

Page 1
ITALIANO
MANUALE D’ISTRUZIONI
* Il "CompactFlash(TM)" è il marchio registrato del San Disk Corporation, U.S.A..
– i –
Page 2
INDICE
1. MESSA A PUNTO DEL HARDWARE ..............................................................................1
1-1. Installazione del pannello elettronico IPOP .................................................................................1
1-2. Installazione del pannello..............................................................................................................1
2. COME USARE IL PANNELLO OPERATIVO ...................................................................2
2-1. Nomi e funzioni delle rispettive sezioni .......................................................................................2
2-2. Regolazione del contrasto del display del pannello operativo..................................................4
2-3. Connettore per il collegamento dell'interruttore di controllo produttivo .................................4
2-4. Lista degli schermi.........................................................................................................................5
2-5. Come azionare il pannello operativo per cucire i modelli di cucitura ......................................7
(1) Modello di cucitura libera ..................................................................................................................7
(2) Modello di cucitura a dimensione costante .....................................................................................8
(3) Modello di cucitura sovrapposta ......................................................................................................9
(4) Modello di cucitura quadrata ...........................................................................................................10
2-6. Come usare il contatore del lo della bobina............................................................................12
2-7. Contatore della cucitura ..............................................................................................................13
2-8. Interruttore di compensazione con l'ago sollevato/abbassato ...............................................13
2-9.
Interruttore ON/OFF (inserito/disinserito) del sensore del bordo del materiale ....................13
2-10. Interruttore di taglio del lo automatico ............................................................................13
2-11. Interruttore di cucitura automatica a colpo unico ............................................................13
2-12. Interruttore di proibizione del taglio del lo ......................................................................14
3. INFORMAZIONE ............................................................................................................14
3-1. Livello di operatore ......................................................................................................................14
(1) Informazione di gestione della cucitura ........................................................................................14
(2) Funzione di controllo produttivo .....................................................................................................17
(3) Funzione di misurazione dell'esercizio ...........................................................................................19
3-2. Livello di personale di manutenzione ........................................................................................20
(1) Funzione di dati comuni di cucitura ................................................................................................20
3-3. Impostazione delle funzioni ........................................................................................................41
(1) Come commutare al modo di impostazione delle funzioni ...........................................................41
(2) Lista delle impostazioni della funzione ..........................................................................................43
4. INTERFACCIA ESTERNA ............................................................................................46
5. CODICE ERROR ............................................................................................................46
– ii –
Page 3
1. MESSA A PUNTO DEL HARDWARE
Consultare il Manuale d’Istruzioni per il SC-510 insieme a questo Manuale d’Istruzioni.
AVVERTIMENTO :
•
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti
operazioni spegnere l'interruttore dell'alimentazione ed assicurarsi che siano passati 5 minuti o più.
• Per evitare danni al dispositivo causati da malfunzionamenti e caratteristiche tecniche inadatte, assicurarsi di
inserire i cavi ai posti specicati.
• Per evitare ferimenti causati da malfunzionamenti, assicurarsi di bloccare il connettore con fermo.
• Per quanto riguarda il dettaglio relativo al maneggio di rispettivi dispositivi, leggere attentamente i Manuali
d'Istruzioni in dotazione con i dispositivi prima di maneggiare i dispositivi.
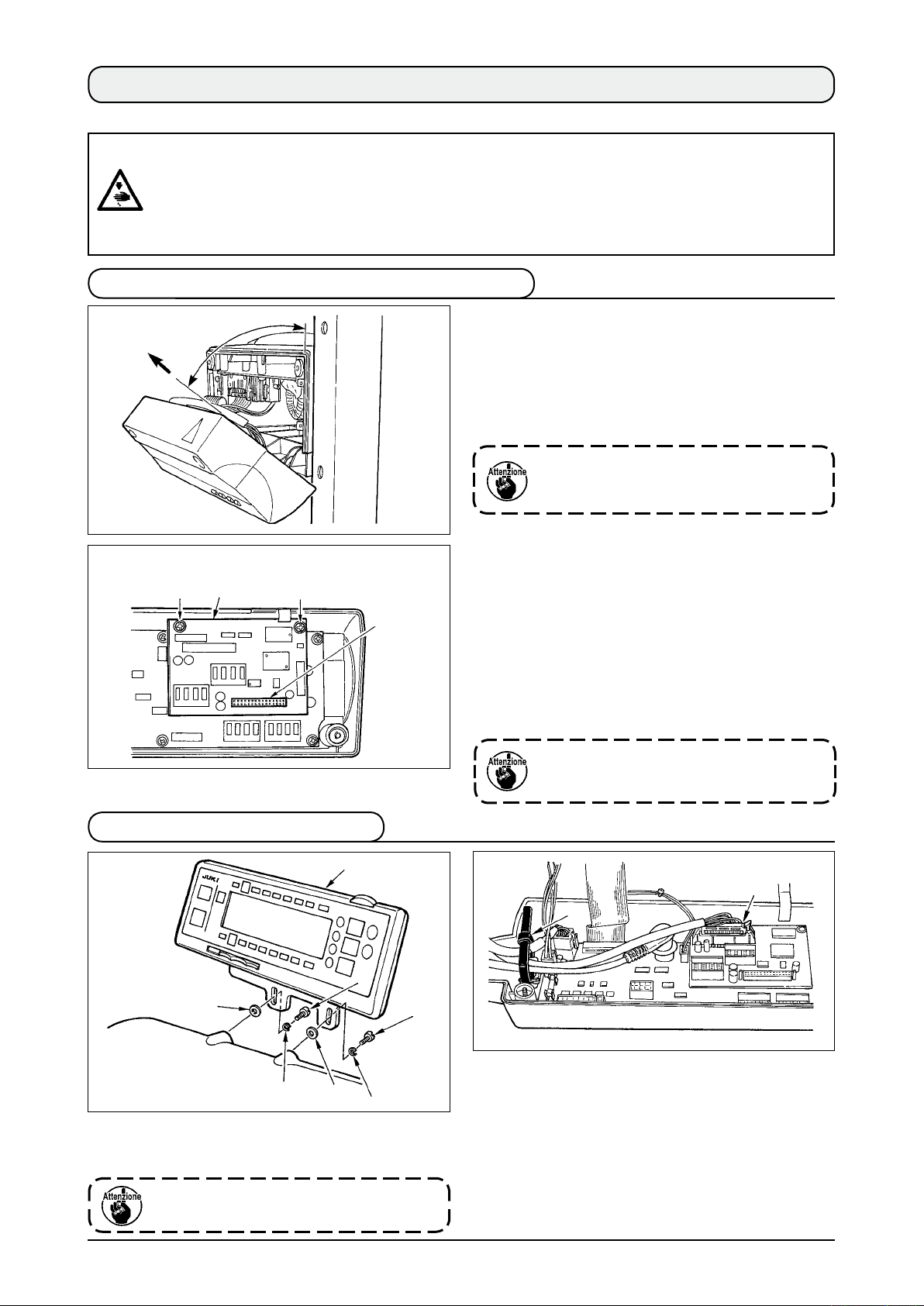
1-1. Installazione del pannello elettronico IPOP
Pannello
elettronico
1
45˚
IPOP
1
CN41
1) Allentare le due viti nel coperchio anteriore della
centralina di controllo e aprire il coperchio anteriore.
2) Rimuovere i connettori e il lo di massa del pannello
elettronico attaccati al coperchio anteriore.
3) Posizionare il coperchio anteriore ad un angolo di
circa 45°, tirarlo nel senso indicato dalla freccia, e
rimuoverlo dall’unità principale della centralina.
Non tirare il coperchio anteriore con forza
poiché c’è la possibilità che il dente d’
arresto del coperchio anteriore si rompa.
4) Inserire sicuramente il CN41 del pannello
elettronico IPOP fornito come accessori al
connettore bianco CN41 sul pannello elettronico
del coperchio anteriore dal lato superiore.
5) Fissare il pannello elettronico IPOP con le due viti
fornite come accessori.
1
6) Posizionare il coperchio anteriore ad un angolo
di circa 45°, attaccarlo all’unità principale della
centralina, e attaccare i connettori e il lo di
massa che sono stati rimossi nel passo 2).
Quando si rimuove il pannello elettronico
IPOP, spegnere la macchina e rimuoverlo
dopo che 5 minuti o più sono passati.
1-2. Installazione del pannello
1
2
3
4
3
1) Installare il pannello operativo 1 sulla testa della
macchina usando le viti 2, le rondelle 3 e le
rondelle elastiche 4 fornite come accessori.
Non smontare il pannello operativo per
prevenire la sua rottura.
2
4
CN121
5
2) Posizionare il cavo del pannello come gli altri cavi
della testa della macchina, inserirlo al CN121
della centralina di controllo, e bloccarlo.
3) Metterlo insieme con gli altri cavi della testa della
macchina e legarli in un fascio con il fermacavi 5.
4) Chiudere il coperchio anteriore e stringere le due
viti, facendo attenzione a non mettere i cavi nel
coperchio anteriore.
– 1 –
Page 4
– 2 –
2. COME USARE IL PANNELLO OPERATIVO
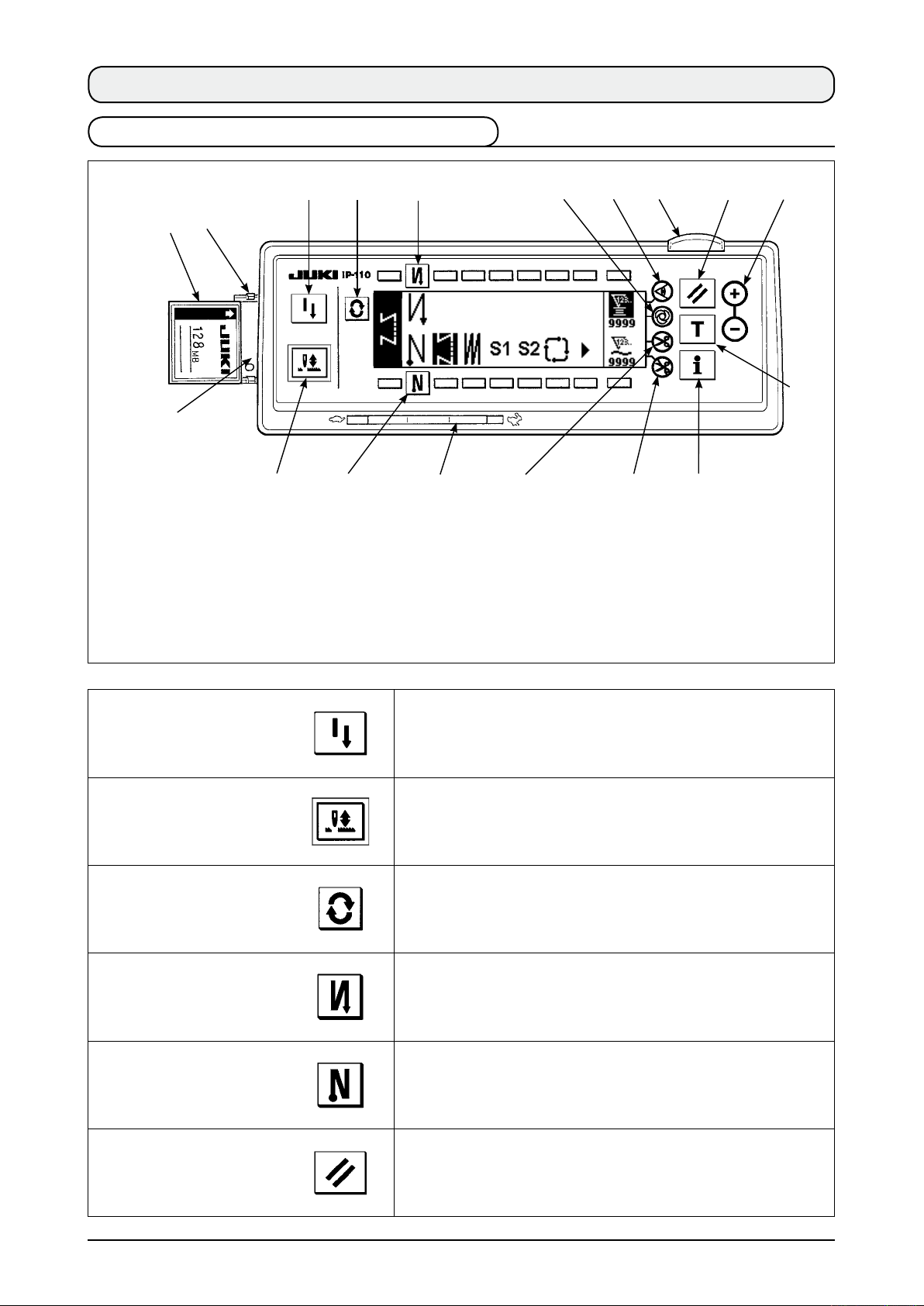
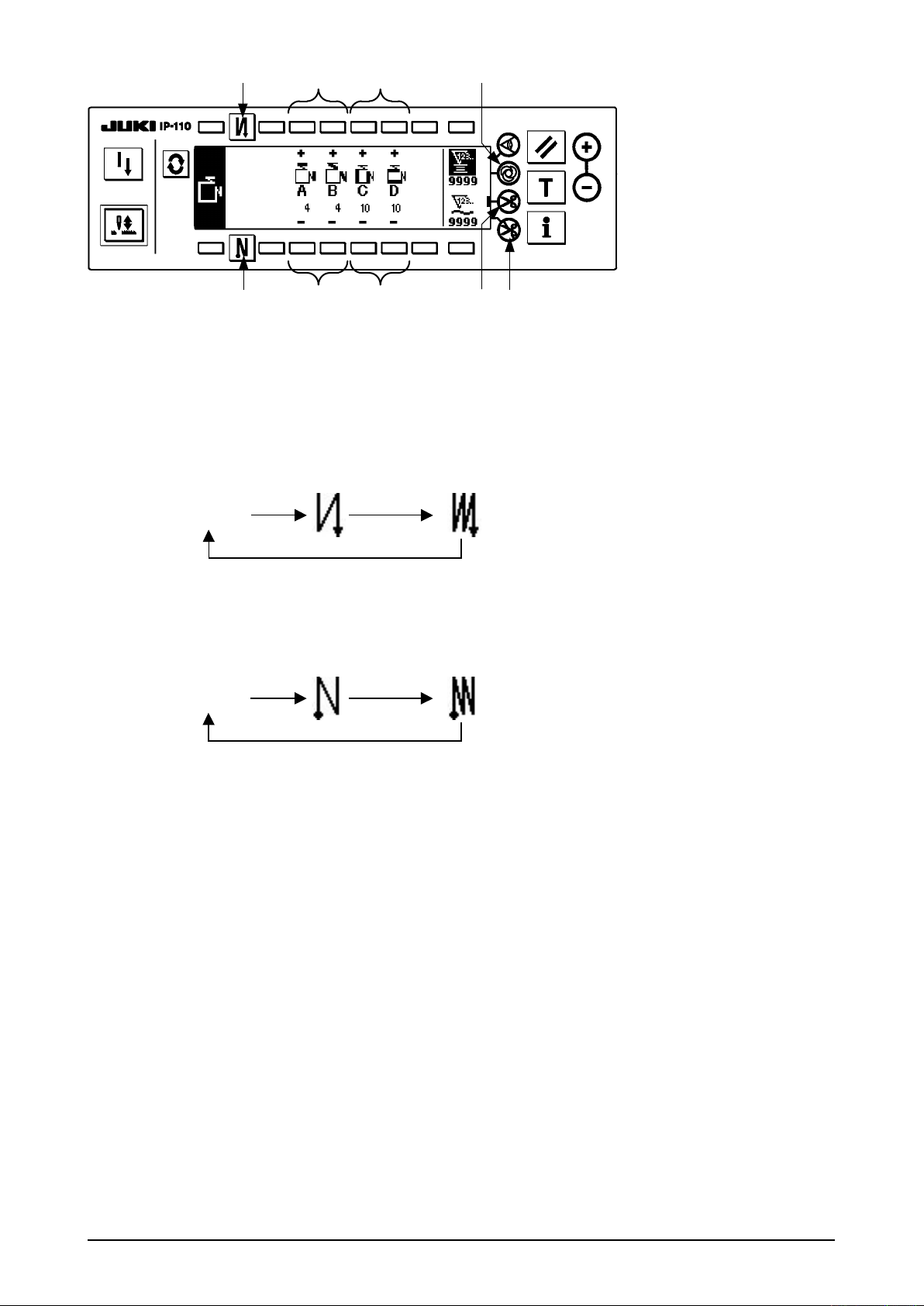
2-1. Nomi e funzioni delle rispettive sezioni
!6
!8
!7
Interruttore di ricucitura
1
Interruttore di compensazione con
2
l’ago su/giù
Interruttore di commutazione dello
3
schermo
Interruttore di “con/senza” l’
4
affrancatura all’inizio della cucitura
Interruttore di “con/senza” l’
5
affrancatura alla ne della cucitura
Interruttore di ripristino
6
2
1
3
5
Interruttore di insegnamento
7
Interruttore di informazione
8
Interruttore del sensore del bordo
9
del materiale
Interruttore di cucitura a colpo unico
!0
Interruttore di “con/senza” il rasalo
!1
automatico
Interruttore di proibizione del taglio
!2
del lo
Interruttore di impostazione del
!3
valore del contatore
4
!4
!1
!2
!5
6
8
!0
9
Resistore variabile di limitazione della
!4
velocità massima
Luce di indicazione dell’alimentazione
!5
Coperchio del media
!6
Slot del media
!7
(Apertura di inserimento del media)
CompactFlash(TM)
!8
(Optional : No. di parte 40000100)
!3
7
Interruttore di ricucitura
1
Interruttore di
2
compensazione con l’ago
su/giù
Non utilizzato
Questo è l’interruttore per eseguire la cucitura di compensazione
con l’ago su/giù.(La cucitura di compensazione con l’ago su/giù
e la cucitura di compensazione con un punto possono essere
commutate con l’impostazione della funzione No. 22.)
Interruttore di
3
Questo è l’interruttore per commutare lo schermo.
commutazione dello
schermo
Interruttore di “con/senza”
4
l’affrancatura all’inizio
della cucitura
Questo è l’interruttore per accendere/spegnere l’affrancatura
automatica all’inizio della cucitura.
* Questo interruttore non può essere usato con la macchina
per cucire che non è dotata del dispositivo di affrancatura
automatica.
Interruttore di “con/senza”
5
l’affrancatura alla ne
della cucitura
Questo è l’interruttore per accendere/spegnere l’affrancatura
automatica alla ne della cucitura.
* Questo interruttore non può essere usato con la macchina
per cucire che non è dotata del dispositivo di affrancatura
automatica.
Interruttore di ripristino Questo è l’interruttore per riportare il valore del contatore del lo
6
della bobina o del contatore della cucitura al valore di impostazione.
Page 5
Interruttore di
7
insegnamento
Non utilizzato
Interruttore di
8
informazione
IInterruttore del sensore
9
del bordo del materiale
Interruttore di cucitura a
!0
colpo unico
Interruttore di “con/senza”
!1
il rasalo automatico
Interruttore di proibizione
!2
del taglio del lo
Interruttore di
!3
impostazione del valore
del contatore
Questo è l’interruttore per effettuare varie impostazioni della
funzione.
Reso valido quando il sensore del bordo del materiale è installato
sulla macchina.
Usato per selezionare se il sensore del bordo del materiale è usato
durante la cucitura o meno.
Quando questo interruttore è impostato su “valido”, la macchina per
cucire funziona automaticamente no al numero di punti specicato.
Quando questo interruttore è impostato su “valido”, la macchina per
cucire esegue automaticamente il taglio del lo quando il numero di
punti specicato è stato completato.
Questo interruttore proibisce tutti i tagli del lo.
*
Questo interruttore non può essere usato con la macchina per
cucire che non è dotata del dispositivo automatico di taglio del lo.
Questo è l’interruttore per impostare il valore del contatore del lo
della bobina o del contatore del No. di pezzi.
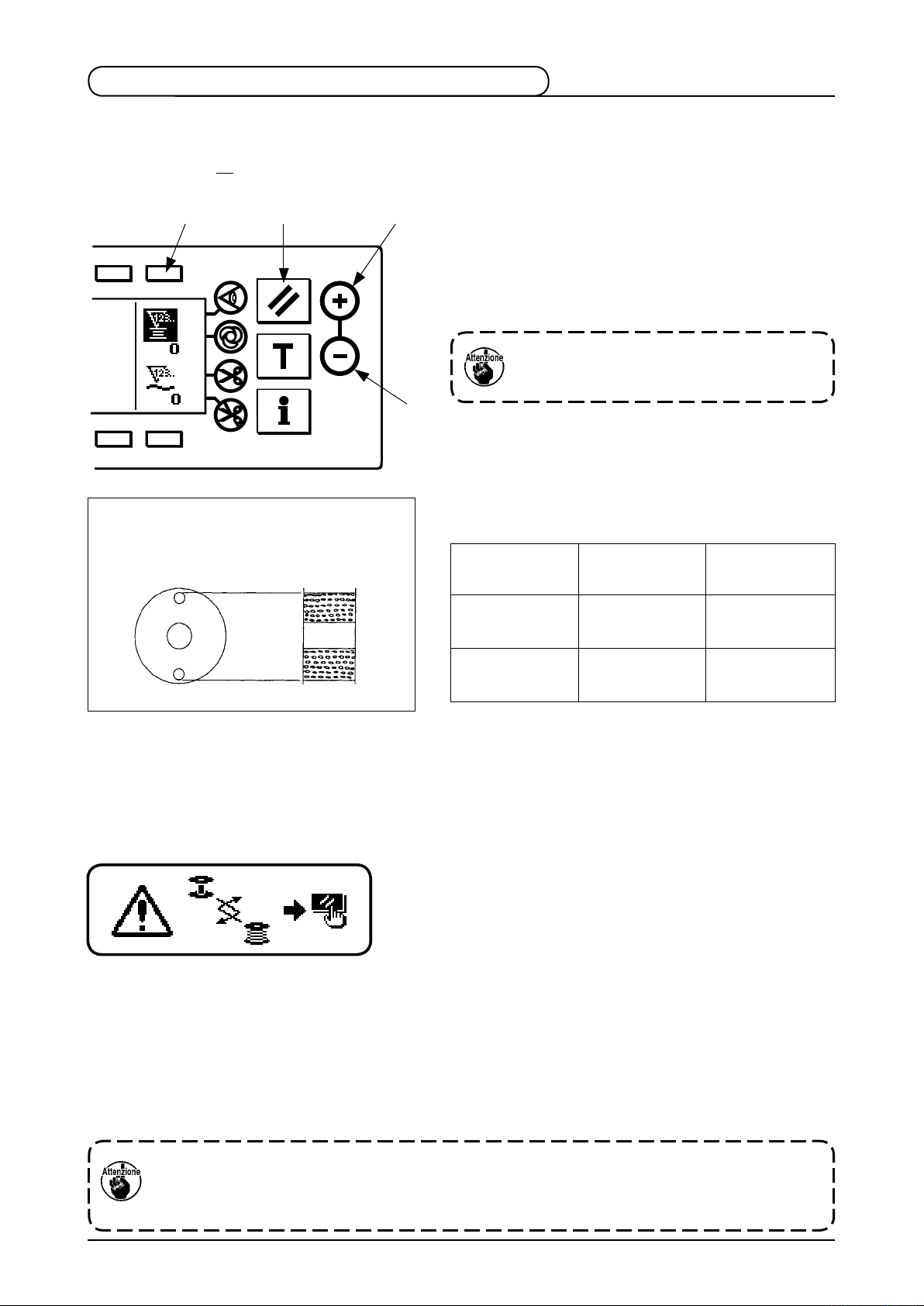
Resistore variabile di limitazione della
!4
velocità massima
Luce di indicazione dell’alimentazione Questa luce si illumina quando l’interruttore dell’alimentazione viene
!5
Coperchio dello slot del media Questo è il coperchio per l’apertura di inserimento del media.
!6
Slot del media
!7
(Apertura di inserimento del media)
Quando si sposta il resistore verso sinistra, la velocità massima
viene limitata.
acceso.
Per aprire il coperchio, mettere le dita sulla tacca posta sul lato del
coperchio come mostrato nella gura e spingere il coperchio nella
direzione della parte posteriore obliqua.
* Ci sono alcune funzioni che non possono essere azionate con il
coperchio aperto.
Non chiudere il coperchio tranne che il CompactFlash(TM) sia
inserito completamente.
Per posizionare il CompactFlash(TM), volgere la faccia con l’
etichetta del CompactFlash(TM) verso questo lato e inserire la
parte con un foro piccolo (mettere la tacca del bordo indietro) nel
pannello.
Per rimuovere il CompactFlash(TM), tenerlo tra le dita ed estrarlo
fuori.
* Quando il senso di inserimento del CompactFlash(TM) è
sbagliato, il pannello e il CompactFlash(TM) potrebbero
essere danneggiati. Non inserire nessun articolo tranne il
CompactFlash(TM).
– 3 –
Page 6
– 4 –
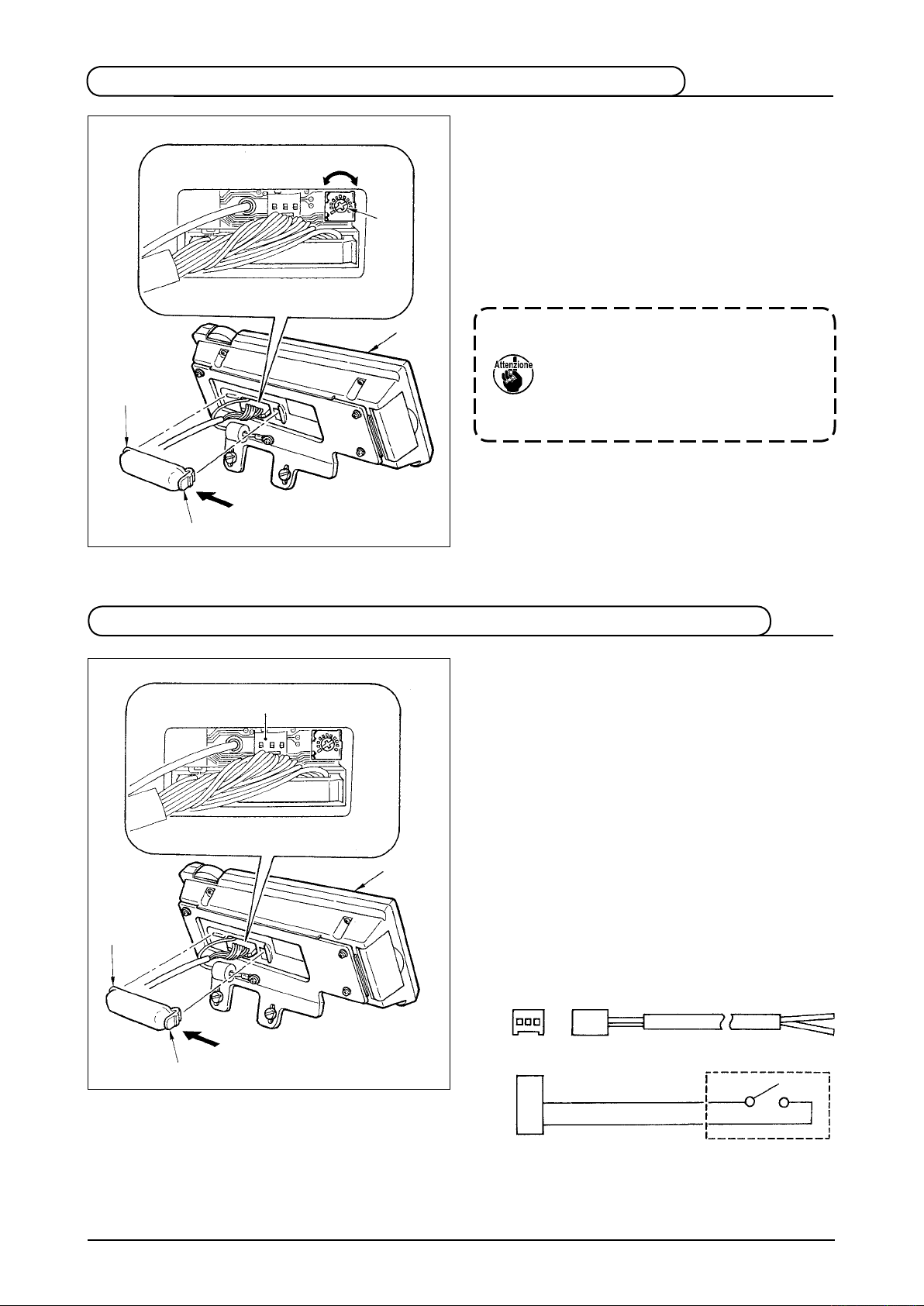
2-2. Regolazione del contrasto del display del pannello operativo
1) Premere nel senso indicato dalla freccia il dente
Luce
Ombra
3
d'arresto della sezione
del cav o 2 mon tat o su l r etro de l pa nne llo
operativo
e rimuovere il coperchio.
1
2) Girare il resistore variabile di regolazione della
luminosità del display dello schermo a LCD
regolare la luminosità (contrasto) dello schermo a
LCD.
A
del coperchio dell'uscita
per
3
1
2
A
1. Per prevenire la rottura del pannello
operativo, non toccare la scheda del
pannello elettronico e il morsetto del
connettore.
2. Non smontare il pannello operativo per
prevenire la sua rottura.
2-3. Connettore per il collegamento dell'interruttore di controllo produttivo
1) Premere nel senso indicato dalla freccia il dente
del coperchio dell'uscita
A
3
d'arresto della sezione
del cavo 2 montato sul retro del pannello
operativo
e rimuovere il coperchio.
1
2) Collegare il connettore del cavo di trasmissione
optional a CN105 3 del connettore per il
collegamento dell'interruttore di controllo
produttivo.
2
A
1
Nota) L'unità principale dell'interruttore può
essere preparata dai clienti stessi o si
può chiederne all'ufcio commerciale
JUKI.
Cavo di trasmissione optional A (asm.)
No. di Parte JUKI 40008168
3 2 1
CN105
1
+ 5V
2
SW
GND
3
Page 7
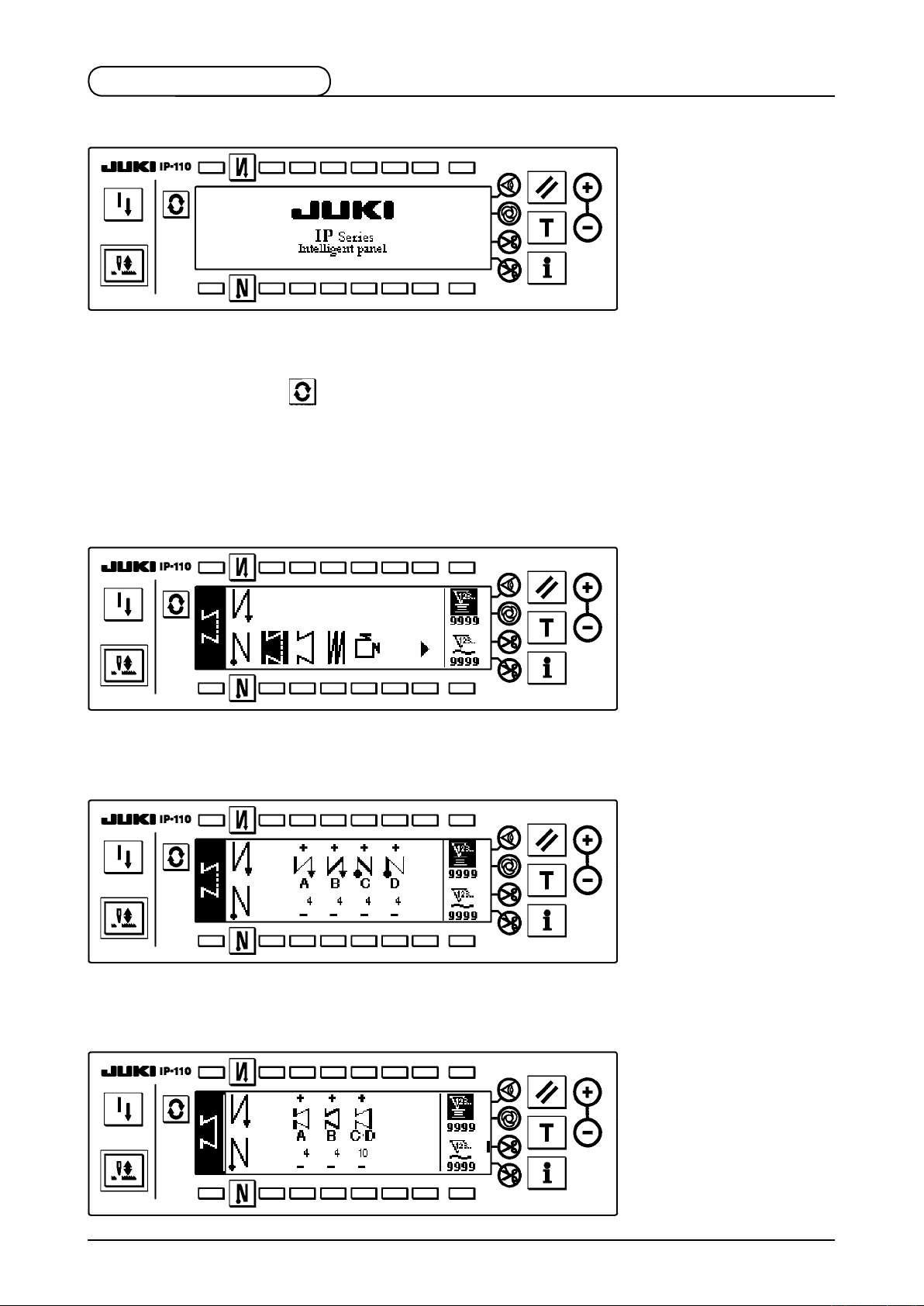
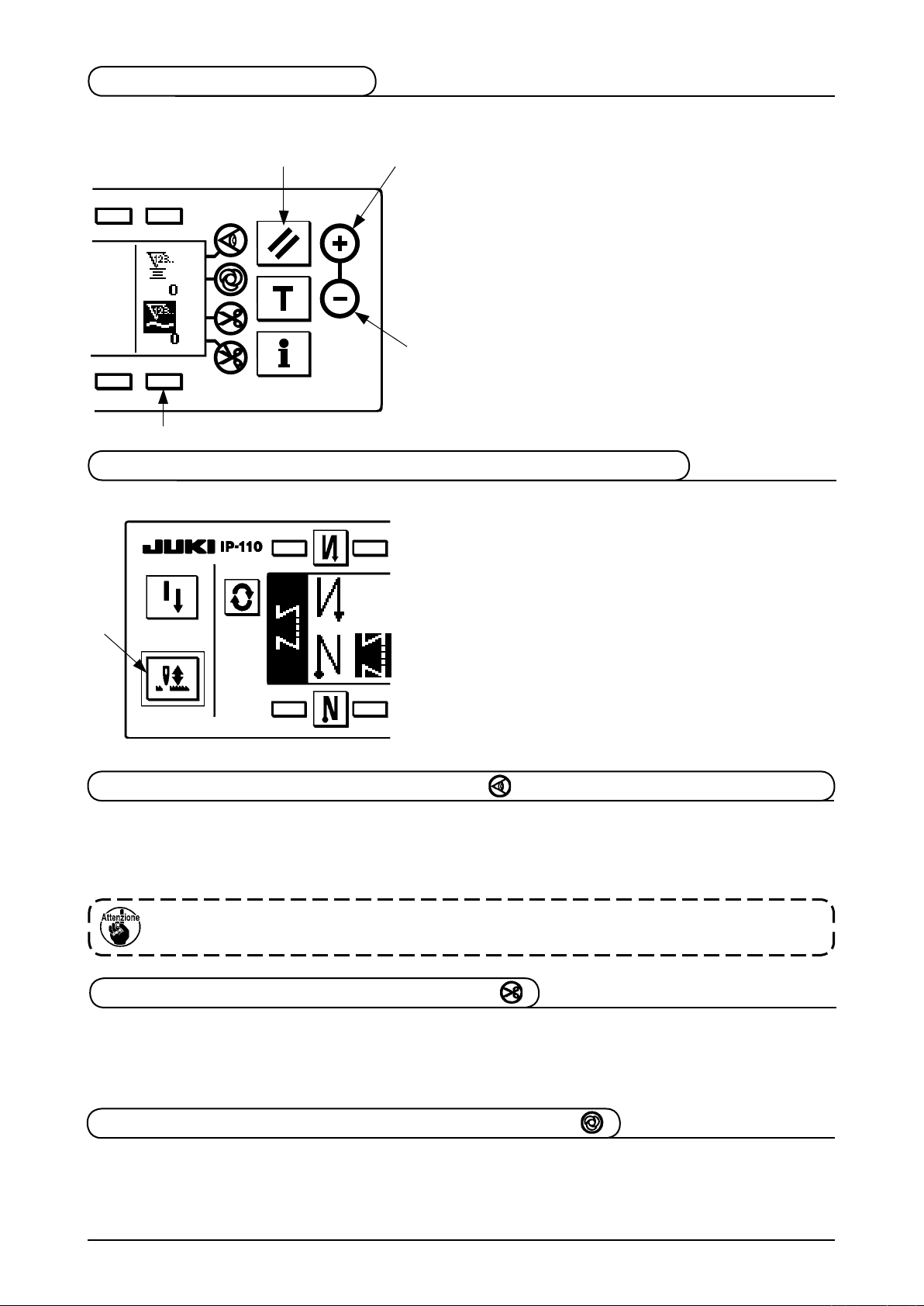
2-4. Lista degli schermi
Lo schermo WELCOME (benvenuto) viene visualizzato immediatamente dopo aver acceso la macchina.
Lo schermo immediatamente dopo lo schermo WELCOME diventa lo schermo di impostazione della
selezione del modello.
Ogni volta che l'interruttore
per cucire del sistema MO, sistema MF, sistema MH, sistema DLN, o si imposta 1 dell’Impostazione della
funzione No. 6 Funzione di motore a frizione o 1 dell’impostazione No. 106 Funzione di controllo del modello
di cucitura, lo schermo di visualizzazione dell’uscita viene visualizzato.
Schermo di lista dei modelli
■
La selezione delle rispettive forme viene effettuata.
Schermo di impostazione del numero di punti della cucitura libera
■
L’impostazione del numero di punti della cucitura libera viene effettuata.
viene premuto, lo schermo cambia. Quando si collega con la macchina
Schermo di impostazione del numero di punti della cucitura a dimensione costante
■
L’impostazione del numero di punti della cucitura a dimensione costante viene effettuata.
– 5 –
Page 8
– 6 –
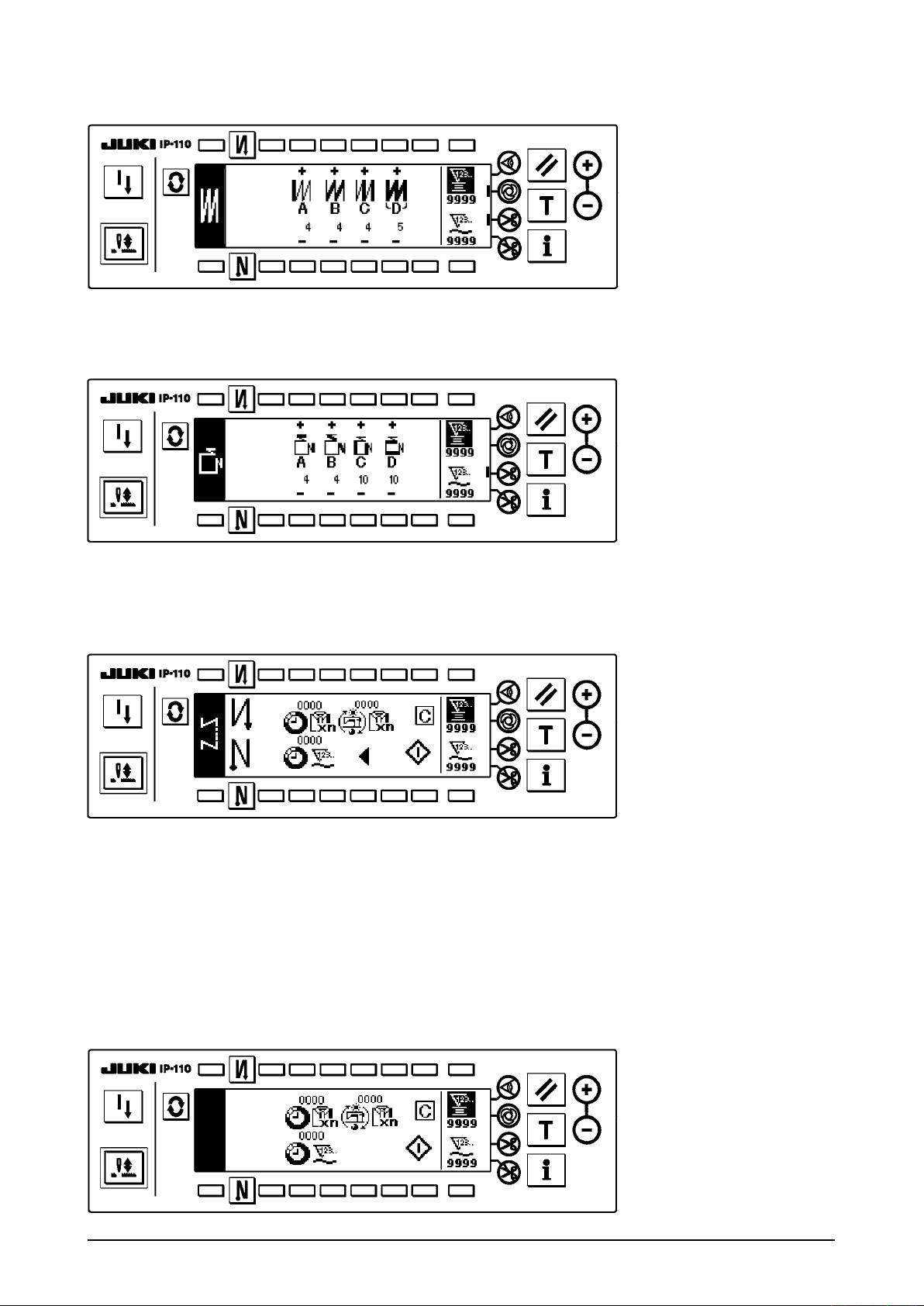
Schermo di impostazione del numero di punti della cucitura sovrapposta
■
L'impostazione del numero di punti della cucitura sovrapposta viene effettuata.
Schermo di impostazione del numero di punti della cucitura quadrata
■
L’impostazione del numero di punti della cucitura quadrata viene effettuata.
Schermo di visualizzazione della produzione
■
Il valore di impostazione dell'obiettivo nale, il valore d'obiettivo attuale ed i risultati reali no adesso
vengono visualizzati.
Schermo di visualizzazione della produzione
■
(per le macchine per cucire del sistema MO, MF, MH e del sistema DLN)
Il valore di impostazione dell’obiettivo nale, il valore d’obiettivo attuale ed i risultati reali no adesso
vengono visualizzati.
In caso delle macchine per cucire del sistema MO, MF, MH e del sistema DLN, soltanto questo schermo
viene visualizzato.
Anche quando l’Impostazione della funzione No. 76 Funzione di motore a frizione è impostata su 1 o l’
impostazione No. 106 Funzione di controllo del modello di cucitura è impostata su 1, soltanto questo
schermo viene visualizzato.
Page 9
2-5. Come azionare il pannello operativo per cucire i modelli di cucitura
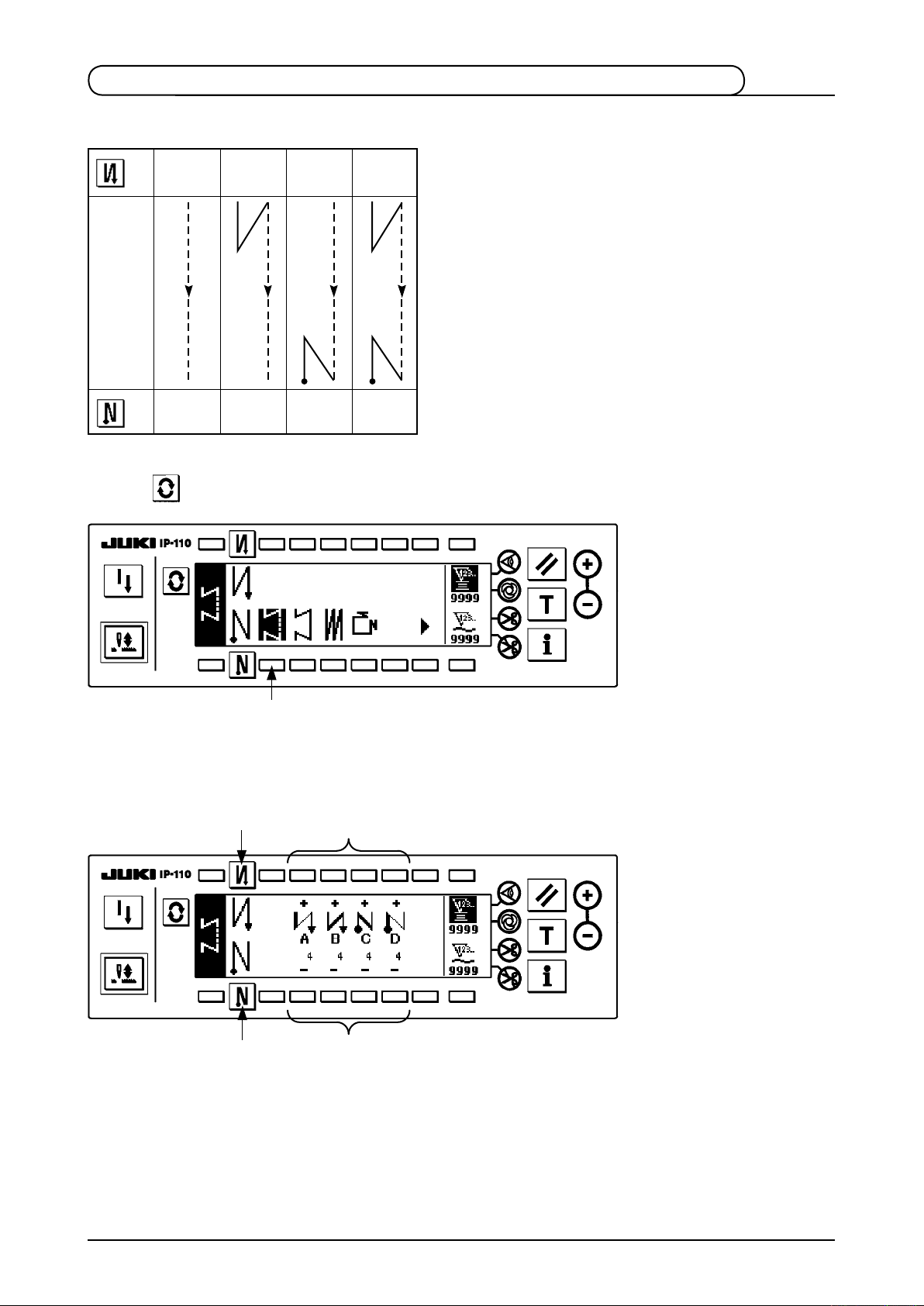
(1) Modello di cucitura libera
2
OFF ON ON
OFF
A
B
A
B
Modello di
cucitura
OFF OFF
3
C
D
ON ON
C
D
Premere per visualizzare lo schermo di lista dei modelli.
1
1) Premere l’interruttore
per selezionare il modello di cucitura libera, e lo schermo viene commutato
1
automaticamente allo schermo di impostazione del numero di punti della cucitura libera per visualizzare il
numero di punti che è stato già impostato.
2
3
2) Quando si cambia il numero di punti, cambiarlo con gli interruttori
4
5
4
per impostare il numero di punti
e
5
da A a D.
(La gamma del numero di punti che può essere cambiato : da 0 a 99 punti)
– 7 –
Page 10
– 8 –
3) Premere l'interruttore
per impostare l'affrancatura all'inizio della cucitura.
2
Niente
impostazione
4) Premere l'interruttore
Niente
impostazione
Affrancatura all'inizio
della cucitura
per impostare l'affrancatura alla ne della cucitura.
3
Affrancatura alla
ne della cucitura
Affrancatura doppia all'inizio
della cucitura
Affrancatura doppia alla
ne della cucitura
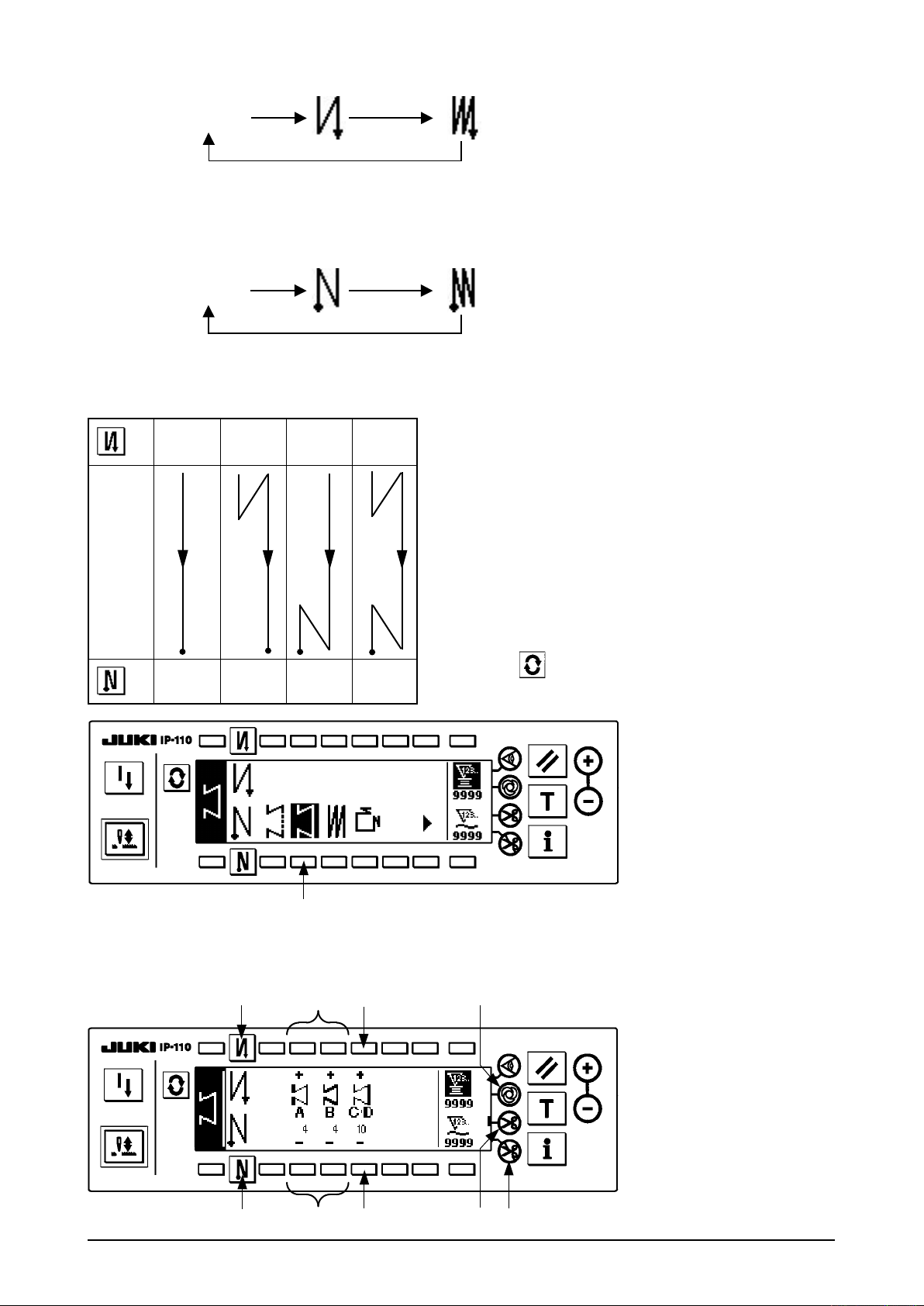
(2) Modello di cucitura a dimensione costante
2
Modello di
cucitura
3
OFF ON ON
A
B
C D
OFF OFF
C D C D
OFF
C D
B
A
ON ON
A
B
B
A
Premere per visualizzare lo schermo di lista dei
modelli.
1
1) Premere l’interruttore
per selezionare il modello di cucitura a dimensione costante, e lo schermo
1
viene commutato automaticamente allo schermo di impostazione del numero di punti della cucitura a
dimensione costante per visualizzare il numero di punti che è stato già impostato.
2
3
4
5
6
7
!0
8
9
Page 11
2) Quando si cambia il numero di punti dell’affrancatura, cambiarlo con gli interruttori 4 e 5 per l’
impostazione del numero di punti di A e B.
Inoltre, quando si cambia il numero di punti della cucitura a dimensione costante, cambiarlo con gli
interruttori 6 e
(Il campo del numero di punti che può essere cambiato : A e B = da 0 a 19 punti, C D = da 0 a 500 punti)
per l’impostazione del numero di punti di C D.
7
3) Premere l’interruttore
Niente
impostazione
4) Premere l’interruttore
Niente
impostazione
5) Quando l’interruttore di taglio del lo automatico 8 è selezionato, il taglio del lo viene effettuato
automaticamente dopo che i processi C D sono stati completati. (Quando si imposta l’affrancatura alla
ne della cucitura, il taglio del lo viene effettuato automaticamente dopo che l’affrancatura alla ne della
cucitura è stata completata.)
Quando l’interruttore di taglio del lo automatico 8 non è selezionato, premere l’interruttore di inversione
del trasporto dopo che i processi C D sono stati completati, e la macchina per cucire gira a bassa
velocità.(Operazione di cucitura compensativa)
Inoltre, quando il pedale viene riportato alla posizione di folle e la parte anteriore del pedale viene premuta
di nuovo, la cucitura può essere continuata senza tener conto dell’impostazione del numero di punti.
6) Quando l’interruttore di proibizione del taglio del lo 9 è selezionato, la macchina per cucire si arresterà
con l’ago sollevato senza effettuare il taglio del lo.
7) Quando l’interruttore di cucitura automatica a colpo unico
eseguita alla velocità impostata senza interruzione premendo la parte anteriore del pedale.
per impostare l’affrancatura all’inizio della cucitura.
2
Affrancatura all'inizio
della cucitura
per impostare l’affrancatura alla ne della cucitura.
3
Affrancatura alla ne
della cucitura
Affrancatura doppia
all'inizio della cucitura
Affrancatura doppia alla
ne della cucitura
è selezionato, la cucitura automatica viene
!0
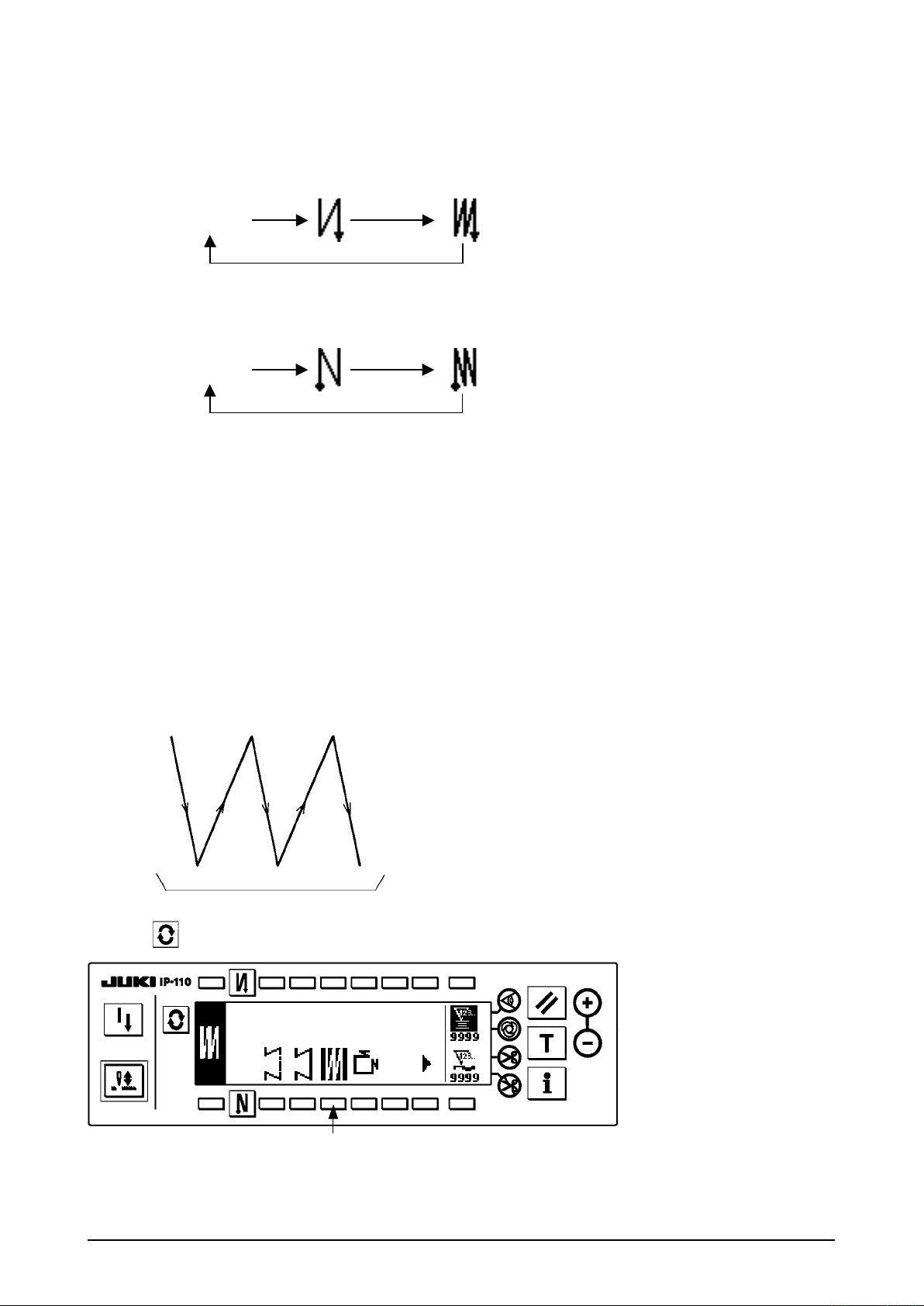
(3) Modello di cucitura sovrapposta
A C C
B B
D
Premere per visualizzare lo schermo di lista dei modelli.
1
1) Premere l'interruttore 1 per selezionare il modello di cucitura sovrapposta, e lo schermo viene
automaticamente commutato allo schermo di impostazione del numero di punti della cucitura sovrapposta
per visualizzare il numero di punti che è stato già impostato.
– 9 –
Page 12
– 10 –
2
4
3
2) Quando si cambia il numero di punti, cambiarlo con gli interruttori
per i processi da A a C. Per cambiare il numero di volte di tutti i processi, cambiarlo con gli interruttori
per impostare il numero di processi D.
5
5 6
2
per impostare il numero di punti
e
3
4
(La gamma del numero di punti A, B e C che possono essere cambiati : da 0 a 19 punti. La gamma del
numero di processi D può essere cambiato : da 0 a 9 volte)
3) Premere la parte anteriore del pedale una volta, e la macchina per cucire ripeterà la cucitura normale e
l'affrancatura tanto quanto il numero di volte impostato. La macchina per cucire quindi automaticamente
farà funzionare il rasalo e si arresterà per completare la procedura di cucitura sovrapposta. (La cucitura
automatica a colpo unico non può essere disinserita.)
4) Quando la funzione di proibizione del taglio del lo
è selezionata, la macchina si arresterà con l'ago
6
sollevato subito dopo il completamento della procedura di cucitura sovrapposta senza effettuare il taglio
del lo.
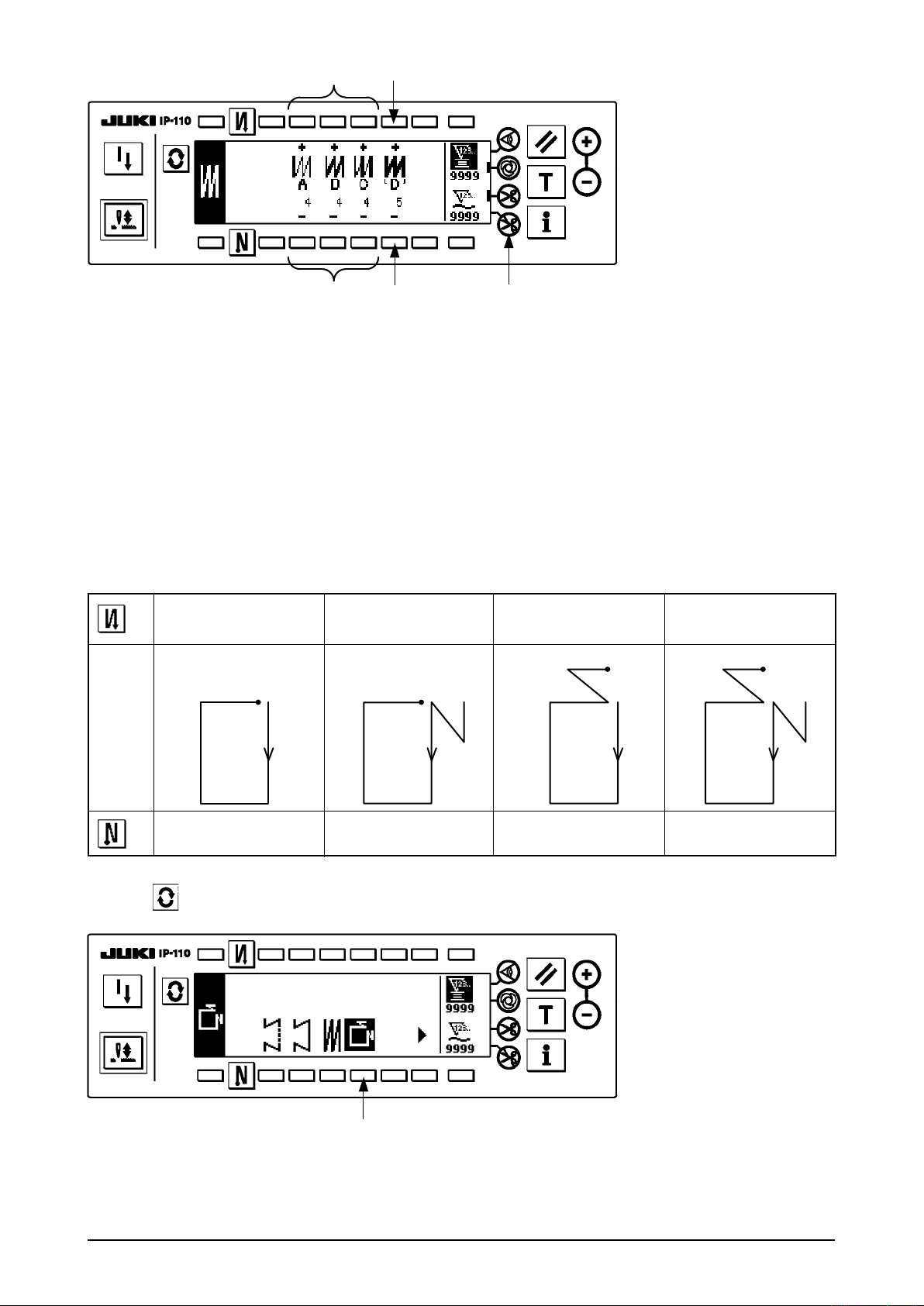
(4) Modello di cucitura quadrata
2
Modello di
cucitura
OFF
D
C
C
D
C
A
B
C
OFFON ON
A
B
D
C
C
C
A
B
D
B
C
e
A
3
D
OFF
D
D
ONOFF
D
ON
Premere per visualizzare lo schermo di lista dei modelli.
1
1) Premere l’interruttore
per selezionare il modello di cucitura quadrata, e lo schermo viene commutato
1
automaticamente allo schermo di impostazione del numero di punti della cucitura quadrata per
visualizzare il numero di punti che è stato già impostato.
Page 13
2
4
6
!0
53 9
2) Quando si cambia il numero di punti dell’affrancatura, cambiarlo con gli interruttori
impostazione del numero di punti di A e B.
Inoltre, quando si cambia il numero di punti della cucitura quadrata, cambiarlo con gli interruttori
impostazione del numero di punti di C e D.
(Il campo del numero di punti che può essere cambiato : A e B = da 0 a 19 punti, C e D = da 0 a 99 punti)
3) Premere l’interruttore
Niente
impostazione
4) Premere l’interruttore
per impostare l’affrancatura all’inizio della cucitura.
2
Affrancatura all'inizio
della cucitura
per impostare l’affrancatura alla ne della cucitura.
3
7 8
Affrancatura doppia
all'inizio della cucitura
e 5 per l’
4
e 7 per l’
6
Niente
impostazione
5) La macchina per cucire si arresterà automaticamente dopo il completamento del processo ai processi C e D.
Allora, la macchina per cucire gira a bassa velocità quando l’interruttore di inversione del trasporto viene
premuto (operazione di cucitura compensativa). Inoltre, quando il pedale viene riportato alla posizione di
folle e la parte anteriore del pedale viene premuta di nuovo, la cucitura può essere continuata senza tener
conto dell’impostazione del numero di punti.
6) Quando l’interruttore di taglio del filo automatico 8 è selezionato, il taglio del filo viene effettuato
automaticamente dopo il completamento dell’ultimo processo. (Quando l’affrancatura alla fine della
cucitura è impostata, l’affrancatura alla fine della cucitura diventa l’ultimo processo, e il taglio del filo
automatico viene effettuato dopo il completamento del processo.)
7) Quando l’interruttore di proibizione del taglio del lo 9 è selezionato, la macchina per cucire si arresterà
con l’ago sollevato senza effettuare il taglio del lo.
8) Quando l’interruttore di cucitura automatica a colpo unico
eseguita alla velocità impostata senza interruzione premendo la parte anteriore del pedale ai processi C e
D.
9) Quando la macchina per cucire è provvista dell’alzapiedino automatico, il piedino premistoffa si solleva
automaticamente dopo il completamento del processo ai processi C e D.
Affrancatura alla ne
della cucitura
Affrancatura doppia alla
ne della cucitura
è selezionato, la cucitura automatica viene
!0
– 11 –
Page 14
– 12 –
2-6. Come usare il contatore del lo della bobina
La macchina rileva il numero di punti. Il valore prestabilito sul contatore del lo della bobina viene sottratto
a seconda del numero di punti rilevato. (Ogni volta che il rilevatore rileva 10 punti, 1 è sottratto dal valore
prestabilito sul contatore del lo della bobina.) Quando il valore sul contatore diventa un valore negativo come (
........
→
per cambiare il lo della bobina.
0 → –1), il cicalino (squittisce tre volte) e il display rapido informano che è arrivato il momento
1
→
1 2
3
1) Premere l'interruttore 1 per selezionare il contatore
del lo della bobina. Premere quindi l'interruttore
di ripristino del contatore 2 per riportare il valore
visualizzato sul contatore del lo della bobina al
valore iniziale (esso è stato impostato a "0" in
fabbrica al momento della consegna).
Il contatore del lo della bobina non può essere
ripristinato durante la cucitura. In questo caso,
fare funzionare il rasalo una volta.
4
2) Impostare un valore iniziale usando gli interruttori di
impostazione del valore del contatore 3 e 4.
La tabella sottostante danno i valori di impostazione
iniziali per riferimento quando la bobina è avvolta con lo
Valore iniziale sul contatore del lo della
a tal punto che il foro di spillo nell'esterno della capsula
è raggiunto come mostrato nella gura sul lato sinistro.
bobina per riferimento
Filo utilizzato
Filo di spun di
poliestere #50
Filo di cotone
#50
*
Effettivamente, il contatore del lo della bobina è condizionato dallo spessore del materiale e dalla velocità di
Lunghezza del lo
avvolto intorno alla
bobina
36 m
31 m
Rapporto di tensione del lo il 100 %
Valore sul contatore
del lo della bobina
1200
(lunghezza del punto :
3 mm)
1000
(lunghezza del punto
: 3 mm)
cucitura. Perciò, regolare il valore iniziale del contatore del lo della bobina a seconda delle condizioni operative.
3) Una volta che il valore iniziale è impostato, avviare la macchina per cucire.
4) Quando un valore negativo è mostrato sul contatore, il cicalino squittisce tre volte e il display rapido
apparisce, sostituire il lo della bobina.
Schermo rapido di avvertimento della sostituzione del lo della bobina
5) Dopo che il filo della bobina è stato sostituito correttamente, premere l'interruttore di ripristino del
contatore 2 per riportare il valore sul contatore del lo della bobina al valore iniziale. Ora, avviare di
nuovo la macchina per cucire.
6) Se la quantità rimanente di lo della bobina è eccessiva o il lo della bobina si esaurisce prima che il
contatore del filo della bobina indichi un valore negativo, regolare il valore iniziale appropriatamente
usando gli interruttori di impostazione del valore del contatore 3 e 4.
Se la quantità rimanente di lo della bobina è eccessiva ....... Aumentare il valore iniziale usando l'interruttore "+".
Se la quantità rimanente di lo della bobina è insufciente .... Diminuire il valore iniziale usando l'interruttore "–".
Se il contatore del lo della bobina è usato in combinazione con il dispositivo di rilevazione della
quantità rimanente di lo della bobina, il contatore del lo della bobina indica il numero di volte della
rilevazione del dispositivo di rilevazione della quantità rimanente di lo della bobina.Perciò, prima
di usare il dispositivo, aver cura di leggere attentamente il Manuale d'Istruzioni per il dispositivo di
rilevazione della quantità rimanente di lo della bobina
Page 15
2-7. Contatore della cucitura
Il conteggio ad addizione viene effettuato ogni volta che il taglio del lo viene effettuato.
(0
→
2 ........... → 9999)
1
→
1
4
2
Dopo aver selezionato il contatore della cucitura
premendo l’interruttore
può essere modificato usando gli interruttori
Inoltre, il valore del contatore della cucitura ritorna a "0"
premendo l’interruttore di ripristino del contatore 4.
3
, il valore del contatore
1
2-8. Interruttore di compensazione con l'ago sollevato/abbassato
Ogni volta che l'interruttore di compensazione con l'ago
è premuto, l'ago si solleva quando
1
1
sollevato/abbassato
esso si trova nella sua posizione più bassa o si abbassa
quando esso si trova nella sua posizione più alta. Questo
compensa il punto per la metà della predeterminata
lunghezza del punto.Tuttavia, si tenga presente che la
macchina non funziona continuamente a bassa velocità
anche se l'interruttore è tenuto premuto.
Inoltre, si tenga presente che l'interruttore di compensazione
con l'ago sollevato/abbassato è inoperante dopo aver girato
il volantino manualmente.
Il taglio del lo è operante solo al momento della
compensazione del punto dopo aver premuto la parte
anteriore del pedale una volta.
e 3.
2
2-9.
Interruttore ON/OFF (inserito/disinserito) del sensore del bordo del materiale
• Quando il sensore del bordo del materiale, che è disponibile a richiesta, è collegato al pannello operativo,
l'interruttore ON/OFF del sensore del bordo del materiale diventa valido.
• Se il sensore del bordo del materiale è selezionato, la macchina per cucire si arresterà o effettuerà il taglio
del lo automaticamente quando il sensore rileva il bordo del materiale.
Se il sensore del bordo del materiale è usato in combinazione con il pannello operativo, leggere
attentamente il Manuale d'Istruzioni per il sensore del bordo del materiale in anticipo.
2-10. Interruttore di taglio del lo automatico
• Questo interruttore è usato per fare funzionare automaticamente il rasafilo in un processo in cui la
macchina per cucire si arresta automaticamente o quando il sensore del bordo del materiale è usato.
(Se l'affrancatura automatica (per la ne) è selezionata, il rasalo sarà azionato dopo che la macchina per
cucire completa l'affrancatura automatica (per la ne).)
2-11. Interruttore di cucitura automatica a colpo unico
• Questo interruttore è usato, nel modo di cucitura a dimensione costante, nel modo di cucitura rettangolare,
o nel processo in cui il sensore del bordo del materiale è selezionato, per fare eseguire automaticamente
la cucitura alla velocità impostata alla macchina per cucire nché la ne del processo sia raggiunta solo
attivando la macchina per cucire una volta.
– 13 –
Page 16

– 14 –
2-12. Interruttore di proibizione del taglio del lo
• Questo interruttore è usato per rendere temporaneamente inoperante la funzione di taglio del lo.
Le altre funzioni della macchina per cucire non sono condizionate da questo interruttore.
(Se l'affrancatura automatica (per la fine) è selezionata, la macchina per cucire eseguirà l'affrancatura
automatica alla ne della cucitura.)
• Se l'interruttore di taglio del lo automatico e l'interruttore di proibizione del taglio del lo sono
selezionati contemporaneamente, la macchina non eseguirà il taglio del filo ma si arresterà con l'ago
sollevato.
3. INFORMAZIONE
L'impostazione e controllo dei vari dati può essere effettuato con l'informazione.
Per quanto riguarda l'informazione, ci sono il livello di operatore e il livello di personale di manutenzione.
3-1. Livello di operatore
1) Accendere la macchina.
2) Premere l'interruttore
Schermo di informazione (livello di operatore)
■
per visualizzare lo schermo di informazione.
1
1
1
: Informazione di gestione
1
della cucitura
(1) Informazione di gestione della cucitura
Per quanto riguarda l'informazione di gestione della cucitura, ci sono la funzione di gestione della
manutenzione, la funzione di controllo produttivo e la funzione di misurazione dell'esercizio.
[Funzione di gestione della manutenzione]
1) Premere
1
per visualizzare lo schermo di funzione di manutenzione.
1
Page 17

Schermo di funzione di manutenzione
■
2 3
4
[Descrizione dei rispettivi articoli]
2
3
Tempo di sostituzione dell'ago ..... Unità : X1.000 punti
Tempo di pulizia ..... Unità : Ore
4
Tempo di sostituzione dell'olio .... Unità : Ore
[Descrizione del contenuto del display]
(Numeratore / denominatore)
* Numero di punti rimanenti no a
mille punti /
*
**
mille punti
Esempio) Sostituzione dell’ago
100 / 1600 k
Il tempo di sostituzione dell’ago viene comunicato ogni 1.600 mille punti.
Il tempo di sostituzione dell’ago viene comunicato dopo 100 mille punti.
Quando gli interruttori 2, 3 e 4 vengono premuti, lo schermo di controllo dello sgombro viene
visualizzato.
Schermo di sgombro
■
1
2
: Lo schermo ritorna allo schermo di funzione di manutenzione senza effettuare lo sgombro.
1
: Lo schermo ritorna allo schermo di funzione di manutenzione dopo aver effettuato lo sgombro.
2
Schermo di avvertimento
■
Lo schermo di avvertimento viene visualizzato quando il tempo di avvertimento è raggiunto.
1
2
– 15 –
Page 18

– 16 –
: Quando
1
viene premuto, lo schermo può essere sgombrato. Tuttavia, il contatore stesso non può
1
essere azzerato. In caso della sostituzione dell’ago, lo schermo di avvertimento viene visualizzato a
intervalli di 10 minuti nché lo sgombro venga effettuato. In caso di altri avvertimenti, lo schermo di
avvertimento viene visualizzato al momento in cui la macchina viene accesa nché il contatore venga
azzerato.
: Quando 2 viene premuto, lo schermo viene sgombrato e anche il valore del contatore viene azzerato.
2
Da questo momento, il conteggio comincia nuovamente.
[Impostazione del tempo di impostazione di avvertimento]
Schermo di informazione
■
1
1) Premere l’interruttore
per circa tre secondi nello schermo di informazione.
1
Schermo di selezione dell'informazione di gestione della cucitura
■
2
2) Premere
per visualizzare lo schermo di funzione di manutenzione.
2
(Per altre funzioni, consultare il Manuale di Manutenzione.)
Schermo di funzione di manutenzione
■
3
4
5
: Lo schermo di immissione del tempo di sostituzione dell’ago (numero di punti : unità : X1.000 punti)
3
6
viene visualizzato.
: Lo schermo di immissione del tempo di pulizia (tempo : unità : ore) viene visualizzato.
4
: Lo schermo di immissione del tempo di sostituzione dell’olio (tempo : unità : ore) viene visualizzato.
5
: Lo schermo di immissione del numero di volte del taglio del lo (numero di volte : unità : tempo) viene
6
visualizzato. (Il numero di volte del taglio del lo per conteggio può essere impostato quando si conta il
numero di pezzi della cucitura con il display di produzione.)
Page 19

Schermo di immissione varia (tempo di sostituzione dell’ago, tempo di pulizia, tempo di
■
sostituzione dell’olio e numero di volte del taglio del lo)
7 8
Premere
per visualizzare lo schermo di conferma dello sgombro. (Lo schermo non viene visualizzato
7
quando si immette il numero di volte del taglio del lo.)
Dopo aver immesso il valore di impostazione, premere
In caso di arrestare la funzione di avvertimento, impostare il valore di impostazione a "0".
È possibile impostare individualmente la sostituzione dell'ago, la pulizia e la sostituzione dell'olio rispettivamente.
In caso di arrestare tutti, impostare "0" a ciscuno.
per determinare.
8
(2) Funzione di controllo produttivo
1
1) Premere
Schermo di controllo produttivo
■
per visualizzare lo schermo di controllo produttivo.
1
2
4
[Descrizione dei rispettivi articoli]
Numero di pezzi dell'obiettivo attuale
Numero di pezzi dell'obiettivo nale .................................................Unità : Pezzi
Produzione attuale ...........................................................................Unità : Pezzi
3
5
...............................................Unità : Pezzi
Tempo richiesto per cucire un pezzo (tempo di esercizio) ...............Unità : Secondo
Questo articolo visualizza che la misurazione
è arrestata.
Questo articolo visualizza che la misurazione
è in corso.
2) Premere 2, 3, 4 e 5 per visualizzare lo schermo di immissione del controllo produttivo.
– 17 –
Page 20

– 18 –
Schermo di immissione del controllo produttivo
■
6
3) Impostare i rispettivi articoli di impostazione con
7
7
. Il tempo di impostazione immesso in 6 viene
7
mostrato in video invertito.
Il valore minimo impostabile del tempo di esercizio è di 0,50 secondi.
Quando 0,00 secondo è impostato, l'obiettivo attuale è reso "non
visualizzato".
8
4) Premere 8 nello schermo di lista dei modelli.
Schermo di visualizzazione della produzione
■
2
3
9
!0
5) Lo schermo di visualizzazione della produzione viene visualizzato. La cucitura è possibile con questo
schermo.
Il valore di impostazione può essere modificato con gli interruttori 2 e
. (La revisione del valore
3
d'obiettivo nale e tempo di esercizio non può essere effettuata in questo schermo.)
Il valore d'obiettivo attuale e la produzione attuale possono essere sgombrati (diventano "0" ) con
l'interruttore 9.
L'impostazione di avvio/arresto della funzione di visualizzazione della produzione può essere effettuata
con l'interruttore !0.
Page 21

(3) Funzione di misurazione dell'esercizio
1
1) Press
Schermo di funzione di misurazione dell'esercizio
■
to display the working measurement function screen.
1
2
3
[Descrizione dei rispettivi articoli]
Indice di esercizio .........................
Velocità media di esercizio ............Unità : pnt/min
Tempo di esercizio ........................Unità : Secondo
Unità : %
Tempo di macchina ......................Unità : Secondo
2) Premere
per iniziare la misurazione dell'esercizio.
3
3) Per arrestare la misurazione, premere 3 di nuovo.
4) Il risultato della misurazione può essere sgombrato con
Quando lo sgombro non viene effettuato, la misurazione dall'ultima volta può essere continuata.
2
.
– 19 –
Page 22

– 20 –
3-2. Livello di personale di manutenzione
1) Accendere la macchina.
2) Premere l'interruttore
Schermo di informazione (Livello di personale di manutenzione)
■
per circa tre secondi per visualizzare lo schermo di informazione.
1
1
2 3 4 5 6 7 1
1) Premere i rispettivi interruttori per visualizzare gli schermi delle rispettive funzioni. (Premere gli interruttori
, 5e
3, 4
Premere l’interruttore
per tre secondi.)
6
per nire il modo di informazione, e lo schermo ritorna a quello precedente al
1
modo di informazione.
Visualizzazione della versione ............................... Consultare il Manuale di Manutenzione.
2
Impostazione comune della cucitura .................... Consultare l'articolo "Procedura di impostazione della funzione".
3
Impostazione della funzione .................................. Consultare la procedura di impostazione della funzione.
4
Impostazione della gestione della cucitura ............ Consultare l’informazione di gestione della cucitura.
5
Comunicazione dei dati ......................................... Consultare il Manuale di Manutenzione.
6
Formattazione del media
7
Quando la formattazione del media viene effettuata, tutti i dati che sono stati registrati scompaiono.
Fare attenzione a non usarla per nessun’altra cosa tranne l’inizializzazione del media.
................................... Consultare il Manuale di Manutenzione.
(1) Funzione di dati comuni di cucitura
Schermo di dati comuni di cucitura (Livello di personale di manutenzione)
■
6
1 2 3 4 5
7
Page 23

1) Premere i rispettivi interruttori per visualizzare gli schermi delle rispettive funzioni.
Revisione del programma semplicato ............... Consultare la funzione di programma semplicato.
1
Impostazione dell'ingresso/uscita optional
2
Visualizzazione del dispositivo rasalo ............... Consultare la funzione di dispositivo rasalo.
3
Impostazione del dispositivo addizionale 1 ........ Consultare la funzione di dispositivo addizionale.
4
Impostazione del dispositivo addizionale 2 ........ Consultare la funzione di dispositivo addizionale.
5
2) Premere l’interruttore
per ritornare allo schermo di informazione (livello di personale di manutenzione),
6
.......... Consultare la funzione di ingresso/uscita optional.
e premere l’interruttore 7 per finire il modo di informazione. Lo schermo quindi ritorna a quello
precedente al modo di informazione.
1. Funzione di programma semplicato
Questa è la funzione per creare il programma semplificato che porta dentro i vari segnali interni e il
segnale dall’esterno (connettore), e può controllare l’erogazione dei segnali speciali verso l’esterno
(connettore) e il movimento complicato della macchina per cucire con l’unità principale del SC-510
soltanto senza utilizzare l’unità di ingresso esclusiva o qualcosa di simile.
Per quanto riguarda il funzionamento dettagliato, consultare il Manuale di Manutenzione per il SC-510.
1o schermo di revisione del programma semplicato
■
[Comando di programma “END” : impostazione standard]
51 3
642
1) Premere gli interruttori
e 2 per selezionare i programmi (dal No. 1 al No. 4).
1
2) Premere gli interruttori 3 e 4 per selezionare i passi (dal No. 1 al No. 20). Quando il comando di
programma selezionato con gli interruttori 5 e 6 è “END”, il No. di passo diventa l’ultimo passo e non è
possibile avanzare al prossimo No. di passo.
3) Premere gli interruttori
5
per selezionare il comando di programma (Codici di funzione dal No. 0 al
e
6
No. 20). In questo caso, selezionare il codice di funzione No. 2 "AND" come un esempio. Quando "AND"
è selezionato, l’indicazione è come mostrata nella gura qui sotto.
1o schermo di revisione del programma semplicato
■
[Comando di programma “AND” : impostazione standard]
97
4) Premere gli interruttori
!0
8
e 8 per impostare il parametro 1. È possibile che il contenuto del parametro 1
7
!4
sia diverso o non esista a seconda del comando di programma selezionato.
5) Premere gli interruttori 9 e
per impostare il parametro 2 . È possibile che il contenuto del parametro 2
!0
sia diverso o non esista a seconda del comando di programma selezionato.
6) Premere l’interruttore
per visualizzare il 2o schermo di revisione del programma semplicato.
!4
– 21 –
Page 24

– 22 –
2o schermo di revisione del programma semplicato
■
[Comando di programma “AND” : impostazione standard]
!1
!0 !2
!4
7) Premere gli interruttori 5 e
7 9
5
8
6
per selezionare le aperture di ingresso (dal No. 1 al No. 53). È possibile che l’
6
apertura di ingresso non esista a seconda del comando di programma selezionato.
8) Premere gli interruttori 7 e 8 per selezionare lo stato di ingresso dell’apertura di ingresso selezionata (Low
: vero quando Low viene immesso, High : vero quando High viene immesso). È possibile che la logica
dell’ingresso dell’apertura di ingresso non esista a seconda del comando di programma selezionato.
* La selezione delle aperture di ingresso plurali (dal No. 1 al No. 53) e dello stato di ingresso accompagnato
è possibile.
9) Premere gli interruttori 9 e
10) Premere gli interruttori
per selezionare le aperture di uscita (dal No. 1 al No. 17).
!0
e
!1
per selezionare lo stato di uscita dell’apertura di uscita selezionata (Low
!2
: Low viene erogato quando vero, High : High viene erogato quando vero). Lo stato di uscita può essere
impostato con le aperture di uscita plurali.
* La selezione delle aperture di uscita plurali (dal No. 1 al No. 17) e dello stato di uscita accompagnato è
possibile.
11) Premere l’interruttore
per visualizzare il 1o schermo di revisione del programma semplicato.
!4
1o schermo di revisione del programma semplicato
■
[Comando di programma “AND” : impostazione standard]
!1
!3
!5
!2
!6
Page 25

12) Quando si revisiona il prossimo passo, ripetere gli articoli da 2) a 11). Quando la revisione nisce,
premere l’interruttore
per rendere valido questo programma. (L’illustrazione sopra mostra il programma
!3
off (disattivato). Quando l’interruttore !3 viene premuto, il display cambia come mostrato nell’illustrazione
sotto, e il programma diventa on (attivato)).
Programma on
(attivato)
13) Quando l’interruttore
viene premuto per memorizzare questo programma e per nire la revisione,
!6
viene visualizzato lo schermo dell’illustrazione sotto. Quando l’interruttore
Programma off
(disattivato)
viene premuto, tutti i
!5
contenuti della revisione no a quel momento vengono invalidati e lo stato ritorna a quello precedente alla
revisione.
14) Alla ne, spegnere l’interruttore dell’alimentazione. Questo programma semplicato lavora quando l’
interruttore dell’alimentazione viene acceso di nuovo.
Procedura di inserimento del passo
¡
Quando l’interruttore
viene premuto, un passo (il comando di programma “DELY” viene impostato)
!1
viene inserito nuovamente dopo il passo visualizzato, e il display viene commutato a quello di passo.
Procedura di cancellazione del passo
¡
Quando l’interruttore
viene premuto, il passo visualizzato viene cancellato, il prossimo passo viene
!2
fatto avanzare, e il display viene commutato a quello di passo.
Visualizzazione del No. di programma semplicato valido al momento della cucitura
¡
Il No. di programma semplicato che è stato impostato su “valido” viene visualizzato nella cornice di
linea punteggiata dell’illustrazione sotto nel normale schermo di cucitura o qualcosa di simile, e si può
controllare quale No. di programma semplicato è in funzione. L’illustrazione sotto mostra il display
quando tutti i numeri dal No. 1 al No. 4 sono impostati su “valido”. Il No. di programma semplicato che è
stato impostato su “invalido” non viene visualizzato.
– 23 –
Page 26

– 24 –
[Lista dei comandi di programma]
Display di
comando No. di
codice di funzione
0
1
2
3
Nome del
comando
Completamento
Ritardo
Ramo
condizionale
AND
Ramo
condizionale OR
Parametro 1 Parametro 1 Apertura di ingresso Input port
Display Gamma di impostazione Display Gamma di impostazione Display Setting range Display Setting range
- - - - - -
(Tempo di ritardo)
- -
destinazione del saltello)
Da 1 a 20
Da 1 a 20
Da 1 a 20 : No. di saltello
destinazione del saltello)
Da 1 a 20 : No. di saltello
Da 0 a 999
(No. di passo della
Da 0 a 999
(No. di passo della
Da 0 a 999
0 : Comando invalido
Da 1 a 999 : msec
(Tempo di ritardo)
0 : In attesa dell’ingresso
no al completamento
della condizione
Da 1 a 999 : msec
(Tempo di ritardo)
0 : In attesa dell’ingresso
no al completamento
della condizione
Da 1 a 999 : msec
Ramo
condizionale
4
5
6
7
AND del numero
di punti
Ramo
condizionale OR
del numero di
punti
Contatore della
ripetizione del
salto
Comando di
velocità di
rotazione
Da 1 a 20
Da 1 a 20
Da 1 a 20
Da 0 a 999
(No. di passo della
destinazione del saltello)
Da 1 a 20 : No. di saltello
(No. di passo della
destinazione del saltello)
Da 1 a 20 : No. di saltello
(Salto)
Da 1 a 20 : No. di saltello
(Velocità)
Da 0 a 999 : X 10 pnt/min
Da 0 a 999
Da 0 a 999
Da 0 a 999
Da 0 a 999
(Numero di punti)
0 : Comando invalido
Da 1 a 999 : Punti
(Numero di punti)
0 : Comando invalido
Da 1 a 999 : Punti
(Valore di conteggio della
ripetizione)
0 : Innito
Da 1 a 999 : Tempo
(Tempo di ritardo)
0 : Tempo di ritardo
invalido
Da 1 a 999 : msec
* L’impostazione dello stato delle aperture di ingresso (dal No. 1 al No. 53) e delle aperture di uscita (dal No. 1 al
No. 17) può essere effettuata separatamente.
Page 27

Da 1 a 17
: Niente impostazione
: Uscita H
: Uscita L
: Niente impostazione
Description of command
Fine del programma (impostazione iniziale)
Al prossimo passo dopo il passare del tempo di
ritardo
- -
Da 1 a 53
Da 1 a 53
Da 1 a 53
Da 1 a 53
: Niente impostazione
:
Ingresso H
:
Ingresso L
: Niente impostazione
:
Ingresso H
:
Ingresso L
: Niente impostazione
:
Ingresso H
:
Ingresso L
: Niente impostazione
:
Ingresso H
:
Ingresso L
Da 1 a 17
Da 1 a 17
Da 1 a 17
Da 1 a 17
Da 1 a 17
: Uscita H
: Uscita L
: Niente impostazione
: Uscita H
: Uscita L
: Niente impostazione
: Uscita H
: Uscita L
: Niente impostazione
: Uscita H
: Uscita L
: Niente impostazione
: Uscita H
: Uscita L
Si spo sta al pross imo pa s so qua ndo tutte le
condizioni specicate all’impostazione dell’ingresso
vengono co m p l e t a t e ( i n g r e s s o AND). Salta al
passo impostato al No. di passo della destinazione
del saltello quando le condizioni di ingresso non
vengono completate e il tempo di ritardo è passato.
Si sposta al prossimo passo quando qualcuna
delle condizioni specificate all’impostazione dell’
ingresso viene completata (ingresso OR). Salta al
passo impostato al No. di passo della destinazione
del saltello quando le condizioni di ingresso non
vengono completate e il tempo di ritardo è passato.
Salta al passo specificato al No. di passo della
destinazione del saltello quando tutte le condizioni
di impostazione dell’ingresso vengono completate
entro il valore di impostazione dell’impostazione
del numero di punti (ingresso AND), e si sposta al
prossimo passo dopo che il numero di punti è nito.
Salta al passo specificato al No. di passo della
destinazione del saltello quando qualcuna delle
condizioni di impostazione dell’ingresso viene
completata entro il valore di impostazione dell’
impostazione del numero di punti (ingresso OR), e
si sposta al prossimo passo dopo che il numero di
punti è nito.
- -
- -
Da 1 a 17
Da 1 a 17
: Niente impostazione
: Uscita H
: Uscita L
: Niente impostazione
: Uscita H
: Uscita L
– 25 –
Ripete tra i passi specicati al salto nché il valore
di conteggio della ripetizione sia passato. Fa una
curva innitamente al valore di impostazione 0.
(Attenzione) Non effettuare l’immissione a
inserimento dell’uno nell’altro di
questo comando.
La velocità della macchina per cucire può essere
impo stat a. La mac chin a fu n zio n a al la velo cità
impostata entro il tempo di ritardo impostato, e il
comando di velocità viene rilasciato dopo il passare del
tempo di ritardo. Il numero di giri minimo non diventa
minore del valore di impostazione dell’impostazione
de l la funzi one No. 3 5 Numer o di gi ri minimo del
pedale. Inoltre, il numero di giri massimo non diventa
maggiore del valore di impostazione dell’impostazione
della funzione No. 96 Numero di giri max.
Page 28

– 26 –
Display di
comando No. di
codice di funzione
Nome del
comando
Parametro 1 Parametro 1 Apertura di ingresso Input port
Display Gamma di impostazione Display Gamma di impostazione Display Setting range Display Setting range
8
9
10
11
Comando di
limitazione
della velocità
Comando
Lswinh
Comando di
taglio del lo
Comando
Tswinh
Da 0 a 999 : X 10 pnt/min
Da 0 a 999
o
- -
o
(Velocità limitata)
(Informazione on/off
(attivata/disattivata))
: on
: off
(Informazione on/off
(attivata/disattivata))
: on
: off
Da 0 a 999
Da 0 a 999
Da 0 a 999
Da 0 a 999
(Tempo di ritardo)
0 : Tempo di ritardo
invalido
Da 1 a 999 : msec
(Tempo di ritardo)
0 : Niente ritardo
Da 1 a 999 : msec
(Tempo di ritardo)
0 : Niente ritardo
Da 1 a 999 : msec
(Tempo di ritardo)
0 : Niente ritardo
Da 1 a 999 : msec
Comando
di stop in
12
13
14
* L’impostazione dello stato delle aperture di ingresso (dal No. 1 al No. 53) e delle aperture di uscita (dal No. 1 al
No. 17) può essere effettuata separatamente.
posizione
sollevata
Comando
di ago in
posizione
sollevata/
abbassata
Comando Rsw - -
- -
Da 0 a 999
- -
Da 0 a 999
Da 0 a 999
(Tempo di ritardo)
0 : Niente ritardo
Da 1 a 999 : msec
(Tempo di ritardo)
0 : Niente ritardo
Da 1 a 999 : msec
(Tempo di ritardo)
0 : Niente ritardo
Da 1 a 999 : msec
Page 29

- -
- -
- -
Da 1 a 17
Da 1 a 17
Da 1 a 17
: Niente impostazione
: Uscita H
: Uscita L
: Niente impostazione
: Uscita H
: Uscita L
: Niente impostazione
: Uscita H
: Uscita L
Description of command
Il valore di limitazione della velocità max. della
macchina per cucire può essere impostato.
La limitazione della velocità impostata
lavora entro il tempo di ritardo impostato e il
comando di limitazione della velocità viene
rilasciato dopo il passare del tempo di ritardo.
Il numero di giri minimo non diventa minore
del valore di impostazione dell’impostazione
della funzione No. 35 Numero di giri minimo
del pedale. Inoltre, il numero di giri max. non
diventa maggiore del valore di impostazione
dell’impostazione della funzione No. 96
Numero di giri max.
LSW (pressione sulla parte anteriore del
pedale) è proibito. Il comando viene eseguito
senza il tempo di ritardo al tempo di ritardo 0.
Oltre a questo, LSW è invalido entro il tempo
di ritardo impostato, e l’ingresso di LSW è
valido dopo aver impostato il tempo di ritardo.
L’operazione di taglio del lo viene effettuata.
Il comando è invalido al tempo di ritardo
0. Oltre a questo, il comando di taglio del
lo viene erogato entro il tempo di ritardo
impostato.
- -
- -
- -
- -
Da 1 a 17
Da 1 a 17
Da 1 a 17
Da 1 a 17
: Niente impostazione
: Uscita H
: Uscita L
: Niente impostazione
: Uscita H
: Uscita L
: Niente impostazione
: Uscita H
: Uscita L
: Niente impostazione
: Uscita H
: Uscita L
L’uscita del taglio del lo è proibita. Il comando
viene eseguito senza il tempo di ritardo al
tempo di ritardo 0. Oltre a questo, il comando
di ritardo del taglio del lo viene erogato entro
il tempo di ritardo impostato, e viene rilasciato
dopo il passare del tempo di ritardo.
Comando di stop in posizione sollevata (la
velocità specicata con altro comando viene
trascurata.) Il comando viene eseguito senza
il tempo di ritardo al tempo di ritardo 0. Oltre
a questo, il comando di stop in posizione
sollevata è valido entro il tempo di ritardo
impostato, e il comando è invalido dopo il
passare del tempo di ritardo.
Quando il comando viene eseguito, se l’ago è
in posizione abbassata la macchina gira no
alla posizione sollevata nel senso di rotazione
normale, e viceversa. La velocità specicata
con altro comando viene trascurata. Il
comando viene eseguito senza il tempo di
ritardo al tempo di ritardo 0. Oltre a questo,
il comando è valido entro il tempo di ritardo
impostato, e il comando è invalido dopo il
passare del tempo di ritardo.
Comando di rotazione inversa per sollevare
l’ago Quando il comando viene eseguito,
la macchina viene frenata nel senso di
rotazione inversa dall’angolo impostato
con l’impostazione della funzione No. 19. Il
comando viene eseguito senza il tempo di
ritardo al tempo di ritardo 0. Oltre a questo,
il comando è valido entro il tempo di ritardo
impostato, e il comando è invalido dopo il
passare del tempo di ritardo.
– 27 –
Page 30

– 28 –
Display di
comando No. di
codice di funzione
15
Nome del
comando
Ramo
condizionale
AND dell’
angolodell’
angolo
Parametro 1 Parametro 1 Apertura di ingresso Input port
Display Gamma di impostazione Display Gamma di impostazione Display Setting range Display Setting range
Da 1 a 20
(No. di passo della
destinazione del saltello)
Da 1 a 20 : No. di saltello
Da 0 a 359 :
Gradi
(Angolo)
Da 0 a 359 : Gradi
16
17
18
19
Ramo
condizionale
OR dell’angolo
Comando di
stop
Comando
BTsw
(Comando di
affrancatura)
Comando
FLsw
(Uscita del
sollevamento
del pressore)
destinazione del saltello)
Da 1 a 20
- -
o
o
Da 1 a 20 : No. di saltello
(No. di passo della
(Informazione on/off
(attivata/disattivata))
: on
: off
(Informazione on/off
(attivata/disattivata))
: on
: off
Da 0 a 359 :
Gradi
Da 0 a 999
Da 0 a 999
Da 0 a 999
(Angolo)
Da 0 a 359 : Gradi
(Tempo di ritardo)
0 : Niente ritardo
Da 1 a 999 : msec
(Tempo di ritardo)
0 : Niente ritardo
Da 1 a 999 : msec
(Tempo di ritardo)
0 : Invalido
Da 1 a 999 : msec
(Informazione on/off
(No. di programma)
Ripristino del
20
* L’impostazione dello stato delle aperture di ingresso (dal No. 1 al No. 53) e delle aperture di uscita (dal No. 1 al
No. 17) può essere effettuata separatamente.
programma
Da 1 a 4
Da 1 a 4 :
No. di programma
semplicato
o
(attivata/disattivata))
: on
: off
Page 31

Da 1 a 53
Da 1 a 53
- -
: Niente impostazione
:
Ingresso H
:
Ingresso L
: Niente impostazione
:
Ingresso H
:
Ingresso L
Da 1 a 17
Da 1 a 17
Da 1 a 17
: Niente impostazione
: Uscita H
: Uscita L
: Niente impostazione
: Uscita H
: Uscita L
: Niente impostazione
: Uscita H
: Uscita L
Description of command
Il passo si sposta al prossimo passo dopo
la progressione dell’angolo impostato, e si
sposta al No. di passo della destinazione del
saltello quando tutte le condizioni di ingresso
vengono completate (ingresso AND).
Il passo si sposta al prossimo passo dopo
la progressione dell’angolo impostato, e si
sposta al No. di passo della destinazione del
saltello quando qualcuna delle condizioni di
ingresso viene completata (ingresso OR). (L’
angolo di riferimento è l’angolo che è distante
dalla posizione sollevata.)
Il comando di stop viene erogato, e il passo
si sposta al prossimo passo. Quando il tempo
è impostato, il passo si sposta al prossimo
passo dopo il passare del tempo impostato.
- -
- -
- -
Da 1 a 17
Da 1 a 17
Da 1 a 17
: Niente impostazione
: Uscita H
: Uscita L
: Niente impostazione
: Uscita H
: Uscita L
: Niente impostazione
: Uscita H
: Uscita L
On/off (attivato/disattivato) dell’interruttore di
affrancatura viene impostato. Il comando viene
eseguito senza il tempo di ritardo al tempo
di ritardo 0. Per quanto riguarda altri valori
di impostazione, l’interruttore di affrancatura
viene “disattivato” dopo il passare del tempo
in cui l’uscita della retromarcia è “attivata”
durante il tempo impostato.
On/off (attivato/disattivato) del comando di
interruttore di sollevamento del pressore viene
impostato. Il comando viene eseguito senza
il tempo di ritardo al tempo di ritardo 0. Per
quanto riguarda altri valori di impostazione,
l’interruttore di sollevamento del pressore
viene “disattivato” dopo il passare del tempo
in cui l’uscita del sollevamento del pressore è
“attivata” durante il tempo impostato.
Inizializzazione del passo del No. di
programma specicato. Il passo del
programma specicato viene riportato con
forza al primo passo.
L’inizializzazione del passo può essere
effettuata per ciascun programma.
– 29 –
Page 32

– 30 –
[Elenco dei codici di impostazione dell’immissione dell’informazione del programma semplicato ed
elenco delle collocazioni dei connettori]
L’elenco sottostante è l’elenco dei codici di port di ingrsso/uscita che vengono impostati nel secondo schermo di revisione
del programma semplicato, numeri di connettore e assegnazione dei pin sul pannello elettronico, funzioni ecc.
Elenco degli ingressi
Codice di
ingresso
del port
Nome del
segnale
Funzione
0 − Non valido L’ingresso è non valido.
1 opi0 Ingresso optional 1 CN51-1 2
2 opi1 Ingresso optional 2 CN51-1 3
3 opi2 Ingresso optional 3 CN51-2 2
4 opi3 Ingresso optional 4 CN51-2 3
5 opi4 Ingresso optional 5 CN51-3 2
6 opi5 Ingresso optional 6 CN51-3 3
7 opi6 Ingresso optional 7 CN51-4 2
8 opi7 Ingresso optional 8 CN51-4 3
9 opo0
10 opo1
11 opo2
12 opo3
13 opo4
14 opo5
15 opo6
16 opo7
Immissione dell’uscita optional 1
Immissione dell’uscita optional
Immissione dell’uscita optional
Immissione dell’uscita optional
Immissione dell’uscita optional
Immissione dell’uscita optional
Immissione dell’uscita optional
Immissione dell’uscita optional
17 TRMD Uscita del taglio del lo CN36 1
18 WPD Uscita dello scartalo CN36 2
19
TLSUBD Uscita del rilascio del lo CN36 7
20 BRD Uscita dell’affrancatura CN36 6
21
FLD
Uscita del sollevamento del pressore
22 BZ Uscita del cicalino − −
23 M_ERR Uscita dell’errore di macchina CN40 6
24 S.STATE Uscita dello stato di arresto − −
25 HSTSW
26 LSSW
27 BTSW
28
UDET
29 DDET
Ingresso dell’interruttore su/giù
Ingresso dell’interruttore di bassa velocità
Ingresso dell’interruttore di affrancatura
Ingresso della posizione sollevata
Ingresso della posizione abbassata
30 UP Ingresso del tasto UP
31
DOWN Ingresso del tasto DOWN
32 SET+ Ingresso del tasto SET +
33 SET− Ingresso del tasto SET −
34 TSW
35 FLSW
36 FLSW
37 HSSW
Ingresso dell’interruttore di taglio del lo
Ingresso dell’interruttore di sollevamento del pressore
Ingresso dell’interruttore di sollevamento del pressore
Ingresso dell’interruttore di alta velocità
38 opi8 Ingresso optional 9 CN123-1
39 opi9 Ingresso optional 10 CN123-1 3
40 opi10 Ingresso optional 11 CN123-2 2
41 opi11 Ingresso optional 12 CN123-2 3
42 opi12 Ingresso optional 13 CN123-3 2
43 opi13 Ingresso optional 14 CN123-3 3
44 opi14 Ingresso optional 15 CN123-4 2
45 opi15 Ingresso optional 16 CN123-4 3
46 opo8
47 opo9
48 opo10
49 opo11
50 opo12
51 opo13
52 opo14
53 opo15
Immissione dell’uscita optional 9
Immissione dell’uscita optional 10
Immissione dell’uscita optional 11
Immissione dell’uscita optional 12
Immissione dell’uscita optional 13
Immissione dell’uscita optional 14
Immissione dell’uscita optional 15
Immissione dell’uscita optional 16
(Attenzione) 1. È possibile usare i codici di ingresso del port da 38 a 45 solo quando il pannello elettronico
IPOP è montato.
2. Il movimento dei codici di ingresso del port da 9 a 16 e da 46 a 53 è la funzione che può usare
l’uscita internamente come il segnale di ingresso e il segnale nel programma quando si usa l’
uscita optional descritta nella funzione.
No. di connettore
e No. di pin sul
pannello elettronico
− −
2 − −
3 − −
4 − −
5 − −
6 − −
7 − −
8 − −
No.
di pin
Il segnale di uscita dell’uscita optional 1 può essere immesso internamente.
Il segnale di uscita dell’uscita optional 2 può essere immesso internamente.
Il segnale di uscita dell’uscita optional 3 può essere immesso internamente.
Il segnale di uscita dell’uscita optional 4 può essere immesso internamente.
Il segnale di uscita dell’uscita optional 5 può essere immesso internamente.
Il segnale di uscita dell’uscita optional 6 può essere immesso internamente.
Il segnale di uscita dell’uscita optional 7 può essere immesso internamente.
Il segnale di uscita dell’uscita optional 8 può essere immesso internamente.
CN37 1
CN38 13 CP-160 (Pannello operativo)
CN39 11 Tipo macchina in piedi
CN36 5
CN33 6
CN33 1
Pannello operativo
Pannello operativo
Pannello operativo
Pannello operativo
− Coperchio anteriore
− Coperchio anteriore
− Coperchio anteriore
− Coperchio anteriore
CN39 7 Tipo macchina in piedi
CN36 4
CN39 5 Tipo macchina in piedi
CN39 9 Tipo macchina in piedi
Pannello elettronico di estensione (pannello elettronico IPOP) CN123
2
Pannello elettronico di estensione (pannello elettronico IPOP) CN123
Pannello elettronico di estensione (pannello elettronico IPOP) CN123
Pannello elettronico di estensione (pannello elettronico IPOP) CN123
Pannello elettronico di estensione (pannello elettronico IPOP) CN123
Pannello elettronico di estensione (pannello elettronico IPOP) CN123
Pannello elettronico di estensione (pannello elettronico IPOP) CN123
Pannello elettronico di estensione (pannello elettronico IPOP) CN123
− −
− −
− −
− −
− −
− −
− −
− −
Il segnale di uscita dell’uscita optional 9 può essere immesso internamente.
Il segnale di uscita dell’uscita optional 10 può essere immesso internamente.
Il segnale di uscita dell’uscita optional 11 può essere immesso internamente.
Il segnale di uscita dell’uscita optional 12 può essere immesso internamente.
Il segnale di uscita dell’uscita optional 13 può essere immesso internamente.
Il segnale di uscita dell’uscita optional 14 può essere immesso internamente.
Il segnale di uscita dell’uscita optional 15 può essere immesso internamente.
Il segnale di uscita dell’uscita optional 16 può essere immesso internamente.
Osservazioni
Page 33

Elenco delle uscite
Codice di
ingresso
del port
Nome del
segnale
Funzione
0 − L’uscita è non valida.
1 opo0 Uscita optional 1 CN50-1 2
2 opo1 Uscita optional 2 CN50-1 3
3 opo2 Uscita optional 3 CN50-2 2
4 opo3 Uscita optional 4 CN50-2 3
5 opo4 Uscita optional 5 CN50-3 2
6 opo5 Uscita optional 6 CN50-3 3
7 opo6 Uscita optional 7 CN50-4 2
8 opo7 Uscita optional 8 CN50-4 3
9 BZ Uscita del cicalino − −
10 opo8 Uscita optional 9 CN124-1
11 opo9 Uscita optional 10 CN124-1 3
12 opo10 Uscita optional 11 CN124-2 2
13 opo11 Uscita optional 12 CN124-2 3
14 opo12 Uscita optional 13 CN124-3 2
15 opo13 Uscita optional 14 CN124-3 3
16 opo14 Uscita optional 15 CN124-4 2
17 opo15 Uscita optional 16 CN124-4 3
(Attenzione) È possibile usare i codici di uscita del port da 10 a 17 solo quando il pannello elettronico IPOP è montato.
No. di connettore
e No. di pin sul
pannello elettronico
No.
di pin
Pannello elettronico di estensione (pannello elettronico IPOP) CN124
2
Pannello elettronico di estensione (pannello elettronico IPOP) CN124
Pannello elettronico di estensione (pannello elettronico IPOP) CN124
Pannello elettronico di estensione (pannello elettronico IPOP) CN124
Pannello elettronico di estensione (pannello elettronico IPOP) CN124
Pannello elettronico di estensione (pannello elettronico IPOP) CN124
Pannello elettronico di estensione (pannello elettronico IPOP) CN124
Pannello elettronico di estensione (pannello elettronico IPOP) CN124
Osservazioni
– 31 –
Page 34

– 32 –
2. Funzioni di ingresso/uscita optional
Questa è la funzione per effettuare l’erogazione del segnale di funzione impostato al connettore e il controllo
del movimento semplice della macchina per cucire impostando varie funzioni al connettore di ingresso (CN51)
e al connettore di uscita (CN50) sul pannello elettronico CTL.
Per ulteriori dettagli, consultare il Manuale di Manutenzione per il SC-510.
Schermo di impostazione dell’ingresso/uscita optional
■
[Impostazione standard]
!1
1 3 5 7 9
!3
2 4 6 8
Quando si imposta la funzione al connettore di ingresso (CN51)
¡
, e selezionare l’ingresso optional (dal No. 1 al No. 8) corrispondente al No.
1) Premere gli interruttori
1
e
2
!0 !2
!4
di spillo del connettore di ingresso.
2)
Premere gli interruttori 3 e
, e selezionare la funzione di ingresso (codice di funzione dal No. 0 al No. 26).
4
3) Premere gli interruttori 5 e 6, e selezionare lo stato di ingresso (Low : vero quando Low viene immesso,
High : vero quando High viene immesso) della funzione di ingresso selezionata. Quando “niente
impostazione della funzione” (codice di funzione No. 0) viene selezionata, la selezione dello stato di
ingresso non esiste.
*
La selezione degli ingressi optional plurali (dal No. 1 al No. 8) e dello stato di ingresso accompagnato è possibile.
Tuttavia, quando la stessa funzione di ingresso è impostata agli ingressi optional plurali, il No. di ingresso optional, il
cui numero è più piccolo, diventa valido e quello, il cui numero è più grande, diventa invalido e non riesce a funzionare.
Non è possibile impostare la funzione al connettore di ingresso (CN123) sul pannello elettronico di
estensione (pannello elettronico IPOP).
Quando si imposta la funzione al connettore di uscita (CN60)
¡
, e selezionare l’uscita optional (dal No. 1 al No. 8) corrispondente al No. di
4) Premere gli interruttori
7
e
8
spillo del connettore di uscita.
5) Premere gli interruttori
9
e
, e selezionare la funzione di uscita (codice di funzione dal No. 11 al No.
!0
13).
6) Premere gli interruttori
!1
e
, e selezionare lo stato di uscita (Low : Low viene erogato quando vero,
!2
High : High viene erogato quando vero) della funzione di uscita selezionata. Quando “niente impostazione
della funzione” (codice di funzione No. 0) viene selezionata, la selezione dello stato di uscita non esiste.
*
La selezione delle uscite optional plurali e dello stato di uscita accompagnato è possibile. Tuttavia, quando
la stessa funzione di uscita è impostata alle uscite optional plurali, il No. di uscita optional, il cui numero è
più piccolo, diventa valido e quello, il cui numero è più grande, diventa invalido e non riesce a funzionare.
* Quando la funzione di uscita selezionata all’uscita optional (dal No. 1 al No. 8) è la funzione di uscita del
solenoide (TRM, BT, WP o FL), l’uscita optional diventa valida, e la funzione corrispondente ai connettori
Non è possibile impostare la funzione al connettore di uscita (CN124) sul pannello elettronico di
estensione (pannello elettronico IPOP).
Premere l’interruttore !4
7)
per memorizzare l’impostazione e per nire. Quindi lo schermo mostrato nell’
illustrazione sotto viene visualizzato. Quando l’interruttore !3 viene premuto, tutti i contenuti dell’impostazione
no a quel momento vengono invalidati, e lo stato ritorna a quello precedente all’impostazione.
8) Alla ne, spegnere l’
interruttore dell’
alimentazione. Questa
funzione di ingresso/
uscita optional lavora
accendendo l’interruttore
dell’alimentazione di
nuovo.
Page 35

[Lista delle funzioni di ingresso]
Quando si imposta la funzione di ingresso al connettore di ingresso CN51, impostare il segnale
di funzione per immettere al morsetto di ingresso optional su +5V (voltaggio) o meno. Quando il
segnale di ingresso supera +5V o più, c’è la possibilità che rottura o deterioramento del pannello
elettronico si verifichi. Perciò, fare attenzione. Per ulteriori dettagli, consultare il Manuale di
Manutenzione per il SC-510.
Display di funzione
No. di codice di funzione
0
1
2
3
4
5
6
7
8
9
10
11
Nome della funzione
Niente impostazione della
funzione
Cucitura compensativa con
l’ago su/giù
Cucitura compensativa a
retromarcia
Funzione di una volta
di annullamento dell’
affrancatura alla ne
Funzione di taglio del lo
Funzione di sollevamento
del pressore
Cucitura compensativa con
un punto
Funzione di annullamento
dell’affrancatura all’inizio
Funzione di sollevamento dell’
alzapressore quando il pedale è
nella posizione di folle
Ingresso del sensore del
bordo del materiale
Funzione di proibizione
della pressione sulla parte
anteriore del pedale
Funzione di proibizione
dell’uscita del taglio del lo
Impostazione dello
stato di ingresso
-
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
Descrizione della funzione
(Stato di impostazione standard)
Ogni volta che l’interruttore viene premuto,
mezzo punto viene trasportato in senso
normale. (Lo stesso movimento di quello
dell’interruttore di cucitura compensativa
con l’ago su/giù del pannello operativo.)
L’affr a ncatur a a bass a veloc i tà vien e
effettuata mentre l’interruttore è tenuto
premuto.(Valida solo quando la cucitura a
dimensione costante è selezionata con il
pannello operativo.)
Il movimento di affrancatura alla fine non
viene eseguito una volta premendo la parte
posteriore del pedale dopo aver premuto l’
interruttore.
La funzione lavora come l’interruttore di
taglio del lo.
La funzione lavora come l’interruttore di
sollevamento del pressore.
Ogni volta che l’interruttore viene premuto,
il movimento di cucitura con un punto viene
eseguito.
In valido/valido può essere commutato
altername n te azionan d o l’interr u ttore
optional.
Ogni volta che l’interruttore viene premuto,
la funzione di sollevamento automatico/non
sollevamento dell’alzapressore quando il
pedale è nella posizione di folle può essere
selezionata.
Questa funzione lavora come il segnale
di ingresso del sensor e del bordo del
materiale.
Questa funzione proibisce la rotazione per
mezzo del pedale.
Questa funzione proibisce l’uscita del taglio del
lo.
– 33 –
Page 36

– 34 –
Display di funzione
No. di codice di funzione
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
Nome della funzione
Ingresso del comando di
bassa velocità
Ingresso del comando di
alta velocità
Funzione di sollevamento
dell’ago
Funzione di rotazione
inversa per sollevare l’ago
Ingresso dell’interruttore di
sicurezza
Ingresso del sensore del
coltello del rasalo
Ingresso dell’interruttore
di annullamento/addizione
dell’affrancatura automatica
Ingresso dell’interruttore
del pannello, di modica
della quantità di movimento
verticale alternato
Ingresso dell’interruttore
a ginocchio, di modica
della quantità di movimento
verticale alternato
Ingresso del 2-pitch
alternato
Ingresso dell’interruttore
momentaneo di 2-pitch
Ingresso dell’interruttore di
comando di velocità “a un
solo colpo”
Ingresso dell’interruttore di
sostituzione della bobina
Ingresso dell’interruttore
della guida centrale
Ingresso dell'interruttore
di comando di velocità di
cucitura a colpo unico ad
inversione
Impostazione dello
stato di ingresso
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso L
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
: Ingresso H
Descrizione della funzione
Questa funzione lavora come l’interruttore di
bassa velocità per la macchina in piedi.
Questa funzione lavora come l’interruttore di
alta velocità per la macchina in piedi.
Quando l’interruttore viene premuto durante lo
stop in posizione abbassata, il movimento di
stop in posizione sollevata viene eseguito.
Quando l’interruttore viene premuto durante
lo stop in posizione abbassata, la rotazione
inversa viene effettuata e la macchina viene
frenata all’angolo specicato.
Questa funzione proibisce la rotazione.
Questa funzione lavora come il segnale di
ingresso del sensore del coltello del rasalo.
Ogni volta che l’interruttore viene premuto,
questa funzione effettua annullamento o
addizione dell’affrancatura all’inizio o alla ne.
Ogni volta che l’interruttore viene premuto,
questa funzione eroga la modica della quantità
di movimento verticale alternato.
Mentre l’interruttore è tenuto premuto, questa
funzione eroga la modica della quantità di
movimento verticale alternato.
Ogni volta che l’interruttore viene premuto,
questa funzione inverte l’uscita della modica
del 2-pitch.
Mentre l’interruttore è tenuto premuto, questa
funzione eroga la modica del 2-pitch.
Mentre l’interruttore è tenuto premuto, questa
funzione lavora come il comando di velocità “a
un solo colpo”.
Il pressore si solleva al 1o inserimento dell’
interruttore, e l’avvio della macchina per cucire
viene invalidato.
Il pressore si abbassa al 2o inserimento dell’
interruttore, e la macchina per cucire ritorna al
movimento normale.
Ogni volta che l’interruttore viene premuto, questa
funzione inverte l’uscita della guida centrale.
Mentre l'interruttore è tenuto premuto, questa
funzione lavora come il comando di velocità di
cucitura a colpo unico dell'affrancatura.
Page 37

[Lista delle funzioni di uscita]
Quando si imposta la funzione di uscita al connettore di uscita CN50, non applicare il voltaggio che
supera il valore impostato con W1 e W2 (ponticelli per la tensione di alimentazione) al morsetto di
uscita optional. Quando il voltaggio che supera l’impostazione viene applicato, c’è la possibilità che
rottura o deterioramento del pannello elettronico si verichi. Perciò, fare attenzione. Per ulteriori
dettagli, consultare il Manuale di Manutenzione per il SC-510.
Display di funzione
No. di codice di funzione
0
1
2
3
4
5
6
7
8
9
10
11
12
13
Nome della funzione
Niente impostazione della
funzione
Uscita del taglio del lo
Uscita dello scartalo
Uscita del rilascio della
tensione
Uscita del sollevamento del
pressore
Uscita dell’affrancatura
Uscita del monitor di una
volta di annullamento dell’
affrancatura alla ne
Uscita del monitor dell’
annullamento dell’
affrancatura all’inizio / ne
Uscita del monitor dell’
interruttore di annullamento/
addizione dell’affrancatura
automatica
Uscita (del monitor) della
modica della quantità
di movimento verticale
alternato
Uscita dello stato di stop
della macchina per cucire
Uscita (del monitor) del
2-pitch
Uscita della guida centrale
Uscita del raffreddaago
Impostazione dello
stato di uscita
-
: Uscita L
: Uscita L
: Uscita L
: Uscita L
: Uscita L
: Uscita L
: Uscita L
: Uscita L
: Uscita L
: Uscita L
: Uscita L
: Uscita L
: Uscita L
: Uscita H
: Uscita H
: Uscita H
: Uscita H
: Uscita H
: Uscita H
: Uscita H
: Uscita H
: Uscita H
: Uscita H
: Uscita H
: Uscita H
: Uscita H
Descrizione della funzione
(Impostazione standard)
Questa funzione eroga il segnale di taglio del lo.
(Quando questa funzione è selezionata, la funzione
corrispondente ai connettori per la macchina per
cucire (CN36, CN37) diventa invalida.)
Questa funzione eroga il segnale dello scartalo.
(Quando questa funzione è selezionata, la funzione
corrispondente ai connettori per la macchina per
cucire (CN36, CN37) diventa invalida.)
Questa funzione eroga il segnale di rilascio
della tensione. (Quando questa funzione è
selezionata, la funzione corrispondente ai
connettori per la macchina per cucire (CN36,
CN37) diventa invalida.)
Questa funzione eroga il segnale di
sollevamento del pressore. (Quando
questa funzione è selezionata, la funzione
corrispondente ai connettori per la macchina per
cucire (CN36, CN37) diventa invalida.)
Questa funzione eroga il segnale di affrancatura.
(Quando questa funzione è selezionata, la funzione
corrispondente ai connettori per la macchina per
cucire (CN36, CN37) diventa invalida.)
Questa funzione eroga lo stato di funzione di
una volta di annullamento dell’affrancatura alla
ne.
Questa funzione eroga lo stato di funzione di
annullamento dell’affrancatura all’inizio e/o alla
ne.
Questa funzione eroga lo stato di ingresso dell’
interruttore di annullamento/addizione dell’
affrancatura automatica.
Questa funzione eroga il segnale di modica
della quantità di movimento verticale alternato.
Questa funzione eroga lo stato di stop della
macchina per cucire.
Questa funzione eroga il segnale di 2-pitch.
Questa funzione eroga il segnale di guida
centrale.
Questa funzione eroga il segnale per
raffreddaago.
– 35 –
Page 38

– 36 –
[Caratteristiche del connettore di ingresso/uscita]
CN50
(
Uscita)
1 2 3 4
4
3
2
1
CN51
(Ingresso)
Connettore di ingresso (CN51)
1 2 3 4
4
3
2
1
4
3
2
1
GND
Segnale di
ingresso/
uscita
Voltaggio
No. di connettore
CN51-1
CN51-2
No. di spillo
1
Tensione di alimentazione selezionata con W4
Funzione
2 Ingresso optional 1
3 Ingresso optional 2
4 GND
1
Tensione di alimentazione selezionata con W4
2 Ingresso optional 3
3 Ingresso optional 4
Ponticello per l’impostazione della tensione di alimentazione
W4
Vcc4 seleziona +5V, +12V e +24V con l’
impostazione di W4.
4 GND
CN51-3
CN51-4
1
2 Ingresso optional 5
3 Ingresso optional 6
4 GND
1
2 Ingresso optional 7
3 Ingresso optional 8
Tensione di alimentazione selezionata con W3
Tensione di alimentazione selezionata con W3
W3
Vcc3 seleziona +5V, +12V e +24V con l’
impostazione di W3.
4 GND
Impostare il segnale di funzione per immettere al morsetto di ingresso optional del connettore di
ingresso su +5V (voltaggio) o meno. Quando il segnale di ingresso supera +5V o più, c’è la possibilità
che rottura o deterioramento del pannello elettronico si verichi. Perciò, fare attenzione. Per ulteriori
dettagli, consultare il Manuale di Manutenzione per il SC-510.
Connettore di uscita (CN50)
No. di connettore
CN50-1
CN50-2
CN50-3
CN50-4
Non applicare il voltaggio che supera il valore impostato con W1 e W2 (ponticelli per la tensione di
alimentazione) al morsetto di uscita optional del connettore di uscita. Quando il voltaggio che supera l’
impostazione viene applicato, c’è la possibilità che rottura o deterioramento del pannello elettronico si
verichi. Perciò, fare attenzione. Per ulteriori dettagli, consultare il Manuale di Manutenzione per il SC-510.
No. di spillo
1
Tensione di alimentazione selezionata con W1
Funzione
2 Uscita optional 1
3 Uscita optional 2
4 GND
1
Tensione di alimentazione selezionata con W1
2 Uscita optional 3
3 Uscita optional 4
4 GND
1
Tensione di alimentazione selezionata con W2
2 Uscita optional 5
3 Uscita optional 6
4 GND
1
Tensione di alimentazione selezionata con W2
2 Uscita optional 7
3 Uscita optional 8
4 GND
Ponticello per l’impostazione della tensione di alimentazione
W1
Vcc1 seleziona +5V, +12V e +24V con l’
impostazione di W1.
W2
Vcc2 seleziona +5V, +12V e +24V con l’
impostazione di W2.
Page 39

3. Funzione di dispositivo di taglio del lo
Questa è la funzione per confermare il dispositivo di taglio del lo montato sulla macchina per cucire.
Schermo di visualizzazione del dispositivo di taglio del lo
■
[Impostazione standard]
1)
Confermato il tipo di dispositivo di taglio del lo, premere l’interruttore 1 per nire. Il tipo di dispositivo di taglio
1
del lo dipende dalla macchina per cucire da utilizzare e viene impostato automaticamente. Non cambiarlo.
[Lista dei dispositivi di taglio del lo]
Visualizzazione del dispositivo di taglio del lo Zutreffendes Modell Bemerkungen
Niente impostazione Altri
Sistema LU-151 *
Sistema LU-152 *
LU-2212
Sistema LU-22 ** (Stato di impostazione standard)
DLN-6390
PLC-1700
4. Funzione di dispositivo addizionale
Questa è la funzione per selezionare e impostare i tipi di dispositivo addizionale come inlaago, auto-
orlatrice, taglianastro, ecc. che sono collegati con azione combinata con la macchina per cucire.
* Per quanto riguarda il dispositivo addizionale 1 e il dispositivo addizionale 2, il funzionamento è lo
stesso poiché le funzioni e le speciche sono interamente le stesse. Il funzionamento e la procedura di
impostazione del dispositivo addizionale 1 sono descritti qui sotto.
Schermo di impostazione del dispositivo addizionale
■
[Impostazione standard]
1
1) Premere l’interruttore
per visualizzare lo schermo per selezionare il genere di dispositivo addizionale.
1
2
4
3
5
– 37 –
Page 40

– 38 –
2) Premere gli interruttori 2 e
3) Premere l’interruttore 5 per determinare il dispositivo selezionato. Quando l’interruttore 4 viene premuto,
il dispositivo selezionato viene invalidato, e lo stato ritorna a quello precedente alla selezione.
4) Come un esempio, quando si seleziona “TC01” (dispositivo taglianastro [tipo solenoide]), la
visualizzazione dello schermo cambia come mostrata qui sotto.
per selezionare il genere di dispositivo addizionale.
3
6
7
, e confermare le funzioni di parametro (dal No. 1 al No. 5) e il valore di
5) Premere gli interruttori
impostazione del parametro (visualizzato nella parte superiore dell’interruttore 8) riguardanti il dispositivo
addizionale “TC01” (dispositivo taglianastro [tipo solenoide]). Il genere di funzione di parametro e il valore
di impostazione del parametro dipendono dal dispositivo addizionale da selezionare.
6) Quando si cambia il valore di impostazione del parametro (visualizzato nella parte superiore dell’interruttore
), premere gli interruttori 6 e 7per visualizzare la funzione di parametro e il valore di impostazione da
8
cambiare. Premere l’interruttore 8 per visualizzare lo schermo per cambiare il valore di impostazione del
parametro.
7) Come un esempio, quando si cambia la funzione di parametro No. 1 (numero di punti dell’attesa del
movimento della tagliatrice all’inizio della cucitura), la visualizzazione dello schermo cambia come
mostrata qui sotto.
6
e
7
9
8
!1
!3
!0
8) Premere gli interruttori
altro No. di funzione di parametro, premere gli interruttori
parametro, e cambiare il No. di funzione di parametro. Al termine della modica, premere l’interruttore
per ritornare allo schermo precedente. Quando l’interruttore
del parametro viene invalidato, e lo stato ritorna a quello precedente alla modica.
9) Come un esempio, quando si cambia la funzione di parametro No. 1 (numero di punti dell’attesa del
movimento della tagliatrice all’inizio della cucitura) da 5 a 1, la visualizzazione dello schermo è come
mostrata qui sotto.
!1
e
per cambiare il valore di impostazione del parametro. Quando si cambia
!2
!2 !4
!5
!6
e
per selezionare il No. di funzione di
!0
9
viene premuto, il valore di impostazione
!3
!4
Page 41

10) Premere l’interruttore !6 per memorizzare tutte le impostazioni e per nire, e la visualizzazione dello schermo è come
mostrata qui sotto. Quando l’interruttore !5 viene premuto, tutti i contenuti dell’impostazione no a quel momento
vengono invalidati, e lo stato ritorna a quello precedente all’impostazione.
11) Alla ne, spegnere l’
interruttore dell’
alimentazione. Questa
funzione di dispositivo
addizionale lavora
accendendo l’interruttore
dell’alimentazione di nuovo.
[Genere di dispositivo addizionale e lista delle funzioni di parametro]
Il genere di funzione di parametro e il numero di articoli dipendono dal genere di dispositivo addizionale.
Visualizzazione del
dispositivo addizionale
Nome del dispositivo
addizionale
Niente impostazione della
funzione
Dispositivo di inlatura LU
Dispositivo auto-
orlatrice MF
Dispositivo di punto
corto MF
Funzione di parametro Impostazione del parametro
Visualizzazione
No. di codice di
funzione
- - - -
Angolo di disattivazione dell’
uscita del lo rimanente
1
1
2
3
1
2
corto dell’inlatura
Numero di punti dell’
attesa dell’avvio dell’
inttimento
Numero di punti dell’
inttimento
Numero di punti della
cucitura normale
Numero di punti del
punto corto
Numero di punti della
cucitura normale
Nome
Visualizzazione
Valore di impostazione
standard
185
30
10
2
10
2
Gamma di
impostazione
(Angolo)
Da 0 a 359 : Gradi
(Numero di punti)
Da 0 a 999 : punti
(Numero di punti)
Da 0 a 999 : punti
(Numero di punti)
Da 0 a 999 : punti
(Numero di punti)
Da 0 a 999 : punti
(Numero di punti)
Da 0 a 999 : punti
Osservazioni
(Stato di impostazione standard)
Tape cutter device
(Solenoid type)
Numero di punti dell’attesa del
movimento della tagliatrice all’
1
2
3
4
5
inizio della cucitura
Tempo di movimento
de l l a t agliatrice all’
inizio
Numero di punti dell’
attesa dell’arresto dell’
uscita raccolta polvere
Numero di punti dell’
attesa del movimento
della tagl iatrice alla
ne della cucitura
Tempo di movimento
della tagl iatrice alla
ne
5
50
25
0
50
(Numero di punti)
Da 0 a 999 : punti
(Tempo)
Da 0 a 999 : msec
(Numero di punti)
Da 0 a 999 : punti
(Numero di punti)
Da 0 a 999 : punti
(Tempo)
Da 0 a 999 : msec
– 39 –
Page 42

– 40 –
Visualizzazione del
dispositivo addizionale
Nome del dispositivo
addizionale
Funzione di parametro Impostazione del parametro
Visualizzazione
No. di codice di
funzione
1
Nome
Numero di punti dell’
attesa del movimento
de l l a t agliatrice all’
inizio della cucitura
Visualizzazione
Valore di impostazione
standard
5
Gamma di
impostazione
(Numero di punti)
Da 0 a 999 : punti
Osservazioni
Dispositivo
taglianastro
(Tipo valvola
solenoide)
Dispositivo
taglianastro prima
azione
Tempo di movimento
de l l a t agliatrice all’
2
3
4
5
1
2
3
4
inizio
Numero di punti dell’
attesa dell’arresto dell’
uscita raccolta polvere
Numero di punti dell’
attesa del movimento
della tagl iatrice alla
ne della cucitura
Tempo di movimento
della tagl iatrice alla
ne
Numero di punti dell’
attesa del movimento
de l l a t agliatrice all’
inizio della cucitura
Tempo di movimento
de l l a t agliatrice all’
inizio
Numero di punti dell’
attesa dell’arresto dell’
uscita raccolta polvere
Numero di punti dell’
attesa del movimento
della tagl iatrice alla
ne della cucitura
50
25
0
50
5
50
25
0
(Tempo)
Da 0 a 999 : msec
(Numero di punti)
Da 0 a 999 : punti
(Numero di punti)
Da 0 a 999 : punti
(Tempo)
Da 0 a 999 : msec
(Numero di punti)
Da 0 a 999 : punti
(Tempo)
Da 0 a 999 : msec
(Numero di punti)
Da 0 a 999 : punti
(Numero di punti)
Da 0 a 999 : punti
Dispositivo di
retromarcia
U160 Funzione
“a un solo colpo”
Tempo di movimento
della tagl iatrice alla
5
1
2
3
1
2
ne
Numero di punti dell’
us c it a de l ri la sc i o
della tensione all’inizio
della cucitura
Numero di punti dell’
attesa dell’uscita del
rilascio della tensione
alla ne della cucitura
Numero di punti dell’
us c it a de l ri la sc i o
della tensione alla ne
della cucitura
Numero di punt i del
movimento a un solo
colpo
Tempo di movimento
d i r i la s c i o de l l a
tensione
50
1
4
40
8
80
(Tempo)
Da 0 a 999 : msec
(Numero di punti)
Da 0 a 999 : punti
(Numero di punti)
Da 0 a 999 : punti
(Numero di punti)
Da 0 a 999 : punti
(Numero di punti)
Da 0 a 999 : punti
(Tempo)
Da 0 a 999 : msec
Page 43

Visualizzazione del
dispositivo addizionale
Nome del dispositivo
addizionale
Funzione di parametro Impostazione del parametro
Visualizzazione
No. di codice di
funzione
1
Nome
Impostazione del
numero di punti per
i quali il sensore
viene reso non valido
all'inizio della cucitura
Visualizzazione
Valore di impostazione
standard
100
Gamma di
impostazione
(Numero di punti)
Da 0 a 999 : punti
Osservazioni
Dispositivo auto-
orlatrice MF
Impostazione del
conteggio del numero
2
3
4
di punti
Impostazione
del numero di
punti dell'uscita
dell'inttimento
Impostazione del
numero di punti della
cucitura normale
40
5
2
(Numero di punti)
Da 0 a 999 : punti
(Numero di punti)
Da 0 a 999 : punti
(Numero di punti)
Da 0 a 999 : punti
3-3. Impostazione delle funzioni
(1) Come commutare al modo di impostazione delle funzioni
Non agire sugli interruttori nella procedura tranne quelle descritte nelle seguenti spiegazioni. Aver
cura di accendere di nuovo l'interruttore dell'alimentazione dopo che un secondo o più è passato. Se
la macchina per cucire viene accesa immediatamente dopo averla spenta, la macchina potrebbe non
funzionare regolarmente. In questo caso, accendere di nuovo la macchina.
AVVERTIMENTO:
Per evitare ferimenti causati da movimento all'infuori di quello che si desidera, non agire sugli
interruttori nella procedura tranne quelle richieste, come descritte qui sotto, per impostare le funzioni.
Per ulteriori dettagli sul No. di impostazione, vedere p.41.
1) Spegnere la macchina.
2) Premere l’interruttore 1
per circa tre secondi.
1
3) Premere l’interruttore
per circa tre secondi.
2
2
– 41 –
Page 44

– 42 –
3
3
No.di impostazione
Valore di impostazione
4) Questo schermo è lo
schermo di impostazione
delle funzioni.
Cambiare il No. di
impostazione con il tasto
“+/–” dell’interruttore
3
Per ulteriori dettagli sul
No. di impostazione,
vedere p. 41.
Esempio) Modica della
funzione di riduzione
del tremolio
(Impostazione No.5)
Cambiare il No. di
impostazione a “5” con il
tasto “+” dell’interruttore 3
nella gura soprastante.
.
5
7
4
5
6
• Premere l’interruttore
4
• Cambiare il valore di
impostazione con il tasto
“+/–” dell’interruttore 5.
Il valore di impostazione è
stato cambiato da “0” a “3”.
• Quando questo valore
cambiato è accettabile,
premere l’interruttore 7.
Quando si desidera fare
ritornare il valore a quello
precedente, premere l’
interruttore 6.
.
• Spegnere l’interruttore
dell’alimentazione e
accendere l’interruttore
dell’alimentazione dopo
circa un secondo.
• La modica del valore
di impostazione viene
determinata spegnendo
l’interruttore dell’
alimentazione.
Page 45

(2) Lista delle impostazioni della funzione
Per ulteriori dettagli riguardanti la funzione, consultare il Manuale d’Istruzioni e il Manuale di Manutenzione per il SC-510.
No. Funzione
1 Funzione di partenza dolce 2
5 Funzione di riduzione del tremolio 2
6 Funzione di conteggio del lo della bobina 2
7 Unità di conteggio a sottrazione del lo della bobina 2
*
*
8 Numero di giri dell’affrancatura 2
10
11
13
14 Contatore del No. di pezzi
15 Funzione di interruttore di affrancatura
18
19 Angolo di inizio della frenata a inversione
20
21
22
24
25 Condizioni di funzionamento del taglio del lo 2
26 Sezione di proibizione dell'uscita dell'affrancatura
27 Sezione di proibizione dell'uscita dell'affrancatura
28
29
30 Funzione di affrancatura a metà strada 2
31 Numero di punti dell’affrancatura a metà strada
32
33
35 Numero di giri della bassa velocità 2
36 Numero di giri del taglio del lo 2
37
È possibile, tuttavia, che il valore di impostazione standard cambi da quello sopraccitato a seconda della macchina per cucire utilizzata. Inoltre, la funzione e il
valore di impostazione sono soggetti a tutte le modiche necessarie ad un miglioramento della funzione e delle prestazioni tecniche senza l’obbligo di preavviso.
Non cambiare il valore di impostazione delle funzioni con il segno * poiché le funzioni sono per la manutenzione. Se il valore di impostazione standard
impostato al momento della consegna dovesse essere cambiato, sarà molto pericoloso poiché rottura o deterioramento della macchina per cucire sarà
causato. Quando è necessario cambiare il valore di impostazione standard, si prega di acquistare il Manuale di Manutenzione e seguire le istruzioni.
Designazione della posizione della barra ago al
momento dell’arresto della macchina per cucire
Funzione di suono di scatto dell’interruttore chiave
(Chiave montata sull’unità principale del SC-510 e sul
pannello IP-110E)
Funzione di proibizione dell’avvio del contatore del
lo della bobina
Funzione di ingresso della quantità di movimento
verticale alternato
Tempo di ritardo dell’uscita della quantità di
movimento verticale alternato
Funzione di sollevamento del pressore quando il
pedale è nella posizione di folle
Funzione di commutazione della funzione dell’
interruttore compensativo
Funzione di ingresso del pressore per la macchina
per cucire in piedi
1
2
Tempo di ritardo dei giri della cucitura a colpo unico
dell'affrancatura
Tempo di aspirazione della partenza iniziale del
solenoide indietro
Condizioni valide dell’affrancatura a metà strada
durante l’arresto
Funzione di taglio del lo tramite l’affrancatura a metà
strada
Numero di giri della partenza dolce (Il massimo
dipende dalla macchina per cucire utilizzata.)
Livello di
impostazione
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
Display del pannello /
Valore di impostazione
standard
N-SOFT
0
T-ACC
0
SCBOB
1
RATIO
0
S-BT
1200
NPS
0
SOUND
1
ASCNT
0
NTO
1
F-BTSW
0
F-INDL
1
A-SARR
288
T-DVMS
10
N-NPL
0
F-CMSP
0
F-FLSW
0
F-TRMC
1
A-BTINH1
112
A-BTINH2
262
T-DBTAS
30
T-RSS
250
OBT
0
N-OBT
4
OBTS
0
OBTT
0
S-POS
170
S-TRM
170
S-SOFT
170
Campo di
impostazione
Da 0 a 9
Da 0 a 3
0 / 1 / 2
Da 150 a 3000
0 / 1 / 2
0 / 1 / 2
Da 0 a 6
0 / 1 / 2
Da 0 a 359
Da 0 a 500
Da 0 a 6
Da 0 a 359
Da 0 a 359
Da 0 a 300
Da 50 a 500
Da 0 a 19
Da 150 a 250
Da 100 a 250
Da 100 a Max
0 / 1
0 / 1
0 / 1
0 / 1
0 / 1
0 / 1
0 / 1
0 / 1
0 / 1
– 43 –
Page 46

– 44 –
No. Funzione
37
38
39
40
41
*
*
*
*
*
*
42
43 Corsa del pedale 2 dell’inizio del taglio del lo 2
44 Corsa del pedale che raggiunge il numero di giri max. 2
45 Compensazione del punto di folle del pedale 2
46
47
48 Corsa del pedale 1 dell’inizio del taglio del lo 2
49 Tempo di abbassamento del pressore 2
50
51
52
53
54
55
56
57
58
59
60
61
63 Funzione di regolazione del punto di annodatura 2
64 Velocità della commutazione EBT 2
67 Commutazione del controllo dell’auto-orlatrice 2
68
È possibile, tuttavia, che il valore di impostazione standard cambi da quello sopraccitato a seconda della macchina per cucire utilizzata. Inoltre, la funzione e il
valore di impostazione sono soggetti a tutte le modiche necessarie ad un miglioramento della funzione e delle prestazioni tecniche senza l’obbligo di preavviso.
Non cambiare il valore di impostazione delle funzioni con il segno * poiché le funzioni sono per la manutenzione. Se il valore di impostazione standard
impostato al momento della consegna dovesse essere cambiato, sarà molto pericoloso poiché rottura o deterioramento della macchina per cucire sarà
causato. Quando è necessario cambiare il valore di impostazione standard, si prega di acquistare il Manuale di Manutenzione e seguire le istruzioni.
Numero di giri della partenza dolce
(Il massimo dipende dalla macchina per cucire utilizzata.)
Velocità del colpo unico
(Il massimo dipende dalla macchina per cucire utilizzata.)
Corsa del pedale di avvio della rotazione
Sezione di bassa velocità del pedale
Posizione in cui l’alzapressore del pedale comincia a
sollevarsi
Posizione in cui il pressore del tessuto comincia ad
abbassarsi
Funzione di sollevamento del pressore con l’
accensione della macchina
Tempo di mantenimento del sollevamento dell’
alzapiedino automatico
Funzione di sollevamento del pressore tramite il pedale
Compensazione del tempismo ON (inserito) del solenoide
dell’affrancatura all’inizio della cucitura
Compensazione del tempismo OFF (disinserito) del
solenoide dell’affrancatura all’inizio della cucitura
Compensazione del tempismo OFF (disinserito) del
solenoide dell’affrancatura alla ne della cucitura
Diametro valido della puleggia del motore
Funzione di sollevamento del pressore del tessuto
dopo il taglio del lo
Funzione di rotazione inversa per sollevare l’ago
dopo il taglio del lo
Funzione di rilevazione della quantità rimanente di
lo della bobina
Funzione di mantenimento della posizione sollevata/
abbassata predeterminata della barra ago
Funzione di commutazione A/M dell’affrancatura all’
inizio della cucitura
Funzione di arresto immediatamente dopo l’
affrancatura all’inizio della cucitura
Tempo di uscita della sofata d’aria relativo alla rilevazione
della quantità rimanente di lo della bobina
Proibizione dell’avvio del sensore bordo materiale relativa
al controllo dell’auto-orlatrice
Livello di
impostazione
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
Display del pannello /
Valore di impostazione
standard
S-SOFT
170
S-ASS
1500
P-SSP
30
P-LSA
60
P-FLW
–21
P-FLD
10
P-TRM2
–51
P-MAX
150
P-ANP
0
F-FLPO
0
T-FL
60
P-TRM1
–35
T-FLWT
140
PFL
1
T-SON
25
T-SOFF
−7
T-EOFF
−12
PCDMP
850
FLAT
1
RATRM
1
BTDF
1
HPOS
0
SBTO
1
SBTQ
0
T-BTDB
500
T-STCP
0
S-WAIT
180
F-AH
1
F-AHS
1
Campo di
impostazione
Da 100 a Max
Da 150 a Max
Da 10 a 50
Da 10 a 100
Da – 60 a – 10
Da 8 a 50
Da – 60 a – 10
Da 10 a 150
Da – 15 a 15
Da 10 a 600
Da – 60 a – 10
Da 0 a 250
Da – 36 a 36
Da – 36 a 36
Da −36 a 36
Da 500 a 1400
Da 0 a 4
Da 0 a 3
Da 0 a 2000
Da 0 a 1000
Da 0 a 250
0 / 1
0 / 1
0 / 1
0 / 1
0 / 1
0 / 1
0 / 1
0 / 1
Page 47

No. Funzione
69
70
71
72
73
74
*
*
*
*
75
84
85
86
87
89
90
91
92
93
94
96
100
101
102
103
104
105 Tempo di ritardo dell'uscita del raffreddaago OFF
106
107
118 Impostazione del rilascio dell'errore di ingrassaggio 2
Selezione del controllo della velocità del sensore bordo
materiale relativa al controllo dell’auto-orlatrice
Numero di punti invalido del sensore bordo materiale
relativo al controllo dell’auto-orlatrice
Selezione dell’inttimento non valido del taglio del lo
Funzione di motore a frizione
Funzione di riprova
Funzione del dispositivo di taglio del lo MF
Senso di rotazione del motore
Temp o di as p ira z ion e in i zi a l e de l so l en o ide de l l’
alzapressore
Tempo di avvio dell’affrancatura alla ne della cucitura
Tempo di attesa dell’avvio della rotazione inversa per
sollevare l’ago
Funzione di selezione della curva del pedale
Funzione di rilascio della tensione
Funzione di spostamento della posizione di stop sollevata
iniziale
Funzione di proibizione del movimento compensativo dopo
aver girato il volantino manualmente
Funzione di riduzione della velocità dell’affrancatura all’
inizio della cucitura
Funzi o n e di add i z ione de l l ’inte r r uttore di cucit u r a
compensativa con l’ago sollevato/abbassato
Modo di visualizzazione di prova
Numero di giri max.
(Il massimo dipende dalla macchina per cucire.)
Funzione di uscita a 2-pitch (Al momento dell’affrancatura
all’inizio e alla ne della cucitura)
Funzione di uscita ad inversione a 2-pitch (Al momento dell’
uscita della quantità verticale alternata)
Impostazione iniziale dell’uscita a 2-pitch
Impostazione del numero di punti del rilascio dell’uscita
della quantità verticale alternata
Selezione della posizione sollevata automatica del piedino
premistoffa al momento dell'inversione del taglio del lo
Impostazione del controllo del modello di cucitura
* Qu a nd o il No . 76 Fu nz i on e di mo t o r e a
frizione viene impostata su 1, anche il No. 106
Impostazione del controllo del modello di cucitura
viene cambiata a 1.
Quando si ritorna allo stato originale, impostare il
No. 106 su "0" dopo aver impostato il No. 76 su "0".
Selezione dell'uscita della quantità verticale alterna
dopo il taglio del lo
Livello di
impostazione
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
Display del pannello /
Valore di impostazione
standard
F-AHSP
1
N-AHOF
0
F-TCON
1
F-CMOT
0
F-RET
1
MFTRM
0
DM
1
T-PUT
250
T-WAIT
50
T-WRR
100
F-PCS
0
TRS
0
NUO
0
F-PMAT
1
F-DSBT
0
F-MADF
0
F-TEST
0
S-MAX
3500
F-2PBT
0
F-2PDL
0
2PINI
0
N-DLOF
0
F-RAFL
0
T-DNCOFF
500
F-PATT
0
F-ATBO
0
GN-CLR
0
Campo di
impostazione
0 / 1
Da 0 a 500
0 / 1
0 / 1
0 / 1
0 / 1
0 / 1
Da 50 a 500
Da 0 a 250
Da 0 a 250
0 / 1 / 2
0 / 1
0 / 1
0 / 1
0 / 1
0 / 1
0 / 1
Da 150 a Max
0 / 1
0 / 1
0 / 1
Da 0 a 30
0 / 1
Da 0 a 2000
0 / 1
0 / 1 / 2
0 / 1
È possibile, tuttavia, che il valore di impostazione standard cambi da quello sopraccitato a seconda della macchina per cucire utilizzata. Inoltre, la funzione e il
valore di impostazione sono soggetti a tutte le modiche necessarie ad un miglioramento della funzione e delle prestazioni tecniche senza l’obbligo di preavviso.
Non cambiare il valore di impostazione delle funzioni con il segno * poiché le funzioni sono per la manutenzione. Se il valore di impostazione standard
impostato al momento della consegna dovesse essere cambiato, sarà molto pericoloso poiché rottura o deterioramento della macchina per cucire sarà
causato. Quando è necessario cambiare il valore di impostazione standard, si prega di acquistare il Manuale di Manutenzione e seguire le istruzioni.
– 45 –
Page 48

– 46 –
4. INTERFACCIA ESTERNA
L’interfaccia esterna signica la sezione per collegare il pannello operativo e altro sistema.
Per l'uso e ulteriori dettagli, consultare il Manuale di Manutenzione.
1. Slot del media
Lo slot del media è installato nel coperchio facciale posto sul lato sinistro del pannello operativo.
2. Port per la RS-232C
Il connettore per la RS-232C è installato nel tappo di gomma posto sul lato posteriore del pannello
operativo.
3. Port di ingresso generale (Connettore per il collegamento dell'interruttore di controllo produttivo)
Il connettore di ingresso generale, CN105 è installato nel coperchio dell'uscita del cavo posto sul lato
posteriore del pannello operativo.
5. CODICE ERROR
Nei casi seguenti, prima di giudicare il caso come inconveniente controllare nuovamente.
Fenomeno Causa Rimedio
Quando la macchina per cucire viene
inclinata, il cicalino suqittisce e la
macchina per cucire non può essere
azionata.
I solenoide per il taglio del lo,
l'affrancatura, lo scartalo, ecc. non
riescono a funzionare. La lampada da
lavoro non si accende.
Anche quando il pedale viene premuto
immediatamente dopo aver acceso la
macchina, la macchina per cucire non
gira. Quando il pedale viene premuto
dopo aver premuto la parte posteriore del
pedale una volta, la macchina per cucire
gira.
La macchina per cucire non si ferma
anche quando il pedale viene riportato
alla sua posizione di folle.
La posizione di arresto della macchina
per cucire varia (irregolare).
Il piedino premistoffa non si solleva
anche quando il dispositivo alzapiedino
automatico è attaccato.
L'interruttore di inversione del trasporto
non riesce a funzionare.
La macchina per cucire non riesce a
girare.
Quando la testa della macchina viene
inclinata senza spegnere l’interruttore
dell’alimentazione, inconveniente
descritto sul lato sinistro si verica.
Quando il fusibile per la protezione dell’
alimentazione del solenoide è stato fatto
saltare
La posizione di folle del pedale è variata.
(La posizione di folle potrebbe essere
spostata quando la pressione della molla
del pedale viene cambiata o qualcosa di
simile.)
Quando la vite nel volantino non è stata
serrata al momento della regolazione
della posizione di arresto dell'ago.
La funzione di sollevamento automatico
del piedino premistoffa è OFF.
Il sistema di pedale è impostato al
sistema KFL.
Il cavo del dispositivo alzapiedino
automatico non è collegato al connettore
(CN37).
Il piedino premistoffa si sta sollevando
tramite il dispositivo alzapiedino
automatico.
Il dispositivo alzapiedino automatico
non è attaccato. Tuttavia, la funzione
di sollevamento automatico del piedino
premistoffa è ON.
Il cavo (4P) dell'uscita del motore è
scollegato.
Il connettore (CN30) del cavo del segnale
del motore è scollegato.
Inclinare la macchina per cucire dopo
aver spento la macchina.
Controllare il fusibile per la protezione
dell’alimentazione del solenoide.
Effettuare l'operazione di compensazione
automatica della posizione di folle del
sensore del pedale.
Serrare saldamente la vite nel volantino.
Selezionare "FL ON" tramite la
selezione della funzione di sollevamento
automatico del piedino premistoffa.
Cambiare il ponticello all'impostazione
PFL per sollevare il piedino premistoffa
premendo la parte posteriore del pedale.
Collegare il cavo correttamente.
Azionare l'interruttore dopo aver
abbassato il piedino premistoffa.
Selezionare "FL OFF" quando il
dispositivo alzapiedino automatico non è
attaccato.
Collegare il cavo correttamente.
Collegare il cavo correttamente.
Page 49

L’errore viene comunicato per mezzo del display del pannello, cicalino della centralina di controllo.
Tre differenti generi di schermi dello schermo di visualizzazione del pannello appariscono a causa della
differenza delle procedure.
1) Schermo di errore sparisce quando l’operatore rimuove la causa.
Esempio) Il coperchio dello slot del media è aperto. Chiudere il coperchio.
2) Premere l’interruttore di ripristino, e rimuovere la causa dell’errore
dopo aver cancellato lo schermo di errore.
3) Rimuovere la causa dell’errore dopo aver spento la macchina.
[Lista codici errore (Visualización de la caja pannello)]
Nei casi seguenti, prima di giudicare il caso come inconveniente controllare nuovamente.
Descrizione dell'errore rilevato Causa supponibile dell'avvenimento Articoli da controllare
No.
− Coperchio del media aperto • Il coperchio dello slot del media è aperto. • Chiudere il coperchio.
E000 Esecuzione inizializzazione
E003 Scollegamento connettore
E004 Anomalia sensore di
E005 Anomalia sensore di
E007 Svraccarico motore • Quando la testa della macchina è bloccata.
E008 Anomalia connettore testa
E012 Errore di lettura • I dati del media non possono essere letti. • Spegnere la macchina.
E013 Errore di scrittura • I dati del media non possono essere scritti. • Spegnere la macchina.
E014 Protezione dalla scrittura • Il media è nello stato di proibizione della
E015 Errore di format • La formattazione non può essere effettuata. • Spegnere la macchina.
E016 Capacità del media esterno
E019 Misura dell’archivio
E032 Errore di intercambiabilità
E053
(Questa non è l'errore.)
sincronizzatore
posizione abbassata
sincronizzatore
posizione sollevata
sincronizzatore
della macchina (Pacco della
resistenza)
E011 Il media non è inserito. • Il media non è inserito.
eccessiva
eccessiva
dell’archivio
Esecuzione dell'inizializzazione
dei dati di riserva del pannello
(Non errore)
• Quando la testa della macchina viene
cambiata.
• Quando l’operazione di inizializzazione è
eseguita
• Quando il segnale della rilevazione
della posizione non viene immesso dal
sincronizzatore della testa della macchina.
• Quando il sincronizzatore si è rotto.
• Quando si procede alla cucitura del
materiale extrapesante oltre la garanzia
della testa della macchina.
• Quando il motore non gira.
• Il motore o l’elemento motore è rotto.
• Quando il connettore della testa della
macchina non viene letto correttamente.
scrittura.
• La capacità del media è scarsa. • Spegnere la macchina.
• L’archivio è troppo grande. • Spegnere la macchina.
• Non c’è intercambiabilità dell’archivio. • Spegnere la macchina.
• Quando il codice di modello del pannello non
corrisponde a quello della centralina di controllo.
Quando si esegue l'operazione di
inizializzazione con il pannello.
• Controllare il connettore del sincronizzatore
(CN33,CN43) per collegamento lento e
scollegamento.
• Controllare se il cavo del sincronizzatore
si è rotto poiché il cavo è intrappolato nella
testa della macchina.
• Controllare se il lo si è impigliato nella
puleggia motore.
• Controllare il connettore dell'uscita del
motore (4P) per collegamento lento e
scollegamento.
• Controllare se c’è qualche resistenza
quando il motore viene girato manualmente.
• Controllare il connettore della testa della
macchina (CN32) per collegamento lento e
scollegamento.
• Spegnere la macchina.
• Spegnere la macchina.
– 47 –
Page 50

Descrizione dell'errore rilevato Causa supponibile dell'avvenimento Articoli da controllare
No.
A n om a li a d e ll ’ in t er r u tt o re di
E302
rilevazione della caduta
(M F : S en s or e de l co lt e ll o de l
rasalo)
(Quando l’interruttore di sicurezza
lavora.)
Attivazione simultanea del dispositivo
E331
taglianastro (TC03) e sensore della
tagliatrice
Di sa tt iv az io ne si m ult an ea de l
E332
di s positiv o taglia n astro ( T C 03) e
sensore della tagliatrice
Anomalia codicatore
E730
Anomalia sensore di foro del motore
E731
Sovratensione
E811
Bassa tensione
E813
Inconveniente di
E915
comunicazione
(Tra il pannello operativo e il pannello
elettronico (di estensione) IPOP)
Inconveniente di comunicazione
E916
(Tra il pannello elettronico (di
estensione) IPOP e il pannello
elettronico (del coperchio anteriore)
CTL)
Anomalia elemento motore del motore
E924
• Quando l’interruttore di rilevazione della caduta è
immesso nello stato in cui la macchina è accessa.
• Posizione sbagliata del coltello del rasalo
• Anomalia del sensore della tagliatrice • Controllare se la pressione d’aria è opportuna.
• Inconveniente di montaggio e regolazione • Controllare se la pressione d’aria è opportuna.
• Quando il segnale del motore non viene immesso
correttamente.
• Quando una tensione più alta di quella garantita
viene immessa.
• 220V è stata impostata al SC-510 di specica
"110V".
• 400V è applicata alla centralina di 220V(230V).
• Quando una tensione più bassa di quella garantita
viene immessa.
• 110V è stata impostata al SC-510 di specica
"220V".
• 110V è applicata alla centralina di 220V.
• Il circuito interno è rotto dalla sovratensione
applicata.
• Scollegamento del cavo del pannello operativo
• Rottura del pannello operativo
• Inconveniente di collegamento o rottura del
pannello elettronico IPOP
• Inconveniente di collegamento o rottura del
pannello elettronico IPOP
• L'elemento motore del motore si è rotto.
• Controllare se la testa della macchina per cucire
è inclinata senza spegnere l’interruttore dell’
alimentazione (il funzionamento della macchina per
cucire è proibito a scopo di sicurezza).
• Controllare se il cavo dell’interruttore di rilevazione
della caduta è intrappolato nella macchina per
cucire o qualcosa di simile e si è rotto.
• Controllare se la leva dell’interruttore di rilevazione
della caduta è intrappolata in qualcosa.
• Controllare il connettore del segnale del motore
(CN30) per collegamento lento e scollegamento.
• Controllare se il cavo del segnale del motore si è
rotto poiché il cavo è intrappolato nella testa della
macchina.
• Controllare se la tensione di alimentazione
applicata è più alta della tensione nominale + (più)
il 10%.
• Controllare se l'interruttore di commutazione
110V/220V è scorrettamente impostato.
Nei casi predetti, la scheda di circuito stampato
POWER è rotta.
• Controllare se la tensione è più bassa della
tensione nominale - (meno) il 10%.
• Controllare se il connettore di commutazione
110V/220V è impostato scorrettamente.
• Controllare se il fusibile o la resistenza rigenerativa
è rotto.
• Controllare se il connettore del pannello operativo
(CN121) è allentato o scollegato.
• Controllare se il cavo del connettore del pannello si
è rotto poiché il cavo è intrappolato nella testa della
macchina o qualcosa di simile.
• Controllare se il pannello elettronico IPOP è
saldamente ssato o il connettore è allentato.
• Controllare se il pannello elettronico IPOP è
saldamente ssato o il connettore è allentato.
[Lista degli avvertimenti (Visualización de la caja pannello)]
No
A201
A202
A203
Contenuto dell’avvertimento e il display
Avvertimento di sostituzione dell’ago
Avvertimento di pulizia
Avvertimento di sostituzione dell’olio
Rimedio Osservazioni
• Premere per chiudere lo schermo di
avvertimento, ed effettuare la sostituzione dell’ago.
Sgombrare quindi il valore nello schermo di sgombro.
• Premere
per sgombrare il valore, ed effettuare la
sostituzione dell’ago.
• Premere per chiudere lo schermo di
avvertimento ed effettuare la pulizia. Sgombrare
quindi il valore nello schermo di sgombro.
• Premere
per sgombrare il valore, ed effettuare la
pulizia.
• Premere per chiudere lo schermo di
avvertimento, ed effettuare la sostituzione dell’olio.
Sgombrare quindi il valore nello schermo di sgombro.
• Premere
per sgombrare il valore, ed effettuare la
sostituzione dell’olio.
– 48 –
Consultare
“(1) Informazione
della gestione della
cucitura”, p.14.
Consultare
“(1) Informazione
della gestione della
cucitura”, p.14.
Consultare
“(1) Informazione
della gestione della
cucitura”, p.14.
 Loading...
Loading...