

Page 1
TÜRKÇE
KULLANMA KILAVUZU
* “CompactFlash(TM)”, bir A.B.D şirketi olan SanDisk Corporation’a ait ticari bir markadır.
– i –
Page 2
İÇİNDEKİLER
1. DONANIM KURULUMU ...................................................................................................1
1-1. IPOP devre kartının takılması ........................................................................................................1
1-2. Panelin takılması ............................................................................................................................1
2. ÇALIŞMA PANELİNİN KULLANIMI ................................................................................2
2-1. Her parçanın adı ve işlevi ..............................................................................................................2
2-2. Çalışma paneli ekranında kontrast ayarı .....................................................................................4
2-3. Üretim kontrol düğmesi bağlantı konektörü................................................................................4
2-4. Ekran listesi ....................................................................................................................................5
2-5. Dikiş ilmeği çeşitleri için çalışma panelinin kullanımı ................................................................7
(1) Serbest dikiş çeşidi ............................................................................................................................7
(2) Sabit boyutlu dikiş çeşidi ...................................................................................................................8
(3) Üst üste binen dikiş çeşidi .................................................................................................................9
(4) Kare dikiş çeşidi ................................................................................................................................10
2-6. Masura iplik sayacı nasıl kullanılır .............................................................................................12
2-7. Dikiş sayacı...................................................................................................................................13
2-8. İğne yukarı/aşağı tela düğmesi .................................................................................................13
2-9. Malzeme kenarı sensörünün açık/kapalı düğmesi ..............................................................13
2-10. Otomatik iplik kesme düğmesi ...........................................................................................13
2-11. Tek adımda otomatik dikiş düğmesi ...................................................................................13
2-12. İplik kesimini engelleme düğmesi ......................................................................................14
3. BİLGİ ..............................................................................................................................14
3-1. Operatör seviyesi .........................................................................................................................14
(1) Dikiş yönetimi bilgileri ......................................................................................................................14
(2) Üretim kontrol fonksiyonu ...............................................................................................................17
(3) Çalışma ölçüm fonksiyonu ..............................................................................................................19
3-2. Bakım personeli seviyesi ............................................................................................................20
(1) Dikiş ortak verileri fonksiyonu .........................................................................................................20
3-3. Fonksiyon ayarları .......................................................................................................................41
(1) Fonksiyon ayar moduna nasıl geçilir ..............................................................................................41
(2) Fonksiyon ayar listesi ......................................................................................................................43
4. DIŞ ARAYÜZ ..................................................................................................................46
5. HATA EKRANI GÖRÜNÜMÜ .........................................................................................46
– ii –
Page 3

1. DONANIM KURULUMU
Bu Talimat Kılavuzuyla birlikte SC-510 Talimat Kılavuzuna da bakınız.
UYARI:
• Dikiş makinesinin aniden durarak kişilerin yaralanmasına sebep vermemesi için, gücü kapalı konuma getirip 5
dakika ya da daha fazla bekledikten sonra çalışmaya devam edin.
• Hatalı çalışma ya da hatalı spesikasyonlar nedeniyle cihazın zarar görmemesi için, ilgili bütün konektörlerin
belirtilen yerlere bağlanmış olduğunu kontrol edin.
• Kişilerin hatalı çalışma nedeniyle yaralanmasını önlemek için, konektörü mutlaka kilitleyin.
• İlgili cihazların kullanımı ile ilgili ayrıntılar için, cihazları kullanmadan önce cihazla birlikte temin edilen Talimat
Kılavuzlarını dikkatle okuyun.
1-1. IPOP devre kartının takılması
IPOP devre
kartı
1
45˚
1
CN41
1) Elek trik panelinin ön kapa ğındaki iki vidayı
gevşetin ve ön kapağı açın.
2) Konektörleri ve ön kapağa bağlı devre kartının
topraklama kablosunu çıkarın.
3) Ön kapağı yaklaşık 45º açıyla yerleştirin, ok
yönünde çekin ve panel ana ünitesinden çıkarın.
Ön kapağı kuvvet uygulayarak çekmeyin,
Aksi takdirde ön kapak oturma yeri kırılabilir.
4)
IPOP devre kartı aksesuarı olarak temin edilen
CN41’i, ön kapak devre kartındaki beyaz CN41
konektörüne üst taraftan sağlam şekilde yerleştirin.
5) IPOP devre kartını, aksesuar olarak temin edilen
iki vidayla 1 sabitleyin.
6) Ön kapağı yaklaşık 45º açıyla yerleştirin, elektrik
pane li ana üni tesin e bağla yın, 2). adımda
çıkar ılmış olan konektörl eri ve top raklama
kablosunu takın.
IPOP devre kartını çıkartmadan önce gücü
kapatın ve 5 dakika ya da daha uzun bir süre
sonra çıkarın.
1-2. Panelin takılması
1
2
3
4
3
1) Aksesuar olarak temin edilen vidaları 2, pulları
ve yaylı pulları 4 kullanarak çalışma panelini
3
takın.
1
Çalışma panelinin bozulmaması için söküp
parçalara ayırmayın.
2
4
CN121
5
2) Panel kablosunu, diğer makine kafası kabloları
gibi düzenleyin, kumanda panelindeki CN121
konektörüne takıp kilitleyin.
3) Makine kafasının diğer kablolarıyla bir araya
getirin ve tutucu bantla 5 bir demet oluşturun.
4) Ön kapağı kapatıp iki vidayı sıkın, bu arada
kabloların ön kapağa girmemesine dikkat edin.
– 1 –
Page 4
– 2 –
2. ÇALIŞMA PANELİNİN KULLANIMI
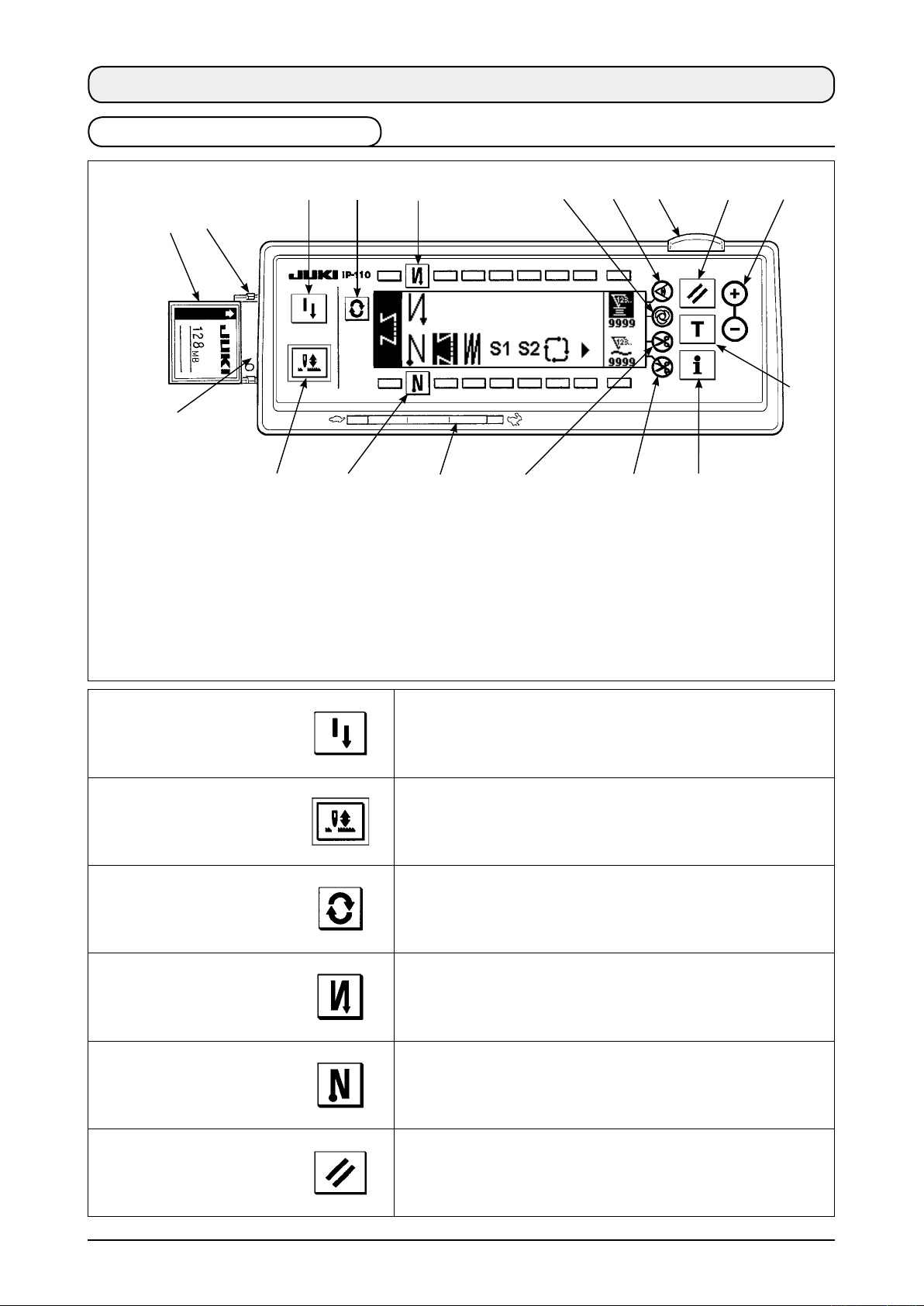
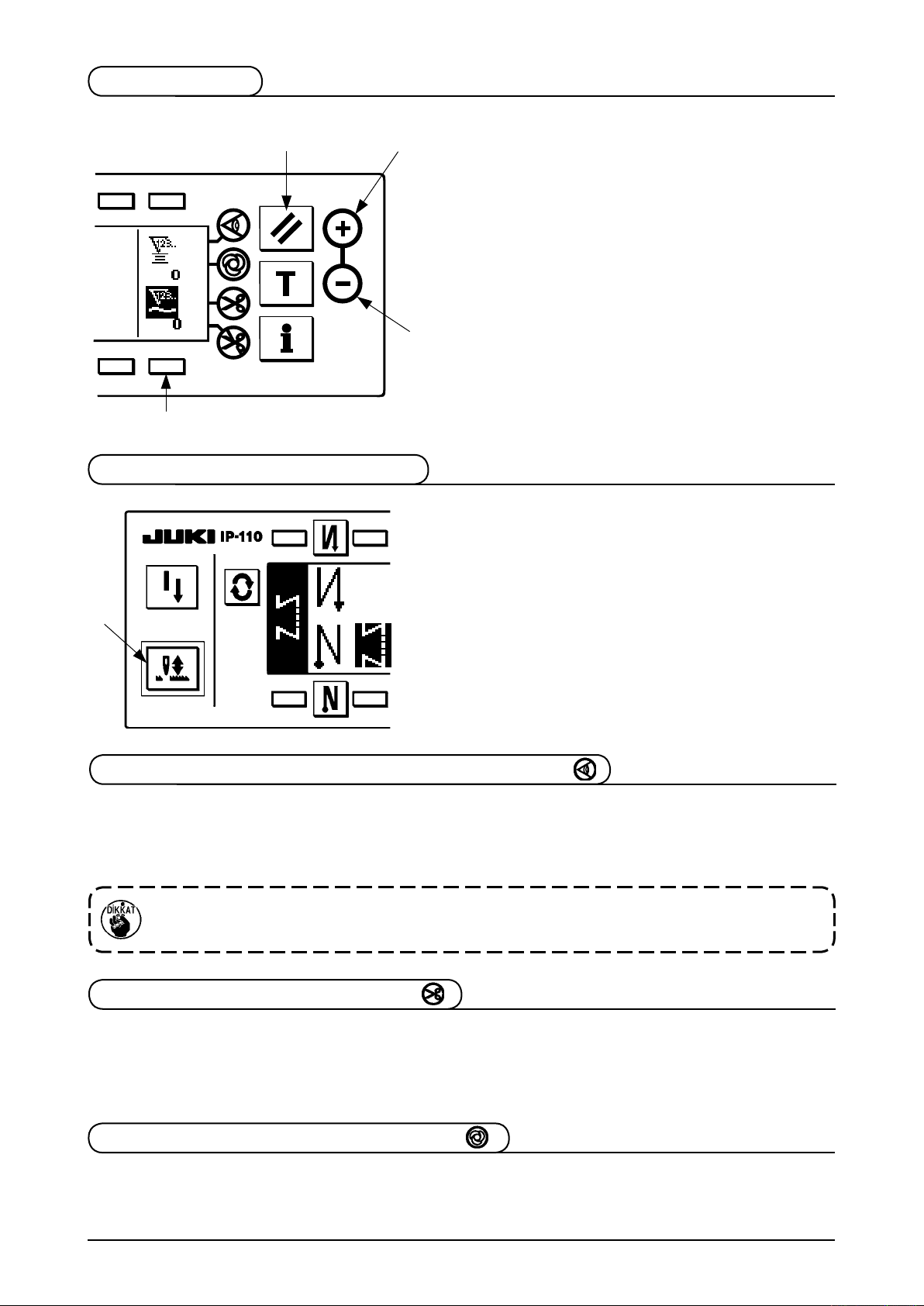
2-1. Her parçanın adı ve işlevi
!6
!8
!7
2
Yeniden dikiş düğmesi
1
İğne yukarı/aşağı tela düğmesi
2
Ekran görünümü değiştirme düğmesi
3
Dikiş başlatma düğmesinde geri
4
besleme dikişli/dikişsiz
Dikiş bitirme düğmesinde geri besleme
5
dikişli/dikişsiz
Sıfırlama düğmesi
6
Öğretme düğmesi
7
1
3
5
8
9
!0
!1
!2
!3
!4
4
!4
Bilgi düğmesi
Malzeme kenarı sensör düğmesi
Tek adımda dikiş düğmesi
Otomatik iplik kesici düğmeli/düğmesiz
İplik kesimine izin vermeyen düğme
Sayaç değeri ayar düğmesi
Maksimum hız sınırlandırıcı değişken
rezistör
!1
!0
9
!5
6
!3
7
!2
Güç göstergesi lambası
!5
Ortam kapağı
!6
Ortam giriş yeri (Ortam giriş açıklığı)
!7
CompactFlash(TM)
!8
(Opsiyonel: Parça No. 40000100)
8
Yeniden dikiş düğmesi
1
İğne yukarı/aşağı tela
2
düğmesi
Kullanılmıyor
Bu düğme, iğne yukarı/aşağı telafi dikişi yapmak içindir. (22 numaralı
fonksiyon ayarı ile, iğne yukarı/aşağı tela dikişi ve tek dikişli tela dikişi
arasında geçiş yapılabilir.)
Ekran görünümü
3
Ekran görünümünü değiştirmek için kullanılan düğmedir.
değiştirmesi düğmesi
Dikiş başlatma
4
düğmesinde geri besleme
dikişli/dikişsiz
Dikiş başlangıcında otomatik geri besleme dikişini açık/kapalı hale
getiren düğmedir.
* Bu düğme, otomatik geri besleme dikiş cihazı ile donatılmamış
dikiş makinelerinde kullanılamaz.
Dikiş bitirme düğmesinde
5
geri besleme dikişli/
dikişsiz
Dikiş sonunda otomatik geri besleme dikişini açık/kapalı hale
getiren düğmedir.
* Bu düğme, otomatik geri besleme dikiş cihazı ile donatılmamış
dikiş makinelerinde kullanılamaz.
Sıfırlama düğmesi Bu düğmeyle masuradaki iplik sayaç değeri ya da dikiş sayacı ayar
6
değeri belirlenir.
Page 5
Öğretme düğmesi
7
Bilgi düğmesi Bu düğmeyle çeşitli fonksiyon ayarları yapılır.
8
Kullanılmıyor
Malzeme kenarı sensör
9
düğmesi
adımda
Tek
!0
Otomatik iplik kesici
!1
düğmeli/düğmesiz
İplik kesimine izin
!2
vermeyen düğme
Sayaç değeri ayar
!3
düğmesi
dikiş düğmesi
Makinede malzeme kenarı sensörü takılıyken etkilidir.
Malzeme kenarı sensörünün dikiş sırasında kullanılıp
kullanmayacağını seçmek için kullanılır.
Bu düğme etkin hale getirilirse, dikiş makinesi belirlenen sayıda
dikişi otomatik olarak yapar.
Bu düğme etkin hale getirilirse, belli sayıda dikiş tamamlandıktan
sonra, dikiş makinesi otomatik olarak iplik kesme işlemi
gerçekleştirir.
Bu düğme iplik kesimine izin vermez.
* Bu düğme, otomatik iplik kesici ile donatılmamış dikiş
makinelerinde kullanılamaz.
Bu düğmeyle masuradaki iplik sayaç değeri ya da adet sayacı
değeri belirlenir.
Maksimum hız
!4
sınırlandırıcı değişken
rezistör
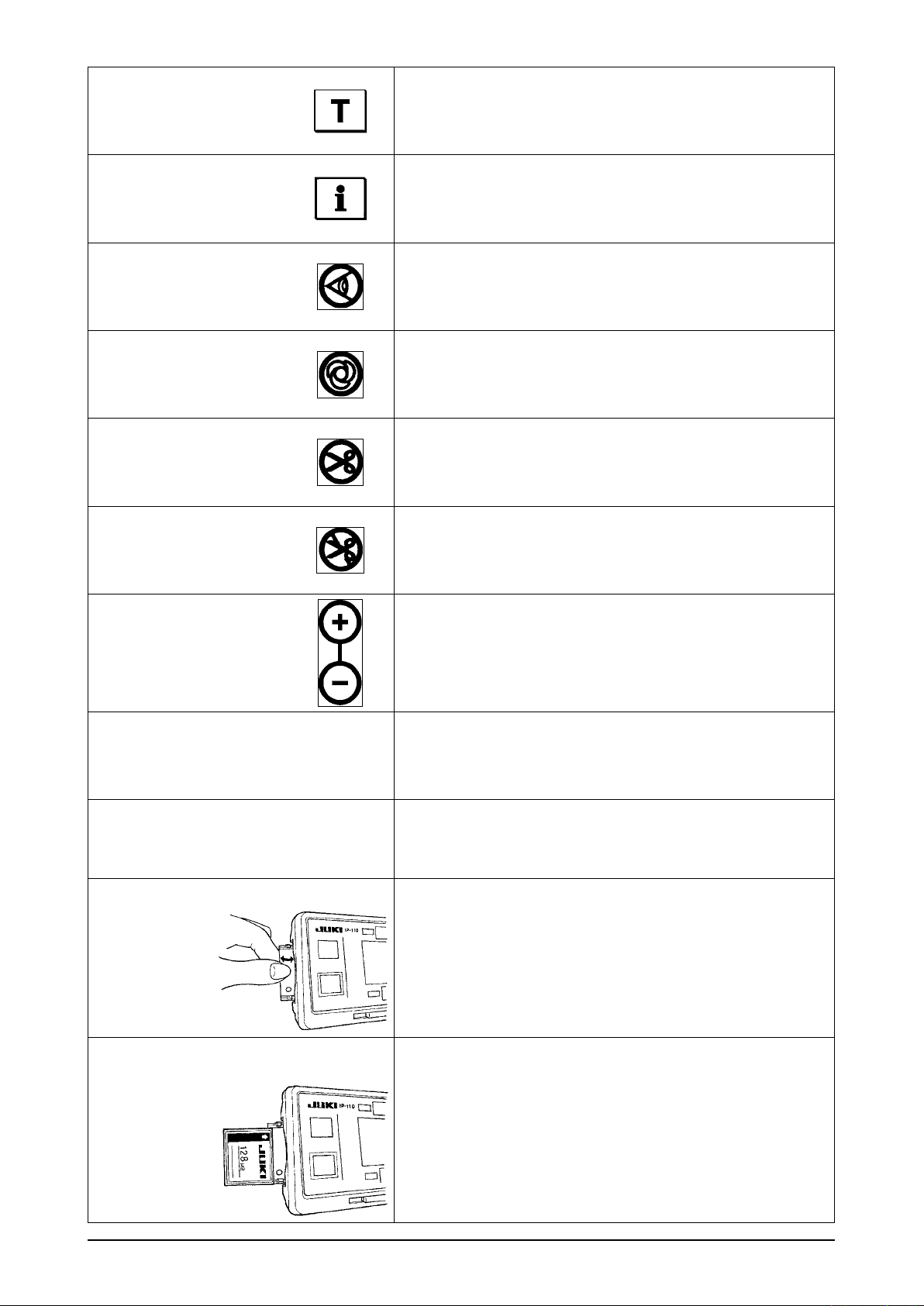
Güç göstergesi lambası Güç şalteri açık konuma getirildiği zaman bu lamba yanar.
!5
Ortam giriş yeri kapağı
!6
Ortam giriş yeri
!7
(Ortam yerleştirme açıklığı)
Rezistörü sola kaydırırken maksimum hız sınırlanır.
Ortamın takıldığı açıklığa ait kapaktır.
Kapağı açmak için, parmaklarınızı şekilde görüldüğü gibi kapağın
yanındaki çentiğin üzerine yerleştirin ve kapağı arka sol eğim
yönünde itin.
* B a zı f o n k si y on l ar ka p a k a çı k ke n k u l l a n ı l a ma z .
CompactFlash(TM) tamamen yerleşmeden kapağı kapatmayın.
CompactFlash(TM) ürününü yerleştirmek için, CompactFlash(TM)
etiketli yüzünü öne doğru çevirin ve üzerinde küçük delik olan
parçayı panele yerleştirin (kenardaki çentiği arkaya getirin).
CompactFlash(TM) ürününü çıkarmak için, parmaklarınızın
arasında tutarak dışarı çekin.
* CompactFlash(TM) yanlış yönde takılırsa, panel ve
CompactFlash(TM) hasar görebilir. CompactFlash(TM) dışında
başka bir şey takmayın.
– 3 –
Page 6

– 4 –
2-2. Çalışma paneli ekranında kontrast ayarı
1) Çalışma panelinin 1 arkasına takılı kablo çıkış
Parlak
2
A
Gölgeli
2) LCD ekran parlaklığını (kontrastını) ayarlamak
3
1. Çalışma panelinin bozulmaması için,
1
2. Çalışma panelinin bozulmaması için
kapağının 2 tırnağına A ok işareti yönünde
bastırın.
için, LCD ekran görünümünün parlaklık ayarı
değişken rezistörünü 3 çevirin.
devre kartı düzenine ve konektör
terminaline dokunmayın.
söküp parçalara ayırmayın.
2-3. Üretim kontrol düğmesi bağlantı konektörü
1) Çalışma panelinin 1 arkasına takılı kablo çıkış
kapağının 2 tırnağına A ok işareti yönünde
3
1
2
A
bastırın.
2) İsteğe bağlı röle kablo konektörünü, üretim kontrol
düğmesi bağlantı konektörü CN105’e 3 bağlayın.
Not) Şalter ana ünitesi müşteriler tarafından
İsteğe bağlı röle kablosu A (grup)
JUKI Parça No. 40008168
+ 5V
SW
GND
ha zı rlana bi li r, ya da JU KI ti ca ri
bürolarına danışılabilir.
3 2 1
CN105
1
2
3
Page 7
2-4. Ekran listesi
Gücü açık konuma getirir getirmez WELCOME ekranı (açılış ekranı) görülür.
WELCOME (açılış) ekranından hemen sonraki ekran, dikiş tipi seçimi için ayar ekranıdır.
Bu düğmeye her basışta ekran değişir.
Dikiş makinesini MO sistemine, MF sistemine, MH sistemine, DLN sistemine bağlarken ya da Kavrama
motoru Fonksiyon ayar No. 6 için 1, Dikiş çeşidi kontrol fonksiyonu ayar No.106 için 1 olarak ayar yapılırsa
çıkış ekran görünümü izlenir.
Dikiş çeşidi listesi ekran görünümü
■
İlgili şekillerin seçimi gerçekleştirilir.
Serbest dikiş ayar ekranı görünümünde ilmek sayısı
■
Serbest dikişte ilmek sayısı ayarlanır.
Sabit boyutlu dikiş ayar ekranı görünümünde ilmek sayısı
■
Sabit boyutlu dikişte ilmek sayısı ayarlanır.
– 5 –
Page 8
– 6 –
Üst üste binen dikiş ayar ekranı görünümünde ilmek sayısı
■
Üst üste binen dikiş ilmek sayısı ayarlanır.
Kare dikiş ayar ekranı görünümünde ilmek sayısı
■
Kare dikiş ilmek sayısı ayarlanır.
Çıkış ekranı görünümü
■
Hedeenen nihai ayar değeri, mevcut hedef değeri ve o ana kadar elde edilen gerçek sonuçlar ekranda
görülür.
Çıkış ekranı görünümü (MO sistemi, MF sistemi, MH sistemi ve DLN sistemi olan dikiş makineleri için)
■
Hedeenen nihai ayar değeri, mevcut hedef değeri ve o ana kadar elde edilen gerçek sonuçlar ekranda
görülür.
MO, MF, MH ve DLN sistemi olan dikiş makinelerinde sadece bu ekran görünümü izlenir.
Kavrama motoru Fonksiyon ayar No. 76 eğer 1 olarak ayarlanır ya da Dikiş çeşidi kontrol fonksiyonu ayar
No.106, 1 olarak ayarlanırsa yine sadece bu ekran görünümü izlenir.
Page 9
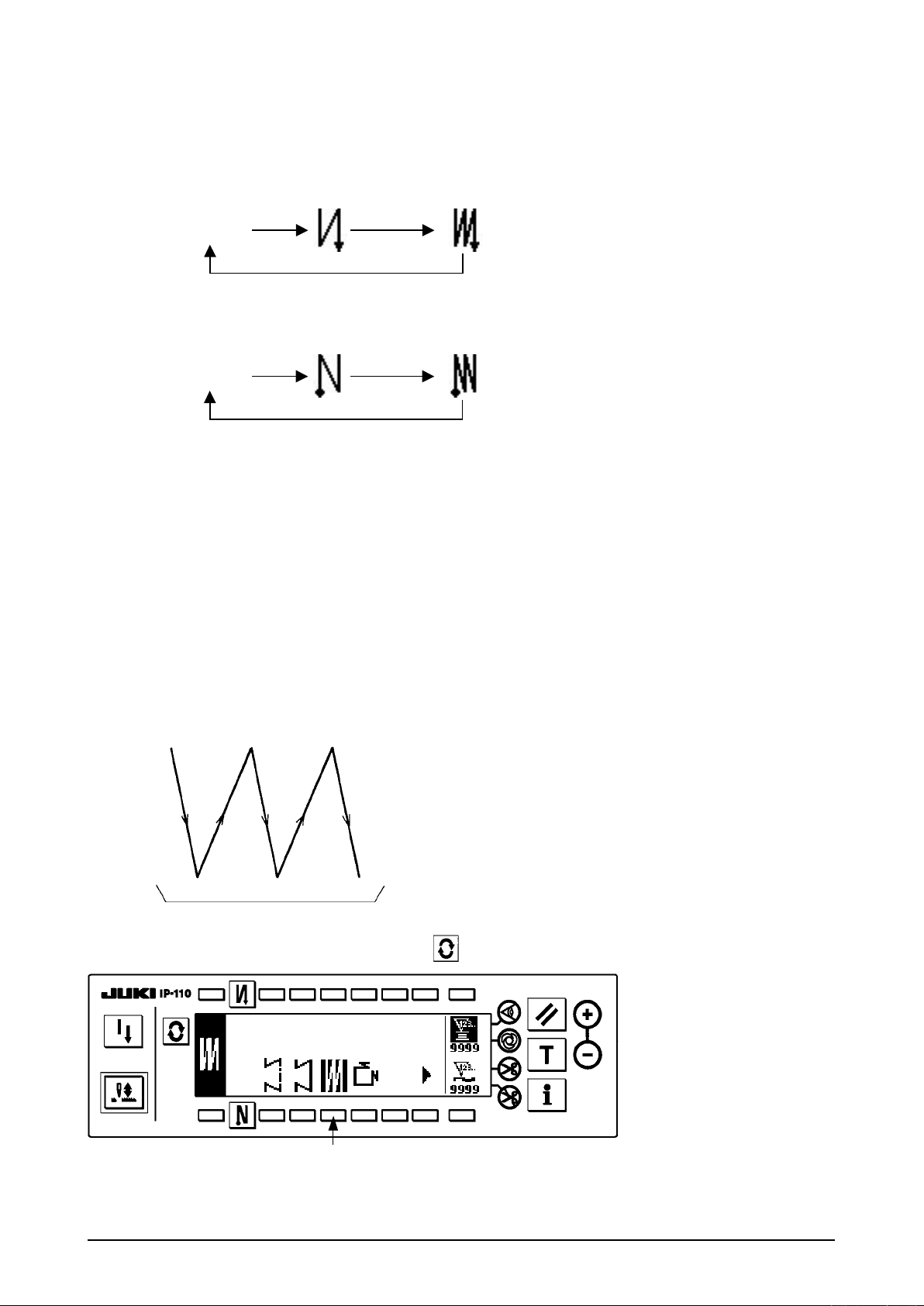
2-5. Dikiş ilmeği çeşitleri için çalışma panelinin kullanımı
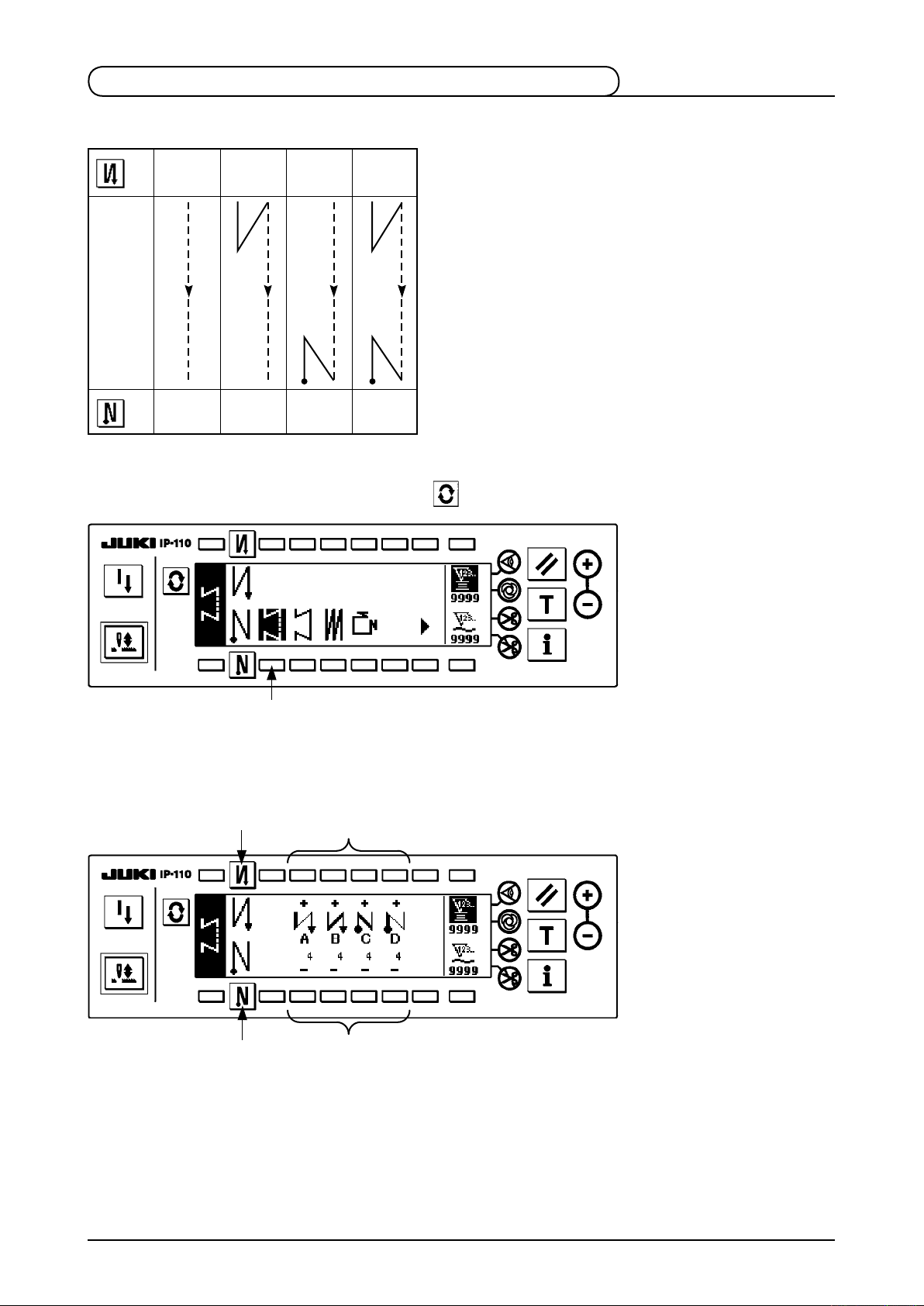
(1) Serbest dikiş çeşidi
2
KAPALI AÇIK AÇIK
KAPALI
Dikiş
çeşidi
KAPALI KAPALI
3
A
B
C
D
AÇIK AÇIK
A
B
C
D
Dikiş çeşidi listesi ekran görünümünü izlemek için üzerine basın.
1
1) Serbest dikiş çeşidini seçmek için
düğmesine basın, daha önce ayarlanmış olan ilmek sayısını
1
göstermek üzere otomatik olarak serbest dikiş ayar ekranı görünümüne geçer ve serbest dikiş ilmek sayısı
görülür.
2
3
2) İlmek sayısını değiştirirken, A’dan D’ye kadar olan ilmek sayısını ayarlamak için
4
5
ve 5 düğmeleriyle
4
değiştirin.
(İlmek sayısının değiştirilebileceği aralık: 0 ile 99 ilmek arasında)
– 7 –
Page 10
– 8 –
3) Dikiş başlangıcında geri dikişi onaylamak için düğmeye
basın.
2
Ayar yok Dikiş başlangıcında
geri dikiş
Dikiş başlangıcında geriye doğru
çift dikiş
4) Dikiş sonunda geri dikişi onaylamak için düğmeye
Ayar yok Dikiş sonunda geri
dikiş
Dikiş sonunda geriye doğru çift
dikiş
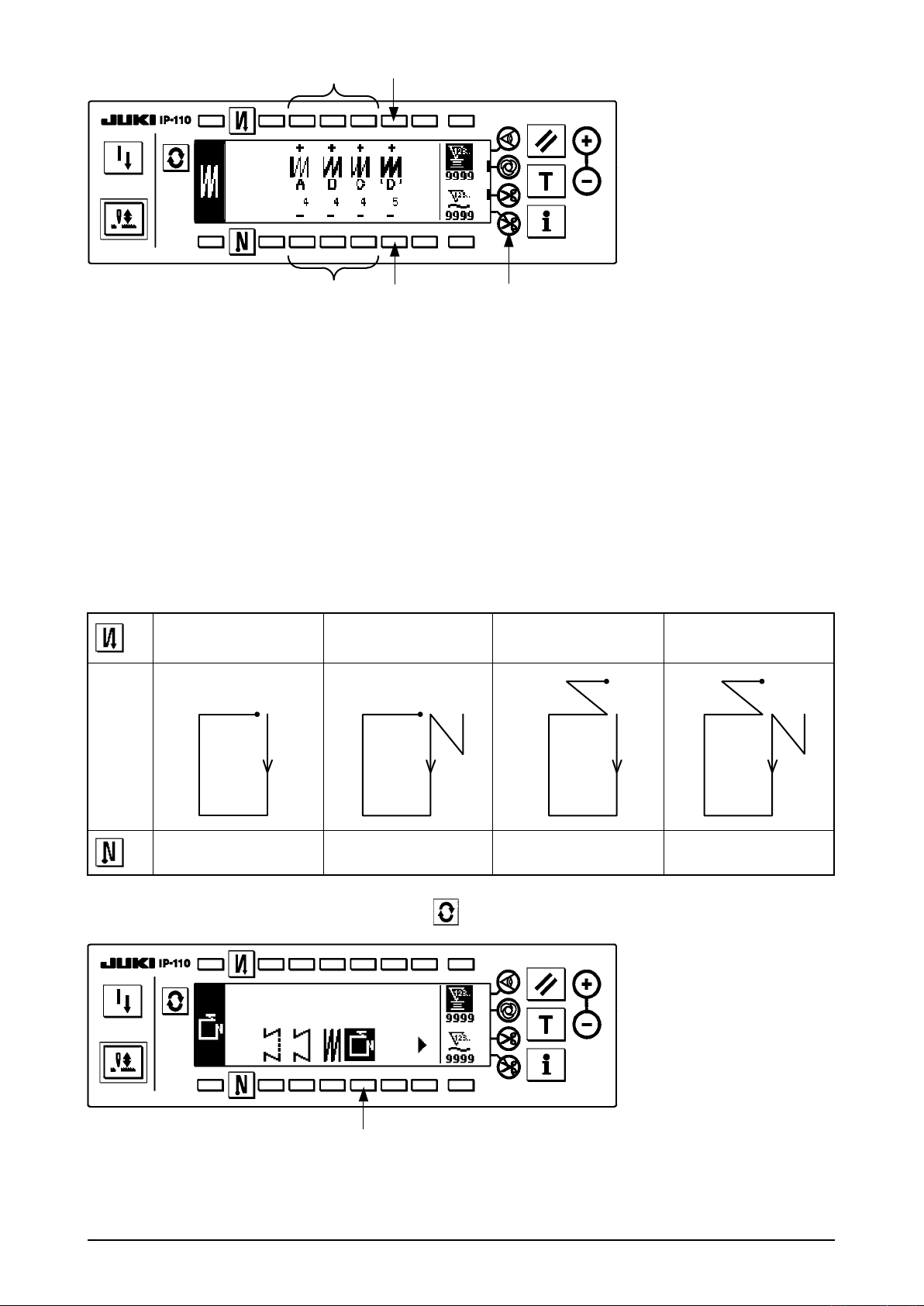
(2) Sabit boyutlu dikiş çeşidi
2
Dikiş
çeşidi
KAPALI AÇIK AÇIK
A
C D
3
KAPALI KAPALI
C D C D
KAPALI
A
B
B
A
AÇIK AÇIK
B
C D
B
A
basın.
3
Dikiş çeşidi listesi ekran görünümünü izlemek için
üzerine basın.
1
1) Sabit boyutlu dikiş çeşidini seçmek için
düğmesine basın, daha önce ayarlanmış olan ilmek sayısını
1
göstermek üzere otomatik olarak sabit boyutlu dikiş ayar ekranı görünümüne geçer ve sabit boyutlu dikiş
ilmek sayısı görülür.
2
3
4
5
6
7
!0
8
9
Page 11
2) Geriye doğru dikişte ilmek sayısını değiştirirken, A ve B ilmek sayısını ayarlamak için
değiştirin.
Ayrıca sabit boyutlu dikişte ilmek sayısını değiştirirken, C ve D ilmek sayısını ayarlamak için 6 ve 7
düğmeleriyle değiştirin.
(İlmek sayısının değiştirilebileceği aralık: A ve B = 0 ile 19 ilmek arası, C ve D = 0 ile 500 ilmek arası)
3) Dikiş başlangıcında geri dikişi onaylamak için düğmeye 2 basın.
ve 5 düğmeleriyle
4
Ayar yok
4) Dikiş sonunda geri dikişi onaylamak için düğmeye 3 basın.
Ayar yok Dik iş sonunda geri
5)
Otomatik iplik kesme düğmesi 8 seçiliyken, C ve D süreçleri tamamlandıktan sonra otomatik olarak iplik
kesme işlemi gerçekleştirilir. (Dikiş sonunda geriye doğru dikiş ayarlanırsa, dikiş sonunda geriye doğru dikiş
tamamlandıktan sonra otomatik olarak iplik kesilir.)
Otomatik iplik kesme düğmesi 8 seçili değilse, C ve D süreçleri tamamlandıktan sonra düzeltici dikiş
düğmesine basın, bu durumda makine düşük devirde çalışır. (Tela dikişi işlemi)
Ayrıca pedal nötür konuma getirilip ön kısmına tekrar basılınca, ilmek sayısı ayarından bağımsız olarak
dikişe devam edilebilir.
6) İplik kesimini önleyen düğme 9 seçildiği zaman, dikiş makinesi durur ve iplik kesme yapılmadan iğne
yukarı kalkar.
7) Tek adımda otomatik dikiş düğmesi !0 seçildiği zaman, pedalın ön kısmına basarak fren yapmadan ve
ayarlanan hızda otomatik dikiş yapılır.
Dikiş başlangıcında
geri dikiş
dikiş
Dikiş başlangıcında geriye doğru
çift dikiş
Dikiş sonunda geriye doğru çift
dikiş
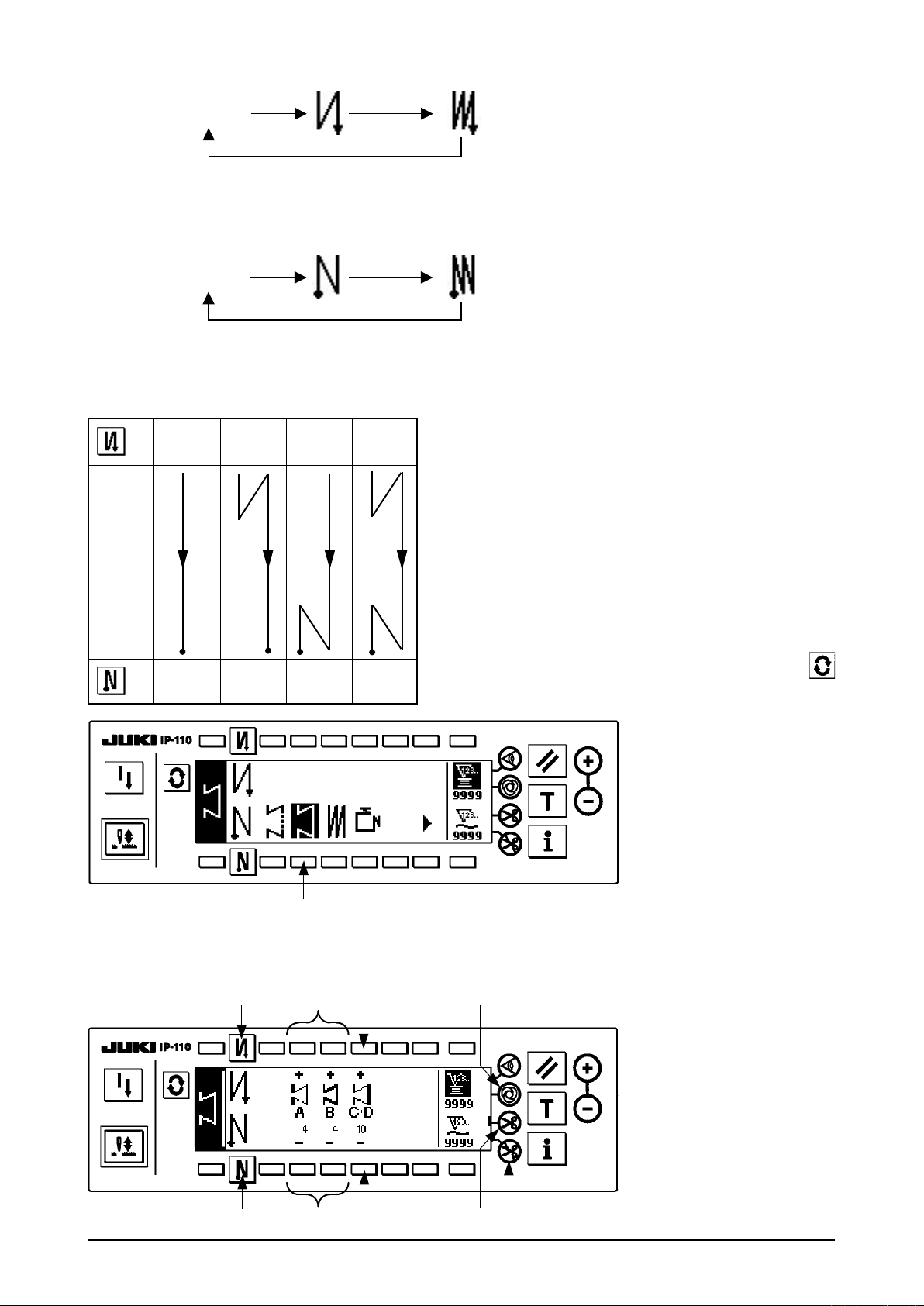
(3) Üst üste binen dikiş çeşidi
A C C
B B
D
Dikiş çeşidi listesi ekran görünümünü izlemek için üzerine basın.
1
1) Üst üste binen dikiş çeşidini seçmek için 1 düğmesine basın, daha önce ayarlanmış olan ilmek sayısını
göstermek üzere otomatik olarak üst üste binen dikiş ayar ekranı görünümüne geçer ve üst üste binen
dikiş ilmek sayısı görülür.
– 9 –
Page 12
2
4
3 5 6
2) İlmek sayısını değiştirirken, A’dan C’ye kadar olan süreçlerde ilmek sayısını ayarlamak için
ve 3
2
düğmeleriyle değiştirin. Bütün süreçteki sayıyı değiştirmek için, D sürecindeki rakamı ayarlarken 4 ve 5
düğmelerini kullanın.
(A, B ve C ilmek sayılarının değiştirilebileceği aralık: 0 ile 19 ilmek arasında. D süreci sayısının
değiştirilebileceği aralık: 0 ile 9 arasında)
3) Pedalın ön kısmına bir kez basın, dikiş makinesi normal dikişi ve geriye doğru dikişi belirlenen sayıda
tekrarlar. Dikiş makinesi daha sonra otomatik olarak iplik kesiciyi harekete geçirir ve üst üste binen dikiş
prosedürünü tamamlamak üzere durur. (Tek adımda otomatik dikiş kapalı konuma getirilemez.)
4) İplik kesimini önleyen düğme 6 seçilirse, üst üste binen dikiş prosedürü tamamlandığı zaman iğne
yukarıdayken dikiş makinesi durur ve iplik kesme yapılmaz.
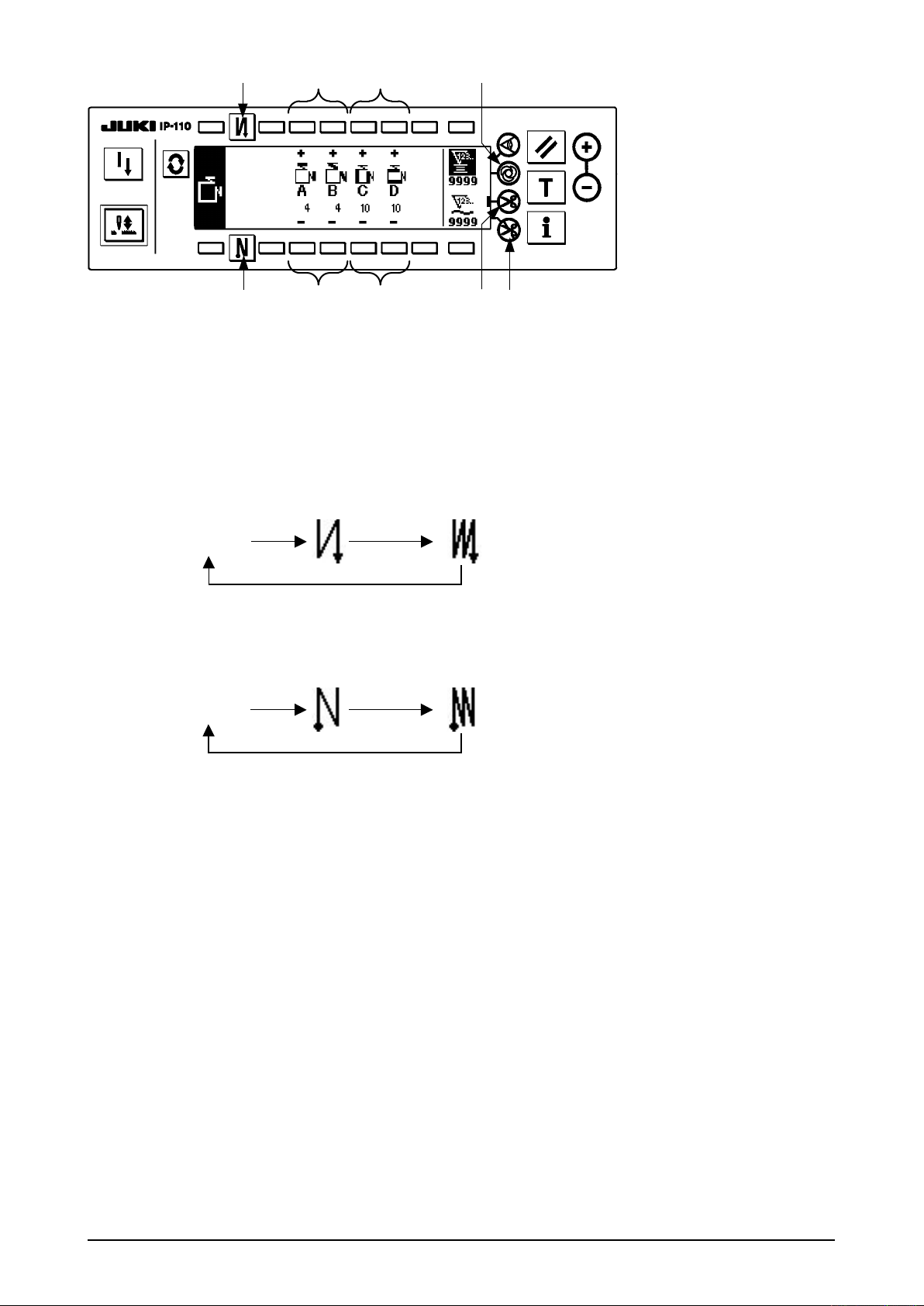
(4) Kare dikiş çeşidi
Dikiş
çeşidi
2
KAPALI
D
C
D
C
C
A
B
C
KAPALIAÇIK AÇIK
A
B
D
C
C
A
B
D
C
A
B
C
3
D
KAPALI
D
D
AÇIKKAPALI
D
AÇIK
Dikiş çeşidi listesi ekran görünümünü izlemek için üzerine basın.
1
1) Kare dikiş çeşidini seçmek için 1 düğmesine basın, daha önce ayarlanmış olan ilmek sayısını göstermek
üzere otomatik olarak kare dikiş ayar ekranı görünümüne geçer ve ilmek sayısı görülür.
– 10 –
Page 13
2
4
6
!0
53 9
2) Geriye doğru dikişte ilmek sayısını değiştirirken, A ve B ilmek sayısını ayarlamak için
değiştirin.
Ayrıca kare dikişte ilmek sayısını değiştirirken, C ve D ilmek sayısını ayarlamak için 6 ve 7 düğmeleriyle
değiştirin.
(İlmek sayısının değiştirilebileceği aralık: A ve B = 0 ile 19 ilmek, C ve D = 0 ile 99 ilmek arası)
3) Dikiş başlangıcında geri dikişi onaylamak için düğmeye
Ayar yok Dikiş başlangıcında
geri dikiş
4) Dikiş sonunda geri dikişi onaylamak için düğmeye
7 8
basın.
2
Dikiş başlangıcında geriye doğru çift
dikiş
basın.
3
ve 5 düğmeleriyle
4
Ayar yok Dik iş sonunda geri
dikiş
5) D i ki ş m a kin es i , C v e D s ü reç le ri t a m am la nd ık ta n s o nr a o t oma ti k o l ar ak d u ru r.
Bu durumda, düzeltici dikiş düğmesine basıldığı zaman dikiş makinesi düşük devirde çalışır (tela dikişi
işlemi). Ayrıca pedal nötr konuma getirilip ön kısmına tekrar basılınca, ilmek sayısı ayarından bağımsız
olarak dikişe devam edilebilir.
6) Otomatik iplik kesme düğmesi 8 seçiliyken, son süreç tamamlandıktan sonra otomatik olarak iplik kesme
işlemi gerçekleştirilir. (Dikiş sonunda geri besleme dikişi ayarlanırsa, dikiş sonunda geri besleme dikişi son
süreçtir ve bu süreç tamamlandıktan sonra otomatik iplik kesimi yapılır.)
7) İplik kesimini önleyen düğme 9 seçildiği zaman, dikiş makinesi durur ve iplik kesme yapılmadan iğne
yukarı kalkar.
8) Tek adımda otomatik dikiş düğmesi !0 seçildiği zaman, C ve D süreçlerinde pedalın ön kısmına basarak
fren yapmadan ve ayarlanan hızda otomatik dikiş yapılır.
9) Dikiş makinesinde otomatik kaldırıcı temin edilmişse, C ve D süreçleri tamamlandıktan sonra baskı ayağı
otomatik olarak yukarı kalkar.
Dikiş sonunda geriye doğru çift
dikiş
– 11 –
Page 14
– 12 –
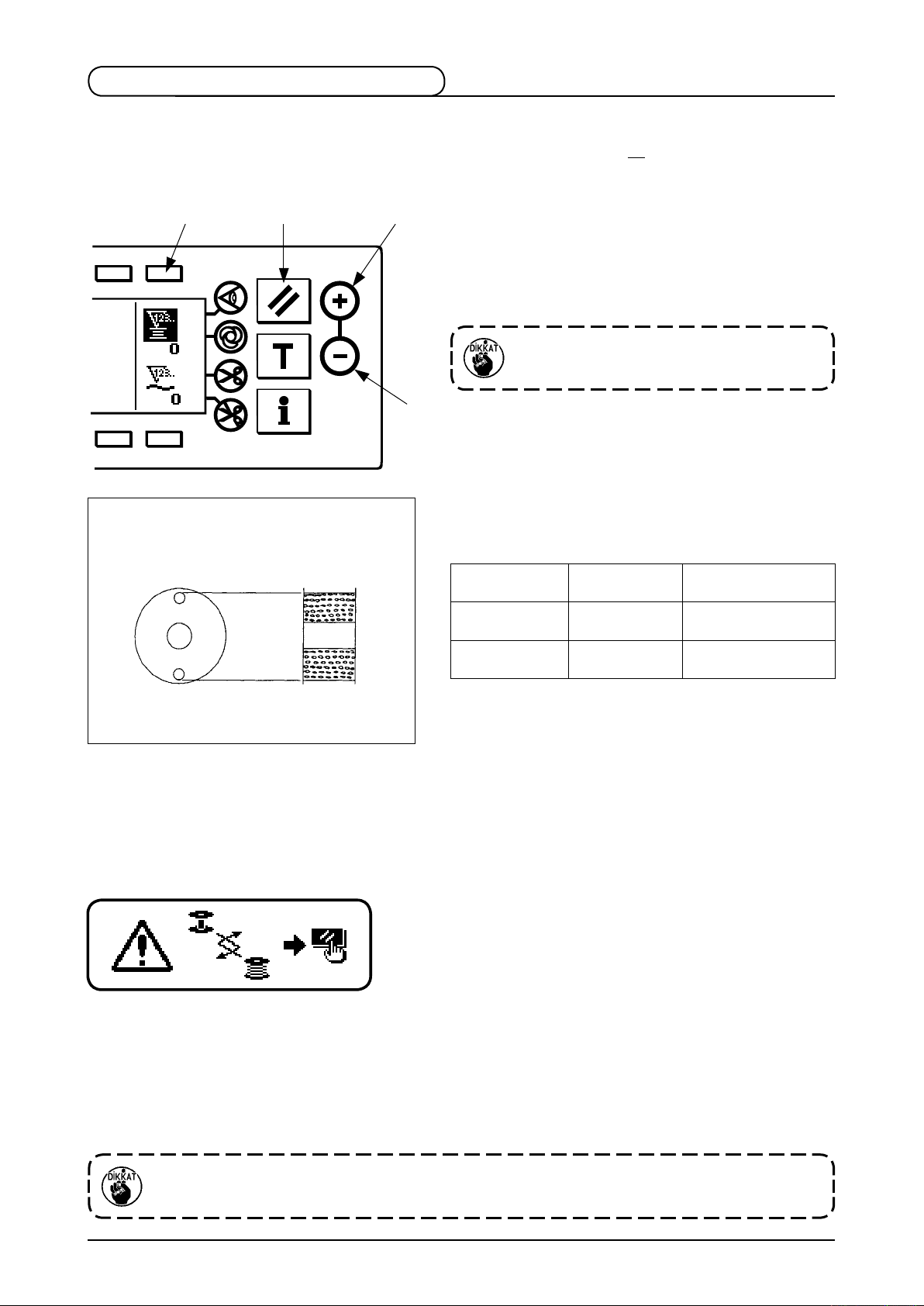
2-6. Masura iplik sayacı nasıl kullanılır
Makine, ilmek sayısını algılar. Masura iplik sayacında önceden belirlenen değer, algılanan ilmek sayısına
uygun olarak çıkarılır. (Detektör her 10 ilmeği algıladığında, masura iplik sayacında önceden ayarlanan
değerden 1 çıkarılır.) Sayaçtaki değer eksi olduğu zaman (
ve ileti ekranı görünümü, masuradaki ipliği değiştirme zamanının geldiğini bildirir.
........
→
0 → –1), sesli alarm (üç kez çalar)
1
→
1 2
Masura iplik sayacındaki başlangıç
referans değeri
3
1) Masuradaki iplik sayacını seçmek için düğmeye 1
basın. Ardından masuradaki iplik sayacında belirtilen
başlangıç değerine dönmek için sayaç sıfırlama
düğmesine 2 basın (teslim anındaki fabrika çıkış
ayarı “0” dır).
Masurada iplik sayacı dikiş sırasında
sıfırlanamaz. Bu durumda iplik kesiciyi bir kez
çalıştırın.
4
2) 3 ve 4 sayaç değeri ayar düğmelerini kullanarak bir
başlangıç değeri belirleyin.
Aşağıdaki tabloda verilen başlangıç ayar değerleri,
soldaki şekilde gösterildiği gibi mekiğin dışındaki iğne
deliğine gelene kadar masuraya iplik sarılması hali için
referans olarak verilmiştir.
Kullanılan iplik
Polyester büküm
iplik #50
Pamuk iplik #50 31 m
Masuraya sarılan
iplik uzunluğu
36 m
Masura ipliği sayacındaki
(ilmek uzunluğu: 3 mm)
(ilmek uzunluğu: 3 mm)
değer
1200
1000
İplik gerdirme oranı % 100
* Masura iplik sayacı aslında malzeme kalınlığı ve dikiş
hızından etkilenir. Dolayısıyla masura iplik sayacı
başlangıç değerini çalışma koşullarına göre ayarlayın.
3) Başlangıç değeri belirlendikten sonra dikiş makinesini çalıştırın.
4) Sayaçta eksi değer görülüyorsa, üç kez uyarı sesi duyulur ve ekranda ileti görülür; bu durumda
masuradaki ipliği değiştirin.
Masuradaki ipliğin değiştirilmesi için uyarı iletisi
5) Masura ipliği uygun şekilde değiştirildikten sonra, masuradaki iplik sayacının başlangıç değerine dönmesi
için sayaç sıfırlama düğmesine 2 basın. Şimdi dikiş makinesini yeniden çalıştırın.
6) Masurada kalan iplik miktarı çok fazlaysa ya da masura ipliği sayacında eksi değer görülmeden önce
bitiyorsa, 3 ve 4 sayaç değeri ayar düğmelerini uygun şekilde kullanarak başlangıç değerini ayarlayın.
Masurada kalan iplik miktarı çok fazlaysa ..... “+” düğmesini kullanarak başlangıç değerini arttırın.
Masurada kalan iplik miktarı yetersizse.......... “–” düğmesini kullanarak başlangıç değerini azaltın.
Masura iplik sayacı, masurada kalan iplik miktarını algılama cihazı birlikte kullanılıyorsa, masurada
kalan iplik miktarını algılama cihazı tarafından kaç kez algılandığını gösterir. Dolayısıyla masurada
kalan iplik miktarını algılama cihazını kullanmadan önce mutlaka Talimat Kılavuzunu okuyun.
Page 15
2-7. Dikiş sayacı
Her iplik kesmede artan sayım yapılır. (0
4
1
→
2-8. İğne yukarı/aşağı tela düğmesi
1
1 → 2
2
3
...........
→ 9999)
düğmesine basarak dikiş sayacını seçtikten sonra,
1
sayaç değeri ayar düğmeleri 2 ve 3 kullanılarak sayaç
değeri değiştirilebilir. Ayrıca adet sayacındaki değer, sayaç
sıfırlgedama düğmesine 4 basınca “0” değerine döner.
İğne yukarı/aşağı tela düğmesine 1 her basıldığında,
iğne en alt konumdayken yükselir ve en üst konumdayken
alçalır. Böylece ilmek, önceden belirlenen ilmek
uzunluğunun yarısı kadar tela edilir.
Ancak bu düğmeyi basılı tutsanız bile, makinenin sürekli
düşük devirde çalışmayacağını unutmayın.
Ayrıca elle çalıştırılan kasnağı elle çevirdikten sonra yukarı/
aşağı tela düğmesinin çalışmayacağını unutmayın.
İplik kesme, sadece pedalın ön kısmına bastıktan sonraki
dikiş telasi sırasında çalışır.
2-9. Malzeme kenarı sensörünün açık/kapalı düğmesi
• İsteğe bağlı olarak temin edilebilen malzeme kenarı sensörü çalışma paneline bağlandığı zaman, malzeme
kenarı sensörünün açık/kapalı düğmesi aktif hale gelir.
• Malzeme kenarı sensörü belirlenirse, bu sensör malzeme kenarını algıladığı zaman makine otomatik olarak
durur ya da iplik keser.
Malzeme kenarı sensörü ve çalışma paneli birlikte kullanılırsa sensörle ilgili olarak Talimat Kılavuzunu
dikkatle okuyun.
2-10. Otomatik iplik kesme düğmesi
• Bu düğme, dikiş makinesinin otomatik olarak durduğu ya da malzeme kenarı sensörünün kullanıldığı bir
süreçte iplik kesiciyi çalıştırmak için kullanılır.
(Otomatik geri dikiş (dikiş sonu için) tanımlanırsa, dikiş makinesi geriye doğru otomatik dikişi (dikiş sonu
için) tamamladıktan sonra iplik kesici çalışır.)
2-11. Tek adımda otomatik dikiş düğmesi
• Sabit boyutlu dikiş modunda, dikdörtgen dikiş modunda ya da malzeme kenarı sensörünün belirlendiği
süreçlerde bu düğme kullanılarak, dikiş makinesi sürecin sonuna kadar sadece bir kez çalıştırılır ve makine
belirlenen hızda otomatik olarak dikiş diker.
– 13 –
Page 16

– 14 –
2-12. İplik kesimini engelleme düğmesi
• Bu düğme, iplik kesme fonksiyonunu geçici olarak devre dışı bırakmak için kullanılır.
Bu düğme, dikiş makinesinin diğer fonksiyonlarını etkilemez.
(Otomatik geri dikiş (dikiş sonu için) tanımlanırsa, dikiş makinesi dikiş sonunda otomatik geri dikiş yapar.)
• Hem otomatik iplik kesme düğmesi
ipliği kesmez ama iğne yukarı konumdayken durur.
hem de iplik kesilmesini önleyen düğme tanımlıysa, makine
3. BİLGİ
Bilgi kısmında çeşitli veriler ayarlanabilir ve kontrol edilebilir.
Bilgi kısmında operatör seviyesi ve bakım personeli seviyeleri vardır.
3-1. Operatör seviyesi
1) Gücü açık konuma getirin.
2) Bilgi ekranı görünümüne geçmek için düğmeye
basın.
1
1
Bilgi ekranı (operatör seviyesi)
■
: Dikiş yönetimi bilgileri
1
1
(1) Dikiş yönetimi bilgileri
Dikiş yönetimi bilgilerinde bakım yönetimi fonksiyonu, üretim kontrol fonksiyonu ve çalışma ölçüm fonksiyonu
vardır.
[Bakım yönetimi fonksiyonu]
1
1) Bakım fonksiyonu ekran görünümünü izlemek için 1 üzerine basın.
Page 17

Bakım fonksiyonu ekran görünümü
■
2
4
[İlgili maddelere ait açıklama]
3
2
3
4
İğneyi değiştirme zamanı........... Birim: X 1.000 ilmek
Temizleme zamanı..................... Birim: saat
Yağ değiştirme zamanı .............. Birim: saat
[Ekran içeriği hakkında açıklama]
(Pay/payda)
* Kalan ilmek sayısı *bin ilmeğe /
bin ilmeğe kadar
**
Örnek) İğne değişimi
100 / 1600 k
Her 1.600 bin ilmekte bir kez iğne değiştirme zamanı bildirilir.
Her 100 bin ilmekte bir kez iğne değiştirme zamanı bildirilir.
2, 3 ya da 4 düğmelerine basıldığı zaman, silme kontrol ekran görünümüne geçilir.
Silme ekranı
■
1
2
: Ekran, silme işlemini gerçekleştirmeden bakım fonksiyonuna döner.
1
: Ekran, silme işlemini gerçekleştirdikten sonra bakım fonksiyonuna döner.
2
Uyarı ekranı görünümü
■
Uyarı zamanı geldiği zaman uyarı ekranı görünümüne geçilir.
1
2
– 15 –
Page 18

– 16 –
: 1 üzerine basıldığı zaman ekran silinebilir. Ancak sayacın kendisi silinemez. İğnenin değiştirilmesi
1
halinde, silme işlemi gerçekleştirilene kadar 10 dakikalık aralıklarla uyarı ekranı görünümüne geçilir.
Diğer uyarıların olması halinde, güç açık konuma getirildiği zaman, sayaç silinene kadar uyarı ekranı
görünümüne geçilir.
:
üzerine basıldığı zaman ekran silinir ve sayaç değeri de silinir. O andan itibaren sayım yeniden başlar.
2
2
[Uyarı zamanının ayarlanması]
Bilgi ekranı görünümü
■
1
1)
düğmesine bilgi ekranı görünümünde yaklaşık üç saniye basın.
1
Dikiş yönetimi bilgileri seçim ekranı görünümü
■
2
2) Bakım fonksiyonu ekran görünümüne geçmek için
üzerine basın.
2
(Diğer fonksiyonlar için Teknisyenin Kılavuzuna bakınız.)
Bakım fonksiyonu ekran görünümü
■
3
5
: İğne değiştirme zamanı giriş ekranı görünümü (ilmek sayısı: birim: X 1.000 ilmek) görünür.
3
: Temizlik zamanı giriş ekranı görünümü (zaman: birim: saat) görünür.
4
: Yağ değiştirme zamanı giriş ekranı görünümü (zaman: birim: saat) görünür.
5
: İplik kesim sayısı girişi ekranı görünümü (sayı: birim: adet) görünür.
6
4
6
(Her sayıdaki iplik kesim adedi, çıkış ekranı görünümünde dikilen adet sayısını sayarken ayarlanabilir.)
Page 19

Çeşitli giriş ekranı görünümleri
■
(iğne değiştirme zamanı, temizleme zamanı, yağ değiştirme zamanı ve iplik kesim sayısı)
7 8
Silme kontrol ekranı görünümünü izlemek için 7 üzerine basın. (İplik kesim adedi sayısını girerken bu ekran
görünümüne geçilmez.) Ayar değerini girdikten sonra onay vermek için 8 üzerine basın.
Uyarı fonksiyonunun durdurulması halinde, değeri “0” olarak belirleyin.
İğne değiştirme, temizlik ve yağ değiştirme için ayrı ayrı ayar yapmak mümkündür.
Hepsinin birden durdurulması halinde, her birini “0” olarak belirleyin.
(2) Üretim kontrol fonksiyonu
1
1) Üretim kontrol ekran görünümüne geçmek için 1 üzerine basın.
Üretim kontrol ekran görünümü
■
2
4
3
5
[İlgili maddelere ait açıklama]
Mevcut hedefteki adet sayısı ...................................... Birim: adet
Nihai hedefteki adet sayısı .......................................... Birim: adet
Mevcut çıkış ................................................................ Birim: adet
Bir parçayı dikmek için gerekli zaman (adım süresi) ... Birim: saniye
Bu başlık, ölçümün durdurulduğunu gösterir.
2) Üretim kontrol giriş ekran görünümünü izlemek için
– 17 –
2, 3, 4
Bu başlık, ölçümün yapılmakta olduğunu
gösterir.
ve 5 üzerine basın.
Page 20

– 18 –
Üretim kontrol giriş ekranı görünümü
■
6
3) İlgili ayar başlıklarını
Olabilecek minimum adım süresi ayar değeri 0,50 saniyedir.
0,00 saniye olarak ayar yapılırsa, mevcut hedef ekranda görülmez.
ile belirleyin. 6 bölümünde girilen ayar zamanı ters videoda görülür.
7
7
7
8
4) Dikiş çeşidi listesi ekran görünümünde 8 üzerine basın.
Çıkış ekranı görünümü
■
2
3
9
!0
5) Çıkış ekranı görünümüne geçilir. Bu ekran görünümünde dikiş dikmek mümkündür.
Ayar değeri
ve 3 düğmeleriyle değiştirilebilir (Nihai hedef değeri ve adım süresi için bu ekranda
2
yeniden düzenleme yapılamaz.).
Mevcut hedef değeri ve mevcut çıkış, 9 düğmesiyle silinebilir (bu değerleri “0” olarak ayarlayın).
Çıkış ekran görünümü fonksiyonunu başlatma/durdurma ayarı !0 düğmesiyle yapılabilir.
Page 21

(3) Çalışma ölçüm fonksiyonu
1
1) Çalışma ölçüm fonksiyonu ekran görünümünü izlemek için 1 üzerine basın.
Çalışma ölçüm fonksiyonu ekran görünümü
■
2
3
[İlgili maddelere ait açıklama]
Çalışma faktörü .............................Birim: %
Ortalama çalışma hızı ...................Birim: dev/dak
Adım süresi ...................................Birim: saniye
Makine süresi ................................Birim: saniye
2) Çalışma ölçümünü başlatmak için 3 üzerine basın.
3) Ölçümü durdurmak için tekrar 3 üzerine basın.
4) Ölçüm sonucu 2 ile silinebilir.
“Sil” komutu uygulanmadığı zaman, en son yapılan ölçümden itibaren devam edilebilir.
– 19 –
Page 22

3-2. Bakım personeli seviyesi
1
1) Gücü açık konuma getirin.
2) Bilgi ekranı görünümüne geçmek için 1 düğmesine yaklaşık üç saniye basın.
Bilgi ekranı (Bakım personeli seviyesi)
■
2 3 4 5 6 7 1
1) İlgili fonksiyonların ekran görünümüne geçmek için ilgili düğmelere basın. (3, 4, 5 ve 6 düğmelerine
üç saniye süreyle basın.)
Bilgi modunu sonlandırmak için 1 düğmesine basın, bu durumda bilgi modundan önceki ekran
görünümüne dönülür.
: Versiyon bilgisi ekran görünümü ...Teknisyenin Kılavuzuna bakın.
2
: Ortak dikiş ayarları .........................Ortak dikiş verileri fonksiyonuna bakınız.
3
: Fonksiyon ayarları .........................Fonksiyon ayar prosedürüne bakınız.
4
: Dikiş yönetimi ayarları ....................Dikiş yönetimi bilgilerine bakınız.
5
: Veri iletişimi ...................................Teknisyenin Kılavuzuna bakın.
6
: Ortam formatı .................................Teknisyenin Kılavuzuna bakın.
7
Ortam formatlandığı zaman, kaydedilmiş verilerin tamamı kaybolur. Ortamı kullanıma hazırlamanın
dışında formatlamamaya dikkat edin.
(1) Dikiş ortak verileri fonksiyonu
Dikiş ortak verileri ekran görünümü (Bakım personeli seviyesi)
■
6
1 2 3 4 5
7
– 20 –
Page 23

1) İlgilifonksiyonlarınekrangörünümünegeçmekiçinilgilidüğmelerebasın.
:Basitleştirilmişprogramdüzenleme
1
:Opsiyonelgiriş/çıkışayarları................Opsiyonelgiriş/çıkışfonksiyonunabakınız.
2
:İplikkesicicihazekrangörünümü.......İplikkesicicihazfonksiyonunabakınız.
3
:Ekcihaz1ayarları................................İplikkesicicihazfonksiyonunabakınız.
4
:Ekcihaz2ayarları................................İplikkesicicihazfonksiyonunabakınız.
5
......Basitleştirilmişprogramfonksiyonunabakınız.
2)Bilgiekranıgörünümüne(bakımpersoneliseviyesi)dönmekiçin6düğmesine,bilgimodunusonlandırmak
içinise7düğmesinebasın.Ekrandahasonrabilgimodundanöncekiekrangörünümünedöner.
1. Basitleştirilmiş program fonksiyonu
Bu fonksiyon ile, içeriden ve dışarıdan (konektör) çeşitli sinyallerialan basitleştirilmiş bir program
oluşturularak, dışarıya(konektöre) özelsinyalçıkışları kontroledilebilir veözel girişcihazıyada benzeri
cihazlarkullanmadansadeceSC-510dikişmakinesianaünitesininkarmaşıkhareketlerikontroledilebilir.
KullanımdetaylarıiçinSC-510içinhazırlananTeknisyeninKılavuzunabakınız.
Basitleştirilmiş program düzenleme için 1. ekran
■
[Programkomutu“END”:standartayar]
51 3
642
1)Programları(1numaraile4numaraarasında)seçmekiçin
2)Adımları (1 numara ile 20 numara arasında) seçmekiçin
ve2düğmelerinebasın.
1
ve4düğmelerine basın.5ve6
3
düğmeleriyle “END” komutu seçilirse, adım numarası son adım olurve bir sonraki adım numarasına
geçmekmümkündeğildir.
3) Programkomutunu (Fonksiyon kodNumaraları 0ile 20arasında) seçmek için
ve6düğmelerine
5
basın.Burada,örnek olarakfonksiyon kodNo. 2“AND”seçin. “AND”seçildiği zaman,ekran görünümü
aşağıdakigibiolur.
Basitleştirilmiş program düzenleme için 1. ekran
■
[Programkomutu“AND”:standartayar]
97
8
!0
!4
4)1.parametreyi ayarlamak için7ve8düğmelerine basın. 1. parametrenin içeriği, seçilen program
komutunabağlıolarakfarklılıkgösterebiliryadaböylebirparametreolmayabilir.
5)2.parametreyi ayarlamak için
9
ve
düğmelerine basın. 2. parametrenin içeriği,seçilen program
!0
komutunabağlıolarakfarklılıkgösterebiliryadaböylebirparametreolmayabilir.
6)Basitleştirilmişprogramdüzenlemenin2.ekrangörünümünegeçmekiçin!4düğmesinebasın.
– 21 –
Page 24

– 22 –
Basitleştirilmiş program düzenleme için 2. ekran
■
[Program komutu “AND”: standart ayar]
5
6
7 9
8
!1
!0 !2
!4
7) Giriş noktalarını (1 numara ile 53 numara arasında) seçmek için 5 ve 6 düğmelerine basın. Seçilen
program komutuna bağlı olarak giriş noktası bulunmayabilir.
8) Seçilen giriş noktasının giriş durumunu seçmek için 7 ve 8 düğmelerine basın (Düşük: Düşük olarak
giriş yapılırsa doğru, Yüksek: Yüksek olarak giriş yapılırsa doğru). Seçilen program komutuna bağlı olarak
giriş noktası için giriş mantığı bulunmayabilir.
* Birden fazla giriş noktası seçmek (1 numara ile 53 numara arasında) ve buna uygun giriş durumu
mümkündür.
9) Çıkış noktalarını (1 numara ile 17 numara arasında) seçmek için 9 ve !0 düğmelerine basın.
10
) Seçilen çıkış noktasının çıkış durumunu seçmek için !1 ve
düğmelerine basın (Düşük: doğru ise
!2
Düşük çıkış, Yüksek: doğru ise Yüksek çıkış). Çıkış durumu birden fazla çıkış noktasıyla ayarlanabilir.
* Birden fazla çıkış noktası seçmek (1 numara ile 17 numara arasında) ve buna uygun çıkış durumu
mümkündür.
11
) Basitleştirilmiş program düzenlemenin 1. ekran görünümüne geçmek için !4 düğmesine basın.
Basitleştirilmiş program düzenleme için 1. ekran
■
[Program komutu “AND”: standart ayar]
!1
!3
!5
!2
!6
Page 25

12
) Bir sonraki adımda düzenleme yaparken 2) ile 11) arasındaki başlıkları tekrarlayın. Son için düzenleme
yaparken, bu programın etkin hale gelmesi için !3 düğmesine basın. (Yukarıdaki şekil programın kapalı
halini göstermektedir. !3 düğmesine basıldığı zaman, ekran görünümü aşağıda verilen şekildeki gibi
değişir ve program açılır.)
Program çalışıyor
13
) Programı belleğe kaydetmek ve düzenlemeyi bitirmek için !6 düğmesine basıldığı zaman aşağıdaki
şekilde verilen ekran görünümüne geçilir. !5 düğmesine basıldığı zaman, o ana kadar yapılan tüm
düzenleme içeriği geçersiz kılınır ve düzenleme öncesi duruma dönülür.
Program çalışmıyor
14
) Son olarak güç şalterini kapalı konuma getirin. Güç şalteri tekrar açık konuma getirildiği zaman bu
basitleştirilmiş program çalışır.
Adımı ekleme prosedürü
•
düğmesine basıldığı zaman, ekranda görülen adımdan sonra bir adım (program komutu “DELY” girilir)
!1
hemen eklenir ve ekran görünümü o adımla ilgili ekran görünümüne geçer.
Adımı silme prosedürü
•
Ekranda görülen adım,
o adımla ilgili ekran görünümüne döner.
Dikiş sırasında etkin basitleştirilmiş program numarası ekran görünümü
•
Etkin olarak belirlenen basitleştirilmiş program numarası, aşağıdaki şekildeki gibi normal dikiş ekranı ya da
benzeri ekran görünümünde noktalı çizgiden ibaret çerçevede görülür ve hangi numaralı basitleştirilmiş
programın çalıştığı doğrulanabilir. Aşağıdaki şekilde, 1 ile 4 arasındaki bütün numaraların aktif olduğu
durum gösterilmektedir. Geçersiz kılınan basitleştirilmiş program numarası görülmez.
düğmesine basıldığı zaman silinir, bir sonraki adıma geçilir ve ekran görünümü
!2
– 23 –
Page 26

– 24 –
[Program komut listesi]
K o m u t e k r a n ı
görünümü
Fo nk si yon ko d
numarası
0
1
2
Parametre 1 Parametre 2 Giriş noktası Giriş noktası
Komut adı
Bitiş - - - - - -
Gecikme - -
AND (ve) şartlı
dallanma
Ekran
görünümü
1 ile 20
arası
Ayar aralığı
(varış yeri adım
numarasını atla)
1 ile 20 arasında: Adım
numarası
Ekran
görünümü
0 ile 999
arası
0 ile 999
arası
Ayar aralığı
(Gecikme süresi)
0: Geçersiz komut
1 ile 999 arasında:
milisaniye
(Gecikme süresi)
0: Koşul tamamlanana
kadar giriş bekleme
1 ile 999 arasında:
milisaniye
(varış yeri adım
OR (ya da)
3
4
5
6
şartlı dallanma
İlmek sayısı
AND (ve) şartlı
dallanması
İlmek sayısı OR
(ya da) şartlı
dallanması
Atlama tekrarı
sayacı
1 ile 20
arası
1 ile 20
arası
1 ile 20
arası
1 ile 20
arası
numarasını atla)
1 ile 20 arasında: Adım
numarası
(varış yeri adım
numarasını atla)
1 ile 20 arasında: Adım
numarası
(varış yeri adım
numarasını atla)
1 ile 20 arasında: Adım
numarası
(Atlama)
1 ile 20 arasında: Adım
numarası
0 ile 999
arası
0 ile 999
arası
0 ile 999
arası
0 ile 999
arası
(Gecikme süresi)
0: Koşul tamamlanana
kadar giriş bekleme
1 ile 999 arasında:
milisaniye
(İlmek sayısı)
0: Geçersiz komut
1 ile 999 arasında: İlmek
(İlmek sayısı)
0: Geçersiz komut
1 ile 999 arasında: İlmek
(Sayılan değeri tekrarla)
0: Sonsuz
1 ile 999 arasında: Süre
(Hız)
Hız komutu
7
* Giriş noktaları (1 ile 53 numara arasında) ve çıkış noktaları (1 ile 17 numara arasında) durum ayarı ayrı ayrı
yapılabilir.
0 ile 999
arası
0 ile 999 arasında: X 10
dev/dak
0 ile 999
arası
(Gecikme süresi)
0: Gecikme süresi geçersiz
1 ile 999 arasında:
milisaniye
Page 27

Ekran
görünümü
Ayar aralığı
Ekran
görünümü
Ayar aralığı
: Ayar yok
Komut tanımı
Program sonu (başlangıçtaki ayar)
- -
1 ile 53
arası
1 ile 53
arası
1 ile 53
arası
1 ile 53
arası
- -
: Ayar yok
: H (yüksek) giriş
: L (düşük) giriş
: Ayar yok
: H (yüksek) giriş
: L (düşük) giriş
: Ayar yok
: H (yüksek) giriş
: L (düşük) giriş
: Ayar yok
: H (yüksek) giriş
: L (düşük) giriş
1 ile 17
arası
1 ile 17
arası
1 ile 17
arası
1 ile 17
arası
1 ile 17
arası
1 ile 17
arası
1 ile 17
arası
: H (yüksek) çıkış
: L (düşük) çıkış
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
Gecikme süresinin ardından bir sonraki
adıma
Giriş ayarlarında (AND (ve) girişi) belirlenen
tüm koşullar yerine geldiği zaman bir sonraki
adıma geçer. Giriş koşulları yerine getirilmeyip
gecikme süresi dolduğu zaman, varış yeri
atlama adım numarasının belirlendiği adıma
atlar.
Giriş ayarlarında (OR (ya da) girişi) belirlenen
koşullardan herhangi biri yerine geldiği zaman
bir sonraki adıma geçer. Giriş koşulları yerine
getirilmeyip gecikme süresi dolduğu zaman,
varış yeri atlama adım numarasının belirlendiği
adıma atlar.
İlmek sayısı ayarındaki (AND (ve) girişi) ayar
değeri kapsamında bütün giriş ayar koşulları
sağlandığı zaman, varış yeri atlama adım
numarasında belirlenen adıma atlar ve ilmek
sayısı tamamlandığı zaman bir sonraki adıma
geçer.
İlmek sayısı ayarındaki (OR (ya da) girişi) ayar
değeri kapsamında giriş ayar koşullarından
biri sağlandığı zaman, varış yeri atlama adım
numarasında belirlenen adıma atlar ve ilmek
sayısı tamamlandığı zaman bir sonraki adıma
geçer.
Sayılan değerin tekrarlanması bitene kadar,
belirlenen atlama adımları arasında tekrarlama
yapar. Ayar değeri 0 için sonsuza kadar döngü
oluşturur.
(Dikkat) Bu komuta veri yuvalama
yapmayın.
- 1 ile 17
arası
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
– 25 –
Dikiş makinesi hızı ayarlanabilir. Makine,
gecikme zamanı zarfında ayarlanan hızda
çalışır ve gecikme zamanı dolduktan sonra
hız komutu serbest kalır. Minimum devir
sayısı, 35 numaralı Minimum pedal devir
sayısı fonksiyonu ayar değerinden daha küçük
olamaz. Ayrıca maksimum devir sayısı, 96
numaralı Maksimum devir sayısı fonksiyonu
ayar değerinden büyük olamaz.
Page 28

– 26 –
K o m u t e k r a n ı
görünümü
Fo nk si yon ko d
numarası
Komut adı
Ekran
görünümü
Parametre 1 Parametre 2 Giriş noktası Giriş noktası
Ayar aralığı
Ekran
görünümü
Ayar aralığı
10
11
Hız sınırı
8
9
komutu
Lswinh komutu
İplik kesme
komutu
Tswinh komutu
0 ile 999
arasında
ya da
- -
ya da
(Hız sınırı)
0 ile 999 arasında: X 10
dev/dak
(açık/kapalı bilgisi)
: açık
: kapalı
(açık/kapalı bilgisi)
: açık
: kapalı
0 ile 999
arası
0 ile 999
arası
0 ile 999
arası
0 ile 999
arası
(Gecikme süresi)
0: Gecikme süresi geçersiz
1 ile 999 arasında:
milisaniye
(Gecikme süresi)
0: Gecikme yok
1 ile 999 arasında:
milisaniye
(Gecikme süresi)
0: Gecikme yok
1 ile 999 arasında:
milisaniye
(Gecikme süresi)
0: Gecikme yok
1 ile 999 arasında:
milisaniye
12
13
14
YUKARI durma
komutu
İğne yukarı/
aşağı komutu
Rsw komutu - -
- -
- -
0 ile 999
arası
0 ile 999
arası
0 ile 999
arası
(Gecikme süresi)
0: Gecikme yok
1 ile 999 arasında:
milisaniye
(Gecikme süresi)
0: Gecikme yok
1 ile 999 arasında:
milisaniye
(Gecikme süresi)
0: Gecikme yok
1 ile 999 arasında:
milisaniye
* Giriş noktaları (1 ile 53 numara arasında) ve çıkış noktaları (1 ile 17 numara arasında) durum ayarı ayrı ayrı
yapılabilir.
Page 29

Ekran
görünümü
- -
- -
- -
Ayar aralığı
Ekran
görünümü
1 ile 17
arası
1 ile 17
arası
1 ile 17
arası
Ayar aralığı
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
Komut tanımı
Dikiş makinesinin maksimum hız sınırı ayarlanabilir.
Ayarlanan hız sınırı, gecikme zamanı zarfında çalışır
ve gecikme zamanı dolduktan sonra hız komutu
serbest kalır. Minimum devir sayısı, 35 numaralı
Minimu m pe dal devi r sa yısı fonk siyo n u a y ar
değerinden daha küçük olamaz. Ayrıca maksimum
devir sayısı, 96 numaralı Maksimum devir sayısı
fonksiyonu ayar değerinden büyük olamaz.
LSW (pedalın ön kısmına basarak) engellenir.
Komut, 0 gecikme süresiyle herhangi bir gecikme
olmadan gerçekleştirilir. Diğerleri için, belirlenen
gecikme süresi zarfında LSW geçersizdir, belirlenen
gecikme süresinin ardından LSW girdisi etkindir.
İplik kesme işlemi gerçekleştirilir. Komut, 0 gecikme
süresi için geçersizdir. İplik kesme komutu diğerleri
için, belirlenen gecikme süresi zarfındaki çıkıştır.
- -
- -
- -
- -
1 ile 17
arası
1 ile 17
arası
1 ile 17
arası
1 ile 17
arası
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
İplik kesme çıkışı engellenir. Komut, 0 gecikme
s ü re si yl e he rh an g i bi r ge ci k me ol ma da n
gerçekleştirilir. İplik kesme gecikme komutu diğerleri
için, belirlenen gecikme süresi zarfındaki çıkıştır ve
gecikme süresinin ardından serbest kalır.
YUK AR I kon u md a dur m a kom u tu (f ar kl ı bi r
komutla belirlenen hız ihmal e d i l i r.) Komut, 0
gecikme süresiyle herhangi bir gecikme olmadan
gerçekleştirilir. YUKARI konumda durma komutu
diğerleri için, belirlenen gecikme süresi zarfında
etkindir ve gecikme süresinin ardından komut
geçersiz olur.
Komut uygulandığı zaman, iğne AŞAĞI konumda ise
normal şekilde dönerek YUKARI konuma döner ve
bunun tersi de doğrudur. Farklı bir komutla belirlenen
hız ihmal edilir. Komut, 0 gecikme süresiyle herhangi
bir gecikme olmadan gerçekleştirilir. Diğerleri için
komut, belirlenen gecikme süresi zarfında etkindir
ve gecikme süresinin ardından komut geçersiz olur.
İğneyi kaldırmak için geriye dönüş komutu. Komut
uygulandığı zaman, 19 numaralı fonksiyon ayarı ile
belirlenen açıya göre ters yönde dönüş hareketiyle
makine f r e n l e n ir. Komut, 0 gecikme süresiyle
herhangi bir gecikme olmadan gerçekleştirilir.
Diğerleri için komut, belirlenen gecikme süresi
zarfında etkindir ve gecikme süresinin ardından
komut geçersiz olur.
– 27 –
Page 30

– 28 –
K o m u t e k r a n ı
görünümü
Fo nk si yon ko d
numarası
15
16
17
Parametre 1 Parametre 2 Giriş noktası Giriş noktası
Komut adı
Açı AND (ve)
şartlı dallanma
Açı OR (ya da)
şartlı dallanma
Dur komutu - -
Ekran
görünümü
1 ile 20
arası
1 ile 20
arası
Ayar aralığı
(varış yeri adım
numarasını atla)
1 ile 20 arasında: Adım
numarası
(varış yeri adım
numarasını atla)
1 ile 20 arasında: Adım
numarası
Ekran
görünümü
0 ile 359
arası
0 ile 359
arası
0 ile 999
arası
Ayar aralığı
(Açı)
0 ile 359 arasında: Derece
(Açı)
0 ile 359 arasında: Derece
(Gecikme süresi)
0: Gecikme yok
1 ile 999 arasında:
milisaniye
18
19
20
BTsw komutu
(Geri dikiş
komutu)
FLsw komutu
(Baskı ayağı
kaldırıcısı
çıkışı)
Program
sıfırlama
ya da
ya da
1 ile 4
arası
(açık/kapalı bilgisi)
: açık
: kapalı
(açık/kapalı bilgisi)
: açık
: kapalı
(Program numarası)
1 ile 4 arasında:
Basitleştirilmiş program
numarası
0 ile 999
arası
0 ile 999
arası
ya da
(Gecikme süresi)
0: Gecikme yok
1 ile 999 arasında:
milisaniye
(Gecikme süresi)
0: Geçersiz
1 ile 999 arasında:
milisaniye
(açık/kapalı bilgisi)
: açık
: kapalı
* Giriş noktaları (1 ile 53 numara arasında) ve çıkış noktaları (1 ile 17 numara arasında) durum ayarı ayrı ayrı
yapılabilir.
Page 31

Ekran
görünümü
1 ile 53
arası
1 ile 53
arası
- -
Ayar aralığı
: Ayar yok
:
H (yüksek) giriş
:
L (düşük) giriş
:
Ayar yok
:
H (yüksek) giriş
: L (düşük) giriş
Ekran
görünümü
1 ile 17
arası
1 ile 17
arası
1 ile 17
arası
Ayar aralığı
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
Komut tanımı
Adım, belirlenen açının ilerlemesinin
ardından bir sonraki adıma geçer ve
bütün koşullar sağlandıktan sonra
(AND (ve) girişi) varış yeri atlama adım
numarasına geçer.
(Referans açısı, YUKARI konumdan
ayrılan açıdır.)
Adım, belirlenen açının ilerlemesinin
ardından bir sonraki adıma geçer ve
koşullardan herhangi biri sağlandıktan
sonra (OR (ya da) girişi) varış yeri atlama
adım numarasına geçer. (Referans açısı,
YUKARI konumdan ayrılan açıdır.)
Dur komutu çıkışı gerçekleşir ve
bir sonraki adıma geçilir. Zaman
ayarlandıktan sonra, ayarlanan zamanın
ardından bir sonraki adıma geçilir.
- -
- -
- -
1 ile 17
arası
1 ile 17
arası
1 ile 17
arası
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
: Ayar yok
: H (yüksek) çıkış
: L (düşük) çıkış
Geri dikiş açık/kapalı ayarı yapılır. Komut,
0 gecikme süresiyle herhangi bir gecikme
olmadan gerçekleştirilir. Diğer ayar
değerleri için, belirlenen süre sırasında,
iğne ardı dikiş çıkışı “açık” süresinin
ardından geri dikiş düğmesi kapalı
konuma getirilir.
Baskı ayağı kaldırıcı düğmesi açık/
kapalı ayarı yapılır. Komut, 0 gecikme
süresiyle herhangi bir gecikme olmadan
gerçekleştirilir. Diğer ayar değerleri için,
belirlenen süre sırasında, baskı ayağı
kaldırıcı “açık” süresinin ardından baskı
ayağı kaldırıcı düğmesi “kapalı” konuma
getirilir.
Belirlenen program numarası adımının
başlatılması. Belirlenen program adımı ilk
adıma dönmeye zorlanır.
Adım, her program için başlatılabilir.
– 29 –
Page 32

– 30 –
[Basitleştirilmiş program bilgileri giriş ayarı kod listesi ve konektör yeri listesi]
Aşağıdaki liste, basitleştirilmiş program düzenlemenin ikinci ekran görünümünde ayarlanan giriş/çıkış portu
kodlarının, devre kartlarının üzerindeki konektör numaraları ve pin atamaları, fonksiyonlar vb. listesidir.
Giriş listesi
Port giriş
noktası
Sinyal ismi Fonksiyon
0 − Geçersiz Geçersiz giriş.
1 opi0 Opsiyonel giriş 1 CN51-1 2
2 opi1 Opsiyonel giriş 2 CN51-1 3
3 opi2 Opsiyonel giriş 3 CN51-2 2
4 opi3 Opsiyonel giriş 4 CN51-2 3
5 opi4 Opsiyonel giriş 5 CN51-3 2
6 opi5 Opsiyonel giriş 6 CN51-3 3
7 opi6 Opsiyonel giriş 7 CN51-4 2
8 opi7 Opsiyonel giriş 8 CN51-4 3
9 opo0 Opsiyonel çıkış 1 girişi − − Opsiyonel çıkış 1 için çıkış sinyali dahili olarak girilebilir.
10 opo1 Opsiyonel çıkış 2 girişi − − Opsiyonel çıkış 2 için çıkış sinyali dahili olarak girilebilir.
11 opo2 Opsiyonel çıkış 3 girişi − − Opsiyonel çıkış 3 için çıkış sinyali dahili olarak girilebilir.
12 opo3 Opsiyonel çıkış 4 girişi − − Opsiyonel çıkış 4 için çıkış sinyali dahili olarak girilebilir.
13 opo4 Opsiyonel çıkış 5 girişi − − Opsiyonel çıkış 5 için çıkış sinyali dahili olarak girilebilir.
14
15 opo6 Opsiyonel çıkış 7 girişi − − Opsiyonel çıkış 7 için çıkış sinyali dahili olarak girilebilir.
16 opo7 Opsiyonel çıkış 8 girişi − − Opsiyonel çıkış 8 için çıkış sinyali dahili olarak girilebilir.
17 TRMD İplik kesme çıkışı CN36 1
18 WPD Tokatlayıcı çıkışı CN36 2
19 TLSUBD İplik serbest bırakma çıkışı CN36 7
20 BRD Geriye doğru dikiş çıkışı CN36 6
21 FLD Baskı ayağı kaldırıcı çıkışı CN37 1
22 BZ Sesli sinyal çıkışı − −
23 M_ERR Makine hatası çıkışı CN40 6
24
25 HSTSW YUKARI/AŞAĞI düğmesi girişi CN38 13 CP-160 (Çalışma paneli)
26 LSSW Düşük hız düğmesi girişi CN39 11 Sabit makine tipi
27 BTSW
28 UDET YUKARI konum girişi CN33 6
29 DDET AŞAĞI konum girişi CN33 1
30 UP YUKARI anahtar girişi Çalışma paneli − Ön kapak
31 DOWN AŞAĞI anahtar girişi Çalışma paneli − Ön kapak
32 SET+ AYAR + anahtar girişi Çalışma paneli − Ön kapak
33 SET− AYAR − anahtar girişi Çalışma paneli − Ön kapak
34
35 FLSW
36 FLSW
37 HSSW Yüksek hız düğmesi girişi CN39 9 Sabit makine tipi
38 opi8 Opsiyonel giriş 9 CN123-1 2 Uzatma devre kartı (IPOP devre kartı) CN123
39 opi9 Opsiyonel giriş 10 CN123-1 3 Uzatma devre kartı (IPOP devre kartı) CN123
40 opi10 Opsiyonel giriş 11 CN123-2 2 Uzatma devre kartı (IPOP devre kartı) CN123
41
42
43
44 opi14 Opsiyonel giriş 15 CN123-4 2 Uzatma devre kartı (IPOP devre kartı) CN123
45 opi15 Opsiyonel giriş 16 CN123-4 3 Uzatma devre kartı (IPOP devre kartı) CN123
46
47 opo9 Opsiyonel çıkış 10 girişi − − Opsiyonel çıkış 10 için çıkış sinyali dahili olarak girilebilir.
48
49 opo11 Opsiyonel çıkış 12 girişi − − Opsiyonel çıkış 12 için çıkış sinyali dahili olarak girilebilir.
50 opo12 Opsiyonel çıkış 13 girişi − − Opsiyonel çıkış 13 için çıkış sinyali dahili olarak girilebilir.
51 opo13 Opsiyonel çıkış 14 girişi − − Opsiyonel çıkış 14 için çıkış sinyali dahili olarak girilebilir.
52 opo14 Opsiyonel çıkış 15 girişi − − Opsiyonel çıkış 15 için çıkış sinyali dahili olarak girilebilir.
53 opo15 Opsiyonel çıkış 16 girişi − − Opsiyonel çıkış 16 için çıkış sinyali dahili olarak girilebilir.
opo5 Opsiyonel çıkış 6 girişi − − Opsiyonel çıkış 6 için çıkış sinyali dahili olarak girilebilir.
S.STATE Durma hali çıkışı − −
Geriye doğru dikiş düğmesi girişi
TSW İplik kesme düğmesi girişi CN39 7 Sabit makine tipi
Baskı ayağı kaldırma düğmesi girişi
Baskı ayağı kaldırma düğmesi girişi
opi11 Opsiyonel giriş 12 CN123-2 3 Uzatma devre kartı (IPOP devre kartı) CN123
opi12 Opsiyonel giriş 13 CN123-3 2 Uzatma devre kartı (IPOP devre kartı) CN123
opi13 Opsiyonel giriş 14 CN123-3 3 Uzatma devre kartı (IPOP devre kartı) CN123
opo8 Opsiyonel çıkış 9 girişi − − Opsiyonel çıkış 9 için çıkış sinyali dahili olarak girilebilir.
opo10 Opsiyonel çıkış 11 girişi − − Opsiyonel çıkış 11 için çıkış sinyali dahili olarak girilebilir.
Devre kartı
üzerindeki Konektör
No ve Pin No
CN36 5
CN36 4
CN39 5 Sabit makine tipi
Pin No. Hatırlatmalar
(Dikkat) 1. 38 ile 45 arasındaki port giriş kodları, sadece IPOP devre kartı takılıyken kullanılabilir.
2. 9 ile 16 ve 46 ile 53 arasındaki port giriş kodu hareketi, fonksiyonda tanımlanan opsiyonel
çıkış kullanılırken çıkışı dahili olarak giriş sinyali ve programdaki sinyal şeklinde kullanabilen
fonksiyondur.
Page 33

Çıkış listesi
Port giriş
noktası
Sinyal ismi Fonksiyon
0 − Geçersiz çıkış.
1 opo0 Opsiyonel çıkış 1 CN50-1 2
2 opo1 Opsiyonel çıkış 2 CN50-1 3
3 opo2 Opsiyonel çıkış 3 CN50-2 2
4 opo3 Opsiyonel çıkış 4 CN50-2 3
5 opo4 Opsiyonel çıkış 5 CN50-3 2
6 opo5 Opsiyonel çıkış 6 CN50-3 3
7 opo6 Opsiyonel çıkış 7 CN50-4 2
8 opo7 Opsiyonel çıkış 8 CN50-4 3
9 BZ Sesli sinyal çıkışı − −
10 opo8 Opsiyonel çıkış 9 CN124-1 2 Uzatma devre kartı (IPOP devre kartı) CN124
11 opo9 Opsiyonel çıkış 10 CN124-1 3 Uzatma devre kartı (IPOP devre kartı) CN124
12 opo10 Opsiyonel çıkış 11 CN124-2 2 Uzatma devre kartı (IPOP devre kartı) CN124
13 opo11 Opsiyonel çıkış 12 CN124-2 3 Uzatma devre kartı (IPOP devre kartı) CN124
14
15 opo13 Opsiyonel çıkış 14 CN124-3 3 Uzatma devre kartı (IPOP devre kartı) CN124
16 opo14 Opsiyonel çıkış 15 CN124-4 2 Uzatma devre kartı (IPOP devre kartı) CN124
17 opo15 Opsiyonel çıkış 16 CN124-4 3 Uzatma devre kartı (IPOP devre kartı) CN124
opo12 Opsiyonel çıkış 13 CN124-3 2 Uzatma devre kartı (IPOP devre kartı) CN124
(Dikkat) 10 ile 17 arasındaki port çıkış kodları, sadece IPOP devre kartı takılıyken kullanılabilir.
Devre kartı
üzerindeki Konektör
No ve Pin No
Pin No. Hatırlatmalar
– 31 –
Page 34

– 32 –
2. Opsiyonel giriş/çıkış fonksiyonları
Fonksiyon sinyal setini konektöre çıkış olarak gönderen fonksiyondur ve CTL devre kartı üzerindeki giriş
konektöründe (CN51) ve çıkış konektöründe (CN50) çeşitli fonksiyonları ayarlayarak dikiş makinesinin basit
hareketlerini kontrol eden bir fonksiyondur. Ayrıntılar için SC-510 için hazırlanan Teknisyenin Kılavuzuna
bakınız.
Opsiyonel giriş/çıkış ayarları ekran görünümü
■
[Standart ayar]
1 3 5 7 9
!1
!3
2 4 6 8
Fonksiyonu giriş konektörüne (CN51) ayarlarken
•
ve 2, düğmelerine basın ve giriş konektörü pin numarasına karşı gelen opsiyonel girişi (1 numara ile 8
1)
1
numara arası) seçin.
2) 3 ve 4 düğmelerine basın ve giriş fonksiyonunu (fonksiyon kod numarası 0 ile 26 arası) seçin.
3) 5 ve 6 düğmelerine basın ve seçilen giriş fonksiyonunun giriş durumunu (Düşük: Düşük olarak giriş
yapılmış ise doğru, Yüksek: Yüksek olarak giriş yapılmış ise doğru) seçin. Herhangi bir fonksiyon ayarı
seçilmemişse (fonksiyon kod numarası 0) giriş durumu seçilmemiştir.
* Birden fazla opsiyonel giriş seçmek (1 numara ile 8 numara arası) ve buna uygun giriş durumu
mümkündür. Ancak aynı giriş fonksiyonu birden fazla opsiyonel giriş, opsiyonel giriş numarası olarak
ayarlanırsa, küçük olan numara etkin olurken büyük olan numara etkin değildir ve işlevini yerine getirmez.
Fonksiyonu uzatma devre kartı (IPOP devre kartı) üzerindeki giriş konektörüne (CN123) ayarlamak
mümkün değildir.
Fonksiyonu çıkış konektörüne (CN50) ayarlarken
•
4) 7 ve 8 düğmelerine basın ve çıkış konektörü pin numarasına karşı gelen opsiyonel çıkışı (1 numara ile 8
numara arası) seçin.
5) 9 ve !0 düğmelerine basın ve çıkış fonksiyonunu (fonksiyon kod numarası 11 ile 13 arası) seçin.
6) !1 ve !2 düğmelerine basın ve seçilen çıkış fonksiyonunun çıkış durumunu seçin (Düşük: doğru ise çıkış
Düşük olur, Yüksek: doğru ise çıkış Yüksek olur). Herhangi bir fonksiyon ayarı seçilmemişse (fonksiyon
kod numarası 0 ise) çıkış durumu seçilmemiştir.
* Birden fazla opsiyonel çıkış seçmek ve buna uygun çıkış durumu mümkündür. Ancak aynı çıkış fonksiyonu birden fazla
opsiyonel çıkış, opsiyonel çıkış numarası olarak ayarlanırsa, küçük olan numara etkin olurken büyük olan numara etkin
değildir ve işlevini yerine getirmez.
* Opsiyonel çıkışta (1 ile 8 arasındaki numaralar) seçilen çıkış fonksiyonu eğer solenoid çıkış fonksiyonu ise (TRM, BT, WP ya
da FL) opsiyonel çıkış etkin hale gelir, dikiş makinesi konektörleriyle (CN36 ve 37) ilgili fonksiyon geçersiz olur.
!0 !2
!4
Fonksiyonu uzatma devre kartı (IPOP devre kartı) üzerindeki çıkış konektörüne (CN124) ayarlamak
mümkün değildir.
7) Ayarları bellekte depolayıp işlemi bitirmek için !4 düğmesine basın. Ardından aşağıdaki şekilde gösterilen
ekran görünümü belirir. !3 düğmesine basıldığı zaman, o ana kadar yapılan tüm ayar içeriği geçersiz
kılınır ve ayar öncesi duruma dönülür.
8) Son olarak güç şalterini
kapalı konuma getirin.
Bu opsiyonel giriş/çıkış
fonksiyonu, güç şalterini
yeniden açık konuma
getirerek çalıştırılır.
Page 35

[Giriş fonksiyonları listesi]
CN51 giriş konektörü için giriş fonksiyonunu ayarlarken, opsiyonel giriş terminali giriş fonksiyonu
sinyalini +5V (voltaj) ya da daha düşük olarak ayarlayın. Giriş sinyali değeri +5V ya da daha fazla ise,
devre kartında hasar ya da bozulma olasılığı vardır. Dikkat edin. Ayrıntılar için SC-510 için hazırlanan
Teknisyenin Kılavuzuna bakınız.
Fonksiyon ekranı
görünümü
Fonksiyon kod numarası
0
1
2
3
4
5
6
7
8
9
10
11
Fonksiyon adı Giriş durumu ayarı Fonksiyon tanımı
Fonksiyon ayarı yok
İğne yukarı/aşağı
tela dikişi
Geri tela dikişi
Sondaki geri dikişi
bir kez iptal etme
fonksiyonu
İplik kesme
fonksiyonu
Baskı ayağını
kaldırma fonksiyonu
Bir ilmek tela dikişi
Başlangıçta geri dikişi
iptal etme fonksiyonu
Pedal nötr
konumdayken baskı
ayağı kaldırıcının
çalışması
Malzeme sonu sensör
girişi
Pedalın ön
kısmına basmanın
engellenmesi
fonksiyonu
İplik kesme çıkışının
engellenmesi
fonksiyonu
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
-
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
(Standart ayar durumu)
Düğmeye her basıldığında, normal
yönde yarım ilmek besleme yapılır.
(Çalışma panelindeki iğne yukarı/
aşağı tela dikişi düğmesinin hareketi
ile aynı.)
Düğme basılı tutulurken düşük hızda
geri dikiş yapılır. (Çalışma panelinde
sadece sabit boyutlu dikiş seçiliyken
etkindir.)
Düğmeye bastıktan sonra pedalına
arkasına basarak, sondaki geri dikiş
hareketi bir kez gerçekleştirilmez.
Fonksiyon, iplik kesme düğmesi gibi
çalışır.
Bu fonksiyon, baskı ayağını kaldırma
düğmesi gibi çalışır.
Düğmeye her basıldığında, bir ilmek
dikiş hareketi gerçekleşir.
Opsiyonel düğme kullanılarak
geçersiz/etkin seçenekleri arasında
geçiş yapılabilir.
Düğmeye her basıldığında, pedal nötr
konumdayken baskı ayağını kaldır/
kaldırma seçimi yapılabilir.
Bu fonksiyon, malzeme sonu
sensörünün giriş sinyali olarak işlev
görür.
Bu fonksiyon, pedal yardımıyla
gerçekleşen dönme hareketini
yasaklar.
Bu fonksiyon, iplik kesme çıkışını engeller.
– 33 –
Page 36

– 34 –
Fonksiyon ekranı
görünümü
Fonksiyon kod numarası
Düşük hız komutu
girişi
12
Yüksek hız komutu
girişi
13
İğneyi kaldırma
fonksiyonu
14
İğneyi kaldırmak
için geriye dönüş
15
16
17
18
19
20
21
22
23
24
25
26
fonksiyonu
Emniyet anahtarı için
giriş
İplik kesici bıçak
sensör için giriş
Otomatik geri dikiş
düğmesi için girişin iptal
edilmesi/eklenmesi
Dönüşümlü düşey hareket
miktarı değişim paneli
düğmesi için giriş
Dönüşümlü düşey hareket
miktarı değişiminde dizle
kullanılan düğme için giriş
2 ilmek dönüşümlü
giriş
2 ilmek anlık düğme
girişi
Tek
adımda hız
düğmesi için giriş
Masura değiştirme
düğmesi için giriş
Merkez kılavuz
düğmesi için giriş
Tek adımda geri hız
komutu düğmesi için giriş
Fonksiyon adı Giriş durumu ayarı Fonksiyon tanımı
Bu fonksiyon, durmakta olan makine için
düşük hız düğmesi işlevi görür.
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: L (düşük) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
: H (yüksek) giriş
Bu fonksiyon, durmakta olan makine için
yüksek hız düğmesi işlevi görür.
AŞAĞI konumda durma sırasında düğmeye
basılırsa YUKARI doğru durma gerçekleşir.
AŞAĞI konumda durma sırasında düğmeye
basılırsa, geriye doğru dönüş gerçekleşir ve
makine belirlenen açıda frenlenir.
Bu fonksiyon dönme hareketine engel olur.
Bu fonksiyon, iplik kesici bıçak sensörünün
giriş sinyali olarak işlev görür.
Düğmeye her basıldığında, bu fonksiyon
başlangıçta ya da sonda geri dikişi iptal eder
ya da ekler.
Bu fonksiyon, düğmeye her basıldığında
dönüşümlü düşey hareket miktarı değişimi
için çıkış gerçekleştirir.
Bu fonksiyon, düğme basılı iken dönüşümlü
düşey hareket miktarı değişimi için çıkış
gerçekleştirir.
Bu fonksiyon, düğmeye her basıldığında 2
ilmek değişim çıkışını tersine çevirir.
Bu fonksiyon, düğme basılıyken 2 ilmek
değişim çıkışını gerçekleştirir.
Bu fonksiyon, düğmeyi basılı tutarken tek
adımda hız komutu olarak işlev görür.
1. düğme açık konuma getirilince baskı
ayağı yükselir ve dikiş makinesinin
çalışmaya başlaması geçersiz hale gelir.
2. düğme açık konuma getirilince baskı
ayağı aşağı iner ve dikiş makinesinin
hareketi normale döner.
Bu fonksiyon, düğmeye her basıldığında
merkez kılavuz çıkışını tersine çevirir.
Bu fonksiyon, düğmeyi basılı tutarken geriye
doğru dikişte tek adımda hız komutu olarak
işlev görür.
Page 37

[Çıkış fonksiyonları listesi]
Çıkış fonksiyonunu CN50 çıkış konektörüne ayarlarken, W1 ve W2 (voltaj için bağlantı teli) ile
ayarlanan değerleri aşan voltajı opsiyonel çıkış terminaline uygulamayın. Ayarları aşan voltaj
uygulanırsa, devre kartında hasar ya da bozulma olabilir. Dikkat edin. Ayrıntılar için SC-510 için
hazırlanan Teknisyenin Kılavuzuna bakınız.
Fonksiyon ekranı
görünümü
Fonksiyon kod numarası
0
1
2
3
4
5
6
7
8
9
10
11
12
13
Fonksiyon adı Giriş durumu ayarı Fonksiyon tanımı
Fonksiyon ayarı yok
İplik kesme çıkışı
Tokatlayıcı çıkışı
Gerginliği azaltma
çıkışı
Baskı ayağı kaldırıcı
çıkışı
Geri dikiş çıkışı
Sondaki geri dikişi bir
kez iptal etme izleme
çıkışı
Başlangıçtaki/sondaki
geri dikiş iptal izleme
çıkışı
Otomatik geri dikiş
düğmesi izleme
çıkışının iptal
edilmesi/eklenmesi
Dönüşümlü düşey
hareket miktarı değişim
(izleme) çıkışı
Dikiş makinesi durma
hali çıkışı
2 adımlı (izleme)
çıkışı
Merkez kılavuz çıkışı
İğne soğutucu çıkışı
: L (düşük) çıkış
: L (düşük) çıkış
: L (düşük) çıkış
: L (düşük) çıkış
: L (düşük) çıkış
: L (düşük) çıkış
: L (düşük) çıkış
: L (düşük) çıkış
: L (düşük) çıkış
: L (düşük) çıkış
: L (düşük) çıkış
: L (düşük) çıkış
: L (düşük) çıkış
-
: H (yüksek) çıkış
: H (yüksek) çıkış
: H (yüksek) çıkış
: H (yüksek) çıkış
: H (yüksek) çıkış
: H (yüksek) çıkış
: H (yüksek) çıkış
: H (yüksek) çıkış
: H (yüksek) çıkış
: H (yüksek) çıkış
: H (yüksek) çıkış
: H (yüksek) çıkış
: H (yüksek) çıkış
(Standart ayar)
Bu fonksiyon, iplik kesme sinyal çıkışı
ve rir. ( Bu fonksiyon seçildiği zaman,
dikiş makinesi ile ilgili konektörler (CN36,
CN37) geçersiz kılınır.)
Bu fonksiyon, tokatlayıcı sinyal çıkışı
ve rir. ( Bu fonksiyon seçildiği zaman,
dikiş makinesi ile ilgili konektörler (CN36,
CN37) geçersiz kılınır.)
Bu fonksiyon, gerginliği azaltma sinyal
çıkışı verir. (Bu fonksiyon seçildiği zaman,
dikiş makinesi ile ilgili konektörler (CN36,
CN37) geçersiz kılınır.)
Bu fonksiyon, baskı ayağı kaldırıcı sinyal
çıkışı verir. (Bu fonksiyon seçildiği zaman,
dikiş makinesi ile ilgili konektörler (CN36,
CN37) geçersiz kılınır.)
Bu fonksiyon, geri dikiş sinyal çıkışı
ve rir. ( Bu fonksiyon seçildiği zaman,
dikiş makinesi ile ilgili konektörler (CN36,
CN37) geçersiz kılınır.)
Bu fonksiyon, sondaki geri dikişi bir kez
iptal etme fonksiyonu durum çıkışı verir.
Bu fo nk si yo n, baş la ng ıç ta ve/ v ey a
sondaki geri dikişi iptal etme fonksiyonu
durum çıkışı verir.
Bu fonksiyon, otomatik geri dikiş düğmesi
için giriş durumu iptal etme/ekleme çıkışı
verir.
Bu fonksiyon, dönüşümlü düşey hareket
miktarı değişim sinyali çıkışı verir.
Bu fonksiyon, dikiş makinesinin durma
hali için çıkış verir.
Bu fonksiyon, 2 adım sinyal çıkışı verir.
Bu fonksiyon, merkez kılavuz sinyal
çıkışı verir.
Bu fonksiyon, iğne soğutucu için
sinyal çıkışı verir.
– 35 –
Page 38

– 36 –
[Giriş/çıkış konektörü spesikasyonları]
CN50
(Çıkış)
1 2 3 4
4
3
2
1
Giriş konektörü (CN51)
Konektör
numarası
CN51-1
CN51-2
CN51-3
CN51-4
numarası
CN51
(Giriş)
Pin
1 2 3 4
4
3
2
1
Fonksiyon Voltaj ayarı için bağlantı teli
1 W4 ile seçilen voltaj
2 Opsiyonel giriş 1
3 Opsiyonel giriş 2
4 GND
1 W4 ile seçilen voltaj
2 Opsiyonel giriş 3
3 Opsiyonel giriş 4
4 GND
1 W3 ile seçilen voltaj
2 Opsiyonel giriş 5
3 Opsiyonel giriş 6
4 GND
1 W3 ile seçilen voltaj
2 Opsiyonel giriş 7
3 Opsiyonel giriş 8
4 GND
4
3
2
1
GND
Giriş/çıkış
modülü
Voltaj
W4
Vcc4, W4 ayarlarıyla +5V, +12V ve
+24V seçer.
W3
Vcc4, W3 ayarlarıyla +5V, +12V ve
+24V seçer.
Giriş konektörü opsiyonel giriş terminali girişi için, fonksiyon sinyalini +5V (voltaj) ya da daha düşük
olarak ayarlayın. Giriş sinyali değeri +5V ya da daha fazla ise, devre kartında hasar ya da bozulma
olasılığı vardır. Dikkat edin. Ayrıntılar için SC-510 için hazırlanan Teknisyenin Kılavuzuna bakınız.
Çıkış konektörü (CN50)
Konektör
numarası
CN50-1
CN50-2
CN50-3
CN50-4
Pin
numarası
Fonksiyon Voltaj ayarı için bağlantı teli
1 W1 ile seçilen voltaj
2 Opsiyonel çıkış 1
3 Opsiyonel çıkış 2
4 GND
1 W1 ile seçilen voltaj
2 Opsiyonel çıkış 3
3 Opsiyonel çıkış 4
4 GND
1 W2 ile seçilen voltaj
2 Opsiyonel çıkış 5
3 Opsiyonel çıkış 6
4 GND
1 W2 ile seçilen voltaj
2 Opsiyonel çıkış 7
3 Opsiyonel çıkış 8
4 GND
W1
Vcc4, W1 ayarlarıyla +5V, +12V ve
+24V seçer.
W2
Vcc4, W2 ayarlarıyla +5V, +12V ve
+24V seçer.
Çıkış konektörünün opsiyonel çıkış terminalinde, W1 ve W2 (voltaj için bağlantı teli) ile ayarlanan
değerleri aşan voltaj uygulamayın. Ayarları aşan voltaj uygulanırsa, devre kartında hasar ya da
bozulma olabilir. Dikkat edin. Ayrıntılar için SC-510 için hazırlanan Teknisyenin Kılavuzuna bakınız.
Page 39

3. İplik kesme cihazı fonksiyonu
İplik kesme cihazının dikiş makinesine monte edildiğini teyit eden fonksiyondur.
İplik kesme cihazı ekran görünümü
■
[Standart ayar]
1
1) İplik kesme cihazına onay verildikten sonra, işlemi sonlandırmak için 1 düğmesine basın. İplik kesici
cihaz tipi, kullanılacak dikiş makinesine bağlı olarak değişmektedir ve otomatik olarak ayarlanır. Değişiklik
yapmayın.
[İplik kesici cihaz listesi]
İplik kesici cihaz ekran görünümü Geçerli model Hatırlatmalar
Ayar yok Diğerleri
LU-151 * sistemi
LU-152 * sistemi
LU-2212
LU-22 ** sistemi (Standart ayar durumu)
DLN-6390
PLC-1700
4. Ek cihaz fonksiyonu
Dikiş makinesine bağlı olarak çalışan İplik takıcı, otomatik kenar dikici, bant kesici vb., ek cihaz tiplerini
seçme ve ayarlamada kullanılan bir fonksiyondur.
* 1 ve 2 ek cihazları ile ilgili olarak, tüm fonksiyonlar ve tipler aynı olduğu için çalışma şekli aynıdır. Ek 1
cihazının çalışma ve ayar prosedürü aşağıda tarif edilmektedir.
Ek cihaz ayar ekranı görünümü
■
[Standart ayar]
1
1) Ek cihaz tipini seçmek üzere ekranı görmek için 1 düğmesine basın.
2
4
3
5
– 37 –
Page 40

– 38 –
2) Ek cihaz tipini seçmek üzere ekranı görmek için 2 ve 3 düğmelerine basın.
3) Seçilen cihazı kabul etmek için 5 düğmesine basın. Düğmeye 4 basıldığı zaman, seçilen cihaz geçersiz
kılınır ve seçimden önceki hale dönülür.
4) Örneğin “TC01” (bant kesici cihaz [solenoid tipi]) seçilirken, ekran görünümü aşağıdaki gibi değişir.
6
7
ve 7 düğmelerine basın ve parametre fonksiyonlarına (1 numara ile 5 numara arası) onay verin,
5)
6
bu durumda “TC01” ek cihaz (bant kesici cihaz [solenoid tipi]) parametre ayar değeri (düğmenin 8 üst
tarafında görülür). Parametre fonksiyonunun tipi ve parametre ayar değerleri, seçilecek ek cihaza bağlıdır.
6) Parametre ayar değerini (düğmenin
izlemek ve değiştirilecek değeri ayarlamak için 6 ve 7 düğmelerine basın. Parametre ayar değerini
değiştirmek üzere ekran görünümüne geçmek için 8 düğmesine basın.
7) Örneğin 1 numaralı parametre fonksiyonunu (dikiş başlangıcında kesicinin hareket etmesi için beklenen
ilmek sayısı) değiştirirken ekran görünümü aşağıdaki gibi değişir.
9
!0
8
üst kısmında görülür) değiştirirken, parametre fonksiyonunu
8
!1
!2 !4
!3
8) Parametre ayar değerini değiştirmek için düğmelerine basın
numaralarını değiştirirken, parametre fonksiyonunu seçmek için 9 ve !0 düğmelerine basın ve parametre
fonksiyonu numarasını değiştirin. Değişiklik tamamlandıktan sonra, önceki ekran görünümüne dönmek
için !4 düğmesine basın. !3 düğmesine basıldığı zaman, parametre ayar değeri geçersiz kılınır ve
değişiklikten önceki hale dönülür.
9) Örneğin 1 numaralı parametre fonksiyonunu (dikiş başlangıcında kesicinin hareket etmesi için beklenen
ilmek sayısı) 5 iken 1 olarak değiştirirken ekran görünümü aşağıdaki gibidir.
!5
!6
ve !2. Diğer parametre fonksiyon
!1
Page 41

10) Bellekteki tüm ayarları kaydetmek için !6
düğmesine basın, ekran görünümü aşağıdaki gibidir. !5
basıldığı zaman, o ana kadar yapılan tüm ayar içeriği geçersiz kılınır ve ayar öncesi duruma dönülür.
11
) Son olarak güç şalterini
kapalı k on um a get ir in .
Bu ek cihaz fonksiyonu,
gü ç şa lt er in i ye ni de n
açı k ko nu ma geti re re k
çalıştırılır.
[Ek cihaz tipi ve parametre fonksiyonları listesi]
Parametre fonksiyonu tipi ve madde sayısı, ek cihaz tipine bağlıdır.
düğmesine
Ek cihaz ekran
görünümü
Ek cihaz adı
Fonksiyon
ayarı yok
LU ip takma
cihazı
MF otomatik
kenar dikme
cihazı
MF kısa
ilmek cihazı
Parametre fonksiyonu Parametre fonksiyonu
Ekran görünümü
Fonksiyon kod
numarası
- - - - (Standart ayar durumu)
İplik kısa, kalan iplik çıkışı
açının dışında
1
Yoğun dikişin başlaması
1
2
3
1
2
1
2
için beklenen ilmek sayısı
Yoğun dikişte ilmek sayısı
Normal dikişte ilmek
sayısı
Kısa dikişte ilmek sayısı
Normal dikişte ilmek
sayısı
Dikiş başlangıcında
kesicinin harekete
geçmesini bekleyen ilmek
sayısı
Başlangıçta kesici hareket
zamanı
İsim
Ekran görünümü
Fonksiyon kod
numarası
185
30
10
2
10
2
5
50
arasında: derece
arasında: ilmek
arasında: ilmek
arasında: ilmek
arasında: ilmek
arasında: ilmek
arasında: ilmek
İsim
(Açı)
0 ile 359
(İlmek sayısı)
0 ile 999
(İlmek sayısı)
0 ile 999
(İlmek sayısı)
0 ile 999
(İlmek sayısı)
0 ile 999
(İlmek sayısı)
0 ile 999
(İlmek sayısı)
0 ile 999
(Zaman)
0 ile 999
arasında:
milisaniye
Hatırlatmalar
Bant kesici
cihaz
(Solenoid
tipi)
Toz toplama çıkışının
durması için beklenen
3
4
5
ilmek sayısı
Dikiş sonunda kesicinin
harekete geçmesini
bekleyen ilmek sayısı
Sonda kesici hareket
zamanı
25
0
50
(İlmek sayısı)
0 ile 999
arasında: ilmek
(İlmek sayısı)
0 ile 999
arasında: ilmek
(Zaman)
0 ile 999
arasında:
milisaniye
– 39 –
Page 42

– 40 –
Ek cihaz ekran
görünümü
Ek cihaz adı
Bant kesici
cihaz
(Solenoid valf
tipi)
İlk hareket
bant kesici
cihaz
İğne ardı
cihazı
Parametre fonksiyonu Parametre fonksiyonu
Ekran görünümü
Fonksiyon kod
numarası
Dikiş başlangıcında
kesicinin harekete
1
2
3
4
5
1
2
3
4
5
1
2
3
geçmesini bekleyen ilmek
sayısı
Başlangıçta kesici hareket
zamanı
Toz toplama çıkışının
durması için beklenen ilmek
sayısı
Dikiş sonunda kesicinin
harekete geçmesini
bekleyen ilmek sayısı
Sonda kesici hareket
zamanı
Dikiş başlangıcında
kesicinin harekete
geçmesini bekleyen ilmek
sayısı
Başlangıçta kesici hareket
zamanı
Toz toplama çıkışının
durması için beklenen ilmek
sayısı
Dikiş sonunda kesicinin
harekete geçmesini
bekleyen ilmek sayısı
Sonda kesici hareket
zamanı
Dikiş başlangıcında
gerginlik azalma çıkışı ilmek
sayısı
Dikiş sonunda gerginlik
azalma çıkışı bekleyen
ilmek sayısı
Dikiş sonunda gerginlik
azalma çıkışı ilmek sayısı
İsim
Ekran görünümü
Fonksiyon kod
numarası
5
50
25
0
50
5
50
25
0
50
1
4
40
arasında: ilmek
arasında: ilmek
arasında: ilmek
arasında: ilmek
arasında: ilmek
arasında: ilmek
arasında: ilmek
arasında: ilmek
arasında: ilmek
İsim
(İlmek sayısı)
0 ile 999
(Zaman)
0 ile 999
arasında:
milisaniye
(İlmek sayısı)
0 ile 999
(İlmek sayısı)
0 ile 999
(Zaman)
0 ile 999
arasında:
milisaniye
(İlmek sayısı)
0 ile 999
(Zaman)
0 ile 999
arasında:
milisaniye
(İlmek sayısı)
0 ile 999
(İlmek sayısı)
0 ile 999
(Zaman)
0 ile 999
arasında:
milisaniye
(İlmek sayısı)
0 ile 999
(İlmek sayısı)
0 ile 999
(İlmek sayısı)
0 ile 999
Hatırlatmalar
U160
Tek adım
fonksiyonu
Tek adım harekette ilmek
1
sayısı
Gerginlik azaltma hareket
zamanı
2
8
80
(İlmek sayısı)
0 ile 999
arasında: ilmek
(Zaman)
0 ile 999
arasında:
milisaniye
Page 43

Ek cihaz ekran
görünümü
Ek cihaz adı
Parametre fonksiyonu Parametre fonksiyonu
Ekran görünümü
Fonksiyon kod
numarası
Dikiş başlangıcı
ayarında sensörü
geçersiz kılan ilmek
1
sayısı
İsim
Ekran görünümü
Fonksiyon kod
numarası
100
İsim
(İlmek sayısı)
0 ile 999
arasında: ilmek
Hatırlatmalar
(İlmek sayısı)
0 ile 999
arasında: ilmek
(İlmek sayısı)
0 ile 999
arasında: ilmek
(İlmek sayısı)
0 ile 999
arasında: ilmek
MF otomatik
kenar dikme
cihazı
İlmek sayısı sayım
ayarı
2
Yoğun ilmek sayısı
çıkışı ayarı
3
Normal dikiş
ayarında ilmek sayısı
4
40
5
2
3-3. Fonksiyon ayarları
(1) Fonksiyon ayar moduna nasıl geçilir
Aşağıda belirtilen açıklamalar dışında, düğmeleri kullanmayın.
Bir saniye ya da biraz daha uzun süre geçtikten sonra güç şalterini mutlaka açık konuma geri getirin.
Şalter kapalı konuma getirildikten hemen sonra açık konuma getirirseniz dikiş makinesi normal
çalışmayabilir. Bu durumda güç şalterini tekrar açık konuma getirin.
UYARI:
Makinenin beklenmeyen bir hareket nedeniyle kişilerin yaralanmasına sebep vermemesi için,
fonksiyonları belirlemek üzere aşağıdaki prosedürde gerekli görülenler dışındaki düğmeleri
kullanmayın.
Ayar numarasının ayrıntıları için bakınız sayfa 41.
1) Gücü açık konuma getirin.
2
2)
düğmesine yaklaşık üç
1
saniye basın.
1
3) 2 düğmesine yaklaşık üç
saniye basın.
– 41 –
Page 44

– 42 –
3
3
Ayar numarası
4
Ayar değeri
4) Bu ekran görünümü,
fonksiyon ayar ekranı
görünümüdür.
Ayar numarasını 3
düğmesinin “+/
değiştirin.
Ayar numarasının ayrıntıları
için bakınız sayfa 41.
Örnek) Titremeyi azaltma
fonksiyonunu
değiştirme (Ayar
numarası 5)
Yukarıdaki şekilde 3
düğmesinin “+” tuşunu
kullanarak ayar numarasını “5”
olarak değiştirin.
• 4 düğmesine basın.
” tuşu ile
–
5
7
5
• Ayar numarasını 5
düğmesinin “+/–” tuşu ile
değiştirin.
6
Ayar değeri “0” iken “3”
olarak değiştirildi.
• Değiştirilen bu değer kabul
edilebilir ise 7 düğmesine
basın.
Bir önceki değere dönmek
isterseniz 6 düğmesine
basın.
• Güç şalterini kapalı
konuma getirin ve yaklaşık
bir saniye sonra açık
konuma getirin.
• Ayarlanan değerin
değiştirilmesine onay
vermek için güç şalteri
kapalı konuma getirilir.
Page 45

(2) Fonksiyon ayar listesi
Bu fonksiyonla ilgili ayrıntılar için SC-510 Talimat Kılavuzuna ve Teknisyenin Kılavuzuna bakınız.
No. Fonksiyon
1 Yumuşak başlangıç fonksiyonu 2
5 Titremeyi azaltma fonksiyonu 2
6 Masura iplik sayacı fonksiyonu 2
7 Masura ipliği azalarak sayan ünite 2
* 8 Geri dikişte devir sayısı 2
10
11
13
14
15 Geri dikiş düğmesi fonksiyonu 2
18 Dönüşümlü düşey hareket miktar girişi fonksiyonu 2
19 Geriye doğru fren başlama açısı 2
20
21
22 Panel tela SW fonksiyonunu değiştirme fonksiyonu 2
24
25 İplik kesme işleminin koşulları 2
26 Geri dikiş çıkışını engelleme bölümü
27 Geri dikiş çıkışını engelleme bölümü
28 Geri dikiş tek adım devir gecikme süresi 2
29 Arka solenoid başlangıçtaki çalışma emme süresi 2
30 Sıradaki geri besleme dikişi fonksiyonu 2
31 Sıradaki geri besleme dikişinin ilmek sayısı 2
32
33 Sıradaki geri besleme dikişiyle iplik kesme fonksiyonu 2
* 35 Düşük hızda devir sayısı 2
36 İplik kesiminin devir sayısı 2
37
Dikiş makinesinin durduğu anda iğne mili konumunun
saptanması
Tuş düğmesinin tıklama sesi fonksiyonu
(SC-510 ana ünitesi ve IP-110E paneline takılı tuş)
Ma s ura ipl i k sayac ı nın çal ı şmaya başlam a sını
önleme fonksiyonu
Adet sayacı 2
Dönüşümlü düşey hareket miktarı çıkış gecikme
süresi
Pe d a l nötr konumd a y ken baskı a yağı kald ı r ıcı
fonksiyonu
Durm a kt a ol a n m a ki n e içi n ba s kı ayağı gi r i ş
fonksiyonu
1
2
Durma sırasında, sıradaki geri besleme dikişinin etkin
koşulları
Yumuşak başlangıcın devir sayısı
(Maksimum değer, kullanılan dikiş makinesine
bağlıdır.)
Ayar
seviyesi
Panel görünümü
Standart ayar değeri
N-SOFT
0
T-ACC
0
SCBOB
1
RATIO
0
S-BT
1200
2
2
2
2
2
2
2
2
2
2
NPS
0
SOUND
1
ASCNT
0
NTO
1
F-BTSW
0
F-INDL
1
A-SARR
288
T-DVMS
10
N-NPL
0
F-CMSP
0
F-FLSW
0
F-TRMC
1
A-BTINH1
112
A-BTINH2
262
T-DBTAS
30
T-RSS
250
OBT
0
N-OBT
4
OBTS
0
OBTT
0
S-POS
170
S-TRM
170
S-SOFT
170
Ayar aralığı
0 ile 9 arasında
0 ile 3 arasında
0 / 1
0 / 1 / 2
150 ile 3000
arasında
0 / 1
0 / 1
0 / 1 / 2
0 / 1 / 2
0 ile 6 arasında
0 / 1 / 2
0 ile 359 arasında
0 ile 500 arasında
0 / 1
0 / 1
0 ile 6 arasında
0 / 1
0 ile 359 arasında
0 ile 359 arasında
0 ile 300 arasında
50 ile 500
arasında
0 / 1
0 ile 19 arasında
0 / 1
0 / 1
150 ile 250
arasında
100 ile 250
arasında
100 ile maksimum
değer arasında
Ancak standart ayar değeri, kullanılan dikiş makinesine bağlı olarak yukarıda belirtilen değerden farklı olabilir. Ayrıca fonksiyon ve ayar
değeri, fonksiyon ve performansı iyileştirmek için izin almadan değiştirilebilir.
* işareti taşıyan fonksiyonların ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslimat anındaki standart ayar değerinin
değiştirilmesi tehlikelidir, dikiş makinesinin arızalanmasına ya da bozulmasına neden olur. Standart ayar değerini değiştirmek gerekiyorsa,
lütfen Teknisyenin Kılavuzuna satın alın ve talimatlara uyun.
– 43 –
Page 46

– 44 –
No. Fonksiyon
38
39 Dönüş hareketi başlatma pedalı stroku 2
40 Pedalın düşük hız bölümü 2
41
*
*
*
*
*
*
42
43 İplik kesme başlangıcında pedal stroku 2 2
44 Maksimum devir sayısına ulaşan pedal stroku 2
45 Pedal nötr noktasının telasi 2
46
47 Otomatik kaldırıcının kaldırmayı bekletme süresi 2
48 İplik kesme başlangıcında pedal stroku 1 2
49 Baskı ayağının iniş süresi 2
50 Baskı ayağı kaldırma fonksiyonu 2
51
52
53
54 Motor kasnağı etkin çapı 2
55
56
57 Masurada kalan iplik miktarını saptama fonksiyonu 2
58
59
60
61
63 Düğüm ilmek ayar fonksiyonu 2
64
67 Otomatik kenar dikiş kontrol değişimi 2
68
69
70
Tek adım hızı
(Maksimum değer, kullanılan dikiş makinesine
bağlıdır.)
Pedal baskı ayağı kaldırıcısının kaldırmaya başladığı
konum
Kumaş baskı parçasının aşağı inmeye başladığı
konum
Güç anahtarı açık konumda baskı ayağı kaldırma
fonksiyonu
Dikiş başlangıcında geri besleme dikişi solenoidi açık
süresinin telasi
Dikiş başlangıcında geri besleme dikişi solenoidi
kapalı süresinin telasi
Dikiş sonunda geri besleme dikişi solenoidi kapalı
süresinin telasi
İplik kesmenin ardından kumaş baskı parçasını
kaldırma fonksiyonu
İplik kesmenin ardından iğneyi kaldırmak için geriye
dönüş hareketi fonksiyonu
İğne milinin önceden belirlenen konumunu yukarı
çıkarma/aşağı indirme fonksiyonu
Dikiş başlangıcında geri besleme dikişinin A/M
değişim fonksiyonu
Dikiş başlangıcında geri besleme dikiş hızını azaltma
fonksiyonu
Masurada kalan iplik miktarının saptanması hava
üeme çıkış süresi
EBT değişim hızı 2
Otomatik kenar dikiş kontrol malzeme sonu sensörü
çalışmasının engellenmesi
Otomatik kenar dikiş kontrol malzeme sonu
sensöründe hız seçimi
Otomatik kenar dikiş kontrol malzeme sonu
sensöründe geçersiz ilmek sayısı
Ayar
seviyesi
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
Panel görünümü
Standart ayar değeri
S-ASS
1500
P-SSP
30
P-LSA
60
P-FLW
–21
P-FLD
10
P-TRM2
–51
P-MAX
150
P-ANP
0
F-FLPO
0
T-FL
60
P-TRM1
–35
T-FLWT
140
PFL
1
T-SON
25
T-SOFF
−7
T-EOFF
−12
PCDMP
850
FLAT
1
RATRM
1
BTDF
1
HPOS
0
SBTO
1
SBTQ
0
T-BTDB
500
T-STCP
0
S-WAIT
180
F-AH
1
F-AHS
1
F-AHSP
1
N-AHOF
0
Ayar aralığı
150 ile maksimum
değer arasında
10 ile 50 arasında
10 ile 100
arasında
–60 ile –10
arasında
8 ile 50 arasında
–60 ile –10
arasında
10 ile 150
arasında
–15 ile 15
arasında
0 / 1
10 ile 600
arasında
–60 ile –10
arasında
0 ile 250 arasında
0 / 1
–36 ile 36
arasında
–36 ile 36
arasında
–36 ile 36
arasında
500 ile 1400
arasında
0 / 1
0 / 1
0 - 4
0 ile 3 arasında
0 / 1
0 / 1
0 ile 2000
arasında
0 ile 1000
arasında
0 ile 250 arasında
0 / 1
0 / 1
0 / 1
0 ile 500 arasında
Ancak standart ayar değeri, kullanılan dikiş makinesine bağlı olarak yukarıda belirtilen değerden farklı olabilir. Ayrıca fonksiyon ve ayar
değeri, fonksiyon ve performansı iyileştirmek için izin almadan değiştirilebilir.
* işareti taşıyan fonksiyonların ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslimat anındaki standart ayar değerinin
değiştirilmesi tehlikelidir, dikiş makinesinin arızalanmasına ya da bozulmasına neden olur. Standart ayar değerini değiştirmek gerekiyorsa,
lütfen Teknisyenin Kılavuzuna satın alın ve talimatlara uyun.
Page 47

No. Fonksiyon
71 İplik kesme yoğunlaşma geçersiz bölümü 2
72 Motor kavrama fonksiyonu 2
73 Yeniden dene fonksiyonu 2
74 MF iplik kesme cihazı fonksiyonu 2
*
*
*
*
75 Motorun dönüş yönü 2
84
85 Dikiş sonunda geri dikiş başlama zamanı 2
86
87 Pedal eğrisi seçim fonksiyonu 2
89 Gerginliği azaltma fonksiyonu 2
90
91
92
93
94 Test ekran görünümü modu 2
96
100
101
102 2 adım çıkışı başlangıç ayarı 2
103 Dönüşümlü düşey miktar ilmek sayısı çıkış ayarı 2
104
105 İğne soğutucu çıkışı kapalı geciktirme süresi 2
106
107
118 Yağlama hatası silme ayarı 2
Baskı ayağı kaldırıcı solenoidi başlangıçtaki emme
süresi
İğneyi kaldırmak için geriye dönüş hareketi
başlangıcını bekleme süresi
Başlangıçta YUKARI durma konumunu kaydırma
fonksiyonu
Elle çalıştırılan kasnağı elle çevirdikten sonra tela
hareketini engelleme fonksiyonu
Dikiş başlangıcında geri besleme dikiş hızını azaltma
fonksiyonu
İğne yukarı/aşağı tela dikişi düğme fonksiyonunun
eklenmesi
Maksimum devir sayısı
(Maksimum devir sayısı dikiş makinesine bağlıdır.)
2-adım çıkış fonksiyonu (Dikiş başlangıcı ve sonunda
geri besleme dikiş sırasında)
2 adım tersine çevirme çıkışı fonksiyonu (Dönüşümlü
düşey miktar çıkışı sırasında)
İplik kesme tersine çevirme seçimi sırasında baskı
ayağının otomatik yukarı konumu
Dikiş çeşidi kontrol ayarı
* Kavrama motoru fonksiyonu No. 76 eğer 1 olarak
ayarlanırsa, Dikiş çeşidi kontrol ayarı No. 106’da 1
olarak değişir.
B aşlangıç konumuna dönerken, No. 76’yı “0”
olarak ayarladıktan sonra No. 106’yı “0” olarak
ayarlayın.
İplik kesme seçiminin ardından dönüşümlü düşey
miktar çıkışı
Ayar
seviyesi
2
2
2
2
2
2
2
2
2
2
2
2
Panel görünümü
Standart ayar değeri
F-TCON
1
F-CMOT
0
F-RET
1
MFTRM
0
DM
1
T-PUT
250
T-WAIT
50
T-WRR
100
F-PCS
0
TRS
0
NUO
0
F-PMAT
1
F-DSBT
0
F-MADF
0
F-TEST
0
S-MAX
3500
F-2PBT
0
F-2PDL
0
2PINI
0
N-DLOF
0
F-RAFL
0
T-DNCOFF
500
F-PATT
0
F-ATBO
0
GN-CLR
0
Ayar aralığı
0 / 1
0 / 1
0 / 1
0 / 1
0 / 1
50 ile 500
arasında
0 ile 250 arasında
0 ile 250 arasında
0 / 1 / 2
0 / 1
0 / 1
0 / 1
0 / 1
0 / 1
0 / 1
150 ile maksimum
değer arasında
0 / 1
0 / 1
0 / 1
0 ile 30 arasında
0 / 1
0 ile 2000
arasında
0 / 1
0 / 1 / 2
0 / 1
Ancak standart ayar değeri, kullanılan dikiş makinesine bağlı olarak yukarıda belirtilen değerden farklı olabilir. Ayrıca fonksiyon ve ayar
değeri, fonksiyon ve performansı iyileştirmek için izin almadan değiştirilebilir.
* işareti taşıyan fonksiyonların ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslimat anındaki standart ayar değerinin
değiştirilmesi tehlikelidir, dikiş makinesinin arızalanmasına ya da bozulmasına neden olur. Standart ayar değerini değiştirmek gerekiyorsa,
lütfen Teknisyenin Kılavuzuna satın alın ve talimatlara uyun.
– 45 –
Page 48

– 46 –
4. DIŞ ARAYÜZ
Dış arayüz, çalışma paneli ve diğer sistemleri birbirine bağlayan parçadır. Kullanım ve detaylar için
Teknisyenin Kılavuzuna bakınız.
1) Ortam giriş yeri
Ortam giriş yeri, çalışma panelinin sol tarafında bulunan kapak içine takılıdır.
2) RS-232C noktası
RS-232C konektör, çalışma panelinin arka tarafında bulunan kauçuk kapakçık içine yerleştirilmiştir.
3) Genel giriş noktası (Üretim kontrol düğmesi bağlantı konektörü)
Genel giriş konektörü CN105, çalışma panelinin arka tarafında bulunan kablo çıkış kapağı içine
yerleştirilmiştir.
5. HATA EKRANI GÖRÜNÜMÜ
Aşağıdaki durumlarda, sorun olduğuna karar vermeden önce tekrar kontrol edin.
Durum Sebep Düzeltici önlem
Dikiş makinesini devirirken uyarı sesi
duyuluyor ve makine çalıştırılamıyor.
İplik kesme, geri besleme, tokatlayıcı
vb., solenoidleri çalışmıyor. El
lambası yanmıyor.
Gücü açık konuma getirdikten
sonra pedala basıldığı zaman dikiş
makinesi çalışmıyor. Pedalın arka
kısmına bir kez bastıktan sonra
pedala basılınca dikiş makinesi
çalışıyor.
Pedal nötr konumuna döndükten
sonra dahi durmuyor.
Dikiş makinesinin durma konumu
değişken (düzensiz).
Otomatik kaldırma cihazı takılsa bile
baskı ayağı yükselmiyor.
Düzeltici dikiş düğmesi çalışmıyor. Baskı ayağı, otomatik kaldırma
Dikiş makinesi çalışmıyor. Motor çıkış kablosu (4P) çıkmış
Makine kafasını devirmeden
önce güç anahtarı kapalı konuma
getirilmezse, solda tarif edilen sorun
yaşanır.
Solenoid güç koruma sigortası atmış
olabilir.
Pedalın nötr konumu değişmiş
olabilir.
(Pedal yay basıncını değiştirirken ya
da başka bir nedenden dolayı nötr
konum değişmiş olabilir.)
İğne duruş konumu ayarlanırken
elle çalıştırılan kasnağın vidası
sıkılmamış.
Otomatik kaldırma fonksiyonu kapalı
konumda olabilir.
Pedal sistemi KFL sistem olarak
ayarlanmış olabilir.
Otomatik kaldırma cihazı kablosu,
konektöre (CN37) bağlanmamış
olabilir.
cihazı ile yükseliyor olabilir.
Otomatik kaldırma cihazı takılmamış
olabilir. Ancak otomatik kaldırma
fonksiyonu açık konumdadır.
olabilir.
Motor sinyal kablosu konektörü
(CN30) çıkmış olabilir.
Dikiş makinesini devirmeden önce
güç anahtarını kapalı konuma
getirin.
Solenoid güç koruma sigortasını
kontrol edin.
Pedal sensörünün otomatik nötr
düzeltme fonksiyonunu uygulayın.
Elle çalıştırılan kasnak vidasını iyice
sıkın.
Otomatik kaldırma fonksiyonu için
“FL ON” (FL açık) seçimini yapın.
Pedalın arkasına basarak baskı
ayağını kaldırmak için, PFL
ayarındaki bağlantı telini değiştirin.
Kabloyu uygun şekilde bağlayın.
Baskı ayağı aşağı indikten sonra
düğmeyi çalıştırın.
Otomatik kaldırma cihazı
takılmamışken “FL OFF” (FL kapalı)
seçeneğini seçin.
Kabloyu uygun şekilde bağlayın.
Kabloyu uygun şekilde bağlayın.
Page 49

Hata, panel ekran görünümü ve kontrol kutusu sesli uyarı sinyaliyle bildirilir.
Prosedürlerdeki farklılıklardan ötürü üç türlü panel ekran görünümü vardır.
1) Operatör hata sebebini ortadan kaldırınca hata ekranı yok olur.
Örnek) Ortam giriş yeri kapağı açık. Kapağı kapatın.
2) Sıfırlama düğmesine basın, hata ekranını sildikten sonra hatanın nedenini
ortadan kaldırın.
3) Gücü kapalı konuma getirdikten sonra hata nedenini ortadan kaldırın.
[Hata kodu listesi (Paneldeki hata ekranı görünümü)]
Bu cihazda aşağıdaki hata kodları vardır. Bu hata kodları fonksiyonu kilitler (ya da sınırlar) ve herhangi bir problem
çıktığında haber verdiği için sorun büyümeden çözülür. Bizden servis talep ettiğiniz zaman lütfen hata kodlarını bildirin.
No. Saptanan hatanın tanımı Sorunun olası nedenleri Kontrol edilecek noktalar
− Ortam kapağı açık • Ortam giriş yeri kapağı açık. • Kapakçığı kapatın.
E000 Veri başlatma
(Bu bir hata değildir.)
E003 Senkronizer konektöründe
bağlantısızlık
E004 Senkronizer alt konum
sensörü bozuk
E005 Senkronizer üst konum
sensörü bozuk
E007 Motorda aşırı yüklenme • Makine kafası kilitlenirse.
E008 Makine kafası konektörü
arızası (Rezistans grubu)
E011 Ortam takılı değil. • Ortam takılı değil.
E012 Okuma hatası • Ortamdaki veriler okunamıyor. • Gücü kapalı konuma getirin.
E013 Yazdırma hatası • Ortamdaki veriler yazdırılamıyor. • Gücü kapalı konuma getirin.
E014 Yazmaya karşı koruma • Ortam, yazdırmaya karşı korumalı. • Gücü kapalı konuma getirin.
E015 Format hatası • Formatlama yapılamıyor. • Gücü kapalı konuma getirin.
E016 Dış ortam kapasitesi dolu • Ortam kapasitesi yetersiz. • Gücü kapalı konuma getirin.
E019 Dosya büyük • Dosya çok büyük. • Gücü kapalı konuma getirin.
E032 Dosya dönüştürme hatası • Dosya dönüştürülemiyor. • Gücü kapalı konuma getirin.
E053 Panel veri yedekleme
yapılıyor (Hata değil)
• Makine kafası değiştirildiği zaman.
• Başlatma işlemi yapıldığı zaman.
• Dikiş makinesi kafası senkronizerinden gelen
konum saptama sinyali girilmediği zaman.
• Senkronizer bozuk ise.
• Makine kafasının garanti ettiğinden çok daha
ağır malzemeler dikiliyorsa.
• Motor çalışmıyorsa.
• Motor ya da sürücü bozuksa.
• Makine kafası konektörü düzgün
okunmuyorsa.
• Panelin model kodu ile kontrol kutusunun
kodu birbirini tutmuyor olabilir.
Panel başlatma işlemi yapılıyor olabilir.
• Senkronizör konektöründe (CN33, CN43)
gevşek ya da kopuk bağlantı olup olmadığını
kontrol edin.
• Senkronizer kablosunun kopuk olup
olmadığını kontrol edin, çünkü kablo makine
kafasına sıkışmış olabilir.
• Motor kasnağına iplik dolanıp dolanmadığını
kontrol edin.
• Motor çıkış konektöründe (4P) gevşek
bağlantı ya da kopma olup olmadığını
kontrol edin.
• Motoru elle çevirirken herhangi bir tutukluk
olup olmadığını kontrol edin.
• Makine kafası konektöründe (CN32)
gevşeme ya da kopukluk olup olmadığını
kontrol edin.
• Gücü kapalı konuma getirin.
– 47 –
Page 50

[Hata kodu listesi (Paneldeki hata ekranı görünümü)]
No. Saptanan hatanın tanımı Sorunun olası nedenleri Kontrol edilecek noktalar
E302
E331
E332
E730
E731
E811
E813
E915
E916
E924 Motor sürücüsü hatası • Motor sürücüsü bozulmuş.
Düşme algılayıcı düğme hatası
(MF: İplik kesici bıçak sensörü)
(Emniyet düğmesi çalışıyorsa)
Ban t k e s ici cihaz (TC03) ve kesici
sensörü aynı anda açık konumda
Ban t k e s ici cihaz (TC03) ve kesici
sensörü aynı anda kapalı konumda
Kodlayıcı hatası • Motor sinyali uygun şekilde girilmiyorsa. • Motor sinyal konektörü (CN30) bağlantısında
Motor delik sensörü hatası
Aşırı gerilim • Garanti edilenden yüksek voltaj verilmiş olabilir.
Düşük gerilim • Garanti edilenden düşük voltaj verilirse.
İletişim sorunu
(Ç a lı şm a pa ne li ile IP OP
(uzatma) devre kartı arasında)
İletişim sorunu
(I POP ( uzatma) devr e kar tı
ile CTL (ön kapak) devre kartı
arasında)
• Güç açık konumdayken düşme algılayıcı düğme
girilmiş olabilir.
• İplik kesici bıçağın konumu uygun olmayabilir
• Kesici sensöründe sorun • Hava basıncının uygun olup olmadığını kontrol
• Montaj ve ayar problemi • Hava basıncının uygun olup olmadığını kontrol
• 110V spesif ikasy onuna sahip olan SC- 510
modele 220V verilmiş.
• 220V (230V) elektrik paneline 400V uygulanmış.
• 110V spesif ikasy onuna sahip olan SC- 510
modele 220V verilmiş.
• 220V elektrik paneline 110V uygulanmış.
• Aşırı voltaj uygu laması nedeni yle iç d evre
bozulmuş olabilir.
• Çalışma paneli kablosunun sökülmesi
• Çalışma paneli arızası
• Bağlantı sorunu ya da IPOP devre kartı arızası
• Bağlantı sorunu ya da IPOP devre kartı arızası • IPOP devre kartının sağlam bir şekilde tespit
• Gü ç şa l te r i ka p al ı k on u md ay k en ma k in e
kafasının devrilip devrilmediğini kontrol edin
(dikiş makinesinin çalışması, güvenlik nedeniyle
engellenir).
•
Düşme algılayıcı düğme kablosunun kablo makine
kafasın a ya da baş ka bir şeye sıkış arak kopup
kopmadığını kontrol edin.
• Düşme algılayıcı düğme kolunun bir yere sıkışıp
sıkışmadığını kontrol edin.
edin.
edin.
gevşeme ya da kopukluk olup olmadığını kontrol
edin.
• Se n k r onize r k a blosu n u n maki n e k afası n a
sıkışarak kopup kopmadığını kontrol edin.
•
Uygulanan voltajın voltaj anma değerinden + (artı)
%10 ya da daha fazla olup olmadığını kontrol
edin.
• 110V/220V geçiş düğmesinin hatalı ayarlanıp
ayarlanmadığını kontrol edin.
Yukarıdaki durumlarda, GÜÇ devre kartı bozulmuştur.
• Gerilimin anma değerinden – (eksi) %10 ya da
daha düşük olup olmadığını kontrol edin.
• 110V/220V geçiş düğmesinin hatalı ayarlanıp
ayarlanmadığını kontrol edin.
•
Sigorta ya da canlandıran direncin bozuk olup olmadığını
kontrol edin.
• Çalışma paneli konektöründe (CN121) gevşeme
ya da bağlantı sorunu olup olmadığını kontrol
edin.
• Çal ış ma pa n el i ka bl os un un ko p uk olu p
olmadığını kontrol edin, çünkü kablo makine
kafasına ya da başka bir şeye sıkışmış olabilir.
• IPOP devre kartının sağlam bir şekilde tespit
edilip edilmediğini ya da konektörde gevşeme
olup olmadığını kontrol edin.
edilip edilmediğini ya da konektörde gevşeme
olup olmadığını kontrol edin.
[Uyarı listesi (Paneldeki hata ekranı görünümü)]
No.
A201
A202
A203
Uyarı içeriği ve ekran görünümü Düzeltici önlem Hatırlatmalar
İğne değiştirme uyarısı
Temizleme uyarısı
• Uyarı ekranını kapamak için üzerine basın ve iğneyi
değiştirin. Ardından silme ekran görünümünde değeri
silin.
• Değeri silmek için
• Uyarı ekranını kapamak için üzerine basın
ve temizlik işlemini gerçekleştirin. Ardından
silme ekran görünümünde değeri silin.
• Değeri silmek için
işlemini gerçekleştirin.
Yağ değiştirme uyarısı
• Uyarı ekranını kapamak için üzerine
basın ve yağı değiştirin. Ardından silme ekran
görünümünde değeri silin.
• Değeri silmek için üzerine basın ve yağı
değiştirin.
– 48 –
üzerine basın ve iğneyi değiştirin.
üzerine basın ve temizlik
“(1) Dikiş yönetimi
bilgileri” başlığına
bakınız, sayfa 14.
“(1) Dikiş yönetimi
bilgileri” başlığına
bakınız, sayfa 14.
“(1) Dikiş yönetimi
bilgileri” başlığına
bakınız, sayfa 14.
 Loading...
Loading...