

Page 1
使用说明书
*「CompactFlash(TM)」是美国 SanDisk 公司的注册商标。
Page 2
目 录
1. 关于硬件的安装 .........................................................................................................................1
1-1. 安装 IPOP 基板 .........................................................................................................................................1
1-2. 操作盘的安装 .............................................................................................................................................1
2. 操作盘的使用方法 ....................................................................................................................2
2-1. 各部的名称和功能 ....................................................................................................................................2
2-2. 操作盘显示的对比度调整 ......................................................................................................................4
2-3. 生产管理开关连接插头 ...........................................................................................................................4
2-4. 画面一览 .......................................................................................................................................................5
2-5. 各缝制图案的操作方法 ...........................................................................................................................7
(1) 自由缝制图案 ...................................................................................................................................................................... 7
(2) 指定尺寸缝制图案 ............................................................................................................................................................. 8
(3) 重叠缝制图案 ...................................................................................................................................................................... 9
(4) 四方形缝制图案 ...............................................................................................................................................................10
2-6. 底线计数器的使用方法 ........................................................................................................................12
2-7. 关于缝制计数器 ......................................................................................................................................13
2-8. 关于半针修正开关 .................................................................................................................................13
2-9. 关于布边传感器 ON/OFF 开关 ................................................................................................13
2-10. 关于自动切线开关 ........................................................................................................................ 13
2-11. 关于单触键自动缝制开关 .......................................................................................................... 13
2-12. 关于禁止切线开关 ........................................................................................................................ 14
3. 信息 .............................................................................................................................................14
3-1. 操作人员等级 ...........................................................................................................................................14
(1) 缝制管理信息 ....................................................................................................................................................................14
(2) 生产管理信息 ....................................................................................................................................................................17
(3) 运转测定功能 ....................................................................................................................................................................19
3-2. 维修人员等级 ...........................................................................................................................................20
(1) 缝制通用数据功能 ...........................................................................................................................................................20
3-3. 功能的设定方法 ......................................................................................................................................41
(1) 变换为功能设定模式的方法 ........................................................................................................................................41
(2) 功能设定一览表 ...............................................................................................................................................................43
4. 关于外部接口 ..........................................................................................................................46
5. 关于异常显示 ........................................................................................................................... 46
Page 3
1. 关于硬件的安装
请同时参照 SC-510 的使用说明书。
· 为了防止意外的起动发生人身事故 , 请关掉电源 5 分钟以后再进行操作。
· 因为误动作或规格不同会造成机器的损坏 , 所以请一定把对应的所有插头插入规定的位置。
注意
1-1. 安装 IPOP 基板
· 为了防止误动作造成的人身事故 , 请一定使用带锁定的连接器 , 并将其锁定。
· 关于各装置使用方法的详细内容 , 请仔细阅读装置附属的使用说明书后进行安装。
IPOP 基板
1
45°
1
CN41
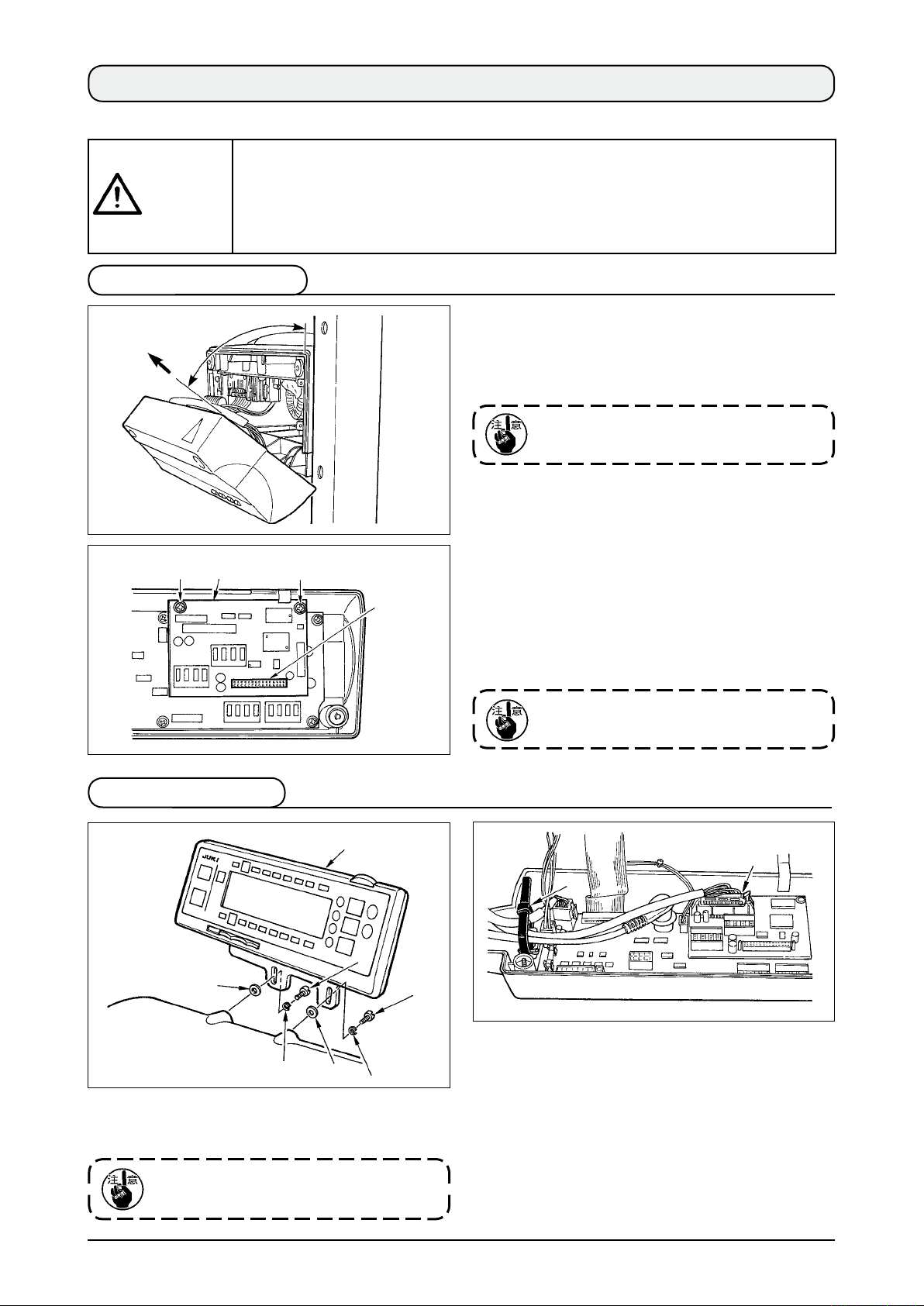
1) 拧松 2 个电气箱的前盖螺丝 , 打开前盖。
2) 拆卸在前盖上安装的基板连接器和地线。
3) 把前盖调整到 45 °的角度 , 然后向箭头所示的
方向拉 , 从电气箱主体上卸下前盖。
前盖的凸卡部容易折断 , 因此不要用过大力量
强拉。
4) 把附属的 IPOP 基板的 CN41 从上方正确地插
到前盖基板的白色连接器 CN41 上。
5) 用 2 个附属的螺丝
固定好 IPOP 基板。
1
6) 把前盖调整到约 45 °的角度 , 把前盖安装到电
气箱主体上 , 然后再安装好 2) 卸下的连接器和
地线。
拆卸 IPOP 电路板时 , 请关闭电源经过 5 分钟以
后在进行操作。
1-2. 操作盘的安装
1
2
3
4
3
1) 用附属的螺丝2、垫片3、弹簧垫4把操作
盘1安装到机头上。
为了防止操作盘的损坏 , 请不要分解操作盘部
件。
2
4
CN121
5
2) 与其他的机头电缆一样进行拉转 , 把操作盘电
缆插到电气箱的 CN121 上 , 然后锁定。
3) 把其他的机头电缆一起用扎线带
进行捆线。
5
4) 请注意不要夹住电缆线 , 关闭前盖 , 并拧紧固定
2 处的螺丝。
– 1 –
Page 4
– 2 –
2. 操作盘的使用方法
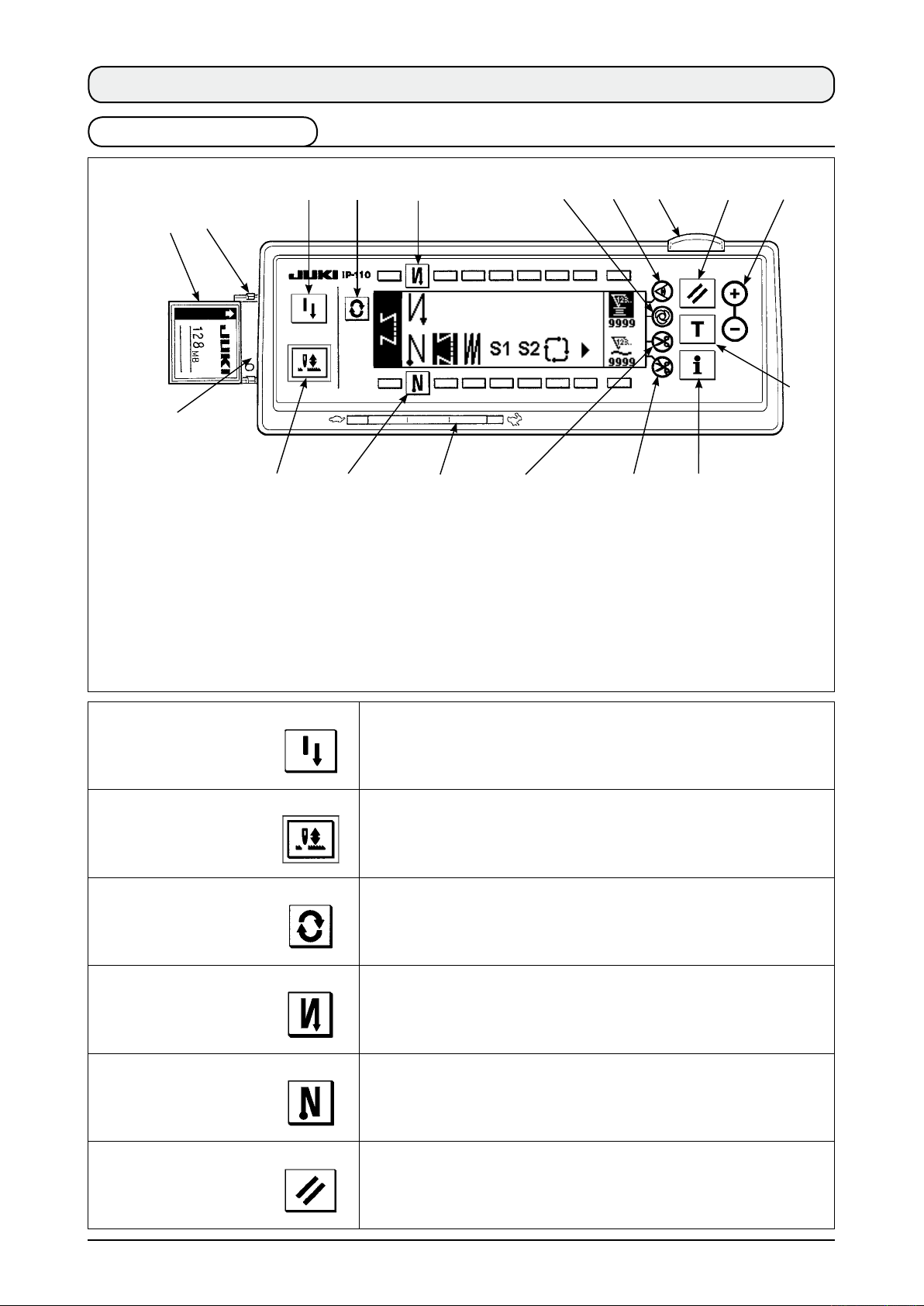
2-1. 各部的名称和功能
!6
!8
!7
2
再次缝制开关
1
半针修正开关
2
画面变换开关
3
开始缝制时有 / 无倒缝的开关
4
结束缝制时有 / 无倒缝的开关
5
复位开关
6
示教开关
7
1
3
5
8
9
!0
!1
!2
!3
!4
4
!4
通知开关
布边传感器开关
一次连续缝制开关
有 / 无自动切线功能开关
禁止切线开关
设定开关计数器值
最高速度限制旋钮
!1
!0
9
!5
!6
!7
!5
!2
电源显示灯
媒体护盖
媒体插口
8
( 媒体插入口 )
CompactFlash(TM)
!8
( 选购品 : 货号 40000100)
6
!3
7
再次缝制开关 不使用。
1
半针修正开关 这是进行半针修正缝制时使用的开关。( 使用功能设定 No.22 可以变换成半
2
针 /1 针。)
画面变换开关 变换画面。
3
开始缝制时有 / 无倒缝
4
的开关
结束缝制时有 / 无倒缝
5
的开关
复位开关 这是设定底线计数器或缝制计数器设定值的开关。
6
这是开始缝制时 ON/OFF 自动倒缝的开关。
※ 没有安装自动倒缝装置的缝纫机不能使用此功能。
这是结束缝制时 ON/OFF 自动倒缝的开关。
※ 没有安装自动倒缝装置的缝纫机不能使用此功能。
Page 5
示教开关 不使用。
7
通知开关 进行各种功能设定。
8
布边传感器开关 安装布边传感器时 , 此功能有效。
9
选择使用布边传感器或不使用布边传感器。
一次连续缝制开关 设定为有效之后 , 缝纫机自动地缝制到设定针数。
!0
有 / 无自动切线功能
!1
开关
禁止切线开关 禁止所有的切线。
!2
设定开关计数器值 这是设定底线计数器或缝制计数器值的开关。
!3
最高速度限制旋钮 向左方向转动之后 , 限制最高缝制速度。
!4
电源显示灯 这是打开 (ON) 电源开关之后点亮的电源显示灯。
!5
媒体插口护盖 这是媒体插入口的护盖。
!6
设定为有效之后 , 缝制完设定针数 , 自动进行切线。
※没有安装自动切线装置的缝纫机不能使用此开关。
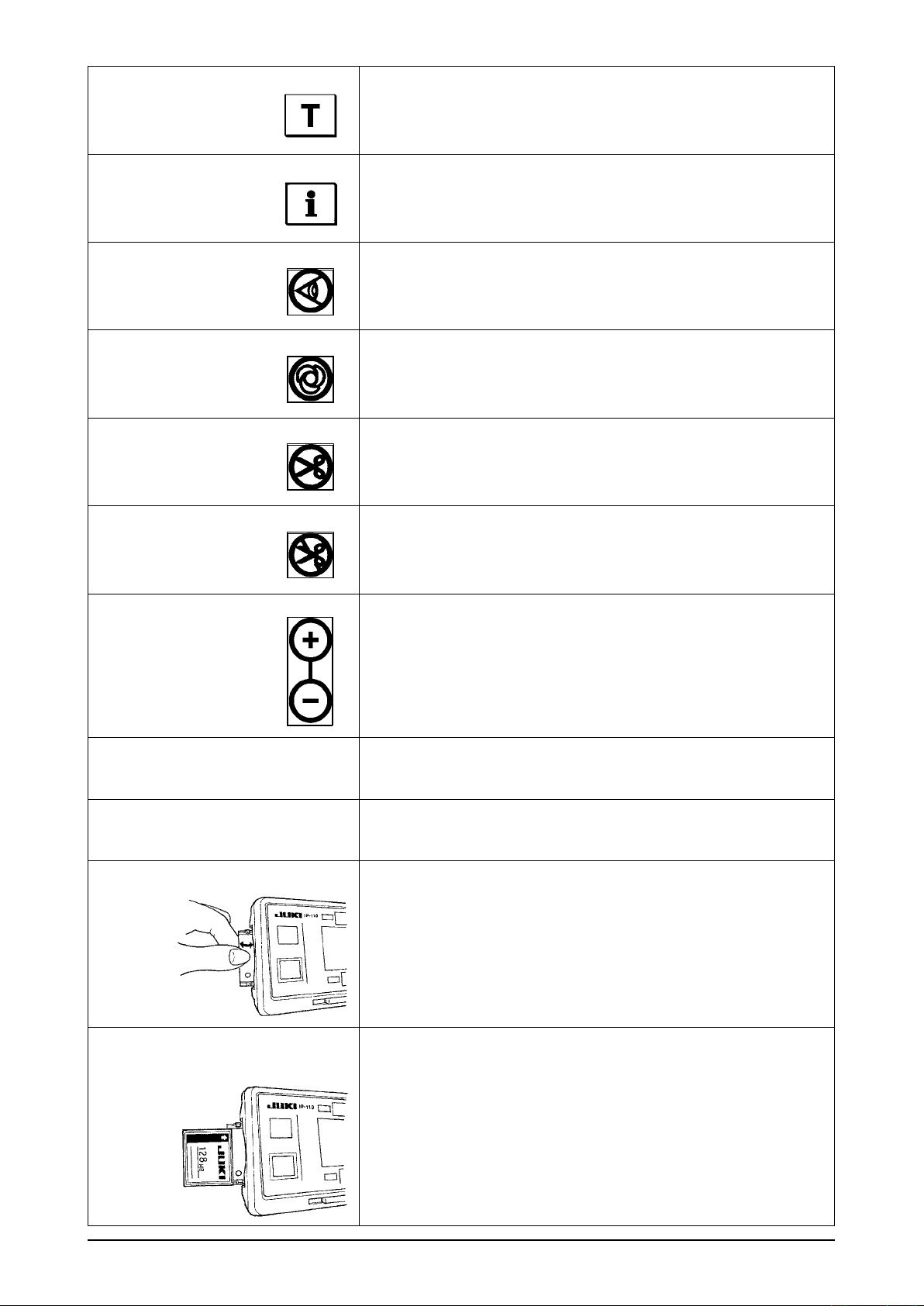
要打开护盖时,请用手指按着图示的侧面缺口处,然后向左斜后方按压。
※ 在打开了护盖的状态下,有一些功能不能操作。
在 CompactFlash(TM) 没有完全地插入的状态下,请不要关闭护盖。
媒体插口
!7
( 媒体插入口 )
安放 CompactFlash(TM) 时,请把 CompactFlash(TM) 的标签面朝向面前,( 把
边缘的缺口朝向里侧 ) 把有小孔的一头插入操作盘。取出时,请用手指捏住
CompactFlash(TM), 然后拔出来。
※ Com pact Fla sh( TM) 的 插 入 方向 错 误 的 话, 就 有 可 能 损坏 操 作 盘 和
CompactFlash(TM)。另外,请不要插入 CompactFlash(TM) 以外的媒体。
– 3 –
Page 6
– 4 –
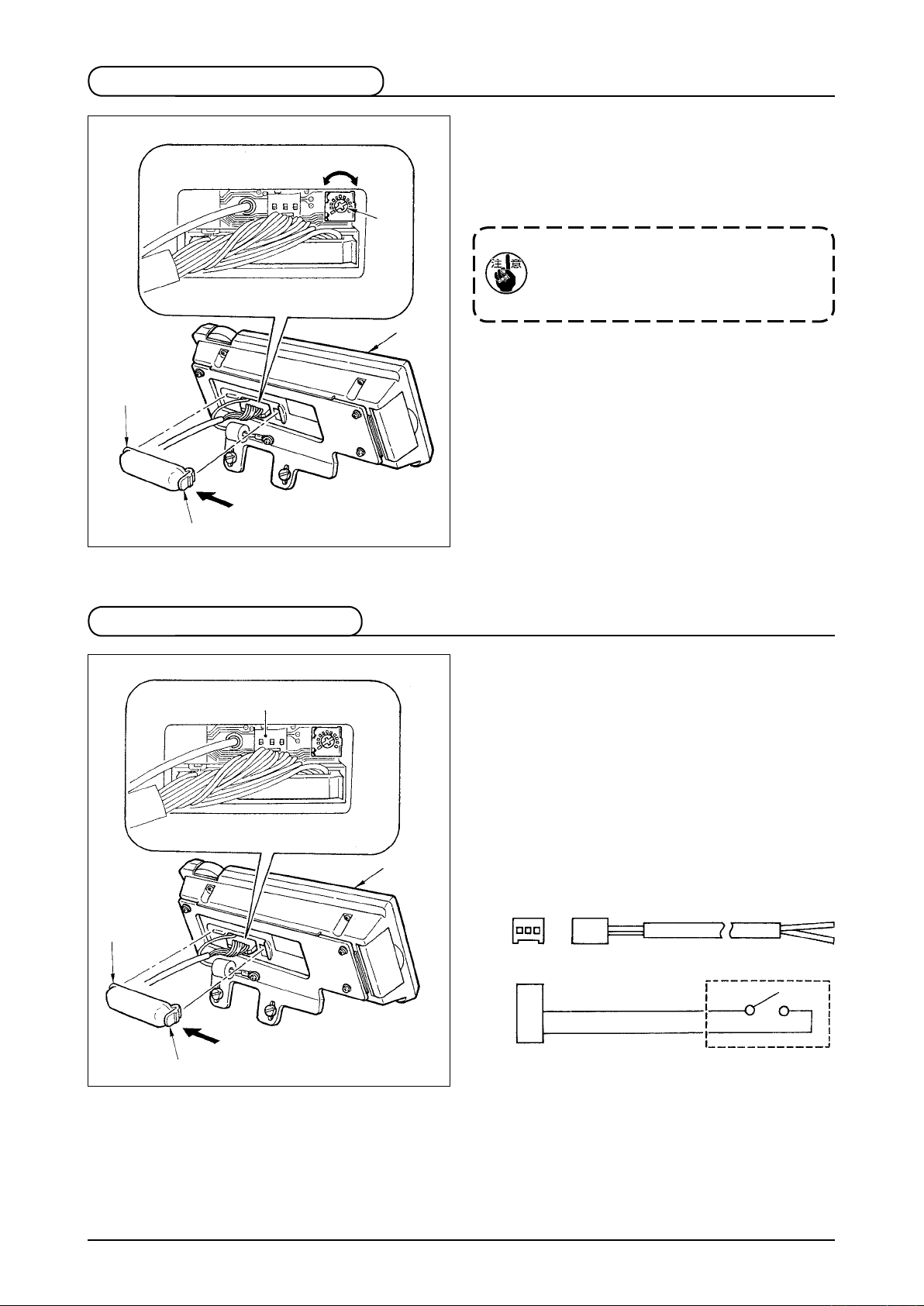
2-2. 操作盘显示的对比度调整
淡
2
A
浓
3
1
1) 朝箭头方向按操作盘1的背面安装的电缆线出
口护罩2的A部卡头 , 就可以取下来。
2) 转动液晶画面显示辉度调整旋钮
, 调整液晶
3
画面的辉度 ( 对比度 )。
1. 为了防止操作盘的损坏 , 请不要触摸电路板
印刷图案和插头端子等。
2. 为了防止操作盘的损坏 , 请不要拆卸分解操
作盘。
2-3. 生产管理开关连接插头
3
2
A
1
1) 朝箭头方向按操作盘1的背面安装的电缆线出
口护罩2的A部卡头 , 就可以把护罩取下来。
2) 把选购品的连接电缆线插头连接到生产管理开
关连接插头 CN1053上。
注 ) 开关主体由用户准备 , 或向本公司营业部门询
问购买。
选购品连接电缆 A 组件
JUKI 货号 40008168
3 2 1
CN105
±5V
1
SW
2
GND
3
Page 7
2-4. 画面一览
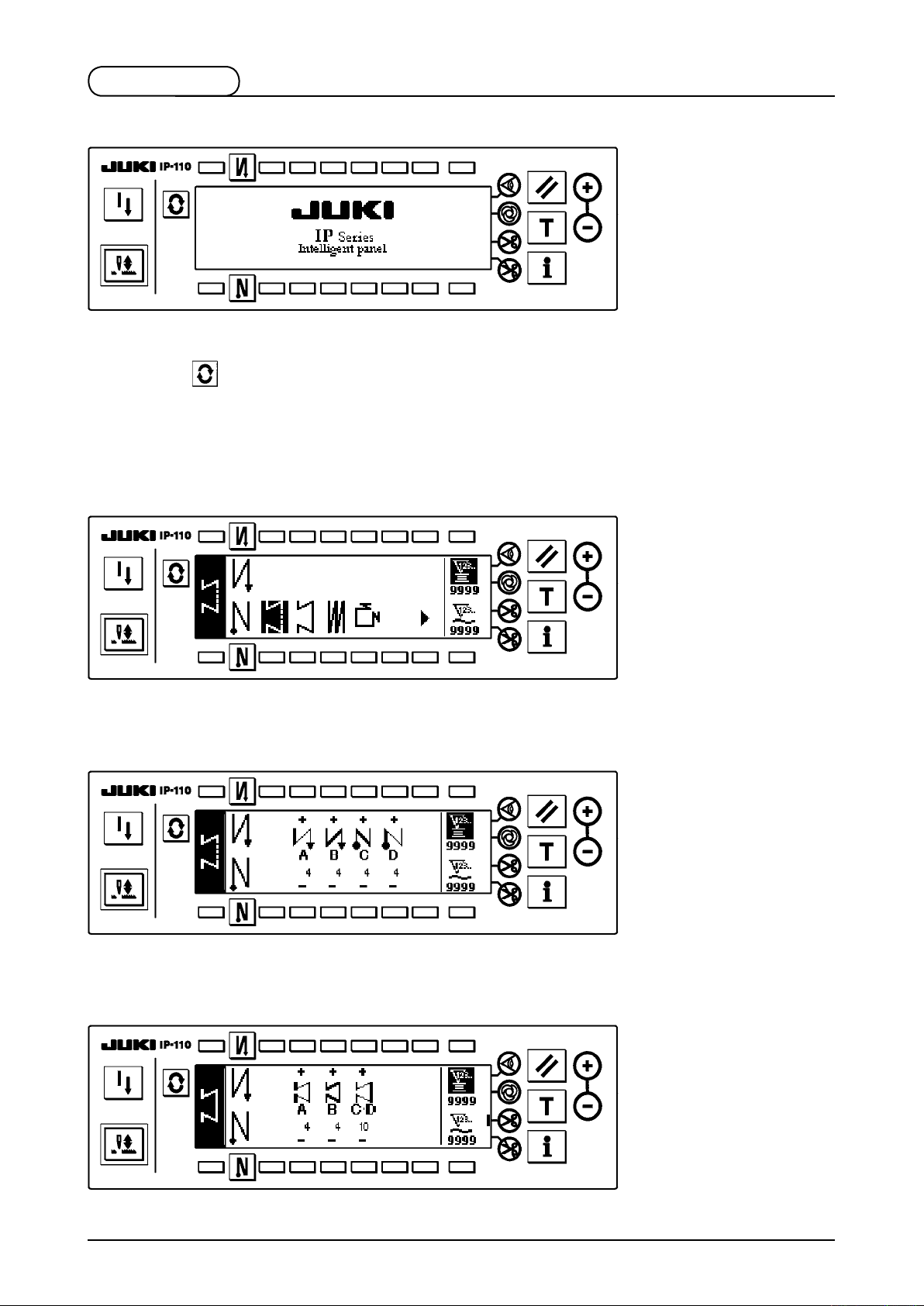
打开电源开关之后 , 立即显示出欢迎画面。
欢迎画面显示后 , 变为选择图案的设定画面。
一次一次地按
与 MO 系、MF 系、M H 系、DL N 系缝纫机连接时,或功能设定 N o.76 离合马达功能设定为 1,No.106
图案控制功能设定为 1 时,显示缝制结果显示画面。
■ 图案一览画面
选择各图案形状。
■ 自由缝制针数设定画面
进行自由缝制针数的设定。
开关 , 顺序变化显示画面。
■ 指定尺寸缝制针数设定画面
进行指定尺寸针数的设定。
– 5 –
Page 8
– 6 –
■ 重叠缝的针数设定画面
进行重叠缝的针数设定。
■ 四方形缝制针数设定画面
进行四方形缝制针数的设定。
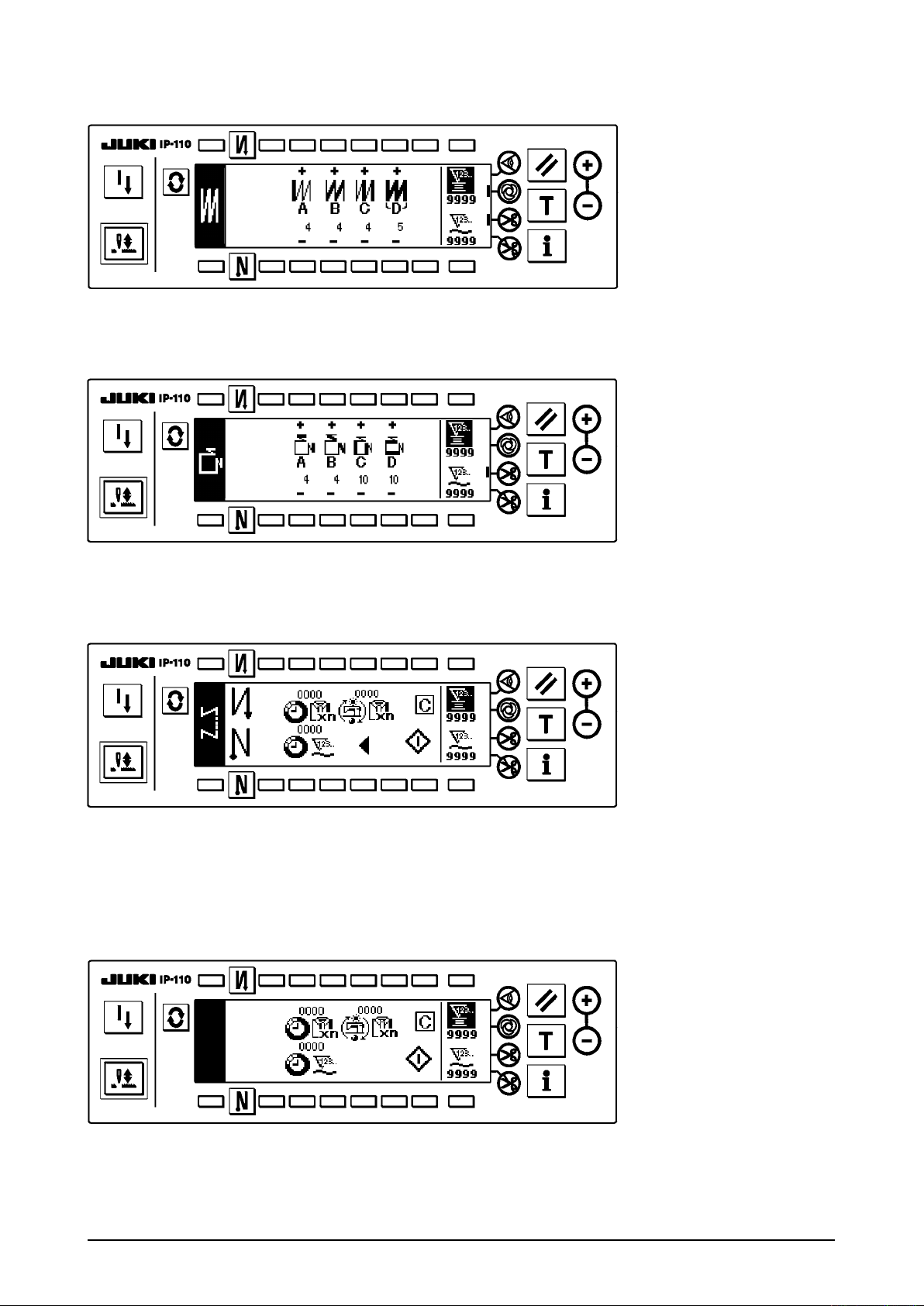
■ 完成数量显示画面
显示最终目标设定值、现在的目标值、到现在为止的实际完成情况。
■ 完成数量显示画面 (MO 系、MF 系、MH 系、DLN 系 )
显示最终目标设定值、现在的目标值、到现在为止的实际完成情况。
MO 系、MF 系、MH 系、DLN 系缝纫机时 , 仅有此画面。
功能设定 NO.76 离合马达功能设定为 1,No.106 图案控制功能设定为 1 时也仅为此画面。
Page 9
2-5. 各缝制图案的操作方法
(1) 自由缝制图案
2
OFF ON ON
OFF
A
B
缝制图案
OFF OFF
3
按 , 显示出图案一览画面。
A
B
C
D
C
D
ON ON
1
1) 按开关
, 选择了自由缝制图案之後,画面自动地变换成显示已经设定的针数的自由缝制针数设定画
1
面。
2
3
4
5
2) 变更针数时 , 请用 A~D 的各针数设定开关
( 变更范围 0~99 针 )
来进行变更。
45
– 7 –
Page 10
– 8 –
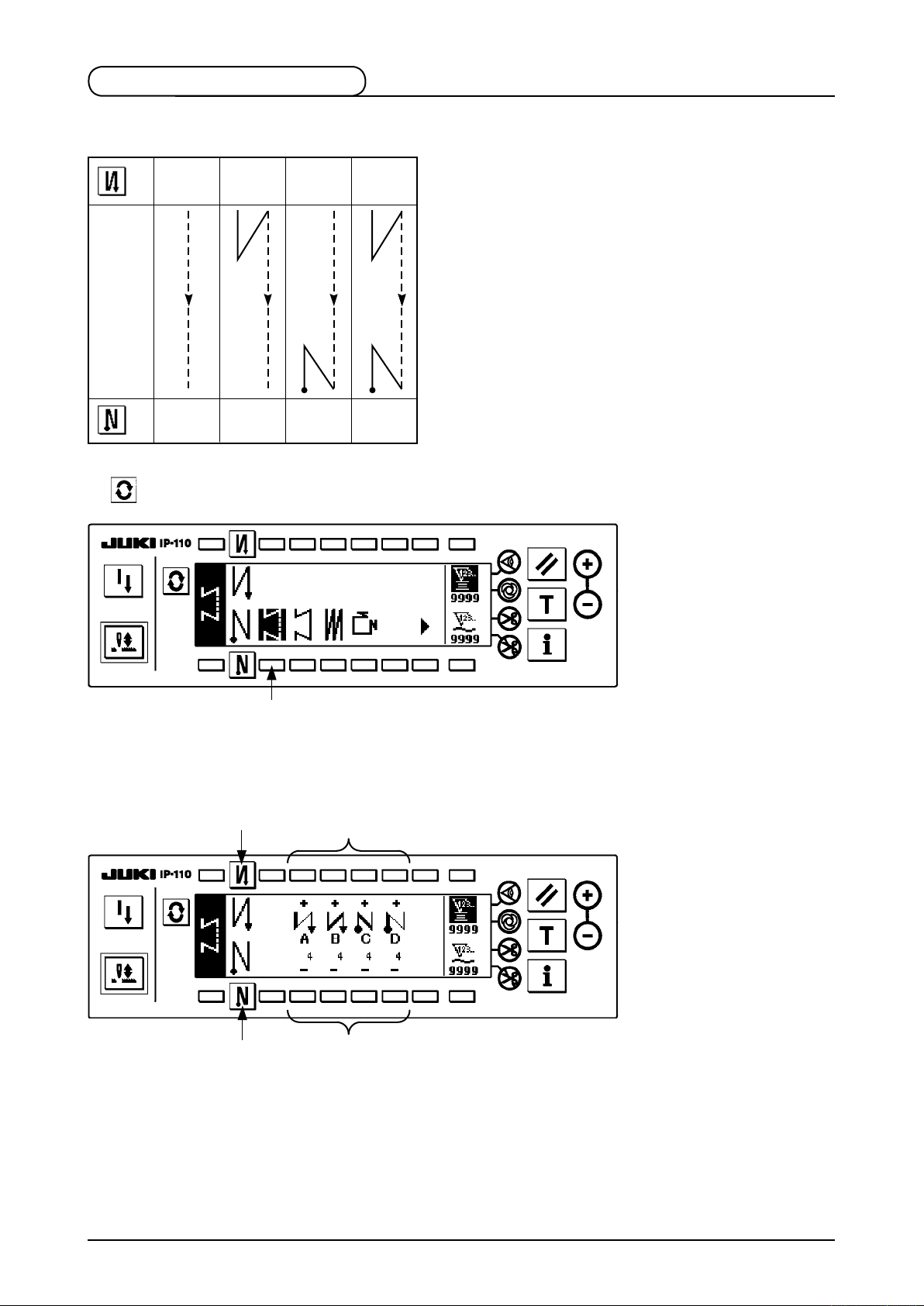
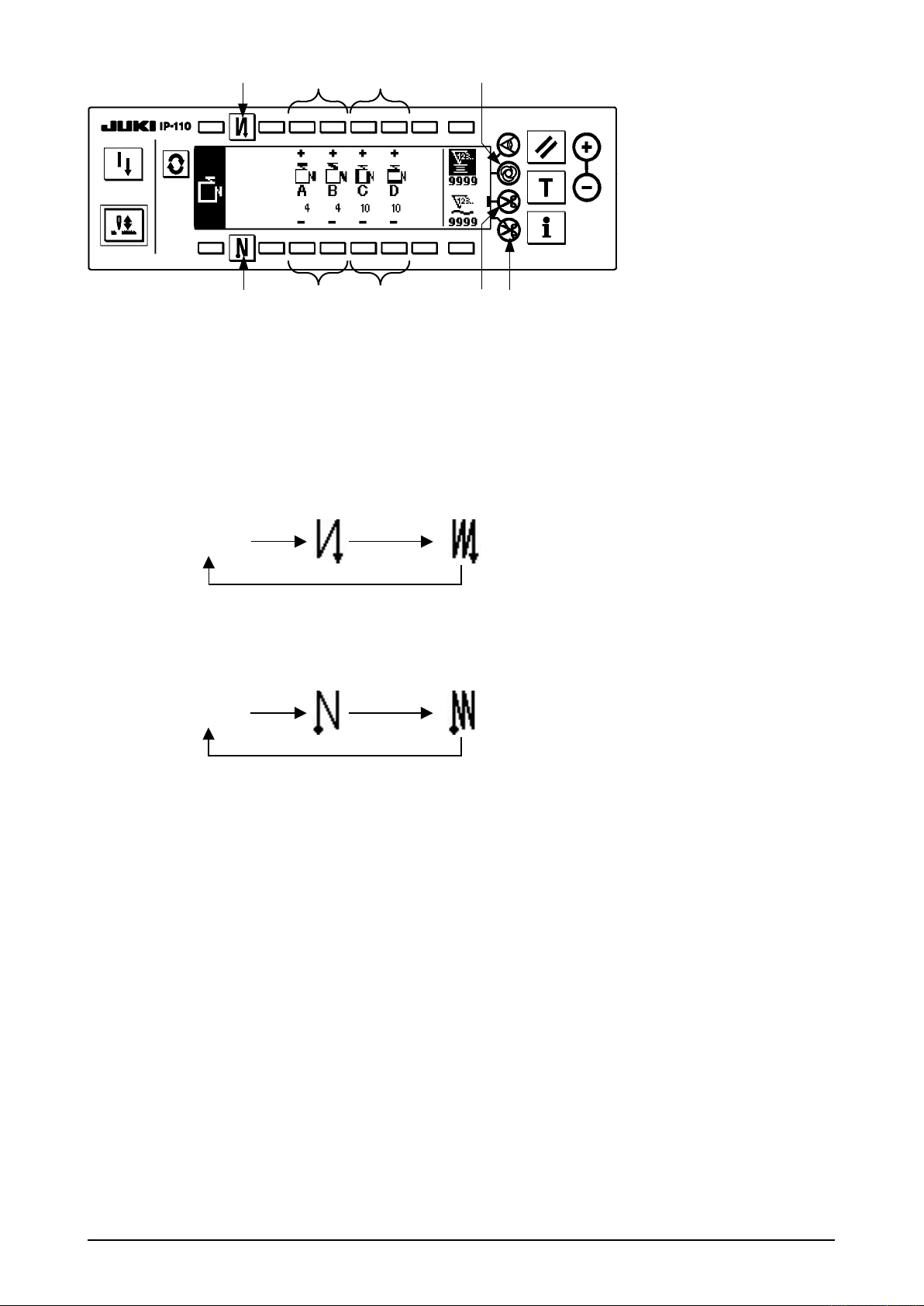
3) 按开关
之后 , 设定缝制开始的倒缝。
2
无设定 缝制开始倒缝 缝制开始双重倒缝
4) 按开关
, 设定缝制结束倒缝。
3
无设定 缝制开始倒缝 缝制开始双重倒缝
(2) 指定尺寸缝制图案
OFF ON ONOFF
2
A
缝制图案
3
OFF OFF ON ON
CDCD CD CD
A
B
B
A
B
B
A
按 , 显示图案一览画面。
1) 按开关
画面。
1
,选择了指定尺寸缝制图案之後,画面自动地变换成显示已经设定的指定尺寸缝制针数设定
1
2
3
4
5
6
7
!0
8
9
Page 11
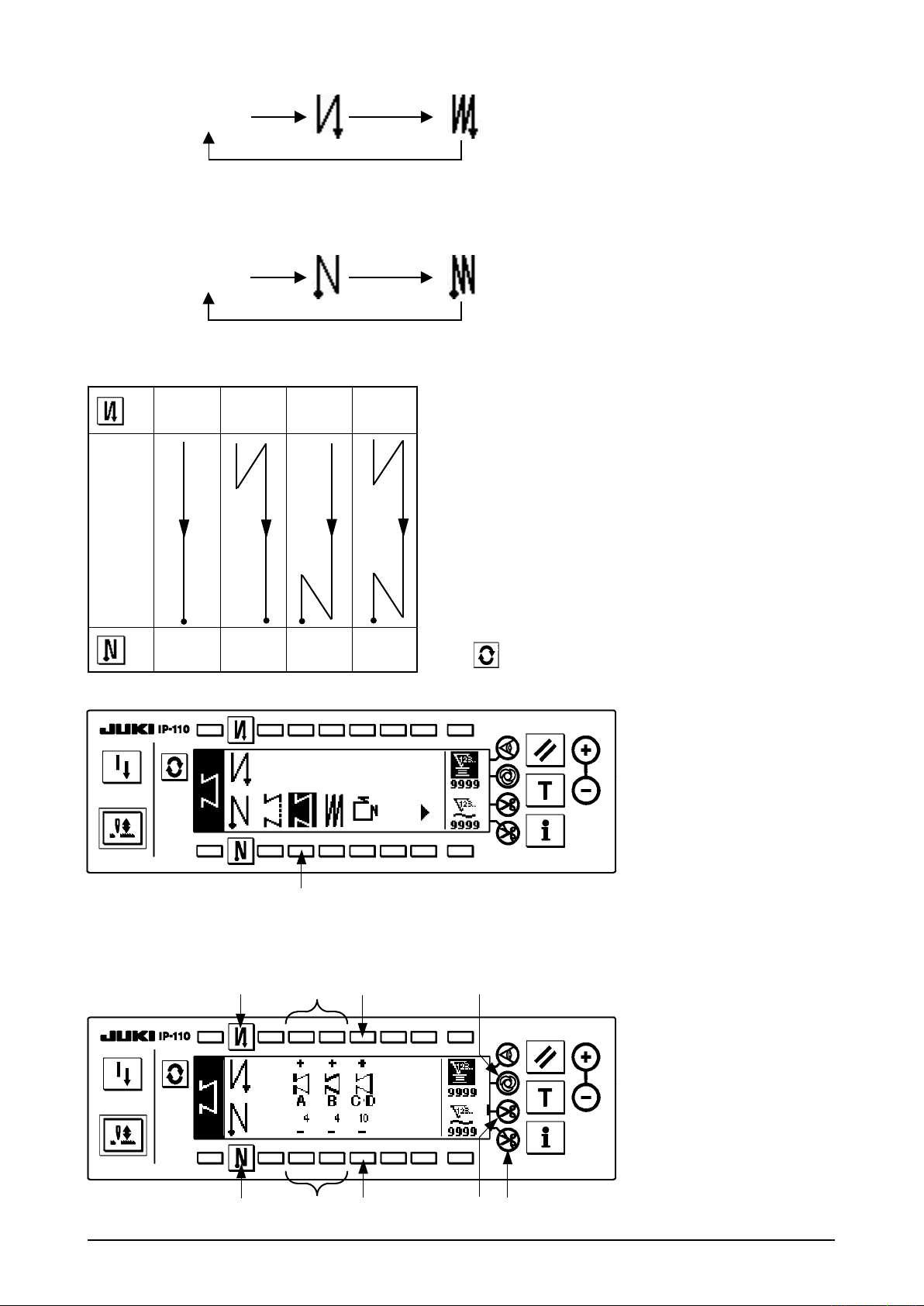
2) 变更倒缝的针数时 , 请利用 A、B 的各针数设定开关
请利用 C D 的针数设定开关
( 变更范围 A 、B = 0~19 针 , C D = 0~500 针 )
67
进行变更。
进行变更。另外 , 变更指定尺寸缝制的针数时 ,
45
3) 按开关
4) 按开关
5) 选择了自动切线开关8时 ,C D 工序结束之后 , 自动地进行切线 ( 设定了缝制结束倒缝时 , 缝制结束
倒缝完了之后自动地进行切线 )。
没有选择自动切线开关
动作 )。
另外 , 把踏板返回到中立位置 , 然后再次前踩踏板 , 则可以进行与设定针数无关地继续进行缝制。
6) 选择了禁止切线开关
7) 选择了单触自动缝制开关
之后 , 设定缝制开始的倒缝。
2
无设定 缝制开始倒缝 缝制开始双重倒缝
, 设定缝制结束倒缝。
3
无设定 缝制开始倒缝 缝制开始双重倒缝
时 ,C D 工序结束之后 , 按触摸倒缝开关 , 缝纫机即用低速转动 ( 修正缝制
8
时 , 缝纫机不切线进行上停止动作。
9
时 , 前踩踏板 , 则可以用设定的速度连续地自动缝制。
!0
(3) 重叠缝制图案
A
B
D
按 , 显示图案一览画面。
CC
B
1
1) 按开关1, 选择了重叠缝图案之后 , 画面自动地变换显示设定了针数的重叠缝针数设定画面。
– 9 –
Page 12
– 10 –
2
4
3 5 6
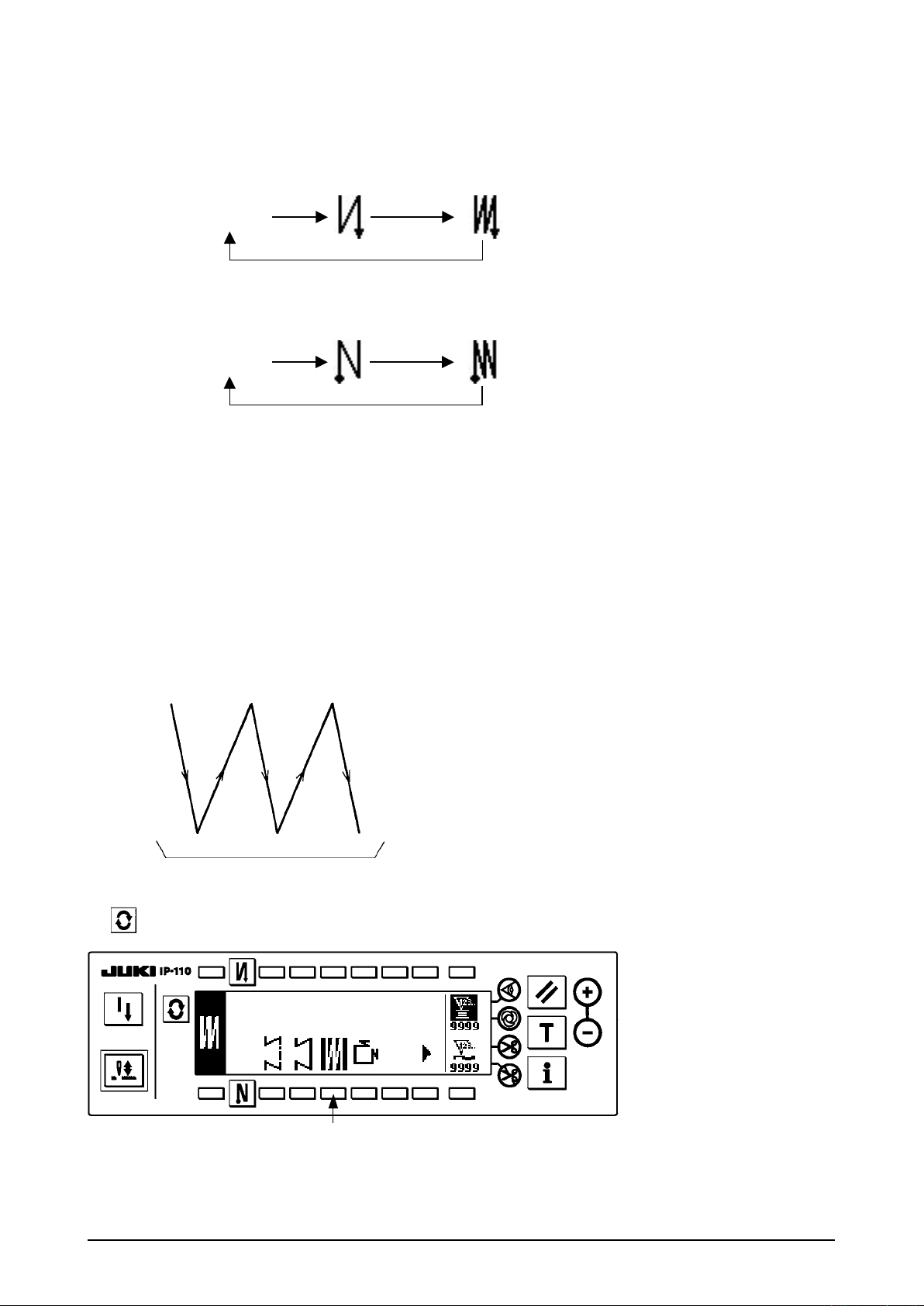
2) 变更针数时 , 请用 A~C 的个针数设定开关
, 全工序次数的变更请使用 D 的工序数设定开关
23
来进行变更。
( 变更范围 A, B, C = 0 ~ 19 针 , D = 0~9 次。)
3) 每向前踩一次踏板 , 进行正倒缝指定次数的缝制 , 然后自动切线 , 结束缝制。
( 自动一次缝制不能关闭。)
4) 选择了禁止切线
之后 , 全工序结束了也不进行切线 , 而进入到上停止。
6
(4) 四方形缝制图案
2
缝制图案
OFF ON
D
C
C
D
C
D
D
A
B
C
OFF ON
A
B
D
C
C
D
45
A
B
D
C
D
A
B
C
3
OFF
OFF
ON
ON
按 , 显示图案一览画面。
1
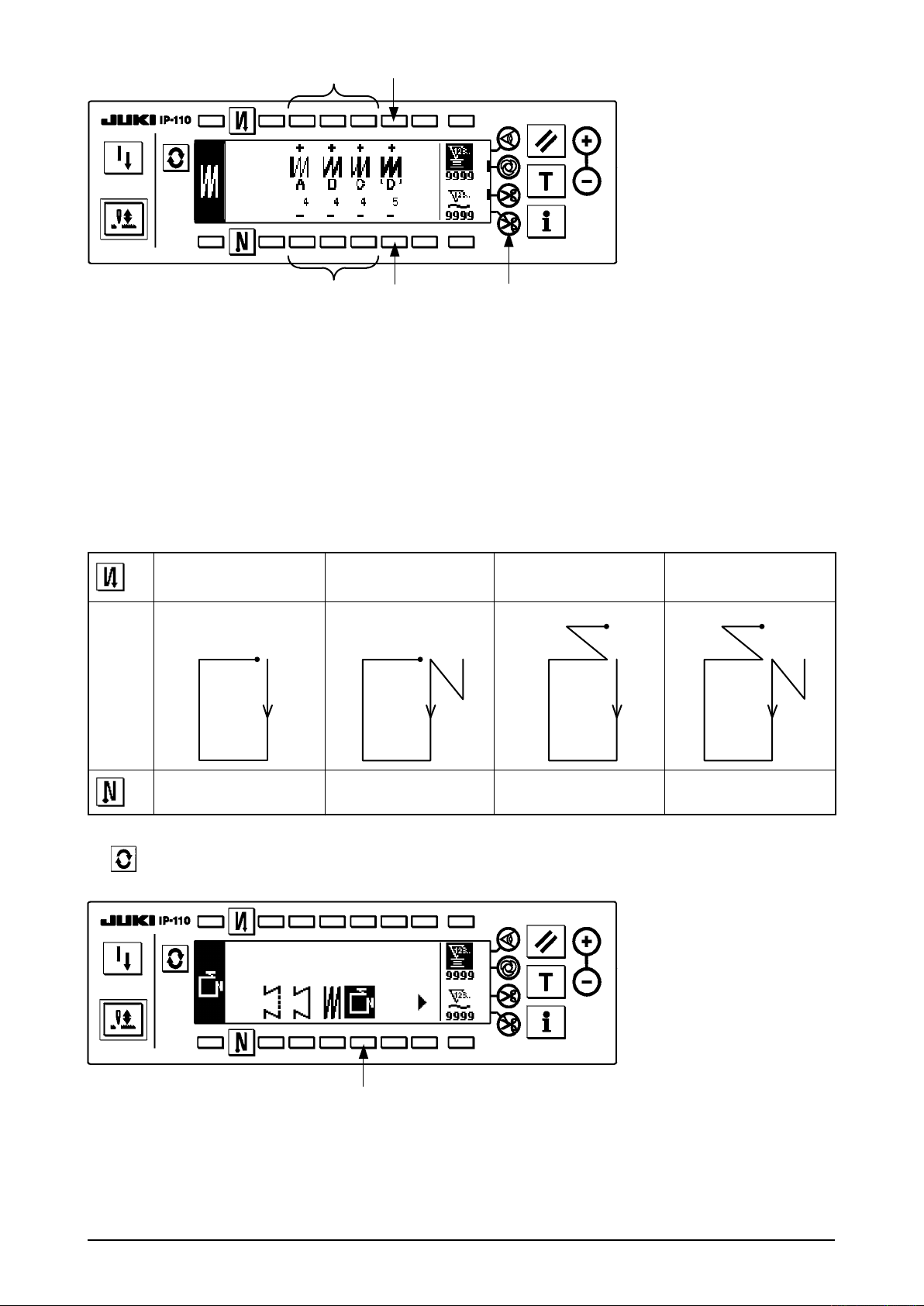
1) 按开关1,选择了四方形缝制图案之後,画面自动地变换成显示已经设定的针数的四方形缝制针数设
定画面。
Page 13
2
4
6
!0
53 9
7 8
2) 变更倒缝的针数时 , 请利用 A、B 的各针数设定开关
请利用 C 、D 的针数设定开关
67
进行变更。
( 变更范围 A 、B = 0 ~ 19 针 , C 、D = 0 ~ 99 针 )
3) 按开关
4) 按开关
之后 , 设定缝制开始的倒缝。
2
无设定 缝制开始倒缝 缝制开始双重倒缝
, 设定缝制结束倒缝。
3
进行变更。另外 , 变更四方形缝制的针数时 ,
45
无设定 缝制开始倒缝 缝制开始双重倒缝
5) 在 C 和 D 工序 , 工序结束之后自动地停止。此时 , 按触摸倒缝开关 , 则缝纫机用低速转动 ( 修正缝制
动作 )。另外 , 把踏板返回到中立位置 , 然后再次前踩踏板 , 则可以进行与设定针数无关地继续进行缝制。
6) 选择了自动切线开关
时 , 最终工序结束之后 , 自动地进行切线 ( 设定了缝制结束倒缝时 , 缝制结束
8
倒缝为最终工序 , 完了之后自动地进行切线 )。
7) 选择了禁止切线开关
8) 选择了单触自动缝制开关
时 , 缝纫机不切线进行上停止动作。
9
时 , 在 C 和 D 工序前踩踏板 , 则可以用设定的速度连续地自动缝制。
!0
9) 自动压脚提升规格时 , 在 C 和 D 工序 , 工序结束后自动地提升压脚。
– 11 –
Page 14
– 12 –
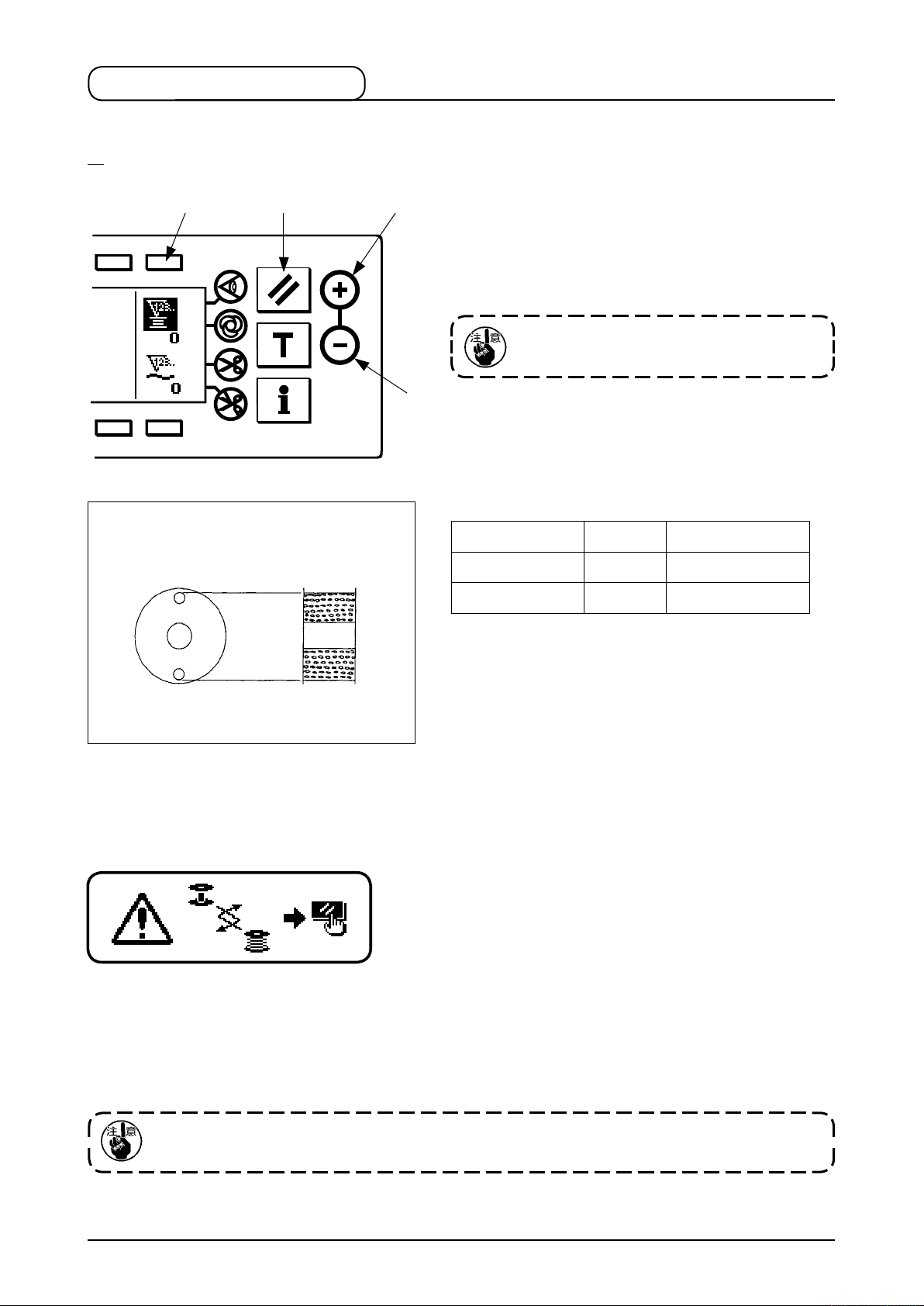
2-6. 底线计数器的使用方法
检测缝纫机的针数 , 根据其针数 , 从预先设定的值减数 (10 针时减 1), 计数器的值达到负值 (..... → 1 → 0 →
-1) 时 , 蜂鸣器 ( 哔哔、哔哔、哔哔 ) 和凸起画面来进行告知 , 督促底线更换。)
1 2
底线计数器初期设定参考值
3
1) 按开关
, 选择底线计数器之后 , 按计数器复位开
1
关2, 把底线计数器的显示返回到初期设定值 ( 出
货时设定值为 0)。
缝制中途不能复位 , 请进行一次切线。
4
2) 用计数器设定开关
设定初期值。
34
如左图 , 底线卷绕到梭芯外端的小孔时的初期设定参
考值如下表所示。
使用机线 绕线长度 底线计数器值
聚酯短纤维线 #50 36 m 1200( 间距 3 mm)
棉线 #50 31 m 1000( 间距 3 mm)
机线拉紧率 100%
※ 实际上 , 还与布料厚度、缝制速度的不同而变化 ,
请根据使用条件来进行调整。
3) 初期值设定完之后 , 开始缝制。
4) 底线计数器值达到负值之后 , 蜂鸣器响 ( 哔哔、哔哔、哔哔 ) 同时凸起画面显示 , 则更换底线。
更换底线警告凸起画面
5) 缝换完底线之后 , 按计数器复位开关
6) 底线残余量多 , 或底线计数器达到负值之前 , 底线没有时 , 请用计数器设定开关
, 返回初期值 , 再继续进行缝制。
2
来调整初期值。
34
线残余量多时 ............ 用 + 开关增加
线残余量不够时 ......... 用 - 开关减少
与底线残余量检测装置组合使用时 , 底线计数器受底线残余量检测装置的检测次数设定的控制 , 请参考底线残
余量检测装置的使用说明书。
Page 15

2-7. 关于缝制计数器
每次切线后 , 计数加算。(0 → 1 → 2............ → 9999)
1
2-8. 关于半针修正开关
1
4
2
按开关1,选择了缝制计数器后,可以用计数器值设
定开关
关4的方法可以把缝制计数器值返回到 0。
3
每按半针修正开关1之后 , 机针变换成上→下 , 下→
上 , 可以进行半针修正缝制。
但是 , 持续按开关 , 不能连续地低速运转。
另外 , 手转动飞轮后 , 半针修正开关则变为无效。向前
踩踏板进行切线后 , 仅在半针修正时有效。
修正计数器值。另外,用按计数器复位开
2 3
2-9. 关于布边传感器 ON/OFF 开关
· 连接了选购品布边传感器时 , 有效。
· 选择布边传感器时 , 检测布边之后 , 自动停止或进行切线处理。
组合使用布边传感器时 , 请仔细阅读布边传感器使用说明书。
2-10. 关于自动切线开关
· 这是自动停止的工序或使用布边传感器时 , 自动实行切线的开关。
( 缝制结束自动倒缝被选择之后 , 进行了结束自动倒缝之后 , 再进行切线。)
2-11. 关于单触键自动缝制开关
· 这是在使用定尺寸缝、四角缝或使用布边传感器时 , 一旦驱动缝纫机后 , 就会按照设定速度自动缝制
到该工序的最后的开关。
– 13 –
Page 16

– 14 –
2-12. 关于禁止切线开关
· 这是暂时禁止切线功能的开关。
不切线时 , 与通常的切线动作一样。
( 选择了结束自动倒缝时 , 进行结束自动倒缝。)
· 同时设定 和 时 , 不进行切线动作 , 变为上停止。
3. 信息
利用信息功能可以进行各种数据设定和确认。
信息功能有操作人员等级和维修人员等级。
3-1. 操作人员等级
1) 打开 (ON) 电源。
2) 按开关
■ 信息画面 ( 操作人员等级 )
, 显示出信息画面。
1
1
1
(1) 缝制管理信息
缝制管理信息有维修保养管理功能、生产管理功能、运转测定功能。
[ 维修保养管理功能 ]
: 缝制管理信息
1
1) 按
1
之后 , 显示出维修保养功能画面。
1
Page 17

■ 维修保养功能画面
2 3
4
[ 各项目的说明 ]
机针更换时期 ......... 单位 :×1000 针
2
清扫时间 ................ 单位 : 小时
3
机油更换时间 ......... 单位 : 小时
4
[ 显示内容的说明 ]
( 分子 / 分母 )
※ * 达到千针的剩余针数 / * * 千针
例 ) 更换机针
100 / 1600 kn
每 1600 千针通知更换时间
在达到 100 千针通知更换时间
按2、3、4开关之后 , 显示清除确认画面。
■ 清除画面
1
2
: 不进行清除 , 返回维修功能画面。
1
: 实行清除 , 返回维修功能画面。
2
■ 警告画面
到达警告时间之后 , 显示出警告画面。
1
2
– 15 –
Page 18

– 16 –
: 按键之后 , 画面被清除 , 但是计数器本身不被清除。
1
清除计数器请通过清除画面来进行。直到被清除之前 , 每隔 10 分钟显示一次更换机针警告画面。其
它警告在被清除之前 , 打开电源时显示警告画面。
: 按键之后 , 画面被清除 , 计数器值也被清除。
2
从此时开始重新计数。
[ 设定警告时间 ]
■ 在信息画面
1
1) 在信息画面 , 持续按开关1约 3 秒钟。
■ 缝制管理信息选择画面
2
2) 按
, 显示出维修保养画面。
2
( 有关其它功能 , 请参照服务手册。)
■ 维修保养功能画面
3
5
: 显示机针更换时期 ( 针数 : 单位 × 1000 针 ) 输入画面。
3
: 显示清扫时间 ( 时间 : 单位 h) 输入画面。
4
: 显示缝纫机油更换时间 ( 时间 : 单位 h) 输入画面。
5
: 显示切线次数 ( 次数 : 单位次 ) 输入画面。( 在已缝制数量画面 , 可以设定计数缝制件数时的平均一次
6
4
6
计数的切线次数。)
Page 19

■ 各种输入画面 ( 机针更换时期、清扫时间、缝纫机油更换时间、切线次数 )
7 8
显示出7清除确认画面。( 指定切线次数时不显示 )
设定时间输入后用8进行确定。
停止警告功能时 , 请把设定值设定为「0」。可以分机针更换、清扫、机油分别进行设定。
全部停止时 , 请分别设定为「0」。
(2) 生产管理信息
1
1) 按1, 显示出生产管理画面。
■ 生产管理画面
2
4
[ 各项目的说明 ]
现在的目标件数 .............单位 : 件
最终的目标件数 .............单位 : 件
现在为止的缝制件数 ......单位 : 件
3
5
每缝制 1 件需要的时间 ( 间隔时间 )......... 单位 : 秒
表示现在停止测定。 表示现在测定中。
2) 按
2345
, 显示出生产管理输入画面。
– 17 –
Page 20

– 18 –
■ 生产管理输入画面
3) 用
6
设定各设定项目。在6上反转输入的设定时期。
7
间隔时间的最小设定值为 0.50 秒。
设定为 0.00 秒之后 , 现在的目标为不显示。
7
7
8
4) 在形状一览画面 , 按8。
■ 显示缝制数量画面
2
3
9
!0
5) 缝制数量画面被显示出来。用此画面可以缝制。
用开关
用开关
用开关
可以变更设定值 ( 此画面上不能编辑最终目标值和间隔时间 )。
23
可以清除现在的目标值和现在完成数量 ( 设定为 0)。
9
可以设定完成数量显示功能的开始 / 停止。
!0
Page 21

(3) 运转测定功能
1) 按1, 显示出运转测定功能。
■ 运转测定功能画面
1
2
[ 各项目的说明 ]
运转率...........................单位 : %
运转平均速度 ................单位 : rpm
间隔时间 .......................单位 : 秒
机器时间 .......................单位 : 秒
2) 按
3) 停止测定时 , 请再次按
4) 用
, 开始测定运转。
3
。
3
可以清除测定结果。
2
没有实行清除时 , 则接着上次的测定继续进行测定。
3
– 19 –
Page 22

– 20 –
3-2. 维修人员等级
1) 打开 (ON) 电源。
2) 持续约 3 秒钟按开关
■ 信息画面 ( 维修人员等级 )
, 显示出信息画面。
1
1
2 3 4 5 6 7 1
1) 按各开关 , 显示各功能的画面 ( 开关
3456
需要持续按 3 秒钟 )。按开关1之后 , 结束信息模式 ,
返回到信息模式前的画面。
显示版本 .................................................... 参照服务手册。
2
缝制通用设定 ............................................. 参照缝制通用数据功能。
3
功能设定 .................................................... 参照功能设定方法。
4
缝制管理设定 ............................................. 参照缝制管理信息。
5
6
7
数据通讯 ..................................................... 参照服务手册。
媒体格式化 ................................................. 参照服务手册。
实行了媒体格式化之后,现在保存的数据全部会消去。
因此媒体初期化以外,请注意不要使用此功能。
(1) 缝制通用数据功能
■缝制通用数据画面 ( 维修人员等级 )
6
1 2 3 4 5
7
Page 23

1) 按各开关 , 显示各功能的画面。
编辑简易程序 ......................... 参照简易程序功能。
1
设定选项输出输入 .................. 参照选项输出输入功能。
2
显示切线装置 ......................... 参照切线装置功能。
3
设定附带装置 1 ..................... 参照附带装置功能。
4
设定附带装置 2 ..................... 参照附带功能装置。
5
2) 按了开关
之后 , 返回信息画面 ( 维修人员等级 ), 按了开关7之后 , 结束信息模式 , 返回到信息模式
6
前的画面。
1. 简易程序功能
此功能是不使用专用的输入装置 , 仅用 SC-510 主机读取各种的内部信号、从外部 ( 连接器 ) 来的信号 ,
可以编制向外部 ( 连接器 ) 输出特殊信号、可以控制缝纫机的复杂动作的简易程序的功能。有关详细
使用方法 , 请参照 SC-510 的服务手册。
■ 编辑简易程序第 1 画面
[ 程序模式“END”: 标准设定 ]
51 3
642
1) 按开关
2) 按开关
, 选择程序 (No.1~4)。
12
, 选择步骤 (No.1~20)。用开关
34
不能进入到下一步骤 No. 。
3) 按开关
,选择程序指令 ( 功能代码 No.0 ~ 20)。在此举例说明,选择功能代码 No.2“AND”。选
56
择了“AND”之后,显示变为下图。
■ 编辑简易程序第 1 画面
[ 程序模式“AND”: 标准设定 ]
8
97
!0
选择的程序指令为“END”时 , 此步骤 No. 为最终步骤 ,
56
!4
4) 按开关
5) 按开关
6) 按开关
, 设定参数 1 。关于参数 1 , 选择的程序指令内容不同参数也不同 , 也有可能没有参数。
78
, 设定参数 2 。关于参数 2 , 选择的程序指令内容不同参数也不同 , 也有可能没有参数。
!0
9
, 显示简易程序编辑第 2 画面。
!4
– 21 –
Page 24

– 22 –
■ 编辑简易程序第 2 画面
[ 程序指令“AND”: 标准设定 ]
!1
!0 !2
!4
7) 按开关
8) 按开关
7 9
5
8
6
, 选择输入插口 (No.1~53)。关于输入插口 , 选择的程序指令不同有可能没有插口。
56
, 选择已经选择的输入插口的输入状态 (Low : Low 输入时真 ,High : High 输入时真 )。输
78
入插口的输入理论 , 选择的程序指令不同也有可能没有插口。
※ 输入插口 (No.1~53) 和伴随的输入状态选择可以为复数。
9) 按开关
10) 按开关
, 选择输出插口 (No.1~17)。
!0
9
, 选择已经选择的输出插口的输出状态 (Low : 真时为 Low 输出 , High : 真时为 High 输出 )。
!1!2
关于输出状态可以用复数的输出插口进行设定。
※ 输出插口 (No.1~17) 和伴随的输出状态选择可以为复数。
11) 按开关
, 显示编辑简易程序第 1 画面。
!4
■ 编辑简易程序第 1 画面
[ 程序指令“AND”: 标准设定 ]
!1
!3
!5
!2
!6
Page 25

12) 编辑下一步骤时 , 反复项目 2) ~11)。编辑结束之后 , 按开关!3, 使该程序成为有效 ( 上图表示程序 off
。按开关!3之后 , 变换为显示下图 , 成为 on)。
程序 on
程序 off
13) 按开关!6, 保存该程序结束编辑之后 , 显示出下图的画面。按开关!5之后 , 截止现在的编辑内容全部
取消 , 返回到编辑前的状态。
14) 最后 , 请切断电源开关。然后重新接通电源 , 该简易程序起动。
● 步骤的插入方法
按开关
之后 , 在显示的步骤后面插入新步骤 ( 程序指令被设定为“ DELY”), 变换为该步骤的显示。
!1
● 步骤的消除方法
按开关
之后 , 显示的步骤被消除 , 下一个步骤提上来 , 变换显示该步骤。
!2
● 缝制时的有效简易程序 No. 显示有效设定的简易程序 No. 在通常的缝制画面等上显示于下图的虚线框
内 , 因此可以确认哪个简易程序 No. 现在正在动作。下图表示 No.1~4 所有有效设定的显示。无效设
定的简易程序 No. 不显示。
– 23 –
Page 26

– 24 –
[ 程序指令一览表 ]
指令显示
功能代码 No.
0
1
2
指令名称
结束 - -
准备 - -
带 AND
条件分支
显示 设定范围 显示 设定范围 显示 设定范围 显示 设定范围
1 ~ 20
参数 1 参数 2 输入插口 输入插口
( 跳跃步骤 No.)
1 ~ 20 : 步骤 No.
- -
0 ~ 999
0 : 等待输入至条件成立
0 ~ 999
( 延迟时间 )
0 : 指令无效
1 ~ 999 : msec
( 延迟时间 )
1 ~ 999 : msec
带 O R
3
4
5
6
条件分支
带针数 AND 条
件分支
带 OR
条件分支
反复跳跃
计数
1 ~ 20
1 ~ 20
1 ~ 20
1 ~ 20
( 跳跃步骤 No.)
1 ~ 20 : 步骤 No.
0 ~ 999
( 跳跃步骤 No.)
1 ~ 20 : 步骤 No.
0 ~ 999
( 跳跃步骤 No.)
1 ~ 20 : 步骤 No.
0 ~ 999
( 跳跃 )
1 ~ 20 : 步
0 ~ 999
( 延迟时间 )
0 : 等待输入至条件成立
1 ~ 999 : msec
( 针数 )
0 : 指令无效
1 ~ 999 : 针
( 针数 )
0 : 指令无效
1 ~ 999 : 针
( 反复计数值 )
0 : 无限
1 ~ 999 : 次
转速指令
7
0 ~ 999
※ 输入插口 (No.1~53) 和输出插口 (No.1~17) 可以分别设定状态。
( 速度 )
0 ~ 999 : × 10rpm
0 ~ 999
( 延迟时间 )
0 : 延迟时间无效
1 ~ 999 : msec
Page 27

: 无设定
指令内容
程序的结束 ( 初期设定 )。
- -
- -
1 ~ 53
1 ~ 53
1 ~ 53
: 无设定
: H 输入
: L 输入
: 无设定
: H 输入
: L 输入
: 无设定
: H 输入
: L 输入
1 ~ 17
1 ~ 17
1 ~ 17
1 ~ 17
1 ~ 17
: H 输出
: L 输出
: 无设定
: H 输出
: L 输出
: 无设定
: H 输出
: L 输出
: 无设定
: H 输出
: L 输出
: 无设定
: H 输出
: L 输出
经过延迟时间后 , 进入下一步骤。
用输入设定指定的条件全部都成立后 (A ND
输入 ) , 移向下一步骤。因输入条件不成立而
超过延迟时间后 , 用跳跃步骤 No. 跳跃到被
设定的步骤。
用输入设定指定的条件之一成立后 (O R 输
入 ) , 移向下一步骤。因输入条件不成立而超
过延迟时间后 , 用跳跃步骤 No. 跳跃到被设
定的步骤。
在针数设定的设定值内 , 输入设定条件全都
成立后 (AND 输入 ), 用跳跃步骤 No. 跳跃
到被指定的步骤 , 针数经过后移向下一步骤。
1 ~ 53
- -
- -
: 无设定
: H 输入
: L 输入
1 ~ 17
1 ~ 17
1 ~ 17
: 无设定
: H 输出
: L 输出
: 无设定
: H 输出
: L 输出
: 无设定
: H 输入
: L 输入
在针数设定的设定值内 , 输入设定条件之一
成立后 (OR 输入 ), 用跳跃步骤 N o. 跳跃到
被指定的步骤 , 针数经过后移向下一步骤。
反复值到计数值超过 , 用跳跃反复到被指定
的步骤之间。用设定值 0 无限循环。
( 注意 ) 请不要进行此指令的输入。
可以设定缝纫机的转速。设定延迟时间内以
设定转速动作 , 延迟时间经过后接触转速指
令。最低转速不能为功能设定 No.35 踏板最
低转速的设定值以下。另外 , 最高速度也不
能为功能设定最高转速 No.96 的设定值以
上。
– 25 –
Page 28

– 26 –
指令显示
功能代码 No.
指令名称
参数 1 参数 2 输入插口 输入插口
显示 设定范围 显示 设定范围 显示 设定范围 显示 设定范围
10
11
转速限制
8
9
指令
0 ~ 999
Lswinh
指令
切线指令 - -
Tswinh
指令
or
or
( 限制转速 )
0 ~ 999 : × 10rpm
(on/off 信息 )
: on
: off
(on/off 信息 )
: on
: off
0 ~ 999
0 ~ 999
0 ~ 999
0 ~ 999
( 延迟时间 )
0 : 延迟时间无效
1 ~ 999 : msec
( 延迟时间 )
0 : 无延迟
1 ~ 999 : msec
( 延迟时间 )
0 : 无延迟
1 ~ 999 : msec
( 延迟时间 )
0 : 无延迟
1 ~ 999 : msec
上停止指令 - -
12
半针指令 - -
13
Rsw 指令 - -
14
※ 输入插口 (No.1~53) 和输出插口 (No.1~17) 可以分别设定状态。
0 ~ 999
0 ~ 999
0 ~ 999
( 延迟时间 )
0 : 无延迟
1 ~ 999 : msec
( 延迟时间 )
0 : 无延迟
1 ~ 999 : msec
( 延迟时间 )
0 : 无延迟
1 ~ 999 : msec
Page 29

- -
- -
- -
1 ~ 17
1 ~ 17
1 ~ 17
: 无设定
: H 输出
: L 输出
: 无设定
: H 输出
: L 输出
: 无设定
: H 输出
: L 输出
指令内容
可以 设定缝纫机 的最高转速限制值。在设
定延迟时间内设定转速限制动作 , 接触延迟
时间经过后的速度限制指令。最低转速不能
为功 能设定 No .35 踏板最低转速 的设定值
以下。另外 , 最高转速不能为设定最高转速
No.96 设定值以上。
禁止 LSW ( 前踩踏指令 )。在延迟时间 0 时 ,
没有延迟时间实行指令。另外 , 设定延迟时
间内 LSW 无效 , 延迟时间设定后 LSW 的输
入有效。
切线动作。在延迟时间 0 时无效。另外 , 在
设定延迟时间内发出切线指令。延迟时间经
过后接触。
- -
- -
- -
- -
1 ~ 17
1 ~ 17
1 ~ 17
1 ~ 17
: 无设定
: H 输出
: L 输出
: 无设定
: H 输出
: L 输出
: 无设定
: H 输出
: L 输出
: 无设定
: H 输出
: L 输出
禁止输出切线。延迟时间 0 时没有延迟时间
指令被实行。其他时在延迟时间内发出切线
延迟命令 , 延迟时间过后解除。
上位置停止命令 ( 用其他的指令指定的速度
被无视。) 在延迟时间 0 时 , 没有延迟时间 ,
实行指令。另外 , 设定延迟时间内上位置停
止指令有效 , 延迟时间经过后指令无效。
实行指令时 , 如果在下位置 , 则移动到上位
置 , 如果在上位置 , 则即使有其他指令的速
度指定 , 也被无视。在延迟时间 0 时 , 没有
延迟时间 , 实行指令。另外 , 在设定延迟时
间内指令有效 , 延迟时间经过后指令无效。
倒转提升机针指令。实行指令时 , 从功能设
定 No.19 设定的角度倒转然后制动停止。在
延迟时 间 0 时 , 没 有延迟 时 间 , 实行指令。
另外 , 在设定延迟时间内指令有效 , 延迟时
间经过后指令无效。
– 27 –
Page 30

– 28 –
指令显示
功能代码 No.
指令名称
参数 1 参数 2 输入插口 输入插口
显示 设定范围 显示 设定范围 显示 设定范围 显示 设定范围
15
16
17
18
带角度 AND 条
件分支
带角度 O R 条件
分支
停止指令 - -
B T s w 指令
( 倒缝输出 )
1 ~ 20
1 ~ 20
or
( 跳跃步骤 No.)
1 ~ 20 : 步骤 No.
( 跳跃步骤 No.)
1 ~ 20 : 步骤 No.
(on/off 信息 )
: on
: off
0 ~ 359
0 ~ 359
0 ~ 999
0 ~ 999
( 角度 )
0 ~ 359: 度
( 角度 )
0 ~ 359: 度
( 延迟时间 )
0 : 无延迟
1 ~ 999 : msec
( 延迟时间 )
0 : 无延迟
1 ~ 999 : msec
(on/off 信息 )
FLsw 指令
19
20
※ 输入插口 (No.1~53) 和输出插口 (No.1~17) 可以分别设定状态。
( 压脚提升输出 )
复位程序
or
1 ~ 4 简易程序
1 ~ 4
: on
: off
( 程序 No.)
No.
0 ~ 999
or
( 延迟时间 )
0 : 无效
1 ~ 999 : msec
(on/off 信息 )
: on
: off
Page 31

: 无设定
: 无设定
指令内容
经过设定的角度后 , 进入下一步骤。输入条
件所有都成立 (A ND 输入 ) 时 , 移向跳跃步
骤 No.。( 角度标准为从上位置偏离的角度 )
1 ~ 53
1 ~ 53
- -
- -
: H 输入
: L 输入
: 无设定
: H 输入
: L 输入
1 ~ 17
1 ~ 17
1 ~ 17
1 ~ 17
: H 输出
: L 输出
: 无设定
: H 输出
: L 输出
: 无设定
: H 输出
: L 输出
: 无设定
: H 输出
: L 输出
经过设 定 的角度后 , 进入 下一步骤。 输 入
条件之一成立 (OR 输入 ) 时 , 移向跳跃步骤
No.。( 角度标准为从上位置偏离的角度 )
发出停止命令 , 移向下一步骤。时间设定时 ,
设定时间经过后 , 移向下一步骤。
设定倒缝开关的 on/o ff。在延迟时间 0 时 ,
没有延迟时间 , 实行指令。其他设定值时 ,
设定时间中输出倒摺“o n”时间经过后 ,o ff
倒缝开关。
- -
- -
1 ~ 17
1 ~ 17
: 无设定
: H 输出
: L 输出
: 无设定
: H 输出
: L 输出
设定压脚提升开关指令的 on/off。在延迟时
间 0 时 , 没有延迟时间 , 实行指令。其他设
定值时 , 设定时间中压脚提升输出“o n”时
间经过后 ,“off”压脚提升开关。
指定程序 No. 的步骤初期化。强制地把指定
的程序步骤返回到最初的步骤。可以一个一
个程序地设定步骤初期化。
– 29 –
Page 32

[ 简易程序信息输入设定代码一览和连接器配置一览表 ]
下面显示的表是简易程序编辑第 2 画面上设定的输出输入接口代码和电路板上的连接器号码以及销配置、
功能一览表。
输入一览
电路板上的连接
插口输入代码
0 −
1 opi0
2 opi1
3 opi2
4 opi3
5 opi4
6 opi5
7 opi6
8 opi7
9 opo0
10 opo1
11 opo2
12 opo3
13 opo4
14 opo5
15 opo6
16 opo7
17 TRMD
18 WPD
19 TLSUBD
20
21 FLD
22 BZ
23 M_ERR
24 S.STATE
25 HSTSW
26 LSSW
27 BTSW
28 UDET
29 DDET
30
31 DOWN
32 SET+
33 SET−
34 TSW
35 FLSW
36 FLSW
37 HSSW
38 opi8
39 opi9
40 opi10
41 opi11
42 opi12
43 opi13
44 opi14
45 opi15
46 opo8
47 opo9
48 opo10
49 opo11
50 opo12
51 opo13
52 opo14
53 opo15
信号名称 功能
无效 将无效输入作为无效。
选项输入 _
选项输入 _
选项输入 _
选项输入 _
选项输入 _
选项输入 _
选项输入 _
选项输入 _
选项输出 _1 的输入
选项输出 _2 的输入
选项输出 _3 的输入
选项输出 _4 的输入
选项输出 _5 的输入
选项输出 _6 的输入
选项输出 _7 的输入
选项输出 _8 的输入
切线输出
挑线杆输出
松线输出
BRD
UP
倒缝输出
压脚提升输出
蜂鸣器输出
缝纫机异常出错输出
停止状态输出
半针开关输入
低速开关输入
倒缝开关输入
上位置输入
下位置输入
UP 键输入 操作盘
DOUN 键输入 操作盘
SET +键输入 操作盘
SET −键输入 操作盘
切线开关输入
压脚提升开关输入
压脚提升开关输入
高速开关输入
选项输入 _9
选项输入 _10
选项输入 _11
选项输入 _12
选项输入 _13
选项输入 _14
选项输入 _15
选项输入 _16
选项输出 _9 的输入
选项输出 _10 的输入
选项输出 _11 的输入
选项输出 _12 的输入
选项输出 _13 的输入
选项输出 _14 的输入
选项输出 _15 的输入
选项输出 _16 的输入
1 CN51-1 2
2 CN51-1 3
3 CN51-2 2
4 CN51-2 3
5 CN51-3 2
6 CN51-3 3
7 CN51-4 2
8 CN51-4 3
器号码和销号码
− −
− −
− −
− −
− −
− −
− −
− −
CN36
CN36
CN36
CN36
CN37
− −
CN40
− −
CN38
CN39
CN36
CN33
CN33
CN39
CN36
CN39
CN39
CN123-1
CN123-1
CN123-2
CN123-2
CN123-3
CN123-3
CN123-4
CN123-4
− −
− −
− −
− −
− −
− −
− −
− −
销号码 备考
选项输出 _1 的输出信号可以在内部进行输入。
选项输出 _2 的输出信号可以在内部进行输入。
选项输出 _3 的输出信号可以在内部进行输入。
选项输出 _4 的输出信号可以在内部进行输入。
选项输出 _5 的输出信号可以在内部进行输入。
选项输出 _6 的输出信号可以在内部进行输入。
选项输出 _7 的输出信号可以在内部进行输入。
选项输出 _8 的输出信号可以在内部进行输入。
1
2
7
6
1
6
CP-160( 操作盘 )
13
立式缝纫机规格
11
5
6
1
前护罩
−
前护罩
−
前护罩
−
前护罩
−
立式缝纫机规格
7
4
立式缝纫机规格
5
立式缝纫机规格
9
扩展电路板(IPOP 电路板) CN123
2
扩展电路板(IPOP 电路板) CN123
3
扩展电路板(IPOP 电路板) CN123
2
扩展电路板(IPOP 电路板) CN123
3
扩展电路板(IPOP 电路板) CN123
2
扩展电路板(IPOP 电路板) CN123
3
扩展电路板(IPOP 电路板) CN123
2
扩展电路板(IPOP 电路板) CN123
3
选项输出 _9 的输出信号可以在内部进行输入。
选项输出 _10 的输出信号可以在内部进行输入。
选项输出 _11 的输出信号可以在内部进行输入。
选项输出 _12 的输出信号可以在内部进行输入。
选项输出 _13 的输出信号可以在内部进行输入。
选项输出 _14 的输出信号可以在内部进行输入。
选项输出 _15 的输出信号可以在内部进行输入。
选项输出 _16 的输出信号可以在内部进行输入。
( 注意 ) 1. 插口输入代码 38 ~ 45 仅可以在实装了 IPOP 电路板时使用。
2. 插口输入代码 9 ~ 16、46 ~ 53 的动作是使用被写入的选项输出时,将输出作为内部的输入信号可以使用
以及作为程序中的信号可以使用的功能。
– 30 –
Page 33

输出一览
电路板上的连接
插口输入代码 信号名称 功能
0 −
1 opo0
2 opo1
3 opo2
4 opo3
5 opo4
6 opo5
7 opo6
8 opo7
9 BZ
10 opo8
11 opo9
12 opo10
13 opo11
14 opo12
15 opo13
16 opo14
17 opo15
选项输出 _1
选项输出 _2
选项输出 _3
选项输出 _4
选项输出 _5
选项输出 _6
选项输出 _7
选项输出 _8
蜂鸣器输出
选项输出 _9
选项输出 _10
选项输出 _11
选项输出 _12
选项输出 _13
选项输出 _14
选项输出 _15
选项输出 _16
( 注意 ) 1.插口输入代码 10 ~ 17 仅可以在实装了 IPOP 电路板时使用。
器号码和销号码 销号码 备考
CN50-1
CN50-1
CN50-2
CN50-2
CN50-3
CN50-3
CN50-4
CN50-4
− −
CN124-1
CN124-1
CN124-2
CN124-2
CN124-3
CN124-3
CN124-4
CN124-4
2
3
2
3
2
3
2
3
2
3
2
3
2
3
2
3
把输出作为无效。
扩展电路板(IPOP 电路板) CN124
扩展电路板(IPOP 电路板) CN124
扩展电路板(IPOP 电路板) CN124
扩展电路板(IPOP 电路板) CN124
扩展电路板(IPOP 电路板) CN124
扩展电路板(IPOP 电路板) CN124
扩展电路板(IPOP 电路板) CN124
扩展电路板(IPOP 电路板) CN124
– 31 –
Page 34

2. 选项输出输入功能
此功能是把各种功能设定到输入连接器 (CN51) 和输出连接器 (CN50), 控制对连接器设定的功能信号输出
和控制缝纫机的简单的动作控制的功能。详细内容请参照 SC-510 的服务手册。
■ 选项输出输入设定画面
[ 标准设定 ]
!1
1 3 5 7 9
!3
2 4 6 8
!0 !2
!4
● 把功能设定到输入连接器 (CN51) 时
1) 按开关
2) 按开关
3) 按开关
, 选择有关的选项输入 (No.1~8) 到输入连接器的引脚号码。
12
, 选择输入功能 ( 功能代码 No.0~26) 。
34
, 选择输入功能的输入状态 (Low : Low 输入时真 ,High :High 输入时真 )。选择了无功能设
56
定 ( 功能代码 No.0) 时 , 不能选择输入状态。
※ 选项输入 (No.1~8) 和伴随的输入状态选择可以为复数。但是 , 把相同的输入功能设定到复数的选项输
入 (No.1~8) 时 , 选项输入 No. 的数字小的为有效 , 大的为无效 , 不能实行功能。
不能对扩展板 (IPOP) 上的输入连接器 (CN123) 进行功能设定。
● 把功能设定到输出连接器 (CN50) 时
4) 按开关
5) 按开关
6) 按开关
, 选择有关的选项输出 (No.1~8) 到输出连接器的引脚号码。
78
, 选择输出功能 ( 功能代码 No.11~13) 。
!0
9
, 选择输出功能的输出状态 (Low : 真时 Low 输出 , High : 真时 High 输出 )。选择了无功
!1!2
能设定 ( 功能代码 No.0) 时 , 不能选择输入状态。
※ 选项输出 (No.1~8) 和伴随的输输出状态选择可以为复数。但是 , 把相同的输出功能设定到复数的选项
输出时 , 选项输出 No. 的数字小的为有效 , 大的为无效 , 不能实行功能。
※ 用选项输出 (No.1~8) 选择的输出功能的电磁输出功能 (TRM 、BT、WP 、FL) 时 , 选项输出为有效 ,
缝纫机用连接器 (CN36 、CN37) 的有关功能无效。
不能对扩展板 (IPOP) 上的输出连接器 (CN124) 进行功能设定。
7) 按开关!4, 保存设定结束之后 , 显示下图的画面。按开关!3之后 , 截止现在的设定内容全部废弃 , 返
回到设定前的状态。
8) 最后 , 请关闭电源开关。
重新接通电源开关 , 此
选项输出输入功能起动。
– 32 –
Page 35

[ 输入功能一览表 ]
向输入连接器 CN51 设定输入功能时 , 向选项输入端子输入的功能信号 , 请设定为 +5V( 电压 ) 以下。超过
+5V 的输入信号有可能发生电路板损坏或劣化的危险 , 请注意。详细内容请参照 SC-510 的服务手册。
功能显示
功能代码 No.
0
1
2
3
4
5
功能名称 输入状态设定 功能内容
无功能设定
半针修正缝制
倒缝修正缝制
取消 1 次倒缝功能
切线功能
压脚提升功能
-
: L 输入
: L 输入
: L 输入
: L 输入
: L 输入
: H 输入
: H 输入
: H 输入
: H 输入
: H 输入
( 标准设定状态 )
每次按 SW 时 , 正向传送半针。
( 与操作盘的半针修正缝制 SW 动作相同。)
在按 SW 期间 , 以低速进行倒缝。
( 仅用操作盘选择指定尺寸缝制图案时有效。)
按了 SW 之后 , 倒踩踏板 , 则 1 次不进行倒缝动
作。
作为切线 SW 进行动作。
作为压脚提升 SW 进行动作。
10
1 针修正缝制
6
: L 输入
开始结束倒缝取消功
能
: L 输入
7
踏板中立时压脚提升
功能
: L 输入
8
布边传感器输入
: L 输入
9
禁止前踩踏板功能
: L 输入
禁止切线输出功能
: H 输入
: H 输入
: H 输入
: H 输入
: H 输入
每按 1 次 SW, 进行 1 针缝制动作。
通过选项开关的操作 , 可以交替变换无效 / 有
效。
在踏板中立时 , 选择每次按 SW 之后压脚自动
提升 / 不提升的功能。
作为布边传感器的输入信号动作。
禁止踩踏板转动。
禁止切线输出。
11
: L 输入
: H 输入
– 33 –
Page 36

功能显示
功能代码 No.
功能名称 输入状态设定 功能内容
低速指令输入
作为立式缝纫机用低速 SW 动作。
12
13
14
15
16
17
18
19
高速指令输入
机针提升功能
倒转机针提升功能
安全开关输入
切线刀传感器输入
自动倒缝的取消 / 追
加开关输入
交替上下量变换操作
盘开关输入
: L 输入
: L 输入
: L 输入
: L 输入
: L 输入
: L 输入
: L 输入
: L 输入
: H 输入
作为立式缝纫机用高速 SW 动作。
: H 输入
下停止中按 SW 之后进行上停止动作。
: H 输入
下停止中按 SW 之后 , 倒转倒指定角度制动停
止。
: H 输入
禁止转动。
: H 输入
作为切线刀传感器输入信号。
: H 输入
每次按 SW 后 , 取消或追加开始倒缝或结束倒
缝。
: H 输入
每次按 SW 后 , 变换输出交替上下量。
: H 输入
20
21
22
23
24
25
26
交替上下量变换膝动
开关输入
2 间隔交替输入
2 间隔转矩开关输入
单触速度指令开关输
入
梭芯更换开关输入
中心导向器开关
输入
单触倒缝速度指令开
关输入
: L 输入
: L 输入
: L 输入
: L 输入
: L 输入
: L 输入
: L 输入
按 SW 时 , 变换输出交替上下量。
: H 输入
每次按 SW 后 , 倒转变换 2 间隔变换输出。
: H 输入
SW 时 , 变换输出 2 间隔。
: H 输入
按着 SW 期间 , 作为单触速度指令进行动作。
: H 输入
第 1 次 ON 后压脚上升 , 设定缝纫机启动为无效。
第 2 次 ON 后压脚下降 , 返回导通常动作。
: H 输入
每次按 SW 之后 , 反转中心导向器输出。
: H 输入
按着 SW 期间,作为单触倒缝速度指令进行动
作。
: H 输入
– 34 –
Page 37

[ 输出功能一览表 ]
在输出连接器 CN50 上设定输出功能时 , 请注意不要向选项输出端子施加超过用 W1 和 W2( 电源电压用跨接 )
设定值的电压。施加了超过设定的电压后 , 有可能发生损坏电路板或使电路板劣化的危险。详细内容请参照
SC-510 的服务手册。
功能显示
功能代码 No.
0
1
2
3
4
5
6
7
8
9
功能名称 输入状态设定 功能内容
无功能设定
切线输出
勾线输出
松线输出
压脚提升输出
倒缝输出
结束倒缝 1 次取消监
视器输出
开始倒缝取消监视器
输出
自动倒缝的取消 / 追
加开关监视器输出
上下交替量变换 ( 监
视器 ) 输出
缝纫机停止状态输出
: L 输出
: L 输出
: L 输出
: L 输出
: L 输出
: L 输出
: L 输出
: L 输出
: L 输出
-
: H 输出
: H 输出
: H 输出
: H 输出
: H 输出
: H 输出
: H 输出
: H 输出
: H 输出
( 标准设定状态 )
输出切线信号 ( 选择了此功能后 , 缝纫机用连接
器 (CN36、CN37) 的有关功能为无效 )。
输出勾线信号 ( 选择了此功能后 , 缝纫机用连接
器 (CN36、CN37) 的有关功能为无效 )。
输出松线信号 ( 选择了此功能后 , 缝纫机用连接
器 (CN36、CN37) 的有关功能为无效 )。
输出压脚提升信号 ( 选择了此功能后 , 缝纫机用
连接器 (CN36、CN37) 的有关功能为无效 )。
输出倒缝信号 ( 选择了此功能后 , 缝纫机用连接
器 (CN36、CN37) 的有关功能为无效 )。
输出结束倒缝 1 次取消功能状态。
输出开始结束倒缝取消功能状态。
输出自动倒缝的取消 / 追加开关输出状态。
输出上下交替变换信号。
输出缝纫机停止状态。
10
11
12
13
2 间隔 ( 监视器 ) 输出
中心导向器输出
机针冷却器输出
: L 输出
: L 输出
: L 输出
: L 输出
: H 输出
输出 2 间隔信号。
: H 输出
输出中心导向器信号。
: H 输出
输出机针冷却器用信号。
: H 输出
– 35 –
Page 38

[ 输出输入连接器规格 ]
CN50
(
输出
1 2 3 4
)
4
3
2
1
CN51
( 输入 )
1 2 3 4
4
3
2
1
4
3
2
1
输入连接器 (CN51)
连接器号码 引脚号 功能 电源电压设定用跨线
1 用 W4 选择的电源电压
CN51-1
CN51-2
CN51-3
CN51-4
2 选项输入 1
3 选项输入 2
4 GND
1 用 W4 选择的电源电压
2 选项输入 3
3 选项输入 4
4 GND
1 用 W3 选择的电源电压
2 选项输入 5
3 选项输入 6
4 GND
1 用 W3 选择的电源电压
2 选项输入 7
3 选项输入 8
4 GND
W4
Vcc1 用 W1 的设定选择 + 5V 、
+ 12V 、+ 24V 。
W3
Vcc2 用 W2 的设定选择 + 5V 、
+ 12V 、+ 24V 。
GND
输出输入信码
电压
向输入连接器的选项输入端子输入信号的功能信号 , 请设定为 +5V( 电压 ) 以下。请注意超过 +5V 的输入信号
有可能发生电路板的损坏或电路板的劣化。详细内容请参照 SC-510 的服务手册。
输出连接器 (CN50)
连接器号码 引脚号 功能 电源电压设定用跨线
1 用 W4 选择的电源电压
CN50-1
CN50-2
CN50-3
CN50-4
2 选项输出 1
3 选项输出 2
4 GND
1 用 W4 选择的电源电压
2 选项输出 3
3 选项输出 4
4 GND
1 用 W3 选择的电源电压
2 选项输出 5
3 选项输出 6
4 GND
1 用 W3 选择的电源电压
2 选项输出 7
3 选项输出 8
4 GND
W1
Vcc1 用 W1 的设定选择 + 5V 、
+ 12V 、+ 24V 。
W2
Vcc2 用 W2 的设定选择 + 5V 、
+ 12V 、+ 24V 。
请注意不要向选项输出端子施加超过用 W1 和 W2( 电源电压用跨接 ) 设定值的电压。施加了超过设定的电压后 ,
有可能发生损坏电路板或使电路板劣化的危险。详细内容请参照 SC-510 的服务手册。
– 36 –
Page 39

3. 切线装置功能
这是确认安装在缝纫机上的切线装置的功能。
■ 切线装置显示画面
[ 标准设定 ]
1
1) 确认了切线装置规格之后 , 按开关
, 结束确认。切线装置规格可以用使用的缝纫机自动地进行不同
1
的设定。请不要进行变更。
[ 切线装置一览表 ]
切线装置显示 对象机种 备考
无设定 其他
LU-151* 系列
LU-152* 系列
LU-2212
LU-22** 系列 ( 标准设定状态 )
DLN-6390
PLC-1700
4. 附带装置功能
这是设定与缝纫机连动的挂线、自动折边、切带等的附带装置的选择和规格的功能。
※ 关于附带装置 1 和附带装置 2 , 功能和规格全部相同 , 因此操作也一样。以下说明附带装置 1 的操作
以及设定方法。
■ 附带装置设定画面
[ 标准设定 ]
1) 按开关
1
, 显示出选择附带装置的种类的画面。
1
2
3
4
5
– 37 –
Page 40

2) 按开关
3) 按开关
, 选择附带装置的种类。
23
, 确定选择的装置。按开关4后 , 选择的装置被放弃 , 返回到选择前的状态。
5
4) 作为例子 , 选择“TC01”( 切带装置 [ 电磁规格 ]) 时 , 显示变换为下图的画面显示。
6
5) 按开关
7
, 确认有关附带装置“TC01”( 切带装置 [ 电磁规格 ]) 的参数功能 (No.1~5) 及其参数设定值 ( 显
67
8
示在开关8的上部 )。参数功能的种类和参数设定值根据选择的附带装置而变化。
6) 变更参数设定值 ( 显示于开关
的上部 ) 时 , 按开关
8
, 显示出变更的参数功能及其设定值。按开
67
关8, 显示变更参数设定值的画面。
7) 作为例子 , 变更参数功能 No.1( 缝制开始切刀动作待机针数 ) 时 , 变化为下图的画面显示。
9
!0
!1
!2 !4
!3
8) 按开关
, 变更参数设定值。变更其他的参数功能 No. 时 , 按开关
!1!2
变更结束之后 , 按开关
, 返回到以前的画面。按开关!3之后 , 参数设定值返回到放弃变更前的状态。
!4
, 选择变更参数功能 No. 。
!0
9
9) 作为例子 , 把参数功能 No.1( 缝制开始切刀动作待机针数 ) 变更为 5 → 1 后 , 显示下图的画面。
!5
!6
– 38 –
Page 41

10) 按开关!6, 保存所有的设定 , 结束之后显示出下图的画面。按开关!5之后 , 截止现在的内容全部放弃 ,
返回到设定前的状态。
11) 最后 , 请关闭电源开关。
重新接通电源开关 , 此
附带装置功能开始动作。
[ 附带装置种类和参数功能一览表 ]
附带装置的种类不同 , 参数功能的种类和项目数也不同。
附带装置显示
附带装置名称
无功能设定
LU 挂线装置
MF 自动折边装置
MF 短针脚装置
参数功能 参数设定
显示
功能代码 No.
- - - - ( 标准设定状态 )
挂线残短输出 off 角
度
1
缩缝开始待机针数
1
缩缝针数
2
通常针数
3
短针脚针数
1
通常针数
2
名称
显示
标准设定值
185
30
10
2
10
2
设定范围
( 角度 )
0 ~ 359 : 度
( 针数 )
0 ~ 999 : 针
( 针数 )
0 ~ 999 : 针
( 针数 )
0 ~ 999 : 针
( 针数 )
0 ~ 999 : 针
( 针数 )
0 ~ 999 : 针
备考
切带装置
( 电磁规格 )
缝制开始切刀动作待
1
2
3
4
5
机针数
开始切刀动作时间
集尘输出停止待机针
数
缝制结束切刀动作待
机针数
结束切刀动作时间
5
50
25
0
50
( 针数 )
0 ~ 999 : 针
( 时间 )
0 ~ 999 : msec
( 针数 )
0 ~ 999 : 针
( 针数 )
0 ~ 999 : 针
( 时间 )
0 ~ 999 : msec
– 39 –
Page 42

附带装置显示
附带装置名称
显示
功能代码 No.
参数功能 参数设定
名称
显示
标准设定值
设定范围
备考
切带装置
( 电磁规格 )
缝制开关切刀动作待
1
2
3
4
5
1
2
机针数
开始切刀动作时间
集尘输出停止待机针
数
缝制结束切刀动作待
机针数
结束切刀动作时间
缝制开始切刀动作待
机时间
开始切刀动作时间
5
50
25
0
50
5
50
( 针数 )
0 ~ 999 : 针
( 时间 )
0 ~ 999 : msec
( 针数 )
0 ~ 999 : 针
( 针数 )
0 ~ 999 : 针
( 时间 )
0 ~ 999 : msec
( 针数 )
0 ~ 999 : 针
( 时间 )
0 ~ 999 : msec
高速动作
切带装置
倒缝切刀装置
集尘输出停止待机针
3
4
5
1
2
3
1
数
缝制结束切刀动作待
机针数
结束切刀动作时间
缝制开始松线输出针
数
缝制结束松线输出待
机针数
缝制结束松线输出针
数
单触动作针数
25
0
50
1
4
40
8
( 针数 )
0 ~ 999 : 针
( 针数 )
0 ~ 999 : 针
( 时间 )
0 ~ 999 : msec
( 针数 )
0 ~ 999 : 针
( 针数 )
0 ~ 999 : 针
( 针数 )
0 ~ 999 : 针
( 针数 )
0 ~ 999 : 针
U160 单触功能
松线动作时间
2
80
( 时间 )
0 ~ 999 : msec
– 40 –
Page 43

附带装置显示
附带装置名称
显示
功能代码 No.
参数功能 参数设定
名称
显示
标准设定值
设定范围
备考
1
2
MF 自动折边装置
3
4
3-3. 功能的设定方法
(1) 变换为功能设定模式的方法
请不要进行在以后的说明中没有写明操作以外的开关操作。
再次打开电源开关时 , 请一定等待 1 秒钟以后再打开电源。关闭电源后立即打开电源的话 , 有可能机器不能正
常动作。如果发生这种情况时 , 请再次重新打开电源。
缝制开始传感器无效
针数设定
针数计数设定
缩缝输出针数设定
通常针数设定
100
40
5
2
( 针数 )
0 ~ 999 : 针
( 针数 )
0 ~ 999 : 针
( 针数 )
0 ~ 999 : 针
( 针数 )
0 ~ 999 : 针
注意
为了防止意外的起动造成的事故 , 请不要进行下列程序以外的开关操作。
详细内容请参阅 41 页的功能设定一览表。
1) 打开 (ON) 电源。
2) 约持续 3 秒钟按开关
1
1
3) 约持续 3 秒钟按开关2。
。
2
– 41 –
Page 44

3
3
设定 No.
4) 此画面是功能设定画面。
用开关3的 +/-KEY 变
更设定 No.。
有关设定 No. 的详细内
容请参阅 41 页。
设定值
例 ) 减轻闪动功能 ( 设定
No.5) 的变更
用上 图 的 开关3的 +KEY
变更为 5。
· 按开关4。
4
5
5
· 用开关5的 +/-KEY 变
更设定值。
6
把设定值由 0 变更为 3(0
→ 3)。
· 如果此变更值合适的话 ,
按开关7。
想返回原来的值时 , 请
按开关6。
7
– 42 –
· 关掉电源开关 , 约 1 秒
钟后 , 再打开电源。
· 关掉电源的目的是确定
变更的设定值。
Page 45

(2) 功能设定一览表
关于功能的详细内容 , 请参照 SC-510 的使用说明书和服务手册。
No. 功能 设定等级
1 软起动针数 2
5 减轻摆动功能 2
6 底线计数功能 2
7 计数减算计数单位 2
*
*
8 倒缝转速 2
10 指定停止时的针杆位置 2
11
13 禁止底线计数器缝纫机起动功能 2
14 缝制计数器 2
15 倒缝开关功能 2
18 上下量交替输入功能 2
19 逆转制动开始角度 2
20 上下量交替输出延迟时间 2
21 中立压脚提升功能 2
22 操作盘修正 SW 功能变换功能 2
24 立式缝纫机用压脚输入功能 2
25 切线动作条件 2
26 倒缝输出禁止区间
27 倒缝输出禁止区间
28 倒缝单触转动延迟时间 2
29 倒缝电磁初次动作吸引时间 2
30 中途倒缝功能 2
31 中途倒缝针数 2
32 停止中的中途倒缝有效条件 2
33 利用中途倒缝切线功能 2
35 低转速 2
36 切线转速 2
37
上述的标准设定值 , 缝纫机不同有可能标准设定值也不同。另外 , 功能和设定值为了提高功能和性能有可能随时变更。
带有 * 标记的功能是维修用功能 , 因此请不要变更设定值。变更了出货时设定的标准设定值的话 , 有可能引起机械的损坏或劣化 , 非常危险。
需要变更时 , 请按照购买的服务手册上的指示说明进行变更。
点击键 SW 音功能
(SC-510 主机安装键和 IP-110E 操作盘 )
1
2
软起动转速
( 缝纫机不同 Max 转速也不同 )
2
2
2
2
操作盘显示
标准设定值
N-SOFT
T-ACC
SCBOB
RATIO
SOUND
ASCNT
F-BTSW
F-INDL
A-SARR
T-DVMS
N-NPL
F-CMSP
F-FLSW
F-TRMC
A-BTINH1
A-BTINH2
T-DBTAS
T-RSS
N-OBT
OBTS
OBTT
S-POS
S-TRM
S-SOFT
S-BT
1200
NPS
NTO
288
10
112
262
30
250
OBT
170
170
170
设定范围
0
0
1
0
0
1
0
1
0
1
0
0
0
1
0
4
0
0
0 ~ 9
0 ~ 3
0/1/2
150 ~ 3000
0/1/2
0/1/2
0 ~ 6
0/1/2
0 ~ 359
0 ~ 500
0 ~ 6
0 ~ 359
0 ~ 359
0 ~ 300
50 ~ 500
0 ~ 19
150 ~ 250
100 ~ 250
100 ~ MAX
0/1
0/1
0/1
0/1
0/1
0/1
0/1
0/1
0/1
– 43 –
Page 46

No. 功能 设定等级
38 单触速度 ( 缝纫机不同 Max 也不同 ) 2
39 开始转动的踏板行程 2
40 踏板的低速区间 2
41 踏板压脚提升开始上升的位置 2
*
*
*
*
*
*
42 布压脚开始下降的位置 2
43 开始切线踏板行程 2 2
44 到达踏板最高转速的行程 2
45 踏板中立点的修正 2
46 接通电源压脚上升功能 2
47 自动压脚提升的上升保持时间 2
48 开始切线的踏板行程 1 2
49 压脚下降时间 2
50 踏板压脚上升功能 2
51 开始倒缝的电磁接通时间修正 2
52 开始倒缝的电磁关闭时间修正 2
53 结束倒缝的电磁关闭时间修正 2
54 马达皮带轮有效直径 2
55 切线后的布压脚上升功能 2
56 切线后的逆转机针提升功能 2
57 底线残量检测功能 2
58 针杆上下定位保持功能 2
59 开始倒缝 A/M 变换功能 2
60 开始倒缝后的停止功能 2
61 底线检测吹气输出时间 2
63 加固缝制合缝功能 2
64
67
68
69
70
上述的标准设定值 , 缝纫机不同有可能标准设定值也不同。另外 , 功能和设定值为了提高功能和性能有可能随时变更。
带有 * 标记的功能是维修用功能 , 因此请不要变更设定值。变更了出货时设定的标准设定值的话 , 有可能引起机械的损坏或劣化 , 非常危险。
需要变更时 , 请按照购买的服务手册上的指示说明进行变更。
EBT 变选择自动折边度控制 2
变换自动折边控制 2
禁止自动折边控制布边传感器起动 2
选择自动折边控制布边传感器速度控制 2
自动折边控制布边传感器无效针数 2
操作盘显示
标准设定值
S-ASS
P-SSP
P-LSA
P-FLW
P-FLD
P-TRM2
P-MAX
P-ANP
F-FLPO
P-TRM1
T-FLWT
T-SON
T-SOFF
T-EOFF
PCDMP
FLAT
RATRM
BTDF
HPOS
SBTO
SBTQ
T-BTDB
T-STCP
S-WAIT
F-AH
F-AHS
F-AHSP
N-AHOF
1500
30
60
- 21
10
- 51
150
T-FL
60
- 35
140
PFL
25
- 7
- 12
850
500
180
设定范围
150 ~ MAX
10 ~ 50
10 ~ 100
- 60 ~ -10
8 ~ 50
- 60 ~ -10
10 ~ 150
0
0
1
1
1
1
0
1
0
0
1
1
1
0
- 15 ~ 15
10 ~ 600
- 60 ~ -10
0 ~ 250
- 36 ~ 36
- 36 ~ 36
- 36 ~ 36
500 ~ 1400
0 ~ 4
0 ~ 3
0 ~ 2000
0 ~ 1000
0 ~ 250
0 ~ 500
0/1
0/1
0/1
0/1
0/1
0/1
0/1
0/1
0/1
– 44 –
Page 47

No. 功能 设定等级
71
72
73
74
*
*
*
*
75
84
85
86
87
89
90
91
92
选择切线缩缝无效 2
离合马达功能 2
再试功能 2
MF 切线装置功能 2
马达转动方向 2
压脚提升电磁开始动作吸引时间 2
结束倒缝开始时间 2
逆转机针提升开始待机时间 2
踏板转弯选择功能 2
松线功能 2
初动上停止位置移动功能 2
手转动后的修正动作禁止功能 2
开始倒缝减速功能 2
操作盘显示
标准设定值
F-TCON
F-CMOT
F-RET
MFTRM
T-PUT
T-WAIT
T-WRR
F-PCS
F-PMAT
F-DSBT
1
0
1
0
DM
1
250
50
100
0
TRS
0
NUO
0
1
0
设定范围
0/1
0/1
0/1
0/1
0/1
50 ~ 500
0 ~ 250
0 ~ 250
0/1/2
0/1
0/1
0/1
0/1
93
94
96
100
101
102
103
104 倒转切线时自动压脚上位置的选择 2
105 机针冷却器输出 OFF 延迟时间 2
106
107 切线后交替上下输出的选择 2
118 补充润滑脂错误解除的设定 2
半针修正 SW 附加功能 2
试验显示模式 2
最高转速 ( 缝纫机不同 Max 转速也不同 ) 2
2 针距输出功能 ( 缝制开始、缝制结束倒缝时 ) 2
2 针距反转输出功能 ( 输出交替上下量时 ) 2
2 针距输出初期设定 2
设定解除交替上下量输出针数 2
图案控制设定
※ No.76 离 合 马 达 功 能 设 定 为 1 之 后,
No.106 图案控制设定也自动地变更为 1。
要返回到原来的状态时,请把 No .76 变更
设定为 0 之后,再把 No.106 变更设定为 0。
F-MADF
0
F-TEST
0
S-MAX
3500
F-2PBT
0
F-2PDL
0
2PINI
0
N-DLOF
0
F-RAFL
0
T-DNCOFF
500
2
F-PATT
0
F-ATBO
0
GN-CLR
0
150 ~ Max
0/1
0/1
0/1
0/1
0/1
0 ~ 30
0/1
0 ~ 2000
0/1
0/1/2
0/1
上述的标准设定值 , 缝纫机不同有可能标准设定值也不同。另外 , 功能和设定值为了提高功能和性能有可能随时变更。
带有 * 标记的功能是维修用功能 , 因此请不要变更设定值。变更了出货时设定的标准设定值的话 , 有可能引起机械的损坏或劣化 , 非常危险。
需要变更时 , 请按照购买的服务手册上的指示说明进行变更。
– 45 –
Page 48

4. 关于外部接口
所谓外部接口是指与操作盘不同的系统连接部位。
使用方法和详细内容请参照服务手册。
1) 媒体插口
在操作盘左侧面部护盖内装备着媒体插口。
2) RS-232C 接口
操作盘背面橡胶盖内安装有 RS-232C 接口。
3) 通用输入盘 ( 生产管理开关连接插头 )
操作盘背面电缆出口护罩内安装有通用插头 CN105。
5. 关于异常显示
发生如下情况时 , 判断为故障之前请再次进行确认。
现象 原因 处置方法
放倒缝纫机之后 , 蜂鸣器报警 , 缝纫
机不能操作。
切线 , 倒缝 , 挑线器等的继电器变得
不能动作。作业灯不亮了。
打开电源 之 后 , 踩 踏板缝纫机 不 转
动。往回踩踏板 , 然后再向前踩踏板
缝纫机才转动。
踏板返回 到 中立位置 , 缝纫机 还 转
动。
缝纫机的停止位置不固定。 调整机针停止 位置时 , 请不要 忘记拧
安装了自动压脚提升装置 , 但压脚不
上升。
倒缝触摸开关失灵 自动压脚提升装置正在提升压脚。 降下压脚之后再进行操作。
缝纫机不转动 马达输出电线 (4P) 脱落。 请正确地连接好电线。
不关 闭电源开关 放倒缝纫机时 , 为了
确保安全 , 出现左记的现象。
继电器电源保护保险丝断线后。 请确认继电器电源保护保险丝。
踏板的中立位置不正。( 变更了踏板弹
簧压力之后 , 有可能中立位置变动 )
紧缝纫机皮带轮的螺丝。
自动压脚提升功能设定为 OFF 把自动压脚提升功能选择为 FL ON 。
踏板规格为 KFL 规格 回踩踏板提升压脚换为设定 PFL 。
自动压脚提升装置的电线没有连接到
插头 (CN37) 上。
没有 安装自动压 脚提升装置 , 但是把
自动压脚提升功能设定为 ON 。
马达信号电线的插头 (CN30) 脱落。 请正确地连接好电线。
请关闭电源之后再放倒缝纫机。
请进行自动调整踏板传感器的中立。
请把缝纫机皮带轮的螺丝拧紧。
请正确地连接电缆线。
没有安装自动 压脚提 升装置 时 , 请设定
FL OFF 。
– 46 –
Page 49

发生异常时 , 用操作盘显示以及电气箱蜂鸣器报警。
操作盘显示画面根据不同的处理方法有以下 3 种画面。
1) 作业人员排除了异常后 , 异常画面关闭。
例 ) 媒体插口的护盖打开着。
请关闭护盖。
2) 按复位开关 , 消除了异常画面之后 , 排除异常。
3) 关闭 (OFF) 电源之后 , 排除异常。
[ 故障代码一览表 ( 操作盘显示 )]
本装置发现问题 , 不让问题扩大而进行内部控制 ( 或限制功能 ) 同时有如下故障报警代码。提出修理时 ,
请首先确认故障代码。
No. 异常检测内容 原因 确认项目
- 媒体护盖打开 · 媒体插口的护盖打开着
E000 实行数据初始化
( 不是错误 )
E003 同步插头脱落 · 被缝纫机机头检测没有输入位置检测
E004
E005
E007 马达超负荷 · 机头锁定时
E008 机头部插头异常 ( 电阻器 ) · 机头插头不能正确地传输信号时 · 机头插头 (CN32) 是否松弛脱落
E011 没有插入媒体 · 没有插入媒体
E012 读取异常 · 不能读取媒体的数据 · 电源 OFF
E013 写入异常 · 不能把数据写入媒体 · 电源 OFF
E014 写入禁止 · 媒体呈禁止写入的状态 · 电源 OFF
同步下定位置传感器故障
同步上定位置传感器故障
· 更换了机头之后
· 实行了初始化操作后
信号时
· 检测器损坏时
· 缝制机头缝制规格厚度以上的布料时
· 马达不转动时
· 马达或驱动器损坏
· 关闭护盖
· 检查检测器插头 (CN33,CN43)
是否松弛或脱落
· 检查检测器电缆线是否被机头
压住咬断
· 皮带轮上是否绕上线了
· 马达输出插头 (4P) 是否松弛或
脱
· 用手转动马达时是否不能转动
。
E015 格式初期化异常 · 不能格式初期化。 · 电源 OFF
E016 外部媒体容量超过 · 媒体的容量不够 · 电源 OFF
E019 文件尺寸超过 · 文件过大。 · 电源 OFF
E032 文件的兼容性异常 · 文件没有兼容性 · 电源 OFF
E053 实行操作盘的备份数据初期化
(不是错误)
· 操作盘和电气箱的机种代码不一致时
在操作盘上实行了初期化操作时
· 电源 OFF
– 47 –
Page 50

No. 异常检测内容 原因 确认项目
E302 翻倒检测开关异常
( 安全 SW 动作时 )
(MF: 切线切刀传感器 )
E331 切带装置 (TCO3)
切刀传感器同时 ON
E332 切带装置 (TCO3)
切刀传感器同时 ON
E730 变换器不良 · 马达信号没有正确地输入时 · 检查数据信号插头 (CN30) 是否松懈脱落。
E731 马达传感器不良
E811 电压超高 · 输入了规定电压以上的电压时
E813 电压超低 · 输入了规定电压以下的电压时
E915 通讯不良
( 操 作 盘 -I POP ( 扩 张 )
电路板间 )
E916 通讯不良
(IPOP( 扩张 ) 电路板 CTL( 前护罩 ) 电路板间 )
E924 马达驱动不良 · 马达驱动器破损
· 在打开电源的状态下翻倒检测开
关检测到时
· 切线刀的位置不良
· 切刀传感器不良 · 空气压力是否适当
· 组装调整不良 · 空气压力是否适当
· 110V 设定电压,但是输入了
220V 时
· 220V(230V) 的电气箱接了 400V
电压时
· 220V 设定电压,但是输入了
110V 时
· 220V 的电气箱接了 110V 电压
· 由于施加了过高电压使内部电路
损坏
· 操作盘电缆脱落
· 操作盘破损
· IPOP 电路板连接不良、破损
· IPOP 电路板连接不良、破损 · I POP 电路板是否确实被固定 , 连接器是
· 是否是开着电源开关翻倒缝纫机头
( 为了安全禁止缝纫机操作 )
· 翻倒检测开关电缆线是否被缝纫机咬断
· 翻倒检测开关拨杆是否被挂住
· 检查数据信号电缆是否被机头部咬断。
· 检查电源电压是否超过额定电压的 +10%。
· 是否 110V/220V 变换按开关设定错了
如果设定错误电源电路板可能损坏了。
· 检查电源电压是否低于额定电压 -10% 以下
· 是否 110V/220V 变换按开关设定错了
· 检查一下保险丝或回生电阻是否损坏
· 操作盘连接器 (CN21) 是否松动脱落 ?
· 操作盘电缆是否被头部咬线而断线 ?
· IPO P 电路板是否确实被固定 , 连接器是
否松动 ?
否松动 ?
[ 警告一览 ( 操作盘显示 )]
No.
A201
A202
A203
机针更换警告
清扫警告
机油更换警告
警告内容、显示 处理方法 备考
· 按 , 关闭警告画面 , 更换机针。然后
在清除画面上清除数值。
· 按 , 清除数值 , 更换机针。
· 按 , 关闭警告画面 , 进行清扫。然后
在清除画面上清除数值。
· 按 , 清除数值 , 进行清扫。
· 按 , 关闭警告画面 , 更换机油。然后
在清除画面上清除数值。
· 按 , 清除数值 , 更换机油。
参照 P.14
(1) 缝制管理信息
参照 P.14
(1) 缝制管理信息
参照 P.14
(1) 缝制管理信息
– 48 –
 Loading...
Loading...