

Page 1

CPM Series
Dual, cartridge mounted, flexible stator pusher
seal designed for general service applications
CPM PP
Installation
Instructions
Experience In Motion
Page 2
Description
The CPM PP seal is a cartridge mounted mechanical seal, designed for
ease of installation and reliable operation. No seal setting dimensions
are required. Rotatable setting devices provide proper alignment. The
exible stator design compensates for inadvertent misalignment of the
seal chamber face. Multiple springs provide uniform face loading and
are external of the pumpage, resisting clogging or hang-up. Installation
according to the following steps will assure long trouble free life of the
CPM PP seal.
1 Equipment Check
1.1 Follow plant safety regulations prior to equipment disassembly:
• lock out motor and valves.
• wear designated personal safety equipment.
• relieve any pressure in the system.
• consult plant MSDS les for hazardous material regulations.
1.2 Disassemble equipment in accordance with equipment
manufacturer’s instructions to allow access to seal installation
area.
1.3 Remove all burrs and sharp edges from the shaft or sleeve
including sharp edges of keyways and threads. Replace shaft or
sleeve if it is worn in the sleeve packing area. Make sure the seal
housing bore and face are clean and free of burrs.
1.4 Make sure the shaft or sleeve and the seal housing face are
clean and free of burrs, cuts, dents, or corrosion that might cause
leakage past the sleeve gasket 19 and gland gasket O-ring 18 .
See Figure 1 & 2. Replace worn shaft or sleeve if it is worn in the
sleeve packing area. Remove sharp edges from keyways and
threads.
The images of parts shown in these instructions may differ visually from the actual
parts due to manufacturing processes that do not affect the part function or quality.
2
Page 3

Seal Chamber Requirements Figure 1
Face of seal housing to be square to the
axis of the shaft to within 0.0005 mm/mm
(0.0005 inch/inch) of seal chamber bore TIR
and have a 1.6
Gland pilot can be at either of these
register locations, concentric to within
0.125 mm (0.005 inch) of shaft or
Seal housing bore to have 3.2 μm
(125 μinch) R finish or better
Sleeve or shaft finish to be
0.8 μm (32 μinch) R or better
• Bearings must be in good condition
• Maximum lateral or axial movement of shaft (end play) = 0.25 mm (0.010 inch) TIR
• Maximum shaft runout at face of seal housing = 0.05 mm (0.002 inch) TIR
• Maximum dynamic shaft deflection at seal housing = 0.05 mm (0.002 inch) TIR
a
a
sleeve OD TIR
To first obstruction
μm (63 μinch) R finish or better
Shaft or sleeve OD
+0.000 mm (+0.000 inch)
-0.050 mm (-0.002 inch)
+0.000 mm (+0.000 inch) API 610/682
-0.025 mm (-0.001 inch) DIN/ISO
a
ANSI
1.5 Check equipment dimensions to ensure that they are within the
dimensions shown in Figures 1 and 2. Critical dimensions include
shaft or sleeve OD (A), a chamber depth of at least dimension (G),
minimum and maximum seal housing bore (C), and the minimum
distance to the rst obstruction (K). See Figure 2.
1.6 Check gland bolting to ensure that bolt diameter (M) and bolt
circle diameter (L) conform to the dimensions shown in Figure 2.
1.7 Handle the CPM PP with care, it is manufactured to precise
tolerances. The sealing faces consisting of 14 and 14.1 and rotor
parts 15 and 15.1 are of special importance. They are lapped at
to within three light bands (34.8 millionths of an inch). Keep the
seal faces perfectly clean at all times.
3
Page 4
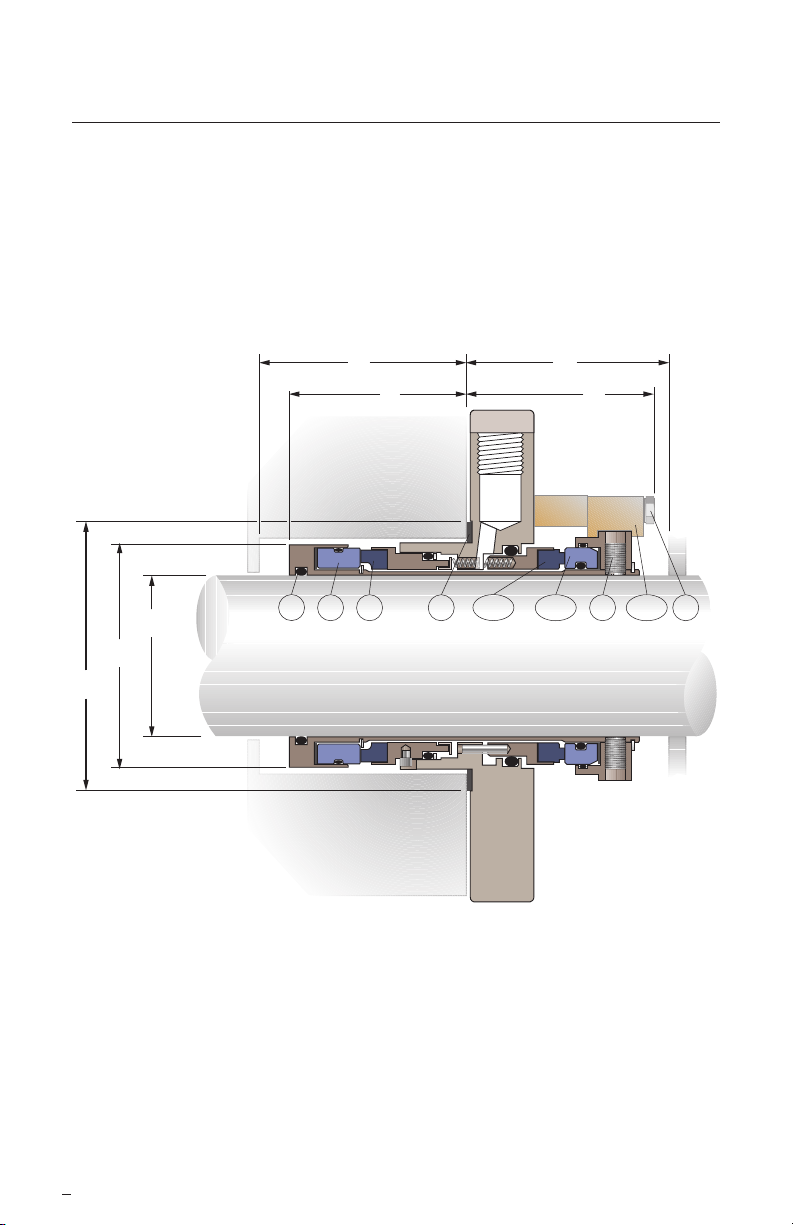
CPM PP Dimensional Data (inches) for standard bore seal chambers
FJ
Figure 2
G K
A
19 15 14 18 14.1 15.1 57 103 40
C
D
4
Page 5

E
NPT Barrier
Connections
L
M
CPM PP Dimensional Data (inches) for standard bore seal chambers
Figure 2
A C D E F G J K L M
Shaft & Box Bore Gasket Gland Box Depth Dist to Obst Slot Bolt Bolt
Seal Size (Min) (Max) OD OD (Min) (Min) Circle Slot Dia.
1.375 2.000 2.385 2.625 4.000 2.008 2.070 2.146 2.208 3.212 0.531
1.750 2.500 2.760 3.000 5.500 2.008 2.070 2.146 2.208 3.587 0.531
1.875 2.625 2.885 3.125 5.500 2.008 2.070 2.146 2.208 3.712 0.531
2.000 2.750 3.010 3.250 5.400 2.008 2.070 2.146 2.208 3.837 0.531
2.125 2.875 3.135 3.375 6.000 2.008 2.070 2.146 2.208 4.118 0.688
2.500 3.250 3.760 4.000 6.000 2.008 2.070 2.146 2.208 4.989 0.688
2.625 3.625 4.135 4.375 6.000 1.918 1.980 2.146 2.208 5.114 0.688
3.000 4.000 4.510 4.750 8.000 1.793 1.855 2.271 2.333 5.489 0.688
3.750 4.750 5.510 5.750 8.750 1.662 1.724 2.825 2.887 6.708 0.813
4.750 5.750 6.573 6.813 10.500 2.122 2.184 3.156 3.218 7.719 0.813
5
Page 6

2 CPM PP Installation
Note: No seal setting measurements are needed to install the CPM
PP seal. Instructions are for vertically split case end-suction ANSI
pumps. Modication of the procedure may be required for other
style pumps. Consult Flowserve.
2.1 Tools needed for installation:
• An open end wrench for the gland bolt nuts
• 1/8" and 3/16" hex wrench (provided)
• 5/16" and 3/8" open end wrench (provided)
• Silicone Lubricant
2.2 Lubricate the shaft or sleeve
lightly with silicone lubricant.
2.3 Install the complete CPM PP
cartridge assembly onto the
shaft or sleeve with the setting
devices 103 near the bearing
housing. See Figure 3.
2.4 Install the pump back plate
(seal chamber) and bolt it in
place on the bearing frame.
See Figure 4.
Figure 3
Figure 4
6
Page 7

2.5 Position the CPM PP with the gland tight against the seal
chamber face. Turn the gland so that the barrier taps are
positioned so that the associated piping will clear the bearing
frame. Tighten the gland nuts evenly in a diagonal sequence.
Do not over tighten the gland nuts, as this can warp seal parts and
cause leakage.
2.6 Assemble the pump. Avoid
pipe strain. Align coupling
properly.
2.7 With the impeller, shaft,
coupling, and bearings in their
nal operating positions, tighten
the CPM PP set screws 57 .
See Figure 5.
2.8 Rotate the setting devices
180° 103 from the drive collar
and retighten. See Figure 6.
Loosen the hex head bolts 40
in the bronze setting devices,
rotate 180° to clear the drive
collar. Retighten the hex head
Figure 5
bolts to store the setting devices
on the gland.
2.9 Turn the shaft by hand to
ensure unobstructed operation.
2.10 See Operational
Recommendations before
start-up.
Figure 6
7
Page 8

3 Piping
3.1 Taps b and c in the gland are barrier uid inlet and outlet
ports. Use Figure 7 to determine which ports to use as inlet and
outlet.
Shaft rotation from exposed end of gland Figure 7
Inlet Outlet
Clockwise (CW) Port c Port b
Counterclockwise (CCW) Port b Port c
CW
Rotation
b
c
C
C
W
Rotatio
n
3.2 For dual seal pressurized seal operation, supply a clean
compatible barrier uid to the inlet port at a pressure at least 25
psi (170 kPa) above the stufng box pressure. See Figure 8.
Flowserve can supply information on barrier uid ow
requirements based on seal size, product temperature, barrier
uid characteristics, and shaft speed. For assistance, contact
your nearest Flowserve Sales and Service Representative or
Authorized Distributor.
8
Page 9

Dual CPM PP Pressurized with Supply Tank Figure 8
Pressure
Source
Supply Tank
Assembly with
Cooling Coils
4 feet (1.2 m)
maximum
1 foot
(30 cm)
minimum
3.3 For dual seal un-pressurized operation, supply a clean
compatible buffer uid to the inlet port at a pressure below the
stufng box pressure. See Figure 9. Consult your Flowserve Sales
and Service Representative for assistance. Flowserve can supply
information on buffer uid ow requirements based on seal size,
product temperature, barrier uid characteristics, and shaft speed.
3.4 The Flowserve Supply Tank is designed to work with the CPM
PP seal to form a self-contained sealing system. The circulating
feature in the CPM PP seal provides a positive barrier uid ow
from the seal cavity to the Supply Tank and back to the seal. In
most cases the natural cooling of the piping and tank are adequate
to remove seal generated heat. Cooling coils are available with the
Supply Tank to increase heat dissipation. The Supply Tank can be
used with the CPM PP seal in both the dual pressurized or dual
unpressurized operating modes.
9
Page 10

Dual CPM PP Unpressurized with Supply Tank Figure 9
Supply Tank
Assembly with
Cooling Coils
4 feet (1.2 m)
maximum
1 foot
(30 cm)
minimum
4 Operational Recommendations
4.1 Do not exceed corrosion limits. The CPM PP seal is designed to
resist corrosion by most chemicals. However, do not expose the
CPM PP materials of construction to products outside of their
corrosion limits. Consult your Flowserve Sales and Service
Representative for assistance.
4.2 Do not exceed the Pressure limits of the CPM PP seal, consult
Flowserve, Flow Solutions Division for assistance.
4.3 Do not exceed the temperature limits of the CPM PP seal. The
materials of construction are listed on the box label. Turn on
cooling water to the supply tank before start-up if the tank has
coils.
4.4 Do not start up or run the CPM PP seal dry. Buffer/barrier uid
must be in the seal cavity at all times during pump operation.
For special problems encountered during installation, contact your
nearest Flowserve Sales and Service Representative or Authorized
Distributor.
10
Page 11

5 Repair
This product is a precision sealing device. The design and dimension
tolerances are critical to seal performance. Only parts supplied by
Flowserve should be used to repair a seal. To order replacement parts,
refer to the part code and B/M number. A spare backup seal should be
stocked to reduce repair time.
When seals are returned to Flowserve for repair, decontaminate the
seal assembly and include an order marked "Repair or Replace."
A signed certicate of decontamination must be attached.
A Material Safety Data Sheet (MSDS) must be enclosed for any
product that came in contact with the seal. The seal assembly will be
inspected and, if repairable, it will be rebuilt, tested, and returned.
11
Page 12

TO REORDER REFER TO
flowserve.com
B/M #
F.O
.
FIS165eng REV 01/09 Printed in USA
To find your local Flowserve representative
and find out more about Flowserve Corporation,
visit www.flowserve.com
Flowserve Corporation has established industry leadership in the design and manufacture of its products. When
properly selected, this Flowserve product is designed to perform its intended function safely during its useful life.
However, the purchaser or user of Flowserve products should be aware that Flowserve products might be used
in numerous applications under a wide variety of industrial service conditions. Although Flowserve can provide
general guidelines, it cannot provide specific data and warnings for all possible applications. The purchaser/user
must therefore assume the ultimate responsibility for the proper sizing and selection, installation, operation, and
maintenance of Flowserve products. The purchaser/user should read and understand the Installation Instructions
included with the product, and train its employees and contractors in the safe use of Flowserve products in connection
with the specific application.
While the information and specifications contained in this literature are believed to be accurate, they are supplied for
informative purposes only and should not be considered certified or as a guarantee of satisfactory results by reliance
thereon. Nothing contained herein is to be construed as a warranty or guarantee, express or implied, regarding any
matter with respect to this product. Because Flowserve is continually improving and upgrading its product design,
the specifications, dimensions and information contained herein are subject to change without notice. Should any
question arise concerning these provisions, the purchaser/user should contact Flowserve Corporation at any one of
its worldwide operations or offices.
© Copyright 2009 Flowserve Corporation
USA and Canada
Kalamazoo, Michigan USA
Telephone: 1 269 381 2650
Telefax: 1 269 382 8726
Europe, Middle East, Africa
Roosendaal, the Netherlands
Telephone: 31 165 581400
Telefax: 31 165 554590
Asia Pacific
Singapore
Telephone: 65 6544 6800
Telefax: 65 6214 0541
Latin America
Mexico City
Telephone: 52 55 5567 7170
Telefax: 52 55 5567 4224
 Loading...
Loading...