

Page 1
Nozzle Selection Ultra 250
ULTRA 250 DESIGN INFORMATION
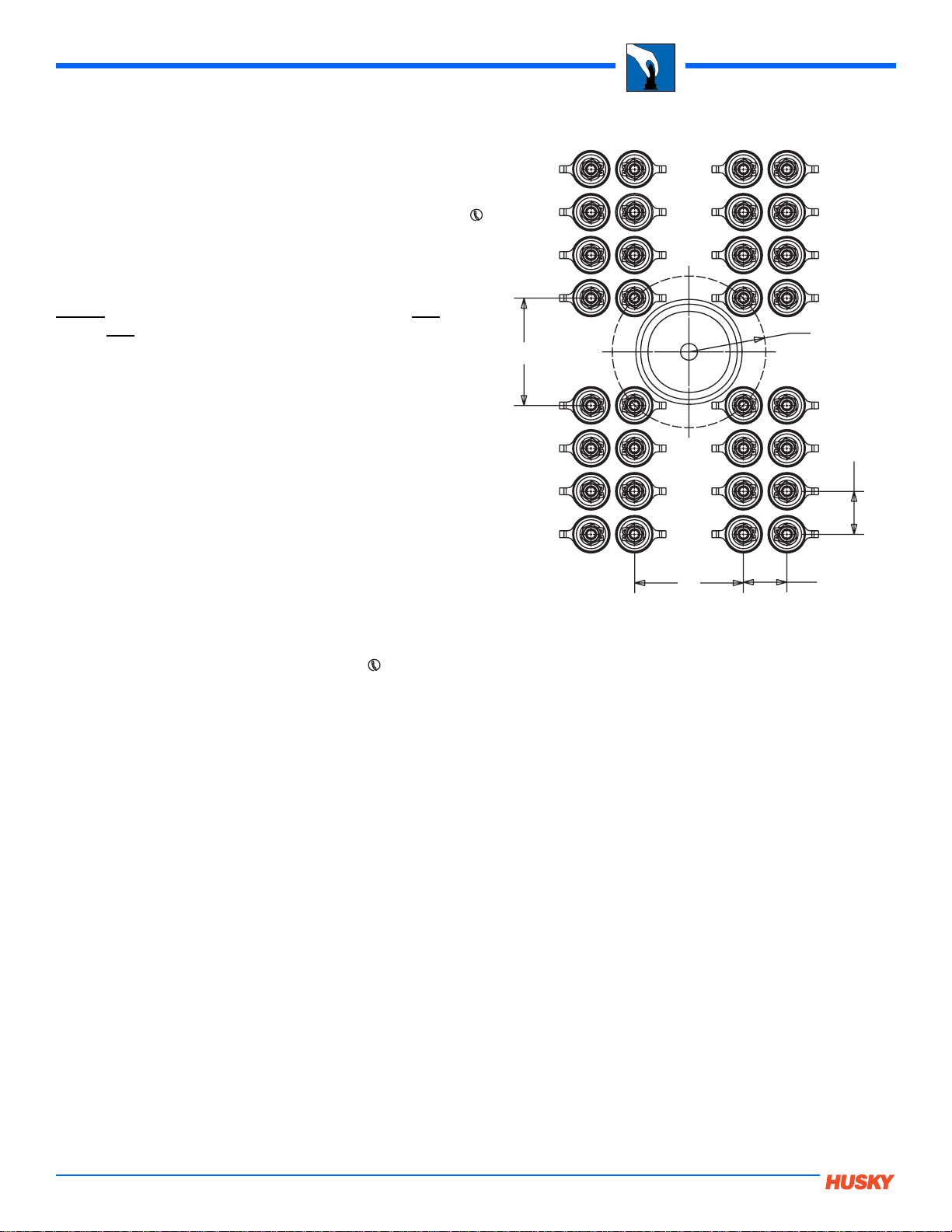
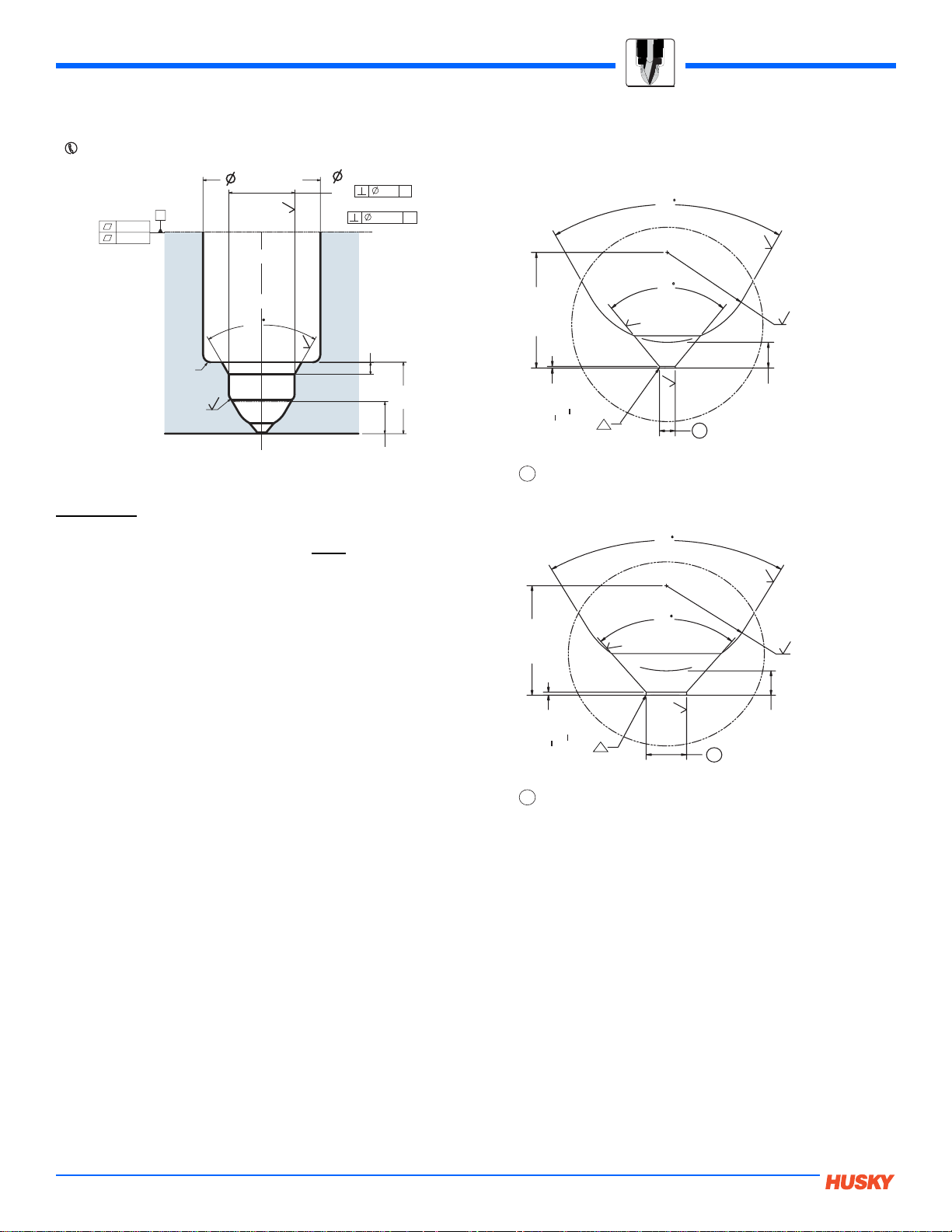
Ultra 250 Nozzle Pitch
Minimum nozzle pitch dimensions for the Ultra 25 0 nozz le ar e
provided on the right. For applications that exceed 16 drops, .
Nozzles can be grouped in maximum clusters of 8.
• X and Y must be greater than 45.0mm (1.77”).
NOTE:
The sprue minimum radius 31.8 mm (1.25") and the X
and
Y minimum distances must all be satisfied.
NOTE: Minimum distance between outermost nozzle drop
center to outer edge of the manifold plate is 125mm (4.921”). If
reduced distance is required, contact Husky.
R 31.8
Y
X
[1.25]
18.0
[0.71]
18.0
[0.71]
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
28
Page 2
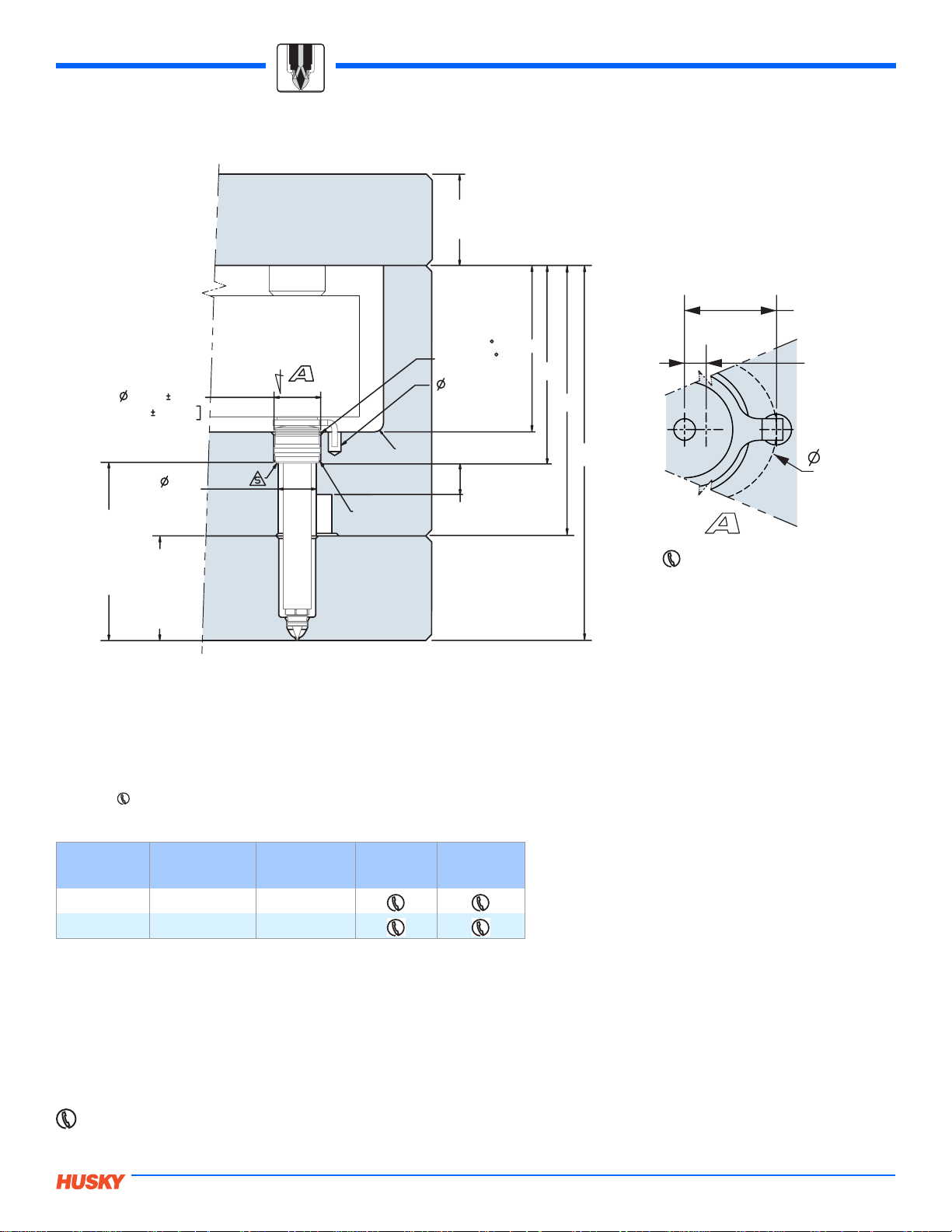
Plate Sizing - Pocket Detail
16.02
[0.631 0.0004
BL
0.01
13.0
[0.51]
R 0.4
[0.02]
0.5 x 45
[0.02 x 45 ]
[0.20 x 0.26 DP.]
R 3.0
[0.12]
40.00
[1.574]
5.0 x 6.5 DP.
10.0
[0.39]
Nozzle SelectionUltra 250 HT-D
12.7
[0.50]
J
K
N
SL
For more than 16 drops.
3.5
[0.14]
20.0
[0.79]
64.66 - 164.66
[2.546 - 6.483]
L
13.00 - 148.8
[0.512 - 5.858]
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html
- OR -
Contact Husky for plate thickness and critical bore depths.
Ultra 250 HT-D Plate Sizing
Number of
Drops
2 - 4 40.00 (1.574") 55.1 (2.17")
6 - 16 60.00 (2.362") 75.1 (2.96")
Manifold
Height
J K N
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
29
2006.08
Page 3
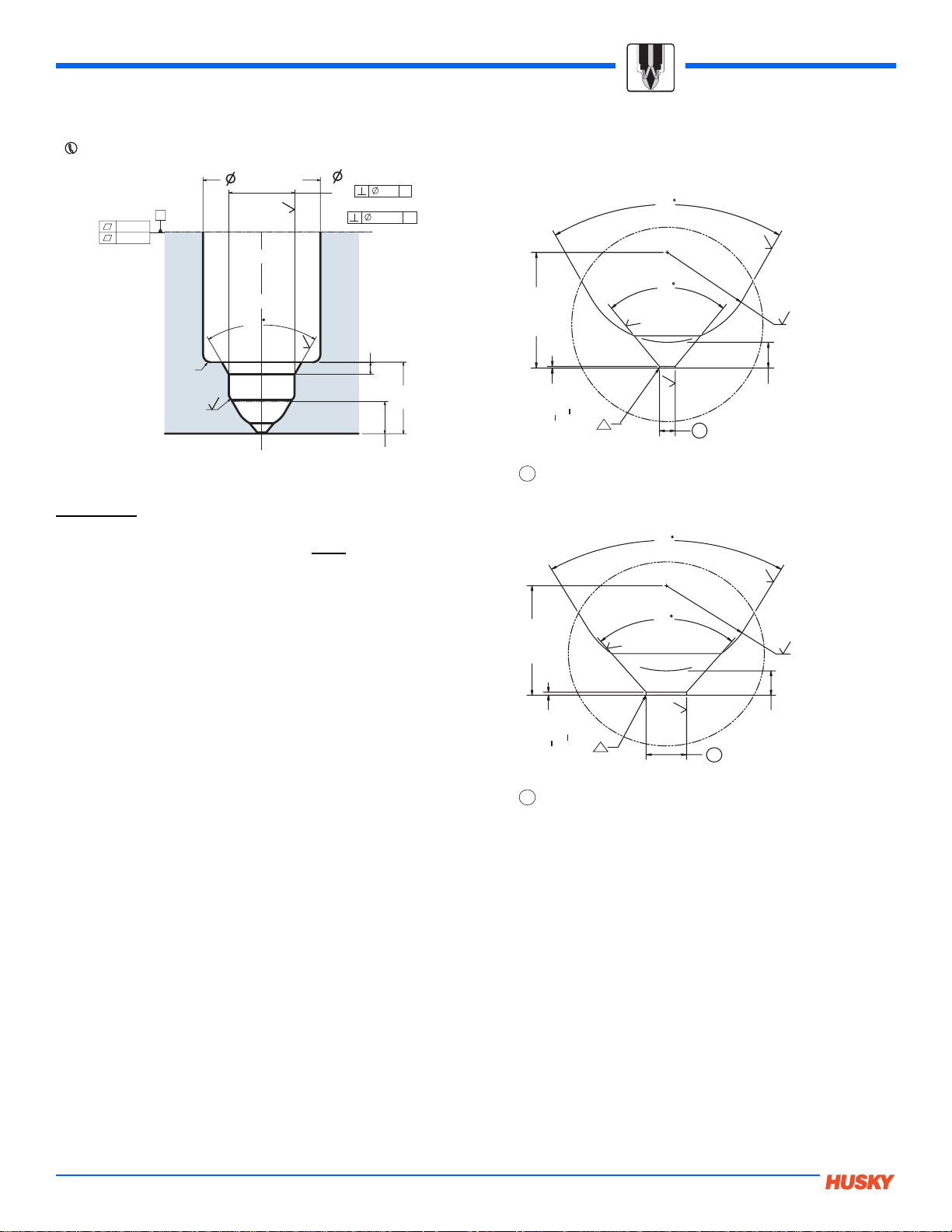
Nozzle Selection Ultra 250 HT-D
[
[
Gate Detail
Contact Husky with any gate insert backup concerns.
7.000 + 0.005
[0.2756 + 0.0002]
0.01
0.0004
A
A
METRIC
IMPERIAL
0.005
0.0002
12.5 [0.49]
A
0.4
60
R 0.8
0.8
1.0 [0.039]
[0.03]
R 0.8
[0.03]
0.8
3.4
7.6
[0.13]
[0.30]
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI
H13 / DIN 1.2344 provide a good combination
of strength and ductility. Note
: These steels
may not offer the desired r esistance to abrasive
and/or corrosive resins, fillers and/or additives.
Gate Diameter < 1.2mm (0.047")
60
0.8
80
3.60
[0.142]
+ 0.03
0.05
0.002 + 0.001]
G
is application specific, contact Husky prior to machining.
0.4
0.4
S
G
0.8
0.80
SR
[0.110]
[0.031]
SR TAN PT
2.80
Gate Diameter > 1.2mm (0.047")
60
0.8
80
0.8
SR
[0.110]
3.60
0.4
[0.142]
2.80
2006.08
0.4
+ 0.03
S
0.004 + 0.001]
0.10
G
is application specific, contact Husky prior to machining.
G
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
30
0.80
[0.031]
SR TAN PT
Page 4
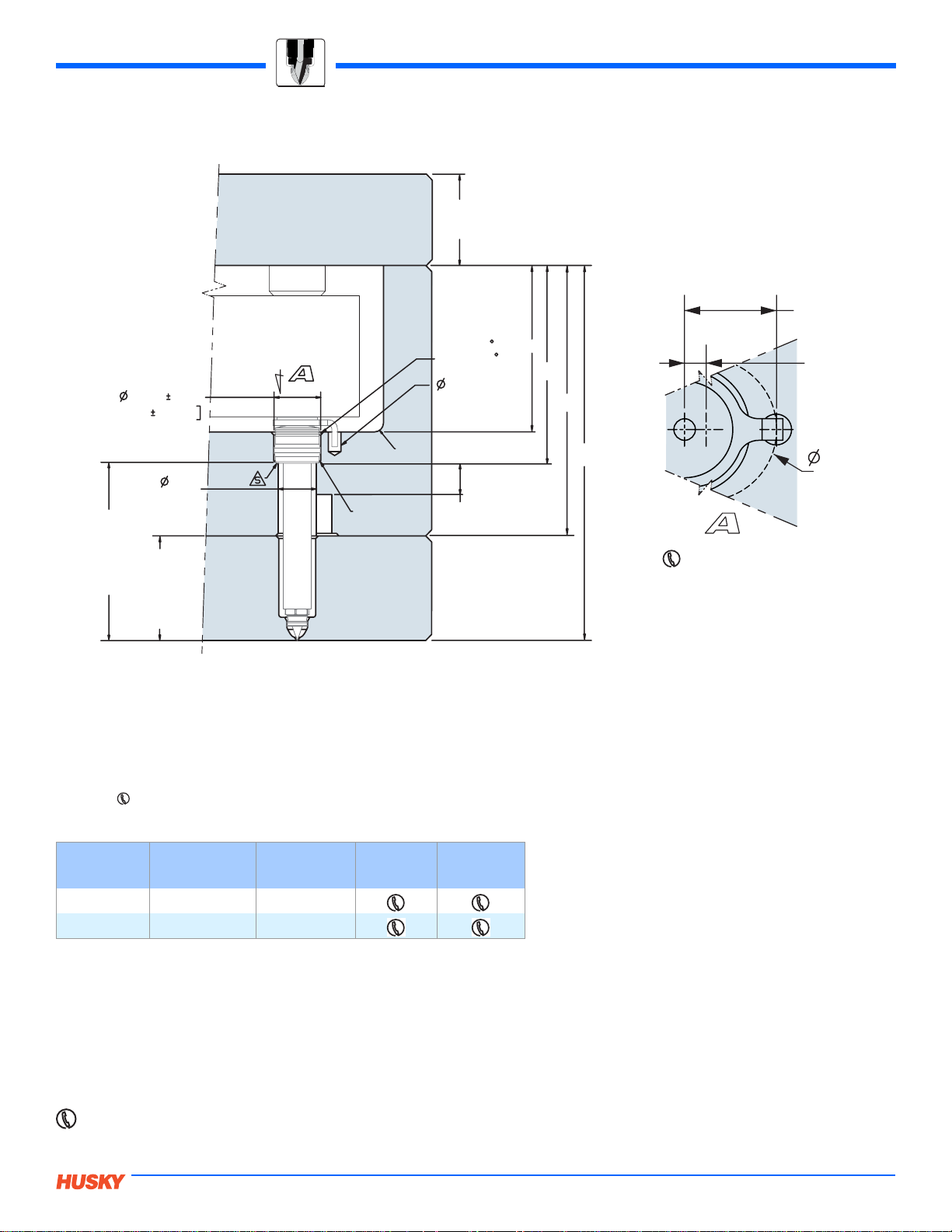
Plate Sizing - Pocket Detail
16.02
[0.631 0.0004
BL
0.01
13.0
[0.51]
R 0.4
[0.02]
0.5 x 45
[0.02 x 45 ]
[0.20 x 0.26 DP.]
R 3.0
[0.12]
40.00
[1.574]
5.0 x 6.5 DP.
10.0
[0.39]
Nozzle SelectionUltra 250 HT-U
12.7
[0.50]
J
K
N
SL
For more than 16 drops.
3.5
[0.14]
20.0
[0.79]
64.66 - 164.66
[2.546 - 6.483]
L
13.00 - 148.8
[0.512 - 5.858]
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html
- OR -
Contact Husky for plate thickness and critical bore depths.
Ultra 250 HT-U Plate Sizing
Number of
Drops
2 - 4 40.00 (1.574") 55.1 (2.17")
6 - 16 60.00 (2.362") 75.1 (2.96")
Manifold
Height
J K N
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
31
2006.08
Page 5
Nozzle Selection Ultra 250 HT-U
[
[
Gate Detail
Contact Husky with any gate insert backup concerns.
7.000 + 0.005
[0.2756 + 0.0002]
0.01
0.0004
A
A
METRIC
IMPERIAL
0.005
0.0002
12.5 [0.49]
A
0.4
60
R 0.8
0.8
1.0 [0.039]
[0.03]
R 0.8
[0.03]
0.8
3.4
7.6
[0.13]
[0.30]
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI
H13 / DIN 1.2344 provide a good combination
of strength and ductility. Note
: These steels
may not offer the desired r esistance to abrasive
and/or corrosive resins, fillers and/or additives.
Gate Diameter < 1.2mm (0.047")
60
0.8
80
3.60
[0.142]
+ 0.03
0.05
0.002 + 0.001]
G
is application specific, contact Husky prior to machining.
0.4
0.4
S
G
0.8
0.80
SR
[0.110]
[0.031]
SR TAN PT
2.80
Gate Diameter > 1.2mm (0.047")
60
0.8
80
0.8
SR
[0.110]
3.60
0.4
[0.142]
2.80
2006.08
0.4
+ 0.03
S
0.004 + 0.001]
0.10
G
is application specific, contact Husky prior to machining.
G
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
32
0.80
[0.031]
SR TAN PT
Page 6

Plate Sizing - Pocket Detail
16.02
[0.631 0.0004
BL
0.01
13.0
[0.51]
R 0.4
[0.02]
0.5 x 45
[0.02 x 45 ]
[0.20 x 0.26 DP.]
R 3.0
[0.12]
40.00
[1.574]
5.0 x 6.5 DP.
10.0
[0.39]
Nozzle SelectionUltra 250 HT-T
12.7
[0.50]
J
K
N
SL
For more than 16 drops.
3.5
[0.14]
20.0
[0.79]
64.66 - 164.66
[2.546 - 6.483]
L
13.00 - 148.8
[0.512 - 5.858]
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html
- OR -
Contact Husky for plate thickness and critical bore depths.
Ultra 250 HT-T Plate Sizing
Number of
Drops
2 - 4 40.00 (1.574") 55.1 (2.17")
6 - 16 60.00 (2.362") 75.1 (2.96")
Manifold
Height
J K N
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
33
2006.08
Page 7

Nozzle Selection Ultra 250 HT-T
[
[
Gate Detail
Contact Husky with any gate insert backup concerns.
7.000 + 0.005
[0.2756 + 0.0002]
0.01
0.0004
A
A
METRIC
IMPERIAL
0.005
0.0002
12.5 [0.49]
A
0.4
60
R 0.8
0.8
1.0 [0.039]
[0.03]
R 0.8
[0.03]
0.8
3.4
7.6
[0.13]
[0.30]
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI
H13 / DIN 1.2344 provide a good combination
of strength and ductility. Note
: These steels
may not offer the desired r esistance to abrasive
and/or corrosive resins, fillers and/or additives.
Gate Diameter < 1.2mm (0.047")
60
0.8
80
3.60
[0.142]
+ 0.03
0.05
0.002 + 0.001]
G
is application specific, contact Husky prior to machining.
0.4
0.4
S
G
0.8
0.80
SR
[0.110]
[0.031]
SR TAN PT
2.80
Gate Diameter > 1.2mm (0.047")
60
0.8
80
0.8
SR
[0.110]
3.60
0.4
[0.142]
2.80
2006.08
0.4
+ 0.03
S
0.004 + 0.001]
0.10
G
is application specific, contact Husky prior to machining.
G
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
34
0.80
[0.031]
SR TAN PT
Page 8

Plate Sizing - Pocket Detail
0.01
16.02
[0.631 0.0004]
13.0
[0.51]
R 0.4
[0.02]
0.5 x 45
[0.02 x 45 ]
[0.20 x 0.26 DP.]
R 3.0
[0.12]
40.00
[1.574]
5.0 x 6.5 DP.
10.0
[0.39]
Nozzle SelectionUltra 250 HT-DX
12.7
[0.50]
J
K
N
SL
3.5
[0.14]
20.0
[0.79]
BL
[3.04 - 6.98]
77.16 - 177.16
L
25.5 - 161.3
[1.00 - 6.35]
For more than 16 drops.
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html
- OR -
Contact Husky for plate thickness and critical bore depths.
Ultra 250 HT-DX Plate Sizing
Number of
Drops
2 - 4 40.00 (1.574") 55.1 (2.17")
6 - 16 60.00 (2.362") 75.1 (2.96")
Manifold
Height
J K N
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
35
2006.08
Page 9

Nozzle Selection Ultra 250 HT-DX
[
]
[
[
Gate Detail
Contact Husky with any gate insert backup concerns.
METRIC
IMPERIAL
[0.2756 +0.0002]
0.005
0.0002
7.000 + 0.005
0.01
0.0004
A
A
A
6.00 + 0.05
[0.236
R 0.8
[0.03]
+ .002]
0.8
12.5 [0.49]
60
90
0.4
0.8
B
R 0.2
[0.08]
MAX
1.30 [0.051]
REF
15.9 [0.63]
REF
INT PT
7.35
[.289]
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI
H13 / DIN 1.2344 provide a good combination
of strength and ductility. Note
: These steels
may not offer the desired r esistance to abrasive
and/or corrosive resins, fillers and/or additives.
REF
0.79
20.1
Gate Diameter < 1.2mm (0.047")
0.4
80
0.4
0.8
FULL SR
0.80
G
[0.031]
REF
[.15]
SR CENTER
3.8
+0.03
0.05
G
is application specific, contact Husky prior to machining.
S
0.002 + 0.001]
Gate Diameter > 1.2mm (0.047")
REF
[.15]
SR CENTER
3.8
0.4
80
0.8
SR TAN PT
FULL SR
2006.08
0.4
+ 0.03
S
0.10
0.004 + 0.001]
G
is application specific, contact Husky prior to machining.
G
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
36
0.80
[0.031]
SR TAN PT
Page 10

Plate Sizing - Pocket Detail
16.02
[0.631 0.0004]
0.01
13.0
[0.51]
R 0.4
[0.02]
[0.02 x 45 ]
[0.20 x 0.26 DP.]
R 3.0
[0.12]
40.00
[1.574]
0.5 x 45
5.0 x 6.5 DP.
10.0
[0.39]
Nozzle SelectionUltra 250 HT-TX
12.7
[0.50]
J
K
N
SL
3.5
[0.14]
20.0
[0.79]
BL
[3.04 - 6.98]
77.16 - 177.16
L
25.5 - 161.3
[1.00 - 6.35]
For more than 16 drops.
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html
- OR -
Contact Husky for plate thickness and critical bore depths.
Ultra 250 HT-TX Plate Sizing
Number of
Drops
2 - 4 40.00 (1.574") 55.1 (2.17")
6 - 16 60.00 (2.362") 75.1 (2.96")
Manifold
Height
J K N
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
37
2006.08
Page 11

Nozzle Selection Ultra 250 HT-TX
[
[
Gate Detail
Contact Husky with any gate insert backup concerns.
METRIC
IMPERIAL
[0.2756 +0.0002]
0.005
0.0002
7.000 + 0.005
0.01
0.0004
A
A
A
6.00 + 0.05
[0.236
R 0.8
[0.03]
+ .002]
0.8
12.5 [0.49]
60
90
0.4
0.8
B
R 0.2
[0.08]
MAX
1.30 [0.051]
REF
15.9 [0.63]
REF
INT PT
7.35
[.289]
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI
H13 / DIN 1.2344 provide a good combination
of strength and ductility. Note
: These steels
may not offer the desired r esistance to abrasive
and/or corrosive resins, fillers and/or additives.
REF
20.1 [0.79]
Gate Diameter < 1.2mm (0.047")
0.4
80
0.4
0.8
FULL SR
0.80
[0.031]
G
SR TAN PT
REF
[.15]
SR CENTER
3.8
+0.03
0.05
G
is application specific, contact Husky prior to machining.
S
0.002 + 0.001]
Gate Diameter > 1.2mm (0.047")
REF
[.15]
SR CENTER
3.8
0.4
80
0.8
FULL SR
2006.08
0.4
+ 0.03
S
0.10
0.004 + 0.001]
G
is application specific, contact Husky prior to machining.
G
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
38
0.80
[0.031]
SR TAN PT
Page 12

Plate Sizing - Pocket Detail
-
-
WIRE GROOVE
Nozzle SelectionUltra 250 HS
75.3 [2.97]
60.0 [2.36]
(X2)
58
(X2)
40
REF12.45 [0.490]
45
10.0 [0.39]
WIRE GROOVE
REF30.64 [1.206]
REF19.93 [0.785]
REF
[1.012]
25.71
58
40
(X2)
(X2)
WIRE GROOVE
12.7 [0.50]
M6 X 12.0 DP. (X4)
80.0 [3.15]
M6 X 12.0 DP. (X4)
47.0 [1.85]
-
+
+
21.10 0.01
[0.831 0.0004]
15.10 [0.594]
-
+
PL
-
+
18.10 0.01 [0.713 0.0004]
5.00 [0.197]
BL
BL +
PL -
LOC. RING RELIEF
LR DIA.
-
SR
97.01
+0.02
-0.00
63.0 [2.480]
3.819
+0.001
-0.000
Orifice
34.12
+0.02
1.343
-0.00
R 1.5 [0.06]
R 0.50 [0.020]
R 1.50 [0.059]
0.5 [0.02] X 30
R 0.50 [0.020]
+0.001
-0.000
*Refer to following page for definitions. Ultra 250 Hot Sprue
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
39
2006.08
Page 13

Nozzle Selection Ultra 250 HS
Dimensions
Ultra 250 Hot Sprue ‘A’ Dimension Chart (Thermal Gate)
PL (Plate Length) LR DIA LR RELIEF DIA RAD ORIFICE
101.31 (3.99")
HT-D/HT-T/HT-U: 86.22 (3.394") - 206.4 (8.129")
HT-DX/HT-TX: 98.76 (3.888") - 219.02 (8.622")
101.57 (4")
100 (3.94")
120 (4.72")
125 (4.92")
160 (6.30")
Design Criteria
• Ultra 250 hot sprues are designed using customer specified PL, LR, RAD, orifice, melt operating temperature, and
mold temperature.
• If required PL is outside published range, extended lead times may apply. Please contact Husky.
• Actual BL dimension is a function of PL, tip selection, nozzle housing selection and operating conditions.
• Actual BL dimension will be provided after system design. If a specific BL is required please contact Husky
105 (4.13")
105 (4.13")
105 (4.13")
124 (4.88")
129 (5.08")
163.71 (6.45")
FLAT
10.00 (.394")
12.70 (.500")
15.50 (.610")
6.35 (.25")
8.00 (.315")
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
40
Page 14

Gate Detail HT-D / HT-T / HT-U
[
[
Contact Husky with any gate insert backup concerns.
Nozzle SelectionUltra 250 HS
7.000 + 0.005
[0.2756 + 0.0002]
0.01
0.0004
A
A
METRIC
IMPERIAL
0.005
0.0002
12.5 [0.49]
A
0.4
60
R 0.8
0.8
1.0 [0.039]
[0.03]
R 0.8
[0.03]
0.8
3.4
7.6
[0.13]
[0.30]
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI
H13 / DIN 1.2344 provide a good combination
of strength and ductility. Note
: These steels
may not offer the desired r esistance to abrasive
and/or corrosive resins, fillers and/or additives.
Gate Diameter < 1.2mm (0.047")
60
0.8
80
3.60
[0.142]
+ 0.03
0.05
0.002 + 0.001]
G
is application specific, contact Husky prior to machining.
0.4
0.4
S
G
0.8
0.80
SR
[0.110]
[0.031]
SR TAN PT
2.80
Gate Diameter > 1.2mm (0.047")
60
0.8
80
0.8
SR
[0.110]
3.60
[0.142]
0.4
2.80
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
41
0.4
0.80
+ 0.03
S
0.004 + 0.001]
0.10
G
is application specific, contact Husky prior to machining.
G
[0.031]
SR TAN PT
2006.08
Page 15

Nozzle Selection Ultra 250 HS
Gate Detail HT-DX / HT-TX
Contact Husky with any gate insert backup concerns
METRIC
IMPERIAL
[0.2756 +0.0002]
0.005
0.0002
7.000 + 0.005
0.01
0.0004
A
A
A
R 0.8
12.5 [0.49]
60
1.30 [0.051]
[0.03]
0.4
6.80 [0.268]
0.8
R 0.8
[0.03]
20
0.8
15.9 [0.63]
0.8
R 3.0
[0.12]
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI
H13 / DIN 1.2344 provide a good combination
of strength and ductility. Note
: These steels
may not offer the desired r esistance to abrasive
and/or corrosive resins, fillers and/or additives.
20.1 [0.79]
Gate Diameter < 1.2mm (0.047")
60
0.8
80
3.60
[0.142]
+ 0.03
0.05
0.002 + 0.001]
G
is application specific, contact Husky prior to machining.
0.4
0.4
S
G
0.8
0.80
SR
[0.110]
[0.031]
SR TAN PT
2.80
Gate Diameter > 1.2mm (0.047")
60
0.8
3.60
[0.142]
+ 0.03
0.10
G
is application specific, contact Husky prior to machining.
0.4
S
0.004 + 0.001]
80
0.4
0.8
SR
[0.110]
0.80
[0.031]
G
SR TAN PT
2.80
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
42
 Loading...
Loading...