

Page 1
* Il "CompactFlash(TM)" è il marchio registrato del San Disk Corporation, U.S.A..
ITALIANO
MANUALE D’ISTRUZIONI
Page 2
INDICE
1. INSTALLAZIONE DEL PANNELLO OPERATIVO ................................................... 1
2. COLLEGAMENTO DEI FILI .......................................................................................2
3. COME USARE IL PANNELLO OPERATIVO .............................................................3
3-1. Nomi e funzioni delle rispettive sezioni ............................................................3
3-2. Regolazione del contrasto del display del pannello operativo ......................5
3-3. Connettore per il collegamento dell'interruttore di controllo produttivo ......5
4. PANNELLO STANDARD ........................................................................................... 6
4-1. Schermo fondamentale .....................................................................................6
4-2. Come azionare il pannello operativo per cucire i modelli di cucitura ..........8
(1) Modello di affrancatura .....................................................................................................................8
(2) Modello di cucitura sovrapposta ....................................................................................................10
(3) Modello di cucitura programmata ..................................................................................................11
4-3. Come usare il contatore del lo della bobina ................................................17
4-4. Contatore del No. di pezzi ...............................................................................18
4-5. Interruttore di ricucitura ...................................................................................18
4-6. Interruttore di compensazione con l'ago sollevato/abbassato .................... 19
4-7.
Interruttore ON/OFF (inserito/disinserito)
del sensore del bordo del
materiale ............................................................................................................... 19
4-8. Interruttore di taglio del lo automatico ....................................................19
4-9. Interruttore di cucitura automatica a colpo unico ....................................19
4-10. Interruttore di proibizione del taglio del lo ...........................................20
4-11. Bloccaggio a chiave .......................................................................................20
4-12. Informazione ...................................................................................................21
(1) Funzione di gestione della manutenzione ......................................................................................21
(2) Funzione di controllo produttivo .....................................................................................................25
(3) Funzione di misurazione dell'esercizio ...........................................................................................27
4-13. Impostazione delle funzioni ...........................................................................29
(1) Come commutare al modo di impostazione delle funzioni ...........................................................29
(2) Lista delle impostazioni della funzione .........................................................................................32
5. PANNELLO PER LA LH-4168 / 4188 ...................................................................... 37
5-1. Schermo fondamentale ....................................................................................37
5-2. Come azionare il pannello operativo per cucire i modelli di cucitura ........41
(1) Modello di affrancatura ...................................................................................................................41
(2) Modello di cucitura sovrapposta ....................................................................................................43
(3) Modello di angolo .............................................................................................................................44
(4) Modello a passi .................................................................................................................................50
(5) Modello di cucitura del ciclo ............................................................................................................53
5-3. Come usare il contatore del lo della bobina ................................................54
5-4. Contatore del No. di pezzi ...............................................................................55
5-5. Interruttore di ricucitura ...................................................................................56
5-6. Interruttore di compensazione con l'ago sollevato/abbassato .................... 57
Page 3
5-7.
Interruttore ON/OFF (inserito/disinserito)
del sensore del bordo del
materiale ............................................................................................................... 57
5-8. Interruttore di taglio del lo automatico ....................................................57
5-9. Interruttore di cucitura automatica a colpo unico ....................................57
5-10. Interruttore di proibizione del taglio del lo ...........................................58
5-11. Bloccaggio a chiave .......................................................................................58
5-12. Informazione ...................................................................................................59
(1) Funzione di gestione della manutenzione ......................................................................................59
(2) Funzione di controllo produttivo .....................................................................................................63
(3) Funzione di misurazione dell'esercizio ...........................................................................................65
5-13. Impostazione delle funzioni ...........................................................................67
(1) Come commutare al modo di impostazione delle funzioni ...........................................................67
(2) Lista delle impostazioni della funzione .........................................................................................70
(3) Modo di comunicazione ...................................................................................................................77
6. INTERFACCIA ESTERNA .......................................................................................81
7. DISPLAY DI ERRORE .............................................................................................81
7-1. Lista codici errore (Visualización de la caja pannello) .................................82
Page 4
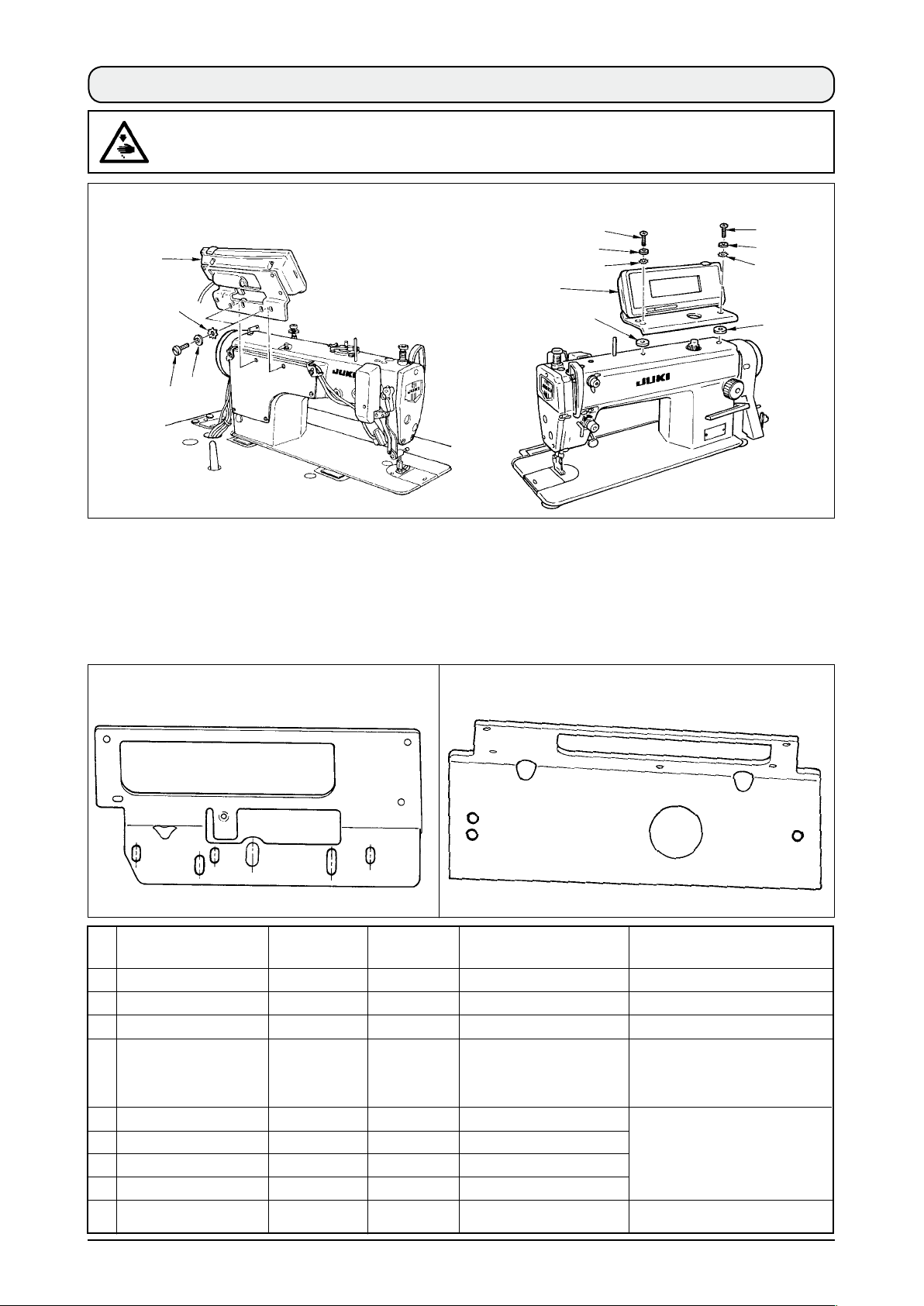
1. INSTALLAZIONE DEL PANNELLO OPERATIVO
AVVERTIMENTO :
Al ne di evitare ferimenti causati dall’avvio improvviso della macchina, spegnere la macchina ed
assicurarsi in anticipo che il motore abbia completamente cessato di ruotare.
Tipo B (Targhetta del tipo TYPE B0*) Tipo C (Targhetta del tipo TYPE C0*)
2
1
3
4
1
2
4
3
5
1) Attaccare il pannello operativo 1 alla testa della macchina usando la vite 2, la rondella piatta 3, la
rondella di bloccaggio dentata 4 e il distanziale 5 (per il tipo C) in dotazione con il pannello operativo.
Selezionare e usare la vite 2 consultando la tabella.
2) Le posizioni dei fori nel supporto per il montaggio del pannello operativo sono differenti l'una dall'altra a
seconda dei rispettivi modelli. Consultare la tabella sottostante.
2
3
4
5
IP-110/tabella di tipi di supporto classicati dalla corrispondenza del modello
Tipo B
1
Testa della macchina
No.
montata
1
DDL-9000
2
DLN-9010
3
LH-31
** ,
4
LZ-228*N
2
3
LH-35
Tipo di supporto
Type B
Type B
**
Type B
Type B
4
5
Foro di
montaggio usato
2-4
2-4
1-5
3-4
Tipo C
2
1
No. di parte della vite
SS4121415SP(3/16-28)
SS4121415SP(3/16-28)
SS6111210SP(11/64-40)
SS4121415SP(3/16-28)
Osservazioni
D a f i s sare su l s u pporto
esclusivo per il montaggio del
pannello standard
3
5
DDL-5550N
6
DDL-8700
7
DLN-5410N
8
DLU-5494N
9
LH-41
**
Type C
Type C
Type C
Type C
Type B
1-3
1-3
1-3
1-3
2-4
SS7121410SN(3/16-24)
SS7121410SN(3/16-24)
SS7121410SN(3/16-24)
SS7121410SN(3/16-24)
SM6051000SP(M5)
– 1 –
U s a r e 2 – 3 i n c a s o
dell'unità optional (V0 e cose
simili).
Usare la vite e le rondelle usate
per la testa della macchina.
Page 5
– 2 –
2. COLLEGAMENTO DEI FILI
A
1
3
AVVERTIMENTO:
Spegnere la macchina e iniziare il lavoro dopo che sono passati 5 minuti o più al ne di evitare
possibili incidenti causati dall'avvio improvviso della macchina per cucire.
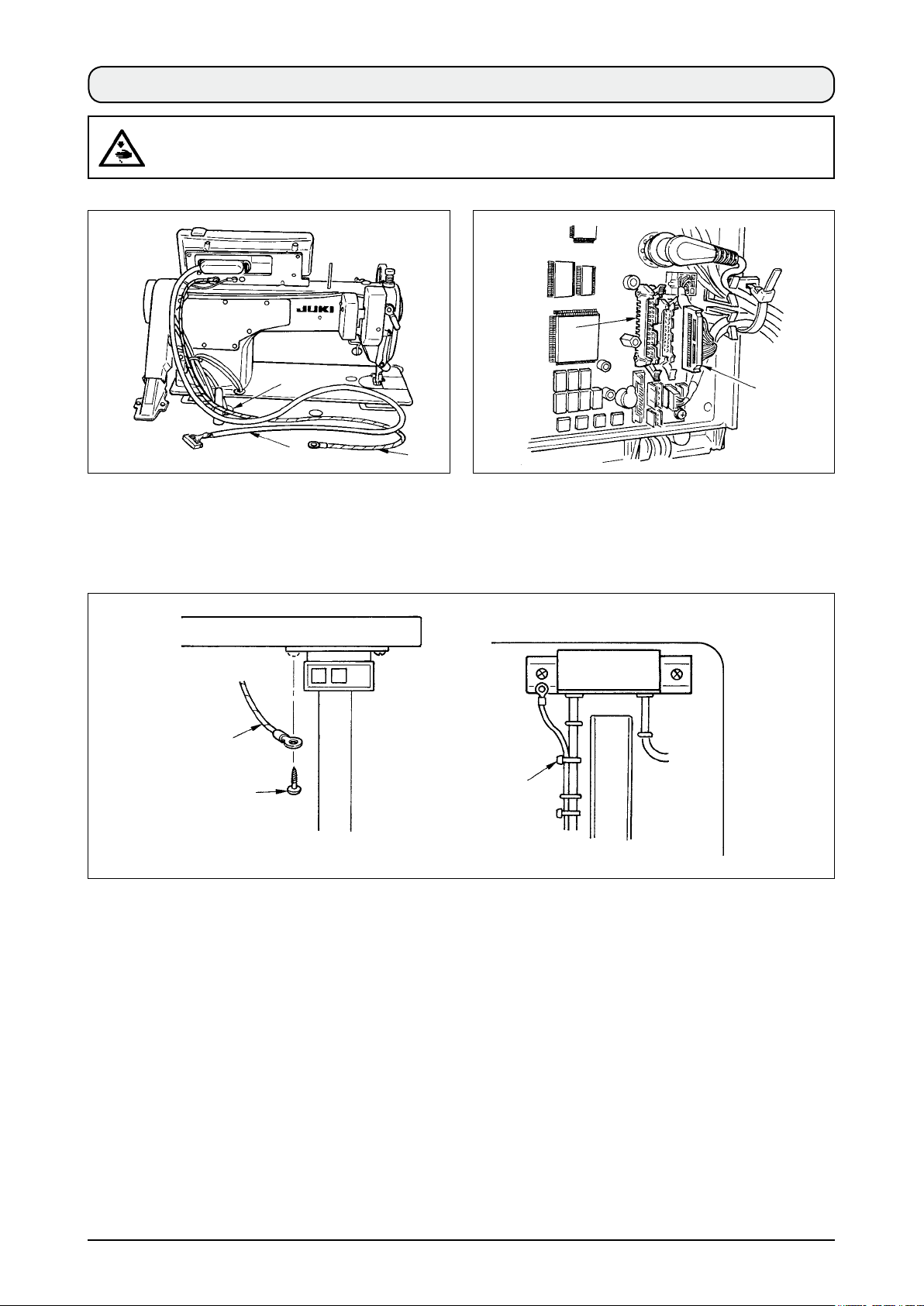
1) Fare passare il filo 1 e il filo FG 3 (per il tipo
C) del pannello operativo attraverso il foro A
nel tavolo della macchina per dirigerli alla parte
inferiore del tavolo.
2
1
2) Collegare il connettore del filo 1 al connettore
CN34 2 nella centralina di controllo.
Supercie inferiore del tavolo
3
4
3) Per il tipo C, ssare il lo FG 3 all'interruttore dell'alimentazione con la vite per legno 4 in dotazione con
il pannello come accessori.
Effettuare il cablaggio del lo FG 3 dopo averlo legato in un fascio con il cavo di alimentazione e cose
simili con il nastro fermacavi 5 in dotazione con il pannello come accessori.
5
Page 6
3. COME USARE IL PANNELLO OPERATIVO
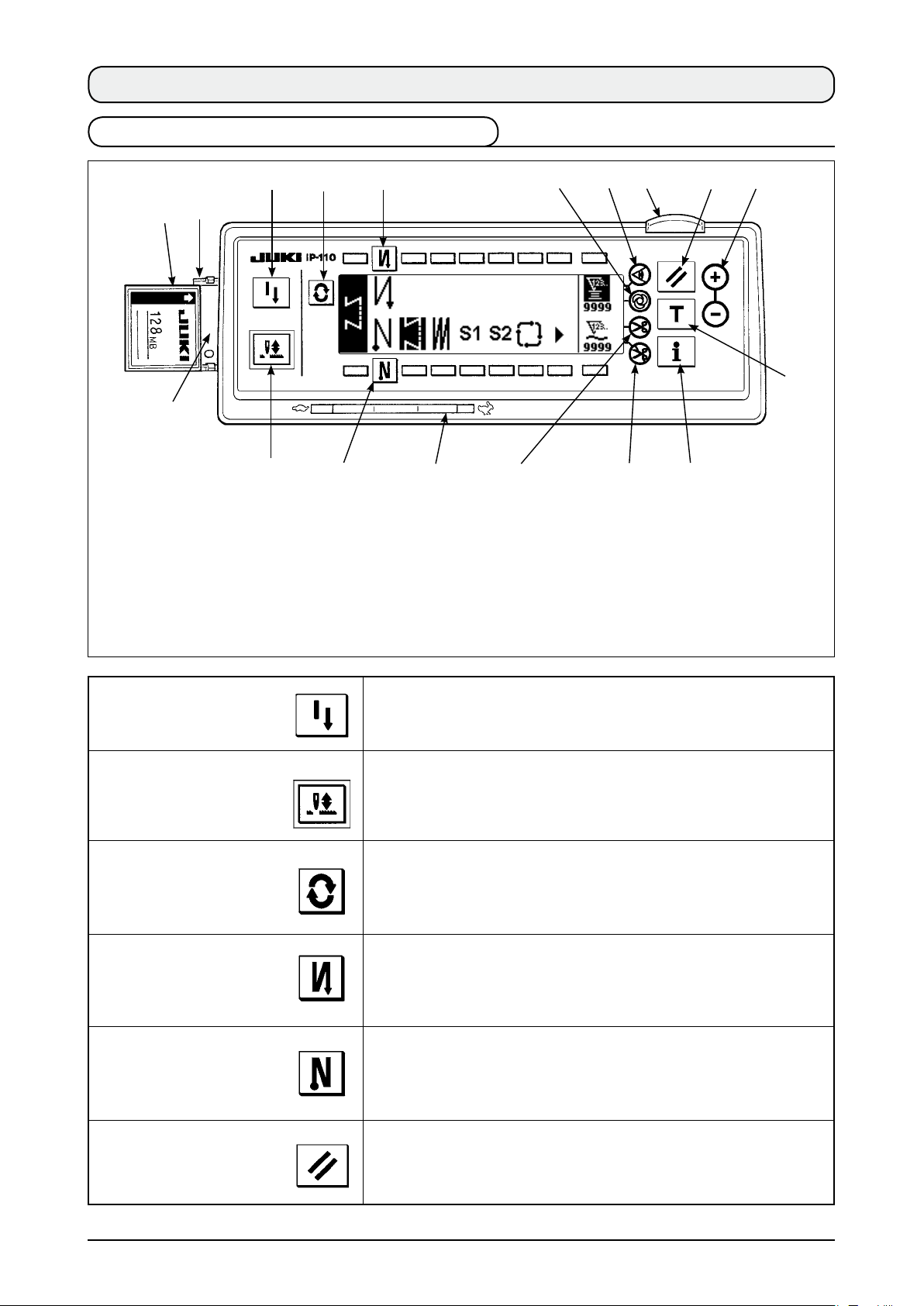
3-1. Nomi e funzioni delle rispettive sezioni
!0
!8
!7
!6
1
3 4
9
!5
6
!3
7
2
Interrutt
1
Interruttore di compensazione con l’
2
Interruttore di commutazione dello
3
4
5
6
1
2
ore di ricucitura
ago su/giù
schermo
Interruttore di “con/senza” l’
affrancatura all’inizio della cucitura
Interruttore di “con/senza” l’
affrancatura alla ne della cucitura
Interruttore di ripristino
Interruttore di ricucitura
Interruttore di
compensazione con l’
ago su/giù
Interruttore di
3
commutazione dello
schermo
5
Interruttore di insegnamento
7
Interruttore di informazione
8
Interruttore del sensore del bordo del
9
materiale
Interruttore di cucitura a colpo unico
!0
Interruttore di “con/senza” il rasalo
!1
automatico
Interruttore di proibizione del taglio del lo
!2
Interruttore di impostazione del valore del
!3
contatore
!4
!1
!2
Resistore variabile di limitazione della
!4
velocità massima
Luce di indicazione dell’alimentazione
!5
Coperchio del media
!6
Slot del media
!7
(Apertura di inserimento del media)
CompactFlash(TM)
!8
(Optional : No. di parte : 40000100)
8
Questo interruttore è usato per continuare la cucitura dal passo a
metà strada dopo aver sostituito il lo della bobina quando il lo
della bobina si è esaurito durante il passo di cucitura programmata.
Questo è l’interruttore per eseguire la cucitura di compensazione
con l’ago su/giù.(La cucitura di compensazione con l’ago su/giù
e la cucitura di compensazione con un punto possono essere
commutate con l’impostazione della funzione No. 22.)
Questo è l’interruttore per commutare lo schermo.
Interruttore di “con/
4
senza” l’affrancatura all’
inizio della cucitura
Interruttore di “con/
5
senza” l’affrancatura
alla ne della cucitura
Interruttore di ripristino
6
Questo è l’interruttore per accendere/spegnere l’affrancatura
automatica all’inizio della cucitura.
* Questo interruttore non può essere usato con la macchina per
cucire che non è dotata del dispositivo di affrancatura automatica.
Questo è l’interruttore per accendere/spegnere l’affrancatura
automatica alla ne della cucitura.
* Questo interruttore non può essere usato con la macchina per
cucire che non è dotata del dispositivo di affrancatura automatica.
Questo è l’interruttore per riportare il valore del contatore
del filo della bobina o del contatore della cucitura al valore di
impostazione.
– 3 –
Page 7
– 4 –
Interruttore di
7
insegnamento
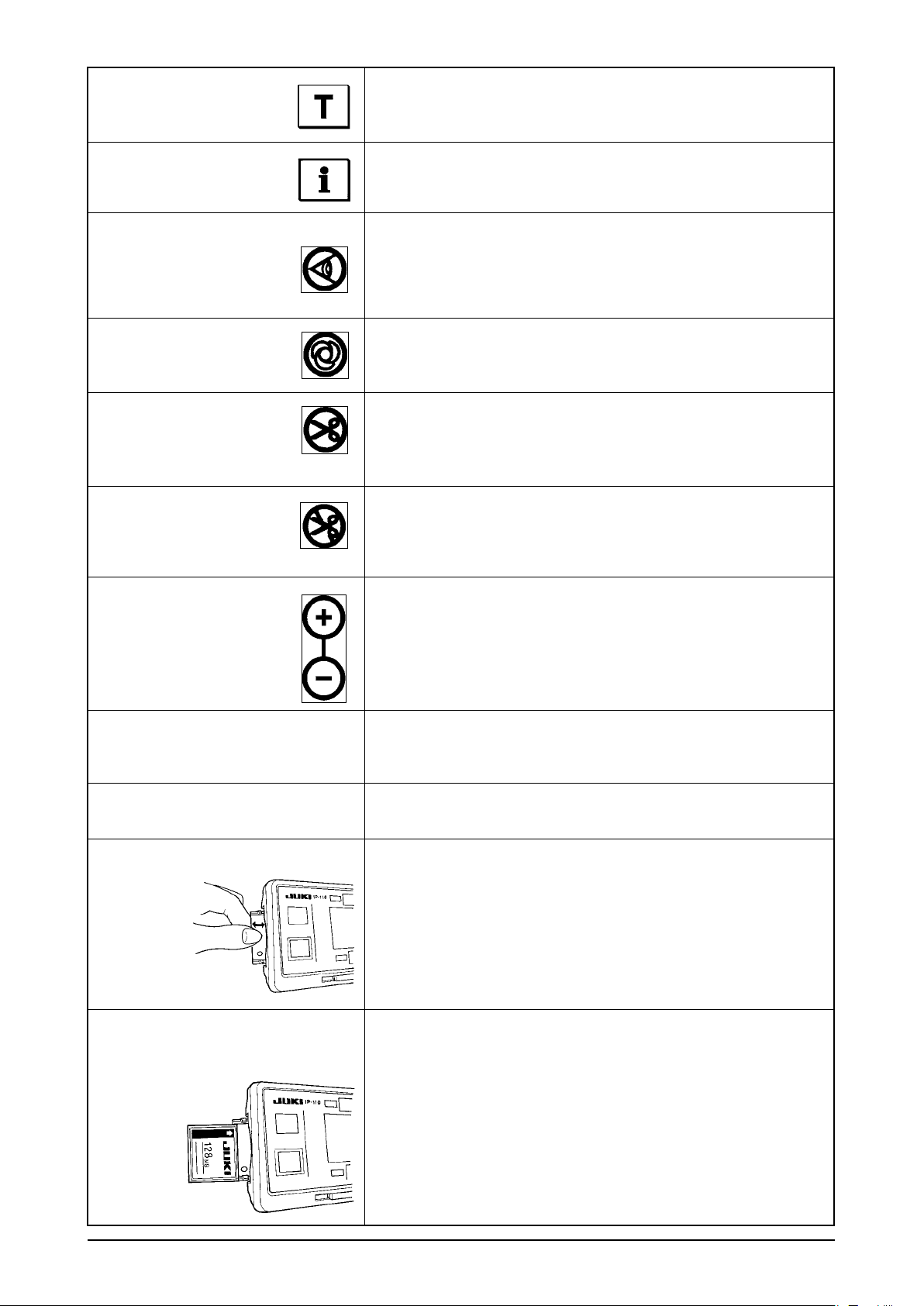
Questo è l’interruttore per impostare l’impostazione del numero di
punti con il valore di numero di punti che è stato realmente cucito.
Interruttore di
8
informazione
IInterruttore del sensore
9
del bordo del materiale
Interruttore di cucitura a
!0
colpo unico
Interruttore di “con/senza”
!1
il rasalo automatico
Interruttore di proibizione
!2
del taglio del lo
Interruttore di
!3
impostazione del valore
del contatore
Questo è l’interruttore per effettuare varie impostazioni della
funzione.
Reso valido quando il sensore del bordo del materiale è installato
sulla macchina.
Usato per selezionare se il sensore del bordo del materiale è
usato durante la cucitura o meno.
Quando questo interruttore è impostato a “valido”, al momento
della cucitura programmata, la macchina per cucire funziona
automaticamente no al numero di punti specicato.
Quando questo interruttore è impostato a “valido”, al momento
della cucitura programmata, la macchina per cucire effettua
automaticamente il taglio del filo quando il numero di punti
specicato è stato completato.
Questo interruttore proibisce tutti i tagli del lo.
* Questo interruttore non può essere usato con la macchina per
cucire che non è dotata del dispositivo automatico di taglio del
lo.
Questo è l’interruttore per impostare il valore del contatore del lo
della bobina o del contatore del No. di pezzi.
Resistore variabile di
!4
limitazione della velocità
massima
Luce di indicazione dell’
!5
alimentazione
Coperchio dello slot del
!6
media
Slot del media
!7
(Apertura di inserimento
del media)
Quando si sposta il resistore verso sinistra, la velocità massima
viene limitata.
Questa luce si illumina quando l’interruttore dell’alimentazione
viene acceso.
Questo è il coperchio per l’apertura di inserimento del media
Per aprire il coperchio, mettere le dita sulla tacca posta sul lato
del coperchio come mostrato nella gura e spingere il coperchio
nella direzione della parte posteriore obliqua.
* Ci sono alcune funzioni che non possono essere azionate
con il coperchio aperto. Non chiudere il coperchio tranne che il
CompactFlash(TM) sia inserito completamente.
Per posizionare il CompactFlash(TM), volgere la faccia con l’
etichetta del CompactFlash(TM) verso questo lato e inserire la
parte con un foro piccolo (mettere la tacca del bordo indietro) nel
pannello. Per rimuovere il CompactFlash(TM), tenerlo tra le dita
ed estrarlo fuori.
* Quando il senso di inserimento del CompactFlash(TM)
è sbagliato, il pannello e il CompactFlash(TM) potrebbero
essere danneggiati. Non inserire nessun articolo tranne il
CompactFlash(TM).
Page 8
3-2. Regolazione del contrasto del display del pannello operativo
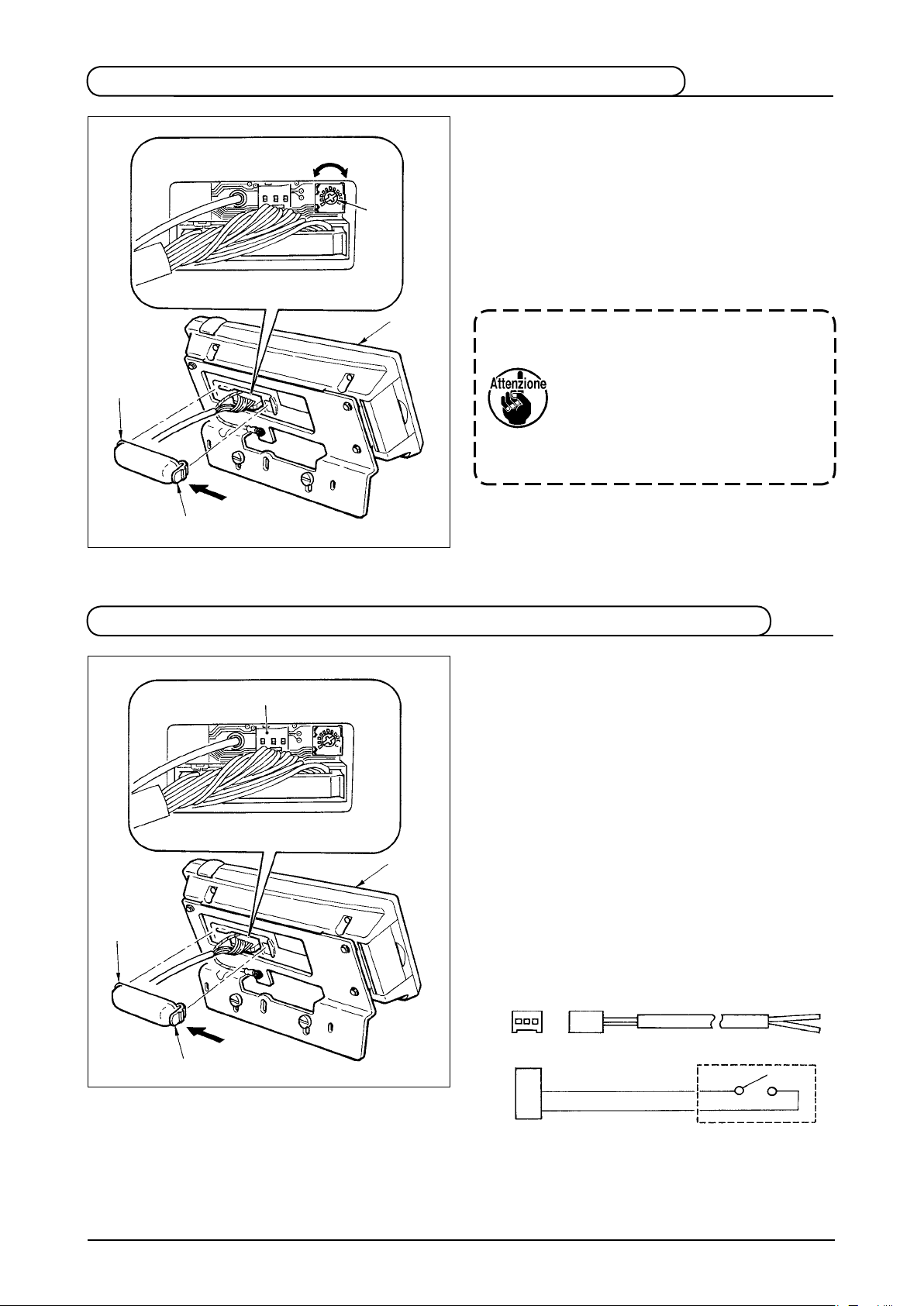
1) Premere nel senso indicato dalla freccia il dente
Luce
Ombra
3
d'arresto della sezio
del cavo 2 montato s ul r etro del pann ello
operativo 1 e rimuovere il coperchio.
2) Girare il resistore variabile di regolazione della
luminosità del display dello schermo a LCD 3 per
regolare la luminosità (contrasto) dello schermo a
LCD.
ne A del cop
erchio dell'uscita
1
1. Per prevenire la rottura del
pannello operativo, non
toccare la scheda del pannello
2
elettronico e il morsetto del
connettore.
2. Non smontare il pannello
operativo per prevenire la sua
rottura.
A
3-3. Connettore per il collegamento dell'interruttore di controllo produttivo
1) Premere nel senso indicato dalla freccia il dente
d'arresto della sezione A del coperchio dell'uscita
3
1
del cavo 2 montato s ul r etro del pann ello
operativo 1 e rimuovere il coperchio.
2) Collegare il connettore del cavo di trasmissione
optio n al a CN105 3 d el co nnettor e per il
coll egamen to dell'in terrut tore d i cont r ollo
produttivo.
Nota) L'unità principale dell'interruttore può
essere preparata dai clienti stessi o si
può chiederne all'ufficio commerciale
JUKI.
2
A
– 5 –
Cavo di trasmissione optional A (asm.)
No. di Parte JUKI 40008168
3 2 1
CN105
1
+ 5V
2
SW
3
GND
Page 9
– 6 –
4. PANNELLO STANDARD
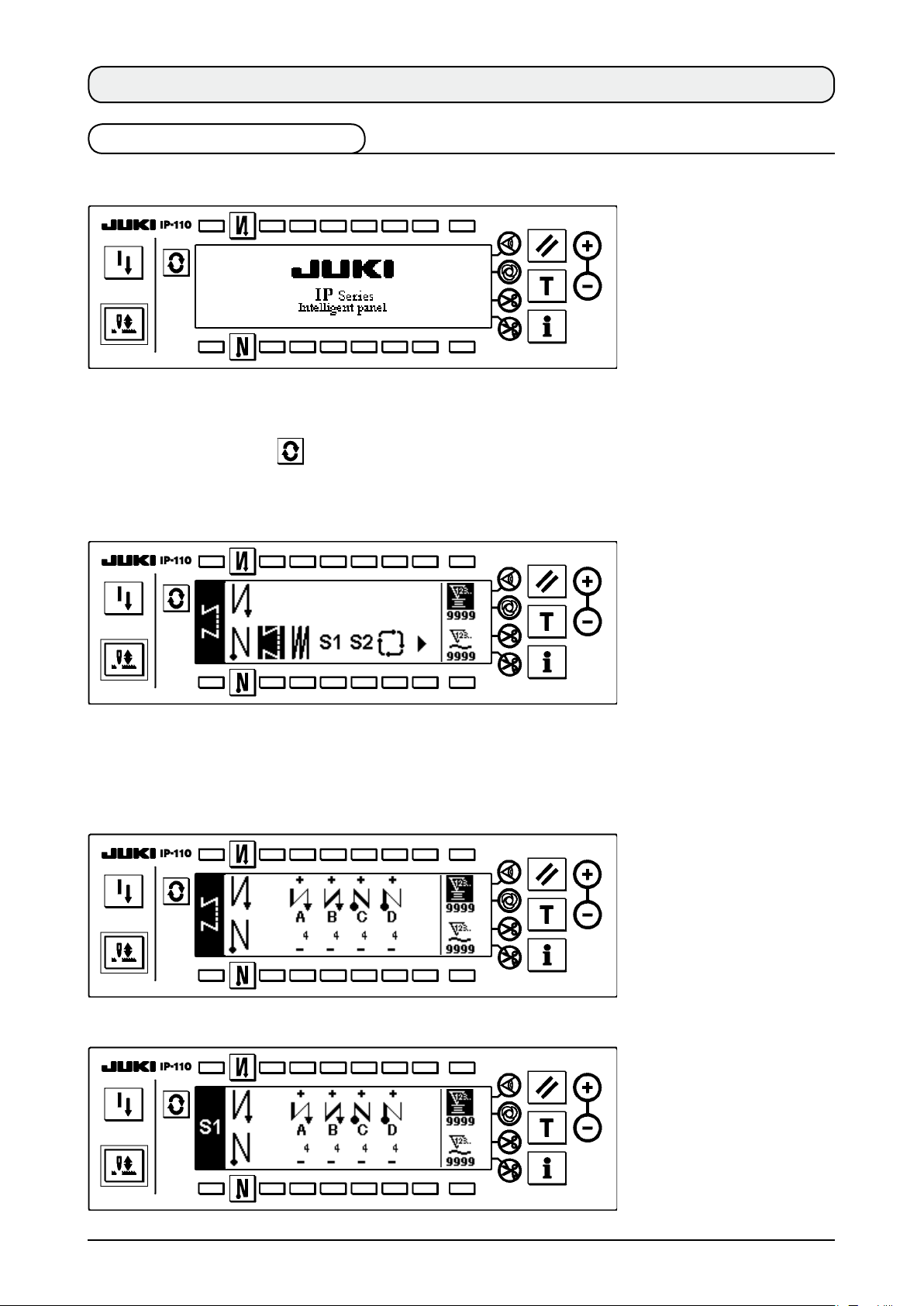
4-1. Schermo fondamentale
Lo schermo WELCOME (benvenuto) viene visualizzato immediatamente dopo aver acceso la macchina.
Lo schermo immediatamente dopo lo schermo WELCOME diventa lo schermo che effettua l'impostazione
del modello di cucitura che era selezionato quando la macchina è stata spenta precedentemente.
Ogni volta che l'interruttore viene premuto, lo schermo cambia.
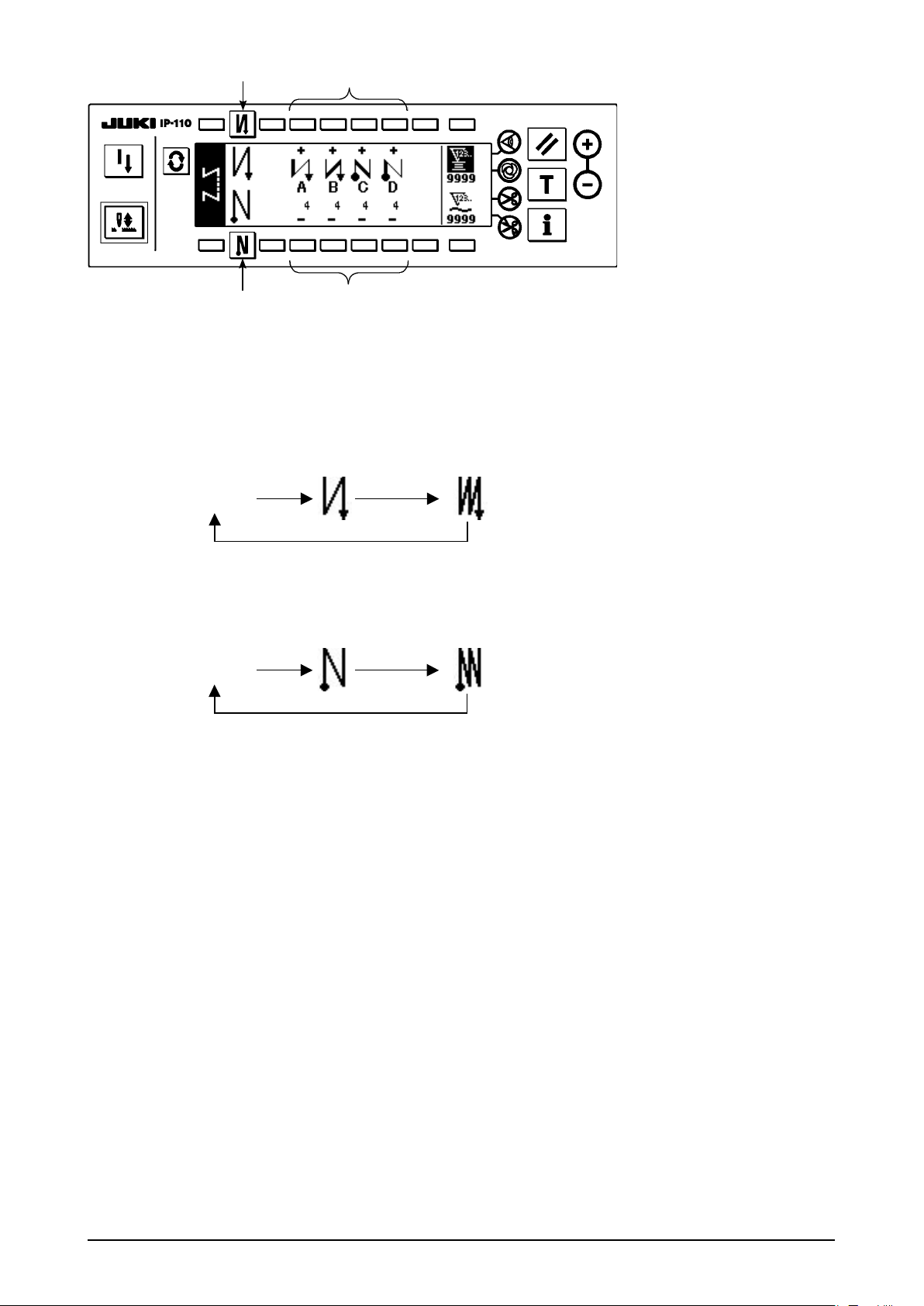
Schermo di lista dei modelli
■
La selezione delle rispettive forme viene effettuata.
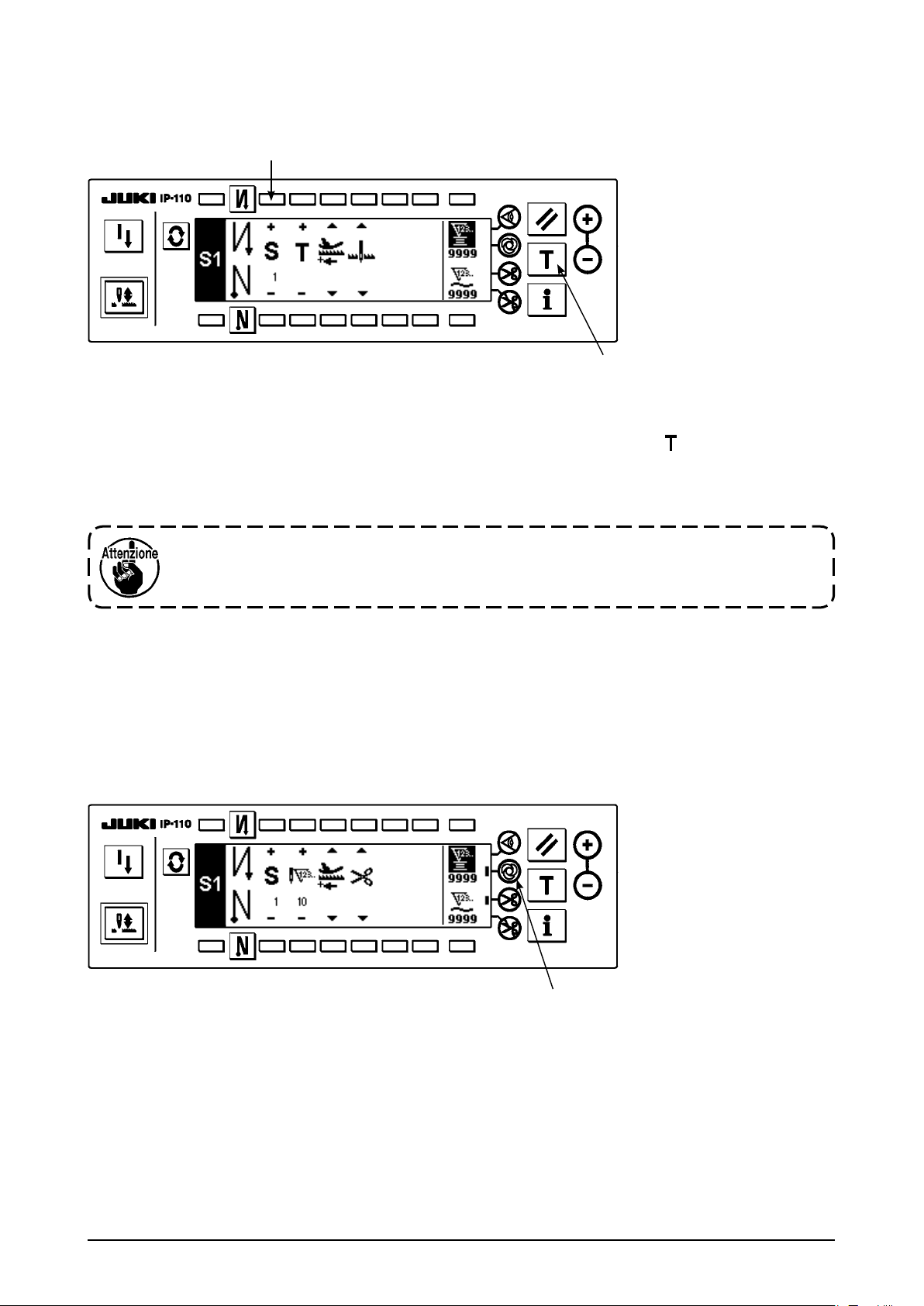
Schermo di impostazione del numero di punti dell'affrancatura
■
L'impostazione del numero di punti dell'affrancatura viene effettuata.
< Quando il modello di affrancatura è selezionato >
< Quando il modello di cucitura programmata 1 è selezionato >
Page 10
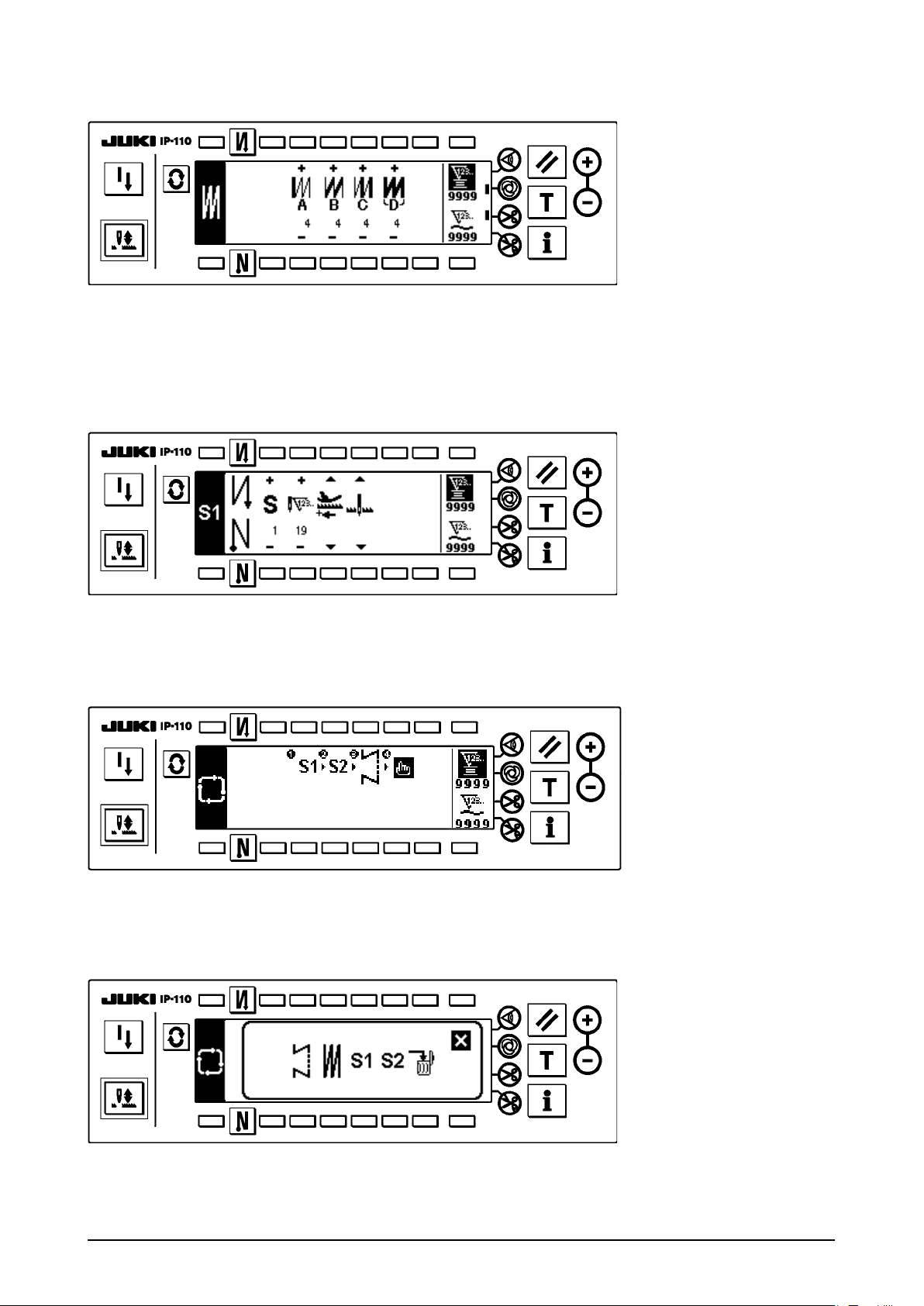
Schermo di impostazione del numero di punti della cucitura sovrapposta
■
L'impostazione del numero di punti della cucitura sovrapposta viene effettuata.
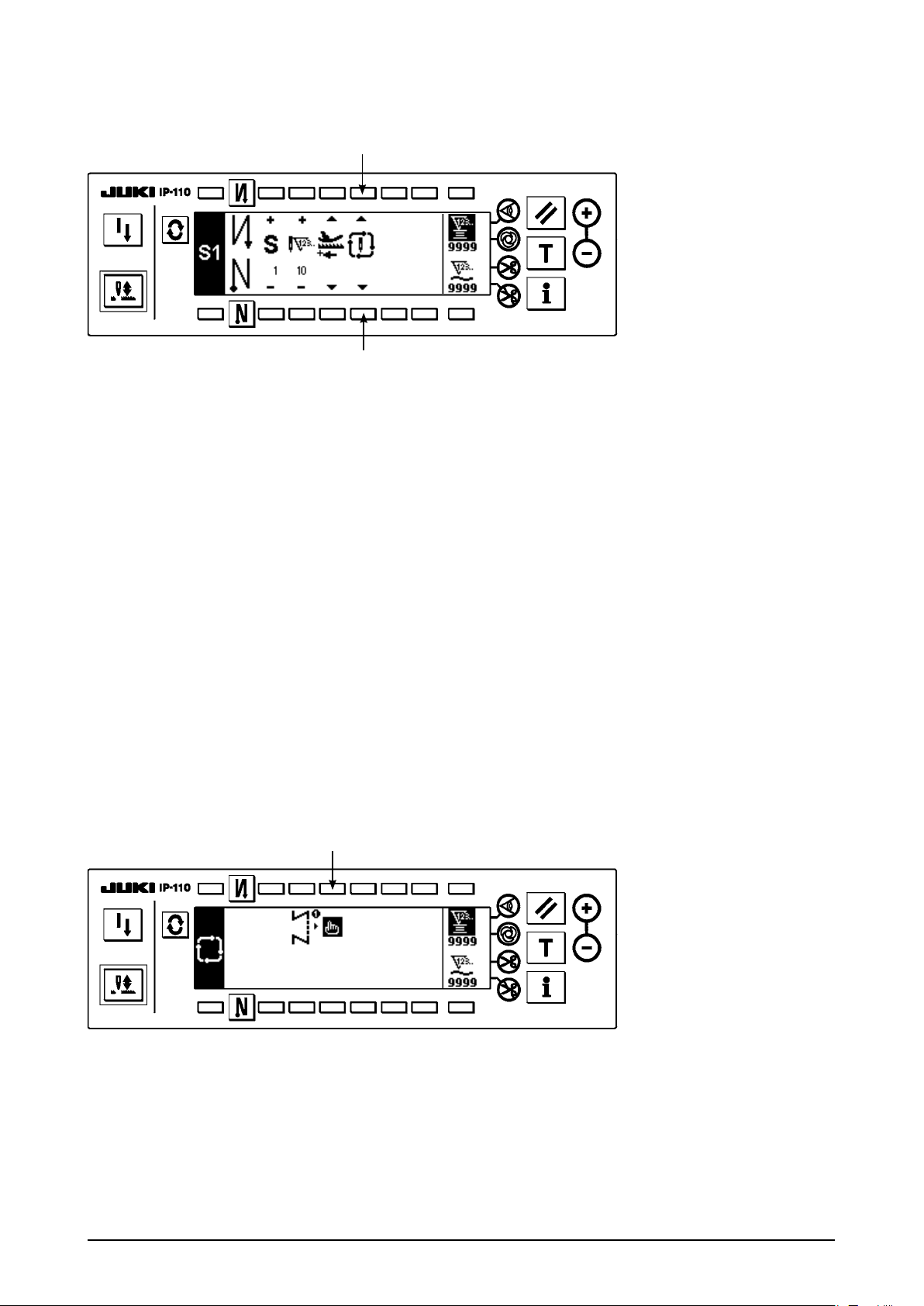
Schermo di impostazione della cucitura programmata
■
L'impostazione delle rispettive condizioni della cucitura programmata viene effettuata.
< Quando il modello di cucitura 1 della cucitura programmata è selezionato >
Schermo di impostazione della cucitura del ciclo
■
L'impostazione del passo della cucitura del ciclo viene effettuata.
Schermo rapido di impostazione del modello di cucitura del ciclo
■
L'impostazione del modello di cucitura del ciclo viene effettuata.
– 7 –
Page 11
– 8 –
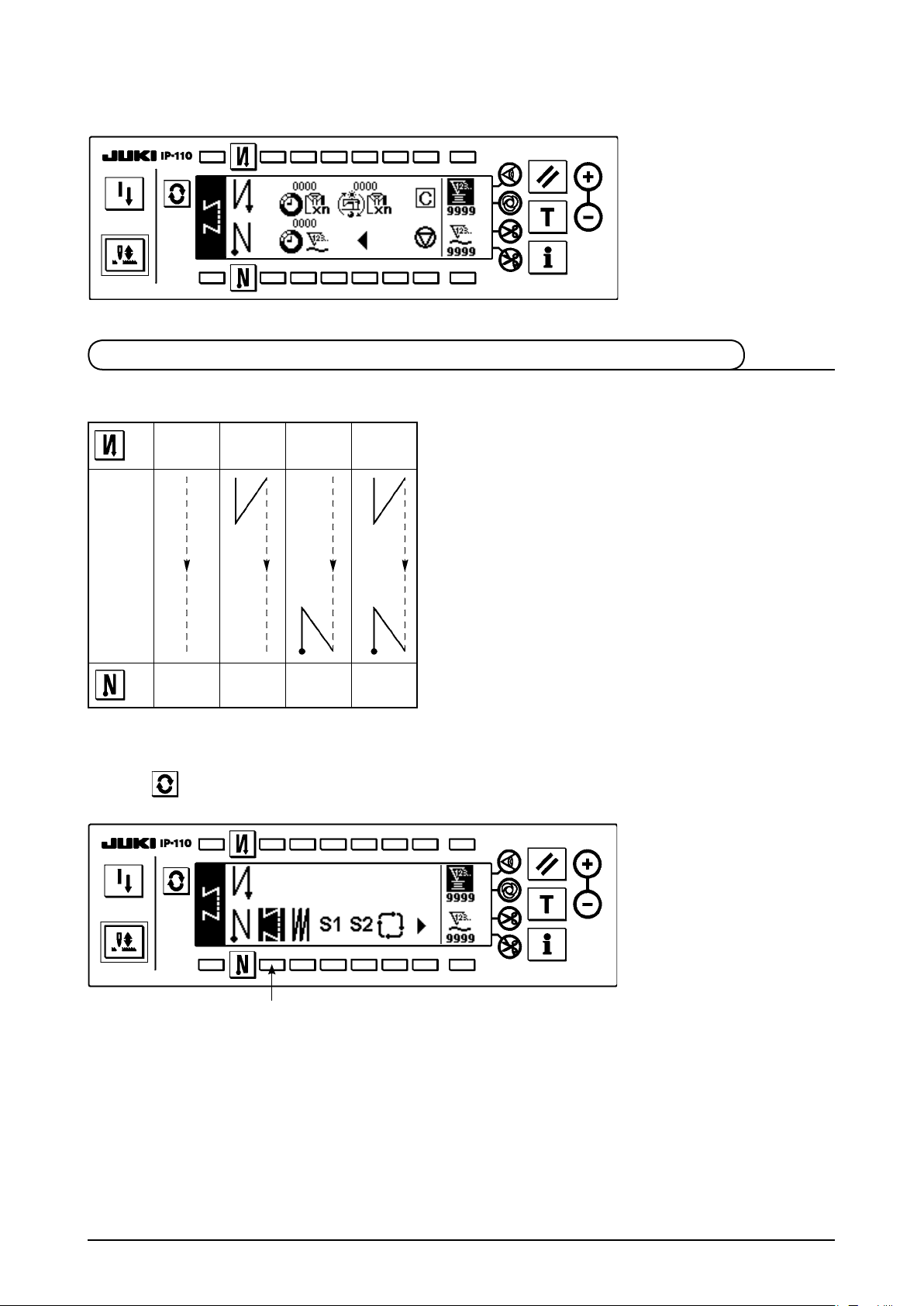
Schermo di visualizzazione della produzione
■
Il valore di impostazione dell'obiettivo nale, il valore d'obiettivo attuale ed i risultati reali no adesso
vengono visualizzati.
4-2. Come azionare il pannello operativo per cucire i modelli di cucitura
(1) Modello di affrancatura
2
OFF ON ON
OFF
A
B
A
B
Modello
di
cucitura
OFF OFF
3
C
D
ON ON
C
D
Premere per visualizzare lo schermo di lista dei modelli.
1
1) Premere l'interruttore 1 per selezionare il modello di affrancatura, e lo schermo viene automaticamente
commutato allo schermo di impostazione del numero di punti dell'affrancatura per visualizzare il numero
di punti che è stato già impostato.
Page 12
2
4
3
2) Quando si cambia il numero di punti, cambiarlo con gli interruttori 4 e 5 per impostare il numero di punti
da A a D.
(La gamma del numero di punti che può essere cambiato : da 0 a 99 punti)
3) Premere l'interruttore 2 per impostare l'affrancatura all'inizio della cucitura.
Niente
impostazione
4) Premere l'interruttore 3 per impostare l'affrancatura alla ne della cucitura.
Niente
impostazione
Affrancatura
all'inizio della
cucitura
Affrancatura
alla ne della
cucitura
5
Affrancatura doppia
all'inizio della
cucitura
Affrancatura doppia
alla ne della
cucitura
– 9 –
Page 13
– 10 –
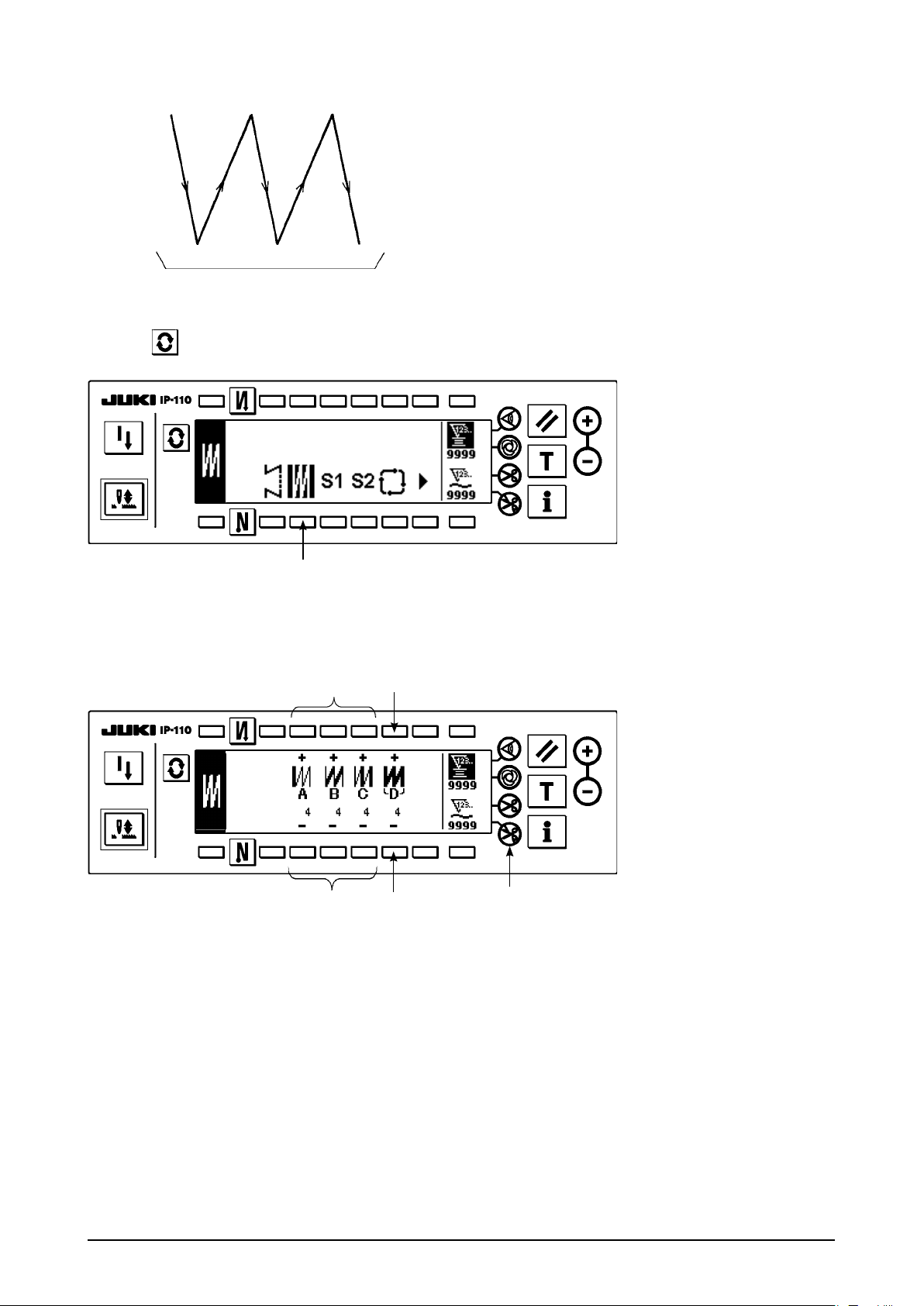
(2) Modello di cucitura sovrapposta
A C C
B B
D
Premere per visualizzare lo schermo di lista dei modelli.
1
1) Premere l'interruttore 1 per selezionare il modello di cucitura sovrapposta, e lo schermo viene
automaticamente commutato allo schermo di impostazione del numero di punti della cucitura sovrapposta
per visualizzare il numero di punti che è stato già impostato.
2
3
2) Quando si cambia il numero di punti, cambiarlo con gli interruttori 2 e 3 per impostare il numero di punti
per i processi da A a C. Per cambiare il numero di volte di tutti i processi, cambiarlo con gli interruttori 4 e
per impostare il numero di processi D.
5
(La gamma del numero di punti A, B e C che possono essere cambiati : da 0 a 19 punti. La gamma del
numero di processi D può essere cambiato : da 0 a 9 volte)
3) Premere la parte anteriore del pedale una volta, e la macchina per cucire ripeterà la cucitura normale e
l'affrancatura tanto quanto il numero di volte impostato. La macchina per cucire quindi automaticamente
farà funzionare il rasalo e si arresterà per completare la procedura di cucitura sovrapposta. (La cucitura
automatica a colpo unico non può essere disinserita.)
4) Quando la funzione di proibizione del taglio del lo 6 è selezionata, la macchina si arresterà con l'ago
sollevato subito dopo il completamento della procedura di cucitura sovrapposta senza effettuare il taglio
del lo.
4
5
6
Page 14
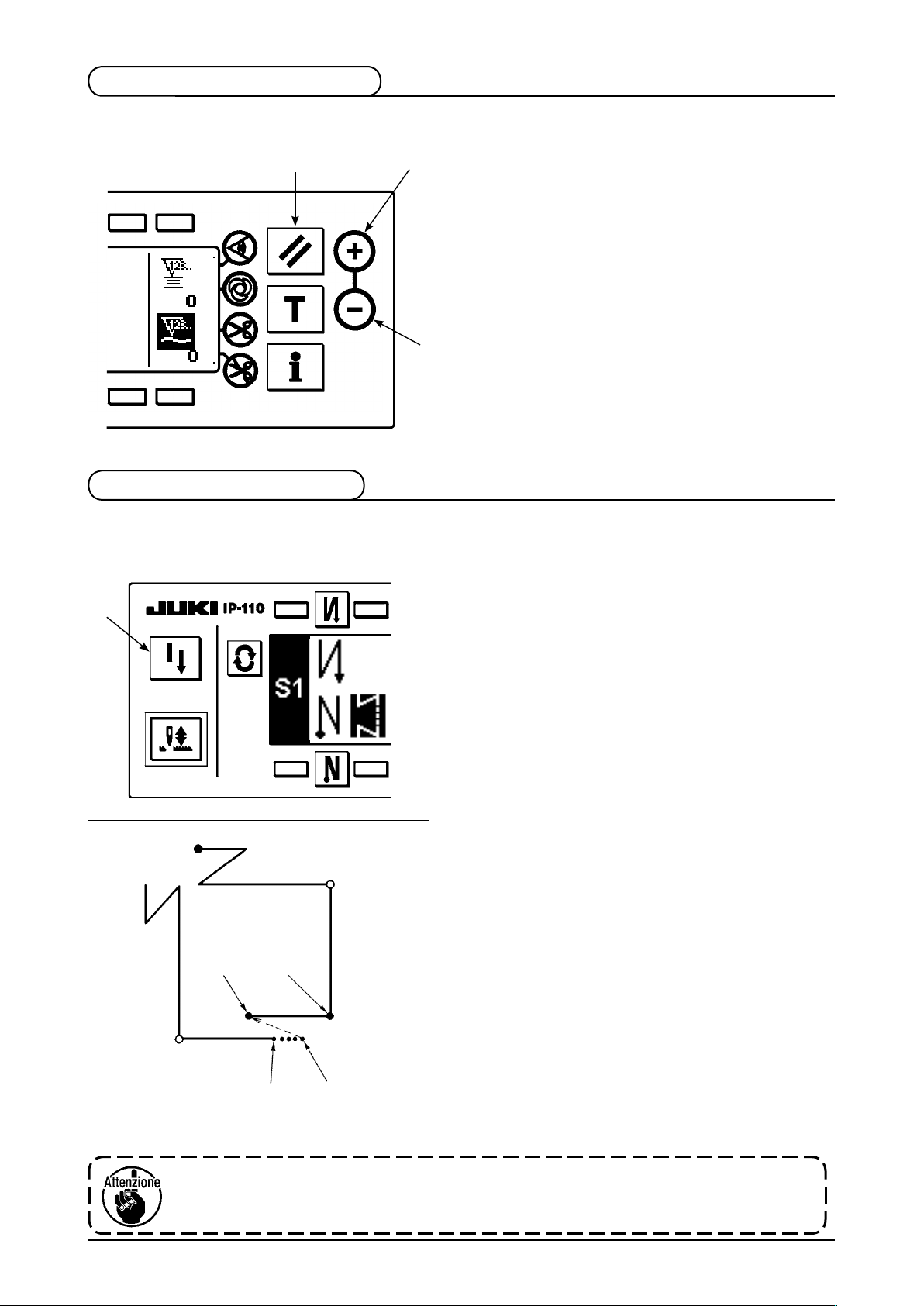
(3) Modello di cucitura programmata
Il processo di cucitura a dimensione costante può essere programmato no a 20 passi operativi al massimo.
Le condizioni di cucitura inclusi il numero di punti, il modo di arresto con l'ago sollevato/abbassato, il taglio
del filo automatico, i passi operativi continui, sollevamento/abbassamento del piedino premistoffa e la
cucitura a trasporto normale/inverso possono essere separatamente impostate per i rispettivi passi operativi.
Se il sollevamento del piedino premistoffa è impostato, anche il tempo durante il quale il piedino premistoffa
è sollevato può essere impostato.
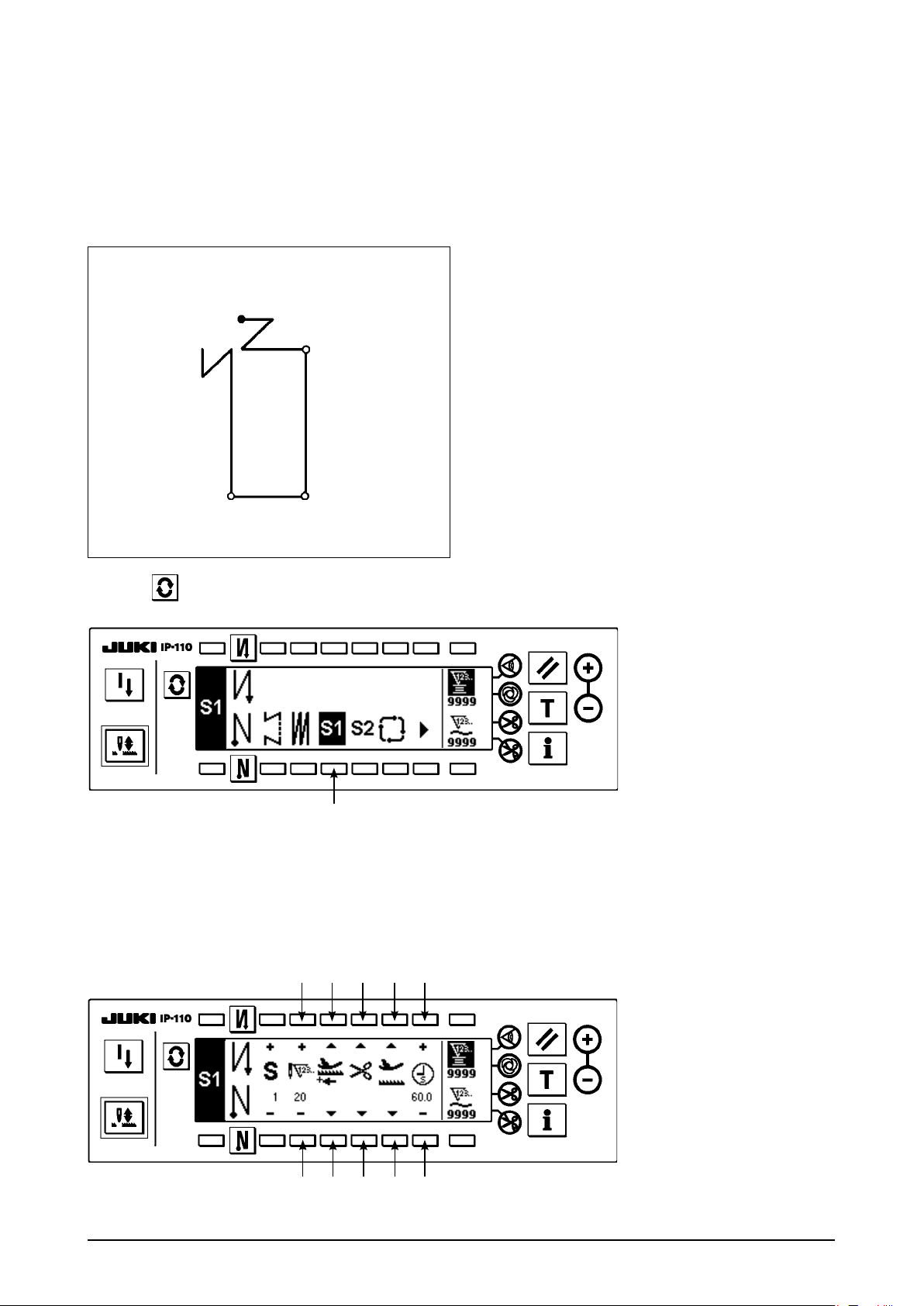
Esempio di modello di cucitura programmata
4
Passo 4
10
Passo 3
10
4
4
20 20
Passo 1
4
Passo 2
Premere per visualizzare lo schermo di lista dei modelli.
La procedura di programmazione è descritta qui
sotto prendendo il modello sul lato sinistro come
un esempio.
1
1) Premere l'interruttore 1 per selezionare il modello di cucitura programmata, e lo schermo viene
automaticamente commutato allo schermo di impostazione della cucitura programmata per visualizzare il
numero di punti e il dato sul passo operativo 1 che sono stati già impostati.
[Passo 1]
2 4 6
3 5 7 9
8
!0
!1
– 11 –
Page 15
– 12 –
1) Confermare che il passo 1 sia visualizzato sul pannello. Ora, impostare il numero di punti a 20 usando gli
interruttori 2 e 3.
2) Impostare il senso di trasporto al senso normale usando gli interruttori 4 e 5.
3) Impostare lo stato di stop della macchina per cucire al modo di arresto con l'ago abbassato usando gli
interruttori 6 e 7.
Se il numero di punti è impostato a 0 punto o lo stato di stop della macchina per cucire è
impostato al modo di taglio del lo automatico , la macchina non avanzerà al passo
operativo successivo.
4) Impostare la posizione del piedino premistoffa, quando la macchina per cucire si arresta, alla posizione
d'arresto superiore usando gli interruttori 8 e 9.
(Quando si desidera specicare, in particolare, la lunghezza del tempo durante il quale il piedino premistoffa
è sollevato, impostarla come si desidera usando gli interruttori !0 e !1. Nello stato iniziale, la lunghezza del
tempo è 60 secondi. La gamma di impostazione possibile del tempo durante il quale il piedino premistoffa è
sollevato : da 0,1 sec. a 99,9 sec.)
Se l’impostazione con gli interruttori 8 e 9, o !0 e !1 è possibile solo nello stato in cui l’
uso dell’alzapiedino automatico può essere effettuato (FL ON), si può commutare FL ON/
OFF accendendo la macchina mentre si preme su l’interruttore della centralina di controllo.
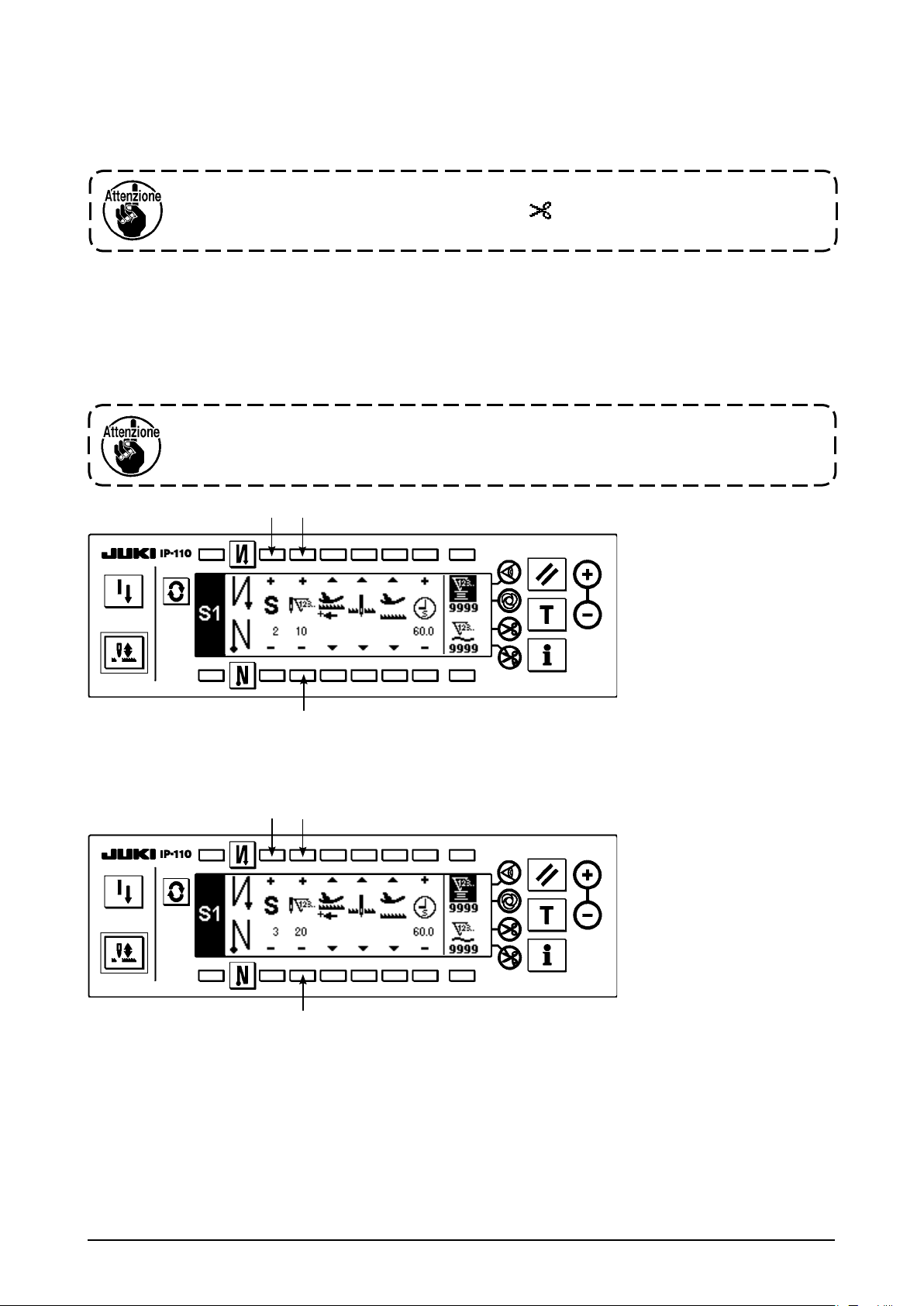
!2
[Passo 2]
2
3
5) Premere l'interruttore !2 una volta per visualizzare il passo 2.
6) Impostare il numero di punti a 10 usando gli interruttori 2 e 3.
[Passo 3]
7) Impostare il senso di trasporto al senso normale, lo stato di stop della macchina per cucire al modo di
arresto con l'ago abbassato e la posizione del piedino premistoffa alla posizione d'arresto superiore come
nel caso del passo 1.
8) Premere l'interruttore !2 una volta per visualizzare il passo 3.
9) Impostare il numero di punti a 20 usando gli interruttori 2 e 3.
10) Impostare il senso di trasporto al senso normale, lo stato di stop della macchina per cucire al modo di
arresto con l'ago abbassato e la posizione del piedino premistoffa alla posizione d'arresto superiore
come nel caso dei passi 1 e 2.
!2
2
3
Page 16
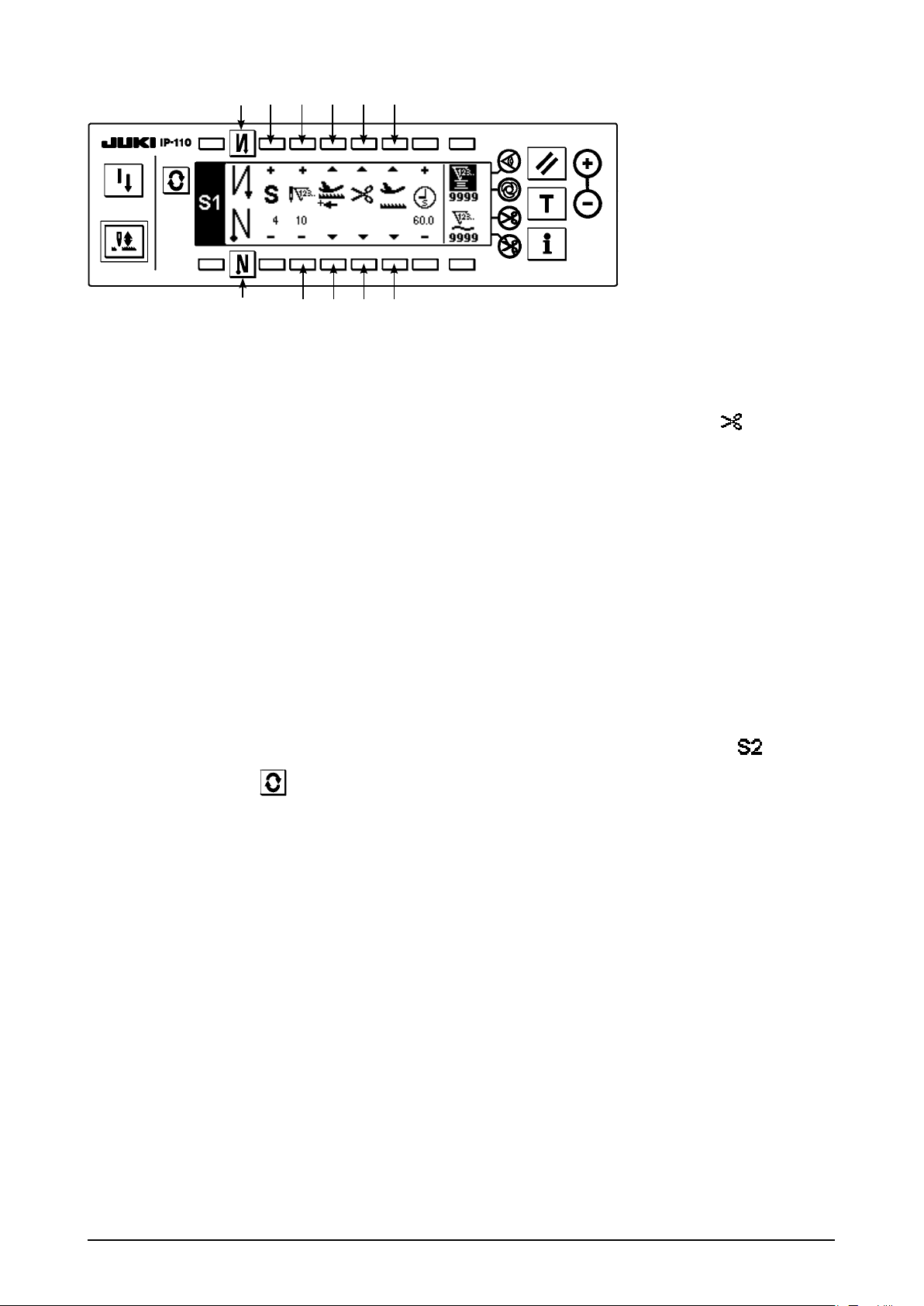
[Passo 4]
!3
!2
2 4 6 8
!4
11) Premere l'interruttore !2 una volta per visualizzare il passo 4.
12) Impostare il numero di punti a 10 usando gli interruttori 2 e 3.
13) Impostare il senso di trasporto al senso normale usando gli interruttori 4 e 5.
14) Impostare lo stato di stop della macchina per cucire al modo di taglio del lo automatico usando gli
interruttori 6 e 7.
15) Impostare la posizione del piedino premistoffa, quando la macchina per cucire si arresta, alla posizione
d'arresto superiore usando gli interruttori 8 e 9.
16) Selezionare l'affrancatura usando gli interruttori !3 e !4. Questo completa la procedura di impostazione
dei dati.
17) È possibile anche impostare l'affrancatura doppia usando gli interruttori !3 e !4.
Ogni volta che ciascun passo viene nito, azionare l'interruttore di inversione del trasporto, e la macchina
per cucire gira a bassa velocità (operazione di compensazione del punto).
Si possono programmare altri processi nel modello di cucitura programmata 2 seguendo la predetta
procedura.
In caso del modello di cucitura 2, l'indicazione sull'estremità sinistra dello schermo diventa
3 5 7 9
.
Quando l'interruttore
schermo viene commutato allo schermo di impostazione del numero di punti dell'affrancatura, e il numero
di punti dell'affrancatura al momento della cucitura programmata può essere impostato. Il numero di punti
dell'affrancatura può essere impostato separatamente per i modelli di cucitura 1 e 2.
viene premuto nello schermo di impostazione della cucitura programmata, lo
– 13 –
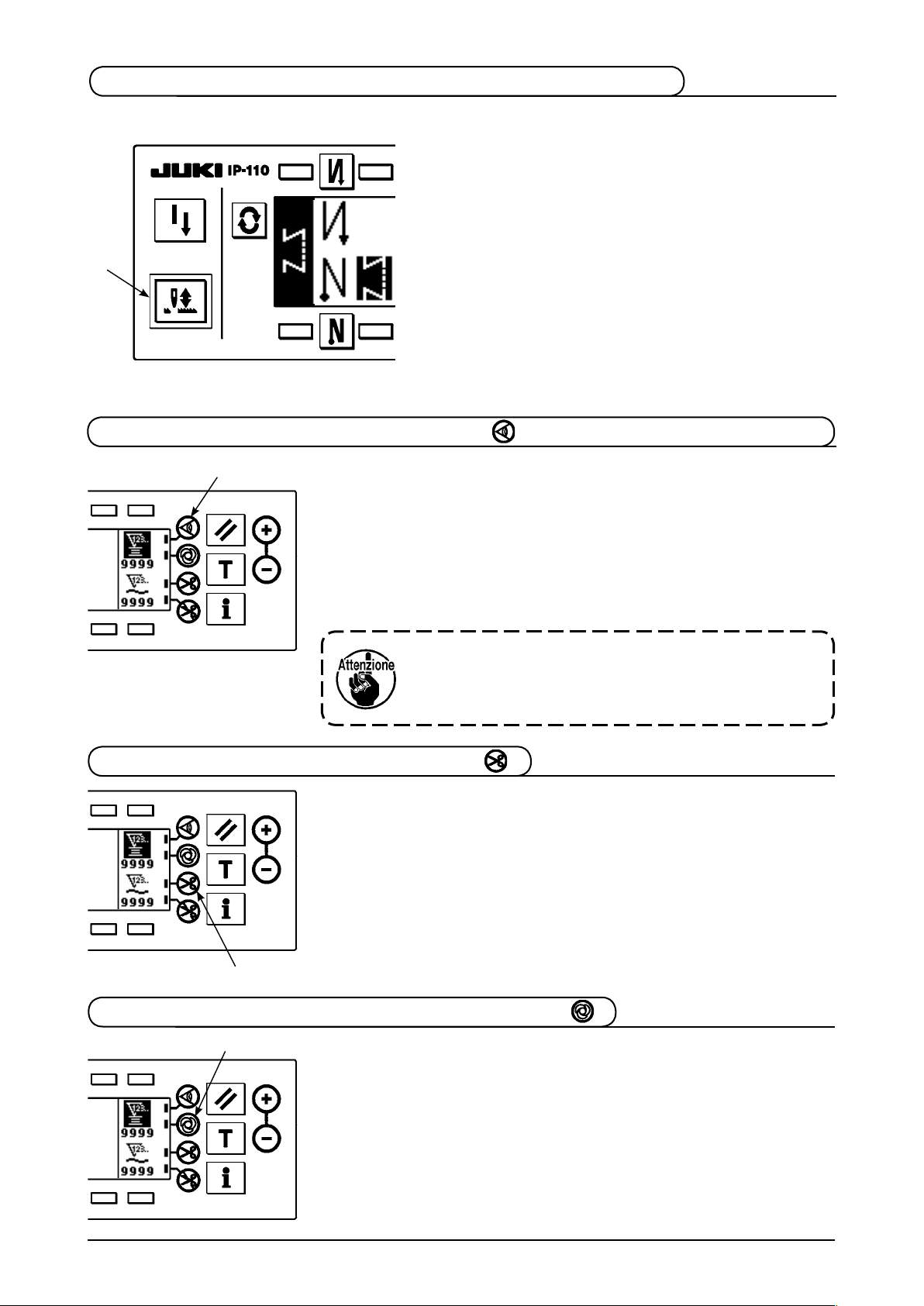
Page 17
<
Modo di insegnamento
Nel modo di insegnamento, è possibile impostare il numero di punti del passo in un modello di cucitura
programmata al numero di punti che è stato realmente cucito.
1) Nello schermo di impostazione della cucitura programmata, premere l'interruttore di insegnamento 1 per
selezionare il modo di insegnamento.
2) L'indicazione mostrata sulla sezione di immissione del numero di punti cambia a . Questo mostra che la
macchina per cucire è entrata nel modo di insegnamento.
3) Premere la parte anteriore del pedale per fare eseguire la cucitura alla macchina per cucire nché l'ultimo
punto del passo operativo attuale sia raggiunto.
>
2
1
Il numero di punti non può essere immesso girando il volantino manualmente o
azionando l'interruttore di sollevamento/abbassamento dell'ago.
4) Fare ritornare il pedale alla sua posizione di folle per arrestare la macchina per cucire. Ora, il numero di
punti che è stato cucito viene visualizzato.
5) Avanzare al passo successivo usando l'interruttore 2 o fare eseguire il taglio del lo alla macchina per
cucire. Questo completa l'immissione del numero di punti per il passo operativo 1.
<
Cucitura automatica a colpo unico
La funzione di cucitura automatica a colpo unico può essere impostata separatamente per ciascun passo.
>
1
1) Nello schermo di impostazione del modello di cucitura programmata, premere l'interruttore di cucitura
automatica a colpo unico 1 per selezionare la funzione di cucitura automatica a colpo unico.
2) Un segno viene visualizzato sulla sezione di LCD dell'interruttore, che mostra che la funzione di cucitura
automatica a colpo unico è stata selezionata.
3) Nel passo in cui la funzione di cucitura automatica a colpo unico è stata selezionata, la macchina per
cucire continuerà a cucire automaticamente, una volta che la macchina per cucire inizia a girare, nché la
ne del passo sia raggiunta.
– 14 –
Page 18
<
Modo di cucitura continua >
In questo modo operativo, è possibile fare eseguire il passo successivo alla macchina per cucire dopo il
completamento del passo attuale.
1
2
1) Nello schermo di impostazione del modello di cucitura programmata, selezionare il modo di cucitura
continua usando gli interruttori 1 e 2.
2) Se il modo di cucitura continua è selezionato, è possibile fare eseguire il passo successivo impostato nel
programma alla macchina per cucire dopo il completamento del passo attuale premendo la parte anteriore
del pedale.
<
Per azionare il pannello operativo in combinazione con il sensore del bordo del materiale
Quando il pannello operativo è usato in combinazione con il sensore del bordo del materiale, il processo
•
di cucitura può essere completato non con il numero di punti predeterminato ma con il segnale di ingresso
del sensore del bordo del materiale.
Leggere attentamente il Manuale d'Istruzioni per il sensore del bordo del materiale prima di usare il
•
sensore con il pannello operativo.
>
(4) Modello di cucitura del ciclo
Il modello di affrancatura, il modello di cucitura sovrapposta, il modello di cucitura programmata 1 e il modello
di cucitura programmata 2 possono essere impostati e cuciti come si vuole. (Otto differenti modelli possono
essere impostati al massimo.)
1
1) Premere l'interruttore 1 per visualizzare lo schermo rapido di impostazione del modello di revisione della
cucitura del ciclo.
– 15 –
Page 19
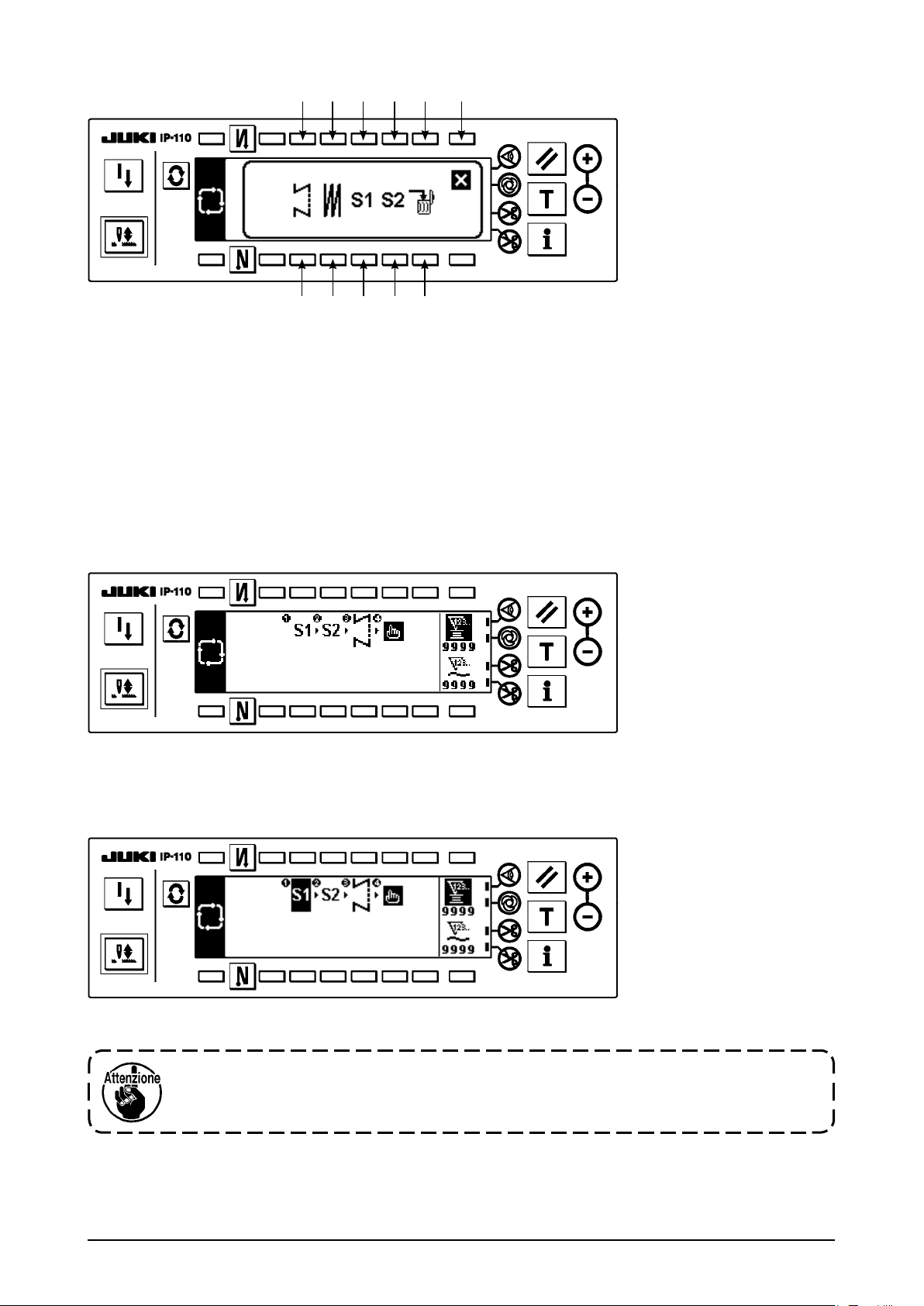
4 6 8
2
!0 !2
5 7 9
3
Interruttori 2 e 3 : Questi interruttori impostano il modello di affrancatura.
Interruttori 4 e 5 : Questi interruttori impostano il modello di cucitura sovrapposta.
Interruttori 4 e 4 : Questi interruttori impostano il modello di cucitura programmata 1.
Interruttori 4 e 4 : Questi interruttori impostano il modello di cucitura programmata 2.
Interruttori !0 e !1 : Questi interruttori cancellano il passo di revisione.
Interruttore !2 : Lo schermo ritorna allo schermo di impostazione della cucitura del ciclo.
[Esempio di impostazione]
!1
2) Ogni volta che il rasafilo viene azionato, la macchina avanza al modello successivo che è stato
selezionato. (Il passo che è in corso di esecuzione viene mostrato in video invertito durante l'esecuzione.)
Se il rasafilo viene azionato prima del completamento di un modello, la macchina
avanzerà al programma successivo.
– 16 –
Page 20
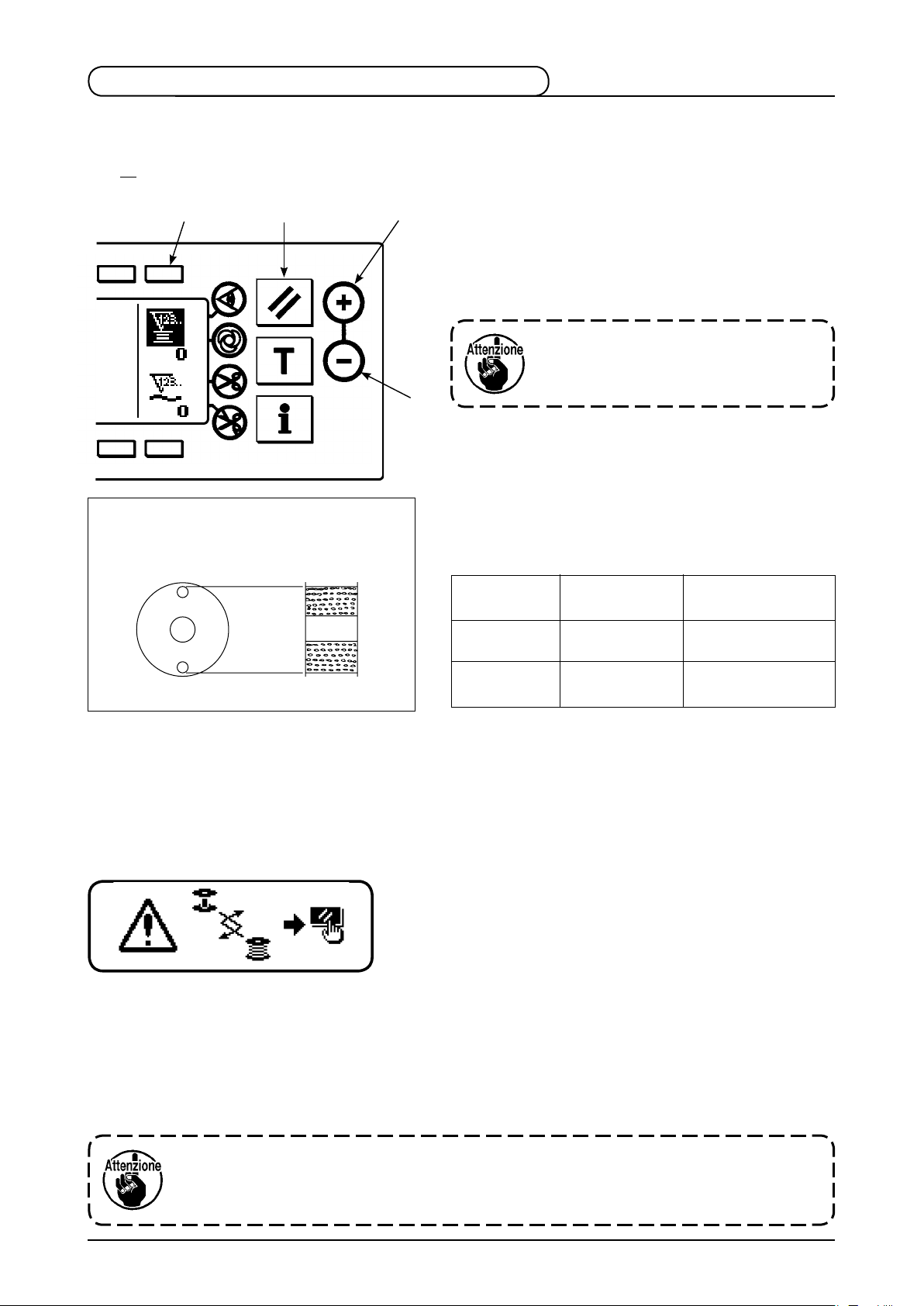
4-3. Come usare il contatore del lo della bobina
La macchina rileva il numero di punti. Il valore prestabilito sul contatore del lo della bobina viene sottratto a
seconda del numero di punti rilevato. (Ogni volta che il rilevatore rileva 10 punti, 1 è sottratto dal valore prestabilito
sul contatore del lo della bobina.) Quando il valore sul contatore diventa un valore negativo come (
0 → –1), il cicalino (squittisce tre volte) e il display rapido informano che è arrivato il momento per cambiare il lo
della bobina.
1
2
3
1) Premere l'
del filo della bobina. Premere quindi l'interruttore
interruttore 1 per selezionare il contatore
di ripristino del contatore 2 per riportare il valore
visualizzato sul contatore del fil
valore iniziale (esso è stato impostato a "0" in
fabbrica al momento della consegna).
Il co n t a t o re del fil o d e l l a bobina
non può essere ripristinato durante
la cucitura. I n questo ca s o , f a r e
4
funzionare il rasalo una volta.
2) Impostare un valore iniziale usando gli interruttori di
impostazione del valore del contatore 3 e 4.
La tabella sottostante danno i valori di impostazione
Valore iniziale sul contatore del lo della
bobina per riferimento
iniziali per riferimento quando la bobina è avvolta con lo
a tal punto che il foro di spillo nell'esterno della capsula è
raggiunto come mostrato nella gura sul lato sinistro.
Filo utilizzato
Filo di spun di
poliestere #50
Filo di cotone
#50
Lunghezza del lo
avvolto intorno alla bobina
36 m
31 m
Valore sul contatore
del lo della bobina
1200
(lunghezza del punto : 3 mm)
1000
(lunghezza del punto : 3 mm)
........
→ 1 →
o della bobina al
Rapporto di tensione del lo il 100 %
* Effettivamente, il contatore del lo della bobina è condizionato dallo spessore del materiale e dalla velocità di
cucitura. Perciò, regolare il valore iniziale del contatore del lo della bobina a seconda delle condizioni operative.
3) Una volta che il valore iniziale è impostato, avviare la macchina per cucire.
4) Quando un valore negativo è mostrato sul contatore, il cicalino squittisce tre volte e il display rapido
apparisce, sostituire il lo della bobina.
Schermo rapido di avvertimento della sostituzione del lo della bobina
5) Dopo che il lo della bobina è stato sostituito correttamente, premere l'interruttore di ripristino del contatore
per riportare il valore sul contatore del filo della bobina al valore iniziale. Ora, avviare di nuovo la
2
macchina per cucire.
6) Se la quantità rimanente di lo della bobina è eccessiva o il lo della bobina si esaurisce prima che il
contatore del filo della bobina indichi un valore negativo, regolare il valore iniziale appropriatamente
usando gli interruttori di impostazione del valore del contatore 3 e 4.
Se la quantità rimanente di lo della bobina è eccessiva .... Aumentare il valore iniziale usando l'interruttore "+".
Se la quantità rimanente di lo della bobina è insufciente .....Diminuire il valore iniziale usando l'interruttore "-".
Se il contatore del filo della bobina è usato in combinazione con il dispositivo di rilevazione
della quantità rimanente di lo della bobina, il contatore del lo della bobina indica il numero di
volte della rilevazione del dispositivo di rilevazione della quantità rimanente di lo della bobina.
Perciò, prima di usare il dispositivo, aver cura di leggere attentamente il Manuale d'Istruzioni per il
dispositivo di rilevazione della quantità rimanente di lo della bobina
– 17 –
Page 21
4-4. Contatore del No. di pezzi
Il contatore del No. di pezzi addiziona uno al numero di prodotti niti ogni volta che la macchina esegue il taglio del
lo. (0 → 1 → 2
...........
→ 9999)
2
3
Il valore sul contatore del No. di pezzi può essere
modificato usando gli interruttori di impostazione del
valore del contatore 3 e 4. Il valore sul contatore
del No. di pezzi viene ripristinato a "0" premendo
l'interruttore di ripristino del contatore 2.
4
4-5. Interruttore di ricucitura
L'interruttore di ricucitura è usato quando il filo della bobina si esaurisce durante i passi di cucitura del
modello di cucitura programmata o qualcosa di simile.
1) Il filo della bobina si esaurisce durante i passi
1
Passo 1
operativi per la cucitura.
2) Portare il pedale alla sua posizione di folle per
arrestare la macchina per cucire. Ora, premere la
parte posteriore del pedale per fare funzionare il
rasalo.
b
3) Inserire l'interruttore di ricucitura 1.
4) Sostituire la bobina. Trasportare leggermente il
materiale sulla macchina nel senso inverso per
riportare il materiale alla posizione in cui la cucitura
è stata interrotta per consentire alla macchina per
cucire di cucire sopra la costura nita nel passo 2.
5) Premere la parte anteriore del pedale finché la
posizione d'arresto e del passo 2 sia raggiunta.
D
C
Passo 4
B
A
Passo 3
d
e
Passo 2
a
Per ritornare al primo passo del modello di cucitura programmata senza usare l'interruttore di
ricucitura 1, premere la parte posteriore del pedale per fare funzionare il rasalo. Con questa
operazione l'indicazione del passo 1 viene data sul pannello operativo. Ora, si può iniziare la
cucitura dal primo passo del modello di cucitura programmata.
b c
6) Inserire di nuovo l'interruttore di ricucitura 1 alla
posizione e in cui la cucitura è stata interrotta, e il
prossimo passo sarà indicato sul pannello operativo.
Ora, si può iniziare di nuovo la cucitura del modello
di cucitura programmata.
* Se il lo dell'ago si rompe o qualche altro inconveniente
si verica durante i passi operativi (d → e) nel modo
di cucitura libera con l'interruttore di ricucitura 1,
portare il pedale alla sua posizione di folle. Premere
quindi la parte posteriore del pedale per fare funzionare
il rasafilo. Infilare il filo nella testa della macchina e
trasportare leggermente il materiale nel senso inverso,
e premere l'interruttore di ricucitura 1. Questo permette
alla macchina per cucire di continuare la cucitura sotto
il modo di cucitura libera. Azionare quindi il pannello
operativo come descritto nei predetti passi 5) e 6).
a
c
d
– 18 –
Page 22
4-6. Interruttore di compensazione con l'ago sollevato/abbassato
Ogni volta che l'interruttore di compensazione con l'ago
sollevato/abbassato 1 è premuto, l'ago si solleva quando
esso si trova nella sua posizione più bassa o si abbassa
quando esso si trova nella sua posizione più alta. Questo
compensa il punto per la metà della predeterminata
lunghezza del punto.Tuttavia, si tenga presente che la
macchina non funziona continuamente a bassa velocità
1
4-7.
Interruttore ON/OFF (inserito/disinserito)
anche se l'interruttore è tenuto premuto.
Inoltre, si tenga presente che l'interruttore di compensazione
con l'ago sollevato/abbassato è inoperante dopo aver girato
il volantino manualmente.
Il taglio del filo è op e r a nte so l o al mo m e nto de l l a
compensazione del punto dopo aver premuto la parte
anteriore del pedale una volta.
del sensore del bordo del materiale
1
• Quando il sensore del bordo del materiale 1 viene premuto, ON/OFF del
sensore del bordo del materiale viene commutato.
• Quando il sensore del bordo del materiale, che è disponibile a richiesta, è
collegato al pannello operativo, l'interruttore ON/OFF del sensore del bordo
del materiale diventa valido.
• Se il sensore del bordo del materiale è selezionato, la macchina per cucire
si arresterà o effettuerà il taglio del lo automaticamente quando il sensore
rileva il bordo del materiale.
Se il sensore del bordo del materiale è usato in
combinazione con il pannello operativo, leggere
attentamente il Manuale d'Istruzioni per il sensore del
bordo del materiale in anticipo.
4-8. Interruttore di taglio del lo automatico
• Quando l’interruttore di taglio automatico del lo 1 viene premuto, ON/OFF
del taglio automatico del lo viene commutato.
• Questo interruttore è usato per fare funzionare automaticamente il rasalo
in un processo in cui la macchina per cucire si arresta automaticamente o
quando il sensore del bordo del materiale è usato.
(Se l'affrancatura automatica (per la fine) è selezionata, il rasafilo sarà
azionato dopo che la macchina per cucire completa l'affrancatura automatica
(per la ne).)
1
4-9. Interruttore di cucitura automatica a colpo unico
1
• Quando l’interruttore di cucitura automatica a colpo unico 1 viene premuto,
ON/OFF della cucitura automatica a colpo unico viene commutato.
• Questo interruttore viene usato, nel modello a passi, o nel processo in
cui il sensore del bordo del materiale è specificato per fare in modo che
la macchina per cucire effettui automaticamente la cucitura alla velocità
specificata finché la fine del processo venga raggiunta solo azionando la
macchina per cucire una volta.
– 19 –
Page 23
4-10. Interruttore di proibizione del taglio del lo
• Quando l’interruttore di proibizione del taglio del lo 1 viene premuto, ON/
OFF della proibizione del taglio del lo viene commutato.
• Questo interruttore è usato per rendere temporaneamente inoperante la
funzione di taglio del lo.
Le altre funzioni della macchina per cucire non sono condizionate da questo
interruttore.
(Se l'affrancatura automatica (per la fine) è selezionata, la macchina per
cucire eseguirà l'affrancatura automatica alla ne della cucitura.)
• Se l'interruttore di taglio del lo automatico e l'interruttore di proibizione
1
del taglio del filo sono selezionati contemporaneamente, la macchina
non eseguirà il taglio del lo ma si arresterà con l'ago sollevato.
4-11. Bloccaggio a chiave
• Allo scopo di evitare che i dati specicati sul numero di punti o sui processi (A, B, C e D, o informazione del
passo) vengano cambiati per sbaglio, l’interruttore di impostazione può essere bloccato. (Anche quando il tasto
di impostazione è bloccato, il modello da cucire e il valore sul contatore del lo della bobina possono essere
cambiati.)
• Per la procedura di impostazione, consultare 4-13 Impostazione per le funzioni e impostare la funzione No. 17,
Funzione di bloccaggio a chiave (Il bloccaggio a chiave è valido con l’impostazione “1”).
– 20 –
Page 24
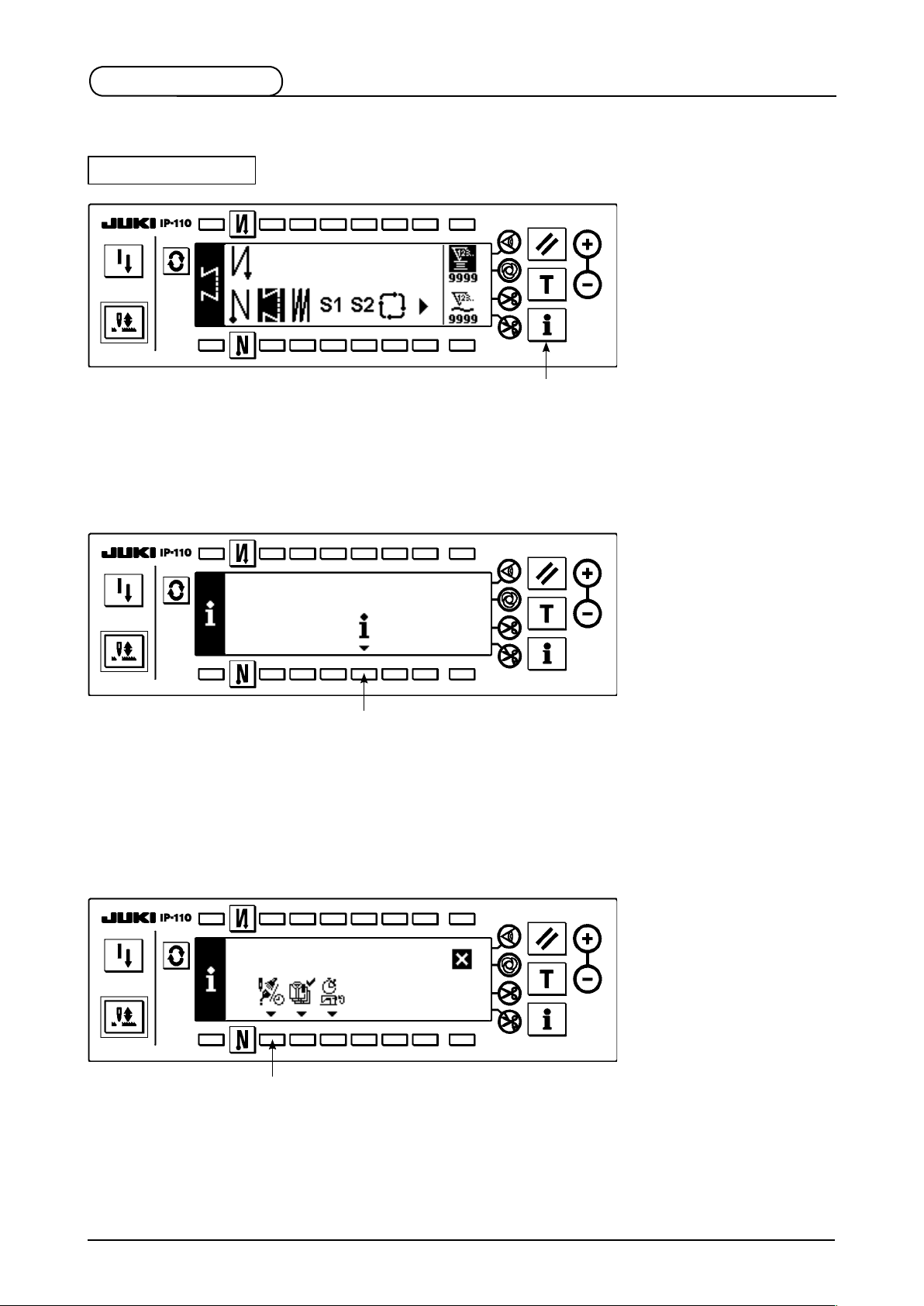
4-12. Informazione
L'impostazione e controllo dei vari dati può essere effettuato con l'informazione.
Per quanto riguarda l'informazione, ci sono il livello di operatore e il livello di personale di manutenzione.
Livello di operatore
1
1) Accendere la macchina.
2) Premere l'interruttore 1 per visualizzare lo schermo di informazione.
Schermo di informazione (livello di operatore)
■
: Informazione di
1
gestione della cucitura
1
Informazione di gestione della cucitura
●
Per quanto riguarda l'informazione di gestione della cucitura, ci sono la funzione di gestione della manutenzione,
la funzione di controllo produttivo e la funzione di misurazione dell'esercizio.
(1) Funzione di gestione della manutenzione
1
1) Premere 1 per visualizzare lo schermo di funzione di manutenzione.
– 21 –
Page 25
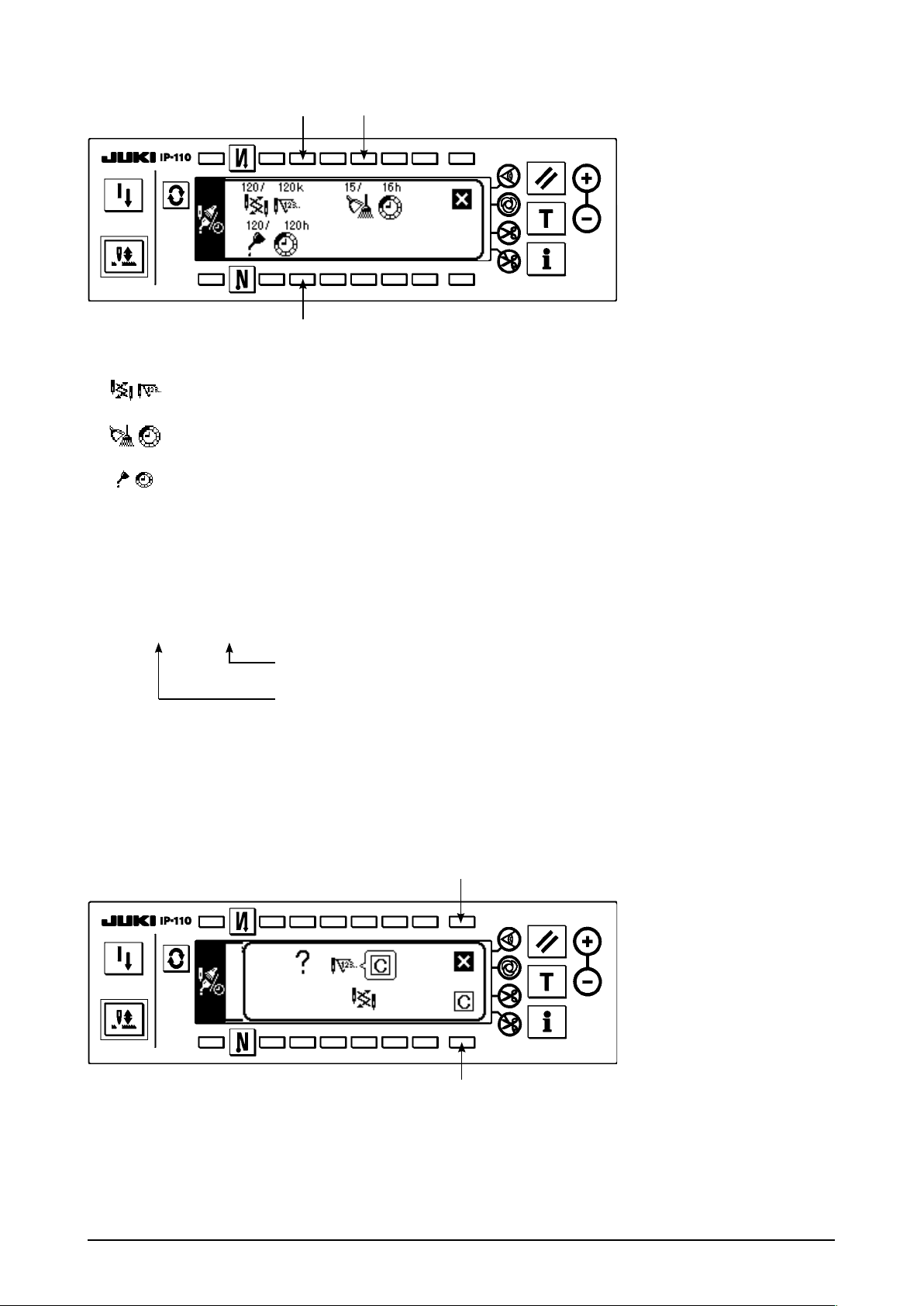
Schermo di funzione di manutenzione
■
2
4
[Descrizione dei rispettivi articoli]
2
3
4
Tempo di sostituzione dell'ago ..... Unità : X1.000 punti
Tempo di pulizia ..... Unità : Ore
Tempo di sostituzione dell'olio .... Unità : Ore
3
[Descrizione del contenuto del display]
(Numeratore / denominatore)
* Numero di punti rimanenti no a * mille punti /
Esempio) Sostituzione dell’ago
100 / 1600 k
Il tempo di sostituzione dell’ago viene comunicato ogni 1.600 mille punti.
**
mille punti
Quando gli interruttori 2, 3 e 4 vengono premuti, lo schermo di controllo dello sgombro viene visualizzato.
■
Schermo di sgombro
: Lo schermo ritorna allo schermo di funzione di manutenzione senza effettuare lo sgombro.
1
: Lo schermo ritorna allo schermo di funzione di manutenzione dopo aver effettuato lo sgombro.
2
Il tempo di sostituzione dell’ago viene comunicato dopo 100 mille punti.
1
2
– 22 –
Page 26
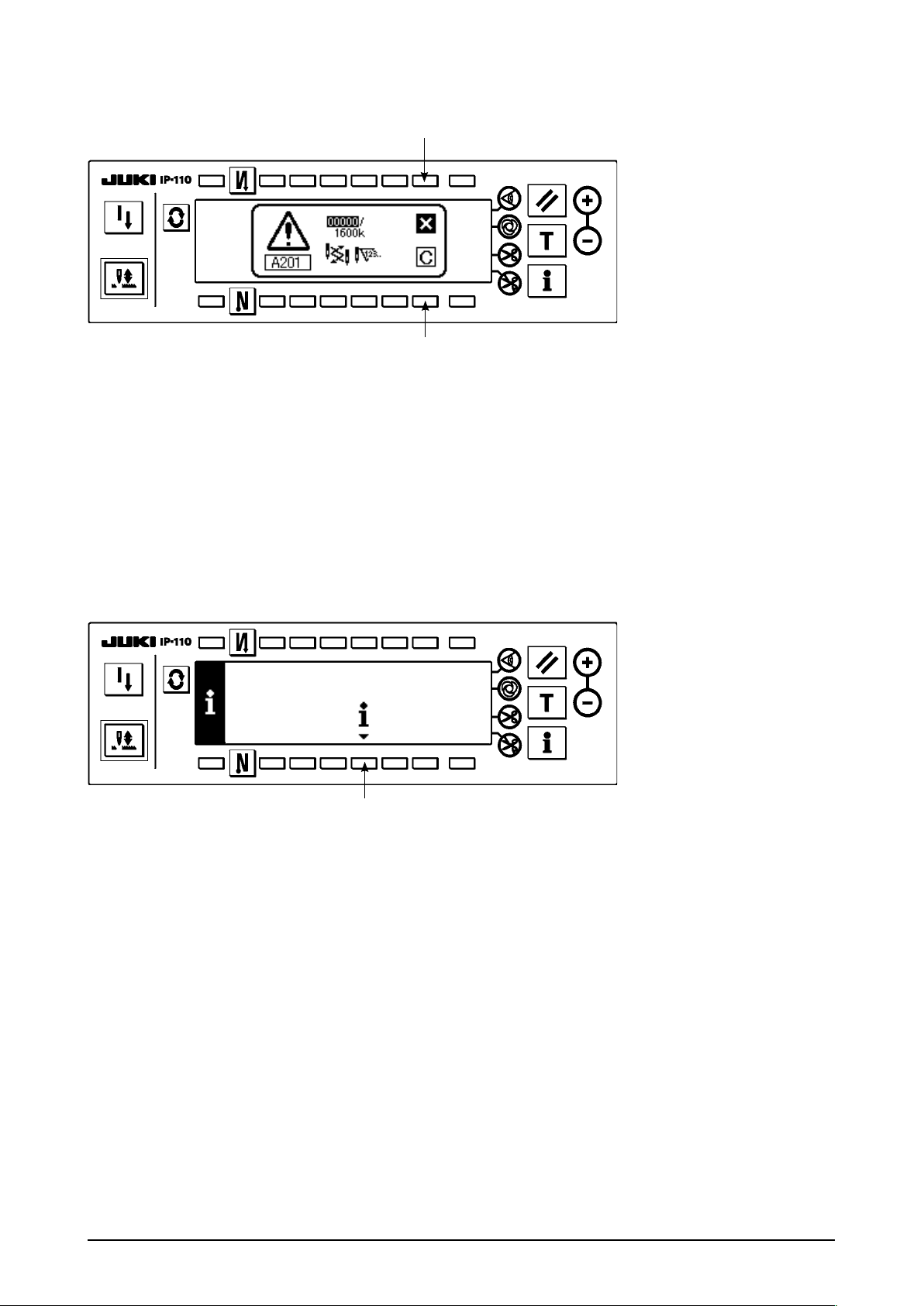
Schermo di avvertimento
■
Lo schermo di avvertimento viene visualizzato quando il tempo di avvertimento è raggiunto.
1
2
: Quando 1 viene premuto, lo schermo può essere sgombrato. Tuttavia, il contatore stesso non può
1
essere azzerato. In caso della sostituzione dell’ago, lo schermo di avvertimento viene visualizzato a
intervalli di 10 minuti nché lo sgombro venga effettuato. In caso di altri avvertimenti, lo schermo di
avvertimento viene visualizzato al momento in cui la macchina viene accesa nché il contatore venga
azzerato.
: Quando 2 viene premuto, lo schermo viene sgombrato e anche il valore del contatore viene azzerato.
2
Da questo momento, il conteggio comincia nuovamente.
[Impostazione del tempo di impostazione di avvertimento]
Schermo di informazione
■
1
1) Premere l’interruttore 1 per circa tre secondi nello schermo di informazione.
– 23 –
Page 27

Schermo di selezione dell'informazione di gestione della cucitura
■
2
2) Premere 2 per visualizzare lo schermo di funzione di manutenzione.
(Per altre funzioni, consultare il Manuale di Manutenzione.)
Schermo di funzione di manutenzione
■
3
5
3, 4, 5
6
■
: Lo schermo di immissione del tempo di ispezione (numero di volte del taglio del lo) viene visualizzato.
: Numero di volte del taglio del lo per cucitura... Unità: Numero di volte
Schermo di immissione del tempo di ispezione (numero di volte del taglio del lo)
4
6
7
Lo schermo di conferma dello sgombro viene visualizzato in 7. (Esso non viene visualizzato quando il
numero di volte del taglio del lo è specicato.)
Dopo aver immesso il tempo di impostazione, determinare il tempo con 8.
In caso di arrestare la funzione di avvertimento, impostare il valore di impostazione a "0".
È possibile impostare individualmente la sostituzione dell'ago, la pulizia e la
sostituzione dell'olio rispettivamente.
In caso di arrestare tutti, impostare "0" a ciscuno.
8
– 24 –
Page 28

(2) Funzione di controllo produttivo
1
1) Premere 1 per visualizzare lo schermo di controllo produttivo.
Schermo di controllo produttivo
■
2
4
[Descrizione dei rispettivi articoli]
Numero di pezzi dell'obiettivo attuale ..... Unità : Pezzi
Numero di pezzi dell'obiettivo nale ..... Unità : Pezzi
Produzione attuale ..... Unità : Pezzi
Tempo richiesto per cucire un pezzo (tempo di esercizio) .... Unità : Secondo
3
5
Questo articolo visualizza che Questo articolo visualizza che
la misurazione è arrestata. la misurazione è in corso.
2) Premere 2, 3, 4 e 5 per visualizzare lo schermo di immissione del controllo produttivo.
– 25 –
Page 29

Schermo di immissione del controllo produttivo
■
6
3) Impostare i rispettivi articoli di impostazione con 7. Il tempo di impostazione immesso in 6 viene
mostrato in video invertito.
Il valore minimo impostabile del tempo di esercizio è di 0,50
secondi.
Quando 0,00 secondo è impostato, l'obiettivo attuale è reso
"non visualizzato".
7
7
8
4) Premere 8 nello schermo di lista delle forme.
Schermo di visualizzazione della produzione
■
9
!0
5) Lo schermo di visualizzazione della produzione viene visualizzato. La cucitura è possibile con questo schermo.
Il valore di impostazione può essere modificato con gli interruttori 9 e !0. (La revisione del valore
d'obiettivo nale e tempo di esercizio non può essere effettuata in questo schermo.)
Il valore d'obiettivo attuale e la produzione attuale possono essere sgombrati (diventano "0" ) con
l'interruttore !1.
L'impostazione di avvio/arresto della funzione di visualizzazione della produzione può essere effettuata
con l'interruttore !2.
!1
!2
– 26 –
Page 30

(3) Funzione di misurazione dell'esercizio
1
1) Press 1 to display the working measurement function screen.
Schermo di funzione di misurazione dell'esercizio
■
2
3
[Descrizione dei rispettivi articoli]
2) Premere 3 per iniziare la misurazione dell'esercizio.
3) Per arrestare la misurazione, premere 3 di nuovo.
4) Il risultato della misurazione può essere sgombrato con 2.
Indice di esercizio .....................Unità : %
Velocità media di esercizio ..........Unità : pnt/min
Tempo di esercizio ............................Unità : Secondo
Tempo di macchina .......................Unità : Secondo
Quando lo sgombro non viene effettuato, la misurazione dall'ultima volta può essere
continuata.
– 27 –
Page 31

Livello di personale di manutenzione
1
1) Accendere la macchina.
2) Premere l'interruttore 1 per circa tre secondi per visualizzare lo schermo di informazione.
Schermo di informazione (Livello di personale di manutenzione)
■
2 3 4 5 6
Display di Ver .... Per ulteriori dettagli, consultare il Manuale di Manutenzione.
2
Impostazione della funzione ..... consultare l'articolo "Procedura di impostazione della funzione".
3
Informazione di gestione della cucitura
4
Modo di comunicazione .... Per ulteriori dettagli, consultare il Manuale di Manutenzione.
5
Formattazione del media .... Per ulteriori dettagli, consultare il Manuale di Manutenzione.
6
Quando la formattazione viene effettuata, tutti i dati registrati al momento scompaiono.
Fare attenzione a non usarla tranne per l’inizializzazione del media.
– 28 –
Page 32

4-13. Impostazione delle funzioni
(1) Come commutare al modo di impostazione delle funzioni
Non agire sugli interruttori nella procedura tranne quelle descritte nelle seguenti
spiegazioni. Aver cura di accendere di nuovo l'interruttore dell'alimentazione dopo che
un secondo o più è passato. Se la macchina per cucire viene accesa immediatamente
dopo averla spenta, la macchina potrebbe non funzionare regolarmente. In questo caso,
accendere di nuovo la macchina.
AVVERTIMENTO:
Per evitare ferimenti causati da movimento all'infuori di quello che si desidera, non agire sugli
interruttori nella procedura tranne quelle richieste, come descritte qui sotto, per impostare le funzioni.
Ci sono due generi di impostazioni della funzione, Livello 1 e Livello 2.
Livello 1 : La modica dell’impostazione può essere effettuata senza spegnere l’interruttore dell’alimentazione.
Livello 2 : È necessario spegnere l’interruttore dell’alimentazione dopo la modica dell’impostazione.
Per ulteriori dettagli sul No. di impostazione, vedere p. 32.
[Procedura di impostazione del Livello 2]
1) Spegnere la macchina. Quando la barra ago non è nella sua posizione sollevata, girare il volantino per
portare la barra ago alla sua posizione sollevata.
2) Premere l’interruttore 1
per circa tre secondi.
3
3
2
No.di impostazione Valore di impostazione
1
3) Premere l’interruttore 2
per circa tre secondi.
4) Questo schermo è lo
schermo di impostazione
delle funzioni.
Cambiare il No. di
impostazione con il tasto
“+/–” dell’interruttore 3.
Per ulteriori dettagli sul
No. d i imp o s t a zio n e ,
vedere p. 32.
Esempio) Modica della
funzione di
riduzione
del tremolio
(Impostazione
No.5)
4
– 29 –
Cambiare il No. di
impostazione a “5” con il
tasto “+” dell’interruttore 3
nella gura soprastante.
Premere l’interruttore 4.
・
Page 33

5
5
6
7
Cambiare il valore di
・
impostazione con il tasto
“+/–” dell’interruttore 5.
Il valore di impostazione è
stato cambiato da “0” a “3”.
Quando questo valore
・
cambiato è accettabile,
premere l’interruttore 7.
Quando si desidera fare
ritornare il valore a quello
precedente, premere l’
interruttore 6.
[Procedura di impostazione del Livello 1]
Spegnere l’interruttore
・
dell’alimentazione e
accendere l’interruttore
dell’alimentazione dopo
circa un secondo.
La modica del valore
・
di impostazione viene
determinata spegnendo
l’interruttore dell’
alimentazione.
1) Premere l’interruttore 1
per circa tre secondi.
1
2
2) Premere l’interruttore 2.
– 30 –
Page 34

3
No.di impostazione
3
4
5
Valore di impostazione
3) Questo schermo è lo
schermo di impostazione
delle funzioni.
Cambiare il No. di
impostazione con il tasto
“+/–” dell’interruttore 3.
Per ulteriori dettagli sul
No.di impostazione,
vedere p. 32.
Esempio) Modica
del numero
di giri dell’
affrancatura
(Impostazione
No.8)
Cambiare il No.di
impostazione a “8” con il
tasto “+” dell’interruttore 3
nella gura soprastante.
Premere l’interruttore 4.
・
5
6
7
Cambiare il valore di
・
impostazione con il tasto
“+/–” dell’interruttore 5.
Il valore di impostazione è
・
stato cambiato da 1350 a
1250.
Quando questo valore
・
cambiato è accettabile,
premere l’interruttore 7.
Premere l’interruttore 6
quando si desidera fare
ritornare il valore a quello
precedente.
– 31 –
8
Premere l’interruttore 8 in
・
caso di cucire.
Page 35

(2) Lista delle impostazioni della funzione
Per ulteriori dettagli, consultare il Manuale d'Istruzioni per la SC-910.
* La DDL-8700 est prise comme exemple ici. Les valeurs initiales changent, toutefois, en fonction
de la tête de machine raccordée.
Visualizzato
No Articolo Descrizione
1 Funzione di
partenza dolce
5 Funzione di
riduzione di
tremolio
6 Funzione di
conteggio del lo
della bobina
7 Unità di
conteggio del lo
della bobina
8 Numero di giri
dell'affrancatura
10 Impostazione
della posizione
di arresto
della barra
ago quando la
macchina per
cucire si ferma.
11 Lo scatto del
tasto montato su
PSC
12 Selezione
delle funzioni
dell'interruttore
facoltativo
13 Funzione di
proibizione
dell'avvio della
macchina per
cucire tramite il
contatore del lo
della bobina
14 Contatore della
cucitura
15 Numero di volte
del rilevamento
dell'esaurimento
della quantità
rimanente del lo
della bobina
17 Funzione di
bloccaggio a
chiave
Il numero di punti da cucire a bassa velocità quando la funzione
di partenza dolce è usata all'inizio di cucitura.
0 : Funzione di partenza doice non è operativa.
Funzione di riduzione di tremolio (Se la lampada a mano
tremola.)
0 : Funzione di riduzione di tremolio non è operante.
1 : Meno ofcace / 8: Molto efcace
Funzione di conteggio del lo della bobina
0 : Funzione di conteggio del lo della bobina non è operante.
1 : Funzione di conteggio del lo della bobina è operante.
Unità per il conteggio alla rovescia del lo della bobina
0 : Conteggio/10 punti
1 : Conteggio/15 punti
2 : Conteggio/20 punti
Numero di giri dell'affrancatura
Viene impostata la posizione di arresto della barra ago quando
la macchina per cucire si ferma.
0 : La posizione più bassa predeterminata
1 : La posizione più alta predeterminata
Lo scatto del tasto montato su PSC viene impostato.
0 : Lo scatto non è operante.
1 : Lo scatto è operante.
Commutazione della funzione dell'interruttore facoltativo
0 : Niente funzione
1 : Cucitura di compensazione con l'ago su/giù
2 : Cucitura di compensazione all'indietro
3 : Funzione per cancellare una volta l'affrancatura alla ne di
cucitura
4 : Funzione di taglio del lo
5 : Funzione di sollevamento del piedino premistoffa
6 : Funzione di cucitura di compensazione con un punto
7 : Funzione di cancellazione simultanea dell’affrancatura a
inizio e ne cucitura
8 : Funzione di commutazione del sollevamento del piedino
premistoffa in folle
Funzione di proibizione dell'avvio della macchina per cucire
tramite il conteggio del lo della bobina
0 :
Quando il conteggio è nito (-1 o meno) Funzione di proibizione
dell'avvio della macchina per cucire non è operante.
1 :
Quando il conteggio è nito (-1 o meno) Funzione di proibizione
dell'avvio della macchina per cucire è operante.
2 : Quando il conteggio è nito (-1 o meno) Funzione di
proibizione obbligatoria dell'avvio della macchina per
cucire è operante.
Funzione di conteggio della cucitura (numero di processi
completati)
0: Funzione di contatore della cucitura non è operante.
1: Funzione di contatore della cucitura è operante.
Numero di volte del rilevamento dell'esaurimento della quantità
rimanente del lo della bobina
0 : Funzione di quantità rimanente del lo della bobina
non è operante.
da 1 a 19 : Numero di volte durante le quali il segnale non viene
emesso anche se l'esaurimento della quantità
rimanente del lo della bobina è rilevato.
Funzione di bloccaggio a chiave
0: Senza bloccaggio a chiave
1: Con bloccaggio a chiave
Livello di
impostazione
1 Da 0 a 9
2 Da 0 a 8
1 Da 0 a 1
1 Da 0 a 2
1
2 Da 0 a 1
2 Da 0 a 1
2 Da 0 a 8
2 Da 0 a 2
2 Da 0 a 1
2 Da 0 a 19
2 Da 0 a 1
Gamma di
impostazione
Da 150 a
sul pannello
Valore di
impostazione
standard
3000
KEYLOCK
N-SOFT
1
T-ACC
0
SCBOB
1
RATIO
0
S-BT
1500
NPS
0
SOUND
1
SW2
0
ASCNT
0
NTO
1
BTDS
1
0
– 32 –
Page 36

No Articolo Descrizione
18 Funzione di
prevenzione di "Nido
d'Uccello"
19 Funzione di rilascio del
lo dell'ago all'inizio di
cucitura
20 Numero di punti di
inttimento
21 Funzione di
sollevamento del
piedino premistoffa in
folle
22
Funzione di
commutazione della
funzione dell'interruttore
di compensazione sul
pannello operativo
24 Funzione di regolazione
ne del mumero di giri
25 Condizione di
movimento di taglio del
lo
26 Funzione di
impostazione della
forza di mantenimento
dopo l’arresto
27
Funzione di impostazione
della forza di reazione al
momento del ri-tentativo
28 Numero di punti del
rilascio del lo dell’ago
29 Tempo di aspirazione
del movimento iniziale
dell’elettrovalvola di
inversione
30 Funzione di
affrancatura a mezza
strada
31 Numero di punti
dell'affrancatura a
mezza strada
32 Condizione in cui
affrancatura a mezza
strada è valida.
Questa funzione viene resa valida in combinazione con la
testa della macchina con la funzione di prevenzione del
"Nido d'Uccello" (Unità optional A necessaria).
0 : Funzione di prevenzione del "Nido d'Uccello" non è
operante.
1 :
Funzione di prevenzione del "Nido d'Uccello" è operante
2 : La funzione di prevenzione del "Nido d'Uccello" è
operante (con il rilascio del lo).
Questa funzione viene resa valida in combinazione con la
testa della macchina con la funzione di prevenzione del
"Nido d'Uccello" (Unità optional A necessaria).
0 : Funzione di rilascio del lo dell'ago non è operante.
1 : Funzione di rilascio del lo dell'ago è operante.
Questa funzione viene resa valida in combinazione con la
testa della macchina con la funzione di prevenzione del
"Nido d'Uccello" (Unità optional A necessaria).
0 : Funzione di inttimento non è operante.
da 1 a 9 : Numero di punti di inttimento
Funzione di sollevamento del piedino premistoffa quando
il pedale è nella posizione di folle.
0 : Funzione di sollevamento automatico del piedino
premistoffa in folle non è valida.
1 : Selezione della funzione di sollevamento automatico
del piedino premistoffa
Funzione dell'interruttore di compensazione con l'ago
su/giù sul pannello operativo può essere cambiata.
0 : Compensazione con l'ago su/giù
1 : Compensazione con un punto
Numero di giri può essere compensato.
Non mancare di usare questa funzione normalmente con “0”.
Questa funzione imposta il movimento di taglio del lo
dopo che la posizione abbassata si è scostata girando il
volantino manualmente.
0 : Il taglio del lo dopo aver girato il volantino
manualmente è permesso.
1 : Il taglio del lo dopo aver girato il volantino
manualmente è proibito.
Questa funzione previene la rotazione inversa della
macchina per cucire dopo che essa si è arrestata.
0 : Valore iniziale
1 : Meno efcace / 9 : Molto efcace
Questa funzione imposta la grandezza della forza di
ritorno della barra ago prima del movimento di ri-tentativo.
1 : Meno forza di ritorno / 100 : Elevata forza di ritorno
Questa funzione imposta il tempo di movimento di
aspirazione del solenoide di affrancatura
Da 50 ms a 300 ms
Questa funzione imposta il tempo di movimento di
aspirazione del solenoide di affrancatura
Da 50 ms a 300 ms
Funzione di affrancatura a mezza strada
0 :
Funzione di affrancatura a mezza strada non è operante.
1 : Funzione di affrancatura a mezza strada è operante.
Numero di punti dell'affrancatura a mezza strada
Condizione in cui affrancatura a mezza strada è valida.
0 : Invalida quando la macchina per cucire è ferma.
1 : Valida quando la macchina per cucire è ferma.
Livello di
impostazione
2 Da 0 a 2
2 Da 0 a 1
1 Da 0 a 9
1 Da 0 a 1
2 Da 0 a 1
2 Da –15 a 15
2 Da 0 a 1
2 Da 0 a 9
2 Da 1 a 100
1 Da 0 a 30
2 Da 50 a 300
2 Da 0 a 1
2 Da 0 a 19
2 Da 0 a 1
Gamma di
impostazione
Visualizzato
sul pannello
Valore di
impostazione
standard
BNC
0
THOLD
0
N-CS
0
N-NPL
0
F-CMSP
0
F-FAS
0
F-TRMC
1
F-RTPC
0
F-RTRC
50
F-UTHR
1
T-RSS
250
OBT
0
N-OBT
4
OBTS
0
33 Funzione di taglio del
lo tramite affrancatura
a mezza strada
Funzione di taglio del lo tramite affrancatura a mezza
strada
0 : Funzione di taglio del lo automatico al termine
dell'affrancatura a mezza strada non è operante.
1 : Funzione di taglio del lo automatico al termine
dell'affrancatura a mezza strada è operante.
– 33 –
2 Da 0 a 1
OBTT
0
Page 37

No Articolo Descrizione
35 Numero di giri a bassa
velocità
36 Numero di giri del taglio
del lo
37 Numero di giri della
partenza dolce
38 Velocità della cucitura
"di un colpo"
39 Corsa del pedale
all'inizio di rotazione
40 Sezione a bassa
velocità del pedale
41 Posizione iniziale
del sollevamento del
piedino premistoffa
tramite il pedale
42 Posizione di avvio dell’
abbas-samento del
piedino premistoffa
43 Corsa del pedale 2 per
iniziare taglio de lo
44 Corsa del pedale per
raggiungere il massimo
numero di giri
45 Compensazione del
punto neutrale del
pedale
46 Funzione di selezione
dell'alzapiedino
automatico
47 Tempo per il quale
l'alzapiedino
automatico mantiene il
sollevamento
48 Corsa del pedale 1 per
iniziare taglio del lo
49 Tempo di abbassamento
del piedino premistoffa
51 Compensazione della
tempestività dell'avvio
del solenoide per
affrancatura all'inizio di
cucitura
52 Compensazione della
tempestività del rilascio
del solenoide per
affrancatura all'inizio di
cucitura
53 Compensazione della
tempestività del rilascio
del solenoide per
affrancatura alla ne di
cucitura
55 Sollevamento del
piedino premistoffa
dopo il taglio del lo
La velocità più bassa tramite il pedale
Velocità del taglio del lo
(Attenzione) Non cambiare il valore di impostazione.
Quando esso viene cambiato, la macchina per cucire
potrebbe essere danneggiata.
Velocità di cucitura all'inizio di cucitura (partenza dolce)
Velocità della cucitura "di un colpo" (Il valore massimo
dipende dal numero di giri della testa della macchina.)
Dalla posizione di folle del pedale no alla posizione dove
la macchina per cucire inizia a girare (Corsa del pedale)
Dalla posizione di folle del pedale no alla posizione
dove la macchina per cucire inizia ad accelerare (Corsa
del pedale)
Dalla posizione di folle del pedale no alla posizione
dove il piedino premistoffa inizia a sollevarsi (Corsa del
pedale)
Posizione di avvio dell’abbassamento del piedino
premistoffa
Corsa dalla posizione di folle
Dalla posizione di folle del pedale no alla posizione
2 dove il taglio del lo inizia (Quando la funzione di
sollevamento del piedino premistoffa tramite il pedale è
operante.) (Corsa del pedale)
Dalla posizione di folle del pedale no alla posizione
dove la macchina per cucire raggiunge la sua velocità di
cucitura più alta (Corsa del pedale)
Valore di compensazione del sensore del pedale 2 Da – 15 a
Selezione dell'alzapiedino automatico
0 : Sistema di azionamento a solenoide
1 : Sistema di azionamento pneumatico
Limitazione del tempo per il quale il dispositivo
alzapiedino automatico a solenoide mantiene il
sollevamento
Dalla posizione di folle del pedale no alla posizione
dove il taglio del lo inizia (Pedale standard) (Corsa del
pedale)
Tempo di abbassamento del piedino premistoffa dopo
che il pedale è stato premuto. (Avvio della rotazione
della macchina per cucire viene ritardato durante questo
tempo.)
Compensazione dell'avvio del solenoide per affrancatura
quando l'affrancatura all'inizio di cucitura viene eseguita.
Compensazione del rilascio del solenoide per
affrancatura quando l'affrancatura all'inizio di cucitura
viene eseguita.
Compensazione del rilascio del solenoide per
affrancatura quando l'affrancatura alla ne di cucitura
viene eseguita.
Funzione di sollevamento del piedino premistoffa al
momento di (dopo) taglio del lo
0 : Funzione di sollevamento del piedino premistoffa
dopo il taglio del lo non è operante.
1 : Funzione di sollevamento automatico del piedino
premistoffa dopo il taglio del lo è operante.
Livello di
impostazione
1 Da 20 a 400
2 Da 20 a 250
1
1
2 Da 10 a 50
2 Da 10 a 100
2
2 Da 8 a 50 P-FLD
2 Da – 60 a –
2 Da 10 a 150 P-MAX
2 Da 0 a 1 FLSEL
2 Da 10 a 600 T-FL
2 Da – 60 a –
2 Da 0 a 250 T-FLWT
1 Da – 36 a
1 Da – 36 a
1 Da – 36 a
2 Da 0 a 1 FLAT
Gamma di
impostazione
Da 150 a
5500
Da 200 a
Max
Da – 60 a –
10
10
15
10
36
36
36
impostazione
Visualizzato
sul pannello
Valore di
standard
S-POS
200
S-TRM
210
S-SOFT
800
S-ASS
2000
P-SSP
30
P-LSA
60
P-FLW
– 21
10
P-TRM2
– 51
150
P-ANP
0
0
60
P-TRM1
– 35
140
T-SON
10
T-SOFF
16
T-EOFF
18
1
– 34 –
Page 38

No Articolo Descrizione
56 Rotazione inversa per
sollevare l'ago dopo il
taglio del lo
57 Funzione di rilevamento
della quantità rimanente
del lo della bobina
58 Funzione di
mantenimento della
posizione in alto/basso
predeterminata della
barra ago
59 Funzione di
commutazione
automatica/manuale
dell'affrancatura all'inizio
di cucitura
60 Funzione di arresto
immediatamente dopo
l'affrancatura all'inizio di
cucitura
61 Funzione di proibizione
dell'avvio della macchina
per cucire tramite il
rilevamento della quantità
rimanente del lo della
bobina
64 Velocità di commutazione
del punto di inttimento
o EBT (affrancatura alla
ne di cucitura)
65 Tempestività dell'avvio
del solenoide per il punto
di inttimento (quando il
punto di inttimento viene
eseguito per 1 punto.)
66 Tempestività dell'avvio
del solenoide per il punto
di inttimento (quando il
punto di inttimento viene
eseguito per 2 punto.)
67
Impostazione del
rendimento di lavoro
dell'uscita dell'elettrovalvola
di sollevamento del piedino
premistoffa
70 Funzione di
abbassamento dolce del
piedino premistoffa
71 Funzione di limitazione
dell’reiaccelerazione dalla
riduzione della velocità
Funzione di rotazione inversa per sollevare l'ago al
momento di (dopo) taglio de lo
0 : Funzione di rotazione inversa per sollevare l'ago
dopo il taglio del lo non è operante.
1 : Funzione di rotazione inversa per sollevare l'ago
dopo il taglio del lo è operante.
Funzione di rilevamento della quantità rimanente del lo
della bobina al momento di (dopo) taglio del lo
0 : Funzione di rilevamento della quantità rimanente
del lo della bobina non è operante.
1 : Funzione di rilevamento della quantità rimanente
del lo della bobina è operante.
Funzione di mantenimento della posizione in alto/basso
predeterminata della barra ago
0 : Funzione di mantenimento della posizione in alto/
basso predeterminata della barra ago non è operante.
1 : Funzione di mantenimento della posizione in alto/
basso predeterminata della barra ago è operante.
Questa funzione può impostare la velocità di cucitura
dell'affrancatura all'inizio di cucitura
0 : La velocità dipenderà dal funzionamento manuale
tramite il pedale, ecc.
1 : La velocità dipenderà dalla velocità
dell'affrancatura impostata (No.8).
Funzione al termine dell'affrancatura all'inizio di cucitura
0 : Funzione di arresto temporaneo della macchina
per cucire al termine dell'affrancatura all'inizio di
cucitura non è operante.
1 : Funzione di arresto temporaneo della macchina
per cucire al termine dell'affrancatura all'inizio di
cucitura è operante.
Funzione di proibizione dell'avvio della macchina per
cucire tramite il rilevamento della quantità rimanente del
lo della bobina
0 : Questa funzione non arresta la macchina per
cucire quando il conteggio è nito (-1 o meno).
1 : Questa funzione arresta la macchina per cucire
quando il conteggio è nito (-1 o meno).
Velocità iniziale quando comincia il punto di inttimento
o EBT
Tempestività dell'avvio (compensazione) del solenoide
per il punto di inttimento: -1
Valore di compensazione dell'avvio del solenoide
quando il punto di inttimento viene eseguito per 1
punto.
Tempestività dell'avvio (compensazione) del solenoide
per il punto di inttimento: -2
Valore di compensazione dell'avvio del solenoide
quando il punto di inttimento viene eseguito per 2
punto.
Rendimento di lavoro dell'uscita dell'elettrovalvola di
sollevamento del piedino premistoffa [%]
Piedino premistoffa viene abbassato lentamente.
0: Piedino premistoffa viene abbassato velocemente.
1: Piedino premistoffa viene abbassato lentamente.
Limitazione della velocità viene eseguita al momento
dell’riaccelerazione in via di riduzione della velocità
della macchina per cucire. Questa è valida quando si
aziona la cucitura a spostamento graduale.
Livello di
impostazione
2 Da 0 a 1 RATRM
2 Da 0 a 1 BTDF
2 Da 0 a 1 HPOS
2 Da 0 a 1 SBTO
2 Da 0 a 1 SBTQ
2 Da 0 a 1 ASBOB
2 Da 0 a 250
2 Da – 36 a 0
2 Da – 36 a 0
2 Da 5 a 40
2 Da 0 a 1
2 Da 0 a 5
Gamma di
impostazione
impostazione
Visualizzato
sul pannello
Valore di
standard
0
0
0
1
0
1
S-WAIT
180
T-CS1
– 15
T-CS2
– 15
FLDTY
20
F-SDFL
0
F-ACRA
0
– 35 –
Page 39

No Articolo Descrizione
72 Funzione di limitazione
dell’accelerazione all’
inizio di rotazione
Limitazione della velocità viene eseguita al momento
dell’avvio della macchina per cucire. (escluso l’inizio di
cucitura)
Questa è valida quando si aziona la cucitura a
spostamento graduale.
73 Funzione di "riprovare" Questa funzione è usata quando l'ago non può
penetrare i materiali.
0 : Normale
1 : Funzione di "riprovare" è operante.
75 Senso di rotazione del
motore
Senso di rotazione normale del motore
0 : Senso orario
1 : Senso antiorario
76 Funzione per selezionare
la velocità di avvio della
macchina per cucire
Curva di avvio della macchina per cucire viene
selezionata.
0
: Curva normale
1 : Curva più spiccata
84 Tempo di aspirazione del
movimento iniziale
Tempo di movimento di aspirazionea dell'elettrovalvola
di sollevamento del piedino premistoffa
dell'elettrovalvola di
sollevamento del piedino
premistoffa
87 Funzione di selezione
della curva del pedale
Curva del pedale viene selezionata. (Miglioramento
dell'operazione di spostamento graduale del pedale)
Numero di pnt
2
0
1
Livello di
impostazione
1 Da 0 a 5
1 Da 0 a 1
2 Da 0 a 1
2 Da 0 a 1
2 Da 40 a 300
2 Da 0 a 2
Gamma di
impostazione
Visualizzato
sul pannello
Valore di
impostazione
standard
F-ACR
0
F-RET
1
DM
0
F-SCS
0
T-PUT
100
F-PCS
0
89 Funzione di rilascio della
tensione
Funzione di proibizione
91
dell'operazione di
compensazione dopo aver
girato il volantino
manualmente
92 Funzione di riduzione
della velocità
dell'affrancatura all'inizio
di cucitura
93 Funzione aggiunta
all'interruttore di
compensazione con l'ago
su/giù
94 Funzione di non stop con
la cucitura continua + la
cucitura "di un colpo"
96 Impostazione del numero
di giri max.
101 Funzione di immissione
del contatore della
cucitura
Corsa del pedale
Non usato
Funzione di cucitura di compensazione quando il
volantino viene girato manualmente al termine della
cucitura a dimensione costante
0 :
Funzione di cucitura di compensazione è operante.
1 : Funzione di cucitura di compensazione è proibita.
Funzione per ridurre la velocità al termine
dell'affrancatura all'inizio di cucitura
0 : Velocità non viene ridotta.
1 : Velocità viene ridotta.
Funzionamento dell'interruttore di compensazione con
l'ago su/giù dopo aver acceso la macchina o dopo il
taglio del lo viene cambiato.
0 : Normale (soltanto la cucitura di compensazione
con l'ago su/giù)
1 : Cucitura di compensazione con un punto viene
effettuata solo quando la sopraccitata commuta
zione viene fatta. (Arresto nella posizione
sollevata
arresto nella posizione sollevata)
/
Tramite le funzioni di programmazione del IP-110, una
funzione che non arresta la macchina per cucire
combinando la cucitura continua con la cucitura "di un
colpo" quando il passo viene cambiato.
0 : Normale (La macchina per cucire si ferma quando
un passo è completato.)
1 : La macchina per cucire non si ferma quando un
passo è completato e prosegue il passo successivo.
Numero di giri max. della testa della macchina per
cucire può essere impostato.
* L’impostazione varia secondo il pacco resistore da
collegare.
Questa funzione seleziona la destinazione
dell'immissione del contatore della cucitura.
0 : Ogni volta che il taglio del lo viene effettuato, il
contatore addiziona automaticamente.
1 : Il contatore addiziona con l'immissione
dell'interruttore del contatore della cucitura esterno.
2 Da 0 a 1
2 Da 0 a 1
2 Da 0 a 1
2 Da 0 a 1
2 Da 0 a 1
2
Da 50 a
Max
2 Da 0 a 1
TRS
0
F-PMAT
1
F-DSBT
0
F-MADF
0
F-SBTC
0
S-MAX
4000
F-MAC
0
– 36 –
Page 40

5. PANNELLO PER LA LH-4168 / 4188
5-1. Schermo fondamentale
Lo schermo WELCOME (benvenuto) viene visualizzato immediatamente dopo aver acceso la macchina.
Lo schermo immediatamente dopo lo schermo WELCOME diventa lo schermo che effettua l'impostazione
del modello di cucitura che era selezionato quando la macchina è stata spenta precedentemente.
Ogni volta che l'interruttore viene premuto, lo schermo cambia.
Schermo di lista dei modelli
■
La selezione delle rispettive forme viene effettuata.
Schermo rapido di selezione del modello di angolo
■
Il No. di modello di angolo viene selezionato.
Schermo rapido di selezione del modello a passi
■
Il No. di modello a passi viene selezionato.
– 37 –
Page 41

– 38 –
Schermo di impostazione del numero di punti dell'affrancatura
■
L'impostazione del numero di punti dell'affrancatura viene effettuata.
< Quando il modello di affrancatura è selezionato >
<Quando il modello di angolo viene selezionato>
<Quando il modello a passi viene selezionato>
Schermo di impostazione del numero di punti della cucitura sovrapposta
■
L'impostazione del numero di punti della cucitura sovrapposta viene effettuata.
Page 42

Schermo di impostazione del modello di angolo
■
L’impostazione del modello di angolo viene visualizzata.
Schermo di revisione del passo
■
Il contenuto del passo viene impostato.
Schermo di revisione dell’angolo
■
Il contenuto dell’angolo viene impostato.
Schermo di impostazione del modello a passi
■
L’impostazione delle rispettive condizioni del modello a passi viene effettuata.
– 39 –
Page 43

– 40 –
Schermo di impostazione della cucitura del ciclo
■
L'impostazione del passo della cucitura del ciclo viene effettuata.
Schermo rapido di impostazione del passo di cucitura del ciclo
■
L’impostazione del passo di cucitura del ciclo viene effettuata.
Schermo rapido di selezione del No. di passo di cucitura del ciclo
■
L’impostazione del modello di angolo e della cucitura del ciclo a passi viene effettuata.
Schermo di visualizzazione della produzione
■
Il valore di impostazione dell'obiettivo nale, il valore d'obiettivo attuale ed i risultati reali no adesso
vengono visualizzati.
Page 44

5-2. Come azionare il pannello operativo per cucire i modelli di cucitura
(1) Modello di affrancatura
2
OFF ON ON
OFF
Conguration
de couture
OFF OFF
3
A
B
C
D
ON ON
A
B
C
D
Premere per visualizzare lo schermo di lista dei modelli.
1
1) Premere l'interruttore 1 per selezionare il modello di affrancatura, e lo schermo viene automaticamente
commutato allo schermo di impostazione del numero di punti dell'affrancatura per visualizzare il numero
di punti che è stato già impostato.
– 41 –
Page 45

– 42 –
2
4
3
2) Quando si cambia il numero di punti, cambiarlo con gli interruttori 4 e 5 per impostare il numero di punti
da A a D.
(La gamma del numero di punti che può essere cambiato : da 0 a 99 punti)
3) Premere l'interruttore 2 per impostare l'affrancatura all'inizio della cucitura.
Niente
impostazione
4) Premere l'interruttore 3 per impostare l'affrancatura alla ne della cucitura.
5
Affrancatura
all'inizio della
cucitura
Affrancatura doppia
all'inizio della
cucitura
Niente
impostazione
Affrancatura
alla ne della
cucitura
Affrancatura doppia
alla ne della
cucitura
Page 46

(2) Modello di cucitura sovrapposta
A
C
B
Premere per visualizzare lo schermo di lista dei modelli.
B
D
C
1
1) Premere l'interruttore 1 per selezionare il modello di cucitura sovrapposta, e lo schermo viene
automaticamente commutato allo schermo di impostazione del numero di punti della cucitura sovrapposta
per visualizzare il numero di punti che è stato già impostato.
2
3
2) Quando si cambia il numero di punti, cambiarlo con gli interruttori 2 e 3 per impostare il numero di punti
per i processi da A a C. Per cambiare il numero di volte di tutti i processi, cambiarlo con gli interruttori 4 e
per impostare il numero di processi D.
5
(La gamma del numero di punti A, B e C che possono essere cambiati : da 0 a 19 punti. La gamma del
numero di processi D può essere cambiato : da 0 a 9 volte)
3) Premere la parte anteriore del pedale una volta, e la macchina per cucire ripeterà la cucitura normale e
l'affrancatura tanto quanto il numero di volte impostato. La macchina per cucire quindi automaticamente
farà funzionare il rasalo e si arresterà per completare la procedura di cucitura sovrapposta. (La cucitura
automatica a colpo unico non può essere disinserita.)
4) Quando la funzione di proibizione del taglio del lo 6 è selezionata, la macchina si arresterà con l'ago
sollevato subito dopo il completamento della procedura di cucitura sovrapposta senza effettuare il taglio
del lo.
4
5
6
– 43 –
Page 47

– 44 –
(3) Modello di angolo
Per quanto riguarda il processo di cucitura dell’angolo, 8 processi possono essere programmati (16 processi
quando la ripetizione è impostata su “valida”) in anticipo. La barra ago da arrestare e il numero di punti della
cucitura con singolo ago possono essere specicati in anticipo per i rispettivi processi.
Premere l’interruttore per visualizzare lo schermo di lista dei modelli.
1
1) Premere l’interruttore 1 per visualizzare lo schermo rapido di selezione del No. di modello di angolo.
2
2) Quando gli interruttori 2 vengono premuti e il No. di modello di angolo viene selezionato, lo schermo
viene commutato automaticamente allo schermo di impostazione del modello di angolo per visualizzare
lo stato del modello che è stato già specicato.
Page 48

3) La tabella sottostante mostra l’impostazione iniziale di ciascun modello.
No. di
modello
1
2
Da
3 a 8
Indicazione
Tipo di angolo dei
processi di cucitura
dell’angolo
A
G / A
/
/
/
/
C
F
A
/
/
/
/
C
F
/
C
/
/
/
C
Esempio di cucitura
Attaccatura di
tasche sui jeans
e cose simili
Cucitura di colletti di giacche
e cose simili
– 45 –
Page 49

– 46 –
4) Le tableau suivant indique le réglage initial pour chaque type d’angle.
Tipo di
angolo
A
B
C
Indicazione
Barra ago da
arrestare e il
numero di punti
Barra ago sinistra
Angolo interno
1 punto
Angolo esterno
1 punto
Barra ago destra
Angolo interno
1 punto
Angolo esterno
1 punto
Barra ago sinistra
Angolo interno
2 punti
Angolo esterno
2 punti
Esempio di cucitura
Tipo di
angolo
F
G
H
Indicazione
Barra ago da
arrestare e il
numero di punti
Barra ago destra
Angolo interno
3 punti
Angolo esterno
3 punti
Barra ago sinistra
Angolo interno
1 punto
Angolo esterno
0 punto
Barra ago
destra
Angolo interno
1 punto
Angolo esterno
0 punto
Esempio di cucitura
Barra ago sinis-
D
E
Barra ago destra
Angolo interno
2 punti
Angolo esterno
2 punti
Barra ago sinistra
Angolo interno
3 punti
Angolo esterno
3 punti
L
R
tra
Angolo interno
Angolo esterno
Il numero di
/
punti viene
determinato
azionando il
pedale.
Barra ago
destra
Angolo interno
Angolo esterno
Il numero di
/
punti viene
determinato
azionando il
pedale.
Page 50

5) Modicazione del modello
[Per aggiungere il passo]
1. Quando si aggiunge il passo, premere l’interruttore al quale non è registrato niente (L’esempio nell’
illustrazione è SW1 1).
1
2. Il tipo di angolo che è usato nel passo e il genere di ritorno vengono selezionati nello schermo rapido di
revisione del passo.
1
2
e 2 : Questi interruttori selezionano il tipo di angolo.
1
e 4 : Questi interruttori selezionano il genere di ritorno.
3
: La modica viene determinata e lo schermo ritorna allo schermo di impostazione del passo.
5
Ci sono 4 generi di ritorno in totale.
: Il ritorno viene effettuato dopo aver eseguito il passo di angolo selezionato.
: Il ritorno non viene effettuato.
: È il passo sulla via di ritorno. Non può essere selezionato nell’ultimo passo.
3
4 5
: La cucitura con 2 aghi viene effettuata dopo aver eseguito l’angolo selezionato, e il ritorno viene
effettuato.
Quando o viene selezionato nei generi di ritorno, i passi successivi vengono
cancellati.
– 47 –
Page 51

– 48 –
[Per modicare il passo]
1. Allo scopo di revisionare il passo che è stato già registrato, premere l’interruttore del passo che si
desidera revisionare. (L’esempio nell’illustrazione è l’interruttore 1.)
1
La procedura di impostazione è la stessa di quella dell’aggiunta del passo.
[Per cancellare il passo]
1. Quando si cancella il passo, premere l’interruttore 1 del passo il quale è precedente al processo che
si desidera cancellare.
Come un esempio, selezionare il passo nel quale “B” esiste per cancellare i passi da “C” in poi.
1
Page 52

2. Spécier le type de retour sur ou avec la touche 2 sur l’écran local d’étape.
Anche se o viene selezionato sulla via di ritorno, esso non viene considerato.
3. I passi dopo il passo impostato vengono cancellati. (Lo schermo è il caso in cui viene impostato
nei generi di ritorno.)
6) Revisione dell’angolo
I contenuti degli angoli da A a H vengono revisionati.
Premere l’interruttore 1 per visualizzare lo schermo rapido di revisione dell’angolo.
1
1 3 5
2
4 6 8
e 2 : Questi interruttori cambiano il tipo di angolo dell’oggetto da revisionare.
1
e 4 : Questi interruttori selezionano la barra ago da arrestare per l’angolo interno.
3
e 6 : Questi interruttori impostano il numero di punti per l’angolo interno.
5
e 8 : Questi interruttori selezionano la barra ago da arrestare per l’angolo esterno.
7
e !0 : Questi interruttori impostano il numero di punti per l’angolo esterno.
9
: Questo interruttore memorizza i dati di tutti gli angoli che sono stati revisionati, e lo schermo
!1
ritorna allo schermo di impostazione del passo.
7 9
!0
!1
La revisione dell’angolo L e angolo R non può essere effettuata.
– 49 –
Page 53

– 50 –
(4) Modello a passi
Per quanto riguarda il processo di cucitura a dimensione costante, 20 passi operativi possono essere
programmati. Le condizioni di cucitura inclusi il numero di punti, la barra ago da arrestare, il modo di
arresto in alto/basso, il taglio del lo automatico, i passi continui, il sollevamento/abbassamento del piedino
premistoffa, la cucitura a trasporto normale/affrancatura possono essere specicate separatamente per i
rispettivi passi operativi.
La procedura di programmazione è descritta qui
sotto prendendo il modello sul lato sinistro come un
esempio.
Passo 10
Passo 9
Passo 8
Passo 7
Passo 6
Passo 4
Passo 5
Passo 1
Passo 2
Passo 3
Premere per visualizzare lo schermo di lista dei modelli.
1
1) Premere l’interruttore 1 per visualizzare lo schermo rapido di selezione del No. di modello a passi.
2
2) Quando gli interruttori 2 vengono premuti e il No. di modello a passi viene selezionato, lo schermo viene
commutato automaticamente allo schermo di impostazione del modello a passi per visualizzare lo stato
del modello che è stato già specicato.
Page 54

[Passo 1]
1 3 5
7 9
3) Controllare che il passo
1 sia visuali z z a t o sul
pannello. Ora, impostare
il numero di punti su 39
usando gli interruttori
.
2
1
e
4) Cambiare la barra ago da
arrestare alla barra ago da
non arrestare usando gli
e
2 4 6
8
!0
interruttori
3
4
.
5) Impostare lo stato di arresto della macchina per cucire sul modo di arresto con l’ago abbassato usando
e
gli interruttori
5
6) Impostare il senso di trasporto sul senso normale usando gli interruttori
6
.
e
8
.
7
Quando il numero di punti è “0” oppure lo stato di arresto seleziona il taglio del filo
automatico , non è possibile andare al prossimo passo.
7) Impostare lo stato del piedino premistoffa al momento dell’arresto sull’arresto in basso usando gli
interruttori 9e
!0
.
8) Immettere i passi dopo le operazioni suddette come mostrato nella tabella qui sotto.
Passo 2
Passo 3
Passo 4
Passo 5
Passo 6
Passo 7
Passo 8
Passo 9
Passo 10
Insegnamento
■
Numero
di punti
2 Sinistra Senso normale Arresto con l’ago abbassato Arresto in alto
2 Sinistra Senso normale Arresto con l’ago abbassato Arresto in basso
20 Senza l’arresto Senso normale Arresto con l’ago abbassato Arresto in basso
2 Sinistra Senso normale Arresto con l’ago abbassato Arresto in alto
2 Sinistra Senso normale Arresto con l’ago abbassato Arresto in basso
20 Senza l’arresto Senso normale Arresto con l’ago abbassato Arresto in basso
2 Sinistra Senso normale Arresto con l’ago abbassato Arresto in alto
2 Sinistra Senso normale Arresto con l’ago abbassato Arresto in basso
39 Senza l’arresto Senso normale Taglio del lo automatico Arresto in alto
Barra ago da
arrestare
Senso di
trasporto
Stato di arresto
Stato del piedino premistoffa
al momento dell’arresto
Il numero di punti del passo in corso di immissione può essere immesso con il numero di punti realmente
cucito con l’insegnamento.
1) Quando l'interruttore
viene premuto nello schermo di revisione della cucitura del passo, il modo
operativo diventa il modo di insegnamento.
2) Premere la parte anteriore del pedale ed eseguire la cucitura no all'ultimo punto del passo.
* In questo momento, il numero di punti non può essere immesso facendo girare la macchina
manualmente o azionando l'interruttore di cucitura di compensazione con l'ago sollevato/abbassato.
3) Mettere il pedale alla posizione di folle e arrestare la macchina per cucire, e il numero di punti che è stato
cucito verrà visualizzato a
2
.
1 : Il passo può essere corretto con “+” e “-”.
2 : Il numero di punti che è stato cucito può essere corretto con “+” e “-” con il funzionamento manuale.
4) Avanzare il passo di
al passo successivo o eseguire il taglio del lo, e l'immissione del numero di punti
1
del passo verrà completata.
* Il movimento di commutazione dell’ago separatamente azionato non viene effettuato quando si cambia il
passo durante l’insegnamento.
Schermo di insegnamento
■
1 2
2
– 51 –
Page 55

– 52 –
(Riferimento) In caso della cucitura dei risvolti della giacca o qualcosa di simile, consultare la
tabella qui sotto.
Passo 2
Passo 8
Passo 3
Passo 9
Passo 7
Passo 10
Passo 11
Passo 12
Passo 17
Passo 18
Passo 13
Passo 1
Passo 1
Passo 2
Passo 3
Passo 4
Passo 5
Passo 6
Passo 7
Passo 8
Passo 9
Passo 10
Passo 11
Passo 12
Passo 13
Passo 14
Passo 15
Passo 16
Passo 17
Passo 18
Passo 19
Numero
di punti
35
2
2
15
5
5
20
2
2
126
2
2
20
5
5
15
2
2
35
Passo 4
Passo 5
Barra ago da
arrestare
Senza l’
arresto
Sinistra
Sinistra
Senza l’
arresto
Destra
Destra
Senza l’
arresto
Sinistra
Sinistra
Senza l’
arresto
Sinistra
Sinistra
Senza l’
arresto
Destra
Destra
Senza l’
arresto
Sinistra
Sinistra
Senza l’
arresto
Passo 6
Senso di trasporto
Senso normale
Senso normale
Senso normale
Senso normale
Senso normale
Senso normale
Senso normale
Senso normale
Senso normale
Senso normale
Senso normale
Senso normale
Senso normale
Senso normale
Senso normale
Senso normale
Senso normale
Senso normale
Senso normale
Passo 14
Passo 15
Stato di arresto
Arresto con l’ago
abbassato
Arresto con l’ago
abbassato
Arresto con l’ago
abbassato
Arresto con l’ago
abbassato
Arresto con l’ago
abbassato
Arresto con l’ago
abbassato
Arresto con l’ago
abbassato
Arresto con l’ago
abbassato
Arresto con l’ago
abbassato
Arresto con l’ago
abbassato
Arresto con l’ago
abbassato
Arresto con l’ago
abbassato
Arresto con l’ago
abbassato
Arresto con l’ago
abbassato
Arresto con l’ago
abbassato
Arresto con l’ago
abbassato
Arresto con l’ago
abbassato
Arresto con l’ago
abbassato
Taglio del lo
automatico
Passo 19
Passo 16
Stato del piedino
premistoffa al
momento dell’arresto
Arresto in basso
Arresto in alto
Arresto in basso
Arresto in basso
Arresto in alto
Arresto in basso
Arresto in basso
Arresto in alto
Arresto in basso
Arresto in basso
Arresto in alto
Arresto in basso
Arresto in basso
Arresto in alto
Arresto in basso
Arresto in basso
Arresto in alto
Arresto in basso
Arresto in alto
Page 56

(5) Modello di cucitura del ciclo
Il modello di affrancatura, il modello di cucitura sovrapposta, il modello di angolo e il modello a passi
possono essere impostati e cuciti come si desidera. (Otto modelli possono essere impostati.)
1
1) Premere l’interruttore 1 per visualizzare lo schermo rapido di impostazione del modello della revisione
della cucitura del ciclo.
1 3 5 7
2 4 6
Interruttori 1 e 2 : Questi interruttori impostano il modello di affrancatura.
Interruttori 3 e 4 : Questi interruttori impostano il modello di cucitura sovrapposta.
Interruttori 5 e 6 : Questi interruttori visualizzano lo schermo rapido di impostazione del No. di modello
di angolo.
Interruttori 7 e 8 : Questi interruttori visualizzano lo schermo rapido di impostazione del No. di modello
a passi.
Interruttori 9 e !0 : Questi interruttori cancellano il passo di revisione.
Interruttore !1 : Lo schermo ritorna allo schermo di impostazione della cucitura del ciclo.
8
9
!0
!1
2
Quando si registra il modello di angolo o il modello a passi al passo di cucitura del ciclo, selezionare il No.
di modello usando gli interruttori 2 nello schermo di impostazione del No. di modello.
– 53 –
Page 57

– 54 –
[Esempio di impostazione]
2) Ogni volta che il rasalo viene attivato, la macchina avanza al modello seguente che è stato selezionato. (Il
passo che è in corso di esecuzione viene mostrato in video invertito durante l’esecuzione.)
Se il rasafilo viene attivato prima del completamento di un modello, la macchina
avanzerà al programma seguente.
5-3. Come usare il contatore del lo della bobina
La macchina rileva il numero di punti. Il valore prestabilito sul contatore del lo della bobina viene sottratto
a seconda del numero di punti rilevato. (Ogni volta che il rilevatore rileva 10 punti, 1 è sottratto dal valore
prestabilito sul contatore del lo della bobina.) Quando il valore sul contatore diventa un valore negativo come (
........
→ 1 → 0 → –1), il cicalino (squittisce tre volte) e il display rapido informano che è arrivato il momento
per cambiare il lo della bobina.
Quando l’IP-100 è montato sulla LH-4168 e LH-4188, i contatori del filo della bobina sono installati
separatamente per la bobina di sinistra e bobina di destra . Tuttavia, il display sul pannello è l’uno o l’
altro dei due, e il display può essere cambiato con l’interruttore 1.
1
2
3
1) Premere l'interruttore 1 per selezionare il contatore
del filo della bobina. Premere quindi l'interruttore
di ripristino del contatore 2 per riportare il valore
visualizzato sul contatore del filo della bobina al
valore iniziale (esso è stato impostato a "0" in
fabbrica al momento della consegna).
Il co n t a t o re del fil o d e l l a bobina
non può essere ripristinato durante
4
2) Impostare un valore iniziale usando gli interruttori di
impostazione del valore del contatore 3 e 4.
la cucitura. I n questo ca s o , f a r e
funzionare il rasalo una volta.
Page 58

Valore iniziale sul contatore del lo della
bobina per riferimento
La tabella sottostante danno i valori di impostazione
iniziali per riferimento quando la bobina è avvolta con
filo a tal punto che il foro di spillo nell'esterno della
capsula è raggiunto come mostrato nella gura sul lato
sinistro.
Macchina per cucire
LH-4168
LH-4188
Filo utilizzato
Filo spun di poliestere #60
Filamento di poliestere #80
Filo core spun #20
Filo core spun #20
Lunghezza del lo
avvolto intorno alla
bobina
Circa 51 m
Circa 130 m
Circa 14 m
Circa 27 m
Rapporto di tensione del lo il 100 %
Valore sul contatore del lo della bobina
2000 (lunghezza del punto : 2,5 mm)
6500 (lunghezza del punto : 2 mm)
400 (lunghezza del punto : 3,5 mm)
770 (lunghezza del punto : 3,5 mm)
* Effettivamente, il contatore del lo della bobina è condizionato dallo spessore del materiale e dalla velocità
di cucitura. Perciò, regolare il valore iniziale del contatore del lo della bobina a seconda delle condizioni
3) Una volta che il valore iniziale è impostato, avviare la macchina per cucire.
4) Quando un valore negativo è mostrato sul contatore, il cicalino squittisce tre volte e il display rapido
apparisce, sostituire il lo della bobina.
Schermo rapido di avvertimento della sostituzione del lo della bobina
5) Dopo che il lo della bobina è stato sostituito correttamente, premere l'interruttore di ripristino del
contatore 2 per riportare il valore sul contatore del lo della bobina al valore iniziale. Ora, avviare di
nuovo la macchina per cucire.
6) Se la quantità rimanente di lo della bobina è eccessiva o il lo della bobina si esaurisce prima che il
contatore del lo della bobina indichi un valore negativo, regolare il valore iniziale appropriatamente
usando gli interruttori di impostazione del valore del contatore 3 e 4.
Se la quantità rimanente di lo della bobina è eccessiva .... Aumentare il valore iniziale usando l'interruttore "+".
Se la quantità rimanente di lo della bobina è insufciente .... Diminuire il valore iniziale usando l'interruttore "-".
5-4. Contatore del No. di pezzi
Il contatore del No. di pezzi addiziona uno al numero di prodotti niti ogni volta che la macchina esegue il
taglio del lo. (0 → 1 → 2
...........
2
→ 9999)
3
Il valore sul contatore del No. di pezzi può essere
modificato usando gli interruttori di impostazione del
valore del contatore 3 e 4. Il valore sul contatore
del No. di pezzi viene ripristinato a "0" premendo
l'interruttore di ripristino del contatore 2.
4
– 55 –
Page 59

– 56 –
5-5. Interruttore di ricucitura
L’interruttore di ricucitura viene usato quando il lo della bobina si esaurisce durante il passo di cucitura del
modello di angolo o il passo di cucitura del modello a passi. La spiegazione dell’interruttore di ricucitura viene
data usando il modello di angolo come un esempio.
1) Quando il lo della bobina è nito durante la cucitura
C
b
a
d
1
di un angolo a, prendere il punto al quale è stato
notato esaurimento del filo della bobina come b.
Portare il pedale alla sua posizione di folle per
arrestare la macchina.
2) Premere la parte posteriore del pedale per eseguire
taglio del lo.
3) Premere l’interruttore di ricucitura 1.
4) Sostituire la bobina con una bobina nuova e cucire
oltre la costura nita.
5) Premere la parte anteriore del pedale e continuare
a premere il pedale no alla posizione di arresto del
passo attuale.
6) Quando l’interruttore di ricucitura 1 viene acceso
di nuovo alla posizione di arresto, il passo viene
commutato al passo seguente, e il modello di angolo
può essere continuato.
* Quando la rottura del filo o qualcosa di simile si
verifica durante l’operazione di cucitura libera d
tramite l’interruttore di ricucitura 1, mettere il pedale
in folle ed effettuare l’operazione di taglio del filo
premendo la parte posteriore del pedale. Effettuare
l’infilatura e riportare leggermente il bordo del
materiale. Premere quindi l’interruttore di ricucitura
e la cucitura libera può essere continuata. Dopo
1
di che, l’operazione è la stessa delle fasi 5) e 6).
d
C
Quando si ritorna al primo passo senza usare l’interruttore di ricucitura 1, il display
di passo ritorna a “1” e la cucitura può essere effettuata dal primo premendo la parte
posteriore del pedale per effettuare il taglio del lo.
Page 60

5-6. Interruttore di compensazione con l'ago sollevato/abbassato
Ogni volta che l'interruttore di compensazione con l'ago
sollevato/abbassato 1 è premuto, l'ago si solleva quando
esso si trova nella sua posizione più bassa o si abbassa
quando esso si trova nella sua posizione più alta. Questo
com pensa il punt o per la metà della predetermina ta
lunghezza del punto.Tuttavia, si tenga presente che la
macchina non funziona continuamente a bassa velocità
1
5-7.
Interruttore ON/OFF (inserito/disinserito)
anche se l'interruttore è tenuto premuto.
Inoltre, si tenga presente che l'interruttore di compensazione
con l'ago sollevato/abbassato è inoperante dopo aver girato
il volantino manualmente.
Il ta g l i o del filo è o p e r a n te solo a l m o m e n to della
compensazione del punto dopo aver premuto la parte
anteriore del pedale una volta.
del sensore del bordo del materiale
1
• Quando il sensore del bordo del materiale 1 viene premuto, ON/OFF del
sensore del bordo del materiale viene commutato.
• Quando il sensore del bordo del materiale, che è disponibile a richiesta,
è collegato al pannello operativo, l'interruttore ON/OFF del sensore del
bordo del materiale diventa valido.
• Se il sensore del bordo del materiale è selezionato, la macchina per
cucire si arresterà o effettuerà il taglio del lo automaticamente quando il
sensore rileva il bordo del materiale.
Se il sensore del bordo del materiale è usato in
combinazione con il pannello operativo, leggere
attentamente il Manuale d'Istruzioni per il sensore del
bordo del materiale in anticipo.
5-8. Interruttore di taglio del lo automatico
• Quando l’interruttore di taglio automatico del lo 1 viene premuto, ON/
OFF del taglio automatico del lo viene commutato.
• Questo interruttore è usato per fare funzionare automaticamente
il rasafilo in un processo in cui la macchina per cucire si arresta
automaticamente o quando il sensore del bordo del materiale è usato.
(Se l'affrancatura automatica (per la ne) è selezionata, il rasalo sarà
azionato dopo che la macchina per cucire completa l'affrancatura
automatica (per la ne).)
1
5-9. Interruttore di cucitura automatica a colpo unico
1
• Quando l’interruttore di cucitura automatica a colpo unico 1 viene
premuto, ON/OFF della cucitura automatica a colpo unico viene
commutato.
• Questo interruttore viene usato, nel modello a passi, o nel processo in
cui il sensore del bordo del materiale è specicato per fare in modo che
la macchina per cucire effettui automaticamente la cucitura alla velocità
specicata nché la ne del processo venga raggiunta solo azionando la
– 57 –
Page 61

5-10. Interruttore di proibizione del taglio del lo
• Quando l’interruttore di proibizione del taglio del lo 1 viene premuto,
ON/OFF della proibizione del taglio del lo viene commutato.
• Questo interruttore è usato per rendere temporaneamente inoperante la
funzione di taglio del lo.
Le altre funzioni della macchina per cucire non sono condizionate da
questo interruttore.
(Se l'affrancatura automatica (per la ne) è selezionata, la macchina per
cucire eseguirà l'affrancatura automatica alla ne della cucitura.)
• Se l'interruttore di taglio del filo automatico e l'interruttore di
1
proibizione del taglio del lo sono selezionati contemporaneamente,
la macchina non eseguirà il taglio del filo ma si arresterà con l'ago
5-11. Bloccaggio a chiave
• Allo scopo di evitare che i dati specicati sul numero di punti o sui processi (A, B, C e D, o informazione del
passo) vengano cambiati per sbaglio, l’interruttore di impostazione può essere bloccato. (Anche quando il
tasto di impostazione è bloccato, il modello da cucire e il valore sul contatore del lo della bobina possono
essere cambiati.)
• Per la procedura di impostazione, consultare 5-13 Impostazione per le funzioni e impostare la funzione No.
17, Funzione di bloccaggio a chiave (Il bloccaggio a chiave è valido con l’impostazione “1”).
– 58 –
Page 62

5-12. Informazione
L'impostazione e controllo dei vari dati può essere effettuato con l'informazione.
Per quanto riguarda l'informazione, ci sono il livello di operatore e il livello di personale di manutenzione.
Livello di operatore
1
1) Accendere la macchina.
2) Premere l'interruttore 1 per visualizzare lo schermo di informazione.
Schermo di informazione (livello di operatore)
■
: Informazione di
1
gestione della cucitura
1
Informazione di gestione della cucitura
●
Per quanto riguarda l'informazione di gestione della cucitura, ci sono la funzione di gestione della manutenzione,
la funzione di controllo produttivo e la funzione di misurazione dell'esercizio.
(1) Funzione di gestione della manutenzione
1
1) Premere 1 per visualizzare lo schermo di funzione di manutenzione.
– 59 –
Page 63

Schermo di funzione di manutenzione
■
2
4
[Descrizione dei rispettivi articoli]
2
3
4
Tempo di sostituzione dell'ago ..... Unità : X1.000 punti
Tempo di pulizia ..... Unità : Ore
Tempo di sostituzione dell'olio .... Unità : Ore
3
[Descrizione del contenuto del display]
(Numeratore / denominatore)
* Numero di punti rimanenti no a * mille punti /
Esempio) Sostituzione dell’ago
100 / 1600 k
Il tempo di sostituzione dell’ago viene comunicato ogni 1.600 mille punti.
**
mille punti
Quando gli interruttori 2, 3 e 4 vengono premuti, lo schermo di controllo dello sgombro viene visualizzato.
■
Schermo di sgombro
: Lo schermo ritorna allo schermo di funzione di manutenzione senza effettuare lo sgombro.
1
: Lo schermo ritorna allo schermo di funzione di manutenzione dopo aver effettuato lo sgombro.
2
Il tempo di sostituzione dell’ago viene comunicato dopo 100 mille punti.
1
2
– 60 –
Page 64

Schermo di avvertimento
■
Lo schermo di avvertimento viene visualizzato quando il tempo di avvertimento è raggiunto.
1
2
: Quando 1 viene premuto, lo schermo può essere sgombrato. Tuttavia, il contatore stesso non può
1
essere azzerato. In caso della sostituzione dell’ago, lo schermo di avvertimento viene visualizzato a
intervalli di 10 minuti nché lo sgombro venga effettuato. In caso di altri avvertimenti, lo schermo di
avvertimento viene visualizzato al momento in cui la macchina viene accesa nché il contatore venga
azzerato.
: Quando 2 viene premuto, lo schermo viene sgombrato e anche il valore del contatore viene azzerato.
2
Da questo momento, il conteggio comincia nuovamente.
[Impostazione del tempo di impostazione di avvertimento]
Schermo di informazione
■
1
1) Premere l’interruttore 1 per circa tre secondi nello schermo di informazione.
– 61 –
Page 65

Schermo di selezione dell'informazione di gestione della cucitura
■
2
2) Premere 2 per visualizzare lo schermo di funzione di manutenzione.
(Per altre funzioni, consultare il Manuale di Manutenzione.)
Schermo di funzione di manutenzione
■
3
5
3, 4, 5
6
■
: Lo schermo di immissione del tempo di ispezione (numero di volte del taglio del lo) viene visualizzato.
: Numero di volte del taglio del lo per cucitura... Unità: Numero di volte
Schermo di immissione del tempo di ispezione (numero di volte del taglio del lo)
4
6
7 8
Lo schermo di conferma dello sgombro viene visualizzato in 7. (Esso non viene visualizzato quando il
numero di volte del taglio del lo è specicato.)
Dopo aver immesso il tempo di impostazione, determinare il tempo con 8.
In caso di arrestare la funzione di avvertimento, impostare il valore di impostazione a "0".
È possibile impostare individualmente la sostituzione dell'ago, la pulizia e la sostituzione
dell'olio rispettivamente.
In caso di arrestare tutti, impostare "0" a ciscuno.
– 62 –
Page 66

(2) Funzione di controllo produttivo
1
1) Premere 1 per visualizzare lo schermo di controllo produttivo.
Schermo di controllo produttivo
■
2
4
[Descrizione dei rispettivi articoli]
Questo articolo visualizza che Questo articolo visualizza che
la misurazione è arrestata. la misurazione è in corso.
Numero di pezzi dell'obiettivo attuale ..... Unità : Pezzi
Numero di pezzi dell'obiettivo nale ..... Unità : Pezzi
Produzione attuale ..... Unità : Pezzi
Tempo richiesto per cucire un pezzo (tempo di esercizio) .... Unità : Secondo
3
5
2) Premere 2, 3, 4 e 5 per visualizzare lo schermo di immissione del controllo produttivo.
– 63 –
Page 67

Schermo di immissione del controllo produttivo
■
6
3) Impostare i rispettivi articoli di impostazione con 7. Il tempo di impostazione immesso in 6 viene
mostrato in video invertito.
Il valore minimo impostabile del tempo di esercizio è di 0,50
secondi.
Quando 0,00 secondo è impostato, l'obiettivo attuale è reso
"non visualizzato".
7
7
8
4) Premere 8 nello schermo di lista delle forme.
Schermo di visualizzazione della produzione
■
9
!0
5) Lo schermo di visualizzazione della produzione viene visualizzato. La cucitura è possibile con questo
schermo.
Il valore di impostazione può essere modificato con gli interruttori 9 e !0. (La revisione del valore
d'obiettivo nale e tempo di esercizio non può essere effettuata in questo schermo.)
Il valore d'obiettivo attuale e la produzione attuale possono essere sgombrati (diventano "0" ) con
l'interruttore !1.
L'impostazione di avvio/arresto della funzione di visualizzazione della produzione può essere effettuata
con l'interruttore !2.
!1
!2
– 64 –
Page 68

(3) Funzione di misurazione dell'esercizio
1
1) Press 1 to display the working measurement function screen.
Schermo di funzione di misurazione dell'esercizio
■
2
3
[Descrizione dei rispettivi articoli]
Indice di esercizio .....................Unità : %
Velocità media di esercizio ..........Unità : pnt/min
Tempo di esercizio ............................Unità : Secondo
Tempo di macchina .......................Unità : Secondo
2) Premere 3 per iniziare la misurazione dell'esercizio.
3) Per arrestare la misurazione, premere 3 di nuovo.
4) Il risultato della misurazione può essere sgombrato con 2.
Quando lo sgombro non viene effettuato, la misurazione dall'ultima volta può essere
continuata.
– 65 –
Page 69

Livello di personale di manutenzione
1
1) Accendere la macchina.
2) Premere l'interruttore 1 per circa tre secondi per visualizzare lo schermo di informazione.
Schermo di informazione (Livello di personale di manutenzione)
■
2 3 4 5 6
Display di Ver .... Per ulteriori dettagli, consultare il Manuale di Manutenzione.
2
Impostazione della funzione ..... consultare l'articolo "Procedura di impostazione della funzione".
3
Informazione di gestione della cucitura
4
Modo di comunicazione .... Per ulteriori dettagli, consultare il Manuale di Manutenzione.
5
Formattazione del media .... Per ulteriori dettagli, consultare il Manuale di Manutenzione.
6
Quando la formattazione viene effettuata, tutti i dati registrati al momento scompaiono.
Fare attenzione a non usarla tranne per l’inizializzazione del media.
– 66 –
Page 70

5-13. Impostazione delle funzioni
(1) Come commutare al modo di impostazione delle funzioni
Non agire sugli interruttori nella procedura tranne quelle descritte nelle seguenti
spiegazioni. Aver cura di accendere di nuovo l'interruttore dell'alimentazione dopo che
un secondo o più è passato. Se la macchina per cucire viene accesa immediatamente
dopo averla spenta, la macchina potrebbe non funzionare regolarmente. In questo caso,
accendere di nuovo la macchina.
AVVERTIMENTO:
Per evitare ferimenti causati da movimento all'infuori di quello che si desidera, non agire sugli
interruttori nella procedura tranne quelle richieste, come descritte qui sotto, per impostare le funzioni.
Ci sono due generi di impostazioni della funzione, Livello 1 e Livello 2.
Livello 1 : La modica dell’impostazione può essere effettuata senza spegnere l’interruttore dell’alimentazione.
Livello 2 : È necessario spegnere l’interruttore dell’alimentazione dopo la modica dell’impostazione.
Per ulteriori dettagli sul No. di impostazione, vedere p 70.
[Procedura di impostazione del Livello 2]
1) Spegnere la macchina. Quando la barra ago non è nella sua posizione sollevata, girare il volantino per
portare la barra ago alla sua posizione sollevata.
2) Premere l’interruttore 1
per circa tre secondi.
3
3
2
No.di impostazione
Valore di impostazione
1
3) Premere l’interruttore 2
per circa tre secondi.
4) Quest o s c h ermo è l o
schermo di impostazione
delle funzioni.
Cambiare il No. di
impostazione con il tasto
“+/–” dell’interruttore 3.
Per ulteriori dettagli sul
No. d i imp o s t a zio n e ,
vedere p 70.
Esempio) Modica della
funzione di
riduzione
del tremolio
(Impostazione
No.5)
4
C a m b i a r e i l N o . d i
impostazione a “5” con il
tasto “+” dell’interruttore 3
nella gura soprastante.
・Premere l’interruttore 4.
– 67 –
Page 71

5
5
6
7
Cambiare il valore di
・
impostazione con il tasto
“+/–” dell’interruttore 5.
Il valore di impostazione è
stato cambiato da “0” a “3”.
Quando questo valore
・
cambiato è accettabile,
premere l’interruttore 7.
Quando si desidera fare
ritornare il valore a quello
precedente, premere l’
interruttore 6.
[Procedura di impostazione del Livello 1]
Spegnere l’interruttore
・
dell’alimentazione e
accendere l’interruttore
dell’alimentazione dopo
circa un secondo.
La modica del valore
・
di impostazione viene
determinata spegnendo
l’interruttore dell’
alimentazione.
1) Premere l’interruttore 1
per circa tre secondi.
1
2
2) Premere l’interruttore 2.
– 68 –
Page 72

3
3
No.di impostazione
4
5
Valore di impostazione
3) Questo schermo è lo
schermo di impostazione
delle funzioni.
Cambiare il No. di
impostazione con il tasto
“+/–” dell’interruttore 3.
Per ulteriori dettagli sul
N o . di im p o s t a z i o n e ,
vedere p 70.
Esempio) Modica
del numero
di giri dell’
affrancatura
(Impostazione
No.8)
Cambiare il No.di
impostazione a “8” con il
tasto “+” dell’interruttore 3
nella gura soprastante.
Premere l’interruttore 4.
・
5
6
7
Ca m b i ar e i l v a lo r e di
・
impostazione con il tasto
“+/–” dell’interruttore 5.
Il valore di impostazione è
・
stato cambiato da 1350 a
1250.
Quand o quest o valor e
・
cambiato è accettabile,
premere l’interruttore 7.
Premere l’interruttore 6
quando si desidera fare
ritornare il valore a quello
precedente.
– 69 –
8
Premere l’interruttore 8 in
・
caso di cucire.
Page 73

(2) Lista delle impostazioni della funzione
Per ulteriori dettagli, consultare il Manuale d'Istruzioni per la SC-910.
* La LH-4168S est prise comme exemple ici. Les valeurs initiales changent, toutefois, en fonction
de la tête de machine raccordée.
Visualizzato
3000
sul pannello
Valore di
impostazione
standard
N-SOFT
1
T-ACC
0
SCBOB
1
RATIO
0
S-BT
1500
NPS
0
SOUND
1
SW2
0
ASCNT
0
NTO
1
BTDS
1
KEYLOCK
0
No Articolo Descrizione
1 Funzione di
partenza dolce
5 Funzione di
riduzione di
tremolio
6 Funzione di
conteggio del lo
della bobina
7 Unità di
conteggio del lo
della bobina
8 Numero di giri
dell'affrancatura
10 Impostazione
della posizione
di arresto
della barra
ago quando la
macchina per
cucire si ferma.
11 Lo scatto del
tasto montato su
PSC
12 Selezione
delle funzioni
dell'interruttore
facoltativo
13 Funzione di
proibizione
dell'avvio della
macchina per
cucire tramite il
contatore del lo
della bobina
14 Contatore della
cucitura
15 Numero di volte
del rilevamento
dell'esaurimento
della quantità
rimanente del lo
della bobina
17 Funzione di
bloccaggio a
chiave
Il numero di punti da cucire a bassa velocità quando la funzione
di partenza dolce è usata all'inizio di cucitura.
0 : Funzione di partenza doice non è operativa.
Funzione di riduzione di tremolio (Se la lampada a mano
tremola.)
0 : Funzione di riduzione di tremolio non è operante.
1 : Meno ofcace / 8: Molto efcace
Funzione di conteggio del lo della bobina
0 : Funzione di conteggio del lo della bobina non è operante.
1 : Funzione di conteggio del lo della bobina è operante.
Unità per il conteggio alla rovescia del lo della bobina
0 : Conteggio/10 punti
1 : Conteggio/15 punti
2 : Conteggio/20 punti
Numero di giri dell'affrancatura
Viene impostata la posizione di arresto della barra ago quando
la macchina per cucire si ferma.
0 : La posizione più bassa predeterminata
1 : La posizione più alta predeterminata
Lo scatto del tasto montato su PSC viene impostato.
0 : Lo scatto non è operante.
1 : Lo scatto è operante.
Commutazione della funzione dell'interruttore facoltativo
0 : Niente funzione
1 : Cucitura di compensazione con l'ago su/giù
2 : Cucitura di compensazione all'indietro
3 : Funzione per cancellare una volta l'affrancatura alla ne di
cucitura
4 : Funzione di taglio del lo
5 : Funzione di sollevamento del piedino premistoffa
6 : Funzione di cucitura di compensazione con un punto
7 : Funzione di cancellazione simultanea dell’affrancatura a
inizio e ne cucitura
8 : Funzione di commutazione del sollevamento del piedino
premistoffa in folle
Funzione di proibizione dell'avvio della macchina per cucire
tramite il conteggio del lo della bobina
0 :
Quando il conteggio è nito (-1 o meno) Funzione di proibizione
dell'avvio della macchina per cucire non è operante.
1 :
Quando il conteggio è nito (-1 o meno) Funzione di proibizione
dell'avvio della macchina per cucire è operante.
2 : Quando il conteggio è nito (-1 o meno) Funzione di
proibizione obbligatoria dell'avvio della macchina per
cucire è operante.
Funzione di conteggio della cucitura (numero di processi
completati)
0: Funzione di contatore della cucitura non è operante.
1: Funzione di contatore della cucitura è operante.
Numero di volte del rilevamento dell'esaurimento della quantità
rimanente del lo della bobina
0 : Funzione di quantità rimanente del lo della bobina
non è operante.
da 1 a 19 : Numero di volte durante le quali il segnale non viene
emesso anche se l'esaurimento della quantità
rimanente del lo della bobina è rilevato.
Funzione di bloccaggio a chiave
0: Senza bloccaggio a chiave
1: Con bloccaggio a chiave
Livello di
impostazione
1 Da 0 a 9
2 Da 0 a 8
1 Da 0 a 1
1 Da 0 a 2
1
2 Da 0 a 1
2 Da 0 a 1
2 Da 0 a 8
2 Da 0 a 2
2 Da 0 a 1
2 Da 0 a 19
2 Da 0 a 1
Gamma di
impostazione
Da 150 a
– 70 –
Page 74

No Articolo Descrizione
18 Funzione di
prevenzione di "Nido
d'Uccello"
19 Funzione di rilascio del
lo dell'ago all'inizio di
cucitura
20 Numero di punti di
inttimento
21 Funzione di
sollevamento del
piedino premistoffa in
folle
22
Funzione di
commutazione della
funzione dell'interruttore
di compensazione sul
pannello operativo
24 Funzione di regolazione
ne del mumero di giri
25 Condizione di
movimento di taglio del
lo
26 Funzione di
impostazione della
forza di mantenimento
dopo l’arresto
27
Funzione di impostazione
della forza di reazione al
momento del ri-tentativo
28 Numero di punti del
rilascio del lo dell’ago
29 Tempo di aspirazione
del movimento iniziale
dell’elettrovalvola di
inversione
30 Funzione di
affrancatura a mezza
strada
31 Numero di punti
dell'affrancatura a
mezza strada
32 Condizione in cui
affrancatura a mezza
strada è valida.
Questa funzione viene resa valida in combinazione con la
testa della macchina con la funzione di prevenzione del
"Nido d'Uccello" (Unità optional A necessaria).
0 : Funzione di prevenzione del "Nido d'Uccello" non è
operante.
1 :
Funzione di prevenzione del "Nido d'Uccello" è operante
2 : La funzione di prevenzione del "Nido d'Uccello" è
operante (con il rilascio del lo).
Questa funzione viene resa valida in combinazione con la
testa della macchina con la funzione di prevenzione del
"Nido d'Uccello" (Unità optional A necessaria).
0 : Funzione di rilascio del lo dell'ago non è operante.
1 : Funzione di rilascio del lo dell'ago è operante.
Questa funzione viene resa valida in combinazione con la
testa della macchina con la funzione di prevenzione del
"Nido d'Uccello" (Unità optional A necessaria).
0 : Funzione di inttimento non è operante.
da 1 a 9 : Numero di punti di inttimento
Funzione di sollevamento del piedino premistoffa quando
il pedale è nella posizione di folle.
0 : Funzione di sollevamento automatico del piedino
premistoffa in folle non è valida.
1 : Selezione della funzione di sollevamento automatico
del piedino premistoffa
Funzione dell'interruttore di compensazione con l'ago
su/giù sul pannello operativo può essere cambiata.
0 : Compensazione con l'ago su/giù
1 : Compensazione con un punto
Numero di giri può essere compensato.
Non mancare di usare questa funzione normalmente con “0”.
Questa funzione imposta il movimento di taglio del lo
dopo che la posizione abbassata si è scostata girando il
volantino manualmente.
0 : Il taglio del lo dopo aver girato il volantino
manualmente è permesso.
1 : Il taglio del lo dopo aver girato il volantino
manualmente è proibito.
Questa funzione previene la rotazione inversa della
macchina per cucire dopo che essa si è arrestata.
0 : Valore iniziale
1 : Meno efcace / 9 : Molto efcace
Questa funzione imposta la grandezza della forza di
ritorno della barra ago prima del movimento di ri-tentativo.
1 : Meno forza di ritorno / 100 : Elevata forza di ritorno
Questa funzione imposta il tempo di movimento di
aspirazione del solenoide di affrancatura
Da 50 ms a 300 ms
Questa funzione imposta il tempo di movimento di
aspirazione del solenoide di affrancatura
Da 50 ms a 300 ms
Funzione di affrancatura a mezza strada
0 :
Funzione di affrancatura a mezza strada non è operante.
1 : Funzione di affrancatura a mezza strada è operante.
Numero di punti dell'affrancatura a mezza strada
Condizione in cui affrancatura a mezza strada è valida.
0 : Invalida quando la macchina per cucire è ferma.
1 : Valida quando la macchina per cucire è ferma.
Livello di
impostazione
2 Da 0 a 2
2 Da 0 a 1
1 Da 0 a 9
1 Da 0 a 1
2 Da 0 a 1
2 Da –15 a 15
2 Da 0 a 1
2 Da 0 a 9
2 Da 1 a 100
1 Da 0 a 30
2 Da 50 a 300
2 Da 0 a 1
2 Da 0 a 19
2 Da 0 a 1
Gamma di
impostazione
Visualizzato
sul pannello
Valore di
impostazione
standard
BNC
0
THOLD
0
N-CS
0
N-NPL
0
F-CMSP
0
F-FAS
0
F-TRMC
1
F-RTPC
0
F-RTRC
50
F-UTHR
1
T-RSS
250
OBT
0
N-OBT
4
OBTS
0
33 Funzione di taglio del
lo tramite affrancatura
a mezza strada
Funzione di taglio del lo tramite affrancatura a mezza
strada
0 : Funzione di taglio del lo automatico al termine
dell'affrancatura a mezza strada non è operante.
1 : Funzione di taglio del lo automatico al termine
dell'affrancatura a mezza strada è operante.
– 71 –
2 Da 0 a 1
OBTT
0
Page 75

No Articolo Descrizione
35 Numero di giri a bassa
velocità
36 Numero di giri del taglio
del lo
37 Numero di giri della
partenza dolce
38 Velocità della cucitura
"di un colpo"
39 Corsa del pedale
all'inizio di rotazione
40 Sezione a bassa
velocità del pedale
41 Posizione iniziale
del sollevamento del
piedino premistoffa
tramite il pedale
42 Posizione di avvio dell’
abbas-samento del
piedino premistoffa
43 Corsa del pedale 2 per
iniziare taglio de lo
44 Corsa del pedale per
raggiungere il massimo
numero di giri
45 Compensazione del
punto neutrale del
pedale
46 Funzione di selezione
dell'alzapiedino
automatico
47 Tempo per il quale
l'alzapiedino
automatico mantiene il
sollevamento
48 Corsa del pedale 1 per
iniziare taglio del lo
49 Tempo di abbassamento
del piedino premistoffa
51 Compensazione della
tempestività dell'avvio
del solenoide per
affrancatura all'inizio di
cucitura
52 Compensazione della
tempestività del rilascio
del solenoide per
affrancatura all'inizio di
cucitura
53 Compensazione della
tempestività del rilascio
del solenoide per
affrancatura alla ne di
cucitura
55 Sollevamento del
piedino premistoffa
dopo il taglio del lo
La velocità più bassa tramite il pedale
Velocità del taglio del lo
(Attenzione) Non cambiare il valore di impostazione.
Quando esso viene cambiato, la macchina per cucire
potrebbe essere danneggiata.
Velocità di cucitura all'inizio di cucitura (partenza dolce)
Velocità della cucitura "di un colpo" (Il valore massimo
dipende dal numero di giri della testa della macchina.)
Dalla posizione di folle del pedale no alla posizione dove
la macchina per cucire inizia a girare (Corsa del pedale)
Dalla posizione di folle del pedale no alla posizione
dove la macchina per cucire inizia ad accelerare (Corsa
del pedale)
Dalla posizione di folle del pedale no alla posizione
dove il piedino premistoffa inizia a sollevarsi (Corsa del
pedale)
Posizione di avvio dell’abbassamento del piedino
premistoffa
Corsa dalla posizione di folle
Dalla posizione di folle del pedale no alla posizione
2 dove il taglio del lo inizia (Quando la funzione di
sollevamento del piedino premistoffa tramite il pedale è
operante.) (Corsa del pedale)
Dalla posizione di folle del pedale no alla posizione
dove la macchina per cucire raggiunge la sua velocità di
cucitura più alta (Corsa del pedale)
Valore di compensazione del sensore del pedale 2 Da – 15 a
Selezione dell'alzapiedino automatico
0 : Sistema di azionamento a solenoide
1 : Sistema di azionamento pneumatico
Limitazione del tempo per il quale il dispositivo
alzapiedino automatico a solenoide mantiene il
sollevamento
Dalla posizione di folle del pedale no alla posizione
dove il taglio del lo inizia (Pedale standard) (Corsa del
pedale)
Tempo di abbassamento del piedino premistoffa dopo
che il pedale è stato premuto. (Avvio della rotazione
della macchina per cucire viene ritardato durante questo
tempo.)
Compensazione dell'avvio del solenoide per affrancatura
quando l'affrancatura all'inizio di cucitura viene eseguita.
Compensazione del rilascio del solenoide per
affrancatura quando l'affrancatura all'inizio di cucitura
viene eseguita.
Compensazione del rilascio del solenoide per
affrancatura quando l'affrancatura alla ne di cucitura
viene eseguita.
Funzione di sollevamento del piedino premistoffa al
momento di (dopo) taglio del lo
0 : Funzione di sollevamento del piedino premistoffa
dopo il taglio del lo non è operante.
1 : Funzione di sollevamento automatico del piedino
premistoffa dopo il taglio del lo è operante.
Livello di
impostazione
1 Da 20 a 400
2 Da 20 a 250
1
1
2 Da 10 a 50
2 Da 10 a 100
2
2 Da 8 a 50 P-FLD
2 Da – 60 a –
2 Da 10 a 150 P-MAX
2 Da 0 a 1 FLSEL
2 Da 10 a 600 T-FL
2 Da – 60 a –
2 Da 0 a 250 T-FLWT
1 Da – 36 a
1 Da – 36 a
1 Da – 36 a
2 Da 0 a 1 FLAT
Gamma di
impostazione
Da 150 a
5500
Da 200 a
Max
Da – 60 a –
10
10
15
10
36
36
36
impostazione
Visualizzato
sul pannello
Valore di
standard
S-POS
200
S-TRM
155
S-SOFT
600
S-ASS
1500
P-SSP
30
P-LSA
60
P-FLW
– 21
10
P-TRM2
– 51
150
P-ANP
0
0
60
P-TRM1
– 35
140
T-SON
10
T-SOFF
20
T-EOFF
25
1
– 72 –
Page 76

No Articolo Descrizione
56 Rotazione inversa per
sollevare l'ago dopo il
taglio del lo
57 Funzione di rilevamento
della quantità rimanente
del lo della bobina
58 Funzione di
mantenimento della
posizione in alto/basso
predeterminata della
barra ago
59 Funzione di
commutazione
automatica/manuale
dell'affrancatura all'inizio
di cucitura
60 Funzione di arresto
immediatamente dopo
l'affrancatura all'inizio di
cucitura
61 Funzione di proibizione
dell'avvio della macchina
per cucire tramite il
rilevamento della quantità
rimanente del lo della
bobina
64 Velocità di commutazione
del punto di inttimento
o EBT (affrancatura alla
ne di cucitura)
65 Tempestività dell'avvio
del solenoide per il punto
di inttimento (quando il
punto di inttimento viene
eseguito per 1 punto.)
66 Tempestività dell'avvio
del solenoide per il punto
di inttimento (quando il
punto di inttimento viene
eseguito per 2 punto.)
67
Impostazione del
rendimento di lavoro
dell'uscita dell'elettrovalvola
di sollevamento del piedino
premistoffa
68 Funzione di aumento
della velocità di
commutazione dell’ago
separatamente azionato
della LH
70 Funzione di
abbassamento dolce del
piedino premistoffa
71 Funzione di limitazione
dell’reiaccelerazione dalla
riduzione della velocità
Funzione di rotazione inversa per sollevare l'ago al
momento di (dopo) taglio de lo
0 : Funzione di rotazione inversa per sollevare l'ago
dopo il taglio del lo non è operante.
1 : Funzione di rotazione inversa per sollevare l'ago
dopo il taglio del lo è operante.
Funzione di rilevamento della quantità rimanente del lo
della bobina al momento di (dopo) taglio del lo
0 : Funzione di rilevamento della quantità rimanente
del lo della bobina non è operante.
1 : Funzione di rilevamento della quantità rimanente
del lo della bobina è operante.
Funzione di mantenimento della posizione in alto/basso
predeterminata della barra ago
0 : Funzione di mantenimento della posizione in alto/
basso predeterminata della barra ago non è operante.
1 : Funzione di mantenimento della posizione in alto/
basso predeterminata della barra ago è operante.
Questa funzione può impostare la velocità di cucitura
dell'affrancatura all'inizio di cucitura
0 : La velocità dipenderà dal funzionamento manuale
tramite il pedale, ecc.
1 : La velocità dipenderà dalla velocità
dell'affrancatura impostata (No.8).
Funzione al termine dell'affrancatura all'inizio di cucitura
0 : Funzione di arresto temporaneo della macchina
per cucire al termine dell'affrancatura all'inizio di
cucitura non è operante.
1 : Funzione di arresto temporaneo della macchina
per cucire al termine dell'affrancatura all'inizio di
cucitura è operante.
Funzione di proibizione dell'avvio della macchina per
cucire tramite il rilevamento della quantità rimanente del
lo della bobina
0 : Questa funzione non arresta la macchina per
cucire quando il conteggio è nito (-1 o meno).
1 : Questa funzione arresta la macchina per cucire
quando il conteggio è nito (-1 o meno).
Velocità iniziale quando comincia il punto di inttimento
o EBT
Tempestività dell'avvio (compensazione) del solenoide
per il punto di inttimento: -1
Valore di compensazione dell'avvio del solenoide
quando il punto di inttimento viene eseguito per 1
punto.
Tempestività dell'avvio (compensazione) del solenoide
per il punto di inttimento: -2
Valore di compensazione dell'avvio del solenoide
quando il punto di inttimento viene eseguito per 2
punto.
Rendimento di lavoro dell'uscita dell'elettrovalvola di
sollevamento del piedino premistoffa [%]
Funzione per aumentare la velocità al momento di commutare l’ago separatamente azionato
0 : Velocità standard
1 : Velocità alta
* Possibile impostare quando la testa della LH-4168 o
LH-4188 è selezionata.
Piedino premistoffa viene abbassato lentamente.
0: Piedino premistoffa viene abbassato velocemente.
1: Piedino premistoffa viene abbassato lentamente.
Limitazione della velocità viene eseguita al momento
dell’riaccelerazione in via di riduzione della velocità
della macchina per cucire. Questa è valida quando si
aziona la cucitura a spostamento graduale.
Livello di
impostazione
2 Da 0 a 1 RATRM
2 Da 0 a 1 BTDF
2 Da 0 a 1 HPOS
2 Da 0 a 1 SBTO
2 Da 0 a 1 SBTQ
2 Da 0 a 1 ASBOB
2 Da 0 a 250
2 Da – 36 a 0
2 Da – 36 a 0
2 Da 5 a 40
2 1 / 0
2 Da 0 a 1
2 Da 0 a 5
Gamma di
impostazione
impostazione
Visualizzato
sul pannello
Valore di
standard
0
0
0
1
0
1
S-WAIT
150
T-CS1
– 15
T-CS2
– 15
FLDTY
20
F-LHNS
0
F-SDFL
0
F-ACRA
0
– 73 –
Page 77

No Articolo Descrizione
72 Funzione di limitazione
dell’accelerazione all’
inizio di rotazione
Limitazione della velocità viene eseguita al momento
dell’avvio della macchina per cucire. (escluso l’inizio di
cucitura)
Questa è valida quando si aziona la cucitura a
spostamento graduale.
73 Funzione di "riprovare" Questa funzione è usata quando l'ago non può
penetrare i materiali.
0 : Normale
1 : Funzione di "riprovare" è operante.
75 Senso di rotazione del
motore
Senso di rotazione normale del motore
0 : Senso orario
1 : Senso antiorario
76 Funzione per selezionare
la velocità di avvio della
macchina per cucire
Curva di avvio della macchina per cucire viene
selezionata.
0
: Curva normale
1 : Curva più spiccata
84 Tempo di aspirazione del
movimento iniziale
Tempo di movimento di aspirazionea dell'elettrovalvola
di sollevamento del piedino premistoffa
dell'elettrovalvola di
sollevamento del piedino
premistoffa
87 Funzione di selezione
della curva del pedale
Curva del pedale viene selezionata. (Miglioramento
dell'operazione di spostamento graduale del pedale)
Numero di pnt
2
0
1
Livello di
impostazione
1 Da 0 a 5
1 Da 0 a 1
2 Da 0 a 1
2 Da 0 a 1
2 Da 40 a 300
2 Da 0 a 2
Gamma di
impostazione
Visualizzato
sul pannello
Valore di
impostazione
standard
F-ACR
0
F-RET
1
DM
0
F-SCS
0
T-PUT
100
F-PCS
0
89 Funzione di rilascio della
tensione
Funzione di proibizione
91
dell'operazione di
compensazione dopo aver
girato il volantino
manualmente
92 Funzione di riduzione
della velocità
dell'affrancatura all'inizio
di cucitura
93 Funzione aggiunta
all'interruttore di
compensazione con l'ago
su/giù
94 Funzione di non stop con
la cucitura continua + la
cucitura "di un colpo"
96 Impostazione del numero
di giri max.
101 Funzione di immissione
del contatore della
cucitura
Corsa del pedale
Non usato
Funzione di cucitura di compensazione quando il
volantino viene girato manualmente al termine della
cucitura a dimensione costante
0 :
Funzione di cucitura di compensazione è operante.
1 : Funzione di cucitura di compensazione è proibita.
Funzione per ridurre la velocità al termine
dell'affrancatura all'inizio di cucitura
0 : Velocità non viene ridotta.
1 : Velocità viene ridotta.
Funzionamento dell'interruttore di compensazione con
l'ago su/giù dopo aver acceso la macchina o dopo il
taglio del lo viene cambiato.
0 : Normale (soltanto la cucitura di compensazione
con l'ago su/giù)
1 : Cucitura di compensazione con un punto viene
effettuata solo quando la sopraccitata commuta
zione viene fatta. (Arresto nella posizione
sollevata
arresto nella posizione sollevata)
/
Tramite le funzioni di programmazione del IP-110, una
funzione che non arresta la macchina per cucire
combinando la cucitura continua con la cucitura "di un
colpo" quando il passo viene cambiato.
0 : Normale (La macchina per cucire si ferma quando
un passo è completato.)
1 : La macchina per cucire non si ferma quando un
passo è completato e prosegue il passo successivo.
Numero di giri max. della testa della macchina per
cucire può essere impostato.
* L’impostazione varia secondo il pacco resistore da
collegare.
Questa funzione seleziona la destinazione
dell'immissione del contatore della cucitura.
0 : Ogni volta che il taglio del lo viene effettuato, il
contatore addiziona automaticamente.
1 : Il contatore addiziona con l'immissione
dell'interruttore del contatore della cucitura esterno.
2 Da 0 a 1
2 Da 0 a 1
2 Da 0 a 1
2 Da 0 a 1
2 Da 0 a 1
2
Da 50 a
Max
2 Da 0 a 1
TRS
0
F-PMAT
1
F-DSBT
0
F-MADF
0
F-SBTC
0
S-MAX
3200
F-MAC
0
– 74 –
Page 78

No Articolo Descrizione
105 Funzione di
cucitura di
compensazione
con l'ago
sollevato/
abbassato tramite
il pulsante per
affrancatura
106 Funzione di
compensazione
con un punto
tramite l’
interruttore di
sollevamento del
pressore
107 Funzione di
cucitura a colpo
unico della
cucitura dell’
angolo interno
108 Funzione di
sollevamento del
pressore dell’
angolo interno
109 Funzione di
ricucitura
110 Funzione di
commutazione
dell’ago
separatamente
azionato (cucitura
libera/cucitura
sovrapposta)
111
Funzione di
commutazione
dell’ago
separatamente
azionato (modello
di cucitura dell’
angolo)
Quando il IP-110 è collegato e il modello di cucitura dell’
angolo è selezionato, questa funzione effettua la cucitura di
compensazione durante la cucitura dell’angolo interno con il
pulsante per affrancatura.
0 : La cucitura di compensazione tramite il pulsante per
affrancatura è non valida.
1 : La cucitura di compensazione tramite il pulsante per
affrancatura è valida.
* Possibile impostare quando la testa della LH-4168 o LH-4188
è selezionata.
Quando il IP-110 è collegato e il modello di cucitura dell’angolo
è selezionato, questa funzione effettua la cucitura di compensazione durante la cucitura dell’angolo interno con l’interruttore di
sollevamento del pressore.
0 : La cucitura di compensazione tramite l’interruttore di
sollevamento del pressore è non valida.
1 : La cucitura di compensazione tramite l’interruttore di
sollevamento del pressore è valida.
* Possibile impostare quando la testa della LH-4168 o LH-4188
è selezionata.
* Quando si usa questa funzione, impostare la selezione della
funzione di interruttore di sollevamento del pressore (No. 117)
su "0" (funzione non valida).
Quando il IP-110 è collegato e il modello di cucitura dell’angolo
è selezionato, questa funzione effettua la cucitura dell’angolo
interno con la cucitura automatica a colpo unico.
0 : La cucitura automatica a colpo unico della cucitura
dell’angolo interno è non valida.
1 : La cucitura automatica a colpo unico della cucitura
dell’angolo interno è valida.
* Possibile impostare quando la testa della LH-4168 o LH-4188
è selezionata.
Quando il IP-110 è collegato e il modello di cucitura dell’angolo
è selezionato, questa funzione automaticamente solleva il pressore al termine della cucitura dell’angolo interno.
0 : Il sollevamento automatico del pressore dopo la cucitura
dell’angolo interno è non valido.
1 : Il sollevamento automatico del pressore dopo la cucitura
dell’angolo interno è valido.
* Possibile impostare quando la testa della LH-4168 o LH-4188
è selezionata.
* Questa funzione è valida solo quando l’ Alzapiedino automatico (AK) è collegato.
Quando il IP-110 è collegato, questa funzione arresta/usa la
ricucitura (ricucitura da un punto posto a metà strada).
0 : La funzione di ricucitura è non valida.
1 : La funzione di ricucitura è valida.
* Possibile impostare quando la testa della LH-4168 o LH-4188
è selezionata.
Quando il modello di cucitura dell’affrancatura/modello di cucitura
della cucitura sovrapposta è selezionato, questa funzione arresta/
usa la funzione di commutazione dell’ago separatamente azionato.
Quando “0” (non valida) è selezionato, la commutazione dell’ago
separatamente azionato non è possibile con il modello di cucitura
dell’affrancatura/modello di cucitura della cucitura sovrapposta.
0 : La funzione di commutazione dell’ago separatamente
azionato (durante la cucitura libera) è non valida.
1 : La funzione di commutazione dell’ago separatamente
azionato (durante la cucitura libera) è valida.
* Possibile impostare quando la testa della LH-4168 o LH-4188
è selezionata.
Quando il IP-110 è collegato e il modello di cucitura dell’angolo
è selezionato, questa funzione arresta/usa la funzione di commutazione dell’ago separatamente azionato.
Quando “0” (non valida) è selezionato, non è possibile effettuare facoltativamente la commutazione dell’ago separatamente
azionato con il modello di cucitura dell’angolo.
0 : La funzione di commutazione dell’ago separatamente
azionato (durante il modello di cucitura dell’angolo) è non valida.
1 : La funzione di commutazione dell’ago separatamente
azionato (durante il modello di cucitura dell’angolo) è valida.
* Possibile impostare quando la testa della LH-4168 o LH-4188
è selezionata.
Livello di
impostazione
2 Da 0 a 1
2 Da 0 a 1
2 Da 0 a 1
2 Da 0 a 1
2 Da 0 a 1
2 Da 0 a 1
2 Da 0 a 1
Gamma di
impostazione
Visualizzato
sul pannello
Valore di
impostazione
standard
C-BT
0
C-FT
1
A1-1
0
ALIF
1
STRT
1
MEDL
1
ANDL
1
– 75 –
Page 79

No Articolo Descrizione
112 Selezione del
movimento di
insegnamento
113 Numero di
punti della
replica dell’
insegnamento
114 Funzione del
contatore
del lo della
bobina sinistro
115 Funzione del
contatore
del lo della
bobina destro
116 Selezione dell’
interruttore
di avvio dell’
insegnamento
dell’angolo
117 Selezione
della
funzione dell’
interruttore di
sollevamento
del pressore
118 Rilascio dell’
errore di
ingrassaggio
Selezione del movimento quando si preme l’interruttore di insegnamento
0 : Normale (movimento di insegnamento con l’insegnamento + la
commutazione dell’ago separatamente azionato)
1 : Movimento di insegnamento soltanto con la commutazione
dell’ago separatamente azionato (quando si inizia il movimento
di insegnamento, non è necessario premere l’interruttore di
insegnamento.)
2 : Il movimento di insegnamento nello stato di due aghi è proibi
to. (Impostare lo stato sullo stato di ago separatamente
azionato e premere l’interruttore di insegnamento.)
* Possibile impostare quando la testa della LH-4168 o LH-4188 è
selezionata.
Questa funzione seleziona il numero di punti della replica quando
si esegue l’ insegnamento dell’angolo (misurazione del numero di
punti della cucitura ad ago separatamente azionato).
0 :
Il numero di punti della replica corrisponde a quello della misurazione.
1 : Il numero di punti della replica è quello sottratto di un punto dal
numero di punti della misurazione.
* Possibile impostare quando la testa della LH-4168 o LH-4188 è
selezionata.
Quando il IP-110 è collegato, questa funzione arresta/usa la funzione del contatore del lo della bobina sinistro.
0 : Il contatore del lo della bobina sinistro è arrestato.
1 : Il contatore del lo della bobina sinistro è usato.
* Possibile impostare quando la testa della LH-4168 o LH-4188 è
selezionata.
Quando il IP-110 è collegato, questa funzione arresta/usa la funzione del contatore del lo della bobina destro.
0 : Il contatore del lo della bobina destro è arrestato.
1 : Il contatore del lo della bobina destro è usato.
* Possibile impostare quando la testa della LH-4168 o LH-4188 è
selezionata.
Quando il IP-110 è collegato, questa funzione seleziona l’interruttore
per avviare la cucitura dell’angolo interno nella cucitura del modello
di cucitura dell’angolo.
0 : Niente funzione
1 : Interruttore di commutazione dell’ago sinistro
2 : Interruttore di commutazione dell’ago destro
3 : Interruttore di insegnamento
4 : Interruttore facoltativo
5 :
Interruttore a ginocchio e interruttore di sollevamento del pressore
6 : Niente funzione (non impostare.)
Quando si seleziona 1 : Interruttore di commutazione dell’ago sinistro, 2 : Interruttore di commutazione dell’ago destro o 3 : Interruttore di insegnamento per l’interruttore di commutazione dell’angolo
interno, non mancare di impostare il No. 111 Funzione di commutazione dell’ago separatamente azionato (modello di cucitura dell’
angolo) su “0” (funzione non valida).
* Possibile impostare quando la testa della LH-4168 o LH-4188 è
selezionata.
Quando l’ interruttore a ginocchio è collegato, questa funzione se-
leziona l’arresto/uso della funzione di sollevamento automatico del
pressore tramite l’ interruttore a ginocchio.
0 : Il sollevamento automatico del pressore tramite l’ interruttore a
ginocchio è arrestato.
1 : Il sollevamento automatico del pressore tramite l’ interruttore a
ginocchio è usato.
* Possibile impostare quando la testa della LH-4168 o LH-4188 è
selezionata.
* Quando si usa questa funzione , impostare la funzione di compensazione con un punto tramite l’interruttore di sollevamento del
pressore (No. 106) su “0” (funzione non valida).
Quando l’errore di ingrassaggio (E220 o E221) si è vericato, l’errore
viene rilasciato impostando il valore su 1.
0 : Stato normale
1 : L’ errore di ingrassaggio viene rilasciato quando si accende
l’unità la prossima volta. (Anche questa funzione viene rilasciata
dopo il rilascio dell’errore di ingrassaggio.)
* Quando si rilascia l’errore di ingrassaggio, non mancare di effettuare l’
ingrassaggio.
* È possibile impostare solo alle teste della macchina che richiedono l’
ingrassaggio. (LH-4100 e alcune della serie LH-3500)
Livello di
impostazione
2 Da 0 a 2
2 Da 0 a 1
2 Da 0 a 1
2 Da 0 a 1
2 Da 0 a 6
2 Da 0 a 1
2 Da 0 a 1
Gamma di
impostazione
Visualizzato
sul pannello
Valore di
impostazione
standard
TCMD
0
TCRN
0
L-TR
1
R-TR
1
A2-1
5
F-FPL
0
GN-CLR
0
– 76 –
Page 80

(3) Modo di comunicazione
Procedura di commutazione al modo di comunicazione
Non agire sugli interruttori nella procedura tranne quelle descritte nelle seguenti
spiegazioni. Aver cura di accendere di nuovo l'interruttore dell'alimentazione dopo che
un secondo o più è passato. Se la macchina per cucire viene accesa immediatamente
dopo averla spenta, la macchina potrebbe non funzionare regolarmente. In questo caso,
accendere di nuovo la macchina.
AVVERTIMENTO:
Per evitare ferimenti causati da movimento all'infuori di quello che si desidera, non agire sugli
interruttori nella procedura tranne quelle richieste, come descritte qui sotto, per impostare le
1) Accendere la macchina. Quando la barra ago non è nella posizione sollevata, girare il volantino per
portare la barra ago alla posizione sollevata.
2) Premere l’interruttore 1 per circa tre secondi.
1
3) Premere l’interruttore 2 per circa tre secondi. Lo schermo cambia allo schermo di modo di
comunicazione.
2
Schermo di modo di comunicazione
■
– 77 –
Page 81

Esempio di download
Esempio) L’archivio a parametro No. 70 del media viene downloadato al modello di cucitura No. 7.
. Aprire il coperchio del media e inserire il CompactFlash(TM) (No. di parte optional : 40000100) dall’
1
apertura di inserimento.
* La funzione del pannello non lavora quando il coperchio è aperto.
. Selezione del dato
2
EPD è selezionato dallínizio poiché soltanto i dati di forma EPD sono trattati per la LH4168/4188.
. Selezione del metodo di comunicazione
3
Premere 2 nello schermo di impostazione della comunicazione per visualizzare lo schermo di
impostazione del metodo di comunicazione.
Schermo di impostazione del metodo di comunicazione
■
Il metodo di comunicazione
c h e è s el e z i o n at o a l
momento viene mostrato in
video invertito.
1
[Spiegazione del pittogramma]
1
2
Premere
: Download dal media
: Download da SU-1
1 per selezionare il download dal media. Dopo la selezione, premere 5 per
2 3 4
5
: Upload al media
3
: Upload a SU-1
4
determinare.
. Selezione del No. di archivio del media
4
Premere 3 nello schermo di impostazione della comunicazione per visualizzare lo schermo di
immissione del No. di archivio del media.
Schermo di immissione del No.
■
2
3 1
Immettere il No. di archivio del media con w. Il No. di archivio immesso viene visualizzato a .
Dopo aver immesso il No. di archivio, determinarlo con q.
2
– 78 –
Page 82

. Impostazione del No. di modello di cucitura
5
Premere 4 e 5 nello schermo di impostazione della comunicazione per impostare il No. di modello di
cucitura.
Schermo di impostazione della comunicazione
■
4
5
. Avvio del download
6
Quando tutte le procedure di impostazione sono state completate, premere y nello schermo di
impostazione della comunicazione per iniziare il download.
Schermo di comunicazione in corso
■
Quando lo schermo ritorna allo schermo di impostazione della comunicazione dopo la visualizzazione dello
schermo di comunicazione in corso, la comunicazione è completata.
6
Esempio di upload
Esempio) Il modello di cucitura No. 8 viene uploadato come l’archivio a format parametro No. 15 del media.
. Aprire il coperchio del media e inserire il CompactFlash(TM) (No. di parte optional : 40000100) dall’
1
apertura di inserimento.
* La funzione del pannello non lavora quando il coperchio è aperto.
. Selezione del dato
2
EPD è selezionato dallínizio poiché soltanto i dati di forma EPD sono trattati per la LH4168/4188.
. Selezione del metodo di comunicazione
3
Premere w nello schermo di impostazione della comunicazione per visualizzare lo schermo di
impostazione del metodo di comunicazione.
[Spiegazione del pittogramma]
1
2
per selezionare l’upload al media. Premere quindi t per determinare.
e
: Download dal media
: Download da SU-1
: Upload al media
3
: Upload a SU-1
4
Premere
– 79 –
Page 83

. Impostazione del No.di modello su misura
4
Premere 4 e 5 nello schermo di impostazione della comunicazione per impostare il No.di modello su misura.
. Selezione del No. di archivio del media
5
Premere 3 nello schermo di impostazione della comunicazione per visualizzare lo schermo di
immissione del No. di archivio del media.
Immettere il No. di archivio del media con. Il No. di archivio immesso viene visualizzato a . Dopo aver
immesso il No. di archivio, determinarlo con 1.
. Avvio dell’upload
6
Quando tutte le procedure di impostazione sono state completate, premere 6 nello schermo di
impostazione della comunicazione per iniziare l’upload. Quando lo schermo ritorna allo schermo di
impostazione della comunicazione dopo la visualizzazione dello schermo di comunicazione in corso, la
comunicazione è completata.
Schermo di conferma della cancellazione
■
5 3 2146
Quando lo schermo ritorna allo schermo di impostazione della comunicazione dopo la visualizzazione dello
schermo di comunicazione in corso, la comunicazione è completata.
[Modalità di cancellazione dell'archivio del media]
Premere l'interruttore 3 dopo aver selezionato il No. che si desidera cancellare nello schermo di immissione
del No. di archivio del media, e lo schermo si sposterà allo schermo di conferma della cancellazione.
Schermo di conferma della cancellazione
■
1
2
Premere 1 e la cancellazione viene sospesa. Lo schermo quindi ritorna allo schermo di immissione del
No.di archivio. Premere 2 e la cancellazione viene eseguita. Lo schermo quindi ritorna allo schermo di
L’arc hivio can cellato n on viene restaur at o. Fare m olta at te nzione qu ando si e segue l a
– 80 –
Page 84

6. INTERFACCIA ESTERNA
L'interfaccia esterna signica la sezione per collegare il pannello operativo e il sistema che è differente dal
pannello operativo.
Per l'uso e ulteriori dettagli, consultare il Manuale di Manutenzione.
1. Slot del media
Lo slot del media è installato nel coperchio frontale situato sul lato sinistro del pannello operativo.
2. Port per la RS-232C
Il connettore per la RS-232C è installato nel tappo di gomma posto sul lato posteriore del pannello
operativo.
3. Port di ingresso generale (Connettore per il collegamento dell'interruttore di controllo produttivo)
Il connettore di ingresso generale, CN105 è installato nel coperchio dell'uscita del cavo posto sul lato
posteriore del pannello operativo.
7. DISPLAY DI ERRORE
L’errore viene comunicato per mezzo del display del pannello, cicalino della centralina
di controllo.
Tre differenti generi di schermi dello schermo di visualizzazione del pannello appariscono a causa della
differenza delle procedure.
1) Schermo di errore sparisce quando l’
operatore rimuove la causa.
2) Premere l’interruttore di ripristino, e
rimuovere la causa dell’errore dopo aver
cancellato lo schermo di errore.
– 81 –
3) Rimuovere la causa dell’errore dopo aver
spento la macchina.
Page 85

7-1. Lista codici errore (Visualización de la caja pannello)
Ci sono i seguenti codici dell’errore in questo dispositivo. Questi codici dell’errore collegano con azione
combinata (o limitano la funzione) ed informano l’operatore del problema in modo che il problema non venga
ingrandito quando qualche problema è scoperto. Quando si richiede il nostro servizio, si prega di confermare
i codici dell’errore.
• Controllare se la testa della macchina per cucire è
• Quando la testa della macchina è sostituita.
• Quando l’operazione di inizializzazione è eseguita.
• Quando l’interruttore di rilevazione della caduta è
inclinata senza spegnere l’interruttore dell’alimentazione
(il funzionamento della macchina per cucire è proibito a
scopo di sicurezza).
immesso nello stato in cui la macchina è accessa.
della caduta è intrappolato nella macchina per cucire o
qualcosa di simile e si è rotto.
caduta è intrappolata in qualcosa.
collegamento lento e scollegamento.
• Controllare se il cavo dell’interruttore di rilevazione
• Controllare se la leva dell’interruttore di rilevazione della
poiché il cavo è intrappolato nella testa della macchina o
• Controllare il connettore del sincronizzatore (CN30) per
• Controllare se il cavo del sincronizzatore si è rotto
immesso dal sincronizzatore della testa della macchina.
• Quando il segnale di rilevazione della posizione non è
• Quando il sincronizzatore si è rotto.
qualcosa di simile.
déconnexion au connecteur du panneau de commande
(CN34 et CN35).
été sectionné en se prenant dans la tête de la machine
• Vérier si le cordon du panneau de commande n’a pas
ou une autre pièce.
• Vérifi er s’il n’y a pas de mauvais con tac t ou de
• Déconnexion du cordon du panneau de commande
• Le panneau de commande est cassé.
collegamento lento e scollegamento.
• Controllare se il lo si è impigliato nella puleggia motore.
• Controllare il connettore dell’uscita del motore (4P) per
Quando si procede alla cucitura del materiale extrapesante
•
oltre la garanzia della testa della macchina.
Controllare il connettore della testa della macchina
motore manualmente.
(CN31) per collegamento lento e scollegamento.
• Controllare se c’è qualche tiro quando si fa girare il
•
letto correttamente.
• Quando il connettore della testa della macchina non è
• Quando il motore non funziona.
• Il motore o l’elemento motore è rotto.
Spegnere la macchina.
Spegnere la macchina.
Spegnere la macchina.
Spegnere la macchina.
Spegnere la macchina.
Spegnere la macchina.
Spegnere la macchina.
• Spegnere la macchina.
corrisponde a quello della centralina di controllo.
pannello.
• Qua ndo i l co dice di m odel l o de l pa n nell o no n
Quando si esegue l'operazione di inizializzazione con il
Coperchio del media aperto • Il coperchio dello slot del media è aperto. • Chiudere il coperchio.
-
No. No. Descrizione dell’errore rilevato Causa Articoli da controllare o rimedi
errore)
000 Esecuzione dell’inizializzazione dei dati (Non
302 Anomalia dell’interruttore di rilevazione della
caduta (Quando l’interruttore di sicurezza
lavora.)
zatore
003 Scollegamento del connettore del sincroniz-
del sincronizzatore
del sincronizzatore
004 Anomalia del sensore di posizione abbassata
005 Anomalia del sensore di posizione sollevata
commande
906 Défaillance de transmission du panneau de
– 82 –
007 Svraccarico del motore • Quando la testa della macchina è bloccata.
macchina (Pacco resistenza)
011 Media non inserito • Il media non è inserito. •
008 Anomalia del connettore della testa della
riserva del pannello (Non errore)
012 Errore di lettura • La lettura dei dati dal media non è possibile. •
013 Errore di scrittura • La scrittura dei dati al media non è possibile. •
015 Errore di formattazione • La formattazione non può essere effettuata.La formattazione non può essere effettuata. •
016 Capacità del media esterno superata • La capacità del media è scarsa. •
019 Misura dell’archivio superata • L’archivio è troppo grande.L’archivio è troppo grande. •
032 Errore di compatibilità dell’archivio • Non c’è compatibilità dell’archivio.Non c’è compatibilità dell’archivio. •
053 Esecuzione dell'inizializzazione dei dati di
Page 86

Articoli da controllare o rimedi
macchina.
la
Spegnere
•
cucire è
macchina per
Causa
collegato alla
il pannello
Quando
Quando il pannello collegato alla macchina per cucire è
•
l’una con l’altra.
cortocircuitato.
sistema
il solenoide è
macchina.
versioni del
se
le
Accordare
•Controllare
•Spegnere la
•Collegare il pannello opportuno.
•
controllo
di
della leva
sensore
del
della rilevazione
le versioni del sistema sono incompatibili.
Quando
il genere che non è supposto.
Anomalia
Quando le versioni del sistema sono incompatibili.
•
tensione
POWER si è
elettronico
rigenerativa è
della
resistenza
più bassa
la
o
sbagliato.
tensione è
la tensione di alimentazione applicata è
il fusibile
se
più alta della tensione nominale + (più) il 10%.
è impostato in modo
• Controllare se il connettore di commutazione 100V/200V
• Controllare
00V.
1
a
rotto.
• Nei casi soprastanti, il pannello
rotto.
nominale - (meno) il 10%.
• Controllare se la
• Controllare se
200V.
a
CN39) per collegamento lento e scollegamento.
e
• Controllare il connettore del segnale del motore (CN38
è i mmes so
rotto.
l’impostazione
l’impostazione
causa della sovratensione
motore si è
rotto
del mot ore non
del
è immesso per
motore
del trasporto inverso.
Quando una tensione più alta di quella garantita è
immessa.
• Quando 200V è immesso per
immessa.
Quando una tensione più bassa di quella garantita è
Quando 100V
•
applicata.
Il circuito interno è
•
correttamente.
Qua ndo il s egnale
L’elemento
del dispositivo AE è
rilevazione
l’impostazione della funzione No. 57 è
l’asta di
posizione opportuna.
se
o qualcosa di simile.
poiché il cavo è intrappolato nella testa della macchina
• Controllare se il cavo del segnale del motore si è rotto
ritornata alla
Controllare se
• Controllare
•
de l
ri levazione
di
de ll’asta
è fuori della posizione originale.
po sizione
AE
dispositivo
Qu ando la
•
de l
scollegati.
allentati o
scorretto.
modo
impostata in
dispositivo AE sono
• C ontroll are se i con nettori (C N121 e CN123)
• Controllare se il cavo del dispositivo AE è rotto a causa
è
139)
rilevazione (CN
connettore di
il
del cavo pizzicato o qualcosa di simile dalla testa della
macchina.
• Controllare se
del motore passo
dell’origine
posizione
Quando la
•
scorretto.
il connettore di rilevazione (CN139) per
inserito in modo
collegamento
Controllare
•
accendere la
di
momento
al
viene rilevata
non
passo
macchina.
129)
128,CN129)
(CN
di rilevazione (CN128,CN
scollegamento.
e
e scollegamento.
lento
lento
connettore di rilevazione
connettore
per collegamento
Controllare il
•
per collegamento
• Controllare il
al momento
destro.
viene commutato
non
sinistro non viene com mutato al
l’ago
di arrestare/azionare l’ago sinistro.
l’ago destro
arrestare/azionare l’ago
momento
Quando
di
Quando
la
du rante
l’ingrassaggio,
es sere effettuato
macchina, effettuare
pu ò
la
la Funzione No. 118 su “1”. Quando l’
spento
aver
impostare
e
in grassagio non
• Dopo
al punto
di ingrassaggio
il tempo
arrivato
specificato
Quando è
impostare
e
essere effettuato con il
su “1”.
8
dell’errore può
11
immediatamente l’ingrassaggio,
di ripristino del pannello.
cucitura, il rilascio
tasto
la Funzione No.
• Effettuare
al punto
ingrassaggio
di
tempo
periodo di
il
specificato è passato
Quando
•
non è
che
rilevato
del pan nell o
supposto
No. No. Descrizione dell’errore
703 Coll ega ment o
Cortocircuito del solenoide •
0
81
704 Incompatibilità delle versioni del sistema
della
motore
del motore •
motore
di sensore
del
sinistro •
destro •
di ingrassaggio
dell’origine
dell’ago
tempo di ingrassaggio •
di
dell’elemento motore
Anomalia del codificatore •
Sovrattensione •
11
8
13 Bassa tensione •
8
Anomalia
924
930
931 Anomalia del sensore di foro del
Inconveniente dell’unità
quantità rimanente del filo della bobina.
343
ricupero
di
Errore
939
passo passo
bloccaggio
bloccaggio dell’ago
di
di
Errore
Errore
944
945
Informazione
220
avvertimento
di
1 Errore
22
–83 –
 Loading...
Loading...