

Page 1
Page 2
目 录
1. 操作盘的安装 1
2. 电缆线的连接 2
3. 操作盘的使用方法 3
3-1. 各部的名称和功能 3
3-2. 操作盘显示的对比度调整 5
3-3. 生产管理开关连接插头 5
4. 标准操作盘 6
4-1. 画面一览 6
4-2. 各缝制图案的操作方法 8
(1) 倒缝图案 8
(2) 重叠缝制图案 10
(3) 程序缝图案 11
(4) 循环缝制图案 15
4-3. 底线计数器的使用方法 17
4-4. 关于缝制计数器 18
4-5. 关于再缝制开关 18
4-6. 关于半针修正开关 19
4-7. 关于布边传感器 ON/OFF 开关 19
4-8. 关于自动切线开关 19
4-9. 关于单触键自动缝制开关 19
4-10. 关于禁止切线开关 19
4-11. 关于键锁定 19
4-12. 信息 20
(1) 缝制管理信息 20
(2) 生产管理信息 24
(3) 运转测定功能 26
4-13. 功能的设定方法 28
(1) 变换为功能设定模式的方法 28
(2) 功能设定一览表 31
5. LH-4168/4188 用操作盘 34
5-1. 画面一览 34
5-2. 各缝制图案的操作方法 38
(1) 倒缝图案 38
(2) 重叠缝制图案 40
(3) 角部图案 41
(4) 步骤图案 47
(5) 循环缝制图案 50
5-3. 底线计数器的使用方法 51
5-4. 关于缝制计数器 52
5-5. 关于再缝制开关 53
5-6. 关于半针修正开关 54
5-7. 关于布边传感器 ON/OFF 开关 54
5-8. 关于自动切线开关 54
5-9. 关于单触键自动缝制开关 54
5-10. 关于禁止切线开关 54
Page 3
5-11. 关于键锁定 54
5-12. 信息 55
(1) 缝制管理信息 55
(2) 生产管理信息 59
(3) 运转测定功能 61
5-13. 功能的设定方法 63
(1) 变换为功能设定模式的方法 63
(2) 功能设定一览表 66
(3) 通讯模式 70
6. 关于外部接口 74
7. 关于异常显示 74
7-1. 故障代码一览表 ( 操作盘显示 ) 75
Page 4
– 1 –
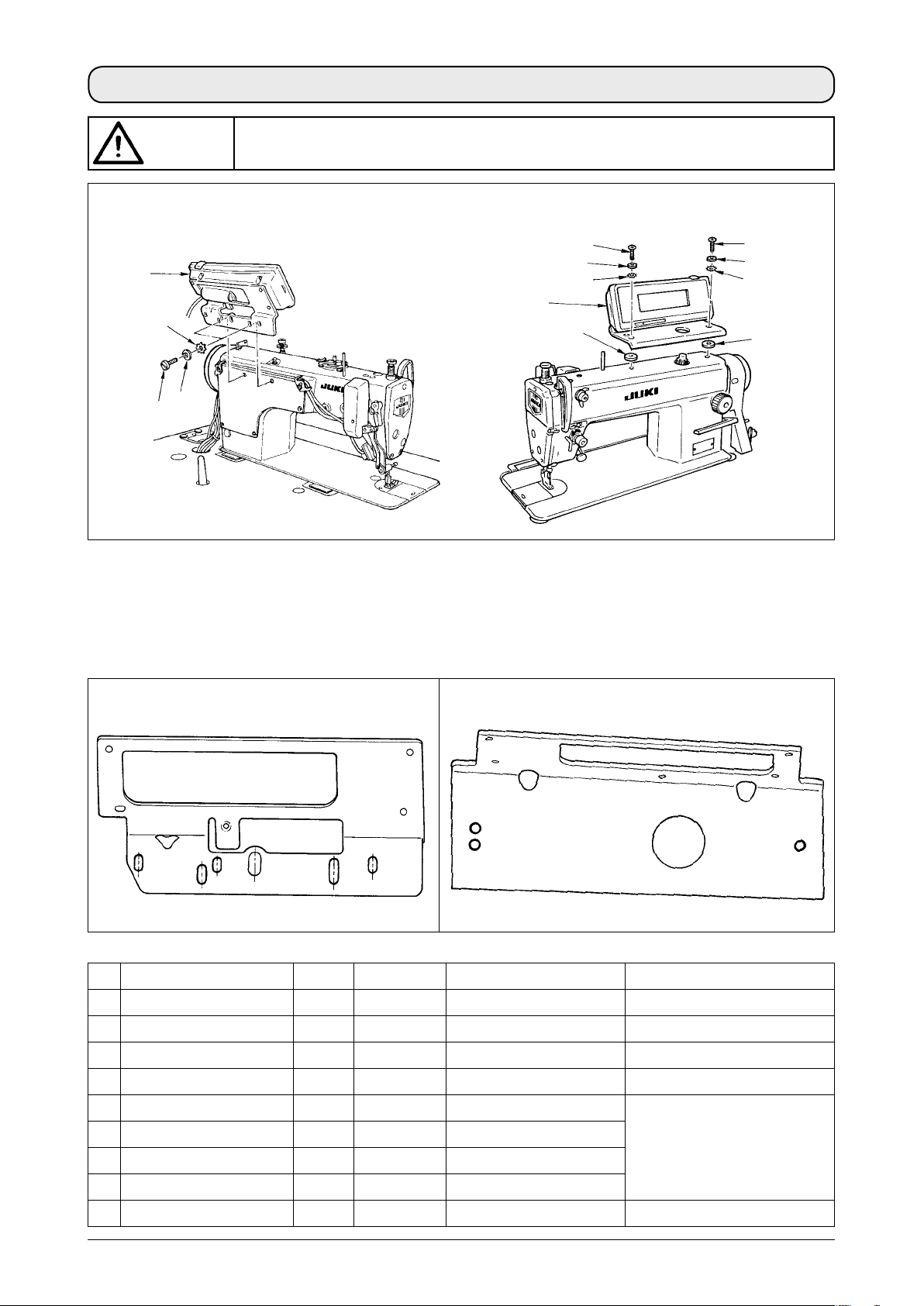
1. 操作盘的安装
1) 用附属的螺丝2、平垫片3、带齿垫片4以及垫片5(C 型用 ) 把操作盘1安装到机头上。螺丝
2
请参照表选择使用。
2) 机架的操作盘安装孔位置 , 机种不同位置也不同 , 请参照下表。
B 型 ( 型号标牌 TYPE B0*)
C 型 ( 型号标牌 TYPE C0*)
B 型
C 型
IP-100 各机种机架对应表
1
3
4
2
1
3
2
5
1
3
4
2
5
1
3
4
2
5
3
4
2
注意
为了防止突然的起动造成人身事故 , 请关掉电源 , 确认马达完全停止后再进行操作。
No. 安装机头 机架型 使用安装孔 安装螺丝货号 备考
1 DDL-9000 B 型
2-4
SS4121415SP(3/16-28)
2 DLN-9010 B 型
2-4
SS4121415SP(3/16-28)
3
LH-31 **、LH-35 **
B 型
1-5
SS6111210SP(11/64-40)
4 LZ-228 * N B 型
3-4
SS4121415SP(3/16-28)
固定到标准操作盘安装专用机架
5 DDL-5550N C 型
1-3
SS7121410SN(3/16-24)
安 装 选 购 品 (V0 等 ) 时 , 使 用
2-3
6 DDL-8700 C 型
1-3
SS7121410SN(3/16-24)
7 DLN-5410N C 型
1-3
SS7121410SN(3/16-24)
8 DLU-5494N C 型
1-3
SS7121410SN(3/16-24)
9 LH-41 ** B 型
2-4
SS4121415SP(3/16-28)
Page 5

– 2 –
1) 把操作盘的电缆线1和 FG 电缆线3(C 型用 )
穿过机台孔A, 再从机台下边穿过。
2) 把电缆线1的插头连接到控制箱的插头
CN342上。
1
2
A
1
3
3) C 型时 , 把 FG 电缆线3用附属的木螺丝4固定到电源开关上。FG 电缆线3请用附属的扎线带
5
捆扎到电源电缆线。
3
4
5
机台背面
2. 电缆线的连接
注意
为了防止突然的启动造成人身事故 , 请关掉电源 5 分钟以后再进行操作。
Page 6
3. 操作盘的使用方法
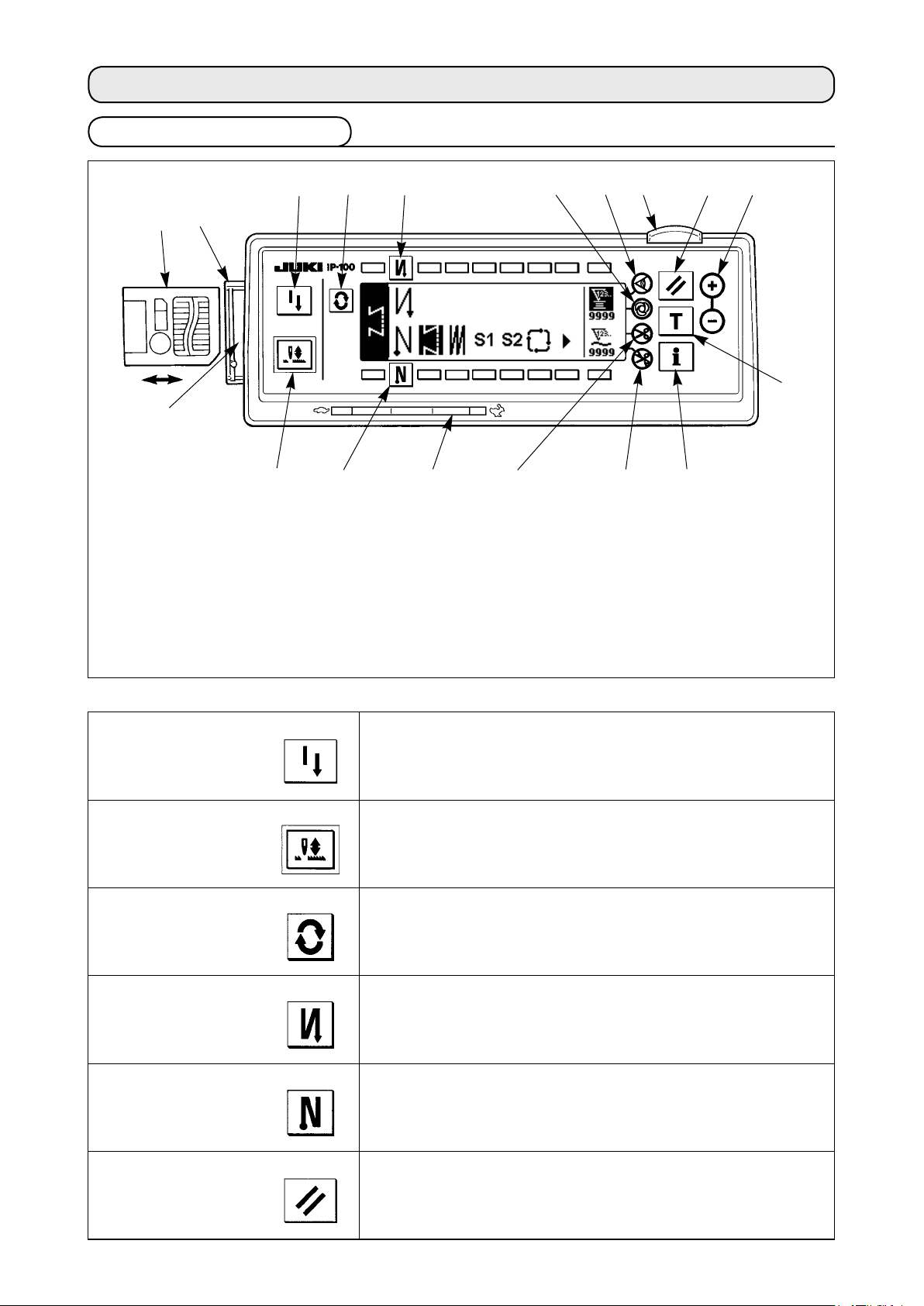
3-1. 各部的名称和功能
!6
!8
!7
1
3
4
!0
9
!5
6
!3
7
2
再次缝制开关
1
半针修正开关
2
画面变换开关
3
开始缝制时有 / 无倒缝的开关
4
结束缝制时有 / 无倒缝的开关
5
复位开关
6
示教开关
7
再次缝制开关 在程序缝制步骤中 , 底线用完后等时 , 更换底线 , 从中途步骤继续进
1
半针修正开关 这是进行半针修正缝制时使用的开关。( 使用功能设定 No.22 可以变
2
画面变换开关 变换画面。
3
5
通知开关
8
布边传感器开关
9
一次连续缝制开关
!0
有 / 无自动切线功能开关
!1
禁止切线开关
!2
设定开关计数器值
!3
最高速度限制旋钮
!4
行缝制时使用。
换成半针 /1 针。)
!4
!1
!2
电源显示灯
!5
方便媒体护罩
!6
方便媒体插口
!7
8
( 方便媒体插入口 )
方便媒体
!8
( 选购品 : 货号 HX005750000)
开始缝制时有 / 无倒
4
缝的开关
结束缝制时有 / 无
5
倒缝的开关
复位开关 这是设定底线计数器或缝制计数器设定值的开关。
6
这是开始缝制时 ON/OFF 自动倒缝的开关。
※ 没有安装自动倒缝装置的缝纫机不能使用此功能。
这是结束缝制时 ON/OFF 自动倒缝的开关。
※ 没有安装自动倒缝装置的缝纫机不能使用此功能。
– 3 –
Page 7
– 4 –
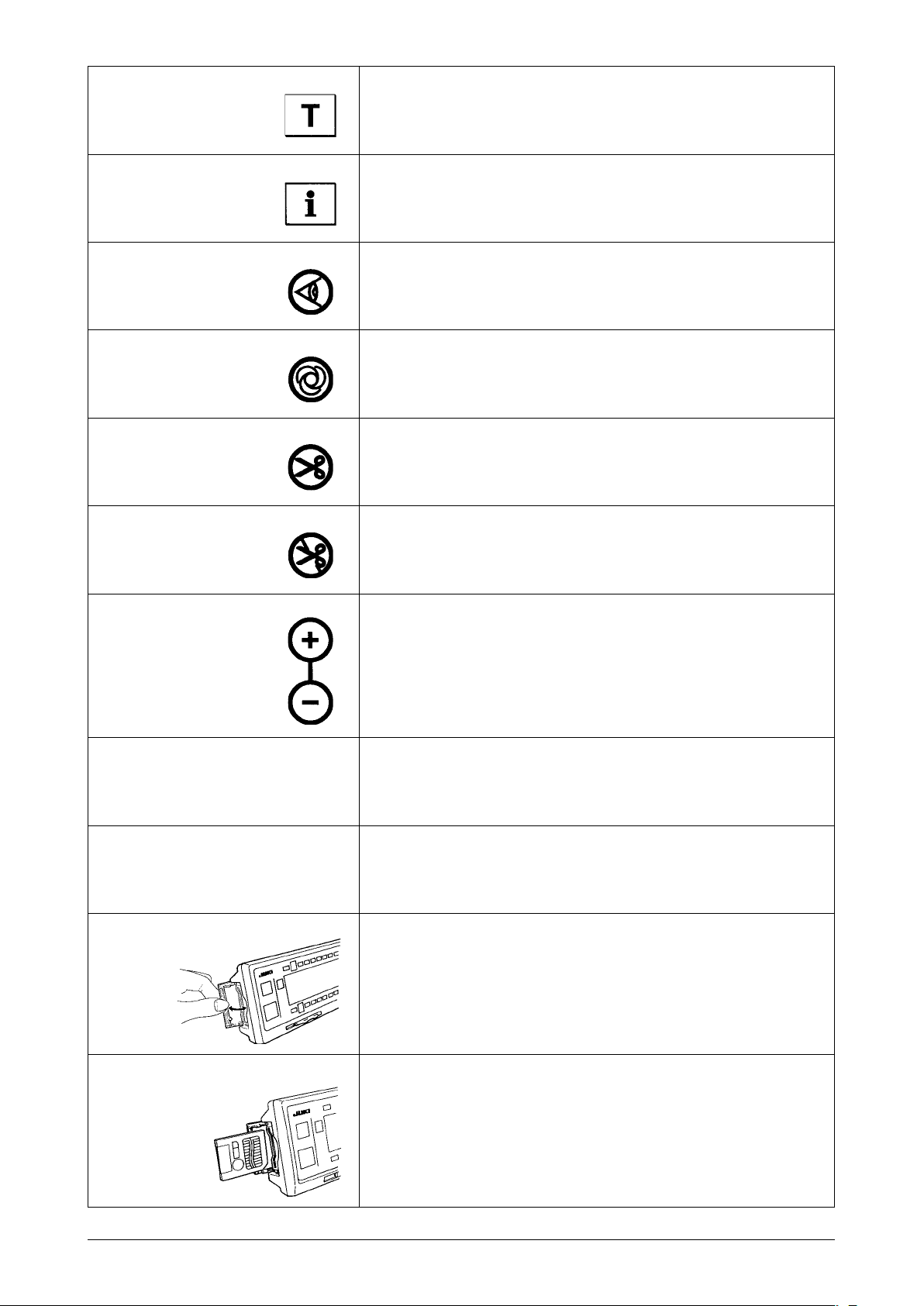
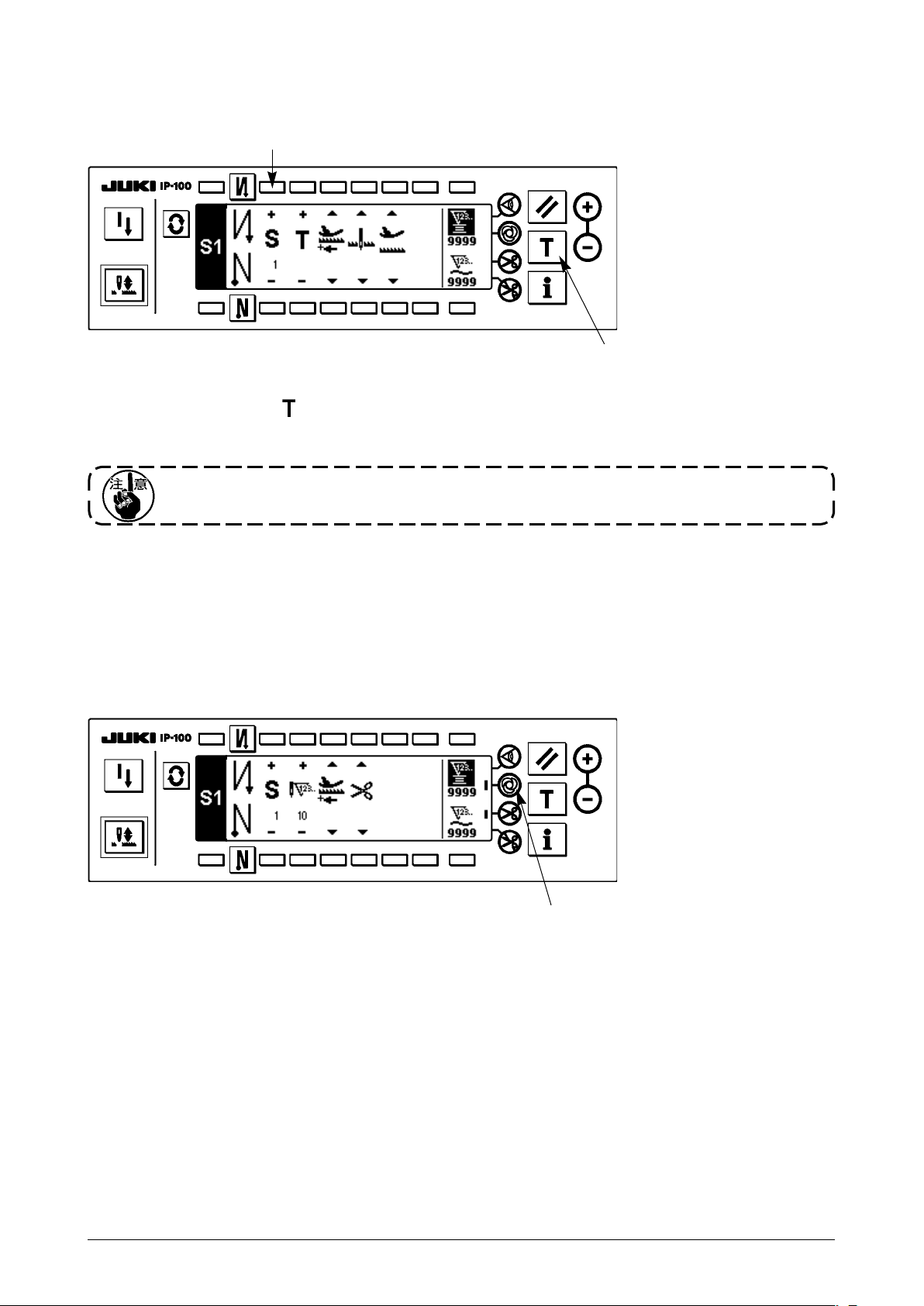
7
示教开关 这是用实际缝制的针数值设定针数的开关。
8
通知开关 进行各种功能设定。
9
布边传感器开关 安装布边传感器时 , 此功能有效。
选择使用布边传感器或不使用布边传感器。
!0
一次连续缝制开关 程序缝制时设定为有效之后 , 缝纫机自动缝制到设定针数。
!1
有 / 无自动切线功
能开关
程序缝制时设定为有效之后 , 缝制到设定针数之后自动进行切线。
!2
禁止切线开关 禁止所有的切线。
※没有安装自动切线装置的缝纫机不能使用此开关。
!3
设定开关计数器值 这是设定底线计数器或缝制计数器值的开关。
!4
最高速度限制旋钮 向左方向转动之后 , 限制最高缝制速度。
!5
电源显示灯 这是打开 (ON) 电源开关之后点亮的电源显示灯。
!6
方便媒体护罩 这是方便媒体插口的护罩。
打开护罩时 , 请如图示那样用手指向左斜后方按侧面的开缝部。
※ 在护罩打开的状态 , 有不能操作的功能。方便媒体没有完全插好
的状态下 , 请不要关闭护罩。
!7
方便媒体插口 ( 方便媒体插入口 ) 安放方便媒体时 , 把方便媒体插入到方便媒体插口 , 再把方便媒体插
到最里面。
取出时 , 用手指把方便媒体往里一按 , 方便媒体就会退出 , 然后把它
取出来。
※ 请充分注意方便媒体的插入方向。
Page 8

3-2. 操作盘显示的对比度调整
淡
浓
2
A
3
1
1) 朝箭头方向按操作盘1的背面安装的电缆线出
口护罩2的A部卡头 , 就可以取下来。
2) 转动液晶画面显示辉度调整旋钮3, 调整液晶
画面的辉度 ( 对比度 )。
1. 为了防止操作盘的损坏 , 请不要触
摸电路板印刷图案和插头端子等。
2. 为了防止操作盘的损坏 , 请不要拆
卸分解操作盘。
3-3. 生产管理开关连接插头
3
2
A
1
1) 朝箭头方向按操作盘1的背面安装的电缆线出
口护罩2的A部卡头 , 就可以取下来。
2) 把选购品的连接电缆线插头连接到生产管理开
关连接插头 CN1053上。
注 ) 开关主体由用户准备 , 或向本公司营业部门
询问购买。
选购品连接电缆 A 组件
JUKI 货号 40008168
3 2 1
CN105
±5V
1
SW
2
GND
3
– 5 –
Page 9
– 6 –
4. 标准操作盘
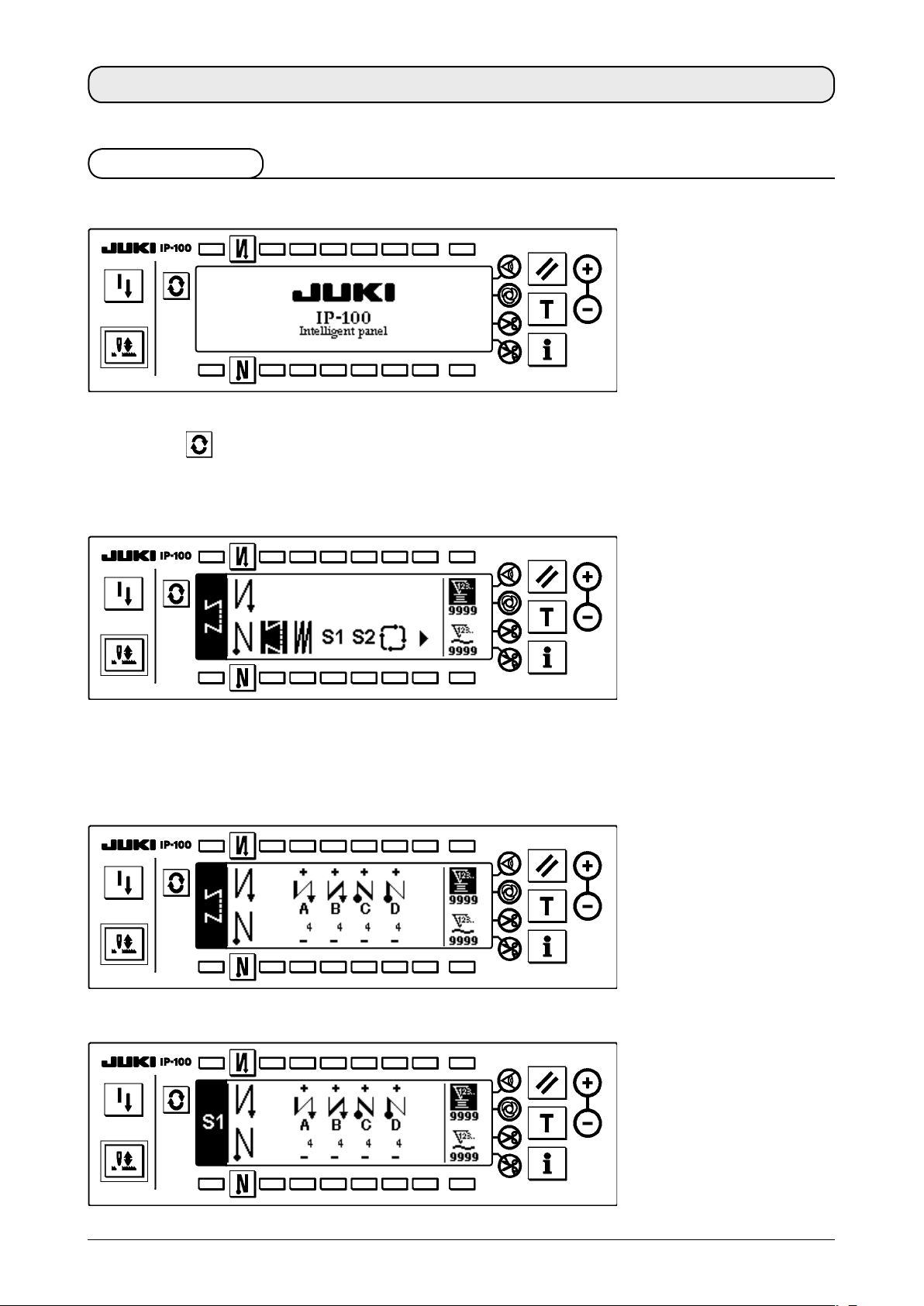
4-1. 画面一览
打开电源开关之后 , 立即显示出欢迎画面。
欢迎画面显示后 , 变为选择图案的设定画面。
一次一次地按 开关 , 顺序变化显示画面。
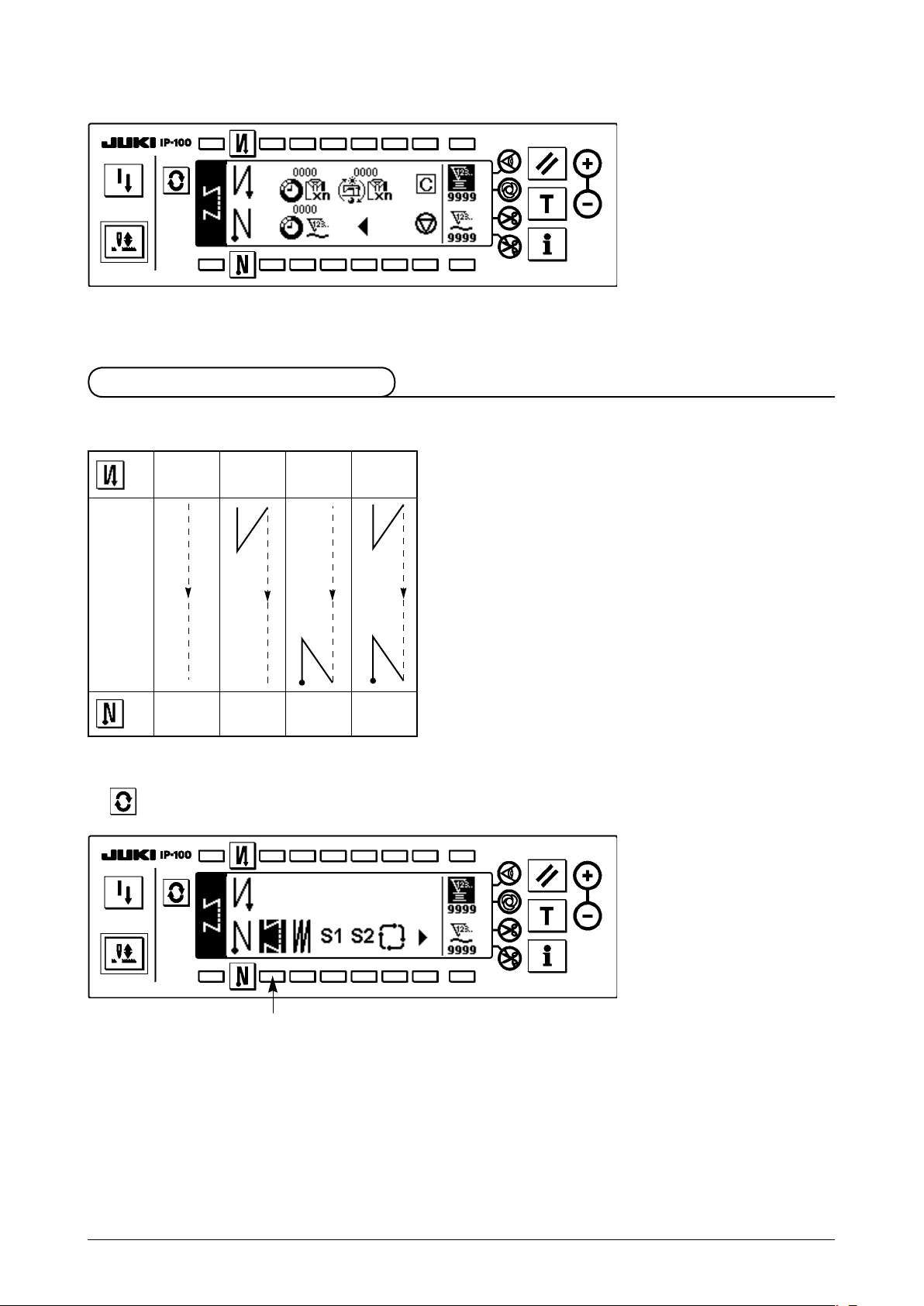
■ 图案一览画面
选择各图案形状。
■ 倒缝针数设定画面
设定倒缝针数。
〈选择了倒缝图案时〉
〈选择了程序缝图案 1 时〉
Page 10
– 7 –
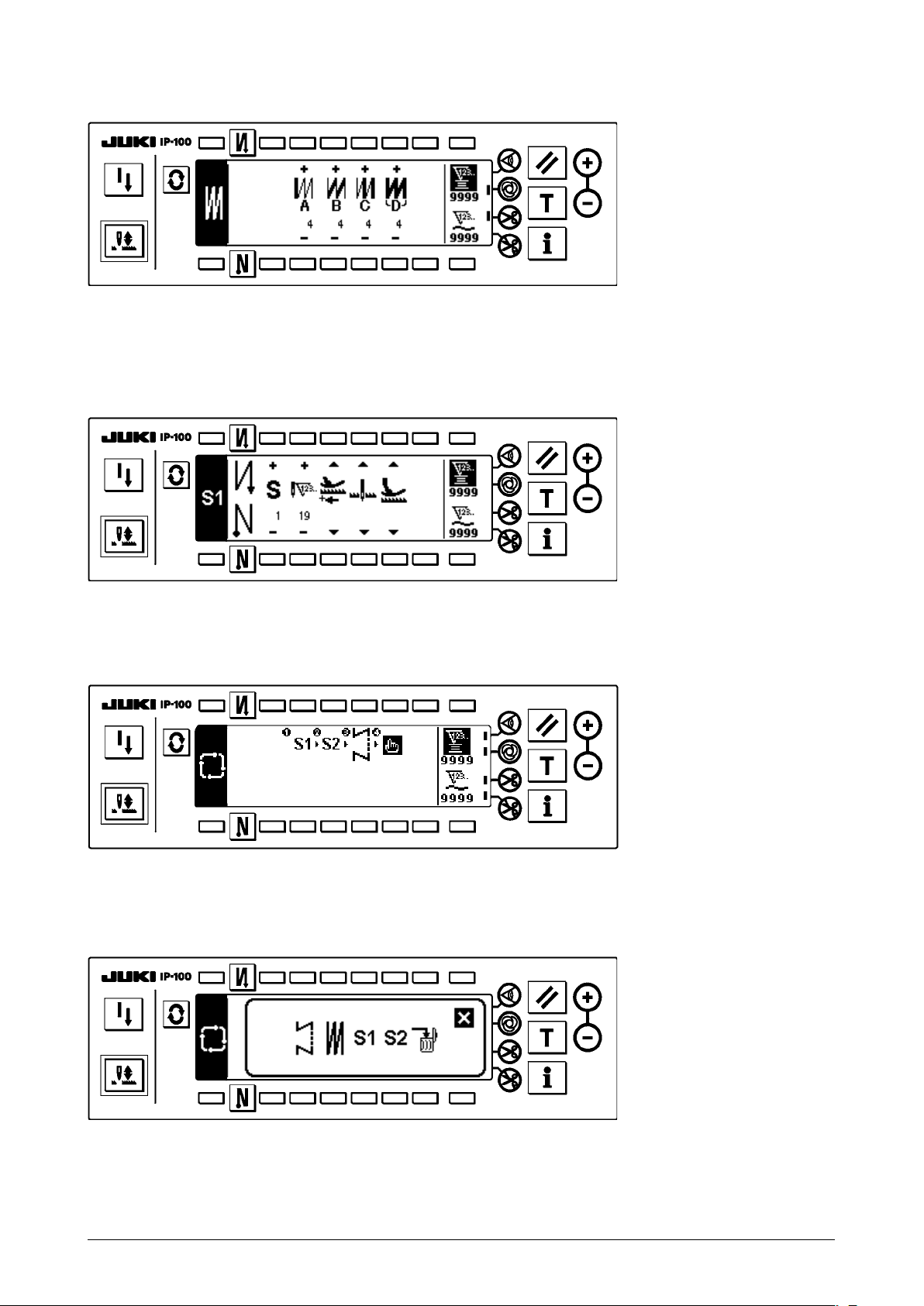
■ 重叠缝的针数设定画面
进行重叠缝的针数设定。
■ 程序缝设定画面
进行程序缝的各条件设定。
〈选择了程序缝图案 1、2 时〉
■ 循环缝设定画面
进行循环缝的步骤设定。
■ 循环缝图案设定凸起图
进行循环缝的图案设定。
Page 11
– 8 –
■ 完成数量显示画面
显示最终目标设定值、现在的目标值、到现在为止的实际完成情况。
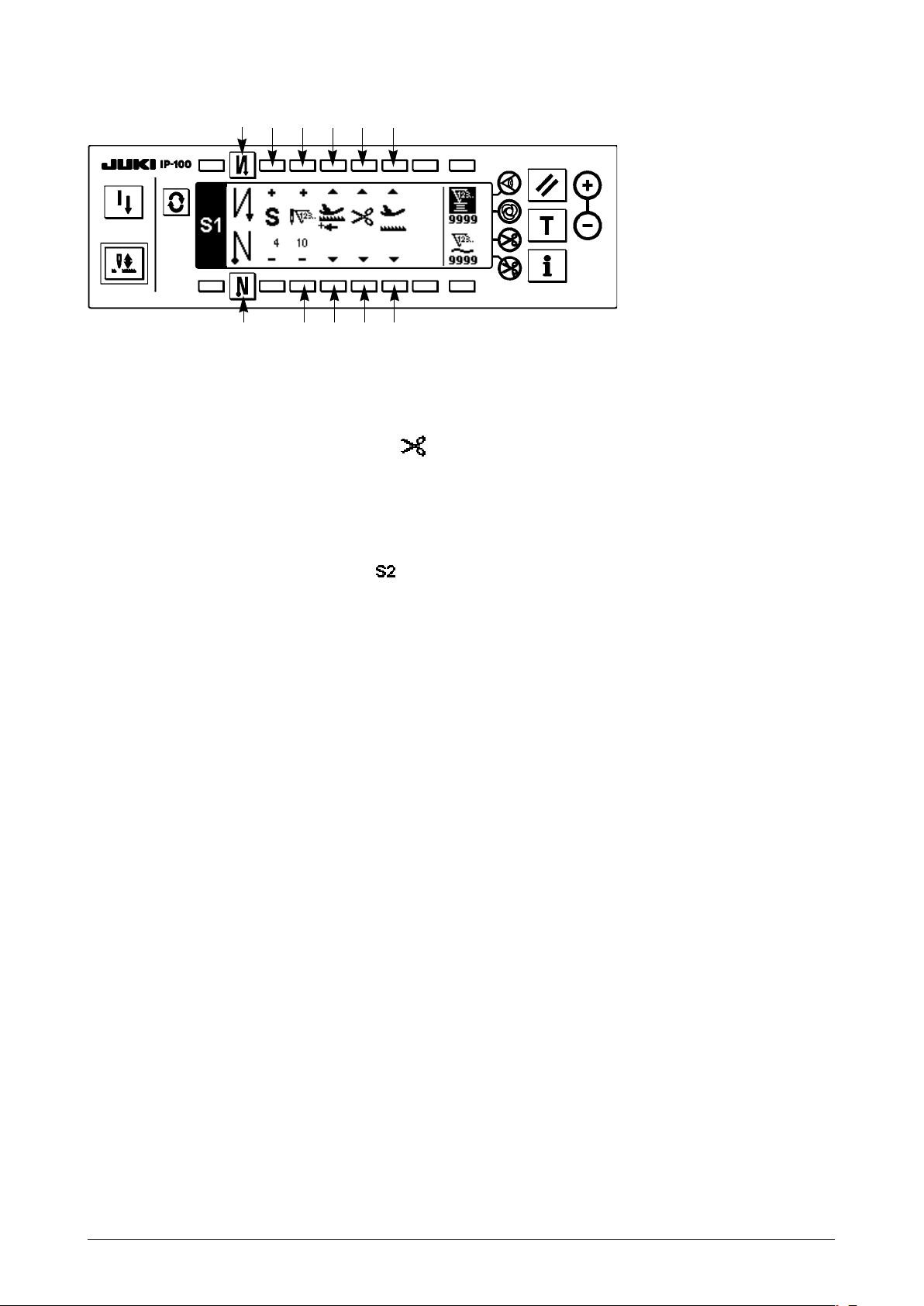
4-2. 各缝制图案的操作方法
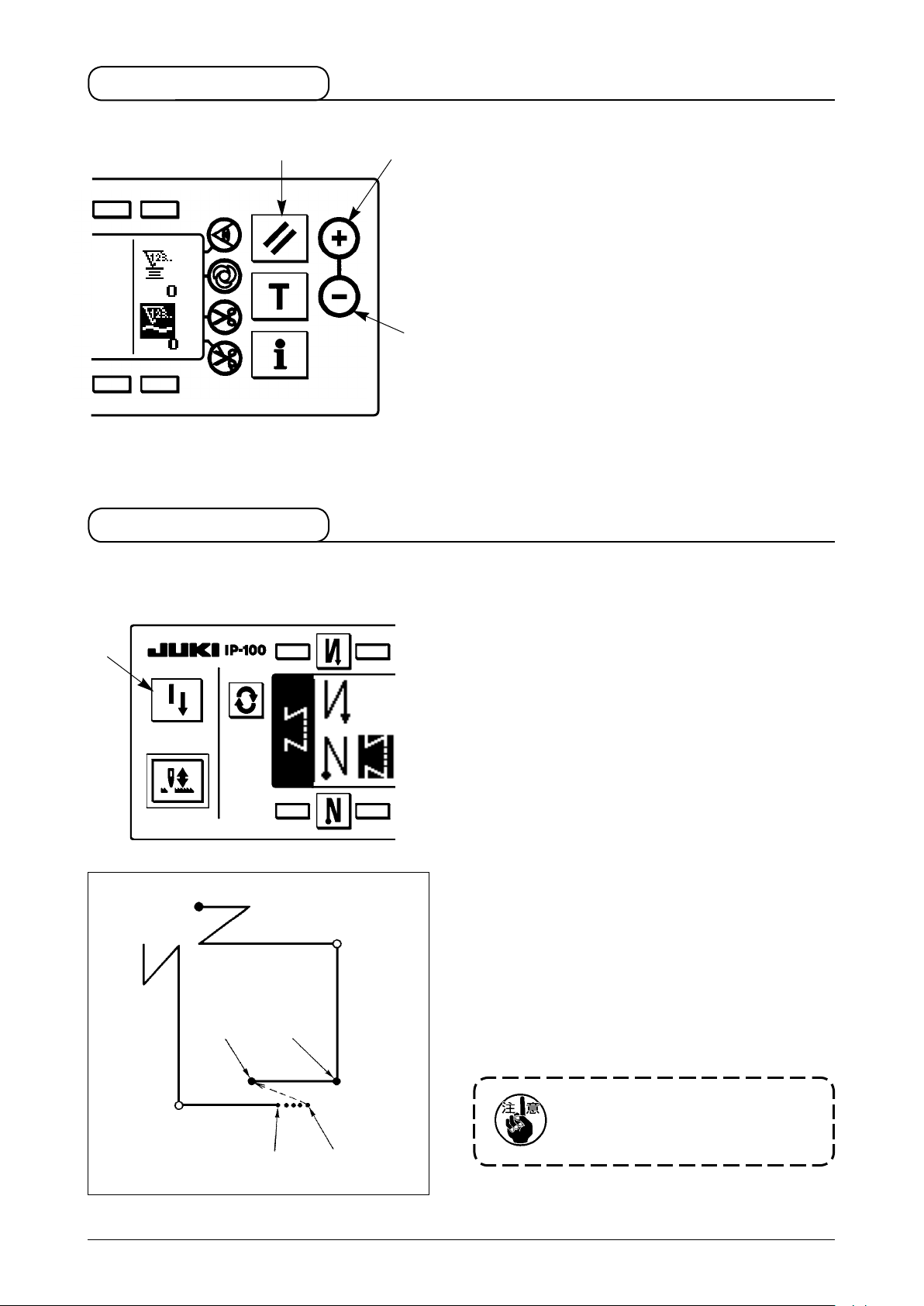
(1) 倒缝图案
按 , 显示出图案一览画面。
1) 按开关1, 选择了倒缝图案之后 , 画面自动地变换为显示设定了针数的倒缝针数设定画面。
A
B
C
D
A
B
C
D
OFF ON ON
ON ON
OFF
OFF OFF
缝制图案
2
3
1
Page 12

– 9 –
3
2
5
4
2) 变更针数时 , 请用 A~D 的各针数设定开关
45
来进行变更。
( 变更范围 0~99 针 )
3) 按开关2之后 , 设定缝制开始的倒缝。
4) 按开关3, 设定缝制结束倒缝。
无设定 缝制开始倒缝 缝制开始双重倒缝
无设定 缝制开始倒缝 缝制开始双重倒缝
Page 13
– 10 –
1
2
3
5
6
4
B
A
D
CC
B
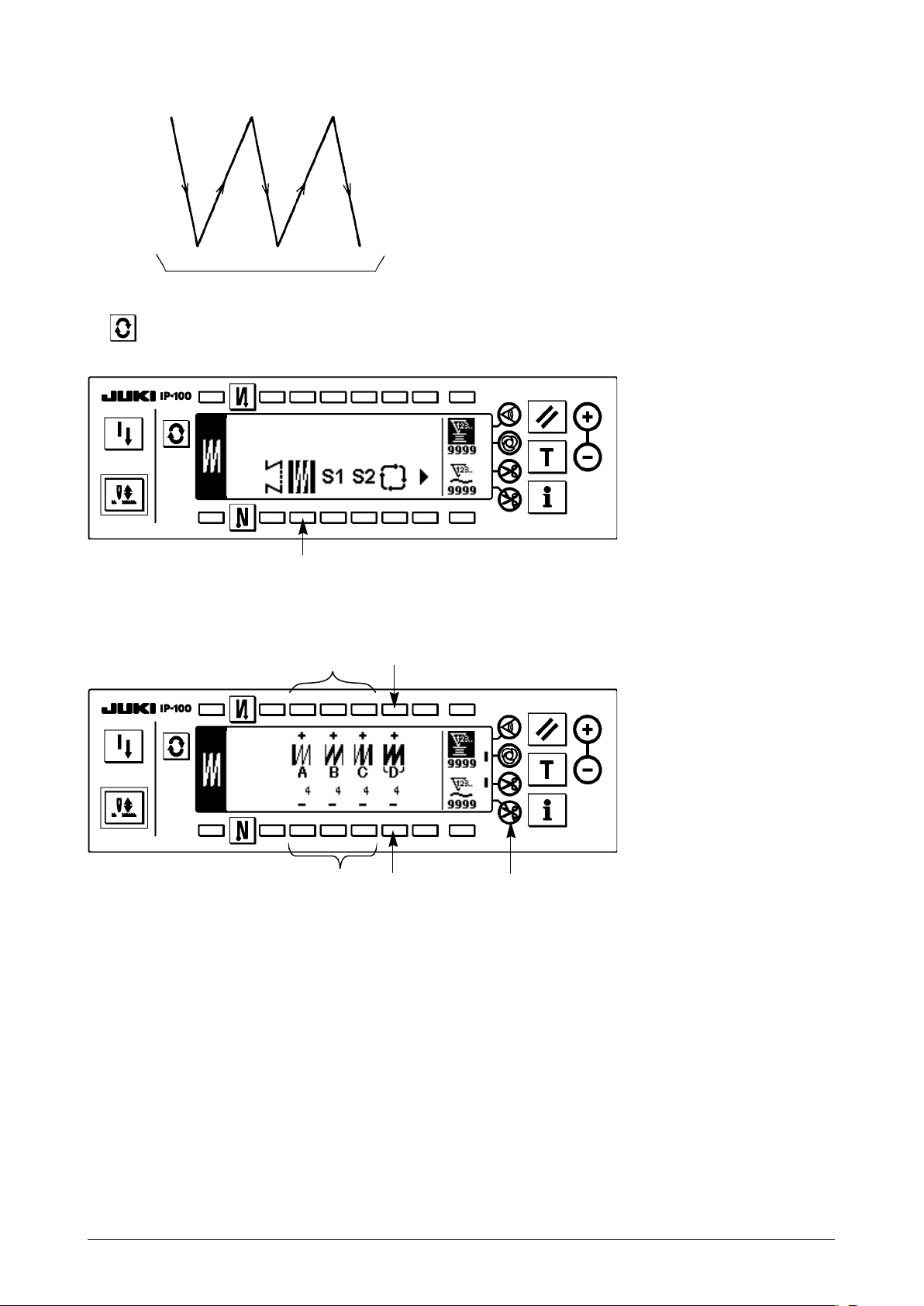
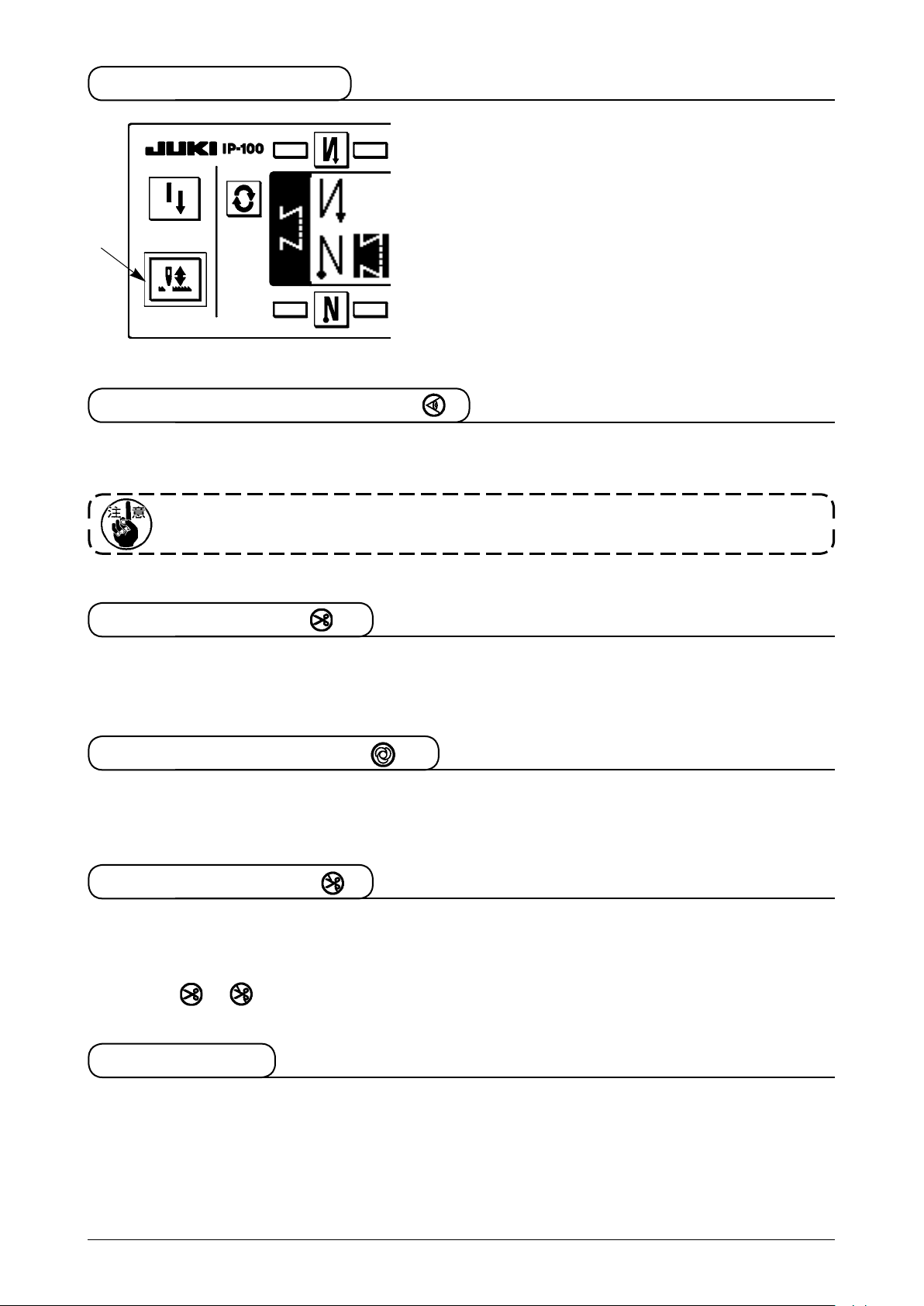
(2) 重叠缝制图案
按 , 显示图案一览画面。
1) 按开关1, 选择了重叠缝图案之后 , 画面自动地变换显示设定了针数的重叠缝针数设定画面。
2) 变更针数时 , 请用 A~C 的个针数设定开关
2 3
, 全工序次数的变更请使用 D 的工序数设定开关
4 5
来进行变更。
( 变更范围 A,B,C=0~19 针 ,D=0~9 次。)
3) 每向前踩一次踏板 , 进行正倒缝指定次数的缝制 , 然后自动切线 , 结束缝制。
( 自动一次缝制不能关闭。)
4) 选择了禁止切线6之后 , 全工序结束了也不进行切线 , 而进入到上停止。
Page 14
– 11 –
1
3 5 7 9
!1
2 4 6 8
!0
图案例
步骤 4
4
4
4
4
20 20
10
步骤 3步骤 1
步骤 2
10
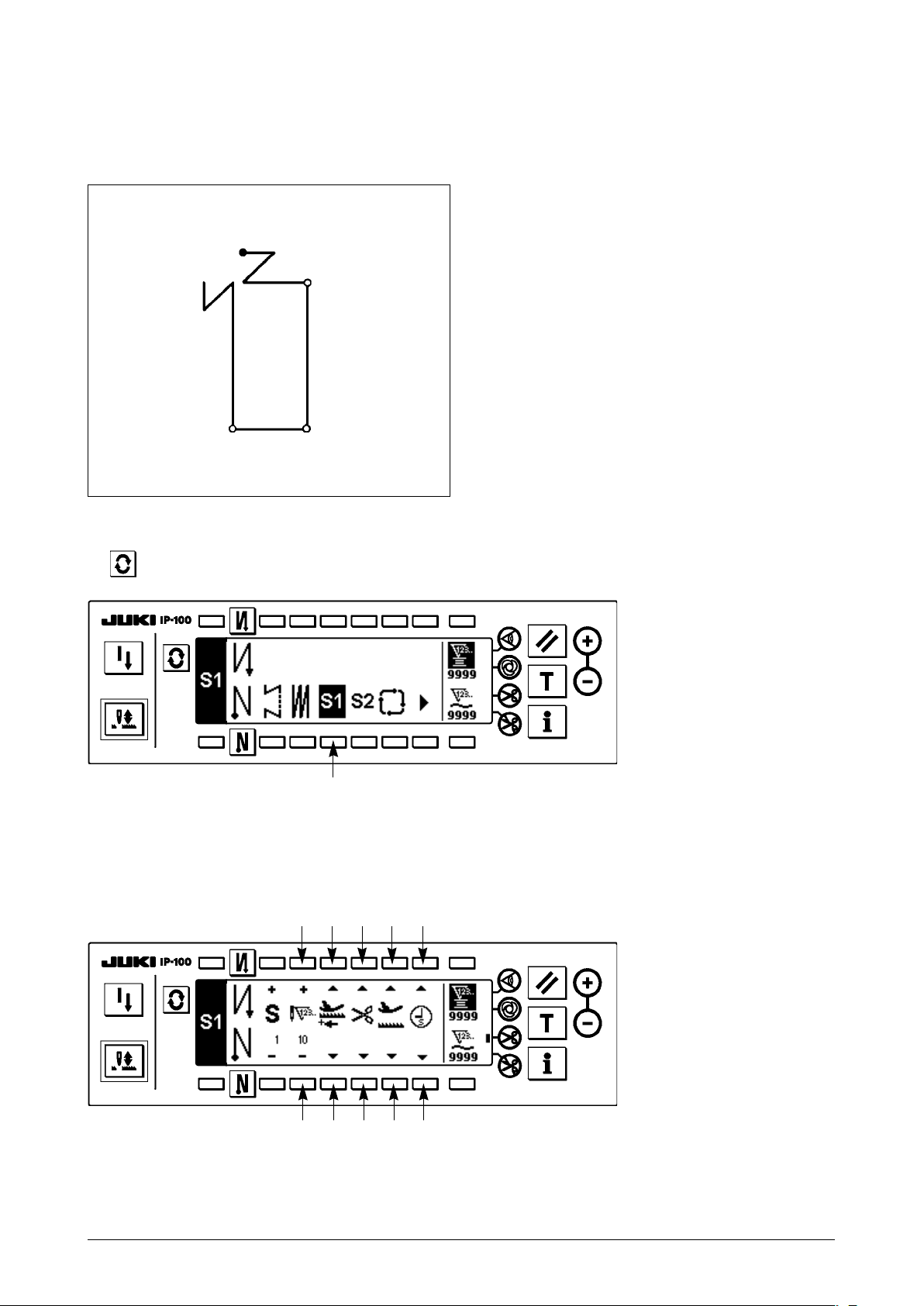
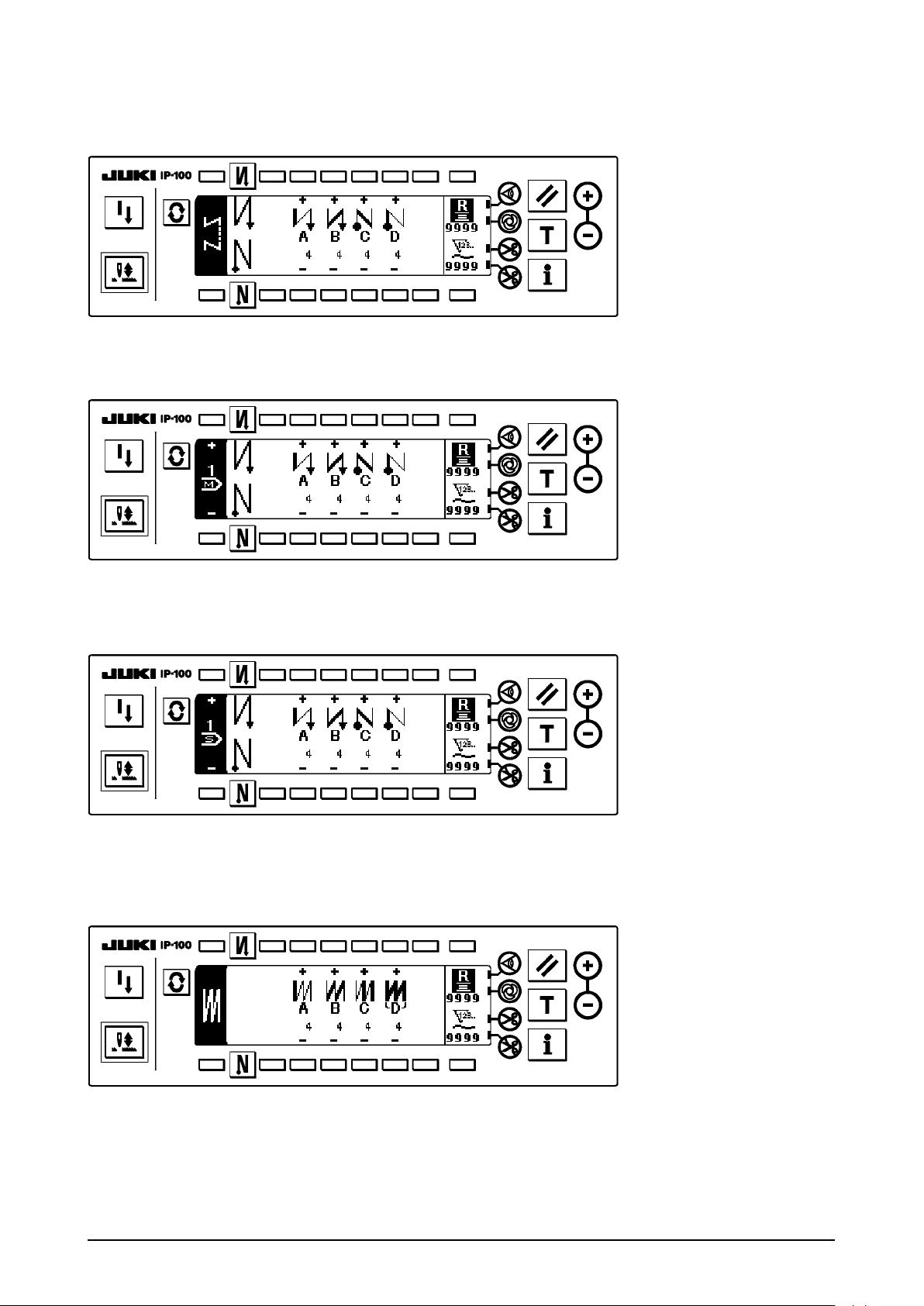
(3) 程序缝图案
可以将指定尺寸工序最多分为 20 步骤编制程序 , 每个步骤可以设定针数、上下停止、自动切线、连续步骤、
压脚上下、正送倒送的条件。另外 , 压脚上升设定时 , 也可以设定上升时间。
以左面的图案为例 , 显示说明程序。
按 , 显示出图案一览画面。
1) 按开关1, 选择了程序缝图案之后 , 画面自动地变换显示设定了的针数和步骤 1 状态的程序缝设定画
面。
[ 步骤 1]
Page 15
– 12 –
3
!2
2
!2
2
3
1) 确认步骤 1 被显示出来 , 用开关
23
把针数设定为 20。
2) 用开关
45
选择送布方向为正方向。
3) 用开关
67
选择停止状态为下停止。
选择针数为 0, 或停止状态为自动切线 之后 , 不能进入下一步骤。
4) 用开关
89
选择停止时的压脚状态为上停止。
( 特别想指定压脚上升时间时 , 用
!0!1
设定上升时间。
无指定时为 60 sec。
时间可以选择范围为 0.1 至 99.9 sec)
开关
89
、
!0!1
的设定仅在设定为可以使用自动压脚提升装置 (FL ON) 的状态下可以进行
设定。设定时 , 一边按住电气 BOX 的 UP 开关 , 一边接通电源 (ON) 就可以进行 ON/OFF
的变换。
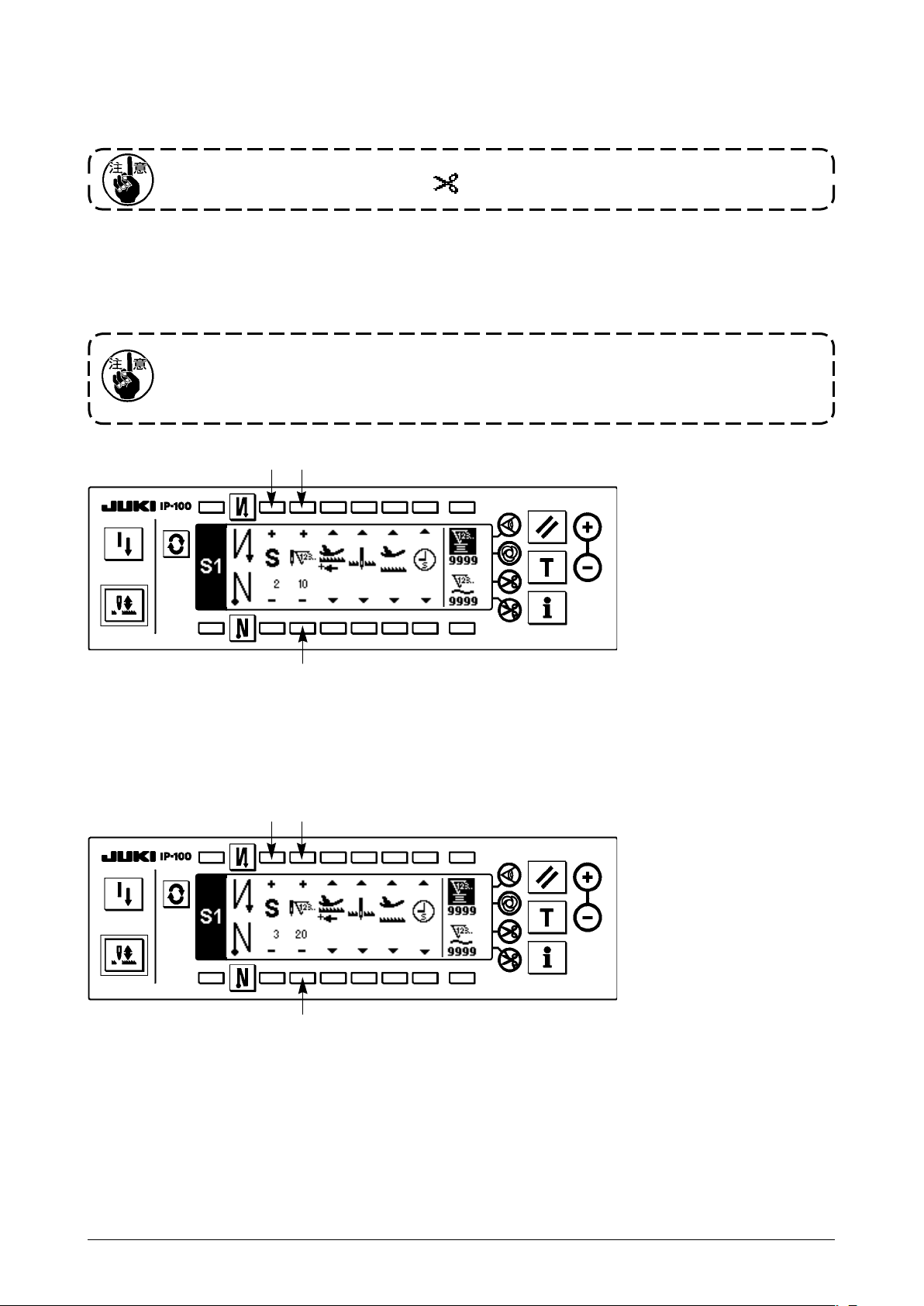
[ 步骤 2]
5) 按 1 次开关!2, 显示出步骤 2。
6) 用开关
23
把针数设定为 10。
[ 步骤 3]
7) 与步骤 1 的设定相同地选择送布方向为正方向 , 停止状态为针下停止 , 压脚为上停止。
8) 按 1 次开关!2, 显示出步骤 3。
9) 用开关
23
把针数设定为 20。
10) 与步骤 1 和步骤 2 相同地把送布方向设定为正方向 , 把停止状态设定为针下停止 , 把压脚设定为上停止。
Page 16
– 13 –
[ 步骤 4]
3 5 7 9
!2
2 4 6 8
!4
!3
11) 按 1 次开关!2显示步骤 4。
12) 用开关
23
把针数设定为 10。
13) 用开关
45
把送布方向设定为正方向。
14) 用开关
67
把停止状态设定为自动切线 。
15) 用开关
89
把停止时的压脚状态设定为上停止。
16) 用开关
!3!4
选择倒缝结束设定。
17) 接着再用开关
!3!4
还可以进行双重缝的设定。
每次步骤结束 , 按触摸开关之后 , 缝纫机以低速 ( 修正缝制动作 ) 运转。
上述的要领还可以编制程序缝图案 2 , 也可以把其它缝制工序编制成程序。
Page 17
– 14 –
2
1
1
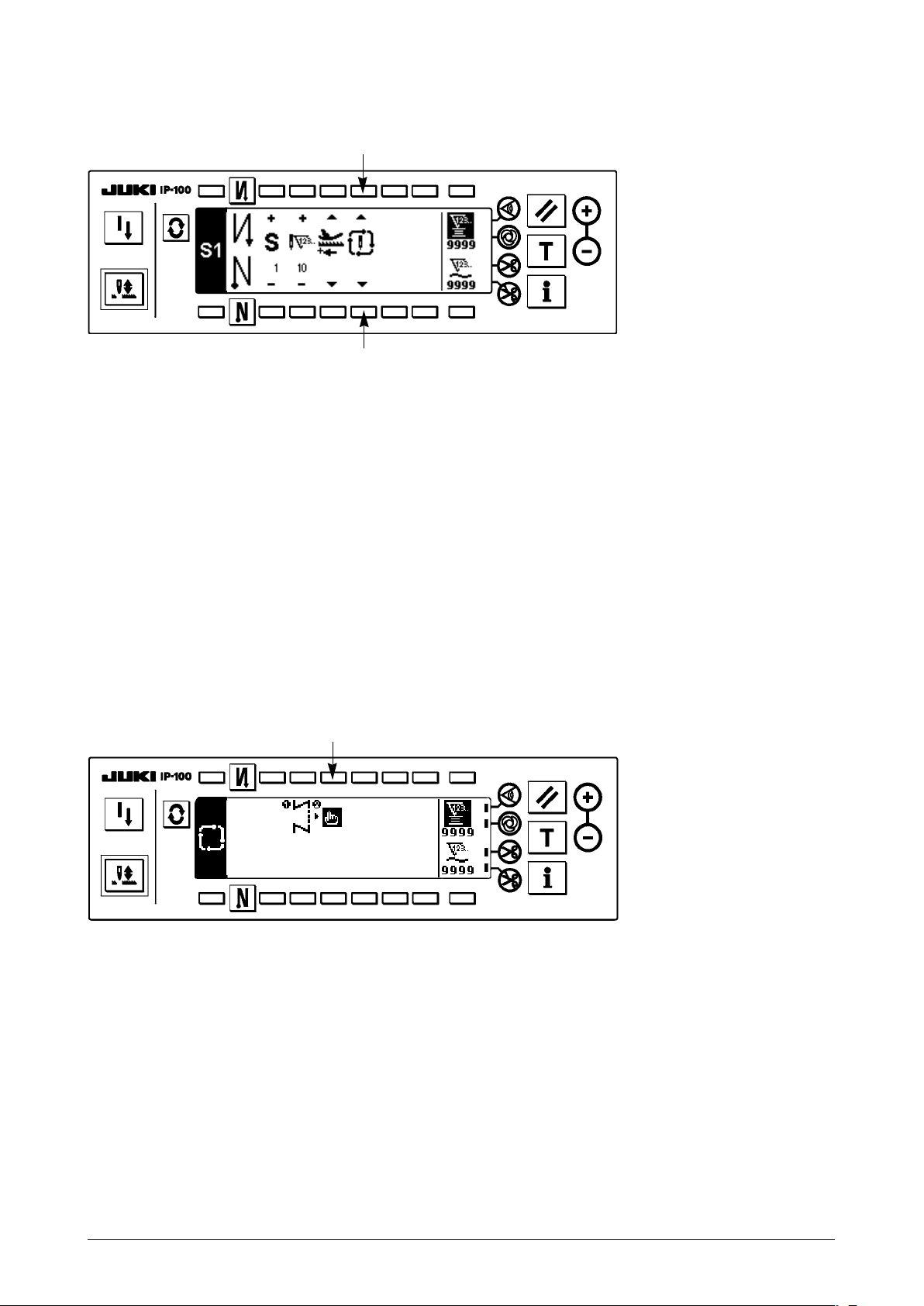
〈演示模式〉
使用演示模式 , 可以用实际缝制的针数输入到程序中的步骤。
1) 在程序缝设定画面 , 按演示开关
1
, 选择演示模式。
2) 针数输入部的显示变为
, 就可以知道已进入演示模式。
3) 向前踩踏板 , 就可以缝制到步骤的最终针。
手转动或半针修正开关不能输入针数。
〈单触键自动缝制〉
单触键自动缝制 , 可以选择每个步骤。
1) 程序缝图案设定画面 , 按单触键自动缝制开关
1
, 选择单触键自动缝制。
2) 开关的液晶部显示出标记 , 表示单触键自动缝制被选择。
3) 在被选择的步骤 , 驱动了缝纫机之后 , 就可以自动缝制到该步骤的最后。
4) 把踏板踩到中立位置 , 让缝纫机停止之后 , 缝制的针数被显示出来。
5) 用开关
2
进入下一步骤 , 或者进行切线结束步骤 1 的针数输入。
Page 18
– 15 –
2
1
1
〈连续缝模式〉
步骤结束后 , 继续可以实行下一步骤。
1) 在程序缝图案设定画面 , 用开关
12
选择连续缝制模式。
2) 连续缝制被选择时 , 在向前踩踏板的状态 , 结束步骤之后 , 接着可以实行下一被设定的步骤。
〈与布端传感器组合使用时〉
● 与布端传感器组合使用 , 不是用针数结束步骤 , 而是根据布边传感器的输入信号。
● 请仔细阅读布端传感器的使用说明书。
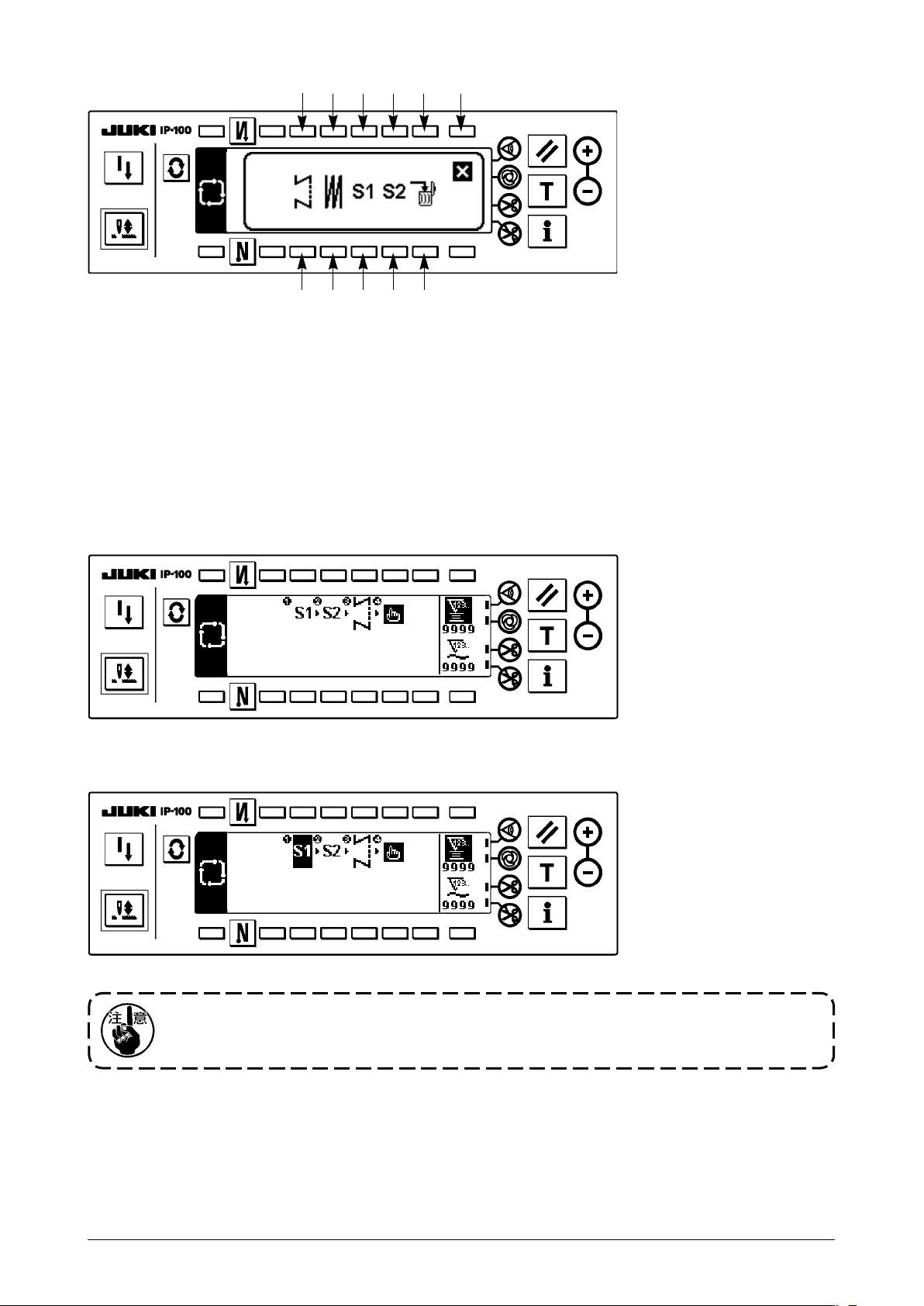
(4) 循环缝制图案
可以任意地设定倒缝图案、重叠缝图案、程序缝图案 1、程序缝图案 2, 进行缝制。
( 最多可以设定 8 个图案 )
1) 按开关1之后 , 循环缝编辑图案设定凸起画面被显示出来。
Page 19
– 16 –
5 7 9
!1
4 6 8
!0 !2
2
3
开关
23
设定倒缝图案。
开关
45
设定重叠缝图案。
开关
67
设定程序缝图案 1。
开关
89
设定程序缝图案 2。
开关
!0!1
消除编辑步骤。
开关!2返回循环缝设定画面。
[ 设定例 ]
2) 每次切线 , 就会移动到下一个被选择的图案。( 实行中 , 反转显示实行步骤。)
图案中途的切线 , 进入下一程序。
Page 20

– 17 –
1) 按开关1, 选择底线计数器之后 , 按计数器复位
开关2, 把底线计数器的显示返回到初期设定
值 ( 出货时设定值为 0)。
缝制中途不能复位 , 请进行一次切线。
2) 用计数器设定开关
34
设定初期值。
如左图 , 底线卷绕到梭芯外端的小孔时的初期设定
参考值如下表所示。
※ 实际上 , 还与布料厚度、缝制速度的不同而变化 ,
请根据使用条件来进行调整。
底线计数器初期设定参考值
1
2
3
4
4-3. 底线计数器的使用方法
检测缝纫机的针数 , 根据其针数 , 从预先设定的值减数 (10 针时减 1), 计数器的值达到负值 (
.....
→ 1 → 0 →
-1
) 时 , 蜂鸣器 ( 哔哔、哔哔、哔哔 ) 和凸起画面来进行告知 , 督促底线更换。)
使用机线
绕线长度
底线计数器值
聚酯短纤维线 #50
36 m
1200( 间距 3 mm)
棉线 #50
31 m
1000( 间距 3 mm)
机线拉紧率 100%
3) 初期值设定完之后 , 开始缝制。
4) 底线计数器值达到负值之后 , 蜂鸣器响 ( 哔哔、哔哔、哔哔 ) 同时凸起画面显示 , 则更换底线。
更换底线警告凸起画面
5) 缝换完底线之后 , 按计数器复位开关
2
, 返回初期值 , 再继续进行缝制。
6) 底线残余量多 , 或底线计数器达到负值之前 , 底线没有时 , 请用计数器设定开关
34
来调整初期值。
线残余量多时
..............
用 + 开关增加
线残余量不够时
...........
用 - 开关减少
与底线残余量检测装置组合使用时 , 底线计数器受底线残余量检测装置的检测次数设定的控
制 , 请参考底线残余量检测装置的使用说明书。
Page 21
– 18 –
D
C
B
A
步骤 1
d
e
a
b c
1
2
3
4
4-4. 关于缝制计数器
每次切线后 , 计数加算。(0 → 1 → 2............ → 9999)
用计数器值设定开关
34
可以修正计数器值。另外,
按计数器复位开关
2
后 , 缝制计数器值返回到 0。
4-5. 关于再缝制开关
程序缝图案的缝制步骤中途底线没有了等时候 , 使用此开关。
1) 步骤缝制中途底线没有了。
a
2) 把踏板踩到中立位置 , 让缝纫机停止转动 , 然后
回踩踏板进行切线动作。
b
3) 打开 (ON) 再缝制开关
1
。
c
4) 更换梭芯 , 把布料稍稍拉回一点儿 , 重叠缝制步
骤 2 已经缝制的部分。
d
5) 向前踩踏板 , 直到步骤 2 的停止位置
e
, 脚持续
踩踏板。
6) 在停止位置
e
部 , 再次打开 (ON) 再缝制开关
1
之后 , 显示出下一步骤 , 可以继续进行程序
缝图案的缝制。
※ 使用再缝制开关
1
, 在全缝制动作中 (
d
→
e
)
如果发生了断线 , 请把踏板踩到中立位置 , 再往
回踩踏板 , 进行切线动作。然后传线 , 把布料稍
稍往回拉一点儿 , 按再缝制开关
1
, 就可以继续
全部的缝制动作。之后 , 进行与 5)、6) 项相同
的操作。
不使用再缝制开关
1
, 返回到最初步骤
时 , 往回踩踏板 , 步骤显示返回到 1, 就
可以从头开始缝制。
步骤 2
步骤 3
步骤 4
Page 22
4-6. 关于半针修正开关
每按半针修正开关1之后 , 机针变换成上→下 , 下
→上 , 可以进行半针修正缝制。
但是 , 即使持续按开关 , 不能连续地低速运转。
另外 , 手转动飞轮后 , 半针修正开关则变为无效。
向前踩踏板进行切线后 , 仅在半针修正时有效。
1
4-7. 关于布边传感器 ON/OFF 开关
· 连接了选购品布边传感器时 , 开关有效。
· 选择布边传感器时 , 检测布边之后 , 自动停止或进行切线处理。
组合使用布边传感器时 , 请仔细阅读布边传感器使用说明书。
4-8. 关于自动切线开关
· 这是自动停止的工序或使用布边传感器时 , 自动实行切线的开关。
( 缝制结束自动倒缝被选择之后 , 进行了结束自动倒缝之后 , 再进行切线。)
4-9. 关于单触键自动缝制开关
· 这是在使用定尺寸缝、四角缝或使用布边传感器时 , 一旦驱动缝纫机后 , 就会按照设定速度自动缝制
到该工序的最后的开关。
4-10. 关于禁止切线开关
· 这是暂时禁止切线功能的开关。
不切线时 , 与通常的切线动作一样。
( 选择了结束自动倒缝时 , 进行结束自动倒缝。)
· 同时设定 和 时 , 不进行切线动作 , 变为上停止。
4-11. 关于键锁定
· 为了不让一旦设定的针数或工序 (A、B、C、D 或步骤信息 ) 的内容因错误操作而改变 , 可以将设定开
关进行锁定。( 可以变更图案或变更底线计数器。)
· 关于设定方法请参照「4-13 功能设定方法」, 设定功能 No .17 键锁定功能 ( 用设定内容 1 把键锁定设
定为有效 )。
– 19 –
Page 23

– 20 –
1
1
1
4-12. 信息
利用信息功能可以进行各种数据设定和确认。
信息功能有操作人员等级和维修人员等级。
[ 操作人员等级 ]
1) 打开 (ON) 电源。
2) 按开关
1
, 显示出信息画面。
1
: 缝制管理信息
(1) 缝制管理信息
缝制管理信息有维修保养管理功能、生产管理功能、运转测定功能。
[ 维修保养管理功能 ]
■ 信息画面 ( 操作人员等级 )
1) 按
1
之后 , 显示出维修保养功能画面。
Page 24

– 21 –
■ 维修保养功能画面
4
2
3
[ 各项目的说明 ]
2
机针更换时期 ......... 单位 :×1000 针
3
清扫时间 ................ 单位 : 小时
4
机油更换时间 ......... 单位 : 小时
[ 显示内容的说明 ]
( 分子 / 分母 )
※ * 达到千针的剩余针数 / * * 千针
例 ) 更换机针
100 / 1600 kn
每 1600 千针通知更换时间
在达到 100 千针通知更换时间
按2、3、4开关之后 , 显示清除确认画面。
1
2
■ 清除画面
1
: 不进行清除 , 返回维修功能画面。
2
: 实行清除 , 返回维修功能画面。
Page 25

– 22 –
2
1
1
■ 警告画面
到达警告时间之后 , 显示出警告画面。
1
: 按键之后 , 画面被清除 , 但是计数器本身不被清除。
清除计数器请通过清除画面来进行。直到被清除之前 , 每隔 10 分钟显示一次更换机针警告画面。其
它警告在被清除之前 , 打开电源时显示警告画面。
2
: 按键之后 , 画面被清除 , 计数器值也被清除。
从此时开始重新计数。
[ 设定警告时间 ]
■ 在信息画面
1) 在信息画面 , 约持续 3 秒钟按开关
1
。
Page 26

– 23 –
3
5
4
6
2
7 8
■缝制管理信息选择画面
2) 按2, 显示出维修保养画面。
( 有关其它功能 , 请参照服务手册。)
■维修保养功能画面
345
: 显示出检查时间 ( 切线次数 ) 输入画面。
6
: 平均 1 缝制的切线次数 ----- 单位 : 次数
■检查时间 ( 切线次数 ) 输入画面
显示出7清除确认画面。( 指定切线次数时不显示 )
设定时间输入后用8进行确定。
停止警告功能时 , 请把设定值设定为「0」。
可以分机针更换、清扫、机油分别进行设定。
全部停止时 , 请分别设定为「0」。
Page 27

– 24 –
1
3
2
4
5
(2) 生产管理信息
1) 按
1
, 显示出生产管理画面。
■ 生产管理画面
[ 各项目的说明 ]
现在的目标件数 ...............单位 : 件
最终的目标件数 ................
单位 : 件
现在为止的缝制件数 ........单位 : 件
每缝制 1 件需要的时间 ( 间隔时间 )......... 单位 : 秒
表示现在停止测定。 表示现在测定中。
2) 按
2345
, 显示出生产管理输入画面。
Page 28

– 25 –
8
7
6
!0
9
!1
!2
7
■生产管理输入画面
3) 用7设定各设定项目。在6上反转输入的设定时期。
间隔时间的最小设定值为 0.50 秒。
设定为 0.00 秒之后 , 现在的目标为不显示。
4) 在形状一览画面 , 按
8
。
■显示缝制数量画面
5) 缝制数量画面被显示出来。用此画面可以缝制。
用开关
9
!0
可以变更设定值 ( 此画面上不能编辑最终目标值和间隔时间 )。
用开关!1可以清除现在的目标值和现在完成数量 ( 设定为 0)。
用开关!2可以设定完成数量显示功能的开始 / 停止。
Page 29

– 26 –
1
2
3
(3) 运转测定功能
1) 按
1
, 显示出运转测定功能。
■ 运转测定功能画面
[ 各项目的说明 ]
运转率 .................... 单位 : %
运转平均速度 ......... 单位 : rpm
间隔时间 .................. 单位 : 秒
机器时间 .................. 单位 : 秒
2) 按
3
, 开始测定运转。
3) 停止测定时 , 请再次按
3
。
4) 用
2
可以清除测定结果。
没有实行清除时 , 则接着上次的测定继续进行测定。
Page 30

– 27 –
1
65432
[ 维修人员等级 ]
1) 打开 (ON) 电源。
2) 持续约 3 秒钟按开关1, 显示出信息画面。
■ 信息画面 ( 维修人员等级 )
2
显示 Ver ........................请参照服务手册。
3
功能设定 .......................参照功能设定方法
4
缝制管理信息
5
通信模式 .......................
详细内容请参照服务手册。
6
方便媒体初期化 ............
详细内容请参照服务手册。
实行了方便媒体初期话之后 , 现在保存的数据全部被清除。
方便媒体初期化以外 , 请不要使用。
Page 31

– 28 –
1
4
设定 No.
设定值
3
3
2
4-13. 功能的设定方法
(1) 变换为功能设定模式的方法
请不要进行在以后的说明中没有写明操作以外的开关操作。
再次打开电源开关时 , 请一定等待 1 秒钟以后再打开电源。关闭电源后立即打开电源的话 , 有
可能机器不能正常动作。如果发生这种情况时 , 请再次重新打开电源。
注意
为了防止意外的起动造成的事故 , 请不要进行下列程序以外的开关操作。
功能设定有 1 级和 2 级两种
1 级 : 不用关闭电源开关 , 可以变更设定。
2 级 : 变更设定后 , 必须关闭电源开关。
详细内容请参阅 31 页的功能设定一览表。
[2 级的设定方法 ]
1) 打开 (ON) 电源。针杆如果不在上位置时 , 请转动飞轮 , 让针杆移动到上位置。
2) 约持续 3 秒钟按开关
1
。
3) 约持 续 3 秒 钟 按 开关
2
。
4) 此画面是功能设定
画面。用开关
3
的
+/-KEY 变更设定
No.。
有关设定 No. 的详细
内容请参阅 31 页。
例 ) 减轻闪动功能 ( 设定
No.5) 的变更
用 上 图 的 开 关
3
的
+KEY 变更为 5。
・ 按开关
4
。
Page 32

– 29 –
5
5
6
7
1
2
・ 用开 关
5
的 +/-KEY
变更设定值。
把 设 定 值 由 0 变 更 为
3(0 → 3)。
・ 如果 此 变 更 值 合 适 的
话 , 按开关
7
。
想返回原来的值时 , 请
按开关
6
。
・ 关掉电源开关 , 约 1 秒
钟后 , 再打开电源。
・ 关掉电源的目的是确定
变更的设定值。
[1 级的设定方法 ]
1) 按开关
1
约 3 秒钟。
2) 按开关
2
。
Page 33

– 30 –
4
3
3
8
5
5
6
7
3) 此 画 面 是 功 能 设 定
画 面。 用 开 关
3
的
+/-KEY 变 更 设 定
No.。
有 关 设 定 No . 的 详 细
内容请参阅 31 页。
例 ) 倒缝转速功能 ( 设定
No.8) 的变更
用上图的开关
3
的 +KEY
变更为 8。
・ 按开关
4
。
・ 用开 关
5
的 +/-KEY
变更设定值。
・ 把设 定 值 由 1350 变 更
为 1250(1350 → 1250)。
・ 如果此 变更 值合 适 的
话 , 按开关
7
。
想返回原来的值时 , 请
按开关
6
。
・ 如果要 进行 缝制 时 请
按开关
8
。
设定 No.
设定值
Page 34

– 31 –
(2) 功能设定一览表
有关详细内容 , 请参照 SC-910 使用说明书。
* 这里是举 DDL-8700 为例进行说明的 , 连接的缝纫机机头不同初始值会有变化。
功能 No. 功能名称 设定等级
操作盘显示
标准设定值
设定范围
1 软起动针数 1
N-SOFT
0
0 ~ 9
5 防止闪烁晃动 2
T-ACC
0
0 ~ 8
6 底线计数功能 1
SCBOB
1
0 ~ 1
7 计数减算单位 1
RATIO
0
0 ~ 2
8 倒缝转速 1
S-BT
1900
150 ~ 3000
10 指定停止时的针杆位置 2
NPS
0
0 ~ 1
11
键开关敲击音
※操作盘键点击声设定为无效。
2
SOUND
1
0 ~ 1
12 简易操作盘 SW2 功能 2
SW2
0
0 ~ 8
13 停止底线计数功能 2
ASCNT
0
0 ~ 2
14 缝制计数功能 2
NTO
1
0 ~ 1
15 底线残余量无检测次数 2
BTDS
1
0 ~ 19
17 键锁定功能 2
KEYLOCK
0
0 ~ 1
18 防止缠线功能 2
BNC
0
0 ~ 2
19 缠线解开功能 2
THOLD
0
0 ~ 1
20 缩缝针数 1
N-CS
0
0 ~ 9
21 踏板中立布压脚上升 1
N-NPL
0
0 ~ 1
22 操作盘开关功能 2
F-CMSP
0
0 ~ 1
24 转速微调率 2
F-FAS
0
-
15 ~ 15
25 手转动后动作 ( 切线 ) 2
F-TRMC
1
0 ~ 1
26 马达 , 制动器 , 锁定力 2
F-RTPC
0
0 ~ 9
27 马达 , 锁定 , 返回试缝力 2
F-RTRC
50
1 ~ 100
28 缠线上线解开针数 1
F-UTHR
1
0 ~ 30
29 BT 初动时间 2
T-RSS
250
50 ~ 300
30 中途倒缝功能 2
OBT
0
0 ~ 1
Page 35

– 32 –
功能 No. 功能名称 设定等级
操作盘显示
标准设定值
设定范围
31 中途倒缝针数 2
N-OBT
4
0 ~ 19
32 中途倒缝有效条件 2
OBTS
0
0 ~ 1
33 中途倒缝切线功能 2
OBTT
0
0 ~ 1
35 踏板最低转速 1
S-POS
200
20 ~ 400
36 切线转速 2
S-TRM
210
20 ~ 250
37 软起动转速 1
S-SOFT
800
150 ~ 5500
38 单触键转速 1
S-ASS
2000
200 ~ Max
39 转动开始位置 2
P-SSP
30
10 ~ 50
40 加速开始位置 2
P-LSA
60
10 ~ 100
41 布压脚上升开始位置 2
P-FLW
- 21
- 60 ~ - 10
42 布压脚下降开始位置 2
P-FLD
10
8 ~ 50
43 切线开始位置 -2 2
P-TRM2
- 51
- 60 ~ - 10
44 最高转速位置 2
P-MAX
150
10 ~ 150
45 踏板中立修正值 2
P-ANP
0
- 15 ~ 15
46 布压脚上升功能 2
FLSEL
0
0 ~ 1
47 布压脚上升保持时间 2
T-FL
60
10 ~ 600
48 切线开始位置 -1 2
P-TRM1
- 35
- 60 ~ - 10
49 布压脚下降时间 2
T-FLWT
140
0 ~ 250
51 开始倒缝打开修正 1
T-SON
10
- 36 ~ 36
52 开始倒缝关闭修正 1
T-SOFF
16
- 36 ~ 36
53 结束倒缝关闭修正 1
T-EOFF
18
- 36 ~ 36
55 切线后布压脚上升 2
FLAT
1
0 ~ 1
56 切线后倒转机针提升 2
RATRM
0
0 ~ 1
57 切线后底线残余量 2
BTDF
0
0 ~ 1
58 针杆定位置保持功能 2
HPOS
0
0 ~ 1
Page 36

– 33 –
功能 No. 功能名称 设定等级
操作盘显示
标准设定值
设定范围
59 选择开始倒缝动作 2
SBTO
1
0 ~ 1
60 停止开始倒缝动作 2
SBTQ
0
0 ~ 1
61 底线残余量缝纫机停止 2
ASBOB
1
0 ~ 1
64 结束倒缝开始转速 2
S-WAIT
180
0 ~ 250
65 缩缝修正 -1 2
T-CS1
- 15
- 36 ~ 0
66 缩缝修正 -2 2
T-CS2
- 15
- 36 ~ 0
67 压缩空气驱动次数 2
N-ABSS
2
0 ~ 9
68 压缩空气启动位置 2
A-ABS
27
0 ~ 35
69 压缩空气休止位置 2
A-ABE
12
0 ~ 35
70 布压脚软下降功能 2
F-SDFL
0
0 ~ 1
71 从键速开始再加速限制 2
F-ACRA
0
0 ~ 5
72 开始转动时的加速限制 1
F-ACR
0
0 ~ 5
73 马达锁定再试功能 1
F-RET
1
0 ~ 1
75 马达通常转动方向 2
DM
1
0 ~ 1
76 硬模式 2
F-SCS
0
0 ~ 1
87 踏板加速特性 2
F-PCS
0
0 ~ 2
89 切线后松线 2
TRS
0
0 ~ 1
91 手转动后动作 ( 半针 , 修正 , 中途返回 ) 2
F-PMAT
1
0 ~ 1
92 开始倒缝减速功能 2
F-DSBT
0
0 ~ 1
93 半针 ,1 针 SW 附加功能 2
F-MADF
0
0 ~ 1
94 连续 + 单触无停止功能 2
F-SBTC
0
0 ~ 1
96 最高转速 2
S-MAX
4000
50 ~ Max
101
缝制技术器的选择
※ 变换用切线测定缝制计数器还是用手
持计数器开关测定。
2
F-MAC
0
0 ~ 1
Page 37

– 34 –
5. LH-4168/4188 用操作盘
5-1. 画面一览
■ 角部图案选择凸起画面
角部选择编辑图案 No.。
■ 步骤图案选择凸起画面
选择步骤图案 No.。
打开电源开关之后 , 立即显示出欢迎画面。
欢迎画面显示后 , 变为选择图案的设定画面。
一次一次地按
开关 , 顺序变化显示画面。
■ 图案一览画面
选择各图案形状。
Page 38
– 35 –
〈选择角部图案时〉
〈选择步骤图案时〉
■ 倒缝针数设定画面
设定倒缝针数。
〈选择了倒缝图案时〉
■ 重叠缝的针数设定画面
进行重叠缝的针数设定。
Page 39

– 36 –
■ 角部图案设定画面
显示角部图案的设定。
■ 步骤编辑画面
设定步骤内容。
■ 角部编辑画面
设定角部内容。
■ 步骤图案设定画面
进行步骤图案各条件的设定。
Page 40

– 37 –
■ 选择循环缝步骤 No. 凸起画面
角部图案、步骤图案选择时、选择图案 No.。
■ 循环缝图案设定凸起图
进行循环缝的图案设定。
■ 循环缝设定画面
进行循环缝的步骤设定。
■ 完成数量显示画面
显示最终目标设定值、现在的目标值、到现在为止的实际完成情况。
Page 41

– 38 –
1
5-2. 各缝制图案的操作方法
(1) 倒缝图案
按 , 显示出图案一览画面。
1) 按开关
1
, 选择了倒缝图案之后 , 画面自动地变换为显示设定了针数的倒缝针数设定画面。
A
B
C
D
A
B
C
D
OFF ON ON
ON ON
OFF
OFF OFF
缝制图案
2
3
Page 42

– 39 –
3
2
5
4
2) 变更针数时 , 请用 A~D 的各针数设定开关
45
来进行变更。
( 变更范围 0~99 针 )
3) 按开关2之后 , 设定缝制开始的倒缝。
4) 按开关
3
, 设定缝制结束倒缝。
无设定 缝制开始倒缝 缝制开始双重倒缝
无设定 缝制开始倒缝 缝制开始双重倒缝
Page 43

– 40 –
B
B
A
C
C
D
1
2
3
5
4
6
(2) 重叠缝制图案
按 , 显示图案一览画面。
1) 按开关
1
, 选择了重叠缝图案之后 , 画面自动地变换显示设定了针数的重叠缝针数设定画面。
2) 变更针数时 , 请用 A ~ C 的个针数设定开关
23
, 全工序次数的变更请使用 D 的工序数设定开关
45
来进行变更。
( 变更范围 A, B, C = 0 ~ 19 针 , D = 0 ~ 9 次。)
3) 每向前踩一次踏板 , 进行正倒缝指定次数的缝制 , 然后自动切线 , 结束缝制。
( 自动一次缝制不能关闭。)
4) 选择了禁止切线
6
之后 , 全工序结束了也不进行切线 , 而进入到上停止。
Page 44

– 41 –
2
1
(3) 角部图案
事先把角缝工序编制成最多 8 个工序 ( 倒缝有效时为最大 16 工序 ) 的程序。关于各工序 , 请事先指定停止
的针杆和单针的缝制针数。
按 开关 , 显示图案一览画面。
1) 按开关1, 显示出选择角部图案 No. 凸起画面。
2) 按开关2, 选择角部图案 No. 之后 , 画面可以自动地变换成显示已经设定着的图案状态的角部图案设
定画面。
Page 45

– 42 –
3) 各图案的初期设定如下所示。
图案 No.
1
2
3~8
显示
角缝工序的角部类型
/
A
/
/
A
/
G
/
A
/
/
C
/
F
/
C
/
C
/
F
/
C
/
缝制例
牛仔布等的钉袋
夹克衫等的缝领
Page 46

– 43 –
A
左针杆
内角 1 针
外角 1 针
4) 各角类型的初期设定如下所示。
右针杆
内角 1 针
外角 1 针
左针杆
内角 2 针
外角 2 针
右针杆
内角 2 针
外角 2 针
左针杆
内角 3 针
外角 3 针
B
C
D
E
F
角类型
显示
停止的针杆、
针数
缝制例
G
H
L
R
右针杆
内角 3 针
外角 3 针
左针杆
内角 1 针
外角 0 针
右针杆
内角 1 针
外角 0 针
/
针数通过踏
板操作设定
左针杆
内角
外角
/
针数通过踏
板操作设定
左针杆
内角
外角
角类型
显示
停止的针杆、
针数
缝制例
Page 47

– 44 –
1
1
3
54
2
5) 图案的修正
[ 追加步骤时 ]
1. 追加步骤时 , 请按什么也没有登记的开关 ( 图例上为 SW
1
)。
2. 在步骤编辑凸起画面上 , 选择该步骤使用的角部类型和返回的种类。
12
: 选择角部类型。
34
: 选择返回的种类。
5
: 确定变更 , 然后返回步骤设定画面。
返回种类全部有 4 种。
: 实行选择角部步骤 , 进行返回缝制。
: 不返回。
: 这是返回途中的步骤。不能选择最终步骤。
: 实行选择角部 , 缝制 2 针 , 然后返回。
选择了折边种类的
或
之后 , 以后的步骤将被消除。
Page 48

– 45 –
1
1
[ 变更步骤时 ]
1. 为了编辑已经登记的步骤 , 按想编辑步骤的开关。
( 例种为
1
的开关 )
设定方法与追加步骤时相同。
[ 消除步骤时 ]
1. 消除步骤时 , 请按想消除工序的前一个步骤的开关
1
。
( 本例中 , 为了消除「C」以后的步骤 , 因此选择「B」的步骤。)
Page 49

– 46 –
2
6
!1
1 3 5
7 9
1
4
!0
8
2. 在步骤编辑凸起画面 , 用开关
2
把折边的种类设定为
或
。
折边途中的步骤中 , 选择
或
也不被反映。
3. 设定步骤以后的内容被消除。( 画面为用把折边种类设定为
时的情形。)
6) 角部编辑
编辑 A~H 的角部内容。
按开关
1
, 显示出角部编辑凸起画面
12
: 变更编辑对象的角部类型。
34
: 选择内角的停止针杆。
56
: 设定内角的针数。
78
: 选择外角的停止针杆。
9
!0
: 设定外角的针数。
!1
: 保存编辑后的所有角部数据 , 返回步骤设定画面。
不能编辑角部 L 和角部 R。
Page 50

– 47 –
1
2
步骤 1
步骤 2
步骤 3
步骤 4
步骤 5
步骤 6
步骤 7
步骤 8
步骤 9
步骤 10
(4) 步骤图案
可以把指定尺寸缝制工序编制成最大 20 步骤的程序 , 每个步骤里可以设定针数、停止针杆、上下停止、
自动切线、连续步骤、压脚上下、正反传送的各条件。
以左侧图案为例 , 说明程序顺序。
按 , 显示出图案一览画面。
1) 按开关1, 显示出步骤图案 No. 选择凸起画面
2) 按开关2, 选择了步骤图案 No. 之后 , 将画面已经设定的图案状态自动地变换成显示的步骤图案设定
画面。
Page 51

– 48 –
[ 步骤 1]
2 4 6
!0
8
1 3 5
7 9
3) 请确认步骤 1 显示 , 用步骤
12
把针数设定成 39。
4) 用开关
34
把停止针杆变更为无停止针杆。
5) 用开关
56
把停止状态选择为下停止。
6) 用开关
78
选择传送方向为正传送。
针数选择为 0 或停止状态选择为自动切线
之后 , 不能前进到下一步骤。
7) 用开关
9
!0
把停止时的压脚状态选择为下停止。
8) 请如下表所示那样输入以后的步骤。
针数
停止针杆
传送方向
停止状态
停止时的压脚状态
步骤 2
2
左
正方向
针下停止
上停止
步骤 3
2
左
正方向
针下停止
下停止
步骤 4
20
无停止
正方向
针下停止
下停止
步骤 5
2
左
正方向
针下停止
上停止
步骤 6
2
左
正方向
针下停止
下停止
步骤 7
20
无停止
正方向
针下停止
下停止
步骤 8
2
左
正方向
针下停止
上停止
步骤 9
2
左
正方向
针下停止
下停止
步骤 10
39
无停止
正方向
自动切线
上停止
Page 52

– 49 –
( 参考 ) 缝制上衣等的衣领时 , 请参照下表。
步骤 1
步骤 2
步骤 3
步骤 4
步骤 5
步骤 6
步骤 7
步骤 8
步骤 9
步骤 10
步骤 11
步骤 12
步骤 13
步骤 14
步骤 15
步骤 16
步骤 17
步骤 18
步骤 19
针数 停止针杆 传送方向 停止状态 停止时的压脚状态
步骤 1 35
无停止 正方向 针下停止 下停止
步骤 2 2
左 正方向 针下停止 上停止
步骤 3 2
左 正方向 针下停止 下停止
步骤 4 15
无停止 正方向 针下停止 下停止
步骤 5 5 右
正方向 针下停止 上停止
步骤 6 5 右
正方向 针下停止 下停止
步骤 7 20
无停止 正方向 针下停止 下停止
步骤 8 2
左 正方向 针下停止 上停止
步骤 9 2
左 正方向 针下停止 下停止
步骤 10 126
无停止 正方向 针下停止 下停止
步骤 11 2
左 正方向 针下停止 上停止
步骤 12 2
左 正方向 针下停止 下停止
步骤 13 20
无停止 正方向 针下停止 下停止
步骤 14 5 右
正方向 针下停止 上停止
步骤 15 5 右
正方向 针下停止 下停止
步骤 16 15
无停止 正方向 针下停止 下停止
步骤 17 2
左 正方向 针下停止 上停止
步骤 18 2
左 正方向 针下停止 下停止
步骤 19 35
无停止 正方向 自动切线 上停止
Page 53

– 50 –
2 4 6
9
1 3 5 7
2
8
1
!1
!0
(5) 循环缝制图案
任意地设定倒缝图案、重叠缝图案、角部图案、步骤图案 , 可以进行缝制。( 最大可以设定 8 个图案 )
1) 按开关
1
之后 , 循环缝编辑图案设定凸起画面被显示出来。
开关
12
:
设定倒缝图案。
开关
34
:
设定重叠缝图案。
开关
56
:
显示角部图案 No. 设定凸起画面。
开关
78
:
显示步骤图案 No. 设定凸起画面。
开关
9
!0
:
消除编辑步骤。
开关
!1
:
返回循环缝设定画面。
把角部图案或步骤图案登记到循环缝步骤时 , 请在图案 No. 设定画面用
2
的开关选择图案 No.。
Page 54

– 51 –
[ 设定例 ]
2) 每次切线 , 就会移动到下一个被选择的图案。( 实行中 , 反转显示实行步骤。)
图案中途的切线 , 进入下一程序。
1
2
3
4
检测缝纫机的针数 , 根据其针数 , 从预先设定的值减数 (10 针时减 1), 计数器的值达到负值 (..... → 1 → 0
→ -1) 时 , 蜂鸣器 ( 哔哔、哔哔、哔哔 ) 和凸起画面来进行告知 , 督促底线更换。)
LH-4168、LH-4188 上安装后 ,IP-100 分别备有左旋梭 用、右旋梭 用底线计数器。但是 , 操作盘上
仅显示一侧的 , 需要显示另一侧时 , 请按开关1变换显示。
1) 按开关1 , 选择底线计数器之后 , 按计数器复位开
关2, 把底线计数器的显示返回到初期设定值 ( 出
货时设定值为 0)。
缝制中途不能复位 , 请进行一次切线。
2) 用计数器设定开关
34
设定初期值。
5-3. 底线计数器的使用方法
Page 55

– 52 –
2
3
4
3) 初期值设定完之后 , 开始缝制。
4) 底线计数器值达到负值之后 , 蜂鸣器响 ( 哔哔、哔哔、哔哔 ) 同时凸起画面显示 , 则更换底线。
更换底线警告凸起画面
5) 缝换完底线之后 , 按计数器复位开关2, 返回初期值 , 再继续进行缝制。
6) 底线残余量多 , 或底线计数器达到负值之前 , 底线没有时 , 请用计数器设定开关
34
来调整初期值。
线残余量多时 ..............用 + 开关增加
线残余量不够时 ...........用 - 开关减少
底线计数器初期设定参考值
※ 实际上 , 还与布料厚度、缝制速度的不同而变化 , 请根据使用条件来进行调整。
如左图 , 底线卷绕到梭芯外端的小孔时的初期设定参
考值如下表所示。
机线拉紧率 100%
每次切线后 , 计数加算。(0 → 1 → 2............ → 9999)
用计数器值设定开关
3 4
可以修正计数器值。另外 ,
按计数器复位开关2后 , 缝制计数器值返回到 0。
5-4. 关于缝制计数器
缝纫机
使用机线
绕线长度
底线计数器值
LH-4168
聚酯纤维线 #60
约 51m
2000 ( 间距 2.5 mm)
聚酯长纤维线 #80
约 130m
6500 ( 间距 2 mm)
芯纱线 #20
约 14m
400 ( 间距 3.5 mm)
LH-4188
芯纱线 #20
约 27m
770 ( 间距 3.5 mm)
Page 56

– 53 –
在角部图案、步骤图案的缝制途中 , 底线用完后使用。现在举角部图案为例进行说明。
5-5. 关于再缝制开关
1) 在角缝工序中请注意b不要让底线用完 (a)。把
踏板放在中立位置 , 停止缝纫机。
2) 回踩踏板进行切线。
3) 按再缝制开关1。
c
4) 更换旋梭 , 稍稍返回布料 , 重合已经缝制的部分。
d
5) 向前踩踏板 , 持续把踏板踩到现在的步骤停止位
置。
6) 在停止位置部 , 把再次缝制开关1变换成再次接
通 (ON) 和下一步骤 , 可以继续进行角部图案的缝
制。
※ 使用再缝制开关1, 在全缝制动作中d如果发生
了断线 , 请把踏板踩到中立位置 , 再往回踩踏板 ,
进行切线动作。然后传线 , 把布料稍稍往回拉一点
儿 , 按再缝制开关1, 就可以继续全部的缝制动作。
之后 , 进行与 5)、6) 项相同的操作。
不使用再缝制开关1, 返回到最初步骤时 ,
往回踩踏板 , 步骤显示返回到 1, 就可以从
头开始缝制。
1
C
b
a
d
Page 57

5-6. 关于半针修正开关
每按半针修正开关1之后 , 机针变换成上→下 , 下→上 ,
可以进行半针修正缝制。
但是 , 持续按开关 , 不能连续地低速运转。
另外 , 手转动飞轮后 , 半针修正开关则变为无效。向前踩
踏板进行切线后 , 仅在半针修正时有效。
1
5-7. 关于布边传感器 ON/OFF 开关
· 连接了选购品布边传感器时 , 开关有效。
· 选择布边传感器时 , 检测布边之后 , 自动停止或进行切线处理。
组合使用布边传感器时 , 请仔细阅读布边传感器使用说明书。
5-8. 关于自动切线开关
· 这是自动停止的工序或使用布边传感器时 , 自动实行切线的开关。
( 缝制结束自动倒缝被选择之后 , 进行了结束自动倒缝之后 , 再进行切线。)
5-9. 关于单触键自动缝制开关
· 这是在使用步骤图案或布边传感器时 , 一旦驱动缝纫机 , 就回按照设定速度进行自动缝制的开关。
5-10. 关于禁止切线开关
· 这是暂时禁止切线功能的开关。
不切线时 , 与通常的切线动作一样。
( 选择了结束自动倒缝时 , 进行结束自动倒缝。)
· 同时设定 和 时 , 不进行切线动作 , 变为上停止。
5-11. 关于键锁定
· 为了不让一旦设定的针数或工序 (A、B、C、D 或步骤信息 ) 的内容因错误操作而改变 , 可以将设定开
关进行锁定。( 可以变更图案或变更底线计数器。)
· 关于设定方法请参照「5-13 功能设定方法」, 设定功能 No .17 键锁定功能 ( 用设定内容 1 把键锁定设
定为有效 )。
– 54 –
Page 58

– 55 –
1
5-12. 信息
利用信息功能可以进行各种数据设定和确认。
信息功能有操作人员等级和维修人员等级。
[ 操作人员等级 ]
1) 打开 (ON) 电源。
2) 按开关1, 显示出信息画面。
■ 信息画面 ( 操作人员等级 )
1
: 缝制管理信息
(1) 缝制管理信息
缝制管理信息有维修保养管理功能、生产管理功能、运转测定功能。
[ 维修保养管理功能 ]
1) 按1之后 , 显示出维修保养功能画面。
1
1
Page 59

– 56 –
■ 维修保养功能画面
[ 各项目的说明 ]
2
机针更换时期 ......... 单位 :×1000 针
3
清扫时间 ................ 单位 : 小时
4
机油更换时间 ......... 单位 : 小时
[ 显示内容的说明 ]
( 分子 / 分母 )
※ * 达到千针的剩余针数 / * * 千针
例 ) 更换机针
100 / 1600 kn
每 1600 千针通知更换时间
在达到 100 千针通知更换时间
按
2
、
3
、
4
开关之后 , 显示清除确认画面。
■ 清除画面
1
: 不进行清除 , 返回维修功能画面。
2
: 实行清除 , 返回维修功能画面。
4
2
3
1
2
Page 60

– 57 –
1
2
1
■ 警告画面
到达警告时间之后 , 显示出警告画面。
1
: 按键之后 , 画面被清除 , 但是计数器本身不被清除。
清除计数器请通过清除画面来进行。直到被清除之前 , 每隔 10 分钟显示一次更换机针警告画面。其它
警告在被清除之前 , 打开电源时显示警告画面。
2
: 按键之后 , 画面被清除 , 计数器值也被清除。
从此时开始重新计数。
[ 设定警告时间 ]
■ 在信息画面
1) 在信息画面 , 约持续 3 秒钟按开关1。
Page 61

– 58 –
■缝制管理信息选择画面
2) 按2, 显示出维修保养画面。
( 有关其它功能 , 请参照服务手册。)
■维修保养功能画面
345
: 显示出检查时间 ( 切线次数 ) 输入画面。
6
: 平均 1 缝制的切线次数 ----- 单位 : 次数
■检查时间 ( 切线次数 ) 输入画面
显示出7清除确认画面。( 指定切线次数时不显示 )
设定时间输入后用8进行确定。
停止警告功能时 , 请把设定值设定为「0」。
可以分机针更换、清扫、机油分别进行设定。
全部停止时 , 请分别设定为「0」。
3
5
4
6
2
7 8
Page 62

– 59 –
(2) 生产管理信息
1) 按1, 显示出生产管理画面。
■ 生产管理画面
[ 各项目的说明 ]
现在的目标件数 ...............单位 : 件
最终的目标件数 ................单位 : 件
现在为止的缝制件数 ........单位 : 件
每缝制 1 件需要的时间 ( 间隔时间 )......... 单位 : 秒
表示现在停止测定。 表示现在测定中。
2) 按
2345
, 显示出生产管理输入画面。
2
2
4
3
5
Page 63

– 60 –
7
6
7
8
■生产管理输入画面
3) 用
7
设定各设定项目。在
6
上反转输入的设定时期。
间隔时间的最小设定值为 0.50 秒。
设定为 0.00 秒之后 , 现在的目标为不显示。
4) 在形状一览画面 , 按
8
。
■显示缝制数量画面
5) 缝制数量画面被显示出来。用此画面可以缝制。
用开关
9
!0
可以变更设定值 ( 此画面上不能编辑最终目标值和间隔时间 )。
用开关
!1
可以清除现在的目标值和现在完成数量 ( 设定为 0)。
用开关
!2
可以设定完成数量显示功能的开始 / 停止。
!0
9
!1
!2
Page 64

– 61 –
1
2
3
(3) 运转测定功能
1) 按1, 显示出运转测定功能。
■ 运转测定功能画面
[ 各项目的说明 ]
运转率 .................... 单位 : %
运转平均速度 ......... 单位 : rpm
间隔时间 .................. 单位 : 秒
机器时间 .................. 单位 : 秒
2) 按3, 开始测定运转。
3) 停止测定时 , 请再次按3。
4) 用
2
可以清除测定结果。
没有实行清除时 , 则接着上次的测定继续进行测定。
Page 65

– 62 –
1
65432
[ 维修人员等级 ]
1) 打开 (ON) 电源。
2) 持续约 3 秒钟按开关
1
, 显示出信息画面。
■ 信息画面 ( 维修人员等级 )
2
显示 Ver ........................请参照服务手册。
3
功能设定 .......................参照功能设定方法
4
缝制管理信息
5
通信模式 .......................详细内容请参照服务手册。
6
方便媒体初期化 ............详细内容请参照服务手册。
实行了方便媒体初期话之后 , 现在保存的数据全部被清除。
方便媒体初期化以外 , 请不要使用。
Page 66

– 63 –
1
4
设定 No.
设定值
3
3
2
5-13. 功能的设定方法
(1) 变换为功能设定模式的方法
请不要进行在以后的说明中没有写明操作以外的开关操作。
再次打开电源开关时 , 请一定等待 1 秒钟以后再打开电源。关闭电源后立即打开电源的话 , 有
可能机器不能正常动作。如果发生这种情况时 , 请再次重新打开电源。
注意
为了防止意外的起动造成的事故 , 请不要进行下列程序以外的开关操作。
功能设定有 1 级和 2 级两种
1 级 : 不用关闭电源开关 , 可以变更设定。
2 级 : 变更设定后 , 必须关闭电源开关。
详细内容请参阅 66 页的功能设定一览表。
[2 级的设定方法 ]
1) 打开 (ON) 电源。针杆如果不在上位置时 , 请转动飞轮 , 让针杆移动到上位置。
2) 约持续 3 秒钟按开关
1
。
3) 约持 续 3 秒 钟 按 开关
2
。
4) 此画面是功能设定
画面。用开关
3
的
+/-KEY 变更设定
No.。
有关设定 No. 的详细
内容请参阅 66 页。
例 ) 减轻闪动功能 ( 设定
No.5) 的变更
用 上 图 的 开 关
3
的
+KEY 变更为 5。
・ 按开关
4
。
Page 67

– 64 –
5
5
6
7
1
2
・ 用开 关
5
的 +/-KEY
变更设定值。
把 设 定 值 由 0 变 更 为
3(0 → 3)。
・ 如果 此 变 更 值 合 适 的
话 , 按开关
7
。
想返回原来的值时 , 请
按开关
6
。
・ 关掉电源开关 , 约 1 秒
钟后 , 再打开电源。
・ 关掉电源的目的是确定
变更的设定值。
[1 级的设定方法 ]
1) 按开关
1
约 3 秒钟。
2) 按开关
2
。
Page 68

– 65 –
4
3
3
8
5
5
6
7
3) 此画面是功能设定
画面。用开关
3
的
+/-KEY 变更设定
No.。
有关设定 No. 的详细
内容请参阅 66 页。
例 ) 倒缝转速功能 ( 设定
No.8) 的变更
用上图的开关
3
的
+KEY 变更为 8。
・ 按开关
4
。
・ 用开 关
5
的 +/-KEY
变更设定值。
・ 把设定值由 1350 变更
为 1250(1350 → 1250)。
・ 如果此变更值合适的
话 , 按开关
7
。
想返回原来的值时 , 请
按开关
6
。
・ 如果要进行缝制时请
按开关
8
。
设定 No.
设定值
Page 69

– 66 –
(2) 功能设定一览表
有关详细内容 , 请参照 SC-910 使用说明书。
* 这里是举 LH-4168S 为例进行说明的 , 连接的缝纫机机头不同初始值会有变化。
功能 No. 功能名称 设定等级
操作盘显示
标准设定值
设定范围
1 软起动针数 1
N-SOFT
1
0 ~ 9
5 防止闪烁晃动 2
T-ACC
0
0 ~ 8
6 底线计数功能 1
SCBOB
1
0 ~ 1
7 计数减算单位 1
RATIO
0
0 ~ 2
8 倒缝转速 1
S-BT
1500
150 ~ 3000
10 指定停止时的针杆位置 2
NPS
0
0 ~ 1
11
键开关敲击音
※操作盘键点击声设定为无效。
2
SOUND
1
0 ~ 1
12 简易操作盘 SW2 功能 2
SW2
0
0 ~ 8
13 停止底线计数功能 2
ASCNT
0
0 ~ 2
14 缝制计数功能 2
NTO
1
0 ~ 1
15 底线残余量无检测次数 2
BTDS
1
0 ~ 19
17 键锁定功能 2
KEYLOCK
0
0 ~ 1
18 防止缠线功能 2
BNC
0
0 ~ 2
19 缠线解开功能 2
THOLD
0
0 ~ 1
20 缩缝针数 1
N-CS
0
0 ~ 9
21 踏板中立布压脚上升 1
N-NPL
0
0 ~ 1
22 操作盘开关功能 2
F-CMSP
0
0 ~ 1
24 转速微调率 2
F-FAS
0
-
15 ~ 15
25 手转动后动作 ( 切线 ) 2
F-TRMC
1
0 ~ 1
26 马达 , 制动器 , 锁定力 2
F-RTPC
0
0 ~ 9
27 马达 , 锁定 , 返回试缝力 2
F-RTRC
50
1 ~ 100
28 缠线上线解开针数 1
F-UTHR
1
0 ~ 30
29 BT 初动时间 2
T-RSS
250
50 ~ 300
30 中途倒缝功能 2
OBT
0
0 ~ 1
Page 70

– 67 –
功能 No. 功能名称 设定等级
操作盘显示
标准设定值
设定范围
31 中途倒缝针数 2
N-OBT
4
0 ~ 19
32 中途倒缝有效条件 2
OBTS
0
0 ~ 1
33 中途倒缝切线功能 2
OBTT
0
0 ~ 1
35 踏板最低转速 1
S-POS
200
20 ~ 400
36 切线转速 2
S-TRM
155
20 ~ 250
37 软起动转速 1
S-SOFT
600
150 ~ 5500
38 单触键转速 1
S-ASS
1500
200 ~ Max
39 转动开始位置 2
P-SSP
30
10 ~ 50
40 加速开始位置 2
P-LSA
60
10 ~ 100
41 布压脚上升开始位置 2
P-FLW
- 21
- 60 ~ - 10
42 布压脚下降开始位置 2
P-FLD
10
8 ~ 50
43 切线开始位置 -2 2
P-TRM2
- 51
- 60 ~ - 10
44 最高转速位置 2
P-MAX
150
10 ~ 150
45 踏板中立修正值 2
P-ANP
0
- 15 ~ 15
46 布压脚上升功能 2
FLSEL
0
0 ~ 1
47 布压脚上升保持时间 2
T-FL
60
10 ~ 600
48 切线开始位置 -1 2
P-TRM1
- 35
- 60 ~ - 10
49 布压脚下降时间 2
T-FLWT
140
0 ~ 250
51 开始倒缝打开修正 1
T-SON
10
- 36 ~ 36
52 开始倒缝关闭修正 1
T-SOFF
20
- 36 ~ 36
53 结束倒缝关闭修正 1
T-EOFF
25
- 36 ~ 36
55 切线后布压脚上升 2
FLAT
1
0 ~ 1
56 切线后倒转机针提升 2
RATRM
0
0 ~ 1
57 切线后底线残余量 2
BTDF
0
0 ~ 1
58 针杆定位置保持功能 2
HPOS
0
0 ~ 1
Page 71

– 68 –
功能 No. 功能名称 设定等级
操作盘显示
标准设定值
设定范围
59 选择开始倒缝动作 2
SBTO
1
0 ~ 1
60 停止开始倒缝动作 2
SBTQ
0
0 ~ 1
61 底线残余量缝纫机停止 2
ASBOB
1
0 ~ 1
64 结束倒缝开始转速 2
S-WAIT
150
0 ~ 250
65 缩缝修正 -1 2
T-CS1
- 15
- 36 ~ 0
66 缩缝修正 -2 2
T-CS2
- 15
- 36 ~ 0
67 压缩空气驱动次数 2
N-ABSS
2
0 ~ 9
68 压缩空气启动位置 2
A-ABS
27
0 ~ 35
69 压缩空气休止位置 2
A-ABE
12
0 ~ 35
70 布压脚软下降功能 2
F-SDFL
0
0 ~ 1
71 从键速开始再加速限制 2
F-ACRA
0
0 ~ 5
72 开始转动时的加速限制 1
F-ACR
0
0 ~ 5
73 马达锁定再试功能 1
F-RET
1
0 ~ 1
75 马达通常转动方向 2
DM
0
0 ~ 1
76 硬模式 2
F-SCS
0
0 ~ 1
87 踏板加速特性 2
F-PCS
0
0 ~ 2
89 切线后松线 2
TRS
0
0 ~ 1
91 手转动后动作 ( 半针 , 修正 , 中途返回 ) 2
F-PMAT
1
0 ~ 1
92 开始倒缝减速功能 2
F-DSBT
0
0 ~ 1
93 半针 ,1 针 SW 附加功能 2
F-MADF
0
0 ~ 1
94 连续 + 单触无停止功能 2
F-SBTC
0
0 ~ 1
96 最高转速 2
S-MAX
3200
50 ~ Max
101
缝制技术器的选择
※ 变换用切线测定缝制计数器还是用手
持计数器开关测定。
2
F-MAC
0
0 ~ 1
Page 72

– 69 –
功能 No. 功能名称 设定等级
操作盘显示
标准设定值
设定范围
105 击倒缝开关半针修正功能 2
C-BT
0
0 ~ 1
106 脚开关 1 针修正功能 2
C-FT
1
0 ~ 1
107 内角缝制点击功能 2
A1-1
0
0 ~ 1
108 内角压角提升功能 2
ALIF
1
0 ~ 1
109 再次缝制功能 2
STRT
1
0 ~ 1
110 单针变换功能 ( 自由缝制 ) 2
MEDL
1
0 ~ 1
111 单针变换功能 ( 角部图案 ) 2
ANDL
1
0 ~ 1
112 示教动作选择 2
TCMD
0
0 ~ 2
113 示教再现针数 2
TCRN
0
0 ~ 1
114 左底线计数器功能 2
L-TR
1
0 ~ 1
115 右底线计数器功能 2
R-TR
1
0 ~ 1
116 角部开始开关选择 2
A2-1
5
0 ~ 6
117 用压脚提升开关提升压脚的功能 2
F-FPL
0
0 ~ 1
118 清除补充润滑脂警告 2
GN-CLR
0
0 ~ 1
Page 73

– 70 –
1
(3) 通讯模式
向通讯模式的变换方法
请不要进行在以后的说明中没有写明操作以外的开关操作。
再次打开电源开关时 , 请一定等待 1 秒钟以后再打开电源。关闭电源后立即打开电源的话 , 有
可能机器不能正常动作。如果发生这种情况时 , 请再次重新打开电源。
注意
为了防止意外的起动造成的事故 , 请不要进行下列程序以外的开关操作。
2
1) 接通 (ON) 电源。针杆不在上位置时 , 请转动飞轮 , 让针杆移动到上位置。
2) 约持续约 3 秒钟按开关
1
。
3) 约持续 3 秒钟按开关
2
。画面变为通信模式画面。
■ 通讯模式画面
Page 74

– 71 –
13
下载例
152 3 4
例 ) 把方便媒体的参数文件 70 号下载到缝制图案 10 号。
1
. 打开方便媒体护罩 , 把方便媒体 ( 选购品货号 :HX005750000) 插进插入口。
※护罩打开的状态 , 操作盘功能不动作。
2
. 数据的选择
LH4168 / 4188 仅处理 EPD 形式的数据 , 请从开始就选择 EPD。
3
. 通信方法的选择
按通信设定画面2显示通信方法设定画面。
■ 信设定画面
现在被选择的通信方法反转
显示。
[ 图标的说明 ]
1
从方便媒体的下载 2 从 SU-1 的下载
3
向方便媒体加载 4 向 SU-1 加载
按1选择从方便媒体下载后按5进行确定。
4
. 方便媒体的文件 No. 的选择
在通信设定画面 , 按3显示出方便媒体的文件 No. 输入画面。
■ 文件 No. 输入画面
在2上输入方便媒体的文件 No.。被 输入的文件 No. 被显示。文件 No. 输入后用1进行确认。
2
2
Page 75

– 72 –
6
4
5
5
. 随机图案 No. 的设定
在通信画面 , 按
45
设定随机图案 No.。
■ 通信设定画面
6
. 下载的开始
设定全部结束之后 , 在通信设定画面上按6开始下载。
■ 通信中画面
通信中画面显示后 , 如果返回通信设定画面 , 则通信完了。
加载例
例 ) 把随机图案 8 号作为方便媒体的向参数文件 15 号进行加载。
1
. 打开方便媒体护罩 , 把方便媒体 ( 选购品货号 :HX005750000) 插进插入口。
※护罩打开的状态 , 操作盘功能不动作。
2
. 数据的选择
LH4168 / 4188 仅处理 EPD 形式的数据 , 请从开始就选择 EPD。
3
. 通信方法的选择
在通信设定画面 , 按2显示通信方法设定画面。
[ 图标的说明 ]
1
: 从方便媒体下载
2
: 从 SU-1 下载
3
: 向方便媒体加载
4
: 向 SU-1 加载
按3键 , 选择向方便媒体加载后 , 按5进行确定。
Page 76

. 随机图案 No. 的设定
4
在通信设定画面 , 按4、5, 设定随机图案 No.。
. 方便媒体的文件 No. 的选择
5
按通信设定画面3, 显示方便媒体的文件 No. 输入画面。
输入方便媒体的文件 No.。输入的文件 No. 在 上显示。文件 No. 输入后用1进行确认。
. 加载的开始
6
设定全部结束的话 , 在通信设定画面 , 按6开始加载。
■ 通信设定画面
4
5 3 2
通信中画面显示后 , 如果返回到通信设定画面的话 , 通信结束。
[ 方便媒体文件的消除方法 ]
在方便媒体文件 No. 输入画面 , 按选择想消除的 No. 后的3开关之后 , 移动到消除确认画面。
1
6
■ 消除确认画面
1
2
按1之后 , 中止消除 , 返回文件 No. 输入画面。按2之后 , 实行消除 , 返回到文件 No. 输入画面。
消除的文件不能返回到原来的状态。在实行之前请充分注意。
– 73 –
Page 77

– 74 –
6. 关于外部接口
所谓外部接口是指与操作盘不同的系统连接部位。
使用方法和详细内容请参照服务手册。
1) 方便媒体接口
操作盘左侧护罩内安装有方便媒体接口。
2) RS-232C 接口
操作盘背面橡胶盖内安装有 RS-232C 接口。
3) 通用输入盘 ( 生产管理开关连接插头 )
操作盘背面电缆出口护罩内安装有通用插头 CN105。
7. 关于异常显示
发生异常时 , 用操作盘显示以及电气箱蜂鸣器报警。
操作盘显示画面根据不同的处理方法有以下 3 种画面。
1) 作业人员排除了异常后 , 异常画面关闭。
2) 按复位开关 , 消除了异常画面之后 , 排除
异常。
3) 关闭 (OFF) 电源之后 , 排除异常。
Page 78

– 75 –
本装置发现问题 , 不让问题扩大而进行内部控制 ( 或限制功能 ) 同时有如下故障报警代码。提出修理时 ,
请首先确认故障代码。
7-1. 故障代码一览表 ( 操作盘显示 )
No. 异常检测内容 原因 确认项目或处理对策
- 方便媒体护罩打开 ・ 方便媒体插片口盖打开 ・ 把盖关好
000 实行数据初始化 ( 不是异常出错 ) ・ 更换机头后
・ 实行了初始化操作后
302 翻倒检测开关异常 ( 安全 SW 动作时 ) ・ 在打开电源的状态下翻倒检测开关检测到时 ・ 是否是开着电源开关翻倒缝纫机头 ( 为了安全禁止缝纫
机操作 )
・ 翻倒检测开关电缆线是否被缝纫机咬断
・ 翻倒检测开关拨杆是否被挂住
003 同步插头脱落 ・ 被缝纫机机头检测没有输入位置检测信号时
・ 检测器破损时
・ 检测器插头 (CN30) 是否松弛脱落
・ 检测器电缆线是否被机头压住咬断
004 同步下定位置传感器故障
005 同步上定位置传感器故障
906 操作盘间通信异常 ・ 操作盘电缆脱落
・ 操作盘破损
・ 操作盘插头 (CN34、CN35) 是否松弛脱落
・ 操作盘电缆线是否被机头压住咬断
007 马达超负荷 ・ 机头部被锁定时
・ 机头部缝制能缝制厚度以上的布料时
・ 马达不转动时
・ 马达货驱动器损坏
・ 皮带轮上是否绕住线了
・ 马达输出插头 (4P) 是否松弛脱落
・ 用手转动马达时是否不能转动
008 机头部插头异常 ( 电阻封装件 ) ・ 机头插头不能正确地读取时 ・ 机头插头 (CN31) 是否松弛脱落
011 没有插入方便媒体 ・ 方便媒体没有插入。 ・ 电源 OFF
012 读取异常 ・ 不能读取方便媒体的数据。 ・ 电源 OFF
013 写入异常 ・ 方便媒体呈禁止写入状态。 ・ 电源 OFF
014 写入禁止 ・ 方便媒体呈禁止写入状态。 ・ 电源 OFF
015 初期化异常 ・ 不能初期化。 ・ 电源 OFF
016 外部媒体容量过量 ・ 方便媒体的容量不足。 ・ 电源 OFF
019 文件尺寸过大 ・ 文件过大。 ・ 电源 OFF
032 文件的互换性异常 ・ 文件没有互换性 ・ 电源 OFF
Page 79

– 76 –
No. 异常检测内容 原因 确认项目或处理对策
703 操作盘连接错误 ・ 缝纫机的操作盘连接错误时 ・ 关闭 (OFF) 电源
・ 正确地连接操作盘
704 系统版本不一致 ・ 系统版本不一致时 ・ 关闭 (OFF) 电源
・ 让系统的版本一致
810 继电器短路 ・ 驱动短路的继电器时 ・ 继电器是否短路
811 超电压 ・ 输入了规定电压以上的电压时
・ 设定为 100V 而输入了 200V 时
・ 电源电压是否超过额定电压的 +10% 以上
・100V/200V 变换插头是否设定错误
以上时电源电路板是否损坏
813 电压过低 ・ 输入了规定电压以下的电压时
・ 设定为 200V 而输入了 100V 时
・ 由于施加了过高电压使内部电路损坏
・ 电源电压是否低于额定电压的 -10% 以上
・100V/200V 变换插头是否设定错误
・ 保险丝或回生电阻是否损坏 ?
924 马达驱动不良 ・ 马达驱动器破损
930 编码器不良 ・ 马达信号没有正确地输入时 ・ 马达信号插头 (CN38、CN39) 是否松弛脱落
・ 马达信号线蓝是否被机头压住咬断
931 马达传感器不良
343 底线残量传感器装置不良 ・AE 装置的检测杆的位置偏离了标准位置时 ・AE 的检测杆是否返回到正确的位置 ?
・ 功能设定 No.57 是否设定错误 ?
・AE 装置的连接器 (CN121、CN123) 是否松驰脱落 ?
・AE 装饰的电缆是否因机头咬线而断线 ?
939 步进马达原点检索异常 ・ 接通电源时 , 不能检测步进马达的原点位置。 ・ 是否插错检测连接器 (CN139)
・ 是否检测连接器 (CN139) 松弛脱落
944 左针锁定异常 ・ 停止 / 驱动左针时 , 左针没有变换。 ・ 是否检测连接器 (CN128、129) 松弛脱落
945 右针锁定异常 ・ 停止 / 驱动右针时 , 右针没有变换。 ・ 是否检测连接器 (CN128、129) 松弛脱落
220 补充润滑脂时期的通知 ・ 达到需要向指定部位补充润滑脂的时期时 ・ 关闭电源后 , 请把向指定部位补充润滑脂的功能 No.118
设定为 1。缝制作业中不能立即补充润滑脂时 , 可以用
操作盘的复位键解除异常。
221 补充润滑脂警告异常 ・ 超过向指定部位补充润滑脂时期期限时 ・ 请立即补充润滑脂 , 把功能 No.118 设定为 1。
 Loading...
Loading...