

Page 1

Electrically Released Brakes
ER 825 and 1225 Heavy Duty
P-251
819-0121
Installation Instructions
Page 2
This service manual tells how to install, adjust, and maintain your Warner Electric brake. It also
ontains information for part replacements when needed.
c
Warner Electric Electrically Released Brakes are high performance, high torque units. To obtain the
required performance and life, the brake must be installed exactly in accordance with the instructions
in this service manual.
The Warner Electric warranty does not apply to any unit which is not installed, used, operated and
maintained in accordance with Warner Electric's instructions.
Contents
Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2
Installation Instructions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3
Controls Used . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Ohmmeter Procedure to Detect Armature Release . . . . . . . . . . . .8
Coil Data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
MCS-805-1, MCS-805-2 Mounting Dimensions . . . . . . . . . . . . . .8
Operating Instructions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
Dimensions and Specifications . . . . . . . . . . . . . . . . . . . . . . . . . .11
Bushing Part Numbers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12
Exploded View . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
Parts List . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
Warranty . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BC
ER-825 and ER-1225
Introduction
Warner Electric Electrically Released Brakes
function on the same principle of "response to
magnetic attraction" that operates other Warner
Electric brakes and clutches. Braking torque in
the Electrically Released Brake depends on
permanent magnets rather than electromagnets.
With the power off, the unit produces full
braking torque. The brake is released by
reversing the direction of flux flow in an
electromagnetic coil, thus opposing the field
produced by the permanent magnets.
The opposition to and cancellation of
electromagnetic force which releases the brake
occurs nominally at one value of ampere turns.
This ampere turn value can vary among brakes
because of allowable manufacturing tolerances.
Release voltage varies mainly because of coil
tolerance and autogap spring variations. Properly
adjusting the power supply voltage is important so
the autogap springs will separate the magnet and
armature, causing full release of the brake.
Ceramic permanent magnets, which are the heart
of Electrically Released Brakes, are not subject to
fatigue losses, therefore, Warner Electric
Electrically Released Brakes are self-adjusting.
Warner Electric Electrically Released Brakes are
“burnished” at the factory to assure rated torque
shortly after initial application. Very little additional
wear-in is required.
Warner Electric • 800-825-9050 P-251 • 819-0121
2
Page 3
Sizes ER-825 and ER-1225 with Spline
Drive Armatures Installation Instructions
Failure to follow these
instructions may result in product damage,
equipment damage, and serious or fatal injury
to personnel.
Note: Failure to set control voltage using the step by
step procedures in this manual may cause
overheating and premature failure.
Section 1
Step 1: Check to insure that the magnet and its
mounting surface are clean and free from burrs.
Basic Mechanical Considerations
Electrically released brakes require special
mounting considerations. Please review the items
listed below prior to starting installation contained in
steps 1-12.
A. If the brake magnet is to be mounted to
a surface of magnetic material, isolate the
brake approximately 1/2 inch from the
surface with a plate or spacer of nonmagnetic material.
B. If a choice of armature shaft material exists, this
should also be nonmagnetic. Materials such as
type 302-304 stainless have been used very
successfully.
C. In order to minimize stray flux, the unit should be
exposed as much as possible or, if enclosed, it
should be placed in a housing of nonmagnetic
material such as stainless steel or aluminum.
D. must be exercised when the
armature is moved close to the magnet
assembly since the permanent magnets create a
very strong attractive force. Injury may result if
fingers are in between the armature and
magnet when the gap is 1/2" or less.
Step 2: Bolt the magnet in place with capscrews and
lockwashers.
Note: The magnet pilot diameter must be concentric
to the shaft within .010 inch T.I.R. The magnet
mounting surface must be square with the shaft
within .006 inch T.I.R. measured at the bolt circle.
Step 3: Assemble the splined armature assembly
(armature, splined armature adapter and autogap are
preassembled) to the hub.
New armatures shipped from the
factory are flat to within .005 inch and this
flatness must be retained to maintain full torque.
Any attempt to pry the armature loose from the
magnet will distort the armature. When
adjusting the armature position, apply any
required force only to the hub, not to the outer
edge of the armature. Also, use care when
handling the armature as dropping may also
cause distortion.
E. Foreign Materials: If units are used on
machinery where fine, abrasive dust, chips, oil or
grit are dispelled into the atmosphere, a
protective screen over the unit may be
necessary. Where units are used near gear
boxes or transmissions requiring frequent
lubrication, means should be provided to
protect the friction surfaces from oil and
grease to prevent serious loss of torque
Applications requiring a vertical
shaft mounting must be reviewed and approved
by Warner Electric Applications Engineering.
Warner Electric • 800-825-9050 P-251 • 819-0121
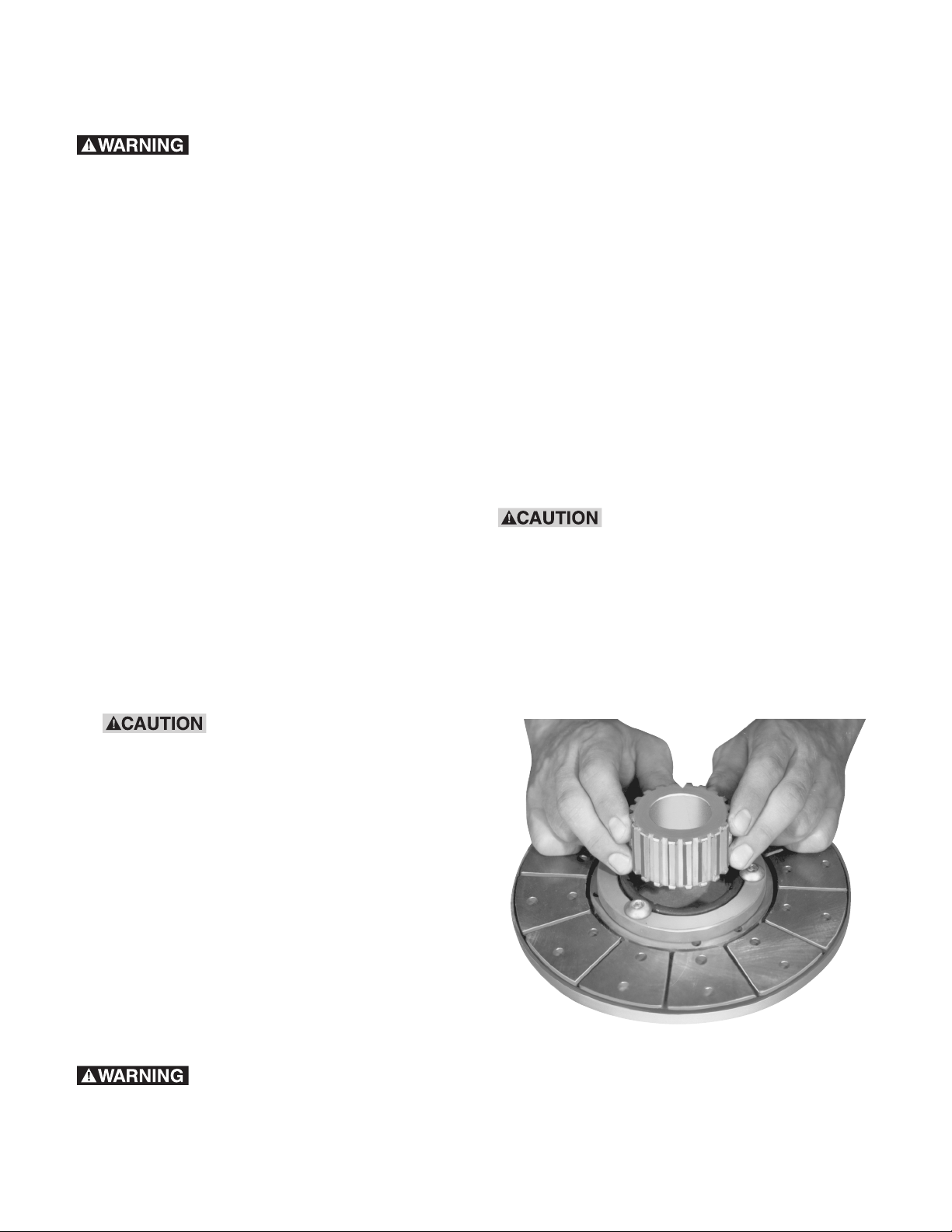
Step 3A: Place the armature-splined adapter assembly
on a flat surface, segments up. Press the splined hub
(retainer ring end first) through the autogap spring and
splined armature adapter.
Figure 1
3
Page 4
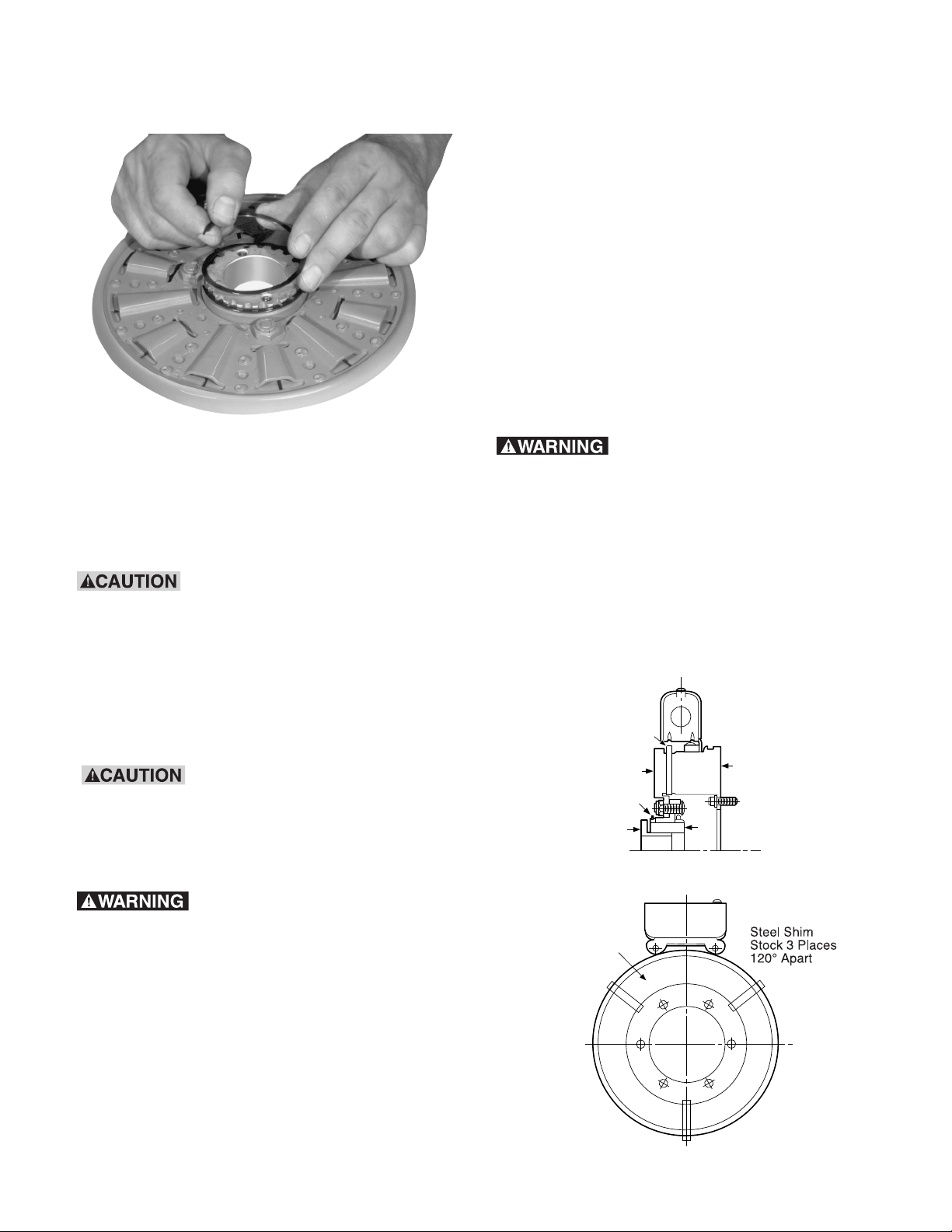
Figure 2
5
1
3
4
2
.062"
Thick
Steel Shims
Friction
Material
lip the armature hub assembly onto the brake
S
haft until armature makes contact with shims.
s
Step 5: Using a hex wrench, tighten the hub
bushing bolts alternately and evenly until tight.
Using a drift and small hammer, tap lightly at
several points around the circumference of the
taper lock bushing. Repeat this alternate tapping
and re-tightening until the specified torque is
reached and wrench no longer turns the screw after
tapping. Tighten bolts to the following:
Unit Torque Bushing Type
ER-825 87 in. lb. Browning Series H
ER-1225 290 in. lb. Browning Series Q
Step 3B: Turn the assembly over and insert the
retainer ring in the groove. Take care not to bend or
distort retainer ring.
Step 3C: Turn the assembly over and slide the
armature against the retainer ring.
During steps 4 through 7, handle
the armature/hub assembly by the hub (Figure
3, item 2) only, making sure the armature
(Figure 3, item 3) is as close to the retainer ring
(Figure 3, item 4) as possible. Any movement of
the armature on the splined hub will reduce
available armature travel and may cause
improper setting of the running air gap.
1/16 inch thick steel shims are
recommended for shim stock selection. Do not
use shims thicker than 1/8 inch or you will
shorten brake life by reducing available
armature travel.
free of any contamination (oil, grease). Keep
Shim stock must be clean and
fingers clear of the area between the magnet
and the armature as the armature will be pulled
sharply toward the magnet after the gap is
closed to approximately 1/2 inch.
Step 4: Place three steel shims 120 degrees apart
on the magnet as shown in Figure 3. Insert the
taper-lock bushing (Figure 3, item 5) into the hub
(Figure 3, item 2).
Do not attempt to pull the
bushing flange flush with the hub end as
there should be 1/8” to 1/4” clearance
when tightened.
The airgap between armature and magnet must be
.062 to .125 inch. If the airgap is outside of that
range, reposition the armature hub assembly by
repeating steps 1 and 2 of the disassembly
procedure and steps 4 and 5 of the assembly
procedure.
1 – Magnet
2 – Splined Hub
3 – Armature
4 – Spiral
Retainer Ring
5 – Bushing
Warner Electric • 800-825-9050 P-251 • 819-0121
Figure 3
4
Page 5
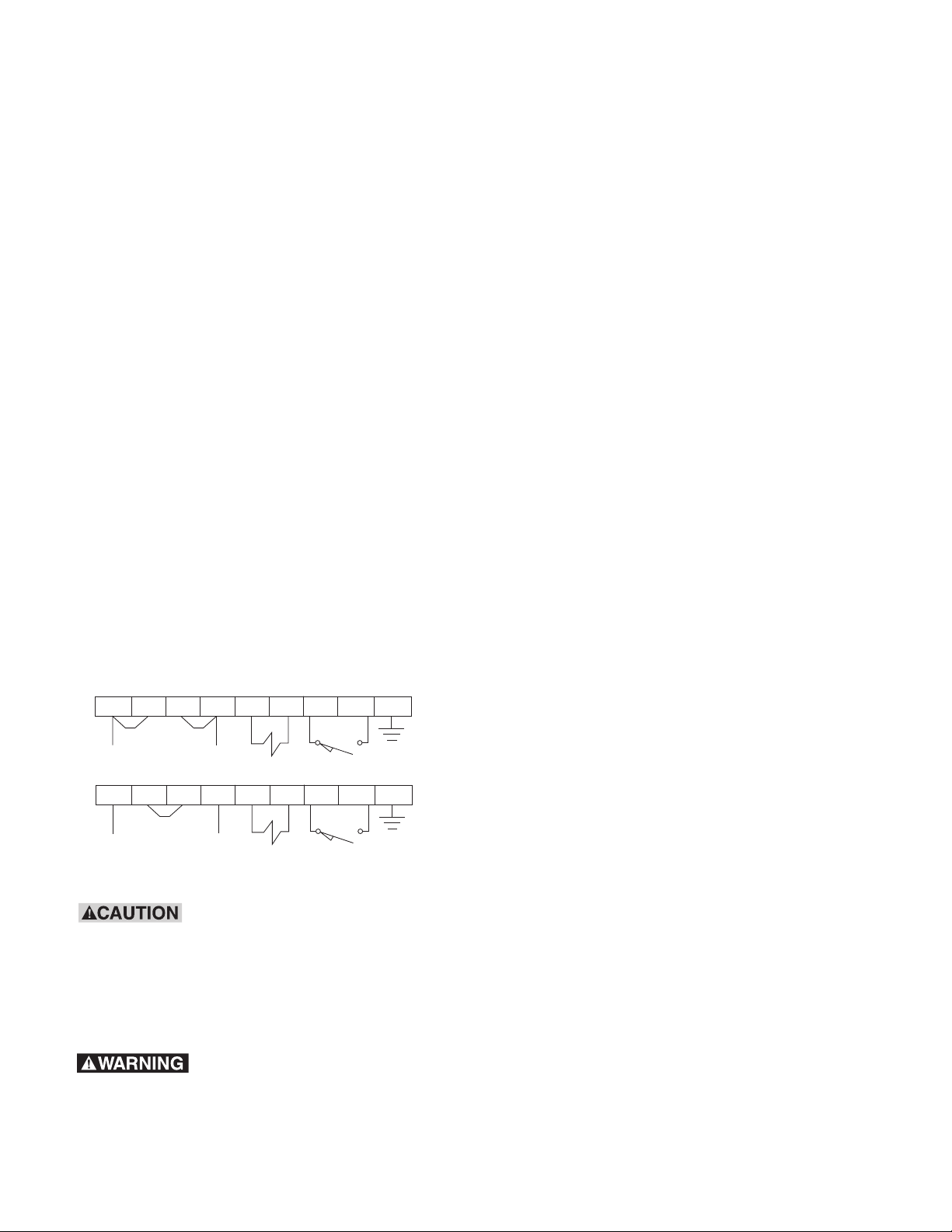
tep 6: Electrical Connections. Several different
115 VAC
Brake
Release
Brake
(-)
(+)
230 VAC
Brake
Release
Brake
Coil
(-)
(+)
MCS 805-1
MCS 805-2
S
ypes of controls can be used on the ER-825.
t
However, only one control can be used on the
ER-1225 electrically released brakes. If you are
installing an ER-825 brake, follow the
procedures in Section I below. When completed
with Section I, proceed to Step 7. If you are
installing an ER-1225, follow the procedures in
Section II below. When completed with Section II,
proceed to Step 7.
Section I For ER-825 Brakes
ER-825 brakes require a variable voltage or
variable current control to release the brake by
offsetting the magnetic force generated by
permanent magnets. Warner Electric controls,
such as the CBC-200 (single channel) or
CBC-300 (dual channel), offer variable output and
are suitable for use with ER-825 brakes.
Connection should be made in accordance with
instructions provided with the chosen control.
. 115 VAC supply to terminals 1 and 4. Jumpers
A
o connect terminal 1 with terminal 2 and
t
terminal 3 with terminal 4. Recommended fuse
is 3/4A slow blow.
or:
230 VAC supply to terminals 1 and 4.
Jumper to connect terminal 2 with terminal 3.
Recommended fuse is 3/4A slow blow.
B. A chassis ground should be provided as a
non-current conducting ground wire (color
coded green).
C. Switching. Follow instructions per control
models listed.
MCS-805-1 Standard Control Operation
1. For switching DC side: Switch connected to
terminals 7 and 8. Switch open will allow
brake to be engaged. Switch closed will
enable the release of the brake.
Section II For ER-1225 Brakes
Connect the MCS-805-1 or MCS-805-2 Power
Supply per the following diagram and
instructions:
ER brakes are polarity
sensitive. Connect the “+” terminal of the
brake to the “+” terminal of the control and
the “-” terminal of the brake to the “-”
terminal of the control. Plus to plus and
minus to minus connections are imperative.
Put machine in safe condition
so that when voltage is applied to the control
and switch closures are made the brake
does not rotate and machine does not run.
2. For switching AC side: Line power off will
allow brake to be engaged. Line power on
will release brake. A jumper connection
must be made between 7 and 8.
3. Slower brake actuation will result when
switching the AC side.
MCS-805-2 Two Step Control Operation
1. With switch connected to terminals 7 and 8
and switch is open with AC power applied,
brake will be partially engaged.
2. With switch connected to terminals 7 and 8
and switch is closed with AC power
applied, brake will be fully released.
3. With switch connected to terminals 7 and 8
and switch closed with AC power removed,
brake will be fully engaged.
Warner Electric • 800-825-9050 P-251 • 819-0121
5
Page 6

D. ER brakes are polarity sensitive. Connect the
plus terminal of the brake to terminal 6 on the
control and the minus terminal of the brake to
terminal 5 on the control.
increase voltage control clockwise until
brake armature disengages. (Releases)
Record this voltage, continue to increase
voltage until brake armature engages.
Step 7: Apply power to the brake and remove
shims. Note: It may be required at this point to
adjust voltage to brake, to release the armature
and remove shims. Set the airgap by pressing the
armature into contact with the magnet and then
releasing. (See Figure 3) The armature should spring
back approximately 1/32-3/64 (.031-.045) inch. If
the airgap is outside of that range, reposition the
armature hub assembly by procedure Section III and
steps 4 and 5 of the assembly procedure Section I.
Note: If armature does not spring back proceed to
voltage adjust procedure.
Step 8: Brake Release Voltage Adjustment. When
setting the brake power supply, the objective is to
achieve armature release by adjusting the coil
voltage so it counteracts the permanent magnet to
the maximum extent possible.
Two different release procedures are used,
depending on whether an ER-825 or ER-1225 is
involved. For ER-825 brakes, follow the procedures
outlined in Step 9 below. For ER-1225 brakes,
follow the procedures outlined in Step 10.
Note: If armature does not engage it may be
necessary to manually engage the armature by
pressing on the back side of the armature
keeping fingers from between armature and
magnet.
9D. After armature is engaged, slowly decrease
(counter clockwise) the voltage adjust to
the brake until the brake armature releases.
Record this voltage.
9E. The final voltage setting for the brake
should be the mid point between the
voltages recorded in Step 9C and 9D.
Note: If the autogap is not used, an external
release force of approximately 5-10 pounds
should be applied by hand, to detect the point
of armature release.
Note: If the above voltage adjustment
procedure can not be observed visually the
alternate ohmmeter procedure should be used.
Section IV.
Step 9: For ER-825 Brakes
Put machine in a safe condition
same as Step 9 with the exception of the control
used.
so that when voltage is applied to control and
Step 10: For the ER-1225, the procedure is the
switch closures are made the brake does not
rotate and machine does not run.
The only two controls to be used are the MCS
805-1 or MCS 805-2, the voltage adjust is
performed by adjustment screw only, located on
9A. Attach multimeter to brake to monitor DC
inside of control.
voltage observing proper procedure for
hookup of multimeter per manufacturing
instruction.
9B. Apply power to control and close switch
connections that allow DC voltage from
control to be applied to brake.
10A. Follow Step 9 for adjustment of brake
control for ER-1225.
10B. (For MCS-805-2 only): Set partial
engagement torque using adjusting pot at
top of control. Switch connected to
terminals 7 and 8 must be open to make
9C. Depending on variable control used and
output channel that brake is hooked up to,
this adjustment. A setting of 10 gives
maximum torque.
turn voltage adjust knob or screw, counter
clockwise to 0VDC, at this point slowly
Warner Electric • 800-825-9050 P-251 • 819-0121
6
Page 7

fter completion of installation procedure
A
nd brake control adjustment it may be
a
necessary to burnish (wear in) the brake in
the application.
Note: The brake is pre-burnished at the factory
but during the installation and handling of the
brake, static torque may have been affected.
Therefore, burnishing on site is recommended.
Section III
Disassembling the Armature/Hub
Assembly
distorted the entire brake must be replaced.
Note: Steps (1) and (2) are to be performed at
the brake.
(Figure 3)
Do not pry the armature away
from the magnet. If armature is
Step 11: Burnish the brake as follows: This step
requires you to run the machine that brake is used
in. Observe all safety rules and regulations for your
facility. Using the brake as the primary stop
device, start and stop the brake 30 times. Allow
5-10 seconds delay between Start and Stop.
During torque measurements
machine power should be turned off and
properly locked out.
Step 12: With the brake fully engaged, attach
torque wrench to the end of the brake shaft. Hold
the wrench at the handle, and pull it in the
direction of motor rotation in one continuous
motion (without any jerky motion) until shaft
movement is detected. The highest reading on the
dial is the static torque of the brake. This torque
without any system drag must be at least 400 lb.
ft. for ER-1225 and 125 lb. ft. for ER-825. If less,
burnish the brake again, repeating Step 11. If the
brake does not meet the torque requirement after
two burnishing procedures, replace the brake.
The brake installation procedure is now
complete.
Note: Make sure power to the brake is turned
off. See Figure 3 for the following two steps.
Put machine in a safe
condition so that when voltage
is applied to control and switch closures are
made the brake does not rotate and machine
does not run.
Step 1: Loosen the taper-lock bushing (item 5) on
the brake shaft.
To loosen, remove both hex screws from the taper
lock bushing (item 5, figure 3) using a hex wrench.
Insert the hex screws into the
previously vacant taped holes in the taper lock
bushing and tighten these screws until the
bushing is loosened in the hub (item 2). If the
bushing does not loosen, tap on the bushing with
a drift and small hammer.
Step 2: Apply power to the brake. The armature
will then spring away from the magnet. If it does
not, check electrical connections and release
voltage. Remove taper lock bushing (item 5) and
armature assembly (items 2 & 3) from the brake
shaft. Set the bushing aside. Do not discard the
bushing.
Note: If reinstalling armature assembly, follow
steps 1 thru 7 in the assembly procedure.
Warner Electric • 800-825-9050 P-251 • 819-0121
7
Page 8

Section IV
0.875 Diameter Knockouts
for 0.50 Conduit
Both Ends Typical
0.28 Diameter
(4) Mtg Holes
Clearance for
.25" Screw
TOP AND BOTTOM
FRONT SIDE BACK
3.44
2.625
1.125
7.125
5.0 3.44
0.56
6.0
4.81
5.0
3.750.53
Ohmmeter Procedure to Detect Armature Release
When the brake armature cannot be visually
observed during brake voltage adjustment, an
ohmmeter can be used to determine when the
armature disengages. One ohmmeter lead should
be attached to the armature itself, in a manor not
to obstruct the movement of the armature the
other to the machine base. The release point can
be determined as follows:
Put machine in a safe
condition so that when voltage is applied to
control and switch closures are made the
brake does not rotate and machine does not
run.
1. The brake is engaged when the armature
contacts the magnet, causing very low resistance
(less than one ohm).
MCS-805-1 and MCS-805-2 Power Supply
Dimensional Drawings and Mounting Provisions
2. The brake is disengaged (released) when the
ohmmeter indicates higher resistance (usually
greater than one ohm—may be as high as 10,000
ohms).
The difference between ohmmeter readings 1 and
2 must be large enough to reliably indicate
armature engagement or disengagement. Reliable
readings can usually be obtained from a brake
mounted on a shaft running on antifriction
bearings.
Coil Data
Unit Current Draw (amp) Resistance (ohms)
Size at 60 Volts D.C. at 20°C (±10%)
ER-825 .308 195
ER-1225 .256 235
Warner Electric • 800-825-9050 P-251 • 819-0121
8
Page 9

Operating Instructions
Magnet
Splined Hub
Armature
Wear Step
Indicator
S
nap Ring
A
dapter
T
aper Lock
Bushing
0
.31
(
7.9)
Magnet Worn
to Step
Worn OutNew
New (Step)
When an Electrically Released Brake is properly
installed, no further servicing, lubrication, or
maintenance should be required throughout the
life of the unit.
A worn out Electrically Released Brake can lose its
ability to produce adequate torque. Consequently,
it is imperative that the brake be inspected
frequently for wear and to insure that it engages
and disengages properly. The frequency of
inspections is dictated by usage; a brake used in
a high cycle rate and/or heavy load application
must be inspected more often than one used less
severely. Sound maintenance practices will
determine proper inspection intervals.
Torque loss can result if the armature and
magnet wear extensively enough to cause the
detent to move off the end of the hub spline,
resulting in a loss of the autogap function. The
end of normal service will occur when the
armature wears through the friction material and
into the coil, causing an open circuit and failure to
release when voltage is applied.
Check No. 1
Check No. 2
The remaining wear life of the friction surfaces can be
estimated by checking the step machined on the O.D.
of the brake magnet where the armature and magnet
meet. This step is approximately equal to the friction
material thickness. When this step is completely
covered by the armature (worn down) with the brake
engaged, the brake is worn out and should be
replaced.
Brake wear is determined by two checks. The first
determines whether the brake is about to lose
torque; the second assures that the armature has
not worn through the friction material,
endangering the coil. If either of these checks
indicates excessive wear, the unit should be
replaced.
Check No. 1
Check to insure that the distance from the
retaining ring to the splined adapter is less than
5/16 inch (see Check No. 1). This 5/16 inch
dimension can also be exceeded if the splined
hub is improperly positioned on the hub at
Note: A new splined hub should also be installed
when the armature and magnet are replaced.
Reusing the old splined hub or armature adapter
may prevent the armature from fully engaging the
magnet, resulting in torque loss.
Check No. 2
installation. If the 5/16 inch dimension is
exceeded, the armature must be readjusted.
Disassemble per Section III Steps 1 and 2, and
relocate brake armature as indicated starting with
step 1-7.
Foreign Materials: If units are used on machinery
where fine, abrasive dust, chips, oil or grit are
dispelled into the atmosphere, a protective screen
around the unit is necessary. Where units are used
near gear boxes or transmissions requiring
frequent lubrication, means should be provided
to protect the friction surfaces from oil and
grease contamination (contact) to prevent
Warner Electric • 800-825-9050 P-251 • 819-0121
serious loss of torque by reducing the
9
Page 10

coefficient of friction and swelling the friction
NEW BURNISHED WORN
aterial. Small amounts of oil and grease
m
accidentally reaching the friction surfaces may be
removed by wiping with a rag dampened with a non
petroleum, non residue cleaning solution. In
performing this operation, do not drench the friction
material. If the friction material has been saturated
with oil or grease, no amount of cleaning will be
completely effective. Once such a unit has been
placed back in service, heat will cause the oil to be
boiled to the surface resulting in further torque loss.
This unit should then be replaced!
Fails to Release: If an Electrically Released Brake
does not release, the initial check should be to verify
the electrical connections (polarity) between the
brake coil and power supply. If the lead wires are
connected properly power supply positive “+”
terminal and brake coil “+” terminal, and power
supply negative “-” terminal and brake coil “-”
terminal, the next check is to see that the brake
release voltage adjustment is properly set in
accordance with installation instructions (See Table
of Contents).
If readjustment of the control output does not release
the brake and an AC input to the control is present,
a further check should be made to determine if the
control is faulty as follows:
agnet coil, further checks may be made as
m
follows: a low-range (.1 to 1 amp) amp meter
should be connected in series with one wire to the
magnet. The Coil Data chart (pages 8) lists the
correct ratings for the various sizes. These
readings are with the power on and the brake
release adjustment turned clockwise, until a
voltmeter attached to the brake magnet
terminals reads 60 VDC. If no amperes are read,
an Ohm reading of the magnet coil should be
taken. Ohmmeter checks should be made with
the power off and circuit open (To be certain,
disconnect one lead wire to the coil). Refer to the
Coil Data chart (page 8) for the specifications of
the appropriate unit. A very high or infinite
resistance reading would indicate an open coil.
Wear Pattern: (Figure 4) As the brake is used
wear grooves will appear on the friction surfaces.
This is a normal condition, and does not impair
functioning of the unit. Never machine the
friction surfaces to remove grooves or score
marks resulting from normal wear.
There are two main wear parts, magnet and
armature. When either is worn out, the
complete brake must be replaced.
Put machine in a safe condition
so that when voltage is applied to
control and switch closures are made the brake
does not rotate and machine does not run.
Connect a DC voltmeter across the brake magnet
terminals. (Do not disconnect the leads to the
terminals.) Turn the torque adjustment on the
control fully counterclockwise, then slowly turn the
adjustment screw clockwise—the voltmeter should
indicate a voltage range from approximately 30 to 75
volts for the MCS-805 series and 0 to 90 volts using
other variable supplies.
To determine if there is current flow through the
Wear Pattern
Heat: Excessive heat and high-operating
temperatures are causes of rapid wear.
Air should be allowed to circulate around
the unit as efficiently as possible, especially
if the application requires fast, repetitive cycle
operation.
If the above checks indicate that the proper
voltage and current is being supplied to the coil,
mechanical parts should be checked to assure
that they are in good operating condition and
properly installed. (See operating instruction under
Check No. 1.)
Figure 4
Warner Electric • 800-825-9050 P-251 • 819-0121
10
Page 11

Dimensions and Specifications
Removable
plug in ends
for .5" conduit
Mounting holes
are within 0.005
of true position
relative to pilot
diameter
V
Pilot
Dia.
K
J
G
I
H
S dia. (T) holes
equally spaced
on U dia.
D
EC
A
B
P
O
N
L
R
Q
ER-825 Heavy Duty Drawing I-25578
ER-1225 Heavy Duty Drawing I-25620
ER-825 & ER-1225 Magnet View
ABCDEG
ER Size Max. Dia.
825 H.D. 8.656 2.5 .156 1.250 1.765 5.625
1225 H.D. 12.671 4.093 .234 2.5 2.171 7.671
H I J K LN
ER Size Max. Min. Min.
825 H.D. .531 5/16-18 UNC-3A 1.687 1.546 .062 .531
1225 H.D. .546 5/16-18 UNC-3A 1.718 1.546 .062 .562
OPQRSTUV
Max. Max.
ER-825 H.D. 2.078 3.546 3.750 6.75 .358
ER-1225 H.D. 2.50 5.031 3.750 8.79 .358
Warner Electric • 800-825-9050 P-251 • 819-0121
.338 3.501
.338 6.376
6 4.250 3.503
6 7.250 6.378
11
Page 12

Technical Ratings
Static Max. D.C. Total
Size Torque RPM Voltage Weight
ER-825 125 lb. ft. 3600 90 15.6 lbs.
ER-1225 400 lb. ft. 3000 35 to 75 60.3 lbs.
ER-825, 1225 ER-825 ER-1225
Voltage–DC 90 35-75
Resistance @ 20°C–Ohms 304 235
Current–Amperes .29 .383
Watts 26 35
Coil Built-up–milliseconds 400 700
Coil Decay–milliseconds 20 20
Bore Size
ER-825 ER-1225
H.D. Drive H.D. Drive
Spline Drive Spline Drive
Bore Dia. Keyway Bore Dia. Keyway
.500-.562 1/8 x 1/16 .750-.875 3/16 x 3/32
.375-.625 3/16 x 3/32 .937-1.250 1/4 x 1/8
.937-1.187 1/4 x 1/8 1.312-1.375 5/16 x 5/32
1.250* 1/4 x 1/8 1.437-1.750 3/8 x 3/16
1.312-1.375* 5/16 x 5/32 1.812-2.062 1/2 x 1/4
1.437-1.500* 3/8 x 3/16 2.125-2.250* 1/2 x 1/4
2.312-2.687* 5/8 x 5/16
* Furnished with key.
Customer Shall Maintain:
1. Squareness of magnet mounting face with
armature shaft within .006 T.I.R.
2. Concentricity of magnet mounting pilot
diameter with armature shaft within .010 T.I.R.
3. If Magnet mounting surface is a magnetic
material, the magnet is to be insulated
approximately 1/2 inch from that surface with a
plate or spacer of non-magnetic material.
Bushing Part Numbers
rowning Bushing
B
Bushing Number
Shaft Size Keyway Size Warner Electric Browning
1/2 1/8 x 1/16 180-0002 H-1
9/16 1/8 x 1/16 180-0003
5/8 3/16 x 3/32 180-0004
11/16 3/16 x 3/32 180-0005
3/4 3/16 x 3/32 180-0006
13/16 3/16 x 3/32 180-0007
7/8 3/16 x 3/32 180-0008
15/16 1/4 x 1/8 180-0009
1 1/4 x 1/8 180-0010
1-1/6 1/4 x 1/8 180-0011
1-1/8 1/4 x 1/8 180-0012
1-3/16 1/4 x 1/8 180-0013
1-1/4 1/4 x 3/16 180-0014
1-5/16 5/16 x 7/32 180-0015
1-3/8 5/16 x 7/32 180-0016
1-7/16 3/8 x 1/4 180-0017 H-2
1-1/2 3/8 x 7/32 180-0018
3/4 1/2 x 3/8 180-0026 QI-1
13/16 1/2 x 3/8 180-0027
7/8 1/2 x 3/8 180-0028
15/16 1/2 x 3/8 180-0029
1 1/2 x 3/8 180-0030
1-1/16 1/2 x 3/8 180-0031
1-1/8 1/2 x 3/8 180-0032
1-3/16 1/2 x 3/8 180-0033
1-1/4 1/2 x 3/8 180-0034
1-5/16 1/2 x 3/8 180-0035
1-3/8 1/2 x 3/8 180-0036
1-7/16 1/2 x 3/8 180-0037
1-1/2 1/2 x 3/8 180-0038
1-9/16 1/2 x 3/8 180-0039
1-5/8 1/2 x 3/8 180-0040
1-11/16 1/2 x 3/8 180-0041
1-3/4 1/2 x 3/8 180-0042
1-13/16 1/2 x 3/8 180-0043
1-7/8 1/2 x 3/8 180-0044
1-15/16 1/2 x 3/8 180-0045
2 1/2 x 3/8 180-0046 QI-2
2-1/16 1/2 x 3/8 180-0047
2-1/8 1/2 x 3/4 180-0048
2-3/16 1/2 x 23/32 180-0049
2-1/4 1/2 x 11/16 180-0050
2-5/16 5/8 x 5/16 180-0051
2-3/8 5/8 x 5/16 180-0052
2-7/16 5/8 x 5/16 180-0053
2-1/2 5/8 x 5/16 180-0054
2-9/16 5/8 x 5/16 180-0055
2-5/8 5/8 x 5/16 180-0056
2-11/16 5/8 x 5/16 180-0057
Warner Electric • 800-825-9050 P-251 • 819-0121
12
Page 13

Exploded View
1
3
2
4
6
6-1
5
7
I-25578
I-25620
Parts List
ER-825 Heavy Duty Electrically Released Brake Per I-25578
ER-1225 Heavy Duty Electrically Released Brake Per I-25620
Item Description Part Number Part Number Qty.
1 *Bushing 180-0002-180-0018 80-0026-180-0057
2 Retainer Ring 748-0006 748-0005 1
3 Splined Hub 540-0057 540-0064 1
5 Mounting Accessory, I.M. 5321-101-001 5321-101-001 1
4 & 6 Magnet ( I.M., 90 Volt)
and Armature (sold only in
matched pairs) 5250-25 5252-4 1
6-1 Terminal Accessory 5311-101-001 5311-101-001 1
7 Conduit Box 5200-101-010 5200-101-010 1
ER-825 Heavy Duty ER-1225 Heavy Duty
1/2" to 1-1/2" Bore 3/4" to 2-11/16" Bore 1
How to order:
1. Specify bore size.
2. Specify Heavy Duty.
Example: ER-825 Electrically Released Brake per I-25578.
Heavy Duty, 7/8" bore.
Warner Electric • 800-825-9050 P-251 • 819-0121
13
Page 14

Warranty
Warner Electric LLC warrants that it will repair or replace (whichever it deems advisable) any
product manufactured and sold by it which proves to be defective in material or workmanship within a
period of one (1) year from the date of original purchase for consumer, commercial or industrial use.
This warranty extends only to the original purchaser and is not transferable or assignable without
Warner Electric LLC’s prior consent.
Warranty service can be obtained in the U.S.A. by returning any defective product, transportation
charges prepaid, to the appropriate Warner Electric LLC factory. Additional warranty information may
be obtained by writing the Customer Satisfaction Department, Warner Electric LLC, 449 Gardner
Street, South Beloit, Illinois 61080, or by calling 815-389-3771.
A purchase receipt or other proof of original purchase will be required before warranty service is
rendered. If found defective under the terms of this warranty, repair or replacement will be made,
without charge, together with a refund for transportation costs. If found not to be defective, you will be
notified and, with your consent, the item will be repaired or replaced and returned to you at your
expense.
This warranty covers normal use and does not cover damage or defect which results from
alteration, accident, neglect, or improper installation, operation, or maintenance.
Some states do not allow limitation on how long an implied warranty lasts, so the above limitation may
not apply to you.
Warner Electric LLC’s obligation under this warranty is limited to the repair or replacement of the
defective product and in no event shall Warner Electric LLC be liable for consequential, indirect,
or incidental damages of any kind incurred by reason of the manufacture, sale or use of any defective
product. Warner Electric LLC neither assumes nor authorizes any other person to give any other
warranty or to assume any other obligation or liability on its behalf.
WITH RESPECT TO CONSUMER USE OF THE PRODUCT, ANY IMPLIED WARRANTIES WHICH THE
CONSUMER MAY HAVE ARE LIMITED IN DURATION TO ONE YEAR FROM THE DATE OF ORIGINAL
CONSUMER PURCHASE. WITH RESPECT TO COMMERCIAL AND INDUSTRIAL USES OF THE
PRODUCT, THE FOREGOING WARRANTY IS IN LIEU OF AND EXCLUDES ALL OTHER
WARRANTIES, WHETHER EXPRESSED OR IMPLIED BY OPERATION OF LAW OR OTHERWISE,
INCLUDING, BUT NOT LIMITED TO, ANY IMPLIED WARRANTIES OF MERCHANTABILITY
OR FITNESS.
Some states do not allow the exclusion or limitation of incidental or consequential damages, so the
above limitation or exclusion may not apply to you. This warranty gives you specific legal rights and
you may also have other rights which vary from state to state.
Changes in Dimensions and Specifications
All dimensions and specifications shown in Warner Electric catalogs are subject to change without
notice. Weights do not include weight of boxing for shipment. Certified prints will be furnished without
charge on request to Warner Electric.
Warner Electric
31 Industrial Park Road • New Hartford, CT 06057
815-389-3771 • Fax: 815-389-2582
www.warnerelectric.com
P-251 • 819-0121 8/11 Printed in USA
 Loading...
Loading...