

Page 1

Fagor Automation S. Coop.
手册代码 : 14460053
手册版本 : 0605
软件版本 : 4.xx
20i-M / 30i-M
20i-M B / 30i-M B
安装 / 操作手册
Page 2

目录
1 数显表概述 ....................................................................................................3
1.1 前面板................................................................................................................................. 3
1.2 开启与关闭数显表............................................................................................................... 4
2 数显表的操作 ................................................................................................5
2.1 显示方式 ............................................................................................................................. 5
2.2 增量方式 , 绝对方式与机床零.............................................................................................. 6
2.2.1 示例 ....................................................................................................................................7
2.2.1.1 绝对方式 .............................................................................................................................7
2.2.1.2 增量方式 .............................................................................................................................8
2.3 机床零点的选择与搜索........................................................................................................ 9
2.3.1 零点搜索的顺序 ..................................................................................................................9
2.4 带刀具时的操作 ................................................................................................................ 10
2.4.1 输入刀具尺寸 .................................................................................................................... 10
2.4.2 加工过程中的刀具补偿 ......................................................................................................10
2.4.3 工件零点的刀具补偿
2.5 特殊操作 ........................................................................................................................... 11
2.5.1 比例系数 ...........................................................................................................................11
2.5.2 工件中心定位 .................................................................................................................... 12
2.6 刀具补偿操作示例............................................................................................................. 12
2.6.1 内型腔 ...............................................................................................................................12
2.6.2 外型腔 ...............................................................................................................................13
2.7 进入特殊功能方式............................................................................................................. 14
2.7.1 直线和圆周孔加工 ............................................................................................................. 15
2.7.1.1 选择加工平面 .................................................................................................................... 15
2.7.1.2 圆周孔加工.........................................................................................................................15
2.7.1.3 执行圆周孔加工 ................................................................................................................16
2.7.1.4 直线孔加工 ........................................................................................................................17
2.7.2 坐标锁定 (HOLD)...............................................................................................................17
2.7.3 计算器 ...............................................................................................................................18
2.7.3.1 计算器的操作 .....................................................................................................................18
2.7.3.2 数据的调用和预置 ............................................................................................................. 19
2.7.4 工件角度测量 .................................................................................................................... 20
2.7.5 腔体加工 ...........................................................................................................................21
.........................................................................................................10
3 数显表安装 ..................................................................................................22
3.1 嵌入式安装........................................................................................................................ 22
3.2 后面板............................................................................................................................... 23
3.3 一般技术特性 .................................................................................................................... 24
3.4 连接 .................................................................................................................................. 24
3.4.1 反馈系统的连接 ................................................................................................................24
3.5 快捷设置 ........................................................................................................................... 25
3.5.1 进入快捷设置模式 ............................................................................................................. 25
3.5.2 操作方式 . .........................................................................................................................25
3.5.3 电源与机床的连接..............................................................................................................26
3.6 安装参数 ........................................................................................................................... 26
3.7 影响轴位置显示的参数...................................................................................................... 28
4 附录 .............................................................................................................35
4.1 CE 认证 ............................................................................................................................ 35
4.1.1 遵守标准 ............................................................................................................................35
4.1.2 安全条件 ............................................................................................................................36
4.1.3 保修条款 ...........................................................................................................................38
4.1.4 产品返回条款 .................................................................................................................... 38
4.2 错误代码 ........................................................................................................................... 39
4.3 维护 .................................................................................................................................. 40
(2/40) - Installation/Operation - 20i-M / 30i-M - V0605
Page 3
1.1 前面板
LED 显示及控制键 :
ABS 当数显表工作在绝对方式下时,此灯亮;当数显表工作在增量方式下时,此灯
INCH 当数显表工作在英制方式下时,此灯亮,显示单位为英寸;当数显表工作在公
TOOL 当数显表工作在刀具半径补偿方式下时,此灯亮 .
1 数显表概述
每个轴可显示 8 位 14.1mm 高的 LED 字符及符号位 (-).
灭。按此键可进入或退出当前工作方式。
Φ 当数显表工作在直径方式下时,此灯亮,此时,数显表显示的是实际位移的两
倍。按此键可进入或退出当前工作方式 (如果参数 PAR04 允许)。
制方式下时,此灯灭,显示单位为毫米。按此键可进入或退出当前工作方式。
进入或退出机床零点搜索模式 .
开启刀具半径补偿 .
关闭刀具半径补偿 .
选择当前参考点 ..
进入特殊功能 ( 直线和圆周孔加工 , 坐标锁定 , 计算器 , 工件角度 , 型腔加工 ).
选择轴或为其赋值 .
在快速回零模式将轴回零 (参见 PAR11 相关说明 ).
关闭数显表的显示 . 数显表内部仍跟踪轴位置的变化
取消或中断已开始的操作 .
确认预设值或其他操作 .
在激活快速回零模式后,开始预设 ( 参见 25 页 PAR11 相关说明 ).
编辑刀具直径
改变输入数值的符号或分辨率的高低
1.2 数显表的开启与关闭
数显表上电后,或另需按 on/off 键后,数显表自动开启 .
数显表将显示 “FAGOR dro”或相应的错误代码,参见本手册附录的错误代码
及 PAR11 以获取更多信息 .
开启或关闭数显表 .
V0605 - 20i-M / 30i-M - 安装 / 操作手册 - 数显表概述 - (3/40)
Page 4
注意
如果在断开数显表电源前,按下该键,数显表可保存当前位置的读数
如果没有事先按下该键,就关闭数显表电源或意外断电的话,数显表会尽量保
存当前轴的位置。如果数显表没有足够的时间去保存所有的数据,再次通电
时,它将显示错误代码 “ERROR 2”
(4/40) - 数显表概述 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
Page 5
2.1 显示模式
毫米 / 英寸转换
高分辨率 / 低分辨率
小数点位数
半径 / 直径
2 数显表的操作
依次按下该键,可以使轴的位置显示在毫米和英寸之间转换,显示英寸时,
INCH 灯亮 . 显示毫米时,INCH 灯灭 .
按该键可使数显表在高分辨率或低分辨率方式下工作,在低分辨率方式下将关
闭显示最后一位小数 .
依次该按键修改参数 “PAR53” . 第一位对应以毫米显示的小数点位数,第二
位对应以英寸显示的小数点位数 .
当数显表用来测量半径或直径时,按下该键,数显表可显示为轴实际位移的两
倍。 Φ 指示灯的亮或灭分别指示记数是位移的两倍或实际值 .
注意 : - 如果安装参数 PAR04(半径/直径)的第2位设置为 “1” , 该键的工作方式如上所
滞后及最小位置值
注意 : 为了使该功能有效,必须将安装参数 PAR20 和 PAR25 作相应的设置。
工件参考点
[Ref number]
述。
当执行某些操作例如钻硬质材料、电火花加工时,显示值会不停地跳动 .
在这种情况下,操作者可以依次按该键,转换模式,选择 “滞后方式”或 “最
小坐标方式 ”来消除跳动。
在绝对坐标方式下,可设置 20 个工件参考点,参考点的序号为 0 到 19. 当使
用 20i-M 数显表时,屏幕将一直显示被选的参考点信息,而当使用 30i-M 数显
表时 , 只有在按下参考点键后,才显示被选的参考点信息 .
选择当前参考点,屏幕将显示 "Select ref".
键入想要的参考点序列号,按 [ENTER] 键 .
V0605 - 20i-M / 30i-M - 安装 / 操作手册 - 数显表的操作 - (5/40)
Page 6
2.2 增量方式、绝对方式和机床零点
数显表可以显示当前的一个坐标或多个坐标 .
坐标值是指一个点或位置相对于被选择的参考点之间的距离 .
发格数显表可以按如下方式显示轴的位置:增量方式、绝对方式及机床零点方
式 .
下图说明在不同方式下同一点的坐标值 :
• 在机床零点方式 , 数显表显示的是轴当前位置到距反馈系统 (光栅尺或编码
器)零点的距离 .
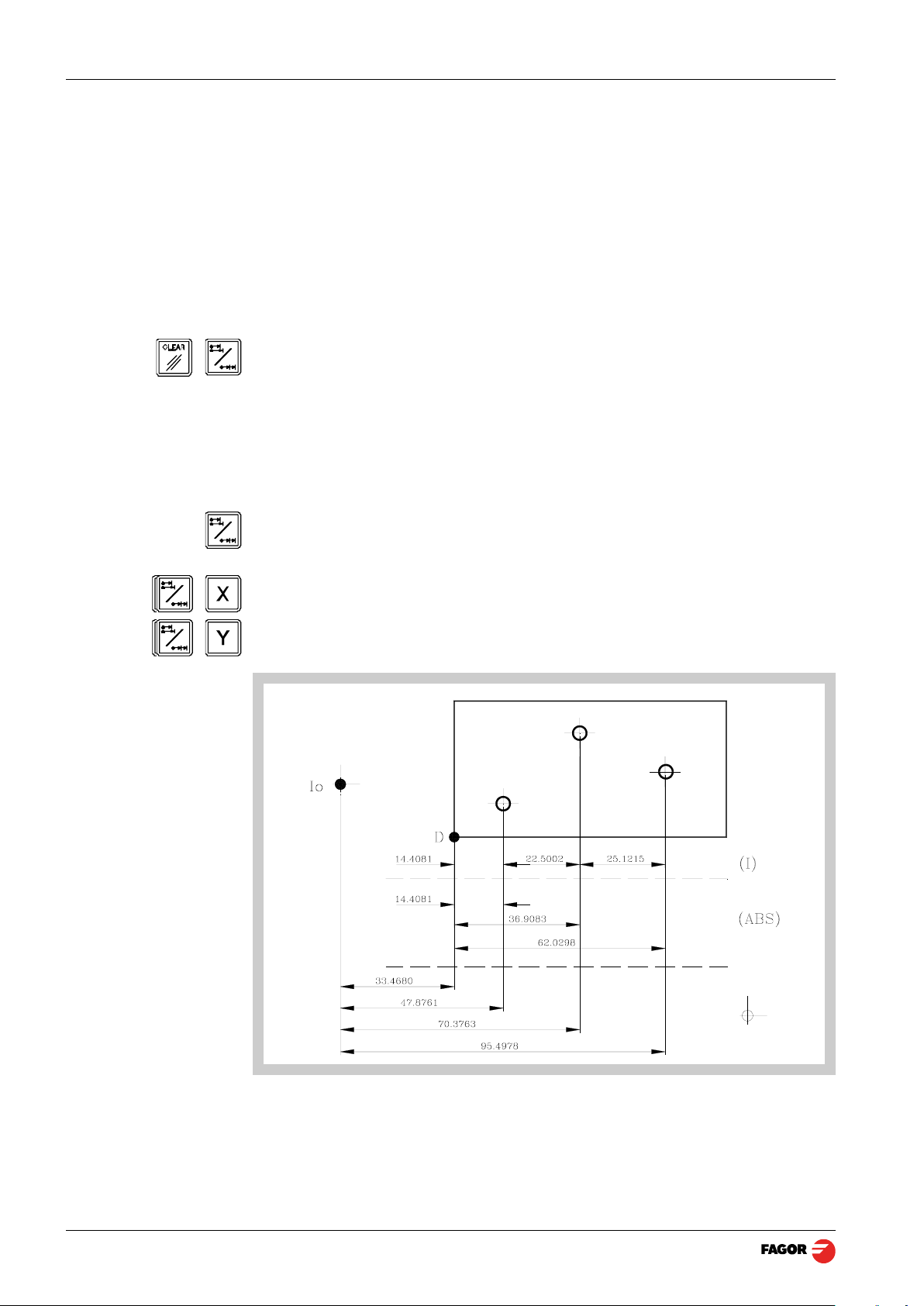
依次按这些键以进入机床零点搜索方式 .
(ABS) • 在绝对方式 (ABS), 当 “ABS”指示灯亮,数显表显示的是轴当前位置到距
工件零点 (D) 的距离 .
(I) • 在增量方式 , 当 ABS和 "home" 指示灯灭时,数显表显示的是轴当前位置到距
上个位置的距离。
按该键,切换绝对及增量显示方式 .
当安装参数 PAR11(1) 设置为 “0”时,该键独立影响每个轴。当一个轴显示
为增量方式时,另外一轴可能显示为绝对方式。 这种情况下要改变某一轴的显
示方式,按左图所示顺序 . 依次按其中一组键 .
(6/40) - 数显表的操作 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
Page 7
2.2.1 示例
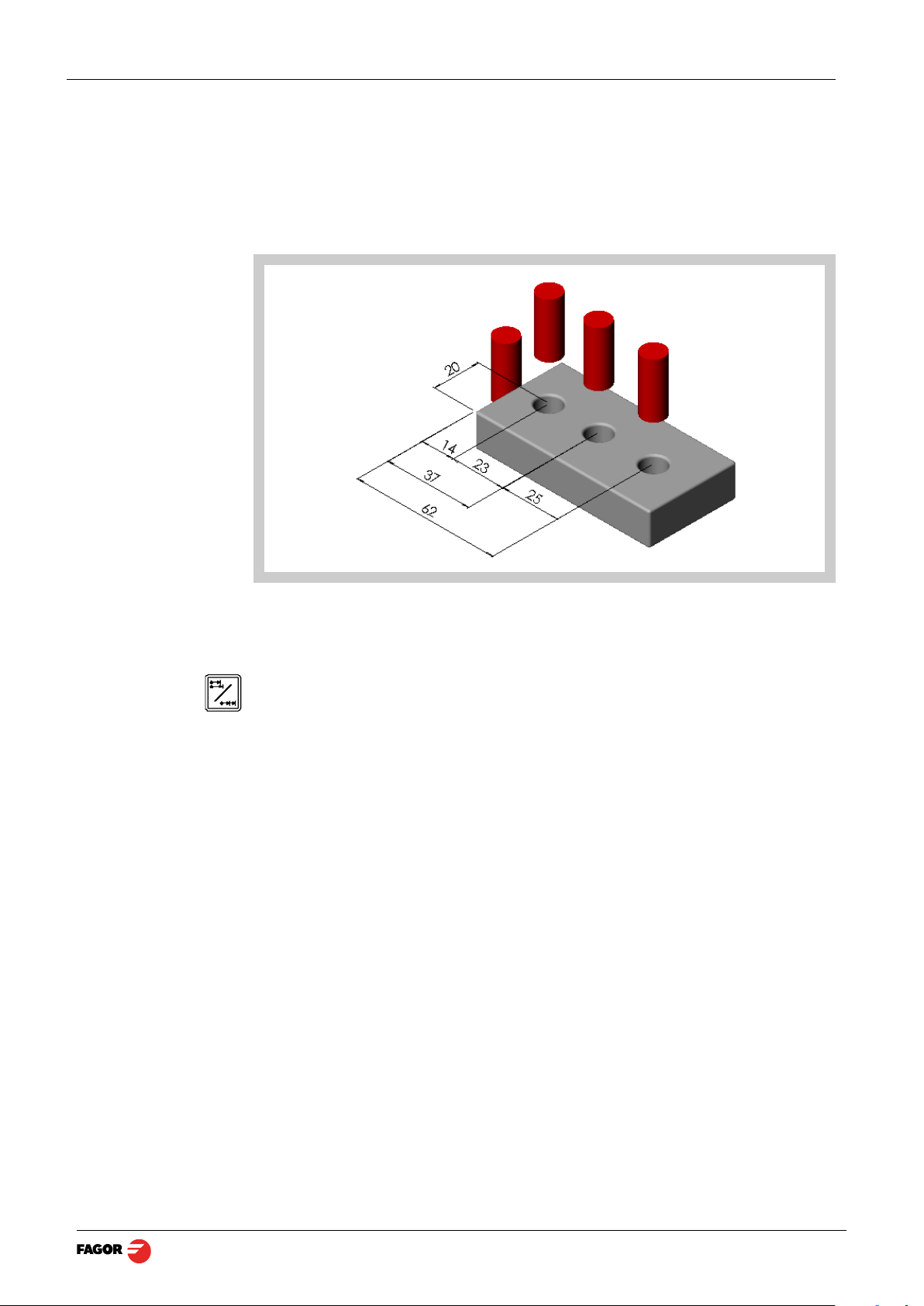
分别在增量方式及绝对方式下,对下图所示工件,我们要进行钻孔加工 .
首先,如在工件零点的刀具补偿一节中所述,将工件零点
上。
轴不能设置刀具补偿,因为孔的坐标基准为孔中心,不需要刀具半径补偿
A
B
C
设置在需加工的工件
D
2.2.1.1 绝对方式
ABS
(B) [14.000]
(C) [37.000]
(D) [62.000]
将数显表设置在绝对方式
移动轴直至读数显示 [14.000] (B 点 ) ,钻孔 .
移动轴直至读数显示 [37,000] (C 点 ) ,钻孔 .
移动轴直至读数显示 [62,000] (D 点 ) ,钻孔 .
显示的位置总是以工件零点作为基准的 .
V0605 - 20i-M / 30i-M - 安装 / 操作手册 - 数显表的操作 - (7/40)
Page 8

2.2.1.2 增量方式
“ABS”
关闭,将数显表设置在增量方式
第一种方法 : 每次钻孔完毕后重新设置增量零点 .
从 A 点开始 .
(B) [14.000]
(C) [23,000]
(D) [25,000]
移动轴直至读数显示 [14.000] (B 点 ) ,钻孔 .
将 X 轴置零 . 参见 “注意” .
移动轴直至读数显示 [23,000] (C 点 ) ,钻孔 .
将 X 轴置零 . 参见 “注意” .
移动轴直至读数显示 [25,000] (D 点 ) ,钻孔 .
注意 : 如果安装参数 PAR11=1,只需按轴键 ([X]) 即可将 X 轴置零 .
第二种方法 : 重新设置到下一个孔的相对距离 ..
从 A 点开始
-14
(B) [0.000]
-23
(C) [0.000]
-25
(D) [0.000]
重新设置到下一个孔的相对距离 . 参见 “注意” .
重新设置到下一个孔的相对距离 . 参见 “注意” .
重新设置到下一个孔的相对距离 . 参见 “注意” .
移动轴直至读数显示 [0.000] (C 点 ) . 钻孔 .
重新设置到下一个孔的相对距离 . 参见 “注意” .
移动轴直至读数显示 [0.000] (D 点 ) . 钻孔 .
注意 : 如果安装参数 PAR11=1, 重新设置的顺序为 : [ENTER] [ 轴 ] [ 数值 ] [ENTER].
转换到绝对方式 , 显示到工件原点的距离 .
计算器功能也可将计算结果预置给一个轴,参见 2.7.3 计算器
(8/40) - 数显表的操作 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
Page 9
2.3 机床零点的选择与搜索
尽管在大多数的加工应用中不是必须设定机床参考零点,但我们还是建议为每
轴设置一个机床参考零点,它的好处是,一旦关闭数显表电源或意外断电,再
开机后,我们可以通过机床参考零点来恢复原来的工件坐标值 .
发格光栅尺在其量程内,每隔 50mm 就提供一个参考脉冲 .
为了正确地运用这些标识,需要在轴上选择一个区域,例如,在测量范围的中
间或端部,在接近该区域的过程中完成零点搜索。找到参考脉冲后,用标记笔
或一尖状物在此区域作一标记,以便此后在该区域完成零点搜索,同时确保机
床零点的同一性 .
发格公司还提供带距离编码的光栅尺,每隔 20mm、80mm 或 100 mm 有一个
距离编码,使用带距离编码的光栅尺,就不需要移动到零点来寻找参考点,只
需要移动相当于距离编码的距离 (20 、
在使用绝对光栅尺编码器时不需要搜索参考点 .
数显表将机床零点、绝对坐标、增量坐标等存储在它内部的存储器中 .
2.3.1 搜索机床零点的步骤 :
对于有常规参考点的编码器 , 将轴移动到接近零点的区域 .
80 或 100 mm )
进入或退出零点搜索模式 .
如果机床没有归零,该轴显示 " r ",并闪烁,否则将显示 " r on".
选择要搜索零点的轴
移动轴,直至检测到参考标记后,显示停止闪烁。当接收到参考脉冲后,数显
表将安装参数 PAR10 的值赋予该轴显示值,默认值为 0.
当使用没有参考点的反馈系统时 , 将轴移动到需要的位置,按下该键 .
V0605 - 20i-M / 30i-M - 安装 / 操作手册 - 数显表的操作 - (9/40)
Page 10
2.4 带刀具时的操作
2.4.1 输入刀具尺寸
我们可以首先定义一把刀具,加工时再对它进行尺寸补偿 .
Y 轴闪烁提示要求输入刀具参数 .
20i-M.- 要求输入刀具直径 .
30i-M.- 要求在 Y 轴输入刀具直径, 在 Z 轴输入刀具长度 .
[ 数值 ]
输入数值后确认 .
注意 : 更换刀具后,刀具尺寸必须重新输入 .
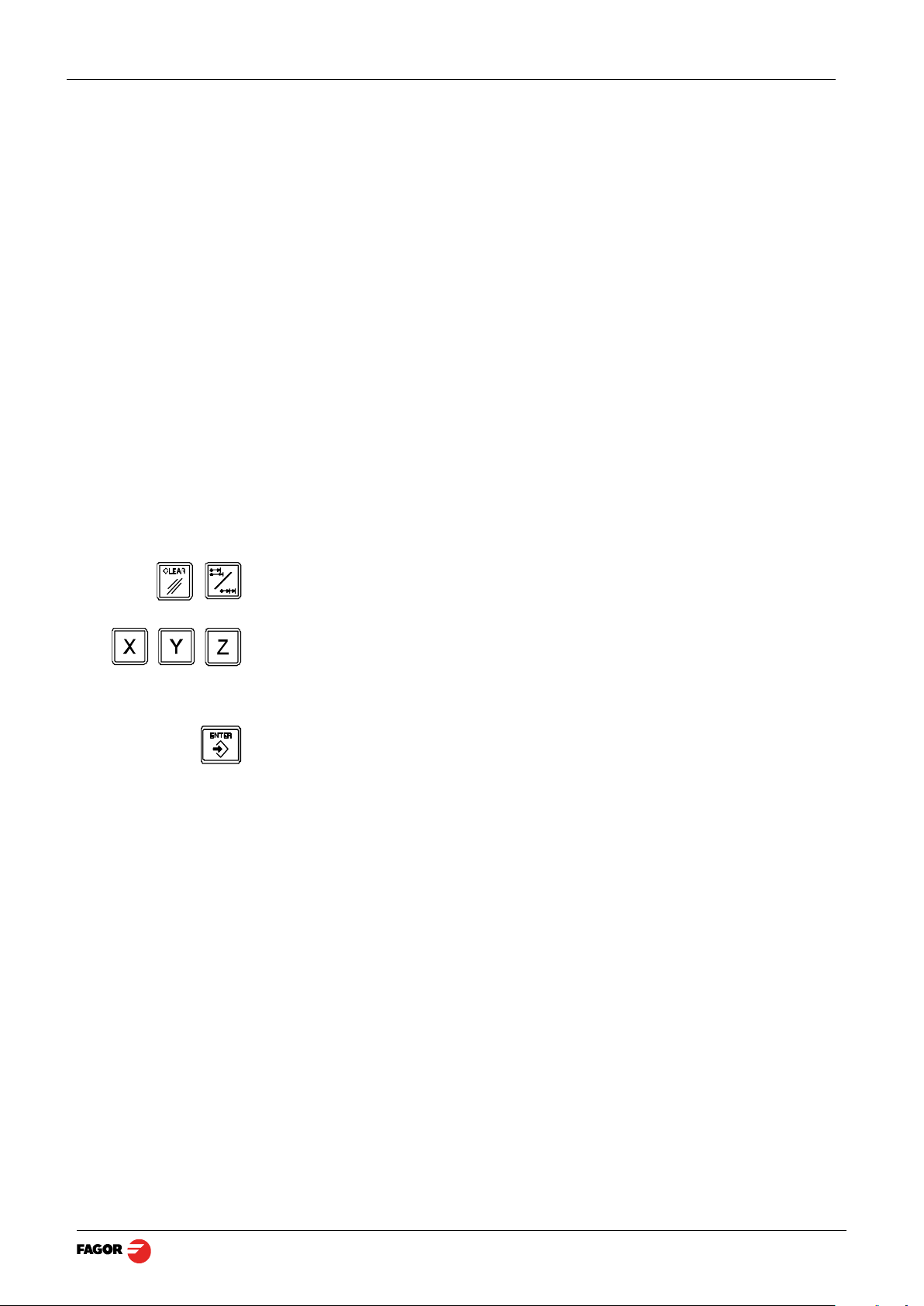
2.4.2 加工过程中的刀具补偿
为了正确地加工工件,必须根据加工方向对刀具直径进行补偿 .
Z
Y
X
Tool 激活刀具补偿时,该指示灯变亮 .
取消刀具补偿时,该指示灯关闭 .
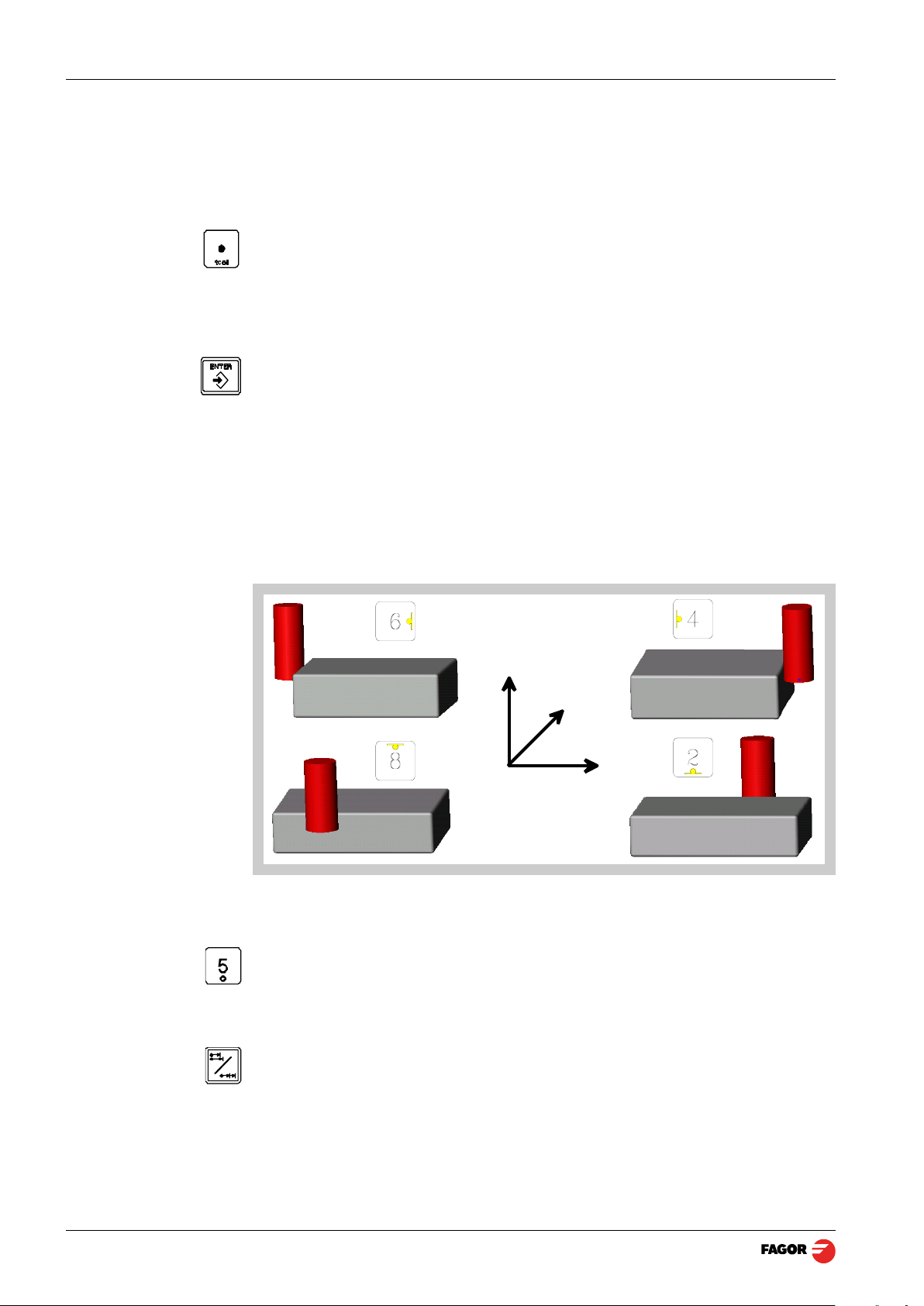
2.4.3 工件零点的刀具补偿
ABS
(10/40) - 数显表的操作 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
将数显表设置在绝对方式 .
Page 11
移动刀具直至触及工件的一边,激活相应的刀具补偿并将轴置零
X
在上图示例中,操作顺序为:
对于 X 轴 , 移动刀具直至触及工件的左边,按下该键 .
将该边位置设置为 “0”。参见 “注意”
对于 Y 轴 , 移动刀具直至触及工件的前边,按下该键 .
Y
注意 : 如果安装参数 PAR11=1, 只要按下轴键 [X] 或 [Y] 或 [Z],即可将其置零
2.5 特殊操作
2.5.1 比例系数
将该边位置设置为 “0”。参见 “注意” .
为了正确地设置工件零点,刀具的直径值必须预先输入 .
数显表可以将 ±9.999 范围内的比例系数应用于模具加工中 :
[比例系数]
数显表显示该轴的位移等于实际位移与比例系数的乘积 .
V0605 - 20i-M / 30i-M - 安装 / 操作手册 - 数显表的操作 - (11/40)
Page 12
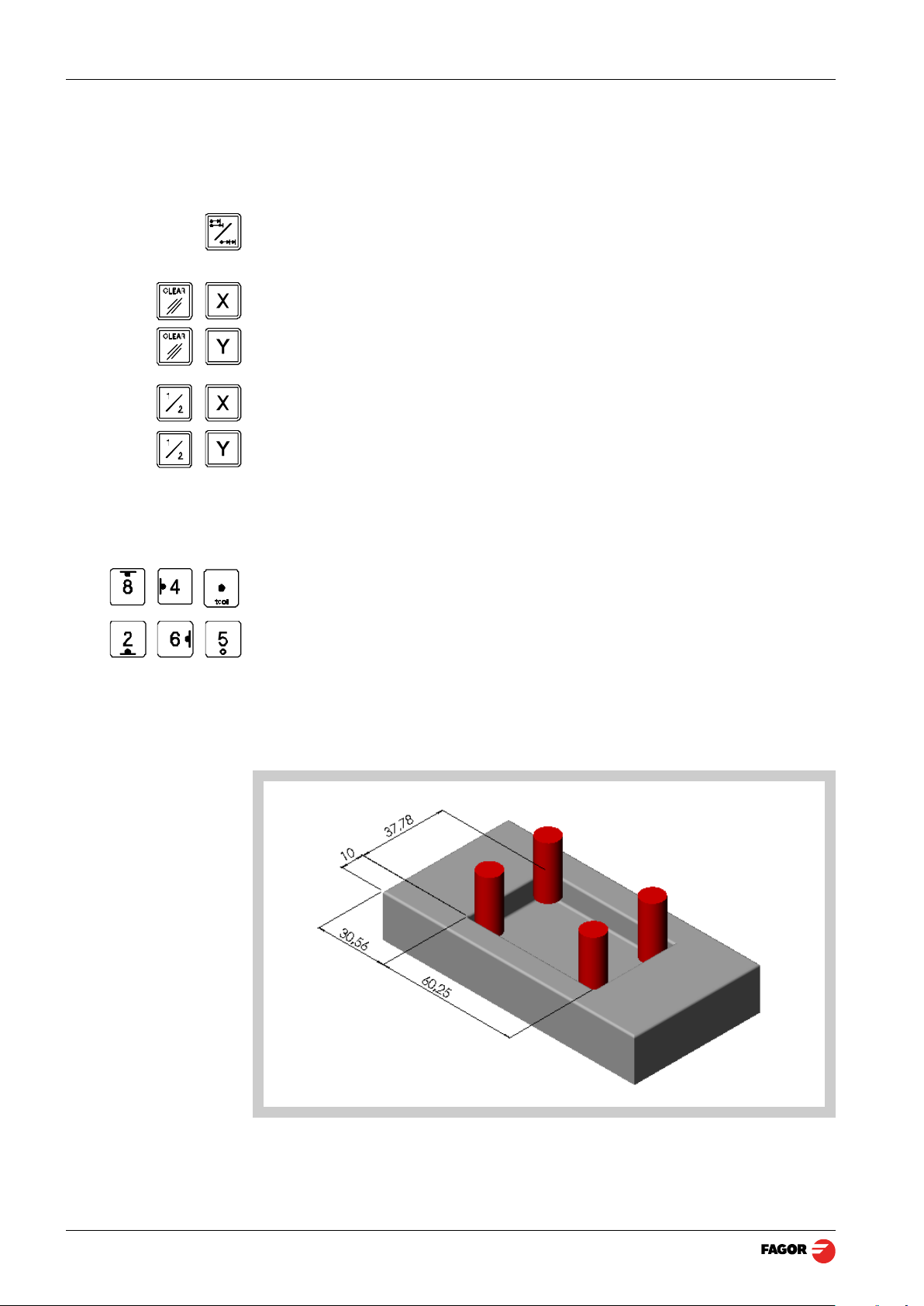
2.5.2 工件中心定位
注意 : 只有当所有轴的安装参数 PAR04(2) (半径 / 直径转换)都没有被设置为 1 时
, 该功能才有效 .
工件中心定位步骤如下 :
- 将数显表设置在绝对方式 .
- 移动刀具触及工件的一侧 .
- 按下 [CLEAR] [X] 键 , 将 X 轴读数清零
或按下 [CLEAR] [Y] 键 , 将 Y 轴读数清零 .
- 移动刀具触及工件的另一侧 .
- 按下 [1/2] [X] 键 ,数显表将显示工件 X 轴位移的一半 .
- 或按下 [1/2] [Y] 键,数显表将显示工件 Y 轴位移的一半 .
- 反向移动轴 , 使读数显示 0.0000, 刀具将准确定位在工件中心 .
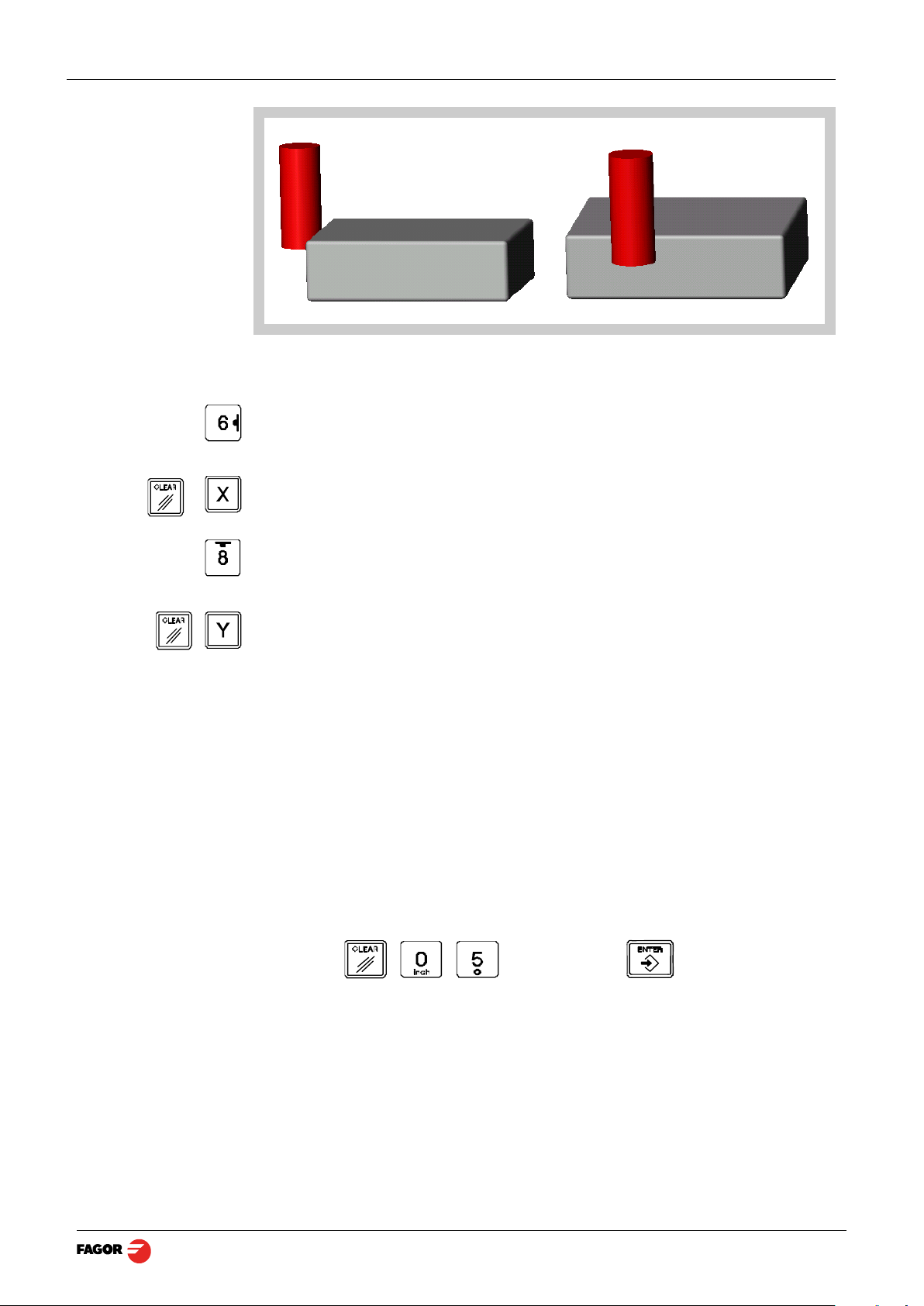
2.6 刀具补偿操作示例
2.6.1 内型腔
下面的图示说明,刀具补偿在加工内型腔及 外型腔时的典型应用 .
按 [6] , [4] , [8] 或 [2] 建立刀具补偿 , 按 [5] 取消刀具补偿 .
在预置了刀具直径后, 在移动刀具前, 建议用户掌握前节所述的如何建立刀具补
偿 .
A
B
(12/40) - 数显表的操作 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
Page 13

- 将数显表设置在增量方式 . “ABS” 指示灯熄灭 .
- 预先设置工件零点 ( 参见第 8 页 “工件零点的刀具补偿” )
刀具移动到 A 点 .
[-30.56]
[-10.00]
- 依次按这些键 .
- 建立刀具补偿 .
X 0.000 Y 0.000 - 移动 X 轴和 Y 轴,直到数显表显示 X 0.000 和 Y 0.000.
刀具移动到 B 点 .
[-60.25]
[-0.000]
- 依次按这些键 .
- 建立刀具补偿 .
X 0.000 Y 0.000 - 移动 X 轴,直到数显表显示 X 0.000 和 Y 0.000.
- 图中其余各点的处理和以上相同 .
2.6.2 外型腔
A
B
V0605 - 20i-M / 30i-M - 安装 / 操作手册 - 数显表的操作 - (13/40)
Page 14

- 将数显表设置在增量方式 . “ABS” 指示灯熄灭 .
- 预先设置工件零点 ( 参见第 8 页 “工件零点的刀具补偿” )
刀具移动到 A 点 .
[-18.24]
[-10.00]
- 依次按这些键 .
- 建立刀具补偿 .
X 0.000 Y 0.000 - 移动 X 轴和 Y 轴,直到数显表显示 X 0.000 和 Y 0.000.
刀具移动到 B 点 :
[-43.340]
[-0.000]
- 依次按这些键 .
- 建立刀具补偿 .
X 0.000 Y 0.000 - 移动 X 轴 , 直到数显表显示 X 0.000 和 Y 0.000.
图中其余各点的处理和以上相同 .
2.7 进入特殊功能方式
按 [F] 进入 " 特殊功能 " 菜单 .
反复按该键将显示不同的选项 .
按 [ENTER] 显示被选项 .
按 [F] 后,输入功能号可直接进入某项功能 :
功能号 1= 圆周孔加工 , 2 = 直线孔加工 , 3 = 坐标锁定 , 4 = c 计算器 ,
5 = 工件角度测量 , 6 = 腔体加工 .
示例 :
按 [F] [1] 进入 圆周钻孔方式 .
按 [F] [4] 进入计算器方式 .
(14/40) - 数显表的操作 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
Page 15

2.7.1 直线和圆周孔加工
对于 3 轴数显表 (30i-M) 在加工直线或原著孔时,可选择不同的工作平面 : (XY,
XZ, YZ).
2.7.1.1 选择工作平面 :
注意 : 要选择该功能参数 PAR11 的第三位应设置为 1.
选择顺序 :
按下该键 .
按 [X], [Y] , [Z] 三键中的两个键选择加工平面 .
按下该键确认 .
2.7.1.2 圆周孔加工
根据要求简单键入一些基本数据后,一次最多可加工 99 个孔,而不再需要计
算每个孔之间的关系 .
按该键直接进入圆周孔加工方式
示例 :
CENTER 孔的中心坐标 (X = 37.899, Y = 30.467)
RADIUS 孔的半径 (23.918)
HOLES N 加工的孔数 (5)
ALPHA α 第一个孔和最后一个孔之间的夹角 (240º).
DELTA ∆ 各孔之间的夹角 (60º). 仅当孔数 = 0.
bEtA β 第一个孔的位置 (15º).
V0605 - 20i-M / 30i-M - 安装 / 操作手册 - 数显表的操作 - (15/40)
Page 16

加工该工件 :
输入数据 :
选择加工平面 . 参见 2.7.1.1
- 将刀具移动到螺栓孔中心 (X = 37.899, Y = 30.467) 然后按下该键 .
RADIUS[23.918]
HOLES
ALPHA
dELTA
bETA
[240]
[60]
[15]
2.7.1.3 执行孔加工
- 输入半径 .
- 输入孔数 .
- 第一个孔和最后一个孔之间的夹角 .
当输入 0 孔时,输入各孔之间的夹角 .
- 输入第一个孔的角度位置 .
如果在输入 [ENTER] 前,输入了错误的值,可按 [CLEAR] 清除,然后输入正
确的数值 .
在输入上述数据后,数显表在 X 轴显示字符 “HOLE 01” ,Y 轴不显示
- 按下该键 ---
X -23,105 Y -6,190 -... 显示第一个孔的坐标
X 0.000 Y 0.000 - 移动轴直至轴显示 X 0.000 和 Y 0.000
- 按下该键
HOLE 02 - 显示第二个孔号 .
- 按下该键 ---
X 16.915 Y -16.915 ... 显示第二个孔的坐标 .
- 按下该键将显示目前位置距上一个孔的距离
.
X 0.000 Y 0.000 - 移动轴直至显示 X 0.000 和 Y 0.000
按上述步骤循环操作,直至所有的孔都加工完毕 (本例中共 5 个孔) .
(16/40) - 数显表的操作 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
Page 17

2.7.1.4 直线孔加工
需要的数据 :
DiST: 相邻两孔之间的距离 .
HOLES: 要加工的孔数 ( 图中为 3 个 ).
ALPHA: 孔中心连线的位置 .
直线孔加工操作方式指南 .
进入 " 直线孔加工 " 方式
2.7.2 坐标锁定 (HOLD).
在锁定数显表的显示的同时,数显表内部仍能读取轴的实际位置,当需要使用
更换刀具或预置新刀具的尺寸时可以使用此功能 .
示例 : 工件在任意已知位置时换刀 :
- 将刀具接触工件表面 .
- 按键进入 HOLD 方式 . 轴坐标被锁定在当前值 .
- 选择轴 .
D
t
s
i
Alp ha
- 换刀 .
- 移动新刀具到锁定位置,在锁定点与工件表面接触 .
- 按该键解锁,从原先的锁定值开始计数 .
如果按下该键,数显表将从 [HOLD] 键被按下时起,显示移动距离的一半,只
有锁定某轴时才能进行此操作 .
V0605 - 20i-M / 30i-M - 安装 / 操作手册 - 数显表的操作 - (17/40)
Page 18

2.7.3 计算器
2.7.3.1 计算器的操作
该功能用于执行数学或三角运算,一般应用于当运算数据作为预置数据时使
用,或者利用当前轴显示数据作数学运算 .
进入计算器方式
退出计算器方式 .
在 X 轴输入第一个数据
在 Y 轴输入第二个数据 .
依次按该键切换不同的运算方法 :
基本运算
显示 运算 操作
ad
su
nu
di
依次按该键切换不同的三角运算方法
显示 运算 操作
Sin Sine
Cos Cosine
Tan Tangent
按下该键执行运算,并且在 X 轴显示运算结果 .
加结果= X + Y
减结果 = X - Y
乘结果 = X * Y
除结果 = X / Y
三角运算
结果 = Sin X
结果 = Cos X
结果 = Tan X
(18/40) - 数显表的操作 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
Page 19

2.7.3.2 数据的调用和预置
按该见可实现调用 (RECALL)方式和预置 (RESET)方式之间的转换 .
RECALL 方式 在调用方式下,把当前轴显示的数据输入计算器 .
把选定轴当前值输入计算器 .
PRESET mode 在预置方式下,把计算器计算的数据预置于所需轴 .
把计算器计算的数据预置于所需轴 .
示例 计算 [Y 数值 ] / 5 ,并把结果预置于 Y 轴 .
显示 按键 操作 显示
X = 25
Y= 10
Z = 16
X = 0
Y= 0
Z = Ad
X = 10
Y= 0
Z = Ad
X = 10
Y= 0
Z = Ad
X = 10
Y= 5
Z = di
X = 2
Y=
Z = di
进入计算方式
进入调用方式,并把 Y 轴显
示的值输入计算器 .
5
次
预置除数 (5)
选择除法操作
X 轴显示计算结果 (2)
进入预置方式
X = 0
Y= 0
Z = Ad
X = 10
Y= 0
Z = Ad
X = 10
Y= 5
Z = Ad
X = 10
Y= 5
Z = di
X = 2
Y=
Z = di
X = 2
Y= Preset
Z =
X = 2
Y= Preset
Z =
X = 25
Y= 2
Z = di
计算结果预置给 Y 轴
退出计算方式
V0605 - 20i-M / 30i-M - 安装 / 操作手册 - 数显表的操作 - (19/40)
X = 25
Y= 2
Z = di
X = 25
Y= 2
Z = 16
Page 20

2.7.4 工件角度测量
确定工件安装角度,以便于工件的加工 .
只需简单接触工件在 X 轴一边的两点,就可以计算出工件安装的角度 .
操作步骤 :
T
T
- 移动刀具,直到接触到工具的任意一点 .
- 进入角度计算方式 .
- 移动刀具接触工件的另外一点
- 按下 [ENTER] 键数显表计算该角度,或按 [C] 取消该计算 .
"X" 轴将显示万分之一度 (0.0001º) , "Z" 轴将显示度、分、秒 .
- 按任意键返回正常显示方式 .
Al pha
(20/40) - 数显表的操作 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
Page 21

2.7.5 腔体加工
需要数据 :
利用该功能,数显表可以控制机床对腔体多次加工,以便得到合格的工件 . 加
工次数由刀具半径决定,刀具半径越小,需要的加工次数越多 .
进入腔体加工方式
起始位 : 当前为被选为起始位 .
刀具尺寸 : 如果没有定义刀具,刀具直径 = 0, 需输入刀具直径 .
工作平面和终止位 : 选择定义的轴平面 XY, YZ 或 XZ ,并输入终止位 .
圆弧半径 : 输入圆弧半径 . 负值 (r-) 指内腔体,正值指外腔体 .
象限 : 象限号 .
r -
r +
2
1
3
4
V0605 - 20i-M / 30i-M - 安装 / 操作手册 - 数显表的操作 - (21/40)
Page 22

3.1 嵌入式安装
安装孔尺寸
3 数显表的安装
嵌入 式安装示意图
Nut DIN 985
M4 Inox
Bolt ISO 7380
M4 x 10 Inox
(22/40) - 数显表的安装 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
Page 23

3.2 后面板
数显表的背面包括以下部分 :
1. 三孔电源插座用来连接交流电源及接地 .
2. M6 螺纹连接柱用于机床接地连接 .
3. 安装托架
由于型号不同,下述接口部分数显表可能没有 :
X1.- SUB-D HD 型 15 孔插头,用于连接第一轴的反馈装置 .
X2.- SUB-D HD 型 15 孔插头,用于连接第二轴的反馈装置 .
X3.- SUB-D HD 型 15 孔插头,用于连接第三轴的反馈装置 . 只适用于 30i-M
型 .
V0605-20i-M / 30i-M - 安装 / 操作手册 - 数显表的安装 - (23/40)
Page 24

警告
3.3 一般技术特性
• 电源输入 AC100V 到 240V(±10%),频 率 45Hz到 400Hz。D C 120V 到 300 V.
• 可承受电源断电 20 毫秒 .
• 在关机状态,数显表内的参数可保持 10 年 .
• 数显表内的工作温度必须在 5º C 到 45º C 之间 .
• 数显表内的存储温度必须在 -25º C 到 +70º º C 之间 .
• 最大相对湿度:95% (45ºC 时无冷凝状态) .
• 前面板密封: IP54 (DIN 40050), 后面板密封: IP4X (DIN40050) ,内置式: IP20.
3.4 连接
3.4.1 反馈系统的连接
不要在数显表通电时插拔插头 .
在插拔插头 (电源插头、反馈插头等)之前,请确认数显表已断电 .
仅按下键盘的 [on/off] 键关闭显示是不够的
反馈系统 ( 直线光栅尺或旋转编码器 ) 连接到 SUB-D HD 型 15- 插孔 X1 - X3
反馈输入的特性 : X1, X2 及 X3:
- +5V 输入功耗 : 250 mA.
1
- 允许方波信号 (TTL). (A, B, Io)
- 最大频率 : 250 KHz, 最小脉冲波前差 : 950 nsec.
- 相移 : 90º ±20º, 迟滞 : 0.25 V, 最大输入电压 : 7V,
最大输入电流 : 3mA
- 高门槛电压 ( 逻辑状态 1) 2.4V < VIH < 5V
- 低门槛电压 ( 逻辑状态 0) 0.0V < VIL < 0.55V
(24/40) - 数显表的安装 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
Page 25

反馈连接插头 X1, X2 及 X3
针脚 信号 功能
1A
2/A
3B
4/B
5I0
6/I0
反馈信号输入
3.5 快捷设置
" 快捷设置 " 用以设置数显表的反馈、检查数显表的安装是否正确、反馈信号是
否丢失 . 并设置编码器的分辨率、参考点类型及正脉冲记数方向 ..
3.5.1 进入快捷设置方式
按 [CLEAR] [OFF] 键
7
8
9+5V
10
11 0V
12, 13, 14
15
报警
/ 报警 *
没有用到
没有用到
机壳 屏蔽
到反馈装置的电源
到反馈装置的电源
CODE: 555
3.5.2 操作方式
输入 555
数显表显示 “Setup” ,说明反馈没有设置正确 .
• 将轴移动到零点并按下轴键 .
数显表将显示 “START”.
• 将轴正向移动到行程终点以便于 数显表读到尽可能多的参考点 .
• 按 [ENTER] 完成 . 将轴移动方向设置为正向 .
V0605-20i-M / 30i-M - 安装 / 操作手册 - 数显表的安装 - (25/40)
Page 26

轴的状态为以下三者之一 :
Ready 反馈设置正 .
It has set PAR00 (feedback reading direction), PAR01 (resolution), PAR03
(multiplying factor) and PAR14 (type of reference mark, I0)
Repeat 反馈设置错误 , 重新设置 .
Error 反馈系统错误 .
注意 : 如果反馈元件为钢带尺 , 在按之前 [ENTER] , 请先按 [F].
3.5.3 电源和机床的连接
保持垂直安装,以便于操作者可触及键盘,显示的读数便于观察 (和操作者的
视线在同一水平面上)。
在通电状态,不要插拔数显表的插头。
将所有的接地点连接到机床的公共接地点,由此连至主接地点 . 用于连接的电
缆应有足够的截面积 ( 不要小于 8 mm
2
) .
3.6 安装参数
to
对于特定的应用, 数显表需要设置与之相应的参数 .
各参数的设置方法取决于该参数是通用参数还是各轴的专用参数 .
• 对于各轴的专用参数,参数号 (PAR??) 在每个轴都显示 , 修改时必须按下对
应的轴键
• 对于通用参数,多轴数显时 X 轴显示参数号,Y轴显示参数值 ;单轴数显时X轴
显示参数号 , 再次按该键,显示参数值 .
根据设置方法的不同,有以下几种参数 :
• 二进制数值: 每一位的值取 0 或者 1, 按下 [1] 到 [8] 之间的数字键 , 与之相对
应位的值将改变 , [1] 键对应最右边一位 , [8] 键对应最左边一位 .
• 数值: 通常对应于轴的分辨率 , 以常规方式设置 .
• 可选项: 按下该键进行切换 , 数值以循环方式设置 .
(26/40) - 数显表的安装 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
Page 27

进入参数编辑状态
在数显表显示读数状态时, 按下该键 :
CODE: 060496
进入参数
转换参数
[ 数值 ]
X 轴显示 " COdE ". 输入数值 060496
数显表显示 PAR00.
在通常计数显示方式,参数 PAR05 ( 比例系数 ) 也可以依次按下左边的键来直
接调用和修改其内容。所以不用通过此前的所有步骤,也可以改变数显表的工
作状态
注意 : 同样 PAR05, PAR53 参数 也可以直接调用 .
• 选择轴 .
• 按下该键保存显示值 .
• 按下该键取消修改 .
按下 [ENTER] 键,继续编辑下一个参数
按下该键返回上一个参数编辑 .
退出参数编辑模式
按下该键 .
编辑专用参数 :
参数号
恢复产品出厂时的参数设置 :
在参数编辑模式下 , 依次按下这些键 , 可不通过上述步骤直接编辑专用参数 .
然后 , 选择影响该参数的轴 .
在参数编辑模式 , 显示 PAR00 时 , 依次按下这些键 , 第一轴的小数点将会变亮
V0605-20i-M / 30i-M - 安装 / 操作手册 - 数显表的安装 - (27/40)
Page 28

3.7 影响轴位置显示的参数 .
二进制码参数的位与数字键的对应关系为: "1" 对应最右边位, "8" 对应最左边
位。
XXXXXXXX <-- 二进制码
87654321 <-- 键
参数 功能
PAR00 反馈设置 , 各轴不同 , 二进制 .
该参数用来设置反馈装置 ( 直线光栅尺或 旋转编码器)的特性以便正确读取
轴的位置 .
位
8, 7, 6 没有使用 ( 需设置为 "0")
5 反馈分辩率单位 :
直线轴 : 0 = 毫米 , 1 = 英寸 .
旋转轴 :0 = 度 , 1 = 秒 .
注意 : 这些单位指的是反馈脉冲,而不是位置显示 .
4 轴的类型 : 0 = 直线轴 , 1 = 旋转轴
3 没有使用
2 没有使用 ( 需设置为 "0")
1 计数方向 (0 = 正常 , 1 = 反向 )
如果轴计数的增加或减少与所需相反,修改此参数 .
PAR01 反馈分辨率 . 各轴独立 .
可能的数值:
直线轴 : 从 0.0001 mm 到 1.0000 mm (0.000005" 到 0.03937")
旋转轴 : 从 0.0001º 到 1.0000º ( 从 1 到 999 秒 ).
出厂设置 : 0.0050 mm (5 µm).
编码器分辨率的计算公式 :
R
------------------------------------------------------------- -
p TTLfactor Sfactor××
360
---------------------------------------------------==
pPAR02 PAR03××
360
公式中:
R = 以度为单位的分辨率
p = 编码器每转的脉冲数
TTLfactor = TTL 信号的倍率系数
Sfactor = 正弦波信号的倍率系数
(28/40) - 数显表的安装 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
Page 29

PAR02 TTL 倍率系数 ( 细分 ). 各轴独立 .
可选 : x4, x2, x1 , x0.5.
出厂设置 x4,这是给发格光栅尺的数值 .
当在直线轴上使用旋转编码器时,应根据编码器的线数、丝杠的节距及所需的
分辨率来计算 :
P
p
----------=
RxF
公式中 :
p = 编码器的每转线数
P = 丝杠节距 毫米 / 转
R = 分辨率 毫米 / 脉冲
F = 设定的倍率系数
PAR03 使用距离编码器参考信号或 TTL 方波信号时的外部倍率系数 .
各轴独立,使用绝对反馈时不需要 .
可选 : 1, 5, 10, 20, 25, 50.
出厂设置 : 1
信号 型号
MT / MKT
TTL
MX / MKX
TTL dif.
CT
FT
MTD
CX
SX
GX
FX
LX
MOX
COX
SOX
GOX
FOX 25 00X01010
LOX 10 00X00110
XXXXXXXX
0000000X
PAR00
反馈参数
PAR01
mm
0.005
0.001
PAR02 PAR03 PAR14
X 00X0XX00
4
5 00X00010
注意 : 上表中 , X 指该值的设置不影响其它位 .
V0605-20i-M / 30i-M - 安装 / 操作手册 - 数显表的安装 - (29/40)
Page 30

PAR04 轴显示 . 各轴独立 .
位
8, 7, 6, 5, 4 没有使用 ( 需设置为 "0"),
3 关闭轴显示 . 0 = 否 , 1 = 是 .
2 轴显示转换 半径 / 直径
0 = 不转换 , 1 = 转换
1 轴显示 . 0 = 半径 , 1 = 直径 .
注意 : 对于旋转轴,该参数的设置无效 .
PAR05 比例系数 各轴独立 .
数值范围在 ±9.999 之间 .
"0" 说明没有使用比例系数 .在读取相对于机床参考点的位移 ( 其LED亮)及使用
了刀具补偿 (TOOL 指示灯亮 ) 的情况下,该参数不起作用。
出厂设置 “0”.
注意 : 对于旋转轴,该参数的设置无效 .
PAR07 坐标轴读数组合 . 各轴独立 .
该参数说明要组合的轴数 ; “0” 表示不组合 ,
1 = X 轴 , 2=Y, 3=Z. 如带负号,则需减去其他轴的数值 .
出厂设置 : "0".
被组合轴的参数应该与组合轴相同 (PAR01, PAR02, PAR03).
可能的数值 : -2 到 2. (20i, 20i-M), -3 到 3 (30i-M)
注意 : 对于旋转轴,该参数的设置无效 .
PAR08 报警 .
确定反馈速度报警、行程限位报警及反馈报警是否有效 .
位
8, 7, 6, 5 此时没有用到 ( 必须设置为 "0")
4 反馈信号报警有效值。 (0= 低 , 1= 高 )
3 检测光栅尺提供的反馈报警信号 .0= 否 , 1 = 是 .
2 超程报警 (PAR12 、 PAR13). 当该项报警激活后 , 轴的位置值将闪烁 .
将该轴移到行程内,超程报警即可消除
(30/40) - 数显表的安装 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
Page 31

1 反馈速度超过 200kHz报警.(分辨率为1µm时速度超过 60m/min). 该报警对旋
转轴无效 .
可能的设置 : 0 ( 报警关闭 ) 、 "1" ( 报警激活 ).
出厂设置 : 0
反馈及反馈速度报警时,数显表将显示 (. . . . . . . .).
按下该键,即可消除速度报警
PAR09 机床轴的线性补偿 . 各直线轴相互独立 .
数值范围: ±99.999 毫米 / 米 .
出厂设置 : 0.
注意 : 即使选择英寸显示时,此值的单位还是毫米 .
1 英寸 = 25.4 毫米
对于旋转轴 , 该项设置可以忽略 .
PAR10 相对于光栅尺参考零点的参考点偏置 , 各轴相互独立 .
通常在机床零点 ( 光栅尺的参考点 ) 与所选择的绝对零点不一致时使用 .
所以 , 当使用带标准 Io 的光栅尺时 , 该参数必须设置为从机床零点到反馈装置
参考点之间的距离 .
数值以各轴的分辩率为单位 .
出厂设置 : 0.
根据 “INCH”指示灯的状态,该数值可为英寸或毫米 .
PAR11 其它 .
位
8 没有使用 . 必须设置为 "0".
7 单位为毫米
6 单位为英寸
5 上电时数显表不显示 "Fagor DRO"
4 设置为 0 时 , 正常的零点设置和坐标预设 ( 出厂设置 )
设置为 1 时 , 快速回零各轴位置值 .
3 设置为 1 时 , 允许选择螺栓孔加工工作面 .
2 没有使用 . 必须设置为 "0".
V0605-20i-M / 30i-M - 安装 / 操作手册 - 数显表的安装 - (31/40)
Page 32

1 该键影响单轴 ( = 0) 或多轴 ( = 1).
如果该键独立地影响每一根轴 , 按下该键后 , 必须按轴键 .
显示值可以在绝对和增量方式之间切换 . 该参数决定了切换是影响单轴还是多
轴 .
出厂设置 : "1".
PAR12, PAR13 行程限位
PAR12 设置负向位移限位 .PAR13 设置正向位移限位 .
该参数允许使用英寸或毫米为单位 .
根据 “INCH”指示灯的状态,该数值可为英寸或毫米 .
如果参数 PAR08的第2位设置1, 当轴的移动超出了限位, 相应轴的显示将出现
闪烁,当轴退回到行程限位内后,闪烁停止 .
PAR14 二进制型零点搜索设置
位
8, 7 没有使用 ( 必须设置为 "0")
6 设置为 1 时 , 上电后,强制零点搜索有效 .
5 距离编码 Io 的方向 ( 0 = 增加 , 1 = 减小 ).
4 设置为 1 时,距离编码 I0 的栅距为 100 mm
设置为 0 时,距离编码 I
0 的栅距为 20 mm
3 设置为 1 时,距离编码 I0 的栅距为 40 mm
设置为 0 时,距离编码 I
0 的栅距为 20 mm
2 光栅尺的类型 . (0 = 固定型 , 1 = 距离编码型 ).
1 设置为 1 时 , 光栅尺没有参考点脉冲 I0.
进行零点搜索时,如果反馈设备没有参考点脉冲 “Io”, 该参数必须设置为 “1”.
出厂设置 : "0".
(32/40) - 数显表的安装 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
Page 33

PAR15 多点丝杠误差补偿 .
重要 : 在获取准确度曲线前, 轴必须回零. 因为只有回零后才能建立补偿 . 为了使用补
偿,建议设置参数 PAR 14, 上电后,先执行强制零点搜索
7
6
5
4
3
2
1
0
1
1 2 3 4 5 6 7
2
3
4
5
6
7
补偿点中必须至少有一点误差为零,补偿示例
多点丝杠误差补偿表 ( 毫米 )
点号 . 位置 需补偿的误差
10 0
2 200.000 0.002
3 275.250 0.007
4 427.345 -0.005
5 700.500 -0.007
6 760.000 0.003
7 1015.000 0.006
V0605-20i-M / 30i-M - 安装 / 操作手册 - 数显表的安装 - (33/40)
Page 34

选择要进行补偿的轴,并输入该轴要进行补偿的点数,最多40点.零说明不对该
POS 1
轴建立补偿 .
“POS 1” 为 要进行补偿的点数, “ERROR 1” 为补偿量 .
ERROR 1
按 [ENTER] 键显示位置值 (X 轴显示 ) 及需要补偿的误差 (Y 轴显示 ).
[补偿位置 ]
需要补偿的误差 = 实际位置 - 显示位置
补偿值 ]
[
按 [ENTER] 键,补偿下一点 .
按该键退出 .
PAR20 确定哪个轴需设置迟滞 .
位
8 在 " 关闭显示 " 方式下 2 分钟后关闭反馈
3, 2, 1 独立地设置迟滞于 Z、Y、X 轴
PAR25 迟滞区域的设置可避免坐标值显示的闪烁
PAR53 选择十进制数显示的位数 .
可能的值 :0.0 到 6.6.
第一位对应于以厘米显示的小数点位数,第二位对应于以英寸显示的小数点位
数 .
如果选择 “0” 值或选择的值大于 PAR01 设置的小数位值,它将显示出厂设置的
小数位值 .
注意 : 该参数对旋转轴无效 .
PAR65 激活数显表的各种功能 .
位
8
设置为 1,允许输入刀具长度 .
7 设置为 1,允许输入刀具直径 .
6 设置为 1,允许刀具半径补偿 .
5 设置为 1,允许直接进入 PAR05.
4 没有使用,必须设置为 “0”
3 设置为 1,按键有蜂鸣声
2 允许该键有效 ( 螺栓孔加工等 .)
1 允许该键有效 .
(34/40) - 数显表的安装 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
Page 35

4.1 CE 认证
4.1.1 遵守标准
4 附录
警告
在数显表通电之前 , 请仔细阅读手册第二章的安装说明 .
在没有确认机床符合 "89/392/CEE" 标准之前 , 禁止开启数显表 .
制造商 : Fagor Automation, S. Coop.
Barrio de San Andrés 19, C.P. 20500, Mondragón -Guipúzcoa (ESPAÑA)
在此我们声明 , 我们生产的产品 :
Fagor 数显表 :
20i-M, 20i-M
符合以下标准 :
安全 : EN 60204-1 机床安全 . 机床电气设备
电磁兼容性 :
EN 61000-6-4 发射
EN 55011 辐射 . A 级 , 1 组 .
EN 55011 导电 . A 级 , 1 组 .
EN 61000-3-2 谐波电流
EN 61000-3-3 电压波动 .
EN 61000-6-2 抗干扰性 .
EN 61000-4-2 静电放电 .
EN 61000-4-3 射频电磁场辐射 .
EN 61000-4-4 电快速瞬变脉冲 .
EN 61000-4-5 冲击 .
EN 61000-4-6 射频场感应的传导 .
EN 61000-4-8 工频磁场 .
EN 61000-4-11 电压短时中断和电压变化暂降 .
ENV 50204 无线电电话辐射电磁场 .
B, 30i-M, 30i-M B
并符合欧共体关于低压电器的以下标准 :
73/23/EEC, 93/68/EEC 机床安全 .
89/392/EEC, 89/336/EEC 电磁兼容性 .
2005 年 4月1日于蒙德拉贡
V0605 - 20i-M / 30i-M - 安装 / 操作手册 - 附录 - (35/40)
Page 36

40
4.1.2 安全条件
为了防止对人身、数显表及与数显表连接的设备造成危险与损坏,请仔细阅读
以下安全规则 .
发格自动化公司对因违反安全操作规则所造成的人身及财产损失概不负责 .
不要对数显表的内部器件进行任何操作
只有经过发格自动化公司授权的专业人员才能修理产品的内部器件 .
在数显表通电状态不要插拔插头
在插拔插头 ( 电源插头 , 反馈插头等 ) 之前,必须要断开电源 .
使用正确的交流电源电缆
为了避免危险,必须使用我们推荐的交流电源电缆 .
避免电流过载
为了避免漏电及引起火灾,电源电压必须在本书第二章规定的范围内 .
接地连接
为了避免漏电 , 请将所有的模块的接地点都连接到主接地点 .在连接数显表的输
入 / 输出之前 , 请确认所有的接地点都已正确连接 .
在上电之前,确认数显表已可靠接地
为了避免漏电 , 要确认所有的接地点都已正确连接 .
环境条件
对环境的温度和相对湿度的要求 , 参阅本书 “一般技术特性”章 , 第18页
请勿将数显表应用在有爆炸物的环境中
为了避免危险 , 请勿将数显表应用在有爆炸物的环境中 .
工作环境
该数显表适用于符合欧共体规定的工业环境中 .
(36/40) - 附录 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
Page 37

建议将数显表垂直安装
建议将数显表安装在如下的位置 , 背面的电源开关距地面距离为 0.7 米 (27.5 英
寸 ) 到1.7米(5.6 英尺 ), 远离可能损坏数显表的冷却液 , 化学物质 , 爆炸物 ,
阳光直射 , 过热空气 , 高压及大电流设备 , 高压磁场 ( 0.5 米 或 20 英寸 ) 等 .
该设备满足欧共体关于电磁兼容性的要求, 尽管如此, 我们还是建议将远离电磁
干扰源 , 如 .
- 与该产品使用同一交流电源的大负载 .
- 附近有便携式发射装置 (无线电话、无线发射器)
- 附近有 无线电 / TC 发射器 .
- 附近有 电焊机 .
- 附近有高压线 .
- 机床电器产生的干扰源
- 其它 .
安全标志 在本手册中出现的标志
“警告”标志 .
有关的文字说明该项操作会伤害操作者或损坏产品 .
产品上的标志
“警告”标志 .
有关的文字说明该项操作会伤害操作者或损坏产品 .
“电击”标志 .
说明该点有电压 .
“接地保护”标志 .
为了人身及产品的安全,该点必须接到机床的主接地点上 .
V0605 - 20i-M / 30i-M - 安装 / 操作手册 - 附录 - (37/40)
Page 38

40
4.1.3 保修条款
保修 所有由发格自动化公司生产或销售的产品,自仓库运出之日起有 12 个月的保修
期 .
在上述保修期内,发格公司将承担在发格公司内部维修产品时产生的维修备件
和人工费用 .
在保修期内,发格公司将修理或更换确认有缺陷的产品 .
发格公司承诺对其产品的维修和更换期限为:从该产品首次发布开始,到该产
品从样本中消失后的 8 年之内 .
需维修的产品是否在保修期内完全由发格公司决定 .
另请注意 维修应该在发格公司内部进行。所以,即使产品在保修期内,发格公司也不承
担产品的运输费用及技术人员的差旅费用 .
保修范围:按照安装说明进行安装;没有因为误操作及疏忽造成产品损坏;产
品由发格公司认可的人员操作
如果服务或维修结束后,发现引起产品故障的原因不是由发格公司产品本身质
量问题造成的,用户必须支付发格公司因此产生的所有费用 .
在任何情况下,发格公司将不承认其它保修条款,发格公司对可能造成的损失
不负责。
维修合同 服务和维修合同在保修期外和保修期内都是适用的 .
4.1.4 产品返回条款
返回数显表时,请将数显表用原来的包装材料包好,并使用原来的包装箱。否
则,请按如下说明包装 :
找一纸箱,它的内侧三面应大于数显表 15 厘米 (6 英寸),纸箱的强度应达到
170 公斤 (375LB) .
将产品发运给发格公司维修时,请在产品上附带一标签,注目该产品的拥有
者、联系人、产品型号、系列号及简要的故障描述。
用聚乙烯或类似的材料将产品包裹。
将产品放入纸箱内,四周用泡沫塑料填充。
用封箱带或工业包装带将纸箱封装。
(38/40) - 附录 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
Page 39

4.2 错误代码
错误代码
错误显示
FAGOR dro
Error 02
Error 04
Error 05
Error 06
Error 07
Error 08
Error 09
Error 12
Error 31
Error 32
Error 99
. . . . . . . .
1. 4. 3. 6. 5. 7. 2. 5
描述
在保存信息后电源断电或关闭数显表电源开关
没有预先按 [ON/OFF] 键,就关闭数显表电源,仅丢失反馈信息 ( 复位记数为
“0”及操作方式的状态英制、绝对方式、半径等 ).
参数值错误
内部配置错误
数据保存存储器错误 ( 请联系维修部门 ).
急停信号有效 . 按 [CLEAR] 键或消除急停信号 .
软件内存错误或软件被修改 .
工作存储器错误 ( 请联系维修部门 ).
搜索距离编码参考脉冲错误
内部异常 ( 请联系维修部门 ).
内部异常 ( 请联系维修部门 ).
内部异常 ( 请联系维修部门 ).
由反馈装置 ( 光栅尺或旋转编码器 ) 引起的反馈报警 .
反馈速度过快 .
EEEEEEEE
超过读数最大位置或回零速度过快 .
如果有不同与上表中最前面的两个信息出现,应先关闭数显表电源并再次接
通,直到这两个信息之一出现 .
按下该键进入记数方式,检查参数设置 .
如果有错误经常重复出现,请联系发格自动化公司客户服务部 .
如果某轴显示所有的小数点,例如 : 1.4.3.6.5.7.2.5. 这表明轴的移动速度过快
(>200 kHz 或分辨率为 1 µm 时超过 60 米 / 分 ). 当报警触发参数 PAR08(1) = 1
时,才会显示此错误
按下该键可清除错误显示 .
如果轴的数值在闪烁,说明轴的位置已超出机床参数所设定的行程限位,当报
警触发参数 PAR08(2) = 1 时,才会显示此错误 .
如果在轴移动时数显表没有显示,请检查插座的电压和接地,如果没有发现异
常,将反馈插头一个一个地断开,如果数显表此时恢复显示,说明这个反馈装
置有故障 . 如果故障现象无法消失,请联系发格自动化公司客户服务部 .
V0605 - 20i-M / 30i-M - 安装 / 操作手册 - 附录 - (39/40)
Page 40

40
4.3 维护
清洁 : 灰尘的积累会阻止数显表内部内部电子线路产生的热量的正常散发,导致数显
表内部过热并损坏数显表。
在某些场合,特别是湿度大的环境中,灰尘的积累会导致短路,增加数显表内
部线路的故障。
建议使用一块干净的布,加非腐蚀的清洁剂 (液体)或 75% 的酒精来清洁数显
表,切勿使用腐蚀性的溶剂 (苯或丙酮等)。
请勿使用压缩空气清洁数显表,否则会增加电荷积累,导致静电释放 .
数显表的前面板采用塑料材料,能经受以下物质:
• 润滑油和矿物油 .
• 碱性漂白粉 .
• 溶解性去污剂 .
• 酒精
避免使用象四氯化碳、苯、酯及醚类溶剂,因为它们可以损坏数显表的前面板。
预防性检查 如果数显表上电后无法启动,请检查数显表连线是否正确、输入的电压是否正
常 .
(40/40) - 附录 - 安装 / 操作手册 - 20i-M / 30i-M - V0605
 Loading...
Loading...