ayarlar ve düğmeye !4 basarsanız, ekran görünümü yukarıdaki şekildeki
gibi olur.
- 37 -

21. HARİCİ ARABİRİM
Harici arabirimin anlamı, işletim paneline bağlanan bir bölüm demektir ve sistem işletim panelinden farklıdır.
Kullanma şekli ve ayrıntılar için Mühendislik Kılavuzuna bakın.
1) Ortam giriş yeri
Ortam giriş yeri, çalışma panelinin sol tarafında bulunan kapak içine takılıdır.
2) RS-232C yuva
RS-232C soket, işletim panelinin arka tarafına yerleştirilmiş olan lastik kapağın içine takılmıştır.
3) Genel giriş yuvası (Üretim destek düğmesi bağlantı konektörü)
Genel giriş soketi CN105; işletim panelinin arka tarafındaki kablo çıkış kapağına takılmıştır.
22. HATA EKRANI
İki tür hata vardır; çalışma panelinden kaynaklanan ve SC-920’den (kumanda paneli) kaynaklanan ha-
talar. Her iki hata türü de hata ekranında bir uyarı sesiyle birlikte bildirilir.
Yöntemlerin farklarına bağlı olarak üç ayrı tipte veri ekran gösterilir.
1) Operatör hata sebebini ortadan kaldırınca hata ekranı yok olur.
Örnek) Ortam giriş yeri kapağı açık. Kapağı kapatın.Kapağı kapatın.
2) Sıfırlama düğmesine basın, hata ekranını sildikten sonra hatanın
nedenini ortadan kaldırın.
3) Gücü kapalı konuma getirdikten sonra hata nedenini ortadan kaldırın.
- 38 -

22-1. Hata kodları listesi (Panel ekranındaki hata verileri)
Bu cihazda, aşağıda belirtilen hata kodları vardır. Bu hata kodları sistemi kilitleyerek (veya işlevi tahdit
ederek) sorunu belirterek, küçük bir hatanın büyük bir arızaya dönüşmesini engellerler. Servis çağırırken,
lütfen ekranda gösterilen hata kodlarını da belirtin.
No. Saptanan hatanın tanımı Sorunun olası nedenleri Kontrol edilecek noktalar
− Ortam kapağı açık • Ortam giriş yeri kapağı açık. • Kapakçığı kapatın.
E000 Veri sıfırlamanın
gerçekleştirilmesi (Bu bir
hata değildir.)
E003 Senkronizer konektöründe
bağlantısızlık
E004 Senkronizer alt konum
sensörü bozuk
E005 Senkronizer üst konum
sensörü bozuk
• Makine kafası değiştirildiği zaman.
• Sıfırlama işlemi yapıldığı zaman.
• Dikiş makinesi kafası senkronizerinden
gelen konum saptama sinyali girilmediği
zaman.
• Senkronizer bozuk ise.
• Kayış gevşek.
• Makine kafası uygun değil.
• Motor kasnağı uygun değil.
• Senkronizer konektöründe (CN33) gevşek
bağlantı ya da kopukluk olup olmadığını
kontrol edin.
• Senkronizer kablosunun makine kafasına
sıkışarak kopup kopmadığını kontrol edin.
• Kayış gerginliğini kontrol edin.
• Makine kafası ayarını kontrol edin.
• Motor kasnağı ayarını kontrol edin.
E007 Motorda aşırı yüklenme • Makine kafası kilitlenirse
•
Makine kafasının garanti ettiğinden çok
daha ağır malzemeler dikiliyorsa.
• Motor çalışmıyorsa
• Motor ya da sürücü bozuksa
E011 Ortam takılı değil. • Ortam takılı değil.
E012 Okuma hatası • Ortamdaki veriler okunamıyor.
E013 Yazdırma hatası • Ortamdaki veriler yazdırılamıyor.
E014 Yazmaya karşı koruma • Ortam, yazdırmaya karşı korumalı.
E015 Format hatası • Formatlama yapılamıyor.
E016 Dış ortam kapasitesi dolu • Ortam kapasitesi yetersiz.
E019 Dosya büyük • Dosya çok büyük.
E032 Dosya dönüştürme hatası • Dosya dönüştürülemiyor.
E070 Kayışın kayması • Makine kafası kilitliyken.
• Kayış gevşek.
E071 Motor çıkışı konektöründe
bağlantısızlık
E072 İplik kesme hareketi
sırasında motorda aşırı yük
E220 Yağlama uyarısı • Önceden belirlenen ilmek sayısına
E221 Yağlama hatası • Önceden belirlenen ilmek sayısına
• Motor konektöründe bağlantısızlık • Motor çıkış konektöründe gevşek bağlantı
• E007 ile aynı • E007 ile aynı
ulaşıldığı zaman.
ulaşıldığı ve dikiş dikilemediği zaman.
• Motor kasnağına iplik dolanıp
dolanmadığını kontrol edin.
• Motor çıkış konektörü (4P) bağlantısında
gevşeme ya da kopukluk olup olmadığını
kontrol edin.
• Motoru elle çevirirken herhangi bir tutukluk
olup olmadığını kontrol edin.
• G ü c ü K APALI k o n u m a g e t i r i n ve ve r i
ortamını kontrol edin.
• G ü c ü K APALI k o n u m a g e t i r i n ve ve r i
ortamını kontrol edin.
• G ü c ü K APALI k o n u m a g e t i r i n ve ve r i
ortamını kontrol edin.
• G ü c ü K APALI k o n u m a g e t i r i n ve ve r i
ortamını kontrol edin.
• G ü c ü K APALI k o n u m a g e t i r i n ve ve r i
ortamını kontrol edin.
• G ü c ü K APALI k o n u m a g e t i r i n ve ve r i
ortamını kontrol edin.
• G ü c ü K APALI k o n u m a g e t i r i n ve ve r i
ortamını kontrol edin.
• G ü c ü K APALI k o n u m a g e t i r i n ve ve r i
ortamını kontrol edin.
• Motoru elle çevirirken herhangi bir tutukluk
olup olmadığını kontrol edin.
• Kayış gerginliğini kontrol edin.
ya da bağlantısızlık olup olmadığını kontrol
edin.
• Belirtilen yerlere gres ilave edip sıfırlayın.
(Ayrıntılar için makine kafası verilerine
bakınız.)
• Belirtilen yerlere gres ilave edip sıfırlayın.
(Ayrıntılar için makine kafası verilerine
bakınız.)
- 39 -

No
E302 Düşme saptama düğmesi
E303 Yarım daire plaka sensör
E730 Kodlayıcı hatası
E731 Motor delik sensörü hatası
E733 Motor dönüş yönü ters
E808 Solenoid'te kısa devre
E809 Tutma hareketi hatası
E810 Solenoid akımında anormal
E811 Anormal voltaj • Garanti edilenden yüksek voltaj verilmiş
E906 Çalışma paneli iletişim hatası
E924 Motor sürücüsü hatası
E942 Arızalı EEPROM • EEPROM üzerine veri yazdırılamıyor. • Gücü KAPALI konuma getirin.
Saptanan hatanın tanımı
hatası (Emniyet düğmesi
çalışıyorsa)
hatası
durum
Sorunun olası nedenleri Kontrol edilecek noktalar
• Güç açık konumdayken düşme algılayıcı
düğme girilmiş olabilir.
• Yarım daire plaka sensör sinyali
saptanamıyor.
• Motor sinyali uygun şekilde girilmiyorsa. • Motor sinyal konektörü (CN39)
• Motor 500 sti/min ya da daha hızlı değerde
ve belirtilen yöne zıt yönde çalışırsa bu
hata meydana gelir.
• Solenoid gücünün voltajı normale
dönmüyor.
• Solenoid, tutma hareketine geçmiyor. • Solenoitte aşırı ısınma olup olmadığını
• Solenoid'de kısa devre. • Solenoid direnci
olabilir.
• 100V spesikasyonuna sahip olan SC-920
modele 200V verilmiş.
•
JUS: 120V elektrik paneline 220V uygulanmış.
•
CE: 230V elektrik paneline 400V uygulanmış.
• Garanti edilenden düşük voltaj verilirse.
• 200V spesikasyonuna sahip olan SC-920
modele 100V verilmiş.
• JUS: 220V elektrik paneline 120V
uygulanmış.
• Aşırı voltaj uygulaması nedeniyle iç devre
bozulmuş olabilir.
• Çalışma paneli kablosu bağlı değil
• Çalışma paneli bozuk.
• Motor sürücüsü bozulmuş.
• Güç şalteri kapalı konumdayken makine
kafasının devrilip devrilmediğini kontrol
edin (dikiş makinesinin çalışması, güvenlik
nedeniyle engellenir).
• Düşme algılayıcı düğme kablosunun kopuk
olup olmadığını kontrol edin.
• Düşme algılayıcı düğme kolunun bir yere
sıkışıp sıkışmadığını kontrol edin.
• Eğim algılayıcı düğme kolunun makine
tablasına yeterince temas edip etmediğini
kontrol edin. (Masada bir çukur vardır veya
çubuk yatağın montaj yeri çok uzaktır.)
• Makine kafasının makine tipi ayarına uygun
olup olmadığını kontrol edin.
• Motor kodlayıcı konektör bağlantısının
kopmuş olup olmadığını kontrol edin.
bağlantılarında gevşeklik ya da kopukluk
olup olmadığını kontrol edin.
• Motor sinyal kablosunun makine kafasına
sıkışarak kopup kopmadığını kontrol edin.
•
Ana mil motorunun kodlayıcı bağlantısı
hatalı.
• Ana mil motorunun elektrik güç bağlantısı
hatalı.
• Makine kafası kablosunun kasnak kapağı
ya da benzeri bir yere sıkışıp sıkışmadığını
kontrol edin.
kontrol edin (CTL devre kartı grubu Devre
bozulur.)
• Uygulanan voltajın voltaj anma değerinden +
(artı) %10 ya da daha fazla olup olmadığını
kontrol edin.
• 100V/200V geçiş konektörünün hatalı
ayarlanıp ayarlanmadığını kontrol edin.
Yukarıdaki durumlarda, GÜÇ devre kartı
bozulmuştur.
• Gerilimin anma değerinden - (eksi) %10 ya
da daha düşük olup olmadığını kontrol edin.
• 100V/200V geçiş konektörünün hatalı
ayarlanıp ayarlanmadığını kontrol edin.
• Sigorta ya da canlandıran direncin bozuk
olup olmadığını kontrol edin.
• Çalışma paneli konektöründe (CN34 ve
CN35) gevşeme ya da bağlantı sorunu olup
olmadığını kontrol edin.
• Çalışma paneli kablosunun kopuk olup
olmadığını kontrol edin, çünkü kablo makine
kafasına sıkışmış olabilir.
- 40 -
 Loading...
Loading...