

Page 1

DDL-8700A-7
使用说明书
Page 2

目 录
. 规格 .............................................................................................................................................1
!
. 安装 .............................................................................................................................................3
@
1. 缝纫机的安装 .................................................................................................................................................................3
2. 踏板传感器的安装 ........................................................................................................................................................ 4
3. 电源开关的组装 ............................................................................................................................................................ 4
4. 连结杆的安装方法 ........................................................................................................................................................ 6
5. 底线卷绕方法 .................................................................................................................................................................7
6. 膝动提升高度的调整 ................................................................................................................................................... 8
7. 线架装置的安装 ............................................................................................................................................................. 8
8. 加油 .................................................................................................................................................................................... 9
9. 油量(迹)调整方法 ...................................................................................................................................................9
10. 机针的安装 .................................................................................................................................................................11
11. 旋梭的放入方法 ........................................................................................................................................................12
12. 缝距长度的调节 ........................................................................................................................................................12
13. 压脚压力的调节 ........................................................................................................................................................12
14. 关于压脚提升 ............................................................................................................................................................12
15. 压脚杆高度的调整 ...................................................................................................................................................13
16. 上线的穿线方法 ........................................................................................................................................................13
17. 线张力器 ......................................................................................................................................................................14
18. 挑线弹簧 ......................................................................................................................................................................14
19. 挑线杆挑线量的调整 ..............................................................................................................................................14
20. 机针与旋梭的关系 ...................................................................................................................................................15
21. 送布牙的高度 ............................................................................................................................................................15
22. 送布牙的倾斜 ............................................................................................................................................................16
23. 送布相位的调节 ........................................................................................................................................................16
24. 固定刀...........................................................................................................................................................................17
25. 踏板压力和行程 ........................................................................................................................................................17
26. 踏板的调整 .................................................................................................................................................................18
. 关于操作方法 ........................................................................................................................19
#
1. 缝纫机的操作方法 ......................................................................................................................................................19
2. 机头内装操作盘 ..........................................................................................................................................................21
3. 缝制图案的操作方法 .................................................................................................................................................22
4. 关于简单操作的设定 .................................................................................................................................................24
5. 关于生产支援功能 ......................................................................................................................................................25
6. 功能设定方法 ...............................................................................................................................................................28
7. 功能设定一览表 ..........................................................................................................................................................29
8. 关于各选择功能的详细内容 ...................................................................................................................................33
9. 踏板传感器中立自动校正........................................................................................................................................43
10. 踏板规格的选择方法 ..............................................................................................................................................43
11. 自动压脚提升功能的设定方法 ............................................................................................................................44
12. 键锁定功能的选择方法 ..........................................................................................................................................45
i
Page 3

13. 后护罩的拆卸方法 ...................................................................................................................................................46
14. 立式缝纫机踏板的连接方法 ................................................................................................................................48
15. 外部输出输入插头 ...................................................................................................................................................48
16. 布端传感器的连接方法 ..........................................................................................................................................49
17. 设定数据的初期化方法 ..........................................................................................................................................50
. 保养维修 .................................................................................................................................51
$
1. 电源保险丝的更换方法 ............................................................................................................................................51
2. 机头调整 ........................................................................................................................................................................52
3. 连接器配置图 ...............................................................................................................................................................53
4. 关于错误显示 ...............................................................................................................................................................54
ii
Page 4
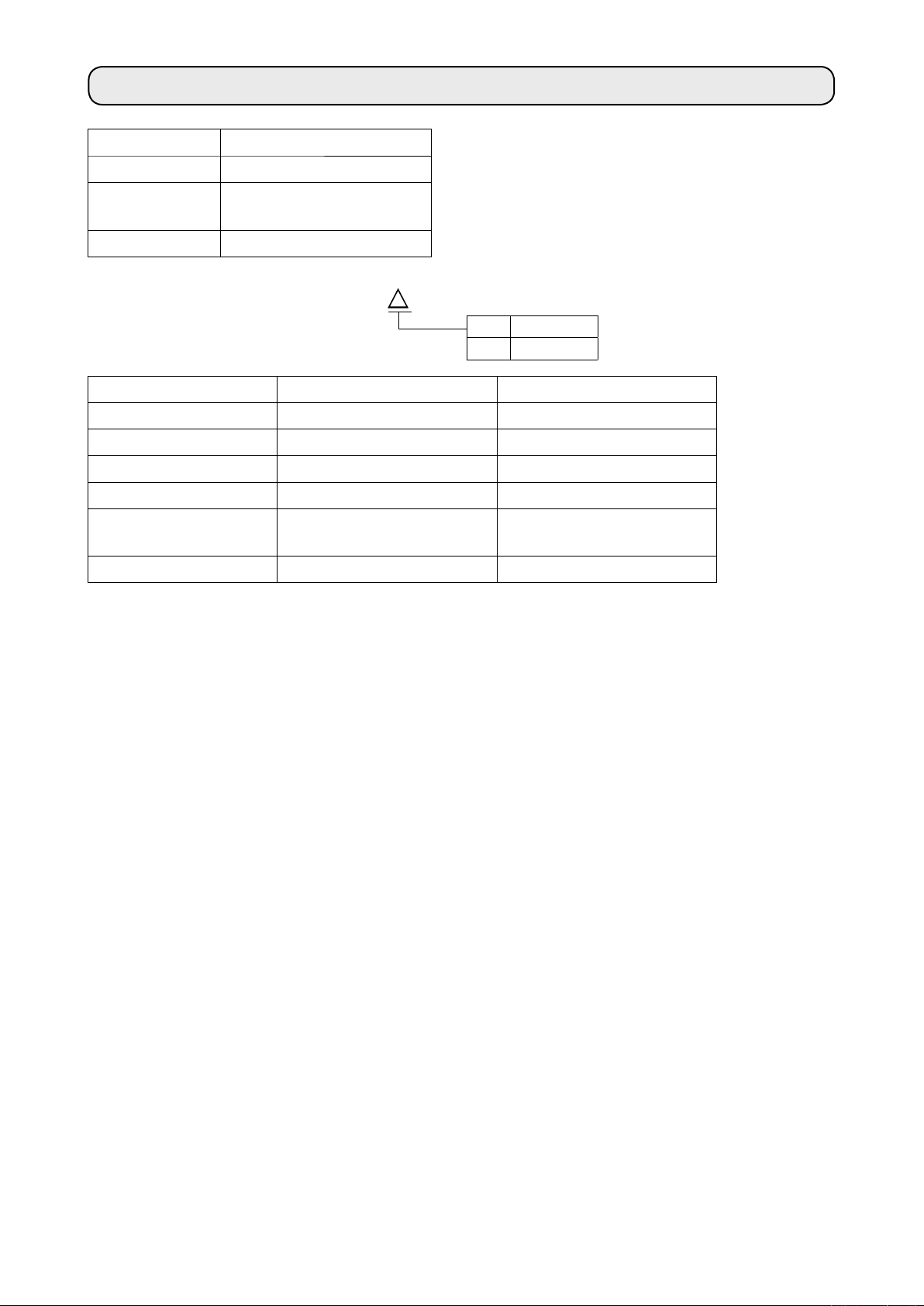
. 规格
!
电源电压 单相 220 ~ 240V
频率 50Hz/60Hz
温度
规格温度范围
Input
5 ~ 35℃,
湿度 35 ~ 85% 以下
210VA
DDL-8700A - 7
S :
中厚料
H : 厚料
DDL-8700AS-7 DDL-8700AH-7
最高缝制速度 5,000sti/min 4,000sti/min
切线速度 300sti/min 300sti/min
最大针脚长度 4mm 5mm
压脚高度(膝动提升) 13mm 13mm
*
使用机针
使用机油 JUKI MACHINE OIL #7 JUKI MACHINE OIL #7
1
DB×1(#14)
#9 ~ 18
DB×1(#21)
#20 ~ 23
● 缝制速度因缝制条件的不同而变化。
● 出货时设定的缝制速度 ..............AS-7 : 4,000sti/min
..............AH-7 : 3,500sti/min
*1 : 出口地区不同使用机针也有可能不同。
– 1 –
Page 5
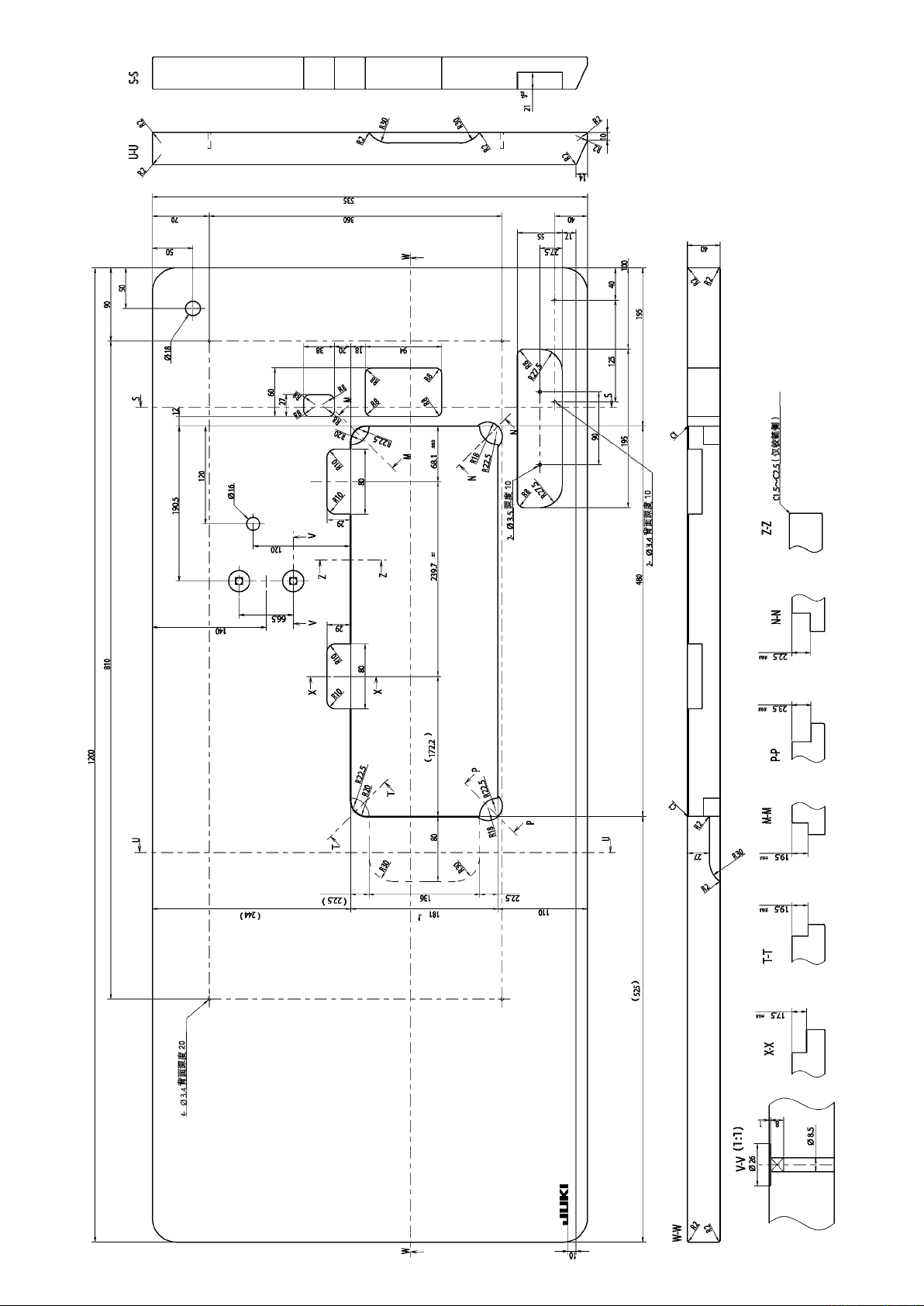
机台图纸
( 仅铰链侧 )
深度 10
深度 10
背面深度 10
背面深度 20
– 2 –
Page 6
. 安装
@
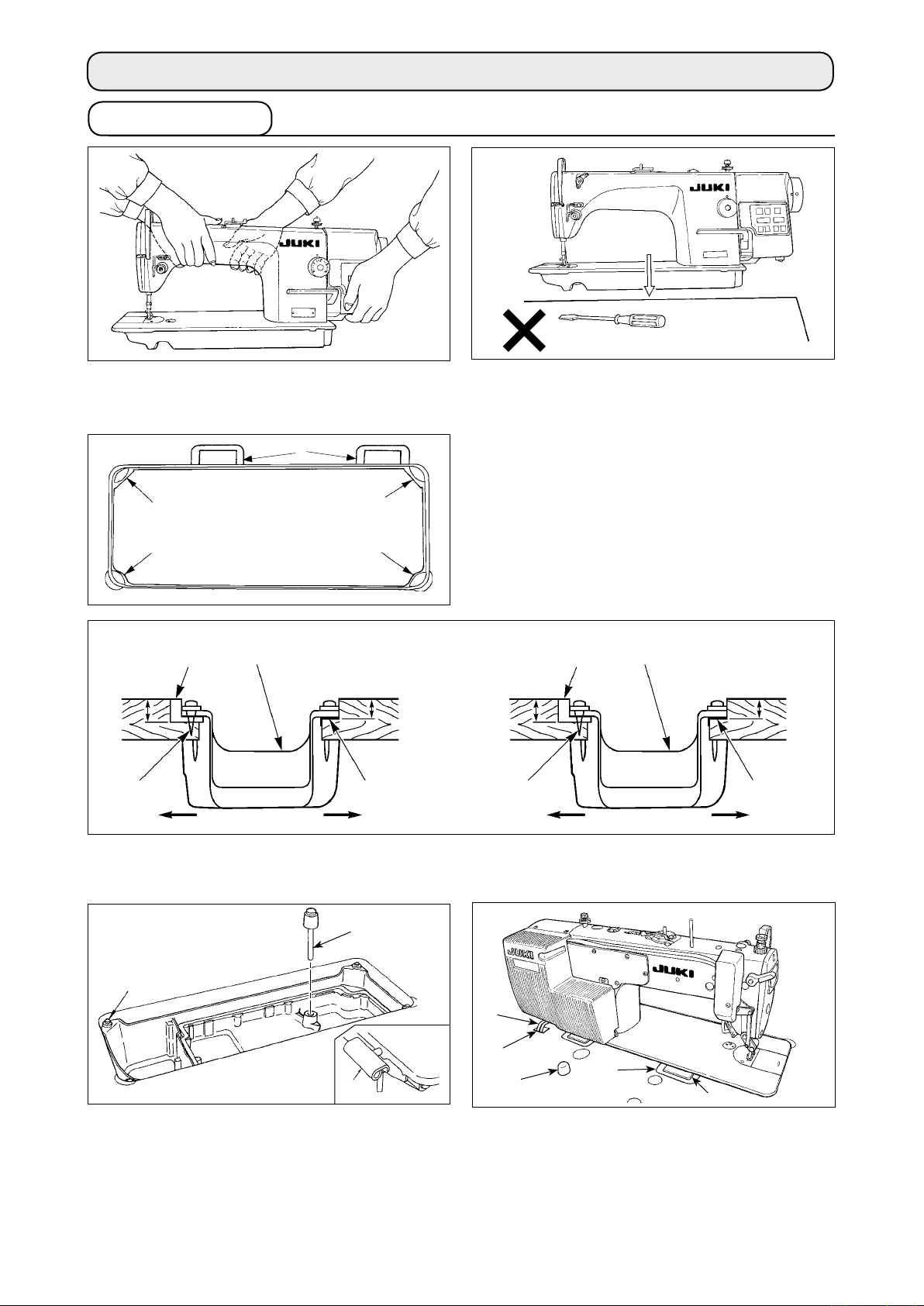
1. 缝纫机的安装
1) 请如图所示用 2 个人来搬运缝纫机。
( 注意 ) 请不要拿着皮带轮搬运缝纫机。
2) 在设置缝纫机的地方 , 请不要放螺丝刀等突起物。
3) 把底槽支到机台沟的四角上。把橡胶铰链座
8
3
1
针杆侧 电气箱侧
1
23.5mm
2
4
A
B
3
1
19.5mm
3
安装到机台,然后用钉子固定到机台上。
1
23mm
2
4
19.5mm
3
A
B
8
4) 用螺钉 2 把前侧 A 的 2 个头部橡胶支座1钉到机台的伸出部 , 用黏接剂黏接固定好铰链侧 B 的 2 个
头部胶垫座3, 然后把底槽4放上去。
6
9
!1
!2
7
!0
8
7
5) 请插入膝动提升押杆6。把铰链7放到机台的孔上,对准台板橡胶支座8,把头部放到四角的机头
胶垫9上。
6) 请把机头支撑杆!0牢牢地安装到机台上。
(注意)对于机头支撑杆,请一定使用本产品附属的零部件。
7) 请把电气箱的电缆
从电缆线引出孔
1
!
穿过,然后再从缝纫机机台的背面引出来。
2
!
– 3 –
Page 7
2. 踏板传感器的安装
1
1
本说明是安装到 DDL-8700A-7 的机台时的
说明。
1) 用附属的安装螺栓组件1把踏板传感
器安装到机台上。
此
时,请把附属的螺母和垫片按照图
示插入并拧紧固定。
把踏板传感器安装到机台之后,请把
2)
缝纫机机头安装到机台上。
・ 为了防止突然的起动造成人身损伤,请关闭电源,拔下电源插头,经过 5 分钟以上之后再进行
・ 因为有由于误动作或规格不同而破损装置的危险,所以请一定把对应的所有连接器插入到指定
警告
・ 为了防止因误动作造成人身的损伤,请一定对带锁定的连接器进行锁定。
・ 有关各装置的详细使用方法,请仔细阅读了装置方面附属的使用说明书之后再进行安装。
3. 电源开关的组装
平垫片
弹簧
操作。
的位置。(如果把指定以外的连接器错误地插入的话,不仅会破损装置,而且有突然动作的危险。)
(注意)请不要把电源插头插进电源座。
1
螺母
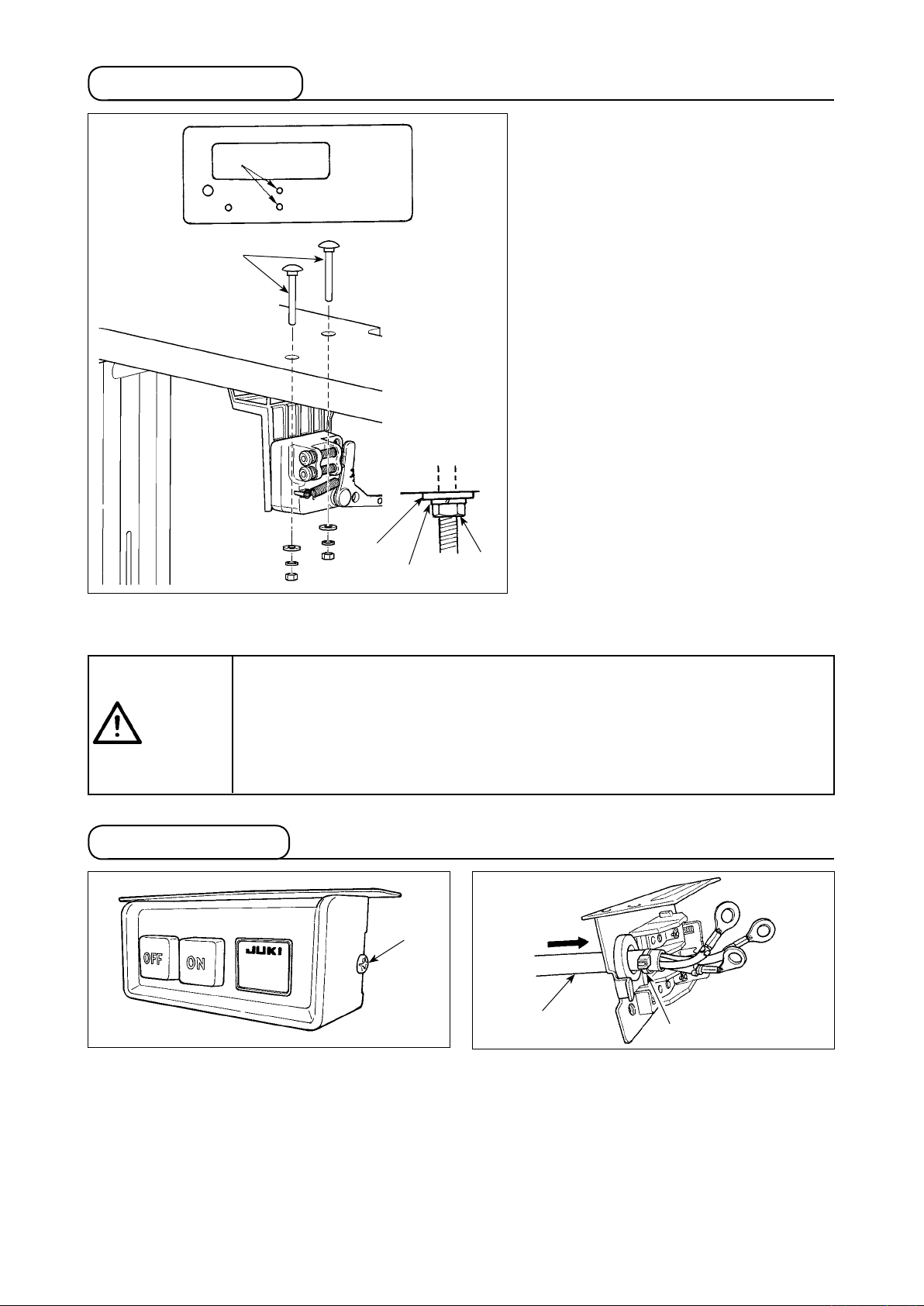
1) 请卸下电源开关护罩横侧的螺丝1,然后打开电
源开关的护罩。
2
3
2) 请把从电气箱连接出来的 AC 输入电线2从电源
开关背面穿过来,然后再用扎线带3捆紧固定。
– 4 –
Page 8
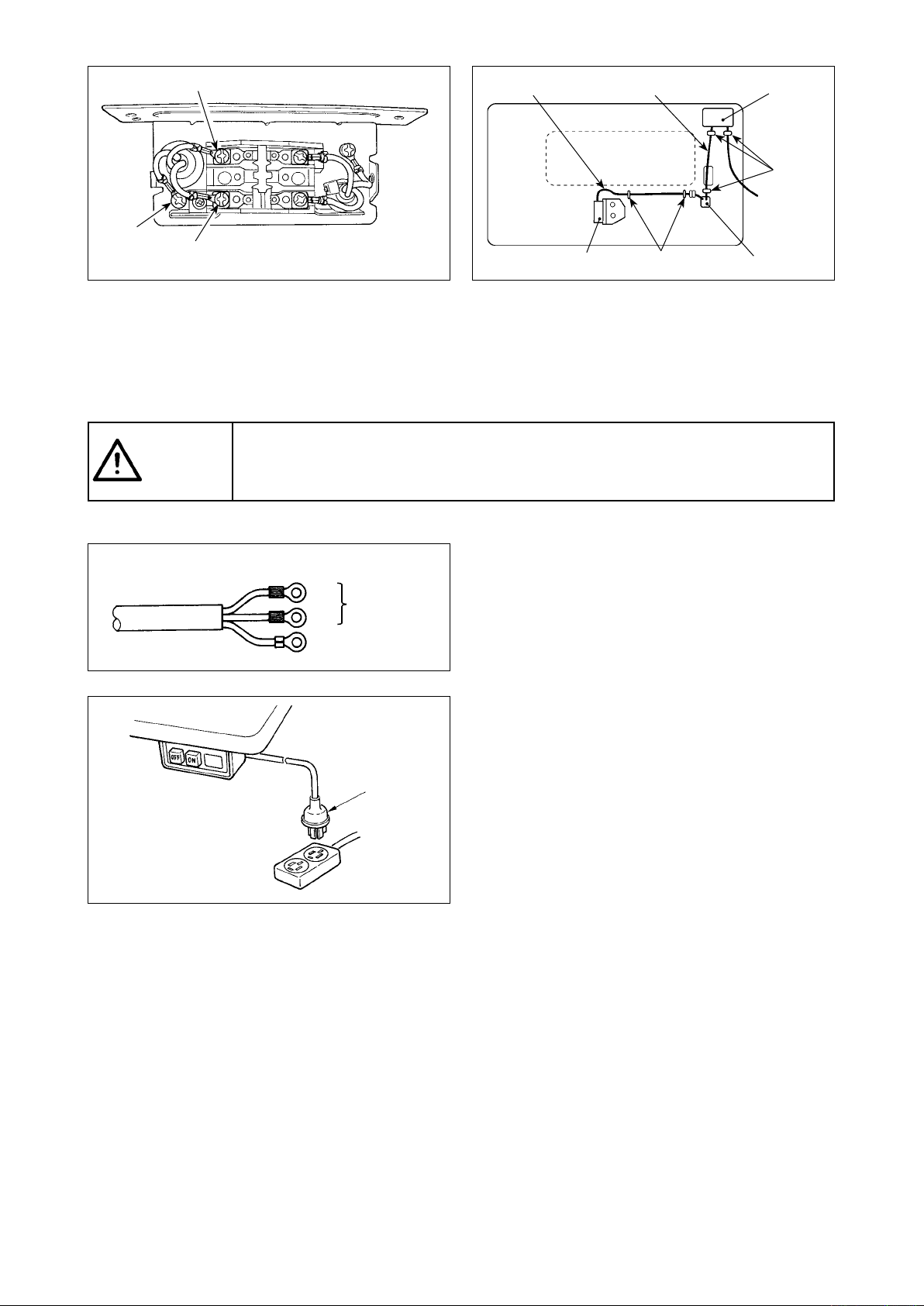
白
踏板传感器电缆
AC 电缆
电源开关
U 形钉
(大)
绿 / 黄
3) 请用螺丝牢固地把 AC 输入电源线
黑
的各端子固
2
定到指定部位,不让螺丝松动。
4) 请关闭电源开关的护罩,拧紧电源开关护罩横侧的
螺丝1。
1. 地线(绿 / 黄)一定安装到指定部位(接地侧)。
警告
1ø 220V-240V
2. 请注意不要让各个端子互相接触。
3. 关闭电源开关的护罩时,请注意不要夹住电线。
黑
AC 220V-240V
白
绿/黄(地线)
踏板传感器
U 形钉(小)
电缆引出孔
5) 在先把附属品的 U 形钉固定在电缆线上,然后
再钉到缝纫机机台上。
此时,请把 U 形钉安装到图示的位置。
6) 请把电源线连接到电源插头上。
请如图示那样,把白和黑色的电线连接到电源
侧,把绿/黄色的电线连接到接地侧。
( 注意 ) 1. 请一定准备符合安全标准的电源插头3。
2. 请一定把地线 ( 绿/黄 ) 连接到接地侧。
3
7) 请确认了电源开关是 OFF 之后,再从电源开关
连接过来的电源插头插进电源插座里。
(注意) 连接电源插头之前,请再一次确认电源箱上表
示的电源电压规格。
– 5 –
Page 9
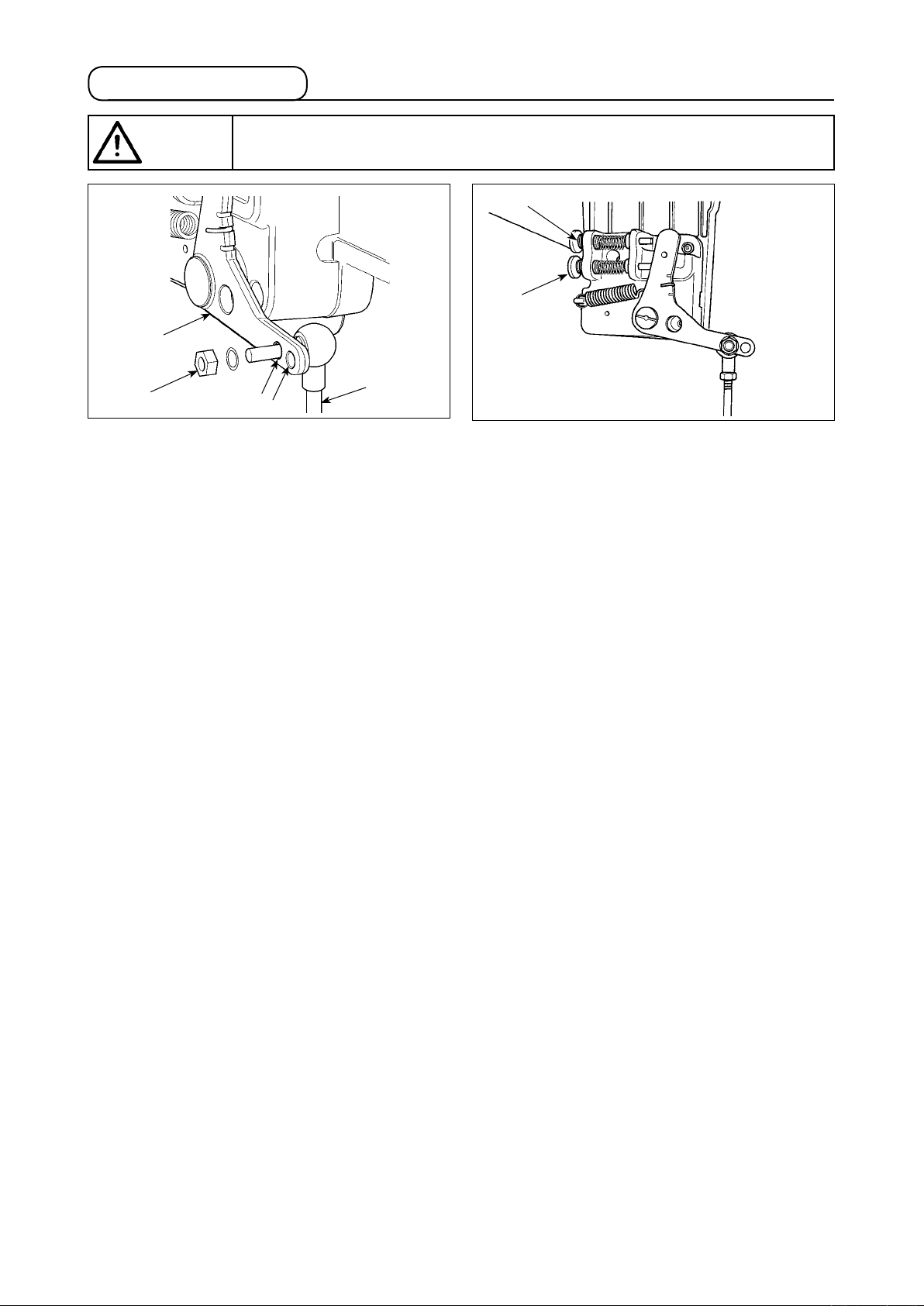
4. 连结杆的安装方法
警告
2
3
1) 连结杆1用螺母3固定到踏板拨杆2的安装
孔B。
2) 把连结杆1安装到安装孔A之后,踏板踩踏
行程变长,踏板的中间速度操作变得容易。
为了防止意外的起动发生人身事故,请关掉电源 5 分钟以后再进行操作。
B
A
1
5
4
3) 把逆踩踏调节螺丝4向里拧进的话则变重。向
外拧出的话则变轻。
( 注意 ) 1. 如果螺丝拧得过松的话,弹簧就会脱落。
因此请把从箱部可以看得到螺丝前端的状
态为拧松限度。
2. 调节了螺丝后,请用金属螺母5拧紧固
定以保证螺丝不松驰。
– 6 –
Page 10
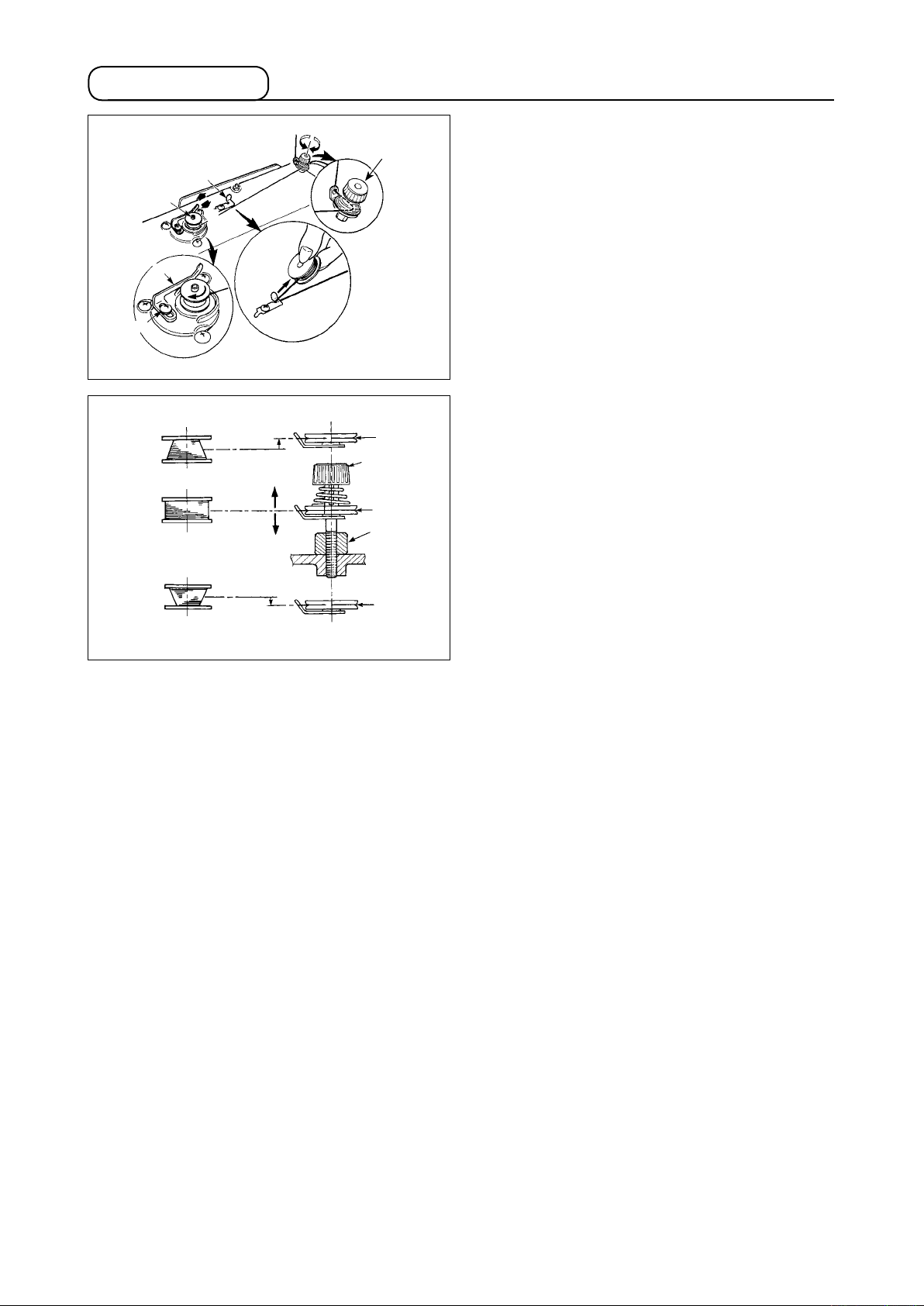
5. 底线卷绕方法
3
B
1
2
4
A
C
1)
把梭心推到卷线轴1的最里面。
2)
8
把线架右侧的卷线如图所示穿线 , 并把线端向右
缠绕数圈。
( 铝旋梭时 , 把线端向右缠绕后 , 再把线张力盘
过来的线向左缠绕数圈后 , 就容易绕线了。)
3) 把卷线拨杆2推到 A 方向 , 转动缝纫机。梭心
向 C 方向转动 , 线卷绕到梭心上。
卷绕结束后卷线轴1自动停止。
4) 取下梭心 , 用切线保持板3切断机线。
5) 调整底线卷线量时,请拧松固定螺丝4,把卷
线杆2移动到 A 方向或 B 方向,然后再拧紧固
定螺丝4。
A 方向 : 变少
6
7
D
6
5
E
B 方向 : 变多
6) 如果底线不能均匀地卷绕到梭芯时,请卸下飞
轮,拧松螺丝5,调整卷线张力器8的高度。
· 梭芯的中心和线张力盘6的中心高度一样时
为标准位置。
· 梭芯下部卷绕得多时,请把线张力盘6的
位置向 D 方向调整,而梭芯上部卷绕得多时,
6
请把线张力盘6的位置向 E 方向调整。
调整后,请拧紧螺丝5。
7) 调整底线卷绕张力时 , 请转动线张力螺母7进
行调整。
(注意)1. 卷绕底线时 , 请在梭芯和线张力盘6之
间拉线的状态开始绕线。
2.
3. 线架装置引出的线受到风吹影响 ( 风向 )
不进行缝制的状态 , 卷绕底线时 , 请把上线
从挑线杆线道上卸下来 , 从旋梭里把梭芯卸
下来。
会出现悬垂 , 而卷绕到皮带轮上。因此请
注意风向等。
– 7 –
Page 11
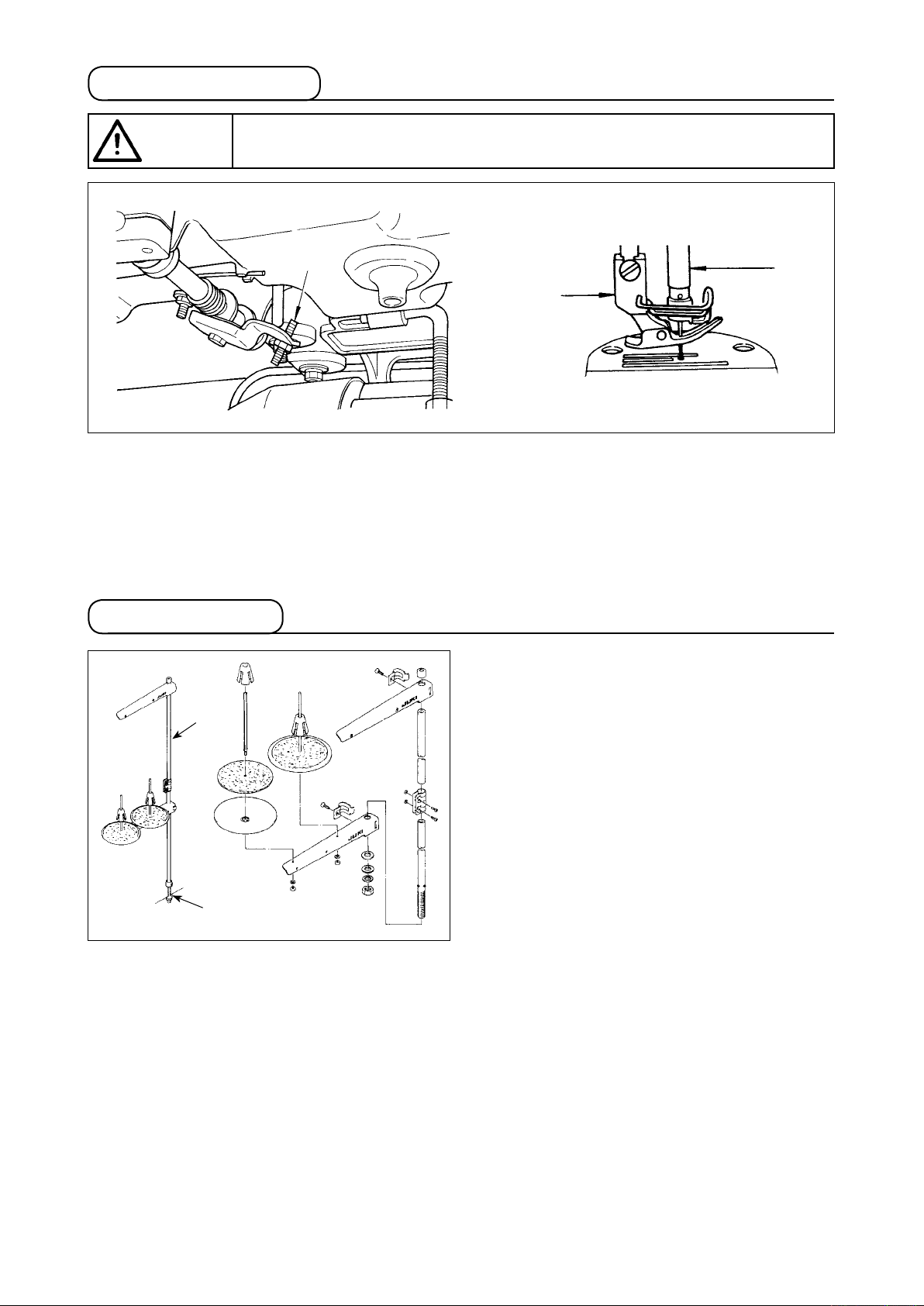
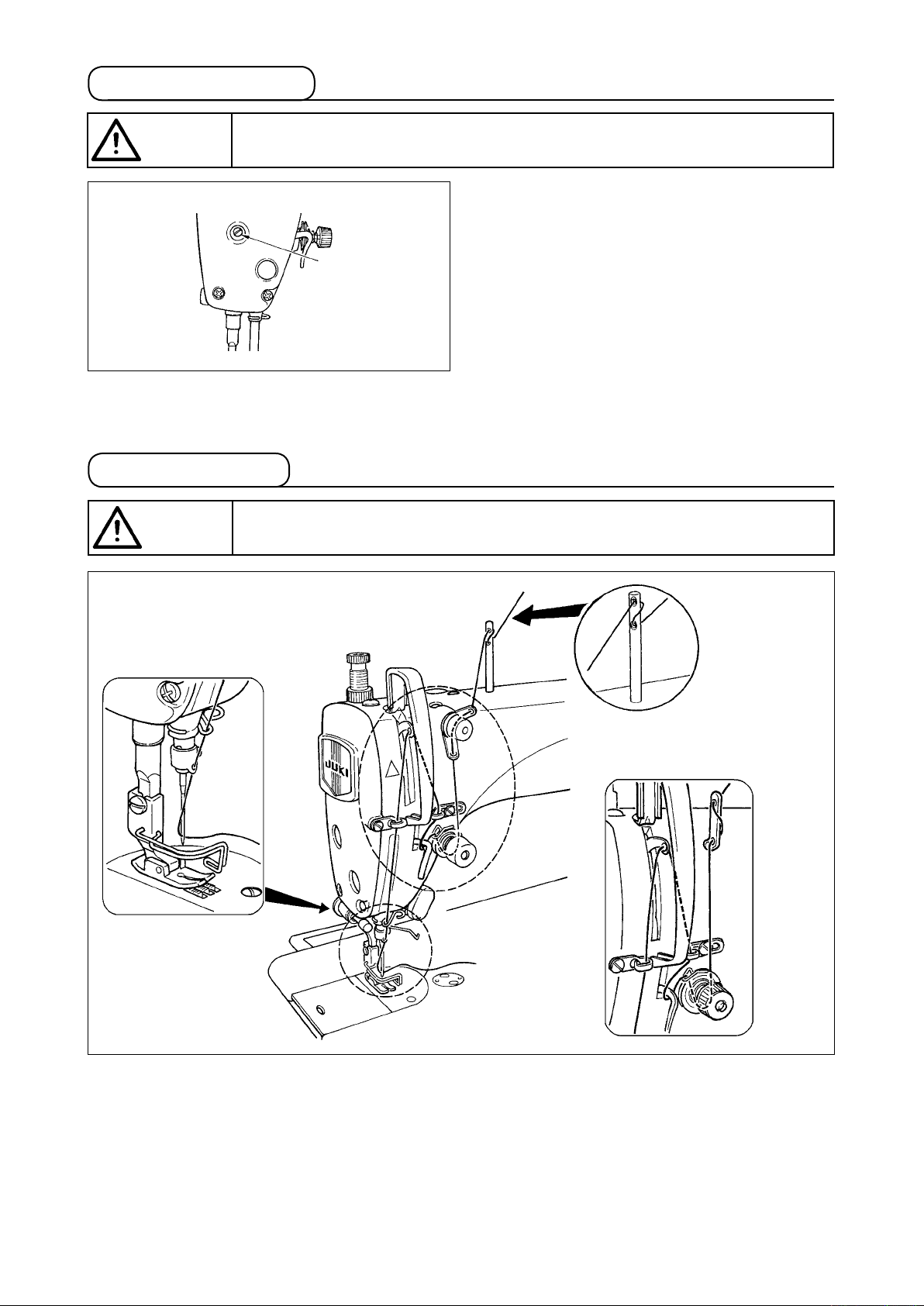
6. 膝动提升高度的调整
警告
1) 膝动提升的压脚标准高度为 10mm 。
2) 调整膝动提升调整螺丝1可以把压脚高度最大调整到 13mm。
压脚提升到 10mm 以上时,请注意针杆2的前端下降到最底下时,不能碰到压脚3。
3)
为了防止缝纫机突然的起动造成人身的伤害,请关闭电源之后再进行操作。
1
3
2
7. 线架装置的安装
2
1
1) 如图所示那样把线架安装到机台孔上。
2) 请拧紧螺母1。
3) 可以进行顶部配线时 , 请把电源线从线架杆
的里面穿过。
2
– 8 –
Page 12
8. 加油
警告
1. 为了防止缝纫机的突然起动造成事故 , 加油结束之前 , 请不要连接电源插头。
2.
为了防止炎症或斑疹 , 如果油沾到眼睛或身上后 , 请立即洗净。
3. 误饮油后有可能发生腹泻或呕吐。请把油放到小孩子拿不到的地方。
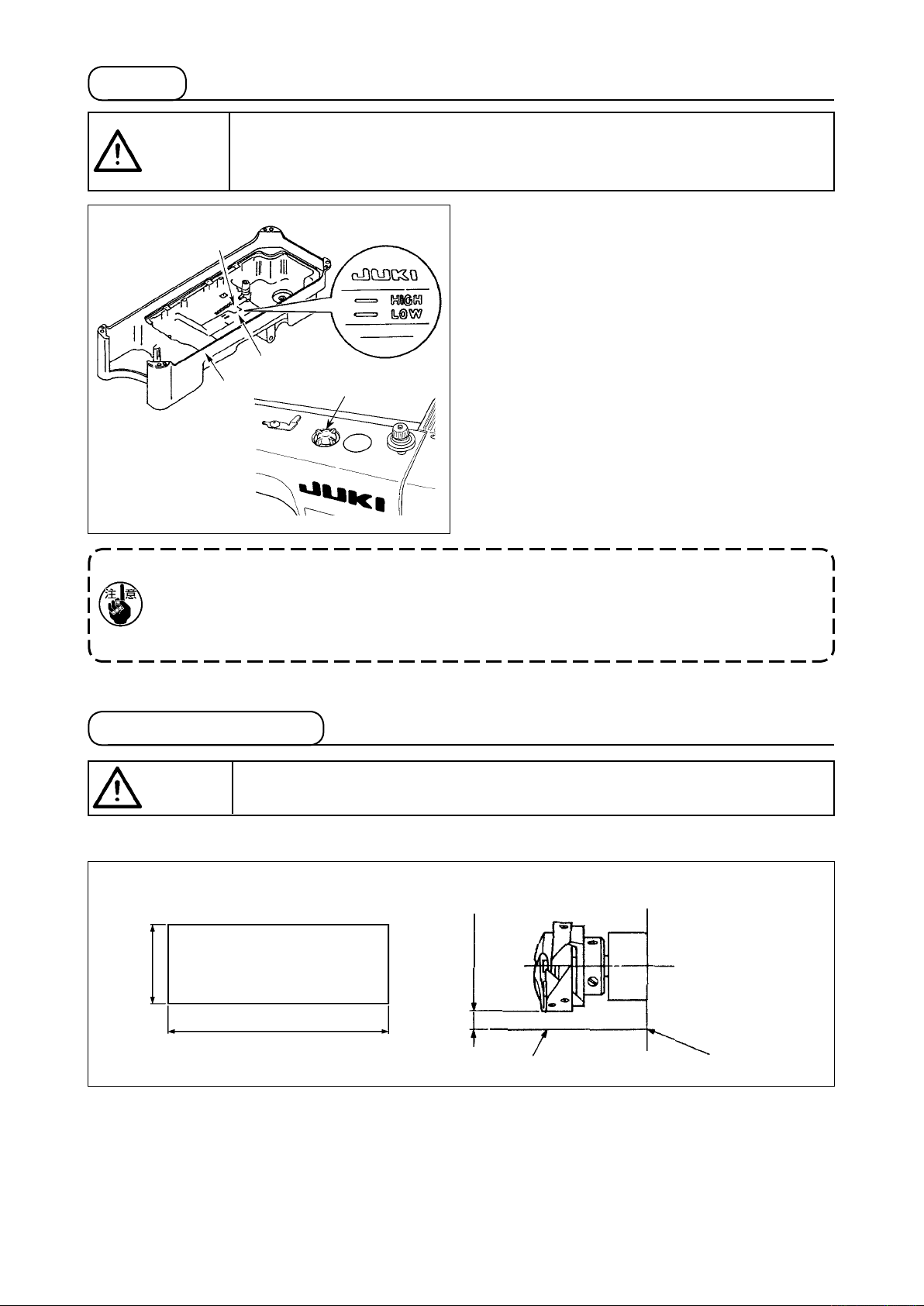
1) 运转缝纫机之前 , 请把 JUKI MACHINE OIL #7
A
1
B
2
机油倒进油槽1里,一直加到 HI G H 标记
的位置。
2)
油槽的油面降到 LOW 标记B以下时,请再次
补充机油。
加油后运转缝纫机,如果润滑正常时,可以通
3)
过油窗2看到油的流动。
油流动量的多少,与油量的多少无关。
4)
A
1. 新缝纫机或较长时间没有使用的缝纫机时 , 请进行 2000sti/min 以下的磨合运转之后再使用。
2. 请购买 JUKI NEW DEFRIX OIL No.1( 货号 :MDFRX1600C0) 机油或 JUKI MACHINE OIL
#7( 货号 :MML007600CA) 旋梭油。
3. 请一定用油壶加入清洁的机油。
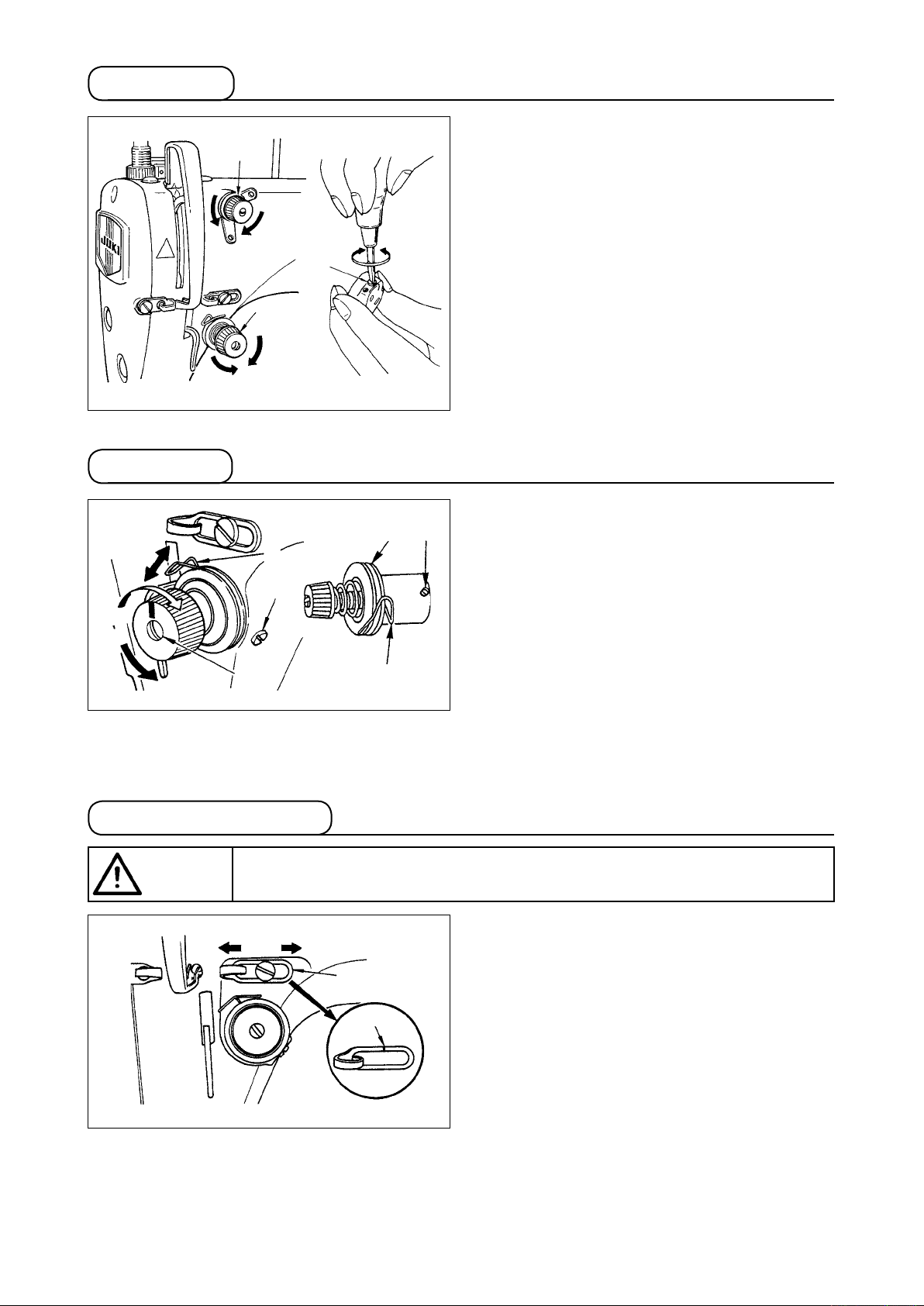
9. 油量(迹)调整方法
警告
(1)旋梭油量确认
油量(迹)确认专用纸
1
25 mm
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
油量(迹)确认位置
2
3 - 10 mm
70 mm
油迹确认专用纸
※ 进行下列 2)的作业时,请卸下滑板,同时要充分注意手指不要碰到旋梭。
1) 冷机头时,请进行 3 分钟左右的空运转。(适当的断续运转)
2) 油量(迹)确认专用纸在缝纫机转动后的状态下插进去。
3) 请确认油量的油面高度应在 HI 和 LOW 的范围之内。
4) 确认油量(迹)所需要的时间为 5 秒钟。(应看着表)
– 9 –
应顶到接油槽壁
Page 13
(2)旋梭油量(迹)调整
B
A
(3)旋梭油量(油迹)适合标样
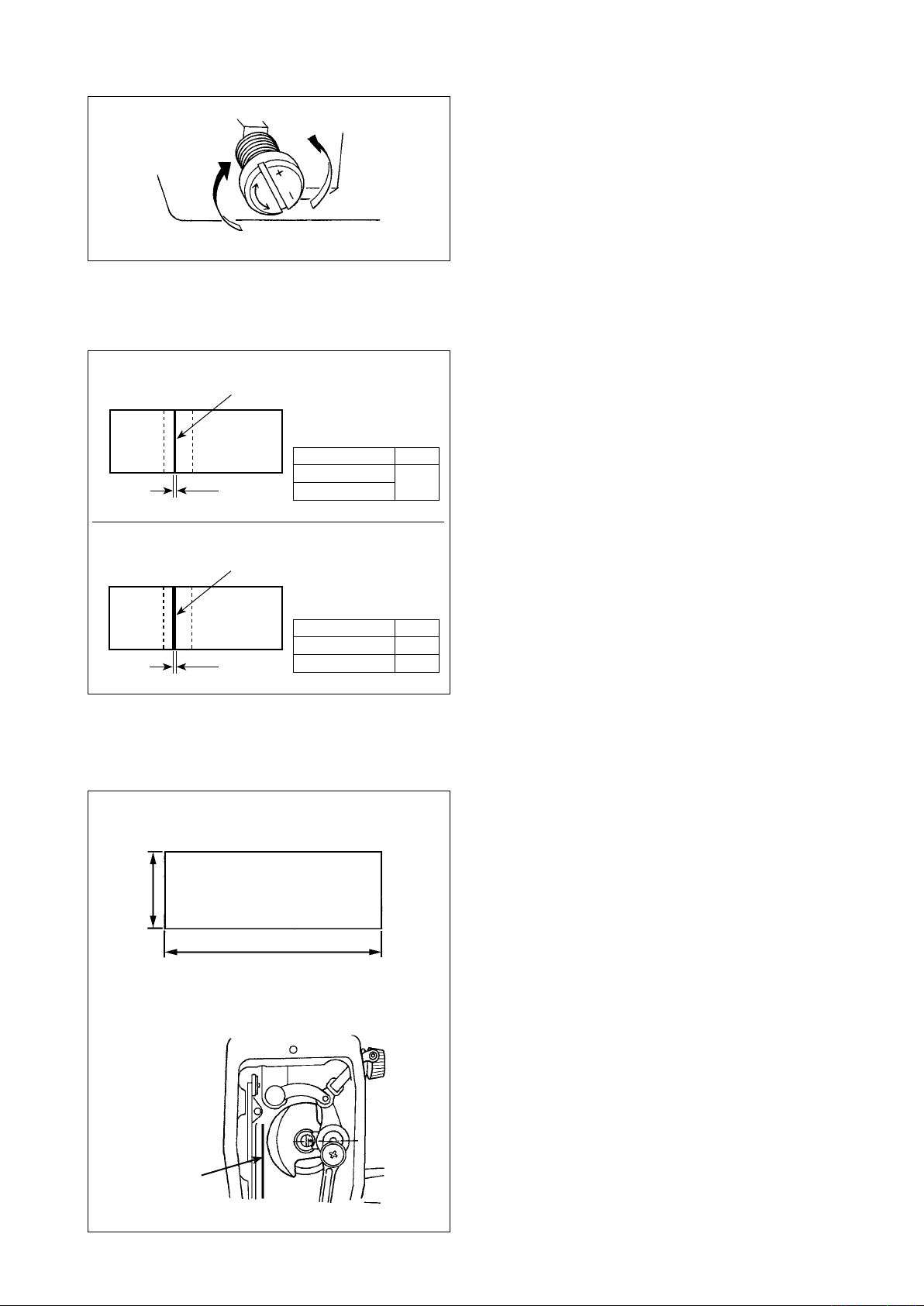
1) 把下轴前端金属部件上的油量调详螺丝向+的
方向(A方向)转动,油量(迹)变多,向-
的方向(B方向)转动,油量(迹)变少。
油量调详螺丝调整后的油迹,应空运转 30 秒钟
2)
左右进行油量(迹)的确认。
油量适当(小)
* mm
油量适当(大)
* mm
(4)面部油量确认
油量(迹)确认专用纸
1
25 mm
油量(迹)确认位置
2
从旋梭飞溅出来的油
DDL-8700AS-7
DDL-8700AH-7
从旋梭飞溅出来的油
DDL-8700AS-7
DDL-8700AH-7
70 mm
* mm
1mm
* mm
2mm
3mm
1) 图示表示油量 ( 油迹 ) 适量的状态。虽然根据缝
制工序的需要有可能要进行必要的调整,但是
请注意不要过度地增减油量。(油量过少时,会
烧坏旋梭(发热)。油量过多时,会脏污缝制品。)
2) 油量(油迹)应确认 3 次(3 张)均无变化。
※ 进行下列 2)的作业时,请卸下面板,同时要充
分注意手指不要碰到挑线杆。
1) 冷机头时,请进行 3 分钟左右的空运转。(适当
的断续运转)
2) 油量(迹)确认专用纸在缝纫机转动后的状态下
插进去。
3) 请确认油量的油面高度应在 HI 和 LOW 的范围
之内。
4) 确认油量 ( 迹 ) 所需要的时间为 10 秒钟。( 请用
手表来计测时间。)
油迹确认专用纸
– 10 –
Page 14
(5)面部油量的调整
C
最大
B
1
最小
1
(6)面部油量(油迹)适合标样
A
1) 调整挑线杆和针杆曲轴部2的油量时,转动油
量调整销1进行调整。
2) 调整销刻点A从图的位置向B方向转动,转
动到接近针杆曲皈2时,油量最小。
3) 从图上所示的位置向C方向转动,当转到与针
2
杆曲柄的正对面的位置时,油量为最大。
油量适当(小)
油量适当(大)
10. 机针的安装
警告
1) 图示表示油量 ( 油迹 ) 适量的状态。虽然根据缝
从挑线杆飞溅出来的油
制工序的需要有可能要进行必要的调整,但是
请注意不要过度地增减油量。(油量过少时,会
烧坏旋梭(发热)。油量过多时,会脏污缝制品。)
2) 油量(油迹)应确认 3 次(3 张)均无变化。
1 mm
从挑线杆飞溅出来的油
2 mm
为了防止缝纫机突然的起动造成人身的伤害,请关闭电源之后再进行操作。
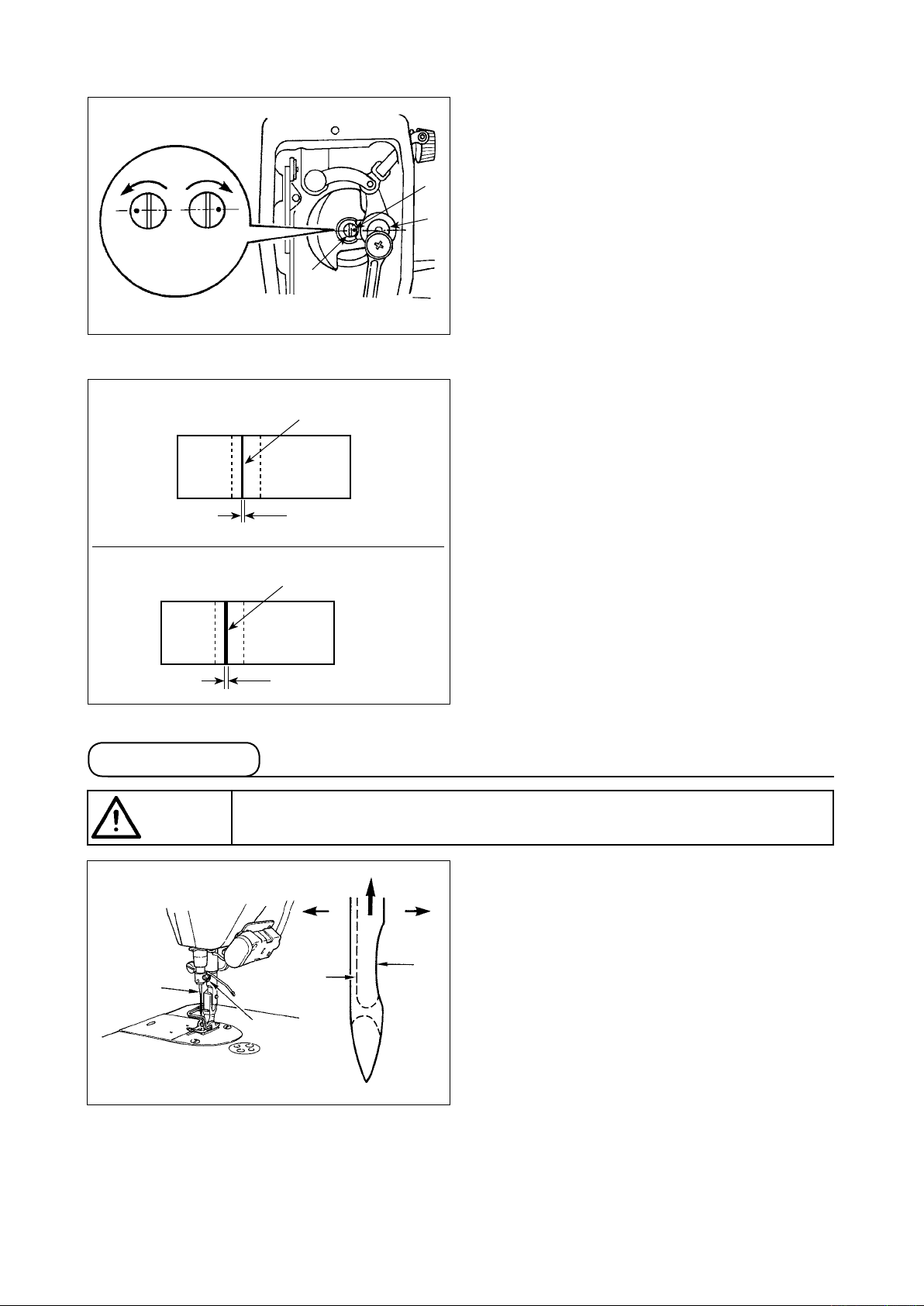
请使用各规格指定使用的缝纫机机针。同时,还请
根据使用的缝纫机线的粗细以及布料的种类,选择
D
B
使用适当的缝纫机机针。
1) 转动飞轮 , 把针杆升到最高处。
2) 拧松机针固定螺丝2, 手拿机针把机针1凹部
横向转到B的方向。
A
3) 把机针插到针杆孔的深处。
1
C
A
2
4) 拧紧机针固定螺丝2。
5) 确认针的长孔C在左横向D的方向。
( 注意 ) 使用聚酯长丝机线时 , 如果机针凹部朝向面前倾向的话 , 容易发生线环不稳定或断线的现象。使用这
类机线时 , 请把机针稍稍向后倾斜安装 , 就可以有效地防止这些现象。
– 11 –
Page 15
11. 旋梭的放入方法
B
C
12. 缝距长度的调节
A
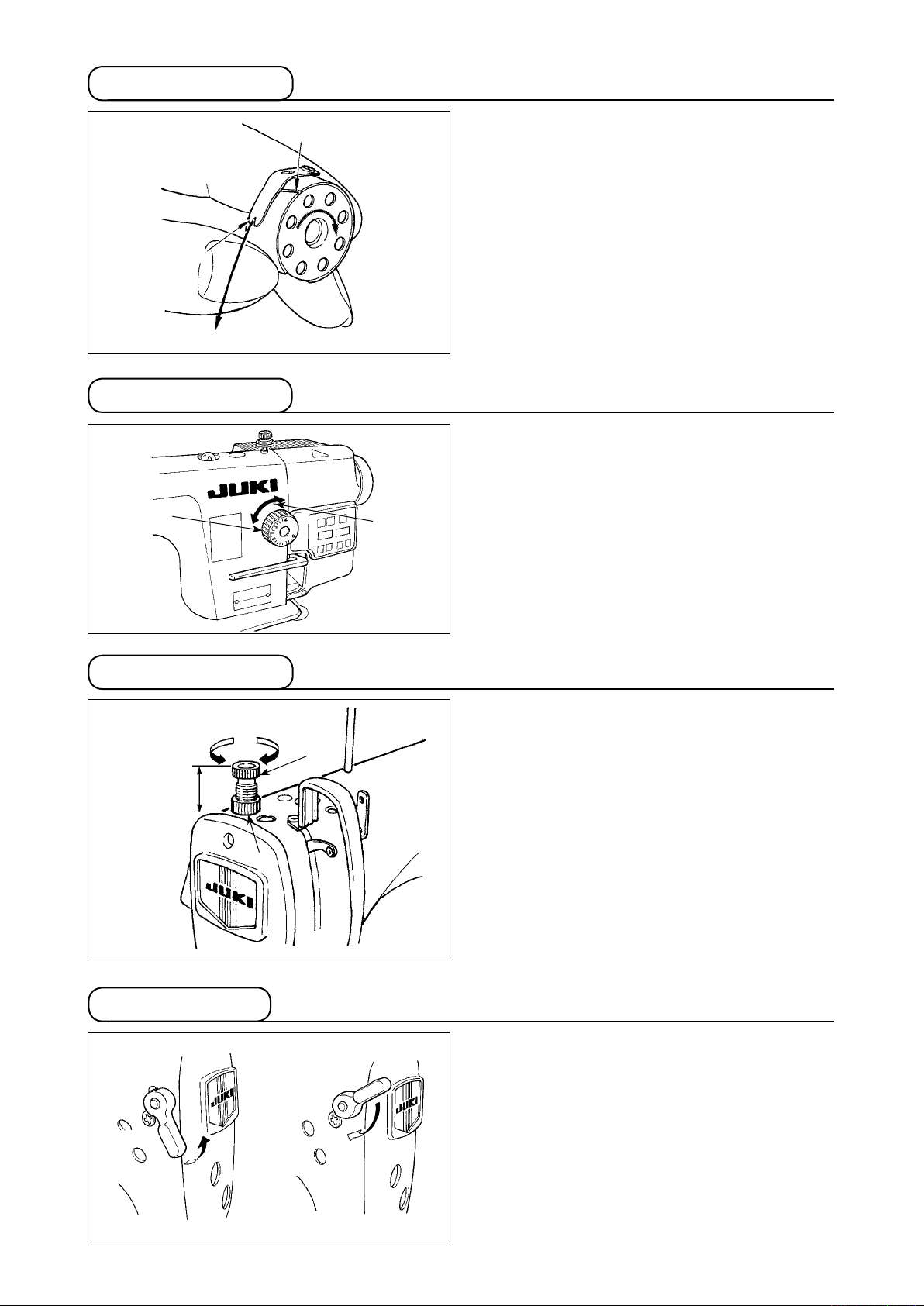
1) 把线穿过梭壳的穿线口A, 然后把线往C方向
拉 , 从线张力弹簧下面的穿线口B拉出来。
2) 拉底线 , 确认梭心是否按箭头方向转动。
* 刻度盘的数字为 mm。
1) 沿箭头方向转动送部调节刻度盘1, 并把希望的
数字对准机臂的刻点A。
1
13. 压脚压力的调节
B
29 〜 32 mm
2
A
1
A
1) 拧松螺母2, 把压脚调节弹簧1向右A方向转 ,
压力变强。
2)
向左B方向转 , 压力变弱。
3) 调节后 , 拧紧螺母2。
压脚调整螺丝高度的标准值是 29 ~ 32mm。
14. 关于压脚提升
1) 向上扳动拨杆,压脚上升。
2) 向下扳动拨杆,压脚下降。
– 12 –
Page 16
15. 压脚杆高度的调整
警告
16. 上线的穿线方法
警告
为了防止缝纫机突然的起动造成人身的伤害,请关闭电源之后再进行操作。
为了防止缝纫机突然的起动造成人身的伤害,请关闭电源之后再进行操作。
1
1) 变更压脚杆的高度或压脚的角度时,请拧松压
脚杆套管固定螺丝1进行调整。
调整后,拧紧固定螺丝1。
2)
– 13 –
Page 17
17. 线张力器
B
1
A
3
E
F
(1)上线张力的调整
1) 把第一线张力器螺母1向右A的方向转动之
后,切线后针尖上残留的线变短
2) 向左3的方向转动之后,残留的线变长。
3) 把第二线张力器螺母2向右C的方向转动之
后,上线张力变强。
4) 向左D的方向转动之后,则变弱。
18. 挑线弹簧
A
B
D
3
2
C
1
2
1
5
(2)底线张力的调整
1) 如果把线张力螺丝3向右E的方向转动,则
底线张力变强。
2) 如果向左F的方向转动,则底线变弱。
(1)挑线弹簧1的行程量调整
4
1) 拧松线张力台的固定螺丝2。
2) 向右A的方向转动线张力杆3,则行程量变大。
3) 向左B的方向转动,则行程量变小。
(2)挑线弹簧1的压力调整
1) 拧松固定螺丝2,卸下线张力杆5。
2) 拧松线张力杆固定螺丝4进行调整。
3) 向右A的方向转动线张力杆3则压力变强。
4) 向左B的方向转动压力则压力变弱。
19. 挑线杆挑线量的调整
警告
为了防止缝纫机突然的起动造成人身的伤害,请关闭电源之后再进行操作。
BA
1
C
1) 缝制厚料时,向左A的方向移动线导向器1,
则挑线量变多。
2) 缝制薄料时,向右B的方向移动线导向器1,
则挑线量变少。
3) 线导向器1在刻线C对准螺丝的中心时是标
准位置。
– 14 –
Page 18
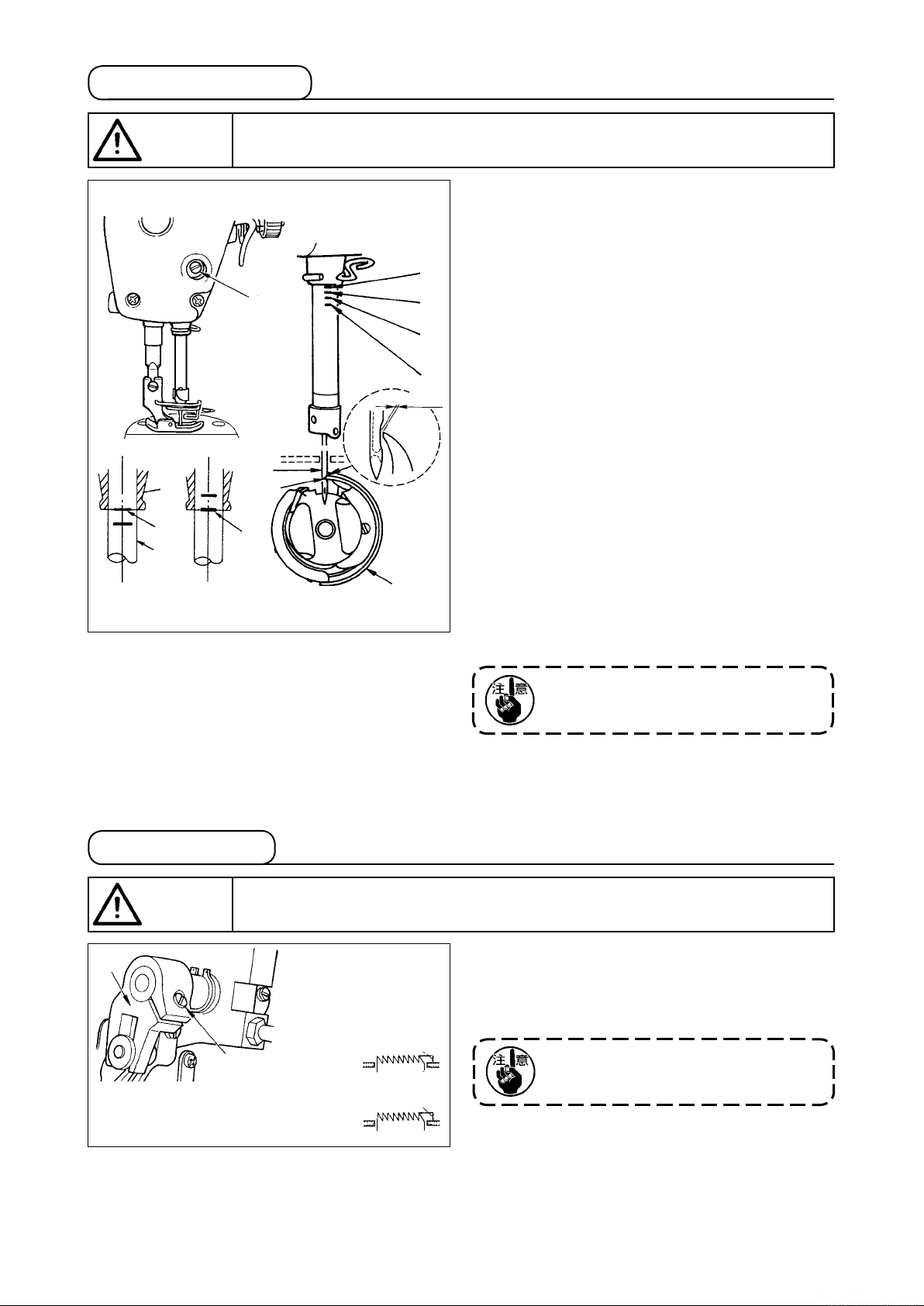
20. 机针与旋梭的关系
警告
3
A
2
为了防止缝纫机突然的起动造成人身的伤害,请关闭电源之后再进行操作。
(1) 请按如下方法调整机针和旋梭。
1) 转动飞轮,让针杆降到最下点,然后拧松针杆
套管固定螺丝1。
(决定针杆高度)
C
1
D
A
B
0.04 〜 0.1 mm
2) 〔DB 或 DP 针时〕把针杆2的刻线A对准针
杆下铁块3的下端,然后拧紧针杆套管固定螺
丝1。
〔DA 针时〕把针杆2的刻线C对准针杆下铁
块3的下端,然后拧紧针杆套管固定螺丝1。
(决定旋梭A的安装位置)
3) 〔DB 或 DP 针时〕拧松 3 根旋梭固定螺丝,转
4
5
B
动飞轮在针杆2上升的方向,把刻线B对准
针杆下铁块3的下端。
〔DA 针时〕拧松 3 根旋梭固定螺丝,转动飞轮
在针杆2上升的方向,把刻线D对准针杆下
铁块3的下端。
在此状态下,让旋梭尖5对准机针4的中
a
4)
心,把机针与旋梭的间隙调整为 0.04 ~ 0.1
mm(DDL-8700AH-7 : 0.06 ~ 0.20mm) (大致),
然后拧紧螺丝。
21. 送布牙的高度
警告
1
2
为了防止缝纫机突然的起动造成人身的伤害,请关闭电源之后再进行操作。
间隙 过小的 话,会损 伤旋梭尖。间隙过
大的话,会跳针。
调整送布牙的高度时
拧松上送布双叉1的紧固螺丝2。
1
上下移动送布台进行调整。
2
拧紧固定螺丝2。
3
0.75 〜 0.85 mm
DDL-8700AS-7
1.15 〜 1.25 mm
DDL-8700AH-7
紧固压力过弱的话,双叉部的动作则变
得不灵活了。
– 15 –
Page 19

22. 送布牙的倾斜
警告
B
A
前上 b 标准 c 前下 d 针板
a
为了防止缝纫机突然的起动造成人身的伤害,请关闭电源之后再进行操作。
1
a
b
c
d
1) 标准倾斜(水平)度是送布台轴的刻点A和送
布台曲柄1的B部一致时的位置。
2) 为了防止缝制皱摺,向前抬起送布牙时,请拧
松固定螺丝,把螺丝刀插入送布台轴,然后沿
箭头方向转 90 度。
3) 为了减少布的偏斜,向前下降送布牙时,请沿
与箭头方向相反方向转 90 度。
调节了送布牙之后,送布齿的高度会有
变化,请再次确认。
23. 送布相位的调节
警告
1
2
3
为了防止缝纫机突然的起动造成人身的伤害,请关闭电源之后再进行操作。
标准
送布相位提前
送布相位推迟
1) 拧松送布偏心凸轮1的固定螺丝2、3,朝箭
头方向或反箭头方向移动送布偏心凸轮,然后
拧紧固定螺丝。
2) 标准调节位置是送布牙从针板下落时,送布牙
上面与针孔上端对准针板上面的位置。
3) 提早送布相位以防止布偏斜时,请向箭头方向
移动送布偏心凸轮。
4) 为了良好的紧线而推迟相位时。请逆箭头方向
移动偏心凸轮。
移动距离过大会发生断针故障。
– 16 –
Page 20

24. 固定刀
警告
C
移动刀
a
c
标准:4.0mm (DDL-8700AH-7:4.5mm)
为了防止缝纫机突然的起动造成人身的伤害,请关闭电源之后再进行操作。
a
b
c
1
b
B
机针中心
25. 踏板压力和行程
A
1
切刀不快时,请尽早如C图所示那样重新研磨固
定刀1,然后正确地安装好。
1) 把固定刀的安装位置往标准位置的右A方向移
动 , 切线长度比标准位置时长。
2) 往左B方向移动切线变短。
研磨固定刀时请注意研磨方法。
警告
2
为了防止缝纫机突然的起动造成人身的伤害,请关闭电源之后再进行操作。
(1) 踏板踩踏压力的调整
把踏板压力调节弹簧1挂到下侧的话 , 压力变
轻 , 挂到上侧则压力变重。
(2) 踏板返回力的调整
把逆踩踏调节螺丝2向里拧进的话则变重。向
外拧出的话则变轻。
3
1
(3) 踏板踩踏行程的调整
把连接杆3安装到左侧的孔内 , 行程变小。
– 17 –
Page 21

26. 踏板的调整
警告
1
2
为了防止缝纫机突然的起动造成人身的伤害,请关闭电源之后再进行操作。
(1) 连接杆的安装
1) 向箭头方向移动踏板调节板3, 让马达控制杆
和连接杆2成一直线。
1
(2) 踏板的角度
5
4
3
1) 调节连接杆的长度即可以改变踏板的角度。
2) 拧松调节螺丝4, 移动连接杆5进行调节。
– 18 –
Page 22

. 关于操作方法
#
1. 缝纫机的操作方法
5
4
3
1
1) 按电源开关的 ON 按钮1,打开电源。
( 注意 ) 打开电源开关之后,操作盘的背光不亮
时,请立即关闭电源,然后确认电压。
另外,此种情况下,再次打开电源开关时,
必须在电源开关关闭 (O FF) 经过 2 〜 3
分钟以上之后再打开电源开关。
2) 针杆没有在上位置时,将自动地转动,移动到
上位置。
( 注意 ) 第一次打开 (ON) 电源后,进行初期化
作业, 需要花费一些时 间。打开 (ON)
电源之后,针杆移动,请不要把手和物
品放到机针下面。
3) 踏板有 4 级操作。
a.
b. 在继续往前踩踏板为高速缝纫3。
向前轻轻踩踏板为低速缝纫3。
( 但是 ,
设定了自动倒缝开关后 , 倒缝结束之后为高
速缝纫 )
c. 轻轻踩踏板然后返回缝纫机停止 ( 机针为上
停止或下停止 )。
d. 向后踩踏板为切线动作5。
* 使用自动压脚提升装置(AK 装置)时,在停止和切线之间增加一级开关。向后轻轻地踩踏板之后 , 压
脚提升动作4, 继续向后强力踩踏板5之后 , 压脚下降进行切线动作 , 再次进行压脚提升动作。从使
用压脚自动提升功能把压脚提升后的状态开始缝制时,如果向后踩踏板的话,仅压脚下降。
•
始缝的自动倒缝中 , 把踏板返回中立位置则缝纫机倒缝结束后停止。
•
从高速缝纫或低速缝纫中向后用力踩踏板缝纫机均可切线。
• 缝纫机切线中把踏板返回中立位置但机器仍然把线切完。
PFL KFL
踩踏板后的压脚动作 有 无
切线的回踩位置 深 浅
– 19 –
Page 23

– 20 –
7
4) 操作机头内装操作盘6,就可以进行开始倒缝、
结束倒缝等的图案花样的设定。
6
5) 有的缝纫机机头 , 按了触摸倒缝开关 SW7之后,
可以进行倒传送。
2
6) 缝制结束,请确认缝纫机确实停止转动之后,
按电源开关的 OFF 按钮2,关闭 (OFF) 电源开
关。
(注意) 长时间不使用时,请把电源插头从电源
插座上拔下来。
Page 24

2. 机头内装操作盘
1
1
A
3
DC
2
4 5 6
开关 :变换倒缝图案的有效/无效。
E
7
B
2
3
4
开关 :变换重叠缝图案的有效/无效。
开关 :确定设定内容时以及变换开始倒缝有效/无效时使用。
开关 :选择变更针数的工序(ABCD)。
※ 闪烁亮灯显示被选择的工序。
5
6
7
表示部
开关 :变更被选择的显示 ( 闪烁亮灯部 ) 内容时以及变换结束倒缝的有效/无效时使用。
开关 :变更被选择的显示 ( 闪烁亮灯部 ) 内容时使用。
开关 :使用于呼出生产支援功能和单触键设定的呼出(长按 1 秒钟)。
AB
:显示各种信息。
LED
LED
LED
C
D
E
:倒缝图案有效时亮灯。
:重叠缝图案有效时亮灯。
:重叠缝图案有效时亮灯。
– 21 –
Page 25

– 22 –
3. 缝制图案的操作方法
(注意)有关机头内装操作盘以外的功能设定的操作方法,请参阅各个操作盘的使用说明书
(1) 倒缝图案
可以分别地设定开始倒缝、结束倒缝。
A
C
1 2
[倒缝的设定方法]
1) 按了
开关1之后,可以变换倒缝图案的
有效/无效。
B
倒缝图案有效时,LEDC亮灯,在显示部A上
显示出开始倒缝的针数,在显示部B上显示出
结束倒缝的针数。
用
开关4可以选择变更针数的工序(AB
CD)。闪烁亮灯的数字表示现在正在进行设定
的工序。
用
543
6
工序的针数。
按
开关5或 开关6,可以变更选择
开关3,可以确定变更内容。(可以设
定的针数为 0 ~ 15 针)
( 注意 ) 工序的针数在闪烁亮灯时,缝纫机不能进行
缝制。
不倒缝 :
倒缝 :
双重倒缝 :
2) 倒缝针数显示没有闪烁显示时,每按一次
开关3,就顺次地变换开始倒缝→开始双重倒
缝→不开始倒缝。
另外,每次按了
开关5之后,顺序变换结
束倒缝→结束双重倒缝→不结束倒缝。
53
Page 26

(2) 重叠缝图案
可以设定重叠缝图案。
A
A
C
C
A : 设定前进缝制针数 0 ~ 15 针
B : 设定倒缝针数 0 ~ 15 针
C : 设定前进缝制针数 0 ~ 15 针
D : 反复次数 0 ~ 9 次
( 注意) 关于缝制, D 工序 5 次时,为反复 A → B → C → B → C。
B
D
B
D
2
[重叠缝的设定方法]
1) 按
开关2,可以变换重叠缝图案的有效
/无效。重叠缝图案有效时,LEDD亮灯。
B
2) 用
开关4可以选择变更针数的工序(AB
CD)。闪烁亮灯的数字表示现在正在进行设定
的工序。
3) 用
开关5或 开关6,可以变更选择
工序的针数。
4) 按
(按了
543
6
开关3,可以确定变更内容。
开关3,在没有确定设定的状态下,
缝纫机不能动作。)
(注意) 重叠缝图案为自动运转,一旦踩下踏板之后,
便自动地缝制被设定的重叠缝针数。
– 23 –
Page 27

– 24 –
4. 关于简单操作的设定
可以把通常的缝制状态的部分功能设定项目变更为简单操作。
(注意)其他的功能设定,请参照「#-6. 功能设定方法」p.28。
7
[ 简单操作的设定方法 ]
1) 持续 1 秒钟按
定模式。
开关7之后,变成功能设
2) 用
的项目,用
开关3或用 开关4可以变换设定
开关5和 开关6可以变
更设定值。
3) 想
要返回到通常的缝制状态时,请按
(注意) 按了 开关7之后,设定被确定。
出货时的设定,不显示单触键自动缝制、布
543
切线功能(
1
挑线杆功能(
2
简单操作自动缝制功能(
3
(注意 ) 设定布 端传感器功能时为有 效。重叠缝动 作时,不能禁 止简单操作功能动作。 转速为用设 定
No.38 设定的速度。
:无切线动作(禁止电磁输出:切线、挑线杆)
:有切线动作
:切线后挑线杆不动作
:无简单操作自动缝制功能
)
)
6
)
:切线后挑线杆动作
:有简单操作自动缝制功能
边传感器、布边传感器控制的切线、布边传
感器针数。
开关7。
最高转速设定
4
( )
设定机头的最高转速。安装的机头不同,设定值的上限也不同。
设定范围 :150 ~ MAX 值 [sti/min]
布端传感器功能(
5
※ 用功能设定 No.12 把布边传感器设定为有效。
利用布端传感器进行切线功能 (
6
:无布端检测功能
:检测布端后,按7(
:布端检测后无自动切线功能
:检测布端后,按7(
)
) 缝制了设定的针数后缝纫机停止。
)
) 缝制了设定的针数后进行自动切线。
※ 用功能设定 No.12 把布边传感器设定为有效。
布端传感器针数 (
7
)
从检测布端至缝纫机停机为止的针数
设定针数 :0 ~ 19 针
(注意 ) 设定布端传感器功能时为有效。如果设定针数过少的话,有的缝纫机转速时缝纫机有可能不能在
设定针数内进行停机。
LED 光的光量调整 ( )
8
调整 LED 光的光量。
设定范围 :0 ~ 100
Page 28

5. 关于生产支援功能
生产支援功能中有生产数量管理功能、运行测定功能、底线计数功能等 3 种功能(6 种模式),他们分别
具有不同的支援效果,请根据需要选择适当的功能(模式)来使用。
■ 生产数量管理功能
目标生产数量显示模式 [F100]
显示目标生产数量和实际生产数量的差模式 [F200]
显示一定作业时间阶段的目标生产数量、实际生产数量、目标生产数量和实际生产数量的差,实时地
进行通知。缝制操作员可以随时掌握自己的作业进度,因此不仅督促了目标的完成,而且还提高了生
产效率。另外,还可以提早发现作业的延误,尽早发现存在问题及时解决问题。
■ 运行测定功能
缝纫机的运转率显示模式 [F300]
间隔时间显示模式 [F400]
平均转速显示模式 [F500]
自动地测定缝纫机的运行情况,并把运转率显示到操作盘上。可以作为工序分析、生产编制、确认设
备效率等工作的基础数据来使用。
■ 底线计数功能
底线计数显示模式
为了在底线用完之前进行梭芯的更换,而通知更换梭芯的时间。
[ 使用各种生产支援模式时 ]
721
543
(注意) 出 货 状 态 时,F100 〜 F500 的 模 式 设 定 为
OFF。
底线计数功能通过功能设定 No.6 的设定,可
以变换 ON/OFF。(出货状态时为 ON)
6
在通常的缝制状态下,持续 (1 秒钟 ) 按
设定为简单操作设定画面。
接着,在简单设定画面上按
开关1或者按
开关2,就可以设定 各 种 生 产 支援模式的
ON/OFF。
按
开关3或者 开关4可以选择设定
ON/OFF 的模式。
按
开关5或 开关6,可以变换显示的
ON/OFF。
要想返回到通常的缝制状态时,请按
开关7,
开关7。
– 25 –
Page 29

– 26 –
可以一边显示各种生产支援数据,一边进行缝制。
[ 各种生产支援模式的基本操作 ]
7
E
A
543
6
B
3) 表 1「显示部A」的 ( ※ 1) 标记的数据可以用
4) 持续 2 秒钟按
开关6之后,显示部B和 LEDE闪烁亮灯,在闪烁亮灯中按 开关5或按
开关6,可以变更表 1「各模式的显示」( ※ 2) 标记的数据。
1) 在通常的缝制状态下,按了
开关7之后,
LEDE亮灯,变成生产支援模式。
2) 按
开关3或 开关4,可以变换生产
支援功能。
开关5和 开关6来进行变更。
按了
开关7之后,确定 ( ※ 2) 的数值,显示部B和 LEDE的闪烁亮灯停止。
5) 表 1「各种模式的显示」的有(※ 3)标记的数值,仅在刚刚复位后可以用
进行变更。
6
6) 有关各数据的复位操作方法,请参照「各种模式的复位操作」的表。
7) 要想返回通常的缝制状态时,请按
开关7。
各种模式时显示的数据如下表所示。
表 1 : 各种模式的显示
模式名 显示部
目 标 生 产 数 量 显 示 模 式
(F100)
目标生产数量和实际生产
数量的差显示模式(F200)
缝 纫 机 运 转 率 显 示 模 式
(F300)
间隔时间显示模式(F400) Pi-T 上次缝制的间隔时间
平均转速显示模式(F500) ASPd 上次缝制的平均转速
底线计数器显示模式 bbn 底线计数值(※ 3) -
实际生产数量
[ 单位 : 件 ](※ 1)
目标生产数量和实际
生产数量的差
[d : 件 ](※ 1)
oP-r 上次缝制的缝纫机运转率
A
目标生产数量
[ 单位 : 件 ](※ 2)
目标间隔时间
[ 单位 : 100msec](※ 2)
[ 单位 : %]
[ 单位 : 1sec]
[ 单位 : sti/min]
显示部
B
开关5和 开关
显示部
( 按下
-
-
显示平均缝纫机运转率
[ 单位 : %]
显示平均间隔时间
[ 单位 : 100msec]
显示平均转速
[ 单位 : sti/min]
B
开关5时 )
Page 30

表 2 : 各种模式的复位操作
模式名
目 标 生 产 数 量 显 示 模 式
(F100)
目标生产数量和实际生产
数量的差显示模式(F200)
缝 纫 机 运 转 率 显 示 模 式
(F300)
间隔时间显示模式(F400) 平均间隔时间复位 平均缝纫机运转率复位
平均转速显示模式(F500) 平均转速复位 平均缝纫机运转率复位
底线计数器显示模式 底线计数值复位
实际生产数量复位
目标生 产数量和实际生产数 量的
差复位
实际生产数量复位
目标生 产数量和实际生产数 量的
差复位
平均缝纫机运转率复位 平均缝纫机运转率复位
( 但是,按下 开关5仅底线
计数器立即进行复位。)
开关5(持续按 2 秒钟)
开关5(持续按 4 秒钟)
-
-
平均间隔时间复位
平均转速复位
平均间隔时间复位
平均转速复位
平均间隔时间复位
平均转速复位
-
[ 生产数量管理功能的详细设定(F101、F102)]
721
543
6
在目标生产数量显示模式 (F100) 或目标生产数量和
实际生产数量的差显示模式 (F200) 上,持续 (3 秒钟 )
按
开关7之后,就可以进行生产数量管理功
能的详细设定。
按
开关3或按 开关4,可以变换切线
次数设定状态 (F101) 和目标达到蜂鸣器设定状态
(F102) 的转换。
切线次数设定状态 (F101) 时,按
开关5或按
开关6,可以设定 1 件服装的切线次数。
目标达到蜂鸣器设定状态 (F102) 时,按
5
或按
开关6,可以在实际生产数量达到目
开关
标生产数量时,设定是否让蜂鸣器响音。
– 27 –
Page 31

– 28 –
6. 功能设定方法
可以选择各种功能和设定各种功能。
(注意)有关机头内装操作盘以外的功能设定的操作方法,请参阅各个操作盘的使用说明书。
7
1) 一边按 开关7的同时一边打开 (ON) 电源。
(显示项目上显示出上次设定变更后的项目。)
* 画面显示不变化时,请重新进行 1) 的操作。
(注意) 想要重新打开电源开关时,请一定间隔 1 秒
钟以上之后再进行操作。关闭了电源后,如
果立即打开电源的话,缝纫机有可能不能正
常动作。如果发生这种情况时,请重新再次
打开电源。
2) 如果不能进入设定 No. 的步骤时,请按 开
关4,然后进入到设定 No. 的步骤。想返回设
定 No. 时,请按
开关3,然后返回设定
No.。
(注意) 进入到下一个设定 N o .( 或返回 ) 的话,前 1
个 ( 或后 1 个 ) 的内容将被确定,变更内容
后 ( 触摸了开关
),请千万注意。
例 ) 最高转速设定(设定 No.96)的变更
按
开关3或按 开关4,把设定
No. 调整到 "96"。
现在的设定值被显示到显示部B上。
按
※ 同时按
开关5,变更为“2500”。
开关5和 关6,设定 No. 的
设定内容返回到初期值。
543
6
3) 变更完了之后,按
,确定更新的数值。
4
(注意) 进行此操作之前,如果关闭 (OFF) 了电源的
话,则变更的内容不能被更新。
按了
个设定 N o .,按了
显示变为后 1 个设定 No .。操作结束后,关
闭 (OFF ) 电源,然后再次打开 (O N ) 电源,
就返回到通常的缝制状态。
开关3之后,画面显示变为前 1
开关3或按 开关
开关4之后,画面
543
6
Page 32

7. 功能设定一览表
No.
1 软起动功能 始缝时进行软起动时的针数
2 布 边 传 感 器 功能布边传感器功能
3 利 用 布 边 传 感
4 布 边 传 感 器 针数布边传感器针数
5 减轻闪动功能 减轻闪亮功能
6 底线计数功能 底线计数功能
7 底 线 计 数 减 数单位底线计数减数单位
*
8 倒缝转速 设定倒缝速度
项 目 内 容 设定范围 功能设定显示内容 参照页
:无功能选择
0
1 ~ 9 :软起动的针数
:无布边减侧功能
0
1 :布边减侧后,缝制设定的针数 (No.4),停止缝纫机
利用布边传感器进行切线的功能
0
器 进 行 切 线 的
功能
:无检测布边后自动切线的功能
1 :布边检测后缝制设定的针数 (N o.4),停止缝纫机同时自动
切线
从检测布边到缝纫机停止的针数
0 :没有减轻闪亮功能
1 :有减轻闪亮功能
0 :无底线计数功能
1 :有底线计数功能
0 :1 计数 /10 针
1 :1 计数 /15 针
2 :1 计数 /20 针
3 : 1 计数/切线
*
0 ~ 9(针)
0 / 1
0 / 1
0
~ 19
(针)
0 / 1
0 / 1
0 ~ 3
150 ~ 3000
(sti/min)
1
2
3
4
5
6
7
8 1 9 0 0
0
33
0
33
0
33
5
33
0
33
1
33
0
9 禁止切线功能 禁止切线功能
0 :切线有效
1 :禁止切线(禁止继电器输出:切线、挑线)
10 指定 缝 纫 机 停
止 时 的 针 杆 位
置
11 操作盘操作音 操作盘的操作音
12 选择 选 购 开 关功能选购开关的功能变换
13 禁止 达 到 底 线
*
计 数 起 动 缝 纫
机功能
14 缝制计数功能 缝制(工序结束数)计数功能
15 切线 后 的 勾 线功能设定切线后的勾线动作
21 中立 自 动 压 脚
提升功能
22 半 针 补 正 SW
功能转换功能
25 手转 动 飞 轮 后
的切线动作
29 设定 触 摸 倒 缝
吸引时间
指定缝纫机停指时的针杆位置
0 :下位置停止
1 :上位置停止
0 :无操作音
1 :有操作音
禁止达到底线计数起动缝纫机功能
0 :没有禁止达到计数 (-1 以下)起动缝纫机
1 :有计数器减算(-1 以下)禁止切线后缝纫机起动功能
2 :有计数器减算(-1 以下)缝纫机强制起动禁止功能
0 :无缝制计数功能
1 :有缝纫计数功能 ( 每次切线 )
2 :有缝制计数 SW 输入功能
0 :切线后不勾线
1 :切线后勾线
踏板中立时让压脚上升
0 :无中立自动压脚提升功能
1 :选择中立压脚提升功能
转换半针补正 SW 的功能
0 :半针补正
1 :1 针补正
设定飞轮离开上下位置后的切线动作。
0 :手转动飞轮后有切线动作
1 :手转动飞轮后无切线动作
设定倒缝继电器的吸引动作时间。
50ms ~ 500ms
0 / 1
0 / 1
0 / 1
0 ~ 2
0 ~ 2
0 / 1
0 / 1
0 / 1
0 / 1
50 ~ 500
(ms)
9
1 0
1 1
1 2 o P T _
1 3
1 4
1 5
2 1
2 2
2 5
2 9
2 5 0
0
33
0
33
1
33
34
0
1
37
1
0
37
0
37
1
37
带标记的项目是维修用的功能,请不要变更。如果变更了出货时设定的标准值,有可能出现损坏机器或使机器性能降低的危险。需要
*
变更时,请购买服务手册根据手册上的指示进行变更。
– 29 –
Page 33

– 30 –
No.
30 途中倒缝功能 途中倒缝功能
31 设定倒缝针数 途中倒缝针数
项 目 内 容 设定范围 功能设定显示内容 参照页
0 :通常的触摸倒缝功能
1 :有途中倒缝功能
0 / 1
0 ~ 19
(针)
3 0
3 1
0
38
4
38
32 停止 中 的 途 中
倒缝有效条件
33 途中 倒 缝 有 关
的切线功能
35 低速转速 踏板最低速度 (MAX 值,因机头不同而变化 ) 150 ~
停止中的途中倒缝有效条件
0 :缝纫机停止时无效
1 :缝纫机停止时有效
途中倒缝有关的切线功能
0 :无途中倒缝结束后自动切线功能
1 :途中倒缝结束后进行自动切线
*
36 切线转速 切线速度 (MAX 值,因机头不同而变化 ) 100 ~
*
37 软起动转速 始缝(软起动)速度 (MAX 值,因机头不同而变化 ) 100 ~
38 单触键速度 单触键速度(MAX 值根据机头转速决定) 150 ~
39 开始 转 动 的 踏
*
板行程
40 踏板 的 低 速 区间踏板中立位置作为缝纫机开始加速的位置
*
41 布压 脚 开 始 下
*
*
降的位置
42 布压 脚 开 始 下
降的位置
踏板中立位置作为缝纫机开始转动的位置
(踏板行程)
(踏板行程)
踏板中立位置作为布压脚开始提升的位置
(踏板行程)
布压脚开始下降的位置
从中立位置开始的行程
0 / 1
0 / 1
MAX
(sti/min)
MAX
(sti/min)
MAX
(sti/min)
MAX
(sti/min)
10 ~ 50
(0.1mm)
10 ~ 100
(0.1mm)
- 60 ~
- 10
(0.1mm)
8 ~ 50
(0.1mm)
3 2
3 3
3 5
3 6
3 7
2 0 0
3 0 0
8 0 0
3 8 2 5 0 0
3 9
4 0
4 1
4 2
3 0
6 0
– 2 1
1 0
0
38
0
38
33
38
43 开始 切 线 踏 板
*
*
行程 2
44 达到 踏 板 最 高
转速的行程
45 踏板 中 立 点 的修正踏板、传感器的修正值
踏板中立位置作为开始切线的位置 2(有踏板压脚时)(踏板行程)
(No.50 的设定仅为 1 时有效 )
踏板中立位置作为缝纫机达到最高速度的位置
(踏板行程)
*
47 布压 脚 上 升 保
持时间
48 踏板 切 线 开 始
*
行程 1
49 布压 脚 提 升 下
降时间
50 踏板规格 设定踏板传感器的种类
51 开始 倒 缝 继 电
器 打 开 时 间 的
修正
继电器式自动压脚提升装置的上升待机限制时间 10 ~ 600
踏板中立位置作为开始切线的位置(标准踏板)(踏板行程)
(No.50 的设定仅为 0 时有效 )
设定踩下踏板之后开始至布压脚下降完毕的时间。
0 : KFL
1 : PFL
参照“#-10. 踏板规格的选择方法” p.43。
开始倒缝时的倒缝继电器起动修正
- 60 ~
- 10
(0.1mm)
10 ~ 150
(0.1mm)
- 15 ~ 15
( 秒 )
- 60 ~
- 10
(0.1mm)
0 ~ 500
(10 ms )
0 / 1
36 ~ 36
-
(10° )
4 3
4 4
4 5
4 7
4 8
4 9
5 0
5 1
– 5 1
1 5 0
6 0
– 3 5
1 4 0
1 2
0
38
40
1
43
39
带标记的项目是维修用的功能,请不要变更。如果变更了出货时设定的标准值,有可能出现损坏机器或使机器性能降低的危险。需要
*
变更时,请购买服务手册根据手册上的指示进行变更。
Page 34

No.
52 开始 倒 缝 继 电
53 结束 倒 缝 继 电
55 切线 后 布 压 脚
56 切 线 时( 后 )
58 针杆 上 下 固 定
59 开 始 倒 缝 时
60 开始 倒 缝 后 立
64 凝 缩、E BT 转
项 目 内 容 设定范围 功能设定显示内容 参照页
器 关 闭 时 间 的
修正
器 关 闭 时 间 的
修正
上升功能
反转提针功能
位置保持功能
A/M 变换功能
即停止的功能
换速度
开始倒缝时的倒缝继电器关闭修正
结束倒缝时的倒缝继电器关闭修正
切线时(后)布压脚上升功能
0 :继续进行切线的动作 , 无布压脚自动上升功能
1 :有随切线动作布压脚上升的功能
切线时(后)反转提针功能
0 :无随切线动作反转提针的功能
1 :有随切线动作反转提针的功能
针杆上下固定位置保持功能
0 : 无针杆上下定位保持功能
1 : 有针杆上下定位保持功能 ( 保持力弱 )
2 : 有针杆上下定位保持功能 ( 保持力中 )
3 : 有针杆上下定位保持功能 ( 保持力强 )
开始倒缝结束时的功能
0 :用踏板等手动操作的速度
1 :设定倒缝的速度 (No.8)
开始倒缝后的功能
0 :无开始倒缝结束后缝纫机暂时停止的功能
1 :有开始倒缝结束后缝纫机暂时停止的功能
EBT 或凝缩开始时的初期速度
- 36 ~ 36
(10° )
36 ~ 36
-
(10° )
0 / 1
0 / 1
0 ~ 3
0 / 1
0 / 1
0 ~ 250
(sti/min)
5 2
5 3
5 5
5 6
5 8
5 9
6 0
6 4
1 8
1 6
1 8 0
39
39
1
40
0
40
0
40
1
40
0
40
70 布压 脚 提 升 软
下降功能
71 双重倒缝功能 转换双重倒缝的有效/无效。
72 缝纫 机 启 动 选
择功能
73 加重功能 机针穿不透时使用。
76 简单操作功能 设定至布端为止的简单操作动作。
84 压脚 提 升 继 电
*
器 初 动 作 吸 引
时间
87 踏板 曲 线 选 择功能选择踏板曲线(提高踏板操作功能)
90 初动上停止功能 设定打开电源之后立即自动上停止的功能
91 禁止 用 手 转 动
飞 轮 后 的 补 偿
动作的功能
92 开始 倒 缝 的 减
速功能
缓慢地让提升压脚下降。
0 :急速地让提升压脚下降
1 :缓慢地让提升压脚下降
0 :无效
1 :有效
设定缝纫机启动时的电流限制。
0 :通常 ( 启动时的电流有限制 )
1 :急速 ( 启动时的电流无限制 )
0 :无重试功能
1 ~ 10 :有重试功能 (重试前的针杆返回力:小 1 ~ 10 大)
0 :无简单操作动作
1 :有简单操作动作
压脚提升继电器的吸引动作时间
2
转速
0
1
0 :OFF
1 :ON
定尺寸缝制完了,用手转动飞轮后的补偿缝纫功能
0 :补偿缝纫功能有效
1 :禁止补偿缝纫功能
倒缝开始的减速功能
0 :不减速
1 :减速
踏板行程
0 / 1
0 / 1
0 / 1
0 / 1
0 / 1
50 ~ 500
(ms)
0 / 1 / 2
0 / 1
0 / 1
0 / 1
7 0
7 1
7 2
7 3
7 6
8 4
8 7
9 0
9 1
9 2
2 5 0
0
40
1
0
1
41
0
34
41
0
41
1
41
1
0
41
带标记的项目是维修用的功能,请不要变更。如果变更了出货时设定的标准值,有可能出现损坏机器或使机器性能降低的危险。需要
*
变更时,请购买服务手册根据手册上的指示进行变更。
– 31 –
Page 35

– 32 –
No.
93 半 针 补 偿 SW
94 连 续 + 一 次 无
95 机头选择功能 选择使用的缝纫机机头。
项 目 内 容 设定范围 功能设定显示内容 参照页
打开电源后及切线后的半针补偿 SW 的动作变换
附加功能
停止功能
0 :通常(半针动作 ) 动作
1 :上述情况时补偿 1 针(上停止→上停止)
利用操作盘 IT 的程序缝制功能组合连续缝和简单操作变换步骤,
不让缝纫机停止的功能
0 :通常(步骤完了后停止)动作
1 :步骤完了后布让缝纫机停止,立即进入下一步骤
( 变更了缝纫机机头之后,各设定项目均变更为机头的初期值。)
0 / 1
0 / 1
9 3
9 4
9 5 8 7 A S
0
41
0
41
96 踏板 曲 线 选 择功能设定机头的最高转速。
(MAX 值,因机头不同而变化 )
100 缝 制 开 始抓 线针数设定抓线电磁阀(CN26-7)缝制开始时动作的针数。
0:抓线电磁阀不动作
1 ~ 9:抓线电磁阀动作针数
103 机 针 冷 却器 输
出 OFF 延迟 时
间
109 LED 灯 的 调 光设定调整 LED 灯的亮度
120 主 轴 基 准角 度
的补正
121 上 位 置 开始 角
度的补正
122 下 位 置 开始 角
度的补正
124 设 定 待 机中 的
节能功能
设定使用机针冷却器输出功能从停止起至输出 OF F 为止的延迟
时间
0:输出 OFF
1 ~ 9:抓线电磁阀动作针数
补正主轴基准角度。
补正检测上位置开始的角度。
补正检测下位置开始的角度。
设定控制待机时的消费电力
0 :节能模式无效
1 :节能模式有效
150 ~
MAX
(sti/min)
0 ~ 9(针)
100 ~
2000ms
0 ~ 100%
- 60 ~ 60
- 15 ~ 15
- 15 ~ 15
0 / 1
9 6 4 0 0 0
1 0 0
1 0 3
1 0 9
1 2 0
1 2 1
1 2 2
1 2 4
5 0 0
1 0 0
– 1 3
41
0
42
42
5
42
0
42
0
42
带标记的项目是维修用的功能,请不要变更。如果变更了出货时设定的标准值,有可能出现损坏机器或使机器性能降低的危险。需要
*
变更时,请购买服务手册根据手册上的指示进行变更。
Page 36

8. 关于各选择功能的详细内容
软起动功能的选择(功能设定 No.1)
1
距较细时,或机针粗时,始缝上线和底线结不起来时,通过限制始缝时缝纫机的速度来提高缝制稳定
缝
性的功能。
1 0
另外,可以变更软起动时的速度限制值。(设定功能 No.37)
3 7 08 0
0 :无功能选择
1 ~ 9 :软起动的针数
可以设定的范围
100 ~ MAX [sti/min] <10sti/min>
(MAX 值,因机头不同而变化 )
布边传感器功能
2
( 功能设定 No.2 〜 4、76)
安装布边传感器之后才能使用。
详细内容请参照「#-16. 布端传感器的连接方法」p.49 以及布边传感器使用说明书。
减轻闪动功能(设定功能 No.5)
3
缝纫机起动时减轻手持灯闪动的功能。
5 0
0 :无减轻闪动功能
1 :有减轻闪动功能
(注意)有减轻闪动功能时,缝纫机的起动速度延迟。
底线计数功能(设定功能 No.6)
4
使用操作盘,从预设的数值减算,显示底线使用量的功能。
详细内容请参照操作盘的使用说明书。
6 1
0 :无底线计数功能
1 :有底线计数功能
(注意) 设定为 0 之后,操作盘上的液晶显示消失,底线计数功能无效。
禁止切线功能(设定功能 No.9)
5
这是切线动作时关闭切线继电器和挑线继电器的输出的功能。
利用本功能可以不切线而接缝其他缝制物。
∶ off 切线有效(切线 )
9 0
0
1 ∶ on 禁止切线(不切线)
指定缝纫机停止时的针杆位置(设定功能 No.10)
6
指定踏板中立时的针杆停止位置。
1 0 0
0 :Down
下位置停止
1 :Up 上位置停止
(注意)选择上位置停止时的切线动作是先下降倒下位置后再进行切线。
操作盘操作音(设定功能 No.11)
7
可以选择操作操作盘时的声音有无。
∶ off 无操作音
1 1 1
0
1 ∶ on 有操作音
– 33 –
Page 37

– 34 –
选择选购开关功能(功能设定 No.12)
8
A
21
0i 1 ** *
<? <?
<? <?
1i 7
7
1 2 TPo _
用功能设定方法 1) ~ 3) 的操作方法选择功能号码
No.12 。
B
o
TP
_
用
5、6
543
6
的键选择“End”、“in”、“out”的项目。
nE_ d
_ni _
Tuo _
[ 选择了“in”时 ]
显示部A上输入功能设定连接器的显示 No. 被显示出来,按3或者按
键,指定显示 No.。按5或者按6键,指定对应显示 No . 的连接器
4
的针销的功能。
显示部B上交替显示功能代码和缩写。
( 有关信号输入号码和连接器的触针配列的关系,请参照附表。)
0o 1 ** *
[ 选择了“ouT”时 ]
显示部A上输出功能设定连接器的显示 No. 被显示出来,按3或者按
键,指定显示 No.。按5或者按6键,指定对应显示 No . 的连接器
4
0o 3
的针销的功能。
显示部B上交替显示功能代码和缩写。
( 有关信号输出号码和连接器的触针配列的关系,请参照附表。)
* 例)把切线功能设定为输入功能设定连接器的显示。No.“i01”(CN36-4)时
1 2 TPo _
o
TP
_
0i 1 on P
0i 1 ST W
L 4
0i 1
L 4
_ni _
[\
[\
交替亮灯。
[\
[\
1. 用功能设定方法 1) ~ 3) 的操作方法选择功能号码 No.12 。
2. 用5、6的键选择“in”。
3. 按4键,选择显示 No.“i01”的接口。
4. 用5、6的键选择“TSW”切线功能。
5. 用4的键确定“TSW”切线功能。
6. 用5、6的键设定信号的有效。
信号以
“Low”进行切线动作的话 , 请把显示设定为“L”。信号以“High”
进行切线动作的话 , 则把显示设定为“H”。
H 4
0i 2 SFS W
o
o
TP
_ _ni _
TP
_
nE_ d
7. 用4的键确定以上功能。
8. 用4的键结束选项输入。
9. 用5、6的键选择“End”的项目、返回功能设定模式。
Page 38

输入功能一览
功能代码 缩写 功能项目 备考
0 noP 无功能设定 ( 标准设定状态 )
1 HS 半针补偿缝制 每按开关后正送半针。
( 与操作盘的半针补偿缝 SW 动作相同 )
2 bHS 倒缝补偿缝纫 按下开关的时间以低速进行倒缝。
3 EbT 取消结束倒缝 1 次功能 按 SW 之后回踩踏板 , 不进行结束倒缝 1 次功能。
4 TSW 切线功能 作为切线开关动作。
5 FL 压脚提升功能 作为压脚提升开关动作。
6 oHS 1 针补偿 每按 1 次开关 , 施行 1 针缝补偿。
7 SEbT 开始结束倒缝取消功能 通过选购开关的操作 , 可以交替变换有效 / 无效。
8 PnFL 踏板中立时 , 压脚提升功能 每按 SW, 可以选择踏板中立时让压脚提升自动地上
升 / 或不让上升的功能。
9 Ed 输入布边传感器 作为布边传感器的输入信号进行动作。
10 LinH 禁止踏板前踩功能 禁止踩踏板转动。
11 TinH 禁止切线输出功能 禁止切线输出。
12 LSSW 输入低速指令 作为立式缝纫机用低速 SW 进行动作。
13 HSSW 输入高速指令 作为立式缝纫机用高速 SW 进行动作。
14 USW 机针提升功能 下停止中按了 SW 之后进行上停止动作。
15 bT 输入倒缝开关 按SW期间,输出倒缝。
16 SoFT 输入软起动开关 按SW期间,显示软起动速度。
17 oSSW 快捷速度指令开关的输入 在按下 SW 期间,作为快捷速度指令进行动作。
18 bKoS 输入倒缝简单操作速度指令开关按SW期间,倒缝时作为简单操作速度指令进行动
作。
19 SFSW 输入安全开关 禁止转动。
20 MES 输入切线安全开关 作为切线安全开关的输入信号来动作。
21 AUbT 取消或追加自动倒缝的开关 每按SW,取消或追加开始倒缝或结束倒缝。
22 CUnT 输入缝制计数器 每按SW,加数计算缝制计数器。
23
24
Tiin
USTP
Tsw 指令禁止输入 禁止切线指令。
Law 指令禁止上停止输入 踩踏板禁止缝制。
缝制中,在上位置停止。
– 35 –
Page 39

– 36 –
输入功能设定案连接器
连接器号码 引脚号 显示 No. 功能设定初期值
CN36 4 i01 noP ( 无功能设定 )
CN54 3 i02 noP ( 无功能设定 )
CN50 12 i03 SoFT ( 输入软起动速度限制 )
CN36 5 i04 bT ( 输入倒缝开关 )
CN50 11 i05 LinH ( 输入禁止踏板前踩 )
7 i06 TSW ( 输入切线开关 )
CN39
CN57 1 i10 CUnT(输入缝制计数器)
11 i07 LSSW ( 输入低速转动开关 )
9 i08 HSSW ( 输入高速转动开关 )
5 i09 FL ( 输入压脚提升开关 )
i11 noP ( 无功能设定 )
i12 noP ( 无功能设定 )
i13 noP ( 无功能设定 )
内装操作盘
※ i11 〜 i17 仅在连接了外部操作盘的时候功能变为有效。没有连接外部操作盘时不显示。
i14 noP ( 无功能设定 )
i15 noP ( 无功能设定 )
i16 noP ( 无功能设定 )
i17 noP ( 无功能设定 )
输出功能一览
功能代码 缩写 功能项目 备考
0 noP 无功能设定 ( 标准设定状态 )
1 TrM 输出切线 切线信号的输出
2 WiP 输出勾线 勾线信号的输出
3 TL 输出松线 松线信号的输出
4 FL 输出压脚提升 压脚提升信号的输出
5 bT 输出倒缝 倒缝信号的输出
6 EbT 输出 EBT 取消监视器 输出结束倒缝 1 次取消功能状态。
7 SEbT 输出开始结束倒缝取消监视器 输出开始结束倒缝取消功能状态。
8 AUbT
9 SSTA 输出缝纫机停止状态 输出缝纫机停止状态。
10 CooL 机针冷却器输出 使用机针冷却器的输出
11 bUZ 输出蜂鸣器音 检测底线残余量时发生底线计数超数或异常的
12 LSWo 输出转动指令 输出要求转动指令状态。
13 TSWo Tsw 指令监视器的输出 输出切线指令状态。
输出开始缝制或结束缝制的取
消监视器或追加监视器
取消输出自动倒缝或输出追加功能状态。
话输出蜂鸣器音。
输出功能设定案连接器
连接器号码 引脚号 显示 No. 功能设定初期值
7 o01 bT ( 输出倒缝 )
CN50
8 o02 TrM ( 输出切线 )
9 o03 LSWo ( 输出转动要求 )
Page 40

缝制计数功能(设定功能 No.14)
9
每切线后计数增加,计算缝制工序完了数的功能。
1 4 1
0 ∶ off 无缝制计数功能
1 ∶ on 有缝制计数功能 ( 每次切线 )
2 ∶ on 输入外部缝制计数器 SW
通过设定 No.6 和设定 No.14 的组合,计数器显示改变如下。
设定 No.6 设定 No.14 计数器
1 1 底线计数器
1 0 底线计数器
0 1 缝制计数器
0 0 无计数器功能
中立自动压脚提升功能(祗限安装 AK 装置的机种)(功能设定 No.21)
!0
这是踏板在中立位置时,自动提升压脚的功能。
板自动上升时间,依切线后的自动上升时间来决定,自动下降之后,须再离开中立位置之后再次从中
踏
立位置开始自动上升。
2 1 0
0 :off
无中立自动压脚提升功能
1 :on 选择中立自动压脚提升功能
半针补正 SW 的功能变换功能(功能设定 No.22)
!1
可以将半针补正
2 2 0
SW 功能变换为半针或 1 针。
0 :半针补偿
1 :1 针补偿
倒缝继电器吸引时间的设定(功能设定 No.29)
!2
可以变更倒缝继电器的吸引时间。发热过高时等把值调整小后有效。
(注意)如果把值设定得过小,会发生动作异常或间距异常,变更时请充分注意。
2 9 52 0
设定范围 :50 ~ 500ms <10/ms>
– 37 –
Page 41

– 38 –
途中倒缝功能(设定功能 No.30 〜 33)
!3
可以向机头倒缝开关增加针迹数的限制和切线指令的功能。
设定功能
No.30 选择途中倒缝功能。
3 0 0
0 :off 同常的倒缝功能
1 :on 途中倒缝功能有效
设定功能 No.31 设定倒缝针数。
3 1 4
设定范围
0 ~ 19
针
设定功能 No.32 途中倒缝有效条件。
3 2 0
0 :off 缝纫机停止时无效(缝纫机运转中有中途倒缝功能)
1 :on 缝纫机停止时有效(缝纫机运转中,停止中均有中途倒缝功能)
(注意)转动时哪个条件均有效。
设定功能 No.33 途中倒缝结束时,进行切线功能。
3 3 0
0 :off 不切线
1 :on 实行切线
用途
1
2
3
No.30 No.32 No.33
0 0 或 1 0 或 1 作为通常的按键倒缝开关动作。
1 0 0
1 1 0
功能设定
向前踩踏板时,操作按键倒缝开关之后,进行利用功能设定 No.31 设定的针
数的倒缝。
在缝纫机停止时,向前踩踏板时,操作按键倒缝开关之后,进行利用功能设
定 No.31 设定的针数的倒缝。
输出功能
向前踩踏板时,操作按键倒缝开关之后,进行利用功能设定 No.31 设定的针
4
5
1 0 1
1 1 1
数的倒缝,自动切线。
缝纫机停止时,向前踩踏板时,操作按键倒缝开关之后,进行利用功能设定
No.31 设定的针数的倒缝,自动切线
各设定状态的动作
作为通常的倒缝按键开关来使用。
1
作为的加固缝(压缝)来使用。(只在缝纫机转动时动作。)
2
作为的加固缝(压缝)来使用。(缝纫机转动时和停止时都动作。)
3
作为结束倒缝的起动开关来使用。(作为代替踏板回踩切线来使用。只在缝纫机转动时动作,作为
4
起动缝纫机来使用特别有效。)
作为结束倒缝的起动开关来使用。(作为代替踏板回踩切线来使用。缝纫机停止时和转动时都动作,
5
作为起动缝纫机来使用特别有效。)
单触键缝纫速度(设定功能 No.38)
!4
踩一次踏板可以设定指定针数或检测布边连续运针的单触键缝纫速度。
3 8 052 0
设定范围
150 ~ MAX.sti/min <50/sti/min>
(注意) 单触键缝纫的最高转速根据机头转速决定。
布压脚上升保持时间(设定功能 No.47)
!5
压脚提升后,设定 No.47 设定的时间经过之后,自动地让压脚下降。
选择空气式压脚提升时与设定无关,无限制。
4 7 6 0
设定范围
10 ~ 600sec <10/sec>
Page 42

倒缝继电器同步补偿(功能设定 No.51 〜 53)
!6
这是在自动倒缝动作,正缝倒缝缝迹不一致时,变更倒缝继电器的开关同步,进行补偿的功能。
开始倒缝的继电器同步补偿(功能设定 No.51)
1
可以以角度单位补偿开始倒缝的继电器同步角度。
5 1 1 2
调整范围
-36 ~ 36 <1/10° >
设定值 补偿角度 补偿针数
- 36 - 360
- 18 - 180
0 0
18 180
36 360
开始倒缝的继电器同步补偿(功能设定 No.52)
2
゜
゜
゜
゜
゜
- 1
- 0.5
0
0.5
1
- 360
- 180
180
360
˚
˚
0
˚
˚
˚
可以以角度单位补偿开始倒缝的继电器关闭同步角度。
5 2 1 8
调整范围
-36 ~ 36 <1/10° >
设定值 补偿角度 补偿针数
- 36 - 360
- 18 - 180
0 0
゜
18 180
36 360
゜
゜
゜
゜
- 1
- 0.5
0
0.5
1
- 360
- 180
0
˚
180
360
※ 把前 1 针作为 0°可以
补偿 360°(1 针)
˚
˚
˚
˚
结束倒缝的继电器非同步补偿(功能设定 No.53)
3
可以以角度单位补偿结束倒缝的继电器关闭同步角度。
5 3 1 6
调整范围
-36 ~ 36<1/10° >
- 360
设定值 补偿角度 补偿针数
- 36 - 360
- 18 - 180
0 0
゜
18 180
36 360
゜
゜
゜
゜
- 1
- 0.5
0
0.5
1
- 180
180
360
˚
˚
0
˚
˚
˚
– 39 –
Page 43

– 40 –
线后布压脚上升功能(选择功能 No.55)
!7
切线后,让布压脚上升的功能。只与 AK 装置组合时有效。
0
5 5 1
∶ off 无自动上升功能(切线后压脚不自动上升)
1 ∶ on 有自动上升功能(切线后压脚自动上升)
切线时反转提针功能(选择功能 No.56)
!8
切线后,让缝纫机反转,让机针上升倒上死点附近。
缝制厚料时,机针露出压脚下部,勾缝制物时选择使用。
0
5 6 0
∶ off 无切线后反转提针功能
1 ∶ on 有切线后反转提针功能
(注意)为了能让针杆反转倒上死点位置,有可能容易脱线。请调整切线后线残留量。
针杆上下定位保持功能(设定功能 No.58)
!9
针杆在上位置或下位置,以弱制动保持位置。
0 : off 无针杆上下定位保持功能
5 8 0
1 : on
有针杆上下定位保持功能 ( 保持力弱 )
2 : on 有针杆上下定位保持功能 ( 保持力中 )
3 : on 有针杆上下定位保持功能 ( 保持力强 )
开始倒缝速度 自动 / 踏板指示转换功能(设定功能 No.59)
@0
选择用 No.8 设定的开始倒缝速度,连续缝制,或选择踏板控制的速度缝制。
∶ Manual 根据踏板操作指示缝制
5 9 1
0
1 ∶ Auto 以设定的速度自动缝制
(注意) 1. 开始倒缝速度的最大值与踏板无关,以设定功能 No.8 设定的速度进行缝制。
2. 选择 [0] 时,有可能倒缝有问题。
开始倒缝后立即停止的功能(功能设定 No.60)
@1
开始倒缝工序完了时向前踩踏板缝纫机也暂时停止。
开始倒缝的短长度缝制时使用。
没有开始倒缝后立即停
6 0 0
0 :
止的功能
有开始倒缝后立即停止
1 :
为了改变缝制的方向让缝纫机
暂停。
的功能
压脚提升软下降功能(祗限安装 AK 装置的机种)(功能设定 No.70、49)
@2
这是让压脚提升柔软地下降的功能。
在需要减少提升压脚下降时的杂音、布料伤痕、布料跑偏时使用。
(注意) 踩踏板让压脚下降时,如果不把功能设定 No.49 的时间设定得较长的话,就不能充分发挥效果,因此
设定功能时请根据缝纫机运转情况进行变更。
0 ~ 500ms
4 9 41 0
10ms/Step
0 :无提升压脚软下降功能(急速下降)
7 0 0
1 :选择提升压脚软下降功能
Page 44

开始倒缝的减速功能(功能设定 No.92)
@3
开始倒缝结束时让缝纫机减速的功能。按照踏板的状态作为一般使用(连续加速到最高速度)
分段暂停时使用。(袖口和上袖 )
9 2 0
0 : 不减速
不停止一次缝到头
1 : 减速
暂停
加重功能(功能设定 No.73)
@4
缝制物太厚机针穿不过时,使用加重功能之后,机针就容易穿过去了。
7 3 1
0 ∶无重试功能
1 ~ 10 ∶有重试功能(重试前针杆返回力:小 1 ~ 10 大)
@5
压脚提升继电器吸引时间的设定 ( 功能设定 No. 84)
可以变更压脚提升继电器的吸引时间。当发热较高时,缩小数值的话,非常有效。
( 注意 ) 如果把数值调整的过小的话,会发生动作不良,因此调整变更时请充分注意。
8 4 52 0
踏板曲线选择功能(功能设定 No.87)
@6
可以根据踏板踩踏量选择缝纫机转速曲线。
如果感到不容易微动,或踏板反应慢等时,请进行变换。
8 7 0
设定范围:50 ~ 500ms < 10/ms >
转速
(sti/min)
∶踩踏板后转速直线上升。
0
0
1 ∶用中速踩踏板缝纫机变慢。
2 ∶用中速踩踏板缝纫机变快。
@7
初动上停止位置移动的功能 ( 功能设定 No. 90)
可以把电源打开后立即自动复位到上停止位置的功能设定为有效或无效。
0
9 0 1
∶无效
1 ∶有效
2
1
踏板行程 (mm)
半针补偿开关的附加功能(功能设定 No.93)
@8
打开电源之后,立即上停止以及切线后上停止时,按下半针开关可以让缝纫机只进行 1 针动作。
0
9 3 0
∶通常(所有半针补偿动作)
1 ∶上述情况时进行 1 针补偿(上停止→上停止)
连续 + 一次不停止功能(功能设定 No.94)
@9
这
是利用操作盘 IT 的程序功能组合连续缝制和一次不停止的简单操作,在缝制时的步骤最后不让缝纫机
停止,而进入下一步骤的功能。
9 4 0
0 ∶通常(步骤结束后停止)
1 ∶步骤结束后不停止立即进入下一步骤
机头最高转速的设定(功能设定 No.96)
#0
设定机头想使用的最高转速。
安装的机头不同设定值的上限也不同。
9 6 004 0
150 ~ Max[sti/min] <50/sti/min>
– 41 –
Page 45

LED 光的光量调整 ( 功能设定 No.109)
#1
调整 LED 光的光量。
0
1 9 01 0
主轴基准角度的补正 ( 功能设定 No.120)
#2
设定范围:
0 ~ 100
补正主轴基准角度。
21 0 2– 3
上位置开始角度的补正 ( 功能设定 No.121)
#3
设定范围:–60 ~ 60°< 1/°>
补正检测上位置开始的角度。
21 1 5
下位置开始角度的补正 ( 功能设定 No.122)
#4
设定范围:–15 ~ 15°< 1/°>
补正检测下位置开始的角度。
21 2 0
设定待机中的节能功能 ( 功能设定 No.124)
#5
设定范围:–15 ~ 15°< 1/°>
可以控制待机时的消费电力。但是,缝纫机起动会有一瞬间的延迟。
21 4 0
0 :节能模式无效
1 :节能模式有效
– 42 –
Page 46

9. 踏板传感器中立自动校正
更换踏板传感器或弹簧时,请一定按以下操作进行。
4
10. 踏板规格的选择方法
1) 按压
开关4 的同时,打开(ON)电源开关。
2) 显示部B上显示出补正值。
(注意) 1. 此时,如果踩踏板之后,缝纫机 动作就
B
2. 如果显示部B上显示出数值以外 (『-0-』
变不正确了。请不要把脚或东西放到踏
板上。警告音响起“吡吡”音 , 不能显示
出正确的补正值。
或者『-8-』) 时 , 请 参 照服务手册进行
处理。
3) 关闭(OFF)电源开关,然后再次打开 (ON) 电
源开关。
(注意) 重新打开电源时,请一定间隔 1 秒以上之后
再操作。
(电源的 ON / OFF 动作为快速的设定有可
能不能顺利变换。)
变更了踏板传感器后,请根据变更后的踏板规格变更功能设定 No.50 的设定值。
0 : KFL
1 : PFL
(注意) 踏板传感器有 2 根回踩弹簧的是 PFL,有 1
根弹簧的是 KFL。通过回踩动作提升压脚时,
请设定为 PFL。
– 43 –
Page 47

– 44 –
11. 自动压脚提升功能的设定方法
警告
安装了自动压脚提升装置 (AK) 后,自动压脚提升功能才可以有效。
A
FL ON : 自动压脚提升装置为有效。用
驱动 (+24V) 压脚提升装置。(CN37 的驱动电源可以变换成 +33V 或 +24V。)
设定为空气驱动后使用电磁驱动的话,有可能烧坏电磁,因此请不要设定错误。
1) 一边按 开关5的同时打开 (ON) 电源开关。
2) 听到“比”的响声后,显示部A、B上显示出「FL
5
B
6
开关6可以选择电磁驱动 (+33V) 压脚提升装置或者空气
ON」,自动压脚提升功能变为有效。
3) 关闭
4) 反复进行 1) ~ 3) 的操作, LED 显示 " FL OFF ",
(OFF) 电源开关,然后再次打开 (ON) 电源
开关。返回通常动作。
自动压脚提升功能变为无效。
电磁驱动显示(+33V)
FL OFF : 自动压脚提升功能无效。( 程序缝制完了时压脚也同样不自动上升。)
(注意) 1. 电源的重新打开时,请一定间隔 1 秒钟以上。
(电源的 ON/OFF 动作过快的话,有时变换会失灵。)
2. 如果没有正确地选择本功能,自动压脚提升功能不动作。
3. 没有安装自动压脚提升装置,就选择 [FL ON] 的话,始缝时起动会变慢。同时触摸开关有时动作
失灵。所以,没有安装自动压脚提升装置时,请一定选择 [FL OFF]。
空气驱动显示(+24V)
Page 48

12. 键锁定功能的选择方法
让键锁定功能有效之后,可以禁止图案的针数设定。
21
7
1) 一边按 开关5和 开关6的同时打开
(ON) 电源开关。
2)
听到“比”的响声后,显示部A、B上显示出
KEY LOCK,键锁定功能变为有效。
A
B
3) KEY LOCK 显示后,返回通常动作。
4) 键锁定功能有效时,打开电源后显示出 KEY
LOCK。
543
6
5) 反复 1) ~ 3) 的操作之后,电开电源后不显示 KEY LOCK,按键锁定无效。
· 打开电源后的 KEY LOCK 显示
有显示 :按键锁定功能有效
无显示 :按键锁定功能无效
按键锁定功能有效时,操作盘的操作为如下所示。( 图案花样显示的号码 )
· 操作变为无效时 设定图案花样的针数 (4)
· 与通常相同操作的功能 变更缝制图案花样 (1和2)
变换倒缝 (3和5)
生产支援功能 (7)
– 45 –
Page 49

– 46 –
13. 后护罩的拆卸方法
为了防止触电,意外的起动造成的事故,请关掉电源,经过 5 分钟以上再打开外罩。为了防止
警告
人身事故,保险丝烧断后,请排除保险丝烧断的原因之后,再更换成相同容量的保险丝。
1) 确认了缝纫机完全停止之后,按电源开关 OFF
按钮,关掉电源。
2) 确认电源开关为 OFF,把电源电缆线从电源插
座上拔下。确认电源确实被切断,待 5 分钟以
上之后,进行 3)的作业。
1
操作盘电路板
1
3) 请拧下 3 处固定前护罩和后护罩的螺丝1。
4) 把前护罩卸下一半,然后从连接器2(CN200:
4P)卸下连接护罩内侧的操作盘电路板的操作
盘电缆。
2
前护罩
Page 50

3
5) 拧下后护罩下部 2 处的螺丝3。
4
6) 拧下后护罩背面的螺丝
向后面移动后护罩,然后慢慢地放倒。
7)
4
。
– 47 –
Page 51

– 48 –
14. 立式缝纫机踏板的连接方法
1) 请参照“#-13. 后护罩的拆卸方法”p.46,
打开护罩。
2) 然后把 PK70,71 连接器插进连接器
(CN39:12P)。
(注意)连接时请一定关掉电源之后,再操作。
1
15. 外部输出输入插头
外部输出输入插头1(CN50) 在外部安装计数等装置时,本机备有下列便利的信号。
( 注意 ) 使用时,请让具有电气知识的技术人员来进行操作。
1
插头和信号的对应表
CN50
信号名称 输出输入 说 明 电气规格
1 +5V 2 MA
3 MB
4 UDET(N)
5 DDET(N)
6 HS(N)
7 BTD(N)
8 TRMD(N)
9 LSWO(P)
10 S.STATE(N)
11 LSWINH(N)
12 SOFT
13
SGND - 0V
1
电源
输出 旋转信号 360 脉冲 / 转
输出
输出 针杆下位置时,输出「L」。
输出 针杆上位置时,输出「L」。
输出 旋转信号 45 脉冲 / 转
输出 倒缝继电器动作时,输出「L」。
输出 切线继电器动作时,输出「L」。
输出 要求旋转(踏板等)监视器信号
输出 缝纫机停止状态时,输出「L」。
输入 「L」信号期间,禁止踏板操作转动。
输入 「L」信号期间,转速被限制为软速度。
- DC5V
DC5V
DC5V
DC5V
DC5V
DC5V
DC5V
DC5V
DC5V
DC5V, –5mA
DC5V, –5mA
JUKI 标准货号 插头 货号 HK016510130
脚插头 货号 HK016540000
Page 52

16. 布端传感器的连接方法
1
销针号 信号名 备考
1 +12V
2 +5V
3 OPT_S
4 GND
请根据使用的传感器选择
电源。
把传感器输入设定为布边
传感器。
1) 请参照“#-13. 后护罩的拆卸方法”p.46,打开
护罩。
2) 把布端传感器的插头插入到插头1(CN54:4P)。
3) 请根据「#-8- ⑧ . 选择选购开关功能(功能设
定 No.12)」p.34,把 CN54 设定为布边传感器
输入。
4) 在上使用布边传感器时,请按照电气箱的功能
设定进行操作。可以选择的功能以及选择 No.`
如下所示。
· 布边传感器功能(功能设定 No.2)
让布边传感器功能动作。
2
1
0:未使用布边传感器
1:让布边传感器动作
· 利用布边传感器的切线功能(功能设定 No.3)
检测布边后进行自动切线。
3
1
0:不自动切线
1:自动切线
· 布边传感器针数(功能设定 No.4)
可以设定从检测布边开始至缝纫机停止位置的
运针针数。
4
5
设定范围:0 ~ 19〈1/ 针〉
· 简单触摸功能(功能设定 No.76)
可以设定至布边为止的简单触摸动作。
7 6
0
0:无简单触摸功能动作
1:有简单触摸功能动作
(注意) 1. 连接时请一定关闭电源之后再进行连接。
2. 有关布端传感器的使用方法,请参阅布
端传感器附属的使用说明书。
JUKI 纯正货号 连接器 HK042310040
针销接触器 HK042340000
– 49 –
Page 53

– 50 –
17. 设定数据的初期化方法
DDL-8700A-7 功能设定内容可以全部返回标准设定值。
1) 按住所有的开关
、开关
4
5
、
开
关6的同时打开 (ON) 电源开关。
2)
B
发出“比”的声音之后,显示部B上显示出「r
S」,开始初期化。
3) 约 1 秒钟之后, 蜂鸣器响( 单音三次 " 比 " " 比
" " 比 "),返回标准设定值。
(注意)初期化作业途中请不要关掉电源。有损坏主
机的序的的危险。
4) 关闭 (O F F ) 电源开关,然后再次打开 ( ON )
电源开关。
54
(注意) 1. 进行此操作之后、踏板传感器的中立修正值也被初期化,因此使用前一定进行踏板传感器中立自动
修正操作。(参照“#-9. 踏板传感器中立自动校正” p.43)
2. 进行次操作之后,机头调整值也被初期化,因此使用前请进行机头调整。(参照“$-2. 机头调整”
p.52)
3. 进行此操作操作盘设定的缝制数据不会被初期化。
6
Page 54

. 保养维修
$
1. 电源保险丝的更换方法
1
2
3
1) 确认了缝纫机完全停止
之后,按电源开关 OFF
按钮,关掉电源。
2) 确认电源开关为 OFF,
把电源电缆线从电源插
座上拔下。
3) 请参照“#-13. 后护罩
的拆卸方法”p.46,打
开护罩。
4)
手拿着保险丝1,2的玻璃部,卸下保险丝。
( 注意 ) 因为有发生触电的危险,因此拆卸时请在 LED3完全灭灯之后在进行拆卸。
5)
请使用符合规定保险丝容量的保险丝。
:
3.15A/250V 延时保险丝
1
货号
:KF000000080
2:6.3A/250V
货号
:KF000000030
延时保险丝
– 51 –
Page 55

– 52 –
2. 机头调整
(注意) 切线后如果皮带轮上的白点和护罩的凹部偏离过大时,请通过下列操作调整缝纫机机头的角度。
1) 按住 开关4和 开关5的同时打开
(ON) 电源开关。
A
54
B
在显示器上显示出
2)
(A),变换为调整模式。
3) 用手转动机头皮带轮,检测出主轴基准信号之后,
显示部B上显示出与主轴基准信号的角度。( 此
值为参考值。)
8
7
4) 在此状态下,请如图所示那样把皮带轮护罩的
凹部8对准皮带轮的白色点7。
5) 按
开关6,结束调整操作。
( 此值为参考值。)
6
Page 56

3. 连接器配置图
・ 为了防止突然的起动造成人身损伤,请关闭电源、拔下电源插头,经过 5 分钟以上之后再进行
操作。
・ 因为有由于误动作或规格不同而破损装置的危险,所以请一定把对应的所有连接器插入到指定
警告
MAIN 电路板上安装有下列连接器。
请根据机头安装的装置,把连接器连接到有关位置。
的位置。(如果把指定以外的连接器错误地插入的话,不仅会破损装置,而且有突然动作的危险。)
・ 为了防止因误动作造成人身的损伤,请一定对带锁定的连接器进行锁定。
・ 有关各装置的详细使用方法,请仔细阅读了装置方面附属的使用说明书之后再进行安装。
CN12:继电器电线用连接器
1
CN34:踏板传感器
2
CN30:马达编码器
3
CN60:机头操作盘
4
CN38:CP/IP 操作盘
5
CN39:立式缝纫机
6
CN57:生产管理
7
CN54:OPTION INPUT
8
CN50:OPTION I/O
9
CN11:回生电阻
!0
– 53 –
CN52:CPU INSYSTEM
!1
CN53:JIAG
!2
CN36:机头继电器
!3
CN37:压脚提升继电器
!4
CN58:风扇
!5
CN55:LED 灯
!6
马达电缆
!7
操作盘电缆
!8
电源线
!9
Page 57

– 54 –
4. 关于错误显示
发生如下情况时,判断为故障之前请再次进行确认。
现 象 原 因 处 置 方 法
放倒缝纫机之后,蜂鸣器报警,缝纫
机不能操作。
切线、倒缝、挑线杆灯电磁阀均不能
动作。还有,作业灯也不能亮了。
打开电源之后,踩踏板缝纫机不转动。
往回踩踏板,然后再向前踩踏板缝纫
机才转动。
踏板返回到中立位置,缝纫机还转动。
安装了自动压脚提升装置,但压脚不
上升。
倒缝触摸开关失灵 自动压脚提升装置正在提升压脚。 降下压脚之后再进行操作。
缝纫机不转动 马达输出电线 (4P) 脱落。 请正确地连接好电线。
没有关闭电源就放倒缝纫机的话,就
出现左面的现象。
电磁阀电源保护保险丝烧断时。 请确认电磁阀电源保护保险丝是否正
踏板的中立位置不正。
(变更了踏板弹簧压力之后,有可能
中立位置变动)
自动压脚提升功能设定为 OFF。 把自动压脚提升功能选择为 FL ON。
踏板规格为 KFL 规格 回踩踏板提升压脚时,请把跨接线变
自动压脚提升装置的电线没有连接到
插头 (CN37) 上。
没有安装自动压脚提升装置,但是把
自动压脚提升功能设定为 ON。
马达信号电线的插头 (CN30) 脱落。 请正确地连接好电线。
请关闭电源之后再放倒缝纫机。
常完好。
请进行自动调整踏板传感器的中立。
更到 PFL 设定位置。
正确地连接电缆线。
没有安装自动压脚提升装置时,请设
定 FL OFF。
Page 58

另外,发现了本装置的问题之后,为了不将问题扩大,进行内部锁定(或功能限制)同时报知错误代码。
在联系修理服务时,请报告错误代码。
[ 异常代码的确认方法 ]
B
1) 按住开关
听到“比”的声音后,显示部B上显示出最近
2)
的同时打开 (ON) 电源开关。
3
的异常号码。
3)
按开关
或开关
3
异常内容。
(确认到最后会阀发生「比」
告音。)
(注意) 按开关
43
码,按开关
显示现在显示的前一异常代
3
之后,显示现在显示的后
4
一异常代码。
[ 错误代码一览表 ]
No. 错误检测内容 被预想的发生原因 确认项目
E000 实行数据初始化(不是错
误 )
E003 同步插头脱落 ·缝
E004 同步下定位置传感器故障
E005 同步上定位置传感器故障
E007 马达超负荷 ·
E070 皮带打滑 ·
E071 马达输出连接器脱落 ·
·
更换机头后
·实行了初始化操作后
纫机机头检测器没有输入位置检
测信号时
·
检测器损坏时
·皮带松驰
·缝纫机机头异常
·马达皮带轮异常
机头锁定时
·缝制机头缝制规格厚度以上的布料
时
·
马达不转动时
·马达或驱动器损坏
机头锁定时
·皮带松驰
马达连接器的脱落 ·检查马达输出插头是否松弛或脱落
· 检查检测器插头 (CN33) 是否松弛或脱
落
· 检查检测器电缆线是否被机头卡住而
断线
· 皮带张力
· 缝纫机机头设定
· 马达皮带轮设定
· 检查皮带轮上是否绕上线了
· 检查马达输出插头 (4P) 是否松弛或脱
落
· 用手转动马达 , 检查一下是否被甚么
东西勾住
· 用手转动马达 , 检查一下是否被甚么
东西勾住
·
皮带张力
,可以确认以前的
4
「比」 2 声单音的警
E072 切线动作时马达超负荷 ·
E079
E220 加润滑脂的警告 ·
E221 加润滑脂异常出错 ·
自动运转超负荷异常 ·
与 E007 相同 ·与 E007 相同
未使用 ·未使用
达到了规定的针数后 ·向规定部位补充润滑脂然后进行复位
( 详细内容参照缝纫机机头资料 )
达到规定的针数,不能进行缝制后 ·向规定部位补充润滑制然后进行复位
( 详细内容参照缝纫机机头资料 )
– 55 –
Page 59

– 56 –
No. 错误检测内容 被预想的发生原因 确认项目
E302 倾倒检测开关异常 ( 安全
SW 动作时)
E303 半月板传感器错误 ·
E331 切带刀 装 置传感器 同时ON·
E332 切带刀 装 置传感器 同时
OFF
E499 数据异常 ·
E704 数据异常 ·
E730 变换器不良 ·
E731 马达传感器不良
E733 马达逆转 ·在
E799 切线动作超时 ·切
E808 继电器短路 ·
·打
开电源的状态下,倾倒传感器开
关被输入时
·切线切刀位置不良
·机头倾倒检测连接器脱落
不能检测半月板传感器的信号 ·机头和机种设定是否一致 ?
切带刀装置的动作不良 ·切带刀装置是否没有正确地连接 ?
切带刀装置的组装调整不良 ·切带刀装置是否没有正确地组装?
·
记忆数据损坏了 ·请参照服务手册的“功能设定数据的
记忆数据损坏了 ·请参照服务手册的“功能设定数据的
马达信号没有正确地输入时 · 检查数据信号插头 (CN30) 是否松懈脱
马达驱动中发生了与转动指示方
向相反的转速达 500sti/min 以上的
转动时
线控制动作没有在规定时间内完了·功能设定
继电器电源不是规定的电压。 · 机头电线是否被皮带轮护罩等夹住了 ?
· 是否没有关闭电源开关就把缝纫机机
头放倒(为了安全禁止缝纫机操作)
· 倾倒检测开关电缆线是否被缝纫机等
咬住
· 倾倒检测开关拨杆是否被拉住
· 倾
倒检测开关拨杆与 机台的接触量是
否不足 ( 机台上有凹陷、底座支柱的安
装位置过远 )
· 机
头倾倒检测连接器 (CN48) 是否松动
或脱落 ?
·马达变换器连接器是否断线 ?
·空气压力是否适当 ?
·空气压力是否适当 ?
初期化”的内容,把功能设定的设定
内容全部返回到标准值。
初期化”的内容,把功能设定的设定
内容全部返回到标准值。
落。
· 检查数据信号电缆被机头部咬断。
· 马
达变换器连接器的 插入方向是否错
误 ?
· 主轴马达的编码器接线错误
· 主轴马达的动力用接线错误
No.95:机头选择功能的设定
是否正确?
·马达的皮带轮直径是否与设定一致?
·皮带是否松弛?
E809 保持动作不良 ·
E810 继电器短路 ·
E811 电压过高 ·
·100V 设定电压,但是输 入了 200V
· J
· CE
E813 电压过低 ·
·200V 设定电压,但是输 入了 100V
·
·由
不能变换到继电器保持动作。 · 继电器是否异常发热 ? ( CTL 电路板组
件电路损坏。)
驱动短路的继电器时 · 检查继电器是否短路
输入了规定电压以上的电压时
时
A : 向 120V 的电气箱施加了 220V
的电压
: 向 230V 的电气箱施加了 400V
的电压
输入了规定电压以下的电压时
时
JA : 向 220V 的电气箱施加了 120V
的电压
于连接了过高的电压使内部电路
损坏
· 检
查 电 源 电压 是 否 超 过 额 定电 压 的
+10%。
· 是否
如果设定错误电源电路板可能损坏了。
·
· 是否 100V/200V 变换插头设定错了
· 检查一下保险丝或回馈电阻是否损坏
100V/200V 变换插头设定错了
检查 电源电 压是否 低于额 定电压 -10%
以下
Page 60

No. 错误检测内容 被预想的发生原因 确认项目
E815 未连接再生电阻 ·未连接 CN11 ·在 CN11 上是否连接了再生电阻?
E906 操作盘间通信不良 ·
·操作盘损坏
E922 主轴不能控制 ·
E924 马达驱动器不良 ·
E930 编码器不良 ·
E931 马达传感器不良
E942 EEPROM 不良 ·
操作盘电缆线脱落
主轴马达不能控制时 · 电源 OFF
马达驱动器损坏
马达信号不能正确地输入时 ·
不能向 EEPROM 里写入 · 电源 OFF
· 操作盘插头 (CN38) 是否松弛或脱落
· 操作盘电缆线是否被机头卡住而断线
马达信号连接器 ( CN30) 是否松动或脱
落?
·
马达信号电线是否被机头咬住等造成断
线?
– 57 –
 Loading...
Loading...