

Page 1

WXD 2
Betriebsanleitung
DE
EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 2
WXD 2
A
A
WXD 2
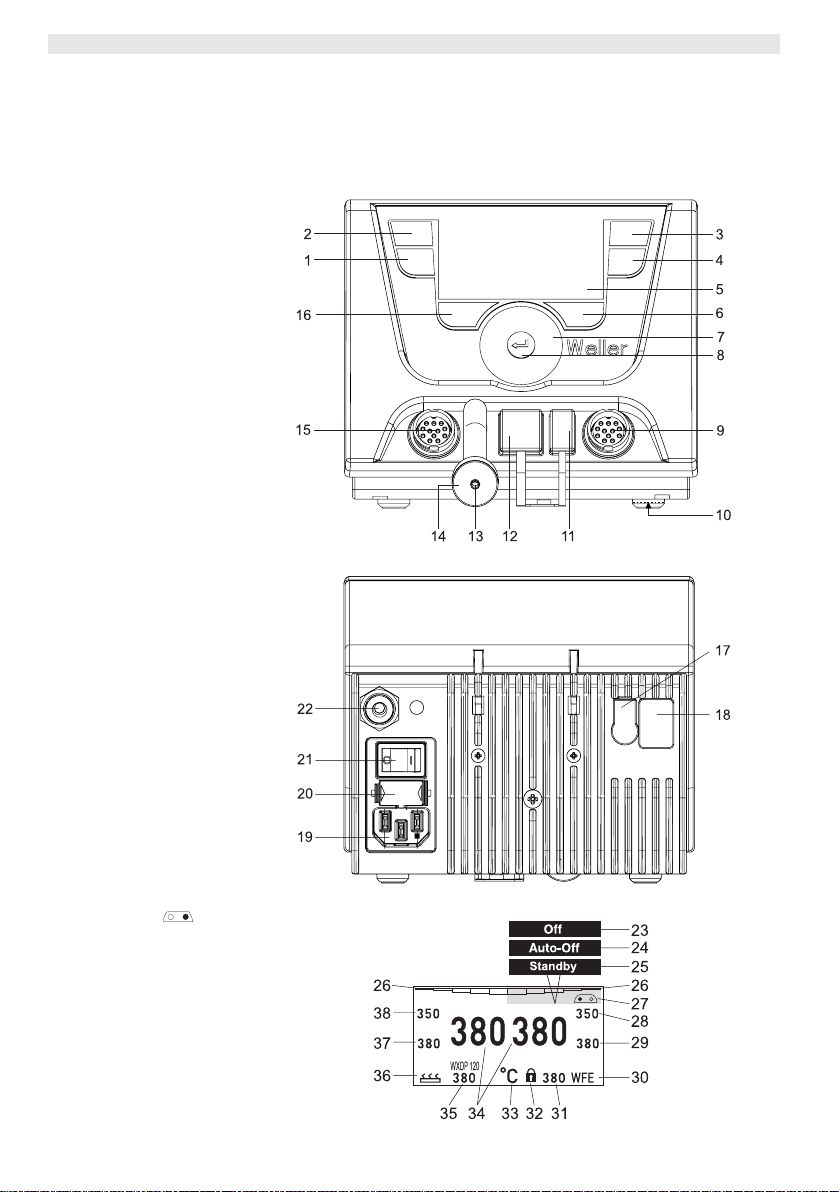
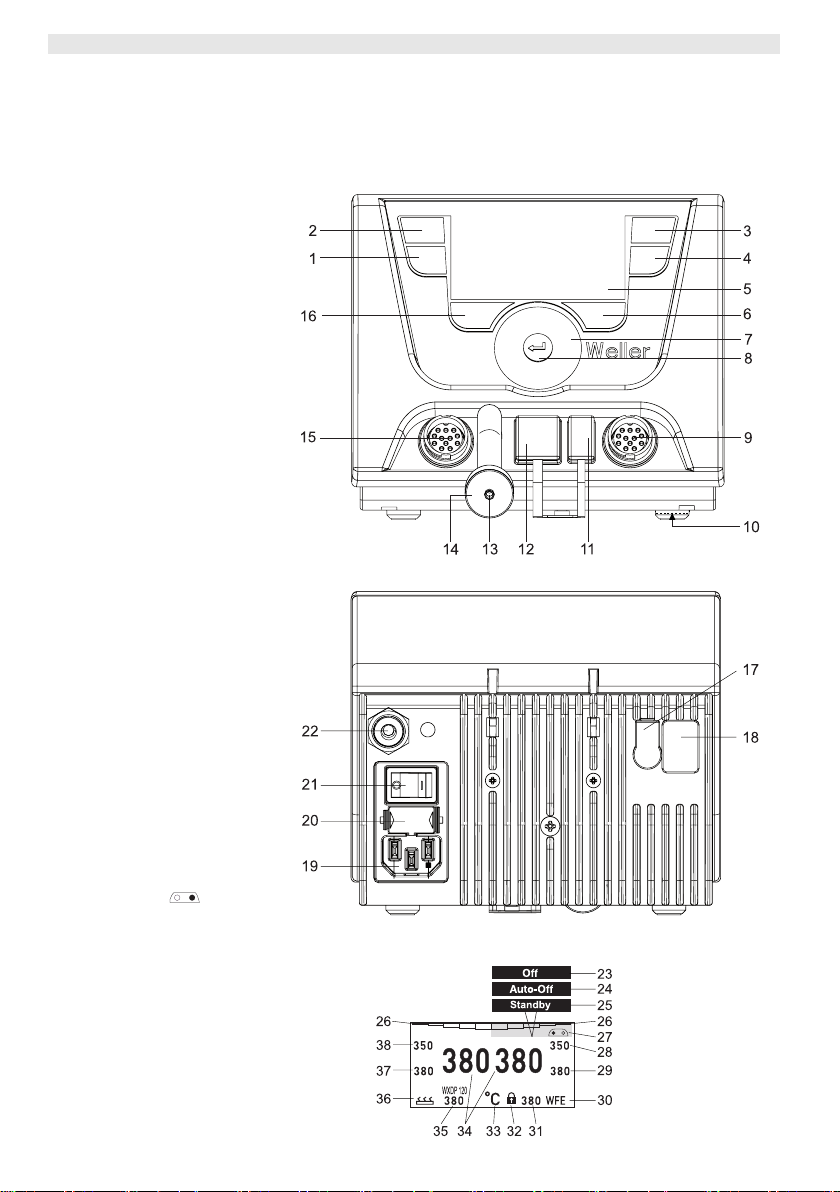
Geräteübersicht
1 Bedien-Taste links
2 Bedien-Taste links
3 Bedien-Taste rechts
4 Bedien-Taste rechts
5 Display
6 Auswahl-Taste
(Solltemperatur, verlassen
Parametermenü, Parameter
Zusatzgerät)
7 Dreh-Klick-Rad
8 Eingabe-Taste (Enter-Taste)
9 Anschlussbuchse für das
Lötwerkzeug rechts
10 Schalldämpfer von unten
wechselbar
11 USB-Schnittstelle
12 RS232-Schnittstelle
13 Vakuumanschluss
14 Hauptfilter
15 Anschlussbuchse für das
Lötwerkzeug links
16 Auswahl-Taste
(Solltemperatur, Parameter
Zusatzgerät)
17 Potentialausgleichbuchse
18 RS232-Schnittstelle
19 Netzanschluss
20 Netzsicherung
21 Netzschalter
22 Druckluftanschluss
35 Aktiver Sollwert/ Festtemperatur links
36 Zusatzgerät
(Schnittstelle vorne)
37 Festtemperatur 1, links
38 Festtemperatur 2, links
Übersicht Display
23 OFF
24 AUTO-OFF
25 Standby
Temperaturabschaltung
26 Leistungsanzeige
27 Anzeige Parametrierung links
(oder rechts
28 Festtemperatur 1, rechts
29 Festtemperatur 2, rechts
30 Zusatzgerät
(Schnittstelle hinten)
31 Aktiver Sollwert/
Festtemperatur rechts
32 Verriegelung
33 Einheit Temperatur °F/°C
34 Aktuelle Werkzeug-Temperatur
(rechts, links)
)
bb. 1: Geräteübersicht
bb. 2: Übersicht Display
Page 3

WXD 2 3-21
Inhalt
Zu dieser Anleitung .................................................................... 3
1
2 Zu Ihrer Sicherheit ..................................................................... 4
3 Lieferumfang .............................................................................. 4
4 Gerätebeschreibung .................................................................. 5
5 Gerät in Betrieb nehmen ............................................................ 7
6 Gerät bedienen .......................................................................... 9
7 Parameter über Parametermenü einstellen ............................... 13
8 WXD 2 pflegen und warten ........................................................ 19
9 Fehlermeldungen und Fehlerbehebung..................................... 20
10Zubehör ..................................................................................... 21
11Entsorgung ................................................................................ 21
12Garantie ..................................................................................... 21
1 Zu dieser Anleitung
Wir danken Ihnen für das mit dem Kauf der Weller WXD 2
Entlötstation erwiesene Vertrauen. Bei der Fertigung wurden
strengste Qualitätsanforderungen zugrunde gelegt, die eine
einwandfreie Funktion des Gerätes sicherstellen.
Diese Anleitung enthält wichtige Informationen, um die Entlötstation
WXD 2 sicher und sachgerecht in Betrieb zu nehmen, zu bedienen,
zu warten und einfache Störungen selbst zu beseitigen.
Z Lesen Sie diese Anleitung und die beiliegenden
Sicherheitshinweise vor Inbetriebnahme und bevor Sie mit der
Entlötstation WXD 2 arbeiten vollständig durch.
Z Bewahren Sie diese Anleitung so auf, dass sie für alle Benutzer
zugänglich ist.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
1.1 Berücksichtigte Richtlinien
Die Weller mikroprozessorgeregelte Entlötstation WXD 2 entspricht
den Angaben der EG Konformitätserklärung mit den Richtlinien
2004/108/EG und 2006/95/EG.
Page 4

4-21 WXD 2
1.2 Mitgeltende Dokumente
− Betriebsanleitung der Entlötstation WXD 2
− Begleitheft Sicherheitshinweise zu dieser Anleitung
− Betriebsanleitung des angeschlossenen Werkzeugs
(z. B. WXDP 120)
2 Zu Ihrer Sicherheit
Die Entlötstation WXD 2 wurde entsprechend dem heutigen Stand
der Technik und den anerkannten sicherheitstechnischen Regeln
hergestellt. Trotzdem besteht die Gefahr von Personen- und
Sachschäden, wenn Sie die Sicherheitshinweise im beiliegenden
Sicherheitsheft sowie die Warnhinweise in dieser Anleitung nicht
beachten. Geben Sie die Entlötstation WXD 2 an Dritte stets
zusammen mit der Betriebsanleitung weiter.
2.1 Bestimmungsgemäßer Gebrauch
Verwenden Sie die Entlötstation WXD 2 ausschließlich gemäß dem
in der Betriebsanleitung angegebenen Zweck zum Löten und
Entlöten unter den hier angegebenen Bedingungen. Der
bestimmungsgemäße Gebrauch der Entlötstation WXD 2 schließt
auch ein, dass
− Sie diese Anleitung beachten,
− Sie alle weiteren Begleitunterlagen beachten,
− Sie die nationalen Unfallverhütungsvorschriften am Einsatzort
beachten.
Für eigenmächtig vorgenommene Veränderungen am Gerät wird
vom Hersteller keine Haftung übernommen.
3 Lieferumfang
− Entlötstation WXD 2
− Netzkabel
− Betriebsanleitung der Entlötstation WXD 2
− Begleitheft Sicherheitshinweise zu dieser Anleitung
− CD Software (“Monitorsoftware”)
Hauptfilter
−
Klinkenstecker 3,5 mm
−
Page 5

WXD 2 5-21
4 Gerätebeschreibung
Die Weller WXD 2 ist eine vielseitig verwendbare Entlötstation für
professionelle Reparaturarbeiten an elektronischen Baugruppen
neuester Technologie in der industriellen Fertigungstechnik sowie im
Reparatur- und Laborbereich. Die WXD 2 besitzt 2 unabhängige
Kanäle für den gleichzeitigen Betrieb von 2 Lötwerkzeugen.
Die digitale Regelelektronik gewährleistet zusammen mit einer
hochwertigen Sensor- und Wärmeübertragungstechnik im
Lötwerkzeug ein präzises Temperaturregelverhalten an der
Lötspitze. Die schnelle Messwerterfassung sorgt für höchste
Temperaturgenauigkeit und ein optimales Temperaturverhalten im
Belastungsfall.
Die gewünschte Temperatur kann im Bereich von 50 °C – 550 °C
(150 °F – 999 °F) abhängig vom Lötwerkzeug eingestellt werden.
Soll- und Istwert werden digital angezeigt. Auf vier Tasten (2 Tasten
pro Werkzeug) können Festtemperaturen zur direkten Anwahl
gespeichert werden.
Die Weller Entlötstation WXD 2 bietet folgende Funktionen und
Eigenschaften:
− Modernes Bedienkonzept und Navigation
− Bedienung über Sensortasten
− Mehrsprachige Menüführung
− Grafik LC-Display mit blauer LED-Hintergrundbeleuchtung
− Unterstützt Werkzeuge bis 200 W oder gleichzeitig
2 x 120 W Kolben
− WXD 2 Entlötstation muss nicht kalibriert werden
− 2 Anschlüsse für Lötwerkzeuge mit integrierter
Parameterspeicherung (z. B. Festtemperatur)
− Automatische Werkzeugerkennung und Aktivierung der
kolbenspezifischen Regelparameter
− Digitale Temperaturregelung
− Antistatische Ausführung des Gerätes nach ESD-Sicherheit
− Verschiedene Potentialausgleichsmöglichkeiten am Gerät
(Standardkonfiguration hart geerdet)
− Einstellung kolbenspezifischer Parameter wie: Standby
Temperatur; Standby Zeit ; AUTO-OFF Zeit; Offset;
Regelverhalten; Prozessfenster; Roboterausgang (potentialfreier
Schaltausgang)
− Einstellung stationsspezifischer Parameter wie: Sprache;
Temperaturversion °C/°F; Passwort; Tastentöne ein/aus; LCDKontrast; LCD-Grundhelligkeit; Bildschirmschoner
− 2 Anschlüsse für Peripheriegeräte (z. B. WFE, WHP)
− Digitaler und optisch entkoppelter Roboteranschluss
− USB-Schnittstelle für Speicherstick (für Firmware update,
Parametrierung, Monitoring)
− Vakuumeinheit
− Möglichkeit für einen Fußschaltereingang durch Adapter (siehe
Zubehör Seite 21)
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 6

6-21 WXD 2
A
A
A
Technische Daten WXD 2
Abmessungen L x B x H (mm): 170 x 151 x 130
Gewicht ca. 3,2 kg
Netzspannung 230 V, 50 Hz
Leistungsaufnahme 200 W (240 W)
Schutzklasse I, Gehäuse antistatisch
Sicherung Überstromauslöser T2 A
Temperaturbereich Einstellbar
Temperaturgenauigkeit ± 9°C(± 17 °F)
Temperaturstabilität ± 2°C(± 4°F)
Druckluft: Eingangsdruck 400 - 600 kPA
Druckluftwandler: Luftverbrauch 35 l / min
Druckluftanschluss: Druckluftschlauch
Potentialausgleich Über 3,5 mm Schaltklinkenbuchse an
Gehäuse-Material Aluminiumboden
Material Bedienpanel Echtglas antistatisch beschichtet
Display:
bmessung
uflösung 255 x 127 (128)
Hintergrundbeleuchtung 4 LEDs
L x B x H (inch): 6,69 x 5,94 x 5,12
III, Lötwerkzeug
50 °C – 550 °C (150 °F – 999 °F)
Regelbarer Temperaturbereich ist
werkzeugabhängig.
(58-87 psi) ölfreie, trockene Druckluft
max Unterdruck 55 kPA (8 psi)
ußendurchmesser 6 mm (0,24“)
der Geräterückseite.
mit antistatischer schwarzer
(AMS 70002) Beschichtung; PA
Kunststoffgehäuse antistatisch
74 x 38 mm
Page 7
WXD 2 7-21
A
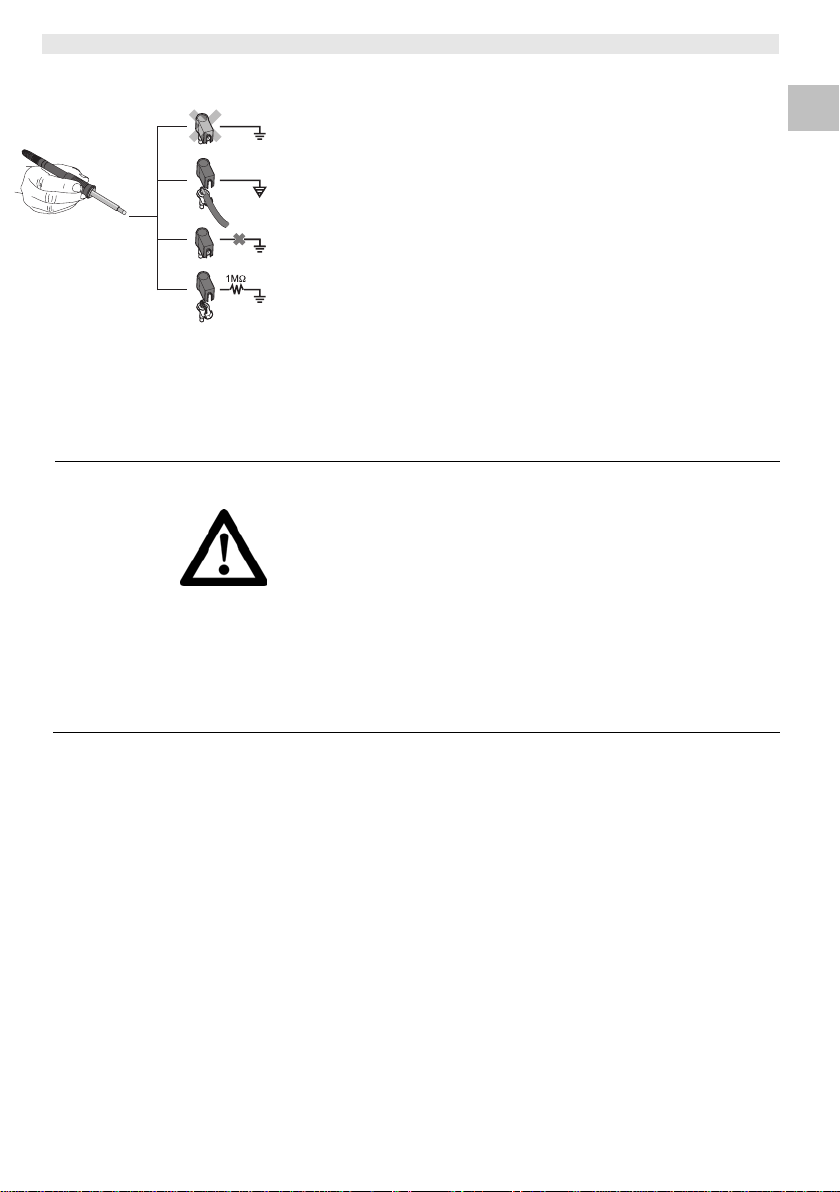
bb. 3
Potentialausgleich
a
b
c
d
Durch unterschiedliche Schaltung der 3,5 mm Schaltklinkenbuchse
(17) sind 4 Varianten möglich:
− (a) Hart geerdet: Ohne Stecker (Auslieferungszustand).
− (b) Potentialausgleich: Mit Stecker, Ausgleichsleitung am
Mittelkontakt.
− (c) Potentialfrei: Mit Stecker
− (d) Weich geerdet: Mit Stecker und eingelötetem Widerstand.
Erdung über den gewählten Widerstand.
USB-Schnittstelle
Das Steuergerät WXD 2 ist mit einer frontseitigen USB-Schnittstelle
(11) für Firmware update, Parametrierung und Monitoring
ausgerüstet.
5 Gerät in Betrieb nehmen
WARNUNG!
Hinweis An die Entlötstation WXD 2 können nur Lötwerkzeuge mit
Stromschlag und Verbrennungsgefahr
Durch unsachgemäßes Anschließen des Steuergeräts besteht
Verletzungsgefahr durch Stromschlag und das Gerät kann
beschädigt werden. Beim Betrieb des Steuergeräts besteht
Verbrennungsgefahr am Lötwerkzeug.
Z Lesen Sie die beiliegenden Sicherheitshinweise, die
Sicherheitshinweise dieser Betriebsanleitung sowie die
Anleitung Ihres Steuergeräts vor Inbetriebnahme des
Steuergeräts vollständig durch und beachten Sie die darin
gegebenen Vorsichtsmaßnahmen.
Z Legen Sie das Lötwerkzeug bei Nichtgebrauch immer in der
Sicherheitsablage ab.
Beachten Sie die Übersichtabbildungen (Abb. 1 und Abb. 2).
geeigneten Anschlusssteckern angeschlossen werden.
Die an das WXD 2 anschließbaren Werkzeuge entnehmen Sie bitte
der Zubehörliste auf Seite 20.
1. Das Gerät sorgfältig auspacken.
2. Den Druckluftschlauch mit Außendurchmesser 6 mm in die
Schnellkupplung für den Druckluftanschluss (22) einstecken.
Die Druckluftversorgung mit 400 - 600 kPA (58 - 87 psi) ölfreier,
und trockener Druckluft herstellen.
3. Die Lötwerkzeuge wie folgt anschließen:
Lötwerkzeug mit Anschlussstecker in die Anschlussbuchse (9/15)
des Steuergeräts einstecken und durch kurze Rechtsdrehung
verriegeln.
4. Das Lötwerkzeug im Halter ablegen.
5. Überprüfen, ob die Netzspannung mit der Angabe auf dem
Typenschild übereinstimmt und der Netzschalter (21) sich in
ausgeschaltetem Zustand befindet.
6. Das Steuergerät mit dem Netz verbinden (19).
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 8
8-21 WXD 2
A
A
7. Das Gerät am Netzschalter (21) einschalten.
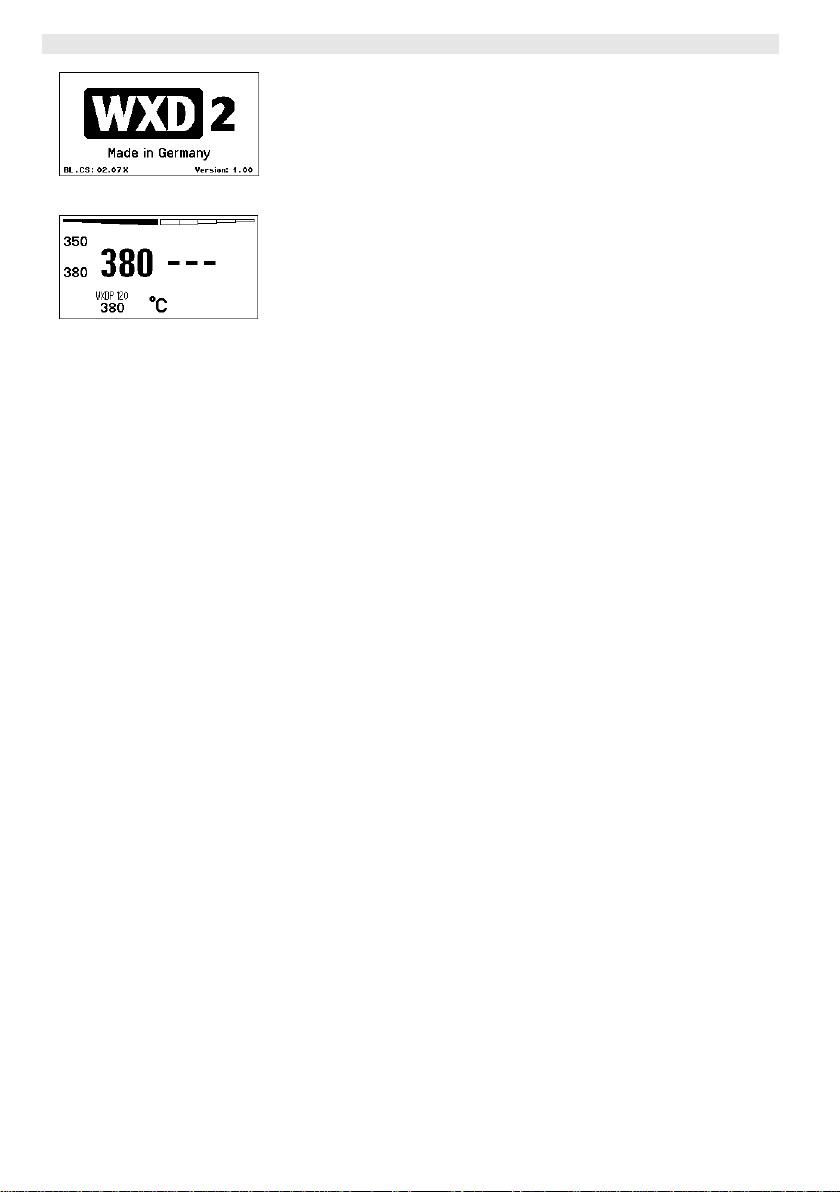
Startup-Anzeige erscheint auf dem Display (siehe Abb. 4).
Nach dem Einschalten des Gerätes führt der Mikroprozessor einen
Selbsttest durch und liest die im Werkzeug gespeicherten
bb. 4
bb. 5
Hinweis Arbeiten ohne Filter zerstört den Druckluftwandler.
Parameterwerte aus.
Wenn ein Lötkolben angeschlossen ist, erscheint im Display die
eingestellte Temperatur (Sollwert, 31/35), die Temperatureinheit
°C/°F (33), die Istwertanzeige (aktuelle Werkzeugtemperatur) (34)
und die gespeicherten Festtemperaturen (28/29/37/38).
Das zum Entlöten benötigte Vakuum wird durch einen internen
wartungsfreien Druckluftwandler erzeugt und über einen integrierten
Fingerschalter am Entlötkolben aktiviert.
Reinigungsvorgang siehe Seite 19.
Page 9
WXD 2 9-21
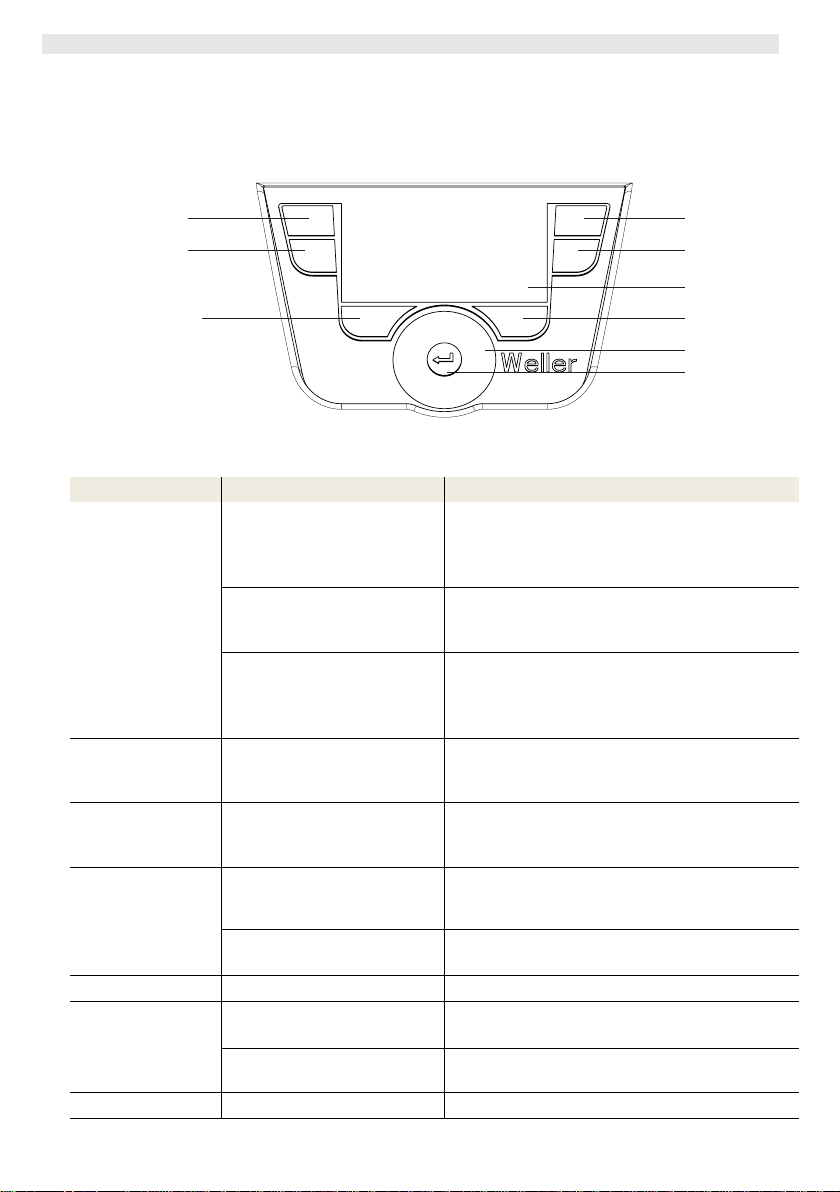
6 Gerät bedienen
6.1 Bedienungsprinzip
2
1
16
13
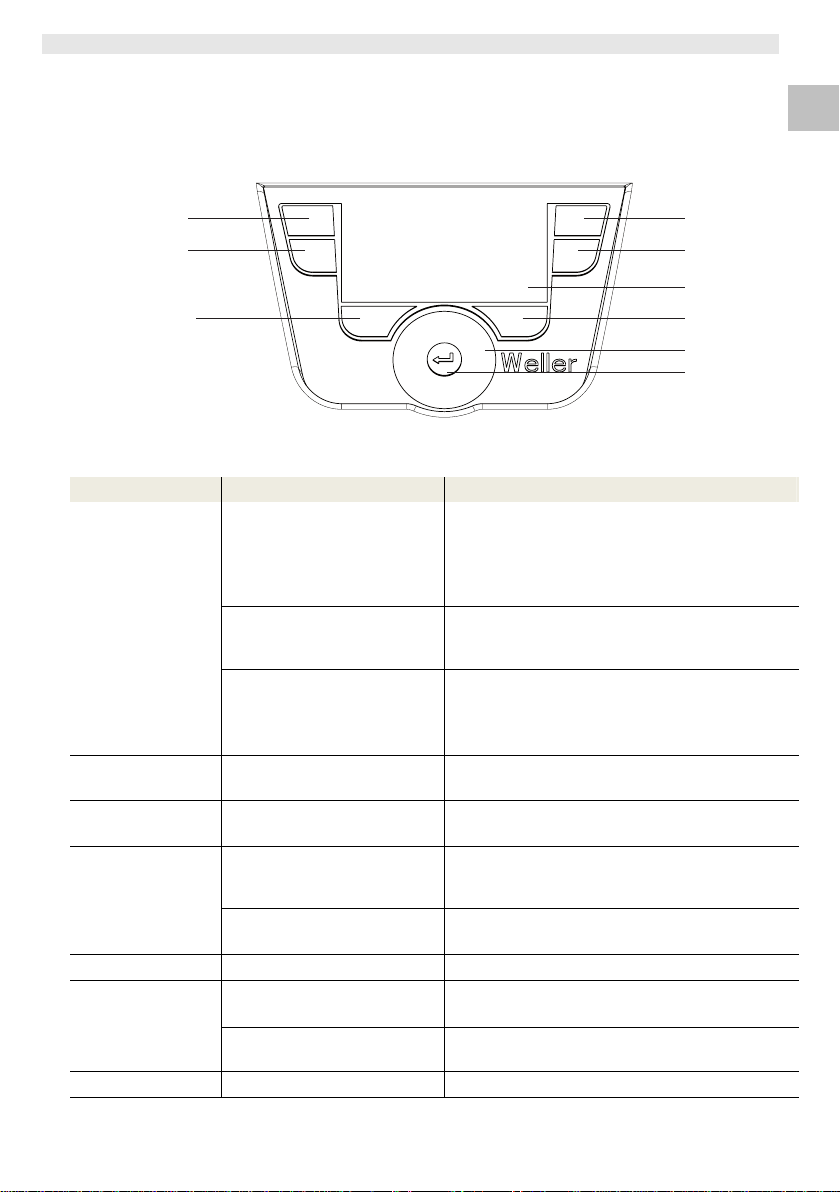
Abb. 6: Bedienelemente WXD 2
Tasten Bedienung Funktion
Bedien-Taste 1, 2,
3, 4
Taste 1, 2, 3 oder 4 einmal
kurz drücken
Taste 1, 2, 3 oder 4
3 sec. gedrückt halten
Tasten 1 und 2 oder 3 und 4
gleichzeitig gedrückt halten
Taste 16 und 1
oder 2
Taste 6 und 3
oder 4
Auswahl-Taste 6,
16
Tasten 16 und 1 oder 16 und
2 gleichzeitig gedrückt halten
Tasten 6 und 3 oder 6 und 4
gleichzeitig gedrückt halten
Taste 6 oder 16 einmal kurz
drücken
Taste 6 oder 16
3 sec. gedrückt halten
Taste 6 Taste 6 einmal kurz drücken
Dreh-Klick-Rad 7 Finger über den Dreh-Klick-
Rad bewegen
Rechts oder links anklicken
Eingabe-Taste 8 Taste 8 einmal kurz drücken
*) siehe auch Übersichtsabbildungen (Abb. 1 und Abb. 2).
Festtemperatur (28/29/37/38)* wird als aktive
Solltemperatur (31/35)* übernommen.
(Werkzeugkanal: Taste 1, 2 = links;
Taste 3, 4 = rechts)
− Blättern im Parametermenü
− Aktive Solltemperatur wird als Festtemperatur
unter der gedrückten Taste (1, 2, 3 oder 4)
gespeichert.
− 1 und 2 = Kanal links (15)* wird gesperrt bzw.
geöffnet
− 3 und 4 = Kanal rechts (9)* wird gesperrt bzw.
geöffnet
− Aufruf Parametermenü
− Aufruf Parametermenü
− Auswahl Zusatzgerät, Voraussetzung zum
Öffnen der Parametereinstellungen des
Zusatzgeräts (z. B. WFE)
− Solltemperatur-Fenster öffnet sich
− Parametermenü wird verlassen
− Auswahl/Einstellung Wert
− Navigation innerhalb eines Menüs
− Solltemperatur-Fenster öffnet sich für das
rechts/links angeschlossene Lötwerkzeug
− Wert/Auswahl wird bestätigen
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
3
4
5
6
7
8
Page 10
10-21 WXD 2
A
A
A
A
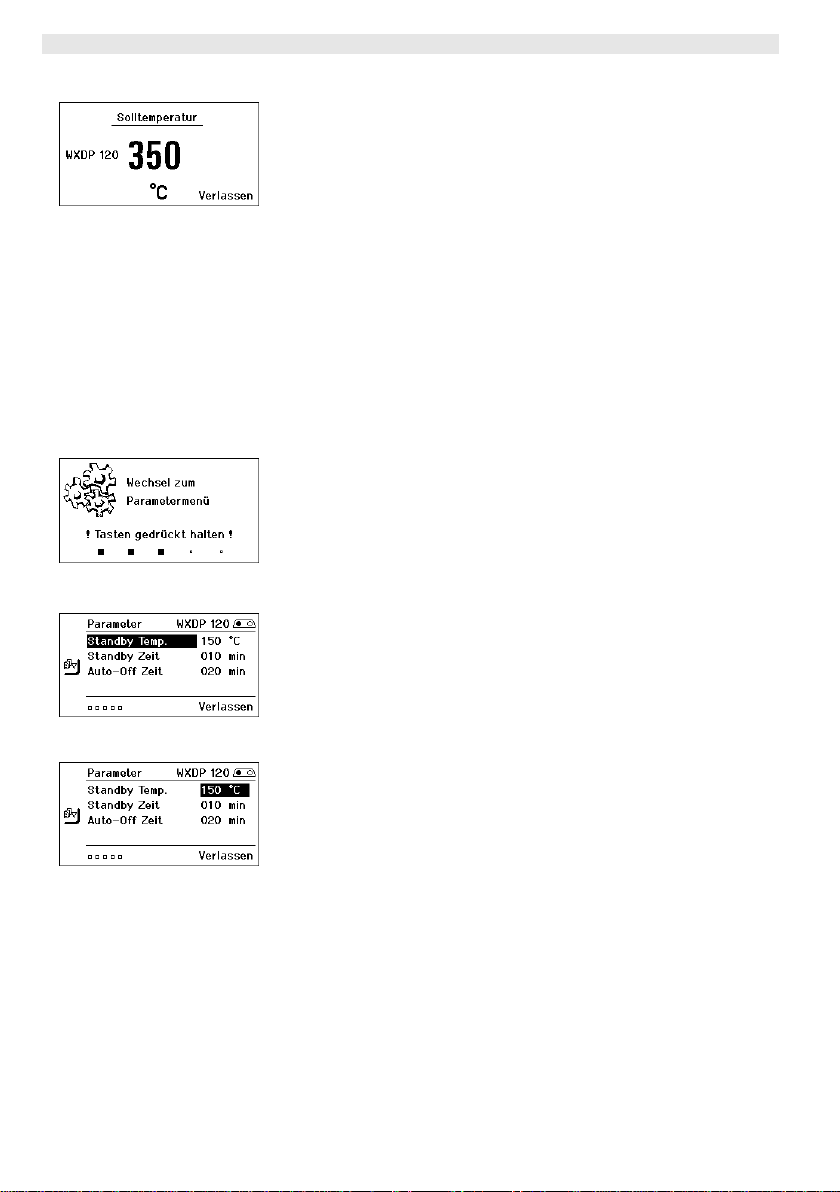
6.2 Bedienbeispiel 1:
Temperatur-Einstellung vornehmen
1. Die gewünschte Auswahl-Taste 6 oder 16
3 sec. gedrückt halten.
Anzeige wechselt zur Solltemperatur (siehe Abb. 7).
bb. 7
Hinweis Wird 10 Sekunden lang keine Eingabe getätigt, wird automatisch
2. Die gewünschte Solltemperatur mit dem Dreh-Klick-Rad (7)
einstellen.
3. Wert mit der Eingabe-Taste (8) bestätigen.
4. Parametermenü mit Taste 6 verlassen.
das Parametermenü verlassen.
6.3 Bedienbeispiel 2:
Parametermenü aufrufen und Menüpunkt
auswählen
1. Tasten 16 und 1 oder 16 und 2 oder 6 und 3 oder 6 und 4
gleichzeitig gedrückt halten.
Während das Gerät zum Parametermenü wechselt, erscheint auf
dem Display folgender Hinweis-Text (siehe auch Abb. 8):
„Wechsel zum Parametermenü“ „Tasten gedrückt halten“.
bb. 8
bb. 9
bb. 10
2. Menüpunkt mit dem Dreh-Klick-Rad (7) anwählen.
Auswahl ist schwarz hinterlegt (z. B. „Standby Temp.“, siehe
Abb. 9).
3. Auswahl mit der Eingabe-Taste (8) bestätigen.
Anzeige wechselt in den Auswahl-/Eingabemodus (siehe
Abb. 10).
4. Einstellung mit dem Dreh-Klick-Rad (7) vornehmen.
5. Einstellung mit der Eingabe-Taste (8) bestätigen.
Einstellung wird übernommen und das Parametermenü wird
angezeigt.
6. Neuen Menüpunkt mit dem Dreh-Klick-Rad (7) auswählen und
den gewünschten Wert einstellen (siehe Schritt 3.-5.)
– oder –
Parametermenü mit Taste 6 verlassen.
Page 11
WXD 2 11-21
A
A
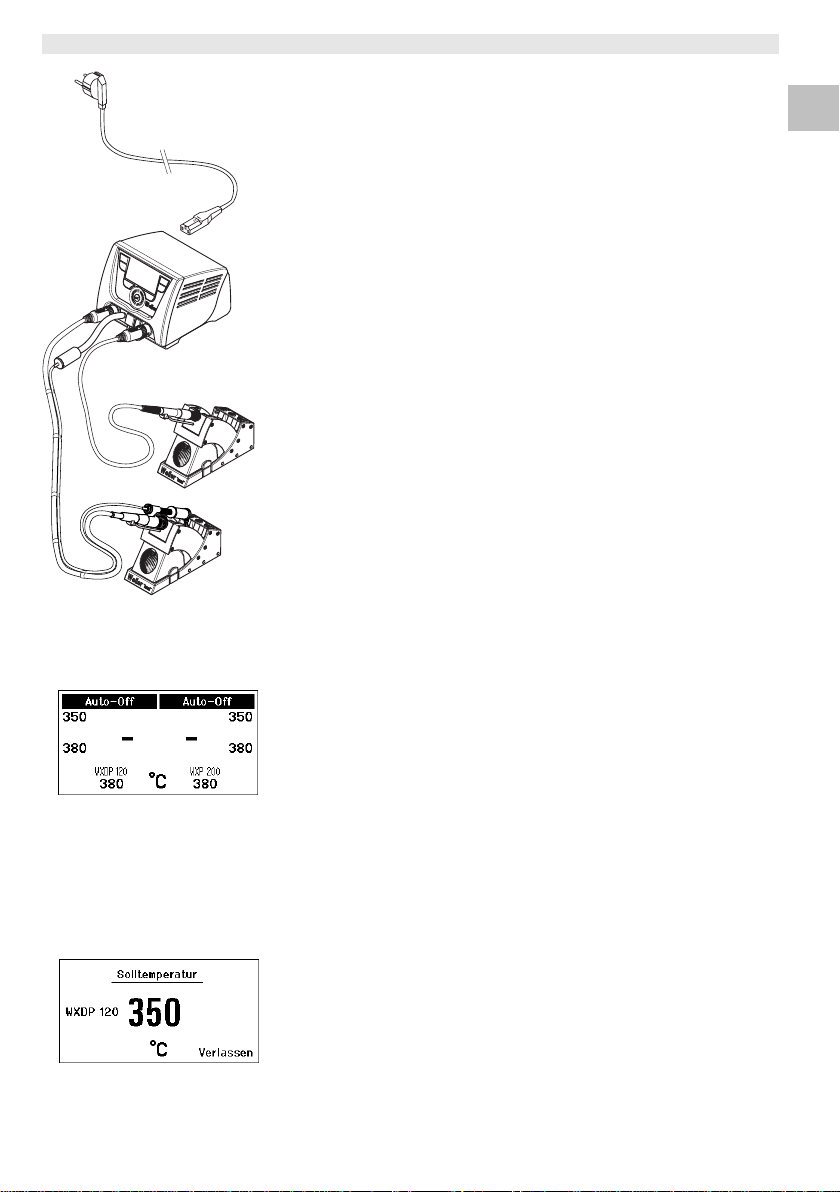
Abb. 11: WXD 2 mit
angeschlossenem
Entlötwerkzeug
bb. 12
6.4 Lötwerkzeug anschließen
Beachten Sie die Übersichtabbildungen (Abb. 1 und Abb. 2).
1. Kontrollieren Sie, ob das gewünschte Lötwerkzeug korrekt
angeschlossen ist (siehe „Gerät in Betrieb nehmen“ auf Seite 7).
2. Gerät am Netzschalter (21) einschalten.
Das Display zeigt den Temperatur-Istwert (34), die
Solltemperatur (31/35) sowie die Festtemperaturen (28/29 oder
37/38) des angeschlossenen Werkzeuges an. Solltemperatur und
Festtemperaturen sind auf dem Werkzeug gespeichert.
Temperatur-Istwert steigt bis zur Solltemperatur (= Lötwerkzeug
wird aufgeheizt).
Hinweis Wenn Sie zwei Werkzeuge gleichzeitig am WXD 2 anschließen
wollen, beachten Sie bitte die Überlastabschaltung.
Hinweis
Weitere Anschluss-Varianten finden Sie auf der Seite 22.
Beachten Sie die jeweiligen Betriebsanleitungen der
angeschlossenen Geräte.
Überlastabschaltung (240 W)
Wenn zwei Werkzeuge gleichzeitig am WXD 2 angeschlossen
werden, die zusammen mehr als 240 W benötigen, kommt es zu
einer Überlastabschaltung (siehe Abb. 12).
Es kann immer nur ein Werkzeug/Kanal verwendet werden.
Lötwerkzeug/Kanal aktivieren:
Z Die gewünschten Bedien-Tasten 1 und 2 (Kanal links (15)) oder 3
und 4 (Kanal rechts (9)) gleichzeitig drücken.
– oder–
Den gewünschten Kolben aus seiner Ablage entnehmen.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
6.5 Temperatur individuell einstellen
Beachten Sie die Übersichtabbildungen (Abb. 1 und Abb. 2).
Festtemperatur einstellen
1. Die gewünschte Auswahl-Taste 6 oder 16 gedrückt halten.
Auf dem Display erscheint die aktuelle Solltemperatur (siehe
Abb. 13).
bb. 13
2. Die gewünschte Solltemperatur mit dem Dreh-Klick-Rad (7)
einstellen.
3. Wert mit der Eingabe-Taste (8) bestätigen.
Page 12
12-21 WXD 2
4. Die gewünschte Bedien-Taste 1, 2, 3 oder 4 3 sec. gedrückt
halten, um den aktuellen Sollwert als Festtemperatur (unter der
gedrückten Taste) zu speichern.
Hinweis Nähere Informationen (z. B. Festtemperatur, Werkseinstellung)
zum intelligenten Werkzeug finden Sie in den jeweiligen
Betriebsanleitungen.
Temperatur mit Bedien-Tasten 1, 2, 3 und 4 anwählen
Der Temperatur-Sollwert kann durch die Anwahl von zwei (pro
Werkzeug) voreingestellten Temperaturwerten (Festtemperaturen)
eingestellt werden.
Z Die gewünschte Temperaturtaste 1, 2, 3 und 4 drücken.
Werkzeug regelt auf die gewünschte Temperatur.
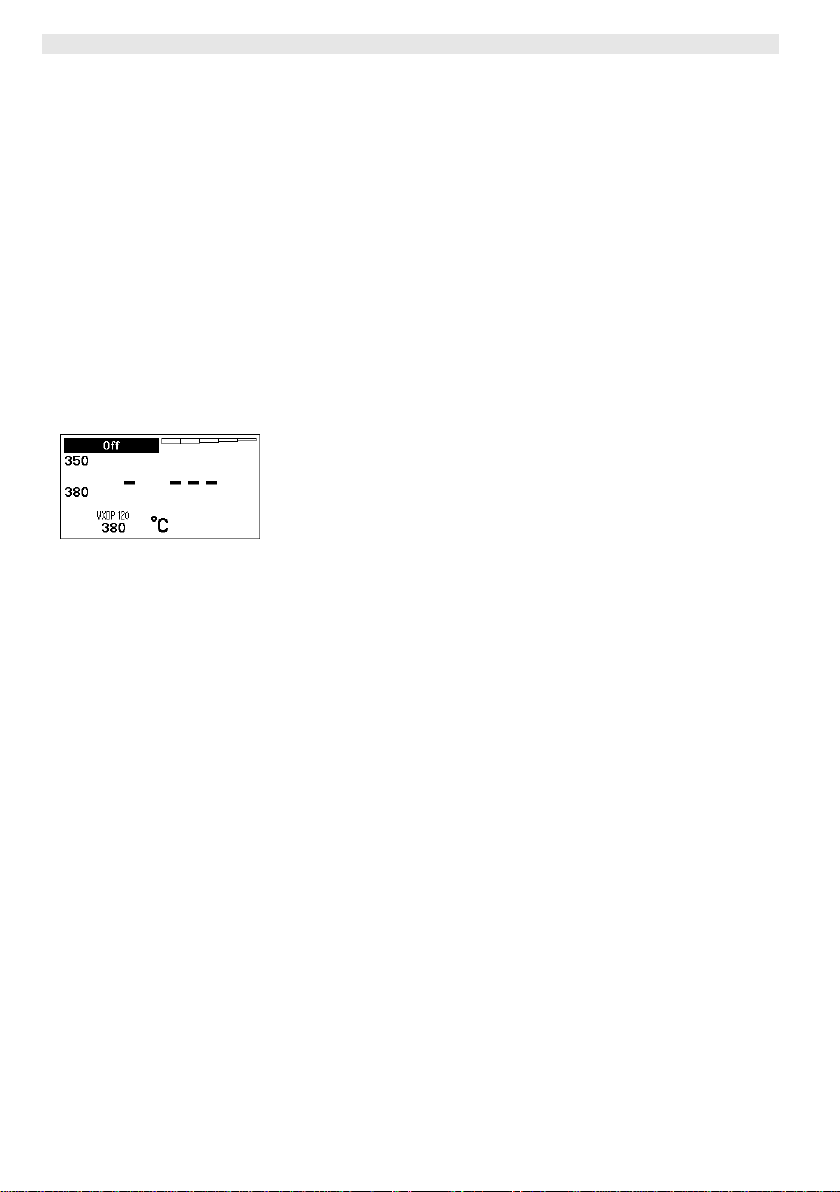
6.6 Kanal aus-/einschalten
Beachten Sie die Übersichtabbildungen (Abb. 1 und Abb. 2).
Kanal links (15)
Z Die Bedien-Tasten 1 und 2 gleichzeitig drücken, um das
Werkzeug aus-/einzuschalten.
Abb. 14
Kanal rechts (9)
Z Die Bedien-Tasten 3 und 4 gleichzeitig drücken, um das
Werkzeug aus-/einzuschalten.
Kanal gesperrt
Ist ein Kanal gesperrt, erscheint im Display „OFF“ (23).
6.7 Löten und Entlöten
Z Führen Sie die Lötarbeiten gemäß der Betriebsanleitung Ihres
angeschlossenen Lötwerkzeuges durch.
Behandlung der Lötspitzen
− Benetzen Sie beim ersten Aufheizen die selektive und verzinnbare
Lötspitze mit Lot. Dies entfernt lagerbedingte Oxydschichten und
Unreinheiten der Lötspitze.
− Achten Sie bei Lötpausen und vor dem Ablegen des Lötkolbens
darauf, dass die Lötspitze gut verzinnt ist.
− Verwenden Sie keine zu aggressiven Flussmittel.
− Achten Sie immer auf den ordnungsgemäßen Sitz der Lötspitzen.
− Wählen Sie die Arbeitstemperatur so niedrig wie möglich.
− Wählen Sie die für die Anwendung größtmögliche Lötspitzenform
Daumenregel: ca. so groß wie das Lötpad.
− Sorgen Sie für einen großflächigen Wärmeübergang zwischen
Lötspitze und Lötstelle, indem Sie die Lötspitze gut verzinnen.
− Schalten Sie bei längeren Arbeitspausen das Lötsystem aus oder
verwenden Sie die Weller Funktion zur Temperaturabsenkung bei
Nichtgebrauch.
Page 13

WXD 2 13-21
j
− Benetzen Sie die Spitze mit Lot, bevor Sie den Lötkolben für
längere Zeit ablegen.
− Geben Sie das Lot direkt auf die Lötstelle, nicht auf die Lötspitze.
− Wechseln Sie die Lötspitzen mit dem dazugehörigen Werkzeug.
− Üben Sie keine mechanische Kraft auf die Lötspitze aus.
Hinweis Die Steuergeräte wurden für eine mittlere Lötspitzengröße justiert.
Abweichungen durch Spitzenwechsel oder der Verwendung von
anderen Spitzenformen können entstehen.
7 Parameter über Parametermenü
einstellen
Das Parametermenü ist in zwei Bereiche unterteilt:
Parameter
Einstellmöglichkeiten:
- Standby Temperatur
- Standby Zeit (Temperaturabschaltung)
- AUTO-OFF Zeit (Automatische Abschaltzeit)
- Offset (Temperatur-Offset)
- Regelverhalten
- Prozessfenster
Stationsparameter
Einstellmöglichkeiten:
- Sprache
- Temperaturversion °C/°F (Temperatureinheiten)
- Passwort (Verriegelungsfunktion)
- Tastentöne ein/aus
- LCD-Kontrast
- LCD-Grundhelligkeit
- Bildschirmschoner
- Roboterausgang
- Vakuum Vorlauf
- Vakuum Nachlauf
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
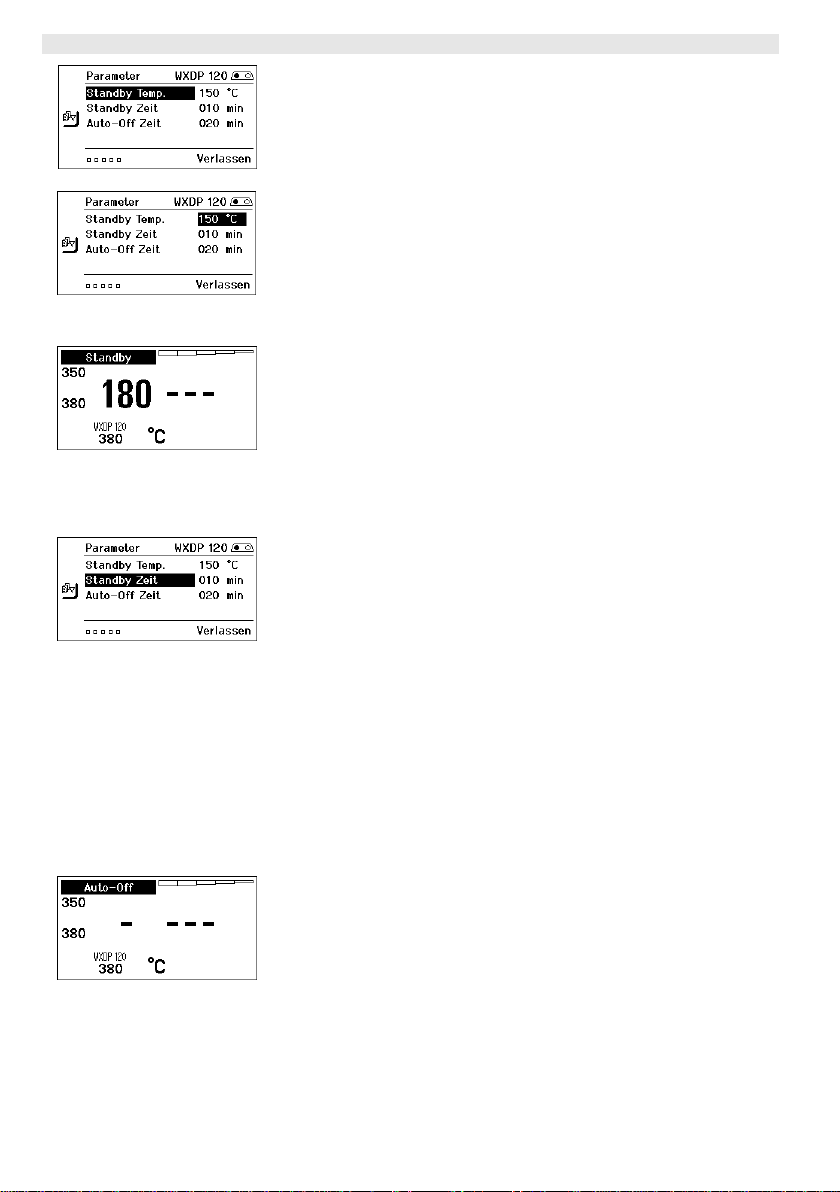
7.1 Parameter einstellen
Beachten Sie die Übersichtabbildungen (Abb. 1 und Abb. 2).
Standby Temperatur einstellen
Hinweis Die Lötwerkzeuge haben eine Nutzungserkennung (Sensor) im
Griff, welche bei Nichtbenutzung des Lötwerkzeugs den
Abkühlvorgang automatisch einleitet.
Nähere Informationen zum intelligenten Werkzeug finden Sie in den
eweiligen Betriebsanleitungen.
Page 14
14-21 WXD 2
A
A
A
Nach einer Temperaturabschaltung wird automatisch die Standby
Temperatur eingestellt.
1. Parametermenü aufrufen.
bb. 15
2. Menüpunkt Standby Temperatur auswählen.
3. Sollwert für die Standby Temperatur mit dem Dreh-Klick-Rad (7)
einstellen.
4. Wert mit der Eingabe-Taste (8) bestätigen.
5. Parametermenü mit Taste 6 verlassen.
Abb. 16
bb. 17
bb. 18
Abb. 19
Temperaturabschaltung (Standby Zeit) einstellen
Bei Nichtgebrauch des Lötwerkzeugs wird die Temperatur nach
Ablauf der eingestellten Standby Zeit auf Standby Temperatur
abgesenkt. Der Standby-Zustand wird durch eine blinkende
Istwertanzeige angezeigt und im Display wird „Standby“ (25)
angezeigt.
Drücken der Bedien-Taste 1, 2, 3 oder 4 beendet diesen Standby
Zustand. Der im Werkzeug integrierte Sensor erkennt die
Zustandsänderung und deaktiviert den Standby Zustand, sobald das
Werkzeug bewegt wird.
Standby Zeit einstellen:
1. Parametermenü aufrufen.
2. Menüpunkt Standby Zeit auswählen und bestätigen.
3. Die gewünschte Standby Zeit mit dem Dreh-Klick-Rad (7)
einstellen.
Folgende Standby-Einstellungen sind möglich:
− „OFF“ = „0 min“: Standby Zeit ist ausgeschaltet
(Werkseinstellung)
− „ON“ = „1-99 min“: Standby Zeit , individuell einstellbar
4. Wert mit der Eingabe-Taste (8) bestätigen.
Weiteren Einstellparameter im Menü auswählen
oder
Parametermenü mit Taste 6 verlassen.
Hinweis Bei Lötarbeiten mit geringem Wärmebedarf kann die Zuverlässigkeit
der Standbyfunktion beeinträchtigt sein.
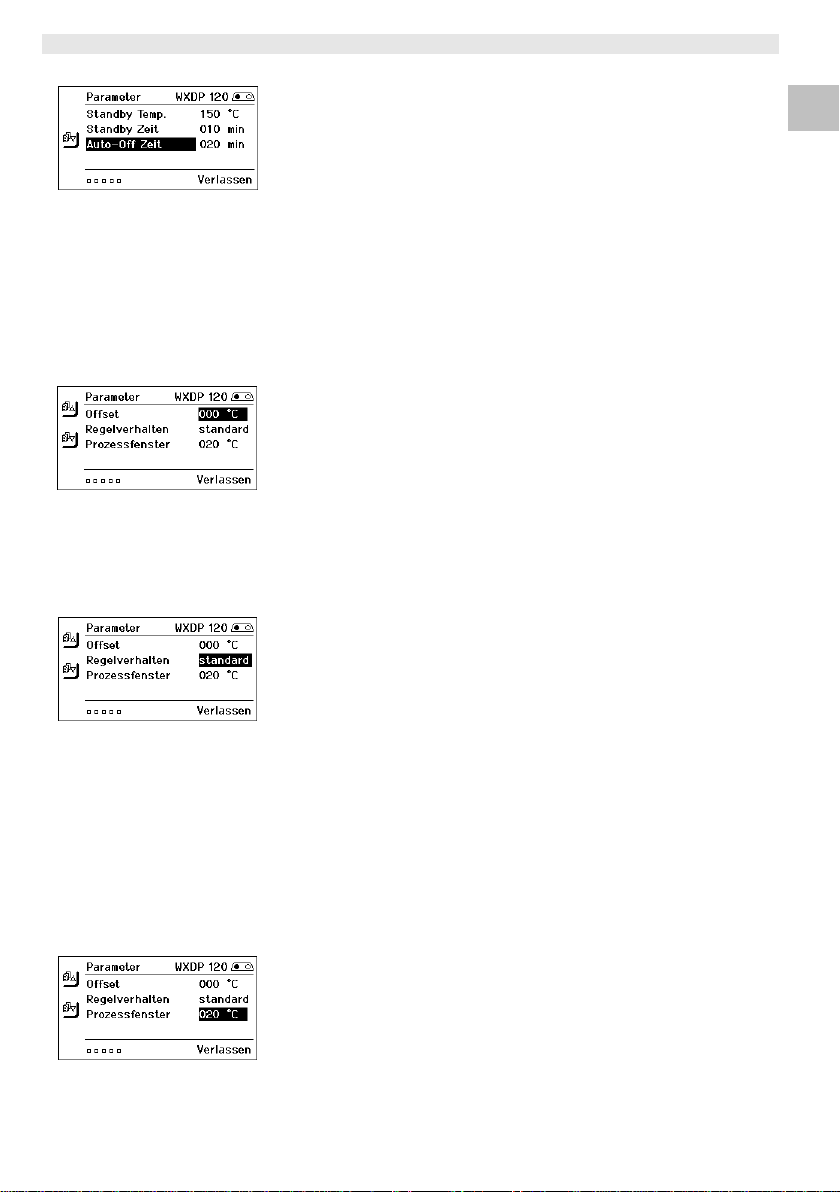
Automatische Abschaltzeit (AUTO-OFF) einstellen
Bei Nichtgebrauch des Lötwerkzeugs wird nach Ablauf der
AUTO-OFF Zeit die Heizung des Lötwerkzeuges abgeschaltet.
Die Temperaturabschaltung wird unabhängig von der eingestellten
Standby-Funktion ausgeführt. Die Isttemperatur wird blinkend
angezeigt und dient als Restwärmeanzeige. Im Display erscheint
„AUTO-OFF“ (24).
1. Parametermenü aufrufen.
2. Menüpunkt AUTO-OFF Zeit auswählen und bestätigen.
3. Die gewünschte AUTO-OFF Zeit mit dem Dreh-Klick-Rad (7)
einstellen.
Page 15
WXD 2 15-21
A
A
bb. 20
bb. 21
Abb. 22
Folgende AUTO-OFF Zeit-Einstellungen sind möglich:
− „OFF“ = „0 min“: AUTO-OFF Funktion ist ausgeschaltet
(Werkseinstellung)
− „ON“ = „1-999 min“: AUTO-OFF Zeit, individuell einstellbar.
4. Zeitraum mit der Eingabe-Taste (8) bestätigen.
Weiteren Einstellparameter im Menü auswählen oder
Parametermenü mit Taste 6 verlassen.
Hinweis Reset von Standby- und AUTO-OFF Modus:
Erfolgt durch Drücken der Bedien-Taste 1, 2, 3 oder 4, betätigen
des Finger- / Fußschalters oder aufnehmen des Lötwerkzeugs aus
der Ablage.
Temperatur-Offset einstellen
Die tatsächliche Lötspitzentemperatur kann durch Eingabe eines
Temperatur-Offsets um ± 40 °C (± 72 °F) angepasst werden.
1. Parametermenü aufrufen.
2. Menüpunkt OFFSET auswählen und bestätigen.
3. Die gewünschte OFFSET-Temperatur mit dem Dreh-KlickRad (7) einstellen.
4. Wert mit der Eingabe-Taste (8) bestätigen.
Weiteren Einstellparameter im Menü auswählen oder
Parametermenü mit Taste 6 verlassen.
Regelverhalten einstellen
Die Funktion bestimmt das Aufheizverhalten des Lötwerkzeuges
zum Erreichen der eingestellten Werkzeugtemperatur.
1. Parametermenü aufrufen.
2. Menüpunkt Regelverhalten auswählen und bestätigen.
3. Die gewünschte Regelfunktion mit dem Dreh-Klick-Rad (7)
einstellen.
Folgende Einstellungen sind möglich:
− „standard“: angepasstes (mittleres) Aufheizen
(Werkseinstellung)
− „sanft“: langsames Aufheizen
− „aggressiv“: schnelles Aufheizen
4. Einstellung mit der Eingabe-Taste (8) bestätigen.
Weiteren Einstellparameter im Menü auswählen oder
Parametermenü mit Taste 6 verlassen.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Prozessfenster einstellen
Der im Prozessfenster eingestellte Temperaturbereich bestimmt das
Signalverhalten des potentialfreien Schaltausgangs.
1. Parametermenü aufrufen.
2. Menüpunkt Prozessfenster auswählen und bestätigen.
3. Den gewünschten Temperaturbereich des Prozessfensters mit
Abb. 23
dem Dreh-Klick-Rad (7) einstellen.
4. Wert mit der Eingabe-Taste (8) bestätigen.
Page 16
16-21 WXD 2
A
A
Weiteren Einstellparameter im Menü auswählen oder
Parametermenü mit Taste 6 verlassen.
bb. 24
bb. 25
Hinweis Bei Werkzeugen mit LED Ringlicht (z. B. WXDP 120) bestimmt das
Prozessfenster das Leuchtverhalten des LED Ringlichts.
− Konstantes Leuchten bedeutet das Erreichen der vorgewählten
Temperatur bzw. die Temperatur ist innerhalb des vorgegebenen
Prozessfensters.
− Blinken signalisiert, dass das System aufheizt bzw. die
Temperatur außerhalb des Prozessfensters ist.
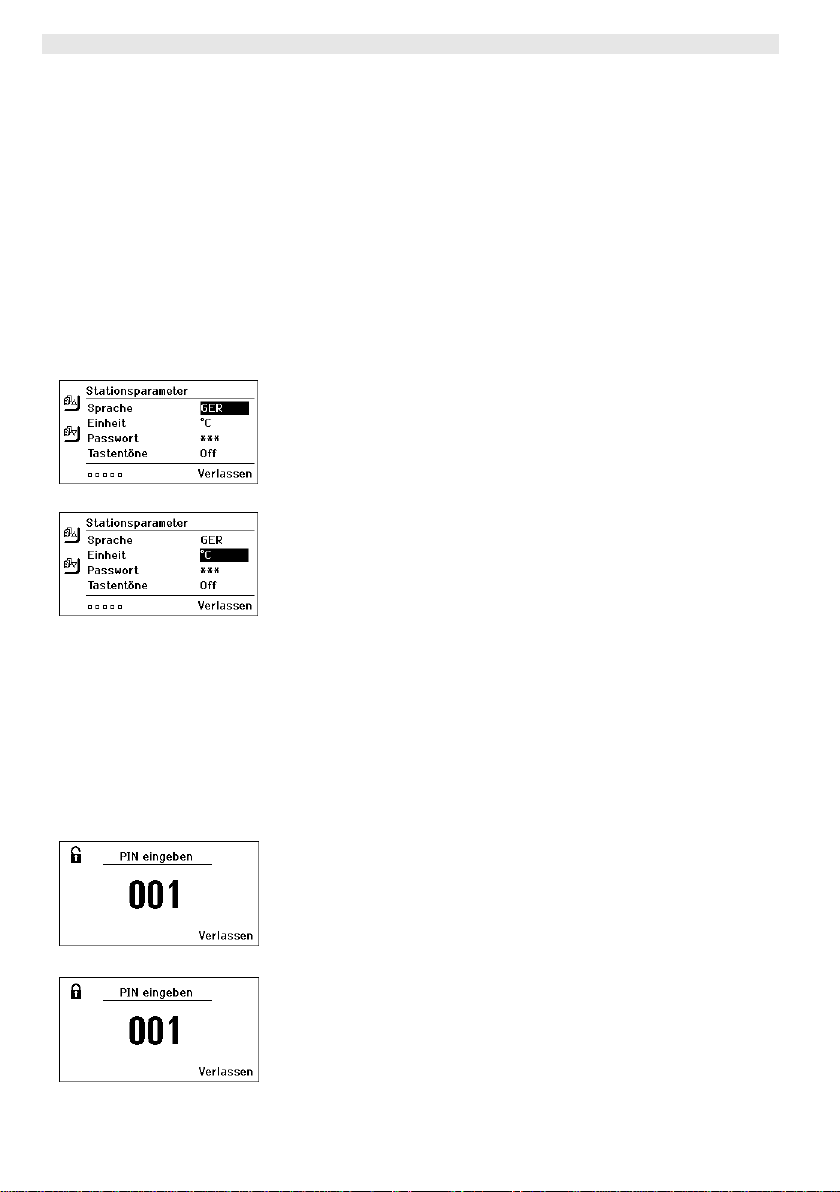
7.2 Stationsparameter einstellen
Beachten Sie die Übersichtabbildungen (Abb. 1 und Abb. 2).
Sprache für Menüführung auswählen
1. Parametermenü aufrufen.
2. Menüpunkt Sprache auswählen und bestätigen.
3. Die gewünschte Sprache mit dem Dreh-Klick-Rad (7) einstellen.
4. Wert mit der Eingabe-Taste (8) bestätigen.
Anzeige Temperatureinheit umstellen
1. Parametermenü aufrufen.
2. Menüpunkt Temperatureinheit °C/°F auswählen und bestätigen.
3. Die gewünschte Temperatureinheit mit dem Dreh-Klick-Rad (7)
einstellen.
4. Einstellung mit der Eingabe-Taste (8) bestätigen.
Verriegelungsfunktion ein-/ausschalten
Nach Einschalten der Verriegelung sind an der Entlötstation nur
noch die Festtemperatur-Tasten (= Bedien-Tasten 1, 2, 3 und 4)
bedienbar. Alle anderen Einstellungen können bis zur Entriegelung
nicht mehr verstellt werden.
Hinweis Soll es wirklich nur einen Temperaturwert zur Auswahl geben,
Abb. 26
Abb. 27
müssen die Bedien-Tasten 1, 2 und/oder 3, 4 (FesttemperaturTasten) auf den gleichen Temperaturwert eingestellt werden.
Entlötstation verriegeln:
1. Parametermenü aufrufen.
2. Menüpunkt Passwort auswählen und bestätigen.
3. Den gewünschten dreistelligen Verriegelungscode
(zwischen 001-999) mit dem Dreh-Klick-Rad (7) einstellen (siehe
Abb. 26).
4. Wert mit der Eingabe-Taste (8) bestätigen.
Die Verriegelung ist aktiv (im Display ist ein Schloss zu sehen (32),
siehe auch Abb. 27).
Page 17
WXD 2 17-21
A
A
A
bb. 28
Abb. 29
Abb. 30
Abb. 31
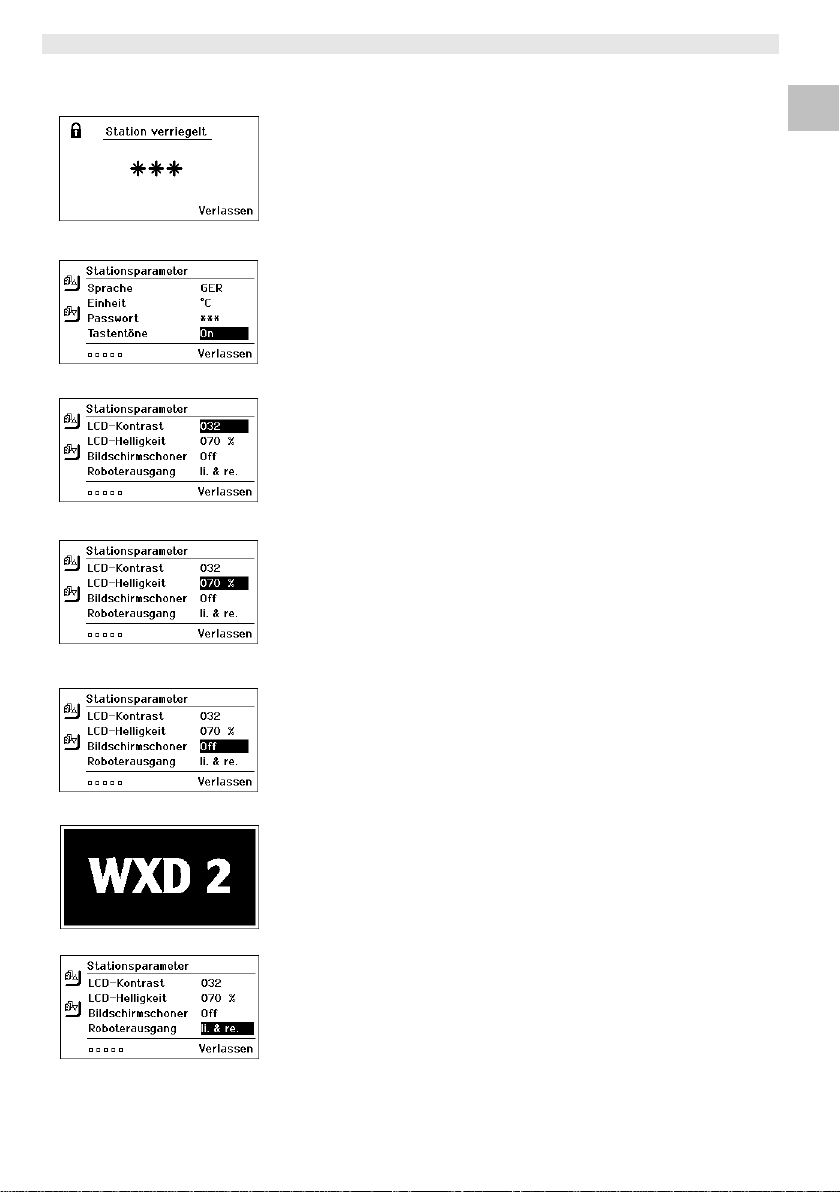
Entlötstation entriegeln
1. Parametermenü aufrufen.
Ist die Verriegelung aktiv, öffnet sich automatisch der PasswortMenü-Punkt. Im Display erscheinen drei Sterne (***).
2. Den dreistelligen Verriegelungscode mittels Dreh-Klick-Rad (7)
einstellen.
3. Code mit der Eingabe-Taste (8) bestätigen.
Tastentöne ein/ausschalten
1. Parametermenü aufrufen.
2. Menüpunkt Tastentöne auswählen und bestätigen.
3. Tastentöne aus- oder einstellen mit dem Dreh-Klick-Rad (7).
4. Einstellung mit der Eingabe-Taste (8) bestätigen.
LCD-Kontrast einstellen
1. Parametermenü aufrufen.
2. Menüpunkt LCD-Kontrast auswählen und bestätigen.
3. Den gewünschten LCD-Kontrast-Wert mit dem Dreh-KlickRad (7) einstellen.
4. Wert mit der Eingabe-Taste (8) bestätigen.
LCD-Grundhelligkeit einstellen
1. Parametermenü aufrufen.
2. Menüpunkt LCD-Grundhelligkeit auswählen und bestätigen.
3. Die gewünschte LCD-Grundhelligkeit mit dem Dreh-Klick-Rad (7)
einstellen.
4. Wert mit der Eingabe-Taste (8) bestätigen.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Bildschirmschoner einstellen
1. Parametermenü aufrufen.
2. Menüpunkt Bildschirmschoner auswählen und bestätigen.
3. Bildschirmschoner mit dem Dreh-Klick-Rad (7) aus- oder
bb. 32
Abb. 33
bb. 34
einstellen.
4. Wert mit der Eingabe-Taste (8) bestätigen.
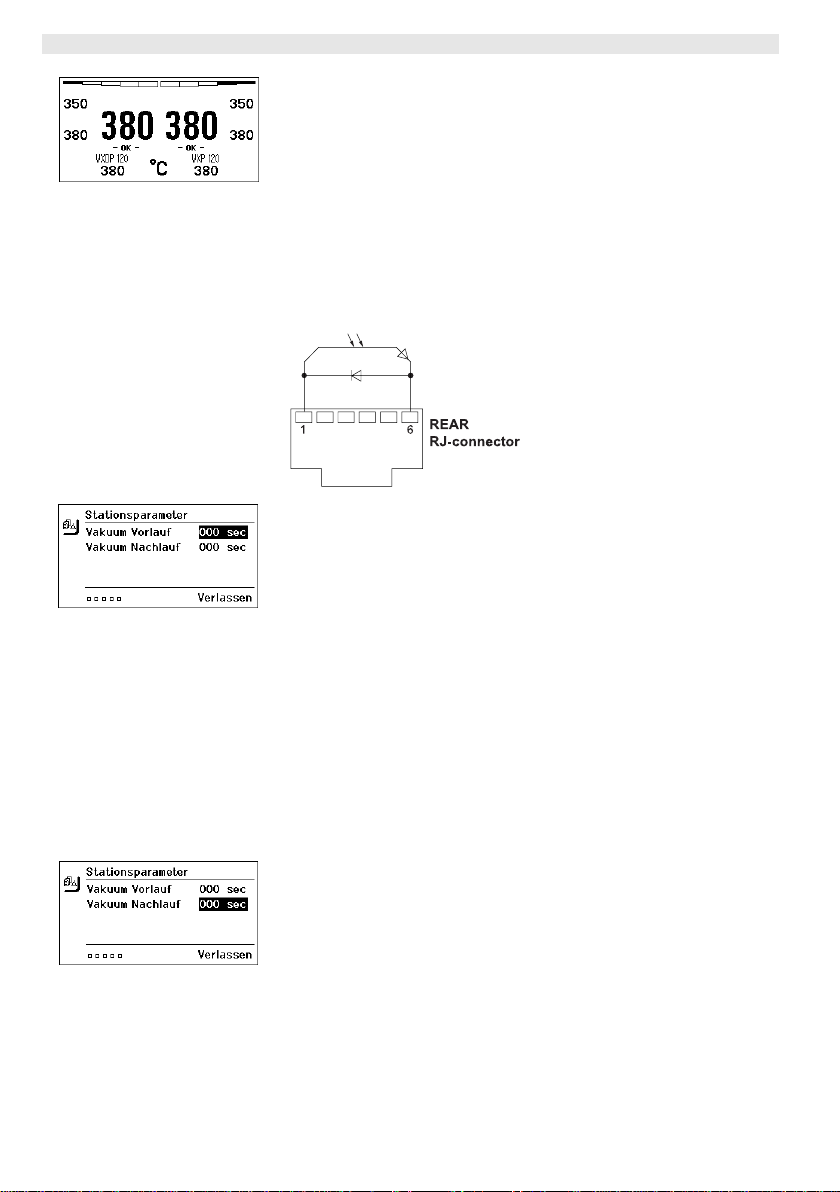
Roboterausgang definieren
Der Roboterausgang befindet sich auf der Rückseite des Geräts
(18). Die Pin-Belegung vom Roboterausgang können Sie auf der
Seite 18 sehen. In den Grundeinstellungen ist der linke
Werkzeugkanal dem Roboterausgang zugeordnet, die Zuordnung
kann aber umgestellt werden.
Page 18
18-21 WXD 2
A
1. Parametermenü aufrufen.
2. Menüpunkt Roboterausgang auswählen und bestätigen.
3. Werkzeugkanal(/-kanäle) mit dem Dreh-Klick-Rad (7) auswählen.
Folgende Roboterausgang-Einstellungen sind möglich:
Abb. 35
Hinweis Ist die Arbeitstemperatur für den Roboter erreicht, dann wird im
Abb. 36
− „links“: linker Werkzeugkanal (Werkseinstellung)
− „rechts“: rechter Werkzeugkanal
− „links & rechts“: beide Werkzeugkanäle
4. Einstellung mit der Eingabe-Taste (8) bestätigen.
Display ein – ok - angezeigt (siehe Abb. 35).
Vakuum Vorlauf (Einschaltverzögerung)
Um ein vorzeitiges Starten der Pumpe zu verhindern oder um eine
definierte Vorwärmzeit der Lötstelle zu gewährleisten, kann eine
Einschaltverzögerung eingestellt werden
1. Parametermenü Aufrufen
2. Menüpunkt Vakuum Vorlauf auswählen und bestätigen.
3. Die gewünschte Vakuum Vorlauf Zeit mit dem Dreh-Klick-Rad (7)
einstellen.
Folgende Vakuum Vorlauf Zeit-Einstellungen sind möglich:
− „OFF“ = „0 min“: Vakuum Vorlauf Funktion ist ausgeschaltet
(Werkseinstellung)
− „ON“ = „1-10 sec“: Vakuum Vorlauf Zeit, individuell einstellbar.
4. Zeitraum mit der Eingabe-Taste (8) bestätigen.
Weiteren Einstellparameter im Menü auswählen oder
Parametermenü mit Taste 6 verlassen.
Vakuum Nachlauf (Abschaltverzögerung)
Um das Verstopfen des Entlötkolbens zu verhindern, kann eine
Vakuum Nachlauf-Zeit eingestellt werden.
1. Parametermenü Aufrufen
bb. 37
2. Menüpunkt Vakuum Nachlauf auswählen und bestätigen.
3. Die gewünschte Vakuum Nachlauf Zeit mit dem Dreh-KlickRad (7) einstellen.
Folgende Vakuum Nachlauf Zeit-Einstellungen sind möglich:
− „OFF“ = „0 sec“: Vakuum Nachlauf Funktion ist ausgeschaltet
(Werkseinstellung)
− „ON“ = „1-10 sec“: Vakuum Nachlauf Zeit, individuell
einstellbar.
4. Zeitraum mit der Eingabe-Taste (8) bestätigen.
Page 19
WXD 2 19-21
A
Abb. 38
bb. 39
Abb. 40:
WFE Anschluss vorne
Weiteren Einstellparameter im Menü auswählen oder
Parametermenü mit Taste 6 verlassen.
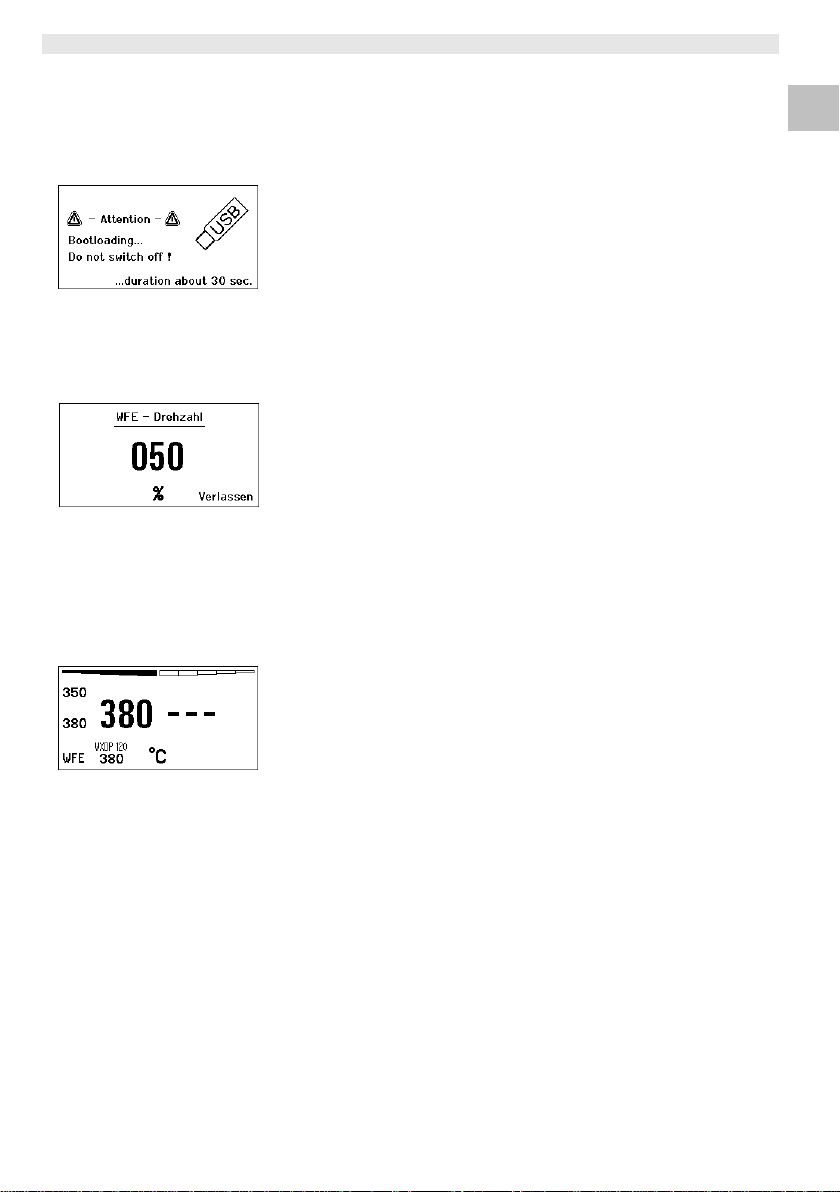
7.3 Firmware update durchführen
1. WXD 2 Entlötstation ausschalten.
2. Speicherstick in die USB-Schnittstelle einstecken.
3. WXD 2 Entlötstation einschalten.
Firmware update wird automatisch durchgeführt (siehe Abb. 38).
Falls Sie eine aktuellere Firmware bereits auf Ihrer Station installiert
haben, wird diese nicht verändert.
Hinweis Während das Firmware update läuft, darf die Station nicht
ausgeschalten werden.
7.4 Zusatzgeräte anschließen
Beachten Sie die Übersichtabbildungen (Abb. 1 und Abb. 2).
Zusatzgeräte können entweder an der Schnittstelle an der Frontseite
(36) und/oder an der Schnittstelle auf der Rückseite (30) der
WXD 2 Entlötstation angeschlossen werden.
Die WXD 2 Entlötstation erkennt automatisch, welches Zusatzgerät
angeschlossen ist. Die WXD 2 Entlötstation zeigt links (Schnittstelle
vorne (36), siehe Abb. 40) oder rechts (Schnittstelle hinten) das
Symbol oder den Namen des angeschlossenen Zusatzgeräts
(30/36) an.
7.5 Parameter der Zusatzgeräte einstellen
Beachten Sie die Übersichtabbildungen (Abb. 1 und Abb. 2).
1. Zusatzgerät über Zusatzgerät-Taste (vorne/hinten) (6, 16)
auswählen.
Einstellbarer Parameter erscheint im Display (z. B. Drehzahl).
2. Den gewünschten Wert mit dem Dreh-Klick-Rad (7) einstellen.
3. Wert mit der Eingabe-Taste (8) bestätigen
oder
Taste 6 zum Verlassen drücken.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
8 WXD 2 pflegen und warten
Z Bedienpanel mit geeignetem Reinigungstuch bei Verunreinigung
reinigen.
Z Nicht verwendete Schnittstellen mit Verschlusskappen
verschließen.
Page 20
20-21 WXD 2
A
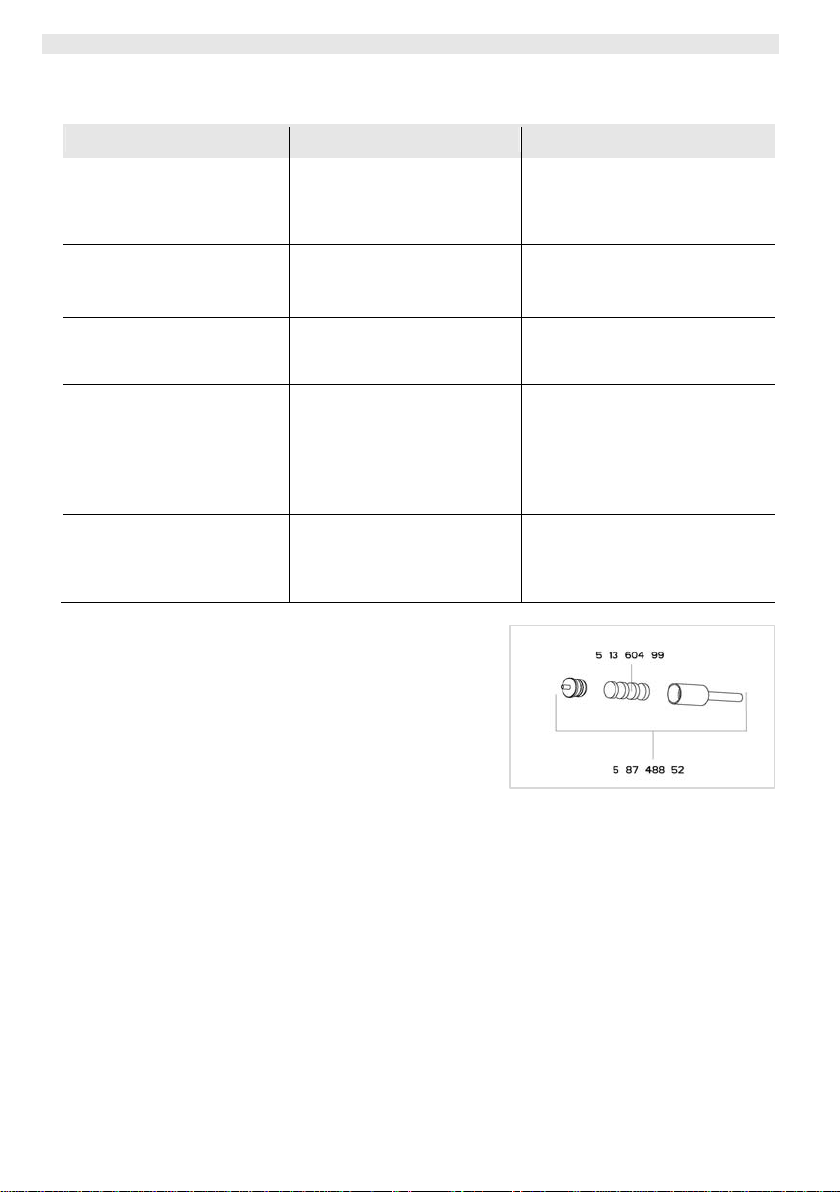
9 Fehlermeldungen und Fehlerbehebung
Meldung/Symptom Mögliche Ursache Maßnahmen zur Abhilfe
Anzeige „- - -“
Keine Displayfunktion
(Display aus)
OFF
Kanal kann nicht eingeschaltet
werden
Kein Vakuum am
Entlötwerkzeug
Unzureichendes Vakuum am
Entlötwerkzeug
− Werkzeug wurde nicht
erkannt
− Werkzeug defekt
− Keine Netzspannung
vorhanden
− Überlastabschaltung − Es kann nur ein Kolben
− Vakuum nicht angeschlossen
− Entlötdüse verstopft
− Druckluft nicht oder falsch
angeschlossen
− Filterkartusche am
Entlötwerkzeug voll
− Hauptfilter an der Lötstation
voll
− Anschluss des Werkzeugs am
Gerät überprüfen
− Angeschlossenes Werkzeug
überprüfen
− Netzschalter einschalten
− Netzspannung überprüfen
− Gerätesicherung überprüfen
betrieben werden.
− Vakuumschlauch am
Vakuumanschluss anschließen
− Entlötdüse mit
Reinigungswerkzeug warten
− Druckluft am Druckluftanschluss
anschließen oder prüfen
− Filterkartusche am
Entlötwerkzeug wechseln
− Hauptfiltereinsatz an der
Lötstation (Abb. 41) wechseln
bb. 41
Page 21

WXD 2 21-21
10 Zubehör
T005 13 202 99 WXDP 120 Entlötkolben mit Ablage WDH 70
T005 29 202 99 WXP 120 Lötset mit Ablage WDH 10
T005 29 206 99 WXP 200 Lötset mit Ablage WDH 31
T005 29 212 99 WXP 65 Lötset mit Ablage WDH 10
T005 13 178 99 WXMT Mikro-Entlötpinzette mit Ablage WDH 60
T005 29 204 99 WXMP Mikro-Lötkolben mit Ablage WDH 50
T005 15 121 99 WDH 10 Sicherheitsablage für WXP 120
T005 15 158 98 WDH 31 Sicherheitsablage für WXP 200
T005 15 156 99 WDH 50 Sicherheitsablage für WXMP
T005 15 169 99 WDH 60 Sicherheitsablage für WXMT
T005 15 172 99 WDH 70 Sicherheitsablage für WXDP 120
T005 36 476 99 WFE 20D Lötrauchabsauggerät 230 V
T005 36 266 99 WFE 2S Tragbares Absauggerät 230 V
T005 36 256 99 WFE 4S Mobiles Absauggerät 230 V
T005 36 586 99 WFE 8S Mobiles Absauggerät 230 V
T005 33 648 99 WHP 1000 Vorheizplatte 1000 W
T005 33 386 99 WHP 3000 Infrarotvorheizplatte 600 W
T005 33 646 99 WHP 3000 Infrarotvorheizplatte 1200 W
T005 87 647 10 WX Verbindungskabel
T005 87 647 11 WX Adapter für PC
T005 87 647 12 WX Adapter für WFE/WHP
T005 13 120 99 Fußschalter
T005 87 650 53 WX Adapter für Fußschalter
T005 87 488 52 Filter WDD/WXD Ersatz
Weiteres Zubehör entnehmen Sie bitte den Betriebsanleitungen der
einzelnen Lötkolbensets.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
11 Entsorgung
Entsorgen Sie ausgetauschte Geräteteile, Filter oder alte Geräte
gemäß den Vorschriften Ihres Landes.
12 Garantie
Die Mängelansprüche des Käufers verjähren in einem Jahr ab
Ablieferung an ihn. Dies gilt nicht für Rückgriffsansprüche des
Käufers nach §§ 478, 479 BGB.
Aus einer von uns abgegebenen Garantie haften wir nur, wenn die
Beschaffenheits- oder Haltbarkeitsgarantie von uns schriftlich und
unter Verwendung des Begriffs „Garantie“ abgegeben worden ist.
Technische Änderungen vorbehalten! Beachten Sie die
aktualisierten Betriebsanleitungen unter www.weller-tools.com.
Page 22

WXD 2
Operating Instructions
DE
EN
FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 23
WXD 2
WXD 2
Hardware Overview
1 Control button, left
2 Control button, left
3 Control button, right
4 Control button, right
5 Display
6 Selection button (set-point
temperature, exit parameter
menu, auxiliary device
parameters)
7 Turn-and-click wheel
8 Enter button
9 Right receptacle for soldering
tool
10 Silencer (can be replaced
from below)
11 USB port
12 RS232 port
13 Vacuum connection
14 Main filter
15 Left receptacle for soldering
tool
16 Selection button (nominal
temperature, auxiliary device
parameters)
17 Equipotential bonding bush
18 RS232 port
19 Mains connection
20 Mains fuse
21 Power switch
22 Compressed Air Connection
35 Active set-point/ fixed temperature, left
36 Auxiliary device
(front port)
37 Fixed temperature 1, left
38 Fixed temperature 2, left
Display Overview
23 OFF
24 AUTO-OFF
25 Standby temperature
deactivation
26 Power indicator
27 Left (or right
configuration display
28 Fixed temperature 1, right
29 Fixed temperature 2, right
30 Auxiliary device
(rear port)
31 Active set-point/ fixed
temperature, right
32 Lock
33 Temperature units °F/°C
34 Actual tool temperature (left,
right)
)
Fig. 1: Hardware Overview
Fig. 2: Display Overview
Page 24

WXD 2 3-21
Contents
1 About these instructions ............................................................ 3
2 For your safety ........................................................................... 4
3 Included in delivery .................................................................... 4
4 Device description ..................................................................... 5
5 Starting up the device ................................................................ 7
6 Operating the device .................................................................. 8
7 Setting parameters via the parameter menu ............................. 12
8 Care and maintenance of the WXD 2 ........................................ 18
9 Error messages and error clearance ......................................... 19
10Accessories ............................................................................... 20
11Disposal ..................................................................................... 20
12Warranty .................................................................................... 20
1 About these instructions
Thank you for placing your trust in our company by purchasing
the Weller WXD 2 desoldering station. The device has been
manufactured in accordance with the most rigorous quality
standards, which ensure that it operates perfectly.
These instructions contain important information which will enable
you to commission, operate and service the WXD 2 desoldering
station safely and correctly as well as to rectify simple problems
yourself.
Z Read these instructions and the accompanying safety information
carefully prior to initial operation and before starting work with the
WXD 2 desoldering station.
Z Keep these instructions in a safe place and so that they are
easily accessible by all users.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
1.1 Applied directives
The Weller microprocessor-controlled WXD 2 desoldering station
conforms to the specifications of the EC Declaration of
Conformity with Directives 2004/108/EC and 2006/95/EC.
1.2 Other applicable documents
− Operating instructions of the WXD 2 desoldering station
− Safety information booklet accompanying these instructions
− Operating instructions of the connected tool (e.g. WXDP 120)
Page 25

4-21 WXD 2
2 For your safety
The WXD 2 desoldering station repair system has been
manufactured in accordance with state-of-the-art technology and
acknowledged regulations concerning safety. There is nevertheless
the risk of personal injury and damage to property if you fail to
observe the safety information set out in the accompanying booklet
and the warnings given in these instructions. Always pass on the
WXD 2 desoldering station to third parties together with these
operating instructions.
2.1 Intended use
Use the WXD 2 desoldering station only for the purpose indicated in
the operating instructions, i.e. for soldering and desoldering under
the conditions specified herein. Designated use of the WXD 2
desoldering station also includes that
− adhere to these instructions,
− observe all other accompanying documents,
− comply with national accident prevention guidelines applicable at
the place of use.
The manufacturer will not be liable for unauthorised modifications to
the device.
3 Included in delivery
− Desoldering station WXD 2
− Power cable
− Operating instructions of the WXD 2 desoldering station
− Safety information booklet accompanying these instructions
− CD software (“Monitor Software”)
Main filter
−
3.5 mm jack plug
−
Page 26

WXD 2 5-21
4 Device description
The Weller WXD 2 is a versatile desoldering station designed for
professional repairs to high-tech electronic sub-assemblies in
industrial production engineering and in the repair and laboratory
fields. The WXD 2 has 2 independent channels for the simultaneous
operation of 2 soldering tools. Precise temperature control at the
soldering tip is guaranteed by the digital control electronics together
with superior-quality sensor and heat transfer technology.
High-speed measurement data acquisition provides maximum
temperature precision and optimal dynamic temperature
performance in load situations.
The desired temperature can be set from 50 °C – 550 °C
(150 °F – 999 °F) depending on soldering tool model. Actual and
nominal values are displayed digitally. There are four buttons
(2 per tool) for saving fixed temperature presets.
The Weller WXD 2 desoldering station has the following functions
and features:
− Modern operating concept and navigation
− Controlled using sensor buttons
− Multilingual menu navigation
− LC graphic display with blue LED backlighting
− Suitable for all tools up to 200 W or simultaneous
use of 2 x 120 W soldering irons
− No calibration needed
− Two connections for soldering tools with integrated parameter
memory (e.g. for fixed temperature)
− Automatic tool detection and activation of soldering-iron-specific
control parameters
− Digital temperature control
− Antistatic device design in accordance with ESD safety
− Different equipotential-bonding possibilities on the device
(standard configuration: hard grounded)
− Settings for soldering-iron-specific parameters such as: standby
temperature; standby time; AUTO OFF time; offset; control
response; process window; robot output (floating switching output)
− Settings for station-specific parameters such as: language;
temperature version °C/°F; password; touchtones on/off; LCD
contrast; LCD background brightness; screen saver
− Two connections for peripheral devices (e.g. WFE, WHP)
− Digital and optically decoupled robot connection
−
USB port for memory stick (for firmware updates, configuration
and monitoring)
− Vacuum unit
− A footswitch input can be added using an adapter (see
Accessories, page 20)
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 27

6-21 WXD 2
r
A
Technical data of WXD 2
Dimensions L x W x H (mm): 170 x 151 x 130
L x W x H (inches): 6.69 x 5.94 x 5.12
Weight approx. 3.2 kg
Mains supply voltage 230 V, 50 Hz
Power consumption 200 W (240 W)
Safety class I, antistatic housing
III, soldering tool
Fuse Overcurrent trip T2 A
Temperature range Adjustable from
50 °C – 550 °C (150 °F – 999 °F)
Controllable temperature range is
tool-dependent
Temperature accuracy ± 9 °C (± 17 °F)
Temperature stability ± 2 °C (± 4 °F)
Compressed air: Inlet pressure 400 - 600 kPA
(58-87 psi); oil-free, dry compressed
ai
Compressed air converter: Air consumption 35 l / min
max vacuum 55 kPA (8 psi)
Compressed air
connection:
Compressed air hose outer diameter
6 mm (0.24")
Equipotential bonding Via 3.5 mm pawl socket on back of
device
Housing material Aluminium base with antistatic black
(AMS 70002) coating; antistatic PA
plastic housing
Operator panel material
Display:
Dimensions
ntistatic-coated real glass
74 x 38 mm
Resolution 255 x 127 (128) dots
Backlighting 4 LEDs
a
b
Equipotential bonding
Four variants are possible by connecting the 3.5 mm jack socket
(17) differently:
− (a) Hard-grounded: supplied without plug.
− (b) Equipotential bonding: with plug, equaliser at centre contact.
c
− (c) Floating: with plug
− (d) Soft-grounded: with plug and soldered resistor. Grounded
d
Fig. 3
through selected resistor.
USB port
The WXD 2 control unit comes with a front-side USB port (11) for
installing firmware updates, configuration and monitoring.
Page 28

WXD 2 7-21
Fig. 4
Fig. 5
5 Starting up the device
WARNING!
Note Only soldering tools with suitable connecting plugs can be
Warning Working without a filter will irreparably damage the compressed air
Electric shock and risk of burns
Connecting the control unit incorrectly poses a risk of injury due to
electric shock and can damage the device. Risk of burns from the
soldering tool while the control unit is operating.
Z Read the enclosed instructions, the safety instructions included
in these operating instructions as well as the instructions for
your control unit all the way through and observe the specified
precautionary measures before putting the control unit into
operation.
Z Always place the soldering tool in the safety holder when not in
use.
Please observe the overview diagrams (Fig. 1 and Fig. 2).
connected to the WXD 2 desoldering station.
For details of tools which can be connected to WXD 2, please refer
to the list of accessories on page 20.
1. Carefully unpack the device.
2. Insert compressed air hose with 6 mm outer diameter in the quick
action coupling for the compressed air connection (22). Provide
supply of compressed air with 600 kPa (87 psi) dry, oil-free
compressed air.
3. Connect the soldering tools as follows:
Insert the soldering tool with connector into the connecting socket
(9/15) on the control unit and turn clockwise to lock.
4. Place the soldering tool in the holder.
5. Check to make sure that the mains supply voltage matches that
indicated on the rating plate and that the mains power switch (21)
is off.
6. Connect the control unit to the mains supply (19).
7. Switch on the device at the mains power switch (21).
The start-up screen is shown on the display (see Fig. 4).
After switching on the device, the microprocessor carries out a selftest and reads out the values of the parameters stored in the tool.
When a soldering iron is connected, the display shows the set
temperature (set-point, 31/35), the temperature units °C/°F (33), the
actual value (actual tool temperature) (34) and the saved fixed
temperatures (28/29/37/38).
The vacuum necessary for desoldering is activated by the integrated
finger switch on the soldering iron.
converter. Cleaning and Replacing see page 18.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 29
8-21 WXD 2
6 Operating the device
6.1 Operating principle
2
1
13
16
Fig. 6: Control elements on the WXD 2
Keys Operation Function
Control key 1, 2, 3, 4 Briefly press key 1, 2, 3 or 4
once
The fixed temperature (28/29/37/38)* becomes
the active set-point temperature (31/35)*.
(tool channel: key 1, 2 = left; key 3, 4 = right)
− Scroll within the Parameter menu
Press and hold down key 1, 2,
3 or 4
for 3 sec.
Press and hold down keys 1
and 2 or 3 and 4
simultaneously
− The active set-point temperature is saved as
the fixed temperature under the key being
pressed (1, 2, 3 or 4).
− 1 and 2 = left channel (15)* is disabled or
opened
− 3 and 4 = right channel (9)* is disabled or
opened
Press and hold
down keys 16 and 1
keys 16 and 1 or 16 and 2
simultaneously
− Open Parameter menu
or 2
Press and hold
down keys 6 and 3
keys 6 and 3 or 6 and 4
simultaneously
− Open Parameter menu
or 4
Selection key 6, 16 Briefly press key 6 or 16 once
− Select auxiliary device, this being a
requirement for opening the parameter
settings of the auxiliary device (e.g. WFE)
Press and hold down keys 6
− The set-point temperature window opens
and 16 for 3 sec.
Key 6 Briefly press key 6 once
Turn-and-click
wheel 7
Move your finger over the
turn-and-click wheel
Click left or right
− Exit parameter menu
− Select/set value
− Navigate within a menu
− The set-point temperature window opens for
the soldering tool connected on the left/right
Enter key 8 Briefly press key 8 once
− Confirm value/selection
*) see also overview diagrams (Fig. 1 and Fig. 2).
3
4
5
6
7
8
Page 30
WXD 2 9-21
Fig. 7
Fig. 8
Fig. 9
Fig. 10
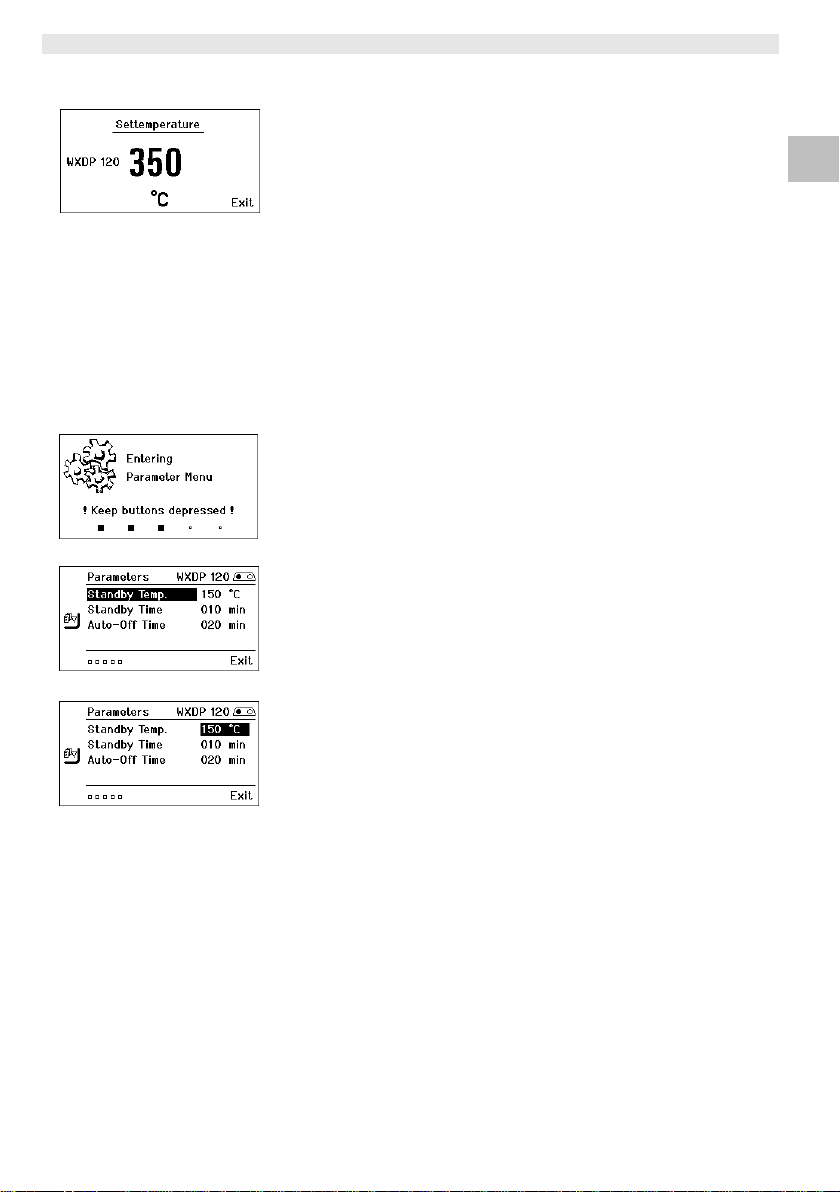
6.2 Example 1:
adjusting the temperature
1. Press and hold down the required selection key 6 or 16 for 3 sec.
The display changes over to the set-point temperature
(see Fig. 7).
2. Set the required set-point temperature with the turn-and-click
wheel (7).
3. Confirm the value with the Enter key (8).
4. Exit the parameter menu with key 6.
Note If no entry is made for 10 seconds, the parameter menu is exited
automatically.
6.3 Example 2:
Call up parameter menu and select menu option
1. Press and hold down keys 16 and 1 or 16 and 2 or 6 and 3 or 6
and 4 simultaneously.
While the device is changing over to the parameter menu, the
display shows the following message text (see also Fig. 8):
"Changing over to parameter menu" "Hold down keys".
2. Select menu option with the turn-and-click wheel (7).
The selection is shown with a black background (e.g. "Standby
Temp.", see Fig. 9).
3. Confirm the selection with the Enter key (8).
The display changes over to Selection/Entry mode (see Fig. 10).
4. Make your setting with the turn-and-click wheel (7).
5. Confirm the setting with the Enter key (8).
The setting is made and the parameter menu is displayed.
6. Select a new menu option with the turn-and-click wheel (7) and
set the required value (see steps 3.-5.)
– or –
exit the parameter menu with key 6.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 31

10-21 WXD 2
6.4 Connecting the soldering tool
Please observe the overview diagrams (Fig. 1 and Fig. 2).
1. Check to see if the required soldering tool is correctly connected
(see "Starting up the device" on page 7).
2. Switch on the device at the mains power switch (21).
The display shows the actual temperature value (34), the set-
point temperature (31/35) and the fixed temperatures (28/29 or
37/38) of the connected tool. The set-point temperature and fixed
temperatures are stored in the tool. The actual temperature value
increases to the set-point temperature (= soldering tool is heated
up).
Note If you want to connect two tools simultaneously to WXD 2, please
note the overload cut-out.
Note
You will find further connection versions on page 22.
Please adhere to the operating instructions of the connected
devices.
Fig. 11: WXD 2 with
connected desoldering
tool
Fig. 12
Fig. 13
Overload cut-out (240 W)
If two tools are simultaneously connected to WXD 2 and together
have a power demand of greater than 240 W, an overload cut-out
will occur (see Fig. 12).
Only one tool/channel can be used at a time.
Activating the soldering tool/channel:
Z Press the required control keys 1 and 2 (left channel (15)) or 3
and 4 (right channel (9)) simultaneously.
– or–
Remove the required soldering iron from its holder.
6.5 Setting the temperature individually
Please observe the overview diagrams (Fig. 1 and Fig. 2).
Setting the fixed temperature
1. Press the required selection key 6 or 16.
The current set-point temperature is shown on the display (see
Fig. 13).
2. Set the required set-point temperature with the turn-and-click
wheel (7).
3. Confirm the value with the Enter key (8).
Page 32

WXD 2 11-21
Fig. 14
4. Press and hold down the required control key 1, 2, 3 or 4 for
3 sec. in order to save the current set-point as a fixed
temperature (under the key being pressed).
Note You can find further information about the intelligent tool (e.g. fixed
temperature, factory settings) in the relevant operating instructions.
Select the temperature with control keys 1, 2, 3 and 4
The temperature set-point can be set by selecting two preset
temperature values (fixed temperatures) per tool.
Z Press the required temperature key 1, 2, 3 and 4.
The tool adjusts to the required temperature.
6.6 Switching the channel on/off
Please observe the overview diagrams (Fig. 1 and Fig. 2).
Left channel (15)
Z Press control keys 1 and 2 simultaneously to switch the tool
on/off.
Right channel (9)
Z Press control keys 3 and 4 simultaneously in order to switch the
tool on/off.
Channel disabled
If a channel is disabled, the display will read "OFF" (23).
6.7 Soldering and desoldering
Z Carry out soldering work as directed in the operating instructions
of your connected soldering tool.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Handling soldering tips
− Coat the tin-plated soldering tip with solder when heating the iron
for the first time as this will remove any oxide films or impurities
from the soldering tip that have accumulated during storage.
− During pauses between soldering and before storing the soldering
iron, ensure that the soldering tip is well-coated.
− Do not use aggressive fluxing agents.
− Always make sure that the soldering tip is seated correctly.
− Select the lowest possible working temperature.
− Select the largest possible soldering tip shape for the application:
approx. as large as the soldering pad.
− Coat the soldering tip well to ensure efficient heat transfer
between the soldering tip and soldering point.
− Switch off the system if you do not intend to use the soldering iron
for lengthy periods or activate the Weller temperature reduction
function.
− Wet the tip with solder if you do not intend to use the soldering
iron for a lengthy period of time.
Page 33

12-21 WXD 2
− Apply the solder directly at the soldering point, not on the
soldering tip.
− Change the soldering tip using an appropriate tool.
− Do not subject the soldering tip to physical force.
Note The control units have been adapted to hold a medium-sized
soldering tip. Discrepancies may occur if the tip is changed or a
different shaped tip is used.
7 Setting parameters via the parameter
menu
The parameter menu is subdivided into two areas:
Parameter
Setting options:
- Standby temperature
- Standby time (temperature deactivation)
- AUTO OFF time (automatic switch-off time)
- Offset (temperature offset)
- Control response
- Process window
Station parameters
Setting options:
- Language
- Temperature version °C/°F (temperature units)
- Password (lock function)
- Touchtones on/off
- LCD contrast
- LCD background brightness
- Screen saver
- Robot output
- Vacuum pre-feed
- Vacuum run-on
7.1 Set parameters
Please observe the overview diagrams (Fig. 1 and Fig. 2).
Setting the standby temperature
Note The soldering tools have a usage detector (sensor) in the handle
which automatically starts the cooling cycle when the soldering tool
is not in use.
You will find further information about the intelligent tool in the
relevant operating instructions.
Page 34

WXD 2 13-21
Fig. 15
Fig. 16
Fig. 17
Fig. 18
The standby temperature is automatically set after a temperature
deactivation.
1. Call up the parameter menu.
2. Select the menu option Standby temperature.
3. Set the standby temperature set-point with the turn-and-click
wheel (7).
4. Confirm the value with the Enter key (8).
5. Exit the parameter menu with key 6.
Set the temperature deactivation value (standby time)
When the soldering tool is not in use, the temperature is reduced to
the standby temperature after the set standby time has elapsed.
Standby mode is indicated as a flashing actual value and the display
reads "Standby" (25).
Press control key 1, 2, 3 or 4 to exit Standby mode. The sensor
integrated tool detects the change in state and deactivates Standby
mode as soon as the tool is moved.
Setting the standby time:
1. Call up the parameter menu.
2. Select and confirm the menu option Standby time.
3. Set the required standby time with the turn-and-click wheel (7).
The following standby settings are possible:
− "OFF" = "0 min": standby time is deactivated (factory setting)
− "ON" = "1-99 min": standby time, individually adjustable
4. Confirm the value with the Enter key (8).
Select further setting parameters in the menu
or
exit the parameter menu with key 6.
Note In the case of soldering work with low heat requirements, the
reliability of the standby function may be impaired.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Fig. 19
Fig. 20
Setting the automatic switch-off time (AUTO-OFF)
When the soldering tool is not in use, the soldering tool
heater is switched off when the AUTO OFF time expires.
Temperature deactivation is performed independently of the set
standby function. The actual temperature is indicated by flashing
LED and serves as a residual heat display. The display reads
"OFF" (24).
1. Call up the parameter menu.
2. Select and confirm the menu option AUTO-OFF time .
3. Set the required AUTO-OFF time with the turn-and-click wheel
(7).
The following AUTO-OFF time settings are possible:
− "OFF" = "0 min": AUTO OFF function is deactivated (factory
setting)
− "ON" = "1-999 min": AUTO-OFF time, can be set individually.
Page 35

14-21 WXD 2
4. Confirm the period with the Enter key (8).
Select further setting parameters in the menu or
exit the parameter menu with key 6.
Note Reset von Standby- und AUTO-OFF Modus:
This can be done by pushing the control button 1, 2, 3 or 4, using
the finger- / footswitch or by removing the soldering tool from the
rest.
Setting the temperature offset
The actual soldering-tip temperature can be adapted by entering a
temperature offset around ± 40 °C (± 72 °F).
1. Call up the parameter menu.
2. Select and confirm the menu option OFFSET.
Fig. 21
Fig. 22
3. Set the required OFFSET temperature with the turn-and-click
wheel (7).
4. Confirm the value with the Enter key (8).
Select further setting parameters in the menu or
exit the parameter menu with key 6.
Setting the control response
The function determines the heating characteristics of the soldering
tool to achieve the set tool temperature.
1. Call up the parameter menu.
2. Select and confirm the menu option Control response.
3. Set the required control function with the turn-and-click wheel (7).
The following settings are possible:
− "standard": adapted (medium) heating (factory setting)
− "soft": slow heating
− "aggressive": rapid heating
4. Confirm the setting with the Enter key (8).
Select further setting parameters in the menu or
exit the parameter menu with key 6.
Fig. 23
Setting the process window
The temperature range set in the process window determines the
signal response of the floating switching output.
1. Call up the parameter menu.
2. Select and confirm the menu option Process window.
3. Set the required temperature range of the process window with
the turn-and-click wheel (7).
4. Confirm the value with the Enter key (8).
Select further setting parameters in the menu or
exit the parameter menu with key 6.
Note On tools with an LED ring light (e.g. WXDP 120), the process
window defines the illumination characteristics of the LED ring light.
− If the LED is continuously illuminated, this means that the
preselected temperature has been reached or that the
Page 36

WXD 2 15-21
Fig. 24
Fig. 25
temperature is within the predetermined process window.
− A flashing LED indicates that the system is heated or that the
temperature is outside the process window.
7.2 Setting the station parameters
Please observe the overview diagrams (Fig. 1 and Fig. 2).
Selecting the menu navigation language
1. Call up the parameter menu.
2. Select and confirm the menu option Language.
3. Set the required language with the turn-and-click wheel (7).
4. Confirm the value with the Enter key (8).
Changing the temperature units display
1. Call up the parameter menu.
2. Select and confirm the menu option Temperature units °C/°F.
3. Set the required temperature units with the turn-and-click
wheel (7).
4. Confirm the setting with the Enter key (8).
Switching the lock function on/off
After switching the lock function on, only the fixed temperature keys
(= control keys 1, 2, 3 and 4) can be operated on the soldering
station. All other settings are disabled until the repair station is
unlocked again.
Note If you want only one temperature value to be selectable, the control
keys 1, 2 and/or 3, 4 (fixed temperature keys) must be set to the
same temperature value.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Fig. 26
Fig. 27
Fig. 28
Lock the soldering station:
1. Call up the parameter menu.
2. Select and confirm the menu option Password.
3. Set the required three-character locking code
(between 001-999) with the turn-and-click wheel (7) (see Fig. 26).
4. Confirm the value with the Enter key (8).
The lock is active (the display shows a lock symbol (32), see also
Fig. 27).
Unlocking the soldering station
1. Call up the parameter menu.
If the lock function is active, the password menu item opens
automatically. Three stars (***) are shown on the display.
2. Set the three-character locking code using the turn-and-click
wheel (7).
3. Confirm the code with the Enter key (8).
Page 37

16-21 WXD 2
Switching touchtones on/off
1. Call up the parameter menu.
2. Select and confirm the menu option Touchtones.
Fig. 29
Fig. 30
Fig. 31
Fig. 32
3. Switch touchtones on or off with the turn-and-click wheel (7).
4. Confirm the setting with the Enter key (8).
Setting the LCD contrast
1. Call up the parameter menu.
2. Select and confirm the menu option LCD contrast.
3. Set the required LCD contrast value with the turn-and-click
wheel (7).
4. Confirm the value with the Enter key (8).
Setting the LCD background brightness
1. Call up the parameter menu.
2. Select and confirm the menu option LCD background brightness.
3. Set the required LCD background brightness with the turn-andclick wheel (7).
4. Confirm the value with the Enter key (8).
Setting the screen saver
1. Call up the parameter menu.
2. Select and confirm the menu option Screen saver.
3. Switch the screen saver on or off with the turn-and-click
wheel (7).
4. Confirm the value with the Enter key (8).
Fig. 33
Fig. 34
Fig. 35
Defining the robot output
The robot output is on the back of the device (18). The pin
assignments of the robot output are shown on page 17. The left tool
channel is assigned to the robot output in the basic settings, but the
assignments can be changed manually.
1. Call up the parameter menu.
2. Select and confirm the menu option Robot output.
3. Select the tool channel(s) with the turn-and-click wheel (7).
The following robot output settings are possible:
− "left": left tool channel (factory setting)
− "right": right tool channel
− "left & right": both tool channels
4. Confirm the setting with the Enter key (8).
Note If the robot is at working temperature, the display will show – ok -
(see Fig. 35).
Page 38

WXD 2 17-21
Fig. 36
Fig. 37
Vacuum pre-feed (ON delay)
In order to prevent the pump from starting prematurely or to ensure a
defined soldering-joint preheating time, it is possible to set an ON
delay.
1. Open the parameters menu.
2. Select the menu item Vacuum pre-feed and confirm.
3. Set the desired vacuum pre-feed time using the turn-and-click
wheel (7).
The following vacuum pre-feed time settings are possible:
− "OFF" = "0 min": vacuum pre-feed function is OFF (factory
setting)
− "ON" = "1-10 sec": vacuum pre-feed time, individually
adjustable.
4. Confirm the period with Enter (8).
Select other setting parameters in the menu or exit the
parameters menu using the 6 button.
Vacuum run-on (OFF delay)
To prevent the desoldering iron from becoming clogged, it is
possible to set a vacuum run-on time.
1. Open the parameters menu.
2. Select the menu item Vacuum run-on and confirm.
3. Set the desired vacuum run-on time using the turn-and-click
wheel (7).
The following vacuum run-on time settings are possible:
− "OFF" = "0 min": vacuum run-on function is OFF (factory
setting)
− "ON" = "1-10 sec": vacuum run-on time, individually
adjustable.
4. Confirm the period with Enter (8).
Select other setting parameters in the menu or exit the
parameters menu using the 6 button.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Fig. 38
7.3 Carrying out a firmware update
1. Switch off the WXD 2 desoldering station.
2. Insert the memory stick into the USB port.
3. Switch on the WXD 2 desoldering station.
The firmware update is performed automatically (see Fig. 38).
If you have a more already installed more recent firmware on your
station, this will not be changed.
Page 39

18-21 WXD 2
Note The station must not be switched off while the firmware update is
running.
7.4 Connecting auxiliary devices
Please observe the overview diagrams (Fig. 1 and Fig. 2).
Auxiliary devices can be connected either to the port on the front
panel (36) and/or to the port on the back (30) of the WXD 2
desoldering station.
The WXD 2 desoldering station detects automatically which auxiliary
Fig. 39
device is connected. The WXD 2 desoldering station shows the
symbol or name of the connected auxiliary device (30/36) on the left
(front port (36), see Fig. 40) or right (rear port).
7.5 Setting the parameters of auxiliary devices
Please observe the overview diagrams (Fig. 1 and Fig. 2).
1. Select the auxiliary device using the auxiliary device key
(front/back) (6, 16).
The variable parameters (e.g. speed) are displayed.
2. Set the required value using the turn-and-click wheel (7).
Fig. 40:
front WFE connection
3. Confirm the value with the Enter key (8)
or
press key 6 to exit.
8 Care and maintenance of the WXD 2
Z Clean the operator panel, if dirty, using a suitable cleaning cloth.
Z Seal ports which are not in use with covering caps.
Page 40

WXD 2 19-21
f
9 Error messages and error clearance
Message/symptom Possible cause Remedial measures
Display: "- - -
No display function
(display OFF)
OFF
Channel cannot be switched
on
No vacuum at desoldering tool
Insufficient vacuum at
desoldering tool
− Tool has not been detected
− Tool defective
− No mains supply voltage − Turn on mains power switch
− Overload cut-out − Only one soldering iron can be
− Vacuum not connected
− Desoldering nozzle clogged
− Compressed air not or
incorrectly connected
− Filter cartridge on
desoldering tool full
− Main filter on soldering
station
ull
− Check connection of tool to
device
− Check connected tool
− Check mains supply voltage
− Check device fuse
operated.
− Connect vacuum hose to
vacuum connection
− Service desoldering nozzle
using cleaning tool
− Connect compressed air to
compressed air connection or
check
− Change filter cartridge on
desoldering tool full
− Change the main filter element
on the soldering station (Fig. 41)
Fig. 41
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 41

20-21 WXD 2
10 Accessories
T005 13 202 99 WXDP 120 Desoldering iron with holder WDH 70
T005 29 202 99 WXP 120 Soldering set with holder WDH 10
T005 29 206 99 WXP 200 Soldering set with holder WDH 31
T005 29 212 99 WXP 65 Soldering set with holder WDH 10
T005 13 178 99 WXMT Micro desoldering tweezers with holder
WDH 60
T005 29 204 99 WXMP Micro soldering iron with holder WDH 50
T005 15 121 99 WDH 10 Safety holder for WXP 120
T005 15 158 98 WDH 31 Safety holder for WXP 200
T005 15 156 99 WDH 50 Safety holder for WXMP
T005 15 169 99 WDH 60 Safety holder for WXMT
T005 15 172 99 WDH 70 Safety holder for WXDP 120
T005 36 476 99 WFE 20D 230 V solder fume extractor
T005 36 266 99 WFE 2S 230 V portable extractor unit
T005 36 256 99 WFE 4S 230 V mobile extractor unit
T005 36 586 99 WFE 8S 230 V mobile extractor unit
T005 33 648 99 WHP 1000 1000 W preheating plate
T005 33 386 99 WHP 3000 600 W infrared preheating plate
T005 33 646 99 WHP 3000 1200 W infrared preheating plate
T005 87 647 10 WX Connecting cable
T005 87 647 11 WX PC adaptor
T005 87 647 12 WX Adaptor for WFE/WHP
T005 13 120 99 Footswitch
T005 87 650 53 WX footswitch adapter
T005 87 488 52 Replacement filter WDD/WXD
For details of other accessories, please refer to the operating
instructions for the individual soldering iron sets.
11 Disposal
Dispose of replaced equipment parts, filters or old devices in
accordance with the rules and regulations applicable in your country.
12 Warranty
Claims by the buyer for physical defects are time-barred after a
period of one year from delivery to the buyer. This does not apply to
claims by the buyer for indemnification in accordance with §§ 478,
479 BGB (German Federal Law Gazette).
We shall only be liable for claims arising from a warranty furnished
by us if the quality or durability warranty has been furnished by use
in writing and using the term "Warranty“.
Page 42

WXD 2 21-21
In addition, for the USA and Canada:
Weller Tools warrants to the original purchaser and any subsequent
owner (“Buyer”) that Weller soldering and desoldering products will
be free from defects in material and workmanship for a period of one
year from date of purchase, provided that no warranty is made with
respect to products which have been altered, subjected to abuse or
improperly used, installed or repaired. Use of non-Weller Tools
components will void this warranty if a non-Weller Tools component
is defective (or is the source of the defect). Weller Tools will repair or
replace products found to be defective not caused by a part,
component or accessory manufactured by another company, during
the warranty period. Contact Weller Tools with dated proof of
purchase and return to Apex Tool Group, LLC, 14600 York Rd. Suit
A, Sparks, MD 21152. All costs of transportation and reinstallation
shall be borne by the Buyer.
IN NO EVENT SHALL WELLER TOOLS BE LIABLE FOR
INCIDENTAL OR CONSEQUENTIAL DAMAGES. WELLER TOOLS
LIABILITY FOR ANY CLAIMS ARISING OUT OF THIS WARRANTY
SHALL NOT EXCEED THE PURCHASE PRICE OF THE
PRODUCT.
THE PERIOD OF ALL IMPLIED WARRANTIES APPLICABLE TO
THIS PRODUCT INCLUDING ANY IMPLIED WARRANTY OF
MERCHANTABILITY OR FITNESS, OR FITNESS FOR A
PARTICULAR PURPOSE IS LIMITED TO 12 MONTHS FROM THE
DATE OF PURCHASE BY THE USER.
Some states do not allow the exclusion or limitation of incidental or
consequential damages, so the above limitation or exclusion may
not apply to you. Some states do not allow limitation on how long an
implied warranty lasts, so the above limitation may not apply to you.
This warranty gives you specific legal rights, and you may also have
other rights, which vary from state to state.
Subject to technical alterations and amendments!
Updated operating instructions are available for download at
www.weller-tools.com.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 43

WXD 2
Manual de uso
DE
EN
ES IT ES
PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 44

WXD 2
WXD 2
Componentes
principales del
aparato
1 Tecla de mando izquierda
2 Tecla de mando izquierda
3 Tecla de mando derecha
4 Tecla de mando derecha
5 Pantalla
6 Selector (temperatura de
referencia, salir del menú de
parámetros, parámetros
equipo adicional)
7 Selector giratorio
8 Tecla Enter
9 Conector hembra derecho
para el soldador
10 Apoyo insonorizante; se
puede cambiar desde abajo
11 Interfaz USB
12 Interface RS232
13 Toma de vacío
14 Filtro principal
15 Conector hembra
equipotencial
16 Conector principal
17 Conector principal
18 Interruptor principal
19 Conexión de red
20 Fusible de red
21 Interruptor de red
22 Toma de aire comprimido
31 Valor de referencia activo/ Temperatura fija derecha
32 Bloqueo
33 Unidad de medición de la temperatura °F/°C
34 Temperatura actual del soldador (derecha, izquierda)
35 Valor de referencia activo/ Temperatura fija izquierda
36 Equipo adicional
(interfaz en parte delantera)
37 Temperatura fija 1, izquierda
38 Temperatura fija 2, izquierda
Indicadores
principales de la
pantalla
23 OFF
24 AUTO-OFF
25 Standby Desconexión de la
temperatura
26 Indicador de potencia
27 Indicador Parametrización
izquierda (o derecha
28 Temperatura fija 1, derecha
29 Temperatura fija 2, derecha
30 Equipo adicional
(interfaz en parte trasera)
)
Fig. 1: Componentes
principales del aparato
Fig. 2: Indicadores
principales de la
pantalla
Page 45

WXD 2 3-20
Índice
1 Sobre estas instrucciones .......................................................... 3
2 Por su propia seguridad ............................................................. 4
3 Piezas suministradas ................................................................. 4
4 Descripción del aparato ............................................................. 4
5 Puesta en servicio del aparato .................................................. 7
6 Manejo del aparato .................................................................... 8
7 Ajuste de los parámetros a través del menú de parámetros ..... 12
8 Cuidado y mantenimiento de la estación WXD 2 ...................... 19
9 Mensajes de error y su reparación ............................................ 19
10Accesorios ................................................................................. 20
11Eliminación de residuos ............................................................. 20
12Garantía ..................................................................................... 20
1 Sobre estas instrucciones
Le agradecemos la confianza depositada en nosotros con la
adquisición de la estación desoldadora WXD 2. La fabricación de
este aparato está sometida a los más rigurosos controles de calidad
para garantizar un perfecto funcionamiento del mismo.
Este manual contiene información importante para facilitarle la
puesta en servicio, el manejo y el mantenimiento de su estación
desoldadora WXD 2, así como para permitir que usted mismo sea
capaz de eliminar por su cuenta anomalías sencillas.
Z Lea por completo este manual y las siguientes instrucciones de
seguridad antes de la puesta en servicio del aparato y antes de
comenzar a trabajar con la estación desoldadora WXD 2.
Z Mantenga este manual de uso en un lugar al que puedan
acceder todos los usuarios del aparato.
DE EN ES IT PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
1.1 Directivas aplicables
La estación desoldadora WXD 2 con control por microprocesador es
conforme a la Declaración de conformidad CE con las Directivas
2004/108/CE y 2006/95/CE.
1.2 Otros documentos aplicables
− Manual de uso de la estación desoldadora WXD 2
− Folleto adjunto a estas instrucciones con las normas de seguridad
− Manual de uso de la herramienta de trabajo conectada
(p. ej. WXDP 120)
Page 46

4-20 WXD 2
2 Por su propia seguridad
La estación desoldadora WXD 2 ha sido fabricada según los últimos
avances tecnológicos y la normativa de seguridad homologada. No
obstante, existe riesgo de que se produzcan daños personales o
materiales si no se respetan las instrucciones de seguridad que
figuran en el folleto de seguridad adjunto, así como las advertencias
de este manual de uso. Entregue siempre la estación de soldar
WXD 2 a terceras personas sólo junto con el manual de
instrucciones.
2.1 Uso reglamentario
Utilice la estación desoldadora WXD 2 exclusivamente para la
finalidad de soldar y desoldar en las condiciones indicadas en el
manual de instrucciones. El uso reglamentario de la estación
desoldadora WXD 2 también implica que usted
− siga las instrucciones de este manual,
− siga las instrucciones de todos los documentos que acompañan al
aparato,
− cumpla las normas de prevención de accidentes laborales
vigentes en el país de uso.
El fabricante no asume ninguna responsabilidad en caso de
realización de modificaciones por cuenta propia en el aparato.
3 Piezas suministradas
− Estación desoldadora WXD 2
− Cable de alimentación
− Manual de uso de la estación desoldadora WXD 2
− Folleto adjunto a estas instrucciones con las normas de seguridad
− CD (“Monitorsoftware”)
Filtro principal
−
Conector Jack (clavija) 3,5 mm
−
4 Descripción del aparato
La estación desoldadora Weller WXD 2 es una estación muy versátil
para la reparación profesional de componentes electrónicos de
última generación en el sector de los sistemas de producción
industrial, así como para su uso en reparaciones y laboratorios.
La WXD 2 dispone de 2 canales independientes que le permiten
funcionar con dos soldadores al mismo tiempo. El sistema
electrónico de regulación, junto con los sensores y el sistema de
transmisión térmica de alta calidad incorporados en el soldador,
garantizan una regulación precisa de la temperatura de la punta de
soldar. La rápida captación de los valores de medición proporciona
la máxima precisión de la temperatura y un comportamiento
optimizado bajo carga.
La temperatura se puede ajustar en un rango de 50 °C – 550 °C
(150 °F – 999 °F) dependiendo de la herramienta de soldar.
Page 47

WXD 2 5-20
La temperatura de referencia y la real aparecen indicadas en la
pantalla digital.
Es posible asignar una temperatura predeterminada a cada una de
las cuatro teclas (2 teclas por herramienta de trabajo) para poder
activarlas directamente.
La estación desoldadora Weller WXD 2 dispone de las siguientes
funciones y propiedades:
− Concepto de manejo moderno y navegación
− Manejo mediante teclas sensitivas
− Menú en varios idiomas
− Pantalla gráfica LC con fondo iluminado azul mediante tecnología
LED
− Soporta herramientas de hasta 200 W ó 2 x soldadores de 120 W
al mismo tiempo
− La estación desoldadora Weller WXD 2 no necesita calibración
− 2 conectores para soldadores con memoria de parámetros
integrada (p. ej. temperatura fija)
− Detección automática de la herramienta de trabajo y activación de
los parámetros de regulación específicos del soldador
− Regulación digital de la temperatura
− Versión antiestática del aparato según normativa ESD (para
componentes expuestos a cargas electroestáticas)
− Diferentes posibilidades de compensación de potencial en el
aparato (configuración estándar con toma de tierra directa)
− Ajuste de los parámetros específicos del soldador como p. ej.:
temperatura standby; tiempo standby; tiempo de desconexión
automática AUTO-OFF; Offset; comportamiento térmico; rango de
proceso; salida para robot (toma de conexión libre de potencial)
− Ajuste de los parámetros específicos de la estación: idioma;
unidad de medición de la temperatura °C/°F; contraseña;
activación/desactivación de tonos del teclado; contraste y brillo de
la pantalla LCD; salvapantalla
− 2 conectores para los equipos periféricos (p. ej. WFE, WHP)
− Conexión digital para robot con desacoplamiento óptico
− Puerto USB para memoria portátil (para la actualización de
firmware, parametrización y monitorización)
− Unidad de vacío
− Posibilidad de entrada para pedal interruptor mediante un
adaptador (véanse los accesorios de la página 20)
DE EN ES IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 48

6-20 WXD 2
r
Datos técnicos WXD 2
Dimensiones L x An x Al (mm): 170 x 151 x 130
L x An x Al (pulgadas): 6,69 x 5,94 x
5,12
Peso aproximadamente 3,2 kg
Tensión de red 230 V, 50 Hz
Consumo de potencia 200 W (240 W)
Clase de protección I, caja antiestática
III, soldado
Protección Disparadorde sobrecorriente T2 A
Rango de temperatura Regulable
50 °C – 550 °C (150 °F – 999 °F)
La gama de temperatura regulable
varía en función de la herramienta.
Precisión de la temperatura ± 9 °C (± 17 °F)
Estabilidad térmica ± 2 °C (± 4 °F)
Aire comprimido: Presión de entrada 400 - 600 kPA
(58-87 psi) libre de aceite, aire
comprimido seco
Convertidor de aire
comprimido:
Consumo de aire 35 l / min.
Depresión máx. 55 kPA (8 psi)
Toma de aire comprimido: Manguera de aire comprimido
diámetro exterior 6 mm (0,24“)
Material del panel de
Cristal antiestático con recubrimiento
control
Pantalla:
Dimensiones
74 x 38 mm
Resolución 255 x 127 (128) dots
Iluminación del fondo 4 LEDs
Fig. 3
a
Equipotencial
Gracias a las diferentes posibilidades de conexión del conector
b
hembra de 3,5 mm (17) hay 4 variantes posibles:
− (a) Toma de tierra directa: sin conector (estado de suministro).
c
d
− (b) Equipotencial: con conector, línea equipotencial en el contacto
central.
− (c) Sin potencial: con conector
− (d) Toma de tierra indirecta: con enchufe y resistencia soldada.
Puesta a tierra a través de la resistencia seleccionada
Puerto USB
La unidad de control WXD 2 incorpora un puerto USB (11) en la
parte frontal para la actualización de firmware, parametrización y
monitorización.
Page 49

WXD 2 7-20
5 Puesta en servicio del aparato
¡ADVERTENCIA!
Nota En la estación desoldadora WXD 2 se pueden conectar únicamente
Fig. 4
Fig. 5
Peligro de descarga eléctrica y de sufrir quemaduras
Si se conecta inadecuadamente la unidad de control existe
peligro de provocar daños personales y materiales como
consecuencia de descargas eléctricas. Durante el funcionamiento
de la unidad de control existe peligro de sufrir quemaduras con el
soldador.
Z Lea detenidamente todas las normas de seguridad adjuntas,
las normas de seguridad del manual de uso, así como las
instrucciones de su unidad de control antes de ponerla en
funcionamiento y siga siempre las normas de precaución.
Z Siempre y cuando no utilice el soldador colóquelo en el
soporte de seguridad.
Consulte los componentes del aparato (Fig. 1 y Fig. 2).
soldadores con los conectores adecuados. Los utensilios que se
pueden conectar a la estación WXD 2 figuran en la lista de
accesorios de la página 20.
1. Desembalar el aparato cuidadosamente.
2. Enchufar la manquera de aire comprimido con un diámetro
exterior de 6 mm en el cople rápido para la toma de aire
comprimido (22). Establecer la alimentación de aire comprimido
limpio de aceite y seco a una presión de 600 kPa (87 psi).
3. Colocar el soldador en el soporte. Insertar la clavija de conexión
(9/15) en la unidad de alimentación corriente y bloquearla
girándola en sentido horario.
4. Colocar el lápiz de soldadura en el soporte de seguridad.
5. Comprobar si la tensión de la red coincide con la de la placa de
datos técnicos y si el interruptor principal (21) está
desconectado.
6. Conectar la unidad de control a la red (19).
7. Encender el aparato con el interruptor principal (21).
Aparecerá el indicador Startup en la pantalla (véase la Fig. 4).
Una vez conectado el aparato el microprocesador realiza un autotest y lee los parámetros guardados en la herramienta.
Si hay un soldador conectado aparecerá la temperatura ajustada
(valor de referencia, 31/35) en la pantalla, la unidad de medición de
la temperatura °C/°F (33), la temperatura real (temperatura actual
del soldador) (34) y las temperaturas fijas memorizadas
(28/29/37/38). El vacío requerido para deshacer la soldadura se
activa mediante el interruptor de dedo integrado al desoldador.
Nota Al trabajar sin filtro se destruye el convertidor de aire comprimido.
(Página 19)
DE EN ES IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 50

8-20 WXD 2
6 Manejo del aparato
6.1 Manejo
2
1
13
16
Fig. 6: controles WXD 2
Teclas Manejo Función
Tecla de mando 1, 2,
3, 4
Mantener pulsada la tecla 1, 2, 3 ó
Mantener pulsadas al mismo
Tecla 16 y 1
ó 2
Tecla 6 y 3
ó 4
Selector 6, 16 Pulsar brevemente la tecla 6 ó 16
Tecla 6 Pulsar brevemente la tecla 6
Selector giratorio 7 Mover el dedo sobre el selector
Hacer clic a la derecha o izquierda
Tecla Enter 8 Pulsar brevemente la tecla 8
*) véanse también los componentes del aparato (Fig. 1 y Fig. 2).
Pulsar brevemente la tecla 1, 2, 3
ó 4
4
durante 3 seg.
tiempo las teclas 1 y 2 ó 3 y 4
Mantener pulsadas al mismo
tiempo las teclas 16 y 1 ó 16 y 2
Mantener pulsadas al mismo
tiempo las teclas 6 y 3 ó 6 y 4
Mantener pulsada la tecla 6 ó 16
durante 3 seg.
giratorio
La temperatura fija (28/29/37/38)* queda guardada
como temperatura de referencia activa (31/35)*.
(canal de soldador: tecla 1, 2 = izquierdo;
Tecla 3, 4 = derecho)
− Avanzar/retroceder en el menú de parámetros
− La temperatura de referencia activa queda
memorizada como temperatura fija de la tecla
pulsada (1, 2, 3 ó 4).
− 1 y 2 = el canal izquierdo (15)* se bloquea o abre
− 3 y 4 = el canal derecho (9)* se bloquea o abre
− Acceso al Menú de parámetros
− Acceso al Menú de parámetros
− Selección del equipo adicional, requisito para abrir
los ajustes de los parámetros del equipo adicional (p.
ej. WFE)
− Se abrirá la ventana de la temperatura de referencia
− Saldrá del menú de parámetros
− Selección/Ajuste del valor
− Navegación por el menú
− Se abrirá la ventana de la temperatura de referencia
del soldador conectado a la derecha/izquierda
− Se confirma el valor/opción seleccionada
3
4
5
6
7
8
Page 51

WXD 2 9-20
6.2 Ejemplo de manejo 1:
Ajuste de la temperatura
1. Mantener pulsado el selector 6 ó 16
durante 3 seg.
La pantalla cambiará a la temperatura de referencia (véase la
Fig. 7
Nota Si no hay actividad durante 10 segundos se sale automáticamente
Fig. 7).
2. Ajustar la temperatura de referencia deseada mediante el
selector giratorio (7).
3. Confirmar el valor pulsando la tecla Enter (8).
4. Salir del menú de parámetros pulsando la tecla 6.
del menú de parámetros.
6.3 Ejemplo de manejo 2:
Acceso al menú de parámetros y selección del
punto de menú
1. Mantener pulsadas al mismo tiempo las teclas 16 y 1 ó 16 y 2 ó 6
y 3 ó 6 y 4.
Mientras que el aparato pasa al menú de parámetros aparecerá
en la pantalla el siguiente mensaje de texto (véase también la
Fig. 8):
Fig. 8
Fig. 9
Fig. 9
Fig. 10
"Pasar al menú de parámetros" "Mantener pulsadas las teclas".
2. Seleccionar el punto de menú mediante el selector giratorio (7).
El punto seleccionado aparecerá sobre un fondo negro (p. ej.
"Standby Temp.“, véase la Fig. 9).
3. Confirmar el punto seleccionado pulsando la tecla Enter (8).
La pantalla pasará al Modo de Selección/Entrada (véase la
Fig. 10).
4. Realizar el ajuste con el selector giratorio (7).
5. Confirmar el ajuste pulsando la tecla (8).
El ajuste queda memorizado y la pantalla muestra el menú de
parámetros.
6. Seleccionar un nuevo punto de menú mediante el selector
giratorio (7) y ajustar el valor deseado (véase el apartado 3.-5.)
– o –
salir del menú de parámetros pulsando la tecla 6.
DE EN ES IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 52

10-20 WXD 2
6.4 Conexión del soldador
Consulte los componentes del aparato (Fig. 1 y Fig. 2).
1. Comprobar si el soldador deseado está conectado correctamente
(véase "Puesta en servicio del aparato" en la página 7).
2. Conectar el aparato con el interruptor principal (21).
La pantalla mostrará la temperatura real (34), la temperatura de
referencia (31/35) así como las temperaturas fijas (28/29 ó
37/38) del soldador conectado. La temperatura de referencia y
las temperaturas fijas están guardadas en el soldador. La
temperatura real aumentará hasta alcanzar la temperatura de
referencia (= el soldador se calienta).
Nota Si desea conectar dos soldadores al mismo tiempo en la estación
desoldadora WXD 2 deberá tener en consideración la desconexión
por sobrecarga.
Nota
Encontrará más variantes de conexión en la página 22. Siga las
instrucciones del manual de uso del aparato conectado.
Fig. 11:
WXD 2 con
desoldadora
conectado
Fig. 12
Fig. 13
Desconexión por sobrecarga (240 W)
Si conecta dos soldadores al mismo tiempo en la estación
desoldadora WXD 2, que juntos precisen más de 240 W, se
producirá una desconexión por sobrecarga (véase la Fig. 12).
En este caso sólo podrá usar un soldador/canal.
Activación del soldador/canal:
Z Pulsar al mismo tiempo las teclas de mando deseadas 1 y 2
(canal izquierdo (15)) o 3 y 4 (canal derecho (9)).
– o–
Retirar el soldador deseado de su soporte.
6.5 Ajuste individual de la temperatura
Consulte los componentes del aparato (Fig. 1 y Fig. 2).
Ajuste de la temperatura fija
1. Mantener pulsado el selector deseado 6 ó 16.
La temperatura de referencia actual aparecerá en la pantalla
(véase la Fig. 13).
2. Ajustar la temperatura de referencia deseada mediante el
selector giratorio (7).
Page 53

WXD 2 11-20
3. Confirmar el valor pulsando la tecla Enter (8).
4. Mantener pulsado el selector 1, 2, 3 ó 4 durante 3 seg. para
guardar (memorizar) la temperatura de referencia actual como
temperatura fija (en la tecla pulsada).
Nota Encontrará más información (p. ej. temperatura fija, configuración
de fábrica) sobre el soldador inteligente en el manual de uso
correspondiente.
Selección de la temperatura con las teclas de mando 1, 2, 3 y 4
La temperatura de referencia se puede ajustar mediante la
selección de dos temperaturas (temperaturas fijas) preajustadas
(por cada soldador).
Z Pulsar la tecla de temperatura deseada 1, 2, 3 y 4.
El soldador se ajustará a la temperatura deseada.
6.6 Conexión/Desconexión del canal
Consulte los componentes del aparato (Fig. 1 y Fig. 2).
Canal izquierdo (15)
Z Pulsar al mismo tiempo las teclas de mando 1 y 2 para
conectar/desconectar el soldador.
DE EN ES IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Fig. 14
Canal derecho (9)
Z Pulsar al mismo tiempo las teclas de mando 3 y 4 para
conectar/desconectar el soldador.
Nota El soldador se conectará en cuanto que sea retirado del soporte.
Los soldadores incorporan un sensor de movimiento.
Canal bloqueado
Si un canal está bloqueado aparecerá "OFF" en la pantalla (23).
6.7 Soldar y desoldar
Z Realice los trabajos de soldadura según el manual de uso del
soldador conectado.
Manipulación de las puntas de soldar
− Al calentar por primera vez la punta de soltar seleccionada
aplicarle un poco de estaño. De esta forma se eliminan posibles
restos de óxido o impurezas que pueden aparecer durante su
almacenaje.
− Para realizar descansos mientras suelda o al colocar el soldador
en el soporte es imprescindible procurar que la punta de soldar
esté bien estañada.
− No utilizar fundentes agresivos.
− Asegurarse de que las puntas de soltar estén siempre colocadas
correctamente.
− Ajustar la temperatura más baja posible
Page 54

12-20 WXD 2
− Seleccionar la punta de soldar más grande posible para la
aplicación deseada, por regla general: aprox. tan grande como el
punto de soldadura.
− Procurar que el calor se transmita ampliamente entre la punta de
soldar y el punto de soldadura estañando bien la punta de soldar.
− En caso de pausas prolongadas desconectar el equipo y utilizar la
función de reducción de la temperatura de la estación Weller.
− Aplicar estaño a la punta de soldar antes de depositar el soldador
durante un espacio de tiempo prolongado.
− Aplicar el estaño directamente en el punto de soldadura para que
se funda y no en la punta de soldar.
− Cambiar las puntas de soldar con las herramientas apropiadas.
− No someter la punta de soldar a esfuerzos mecánicos.
Nota Las unidades de control están ajustadas para funcionar con puntas
de soldar de tamaño mediano. Pueden surgir diferencias de
comportamiento debido al cambio de punta o al utilizar puntas con
una forma diferente.
7 Ajuste de los parámetros a través del
menú de parámetros
El menú de parámetros está dividido en dos:
Parámetros
Opciones:
- Temperatura standby
- Tiempo standby (desconexión de la temperatura)
- Tiempo AUTO-OFF (tiempo de desconexión automática)
- Offset (offset de temperatura)
- Comportamiento térmico
- Rango de proceso
Parámetros de la estación
Opciones:
- Idioma
- Unidad de medición de la temperatura °C/°F
- Contraseña (función de bloqueo)
- Activación/desactivación de tonos del teclado
- Contraste LCD
- Brillo LCD
- Salvapantalla
- Salida para robot
- Vacío conexión retardada
- Vacío desconexión retardada
Page 55

WXD 2 13-20
7.1 Ajuste de los parámetros
Consulte los componentes del aparato (Fig. 1 y Fig. 2).
Ajuste de la temperatura standby
Nota Los soldadores disponen de un detector de uso (sensor) en el
mango que en caso de inactividad se encarga de iniciar
automáticamente la operación de enfriamiento.
Encontrará más información sobre el soldador inteligente en el
manual de uso correspondiente.
Después de una desconexión de temperatura se ajusta
automáticamente la temperatura standby.
1. Acceder al menú de parámetros.
Fig. 15
Fig. 16
Fig. 17
Fig. 17
Fig. 18
Fig. 18
2. Seleccionar el punto de menú Temperatura standby.
3. Ajustar la temperatura standby mediante el selector giratorio (7).
4. Confirmar el valor pulsando la tecla Enter (8).
5. Salir del menú de parámetros pulsando la tecla 6.
Ajuste de la desconexión de la temperatura (Tiempo standby)
Cuando no se utiliza el soldador, la temperatura se reduce hasta
alcanzar la temperatura standby después de que haya transcurrido
el tiempo standby ajustado. El estado standby se indica con un valor
real intermitente y en la pantalla aparece "Standby" (25).
Al pulsar la tecla de mando 1, 2, 3 ó 4 finaliza este estado standby.
El sensor integrado en el soldador detectar el cambio de estado y
desactiva el estado standby en cuando que se mueve el soldador.
Ajuste del tiempo standby:
1. Acceder al menú de parámetros.
2. Seleccionar el punto de menú Tiempo standby y confirmar.
3. Ajustar el tiempo standby deseado mediante el selector
giratorio (7).
En Tiempo stanby están disponibles los siguientes ajustes:
− "OFF" = "0 min": el tiempo standby está desconectado
(configuración de fábrica)
− "ON" = "1-99 min": tiempo standby, ajustable individualmente
4. Confirmar el valor pulsando la tecla Enter (8).
Seleccionar otro parámetro ajustable en el menú
o
salir del menú de parámetros pulsando la tecla 6.
Nota En los trabajos de soldar que requieran poca temperatura se puede
ver mermada la fiabilidad de la función standby.
DE EN ES IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Fig. 19
Ajustar el tiempo de desconexión automática (AUTO-OFF)
Si no se utiliza el soldador, una vez transcurrido el tiempo
AUTO-OFF se desconecta la resistencia del soldador.
La desconexión de temperatura se realiza independientemente de la
función standby ajustada. La temperatura real parpadea y sirve para
indicar el calor residual. Mientras aparece en la pantalla
"AUTO-OFF" (24).
Page 56

14-20 WXD 2
/
1. Acceder al menú de parámetros.
2. Seleccionar el punto de menú Tiempo AUTO-OFF y confirmar.
3. Ajustar el tiempo AUTO-OFF deseado mediante el selector
giratorio (7).
En tiempo AUTO-OFF están disponibles los siguientes ajustes:
Fig. 20
Nota Reset del modo standby y AUTO-OFF:
Fig. 21
− "OFF" = "0 min": la función AUTO-OFF está desconectada
(configuración de fábrica)
− "ON" = "1-999 min": tiempo AUTO-OFF, ajustable
individualmente.
4. Confirmar el espacio de tiempo mediante la tecla Enter (8).
Seleccionar otro parámetro ajustable en el menú o
salir del menú de parámetros pulsando la tecla 6.
Se realiza presionando la tecla de mando 1, 2, 3 ó 4, accionando el
botón -
pedal interruptoro retirando el soldador del soporte.
Ajustar el offset de temperatura
La temperatura real de la punta del soldador se puede ajustar
introduciendo un offset de temperatura de aproximadamente
± 40 °C (± 72 °F).
1. Acceder al menú de parámetros.
2. Seleccionar el punto de menú OFFSET y confirmar.
3. Ajustar la temperatura OFFSET deseada mediante el selector
giratorio (7).
4. Confirmar el valor pulsando la tecla Enter (8).
Seleccionar otro parámetro ajustable en el menú o
salir del menú de parámetros pulsando la tecla 6.
Ajuste del comportamiento térmico
Esta función determina el comportamiento térmico del soldador
hasta alcanzar la temperatura ajustada.
1. Acceder al menú de parámetros.
Fig. 22
2. Seleccionar el punto de menú comportamiento térmico y
confirmar.
3. Ajustar la función reguladora mediante el selector giratorio (7).
Dispone de los siguientes ajustes:
− "standard": calentamiento adaptado (medio) (configuración de
fábrica)
− "suave“: calentamiento lento
− "rápido“: calentamiento rápido
4. Confirmar el ajuste pulsando la tecla (8).
Seleccionar otro parámetro ajustable en el menú o
salir del menú de parámetros pulsando la tecla 6.
Ajuste del rango de proceso
El margen de temperatura ajustado en el rango de proceso
determina el comportamiento de las señales de la salida de
conexión sin potencial.
Page 57

WXD 2 15-20
1. Acceder al menú de parámetros.
2. Seleccionar el punto de menú Rango de proceso y confirmar.
3. Ajustar el margen de temperatura deseado en el rango de
proceso mediante el selector giratorio (7).
4. Confirmar el valor pulsando la tecla Enter (8).
Fig. 23
Seleccionar otro parámetro ajustable en el menú o
salir del menú de parámetros pulsando la tecla 6.
Nota En soldadores con iluminación LED (p. ej. WXDP 120) el margen
de proceso determina el comportamiento de la iluminación LED.
− Si la luz está encendida constantemente significa que se ha
alcanzado la temperatura deseada o que la temperatura está
dentro del rango de proceso predefinido.
− La luz intermitente significa que el sistema se está calentando y
que la temperatura está fuera del rango de proceso.
7.2 Ajuste de los parámetros de la estación
Consulte los componentes del aparato (Fig. 1 y Fig. 2).
Selección del idioma del menú
1. Acceder al menú de parámetros.
2. Seleccionar el punto de menú Idioma y confirmar.
3. Ajustar el idioma deseado mediante el selector giratorio (7).
Fig. 24
Fig. 25
4. Confirmar el ajuste pulsando la tecla Enter (8).
Cambio de la unidad de medición de la temperatura
1. Acceder al menú de parámetros.
2. Seleccionar el punto de menú Unidad de medición temperatura
°C/°F y confirmar.
3. Ajustar la unidad de medición deseada para la temperatura
mediante el selector giratorio (7).
4. Confirmar el ajuste pulsando la tecla (8).
DE EN ES IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Fig. 26
Activar/desactivar la función de bloqueo
Tras conectar el bloqueo, en la estación de soldar tan sólo se
pueden manejar las teclas de la temperatura fija (= teclas de mando
1, 2, 3 y 4) . No es posible cambiar ninguno de los demás ajustes
hasta que se realice el desbloqueo.
Nota Si realmente desea disponer únicamente de una temperatura
deberá ajustar las teclas de mando 1, 2 y/o 3, 4 (teclas de
temperatura fija) a la misma temperatura.
Bloqueo de la estación de soldar:
1. Acceder al menú de parámetros.
2. Seleccionar el punto de menú Contraseña y confirmar.
Page 58

16-20 WXD 2
3. Ajustar el código de bloqueo deseado con tres dígitos
(entre 001-999) mediante el selector giratorio (7) (véase la
Fig. 26).
4. Confirmar el valor pulsando la tecla Enter (8).
El bloqueo está activado (en la pantalla aparecerá un candado (32),
véase también la Fig. 27).
Fig. 27
Fig. 28
Fig. 29
Fig. 30
Desbloqueo de la estación de soldar
1. Acceder al menú de parámetros.
Si el bloqueo está activado se abrirá automáticamente el punto
del menú Contraseña. En la pantalla aparecerán tres asteriscos
(***).
2. Introducir el código de bloqueo mediante el selector giratorio (7).
3. Confirmar el código con la tecla Enter (8).
Activación/desactivación de los tonos del teclado.
1. Acceder al menú de parámetros.
2. Seleccionar el punto de menú Tonos teclado y confirmar.
3. Activar o desactivar los tonos del teclado mediante el selector
giratorio (7).
4. Confirmar el ajuste pulsando la tecla (8).
Ajuste del contraste LCD
1. Acceder al menú de parámetros.
2. Seleccionar el punto de menú Contraste LCD y confirmar.
3. Ajustar el contraste deseado en la pantalla LCD mediante el
selector giratorio (7).
4. Confirmar el ajuste pulsando la tecla Enter (8).
Fig. 31
Fig. 32
Fig. 33
Ajuste del brillo LCD
1. Acceder al menú de parámetros.
2. Seleccionar el punto de menú Brillo LCD y confirmar.
3. Ajustar el brillo deseado en la pantalla LCD mediante el selector
giratorio (7).
4. Confirmar el ajuste pulsando la tecla Enter (8).
Ajuste del salvapantalla
1. Acceder al menú de parámetros.
2. Seleccionar el punto de menú Salvapantalla y confirmar.
3. Activar o desactivar el salvapantalla mediante el selector
giratorio (7).
4. Confirmar el ajuste pulsando la tecla Enter (8).
Page 59

WXD 2 17-20
Definición de la salid del robot
La salida para el robot se encuentra en la parte trasera del aparato
(18). La asignación de los pines de la salida del robot se puede
consultar en la página 17. En la configuración original el canal
izquierdo del soldador está asignado a la salida del robot. No
Fig. 34
Fig. 35
obstante, esta asignación se puede cambiar.
1. Acceder al menú de parámetros.
2. Seleccionar el punto de menú Salida de robot y confirmar.
3. Seleccionar el canal/canales mediante el selector giratorio (7).
En Salida del robot están disponibles los siguientes ajustes:
− "izquierdo“: canal izquierdo (configuración de fábrica)
− "derecho“: canal derecho
− "izquierdo & derecho“: ambos canales
4. Confirmar el ajuste pulsando la tecla (8).
Nota Una vez alcanzada la temperatura de trabajo del robot aparecerá
en la pantalla un – ok - (véase la Fig. 35).
DE EN ES IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Fig. 36
Vacío conexión retardada
Para evitar un arranque prematuro de la bomba o para garantizar
una fase de precalentamiento definida del punto de soldadura se
puede ajustar una conexión retardada
1. Acceder al menú de parámetros
2. Seleccionar y confirmar el punto del menú Vacío conexión
retardada.
3. Ajustar el espacio de tiempo deseado para la conexión retardada
mediante el selector giratorio (7).
Para los ajustes de tiempo de "Vacío conexión retardada" existen
las siguientes opciones:
− "OFF" = "0 min": la función "Vacío conexión retardada" está
desconectada (configuración de fábrica)
− "ON" = "1-10 seg": el espacio de tiempo "Vacío conexión
retardada" se puede ajustar individualmente.
4. Confirmar el espacio de tiempo mediante la tecla Enter (8).
Seleccionar otros parámetros de ajuste en el menú o salir del
menú de parámetros pulsando la tecla 6.
Page 60

18-20 WXD 2
Vacío desconexión retardada
Para impedir que el desoldador pueda atascarse se puede ajustar
un espacio de tiempo durante el cual el sistema de vacío continuará
conectado (desconexión retardada).
1. Acceder al menú de parámetros
Fig. 37
2. Seleccionar y confirmar el punto del menú Vacío desconexión
retardada.
3. Ajustar el espacio de tiempo deseado para "Vacío desconexión
retardada" mediante el selector giratorio (7).
Para los ajustes de tiempo de "Vacío desconexión retardada"
existen las siguientes opciones:
− "OFF" = "0 seg": la función "Vacío desconexión retardada"
está desconectada (configuración de fábrica)
− "ON" = "1-10 seg": el espacio de tiempo "vacío desconexión
retardada" se puede ajustar individualmente.
4. Confirmar el espacio de tiempo mediante la tecla Enter (8).
Seleccionar otros parámetros de ajuste en el menú o salir del
menú de parámetros pulsando la tecla 6.
7.3 Actualización de firmware
1. Desconectar la estación desoldadora WXD 2.
Fig. 39
Fig. 38
2. Introducir la memoria portátil (lápiz USB) en el puerto USB.
3. Conectar la estación desoldadora WXD 2.
El firmware se actualiza automáticamente (véase la Fig. 38).
Si ya tuviera instalado un firmware actualizado, éste no sufrirá
ninguna modificación.
Fig. 39
Fig. 40: conexión
delantera de WFE
Nota Mientras se actualiza el firmware no está permitido desconectar la
estación.
7.4 Conexión de equipos adicionales
Consulte los componentes del aparato (Fig. 1 y Fig. 2).
Los equipos adicionales se pueden conectar en la interfaz de la
parte delantera (36) y/o en la interfaz de la parte trasera (30) de la
estación desoldadora WXD 2.
La estación desoldadora WXD 2 detecta automáticamente el equipo
que está conectado. La estación desoldadora WXD 2 muestra en la
parte izquierda (interfaz delantera (36), véase la Fig. 40) o en la
parte derecha (interfaz trasera) el símbolo o el nombre del equipo
adicional conectado (30/36).
7.5 Ajuste de los parámetros de los equipos
adicionales
Consulte los componentes del aparato (Fig. 1 y Fig. 2).
1. Seleccionar un equipo adicional mediante la tecla de equipo
adicional (delante/detrás) (6, 16).
El parámetro ajustable aparecerá en la pantalla (p. ej. número de
revoluciones).
Page 61

WXD 2 19-20
2. Ajustar el valor deseado mediante el selector giratorio (7).
3. Confirmar el valor pulsando la tecla Enter (8).
o
Pulsar la tecla 6 para salir.
8 Cuidado y mantenimiento de la estación
WXD 2
Z Si estuviera sucio, limpiar el panel de control con un paño
adecuado.
Z Cerrar las interfaces no utilizadas con sus tapas.
9 Mensajes de error y su reparación
Mensaje/Síntoma Causa posible Reparación
Indicación "- - -"
Sin función de pantalla
(pantalla desconectada)
OFF
No se puede conectar el canal
No hay vacío en la herramienta
de desoldar
No hay suficiente vacío en la
herramienta de desoldar
− No se ha detectado la
herramienta
− Herramienta defectuosa
− No hay tensión de red
disponible
− Desconexión por sobrecarga − Únicamente se puede usar un
− Vacío no conectado
− Boquilla de desoldar
atascada
− Aire comprimido no
conectado o conectado
incorrectamente
− El cartucho filtrante de la
herramienta de desoldar está
lleno
− El filtro principal de la
estación de soldar está lleno
− Comprobar la conexión de la
herramienta al aparato
− Comprobar la herramienta
conectada
− Conectar el interruptor principal
− Comprobar la tensión de red
− Comprobar el fusible del aparato
soldador.
− Conectar el tubo flexible de
aspiración en la toma de vacío
− Limpiar la boquilla de desoldar
con una herramienta de limpieza
− Conectar el aire comprimido en
la toma de aire comprimido o
revisarla, si ya estuviera
conectada
− Cambiar el cartucho filtrante de
la herramienta de desoldar
− Cambiar el cartucho del filtro
principal de la estación de
soldar (Fig. 41)
DE EN ES IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Fig. 41
Page 62

20-20 WXD 2
10 Accesorios
T005 13 202 99 WXDP 120 Desoldador con soporte WDH 70
T005 29 202 99 WXP 120 Kit de soldadura con soporte WDH 10
T005 29 206 99 WXP 200 Kit de soldadura con soporte WDH 31
T005 29 212 99 WXP 65 Kit de soldadura con WDH 10
T005 13 178 99 WXMT Micropinza de desoldar con soporteWDH 60
T005 29 204 99 WXMP Microsoldador con soporte WDH 50
T005 15 121 99 WDH 10 Soporte de seguridad para WXP 120
T005 15 158 98 WDH 31 Soporte de seguridad para WXP 200
T005 15 156 99 WDH 50 Soporte de seguridad para WXMP
T005 15 169 99 WDH 60 Soporte de seguridad para WXMT
T005 15 172 99 WDH 70 Soporte de seguridad para WXDP 120
T005 36 476 99 WFE 20D Aspirador de humo de soldadura 230 V
T005 36 266 99 WFE 2S Aspirador portátil 230 V
T005 36 256 99 WFE 4S Aspirador portátil 230 V
T005 36 586 99 WFE 8S Aspirador portátil 230 V
T005 33 648 99 WHP 1000 Placa precalefactora 1000 W
T005 33 386 99 WHP 3000 Placa precalefactora por infrarrojos
600 W
T005 33 646 99 WHP 3000 Placa precalefactora por infrarrojos
1200 W
T005 87 647 10 WX Cable de conexión
T005 87 647 11 WX Adaptador para PC
T005 87 647 12 WX Adaptador para WFE/WHP
T005 13 120 99 Pedal
T005 87 650 53 WX Adaptador para pedal
T005 87 488 52 Filtro WDD/WXD Recambio
Consultar el resto de los accesorios en los manuales de uso de los
diferentes kits de accesorios para soldador.
11 Eliminación de residuos
Elimine los componentes y filtros cambiados en el aparato, así como
aparatos en desuso, siguiendo la normativa vigente en su país.
12 Garantía
Los derechos de reclamación por defectos del comprador prescriben un
año después de la compra. Sólo válido para los derechos del comprador
según el art. §§ 478, 479 BGB (código civil alemán). Únicamente nos
responsabilizamos de los derechos de garantía cuando la garantía de
compra y vida útil del aparato haya sido entregada por nosotros por
escrito y utilizando el término "Garantía".¡Reservado el derecho a
realizar modificaciones técnicas! Encontrará los manuales de
instrucciones actualizados en www.weller-tools.com.
Page 63

WXD 2 Alternative configurations
T 005 87 647 10
T 005 87 647 10
T 005 87 647 10
Alternative configurations
T 005 87 647 12
T 005 87 647 10
T 005 87 647 12
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
T 005 87 647 12
T 005 87 647 12
Robot output pin assignments
T 005 87 647 11
T 005 87 647 10
Page 64

WXD 2 Exploded Drawing
Exploded-view diagram
Note Components must be fitted and replaced by the authorised Repair
Service, otherwise the warranty will be void.
Page 65

G E R M A N Y
A
A
A
Weller Tools GmbH
Carl-Benz-Str. 2
74354 Besigheim
Phone: +49 (0) 7143 580-0
Fax: +49 (0) 7143 580-108
G R EAT BRITAIN
Apex Tool Group
(UK Operations) Ltd
4th Floor Pennine House
Washington, Tyne & Wear
NE37 1LY
FRANCE
Apex Tool France S.A.S
25 Av. Maurice Chevalier B.P. 46
77832 Ozoir-la-Ferrière Cedex
Phone: +33 (0) 160.18.55.40
Fax: +33 (0) 164.40.33.05
Phone: +44 (0) 191 419 7700
Fax: +44 (0) 191 417 9421
I T A L Y
Apex Tool S.r.I.
Viale Europa 80
20090 Cusago (MI)
Phone: +39 (02) 9033101
Fax: +39 (02) 90394231
S W I T Z E R LAND
Apex Tool Switzerland Sàrl
Rue de la Roselière 12
1400 Yverdon-les-Bains
Phone: +41 (0) 24 426 12 06
Fax: +41 (0) 24 425 09 77
U S T R A L I
Apex Tools
P.O. Box 366
519 Nurigong Street
Albury, N. S. W. 2640
Phone: +61 (2) 6058-0300
C A NAD
Apex Tools - Canada
164 Innisfil
Barrie Ontario
Canada L4N 3E7
Phone: +1 (905) 455 5200
CHINA
Apex Tool Group
A-8 building, No. 38 Dongsheng
Road,
Heqing Industrial Park, Pudong
Shanghai PRC 201201
Phone: +86 (21) 60880288
Fax: +86 (21) 60880289
USA
Apex Tool Group, LLC
14600 York Rd. Suite A
Sparks, MD 21152
Phone: +1 (800) 688-8949
Fax: +1 (800) 234-0472
www.weller-tools.com
Weller® is a registered Trademark and registered Design of Apex Tool Group, LLC
© 2011, Apex Tool Group, LLC
T005 57 259 00 / 12.2011
Page 66

WXDP 120
Betriebsanleitung
DE
EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 67

WXDP 120
r
r
A
WXDP 120
Geräteübersicht
WXDP 120
WDH 70
1. Saugdüse 5. Vakuumschlauch
2. Heizkörpe
3. Fingerschalte
4.
nschlusskabel 8. Filteraufnahme Zinnsammelbehälter
6. LED Statusanzeige
7. Griff Handstück
Page 68

WXDP 120 3-8
Inhaltsverzeichnis
Zu dieser Anleitung .................................................................... 3
1
2 Zu Ihrer Sicherheit ..................................................................... 3
3 Lieferumfang .............................................................................. 5
4 Gerätebeschreibung .................................................................. 5
5 Inbetriebnahme des Gerätes ..................................................... 6
6 Reinigung und Wartung ............................................................. 7
7 Entsorgung ................................................................................ 8
8 Garantie ..................................................................................... 8
1 Zu dieser Anleitung
Wir danken Ihnen für das mit dem Kauf des Weller Entlötkolben
WXDP 120 erwiesene Vertrauen. Bei der Fertigung wurden
strengste Qualitätsanforderungen zugrunde gelegt, die eine
einwandfreie Funktion des Gerätes sicherstellen.
Diese Anleitung enthält wichtige Informationen, um den Entlötkolben
WXDP 120 sicher und sachgerecht in Betrieb zu nehmen, zu
bedienen, zu warten und einfache Störungen selbst zu beseitigen.
Z Lesen Sie diese Anleitung und die beiliegenden
Sicherheitshinweise vor Inbetriebnahme des Entlötkolben
WXDP 120 durch.
Z Bewahren Sie diese Anleitung so auf, dass sie für alle Benutzer
zugänglich ist.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
1.1 Einzuhaltende Richtlinien
Der Weller Entlötkolben WXDP 120 entspricht der EGKonformitätserklärung gemäß den grundlegenden
Sicherheitsanforderungen der Richtlinien 2004/108/EG und
2006/95/EG.
1.2 Geltende Unterlagen
− Betriebsanleitung für Ihre Versorgungseinheit
− Betriebsanleitungen für WXDP 120
2 Zu Ihrer Sicherheit
− Der Entlötkolben WXDP 120 wurde nach dem neuesten Stand der
Technik und anerkannten Sicherheitsregeln und -bestimmungen
entsprechend hergestellt.
− Bei Nichtbeachtung der beiliegenden Sicherheitsinformationen
und aufgeführten Warnhinweise besteht jedoch die Gefahr von
Personen- und Sachschäden.
− Geben Sie den WXDP 120 Entlötkolben nur zusammen mit dieser
Betriebsanleitung weiter.
Page 69

4-8 WXDP 120
− Der Hersteller ist nicht haftbar für Schäden, die aus einer
unsachgemäßen Verwendung des Werkzeugs oder unerlaubten
Veränderungen am Gerät entstehen.
2.1 Beachten Sie bitte Folgendes:
Allgemeine
Hinweise
Umgang mit
Saugdüsen
− Legen Sie den Entlötkolben WXDP 120 immer in die
vorgesehene Sicherheitsablage.
− Entfernen Sie alle entzündbaren Objekte aus der Nähe des
heißen Entlötwerkzeugs.
− Tragen Sie bei der Arbeit mit dem WXDP 120 entsprechende
Schutzkleidung.
− Lassen Sie den heißen WXDP 120 nie unbeaufsichtigt.
− Führen Sie keine Arbeiten an unter Spannung stehenden Teilen
aus.
− Antistatische Kunststoffe sind zur Verhinderung von statischen
Ladungen mit leitenden Füllstoffen versehen. Dadurch sind auch
die Isoliereigenschaften des Kunststoffes vermindert.
Führen Sie keine Arbeiten an unter Spannung stehenden Teilen
aus.
− Tragen Sie bei Entlötanwendungen immer einen Augenschutz.
− Lesen und beachten Sie die Betriebsanleitung der jeweiligen
verwendeten Weller WX Versorgungseinheit
− Legen Sie heiße Saugdüsen weder auf die Arbeitsfläche oder
auf Kunststoffflächen noch lassen Sie sie dort zurück.
− Benetzen Sie beim ersten Aufheizen des Kolbens die verzinnten
Saugdüsen mit Lot, wodurch lagerbedingte Oxidschichten oder
Unreinheiten von den Saugdüsen entfernt werden.
− Vergewissern Sie sich, dass bei Arbeitsunterbrechungen
zwischen Entlöten sowie vor der Lagerung des Gerätes die
Saugdüsen gut benetzt sind.
− Verwenden Sie keine aggressiven Flussmittel.
− Immer darauf achten, dass die Saugdüsen ordnungsgemäß
sitzen.
− Wählen Sie die möglichst geringste Arbeitstemperatur.
− Wählen Sie die möglichst größte Saugdüsenform für die
Anwendung: ca. so groß wie das Lötpad.
− Benetzen Sie die Saugdüsen gut, um effiziente
Wärmeübertragung zwischen Saugdüsen und Entlötpunkt zu
gewährleisten.
− Schalten Sie das System ab, wenn Sie das Entlötwerkzeug über
längere Zeit nicht verwenden möchten.
− Benetzen Sie die Saugdüsen vor Ablegen des Entlötwerkzeugs
in der Sicherheitsablage.
− Geben Sie das Lot direkt auf die Lötstelle, nicht auf die
Saugdüse.-
− Wenden Sie auf die Saugdüse keine übermäßige Kraft an.
− Immer darauf achten, dass der Entlötkolben ordnungsgemäß in
der Sicherheitsablage liegt.
Page 70

WXDP 120 5-8
2.2 Bestimmungsgemäßer Gebrauch
Verwenden Sie den WXDP 120 Entlötkolben ausschließlich für den
in der Betriebsanleitung bezüglich Lösen, Verstauung und Ablage
von elektronischen Bauteilen angegebenen Zweck unter den hier
beschriebenen Bedingungen. Der bestimmungsgemäße Gebrauch
des Entlötkolben WXDP 120 beinhaltet auch, dass
− Sie diese Anleitung beachten,
− Sie alle weiteren Begleitunterlagen beachten,
− Sie die nationalen Unfallverhütungsvorschriften am Einsatzort
beachten.
Der Hersteller übernimmt keine Haftung für Schäden, die aus
unsachgemäßem, nicht dem in der Betriebsanleitung beschriebenen
Gebrauch oder unerlaubten Änderungen am Gerät resultieren.
3 Lieferumfang
WXDP 120 verpackt T0051320199:
− WXDP 120 Entlötkolben, T0051320199
− XDS Saugdüse Ø 1,4 mm T0051325000
− Service Set DSX T0051312499
− Reinigungsset WXDP/DSX 120 T0058765773
− Konusreiniger WXDP/DSX 120 T0058765772
− Betriebsanleitung WXDP 120
Zusätzlich beim WXDP 120 Lötset T0051320299:
− WDH 70 Sicherheitsablage T0051517299
− XDS Saugdüse Ø 1,4 mm T0051325000
− Reinigungsset WXDP/DSX 120 T0058765773
− Konusreiniger WXDP/DSX 120 T0058765772
− Betriebsanleitung WXDP 120
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
4 Gerätebeschreibung
4.1 WXDP 120 Entlötkolben
Der WXDP 120 Entlötkolben kann an alle elektronisch geregelten
WELLER Entlötgeräte mit 120 W Anschlusstechnik angeschlossen
werden. Eine hochwertige Sensor und Wärmeübertragungstechnik
gewährleistet ein präzises Temperaturregelverhalten des
Entlötwerkzeuges. Der Entlötkolben eignet sich besonders gut für
Nacharbeit und Reparatur an SMD- oder konventionell bestückten
Leiterplatten. Verschiedene Saugdüsen der XDS-Serie lösen dabei
viele Entlötprobleme. Der Absaugvorgang wird durch Betätigung des
Fingerschalters ausgelöst. Der Zinnsammelbehälter besteht aus
einem Glaszylinder mit Filter. Einfaches und schnelles Wechseln
des Glaszylinders minimieren den Wartungsaufwand des
Entlötkolbens. Handgriff, Zuleitungskabel und Vakuumschlauch sind
aus antistatischem Material hergestellt und ergänzen den hohen
Qualitätsstandard dieses Entlötkolbens. Der WXDP 120 ist mit einer
Nutzungserkennung ausgestattet und kann bei Nichtgebrauch
automatisch in Standbybetrieb bzw. Aus geschaltet werden.
Page 71

6-8 WXDP 120
r
r
A
Durch die LED Statusanzeige wird der jeweilige Betriebszustand
angezeigt. Das Einstellen der Standbytemperatur sowie die
Schaltzeiten entnehmen Sie bitte der Betriebsanleitung der jeweils
verwendeten WX Versorgungseinheit.
Hinweis Der Entlötkolben WXDP 120 von Weller darf nur mit den
Weller WX Versorgungseinheiten betrieben werden.
4.2 Technische Daten
Temperaturbereich 50°C - 450°C (150°F - 850°F)
Werkzeugkabel Silikonkautschuk, hitzebeständig
Heizelement Integriertes Heizdrahtelement
Temperatursenso
Heizleistung 120 W
Spannung (Heizung) 24 V
Aufheizzeit (ca.) 35s (50°C auf 380°C)
Anschluss 12 poliger St. verpolungssicher mit
Gewicht 57 g incl. Spitze ohne Kabel
Saugdüsentyp
Versorgungseinheit
Platinsenso
C Schutzkleinspannung
(120°F auf 660°F)
Verriegelung
XDS-Baureihe
Weller WX Stationen
5 Inbetriebnahme des Gerätes
WARNUNG!
Verbrennungsgefahr
Die Entlötspitzen vom Entlötkolben werden beim Entlötvorgang
sehr heiß.
Bei Berührung der Spitzen besteht Verbrennungsgefahr.
Z Berühren Sie nicht die heißen Entlötspitzen und halten Sie
entzündbare Objekte fern.
1. Den Entlötkolben WXDP 120 vorsichtig auspacken.
2. Den Entlötkolben in der Sicherheitsablage WDH 70 ablegen.
3. Den Anschlussstecker (4) an der Versorgungseinheit
anschließen und durch Drehen im Uhrzeigersinn verriegeln.
4. Den Vakuumschlauch auf den Anschlussnippel (Vac) des
Steuergerätes stecken.
5. Überprüfen Sie, ob die Netzspannung mit der Spannungsangabe
auf dem Typenschild der WX Versorgungseinheit übereinstimmt.
6. Die Versorgungseinheit einschalten und die gewünschte
Temperatur einstellen (380°C / 716°F empfohlen).
7. Hat das Werkzeug die gewünschte Temperatur erreicht, leuchtet
die LED Status Anzeige (6) dauernd. Die Saugdüse mit Lot
benetzen.
8. Der Absaugvorgang wird durch die Betätigung des
Fingerschalters ausgelöst.
Page 72

WXDP 120 7-8
Hinweis Der Innendurchmesser der Saugdüse sollte ungefähr dem
Bohrungsdurchmesser der Platine entsprechen. Die Saugdüse
senkrecht aufsetzen und das Vakuum erst einschalten, wenn das
Lot vollständig aufgeschmolzen ist. Während des Absaugvorgangs
den Bauelementenanschluss kreisförmig bewegen. Wurde nicht das
komplette Lot abgesaugt, Lötstelle nochmals verzinnen und den
Entlötvorgang wiederholen. Durch die Verwendung von
zusätzlichem Lötdraht wird die gute Benetzungsfähigkeit der
Saugdüse erhalten und eine gute Wärmeleitfähigkeit gewährleistet.
6 Reinigung und Wartung
Um ein gutes Entlötergebnis zu erzielen, ist es wichtig den
Entlötkopf regelmäßig zu reinigen. Dazu gehört das Entleeren und
Auswecheln des Zinnbehälter (Glaszylinder) (8), sowie die
Überprüfung der Dichtungen. Einwandfreie Dichtheit der Stirnflächen
des Glaszylinders gewährleisten volle Saugleistung. Verschmutzte
Filter beeinflussen den Luftdurchsatz durch den Entlötkolben.
Verschiedene Saugdüsen lösen viele Entlötprobleme. Das passende
Werkzeug für den Saugdüsenwechsel ist im Reinigungsset
(T0058765773) integriert. Durch eine kurze Drehbewegung
(ca. 45°) können die Saugdüsen einfach und schnell gewechselt
werden. Beim Einsetzen und Arretieren die Saugdüse leicht gegen
den Heizkörper drücken.
Saugdüse nur im heißen Zustand wechseln und reinigen. Zur
Reinigung der Saugdüsenbohrung und des Saugrohres das
Reinigungswerkzeug benutzen.
Bei starken Schmutzablagerungen im Konusbereich lässt sich eine
neue Saugdüse nicht mehr einsetzen. Diese Ablagerungen lassen
sich mit dem Konusreiniger (T0058765772) für den Heizkörperkonus
entfernen.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
WARNUNG!
6.1 Wechsel der Einwegkartusche und
XDS Saugdüsen
Verbrennungsgefahr
Die Saugdüse wird bei Entlötvorgängen sehr heiß.
Bei Berührung der Saugdüse besteht Verbrennungsgefahr.
Z Das Entlötwerkzeug muss in ausgeschaltetem Zustand
mindestens 3 Minuten in der Sicherheitsablage (WDH 70)
verbleiben, bis die Saugdüse abgekühlt ist. LED Status
Anzeige (6) muss Aus sein. Saugdüsen dürfen nur gewechselt
werden, wenn sie kalt sind.
6.1 Reinigen und Entleeren des Glaszylinders
Zur Reinigung des Glaszylinders das Reinigungsset (T0058765773)
verwenden. Die Reinigung des Glaszylinders erfolgt ohne
Saugdüse.
Page 73

8-8 WXDP 120
6.2 XDS Saugdüsen für den Entlötkolben
WXDP 120
Siehe Tabelle XDS Saugdüsen für Entlötkolben WXDP 120 am
Ende dieser Anleitung und auf www.weller-tools.com
6.3 Ersatzteile und Zubehör für WXDP 120
Bestell-Nr. Beschreibung
T0051320199 WXDP 120 Entlötkolben
T0051517299 Sicherheitsablage WDH 70
T0051384199 Spiralwolle für Reinigungseinsatz für WDC 2
T0051312499 Service Set DSX
T0058765772 Konusreiniger WXDP/DSX 120
T0058765773 Reinigungsset WXDP/DSX 120
Siehe Explo-Zeichnung für den Entlötkolben WXDP 120 am Ende
dieser Anleitung und auf www.weller-tools.com
7 Entsorgung
Entsorgen Sie ausgetauschte Geräteteile, Filter oder alte Geräte
gemäß den Vorschriften Ihres Landes.
8 Garantie
Die Mängelansprüche des Käufers verjähren nach einem Jahr ab
Ablieferung an ihn. Dies gilt nicht für Rückgriffsansprüche des
Käufers nach §§ 478, 479 BGB.
Aus einer von uns abgegebenen Garantie haften wir nur bei
Ansprüchen, wenn die Beschaffenheits- oder Haltbarkeitsgarantie
von uns schriftlich und unter Verwendung des Begriffs „Garantie“
abgegeben worden ist.
Technische Änderungen vorbehalten!
Die aktualisierten Betriebsanleitungen finden Sie unter
www.weller-tools.com.
Page 74

WXDP 120
Operating Instructions
DE
EN
FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 75

WXDP 120
WXDP 120
Hardware Overview
WXDP 120
WDH 70
1. Suction nozzle 5.
2. Heating element 6.
3. Finger switch 7.
4. Connecting cable 8.
3
Vacuum hose
LED status indicator
Handle, handpiece
Filter receptacle, solder collecting container
Page 76

WXDP 120 3-8
Table of Contents
1 About these instructions ............................................................ 3
2 For your safety ........................................................................... 3
3 Included in delivery .................................................................... 5
4 Device description ..................................................................... 5
5 Commissioning the device ......................................................... 6
6 Replacing the WXDP 120 .......................................................... 7
7 Disposal ..................................................................................... 8
8 Warranty .................................................................................... 8
1 About these instructions
Thank you for the confidence you have shown in buying the Weller
WXDP 120 desoldering iron. The device has been manufactured in
accordance with the most rigorous quality standards to ensure that it
operates perfectly.
These instructions contain important information which will enable
you to start up, operate and service the WXDP 120 desoldering iron
safely and correctly as well as to fix any simple problems yourself.
Z Read these instructions and the accompanying safety information
carefully before starting up the WXDP 120 desoldering iron.
Z Keep these instructions in a safe place and so that they are
easily accessible to all users.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
1.1 Directives taken into consideration
The Weller WXDP 120 desoldering iron has an EC Declaration of
Conformity certifying that the device meets the essential health and
safety requirements set out in Directives 2004/108/EU and
2006/95/EU.
1.2 Applicable documents
− Operating instructions for your supply unit
− Operating instructions for WXDP 120
2 For your safety
− The WXDP 120 desoldering iron has been manufactured using
state-of-the-art technology and in accordance with recognised
safety rules and regulations.
− There is nevertheless the risk of personal injury and damage to
property if you fail to observe the safety information set out in the
accompanying booklet and the warnings given in these
instructions.
− Always pass on the WXDP 120 desoldering iron together with
these operating instructions.
− The manufacturer accepts no liability for improper use of the tool
or for unauthorised modifications.
Page 77

4-8 WXDP 120
2.1 Please observe the following guidelines:
General
information
Handling
soldering/de
soldering
tips
− Always deposit the WXDP 120 desoldering iron in the safety rest.
− Remove all flammable objects from the vicinity of the hot
desoldering tool.
− Always wear suitable protective clothing when using the
WXDP 120.
− Never leave a hot WXDP 120 unattended.
− Do not work on electrically live parts.
− Antistatic plastics are provided with conductive fillers to prevent
the build-up of static charge. This also reduces the insulating
properties of the plastic.
Do not work on electrically live parts.
− Always wear eye protection when working with desoldering
applications.
− Please be sure to read and follow the operating instructions for
your Weller Supply Unit.
− Do not deposit or leave the hot suction nozzle on the worktop or
on plastic surfaces.
− When heating up the soldering iron for the first time, wet the tin-
plated suction nozzles with solder in order to remove storagerelated oxide film or impurities from the suction nozzles.
− Make sure that the suction nozzles are thoroughly wetted during
intervals between desoldering work and prior to storage of the
device.
− Do not use aggressive fluxing agents.
− Always make sure that the suction nozzles are seated correctly.
− Select the lowest possible working temperature.
− Select the largest possible suction nozzle shape for the
application. It should be about the same size as the soldering
pad.
− Wet the suction nozzle thoroughly to ensure efficient heat
transfer between the suction nozzle and the desoldering point.
− Turn off the system if you do not intend using the desoldering
tool for an extended period of time.
− Wet the suction nozzle before placing the desoldering tool in the
safety rest.
−
Apply the solder directly to the joint, not the suction nozzle.
− Do not use excessive force on the suction nozzle.
Always make sure that the desoldering iron is seated properly in
the safety rest.
2.2 Intended use
Use the WXDP 120 desoldering iron only for the purpose indicated
in the operating instructions, i.e. for removing, storing and depositing
electronic components under the conditions specified therein.
Intended use of the WXDP 120 desoldering iron also includes the
requirement that
− adhere to these instructions,
− observe all other accompanying documents,
− comply with national accident prevention guidelines applicable at
the place of use.
Page 78

WXDP 120 5-8
The manufacturer accepts no liability for any damage resulting from
failure to use the device in compliance with these operating
instructions or unauthorised modifications to the device.
3 Included in delivery
WXDP 120 packed T0051320199
− WXDP 120 desoldering iron, T0051320199
− XDS Suction Nozzle Ø 1.4 mm T0051325000
− Service Set DSX T0051312499
− Cleaning Set WXDP/DSX 120 T0058765773
− Tip Cleaner WXDP/DSX 120 T0058765772
− Operating Instructions for WXDP 120
Also included in WXDP 120 desoldering set T0051320299
− WDH 70 Safety Rest T0051517299
− XDS Suction Nozzle Ø 1.4 mm T0051325000
− Cleaning Set WXDP/DSX 120 T0058765773
− Tip Cleaner WXDP/DSX 120 T0058765772
− Operating Instructions for WXDP 120
4 Device description
4.1 Desoldering iron WXDP 120
The WXDP 120 desoldering iron can be connected to all
electronically controlled WELLER desoldering tools with 120 W
power ratings. A high-quality sensor and heat transfer system
guarantee precise temperature control of the desoldering tool. The
desoldering iron is ideal for reworking and repairing conventional
and SMD circuit boards. A range of XDS Series suction nozzles
provides solutions to many desoldering problems. The suction
process is started by operating the finger switch. The tin collecting
container comprises a glass tube with a filter. The glass tube can be
replaced easily and quickly, minimising maintenance on the
desoldering iron. The handle, power cord and vacuum hose are
made of an antistatic material, which complements the high quality
of this desoldering iron. The WXP 120 is equipped with a usage
detector and can be automatically switched to standby mode or
switched off when not in use. The operating status is indicated by
the status indicator LED. For directions for setting the standby
temperature and the switching times, please refer to the operating
instructions of the WX supply unit in use.
Note The WXDP 120 desoldering by Weller may only be operated
together with Weller WX supply units.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 79

6-8 WXDP 120
r
r
4.2 Technical data
Temperature range 50°C - 450°C (150°F - 850°F)
Tool cable Silicone rubber, heat resistant
Heating element Integrated heating wire element
Temperature senso
Heating output 120 W
Voltage (heater) 24 V
Heat-up time (approx.) 35s (50°C to 380°C)
Connection 12 pin connector, polarity protected with
Weight 57 g incl. tip and cable
Suction nozzle type
Supply unit
Platinum senso
(120°F to 660°F)
lock
XDS Series
Weller WX stations
5 Commissioning the device
WARNING!
Note The inner diameter of the suction nozzle should roughly match the
Risk of burns
The suction nozzles of the desoldering iron will become very hot
during desoldering.
Touching the suction nozzle can cause burns.
Z Do not touch the hot suction nozzles and keep flammable
objects well away from them.
1 Unpack the WXDP 120 desoldering iron with care.
2. Place the desoldering iron in the WDH 70 Safety Rest.
3. Insert the connecting plug (4) into the power supply socket and
lock it by turning it clockwise.
4. Connect the vacuum hose to the connector nipple (Vac) on the
control unit.
5. Check to make sure that the mains voltage matches the voltage
specified on the rating plate of the WX supply unit.
6. Switch on the supply unit and set the required temperature
(380°C/720°F).
7. If the tool has not reached the required temperature, the status
indicator LED (6) will be lit continuously. Wet the soldering tip with
solder.
8. The suction process is started by operating the finger switch.
diameter of the holes in the circuit board. Position the suction nozzle
vertically on the circuit board and only activate the vacuum when the
solder has completely melted. During the suction process move the
suction nozzle in a circular motion around the component
connection. If all the solder is not removed, tin the joint again and
repeat the desoldering process. Using additional solder will maintain
the excellent wetting characteristics of the suction nozzle and
ensure good thermal conductivity.
Page 80

WXDP 120 7-8
6 Replacing the WXDP 120
To obtain good desoldering results, it is important to regularly clean
the desoldering head. This includes emptying and replacing the
solder container (glass tube) (8) as well as checking the seals. The
front faces of the glass tube must be absolutely leak-tight to ensure
full suction performance. Soiled filters will impair air flow through the
desoldering iron.
A range of suction nozzles provides solutions to many desoldering
problems. The Cleaning Set (T0058765773) includes a tool suitable
for replacing the suction nozzles. Suction nozzles can be replaced
easily and quickly by turning them about approx. 45°. To fit and lock
the suction nozzle, press it lightly against the heating element.
Replace and clean the suction nozzle only when it is hot. Use the
cleaning tool to clean the suction nozzle port and the suction tube.
It will not be possible to fit a new suction nozzle if heavy deposits
have accumulated on the tip. These deposits can be removed using
the Tip Cleaner (T0058765772) for the heating element tip.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
WARNING!
Risk of burns
The suction nozzle will become very hot during desoldering.
Touching the suction nozzle can cause burns.
Z The desoldering tool must be switched off, in the safety rest
(WDH 70) for at least 3 minutes until the suction nozzle has
cooled down. The status indicator LED (6) must be OFF. Only
replace the soldering tips when they are cold.
6.1 Cleaning and emptying the glass tube
Use the Cleaning Set (T0058765773) to clean the glass tube.
The glass tube is cleaned without the suction nozzle.
6.2 XDS Suction Nozzles for desoldering iron
WXDP 120
Refer to table of XDS Suction Nozzles for desoldering iron
WXDP 120 at the end of these operating instructions and visit
www.weller-tools.com
6.3 Replacement parts and accessories for
WXDP 120
Order no. Description
T0051320199 WXDP 120 desoldering iron
T0051517299 WDH 70 safety rest
T0051384199 Metal wool for cleaning element for WDC 2
T0051312499 Service Set DSX
T0058765772
T0058765773
Refer to the exploded-view diagram of the WXDP 120 desoldering
iron at the end of these operating instructions and visit
www.weller-tools.com
Cleaning Set WXDP/DSX 120
Tip Cleaner WXDP/DSX 120
Page 81

8-8 WXDP 120
7 Disposal
Dispose of replaced equipment parts, filters or old devices in
accordance with the rules and regulations applicable in your country.
8 Warranty
Claims by the buyer for physical defects are time-barred after a
period of one year from delivery to the buyer. This does not apply to
claims by the buyer for indemnification in accordance with §§ 478,
479 BGB (German Federal Law Gazette).
We shall only be liable for claims arising from a warranty furnished
by us if the quality or durability warranty has been furnished by use
in writing and using the term "Warranty“.
In addition, for the USA and Canada:
Weller Tools warrants to the original purchaser and any subsequent
owner (“Buyer”) that Weller soldering and desoldering products will
be free from defects in material and workmanship for a period of one
year from date of purchase, provided that no warranty is made with
respect to products which have been altered, subjected to abuse or
improperly used, installed or repaired. Use of non-Weller Tools
components will void this warranty if a non-Weller Tools component
is defective (or is the source of the defect). Weller Tools will repair or
replace products found to be defective not caused by a part,
component or accessory manufactured by another company, during
the warranty period. Contact Weller Tools GmbH with dated proof of
purchase and return to Apex Tool Group, LLC., 14600 York Rd. Suit
A, Sparks, MD 21152. All costs of transportation and reinstallation
shall be borne by the Buyer.
IN NO EVENT SHALL WELLER TOOLS BE LIABLE FOR
INCIDENTAL OR CONSEQUENTIAL DAMAGES. WELLER TOOLS
LIABILITY FOR ANY CLAIMS ARISING OUT OF THIS WARRANTY
SHALL NOT EXCEED THE PURCHASE PRICE OF THE
PRODUCT.
THE PERIOD OF ALL IMPLIED WARRANTIES APPLICABLE TO
THIS PRODUCT INCLUDING ANY IMPLIED WARRANTY OF
MERCHANTABILITY OR FITNESS, OR FITNESS FOR A
PARTICULAR PURPOSE IS LIMITED TO 12 MONTHS FROM THE
DATE OF PURCHASE BY THE USER.
Some states do not allow the exclusion or limitation of incidental or
consequential damages, so the above limitation or exclusion may
not apply to you. Some states do not allow limitation on how long an
implied warranty lasts, so the above limitation may not apply to you.
This warranty gives you specific legal rights, and you may also have
other rights, which vary from state to state.
Subject to technical alterations and amendments!
Updated operating instructions are available for download at
www.weller-tools.com.
Page 82

WXDP 120
Manual de uso
DE
EN
ES
IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 83

WXDP 120
WXDP 120
Componentes principales del aparato
WXDP 120
WDH 70
Boquilla de aspiración
1.
Resistencia
2.
3. Interruptor 7. Mango soldador
Clavija de conexión
4.
5. Tubo flexible de aspiración
6.
8.
LED de estado
Alojamiento del filtro bandeja recogedora de estaño
Page 84

WXDP 120 3-8
Índice
1 Acerca de estas instrucciones ................................................... 3
2 Acerca de la seguridad .............................................................. 3
3 Piezas suministradas ................................................................. 5
4 Descripción del aparato ............................................................. 5
5 Puesta en servicio del aparato .................................................. 6
6 Cambio de las puntas desoldador WXDP 120 ......................... 7
7 Eliminación de residuos ............................................................. 8
8 Garantía ..................................................................................... 8
1 Acerca de estas instrucciones
Le agradecemos la confianza depositada en nosotros con la compra
del desoldador Weller WXDP 120. La fabricación de este aparato
está sometida a los más rigurosos controles de calidad para
garantizar un perfecto funcionamiento del mismo.
Este manual de uso contiene información importante para poder
poner en marcha y manejar de forma segura y adecuada el
desoldador WXDP 120, así como para realizar tareas de
mantenimiento e incluso reparar pequeñas averías.
Z Lea atentamente estas instrucciones de uso y las indicaciones
de seguridad adjuntas antes de poner en funcionamiento el lápiz
desoldador WXDP 120
Z Mantenga este manual de uso en un lugar al que puedan
acceder todos los usuarios del aparato.
DE EN ES IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
1.1 Directivas que tener en cuenta
El desoldador Weller WXDP 120 dispone de la Declaración de
Conformidad CE que certifica el cumplimiento de los requisitos
básicos de seguridad contemplados en las Directivas 2004/108/CE y
2006/95/CE.
1.2 Documentos aplicables
− Manual de instrucciones para la unidad de alimentación
− Manual de uso para el WXDP 120
2 Acerca de la seguridad
− El desoldador WXDP 120 ha sido fabricado según los últimos
avances tecnológicos y normativas y disposiciones de seguridad
homologadas.
− Entregue siempre el lápiz de soldadura WXDP 120 a terceros
junto con este manual de uso.
− Entregue siempre el desoldador WXDP 120 a terceros junto con
este manual de uso.
Page 85

4-8 WXDP 120
r
2.1 Tener en cuenta lo siguiente:
Indicaciones
generales
Manejo de
las puntas
de
soldadura /
desoldadura
− Colocar siempre el desoldador WXDP 120 en su soporte de
seguridad.
− Retirar todos los objetos inflamables que puedan estar cerca del
desoldador cuando éste esté caliente.
− Llevar siempre una indumentaria protectora adecuada al utilizar
el WXDP 120.
− Mantener siempre vigilado el WXDP 120 caliente.
− No trabajar en piezas sometidas a tensión.
− Los materiales plásticos antiestáticos contienen sustancias de
relleno conductoras para impedir que se puedan producir cargas
estáticas. De esta forma también quedan mermadas las
propiedades aislantes del material plástico.
No trabajar en piezas sometidas a tensión.
− Para desoldar deberá usar siempre protección ocular.
− Leer y respetar las instrucciones que figuran en el manual de
uso de la unidad de alimentación Welle
− No colocar la tobera de aspiración caliente ni sobre la superficie
de trabajo o superficies plásticas ni dejarla sin mantenerla
controlada en todo momento.
− Al calentar el desoldador aplicarle un poco de estaño para
eliminar posibles capas de óxido o suciedad que pudieran
haberse formado durante su almacenaje.
− Asegurarse de que las toberas de aspiración estén bien
estañadas al realizar pausas entre los trabajos de desoldar o
bien antes de guardar el aparato.
− No utilizar fundentes agresivos.
− Asegurarse siempre de que las toberas de aspiración estén bien
colocadas.
− Seleccionar una temperatura de trabajo lo más baja posible.
− Seleccionar la tobera de aspiración más grande posible para la
aplicación deseada, por regla general: aprox. tan grande como el
punto de soldadura.
− Aplicar suficiente estaño a la tobera de aspiración para
garantizar una transmisión térmica eficiente entre la tobera de
aspiración y el punto a desoldar.
− Desconectar el sistema cuando no desea usar la herramienta de
desoldar durante un periodo de tiempo prolongado.
− Aplicar estaño a la tobera de aspiración antes de colocar el
desoldador en el soporte de seguridad.
− Aplicar el estaño directamente en el punto de soldadura y no en
la tobera de aspiración.
− No ejercer demasiada fuerza sobre la tobera de aspiración.
− Asegurarse siempre de que el desoldador esté colocado
correctamente en el soporte de seguridad.
WX.
Page 86

WXDP 120 5-8
2.2 Uso reglamentario
Usar el desoldador WXDP 120 únicamente para la finalidad indicada
en el manual de uso teniendo en consideración las instrucciones
para desoldar, guardarlo y colocarlo en el soporte de seguridad en
las condiciones descritas. El uso reglamentario del desoldador
WXDP 120 implica también que:
− Seguir las instrucciones de este manual.
− Seguir las instrucciones de todos los documentos que acompañan
al aparato.
− Cumplir las normas de prevención de accidentes laborales
vigentes en el país de uso.
El fabricante no asumirá ningún daño resultante del uso incorrecto
de este aparato en cumplimiento con el presente manual de
instrucciones o de las modificaciones no autorizadas en el aparato.
3 Piezas suministradas
WXDP 120 embalado T0051320199
− Desoldador WXDP 120 T0051320199
− Tobera de aspiración XDS Ø 1,4 mm T0051325000
− Set de mantenimiento DSX T0051312499
− Set de limpieza WXDP/DSX 120 T0058765773
− Limpiador para la pieza cónica WXDP/DSX 120 T0058765772
− Manual de uso WXDP 120
Elementos adicionales para el juego de soldadura WXP 120
T0052920299:
− Soporte de seguridad WDH 70 T0051517299
− Tobera de aspiración XDS Ø 1,4 mm T0051325000
− Set de limpieza WXDP/DSX 120 T0058765773
− Limpiador para la pieza cónica WXDP/DSX 120 T0058765772
− Manual de uso WXDP 120
DE EN ES IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
4 Descripción del aparato
4.1 Lápiz el desoldador WXDP 120
El desoldador WXDP 120 se puede conectar en todos los equipos
desoldadores de WELLER que estén controlados electrónicamente
y que funcionen a 120 W. Un excelente sistema de transmisión
térmica con sensores se encarga de garantizar una regulación
precisa de la temperatura del desoldador. El desoldador es
especialmente idóneo para realizar retoques y reparaciones en
placas de circuitos impresos convencionales o con componentes
SMD. Las diferentes toberas de aspiración de la serie XDS
contribuyen a solucionar numerosos problemas a la hora de
desoldar. La bomba aspiradora se conecta accionando el interruptor
manual. El depósito de estaño se compone de un cilindro de vidrio
con un filtro. Puesto que el cilindro de vidrio se puede cambiar de
forma rápida y sencilla se reducen las tareas de mantenimiento del
desoldador. El mango, el cable de alimentación y el tubo flexible de
aspiración están fabricados con materiales antiestáticos para
mejorar las prestaciones y la calidad del desoldador.
Page 87

6-8 WXDP 120
r
El LED de estado señala el estado de funcionamiento del aparato.
La información relativa al ajuste de temperatura para el modo de
inactividad, así como de los tiempos de desconexión, aparece
recogida en el manual de uso de la unidad de alimentación WX.
Nota Sólo está permitido usar el desoldador WXDP 120 de Weller con
las unidades de alimentación Weller WX.
4.2 Datos técnicos
Rango de temperatura 50 °C – 450 °C (150 °F – 850 °F)
Cable de la
herramienta
Elemento calefacto
Sensor de
temperatura
Potencia de
calentamiento
Tensión de
calentamiento
Tiempo de
calentamiento
Conector Conector de 12 polos con protección
Peso de la
herramienta
Tipo de punta
Unidad de
alimentación
Caucho de silicona, resistente al fuego
Resistencia de alambre integrada
Sensor de platino
120 W
24 V
(aprox.) 35 seg. (50 °C a 380 °C)
(120 °F a 660 °F)
contra polaridad inversa y mecanismo de
bloqueo
57 g incluida punta sin cable
Serie XDS
Estaciones Weller WX
¡ADVERTENCIA!
5 Puesta en servicio del aparato
Riesgo de quemaduras
Las toberas de aspiración del desoldador alcanzan temperaturas
muy elevadas para desoldar.
Si toca la tobera de aspiración podría quemarse.
Z No tocar la toberas de aspiración cuando estén calientes y
mantenerlas alejadas de objetos inflamables.
1. Desenvolver el desoldador WXDP 120 con cuidado.
2. Colocar el desoldador en el soporte de seguridad WDH 70.
3. Insertar la clavija de conexión (4) en la unidad de alimentación
de corriente y fijarla girándola en el sentido de las agujas del
reloj.
4. Colocar el tubo flexible de aspiración en la toma (Vac) de la
unidad de control.
5. Comprobar si la tensión de la red coincide con los datos de la
placa de características de la unidad de alimentación WX.
Page 88

WXDP 120 7-8
6. Encender la unidad de alimentación y ajustar la temperature
deseada (380°C/720°F).
7. Una vez que la herramienta ha alcanzado la temperature
deseada, el LED de estado (6) se ilumina de forma permanente.
Estañar la punta de soldadura.
8. La bomba aspiradora se conecta accionando el interruptor
manual.
Nota El diámetro interior de la tobera de aspiración debería ser aprox.
igual que el diámetro del taladro de la placa. Colocar la tobera de
aspiración en posición vertical y conectar la bomba aspiradora una
vez que se haya fundido completamente el estaño. Mover el
componente en círculos mientras se realiza el proceso de
aspiración. Si no se ha aspirado todo el estaño, estañar de nuevo
el punto en cuestión y repetir la operación de desoldar. Al utilizar
más hilo de estaño se mejora la mojabilidad de la boquilla de
aspiración quedando garantizada un buena transmisión térmica.
6 Cambio de las puntas desoldador
WXDP 120
Para obtener buenos resultados al desoldar es imprescindible
limpiar con regularidad la punta de desoldar. Además deberá vaciar
y cambiar el depósito de estaño (cilindro de vidrio) (8), así como
revisar las juntas. La perfecta estanqueidad de la junta del cilindro
de vidrio sirve para garantizar una excelente potencia de aspiración.
Si los filtros están sucios merman el caudal de aire que pasa por el
desoldador.
Existen diferentes toberas de aspiración para solucionar numerosos
problemas a la hora de desoldar. El set de limpieza (T0058765773)
incluye la herramienta adecuada para poder cambiar la tobera de
aspiración. Las toberas de aspiración se puede cambiar de forma
rápida y sencilla mediante un simple movimiento giratorio
(aprox. 45°). Al colocar y fijar la tobera de aspiración presionarla
ligeramente contra el elemento calefactor.
Cambiar y limpiar la tobera de aspiración sólo cuando esté caliente.
Para limpiar el orificio de la tobera de aspiración y el tubo de
aspiración usar la herramienta de limpiar incluida.
Si la pieza cónica estuviera muy sucia no será posible colocar una
nueva tobera de aspiración. Las capas de suciedad se pueden
eliminar con el limpiador (T0058765772) para la pieza cónica del
elemento calefactor.
DE EN ES IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
¡ADVERTENCIA!
Riesgo de quemaduras
La tobera de aspiración alcanza temperaturas muy elevadas al
desoldar.
Si toca la tobera de aspiración podría quemarse.
Z El desoldador debe estar desconectado y colocado en el
soporte de seguridad (WDH 70) como mínimo durante
3 minutos hasta que se enfríe la tobera de aspiración.
El LED de estado (6) debe estar apagado. Las puntas de
soldadura solo se deben cambiar cuando estén frías.
Page 89

8-8 WXDP 120
6.1 Limpieza y vaciado del cilindro de vidrio
Usar el set de limpieza (T0058765773) para limpiar el cilindro de
vidrio. El cilindro de vidrio se limpia sin la tobera de aspiración.
6.2 Toberas de aspiración XDS para el desoldador
WXDP 120
Véase la tabla Toberas de aspiración XDS para el desoldador
WXDP 120 que figura al final de este manual de uso y en la
www.weller-tools.com
6.3 Piezas de repuesto y accesorios para el
WXDP 120
N.º pedido Descripción
T0051320199 DesoldadorWXDP 120
T0051517299 Soporte de seguridad WDH 70
T0051384199 Lana de acero para útil limpiador WDC 2
T0051312499 Set de mantenimiento DSX
T0058765772 Limpiador para la pieza cónica WXDP/
T0058765773 Set de limpieza WXDP/DSX 120
Véase el plano de despiece del desoldador WXDP 120 que figura al
final de este manual de uso y en la www.weller-tools.com
DSX 120
7 Eliminación de residuos
Eliminar las piezas sustituidas del equipo, filtros u otros aparatos
antiguos según las normas y regulaciones aplicables en el país
correspondiente.
8 Garantía
Las reclamaciones por parte del comprador en cuanto a defectos
físicos se limitan a un periodo de un año a partir de la fecha de
entrega al comprador. Solo válido para los derechos del comprador
según el art. §§ 478, 479 BGB (código civil alemán).
Nosotros asumiremos solo aquellas reclamaciones relacionadas con
la garantía que hemos concedido, siempre y cuando la garantía de
calidad y durabilidad haya sido concedida de forma escrita y con
mención expresa del término "Garantía“.
¡Reservado el derecho a realizar modificaciones técnicas!
Encontrará los manuales de instrucciones actualizados en
www.weller-tools.com.
Page 90

WXDP 120 Exploded Drawing
Page 91

XDS Nozzles
XDS nozzle for WXDP 120
Model
XDS 1 Nozzle
T0051325099
T0051325010
XDS 2 Nozzle
T0051325199
T0051325110
XDS 3 Nozzle
T0051325299
T0051325210
XDS 4 Nozzle
T0051325399
T0051325310
XDS 5 Nozzle
T0051325499
T0051325410
XDS 6 Nozzle
T0051325599
T0051325510
XDS 7 Nozzle
T0051325699
T0051325610
XDS 8 Nozzle
T0051325799
T0051325710
XDS 9
Measuring
T0051325899
End-no. 99 XDS Nozzle single packaged
End-no. 10 XDS Nozzle (pack. of 10)
Ø 1,4 mm
Ø 0.0551 in.
Ø 3,0 mm
Ø 0.1181 in.
Ø 1,0 mm
Ø 0.0394 in.
Ø 1,2 mm
Ø 0.0472 in.
Ø 1,8 mm
Ø 0.0709 in.
Ø 0,7 mm
Ø 0.0276 in.
Ø 1,2 mm
Ø 0.0472 in.
Ø 1,5 mm
Ø 0.0591 in.
Ø 0,55 mm
Ø 0.0217 in.
Ø 2,5 mm
Ø 0.0984 in.
Ø 5,3 mm
Ø 0.2087 in.
Ø 2,3 mm
Ø 0.0906 in.
Ø 2,5 mm
Ø 0.0984 in.
Ø 3,3 mm
Ø 0.1299 in.
Ø 1,9 mm
Ø 0.0748 in.
Ø 2,7 mm
Ø 0.1063 in.
Ø 2,9 mm
Ø 0.1142 in.
Ø 2,2 mm
Ø 0.0866 in.
Ø 10,5 mm
Ø 0.4134 in.
Ø 10,5 mm
Ø 0.4134 in.
Ø 10,5 mm
Ø 0.4134 in.
Ø 10,5 mm
Ø 0.4134 in.
Ø 10,5 mm
Ø 0.4134 in.
Ø 16,5 mm
Ø 0.6496 in.
Ø 16,5 mm
Ø 0.6496 in.
Ø 10,5 mm
Ø 0.4134 in.
Ø 11,0 mm
Ø 0.4331 in.
Page 92

G E R M
A
A
A
A
A
A
A
A
A
Weller Tools GmbH
Carl-Benz-Str. 2
74354 Besigheim
Phone: +49 (0) 7143 580-0
Fax: +49 (0) 7143 580-108
I T
Apex Tool S.r.I.
Viale Europa 80
20090 Cusago (MI)
Phone: +39 (02) 9033101
Fax: +39 (02) 90394231
Apex Tools
P.O. Box 366
519 Nurigong Street
Albury, N. S. W. 2640
Phone: +61 (2) 6058-0300
N Y
L Y
U S T R A L I
G R E
S W I T Z E R L
C
T BRITAIN
Apex Tool Group
(UK Operations) Ltd
th
Floor Pennine House Washington,
4
Tyne & Wear
NE37 1LY
Phone: +44 (0) 191 419 7700
Fax: +44 (0) 191 417 9421
Apex Tool Switzerland Sàrl
Rue de la Roselière 12
1400 Yverdon-les-Bains
Phone: +41 (024) 426 12 06
Fax: +41 (024) 425 09 77
N AD
Apex Tools - Canada
164 Innisfil
Barrie Ontario
Canada L4N 3E7
Phone: +1 (905) 455 5200
ND
NCE
FR
Apex Tool Group S.A.S.
25 Rue Maurice Chevalier BP 46
77832 Ozoir-la-Ferrière Cedex
Phone: +33 (01) 60.18.55.40
Fax: +33 (01) 64.40.33.05
CHINA
Apex Tool Group
A-8 building, No. 38 Dongsheng Road,
Heqing Industrial Park, Pudong
Shanghai PRC 201201
Phone: +86 (21) 60880288
U S A
Apex Tool Group, LLC
14600 York Rd. Suite A
Sparks, MD 21152
Phone: +1 (800) 688-8949
Fax: +1 (800) 234-0472
T005 57 258 00 / 01.2012
www.weller-tools.com
Weller® is a registered Trademark and registered Design of Apex Tool Group, LLC
© 2012, Apex Tool Group, LLC
Page 93

WXP 120
Betriebsanleitung
DE
EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 94

WXP 120
r
WXP 120
Geräteübersicht
WDH 10
1. Reinigungseinsatz 4. LED Statusanzeige
2. Lötspitze 5. Temperaturbeständige antistatische Silikonleitung
3. Spitzenhülse 6. Veriegelbarer Anschlußstecke
WXP 120
Page 95

WXP 120 3-8
Inhaltsverzeichnis
1
Zu dieser Anleitung .................................................................... 3
2 Zu Ihrer Sicherheit ..................................................................... 3
3 Lieferumfang .............................................................................. 5
4 Gerätebeschreibung .................................................................. 5
5 Inbetriebnahme des Gerätes ..................................................... 6
6 Wechsel der WXP 120 Lötspitzen ............................................. 6
7 Zubehör ..................................................................................... 7
8 Entsorgung ................................................................................ 7
9 Garantie ..................................................................................... 8
1 Zu dieser Anleitung
Wir danken Ihnen für das mit dem Kauf des Weller Lötkolbens
WXP 120 erwiesene Vertrauen. Bei der Fertigung wurden strengste
Qualitätsanforderungen zugrunde gelegt, die eine einwandfreie
Funktion des Gerätes sicherstellen.
Diese Anleitung enthält wichtige Informationen, um den Lötkolben
WXP 120 sicher und sachgerecht in Betrieb zu nehmen, zu
bedienen, zu warten und einfache Störungen selbst zu beseitigen.
Z Lesen Sie diese Anleitung und die beiliegenden
Sicherheitshinweise vor Inbetriebnahme des Lötkolbens
WXP 120 durch.
Z Bewahren Sie diese Anleitung so auf, dass sie für alle Benutzer
zugänglich ist.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
1.1 Einzuhaltende Richtlinien
Der Weller Lötkolben WXP 120 entspricht der EGKonformitätserklärung gemäß den grundlegenden
Sicherheitsanforderungen der Richtlinien 2004/108/EG und
2006/95/EG.
1.2 Geltende Unterlagen
− Betriebsanleitung für Ihre Versorgungseinheit
− Betriebsanleitungen für WXP 120
2 Zu Ihrer Sicherheit
− Der Lötkolben WXP 120 wurde nach dem neuesten Stand der
Technik und anerkannten Sicherheitsregeln und -bestimmungen
entsprechend hergestellt.
− Bei Nichtbeachtung der beiliegenden Sicherheitsinformationen
und aufgeführten Warnhinweise besteht jedoch die Gefahr von
Personen- und Sachschäden.
− Geben Sie den WXP 120 Lötkolben nur zusammen mit dieser
Betriebsanleitung weiter.
Page 96

4-8 WXP 120
A
− Der Hersteller ist nicht haftbar für Schäden, die aus einer
unsachgemäßen Verwendung des Werkzeugs oder unerlaubten
Veränderungen am Gerät entstehen.
2.1 Beachten Sie bitte Folgendes:
Allgemeine
Hinweise
Umgang mit
Löt-/
Entlöt-
spitzen
− Legen Sie den Lötkolben WXP 120 immer in die vorgesehene
Sicherheitsablage.
− Entfernen Sie alle entzündbaren Objekte aus der Nähe des
heißen Lötwerkzeugs.
− Tragen Sie bei der Arbeit mit WXP 120 entsprechende
Schutzkleidung.
− Lassen Sie den heißen WXP 120 nie unbeaufsichtigt.
− Führen Sie keine Arbeiten an unter Spannung stehenden Teilen
aus.
− Antistatische Kunststoffe sind zur Verhinderung von statischen
Ladungen mit leitenden Füllstoffen versehen. Dadurch sind auch
die Isoliereigenschaften des Kunststoffes vermindert.
Führen Sie keine Arbeiten an unter Spannung stehenden Teilen
aus.
− Tragen Sie bei Löt- oder Entlötanwendungen immer einen
Augenschutz.
− Lesen und beachten Sie die Betriebsanleitung der jeweiligen
verwendeten Weller WX Versorgungseinheit
− Legen Sie heiße Löt- oder Entlötspitzen weder auf die
rbeitsfläche oder auf Kunststoffflächen noch lassen Sie sie dort
zurück.
− Benetzen Sie beim ersten Aufheizen des Kolbens die verzinnten
Löt-/Entlötspitzen mit Lot, wodurch lagerbedingte Oxidschichten
oder Unreinheiten von den Löt- bzw. Entlötspitzen entfernt
werden.
− Vergewissern Sie sich, dass bei Arbeitsunterbrechungen
zwischen Löten und Entlöten sowie vor der Lagerung des
Gerätes die Löt-/Entlötspitzen gut benetzt sind.
− Verwenden Sie keine aggressiven Flussmittel.
− Immer darauf achten, dass die Löt-/Entlötspitzen
ordnungsgemäß sitzen.
− Wählen Sie die möglichst geringste Arbeitstemperatur.
− Wählen Sie die möglichst größte Löt-/Entlötspitzenform für die
Anwendung: ca. so groß wie das Lötpad.
− Benetzen Sie die Löt-/Entlötspitzen gut, um effiziente
Wärmeübertragung zwischen Löt-/Entlötspitzen und Lötpunkt zu
gewährleisten.
− Schalten Sie das System ab, wenn Sie das Löt-/Entlötwerkzeug
über längere Zeit nicht verwenden möchten.
− Benetzen Sie die Spitzen vor Ablegen des Löt-/Entlötwerkzeugs
in der Sicherheitsablage.
− Geben Sie das Lot direkt auf die Lötstelle, nicht auf die Löt-/
Entlötspitzen.
− Wenden Sie auf die Löt-/Entlötspitzen keine übermäßige Kraft
an.
− Immer darauf achten, dass der Lötkolben ordnungsgemäß in der
Sicherheitsablage liegt.
Page 97

WXP 120 5-8
2.2 Bestimmungsgemäßer Gebrauch
Verwenden Sie den WXP 120 Lötkolben ausschließlich für den in
der Betriebsanleitung bezüglich Lösen, Verstauung und Ablage von
elektronischen Bauteilen angegebenen Zweck unter den hier
beschriebenen Bedingungen. Der bestimmungsgemäße Gebrauch
des Lötkolbens WXP 120 beinhaltet auch, dass
− Sie diese Anleitung beachten,
− Sie alle weiteren Begleitunterlagen beachten,
− Sie die nationalen Unfallverhütungsvorschriften am Einsatzort
beachten.
Der Hersteller übernimmt keine Haftung für Schäden, die aus
unsachgemäßem, nicht dem in der Betriebsanleitung beschriebenen
Gebrauch oder unerlaubten Änderungen am Gerät resultieren.
3 Lieferumfang
WXP 120 verpackt T0052920199:
− WXP 120 Lötkolben, T0052920199
− XT B Meißelspitze 2,4 X 0,8 mm T0054470400
− Betriebsanleitung WXP 120
Zusätzlich beim WXP 120 Lötset T0052920299:
− WDH 10 Sicherheitsablage T0051512199
− Steckverbinder für Fußplatte T0058703153
− Betriebsanleitung WDC 2
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
4 Gerätebeschreibung
4.1 Lötkolben WXP 120
Der WXP 120 Lötkolben zeichnet sich durch ein schnelles und
präzises Erreichen der Lötspitzentemperatur aus. Aufgrund seines
besonders leistungsfähigen 120 W Heizelementes wird ein
ausgezeichnetes dynamisches Verhalten erreicht. Zusammen mit
der schlanken Bauform und der kurzen Distanz vom Griff zur
Lötspitze findet dieser Lötkolben universellen Einsatz von extrem
feinen Lötarbeiten, bis hin zu solchen mit erhöhtem Wärmebedarf.
Der WXP 120 ist mit einer Nutzungserkennung ausgestattet und
kann bei Nichtgebrauch automatisch in Standbybetrieb bzw. Aus
geschaltet werden. Durch die LED Statusanzeige wird der jeweilige
Betriebszustand angezeigt. Das Einstellen der Standbytemperatur
sowie die Schaltzeiten entnehmen Sie bitte der Betriebsanleitung
der jeweils verwendeten WX Versorgungseinheit.
Hinweis Der Lötkolben WXP 120 von Weller darf nur mit den
Weller WX Versorgungseinheiten betrieben werden.
Page 98

6-8 WXP 120
r
r
4.2 Technische Daten
Temperaturbereich 100°C - 450°C (212°F - 850°F)
Werkzeugkabel Silikonkautschuk, hitzebeständig
Heizelement Integriertes Heizdrahtelement
Temperatursenso
Heizleistung 120 W
Spannung (Heizung) 24 V
Aufheizzeit (ca.) 14s (50°C auf 380°C)
Anschluss 6 poliger St. verpolungssicher mit
Gewicht 42 g incl. Spitze ohne Kabel
Spitzentyp
Versorgungseinheit
Platinsenso
(120°F auf 660°F)
Verriegelung
XT-Baureihe
Weller WX Stationen
5 Inbetriebnahme des Gerätes
WARNUNG!
WARNUNG!
Verbrennungsgefahr
Die Lötspitzen vom Lötkolben werden beim
Löt-/Entlötvorgang sehr heiß.
Bei Berührung der Spitzen besteht Verbrennungsgefahr.
Z Berühren Sie nicht die heißen Lötspitzen und halten Sie
entzündbare Objekte fern.
1. Den Lötkolben WXP 120 vorsichtig auspacken.
2. Den Lötkolben in der Sicherheitsablage WDH 10 ablegen.
3. Den Anschlussstecker (6) an der Versorgungseinheit
anschließen und durch Drehen im Uhrzeigersinn verriegeln.
4. Überprüfen Sie, ob die Netzspannung mit der Spannungsangabe
auf dem Typenschild der WX Versorgungseinheit übereinstimmt.
5. Die Versorgungseinheit einschalten und die gewünschte
Temperatur einstellen.
6. Hat das Werkzeug die gewünschte Temperatur erreicht, leuchtet
die LED Status Anzeige (4) dauernd. Die Lötspitze mit Lot
benetzen.
6 Wechsel der WXP 120 Lötspitzen
Verbrennungsgefahr
Die Lötspitze wird bei Löt- und Entlötvorgängen sehr heiß.
Bei Berührung der Lötspitze besteht Verbrennungsgefahr.
Z Das Lötwerkzeug muss in ausgeschaltetem Zustand
mindestens 3 Minuten in der Sicherheitsablage (WDH 10)
verbleiben, bis die Lötspitze abgekühlt ist. LED Status
Anzeige (4) muss Aus sein. Lötspitzen dürfen nur gewechselt
werden, wenn sie kalt sind.
Page 99

WXP 120 7-8
Auswechseln einer verbrauchten Spitze
1. Lötwerkzeug in die Sicherheitsablage WDH 10 legen.
2. Netzschalter der Versorgungseinheit ausschalten.
3. Drei Minuten warten, bis die Lötspitze abgekühlt ist.
4. Lötkolben mit der Spitze leicht nach unten halten.
Lötkolben am hinteren Griffteil (4) fest halten und
Spitzenhülse (3) mit Linksdrehung abschrauben
Spitzenhülse (3) nach vorne abziehen
Lötspitze (2) befindet sich nun lose im Spitzenhülse (3)
Hinweis Die Lötspitze / Messspitze nicht auf dem Reinigungsschwamm oder
Kunststoffoberflächen ablegen bzw. abkühlen. Bei der Verwendung
von mehreren Lötspitzentypen, wird empfohlen die Lötspitze (2) und
den Spitzenhülse (3) zusammen in dem Wechselsystem zu
verwenden (siehe 3 Bild oben).
Die Wärmeübertragungsflächen von Lötspitze und Heizkörper
sauber halten. Das Heizelement darf nicht mit Lötzinn in Berührung
kommen.
Einsetzen einer neuen Lötspitze
5. Lötspitze mit der Spitze nach vorne in Spitzenhülse einlegen.
Spitzenhülse zusammen mit der Lötspitze über das Heizelement
schieben und mit Rechtsdrehung festdrehen.
6. Netzschalter der Versorgungseinheit einschalten und die
gewünschte Temperatur einstellen.
DE EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
7 Zubehör
7.1 XT Lötspitzen für den Lötkolben WXP 120
Siehe Tabelle XT Lötspitzen für Lötkolben WXP 120 am Ende dieser
Anleitung und auf www.weller-tools.com
7.2 Ersatzteile und Zubehör für WXP 120
Bestell-Nr. Beschreibung
T0052920199 WXP 120 Lötkolben
T0051512199 Sicherheitsablage WDH 10
T0051384199 Spiralwolle für Reinigungseinsatz für WDC 2
8 Entsorgung
Entsorgen Sie ausgetauschte Geräteteile, Filter oder alte Geräte
gemäß den Vorschriften Ihres Landes.
Page 100

8-8 WXP 120
9 Garantie
Die Mängelansprüche des Käufers verjähren nach einem Jahr ab
Ablieferung an ihn. Dies gilt nicht für Rückgriffsansprüche des
Käufers nach §§ 478, 479 BGB.
Aus einer von uns abgegebenen Garantie haften wir nur bei
Ansprüchen, wenn die Beschaffenheits- oder Haltbarkeitsgarantie
von uns schriftlich und unter Verwendung des Begriffs „Garantie“
abgegeben worden ist.
Technische Änderungen vorbehalten!
Die aktualisierten Betriebsanleitungen finden Sie unter
www.weller-tools.com.
 Loading...
Loading...