

Page 1
PC 1200
2D Reference Manual
Page 2

Page 3

25 September 2000 V. 2.1
TABLE OF CONTENTS
INTRODUCTION..............................................................................................................................5
About this Manual 5
Licence Agreement and Copyright 5
CONVENTIONS...............................................................................................................................7
DEFINITIONS...................................................................................................................................11
ABS......................................................................................................................................11
REL 11
Active Peripherals................................................................................................................12
Active Peripherals Machine 12
Active Peripheral Products 13
Active Peripheral Punches / Dies 13
Admissible Force applied to the Dies ..................................................................................13
Alphanumeric Fields............................................................................................................15
Angle Corrections................................................................................................................16
General Remarks 16
Direct Corrections 16
Angular Corrections 17
Corrections by Thickness Measurement 17
Measuring at the TDC 18
Measuring at the PP 19
Independent Thickness Correction Y1-Y2 21
Corrections: Sensitivity BDC 22
Auxiliary Functions...............................................................................................................22
Backgauge Retraction .........................................................................................................23
Bend ....................................................................................................................................23
At the bottom of the Die 23
Final 23
Intermediate 23
Sequence without Bend 23
Bend Counter.......................................................................................................................24
Bending Force .....................................................................................................................24
Bending Order .....................................................................................................................24
Automatic Bending Order 24
Modifying the Bending Order 25
Unbend Mode 27
Bending Speed....................................................................................................................29
BG (Backgauge) or STOP...................................................................................................29
Bottoming ............................................................................................................................30
Corrections (Table)..............................................................................................................31
Crowning..............................................................................................................................32
Data Backup........................................................................................................................32
INTRODUCTION PAGE 1
Page 4

Data Transfer......................................................................................................................33
Date and Hour.....................................................................................................................35
Decentered Punches & Backgauge Correction.................................................................. 36
Depth Collision authorized.................................................................................................. 36
Drawing...............................................................................................................................37
Dwell Time..........................................................................................................................38
Erase / Delete.....................................................................................................................38
Erasing Memories...............................................................................................................39
Free Memory.......................................................................................................................39
Gauge Clearance................................................................................................................40
Ideal Curve (CR)................................................................................................................. 41
PRODUCT NUM Page 41
Indexing Axes ..................................................................................................................... 45
Inserting a Sequence.......................................................................................................... 46
Internal Radius....................................................................................................................47
Keyboard.............................................................................................................................48
L. Bending...........................................................................................................................48
Language............................................................................................................................49
Leaving the Software..........................................................................................................49
Leg......................................................................................................................................50
Length.................................................................................................................................51
Low Speed Distance !.......................................................................................................51
Machine Parameters...........................................................................................................51
Maintenance ....................................................................................................................... 52
Manual Adjustment of the Backgauge................................................................................52
Modifying the Origin of the Axes......................................................................................... 53
Product Groups...................................................................................................................55
Definitions 55
Working example in the PRODUCTS GROUP page 56
Product information.............................................................................................................57
See an Informtion 58
Creating an Information (text only) 58
Creating an Information (text and images) 58
Product Management ......................................................................................................... 61
Programming a Profile........................................................................................................62
Programming on Bend Num ............................................................................................... 62
Q.Needed. ___ Done.___................................................................................................... 63
Reference YR cor. ..............................................................................................................64
Screen Capture...................................................................................................................65
Black and white, colour 65
Screen printing 66
Searching for Products according to Criteria......................................................................68
Memorization date 69
Section................................................................................................................................ 70
Sigma..................................................................................................................................70
Simulation criteria ............................................................................................................... 71
SP (Switch Point)................................................................................................................ 74
Special bends ..................................................................................................................... 75
Preliminary / Final bend 75
Start Axes/AF......................................................................................................................80
TDC (Top Dead Centre) .....................................................................................................81
Test.....................................................................................................................................82
Tolerance............................................................................................................................85
Too short segment authorized............................................................................................86
Tools...................................................................................................................................86
Programming punches 87
PAGE 2 2D REFERENCE MANUAL
Page 5

Programming dies 89
Modifying a tool 91
Tool positions 91
Punch list / Die list 91
Unfolded Length ..................................................................................................................92
DIN 93
REAL 93
Correction coefficient of calculation DIN 6935 93
INDEX...............................................................................................................................................95
ANNEXES ........................................................................................................................................99
Corrections by thickness measurement..............................................................................99
TABLE OF CONTENTS PAGE 3
Page 6

This page has been left blank intentionally.
PAGE 4 2D REFERENCE MANUAL
Page 7
NTRODUCTION
I
A
BOUT THIS MANUAL
This document has been conceived to try and answer particular questions
after having acquired the basis for using the PC/DNC 1200 software.
It is complementary to the User guide which informs you about the basic
procedures to be followed for using this software.
A supplement called 3D Reference manual is supplied with the
PC/DNC 1200 software in 3D version.
This manual is organized like a dictionary, that its elements are classed in
alphabetical order.
If a subject is dealt with in another chapter than the one in which you are
looking for information, you will find a reference to the new subject..
An index situated at the end of the manual completes and facilitates the
search for information. Do not hesitate to use it.
L
ICENCE AGREEMENT AND COPYRIGHT
This manual is subject to the licence and copyright agreement to be found at
the beginning of this manua l .
INTRODUCTION PAGE 5
Page 8

This page has been left blank intentionally.
PAGE 6 2D REFERENCE MANUAL
Page 9
ONVENTIONS
C
As a general rule, in this manual, we will not repeat how to validate a field,
select a tool, call a page or any other basic manipulations.
These are described by means of examples in the User guide of the numerical
control or the relevant software.
In order to ensure a better readability of the reproduced screens, these ones
have been converted in black and white.
Possibly, certain screens illustrated in this manual may not correspond exactly
to your software, this can result from the configuration of your software
(number of options, axes, etc.) or from the used software version (DOS or
Windows).
Typographical conventions
Arial bold Quotations of text as seen on the screen.
Arial bold italic Used to indicate the name of a DNC input or
output.
Italic Reference to a written element , a paragraph or a
manual.
For example: See Typographical conventions.
Indicates a double pressure on the key.
General conventions for this manual
It is accepted that:
Mouse means a mouse for a PC
or trackball / tracksensor for a DNC.
Click press the left mouse button.
Click right press the right mouse button.
Click left/right press simultaneously the left and right mouse
buttons.
Round robin lists or multiple choice fields:
They are violet coloured and signify that several
options are available.
The choice of the contents is made by pressing
the
A window appears displaying the list of the
available choices for this field.
To validate the choice:
- type the number indicated next to the choice,
or
- place the cursor on the choice and press the
key.
key.
CONVENTIONS PAGE 7
Page 10

It is possible, without displaying the choice
window, to make appear one after the other the
Reach the BEND 2D
page
Function keys
choices by pressing the
To validate, leave the field.
Each time you are asked to press a function key
to , the appropriated menu appears.
Generally, the name of the function key will be
used. For example: press PRODUCT
designates the
key.
key.
Example when you want to reach the BEND 2D
page, press t he function key BEND
sélect BEND 2D or simply type 02 (or the
number indicated next to the choice).
Rapid validation To facilitate the operator's work, the DNC
memorizes the last choice made in a menu.
To validate faster an option of a menu, just
double press on a function key (e.g.:
directly validate the last selected page.
, then
), to
PAGE 8 2D REFERENCE MANUAL
Page 11
Software conventions, DOS version
The software uses colours to facilitate the reading of information, that is:
Light blue Used for titles and headnotes.
Green Designates fixed i nformation, designates fields
etc.
White Variable information. Not accessible by the
cursor.
Yellow Fields accessible by the cursor which can be
modified by the user.
Violet Scrolling fields. Accessible by the user for
choosing between several predefined options (see
Scrolling lists above).
Red Important message.
Monochrome In the case of a monochrome screen the user will
quickly determine the different types of fields.
The User guide of the numerical control or the
software illustrates with examples the majority of
cases.
Software conventions, Windows version
In basic configuration, the Windows version uses the following colours:
Black Designates fixed i nformation, designates fields
etc.
or
fields accessible by the cursor which can be
modified by the user.
Blue Used for titles and headnotes.
Bluish-grey Variable information. Not accessible by the
cursor.
Green Scrolling fields. Accessible by the user for
choosing between several predefined options (see
Scrolling lists above).
CONVENTIONS PAGE 9
Page 12

This page has been left blank intentionally.
PAGE 10 2D REFERENCE MANUAL
Page 13
EFINITIONS
D
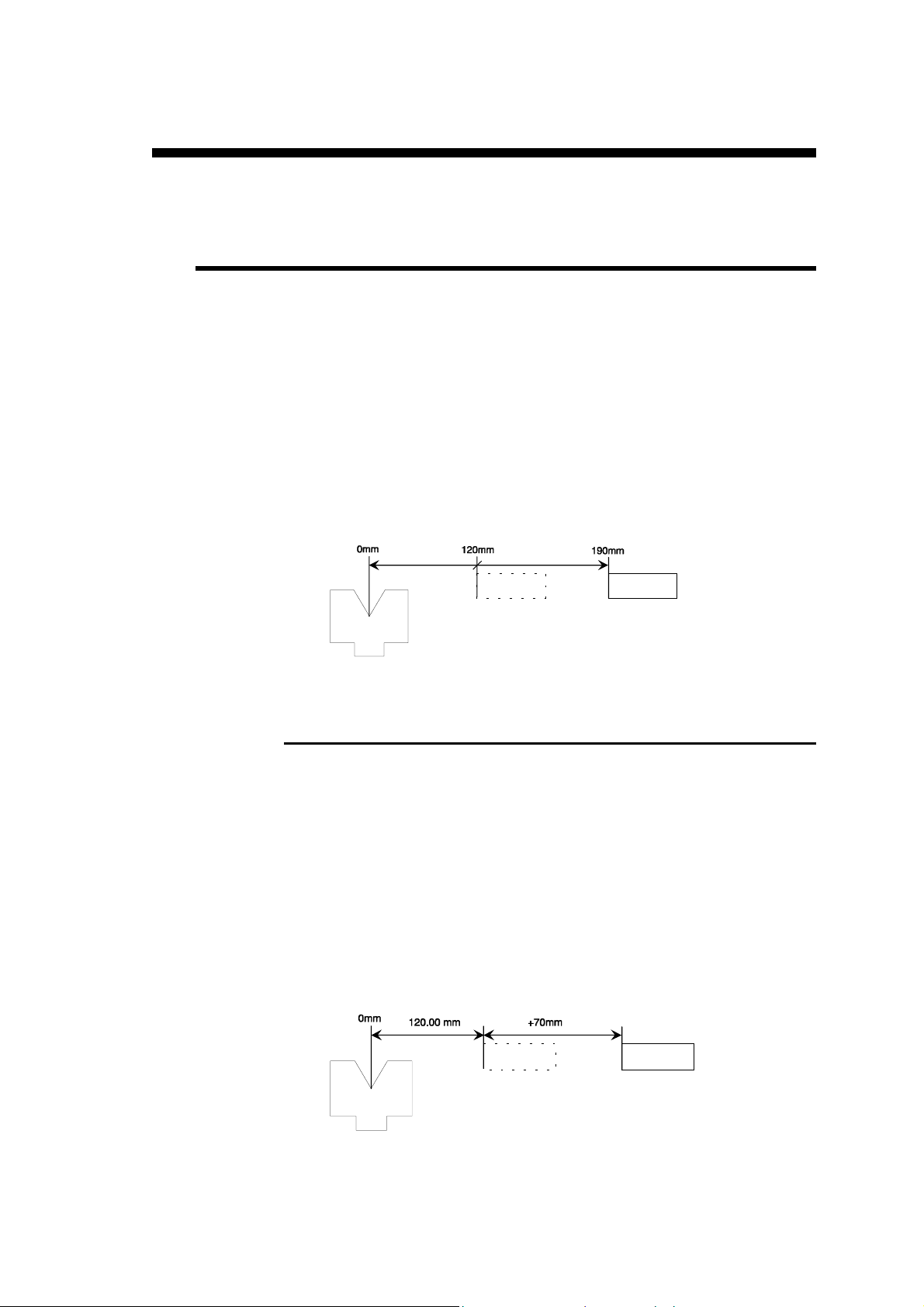
ABS
Page: BEND NUMERICAL
This round robin list is placed next to the name of the axis of the X stop.
Two choices: ABS and REL.
ABS indicates that the X axis functions in absolute mode.
This means that the destination of the axis is an absolute distance measured
from the die V.
Absolute mode is selected by default.
See REL below.
Example: MEM POS
X ABS 190.00 120.00
REL
REL indicates that the X axis functions in relative mode.
This means that the displacement programmed is made departing from the
actual stop position.
Generally a negative value is programmed.
The relative mode is often used with the cycle repetition (CY 2 at 99).
For example with a punching t ool, you wish to make 5 holes equidistant of
30.00mm. The first sequence must be in absolute mode (location of the first
hole. The second sequence will be programmed in relative mode
(X REL 30.00) with a cycle repetition equal to 4 (CY 4).
Example: MEM POS
X REL 70.00 120.00
DEFINITIONS PAGE 11
Page 14

Remark: It is not possible to use the relative mode on the first sequence.
CTIVE PERIPHERALS
A
Page: WELCOME
Aim:
This function allows to choose the peripheral containing the required
information and this separately for the machine parameters, the products, the
tools the CAD files and the complementary files on the product information
page.
It offers a multitude of combinations especially appreciated on a PC work
station. Effectively using these choices, the operator could easily manage
several machines.
The comprehension of this notion is important, as its flexibility allows a large
diversity of choice.
If such is the case, an error is generated when changing mode
(AUTO, SEMI-AUTO) and the message DEPL. X REL.
IMPOSSIBLE is displayed in the interactive field.
Definition:
The active peripheral is the peripheral in which the software is going to read,
search, save or delete data. The active peripherals are designated on the
WELCOME page.
On certain pages, another peripheral can be temporarily selected for an
operation (for ex. PRODUCT LIST, PROGRAMMING PUNCHES /
DIES, TRANSFER).
Active Peripherals Machine
When you change the peripheral in the MACHINE field, automatically
PRODUCTS, PUNCHES and DIES are redirected on to the same
peripheral.
To change them independently one from the other, you must simply modify
them afterwards.
The CAD FILES and COMPLIMENT peripherals are not modified
automatically, as they are generally situated on a network and are often the
object of a “specific classification” in one or several directories.
By modifying in this way the MACHINE peripheral, the environment of the
software “ becomes” that of another machine. It is thus easy to simulate
products for different configurations of pressbrakes.
Also, more and more you will find diskettes containing examples of special
products (supplied by CYBELEC or by the machine manufacturer) for which
the realization needs a special (Tools for example). With this possibility you
can thus easily visualize these demonstrations with all the machine context in
which they were created.
On a numerical control, it is evidently only possible to work with a machine
when the MACHINE field is switched to INTERNAL.
If another peripheral is used to visualize a demonstration product for
example, it will however still be possible to switch the DNC to semi-auto or
auto mode.
However the massage ENC NOT CONNECTED will appear and it will not
PAGE 12 2D REFERENCE MANUAL
Page 15
be possible to work with the machine.
To reactivate the INTERNAL machine peripheral, you must:
" Select MACHINE INTERNAL.
" Initialize the ENC by pressing INIT ENC, Action menu.
Active Peripheral Products
Selects the default peripheral in which the operations of searching, saving and
deleting of products is effectuated.
Active Peripheral Punches / Dies
Selects the default peripheral in which the operations of searching, saving and
deleting punches and dies is effectuate d.
Evidently the tools specified in the current product must be available in the
addressed peripheral, without which the software will give an error message.
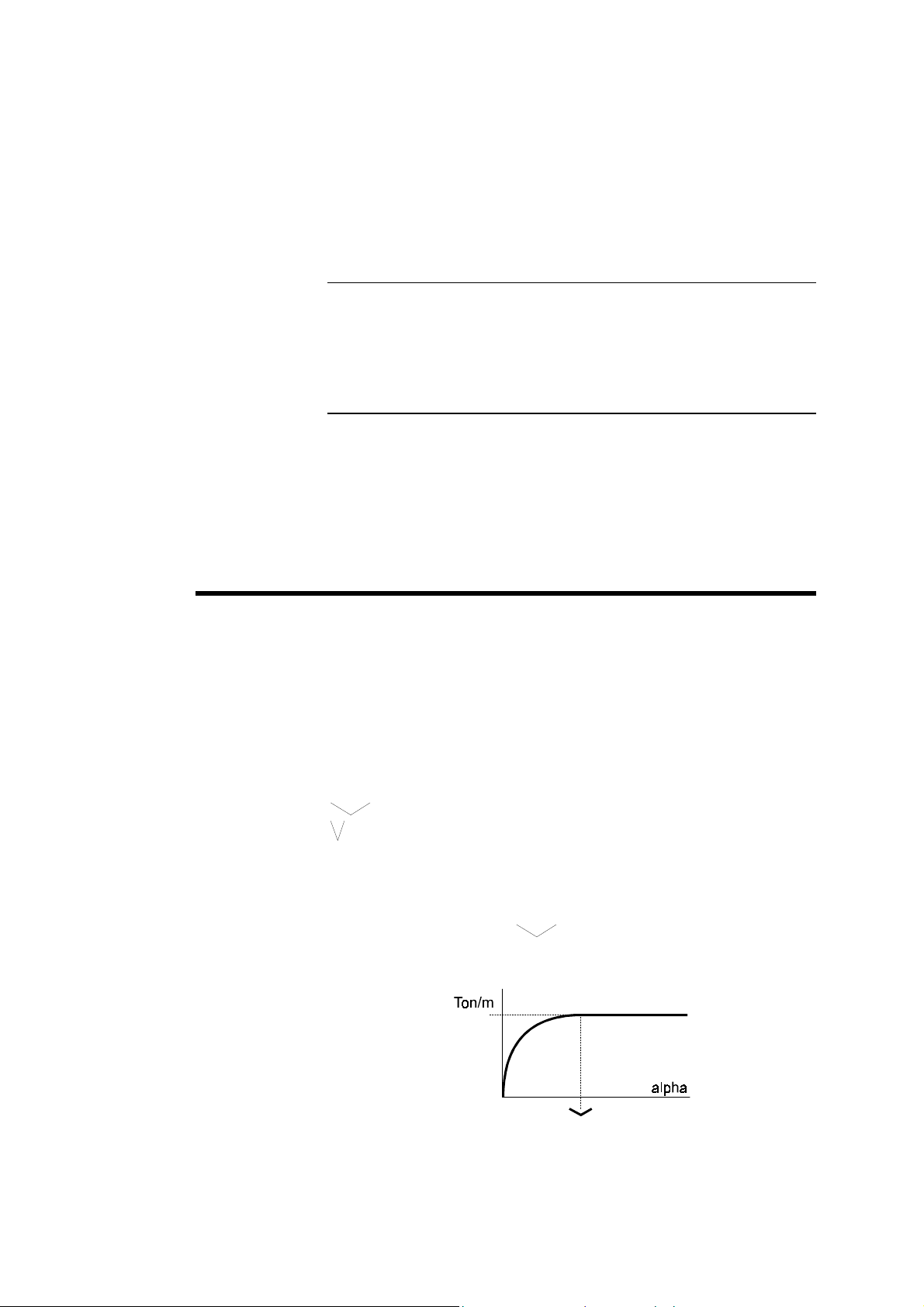
DMISSIBLE FORCE APPLIED TO THE DIES
A
Page: PROGRAMMING OF DIES
The maximum admissible force is defined when programming the tools. In
reality however, the admissible maximum force varies depending on the
bending angle (and, of course, on the other customary parameters).
The die programming page contains two pairs of fields which make it
possible to adapt the safety parameters.
The fifth field enables the user to test the result.
When only the first Ton/m field is programmed, this means that the pressure
limit is constant and not depending on the angle.
__._° -> max 200.0 Ton/m
__._° -> max ___._ Ton/m
Test 90.0° = 200.0 Ton/m
The Test field indicates the maximum admissible force for the programmed
angle.
When the fields "open angle"
programmed, the calculation of the admissible force is limited according to
the diagram shown below.
and Ton/m on the same line have been
If there is no specific indication given by the manufacturer, you enter the
maximum admissible force already known, and an "open angle" of 90°
(as below).
DEFINITIONS PAGE 13
Page 16
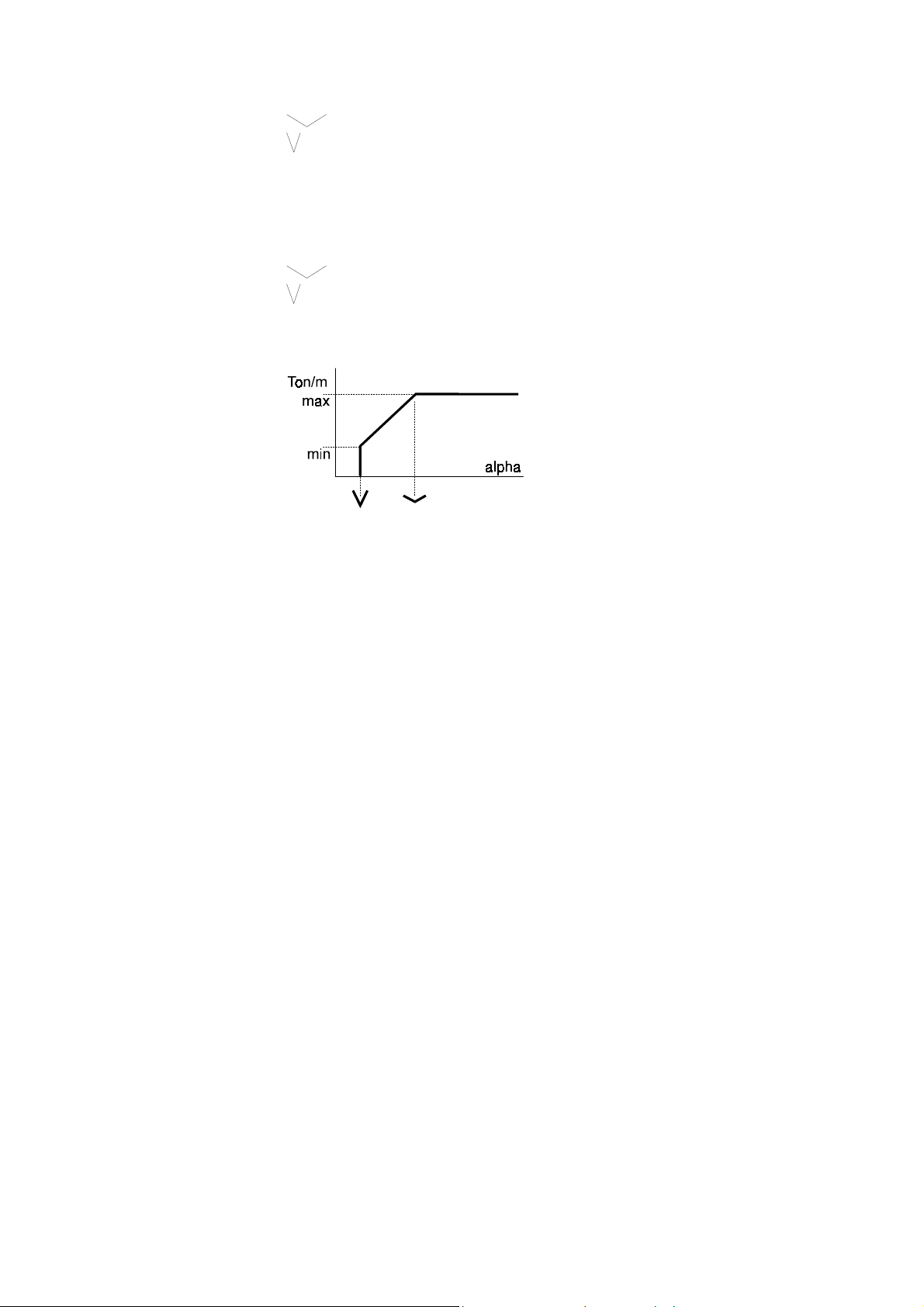
90.0° -> max 200.0 Ton/m
__._° -> max ___._ Ton/m
Test 60.0° = 115.5 Ton/m
When the 4 fields have been programmed, the calculation of the admissible
force is limited according to the diagram below. The choice between the
above method and the method explained in this paragraph depends on the
known data and the decision of the person who enters the die data.
90.0° -> max 200.0 Ton/m
30.0° -> max 45.0 Ton/m
Test 60.0° = 122.5 Ton/m
PAGE 14 2D REFERENCE MANUAL
Page 17
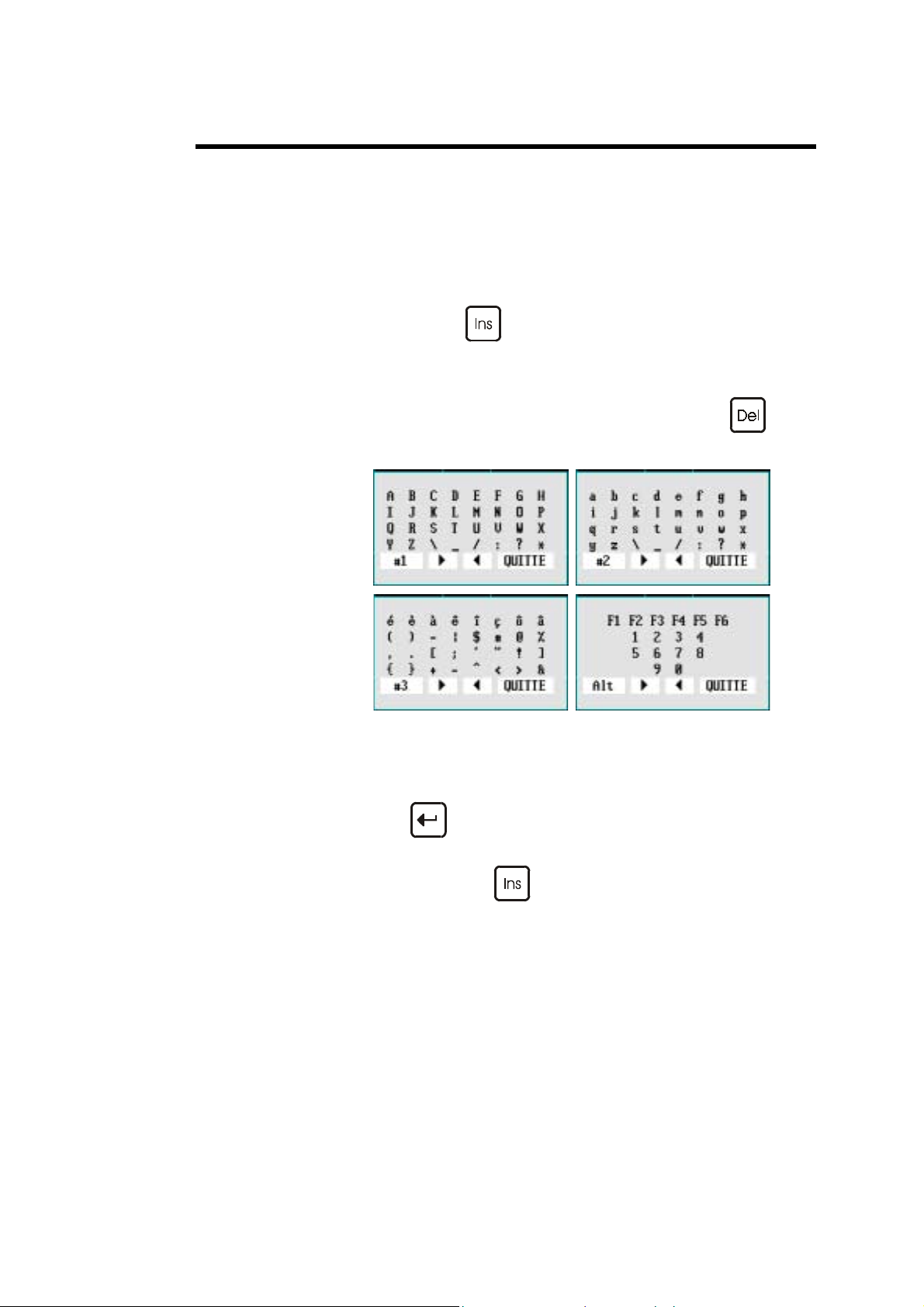
LPHANUMERIC FIELDS
A
Certain fields (DRAWING, PUNCH, DIE etc.) can contain alphanumeric
characters.
To program the alphanumeric fields on the numerical controls, you must use
the "soft" alphanumeric keyboard.
To call the "soft” alphanumeric keyboard in the software , position the cursor
on the alphanumeric field (if the field is only numeric the keyboard will not
appear) and press the
4 tables of characters are available (#1, #2, #3 and Alt).
To change the "table":
" Point to the field bottom left #1, #2, #3 or Alt and press
or click left in this field.
To enter the characters in to the alphanumeric field:
key.
" Select the character.
" Press
Repeat the operation for the other characters.
" To leave, press the
DEFINITIONS PAGE 15
or click left.
key again.
Page 18
NGLE CORRECTIONS
A
Pages: CORRECTIONS
G
ENERAL REMARKS
The sheet metals used in the workshops have hardly ever their nominal
thickness. The real thickness commonly varies ±10 % from the nominal value.
Also the variation is not constant across the whole length of the sheet. The
thickness on the left side can be different to the thickness on the right side
(sheets with a trapezoidal section). The software allows to correct this type of
error by dissociating the correction of one extremity from that of the other
extremity of the bend.
The bending depth calculations (as well as those for elongation, pressure and
crowning) are ba sed on the nominal thickness (that which is programmed in
the THICKNESS field).
In this Angle corrections chapter we will deal with 3 types of correction:
" Direct corrections " Angular corrections " Corrections by measuring the sheet thickness.
Depending on the field in which it is entered, a correction can act on:
" The releva nt bend (uniquely)
" All the bends (with the same angle) situated on the same section (same
profile)
" All the bends (with the same angle) of the product (also on distinct
sections)
D
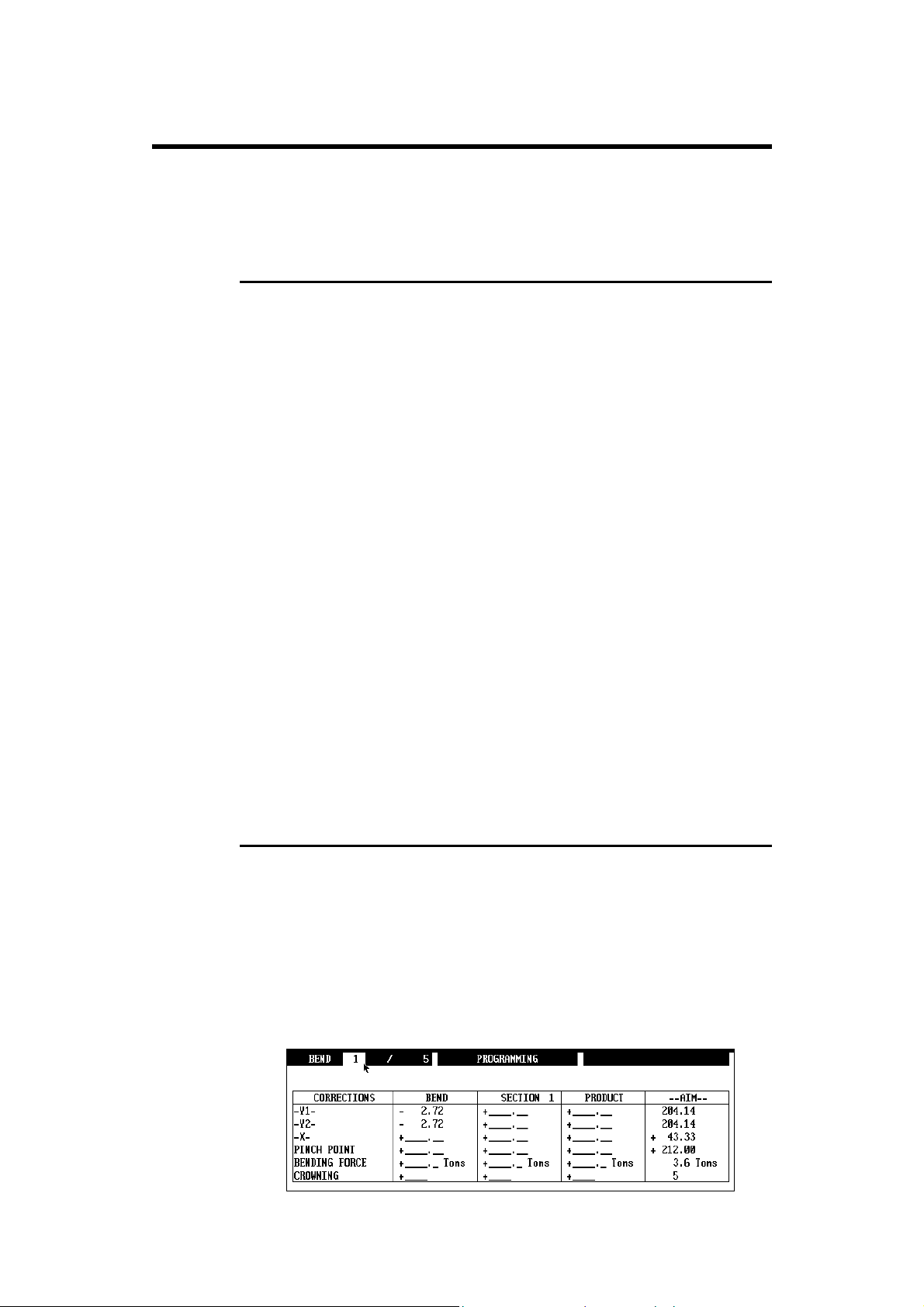
IRECT CORRECTIONS
To use direct corrections, the DNC must be in programming or semiautomatic mode and you simply enter a value in to the required field on the
first table of the page. The number of the current bend is located at the top of
the screen.
If the correction concerns the two sides of the beam, the same value for Y1
and Y2 must be entered.
It is also possible to correct the other axes, the PP, the bending force and the
crowning according to the same principles.
PAGE 16 2D REFERENCE MANUAL
Page 19
Direct corrections are additioned. This means that if there is a global
correction for the product and a correction for a given bend is programmed,
the final correction for this bend will be the sum of the two corrections.
A
NGULAR CORRECTIONS
After having made a bend, the operator measures the angle obtained. The
measured angular value is entered in to the ANGLE field. The DNC
automatically calculates the correction to obtain the angle originally
programmed. If after making the corrected bend, the angle is still not correct,
simply enter the new measured angle value. In certain cases this operation
may have to be repeated 2 or 3 times.
Attention, you must not intervene in the direct corrections table
simultaneously with the angular cor rections.
As for the direct corrections the corrections can be attributed to:
BEND Corrects only the current bend.
SECTION _ Corrects all the angles of the specified section
PRODUCT Corrects all the angles of the product which
which have the same programmed value and the
same tools.
have the same programmed value and the same
tools.
The DNC must be in programming or semi-automatic mode.
" Program the THICKNESS MEASUREMENT field in the following
manner:
THICKNESS MEASUREMENT CENTRAL NONE MODE OLD MEASURE
" Measure the angle obtained.
" Introduce the measured value in to the ANGLE field under one of the
columns BEND, SECTION or PRODUCT.
" Test the result and redo if necessary.
See also the machine parameter COMPENSATION ELASTIC RETURN
on the MATERIAL page. This parameter allows to correct in permanence an
angle in a given plane.
C
ORRECTIONS BY THICKNESS MEASUREMENT
Correction by thickness measurement can be realized in several ways, but the
principle remains identical. A system (or the operator) furnishes the DNC
with the real measurement of the material. With these parameters, the DNC
calculates the necessary correction.
DEFINITIONS PAGE 17
Page 20

The two main methods are:
Measuring at the TDC (Top dead center)
Measuring at the PP (Pinch point).
Measuring at the TDC The principle is that the measurement is made
and entered in to the DNC while the machine is
at the TDC.
The measurement is entered either conventionally using the keyboard, or by a RS232 link
using an adequate i nstrument of measure, or
otherwise by a system integrated at the stop. See
the Annexes for more information on this subject.
Measuring at the PP In this case the measurement is made at the PP.
Three possibilities are offered.
- Measurement by the beam.
- Measurement by the beam with die
displacement. See the Annexes.
- Measurement of the real PP by an external
system.
As for the direct and angular corre ctions, it is possible t o affect the correc t ion
to the current bend, to the section or to the whole product.
Also, with the correction in function of the measurement of the thickness, it is
possible to differentiate the correction for each extremity of the bend. The
choice is made using the round robin list CENTRAL or EXTREMITIES.
(See further on in this chapter for the use of this possibility).
Remarks: For technical reasons, you can only pass to programming
mode during working (DNC in automatic mode and programming) if NO
THICKNESS MEASUREMENT has been selected.
For technical reasons, the fields POS. SHEET and THICKNESS
MEASUREMENT can no longer be modified in semi-automatic mode.
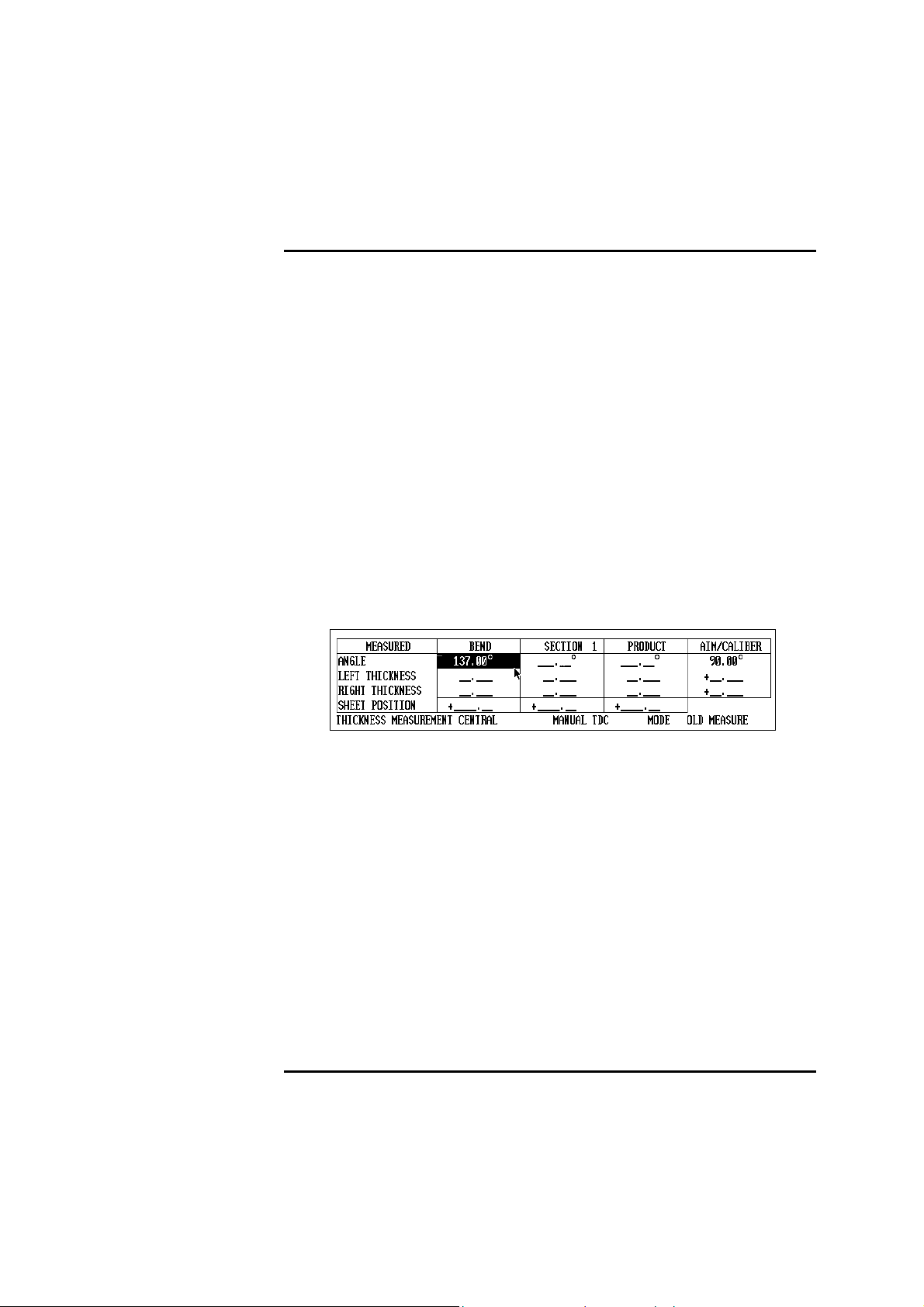
Measuring at the TDC
As described in the introduction to this chapter, the measurement is made
when the beam is at the TDC.
Only the introduction of the measurement by the operator , such as the
"standard" DNC software will allow, will be described in this paragraph.
The DNC must be in programming or semi-automatic mode.
Proceed in the following way:
" Program the THICKNESS MEASUREMENT field in the following
way:
THICKNESS MEASUREMENT CENTRAL TDC MANUAL MODE BY BEND
" Measure the thickness very precisely (using a micrometer).
" Enter the measured value in to the LEFT THICKNESS field of the
PRODUCT, SECTION or BEND column dep ending on your needs.
By only programming the LEFT THICKNESS field, the software
assumes that the measurement is central.
PAGE 18 2D REFERENCE MANUAL
Page 21

" Leave the field.
" Bend.
If the introduction is made in the
PRODUCT column:
- The measurement made by the operator on whatever bend will remain
valid until the next measurement.
- The real thickness obtained is saved in association with the product.
- It is considered that the real thickness is the same for all the bends.
- At each new measurement, all the bends are re-corrected.
- If no measurement is made, the correction is made according to the
last measurement saved.
SECTION
- The measurement made by the operator on whatever bend of the
section will remain valid until the next measurement..
- The real thickness obtained is saved in association with the section to
which belongs the bend on which it was made. It is valid for all the
successive bends belonging to the same section.
- If a new measurement is made, all the bends of the relevant section are
re-corrected.
- If no measurement is made, the correction is made according to a
possible former measurement saved in association with that section.
Remark: This means that if any values are present in the SECTION
column, they will be taken in to account and the values in the
PRODUCT column will be ignored. If there are no values in
the SECTION column, the values in the PRODUCT column,
if they exist will be taken in to account.
BEND
- The measurement made by the operator on whatever bend is only valid
for that bend. It will also be memorized.
- If no measurement is made, the correction is made according to a
possible old measure memorized in association with that bend.
Remark: If any values are present in the BEND column, they will be
taken in to account and the values in the SECTION and
PRODUCT columns will be ignored. If there are no values in
the BEND column, the values in the SECTION column, if they
exist will be taken in to account. If only PRODUCT column
contains any values, then it is these that will be taken into
account.
Measuring at the PP
Only the measurement at the PP with the beam will be described in this
chapter.
Principle:
The beam makes its usual approach (in semi-auto or automatic). When it
reaches just before the theoretical PP, the DNC reduces the system pressure
and "lands" freely on the sheet. The DNC detects the stopping of the beam
and in this way allows the measurement of the sheet thickness.
It is evident that in this phase the sheet must not flex under the influence of
the beam, otherwise the measurement will be falsified. The way in which this
DEFINITIONS PAGE 19
Page 22
option functions will depend directly on the machine hydraulics, the speed
when arriving on the sheet and the minimum force of the beam in this
measurement phase.
It is obviously unthinkable that in this phase the beam be out of true, the
measurement would then be totally false.
Ideally the product should be in the centre of the machine, have a bending
length greater than 2/3 of the total length of the machine and be able to
support the weight of the beam without flexing.
As for the other corrections the measurement can be made by product, section
or bend, central or at the extremities depending on the choice made.
Before each use, a calibration must be done in order to gauge the whole.
Calibration
A calibration cycle is very similar to a measurement cycle.
Simple, the real thickness obtained is subtracted from the nominal thickness.
This difference is memorized to be used later as a correction for the real
thickness calculations.
Procedure:
" Measure the sheet with a micrometer.
" Select CALIBRATION MODE.
" Enter the values in the appropriate fields RIGHT THICKNESS and
LEFT THICKNESS of the CORRECTIONS page.
" Put the DNC into semi-auto mode.
" Place the sheet at the centre of the machine and make a bend.
" If the calibration cycle has been done correctly the differences
between the real thicknesses measured and the reference values will be
displayed in the lines LEFT THICKNESS and RIGHT
THICKNESS, under the --AIM-- column. They will remain there until
the next calibration.
" Select the required measurement mode MODE BY PRODUCT,
BY SECTION or BY BEND. From that moment on, during working,
the measurement will be made according to the option chosen. See
also the description of OLD MEASUREMENT mode which follows.
Remark: If the POS. SHEET field is not defined, it is supposed that the
sheet is centred between the two rulers.
If the length of the sheet is not defined, it is supposed that it is
equal to the distance between the two rulers Y1 and Y2
(machine parameters).
Working with the correction MEASUREMENT AT THE PP
After having done the calibration, MODE BY PRODUCT, BY SECTION
or BY BEND must be selected depending on whether you wish to effectuate
a measurement by product, section or bend respectively.
OLD MEASUREMENT In this mode no new measurements are made.
PAGE 20 2D REFERENCE MANUAL
The old measurements memorized in association
with the product, section or bend are conserved
and used.
This mode is especially useful when working
with a batch of sheets sufficiently homogenous.
In such a case it is sufficient to proceed with a
Page 23
single thickness measurement during the first
bend of the first product and to correct on the
same basis thereafter. This allows to avoid the
inevitable time loss associated with measuring.
This work mode also applies in the case of
working with groups of products, because the old
measurements associated with the last product
executed are recopied on to the following
product.
PP TOLERANCE IN % OF THICKNESS
Page: MACHINE PARAMETERS /
MATERIALS.
This field allows to define a maximum limit to
the "dispersion" of the material when the
thickness correction at the PP is being used.
In cases where the thickness of the measured
sheet is superior or inferior to nn%, the bend will
not be carried out and the system will issue a
message to the operator.
See Corrections (Table).
THICKNESS CORRECTION FACTOR
Page: MACHINE PARAMETERS /
MATERIALS.
This table allows to define a set of corrections
according to the thickness variation when the
thickness correction at PP is being used. The
default value for this factor is 1.00.
If the user notes that for a given material, the
software has a tendency of overcompensating
(i.e. the beam goes too far down when the real
thickness is less than the nominal thickness, or
the beam does not go down far enough when the
real thickness exceeds the nominal thickness) he
enters a value between 0.99 and 0.0 in the
respective angle range.
However, if the software does not compensate
enough, the operator enters a val ue between 1.01
and 99.99.
See Corrections (Table).
I
NDEPENDENT THICKNESS CORRECTION
The principle consists of furnishing or (using one of the methods described
above) the thickness at each extremity of the bend. By means of this data and
knowing the position of the sheet, the DNC will calculate a different
correction for Y1 and Y2. This type of correction is particularly appreciated
for bending sheets with a great bending length and an important variation in
thickness.
For this to function, the machine parameters describing the position of the
rulers, the machine width ,etc. must be programmed, otherwise an error
message will appear.
The independent thickness correction Y1 Y2 can be used in conjunction with
either the thickness measurement at the PP or the thickness measurement at
DEFINITIONS PAGE 21
Y1-Y2
Page 24
the TDC. It will also function with the choice of correction by product,
section or bend..
Thickness measurement at the TDC
Functioning is identical to that described in the Measurement at the TDC
paragraph above, except that the position of the sheet and the thickness at
each extremity must be programmed.
" Select THICKNESS MEASUREMENT AT EXTREMITIES
" Program the position of the sheet in the POSITION SHEET field and
in the chosen column.
" Introduce in the same column the sheet thickness measured at each
extremity of the future bend.
" Leave the field.
" Bend.
Thickness measurement at the PP
Functioning is identical to that described in the Measurement at the PP
paragraph above, except that the position of the sheet must be programmed.
" Select THICKNESS MEASUREMENT AT EXTREMITIES.
" Program the position of the sheet in the POSITION SHEET field and
in the chosen column.
" Proceed as described in the Measuring at the PP paragraph above.
" Continue bending.
C
ORRECTIONS
Page: CORRECTIONS, field: SENSITIVITY BDC.
This field indicates which depth variation is necessary to obtain an angle
variation of 1 (one) degree in the current sequence.
If this value is too small (e.g. < or = 0.05 mm), it is recommended to use a die
with a wider V opening.
UXILIARY FUNCTIONS
A
: S
ENSITIVITY
BDC
The auxiliary functions can be programmed and used for various means by
the manufacturers.
It is thus inappropriate to discuss them here, please ask the manufacturer of
the machine for details of their functions.
PAGE 22 2D REFERENCE MANUAL
Page 25
ACKGAUGE RETRACTION
B
Page: BEND NUMERICAL
In certain situations it is necessary to disengage the back gauge during
bending.
This field is automatically programmed when an automatic search for the
bending range is made. This value can be modified after the simulation by the
operator.
The retraction value is a relative value usually positive. If a negative value is
programmed, this allows to execute a negative “retraction”, that is a
displacement towards the die.
A minimum default retraction can be imposed in the machine parameters.
END
B
A
T THE BOTTOM OF THE DIE
See Bottoming.
F
I
NTERMEDIATE
S
INAL
See Special bends.
See Special bends.
EQUENCE WITHOUT BEND
Page: BEND NUM
It can be useful for the operator to create a sequence which does not realize a
bend, but executes the displacement of an axis or an auxiliary function.
" Insert a supplementary sequence for this operation (see Inserting a
Sequence).
" On BEND NUM page, in the desired sequence, delete the angle and
program a value Y1/Y2 greater than that of the pinch point.
DEFINITIONS PAGE 23
Page 26
END COUNTER
B
When executing the product, the axes and auxiliary functions position
themselves as normally, but when the operator gives a descent command, the
beam will not descend. If the DNC is in automatic mode, the next sequence
will be displayed, the axes position themselves on the new values and the
beam will be waiting for a descent command, as usual.
In the case that the beam should not descend and the operator has directly
programmed the Y1/Y2 values, it is to verify that these values are not greater
than those of the pinch point.
The WELCOME page displays the number of bends c arried out since a given
date. The counter is set to zero in our plant. When the first bend in automatic
or semi-automatic mod e is done, the counter starts running and the date is
automatically written. This data can not be modified on-site.
ENDING FORCE
B
Page: BEND NUM
If the data concerning the length, the thickness, the sigma and the tools are
known, this field is automatically calculated. It indicates the bending force
(tonnage) needed for the bend .
This field can be reprogrammed as you require. However if the value entered
is greater than the tool safety, an error message is generated in the interactive
field. These safety controls are executed when changing the DNC mode (see
Tools).
ENDING ORDER
B
A
UTOMATIC BENDING ORDER
The software can effectuate on demand an automatic search for the bending
order. The result is conditioned by the "simulation criteria" that the operator
can enter depending on his requirements according to the product to be
produced (see Simulation criteria).
Enter the product data (see the manual User guide).
BEND 2D page, BEND 3D page.
" Choose the simulation criteria.
" Position the cursor on the SIMULE field and select WITHOUT
IMPOSED BEND.
PAGE 24 2D REFERENCE MANUAL
Page 27
" Choose SEARCH BENDING ORDER in the action menu.
Depending on the complexity of the product, the software will furnish a
complete solution, a partial solution, or no solution. See hereinafter Unbend
Mode.
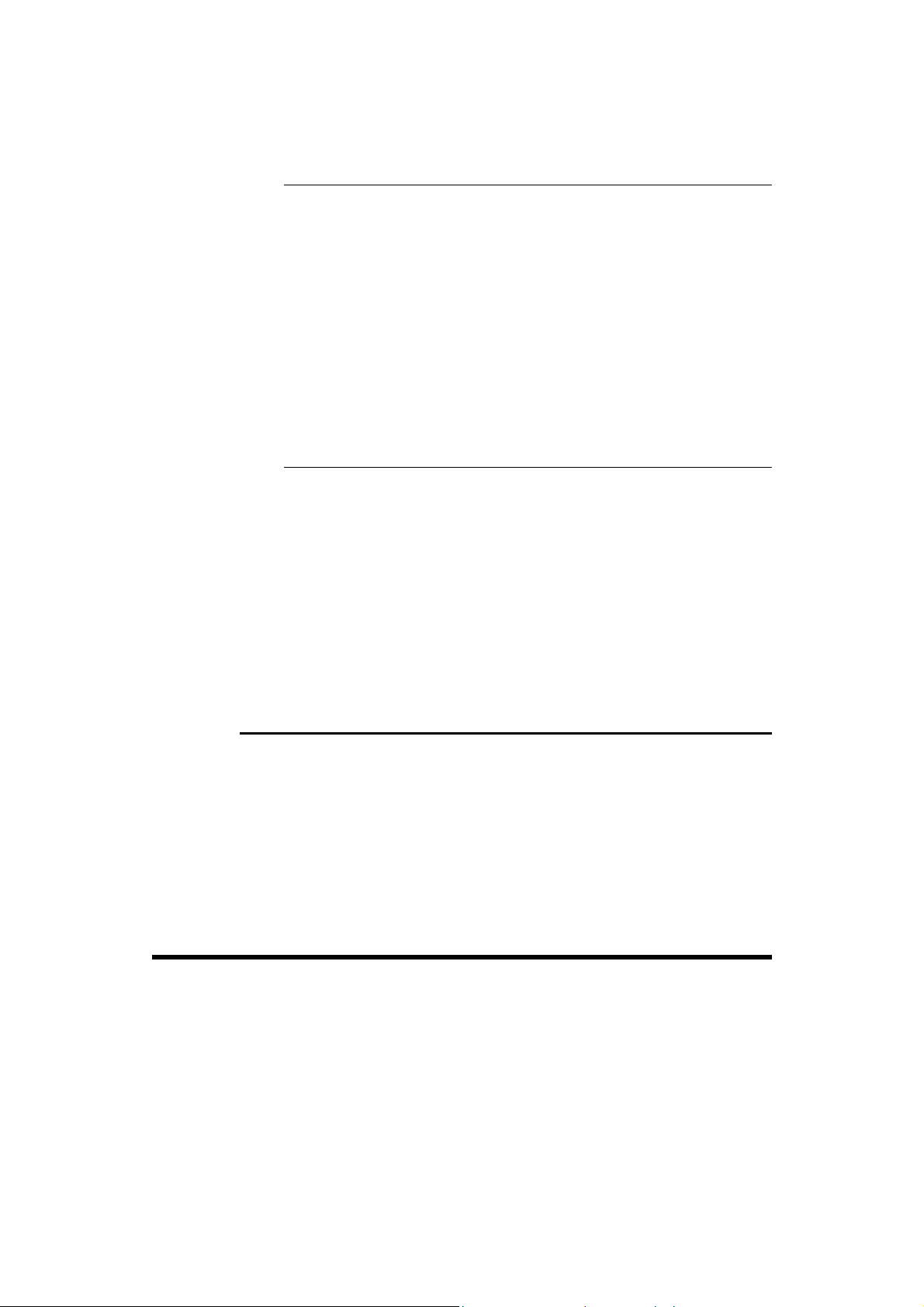
M
Above: Initial situation.
Requested situation.
ODIFYING THE BENDING ORDER
This operation is preferable done on the BEND 2D page (with a 3D version,
it is possible to realize this operation on the BEND 3D page. See also the
3D Reference manual).
Pg Dn
" Select the sequence to be modified (
or
keys).
DEFINITIONS PAGE 25
Page 28
" Place the cursor on the FACE field and enter the number of the face to
be bent (3).
" Place the cursor on the STOP field and enter the number of the stop
(4). The software proposes the possible stops in the STOP PR field .
" Select SIMULE BEND in the Action menu.
The sequence which bends the chosen face has been deleted.
The next sequence bends the same face (BEND 2).
Change the stop if necessary.
" "Move" to the sequence to be modified (BEND 3 with the
Pg Dn
keys).
or
" Place successively the cursor on the FACE field and enter the number
of the face, then on STOP and enter the stop for this sequence (in this
example FACE 1 and STOP 0).
" Select SIMULE BEND in the Action menu.
Proceed in the same way for other bends or to totally impose a simulation.
If you have mastered the numbering of the faces and stops, it is not necessary
to simulate each bend. After having finished the introduction for sequence
PAGE 26 2D REFERENCE MANUAL
Page 29

simply position the cursor on the SIMULE field, select WITH IMPOSED
BEND and SEARCH BENDING ORDER in the Action menu.
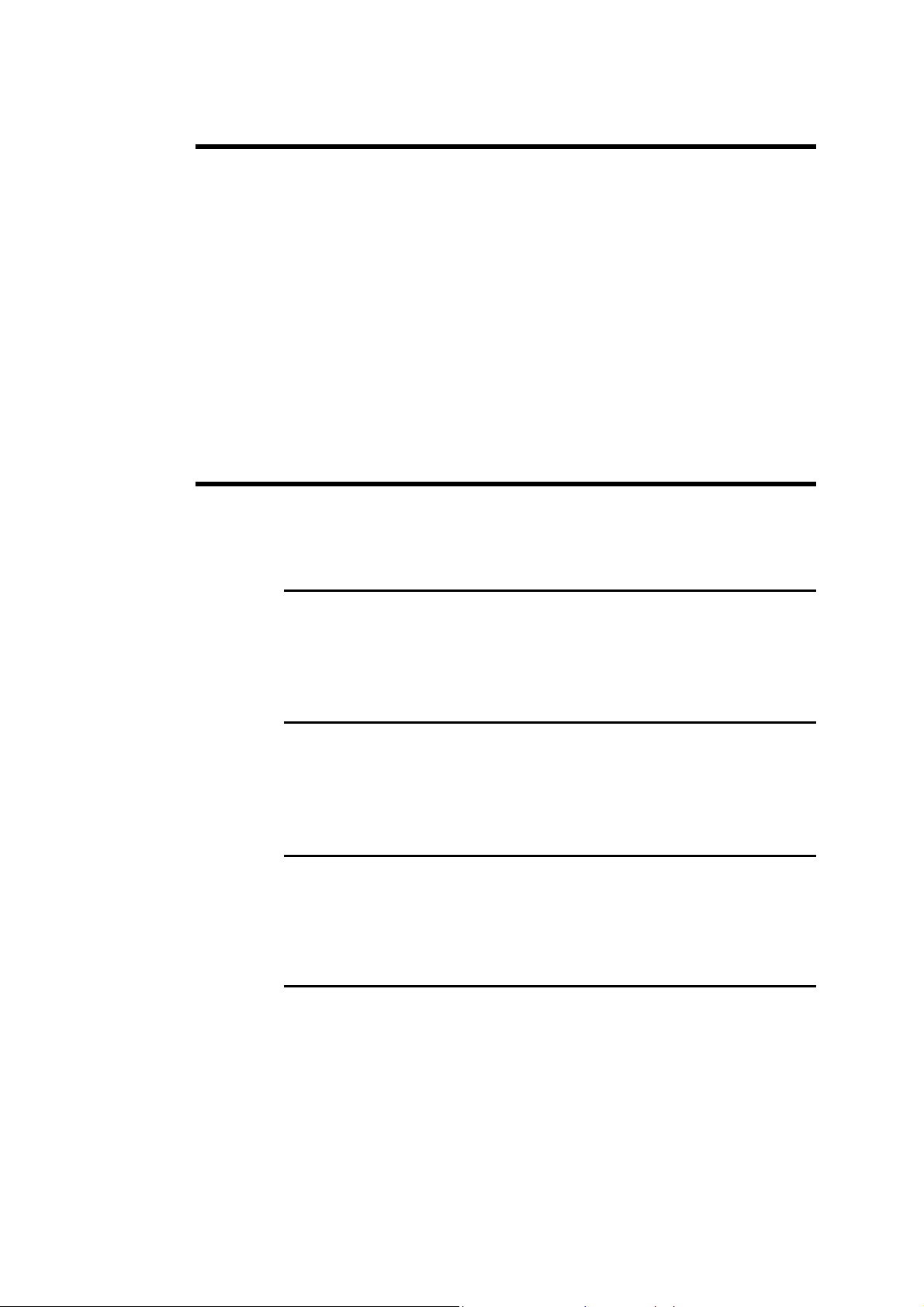
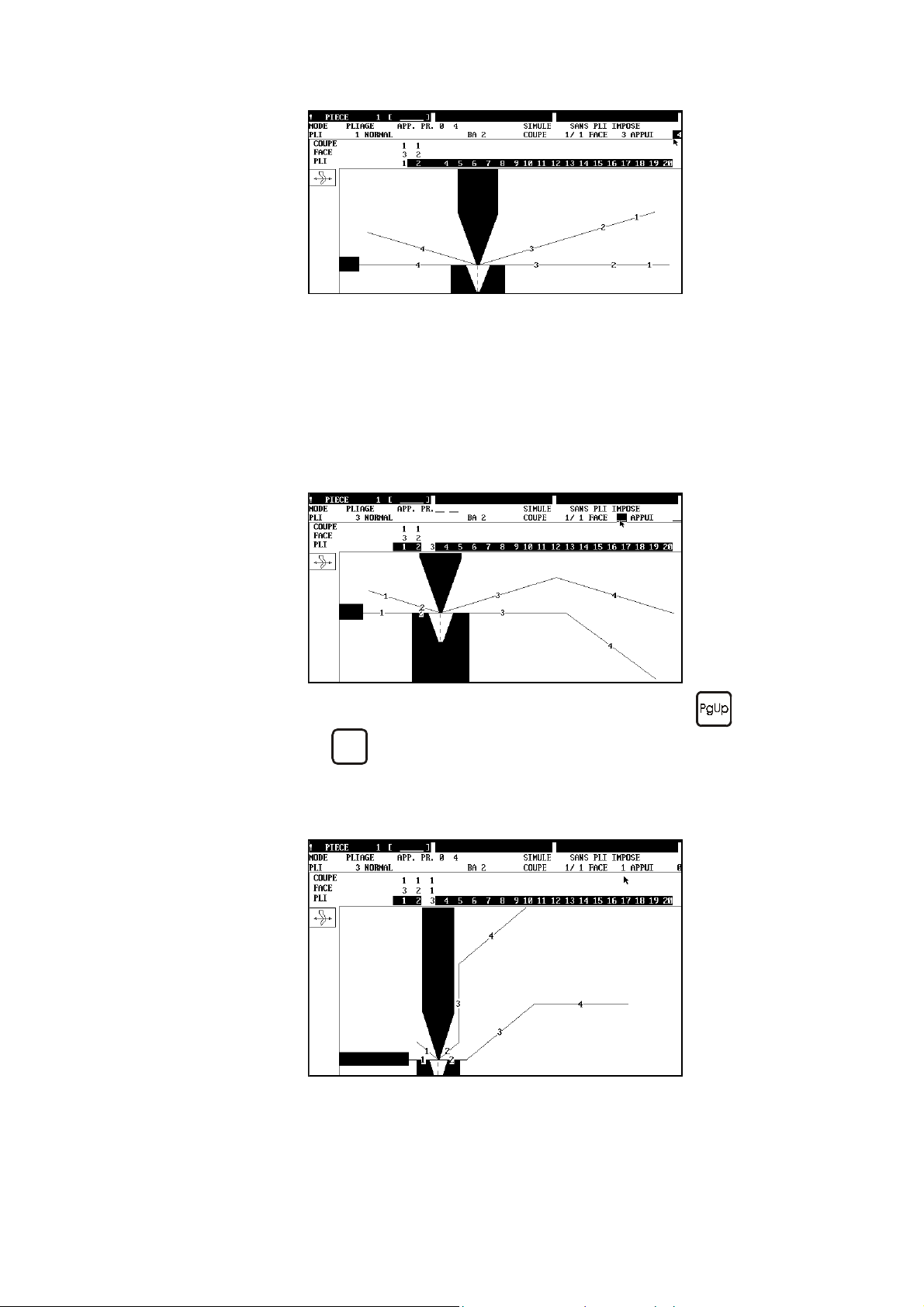
U
NBEND MODE
The unbend mode is useful when the software cannot find a solution for the
bending order.
The unbend mode presents the finished product, the operator determines the
bending order manually in the same way as described above, but by
commencing with the last bend and going towards the first.
Below a simple example in which the product touches the table frame before
the bend, however the sheet is put. The solution for this product is to create
an intermediate bend. This solution is described in Special bends.
This section only shows how to use the unbend function.
st
In the 1
already touches at the 2
figure, the product touches at the last bend, in the 2nd figure it
nd
bend.
DEFINITIONS PAGE 27
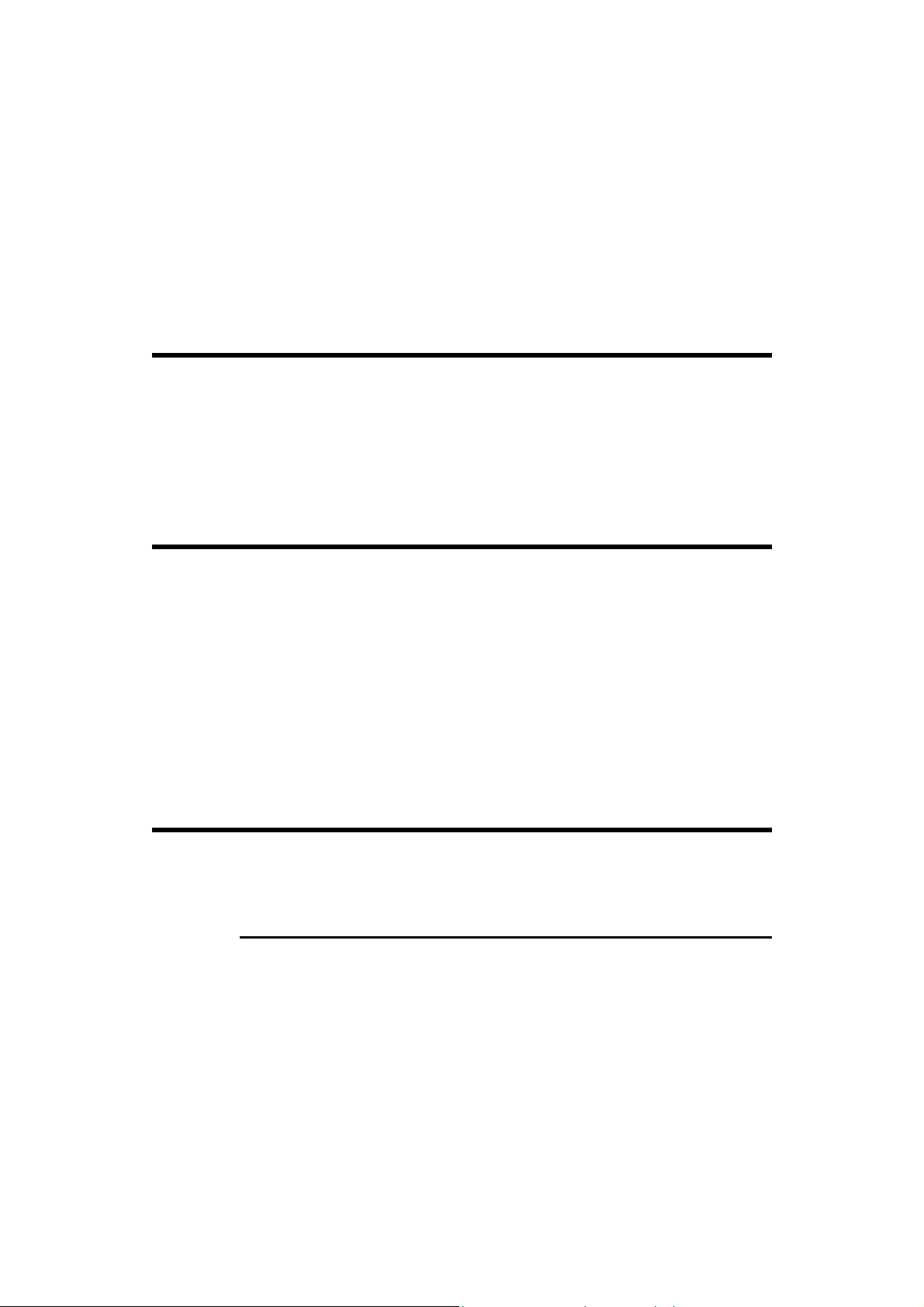
Page 30
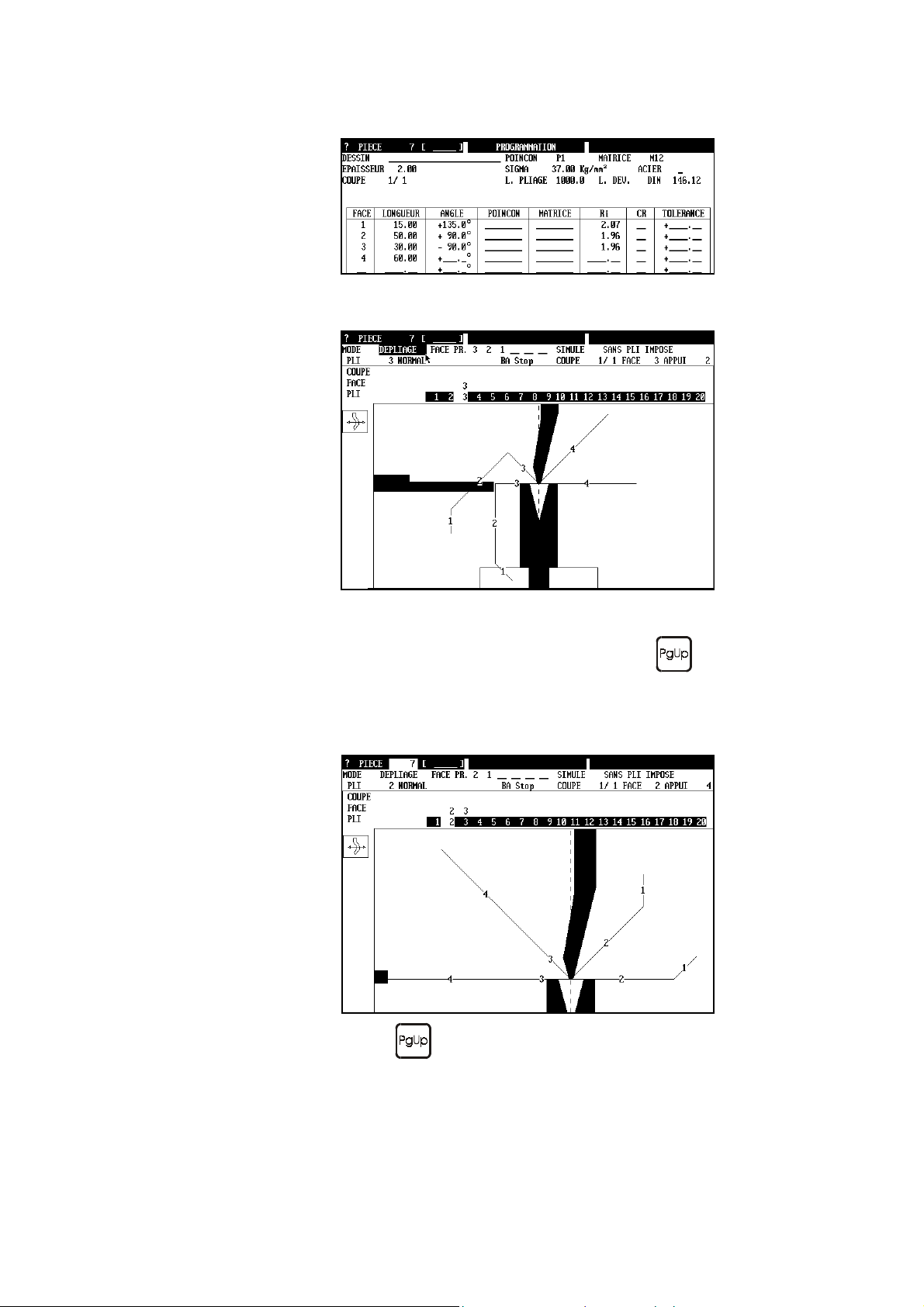
Below are the data of the product (the die height is 50 mm).
In BEND 2D page, when asking to search a bending order, the message
Solution not found is displayed.
" Select UNBEND mode.
The last bend is displayed, you immediately can remark the collision.
If a solution without collision is displayed, press the
if the software furnishes a solution. If no solution is proposed, that
means that there is collision.
Program or change in the FACE field the different faces and see
which possibilities exist.
key and see
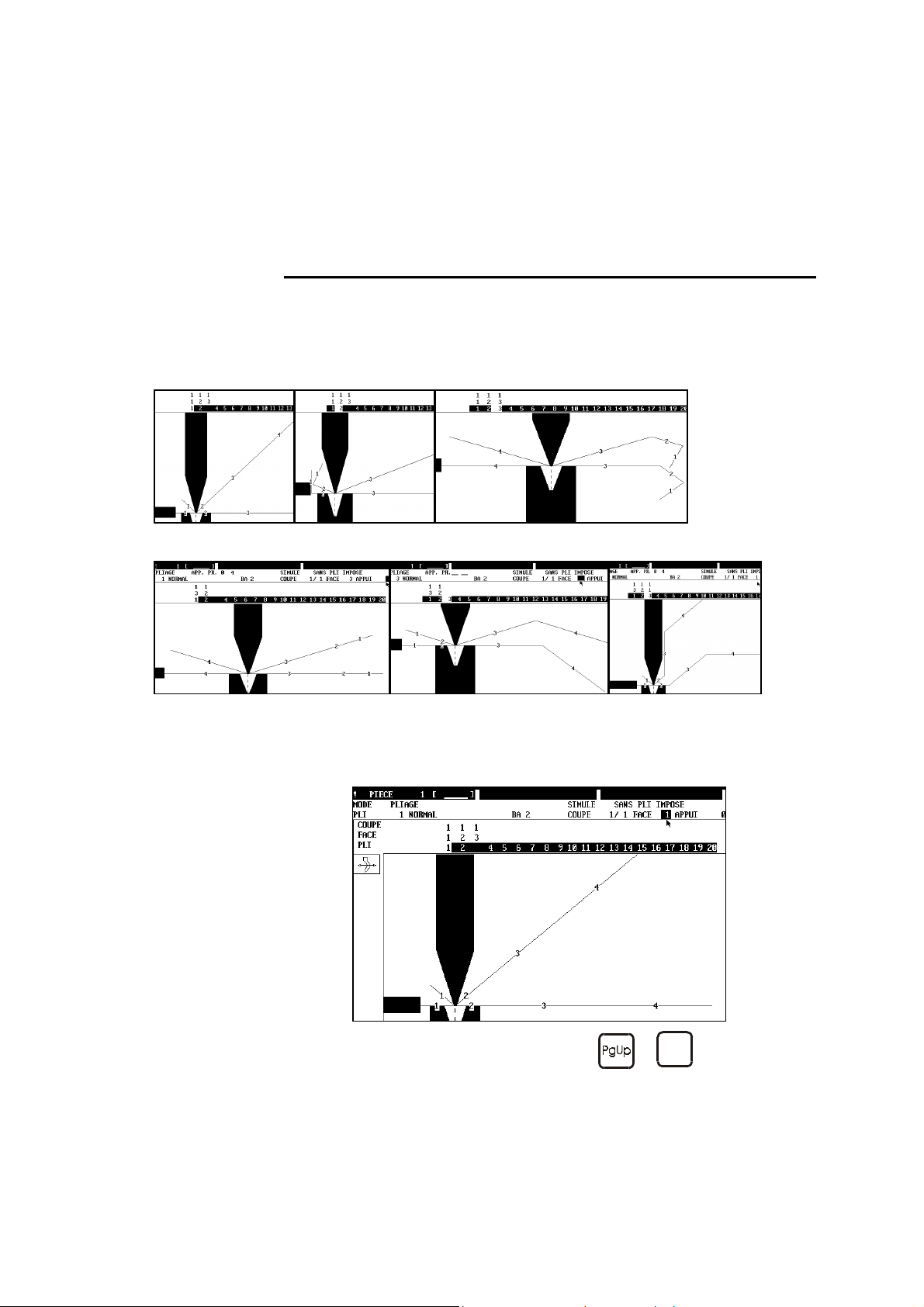
" Press the
If the software finds a solution, this will be displayed immediately as
well as the other possible faces (field PR FACE = proposed face).
In unbend mode the proposed faces are displayed in the PR FACE field. So
the operator can introduce one by one the proposed faces in the FACE field,
in order to see the result.
PAGE 28 2D REFERENCE MANUAL
key to move in the previous sequence.
Page 31

ENDING SPEED
B
Page: BEND NUM
This field allows to reduce the bending speed. It is programmable in % of the
maximum bending speed.
BG (B
ACKGAUGE) OR
Pages: BEND NUM, BEND 2D
Displays or allows to select the stop for the current sequence.
The DNC recalculates the target value of the X and R axes as a function of
the choice.
Display the round robin list and choose a stop appropriate for the sequence.
This field will not appear if only one stop is defined in the machine
parameters.
Changing the stop on the BEND 2D page
See also Bending Order.
" Introduce the designation of the required stop or select it in the round
robin list.
STOP
Leg
Support
DEFINITIONS PAGE 29
Page 32

OTTOMING
B
Page: BEND NUM.
The bend by bottoming is a bending mode in which the DNC does not aim for
a predefined or calculated position to be reached, but descends until it reaches
a position which mechanically prohibits the beam from going any further. The
DNC detects this stop; and this determines the end of the descent cycle.
The bend by bottoming allows to obtain special be nds which it is not possible
to obtain in any other manner, such as the flattened bend in a special die, but
this technique involves certain risks.
In bottoming mode the beam furnishes the tonnage
programmed in the sequence or
pressures of the machine parameters are higher than those
of the current sequence.
The DNC stops the beam descent cycle when it realizes that it
is immobilized mechanically on the object to be worked. Which
means that the totality of the programmed force will be exerted
on this object and in consequence on the tools.
You must be aware that the sheet and the tools solicited in this
operation must be capable of supporting such a force without
damage.
Also, i f t he work d o es no t ne ed the whole b end ing l ength o f the
machine, it is absolutely necessary to position everything in the
middle of the machine.
higher
, if the minimum
To execute a bend in bottoming mode:
" erase the programmed angle (empty field),
" then erase the MEM values of Y1 and Y2 (empty fields).
The cycle is effectuated normally but after passing the pinch point, the DNC
monitors the beam displacement.
As soon as the beam has stopped and no longer sends any displacement
information to the DNC, the DNC considers that the operation has ended, the
dwell time is executed and the ascent cycle is activated according to the
chosen mode.
PAGE 30 2D REFERENCE MANUAL
Page 33

ORRECTIONS (TABLE
C
)
During practical work it can sometimes be found that certain angles and/or
flap lengths often or always need to be adjusted by the same value.
In order for the operator to avoid never-ending corrections, a correction table
is available to him. The table is called MATERIAL and can be reached via
the machine parameters.
5 types of material are pre-programmed:
STEEL
ALUMINIUM
SS
SPECIAL 1
SPECIAL 2
For each of these materials, the tables of the MATERIAL are different.
The main items within this page are 3 tables:
UNFOLDED LENGTH By means of 10 columns (0 to 9), it is possible
to apply 10 different corrections to the
DIN 6935 calculation of the unbended length. In
the example shown above, if the chosen material
is STEEL 3, the correction will be:
DIN * 0.850.
The choice of the correction can be entered in
pages such as PROD NUM, BEND NUM, etc.,
in the field immediately following the material
designation.
DEFINITIONS PAGE 31
Page 34

SPRINGBACK COMPENSATION
Allows to define an angle correction for each
type of material, according to the programmed
angle. In the example shown above, the angles
comprised between 76° and 90° and which use
the material named STEEL will be corrected
automatically by -2.5°.
PRESSURE These two factors replace the calculation of the
bending force normally carried out by the DNC.
If they are not programmed, these two values
will be:
AIR BENDING = 1.75
BOTTOMING = 42.0
If necessary, these values can be changed by the
operator. These two values are specific to each
of the 5 material types.
PP TOLERANCE IN % OF THICKNESS
This field represents a safety factor for the tools.
See the section Corrections by Thickness
Measurement / Measuring at the PP.
THICKNESS CORRECTION FACTOR
This table is used by the "thickness correction at
PP" function. See the section Corrections by
Thickness Measurement / Measuring at the PP.
ROWNING
C
ATA BACKUP
D
Page: BEND NUM.
Only valid if your machine is equipped with a crowning option.
The crowning is calculated automatically during simulation. The result is a
function of the applied force and the calibration curve programmed in the
machine parameters.
The operator can modify these values sequence by sequence, however they
will be recalculated during the next simulation.
The working units can vary depending on the const ructor, to know the use of
this function, please consult the manufacturer of your machine.
However, the "per cent" is currently used as unit, that means that 50
programmed in this field will give 50% of the maximum crowning.
See Data Transfer.
PAGE 32 2D REFERENCE MANUAL
Page 35

ATA TRANSFER
D
Page: TRANSFER
From this page data can be saved or loaded in the different peripherals.
(Diskette, Network, etc.)
Source
This field selects the peripheral which will supply the data to the destination
peripheral at the time of the transfer.
Destination
This field selects the peripheral which will receive the data at the time of the
transfer.
Global transfer
The choices are:
PUNCHES
DIES
SELECTED TOOLS
LIST OF
PERIPHERALS
MACHINE
PARA METERS
PRODUCTION
ALL THE PRODUCTS
AND THE GROUPS
Partial transfer
Select the transfer of the products mentioned in the table below.
Transfer of all the punches.
Transfer of all the dies.
Transfer of the tools defined in multisimulation.
Transfer of the list of peripherals.
Transfer of the machine parameters.
Transfer of the production pages.
Global transfer of all the products and groups of
products.
In this table it can be specified for each product the source and the destination
in the respective columns. If these fields are not specified, it is the choice of
SOURCE and DESTINATION at the top of the page which is used by
default.
To simplify the selection of the products to be transferred, simply “mark”
them on the PRODUCT LIST page. They will automatically appear in this
table (see Marking products).
The STATUS column gives the state of the transfer.
DEFINITIONS PAGE 33
Page 36

$
?
!
*
Making a transfer:
Recommendations:
Make a backup of the tools, the machine parameters and the list of peripherals
(if your DNC is on a network) just after the first installation and before the
intervention of a technician. Keep this information in a safe place.
The product is being transferred.
The product has not been transferred.
(Double definition in the list or another error).
An error has been detected during the transfer phase,
it has not been transferred.
The product has been transferred correctly.
" Select the SOURCE and the DESTINATION.
" Position the cursor on the type of transfer chosen.
" Start the transfer using the TRANSFER function in the Action menu,
then confirm.
Save the products periodically on a floppy disk if your DNC is not connected
to a network. Its simple, fast and less expensive than having to reintroduce
everything if any problems arise.
PAGE 34 2D REFERENCE MANUAL
Page 37

ATE AND HOUR
D
Change Date and Hour
Page: WELCOME
" Call the WELCOME page.
" Position the cursor in the upper part of the screen on the Date or Hour
field and enter the new value, thereby respecting the format.
On the DNC, the locking key must be set on position 2. Use the
key as separator.
Year 2000 When the year format uses two digits only, the software assumes that:
00 to 68 = 2000 to 2068
and
82 to 99 = 1982 to 1999.
Change Date and Hour Display Format
Sub-page of the WELCOME page.
To modify the date and the hour of the numerical control:
" Call the WELCOME page and select DATE/TIME in the ACTION
menu.
A new screen appears on which the context of the DNC can be parametered.
(International parametering).
It is possible to load the default parameters by actioning the DEFAULT
function in the ACTION menu.
Classification,
search
DEFINITIONS PAGE 35
To facilitate the classification or the search for programmed products (by
date / hour), it is strongly recommended to put the DNC or the PC to the
correct time regularly (about every 3 months or after an intervention).
Page 38

ECENTERED PUNCHES
D
ORRECTION
C
Page: PUNCH PROGRAMMING
The field, named X CORRECTION allows the user to carry out a correction
if a punch is decentered.
This correction applies to the backgauge a "modification of origin" according
to the decentering of the punch. It also takes into account the mounting
direction of the tool.
The correction becomes effective when the control switches to semi-auto or
automatic mode.
& B
ACKGAUGE
EPTH COLLISION AUTHORIZED
D
Pages: TOOL BEND, PROGRAMMING PUNCH / DIE
The software generates an error message if it detects a collision of the
material at the bottom of the die and / or between the lateral faces of the
punch and the die. This message is displayed in the interactive field. The
software switches to the TOOL BEND page with the cursor pointing to this
field.
By default if nothing is specified, the collision test is made on each bend. On the TOOL BEND page the DEPTH COLLISION AUTHORIZED field is equal to ON THIS BEND NO.
However it is possible to inhibit this safety measure on the TOOL BEND
page for the current product (see below) or by default on the
PROGRAMMING PUNCH or DIE page.
PAGE 36 2D REFERENCE MANUAL
Page 39

TOOL BEND Page
Two choices are available:
ON THIS BEND / YES /
NO
GLOBALLY
Side collision Bottom of the die collision
The collision test is made (or not depending on
the choice YES / NO) only on the current
sequence (bend).
The collision test is ignored for all of the
sequences constituting the product.
RAWING
D
PROGRAMMING PUNCH / DIE Page
If the collision test is generally not desirable, it is possible to arrange for it to
be ignored by default when a product is created.
To create this situation when creating the tool you must program DEPTH
COLLISION AUTHORIZED YES.
For this authorization to be valid (on the TOOL BEND page), the punch and
the die must both have this authorization.
If one or the other of the tools does not give this authorization, then it is NO
which is again valid.
Pages: On most pages.
This field allows to enter an alphanumerical reference 24 characters (see
Alphanumeric Fields).
It is recommended to use this possibility to define a product in a unique
manner when a large number of products are dealt with. This facilitates
searching using product search criteria.
DEFINITIONS PAGE 37
Page 40

WELL TIME
D
Page: BEND NUM
Defines the dwell time.
If not programmed, the default value is 0.5 seconds.
Other values between 0.0 and 9.9 seconds can be entered.
RASE
E
ELETE
/ D
These operations are available in the ACTION menu, they vary according to
the context. Below you will find the definitions of these actions.
ERASE BEND Erases the contents of all the fields, but the
ERASE SECTION Erases the data (bending order) of the selected
ERASE PRODUCT Erases the contents of the work memory.
DELETE BEND Deletes the selected sequence (with automatic
DELE TE SECTION Deletes the selected section.
DELETE PRODUCT Deletes the selected product.
DELETE Depending on which field the cursor is located,
sequence remains.
section.
recompacting of the remaining sequences).
On the PRODUCT LIST page, it is possible to
delete a product by placing the cursor directly
on the required number in the list.
deletes the selected punch, die or product.
PAGE 38 2D REFERENCE MANUAL
Page 41

RASING MEMORIES
E
Page: MACHINE INITIALIZATION - DNC/ENC
General remarks:
This page allows to empty (erase) different memories. Depending on the type
of erasure, it is necessary to have the key in position 1, 2 or 3.
REE MEMORY
F
To delete the contents of one or all the memories:
" Select the peripheral in which the operation is to be made.
" Place the cursor on the relevant field.
" Click right or
" Confirm.
key or Action menu DELETE.
Pages: PRODUCT LIST, WELCOME
Indicates to the operator the quantity of available free memory, given as a %
for the selected peripheral.
DEFINITIONS PAGE 39
Page 42

AUGE CLEARANCE
G
Page: BEND TOOLS
Reminder: the following movements are considered to be dangerous and thus
to require die clearance: displacement of Z, M1 and M2 axes, as well as the
auxiliary function of the DIE type.
In order to offer functionalities adapted to particular needs, the operator now
has the possibility of specifying the type of gauge clearance.
The operator can make his choice for each sequence within the BEND
TOOLS page, on the X CLEARANCE field.
Attention:
The clearance distances (parameter 233) are programmed in the machine
parameters, they must not be changed.
Three types of clearance are available:
MAXIMUM
OUTSIDE CLEARANCE
ZONE
NONE
PM 50
Default value.
In this case, the die clearance is made according
to the higher value of the two parameters
X Position for Safety Speed and
X Position for die clearance.
Normally, the X Posi tion for Safety Speed
is the higher of both values.
Afterwards, the axes move at maximum speed.
Clearance until X Position for die
clearance.
Then the axes move at the speed authorized
within the X Position for die clearance
zone.
This type of clearance should be used when
there are only small distances to be covered.
There is no clearance at all. The axes will move
at safety speed when they are located within the
X Position for Safety Speed zone.
PM 50
PM 50
PM 233
The clearance distance is dependent on the die width. If several posts are mounted,
the distance takes into account the largest of the tools.
PM 50 and PM 233 are the numbers of the concerned machine parameters.
PAGE 40 2D REFERENCE MANUAL
PM 233
PM 233
Page 43

DEAL CURVE
I
Tips If 99 is programmed in the CR field, the software automatically determines
(CR)
Pages: PRODUCT NUMERIC and BEND NUM.
The ideal curve allows to make a bend with a large internal radius.
An ideal curve can be programmed on one or the other of these pages.
An ideal curve is defined by programming from 4 to 98 (programming 0, 2 or
3 will give an error).
Remark: For the result to be coherent, the number of bends to realize the
angle must be such that the length of each segment is greater
than half the length o f t he V opening of the die.
If this is not the case a message informs the operator and the
result will be an angle too open.
the maximum of bends for the ideal curve. Of course the operator can reduce
the number of bends.
In ideal curve mode, the software calculates different bends for the first,
second, next but last and last bend according to the drawing which follows.
Procedure for realizing an ideal curve
PRODUCT NUM Page
" Call the PRODUCT NUM page.
" Introduce the value of the required segment in the L column.
" Introduce the final angle required.
" Introduce the final internal radius in the Ri field.
" Introduce the number of bends for the ideal curve in the CR field.
See also Tolerance.
DEFINITIONS PAGE 41
Page 44

Programming example
" Call the PRODUCT NUM page.
" Introduce the tools and the material in the usual way.
" Introduce the product dimensions with the internal radius of the ideal
curve in the Ri column.
" Introduce 99 in the CR field, the software will calculate the maximum
number of bends for this ideal curve (see fig. above).
" Start the calculation (via Action menu) to obtain the unfolded length,
the tolerance (see Tolerance) and the number of bends for the ideal
curve.
" Call the BEND 2D page.
" Make sure that the SIMULE field is on WITHOUT IMPOSED
BEND.
" Choose SEARCH BENDING ORDER (via the Action menu).
" Then pass in semi-automatic
programming mode).
(on PC key F8 and F10 to return to
" Simulate the bending with the
PAGE 42 2D REFERENCE MANUAL
key.
Page 45

Programming example for a gutter
To realize the above type of product:
" Call the PRODUCT NUM page.
" Introduce the tools and the material in the usual way.
" Introduce the product dimensions with the internal radius of the ideal
curve.
" Introduce 99 in the CR field, the software will calculate the maximum
number of bends for this ideal curve (see fig. above).
" Start the calculation to obtain the unfolded length, the tolerance and
the number of bends for the ideal curve.
" Call the BEND 2D page.
In the actual state of the software, the automatic simulation of this example
product will not give a result.
The UNBEND mode must be used to impose semi-automatically the order of
bends. In the example below, the bending order has not been modified. The
operator is free to do so during this procedure.
DEFINITIONS PAGE 43
Page 46

" Select UNBEND mode
The product is displayed in the tools with the last programmed bend.
" Introduce the face which must be bent last (3 in this example)
When leaving the FACE field, the software displays the chosen bend.
" Place the cursor on the STOP field and modify the stop if necessary.
For this product the stop 4 proposed automatically has been
conserved.
In spite of the "collision" visible in this situation, there will not be any
collision due to the ideal curve (see further on under simulation in
semi-automatic mode).
" Press the
The software displays the previous bend (another bend can be selected
by programming in the face field the one required). The proposed stop
(5) is conserved but can also be modified.
PAGE 44 2D REFERENCE MANUAL
key.
Page 47

" Repeat the operation above until you have reached bend No 1.
" Change to semi-automatic mode
" Visualize the result step by step by pressing the
bend made. (On PC, to return to programming mode press F10).
Remark: In this example, the stop is equipped with an R axis. The
software thus calculates its position automatically as a function
of the ideal curve. If your DNC is not equipped with an R axis,
a vertical stop can be fixed perpendicular to the original stop.
(on PC press F8).
Pg Dn
key for each
NDEXING AXES
I
Page: MACHINE INITIALIZATION DNC / ENC, Action menu.
The INDEX AXES function allows to index or index the axes once again (if
already done).
If the DNC has not been indexed, this function will have the same effect as if
the Start button
If the DNC is already indexed, this function allows to re-index the axes
without switching the power off. In this case the DNC will ask the operator to
confirm this operation. Make sure that the beam is located underneath the
indexes !
DEFINITIONS PAGE 45
had been pressed in order to index the DNC.
Page 48

NSERTING A SEQUENCE
I
BEND NUM page
To insert a sequence:
" Position the cursor in the BEND field, then take position on the
sequence you wish to insert (for example 2) using the
key.
" Select INSERT BEND (Action menu).
The inserted sequence will take place 2 in our example and displace the
sequence 2 to position 3. An inserted sequence is empty.
If you wish to insert a sequence and copy its contents, you must proceed in
the same way, but you must choose COPY A BEND (Action menu).
BEND 2D page
This possibility is used, for example, for effectuating special work (Punching,
modelling, etc.) which cannot be represented graphically.
On the BEND 2D page, if a sequence is inserted, the graphic of the previous
sequence is always displayed.
This sequence will NOT be represented graphically.
A sequence inserted in this way is empty. You must go to the BEND NUM
page to modify the inserted sequence.
or
To insert a sequence:
" Position the cursor in the BEND field, then take position on the
sequence you wish to insert (for example 2) using the
key.
" Select INSERT BEND (Action menu).
The inserted sequence will take place 2 in our example and displace the
sequence 2 to position 3. An inserted sequence is empty.
PAGE 46 2D REFERENCE MANUAL
or
Page 49

NTERNAL RADIUS
I
Pages: PRODUCT NUM, BEND NUM
The internal radius is calculated automatically as a function of the sheet metal
thickness and the tools. This calculated radius is only valid for air bends.
If the radius of the punch is greater than the natural internal radius of the
sheet, it is that of the punch which takes precedence.
It is possible to impose the radius in order to adapt the calculation of the
unfolded length and the calculation of the stop positions at best for a
particular material. To do this:
Ri
" Program the radius in the relevant field.
" Program the CR field at 1.
DEFINITIONS PAGE 47
Page 50

EYBOARD
K
External keyboard for the DNC
In case of necessity, it is possible to connect a 100% PC AT compatible
external keyboard to the rear of the numerical control..
Attention: The DNC must be disconnected from the power supply to
connect the keyboard, otherwise correct functioning may be
impeded.
When an external keyboard is connected to the DNC, the front panel of the
numerical control remains permanently active.
L. B
ENDING
Pages: PRODUCT NUM, BEND NUM
Bending length, sometimes called "bending width", means the distance
between the two extremities of a bend.
If the product is programmed on the PRODUCT NUM or BEND NUM
page, the bending length must be entered by the operator.
This value is indispensable for the software to be able to automatically
calculate the pressure, the crowning and or the axis separation (Z1 and Z2) of
the machine.
With the 3D software version and if the programming is realized in 3D, this
value is treated automatically by the software.
PAGE 48 2D REFERENCE MANUAL
Page 51

ANGUAGE
L
Pages: WELCOME or MACHINE PARAMETERS
The software gener ally possesses a choice of sever al languages.
The composition o f the s e languages varies depending on the manufacturers
request.
To switch languages:
" Call the WELCOME page.
" Key on position 2.
" Place the cursor on the LANGUAGE field.
" Press the
the available languages.
" Place the cursor on the language required.
" Validate the selection using the
EAVING THE SOFTWARE
L
To switch off he machine proceed as follows:
" For safety reasons:
Lower the machine beam in to the tools or on to the blocks of wood or
metal.
" Stop the main motor.
" Press the MENU
" Validate with the
" In the new window select TERMINATE.
key or click right to display the round robin list with
key.
key and select QUIT.
key.
" Validate with the
" Wait until the screen of the DNC becomes black and gives the
message EXECUTION TERMINATED. Under Windows, the DNC
will automatically leave Windows and give a message when the system
is ready to switch off the supply.
" Switch off the mains supply to the DNC or the machine.
DEFINITIONS PAGE 49
key.
Page 52

On a PC proceed in the same way or:
L
EG
" Press simultaneously the
" Click on TERMINATE.
and keys.
Page: BEND 2D
Allows to select a different leg than the one displayed for the current
sequence. See also Bending Order and BG (Backgauge) or STOP.
" Select the required bend using the
and key.
Leg on the 0 face
" Place the cursor in the LEG field.
" Introduce the N° of the face which must be resting on the back gauge
(3 in this example).
" Press the
key to validate the modification.
Modified leg
PAGE 50 2D REFERENCE MANUAL
Page 53

ENGTH
L
Page: PRODUCT NUMERICAL
This field expresses the length of a segment (see examples in the User
Manual) and indicates that you are in L-alpha mode. That is a length is
entered, then the corresponding angle, the following length, the angle, etc.
Sometimes the drawing which is used as a basis for the realization of the product does not allow to program easily in the L-alpha method. You can switch to the LU / LW cotation method using the LENGTH round robin list and thus program in coordinates.
LW
LU
LW
This is a facility which unfortunately is not standardized. The results can thus
vary slightly dependi ng on the case.
OW SPEED DISTANCE
L
Page: BEND NUM
Allows to define that only a portion (expressed in %) of the upward
movement between the lower dead center and the clamping point will be
carried out in low speed, the remainder of the upward movement being done
in high speed.
If BENDING SPEED ! has been programmed and LOW SPEED
DISTANCE ! is not programmed, the upward movement up to the clamping
point is carried out in low speed. (= 100%).
LU
!
!
!!
ACHINE PARAMETERS
M
Pages: MACHINE PARAMETER
These pages contain the parameters necessary for the functioning of your
machine. It is very important to have a backup copy on diskette (see Data
Transfer). If any problems occur, you will save a lot of time if you have to reintroduce them.
Under no circumstanc es should the machine param eters be modified
without the consent and the support of the machine manufacturer.
Erroneous programming can cause important damage to the material
or render the machine dangerous.
DEFINITIONS PAGE 51
Page 54

AINTENANCE
M
Maintenance of the numerical control is restricted to the changing of the
filters and the cleaning of their housing at regular intervals.
Change of filters
It is important to regularly (once per month) change the filters of the fans of
the numerical control. If this maintenance is neglected, the numerical control
might build up exaggerated heat and cause damage which can sometimes be
irreversible.
" Interrupt the main power supply.
" Remove the 4 screws of the protection grid.
" Change the filter.
" Install the protection grid again.
Cleaning of the DNC
Interrupt the main power supply.
Clean the keyboard, the casing and the rear panel with a humid cloth and
some liquid soap.
Dry with a clean and dry cloth.
Never use alcohol-based products nor solvents (trichlorethylene,
thinner, acetone or the like).
ANUAL ADJUSTMENT OF THE BACKGAUGE
M
In many cases, the backgauges are not equipped with Z axes enabling lateral
displacement of the gauge fingers. In other cases, the operator must change
the gauge configuration by hand or add some accessories. To do this, he had
to either intervene from behind the machine, or else stretch his arms across
the machine below the beam.
In order to facilitate this task and to provide increased safety, it is now
possible to program specific positions for the X and R axes and/or auxiliary
functions in GAUGE manage ment mode.
The purpose of this is to place the backgauge forwards above the die
(provided that the machine allows for this possibility), so as to enable the
operator to carry out his task easily and without danger staying in front of the
machine.
PAGE 52 2D REFERENCE MANUAL
Page 55

Ideally, the machine manufacturer would conceive a mechanical or
electric/pneumatic system that unlocks the gauge fingers within this
adjustment position, and locks them again once the gauge is leaving this
location.
The gauge positions for this operation can be programmed in the machine
parameters page called SPECIAL CYCLES.
" The beam must be located in its max. TDC.
When the numerical control is in semi-automatic or automatic mode,
the operator activates this special cycle from the BEND NUM page by
means of the ADJ.GAUGE function (ACTION menu) .
" The operator will then have to confirm each step of this cycle by
clicking inside the appropriate dialogue window.
" At the end of the cycle, the gauge returns to its original location.
ODIFYING THE ORIGIN OF THE AXES
M
Page: MACHINE INITIALIZATION DNC/ENC
General remarks:
This page allows to modify the origin of the axes of the machine, to consult
the position of the axes (POSITION field), the index (INDEX field) and the
limit switches (LIMIT+ and LIMIT- fields).
The second part dealing with erasing the memories is dealt with in the
Erasing Memories section.
It is understood by "modification of the origin" (also called "setting an axis")
to impose a value (at the moment of the operation) in the electronic position
counter of the numeric control. This operation is used to correspond the
mechanical position of the axis with the position of the electronic counter.
This procedure is usually done for the stop axes or the auxiliary axes. For the
beam, the latter executes automatically during indexation of the beam.
Setting an axis is most often used to correct a shift of the back gauge. That is
to arrange that when the X axis indicates 0.00 on the position counter, the
backgauge is situated exactly on the bending line (this definition is valid for
the LEG type of stop).
If this is a temporary change (caused by a shifted tool for example), it is
recommended to use corrections rather than setting the axis.
DEFINITIONS PAGE 53
Page 56

Attention: certain manufacturers equip the back gauge with an index.
In this case modifying the axis origin will only have a limited effect just until
the next indexing.
If you have to permanently modify the origin of an axis, please contact the
machine manufacturer.
Setting an axis modifies the origin of the axis. If this operation is
incorrect, it can damage the machine and/or the tools. The axis can for
example enter into collision mechanically with another element. In the least
case, the products produced will be inexact.
Setting an axis must thus be done with precaution. The person who
undertakes this operation must be perfectly aware of the consequences.
To modify the origin of the axes, proceed as follows:
" Check that the axis concerned is no longer in movement.
" Change the numerical c ontrol to programming mode.
" Access the MACHINE INITIALIZATION page.
" Key on position 3.
" Place the cursor on the required axis in the REQUESTED column.
" Introduce the new position.
" Action menu: Select VALIDATE.
The new position is displayed in the POSITION column.
To control the new origin of the axis proceed as follows:
" Remain on the MACHINE INITIALIZATION page.
" Change the numerical c ontrol to manual mode.
" Place the cursor on the required axis in the REQUESTED column.
" Introduce a value to be reached.
" Press the
The axis must move to the requested position.
" Control the result and correct if necessary.
key on the front panel.
PAGE 54 2D REFERENCE MANUAL
Page 57

RODUCT GROUPS
P
Page: PRODUCTS GROUP via PRODUCT menu.
This page allows to create groups of products in order to realize sets.
Definitions
A group is represented by a list of product numbers and typically corresponds
to an assembly of several parts.
Any one product can be part of several groups.
In a given group, a product can be present several times.
During execution of a group, the products can be chained either
automatically, or only upon the operator's request (manual chaining).
It is possible to define several groups. The groups must be given a number
which is greater than 90000.
A "quantity needed" and a "quantity done" can be assigned to each defined
group.
Chainings:
1. Automatic chaining:
The parts are produced in the quantity and in the order in which they
appear within the group.
The groups are produced one after the other until the required quantity has
been reached.
2. Manual chaining:
After each produced part, the operator explicitly designates the next part
to be carried out.
In the example above the DNC executes twice the product 1 (24031), then
once the product 2 (24033), and finally five times the product 3 (24034), and
then recommences 56 times.
56 x
2 x
1 x
5 x
24031
DEFINITIONS PAGE 55
24033
24034
Page 58

To create a group of products:
" Column PRODUCT: enter the product number (the product must
exist).
" Field QUANTITY NEEDED: enter the number of sets required.
" Field QUANTITY DONE: enter the number of sets which have
possibly already been produced.
" Memorize the group under a number between 90'000 and 99'999.
The function ke y DRAWING GR. (only 3D version) displays graphic ally the
outline of the products (for as much as these products were created in 3D)
forming the group .
The AUTOMATIC PRODUCT CHAINING field indicates to the DNC that
it can automatically chain the products in the order described in the table
(see example above).
The MANUAL PRODUCT CHAINING field causes that the DNC
effectuates the number of products specified in the table, then at the end of
that series it displays the PRODUCT GROUP page with the cursor on the
PRODUCT column (even in automatic mode). The operator must then select
another product and press the
112 x
24031
The NEXT GROUP field is only an information field which allows to
specify to the operator the following group of products to be realized.
key to load and execute the said product.
56 x
24033
280 x
24034
Working example in the PRODUCTS GROUP page
" Edit a group composed of a set of products (make sure that all the
products have been defined beforehand).
" Pass in automatic mode
If the group contains any errors, the message "INCOMPLETE
GROUP" appears on the screen.
It is possible to choose the first product to be executed by positioning
the cursor on the product before pressing the auto
.
key.
" The semi-auto
In order to allow that the execution can be resumed according to the
chaining mode, it is necessary to memorize the group in the moment of
interruption (this will make sure the quantities needed and the
quantities done be saved).
PAGE 56 2D REFERENCE MANUAL
and manual keys interrupt the execution.
Page 59

RODUCT INFORMATION
P
Almost all pages: ? or ! Field (situated in the left hand corner of the screen).
For each product saved, commentaries and / or images can be annexed in
order to furnish the operator specific information for that product..
In this way the information is permanently available.
Two main possibilities are offered:
Text
Text and images
" Text only
In this case only the small window appears.
" Text and images
In this case the complete page is displayed.
With this choice, it is possible to display photographs, drawings or other
graphical information. The software automatically recognizes the DXF,
IGES and PCX file formats (see PCX Files or DXF and IGES Files
which follow in this chapter).
DEFINITIONS PAGE 57
Page 60

See an Informtion
" Move the cursor on to the ? or ! symbol and press the key or
click.
If information is available the ? field changes into a ! field.
It is possible to display the PRODUCT INFORMATION window
automatically (only if it contains a commentary) each time the operator calls a
product. To do this, you must program in the machine parameters, on the
CONFIGURATION page, the parameter Automatic display of product
information at YES.
Creating an Information (text only)
" Display the PRODUCT INFORMATION window (click on ?).
" Click on VISUALIZE and select EDIT (on the DNC: key on 2).
" Select SIMPLE in the round robin list field.
" Create the text. At the end of each line go to the next line by pressing
the
" Click on EDIT to go in to VISUALIZE mode then leave.
key.
Creating an Information (text and images)
Programming info
and / or images
PAGE 58 2D REFERENCE MANUAL
In the procedure described below, it is accepted that the photographs (drawings or
images) have already been created and their location is known (see also Active
Peripherals).
For the creation of numerical photographs or images etc., you must refer to the
apparatus documentation as well as to the software associated with the apparatus
(numerical camera, scanner etc.) or to the drawing software for the creation of
graphical information.
Page 61

network) and not in the internal memory of the numerical control, as image
files occupy a lot of space.
To introduce the images:
" Display the PRODUCT INFORMATION window.
" Click on VISUALIZE and select EDIT (on the DNC: key on 2).
" Select WITH COMPLEMENTS in the round robin list field.
" Create the explanation text.
" Position the key on 1 or 0 or click on EDIT and select VISUALIZE to
secure the message.
" Introduce on one line the name of the graphic file (1 per line)
With or without generic characters (* or ?). See further below the
explanations about generic characters and where the software has to
search the image files.
In the above example, >P256.PCX indicates to the software that it
must display the image in the P256.PCX file when the PRODUCT
INFORMATION page is first called.
To display the PLI3.PCX and PLI4.PCX images, position the cursor
on the relevant line and select DISPLAY via the Action menu.
" Click on EDIT to go to VISUALIZE mode then leave.
The symbol > indicates that the image which follows will be displayed
automatically.
If the file name is indicated alone, the software will go and search for it on the
path described by the peripheral designated under the COMPLEMENTS IN
field (See Active Peripherals).
If the complete path is furnished, the software ignores the peripheral.
The generic characters * and ? allow to select several files.
To display them position the cursor on the line and press the
key.
For example *.PCX will display all the PCX files which are located in the
directory designated by the path of the images peripheral.
or
DEFINITIONS PAGE 59
Page 62

1= Line which designates the file
to be displayed.
2= Name of the peripheral where
the files are located.
3= Name of the file currently
displayed on the screen.
4= Number and quantity of files
if the characters * or ? are
used.
PCX Files
The software allows the display of images in PCX format with 16 or 256
colours.
You can use for example an electronic camera and directly display these
photographs or other drawings in PCX bitmap mode furnished by a scanner
or graphics software.
Example of reading a
DXF file
DXF or IGES Files
The software recognizes automatically files in DXF or IGES format.
Only files in 2D are recognized. Depending on the software used to create
these files, it is possible that some parts of the drawing are ignored or deleted
by our interface.
To obtain more information about the reading possibilities of the DXF or
IGES files, request the CYCAD manual which describes the possibilities,
compatibility and limits of interpretation.
PAGE 60 2D REFERENCE MANUAL
Page 63

RODUCT MANAGEMENT
P
Pages: most pages.
In all pages which mention the product number (PRODUCT field top right),
the searching, the saving or the deleting is normally possible.
This operation is done in the default memory (generally INTERNAL).
However an other memory could have been selected as default memory. In
this case these operations will be done in the memory designated by the active
peripheral (see Active Peripherals).
It is possible to carry out these operations in a memory other than the default
memory. However this possibility only exists on the PRODUCT LIST or
TRANSFER pages.
Saving, searching or deleting a product on a floppy or a network
Page: PRODUCT LIST
" Place the cursor on the PRODUCTS AND GROUP IN INTERNAL
field.
Number of
products in
the current
peripheral
Current
peripheral
" Choose the required peripheral.
" Next call, save or delete the product.
The authorized range for saving products goes from 1 to 89'999.
The numbers 90'000 to 99'999 are reserved for the product groups (see
Product Groups).
To facilitate searching, it is recommended to add a drawing code before
saving (see also Searching for Products according to Criteria and Active
Peripherals).
Copying a product
" Call the product to be copied.
" If necessary change the peripheral.
" Program another product number and save it.
DEFINITIONS PAGE 61
Page 64

Marking products
To facilitate the transfer of products, it is possible to select in the current
peripheral the products to be transferred.
$
A "marked" product is designated by a small triangular mark
number.
The marked products are automatically reported on the TRANSFER page
where they appear in the transfer list. (See Data Transfer).
To mark or "unmark"products:
" Cursor on the required number.
next to the
"
" Use the ERASE MARKS command of the Action menu to delete all
Remark: Product marking is limited to 48 products.
ROGRAMMING A PROFILE
P
See examples in the User Manual.
ROGRAMMING ON BEND NUM
P
To program a profile on the BEND NUM page, proceed as follows:
" Call the BEND NUM page
key or click to mar k or unmark.
the marks.
" Empty the programming memory.
(choice ERASE PRODUCT in the ACTION menu)
" Enter the thickness, the sigma and the type of material.
" Cursor on the PUNCH field. Press the
display the punch list, choose the required punch and validate with the
key.
" Cursor on the DIE field. Press the
the die list, choose the required die and validate with the
PAGE 62 2D REFERENCE MANUAL
key or click right to
key or click right to display
key.
Page 65

" Enter the required angle.
" Enter the value of the back gauge.
" Enter the values of the other axes (R, Z, etc.).
" Enter the other functions of the sequence (Bending force, TDC, SP,
Axes wait, etc.).
" To create a second sequence: select COPY BEND in the Action
menu. This operation copies the current sequence into the next
sequence with the same values. Simply modify the values of this new
sequence and repeat the operation for the following sequences.
See also the examples in the User Manual.
Q.N
EEDED
. ___ D
Page: BEND NUM
This field is a product counter. When this software functions on a numerical
control this counter displays the number of products already done.
To activate this counter:
" Enter the number of products required in the Q.NEEDED field.
and
" The quantity already done in the DONE field, or the value 0 if no
As soon as the two values are equal the numerical control furnishes a signal.
Depending on the manufacturer this signal is treated or not to stop the
machine cycle.
The values in this counter are not memorized with the product. You must
change or erase these values when you call a new product.
To cancel the counter, delete the DONE field.
ONE
product has been created.
.___
DEFINITIONS PAGE 63
Page 66

EFERENCE
R
YR
COR
.
Page: TOOL BEND
This field allows to correct the tool pair reference.
This correction is memorized with the product and not with the tools.
This correction also modifies the safety point, the pinch point and the bottom
dead centre. This correction is to be used with precaution. An error in this
field can impede the correct functioning of the machine, cause important
material damage or make the machine dangerous.
PCV
Pinch point before
correction of the
reference.
PCV
PSS
PCT
0 Référence
PCV
PSS
PCT
0 Réf.
PSS
PCT
0 Référence
Pinch point after
correction of the
reference.
It can be observed in this diagram that the correction of the reference
modifies all the switch points as well as the bottom dead centre.
PAGE 64 2D REFERENCE MANUAL
Page 67

CREEN CAPTURE
S
The PC 1200 software allows to copy screens easily to create documents or
other information (offers, etc.).
To capture the screens proceed as follows:
" Start up the word processor or other software into which you wish to
import the screens.
" Start up the PC1200 software.
Print
" Capture the active window by pressing the
The image is transferred to Windows clipboard.
" Activate the software into which you want to insert the capture by
and
Screen
keys.
pressing simultaneously the
times, according to your current application.
" Insert the image using the Paste function in the Edition menu of your
word processor. Reduce or cut the image according to your needs.
You also can use the screen capture tools specially destined to this type of
application and which can immediately convert the colour captures in grey
levels. These softwares are for example Corel Capture (included in Corel
Draw) or Hardcopy, a freeware software available on Internet
www.hardcopy.de
B
LACK AND WHITE, COLOUR
In order to facilitate the creation of illustrated documents with screen copies,
it is possible to switch the PC1200 software to black and white.
Proceed as follows:
" Call the machine parameters, TESTCARD AND SCALES page
.
and keys once or several
" Select BLACK/WHITE in the TEXT AND DRAWINGS field
DEFINITIONS PAGE 65
Page 68

S
CREEN PRINTING
It is advised to switch the software to BLACK/WHITE before starting to
print.
Selecting a printer
" Call the machine parameters, TESTCARD AND SCALES page.
" DOS Version
Select one of the printers or SYSTEM PRINT SCREEN.
SYSTEM PRINT SCREEN must only be used if a special software
installed by the user is capable of intercepting a coloured graphical
image generated by the DOS system and the Print Screen function.
" Windows Version
The printer selecting under Windows is not effective. It is the printer
defined by default in the "Parameters – Printers" menu of Windows
which determines the printer.
Attention: if you change the printer ("Parameters – Printers" menu of
Windows) while PC1200 is working, you have to leave and to start
PC1200 again, in order that the new printer is taken into account.
" Select the destination. If the line is empty, PRN is used by default.
You can enter LPT1, LPT2 or the name of a file.
By entering NUL in the destination field, printing is prohibited and the
relevant line in the ACTION menu will disappear.
PAGE 66 2D REFERENCE MANUAL
Page 69

Printing
To print a page:
" Select the re l evant page.
" Call the ACTION menu and select PRINT SCREEN.
To print all the parameter pages:
" Go to the parameter page from which you wish to start (for example
the first page of the N2X parameters).
" Call the ACTION menu and choose PRINT PARAMETERS.
The software will print one after another all the parameter pages
(including sub-pa ges).
You can stop printing by pressing any key (for example at the end of
the N2X parameters). Printing does not stop immediately, the current
page is terminated.
DEFINITIONS PAGE 67
Page 70

EARCHING FOR PRODUCTS ACCORDING TO
S
RITERIA
C
Page: SEARCH PRODUCTS/CRITERIA
This page allows to search for products stored in the peripheral selected in the
PRODUCT LIST AND GROUPS IN field.
The selection criteria can be combined. When 2 or several fields listed below
are filled, the product searched for must satisfy each of the programmed
criteria. It is a condition AND (one and the other fields.....).
Search criteria Are used as search criteria: the date of memorization, the product number, the
material thickness, the code number (drawing), the bending length, the tools
and the unfolded length.
Small letters are distinguished from capital letters.
Attention: searching with the criteria PUNCH or DIE, is only done on the
"main" tool which is programmed on the PRODUCT NUM page. This means
that if a product is programmed using only BEND NUM page and you wish
latter to search for this product using the tools, you must program the "main"
tool again on the PRODUCT NUM page, without which the search will not
find this product.
If the complete contents of the code number is not known, it is possible to use
the special characters (wildcards) to replace the unknown characters (for the
other fields if they are filled, the contents must be known entirely).
?
*
Any character (1 only).
None or several characters.
In the example below, it is supposed that the search criteria is only the
drawing number. It goes without saying that the “wildcards” can be used in
the other fields.
Example Explications
A?C*
*22 A product is searched for whose code ends with 22.
A?C*22 A product is searched for whose code begins with an A,
PAGE 68 2D REFERENCE MANUAL
A product is to be searched for whose code starts with an
A, then an unknown character, , a C and then several
unknown characters.
(e.g. ABC, ACC22, AmCh22, A6CProduct33).
(e.g. ACC22, AmCh22, 22, Product22)
then an unknown character, a C and ends with 22
(e.g. ACC22, AmCh22, AVCProduct22).
Page 71

*A?C*22 As above but A?C is not necessarily at the beginning
(e.g. ACC22, AmCh22, PARC22).
*A?C*22* As above , but 22 is not necessarily at the end.
(e.g. ACC22, AmCh22, PARC22bis).
M
EMORIZATION DATE
The memorization date of a product can be used as a search criteria for
products. To do so a time span is specified in which the search for
information is made.
If the introduction syntax is wrong a message appears in the interactive field
"SYNTAX DATE!".
The introduction format is DD/MM/YY (D=day, M=month, Y=year).
On the numerical control the
days, months and years.
The choice of the type of separation is configurable on the WELCOME page.
or key can be used to separate the
DEFINITIONS PAGE 69
Page 72

ECTION
S
Pages: PRODUCT NUM and BEND 2D
A section is an imaginary line which "cuts" the product lengthways and which
defines a profile. It is this profile that the operator sees on the BEND 2D
page.
A product can have several sections (in the example below, 2 sections).
Each section is considered as a separate profile.
The operator will mainly use the PRODUCT NUM page to program one or
more profiles (see the manual User Guide and Programming a profile in this
manual).
The creation of the sections is automatic if the product is programmed in 3D.
IGMA
S
45
Pages: PRODUCT NUM and BEND NUM
Enter in this field the value in Kg/mm
product.
Example:
Steel AC37-2 K 38,22 Kg/mm
Stainless steel X5CrNiS18 8 51 à 71 Kg/mm2
Aluminium ALMg2,7Mn 24,97 Kg/mm2
2
of the material used to effectuate the
2
PAGE 70 2D REFERENCE MANUAL
Page 73

IMULATION CRITERIA
S
Page: BEND 2D (choice of ACTION menu)
Before starting an automatic search for the range of bends, it is possible to
define a certain number of criteria which the system will take into account
when it calculates the bending order.
The simulation criteria are always valid such as they were defined the last
time.
There are two groups of simulation criteria:
SECONDARY These are preference criteria. They are applied as
far as possible. Not respecting these criteria does
not prevent the software from finding a solution.
MAIN These criteria are imposed. The software will
search for a solution which respects imperatively
these criteria. These main criteria can lead the
software in to not finding a solution.
NB. MAX. DE BENDS AGAINST BG
Limit the number of bends (already realized)
situated between the backgauge and the bend to
be realized.
MIN. LENGTH AGAINST OPERATOR/TOTALE L
The system will search for a solution which
allows always leave a minimum length
(expressed in % of the total unfolded length) on
the side of the operator.
DEFINITIONS PAGE 71
Page 74

Swing
Return
Axe de
retournement
Axe de
basculement
= retournement
+ pivotement 180°
Axe de
pivotement
Flipover
MINIMUM OF SWINGS
The software will choose the solution which
demands the least possible number of swings.
MINIMUM NUMBER OF RETURNS
The software will choose the solution which
demands the least possible number of returns.
MINIMUM NUMBER OF FLIPOVERS
The software will choose the solution which
demands the least possible number of flipovers.
OPTIMUM MANIPULATION
The software will choose the sheet manipulations
which are the most favourable for the operator, as
a function of the sheet thickness and its relation
length / bending length.
The choice of this option has priority over the
previous criteria.
SECTION ERROR ON FACE
The software arranges that the section error is
located on the specified face.
PRECISION BETWEEN FACE -- AND --
The software will search for a solution allowing
to attain the maximum precision between the
specified faces.
FLEXIBILITY
Normally the software does not except that the
product knocks against a part of the machine
during bending.
When this criteria is validated, the software
accepts that a part of the product knocks against
a point of the machine with a flexibility in % of
the length of the sheet between the bend and the
end of the product on the side of the profile
which enters in to collision.
PAGE 72 2D REFERENCE MANUAL
Page 75

40
60
40mm = 20% of 100 + 60 + 40
100
In this example, a flexibility of 20% authorizes
the sheet to theoretically "penetrate" 40 mm in
to the punch.
Tip If a product is very complex, it can be interesting
to program 100% of flexibility to be able to
annul the collision criteria, in order to be able to
visualize the bending order proposed by the
software. This criteria is then reduced to an
acceptable value.
STOP AGAINST A SLOPE SEGMENT
By default (NO), the system prohibits the
situation illustrated below
and only allows the stops
or
or
By programming this option YES, the software
will also authorize the stop on angles greater
than 90° (1st case above).
To validate the criteria chosen for a simulation, click on the QUIT field or
press one of the function keys to access a new page.
DEFINITIONS PAGE 73
Page 76

SP (S
WITCH POINT
Page: BEND NUM
The switch point (SP) is a distance expressed in millimetres starting from the
pinch point. It defines the point at which the beam passes from the approach
speed to the bending speed.
This possibility is used when you wish to have a long and slow approach to
the sheet for a specific work.
If it is not programmed, this point is automatically calculated so that the beam
has changed to the bending speed befo re arriving at the safety point.
SP (switch point)
)
PCV
If the sheet is approached as shown in the figure above, the punch will reach
the surface of the sheet on high speed. By modifying the SP, the switch over
can be regulated in such a way that the sheet is approached in the bending
speed.
PAGE 74 2D REFERENCE MANUAL
Page 77

PECIAL BENDS
S
BEND 2D page
To carry out certain products, it may be necessary to use special bends.
The software is ca pable of handling several types of bends.
The following choices are available:
NORMAL Conventional bend, without any particularity.
PRELIM. Designates the current bend as being a
preliminary bend.
FINAL Designates the current bend as being a final bend,
i.e. it terminates a former preliminary bend.
UNBENDED To be used in the BEND NUM page only.
This option only indicates to the operator that the
bend is in fact an unbending process. The
software does not react in any particular way.
CLOSED Same remark as above for "Unbended".
FICTITI(OUS). Same remark as above for "Unbended".
P
RELIMINARY
To illustrate the use of a preliminary and a final bend, the example of an
"S"-shaped product is used.
Typically, this product is not feasable without a preliminary bend.
/ F
INAL BEND
DEFINITIONS PAGE 75
Page 78

PRODUCT NUM page
BEND 2D page
" Enter the data as follows:
In the BEND 2D page, it is necessary to manually define the bending order
because this product is not feasible without a preliminary bend.
Proceed as follows:
" Cursor on FACE, enter 1.
The software indicates the possible stop positions (PR. STOP 0 5 on
the first line).
" Cursor on LEG, enter one of the suggested stops (0).
" Press
Pg Dn
.
PAGE 76 2D REFERENCE MANUAL
Page 79

" Position the cusor on the number (2) of the BEND field.
" Select the INSERT BEND function (via the Action menu) to insert
the preliminary bend sequence.
It can be seen that the bending sequence now contains 5 bends (also
see Inserting a Sequence in this manual).
" In the round-robin list of bend types (default: NORMAL), choose
PRELIM.
Enter the desired preliminary angle in the new field ___._° (135.0° in
this example).
" With the cursor in the FACE field, enter the face (2) for the
preliminary bend.
" With the cursor on the LEG field, enter one of the suggested faces
(1 in the present example).
" Select the SIMULATE BEND function (via the Action menu) to see
the bend.
" Press
Pg Dn
to move on to the 3rd bend.
DEFINITIONS PAGE 77
Page 80

" With the cursor on the FACE field, enter the face (4) of the current
bend.
" With the cursor on the LEG field, enter one of the suggested faces
(5 in the present example).
" Select the SIMULATE BEND function (via the Action menu) to see
the bend.
" Press
Pg Dn
.
" With the cursor on the FACE field, enter the face (3) of the current
bend.
" With the cursor on the LEG field, enter one of the suggested faces
(4 in the present example).
" Select the SIMULATE BEND function (via the Action menu) to see
the bend.
" Press
Pg Dn
PAGE 78 2D REFERENCE MANUAL
for the last bend.
Page 81

In this bend, the preliminary bend made before must be terminated. You must
thus indicate to the software that this is a final bend, and also specify the
corresponding bend (face).
" In the round-robin list of bend types (default: NORMAL), choose
FINAL.
" With the cursor on the FACE field, enter the face (2) of the
preliminary bend.
" With the cursor on the LEG field, enter one of the suggested faces
(1 in the present example).
" Select the SIMULATE BEND function (via the Action menu) to see
the bend. The product is now finished.
Here are some remarks regarding this example:
" It is also possible to change the type of stop.
" Several "preliminary" / "final" bends may exist in the same section or
product.
Hint If you forgot to insert the preliminary bend sequence, and the sequence for
the final bend is missing, it is not necessary to start all over again. You can
simply insert a sequence at the end of the product by proceeding as follows:
" By means of the
Pg Dn
key, go to the last sequence (unless you are
already there).
" Place the cursor on the BEND field (in this example 4) and enter 5.
" Select the INSERT BEND function (via the Action menu).
Hint To carry out a U-shaped profile with long side flaps, it is generally necessary
to make a preliminary bend which must be "unbended" in the final stage.
DEFINITIONS PAGE 79
Page 82

Proceed as follows:
" In the PRODUCT NUM page, program two lengths corresponding to
half the segment on which the preliminary bend will be made.
" Program an angle of -180.0° for the "unbending" bend.
" In the BEND 2D page, enter a preliminary bend of 135°; on the last
sequence, enter a FINAL bend (as described earlier).
Note: in the BEND 2D page, the drawing appears inverted. This is a
known problem which has not yet be en solved.
TART AXES
S
/AF
Page: BEND NUM.
This function allows to choose the starting moment of the axes and auxiliary
functions according to two predefined modes.
AUTO The axes and auxiliary functions start according
to what has been determined in the machine
parameters, but at the latest when the beam
reaches the top dead centre.
The departure of the axes differs according to
what is programmed in the machine parameter
60 Axes starting point/FA.
EXTERNAL The axes and auxiliary functions start when a
command is given by the operator. This
command will be either:
- a descent command (via the pedal or two
handed post). In this case the beam will not
descend but the axes and auxiliary functions will
position themselves, a second descent command
will be necessary to move the beam.
- or pressing the
- or by activating the External Start input of
the numerical control which, for the user, can be
a button especially foreseen at this end by the
machine manufacturer.
key on the front panel,
PAGE 80 2D REFERENCE MANUAL
Page 83

TDC (T
OP DEAD CENTRE
Page: BEND NUM
The top dead centre (TDC) is a distance expressed in millimetres starting
from the pinch point. It defines the point at which the beam will stop during
its ascent cycle.
The top dead centre is calculated automatically when an automatic search for
the bending range is effectuated. However the operator remains free to
modify this value on the BEND NUM page.
TDC (Top dead center)
)
If no value is programmed, the beam will rise to the maximum distance of its
course as defined in the machine parameters.
The beam will not go any higher than the maximum top dead (FDC+)
programmed in the machine parameters.
DEFINITIONS PAGE 81
Page 84

EST
T
Page: TEST This page allows to effectuate several test of functioning for the numerical
control.
These tests will next be removed from this menu and then be accessible
separately. It is possible that this will be done by stages and thus this page is
susceptible to change.
Screen test
Displays a test card in colour.
Alphanumerical keyboard test
Allows to test that the keys on the external keyboard function correctly.
PAGE 82 2D REFERENCE MANUAL
Page 85

Front panel test + MIO
Tests the front panel of the numerical control and its interface.
For the moment the keyboard is a reproduction of the DNC 900 keyboard
only. The test is however also valid for DNC 1200.
At first the LEDs blink (except that of STOP key). On pressing the keys a
return on the screen is visible. It is also possible to test the correct functioning
of the front panel key.
Communication test DNC - NIC - ENC
This test must be positive. If problems arise, you must contact the after sales
service technician for your machine.
Serial port test
This test allows to control the correct functioning of the RS232 ports of the
numerical control. It is also possible to test the cable connected to the DNC
or to test 2 numerical controls connected together.
To make these tests, you will need a test loopback connector RS232.
Attention: if you test a port on which is connected a pointing device (mouse,
trackball etc.) or another peripheral, it must be deconnected before the test
and reinitialized after the test.
LOOPBACK CONNECTOR TEST
This test sends a chain of characters and controls that they are received
without error. This test is realized automatically from 110 bauds to
19200 bauds maximum.
DEFINITIONS PAGE 83
Page 86

Testing the RS port itself:
" Enter the information concerning the port to be tested.
" Place the test loopback connector on the RS232 port to be tested.
" Run the test by pressing
It takes about 7 seconds for the whole test to be completed.
If all goes well, the message TEST OK appears, otherwise the message
ERROR WITH BAUD RATE xxx is displayed, indicating at which speed
the test was negative.
Testing the cable:
" Remove the loopback connector and connect the cable.
" Connect the loopback connector to the other end of the cable.
" Run the test again.
Other error messages:
Port error The loopback connector is not connected correctly.
The loopback connector is not correct (crossovers).
The cable is not correct (crossovers).
The port address is wrong.
ECHO TEST
This test is made by placing at the other end of the cable a numerical control
of the same type or a PC with the same software.
The test tries to establish a connection with the other apparatus. If the link is
good the test sends a chain of characters which are returned by the other
apparatus.
.
Procedure:
" Program the same parameters on the 2 stations.
" Program the speed at which the test is to be done.
" Place the cable between the 2 RS232 ports.
Reminder:
The standard indicates 15m at a maximum
The signals DTR, DSR, RTS and CTS must be crossed over.
Run the test on each of the stations.
When the test is "run" on one station but not on the other, the message
NOTHING DETECTED ON THE LINE is displayed. As soon as the other
station is activated and the test functions, the message CHARACTERS ON
THE LINE is displayed on the both stations.
To stop the test pr e ss STOP (or the STOP key).
Other error messages:
Port not open Incorrect parameters.
Bad port status The port transmits or does not receive correctly.
Time out The port transmits or does not receive correctly.
PAGE 84 2D REFERENCE MANUAL
Page 87

OLERANCE
T
Page: PRODUCT NUM
This field is only displayed (calculated) if the operator imposes a bending
radius. Typically the tolerance will be used when programming with ideal
curve.
The tolerance is displayed after the start of the CALCUL.
R1 = bending radius entered by the
operator.
Ri = Bending radius c alculated by the
system.
In the case of a single bend, if the operator imposes a radius (See Internal
Radius and Ideal Curve (CR)), the tolerance indicates the value of the above
illustration:
Ri = Theoretical bending radius requested by the operator.
A = Apothem
If the value in the CR field is between 4 and 99, this tolerance indicates the
difference between the chord enclosed by two bends and the theoretical arc of
the circle, that is the difference between the theoretical radius Ri and the
apothem A of the chord.
DEFINITIONS PAGE 85
Page 88

OO SHORT SEGMENT AUTHORIZED
T
Segment too short
Page: TOOL BEND.
This is a safety feature which is tested when passing to AUTO or SEMI-
AUTO mode. Depending on the case, it generates an error message which
displays the TOOL BEND page and points the cursor in this field.
This message warns the operator that the segment is too short and does not
rest corre ctly on the two edges of the die throughout bending.
OOLS
T
The operator can choose to ignore this control.
Three options are available:
ON THIS BEND / NO
ON THIS BEND / YES
GLOBALLY
Default situation.
A control of the segment length is made on the
current bend.
No control on the current bend.
No control for the whole of the current product.
When a product is created, tooling pairs can be composed as required, which
are valid for the whole product, or different for each bend. However when
executing the product, the tools selected must be located in the memory
pointed by the active peripheral (see Active Peripherals).
As for other data, it is possible to store the tools elsewhere than the
INTERNAL memory of the software.
PAGE 86 2D REFERENCE MANUAL
Page 89

P
ROGRAMMING PUNCHES
Page: PROGRAMMING PUNCHES Three basic forms are available for programming. These forms are selected in
the TYPE (0, 1 or 2) field
0 1 2
When all the data of a punch are programmed, the tool appears in blue.
When the basic tool is displayed, this is recognizable by its brown colour.
When a tool is programmed, it is possible that the position of certain values is
hard to define. To visualize the predefined basic form, just click in the small
box (D or E) situated on the top of the drawing. The tool then takes its basic
form recognizable by its brown colour.
" Access the PROGRAMMING PUNCHES page.
" Define the type of basic punch to be programmed in the TYPE field.
" Indicate in the INVERSED field, if the punch is inversed.
" Complete the other dimension and safety data.
" Choose if necessary the peripheral (IN field) in which you wish to
store this tool.
" Enter the name (numeric or alphanumeric) of the punch in the
PUNCH field.
" Memorize the punch.
If the interactive message EXIST appears, there is already a punch
with this name in the peripheral, you must either choose another name
for the tool or delete the other tool and memorize again.
Some definitions of the fields on this page
REF This field indicates to the software if the leg face
of the punch is the value H1 or H2.
This choice must be identical for all the tools
of that machine.
The height H1 or H2 chosen as reference must
be as exact as possible. The bending results
depend on this information.
DEFINITIONS PAGE 87
Page 90

The choice H1 or H2 depends on the
manufacturer of the machine. This choice is thus
imposed by the manufacturer. It is imperative to
respect this choice, otherwise there is a risk of
collision and damage to the tools.
LINEAR FORCE < This value indicates the maximum force
supported by the tool. If the pressure calculation
for the current product exceeds this value and the
bending length is known, an interactive message
informs the operator.
DEPTH COLLISION AUTHORIZED
If NO (default) the DNC effectuates a depth
collision (see Depth Collision authorized), the
operator must validate the "collision" if
necessary, case by case on the TOOLS BEND
page. If YES this authorization is implicit for
that tool.
SAFETY XS Prohibit the X axis from passing this limit (to
avoid a collision with the punch during bending
for example).
Punch safety XS
Die safety XS
XS
XS
PAGE 88 2D REFERENCE MANUAL
Page 91

P
ROGRAMMING DIES
Page: PROGRAMMING DIES When all the data of a die are programmed, the tool appears in red. When the basic tool is displayed, this is recognizable by its brown colour. When a tool is programmed, it is possible that the position of certain values is
hard to define. To visualize the predefined basic form, just click in the small
box (D or E) situated on the top of the drawing. The tool then takes its basic
form recognizable by its brown colour.
" Access the PROGRAMMING DIE page.
" Indicate in the INVERSED field, if the die is inversed.
" Complete the other dimension and safety data.
" Enter the name (numeric or alphanumeric) of the punch in the DIE
field.
" Memorize the punch. If the interactive message EXIST appears, there
is already a punch with this name in the peripheral, you must either
choose another name for the tool or delete the other tool and memorize
again.
Some definitions of the fields on this page
Height H The height H must be as exact as possible. The
bending results depend on this information.
Ve Width of the bending V. According to the
cotation defined in the drawing below.
RADIUS r Die radius according to the drawing below.
DEFINITIONS PAGE 89
Page 92

LINEAR FORCE < This value indicates the maximum force
supported by the tool. If the pressure calculation
for the current product exceeds this value and the
bending length is known, an interactive message
informs the operator.
DEPTH COLLISION AUTHORIZED
If NO (default) the DNC effectuates a depth
collision (see Depth Collision authorized), the
operator must validate the "collision" if
necessary, case by case on the TOOLS BEND
page. If YES this authorization is implicit for
that tool.
SAFETY XS Prohibit the X axis from passing this limit (to
avoid a collision with the punch during bending
for example).
XS
SAFETY RS Prohibits the R axis to approach this zone. If this
is necessary, the stop will disengage before
moving.
RS
PAGE 90 2D REFERENCE MANUAL
Page 93

M
ODIFYING A TOOL
Pages: PROGRAMMING PUNCHES or DIES
If a tool is modified and in particular the height (which will modify the
calculation of the beam position) you must imperatively redo the calculation
(CALCUL) each time a product is called which uses this tool and also
possible the bending order if the form of the tool is modified
To modify a tool:
" Call the PROGRAMMING PUNCHES or DIES page.
" Search for the tool to be modified.
" Delete the tool.
" Modify the required values.
" Memorize the tool under the same name.
T
OOL POSITIONS
Pages: TOOL MOUNTING or POS TOOLS
The description of the mounting of a tool is described in detail in the User
Guide manual, please refer to it.
If you install several work stations, verify that it is possible to work with these
tools without any risk of collision or damage.
P
UNCH LIST
This page allows to display the list of punches or dies with their main
characteristics.
/ D
IE LIST
DEFINITIONS PAGE 91
Page 94

NFOLDED LENGTH
U
Pages: PRODUCT NUMERICAL
The calculation of the unfolded length is realized using the CALCUL action.
However if you leave the PRODUCT NUMERICAL page this field is
automatically calculated.
The unfolded length is calculated according to the DIN 6935 standard.
To obtain these standards, please refer to the competent organizations.
An extract of this standard is given below, an extract which describes the
cotation method used for the stretch calculations.
The correction coefficients for the calculation of the unfolded length
(according to DIN 6935), can be programmed on the Material page of the
machine parameters (see afterwards).
The round robin list DIN, REAL indicates if the displayed value is a DIN
value or a value entered by the operator.
PAGE 92 2D REFERENCE MANUAL
Page 95

DIN
If the DIN option is selected, the unfolded length of the sheet is calculated
according to the DIN 6935 standard or corrected by the correction factor of
the material (see further on in this paragraph).
REAL
If REAL is selected, the L.UNFOLD field autorizes the introduction of the
real length measured on the products.
The difference between the DIN calculation and the manually imposed value
is distributed proportionally on the different faces.
Correction coefficient of calculation DIN 6935
When the DIN standard does not allow to obtain calculation adapted to the
real situation, the software allows the programming of correction coefficients.
The correction coefficients are programmed in the machine parameters on the
Material page.
Ten coefficients numbered from 0 to 9 are available for each type of material
(Steel, Aluminium, Stainless Steel, Special 1, Special 2).
The correction coefficient which you wish to apply to the DIN 6935 standard
is entered in to the K filed. If not programmed the default value corresponds
to 1.000.
The K factor essentially corrects the DIN calculation in the bend deformation
zone (The K factor described here is not the one which is found in the DIN
formula).
A judicious use of this field allows to find a solution for each material.
The use of this type of correction is done by selecting the material (STEEL in
the example below) and by programming the following field with the number
of the correction to be applied (2 in the example below). If the correction
factor is used, the DIN field will display the corrected value with the chosen
factor.
DEFINITIONS PAGE 93
Page 96

This page has been left blank intentionally.
PAGE 94 2D REFERENCE MANUAL
Page 97

NDEX
I
Bending speed 29
- A -
Active peripherals 12
Air filters 52
Angle
corrections 16
Angular
corrections 17
Auxiliary functions 23
Axes
delayed start 80
indexing the ... 46
origin 53
- B -
Backgauge
change stop 29
clearance cycle 40
manual adjustment 52
modify 29
retraction 23
special cycle 40, 52
Backup 33, 34
Beam
does not descend 24
switch point 74
Bend
at the bottom of the die 30
bending lenght 4 8
bending order 71
closed 75
criteria of bending order 71
examples of special bends (in U, in Z 75
examples of special bends (in U, in Z) 75,
80
fictitious 75
final 75
order of bends 25
preliminary 75
sequence without bend 24
special 75
unbended 75
Bend counter 24
Bending force 13, 24, 32
correction 31
Bending order 25
Bottoming 30
- C -
Calibration 20
Calling
a product 68
Capture (screen) 65
Change
backgauge 52
filters 52
Characters
alphanumeric 15
Choice
of stops 50
Cleaning the DNC 52
Collision
tools 36, 88, 90
Conventions 7
Copy
a bend 46
a product 61
a sequence 46
screen 65
Corrections
according to material 31
angle 16
angular 17
by thickness measure at PP 21
by thickness measurement at the PP 20
by thickness measurement at the TDC 18
by thickness measurements 18
calibration 20
direct 16
of the bending force 31
of the reference 64
of the unfolded length 31
sensitivity BDC 22
table 31
thickness independent Y1 Y2 22
Cotation 92
length or LU/LW 51
Criteria
date of memorization 68
of simulation 71
searching for products 68
DEFINITIONS PAGE 95
Page 98

Crowning 32
- D -
Data
backup of ... 33, 34
transfer 33
Date
and hour (of the DNC) 35
of memorization 68, 69
Decentered tools 36
Delete 38
a product 61
all the machine parameters 39
all the products 39
all the tools 39
Die 86, 89
DIN 6935 92
Direct
corrections 16
Display
DXF file 57
PCX file 57
photo 57
Drawing 37
Dwell time 38
DXF files 57
- E -
Empty
the memories 39
ENC not connected 12
Erase 38
Erasing
the machine parameters 39
Erasing
all the products 39
all the tools 39
the memories 39
bending force 24
bending speed 29
BG 29
clearance 40
colour signification 9
correction X (tools) 36
CR 41
crowning 32
depth collision authorized 88, 90
depth collision authorized 36
destination 33
DIN 92
drawing 37
dwell time 38
free memory 39
global transfer 33
L UNFOLD. 92
L.bending 48
leg 50
length 51
linear force 88, 90
LU/LW 51
memorization date 69
Q.Needed.__Done.__ 63
REAL 92
REF 88
reference YR cor 64
REL 11
retract B.G. 23
Ri 47
Safety XS 88, 90
section 70
segment too short authorized 86
Sigma 70
source 33
SP 74
start axes/AF 80
Stop 29
TDC 81
tolerance 85
Files PCX & DXF 57
Final bend 75
Flipovers 72
Force
admissible force 13
Format
Date and Hour 35
- F -
Field
! 57
? 57
ABS 11
active peripherals 12
alphanumeric 15
bend counter 24
PAGE 96 2D REFERENCE MANUAL
- G -
Gauge clearance 40
- I -
Ideal curve 41
Page 99

Images 57
Index
new index 46
Information 57
Initialisation 46
Initialization
of an axis 53
of the DNC 12
Insert
a bend 46
a sequence 46
Internal radius 47
Interventions on the numerical control 34
- K -
Keyboard
alphanumeric 15
external for the DNC 48
Keys
function keys 8
2
Kg/mm
70
a product 61
Messages
Depl. X rel. impossible 12
product non feasible 27, 73
Method
cotation 92
Modify
a tool 91
leg 50
position of stops 50
Modifying
axes origins 53
Mounting
a tool 91
- O -
Origin
modifying origin of axes 53
of axes 53
- P -
PCX files 57
- L -
Language 49
Leg 50
Length
bending 48
unfolded 92
unfolded 47
corrections 31
List
of dies 91
of products 61
of punches 91
Low speed distance ! 51
- M -
Machine parameters 51
Maintenance 52
Manage several mac hi nes 12
Manual adjustment
backgauge 52
Peripherals 33
Photo 57
Position
of a tool 91
PP Tolerance in % of thickness 21
Preliminary bend 75
Pressure See Bending force
Print screens 66
Product
counter 63
delete 12
deleting all ... 39
examples 12
information specific to the… 57
management 61
marking 62
memor izer 12
non feasible (simulation) 73
search 12, 68
Product Information
active peripherals 12
Profile 70
Marking
a product 62
Memorize
Programming
a die 89
on the BEND NUM page 62
tools 86
DEFINITIONS PAGE 97
Page 100

Programming punches 8 7
Punch 86, 87
- Q -
Quantity 63
Quit the software 49
- R -
Reference 88
correction 64
Retraction 23
Returns 72
Rules 7
- S -
Safety
backgauge displacement 40
bending force 24
departure of the gauge axes 80
tools collision 36, 88, 90
Screen
black-white 65
capture 65
print 66
Search
a product 61
a product 61
Simulation 25, 71
product non feasible 73
Speed
switch point 74
Stop 29, 50
Stop working 49
Swings 72
Switch point 74
- T -
Test pages 82
Tolerance 85
Ton/m 13
Tools 86
active peripherals 86
active peripherals 12
admissible force 13
collision 36, 88, 90
correction X 36
decentering 36
deleting all ... 39
display of the default model 87, 89
position, mounting 91
Safety XS 88, 90
Top dead centre 81
Transfer 33
selecting products 62
Searching
for a product 68
Section 70
Segment too short authorized 86
Sensitivity BDC 22
Sequence without bend 24
Set of an axis 53
Sigma 70
- U -
Unbend 27
Unfolded length 92
- W -
Width
bending width 48
PAGE 98 2D REFERENCE MANUAL
 Loading...
Loading...