

Page 1
Nozzle Selection Ultra 750
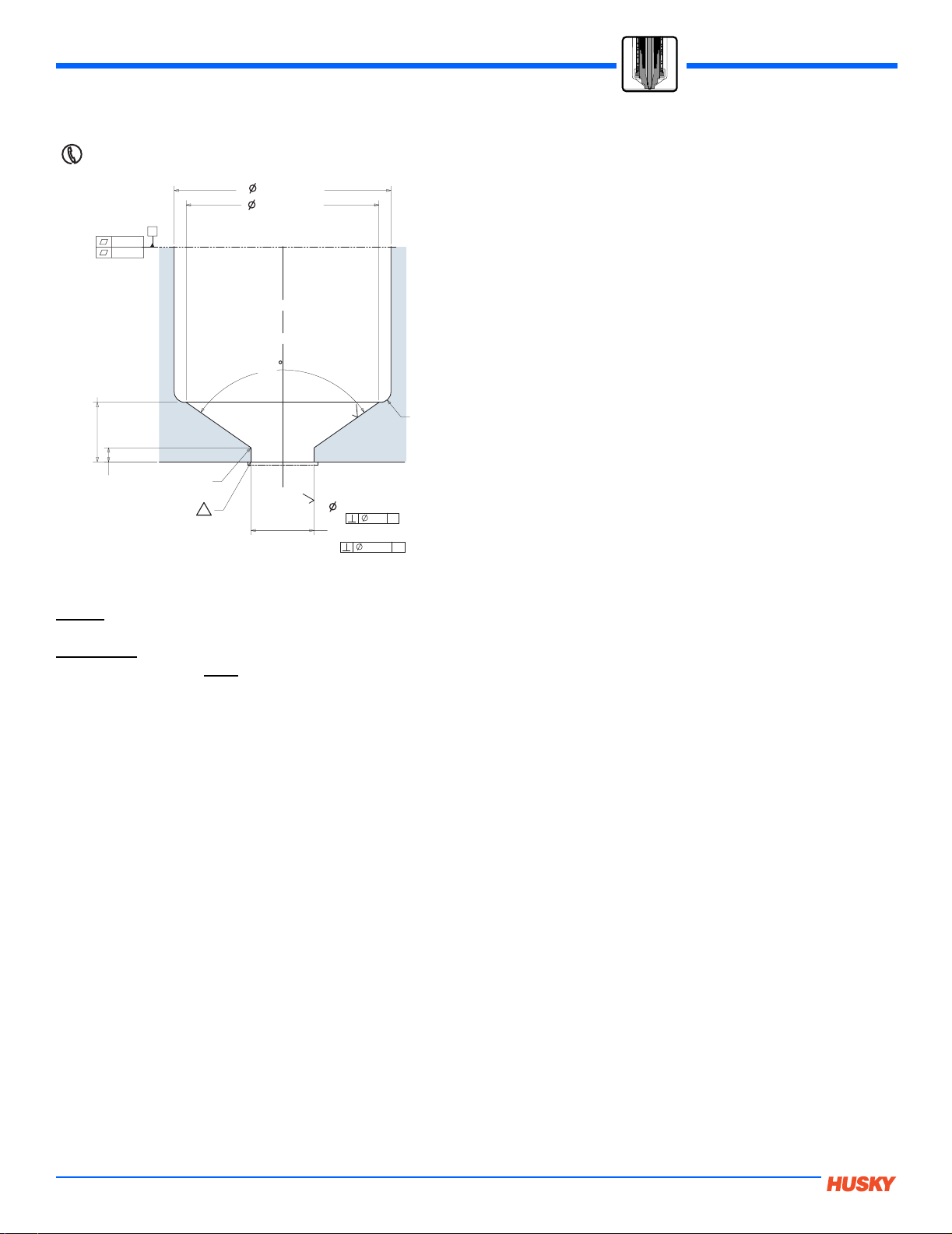
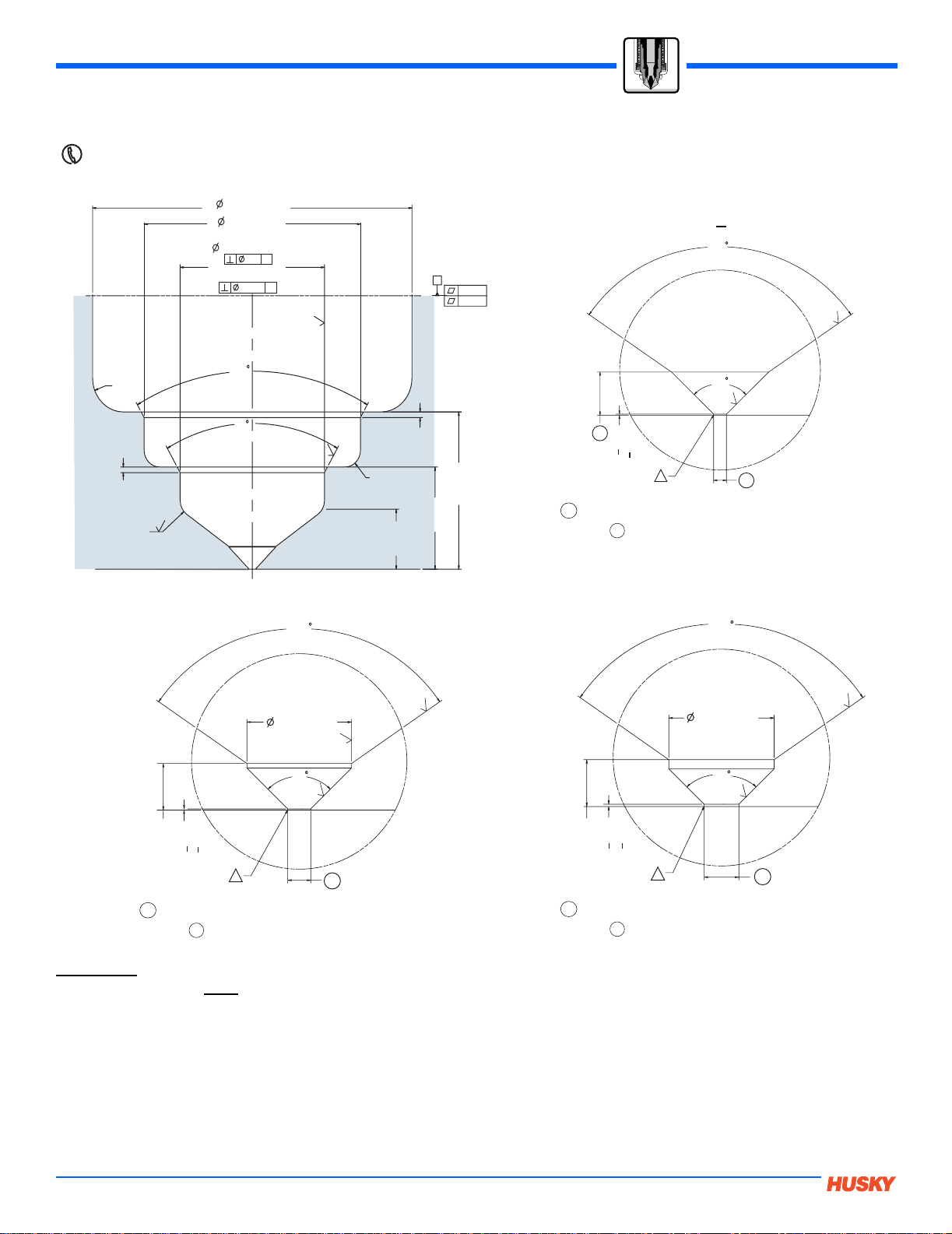
ULTRA 750 DESIGN INFORMATION
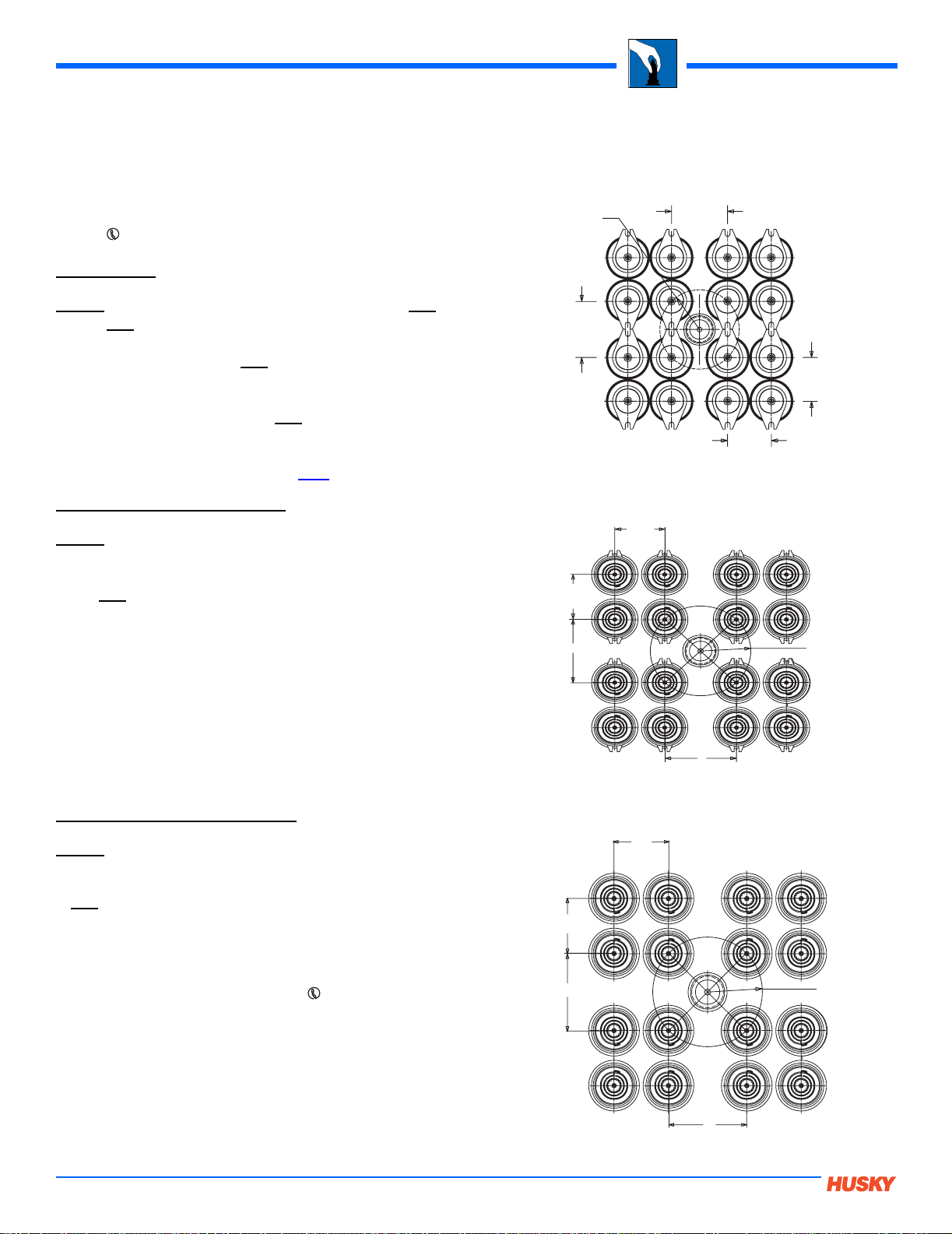
Ultra 750 Nozzle Pitch
Thermal Gate
Minimum nozzle pitch dimensions for the Ultra 750 nozzle are
provided on the right and below. For applications that exceed 16
drops, .
Thermal Gate
NOTE:The sprue minimum radius 40.4 mm (1.60") and the X
and
Y minimum distances must all be satisfied.
R 40.4
[1.60]
min.
Y
X
• For 8 or fewer drops x and
y must be greater than 45.0 mm
(1.77").
• For 12 drops and greater, x and
y must be greater than 76.2
mm (3.00").
• For 48 drops and greater, click here
.
Large Pitch Valve Gate (VG-LX)
NOTE:The sprue minimum radius 50.0 mm (1.97") and the X
and Y minimum distances must all be satisfied.
•X and
Y must be greater than 71.0 mm (2.80").
Large Piston Valve Gate (VG-EX)
NOTE:The sprue minimum radius 65.0 mm (2.559") and the X
and Y minimum distances must all be satisfied.
44.5
[1.75]
44.5
[1.75]
Large Pitch Valve Gate (VG-LX)
50.0
[1.97]
50.0
[1.97]
Y
X
50.0
[1.97]
Large Piston Valve Gate (VG-EX)
59.0
[2.323]
X and
Y must be greater than 92.0 mm (3.622").
NOTE: Minimum distance between outermost nozzle drop center
to outer edge of the manifold plate is 1 25mm (4.921”). If reduced
distance is required, contact Husky.
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
2006.08
79
59.0
[2.323]
Y
65.0
[2.559]
X
Page 2
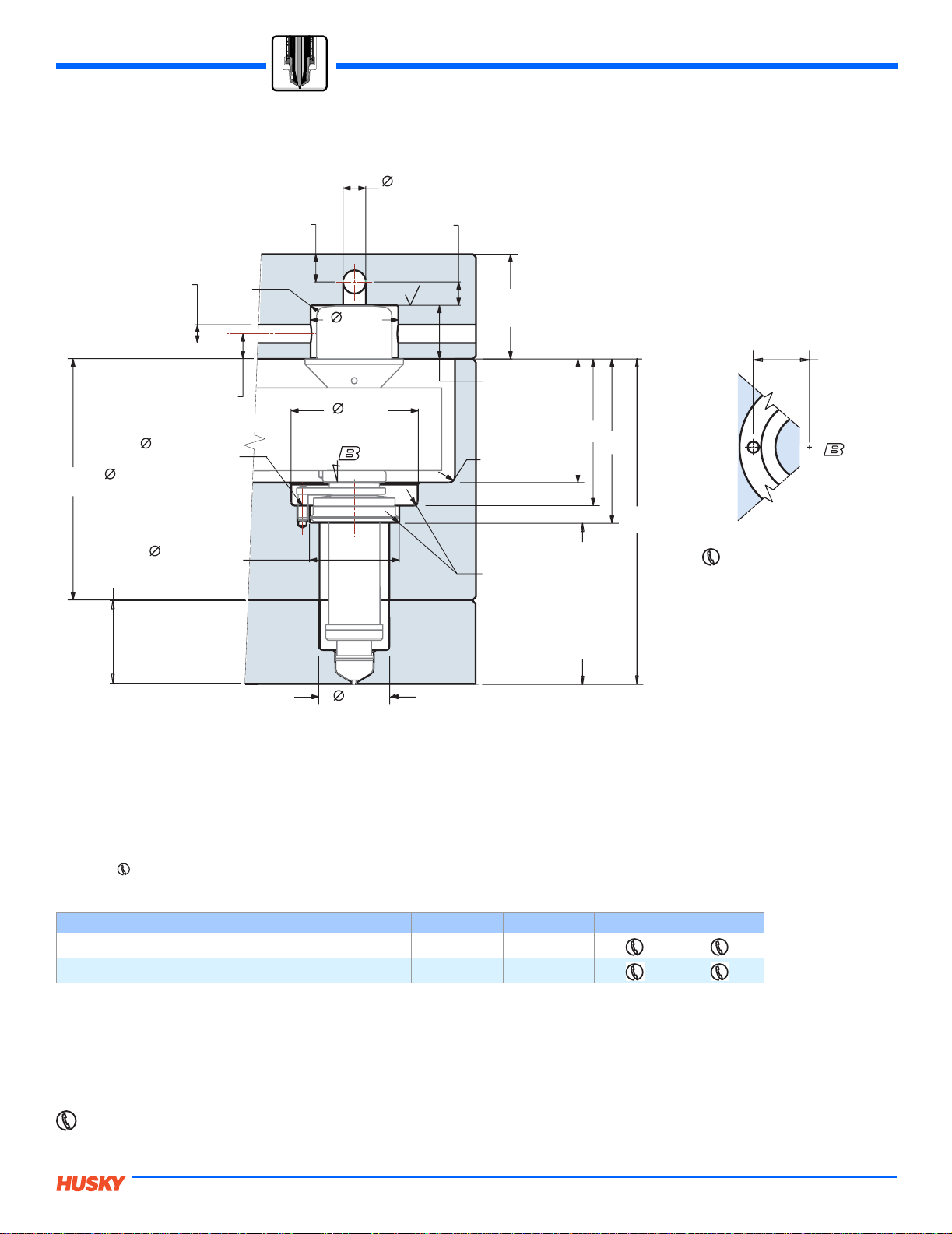
Sizing - Pocket Detail
> 10.0
[0.39]
Nozzle SelectionUltra 750 VG
11.11
[0.437]
> 10.0
[0.39]
8.73
[0.344]
4.8 x 10.4 DP.
[0.189 x 0.410]
5.03 + 0.03 x 7.5 DP.
N
[0.198 + 0.001 x 0.30]
L
[1.733 + 0.001]
27.4 - 141.0
[1.08 - 5.55]
R 1.5
[0.06]
> 10.0
[0.39]
44.01 + 0.03
43.0
[1.69]
62.0
[2.44]
31.0
[1.22]
0.8
[32]
60.00
[2.362]
25.60 + 0.03
[1.01 + 0.001]
R 3.0
[0.12]
R 1.5
[0.06]
J
S
K
BL
63.67 - 163.67
[2.507 - 6.444]
25.5
[1.00]
SL
For more than 16 drops
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html
- OR -
Contact Husky for plate thickness and critical bore depths.
Ultra 750 VG Plate Sizing
Number of Drops Manifold Height J S K N
2 - 4 40.00 (1.574") 59.1 (2.33") 70.0 (2.76")
6 - 16 60.00 (2.362") 79.1 (3.11") 90.0 (3.54")
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
80
2006.08
Page 3
Nozzle Selection Ultra 750 VG
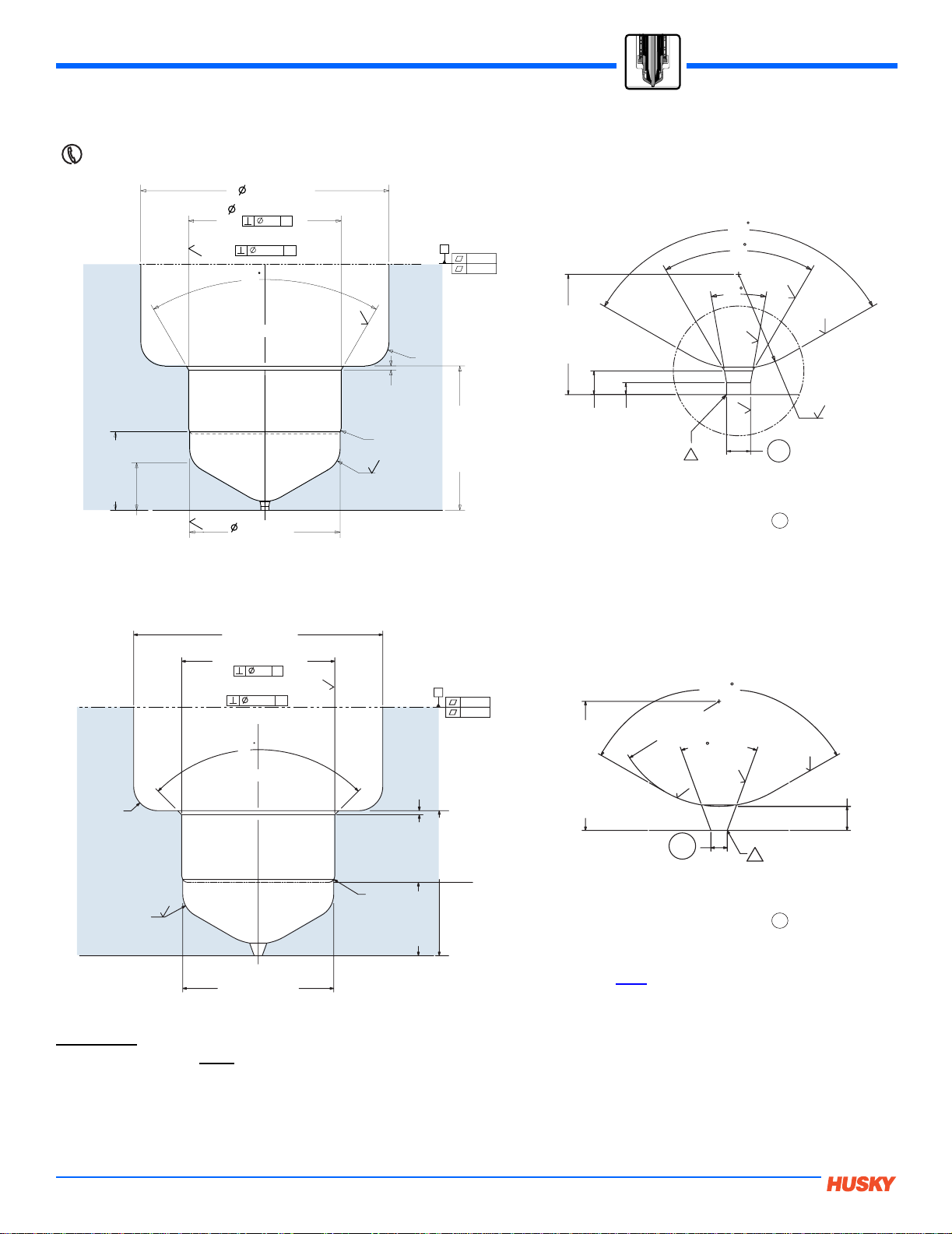
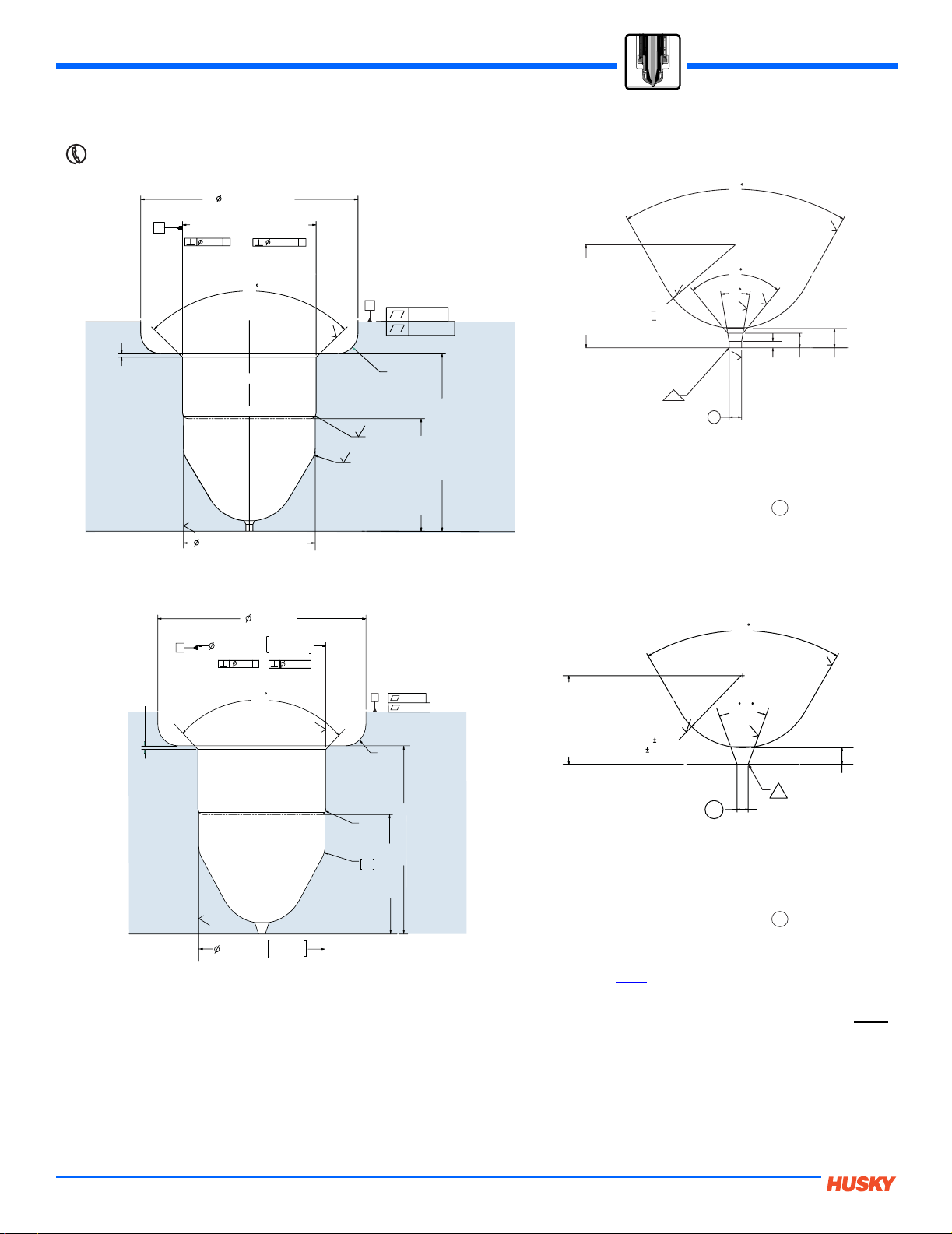
Gate Detail (Plunger)
Contact Husky with any gate insert backup concerns
31.0 [1.22]
19.060 +0.010
A
0.4
[0.7504 +0.0004]
60
0.01
0.0004
A
0.8
A
R 3.0 [0.12]
0.005
0.0002
METRIC
IMPERIAL
SR Center
5.06 [0.199]
120
60
20
0.8
0.8
0.4
9.78 [0.385]
0.8
5.91
[0.233]
Gate Detail (Taper)
31.0 [1.22]
19.060 +0.005
[0.7504 +0.0002]
R 3.0
[0.12]
0.8
R 3.0
[0.12]
18.80 +0.10
[0.740 +0.004]
A
0.01
A
0.0004
60
1.5 [0.06]
R 0.8 [0.03]
0.8
R 3.0 [0.12]
17.3 [0.68]
0.4
0.50 [0.020]
1.00 [0.039]
S
1.000 (0.039"), 1.500 (0.059"), 1.800 (0.0708") and
0.8
3.96SR
[0.156]
G
2.500 (0.0984") dia. gates are standard, o ther sizes
require customized parts. Obtain for the specific
G
application from Husky prior to machining.
0.8
120
40
+0 -15'
0.8
0.4
G
S
G
SR Tangent
1.49 [0.059]
0.4
A
1.5 [0.06]
0.005
0.0002
METRIC
IMPERIAL
SR Center
SR 6.50
[0.256]
7.99 [0.3145] REF
17.3 [0.68]
R 0.8
[0.03]
1.000 (0.039"), 1.500 (0.059"), 1.800 (0.0708") and
2.500 (0.0984") dia. gates are standard, o ther sizes
require customized parts. Obtain for the specific
9.1 [0.36]
application from Husky prior to machining.
18.80 +0.10
Click here
for taper / plunger comparison.
[0.740 + 0.004]
Gate Steel:Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and
ductility. Note
: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers
and/or additives.
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
2006.08
81
Page 4
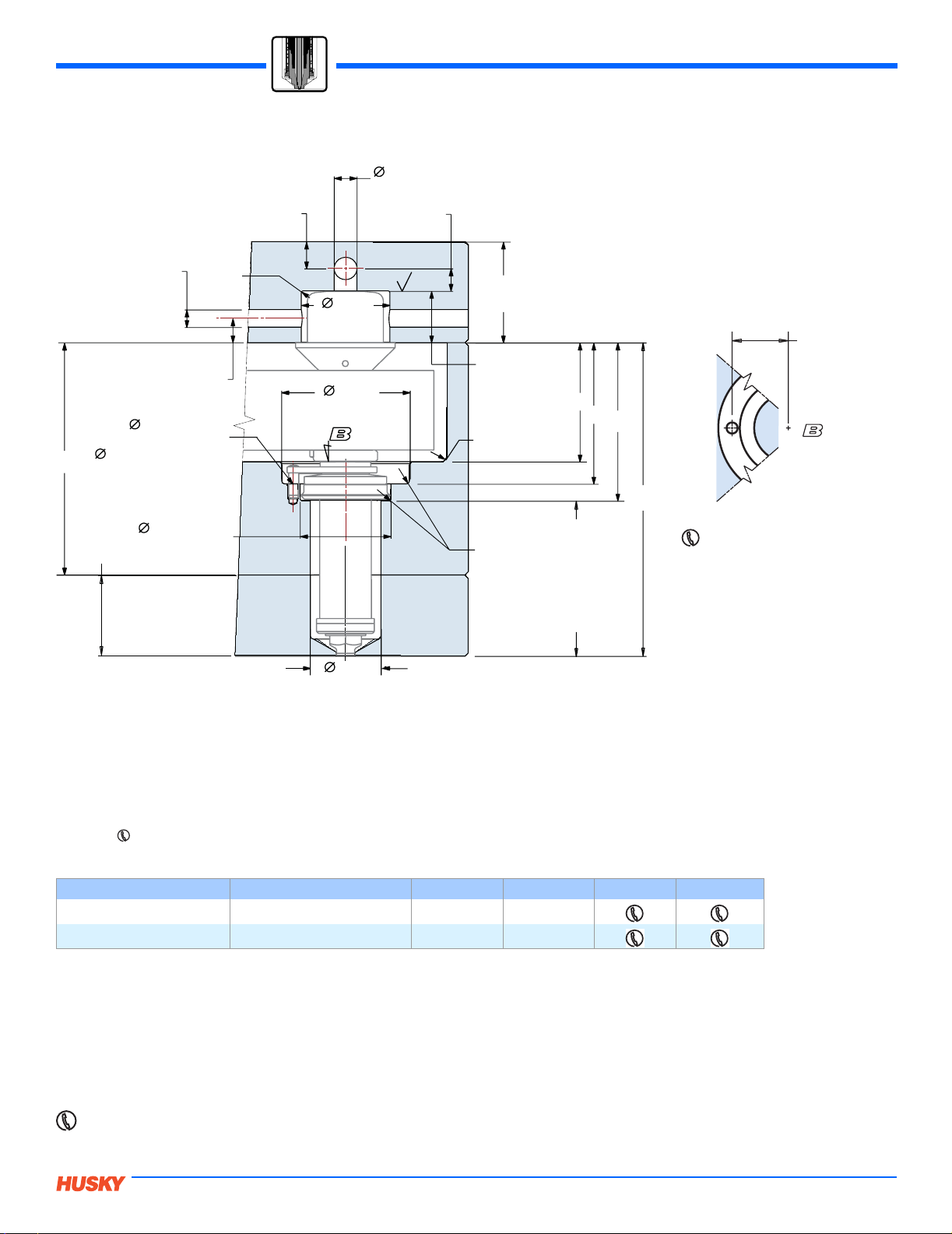
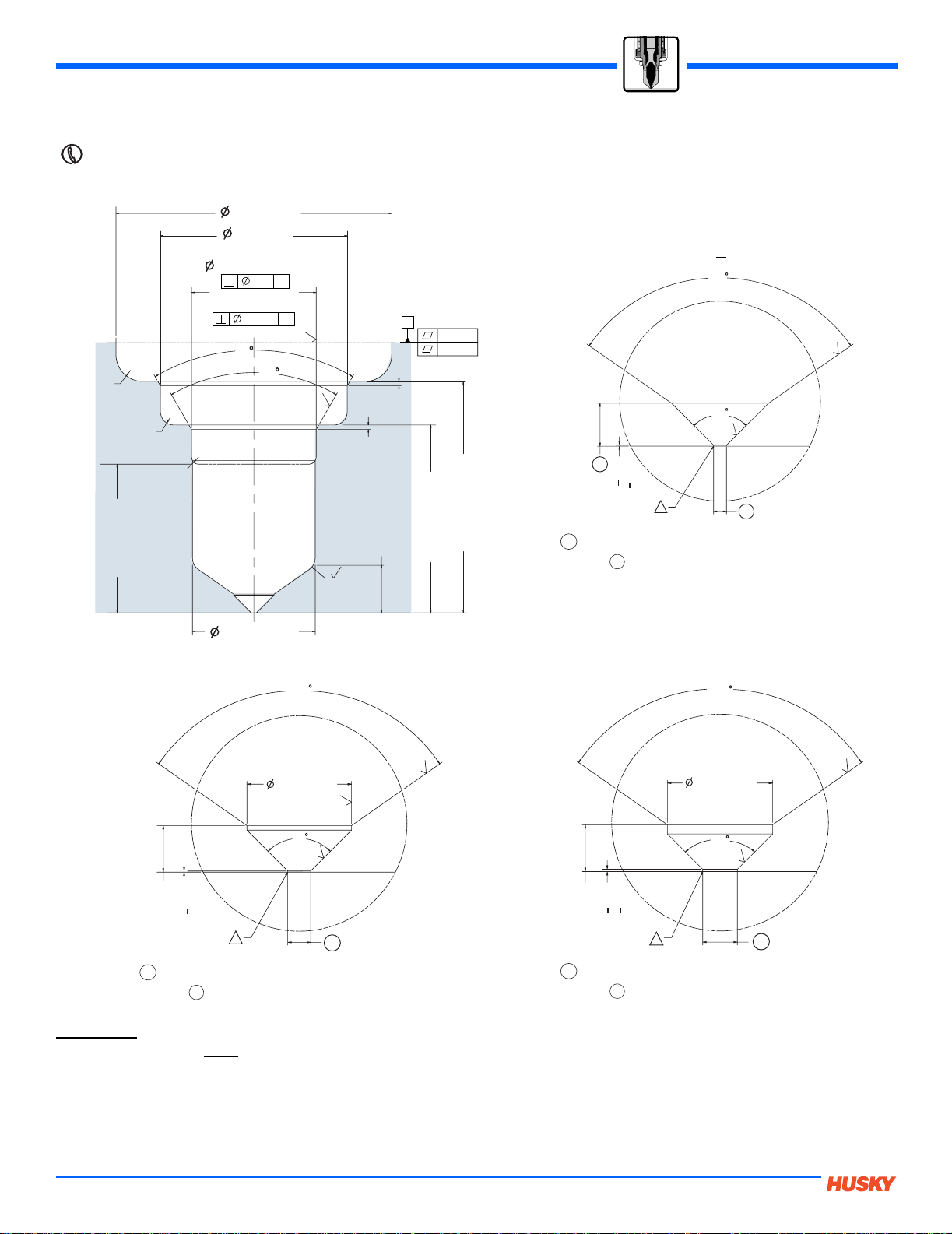
Plate Sizing - Pocket Detail
Nozzle SelectionUltra 750 VX
11.11
[0.437]
8.73
[0.344]
4.8 x 10.4 DP.
[0.189 x 0.410]
5.03 + 0.03 x 7.5 DP.
N
[0.198 + 0.001 x 0.30]
L
[1.733 + 0.001]
27.4 - 131.0
[1.08 - 5.16]
R 1.5
[0.06]
> 10.0
[0.39]
44.01 + 0.03
> 10.0
[0.39]
43.0
[1.69]
62.0
[2.44]
> 10.0
0.8
[0.39]
[32]
60.00
[2.362]
25.60 + 0.03
[1.01 + 0.001]
R 3.0
[0.12]
R 1.5
[0.06]
J
S
BL
[2.113 - 6.05]
53.67 - 153.67
25.5
[1.00]
K
SL
For more than 16 drops
31.0
[1.22]
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html
- OR -
Contact Husky for plate thickness and critical bore depths.
Ultra 750 VX Plate Sizing
Number of Drops Manifold Height J S K N
2 - 4 40.00 (1.574") 59.1 (2.33") 70.0 (2.76")
6 - 16 60.00 (2.362") 79.1 (3.11") 90.0 (3.54")
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
82
2006.08
Page 5
Nozzle Selection Ultra 750 VX
Gate Detail
Contact Husky with any gate insert backup concerns
31.0 [1.22]
24.7 [.97]
Int Pt
110
0.4
9.005 + 0.005
0.4
[0.3545 +0.0002]
0.0004
0.01
R 1.5
[0.06]
A
A
METRIC
IMPERIAL
0.005
0.0002
7.5 [0.30]
[0.004 +0.004]
Land
2.00 [0.078]
A
R 0.10 + 0.10
S
Clearance required in this area > 0.50mm (0.020”). Front face of nozzle tip cannot make contact.
NOTE:
Gate Steel:
Extra tip stock available for contouring.
Hardened tool steel such as 49-51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and
ductility. Note
: These steels may not offer the desired resistance to abrasive and / or corrosive resins, fillers
and / or additives.
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
83
Page 6
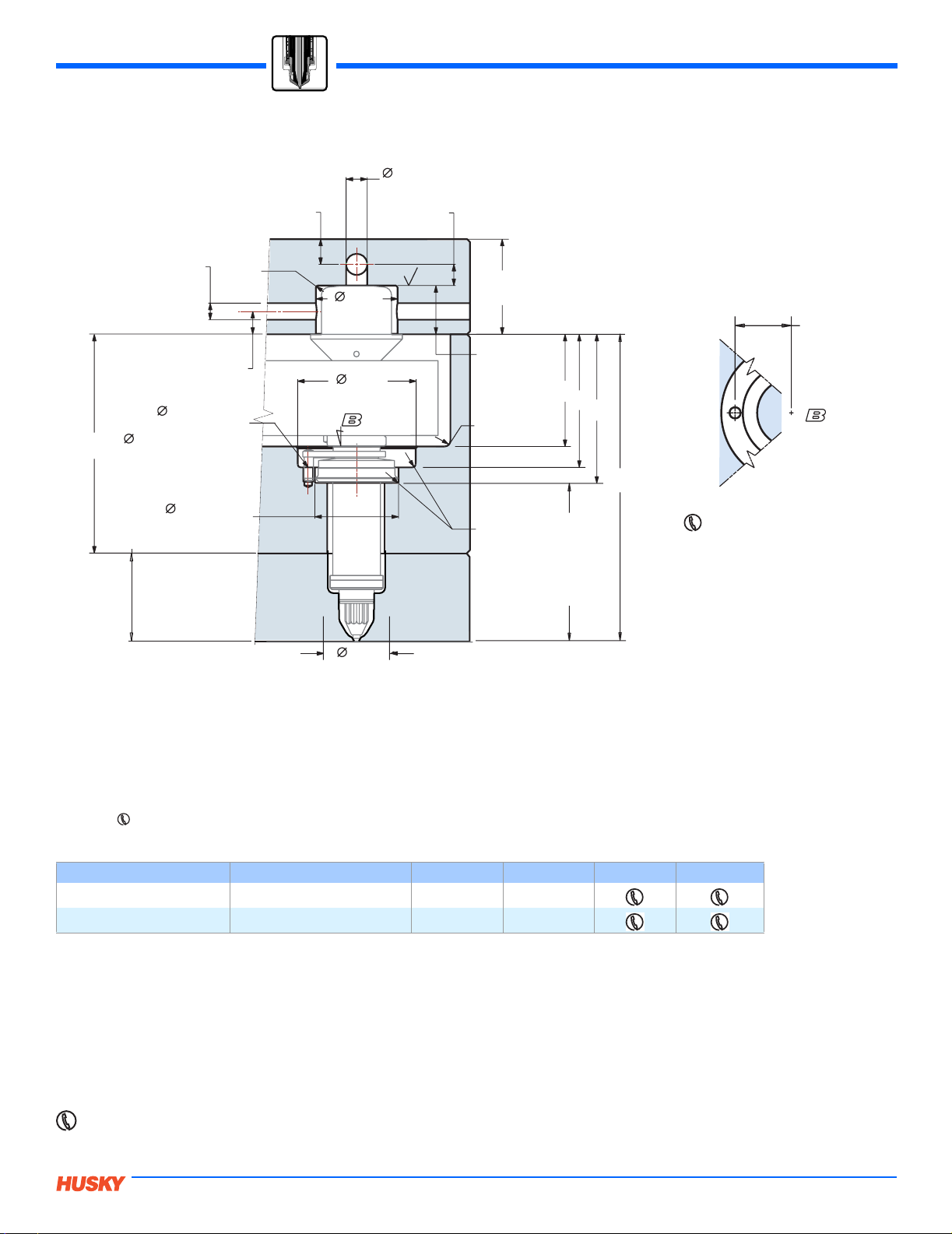
Plate Sizing - Pocket Detail
> 10.0
[0.39]
Nozzle SelectionU750 VG-R
11. 11
[0.437]
> 10.0
[0.39]
8.73
[0.344]
4.8 x 10.4 DP.
[0.189 x 0.410]
5.03 + 0.03 x 7.5 DP.
N
[0.198 + 0.001 x 0.30]
L
[1.733 + 0.001]
35.3 - 148.9
[1.39 - 5.86]
44.01 + 0.03
> 10.0
[0.39]
R 1.5
[0.06]
0.8
43.0
[1.69]
62.0
[2.44]
31.0
[1.22]
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
[32]
60.00
[2.362]
30.60 + 0.03
[1.20 + 0.001]
R 3.0
[0.12]
R 1.5
[0.06]
J
S
BL
64 - 168.6
[2.52 - 6.64]
25.5
[1.00]
K
SL
For more than 16 drops
Thermal Calculations
BL / K / L / N / SL - Refer to the plate claculator at http:// www.husky.ca/hotrunners/content-316-219.html
- OR -
Contact Husky for plate thickness and critical bore depths.
Ultra 750 VG-R Plate Sizing
Number of Drops Manifold Height J S K N
2 - 4 40.00 (1.574") 55.1 (2.17") 60.2 (2.37")
6 - 16 60.00 (2.362") 75.1 (2.96") 80.3 (3.16")
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
84
2006.08
Page 7
Nozzle Selection U750 VG-R
Gate Detail (Plunger)
Contact Husky with any gate insert backup concerns
19.060
B
0.01
METRIC
+0.005
A
[.06]
1.5
0.8
+0.10
18.80
Gate Detail (Taper)
19.060
B
[.06]
1.5
METRIC
31.0
-0
60
+0.005
-0.000
0.01
[1.22]
.7504
[
IMPERIAL
.740
[
31.0
.7504
A
60
+.0002
-.0000
0.0004
+.004
-0.00
[1.22]
+.0002
-.0000
.0004
IMPERIAL
60
]
A
80
20
0.4
0.4
0.4
G
0.50 [.020] LAND
G
0.8
0.8
0.8
0.8
A
3.0
R
R
0.8
[.03]
[.12]
3.0
R
0.005
0.0002
[.12]
REF
[.65]
16.5
METRIC
IMPERIAL
25.0 [0.98] REF
(0.0984") dia. gates are standard, other sizes
require customized parts. Obtain for the specific
SR
6.50 + 0.04
[.256 + .002]
SR CENTER
8.00 [.315] REF
S
1.000 (0.0394"), 1.800 (0.0708") and 2.500
0.8
INT PT
1.13 [.045]
SR TAN PT
1.50 [.059] REF
application from Husky prior to machining.
]
60
A
A
0.4
R
[.12]
METRIC
0.005
IMPERIAL
0.0002
3.0
REF
[.315]
SR CENTER
8.00
SR
6.50
[.256
0.04
.002]
0.8
+0
40
-15’
0.4
0.8
REF
[.059]
1.50
SR TAN PT
0.8
18.80
+0.10
-0.00
.740
+.004
-.000
R
[.03]
R
.12
S
0.8
3.0
REF
25.0 [0.98] REF
[.65]
16.5
1.000 (0.0394"), 1.800 (0.0708") and 2.500
(0.0984") dia. gates are standard, other sizes
require customized parts. Obtain for the specific
G
G
application from Husky prior to machining.
Click here
for taper / plunger comparison.
Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and ductility. Note:
These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers and/or additives.
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
2006.08
85
Page 8
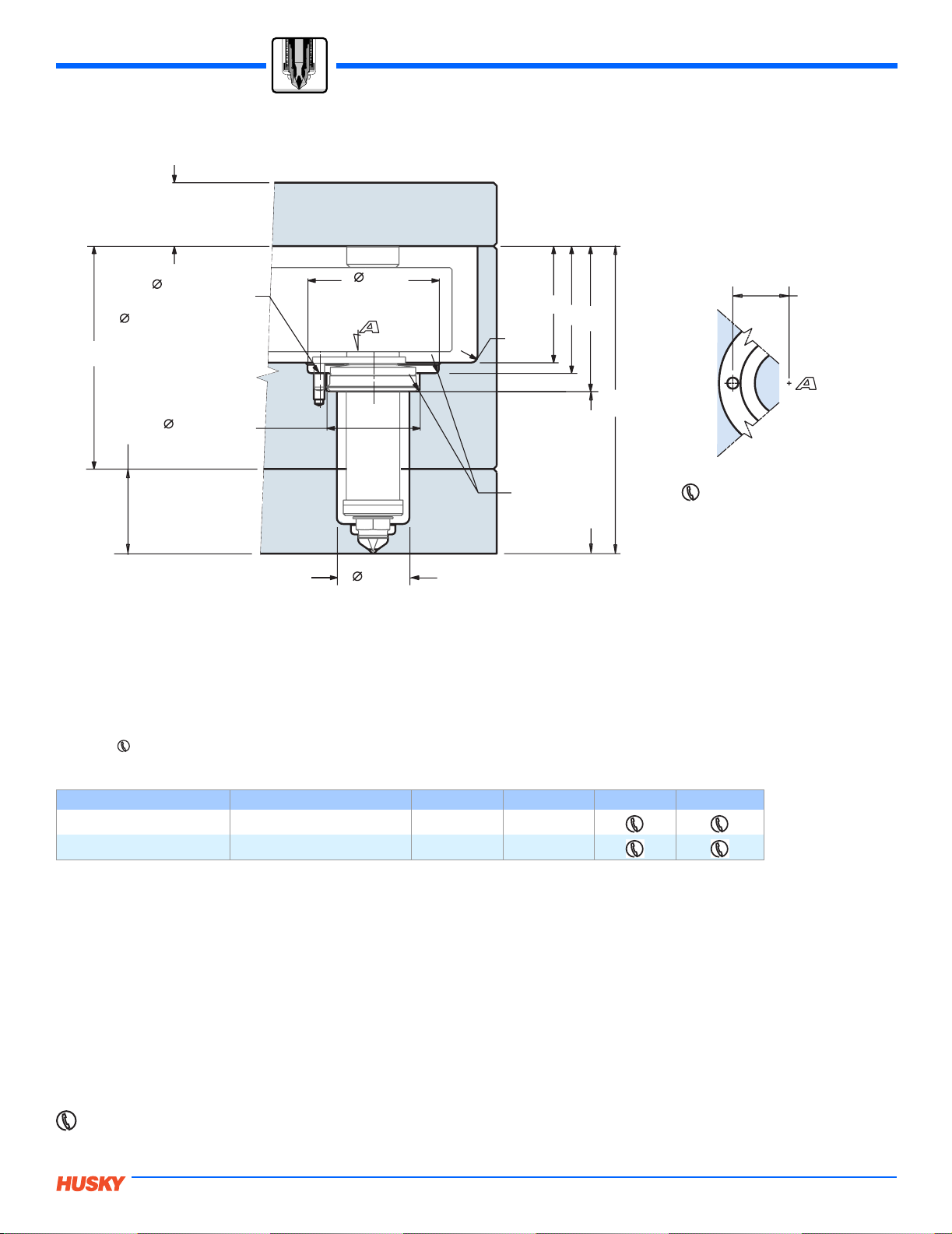
Plate Sizing - Pocket Detail
40.00
[1.574]
Nozzle SelectionUltra 750 HT-D
4.8 x 10.4 DP
[ .189 x 0.410]
5.03 + 0.03 x 7.5 DP
[0.198 + 0.001 x 0.30]
N
L
27.4 - 134.3
44.01 + 0.03
[1.08 - 5.29]
[1.733 + 0.001]
62.0
[2.44]
31.0
[1.22]
R 3.0
[1.2]
R 1.5
[0.06]
J
K
S
BL
56.87 - 156.88
[2.239 - 6.176]
SL
For more than 16 drops
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html
- OR -
Contact Husky for plate thickness and critical bore depths.
25.5
[1.00]
Ultra 750 HT-D Plate Sizing
Number of Drops Manifold Height J S K N
2 - 4 40.00 (1.574") 55.1 (2.17") 60.0 (2.36")
6 - 16 60.00 (2.362") 75.1 (2.96") 80.0 (3.15")
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
86
2006.08
Page 9
Nozzle Selection Ultra 750 HT-D
[
Gate Detail
Contact Husky with any gate insert backup concerns
31.0 [1.22]
21.0 [0.83]
14.010 + 0.005
A
0.01
[0.5516 +0.0002]
0.0004
A
0.4
A
0.005
METRIC
0.0002
IMPERIAL
60
R 3.0 [.12]
0.5
[0.02]
60
0.8
1.5
1.0
R
[0.04]
1.5
[0.06]
0.8
R
[0.06]
5.34
[0.210]
Int Pt
9.10
13.50
[0.358]
[0.531]
0.6mm (0.024”) <Gate Diameter < 1.2mm (0.047”)
110
Gate Diameter < 0.6mm (0.024”)
110
0.8
90
0.4
V
+ 0.03
0.05
S
0.002 + 0.001]
G
is application specific, contact Husky prior to machining.
V
is variable according to gate diameter.
G
Gate Diameter > 1.2mm (0.047”)
110
4.54 [0.179]
0.4
90
0.4
+ 0.03
0.05
2.02 [0.080]
G
is application specific, contact Husky prior to machining.
S
[0.002 + 0.001]
V
is variable according to gate diameter.
G
0.8
4.54 [0.179]
90
0.4
+ 0.03
0.10
2.02 [0.080]
G
is application specific, contact Husky prior to machining.
S
[0.004 + 0.001]
V
is variable according to gate diameter.
G
0.8
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and
ductility. Note
: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers
and/or additives.
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
87
Page 10
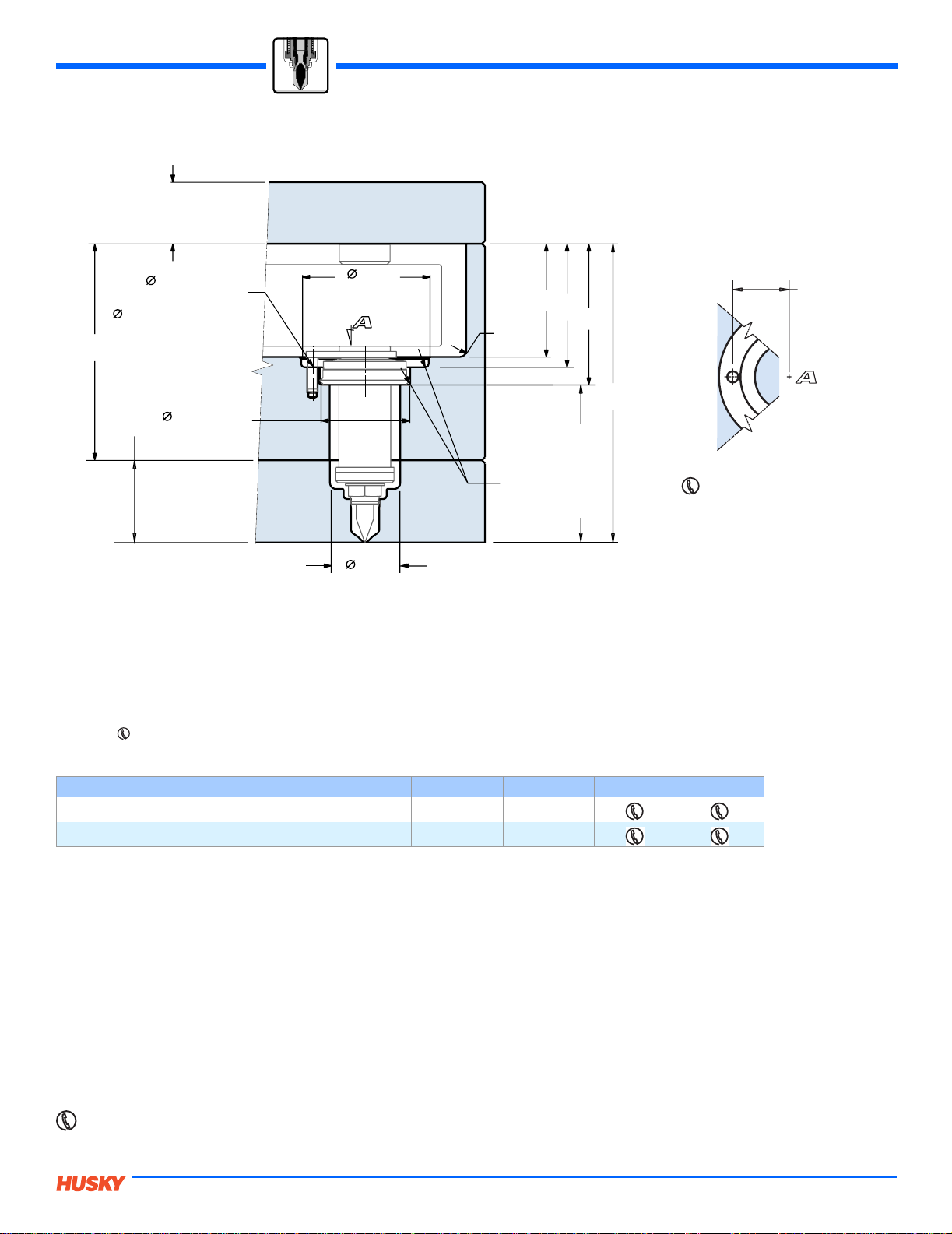
Plate Sizing - Pocket Detail
40.00
[1.574 ]
Nozzle SelectionUltra 750 HT-DX
4.8 x 10.4 DP
[0.189 x 0.410]
5.03 + 0.03 x 7.5 DP
[0.198 + 0.001 x 0.30]
N
L
44.01 + 0.03
38.4 - 145.3
[1.51 - 5.72]
[1.733 + 0.001]
62.0
[2.44]
31.0
[1.22]
R 3.0
[1.2]
R 1.5
[0.06]
J
S
K
BL
[2.67 - 6.61]
67.84 - 167.84
SL
For more than 16 drops
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html
- OR -
Contact Husky for plate thickness and critical bore depths.
25.5
[1.00]
Ultra 750 HT-DX Plate Sizing
Number of Drops Manifold Height J S K N
2 - 4 40.00 (1.574") 55.1 (2.17") 60.0 (2.36")
6 - 16 60.00 (2.362") 75.1 (2.96") 80.0 (3.15")
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
88
2006.08
Page 11
Nozzle Selection Ultra 750 HT-DX
[
Gate Detail
Contact Husky with any gate insert backup concerns
31.0 [1.22]
21.0 [0.83]
Gate Diameter < 0.6mm (0.024”)
R 3.0
[0.12]
R 1.5
[0.06]
R .8
[0.03]
16.70 [0.66]
14.010 + 0.005
A
0.01
[0.5516 +0.0002]
A
0.0004
60
0.4
60
0.8
0.8
1.0
R 1.5
[0.06]
A
0.005
0.0002
0.5
[0.02]
[0.04]
Int Pts
5.34 [0.210]
21.10 [0.831]
METRIC
IMPERIAL
25.00 [.984]
V
+ 0.03
0.05
S
0.002 + 0.001]
G
is application specific, contact Husky prior to machining.
V
is variable according to gate diameter.
110
0.8
90
0.4
G
13.80 [0.543]
0.6mm (0.024”) <Gate Diameter < 1.2mm (0.047”)
110
4.54 [0.179]
0.4
90
0.4
+ 0.03
0.05
2.02 [0.080]
G
is application specific, contact Husky prior to machining.
S
[0.002 + 0.001]
V
is variable according to gate diameter.
G
0.8
Gate Diameter > 1.2mm (0.047”)
110
4.54 [0.179]
90
0.4
+ 0.03
0.10
2.02 [0.080]
G
is application specific, contact Husky prior to machining.
S
[0.004 + 0.001]
V
is variable according to gate diameter.
G
0.8
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and
ductility. Note
: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers
and/or additives.
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
89
Page 12

Plate Sizing - Pocket Detail
40.00
[1.574]
Nozzle SelectionUltra 750 HT-T
4.8 x 10.4 DP
[0.189 x 0.410]
5.03 + .03 x 7.5 DP
[0.198 + 0.001 x 0.30]
N
L
44.01 + 0.03
27.4 - 134.3
[1.08 - 5.29]
[1.733 + 0.001]
62.0
[2.44]
31.0
[1.22]
R 3.0
[1.2]
R 1.5
[0.06]
S
J
K
BL
56.87 - 156.88
[2.239 - 6.176]
SL
For more than 16 drops
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html
- OR -
Contact Husky for plate thickness and critical bore depths.
25.5
[1.00]
Ultra 750 HT-T Plate Sizing
Number of Drops Manifold Height J S K N
2 - 4 40.00 (1.574") 55.1 (2.17") 60.0 (2.36")
6 - 16 60.00 (2.362") 75.1 (2.96") 80.0 (3.15")
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
90
2006.08
Page 13

Nozzle Selection Ultra 750 HT-T
[
Gate Detail
Contact Husky with any gate insert backup concerns
31.0 [1.22]
21.0 [0.83]
14.010 + 0.005
A
0.01
[0.5516 +0.0002]
0.0004
A
0.4
A
0.005
METRIC
0.0002
IMPERIAL
60
R 3.0 [.12]
0.5
[0.02]
60
0.8
1.5
1.0
[0.04]
1.5
R
[0.06]
R
[0.06]
0.8
5.34
[0.210]
Int Pt
9.10
[0.358]
13.50
[0.531]
0.6mm (0.024”) <Gate Diameter < 1.2mm (0.047”)
110
Gate Diameter < 0.6mm (0.024”)
110
0.8
90
0.4
V
+ 0.03
0.05
S
0.002 + 0.001]
G
is application specific, contact Husky prior to machining.
V
is variable according to gate diameter.
G
Gate Diameter > 1.2mm (0.047”)
110
4.54 [0.179]
0.8
0.4
90
0.4
+ 0.03
0.05
2.02 [0.080]
G
is application specific, contact Husky prior to machining.
S
[0.002 + 0.001]
V
is variable according to gate diameter.
G
4.54 [0.179]
90
0.4
+ 0.03
0.10
2.02 [0.080]
G
is application specific, contact Husky prior to machining.
S
[0.004 + 0.001]
V
is variable according to gate diameter.
G
0.8
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and
ductility. Note
: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers
and/or additives.
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
91
Page 14

Plate Sizing - Pocket Detail
40.00
[1.574]
Nozzle SelectionUltra 750 HT-U
4.8 x 10.4 DP
[0.189 x 0.410]
5.03 + 0.03 x 7.5 DP
[0.198 + 0.001 x 0.30]
N
L
44.01 + 0.03
27.4 - 134.3
[1.08 - 5.29]
[1.733 + 0.001]
62.0
[2.44]
31.0
[1.22]
R 3.0
[1.2]
R 1.5
[0.06]
J
S
K
BL
56.87 - 156.88
[2.239 - 6.176]
SL
For more than 16 drops
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html
- OR -
Contact Husky for plate thickness and critical bore depths.
25.5
[1.00]
Ultra 750 HT-U Plate Sizing
Number of Drops Manifold Height J S K N
2 - 4 40.00 (1.574") 55.1 (2.17") 60.0 (2.36")
6 - 16 60.00 (2.362") 75.1 (2.96") 80.0 (3.15")
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
92
2006.08
Page 15

Nozzle Selection Ultra 750 HT-U
[
Gate Detail
Contact Husky with any gate insert backup concerns
31.0 [1.22]
21.0 [0.83]
14.010 + 0.005
A
0.01
[0.5516 +0.0002]
0.0004
A
0.4
A
0.005
0.0002
60
R 3.0 [.12]
0.5
[0.02]
60
0.8
1.5
1.0
[0.04]
1.5
R
[0.06]
0.8
R
[0.06]
5.34
[0.210]
Int Pt
9.10
13.50
[0.531]
[0.358]
0.6mm (0.024”) <Gate Diameter < 1.2mm (0.047”)
110
METRIC
IMPERIAL
Gate Diameter < 0.6mm (0.024”)
110
0.8
90
0.4
V
+ 0.03
0.05
S
0.002 + 0.001]
G
is application specific, contact Husky prior to machining.
V
is variable according to gate diameter.
G
Gate Diameter > 1.2mm (0.047”)
110
4.54 [0.179]
0.4
90
0.4
+ 0.03
0.05
2.02 [0.080]
G
is application specific, contact Husky prior to machining.
S
[0.002 + 0.001]
V
is variable according to gate diameter.
G
0.8
4.54 [0.179]
90
0.4
+ 0.03
0.10
2.02 [0.080]
G
is application specific, contact Husky prior to machining.
S
[0.004 + 0.001]
V
is variable according to gate diameter.
G
0.8
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and
ductility. Note
: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers
and/or additives.
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
93
Page 16

Plate Sizing - Pocket Detail
40.00
[1.574]
Nozzle SelectionUltra 750 HT-S6
4.8 x 10.4 DP
[0.189 x 0.410]
5.03 + 0.03 x 7.5 DP
[0.198 + 0.001 x 0.30]
N
L
35.0 - 134.9
[1.38 - 5.31]
[1.733 + 0.001]
44.01 + 0.03
62.0
[2.44]
31.0
[1.22]
10.0
[ .39]
R 3.0
[1.2]
R 1.5
[0.06]
R 0.8
[0.03]
MIN
J
S
BL
K
SL
61.2 - 151.2
[2.41 - 5.95]
For more than 16 drops
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html
- OR -
Contact Husky for plate thickness and critical bore depths.
25.5
[1.00]
Ultra 750 HT-S6 Plate Sizing
Number of Drops Manifold Height J S K N
2 - 4 40.00 (1.574") 55.1 (2.17") 60.0 (2.36")
6 - 16 60.00 (2.362") 75.1 (2.96") 80.0 (3.15")
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
94
2006.08
Page 17

Nozzle Selection Ultra 750 HT-S6
Contact Husky with any gate insert backup concerns
31.0 [1.22]
19.060 +0.005
[.7504 +.0002]
0.5 [.02] x 45
0.01
0.0004
A
A
0.4
B
A
0.005
METRIC
0.0002
IMPERIAL
60
0.8
90
0.4
S
R0.4
G
LAND
0.13 [.005]
1.50 [.059]
SR Tangent
16.5 [.65]
R 0.8
[.03]
0.8
R 3.0
[.12]
R 3.0
[.12]
]
26.0 [1.02
SR 6.50 0.04
8.00 [.315]
SR Center
[.256 .002]
G
is application specific, contact Husky prior to machining.
V
0.8
is variable according to gate diameter.
18.80 +0.10
[.740 +.004]
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and
ductility. Note
: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers
and/or additives.
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
95
Page 18

Plate Sizing - Pocket DetailPlate Sizing - Pocket Detail
40.00
[1.574]
Nozzle SelectionUltra 750 HT-UF
4.8 x 10.4 DP
[ .189 x 0.410]
5.03 + 0.03 x 7.5 DP
[0.198 + 0.001 x 0.30]
N
L
27.4* - 134.3
44.01 + 0.03
[1.08 - 5.29]
[1.733 + 0.001]
62.0
[2.44]
31.0
[1.22]
R 3.0
[1.2]
R 1.5
[0.06]
J
S
BL
77.5 - 156.5
K
SL
For more than 16 drops
[3.05 - 6.16]
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
* Thicker manifold plate required to satisfy minimum L-dimension.
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html
- OR -
Contact Husky for plate thickness and critical bore depths.
25.5
[1.00]
Ultra 750 HT-UF Plate Sizing
Number of Drops Manifold Height J S K N
2 - 4 40.00 (1.574") 55.1 (2.17") 60.0 (2.36")
6 - 16 60.00 (2.362") 75.1 (2.96") 80.0 (3.15")
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
96
2006.08
Page 19

Nozzle Selection Ultra 750 HT-UF
L
[
Gate Detail
Contact Husky with any gate insert backup concerns
31.0 [1.22]
21.0 [0.83]
14.010 + 0.005
A
0.01
[0.5516 +0.0002]
0.0004
A
0.4
A
0.005
0.0002
60
R 3.0 [.12]
0.5
[0.02]
60
0.8
1.5
1.0
[0.04]
1.5
R
[0.06]
R
[0.06]
0.8
5.34
Int Pt
[0.210]
9.10
13.50
[0.531]
[0.358]
0.6mm (0.024”) <Gate Diameter < 1.2mm (0.047”)
110
METRIC
IMPERIA
Gate Diameter < 0.6mm (0.024”)
110
0.8
90
0.4
V
+ 0.03
0.05
S
0.002 + 0.001]
G
is application specific, contact Husky prior to machining.
V
is variable according to gate diameter.
G
Gate Diameter > 1.2mm (0.047”)
110
4.54 [0.179]
0.4
90
0.4
+ 0.03
0.05
2.02 [0.080]
G
is application specific, contact Husky prior to machining.
S
[0.002 + 0.001]
V
is variable according to gate diameter.
G
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and
ductility. Note
: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers
0.8
+ 0.03
0.10
2.02 [0.080]
[0.004 + 0.001]
G
is application specific, contact Husky prior to machining.
V
is variable according to gate diameter.
S
4.54 [0.179]
90
0.4
G
0.8
and/or additives.
Contact Husky for more information
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
97
Page 20

Plate Sizing - Pocket Detail
40.00
[1.574]
Nozzle SelectionUltra 750 HT-DC
4.8 x 10.4 DP
[0.189 x 0.410]
5.03 + 0.03 x 7.5 DP
[0.198 + 0.001 x 0.30]
N
L
44.01 + 0.03
27.4 - 134.3
[1.08 - 5.29]
[1.733 + 0.001]
62.0
[2.44]
31.0
[1.22]
R 3.0
[1.2]
R 1.5
[0.06]
J
S
K
BL
56.87 - 156.88
[2.239 - 6.176]
SL
For more than 16 drops
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html
- OR -
Contact Husky for plate thickness and critical bore depths.
25.5
[1.00]
Ultra 750 HT-DC Plate Sizing
Number of Drops Manifold Height J S K N
2 - 4 40.00 (1.574") 55.1 (2.17") 60.0 (2.36")
6 - 16 60.00 (2.362") 75.1 (2.96") 80.0 (3.15")
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
98
2006.08
Page 21

Nozzle Selection Ultra 750 HT-DC
Gate Detail
Contact Husky with any gate insert backup concerns
31.0 [1.22]
METRIC
IMPERIAL
0.005
0.0002
3.0
R
[0.12]
A
21.0 [0.83]
60
60
0.5
[0.02]
0.4
0.4
0.5
[0.02]
13.00
[0.512]
3.50
R
1.5[0.06]
[0.138]
S
14.005 + 0.005
[0.5514 + 0.0002]
0.01
0.0004
A
A
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and
ductility. Note
: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers
and/or additives.
Contact Husky for more information
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
99
Page 22

Plate Sizing - Pocket Detail
40.00
[1.574]
Nozzle SelectionUltra 750 TS
4.8 x 10.4 DP
[0.189 x 0.410]
5.03 + 0.03 x 7.5 DP
[0.198 + 0.001 x 0.30]
N
L
44.01 + 0.03
27.4 - 134.3
[1.08 - 5.29]
[1.733 + 0.001]
62.0
[2.44]
31.0
[1.22]
R 3.0
[1.2]
R 1.5
[.06]
J
S
K
BL
56.87 - 156.88
[2.239 - 6.176]
SL
For more than 16 drops
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html
- OR -
Contact Husky for plate thickness and critical bore depths.
25.5
[1.00]
Ultra 750 TS Plate Sizing
Number of Drops Manifold Height J S K N
2 - 4 40.00 (1.574") 55.1 (2.17") 60.0 (2.36")
6 - 16 60.00 (2.362") 75.1 (2.96") 80.0 (3.15")
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
100
2006.08
Page 23

Nozzle Selection Ultra 750 TS
Gate Detail
Contact Husky with any gate insert backup concerns
31.0 [1.22]
A
METRIC
IMPERIAL
0.005
0.0002
8.5 [0.33]
137
R 1.5
[0.06]
A
A
[0.004 +0.004]
Land
4.20 [0.165]
R 0.10 + 0.10
0.4
0.4
9.005 + 0.005
S
0.01
[0.3545 + 0.0002]
0.0004
Clearance required in this area >.50 (0.020"). Front face of nozzle tip cannot make contact.
Resin Type Sprue Height Sprue Diameter
Semi-crystalline 10 (0.39") 3 (0.12")
Amorphous 5 (0.20") 3.5 (0.14")
NOTE:
Gate Steel:
Extra tip stock is available for contouring.
Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and
ductility. Note
: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers
and/or additives.
Contact Husky for more information
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
101
Page 24

Plate Sizing - Pocket Detail
-
-
15.00 [0.591]
(X4)
Nozzle SelectionUltra 750 HS
79.3 [3.12]
60.0 [2.36]
(X2)
58
(X2)
40
58
(X2)
40
(X2)
-
+
-
+
25.15 0.01 [0.990 0.0004]
WIRE GROOVE
22.15 [0.872]
5.00 [0.197]
45
-
+
-
+
SR
30.15 0.01
[1.187 0.0004]
BL +
PL -
10.0 [0.394]
WIRE GROOVE
7.50 [0.295]
(X4)
REF19.10 [0.752]
REF30.64[1.206]
LOC. RING RELIEF
LR DIA.
+0.02
97.01
-0.00
70.00 [2.756]
3.819
+0.001
-0.000
Orifice
53.02
+0.02
-0.00
M6 X 12.0 DP.
(X4)
72.0 [2.83]
REF25.71 [1.012]
REF30.50 [1.201]
+0.001
2.087
80.0 [3.15]
M8 X 16.0 DP.
(X4)
-0.000
12.7 [0.50]
PL
BL
*Refer to following page for definitions. Ultra 750 HS
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
102
1.5 [0.06]R
0.50 [0.020]R
1.50 [0.059]R
0.5 [0.02] X 30
0.50 [0.020]R
2006.08
Page 25

Nozzle Selection Ultra 750 HS
Dimensions
Ultra 750 HS “A” Dimension Chart (Thermal Gate)
PL (Plate Length) LR DIA LR RELIEF DIA RAD ORIFICE
HT-D 79.5 (3.13") - 180.0 (7.09")
HT-T 79.5 (3.13") - 180.0 (7.09")
HT-U 79.5 (3.13") - 180.0 (7.09")
HT-DX 80.6 (3.17") - 200.9 (7.91")
HT-DC 79 .5 (3.13") - 180.0 (7.09")
TS 79.5 (3.13") - 180.0 (7.09")
101.31 (3.99")
101.57 (4")
100 (3.94")
120 (4.72")
125 (4.92")
160 (6.30")
105 (4.13")
105 (4.13")
105 (4.13")
124 (4.88")
129 (5.08")
163.71 (6.45")
Design Criteria
• Ultra 750 hot sprues are designed using customer specified PL, LR, RAD, orifice, melt operating temperature, and
mold temperature.
• If required PL is outside published range, extended lead times may apply. Please contact Husky.
• Actual BL dimension is a function of PL, tip selection, nozzle housing selection and operating conditions.
FLAT
10.00 (.394")
12.70 (.500")
15.50 (.610")
19.05 (.750")
20.00 (.787")
40.00 (1.575")
8.00 (.315")
11.50 (.453")
• Actual BL dimension will be provided after system design. If a specific BL is required please contact Husky .
Contact Husky for more information
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
103
Page 26

Gate Detail HT-D / HT-T / HT-U
L
[
Contact Husky with any gate insert backup concerns
Nozzle SelectionUltra 750 HS
31.0 [1.22]
21.0 [0.83]
14.010 + 0.005
A
0.01
[0.5516 +0.0002]
0.0004
A
0.4
A
0.005
0.0002
60
R 3.0 [.12]
0.5
[0.02]
60
0.8
1.5
1.0
[0.04]
1.5
R
[0.06]
R
[0.06]
0.8
5.34
Int Pt
[0.210]
9.10
13.50
[0.531]
[0.358]
0.6mm (0.024”) <Gate Diameter < 1.2mm (0.047”)
110
METRIC
IMPERIA
Gate Diameter < 0.6mm (0.024”)
110
0.8
90
0.4
V
+ 0.03
0.05
S
0.002 + 0.001]
G
is application specific, contact Husky prior to machining.
V
is variable according to gate diameter.
G
Gate Diameter > 1.2mm (0.047”)
110
4.54 [0.179]
0.8
0.4
90
0.4
+ 0.03
0.05
2.02 [0.080]
G
is application specific, contact Husky prior to machining.
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and
ductility. Note
S
[0.002 + 0.001]
V
is variable according to gate diameter.
G
: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers
+ 0.03
0.10
2.02 [0.080]
[0.004 + 0.001]
G
is application specific, contact Husky prior to machining.
V
is variable according to gate diameter.
S
4.54 [0.179]
90
0.4
G
0.8
and/or additives.
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
104
2006.08
Page 27

Nozzle Selection Ultra 750 HS
[
Gate Detail HT-DX
Contact Husky with any gate insert backup concerns
31.0 [1.22]
21.0 [0.83]
Gate Diameter < 0.6mm (0.024”)
R 3.0
[0.12]
R 1.5
[0.06]
R .8
[0.03]
16.70 [0.66]
14.010 + 0.005
A
0.01
[0.5516 +0.0002]
A
0.0004
60
0.4
60
0.8
0.8
1.0
R 1.5
[0.06]
A
0.005
0.0002
0.5
[0.02]
[0.04]
Int Pts
5.34 [0.210]
21.10 [0.831]
METRIC
IMPERIAL
25.00 [.984]
V
+ 0.03
0.05
S
0.002 + 0.001]
G
is application specific, contact Husky prior to machining.
V
is variable according to gate diameter.
110
0.8
90
0.4
G
13.80 [0.543]
0.6mm (0.024”) <Gate Diameter < 1.2mm (0.047”)
110
4.54 [0.179]
0.4
90
0.4
+ 0.03
0.05
2.02 [0.080]
G
is application specific, contact Husky prior to machining.
S
[0.002 + 0.001]
V
is variable according to gate diameter.
G
0.8
Gate Diameter > 1.2mm (0.047”)
110
4.54 [0.179]
90
0.4
+ 0.03
0.10
2.02 [0.080]
G
is application specific, contact Husky prior to machining.
S
[0.004 + 0.001]
V
is variable according to gate diameter.
G
0.8
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and
ductility. Note
: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers
and/or additives.
Contact Husky for more information
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
105
Page 28

Gate Detail HT-DC
Contact Husky with any gate insert backup concerns
A
METRIC
IMPERIAL
0.005
0.0002
3.0
R
[0.12]
31.0 [1.22]
21.0 [0.83]
60
60
0.5
Nozzle SelectionUltra 750 HS
[0.02]
0.4
0.4
0.5
[0.02]
13.00
[0.512]
3.50
R
1.5[0.06]
[0.138]
S
14.005 + 0.005
[0.5514 + 0.0002]
0.01
0.0004
A
A
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and
ductility. Note
: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers
and/or additives.
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
106
2006.08
Page 29

Nozzle Selection Ultra 750 HS
Gate Detail TS
Contact Husky with any gate insert backup concerns
31.0 [1.22]
A
METRIC
IMPERIAL
0.005
0.0002
8.5 [0.33]
137
0.4
R 1.5
[0.06]
R 0.10 + 0.10
[0.004 +0.004]
Land
4.20 [0.165]
S
0.4
9.005 + 0.005
0.01
[0.3545 + 0.0002]
0.0004
A
A
Clearance required in this area >.50 (0.020"). Front face of nozzle tip cannot make contact.
Resin Type Sprue Height Sprue Diameter
Semi-crystalline 10 (0.39") 3 (0.12")
Amorphous 5 (0.20") 3.5 (0.14")
NOTE:
Extra tip stock is available for contouring.
Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a go od combination of str ength and ductility. Note
These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers and/or additives.
:
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
107
Page 30

Gate Detail HT-UF
L
[
Contact Husky with any gate insert backup concerns
Nozzle SelectionUltra 750 HT-UF
31.0 [1.22]
21.0 [0.83]
14.010 + 0.005
A
0.01
[0.5516 +0.0002]
0.0004
A
0.4
A
0.005
0.0002
60
R 3.0 [.12]
0.5
[0.02]
60
0.8
1.5
1.0
[0.04]
1.5
R
[0.06]
R
[0.06]
0.8
5.34
Int Pt
[0.210]
9.10
13.50
[0.531]
[0.358]
0.6mm (0.024”) <Gate Diameter < 1.2mm (0.047”)
110
METRIC
IMPERIA
Gate Diameter < 0.6mm (0.024”)
110
0.8
90
0.4
V
+ 0.03
0.05
S
0.002 + 0.001]
G
is application specific, contact Husky prior to machining.
V
is variable according to gate diameter.
G
Gate Diameter > 1.2mm (0.047”)
110
4.54 [0.179]
0.4
90
0.4
+ 0.03
0.05
2.02 [0.080]
G
is application specific, contact Husky prior to machining.
S
[0.002 + 0.001]
V
is variable according to gate diameter.
G
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and
ductility. Note
: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers
0.8
+ 0.03
0.10
2.02 [0.080]
[0.004 + 0.001]
G
is application specific, contact Husky prior to machining.
V
is variable according to gate diameter.
S
4.54 [0.179]
90
0.4
G
0.8
and/or additives.
Gate Steel:
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
108
2006.08
Page 31

Nozzle Selection Ultra 750 SCVG
*
*
Plate Sizing - Pocket Detail
R 65 [2.559]
ORIENT AIR LINES TOWARD
MOLD BOTTOM OR NON-OPERATOR
SIDE TO KEEP WEEP HOLE NEAR
BOTTOM OF MOLD.
50.8 [2.00]
3X 5.0 [.20] x 45˚
4X 45˚
150.00
+0.03
0
0.03 B [
METRIC IMPERIAL
108.0
0.1 B [ 0.004 B
METRIC IMPERIAL
12.7 [.50]
48 [1.89]
*
*
THIS DOWEL INSTALLATION IS ONLY REQUIRED IF
THE NOZZLE TIP WILL BE REMOVED WHILE THE SCVG
IS INSTALLED IN THE MOLD AND FIXED TO THE PLATEN
OR FOR APPLICATIONS REQUIRING KEYED VALVE STEMS.
THE DOWEL MUST BE ORIENTED INLINE WITH THE
AIR LINES.
+.001]
[5.906
-.000
0.001
B]
[4.25]
]
10.0 [.39]
2.0 0.5
[+.0010]
0
[.08 .02]
+0.03
0
PL
BL
*Refer to following page for definitions.
M8 (
4X
º
30
METRIC IMPERIAL
5
-18)
16
0.3 A B METRIC
0.01 A B IMPERIAL
R 0.8
[.03]
[.198
0.03
5.03
0
B [ 0.004 B ]
0.1
.001]
-0
R 0.8
[.03]
Air Line
Clearance
0.05
.002]
57.22
[2.253
7.0 [.28]
104.04
0.03 B [ 0.001 B ]
METRIC IMPERIAL
0.02 METRIC
0.0008 IMPERIAL
0.03 A METRIC
0.001 A IMPERIAL
.001]
[4.096
0.03
0.0
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
109
Page 32

Nozzle SelectionUltra 750 SCVG
Dimensions
Ultra 750 SCVG Dimension Chart (Valve Gate)
Nozzle
50 - 150
(1.97 - 5.91”)
Design Criteria
• Refer to Ultra 750 VG/VX for resin selection guidelines.
• Ultra 750 single cavity valve gates are designed using customer specified PL, LR, RAD, orifice, melt operating temperature, and mold temperature parameters.
• Actual BL dimension is based on application specific parameters supplied to Husky prior to design. Husky provides all
manufacturing dimensions with customer drawings.
BL Nominal
±.5 (0.02")
38.2 - 138.5
(1.50 - 5.45”)
PL Range LR DIA RAD ORIFICE GATE DIA.
FLAT
12.70 (.500")
15.50 (.610")
19.05 (.750")
10.00 (.394")
20.00 (.787")
40.00 (1.575")
11.50 (.453")
1.0 (0.039”)
1.8 (0.071")
2.5 (0.098")
107.6 - 217.8
(4.24 - 8.57”)
101.35 (3.99")
101.57 (4")
100 (3.93")
120 (4.72")
125 (4.92)
• Maximum operating temperature is 375
• Maximum operating injection pressure is 2000 bar (29000 psi)
• Taper or plunger style stem available.
• If required PL or BL is outside published range, extended lead times may apply. Please contact Husky.
° C (710° F).
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
110
2006.08
Page 33

Nozzle Selection Ultra 750 SCVG
Gate Detail VG-P
Contact Husky with any gate insert backup concerns
31.0 [1.22]
19.060 +0.010
A
0.4
[0.7504 +0.0004]
60
0.01
0.0004
A
0.8
A
R 3.0 [0.12]
0.005
0.0002
METRIC
IMPERIAL
SR Center
5.06 [0.199]
120
60
20
0.8
0.8
0.4
9.78 [0.385]
0.8
5.91
[0.233]
Gate Detail VG-T
R 3.0
[0.12]
0.8
R 3.0
[0.12]
18.80 +0.10
[0.740 +0.004]
31.0 [1.22]
19.060 +0.005
[0.7504 +0.0002]
60
0.01
0.0004
A
A
0.4
1.5 [0.06]
R 0.8 [0.03]
0.8
R 3.0 [0.12]
R 0.8
[0.03]
A
1.5 [0.06]
17.3 [0.68]
9.1 [0.36]
17.3 [0.68]
0.005
METRIC
0.0002
IMPERIAL
0.8
3.96SR
[0.156]
G
0.50 [0.020]
1.00 [0.039]
0.4
S
1.000 (0.039"), 1.800 (0.0708") and 2.500
(0.0984") dia. gates are standard, other sizes
require customized parts. Obtain for the specific
G
application from Husky prior to machining.
120
SR 6.50
[0.256]
40
+0 -15'
0.8
SR Tangent
1.49 [0.059]
SR Center
0.8
0.4
7.99 [0.3145] REF
G
S
1.000 (0.039"), 1.800 (0.0708") and 2.500
(0.0984") dia. gates are standard, other sizes
require customized parts. Obtain for the specific
G
application from Husky prior to machining.
18.80 +0.10
[0.740 + 0.004]
Click here
for taper / plunger comparison.
NOTE:Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and ductility.
Note
: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers and/or additives.
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
2006.08
111
Page 34

Nozzle Selection Ultra 750 SCVG
Gate Detail VX
Contact Husky with any gate insert backup concerns
31.0 [1.22]
24.7 [.97]
110
Int Pt
0.4
9.005 + 0.005
0.4
[0.3545 +0.0002]
0.0004
0.01
R 1.5
[0.06]
A
A
METRIC
IMPERIAL
0.005
0.0002
7.5 [0.30]
[0.004 +0.004]
Land
2.00 [0.078]
A
R 0.10 + 0.10
S
Clearance required in this area > 0.50mm (0.020”). Front face of nozzle tip cannot make contact.
NOTE:
Extra tip stock available for contouring. Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a
good combination of strength and ductility. Note
: These steels may not offer the desired resista nce to abrasive and/
or corrosive resins, fillers and/or additives.
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
112
Page 35

Nozzle Selection Ultra 750 SCVG
Gate Detail VG-R (Plunger)
Contact Husky with any gate insert backup concerns
[1.22]
31.0
+.0002
.7504
0.01
+0.005
A
[
IMPERIAL
-.0000
0.0004
19.060
B
METRIC
60
[.06]
1.5
0.8
18.80
+0.10
-0
[
.740
+.004
-0.00
Gate Detail VG-R (Taper)
[1.22]
31.0
+0.005
[.06]
1.5
19.060
B
-0.000
0.01
METRIC
A
60
.7504
IMPERIAL
+.0002
-.0000
.0004
60
]
A
80
20
0.4
0.4
0.4
G
0.50 [.020] LAND
G
0.8
0.8
0.8
0.8
A
3.0
R
R
0.8
[.03]
[.12]
3.0
R
0.005
0.0002
[.12]
REF
[.65]
16.5
METRIC
IMPERIAL
25.0 [0.98] REF
(0.0984") dia. gates are standard, other sizes
require customized parts. Obtain for the specific
SR
6.50 + 0.04
[.256 + .002]
SR CENTER
8.00 [.315] REF
S
1.000 (0.0394"), 1.800 (0.0708") and 2.500
0.8
INT PT
1.13 [.045]
SR TAN PT
1.50 [.059] REF
application from Husky prior to machining.
]
60
A
A
0.4
R
[.12]
METRIC
0.005
IMPERIAL
0.0002
3.0
REF
[.315]
SR CENTER
8.00
SR
6.50
[.256
0.04
.002]
0.8
+0
40
-15’
0.4
0.8
REF
[.059]
1.50
SR TAN PT
0.8
18.80
+0.10
-0.00
.740
+.004
-.000
R
[.03]
R
.12
0.8
3.0
REF
25.0 [0.98] REF
[.65]
16.5
S
G
1.000 (0.0394"), 1.800 (0.0708") and 2.500
(0.0984") dia. gates are standard, other sizes
require customized parts. Obtain for the specific
G
application from Husky prior to machining.
Click here
for taper / plunger comparison.
Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and ductility. Note:
These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers and/or additives.
Gate Steel:
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
2006.08
113
 Loading...
Loading...