

Page 1

HP Jet Fusion 4200 3D Baskı Çözümü
Kullanım Kılavuzu
Türkçe
Page 2

© Telif Hakkı 2017, 2018, 2019
HP Development Company, L.P.
Sürüm 5
Yasal bildirimler
Bu belgede yer alan bilgiler önceden haber
verilmeksizin değiştirilebilir.
Ticari Markalar
Intel® ve Intel Core™, Intel Corporation’ın ABD ve
diğer ülkelerdeki ticari markalarıdır.
HP ürünleri ve hizmetleri için yalnızca söz
konusu ürün ve hizmetlere eşlik eden açık
garanti beyanlarında belirtilen garantiler
geçerlidir. Bu belgede yer alan hiçbir şey ek
garanti olarak yorumlanamaz. HP, bu belgede
yer alan teknik hata veya redaksiyon hatası ve
eksikliklerinden sorumlu tutulamaz.
Güvenlik bildirimi
Cihazı çalıştırmadan önce, çalıştırma ve
güvenlikle ilgili yönergeleri okuyun ve uygulayın.
Microsoft® ve Windows® Microsoft Corporation'ın
ABD'de kayıtlı ticari markalarıdır.
Tüm ürün ve şirket adları orijinal sahiplerinin
tescilli ticari markalarıdır. Herhangi bir ticari
markanın kullanımı yalnızca tanımlama ve
referans amaçlıdır ve HP ile ticari marka sahibi
veya ürün markası arasında herhangi bir ilişki
olduğu anlamına gelmez.
Türkçe
Page 3

İçindekiler
1 MJF sisteminize hoş geldiniz ................................................................................................................................................................... 1
Belgeler ...................................................................................................................................................................................... 2
Ürün kullanım gereksinimleri .................................................................................................................................................. 3
MJF teknolojisi ........................................................................................................................................................................... 3
Kullanım tavsiyeleri .................................................................................................................................................................. 4
İş zamanı planlama .................................................................................................................................................................. 5
2 Güvenlik önlemleri .................................................................................................................................................................................... 6
Giriş ............................................................................................................................................................................................. 7
Genel güvenlik yönergeleri ..................................................................................................................................................... 7
Nihai parçalar/derlemeler ........................................................................................................................................................ 8
Patlama tehlikesi ...................................................................................................................................................................... 8
Elektrik çarpması tehlikesi ....................................................................................................................................................... 9
Isı tehlikesi ............................................................................................................................................................................... 10
Yangın tehlikesi ....................................................................................................................................................................... 10
Mekanik tehlike ....................................................................................................................................................................... 11
Işık radyasyonu tehlikesi ....................................................................................................................................................... 11
Kimyasal tehlike ..................................................................................................................................................................... 11
Havalandırma .......................................................................................................................................................................... 11
İklimlendirme .......................................................................................................................................................................... 11
Ses basıncı düzeyi .................................................................................................................................................................. 12
Derleme ünitesi nakliye tehlikesi ......................................................................................................................................... 12
3D parça açma ........................................................................................................................................................................ 12
Kişisel koruyucu donatılar ..................................................................................................................................................... 12
Aletlerin kullanımı ................................................................................................................................................................... 13
Uyarılar ve dikkat edilmesi gereken hususlar .................................................................................................................... 13
Uyarı işaretleri ......................................................................................................................................................................... 13
Acil durdurma düğmeleri ...................................................................................................................................................... 15
Türkçe
3 Ana bileşenler .......................................................................................................................................................................................... 17
Yazıcı ......................................................................................................................................................................................... 18
İşleme istasyonu .................................................................................................................................................................... 19
Derleme ünitesi ...................................................................................................................................................................... 21
Ön panel ................................................................................................................................................................................... 22
TRWW iii
Page 4

Yönetici parolası oluşturma .................................................................................................................................................. 25
Yazılım ...................................................................................................................................................................................... 25
4 Gücü açma ve kapama ........................................................................................................................................................................... 31
Yazıcıyı açma ve kapatma ..................................................................................................................................................... 32
İşleme istasyonunu açma ve kapatma ............................................................................................................................... 33
Devre kesici etiketleri ............................................................................................................................................................. 34
5 Yazıcı ile işleme istasyonu arasında ağ bağlantısı kurma ................................................................................................................. 35
Yapılandırma ........................................................................................................................................................................... 35
Sorun giderme ........................................................................................................................................................................ 36
6 Sarf malzemeleri .................................................................................................................................................................................... 37
Yazıcı ......................................................................................................................................................................................... 38
İşleme istasyonu .................................................................................................................................................................... 50
Sarf malzemelerini geri dönüştürme .................................................................................................................................. 64
7 Tasarım ve yazdırma yönergeleri ......................................................................................................................................................... 65
Giriş ........................................................................................................................................................................................... 66
Dosya hazırlama ..................................................................................................................................................................... 66
Parçalar için minimum özellikler .......................................................................................................................................... 70
8 Derleme ünitesine malzeme yükleme ................................................................................................................................................ 71
Yükleme prosedürü ................................................................................................................................................................ 72
Farklı türde bir malzemeye geçme ...................................................................................................................................... 75
9 Yazdırma .................................................................................................................................................................................................. 81
Türkçe
10 Derlemeyi çıkarma ............................................................................................................................................................................... 86
11 Parça temizleme ve son işlem ........................................................................................................................................................... 92
İş listesi uygulaması ............................................................................................................................................................... 82
Yazdırılacak bir iş gönderme ................................................................................................................................................ 82
Yazdırılacak bir iş seçme ....................................................................................................................................................... 82
Yazdırma sırasında iş ekleme (sadece 4210 modelinde) ................................................................................................. 82
İşi iptal etme ............................................................................................................................................................................ 83
Ön panelde gösterilen durumu kontrol edin. ..................................................................................................................... 84
Durumu uzaktan kontrol etme ............................................................................................................................................ 84
Yazdırma sırasında oluşabilecek hatalar ............................................................................................................................ 84
Yazdırma modları ................................................................................................................................................................... 85
iv TRWW
Page 5

12 Donanım bakımı ................................................................................................................................................................................... 93
Güvenlik önlemleri ................................................................................................................................................................. 93
Genel temizleme yönergeleri ............................................................................................................................................... 94
Bakım kaynakları .................................................................................................................................................................... 94
Yazıcı bakımı ......................................................................................................................................................................... 101
İşleme istasyonu bakımı ..................................................................................................................................................... 187
Derleme ünitesi bakımı ....................................................................................................................................................... 208
Ürünü taşıma veya saklama ............................................................................................................................................... 223
13 Baskı kalitesi optimizasyonu ............................................................................................................................................................ 224
Genel tavsiye ........................................................................................................................................................................ 225
Yazıcı kafası sağlığı sorun giderme ................................................................................................................................... 225
Hava akışı kontrolü .............................................................................................................................................................. 237
Kaynaştırma lambası kalibrasyonu ................................................................................................................................... 237
14 Sipariş bilgileri .................................................................................................................................................................................... 240
15 Sistem hataları ................................................................................................................................................................................... 241
Giriş ........................................................................................................................................................................................ 242
0085-0008-0X94 Taşıyıcı – Yazıcı Kafası – Sıcaklık çok yüksek .................................................................................. 242
0085-0008-0X86 Taşıyıcı – Yazıcı Kafası – Sıcaklık çok yüksek .................................................................................. 242
0085-0008-0X95 Taşıyıcı – Yazıcı Kafası – Sıcaklık çok düşük .................................................................................... 243
0085-0008-0X87 Taşıyıcı – Yazıcı Kafası – Sıcaklık çok düşük .................................................................................... 243
0085-0008-0X82 Taşıyıcı – Yazıcı Kafası – Veri yanıt vermiyor ................................................................................... 243
0085-0008-0X98 Taşıyıcı – Yazıcı Kafası – İletim hatası .............................................................................................. 243
0085-0008-0X96 Taşıyıcı – Yazıcı Kafası – Enerji kalibrasyon hatası ......................................................................... 244
0085-0008-0X93 Taşıyıcı – Yazıcı Kafası – Süreklilik hatası ........................................................................................ 244
0085-0008-0X85 Taşıyıcı – Yazıcı Kafası – Mantık hatası ............................................................................................. 244
0085-0008-0X10 Taşıyıcı – Yazıcı Kafası – Gerilim aralık dışında ............................................................................... 244
0085-0013-0X01 Taşıyıcı – Primer – Arıza ..................................................................................................................... 245
0085-0013-0X33 Taşıyıcı – Primer – Akım çok yüksek ................................................................................................ 245
0085-0013-0X41 Taşıyıcı – Primer – Sızıntı ................................................................................................................... 245
Türkçe
16 Yardıma gerek duyduğunuzda ......................................................................................................................................................... 247
Destek isteme ....................................................................................................................................................................... 247
Müşteri Kendi Başına Onarım ............................................................................................................................................. 247
Servis bilgileri ........................................................................................................................................................................ 247
17 Erişilebilirlik ......................................................................................................................................................................................... 248
Ön panel ................................................................................................................................................................................ 248
Dizin ............................................................................................................................................................................................................ 249
TRWW v
Page 6

Türkçe
vi TRWW
Page 7

1 MJF sisteminize hoş geldiniz
●
Belgeler
●
Ürün kullanım gereksinimleri
●
MJF teknolojisi
●
Kullanım tavsiyeleri
●
İş zamanı planlama
TRWW 1
Türkçe
Page 8

Belgeler
Aşağıdaki belgeler mevcuttur:
● Kurulum yeri hazırlama kılavuzu
● Tanıtıcı bilgiler
● Kullanım kılavuzu (bu belge)
● Kullanım kılavuzunu destekleyici videolar
● Yasal bilgiler
● Sınırlı garanti
● HP SmartStream 3D Build Manager Kullanıcı Kılavuzu
Bu belgeler uygun web sayfalarından indirilebilir:
● http://www.hp.com/go/jetfusion3D4200/manuals
● http://www.hp.com/go/jetfusion3D4210/manuals
Türkçe
2 Bölüm 1 MJF sisteminize hoş geldiniz TRWW
Page 9

Ürün kullanım gereksinimleri
Ürünler, hizmetler ve sarf malzemeleri aşağıdaki ek koşullara tabidir:
Müşteri, 3D HP yazıcı ürününde sadece HP Markalı Sarf Malzemelerini ve HP Onaylı Malzemeleri kullanmayı ve HP
sarf malzemeleri dışında herhangi bir sarf malzemesi kullanımının kullanım kılavuzunda belirtilenler dahil ancak
bunlarla sınırlı olmamak üzere ürün işlevselliğinde ve/veya güvenlik konusunda ciddi sorunlara neden
olabileceğini kabul eder. Müşteri, ürün ve/veya sarf malzemelerini ABD, AB yasaları ve/veya diğer geçerli yasalar
çerçevesinde izin verilmeyen kullanımlar için kullanmamayı kabul eder.
Müşteri, ürünü ve/veya sarf malzemelerini nükleer silah, füze, kimyasal veya biyolojik silah ve herhangi bir türde
patlayıcı madde
Müşteri, aşağıda belirtilen bağlantı gereksinimine uymayı kabul eder.
Müşteri, ürünün yayınlanmış belirtimlerine uygun şekilde çalışmasını sağlamak için yalnızca ürüne entegre ürün
yazılımını kullanabilir.
Müşteri, kullanım kılavuzuna uymayı kabul eder.
Bu koşullar altında belirtilen ürünler, hizmetler ve/veya teknik veriler yalnızca Müşteri'nin kurum içinde kullanımı
içindir ve yeniden satış amaçlı değildir.
geliştirme, tasarım, imalat veya üretiminde kullanmayacağını kabul eder.
MJF teknolojisi
HP Multi Jet Fusion teknolojisi, diğer 3D baskı işlemlerine kıyasla pek çok hız avantajı ile parça ve malzeme
özellikleri üzerinde daha fazla kontrol imkanı sunar.
HP Multi Jet Fusion teknolojisi, çalışma alanına ince bir malzeme katı sermekle başlar. Ardından, HP Thermal
Inkjet dizisi içeren taşıyıcı soldan sağa doğru hareket ederek kimyasal maddeleri tüm çalışma alanına basar.
Katman oluşturma ve enerji işlemleri ise ikinci taşıyıcının yukarıdan aşağıya doğru kesintisiz hareketiyle
gerçekleştirilir. Tüm parça oluşturulana kadar bu işlem katman katman devam eder. Her katmanda, taşıyıcıların
yönü optimum üretkenliğe göre değişir.
a. Malzeme, tüm çalışma alanı boyunca yeniden kaplanır.
b. Bir kaynaştırma maddesi (F), partiküller birbirine yapıştırılacak biçimde seçici olarak uygulanır.
c. Kaynaştırma işleminin azaltılması veya güçlendirilmesi gerektiğinde bir detaylandırma maddesi (D) seçici
olarak uygulanır. Bu örnekte, detaylandırma maddesi sınırlardaki kaynaşmayı azaltarak keskin ve düz
kenarlı bir parça üretilmesini sağlamaktadır.
d. Çalışma alanı, kaynaştırma enerjisine maruz kalır.
Türkçe
e. Parça artık, kaynaştırılmış ve kaynaştırılmamış alanlardan oluşmaktadır.
İşlem, bütün bir parça ortaya çıkana kadar sürdürülür.
NOT: Yukarıdaki adımların sırası genel niteliktedir, ancak spesifik donanım uygulamalarında değiştirilebilir.
TRWW Ürün kullanım gereksinimleri 3
Page 10

HP Multi Jet Fusion teknolojisi, yüksek düzeyde işlevsel parçalar üretilmesini sağlayarak 3D baskının tüm
1
3
4
5
2
6
7
Fusing
Agent
Detailing
Agent
Energy
Fused
Material
8
potansiyelinin kullanılabilmesine imkan tanır. HP Thermal Inkjet dizileri kullanılan HP Multi Jet Fusion teknolojisi,
HP'nin farklı tiplerde akışkanları doğru miktarla, hızla ve hassas bir şekilde uygulayabilme konusundaki teknik
kapasitesinden faydalanır. Bu sayede, HP Multi Jet Fusion teknolojisi diğer 3D baskı teknolojilerinde bulunmayan
bir çok yönlülük ve potansiyele sahiptir.
HP Multi Jet Fusion teknolojisinde, kaynaştırma ve detaylandırma maddelerinin yanı sıra, istenen özellikleri her
volümetrik pikselde (veya vokselde) uygulayabilmeye yönelik başka maddeler de kullanılabilir. Her bir çapraz
kesit boyunca nokta nokta bırakılan bu dönüştürme maddeleri, HP Multi Jet Fusion teknolojisinin başka
yöntemlerle üretilemeyecek parçalar üretebilmesine imkan tanır.
Örneğin, HP'nin renk bilimi alanındaki engin bilgi birikiminden faydalanılan HP Multi Jet Fusion yazıcılar,
camgöbeği, macenta, sarı veya siyah (CMYK) renklendiriciler içeren maddelerle her bir voksele farklı bir rengi
seçici olarak basabilir.
HP Multi Jet Fusion teknolojisinin uzun vadeli vizyonu ise, oldukça değişken hatta tamamen farklı mekanik ve
fiziksel özellikler içeren parçaları tek bir parça veya aynı çalışma alanında aynı anda işlenmiş farklı parçalar
halinde yaratmaktır. Bu, kaynaştırma ve detaylandırma maddelerinin birbirleriyle, kaynaştırılacak malzemeyle ve
diğer dönüştürme maddeleriyle olan etkileşiminin kontrol altına alınmasıyla başarılır.
HP Multi Jet Fusion teknolojisi, hayal gücümüzü zorlayan tasarım ve üretim seçeneklerine imkan tanımaktadır.
Teknolojinin amacı da bu değil mi?
Kullanım tavsiyeleri
Türkçe
1. Bastırılacak tasarımınızı hazırlayın: 3D modelinizi açın ve kolay kullanımlı HP yazılımıyla hatalar olup
olmadığını kontrol edin.
2. Modelleri gruplayıp yazıcıya gönderin: Birden fazla modeli yazılıma yerleştirin ve işi yazıcıya gönderin.
3. Malzemeleri ekleyin: Malzeme kartuşlarını işleme istasyonuna yerleştirin.
4. Otomatik karıştırma: İşleme istasyonu kapalı ve otomatik olduğundan, yükleme ve karıştırma işlemi temiz
bir biçimde yapılır. Malzemeler, derleme ünitesine yüklenir.
5. Derleme ünitesini işleme istasyonundan çıkarın.
6. Derleme ünitesini kaydırarak yazıcıya yerleştirin.
4 Bölüm 1 MJF sisteminize hoş geldiniz TRWW
7. Voksel seviyesi kontrolüyle yazdırma: HP'nin benzersiz çok maddeli baskı teknolojisi sayesinde yüksek bir
boyutsal doğruluk ve ince detaylar elde etmek için Start (Başlat) seçeneğine dokunmanız yeterlidir.
8. Kusursuz bir iş akışı: Derleme ünitesi, sonraki derlemeye hazır olan yazıcıdan çıkarılıp yeniden işleme
istasyonuna yerleştirilebilir.
Page 11

İş zamanı planlama
Yazdırma işlerinizi planlarken yazdırma ve soğutma sürelerini dikkate alın. Yazdırma ve soğutma süreleri, parça
boyutuna ve her yazdırma işindeki parça sayısına göre değişir. Genelde ise, tam dolu bir derleme haznesi için
yaklaşık 16 saat yazdırma ve 46 saat soğutma süresi beklenmelidir.
Emniyetli
Yazdırma süresi
Hızlı yazdırma
Derleme haznesi
%100 dolu 10 saat 16 saat 20
%75 dolu 7 saat 30 dakika 12 saat 15
%50 dolu 5 saat 8 saat 10 dakika 20–30 dakika 23 saat 16 saat 6,5 saat
%25 dolu 2 saat 30 dakika 4 saat 20–30 dakika 12 saat 8 saat 5 saat
modu
Varsayılan/Yoğun
yazdırma modu Normal Minimum *
dakika
dakika
soğutma süresi Doğal soğutma süresi
20–30 dakika 46 saat 31 saat 10 saat
20–30 dakika 35 saat 23 saat 8 saat
Hızlı soğutma
süresi *
(entegre hızlı
soğutmalı
sistemlerde)
UYARI! * Ambalajdan çıkarma için ısıya dayanıklı eldiven ve gözlüklere ihtiyacınız olacak.
NOT: Soğutma süreleri yaklaşıktır ve derleme işleminin karmaşıklığına göre değişebilir.
İPUCU: Küçük parçalar yazdıracaksanız, kesintisiz yazdırma yapabilmek için bunları küçük partiler halinde
yazdırmayı ve ekstra bir derleme ünitesi kullanmayı düşünebilirsiniz.
TRWW İş zamanı planlama 5
Türkçe
Page 12

2 Güvenlik önlemleri
●
Giriş
●
Genel güvenlik yönergeleri
●
Nihai parçalar/derlemeler
●
Patlama tehlikesi
●
Elektrik çarpması tehlikesi
●
Isı tehlikesi
●
Yangın tehlikesi
●
Mekanik tehlike
●
Işık radyasyonu tehlikesi
●
Kimyasal tehlike
●
Havalandırma
●
İklimlendirme
●
Ses basıncı düzeyi
●
Derleme ünitesi nakliye tehlikesi
●
3D parça açma
Türkçe
●
Kişisel koruyucu donatılar
●
Aletlerin kullanımı
●
Uyarılar ve dikkat edilmesi gereken hususlar
●
Uyarı işaretleri
●
Acil durdurma düğmeleri
6 Bölüm 2 Güvenlik önlemleri TRWW
Page 13

Giriş
Güvenli bir kullanım için, cihazı kullanmadan önce aşağıdaki güvenlik önlemlerini ve çalıştırma yönergelerini
dikkatle okuyun.
Bir işi yaparken kendinizin ve başkalarının maruz kalabileceği tehlikelerin farkında olacak ve riskleri en aza
indirmek için gerekli tedbirleri alabilecek kadar yeterli teknik eğitime ve tecrübeye sahip olmanız beklenir.
Cihazın doğru ve güvenli çalışması için, önerilen bakım ve temizlik işlerini yapın.
Çalıştırma her zaman gözetim altında yapılmalıdır.
Cihaz sabit bir cihaz olup yalnızca yetkili personelin girebildiği, erişimi kısıtlı bir yere kurulmalıdır.
Genel güvenlik yönergeleri
Aşağıdaki durumlarda binanın Elektrik Dağıtım Birimi'nde (PDU) bulunan kol devre kesicileri kullanarak tüm
cihazları kapatın ve servis temsilcinizi arayın (bkz. Yardıma gerek duyduğunuzda, sayfa 247):
● Elektrik kablosu hasarlı.
● Üst ısıtma ve kaynaştırma lambasının kasası hasar görmüş, cam takılı değil ya da kırılmış veya yalıtım
kusurlu.
● Cihaz bir darbeden dolayı hasar görmüş.
● Cihaza sıvı girmiş.
● Cihazdan duman çıkıyor veya alışılmadık bir koku geliyor.
● Dahili Artık Akım Devre Kesici (Topraklama Arızası Devre Akım Kesicisi) art arda atıyor.
● Sigortalar atıyor.
● Ekipman normal bir şekilde çalışmıyorsa.
● Herhangi bir mekanik veya parça hasarı var.
Aşağıdaki durumlarda kol devre kesicileri kullanarak cihazı kapatın:
● Gök gürültülü fırtına sırasında
● Elektrik kesildiğinde
Ekipmanı sadece belirtilen çalışma sıcaklığı ve nem aralıklarında çalıştırın. Şuradan indirilebilecek kurulum yeri
hazırlama kılavuzuna bakın:
● http://www.hp.com/go/jetfusion3D4200/manuals
● http://www.hp.com/go/jetfusion3D4210/manuals
Yazıcı, derleme ünitesi ve işleme istasyonu daima aynı ortamsal koşullarda tutulmalıdır.
Cihazın kurulduğu baskı üretim alanında sıvı sıçraması ve ortamsal sıvı yoğuşması olmamalıdır.
Türkçe
Cihazı açmadan önce cihaz içinde hiç yoğuşma olmadığından emin olun.
Uyarı etiketleriyle işaretlenen alanlarda özellikle dikkatli olun.
Yalnızca HP onaylı ve HP markalı malzeme ve katkı maddelerini kullanın. Onaylı olmayan üçüncü taraf malzeme
veya katkı maddelerini kullanmayın.
TRWW Giriş 7
Page 14

Yalnızca HP onaylı harici tanklar kullanın. Üçüncü taraara ait harici tanklar kullanılması emniyet risklerine,
malzeme sızıntılarına ve işleme istasyonunda arızalara yol açabilir; ayrıca sisteminizin garanti durumunu da
etkileyebilir.
Beklenmeyen bir arıza, anormallik, ESD (Elektrostatik Deşarj) ya da elektromanyetik parazit durumunda, acil
durdurma düğmesine basın ve cihazın fişini elektrik prizinden çekin. Sorun sürerse, destek temsilcinize başvurun.
Anlayacağınız veya gerçekleştirmek üzere beceri sahibi olduğunuz şekilde, kullanıcı tarafından bakım
yönergelerinde özellikle önerilmemişse ya da kullanıcı tarafından onarım yönergelerinde yayınlanmamışsa
yazıcıyı onarmayın veya bir parçasını değiştirmeyin ya da servis işlemi uygulamaya çalışmayın.
Cihazı kendiniz onarmaya, parçalarına ayırmaya veya modifiye etmeye çalışmayın
Orijinal HP Yedek Parçaları dışında herhangi bir parça kullanmayın.
Cihazı onarmak veya yeniden takmak için lütfen en yakın servis yetkili sağlayıcısı ile bağlantı kurun.
Bunun yapılamaması elektrik çarpmasına, yangına, ürünle ilgili sorunlara veya yaralanmaya neden olabilir.
Nihai parçalar/derlemeler
3D yazdırılmış parçalarla ilgili her türlü riskin sorumluluğu müşteriye aittir.
Müşteri, her türlü kullanıma yönelik ürünlerin ve/veya 3D yazdırılmış parçaların yürürlükteki kanunlara
uygunluğunu değerlendirmekten ve sağlamaktan tek başına sorumludur. Bu hüküm özellikle ABD, AB ve ilgili
diğer devletlerin yasalarla düzenlediği kullanımlar (tıbbi/diş ile ilgili, gıda teması, otomotiv, ağır sanayi ve tüketici
ürünleri dahil ancak bunlarla sınırlı değil) için geçerlidir.
Patlama tehlikesi
UYARI! Toz bulutları havayla temasta patlayıcı karışımlar oluşturabilir. Statik elektriğe karşı önlem alın ve
tutuşturucu kaynaklardan uzak durun.
UYARI: Cihaz, tehlikeli konumlarda veya ATEX olarak sınıandırılmış bölgelerde kullanıma uygun değildir:
yalnızca olağan konumlarda kullanım için tasarlanmıştır.
Patlama tehlikesinden korunmak için aşağıdaki önlemleri alın:
Türkçe
● Cihazın ya da malzemelerin saklandığı yerin yakınında sigara içilmesi, mum kullanılması, kaynak yapılması
ve açık ateş yasaklanmalıdır.
● Toz birikmesinin önlenmesi için, cihazın içi ve dışı patlama korumalı bir elektrik süpürgesiyle düzenli olarak
temizlenmelidir. Tozu bezle almayın ve basınçlı hava tabancasıyla (kompresörle) uzaklaştırmaya çalışmayın.
● Temizlik işlerinde, patlayıcı tozları toplamak için onaylanmış, patlama korumalı bir elektrik süpürgesi
kullanılmalıdır. Malzemenin dökülme ihtimalini azaltmak için önlem alın ve ESD (Elektrostatik Deşarj), alev
ve kıvılcım gibi potansiyel tutuşturucu kaynaklardan uzak durun. Yakınında sigara içmeyin.
● Cihaz ve aksesuarlar, topraklı bir ana elektrik prizine bağlanarak düzgün şekilde topraklanmalıdır. Dahili
toprak bağlantısıyla oynamayın. Statik elektrik ya da elektrik kıvılcımları fark edilirse cihazı kapatın, fişini
elektrik prizinden çekin ve destek temsilcinizle temasa geçin.
● Hava filtrelerini ve ısıtma lambalarının yalıtımını Donanım bakımı, sayfa 93 bölümünde açıklandığı gibi
düzenli olarak kontrol edin. Filtreleri ya da lamba camlarını yerinden çıkarmayın.
● Yalnızca HP onaylı ve HP markalı malzeme ve katkı maddelerini kullanın. Onaylı olmayan üçüncü taraf
malzeme veya üçüncü taraf katkı maddelerini kullanmayın.
● HP, 3D parçaların açılması ve derleme haznesinin doldurulması işlemlerinde HP aksesuarları kullanılmasını
önerir. Başka yöntemler kullandıysanız, aşağıdaki notları okuyunuz:
8 Bölüm 2 Güvenlik önlemleri TRWW
Page 15

– Boşaltma/doldurma ve/veya depolama sırasında oluşan toz bulutları havayla temas ettiğinde patlayıcı
karışımlara neden olabilir. Toz patlamasının karakteristiği, partikül boyutuna, partikül biçimine, nem
miktarına, kirleticilere ve diğer değişkenlere bağlı olarak değişir.
– Bütün cihazların doğru şekilde topraklandığını ve elektrik sınıfı şartlarını karşıladıklarını kontrol edin.
Tüm kuru malzemelerde olduğu gibi bu malzemenin dökülmesi ya da havada serbest düşecek şekilde
boşaltılması ya da bacalardan veya borulardan taşınması durumunda elektrostatik kıvılcımlar
oluşabilir ve bu elektrostatik kıvılcımlar, malzemenin kendisini ya da malzemeyle ya da onun kabıyla
temas eden başka bir yanıcı malzemeyi tutuşturabilir.
● Malzeme yerel kanunlara uygun şekilde saklanmalı, boşaltılmalı, doldurulmalı ve atılmalıdır. Doğru
elleçleme ve depolama uygulamaları
Formlarına bakın. Ülkenizdeki Çevre, Sağlık ve Güvenlik süreçlerini ve prosedürlerini uygulayın.
● Cihazı tehlikeli bir yere koymayın; çalışırken yanıcı toz oluşturabilecek diğer cihazlardan ayırın.
● İşlem sonrası yardımcı cihazlar (örn. kumlama aparatı) yanıcı toz bakımından uygun olmalıdır.
● Kıvılcım ya da malzeme saçılması görürseniz işlemi derhal durdurun ve devam etmeden önce HP servis
temsilcinizi arayın.
● Tüm personel, yanıcı tozla çalışırken statik elektrikten arınmış olmalı ve bunun için iletken ya da dağıtıcı
nitelikte ayakkabı, giysi ve iletken zemin kullanılmalıdır.
Ayrıca, yalnızca 4210 işleme istasyonu için:
● Yanıcı toz için uygun ve kullanmayı hedeediğiniz malzeme ile uyumlu boşaltma sistemi ve tambur
döndürücü kullanın.
için http://www.hp.com/go/msds bölümündeki Güvenlik Bilgi
● Toplu boşaltma sisteminin etrafında en az 2 m kadar bir alanı her türlü elektrikli/elektronik aygıttan ve
ateşleme kaynağından uzakta tutun.
● Yanıcı tozların taşınması için uygun ve doğru bir şekilde topraklanmış sert borular ve esnek hortumlar
kullanın.
● Toplu malzeme tedariki olarak kullanıldığında, malzeme yükleme tankını bağlamak için statik topraklama
kelepçeleri kullanın.
Elektrik çarpması tehlikesi
UYARI! E-dolap, üst ısıtma, kaynaştırma lambaları, derleme ünitesi ve işleme istasyonu gibi ekipmanların
içindeki dahili devreler, ölüme ya da ciddi bedensel yaralanmaya neden olabilecek tehlikeli voltajlarda çalışır.
Cihaza servis uygulamadan önce, binanın elektrik dağıtım biriminde (PDU) bulunan kol devre kesicileri kullanarak
cihazı kapatın. Cihaz yalnızca şebeke prizlerindeki topraklama hattına bağlanmalıdır.
Elektrik çarpması tehlikesini önlemek için:
● Donanım bakımı işleri dışında iç devre kasalarını, üst ısıtmayı, kaynaştırma lambalarını, derleme ünitesini,
işleme istasyonunu ya da e-dolabı sökmeye çalışmayın. Bu durumda, yönergeleri tam olarak uygulayın.
● Diğer kapalı sistem kapaklarını açmayın veya fişleri çıkarmayın.
● Cihazdaki yuvalara herhangi bir nesne sokmayın.
Türkçe
● Artık Akım Devre Kesici’nin (RCCB) işlevselliğini her yıl test edin (aşağıdaki yordama başvurun).
NOT: Atmış bir sigorta, sistemdeki elektrik devrelerinde bir arızaya işaret ediyor olabilir. Servis yetkilisini arayın
(bkz. Yardıma gerek duyduğunuzda, sayfa 247), sigortayı kendiniz değiştirmeyi denemeyin.
TRWW Elektrik çarpması tehlikesi 9
Page 16

Isı tehlikesi
Yazıcının üst ısıtma, kaynaştırma ve derleme haznesi alt sistemleri yüksek sıcaklıklarda çalışır ve dokunulursa
yanıklara neden olabilir. Yaralanmaların önüne geçmek için aşağıdaki önlemleri alın:
● Baskı alanına erişirken özellikle dikkatli olun. Kapakları açmadan önce yazıcının soğumasını bekleyin.
● Uyarı etiketleriyle işaretlenen alanlarda özellikle dikkatli olun.
● Çalışırken cihazın içine hiçbir nesne koymayın.
●
Çalışırken kasayı örtmeyin.
● Bazı bakım işlemlerini yapmadan önce cihazın soğumasını beklemeyi unutmayın.
● Baskı sonrasında derleme ünitesini yazıcıdan çıkarmadan önce ya da derleme ünitesi parçalarını açmadan
önce en azından minimum soğuma süresinin (bkz. Derlemeyi çıkarma, sayfa 86) geçmesini bekleyin.
Yangın tehlikesi
Yazıcının üst ısıtma, kaynaştırma ve derleme haznesi alt sistemleri yüksek sıcaklıklarda çalışır. Dahili Artık Akım
Devre Kesicisi (Topraklama Hatalı Devre Akım Kesicisi) art arda atarsa yetkili servis temsilcinizi arayın.
Yangın tehlikesinden korunmak için aşağıdaki önlemleri alın:
● İsim plakasında belirtilen güç kaynağı voltajını kullanın.
● Elektrik kablosunu, kurulum yerini hazırlama kılavuzunda yer alan ayrıntılı bilgilere göre bir kol devre kesicisi
tarafından korunan ayrı bir hatta bağlayın.
● Cihazdaki yuvalara herhangi bir nesne sokmayın.
● Cihazın üstüne sıvı dökmemeye dikkat edin. Temizleme işleminden sonra cihazı yeniden kullanmadan önce
tüm bileşenlerin kuruduğundan emin olun.
● Yanıcı gazlar içeren aerosol ürünleri cihazın içinde veya etrafında kullanmayın. Cihazı patlama riski bulunan
bir ortamda çalıştırmayın.
● Cihazın açık yerlerini tıkamayın veya kapatmayın.
Türkçe
● Üst ısıtmada, kaynaştırmada, derleme haznesinde, e-dolapta ya da kasada hiçbir değişiklik/modifikasyon
yapmayın.
● Cihazın tasarlandığı gibi güvenli şekilde çalışmasını sağlamak için uygun bakım ve orijinal HP sarf
malzemeleri gereklidir. HP olmayan sarf malzemelerinin kullanılması yangın tehlikesine neden olabilir.
● Uyarı etiketleriyle işaretlenen alanlarda özellikle dikkatli olun.
● Üst kapağı, kasayı ya da havalandırma deliklerini kapatan nesneler yerleştirmeyin.
● Bakım ya da servis işlemi sonrasında alet ya da diğer malzemeleri cihazın içinde unutmayın.
Yangın söndürme için uygun malzemeler karbondioksit, su spreyi, kuru kimyasallar veya köpüktür.
DİKKAT: Ateşin dağılıp büyümesine neden olabileceğinden tazyikli su kullanmayın.
UYARI! Yangın halinde, kullanılan malzemeye bağlı olarak sağlığa zararlı bazı maddeler havaya salınabilir.
Basınçlı talep tipi bağımsız solunum cihazı takın ve tam koruyucu giysi giyin. EHS uzmanınız,
http://www.hp.com/go/msds adresinde bulunan Güvenlik Bilgi Formuna (SDS) bakarak bulunduğunuz yerde
alınabilecek önlem tavsiyeleri ve malzemeler hakkında bilgi almalıdır.
10 Bölüm 2 Güvenlik önlemleri TRWW
Page 17

Mekanik tehlike
Cihazın hareketli parçaları yaralanmaya neden olabilir. Yaralanmayı önlemek için, cihazın yakınında çalışırken
aşağıdaki önlemleri alın.
● Giysilerinizi ve vücudunuzun tamamını hareketli parçalardan uzak tutun.
● Kolye, bilezik ve sarkan başka aksesuar takmayın.
● Saçlarınız uzunsa, ekipmanın içine girmeyecek şekilde toplayın.
●
Gömlek kollarının ve eldivenlerin hareketli parçalara takılmamasına dikkat edin.
● Fanların yakınında durmak yaralanmalara neden olabileceğinden ve yazdırma kalitesini etkileyebileceğinden
bundan kaçının (hava akışını engelleyerek).
● Yazıcıyı kapaklar atlanmış durumdayken çalıştırmayın.
Işık radyasyonu tehlikesi
Üst ısıtma ve kaynaştırma lambalarından kızılötesi (IR) radyasyonu yayılır. Kasa, IEC 62471:2006, Lambaların ve
lamba sistemlerinin fotobiyolojik güvenliği muafiyet grubunun gereksinimlerine uygun olarak radyasyonu
sınırlandırır. Üst kapak kasasını, camları veya pencereleri modifiye etmeyin.
Kimyasal tehlike
Kullandığınız sarf malzemelerinin (malzeme ve katkı maddeleri) kimyasal içeriğini öğrenmek için,
http://www.hp.com/go/msds adresindeki Güvenlik Bilgi Formlarına bakınız. Bu maddelere hava yoluyla maruz
kalma olasılığının yeterli düzeyde kontrol altına alınması için yeterli havalandırma sağlanmalıdır. Yeriniz için
uygun önlemler hakkında tavsiye için her zamanki klima veya ÇSG uzmanınıza danışın.
Yalnızca HP onaylı malzeme ve katkı maddelerini kullanın. Onaylı olmayan üçüncü taraf malzeme veya üçüncü
taraf katkı maddelerini kullanmayın.
Havalandırma
Konforlu bir düzeyin korunması için temiz hava dolaşımı gereklidir. Havalandırma konusunda yapılması
gerekenlerin detaylı anlatımı için, ANSI/ASHRAE’nin (Amerikan Isıtma, Soğutma ve Klima Mühendisleri Birliği’nin)
Ventilation for Acceptable Indoor Air Quality (Kabul Edilebilir İç Mekan Hava Kalitesi İçin Havalandırma) belgesinin
en güncel versiyonuna bakılabilir.
Malzemelere ve katkı maddelerine hava yoluyla maruz kalma olasılığının, bunların Güvenlik Bilgi Formlarına
uygun olarak, yeterli düzeyde kontrol altına alınması için yeterli havalandırma sağlanmalıdır.
Havalandırma; çevre, sağlık ve güvenlik (ÇSG) ile ilgili yerel kurallara ve düzenlemelere uygun olmalıdır.
Yazıcı ve işleme istasyonu için, kurulum yeri hazırlama kılavuzunda belirtilen havalandırma tavsiyelerine uyun.
NOT: Havalandırma, havayı doğrudan cihaza üememelidir.
Türkçe
İklimlendirme
Tüm donanım kurulumlarında olduğu gibi, ortam koşullarının elverişli olması için, çalışma alanındaki klima sistemi
belirlenirken donanımın ısı yaydığı da hesaba katılmalıdır. Tipik olarak, yazıcının güç kaybı 9 kW ila 11 kW; işlem
istasyonunun güç kaybı ise 2,6 kW’dir.
İklimlendirme; çevre, sağlık ve güvenlik (ÇSG) ile ilgili yerel kurallara ve düzenlemelere uygun olmalıdır.
TRWW Mekanik tehlike 11
Page 18

NOT: Klima sistemleri havayı doğrudan cihaza üememelidir.
Ses basıncı düzeyi
Yazıcı ve derleme ünitesi
Yazıcının arkasında bulunan ve ISO 11202 standardına göre "en kötü konumdaki kişi" olan bir kişinin ISO 4871
standardına göre maruz kalacağı, beyan edilmiş çift haneli gürültü emisyon düzeyi değerleri:
● LpA = 78 dB(A), fanlar maksimum hızda dönerken ölçülen
● KpA = 4 dB(A)
İşleme İstasyonu ve derleme ünitesi
ISO 11202 standardına göre belirlenmiş operatör alanında bulunan mikrofon konumu için, ISO 4871 standardına
göre belirlenen beyan edilmiş çift haneli gürültü emisyon düzeyi değerleri:
● LpA = 73 dB(A), ambalajdan çıkarma sırasında ölçülen
● KpA = 4 dB(A)
Yerel yasalar uyarınca işitme koruması kullanılması gerekebilir; bu konuyla ilgili ÇSG uzmanınıza danışın.
Derleme ünitesi nakliye tehlikesi
Derleme ünitesi taşınırken yaralanmaların önlenmesi için çok dikkatli olunmalıdır.
● Daima bot ve eldiven gibi kişisel koruyucu donanım kullanın.
● Yazıcının veya işleme istasyonunun içinde yer aldığı durumlar hariç, derleme ünitesinin üst kısmındaki
güvenlik kapağını daima yerinde tutun.
● Derleme ünitesini yalnızca kumanda koluyla yönlendirin.
● Derleme ünitesini düz, engebesiz, basamaksız yüzeyler üzerinde hareket ettirin.
● Dikkatli hareket ettirin ve nakliye sırasında malzemenin dökülmesine neden olabilecek sert darbelerden
kaçının.
Türkçe
● Derleme ünitesi taşınmayacaksa ön tekerlekleri kilitleyin. Taşıma öncesinde ön tekerlek kilidini açmayı
unutmayın.
Derleme ünitesi başka bir odaya taşınıyorsa birimin daima aynı ortamsal koşullarda tutulması gerektiğini
unutmayın.
3D parça açma
3D basılmış parçaları açarken ısıya dayanıklı eldiven giyin.
Kişisel koruyucu donatılar
Isıya dayanıklı eldivenler, maskeler, gözlükler, iletken veya dağıtıcı nitelikte ayakkabı, iletken ya da dağıtıcı nitelikte
giysi ve koruyucu kulaklıklar bazı bakım işlerinde ve bazı malzemelerle çalışırken önerilir.
12 Bölüm 2 Güvenlik önlemleri TRWW
Page 19

Aletlerin kullanımı
● Kullanıcılar: Yazıcı ayarları, yazdırma, açma ve doldurma, katkı maddesi haznelerinin değiştirilmesi ve
günlük kontroller gibi her gün yapılan işlemler. Herhangi bir alet gerekmez.
● Bakım personeli: Donanım bakımı, sayfa 93 bölümünde açıklandığı gibi, donanım bakımı işleri ve Müşteri
Kendi Başına Onarım (CSR) parçalarının değiştirilmesi sırasında tornavida kullanılması gerekebilir.
NOT: Kurulum sırasında, görevli personel cihazın güvenli çalıştırılması ve bakımı hakkında eğitim alacaktır. Bu
eğitim alınmadan cihaz kullanılmamalıdır.
NOT: Bir kapıyı açmak için bakım anahtarını kullandıktan sonra, kapıyı kilitlemeyi unutmayın ve anahtarı güvenli
saklama yerine iade edin.
Uyarılar ve dikkat edilmesi gereken hususlar
Bu kılavuzda geçen aşağıdaki semboller cihazın doğru kullanılmasını sağlamak ve hasar görmesini önlemek
amacıyla kullanılmıştır. Bu sembollerle işaretlenmiş yönergeleri yerine getirin.
UYARI! Bu sembollerle işaretlenmiş yönergeleri yerine getirmede yapılacak hatalar ciddi yaralanmalar veya
ölümle sonuçlanabilir.
DİKKAT: Bu sembollerle işaretlenmiş yönergelere uyulmaması küçük yaralanmalarla veya ürünün hasar
görmesiyle sonuçlanabilir.
Uyarı işaretleri
Etiket Açıklama
Yalnızca servis personeli için
Elektrik çarpması tehlikesi
Isıtma modülleri tehlikeli gerilimde çalışır. Servisten önce güç
kaynağı bağlantısını kesin.
DİKKAT: Çift kutup. Nötr sigorta. Servis işlemleri için kalifiye servis
personelinden yardım alın.
Sigortanın çalışması durumunda, cihazın elektrik yüklü kalan
parçaları servis sırasında tehlike oluşturabilir. Servisten önce Binanın
Elektrik Dağıtım Birimi’nde (PDU) bulunan Kol Devre Kesicileri
kullanarak cihazı kapatın.
UYARI! Yüksek akım sızıntısı. Akım sızıntısı 3,5 mA’yı aşabilir. Güç
kaynağına bağlamadan önce topraklama bağlantısı zorunludur.
Cihaz yalnızca topraklamalı prizlere bağlanmalıdır.
Kaynağa bağlamadan önce kurulum yönergelerine bakın. Giriş
voltajının cihazın nominal voltaj aralığında olduğundan emin olun.
Başlamadan önce
Cihazı başlatmadan önce, çalıştırma ve güvenlikle ilgili yönergeleri
okuyun ve uygulayın.
Yanık tehlikesi. İç parçalara erişmeden önce cihazın soğumasını
bekleyin.
Türkçe
TRWW Aletlerin kullanımı 13
Page 20

Etiket Açıklama
Malzeme kartuşlarını, katkı maddelerini, yazıcı kafalarını ve yazıcı
kafası temizleme rulosunu tutarken ve bakım/temizlik işleri
yaparken eldiven takmanız önerilir.
İşleme istasyonunda parça açarken ısıya dayanıklı eldiven giymeniz
önerilir. Sıcaklık 80°C'yi aşabilir.
Filtreleri değiştirirken emniyet maskesi takmanız önerilir.
Filtreleri değiştirirken emniyet gözlüğü takmanız önerilir.
Malzeme kartuşunu destekleyen platforma ayağınızla basmayın.
Harici tanka tırmanmayın. Aksi takdirde işleme istasyonu devrilebilir.
Ezilme tehlikesi. Ellerinizi üst kapağın uç kısmından uzak tutun. Üst
Türkçe
kapağı yalnızca kumanda kolunu kullanarak (maviyle işaretlidir) açın
ve kapatın.
UYARI! Toz bulutları havayla temasta patlayıcı karışımlar
oluşturabilir. Statik elektriğe karşı önlem alın ve tutuşturucu
kaynaklardan uzak durun.
Cihaz veya malzeme saklama alanında sigara içmeyin, kibrit
çakmayın ya da açık ateşle yaklaşmayın.
Temizlik işlerinde, patlayıcı tozları toplamak için onaylanmış,
patlama korumalı bir elektrik süpürgesi kullanılmalıdır.
Malzemenin dökülme ihtimalini azaltmak için önlem alın ve ESD
(Elektrostatik Deşarj), alev ve kıvılcım gibi potansiyel tutuşturucu
kaynaklardan uzak durun. Yakınında sigara içmeyin.
Yerel yasalara uygun olarak atın.
14 Bölüm 2 Güvenlik önlemleri TRWW
Page 21

Etiket Açıklama
Elektrik çarpması tehlikesi. Servis işlemleri uygulanmadan önce güç
bağlantısını kesin. Isıtma modülleri ve elektrik kabinleri tehlikeli
gerilimde çalışır.
Yalnızca bakım ve servis personeli için
Tehlikeli hareketli parçalar. Hareketli fan kanatlarından uzak durun.
Yalnızca bakım ve servis personeli için
Parmak sıkışması tehlikesi. Hareket ederken dişlilere dokunmayın:
Elleriniz dişli tekerleklerine sıkışabilir.
Yalnızca bakım ve servis personeli için
Yalnızca servis personeli için
Tehlikeli hareketli parça. Hareket halindeki taşıyıcıdan ve kablo/
hortum taşıyıcıdan uzak durun. Baskı sırasında taşıyıcı ileri geri
hareket eder.
Nitelikli elektrik teknisyenleri için Koruyucu Topraklama (PE)
terminalini ve yalnızca bakım/servis personeli için bağlantı
terminallerini tanıtır. Güç kaynağına bağlamadan önce topraklama
bağlantısı kurulması zorunludur.
Türkçe
Temizleme işlemi sırasında hortumların bağlantısını kesmeyin.
Acil durdurma düğmeleri
Yazıcıda ve işleme istasyonunda birer acil durdurma düğmesi vardır. Acil bir durumda tüm işlemleri durdurmak
için acil durdurma düğmesine basmanız yeterlidir.
TRWW Acil durdurma düğmeleri 15
Page 22

● Yazıcı, yazıcı taşıyıcısı, yeniden kaplama ünitesi, lambalar ve derleme ünitesi durursa: iç sıcaklık azalana
kadar derleme ünitesi kapağı ve üst kapak kilitlenir.
● İşleme istasyonu, vakum sistemi, motorlar ve derleme ünitesi durursa:
Bir sistem hatası mesajı görüntülenir ve fanlar maksimum hızda döner. Cihazı yeniden başlatmadan önce acil
durdurma düğmesinin devre dışı bırakıldığından emin olun.
Güvenlikle ilgili nedenlerle, yazdırma sürerken yazdırma bölgesine erişime izin verilmez. İçindeki parçalara
dokunmadan önce yazıcının soğumasını bekleyin.
Cihazı tamamen durdurmak için cihazı kapatın. Bkz. Yazıcıyı açma ve kapatma, sayfa 32 ve İşleme istasyonunu
açma ve kapatma, sayfa 33.
Türkçe
16 Bölüm 2 Güvenlik önlemleri TRWW
Page 23

3 Ana bileşenler
●
Yazıcı
●
İşleme istasyonu
●
Derleme ünitesi
●
Ön panel
●
Yönetici parolası oluşturma
●
Yazılım
TRWW 17
Türkçe
Page 24

Yazıcı
1. Üst kapak
2. Isıtma lambaları
3. Sıcaklık kamerası
4. Yeniden kaplama ünitesi ve yeniden kaplama rulosu
5. Isıtma lambası filtresi
6. Üst kapak filtreleri
7. Yazdırma yatağı
Türkçe
8. Yazıcı kafası
9. Kaynaştırma lambaları
10. Taşıyıcı
11. Kaynaştırma maddesi
12. Katkı maddesi kapısı
13. Detaylandırma maddesi
14. Yazıcı kafası temizleme rulosu
15. Dahili temizleme rulosu kapağı
16. Temizleme rulosu toplayıcı
17. Harici temizleme rulosu kapağı
18. Derleme ünitesi kapağı
18 Bölüm 3 Ana bileşenler TRWW
Page 25

19. Ana şalter
20. Devre kesici
21. Yenileme düğmesi
22. Acil durdurma düğmesi
23. Ön panel
24. Baskı alanı
1. Baskı alanı filtresi
2. E-kasa filtresi
3. Ağ ve elektrik bağlantıları
İşleme istasyonu
Türkçe
1. Karıştırıcı
2. Kapak
3. Yeniden kullanılabilir malzeme toplayıcı
TRWW İşleme istasyonu 19
Page 26

4. Depolama tankı
5. Acil durdurma düğmesi
6. Servis anahtarı
7. Elek
8. Harici tank
9. Malzeme kartuşu konektörü
10. Malzeme kartuşları
11. Platform kontrol düğmeleri
12. Toz çekici
13. Malzeme yükleme püskürtme ucu
1. E-kasa filtreleri
Türkçe
20 Bölüm 3 Ana bileşenler TRWW
Page 27

Derleme ünitesi
1. Malzeme yükleme girişi
2. Güvenlik kapağı
3. Tutamaç
Türkçe
1. Taşma tepsileri (4)
2. Besleme tepsileri (2)
3. Kanatlı besleyiciler (2)
TRWW Derleme ünitesi 21
Page 28

4. Yazdırma platformu
5. Derleme haznesi
6. Malzeme penceresi (bazı modellerde pencere yoktur)
7. Malzeme haznesi
8. Malzeme haznesi filtresi
9. Derleme ünitesi soketi
Ön panel
Ön panel, grafik kullanıcı arabirimi içeren dokunmaya duyarlı bir ekrandır. Yazıcının sol ön kısmında ve işlem
istasyonunun sağ ön kısmında birer ön panel vardır. Her ön panel, paneli konforlu bir çalışma konumuna
ayarlayabilmenize imkan tanıyan hareketli bir kola sabitlenir.
Yazıcının ve işleme istasyonunun her türlü kontrolü ön panelden yapılabilir: Ön paneli kullanarak cihaz hakkında
bilgi görüntüleyebilir, cihaz ayarlarını değiştirebilir, cihaz durumunu izleyebilir ve sarf malzemelerini değiştirme ve
kalibrasyon gibi işleri yapabilirsiniz. Ön panel gerektiğinde uyarıları görüntüler (uyarı ve hata mesajları).
Türkçe
Aşağıdaki bileşenleri içerir:
1. Yazıcının ürün yazılımı güncellemesini içeren USB aş belleği bağlamak için kullanılan Yüksek Hızlı USB ana
bilgisayar bağlantı noktası.
2. Ön panel: Grafik kullanıcı arabirimi içeren 8 inç, tam renkli, dokunmaya duyarlı bir ekrandır.
3. Hoparlör
4. Güç anahtarı
5. Gösterge
Ön panel ekranında dinamik bilgiler ve simgeler görüntüleyen büyük bir merkezi alan vardır. Sağ ve sol taraarda
farklı zamanlarda bazı sabit simgeler görürsünüz. Normalde bunlar aynı anda görüntülenmez.
22 Bölüm 3 Ana bileşenler TRWW
Page 29

Sağ ve soldaki sabit simgeler
● Ana ekrana dönmek için dokunun.
● Önceki ekrana geri dönmek için dokunun. Bu, geçerli ekranda yapılan değişiklikleri iptal etmez.
● Geçerli işlemi iptal etmek için dokunun.
Ana ekranlar
Parmağınızı ekranda kaydırarak veya ekranın alt kısmındaki ilgili düğmeye dokunarak geçiş yapabileceğiniz iki
adet üst seviye ekran vardır:
● İlk ana ekran, en önemli işlevlere doğrudan erişim sağlar.
Yazıcı İşleme istasyonu
● Tüm uygulamalar ekranında mevcut tüm uygulamaların listesi görüntülenir.
Durum merkezi
Ön panelin en üst kısmında, yukarıdan aşağıya kaydırılarak açılan durum merkezi bulunur. Durum merkezi, bir
işlem yapılan anlar hariç hemen her ekranda görünür. Durum merkezinde, yazıcı veya işleme istasyonunun
durumunu görebilir ve mevcut durumu (örneğin Printing (Yazdırma)) ya da uyarıları doğrudan iptal edebilirsiniz.
Ayrıca, taşıyıcıyı ve yeniden kaplama ünitesini bakım için hareket ettirmek, derleme ünitesini çıkarmak veya üst
kapağın kilidini açmak gibi diğer işlemleri de durum merkezinden yapabilirsiniz.
Yazıcı İşleme istasyonu
Türkçe
TRWW Ön panel 23
Page 30

Uyarı ışığı
Yazıcıda ön panelin üst kısmında bir uyarı ışığı vardır; belirli bir mesafeden görülebilecek şekilde yazıcı
durumunun özetini verir.
ÖNEMLİ: Uyarı ışığında yer alan bilgiler yalnızca işlev bilgisi amaçlıdır ve güvenliğinizle alakası yoktur. Uyarı
ışıkları hangi durumu gösteriyor olursa olsun, cihazdaki uyarı etiketlerine mutlaka uyulmalıdır.
Beyaz ışık Yazıcı hazır.
Beyaz hareketli ışık Yazıcı yazdırma işlemi yapıyor veya yazdırmaya hazırlanıyor.
Yazıcı yazdırma işlemi yapabiliyor ancak yanlış giden bir şeyler var. Sorun
Sarı ışık
sürerse, destek temsilcinize başvurun. Yazdırma sırasında beyaz ışık yerine
sarı ışık görürsünüz.
Kırmızı ışık
Türkçe
simgesine, ardından System (Sistem) > Beacon (Uyarı Işığı) öğelerine dokunarak uyarı ışığını
Yazıcı baskı yapamıyor ve ilgi gerektiriyor ya da yazıcının ana alt sistemi
çalışmıyor.
değiştirebilirsiniz. Örneğin, uyarı ışığının parlaklığını değiştirebilirsiniz. Ayrıca uyarı ışığı uyarılarını kapatabilir ve
yalnızca kesin hataları görüntüleyebilirsiniz.
Sistem seçeneklerini değiştirme
Yazıcının çeşitli sistem seçeneklerini ön panelden değiştirebilirsiniz. simgesine, ardından System (Sistem)
öğesine dokunun.
● Yazıcının tarih ve saatini görüntülemek veya ayarlamak için Date and time options (Tarih ve saat
seçenekleri).
● Yazıcının hoparlör ses düzeyini değiştirmek için Speaker volume (Hoparlör ses düzeyi). O (Kapalı), Low
(Düşük) veya High (Yüksek) öğesini seçin.
● Ön panel ekranının parlaklığını değiştirmek için Front panel brightness (Ön panel parlaklığı). Varsayılan
parlaklık 50'dir.
24 Bölüm 3 Ana bileşenler TRWW
Page 31

● Ön panel ekranındaki ölçüm birimlerini değiştirmek için Unit selection (Birim seçimi). English (İngiliz) veya
Metric (Metrik) seçeneğini belirleyin. Varsayılan olarak birimler Metric (Metrik) şekilde ayarlanmıştır.
● Yazıcı ayarlarını fabrikada ayarlanmış orijinal değerlerine geri döndürmek için Restore factory settings
(Fabrika ayarlarına geri dön). Bu seçenek, Gigabit Ethernet ayarları dışındaki yazıcı ayarlarının tümünü geri
yükler.
Yönetici parolası oluşturma
Yönetici parolasını ön panelden oluşturabilirsiniz. , Security (Güvenlik) > Administrator password (Yönetici
parolası) seçeneklerine dokunun ve parolanızı girin. Daha önce bir parola oluşturulmuşsa, yeni parola
oluşturabilmek için öncelikle eski parolayı girmeniz gerekir.
Yazılım
Yazıcı ayarlarını değiştirebilmek için yönetici parolası girilmelidir.
3D yazdırma çözümünüze yönelik HP yazılımını şuralardan indirebilirsiniz:
● http://www.hp.com/go/jetfusion3D4200/software
● http://www.hp.com/go/jetfusion3D4210/software
● http://www.hp.com/go/jetfusion3Dprocessingstation/software
Türkçe
TRWW Yönetici parolası oluşturma 25
Page 32

HP SmartStream 3D Command Center
Komut merkezinin iki görünümü vardır. Başlık çubuğunda seçeneğini tıklatarak widget ile varsayılan görünüm
arasında geçiş yapabilirsiniz.
● Varsayılan görünüm: Orta ve büyük kartları görüntüler.
● Widget görünümü: Widget kartlarını görüntüler.
Türkçe
Yazıcı başına bir kart vardır. Varsayılan görünümde, orta veya büyük kartları seçebilirsiniz.
Kartın içeriği güncel duruma bağlıdır: yazdırmadan önce, yazdırma sırasında veya yazdırmadan sonra. Yazdırma
sırasında kartta şu bilgiler görüntülenir:
26 Bölüm 3 Ana bileşenler TRWW
Page 33

1. Derleme işleminin ilerlemesini gösteren ilerleme çubuğu
2. İş adı
3. O anda yazdırılmakta olan dilimi gösteren iş çapraz kesit görüntüsü
NOT: İki görünüm seçeneği vardır: katmanlar veya izometrik görünüm.
● KATMANLAR: Yazdırılan katman sayısı ve yazdırılacak toplam katman sayısı
● YÜKSEKLİK: Yazdırılan yükseklik ve yazdırılacak toplam yükseklik
● PARÇALAR: Yazdırılan parça sayısı ve yazdırılacak toplam parça sayısı
● KATKI MADDELERİ: Gerçek zamanlı katkı maddesi seviyeleri
● BEKLEYEN İŞLER: Kuyruktaki işlerin sayısı
● DERLEME ÜNİTESİ: Derleme ünitesinin durumu ve derleme haznesindeki derleme malzemesi türü
● YAZICI KAFALARI: Varsa uyarıları veya hataları görüntüler.
● DİĞER SARF MALZEMELERİ: Varsa uyarıları veya hataları görüntüler.
● MALZEME: Kullanılan malzemenin adı
● YENİ MALZEME: Yeni (malzeme kartuşundan yeni çıkarılmış) malzemenin yüzdesi; malzemenin geri kalan
kısmı depolama tankından gelir
● KAYNAŞTIRMA LAMBALARI: Varsa uyarıları veya hataları görüntüler.
Türkçe
● ISITMA LAMBALARI: Varsa uyarıları veya hataları görüntüler.
Uyarı ve hatalar
Kartlarda, yazıcı tarafından belirlenen önem seviyelerine göre yazıcının mevcut durumunu iptal edebilecek uyarı
ve hatalar gösterilebilir.
Uyarılar
Uyarılar, rutin bakım işleri gibi acil olmayan durumlar hakkındadır. Belli bir bileşenle ilgili bir uyarı, o bileşeni temsil
eden simgede gösterilir.
TRWW Yazılım 27
Page 34

Hatalar
Arızalı bir lamba gibi yazıcının bir işi başlatmasını engelleyecek acil durumlar için hatalar gösterilir. Belli bir
bileşenle ilgili bir hata, o bileşeni temsil eden simgede gösterilir.
Yazdırma işlemini durduran bir hata, kartın içeriğini geçersiz kılar:
Türkçe
Ürün yazılımı güncelleştirme
Ürün yazılımı güncellemesi varsa, Kontrol Merkezi bildirim merkezinde yeni bir mesaj gösterir. Devam etmek için
yazıcının ve/veya işleme istasyonunun ön paneline gidin. Mesajı tıklatın, yeni ürün yazılımını indirin, bunu USB
ash sürücüsüne kopyalayın ve ash sürücüsünü yazıcı ve işleme istasyonunda bir USB bağlantı noktasına takın.
28 Bölüm 3 Ana bileşenler TRWW
Page 35

Yazıcı kurma
1. ve ardından Printer management (Yazıcı yönetimi) > Add a printer (Yazıcı ekle) öğesini tıklatın.
2. Yazıcıyı HP PrintOS hesabınıza bağlayın. Bir hesabınız yoksa, Create account (Hesap oluştur) öğesini
tıklatarak yeni bir hesap oluşturabilirsiniz. HP PrintOS, HP yazıcılarınızdan daha fazlasını almanızı sağlayan
ve üretimi kolaylaştıran web ve mobil uygulamalarla donatılmış özel bir yazdırma üretimi işletim sistemidir.
Türkçe
TRWW Yazılım 29
Page 36

3. Yazıcının adı ile IP adresini veya ana bilgisayar adını ekleyin. IP adresini bulmak için bkz. Yazıcı ile işleme
istasyonu arasında ağ bağlantısı kurma, sayfa 35.
Ayrıca yönetici parolasını da girmeniz gerekir. Bkz. Yönetici parolası oluşturma, sayfa 25.
Üç alanı doldurduğunuzda, Save (Kaydet) düğmesini tıklatın.
4. Yazıcı henüz kaydedilmemişse, size yardımcı olabilecek HP yetkili iş ortağı adını girmeniz istenecektir.
5. Ön panelde, Kurulum Sertifikasını doldurmanız sizden istenir. Kurulum Sertifikası bağlantısına tıkladığınızda,
web tabanlı bir form görünür, buradan tüm soruları yanıtlamanız gerekir.
Bu Kurulum Sertifikası adımı her yeni yazıcı kurulumunda zorunludur. Kontrol Merkezi'ni tekrar kuruyorsanız
ya da yazıcının Kurulum Sertifikası daha önce doldurulmuşsa, bu adım atlanabilir.
Yeni yazıcının adı, yazıcılar listesinde görünecektir.
Türkçe
HP SmartStream 3D Build Manager
3D yazdırma işlerinizde daha başarılı olmak için HP SmartStream 3D Build Manager'ın güçlü 3D yazdırma hazırlığı
işlevlerini kullanabilirsiniz:
1. Yazdırma işini hazırlamaya başlamak için parçalar ekleyin.
2. Parçayı yatağın üzerinde döndürün, boyutlandırın ve konumlandırın.
3. 3D geometri hatalarını otomatik olarak bulun ve düzeltin.
4. Yazdırılmaya hazır bir dosyayı bağlanmış bir 3D yazıcıya gönderin veya yazdırılabilir dosyayı kaydedin.
Build Manager hakkında daha fazla bilgiyi HP SmartStream 3D Build Manager Kullanıcı Kılavuzu'nda bulabilirsiniz:
bkz. Belgeler, sayfa 2.
30 Bölüm 3 Ana bileşenler TRWW
Page 37

4 Gücü açma ve kapama
UYARI: Cihazı sadece belirtilen çalışma sıcaklığı ve nemi aralıklarında çalıştırın (kurulum yeri hazırlama
kılavuzuna bakın). Cihaz veya sarf malzemeleri çevresel çalışma aralığının dışında kalan koşullara maruz
kalıyorsa, cihazı çalıştırmadan veya sarf malzemelerini kullanmadan önce, çevresel koşullara ulaşılması için en az
4 saat bekleyin.
●
Yazıcıyı açma ve kapatma
●
İşleme istasyonunu açma ve kapatma
●
Devre kesici etiketleri
TRWW 31
Türkçe
Page 38

Yazıcıyı açma ve kapatma
Yazıcıyı ilk defa açma
1. Yazıcının ön sağ tarafındaki devre kesicilerin alt iki sırasının dik konumda ve üç yeşil lambanın yanıyor
olduğunu teyit edin. Bu lambalardan biri yanmıyorsa elektrikçiye danışın.
2. Ana şalteri açık konuma getirin.
3. Ön panelde, yazıcının yeniden etkinleştirme için beklediğinin gösterilmesini bekleyin.
4. Yazıcıyı görsel olarak kontrol edin.
Türkçe
5. Yazıcının sol ön tarafındaki mavi yeniden etkinleştirme düğmesine basın. Bu, yazıcının yüksek güçlü alt
sistemlerinin tümünün çalışmasına olanak sağlar.
6. Ön panelde yazıcının hazır olduğunun belirtilmesini bekleyin. Bu işlem birkaç dakika kadar sürebilir.
Başlatma tamamlanınca ön panelde Ready (Hazır) mesajı görüntülenir. Sistem hatası mesajı görüntülenirse,
bkz. Sistem hataları, sayfa 241.
Yazıcıyı açma ve kapatma
Yazıcının iki güç kapatma seviyesi vardır. Yazıcıyı kısa süre sonra tekrar kullanacaksanız Seviye 1'i kullanmanız
önerilir. Aksi takdirde, yazıcıyı tamamen kapatacak olan Seviye 2'yi kullanmanız önerilir.
Seviye
1: Bekleme (5 V) Ön paneldeki güç düğmesi kapalı Ön paneldeki güç düğmesi açık
2: Tüm yazıcı sistemleri
kapalı
Kapatma Açma
1. Ön paneldeki güç düğmesi kapalı
2. Kırmızı ana güç anahtarı kapalı
1. Kırmızı ana güç anahtarı açık
2. Ön paneldeki güç düğmesi açık
32 Bölüm 4 Gücü açma ve kapama TRWW
Page 39

İşleme istasyonunu açma ve kapatma
İşleme istasyonunu ilk kez açma
1. Tekerleklerin kilitlendiğinden (fren) emin olun: çalışma sırasında işleme istasyonu sabit durmalıdır.
2. İstasyonun sağ ön tarafında alt kısımda bulunan iki devre kesici sırasının da dik konumda olduğundan emin
olun.
3. Servis şalterini açık konuma getirin.
4. İstasyonu görsel olarak kontrol edin.
5. Ön panelde istasyonun hazır olduğunun bildirilmesini bekleyin. Bu işlem birkaç dakika kadar sürebilir.
Başlatma tamamlanınca ön panelde Ready (Hazır) mesajı görüntülenir. Sistem hatası mesajı görüntülenirse,
bkz. Sistem hataları, sayfa 241.
İşleme istasyonunu açma ve kapatma
İstasyonun iki güç kapatma seviyesi vardır. İstasyonu kısa süre sonra tekrar kullanacaksanız Seviye 1'i
kullanmanız önerilir. Aksi takdirde, yazıcıyı tamamen kapatacak olan Seviye 2'yi kullanmanız önerilir.
Seviye
1: Bekleme (5 V) Ön paneldeki güç düğmesi kapalı Ön paneldeki güç düğmesi açık
2: Tüm işleme istasyonu
sistemleri kapalı
TRWW İşleme istasyonunu açma ve kapatma 33
Kapatma Açma
1. Ön paneldeki güç düğmesi kapalı
2. Kırmızı ana güç anahtarı kapalı
1. Kırmızı ana güç anahtarı açık
2. Ön paneldeki güç düğmesi açık
Türkçe
Page 40

Devre kesici etiketleri
Etiket Tanım
Ana güç
DC gücü
E-kutu
Derleme ünitesi
Kaynaştırma lambaları
Isıtma lambaları
Yeniden etkinleştirme
LAN
Türkçe
34 Bölüm 4 Gücü açma ve kapama TRWW
Page 41

5 Yazıcı ile işleme istasyonu arasında ağ
bağlantısı kurma
Yazıcı, ağ bağlantısı için bir adet RJ-45 bağlantı noktası sunar. B Sınıfı gereksinimlerinin karşılanabilmesi için,
blendajlı G/Ç kabloları kullanılmalıdır. En iyi performans için, Kategori 5/5e veya Kategori 6 kablolama ve gigabit
kapasiteli yerel ağ donanımı kullanmanız tavsiye edilir.
Yazdırma ve yönetim yazılımıyla olan tüm iletişim ağ aracılığıyla gerçekleştirileceğinden, yazıcının sorunsuz
kullanılabilmesi için ağ ayarları doğru yapılmalıdır.
Yapılandırma
Ağ ayarlarına erişmek için ön panelde önce , ardından da dokunun.
Ana Bilgisayar Adı
Yazıcı için özel bir ana bilgisayar adı atayabilirsiniz. Ağ altyapısı destekliyorsa, yazıcı bu ana bilgisayar adını DNS
hizmetine kaydetmeye ve yazıcının IP adresi yerine ana bilgisayar adıyla kullanılabilmesine çalışacaktır.
Aynı şekilde, yazıcının izin verilen etki alanı adını tanımlamak için etki alanı sonekini atayabilirsiniz.
IPv4 yapılandırması
Yazıcının DHCP protokolü kullanarak IPv4 ağ ayarlarını otomatik olarak bulmaya çalışmasını veya bu ayarları
kendiniz manuel olarak yapılandırmayı seçebilirsiniz. Bu ayarlar şunlardır:
● IP address (IP adresi): Yazıcıya atanan benzersiz İnternet Protokolü adresi.
● Subnet mask (Alt ağ maskesi): Yazıcının IP adresine karşılık gelen maske.
● Default gateway (Varsayılan ağ geçidi): Ağ geçidinin IP adresi.
● DNS configuration method (DNS yapılandırma yöntemi): DNS sunucularının DHCP servisi tarafından mı
yoksa manuel olarak mı atanacağını belirler.
● Primary and secondary DNS servers (Birincil ve ikincil DNS sunucuları): DNS sunucularının IP adresleri.
Bağlantı hızı
Tümleşik ağ denetleyicisi, IEEE 802.3 10Base-T Ethernet, IEEE 802.3u 100Base-TX Hızlı Ethernet ve 802.3ab
1000Base-T Gigabit Ethernet ile uyumlu ağlarla bağlantıyı desteklemektedir. Bağlantı kurulup cihaz açıldığında
yazıcı, 10, 100 veya 1000 Mb/sn bağlantı hızında çalışmak ve tam veya yarım iki taraı modda iletişim kurmak
üzere ağınızla otomatik olarak anlaşır. Ancak, bağlantı kurulduğunda yazıcının ön panelinden veya diğer
yapılandırma araçlarını kullanarak bağlantıyı el ile de yapılandırabilirsiniz.
Türkçe
TRWW Yapılandırma 35
Page 42

Sorun giderme
Bağlantı sorunları
Yazıcıda, ağ konektörünün yanında bağlantı durumunu ve ağ etkinliğini gösteren durum ışıkları (LED)
bulunmaktadır.
● Yeşil ışığın yanması yazıcının başarıyla ağa bağlandığını belirtir.
● Sarı ışık yanıp sönüyorsa ağ üzerinden veri aktarımı vardır.
Yazıcı ağa bağlanamazsa her iki LED de söner. Bu durumda şunları deneyin:
1. Her iki uçtaki kablo bağlantılarını kontrol edin.
2. Kabloları çalıştığından emin olduğunuz kablolarla değiştirmeyi deneyin.
3. Ağ anahtarı, hub veya yazıcının bağlandığı aygıtta başka ağ konektörüne geçiş yapın.
4. Bağlantı ayarlarını el ile, ağ hub'ı veya anahtarının bağlantı noktası yapılandırmasıyla aynı şekilde
yapılandırın.
5. Bağlantı ayarlarına ilişkin şüphe veya yanlış yapılandırma olması durumunda, ağ parametrelerini fabrika
ayarlarına sıfırlayın.
Fabrika ayarlarını geri yükleme
Yanlışlıkla hatalı bir yapılandırma yaparsanız, Ağ Ayarları yapılandırma menüsünde Restore factory settings
(Fabrika ayarlarını geri yükle) öğesini tıklayarak ağ ayarlarını sıfırlayabilirsiniz.
Türkçe
36 Bölüm 5 Yazıcı ile işleme istasyonu arasında ağ bağlantısı kurma TRWW
Page 43

6 Sarf malzemeleri
●
Yazıcı
–
Katkı maddeleri
–
Yazıcı Kafaları
–
Yazıcı kafası temizleme rulosu
●
İşleme istasyonu
–
Malzeme
○
Malzeme kartuşları
–
Depolama ve derleme ünitesi
–
Depolama tankı ve harici tanklar
●
Sarf malzemelerini geri dönüştürme
Türkçe
TRWW 37
Page 44
Yazıcı
Katkı maddeleri
İki tür katkı maddesi vardır: kaynaştırma ve detaylandırma katkı maddeleri.
HP Jet Fusion 4200 ve 4210, 3 veya 5 litre kapasiteli katkı maddesi kartuşlarını kabul eder.
Not:
● Bu, dinamik güvenlik özellikli bir yazıcıdır. HP olmayan yonga kullanan kartuşlar çalışmayabilir ve bugün
çalışmakta olan bu tip kartuşlar gelecekte çalışmayabilir. Daha fazla bilgi için bkz. http://www.hp.com/go/
learnaboutsupplies.
● Bu yazıcı sürekli katkı maddesi sistemleri kullanmak üzere tasarlanmamıştır. Yazdırmanın başarılı olabilmesi
için tüm kesintisiz katkı maddesi sistemlerini çıkarın ve orijinal HP kartuşu takın.
● Bu yazıcı, katkı maddesi kartuşları bitene kadar kullanılmak üzere tasarlanmıştır. Kartuşun bitmeden
doldurulması yazıcınızın arızalanmasına neden olabilir. Böyle bir durumda, yazdırmaya devam etmek için
yeni bir orijinal HP kartuşu takın.
Durum
Yazıcının ön panelinde sırayla ve Agents (Katkı maddeleri) öğelerine dokunun, ardından da durumunu
görmek istediğiniz katkı maddesine dokunun:
● Missing (Yok): Katkı maddesi yok.
● Empty (Boş): Katkı maddesi boş ve değiştirilmesi gerekiyor.
● Replace (Değiştir): Katkı maddesi arızalı ve değiştirilmesi gerekiyor.
● Reseat (Yeniden yerleştir): Katkı maddesi yanıt vermiyor; çıkartıp tekrar takmak sorunu çözebilir.
● Wrong (Yanlış): Katkı maddesi türü bu yazıcıya uygun değil.
● Expired (Son kullanım tarihi geçti): Katkı maddesinin son kullanma tarihi gelmiş. Kullanım süresi dolmuş
katkı maddelerini kullanmak yazıcı kafalarının garantisini etkileyebilir.
Türkçe
● Low on agents (Katkı maddesi az): Katkı maddesi yetersiz ve kısa sürede değiştirilmesi gerekiyor.
● Very low on agents (Katkı maddesi çok az): Katkı maddesi çok yetersiz ve kısa sürede değiştirilmesi
gerekiyor.
● Incorrect (Hatalı)
● Non-HP (HP ürünü olmayan)
● OK: Katkı maddesi normal çalışıyor.
● Out of agents (Katkı maddesi bitmiş): Katkı maddelerinin değiştirilmesi gerekiyor.
NOT: Ön panelde gösterilen katkı maddesi seviyeleri tahminidir.
LED göstergeleri
● White (Beyaz): OK
● Yellow (Sarı): Uyarı
● Red (Kırmızı): Hata, katkı maddesi bitmiş
38 Bölüm 6 Sarf malzemeleri TRWW
Page 45

Katkı maddesini değiştirin
NOT: Yazıcı ara tanklardan beslendiğinden, yazdırma devam ederken katkı maddesi kartuşlarını
değiştirebilirsiniz.
1. Yazıcının ön panelinde ve ardından Agents (Katkı maddeleri) > Replace (Değiştir) öğesine dokunun.
2. Katkı maddesi kapağına bastırarak kapağı açın.
3. Değiştirilecek katkı maddesinin yerini belirleyin. Değiştirilmesi gereken katkı maddelerini ön panelde
görebilirsiniz; bunlar, kartuşun yanındaki kırmızı bir LED ile de gösterilir.
4. Her iki tarafındaki tırnaklara bastırıp yavaşça çekerek katkı maddesi konektörünü çıkarın.
İPUCU: Bir katkı maddesi konektörünü takarken veya çıkarırken, konektör ile katkı maddesi kutusunun
temas etmemesi için konektörü saat yönünde biraz çevirin.
Türkçe
TRWW Yazıcı 39
Page 46

5. Katkı maddesini çıkarın.
6. Paketin üzerindeki yönergeleri izleyerek eski katkı maddesini bertaraf edin. Katkı maddesi poşeti çıkarılarak
yerel ve ulusal yönetmeliklere göre bertaraf edilmelidir. Diğer katkı maddesi parçaları (plastik tutucu ve
ambalaj kutusu) ise, yaygın olarak uygulanan geri dönüştürme programları aracılığıyla geri dönüştürülebilir.
HP, sarf malzemelerini kullanırken eldiven takmanızı önerir.
7. Yeni katkı maddesini ambalajından çıkarıp düz bir yüzeye yerleştirin ve kullanmadan önce iyice karışmasını
sağlamak için etikette belirtildiği şekilde dört kez döndürün (360 derece çevirerek).
8. Tutamacın en üst kısmını aşağı doğru bastırıp içe doğru katlayın. Tutamacı kesmeyin.
Türkçe
9. Bir elinizi katkı maddesinin altına, diğer elinizi de katlanan kısmın üzerine koyarak yeni katkı maddesini
yazıcıdaki doğru yerine yerleştirin.
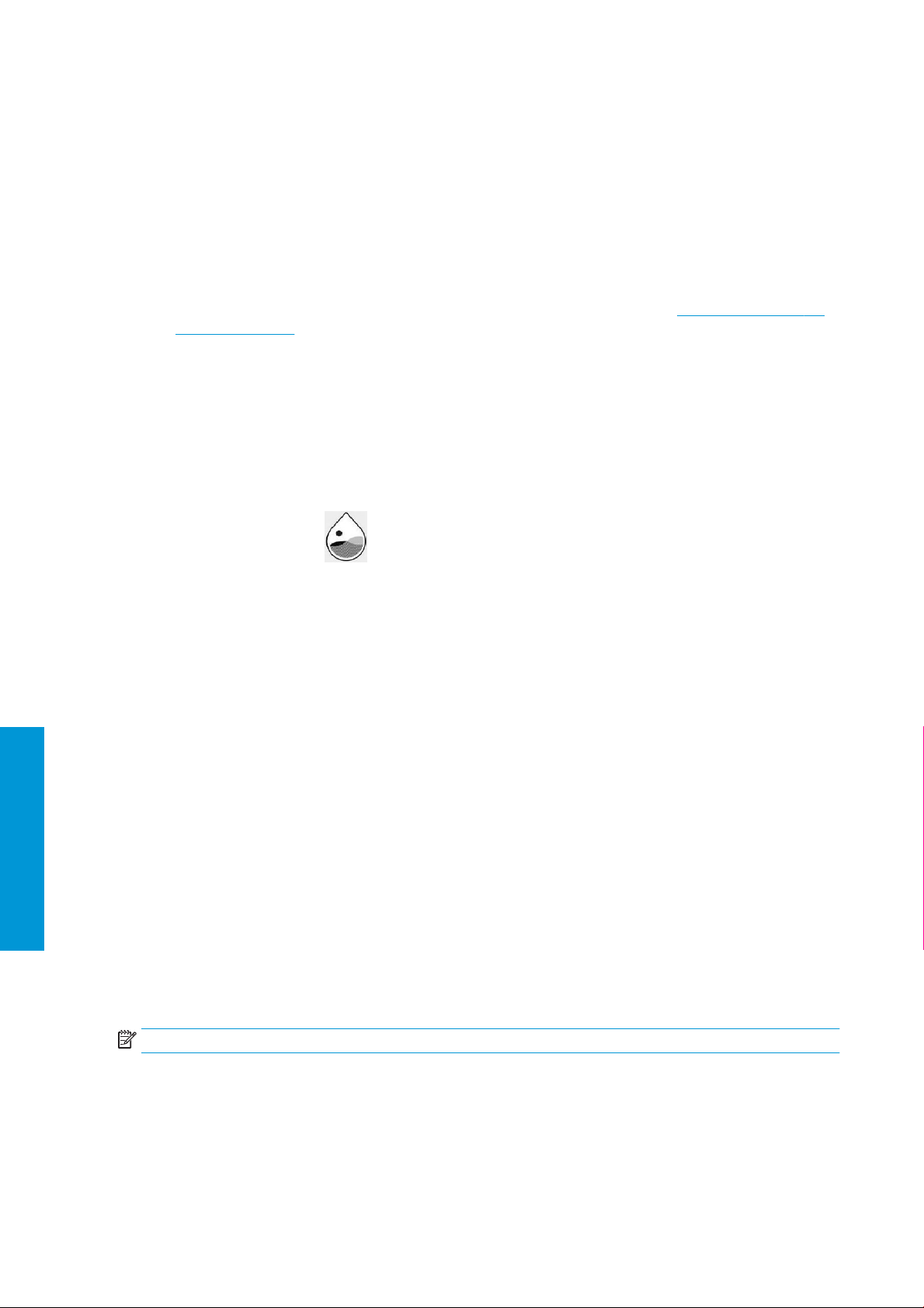
10. Mandallara bastırmadan, katkı maddesi konektörünü kartuşa bağlayın.
ÖNEMLİ: Bağlarken mandallara basarsanız katkı maddesi yerine sabitlenmez.
11. Katkı maddesi konektörünün her bir tarafındaki mandalların, başarılı bağlantıyı gösterecek biçimde açık
ancak yerinde olduğundan emin olun. Bir tık sesi duyacaksınız.
40 Bölüm 6 Sarf malzemeleri TRWW
Page 47

12. Kapıyı kapatın.
13. Ön panelde Finish (Bitir) ve Check (Kontrol et) öğesine dokunun.
İPUCU: Yeni katkı maddesi çalışmazsa aşağıdaki sorun giderme prosedürünü uygulayın. Sorun, katkı
maddesinden ziyade konektörde olabilir.
Katkı maddesi sorunlarını giderme
1. Katkı maddesinin yazıcınız için tasarlandığını kontrol edin.
2. Katkı maddelerini değiştirmek için ön panelde doğru prosedürü seçin.
3. Katkı maddesi konektöründe bir engelleme olmadığını kontrol edin.
4. Katkı maddesinin doğru türden (kaynaştırma veya detaylandırma maddesi) olduğunu teyit edin. Yanlış
türden katkı maddesi konektörle eşleşmez.
5. Katkı maddesi konektörünün doğru yönlendirildiğini kontrol edin (diğer katkı maddesiyle karşılaştırın).
6. Konektörü doğru ve tam yerleştirdiğinizden emin olun. Bir tık sesi duymalısınız.
7. Katkı maddesi konektörünün her bir tarafındaki mandalların, başarılı bağlantıyı gösterecek biçimde açık
ancak yerinde olduğundan emin olun.
8. Katkı maddesi konektörünü kontrol edin. Katkı maddesi konektörlerinin çıkarılırken eğrildiğini görebilirsiniz.
Bu, gerektiği gibi bağlanamadıkları anlamına gelir ve bir tekrar yerleştirme mesajı görürsünüz. Bu sorunu
gidermek için, yuvalarına oturacak şekilde konektörleri düzeltmek için pense kullanın.
9. Sorun devam ediyorsa destek temsilcinizi arayın.
Yazıcı Kafaları
Yazıcı kafaları katkı maddelerini alır ve derleme hacmine bırakırlar.
DİKKAT: Elektrostatik deşarja (ESD) duyarlı aygıtlar olduklarından, yazıcı kafalarını kullanırken alınması gereken
önlemlere uyun. Pimlere, iletkenlere ve devrelere dokunmayın.
Yazıcının yazdırma sisteminde, her biri 31.680 püskürtme uçlu, çift katkı maddeli yazıcı kafaları kullanılır; bu
nedenle, her katkı maddesinde 15.840 püskürtme ucu vardır. Yazıcı kafaları aşağıda gösterildiği şekilde
numaralandırılmıştır.
Türkçe
1. Arka yazıcı kafası
2. Orta yazıcı kafası
3. Ön yazıcı kafası
Yazıcı kafaları dikey olarak depolanmalıdır: kutudaysa, kutu okları yukarıyı gösterecek şekilde; kutu dışındaysa,
püskürtme ucu kapağı yukarıya doğru.
TRWW Yazıcı 41
Page 48

Durum
Yazıcının ön panelinde sırayla ve Printheads (Yazıcı kafaları) öğelerine dokunun, ardından da durumunu
görmek istediğiniz yazıcı kafasına dokunun:
● OK: Yazıcı kafası normal çalışıyor.
● Check pending (Denetim beklemede)
● Missing (Yok): Yazıcı kafası yok.
● Error (Hata)
● Warning (Uyarı)
● Non-HP (HP ürünü olmayan)
Yazıcı kafasını değiştirme
1. Yazıcının ön panelinde ve ardından Printheads (Yazıcı kafaları) > Replace (Değiştir) öğesine dokunun.
2. Üst kapağı açın.
Türkçe
42 Bölüm 6 Sarf malzemeleri TRWW
3. Yazıcı kafası kapağını açmak için kolu yukarı çekin.
Page 49

4. Yazıcı kafası kapağını kaldırarak çıkarın.
5. Yazıcı kafası mandalını serbest bırakın.
6. Yazıcı kafası mandalını kaldırın.
7. Yazıcı kafası kolunu kaldırın ve yavaşça yukarı çekerek yazıcı kafasını taşıyıcıdan çıkarın.
Türkçe
TRWW Yazıcı 43
Page 50

8. Eski yazıcı kafasını yerel yönetmeliklere uygun olarak bertaraf edin. HP yazıcı kafalarının çoğu, HP Sarf
Malzemeleri Geri Dönüşüm Programı aracılığıyla geri dönüştürülebilir. Daha fazla bilgi için bkz.
http://www.hp.com/recycle/. HP, sarf malzemelerini kullanırken eldiven takmanızı önerir.
9. Yazıcı kafasını ambalajdaki yönergelere göre çalkalayın.
10. Ambalajını ve koruyucu başlıklarını çıkarın.
İPUCU: Gelecekte yazıcı kafalarından birini yazıcıdan çıkarmak isteyebileceğinizi göz önünde bulundurarak,
bu koruyucu başlıkları daha sonra yeniden kullanmak üzere saklamak isteyebilirsiniz.
11. Yeni yazıcı kafasını yazıcıdaki doğru yere yerleştirin ve tutamacını indirin.
Türkçe
DİKKAT: Yazıcı kafasını yavaşça, taşıyıcının herhangi bir parçasına çarpmadan takın. Hızlı takarsanız veya
bir şeye çarparsanız hasar görebilir.
12. Mandalı yazıcı kafasının üzerine durana kadar indirin ancak henüz kilitlemeyin.
13. Primer yuvalarının yerine doğru takıldığından emin olmak için primere bastırın.
44 Bölüm 6 Sarf malzemeleri TRWW
Page 51
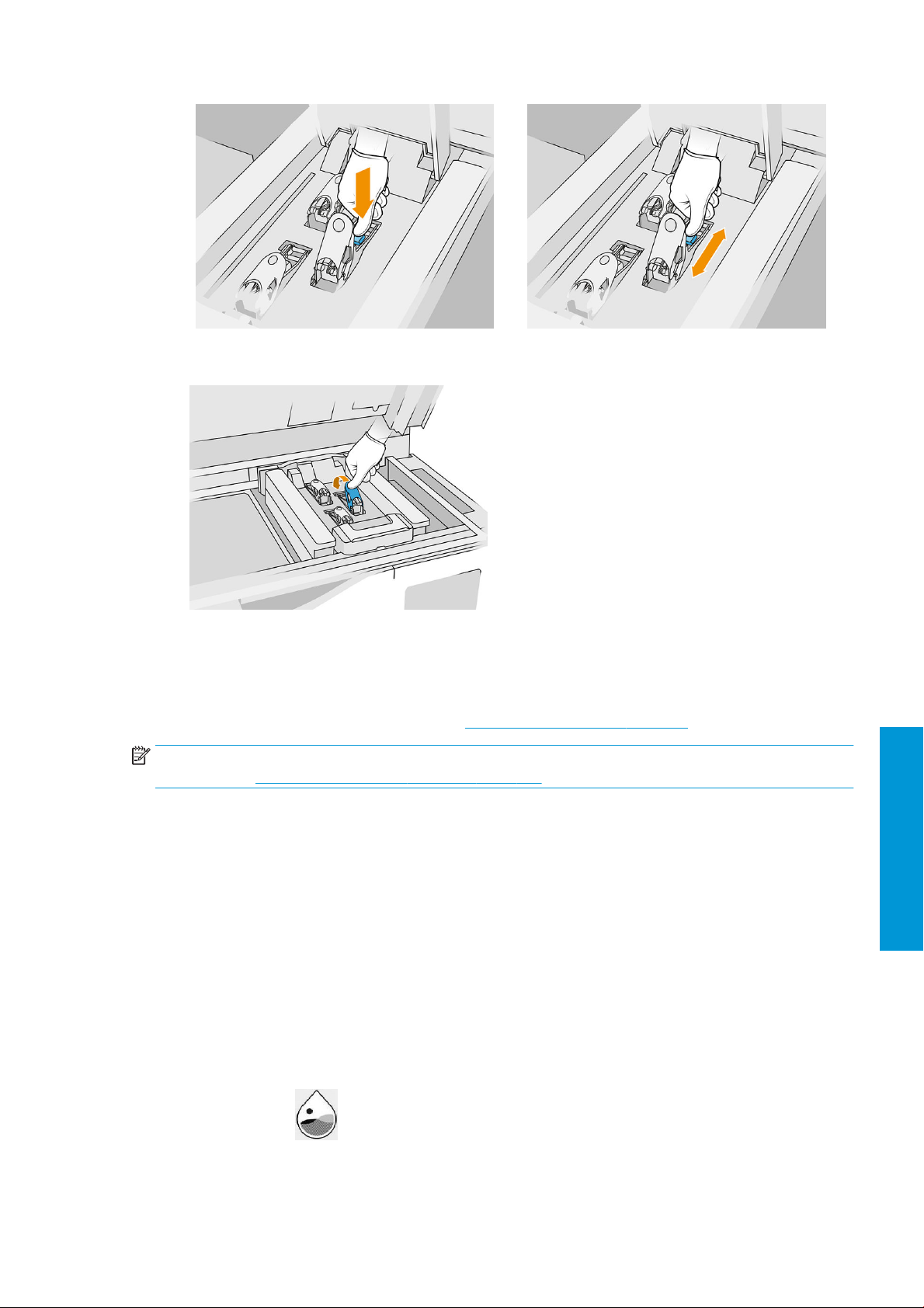
14. Mandalı kapatın ve sabitleyin.
15. Yazıcı kafası kapağını tekrar yerine takın.
16. Üst kapağı kapatın.
17. Finish (Bitir) ve Check (Kontrol et) öğesini tıklatın. Yazıcı, yeni yazıcı kafasının doğru takıldığını kontrol eder
ve yazıcı kafasının hizalanmasını önerir. Bkz. Yazıcı kafalarını hizalama, sayfa 225.
NOT: Yazıcı yeni yazıcı kafasını reddeder veya tekrar yerine oturtmanızı isterse, yazıcı kafası temas noktalarını
temizleyin (bkz. Baskı kafası kontaklarını temizleme, sayfa 136).
Yazıcı kafası temizleme rulosu
Yazıcı kafası temizleme rulosu, yazıcı kafalarını periyodik olarak temizlemek amacıyla yazıcının normal çalışması
sırasında kullanılan bir emici malzeme rulosudur: yazdırma başında, sonunda, sırasında ve yazıcı kafası kontrolü
ve temizliği sırasında vb. temizlik yapar. Bu, yazıcı kafalarının katkı maddelerini sürekli dağıtabilmelerini ve
yazdırma kalitesinin korunmasını sağlar.
Rulo, yazıcı kafalarına hasar vermesini önlemek için aşındığı zaman değiştirilmelidir. Değiştirme sıklığı yazıcıyı
kullanmanıza göre değişir. Tek bir rulo, Dengeli baskı modunda yaklaşık 10 tam derleme işi veya 50.000 katman
için ömre sahiptir.
Rulonun %75'i kullanıldığında bir mesaj ve sonra %95'i kullanıldığında bir mesaj daha görüntülenir. Ruloyu
istediğiniz zaman değiştirmeyi tercih edebilirsiniz. Yazıcı, rulo 100% kullanıldığı zaman baskı yapmayacaktır.
Yeni bir işi tamamlamaya yetecek kadar rulo yoksa, yazıcı işi başlatmaz.
Yazıcının ön panelinde ve ardından Printhead cleaning roll (Yazıcı kafası temizleme rulosu) öğesini
tıklatarak rulonun durumunu görebilirsiniz.
TRWW Yazıcı 45
Türkçe
Page 52

İPUCU: Değiştirmeniz gereken durumlar dışında, yazıcı kafası temizleme rulosuna dokunmamanız gerekir.
Ruloyla temas edilmesi yazıcının rulo kullanımını izlemesini önleyebilir, bu da geçersiz hata mesajları görmenize
veya yazdırma işlerinin gereksiz şekilde iptal edilmesine yol açabilir.
Yazıcı kafası temizleme rulosunu değiştirme
1. Yeni bir temizleme rulosunun hazır bulunduğundan emin olun.
2. Eldiven takın.
3. Yazıcının ön panelinde ve ardından Printhead cleaning (Yazıcı kafası temizleme) > Replace (Değiştir)
öğesine
4. Hazır olduğunuzda Start (Başlat) öğesine dokunun.
5. Katkı maddesi kapağını ve temizleme rulosu kapaklarını açın.
dokunun.
Türkçe
6. Üst kapağı açın.
7. Temizleme rulosunun ucunu üstteki rulo göbeğinden ayırın.
8. Sol üstteki siyah düğmeyi çekin ve kıstırma sistemini yana çekin.
46 Bölüm 6 Sarf malzemeleri TRWW
Page 53

9. Lastik bıçağı, rulo girişini ve temizleme rulosu silindirini rulonun ucuyla temizleyin.
10. Temizleme rulosunun kalan kısmını alt aksın üzerine sarın.
11. Üzerindeki tırnağa bastırarak alt rulonun göbeğini ve ardından da alt ruloyu çıkarın.
TRWW Yazıcı 47
Türkçe
Page 54

Kullanılan temizleme rulosunu yeni ruloyla birlikte verilen talimatlara göre bertaraf edin. Ayrıca, doğru atık
imha yöntemini belirlemek için yerel yetkililerinize başvurun.
12. Üst rulonun ortasını çıkarın, ardından da rulo göbeğini çıkarıp alt aksın üzerine yerleştirin.
13. Alt göbeği yerleştirin, orta kısmı göbeğe doğru çekin ve göbeğin tırnakları yerine oturana (tık sesi duyulur)
kadar her ikisine birlikte bastırın.
14. Üst göbeği yeni rulonun üzerine yerleştirin ve bir tık sesi duyana kadar birlikte üst aksın üzerine kaydırın.
Türkçe
DİKKAT: Bezin orta kısmın ön tarafıyla hizalandığından ve göbeğe temas ettiğinden emin olun. Yeni ruloyu
yerleştirirken ruloya besle bastırırsanız bez orta kısımdan ayrılabilir ve yazdırma sırasında sorun yaratabilir.
48 Bölüm 6 Sarf malzemeleri TRWW
Page 55

15. Rulonun ön kenarını üst silindirlerin üzerinden geçirin ve temizleme malzemesini soldaki silindirlere geçirin.
16. Temizleme malzemesinin ön kenarında bir polyester film şeridi vardır. Bunu, kendisini tutacak toplama
masurasının deliğine sokun.
Temizleme malzemesini doğru yönlendirmeye dikkat edin.
Türkçe
TRWW Yazıcı 49
Page 56

17. Alt ruloyu bir tam tur döndürün.
18. Siyah düğmeyi yerine iterek kıstırma sistemini yerine oturtun. Temizleme rulosunun çok sıkı olması
nedeniyle bir direnç hissederseniz, ruloyu biraz saat yönünün tersinde çevirin.
19. Kapakları kapatın ve kilitleyin.
Yazıcının izlediği kullanılmış yazıcı kafası temizleme rulosu uzunluğu bu aşamada sıfırlanır.
NOT: Kısmen kullanılmış rulolara müdahale ederseniz, ön panelde gösterilen kullanım doğru
olmayacaktır.
20. Ön panelde OK öğesine dokunun.
Türkçe
İşleme istasyonu
Malzeme
Malzeme durumları
● Reusable (Tekrar kullanılabilir): Tekrar kullanılabilir malzemeler
● Waste material (Atık malzeme): Tekrar kullanılamayacak olan kullanılmış malzemeler
● Mixed (Karışık): Yeni ve kullanılmış malzemenin karışımı; varsayılan olarak %20 yeni, %80 kullanılmış
malzeme
● Fresh (Yeni): Yeni malzeme
Malzeme kartuşları
Malzeme kartuşları, malzemeyi derleme ünitesine bırakır. Sipariş bilgileri için malzeme listesine bakın.
50 Bölüm 6 Sarf malzemeleri TRWW
Page 57

● HP Jet Fusion 4200 ve 4210, 30 veya 300 litre kapasiteli kartuşları kabul eder.
● HP Jet Fusion 4210B, toplu malzemenin kullanımını sağlayan tekrar kullanılabilir HP Malzeme Yükleme
Kartuş ağırlığı malzeme türüne göre değişir. Ağır kartuşlar taşınırken yaralanmaları önlemeye dikkat edilmelidir.
Vakumlanması sırasında kartuşa basınç uygulanır ve bağlantı ayrılırsa malzeme dökülebilir. Dökülmeleri önlemek
için:
● Vakumlama sırasında tutamacı çıkarmayın.
● Hiçbir zaman bir kartuşun üstüne 1 kg'dan daha fazla ağırlık yerleştirmeyin.
● Kartuşu düşürmemeye dikkat edin.
● Neredeyse tamamen boşalmış kartuşta son kalan malzemeyi kartuşun içindeki torbaya bastırarak dışarı
Kartuş değiştirme
Bir kartuş boşaldığında veya son kullanma tarihi geçtiğinde çıkarılmalıdır. Boş bir kartuş, ön panelde ve kartuşun
yanındaki LED'le belirtilir.
DİKKAT: Tamamen boşalmamış bir kartuşun çıkarılması önerilmez. Kartuşlar kapak çıkarıldıktan sonra
malzemeyi depolamak için tasarlanmamıştır ve malzeme içeren açılmış bir kartuşun depolanması malzemeyi
kullanılamaz hale getirebileceği gibi dökülmesi halinde malzeme bulutu oluşması gibi güvenlik tehlikelerine de
yol açabilir. Kartuş, içindeki malzemeye bağlı olarak sıcaklık, nem veya diğer etkenlere karşı hassas olabilir.
Kartuşların kontrolsüz koşullar altında kullanılması cihazın işlevselliğini etkileyebilir veya cihaza hasar verebilir.
Tankının kullanımına olanak verir. Ayrıca, 30 ve 300 litre kapasiteli kartuşları kabul eder.
çıkarmaya çalışmayın.
30 litrelik kartuşun değiştirilmesi
1. İşleme istasyonunun ön panelinde önce ardından da Fresh material (Yeni malzeme) > Replace
(Değiştir) öğesine dokunun.
2. Çıkarmak istediğiniz kartuşu bulun ve kartuşu bir elinizle tutup kartuş konektörünü kartuştan çekerek
konektörü ayırın.
3. Boş kartuşu çıkarın.
● Kartuş boş değilse ve daha sonra kullanmayı düşünüyorsanız, ön ağzını mutlaka kapatın.
● Kartuş boşsa, yerel yönetmeliklere göre bertaraf edin.
Türkçe
TRWW İşleme istasyonu 51
Page 58

4. Yeni kartuşu hazırlamak için, kare kısmı yırtın ve kutuda gösterildiği gibi tutamacın içine doğru katlayın.
Türkçe
52 Bölüm 6 Sarf malzemeleri TRWW
Page 59

5. Arka ağızdaki kapağı çıkarın.
ÖNEMLİ: Kapağı çıkarmazsanız kartuş çalışmaz.
6. Yeni kartuşu işleme istasyonundaki doğru yere yerleştirin.
TRWW İşleme istasyonu 53
Türkçe
Page 60

7. Ön ağzı açın.
8. Ön ağızdaki kapağı çıkarın.
DİKKAT: Kapak çıkarıldıktan sonra kartuş bitene kadar kullanılmalı, depolanmamalıdır. Kartuşlar kapak
çıkarıldıktan sonra malzemeyi depolamak için tasarlanmamıştır ve malzeme içeren açılmış bir kartuşun
depolanması malzemeyi kullanılamaz hale getirebileceği gibi dökülmesi halinde malzeme bulutu oluşması
gibi güvenlik tehlikelerine de yol açabilir. Kartuş, içindeki malzemeye bağlı olarak sıcaklık, nem veya diğer
etkenlere karşı hassas olabilir. Kartuşların kontrolsüz koşullar altında kullanılması cihazın işlevselliğini
etkileyebilir veya cihaza hasar verebilir.
Türkçe
54 Bölüm 6 Sarf malzemeleri TRWW
Page 61

9. Kartuş konektörünü kartuşa bağlayın.
İPUCU: Yeni kartuş çalışmazsa aşağıdaki sorun giderme prosedürünü uygulayın. Sorun, kartuştan ziyade
konektörde olabilir.
LED göstergeleri
● White (Beyaz): OK
● Yellow (Sarı): Uyarı
● Red (Kırmızı): Hata, malzeme bitmiş
İşleme istasyonu, gereken malzemenin türüne bağlı olarak derleme ünitesini bir süre boyunca hiçbir kartuş
olmadan doldurmaya devam edebilir.
300 litrelik kartuşun değiştirilmesi
1. İşleme istasyonunun ön panelinde önce ardından da Fresh material (Yeni malzeme) > Replace
(Değiştir) öğesine dokunun.
Türkçe
TRWW İşleme istasyonu 55
Page 62

2. Büyük malzeme kartuşlarını harici tankın yanına taşımak için transpalet kullanın.
3. Ambalajda 1 ve 2 olarak gösterilen kartonları çıkarın.
4. 1. yuvanın arka ağzındaki kapağı çıkarın.
ÖNEMLİ: Kapağı çıkarmazsanız kartuş çalışmaz.
Türkçe
56 Bölüm 6 Sarf malzemeleri TRWW
Page 63

5. Ön ağzı açın.
6. Ön ağızdaki kapağı çıkarın.
DİKKAT: Kapak çıkarıldıktan sonra kartuş bitene kadar kullanılmalı, depolanmamalıdır. Kartuşlar kapak
çıkarıldıktan sonra malzemeyi depolamak için tasarlanmamıştır ve malzeme içeren açılmış bir kartuşun
depolanması malzemeyi kullanılamaz hale getirebileceği gibi dökülmesi halinde malzeme bulutu oluşması
gibi güvenlik tehlikelerine de yol açabilir. Kartuş, içindeki malzemeye bağlı olarak sıcaklık, nem veya diğer
etkenlere karşı hassas olabilir. Kartuşların kontrolsüz koşullar altında kullanılması cihazın işlevselliğini
etkileyebilir veya cihaza hasar verebilir.
7. 2. ağız için 4-6 arası adımları tekrarlayın.
8. Kartuş konektörlerini 1 ve 2 numaralı kartuşa bağlayın. Bunu yaparken eldiven ve gözlük takmanız önerilir.
9. Ön panelde Finish and check (Bitir ve kontrol et) öğesine dokunun.
Türkçe
TRWW İşleme istasyonu 57
Page 64

300 litrelik kartuş: Malzeme konektörünü değiştirme
Bir konektördeki malzeme bitince konektörü dolu malzeme kartuşuna aktarabilirsiniz. 1 numarayı 3 numarayla, 2
numarayı ise 4 numarayla değiştirebilirsiniz.
1. İşleme istasyonunun ön panelinde önce ardından da Fresh material (Yeni malzeme) > Replace
(Değiştir) öğesine dokunun.
2. Malzeme kartuşu konektörünü kullanılmış malzeme kaynağından ayırın.
3. Ön ve arka ağızlardaki kartonu ve kapağı çıkarın.
Türkçe
4. Malzeme kartuşu konektörünü yeni malzeme kartuşuna bağlayın.
5. Ön panelde Finish and check (Bitir ve kontrol et) öğesine dokunun.
58 Bölüm 6 Sarf malzemeleri TRWW
Page 65

Toplu malzeme tedariki (yalnızca 4210B)
ÖNEMLİ: Aynı anda bağlı malzeme yükleme tankları ile diğer malzeme kartuşlarını kullanmayın.
Yeni malzeme yükleme tankının, işleme istasyonunda kullanılan aynı malzeme türünü içerdiğinden emin olun.
1. İşleme istasyonunun ön panelinde önce ardından da Fresh material (Yeni malzeme) > Replace
(Değiştir) öğesine dokunun.
2. Malzeme yükleme tank konektörünün kapakla bağlantısını kesin ve yapı üzerine asın.
3. Değiştirilecek boş malzeme yükleme tankını çıkarın.
4. Tam malzeme yükleme tankını harici tankın yanına taşımak için kaldırma arabasını kullanın.
NOT: Malzeme yükleme tankı kullanımdan önce belli bir süre saklanmışsa, HP bunu açmak amacıyla
döndürmek için bir tambur döndürücü kullanımını önermektedir. Bu işlem için (yükleme kapağının değil)
depolama kapağının kullanılması ve kelepçeyle doğru bir şekilde kapatılması gerekir. Malzemeyi açmak için
gerekli dönüş sayısı malzemeye ve sıkıştırma düzeyine bağlıdır; bununla birlikte, genel olarak, 20 rpm'de 90
saniye yeterli olur. Belirli bir süre malzeme yükleme tankından malzeme almazsanız, tambur döndürücüyü
tekrar kullanmanız gerekebilir.
DİKKAT: Tambur döndürücü kullanıyorsanız, dönüş sırasında malzeme yükleme tankının taban veya kapak
kısmının aksi istikametine sürtünmemesine dikkat edin.
5. Malzeme yükleme tankı konektörünü kapağa bağlayın.
Türkçe
NOT: HP, toplu malzeme tedarikinden doldurulduğu aynı sırayla tankların kullanımını önermektedir.
6. Bir malzeme yükleme tank kapağından diğerine statik topraklama kelepçelerini bağlayın.
NOT: Yalnızca tek bir malzeme yükleme tankı konektörü kullanıyorsanız, bunu harici tank kapağına
bağlayın.
TRWW İşleme istasyonu 59
Page 66

Müşteri, toplu malzeme kullanımının ve malzeme yükleme tankı içeriklerinin izlenmesinden sorumludur.
En azından alınan toplu malzeme geçmişini izlemeniz ve kayıtları tutmanız gerekir (parça numarası, parti
numarası, sona erme tarihi vb.). Ayrıca, her malzeme yükleme tankı toplu malzeme ayrıntılarının (parça
numarası, parti numarası, son kullanım tarihi, dolum sırası) ve diğer ilgili açıklamaların (dolum tarihi gibi)
tanımlanmasını gerektirir. Malzeme yükleme tankı ayrıntılarının görünür bir yere yerleştirilmesi gerekir.
Malzeme yükleme tanklarını toplu malzeme tedarikinden doldurun
Önerilen yöntem, malzeme gereksinimlerine göre malzemeyi taşımak için kendi altyapınızı oluşturmaktır.
Malzeme tedarikinin vardığı biçimi ve gereksinimleri kontrol edin.
DİKKAT: 'Malzemeyi sadece işleme istasyonuna aktarmak önemlidir. Kendi altyapınız, işlem istasyonuna
emniyet riskleri ve arızalara sebebiyet verebilecek küçük parçaların emilmesinde karşı koruma sağlamalıdır.
Bir malzeme yükleme tankını, işleme istasyonuna bağlayabilirsiniz: malzemenin aktarımını yapabilir. Ön panelde
önce ardından da Fresh material (Yeni malzeme) > Ooad (Boşalt) öğesine dokunun.
ÖNEMLİ: Toplu tedarikteki malzeme türünün, o anda işleme istasyonunda yüklü malzeme ile aynı olduğundan
emin olun.
Malzeme yükleme tankının başka malzeme türünü içermediğinden emin olun.
Farklı bir malzeme türü olarak değiştirmek istiyorsanız, öncelikle tankın iç kısmını patlama korumalı bir elektrik
süpürgesi ile temizleyin (temizlik ürünü kullanmayın). Ayrıca tüm malzemeleri çıkararak boruyu iyice temizleyin.
1. Kelepçeyi, başlığı ve lastiği işleme istasyonunun üst kısmından çıkarın.
Türkçe
2. Tüpü harici ekipmandan bağlayın ve bunu kelepçeyle kapatın.
ÖNEMLİ: Lastiği unutmayın.
60 Bölüm 6 Sarf malzemeleri TRWW
Page 67

3. İşleme istasyonu yapısı ve harici ekipman yapısı arasındaki sürekliliği ölçmek için bir multimetre kullanın.
Ölçüm 100 Ω değerinin altında olmalıdır.
ÖNEMLİ: Ölçüm öncesinde, işleme istasyonu ve harici ekipmanın şebeke kaynağı ile bağlantısı kesilmelidir.
4. Malzeme yükleme tankı veya taşma tankı bağlı ise bunu kaldırın.
5. Boş bir malzeme yükleme tankı yerleştirin ve kapağı kapatın.
İPUCU: Kapağı kapatırken, malzeme yükleme tankı içindeki bıçaklardan biri ile çakıştığını görürseniz,
malzeme yükleme tankını ekseni üzerinde yaklaşık 60° döndürün ve tekrar deneyin; kapağı döndürmeyin.
6. Malzeme yükleme tankını doldurmak için ön panel üzerindeki Continue (Devam) seçeneğine dokunun. Bu
işlem, malzeme yükleme tankı dolu olduğunda otomatik olarak duracaktır.
7. Daha fazla malzeme yükleme tankı doldurmak istiyorsanız, ön panelde bunu belirtin ve tüm malzeme
yükleme tankını yenisiyle değiştirin.
8. En sonunda, harici ekipmandan gelen tüpün kısmı ve toplu tedarikin malzeme ile temas etmediğinden emin
olun ve ön panel üzerindeki Continue (Devam) seçeneğine dokunun. Bu işlemle, tüpte kalan malzeme
çıkarılır.
9. Tüpün işleme istasyonunun üst kısmıyla bağlantısını kesin ve lastiği, başlığı ve kelepçeyi geri yerine takın.
10. Harici tankı yerleştirin.
Malzeme parti bilgilerini ve kullanım kaydını tutmak mal sahibinin sorumluluğundadır.
● Her tankı ürün numarası, parti numarası ve garanti/sona erme tarihi ile tanımlayın. Sona erme tarihi
bittikten sonra malzemeleri kullanmayın.
● Yeni malzemenin izlenebilme özelliğini sağlamak için yeniden doldurma işleminden önce, malzeme
yükleme tankında önceki toplu işlerle ilgili malzeme kalmadığından emin olun.
● Ayrıca geri dönüştürülmüş malzemenin de izlenebilme özelliğini sağlamanız gerekiyorsa, Temizleme İş
Akışını kullanarak yeni malzeme toplu işlemi ile çalışacak olan tüm derleme ünitelerini ve işleme
istasyonlarını boşaltmanız ve başlatırken boş bir taşma tankı takmanız gerekir. Aksi takdirde geri
dönüştürülmüş malzeme, önceki toplu işlerden gelen malzemelerin rasgele birleşiminden oluşur.
● Toplu tedarikin, ilgili malzeme için geçerli HP yönergelerine uygun olarak saklanıp işlenmesi gerekir.
● Bu izlenebilirlik uygulamalarına uyulmaması, ekipmanların veya sarf malzemelerinin garantisine karşı
talepleri geçersiz kılabilir.
Türkçe
Malzeme kartuşunda sorun giderme
1. Kartuşun yazıcınız için tasarlandığını kontrol edin.
2. Kartuşları değiştirmek için ön panelde doğru prosedürü seçin.
TRWW İşleme istasyonu 61
Page 68

3. Kartuş konektöründe bir engelleme olmadığını kontrol edin.
4. Kartuşun doğru yönlendirildiğini kontrol edin (başka bir kartuşla karşılaştırın).
5. Konektörü doğru ve tam yerleştirdiğinizden emin olun. Bir tık sesi duymalısınız.
6. Sorun devam ediyorsa destek temsilcinizi arayın.
Kartuşların bakımını yapma
Malzemeyi kullanmadan önce en az iki gün boyunca oda koşullarında ortama alıştırmanız gerekir.
Bir kartuşun normal kullanım ömründe özel bir bakım yapılması gerekmez. Ancak, en yüksek kaliteyi
koruyabilmek için, son kullanım tarihi geldiğinde kartuşu değiştirmelisiniz. Bir uyarı kartuşun son kullanım tarihi
dolduğunu bildirir.
Kartuşları saklama
Kartuşlar kartuş özelliklerine göre saklanmalıdır. Bir kartuş kullanılmadan önce en az 2 gün boyunca işleme
istasyonu ortam koşullarında tutulmalıdır.
DİKKAT: HP sadece kapaklı kartuşların saklanmasını önerir. Kartuşlar kapak çıkarıldıktan sonra malzemeyi
depolamak için tasarlanmamıştır ve malzeme içeren açılmış bir kartuşun depolanması malzemeyi kullanılamaz
hale getirebileceği gibi dökülmesi halinde malzeme bulutu oluşması gibi güvenlik tehlikelerine de yol açabilir.
Kartuş, içindeki malzemeye bağlı olarak sıcaklık, nem veya diğer etkenlere karşı hassas olabilir. Kartuşların
kontrolsüz koşullar altında kullanılması cihazın işlevselliğini etkileyebilir veya cihaza hasar verebilir.
Depolama ve derleme ünitesi
DİKKAT: HP, malzemenin uzun süre (yaklaşık >1-2 hafta) için derleme ünitesinde depolanmamasını önerir.
Depolama tankı ve harici tanklar
Ambalajdan çıkarma sırasında, yeniden kullanılmış tüm malzeme, tank tamamen dolana kadar depolama
tankında saklanır. Depolama tankı dolduktan sonra ise harici tankta saklanır. Karıştırıcı, malzeme kartuşundan
gelen yeni malzeme ve depolama tankından gelen yeniden kullanılan malzemeyle beslenir. Depolama tankı
boşsa, ön panelde , Reused material (Yeniden kullanılan malzeme) > Fill (Doldur) öğesini tıklatarak
Türkçe
depolama tankını harici tanktan doldurabilirsiniz. Şu adımları izlemeniz istenecektir:
1. Kapağın mandalını çıkarıp kapağı açın.
62 Bölüm 6 Sarf malzemeleri TRWW
Page 69

2. Harici tanka ait toplayıcıyı ve boruyu bağlayın. Eldiven ve gözlük takmanız önerilir.
Türkçe
3. Boru, en yakınındaki malzemeyi emer. Boruyu belli bir konumda bırakırsanız, tankın başka kısımlarında da
malzeme olmasına rağmen boru sadece o bölgedeki malzemeyi tüketir. Bu nedenle, mevcut tüm
malzemeye ulaşmak için boruyu tankın içinde gezdirmeniz gerekir.
NOT: İsterseniz vakum kapalı durumdayken de boruyu takabilirsiniz.
4. Depolama tankı dolunca veya harici tank boşalınca (hangisi önce gerçekleşirse) işlem tamamlanır.
5. Harici tank toplayıcısını ayırın.
6. Kapak ve mandallarını kapatın.
Derleme ünitesine malzeme yüklüyorsanız ancak depolama tankında işin belirtildiği gibi tamamlanmasına
yetecek kadar yeniden kullanılan malzeme yoksa, ön panelde, depolama tankını harici tanktan doldurmanız
TRWW İşleme istasyonu 63
Page 70

istenir. Bu durumda, sadece derleme ünitesini doldurmak için gereken miktarda yeniden kullanılan malzeme
aktarılacaktır.
Her iki tank da doluysa veya ambalajdan çıkarma için yeterli alan yoksa, derleme istasyonu yerleştirilince işleme
istasyonu harici tankı değiştirmenizi isteyecektir.
DİKKAT: Yalnızca HP onaylı harici tanklar kullanın. Üçüncü taraara ait harici tanklar kullanılması emniyet
risklerine, malzeme sızıntılarına ve işleme istasyonunda arızalara yol açabilir; ayrıca sisteminizin garanti
durumunu da etkileyebilir.
Değiştirme
▲ Bkz. Harici tankı değiştirme, sayfa 204.
Sarf malzemelerini geri dönüştürme
UYARI: Yazdırma sırasında üretilen parçalar ve atıklar, yerel ve ulusal yönetmeliklere göre bertaraf edilmelidir.
Doğru atık imha yöntemini belirlemek için yerel yetkililerinize başvurun. Yazdırılan parçalar, 3D olmayan
kullanımlar için geri dönüştürülebilir. Uygun durumlarda, geri dönüşümü desteklemek amacıyla, parçaların ISO
11469'a göre plastik işaretleme kodlarıyla işaretlenmesi tavsiye edilir.
HP, kullanılmış HP kartuşlarınızı ve sarf malzemelerinizi geri dönüştürmeye yönelik pek çok ücretsiz ve pratik yol
sunar. Bu HP programları hakkında bilgi almak için bkz. http://www.hp.com/recycle/.
Yazıcınıza yönelik şu sarf malzemeleri, HP sarf malzemeleri geri dönüşüm programı aracılığıyla geri
dönüştürülebilir:
● HP yazıcı kafaları
Yüksek hacimli 3 litrelik kartuşlar, kartuş ambalajında belirtilen talimatlara göre bertaraf edilmelidir. Katkı
maddesi poşeti çıkarılarak yerel ve ulusal yönetmeliklere göre bertaraf edilmelidir. Diğer kartuş parçaları (plastik
tutucu ve ambalaj kutusu) ise, yaygın olarak uygulanan geri dönüştürme programları aracılığıyla geri
dönüştürülebilir.
Şu sarf malzemelerini yerel ve ulusal yönetmeliklere göre bertaraf edin:
● Malzeme kartuşları
Kartuş geri dönüşümü ile ilgili daha fazla bilgi için bkz. http://www.hp.com/go/
Türkçe
jetfusion3Dprocessingstation/recycle.
● Yazıcı kafası temizleme rulosu
● Lambalar
● Filtreler
HP, yazıcının sarf malzemelerini kullanırken eldiven takmanızı önerir.
64 Bölüm 6 Sarf malzemeleri TRWW
Page 71

7 Tasarım ve yazdırma yönergeleri
●
Giriş
●
Dosya hazırlama
–
Mozaikleme
●
Parçalar için minimum özellikler
TRWW 65
Türkçe
Page 72

Giriş
Şunlardan biri yapılarak yazdırma işi oluşturulabilir:
● HP SmartStream 3D Build Manager kullanılarak
NOT: HP SmartStream 3D Build Manager, STL ve 3MF dosyalarını destekler.
● Netfabb ve Materialise Magics'e eklenmiş eklentiler kullanılarak
Yazılım, yazıcının işi hazırlamak için katmanlara dönüştürebileceği dilimler oluşturur. Bu hazırlık işlemi, işin
karmaşıklığına bağlı olarak 15 dakika ila 2 saat sürebilir. İşlem, diğer işler yazdırılıyorken yapılabilir. Hazır olunca,
yazdırılacak işi yazıcının ön panelindeki iş kuyruğundan seçebilirsiniz. İşlem sırasında bir hata meydana gelirse ön
panelde bir mesaj görünür ve yazıcı işi iptal eder. Yeniden denemek için işi yeniden göndermeniz gerekir.
Bu bölümün sonraki kısımları bu tür hataları önlemenize yardımcı olabilir.
Dosya hazırlama
Mozaikleme
Bir iş 3D yazıcıya gönderilmeden önce, yazdırılacak modelin mozaiklenmesi gerekir. Yani, modelin geometrisi,
yazıcının katmanlar oluşturmak için kullanacağı üçgenlere dönüştürülmelidir. Bu aşamaya çok dikkat edin: Bu
işlemin doğru yapılmaması yanlışlık veya yavaş işleme gibi sorunlara yol açabilir.
Katkı maddesi üretimi sektöründe kullanılan standart biçimler arasında 3MF (model hakkında daha fazla bilgi
sunulur) ve STL de bulunur.
Bir modelin normal dosya boyutu 1-30 MB kadardır, ancak dosyayı oluşturan yazılıma, üçgenlerin sayısına,
detayların sayısına ve seviyesine vs. göre bu boyut değişebilir.
Dosyayı bir CAD paketinin içindeki STL'ye aktarırken genellikle açı toleransı ve sapma yüksekliği gibi bazı
parametreleri girmeniz gerekir. Bu parametreler, parça çözünürlüğünü ve dosya boyutunu tanımlar. Şu ipuçları,
dosyayı en iyi "yüzey / dosya boyutu" oranıyla dışa aktarmanıza yardımcı olabilir.
Solid Designer ayarları
STL olarak kaydedin, Options (Seçenekler) öğesini tıklatın ve ASCII seçeneğini işaretleyin. Distance (Mesafe) ve
Türkçe
Angle (Açı) kutucuklarına girilmesi önerilen değerler 0,05 ve 1'dir.
66 Bölüm 7 Tasarım ve yazdırma yönergeleri TRWW
Page 73

SolidWorks ayarları
1. File (Dosya) > Save As (Farklı Kaydet) öğesini tıklatın.
2. Dosya türü olarak STL (*.stl) seçin.
3. Options (Seçenekler) öğesini tıklatın.
4. Binary (İkili) seçeneğini seçin. Aynı mozaikleme işleminde, ikili dosyalar ASCII dosyalarından daha küçük
boyutta olur.
5. Custom (Özel) çözünürlüğü seçin.
6. Sapma toleransını 0,05 mm olarak ayarlayın.
7. Açı toleransını 1° olarak ayarlayın.
Rhinoceros ayarları
1. File (Dosya) > Save As (Farklı Kaydet) öğesini tıklatın.
2. Dosya türü olarak STL (*.stl) seçin.
3. File Name (Dosya Adı) > Save (Kaydet) öğesini tıklatın.
4. Binary (İkili) öğesini seçin.
5. Mesh Options (Birleştirme Seçenekleri) öğesinde Detail Controls (Detay Denetimleri) öğesini seçin.
6. Maksimum açıyı 1, maksimum en/boy oranını 6 ve minimum kenar uzunluğunu 0,05 olarak ayarlayın.
STL sorunları
● Çok fazla veya çok az sayıda üçgen
TRWW Dosya hazırlama 67
Türkçe
Page 74

Çok fazla üçgen olması işlemeyi zorlaştırır, ayrıca belli bir boyuta ulaşılınca ekstra üçgenler daha fazla
doğruluk sağlamaz. Bu nedenle, üçgenlerin çok sayıda olması hiçbir fayda sağlamayacağı gibi işleme
süresini de uzatabilir.
Bir yüzeyin üçgenleşmesi 3D modelin yontulmasına yol açar. Bir STL modeli oluşturmak için kullanılan
parametreler, ne kadar yontulma meydana geleceğini etkiler.
Mozaikleme örneği
● Üçgenlerdeki delikler
Bitişikteki öğelerle birleşmeyen yüzeyler ve eksik yüzeyler, STL modellerinde yaygın görülen kusurlardır.
STL dosyalarını onarma
STL onarma yazılımı
● Magics – Materialise
● Netfabb
● HP SmartStream 3D Build Manager
STL dosyalarında görülen yaygın hatalar
● Birleştirilmemiş üçgenler
Türkçe
68 Bölüm 7 Tasarım ve yazdırma yönergeleri TRWW
Page 75

● Üst üste binen üçgenler
● Parçalarda delikler
● Ters yöne dönmüş üçgenler
● Küçük kabuklar
Türkçe
TRWW Dosya hazırlama 69
Page 76

Parçalar için minimum özellikler
Parçalarda sorun yaşanmasını önlemek ve en iyi kaliteyi elde etmek için dikkate alınması gereken bazı özellikler
vardır. X, Y ve Z düzlemlerinde yazdırılabilecek minimum öğe özellikleri şunlardır:
1 mm kalınlıktaki minimum delik çapı 0,5 mm
10 mm yükseklikteki minimum şaft çapı 0,5 mm
Kabartmalı veya çukur harer ve rakamlar için minimum
yazdırılabilir yazı tipi boyutu
1 mm kalınlıktaki minimum boşluk 0,5 mm
Duvarlar arasındaki minimum açıklık 0,5 mm
6 punto
Türkçe
70 Bölüm 7 Tasarım ve yazdırma yönergeleri TRWW
Page 77

8 Derleme ünitesine malzeme yükleme
●
Yükleme prosedürü
●
Farklı türde bir malzemeye geçme
TRWW 71
Türkçe
Page 78

Yükleme prosedürü
1. Derleme ünitesinin işleme istasyonunun üzerinde olduğunu teyit edin.
2. Derleme ünitesi baskı platformunun temiz olduğunu teyit edin.
3. HP, karışım oranını değiştirmek istediğinizde öncelikle derleme ünitesini temizlemenizi önerir. Bkz. Derleme
ünitesini temizleme, sayfa 213.
NOT: Derleme ünitesini temizlemezseniz, önceki karışım oranını içeren bir miktar malzeme ünitede
kalabilir. Hatta, temizlikten sonra bile bu malzeme ünitede kalabileceğinden, farklı bir derleme ünitesi
kullanmayı da düşünebilirsiniz. Malzeme uyumluluğu özelliklerini inceleyin.
HP ve Onaylı Poliamit 12 malzeme için varsayılan ve tavsiye edilen karışım oranı, %20 yeni malzeme ve
%80 yeniden kullanılan malzemedir; HP ve onaylı Polyamide 11 için %30 yeni malzeme ve %70 yeniden
kullanılan malzemedir. Bazı istisnai durumlarda bu oranı değiştirmek isteyebilirsiniz; örneğin, işleme
istasyonunu ilk kez kullanacağınız zaman %100 yeni malzeme kullanmanız gerekebilir.
4. Farklı bir malzeme türüne geçecekseniz öncelikle işleme istasyonunu temizleyip tamamen boşaltmanız
gerekir. Bkz. İşleme istasyonunu tahliye etme, sayfa 198. Bu durumda bkz. Farklı türde bir malzemeye
geçme, sayfa 75.
NOT: Farklı bir malzeme türüne geçmeyi düşünmüyorsanız, kullandığınız malzemede bir sorun olduğunu
düşündüğünüz için işleme istasyonunu tamamen boşaltmadan temizlemeye karar verebilirsiniz. Bkz.
İşleme istasyonunu temizleme, sayfa 196.
DİKKAT: Temizlemeden sonra da az miktarda malzeme kalabilir. Kullanacağınız yeni malzeme
kontaminasyona asla izin vermiyorsa, farklı bir işleme istasyonu kullanmanız gerekir.
5. Malzeme kartuşlarının yüklendiğinden emin olun.
6. Ön panelde Build unit (Derleme ünitesi) > Load (Yükle) öğesine dokunun.
7. Ön panelde bunu yapmanız istenince eleği temizleyin. Bkz. Eleği temizleme, sayfa 187.
8. Yükleme püskürtme ucu sensörünü temizleyin. Bkz. Yükleme hortumu başlığı sensörünü temizleme,
sayfa 189.
9. Malzeme yükleme girişinin uygun şekilde temiz olduğundan emin olun.
Türkçe
10. Derleme ünitesinin malzeme yükleme girişinin kapağını açın.
72 Bölüm 8 Derleme ünitesine malzeme yükleme TRWW
Page 79

11. Malzeme yükleme püskürtme ucunu takın.
12. Sağdaki çubuğu yukarı ve aşağı kaydırarak yüksekliği tanımlayın. Gerekiyorsa karışım oranını
değiştirebilirsiniz.
Yükleme süresi, kullanılan karışım oranına ve yüklenecek miktara bağlıdır; bazı yaklaşık değerler ise
şöyledir:
%80 geri dönüştürülmüş, %20
%100 yeni malzeme
Tam dolu
hazne
%75 dolu 15 dk 45–70 dk
%50 dolu 10 dk 30–45 dk
%25 dolu 5 dk 15–25 dk
20 dk 60–90 dk
yeni malzeme
NOT: Tam yüzde %20 paketleme yoğunluğu olduğunu varsayar.
13. Devam etmek için Load (Yükle) öğesine dokunun.
14. Sisteminizle birlikte harici bir lazer aracı verilmişse ve iç ölçümlerin işe yaramadığını düşünüyorsanız bu
aracı kullanabilirsiniz. Kullanmak için, lazer aracını malzeme yükleme girişine takın, kolu kullanarak lazer
aracını çalıştırın ve değeri okuyup göstermesini bekleyin.
15. Start (Başlat) öğesini tıklatın.
NOT: Derleme ünitesini %80 geri dönüştürülmüş ve %20 yeni malzemeyle tamamen doldurmak
istiyorsanız bunu iki adımda yapmanız gerekebilir.
Türkçe
16. Ünitenin besleme haznesini doldurun. Ön panelde, haznenin başarıyla yüklendiğinin bildirilmesini bekleyin.
TRWW Yükleme prosedürü 73
Page 80

17. Malzeme yükleme püskürtme ucunu çıkarın ve bekleme konumunda bırakın.
18. Malzeme yükleme girişini kapatın.
19. Tutamacından çekerek derleme ünitesini işleme istasyonundan çıkarın, emniyet kapağını derleme ünitesinin
üzerine takın ve üniteyi yazıcıya taşıyın.
Türkçe
74 Bölüm 8 Derleme ünitesine malzeme yükleme TRWW
Page 81

20. Yazıcının kapağını açın.
21. Derleme ünitesinin kapağını çıkarın.
22. Tutamaçlarından bastırarak derleme ünitesini yerine yerleştirin.
23. Yazıcının kapağını kapatın.
Farklı türde bir malzemeye geçme
İşleme istasyonu, malzemeyi saklar ve kartuştan derleme ünitesine doğru taşır. Tüm malzeme parçacıklarının
yükleme yolundan tamamen çıkarılması zor olabilir. Bu nedenle, malzemelerin uyumluluğuna bağlı olarak, bir
malzemeden farklı bir malzemeye geçerken bazı özel prosedürler gerekli olabilir. Web sayfasındaki uyumluluk
çizelgesini kontrol edin ve uyumluluk sınıfına bağlı olarak aşağıdaki prosedürü uygulayın.
Türkçe
TRWW Farklı türde bir malzemeye geçme 75
Page 82

Malzeme paketini HP web sayfasından USB ash sürücüsüne indirin, bunu işleme istasyonuna ve ardından
yazıcıya bağlayın. İşleme istasyonunun ön panelinde önce ardından da Settings (Ayarlar) > Change
material (Malzemeyi değiştir) öğesine dokunun.
Sınıf 1: Hafif temizleme
Aşağıdaki işlemleri gerçekleştirin:
● Derleme ünitesinin iç kısmını kontrol etme ve temizleme, sayfa 77
● İşleme istasyonunu temizleme, sayfa 196
● Haftalık yazıcı bakımı: bkz. Yazıcı bakımı, sayfa 101
Sınıf 2: Derin temizleme ve malzeme boşaltma
Aşağıdaki işlemleri gerçekleştirin:
● Derleme ünitesinin iç kısmını kontrol etme ve temizleme, sayfa 77
● İşleme istasyonunu temizleme, sayfa 196
● İşleme istasyonunu tahliye etme, sayfa 198
NOT: Boşaltma işlemi için yeni malzemeden iki kartuş gereklidir.
Yazıcı için aşağıdaki adımları izleyin:
1. Yazıcıyı kapatın (bkz. Yazıcıyı açma ve kapatma, sayfa 32).
2. Baskı alanını, taşıyıcıyı ve muhafaza yapısını temizleme, sayfa 106.
3. Taşıyıcının içini temizleme, sayfa 115.
4. Servis istasyonu kapaklarını temizleme, sayfa 122.
5. Üst kasa fan filtrelerini temizleme, sayfa 123.
6. Baskı alanı penceresini temizleme, sayfa 140.
Türkçe
7. Isıtma lambalarının kuvars camını temizleme, sayfa 125.
8. Tarama ekseni silicilerini temizleme, sayfa 114.
9. Taşıyıcının ve kaynaştırma lambalarının alt kısmını temizleme, sayfa 108.
10. Kaynaştırma lambası camlarını temizleme, sayfa 127.
11. Tekrar kuşeleme silindirini ve tekrar kuşeleme plakalarını temizleme, sayfa 117.
12. Hokkayı temizleme, sayfa 112.
13. Isı kamerasının camını temizleme, sayfa 110.
14. Yazıcıyı açın (bkz. Yazıcıyı açma ve kapatma, sayfa 32).
15. Tanılama gerçekleştirin:
a. Soğutma sistemini kalibre edin.
b. Hokkayı kontrol/temizleme işlemini tamamlayın.
16. Yazıcının dışını temizleme, sayfa 114.
76 Bölüm 8 Derleme ünitesine malzeme yükleme TRWW
Page 83

Sınıf 3
Destek temsilcinizle temas kurun.
Derleme ünitesinin iç kısmını kontrol etme ve temizleme
ÖNEMLİ: Yeni malzemelerin kullanılacağı tüm derleme üniteleri çalıştırılmadan önce temizlenmelidir: bkz.
Derleme ünitesini temizleme, sayfa 213.
Derleme ünitesinde herhangi bir malzeme kalmadığından emin olmak için aşağıdaki adımları uygulayın.
Temizlik için hazırlanma
1. Yanınızda patlama korumalı bir elektrik süpürgesi, çok amaçlı emici bir bez, düz tornavida, Torx 20
tornavida ve deiyonize su olduğundan emin olun (bunlar HP tarafından verilmez).
2. Eldiven, gözlük ve maske takmanız önerilir.
Derleme ünitesinin iç kısmını kontrol etme ve temizleme
1. Malzeme pencere kapağını yerleştirin.
NOT: Bazı makinelerde bir pencere bulunmaz.
TRWW Farklı türde bir malzemeye geçme 77
Türkçe
Page 84

2. İki Torx 20 vidayı malzeme pencere kapağından çıkarın.
3. Dört bağlı düz vidayı gevşetin.
Türkçe
4. Pencereyi çıkarın.
78 Bölüm 8 Derleme ünitesine malzeme yükleme TRWW
Page 85

5. Derleme ünitesinin iç kısmını kontrol edin ve geri kalan malzemeyi temizlemek için gerekirse patlama
korumalı elektrik süpürgesi kullanın. Özellikle aşağıda gösterilen alanları kontrol edin:
Temizliği bitirme
1. Dört bağlı düz vidayı sıkın.
Türkçe
TRWW Farklı türde bir malzemeye geçme 79
Page 86

2. İki Torx 20 vidasını takıp sıkıştırın.
3. Derleme ünitesinin yükleme girişi kapağı altındaki alanı vakumlayın.
Türkçe
80 Bölüm 8 Derleme ünitesine malzeme yükleme TRWW
Page 87

9 Yazdırma
●
İş listesi uygulaması
●
Yazdırılacak bir iş gönderme
●
Yazdırılacak bir iş seçme
●
Yazdırma sırasında iş ekleme (sadece 4210 modelinde)
●
İşi iptal etme
●
Ön panelde gösterilen durumu kontrol edin.
●
Durumu uzaktan kontrol etme
●
Yazdırma sırasında oluşabilecek hatalar
●
Yazdırma modları
Türkçe
TRWW 81
Page 88

İş listesi uygulaması
Yazıcının ön panelindeki iş listesi uygulaması, tüm işlerin durumunu gösterir. Şu durumlar gösterilebilir:
● Waiting to process (İşleme alınmayı bekliyor)
● Processing (İşleniyor)
● Processed (İşlendi): İş, yazdırmaya gönderilmeye hazırdır. İş ya hiç yazdırılmamıştır ya da yeniden
yazdırılmaya hazırdır.
● Sent to print (Yazdırmaya gönderildi): İşin yazdırılmasına başlanmıştır.
Yazdırılacak bir iş gönderme
Bir yazdırma işi göndermeden önce en azından günlük bakımları yaptığınızdan emin olun. Bkz. Donanım bakımı,
sayfa 93.
Derleme ünitesinin doğru malzemeyle doldurulduğunu ve yazıcının içinde olduğunu teyit edin. Bkz. Derleme
ünitesine malzeme yükleme, sayfa 71.
HP SmartStream 3D Build Manager'ı kullanarak işi yazıcıya gönderin. HP SmartStream 3D Derleme Yöneticisi
Kullanıcı Kılavuzu'na bakın.
Yazdırılacak bir iş seçme
1. Yazıcının ön panelinde, giriş ekranında Jobs (İşler) öğesine dokunun.
Türkçe
2. Derleme ünitesi yerleştirilmemişse kapağı açın ve tutamaçlarından iterek derleme ünitesini yerleştirin.
3. İşlenen işi seçip Print (Yazdır) öğesine dokunun.
4. Yazıcı, tüm alt sistemlerin ve sarf malzemelerinin derleme işlemine hazır olduğunu kontrol eder. Bunlardan
biri hazır değilse yazıcı sizi bilgilendirir ve yönlendirir: iş detaylarında, varsa sorunların bir özetini de içeren
bir bildirim görünür. Gerekiyorsa, sorunları düzeltin ve işi yeniden yazdırmaya gönderin.
5. Yazıcı yazdırma işlemini başlatır. Yazıcı işlemin tamamlandığını bildirene kadar bekleyin, ardından derleme
ünitesini çıkarın.
Yazdırma sırasında iş ekleme (sadece 4210 modelinde)
Derleme ünitesinde yeterli alan ve yeterli malzeme varsa, önceki işin yazdırılması devam ederken başka bir
yazdırma işi ekleyebilirsiniz.
Bunu yapmak için, yazdırılacak işi seçin ve Add (Ekle) öğesine dokunun. Yazıcı işin eklenip eklenemeyeceğini
kontrol eder ve uygun bulursa işi ekler.
82 Bölüm 9 Yazdırma TRWW
Page 89

Jobs (İşler) sayfasında, FINISH (BİTİŞ) satırı, yazdırılmakta olan işin ve kuyrukta bekleyen işlerin tamamlanacağı
toplam süreyi gösterir. Her iş eklendiğinde veya çıkarıldığında bu süre güncellenir.
NOT: Kuyruğa bir iş eklediğiniz zaman sayfanın en alt kısmındaki düğme Remove (Kaldır) olur ve işi kuyruktan
çıkarıp tekrar başlangıç konumuna gönderebilmenize imkan tanır.
Yazdırma sırasında bir iş eklediğinizde, işler arasına gözden çıkarılan katmanlar eklenir; bkz. aşağıdaki şekil.
Bir iş, yalnızca yeterli yükseklik olması halinde eklenebilir. Gerekli yüksekliğin, baskı yüksekliği artı işler arasındaki
gözden çıkarılan katmanlar olduğunu dikkate alın.
Mevcut iş sertleştirilirken yeni iş ekleyemezsiniz.
NOT: Yazdırma sırasında karmaşık bir iş eklemek mevcut işin ilerleyişini yavaşlatabilir, bu da yazdırma
sorunlarına yol açabilir.
İşi iptal etme
Yazdırma sırasında işi iptal etmeniz gerekirse Cancel (İptal) öğesine dokunun ve yazıcının giriş ekranındaki
derleme durumu uygulamasında bunu onaylayın. Yazıcı işi hemen iptal edecektir.
ÖNEMLİ: Yazıcı derleme ünitesini çıkarmanın güvenli olduğunu belirtene kadar bekleyin.
Soğutma ve gerekiyorsa çıkarma işlemiyle devam edin. Hiçbir parça yazdırılmamışsa, derleme ünitesi yeniden
kullanılmadan önce temizlenmeli ve yüklenmelidir.
TRWW İşi iptal etme 83
Türkçe
Page 90

Ön panelde gösterilen durumu kontrol edin.
Yazıcının ön panelinde, giriş ekranında bulunan derleme durumu uygulaması o anda yazdırılan derlemenin
durumunu gösterir.
● İş durumu: Bir ilerleme durumu çubuğu, tamamlanan aşamaları gösterir. Bu aşamalar ısıtma, yazdırma ve
sertleştirmedir (iş yazdırmaya gönderilirken seçilmişse).
● Tahmini tamamlanma süresi
● İş adı
● Yazdırılan katmanların ve toplam katmanların sayısı
● Yazdırılan parçaların ve toplam parçaların sayısı
● Yazdırılan yükseklik ve toplam yükseklik
● Malzeme türü
Mevcut katmanın izometrik veya kesitsel görünümünü seçebilir ve katmanlar arasında gezinebilirsiniz.
Durumu uzaktan kontrol etme
İş durumunu komut merkezinden kontrol edebilirsiniz. Bkz. HP SmartStream 3D Command Center, sayfa 26.
Türkçe
Yazdırma sırasında oluşabilecek hatalar
● Out of agent (Katkı maddesi bitti)
● Out of cleaner roll (Temizleme rulosu bitti)
● Printhead error (Yazıcı kafası hatası)
● Broken lamp (Kırık lamba)
● Crash during printing (Yazdırma sırasında çökme)
● Power cut (Enerji kesintisi)
Bir hata meydana geldiğinde yazıcı işi hemen iptal eder.
ÖNEMLİ: Yazıcı derleme ünitesini çıkarmanın güvenli olduğunu belirtene kadar bekleyin.
Soğutma ve gerekiyorsa çıkarma işlemiyle devam edin. Hiçbir parça yazdırılmamışsa derleme ünitesi yeniden
kullanılmadan önce temizlenmeli ve yüklenmelidir.
84 Bölüm 9 Yazdırma TRWW
Page 91

Yazdırma modları
HP SmartStream 3D Build Manager'da, yazdırma profili açılır menüsünden gereksinimlerinize göre aşağıdaki
baskı modlarından birini seçebilirsiniz:
● Balanced mode (Dengeli mod) dengeli özellikler sağlar.
● Fast mode (Hızlı mod) tüm işler için hızı en üst düzeye çıkarır; Bazı malzemeler için mevcuttur.
● Mechanical mode (Mekanik mod) üstün leke direnç özellikleri sunar; Bazı malzemeler için mevcuttur.
●
Cosmetic mode (Kozmetik mod) daha yüksek doğruluk, daha düzgün bir yüzey ve daha iyi renk benzerliği
sunar; Bazı malzemeler için mevcuttur.
Dengeli PM Mekanik PM Hızlı PM Kozmetik PM
PA12 X X X X
PA11 X X X
PA12GB X
TRWW Yazdırma modları 85
Türkçe
Page 92

10 Derlemeyi çıkarma
Derleme, baskı işlemi sırasında yüksek sıcaklıkta olduğundan, yazıcıdan çıkarmadan önce yaklaşık 30 dakika
beklemeniz gerekir. Ardından, parça kalitesini korumak için gerekli olan bir ek soğutma süresi daha uygulanır.
İpuçları
● Yüksek sıcaklığa dayanıklı eldiven giyin.
● Sakin bir şekilde paketi açın.
● Çıkarma işlemini kolaylaştırmak için baskı platformunu kaldırabileceğiniz veya indirebileceğiniz fiziksel
düğmeler bulunur.
● Derleme hücresinin yan ve köşe kısımları merkeze göre daha soğuktur.
● Parçalar çok büyükse veya parçaların etrafındaki malzeme çok sıcaksa, bunları soğuması için kendi haline
bırakın.
● Vakum hızının yavaşladığını fark ederseniz, malzemeyi soğutucu konumlarından veya soğutulmuş
parçalardan çıkarmayı deneyin.
1. Yazıcı devam etmenizi bildirdiğinde kapıyı açın, derleme ünitesini çıkarın ve üzerine güvenlik kapağını
yerleştirin.
2. Isıya dayanıklı eldiven takın ve harici patlama korumalı bir elektrik süpürgesiyle derleme ünitesinin üst
yüzeyini temizleyin.
3. Bu noktada, doğal soğutma işlemini uygulayabilirsiniz ya da işleme istasyonunuz hızlı soğutma özelliğine
sahipse alternatif olarak hızlı soğutmayı seçebilirsiniz.
Türkçe
Doğal soğutma
a. Daha fazla soğutmak için derleme ünitesini kenara çekin.
DİKKAT: Yazıcının dışındayken derleme ünitesinin tekerleklerini kilitlemeniz önerilir.
b. Bekleyin. Soğutma süresi derlemenin boyutuna bağlıdır; bkz. İş zamanı planlama, sayfa 5.
86 Bölüm 10 Derlemeyi çıkarma TRWW
Page 93

c. Derleme ünitesini işleme istasyonuna yerleştirin.
Hızlı soğutma
a. Hızlı soğutmanın başlayabilmesi için derleme ünitesi 3 veya 4 saat kadar doğal olarak soğuması için
bırakılmalıdır. Bu sırada işleme istasyonunun içinde bulunması gerekli değildir.
b. Derleme ünitesini işleme istasyonunun içine yerleştirdiğinizde işleme istasyonunun ön paneline gidin
ve Build unit (Derleme ünitesi) > Fast cooling (Hızlı soğutma) öğelerine dokunun.
Hızlı soğutma başlar. Hızlı soğutmayı iptal etmek için istediğiniz zaman dokunabilirsiniz. İşleme
c.
devam etmek için, derleme ünitesinin yerleştirildiğinden emin olun ve Fast cooling (Hızlı soğutma)
öğesine dokunun.
PA12
malzemesi için varsayılan soğutma süreleri
Hızlı soğutma Doğal soğutma (80°C'ye ulaşmak için)
Yarım-tam derleme hücresi (190 mm) 6,9 saat 18,4 saat
Tam derleme hücresi (380 mm) 9,4 saat 33,4 saat
Hızlı soğutma işlemine başlamadan önce Modify (Değiştir) öğesine dokunarak zamanlamayı
değiştirebilirsiniz.
İPUCU: Modify (Değiştir) kilitlenebilir, böylece yöneticiler zamanlamayı değiştirebilir.
Türkçe
Zamanlama, hız ile bağlantılı bir soğutma faktörüne bağlı olarak değiştirilir; işlere ait farklı yükseklikler
için hızlı soğutma süresini hesaplamak amacıyla kullanılır. Bu değeri değiştirmek parça kalitesini
düşürebilir.
TRWW 87
Page 94

NOT: Hızlı soğutma parçaların soğutma hızında daha az benzerliğe neden olabilir ve parçalar doğal
soğutmaya göre daha yüksek sıcaklıklarda bitebilir.
d. Yeniden kullanılabilir malzeme toplayıcıyı güvenlik kapağına bağlayın ve ön panelde Start (Başlat)
öğesine dokunun; kalan süre bildirilecektir.
ÖNEMLİ: Yeniden kullanılabilir malzeme toplayıcının yüksek emiş gücü konumunda olduğundan
emin olun.
Türkçe
4. Soğutma işlemi tamamlandığında güvenlik kapağını çıkarın ve derleme ünitesinin ön tarafına koyun.
5. Derlemenin çıkarma işlemi için hazır olup olmadığını kontrol etmek için işleme istasyonunun ön panelindeki
derleme ünitesi uygulamasını kullanın.
6. Çıkarma işlemine başlamak için işleme istasyonun ön panelinde Build unit (Derleme ünitesi) > Unpack
(Çıkar) > Start (Başlat) öğelerine dokunun.
88 Bölüm 10 Derlemeyi çıkarma TRWW
Page 95

ÖNEMLİ: Start (Başlat) öğesine dokunduğunuzda vakum etkinleştirilir ve işlem sırasında temizliği
sağlamak için toz emici etkinleştirilir.
DİKKAT: Isıya dayanıklı eldiven giyin.
İPUCU: Toz emicinin performansını artırmak için kapağı kapatın.
7. Yeniden kullanılabilir malzeme toplayıcının yerini değiştirin. Aşağıdaki uçlardan birini seçebilirsiniz:
● Besleme tepsisini ve dar alanları temizlemek için aralık temizleme ucu
● Normal çıkarma işlemi için çıkarma ucu
● Çok küçük parçaları çıkarmak için 2 mm elekli ince elek uç
● Çalışma alanının çabuk temizlenmesi için geniş uç
DİKKAT: Aksesuara zarar verebileceğinizden ve içinde kalıntı kalabileceğinden çalkalayıcı eleğini
(derleme ünitesinin besleme tepsilerinin üzerinde) temizlemek için geniş ucu kullanmayın.
NOT: Malzeme toplayıcı hortumunun ucunu döndürerek emiş gücünü ayarlayabilirsiniz.
Düşük emiş gücü Yüksek emiş gücü
8. Platformun dış çevresini vakumlayın (hızlı soğutma kullandıysanız bu adım gerekli değildir).
Türkçe
TRWW 89
Page 96

9. Düğmeye basarak platformu yükseltin.
10. Parçaları ortaya çıkarmak için derlemeyi vakumlayın.
11. Büyük malzeme kümelerinin parçayı örtmesini önlemek için her parçayı ayrı ayrı temizleyin. Aşağıdaki
nedenlerden dolayı her yüzeyi iyice temizlemeniz gerekli değildir:
● Parçaya en yakın veya buna tutunmuş olan malzeme, yeniden kullanılan malzemenin toplam kalitesini
düşürebilir.
● Bu malzeme, kumlama ve son işlem sırasında zaten uzaklaştırılacaktır.
Aşağıdaki örnek boncuk püskürtme için hazır bir parçayı gösterir.
Türkçe
Tüm parçalar derleme haznesinden çıkarılana kadar devam edin. Platformu kaldırarak tüm parçalara
ulaşmak için fiziksel düğmeleri kullanın.
90 Bölüm 10 Derlemeyi çıkarma TRWW
Page 97

12. Tüm parçaların çıkarıldığından emin olduktan sonra bunları bir kutuya yerleştirin ve son işlem bölümüne
götürün.
13. Baskı platformunun en yüksek konumunda olduğundan emin olun.
14. Boş baskı platformunu ve besleme tepsisini vakumlayın.
15. Ön panelde Finish (Bitir) öğesine dokunun.
16. Derleme ünitesinin yüzeyini temizleyin. Bkz. Derleme ünitesinin yüzeyini temizleme, sayfa 208.
17. Gevşek malzemenin bunları engellemesini önlemek için platform kontrol düğmelerini vakumlayın.
Türkçe
TRWW 91
Page 98

11 Parça temizleme ve son işlem
İşleme istasyonunda derlemeden çıkarıldıktan sonra parçaların temizlenmesi gerekir. Gereksinimlerinize göre
uygulanabilecek farklı işlemler vardır. Genel olarak, HP tarafından sağlanmayan donanıma ihtiyacınız olacaktır.
HP tarafından önerilen ana işlem, boncuk püskürtme (ilk) ve hava püskürtme (ikinci) işlemlerinin bir
kombinasyonudur.
● Boncuk püskürtme, tutunmuş olan malzemeyi uzaklaştırmak için parçaya, içine aşındırıcı karıştırılmış,
sıkıştırılmış hava uygulanmasından oluşur. Genellikle bu uygun bir çözümdür; ancak, belirli amaçlar için
farklı aşındırıcılar veya basınçlar seçmek isteyebilirsiniz.
● Hava püskürtme, boncuk püskürtme sonrasında herhangi bir malzeme kalıntısını uzaklaştırmak için parçaya
sıkıştırılmış hava uygulanmasından oluşur.
Özel gereksinimlerinize göre sizin için diğer son işlem yöntemleri uygun olabilir.
Yüzey bitirme işlemini iyileştirmek için aşağıdaki seçenekler mevcuttur:
● Tamburlama: Parça, yüzey pürüzlerini düzleştirmek için aşındırıcılarla dolu bir titreşimli tambura daldırılır.
● Elle zımparalama: Parçanın yüzeyleri zımpara kağıdıyla aşındırılarak düzgünleştirilir.
Renkle ilgili bitirme işlemi için aşağıdaki seçenekler sunulur:
● Diğer katkı maddeleriyle boncuk püskürtme, homojen yüzey rengi elde etmek için parçaya içine aşındırıcı ve
renkli katkı maddesi karıştırılmış, sıkıştırılmış hava uygulanmasından oluşur.
● Boyama, parçayı kontrollü boyama banyosuna daldırma işleminden oluşur. Parçanın tüm ayrıntılarına ve
girintilerine ulaşmak mümkündür.
Türkçe
● Parçayı sprey boya, püskürtme tabancası veya fırçayla boyama. Özel renk bitirme işlemi için HP, parçayı
boyamadan önce astar uygulanmasını önerir. Optimum sonuçlar için bu işlemi birkaç defa tekrarlayın.
Diğer endüstri standardı son işlem yöntemleri kullanılabilir:
● Yapıştırma, birleştirme, mühürleme
● Delme, döküm
● Kaplama
● Aşınma direnci, iletkenlik, sıcaklık direnci, dayanıklılık, su geçirmezlik, kimyasallara karşı direnç, parlaklık
özellikleri, UV koruma vb. için kaplamalar
Özel gereksinimlerinize yönelik çözümleri görüşmek için HP destek temsilcinizle irtibata geçin.
Kullandığınız son işlem yöntemine göre konumunuz için uygun önlemler hakkında tavsiye için ÇSG uzmanınıza
danışın. Doğru atık imha yöntemini belirlemek için yerel yetkililerinize başvurun.
92 Bölüm 11 Parça temizleme ve son işlem TRWW
Page 99

12 Donanım bakımı
UYARI! Donanım bakımı sadece eğitimli personel tarafından yapılabilir. Yazıcının kurulması sırasında,
görevlendirilen personel yazıcının güvenli çalıştırılması ve bakımı için eğitim alır. Bu eğitimi almadan yazıcıyı
kimse kullanmamalıdır.
●
Güvenlik önlemleri
●
Genel temizleme yönergeleri
●
Bakım kaynakları
–
Bakım takımları
–
Takımın içeriği ve önerilen araçlar
●
Yazıcı bakımı
–
Bakım işlemleri özeti
–
Bakım işlemleri
●
İşleme istasyonu bakımı
–
Bakım işlemleri özeti
–
Bakım işlemleri
●
Derleme ünitesi bakımı
–
Bakım işlemleri özeti
–
Bakım işlemleri
●
Ürünü taşıma veya saklama
Güvenlik önlemleri
Donanımı güvenli bir şekilde kullandığınızdan emin olmak için bu kılavuzdaki güvenlik önlemlerini okuyun ve
uygulayın: bkz. Güvenlik önlemleri, sayfa 6.
Bir işi yaparken kendinizin ve başkalarının maruz kalabileceği tehlikelerin farkında olacak ve riskleri en aza
indirmek için gerekli tedbirleri alabilecek kadar yeterli teknik eğitime ve tecrübeye sahip olmanız beklenir.
Türkçe
TRWW Güvenlik önlemleri 93
Page 100

Genel temizleme yönergeleri
Genel temizlik için, saf su ile nemlendirilmiş tüy bırakmayan bir bez parçası önerilir. Temizlenmiş parçanın
kurumasını bekleyin ya da temizlenmiş parçayı tamamen kurulamak için bir bez kullanın.
Doğrudan HP ürünü üzerine sıvı püskürtmeyin. Sıvıyı temizlemek için kullanılan bez üzerine püskürtün.
İnatçı kir veya lekeleri çıkarmak için, yumuşak bir bezi su ve nötr deterjan ya da genel amaçlı endüstriyel
temizleme sıvısı (Simple Green endüstriyel temizleyici gibi) ile nemlendirin. Kalan tüm sabun köpüğünü kuru bir
bezle silin.
Cam yüzeyler için, aşındırıcı olmayan cam temizleyici veya genel amaçlı cam temizleyiciyle (Simple Green cam
temizleyici gibi) hafifçe nemlendirilmiş tüy bırakmayan bir bez kullanılması önerilir. Lekelenmeyi önlemek için
kalan tüm sabun köpüğünü, saf su ile nemlendirilmiş tüy bırakmayan bir bez parçasıyla temizleyin ve kuru bir
bezle kurulayın.
DİKKAT: Cama zarar verebileceklerinden, cam temizliğinde aşındırıcı, aseton, benzen, sodyum hidroksit veya
karbon tetraklorür kullanmayın. Sıvıları doğrudan camın üzerine koymayın ya da püskürtmeyin; camın altına sızıp
aygıta zarar verebilir.
Elektronik/elektrik bölümlerindeki tozu çıkarmak için sıkıştırılmış hava tabancası kullanılması önerilir.
DİKKAT: Elektrik temas noktaları bulunan parçalar için su bazlı temizleyiciler kullanmayın; elektrik devreleri
hasar görebilir.
NOT: Ürünün veya ortamın zarar görmesini önlemek için, parafin, alkol, benzen, tiner, amonyak bazlı
temizleyiciler veya diğer kimyasal deterjanları kullanmayın.
NOT: Bazı yerlerde temizleme ürünlerinin kullanımı düzenlemelere tabidir. Temizleyicinizin federal, eyalet ve
yerel yönetmeliklere uyduğundan emin olun.
Bakım kaynakları
Bakım takımları
Adı Amaç Nasıl sipariş edilir Parça numarası
Yazıcı ilk bakım takımı Yazıcı parçalarının değiştirilmesini gerektiren düzenli
Türkçe
Yazıcı yıllık bakım takımı Yazıcı parçalarının değiştirilmesini gerektiren düzenli
İşleme istasyonu temizleme ve bakım
takımı
bakım işlemleri için; Yaklaşık bir yıl ömür
bakım işlemleri için; 100 tam işlik ömür
İşleme istasyonu parçalarının değiştirilmesini gerektiren
düzenli bakım işlemleri için; 320 tam toplu işlik ömür
Takımın içeriği ve önerilen araçlar
NOT: Her takımın içeriği değişiklik gösterebilir.
Yazıcı ilk bakım takımı içeriği
Normal kanal
yoluyla
Normal kanal
yoluyla
Normal kanal
yoluyla
UA4Z0E
UA4Y6E
1MZ25
Parça
Baskı alanı filtreleri 2 Baskı alanı filtresini değiştirme, sayfa 148
Üst ısıtma filtreleri 2 Isıtma lambası filtresini değiştirilme, sayfa 143
E-kasa filtresi 1 E-dolap filtresini değiştirme, sayfa 145
Miktar Amaç
94 Bölüm 12 Donanım bakımı TRWW
 Loading...
Loading...