


日本語
DDL-8700A-7
取扱説明書

目 次
!
. 仕 様 ................................................................................................................1
@
. セットアップ ....................................................................................................3
1. ミシンの据え付け .....................................................................................................................3
2. ペダルセンサ取り付け ..............................................................................................................4
3. 電源スイッチ組付け ..................................................................................................................4
4. 連結棒の取り付け方法 ..............................................................................................................6
5. 下糸の巻き方 .............................................................................................................................7
6. ひざ上げ高さの調整 ..................................................................................................................8
7. 糸立装置の取り付け ..................................................................................................................8
8. 給油 .............................................................................................................................................9
9. 油量(跡)調整方法 ..................................................................................................................9
10. 針の取り付け方 ...................................................................................................................11
11. ボビンの入れ方 ...................................................................................................................12
12. 縫い目長さの調節 ................................................................................................................12
13. 押え圧力の調節 ...................................................................................................................12
14. 押え上げについて ................................................................................................................12
15. 押え高さの調整 ...................................................................................................................13
16. 上糸の通し方 .......................................................................................................................13
17. 糸調子 ...................................................................................................................................14
18. 糸取りばね ...........................................................................................................................14
19. 天びん糸取り量の調整 ........................................................................................................14
20. 針と釜の関係 ....................................................................................................................... 15
21. 送り歯の高さ ....................................................................................................................... 15
22. 送り歯の傾斜 ....................................................................................................................... 16
23. 送り位相の調節 ...................................................................................................................16
24. 固定メスについて ................................................................................................................17
25. ペダル圧とストローク ........................................................................................................17
26. ペダルの調整 .......................................................................................................................18
#
. 操作方法について .........................................................................................19
1. ミシンの操作方法 ..................................................................................................................19
2. 頭部内蔵パネル ......................................................................................................................21
3. 縫いパターンの操作方法 .......................................................................................................22
4. ワンタッチ設定について .......................................................................................................24
5. 生産支援機能について ...........................................................................................................25
6. 機能設定について...................................................................................................................28
i

7. 機能設定一覧表 ......................................................................................................................29
8. 各選択機能の詳細について ...................................................................................................33
9. ペダルセンサ中立自動補正 ...................................................................................................43
10. ペダル仕様の選択 ................................................................................................................43
11. 自動押え上げ機能選択方法 ................................................................................................44
12. キーロック機能選択方法 .................................................................................................... 45
13. カバーの開け方 ...................................................................................................................46
14. 立ちミシンペダルの接続方法 ............................................................................................48
15. 外部入出力コネクタ ............................................................................................................48
16. 布端センサの接続方法 ........................................................................................................49
17. 機能設定データの初期化方法 ............................................................................................50
$
. 保 守 .............................................................................................................51
1. 電源ヒューズの交換方法 .......................................................................................................51
2. 頭部調整 ..................................................................................................................................52
3. コネクタ配置図 ......................................................................................................................53
4. エラー表示について ...............................................................................................................54
ii
!
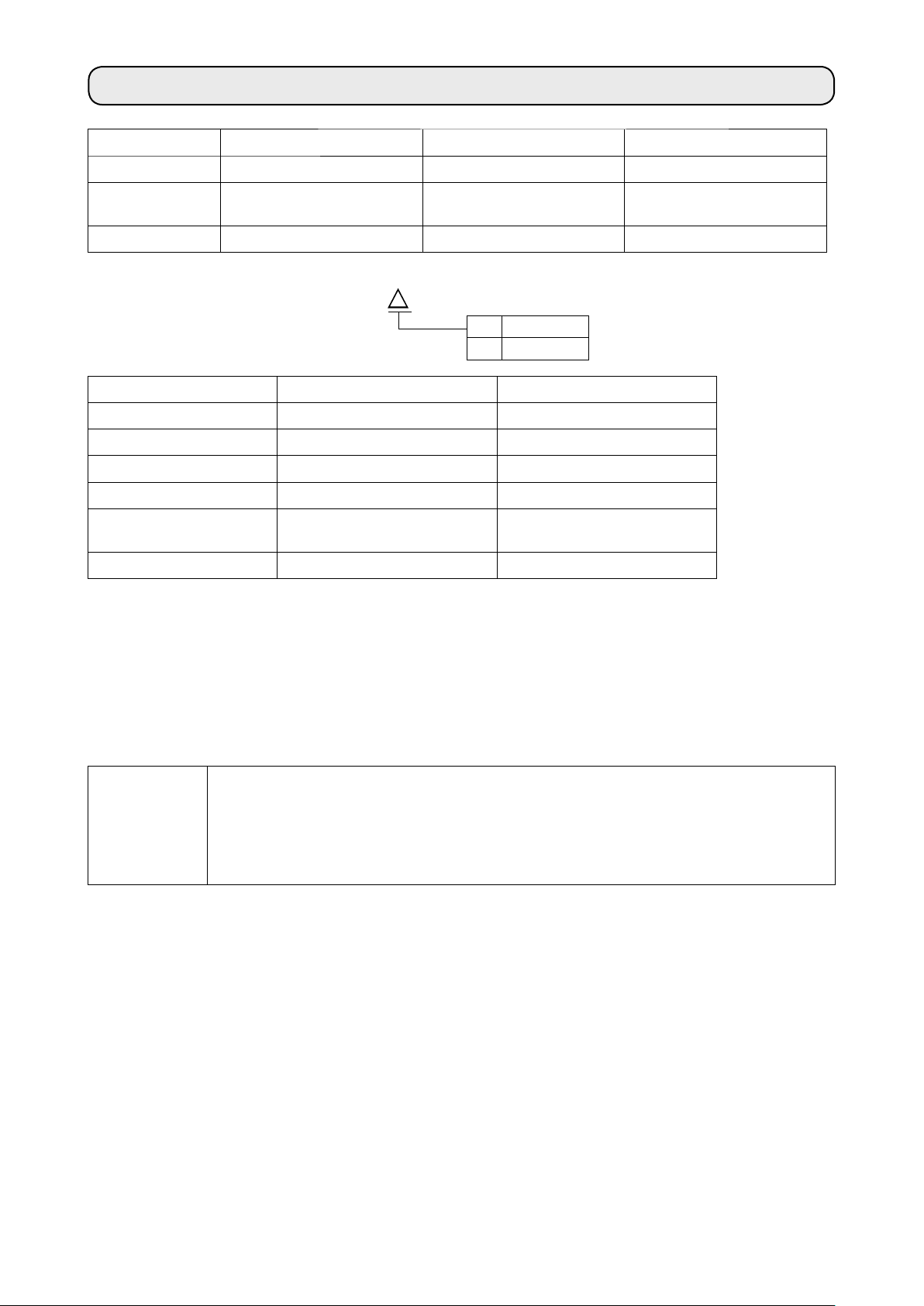
. 仕 様
電源電圧 単相 100 ~ 120V 三相 200 ~ 240V 単相 220 ~ 240V
周波数 50Hz/60Hz 50Hz/60Hz 50Hz/60Hz
使用温度範囲
5 ~ 35˚C、
温度
湿度 35 ~ 85%以下
温度 5 ~ 35˚C、
湿度 35 ~ 85%以下
温度 5 ~ 35˚C、
湿度 35 ~ 85%以下
電力 210VA 210VA 210VA
DDL-8700A - 7
S : 中厚物
H : 厚物
DDL-8700AS-7 DDL-8700AH-7
最高縫い速度 5,000sti/min 4,000sti/min
糸切り速度 300sti/min 300sti/min
最大縫い目長さ 4mm 5mm
押えの高さ ( ひざ上げ ) 13mm 13mm
使用針
*
1
DB × 1(#14)
#9 ~ 18
使用油 JUKI MACHINE OIL #7 JUKI MACHINE OIL #7
● 縫い速度は縫製条件によって異なります。
出荷時の縫い速度 AS-7:4,000sti/min
AH-7:3,500sti/min
DB × 1(#21)
#20 ~ 23
*
1
: 針は仕向け地により異なります。
JIS B 9064 に準拠した測定方法による 「騒音レベル」
縫い速度= 4,500 sti/min :騒音レベル≦ 84.5dB (定常運転時 ※ 1)
AS-7
騒音
縫い速度= 4,850 sti/min :騒音レベル≦ 84.0dB (付属装置作動時 ※ 2)
AH-7 縫い速度= 4,000 sti/min :騒音レベル≦ 79.5dB (定常運転時 ※ 1)
縫い速度= 4,000 sti/min :騒音レベル≦ 79.0dB (付属装置作動時 ※ 2)
※ 1 定常運転時とは、直線縫い状態で装置等を作動させないで、一定速度で 300 mm運転した際での騒音です。
※ 2 付属装置作動時とは、標準的な縫いパターンを自動バック、糸切り、ワイパーの装置を作動させて、300 mm運転
した際での騒音です。
– 1 –
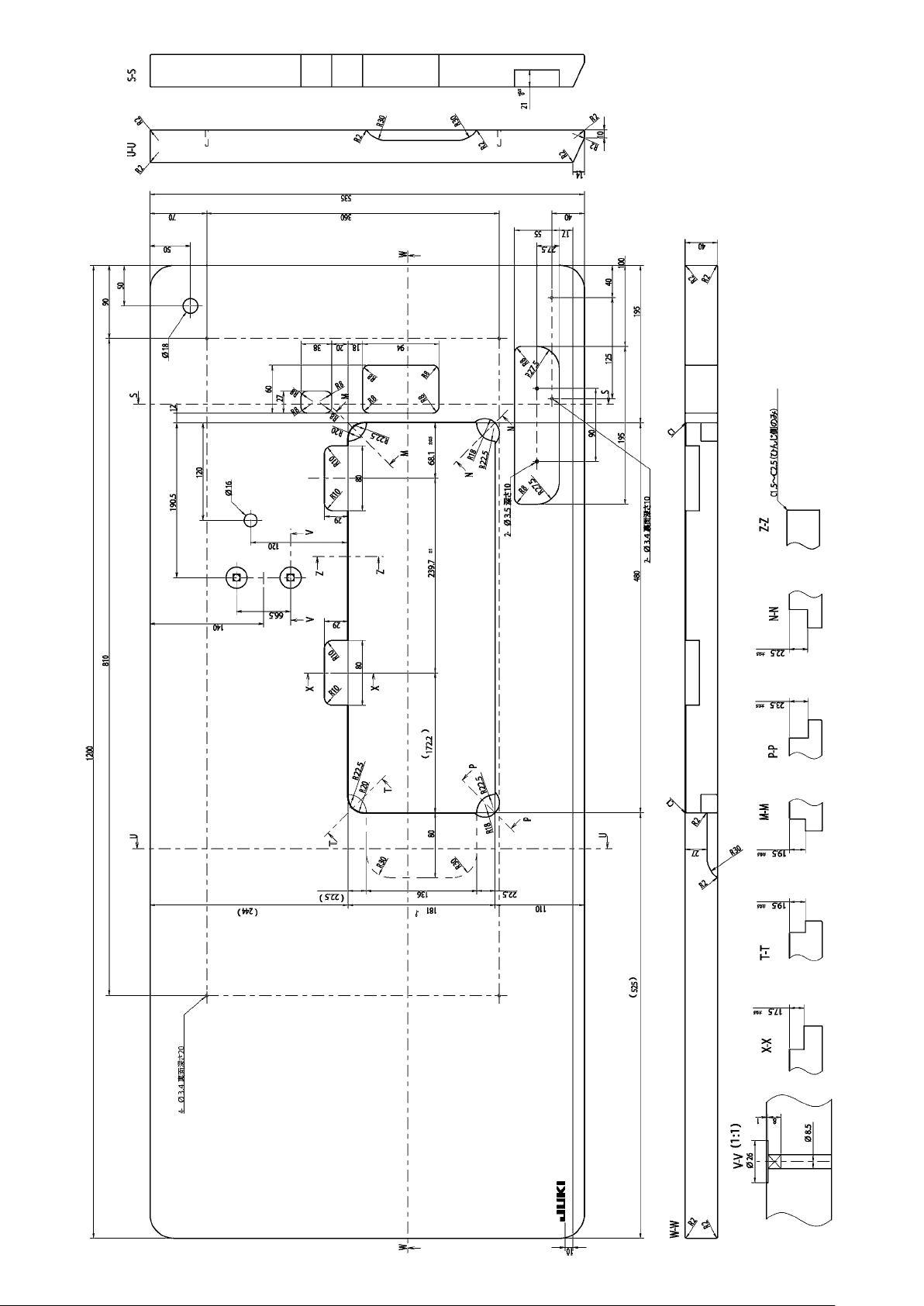
テーブル図面
– 2 –
@
. セットアップ
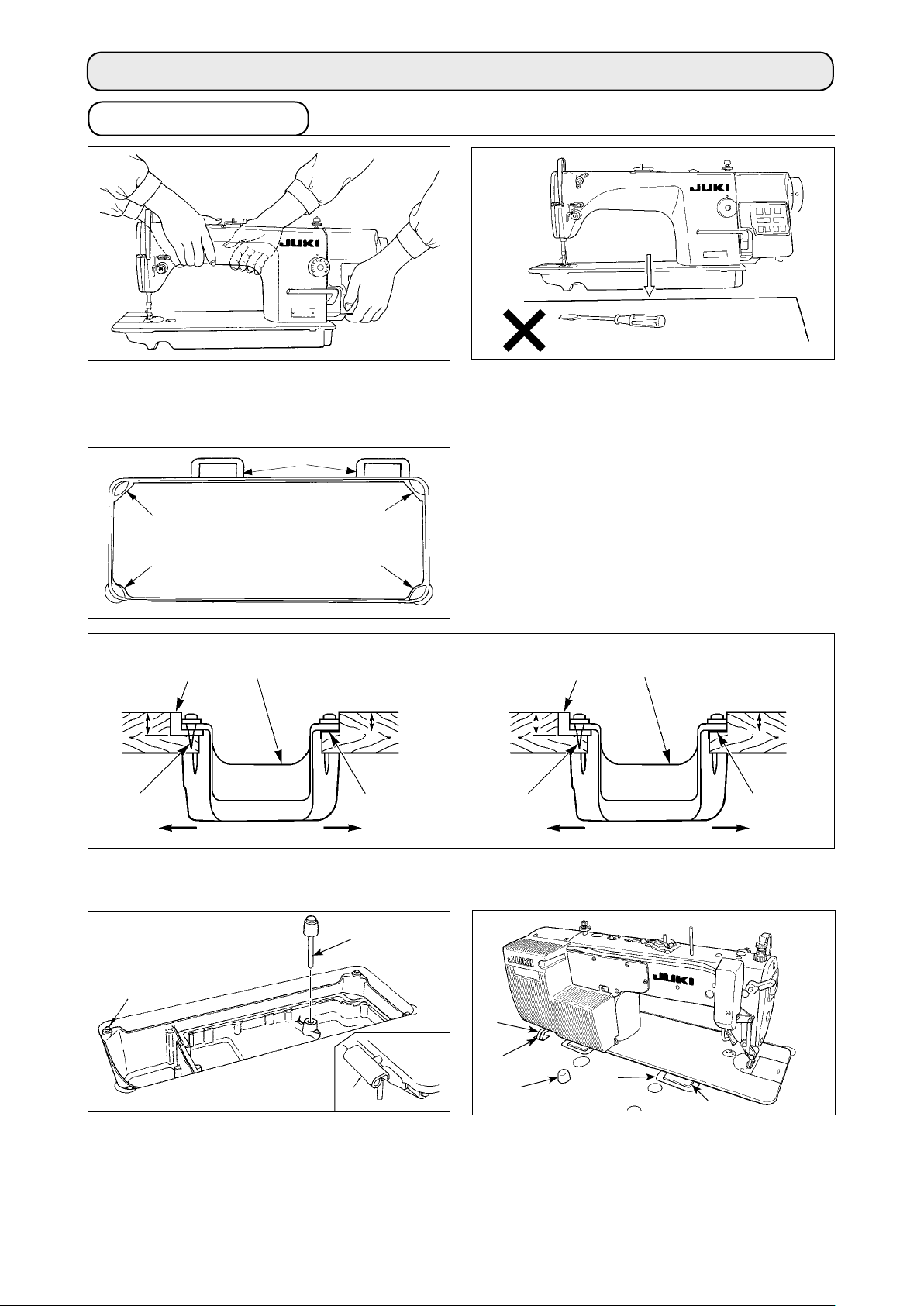
1. ミシンの据え付け
1) ミシンは図のように二人で持って運んでくだ
さい。
( 注意 ) プーリーを持たないでください。
2)
ミシンを置く場所にドライバー等の突起物を置
かないでください。
8
3) テーブル溝の四隅でアンダーカバーを支える
ようにしてください。ゴムヒンジ座8をテー
3
1
針棒側 電装側
1
23.5 mm
2
4
A
B
3
1
19.5 mm
3
ブルに取り付け、釘でテーブルに固定します。
1
23 mm
2
4
19.5 mm
3
A
B
4) 手前側 A の 2 つは頭部支えゴム座1を釘2でテーブルの張り出した部分に打ちつけ、ヒンジ側
B の 2 つは頭部クッション座3をゴム系接着剤で固定し、アンダーカバー4をのせてください。
6
9
!1
!2
7
5)
ひざ上げ押し棒6を入れてください。 ヒンジ7をベッドの穴に入れ、テーブルのゴムヒンジ8にか
!0
8
7
み合わせて、頭部を四隅の頭部クッション9の上におろしてください。
6) 頭部支え棒 !0 をテーブルに最後までしっかり取り付けてください。
( 注意 ) 頭部支え棒は本製品付属のものを必ず設置してください。
7) 電装ボックスのケーブル !1 は、ケーブル引き出し穴 !2 からミシンテーブルの裏面に引き出してく
ださい。
– 3 –
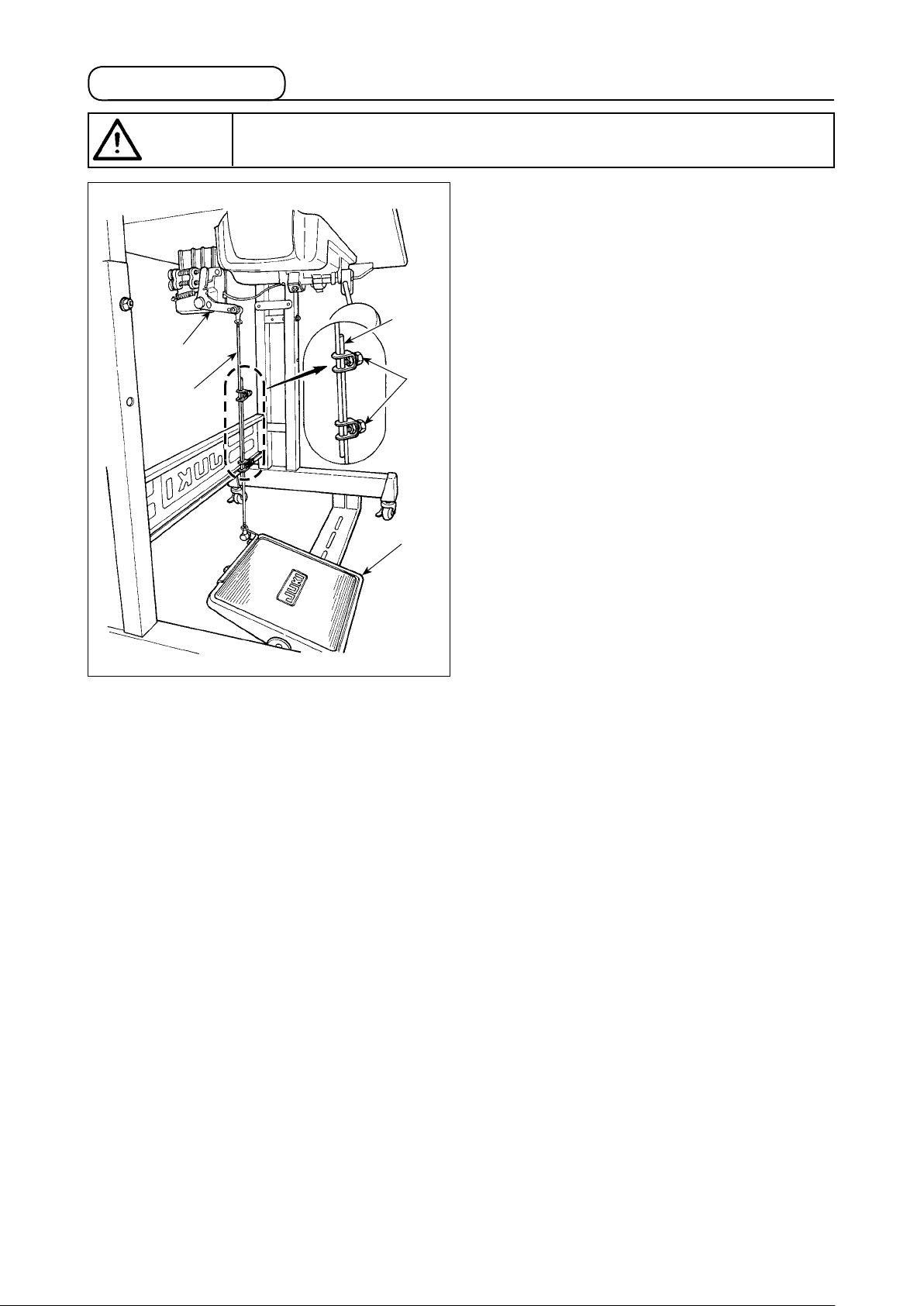
2. ペダルセンサ取り付け
1
1
説明は DDL-8700A-7 のテーブルに取
り付けた場合です。
1) 付属の取り付けボルト組1にて、テー
ブルにペダルセンサを取り付けます。
この時、しっかりと固定できるよう
に付属のナット、座金は図の通りに
挿入してください。
ペダルセンサをテーブルに取り付け
2)
後ミシン頭部をテーブルにセットし
てください。
• 不意の起動による人身の損傷を防ぐために電源を切り、電源プラグを抜いて、5 分以上経過
してから行ってください。
• 誤動作や仕様違いにより装置を破損する恐れがありますので、必ず指定の位置に対応する全
てのコネクタを挿入してください。(指定以外のコネクタに間違えて挿入すると装置を破損
警告
だけでなく、不意に動作し危険です。)
• 誤動作による人身の損傷を防ぐため、必ずロック付きコネクタはロックを行ってください。
• 各装置の取り扱いの詳細については、装置側付属の取扱説明書をよくお読みになった上で取
り付けてください。
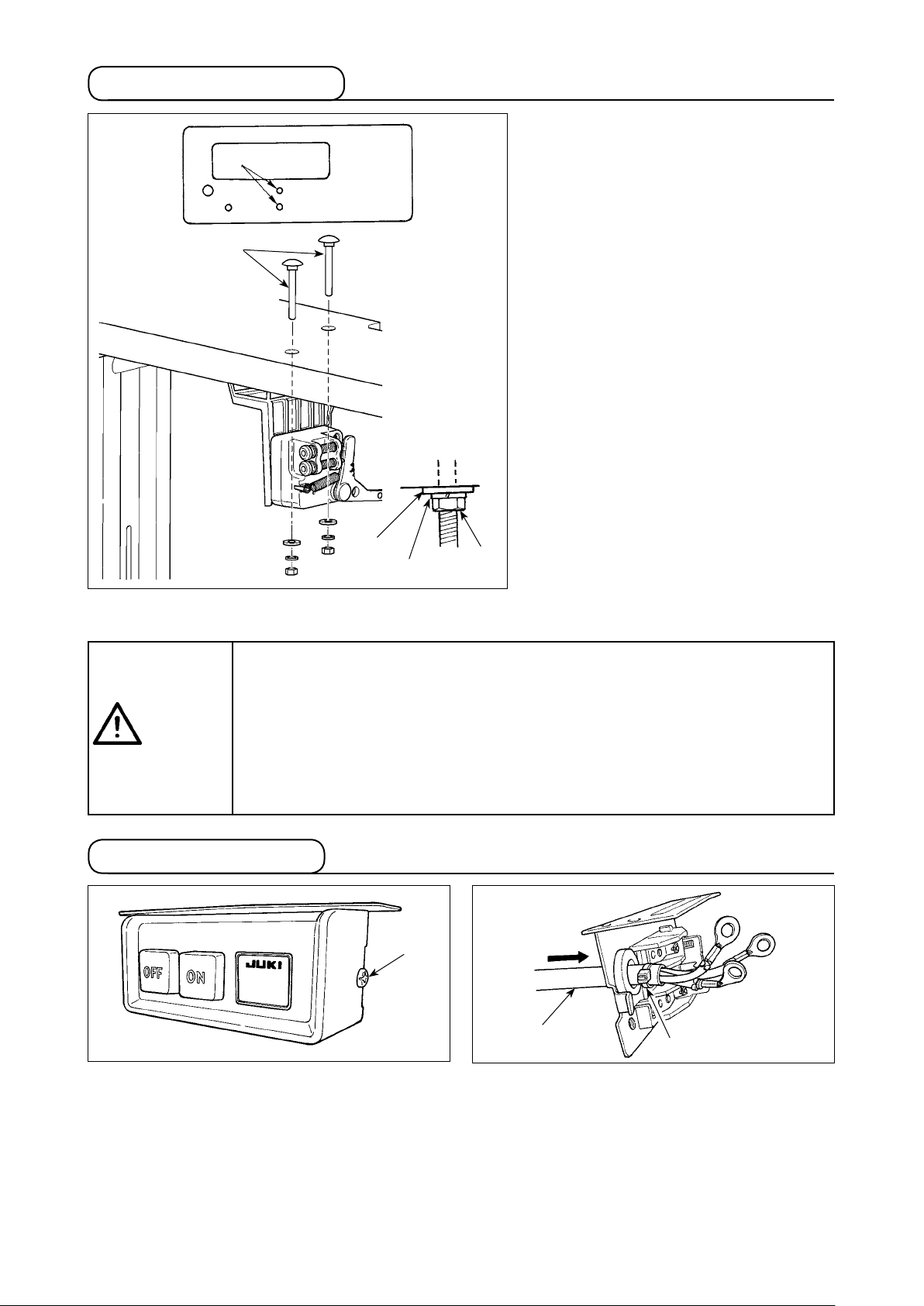
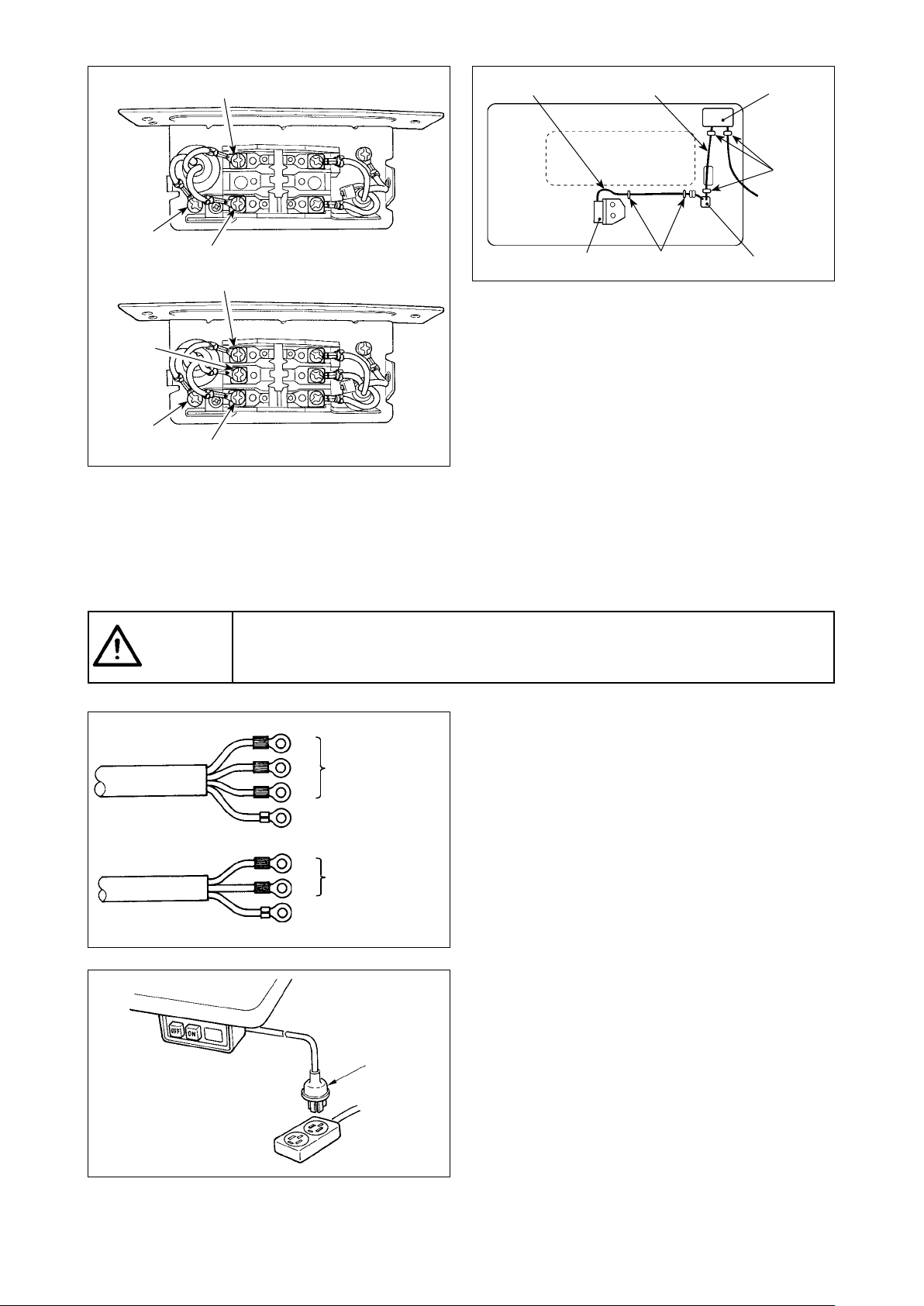
3. 電源スイッチ組付け
座金
ばね座金
(注意)電源プラグをコンセントに差し込まないでください。
1
ナット
1) 電源スイッチカバー横のねじ1を外し、電
源スイッチのカバーを開けてください。
2
3
2) 電装ボックスから出ている AC 入力コード
を電源スイッチ裏面から通し、束線バンド
で締めてください。
– 4 –
2
3
1ø 100V-120V
220V-240V
緑/黄
黒
3ø 200V-240V
黒
白
白
ペダルセンサケーブル
ペダルセンサ
AC ケーブル
ステップル ( 小 )
電源スイッチ
ステップル
( 大 )
ケーブル引き出し穴
5) 付属品のステップルをあらかじめめケーブル
に取り付けた状態でミシンテーブルに打ち付
けてください。
こ
の時、ステップルは図に示した位置に取り
付けてください。
緑/黄
赤
3) AC 入力コード2の各端子をねじがゆるまな
いよう指定箇所にしっかりとねじ止めしてく
ださい。
4)
電源スイッチのカバーを閉じ、電源スイッチ
カバー横の
警告
3ø 200V-240V
1ø 100V-120V
220V-240V
ねじ
を締めてください。
1
1. アース線 ( 緑 / 黄 ) は必ず指定箇所 ( 接地側 ) に取り付けてください。
2. 各端子同士が接触しないよう注意してください。
3. 電源スイッチのカバーを閉じる際、コードを挟み込まないよう注意してください。
黒
AC 200V-240V
赤
白
緑/黄(アース線)
黒
AC 100V-120V
AC 220V-240V
白
緑/黄(アース線)
6) 電源コード を 電源プラグに接 続 してくださ
い。
図に示す様に白と黒 ( および赤 ) の電線を電
源側に緑 / 黄の電線を接地側に接続してくだ
さい。
(注意) 1. 必ず安全標準に準じる電源プラグ3を
準備してください。
2. アース線(緑 / 黄)は必ず接地側へ接続
してください。
3
7) 電源スイッチが OFF になっていることを確
認の上電源スイッチからの電源プラグを電源
コンセントに差し込みます。
(注意)電源プラグを接続する前に電源ボックスに
表示されている電源電圧仕様をもう一度確
認してください。
– 5 –
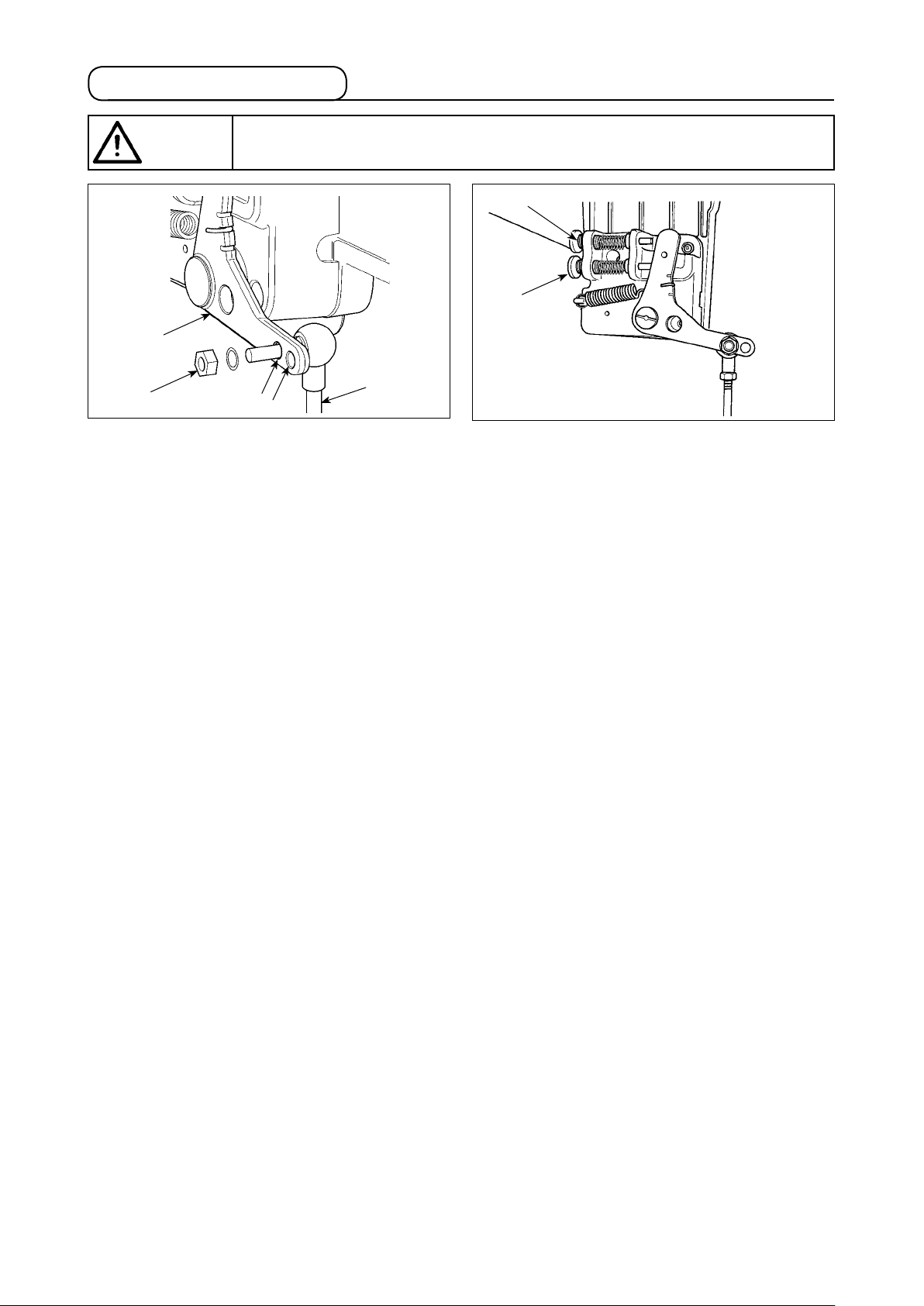
4. 連結棒の取り付け方法
警告
2
3
1) 連結棒1は、ペダルレバー2の取り付け穴
にナット3で止めます。
B
2) 取り付け穴Aに連 結棒1を取 り付けると、
ペダル踏み込みストロークが長くなり、中間
速度でのペダル操作が楽になります。
不意の起動による人身の損傷を防ぐために電源を切り、5 分以上経過してから行ってください。
B
A
1
5
4
3) 逆踏み調節ねじ4によりペダル踏み返し力
の調整ができます。ねじ込むと重くなり、ゆ
るめると軽くなります。
( 注意 )1. ネジをゆる め過ぎる とバネがはずれま
す。ネジ先端部がケースから見える程度
を限度としてください。
2. ネジを調節した時はネジがゆるまない様
に金属ナット5にて締め付けを行って
ください。
– 6 –
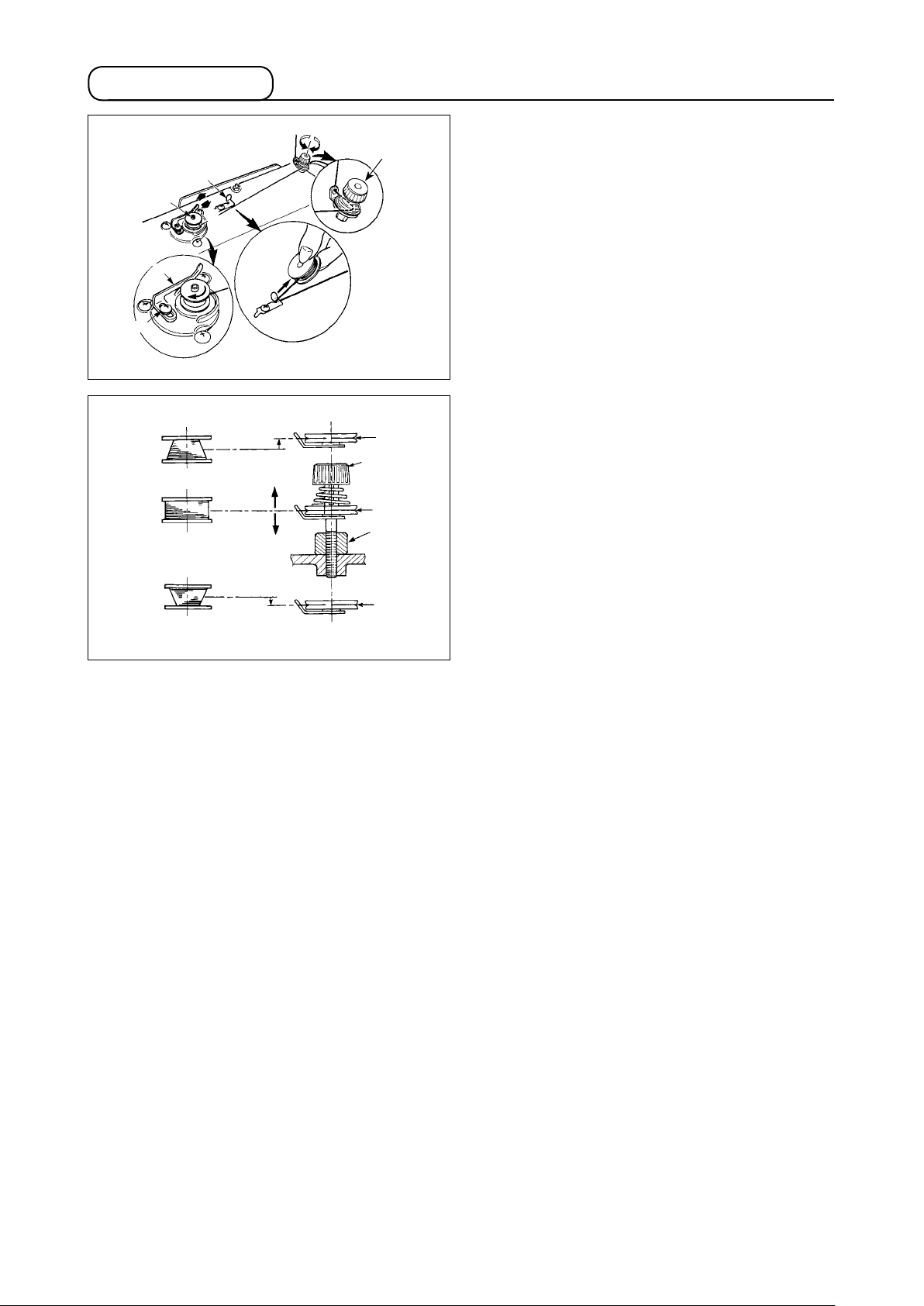
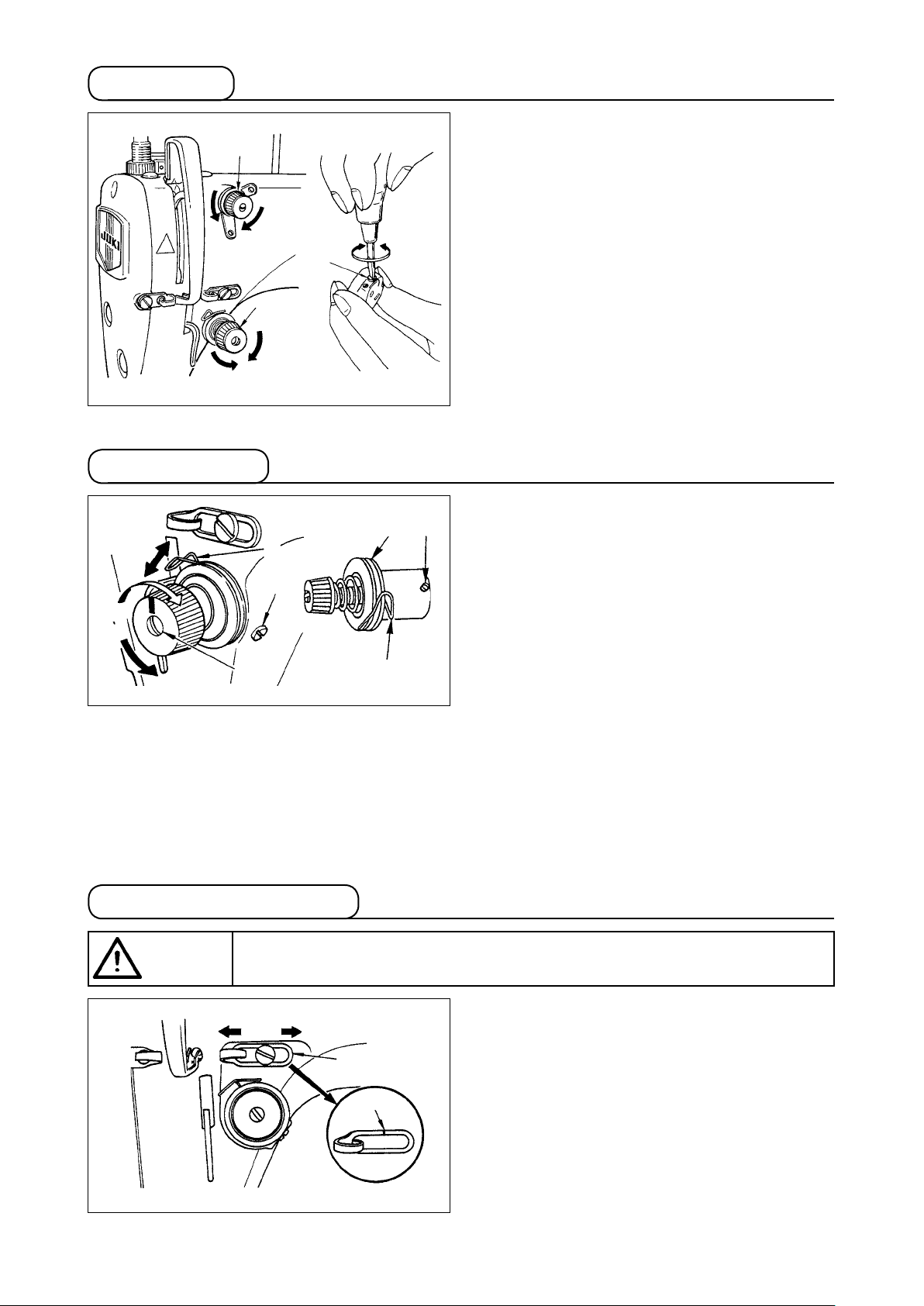
5. 下糸の巻き方
3
B
1
2
4
A
C
1) ボビンを糸巻き軸1に奥まで押し込みます。
8
2) 糸立て装置の右側の糸巻きから引き出された
糸を図のように通し、ボビンに糸端を右回り
に数回巻き付けます。
アルミボビンの場合、糸端を右回りに巻き
(
付けた後、糸巻糸調子からの糸を左回りに数
回巻き付けると巻き易くなります。)
糸巻きレバー2を A 方向に押し、ミシンを
3)
稼動します。ボビンは C 方向に回転し、糸が
巻きつけられます。巻き終ると糸巻軸1は
自動停止します。
ボビンを取り外し、糸切保持板3で糸を切
4)
ります。
6
7
D
6
5
E
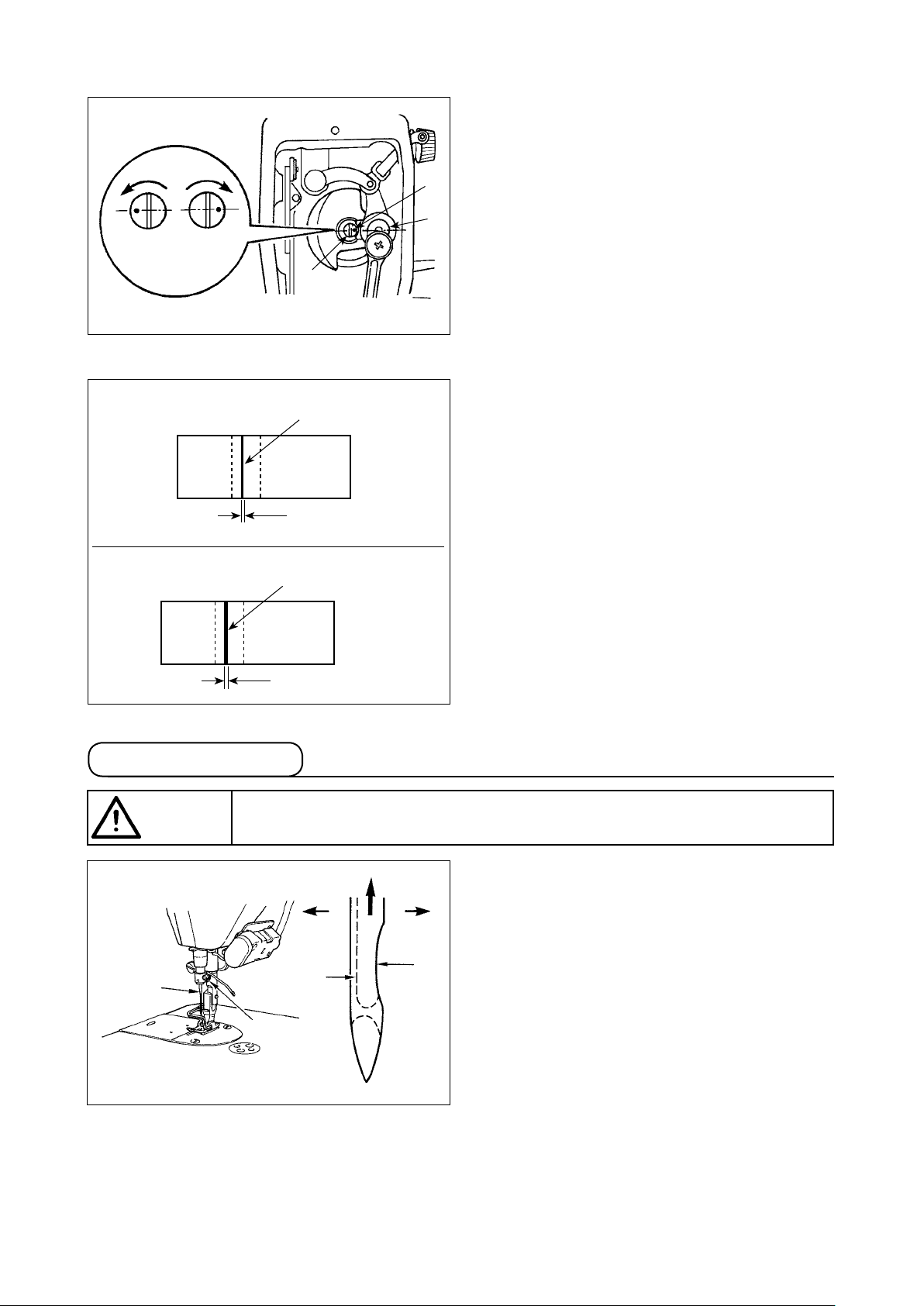
下糸の巻き量を調整するときは、止めねじ
5)
をゆるめ、糸巻きレバー2を A または B 方
向に移動して止めねじ4を締め付けてくだ
さい。
A 方向 : 少なくなる
4
B 方向 : 多くなる
6) 下糸がボビンに均一に巻けない場合は、はず
6
み車を外し、ナット5をゆるめ糸巻き糸調
子8高さを調整します。
ビンの中心と糸調子皿6の中心が同じ高
・ ボ
さになっているのが標準です。
ビン下側が多く巻ける時は D 方向に、上が
・ ボ
多く巻けるときは、E 方向に糸調子皿6の
位置を調整してください。
調整後、ナット5を締め付けてください。
下糸巻きの張力の調整は、糸調子ナット7を
7)
回して調整します。
( 注意 )
1. 下糸を巻くときは、ボビンと糸調子皿6の間の
糸が張っている状態で巻き始めてください。
2. 縫製を行なわない状態で下糸を巻く場合は、天び
んの糸道より上糸を外し、釜からボビンを外して
ください。
3. 糸立装置から引き出された糸が風の影響 ( 向き )
によりたるみ、プーリーに絡まる恐れがありま
す。風向きなどに注意してください。
– 7 –
6. ひざ上げ高さの調整
警告
1) ひざ上げによる押えの高さは標準 10 mm です。
2) ひざ上げ調節ねじ1によって押え高さは最大 13 mm まで調整することができます。
3) 押
えを 10 mm 以上あげるようにする場合は、針棒2の先端が一番下がった状態で押え3と当
たらないように注意して調整してください。
ミシンの不意の起動による人身の損傷を防ぐため、電源を切ってから行なってください。
1
3
2
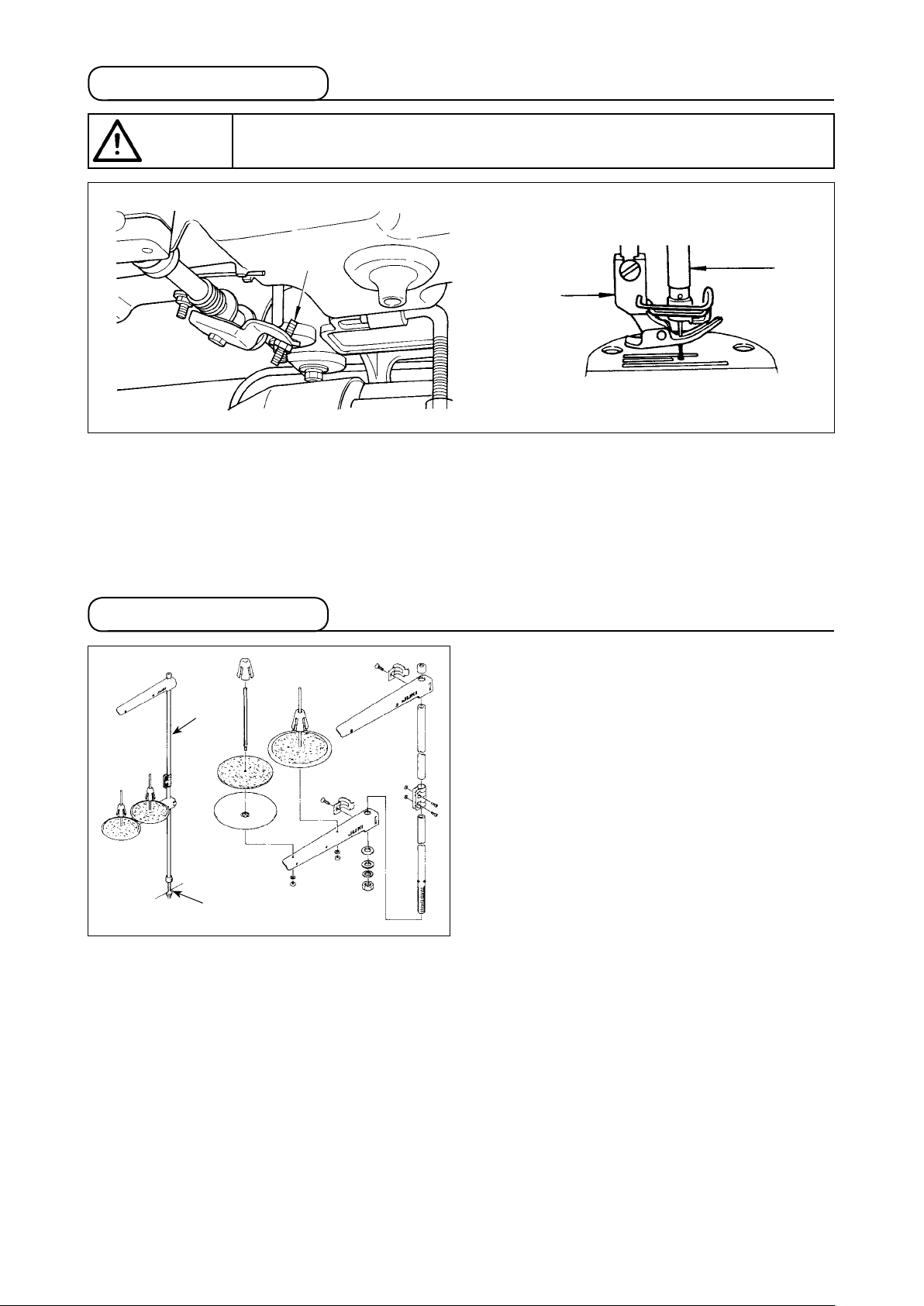
7. 糸立装置の取り付け
2
1
1) 糸立装置を図のように組み付け、テーブルの
穴に取り付けてください。
2) ナット1を締めてください。
3) 天
井配線をおこなう場合は、電源コードを糸
立棒2の中に通してください。
– 8 –
8. 給油
警告
1. ミシンの不意の起動による事故を防ぐため、給油が完了するまで、電源プラグを接続しな
いでください。
2. 炎症、カブレを防ぐため、目や身体に油が付着した時は直ちに洗浄してください。
3. 油を飲み込むと下痢・おう吐することがあります。子供の手の届かないところに置いてくだ
さい。
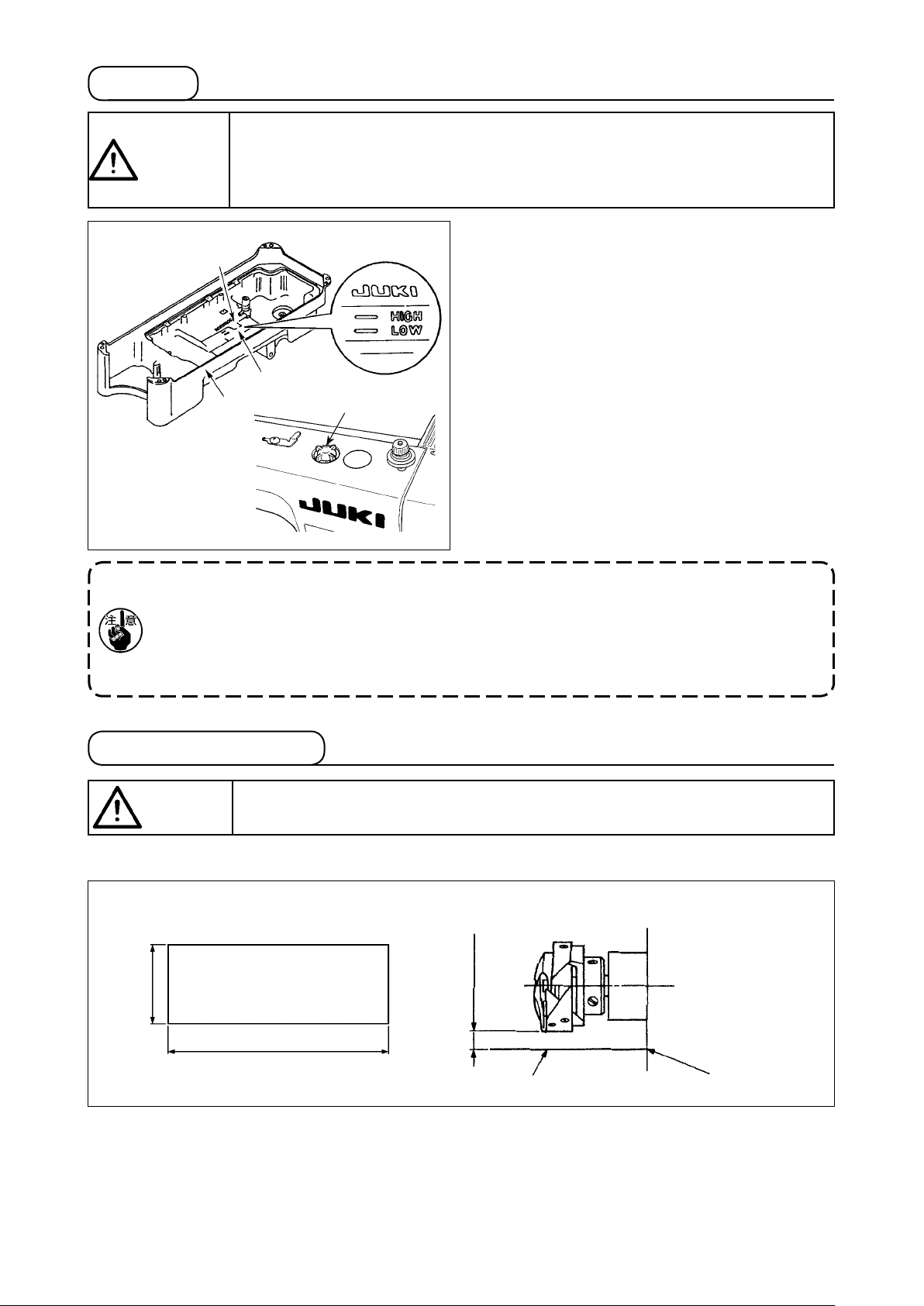
1) ミシンを運転される前に、オイルパン1に
A
1
B
2
JUKI MACHINE OIL #7 を HIGH マーク
のところまで入れてください。
2) 油面が LOW マークB以下に下がったら再
注油してください。
3) 注
4) 油
油後ミシンを運転しますと、潤滑が正常の
時は、油窓2に油が振り掛かるのが見えます。
が振り掛かる量は、油量には関係ありませ
ん。
A
1. 新しいミシン、または長時間使用されなかったミシンをご使用になる時は、2,000 sti/min
以下で慣らし運転をしてからご使用ください。
2. 釜油は、JUKI ニューデフレックスオイル No.1( 品番:MDFRX1600C0) または JUKI
MACHINE Oil #7( 品番:MML007600CA) を購入してください。
3. 必ずきれいな油を差してください。
9. 油量(跡)調整方法
警告
(1)釜部油量確認
油量(跡)確認用紙
1
25 mm
釜は高速で回転しています。人身への損傷を防ぐため、油量調整時は十分注意してください。
油量(跡)確認位置
2
3 - 10 mm
70 mm
油跡確認用紙
※ 以下 2)の作業を行う時は、すべり板を外し、指が釜に触れないよう十分注意してください。
1) 冷えた頭部の場合は 3 分程度の空運転を行なってください。(適度な断続運転)
2) 油量(跡)確認用紙はミシンを運転した状態で挿入してください。
3) 油溜りの油面の高さは HI と LOW の範囲内にあることを確認してください。
4) 油量(跡)確認所要時間は 5 秒間で行なって下さい。(時計で計ってください。)
– 9 –
ベッドの壁に当てること

(2)釜油量 ( 跡 ) 調整
A
(3)釜油量(跡)適量見本
B
1) 下軸前メタルについている油量調節ねじを +
の方向 (A方向 ) に回すと油量 ( 跡 ) は多く
なり、-の方向 (B方向 ) に回すと油量 ( 跡 )
は少なくなります。
2) 油
量調節ねじで調整した後は、30 秒間程度
の空運転を行い油量 ( 跡 ) 確認を行ってくだ
さい。
適量 ( 小 )
適量 ( 大 )
釜からの飛散油
* mm
釜からの飛散油
* mm
(4)面部油量確認
油量(跡)確認用紙
1
25 mm
油量(跡)確認位置
2
70 mm
DDL-8700AS-7
DDL-8700AH-7
DDL-8700AS-7
DDL-8700AH-7
* mm
1mm
* mm
2mm
3mm
1)図の状態が油量(跡)適量を示します。縫製
工程によっては調整が必要となりますが、あ
まり極端に増減しないでください。(少量 =
釜焼付(釜発熱)、多量 = 縫製品を汚す)
2) 油量(跡)は、3 回(3 枚)確認する中で変
化しないよう調整してください。
※ 以下 2)の作業を行う時は、面板を外し、指
が天秤 に触れないよ う十分注意し てくださ
い。
1) 冷えた頭部の場合は 3 分程度の空運転を行っ
てください。(適度な断続運転)
2) 油
量(跡)確認用紙はミシンを運転した状態
で挿入してください。
3) 油
溜りの油面の高さは HI と LOW の範囲内
にあることを確認してください。
4) 油
量(跡)確認所要時間は 10 秒間で行って
ください。(時計で計ってください。)
油跡確認用紙
– 10 –
(5)面部油量調節
C
大
B
1
小
(6)面部油量 ( 跡 ) 適量見本
1
A
2
1) 天びん及び針棒クランク部2への給油調節
は油量調節ピン1を回して調節します。
2) 調節ピンの刻点Aが図の位置からB方向に
回して針棒クランク2の近くにきた時、油
量は最小となります。
3) 図
の位置からC方向に回して針棒クランク
と正反対のところにきた時、油量は最大にな
ります。
適量 ( 小 )
適量 ( 大 )
天秤からの飛散油
天秤からの飛散油
2 mm
10. 針の取り付け方
警告
ミシンの不意の起動による人身の損傷を防ぐため、電源を切ってから行なってください。
1 mm
1)図の状態が油量(跡)適量を示します。縫製
工程によっては調整が必要となりますが、あ
まり極端に増減しないでください。(少量 =
釜焼付(釜発熱)、多量 = 縫製品を汚す)
2) 油量(跡)は、3 回(3 枚)確認する中で変
化しないよう調整してください。
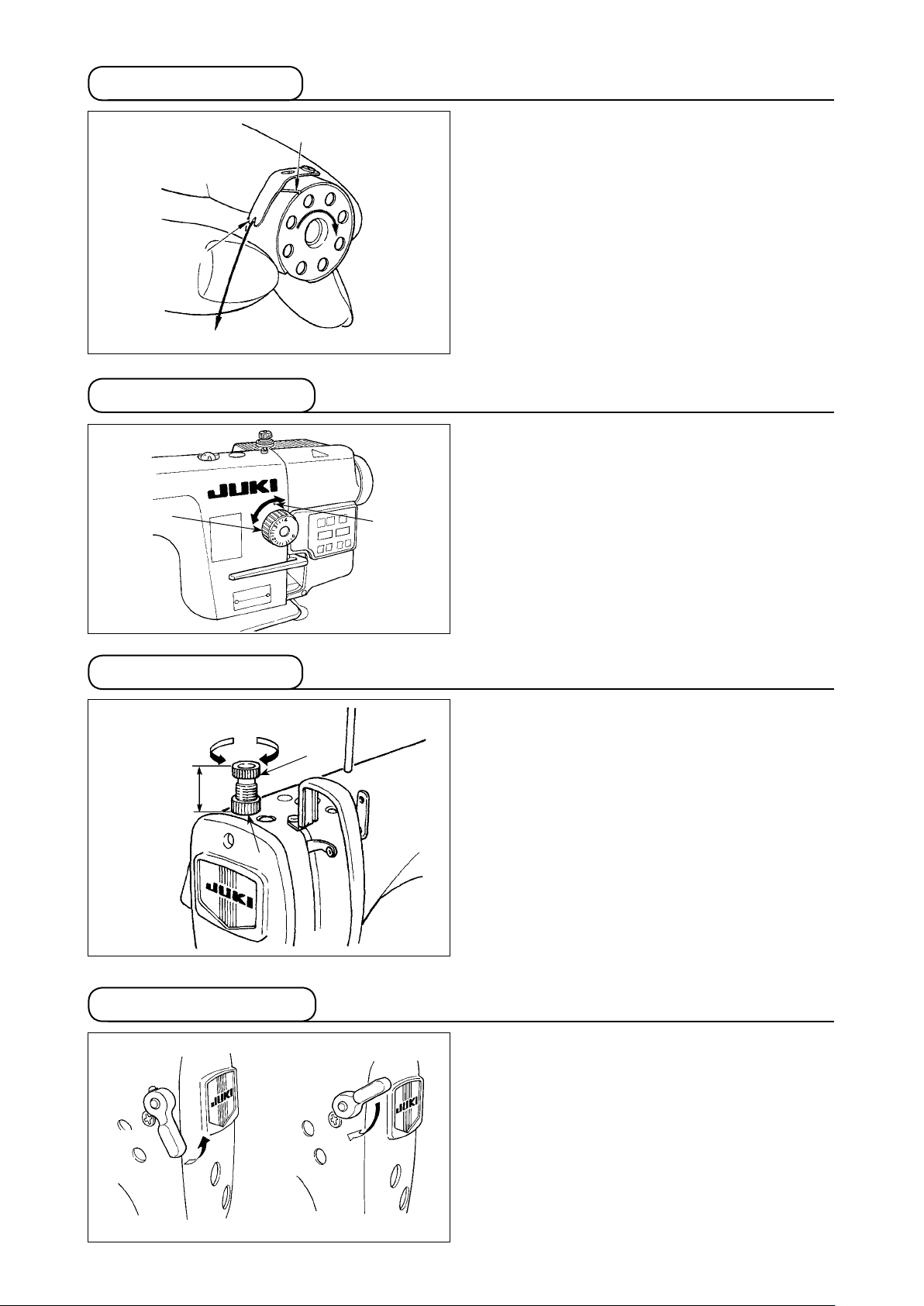
針は各仕様の針を使用してください。使用する
糸の太さや、生地の種類により適当な針を使用
D
B
してください。
1) はずみ車を回して、針棒を最高に上げます。
1
C
A
2
2) 針止めねじ2をゆるめ、針1のえぐり部
A
が右真横Bの方向にくるように持ちます。
3) 針の穴の奥に突き当たるまで深く矢印の方向に
差し込みます。
4) 針止めねじ2を固く締めます。
5) 針の長溝Cが左真横Dの方向についているか確
認してください。
( 注意 ) ポリエステルフィラメント糸使用時、針のえぐり部が手前方向に傾いていると糸のループが不安定
になりささくれや糸切れが発生しやすくなります。特にこのような現象の出やすい糸では若干斜め
後側に傾けて取り付けると効果があります。
– 11 –
11. ボビンの入れ方
B
C
12. 縫い目長さの調節
1
A
A
1) 糸をボビンケースの糸通し口Aに通し、そ
のまま糸をCの方向に引くと、糸調子ばね
の下を通って糸口Bに引き出せます。
2) 下
糸を引っ張ると、矢印の方向にボビンが回
るか確認してください。
※ 目盛りの数字は mm で示してあります。
1) 送り調節ダイヤル1を矢印の方向に回して、
希望する数字をアームの刻点Aに合せます。
13. 押え圧力の調節
B
29 〜 32 mm
A
2
14. 押え上げについて
1
1) ナ
ット2をゆるめ、押え調節ねじ1を右
の方向に回すと強くなります。
2) 左Bの方向に回すと弱くなります。
3) 調節後、ナット2を締めます。
え調整ねじの高さの標準値は 29 ~ 32mm
押
です。
1) レバーを上げると押えが上がります。
2) レバーを下げると押えが下がります。
A
– 12 –
15. 押え高さの調整
警告
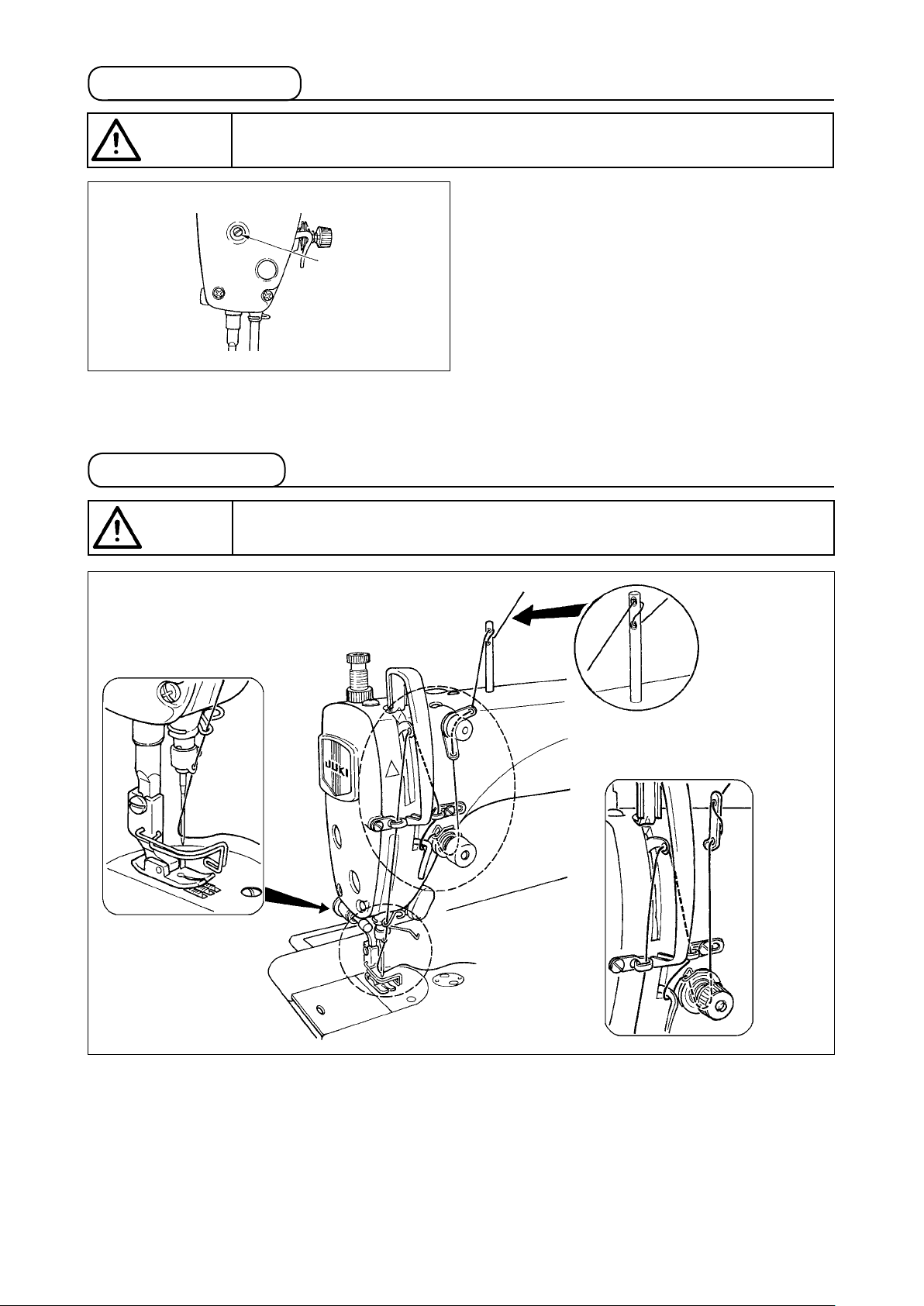
16. 上糸の通し方
警告
ミシンの不意の起動による人身の損傷を防ぐため、電源を切ってから行なってください。
ミシンの不意の起動による人身の損傷を防ぐため、電源を切ってから行なってください。
1) 押えの高さを変えるときは、押え棒抱き止め
ねじ1をゆるめて調節します。
2) 調節後は、止めねじ1を固く締めます。
1
– 13 –
17. 糸調子
(1)上糸張力の調節
B
D
18. 糸取りばね
A
B
1
3
2
A
C
1
2
3
E
1
5
F
1) 第一糸調子ナット1を右へAの方向に回す
と、糸切り後、針先に残る糸の長さが短くな
ります。
2) 左へBの方向に回すと、長くなります。
3) 第
二糸調子ナット2を右へCの方向に回す
と、上糸張力は強くなります。
4) 左へDの方向に回すと、弱くなります。
(2)下糸張力の調節
1) 糸調子ねじ3を右へEの方向に回せば下糸
張力は強くなります。
2) 左へFの方向に回せば弱くなります。
(1) 糸取りばね1のストローク量を変えるに
4
は
1) 糸調子台の止めねじ2をゆるめます。
2) 糸調子棒3を右Aの方向に回すと大きくな
ります。
3) 左にBの方向に回すと小さくなります。
(2)糸取りばね1の圧力を変えるときは
1) 止めねじ2をゆるめ、糸調子 ( 組 ) 5を取
りはずします。
2) 糸調子棒止めねじ4をゆるめて調節します。
3) 糸調子棒3を右にAの方向に回すと強くな
ります。
4) 左にBの方向に回すと弱くなります。
19. 天びん糸取り量の調整
警告
ミシンの不意の起動による人身の損傷を防ぐため、電源を切ってから行なってください。
BA
1
C
1) 厚物を縫うときは、糸案内1を左A方向に
動かして糸取り量を多くします。
2) 薄物を縫うときは、糸案内1を右B方向に
動かして糸取り量を少なくします。
3) 糸案内1は、刻線Cがねじの中心に一致す
るのが標準的な位置です。
– 14 –
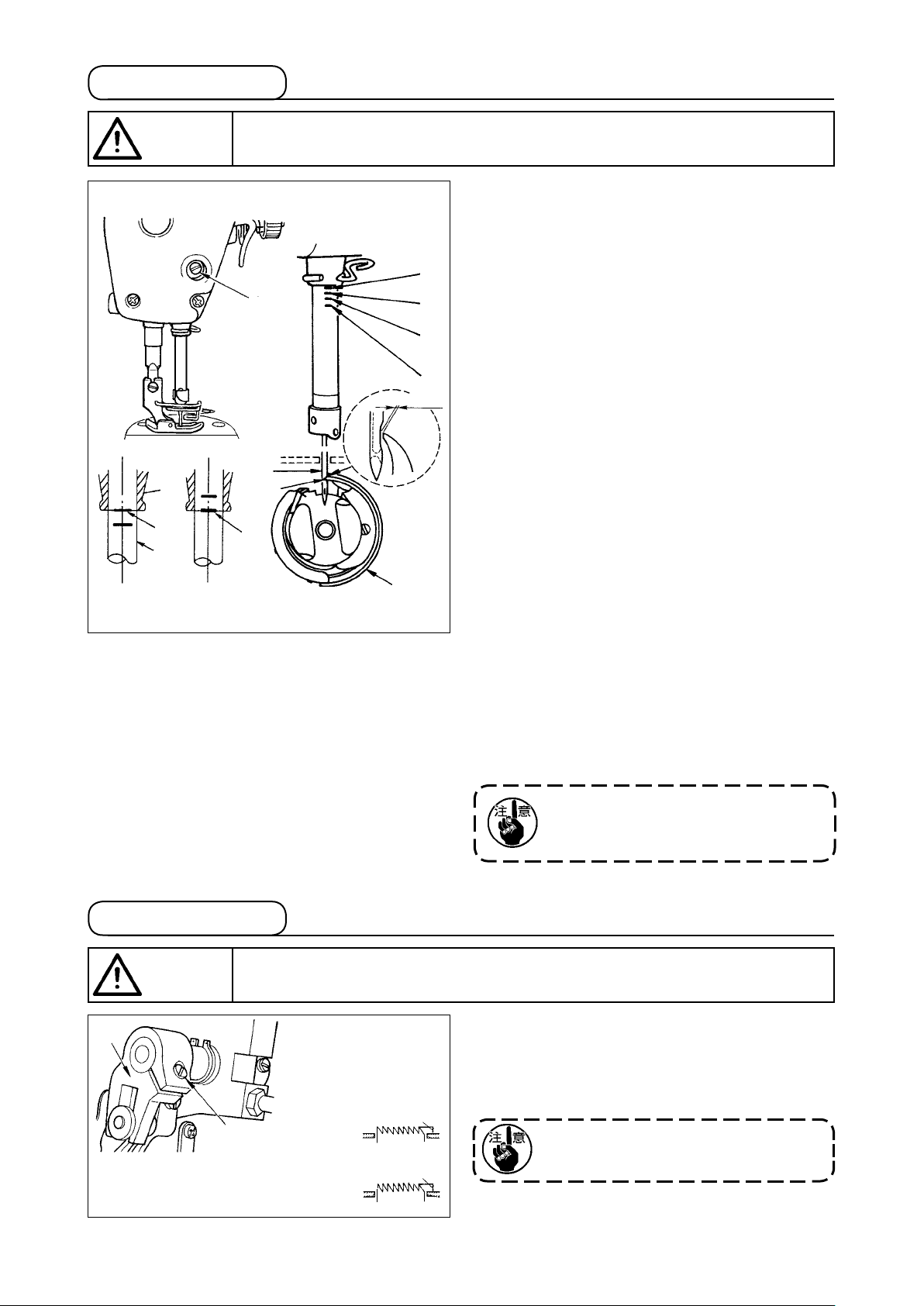
20. 針と釜の関係
警告
3
A
2
ミシンの不意の起動による人身の損傷を防ぐため、電源を切ってから行なってください。
(1)針と釜は次のように合わせます。
1) はずみ車を回して針棒を最下点にし、針棒抱
き止めねじ1をゆるめます。
(針棒の高さを決めます。)
C
1
D
2) [DB 針の場合] 針 棒2の刻線Aを針棒
下メタル3の下端に合わせ、針棒抱き止め
A
B
0.04 〜 0.1 mm
ねじ1を締め付けます。
[DA 針の場合] 針棒2の刻線Cを針棒
下メタル3の下端に合わせ、針棒抱き止め
ねじ1を締め付けます。
(釜aの取付位置を決めます。)
4
5
3) [DB 針の場合] 3 本の釜止めねじをゆる
め、はずみ車を回して針棒2が上がる方向
で刻線Bを針棒下メタル3の下端に合わせ
B
ます。
[DA 針の場合] 3 本の釜止めねじをゆる
a
め、はずみ車を回して針棒2が上がる方向
で刻線Dを針棒下メタル3の下端に合わせ
ます。
4) この状態で釜剣先5を針4の中心に合わせ、
針と釜のすきまが、0.04 ~ 0.1 mm(DDL-
8700AH-7:0.06 ~ 0.17mm)(目安)に
なるようにして釜止めねじを固く締めてくだ
さい。
21. 送り歯の高さ
警告
1
2
すきまが狭すぎると、釜の剣先を傷め
ます。すきまが広すぎると目とびしま
す。
ミシンの不意の起動による人身の損傷を防ぐため、電源を切ってから行なってください。
送り歯の高さを調節するには、
1 上下送り二又1の締めねじ2をゆるめます。
2 送り台を上下に動かして調節します。
3 締めねじ2を固く締めます。
0.75 〜 0.85 mm
DDL-8700AS-7
1.15 〜 1.25 mm
DDL-8700AH-7
締め圧が弱いと二又部の動きが重くな
ります。
– 15 –
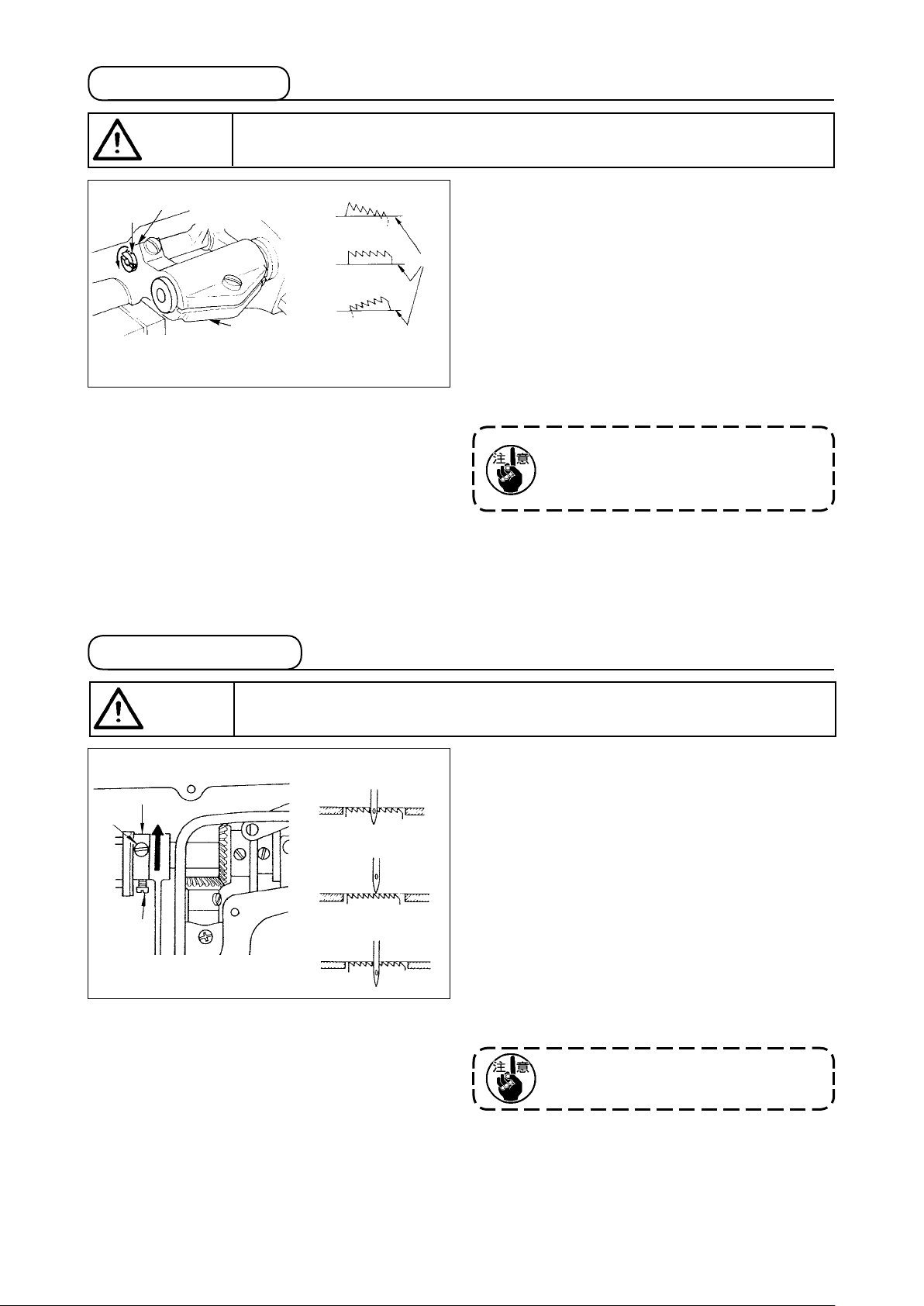
22. 送り歯の傾斜
警告
B
A
前上がり b 標準 c 前下がり d 針板
a
ミシンの不意の起動による人身の損傷を防ぐため、電源を切ってから行なってください。
a
b
c
1
d
1) 標準の傾き( 水平)は、送り 台軸の刻点
と送り台腕1のB部が一致しているときで
す。
2) パッカリング防止のため、傾斜を前上がりに
するには、止めねじをゆるめ、送り台軸にド
ライバーを差し込み、矢印方向に 90 °回し
ます。
3) いさり(布ずれ)を少なくするため、傾斜を
前下がりにするには、反矢印方向に 90 °回
します。
送り歯の傾斜の調節をすると、送り歯
の高さが変化しますので再確認してく
ださい。
A
23. 送り位相の調節
警告
1
2
3
ミシンの不意の起動による人身の損傷を防ぐため、電源を切ってから行なってください。
標準
送り位相早め
送り位相遅れ
1) 調節は送り偏心カム1の止めねじ2・3を
ゆるめ、送り偏心カムを矢印または反矢印方
向に移動させ、止めねじを固く締めます。
2) 標準の場合は、送り歯が針板より沈むとき、
送り歯上面と針穴上端が、針板上面に一致す
る位置に合わせます。
3) いさり(布ずれ)防止のために送り位相を早
めるには、送り偏心カムを矢印の方向に移動
させます。
4) 糸締まりを良くするために送り位相を遅らせ
るには、送り偏心カムを反矢印方向に移動さ
せます。
移動しすぎると、針折れの原因となり
ます。
– 16 –
24. 固定メスについて
警告
C
動メス b 針中心
a
標準:4.0mm
c
ミシンの不意の起動による人身の損傷を防ぐため、電源を切ってから行なってください。
a
b
c
1
B
(DDL-8700AH-7:4.5mm)
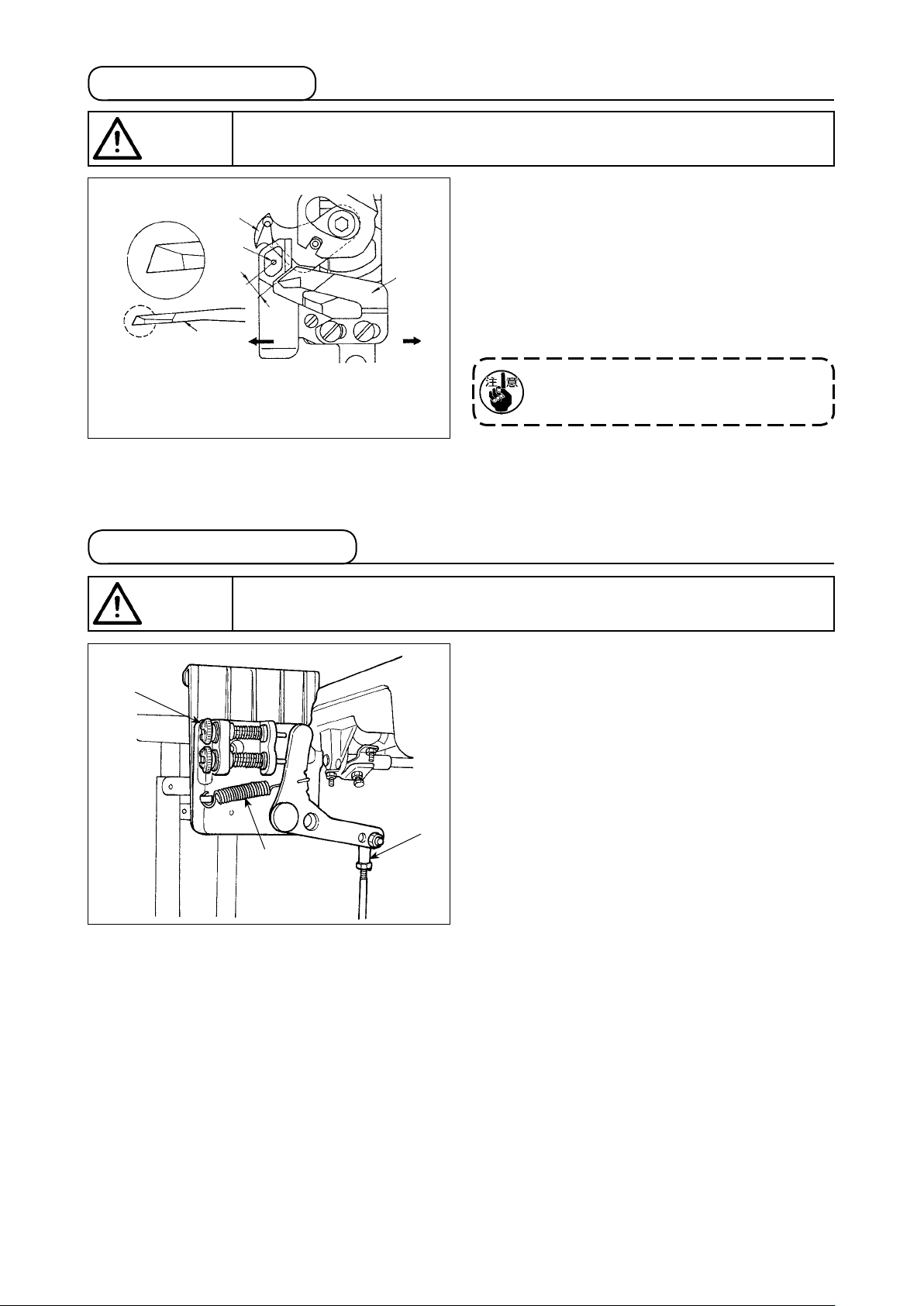
25. ペダル圧とストローク
A
1
メスの切れが悪くなった時は、早目に固定メス
をC図のように研ぎ直し、正しく取り付けてく
ださい。
1) 固定メスを標準の取り付け位置より右A方
向に移動させると、切り終りの糸の長さがメ
ス移動分だけ標準の時より長くなります。
2) 左B方向に移動すると短くなります。
固定メスを研ぎ直しするさいは、取り扱い
に注意すること。
1
警告
2
ミシンの不意の起動による人身の損傷を防ぐため、電源を切ってから行なってください。
(1) ペダル踏み込み圧の調整
ペダル圧調節ばね1を下側に掛けると軽く
なり、上側に掛けると重くなります。
(2) ペダル踏み返し力の調整
逆踏み調節ねじ2をねじ込むと重くなりま
す。ゆるめると軽くなります。
3
1
(3)
ペダル踏み込みストロークの調整
連結棒3を左側の穴に付け替えると、スト
ロークは小さくなります。
– 17 –
26. ペダルの調整
警告
1
2
ミシンの不意の起動による人身の損傷を防ぐため、電源を切ってから行なってください。
(1)連結棒の取り付け
1) モータ制御レバー1と連結棒2がまっすぐ
になるよう、踏板調節板3を矢印の方向に
動かしてください。
(2)ペダルの角度
5
1) ペ
2) 調
4
3
ダルの傾きは連結棒の長さを調節すること
により、自由に変えられます。
節ねじ4をゆるめ、連結棒5を出し入れ
して行います。
– 18 –

#
. 操作方法について
1. ミシンの操作方法
5
4
3
1
1) 電源スイッチの ON ボタン1を押して電源を
ON します。
( 注意 ) 電源スイッチを投入しても、パネルのバック
ライトが点灯しない場合は、直ちに電源を切
断し、電圧の確認をお願いします。
また、このような場合の電源スイッチの再投
入は、電源スイッチ OFF 後 2 〜 3 分以上経
過してから投入願います。
2) 針棒が上位置にないときは、自動的に回転して
上位置になります。
(注意) 初めて電源を ON したときは初期化作業を行
うため、若干遅れる場合があります。電源を
ON すると針棒が動きますので、針の下に手
や物を置かないでください。
3) ペダルは 4 つの段階で操作されます。
a. ペダルを前に軽く踏み込むと低速縫い3。
b. ペダルをさらに前に強く踏み込むと高速縫い
。(ただし、自動返し縫いにスイッチがセッ
3
トされているときは返し縫いが終わってから高
速縫い )
c. ペダルに軽く足を乗せた状態にもどしてミシン
は停止(針は上、または下停止)
d. ペダルを後ろに強く踏み込むと糸切り動作5。
※ 自動押え上げ装置(AK 装置)を使用した場合は、停止と糸切りの間に、一段スイッチが増えます。
ペダルを後ろに軽く踏み込むと押え上げ動作4、さらに後ろに強く踏み込む5と糸切り動作となります。
自動押え上げで押えが上がった状態から、縫い始める時にペダルを後ろ踏みすると、押えだけが下がり
ます。
・
縫い始めの自動返し縫い中、ペダルを中立位置に戻すと、ミシンは返し縫いを完了後停止します。
・ 高速縫い又は低速縫いから一挙にペダルを後方に踏み込んでも、糸切り動作は正常に行なわれます。
・ ミシンが糸切りを始めた直後、ペダルを中立位置に戻しても糸切りは完全に行なわれます。
PFL KFL
ペダルによる押え動作 あり なし
糸切りの踏み返し位置 深い 浅い
– 19 –

6
4) 頭部内蔵パネル6で、始め返し縫い、終り返
し縫い等、いろいろな縫製パターンを設定する
事ができます。
2
7
5) ミシン頭部によっては、タッチバック SW
7
を押すと逆送りを行います。
6) 縫製が終了したら、ミシンが停止していること
を確認の上、電源スイッチの OFF ボタン2を
押して、電源スイッチを OFF してください。
( 注意 ) 長時間使用しない場合は、電源プラグをコン
セントから抜いてください。
– 20 –

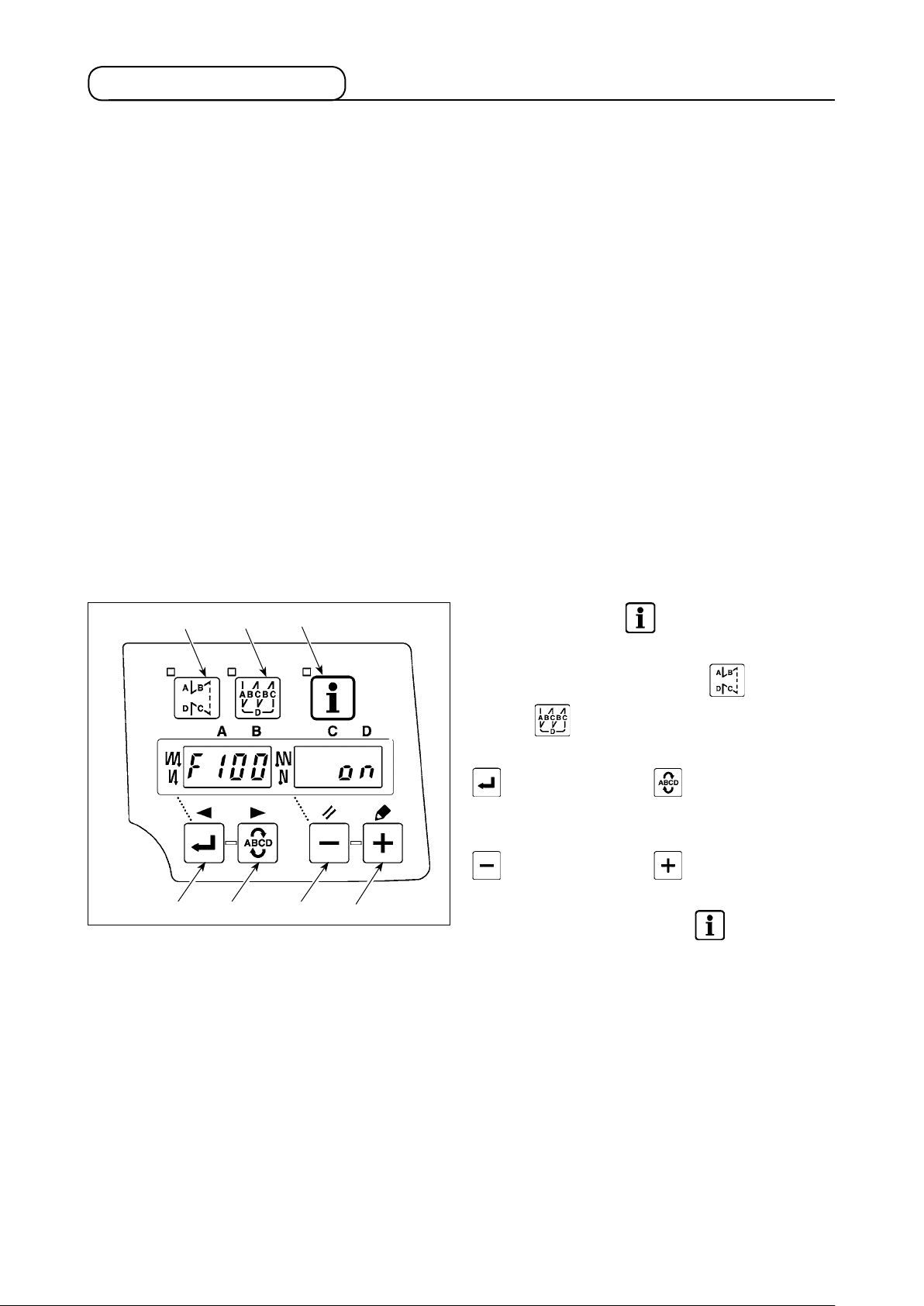
2. 頭部内蔵パネル
1
E
7
A
3
1
DC
2
4 5 6
スイッチ : 返し縫いパターンの有効/無効を切り替えます。
B
2
3
4
スイッチ : 重ね縫いパターンの有効/無効を切り替えます。
スイッチ : 設定内容の確定と、始め返し縫いの有効/無効切り替え時に使用します。
スイッチ : 針数を変更する工程(ABCD)を選択します。
※選択された工程を点滅表示します。
5
スイッチ : 選択された表示(点滅部)内容の変更と、終り返し縫いの有効/無効切り替え時
に使用します。
スイッチ : 選択された表示(点滅部)の内容を変更する時に使用します。
6
スイッチ : 生産支援機能の呼び出しと、ワンタッチ設定の呼び出し(1 秒間長押し)に使用
7
します。
表示部
AB
各種情報を表示します。
:
LED
LED
LED
C
D
E
: 返し縫いパターンが有効の場合点灯します。
: 重ね縫いパターンが有効の場合点灯します。
: 生産支援機能を表示している時に点灯します。
– 21 –

3. 縫いパターンの操作方法
(注意) 頭部内蔵パネル以外での縫いパターンの操作方法については、各操作パネルの取扱説明書をご覧くださ
い。
(1) 返し縫いパターン
始め返し縫い、終り返し縫いを個別に設定できます。
A
C
1 2
[返し縫いの設定方法]
1)
スイッチ1を押すと、返し縫いパターン
の有効/無効の切り替えができます。
し縫いパターン有効時は、LEDCが点灯し、
B
返
表示部Aに始め返し縫いの針数が、表示部Bに、
終り返し縫いの針数が表示されます。
スイッチ4で、針数を変更する工程(AB
CD)を選択します。
点
滅している数字が、現在設定中の工程を示し
ています。
543
6
スイッチ5と スイッチ6で、選択工程
の針数を変更します。
スイッチ3を押して、変更を確定させます。
(設定できる針数は 0 ~ 15 針)
( 注意 ) 工程の針数が点滅している状態では、ミシン
は縫製できません。
返し縫い無し:
返し縫い:
二重返し縫い:
2)返し縫い針数表示が点滅していない時に、
スイッチ3を押すたびに、始め返し縫い→始め
二重返し縫い→始め返し縫いなしと切り替わり
ます。
また、
スイッチ5を押すたびに、終り返し
縫い→終り二重返し縫い→終り返し縫いなしと
切り替わります。
53
– 22 –

(2) 重ね縫いパターン
重ね縫いパターンを設定することができます。
A
A
C
C
B:返し縫い針数設定 0 ~ 15 針
C:直進縫い針数設定 0 ~ 15 針
D:繰り返し回数 0 ~ 9 回
A:直進縫い針数設定 0 ~ 15 針
( 注意)縫製は、D工程が 5 回の場合は、A→B→C→B→Cと繰り
返されます。
B
D
B
D
2
[重ね縫いの設定方法]
1)
スイッチ2を押して重ね縫いパターンの
有効/無効の切り替えができます。
ね縫いパターン有効時は、LEDDが点灯しま
B
重
す。
2)
スイッチ4で、針数を変更する工程(AB
CD)を選択します。
点
滅している数字が、現在設定中の工程を示し
ています。
3)
スイッチ5または、 スイッチ6を押し
て選択工程の針数を変更します。
543
6
4) スイッチ3を押して、変更を確定させます。
(
(注意) 重ね縫いパターンは、自動運転となり、ペダルを一度踏むと自動的に重ね縫い針数分の縫製を行います。
スイッチ3を押し設定を確定させていない状態では、ミシンは動作しません。)
– 23 –

4. ワンタッチ設定について
通常の縫製状態から一部の機能設定項目を簡単に変更することができます。
(注意) その他の機能設定は「#-6. 機能設定について」p.28 を参照してください。
7
[ ワンタッチ設定方法 ]
1)
スイッチ7を 1 秒間長押しすると、機能
設定モードになります。
2)
スイッチ3または スイッチ4によっ
て、設定する項目を切り替え、
スイッチ6によって、設定値を変更する
と
ことができます。
3) 通常の縫製
を押してください。
(注意)
543
6
スイッチ
出荷時の設定では、
布端センサ、布端センサによる糸切り、布
端センサ針数は表示されません。
糸切り機能( )
1
:糸切り動作なし(ソレノイド出力禁止:糸切り、ワイパ)
:糸切り動作あり
ワイパー機能( )
2
:糸切り後ワイパー動作なし :糸切り後ワイパー動作あり
状態へ戻る場合は、
を押すと設定が確定されます。
7
ワンショット自動縫い、
スイッチ
スイッチ
5
7
ワンショット自動縫い機能( )
3
:ワンショット自動縫いなし :ワンショット自動縫いあり
(注意 ) 布端センサ機能を設定時有効となります。重ね縫い動作時のワンショット動作を禁止することはでき
ません。回転速度は、設定 No.38 にて設定された速度となります。
最高回転数設定( )
4
頭部の最高回転数を設定します。接続する頭部により設定値の上限は異なります。
設定範囲:150 ~MAX値 [sti/min]
布端センサ機能( )
5
:布端検出機能なし
:布端検出後、7( ) で設定された針数縫製後ミシンを停止します。
※機能設定 No.12 で布端センサを設定時に有効となります。
布端センサによる糸切り機能 ( )
6
:布端検出後の自動糸切り機能なし
:布端検出後、7( ) で設定された針数縫製後、自動糸切りを実行します。
※機能設定 No.12 で布端センサを設定時に有効となります。
布端センサ針数( )
7
布端検出からミシン停止までの針数
設定針数:0 ~ 19 針
(注意)布端センサ機能を設定時有効となります。設定針数が少ないと、ミシンの回転速度によっては、設定
針数内でミシンが停止できない場合があります。
LED ライトの光量調整( )
8
LED ライトの光量を調整します。
設定範囲:0 ~ 100
– 24 –
5. 生産支援機能について
生産支援機能には、出来高管理機能、稼動計測機能、下糸カウント機能の 3 つの機能(6 つのモード)があり、
それぞれ異なる支援効果がありますので必要に応じて機能(モード)を選択してご使用ください。
■ 出来高管理機能
目標生産枚数表示モード [ F100 ]
目標生産枚数と実生産枚数との差異表示モード [ F200 ]
作業時間に応じた目標生産枚数、実生産枚数、目標生産枚数と実生産枚数との差異を表示して縫製作業
の遅れ、進みをリアルタイムに通知します。縫製作業者は常に自分の作業ペースを確認しながら作業が
できるため、達成意識が高まり生産性アップにつながります。また、作業の遅れを早期に発見すること
につながり、早期の問題発見と対策が可能となります。
■ 稼動計測機能
ミシン稼働率表示モード [ F300 ]
ピッチタイム表示モード [ F400 ]
平均回転数表示モード [ F500 ]
ミ
シン稼動状況を自動的に計測してパネルに表示します。工程分析、ライン編成、設備効率確認などを
行うための基礎データとして利用できます。
下糸カウント機能
■
下糸カウンタ表示モード
下糸が無くなる前にボビン交換を行うために、ボビン交換時期を知らせます。
[ 各生産支援モードを使用するには ]
721
543
(注意) 出荷状態で は、F100 〜 F500 のモ ードは、
OFF に設定されています。
下糸カウント機能は機能設定 No.6 の設定に
より、O N / O FF が切り替わります。(出荷
状態は ON)
6
通常の縫製状態から、
スイッチ7を長押し(1
秒間)して、ワンタッチ設定画面にします。
さらにワンタッチ設定画面から、
または、
スイッチ2を押すことにより、各生
スイッチ
1
産支援モードの ON / OFF を設定できます。
スイッチ3または、 スイッチ4を押すこ
とにより、O N / O F F を設定するモードを選択し
ます。
スイッチ5または、 スイッチ6を押すこ
とにより、ON / OFF を切り替えることができます。
通常の縫製状態に戻る場合は、
スイッチ7を
押してください。
– 25 –

各種生産支援データを表示させながら、縫製を行うことができます。
[ 各生産支援モードの基本操作 ]
7
E
A
543
3)
表1「表示部A」の(※ 1)マークのデータは、
4)
スイッチ6を 2 秒間長押しすると、表示部Bと LEDEが点滅し、点滅中に スイッチ5ま
たは
スイッチ6を押す事により表1「各モードの表示」(※ 2)マークのデータを変更できます。
6
1) 通常の縫製状態で
LEDEが点灯し、生産支援モードになります。
B
2)
スイッチ3または、 スイッチ4を押す
事により、生産支援機能を切り替えることがで
きます。
スイッチ5と スイッチ6で変更できます。
スイッチ7を押すと、
スイッチ7を押すと、(※ 2)の値を確定させ、表示部Bと LEDEの点滅が止まります。
5) 表1「各モードの表示」の(※ 3)マークの値は、リセット直後のみ
で変更できます。
6) 各データのリセット操作は、
7) 通常の縫製状態へ戻る場合は、
「各モードのリセット操作」の表を参照してください。
スイッチ7を押してください。
各モードで表示されるデータは表の通りです。
表1: 各モードの表示
モード名 表示部
目標生産枚数表示モード
(F100)
目標生産枚数と実生産
枚数との差異表示モード
(F200)
ミシン稼働率表示モード
(F300)
ピッチタイム表示モード
(F400)
平均回転数表示モード
(F500)
下糸カウンタ表示モード bbn 下糸カウント値
実生産枚数 [ 単位:枚数 ]
(※1)
目標生産枚数と実生産
枚数との差異
[d:枚数 ](※1)
oP-r 前回縫製のミシン稼働率
Pi-T 前回縫製のピッチタイム
ASPd 前回縫製の平均回転数
A
目標生産枚数 [ 単位:枚数 ]
(※ 2)
目標ピッチタイム
[ 単位:100msec]
(※ 2)
[ 単位:%]
[ 単位:1sec]
[ 単位:sti/min]
(※ 3)
表示部
B
スイッチ5と スイッチ
表示部
B
( スイッチ5押下時 )
―
―
平均ミシン稼働率表示
[ 単位:%]
平均ピッチタイム表示
[ 単位:100msec]
平均回転数表示
[ 単位:sti/min]
―
6
– 26 –

表 2 : 各モードのリセット操作
モード名 スイッチ5(2 秒長押し) スイッチ5(4 秒長押し)
目標生産枚数表示モード
(F100)
目標生産枚数と実生産
枚数との差異表示モード
(F200)
ミシン稼働率表示モード
(F300)
ピッチタイム表示モード
(F400)
平均回転数表示モード
(F500)
下糸カウンタ表示モード 下糸カウント値リセット
実生産枚数リセット
目標生産枚数と実生産枚数との差異
リセット
実生産枚数リセット
目標生産枚数と実生産枚数との差異
リセット
平均ミシン稼働率リセット 平均ミシン稼働率リセット
平均ピッチタイムリセット 平均ミシン稼働率リセット
平均回転数リセット 平均ミシン稼働率リセット
(ただ し、 下糸カウン タ のみ
イッチ
押下で即リセット)
5
―
―
平均ピッチタイムリセット
平均回転数リセット
平均ピッチタイムリセット
平均回転数リセット
平均ピッチタイムリセット
平均回転数リセット
―
ス
[ 出来高管理機能の詳細設定(F101、F102) ]
721
543
6
目標生産枚数表示モード (F100) または目標生産枚
数と実生産枚数との差異 表示モー ド (F200) 中に
スイッチ7を長押し(3 秒間)すると、出来
高管理機能の詳細設定が行えます。
スイッチ3または、 スイッチ4を押すこ
とにより、糸切り回数設定状態 (F101) と目標達成
ブザー設定状態 (F102) を切り替えることができま
す。
糸切り回 数設定状態 (F101) で、
または、
スイッチ6を押す事により、1着分の
スイッチ
5
糸切り回数を設定する事ができます。
目標達成ブザー設定状態 (F102) で、
または、
5
スイッチ6を押す事により、実生
スイッチ
産枚数が目標生産枚数に達した時に、ブザーを鳴ら
すかどうかを設定する事ができます。
– 27 –

6. 機能設定について
各種機能の選択および設定を行うことができます。
(注意) 頭部内蔵パネル以外での機能設定の操作方法については、各操作パネルの取扱説明書をご覧ください。
7
1) スイッチ7を押しながら電源を ON します。
(表示項目は、前回設定変更した項目が表示され
ます。)
画面表示が変わらない場合は、再度 1)の操作
*
をやり直してください。
(注意) 電源スイッチの再投入は必ず、1秒以上経過
した後行ってください。切断後すぐに電源を
投入するとミシンが正常に動作しない場合が
あります。その場合は再度電源を入れ直して
ください。
2) 設定 No. を進めたい時は スイッチ4を押し
て設定 No . を進めてください。設定 No. を戻し
たいときは
スイッチ3を押して設定 No. を
戻してください。
(注意) 設定 No. を進ませる(戻す)と1つ前(1つ後)
の内容が確定されますので、内容を変更した
(
してください。
スイッチに触れた)ときは十分注意
例 ) 最高回転数設定(設定 No.96)の変更
スイッチ3または スイッチ4を押して
設定 No. を "96" に合わせます。
現在の設定値が表示部Bに表示されます。
スイッチ5を押して、"2500" に変更しま
す。
543
6
※
スイッチ5と スイッチ6を同時に押
すことで、設定 No. の設定内容が初期値に戻り
ます。
3) 変
更が完了したら
スイッチ3または ス
イッチ4を押し、更新した値を確定させます。
(注意) この作業行う前に電源を OFF すると変更し
た内容は更新されません。
543
6
スイッチ
の設定 No. になり、
画面表示は1つ後の設定 No . になります。操
作終了後は、電源をOFFし、再度電源をO
Nすることにより通常縫製状態に戻ります。
を押すと、画面表示は1つ前
3
スイッチ
を押すと、
4
– 28 –
7. 機能設定一覧表
No.
1
2
3
4
5
6
7
*
8
*
9
項 目 内 容 設定範囲 機能設定表示内容 参照頁
ソフト ス タート機能縫い始めにソフトスタートを行う場合の針数
布端センサ機能
布端センサに
よる糸切り機能
布端センサ針数
フリッ カ 軽減機能フリッカ軽減機能
下糸カ ウ ント機能下糸カウント機能
下糸カ ウ ントダ
ウン単位
返し縫い回転数
糸切り禁止機能
0: 機能非選択
1 ~ 9:ソフトスタートをかける針数
布端センサ機能
0: 布端検出機能なし
1: 布端検出後、設定された針数(No.4)分縫製しミシン停止
布端センサによる糸切り機能
0: 布端検出後の自動糸切り機能なし
1: 布端検出後、設定された針数(No.4)分縫製しミシン停
止と共に自動糸切りを行なう
布端センサ針数
布端検出からミシン停止までの針数
0: フリッカ軽減機能なし
1: フリッカ軽減機能あり
0: 下糸カウント機能なし
1: 下糸カウント機能あり
下糸カウントのカウント・ダウン単位の針数設定
0:1 カウント/ 10 針
1:1 カウント/ 15 針
2:1 カウント/ 20 針
3:1 カウント/糸切り
返し縫い速度を設定する。
糸切り禁止機能
0:糸切り有効
1:糸切り禁止(ソレノイド出力禁止:糸切り、ワイパー)
0 ~ 9(針)
0 / 1
0 / 1
~ 19
0
(針)
0 / 1
0 / 1
0 ~ 3
150 ~
3000
(sti/min)
0 / 1
1
2
3
4
5
6
7
8 1 9 0 0
9
0
0
0
5
0
1
0
0
33
33
33
33
33
33
33
ミシン停止時の
10
針棒位置指定
パネル操作音
11
オプション SW
12
機能選択
13
下糸カ ウ ンタミ
シン起 動 禁止機
*
能
14
縫製カウンタ
15 糸 切 り 後 の 糸
払い機能
21 中 立 自 動 押 え
上げ機能
半針 補正 SW 機
22
能切換え機能
手回し 後 糸切り動作プーリで上下位置から外した後の糸切り動作を設定します。
25
29
バック タ ック吸
引時間設定
ミシン停止時の針棒位置指定
0:下停止位置
1:上停止位置
操作パネルの操作音
0:操作音なし
1:操作音あり
オプション SW の機能切り替え
下糸カウンタによるミシン起動禁止機能
0:カウント・アウト(– 1以下)ミシン起動禁止機能なし
1:カウント・アウト(– 1以下)ミシン起動禁止機能あり
2:カウント・アウト(– 1以下)ミシン強制起動禁止機能
あり
縫製(プロセス完了数)カウント機能
0:縫製カウント機能なし
1:縫製カウント機能あり ( 糸切りごと )
2:外部縫製カウンタ SW 入力機能あり
糸切り後の糸払い動作を設定します。
0:糸切り後の糸払いなし
1:糸切り後の糸払いあり
ペダル中立時に押えを上昇させる
0:中立自動押え上げ機能なし
1:中立自動押え上げ機能選択
半針補正 SW の機能を切り換える
0:半針補正
1:1針補正
0:手回し後の糸切り動作あり
1:手回し後の糸切り動作なし
バックタックソレノイドの初動の吸引時間を設定します。
50 ~ 500ms
0 / 1
0 / 1
0 ~ 2
0 ~ 2
0 / 1
0 / 1
0 / 1
0 / 1
50
~
500
(ms)
1 0
1 1
1 2 o P T _
1 3
1 4
1 5
2 1
2 2
2 5
2 9
2 5 0
0
33
1
33
34
0
1
37
1
0
37
0
37
1
37
* マーク付きは保守のための機能であり設定値を変更しないでください。出荷時に設定された標準値を変更すると機械の破損や劣化
をまねき大変危険です。変更が必要な場合はサービスマニュアルを購入のうえその指示に従ってください。
– 29 –

No.
30
31
項 目 内 容 設定範囲 機能設定表示内容 参照頁
途中返 し 縫い機能途中返し縫い機能
0 :通常のバックタック機能
1:途中返し縫い機能あり
途中返 し 縫い針数途中返し縫い針数
0 / 1
0 ~ 19
(針)
3 0
3 1
0
38
4
38
停止中 の 途中返
32
し縫い有効条件
途中の 返 し縫い
33
による 糸 切り機
能
35
低速回転数
*
36
糸切り回転数
*
37
ソフト ス タート
回転数
ワンシ ョ ット速度ワンショット速度(MAX 値は、頭部回転数による)
38
39
回転開 始 ペダル
*
ストローク
40
ペダル の 低速区間ペダル中立位置からのミシン加速開始位置(ペダルストロー
*
41
ペダル 押 え上げ
*
上昇開始位置
42
布押え 下 降開始位置布押え下降開始位置
*
途中返し縫い有効条件
0:ミシン停止時無効
1:ミシン停止時有効
途中返し縫いによる糸切り機能
0:途中返し縫い完了後の自動糸切り機能なし
1:途中返し縫い完了後の自動糸切りを行う
ペダル最低速度 (MAX 値は、各頭部により異なります )
糸切り速度 (MAX 値は、各頭部により異なります )
縫い始め(ソフト)速度 (MAX 値は、各頭部により異なります )
ペダル中立位置からのミシン回転開始位置(ペダルストロー
ク)
ク)
ペダル中立位置からの布押え上昇開始位置(ペダルストロー
ク)
中立位置からのストローク
0 / 1
0 / 1
150 ~
MAX
(sti/min)
100 ~
MAX
(sti/min)
100 ~
MAX
(sti/min)
150 ~
MAX
(sti/min)
10 ~ 50
(0.1mm)
10 ~ 100
(0.1mm)
- 60 ~
- 10
(0.1mm)
8 ~ 50
(0.1mm)
3 2
3 3
3 5
3 6
3 7
2 0 0
3 0 0
8 0 0
3 8 2 5 0 0
3 9
4 0
4 1
4 2
3 0
6 0
– 2 1
1 0
0
38
0
38
33
38
43
糸切り開始
*
*
*
*
ペダル ス トロー
ク 2
44
ペダル最高
回転数到達
ストローク
45
ペダル の 中立点
の補正
47
自動押 え 上げ上
昇保持時間
48
ペダル 糸 切り開
始ストローク1
49
布押え 上 げ下降時間ペダルを踏み込んでから布押えの下降が完了するまでの時間を
ペダル仕様
50
51 始 め 返し縫 い の
ソレノ イ ドオン
タイミング補正
ペダル中立位置からの糸切り開始位置 2(ペダル押えあり時)
(ペダルストローク)
(No. 50 の設定が 1 のときのみ有効です。)
ペダル中立位置からのミシン最高速到達位置
(ペダルストローク)
ペダル・センサ補正値
ソレノイド式自動押え上げ装置の上昇待機の制限時間
ペダル中立位置からの糸切り開始位置(標準ペダル)
(ペダルストローク)
( No. 50 の設定が 0 のときのみ有効です。)
設定します。
ペダルセンサの種類を設定します。
0: KFL
1: PFL
「#-10. ペダル仕様の選択」p.43 参照
始め返し縫い時の返し縫いソレノイド起動補正
- 60 ~
- 10
(0.1mm)
10 ~
150
(0.1mm)
- 15 ~ 15
10 ~
600
( 秒 )
- 60 ~
- 10
(0.1mm)
0 ~ 500
(10 ms )
0 / 1
- 36 ~
36
(10° )
4 3
4 4
4 5
4 7
4 8
4 9
5 0
5 1
– 5 1
1 5 0
6 0
– 3 5
1 4 0
1 2
0
38
40
1
43
39
* マーク付きは保守のための機能であり設定値を変更しないでください。出荷時に設定された標準値を変更すると機械の破損や劣化
をまねき大変危険です。変更が必要な場合はサービスマニュアルを購入のうえその指示に従ってください。
– 30 –
No.
52 始 め 返し縫 い の
53
55 糸 切 り後の 布 押
56 糸 切 り時後 の 逆
58 針 棒 上下定 位 置
59 始 め 返 し 縫 い
60 始 め 返し縫 い 直
64 コンデンス、
70
71
72
73
76
項 目 内 容 設定範囲 機能設定表示内容 参照頁
ソレノ イ ドオフ
タイミング補正
終わ り返し 縫いの
ソレ ノイド オフタ
イミング補正
え上昇機能
転針上げ機能
保持機能
A/M 切換え機能
後の停止機能
EBT 切換え
スピード
布押え 上 げソフ
トダウン機能
二重返 し 縫い機
能
ミシン 立 ち上り
選択機能
リトライ機能
ワンシ ョ ット機能布端までのワンショット動作を設定します。
始め返し縫い時の返し縫いソレノイド解放補正
終わり返し縫い時の返し縫いソレノイド解放補正
糸切り時(後)の布押え上昇機能
0:糸切りの動作に引続く、布押え自動上昇機能なし
1:糸切りの動作に引続く、布押え自動上昇機能あり
糸切り時(後)の逆転針上げ機能
0:糸切り動作に引続く、逆転針上げ機能なし
1:糸切りの動作に引続く、逆転針上げ機能あり
針棒上下定位置保持機能
0: 針棒上下定位置保持機能なし
1: 針棒上下定位置保持機能あり(保持力弱)
2: 針棒上下定位置保持機能あり(保持力中)
3: 針棒上下定位置保持機能あり(保持力強)
始め返し縫い縫製速度指定
0:ペダル等のマニュアル操作による速度に従う
1:設定返し縫い速度(No.8)に従う
始め返し縫い完了時の機能
0: 始め返し縫い完了時のミシン一旦停止機能なし
1: 始め返し縫い完了時の一旦停止機能あり
EBT 又は、コンデンス開始時の初期速度
押え上げをゆるやかに下降させる。
0:押え上げの下降を急に行なう
1:押え上げの下降をゆるやかに行なう
二重返し縫いの有効/無効を切り替えます。
0:無効
1:有効
ミシン立ち上り時の電流制限を設定します。
0:通常 ( 立ち上り間電流制限あり )
1:急激 ( 立ち上り間電流制限なし )
針が貫通できないときに使用します。
0:リトライ機能なし
1 ~ 10:リトライ機能あり
(リトライ前の針棒戻し力:小 1 ~ 10 大)
0:ワンショット動作なし
1:ワンショット動作あり
- 36 ~
36
(10° )
- 36 ~
36
(10° )
0 / 1
0 / 1
0 ~ 3
0 / 1
0 / 1
0 ~ 250
(sti/min)
0 / 1
0 / 1
0 / 1
0 ~ 10
0 / 1
5 2
5 3
5 5
5 6
5 8
5 9
6 0
6 4
7 0
7 1
7 2
7 3
7 6
1 8
1 6
1 8 0
39
39
1
40
0
40
0
40
1
40
0
40
0
40
1
0
1
41
0
33
84
押え上 げ ソレノ
*
イド初 動 吸引時
間
ペダル カ ーブ選
87
択機能
90
初動上停止機能
手回し 後 の補正
91
動作禁止機能
92
始め返 し 縫い減
速機能
押え上げソレノイドの吸引動作時間
ペダルカーブを選択する(ペダルインチング操作向上)
回転数
電源投入直後に自動上停止機能を設定します。
0:オフ
1:オン
定寸縫い完了時にプーリを手回ししたときの補正縫い機能
0:補正縫い機能有効
1:補正縫い機能禁止
始め返し縫い完了時に減速させる機能
0:減速しない
1:減速する
2
0
1
ペダルストローク
50 ~
500ms
0 / 1 / 2
0 / 1
0 / 1
0 / 1
8 4
8 7
9 0
9 1
9 2
2 5 0
0
1
1
0
* マーク付きは保守のための機能であり設定値を変更しないでください。出荷時に設定された標準値を変更すると機械の破損や劣化
をまねき大変危険です。変更が必要な場合はサービスマニュアルを購入のうえその指示に従ってください。
41
41
41
41
– 31 –

No.
93
94 連 続 + ワ ン
95 頭部選択機能 使用する頭部を選択します。
項 目 内 容 設定範囲 機能設定表示内容 参照頁
半針 補正 SW 付
加機能
シ ョ ッ ト無 停
止機能
電源 ON 後および糸切り後の半針補正 SW の動作を切り換える
0:通常(半針動作のみ)
1:上記のときのみ1針補正をする(上停止/上停止)
操作パネ ル IT のプ ログラム縫 い 機 能 に て 連続縫い と ワ ン
ショットを組み合わせて、ステップの切り変わりにてミシンを
停止させない機能
0:通常(ステップ完了にて停止)
1:ステップ完了後ミシン停止せずに次のステップへ進む
( 頭部を変更すると、各設定項目は頭部の初期値に変更されます。)
0 / 1
0 / 1
9 3
9 4
9 5 8 7 A S
0
41
0
41
96 最 高 回 転 数 設定頭部の最高回転数を設定します。
100 縫 い 始め 糸掴
み針数
103 ニ ー ドル クー
ラ 出 力 OF F
ディレー時間
109 L ED ランプ 調
光設定
120 主 軸 基準 角度補正主軸基準角度を補正
121 上 位 置始 め角
度補正
122 下 位 置始 め角
度補正
124 待 機 中の 省エ
ネ機能設定
(MAX 値は、各頭部により異なります )
糸掴みソレノイド(C N36-7)が縫い始めに動作する針数を設
定します。
0:糸掴みソレノイド動作なし
1 ~ 9:糸掴みソレノイドの動作針数
ニードルクーラ出力機能で停止から出力 OFF までのディレー
時間を設定
LED ライトの明るさを調整
0:出力 OFF
上位置始めを検知する角度を補正
下位置始めを検知する角度を補正
待機時の消費電力を抑える設定
0:省エネモード無効
1:省エネモード有効
150 ~
MAX
(sti/min)
0 ~ 9(針)
100 ~
2000ms
0 ~
100%
- 60 ~ 60
- 15 ~ 15
- 15 ~ 15
0 / 1
9 6 4 0 0 0
1 0 0
1 0 3
1 0 9
1 2 0
1 2 1
1 2 2
1 2 4
5 0 0
1 0 0
– 1 3
41
0
42
42
5
42
0
42
0
42
* マーク付きは保守のための機能であり設定値を変更しないでください。出荷時に設定された標準値を変更すると機械の破損や劣化
をまねき大変危険です。変更が必要な場合はサービスマニュアルを購入のうえその指示に従ってください。
– 32 –

8. 各選択機能の詳細について
ソフトスタート機能の選択(機能設定 No.1)
1
縫いピッチが細かい時、または、針が太い時などに、縫い始め上糸と下糸が絡まない場合に、縫い始め
のミシンのスピードを制限することにより、縫いの安定性を向上させる機能です。
0:
1
1 ~ 9: ソフトスタートをかける針数
また、ソフトスタート時のスピード制限値も変更することができます。(機能設定 No.37)
設定可能範囲
3 7 08 0
100 ~ MAX 値 [ sti/min ] < 10 sti/min >
(MAX 値は、各頭部により異なります。)
布端センサ機能(機能設定 No.2 〜 4、76)
2
布端センサを取り付け時、設定が必要となります。
詳細は、
「#-16. 布端センサの接続方法」p.49
0
機能非選択
および、布端センサ取扱説明書を参照してください。
フリッカ軽減機能(機能設定
3
ミシン立上がり時の手もとランプのちらつき(フリッカ)を軽減する機能です。
0:フリッカ軽減機能なし
5 0
1:フリッカ軽減機能あり
(注意) フリッカ軽減機能ありにすると、ミシンの立上がりスピードは遅くなります。
下糸カウント機能(機能設定 No.6)
4
操作パネル使用時に、あらかじめ設定された値より減算していき、下糸の使用量を表示する機能です。
詳細は、操作パネルの取扱説明書を参照してください。
0:下糸カウント機能なし
6 1
1:下糸カウント機能あり
(注意) 設定を 0 にすると、操作パネル上の液晶表示が消えて、下糸カウント機能は無効となります。
糸切り禁止機能(機能設定 No.9)
5
糸切り動作時に、糸切りソレノイドおよびワイパーソレノイド出力を off する機能です。
これにより糸を切らずに別の縫製物をつなげて縫うことができます。
0:off
9 0
1:on 糸切り禁止(糸が切れません)
ミシン停止時の針棒位置指定(機能設定
6
ペダル中立時の針棒の停止位置を指定します。
0:Down
1 0 0
1:Up 上位置停止
No.5)
糸切り有効(糸が切れます)
No.10)
下位置停止
(注意) 上位置停止を選択した場合の糸切り動作は、一度下位置に下降後、糸切りを実行します。
パネル操作音(機能設定 No.11)
7
パネル操作時の音の有無を選択することができます。
0:off 操作音なし
1 1 1
1:on 操作音あり
– 33 –

オプション入出力機能選択(機能設定 No.12)
8
A
0i 1 ** *
<? <?
<? <?
1i 7
21
7
1 2 TPo _
機 能 設 定 方 法 1) ~ 3) の操作 方 法 に て 機 能 番 号
No.12 を選択します。
B
o
TP
_
nE_ d
_ni _
Tuo _
5、6
のキーにて“ End ”、“ in ”、“ ouT ”の項
目を選択します。
543
6
[ “in”を選択した場合 ]
表示部Aに入力機能設定コネクタの表示 No. が表示され、3または4の
キーで表示 No. を指定します。5または6のキーで表示 No. に対応した
コネクタのピンの機能を指定します。
表示部Bには機能コードと略字が交互に表示されます。
(表示 No. とコネクタのピン配列との関係は別表を参照願います。)
[ “ouT”を選択した場合 ]
0o 1 ** *
表示部Aに出力機能設定コネクタの表示 No. が表示され、3または4の
キーで表示 No. を指定します。5または6のキーで表示 No. に対応した
コネクタのピンの機能を指定します。
0o 3
表示部Bには機能コードと略字が交互に表示されます。
(表示 No. とコネクタのピン配列との関係は別表を参照願います。)
* 例)入力機能設定コネクタの表示 No.“i01”(CN36-4)に糸切り機能を設定する場合
1.
1 2 TPo _
o
TP
_
_ni _
0i 1 on P
0i 1 ST W
[\
[\
交互に点灯します。
L 4
0i 1
L 4
[\
[\
機能設定方法 1) ~ 3) の操作方法にて機能番号 No.12 を選択します。
5、6のキーにて“ in ”の項目を選択します。
2.
3.
4のキーにて表示 No.“ i01 ”を選択します。
5、6のキーにて“ TSW ”糸切り機能を選択します。
4.
5. 4のキーにて“ TSW ”糸切り機能を確定します。
5、6のキーにて信号のアクティブを設定します。
6.
信号が“
Low”で糸切り動作なら表示を“ L ”に“ High ”で糸切
り動作なら表示を“ H ”に設定します。
H 4
0i 2 SFS W
o
TP
_ _ni _
o
TP
_
nE_ d
7. 4のキーにて上記機能を確定します。
8.
4のキーにて
オプション
入力を終了します。
9. 5、6のキーにて“ End ”の項目を選択し機能設定モードへ戻ります。
– 34 –

入力機能一覧
機能
コード
0 noP 機能設定なし (標準設定状態)
1 HS 半針補正縫い SW を押す度に半針分正送りします。
2 bHS バック補正縫い SW を押している間、低速にて返し縫いを行います 。
3 EbT 終わり返 し縫 1 回キャ ンセル機能SW を押した後のペダル踏み返しにて終わり返し縫い
4 TSW 糸切り機能 糸切り SW として動作します。
5 FL 押え上げ機能 押え上げ SW として動作します。
6 oHS 1 針補正縫い SW を押すごとに、1 針縫い動作を実行します。
7 SEbT 始め終り返し縫いキャンセル機能 オプションスイッチの操作により、無効 / 有効を交互
8 PnFL ペダル中立時 、 押え上げ上昇機能 SW を押すごとに、ペダル中立時に押え上げを自動的
9 Ed 布端センサ入力 布端センサの入力信号として動作します。
10 LinH ペダル前踏み禁止機能 ペダルによる回転を禁止します。
11 TinH 糸切り出力禁止機能 糸切り出力を禁止します。
12 LSSW 低速指令入力 立ちミシン用低速SWとして動作します。
13 HSSW 高速指令入力 立ちミシン用高速SWとして動作します。
14 USW 針上げ機能 下停止中にSWを押すと上停止動作します。
15 bT 返し縫いスイッチ入力 SWを押している間、返し縫いを出力します。
16 SoFT ソフトスタートスイッチ入力 SWを押している間、ソフトスタート速度に制限され
17
18
19 SFSW 安全スイッチ入力 回転を禁止します。
20 MES 糸切安全スイッチ入力 糸切安全スイッチの入力信号として動作します
21
22 CUnT 縫製カウンタ入力 SWを押す度に縫製カウンタをアップします。
23 Tiin Tsw 指令禁止入力 糸切り指令を禁止します。
24 USTP Lsw 指令禁止上停止入力
略字 機能項目 備考
(操作パネルの半針補正縫い SW と同じ動作です。)
の動作を 1 回非実行とします。
に切り換えることができます。
に上昇させる / させないの機能を選択できます。
ます。
oSSW ワンショット速度指令スイッチ入力SWを押している間、ワンショット速度指令として動作
します。
bKoS バックワンショ ッ ト 速 度 指 令 ス
イッチ入力
AUbT 自 動 返 し 縫 いの取消又 は 追 加 ス
イッチ
SWを押している間、返し縫いでワンショット速度指令
として動作します。
SWを押す度に始め又は終り返し縫いを取り消し又は追
加します。
ペダルによる縫製を禁止します。
縫製中は上位置に停止します。
– 35 –

入力機能設定コネクタ
コネクタ番号 ピン番号 表示 No. 機能設定初期値
CN36 4 i01 noP(機能設定なし)
CN54 3 i02 noP(機能設定なし)
CN50 12 i03 SoFT(ソフトスタート速度制限入力)
CN36 5 i04 bT(返し縫いスイッチ入力)
CN50 11 i05 LinH(ペダル前踏み禁止入力)
7 i06 TSW(糸切スイッチ入力)
CN39
CN57 1 i10 CUnT(縫製カウンタ入力)
11 i07 LSSW(低速回転スイッチ入力)
9 i08 HSSW(高速回転スイッチ入力)
5 i09 FL(押え上げスイッチ入力)
i11 noP(機能設定なし)
i12 noP(機能設定なし)
i13 noP(機能設定なし)
内蔵パネル
※ i11 〜 i17 は外部パネルを接続したときのみ機能が有効になります。
i14 noP(機能設定なし)
i15 noP(機能設定なし)
i16 noP(機能設定なし)
i17 noP(機能設定なし)
外部パネルの接続が無い場合は表示されません。
出力機能一覧
機能
コード
0 noP 機能設定なし (標準設定状態)
1 TrM 糸切り出力 糸切り信号の出力
2 WiP 糸払い出力 糸払い信号の出力
3 TL 糸ゆるめ出力 糸ゆるめ信号の出力
4 FL 押え上げ出力 押え上げ信号の出力
5 bT 返し縫い出力 返し縫い信号の出力
6 EbT EBT キャンセルモニタ出力 終わり返し縫い 1 回キャンセル機能状態を出力します。
7 SEbT 始め終り返し縫い
8 AUbT 始め又は終り縫いの取消又は追
9 SSTA ミシン停止状態出力 ミシンの停止状態を出力します。
10 CooL ニードルクーラ出力 ニードルクーラ用の出力
11 bUZ ブザー出力
12 LSWo 回転指令出力 回転要求指令状態を出力します。
13 TSWo Tsw 指令モニタ出力 糸切り指令状態を出力します。
略字 機能項目 備考
始め終り返し縫いキャンセル機能状態を出力します。
キャンセルモニタ出力
自動返し縫いの取消又は追加機能状態を出力します。
加モニタ出力
下糸カウントオーバー 、 エラー発生、下糸残量検知時に出力
出力機能設定コネクタ
コネクタ番号 ピン番号 表示 No. 機能設定初期値
7 o01 bT(返し縫い出力)
CN50
8 o02 TrM(糸切出力)
9 o03 LSWo(回転要求出力)
– 36 –

縫製カウント機能(機能設定 No.14)
9
糸切りごとにカウントアップし、縫製プロセスの完了数をカウントする機能です。
0:off 縫製カウント機能なし
4 1
1
1:on 縫製カウント機能あり ( 糸切りごと )
2:on 外部縫製カウンタ SW 入力
設定 No.6 と設定 No.14 の組合せで、カウンタ表示が下記の様に変わります。
設定 No.6 設定 No.14 カウンタ
1 1 下糸カウンタ
1 0 下糸カウンタ
0 1 縫製カウンタ
0 0 カウンタ機能なし
!0
中立自動押え上げ機能(AK 付のみ)(機能設定 No.21)
ペダルが中立位置にある場合に、自動的に押えを上げる機能です。
ペダルの自動上昇時間は、糸切り後の自動上昇時間に依存し、自動下降した場合は、一度中立位置から
外れた後の再度の中立位置にて自動上昇します。
0:off 中立自動押え上げ機能なし
1 0
2
1:on 中立自動押え上げ機能選択
!1
半針補正 SW の機能切換え機能(機能設定 No.22)
半針補正 SW 機能を半針または、1 針に切り換える事ができます。
0:半針補正
2 2 0
1:1 針補正
!2
バックタックソレノイド吸引時間設定(機能設定 No.29)
バックタックソレノイドの吸引時間を可変できます。発熱が大きい時などは値を小さくすると有効です。
(注意) 極端に小さな値にしますと、動作不良やピッチ不良につながりますので変更時は十分にご注意ください。
設定範囲:50 ~ 500ms 〈10/ms〉
2 9 52 0
– 37 –

!3
途中返し縫い機能(機能設定 No.30 〜 33)
頭部のタッチバックスイッチに、縫い目数の制限と糸切り指令の機能を加えることができます。
機能設定 No.30 途中返し縫い機能を選択します。
0:off 通常のバックタック機能
0 0
3
1:on 途中返し縫い機能有効
機能設定 No.31 返し縫い針数を設定します。
設定範囲
3 1 4
0 ~ 19 針
機能設定 No.32 途中返し縫い有効条件
0:off
3 2 0
ミシン停止時無効(ミシン回転中のみ途中返し縫いが機能する。)
1:on ミシン停止時有効
(ミシン回転中、停止中ともに途中返し縫いが機能する。)
(注意)回転中はどちらかの条件においても有効です。
機能設定 No.33 途中返し縫い終了時、糸切り実行
0:off 糸切りせず
3 3 0
1:on 糸切り実行
用途
1
2
3
4
5
No.30 No.32 No.33
0
1 0 0
1 1 0
1 0 1
1 1 1
機能設定
0 または 1 0 または 1
出力機能
通常のタッチバック SW として動作します。
ペダル前踏み時にタッチバックスイッチを操作すると機能設定 No.31 に
よって設定された縫い目数だけ返し縫いを行います。
ミシン停止時でもペダル前踏み時でもタッチバックスイッチを操作する
と機能設定 No.31 によって設定された縫い目数だけ返し縫いを行いま
す。
ペダル前踏み時にタッチバックスイッチを操作すると機能設定 No.31 に
よって設定された縫い目数だけを返し縫いを行った後、自動糸切りを行
います。
ミシン停止時でもペダル前踏み時でもタッチバックスイッチを操作する
と機能設定 No.31 によって設定された縫い目数だけ返し縫いを行った
後、自動糸切りを行います。
各設定状態による動作
通常の返し縫いタッチバックスイッチとして使用
1
プリーツの補強縫い(押え縫い)として使用。(ミシン回転中だけ作動する。)
2
プリーツの補強縫い(押え縫い)として使用。(ミシン停止中でも作動する。)
3
終り返し縫いの起動スイッチとして使用。(ペダル踏み返し糸切りの代わりとして使用。ミシン回転
4
中だけ作動する、立ちミシンとして使用時、特に有効。)
終り返し縫いの起動スイッチとして使用。(ペダル踏み返し糸切りの代わりとして使用。ミシン停止
5
中でも回転中でも作動する、立ちミシンとして使用時、とくに有効)
!4
ワンショット縫い回転数(機能設定 No.38)
一度のペダル操作にて、指定針数または、布端を検知するまで運針を続けるワンショット縫いの縫い速
度を設定します。
設定範囲
3 8 052 0
150 ~ MAX sti/min < 50 sti/min >
(注意) ワンショット縫いの最高回転数は、頭部により制限を受けます。
!5
押え上げ上昇保持時間(機能設定 No.47)
押え上げ上昇後、設定 No.47 で設定した時間が経過すると自動的に押えを下降させます。
エアー式押え上げ選択時は、設定に関係なく無制限となります。
設定範囲
4 7 6 0
10 ~ 600 sec 〈10/sec〉
– 38 –

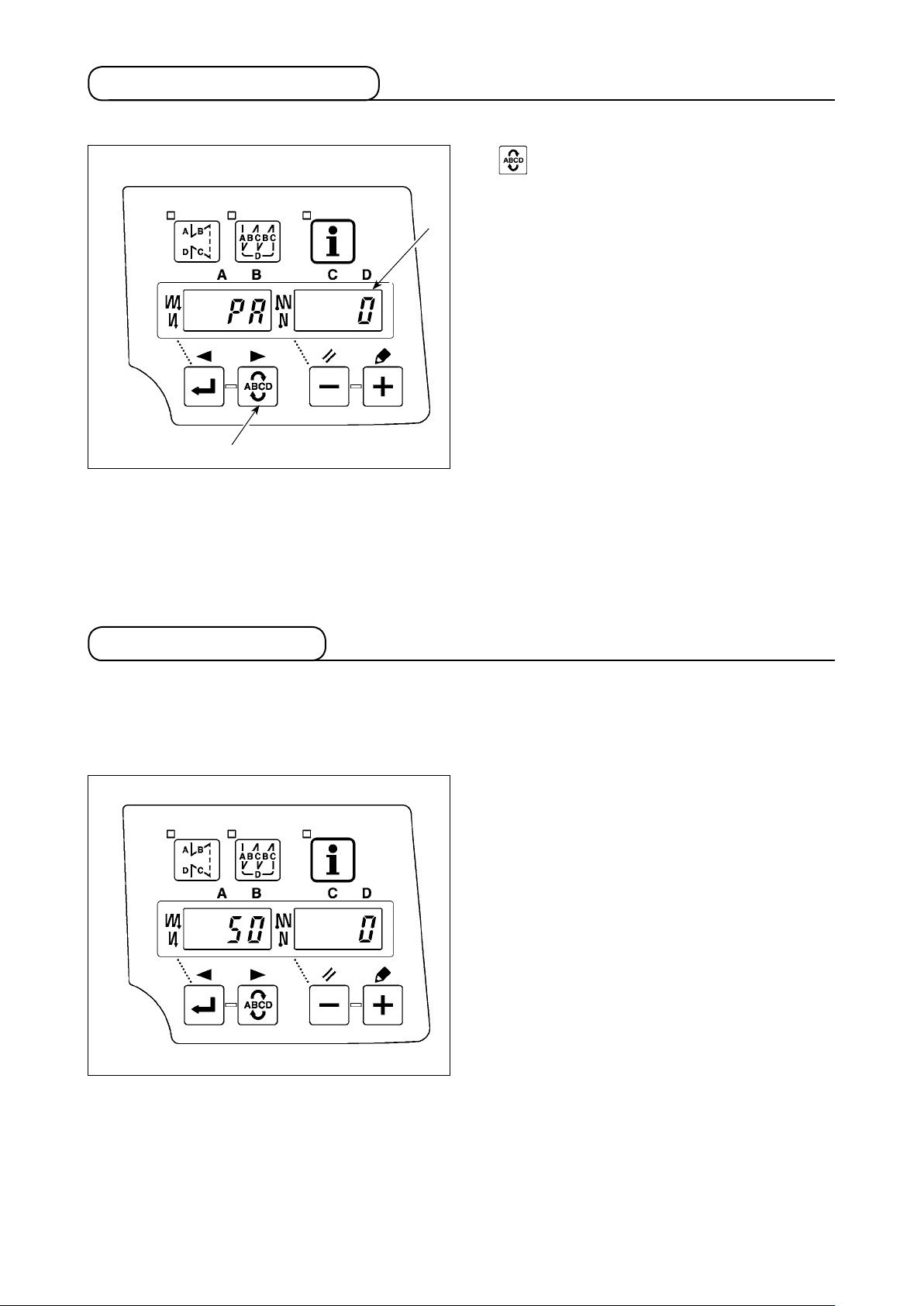
!6
返し縫いソレノイドタイミング補正(機能設定 No. 51 〜 53)
自動返し縫い動作において、正・逆の縫い目がそろわない場合、バックソレノイドの ON/OFF タイミン
グを変更し、これを補正する機能です。
始め返し縫いのソレノイドオンタイミング補正(機能設定
1
No.51)
始め返し縫いのソレノイドオンタイミングを角度単位で補正することができます。
調整範囲
5
1 1 2
- 36 ~ 36 < 1/10 ゜>
設定値 角度補正 補正針数
- 36 - 360 ゜ - 1
- 18 - 180 ゜ - 0.5
0 0 ゜ 0
18 180 ゜ 0.5
- 360 ゜
- 180 ゜
0 ゜
180 ゜
360 ゜
36 360 ゜ 1
始め返し縫いのソレノイドオフタイミング補正(機能設定 No.52)
2
始め返し縫いのソレノイドオフタイミングを角度単位で補正する事ができます。
調整範囲
5 2 1 8
-
設定値 角度補正 補正針数
- 36 - 360 ゜ - 1
- 18 - 180 ゜ - 0.5
0 0 ゜ 0
36 ~ 36 < 1/10 ゜>
- 360 ゜
- 180 ゜
0 ゜
180 ゜
360 ゜
※ 1 針手前を 0 ゜と
して前後に 360 ゜
(1 針)まで補正
可能
18 180 ゜ 0.5
36 360 ゜ 1
終り返し縫いのソレノイドオフタイミング補正(機能設定 No.53)
3
終り返し縫いのソレノイドオフタイミングを角度単位で補正することができます。
調整範囲
5 3 1 6
-
設定値 角度補正 補正針数
- 36 - 360 ゜ - 1
- 18 - 180 ゜ - 0.5
0 0 ゜ 0
18 180 ゜ 0.5
36 360 ゜ 1
36 ~ 36 < 1/10 ゜>
360 ゜
180 ゜
0 ゜
- 180 ゜
- 360 ゜
– 39 –

!7
糸切り後の布押え上昇機能(機能選択 No.55)
糸切り後に、押えを自動的に上昇させる機能です。AK 装置と組み合わせた時のみ有効となります。
0:off 自動上昇機能なし(糸切り後押えを自動上昇しない)
5 5 1
1:on 自動上昇機能あり(糸切り後押えを自動上昇する)
!8
糸切り時の逆転針上げ機能(機能選択 No.56)
糸切り後ミシンを逆転させて、針棒を上死点付近まで上昇させます。
厚物等の縫製時、押え下部に針が出ていて、縫製物をひっかける時等に使用してください。
0:off 糸切り後の逆転針上げ機能なし
5 6 0
1:on 糸切り後の逆転針上げ機能あり
(注意) 針棒上死点付近まで逆転させるため、糸抜けがしやすくなる可能性があります。糸切り後の糸残り量を
調整してください。
!9
針棒上下定位置保持機能(機能設定 No.58)
針棒が上位置又は下位置のときに弱めにブレーキをかけ保持します。
0:off 針棒上下定位置保持機能なし
5 8 0
1:on 針棒上下定位置保持機能あり(保持力弱)
2:on 針棒上下定位置保持機能あり(保持力中)
3:on 針棒上下定位置保持機能あり(保持力強)
@0
始め返し縫い速度 自動/ペダル指示切換え機能(機能設定 No.59)
始め返し縫いの速度を機能設定 No.8 にて設定された速度にて一気に縫製を行うか、ペダル踏み速度に
より、縫製を行うかを選択します。
0:Manual ペダル操作指示による
5 9 1
1:Auto 設定スピードにて自動縫製
(注意) 1. 始め返し縫い速度の最大値は、ペダルに関係なく機能設定 No.8 の速度にて制限されます。
2. “0”選択時は、返し縫い目が合わなくなる恐れがあります。
@1
始め返し縫い直後の停止機能(機能設定 No.60)
始め返し縫い工程が完了したときにペダル前踏みのままでも一旦ミシンを停止させます。
始め返し縫いにて短い長さを縫製する場合に使用します。
0:始め返し縫い直後の
6 0 0
一旦停止機能なし
1:始め返し縫い直後の
一旦停止機能あり
@2
押え上げソフト下降機能(AK 付きのみ)(機能設定 No. 70、49)
押え上げをソフトに下降させるための機能です。
押え上げの下降時のあたり音、布キズ、布ズレの低減が必要な場合にご使用ください。
(注意) ペダル踏み込みによる下降の場合は、機能設定 No. 49 の時間を長く設定しないと十分な効果が得られ
ませんので機能設定時は合せて変更してください。
縫製物の向 き を 変 え るた
め一旦停止させる。
0 ~ 500ms
9 41 0
4
10ms/Step
0:押え上げソフト下降機能なし(急峻に下降)
7 0 0
1:押え上げソフト下降機能選択
– 40 –
@3
始め返し縫い減速機能(機能設定 No.92)
始め返し縫い完了時に減速させる機能。:ペダルの状態により通常使用(一気に最高速まで加速する)一
旦停止を使い分ける場合に使用。(カフスとカフス付け)
0:減速しない
9
2 0
停止せず一気に縫製
1:減速する
一旦停止
@4
リトライ機能(機能設定 No.73)
縫製物が厚く針が貫通しないときに、リトライ機能を使用すると針が貫通しやすくなります。
0:リトライ機能なし
7 3 1
1 ~ 10:リトライ機能あり(リトライ前針棒戻し力:小 1 ~ 10 大)
@5
押え上げソレノイド吸引時間設定(機能設定 No. 84)
押え上げソレノイドの吸引時間を可変できます。発熱が大きい時などは値を小さくすると有効です。
(注意)極端に小さな値にすると動作不良につながりますので、変更時は十分にご注意ください。
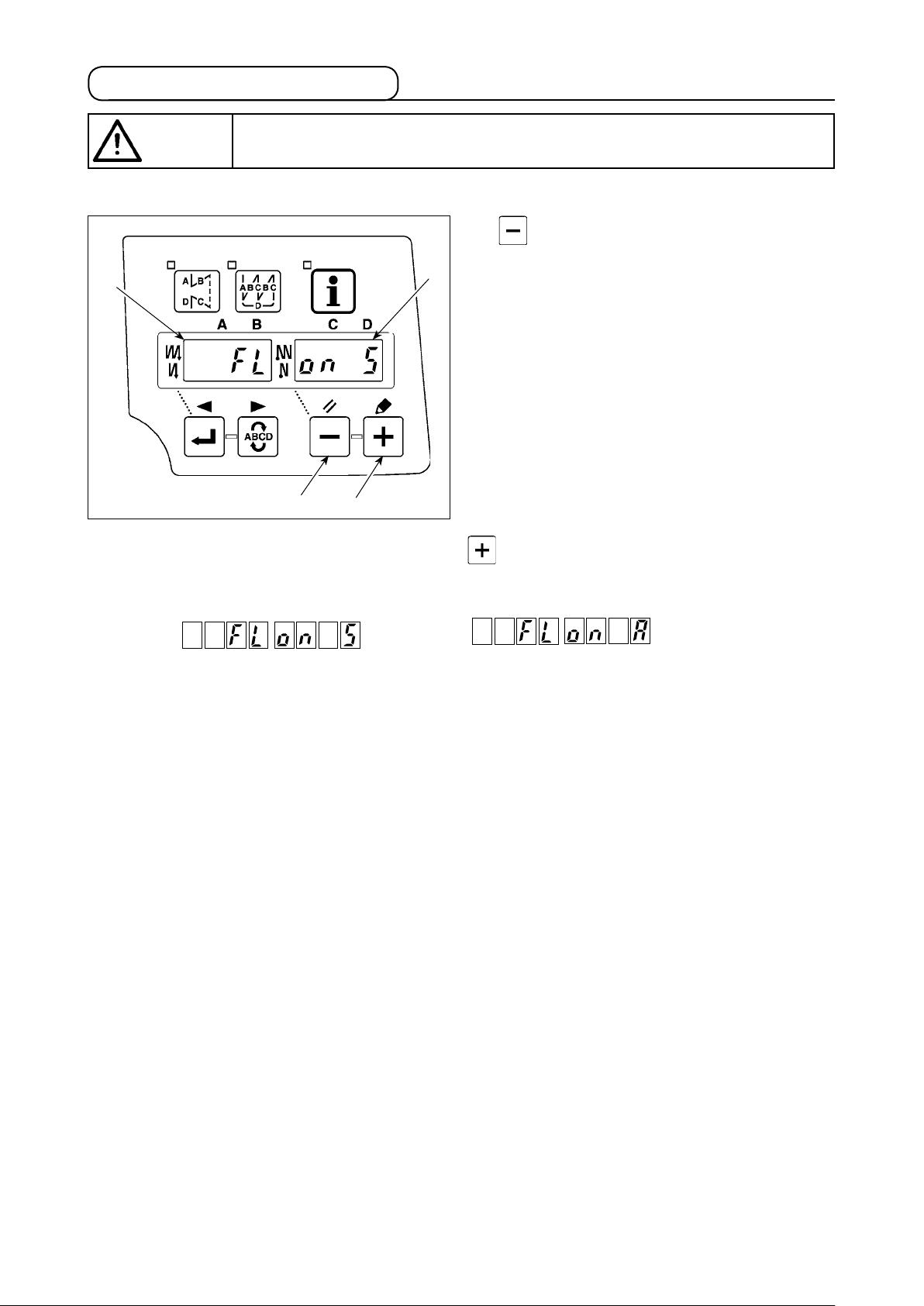
@6
ペダルカーブ選択機能(機能選択 No.87)
8 4 52 0
設定範囲:50 ~ 500ms < 10/ms >
ペダルの踏み込み量に対するミシン回転数のカーブの選択ができます。
インチング操作がやりにくい、ペダルの応答性が遅い等を感じた場合に切り換えてください。
8 7 0
0: ペダルの踏み込みに対して直
線状に回転数が上がる。
1:ペダルの踏み込みに対 して
回転数
(sti/min)
2
0
中間速の反応が遅くなる。
2:ペダルの踏み込みに対 して
中間速の反応が早くなる。
@7
初動上停止位置移動機能(機能設定 No. 90)
ペダルストローク(mm)
電源投入直後に上停止位置に自動復帰する機能の有効、無効が設定できます。
0:無効
9 0 1
1:有効
@8
半針補正 SW 付加機能(機能設定 No.93)
電源 SW ON 直後の上停止、および糸切り直後の上停止時に半針 SW を押した場合のみ 1 針動作を行います。
0:通常(すべて半針補正動作のみ)
9 3 0
1:上記のときのみ1針補正動作(上停止/上停止)をする。
@9
連続 + ワンショット無停止機能(機能設定 No. 94)
1
操作パネル IT のプログラム機能にて連続縫いとワンショットを組み合わせて縫製する際にステップの最
後でミシンを停止させることなく次のステップへ進めるための機能です。
0:通常(ステップ完了にて停止)
9 4 0
1:ステップ完了後ミシン停止せずに次ステップへ進む
#0
頭部最高回転数設定(機能設定 No.96)
頭部の使用したい最高回転数を設定する機能です。
接続する頭部により設定値の上限は異なります。
150 ~ Max [sti/min] 〈50/sti/min〉
9 6 004 0
– 41 –
#1
LED ランプ調光設定(機能設定 No.109)
LED ランプの明るさを変更できます。
設定範囲:0 ~ 100
01 9 01 0
#2
主軸基準角度補正(機能設定 No.120)
主軸基準角度を補正します。
1 0 2– 3
2
設定範囲:–60 ~ 60˚ < 1/˚>
#3
上位置始め角度補正(機能設定 No.121)
上位置始めを検知する角度を補正します。
設定範囲:–15 ~ 15˚ < 1/˚>
21 1 5
#4
下位置始め角度補正(機能設定 No.122)
下位置始めを検知する角度を補正します。
21 2 0
設定範囲:–15 ~ 15˚ < 1/˚>
#5
待機中の省エネ機能設定(機能設定 No.124)
待機時の消費電力を抑える事ができます。ただし、ミシン起動が一瞬遅れる事があります。
0 : 省エネモード無効
21 4 0
1: 省エネモード有効
– 42 –
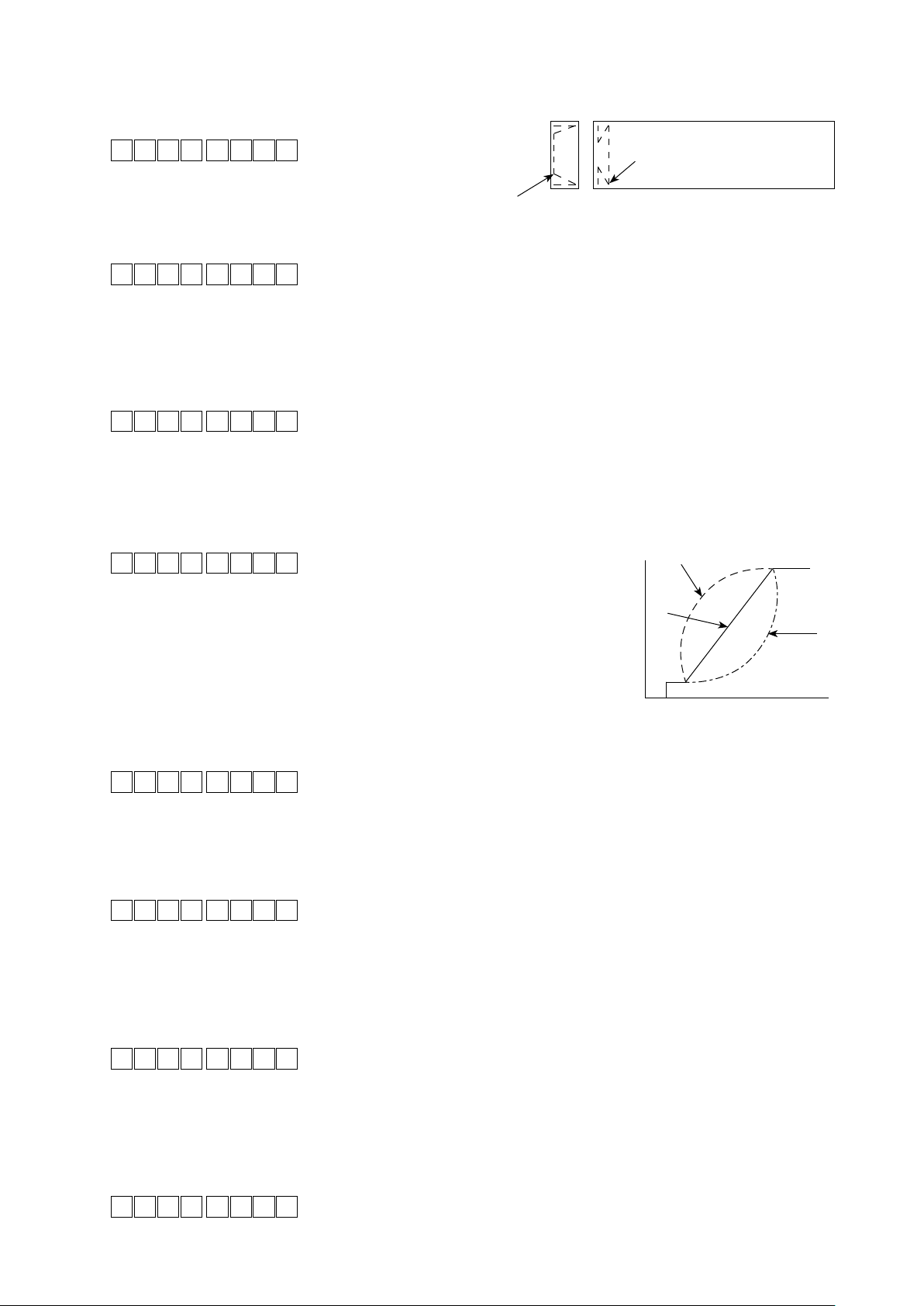
9. ペダルセンサ中立自動補正
ペダルセンサやばね等を交換した時は必ず以下の操作を実施してください。
1) スイ ッ チ4を押しな が ら電源スイッチを
ON します。
2) 表示部Bに補正値が表示されます。
B
(注意) 1. この時、ペダルが踏まれていたりすると正
しく動作しません。ペダルの上には足や物
をのせないでください。警告音が“ピピッ”
となり、正しい補正値は表示されません。
2. 表 示 部Bに 数 値 以 外(「-0-」も し く は
「-8-」)が表示された場合はサービスマニュ
アルを参照してください。
3) 電源スイッチを OFF し、再度電源スイッチを
ON してください。通常動作に戻ります。
4
(注意) 電源の入れ直しは、必ず1秒以上経過してか
ら行ってください。
(電源の ON / OFF 動作が速いと設定がう
まく切り換わらない場合があります。)
10. ペダル仕様の選択
ペダルセンサを変更した場合は、変更したペダル仕様に合わせて機能設定 No.50 の設定値を変更して
ください。
0 : KFL
1 : PFL
(
注意 ) ペダルセンサは、踏み返しばねが 2 本のタイ
プが PFL で、1 本のタイプが KFL です。ペ
ダルの踏み返し操作で押えを上げる場合は、
PFL に設定してください。
– 43 –
– 44 –
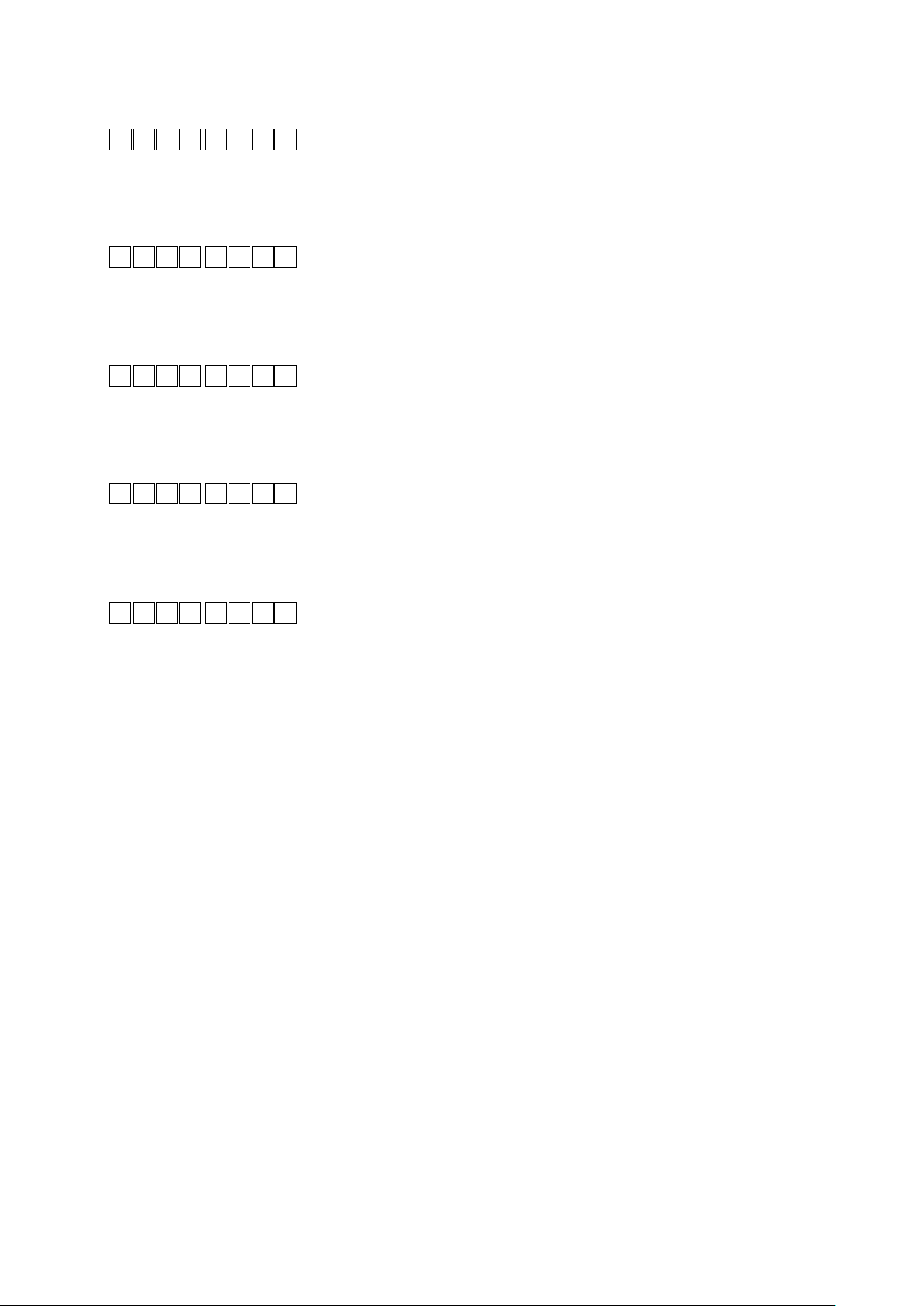
11. 自動押え上げ機能選択方法
ソレノイドをエアー駆動設定で使用するとソレノイドが焼損する恐れがありますので、間違
警告
自動押え上げ装置(AK)を取り付けたとき、自動押え上げ機能を働かせます。
わないように設定してください。
1) スイ ッチ5を押しな が ら 電源スイッチを
A
5
FL ON: 自 動押え上げ 装置が有効と なります。 スイッチ6で押え 上げ装置を ソレノイド駆 動
(+33V) かエアー駆 動 (+24V ) かの選択ができ ま す。(C N37 の駆動電源 +33V ま た は
+24V に切り替わります。)
ソレノイド駆動表示 (+33V)
FL OFF: 自動押え上げ機能は働きません。(プログラム縫い完了時も同様に押え上げは自動上昇しませ
ん。)
6
B
ON します。
2) “ピッ”と音とともに表示部A、Bに「FL ON」
が表示され、自動押え上げ機能が有効となりま
す。
3) 電
源スイッチを OFF し、再度電源スイッチを
ON にしてください。
通常動作に戻ります。
4) 1)~ 3)の操作を再度繰り返すと LED 表示が“FL
OFF”となり、自動押え上げ機能が働かなくなり
ます。
エアー駆動表示 (+24V)
(注意) 1. 電源の入れ直しは、必ず 1 秒以上経過してから行なってください。
(電源の ON / OFF 動作が速いと設定がうまく切り換わらない場合があります。)
2. 本機能を正しく選択しないと自動押え上げは動作しません。
3. 自動押え上げ装置を取り付けずに“FL ON”を選択すると縫い始めに一瞬起動が遅れます。また、タッ
チバックスイッチが動作しなくなることがありますので、自動押え上げ装置を取り付けてない時は、
必ず “FL OFF”を選択してください。

12. キーロック機能選択方法
キーロック機能を有効にすると、パターンの針数設定を禁止することができます。
21
7
1)
スイッチ5と スイッチ6を押しなが
ら電源スイッチを ON します。
2) “
ピ ッ” と 音 と と も に 表 示 部A、Bに KE Y
LOCK が表示されキーロック機能が有効となり
A
B
ます。
3) KEY LOCK の表示後、通常動作に戻ります。
4) キーロック機能が有効の場合は、電源の投入時
に KEY LOCK が表示されます。
543
6
5) 1) ~ 3) を繰り返すと、電源投入時の KEY LOCK 表示がなくなり、キーロックは無効となります。
・電源投入時の KEY LOCK 表示
表示あり : キーロック機能が有効となります。
表示なし : キーロック機能が無効となります。
キーロック機能が有効の場合、パネルでの操作は下記となります。( パターン表示の番号 )
・操作が無効になる場合 パターンの針数設定 (4)
・通常と同じ操作の機能 縫いパターンの変更 (
返し縫いの切り替え (
生産支援機能 (
7
1
3
)
および2)
および5)
– 45 –

– 46 –
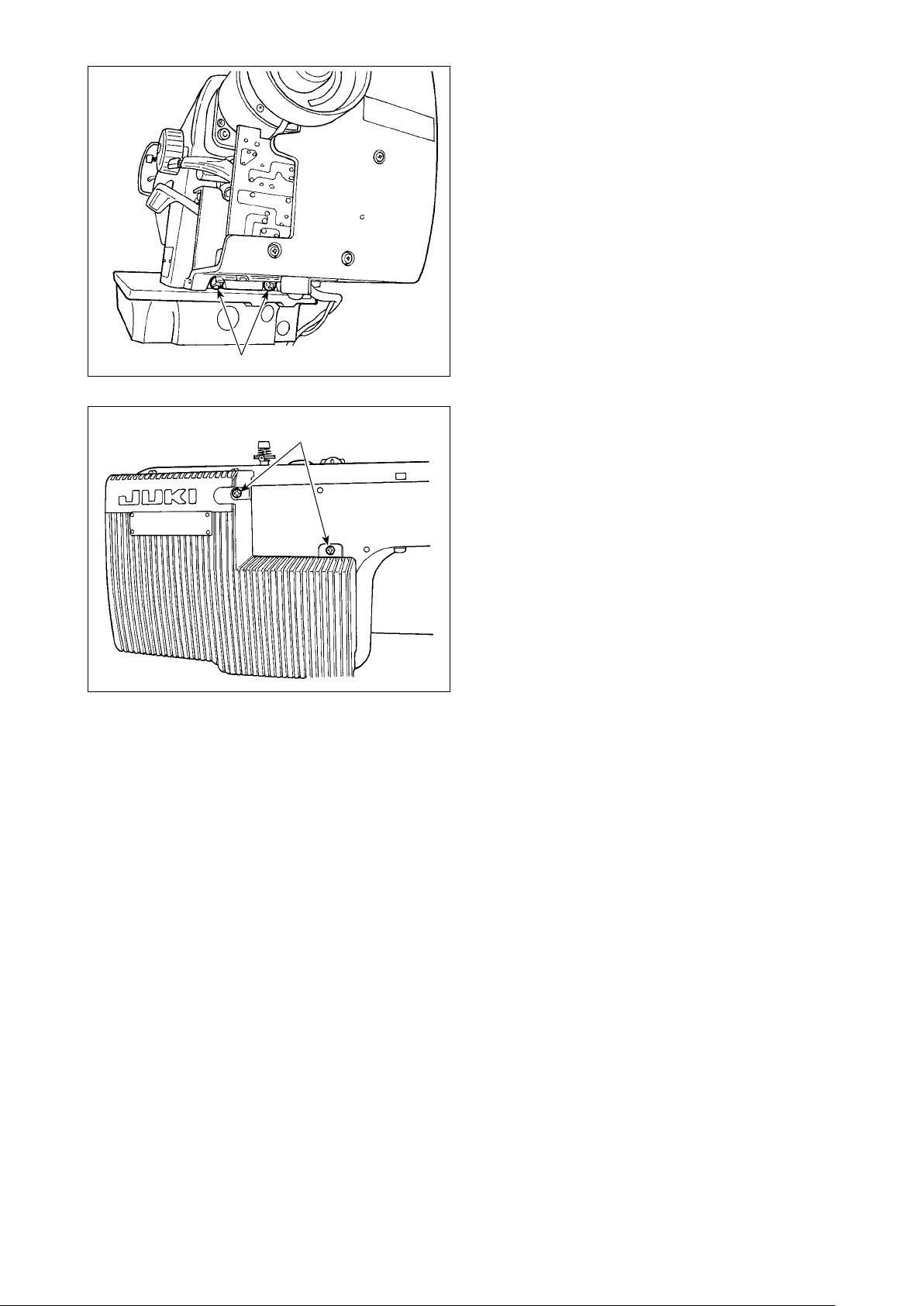
13. カバーの開け方
感電、不意の起動による人身の損傷を防ぐために電源を切り、5 分以上経過してからカバー
警告
を外してください。人身事故を防ぐため、ヒューズが切れた時は、必ず電源を切った後に
ヒューズ切れの原因を取り除いてから同一容量のヒューズと交換してください。
1) ミシンが停止していることを確認のうえ、電源
スイッチの OFF ボタンを押して、電源を切って
ください。
2) 電源スイッチが OFF になっていることを確認
し、電源コードを電源コンセントから抜きます。
電源が切断されたことが確認され、5 分以上経
過した後に、3)の作業を行ってください。
パネル基板
1
1
3) フロントカバーとリアカバーを止め合わせてい
るねじ13 箇所を外します。
4) フロントカバーを途中まで外し、カバー内側の
パネル基板に接続されているパネルケーブルを
コネクタ2(CN200:4P) から取り外します。
2
フロントカバー
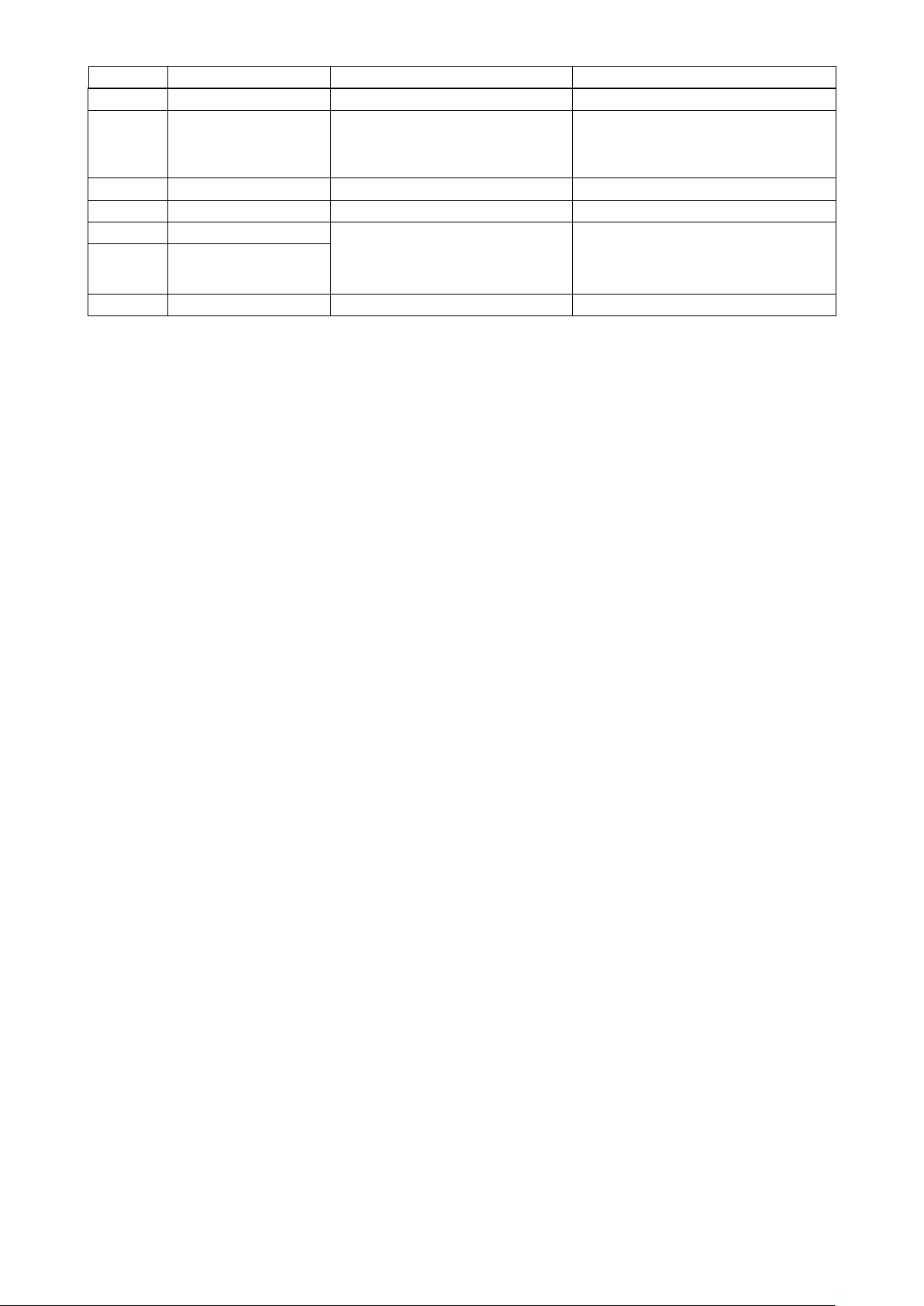
3
5) リアカバー下部のねじ32 箇所を外します。
4
6) リアカバー背面にあるねじ
7)
リアカバーを後ろに移動し、ゆっくり倒します。
を外します。
4
– 47 –

– 48 –
14. 立ちミシンペダルの接続方法
「#-13. カバーの開け方」 p.46
1)
を参照し、カ
バーを開けます。
2) PK70,71 コネクタをコネクタ1(CN39:
12P)に差し込みます。
(注意) 接続 す る時は必ず電 源 を OF F して か ら
行ってください。
1
15. 外部入出力コネクタ
外部入出力コネクタ1(CN50) はカウンタ等を外付けする場合に便利な下記の信号を準備しています。
(注意)使用にあたっては、電気的知識のある技術者が作業してください。
1
コネクタと信号の割付表
CN50 信号名 入出力 説明 電気仕様
1 +5V - 電源
2 MA 出力 回転信号 360 パルス / 回転 DC5V
3 MB 出力 - DC5V
4 UDET(N) 出力 針棒下位置の時“ L”を出力します。 DC5V
5 DDET(N) 出力 針棒上位置の時“ L”を出力します。 DC5V
6 HS(N) 出力 回転信号 45 パルス / 回転 DC5V
7 BTD(N) 出力 バックタックソレノイド動作時に“L”を出力
します。
8 TRMD(N) 出力 糸切りソレノイド動作時に“L”を出力します。 DC5V
9 LSWO(P) 出力 回転要求(ペダル等)モニタ信号 DC5V
10 S.STATE(N) 出力 ミシン停止状態のときに“ L”を出力します。 DC5V
11 LSWINH(N) 入力 “ L”信号を入力の間、ペダルによる回転を禁
止します。
12 SOFT 入力 “ L”信号を入力の間、回転速度はソフトスピー
ドに制限されます。
13 SGND - 0V
DC5V
DC5V, –5mA
DC5V, –5mA
JUKI 純正品番 コネクタ 品番 HK016510130
ピンコンタクト 品番 HK016540000

16. 布端センサの接続方法
1
ピン番号 信号名 備考
「#-13. カバーの開け方」 p.46
1)
を参照し、カバー
を開けます。
2) 布端センサのコネクタをコネクタ1(CN54:
4P)に差し込みます。
「#-8- ⑧ . オプション入出力機能選択(機能設定
3)
No.12)」 p.34
に従い CN54 を布端センサ入力
に設定してください。
4) 布端センサを使用する場合は、電装ボックスの
機能 設定操作にて行 います。選択できる機能、
およびその選択 No. は次の通りです。
・ 布端センサ機能(機能設定 No.2)
布端センサ機能を動作させます。
2
1
1 +12V
2 +5V
3 OPT_S
4 GND
使用するセンサにより電源
を選択する
センサ入力を布端センサに
設定する
0:布端センサ未使用
1:布端センサを動作させる
・ 布端センサによる糸切り機能(機能設定 No.3)
布端検出後自動糸切りを働かせます。
3
1
0:自動糸切りしない
1:自動糸切りする
・ 布端センサ針数(機能設定 No.4)
布端検出からミシン停止するまでの運針針数を
設定することができます。
4
設定範囲:0 ~ 19
5
< 1 /針>
・ ワンショット機能(機能設定 No.76)
布端までのワンショット動作を設定することが
できます。
7 6
0
0:ワンショット動作なし
1:ワンショット動作あり
(注意)1. 接続するときは必ず電源を OFF してから
行ってください。
2. 布端センサの使 用方法については、布端
センサに付属の取扱説明書を参照してく
ださい。
JUKI 純正品番 コネクタ HK042310040
ピンコンタクト HK042340000
– 49 –

– 50 –
17. 機能設定データの初期化方法
DDL-8700A-7 の機能設定内容をすべて標準設定値に戻すことができます。
1) スイッチ
、スイッチ
4
5
、
スイッ
チ6をすべて押しながら電源スイッチを ON し
B
ます。
2) “ピ”
という音ととも表示部
に「r S」表示され、
B
初期化が始まります。
3) 約 1 秒後にブザーが鳴り(単音 3 回“ピ”、“ピ”、
“ピ”)標準設定値に戻ります。
(注意) 初期化作業の途中で電源を O FF しないでくだ
さい。本体のプログラムを破損する危険があ
ります。
4) 電源スイッチを OFF し、再度電源スイッチを
ON にしてください。通常動作に戻ります。
54
(注意) 1. この操作を行うとペダルセンサの中立補正値も初期化されるため、使用前に必ずペダルセンサ中立自
動補正操作を行ってください。(「#-9. ペダルセンサ中立自動補正」 p.43 参照)
2. この操作を行うと頭部調整値も初期化されるため、使用前に必ず頭部調整操作操作を行ってください。
(「$-2. 頭部調整」 p.52 参照)
3. この操作をしても操作パネルで設定した縫製データは初期化されません。
6

$
. 保 守
1. 電源ヒューズの交換方法
1
2
3
1) ミシンが停止しているこ
とを確認のうえ、電源ス
イッチの OF F ボタンを
押して、電源を切ってく
ださい。
2) 電源スイッチが OFF に
なっ て いる こ とを 確 認
し、電源コードを電源コ
ンセントから抜きます。
「#-13. カバーの開け方」
3)
p.46
を参照し、カバー
を開けます。
4) ヒューズ1、2のガラス部をつかんで取り外します。
(注意)感電の危険性がありますのでヒューズを外す時は LED3が完全に消灯してから取り外してください。
5) ヒューズの容量は、指定の容量のものをご使用ください。
:3.15A/250V タイムラグヒューズ
1
品番:KF000000080
品番:KF000000030
:6.3A/250V タイムラグヒューズ
2
– 51 –

– 52 –
2. 頭部調整
( 注意 ) 糸切り後プーリの白点とカバーの凹みが大きくズレている場合は下記操作により頭部の角度調整を行っ
てください。
1) スイッチ4と、 スイッチ5を同時に押
しながら電源スイッチを ON します。
A
2) 表示器に、
ドに切替わります。
54
3) 頭部プーリを手で回し、主軸基準信号を検出す
ると、表示部Bに主軸基準信号からの角度が表
示されます。(値は参考値です。)
B
と表示され (A)、頭部調整モー
8
7
4) この状態で、プーリの白点7とプーリカバーの
凹み8を図のように一致させます。
5)
スイッチ6を押して頭部調整作業は終了で
す。
(値は参考値です。
)
6

3. コネクタ配置図
• 不意の起動による人身の損傷を防ぐために電源を切り、電源プラグを抜いて、5 分以上経過
してからコネクタ接続を行ってください。
• 誤動作や仕様違いにより装置を破損する恐れがありますので、必ず指定の位置に対応する全
てのコネクタを挿入してください。(指定以外のコネクタに間違えて挿入すると装置を破損
警告
MAIN 基板には、下記のコネクタが準備されております。
頭部装着の装置に合わせて、該当位置にコネクタを接続してください。
だけでなく、不意に動作し危険です。)
• 誤動作による人身の損傷を防ぐため、必ずロック付きコネクタはロックを行ってください。
• 各装置の取り扱いの詳細については、装置側付属の取扱説明書をよくお読みになった上で取
り付けてください。
CN12:リレーコード用コネクタ
1
CN34:ペダルセンサー
2
CN30:モーターエンコーダー
3
CN60:頭部パネル
4
CN38:CP/IP パネル
5
CN39:立ちミシン
6
CN57:生産管理
7
CN54:OPTION INPUT
8
CN50:OPTION I/O
9
!0 CN11:回生抵抗
!1 CN52:CPU INSYSTEM
!2 CN53:JTAG
!3 CN36:頭部ソレノイド
!4 CN37:押え上げソレノイド
!5 CN58:ファン
!6 CN55:LED ライト
!7 モーターケーブル
!8 パネルケーブル
!9 パワーコード
– 53 –

– 54 –
4. エラー表示について
次のような場合は、故障と判断する前にもう一度お確かめください。
現象 原因 処置方法
ミシンを倒すとブザーが鳴ってミシンの
操作が不能となる。
糸切り、バック、ワイパーなどのソレノ
イドが作動しなくなった。また、作業ラ
ンプがつかなくなった。
電源 ON 直後ペダルを踏み込んでもミシ
ンが回らない。一度踏み返した後踏み込
むとミシンが回る。
ペダルを中立に戻してもミシンが止まら
ない。
自動押え上げ装置を取り付けたが押えが
上がらない。
バックタック SW がきかない。 自動押え上げ装置にて押えが上昇中である。押えを下降してから操作してください。
電源スイッチを切らずにミシンを倒すと
安全上、左記の処理となります。
ソレノイド電源保護ヒューズが断線した
とき。
ペダルの中立位置がずれた。
(ペダルのばね圧等を変更すると中立位置
がずれる場合があります。)
自動押え上げ機能が OFF になっている。 自動押え上げ機能選択にて FL O N を選
ペダル仕様が KFL 仕様になっている。 ペダル踏み返しにて押えを上げるときに
自動押え 上 げ 装 置のコード が コ ネ ク タ
(CN37)に接続されていない。
電源を切った後ミシンを倒すようにして
ください。
ソレノイド電源保護ヒューズの確認をお
願いします。
ペダルセンサの中立自動補正を実行して
ください。
択してください。
は PFL 設定にメモリスイッチを切り替え
てください。
コードを正しく接続してください。
自動押え上げ装置が取り付けられていな
いが、自動押え上げ機能が ON になって
いる。
ミシンが回らない。 モータ出力コード(4P)が抜けている。 コードを正しく接続してください。
モータ 信 号コー ド のコネク タ(CN30)
が抜けている。
自動押え上げ装置がないときは FL OF F
を選択してください。
コードを正しく接続してください。

また、本装置には問題を発見した際に問題が拡大しないようにインターロック(または機能制限)するとと
もに報知する下記エラーコードがあります。サービスを依頼される際にはエラーコードの確認もお願いいた
します。
[ エラーコードの確認方法 ]
B
1) ス イ ッチ
ON します。
2) “
ピ”という音ととも表示部
を押しな が ら電源スイッチを
3
番号が表示されます。
3)スイッチ
または、スイッチ
3
ことにより、以前のエラー内容の確認が行えま
す。
(最後まで進むと単音で 2 回“ピ”、“ピ”と警告
音が鳴ります。)
43
(注意) スイッチ
で1つ前のエラーコードを表
3
示し、スイッチ
ドを表示します。
エラーコード一覧表
No. エラー検知内容 予想される発生原因 確認項目
E000 データ初期化実行
( エラーではありません)
・
頭部を乗せ換えた場合
・ 初期化操作を実行した場合
に最新のエラー
B
4
で1つ後のエラーコー
4
を押す
E003 シンクロ・コネクタ抜け ・
E004 シンクロ下定位置センサ故
障
E005 シンクロ上定位置センサ故
障
E007 モータ過負荷 ・
E070 ベルト滑り ・
E071 モータ出力コネクタ抜け ・
E072
E079 自動運転過負荷エラー ・
E220 グリスアップ警告 ・
E221 グリスアップエラー ・
糸切動作時のモータ過負荷
・ 検出器が破損した場合
・ ベルトのゆるみ
・ 頭部が合ってない
・ モータプーリが合ってない
・ 頭部保証以上の極厚物の縫製の場合
・ モータが回らない場合
・ モータまたはドライバが破損
・ ベルトのゆるみ
・ E007 と同様 ・ E007 と同様
ミシン頭部検出より位置検知信号が入
力されない場合
頭部がロックした場合
頭部がロックした場合
モータコネクタの抜け ・
未使用 ・ 未使用
所定の針数に達したとき ・ 指定箇所にグリ スを補充し、リセットす
所定の針数に達し、縫製不可になったとき・ 指定 箇所にグリスを補充し、リセッ トす
・ 検出 器コ ネク タ(CN33)のゆるみ外れ
がないか
・ 検出器コードが頭部 による線噛みなどで
断線していないか
・
ベルトの張り
・ 頭部設定
・ モータプーリ設定
・ プーリに糸などの巻き付きはないか
・ モータ出力コネクタ(4P)のゆるみ外れ
はないか
・
モータ手回し時に引っ掛かりがないか
・ モータ手回し時に引っ掛かりがないか
・ ベルトの張り
モータ出力コネクタのゆるみ、外れがないか
る ( 詳細は頭部資料を参照 )
る ( 詳細は頭部資料を参照 )
– 55 –

– 56 –
No. エラー検知内容 予想される発生原因 確認項目
E302 倒れ検知スイッチ異常
(安全 SW の動作時)
E303 半月板センサエラー ・
E331 テープカッ タ ー 装 置 セン
サー同時 ON
E332 テープカッ タ ー 装 置 セン
サー同時 OFF
E499 データ異常 ・
E704 データ異常 ・
E730 エンコーダ不良 ・
E731 モータ・ホールセンサ不良
E733 モータ逆転 ・
E799 糸切り動作タイムアウト ・
E808 ソレノイドショート ・
E809 保持動作不良 ・
E810 ソレノイドショート ・
E811 過電圧 ・
E813 低電圧 ・
・ 電源が入 っ て いる状態 で 倒 れ検知ス
イッチが入力された場合
・ 糸切りメス位置不良
・ 頭部倒れ検知コネクタの抜け
半月板センサ信号が検出できない ・ 頭部と機種設定は一致しているか
テープカッター装置の動作不良 ・ テープカッター装置が正しく接続されてい
・
テープカッター装置の組み付け調整不良・ テープカッター装置が正しく組み付けられ
・
記憶データが破損した ・ サービスマニュアルの“機 能設 定データ
記憶データが破損した ・ サービスマニュアルの“機 能設 定データ
モータ信号が正しく入力されないとき ・ モータ信号コネクタ (CN30) のゆるみ外
モータ駆動中 500sti/min 以上で回転
指示方向と反対に回転しているとき発
生
糸切り制御動作が所定時間内に完了し
なかった
ソレノイド電源が正規の電圧にならない・ 頭部コードがプーリカバーなどで挟まれて
ソレノイド保持動作へ切り替わらない ・ ソレノイドが異常に発熱していないか
ショートしたソレノイドを駆動しよう
とした場合
保証電圧以上の電圧を入力した場合
・ 100V 設定で 200V を入力した場合
・ 120V のボックスに 220V 印加した
・ CE : 230V のボックスに 400V 印加
した
保証電圧以下の電圧を入力した場合
・ 200 V設定で 100 Vを入力した場合
・ 220V のボックスに 120V 印加した
・ 過電圧印加により内部回路が破損した
・ 電源スイッチを切ら ずにミシン頭部を倒
したか(安全のためミ シン操作を禁止し
ます)
・ 倒れ検知スイッチコ ードがミシン等によ
り線噛みしてないか
・
倒れ検知スイッチレ バーが引っかかって
いないか
・
倒れ検知スイッチレ バーのテーブルへの
接触量が不足してい ないか(テーブルの
凹み、ベット支柱の取付位置が遠い)
・
頭部倒れ検知コネクタ (CN48) のゆるみ、
外れがないか
・ モータエンコーダコネクタが断線していな
いか
るか
・ エアー圧が適正か
ているか
・ エアー圧が適正か
の初期化”を参照し て、機能設定の設定
内容をすべて標準値に戻してください
の初期化”を参照し て、機能設定の設定
内容をすべて標準値に戻してください
れがないか
・ モータ信号コードが頭部による線噛み等
で断線していないか
・ モータエンコーダコ ネクタの挿入向きは
間違っていないか
・ 主軸モータのエンコ ーダ結線が間違って
いる
・ 主軸モータの動力用 の結線が間違ってい
る
・ 機能設定 No .95:頭部選択機能の設定が
正しいか
・ モータのプーリー径が設定と合っているか
・ ベルトが緩んでいないか
いないか
(CTL 基板組回路が破損しています )
・ ソレノイドがショートしていないか
電源電圧が定格 +10%以上で印加されて
・
いないか
・
100V/200V 切り換えコネクタが間違っ
て設定されていないか
以上の場合電源基板が破損しています。
・ 電源電圧が定格 –10%以下でないか
・ 100V/200V 切り換えコネクタが間違っ
て設定されていないか
・ ヒューズまたは回生抵抗が破損していない
か
No. エラー検知内容 予想される発生原因 確認項目
E815 回生抵抗未接続 ・ CN11 未接続 ・ CN11 に回生抵抗が接続されているか
E906 操作パネル間通信不良 ・
・ 操作パネル破損
E922 主軸制御不能 ・
E924 モータドライバ不良 ・
E930 エンコーダ不良 ・
E931 モータ・ホールセンサ不良
E942 EEPROM 不良 ・
操作パネルコード抜け
主軸モータの制御ができないとき ・ 電源 OFF
モータドライバの破損
モータ信号が正しく入力されないとき ・ モータ信号コネクタ(CN30)のゆるみ外
EEPROM に書き込みができない ・ 電源 OFF
・ 操作 パネ ルコ ネク タ(CN38)のゆるみ
外れはないか
・ 操作パネルコードが 頭部による線噛みな
どで断線していないか
れがないか
・ モータ信号コードが頭部による線噛みなど
で断線していないか
– 57 –
 Loading...
Loading...