

Page 1

Art # A-09201
250
WELDSKILL
350
MIG WELDING MACHINE
Operating Manual
Version No: AC Issue Date: December 1, 2008 Manual No.: 0-5072
Operating Features:
Page 2
WE APPRECIATE YOUR BUSINESS!
Congratulations on your new CIGWELD product. We are proud to
have you as our customer and will strive to provide you with the best
service and reliability in the industry. This product is backed by our
extensive warranty and world-wide service network. To locate your
nearest distributor or service agency call +1300 654 674, or visit us
on the web at www.cigweld.com.au.
This Operating Manual has been designed to instruct you on the
correct use and operation of your CIGWELD product. Your satisfaction
with this product and its safe operation is our ultimate concern.
Therefore please take the time to read the entire manual, especially
the Safety Precautions. They will help you to avoid potential hazards
that may exist when working with this product.
YOU ARE IN GOOD COMPANY!
The Brand of Choice for Contractors and Fabricators Worldwide.
CIGWELD is the Market Leading Brand of Arc Welding Products
for Thermadyne Industries Inc. We are a mainline supplier to major
welding industry sectors in the Asia Pacific and emerging global
markets including; Manufacturing, Construction, Mining, Automotive,
Engineering, Rural and DIY.
We distinguish ourselves from our competition through marketleading, dependable products that have stood the test of time. We
pride ourselves on technical innovation, competitive prices, excellent
delivery, superior customer service and technical support, together
with excellence in sales and marketing expertise.
Above all, we are committed to develop technologically advanced
products to achieve a safer working environment for industry
operators.
Page 3
!
WARNING
Read and understand this entire Manual and your employer’s safety practices before installing,
operating, or servicing the equipment.
While the information contained in this Manual represents the Manufacturer’s best judgement,
the Manufacturer assumes no liability for its use.
Welding Power Supply
Operating Manual Number 0-5072 for:
MIG 250 Plant (Compact) Spec Number W1003400
MIG 250 Power Source (Compact) Spec Number W1003401
MIG 350 Plant (Compact) Spec Number W1003500
MIG 350 Power Source (Compact) Spec Number W1003501
Published by:
CIGWELD Pty Ltd
71 Gower Street
Preston, Victoria, Australia, 3072
www.cigweld.com.au
Copyright 2008, 2009 by CIGWELD
All rights reserved.
Reproduction of this work, in whole or in part, without written permission of the publisher is prohibited.
The publisher does not assume and hereby disclaims any liability to any party for any
loss or damage caused by any error or omission in this Manual, whether such error
results from negligence, accident, or any other cause.
Publication Date: December 1, 2008
Version AC Date: September 30, 2009
Record the following information for Warranty purposes:
Where Purchased: ____________________________________
Purchase Date: ____________________________________
Equipment Serial #: ____________________________________
Page 4

TABLE OF CONTENTS
SECTION 1:
ARC WELDING SAFETY INSTRUCTIONS AND WARNINGS ..................................... 1-1
1.01 Arc Welding Hazards ................................................................................................... 1-1
1.02 Principal Safety Standards ......................................................................................... 1-4
1.03 Declaration Of Conformity ......................................................................................... 1-5
SECTION 2:
INTRODUCTION ..................................................................................... 2-1
2.01 How To Use This Manual ............................................................................................. 2-1
2.02 Equipment Identification .............................................................................................. 2-1
2.03 Receipt Of Equipment .................................................................................................. 2-1
2.04 Symbol Chart .............................................................................................................. 2-2
2.05 Description .................................................................................................................. 2-3
2.06 User Responsibility ..................................................................................................... 2-3
2.07 Duty Cycle ................................................................................................................... 2-4
2.08 WeldSkill 250 MIG Power Source Specifications ......................................................... 2-5
2.09 WeldSkill 350 MIG Power Source Specifications ......................................................... 2-6
2.10 Optional Accessories ................................................................................................... 2-7
SECTION 3:
INSTALLATION ....................................................................................... 3-1
3.01 Environment ............................................................................................................... 3-1
3.02 Location ..................................................................................................................... 3-1
3.03 Ventilation ................................................................................................................... 3-1
3.04 Mains Supply Voltage Requirements ........................................................................... 3-1
3.05 Installation And Use - Users Responsibility ................................................................ 3-1
3.06 Assessment Of Area .................................................................................................... 3-2
3.07 Methods Of Reducing Electromagnetic Emissions ...................................................... 3-2
SECTION 4:
SAFE PRACTICES FOR THE USE OF WELDING EQUIPMENT ................................... 4-1
4.01 Precautions To Be Taken By Operators ........................................................................ 4-1
4.02 Personal Protection ..................................................................................................... 4-1
4.03 Resuscitation For Electric Shock Victims .................................................................... 4-3
SECTION 5:
SET UP FOR THE WELDSKILL 250, 350 MIG POWER SOURCE ............................... 5-1
5.01 Power Source Connections ......................................................................................... 5-1
5.02 Wirefeeder Connections ............................................................................................. 5-1
5.03 Common Connections .................................................................................................. 5-1
5.04 Drive Roller Pressure Adjustment .............................................................................. 5-1
5.05 Wire Reel Brake .......................................................................................................... 5-2
5.06 Wire Reel Hub Assembly ............................................................................................ 5-2
Page 5

TABLE OF CONTENTS
SECTION 6:
OPERATION ........................................................................................... 6-1
6.01 Front Panel .................................................................................................................. 6-1
6.02 Internal Welding Controls ............................................................................................ 6-3
SECTION 7:
BASIC WELDING TECHNIQUE ...................................................................... 7-1
7.01 Setting Of The Power Source & Wirefeeder ................................................................. 7-1
7.02 Position Of MIG Torch .................................................................................................. 7-1
7.03 Distance From The MIG Torch Nozzle To The Work Piece ............................................ 7-1
7.04 Travel Speed ................................................................................................................. 7-1
7.05 Electrode Wire Size Selection ...................................................................................... 7-1
SECTION 8:
SERVICE ............................................................................................... 8-1
8.01 Routine Maintenance & Inspection ............................................................................... 8-1
8.02 Cleaning The Feed Rolls .............................................................................................. 8-1
8.03 Basic Troubleshooting ................................................................................................. 8-1
8.04 Solving Problems Beyond The Welding Terminals ....................................................... 8-1
8.05 Solving Problems Beyond The Welding Terminals - Porosity ...................................... 8-2
8.06 Solving Problems Beyond The Welding Terminals - Inconsistent Wire Feed ............... 8-2
8.07 Welding Problems ....................................................................................................... 8-3
8.08 Power Source/Wirefeeder Problems ............................................................................ 8-4
APPENDIX 1:
KEY SPARE PARTS ................................................................................... A-1
APPENDIX 2:
VOLT/AMP CURVES .................................................................................. A-2
CIGWELD LIMITED WARRANTY
Terms of Warranty -2008
Warranty Schedule -2008
GLOBAL CUSTOMER SERVICE CONTACT INFORMATION ............................................. inside Rear Cover
Page 6

Page 7
safety instructions weldskill 250, 350
SECTION 1:
ARC WELDING SAFETY INSTRUCTIONS AND WARNINGS
WARNING
ARC WELDING CAN BE HAZARDOUS. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR
DEATH. KEEP CHILDREN AWAY. PACEMAKER WEARERS KEEP AWAY UNTIL CONSULTING YOUR DOCTOR. DO NOT
LOSE THESE INSTRUCTIONS. READ OPERATING/INSTRUCTION MANUAL BEFORE INSTALLING, OPERATING OR
SERVICING THIS EQUIPMENT.
Welding products and welding processes can cause serious injury or death, or damage to other equipment or property, if the operator
does not strictly observe all safety rules and take precautionary actions.
Safe practices have developed from past experience in the use of welding and cutting. These practices must be learned through study
and training before using this equipment. Some of these practices apply to equipment
tices apply to engine driven equipment. Anyone not having extensive training in welding and cutting practices
should not attempt to weld.
Safe practices are outlined in the American National Standard Z49.1 entitled: SAFETY IN WELDING AND CUTTING. This publication
and other guides to what you should learn before operating this equipment are listed at the end of these safety precautions. HAVE ALL
INSTALLATION, OPERATION, MAINTENANCE, AND REPAIR WORK PERFORMED ONLY BY QUALIFIED PEOPLE.
connected to power lines; other prac-
1.01 Arc Welding Hazards
WARNING
ELECTRIC SHOCK can kill.
Touching live electrical parts can cause fatal shocks
or severe burns. The electrode and work circuit
is electrically live whenever the output is on. The
input power circuit and machine internal circuits
are also live when power is on. In semiautomatic
or automatic wire welding, the wire, wire reel, drive
roll housing, and all metal parts touching the welding wire are electrically live. Incorrectly installed or
improperly grounded equipment is a hazard.
1. Do not touch live electrical parts.
2. Wear dry, hole-free insulating gloves and body protection.
3. Insulate yourself from work and ground using dry insulating
mats or covers.
4. Disconnect input power or stop engine before installing or
servicing this equipment. Lock input power disconnect switch
open, or remove line fuses so power cannot be turned on
accidentally.
5. Properly install and ground this equipment according to its
Owner’s Manual and national, state, and local codes.
6. Turn off all equipment when not in use. Disconnect power to
equipment if it will be left unattended or out of service.
7. Use fully insulated electrode holders. Never dip holder in water
to cool it or lay it down on the ground or the work surface.
Do not touch holders connected to two welding machines
at the same time or touch other people with the holder or
electrode.
10. Ground the workpiece to a good electrical (earth) ground.
11. Do not touch electrode while in contact with the work (ground)
circuit.
12. Use only well-maintained equipment. Repair or replace dam
aged parts at once.
13. In confined spaces or damp locations, do not use a welder
with AC output unless it is equipped with a voltage reducer.
Use equipment with DC output.
14. Wear a safety harness to prevent falling if working above floor
level.
15. Keep all panels and covers securely in place.
WARNING
ARC RAYS can burn eyes and skin; NOISE can
damage hearing. Arc rays from the welding process
produce intense heat and strong ultraviolet rays that
can burn eyes and skin. Noise from some processes
can damage hearing.
1. Wear a welding helmet fitted with a proper shade of filter (see
ANSI Z49.1 listed in Safety Standards) to protect your face
and eyes when welding or watching.
2. Wear approved safety glasses. Side shields recommended.
3. Use protective screens or barriers to protect others from flash
and glare; warn others not to watch the arc.
4. Wear protective clothing made from durable, flame-resistant
material (wool and leather) and foot protection.
5. Use approved ear plugs or ear muffs if noise level is high.
-
8. Do not use worn, damaged, undersized, or poorly spliced
cables.
9. Do not wrap cables around your body.
December 1, 2008
1-1
Manual No 0-5072
Page 8
1-2
December 1, 2008
weldskill 250, 350 safety instructions
Manual No 0-5072
WARNING
FUMES AND GASES can be hazardous to your
health.
Welding produces fumes and gases. Breathing
these fumes and gases can be hazardous to your
health.
1. Keep your head out of the fumes. Do not breath the fumes.
2. If inside, ventilate the area and/or use exhaust at the arc to
remove welding fumes and gases.
3. If ventilation is poor, use an approved air-supplied respira
tor.
4. Read the Material Safety Data Sheets (MSDSs) and the
manufacturer’s instruction for metals, consumables, coat
ings, and cleaners.
5. Work in a confined space only if it is well ventilated, or while
wearing an air-supplied respirator. Shielding gases used for
welding can displace air causing injury or death. Be sure the
breathing air is safe.
6. Do not weld in locations near degreasing, cleaning, or spray
ing operations. The heat and rays of the arc can react with
vapours to form highly toxic and irritating gases.
7. Do not weld on coated metals, such as galvanized, lead, or
cadmium plated steel, unless the coating is removed from
the weld area, the area is well ventilated, and if necessary,
while wearing an air-supplied respirator. The coatings and any
metals containing these elements can give off toxic fumes if
welded.
WARNING
WELDING can cause fire or explosion.
Sparks and spatter fly off from the welding arc.
The flying sparks and hot metal, weld spatter, hot
workpiece, and hot equipment can cause fires and
burns. Accidental contact of electrode or welding
wire to metal objects can cause sparks, overheat
ing, or fire.
1. Protect yourself and others from flying sparks and hot
metal.
2. Do not weld where flying sparks can strike flammable mate
-
-
-
rial.
3. Remove all flammables within 35 ft (10.7 m) of the welding
arc. If this is not possible, tightly cover them with approved
covers.
4. Be alert that welding sparks and hot materials from welding
can easily go through small cracks and openings to adjacent
areas.
5. Watch for fire, and keep a fire extinguisher nearby.
6. Be aware that welding on a ceiling, floor, bulkhead, or partition
can cause fire on the hidden side.
7. Do not weld on closed containers such as tanks or drums.
8. Connect work cable to the work as close to the welding area
as practical to prevent welding current from travelling long,
possibly unknown paths and causing electric shock and fire
hazards.
9. Do not use welder to thaw frozen pipes.
-
-
10. Remove stick electrode from holder or cut off welding wire
at contact tip when not in use.
Eye protection filter shade selector for welding or cutting
(goggles or helmet), from AWS A6.2-73.
Welding or Cutting
Operation
Torch soldering
Torch brazing 3 or 4 Non-ferrous base metal
Oxygen Cutting Non-ferrous base metal
Gas welding Carbon arc welding
Shielded metal-arc
welding
(stick) electrodes
Light Under 1 in., 25 mm 3 or 4 Gas tungsten arc welding All 12
Medium 1 to 6 in., 25-150 mm 4 or 5 (TIG) All 12
Heavy Over 6 in., 150 mm 5 or 6 Atomic hydrogen welding All 12
Light Under 1/8 in., 3 mm 4 or 5 Plasma arc welding
Medium 1/8 to 1/2 in., 3-12 mm 5 or 6 Carbon arc air gouging
Heavy Over 1/2 in., 12 mm 6 or 8 Light 12
Electrode Size
Metal Thickness
2
Under 5/32 in., 4 mm 10 Heavy 14
5/32 to 1/4 in.,
4 to 6.4 mm
Over 1/4 in., 6.4 mm
Filter
Shade
12 Plasma arc cutting
14 Light Under 300 Amp 9
Welding or Cutting
Operation
Gas metal-arc
welding (MIG)
Electrode Size
Metal Thickness
All 11
All 12
All 12
Filter
Shade
Page 9
safety instructions weldskill 250, 350
WARNING
FLYING SPARKS AND HOT METAL can cause
injury.
Chipping and grinding cause flying metal. As welds
cool, they can throw off slag.
1. Wear approved face shield or safety goggles. Side shields
recommended.
2. Wear proper body protection to protect skin.
WARNING
CYLINDERS can explode if damaged.
Shielding gas cylinders contain gas under high pres
sure. If damaged, a cylinder can explode. Since gas
cylinders are normally part of the welding process,
be sure to treat them carefully.
1. Protect compressed gas cylinders from excessive heat,
mechanical shocks, and arcs.
2. Install and secure cylinders in an upright position by chaining
them to a stationary support or equipment cylinder rack to
prevent falling or tipping.
3. Keep cylinders away from any welding or other electrical
circuits.
4. Never allow a welding electrode to touch any cylinder.
5. Use only correct shielding gas cylinders, regulators, hoses,
and fittings designed for the specific application; maintain
them and associated parts in good condition.
6. Turn face away from valve outlet when opening cylinder
valve.
7. Keep protective cap in place over valve except when cylinder
is in use or connected for use.
-
WARNING
ENGINE FUEL can cause fire or explosion.
Engine fuel is highly flammable.
1. Stop engine before checking or adding fuel.
2. Do not add fuel while smoking or if unit is near any sparks
or open flames.
3. Allow engine to cool before fuelling. If possible, check and
add fuel to cold engine before beginning job.
4. Do not overfill tank — allow room for fuel to expand.
5. Do not spill fuel. If fuel is spilled, clean up before starting
engine.
WARNING
MOVING PARTS can cause injury.
Moving parts, such as fans, rotors, and belts can cut fingers and
hands and catch loose clothing.
1. Keep all doors, panels, covers, and guards closed and securely
in place.
2. Stop engine before installing or connecting unit.
3. Have only qualified people remove guards or covers for
maintenance and troubleshooting as necessary.
4. To prevent accidental starting during servicing, disconnect
negative (-) battery cable from battery.
5. Keep hands, hair, loose clothing, and tools away from moving
parts.
6. Reinstall panels or guards and close doors when servicing
is finished and before starting engine.
8. Read and follow instructions on compressed gas cylinders,
associated equipment, and CGA publication P-1 listed in
Safety Standards.
WARNING
Engines can be dangerous.
WARNING
ENGINE EXHAUST GASES can kill.
Engines produce harmful exhaust gases.
1. Use equipment outside in open, well-ventilated areas.
2. If used in a closed area, vent engine exhaust outside and away
from any building air intakes.
WARNING
SPARKS can cause BATTERY GASES TO EXPLODE;
BATTERY ACID can burn eyes and skin.
Batteries contain acid and generate explosive gases.
1. Always wear a face shield when working on a battery.
2. Stop engine before disconnecting or connecting battery
cables.
3. Do not allow tools to cause sparks when working on a bat
tery.
4. Do not use welder to charge batteries or jump start ve
hicles.
5. Observe correct polarity (+ and –) on batteries.
-
-
December 1, 2008
1-3
Manual No 0-5072
Page 10
1-4
December 1, 2008
weldskill 250, 350 safety instructions
Manual No 0-5072
ABOUT PACEMAKERS:
The above procedures are among those also
LEAD WARNING
This product contains chemicals, including lead,
or otherwise produces chemicals known to the
State of California to cause cancer, birth defects
and other reproductive harm. Wash hands after
handling. (California Health & Safety Code §
25249.5 et seq.)
WARNING
STEAM AND PRESSURIZED HOT COOLANT can
burn face, eyes, and skin.
The coolant in the radiator can be very hot and
under pressure.
1. Do not remove radiator cap when engine is hot. Allow engine
to cool.
2. Wear gloves and put a rag over cap area when removing
cap.
3. Allow pressure to escape before completely removing cap.
normally recommended for pacemaker wearers.
Consult your doctor for complete information.
1.02 Principal Safety Standards
Safety in Welding and Cutting, ANSI Standard Z49.1, from American Welding Society, 550 N.W. LeJeune Rd., Miami, FL 33126.
Safety and Health Standards, OSHA 29 CFR 1910, from Su
perintendent of Documents, U.S. Government Printing Office,
Washington, D.C. 20402.
Recommended Safe Practices for the Preparation for Welding
and Cutting of Containers That Have Held Hazardous Substances,
American Welding Society Standard AWS F4.1, from American
Welding Society, 550 N.W. LeJeune Rd., Miami, FL 33126.
National Electrical Code, NFPA Standard 70, from National Fire
Protection Association, Batterymarch Park, Quincy, MA 02269.
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet
P-1, from Compressed Gas Association, 1235 Jefferson Davis
Highway, Suite 501, Arlington, VA 22202.
Code for Safety in Welding and Cutting, CSA Standard W117.2,
from Canadian Standards Association, Standards Sales, 178
Rexdale Boulevard, Rexdale, Ontario, Canada M9W 1R3.
-
WARNING
This product, when used for welding or cutting,
produces fumes or gases which contain chemicals
know to the State of California to cause birth defects
and, in some cases, cancer. (California Health &
Safety code Sec. 25249.5 et seq.)
NOTE
Considerations About Welding And The Effects of
Low Frequency Electric and Magnetic Fields
The following is a quotation from the General Conclusions Section
of the U.S. Congress, Office of Technology Assessment, Biological
Effects of Power Frequency Electric & Magnetic Fields - Background Paper, OTA-BP-E-63 (Washington, DC: U.S. Government
Printing Office, May 1989): “...there is now a very large volume
of scientific findings based on experiments at the cellular level
and from studies with animals and people which clearly establish
that low frequency magnetic fields and interact with, and produce
changes in, biological systems. While most of this work is of
very high quality, the results are complex. Current scientific
understanding does not yet allow us to interpret the evidence
in a single coherent framework. Even more frustrating, it does
not yet allow us to draw definite conclusions about questions of
possible risk or to offer clear science-based advice on strategies
to minimize or avoid potential risks.”
Safe Practices for Occupation and Educational Eye and Face Pro
tection, ANSI Standard Z87.1, from American National Standards
Institute, 1430 Broadway, New York, NY 10018.
Cutting and Welding Processes, NFPA Standard 51B, from Na
tional Fire Protection Association, Batterymarch Park, Quincy,
MA 02269.
-
-
To reduce magnetic fields in the workplace, use the following
procedures.
1. Keep cables close together by twisting or taping them.
2. Arrange cables to one side and away from the operator.
3. Do not coil or drape cable around the body.
4. Keep welding power source and cables as far away from body
as practical.
Page 11

safety instructions weldskill 250, 350
1.03 Declaration of Conformity
Manufacturer: CIGWELD
Address: 71 Gower St, Preston
Victoria 3072
Australia
Description of equipment: Welding Equipment (GMAW). WeldSkill 250, 350 MIG Power Source and associated
accessories.
Serial numbers are unique with each individual piece of equipment and details description, parts used to
manufacture a unit and date of manufacture.
The equipment conforms to all applicable aspects and regulations of the ‘Low Voltage Directive’ (Directive
73/23/EU, as recently changed in Directive 93/68/EU and to the National legislation for the enforcement
of the Directive.
National Standard and Technical Specifications
The product is designed and manufactured to a number of standards and technical requirements among them
are:
* AS/NZS 3652-(EMC Directive EN50199) applicable to arc welding equipment - generic emissions and
regulations.
* AS 60974.1- 2006 applicable to welding equipment and associated accessories.
* IEC 60974-1 applicable to welding equipment and associated accessories.
* UL-94V0 flammability rating for all Printed Circuit Boards used.
* 92/31/EEC – EMC Directive EN50199 applicable to Arc Welding Equipment – generic emissions and
regulations.
Extensive product design verification is conducted at the manufacturing facility as part of the routine design
and manufacturing process, to ensure the product is safe and performs as specified. Rigorous testing is in
corporated into the manufacturing process to ensure the manufactured product meets or exceeds all design
specifications.
CIGWELD has been manufacturing and merchandising an extensive equipment range with superior performance,
ultra safe operation and world class quality for more than 30 years and will continue to achieve excellence.
-
December 1, 2008
1-5
Manual No 0-5072
Page 12

weldskill 250, 350
This page left intentionally blank.
Manual No 0-5072
1-6
December 1, 2008
Page 13
INTRODUCTION welDskIll 250, 350
!
SECTION 2:
INTRODUCTION
2.01 How to Use This Manual
This Owner’s Manual usually applies to just the underlined specification or part numbers listed on the
page 3. If none are underlined, they are all covered
by this manual.
To ensure safe operation, read the entire manual,
including the chapter on safety instructions and
warnings.
Throughout this manual, the word WARNING, CAU
TION and NOTE may appear. Pay particular attention
to the information provided under these headings.
These special annotations are easily recognized as
follows:
WARNING
Gives information regarding possible personal injury. Warnings will be enclosed in
a box such as this.
2.02 Equipment Identification
The unit’s identification number (specification or part
number), model, and serial number usually appear on
a nameplate attached to the machine.
Equipment which does not have a nameplate attached
to the machine is identified only by the specification
or part number printed on the shipping container.
Record these numbers for future reference.
-
2.03 Receipt of Equipment
When you receive the equipment, check it against
the invoice to make sure it is complete and inspect
the equipment for possible damage due to shipping.
If there is any damage, notify the carrier immediately
to file a claim. Furnish complete information concern
ing damage claims or shipping errors to the location
in your area listed in the inside back cover of this
manual.
Include all equipment identification numbers as
described above along with a full description of the
parts in error.
-
CAUTION
Refers to possible equipment damage.
Cautions will be shown in bold type.
NOTE
Offers helpful information concerning
certain operating procedures. Notes will
be shown in italics.
Move the equipment to the installation site before
uncrating the unit. Use care to avoid damaging the
equipment when suing bars, hammers, etc., to uncrate
the unit.
December 1, 2008
2-1
Manual No 0-5072
Page 14
2-2
Manual No 0-5072
welDskIll 250, 350 INTRODUCTION
December 1, 2008
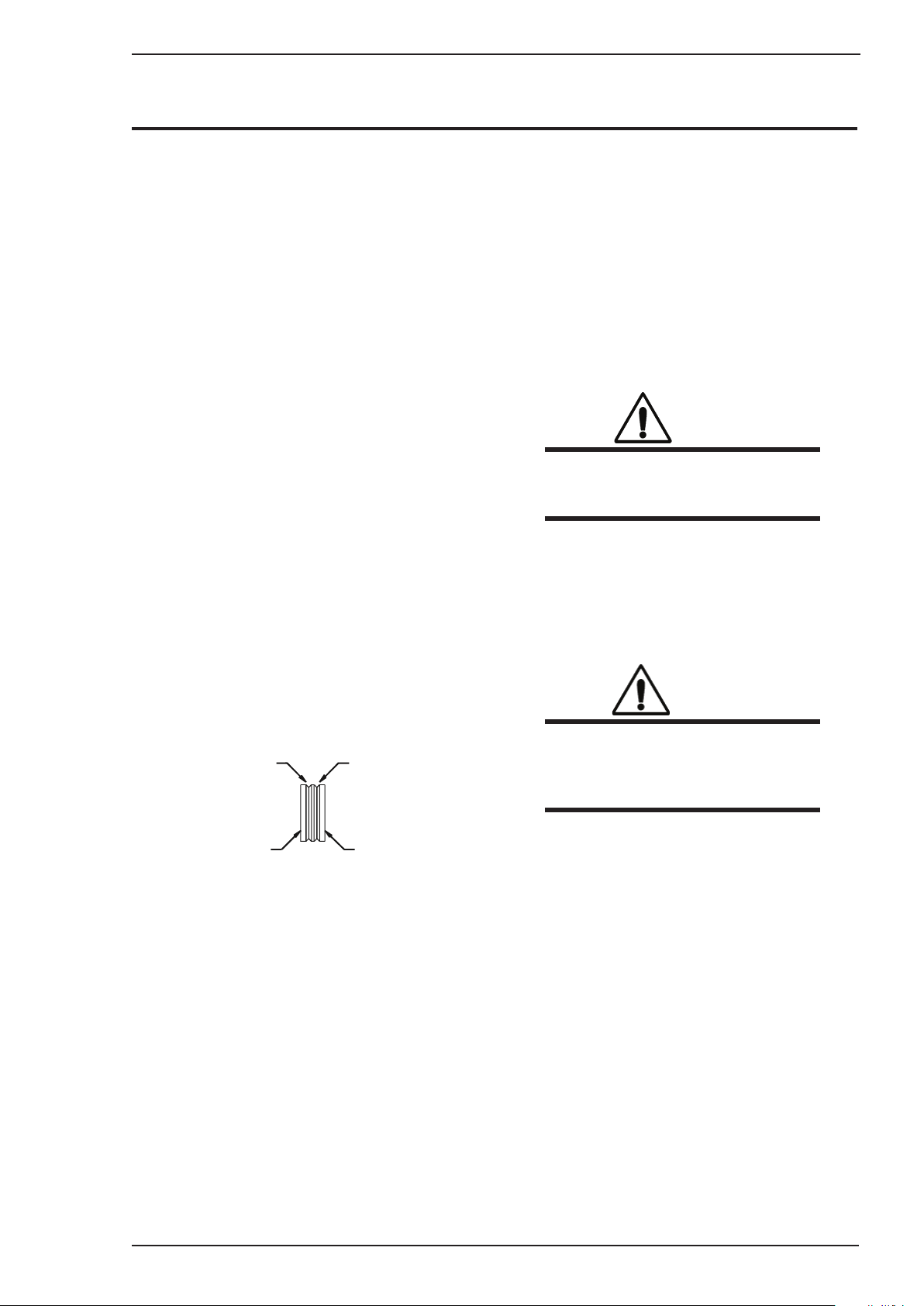
Gas Tungsten Arc
Welding (GTAW)
Air Carbon Arc
Cutting (CAC-A)
Constant Current
Constant Voltage
Or Constant Potential
High Temperature
Fault Indication
Arc Force
Touch Start (GTAW)
Variable Inductance
Voltage Input
Single Phase
Three Phase
Three Phase Static
Frequency ConverterTransformer-Rectifier
Dangerous Voltage
Off
On
Panel/Local
Shielded Metal
Arc Welding (SMAW)
Gas Metal Arc
Welding (GMAW)
Increase/Decrease
Circuit Breaker
AC Auxiliary Power
Remote
Duty Cycle
Percentage
Amperage
Voltage
Hertz (cycles/sec)
Frequency
Negative
Positive
Direct Current (DC)
Protective Earth
(Ground)
Line
Line Connection
Auxiliary Power
Receptacle RatingAuxiliary Power
Art # A-04937
115V 15A
t
t1
t2
%
X
IPM
MPM
t
V
Fuse
Wire Feed Function
Wire Feed Towards
Workpiece With
Output Voltage Off.
Preflow Time
Postflow Time
Spot Time
Spot Weld Mode
Continuous Weld
Mode
Press to initiate wirefeed and
welding, release to stop.
Purging Of Gas
Inches Per Minute
Meters Per Minute
Disturbance In
Ground System
Welding Gun
Burnback Time
Press and hold for preflow, release
to start arc. Press to stop arc, and
hold for preflow.
4 Step Trigger
Operation
2 Step Trigger
Operation
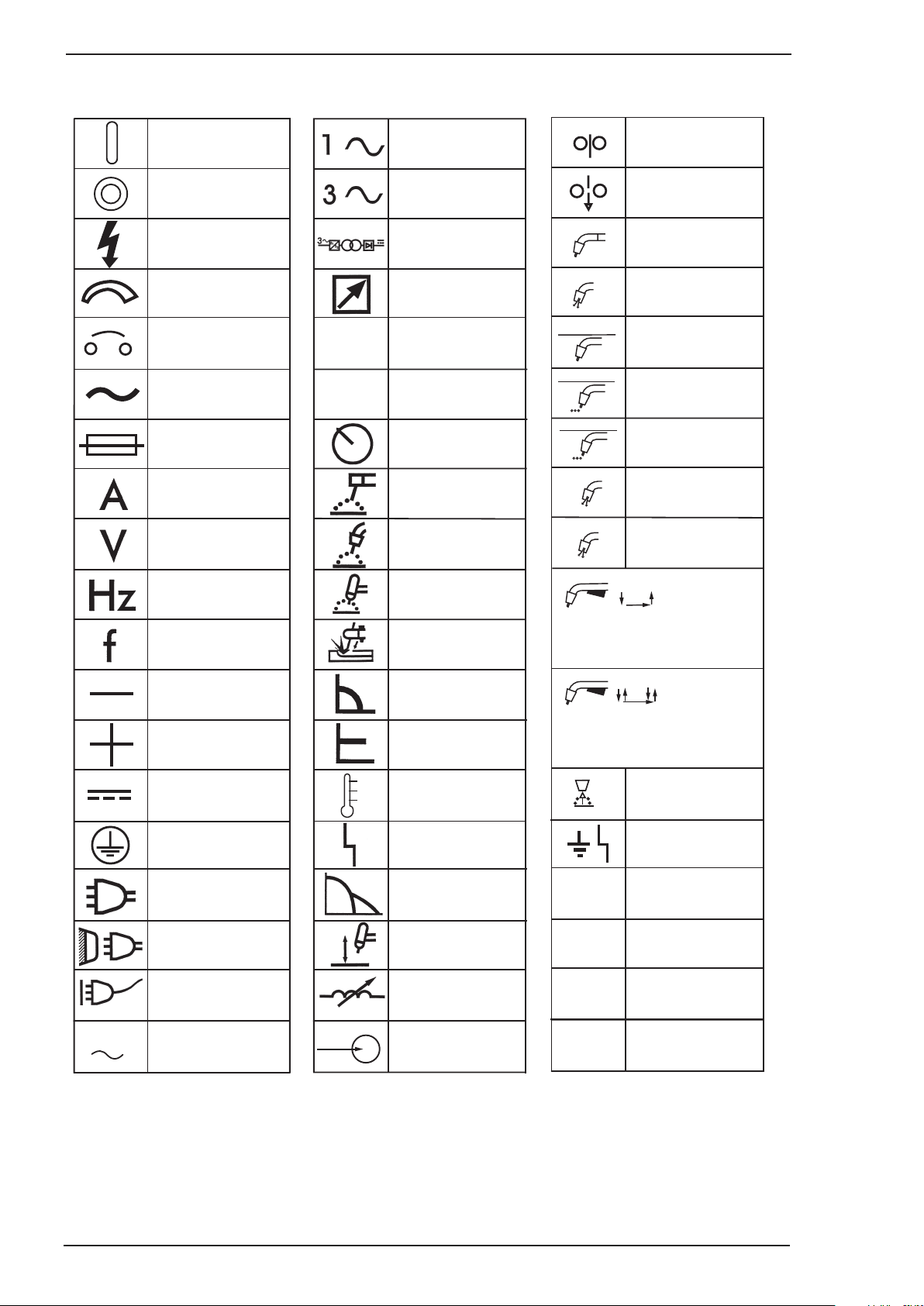
2.04 Symbol Chart
Note that only some of these symbols will appear on your model.
Page 15

INTRODUCTION welDskIll 250, 350
2.05 Description
The WeldSkill 250 and 350 MIG Power Sources are
Gas Metal Arc Welders (GMAW – commonly known
as MIG) with integrated wire feeder units. The Power
Sources are designed to meet the broad operating
needs of the metal fabrication industry where production efficiency is vital. They are designed to meet the
requirements of international standard IEC 60974-1
and Australian Standard AS 60974.1.
The WeldSkill 250 and 350 MIG Power Sources pro
vide excellent performance on mild steel, stainless
steel, aluminium, silicon bronze and some hard facing
wires with Argon based shielding gases. These Power
Sources also provide excellent results on mild steel
using Carbon Dioxide shielding gas.
The WeldSkill 250 and 350 MIG Power Sources are
supplied as complete packages that are ready to
weld (not including shielding gas, electrode wire and
Hiderok™ welding helmet). The instructions in this
manual detail how to correctly set up these machines
and provide guidelines on gaining the best production
efficiency from the Power Source. Please read this
manual thoroughly before using your welder.
2.06 User Responsibility
This equipment will perform as per the information
contained herein when installed, operated, maintained
and repaired in accordance with the instructions provided. This equipment must be checked periodically.
Defective equipment (including welding leads) should
not be used. Parts that are broken, missing, plainly
worn, distorted or contaminated, should be replaced
immediately. Should such repairs or replacements
become necessary, it is recommended that such
repairs be carried out by appropriately qualified per-
sons approved by CIGWELD. Advice in this regard
can be obtained by contacting accredited CIGWELD
Distributor.
This equipment or any of its parts should not be altered
from standard specification without prior written
approval of CIGWELD. The user of this equipment
shall have the sole responsibility for any malfunction
which results from improper use or unauthorised
modification from standard specification, faulty
maintenance, damage or improper repair by anyone
other than appropriately qualified persons approved
by CIGWELD .
December 1, 2008
2-3
Manual No 0-5072
Page 16
2-4
Manual No 0-5072
welDskIll 250, 350 INTRODUCTION
December 1, 2008
20A plug for 250
30A plug for 250
Art # A-08725_AB
WeldSkill 250 Welding Current (amps)
Art # A-08724
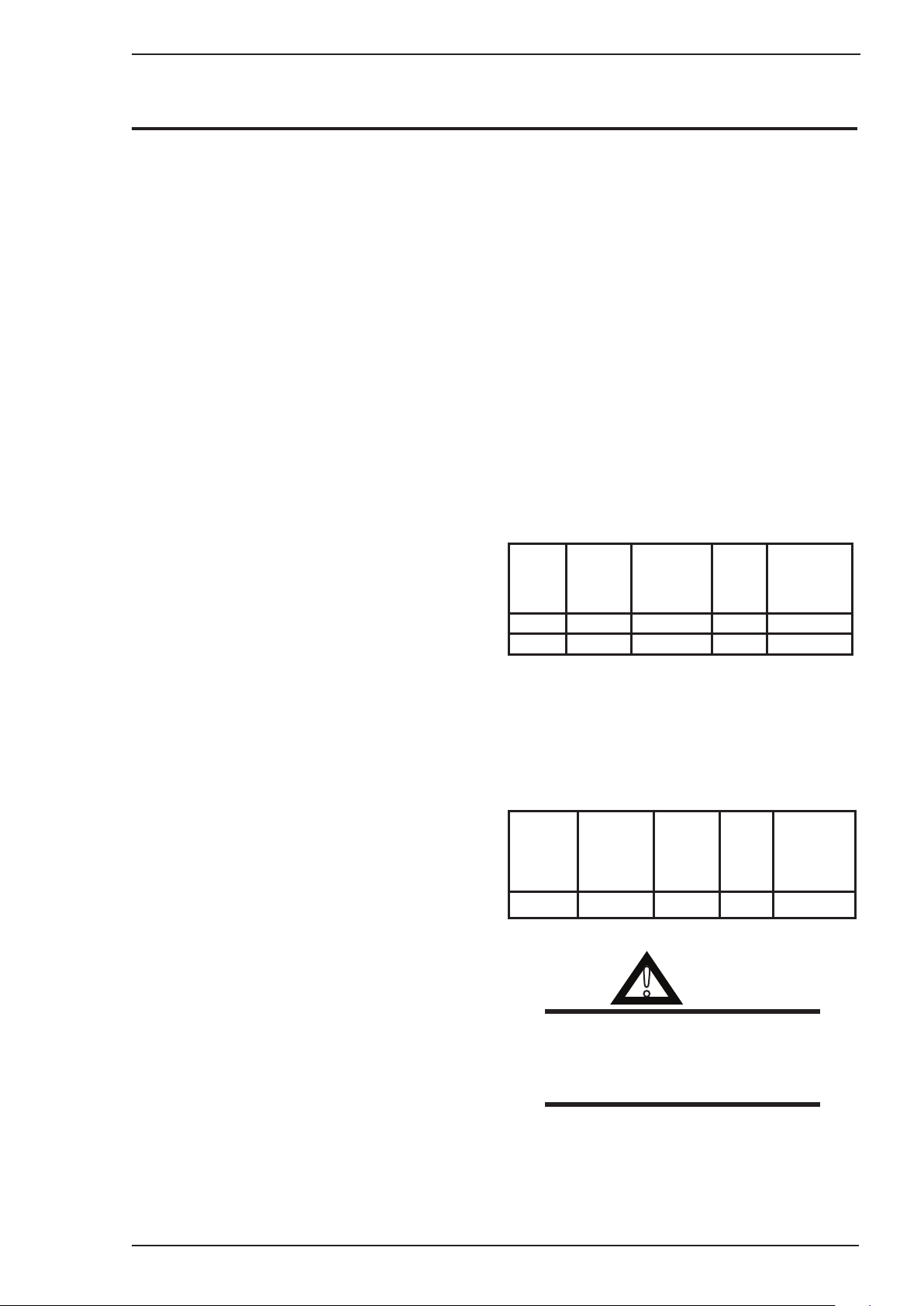
Duty Cycle for 350
WeldSkill 350 Welding Current (amps)
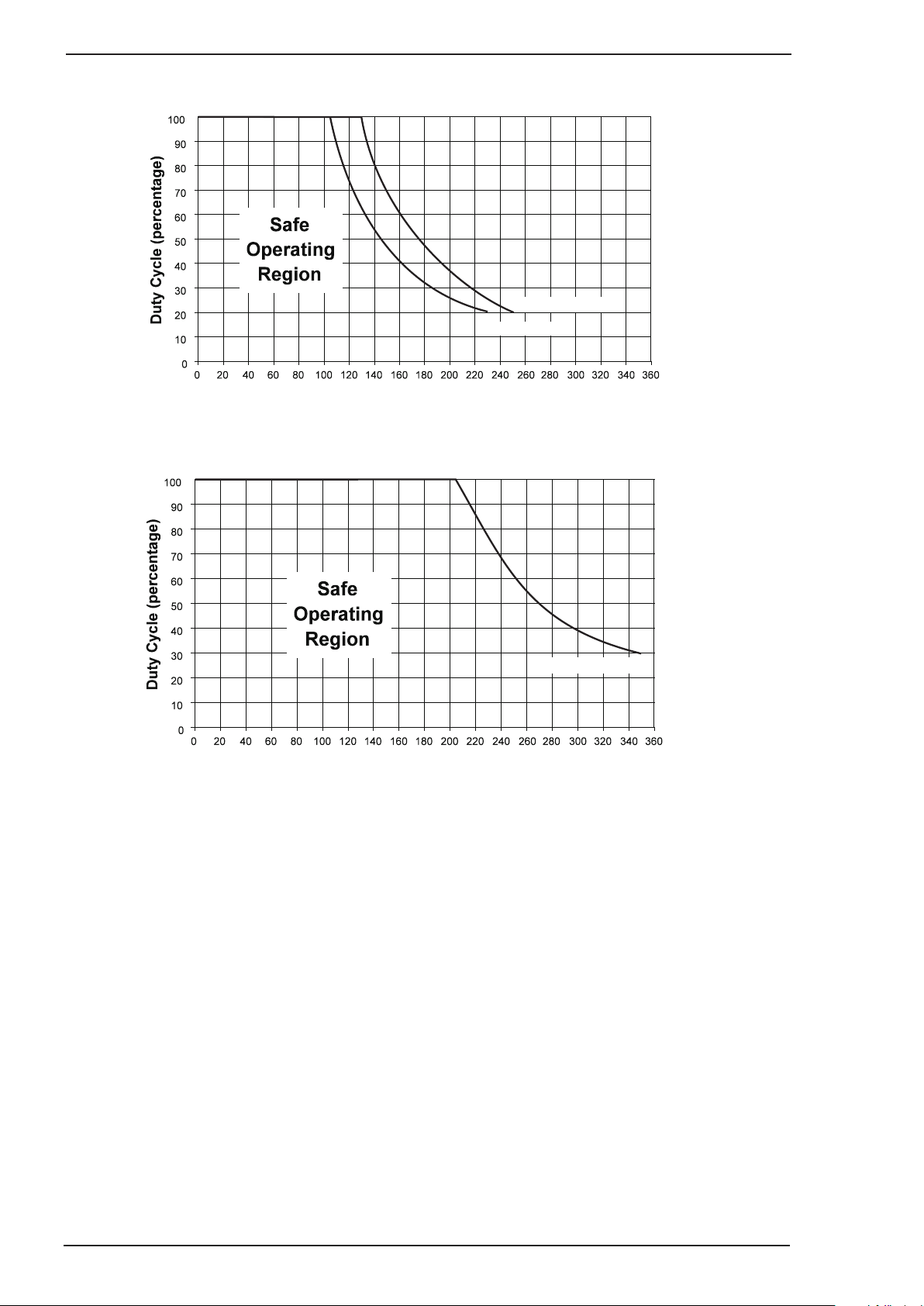
2.07 Duty Cycle
The rated duty cycle of a Welding Power Source, is a statement of the time it may be operated at its rated
welding current output without exceeding the temperature limits of the insulation of the component parts. To
explain the 10 minute duty cycle period the following example is used. Suppose a Welding Power Source is
designed to operate at a 30% duty cycle, 350 amperes at 31.5 volts. This means that it has been designed and
built to provide the rated amperage (350A) for 3 minutes, i.e. arc welding time, out of every 10 minute period
(30% of 10 minutes is 3 minutes). During the other 7 minutes of the 10 minute period the Welding Power
Source must idle and be allowed to cool. The thermal cutout will operate if the duty cycle is exceeded.
Page 17

INTRODUCTION welDskIll 250, 350
2.08 WeldSkill 250 MIG Power Source Specifications
Identification, Weights & Measures
WeldSkill 250
Plant Assembly W1003400
Plant Dimensions
H 980mm x W 440mm x D 988mm
(including cylinder carrier & wheels)
Power Source Part Number W1003401
Power Source Mass 100 kg
Energy Input (Refer NOTE Below)
Input Cable Requirements
This Column Applies to the
Factory Fitted 2.5mm2 (20A)
Primary Lead
2.5mm2 2 core + earth heavy
duty R90 insulation type.
This Column Applies to a
4.0mm2 (25A) Primary Lead
4.0mm2 2 core + earth heavy
duty R90 insulation type
Supply Input Voltage 240 VAC 240 VAC
Number of Phases & Frequency Single Phase 50 Hz Single Phase 50 Hz
Rated Input Current @ 100% Duty Cycle
♥19.5 A ♥27 A
Rated kVA @ 100% Duty Cycle 4.7 kVA 6.5 kVA
Maximum Input Current 43 A 54 A
Generator Requirements
♣15 kVA ♣15 kVA
Supply VA @ no load 480 VA 480 VA
Supply VA @ max. output 10.3 kVA 13 kVA
Rated Outlet Maximum Duty Cycle 20 A 30 A
Recommended Fuse Size
Welding Output (Refer NOTE Below) This Column Applies to the
Factory Fitted 2.5mm2 (20A)
♠45 A ♠60 A
This Column Applies to a
4.0mm2 (27A) Primary Lead
Primary Lead
Open Circuit Voltage Range 22 to 46 V 22 to 46 V
Output Current Range 50 – 230 A 50 – 270 A
Rated Output Duty Cycle 230 A@ 20% 250 A@ 20%
100% Duty Cycle Output Rating 107 A 130 A
Operating Temperature Range 0ºC - 40ºC 0ºC - 40ºC
Duty Cycle Period 10 minutes 10 minutes
Number of Output Voltage Switch Settings 12
Maximum Inlet Gas Pressure 1.2 MPa (gas hose)
Suitable Gas Types Argon based mixed gases & C0
Wire Size Range Hard Wire:
Fluxcored Wire:
Table 2-1 WeldSkill 250 Power Source Specifications
0.6mm – 1.0mm
1.0mm – 1.2mm
2
The Rated Input Current should be used for the determination of cable size & supply requirements.
♥
Motor start fuses or thermal circuit breakers are recommended for this application. Check local
♠
requirements for your situation in this regard.
Generator Requirements at the Maximum Output Duty Cycle.
♣
Reduced output ratings apply with the supplied 20A primary lead. To achieve the maximum rated
♦
output & duty cycle ratings the 20A primary lead must be replaced with a larger primary lead as
specified in section 3.04. This must be carried out be a qualified electrical tradesperson.
December 1, 2008
2-5
Manual No 0-5072
Page 18

2-6
Manual No 0-5072
welDskIll 250, 350 INTRODUCTION
December 1, 2008
2.09 WeldSkill 350 MIG Power Source Specifications
Identification, Weights & Measures WeldSkill 350
Plant Assembly W1003500
Plant Dimensions
(including cylinder carrier & wheels)
Power Source Part Number W1003501
Power Source Mass 112 kg
Energy Input (Refer NOTE Below) WeldSkill 350
Input Cable Requirements 1.5mm
Supply Input Voltage 415 VAC
Number of Phases & Frequency 3 Phase 50 Hz
Rated Input Current @ 100% Duty Cycle
Rated kVA @ 100% Duty Cycle 10 kVA
Maximum Input Current 25 A
Generator Requirements
Supply VA @ no load 3700 VA
Supply VA @ max. output 18 kVA
Rated Outlet Maximum Duty Cycle 25 A
Recommended Fuse Size
Welding Output (Refer NOTE Below) WeldSkill 350
Open Circuit Voltage Range 17 to 42 V
Output Current Range 30 – 380 A
Rated Output Duty Cycle 350A @ 30%
100% Duty Cycle Output Rating 205 A
Operating Temperature Range 0ºC - 40ºC
Duty Cycle Period 10 minutes
Number of Output Voltage Switch Settings
Maximum Inlet Gas Pressure 1.2 MPa (gas hose)
Suitable Gas Types Argon based mixed gases & C0
Wire Size Range Hard Wire:
Fluxcored Wire:
H 980mm x W 440mm x D 988mm
2
3 core + earth heavy duty R90
insulation type
♥14 A
♣20 kVA
♠25 A
24
2
0.6mm – 1.2mm
1.0 mm – 1.2mm
Table 2-2 WeldSkill 350 Power Source Specifications
The Rated Input Current should be used for the determination of cable size & supply requirements.
♥
Motor start fuses or thermal circuit breakers are recommended for this application. Check local
♠
requirements for your situation in this regard.
Generator Requirements at the Maximum Output Duty Cycle.
♣
Due to variations that can occur in manufactured products, claimed performance, voltages, ratings, all capacities, measure-
ments, dimensions and weights quoted are approximate only. Achievable capacities and ratings in use and operation will depend upon correct installation, use, applications, maintenance and service.
Page 19

INTRODUCTION welDskIll 250, 350
2.10 Optional Accessories
Part Number Description
W4013200 Feed Roll 0.6 / 0.8 HARD
W4013201 Feed Roll 0.8 / 1.0 HARD
W4013202 Feed Roll 1.0 / 1.2 HARD
W4013204 Feed Roll 1.2 / 1.6 HARD
W4013205 Feed Roll 1.0 / 1.2 SOFT
W4013207 Feed Roll 1.2 / 1.6 SOFT
W4013208 Feed Roll 0.8 / 1.0 CORED
W4013209 Feed Roll 1.0 / 1.2 CORED
W4013211 Feed Roll 1.2 / 1.6 CORED
W4013212 Feed Roll 1.6 / 2.0 CORED
W4013214 Geared Adaptor
W4013215 Feed Roll Adaptor
W4013216 Plain Pressure Roll (top)
Table 2-3 Optional Accessories for 250
Part Number Description
W4013200 Feed Roll 0.6 / 0.8 HARD
W4013201 Feed Roll 0.8 / 1.0 HARD
W4013202 Feed Roll 1.0 / 1.2 HARD
W4013204 Feed Roll 1.2 / 1.6 HARD
W4013205 Feed Roll 1.0 / 1.2 SOFT
W4013207 Feed Roll 1.2 / 1.6 SOFT
W4013208 Feed Roll 0.8 / 1.0 CORED
W4013209 Feed Roll 1.0 / 1.2 CORED
W4013211 Feed Roll 1.2 / 1.6 CORED
W4013212 Feed Roll 1.6 / 2.0 CORED
W4013214 Geared Adaptor
W4013215 Feed Roll Adaptor
W4013216 Plain Pressure Roll (top)
Table 2-4 Optional Accessories for 350
NOTE
Four feedrolls are required for each electrode wire size used.
December 1, 2008
2-7
Manual No 0-5072
Page 20

welDskIll 250, 350
This page left intentionally blank.
Manual No 0-5072
2-8
December 1, 2008
Page 21
INstallatIoN weldskIll 250, 350
!
SECTION 3:
INSTALLATION
3.01 Environment
These units are not designed for use in environments
with increased hazard of electric shock.
A. Examples of environments with increased hazard
of electric shock are:
1. In locations in which freedom of movement
is restricted, so that the operator is forced to
perform the work in a cramped (kneeling, sit
ting or lying) position with physical contact with
conductive parts;
2. In locations which are fully or partially limited
by conductive elements, and in which there is
a high risk of unavoidable or accidental contact
by the operator, or
3. In wet or damp hot locations where humidity
or perspiration considerable reduces the skin
resistance of the human body and the insulation
properties of accessories.
B. Environments with increased hazard of electric
shock do not include places where electrically conduc
tive parts in the near vicinity of the operator, which
can cause increased hazard, have been insulated.
may cause poor welding performance. Too high a
supply voltage will cause components to overheat
and possibly fail.
The Welding Power Source must be:
• Correctly installed, if necessary, by a qualified
electrician.
• Correctly earthed (electrically) in accordance
-
with local regulations.
• Connected to the correct size power point and
fuse for each Power Source as per the Specifica
tions on pages 2-4 and 2-5.
The WeldSkill 250 MIG Power Source is supplied with
a 20 Amp input lead and is designed for a 240 VAC
supply voltage.
The following Mains Current Circuit recommendations
are required to obtain the maximum welding current
and duty cycle from these welding products:
Mains
Supply
Voltage
-
Setting
240V 2.5 mm
240V 4 mm
Mains
Supply
Lead Size
2
Minimum
Mains
Current
Circuit Size
2
20 Amp 45 Amp 230 A @ 20%
30 Amp 60 Amp 250 A @ 20%
Fuse
Size
Machines
Duty Cycle
-
3.02 Location
Be sure to locate the welder according to the following guidelines:
1. In areas, free from moisture and dust.
2. Ambient temperature between 0ºC to 40ºC.
3. In areas, free from oil, steam and corrosive
gases.
4. In areas, not subjected to abnormal vibration or
shock.
5. In areas, not exposed to direct sunlight or
rain.
6. Place at a distance of 300mm or more from walls
or similar that could restrict natural air flow for
cooling.
3.03 Ventilation
Since the inhalation of welding fumes can be harmful,
ensure that the welding area is effectively ventilated.
Table 3-1 WeldSkill 250 Supply Requirements
The WeldSkill 350 MIG Power Source is supplied with
a 15 Amp input lead and is designed for a 415 VAC
supply voltage.
The WeldSkill 350 MIG Power Source is suitable for
below Mains supply voltages:
Mains
Supply
Voltage
Setting
415V 1.5 mm
Mains
Supply
Lead Size
Table 3-2 WeldSkill 350 Supply Requirements
Minimum
Mains
Current
Circuit
Size
2
15 Amp 25Amp 350A @ 30%
WARNING
Fuse
Size
Machines
Duty Cycle
Extra precautions for Electromagnetic
Compatibility may be required when this
Welding Power Source is used in a domestic situation.
3.04 Mains Supply Voltage
Requirements
The Mains supply voltage should be within 10% of
the rated Mains supply voltage. Too low a voltage
December 1, 2008
3.05 Installation and Users
Responsibility
The user is responsible for installing and using the
welding equipment according to the manufacturer’s
instructions. If electromagnetic disturbances are
3-1
Manual No 0-5072
Page 22

3-2
Manual No 0-5072
weldskIll 250, 350 INstallatIoN
December 1, 2008
detected then it shall be the responsibility of the user
of the welding equipment to resolve the situation with
the technical assistance of the manufacturer. In some
cases this remedial action may be as simple as earthing the welding circuit, see NOTE. In other cases it
could involve constructing an electromagnetic screen
enclosing the Welding Power Source and the work,
complete with associated input filters. In all cases,
electromagnetic disturbances shall be reduced to the
point where they are no longer troublesome.
NOTE
The welding circuit may or may not be
earthed for safety reasons. Changing the
earthing arrangements should only be au
thorised by a person who is competent to
assess whether the changes will increase
the risk of injury, e.g. by allowing parallel
welding current return paths which may
damage the earth circuits of other equipment. Further guidance is given in IEC
974-13 Arc Welding Equipment - Installation and use (under preparation).
3.06 Assessment of Area
Before installing welding equipment, the user shall
make an assessment of potential electromagnetic
problems in the surrounding area. The following shall
be taken into account:
1. Other supply cables, control cables, signalling
and telephone cables; above, below and adjacent
to the welding equipment.
2. Radio and television transmitters and receiv
ers.
3. Computer and other control equipment.
4. Safety critical equipment, e.g. guarding of in
dustrial equipment.
5. The health of people around, e.g. the use of
pacemakers and hearing aids.
6. Equipment used for calibration and measure
ment.
3.07 Methods of Reducing
Electromagnetic Emissions
A. Mains Supply
Welding equipment should be connected to the mains
supply according to the manufacturer’s recommen
dations. If interference occurs, it may be necessary
to take additional precautions such as filtering of
the mains supply. Consideration should be given to
shielding the supply cable of permanently installed
welding equipment in metallic conduit or equivalent.
Shielding should be electrically continuous through
out it’s length. The shielding should be connected
to the Welding Power Source so that good electrical
contact is maintained between the conduit and the
Welding Power Source enclosure.
B. Maintenance of Welding Equipment
The welding equipment should be routinely maintained
according to the manufacturer’s recommendations. All
access and service doors and covers should be closed
and properly fastened when the welding equipment
is in operation. The welding equipment should not
be modified in any way except for those changes and
adjustments covered in the manufacturer’s instruc
tions. In particular, the spark gaps of arc striking and
stabilizing devices should be adjusted and maintained
according to the manufacturer’s recommendations.
C. Welding Cables
The welding cables should be kept as short as possible
and should be positioned close together, running at
or close to the floor level.
D. Equipotential Bonding
Bonding of all metallic components in the welding
installation and adjacent to it should be considered.
However. Metallic components bonded to the work
piece will increase the risk that the operator could
receive a shock by touching the metallic components
and the electrode at the same time. The operator
should be insulated from all such bonded metallic
components.
-
-
-
7. The time of day that welding or other activities
are to be carried out.
8. The immunity of other equipment in the en
vironment: the user shall ensure that other
equipment being used in the environment is
compatible: this may require additional protection measures.
The size of the surrounding area to be considered
will depend on the structure of the building and other
activities that are taking place. The surrounding area
may extend beyond the boundaries of the premises.
E. Earthing of the Workpiece
Where the workpiece is not bonded to earth for electri
cal safety, nor connected to earth because of it’s size
and position, e.g. ship’s hull or building steelwork,
a connection bonding the workpiece to earth may
reduce emissions in some, but not all instances. Care
should be taken to prevent the earthing of the workpiece increasing the risk of injury to users, or damage
to other electrical equipment. Where necessary, the
connection of the workpiece to earth should be made
by direct connection to the workpiece, but in some
countries where direct connection is not permitted, the
-
Page 23

INstallatIoN weldskIll 250, 350
bonding should be achieved by suitable capacitance,
selected according to national regulations.
F. Screening and Shielding
Selective screening and shielding of other cables
and equipment in the surrounding area may allevi
ate problems of interference. Screening the entire
welding installation may be considered for special
applications.
-
December 1, 2008
3-3
Manual No 0-5072
Page 24

weldskIll 250, 350
This page left intentionally blank.
Manual No 0-5072
3-4
December 1, 2008
Page 25

safe practices weldskill 250, 350
SECTION 4:
SAFE PRACTICES FOR THE USE OF WELDING EQUIPMENT
In many situations the “striking” voltage can be hazardous. Any person touching simultaneously the electrode
lead/terminal and the work lead/terminal may receive a serious electrical shock. Additional precautions must
be exercised where two Welding Power Sources are being used close to each other because, under certain
conditions, the voltages between the welding terminals of the two Welding Power Sources could be two times
the specified open circuit voltage.
It is essential that the Welding Power Source is correctly installed, if necessary, by a qualified electrician and
maintained in sound mechanical and electrical condition. It is also important that the Welding Power Source
be switched off when not in use.
4.01 Precautions to be Taken by
Operators
• Whenever practicable, all parts of the welding
circuit should be isolated from earth and other
conducting material and under no circumstances
should any earthing conductor of the electrical
installation be used in place of the work lead.
• The Mains supply voltage should be switched
off before connecting or disconnecting welding
leads. Welding lead connections must have
clean contact surfaces and must be securely
tightened. Poor connections will result in over
heating and loss of welding current. All parts of
the welding circuit, including the return paths,
are to be considered electrically alive, so the
operator must ensure that no part of the body
is placed in such a position that it will provide
a path for an electric current.
• Welding operators should avoid direct contact
with the work to be welded or against any metal
in contact with the work. When this cannot be
avoided the operator must not touch any ex
posed portion of the electrode holder with any
part of the body. Should this occur, the operator
will risk completing the electrical circuit through
the body.
• When welding in confined spaces, where rea
sonable movement is restricted, particular care
must be taken to ensure that the area is well
ventilated and the operator is under constant
observation by a person who can immediately
switch off the power and give assistance in an
emergency.
• The flux covering of an electrode cannot be
assumed to provide effective insulation, conse
quently an insulating glove must be worn when
placing an electrode into its holder, or should it
be necessary to handle an electrode once it is
in contact with its holder.
-
-
-
-
• During pauses between welding runs, electrode
holders, TIG torches and MIG torches should
be so placed that they cannot make electrical
contact with persons or conductive objects.
• The welding leads, both the electrode lead, TIG
torch lead or MIG torch lead and the work lead,
must be protected from damage. Damaged
leads must not be used.
• Keep combustible materials away from the
welding area. Have a suitable fire extinguisher
handy.
• Do not stand on damp ground when welding.
4.02 Personal Protection
The radiation from an electric arc during the welding
process can seriously harm eyes and skin. It is essential that the following precautions be taken:
• Gloves should be flameproof gauntlet type to
protect hands and wrists from heat burns and
harmful radiations. They should be kept dry and
in good repair.
• Protective clothing must protect the operator
from burns, spatter and harmful radiation.
Woollen clothing is preferable to cotton because
of its greater flame resistance. Clothing should
be free from oil or grease. Wear leggings and
spats to protect the lower portion of the legs and
to prevent slag and molten metal from falling
into boots or shoes.
• Welding Faceshield
It is a requirement to use a welding Faceshield,
complying to a relevant standard, when electric
arc welding. Use a welding Faceshield in ser
viceable condition and fitted with an eye filter
lens to safely reduce harmful radiation from the
arc as per Table 4-1.
-
December 1, 2008
4-1
Manual No 0-5072
Page 26

weldskill 250, 350 safe practices
Welding
Process
GMAW 40 – 150A Shade 10
GMAW 150 – 250A Shade 11
GMAW 250 – 300A Shade 12
GMAW 300 – 400A Shade 13
GMAW Over 400A Shade 14
Protective filter lenses are provided to reduce the
intensity of radiation entering the eye thus filtering out
harmful infrared, ultraviolet radiation and a percentage
of the visible light. Such filter lenses are incorporated
within welding handshields. To prevent damage to the
filter lenses from molten or hard particles an additional
hard clear glass or special plastic external cover lens
is provided. This cover lens should always be kept in
place and replaced before the damage impairs your
vision while welding.
Welding
current range
Table 4-1 Filter lens size
Suggested
Filter Lens
NOTE
Recognised standards for recommended
practices for occupational eye protection
include AS/ANZ 1336 and EN 175.
For maximum possible protection, the
use of full helmet equipment is recom
mended.
The indicated filter lens shade numbers
are minimum. If any discomfort is felt,
higher shade numbers (i.e. darker filters)
should be used.
-
Manual No 0-5072
4-2
December 1, 2008
Page 27

safe practices weldskill 250, 350
4.03 Resuscitation For Electric Shock Victims
Electric sh o c k may kill immediate l y. E a r l y
resuscitation is required if a life is to be saved.
Every Second Counts! Electrical currents may:
• Stop the heart;
• Cause contraction of the muscles of the body;
• Paralyse breathing due to paralysis of the
centre of respiration in the brain;
• Cause burns.
Efficient resuscitation requires training which is available from the St John’s Ambulance Association, Red
Cross and other sources.
1 Don’t become a victim. Switch off power
if possible. If not, remove victim from
contact, using some insulating material.
2 If unconscious, place victim on their side and
clear vomit and other foreign matter from
mouth. Check for breathing by look, listen
and feel. If not breathing, commence expired
air resuscitation (E.A.R.). This should take no
longer than 3 or 4 seconds.
3 Place victim flat on their back on a hard
surface, open airway - using head tilt and
jaw support as shown.
4 Begin artificial breathing - 5 full breaths in 10
seconds, sealing nostrils with cheek or holding
nose closed.
5 Check carotid pulse in neck. If pulse is
present, continue E.A.R.
15 breaths per minute for adults.
20 breaths per minute for children.
7 Check for return of pulse and breathing after 1 minute
and at least every 2 minutes. Continue uninterrupted
until trained assistance is available. When breathing
and pulse return, turn on side and continue observation.
6 If pulse is absent and you have been trained,
begin cardio pulmonary resuscitation (C.P.R).
Cardiac Compression - depress lower end of
breast bone (sternum) 4cm to 5cm, less for
small children.
One rescuer - 2 breaths, 15 compressions in
15 seconds, i.e. 4 cycles per minute.
Two rescuers - 1 breath, 5 compressions in 5
seconds, i.e. 12 cycles per minute.
December 1, 2008
4-3
Manual No 0-5072
Page 28

weldskill 250, 350
This page left intentionally blank.
Manual No 0-5072
4-4
December 1, 2008
Page 29
set up weldskill 250, 350
GROOVE “B”GROOVE “A”
GROOVE “A” SIZE
GROOVE “B” SIZE
Art # A-08739
SECTION 5:
SET UP FOR THE WELDSKILL 250, 350 POWER SOURCE
5.01 Power Source Connections
A. Remove all packaging materials.
B. Connect the work lead to the negative welding
terminal (-) [positive welding terminal (+) for
flux cored electrode wire]. If in doubt, consult
the electrode wire manufacturer.
C. Position a gas cylinder on the rear tray of the
Power Source and lock securely to the Power
Source cylinder bracket with the chain provided.
If this arrangement is not used or the Power
Source is not fitted with a gas cylinder tray
then ensure that the gas cylinder is secured to a
building pillar, wall bracket or otherwise securely
fixed in an upright position.
5.02 Wirefeeder Connections
A. Connect the TORCH power cable to the positive
welding terminal (+) [negative welding terminal
(-) for flux cored electrode wire]. If in doubt,
consult the electrode wire manufacturer.
B. Fit the gas regulator and flowmeter to the gas
cylinder then connect the gas hose from the rear
of the Power Source to the Flowmeter outlet.
C. Dual groove feed rollers are supplied as stan
dard. They can accommodate 0.9 / 1.2 diameter
hard wires. Select the roller required with the
chosen wire size marking facing outwards.
5.03 Common Connections
A. Lift up the wire feeder pressure levers and
pass the electrode wire through the inlet guide,
between the rollers, through the centre guide,
between the rollers, through the outlet guide
and into the MIG torch.
B. Lift up the wire feeder pressure levers and
pass the electrode wire through the inlet guide,
between the rollers, through the centre guide,
between the rollers, through the outlet guide
and into the MIG torch.
WARNING
D O NO T W E AR G L O VE S W H IL E
THREADING THE WIRE OR CHANGING
THE WIRE SPOOL.
C. Lower the pressure levers and with the torch
lead reasonably straight, feed the electrode
wire through the torch. Fit the appropriate
contact tip, eg a 0.9mm tip for 0.9mm wire.
D. Pr e ss the To rch s witch t o feed t he wire
through the torch.
-
WARNING
The electrode wire will be at welding volt
age potential whilst it is being fed through
the wirefeeder system if the wire is fed by
using the TORCH SWITCH.
-
D. Fit the electrode wire spool to the wire reel
hub. Ensure that the drive dog-pin engages the
mating hole in the wire spool. Push the 'R' clip
into place to retain the wire spool securely. The
electrode wire should feed from the bottom of
the spool.
E. MIG Torch, EURO MIG Torch Connection
Fit the MIG Torch to the Power Source by pushing
the torch connector into the brass torch adaptor
and screwing the plastic torch nut clockwise to
secure the torch to the torch adaptor. Remove
the contact tip from the torch handset.
December 1, 2008
5.04 Drive Roller Pressure Adjustment
The moveable rollers apply pressure to the grooved
feed rollers via a scaled adjustable tension screw.
These devices should be adjusted to a minimum
pressure that will provide satisfactory WIREFEED
without slippage. If slipping occurs, and inspection
of the wire contact tip reveals no wear, distortion or
burn back jam, the conduit liner should be checked
for kinks and clogging by metal flakes and swarf. If
it is not the cause of slipping, the feedroll pressures
can be increased by rotating the scaled tension screws
clockwise. The use of excessive pressure may cause
rapid wear of the feed rollers, shafts and bearing.
5-1 Manual No 0-5072
Page 30

weldskill 250, 350 set up
Art # 0-08734
5.05 Wire Reel Brake
The wire reel hub incorporates a friction brake which is adjusted during manufacture for optimum breaking.
If it is considered necessary, adjustment can be made by turning the large nut inside the open end of the
hub clockwise to tighten the brake. Correct adjustment will result in the wire reel circumference continuing
5.06 Wire Reel Hub Assembly
Manual No 0-5072
5-2
December 1, 2008
Page 31

operation weldskill 250, 350
1
2
3
4
5
6
7
8
9
10
11
12
10
6
7
5
8
9
1
1
2
Art # 0-08733
3
6
7
5
8
4
7
9
1
1
2
Art # 0-08735
SECTION 6:
OPERATION
6.01 Front Panel
Figure 6-1 WeldSkill 250 and 350 Front Panel
1. POWER ON INDICATOR
The Power ON Indicator illuminates when the ON/OFF knob is in the ON position and the correct mains
voltage is present.
When the light is lit, the machine is connected to the Mains supply voltage and the internal electrical
components are at Mains voltage potential.
2. WIRESPEED CONTROL
WARNING
The Wirespeed Control knob controls the welding current via the electrode wirefeed rate. ie the speed of
the wirefeed motor.
3. FINE VOLTAGE CONTROL SWITCH (WELDSKILL 350 ONLY)
The Fine Voltage Control switch increases the voltage (in smaller increments than the Coarse switch) as it
is rotated in the clockwise direction.
December 1, 2008
6-1
Manual No 0-5072
Page 32

weldskill 250, 350 operation
4. COARSE VOLTAGE CONTROL SWITCH (WELDSKILL 350 ONLY)
The Coarse Voltage Control increases the voltage (in larger increments than the Fine switch) as it is rotated
in the clockwise direction.
CAUTION
The Coarse & Fine Voltage Control switches MUST NOT BE SWITCHED during the welding pro
-
cess.
5. TORCH POLARITY LEAD
This lead selects the welding voltage polarity of the electrode wire. Plug it into the positive welding terminal
(+) when using steel, stainless steel or aluminium electrode wire. Plug the Torch Polarity Lead into the
negative welding terminal (-) when using gasless electrode wire. If in doubt, consult the manufacturer of
the electrode wire for the correct polarity.
6. POSITIVE WELDING TERMINAL
Positive Welding Terminal. Welding current flows from the Power Source via heavy duty bayonet type
terminals. It is essential, however, that the male plug is inserted and turned securely to achieve a sound
electrical connection.
7. NEGATIVE WELDING TERMINAL
Negative Welding Terminal. Welding current flows from the Power Source via heavy duty bayonet type
terminals. It is essential, however, that the male plug is inserted and turned securely to achieve a sound
electrical connection.
CAUTION
Loose welding terminal connections can cause overheating and result in the male plug being fused
in the terminal.
8. TORCH CONNECTOR
The MIG torch connects to this outlet.
9. OVERHEAT INDICATOR
The critical component for thermal protection is the rectifier stack, which is fitted with a thermal overload cut
out device. If the overload operates then the machine should be left to cool for approximately 15 minutes
before resuming welding. The thermal overload will not operate and there will be no danger of transformer
damage if the Power Source is operated within its duty cycle.
The WeldSkill 250 and 350 Compact Power Source has a front panel indication of Overheat (Thermal
Overload).
10. VOLTAGE CONTROL SWITCH MODE SWITCH (WELDSKILL 250 ONLY)
The Voltage Control Switch increases the voltage as it is rotated in the clockwise direction. And do not
switch it while welding is going on.
Manual No 0-5072
6-2
December 1, 2008
Page 33

operation weldskill 250, 350
Art # A-08738
GAS PURGE
Art # A-08726
6.02 Internal Welding Controls
Figure 6-2 Internal welding controls
A. MODE SWITCH
The Weld Mode Selector switch selects the method of welding mode.
Mode Functional Description
CONTINUOUS (2T)
This mode of welding is used to weld two or more components together with
a continuous weld.
This mode of welding is used to weld two plates together at a desired location
SPOT
by melting the top & bottom plates together to form a nugget between them.
The spot time period is set by the SPOT TIME control shaft located in the
electrode wire compartment.
This mode of welding is mainly used for long weld runs, as the operator need
LATCH (4T)
only press the trigger to activate the weld, then press the trigger again to stop.
This obviates the need for the operator to depress the trigger for the complete
length of the weld run.
December 1, 2008
Table 6-1 Mode Switch Functional Description
6-3
Manual No 0-5072
Page 34

weldskill 250, 350 operation
Art # 0-08730
Art # 0-08729
Art # A-08727
B. SPOT TIMER
When the MODE SELECTOR switch is switched to the SPOT position, the SPOT TIME shaft controls the
duration of a single spot weld.
When the MODE SELECTOR switch is switched to the STITCH position, the SPOT TIME shaft controls the
welding or 'ON' time whilst stitch welding.
C. BURNBACK
Burnback time is the difference between the wirefeed motor stopping and switching off of the welding current. The Burnback time allows the electrode wire to burn out of the molten metal weld pool. The Burnback
time is factory set for optimum performance.
Clockwise adjustment increases Burnback time.
D. WIRE INCH SWITCH
When the push button switch is pressed down, the electrode wire is fed through the Wirefeed system & MIG
torch. No gas flows or welding voltage is not present when the Wire Inch Switch is pressed down.
Manual No 0-5072
6-4
December 1, 2008
Page 35

operation weldskill 250, 350
GAS PURGE
Art # A-08728
E. GAS PURGE
When the push button switch is pressed, the shielding gas flows through the Wirefeed system & out of the
MIG torch nozzle. The Wirefeed motor does not operate and welding voltage is not present when the Gas
Purge Switch is pressed down.
December 1, 2008
6-5
Manual No 0-5072
Page 36

weldskill 250, 350
This page left intentionally blank.
6-6 Manual No 0-5072
December 1, 2008
Page 37

basic welding technique weldskill 250, 350
Forehand
Vertical
Backhand
Art # A-07185
SECTION 7:
BASIC WELDING TECHNIQUE
7.01 Setting of the Power Source &
Wirefeeder
Power source setting requires some practice by the
operator, as the welding plant has two control settings
that have to balance. These are the Wirespeed control
and the welding Voltage Control. The welding current
is determined by the Wirespeed control, the current
will increase with increased Wirespeed, resulting in
a shorter arc. Less wire speed will reduce the current
and lengthen the arc. Increasing the welding voltage
hardly alters the current level, but lengthens the arc.
By decreasing the voltage, a shorter arc is obtained
with a little change in current level.
When changing to a different electrode wire diameter,
different control settings are required. A thinner
electrode wire needs more Wirespeed to achieve the
same current level.
A satisfactory weld cannot be obtained if the Wire
speed and Voltage settings are not adjusted to suit
the electrode wire diameter and the dimensions of
the work piece.
If the Wirespeed is too high for the welding voltage,
“stubbing” will occur as the wire dips into the molten
pool and does not melt. Welding in these conditions
normally produces a poor weld due to lack of fusion.
If, however, the welding voltage is too high, large
drops will form on the end of the wire, causing spatter.
The correct setting of voltage and Wirespeed can be
seen in the shape of the weld deposit and heard by a
smooth regular arc sound.
7.02 Position of MIG Torch
7.03 Distance from the MIG Torch
Nozzle to the Work Piece
The electrode wire stick out from the MIG Torch nozzle
should be between 10mm to 20.0mm. This distance
may vary depending on the type of joint that is being
welded.
7.04 Travel Speed
The speed at which the molten pool travels influences
the width of the weld and penetration of the welding
run.
7.05 Electrode Wire Size Selection
The choice of Electrode wire size and shielding gas
used depends on the following:
• Thickness of the metal to be welded
-
• Type of joint
• Capacity of the wire feed unit and Power
Source
• The amount of penetration required
• The deposition rate required
• The bead profile desired
• The position of welding
• Cost of the wire
Weld metal deposition rate is proportional to current
density. Current density is defined as the current
per cross sectional area of the electrode wire and is
normally expressed as amps per mm²
is shown below:
. An example
The angle of MIG torch to the weld has an effect on
the width of the weld.
December 1, 2008
Electrode
Wire Size
mm (inch)
0.9 (0.035)
1.2 (0.045)
7-1 Manual No 0-5072
Current
200A 314 3.2
200A 177 2.8
Table 7-1 Electrode Wire Deposition Rate
Current
Density
(A/mm2)
Deposition
Rate (kg/
hour)
Page 38

weldskill 250, 350 basic welding technique
Art: A-05149
1.2 mm (.045")
0.9 mm (.035")
Work Piece
This demonstrates that where the upper limit of current is limited by machine capacity and duty cycle,
higher deposition rates and therefore greater productivity will be achieved by using smaller electrode
wire. This product is a particularly efficient MIG welder
with the 0.9mm steel wire in spray transfer mode. The
savings from decreased welding time will more than
cover the small cost penalty of the smaller electrode
wire sizes. (0.9mm wire cost approximately 10%
more than 1.2mm, but is deposited approximately
15% faster).
Higher current density (or smaller diameter wire) also
gives deeper penetration
Penetration Comparison using 200A for both Electrodes
Manual No 0-5072
7-2
December 1, 2008
Page 39

service weldskill 250, 350
SECTION 8:
SERVICE
8.01 Routine Maintenance & Inspection
The only routine maintenance required for the WeldSkill 250, 350 MIG Power Source is a thorough cleaning
and inspection, with the frequency depending on the usage and the operating environment.
WARNING
There are dangerous voltage and power levels present inside this product. Do not attempt to
open or repair unless you are a qualified electrical tradesperson. Disconnect the Wirefeeder from
the Welding Power Source and the Welding Power Source from the Mains Supply Voltage before
disassembling.
Special maintenance is not necessary for the control unit parts in the Power Source. If these parts are damaged for any reason, replacement is recommended.
CAUTION
Do not blow air into the Power Source during cleaning. Blowing air into the Power Source can
cause metal particles to interfere with sensitive electronic components and cause damage to the
Power Source..
To clean the Power Source, disconnect it from the Mains Supply then open the enclosure and use a vacuum
cleaner to remove any accumulated dirt and dust. The Power Source should also be wiped clean. If necessary,
solvents that are recommended for cleaning electrical apparatus may be used.
Troubleshooting and repairing the WeldSkill 250, 350 MIG Power Source should only be carried out by a
qualified Electrical Tradesperson.
8.02 Cleaning the Feed Rolls
Clean the grooves in the drive rolls frequently. This can be done by using a small wire brush. Also wipe off, or
clean the grooves on the upper feed roll. After cleaning, tighten the feed roll retaining knobs.
8.03 Basic Troubleshooting
WARNING
There are dangerous voltage and power levels present inside this product. Do not attempt to open
or repair unless you are a qualified electrical tradesperson and you have had training in power
measurements and troubleshooting techniques.
If major complex subassemblies are faulty, then the Welding Power Source must be returned to an
Accredited CIGWELD Service Provider for repair.
The basic level of troubleshooting is that which can be performed without special equipment or knowledge
and without removing the covers from the Wirefeeder.
8.04 Solving Problems Beyond the Welding Terminals
The general approach to fix Gas Metal Arc Welding (GMAW) problems is to start at the wire spool then
work through to the MIG torch. There are two main areas where problems occur with GMAW, Porosity and
Inconsistent wire feed.
December 1, 2008
8-1
Manual No 0-5072
Page 40

weldskill 250, 350 service
8.05 Solving Problems Beyond the Welding Terminals - Porosity
When there is a gas problem the result is usually porosity within the weld metal. Porosity always stems
from some contaminant within the molten weld pool which is in the process of escaping during solidification
of the molten metal. Contaminants range from no gas around the welding arc to dirt on the work piece
surface. Porosity can be reduced by checking the following points.
FAULT CAUSE
1 Gas cylinder contents and flow
meter.
2 Gas leaks. Check for gas leaks between the regulator/cylinder connection
3 Internal gas hose in the Power
Source.
4 Welding in a windy environment. Shield the weld area from the wind or increase the gas flow.
Ensure that the gas cylinder is not empty and the flow meter is
correctly adjusted to 15 litres per minute.
and in the gas hose to the Power Source.
Ensure the hose from the solenoid valve to the torch adaptor
has not fractured and that it is connected to the torch adaptor.
5 Welding dirty, oily, painted, oxidised
or greasy plate.
6 Distance between the MIG torch
nozzle and the work piece.
7 Maintain the MIG torch in good
working order.
Clean contaminates off the work piece.
Keep the distance between the MIG torch nozzle and the work
piece to a minimum.
A
Ensure that the gas holes are not blocked and gas is exiting
out of the torch nozzle.
B
Do not restrict gas flow by allowing spatter to build up inside
the torch nozzle.
Check that the MIG torch O-rings are not damaged.
C
CAUTION
Disengage the drive roll when testing for gas flow by ear.
8.06 Solving Problems Beyond the Welding Terminals – Inconsistent Wire Feed
Wire feeding problems can be reduced by checking the following points.
FAULT CAUSE
1 Wire spool brake is too tight Feed roller driven by motor in the cabinet will slip.
2 Wire spool brake is too loose Wire spool can unwind and tangle.
3 Worn or incorrect feed roller size A
4 Mis-alignment of inlet/outlet
guides
5 Liner blocked with swarf A
Manual No 0-5072
Use ‘U’ groove drive feed roller matched to the aluminium wire
size you are welding.
B
Use ‘V’ groove drive feed roller matched to the hard wire size
you are welding.
C
Use ‘knurled V’ groove drive feed roller matched to the flux
cored wire size you are welding.
Wire will rub against the mis-aligned guides and reduces wire
feedability.
Increased amounts of swarf are produced by the wire passing
through the feed roller when excessive pressure is applied to
the pressure roller adjuster.
B
Swarf can also be produced by the wire passing through an
incorrect feed roller groove shape or size.
C
Swarf is fed into the conduit liner where it accumulates thus
reducing wire feedability.
8-2
December 1, 2008
Page 41

service weldskill 250, 350
6 Incorrect or worn contact tip A
7 Poor work lead contact to work
piece
8 Bent liner This will cause friction between the wire and the liner thus
The contact tip transfers the weld current to the electrode wire.
If the hole in the contact tip is too large then arcing may occur
inside the contact tip resulting in the wire jamming in the contact
tip.
B
When using soft wire such as aluminium it may become jammed
in the contact tip due to expansion of the wire when heated. A
contact tip designed for soft wires should be used.
If the work lead has a poor electrical contact to the work piece
then the connection point will heat up and result in a reduction
of power at the arc.
reducing wire feedability
8.07 Welding Problems
FAULT CAUSE REMEDY
1 Undercut A
2 Lack of penetration A
3 Lack of fusion Arc voltage to low Increase Arc voltage by increasing
4 Excessive spatter A
Welding arc voltage too high.
B
Incorrect torch angle
C
Excessive heat input
Welding current too low
B
Joint preparation too narrow or
gap too tight
C
Shielding gas incorrect
Arc voltage too high
B
Arc voltage too low
A
Reduce voltage by reducing the
Voltage Control switch positions
or turn the Wirespeed control knob
anticlockwise.
B
Adjust angle
C
Increase the torch travel speed
or reduce welding current by
reducing the Voltage Control
switch positions and turn the
Wirespeed control knob anticlockwise.
A
Increase welding current by
increasing the Wirespeed control
knob clockwise and increasing
Voltage Control switch positions.
B
Increase joint angle or gap
C
Change to a gas which gives
higher penetration
the Voltage Control switch
positions.
A
Lower voltage by reducing the
Voltage Control switch positions
or turn the Wirespeed control knob
anti-clockwise.
B
Raise voltage by increasing the
Voltage Control switches or turn
the Wirespeed control knob
clockwise.
December 1, 2008
8-3
Manual No 0-5072
Page 42
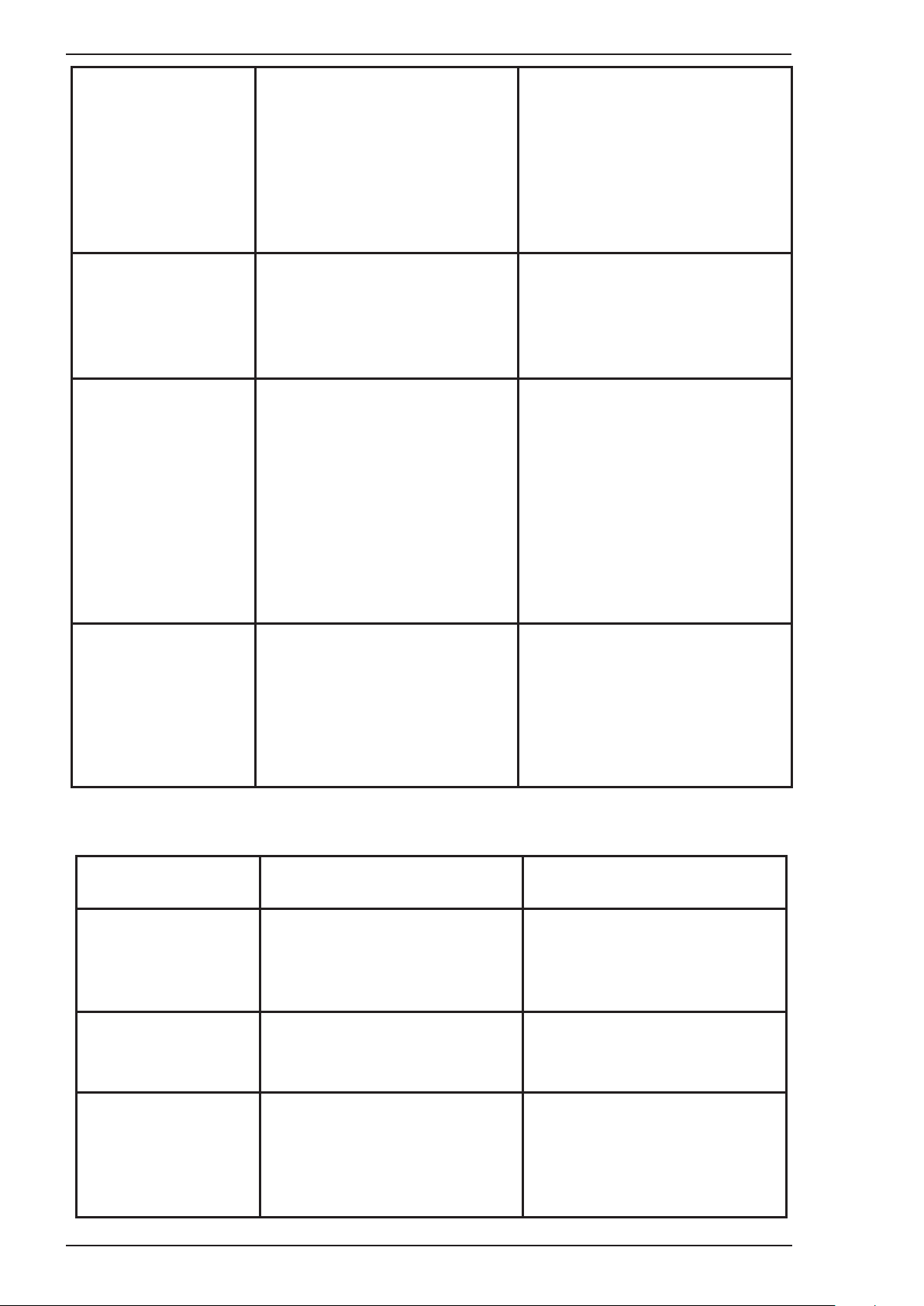
weldskill 250, 350 service
5 Irregular weld shape A
B
C
D
6 Arc does not have
a crisp sound that
short arc exhibits
when the wirefeed
speed and voltage are
adjusted correctly
7 Weld cracking A
B
C
D
E
8 Cold weld puddle A
B
C
D
Incorrect voltage and current
settings. Convex, Arc voltage
too low
Concave, voltage too high
Wire is wandering
Incorrect shielding gas
Insufficient or excessive heat
input
The MIG torch has been
connected to the wrong voltage
polarity on the front panel
Weld beads too small
Weld penetration narrow and
deep
Excessive weld stresses
Excessive voltage
Cooling rate too fast
Faulty rectifier unit
Loss of a phase in the Mains
supply voltage.
Loose welding cable connection.
Low Mains supply voltage
A
Adjust voltage and current by
adjusting the Voltage Control
switch positions and the
Wirespeed control knob.
B
Replace contact tip
Check gas selection
C
D
Adjust the Wirespeed control knob
or the Voltage Control switch.
Connect the MIG torch to the
positive welding terminal (+) for
solid wires and gas shielded flux
cored wires.
A
Decrease torch travel speed
B
Reduce current and voltage and
increase the MIG Torch travel
speed or select a lower penetration
shielding gas.
C
Increase weld metal strength or
revise design
D
Decrease voltage by reducing the
Voltage Control switches.
E
Slow the cooling rate by
preheating part to be welded or
cool slowly.
A
Have an Accredited CIGWELD
Service Provider test then replace
the faulty component.
B
Check mains power
C
Check all welding cable
connections.
D
Contact supply authority
8.08 Power Source / Wirefeeder Problems
FAULT CAUSE REMEDY
1 Mains supply voltage
is ON. Indicator light
is not lit and welding
arc can not be
established.
2 Mains indicator
light is not lit but
welding arc can be
established.
3 Mains supply voltage
is ON and Indicator
light is lit but when
the torch trigger
switch is depressed
nothing happens.
Manual No 0-5072
A BPrimary fuse is blown.
Broken connection in primary
circuit.
Burnt out Indicator light. Have an Accredited CIGWELD
A
Torch trigger switch leads are
disconnected.
B
Circuit breaker tripped
8-4
A BReplace primary fuse.
Have an Accredited CIGWELD
Service Provider check primary
circuit.
Service Provider replace Indicator
light.
A
Re connect Torch trigger switch
leads
B
Reset Circuit Breaker(s)
December 1, 2008
Page 43

service weldskill 250, 350
4 Mains supply voltage
is ON, no wire feed
but gas flows from
the MIG Torch when
the torch trigger
switch is depressed.
5 Wire feeds when the
torch trigger switch is
depressed but arc can
not be established.
6 Jerky wire feed A
7 No gas flow A
8 Gas flow continues
after the torch trigger
switch has been
released.
9 Wire does not feed
when torch trigger
depressed
10 Wire continues to
feed when torch
trigger released
11 Wire feeds when
the torch trigger
switch is depressed
but arc can not be
established and
OVERTEMPERATURE
led is illuminated
A
Electrode wire stuck in conduit
liner or contact tip (burn-back
jam).
B
Faulty control PCB
A
Check for clogged / kinked MIG
Torch conduit liner or worn
contract tip. Replace faulty
components.
B
Have an Accredited CIGWELD
Service Provider investigate the
fault.
Poor or no work lead contact. Clean work clamp area and ensure
good electrical contact.
Worn or dirty contact tip
B
Worn feed roll.
C
Excessive back tension from wire
reel hub.
D
Worn, kinked or dirty conduit liner
Gas hose is cut.
B
Gas passage contains impurities.
C
Gas regulator turned off.
D
Empty Cylinder
Gas valve has jammed open due
to impurities in the gas or the gas
line.
A BFaulty trigger switch / lead
Circuit breaker tripped
A
Replace
B
Replace
C
Reduce brake tension on spool
hub
D
Clean or replace conduit liner
A
Replace or repair.
B
Disconnect gas hose from the rear
of Power Source or wirefeeder
then raise gas pressure and blow
out impurities.
C
Turn on.
D
Replace cylinder.
Have an Accredited CIGWELD
Service Provider repair or replace
gas valve.
A BRepair or replace Torch / trigger
lead
Reset Circuit Breaker(s)
A BWirefeeder in 4T (LATCH) mode
Torch trigger leads shorted
A BChange to 2T (NORMAL) mode
Repair or replace Torch / trigger
lead
Power Source Overtemperature
Protection circuit has operated
Cease welding and allow
Power Source to Cool for 10
minutes. Overtemperature led
will extinguish when the Power
Source has cooled sufficiently.
December 1, 2008
8-5
Manual No 0-5072
Page 44

weldskill 250, 350
This page left intentionally blank.
Manual No 0-5072
8-6
December 1, 2008
Page 45

appendix weldskill 250, 350
APPENDIX 1:
KEY SPARE PARTS
Part No Description Part No Description
W7004526 Main Transformer W7004513 Control Transformer
W7004501 Contactor W7004532 Thermostat 150°C,WS250
W7004502 PCB Control W7004515 Inch switch
W7004503 Solenoid Valve,36VAC W7004538 Thermostat 105°C,WS250
W7004504 Wire Reel Hub W7004517 Resistor 0.5 ohm 30W
W7004505 Switch,On/Off,415V W7004518 Switch 2T/4T/Spot
W7004506 Fan Assembly, 220V W7004519 Pot,5K,Wire Speed
W7004528 Inductor Assembly W7004520 Pot,100K,Burnback
W7004529 Rectifier 300A W7004521 Overheat Indicator Light
W7004530 Switch Coarse Voltage W7004522 Power Indicator Light
W7004511 Wire Drive Assembly,WS250 W7004523 Fuse holder
W7004512 Socket, 50mm Dinse W7004524 Fuse 8A
W7004535 Fuse 3A
Table Appendix 1-1: Key Spare Parts for 250
Part No Description Part No Description
W7004500 Main Transformer W7004537 Control Transformer
W7004501 Contactor W7004514 Thermostat 115°C,WS350
W7004502 PCB Control W7004515 Inch switch
W7004503 Solenoid Valve,36VAC W7004516 Thermostat 110°C,WS350
W7004504 Wire Reel Hub W7004517 Resistor 0.5 ohm 30W
W7004505 Switch,On/Off,415V W7004518 Switch 2T/4T/Spot
W7004506 Fan Assembly,220V W7004519 Pot,5K,Wire Speed
W7004507 Inductor Assembly W7004520 Pot,100K,Burnback
W7004508 Rectifier 400A W7004521 Overheat Indicator Light
W7004509 Switch, Coarse Voltage W7004522 Power Indicator Light
W7004510 Switch, Fine Voltage W7004523 Fuse holder
W7004536 Wire Drive Assembly,WS350 W7004524 Fuse 8A
W7004512 Socket, 50mm Dinse W7004525 Fuse 3A
Table Appendix 1-2: Key Spare Parts for 350
December 1, 2008
A-1 Manual No 0-5072
Page 46

weldskill 250, 350 appendix
WeldSkill 250 VA Curve
0.0
5.0
10.0
15.0
20.0
25.0
30.0
35.0
40.0
45.0
50.0
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300
Amps
Volts
Art # 0-08731
Weldskill 350 VA Curve
0.0
5.0
10.0
15.0
20.0
25.0
30.0
35.0
40.0
45.0
0 50 100 150 200 250 300 350 400
Amps
Volts
Art # 0-08732
APPENDIX 2:
VOLT/AMP CURVES
WeldSkill 250 VA Curve
WeldSkill 350 VA Curve
A-2 Manual No 0-5072
December 1, 2008
Page 47

CIGWELD LIMITED WARRANTY
LIMITED WARRANTY: CIGWELD, A Thermadyne Company, hereafter, “CIGWELD” warrants to customers of its
authorized distributors hereafter “Purchaser” that its products will be free of defects in workmanship or material. Should any failure to conform to this warranty appear within the time period applicable to the CIGWELD
products as stated below, CIGWELD shall, upon notification thereof and substantiation that the product has
been stored, installed, operated, and maintained in accordance with CIGWELD’s specifications, instructions,
recommendations and recognized standard industry practice, and not subject to misuse, repair, neglect, alteration, or accident, correct such defects by suitable repair or replacement, at CIGWELD’s sole option, of any
components or parts of the product determined by CIGWELD to be defective.
CIGWELD MAKES NO OTHER WARRANTY, EXPRESS OR IMPLIED. THIS WARRANTY IS EXCLUSIVE AND
IN LIEU OF ALL OTHERS, INCLUDING, BUT NOT LIMITED TO ANY WARRANTY OF MERCHANTABILITY OR
FITNESS FOR ANY PARTICULAR PURPOSE.
LIMITATION OF LIABILITY: CIGWELD SHALL NOT UNDER ANY CIRCUMSTANCES BE LIABLE FOR SPECIAL,
INDIRECT OR CONSEQUENTIAL DAMAGES, SUCH AS, BUT NOT LIMITED TO, LOST PROFITS AND BUSINESS
INTERRUPTION. The remedies of the Purchaser set forth herein are exclusive and the liability of CIGWELD
with respect to any contract, or anything done in connection therewith such as the performance or breach
thereof, or from the manufacture, sale, delivery, resale, or use of any goods covered by or furnished by CIGWELD whether arising out of contract, negligence, strict tort, or under any warranty, or otherwise, shall not,
except as expressly provided herein, exceed the price of the goods upon which such liability is based. No
employee, agent, or representative of CIGWELD is authorized to change this warranty in any way or grant any
other warranty.
PURCHASER’S RIGHTS UNDER THIS WARRANTY ARE VOID IF REPLACEMENT PARTS OR ACCESSORIES
ARE USED WHICH IN CIGWELD’S SOLE JUDGEMENT MAY IMPAIR THE SAFETY OR PERFORMANCE OF ANY
CIGWELD PRODUCT. PURCHASER’S RIGHTS UNDER THIS WARRANTY ARE VOID IF THE PRODUCT IS SOLD
TO PURCHASER BY NON-AUTHORIZED PERSONS.
The warranty is effective for the time stated below beginning on the date that the authorized distributor delivers
the products to the Purchaser. Notwithstanding the foregoing, in no event shall the warranty period extend
more than the time stated plus one year from the date CIGWELD delivered the product to the authorized
distributor.
Page 48

TERMs of WARRANTY – MARCH 2008
1. The Trade Practices Act 1974 (Commonwealth) and similar State Territory legislation relating to the supply
of goods and services, protects consumers’ interests by ensuring that consumers are entitled in certain
situations to the benefit of various conditions, warranties, guarantees, rights and remedies (including warranties as to merchantability and fitness for purpose) associated with the supply of goods and services.
A consumer should seek legal advice as to the nature and extent of these protected interests. In some
circumstances, the supplier of goods and services may legally stipulate that the said conditions, warranties, guarantees, rights and remedies are limited or entirely excluded. The warranties set out in Clause 2
shall be additional to any non excludable warranties to which the Customer may be entitled pursuant to
any statute.
2. Subject to Clause 3. CIGWELD gives the following warranties to the Customer:
Insofar as they are manufactured or imported by CIGWELD, goods will upon delivery be of merchantable
quality and reasonably fit for the purpose for which they are supplied by CIGWELD.
CIGWELD will repair or, at its option, replace those of the goods which, upon examination, are found by
CIGWELD to be defective in workmanship and/or materials.
CIGWELD reserves the right to request documented evidence of date of purchase.
3. The Warranty in Clause 2;
Is conditional upon:
The Customer notifying CIGWELD or our Accredited Distributor in writing of its claim within seven (7) days
of becoming aware of the basis thereof, and at its own expense returning the goods which are the subject
of the claim to CIGWELD or nominated Accredited Distributor/Accredited Service Provider. The goods being
used in accordance with the Manufacturer’s Operating Manuals, and under competent supervision.
Does not apply to:
Obsolete goods sold at auction, second-hand goods and prototype goods.
Breakdown or malfunction caused by accident, misuse or normal wear and tear.
Repairs or replacement made other than by CIGWELD or Accredited Service Providers, unless by prior
arrangement with CIGWELD.
Replacement parts or accessories which may affect product safety or performance and which are not
manufactured, distributed or approved by CIGWELD.
4. CIGWELD declares that, to the extent permitted by law, it hereby limits its liability in respect of the supply of
goods which are not of a kind ordinarily acquired for personal, domestic or household use or consumption
to any one or more of the following (the choice of which shall be at the option of CIGWELD).
The replacement of the goods or the supply of equivalent goods.
The repair of goods.
The payment of cost of replacing the goods or acquiring equivalent goods.
The payment of the cost of having goods repaired.
5. Except as provided in Clauses 2 to 4 above, to the extent permitted by statute, CIGWELD hereby excludes
all liability for any loss, damage, death or injury of any kind whatsoever occasioned to the Customer in
respect of the supply of goods including direct, indirect, consequential or incidental loss, damage or injury
of any kind.
Page 49

WARRANTY sCHEDuLE – MARCH 2008
These warranty periods relate to the warranty conditions in clause 2. All warranty periods are from date of
sale from the Accredited Distributor of the equipment. Notwithstanding the foregoing, in no event shall the
warranty period extend more than the time stated plus one year from the date CIGWELD delivered the product
to the Accredited Distributor. Unless otherwise stated the warranty period includes parts and labour. CIGWELD
reserves the right to request documented evidence of date of purchase.
CIGWELD Weldskill 250, 350 MIG WELDING EQuIPMENT WARRANTY PERIoD
Original Main Power Rectifier, Main Power Magnetics, Control Printed Circuit Boards 1 Year
All other circuits and components including, but not limited to, relays, switches, contactors,
solenoids, fans, power switch.
ACCEssoRIEs
MIG torch and work lead 3 Months
MIG Torch Consumable Items NIL
Please note that the information detailed in this statement supersedes any prior published data produced by
CIGWELD.
1 Year
Page 50

Page 51

GLOBAL CUSTOMER SERVICE CONTACT INFORMATION
Thermadyne USA
2800 Airport Road
Denton, Tx 76207 USA
Telephone: (940) 566-2000
800-426-1888
Fax: 800-535-0557
Email: sales@thermalarc.com
Thermadyne Canada
2070 Wyecroft Road
Oakville, Ontario
Canada, L6L5V6
Telephone: (905)-827-1111
Fax: 905-827-3648
Thermadyne Europe
Europe Building
Chorley North Industrial Park
Chorley, Lancashire
England, PR6 7Bx
Telephone: 44-1257-261755
Fax: 44-1257-224800
Thermadyne Asia Sdn Bhd
Lot 151, Jalan Industri 3/5A
Rawang Integrated Industrial Park - Jln Batu Arang
48000 Rawang Selangor Darul Ehsan
West Malaysia
Telephone: 603+ 6092 2988
Fax : 603+ 6092 1085
Cigweld, Australia
71 Gower Street
Preston, Victoria
Australia, 3072
Telephone: 61-3-9474-7400
Fax: 61-3-9474-7510
Thermadyne Italy
OCIM, S.r.L.
Via Benaco, 3
20098 S. Giuliano
Milan, Italy
Tel: (39) 02-98 80320
Fax: (39) 02-98 281773
Thermadyne, China
RM 102A
685 Ding Xi Rd
Chang Ning District
Shanghai, PR, 200052
Telephone: 86-21-69171135
Fax: 86-21-69171139
Thermadyne, Utama Indonesia
Kawasan Industri Jababeka
JI Jababeka VI Blik P No.3
Cikarang - Bekasi, 17550
Indonesia
Tel: +62 21 893 6071
Fax:+62 21 893 6067 6068
http://www.thermadyne.com
Thermadyne International
2070 Wyecroft Road
Oakville, Ontario
Canada, L6L5V6
Telephone: (905)-827-9777
Fax: 905-827-9797
Page 52

Corporate Headquarters
71 Gower Street
Preston, Victoria, Australia, 3072
Telephone: +61 3 9474 7400
FAX: +61 3 9474 7488
Email: cigweldsales@cigweld.com.au
www.cigweld.com.au
 Loading...
Loading...