

Page 1

DOOSAN PUMA MX Series
FANUC Series 31i-Model A5
Programming Examples Manual
tim.markoski@gmail.com
Revision
(0
2012)
2.1
7/17/
Page 2

- 1 -
DISCLAIMER OF WARRANTY:
This user manual and the accompanying files are sold or supplied "as is" and without warranties as to
performance of merchantability or any other Warranties whether expressed or implied.
While every effort has been made to verify the accuracy of the content provided, it is the responsibility
of those programming and operating Doosan MX Series Multi-Tasking CNC Machining Centers to
abide by standards of safe programming, setup and operation of any CNC Machine Tool.
Because the various machine configurations, programming methods, individual work pieces and
setup/operator skill levels all effect the actual operation of the machine,
NO WARRANTY OF FITNESS FOR A PARTICULAR PURPOSE IS OFFERED.
The user must assume the entire risk of using the information provided in this manual and
accompanying files.
Any typographical errors should be brought to the attention of AmTTech immediately.
South Texas
10010 Houston Oaks Dr.
Houston, TX 77064
(832) 912-2000
North Texas
3301 Pleasant Valley Ln.
Arlington, TX 76015
(832) 912-2000
Service & Support
Service Support Center: (888) 823-2967
Page 3
- 2 -
TABLE OF CONTENTS
Standard Turning
Pg 3
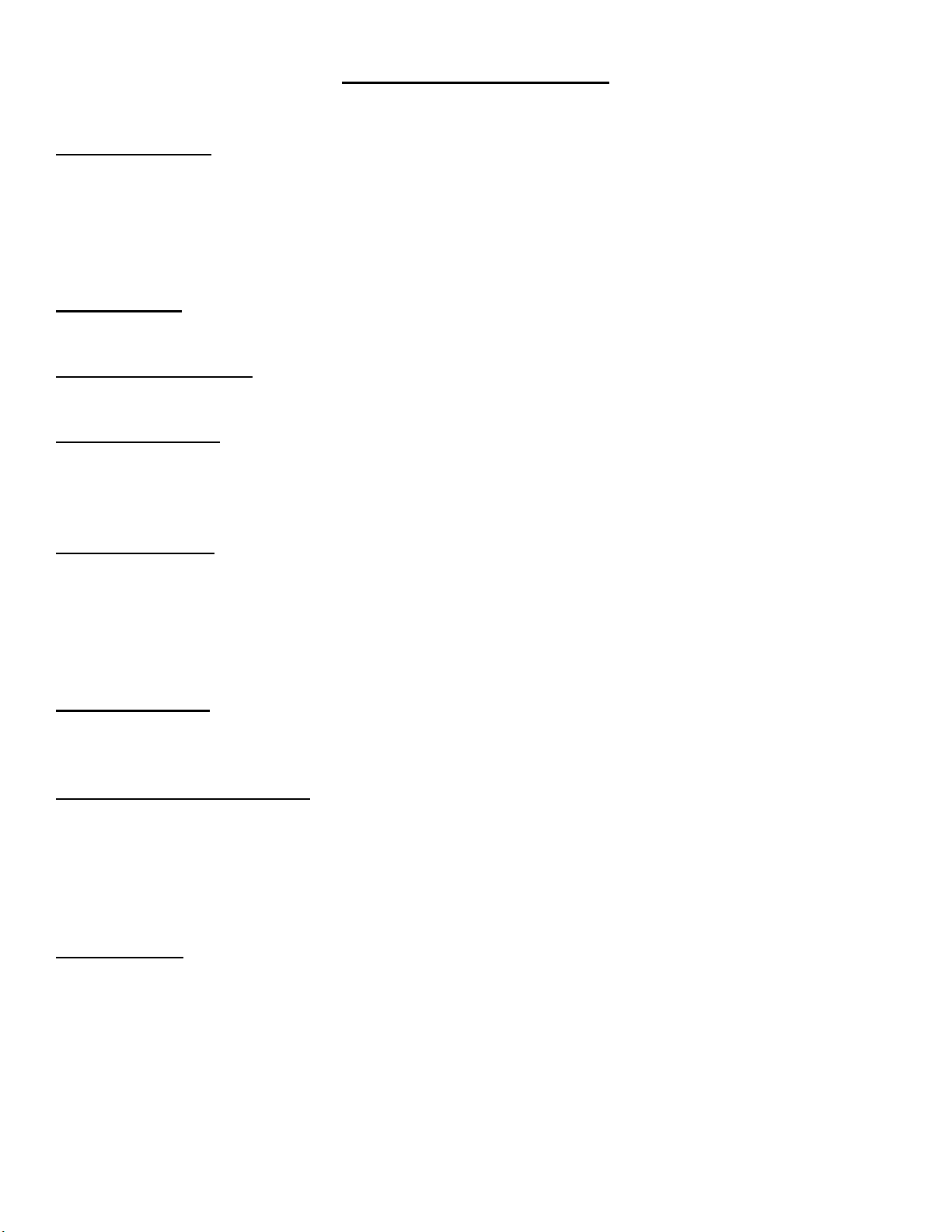
ANSI/ISO Holder Identification Pg 4
Insert Identification Pg 5
B-Axis Spindle Function – G490 Pg 9
Programming Example #1 - Upper Pg 10
Programming Example #2 - Lower Pg 13
Pinch Turning
Pg 16
Programming Example #3 – Upper & Lower Pg 17
Simultaneous Turning
Pg 20
Programming Example #4 - Upper & Lower w/Part Transfer Pg 20
Advanced Turning
Pg 25
B-Axis Spindle Function – G400 Pg 26
Programming Example #5 - Upper Pg 28
Programming Example #6 - Upper Pg 31
Advanced Drilling
Pg 34
Programming Example #7 - Upper Pg 34
Programming Example #8 - Upper Pg 36
Programming Example #9 - Upper Pg 38
B-Axis Spindle Tilt Function – G368/G369
- Upper Pg 40
Programming Example #10 - Upper Pg 41
Advanced Milling
Pg 43
Programming Example #11 – Upper (C-Axis/Y-Axis) Pg 43
Programming Example #12 – Upper (C-Axis) Pg 46
Advanced 5-Axis Operations
Pg 51
Programming Example #13 – Upper (5-Axis Milling) Pg 51
Doosan TCP Mode for 5-Axis Machining G700/G701
Pg 53
CAM System Post-Processor Information Pg 55
APT Cutter Location File Generated by CAM System
Pg 56
NC Code File Generated by CAM System Post-Processor
Pg 61
Miscellaneous
Pg 66
Servo Driven Tail Stock Pg 66
Macro-B OD Jaw Program Pg 66
Page 4

- 3 -
DOOSAN PUMA MX Series – Standard Turning
The Doosan Puma MX Series is a powerful Multi-Task Machining Center.
Its core is built upon the concepts a standard CNC Turning Center.
As such, it handles standard CNC Turning quite well.
The basic differences in programming are not in the tool path motion but in the following:
Preparation and positioning before a Turning Operation
Tool Changes and Offsets
End of an Operation/Preparation for the next operation.
By standardizing the NC Code data in these areas, we can come up with a basic skeleton or outline
for all machining operations. This standardization will aid in the creation of a Post-Processor for any
given CAM system that a user may have for generating NC programs.
As ANSI/ISO Stick Tooling is well established for CNC Turning Operations, the first four examples in
this user manual will be using this standard stick tooling along with the proper CAPTO® C6 holder
and adapters for that tooling.
As all Doosan Puma MX Series Multi-Task Machining Center have the common element of the
Nutating B-Axis Head, our first standard turning example will be done using the B-Axis Head for all
operations. We will then progress to using the Lower Turret independently and then integrate it into
synchronized operations using both the Upper B-Axis Head and the Lower Turret.
Page 5
- 4 -
Page 6
- 5 -
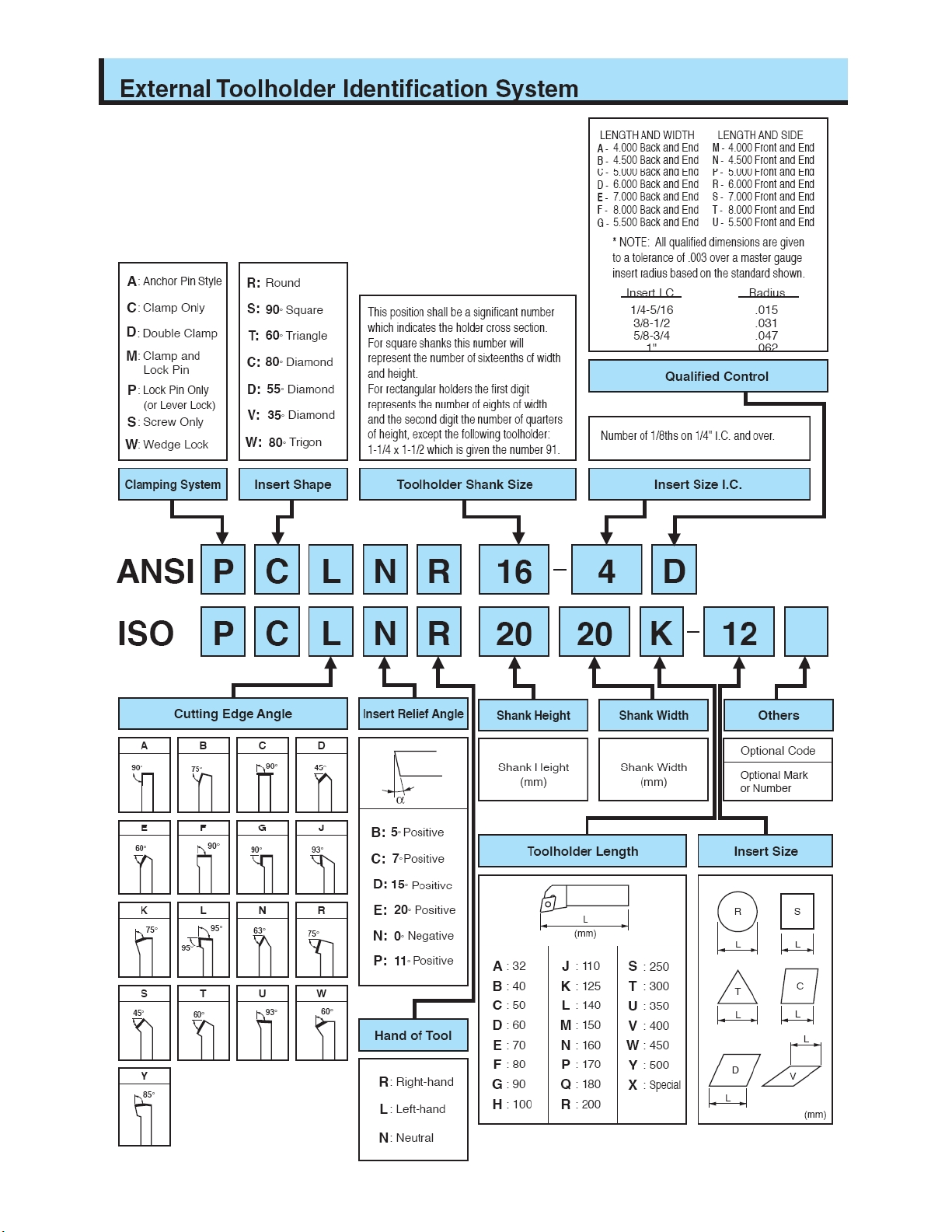
Insert Designation Chart
Shape
(e.g. "CNMG432" / "CCMT32.51")
Code Letter
Description
Diagram
Nose Angle
A
85° parallelogram
85°
B
82° parallelogram
82°
C
80° diamond
80°
D
55° diamond
55°
E
75° diamond
75°
H
hexagon
120°
K
55° parallelogram
55°
L
rectangle
90°
M
86° diamond
86°
N
55° parallelogram
55°
O
octagon
135°
P
pentagon
108°
R
round
full radius
S
square
90°
T
triangle
60°
V
35° diamond
35°
W
trigon
80°
X
sp. parallelogram
85°
Clearance or Relief Angle
(e.g. "CNMG432" / "CCMT32.51")
Code Letter
Angle
Diagram
N
0°
A
3°
B
5°
C
7°
P
11°
D
15°
E
20°
F
25°
G
30°
Page 7
- 6 -
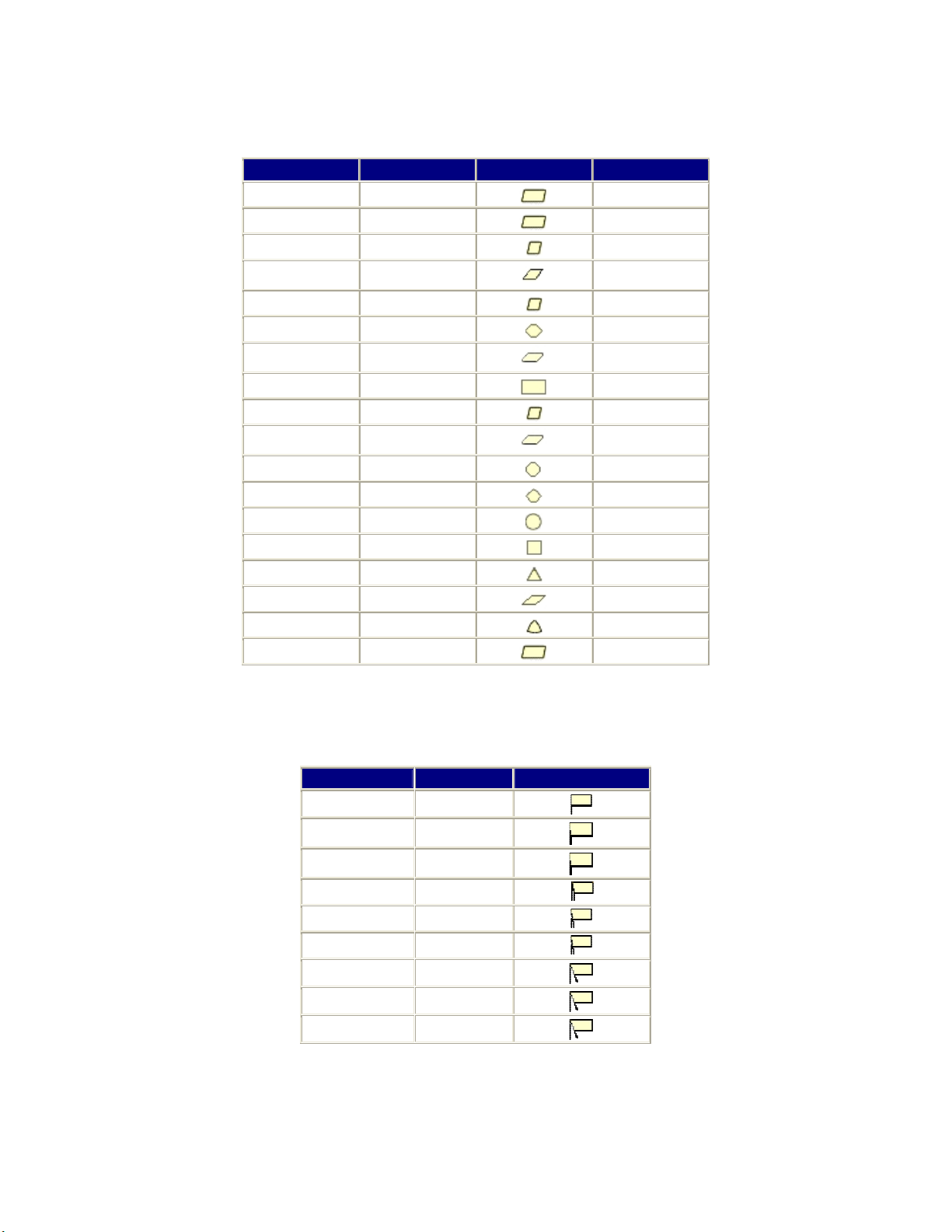
Tolerance
(e.g. "CNMG432" / "CCMT32.51")
Code
Letter
Cornerpoint
(inches)
Thickness
(inches)
Inscribed
Circle (in)
Cornerpoint
(mm)
Thickness
(mm)
Inscribed
Circle (mm)
A
.0002"
.001"
.001"
.005mm
.025mm
.025mm
C
.0005"
.005"
.001"
.013mm
.025mm
.025mm
E
.001"
.001"
.001"
.025mm
.025mm
.025mm
F
.0002"
.005"
.0005"
.005mm
.025mm
.013mm
G
.001"
.001"
.001"
.025mm
.13mm
.025mm
H
.0005"
.001"
.0005"
.013mm
.025mm
.013mm
J
.002"
.001"
.002-.005"
.005mm
.025mm
.05-.13mm
K
.0005"
.001"
.002-.005"
.013mm
.025mm
.05-.13mm
L
.001"
.001"
.002-.005"
.025mm
.025mm
.05-.13mm
M
.002-.005"
.005"
.002-.005"
.05-.13mm
.13mm
.05-.15mm
U
.005-.012"
.001"
.005-.010"
.06-.25mm
.13mm
.08-.25mm
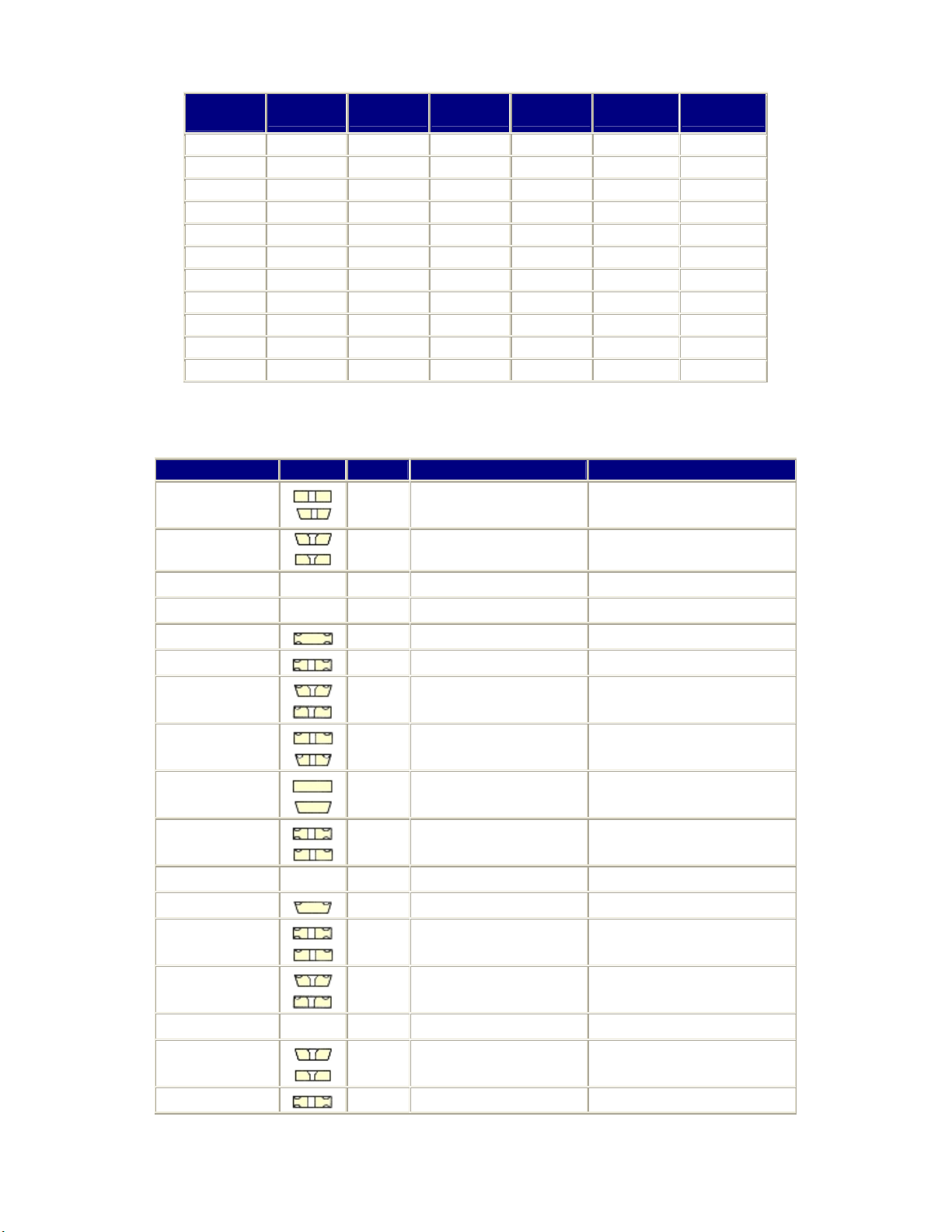
Hole / Chipbreaker
(e.g. "CNMG432" / "CCMT32.51")
Code Letter
Diagram
Hole
Hole Shape
Chipbreaker Type
A
Yes
Cylindrical
None
B
Yes
70-90° double countersink
None
D
Yes
Cylindrical
None
E
No
None
F
No
Double-sided
G
Yes
Cylindrical
Double-sided
H
Yes
70-90° single countersink
Single-sided
M
Yes
Cylindrical, or dbl countersink
Single-sided
N
No
None
P
Yes
Cylindrical
Hi-double positive
Q
Yes
40-60° double countersink
None
R
No
Single-sided
S
Yes
Cylindrical
Hi-double positive
T
Yes
40-60° double countersink
Single-sided
U
Yes
40-60° double countersink
Double-sided
W
Yes
40-60° double countersink
None
Z
Yes
Cylindrical
Double-sided hi-double positive
Page 8
- 7 -
Size
(e.g. "CNMG432" / "CCMT32.51")
Inscribed Circle Size
ISO Code No. (metric cutting edge length) by shape code letter of insert
ANSI
Code No.
decimal in.
fractional in.
CDRSTVW
0.5
.0625"
1/16
1.2
.15625"
5/32
1.5
.1875"
3/16
04 (4mm)
5mm
04 (4mm)
04 (4mm)
8mm
8mm
S3
1.8
.21875"
7/32
2
.25"
1/4
06 (6mm)
07 (7mm)
06 (6mm)
06 (6mm)
11 (11mm)
11 (11mm)
04 (4mm)
2.5
.3125"
5/16
08 (8mm)
9mm
07 (7mm)
07 (7mm)
13 (13mm)
13 (13mm)
05 (5mm)
3
.375"
3/8
09 (9mm)
11 (11mm)
09 (9mm)
09 (9mm)
16 (16mm)
16 (16mm)
06 (6mm)
3.5
.4375"
7/16
11mm
13mm
11 (11mm)
11 (11mm)
19 (19mm)
19mm
7mm
4
.5"
1/2
12 (12mm)
15 (15mm)
12 (12mm)
12 (12mm)
22 (22mm)
22 (22mm)
08 (8mm)
4.5
.5625"
9/16
14mm
17mm
14 (14mm)
14 (14mm)
24mm
24mm
9mm
5
.625"
5/8
16 (16mm)
19 (9mm)
15 (15mm)
15 (15mm)
27 (27mm)
27 (27mm)
10 (10mm)
5.5
.6875"
11/16
17mm
21mm
17 (17mm)
17 (17mm)
30mm
30mm
11mm
6
.75"
3/4
19 (19mm)
23 (23mm)
19 (19mm)
19 (19mm)
33 (33mm)
33 (33mm)
13 (13mm)
6.5
.8125"
13/16
7
.875"
7/8
22mm
27mm
22 (22mm)
22 (22mm)
38mm
38mm
15mm
81"1
25 (25mm)
31 (31mm)
25 (25mm)
25 (25mm)
44 (44mm)
44 (44mm)
17 (17mm)
10
1.25"
1-1/4
32 (32mm)
38mm
31 (31mm)
31 (31mm)
54 (54mm)
54 (54mm)
21 (21mm)
1.26"
32 (32mm)
Thickness
(e.g. "CNMG432" / "CCMT3
2.5
1")
ANSI
Code No.
ISO
Code No.
Decimal
Value
Fractional
Value
Millimeter
Value
1010.0625"
1/16
1.59mm
T1
0.078"
5/64
1.98mm
1.5020.094"
3/32
2.38mm
T2
0.109"
7/64
2.78mm
2030.125"
1/8
3.18mm
2.5T30.156"
5/32
3.97mm
3040.187"
3/16
4.76mm
05
0.219"
7/32
5.56mm
4060.25"
1/4
6.35mm
5070.313"
5/16
7.9mm
6090.375"
3/8
9.53mm
8
0.5"
1/2
12.7mm
Radius
(e.g. "CNMG432" / "CCMT32.51")
ANSI
Code No.
ISO
Code No.
Decimal
Value
Fractional
Value
Millimeter
Value
Null
Null
Wiper flat
Wiper flat
Wiper flat
VM0000
0.2000.004"
0.1mm
X
0.004"
0.1mm
0.5
0.008"
0.2mm
0000.008"
0.2mm
Y
0.008"
0.2mm
1040.016"
1/64
0.4mm
05
0.020"
0.5mm
2080.031"
1/32
0.8mm
10
0.040"
1.02mm
3120.047"
3/64
1.2mm
4160.062"
1/16
1.6mm
5200.078"
5/64
2mm
6240.094"
3/32
2.4mm
7290.109"
7/64
2.9mm
8320.125"
1/8
3.2mm
Page 9
- 8 -
Wiper Lead Angle
(e.g. "SEKN42AFTN")
Code Letter
Angle
A
45°
D
60°
K
60°
E
75°
L
75°
P
0°
Wiper Clearance Angle
(e.g. "SEKN42AFTN")
Code Letter
Angle
C
7°
D
15°
E
20°
F
25-26°
G
30°
N
0°
P
11°
Cutting Edge Preparation
(e.g. "SEKN42AFTN")
Code Letter
Edge Preparation
F
sharp
E
honed
T
T-land
S
honed T-land
X
special chamfer
Cutting Direction
(e.g. "SEKN42AFTN")
Code Letter
Direction
R
right-hand cutting only
L
left-hand cutting only
N
both right-hand and left-hand cutting
Page 10
- 9 -
B-Axis Spindle Function - G490
Automatic Milling Spindle Orientation
(G490)
The B-Axis Head Spindle contains a curvic-coupling on the front
face.
This allows for the possible indexing of the milling spindle in 30˚ increments.
The Doosan Puma MX series has two functions in commanding for milling spindle
orientation.
The G490 function automatically unclamps the milling spindle and orients to the designated
degree of rotation. After orientation, t h e milling spindle is automatically
clamped.
The other function (M279) is needed to command unclamping (M101) for the milling
spindle
before commanding orientation and to command clamping (M100) after
commanding
orientation. But this is only for maintenance by an authorized Service Engineer
.
Command
Format
G490 S
G490
: automatic milling spindle orientation
command
S
: orientation degree of milling
spindle
S0
→0˚
S300
→30˚
S1800→180
˚
S3600→360
˚
Note:
G490 S0 is automatically invoked during a Tool Change Sequence.
It is not required to command G49 S0 prior to a Tool Change Sequence.
However, all examples using the B-Axis Head will show this commanded explicitly
for clarity.
Page 11
- 10 -
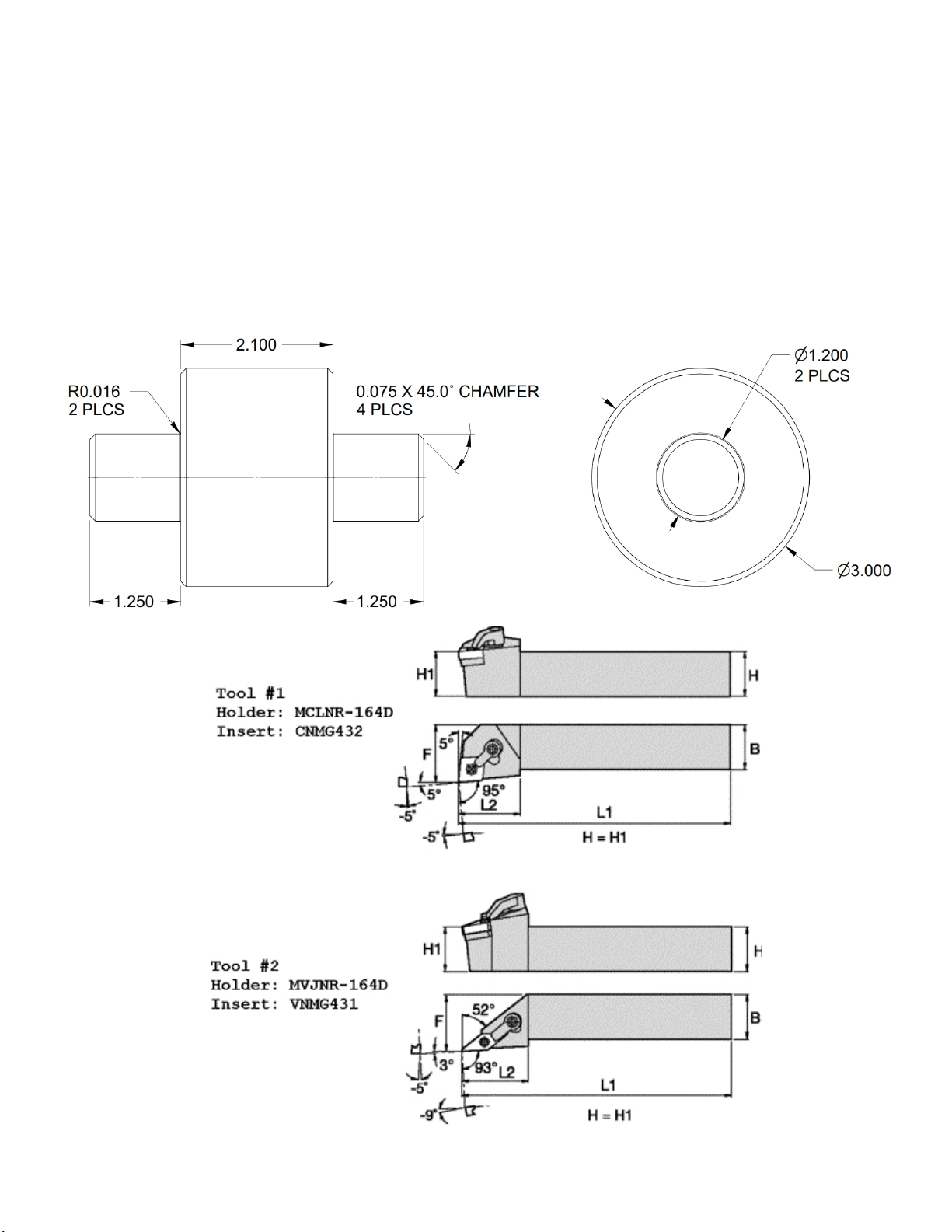
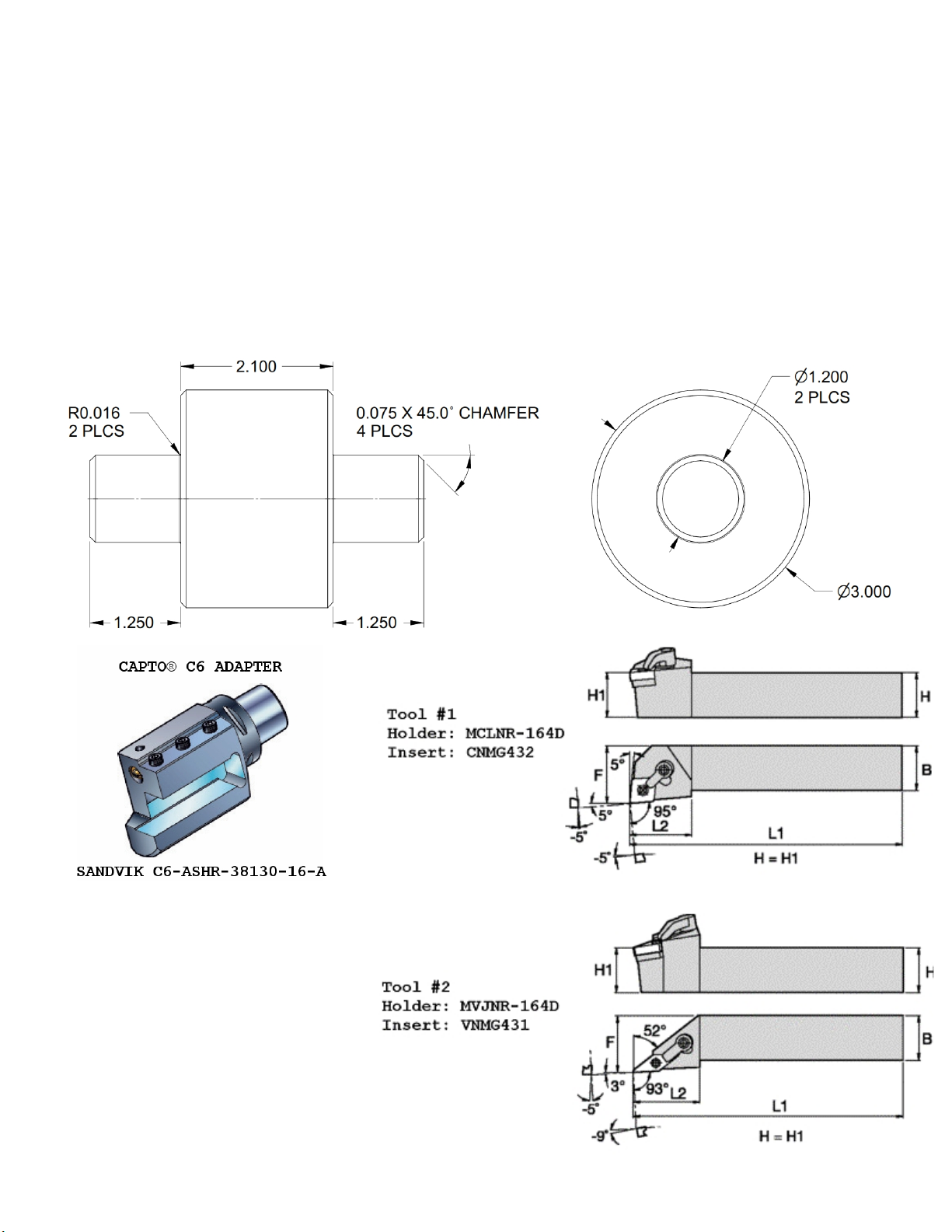
EXAMPLE #1 – STANDARD TURNING – UPPER UNIT ONLY
MATERIAL : AISI 4140 ALLOY STEEL - 275 HB
STOCK : 3.5 DIA ROUND BAR X 4.85 LONG
PROJECTION: 2.5 MINIMUM FROM JAW FACE
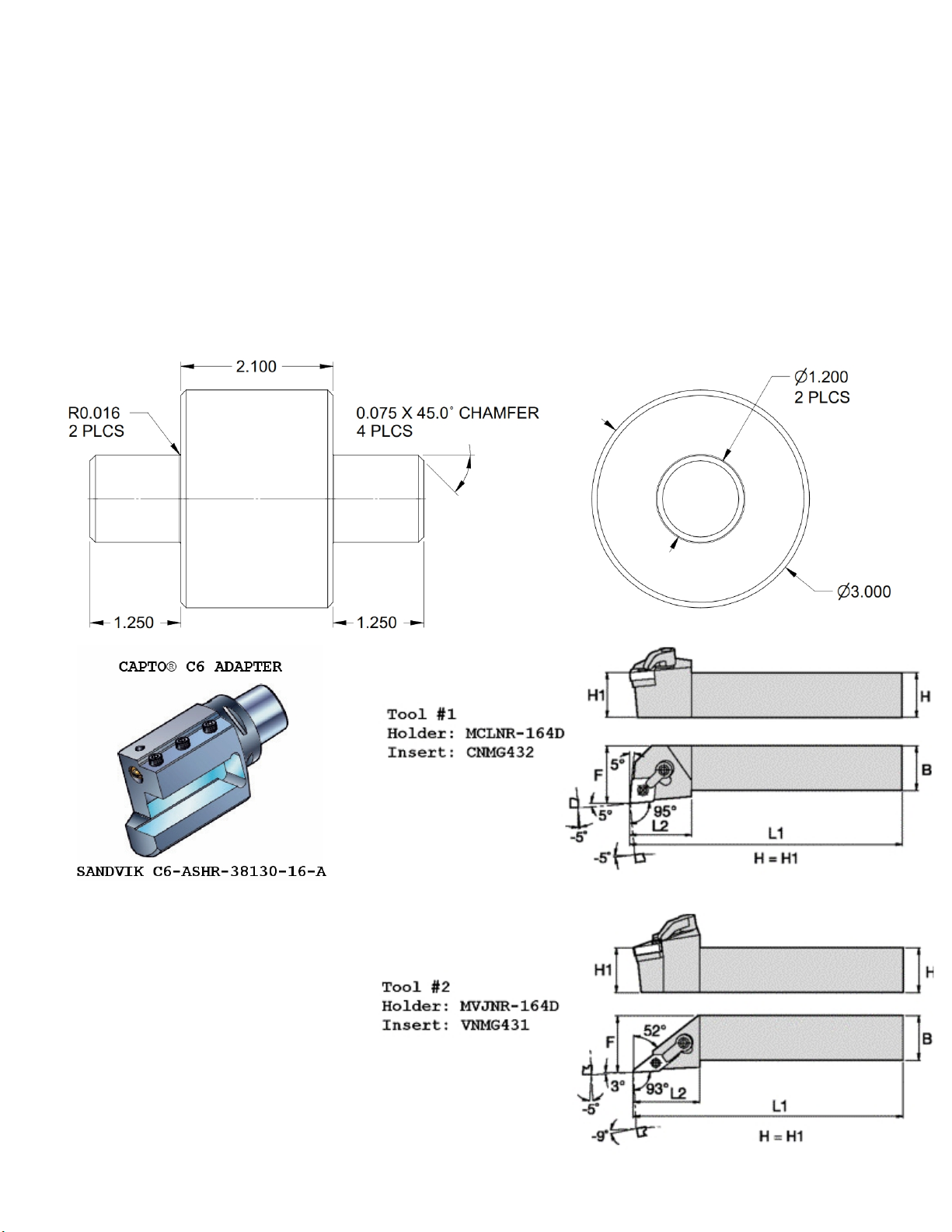
ADAPTERS : SANDVIK C6-ASHR-38130-16-A (2)
HOLDERS : MCLNR-164D (1), MVJNR-164D (1)
INSERTS : CNMG-432 (1), VNMG-431 (1)
SPINDLE : LEFT MAIN
WORK COORD: G54
ORIGIN : X0.0 = SPINDLE CENTERLINE, Z0.0 = FINISHED FACE
PROCESS : FACE, ROUGH & FINISH TURN HALF OF PART
Page 12

- 11 -
%
O0001(MX-EXAMPLE #1 – UPPER UNIT ONLY)
(PREPARATION FOR START OF PROGRAM)
(INITIALIZE - RAPID, ZX PLANE, TNR COMP CANCEL, TLO CANCEL, CYCLE CANCEL, UPR FEED)
N1 G00 G18 G40 G49 G80 G99
N2 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N3 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N4 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N5 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL CHANGE)
N6 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N7 M01
(PREPARATION FOR START OF OPERATION)
N8 G54 (WORK COORDINATE SELECTION)
N9 M06 T01001 (SANDVIK C6-ASHR-38130-16-A - MCLNR-164D - CNMG432)
N10 T02000 (STAGE NEXT TOOL)
N11 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL)
N12 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N13 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N14 M138 (SHOWER BED COOLANT ON)
N15 M126 (COOLANT THROUGH TOOL ON)
N16 M34 (LEFT SPINDLE C-AXIS MODE OFF)
N17 M261 (SPINDLE WINDING LOW - REPLACES M41)
N18 G50 S2500 (MAXIMUM RPM CAP)
N19 G96 S500 M03 P11 (CONSTANT CUTTING SPEED MODE - 500 FPM - LEFT SPINDLE CLOCKWISE)
(FACE = ROUGH & FINISH)
N20 G00 X3.7 Z0.01
N21 G01 X-0.0625 F0.018
N22 G00 Z0.11
N23 X3.7
N24 Z0.0
N25 G01 X-0.0625 F0.01
N26 G00 Z0.1
(OD CANNED ROUGH)
N27 G00 X3.5
N28 G00 Z0.0615
N29 G71 U0.125 R0.03
N30 G71 P31 Q40 U0.02 W0.01 F0.018
N31 G00 X0.8903
N32 G01 X1.1817 Z-0.0842
N33 G03 X1.2 Z-0.1063 R0.0313
N34 G01 Z-1.125
N35 G01 X2.7875
N36 G03 X2.8317 Z-1.1342 R0.0313
N37 G01 X2.9817 Z-1.2092
N38 G03 X3.0 Z-1.2313 R0.0313
N39 G01 Z-2.225
N40 G01 X3.5
N41 G00 Z0.1
(TOOL CHANGE PREPARATION)
N42 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N43 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N44 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N45 T01000 (CANCEL OFFSET FOR CURRENT TOOL)
N46 M139 (SHOWER BED COOLANT OFF)
N47 M127 (COOLANT THROUGH TOOL OFF)
N48 M05 P11 (LEFT SPINDLE STOP)
N49 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL CHANGE)
N50 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N51 M01
Page 13

- 12 -
(PREPARATION FOR START OF OPERATION)
N52 G54 (WORK COORDINATE SELECTION)
N53 M06 T02002 (SANDVIK C6-ASHR-38130-16-A - MVJNR-164D - VNMG431)
N54 T01000 (STAGE NEXT TOOL)
N55 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL)
N56 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N57 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N58 M126 (COOLANT THROUGH TOOL ON)
N59 M34 (LEFT SPINDLE C-AXIS MODE OFF)
N60 M262 (SPINDLE WINDING HIGH- REPLACES M42)
N61 G50 S2500 (MAXIMUM RPM CAP)
N62 G96 S600 M03 P11 (CONSTANT CUTTING SPEED MODE - 600 FPM - LEFT SPINDLE CLOCKWISE)
(OD FINISH)
N63 G00 X3.5 Z0.1
N64 X1.0408 Z0.0661
N65 G01 X0.9701 Z0.0308 F0.006
N66 X1.1908 Z-0.0796
N67 G03 X1.2 Z-0.0906 R0.0156
N68 G01 Z-1.125
N69 X2.8187
N70 G03 X2.8408 Z-1.1296 R0.0156
N71 G01 X2.9908 Z-1.2046
N72 G03 X3.0 Z-1.2156 R0.0156
N73 G01 Z-2.205
N74 X3.0707 Z-2.1697
N75 G00 X3.5 Z0.1
(END PROGRAM/TOOL CHANGE PREPARATION)
N76 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N77 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N78 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N79 T02000 (CANCEL OFFSET FOR CURRENT TOOL)
N80 M139 (SHOWER BED COOLANT OFF)
N81 M127 (COOLANT THROUGH TOOL OFF)
N82 M05 P11 (LEFT SPINDLE STOP)
N83 G490 S0 (EXPLICIT SPINDLE ORIENTATION FOR TOOL CHANGE)
N84 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N85 M30
%
Page 14
- 13 -
EXAMPLE #2 – STANDARD TURNING – LOWER UNIT ONLY
MATERIAL : AISI 4140 ALLOY STEEL - 275 HB
STOCK : 3.5 DIA ROUND BAR X 4.85 LONG
PROJECTION: 2.5 MINIMUM FROM JAW FACE
ADAPTERS : N/A
HOLDERS : MCLNR-164D (1), MVJNR-164D (1)
INSERTS : CNMG-432 (1), VNMG-431 (1)
SPINDLE : LEFT MAIN
WORK COORD: G54
ORIGIN : X0.0 = SPINDLE CENTERLINE, Z0.0 = FINISHED FACE
PROCESS : FACE, ROUGH & FINISH TURN HALF OF PART
Page 15
- 14 -
%
O0002(MX-EXAMPLE #2 - LOWER)
(PREPARATION FOR START OF PROGRAM)
(INITIALIZE - RAPID, ZX PLANE, TNR COMP CANCEL, CYCLE CANCEL, UPR FEED)
N1 G00 G18 G40 G80 G99
N2 G00 G28 U0.0 (ZERO RETURN X-AXIS)
N3 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
(PREPARATION FOR START OF OPERATION)
N4 G54 (WORK COORDINATE SELECTION)
N5 T01001 (MCLNR-164D - CNMG432)
N6 M138 (SHOWER BED COOLANT ON)
N7 M08 (COOLANT ON)
N8 M34 (LEFT SPINDLE C-AXIS MODE OFF)
N9 M261 (SPINDLE WINDING LOW - REPLACES M41)
N10 G50 S2500 (MAXIMUM RPM CAP)
N11 G96 S500 M03 P11 (CONSTANT CUTTING SPEED MODE - 500 FPM - LEFT SPINDLE CLOCKWISE)
(FACE = ROUGH & FINISH)
N12 G00 X3.7 Z0.01
N13 G01 X-0.0625 F0.018
N14 G00 Z0.11
N15 X3.7
N16 Z0.
N17 G01 X-0.0625 F0.01
N18 G00 Z0.1
(OD CANNED ROUGH)
N19 G00 X3.5
N20 G00 Z0.0615
N21 G71 U0.125 R0.03
N22 G71 P23 Q32 U0.02 W0.01 F0.018
N23 G00 X0.8903
N24 G01 X1.1817 Z-0.0842
N25 G03 X1.2 Z-0.1063 R0.0313
N26 G01 Z-1.125
N27 G01 X2.7875
N28 G03 X2.8317 Z-1.1342 R0.0313
N29 G01 X2.9817 Z-1.2092
N30 G03 X3.0 Z-1.2313 R0.0313
N31 G01 Z-2.225
N32 G01 X3.5
N33 G00 Z0.1
(TOOL CHANGE PREPARATION)
N34 G00 G28 U0.0 (ZERO RETURN X-AXIS)
N35 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N36 T01000 (CANCEL OFFSET FOR CURRENT TOOL)
N37 M139 (SHOWER BED COOLANT OFF)
N38 M09 (COOLANT THROUGH TOOL OFF)
N39 M05 P11 (LEFT SPINDLE STOP)
N40 M01
(PREPARATION FOR START OF OPERATION)
N41 G54 (WORK COORDINATE SELECTION)
N42 T02002 (MVJNR-164D - VNMG431)
N43 M08 (COOLANT ON)
N44 M34 (LEFT SPINDLE C-AXIS MODE OFF)
N45 M262 (SPINDLE WINDING HIGH- REPLACES M42)
N46 G50 S2500 (MAXIMUM RPM CAP)
N47 G96 S600 M03 P11 (CONSTANT CUTTING SPEED MODE - 600 FPM - LEFT SPINDLE CLOCKWISE)
Page 16

- 15 -
(OD FINISH)
N48 G00 X3.5 Z0.1
N49 X1.0408 Z0.0661
N50 G01 X0.9701 Z0.0308 F0.006
N51 X1.1908 Z-0.0796
N52 G03 X1.2 Z-0.0906 R0.0156
N53 G01 Z-1.125
N54 X2.8187
N55 G03 X2.8408 Z-1.1296 R0.0156
N56 G01 X2.9908 Z-1.2046
N57 G03 X3.0 Z-1.2156 R0.0156
N58 G01 Z-2.205
N59 X3.0707 Z-2.1697
N60 G00 X3.5 Z0.1
(END PROGRAM/TOOL CHANGE PREPARATION)
N61 G00 G28 U0.0 (ZERO RETURN X-AXIS)
N62 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N63 T02000 (CANCEL OFFSET FOR CURRENT TOOL)
N64 M139 (SHOWER BED COOLANT OFF)
N65 M09 (COOLANT THROUGH TOOL OFF)
N66 M05 P11 (LEFT SPINDLE STOP)
N67 T12000 (INDEX TO EMPTY TOOL FOR LOWER TURRET CHUCK CLEARANCE)
N68 G00 G54 Z0.0 (POSITION LOWER TURRET FOR WORKING ENVELOPE CLEARANCE)
N69 M30
%
Page 17
- 16 -
PINCH TURNING – SYNCHRONIZED UPPER & LOWER
Pinch Turning
is a way to employ 2 independent and opposing tools on a CNC lathe in order to cut
more quickly. When Pinch Turning, one tool follows 180° of spindle rotation behind the other.
Each opposing tool is only engaged in the cut for 180° of spindle rotation.
The Doosan Puma MX Series T & ST configurations fully support Pinch Turning.
The feed rate that is calculated for each tool is doubled.
The tools cut at the same time but are 180° out of phase so that the amount of time needed for the
Pinch Turned Operation is 50% less than a standard turning operation.
The tools used in Pinch Turning must be identical in configuration.
The opposing tools should both share the same orientation (Right or Left Handed), clearance and
relief angles, and most importantly, the inserts used must be identical.
Pinch Turning is also referred to as Balanced Turning.
It can be used for either roughing or finishing.
With Pinch Turning, both the opposing tools use the same programmed path.
However, each program is independent and is a separate control system.
These different control systems are typical classified as Upper & Lower and are synchronized during
automatic operation. This synchronization is achieved by the use of Wait Codes (M900-M999) that
are placed strategically within the NC code. A Wait Code is included on a line of NC Code where we
wish to begin the synchronization. The same wait code is placed at the corresponding point in the NC
Code for the opposing tool. When the Upper and Lower Control Systems reach the same point, both
Upper and Lower Tools will begin their motion at the same time.
If either Control System reaches a Wait Code before the other Control System, that Control System
will wait for the other system to “catch up” before beginning synchronized operations.
Page 18
- 17 -
EXAMPLE #3 – STANDARD TURNING – SYNCHRONIZED UPPER & LOWER
MATERIAL : AISI 4140 ALLOY STEEL - 275 HB
STOCK : 3.5 DIA ROUND BAR X 4.85 LONG
PROJECTION: 2.5 MINIMUM FROM JAW FACE
ADAPTERS : SANDVIK C6-ASHR-38130-16-A (2)
HOLDERS : MCLNR-164D (2), MVJNR-164D (2)
INSERTS : CNMG-432 (2), VNMG-431 (2)
SPINDLE : LEFT MAIN
WORK COORD: G54
ORIGIN : X0.0 = SPINDLE CENTERLINE, Z0.0 = FINISHED FACE
PROCESS : FACE WITH UPPER, PINCH TURN ROUGH & FINISH TURN HALF OF PART
Page 19

- 18 -
%
O0003(MX-EXAMPLE #3 - UPPER)
(PINCH TURN SYNCHRONIZED WITH LOWER TURRET)
N1 G00 G18 G40 G49 G80 G99
N2 G00 G28 U0.0 V0.0
N3 G00 G28 W0.0
N4 G00 G28 B0.0
N5 G490 S0
N6 G00 B-90.0
N7 M01
N8 G54
N9 M06 T01001
N10 T02000
N11 G490 S0
N12 G00 G28 W0.0
N13 G00 G28 B0.0
N14 M138
N15 M126
N16 M34
N17 M261
N18 G50 S2500
N19 G96 S500 M03 P11
(FACE = ROUGH & FINISH)
N20 G00 X3.7 Z0.01
N21 G01 X-0.0625 F0.018
N22 G00 Z0.11
N23 X3.7
N24 Z0.
N25 G01 X-0.0625 F0.01
(OD CANNED ROUGH)
N28 G00 Z0.0615
N29 G71 U0.125 R0.03
N30 G71 P31 Q40 U0.02 W0.01 F0.036
N31 G00 X0.8903
N32 G01 X1.1817 Z-0.0842
N33 G03 X1.2 Z-0.1063 R0.0313
N34 G01 Z-1.125
N35 G01 X2.7875
N36 G03 X2.8317 Z-1.1342 R0.0313
N37 G01 X2.9817 Z-1.2092
N38 G03 X3.0 Z-1.2313 R0.0313
N39 G01 Z-2.225
N40 G01 X3.5
N41 G00 Z0.1
N42 G00 G28 U0.0 V0.0
N43 G00 G28 W0.0
N44 G00 G28 B0.0
N45 T01000
N46 M139
N47 M127
N48 M05 P11
N49 G490 S0
N50 G00 B-90.0
N51 M01
%
O0003(MX-EXAMPLE #3 - LOWER)
(PINCH TURN SYNCHRONIZED WITH B-AXIS HEAD)
N1 G00 G18 G40 G80 G99
N2 G00 G28 U0.0
N3 G00 G28 W0.0
N4 G54
N5 T01001
N6 M138
N7 M08
N8 M34
N9 M261
N10 G50 S2500
N11 G96 S500 M03 P11
(OD CANNED ROUGH)
N13 G00 Z0.0615
N14 G71 U0.125 R0.03
N15 G71 P16 Q25 U0.02 W0.01 F0.036
N16 G00 X0.8903
N17 G01 X1.1817 Z-0.0842
N18 G03 X1.2 Z-0.1063 R0.0313
N19 G01 Z-1.125
N20 G01 X2.7875
N21 G03 X2.8317 Z-1.1342 R0.0313
N22 G01 X2.9817 Z-1.2092
N23 G03 X3.0 Z-1.2313 R0.0313
N24 G01 Z-2.225
N25 G01 X3.5
N26 G00 Z0.1
N27 G00 G28 U0.0
N28 G00 G28 W0.0
N29 T01000
N30 M139
N31 M09
N32 M05 P11
N33 M01
N26 G00 Z0.1
N27 G00 X3.5 M900 (SYNC POINT)
N12 G00 X3.5
00 (SYNC POINT)
Z0.1 M9
Page 20
- 19 -
N52 G54
N53 M06 T02002
N54 T01000
N55 G490 S0
N56 G00 G28 W0.0
N57 G00 G28 B0.0
N58 M126
N59 M34
N60 M262
N61 G50 S2500
N62 G96 S600 M03 P11
(OD FINISH)
N63 G00 X3.5 Z0.1 M901 (SYNC POINT)
N64 X1.0408 Z0.0661
N65 G01 X0.9701 Z0.0308 F0.012
N66 X1.1908 Z-0.0796
N67 G03 X1.2 Z-0.0906 R0.0156
N68 G01 Z-1.125
N69 X2.8187
N70 G03 X2.8408 Z-1.1296 R0.0156
N71 G01 X2.9908 Z-1.2046
N72 G03 X3.0 Z-1.2156 R0.0156
N73 G01 Z-2.205
N74 X3.0707 Z-2.1697
N75 G00 X3.5 Z0.1
N76 G00 G28 U0.0 V0.0
N77 G00 G28 W0.0
N78 G00 G28 B0.0
N79 T02000
N80 M139
N81 M127
N82 M05 P11
N83 G490 S0
N84 G00 B-90.0
N85 M30
%
N34 G54
N35 T02002
N36 M08
N37 M34
N38 M262
N39 G50 S2500
N40 G96 S600 M03 P11
(OD FINISH)
N41 G00 X3.5 Z0.1 M901 (SYNC POINT)
N42 X1.0408 Z0.0661
N43 G01 X0.9701 Z0.0308 F0.012
N44 X1.1908 Z-0.0796
N45 G03 X1.2 Z-0.0906 R0.0156
N46 G01 Z-1.125
N47 X2.8187
N48 G03 X2.8408 Z-1.1296 R0.0156
N49 G01 X2.9908 Z-1.2046
N50 G03 X3.0 Z-1.2156 R0.0156
N51 G01 Z-2.205
N52 X3.0707 Z-2.1697
N53 G00 X3.5 Z0.1
N54 G00 G28 U0.0
N55 G00 G28 W0.0
N56 T02000
N57 M139
N58 M09
N59 M05 P11
N60 T12000
N61 G00 G54 Z0.0
N62 M30
%
Page 21

- 20 -
EXAMPLE #4 – STANDARD TURNING
SIMULTANEOUS UPPER & LOWER OPERATION
USING LEFT & RIGHT SPINDLES WITH PART TRANSFER
MATERIAL : AISI 4140 ALLOY STEEL - 275 HB
STOCK : 3.5 DIA ROUND BAR X 4.85 LONG
PROJECTION: 2.5 MINIMUM FROM JAW FACE
ADAPTERS : SANDVIK C6-ASHR-38130-16-A (2)
HOLDERS : MCLNR-164D (2), MVJNR-164D (2)
INSERTS : CNMG-432 (2), VNMG-431 (2)
SPINDLES : LEFT MAIN W/UPPER, RIGHT MAIN W/LOWER
WORK COORD: G54=LEFT MAIN W/UPPER, G55=RIGHT MAIN W/LOWER
ORIGIN : X0.0 = SPINDLE CENTERLINE, Z0.0 = FINISHED FACE
PROCESS : FACE, ROUGH & FINISH TURN 1ST HALF OF PART – LEFT MAIN w/UPPER
: FACE, ROUGH & FINISH TURN 2ND HALF OF PART – RIGHT MAIN w/LOWER
: STOP, REMOVE FINISHED PART FROM RIGHT SPINDLE
: TRANSFER PART FROM LEFT SPINDLE TO RIGHT SPINDLE
: LOAD NEW STOCK AND CONTINUE SIMULTANEOUS OPERATION
Page 22

- 21 -
Page 23

- 22 -
%
O0004(MX-EXAMPLE #4 - UPPER)
(TURN ON LEFT MAIN SPINDLE WITH B-AXIS HEAD)
(TURN SIMULTANEOUSLY WITH LOWER TURRET)
(ON RIGHT MAIN SPINDLE)
N1 G00 G18 G40 G49 G80 G99
N2 G00 G28 U0.0 V0.0
N3 G00 G28 W0.0
N4 G00 G28 B0.0
N5 G490 S0
N6 G00 B-90.0
N7 M01
N8 G54
N9 M06 T01001
N10 T02000
N11 G490 S0
N14 M138
N15 M126
N16 M34
N17 M261
N18 G50 S2500
N19 G96 S500 M03 P11
(FACE = ROUGH & FINISH)
N20 G00 X3.7 Z0.01 M900 (SYNC POINT)
N21 G01 X-0.0625 F0.018
N22 G00 Z0.11
N23 X3.7
N24 Z0.
N25 G01 X-0.0625 F0.01
N26 G00 Z0.1
(OD CANNED ROUGH)
N27 G00 X3.5 M901 (SYNC POINT)
N28 G00 Z0.0615
N29 G71 U0.125 R0.03
N30 G71 P31 Q40 U0.02 W0.01 F0.036
N31 G00 X0.8903
N32 G01 X1.1817 Z-0.0842
N33 G03 X1.2 Z-0.1063 R0.0313
N34 G01 Z-1.125
N35 G01 X2.7875
N36 G03 X2.8317 Z-1.1342 R0.0313
N37 G01 X2.9817 Z-1.2092
N38 G03 X3.0 Z-1.2313 R0.0313
N39 G01 Z-2.225
N40 G01 X3.5
N41 G00 Z0.1
N42 G00 G28 U0.0 V0.0
N43 G00 G28 W0.0
N44 G00 G28 B0.0
N45 T01000
N46 M139
N47 M127
N48 M05 P11
N49 G490 S0
N50 G00 B-90.0
N51 M01
%
O0004 (MX-EXAMPLE #4 - LOWER)
(TURN ON RIGHT MAIN SPINDLE WITH LOWER TURRET)
(TURN SIMULTANEOUSLY WITH B-AXIS HEAD)
(ON LEFT MAIN SPINDLE)
N1 G00 G18 G40 G80 G99
N2 G00 G28 U0.0
N3 G00 G28 W0.0
N4 G55
N5 T01001
N6 M138
N7 M08
N10 G50 S2500
N11 G96 S500 M03 P21
(FACE = ROUGH & FINISH)
N12 G00 X3.7 Z-0.01 M900 (SYNC POINT)
N13 G01 X-0.0625 F0.018
N14 G00 Z-0.11
N15 X3.7
N16 Z0.
N17 G01 X-0.0625 F0.01
N18 G00 Z-0.1
(OD CANNED ROUGH)
N19 G00 X3.5 Z-0.1 M901 (SYNC POINT)
N20 G00 Z-0.0615
N21 G71 U0.125 R0.03
N22 G71 P23 Q33 U0.02 W-0.01 F0.036
N23 G00 X0.8903
N24 G01 X1.1817 Z0.0842
N25 G02 X1.2 Z0.1063 R0.0313
N26 G01 Z1.125
N27 G01 X2.7875
N28 G02 X2.8317 Z1.1342 R0.0313
N29 G01 X2.9817 Z1.2092
N30 G02 X3.0 Z1.2313 R0.0313
N31 G01 Z2.225
N32 G01 X3.5
N33 G00 Z-0.1
N34 G00 G28 U0.0
N35 G00 G28 W0.0
N36 T01000
N37 M139
N38 M09
N39 M05 P21
N40 M01
N13 G00 G28 B0.0
N9 M161
N12 G00 G28 W0.0
N8 M134
Page 24

- 23 -
N52 G54
N53 M06 T02002
N54 T01000
N57 G00 G28 B0.0
N58 M126
N59 M34
N60 M262
N61 G50 S2500
N62 G96 S600 M03 P11
(OD FINISH)
N63 G00 X3.5 Z0.1 M902 (SYNC POINT)
N64 X1.0408 Z0.0661
N65 G01 X0.9701 Z0.0308 F0.012
N66 X1.1908 Z-0.0796
N67 G03 X1.2 Z-0.0906 R0.0156
N68 G01 Z-1.125
N69 X2.8187
N70 G03 X2.8408 Z-1.1296 R0.0156
N71 G01 X2.9908 Z-1.2046
N72 G03 X3.0 Z-1.2156 R0.0156
N73 G01 Z-2.205
N74 X3.0707 Z-2.1697
N75 G00 X3.5 Z0.1
N76 G00 G28 U0.0 V0.0
N77 G00 G28 W0.0
N78 G00 G28 B0.0
N79 T02000
N80 M139
N81 M127
N82 M05 P11
N83 G490 S0
N84 G00 B-90.0
N85 M903 (SYNC POINT)
N86 M30
%
N41 G55
N42 T02002
N43 M08
N46 G50 S2500
N47 G96 S600 M03 P21
(OD FINISH)
N48 G00 X3.5 Z-0.1 M902 (SYNC POINT)
N49 X1.0408 Z-0.0661
N50 G01 X0.9701 Z-0.0308 F0.012
N51 X1.1908 Z0.0796
N52 G02 X1.2 Z0.0906 R0.0156
N53 G01 Z1.125
N54 X2.8187
N55 G02 X2.8408 Z1.1296 R0.0156
N56 G01 X2.9908 Z1.2046
N57 G02 X3.0 Z1.2156 R0.0156
N58 G01 Z2.205
N59 X3.0707 Z2.1697
N60 G00 X3.5 Z-0.1
N61 G00 G28 U0.0
N62 G00 G28 W0.0
N63 T02000
N64 M139
N65 M09
N66 M05 P21
N67 T12000 (EMPTY TOOL STATION)
N68 G00 G54 Z0.0
N69 M903 (SYNC POINT)
M00
(PROGRAM STOP BEFORE PART TRANSFER)
(LEFT & RIGHT SPINDLE MUST BE STOPPED)
(PRIOR TO THIS TRANSFER)
(** OPEN JAWS ON RIGHT SPINDLE AND REMOVE **)
(** FINISHED PART FROM RIGHT SPINDLE **)
(** BLOW OUT JAWS TO PREPARE FOR TRANSFER **)
(** MANUALLY CLOSE JAWS ON RIGHT SPINDLE **)
(** PRESS CYCLE START TO BEGIN TRANSFER **)
(** FROM LEFT SPINDLE TO RIGHT SPINDLE **)
N56 G00 G28 W0.0
N45 M162
N55 G490 S0
N44 M134
Page 25

- 24 -
(** BEGIN PART TRANSFER **)
G97 (ENTER RPM MODE)
M34 (C-AXIS MODE OFF – LEFT SPINDLE)
M134 (C-AXIS MODE OFF – RIGHT SPINDLE)
M19 (ORIENT THE LEFT)
M119 (ORIENT THE RIGHT)
M131 (ALLOW THE RIGHT TO OPEN)
M169 (OPEN RIGHT JAWS)
G04 U1.0 (WAIT A SECOND)
G54 G98 G00 A0.5 (RAPID TO 0.5 AWAY)
M86 (TORQUE SKIP)
G31 P99 A-
2.3F5
0.0 (FEED ONTO THE PART)
(MODIFY A-AXIS VALUE PER PART/JAWS)
M87 (TORQUE SKIP CANCEL)
M168 (CLOSE RIGHT JAWS)
G04 U1.0 (WAIT A SECOND)
M31 (ALLOW THE LEFT TO OPEN)
M69 (OPEN LEFT JAWS)
G04 U1.0 (WAIT A SECOND)
G00 G28 G53 A0.0 (GO HOME)
M05 P21 (PREVENT ALARM)
M05 P11 (PREVENT ALARM)
(** END PART TRANSFER **)
N70 M00
(** BLOW OUT LEFT SPINDLE JAWS **)
(** LOAD STOCK FOR NEXT PART **)
(** IN LEFT SPINDLE **)
N71 M30
%
Page 26

- 25 -
DOOSAN PUMA MX Series – Advanced Turning
With all of our previous examples we have focused on standard ANSI/ISO Stick Tooling.
On a standard CNC Turning Center, stick tooling is designed to be used in a specific orientation.
Multi-Task CNC Machining Centers, like the Doosan Puma MX Series, allow users to create efficient
CNC Operations by orienting tooling to positions previously impossible to achieve with Standard CNC
Turning Centers.
Specific Tooling Adapters have been designed to support Multi-Task CNC Machining Centers.
These tools provide the user with the ability to be used as either Right Handed or Left Handed as well
as tilting them to provide optimal chip clearance.
Example #5 is a modified version of Example #1.
Example #5 will use two CAPTO® C6 Holder/Adapters specifically designed for Multi-Task CNC
Machining Centers. Additionally, we will now use a new programming code that allows us to use the
Nutating B-Axis Head to tilt to an angle that provides for the most efficient machining operation.
Page 27

- 26 -
B-Axis Spindle Tilt Function - G400
Page 28

- 27 -
B-Axis Spindle Tilt Function - G400
IMPORTANT NOTE:
A B C D
When a tool is touched off in a manner that is normal to its cutting position as shown in figures A & B,
the tool length is measured by the Q-Setter, including any tool nose radius built into the insert. A high
degree of accuracy can be achieved without issue with this method because the reference point
shown in figure B is included in the X and Z measurement.
When a tool is touched off in a manner that is NOT normal to its cutting position (Figures C & D),
The calculations from within G400 project the theoretical position of the tool based on the information
defining the tool.
This definition includes the measured tool length of X and the described R
value in the tool offset register.
A higher degree of accuracy will be achieved with G400 if the radius of the tool is known.
For example, A 0.0313 radius cannot be assumed with a CNMG432 insert. Typically, tool
manufacturers use a +0 -.005 tolerance band for radii. It is common for the actual radii to be -0.003.
When using G400 with a turning tool, it is best to start with a radius of minus (-) 0.003 of the
published radius in R of the offset page.
EXAMPLE:
An ID Boring Bar or Grooving Tool is only used at B-90.0.
Simply touch off the tool in the orientation it will be cutting.
The program should have an explicit command for positioning the B-Axis Angle.
However, if you choose to use G400 in such a case, there are some facts users should be aware of.
It is permissible to touch off ID Boring and Grooving Tools at B0.
However, the Tool Nose Radius at the Touch-Off point MUST be entered in the Offset R-Field.
Also, using J11 or J12 on a G400 command line requires a G490 S____ command PRIOR to the
G400 line in order for compensation applied to be accurate. Using G490 S____ AFTER the G400 line
will orient the spindle but your compensation will NOT be accurate.
Please reference the Doosan Programming Manual page 14-4.
Due to the added complexity involved in touching off at B0 for ID tooling that is only used at B-90.0 ,
The use of G400 is discouraged in favor of the traditional method of touching off at the B-Axis Angle
used in the operation.
Page 29

- 28 -
EXAMPLE #5 – ADVANCED TURNING – UPPER UNIT ONLY
MATERIAL : AISI 4140 ALLOY STEEL - 275 HB
STOCK : 3.5 DIA ROUND BAR X 4.85 LONG
PROJECTION: 2.5 MINIMUM FROM JAW FACE
ADAPTERS : SANDVIK C6-DCMNN-00115-12 (1), SANDVIK C6-DDMNL-0013-1504 (1)
INSERTS : CNMG-432 (1), DNMG-431 (1)
SPINDLE : LEFT MAIN
WORK COORD: G54
ORIGIN : X0.0 = SPINDLE CENTERLINE, Z0.0 = FINISHED FACE
PROCESS : FACE, ROUGH & FINISH TURN HALF OF PART
Q-SETTER : TOUCH OFF BOTH TOOLS IN X ONLY AT B0.0
TOOL #3
ADAPTER : C6-DCMNN-00115-12
INSERT : CNMG432
ORIENTATION : G490 S1800
B-AXIS TILT : -45.0
TOOL #4
ADAPTER : C6-DDMNL-0013-1504
INSERT : DNMG431
ORIENTATION : G490 S1800
B-AXIS TILT : -20.0
Page 30

- 29 -
%
O0005(MX-EXAMPLE #5 - UPPER - G400)
(PREPARATION FOR START OF PROGRAM)
(INITIALIZE - RAPID, ZX PLANE, TNR COMP CANCEL, TLO CANCEL, CYCLE CANCEL, UPR FEED)
N1 G00 G18 G40 G49 G80 G99
N2 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N3 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N4 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N5 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL CHANGE)
N6 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N7 M01
(PREPARATION FOR START OF OPERATION)
N8 G54 (WORK COORDINATE SELECTION)
N9 M06 T03003 (SANDVIK C6-DCMNN-00115-12 - CNMG432)
N10 T04000 (STAGE NEXT TOOL)
N11 G490 S1800 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL)
N12 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N13 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N14 M138 (SHOWER BED COOLANT ON)
N15 M126 (COOLANT THROUGH TOOL ON)
N16 M34 (LEFT SPINDLE C-AXIS MODE OFF)
N17 M261 (SPINDLE WINDING LOW - REPLACES M41)
N18 G400 B-45.0 J2.0 R3.0 K3.0 W3.0 (ENGAGE G400 TOOL POINT CONTROL)
(B-45.0 = ANGLE OF HEAD TILT)
(J2.0 = ORIENTATION AND LOCK B-AXIS SPINDLE AT 180.0 DEGREES & LOCKED)
(R3.0 = CUTTING QUADRANT #3)
(K3.0 = IMAGINARY TOOL NOSE ORIENTATION #3)
(W3.0 = TOOL OFFSET REGISTER #3)
N19 G50 S2500 (MAXIMUM RPM CAP)
N20 G96 S500 M04 P11 (CONSTANT CUTTING SPEED MODE - 500 FPM - LEFT SPINDLE COUNTER-CLOCKWISE)
(FACE = ROUGH & FINISH)
N21 G00 X3.7 Z0.01
N22 G01 X-0.0625 F0.018
N23 G00 Z0.11
N24 X3.7
N25 Z0.
N26 G01 X-0.0625 F0.01
N27 G00 Z0.1
(OD CANNED ROUGH)
N28 G00 X3.5
N29 G00 Z0.0615
N30 G71 U0.125 R0.03
N31 G71 P32 Q41 U0.02 W0.01 F0.018
N32 G00 X0.8903
N33 G01 X1.1817 Z-0.0842
N34 G03 X1.2 Z-0.1063 R0.0313
N35 G01 Z-1.125
N36 G01 X2.7875
N37 G03 X2.8317 Z-1.1342 R0.0313
N38 G01 X2.9817 Z-1.2092
N39 G03 X3.0 Z-1.2313 R0.0313
N40 G01 Z-2.225
N41 G01 X3.5
N42 G00 Z0.1
Page 31

- 30 -
(TOOL CHANGE PREPARATION)
N43 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N44 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N45 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N46 T03000 (CANCEL OFFSET #399 FOR CURRENT TOOL USING G400)
N47 M139 (SHOWER BED COOLANT OFF)
N48 M127 (COOLANT THROUGH TOOL OFF)
N49 M05 P11 (LEFT SPINDLE STOP)
N50 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL CHANGE)
N51 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N52 M01
(PREPARATION FOR START OF OPERATION)
N53 G54 (WORK COORDINATE SELECTION)
N54 M06 T04004 (SANDVIK C6-DDMNL-0013-1504 - DNMG431)
N55 T03000 (STAGE NEXT TOOL)
N56 G490 S1800 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL)
N57 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N58 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N59 M126 (COOLANT THROUGH TOOL ON)
N60 M34 (LEFT SPINDLE C-AXIS MODE OFF)
N61 M262 (SPINDLE WINDING HIGH- REPLACES M42)
N62 G400 B-20.0 J2. R3. K3. W4. (ENGAGE G400 TOOL POINT CONTROL)
(B-20.0 = ANGLE OF HEAD TILT)
(J2.0 = ORIENTATION AND LOCK B-AXIS SPINDLE AT 180.0 DEGREES & LOCKED)
(R3.0 = CUTTING QUADRANT #3)
(K3.0 = IMAGINARY TOOL NOSE ORIENTATION #3)
(W4.0 = TOOL OFFSET REGISTER #4)
N63 G50 S2500 (MAXIMUM RPM CAP)
N64 G96 S600 M03 P11 (CONSTANT CUTTING SPEED MODE - 600 FPM - LEFT SPINDLE CLOCKWISE)
(OD FINISH)
N65 G00 X3.5 Z0.1
N66 X1.0408 Z0.0661
N67 G01 X0.9701 Z0.0308 F0.006
N68 X1.1908 Z-0.0796
N69 G03 X1.2 Z-0.0906 R0.0156
N70 G01 Z-1.125
N71 X2.8187
N72 G03 X2.8408 Z-1.1296 R0.0156
N73 G01 X2.9908 Z-1.2046
N74 G03 X3.0 Z-1.2156 R0.0156
N75 G01 Z-2.205
N76 X3.0707 Z-2.1697
N77 G00 X3.5 Z0.1
(END PROGRAM/TOOL CHANGE PREPARATION)
N78 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N79 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N80 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N81 T04000 (CANCEL OFFSET #399 FOR CURRENT TOOL USING G400)
N82 M139 (SHOWER BED COOLANT OFF)
N83 M127 (COOLANT THROUGH TOOL OFF)
N84 M05 P11 (LEFT SPINDLE STOP)
N85 G490 S0 (EXPLICIT SPINDLE ORIENTATION FOR TOOL CHANGE)
N86 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N87 M30
%
Page 32

- 31 -
EXAMPLE #6 – ADVANCED TURNING – UPPER UNIT ONLY
MATERIAL : AISI 4140 ALLOY STEEL - 275 HB
STOCK : 3.5 DIA ROUND BAR X 4.85 LONG
PROJECTION: 2.5 MINIMUM FROM JAW FACE
ADAPTERS : SANDVIK C6-DCMNN-00115-12 (1), SANDVIK C6-DDMNL-0013-1504 (1)
INSERTS : CNMG-432 (1), DNMG-431 (1)
SPINDLE : RIGHT MAIN
WORK COORD: G55
ORIGIN : X0.0 = SPINDLE CENTERLINE, Z0.0 = FINISHED FACE
PROCESS : FACE, ROUGH & FINISH TURN HALF OF PART
Q-SETTER : TOUCH OFF BOTH TOOLS IN X ONLY AT B0.0
TOOL #3
ADAPTER : C6-DCMNN-00115-12
INSERT : CNMG432
ORIENTATION : G490 S1800
B-AXIS TILT : 45.0
TOOL #4
ADAPTER : C6-DDMNL-0013-1504
INSERT : DNMG431
ORIENTATION : G490 S0
B-AXIS TILT : 20.0
Page 33

- 32 -
%
O0006(MX-EXAMPLE #6 - UPPER - G400)
(PREPARATION FOR START OF PROGRAM)
(INITIALIZE - RAPID, ZX PLANE, TNR COMP CANCEL, TLO CANCEL, CYCLE CANCEL, UPR FEED)
N1 G00 G18 G40 G49 G80 G99
N2 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N3 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N4 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N5 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL CHANGE)
N6 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N7 M01
(PREPARATION FOR START OF OPERATION)
N8 G55 (WORK COORDINATE SELECTION)
N9 M06 T03003 (SANDVIK C6-DCMNN-00115-12 - CNMG432)
N10 T04000 (STAGE NEXT TOOL)
N11 G490 S1800 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL)
N12 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N13 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N14 M138 (SHOWER BED COOLANT ON)
N15 M126 (COOLANT THROUGH TOOL ON)
N16 M134 (RIGHT SPINDLE C-AXIS MODE OFF)
N17 M161 (SPINDLE WINDING LOW - REPLACES M41)
N18 G400 B45.0 J2.0 R4.0 K4.0 W3.0 (ENGAGE G400 TOOL POINT CONTROL)
(B45.0 = ANGLE OF HEAD TILT)
(J2.0 = ORIENTATION AND LOCK B-AXIS SPINDLE AT 180.0 DEGREES & LOCKED)
(R4.0 = CUTTING QUADRANT #4)
(K4.0 = IMAGINARY TOOL NOSE ORIENTATION #4)
(W3.0 = TOOL OFFSET REGISTER #3)
N19 G50 S2500 (MAXIMUM RPM CAP)
N20 G96 S500 M03 P21 (CONSTANT CUTTING SPEED MODE - 500 FPM - RIGHT SPINDLE CLOCKWISE)
(FACE = ROUGH & FINISH)
N21 G00 X3.7 Z-0.01
N22 G01 X-0.0625 F0.018
N23 G00 Z-0.11
N24 X3.7
N25 Z0.
N26 G01 X-0.0625 F0.01
N27 G00 Z-0.1
(OD CANNED ROUGH)
N28 G00 X3.5
N29 G00 Z-0.0615
N30 G71 U0.125 R0.03
N31 G71 P32 Q41 U0.02 W-0.01 F0.018
N32 G00 X0.8903
N33 G01 X1.1817 Z0.0842
N34 G02 X1.2 Z0.1063 R0.0313
N35 G01 Z1.125
N36 G01 X2.7875
N37 G02 X2.8317 Z1.1342 R0.0313
N38 G01 X2.9817 Z1.2092
N39 G02 X3.0 Z1.2313 R0.0313
N40 G01 Z2.225
N41 G01 X3.5
N42 G00 Z-0.1
Page 34

- 33 -
(TOOL CHANGE PREPARATION)
N43 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N44 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N45 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N46 T03000 (CANCEL OFFSET #399 FOR CURRENT TOOL USING G400)
N47 M139 (SHOWER BED COOLANT OFF)
N48 M127 (COOLANT THROUGH TOOL OFF)
N49 M05 P11 (LEFT SPINDLE STOP)
N50 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL CHANGE)
N51 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N52 M01
(PREPARATION FOR START OF OPERATION)
N53 G55 (WORK COORDINATE SELECTION)
N54 M06 T04004 (SANDVIK C6-DDMNL-0013-1504 - DNMG431)
N55 T03000 (STAGE NEXT TOOL)
N56 G490 S1800 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL)
N57 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N58 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N59 M126 (COOLANT THROUGH TOOL ON)
N60 M134 (RIGHT SPINDLE C-AXIS MODE OFF)
N61 M162 (SPINDLE WINDING HIGH- REPLACES M42)
N62 G400 B20.0 J1. R4. K4. W4. (ENGAGE G400 TOOL POINT CONTROL)
(B20.0 = ANGLE OF HEAD TILT)
(J1.0 = ORIENTATION AND LOCK B-AXIS SPINDLE AT 0.0 DEGREES & LOCKED)
(R4.0 = CUTTING QUADRANT #4)
(K4.0 = IMAGINARY TOOL NOSE ORIENTATION #4)
(W4.0 = TOOL OFFSET REGISTER #4)
N63 G50 S2500 (MAXIMUM RPM CAP)
N64 G96 S600 M03 P21 (CONSTANT CUTTING SPEED MODE - 600 FPM - RIGHT SPINDLE CLOCKWISE)
(OD FINISH)
N65 G00 X3.5 Z-0.1
N66 X1.0408 Z-0.0661
N67 G01 X0.9701 Z-0.0308 F0.006
N68 X1.1908 Z0.0796
N69 G02 X1.2 Z0.0906 R0.0156
N70 G01 Z1.125
N71 X2.8187
N72 G02 X2.8408 Z1.1296 R0.0156
N73 G01 X2.9908 Z1.2046
N74 G02 X3.0 Z1.2156 R0.0156
N75 G01 Z2.205
N76 X3.0707 Z2.1697
N77 G00 X3.5 Z-0.1
(END PROGRAM/TOOL CHANGE PREPARATION)
N78 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N79 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N80 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N81 T04000 (CANCEL OFFSET #399 FOR CURRENT TOOL USING G400)
N82 M139 (SHOWER BED COOLANT OFF)
N83 M127 (COOLANT THROUGH TOOL OFF)
N84 M05 P11 (LEFT SPINDLE STOP)
N85 G490 S0 (EXPLICIT SPINDLE ORIENTATION FOR TOOL CHANGE)
N86 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N87 M30
%
Page 35

- 34 -
EXAMPLE #7 – ADVANCED DRILLING – UPPER UNIT ONLY
MATERIAL : AISI 4140 ALLOY STEEL - 275 HB
STOCK : 3.5 DIA ROUND BAR X 4.85 LONG
PROJECTION: 2.5 MINIMUM FROM JAW FACE
ADAPTERS : SANDVIK C6 ER32 COLLET HOLDER
TOOL : 0.75 SOLID CARBIDE THRU COOLANT DRILL
SPINDLE : LEFT MAIN
WORK COORD: G54
ORIGIN : X0.0 = LEFT MAIN SPINDLE CENTERLINE, Z0.0 = FINISHED FACE
PROCESS : DRILL THRU HOLE
Q-SETTER : TOUCH OFF TOOL IN X ONLY AT B0.0
TOOL #5
ADAPTER : SANDVIK C6 ER32 COLLET HOLDER
TOOL : 0.75 SOLID CARBIDE THRU COOLANT DRILL
ORIENTATION : G490 S0
B-AXIS TILT : -90.0
Page 36

- 35 -
%
O0007(MX-EXAMPLE #7 - UPPER - G400 STD DRILL)
(PREPARATION FOR START OF PROGRAM)
(INITIALIZE - RAPID, ZX PLANE, TNR COMP CANCEL, TLO CANCEL, CYCLE CANCEL, UPR FEED)
N1 G00 G18 G40 G49 G80 G99
N2 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N3 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N4 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N5 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL CHANGE)
N6 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N7 M01
(PREPARATION FOR START OF OPERATION)
N8 G54 (WORK COORDINATE SELECTION)
N9 M06 T05005 (SANDVIK C6 ER32 COLLET HOLDER - 0.75 SOLID CARBIDE THRU COOLANT DRILL)
N10 T06000 (STAGE NEXT TOOL)
N11 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL)
N12 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N13 M138 (SHOWER BED COOLANT ON)
N14 M126 (COOLANT THROUGH TOOL ON)
N15 M34 (LEFT SPINDLE C-AXIS MODE OFF)
N16 M261 (SPINDLE WINDING LOW - REPLACES M41)
N17 G400 B-90.0 J1.0 (ENGAGE G400 TOOL POINT CONTROL)
(B-90.0 = ANGLE OF HEAD TILT)
(J1.0 = ORIENTATION AND LOCK B-AXIS SPINDLE AT 0.0 DEGREES & LOCKED)
N18 G50 S2500 (MAXIMUM RPM CAP)
N19 G97 S500 M03 P11 (DIRECT RPM MODE - 500 RPM - LEFT SPINDLE CLOCKWISE)
(ID CENTERLINE DRILL)
N20 G00 Z4.0
N21 X0.0
N22 Z0.1
N23 G01 Z-4.8 F0.006
N24 G00 Z4.0
(END PROGRAM/TOOL CHANGE PREPARATION)
N25 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N26 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N27 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N28 T05000 (CANCEL OFFSET FOR CURRENT TOOL)
N29 M139 (SHOWER BED COOLANT OFF)
N30 M127 (COOLANT THROUGH TOOL OFF)
N31 M05 P11 (LEFT SPINDLE STOP)
N32 G490 S0 (EXPLICIT SPINDLE ORIENTATION FOR TOOL CHANGE)
N33 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N34 M30
%
Page 37

- 36 -
EXAMPLE #8 – ADVANCED DRILLING – UPPER UNIT ONLY
MATERIAL : AISI 4140 ALLOY STEEL - 275 HB
STOCK : 3.5 DIA ROUND BAR X 4.85 LONG
PROJECTION: 2.5 MINIMUM FROM JAW FACE
ADAPTERS : SANDVIK C6 ER32 COLLET HOLDER
TOOL : 0.75 SOLID CARBIDE THRU COOLANT DRILL
SPINDLE : B-AXIS HEAD
WORK COORD: G54
ORIGIN : X0.0 = LEFT MAIN SPINDLE CENTERLINE, Z0.0 = FINISHED FACE
PROCESS : DRILL THRU HOLE
Q-SETTER : TOUCH OFF TOOL IN X ONLY AT B0.0
TOOL #5
ADAPTER : SANDVIK C6 ER32 COLLET HOLDER
TOOL : 0.75 SOLID CARBIDE THRU COOLANT DRILL
ORIENTATION : G490 S0
B-AXIS TILT : -90.0
Page 38

- 37 -
%
O0008(MX-EXAMPLE #8 - UPPER - G400 LIVE DRILL)
(PREPARATION FOR START OF PROGRAM)
(INITIALIZE - RAPID, ZX PLANE, TNR COMP CANCEL, TLO CANCEL, CYCLE CANCEL, UPR FEED)
N1 G00 G18 G40 G49 G80 G99
N2 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N3 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N4 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N5 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL CHANGE)
N6 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N7 M01
(PREPARATION FOR START OF OPERATION)
N8 G54 (WORK COORDINATE SELECTION)
N9 M06 T05005 (SANDVIK C6 ER32 COLLET HOLDER - 0.75 SOLID CARBIDE THRU COOLANT DRILL)
N10 T06000 (STAGE NEXT TOOL)
N11 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL)
N12 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N13 M138 (SHOWER BED COOLANT ON)
N14 M126 (COOLANT THROUGH TOOL ON)
N15 M35 (LEFT SPINDLE C-AXIS MODE ON)
N16 M89 (C-AXIS CLAMP)
N17 G400 B-90.0 J0.0 (ENGAGE G400 TOOL POINT CONTROL)
(B-90.0 = ANGLE OF HEAD TILT)
(J0.0 = B-AXIS SPINDLE UNLOCKED)
N18 M101
N19 G50 S500 (MAXIMUM RPM CAP)
N20 G97 S500 M03 P12 (DIRECT RPM MODE - 500 RPM - B-AXIS SPINDLE CLOCKWISE)
(ID CENTERLINE DRILL)
N21 G00 Z4.0
N22 X0.0
N23 Z0.1
N24 G01 Z-4.8 F0.006
N25 G00 Z4.0
(END PROGRAM/TOOL CHANGE PREPARATION)
N26 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N27 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N28 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N29 T05000 (CANCEL OFFSET FOR CURRENT TOOL)
N30 M139 (SHOWER BED COOLANT OFF)
N31 M127 (COOLANT THROUGH TOOL OFF)
N32 M05 P12 (B-AXIS SPINDLE STOP)
N33 M34 (LEFT SPINDLE C-AXIS MODE OFF)
N34 G490 S0 (EXPLICIT SPINDLE ORIENTATION FOR TOOL CHANGE)
N35 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N36 M30
%
Page 39

- 38 -
EXAMPLE #9 – ADVANCED DRILLING – UPPER UNIT ONLY
MATERIAL : AISI 4140 ALLOY STEEL - 275 HB
STOCK : 6.0 OD X 3.0 ID X 6.0 LONG
PROJECTION: 3.5 MINIMUM FROM JAW FACE
ADAPTERS : SANDVIK C6 ER32 COLLET HOLDER
TOOL : 0.75 SOLID CARBIDE THRU COOLANT DRILL
SPINDLE : B-AXIS HEAD
WORK COORD: G54
ORIGIN : X0.0 = LEFT MAIN SPINDLE CENTERLINE, Z0.0 = FINISHED FACE
PROCESS : DRILL OD HOLE PATTERN
Q-SETTER : TOUCH OFF TOOL IN X ONLY AT B0.0
TOOL #5
ADAPTER : SANDVIK C6 ER32 COLLET HOLDER
TOOL : 0.75 SOLID CARBIDE THRU COOLANT DRILL
ORIENTATION : LIVE TOOL - M101 (UNCLAMPED)
B-AXIS TILT : 0.0
Page 40

- 39 -
%
O0009(MX-EXAMPLE #9 - UPPER - LIVE DRILL)
(PREPARATION FOR START OF PROGRAM)
(INITIALIZE - RAPID, ZX PLANE, TNR COMP CANCEL, TLO CANCEL, CYCLE CANCEL, UPR FEED)
N1 G00 G18 G40 G49 G80 G99
N2 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N3 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N4 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N5 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL CHANGE)
N6 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N7 M01
(PREPARATION FOR START OF OPERATION)
N8 G54 (WORK COORDINATE SELECTION)
N9 M06 T05005 (SANDVIK C6 ER32 COLLET HOLDER - 0.75 SOLID CARBIDE THRU COOLANT DRILL)
N10 T06000 (STAGE NEXT TOOL)
N11 M101 (LIVE B-AXIS SPINDLE - UNCLAMPED)
N12 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N13 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N14 M138 (SHOWER BED COOLANT ON)
N15 M126 (COOLANT THROUGH TOOL ON)
N16 M35 (LEFT SPINDLE C-AXIS MODE ON)
N17 G00 G28 H0.0 (ZERO RETURN C-AXIS)
N18 G97 S500 M03 P12 (DIRECT RPM MODE - 500 RPM - B-AXIS SPINDLE CLOCKWISE)
(OD DRILL HOLE PATTERN)
N19 G00 C0.0
N20 G00 X8.0 Z1.0
N21 Z-1.0
N22 X6.2 (POSITION TO R-PLANE FOR PECK CYCLE)
N23 G87 X2.675 R0.0 Q625 F0.006 M89 (OD PECK DRILL START W/C-AXIS CLAMP – 0.0625 PECK)
N24 C45.0 Q625 M89 (INDEX TO C45.0 - PECK DRILL W/C-AXIS CLAMP – 0.0625 PECK)
N25 C90.0 Q625 M89 (INDEX TO C90.0 - PECK DRILL W/C-AXIS CLAMP – 0.0625 PECK)
N26 C135.0 Q625 M89 (INDEX TO C135.0 - PECK DRILL W/C-AXIS CLAMP – 0.0625 PECK)
N27 C180.0 Q625 M89 (INDEX TO C180.0 - PECK DRILL W/C-AXIS CLAMP – 0.0625 PECK)
N28 C225.0 Q625 M89 (INDEX TO C225.0 - PECK DRILL W/C-AXIS CLAMP – 0.0625 PECK)
N29 C270.0 Q625 M89 (INDEX TO C270.0 - PECK DRILL W/C-AXIS CLAMP – 0.0625 PECK)
N30 C315.0 Q625 M89 (INDEX TO C315.0 - PECK DRILL W/C-AXIS CLAMP – 0.0625 PECK)
N31 G80 M90 (PECK CYCLE CANCEL - UNCLAMP C-AXIS)
N32 G00 X8.0
N33 G00 Z1.0
(END PROGRAM/TOOL CHANGE PREPARATION)
N34 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N35 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N36 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N37 T05000 (CANCEL OFFSET FOR CURRENT TOOL)
N38 M139 (SHOWER BED COOLANT OFF)
N39 M127 (COOLANT THROUGH TOOL OFF)
N40 M05 P12 (B-AXIS SPINDLE STOP)
N41 M34 (LEFT SPINDLE C-AXIS MODE OFF)
N42 G490 S0 (EXPLICIT SPINDLE ORIENTATION FOR TOOL CHANGE)
N43 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N44 M30
%
Page 41

- 40 -
B-Axis Spindle Tilt Function – G368/G369
Page 42

- 41 -
EXAMPLE #10 – ADVANCED DRILLING – UPPER UNIT ONLY
MATERIAL : AISI 4140 ALLOY STEEL - 275 HB
STOCK : 6.0 OD X 3.0 ID X 6.0 LONG
PROJECTION: 3.5 MINIMUM FROM JAW FACE
ADAPTERS : SANDVIK C6 ER32 COLLET HOLDER
TOOL : 0.75 SOLID CARBIDE THRU COOLANT DRILL
SPINDLE : B-AXIS HEAD
WORK COORD: G54
ORIGIN : X0.0 = LEFT MAIN SPINDLE CENTERLINE, Z0.0 = FINISHED FACE
PROCESS : DRILL OD HOLE PATTERN
Q-SETTER : TOUCH OFF TOOL IN X ONLY AT B0.0
TOOL #5
ADAPTER : SANDVIK C6 ER32 COLLET HOLDER
TOOL : 0.75 SOLID CARBIDE THRU COOLANT DRILL
ORIENTATION : LIVE TOOL - M101 (UNCLAMPED)
B-AXIS TILT : -45.0
Page 43

- 42 -
%
O0010(MX-EXAMPLE #10 - UPPER - LIVE DRILL)
(PREPARATION FOR START OF PROGRAM)
(INITIALIZE - RAPID, ZX PLANE, TNR COMP CANCEL, TLO CANCEL, CYCLE CANCEL, UPR FEED)
N1 G00 G18 G40 G49 G80 G99
N2 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N3 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N4 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N5 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL CHANGE)
N6 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N7 M01
(PREPARATION FOR START OF OPERATION)
N8 G54 (WORK COORDINATE SELECTION)
N9 M06 T05005 (SANDVIK C6 ER32 COLLET HOLDER - 0.75 SOLID CARBIDE THRU COOLANT DRILL)
N10 T06000 (STAGE NEXT TOOL)
N11 M101 (LIVE B-AXIS SPINDLE - UNCLAMPED)
N12 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N13 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N14 M138 (SHOWER BED COOLANT ON)
N15 M126 (COOLANT THROUGH TOOL ON)
N16 M35 (LEFT SPINDLE C-AXIS MODE ON)
N17 G00 G28 H0.0 (ZERO RETURN C-AXIS)
N18 G97 S500 M03 P12 (DIRECT RPM MODE - 500 RPM - B-AXIS SPINDLE CLOCKWISE)
N19 G00 C0.0
N20 G00 X8.0 Z4.0 (POSITION TO SAFE CLEARANCE)
N21 G368 X4.95 Z-0.525 D0 B-45.0 (ESTABLISH NEW WORKPLANE FOR B-AXIS SPINDLE)
N22 G00 X0.0 Y0.0 Z0.7425 (POSITION TO NEW X0,Y0 POINT ON TILTED PLANE - 0.7425 ABOVE POINT)
(CURRENT POSITION IS THE THEORETICAL PART CORNER)
N23 Z0.1 (POSITION TO R-PLANE FOR PECK CYCLE)
(OD DRILL HOLE PATTERN)
N24 G83 Z-2.0 R0.0 Q625 F0.006 M89 (TILTED OD PECK DRILL START W/C-AXIS CLAMP – 0.0625 PECK)
N25 C45.0 Q625 M89 (INDEX TO C45.0 - PECK DRILL W/C-AXIS CLAMP – 0.0625 PECK)
N26 C90.0 Q625 M89 (INDEX TO C90.0 - PECK DRILL W/C-AXIS CLAMP – 0.0625 PECK)
N27 C135.0 Q625 M89 (INDEX TO C135.0 - PECK DRILL W/C-AXIS CLAMP – 0.0625 PECK)
N28 C180.0 Q625 M89 (INDEX TO C180.0 - PECK DRILL W/C-AXIS CLAMP – 0.0625 PECK)
N29 C225.0 Q625 M89 (INDEX TO C225.0 - PECK DRILL W/C-AXIS CLAMP – 0.0625 PECK)
N30 C270.0 Q625 M89 (INDEX TO C270.0 - PECK DRILL W/C-AXIS CLAMP – 0.0625 PECK)
N31 C315.0 Q625 M89 (INDEX TO C315.0 - PECK DRILL W/C-AXIS CLAMP– 0.0625 PECK)
N32 G80 M90 (PECK CYCLE CANCEL - UNCLAMP C-AXIS)
N33 G00 Z10.0 (POSITION TO SAFE CLEARANCE ON G368 WORKPLANE)
N34 G369 (G368 PLANE ROTATION CANCEL)
(END PROGRAM/TOOL CHANGE PREPARATION)
N35 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N36 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N37 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N38 T05000 (CANCEL OFFSET FOR CURRENT TOOL)
N39 M139 (SHOWER BED COOLANT OFF)
N40 M127 (COOLANT THROUGH TOOL OFF)
N41 M05 P12 (B-AXIS SPINDLE STOP)
N42 M34 (LEFT SPINDLE C-AXIS MODE OFF)
N43 G490 S0 (EXPLICIT SPINDLE ORIENTATION FOR TOOL CHANGE)
N44 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N45 M30
%
Page 44

- 43 -
EXAMPLE #11 – ADVANCED C-AXIS/Y-AXIS MILLING – UPPER UNIT ONLY
MATERIAL : AISI 4140 ALLOY STEEL - 275 HB
STOCK : 4.0 OD X 6.0 LONG
PROJECTION: 3.5 MINIMUM FROM JAW FACE
ADAPTERS : SANDVIK C6 ER32 COLLET HOLDER THRU COOLANT
TOOL : 0.75 SOLID CARBIDE END MILL
SPINDLE : B-AXIS HEAD
WORK COORD: G54
ORIGIN : X0.0 = LEFT MAIN SPINDLE CENTERLINE, Z0.0 = FINISHED FACE
PROCESS : MILL HEX FLATS WITH BOTTOM OF TOOL
Q-SETTER : TOUCH OFF TOOL IN X ONLY AT B0.0
TOOL #6
ADAPTER : SANDVIK C6 ER32 COLLET HOLDER - THRU COOLANT
TOOL : 0.75 SOLID CARBIDE END MILL
ORIENTATION : LIVE TOOL - M101 (UNCLAMPED)
B-AXIS TILT : 0.0
Page 45

- 44 -
%
O0011(MX-EXAMPLE #11 - UPPER - LIVE MILL)
(PREPARATION FOR START OF PROGRAM)
(INITIALIZE - RAPID, ZX PLANE, TNR COMP CANCEL, TLO CANCEL, CYCLE CANCEL, UPR FEED)
N1 G00 G18 G40 G49 G80 G99
N2 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N3 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N4 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N5 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL CHANGE)
N6 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N7 M01
(PREPARATION FOR START OF OPERATION)
N8 G54 (WORK COORDINATE SELECTION)
N9 M06 T06006 (SANDVIK C6 ER32 COLLET HOLDER THRU COOLANT - 0.75 SOLID CARBIDE END MILL)
N10 T07000 (STAGE NEXT TOOL)
N11 M101 (LIVE B-AXIS SPINDLE - UNCLAMPED)
N12 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N13 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N14 M138 (SHOWER BED COOLANT ON)
N15 M126 (COOLANT THROUGH TOOL ON)
N16 M35 (LEFT SPINDLE C-AXIS MODE ON)
N17 G00 G28 H0.0 (ZERO RETURN C-AXIS)
N18 G97 S1500 M03 P12 (DIRECT RPM MODE - 500 RPM - B-AXIS SPINDLE CLOCKWISE)
N19 G00 C0.0
N20 G00 X8.0 Z4.0 (POSITION TO SAFE CLEARANCE)
N21 M89 (C-AXIS CLAMP)
N22 G00 Z1.0
(POSITION TO START POINT)
N23 X6.0
N24 Z-0.25
N25 Y-2.5
(MILL HEX FLAT AT C0.0)
N26 G01 X3.5 F0.0075
N27 Y2.5
N28 G00 X6.0
N29 M90 (C-AXIS UNCLAMP)
(MILL HEX FLAT AT C45.0)
N30 G00 C45.0
N31 M89 (C-AXIS CLAMP)
N32 Y-2.5
N33 G01 X3.5 F0.0075
N34 Y2.5
N35 G00 X6.0
N36 M90 (C-AXIS UNCLAMP)
(MILL HEX FLAT AT C90.0)
N37 G00 C90.0
N38 M89 (C-AXIS CLAMP)
N39 Y-2.5
N40 G01 X3.5 F0.0075
N41 Y2.5
N42 G00 X6.0
N43 M90 (C-AXIS UNCLAMP)
Page 46

- 45 -
(MILL HEX FLAT AT C135.0)
N44 G00 C135.0
N45 M89 (C-AXIS CLAMP)
N46 Y-2.5
N47 G01 X3.5 F0.0075
N48 Y2.5
N49 G00 X6.0
N50 M90 (C-AXIS UNCLAMP)
(MILL HEX FLAT AT C180.0)
N51 G00 C180.0
N52 M89 (C-AXIS CLAMP)
N53 Y-2.5
N54 G01 X3.5 F0.0075
N55 Y2.5
N56 G00 X6.0
N57 M90 (C-AXIS UNCLAMP)
(MILL HEX FLAT AT C225.0)
N58 G00 C225.0
N59 M89 (C-AXIS CLAMP)
N60 Y-2.5
N61 G01 X3.5 F0.0075
N62 Y2.5
N63 G00 X6.0
N64 M90 (C-AXIS UNCLAMP)
(MILL HEX FLAT AT C270.0)
N65 G00 C270.0
N66 M89 (C-AXIS CLAMP)
N67 Y-2.5
N68 G01 X3.5 F0.0075
N69 Y2.5
N70 G00 X6.0
N71 M90 (C-AXIS UNCLAMP)
(MILL HEX FLAT AT C315.0)
N72 G00 C315.0
N73 M89 (C-AXIS CLAMP)
N74 Y-2.5
N75 G01 X3.5 F0.0075
N76 Y2.5
N77 G00 X6.0
N78 M90 (C-AXIS UNCLAMP)
(POSITION TO SAFE CLEARANCE)
N79 G00 Z4.0
N80 G00 Y0.0
(END PROGRAM/TOOL CHANGE PREPARATION)
N81 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N82 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N83 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N84 T06000 (CANCEL OFFSET FOR CURRENT TOOL)
N85 M139 (SHOWER BED COOLANT OFF)
N86 M127 (COOLANT THROUGH TOOL OFF)
N87 M05 P12 (B-AXIS SPINDLE STOP)
N88 M34 (LEFT SPINDLE C-AXIS MODE OFF)
N89 G490 S0 (EXPLICIT SPINDLE ORIENTATION FOR TOOL CHANGE)
N90 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N91 M30
%
Page 47

- 46 -
EXAMPLE #12 – ADVANCED C-AXIS MILLING – UPPER UNIT ONLY
MATERIAL : AISI 4140 ALLOY STEEL - 275 HB
STOCK : 4.0 OD X 6.0 LONG
PROJECTION: 3.5 MINIMUM FROM JAW FACE
ADAPTERS : SANDVIK C6 ER32 COLLET HOLDER THRU COOLANT
TOOL : 0.75 SOLID CARBIDE END MILL
SPINDLE : B-AXIS HEAD
WORK COORD: G54
ORIGIN : X0.0 = LEFT MAIN SPINDLE CENTERLINE, Z0.0 = FINISHED FACE
PROCESS : MILL HEX FLATS WITH SIDE OF TOOL – C-AXIS POLAR INERPOLATION
Q-SETTER : TOUCH OFF TOOL IN X ONLY AT B0.0
TOOL #6
ADAPTER : SANDVIK C6 ER32 COLLET HOLDER - THRU COOLANT
TOOL : 0.75 SOLID CARBIDE END MILL
ORIENTATION : LIVE TOOL - M101 (UNCLAMPED)
B-AXIS TILT : -90.0
Page 48

- 47 -
%
O0012(MX-EXAMPLE #12 - UPPER - G400 LIVE MILL)
(PREPARATION FOR START OF PROGRAM)
(INITIALIZE - RAPID, ZX PLANE, TNR COMP CANCEL, TLO CANCEL, CYCLE CANCEL, UPR FEED)
N1 G00 G18 G40 G49 G80 G99
N2 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N3 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N4 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N5 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL CHANGE)
N6 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N7 M01
(PREPARATION FOR START OF OPERATION)
N8 G54 (WORK COORDINATE SELECTION)
N9 M06 T06006 (SANDVIK C6 ER32 COLLET HOLDER THRU COOLANT - 0.75 SOLID CARBIDE END MILL)
N10 T07000 (STAGE NEXT TOOL)
N11 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL)
N12 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N13 M138 (SHOWER BED COOLANT ON)
N14 M126 (COOLANT THROUGH TOOL ON)
N15 M35 (LEFT SPINDLE C-AXIS MODE ON)
N16 G00 G28 H0.0 (ZERO RETURN C-AXIS)
N17 G00 C0.0
N18 G400 B-90.0 J0.0 (ENGAGE G400 TOOL POINT CONTROL)
(B-90.0 = ANGLE OF HEAD TILT)
(J0.0 = B-AXIS SPINDLE UNLOCKED)
N19 G00 X8.0 Z4.0 (POSITION TO SAFE CLEARANCE POINT)
N20 M101
N22 G00 X5.0 Z1.0 (POSITION TO CLEARANCE POINT)
(MILL HEX WITH HELICAL CLIMB MILL CONTOUR WITH CUTTER RADIUS COMPENSATION)
N23 G12.1 (POLAR COORDINATE INTERPOLATION MODE ON)
N24 G98 (UNIT PER MINUTE FEED)
N25 G01 X3.3198 C2.125 F100.0
N26 Z0.1
N27 G01 Z0. F30.0
N28 G41 X2.5762 C2.0761
N29 G03 X2.6702 C1.9375 R0.375
N30 G01 X4.6910 C0.1875 Z-0.0087
N31 G02 X4.7914 C0. Z-0.0095 R0.375
N32 X4.6910 C-0.1875 Z-0.0104 R0.375
N33 G01 X2.6702 C-1.9375 Z-0.0191
N34 G02 X2.0208 C-2.125 Z-0.0208 R0.375
N35 G01 X-2.0208 Z-0.0296
N36 G02 X-2.6702 C-1.9375 Z-0.0313 R0.375
N37 G01 X-4.6910 C-0.1875 Z-0.04
N38 G02 X-4.7914 C0. Z-0.0408 R0.375
N39 X-4.6910 C0.1875 Z-0.0417 R0.375
N40 G01 X-2.6702 C1.9375 Z-0.0504
N41 G02 X-2.0208 C2.125 Z-0.0521 R0.375
N42 G01 X2.0208 Z-0.0608
N43 G02 X2.6702 C1.9375 Z-0.0625 R0.375
N44 G01 X4.6910 C0.1875 Z-0.0712
N45 G02 X4.7914 C0. Z-0.072 R0.375
N46 X4.6910 C-0.1875 Z-0.0729 R0.375
N47 G01 X2.6702 C-1.9375 Z-0.0816
N48 G02 X2.0208 C-2.125 Z-0.0833 R0.375
N49 G01 X-2.0208 Z-0.0921
N50 G02 X-2.6702 C-1.9375 Z-0.0938 R0.375
N51 G01 X-4.6910 C-0.1875 Z-0.1025
N21 G97 S1500 M03 P12 (DIRECT RPM MODE - 1500 RPM - B-AXIS SPINDLE CLOCKWISE)
Page 49

- 48 -
N52 G02 X-4.7914 C0. Z-0.1033 R0.375
N53 X-4.6910 C0.1875 Z-0.1042 R0.375
N54 G01 X-2.6702 C1.9375 Z-0.1129
N55 G02 X-2.0208 C2.125 Z-0.1146 R0.375
N56 G01 X2.0208 Z-0.1233
N57 G02 X2.6702 C1.9375 Z-0.125 R0.375
N58 G01 X4.6910 C0.1875 Z-0.1337
N59 G02 X4.7914 C0. Z-0.1345 R0.375
N60 X4.6910 C-0.1875 Z-0.1354 R0.375
N61 G01 X2.6702 C-1.9375 Z-0.1441
N62 G02 X2.0208 C-2.125 Z-0.1458 R0.375
N63 G01 X-2.0208 Z-0.1546
N64 G02 X-2.6702 C-1.9375 Z-0.1563 R0.375
N65 G01 X-4.6910 C-0.1875 Z-0.165
N66 G02 X-4.7914 C0. Z-0.1658 R0.375
N67 X-4.6910 C0.1875 Z-0.1667 R0.375
N68 G01 X-2.6702 C1.9375 Z-0.1754
N69 G02 X-2.0208 C2.125 Z-0.1771 R0.375
N70 G01 X2.0208 Z-0.1858
N71 G02 X2.6702 C1.9375 Z-0.1875 R0.375
N72 G01 X4.6910 C0.1875 Z-0.1962
N73 G02 X4.7914 C0. Z-0.197 R0.375
N74 X4.6910 C-0.1875 Z-0.1979 R0.375
N75 G01 X2.6702 C-1.9375 Z-0.2066
N76 G02 X2.0208 C-2.125 Z-0.2083 R0.375
N77 G01 X-2.0208 Z-0.2171
N78 G02 X-2.6702 C-1.9375 Z-0.2188 R0.375
N79 G01 X-4.6910 C-0.1875 Z-0.2275
N80 G02 X-4.7914 C0. Z-0.2283 R0.375
N81 X-4.6910 C0.1875 Z-0.2292 R0.375
N82 G01 X-2.6702 C1.9375 Z-0.2379
N83 G02 X-2.0208 C2.125 Z-0.2396 R0.375
N84 G01 X2.0208 Z-0.2483
N85 G02 X2.6702 C1.9375 Z-0.25 R0.375
N86 G01 X4.6910 C0.1875 Z-0.2587
N87 G02 X4.7914 C0. Z-0.2595 R0.375
N88 X4.6910 C-0.1875 Z-0.2604 R0.375
N89 G01 X2.6702 C-1.9375 Z-0.2691
N90 G02 X2.0208 C-2.125 Z-0.2708 R0.375
N91 G01 X-2.0208 Z-0.2796
N92 G02 X-2.6702 C-1.9375 Z-0.2813 R0.375
N93 G01 X-4.6910 C-0.1875 Z-0.29
N94 G02 X-4.7914 C0. Z-0.2908 R0.375
N95 X-4.6910 C0.1875 Z-0.2917 R0.375
N96 G01 X-2.6702 C1.9375 Z-0.3004
N97 G02 X-2.0208 C2.125 Z-0.3021 R0.375
N98 G01 X2.0208 Z-0.3108
N99 G02 X2.6702 C1.9375 Z-0.3125 R0.375
N100 G01 X4.6910 C0.1875 Z-0.3212
N101 G02 X4.7914 C0. Z-0.322 R0.375
N102 X4.6910 C-0.1875 Z-0.3229 R0.375
N103 G01 X2.6702 C-1.9375 Z-0.3316
N104 G02 X2.0208 C-2.125 Z-0.3333 R0.375
N105 G01 X-2.0208 Z-0.3421
N106 G02 X-2.6702 C-1.9375 Z-0.3438 R0.375
N107 G01 X-4.6910 C-0.1875 Z-0.3525
N108 G02 X-4.7914 C0. Z-0.3533 R0.375
N109 X-4.6910 C0.1875 Z-0.3542 R0.375
N110 G01 X-2.6702 C1.9375 Z-0.3629
N111 G02 X-2.0208 C2.125 Z-0.3646 R0.375
N112 G01 X2.0208 Z-0.3733
N113 G02 X2.6702 C1.9375 Z-0.375 R0.375
N114 G01 X4.6910 C0.1875 Z-0.3837
N115 G02 X4.7914 C0. Z-0.3845 R0.375
N116 X4.6910 C-0.1875 Z-0.3854 R0.375
N117 G01 X2.6702 C-1.9375 Z-0.3941
Page 50

- 49 -
N118 G02 X2.0208 C-2.125 Z-0.3958 R0.375
N119 G01 X-2.0208 Z-0.4046
N120 G02 X-2.6702 C-1.9375 Z-0.4063 R0.375
N121 G01 X-4.6910 C-0.1875 Z-0.415
N122 G02 X-4.7914 C0. Z-0.4158 R0.375
N123 X-4.6910 C0.1875 Z-0.4167 R0.375
N124 G01 X-2.6702 C1.9375 Z-0.4254
N125 G02 X-2.0208 C2.125 Z-0.4271 R0.375
N126 G01 X2.0208 Z-0.4358
N127 G02 X2.6702 C1.9375 Z-0.4375 R0.375
N128 G01 X4.6910 C0.1875 Z-0.4462
N129 G02 X4.7914 C0. Z-0.447 R0.375
N130 X4.6910 C-0.1875 Z-0.4479 R0.375
N131 G01 X2.6702 C-1.9375 Z-0.4566
N132 G02 X2.0208 C-2.125 Z-0.4583 R0.375
N133 G01 X-2.0208 Z-0.4671
N134 G02 X-2.6702 C-1.9375 Z-0.4688 R0.375
N135 G01 X-4.6910 C-0.1875 Z-0.4775
N136 G02 X-4.7914 C0. Z-0.4783 R0.375
N137 X-4.6910 C0.1875 Z-0.4792 R0.375
N138 G01 X-2.6702 C1.9375 Z-0.4879
N139 G02 X-2.0208 C2.125 Z-0.4896 R0.375
N140 G01 X2.0208 Z-0.4983
N141 G02 X2.6702 C1.9375 Z-0.5 R0.375
N142 G01 X4.6910 C0.1875 Z-0.5087
N143 G02 X4.7914 C0. Z-0.5095 R0.375
N144 X4.6910 C-0.1875 Z-0.5104 R0.375
N145 G01 X2.6702 C-1.9375 Z-0.5191
N146 G02 X2.0208 C-2.125 Z-0.5208 R0.375
N147 G01 X-2.0208 Z-0.5296
N148 G02 X-2.6702 C-1.9375 Z-0.5313 R0.375
N149 G01 X-4.6910 C-0.1875 Z-0.54
N150 G02 X-4.7914 C0. Z-0.5408 R0.375
N151 X-4.6910 C0.1875 Z-0.5417 R0.375
N152 G01 X-2.6702 C1.9375 Z-0.5504
N153 G02 X-2.0208 C2.125 Z-0.5521 R0.375
N154 G01 X2.0208 Z-0.5608
N155 G02 X2.6702 C1.9375 Z-0.5625 R0.375
N156 G01 X4.6910 C0.1875 Z-0.5712
N157 G02 X4.7914 C0. Z-0.572 R0.375
N158 X4.6910 C-0.1875 Z-0.5729 R0.375
N159 G01 X2.6702 C-1.9375 Z-0.5816
N160 G02 X2.0208 C-2.125 Z-0.5833 R0.375
N161 G01 X-2.0208 Z-0.5921
N162 G02 X-2.6702 C-1.9375 Z-0.5938 R0.375
N163 G01 X-4.6910 C-0.1875 Z-0.6025
N164 G02 X-4.7914 C0. Z-0.6033 R0.375
N165 X-4.6910 C0.1875 Z-0.6042 R0.375
N166 G01 X-2.6702 C1.9375 Z-0.6129
N167 G02 X-2.0208 C2.125 Z-0.6146 R0.375
N168 G01 X2.0208 Z-0.6233
N169 G02 X2.6702 C1.9375 Z-0.625 R0.375
N170 G01 X4.6910 C0.1875
N171 G02 X4.7914 C0. R0.375
N172 X4.6910 C-0.1875 R0.375
N173 G01 X2.6702 C-1.9375
N174 G02 X2.0208 C-2.125 R0.375
N175 G01 X-2.0208
N176 G02 X-2.6702 C-1.9375 R0.375
N177 G01 X-4.6910 C-0.1875
N178 G02 X-4.7914 C0. R0.375
N179 X-4.6910 C0.1875 R0.375
N180 G01 X-2.6702 C1.9375
N181 G02 X-2.0208 C2.125 R0.375
N182 G01 X2.0208
N183 G02 X2.6702 C1.9375 R0.375
Page 51

- 50 -
N184 G03 X2.8632 C1.8275 R0.375
N185 G01 G40 X3.3198 C2.125
N186 Z0.1
N187 Z2.0 F100.0
N188 G13.1 (POLAR COORDINATE INTERPOLATION MODE OFF)
N189 G99 (UNIT PER REVOLUTION FEED)
N190 G00 X8.0 Z4.0 (POSITION TO SAFE CLEARANCE POINT)
N191 C0.0
(END PROGRAM/TOOL CHANGE PREPARATION)
N192 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N193 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N194 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N195 T06000 (CANCEL OFFSET FOR CURRENT TOOL)
N196 M139 (SHOWER BED COOLANT OFF)
N197 M127 (COOLANT THROUGH TOOL OFF)
N198 M05 P12 (B-AXIS SPINDLE STOP)
N199 M34 (LEFT SPINDLE C-AXIS MODE OFF)
N200 G490 S0 (EXPLICIT SPINDLE ORIENTATION FOR TOOL CHANGE)
N201 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N202 M30
%
Page 52

- 51 -
EXAMPLE #13 – ADVANCED 5-AXIS OPERATIONS – UPPER UNIT ONLY
MATERIAL : AISI 4140 ALLOY STEEL - 275 HB
STOCK : 3.5 OD X 7.75 LONG FORGING
3D MODEL : PARASOLID FILE O0013.X_T
PROJECTION: 3.5 MINIMUM FROM JAW FACE
ADAPTERS : SANDVIK C6 ER32 COLLET HOLDER THRU COOLANT
TOOL : 0.75 SOLID CARBIDE END MILL
SPINDLE : B-AXIS HEAD
WORK COORD: G54
ORIGIN : X0.0 = LEFT MAIN SPINDLE CENTERLINE, Z0.0 = FINISHED FACE
PROCESS : MILL 37.5° FACE FEATURES WITH SIDE OF TOOL – 5-AXIS CONTINUOUS
Q-SETTER : TOUCH OFF TOOL IN X ONLY AT B0.0
TOOL #6
ADAPTER : SANDVIK C6 ER32 COLLET HOLDER - THRU COOLANT
TOOL : 0.75 SOLID CARBIDE END MILL
ORIENTATION : LIVE TOOL - M101 (UNCLAMPED)
B-AXIS TILT : CONTINUOUS 5-AXIS WITH TCP MODE (G700)
Page 53

- 52 -
Page 54

- 53 -
Advanced 5-Axis Operations:
The MX-Series has both a Nutating (Articulating) head and a Rotary Axis (C1 Left Main Spindle ,C2
Right Main Spindle). The C-Axis(C1 & C2) is mechanically independent of the B-Axis head.
If we do not use TCP (Tool Center Point) mode then we are required to use the traditional method of
calculating X, Y, Z, C and B. In a CAM system, the part will remain static and the system will create
5-axis toolpath vectors around the desired geometry. These vectors represent the centerline axis of
the cutting tool and are used to calculate the required position and angles.
The tip of the tool will have XYZ positions based relative to the origin of the part in the CAM system.
On a machine like the MX-Series, the C axis angle would be calculated first.
This is necessary to align a tool vector to the ZX plane as the B-Axis only rotates in this plane.
Once that angle of rotation is known, the CAM system then calculates the X,Y positions required
based on the C axis rotation. Since the Z-axis is the centerline of the C axis rotation, the Z axis
position isn't effected by the C axis rotation. We now have the new X, Y, Z and C known within the
CAM system.
The CAM system next calculates the B-Axis angle based on the toolpath vectors.
Since all tools have differing lengths, the position of the B-Axis head needs to be adjusted based on
those tools lengths and B-Axis angle. The only coordinates effected by the length of the tool and the
B-Axis rotation are X & Z. Our next step is to calculate new X & Z coordinates based on the distance
from the tip of the tool to the center of rotation of the B-axis head. This process would need to be
repeated for every toolpath point.
All of these calculations are typically handled within the Post-Processor of the CAM system.
The Post-Processor is the last step in the process as it formats any work done in a CAM system to a
useable NC Code file that will operate a CNC Machine Tool.
Doosan TCP Mode for 5-Axis Machining - G700/G701
Page 55

- 54 -
As one can plainly see, this is a complicated process.
Fanuc TCP Mode is designed for Nutating (Articulating) heads to simplify multi-axis programming by
having the machine itself control the position of the tip of the tool during based on the specific tool
gage length. Using the Q-Setter, with the B-Axis at 0.0 and touching off in the X-axis only, establishes
that gage length. With TCP mode, the relationship between the tool center point (control point) and
the workpiece stays constant,
Doosan has further enhanced the TCP functionality of the MX-Series by also applying it to the C-Axis
Rotary Axis. This results in simplified programming and a more efficient toolpath motion kinematically
by the CNC Machine Tool. The X,Y, Z values in the NC Code are the STATIC Cutter Tip Locations
(X,Y,Z Points) in the CAM system, BEFORE the rotation of the C-Axis. The CAM system only needs
to calculate the proper C-Axis Rotary Angle and B-Axis Tilt Angle. The Post-Processor should also
convert X-Values to Diameter.
Doosan TCP Mode only supports G00 (Rapid Traverse), G01 (Linear Interpolation) and G49 (Tool
Length Compensation Cancel). It is engaged with a G700 Command followed by a D-Word containing
the appropriate Tool Offset Number (G700 D__). Doosan TCP Mode requires that any active Tool
Offset is cancelled prior to engaging TCP Mode. Doosan TCP mode is cancelled by the use of G49
and G701 commands.
Please refer to the Doosan MX-Series Programming Manual for detailed documentation of Doosan
TCP Mode. (Sections 15-11, 17-6)
Page 56

- 55 -
Advanced 5-Axis Operations:
CAM System Post-Processor Information
X,Y,Z Points are all STATIC Cutter Tip Locations BEFORE rotation of C-Axis.
Doosan G700 TCP Mode will recalculate & reposition X,Y based on C-Axis Angle.
X-Values should be converted to Diameter.
M296 (Dynamic Radius/Diameter Convert On) will NOT be used.
Page 57

- 56 -
Advanced 5-Axis Operations:
APT Cutter Location File Generated by CAM System
PARTNO0013
PPRINT
MX-EXAMPLE #13 - UPPER - G700 5-AXIS LIVE MILL
TRACUT/ 1.00000, 0.00000, 0.00000, 0.000,$
0.00000, 1.00000, 0.00000, 0.000,$
0.00000, 0.00000, 1.00000, 0.000
TMARK / 100
SEQNO/1,INCR,1
LOADTL/6,LENGTH, 0.00000,DIAMTR,0.7500
SPINDL/2000,CLW
MULTAX/OFF
CUTCOM/LENGTH,ON,OSETNO,6
COOLNT/ON
RAPID
GOTO / 1.08510, 0.30188, 2.56715, 0.00000, 0.00000, 1.00000
MULTAX/ON
GOTO / 1.08510, 0.30188, 2.56715, 0.55266, 0.56272, 0.61474
GOTO / -0.98738,-1.80832, 0.26186, 0.55266, 0.56272, 0.61474
FEDRAT/IPM,10.0
GOTO / -1.07028,-1.89273, 0.16965, 0.55266, 0.56272, 0.61474
GOTO / -1.04851,-1.85913, 0.11793, 0.55266, 0.56272, 0.61474
GOTO / -1.03436,-1.82129, 0.06643, 0.55266, 0.56272, 0.61474
GOTO / -1.02808,-1.77988, 0.01603, 0.55266, 0.56272, 0.61474
GOTO / -1.02977,-1.73558,-0.03241, 0.55266, 0.56272, 0.61474
GOTO / -1.03940,-1.68917,-0.07806, 0.55266, 0.56272, 0.61474
GOTO / -1.05682,-1.64143,-0.12013, 0.55266, 0.56272, 0.61474
GOTO / -1.08171,-1.59319,-0.15791, 0.55266, 0.56272, 0.61474
GOTO / -1.11366,-1.54527,-0.19075, 0.55266, 0.56272, 0.61474
GOTO / -1.15212,-1.49848,-0.21808, 0.55266, 0.56272, 0.61474
GOTO / -1.19643,-1.45363,-0.23945, 0.55266, 0.56272, 0.61474
GOTO / -1.24583,-1.41149,-0.25448, 0.55266, 0.56272, 0.61474
GOTO / -1.29947,-1.37278,-0.26292, 0.55266, 0.56272, 0.61474
FEDRAT/IPM,25.0
GOTO / -1.34208,-1.32787,-0.25671, 0.57134, 0.54314, 0.61528
GOTO / -1.38299,-1.28200,-0.25067, 0.58914, 0.52292, 0.61601
GOTO / -1.42477,-1.23223,-0.24455, 0.60647, 0.50169, 0.61685
GOTO / -1.46268,-1.18273,-0.23896, 0.62361, 0.47877, 0.61797
GOTO / -1.49610,-1.13714,-0.23332, 0.63490, 0.46229, 0.61902
GOTO / -1.53535,-1.07984,-0.22759, 0.65033, 0.43860, 0.62024
GOTO / -1.56445,-1.03350,-0.22223, 0.66230, 0.41945, 0.62082
GOTO / -1.60126,-0.97244,-0.21668, 0.67941, 0.38997, 0.62155
GOTO / -1.62894,-0.92095,-0.21200, 0.68888, 0.37056, 0.62300
GOTO / -1.65643,-0.86720,-0.20708, 0.69804, 0.35136, 0.62393
GOTO / -1.68633,-0.80416,-0.20228, 0.71214, 0.32069, 0.62451
GOTO / -1.70983,-0.74842,-0.19831, 0.72007, 0.29974, 0.62582
GOTO / -1.73183,-0.69237,-0.19434, 0.72698, 0.28027, 0.62685
GOTO / -1.74987,-0.64034,-0.18966, 0.72054, 0.29726, 0.62647
GOTO / -1.76810,-0.58198,-0.18413, 0.73068, 0.27908, 0.62308
GOTO / -1.78641,-0.51741,-0.17907, 0.74418, 0.24814, 0.62018
GOTO / -1.80154,-0.45546,-0.17468, 0.75485, 0.22061, 0.61768
GOTO / -1.81541,-0.39095,-0.17081, 0.76550, 0.18752, 0.61551
GOTO / -1.82688,-0.32698,-0.16749, 0.77295, 0.16166, 0.61353
GOTO / -1.83585,-0.26415,-0.16450, 0.77984, 0.13328, 0.61162
GOTO / -1.84370,-0.19628,-0.16219, 0.78666, 0.09335, 0.61028
GOTO / -1.84879,-0.13242,-0.16068, 0.78984, 0.06832, 0.60949
GOTO / -1.85200,-0.06555,-0.15953, 0.79281, 0.03315, 0.60857
GOTO / -1.85337,-0.00176,-0.15948, 0.79341,-0.00748, 0.60864
GOTO / -1.89141, 0.00082,-0.18868, 0.79339,-0.00421, 0.60870
GOTO / -1.92944, 0.00341,-0.21788, 0.79336,-0.00148, 0.60875
Page 58

- 57 -
GOTO / -1.92831, 0.06418,-0.21810, 0.79269,-0.02850, 0.60896
GOTO / -1.92485, 0.13014,-0.21869, 0.79073,-0.05727, 0.60948
GOTO / -1.91909, 0.19496,-0.21971, 0.78746,-0.08579, 0.61037
GOTO / -1.91105, 0.25948,-0.22112, 0.78292,-0.11391, 0.61160
GOTO / -1.90076, 0.32359,-0.22290, 0.77711,-0.14189, 0.61316
GOTO / -1.88823, 0.38723,-0.22505, 0.77006,-0.16951, 0.61504
GOTO / -1.87344, 0.45053,-0.22757, 0.76168,-0.19713, 0.61724
GOTO / -1.85647, 0.51296,-0.23041, 0.75227,-0.22354, 0.61977
GOTO / -1.83724, 0.57505,-0.23355, 0.74114,-0.25139, 0.62251
GOTO / -1.81736, 0.63283,-0.23711, 0.73247,-0.26830, 0.62570
GOTO / -1.79996, 0.68179,-0.24015, 0.73666,-0.25647, 0.62575
GOTO / -1.77820, 0.73796,-0.24275, 0.73428,-0.26764, 0.62386
GOTO / -1.75303, 0.79676,-0.24575, 0.72518,-0.29324, 0.62300
GOTO / -1.72634, 0.85393,-0.24889, 0.71686,-0.31537, 0.62182
GOTO / -1.69757, 0.91055,-0.25226, 0.70709,-0.33863, 0.62077
GOTO / -1.66707, 0.96594,-0.25581, 0.69672,-0.36131, 0.61971
GOTO / -1.63485, 1.02016,-0.25952, 0.68558,-0.38369, 0.61867
GOTO / -1.60095, 1.07316,-0.26336, 0.67376,-0.40568, 0.61763
GOTO / -1.56538, 1.12497,-0.26734, 0.66110,-0.42748, 0.61661
GOTO / -1.52814, 1.17558,-0.27143, 0.64754,-0.44909, 0.61564
GOTO / -1.48925, 1.22493,-0.27564, 0.63306,-0.47046, 0.61473
GOTO / -1.44875, 1.27299,-0.27995, 0.61766,-0.49153, 0.61391
GOTO / -1.40666, 1.31968,-0.28436, 0.60135,-0.51223, 0.61319
GOTO / -1.36320, 1.36479,-0.28884, 0.58434,-0.53229, 0.61255
GOTO / -1.31844, 1.40831,-0.29335, 0.56667,-0.55171, 0.61197
GOTO / -1.27242, 1.45023,-0.29787, 0.54838,-0.57047, 0.61143
GOTO / -1.22518, 1.49054,-0.30238, 0.52948,-0.58857, 0.61093
GOTO / -1.17675, 1.52922,-0.30685, 0.51001,-0.60600, 0.61045
GOTO / -1.12713, 1.56629,-0.31127, 0.48976,-0.62289, 0.61003
GOTO / -1.07634, 1.60172,-0.31563, 0.46873,-0.63920, 0.60968
GOTO / -1.02443, 1.63547,-0.31992, 0.44696,-0.65487, 0.60941
GOTO / -0.97158, 1.66742,-0.32410, 0.42463,-0.66975, 0.60920
GOTO / -0.91788, 1.69756,-0.32815, 0.40182,-0.68383, 0.60903
GOTO / -0.86337, 1.72590,-0.33206, 0.37855,-0.69709, 0.60891
GOTO / -0.80810, 1.75244,-0.33580, 0.35485,-0.70953, 0.60881
GOTO / -0.75211, 1.77717,-0.33935, 0.33075,-0.72115, 0.60873
GOTO / -0.69543, 1.80009,-0.34271, 0.30627,-0.73194, 0.60866
GOTO / -0.63810, 1.82119,-0.34586, 0.28139,-0.74190, 0.60861
GOTO / -0.58009, 1.84047,-0.34878, 0.25593,-0.75108, 0.60859
GOTO / -0.52155, 1.85787,-0.35147, 0.23010,-0.75938, 0.60861
GOTO / -0.46260, 1.87336,-0.35390, 0.20405,-0.76676, 0.60864
GOTO / -0.40329, 1.88697,-0.35606, 0.17782,-0.77323, 0.60868
GOTO / -0.34366, 1.89869,-0.35794, 0.15144,-0.77879, 0.60872
GOTO / -0.28376, 1.90853,-0.35954, 0.12494,-0.78346, 0.60876
GOTO / -0.22363, 1.91649,-0.36084, 0.09836,-0.78722, 0.60878
GOTO / -0.16328, 1.92257,-0.36183, 0.07164,-0.79009, 0.60879
GOTO / -0.10293, 1.92673,-0.36250, 0.04527,-0.79205, 0.60877
GOTO / -0.04184, 1.92899,-0.36285, 0.01772,-0.79317, 0.60874
GOTO / 0.00490, 1.92799,-0.36185,-0.00182,-0.79334, 0.60877
GOTO / 0.04420, 1.92576,-0.36064,-0.01999,-0.79297, 0.60894
GOTO / 0.08652, 1.92418,-0.36031,-0.03616,-0.79237, 0.60897
GOTO / 0.12904, 1.92166,-0.35972,-0.05358,-0.79143, 0.60890
GOTO / 0.17334, 1.91803,-0.35889,-0.07385,-0.78988, 0.60880
GOTO / 0.21883, 1.91291,-0.35787,-0.09538,-0.78751, 0.60888
GOTO / 0.26100, 1.90691,-0.35665,-0.11167,-0.78518, 0.60911
GOTO / 0.30258, 1.90011,-0.35519,-0.12777,-0.78266, 0.60919
GOTO / 0.34484, 1.89232,-0.35350,-0.14552,-0.77958, 0.60916
GOTO / 0.38781, 1.88336,-0.35158,-0.16419,-0.77591, 0.60910
GOTO / 0.43164, 1.87301,-0.34944,-0.18427,-0.77141, 0.60908
GOTO / 0.47439, 1.86159,-0.34715,-0.20328,-0.76650, 0.60922
GOTO / 0.51445, 1.84986,-0.34474,-0.21879,-0.76205, 0.60944
GOTO / 0.55516, 1.83712,-0.34209,-0.23411,-0.75740, 0.60953
GOTO / 0.59820, 1.82255,-0.33913,-0.25470,-0.75087, 0.60936
Page 59

- 58 -
GOTO / 0.64182, 1.80639,-0.33609,-0.27814,-0.74250, 0.60936
GOTO / 0.67782, 1.79169,-0.33319,-0.28582,-0.73889, 0.61020
GOTO / 0.71734, 1.77514,-0.32976,-0.30154,-0.73274, 0.61005
GOTO / 0.76099, 1.75570,-0.32607,-0.32652,-0.72230, 0.60965
GOTO / 0.79947, 1.73694,-0.32256,-0.34058,-0.71536, 0.61013
GOTO / 0.83785, 1.71721,-0.31882,-0.35555,-0.70784, 0.61036
GOTO / 0.87725, 1.69587,-0.31487,-0.37380,-0.69838, 0.61036
GOTO / 0.91672, 1.67321,-0.31085,-0.39269,-0.68784, 0.61047
GOTO / 0.95414, 1.65024,-0.30686,-0.40686,-0.67904, 0.61104
GOTO / 0.99001, 1.62695,-0.30275,-0.42030,-0.67040, 0.61148
GOTO / 1.02561, 1.60291,-0.29848,-0.43659,-0.65987, 0.61152
GOTO / 1.06268, 1.57693,-0.29407,-0.45380,-0.64808, 0.61160
GOTO / 1.09882, 1.55009,-0.28969,-0.46874,-0.63697, 0.61201
GOTO / 1.13370, 1.52272,-0.28527,-0.48246,-0.62620, 0.61246
GOTO / 1.16949, 1.49337,-0.28073,-0.50065,-0.61168, 0.61253
GOTO / 1.20354, 1.46389,-0.27635,-0.51656,-0.59783, 0.61300
GOTO / 1.23521, 1.43502,-0.27210,-0.52781,-0.58695, 0.61393
GOTO / 1.26555, 1.40611,-0.26775,-0.53583,-0.57860, 0.61491
GOTO / 1.29966, 1.37262,-0.26296,-0.55153,-0.56357, 0.61498
GOTO / 1.33215, 1.33858,-0.25842,-0.56774,-0.54692, 0.61526
GOTO / 1.35926, 1.30842,-0.25418,-0.57776,-0.53552, 0.61596
GOTO / 1.38962, 1.27413,-0.24964,-0.59012,-0.52137, 0.61639
GOTO / 1.42008, 1.23786,-0.24515,-0.60444,-0.50431, 0.61670
GOTO / 1.44884, 1.20165,-0.24086,-0.61834,-0.48660, 0.61715
GOTO / 1.47683, 1.16439,-0.23678,-0.62758,-0.47300, 0.61840
GOTO / 1.50196, 1.12874,-0.23278,-0.63759,-0.45832, 0.61921
GOTO / 1.52600, 1.09356,-0.22877,-0.64859,-0.44201, 0.61964
GOTO / 1.55207, 1.05405,-0.22473,-0.65736,-0.42746, 0.62061
GOTO / 1.57662, 1.01420,-0.22080,-0.66725,-0.41079, 0.62131
GOTO / 1.59889, 0.97586,-0.21707,-0.67657,-0.39425, 0.62195
GOTO / 1.61975, 0.93828,-0.21339,-0.68401,-0.38010, 0.62262
GOTO / 1.64387, 0.89330,-0.20952,-0.69614,-0.35703, 0.62283
GOTO / 1.66460, 0.85095,-0.20631,-0.70461,-0.33815, 0.62384
GOTO / 1.68086, 0.81530,-0.20325,-0.70781,-0.32917, 0.62502
GOTO / 1.70151, 0.76921,-0.19978,-0.71676,-0.30849, 0.62537
GOTO / 1.71913, 0.72579,-0.19684,-0.72422,-0.28906, 0.62606
GOTO / 1.73296, 0.68894,-0.19406,-0.72586,-0.28255, 0.62713
GOTO / 1.74646, 0.65068,-0.19060,-0.72086,-0.29546, 0.62695
GOTO / 1.76012, 0.60858,-0.18651,-0.72501,-0.29069, 0.62438
GOTO / 1.77366, 0.56350,-0.18271,-0.73507,-0.26914, 0.62228
GOTO / 1.78625, 0.51772,-0.17912,-0.74390,-0.24882, 0.62024
GOTO / 1.79764, 0.47210,-0.17589,-0.75238,-0.22682, 0.61845
GOTO / 1.80813, 0.42616,-0.17296,-0.75999,-0.20485, 0.61681
GOTO / 1.81758, 0.37969,-0.17026,-0.76644,-0.18460, 0.61522
GOTO / 1.82562, 0.33412,-0.16776,-0.77212,-0.16490, 0.61371
GOTO / 1.83288, 0.28711,-0.16548,-0.77769,-0.14246, 0.61229
GOTO / 1.83916, 0.23866,-0.16357,-0.78274,-0.11736, 0.61118
GOTO / 1.84414, 0.19195,-0.16206,-0.78657,-0.09398, 0.61031
GOTO / 1.84843, 0.14150,-0.16096,-0.78980,-0.06721, 0.60967
GOTO / 1.85118, 0.09122,-0.16049,-0.79162,-0.04190, 0.60957
GOTO / 1.85245, 0.04982,-0.16013,-0.79239,-0.02751, 0.60939
GOTO / 1.85329, 0.00980,-0.15956,-0.79325,-0.00996, 0.60881
GOTO / 1.85337,-0.00050,-0.15945,-0.79344,-0.01210, 0.60853
GOTO / 1.85189,-0.06897,-0.15947,-0.79282, 0.03641, 0.60837
GOTO / 1.84841,-0.13836,-0.16088,-0.78962, 0.06974, 0.60962
GOTO / 1.84283,-0.20406,-0.16241,-0.78631, 0.09649, 0.61025
GOTO / 1.83458,-0.27471,-0.16483,-0.77868, 0.13995, 0.61162
GOTO / 1.82439,-0.34203,-0.16816,-0.77103, 0.16937, 0.61387
GOTO / 1.81196,-0.40788,-0.17178,-0.76264, 0.19687, 0.61613
GOTO / 1.79705,-0.47482,-0.17606,-0.75156, 0.22932, 0.61852
GOTO / 1.78040,-0.53971,-0.18098,-0.73986, 0.25783, 0.62139
GOTO / 1.76115,-0.60484,-0.18615,-0.72579, 0.28906, 0.62424
GOTO / 1.74293,-0.66174,-0.19196,-0.72368, 0.28735, 0.62747
Page 60

- 59 -
GOTO / 1.72214,-0.71847,-0.19598,-0.72554, 0.28624, 0.62583
GOTO / 1.69680,-0.77979,-0.20050,-0.71478, 0.31323, 0.62528
GOTO / 1.66913,-0.84087,-0.20516,-0.70414, 0.33837, 0.62426
GOTO / 1.64232,-0.89584,-0.21001,-0.69525, 0.35816, 0.62318
GOTO / 1.60936,-0.95797,-0.21499,-0.67969, 0.38870, 0.62205
GOTO / 1.57618,-1.01435,-0.22094,-0.66682, 0.41081, 0.62175
GOTO / 1.54314,-1.06823,-0.22604,-0.65617, 0.43051, 0.61977
GOTO / 1.50531,-1.12365,-0.23222,-0.63805, 0.45716, 0.61959
GOTO / 1.46995,-1.17396,-0.23778,-0.62556, 0.47617, 0.61801
GOTO / 1.42733,-1.22856,-0.24414,-0.60533, 0.50223, 0.61752
GOTO / 1.38766,-1.27674,-0.25023,-0.59276, 0.51867, 0.61614
GOTO / 1.34429,-1.32549,-0.25641,-0.57287, 0.54156, 0.61524
GOTO / 1.29974,-1.37258,-0.26293,-0.55393, 0.56154, 0.61468
GOTO / 1.25349,-1.41797,-0.26929,-0.53401, 0.58144, 0.61381
GOTO / 1.20663,-1.46126,-0.27586,-0.51483, 0.59900, 0.61332
GOTO / 1.15711,-1.50350,-0.28219,-0.49273, 0.61800, 0.61261
GOTO / 1.10617,-1.54409,-0.28896,-0.46687, 0.63729, 0.61310
GOTO / 1.05745,-1.58071,-0.29506,-0.45177, 0.64907, 0.61206
GOTO / 1.00550,-1.61704,-0.30115,-0.42940, 0.66457, 0.61152
GOTO / 0.95137,-1.65197,-0.30715,-0.40558, 0.67971, 0.61114
GOTO / 0.89780,-1.68409,-0.31288,-0.38470, 0.69225, 0.61058
GOTO / 0.84215,-1.71489,-0.31842,-0.35862, 0.70636, 0.61029
GOTO / 0.78575,-1.74370,-0.32388,-0.33480, 0.71806, 0.61016
GOTO / 0.72986,-1.76990,-0.32880,-0.31252, 0.72851, 0.60959
GOTO / 0.66970,-1.79552,-0.33376,-0.28297, 0.74037, 0.60973
GOTO / 0.61053,-1.81781,-0.33829,-0.25844, 0.74923, 0.60981
GOTO / 0.55534,-1.83719,-0.34224,-0.23918, 0.75595, 0.60937
GOTO / 0.49354,-1.85649,-0.34592,-0.21137, 0.76455, 0.60892
GOTO / 0.43059,-1.87301,-0.34943,-0.18027, 0.77217, 0.60931
GOTO / 0.37252,-1.88661,-0.35238,-0.15862, 0.77697, 0.60923
GOTO / 0.31141,-1.89885,-0.35488,-0.13343, 0.78188, 0.60898
GOTO / 0.24816,-1.90895,-0.35701,-0.10481, 0.78623, 0.60898
GOTO / 0.18636,-1.91644,-0.35866,-0.07898, 0.78919, 0.60905
GOTO / 0.12513,-1.92188,-0.35983,-0.05372, 0.79136, 0.60898
GOTO / 0.06267,-1.92528,-0.36053,-0.02737, 0.79277, 0.60891
GOTO / 0.00024,-1.92667,-0.36078,-0.00259, 0.79339, 0.60871
GOTO / -0.05942,-1.92537,-0.36039, 0.02585, 0.79309, 0.60856
GOTO / -0.11952,-1.92255,-0.35990, 0.05208, 0.79165, 0.60875
GOTO / -0.17936,-1.91735,-0.35871, 0.07466, 0.78990, 0.60867
GOTO / -0.24002,-1.90998,-0.35724, 0.10539, 0.78628, 0.60882
GOTO / -0.29688,-1.90113,-0.35537, 0.12506, 0.78321, 0.60905
GOTO / -0.35586,-1.89034,-0.35304, 0.15205, 0.77851, 0.60894
GOTO / -0.41624,-1.87683,-0.35029, 0.17718, 0.77302, 0.60913
GOTO / -0.47242,-1.86195,-0.34714, 0.19849, 0.76771, 0.60928
GOTO / -0.52933,-1.84543,-0.34364, 0.22560, 0.76036, 0.60907
GOTO / -0.58936,-1.82571,-0.33978, 0.25205, 0.75188, 0.60922
GOTO / -0.64440,-1.80507,-0.33572, 0.27494, 0.74354, 0.60956
GOTO / -0.69789,-1.78346,-0.33137, 0.29664, 0.73501, 0.60973
GOTO / -0.75464,-1.75862,-0.32655, 0.32082, 0.72475, 0.60977
GOTO / -0.80979,-1.73188,-0.32150, 0.34627, 0.71286, 0.60986
GOTO / -0.86346,-1.70351,-0.31631, 0.36839, 0.70130, 0.61030
GOTO / -0.91613,-1.67331,-0.31088, 0.39085, 0.68869, 0.61069
GOTO / -0.96738,-1.64159,-0.30529, 0.41159, 0.67604, 0.61120
GOTO / -1.01628,-1.60928,-0.29954, 0.43415, 0.66166, 0.61133
GOTO / -1.06778,-1.57336,-0.29356, 0.45377, 0.64778, 0.61194
GOTO / -1.11716,-1.53576,-0.28743, 0.47854, 0.62965, 0.61200
GOTO / -1.16422,-1.49768,-0.28152, 0.49821, 0.61339, 0.61281
GOTO / -1.20950,-1.45843,-0.27550, 0.51365, 0.59946, 0.61385
GOTO / -1.25495,-1.41660,-0.26918, 0.53345, 0.58156, 0.61418
GOTO / -1.29947,-1.37278,-0.26292, 0.55266, 0.56272, 0.61474
GOTO / -1.34247,-1.32418,-0.24751, 0.55266, 0.56272, 0.61474
GOTO / -1.38794,-1.28063,-0.22564, 0.55266, 0.56272, 0.61474
GOTO / -1.43508,-1.24286,-0.19768, 0.55266, 0.56272, 0.61474
Page 61

- 60 -
GOTO / -1.48310,-1.21152,-0.16411, 0.55266, 0.56272, 0.61474
GOTO / -1.53118,-1.18715,-0.12550, 0.55266, 0.56272, 0.61474
GOTO / -1.57849,-1.17017,-0.08252, 0.55266, 0.56272, 0.61474
GOTO / -1.62422,-1.16086,-0.03590, 0.55266, 0.56272, 0.61474
GOTO / -1.66760,-1.15939, 0.01357, 0.55266, 0.56272, 0.61474
GOTO / -1.70787,-1.16577, 0.06503, 0.55266, 0.56272, 0.61474
GOTO / -1.74435,-1.17991, 0.11761, 0.55266, 0.56272, 0.61474
GOTO / -1.77642,-1.20156, 0.17040, 0.55266, 0.56272, 0.61474
GOTO / -1.80352,-1.23034, 0.22251, 0.55266, 0.56272, 0.61474
GOTO / 0.35186, 0.96427, 2.62001, 0.55266, 0.56272, 0.61474
FINI
Page 62

- 61 -
Advanced 5-Axis Operations:
NC Code File Created from APT-CL by CAM Post-Processor
%
O0013(MX-EXAMPLE #13 - UPPER - G700 5-AXIS LIVE MILL)
(PREPARATION FOR START OF PROGRAM)
(INITIALIZE - RAPID, ZX PLANE, TNR COMP CANCEL, TLO CANCEL, CYCLE CANCEL, UPR FEED)
N1 G00 G18 G40 G49 G80 G99
N2 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N3 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N4 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N5 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL CHANGE)
N6 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N7 M01
(PREPARATION FOR START OF OPERATION)
N8 G54 (WORK COORDINATE SELECTION)
N9 M06 T06006 (SANDVIK C6 ER32 COLLET HOLDER THRU COOLANT- 0.75 SOLID CARBIDE END MILL)
N10 T07000 (STAGE NEXT TOOL)
N11 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL)
N12 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N13 M138 (SHOWER BED COOLANT ON)
N14 M126 (COOLANT THROUGH TOOL ON)
N15 M35 (LEFT SPINDLE C-AXIS MODE ON)
N16 G00 G28 H0.0 (ZERO RETURN C-AXIS)
N17 G00 C0.0
N18 M90 (C-AXIS CLAMP OFF)
N19 M101 (UNCLAMP B-AXIS SPINDLE)
N20 M110 (INTERFERENCE CHECK OFF)
N21 M272 (Y-AXIS REFERENCE INTERLOCK RELEASE)
N22 G97 S2000 M03 P12 (DIRECT RPM MODE - 2000 RPM - B-AXIS SPINDLE CLOCKWISE)
N23 G17 (EXPLICIT X-Y PLANE SELECTION)
N24 G00 X8.0 Z15.0 (POSITION TO SAFE CLEARANCE POINT)
N25 G00 X0.0 Y0.0 B-37.933 C45.517 (POSITION TO ORIGIN WITH INITIAL ROTATION & TILT)
N26 T06000 (EXPLICITLY CANCEL ACTIVE TOOL OFFSET PRIOR TO TCP MODE)
N27 G700 D006 (ENGAGE DOOSAN TCP MODE WITH TOOL OFFSET #6)
N28 G00 X2.1702 Y0.3019 Z2.5672 B-37.933 C45.517
N29 X-1.9748 Y-1.8083 Z0.2619 B-37.933 C45.517
N30 G01 G98 X-2.1406 Y-1.8927 Z0.1697 B-37.933 C45.517 F10.0
N31 X-2.0970 Y-1.8591 Z0.1179 B-37.933 C45.517
N32 X-2.0687 Y-1.8213 Z0.0664 B-37.933 C45.517
N33 X-2.0562 Y-1.7799 Z0.0160 B-37.933 C45.517
N34 X-2.0595 Y-1.7356 Z-0.0324 B-37.933 C45.517
N35 X-2.0788 Y-1.6892 Z-0.0781 B-37.933 C45.517
N36 X-2.1136 Y-1.6414 Z-0.1201 B-37.933 C45.517
N37 X-2.1634 Y-1.5932 Z-0.1579 B-37.933 C45.517
N38 X-2.2273 Y-1.5453 Z-0.1908 B-37.933 C45.517
N39 X-2.3042 Y-1.4985 Z-0.2181 B-37.933 C45.517
N40 X-2.3929 Y-1.4536 Z-0.2395 B-37.933 C45.517
N41 X-2.4917 Y-1.4115 Z-0.2545 B-37.933 C45.517
N42 X-2.5989 Y-1.3728 Z-0.2629 B-37.933 C45.517
N43 X-2.6842 Y-1.3279 Z-0.2567 B-37.972 C43.551 F25.0
N44 X-2.7660 Y-1.2820 Z-0.2507 B-38.025 C41.592
N45 X-2.8495 Y-1.2322 Z-0.2446 B-38.086 C39.599
N46 X-2.9254 Y-1.1827 Z-0.2390 B-38.168 C37.515
N47 X-2.9922 Y-1.1371 Z-0.2333 B-38.245 C36.060
N48 X-3.0707 Y-1.0798 Z-0.2276 B-38.334 C33.997
N49 X-3.1289 Y-1.0335 Z-0.2222 B-38.376 C32.347
N50 X-3.2025 Y-0.9724 Z-0.2167 B-38.429 C29.855
Page 63

- 62 -
N51 X-3.2579 Y-0.9210 Z-0.2120 B-38.536 C28.277
N52 X-3.3129 Y-0.8672 Z-0.2071 B-38.604 C26.719
N53 X-3.3727 Y-0.8042 Z-0.2023 B-38.646 C24.243
N54 X-3.4197 Y-0.7484 Z-0.1983 B-38.743 C22.600
N55 X-3.4637 Y-0.6924 Z-0.1943 B-38.818 C21.083
N56 X-3.4997 Y-0.6403 Z-0.1897 B-38.790 C22.419
N57 X-3.5362 Y-0.5820 Z-0.1841 B-38.541 C20.904
N58 X-3.5728 Y-0.5174 Z-0.1791 B-38.329 C18.440
N59 X-3.6031 Y-0.4555 Z-0.1747 B-38.147 C16.291
N60 X-3.6308 Y-0.3910 Z-0.1708 B-37.989 C13.764
N61 X-3.6538 Y-0.3270 Z-0.1675 B-37.845 C11.813
N62 X-3.6717 Y-0.2642 Z-0.1645 B-37.707 C9.699
N63 X-3.6874 Y-0.1963 Z-0.1622 B-37.610 C6.767
N64 X-3.6976 Y-0.1324 Z-0.1607 B-37.553 C4.944
N65 X-3.7040 Y-0.0656 Z-0.1595 B-37.486 C2.394
N66 X-3.7067 Y-0.0018 Z-0.1595 B-37.491 C-0.540
N67 X-3.7828 Y0.0008 Z-0.1887 B-37.496 C-0.304
N68 X-3.8589 Y0.0034 Z-0.2179 B-37.499 C-0.107
N69 X-3.8566 Y0.0642 Z-0.2181 B-37.514 C-2.059
N70 X-3.8497 Y0.1301 Z-0.2187 B-37.552 C-4.143
N71 X-3.8382 Y0.1950 Z-0.2197 B-37.616 C-6.218
N72 X-3.8221 Y0.2595 Z-0.2211 B-37.705 C-8.278
N73 X-3.8015 Y0.3236 Z-0.2229 B-37.818 C-10.347
N74 X-3.7765 Y0.3872 Z-0.2251 B-37.955 C-12.414
N75 X-3.7469 Y0.4505 Z-0.2276 B-38.115 C-14.510
N76 X-3.7129 Y0.5130 Z-0.2304 B-38.299 C-16.550
N77 X-3.6745 Y0.5751 Z-0.2336 B-38.500 C-18.737
N78 X-3.6347 Y0.6328 Z-0.2371 B-38.734 C-20.118
N79 X-3.5999 Y0.6818 Z-0.2402 B-38.737 C-19.196
N80 X-3.5564 Y0.7380 Z-0.2428 B-38.599 C-20.026
N81 X-3.5061 Y0.7968 Z-0.2458 B-38.535 C-22.017
N82 X-3.4527 Y0.8539 Z-0.2489 B-38.449 C-23.746
N83 X-3.3951 Y0.9106 Z-0.2523 B-38.372 C-25.590
N84 X-3.3341 Y0.9659 Z-0.2558 B-38.295 C-27.411
N85 X-3.2697 Y1.0202 Z-0.2595 B-38.219 C-29.234
N86 X-3.2019 Y1.0732 Z-0.2634 B-38.143 C-31.053
N87 X-3.1308 Y1.1250 Z-0.2673 B-38.069 C-32.887
N88 X-3.0563 Y1.1756 Z-0.2714 B-37.998 C-34.743
N89 X-2.9785 Y1.2249 Z-0.2756 B-37.933 C-36.618
N90 X-2.8975 Y1.2730 Z-0.2800 B-37.873 C-38.513
N91 X-2.8133 Y1.3197 Z-0.2844 B-37.820 C-40.424
N92 X-2.7264 Y1.3648 Z-0.2888 B-37.774 C-42.331
N93 X-2.6369 Y1.4083 Z-0.2934 B-37.732 C-44.234
N94 X-2.5448 Y1.4502 Z-0.2979 B-37.693 C-46.131
N95 X-2.4504 Y1.4905 Z-0.3024 B-37.657 C-48.025
N96 X-2.3535 Y1.5292 Z-0.3069 B-37.622 C-49.916
N97 X-2.2543 Y1.5663 Z-0.3113 B-37.592 C-51.823
N98 X-2.1527 Y1.6017 Z-0.3156 B-37.566 C-53.747
N99 X-2.0489 Y1.6355 Z-0.3199 B-37.547 C-55.686
N100 X-1.9432 Y1.6674 Z-0.3241 B-37.532 C-57.625
N101 X-1.8358 Y1.6976 Z-0.3282 B-37.519 C-59.561
N102 X-1.7267 Y1.7259 Z-0.3321 B-37.511 C-61.496
N103 X-1.6162 Y1.7524 Z-0.3358 B-37.503 C-63.429
N104 X-1.5042 Y1.7772 Z-0.3394 B-37.498 C-65.362
N105 X-1.3909 Y1.8001 Z-0.3427 B-37.493 C-67.294
N106 X-1.2762 Y1.8212 Z-0.3459 B-37.489 C-69.229
N107 X-1.1602 Y1.8405 Z-0.3488 B-37.488 C-71.183
N108 X-1.0431 Y1.8579 Z-0.3515 B-37.489 C-73.143
N109 X-0.9252 Y1.8734 Z-0.3539 B-37.491 C-75.098
N110 X-0.8066 Y1.8870 Z-0.3561 B-37.494 C-77.049
N111 X-0.6873 Y1.8987 Z-0.3579 B-37.497 C-78.996
N112 X-0.5675 Y1.9085 Z-0.3595 B-37.500 C-80.939
N113 X-0.4473 Y1.9165 Z-0.3608 B-37.501 C-82.878
N114 X-0.3266 Y1.9226 Z-0.3618 B-37.502 C-84.819
N115 X-0.2059 Y1.9267 Z-0.3625 B-37.501 C-86.729
N116 X-0.0837 Y1.9290 Z-0.3629 B-37.499 C-88.720
Page 64

- 63 -
N117 X0.0098 Y1.9280 Z-0.3619 B-37.501 C-90.131
N118 X0.0884 Y1.9258 Z-0.3606 B-37.513 C-91.444
N119 X0.1730 Y1.9242 Z-0.3603 B-37.515 C-92.613
N120 X0.2581 Y1.9217 Z-0.3597 B-37.510 C-93.873
N121 X0.3467 Y1.9180 Z-0.3589 B-37.503 C-95.341
N122 X0.4377 Y1.9129 Z-0.3579 B-37.508 C-96.906
N123 X0.5220 Y1.9069 Z-0.3567 B-37.525 C-98.094
N124 X0.6052 Y1.9001 Z-0.3552 B-37.531 C-99.272
N125 X0.6897 Y1.8923 Z-0.3535 B-37.529 C-100.573
N126 X0.7756 Y1.8834 Z-0.3516 B-37.525 C-101.948
N127 X0.8633 Y1.8730 Z-0.3494 B-37.523 C-103.435
N128 X0.9488 Y1.8616 Z-0.3472 B-37.533 C-104.853
N129 X1.0289 Y1.8499 Z-0.3447 B-37.549 C-106.019
N130 X1.1103 Y1.8371 Z-0.3421 B-37.556 C-107.176
N131 X1.1964 Y1.8226 Z-0.3391 B-37.543 C-108.737
N132 X1.2836 Y1.8064 Z-0.3361 B-37.544 C-110.536
N133 X1.3556 Y1.7917 Z-0.3332 B-37.604 C-111.148
N134 X1.4347 Y1.7751 Z-0.3298 B-37.593 C-112.368
N135 X1.5220 Y1.7557 Z-0.3261 B-37.564 C-114.326
N136 X1.5989 Y1.7369 Z-0.3226 B-37.599 C-115.459
N137 X1.6757 Y1.7172 Z-0.3188 B-37.616 C-116.671
N138 X1.7545 Y1.6959 Z-0.3149 B-37.616 C-118.157
N139 X1.8334 Y1.6732 Z-0.3109 B-37.623 C-119.722
N140 X1.9083 Y1.6502 Z-0.3069 B-37.665 C-120.929
N141 X1.9800 Y1.6270 Z-0.3028 B-37.697 C-122.085
N142 X2.0512 Y1.6029 Z-0.2985 B-37.700 C-123.490
N143 X2.1254 Y1.5769 Z-0.2941 B-37.705 C-125.001
N144 X2.1976 Y1.5501 Z-0.2897 B-37.735 C-126.349
N145 X2.2674 Y1.5227 Z-0.2853 B-37.768 C-127.613
N146 X2.3390 Y1.4934 Z-0.2807 B-37.773 C-129.300
N147 X2.4071 Y1.4639 Z-0.2764 B-37.807 C-130.829
N148 X2.4704 Y1.4350 Z-0.2721 B-37.874 C-131.963
N149 X2.5311 Y1.4061 Z-0.2678 B-37.945 C-132.802
N150 X2.5993 Y1.3726 Z-0.2630 B-37.951 C-134.381
N151 X2.6643 Y1.3386 Z-0.2584 B-37.971 C-136.070
N152 X2.7185 Y1.3084 Z-0.2542 B-38.022 C-137.173
N153 X2.7792 Y1.2741 Z-0.2496 B-38.053 C-138.539
N154 X2.8402 Y1.2379 Z-0.2452 B-38.076 C-140.160
N155 X2.8977 Y1.2017 Z-0.2409 B-38.108 C-141.799
N156 X2.9537 Y1.1644 Z-0.2368 B-38.199 C-142.995
N157 X3.0039 Y1.1287 Z-0.2328 B-38.258 C-144.290
N158 X3.0520 Y1.0936 Z-0.2288 B-38.290 C-145.726
N159 X3.1041 Y1.0541 Z-0.2247 B-38.361 C-146.965
N160 X3.1532 Y1.0142 Z-0.2208 B-38.412 C-148.382
N161 X3.1978 Y0.9759 Z-0.2171 B-38.459 C-149.770
N162 X3.2395 Y0.9383 Z-0.2134 B-38.508 C-150.939
N163 X3.2877 Y0.8933 Z-0.2095 B-38.523 C-152.848
N164 X3.3292 Y0.8510 Z-0.2063 B-38.597 C-154.363
N165 X3.3617 Y0.8153 Z-0.2033 B-38.684 C-155.059
N166 X3.4030 Y0.7692 Z-0.1998 B-38.709 C-156.713
N167 X3.4383 Y0.7258 Z-0.1968 B-38.760 C-158.241
N168 X3.4659 Y0.6889 Z-0.1941 B-38.839 C-158.731
N169 X3.4929 Y0.6507 Z-0.1906 B-38.825 C-157.713
N170 X3.5202 Y0.6086 Z-0.1865 B-38.637 C-158.152
N171 X3.5473 Y0.5635 Z-0.1827 B-38.483 C-159.890
N172 X3.5725 Y0.5177 Z-0.1791 B-38.334 C-161.506
N173 X3.5953 Y0.4721 Z-0.1759 B-38.203 C-163.224
N174 X3.6163 Y0.4262 Z-0.1730 B-38.083 C-164.915
N175 X3.6352 Y0.3797 Z-0.1703 B-37.968 C-166.458
N176 X3.6512 Y0.3341 Z-0.1678 B-37.858 C-167.945
N177 X3.6658 Y0.2871 Z-0.1655 B-37.755 C-169.619
N178 X3.6783 Y0.2387 Z-0.1636 B-37.675 C-171.473
N179 X3.6883 Y0.1920 Z-0.1621 B-37.612 C-173.187
N180 X3.6969 Y0.1415 Z-0.1610 B-37.566 C-175.136
N181 X3.7024 Y0.0912 Z-0.1605 B-37.559 C-176.970
N182 X3.7049 Y0.0498 Z-0.1601 B-37.546 C-178.012
Page 65

- 64 -
N183 X3.7066 Y0.0098 Z-0.1596 B-37.504 C-179.281
N184 X3.7067 Y-0.0005 Z-0.1595 B-37.483 C-179.126
N185 X3.7038 Y-0.0690 Z-0.1595 B-37.472 C177.371
N186 X3.6968 Y-0.1384 Z-0.1609 B-37.562 C174.953
N187 X3.6857 Y-0.2041 Z-0.1624 B-37.608 C173.004
N188 X3.6692 Y-0.2747 Z-0.1648 B-37.707 C169.811
N189 X3.6488 Y-0.3420 Z-0.1682 B-37.870 C167.611
N190 X3.6239 Y-0.4079 Z-0.1718 B-38.034 C165.526
N191 X3.5941 Y-0.4748 Z-0.1761 B-38.208 C163.032
N192 X3.5608 Y-0.5397 Z-0.1810 B-38.418 C160.787
N193 X3.5223 Y-0.6048 Z-0.1862 B-38.626 C158.284
N194 X3.4859 Y-0.6617 Z-0.1920 B-38.864 C158.344
N195 X3.4443 Y-0.7185 Z-0.1960 B-38.743 C158.470
N196 X3.3936 Y-0.7798 Z-0.2005 B-38.703 C156.336
N197 X3.3383 Y-0.8409 Z-0.2052 B-38.628 C154.334
N198 X3.2846 Y-0.8958 Z-0.2100 B-38.549 C152.745
N199 X3.2187 Y-0.9580 Z-0.2150 B-38.466 C150.236
N200 X3.1524 Y-1.0144 Z-0.2209 B-38.444 C148.364
N201 X3.0863 Y-1.0682 Z-0.2260 B-38.299 C146.731
N202 X3.0106 Y-1.1237 Z-0.2322 B-38.286 C144.379
N203 X2.9399 Y-1.1740 Z-0.2378 B-38.171 C142.722
N204 X2.8547 Y-1.2286 Z-0.2441 B-38.135 C140.318
N205 X2.7753 Y-1.2767 Z-0.2502 B-38.035 C138.814
N206 X2.6886 Y-1.3255 Z-0.2564 B-37.970 C136.609
N207 X2.5995 Y-1.3726 Z-0.2629 B-37.929 C134.609
N208 X2.5070 Y-1.4180 Z-0.2693 B-37.865 C132.565
N209 X2.4133 Y-1.4613 Z-0.2759 B-37.830 C130.678
N210 X2.3142 Y-1.5035 Z-0.2822 B-37.779 C128.565
N211 X2.2123 Y-1.5441 Z-0.2890 B-37.814 C126.226
N212 X2.1149 Y-1.5807 Z-0.2951 B-37.738 C124.839
N213 X2.0110 Y-1.6170 Z-0.3012 B-37.700 C122.868
N214 X1.9027 Y-1.6520 Z-0.3072 B-37.672 C120.824
N215 X1.7956 Y-1.6841 Z-0.3129 B-37.631 C119.062
N216 X1.6843 Y-1.7149 Z-0.3184 B-37.610 C116.917
N217 X1.5715 Y-1.7437 Z-0.3239 B-37.601 C114.998
N218 X1.4597 Y-1.7699 Z-0.3288 B-37.560 C113.219
N219 X1.3394 Y-1.7955 Z-0.3338 B-37.570 C110.917
N220 X1.2211 Y-1.8178 Z-0.3383 B-37.576 C109.031
N221 X1.1107 Y-1.8372 Z-0.3422 B-37.544 C107.557
N222 X0.9871 Y-1.8565 Z-0.3459 B-37.512 C105.454
N223 X0.8612 Y-1.8730 Z-0.3494 B-37.540 C103.141
N224 X0.7450 Y-1.8866 Z-0.3524 B-37.534 C101.538
N225 X0.6228 Y-1.8989 Z-0.3549 B-37.516 C99.684
N226 X0.4963 Y-1.9090 Z-0.3570 B-37.516 C97.593
N227 X0.3727 Y-1.9164 Z-0.3587 B-37.521 C95.715
N228 X0.2503 Y-1.9219 Z-0.3598 B-37.516 C93.883
N229 X0.1253 Y-1.9253 Z-0.3605 B-37.511 C91.977
N230 X0.0005 Y-1.9267 Z-0.3608 B-37.496 C90.187
N231 X-0.1188 Y-1.9254 Z-0.3604 B-37.485 C88.133
N232 X-0.2390 Y-1.9226 Z-0.3599 B-37.499 C86.236
N233 X-0.3587 Y-1.9174 Z-0.3587 B-37.494 C84.601
N234 X-0.4800 Y-1.9100 Z-0.3572 B-37.504 C82.366
N235 X-0.5938 Y-1.9011 Z-0.3554 B-37.521 C80.928
N236 X-0.7117 Y-1.8903 Z-0.3530 B-37.513 C78.949
N237 X-0.8325 Y-1.8768 Z-0.3503 B-37.527 C77.091
N238 X-0.9448 Y-1.8620 Z-0.3471 B-37.537 C75.504
N239 X-1.0587 Y-1.8454 Z-0.3436 B-37.522 C73.474
N240 X-1.1787 Y-1.8257 Z-0.3398 B-37.533 C71.467
N241 X-1.2888 Y-1.8051 Z-0.3357 B-37.558 C69.707
N242 X-1.3958 Y-1.7835 Z-0.3314 B-37.570 C68.022
N243 X-1.5093 Y-1.7586 Z-0.3266 B-37.573 C66.123
N244 X-1.6196 Y-1.7319 Z-0.3215 B-37.579 C64.092
N245 X-1.7269 Y-1.7035 Z-0.3163 B-37.611 C62.287
N246 X-1.8323 Y-1.6733 Z-0.3109 B-37.639 C60.424
N247 X-1.9348 Y-1.6416 Z-0.3053 B-37.676 C58.666
N248 X-2.0326 Y-1.6093 Z-0.2995 B-37.686 C56.729
Page 66

- 65 -
N249 X-2.1356 Y-1.5734 Z-0.2936 B-37.730 C54.989
N250 X-2.2343 Y-1.5358 Z-0.2874 B-37.734 C52.765
N251 X-2.3284 Y-1.4977 Z-0.2815 B-37.793 C50.916
N252 X-2.4190 Y-1.4584 Z-0.2755 B-37.868 C49.408
N253 X-2.5099 Y-1.4166 Z-0.2692 B-37.892 C47.471
N254 X-2.5989 Y-1.3728 Z-0.2629 B-37.933 C45.517
N255 X-2.6849 Y-1.3242 Z-0.2475 B-37.933 C45.517
N256 X-2.7759 Y-1.2806 Z-0.2256 B-37.933 C45.517
N257 X-2.8702 Y-1.2429 Z-0.1977 B-37.933 C45.517
N258 X-2.9662 Y-1.2115 Z-0.1641 B-37.933 C45.517
N259 X-3.0624 Y-1.1872 Z-0.1255 B-37.933 C45.517
N260 X-3.1570 Y-1.1702 Z-0.0825 B-37.933 C45.517
N261 X-3.2484 Y-1.1609 Z-0.0359 B-37.933 C45.517
N262 X-3.3352 Y-1.1594 Z0.0136 B-37.933 C45.517
N263 X-3.4157 Y-1.1658 Z0.0650 B-37.933 C45.517
N264 X-3.4887 Y-1.1799 Z0.1176 B-37.933 C45.517
N265 X-3.5528 Y-1.2016 Z0.1704 B-37.933 C45.517
N266 X-3.6070 Y-1.2303 Z0.2225 B-37.933 C45.517
N267 X0.7037 Y0.9643 Z2.6200 B-37.933 C45.517
N268 G49 (TOOL LENGTH COMPENSATION CANCEL)
N269 G701 (DOOSAN TCP MODE CANCEL)
N270 G00 Y0.0
N271 C0.0
N272 M273 (Y-AXIS REFERENCE INTERLOCK RELEASE CANCEL)
N273 M111 (INTERFERENCE CHECK ON)
N274 G99 (UNIT PER REVOLUTION FEED)
(END PROGRAM/TOOL CHANGE PREPARATION)
N275 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N276 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N277 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N278 T06000 (CANCEL OFFSET FOR CURRENT TOOL)
N279 M139 (SHOWER BED COOLANT OFF)
N280 M127 (COOLANT THROUGH TOOL OFF)
N281 M05 P12 (B-AXIS SPINDLE STOP)
N282 M34 (LEFT SPINDLE C-AXIS MODE OFF)
N283 G490 S0 (EXPLICIT SPINDLE ORIENTATION FOR TOOL CHANGE)
N284 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N285 M30
%
Page 67

- 66 -
Servo Driven Tail Stock
%
G54
G98
G01 A1.0 F100.0 (POSITION TAILSTOCK IN TRAVERSE MODE - THRUST OFF)
G300 B-600.0 (ENGAGE TAILSTOCK TOWARD CHUCK WITH THRUST OF 600KGF)
G99
M99
%
%
G54
G98
G301 (DISENGAGE THRUST)
G01 A2.0 F100.0 (POSITION TAILSTOCK IN TRAVERSE MODE - THRUST OFF)
G00 G28 G53 A0.0 (SEND TAILSTOCK HOME)
G99
M99
%
Macro-B OD Jaw Program
%
O8999 (BORE JAWS - !!!DO NOT ERASE!!!)
(****** DEFINE JAW DATA ******)
#100=5.5 (STARTING DIA X)
#101=6.5 (FINAL DIA X)
#102=0.1 (DIA DEPTH PER PASS)
#103=-3.5 (FINAL DEPTH Z)
(*****************************)
G18 G40 G80 G99
G00 G28 U0.0 V0.0
G00 G28 W0.0
G54
G00 B-90.0
G490 S1800 (ORIENT TO LEFT HAND)
G00 B-90.0
G00 Z5.0
M126
M34
M261
G50 S600
G96 S500 M04 P11
G00 Z0.1
G00 X[#100]
G01 Z[#103+0.01]F0.012
G01 X[#100-0.1]
G00 Z0.1
#104=[#100+#102]
GOTO2
N1
#104=[#104+#102]
N2
IF[#104GT#101]GOTO99
G00 X[#104-0.02]
G01 Z[#103+0.01]F0.012
G01 X[#104-0.15]
G00 Z0.1
GOTO1
N99
M06 T20020 (SANDVIK ID BAR
T HANDED - DNMG432)
O8997 (SUB - ENGAGE SERVO DRIVEN TAILSTOCK)
O8998 (
ETRACT SERVO DRIVEN TAILSTOCK)
SUB - R
LEF
Page 68

- 67 -
G00 X[#101]
G01 Z[#103]F0.008
G01 X[#100-0.15]
G00 Z0.1
G00 X[#101]
G01 Z[#103]F0.008
G01 U0.0625 W-0.0313
G04 U1.0
G01 U-0.0625 W0.0313
G01 X[#100-0.15]
G00 Z0.1
Z1.0
X10.0
G00 Z10.0
G00 G28 U0.0 V0.0
G00 G28 W0.0
T20000
M09
M127
M05 P11
(****** CLEAR ALL JAW DATA ******)
#100=0
#101=0
#102=0
#103=0
#104=0
(*****************************)
M30
%
 Loading...
Loading...