

Telwin SUPERIOR PLASMA 60 HF, SUPERIOR PLASMA 90 HF, TECHNOLOGY PLASMA 41, TECHNOLOGY PLASMA 54, TECNICA PLASMA 31 User manual
...Page 1
GB . . . . . . pag. 03 NL. . . . . . . pag. 28 RU . . . . . . pag. 52
- 1 -
MANUALE
I. . . . . . . . . pag. 07 DK . . . . . . pag. 32
F . . . . . . . . pag. 11 SF . . . . . . . pag. 36
D. . . . . . . . pag. 15 N. . . . . . . . pag. 40
E . . . . . . . . pag. 19 S . . . . . . . . pag. 44
ISTRUZIONE
GB EXPLANATION OF DANGER, KIELTOMERKIT.
MANDATORY AND PROHIBITION N SIGNALERINGSTEKST FOR FARE,
SIGNS. FORPLIKTELSER OG FORBUDT.
I LEGENDA SEGNALI DI PERICOLO, S BILDTEXT SYMBOLER FÖR FARA,
D’OBBLIGO E DIVIETO. PÅBUD OCH FÖRBUD.
F LÉGENDE SIGNAUX DE DANGER, GR ΛΕΖΑΝΤΑ ΣΗΜΑΤΩΝ ΚΙΝΔΥΝΟΥ,
D'OBLIGATION ET D'INTERDICTION.
D LEGENDE DER GEFAHREN-,
GEBOTS- UND VERBOTSZEICHEN.
E LEYENDA SEÑALES DE PELIGRO, DE
OBLIGACIÓN Y PROHIBICIÓN.
P LEGENDA DOS SINAIS DE PERIGO,
OBRIGAÇÃO E PROIBIDO.
NL LEGENDE SIGNALEN VAN GEVAAR,
VERPLICHTING EN VERBOD.
DK OVERSIGT OVER FARE, PLIGT OG
FORBUDSSIGNALER.
SF VAROITUS, VELVOITUS, JA
DANGER OF ELECTRIC SHOCK - PERICOLO SHOCK ELETTRICO - RISQUE DE CHOC ÉLECTRIQUE - STROMSCHLAGGEFAHR
- PELIGRO DESCARGA ELÉCTRICA - PERIGO DE CHOQUE ELÉTRICO - GEVAAR ELEKTROSHOCK - FARE FOR ELEKTRISK
STØD - SÄHKÖISKUN VAARA - FARE FOR ELEKTRISK STØT - FARA FÖR ELEKTRISK STÖT - ΚΙΝΔΥΝΟΣ ΗΛΕΚΤΡΟΠΛΗΞΙΑΣ
- ОПАСНОСТЬ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ - ÁRAMÜTÉS VESZÉLYE - PERICOL DE ELECTROCUTARE -
NIEBEZPIECZEŃSTWO SZOKU ELEKTRYCZNEGO - NEBEZPEČÍ ZÁSAHU ELEKTRICKÝM PROUDEM - NEBEZPEČENSTVO
ZÁSAHU ELEKTRICKÝM PRÚDOM - NEVARNOST ELEKTRIČNEGA UDARA - OPASNOST STRUJNOG UDARA - ELEKTROS
SMŪGIO PAVOJUS - ELEKTRILÖÖGIOHT - ELEKTROŠOKA BĪSTAMĪBA - ОПАСНОСТ ОТ ТОКОВ УДАР
DANGER OF FUMES FROM PLASMA CUTTING - PERICOLO FUMI DI LAVORAZIONE - DANGER FUMÉES DE PROCESSUS BEIM ARBEITEN GEFAHR DURCH RAUCHGASE - PELIGRO HUMOS DE ELABORACIÓN - PERIGO DE FUMOS DE
PROCESSAMENTO - GEVAAR ROOK VAN BEWERKING - FARE PGA. DAMPE FRA BEARBEJDNINGEN - TYÖSKENTELYSTÄ
AIHEUTUVAN SAVUN VAARA - RISIKO FOR RØYK UNDER BEARBEIDELSEN - FARA FÖR RÖK FRÅN BEARBETNING ΚΙΝΔΥΝΟΣ ΚΑΠΝΩΝ ΚΑΤΕΡΓΑΣΙΑΣ - ОПАСНОСТЬ ВЫДЕЛЕНИЯ ДЫМОВЫХ ГАЗОВ - MUNKAVÉGZÉS KÖVETKEZTÉBEN
KELETKEZETT FÜST VESZÉLYE - PERICOL GAZE DE SUDURĂ - NIEBEZPIECZEŃSTWO POWSTAWANIA OPARÓW -
NEBEZPEČÍ DÝMŮ POCHÁZEJÍCÍCH Z PRACOVNÍ ČINNOSTI - NEBEZPEČENSTVO DYMOV VZNIKAJÚCICH PRI PRACOVNEJ
ČINNOSTI - NEVARNOST NASTAJANJA DIMNIH HLAPOV MED DELOM - OPASNOST OD DIMA TIJEKOM RADA - DŪMŲ
PAVOJUS DARBO METU - KEEVITAMISEL SUITSU OHT - IZTVAIKOJUMU BĪSTAMĪBA APSTRĀDES LAIKĀ - ОПАСНОСТ ОТ
ПУШЕЦИ ПРИ ОБРАБОТВАНЕТО
DANGER OF EXPLOSION - PERICOLO ESPLOSIONE - RISQUE D'EXPLOSION - EXPLOSIONSGEFAHR - PELIGRO EXPLOSIÓN PERIGO DE EXPLOSÃO - GEVAAR ONTPLOFFING - SPRÆNGFARE - RÄJÄHDYSVAARA - FARE FOR EKSPLOSJON - FARA
FÖR EXPLOSION - ΚΙΝΔΥΝΟΣ ΕΚΡΗΞΗΣ - ОПАСНОСТЬ ВЗРЫВА - ROBBANÁS VESZÉLYE - PERICOL DE EXPLOZIE -
NIEBEZPIECZEŃSTWO WYBUCHU - NEBEZPEČÍ VÝBUCHU - NEBEZPEČENSTVO VÝBUCHU - NEVARNOST EKSPLOZIJE OPASNOST OD EKSPLOZIJE - SPROGIMO PAVOJUS - PLAHVATUSOHT - SPRĀDZIENBĪSTAMĪBA - ОПАСНОСТ ОТ
ЕКСПЛОЗИЯ
WEARING PROTECTIVE CLOTHING IS COMPULSORY - OBBLIGO INDOSSARE INDUMENTI PROTETTIVI - PORT DES
VÊTEMENTS DE PROTECTION OBLIGATOIRE - DAS TRAGEN VON SCHUTZKLEIDUNG IST PFLICHT - OBLIGACIÓN DE LLEVAR
ROPA DE PROTECCIÓN - OBRIGATÓRIO O USO DE VESTUÁRIO DE PROTEÇÃO - VERPLICHT BESCHERMENDE KLEDIJ TE
DRAGEN - PLIGT TIL AT ANVENDE BESKYTTELSESTØJ - SUOJAVAATETUKSEN KÄYTTÖ PAKOLLISTA - FORPLIKTELSE Å
BRUKE VERNETØY - OBLIGATORISKT ATT BÄRA SKYDDSPLAGG - ΥΠΟΧΡΕΩΣΗ ΝΑ ΦΟΡΑΤΕ ΠΡΟΣΤΑΤΕΥΤΙΚΑ ΕΝΔΥΜΑΤΑ -
ОБЯЗАННОСТЬ НАДЕВАТЬ ЗАЩИТНУЮ ОДЕЖДУ - VÉDŐRUHA HASZNÁLATA KÖTELEZŐ - FOLOSIREA ÎMBRĂCĂMINTEI
DE PROTECŢIE OBLIGATORIE - NAKAZ NOSZENIA ODZIEŻY OCHRONNEJ- POVINNÉ POUŽITÍ OCHRANNÝCH PROSTŘEDKŮ
- POVINNÉ POUŽITIE OCHRANNÝCH PROSTRIEDKOV - OBVEZNO OBLECITE ZAŠČITNA OBLAČILA - OBAVEZNO
KORIŠTENJE ZAŠTITNE ODJEĆE - PRIVALOMA DĖVĖTI APSAUGINĘ APRANGĄ - KOHUSTUSLIK KANDA KAITSERIIETUST PIENĀKUMS ĢĒRBT AIZSARGTĒRPUS - ЗАДЪЛЖИТЕЛНО НОСЕНЕ НА ПРЕДПАЗНО ОБЛЕКЛО
WEARING PROTECTIVE GLOVES IS COMPULSORY - OBBLIGO INDOSSARE GUANTI PROTETTIVI - PORT DES GANTS DE
PROTECTION OBLIGATOIRE - DAS TRAGEN VON SCHUTZHANDSCHUHEN IST PFLICHT - OBLIGACIÓN DE LLEVAR GUANTES
DE PROTECCIÓN - OBRIGATÓRIO O USO DE LUVAS DE SEGURANÇA - VERPLICHT BESCHERMENDE HANDSCHOENEN TE
DRAGEN - PLIGT TIL AT BRUGE BESKYTTELSESHANDSKER - SUOJAKÄSINEIDEN KÄYTTÖ PAKOLLISTA - FORPLIKTELSE Å
BRUKE VERNEHANSKER - OBLIGATORISKT ATT BÄRA SKYDDSHANDSKAR - ΥΠΟΧΡΕΩΣΗ ΝΑ ΦΟΡΑΤΕ ΠΡΟΣΤΑΤΕΥΤΙΚΑ
ΓΑΝΤΙΑ - VÉDŐKESZTYŰ HASZNÁLATA KÖTELEZŐ - FOLOSIREA
ОБЯЗАННОСТЬ НАДЕВАТЬ ЗАЩИТНЫЕ ПЕРЧАТКИ -
MĂNUŞILOR DE PROTECŢIE OBLIGATORIE - NAKAZ NOSZENIA RĘKAWIC OCHRONNYCH - POVINNÉ POUŽITÍ
OCHRANNÝCH RUKAVIC - POVINNÉ POUŽITIE OCHRANNÝCH RUKAVÍC - OBVEZNO NADENITE ZAŠČITNE ROKAVICE -
OBAVEZNO KORIŠTENJE ZAŠTITNIH RUKAVICA - PRIVALOMA MŪVĖTI APSAUGINES PIRŠTINES - KOHUSTUSLIK KANDA
KAITSEKINDAID - PIENĀKUMS ĢĒRBT AIZSARGCIMDUS - ЗАДЪЛЖИТЕЛНО НОСЕНЕ НА ПРЕДПАЗНИ РЪКАВИЦИ
DANGER OF UV RADIATION FROM PLASMA CUTTING - PERICOLO RADIAZIONI ULTRAVIOLETTE DA LAVORAZIONE DANGER RADIATIONS ULTRAVIOLETTES DE PROCESSUS - BEIM ARBEITEN GEFAHR DURCH UV-STRAHLUNG - PELIGRO
RADIACIONES ULTRAVIOLETAS DE ELABORACIÓN - PERIGO DE RADIAÇÕES ULTRAVIOLETAS DE PROCESSAMENTO GEVAAR ULTRAVIOLETSTRALEN VAN BEWERKING - FARE FOR ULTRAVIOLETTE STRÅLER FRA BEARBEJDNINGEN TYÖSKENTELYSTÄ AIHEUTUVAN ULTRAVIOLETTISÄTEILYN VAARA - RISIKO FOR ULTRAFIOLETT STRÅLNING UNDER
BEARBEIDELSEN - FARA FÖR ULTRAVIOLETT STRÅLNING FRÅN BEARBETNING - ΚΙΝΔΥΝΟΣ ΥΠΕΡΙΩΔΩΝ ΑΚΤΙΝΩΝ ΑΠΟ
ΚΑΤΕΡΓΑΣΙΑ - ОПАСНОСТЬ УЛЬТРАФИОЛЕТОВЫХ ИЗЛУЧЕНИЙ - MUNKAVÉGZÉSBŐL BEKÖVETKEZŐ ULTRAVIOLA-
SUGÁRZÁS VESZÉLYE - PERICOL RAZE ULTRAVIOLETE DE SUDURĂ - NIEBEZPIECZEŃSTWO PROMIENIOWANIA
NADFIOLETOWEGO PODCZAS CIĘCIA - NEBEZPEČÍ ULTRAFIALOVÉHO ZÁŘENÍ POCHÁZEJÍCÍHO Z PRACOVNÍ ČINNOSTI -
NEBEZPEČENSTVO ULTRAFIALOVÉHO ŽIARENIA VZNIKAJÚCEHO PRI PRACOVNEJ ČINNOSTI - NEVARNOST
ULTRAVIOLIČNEGA SEVANJA MED. DELOM - OPASNOST OD ULTRALJUBIČASTIH ZRAKA TIJEKOM RADA -
ULTRAVIOLETINIŲ SPINDULIŲ PAVOJUS DARBO METU - KEEVITAMISEL ERALDUVA ULTRAVIOLETTKIIRGUSE OHT ULTRAVIOLETĀ IZSTAROJUMA BĪSTAMĪBA APSTRĀDES LAIKĀ - ОПАСТНОСТ ОТ ОБЛЪЧВАНЕ С УЛТРАВИОЛЕТОВИ
ЛЪЧИ ПРИ ОБРАТВАНЕТО
USE OF EAR PROTECTORS IS COMPULSORY - OBBLIGO PROTEZIONE DELL’UDITO - PROTECTIONS DE L’OUÏE
OBLIGATOIRES - DAS TRAGEN EINES GEHÖRSCHUTZES IST PFLICHT - OBLIGACIÓN DE PROTECCIÓN DEL OÍDO OBRIGAÇÃO DE PROTECÇÃO DOS OUVIDOS - OORBESCHERMING VERPLICHT - PLIGT TIL AT ANVENDE HØREVÆRN -
KUULON SUOJAUSPAKKO - DU MÅ HA PÅ DIG HØRSELVERN- HÖRSELN MÅSTE SKYDDAS - ΥΠΟΧΡΕΩΣΗ ΠΡΟΣΤΑΣΙΑΣ
ΑΚΟΗΣ - ОБЯЗАТЕЛЬНАЯ ЗАЩИТА ОРГАНОВ СЛУХА - HALLÁSVÉDELEM KÖTELEZŐ - PROTECŢIA AUZULUI OBLIGATORIE
- NAKAZ OCHRONY SŁUCHU - POVINNOST OCHRANY SLUCHU - POVINNÁ OCHRANA SLUCHU - OBVEZNA UPORABA
GLUŠNIKOV - OBAVEZNA ZAŠTITA SLUHA - PRIVALOMOS APSAUGOS PRIEMONĖS KLAUSOS ORGANAMS - KOHUSTUSLIK
ON KANDA KUULMISKAITSEVAHENDEID - PIENĀKUMS AIZSARGĀT DZIRDES ORGĀNUS - ЗАДЪЛЖИТЕЛНО ДА СЕ
ПОЛЗВАТ ПРЕДПАЗНИ СРЕДСТВА ЗА СЛУХА
P . . . . . . . . pag. 24 GR . . . . . . pag. 48
ΥΠΟΧΡΕΩΣΗΣ ΚΑΙ ΑΠΑΓΟΡΕΥΣΗΣ.
RU ЛЕГЕНДА СИМВОЛОВ
БЕЗОПАСНОСТИ, ОБЯЗАННОСТИ И
ЗАПРЕТА.
H A VESZÉLY, KÖTELEZETTSÉG ÉS
TILTÁS JELZÉSEINEK FELIRATAI.
RO LEGENDĂ INDICATOARE DE
AVERTIZARE A PERICOLELOR, DE
OBLIGARE ŞI DE INTERZICERE.
PL OBJAŚNIENIA ZNAKÓW
OSTRZEGAWCZYCH, NAKAZU I
ZAKAZU.
VYSVĚTLIVKY K SIGNÁLŮM
CZ
SI . . . . . . . pag. 77
H. . . . . . . . pag. 57
RO . . . . . . pag. 61
PL. . . . . . . pag. 65
CZ. . . . . . . pag. 69
SK. . . . . . . pag. 73
NEBEZPEČÍ, PŘÍKAZŮM A ZÁKAZŮM.
VYSVETLIVKY K SIGNÁLOM
SK
NEBEZPEČENSTVA, PRÍKAZOM A
ZÁKAZOM.
LEGENDA SIGNALOV ZA
SI
NEVARNOST, ZA PREDPISANO IN
PREPOVEDANO.
HR/SCG LEGENDA OZNAKA OPASNOSTI,
OBAVEZA I ZABRANA.
LT PAVOJAUS, PRIVALOMŲJŲ IR
DRAUDŽIAMŲJŲ ŽENKLŲ
PAAIŠKINIMAS.
EE OHUD, KOHUSTUSED JA KEELUD.
LV BĪSTAMĪBU, PIENĀKUMU UN
AIZLIEGUMA ZĪMJU
PASKAIDROJUMI.
ЛЕГЕНДА НА ЗНАЦИТЕ ЗА
BG
ОПАСНОСТ, ЗАДЪЛЖИТЕЛНИ И ЗА
ЗАБРАНА
HR/SCG . . pag. 80
LT . . . . . . . pag. 84
EE. . . . . . . pag. 88
LV. . . . . . . pag. 92
BG . . . . . . pag. 96
.
Cod. 953293
Page 2
WEARING A PROTECTIVE MASK IS COMPULSORY - OBBLIGO USARE MASCHERA PROTETTIVA - PORT DU MASQUE DE
- 2 -
PROTECTION OBLIGATOIRE - DER GEBRAUCH EINER SCHUTZMASKE IST PFLICHT - OBLIGACIÓN DE USAR MÁSCARA DE
PROTECCIÓN - OBRIGATÓRIO O USO DE MÁSCARA DE PROTEÇÃO - VERPLICHT GEBRUIK VAN BESCHERMEND MASKER PLIGT TIL AT ANVENDE BESKYTTELSESMASKE - SUOJAMASKIN KÄYTTÖ PAKOLLISTA - FORPLIKTELSE Å BRUKE
VERNEBRILLER - OBLIGATORISKT ATT BÄRA SKYDDSMASK - ΥΠΟΧΡΕΩΣΗ ΝΑ ΦΟΡΑΤΕ ΠΡΟΣΤΑΤΕΥΤΙΚΗ ΜΑΣΚΑ -
ОБЯЗАННОСТЬ ПОЛЬЗОВАТЬСЯ ЗАЩИТНОЙ МАСКОЙ - VÉDŐMASZK HASZNÁLATA KÖTELEZŐ - FOLOSIREA MĂŞTII DE
PROTECŢIE OBLIGATORIE - NAKAZ UŻYWANIA MASKI OCHRONNEJ - POVINNÉ POUŽITÍ OCHRANNÉHO ŠTÍTU - POVINNÉ
POUŽITIE OCHRANNÉHO ŠTÍTU - OBVEZNOST UPORABI ZAŠČITNE MASKE - OBAVEZNO KORIŠTENJE ZAŠTITNE MASKE PRIVALOMA UŽSIDĖTI APSAUGINĘ KAUKĘ - KOHUSTUSLIK KANDA KAITSEMASKI - PIENĀKUMS IZMANTOT
AIZSARGMASKU - ЗАДЪЛЖИТЕЛНО ИЗПОЛЗВАНЕ НА ПРЕДПАЗНА ЗАВАРЪЧНА МАСКА
USERS OF VITAL ELECTRICAL AND ELECTRONIC APPARATUS MUST NEVER USE THE MACHINE - VIETATO L’USO DELLA
MACCHINA AI PORTATORI DI APPARECCHIATURE ELETTRICHE ED ELETTRONICHE VITALI - L’UTILISATION DE LA MACHINE
EST DÉCONSEILLÉE AUX PORTEURS D’APPAREILS ÉLECTRIQUES OU ÉLECTRONIQUES MÉDICAUX - TRÄGERN
LEBENSERHALTENDER ELEKTRISCHER UND ELEKTRONISCHER GERÄTE IST DER GEBRAUCH DER MASCHINE
UNTERSAGT - PROHIBIDO EL USO DE LA MÁQUINA A LOS PORTADORES DE APARATOS ELÉCTRICOS Y ELECTRÓNICOS
VITALES - É PROIBIDO O USO DA MÁQUINA AOS PORTADORES DE APARELHAGENS ELÉCTRICAS E ELECTRÓNICAS VITAIS
- HET GEBRUIK VAN DE MACHINE IS VERBODEN AAN DRAGERS VAN ELEKTRISCHE EN ELEKTRONISCHE VITALE
APPARATUUR - DET ER FORBUDT FOR PERSONER, DER ANVENDER LIVSVIGTIGT ELEKTRISK OG ELEKTRONISK
APPARATU R, AT ANV ENDE M ASKIN EN - KON EEN KÄ YTTÖK IELTO SÄHK ÖIST EN JA EL EKTRONI ST EN
HENKILÖNSUOJALAITTEIDEN KÄYTTÄJILLE - DET ER FORBUDT FOR PERSONER SOM BRUKER LIVSVIKTIGE ELEKTRISKE
ELLER ELEKTRONISKE APPARATER Å BRUKE MASKINEN - FÖRBJUDET FÖR ANVÄNDARE AV LIVSUPPEHÅLLANDE
ELEKTRISKA ELLER ELEKTRONISKA APPARATER ATT ANVÄNDA DENNA MASKIN - ΑΠΑΓΟΡΕΥΕΤΑΙ Η ΧΡΗΣΗ ΤΟΥ
ΜΗΧΑΝΗΜΑΤΟΣ ΣΕ ΑΤΟΜΑ ΠΟΥ ΦΕΡΟΥΝ ΗΛΕΚΤΡΙΚΕΣ ΚΑΙ ΗΛΕΚΤΡΟΝΙΚΕΣ ΣΥΣΚΕΥΕΣ ΖΩΤΙΚΗΣ ΣΗΜΑΣΙΑΣ -
ИСПОЛЬЗОВАНИЕ УСТАНОВКИ ЗАПРЕЩЕНО ЛИЦАМ, ИСПОЛЬЗУЮЩИМ ЭЛЕКТРОННУЮ И ЭЛЕКТРОАППАРАТУРУ
ОБЕСПЕЧЕНИЯ ЖИЗНЕДЕЯТЕЛЬНОСТИ - TILOS A GÉP HASZNÁLATA MINDAZOK SZÁMÁRA, AKIK SZERVEZETÉBEN
ÉLETFENNTARTÓ ELEKTROMOS VAGY ELEKTRONIKUS KÉSZÜLÉK VAN BEÉPÍTVE - SE INTERZICE FOLOSIREA MAŞINII DE
CĂTRE PERSOANELE PURTĂTOARE DE APARATE ELECTRICE ŞI ELECTRONICE VITALE - ZABRONIONE JEST UŻYWANIE
URZĄDZENIA OSOBOM STOSUJĄCYM ELEKTRYCZNE I ELEKTRONICZNE URZĄDZENIA WSPOMAGAJĄCE FUNKCJE
ŻYCIOWE - ZÁKAZ POUŽITÍ STROJE NOSITELŮM ELEKTRICKÝCH A ELEKTRONICKÝCH ŽIVOTNĚ DŮLEŽITÝCH ZAŘÍZENÍ -
ZÁKAZ POUŽÍVANIA STROJA OSOBÁM SO ŽIVOTNE DÔLEŽITÝMI ELEKTRICKÝMI A ELEKTRONICKÝMI ZARIADENIAMI -
PREPOVEDANA UPORABA STROJA ZA UPORABNIKE ŽIVLJENJSKO POMEMBNIH ELEKTRIČNIH IN ELEKTRONSKIH
NAPRAV - ZABRANJENO JE UPOTREBLJAVATI STROJ OSOBAMA KOJE IMAJU UGRAĐENE VITALNE ELEKTRIČNE ILI
ELEKTRONIČKE UREĐAJE - GRIEŽTAI DRAUDŽIAMA SU ĮRANGA DIRBTI ASMENIMS, BESINAUDOJANTIEMS GYVYBIŠKAI
SVARBIAIS ELEKTRINIAIS AR ELEKTRONINIAIS PRIETAISAIS. - SEADET EI TOHI KASUTADA ISIKUD, KES KASUTAVAD
MEDITSIINILISI ELEKTRI-JA ELEKTROONIKASEADMEID - ELEKTRISKO VAI ELEKTRONISKO MEDICĪNISKO IERĪČU
LIETOTĀJIEM IR AIZLIEGTS IZMANTOT MAŠĪNU - ЗАБРАНЕНО Е ПОЛЗВАНЕТО НА МАШИНАТА ОТ ЛИЦА, НОСИТЕЛИ НА
ЕЛЕКТРИЧЕСКИ И ЕЛЕКТРОННИ МЕДИЦИНСКИ УСТРОЙСТВА
DANGER OF NON-IONISING RADIATION - PERICOLO RADIAZIONI NON IONIZZANTI - DANGER RADIATIONS NON IONISANTES
- GEFAHR NICHT IONISIERENDER STRAHLUNGEN - PELIGRO RADIACIONES NO IONIZANTES - PERIGO DE RADIAÇÕES NÃO
IONIZANTES - GEVAAR NIET IONISERENDE STRALEN - FARE FOR IKKE-IONISERENDE STRÅLER - IONISOIMATTOMAN
SÄTEILYN VAARA - FARE FOR UJONISERT STRÅLNING - FARA FÖR ICKE JONISERANDE - ΚΙΝΔΥΝΟΣ ΜΗ ΙΟΝΙΖΟΝΤΩΝ
ΑΚΤΙΝΟΒΟΛΙΩΝ - ОПАСНОСТЬ НЕ ИОНИЗИРУЮЩЕЙ РАДИАЦИИ - NEM INOGEN SUGÁRZÁS VESZÉLYE - PERICOL DE
RADIAŢII NEIONIZANTE - ZAGRO ENIE PROMIENIOWANIEM NIEJONIZUJ CYM - NEBEZPEČÍ NEIONIZUJÍCÍHO ZÁŘENÍ -
NEBEZPEČENSTVO NEIONIZUJÚCEHO ZARIADENIA - NEVARNOST NEJONIZIRANEGA SEVANJA - OPASNOST
NEJONIZIRAJUĆIH ZRAKA - NEJONIZUOTO SPINDULIAVIMO PAVOJUS - MITTEIONISEERITUDKIIRGUSTE OHT -
NEJONIZĒJOŠA IZSTAROJUMA BĪSTAMĪBA - ОПАСТНОСТ ОТ НЕ ЙОНИЗИРАНО ОБЛЪЧВАНЕ
GENERAL HAZARD - PERICOLO GENERICO - DANGER GÉNÉRIQUE - GEFAHR ALLGEMEINER ART - PELIGRO GENÉRICO PERIGO GERAL - ALGEMEEN GEVAAR - ALMEN FARE - YLEINEN VAARA - GENERISK FARE STRÅLNING - ALLMÄN FARA -
ΓΕΝΙΚΟΣ ΚΙΝΔΥΝΟΣ - ОБЩАЯ ОПАСНОСТЬ - ÁLTALÁNOS VESZÉLY - PERICOL GENERAL - OGÓLNE NIEBEZPIECZEŃSTWO
- VŠEOBECNÉ NEBEZPEČÍ -VŠEOBECNÉ NEBEZPEČENSTVO - SPLOŠNA NEVARNOST - OPĆA OPASNOST - BENDRAS
PAVOJUS - ÜLDINE OHT - VISPĀRĪGA BĪSTAMĪBA - ОБЩИ ОПАСТНОСТИ
Symbol indicating separation of electrical and electronic appliances for refuse collection. The user is not allowed to dispose of
these appliances as solid, mixed urban refuse, and must do it through authorised refuse collection centres. - Simbolo che indica
la raccolta separata delle apparecchiature elettriche ed elettroniche. L'utente ha l'obbligo di non smaltire questa
apparecchiatura come rifiuto municipale solido misto, ma di rivolgersi ai centri di raccolta autorizzati. - Symbole indiquant la
collecte différenciée des appareils électriques et électroniques. L'utilisateur ne peut éliminer ces appareils avec les déchets
ménagers solides mixtes, mais doit s'adresser à un centre de collecte autorisé. - Symbol für die getrennte Erfassung
elektrischer und elektronischer Geräte. Der Benutzer hat pflichtgemäß dafür zu sorgen, daß dieses Gerät nicht mit dem
einschalten. - Símbolo que indica la recogida por separado de los aparatos eléctricos y electrónicos. El usuario tiene la obligación de no
eliminar este aparato como desecho urbano sólido mixto, sino de dirigirse a los centros de recogida autorizados. - Símbolo que indica a
reunião separada das aparelhagens eléctricas e electrónicas. O utente tem a obrigação de não eliminar esta aparelhagem como lixo
municipal sólido misto, mas deve procurar os centros de recolha autorizados. - Symbool dat wijst op de gescheiden inzameling van
elektrische en elektronische toestellen. De gebruiker is verplicht deze toestellen niet te lozen als gemengde vaste stadsafval, maar moet
zich wenden tot de geautoriseerde ophaalcentra. - Symbol, der står for særlig indsamling af elektriske og elektroniske apparater. Brugeren
har pligt til ikke at bortskaffe dette apparat som blandet, fast byaffald; der skal rettes henvendelse til et autoriseret indsamlingscenter. Symboli, joka ilmoittaa sähkö- ja elektroniikkalaitteiden erillisen keräyksen. Käyttäjän velvollisuus on kääntyä valtuutettujen
keräyspisteiden puoleen eikä välittää laitetta kunnallisena sekajätteenä. - Symbol som angir separat sortering av elektriske og elektroniske
apparater. Brukeren må oppfylle forpliktelsen å ikke kaste bort dette apparatet sammen med vanlige hjemmeavfallet, uten henvende seg til
autoriserte oppsamlingssentraler. - Symbol som indikerar separat sopsortering av elektriska och elektroniska apparater. Användaren får
inte sortera denna anordning tillsammans med blandat fast hushållsavfall, utan måste vända sig till en auktoriserad insamlingsstation. -
Σύμβολο που δείχνει τη διαφοροποιημένη συλλογή των ηλεκτρικών κια ηλεκτρονικών συσκευών. Ο χρήστης υποχρεούται να μην
διοχετεύει αυτή τη συσκευή σαν μικτό στερεό αστικό απόβλητο, αλλά να απευθύνεται σε εγκεκριμένα κέντρα συλλογής. - Символ,
указывающий на раздельный сбор электрического и электронного оборудования. Пользователь не имеет права выбрасывать
данное оборудование в качестве смешанного твердого бытового отхода, а обязан обращаться в специализированные центры
сбора отходов. - Jelölés, mely az elektromos és elektronikus felszerelések szelektív hulladékgyűjtését jelzi. A felhasználó köteles ezt a
felszerelést nem a városi törmelékhulladékkal együttesen gyűjteni, hanem erre engedéllyel rendelkező hulladékgyűjtő központhoz
fordulni. - Simbol ce indică depozitarea separată a aparatelor electrice şi electronice. Utilizatorul este obligat să nu depoziteze acest aparat
împreună cu deşeurile solide mixte ci să-l predea într-un centru de depozitare a deşeurilor autorizat. - Symbol, który oznacza sortowanie
odpadów aparatury elektrycznej i elektronicznej. Zabrania się likwidowania aparatury jako mieszanych odpadów miejskich stałych,
obowiązkiem użytkownika jest skierowanie się do autoryzowanych ośrodków gromadzących odpady. - Symbol označující separovaný sběr
elektrických a elektronických zařízení. Uživatel je povinen nezlikvidovat toto zařízení jako pevný smíšený komunální odpad, ale obrátit se s
ním na autorizované sběrny. - Symbol označujúci separovaný zber elektrických a elektronických zariadení. Užívateľ nesmie likvidovať toto
zariadenie ako pevný zmiešaný komunálny odpad, ale je povinný doručiť ho do autorizovaný zberní. - Simbol, ki označuje ločeno zbiranje
električnih in elektronskih aparatov. Uporabnik tega aparata ne sme zavreči kot navaden gospodinjski trden odpadek, ampak se mora
obrniti na pooblaščene centre za zbiranje. - Simbol koji označava posebno sakupljanje električnih i elektronskih aparata. Korisnik ne smije
odložiti ovaj aparat kao običan kruti otpad, već se mora obratiti ovlaštenim centrima za sakupljanje. - Simbolis, nurodantis atskirų
nebenaudojamų elektrinių ir elektroninių prietaisų surinkimą. Vartotojas negali išmesti šių prietaisų kaip mišrių kietųjų komunalinių
atliekų, bet privalo kreiptis į specializuotus atliekų surinkimo centrus. - Sümbol, mis tähistab elektri- ja elektroonikaseadmete eraldi
kogumist. Kasutaja kohustuseks on pöörduda volitatud kogumiskeskuste poole ja mitte käsitleda seda aparaati kui munitsipaalne
segajääde. - Simbols, kas norāda uz to, ka utilizācija ir jāveic atsevišķi no citām elektriskajām un elektroniskajām ierīcēm. Lietotāja
pienākums ir neizmest šo aparatūru municipālajā cieto atkritumu izgāztuvē, bet nogādāt to pilnvarotajā atkritumu savākšanas centrā. Символ, който означава разделно събиране на електрическата и електронна апаратура. Ползвателят се задължава да не изхвърля
тази апаратура като смесен твърд отпадък в контейнерите за смет, поставени от общината, а трябва да се обърне към
специализираните за това центрове.
gemischt erfaßten festen Siedlungsabfall entsorgt wird. Stattdessen muß er eine der autorisierten Entsorgungsstellen
Ż Ą
Page 3
_______________(GB)______________
- 3 -
INSTRUCTION MANUAL
WARNING! BEFORE USING THE PLASMA CUTTING SYSTEM
READ THE INSTRUCTION MANUAL CAREFULLY!
PLASMA CUTTING SYSTEMS DESIGNED FOR PROFESSIONAL
AND INDUSTRIAL USE
1. GENERAL SAFETY INSTRUCTIONS FOR PLASMA ARC
CUTTING
The operator should be properly trained to use plasma cutting
systems safely and should be informed about the risks related to
arc welding procedures and associated techniques, about relevant
safety measures and emergency procedures.
(See also the "IEC TECHNICAL SPECIFICATION or CLC/TS 62081”:
INSTALLATION AND USE OF ARC WELDING APPARATUS AND
RELATED TECHNIQUES).
- Prevent direct contact with the cutting circuit; the no-load
voltage supplied by the plasma cutting system may be
dangerous under certain circumstances.
- When the cutting circuit cables are being connected or checks
and repairs are carried, out the cutting system should be
switched off and disconnected from the power supply.
- Switch off the plasma cutting system and disconnect it from the
power supply before replacing worn torch parts.
- Make the electrical connections and installation according to the
health and safety standards and legislation in force.
- The plasma cutting system should be connected only and
exclusively to a power supply network with the neutral lead
connected to earth.
- Make sure that the power supply plug is correctly connected to
the earth protection outlet.
- Do not use the plasma cutting system in damp or wet places or in
the rain.
- Do not use cables with worn insulation or loosened connections.
- Do not cut on containers, receptacles or piping that contains or
has contained inflammable liquids or gases.
- Do not work on materials cleaned with chlorinated solvents or in
the vicinity of such substances.
- Do not cut on containers under pressure.
- Remove all flammable materials (e.g. wood, paper, cloth etc.)
from the working area.
- Provide adequate ventilation or facilities for the removal of fumes
produced by plasma cutting work; a systematic approach is
needed in evaluating the exposure limits for fumes produced by
cutting work, which will depend on their composition,
concentration and the length of exposure itself.
- Ensure there is adequate electrical insulation with regard to the
,*
plasma cutting torch nozzle, the workpiece and any (accessible)
earthed metal parts in the vicinity.
This is normally achieved by wearing gloves, shoes, head
coverings and clothing designed for this purpose and by using
insulating platforms or mats.
- Always protect the eyes using masks or helmets with special
actinic glass.
Use special fire-resistant protective clothing and do not allow the
skin to be exposed to UV and IR rays produced by the arc; other
people in the vicinity of the arc should also be protected, by
shields or non-reflecting curtains.
- Noise levels: if particularly intensive cutting operations cause
daily personal noise exposure (LEPd) of 85 dBA or more, suitable
personal protection equipment must be worn.
)
- The electromagnetic fields generated by the plasma cutting
process may interfere with the operation of electrical and
electronic equipment.
People using vital electrical or electronic apparatus (e.g. pacemakers, respirators etc.) should consult a doctor before
stopping in the vicinity of areas where this plasma cutting
system is used.
We strongly advise users of vital electrical or electronic
apparatus against using this plasma cutting system.
- This plasma cutting system complies with the requirements of
the technical standard for the product for use only and
exclusively in industrial environments and for professional
purposes.
It is not guaranteed to meet electromagnetic compatibility
requirements in the home.
EXTRA PRECAUTIONS
PLASMA CUTTING OPERATIONS
- In environments with heightened risk of electric shock;
- In confined spaces;
- In the presence of inflammable or explosive materials;
MUST be evaluated in advance by an "Expert supervisor” and
must always be carried out in the presence of others who have
been taught how to intervene in emergencies.
Technical protection measures MUST BE adopted as
described in 5.10; A.7; A.9. of the “IEC TECHNICAL
SPECIFICATION or CLC/TS 62081”.
- Cutting operations MUST BE PROHIBITED if the operator is
supporting the weight of the power source (using slings for
example).
- The operator MUST NEVER BE ALLOWED to carry out cutting
operations if above ground level, unless safety platforms are
used.
- WARNING! USING THE PLASMA CUTTING SYSTEM SAFELY.
The safeguards provided by the manufacturer (interlocking
system) can only be guaranteed to work properly if the torch
model and corresponding power source as indicated in the
"TECHNICAL DATA" are used.
- DO NOT USE non-original torches or consumable parts.
- DO NOT ATTEMPT TO USE THE POWER SOURCE with torches
that are made for cutting or WELDING procedures but are not
contemplated in this instruction manual.
- FAILURE TO COMPLY WITH THESE RULES may give rise to a
SERIOUS safety hazard for the user and may also damage the
apparatus.
RESIDUAL RISKS
- TIPPING: place the plasma cutting power source on a horizontal
surface with adequate load-bearing capacity; otherwise (e.g.
sloping or uneven floor etc.) the apparatus is in danger of tipping
over.
- IMPROPER USE: it is dangerous to use the plasma cutting
system for any work other than that for which has been designed.
2. INTRODUCTION AND GENERAL DESCRIPTION
These power sources have been built using the latest inverter technology
with IGBT’s and have been designed to cut sheet in any metal manually
and for cutting drilled sheet grids (where provided).
Continuous current adjustment from minimum to maximum makes it
possible to ensure a high quality cut over changing metal thickness and
type.
The cutting cycle is activated by a pilot arc that, depending on the model:
can be struck by shorting between electrode and nozzle or by a high
frequency discharge (HF).
MAIN FEATURES
- Control device for torch voltage, air pressure, torch shorting (where
provided).
- Thermostat safeguard.
- Air pressure display (where provided).
STANDARD ACCESSORIES
- Plasma cutting torch.
- Connector kit for compressed air hookup.
OPTIONAL ACCESSORIES
- Spare electrode-nozzle kit.
- Electrode-nozzle extension kit (where provided for).
3. TECHNICAL INFORMATION
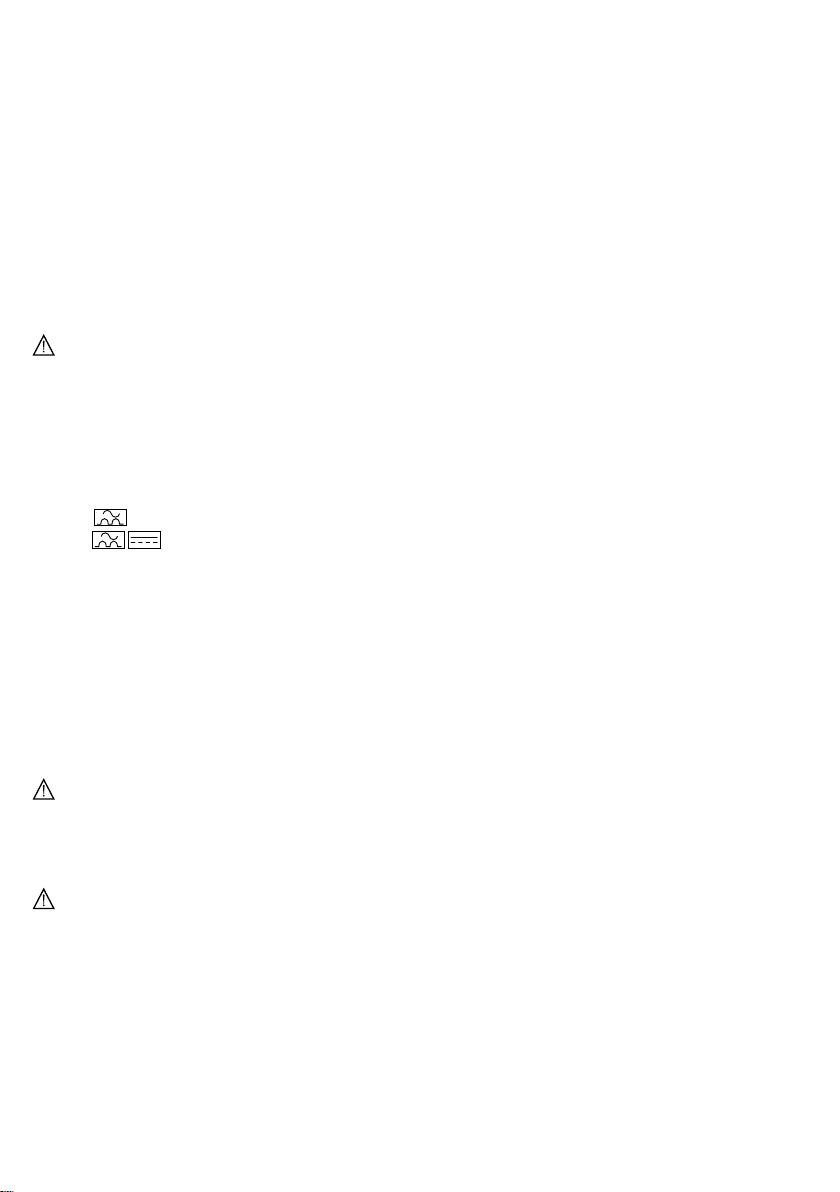
DATA PLATE
The most important information regarding use and performance of the
plasma cutting system is summarised on the rating plate and has the
following meanings:
1- EUROPEAN standard of reference, for safety and construction of arc
welding and plasma cutting machines.
2- Symbol referring to the internal structure of the machine.
3- Symbol referring to plasma cutting procedure.
4- S symbol: indicates that cutting operations may be carried out in
environments with heightened risk of electric shock (e.g. close to
large metal masses).
5- Symbol indicating the main power supply:
1~: single phase alternating voltage
3~: 3-phase alternating voltage
6- Casing protection rating.
Fig. A
Page 4

7- Technical specifications for main power supply:
- 4 -
-U :Alternating voltage and frequency of power supply to the
1
machine (allowed limits ±10%):
- I :Maximum current absorbed by the line.
1 max
- I : Effective current supplied
1eff
8- Performance of cutting circuit:
- U : maximum no-load voltage (open cutting circuit).
0
-I /U :Current and corresponding normalized voltage that the
2 2
machine is able to supply during cutting.
- X :Duty cycle: indicates the time for which the machine is
able to supply the corresponding current (same column). It
is expressed in %, based on a 10 min. cycle (e.g. 60% = 6
minutes work, 4 minutes pause; and so on).
If the usage factors (on the plate, referring to a 40°C
environment) are exceeded the thermal cutout will trigger
(the machine will remain in standby until its temperature
returns within the allowed limits).
-A/V-A/V: indicates the range over which the cutting current may be
adjusted (minimum - maximum) at the corresponding arc
9- Machine serial number (indispensable identification when asking for
10- : Size of delayed action fuses to be provided to protect the
11- Symbols referring to safety standards, the meaning of which is
Note: The data plate shown here is an example for explaining the
meaning of the symbols and figures; the exact values of the technical
specifications for your plasma cutting system must be read directly on the
rating plate of the machine itself.
OTHER TECHNICAL INFORMATION:
- POWER SOURCE: see table 1 (TAB.1)
- TORCH: see table 2 (TAB.2)
The weight of the machine is given in table 1 (TAB. 1).
4. DESCRIPTION OF THE PLASMA CUTTING SYSTEM
The machine consists essentially of power modules built on PCB’s and
optimised for maximum reliability and minimum maintenance.
1- Single phase power supply line, rectifier assembly and levelling
2- Transistor (IGBT) switching bridge and drivers ; converts the rectified
3- High frequency transformer: the primary winding is powered by the
4- Secondary rectifier bridge with levelling inductance: converts the
5- Control and adjustment electronics: controls cutting current value
CONTROL, ADJUSTMENT AND CONNECTION DEVICES
Back panel (Fig. C)
1- Main switch
2- Power supply cable
3- Compressed air connector (not present in the Kompressor version)
4- Pressure reduction valve for compressed air hookup (where
Front panel (Fig. D1)
1- Cutting current adjustment knob.
2- Yellow LED indicating general alarm event:
3- Yellow LED indicating that the torch is powered.
voltage.
technical assistance, ordering spare parts or discovering the origin of
the product).
power line.
explained in chapter 1 "General safety instructions for plasma arc
cutting”.
(Fig. B)
capacitors.
mains voltage into high frequency alternating voltage and adjusts the
power according to the required cutting current/voltage.
voltage that has been converted by block 2; its function is to adapt
voltage and current to the values required for the cutting procedure
and at the same time to perform galvanic isolation of the cutting circuit
from the main power supply.
alternating voltage/current supplied by the secondary winding into
direct current/voltage with very low ripple.
instantaneously and compares it with the operator’s setting;
modulates IGBT driver control pulses that make the adjustment.
Determines the dynamic current response during cutting and
oversees the safety systems.
I (ON) Power source ready for operation, torch is not powered. Power
source in standby
O (OFF) All functions off; auxiliary devices and indicator lights are all
switched off.
Connect the machine to a compressed air circuit with a minimum
pressure of 5 bar and max.8 bar (TAB. 2).
provided).
Used to set the cutting current intensity supplied by the machine, to
be chosen according to the application (material thickness / speed).
See the TECHNICAL INFORMATION for the correct duty cyclepause to be chosen, depending on the selected current.
- When this comes on it indicates overheating of a component in the
power circuit, or an incorrect input power supply voltage (over- or
under-voltage). Mains over- or under-voltage safeguard: stops the
machine: the power supply voltage is outside the +/- 15% range
based on the rating plate value. WARNING: Exceeding the higher
voltage limit given above will seriously damage the device.
- During this event all machine operation will be disabled.
- Reset is automatic (the yellow LED goes off) when the values
determining the above faults return within allowed limits.
- When this is lit it indicates that the cutting circuit is enabled: Pilot
Arc or Cutting Arc "ON".
- When it is off (cutting circuit OFF) the torch button is normally
DISABLED (standby mode).
- It is off, with the torch button enabled, under the following
conditions:
- During the POST AIR phase.
- If the pilot arc is not transferred to the piece within a maximum of
2 seconds.
If the cutting arc is interrupted because the torch and piece are
too far apart, if there is excessive electrode wear or if the torch is
taken away from the piece by force.
- If a SAFEGUARD system has triggered.
4- Green LED indicating presence of mains power supply and that
auxiliary circuits are powered.
The control and service circuits are powered.
5- Red LED indicating compressed air circuit (where present).
When this is lit it indicates overheating in the electric motor windings
on the air compressor.
6- Pressure gauge.
Used to read the air pressure.
7- Torch connection connector.
Torch with direct or centralised connection.
- The torch button is the only control device that can be used to
control the start and end of cutting operations.
- When the button is released the cycle is instantly interrupted at any
stage, while cooling air (post air) continues.
- Accidental operation: the cycle will only start if the button is
pressed and kept down for a minimum of some tenths of a second.
- Electrical safeguard: button operation is disabled if the insulating
nozzle holder has NOT been mounted on the head of the torch, or
if it has been mounted incorrectly.
8- Earth cable connector
Front panel (Fig. D2)
1- Cutting current adjustment knob.
Used to set the cutting current intensity supplied by the machine, to
be chosen according to the application (material thickness / speed).
See the TECHNICAL INFORMATION for the correct duty cyclepause to be chosen, depending on the selected current.
2- Red LED indicating general alarm event:
- When this comes on it indicates overheating of a component in the
power circuit, or an incorrect input power supply voltage (over- or
under-voltage). Mains over- or under-voltage safeguard: stops the
machine: the power supply voltage is outside the +/- 15% range
based on the rating plate value. WARNING: Exceeding the higher
voltage limit given above will seriously damage the device.
- During this event all machine operation will be disabled.
- Reset is automatic (the red LED goes off) when the values
determining the above faults return within allowed limits.
3- Yellow LED indicating that the torch is powered.
- When this is lit it indicates that the cutting circuit is enabled: Pilot
Arc or Cutting Arc "ON".
- When it is off (cutting circuit OFF) the torch button is normally
DISABLED (standby mode).
- It is off, with the torch button enabled, under the following
conditions:
- During the POST AIR phase.
- If the pilot arc is not transferred to the piece within a maximum of
2 seconds.
If the cutting arc is interrupted because the torch and piece are
too far apart, if there is excessive electrode wear or if the torch is
taken away from the piece by force.
- If a SAFEGUARD system has triggered.
4- Green LED indicating presence of mains power supply and that
auxiliary circuits are powered.
The control and service circuits are powered.
5- Yellow LED indicating phase failure (where provided).
When it comes on the yellow LED indicates a main supply phase
failure, operation is disabled and reset is automatic 4 seconds after
the fault has been corrected.
6- Compressed air circuit fault indicator (where provided).
YELLOW LED (Fig. D2-6) at the same time as RED general alarm
LED (Fig.D2-2 ).
When ON it means that the air pressure is insufficient for correct
torch operation. During this event all machine operation will be
disabled.
Reset is automatic (the LED’s go off) when the pressure returns
within the allowed limits.
7- Air button (where provided).
When this button is pressed, air will continue to be output from the
torch for a fixed time.
It is normally used:
- for cooling the torch
- when adjusting the pressure reading on the pressure gauge.
8- Pressure gauge.
Used to read the air pressure.
9- Torch connection connector.
Torch with direct or centralised connection.
- The torch button is the only control device that can be used to
control the start and end of cutting operations.
- When the button is released the cycle is instantly interrupted at any
stage, while cooling air (post air) continues.
- Accidental operation: the cycle will only start if the button is
pressed and kept down for a minimum of some tenths of a second.
- Electrical safeguard: button operation is disabled if the insulating
nozzle holder has NOT been mounted on the head of the torch, or
if it has been mounted incorrectly.
10- Earth cable connector
5. INSTALLATION
________________________________________________________
WARNING! BEFORE CARRYING OUT INSTALLATION
Page 5
OPERATIONS AND MAKING ELECTRICAL CONNECTIONS, Connecting the cutting current return cable.
- 5 -
ALWAYS MAKE SURE THAT THE PLASMA CUTTING SYSTEM HAS
BEEN SWITCHED OFF AND DISCONNECTED FROM THE MAIN
POWER SUPPLY.
ELECTRICAL CONNECTIONS MUST BE CARRIED OUT ONLY AND
EXCLUSIVELY BY ESPERT OR SKILLED TECHNICIANS.
________________________________________________________
PREPARATION
Unpack the machine, assemble the separate parts supplied with the
package.
Assembling the return cable-earth clamp (Fig. E)
HOW TO LIFT THE MACHINE
All the machines described in this manual must be lifted using the handle
or the sling provided with the machine, if the model has one (fitted as
shown in FIG. F).
POSITIONING THE MACHINE:
The machine must be installed in a place where there are no obstructions
to the cooling air input and output apertures; at the same time, make sure
that there is no possibility of conductive powder, corrosive vapour or
moisture etc. being sucked into the machine.
Allow at least 250 mm of free space all around the machine.
________________________________________________________
WARNING! Prevent the machine from tipping up or shifting
dangerously, by positioning it on a level surface that is able to
support its weight.
________________________________________________________
CONNECTION TO THE MAIN POWER SUPPLY
- Before making any electrical connection whatsoever, check the power
source rating plate to make sure that the mains voltage and frequency
correspond with those at the place where the machine is to be
installed.
- The power source must be connected only and exclusively to a power
supply system with a neutral conductor connected to earth.
- In order to guarantee protection against indirect contact use RCD's of
the following types:
- Type A ( ) for single phase machines;
- Type B ( ) for 3-phase machines.
- In order to satisfy the requirements of Standard EN 61000-3-11
(Flicker) we recommend connecting the power source to power supply
interface points with an impedance of less than the values shown in
table 1 (TAB.1).
Plug and socket
- Single phase models with absorbed currents no greater than 16A are
supplied with a power supply cable with a standard plug (2P+T) 16A
\250V.
- Single phase model with absorbed currents greater than 16A and 3-
phase models have power supply cables that are to be connected to
standard plugs, (2P+T) for single phase models and (3P+T) for 3phase models, with appropriate capacities. Prepare a mains outlet
fitted with a fuse or an automatic circuit-breaker; the corresponding
earth terminal must be connected to the (yellow-green) earth
conductor for the main power supply.
- Table 1 (TAB. 1) shows the recommended sizes for the delayed fuses
on the power supply line, calculated according to the max. nominal
output current of the machine, and to the rated power supply voltage.
________________________________________________________
WARNING! Failure to comply with the above rules will
render the manufacturer’s (class I) safety system ineffective, with
consequent serious risks to people (e.g. electric shock) and to
property (e.g. fire).
________________________________________________________
CUTTING CIRCUIT CONNECTIONS
________________________________________________________
WARNING! BEFORE MAKING THE FOLLOWING
CONNECTIONS MAKE SURE THAT THE POWER SOURCE HAS
BEEN SWITCHED OFF AND DISCONNECTED FROM THE MAIN
POWER SUPPLY.
Table 1 (TAB. 1) shows the recommended values for the return cable (in
2
mm ), based on the maximum current output from the machine.
________________________________________________________
Compressed air hookup (FIG. G).
- Prepare a compressed air distribution line with minimum pressure and
capacity as given in table 2 (TAB. 2), for those models where it is
provided.
IMPORTANT!
Do not exceed the maximum input pressure of 8 bar. Air containing
substantial quantities of moisture or oil may cause excessive wear on the
consumable parts or damage the torch. If the quality of the available
compressed air is doubtful, we recommend using an air dryer, to be fitted
upstream of the input filter. Use a flexible pipe to connect the compressed
air supply to the machine, fitting one of the supplied connectors to the
input air filter on the back of the machine.
Connect the cutting current return cable to the piece to be cut or to the
metal support bench, taking the following precautions:
- Make sure there is a good electrical contact, especially when cutting
sheet that has an insulated coating or is oxidised etc.
- Make the earth connection as close as possible to the cutting area.
- Using metal structures that are not part of the workpiece as the cutting
current return conductor may endanger safety and result in an
inadequate cut.
- Do not make the earth connection to the part of the piece that is to be
cut away.
Connecting the plasma cutting torch (FIG. H) (where provided).
Insert the male terminal of the torch into the centralised connector on the
front panel of the machine, matching the polarisation key. Tighten the
locking ring nut, clockwise as far as it will go, to ensure air and current
passage with no leaks.
For some models the supplied torch is already connected to the power
source.
IMPORTANT!
Before starting a cutting operation, make sure the consumable parts
have been fitted correctly by inspecting the head of the torch, as
described in the chapter on "TORCH MAINTENANCE".
6. PLASMA CUTTING: DESCRIPTION OF THE PROCEDURE
The plasma arc and the application principle in plasma cutting.
Plasma is a gas that is heated to an extremely high temperature and is
ionised so that it becomes an electrical conductor. This cutting procedure
uses the plasma to transfer the electric arc to the metal piece that is
melted by the heat and hence separated. The torch uses compressed air
form a single source, for both the plasma gas and the cooling and
protection gas.
HF strike
This type of strike is normally used on models with currents of over 50A.
Cycle start is determined by a high frequency/high voltage (“HF”) arc that
is used to strike a pilot arc between the electrode (-ve polarity) and the
torch nozzle (+ve polarity). When the torch is brought close to the piece to
be cut, which is connected to the (+) polarity of the power source, the pilot
arc is transferred to set up a plasma arc between the electrode (-) and the
piece itself (the cutting arc): The pilot arc and HF strike are disabled as
soon as the plasma arc is established between the electrode and the
piece.
Pilot arc hold time is set in the factory at 2 s; if there is no arc transfer
within this time the cycle is automatically stopped, apart from the
continuance of cooling air.
To re-start the cycle it is necessary to release the torch button and then
press it again.
Shorting strike
This type of strike is normally used on models with currents of less than
50A.
Cycle start is determined by movement of the electrode inside the torch
nozzle, which is used to strike a pilot arc between the electrode (-ve
polarity) and the nozzle itself (+ve polarity).
When the torch is brought close to the piece to be cut, which is connected
to the (+) polarity of the power source, the pilot arc is transferred to set up
a plasma arc between the electrode (-) and the piece itself (the cutting
arc):
The pilot arc is disabled as soon as the plasma arc is established
between the electrode and the piece.
Pilot arc hold time is set in the factory at 2 s; if there is no arc transfer
within this time the cycle is automatically stopped, apart from the
continuance of cooling air.
To re-start the cycle it is necessary to release the torch button and then
press it again.
Preliminary operations.
Before starting cutting operations, make sure the consumable parts have
been fitted correctly by inspecting the head of the torch, as described in
the chapter on "TORCH MAINTENANCE".
- Switch on the power source and set the cutting current (FIG. C-1),
basing it on the thickness and type of the metal that is to be cut. TAB. 3
shows the cutting rate for various thicknesses of aluminium, iron and
steel.
- Press and release the torch button so that there is an outflow of air (
³30 seconds of post-air).
- During this period, adjust the air pressure until the reading on the
pressure gauge corresponds to the required value in “bar” for the
particular torch being used (TAB. 2).
- Operate the air button so that the air flows out of the torch.
- Adjust the knob: pull upwards to release it and turn it to adjust the
pressure to the value given in the TECHNICAL INFORMATION
ABOUT THE TORCH.
- When the required reading (bar) is shown on the pressure gauge,
press the knob to lock the pressure at the adjusted value.
- Allow the last air to flow out naturally in order to facilitate removal of any
condensation that may have formed inside the torch.
Important:
- Contact cut (with torch nozzle in contact with piece being cut): this can
be applied with a max current of 40-50A (higher current values will
immediately destroy the nozzle-electrode-nozzle holder).
- Space cutting (with a spacer mounted on the torch, FIG. I): this can be
applied for currents of over 35A;
- Extended nozzle and electrode: this can be applied where provided
for.
Cutting operations (FIG. L).
- Bring the torch nozzle close to the edge of the piece (at about 2 mm),
press the torch button; after about 1 second (pre-air) the pilot arc will
strike.
Page 6
- If the distance is right the pilot arc will immediately transfer to the piece, an authorised service centre, which will be able to carry out the special
- 6 -
causing the cutting arc to strike. tests needed after the repair has been done.
- Move the torch at a constant rate over the surface of the piece along
the ideal cutting line.
- Adjust the cutting rate according to the thickness and the selected
current, making sure that the arc comes out of the lower surface of the
piece at an inclination of 5-10° to the vertical in the opposite direction
to the cutting direction.
- If the torch and piece are too far apart or if there is no material (end of
cut) the arc will immediately be cut off.
- It is always possible to break the (cutting or pilot) arc by releasing the
torch button.
Drilling (FIG. M)
When this operation is necessary, or to start cutting in the centre of the
piece, strike the arc with an inclined torch and bring it gradually to a
vertical position.
- This procedure will stop arc returns or melted particles from damaging
the nozzle hole and causing rapid wear.
- It is possible to drill pieces directly when their thickness is below 25%
of the maximum allowed range.
7. MAINTENANCE
________________________________________________________
WARNING! BEFORE CARRYING OUT MAINTENANCE
OPERATIONS, MAKE SURE THAT THE PLASMA CUTTING SYSTEM
IS SWITCHED OFF AND DISCONNECTED FROM THE MAIN POWER
SUPPLY.
________________________________________________________
ROUTINE MAINTENANCE
ROUTINE MAINTENANCE CAN BE CARRIED OUT BY THE
OPERATOR.
TORCH (FIG. N)
Depending on the amount of use, make regular checks on the wear of the
parts of the torch concerned with the plasma arc and proceed likewise if
cutting defects are noted.
1- Spacer.
Change it if it is so deformed or covered with slag that it is impossible to
maintain the correct position of the torch (distance and
perpendicularity).
2- Nozzle holder.
Unscrew it manually from the head of the torch. Clean it carefully or
change it if it is damaged (burnt, deformed or cracked). Make sure the
top metal section is intact (torch safety rocker).
3- Nozzle.
Check for wear on the plasma arch passage hole and on the inside and
outside surfaces. If the hole is larger than the original diameter or if it is
deformed, change the nozzle. If the surfaces are particularly oxidized
clean them with very fine abrasive paper.
4- Air distribution ring.
Make sure there are no burns or cracks and that the air passage holes
are not blocked. If damaged, change the ring immediately.
5- Electrode.
Change the electrode when the depth of the crater formed on the
emitter surface is approx. 1.5 mm (FIG. O).
6- Torch body, handgrip and cable.
These components do not normally need any particular maintenance
apart from regular inspection and careful cleaning without using any
kind of solvent. If the insulation is damaged, with breakages, cracks or
burns etc., or if the electric leads are loose, the torch may not be used
because it does not satisfy safety requirements.
In this case repairs (extraordinary maintenance) cannot be done on
the spot and the torch must be sent to an authorised service centre,
which will be able to carry out the special tests needed after the repair
has been done.
In order to keep the torch and cable in good working order, take the
following precautions:
- do not allow the torch and cable to come into contact with hot or redhot parts.
- do not pull the cable hard.
- do not pass the cable over pointed or sharp edges or over abrasive
surfaces.
- wind the cable into regular loops if it is longer than needed.
- do not pass over the cable with any vehicle and do not stand on it.
Warning.
- Before carrying out any work on the torch leave it to cool for at least the
complete “post air" time
- Except in special cases, we recommend changing the electrode and
nozzle at the same time.
- Assemble the torch components in the correct order (the reverse of the
order for dismantling).
- Make sure that the distributor ring is fitted the right way round.
- When re-assembling the nozzle holder, screw it down manually, forcing
it slightly.
- Never ever fit the nozzle holder before you assemble the electrode,
distributor ring and nozzle.
- Do not keep the pilot arc struck in air for no reason as this will increase
electrode, diffuser and nozzle wear.
- Do not tighten the electrode too much as this could damage the torch.
- Prompt, correct inspection procedures for the consumable parts of the
torch are essential for safe, correct operation of the cutting system.
- If the insulation is damaged, with breakages, cracks or burns etc., or if
the electric leads are loose, the torch may not be used because it does
not satisfy safety requirements. In this case repairs (extraordinary
maintenance) cannot be done on the spot and the torch must be sent to
Compressed air filter
- The filter is designed for automatic condensation drainage whenever it
is disconnected from the compressed air line.
- Inspect the filter regularly; if there is water in the glass it can be drained
off manually by pushing the drain connector upwards.
- If the filter cartridge is especially dir ty it must be changed in order to
prevent an excessive pressure loss.
EXTRAORDINARY MAINTENANCE
EXTRAORDINARY MAINTENANCE MUST BE CARRIED OUT ONLY
AND EXCLUSIVELY BY AUTHORISED EXPERT OR SKILLED
ELECTRICAL-MECHANICAL TECHNICIANS.
________________________________________________________
WARNING! BEFORE REMOVING THE MACHINE PANELS AND
WORKING INSIDE IT MAKE SURE THAT IT HAS BEEN SWITCHED
OFF AND DISCONNECTED FROM THE MAIN POWER SUPPLY.
If checks are carried out inside the machine while it is live, this may
cause serious electric shock due to direct contact with live parts.
________________________________________________________
- Inspect the inside of the machine regularly, with a frequency depending
on the amount of use and dust in the environment, and remove dust
that has deposited on the transformer, rectifier, inductance and
resistors, using a jet of dry compressed air (max 10 bar).
- Do not direct the jet of compressed air onto the electronic boards; these
can be cleaned with a very soft brush or suitable solvents.
- Take the opportunity to make sure the electrical connections are tight
and there is no damage to the wiring insulation.
- Make sure the compressed air circuit hoses and connections are intact
and leak-free.
- When these operations have been completed, re-assemble the panels
on the machine and tighten the fastening screws right down.
- Never ever carry out cutting operations with the machine open.
8. TROUBLESHOOTING
IN THE CASE OF UNSATISFACTORY OPERATION, AND BEFORE
CARRYING OUT MORE SYSTEMATIC TESTS OR CONTACTING
YOUR SERVICING CENTRE CARRY OUT THE FOLLOWING
CHECKS:
- Check whether the yellow LED is ON, indicating triggering of the
thermal cutout, over- or under-voltage or shorting.
- Make sure that the nominal duty cycle has been respected; if the
thermal cutout triggers, wait until the machine cools down naturally
then make sure the fan is working properly.
- Check the power supply voltage: if it is too high or too low the machine
will not work.
- Make sure there is no shorting at machine output: if there is shorting
remove the cause.
- Make sure the cutting circuit connections are correct, in particular that
the earth cable clamp is actually connected to the piece with no
insulating material in between (e.g. paint).
MOST COMMONLY OCCURRING CUTTING DEFECTS
During cutting operations it is possible that defects occur, which are not
normally caused by operating faults in the system but by other
operational matters such as:
a-Insufficient penetration or excessive slag formation:
- Cutting rate too high.
- Over-inclined torch.
- Piece too thick or cutting current too low.
- In appropriate compressed air pressure-flow.
- Worn electrode and torch nozzle.
- Inappropriate nozzle-holder tip.
b- Arc transfer failure:
- Worn electrode.
- Poor contact of the return cable terminal clamp.
c-Interrupted cutting arc:
- Cutting rate too low.
- Torch-piece distance too high.
- Worn electrode.
- A safeguard has triggered.
d- Inclined cut (not perpendicular):
- Incorrect torch position.
- Asymmetric wear on nozzle hole and/or incorrect assembly of torch
components.
- Inappropriate air pressure.
e-Excessive nozzle and electrode wear:
- Air pressure too low.
- Contaminated air (moisture-oil).
- Damaged nozzle holder.
- Too many pilot arc strikes in air.
- Excessive cutting rate with melted particles returning onto torch
components.
Page 7
________________(I)_______________
- 7 -
MANUALE ISTRUZIONE
ATTENZIONE! PRIMA DI UTILIZZARE IL SISTEMA DI TAGLIO AL
PL ASM A L EGG ERE ATTE NTAM ENT E IL MA NUALE D I
ISTRUZIONE!
SI ST EM I D I TA GL IO AL PL AS MA PR EV IS TI PE R U SO
PROFESSIONALE E INDUSTRIALE
1. SICUREZZA GENERALE PER IL TAGLIO AD ARCO PLASMA
L'operatore deve essere sufficientemente edotto sull'uso sicuro dei
sistemidi taglio al plasma ed informato sui rischi connessi ai
procedimenti per saldatura ad arco e tecniche connesse, alle
relative misure di protezione ed alle procedure di emergenza.
(Fare riferimento anche alla "SPECIFICA TECNICA IEC o CLC/TS
62081”: INSTALLAZIONE ED USO DELLE APPARECCHIATURE
PER SALDATURA AD ARCO E TECNICHE CONNESSE).
- Evitare i contatti diretti con il circuito di taglio; la tensione a vuoto
fornita dal sistema di taglio plasma può essere pericolosa in
talune circostanze.
- La connessione dei cavi del circuito di taglio, le operazioni di
verifica e di riparazione devono essere eseguite con il sistema di
taglio spento e scollegato dalla rete di alimentazione.
- Spegnere il sistema di taglio al plasma e scollegarlo dalla rete di
alimentazione prima di sostituire i particolari d'usura della torcia.
- Eseguire l'installazione elettrica secondo le previste norme e
leggi antinfortunistiche.
- Il sistema di taglio al plasma deve essere collegato
esclusivamente ad un sistema di alimentazione con conduttore
di neutro collegato a terra.
- Assicurarsi che la presa di alimentazione sia correttamente
collegata alla terra di protezione.
- Non utilizzare il sistema di taglio al plasma in ambienti umidi o
bagnati o sotto la pioggia.
- Non utilizzare cavi con isolamento deteriorato o con connessioni
allentate.
sistema di taglio al plasma.
Ai portatori di dispositivi elettrici o elettronici vitali è vietato
l'utilizzo di questo sistema di taglio al plasma.
- Questo sistema di taglio al plasma soddisfa ai requisiti dello
standard tecnico di prodotto per l'uso esclusivo in ambienti
industriali e a scopo professionale.
Non è as sicur ata l a risp on denz a a lla c ompat ibili tà
elettromagnetica in ambiente domestico.
PRECAUZIONI SUPPLEMENTARI
LE OPERAZIONI DI TAGLIO AL PLASMA:
- In ambiente a rischio accresciuto di shock elettrico;
- In spazi confinati;
- In presenza di materiali infiammabili o esplodenti;
DE VONO es sere p reve ntiva men te val uta te da u n
"Responsabile esperto" ed eseguiti sempre con la presenza
di altre persone istruite per interventi in caso di emergenza.
DEVONO essere adottati i mezzi tecnici di protezione descritti
in 5.10; A.7; A.9. della "SPECIFICA TECNICA IEC o CLC/TS
62081”.
- DEVONO essere proibite le operazioni di taglio mentre la
sorgente di corrente è sostenuta dall'operatore (es. per mezzo
di cinghie).
- DEVONO essere proibite le operazioni di taglio con operatore
sollevato da terra, salvo eventuale uso di piattaforme di
sicurezza.
- ATTENZIONE! SICUREZZA DEL SISTEMA PER TAGLIO
PLASMA.
Solo il modello di torcia previsto ed il relativo abbinamento con
la sorgente di corrente come indicato sui "DATI TECNICI"
garantisce che le sicurezze previste dal costruttore siano
efficaci (sistema di interblocco).
- NON UTILIZZARE torce e relative parti di consumo di diversa
origine.
- NON TENTARE DI ACCOPPIARE ALLA SORGENTE DI
CORRENTE torce costruite per procedimenti di taglio o
SALDATURA non previsti in queste istruzioni.
- IL MANCATO RISPETTO DI QUESTE REGOLE può dare luogo a
GRAVI pericoli per la sicurezza fisica dell'utente e danneggiare
l'apparecchiatura.
- Non tagliare su contenitori, recipienti o tubazioni che
contengano o che abbiano contenuto prodotti infiammabili
liquidi o gassosi.
- Evitare di operare su materiali puliti con solventi clorurati o nelle
vicinanze di dette sostanze.
- Non tagliare su recipienti in pressione.
- Allontanare dall'area di lavoro tutte le sostanze infiammabili
(p.es. legno, carta, stracci, etc.)
- Assicurarsi un ricambio d'aria adeguato o di mezzi atti ad
asportare i fumi prodotti dalle operazioni di taglio al plasma; è
necessario un approccio sistematico per la valutazione dei limiti
all'esposizione dei fumi prodotti dalle operazioni di taglio in
funzione della loro composizione, concentrazione e durata
dell'esposizione stessa.
- Adottare un adeguato isolamento elettrico rispetto l’ugello della
,*
torcia di taglio plasma, il pezzo in lavorazione ed eventuali parti
metalliche messe a terra poste nelle vicinanze (accessibili).
Ciò è normalmente ottenibile indossando guanti, calzature,
copricapo ed indumenti previsti allo scopo e mediante l'uso di
pedane o tappeti isolanti.
- Proteggere sempre gli occhi con gli appositi vetri inattinici
montati su maschere o caschi.
Usare gli appositi indumenti ignifughi protettivi evitando di
esporre l'epidermide ai raggi ultravioletti ed infrarossi prodotti
dall'arco; la protezione deve essere estesa ad altre persone nelle
vicinanze dell'arco per mezzo di schermi o tende non riflettenti.
- Rumorosità: Se a causa di operazioni di taglio particolarmente
intensive viene verificato un livello di esposizione quotidiana
personale (LEPd) uguale o maggiore a 85db(A), è obbligatorio
l'uso di adeguati mezzi di protezione individuale.
- I campi elettromagnetici generati dal processo di taglio al plasma
possono interferire con il funzionamento di apparecchiature
elettriche ed elettroniche.
I portatori di apparecchiature elettriche o elettroniche vitali (es.
Pace-maker, respiratori etc...), devono consultare il medico
prima di sostare in prossimità delle aree di utilizzo di questo
)
RISCHI RESIDUI
- RIBALTAMENTO: collocare la sorgente di corrente per taglio al
plasma su una superfice orizzontale di portata adeguata alla
massa; in caso contrario (es. pavimentazioni inclinate,
sconnesse etc...) esiste il pericolo di ribaltamento.
- USO IMPROPRIO: è pericolosa l'utilizzazione del sistema di
taglio plasma per qualsiasi lavorazione diversa da quella
prevista.
2. INTRODUZIONE E DESCRIZIONE GENERALE
Questi generatori sono costruiti con la più recente tecnologia Inverter
con IGBT e progettati per il taglio manuale di lamiere di qualsiasi metallo
e per il taglio di lamiere grigliate forate (ove previsto).
La regolazione della corrente dal minimo al massimo in modo continuo
consente di assicurare una elevata qualità di taglio al variare dello
spessore e del tipo di metallo.
Il ciclo di taglio è attivato da un arco pilota che a seconda del modello: può
essere innescato dal cortocircuito elettrodo ugello oppure da una scarica
alta frequenza (HF).
PRINCIPALI CARATTERISTICHE
- Dispositivo di controllo tensione in torcia, pressione aria, cortocircuito
torcia (ove previsto).
- Protezione termostatica.
- Visualizzazione della pressione aria (ove previsto).
ACCESSORI DI SERIE
- Torcia per taglio plasma.
- Kit raccordi per allacciamento aria compressa.
ACCESSORI A RICHIESTA
- Kit elettrodi-ugelli di ricambio.
- Kit elettrodi-ugelli prolungati (ove previsto).
3. DATI TECNICI
TARGA DATI
I principali dati relativi all'impiego e alle prestazioni del sistema di taglio al
plasma sono riassunti nella targa caratteristiche col seguente significato:
1- Norma EUROPEA di riferimento per la sicurezza e la costruzione
delle macchine per saldatura ad arco e taglio al plasma.
2- Simbolo della struttura interna della macchina.
3- Simbolo del procedimento di taglio plasma.
4- Simbolo S: indica che possono essere eseguite operazioni di taglio in
un ambiente con rischio accresciuto di shock elettrico (p.es. in stretta
vicinanza di grandi masse metalliche).
Fig. A
Page 8
5- Simbolo della linea di alimentazione:
- 8 -
1~: tensione alternata monofase
3~: tensione alternata trifase
6- Grado di protezione dell'involucro.
7- Dati caratteristici della linea di alimentazione:
- U :Tensione alternata e frequenza di alimentazione della
1
macchina (limiti ammessi ±10%):
- I : Corrente massima assorbita dalla linea.
1 max
- I : Corrente effettiva di alimentazione
1eff
8- Prestazioni del circuito di taglio:
- U : tensione massima a vuoto (circuito di taglio aperto).
0
- I /U : Corrente e tensione corrispondente normalizzata che
2 2
possono venire erogate dalla macchina durante il taglio.
- X : Rapporto d'intermittenza: indica il tempo durante il quale la
macchina può erogare la corrente corrispondente (stessa
colonna). Si esprime in %, sulla base di un ciclo di 10min
(p.es. 60% = 6 minuti di lavoro, 4 minuti sosta; e così via).
Nel caso i fattori d'utilizzo (di targa, riferiti a 40°C ambiente)
venga no superati si determinerà l'intervento della
protezione termica ( la macchina rimane in stand-by finché la
sua temperatura non rientri nei limiti ammessi .
- A/V-A/V: Indica la gamma di regolazione della corrente di taglio
9- Numero di matricola per l’identificazione della macchina
10- :Valore dei fusibili ad azionamento ritardato da prevedere
11- Simboli riferiti a norme di sicurezza il cui significato è riportato nel
Nota: L'esempio di targa riportato è indicativo del significato dei simboli e
delle cifre; i valori esatti dei dati tecnici del sistema di taglio al plasma in
vostro possesso devono essere rilevati direttamente sulla targa della
macchina stessa.
ALTRI DATI TECNICI:
- SORGENTE DI CORRENTE : vedi tabella 1 (TAB.1)
- TORCIA : vedi tabella 2 (TAB.2)
Il peso della macchina è riportato in tabella 1 (TAB. 1).
4. DESCRIZIONE DEL SISTEMA DI TAGLIO AL PLASMA
La macchina è costituita essenzialmente da moduli di potenza realizzati
su circuiti stampati ed ottimizzati per ottenere massima affidabilità e
ridotta manutenzione.
1- Ingresso linea di alimentazione monofase, gruppo raddrizzatore e
2- Ponte switching a transistors (IGBT) e drivers; commuta la tensione di
3- Trasformatore ad alta frequenza: l'avvolgimento primario viene
4- Ponte raddrizzatore secondario con induttanza di livellamento:
5- Elettronica di controllo e regolazione: controlla istantaneamente il
DISPOSITIVI DI CONTROLLO, REGOLAZIONE E CONNESSIONE
Pannello posteriore (Fig. C)
1- Interruttore generale
2- Cavo di alimentazione
3- Raccordo aria compressa (non presente nella versione
4- Riduttore di pressione per raccordo aria compressa (ove previsto).
Pannello anteriore (Fig. D1)
1- Manopola regolazione corrente di taglio.
2- Led giallo segnalazione allarme generale:
(minimo - massimo) alla corrispondente tensione d'arco.
(indispensabile per assistenza tecnica, richiesta ricambi, ricerca
origine del prodotto).
per la protezione della linea
capitolo 1 “Sicurezza generale per la saldatura ad arco”.
(Fig. B)
condensatori di livellamento.
linea raddrizzata in tensione alternata ad alta frequenza ed effettua la
regolazione della potenza in funzione della corrente/tensione di taglio
richiesta.
alimentato con la tensione convertita dal blocco 2; esso ha la funzione
di adattare tensione e corrente ai valori necessari al procedimento di
taglio e contemporaneamente di isolare galvanicamente il circuito di
taglio dalla linea di alimentazione.
commuta la tensione / corrente alternata fornita dall'avvolgimento
secondario in corrente / tensione continua a bassissima ondulazione.
valore di corrente di taglio e lo confronta con il valore impostato
dall'operatore; modula gli impulsi di comando dei drivers degli IGBT
che effettuano la regolazione.
Determina la risposta dinamica della corrente durante il taglio e
sovraintende i sistemi di sicurezza.
I (ON) Generatore pronto per il funzionamento, non è presente
tensione in torcia. Generatore in Stand By.
O (OFF) Inibito qualunque funzionamento; i dispositivi ausiliari e i
segnali luminosi sono spenti.
Kompressor)
Connettere la macchina ad un circuito di aria compressa con minimo
5 bar e max 8 bar (TAB. 2).
Permette di predisporre l'intensità di corrente di taglio fornita dalla
macchina da adottare in funzione dell'applicazione (spessore del
materiale/velocità). Rifarsi ai DATI TECNICI per il corretto rapporto
d'intermittenza lavoro-pausa da adottare in funzione della corrente
selezionata.
- Quando acces o indica sovrariscaldamento di qualche
componente del circuito di potenza, o anomalia della tensione di
alimentazione di ingresso (sovra e sottotensione). Protezione
per sovra e sottotensione di linea: blocca la macchina: la
tensione di alimentazione è fuori dal range +/- 15% rispetto al
valore di targa. ATTENZIONE: Superare il limite di tensione
sup er iore, sopra citato, danne ggerà seri am ente il
dispositivo.
- Durante questa fase è inibito il funzionamento della macchina.
- Il ripristino è automatico (spegnimento del led giallo) dopo che
una delle anomalie tra quelle sopra indicate rientra nel limite
ammesso.
3- Led giallo segnalazione presenza tensione in torcia.
- Quando acceso indica che il circuito di taglio è attivato: Arco Pilota
o Arco di Taglio "ON".
- E' normalmente spenta (circuito di taglio disattivato) con pulsante
torcia NON azionato (condizione di stand by).
- E' spenta, con pulsante torcia azionato, nelle seguenti
condizioni:
- Durante la fase di POST ARIA.
- Se l'arco pilota non viene trasferito al pezzo entro il tempo
massimo di 2 secondi.
Se l'arco di taglio s'interrompe per eccessiva distanza torciapezzo, eccessiva usura dell'elettrodo o allontanamento forzato
della torcia dal pezzo.
- Se è intervenuto un sistema di SICUREZZA.
4- Led verde segnalazione presenza tensione rete e circuiti
ausiliari alimentati.
I circuiti di controllo e servizio sono alimentati.
5- Led rosso segnalazione circuito aria compressa (ove previsto).
Quando acceso indica sovrariscaldamento degli avvolgimenti del
motore elettrico a bordo del compressore d’aria.
6- Manometro.
Consente la lettura della pressione dell'aria.
7- Connettore raccordo torcia.
Torcia con attacco diretto o centralizzato.
- Il pulsante torcia è l’unico organo di controllo da cui può essere
comandato l’inizio e l’arresto delle operazioni di taglio.
- Al cessare dell’azione sul pulsante il ciclo viene interrotto
istantaneamente in qualunque fase salvo il mantenimento
dell’aria di raffreddamento (post-aria).
- Manovre accidentali: per dare il consenso di inizio ciclo, l’azione
sul pulsante dev’essere esercitata per un tempo minimo di
qualche decimo di secondo.
- Sicurezza elettrica: la funzione del pulsante è inibita se il
portaugello isolante NON è montato sulla testa della torcia, o il suo
montaggio è scorretto.
8- Connettore cavo di massa
Pannello anteriore (Fig. D2)
1- Manopola regolazione corrente di taglio.
Permette di predisporre l'intensità di corrente di taglio fornita dalla
macchina da adottare in funzione dell'applicazione (spessore del
materiale/velocità). Rifarsi ai DATI TECNICI per il corretto rapporto
d'intermittenza lavoro-pausa da adottare in funzione della corrente
selezionata.
2- Led rosso segnalazione allarme generale:
- Quando acces o indica sovrari scaldamento di qualch e
componente del circuito di potenza, o anomalia della tensione di
alimentazione di ingresso (sovra e sottotensione). Protezione
per sovra e sottotensione di linea: blocca la macchina: la
tensione di alimentazione è fuori dal range +/- 15% rispetto al
valore di targa. ATTENZIONE: Superare il limite di tensione
sup er iore, sopra citato, danne ggerà seri am ente il
dispositivo.
- Durante questa fase è inibito il funzionamento della macchina.
- Il ripristino è automatico (spegnimento del led rosso) dopo che
una delle anomalie tra quelle sopra indicate rientra nel limite
ammesso.
3- Led giallo segnalazione presenza tensione in torcia.
- Quando acceso indica che il circuito di taglio è attivato: Arco Pilota
o Arco di Taglio "ON".
- E' normalmente spenta (circuito di taglio disattivato) con pulsante
torcia NON azionato (condizione di stand by).
- E' spenta, con pulsante torcia azionato, nelle seguenti
condizioni:
- Durante la fase di POST ARIA.
- Se l'arco pilota non viene trasferito al pezzo entro il tempo
massimo di 2 secondi.
Se l'arco di taglio s'interrompe per eccessiva distanza torciapezzo, eccessiva usura dell'elettrodo o allontanamento forzato
della torcia dal pezzo.
- Se è intervenuto un sistema di SICUREZZA.
4- Led verde segnalazione presenza tensione rete e circuiti
ausiliari alimentati.
I circuiti di controllo e servizio sono alimentati.
5- Led giallo segnalazione di mancanza fase (ove previsto).
Quando è acceso il led giallo si indica la mancanza di una fase di
alimentazione, il funzionamento è inibito e il ripristino è automatico
dopo 4 secondi dal rientro dell'anomalia.
6- Segnalazione anomalia circuito aria compressa (ove previsto).
Led GIALLO (Fig. D2-6) insieme al led ROSSO di allarme generale
(Fig.D2-2 ).
Quando è acceso indica che la pressione aria per il corretto
funzionamento della torcia è insufficiente. Durante questa fase è
inibito il funzionamento della macchina.
Il ripristino é automatico (spegnimento dei led) dopo che la
pressione è rientrata nel limite ammesso.
7- Pulsante aria (ove previsto).
Premendo questo pulsante, l’aria continua ad uscire dalla torcia per
un tempo fisso.
Tipicamente si usa:
- per raffreddare la torcia
- in fase di regolazione della pressione sul manometro.
8- Manometro.
Consente la lettura della pressione dell'aria.
Page 9
9- Connettore raccordo torcia. Allacciamento aria compressa (FIG. G).
- 9 -
Torcia con attacco diretto o centralizzato. - Predisporre una linea di distribuzione aria compressa con pressione e
- Il pulsante torcia è l’unico organo di controllo da cui può essere
comandato l’inizio e l’arresto delle operazioni di taglio.
- Al cessare dell’azione sul pulsante il ciclo viene interrotto
istantaneamente in qualunque fase salvo il mantenimento
dell’aria di raffreddamento (post-aria).
- Manovre accidentali: per dare il consenso di inizio ciclo, l’azione
sul pulsante dev’essere esercitata per un tempo minimo di
qualche decimo di secondo.
- Sicurezza elettrica: la funzione del pulsante è inibita se il
portaugello isolante NON è montato sulla testa della torcia, o il suo
montaggio è scorretto.
10- Connettore cavo di massa
5. INSTALLAZIONE
___________________________________________________________________________________
ATTENZIONE! ESEGUIRE TUTTE LE OPERAZIONI DI
INSTALLAZIONE ED ALLACCIAMENTI ELETTRICI CON IL SISTEMA
DI TAGLIO A L PLASMA RI GOROSAM ENTE SP ENTO E
SCOLLEGATO DALLA RETE DI ALIMENTAZIONE.
GLI ALLACCIAMENTI ELETTRICI DEVONO ESSERE ESEGUITI
ESCLUSIVAMENTE DA PERSONALE ESPERTO O QUALIFICATO.
___________________________________________________________________________________
ALLESTIMENTO
Disimballare la macchina, eseguire il montaggio delle parti staccate,
contenute nell'imballo.
Assemblaggio cavo di ritorno-pinza di massa (Fig. E)
MODALITÀ DI SOLLEVAMENTO DELLA MACCHINA
Tutte le macchine descritte in questo manuale devono essere sollevate
utilizzando la maniglia o la cinghia in dotazione se prevista per il modello
(montata come descritto in FIG. F).
UBICAZIONE DELLA MACCHINA
Individuare il luogo d’installazione della macchina in modo che non vi
siano ostacoli in corrispondenza della apertura d’ingresso e d’uscita
dell’aria di raffreddamento; accertarsi nel contempo che non vengano
aspirate polveri conduttive, vapori corrosivi, umidità, etc..
Mantenere almeno 250mm di spazio libero attorno alla macchina.
___________________________________________________________________________________
ATTENZIONE! Posizionare la macchina su di una superfice
piana di portata adeguata al peso per evitarne il ribaltamento o
spostamenti pericolosi.
___________________________________________________________________________________
COLLEGAMENTO ALLA RETE
- Prima di effettuare qualsiasi collegamento elettrico, verificare che i
dati di targa della sorgente di corrente corrispondano alla tensione e
frequenza di rete disponibili nel luogo d'installazione.
- La sorgente di corrente deve essere collegata esclusivamente ad un
sistema di alimentazione con conduttore di neutro collegato a terra.
- Per garantire la protezione contro il contatto indiretto usare interuttori
differenziali del tipo:
- Tipo A ( ) per macchine monofasi;
- Tipo B ( ) per macchine trifasi.
- Al fine di soddisfare i requisiti della Norma EN 61000-3-11 (Flicker) si
consiglia il collegamento della sorgente di corrente ai punti di
interfaccia della rete di alimentazione che presentano un'impedenza
minore di, vedi tabella 1 (TAB.1).
Spina e presa
- I modelli monofase con corrente assorbita inferiore o uguale a 16A
sono dotate all’origine di cavo di alimentazione con spina
normalizzata (2P+T) 16A \ 250V.
- I modelli monofase con corrente assorbita superiore a 16A e i trifasi
sono dotate di cavo di alimentazione da collegare ad una spina
normalizzata (2P+T) per i modelli monofasi e (3P+T) per i modelli
trifasi, di portata adeguata. Predisporre una presa di rete dotata di
fusibile o interruttore automatico; l'apposito terminale di terra deve
essere collegato al conduttore di terra (giallo-verde) della linea di
alimentazione.
- La tabella 1 (TAB.1) riporta i valori consigliati in ampere dei fusibili
ritardati di linea scelti in base alla max. corrente nominale erogata
dalla saldatrice, e alla tensione nominale di alimentazione.
___________________________________________________________________________________
ATTENZIONE! L'inosservanza delle regole sopraesposte
rende inefficace il sistema di sicurezza previsto dal costruttore
(classe I ) con conseguenti gravi rischi per le persone (es. shock
elettrico) e per le cose (es. incendio).
___________________________________________________________________________________
CONNESSIONI DEL CIRCUITO DI TAGLIO
___________________________________________________________________________________
ATTENZIONE! PRIMA DI ESEGUIRE I SEGUENTI
COLLEGAMENTI ACCERTARSI CHE LA SORGENTE DI CORRENTE
SIA SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
La Tabella 1 (TAB. 1) riporta i valori consigliati per il cavo di ritorno (in
2
mm ) in base alla massima corrente erogata dalla macchina.
___________________________________________________________________________________
portata minime indicate in tabella 2 (TAB. 2), nei modelli he lo
prevedono.
IMPORTANTE!
Non superare la pressione massima d’ingresso di 8 bar. Aria contenente
quantità notevoli di umidità o di olio può causare un'usura eccessiva delle
parti di consumo o danneggiare la torcia. Se esistono dubbi sulla qualità
dell’aria compressa a disposizione è consigliabile l’utilizzo di un
essicatore d’aria, da installare a monte del filtro d’ingresso. Collegare,
con una tubazione flessibile, la linea aria compressa alla macchina,
utilizzando uno dei raccordi in dotazione da montare sul filtro aria
d’ingresso, posto sul retro della macchina.
Collegamento cavo di ritorno della corrente di taglio.
Collegare il cavo di ritorno della corrente di taglio al pezzo da tagliare o al
banco metallico di sostegno osservando le seguenti precauzioni:
- Verificare che venga stabilito un buon contatto elettrico in particolare
se vengono tagliate lamiere con rivestimenti isolanti, ossidate, etc.
- Eseguire il collegamento di massa il piu' vicino possibile alla zona di
taglio.
- L'utilizzazione di strutture metalliche non facenti parte del pezzo in
lavorazione, come conduttore di ritorno della corrente di taglio, puo'
essere pericolosa per la sicurezza e dare risultati insufficienti nel
taglio.
- Non eseguire il collegamento di massa sulla parte del pezzo che deve
essere asportata.
Collegamento della torcia per taglio plasma (FIG. H) (ove previsto).
Inserire il terminale maschio della torcia nel connettore centralizzato
posto su pannello frontale della macchina, facendo combaciare la chiave
di polarizzazione. Avvitare a fondo, in senso orario, la ghiera di
bloccaggio per garantire il passaggio di aria e corrente senza perdite.
In alcuni modelli la torcia viene fornita già allaciata alla sorgente di
corrente.
IMPORTANTE!
Prima di iniziare le operazioni di taglio, verificare il corretto montaggio
delle parti di consumo ispezionando la testa della torcia come indicato
nel capitolo "MANUTENZIONE TORCIA".
6. TAGLIO AL PLASMA: DESCRIZIONE DEL PROCEDIMENTO
L’arco plasma e principio di applicazione nel taglio plasma.
Il plasma è un gas riscaldato a temperatura estremamente elevata e
ionizzato in modo da diventare elettricamente conduttore. Questo
procedimento di taglio utilizza il plasma per trasferire l'arco elettrico al
pezzo metallico che viene fuso dal calore e separato. La torcia utilizza
aria compressa proveniente da una singola alimentazione sia per il gas
plasma sia per il gas di raffreddamento e protezione.
Innesco HF
Questo tipo di innesco è tipicamente usato su modelli con correnti
superiori a 50A.
La partenza del ciclo è determinata da un arco ad alta frequenza/alta
tensione ("HF") che permette l'accensione di un arco pilota tra l'elettrodo
(polarità -) e l'ugello della torcia (polarità +). Avvicinando la torcia al
pezzo da tagliare, collegato alla polarità (+) della sorgente di corrente,
l'arco pilota viene trasferito instaurando un arco plasma tra elettrodo (-)
ed il pezzo stesso (arco di taglio). Arco pilota e HF vengono esclusi non
appena l'arco plasma si stabilisce tra elettrodo e pezzo.
Il tempo di mantenimento dell'arco pilota impostato in fabbrica è di 2s; se
il trasferimento non è effettuato entro questo tempo il ciclo viene
automaticamente bloccato salvo il mantenimento dell'aria di
raffreddamento.
Per iniziare di nuovo il ciclo è necessario rilasciare il pulsante torcia e
ripremerlo.
Innesco in corto
Questo tipo di innesco è tipicamente usato su modelli con correnti
inferiori a 50A.
La partenza del ciclo è determinata dal movimento dell'elettrodo
all'interno dell'ugello della torcia, che permette l’accensione di un arco
pilota tra l'elettrodo (polarità -) e l'ugello stesso (polarità +).
Avvicinando la torcia al pezzo da tagliare, collegato alla polarità (+) della
sorgente di corrente, l'arco pilota viene trasferito instaurando un arco
plasma tra elettrodo (-) ed il pezzo stesso (arco di taglio).
L'arco pilota viene escluso non appena l’arco plasma si stabilisce tra
elettrodo e pezzo.
Il tempo di mantenimento dell'arco pilota impostato in fabbrica è di 2s; se
il trasferimento non è effettuato entro questo tempo il ciclo viene
automaticamente bloccato salvo il mantenimento dell'aria di
raffreddamento.
Per iniziare di nuovo il ciclo è necessario rilasciare il pulsante torcia e
ripremerlo.
Operazioni preliminari.
Prima di iniziare le operazioni di taglio, verificare il corretto montaggio
delle parti di consumo ispezionando la testa della torcia come indicato
nel paragrafo "MANUTENZIONE TORCIA".
- Accendere la sorgente di corrente ed impostare la corrente di taglio
(FIG. C-1) in base allo spessore e al tipo di materiale metallico che si
intende tagliare. In TAB.3 è riportata la velocità di taglio in funzione
dello spessore per i materiali alluminio, ferro e acciaio.
- Premere e rilasciare il pulsante torcia dando luogo all’eflusso aria (³30
secondi di post-aria).
- Regolare, durante questa fase, la pressione dell’aria sino a leggere sul
manometro il valore in “bar” richiesto in base alla torcia utilizzata (TAB.
2).
- Agire sul pulsante aria e far fuoriuscire l’aria dalla torcia.
- Agire sulla manopola: tirare verso l’alto per sbloccare e ruotare per
Page 10
regolare la pressione al valore indicato sui DATI TECNICI TORCIA.
- 10 -
- Leggere il valore richiesto (bar) sul manometro; spingere la manopola
per bloccare la regolazione.
- Lasciare terminare spontaneamente l’eflusso aria per facilitare la
rimozione di eventuale condensa accumulatasi nella torcia.
Importante:
- Taglio a contatto (con ugello torcia a contatto del pezzo da tagliare): è
applicabile con corrente max di 40-50A (valori superiori di corrente
portano all’immediata distruzione di ugello-elettrodo-portaugello).
- Taglio a distanza (con distanziatore montato in torcia FIG. I): è
applicabile per correnti superiori a 35A;
- Elettrodo e ugello prolungato: è applicabile ove previsto.
Operazione di taglio (FIG. L).
- Avvicinare l'ugello della torcia al bordo del pezzo (circa 2 mm),
premere il pulsante torcia; dopo circa 1 secondo (pre-aria) si ottiene
l'innesco dell'arco pilota.
- Se la distanza è adeguata l'arco pilota si trasferisce immediatamente
al pezzo dando luogo all'arco di taglio.
- Spostare la torcia sulla superficie del pezzo lungo la linea ideale di
taglio con avanzamento regolare.
- Adeguare la velocità di taglio in base allo spessore ed alla corrente
selezionata, verificando che l'arco uscente dalla superficie inferiore
del pezzo assuma un'inclinazione di 5-10° sulla verticale in senso
opposto alla direzione dell'avanzamento.
- Un'eccessiva distanza torcia-pezzo o l'assenza del materiale (fine
taglio) causa l'immediata interruzione dell'arco.
- L'interruzione dell'arco (di taglio o pilota) è ottenuta sempre al rilascio
del pulsante torcia.
Foratura (FIG. M)
Dovendo eseguire questa operazione od effettuare partenze in centro
pezzo, innescare con la torcia inclinata e portarla con movimento
progressivo in posizione verticale.
- Questa procedura evita che ritorni d'arco o di particelle fuse rovinino il
foro dell'ugello riducendone rapidamente la funzionalità.
- Forature di pezzi aventi spessore fino al 25% del massimo previsto
nella gamma d'utilizzo possono essere eseguite direttamente.
7. MANUTENZIONE
___________________________________________________________________________________
ATTENZIONE! PRIMA DI ESEGUIRE LE OPERAZIONI DI
MANUTENZIONE, ACCERTARSI CHE IL SISTEMA DI TAGLIO AL
PLASMA SIA SPENTO E SCOLLEGATO DAL LA RETE DI
ALIMENTAZIONE.
___________________________________________________________________________________
MANUTENZIONE ORDINARIA
LE OPERAZIONI DI MANUTENZIONE ORDINARIA POSSONO
ESSERE ESEGUITE DALL’OPERATORE.
TORCIA (FIG. N)
Periodicamente, in funzione dell'intensità d'impiego o nella evenienza di
difetti di taglio, verificare lo stato d'usura delle parti della torcia
interessate dall'arco plasma.
1- Distanziatore.
Sostituire se deformato o ricoperto da scorie al punto da rendere
impossibile il corretto mantenimento della posizione della torcia
(distanza e perpendicolarità).
2- Portaugello.
Svitarlo manualmente dalla testa della torcia. Eseguire un'accurata
pulizia o sostituirlo se danneggiato (bruciature, deformazioni o
incrinature). Verificare l'integrità del settore metallico superiore
(attuatore sicurezza torcia).
3- Ugello.
Controllare l'usura del foro di passaggio dell'arco plasma e delle
superfici interne ed esterne. Se il foro risulta allargato rispetto il
diametro originale o deformato sostituire l'ugello. Se le superfici
risultano particolarmente ossidate pulirle con carta abrasiva
finissima.
4- Anello distributore aria.
Verificare che non siano presenti bruciature o incrinature oppure che
non siano ostruiti i fori di passaggio aria. Se danneggiato sostituirlo
immediatamente.
5- Elettrodo.
Sostituire l'elettrodo quando la profondità del cratere che si forma
sulla superficie emettitrice è di circa 1,5 mm (FIG. O).
6- Corpo torcia, impugnatura e cavo.
Normalmente questi componenti non necessitano di manutenzione
particolare salvo un'ispezione periodica ed una pulizia accurata da
eseguire senza utilizzare solventi di qualsiasi natura. se si riscontrano
danni all'isolamento quali fratture, incrinature e bruciature oppure
allentamento delle condutture elettriche, la torcia non puo' essere
ulteriormente utilizzata poiche' le condizioni di sicurezza non sono
soddisfatte.
in questo caso la riparazione (manutenzione straordinaria) non puo'
essere effettuata sul luogo ma delegata ad un centro di assistenza
autorizzato, in grado di effettuare le prove speciali di collaudo dopo la
riparazione.
per mantenere in efficenza torcia e cavo è necessario adottare alcune
precauzioni:
- non mettere in contatto torcia e cavo con parti calde o arroventate.
- non sottoporre il cavo a eccessivi sforzi di trazione.
- non fare transitare il cavo su spigoli vivi, taglienti o superfici abrasive.
- raccogliere il cavo in spire regolari se la sua lunghezza è eccedente il
fabbisogno.
- non transitare con alcun mezzo sopra il cavo e non calpestarlo.
Attenzione.
- Prima di eseguire qualsiasi intervento sulla torcia lasciarla raffreddare
almeno per tutto il tempo di "post-aria"
- Salvo casi particolari, è consigliabile sostituire elettrodo e ugello
contemporaneamente.
- Rispettare l'ordine di montaggio dei componenti della torcia (inverso
rispetto lo smontaggio).
- Porre attenzione che l'anello distributore venga montato nel verso
corretto.
- Rimontare il portaugello avvitandolo a fondo manualmente con
leggera forzatura.
- In nessun caso montare il portaugello senza avere preventivamente
montato elettrodo, anello distributore ed ugello.
- Evitare di tenere inutilmente acceso l’arco pilota in aria al fine di non
aumentare il consumo dell’elettrodo, del diffusore e dell’ugello.
- Non serrare l’elettrodo con eccessiva forza in quanto si rischia di
danneggiare la torcia.
- La tempestività e la corretta procedura dei controlli sulle parti di
consumo della torcia sono vitali per la sicurezza e la funzionalità del
sistema di taglio.
- Se si riscontrano danni all'isolamento quali fratture, incrinature e
bruciature oppure allentamento delle condutture elettriche, la torcia
non puo' essere ulteriormente utilizzata poiche' le condizioni di
sicurezza non sono soddisfatte. in questo caso la riparazione
(manutenzione straordinaria) non puo' essere effettuata sul luogo ma
delegata ad un centro di assistenza autorizzato, in grado di effettuare
le prove speciali di collaudo dopo la riparazione.
Filtro aria compressa
- Il filtro è provvisto di scarico automatico della condensa ogni qualvolta
viene scollegato dalla linea aria compressa.
- Ispezionare periodicamente il filtro; se si osserva presenza d'acqua
nel bicchiere può essere eseguito lo spurgo manuale spingendo verso
l'alto il raccordo di scarico.
- Se la cartuccia filtrante è par ticolarmente sporca è necessaria la
sostituzione per evitare eccessive perdite di carico.
MANUTENZIONE STRAORDINARIA
LE OPERAZIONI DI MANUTENZIONE STRAORDINARIA DEVONO
ESS ERE ESEGUI TE ESCLU SIVAME NTE DA PERSO NALE
ESPERTO O QUALIFICATO IN AMBITO ELETTRICO-MECCANICO.
___________________________________________________________________________________
ATTENZIONE! PRIMA DI RIMUOVERE I PANNELLI DELLA
MACCHINA ED ACCEDERE AL SUO INTERNO, ACCERTARSI CHE
SIA SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
Eventuali controlli eseguiti sotto tensione all'interno della
macchina possono causare shock elettrico grave originato da
contatto diretto con parti in tensione.
___________________________________________________________________________________
- Periodicamente e comunque con frequenza in funzione dell'utilizzo e
della polverosità dell'ambiente, ispezionare l'interno della macchina e
rimuovere la polvere depositatasi su trasformatore, raddrizzatore,
induttanza, resistenze mediante un getto d'aria compressa secca
(max 10 bar).
- Evitare di dirigere il getto d'aria compressa sulle schede elettroniche;
provvedere alla loro eventuale pulizia con una spazzola molto morbida
od appropriati solventi.
- Con l'occasione verificare che le connessioni elettriche siano ben
serrate ed i cablaggi non presentino danni all'isolamento.
- Verificare l’integrità e la tenuta delle tubazioni e raccordi del circuito
aria compressa.
- Al termine di dette operazioni rimontare i pannelli della macchina
serrando a fondo le viti di fissaggio.
- Evitare assolutamente di eseguire operazioni di taglio con la macchina
aperta.
8. RICERCA GUASTI
NELL'EVENTUALITA' DI FUNZIONAMENTO INSODDISFACENTE, E
PRIMA DI ESEGUIRE V ERIFICHE PIU' SISTE MATICHE O
RIVOLGERVI AL VOSTRO CENTRO ASSISTENZA CONTROLLARE
CHE:
- Non sia acceso il led giallo segnalante l'intervento della sicurezza
termica di sovra o sottotensione o di corto circuito.
- Assicurarsi di aver osservato il rapporto di intermittenza nominale; in
caso di intervento della protezione termostatica attendere il
raffreddamento naturale della macchina, verificare la funzionalità del
ventilatore.
- Controllare la tensione di linea: se il valore è troppo alto o troppo basso
la macchina rimane in blocco.
- Controllare che non vi sia un cortocircuito all'uscita della macchina: in
tal caso procedere all'eliminazione dell'inconveniente.
- I collegamenti del circuito di taglio siano effettuati correttamente,
particolarmente che la pinza del cavo di massa sia effettivamente
collegata al pezzo e senza interposizione di materiali isolanti (es.
Vernici).
DIFETTI DI TAGLIO PIU' COMUNI
Durante le operazioni di taglio possono presentarsi dei difetti di
esecuzione che non sono normalmente da attribuire ad anomalie di
funzionamento dell'impianto ma ad altri aspetti operativi quali:
a- Penetrazione insufficiente o eccessiva formazione di scoria:
- Velocità di taglio troppo elevata.
- Torcia troppo inclinata.
- Spessore pezzo eccessivo o corrente di taglio troppo bassa.
- Pressione-por tata aria compressa non adeguata.
- Elettrodo ed ugello torcia usurati.
Page 11
- Puntale portaugello inadeguato.
- 11 -
b- Mancato trasferimento dell’arco di taglio:
- Elettrodo consumato.
- Cattivo contatto del morsetto del cavo di ritorno.
c- Interruzione dell'arco di taglio:
- Velocità di taglio troppo bassa.
- Distanza torcia-pezzo eccessiva.
- Elettrodo consumato.
- Intervento di una protezione.
d- Taglio inclinato (non perpendicolare):
- Posizione torcia non corretta.
- Usura asimmetrica del foro ugello e/o montaggio non corretto
componenti torcia.
- Inadeguata pressione dell’aria.
e- Usura eccessiva di ugello ed elettrodo:
- Pressione aria troppo bassa.
- Aria contaminata (umidità-olio).
- Portaugello danneggiato.
- Eccesso d'inneschi d'arco pilota in aria.
- Velocità eccessiva con ritorno di par ticelle fuse sui componenti
torcia.
________________(F)_______________
MANUEL D’INSTRUCTIONS
AT TE NT IO N ! LI RE AT TE NTI VE ME NT L E M AN UE L
D’INSTRUCTIONS AVANT D’UTILISER LE SYSTÈME DE COUPE AU
PLASMA
SYSTÈMES DE COUPE AU PLASMA PRÉVUS POUR USAGE
PROFESSIONNEL ET INDUSTRIEL
1. CONSIGNES GÉNÉRALES DE SÉCURITÉ POUR LA COUPE À
L’ARC PLASMA
L'opérateur doit être correctement informé sur l'utilisation des
systèmes de coupe au plasma et sur les risques liés aux procédés
de soudage à l’arc et à leurs techniques ainsi que sur les mesures
de précaution et les procédures d'urgence s'y rapportant.
(Se reporter également à la "SPÉCIFICATION TECHNIQUE CIE ou
CLC/TS 62081” : INSTALLATION ET UTILISATION DES APPAREILS
DE SOUDAGE À L’ARC ET TECHNIQUES LIÉES).
- Éviter tout contact direct avec le circuit de coupe ; la tension à
vide fournie par le système de coupe au plasma peut être
dangereuse dans certaines circonstances.
- La connexion des câbles du circuit de coupe et les opérations de
contrôle et de réparation doivent être effectuées avec le système
de coupe éteint et débranché du réseau d'alimentation.
- Éteindre le système de coupe et le débrancher de la prise
secteur avant de remplacer les composants soumis à usure de la
torche.
- Effectuer l'installation électrique conformément aux normes et à
la législation pour la prévention des accidents du travail.
- Le système de coupe au plasma doit exclusivement être
connecté à un système d'alimentation avec conducteur de
neutre branché à la terre.
- Contrôler que la prise d'alimentation est correctement branchée
à la mise à la terre de protection.
- Ne pas utiliser le système de coupe au plasma dans des lieux
humides, sur des sols mouillés ou sous la pluie.
- Ne pas utiliser de câbles à l'isolation défectueuse ou aux
connexions relâchées.
- Ne pas couper sur des emballages, récipients ou tuyauteries
contenant ou ayant contenu des produits inflammables liquides
ou gazeux.
- Éviter d’intervenir sur des matériaux nettoyés avec des solvants
chlorurés ou à proximité de ce type de produit.
- Ne pas couper sur des récipients sous pression.
- Ne laisser aucun matériau inflammable à proximité du lieu de
travail (par exemple bois, papier, chiffons, etc.)
- Prévoir un renouvellement d'air adéquat des locaux ou des
appareils assurant l'élimination des fumées dégagées par la
coupe au plasma ; une évaluation systématique des limites
d’exposition aux fumées dégagées en fonction de leur
composition, de leur concentration et de la durée de l’exposition
elle-même est indispensable.
- Prévoir un isolement électrique correspondant à la buse de la
,*
torche de coupe au plasma, à la pièce en cours de traitement et
)
aux éventuelles parties métalliques se trouvant à proximité
(accessibles).
Cet isolement est généralement assuré au moyen de gants, de
chaussures et autres dispositifs prévus à cet effet et en utilisant
des plateformes ou des tapis isolants.
- Toujours protéger les yeux au moyen des verres inactiniques
spéciaux montés sur les masques ou casques.
Utiliser les vêtements de protection ignifuges prévus et éviter
d'exposer l'épiderme aux rayons ultraviolets et infrarouges
produits par l'arc ; ces mesures de protection doivent également
être étendues à toute personne se trouvant à proximité de l'arc au
moyen d'écrans ou de rideaux non réfléchissants.
- Bruit : Si, du fait d'opérations de coupe particulièrement
intensives, le niveau d’exposition quotidienne personnelle
(LEPd) est égal ou supérieur à 85db (A), l’utilisation de moyens
de protection individuelle adéquats est obligatoire.
- Les champs électromagnétiques produits par le processus de
coupe au plasma peuvent interférer avec le fonctionnement des
appareils électriques et électroniques.
Les porteurs d'appareils électriques ou électroniques médicaux
(par ex. stimulateurs cardiaques, respirateurs, etc.), doivent
consulter leur médecin traitant avant de stationner à proximité
des zones d’utilisation du système de coupe au plasma.
L’utilisation de ce système de coupe au plasma est déconseillée
aux porteurs d'appareils électriques ou électroniques médicaux.
- Ce poste de coupe au plasma est conforme à la norme technique
de produit pour u ne utilisation exclusive dans des
environnements industriels à usage professionnel.
La conformité à la compatibilité électromagnétique en milieu
domestique n'est pas garantie.
PRÉCAUTIONS SUPPLÉMENTAIRES
TOUTE OPÉRATION DE COUPE AU PLASMA EST INTERDITE :
- Dans des lieux comportant des risques accrus de choc
électrique ;
- Dans des lieux fermés ;
- En présence de matériaux inflammables ou comportant des
risques d’explosion ;
TOUTE OPÉRATION DE COUPE AU PLASMA DOIT être
soumise à l'approbation préalable d'un ”Responsable expert”
et toujours effectuée en présence d'autres personnes
formées pour intervenir en cas d'urgence.
Les moyens techniques de protection décrits aux points 5.10;
A.7; A.9. de la "SPÉCIFICATION TECHNIQUE CIE ou CLC/TS
62081” DOIVENT être adoptés.
- Toute opération de coupe comportant le maintien de la source
de courant par l’opérateur (par ex. au moyen de courroies)
DOIT être interdite.
- Les opérations de coupe avec l’opérateur en position surélevé
DOIVENT être interdites sauf en cas d’utilisation de
plateformes de sécurité.
- ATTENTION ! SÉCURITÉ DU SYSTÈME DE COUPE AU
PLASMA.
Seul le modèle de torche prévu et son association à la source
de courant indiquée dans les "INFORMATIONS TECHNIQUES"
garantissent l’efficacité des sécurités prévues par le fabricant
(système de verrouillage).
- NE PAS UTILISER des torches ou autres composants soumis à
usure non d’origine.
- NE PAS TENTER D’ACCOUPLER À LA SOURCE DE COURANT
des torches construites pour des procédés de coupe ou de
SOUDAGE non prévus dans ce manuel.
- LE NON-RESPECT DE CES INSTRUCTIONS peut entraîner des
risques GRAVES pour la sécurité de l’utilisateur et
endommager l’appareil.
RISQUES RÉSIDUELS
- RENVERSEMENT : installer la source de courant pour coupe au
plasma sur une surface horizontale d’une portée correspondant
à la masse ; dans le cas contraire (ex. sol incliné, irrégulier, etc.),
risques de renversement.
- UTILISATION INCORRECTE : il est dangereux d'utiliser le
système de coupe au plasma pour d'autres applications que
celles prévues.
2. INTRODUCTION ET DESCRIPTION GÉNÉRALE
Ces générateurs sont construits en utilisant la toute dernière technologie
d’inverseur IGBT et conçus pour la coupe manuelle de tôles métalliques
de tous types et pour la coupe de tôles perforées (dans les cas prévus).
Le réglage du courant du minimum au maximum en mode continu
permet une haute qualité de coupe avec des épaisseurs et des types de
métal différents.
Page 12

Le cycle de coupe est activé par un arc pilote pouvant, en fonction du IGBT chargés de la régulation.
- 12 -
modèle : être amorcé par le court-circuit électrode-buse ou par une
décharge haute fréquence (HF).
CARACTÉRISTIQUES PRINCIPALES
- Dispositif de contrôle tension torche, pression d’air, court-circuit
torche (dans les cas prévus).
- Protection thermostatique.
- Affichage de la pression de l’air (sur les modèles le prévoyant).
ACCESSOIRES DE SÉRIE
- Torche pour coupe plasma.
- Jeu de raccords pour raccordement air comprimé.
ACCESSOIRES SUR DEMANDE
- Jeu électrodes-buses de rechange.
- Jeu de rallonges électrodes-buses (sur les modèles le prévoyant).
3. INFORMATIONS TECHNIQUES
PLAQUE DONNÉES
Les informations principales concernant l'utilisation et les performances
du système de coupe au plasma sont résumées sur la plaquette des
caractéristiques avec la signification suivante :
1- Norme EUROPÉENNE repère pour la sécurité et la construction des
machines pour le soudage à l’arc et la coupe au plasma.
2- Symbole de la structure interne de la machine.
3- Simbole du procédé de coupe au plasma.
4- Symbole S : indique la possibilité d’effectuer des opérations de
coupe dans un environnement avec risque accru de choc électrique
(par ex. à proximité immédiate de grandes masses métalliques).
5- Symbole de la ligne d'alimentation
1~: tension alternative monophasée
3~: tension alternative triphasée
6- Degré de protection du boîtier.
7- Données caractéristiques de la ligne d'alimentation :
-U :Tension alternative et fréquence d’alimentation de la
1
machine (limites autorisées ±10%) :
-I :Courant maximal absorbé par la ligne.
1 max
-I : Courant effectif d’alimentation
1eff
8- Performances du circuit de coupe :
-U :Tension maximale à vide (circuit de coupe ouvert).
0
-I /U :Courant et tension correspondante normalisée pouvant être
2 2
distribués par la machine durant la coupe.
-X : Rapport d’intermittence : indique le temps durant lequel la
machine peut distribuer le courant correspondant (même
colonne). S'exprime en % sur la base d'un cycle de 10
minutes (par ex. 60% = minutes de travail, 4 minutes de
pause ; et ainsi de suite).
En cas de dépassement des facteurs d'utilisation (figurant
sur la plaquette et correspondant à une température
ambiante de 40°C), la protection thermique se déclenche (la
machine se place en veille tant que la température ne rentre
pas dans les limites autorisées).
-A/V-A/V : Indique la plage de régulation du courant de coupe
9- Numéro d'immatriculation pour l'identification de la machine
10- : Valeur des fusibles à commande retardée à prévoir pour la
11-Symboles se référant aux normes de sécurité dont la signification
Remarque : L'exemple de plaquette représenté indique la signification
AUTRES INFORMATIONS TECHNIQUES :
-SOURCE DE COURANT : voir tableau 1 (TAB.1).
-TORCHE : voir tableau 2 (TAB.2).
Le poids de la machine est indiqué au tableau 1 (TAB. 1).
4. DESCRIPTION DU SYSTÈME DE COUPE AU PLASMA
La machine est essentiellement composée de modules de puissance
réalisés sur circuits imprimés et optimisés pour une fiabilité extrême et un
entretien réduit.
1- Entrée ligne d'alimentation monophasée, groupe redresseur et
2- Pont de commutation à transistors (IGBT) et pilotes ; commute la
3- Transformateur haute fréquence : l'enroulement primaire est alimenté
4- Pont redresseur secondaire avec inductance de nivellement :
5- Partie électronique de contrôle et de réglage : contrôle instantanément
(minimum - maximum) à la tension d'arc correspondante.
(indispensable en cas de nécessité d'assistance technique,
demande de pièces détachées et recherche provenance du produit).
protection de la ligne
figure au chapitre 1 “Règles générales de sécurité pour le soudage à
l'arc”.
des symboles et des chiffres ; les valeurs exactes des informations
techniques du système de coupe au plasma doivent être directement
relevées sur la plaquette de la machine.
condensateurs de nivellement.
tension de ligne redressée en tension alternative haute fréquence et
procède au réglage de la puissance en fonction du courant/tension de
coupe nécessaire.
par la tension convertie par le bloc 2 ; ce dernier a pour fonction
d'adapter tension et courant aux valeurs nécessaires au procédé de
coupe et, simultanément, d'isoler galvaniquement le circuit de coupe
de la ligne d'alimentation.
commute la tension/le courant alternatif fourni par l'enroulement
secondaire en tension/courant continu à très basse ondulation.
la valeur du courant de coupe et la compare à la valeur configurée par
l'opérateur ; module les impulsions de commande des pilotes des
Fig. A
(Fig. B)
Entraîne la réponse dynamique du courant durant la coupe et contrôle
les systèmes de sécurité.
DISPOSITIFS DE CONTRÔLE, RÉGULATION ET CONNEXION
Panneau postérieur (Fig. C)
1- Interrupteur général
I (ON) Générateur prêt au fonctionnement, pas de tension sur la
torche. Générateur en pause.
O (OFF) Tous fonctionnements suspendus ; les dispositifs auxiliaires
et les voyants lumineux sont éteints.
2- Câble d'alimentation
3- Raccord air comprimé (non prévu sur la version Kompressor)
Connecter la machine à un circuit d’air comprimé d’un min. de 5 bars
et max. 8 bars (TAB. 2).
4- Réducteur de pression pour raccord air comprimé (modèles le
prévoyant).
Panneau antérieur (Fig. D1)
1- Bouton de réglage courant de coupe.
Permet de configurer l’intensité du courant de coupe fourni par la
machine en fonction de l’application (épaisseur matériau/vitesse).
Se reporter aux INFORMATIONS TECHNIQUES pour le rapport
d’intermittence travail-pause correspondant au courant sélectionné.
2- DEL jaune de signalisation alarme générale :
- Allumée, indique la surchauffe d’un composant du circuit de
puissance ou une anomalie de la tension d’alimentation en entrée
(surtension et sous-tension). Protection pour surtension et soustension de ligne : bloque la machine : la tension d'alimentation est
hors des limites de la plage +/- 15% par rapport à la valeur de
plaque. ATTENTION : Ne pas dépasser la limite de tension
sup ér ieure susmentio nn ée sous p eine d’e nd ommager
sérieusement le dispositif.
- Le fonctionnement de la machine est suspendu durant cette
phase.
- Le rétablissement est automatique (extinction de la DEL jaune)
dès disparition de l’anomalie et retour dans les limites autorisées.
3- DEL jaune de présence tension sur torche.
- Allumée, indique que le circuit de coupe est activé : Arc pilote ou
arc de coupe "ON".
- Normalement éteinte (circuit de coupe désactivé) avec le poussoir
torche NON actionné (condition de pause).
- Éteinte, avec le poussoir torche actionné, dans les conditions
suivantes :
- Durant la phase de POST AIR.
- Si l’arc pilote n’est pas transféré vers la pièce dans un délai max.
de 2 secondes.
Si l’arc de coupe s’interrompt du fait d’une distance excessive
torche-pièce, usure excessive de l’électrode ou éloignement forcé
torche-pièce.
- En cas d’intervention d’un système de SÉCURITÉ.
4- DEL verte présence tension réseau et circuits auxiliaires
alimentés.
Les circuits de contrôle et de service sont alimentés.
5- DEL rouge circuit air comprimé (sur les modèles le prévoyant).
Allumée, indique une surchauffe des enroulements du moteur
électrique à bord du compresseur d’air.
6- Manomètre.
Permet la lecture de la pression d’air.
7- Connecteur raccord torche.
Torche avec raccord direct ou centralisé.
- Le poussoir torche est le seul organe de contrôle pouvant
commander le démarrage et l’arrêt des opérations de coupe.
- En cas de relâchement de la pression exercée sur le poussoir, le
cycle s’interrompt i ns ta ntanément à tou te phase de
fonctionnement et seul l’air de refroidissement (post-air) reste
activé.
- Manœuvres accidentelles : pour donner l’autorisation de début
cycle, actionner le poussoir durant quelques dixièmes de
secondes au minimum.
- Sécurité électrique : la fonction du poussoir est suspendue si le
porte-buse isolant N’EST PAS monté – ou est monté de façon
incorrecte - sur la tête de la torche.
8- Connecteur câble de masse
Panneau antérieur (Fig. D2)
1- Bouton de réglage courant de coupe.
Permet de configurer l’intensité du courant de coupe fourni par la
machine en fonction de l’application (épaisseur matériau/vitesse).
Se reporter aux INFORMATIONS TECHNIQUES pour le rapport
d’intermittence travail-pause correspondant au courant sélectionné.
2- DEL rouge de signalisation alarme générale :
- Allumée, indique la surchauffe d’un composant du circuit de
puissance ou une anomalie de la tension d’alimentation en entrée
(surtension et sous-tension). Protection pour surtension et soustension de ligne : bloque la machine : la tension d'alimentation est
hors des limites de la plage +/-15% par rapport à la valeur de
plaque. ATTENTION : Ne pas dépasser la limite de tension
sup ér ieure susmentio nn ée sous p eine d’e nd ommager
sérieusement le dispositif.
- Le fonctionnement de la machine est suspendu durant cette
phase.
- Le rétablissement est automatique (extinction de la DEL rouge)
dès disparition de l’anomalie et retour dans les limites autorisées.
3- DEL jaune de présence tension sur torche.
- Allumée, indique que le circuit de coupe est activé : Arc pilote ou
arc de coupe "ON".
- Normalement éteinte (circuit de coupe désactivé) avec le poussoir
Page 13
torche NON actionné (condition de pause).
- 13 -
- Éteinte, avec le poussoir torche actionné, dans les conditions
suivantes :
- Durant la phase de POST AIR.
- Si l’arc pilote n’est pas transféré vers la pièce dans un délai max.
de 2 secondes.
Si l’arc de coupe s’interrompt du fait d’une distance excessive
torche-pièce, usure excessive de l’électrode ou éloignement
forcé torche-pièce.
- En cas d’intervention d’un système de SÉCURITÉ.
4- DEL verte présence tension réseau et circuits auxiliaires
alimentés.
Les circuits de contrôle et de service sont alimentés.
5- DEL jaune absence phase d'alimentation (sur les systèmes le
prévoyant).
Allumée, la DEL jaune indique le manque d’une phase
d’alimentation, le fonctionnement est suspendu et le rétablissement
est automatique 4 secondes après retour à la normale.
6- Signalisation anomalie du circuit air comprimé (sur les
modèles le prévoyant).
DEL jaune (Fig. D2-6) ainsi que la DEL rouge d’alarme générale
(figure Fig.D2-2).
Allumée, indique que la pression d’air ne suffit pas à assurer un
fonctionnement correct de la torche. Le fonctionnement de la
machine est suspendu durant cette phase.
Le rétablissement est automatique (extinction de la DEL jaune) dès
que la pression est rentrée dans les limites autorisées.
7- Poussoir d’air (sur les modèles le prévoyant).
Avec ce poussoir, l’air continue à sortir de la torche durant un temps
fixe.
Généralement utilisé comme suit :
- pour le refroidissement de la torche
- en phase de réglage de la pression sur le manomètre.
8- Manomètre.
Permet la lecture de la pression d’air.
9- Connecteur raccord torche.
Torche avec raccord direct ou centralisé.
- Le poussoir torche est le seul organe de contrôle pouvant
commander le démarrage et l’arrêt des opérations de coupe.
- En cas de relâchement de la pression exercée sur le poussoir, le
cycle s’interrompt i ns ta ntanément à tou te phase de
fonctionnement et seul l’air de refroidissement (post-air) reste
activé.
- Manœuvres accidentelles : pour donner l’autorisation de début
cycle, actionner le poussoir durant quelques dixièmes de
secondes minimum.
- Sécurité électrique : la fonction du poussoir est suspendue si le
porte-buse isolant N’EST PAS monté – ou est monté de façon
incorrecte - sur la tête de la torche.
10- Connecteur câble de masse
5. INSTALLATION
___________________________________________________________________________________
ATTENTION ! EFFECTUER TOUTES LES OPÉRATIONS
D'INSTALLATION ET DE RACCORDEMENTS ÉLECTRIQUES AVEC
LE SYSTÈME DE COUPE AU PLASMA ÉTEINT ET DÉBRANCHÉ DU
RÉSEAU D’ALIMENTATION.
L ES R A CC O RD E M EN TS É LE C T RI QU E S D O I VE NT
EXCLUSIVEMENT ÊTRE EFFECTUÉS PAR UN PERSONNEL
EXPERT ET QUALIFIÉ.
___________________________________________________________________________________
INSTALLATION
Déballer la machine et procéder au montage des différentes parties
contenues dans l'emballage.
Assemblage câble de retour-pince de masse (Fig. E)
MODE DE SOULÈVEMENT DE LA MACHINE
Toutes les machines décrites dans ce manuel doivent être soulevées par
leur poignée ou par la courroie fournie (si prévue – montée comme
représenté à la FIG. F).
EMPLACEMENT DE LA MACHINE
Choisir pour la machine un lieu d’installation dépourvu d'obstacles à
hauteur des ouvertures d'entrée ou de sortie de l'air de refroidissement ;
contrôler qu’aucune poussière conductrice, vapeur corrosive, humidité,
etc., ne risquent d’être aspirées.
Laisser un espace libre min. de 250mm autour de la machine.
_____________________ _________________________________ _____________________________
ATTENTION ! Positionner la machine sur une surface plane
d’une portée correspondant au poids de la machine pour éviter tout
renversement ou déplacement dangereux.
___________________________________________________________________________________
CONNEXION AU RÉSEAU
- Avant de procéder à tout raccordement électrique, contrôler que les
données de la plaque de la source de courant correspondent à la
tension et à la fréquence secteur du lieu d'installation.
- La source de courant doit exclusivement être connectée à un système
d'alimentation avec conducteur de neutre branché à la terre.
- Pour garantir la protection contre les contacts indirects. utiliser des
interrupteurs différentiels du type suivant :
- Type A ( ) pour machines monophasées ;
- Type B ( ) pour machines triphasées.
- En vue de répondre aux exigences de la norme EN 61000-3-11
(Flicker), il est conseillé de connecter la source de courant aux points
d’interface du réseau d’alimentation présentant l’impédance la plus
faible, voir tableau 1 (TAB.1).
Fiche et prise
- Les modèles monophasés avec courant absorbé inférieur ou égal à
16A sont équipés de série d’un câble d’alimentation avec fiche
normalisée (2P+T) 16A \250V.
- Les modèles monophasés avec courant absorbé supérieur à 16A et
les modèles triphasés sont équipés d’un câble d’alimentation devant
être branché à une fiche normalisée (2P+T) pour les modèles
monophasés et (3P+T) pour les modèles triphasés, de portée
adéquate. Prévoir une prise secteur équipée d'un fusible ou d’un
interrupteur automatique ; le terminal de terre doit être connecté au
conducteur de terre (jaune-vert) de la ligne d’alimentation.
- Le tableau 1 (TAB.1) indique les valeurs en ampères conseillées pour
les fusibles à commande retardée de ligne en fonction du courant
nominal max. distribué par la machine et à la tension nominale
d’alimentation.
___________________________________________________________________________________
ATTENTION ! La non-observation des règles énoncées plus
haut annule le système de sécurité prévu par le fabricant (classe I)
et comporte des risques graves de blessures (ex. choc électrique)
et de dommages matériels (ex. incendie).
___________________________________________________________________________________
CONNEXION DU CIRCUIT DE COUPE
___________________________________________________________________________________
ATTENTION ! AVANT DE PROCÉDER AUX CONNEXION
SUIVANTES, S’ASSURER QUE LA SOURCE DE COURANT EST
ÉTEINTE ET DÉBRANCHÉE DU RÉSEAU D’ALIMENTATION.
Le tableau 1 (TAB. 1) indique les valeurs conseillées pour le câble de
retour (en mm2) en fonction du courant max. distribué par la machine.
___________________________________________________________________________________
Raccordement air comprimé (FIG. G).
- Prévoir une ligne de distribution d’air comprimé avec la pression et le
débit min. indiqués dans le tableau 2 (TAB. 2), sur les modèles le
prévoyant.
IMPORTANT !
Ne pas dépasser la pression max. d’entrée de 8 bars. De l’air contenant
une quantité importante d’humidité ou d’huile peut entraîner une usure
excessive des parties de consommation ou endommager la torche. En
cas de doutes sur la qualité de l’air comprimé à disposition, il est
conseillé d’installer un sécheur d’air en amont du filtre d’entrée. Au
moyen d’une conduite flexible, connecter la ligne d’air comprimé à la
machine en montant l’un des raccords fournis sur le filtre de l’air en
entrée à l’arrière de la machine.
Connexion câble de retour du courant de coupe.
Connecter le câble de retour du courant de coupe à la pièce à souder ou
au banc métallique de support en observant les précautions suivantes :
- Vérifier qu’un contact électrique est établi, en par ticulier en cas de
coupe de tôles à revêtement isolant, oxydées, etc.
- Effectuer le branchement à la masse le plus près possible de la zone
de coupe.
- L'utilisation de structures métalliques ne faisant pas partie de la pièce
en cours de traitement comme conducteur de retour du courant de
coupe peut être dangereuse et compromettre les résultats de coupe.
- Ne pas effectuer de branchement à la masse sur la partie de la pièce
devant être éliminée.
Connexion de la torche pour coupe plasma (FIG. H) (sur les
modèles le prévoyant).
Introduire l’extrémité mâle de la torche dans le connecteur centralisé du
panneau frontal de la machine en faisant correspondre la clé de
polarisation. Serrer à fond dans le sens des aiguilles d’une montre le
collier de fixation pour garantir le passage de l’air et du courant sans
pertes.
Sur certains modèles, la torche est fournie déjà raccordée à la source de
courant.
IMPORTANT !
Avant de débuter les opérations de coupe, vérifier que le montage des
parties soumises à usure est correct et inspecter la tête de la torche
comme indiqué au chapitre "ENTRETIEN TORCHE".
6. COUPE AU PLASMA : DESCRIPTION DU PROCÉDÉ
Arc au plasma et principe d’application pour la coupe au plasma.
Le plasma est un gaz chauffé à une température très élevée et ionisé de
façon à devenir conducteur électrique. Ce procédé de coupe utilise le
plasma pour transférer l’arc électrique à la pièce métallique qui est
fondue par la chaleur et séparée. La torche utilise de l’air comprimé
provenant d’une alimentation unique pour le gaz plasma et pour le gaz de
refroidissement et de protection.
Amorçage HF
Ce type d’amorçage est généralement utilisé sur les modèles avec un
courant supérieur à 50A.
Le départ du cycle est déclenché par un arc haute fréquence/haute
tension ("HF") permettant l’amorçage d’un arc pilote entre l’électrode
(polarité -) et la buse de la torche (polarité +). En approchant la torche à la
pièce à couper, connectée à la polarité (+) de la source de courant, l’arc
pilote est transféré et instaure un arc plasma entre l’électrode (-) et la
pièce (arc de coupe). Arc pilote et HF sont exclus dès que l’arc plasma se
stabilise entre l’électrode et la pièce.
Page 14
Le temps de maintien de l’arc pilote configuré en usine est de 2s ; si le
- 14 -
transfert n’est pas effectué avant la fin de ce délai, le cycle est
automatiquement bloqué tandis que l’air de refroidissement reste activé.
Pour reprendre le cycle, relâcher le poussoir torche et l’enfoncer à
nouveau.
Amorçage en court-circuit
Ce type d’amorçage est généralement utilisé sur les modèles avec un
courant supérieur à 50A.
Le départ du cycle est déclenché par le mouvement de l’électrode à
l’intérieur de la buse de la torche, qui permet l’amorçage d’un arc pilote
entre l’électrode (polarité -) et la buse (polarité +).
En approchant la torche de la pièce à couper, connectée à la polarité (+)
de la source de courant, l’arc pilote est transféré et instaure un arc
plasma entre l’électrode (-) et la pièce (arc de coupe).
L’arc pilote est exclus dès que l’arc plasma se stabilise entre l’électrode et
la pièce.
Le temps de maintien de l’arc pilote configuré en usine est de 2s ; si le
transfert n’est pas effectué avant la fin de ce délai, le cycle est
automatiquement bloqué tandis que l’air de refroidissement reste activé.
Pour reprendre le cycle, relâcher le poussoir torche et l’enfoncer à
nouveau.
Opérations préalables
Avant de débuter les opérations de coupe, vérifier que le montage des
parties soumises à usure est correct et inspecter la tête de la torche
comme indiqué au chapitre "ENTRETIEN TORCHE".
- Allumer la source de courant et configurer le courant de coupe (FIG.
C-1) en fonction de l’épaisseur et du type de matériau métallique
devant être coupé. Le TAB.3 indique la vitesse de coupe en fonction de
l’épaisseur pour les matériaux aluminium, le fer et l’acier.
- Enfoncer et relâcher le poussoir torche pour déclencher la sortie de
l’air (³30 secondes de post-air).
- Durant cette phase, réguler la pression de l’air jusqu’à affichage sur le
manomètre de la valeur en bars requise selon la torche utilisée (TAB.
2).
- Actionner le poussoir d’air et faire sortir l’air de la torche.
- Actionner le bouton : la tirer vers le haut pour la débloquer et la tourner
pour réguler la pression à la valeur indiquée dans les
INFORMATIONS TECHNIQUES TORCHE.
- Lire la valeur requise (bars) sur le manomètre ; pousser le bouton pour
bloquer le réglage.
- Laisser la sor tie d’air se terminer spontanément pour faciliter
l’élimination de la condensation accumulée à l’intérieur de la torche.
Important :
- Coupe par contact (avec buse torche en contact avec la pièce à
couper) : convient à un courant max. de 40-50A (des valeurs
supérieures de courant entraînent l’endommagement irrémédiable et
immédiat de la buse, de l’électrode et du porte-buse).
- Coupe à distance (avec montage d’un écarteur sur la torche FIG. I) :
convient à des courants supérieurs à 35A ;
- Rallonge électrode et buse : sur les modèles le prévoyant.
Opération de coupe (FIG. L).
- Approcher la buse de la torche du bord de la pièce (env. 2 mm),
enfoncer le poussoir torche ; après un délai d’environ une seconde
(pré-air), l’arc pilote s’amorce.
- Si la distance est correcte, l’arc pilote se transfère immédiatement
vers la pièce et amorce l’arc de coupe.
- Déplacer la torche sur la surface de la pièce le long de la ligne idéale
de coupe en progressant régulièrement.
- Adapter la vitesse de coupe à l’épaisseur et au courant sélectionné et
vérifier que l’arc sortant de la surface inférieure de la pièce est incliné
à 5-10° à la verticale en direction opposée à l’avancement.
- Une distance excessive entre la torche et la pièce ou l’absence de
matériau (fin de coupe) entraîne l’interruption immédiate de l’arc.
- L'interruption de l’arc (de coupe ou pilote) est toujours entraînée par le
relâchement du poussoir torche.
Perçage (FIG. M)
Pour percer ou procéder au départ au centre de la pièce, amorcer avec la
torche inclinée et la porter progressivement en position verticale.
- Cette procédure évite que des retours d’arc ou de particules en fusion
n’endommagent l’orifice de la buse et compromettent son
fonctionnement.
- Les perçages de pièces d’une épaisseur max. de 25% prévue dans la
gamme d’utilisation peuvent être effectués directement.
7. ENTRETIEN
___________________________________________________________________________________
ATTENTION ! AVANT DE PROCÉDER AUX OPÉRATIONS
D'ENTRETIEN, CONTRÔLER QUE LE POSTE DE COUPE AU
PL ASMA EST É TEIN T ET D ÉBRA NCHÉ D U RÉ SEAU
D'ALIMENTATION.
___________________________________________________________________________________
ENTRETIEN DE ROUTINE
LES OPÉRATIONS D’ENTRETIEN DE ROUTINE PEUVENT ÊTRE
EFFECTUÉES PAR L'OPÉRATEUR.
TORCHE (FIG. N)
En fonction de l’intensité d’utilisation ou en cas de défauts de coupe,
vérifier périodiquement l’état d’usure des parties de la torche
intéressées par l’arc plasma.
1- Distanceur.
Le remplacer en cas de déformation ou de dépôt de laitier rendant
impossible le maintien de la position de la torche (distance et aspect
perpendiculaire).
2- Porte-buse.
Le dévisser manuellement de la tête de la torche. Effectuer un
nettoyage approfondi ou le remplacer en cas d’endommagement
(brûlures, déformations ou fissures). Vérifier l’état du secteur
métallique supérieur (actionneur sécurité torche).
3- Buse.
Contrôler l’usure de l’orifice de passage de l’arc plasma et des
surfaces internes et externes. Si l’orifice s’est élargi ou déformé,
remplacer la buse. Si les surfaces sont particulièrement oxydées, les
nettoyer avec du papier abrasif très fin.
4- Anneau de distribution d’air.
Vérifier l’absence de brûlures ou de fissures et que les orifices de
passage de l’air ne sont pas obstrués. En cas d’endommagement, le
remplacer immédiatement.
5- Électrode.
Remplacer l’électrode si la profondeur du cratère formé sur la surface
d’émission est d’environ 1,5 mm (FIG. O).
6- Corps torche, poignée et câble.
Généralement, ces composants n’exigent aucun entretien particulier
en-dehors d’une inspection périodique et d’un nettoyage approfondi
(sans aucun type de solvant). En cas d’endommagement de
l’isolement comme fractures, fissures et brûlures ou de relâchement
des canalisations électriques, la torche ne doit plus être utilisée car les
conditions de sécurité ne sont plus garanties.
Dans ce cas, la réparation (entretien correctif) ne peut être effectuée
sur place mais doit être confiée à un centre d’assistance autorisé qui
effectuera des essais de fonctionnement spéciaux après la
réparation.
pour garantir l’efficacité de la torche et du câble, certains précautions
sont nécessaires :
- ne pas mettre la torche et le câble en contact avec des parties à
haute température.
- ne pas soumettre le câble à des efforts de traction excessifs.
- ne pas faire passer le câble sur des angles aigus, coupants ou sur
des surfaces abrasives.
- disposer le câble en spires régulières si sa longueur est supérieure à
celle nécessaire.
- ne pas rouler sur le câble ni le piétiner.
Attention.
- Avant toute intervention sur la torche, la laisser refroidir au minimum
durant le temps de "post-air" prévu.
- Sauf exception, il est conseillé de remplacer simultanément l’électrode
et la buse.
- Respecter l’ordre de montage des composants de la torche (en sens
inverse au démontage).
- S’assurer que la bague de distribution est montée correctement.
- Remonter le porte-buse en le vissant manuellement à fond en serrant
légèrement.
- Ne jamais monter le porte-buse sans avoir monté au préalable
l’électrode, la bague de distribution et la buse.
- Éviter de tenir l’arc pilote en l’air sans nécessité afin de ne pas
accélérer la consommation de l’électrode, du diffuseur et de la buse.
- N e pa s se rrer ex ces sive ment l’é lect rod e so us p ein e
d’endommagement de la torche.
- Des contrôles corrects et ponctuels des parties de la torche soumises
à usure sont essentiels en vue de la sécurité et du bon fonctionnement
du système de coupe.
- En cas d’endommagement de l’isolement comme fractures, fissures et
brûlures ou de relâchement des canalisations électriques, la torche ne
doit plus être utilisée car les conditions de sécurité ne sont plus
garanties. Dans ce cas, la réparation (entretien correctif) ne peut être
effectuée sur place mais doit être confiée à un centre d’assistance
autorisé qui effectuera des essais de fonctionnement spéciaux après
la réparation.
Filtre air comprimé
- Le filtre est équipé d’une évacuation automatique de la condensation à
chaque déconnexion de la ligne d’air comprimé.
- Inspecter périodiquement le filtre, en cas d’eau dans le godet, effectuer
une purge manuelle en poussant le raccord d’évacuation vers le haut.
- Si la cartouche filtrante est particulièrement encrassée, la remplacer
pour éviter toute perte de charge excessive.
ENTRETIEN CORRECTIF
LES OPÉRATIONS D' EN TRETIEN CORR EC TIF DOI VE NT
EXCLUSIVEMENT ÊTRE EFFECTUÉES PAR UN PERSONNEL
EXPERT ET QUALIFIÉ DANS LE SECTEUR ÉLECTRIQUE ET
MÉCANIQUE.
___________________________________________________________________________________
ATTENTION ! AVANT DE RETIRER LES PANNEAUX DE LA
MACHINE ET D'ACCÉDER À L'INTÉRIEUR DE CETTE DERNIÈRE,
CONTRÔLER QU’ELLE EST ÉTEINTE ET DÉBRANCHÉE DU
RÉSEAU D'ALIMENTATION.
Tout contrôle effectué sous tension à l'intérieur de la machine
risque d'entraîner des chocs électriques graves dus à un contact
direct avec les parties sous tension.
---------------------------------------------------------------------------------------------
- Procéder à des inspections périodiques, dont la fréquence sera
fonction du type d'utilisation et du degré de poussière ambiant,
inspecter l'intérieur de la machine et éliminer les poussières déposées
sur le transformateur, le redresseur, l’inductance et les résistances au
moyen d'un jet d'air comprimé sec (max. 10 bars).
- Éviter de diriger le jet d'air comprimé sur les cartes électroniques ; si
nécessaire, les nettoyer au moyen d'une brosse très douce ou de
solvants spécifiquement prévus.
- Vérifier également que les connexions électriques sont serrées et que
l’isolement des câbles n’est pas endommagé.
Page 15
- Vérifier l’état et l’étanchéité des conduites et raccords du circuit d’air
- 15 -
comprimé.
- Après avoir effectué ces opérations, remonter les panneaux de la
machine et serrer à fond les vis de fixation.
- Éviter rigoureusement d’effectuer des opérations de coupe avec la
machine ouverte.
8. DÉTECTION DES PANNES
EN CAS DE FONCTIONNEMENT INCORRECT, ET AVANT DE
PROCÉDER À TOUT CONTRÔLE SYSTÉMATIQUE OU DE
S'ADRESSER AU CENTRE D'ASSISTANCE, CONTRÔLER LES
POINTS SUIVANTS :
- La DEL jaune signalant l’intervention de la protection thermique pour
sous-tension, surtension ou court-circuit n’est pas allumée.
- S’assurer d’avoir respecté le rapport d’intermittence nominal ; en cas
d’i ntervention dela protection ther mosta tique, atte ndre le
refroidissement de la machine et vérifier le fonctionnement du
ventilateur.
- Contrôler la tension de ligne : si la valeur est trop basse ou trop élevée,
la machine se bloque.
- Contrôler qu’aucun court-circuit ne s’est produit en sortie de la
machine : dans ce cas, résoudre le problème.
- Les connexions du circuit de coupe sont correctes et la pince du câble
de masse est connectée à la pièce sans interposition de matériau
isolant (ex. peintures).
DÉFAUTS DE COUPE LES PLUS COURANTS
Durant les opérations de coupe, des défauts d’exécution peuvent se
présenter et sont généralement entraînés par des anomalies de
fonctionnement de l’installation ou par les problèmes suivants :
a- Pénétration insuffisante ou formation de laitier excessive :
- Vitesse de coupe trop élevée.
- Torche trop inclinée.
- Épaisseur excessive de la pièce ou courant de coupe trop bas.
- Pression-débit d’air comprimé incorrecte.
- Électrode et buse torche usées.
- Pointe porte-buse non adaptée.
b- Absence de transfert de l’arc de coupe :
- Électrode usée.
- Mauvais contact de la borne du câble de retour.
c- Interruption de l’arc de coupe :
- Vitesse de coupe trop basse.
- Distance excessive torche-pièce.
- Électrode usée.
- Intervention d’une protection.
d- Coupe inclinée (non perpendiculaire) :
- Position torche incorrecte.
- Usure asymétrique de l’orifice buse et/ou montage incorrect
composants torche.
- Pression d’air incorrecte.
e- Usure excessive de la buse et de l’électrode :
- Pression d’air insuffisante.
- Air contaminé (humidité-huile).
- Porte-buse endommagé.
- Excès d’amorçage arc pilote en l’air.
- Vitesse excessive avec retour de particules en fusion sur les
composants torche.
_______________(D)______________
BETRIEBSANLEITUNG
ACHTUNG! VOR DEM GEBRAUCH DER PLASMASCHNEIDANLAGE
IST DAS BETRIEBSHANDBUCH SORGFÄLTIG DURCHZULESEN!
PLASMASCHNEIDEANLAGEN FÜR DEN GEWERBLICHEN UND
INDUSTRIELLEN GEBRAUCH
1.ALLG EM EINE SI CH ERHE IT SVORSCHRIF TE N F ÜR DAS
PLASMALICHTBOGENSCHNEIDEN
D er B e di e n er m us s i m s i ch er en G e br au ch d er
Plasmaschneideanlagen hinreichend unterwiesen sein. Er muss
ü b e r d i e R i s i k e n i n V e r b i n d u n g m i t d e n
Lichtbogenschweißverfahren und verwandten Techniken, über die
Schutzvorkehrungen und das Verhalten im Notfall unterwiesen
sein.
(siehe auch die "TECHNISCHE SPEZIFIKATION IEC oder CLC/TS
6 2 08 1 ”: I N S T AL L AT I O N U N D G E B R AU C H V ON
LI CHT BOGE NSC HWEI SSAN LAG EN U ND VER WA NDTE N
TECHNIKEN).
- Vermeiden Sie den direkten Kontakt mit dem Schneidstromkreis.
Di e vo n de r Pl asm asc hne ide anla ge b ere itg este llt e
Lee rlaufsp annun g kann unter bestimm ten Um ständen
gefährlich sein.
- Der Kabel des Schneidstromkreises dürfen nur angeschlossen,
Prüfungen und Reparaturen nur ausgeführt werden, wenn die
Schneideanlage ausgeschaltet und vom Versorgungsnetz
genommen ist.
- Bevor Verschleißteile des Brenners ausgetauscht werden, muss
di e Pl asm asch nei dean lag e au sges cha lte t un d vom
Versorgungsnetz genommen werden.
- Die Elektroanlage ist im Einklang mit den einschlägigen
Vorschriften und Unfallverhütungsbestimmungen auszuführen.
- Die Plasmaschneide anlage darf ausschließ lich an ein
Versorgungssystem mit geerdetem Nullleiter angeschlossen
werden.
- Stellen Sie sicher, dass die Strombuchse korrekt mit Schutzerde
verbunden ist.
- Die Plasmaschneideanlage darf weder in feuchter oder nasser
Umgebung, noch im Regen benutzt werden.
- Keine Kabel mit abgenutzter Isolierung oder gelockerten
Verbindungen benutzen.
- Nicht auf Containern, Gefäßen oder Rohrleitungen schneiden,
die entflammbare Flüssigkeiten oder Gase enthalten oder
enthalten haben.
- Arbeiten Sie nicht auf Werkstoffen, die mit chlorier ten
Lösungsmitteln gereinigt worden sind. Arbeiten Sie auch nicht in
der Nähe dieser Lösungsmittel.
- Nicht an Behältern schneiden, die unter Druck stehen.
- Entfernen Sie alle entflammbaren Stoffe (z. B. Holz, Papier,
Stofffetzen).
- Sorgen Sie für ausreichenden Luftaustausch oder geeignete
Hilfsmittel zur Abführung der beim Plasmaschnitt frei
werdenden Rauchgase. Es ist systematisch zu untersuchen,
welche Expositionsgrenzwerte für die Zusammensetzung,
Konzentration und Dauer der beim Schneiden frei werdenden
Rauchgase gelten.
- Sorgen Sie für eine sachgerechte elektrische Isolierung der
,*
Schneidbrennerdüse, des Werkstücks sowie nahegelegener
(und zugänglicher) geerdeter Metallteile.
Dazu reicht es im Normalfall aus, zweckentsprechende
Handschuhe, Schuhwerk, Kopfbedeckung und Kleidung zu
tragen, sowie Trittbretter und Isoliermatten zu benutzen.
- Schützen Sie stets die Augen mit Blendglas, das an Masken oder
Helmen angebracht ist.
Verwenden Sie sachgerechte feuerhemmende Schutzkleidung
und vermeiden Sie es, die Haut der vom Lichtbogen
ausgehenden UV- und IR-Strahlung auszusetzen; Schützen
müssen sich mit Schirmen und nicht reflekt ierenden
Schutzvorhängen auch Dritte, die sich in der Nähe des
Lichtbogens aufhalten.
- Geräuschemission: Wenn aufgrund von besonders intensiven
Schneidearbeiten ein Tageslärmexpositionspegel (LEPd) von 85
db(A) oder mehr erreicht wird, ist das Tragen persönlicher
Schutzausrüstung Pflicht.
)
- Die beim Plasmaschneidprozess erzeugten Magnetfelder
können elektrische und elektronische Geräte stören.
Träger von lebenserhaltenden elektrischen oder elektronischen
Geräten (Herzschrittmacher, Atemhilfen o. a.) müssen ihren Arzt
befragen, bevor sie sich in der Nähe solcher Bereiche aufhalten,
in denen mit dieser Plasmaschneideanlage gearbeitet wird.
Trägern von le benser ha ltend en elek tr ische n oder
el ekt ronis chen G eräten wird vom G ebr auc h di eser
Plasmaschneideanlage abgeraten.
- Diese Plasmaschneideanlage genügt den Anforderungen der
technischen Produktstandards für den ausschließlichen
Gebrauch im industriellen Umfeld und zu gewerblichen
Zwecken.
Die elektromagnetische Verträglichkeit für den Haushalt wird
nicht garantiert.
ZUSÄTZLICHE SICHERHEITSVORKEHRUNGEN
BEI PLASMASCHNEIDEARBEITEN:
- in Umgebungen mit erhöhter Stromschlaggefahr;
- in beengten Räumen;
- dort, wo entflammbare oder explosionsgefährliche Stoffe
vorkommen;
MUSS ein “verantwortlicher Fachmann” eine Abwägung der
Umstände vornehmen. Diese Arbeiten dürfen nur in
Anwesenheit weiterer Personen durchgeführt werden, die für
ein Eingreifen im Notfall geschult sind.
MÜSSEN die technischen Schutzausrüstungen benutzt
werden, die in 5.10; A.7; A.9. der "TECHNIS CHEN
SPEZIFIKATION IEC oder CLC/TS 62081” genannt sind.
- MÜSSEN die Schneidearbeiten untersagt werden, wenn die
Page 16
Stromquelle vom Bediener getragen wird (z. B. an Riemen).
- 16 -
- MÜSSEN die Schneidearbeiten untersagt werden, wenn der
Bediener über Bodenniveau tätig wird, es sei denn, er benutzt
eine Sicherheitsbühne.
- ACHTUNG! SICHERHEIT DER PLASMASCHNEIDEANLAGE.
Nur das vorgesehene Brennermodell und die Verbindung mit
der Stromquelle, wie in den "TECHNISCHEN DATEN" genannt,
garantiert, dass die herstellerseits vorgesehenen Sicherungen
wirksam sind (Verriegelungssystem).
- ES DÜRFEN KEINE Brenner und zugehörigen Verbrauchsteile
anderer Herkunft benutzt werden.
- VERSUCHEN SIE NICHT, Brenner MIT DER STROMQUELLE ZU
KOPPELN, die für andere als die in dieser Anleitung
vorgesehenen SCHNEID- UND SCHWEISSVERFAHREN
hergestellt worden sind.
- D IE M IS SA CH TU NG D IE S ER R EG EL N ka nn z u
SCHWERWIEGENDEN Gefahren für die physische Sicherheit
des Benutzers führen.
RESTRISIKEN
- UMKIPPEN: Stellen Sie die Stromquelle für den Plasmaschnitt
auf einer waagerechten Fläche ab, die dem Gewicht angemessen
ist; andernfalls (z. B. bei abfallenden oder holprigen Böden)
besteht Kippgefahr.
- UNSACHGEMÄSSER GEBRAUCH: Der Gebrauch der
Plasmaschneideanlage für andere als die vorgesehenen
Arbeiten ist gefährlich.
2. EINFÜHRUNG UND ALLGEMEINE BESCHREIBUNG
Diese Stromquellen werden mit der neuesten Invertertechnik und
Bipolartransistoren mit isolierter Gateelektrode (IGBT) hergestellt. Sie
sind zum manuellen Trennen aller Arten von Metallblechen und zum
Trennen gegitterter Lochbleche vorgesehen (falls entsprechend
ausgerüstet).
Die stufenlose Stromregelung im Bereich zwischen dem Mindest- und
dem Höchstwer t gewährleistet eine hohe Schnittqualität bei
Veränderungen der Materialstärke und der Metallart.
Der Schneidvorgang wird von einem Pilotbogen eingeleitet, der je nach
Modell durch den Kurzschluss zwischen Elektrode und Düse oder durch
eine Hochfrequenzentladung (HF) gezündet wird.
HAUPTEIGENSCHAFTEN
- Kontrolleinrichtung für Brennerspannung, Druckluft,
Brennerkurzschluss (falls vorhanden).
- Thermostatischer Schutz.
- Druckluftanzeige (falls vorhanden).
SERIENMÄSSIGES ZUBEHÖR
- Plasmaschneidbrenner.
- Satz Verbindungsstücke für den Druckluftanschluss.
SONDERZUBEHÖR
- Satz Austauschelektroden / -düsen.
- Satz Elektroden / Düsen mit Überlänge (bei entsprechender
Ausrüstung).
3. TECHNISCHE DATEN
KENNDATENSCHILD
Die wichtigsten Daten zum Gebrauch und zu den Leistungen der
Plasmaschneideanlage sind auf dem Typenschild mit der folgenden
Bedeutung zusammengefasst.
1 - Einschlägige EUROPÄISCHE Norm zur Sicherheit und zur Bauart
von Maschinen für das Lichtbogenschweißen und den
Plasmaschnitt.
2 - Symbol für den inneren Aufbau der Maschine.
3 - Symbol für das Plasmaschneidverfahren.
4 - Symbol S: Es bedeutet, dass Schneidarbeiten in Umgebungen mit
erhöhter Stromschlaggefahr ausgeführt werden können (etwa in
nächster Nähe zu großen Metallmassen).
5 - Symbol der Versorgungsleitung:
1~: Einphasige Wechselspannung
3~: Dreiphasige Wechselspannung
6 - Schutzart der Hülle.
7 - Kenndaten der Versorgungsleitung:
- U : Wechselspannung und Versorgungsfrequenz der Maschine
1
(zulässige Grenzwerte ±10%):
- I :Maximale Stromaufnahme von der Leitung.
1 max
- I : Tatsächlicher Betriebsstrom
1eff
8 - Leistungsmerkmale des Schneidstromkreises:
- U : Maximale Leerlaufspannung (Schneidstromkreis
0
geöffnet).
- I /U : Normalisierter Strom und die zugehörige Spannung, die
2 2
von der Maschi ne während des Schneidvorgangs
bereitgestellt werden können.
- X : Einschaltdauer: Für diese Dauer kann die Maschine den
zugehörigen Strom bereitstellen (gleiche Spalte). Sie wird
auf der Grundlage eines zehnminütigen Zyklus in %
angegeben (Bsp: 60% = 6 Minuten Arbeit, 4 Minuten Pause
usw.).
Ein Überschreiten der Betriebsfaktoren (laut Typenschild,
bezogen auf 40°C Umgebungstemperatur) hat die
Auslösung der thermischen Absicherung zur Folge (die
Maschine bleibt solange im Stand-by, bis die Temperatur
Abb. A
wieder im zulässigen Bereich liegt).
- A/V-A/V: Angegeben ist hier der Stellbereich des Schneidstroms
(Mi n d e st - / H öc h s ts t r o m) b e i d e r zug e h ör i ge n
9 - Seriennummer für die Identifizierung der Maschine (unbedingt
10 - :Wert der trägen Schmelzsicherungen, die zum Schutz der
11-Symbole mit Bezug auf Sicherheitsvorschriften, deren Bedeutung
Anmerkung: Das dargestellte Typenschild gibt die Bedeutung der
Symbole und Ziffern unverbindlich wieder. Die genauen Werte aus den
technischen Daten Ihrer eigenen Plasmaschneideanlage müssen
unmittelbar vom Typenschild der Maschine abgelesen werden.
SONSTIGE TECHNISCHE DATEN:
- STROMQUELLE: siehe Tabelle 1 (TAB. 1)
- BRENNER: siehe Tabelle 2 (TAB. 2)
Das Maschinengewicht ist in Tabelle 1 angegeben (TAB. 1).
4. BESCHREIBUNG DER PLASMASCHNEIDEANLAGE
Die Maschine besteht im Wesentlichen aus Leistungsmodulen auf
gedruckten Schaltungen, die im Hinblick auf größtmögliche
Zuverlässigkeit und Wartungsfreundlichkeit optimiert sind.
1- Eingang einphasige Versorgungsleistung, Gleichrichteraggregat und
2- Bipolartransistoren mit isolierter Gateelektrode (IGBT) und Drivers.
3- Hochfrequenz-Transformator: Die Primärwicklung wird mit der vom
4- Sekundäre Gleichrichterbrücke mit Glättungsdrossel: Wandelt die von
5- Überwachungs- und Regelungselektronik: Überwacht fortlaufend den
ÜBERWACHUNGS-; REGELUNGS- UND
ANSCHLUSSEINRICHTUNGEN
Rückwärtiges Paneel (Abb. C)
1- Hauptschalter
2- Versorgungskabel
3- Druckluftanschluss (in der Kompressorversion nicht vorhanden)
4- Druckminderer für Druckluftanschluss (falls vorhanden).
Vorderes Paneel (Abb. D1)
1- Reglerknopf für den Schneidstrom.
2- Gelbe Led-Anzeige - Allgemeiner Alarm:
3- Gelbe Led-Anzeige für anliegende Brennerspannung.
Lichtbogenspannung.
erforder li ch fü r d ie In anspr uc hn ahme de s t ec hnis ch en
Kundendienstes, die Ersatzteilbestellung oder die Rückverfolgung
der Produktherkunft).
Leitung erforderlich sind.
aus Kapitel 1 “Allgemeine Sicherheit für das Lichtbogenschweißen”
hervorgeht.
(Abb. B)
Glättungskondensatoren.
Die IGBT wandelt die gleichgerichtete Leitungsspannung in
hochfrequente Wechselspannung um und regelt die Leistung nach
dem abgerufenen Wert des Schneidstroms / der Schneidspannung.
Block 2 gewandelten Spannung gespeist. Er hat die Aufgabe,
Spannung und Strom an die für das Schneidverfahren erforderlichen
Werte anzupassen und gleichzeitig den Schneidkreislauf galvanisch
von der Versorgungsleitung zu isolieren.
der Sekundä rwick lung ber eitgestel lte Wec hselspa nnung /
Wechselstrom in Gleichstrom / Gleichspannung mit geringster
Welligkeit um.
Schneidstromwert und gleicht ihn mit dem Sollwert des Bedieners ab.
Die Elektronik moduliert die Steuerimpulse der regelnden IGBTDriver.
Sie bestimmt die dynamische Stromreaktion während des
Schneidvorgangs und überwacht die Sicherheitssysteme.
I (ON) Gene rator betriebs berei t, der Brenne r ist nicht
spannungsführend. Generator im Stand-by.
O ( OFF ) Al le B etr ieb sfu nkt ion en s ind ges per rt; di e
Hilfseinrichtungen und die Leuchtsignalgeber sind aus.
Schließen Sie die Maschine an einen Druckluftkreislauf mit
mindestens 5 bar und maximal 8 bar an (TAB. 2).
Ermöglicht die Vorgabe der von der Maschine bereitgestellten
Schneidstromstärke, die anhand der Anwendung gewählt wird
(Materialstärke / Geschwindigkeit). Für die korrekte Einschaltdauer,
also das Arbeits-Pausen-Verhältnis, das sich nach der gewählten
Stromstärke richtet, siehe die TECHNISCHEN DATEN.
- We nn s ie aufl eu chtet , i s t eine Ko mpone nt e de s
L e i s t u ng s s c h a l t k r ei s e s ü b er h i tz t o d e r d i e
Eingangsversorgungsspannung ist nicht korrekt (Über- und
Unterspannung). Sicherung gegen Über- und Unterspannung der
Leitung: Störabschaltung der Maschine - die Speisespannung
weicht um mehr als +/- 15% vom Wert laut Typenschild ab.
ACHTUNG: Wenn der vorgenannte obere Spannungswert
überschritten wird, nimmt das Gerät ernsthaften Schaden.
- Während dieser Phase ist die Maschine für den Betrieb gesperrt.
- Die Rückstellung erfolgt selbsttätig (die gelbe Led erlischt),
nachdem eine der vorgenannten Störungen behoben und der
Wert wieder in den zulässigen Bereich eingetreten ist.
- Wenn sie aufleuchtet, ist der Schneidkreislauf aktiviert:
Pilotlichtbogen oder Schneidlichtbogen "ON".
- Sie ist bei NICHT betätigtem Brennerknopf (Stand-by)
normalerweise erloschen (Schneidkreislauf deaktiviert).
- Bei betätigtem Brennerknopf ist sie unter den folgenden
Bedingungen erloschen:
- Während der LUFTNACHSTRÖMUNGSPHASE.
- Wenn der Pilotlichtbogen nicht innerhalb von höchstens
Sekunden auf das Werkstück übergeht.
Wenn der Schneidlichtbogen wegen eines zu großen Abstandes
zw i sc he n B re nn er u n d We rks t üc k , z u s ta rk en
Elektrodenverschleißes oder gewollter Entfernung des Brenners
Page 17
vom Werkstück unterbrochen wird.
- 17 -
- Wenn das SICHERHEITSSYSTEM eingeschritten ist.
4- Grüne Led-Anzeige für anliegende Spannung am Netz und den
gespeisten Hilfsschaltkreisen.
Die Kontroll- und Hilfsschaltkreise sind gespeist.
5- Rote Led-Anzeige für Druckluftkreislauf (falls vorhanden).
Leuchtet sie auf, sind die Wicklungen des Elektromotors überhitzt,
mit dem der Druckluftverdichter ausgestattet ist.
6- Manometer.
Auf ihm kann der Luftdruckwert abgelesen werden.
7- Brenneranschlussstift.
Brenner mit Direkt- oder Zentralanschluss.
- Der Brennerknopf ist das einzige Bedienelement, mit dem sich der
Beginn und das Ende der Schneidvorgänge steuern lassen.
- Beim Loslassen des Knopfes wird der Zyklus in jeder Phase
au gen bl ickli ch unt erb roc hen. Nu r d ie Küh lluft zuf uh r
(Luftnachströmung) wird aufrecht erhalten.
- Ungewollte Bedienung: Für die Freigabe des Zyklusbeginns muss
der Knopf mindestens einige Zehntelsekunden lang betätigt
werden.
- Elektrische Sicherheit: Die Funktion des Knopfes ist gesperrt,
wenn der isolierende Düsenhalter NICHT oder nicht korrekt auf
dem Brennerkopf montiert ist.
8- Stecker des Massekabels
Vorderes Paneel (Abb. D2)
1- Reglerknopf für den Schneidstrom.
Gestattet die Vorgabe der von der Maschine bereitgestellten
Schneidstromstärke, die anhand der Anwendung gewählt wird
(Materialstärke / Geschwindigkeit). Die korrekte Einschaltdauer,
also das Verhältnis zwischen Arbeits- und Pausenzeit, die in
Abhängigkeit vom eingestellten Strom zu wählen ist, geht aus den
TECHNISCHEN DATEN hervor.
2- Rote Led-Anzeige für allgemeinen Alarm:
- Wenn sie aufleuchtet, ist eine Komponente des
Leistungsschaltkreises überhitzt oder es besteht ein Problem
mit der Eingangsversorgungsspannung (Über- und
Unterspannung). Sicherung gegen Über- und Unterspannung
der Leitung: Störabschaltung der Maschine - die
Speisespannung weicht um mehr als +/- 15% vom Wert laut
Typenschild ab. ACHTUNG: Wenn der vorgenannte obere
Spannungswert überschritten wird, nimmt das Gerät ernsthaften
Schaden.
- Während dieser Phase ist die Maschine für den Betrieb gesperrt.
- Die Rückstellung erfolgt selbsttätig (die rote Led erlischt),
nachdem eine der vorgenannten Störungen wieder in den
zulässigen Bereich zurückgeführt worden ist.
3- Gelbe Led-Anzeige für anliegende Brennerspannung.
- Wenn sie aufleuchtet, ist der Schneidkreislauf aktiviert:
Pilotlichtbogen oder Schneidlichtbogen "ON".
- Sie ist bei NICHT betätigtem Brennerknopf (Standby-Zustand)
normalerweise erloschen (Schneidkreislauf deaktiviert).
- Bei betätigtem Brennerknopf ist sie unter den folgenden
Bedingungen erloschen:
- Während der LUFTNACHSTRÖMUNGSPHASE.
- Wenn der Pilotlichtbogen nicht innerhalb von höchstens 2
Sekunden auf das Werkstück übergeht.
Wenn der Schneidlichtbogen wegen eines zu großen
Abstandes zwischen Brenner und Werkstück, zu starken
Elektrodenverschleißes oder gewollter Entfernung des
Brenners vom Werkstück unterbrochen wird.
- Wenn das SICHERHEITSSYSTEM eingeschritten ist.
4- Grüne Led-Anzeige für anliegende Spannung am Netz und den
gespeisten Hilfsschaltkreisen
Die Kontroll- und Hilfsschaltkreise sind gespeist.
5- Gelbe Led-Anzeige für Phasenausfall (falls vorhanden).
Das Aufleuchten der gelben Led zeigt den Ausfall einer
Versorgungsphase an, der Betrieb ist gesperrt und die Rückstellung
erfolgt automatisch 4 Sekunden nach Behebung der Störung.
6- Störungsanzeige für Druckluftkreislauf (falls vorhanden).
GELBE Led (Abb. D2-6) gemeinsam mit der ROTEN Led
(allgemeiner Alarm) (Abb.D2-2).
Bei ihrem Aufleuchten reicht der Luftdruck für den einwandfreien
Brennerbetrieb nicht aus. Während dieser Phase ist die Maschine
für den Betrieb gesperrt.
Die Rückstellung erfolgt selbsttätig (Erlöschen der Leds), nachdem
der Druckwert wieder in den zulässigen Bereich zurückgekehrt ist.
7- Druckluftknopf (falls vorhanden).
Bei der Betätigung dieses Knopfes tritt weiterhin für eine bestimmte
Zeit Luft aus dem Brenner aus.
Dies wird typischerweise verwendet:
- zur Brennerkühlung
- bei der Einstellung des Druckes auf dem Manometer.
8- Manometer.
Auf ihm kann der Luftdruckwert abgelesen werden.
9- Brenneranschlussstift.
Brenner mit Direkt- oder Zentralanschluss.
- Der Brennerknopf ist das einzige Bedienelement, mit dem sich der
Beginn und das Ende der Schneidvorgänge steuern lassen.
- Beim Loslassen des Knopfes wird der Zyklus in jeder Phase
au gen bl ickli ch unt erb roc hen. Nu r d ie Küh lluft zuf uh r
(Luftnachströmung) wird aufrecht erhalten.
- Ungewollte Bedienung: Für die Freigabe des Zyklusbeginns muss
der Knopf mindestens einige Zehntelsekunden lang betätigt
werden.
- Elektrische Sicherheit: Die Funktion des Knopfes ist gesperrt,
wenn der isolierende Düsenhalter NICHT oder nicht korrekt auf
den Brennerkopf montiert ist.
10- Massekabelstecker
5. INSTALLATION
---------------------------------------------------------------------------------------------
ACHTUNG! WÄHREND DER ARBEITEN ZUR INSTALLATION
UND ZUR HERSTELLUNG DER ELEKTRISCHEN ANSCHLÜSSE
MU S S D I E P L AS M AS C HN EI D EA N LAGE U N B ED IN G T
AUSGESCHALTET UND VOM VERSORGUNGSNETZ GENOMMEN
SEIN.
DIE ELEKTRISCHEN ANSCHLÜSSE DÜRFEN AUSSCHLIESSLICH
VO N ERFAHRE NE N ODE R QUA LIF IZIERT EN LE UTEN
VORGENOMMEN WERDEN.
---------------------------------------------------------------------------------------------
VORBEREITUNGEN
Die Maschine von der Transportverpackung befreien und die im
Lieferumfang enthaltenen separaten Teile anbringen.
Montage des Rückleitungskabels und der Masseklemme (Abb. E)
ANLEITUNG ZUM ANHEBEN DER MASCHINE
Alle in diesem Handbuch beschriebenen Maschinen müssen am
Handgriff oder dem mitgelieferten Riemen angehoben werden, wenn
das Modell entsprechend ausgestattet ist (die Montage ist in ABB. F
dargestellt).
STANDORT DER MASCHINE
Wählen Sie den Installationsort der Maschine so aus, dass die
Eingangs- und Ausgangsöffnungen für die Kühlluft hindernisfrei sind;
stellen Sie gleichzeitig sicher, dass keine leitenden Stäube, korrosiv
wirkenden Dämpfe, Feuchtigkeit oder Ähnliches angesaugt wird.
Lassen Sie um die Maschine einen Freiraum von mindestens 250 mm.
---------------------------------------------------------------------------------------------
ACHTUNG! Stellen Sie die Maschine auf einer ebenen Fläche
auf, die das Gewicht tragen kann, um das Umkippen oder
gefährliche Verlagerungen auszuschließen.
--------------------------------------------------------------------------------------------NETZANSCHLUSS
- Bevor elektrische Anschlüsse vorgenommen werden, ist zu prüfen, ob
die Daten auf dem Typenschild der Stromquelle mit der Netzspannung
und der Netzfrequenz am Installationsort übereinstimmen.
- Die Stromquelle darf ausschließlich an ein Versorgungssystem mit
geerdetem Nullleiter angeschlossen werden.
- Um den Schutz gegen indirekten Kontakt sicherzustellen, müssen
Leistungsschalter folgenden Typs verwendet werden:
- Typ A ( ) für einphasige Maschinen;
- Typ B ( ) für dreiphasige Maschinen.
- Um den Anforderungen der Norm EN 61000-3-11 (Flicker) zu
genügen, wird angeraten, die Stromquelle an die Schnittstellen des
Versorgungsnetzes anzuschließen, welche die geringste Impedanz
aufweisen (siehe Tabelle 1).
Stecker und Dose
- Die einphasigen Modelle mit einer Stromaufnahme von 16 A oder
weniger 16A besitzen im Lieferzustand ein Versorgungskabel mit
Normstecker (2P+T) 16A \250V.
- Die Einphasenmodelle mit einer Stromaufnahme über 16A und die
Dreiphasenmodelle sind mit einem Versorgungskabel ausgestattet.
Dieses Kabel muss bei den einphasigen Versionen mit einem
Normstecker (2P+T), bei den dreiphasigen Modellen mit einem
Normstecker des Typs (3P+T) verbunden werden. Beide Steckerarten
müssen entsprechend elektrisch belastbar sein. Vorzusehen ist eine
Netzdose mit Schmelzsicherung oder Leistungsschalter; der
Erdungsa ns ch lu ss ist mit dem Erdle it er (g el bgrün) der
Versorgungsleitung zu verbinden.
- In Tabelle 1 (TAB.1) sind die empfohlenen Amperewerte der trägen
Leitungssicherungen für den jeweiligen Höchstwert des von der
Maschine bereitgestellten Nennstroms und der jeweiligen
Nennversorgungsspannungen ausgewiesen.
---------------------------------------------------------------------------------------------
ACHTUNG! Bei Missachtung der obigen Regeln wird das
vom Hersteller vorgesehene Sicherheitssystem (Klasse I)
ausgehebelt. Schwere Gefahren für die beteiligten Personen (z. B.
Stromschläge) und Sachwerte (z. B. Brand) sind die Folge.
---------------------------------------------------------------------------------------------
ANSCHLÜSSE DES SCHNEIDSTROMKREISES
---------------------------------------------------------------------------------------------
ACHTUNG! BEVOR DIE FOLGENDEN ANSCHLÜSSE
VORGENOMMEN WERDEN, IST SICHERZUSTELLEN, DASS DIE
S T R O M Q U E L L E A U S G E S C H A L T E T U N D V O M
STROMVERSORGUNGSNETZ GENOMMEN IST.
In Tabelle 1 (TAB. 1) sind für den jeweiligen von der Maschine
bereitgestellten Höchststrom die empfohlenen Werte für den Querschnitt
des Rückleitungskabels (in mm ) ausgewiesen.
---------------------------------------------------------------------------------------------
Druckluftanschluss (ABB. G).
- Bei den entsprechenden Modellen ist eine Druckluft-Verteilleitung mit
mindestens den Druck- und Durchsatzwerten erforderlich, die in
Tabelle 2 (TAB. 2) ausgewiesen sind.
2
Page 18
WICHTIG!
- 18 -
Der maximale Eingangsdruck von 8 bar darf nicht überschritten werden.
Druckluft, die erhebliche Mengen an Feuchtigkeit oder Öl enthält, kann
zu frühzeitigem Verschleiß der Verbrauchsteile führen oder den Brenner
schädigen. Sollten Zweifel zur Qualität der verfügbaren Druckluft
bestehen, empfiehlt sich der Einsatz eines Drucklufttrockners, der dem
Eingangsfilter vorgeschaltet wird. Die Druckluftleitung ist über einen
Schlauch mit der Maschine zu verbinden. Montieren Sie eines der
mitgelieferten Verbindungsstücke auf den Eingangsluftfilter, der sich auf
der Maschinenrückseite befindet.
Anschluss des Kabels für die Rückleitung des Schneidstroms.
Das Kabel für die Rückleitung des Schneidstroms zum Werkstück oder
dem metallischen Auflagetisch ist unter Beachtung der folgenden
Vorkehrungen anzuschließen:
- Überprüfen Sie, ob ein einwandfreier elektrischer Kontakt hergestellt
wird, insbesondere wenn Bleche mit isolierenden, oxidierten oder
ähnlich beeinträchtigenden Belägen geschnitten werden.
- Die Masse ist möglichst nahe dem Schneidbereich anzuschließen.
- Die Zweckentfremdung von Metallstrukturen, die nicht zum Werkstück
gehören, als Schneidstrom-Rückleiter kann die Sicherheit gefährden
und zu mangelhaften Ergebnissen führen.
- Die Masse darf nicht an dem Teil des Werkstücks angeschlossen
werden, der zu entfernen ist.
Anschluss des Plasmaschneidbrenners (ABB. H) (falls vorhanden).
Den Anschlussstift des Brenners ist so in den Zentralsteckanschluss auf
der Fronttafel der Maschine einzufügen, dass der Polschlüssel richtig
sitzt. Den Feststellring im Uhrzeigersinn festdrehen, um den verlustfreien
Luft- und Stromdurchgang sicherzustellen.
Bei einigen Modellen ist der Brenner bei der Lieferung bereits an die
Stromquelle angeschlossen.
WICHTIG!
Vor Beginn der Schneidearbeiten muss durch Untersuchen des
Brennerkopfes geprüft werden, ob die Verbrauchsteile richtig montiert
sind. Siehe dazu die Ausführungen im Kapitel "BRENNERWARTUNG".
6. PLASMASCHNEIDEN: VERFAHRENSBESCHREIBUNG
Der Plasmalichtbogen und das Anwendungsprinzip beim
Plasmaschneideverfahren.
Plasma ist ein Gas, das durch Erhitzen auf äußerst hohe Temperaturen
gebracht und durch Ionisier ung elektrisch leitend wird. Diese
Schneidetechnik bedient sich des Plasmas, um den elektrischen
Lichtbogen auf das metallische Werkstück zu übertragen, das von der
Wärme geschmolzen und getrennt wird. Der Brenner arbeitet mit
Druckluft, die sowohl für das Plasmagas, als auch für das Kühl- und
Schutzgas aus einer einzigen Speisequelle stammt.
HF-Zündung
Diese Art der Zündung wird typischerweise bei Modellen mit
Stromstärken von über 50 A verwendet.
D e r Z yk lu sb eg in n w i rd v on ei ne m h o ch fr eq ue nt en
Hochspannungslichtbogen eingeleitet ("HF"), der einen Pilotlichtbogen
zwischen Elektrode (Minuspol) und Brennerdüse (Pluspol) zündet.
Nähert man den Brenner an das Werkstück an, das mit dem Pluspol (+)
der Stromquelle verbunden ist, wird der Pilotlichtbogen übertragen und
schlägt einen Plasmabogen zwischen Elektrode (-) und Werkstück
(Schneidlichtbogen). Pilotlichtbogen und HF werden ausgeschaltet,
sobald sich der Plasmabogen zwischen Elektrode und Werkstück
gebildet hat.
Die Haltedauer des Pilotlichtbogens ist werkseitig auf 2 Sekunden
voreingestellt. Geht er nicht innerhalb dieser Dauer über, wird der
Schneidzyklus automatisch gesperrt und nur die Kühlluftzufuhr aufrecht
erhalten.
Um den Zyklus wieder aufzunehmen, muss der Brennerknopf
losgelassen und erneut gedrückt werden.
Kurzschlusszündung
Diese Art der Zündung ist typisch für Modelle mit Stromstärken unter
50A.
Der Zyklusbeginn wird durch die Bewegung der Elektrode innerhalb der
Brennerdüse eingeleitet. Dabei wird ein Pilotlichtbogen zwischen
Elektrode (Minuspol) und Düse (Pluspol) gezündet.
Nähert man den Brenner dem Werkstück an, das mit dem Pluspol (+) der
Stromquelle verbunden ist, wird der Pilotlichtbogen übertragen und
schlägt einen Plasmabogen zwischen Elektrode (-) und Werkstück
(Schneidlichtbogen).
Der Pilotlichtbogen erlischt, sobald sich der Plasmabogen zwischen
Elektrode und Werkstück gebildet hat.
Die Haltedauer des Pilotlichtbogens wird werkseitig auf 2 Sekunden
voreingestellt. Geht er nicht innerhalb dieser Dauer über, wird der Zyklus
automatisch gesperrt und nur die Kühlluftzufuhr aufrecht erhalten.
Um den Zyklus wieder aufzunehmen, muss der Brennerknopf
losgelassen und erneut gedrückt werden.
Vorbereitende Schritte.
Vor Beginn der Schneidarbeiten muss durch Untersuchen des
Brennerkopfes überprüft werden, ob die Verbrauchsteile richtig montiert
sind. Die Vorgehensweise ist im Abschnitt "BRENNERWARTUNG"
erläutert.
- Die Stromquelle einschalten und den Schneidstrom (ABB. C-1) an die
Dicke und die Art des zu trennenden Metallwerkstoffes anpassen. In
TAB. 3 ist die Schneidgeschwindigkeit in Abhängigkeit von der Dicke
für die Werkstoffe Aluminium, Eisen und Stahl aufgeführt.
- Den Brennerknopf drücken und loslassen, um Druckluft ausströmen
zu lassen (³30 Sekunden Luftnachströmung).
- Während dieser Phase den Luftdruck so einstellen, dass auf dem
Manometer je nach verwendetem Brenner der gewünschte Wert in
“bar” erscheint (TAB. 2).
- Den Druckluftknopf betätigen, damit Luft aus dem Brenner austritt.
- Den Regler bedienen: Zum Entsperren nach oben ziehen und drehen,
um den Druck auf den Wert zu regeln, der unter den TECHNISCHEN
DATEN DES BRENNERS ausgewiesen ist.
- Wenn der gewünschte Wert (bar) auf dem Manometer ablesbar ist,
den Regler wieder eindrücken, um ihn gegen Bedienung zu sperren.
- Den Luftaustritt selbsttätig enden lassen, damit das Kondensat
abgeführt wird, das sich möglicherweise im Brenner angesammelt
hat.
Wichtig:
- Kontaktschnitt (Brennerdüse berührt das Werkstück): Anwendbar bei
einem Strom von max. 40 bis 50 A (höhere Stromwerte würden die
Einheit aus Düse, Elektrode und Düsenhalter augenblicklich
zerstören).
- Distanzschnitt (mit in den Brenner eingebautem Abstandhalter ABB.
I): Anwendbar bei Stromstärken über 35 A;
- Elektrode und Düse mit Überlänge: Anwendbar, falls vorhanden.
Schneidvorgang (ABB. L).
- Die Brennerdüse dem Werkstückrand annähern (auf etwa 2 mm),
dann den Brennerknopf drü cken . Nach etwa 1 Sekunde
(Luftvorströmung) zündet der Pilotlichtbogen.
- Wenn der Abstand angemessen ist, geht der Pilotlichtbogen
augenbl icklich auf das Wer ks tü ck über und bildet den
Schneidlichtbogen.
- Den Brenner - gleichmäßig vorrückend - auf der Werkstückoberfläche
entlang der idealen Schneidlinie bewegen.
- Die Schneidgeschwindigkeit an die Werkstückdicke und die
vorgegebene Stromstärke anpassen. Prüfen Sie, ob der von der
unteren Werkstückfläche abgehende Lichtbogen entgegen der
Vorschubrichtung einen Neigungswinkel von 5 - 10° zur Senkrechten
annimmt.
- Bei einem zu großen Abstand zwischen Brenner und Werkstück oder
we nn kei n W er kst ück me hr vo rha nd en ist (E nde de s
Schneidvorgangs), wird der Lichtbogen sofort unterbrochen.
- Die Unterbrechung des Lichtbogens (Schneid- oder Pilotbogen) kann
auch jederzeit durch Loslassen des Brennerknopfes erreicht werden.
Lochen (ABB. M)
Wenn diese Bearbeitung ansteht oder Starts in der Werkstückmitte
erforderlich sind, muss mit geneigtem Brenner gezündet und der
Brenner fortlaufend in die senkrechte Lage bewegt werden.
- Durch diese Vorgehensweise wird ver mieden, dass durch
Rückschläge des Lichtbogens oder geschmolzener Teilchen die
Düsenöffnung zerstört und ihre Funktionsfähigkeit rasch verringert
wird.
- Lochungen von Werkstücken mit einer Dicke von bis zu 25% des für
den Gebrauch vorgesehen en Höchstwe rtes können direkt
vorgenommen werden.
7. WARTUNG
---------------------------------------------------------------------------------------------
ACHTUNG! VOR BEGINN DER WARTUNGSARBEITEN IST
SICHERZUSTELLEN, DASS DIE PLASMASCHNEIDEANLAGE
AUSGESCHALTET UND VOM STROMNETZ GETRENNT IST.
---------------------------------------------------------------------------------------------
PLANMÄSSIGE WARTUNG
D I E P LA NM ÄS S IG EN W AR TU NG EN K ÖN NE N V OM
MASCHINENBEDIENER AUSGEFÜHRT WERDEN.
BRENNER (ABB. N)
Regelmäßig, in Abhängigkeit von der Gebrauchsintensität oder beim
Auftreten von Schneidfehlern, muss der Verschleißzustand der vom
Plasmabogen erfassten Brennerteile überprüft werden.
1- Abstandhalter.
Austauschen, wenn er so stark verformt oder von Schlacken bedeckt
ist, dass die Brenner position (Distanz und Rechtwinkligkeit)
unmöglich gehalten werden kann.
2- Düsenhalter.
Drehen Sie ihn von Hand vom Brennerkopf ab. Er ist sorgfältig zu
reinigen und bei Schäden zu ersetzen (Brandspuren, Verformungen
oder Risse). Prüfen Sie, ob das obere Metallteil intakt ist (SicherheitsAktuator des Brenners).
3- Düse.
Prüfen Sie die Öffnung für den Durchgang des Plasmalichtbogens
sowie die Innen- und Außenflächen auf Verschleiß. Ist das Loch weiter
als auf den ursprünglichen Durchmesser geweitet oder verformt,
muss die Düse ausgetauscht werden. Wenn die Oberflächen stark
oxidiert sind, müssen sie mit hochfeinem Schleifpapier gereinigt
werden.
4- Luftverteilring.
Prüfen Sie, ob Brandspuren oder Risse vorhanden sind oder ob die
Luftführungsöffnungen zugesetzt sind. Bei Schäden sofort ersetzen.
5- Elektrode.
Die Elektrode muss ersetzt werden, wenn der Schweißkrater, der sich
auf der abgebenden Oberfläche bildet, etwa 1,5 mm tief ist (ABB. O).
6- Aggregat aus Brenner, Griff und Kabel.
Normalerweise bedürfen diese Komponenten keiner aufwendigen
Wartung, sondern müssen nur regelmäßig inspiziert und sorgfältig
ohne Lösungsmittel jedweder Art gereinigt werden. Wenn an der
Isolierung Schäden wie Brüche, Risse oder Brandspuren festgestellt
werden, oder wenn elektrische Leiter gelockert sind, kann der
B r en ne r n ic ht w ei te r ve rw en de t w er de n , w ei l d ie
Sicherheitsanforderungen nicht erfüllt sind.
In diesem Fall kann die Reparatur (außerplanmäßige Wartung) nicht
vor Ort ausgeführt werden, sondern ist einer autorisierten
Kundendienststelle zu übertragen, die in der Lage ist, nach der
Instandsetzung spezielle Abschlusstests vorzunehmen.
Page 19
Um Brenner und Kabel in einwandfreiem Zustand zu erhalten, festgestellt, muss der Fehler behoben werden.
- 19 -
müssen einige Vorkehrungen ergriffen werden:
- Brenner und Kabel dürfen nicht mit heißen oder glühenden Teilen in sein, insbesondere muss die Klemme des Massekabels tatsächlich
Berührung gebracht werden. ohne Zwischenschaltung von Isoliermaterial (z. B. Lacke) mit dem
- Das Kabel darf keinen übermäßigen Zugbelastungen ausgesetzt
werden.
- Das Kabel darf nicht an abstehenden, scharfen Kanten oder
schleifend wirkenden Oberflächen vorbeigeführt werden.
- Legen Sie das Kabel in gleichmäßigen Windungen zusammen,
wenn es länger ist als nötig.
- Nicht mit Fahrzeugen über das Kabel fahren oder darauf treten.
Achtung.
- Bevor Eingriffe am Brenner vorgenommen werden, muss er
mindestens für die gesamte Dauer der "Luftnachströmung" abkühlen.
- Von Sonderfällen einmal abgesehen, ist es ratsam, Elektrode und
Düse gleichzeitig auszutauschen.
- Halten Sie die richtige Reihenfolge fü r die Montage der
Brenner kompone nten ein (die Demontage geht umgekehrt
vonstatten).
- Achten Sie darauf, dass der Verteilring richtig herum montiert wird.
- Bringen Sie den Düsenhalter wieder an, indem sie ihn von Hand mit
leichtem Kraftaufwand festdrehen.
- Auf keinen Fall darf der Düsenhalter montiert werden, ohne zuvor die
Elektrode, den Verteilring und die Düse angebracht zu haben.
- Vermeiden Sie es, die Pilotlichtbogenzündung unnütz in freier Luft
aufrecht zu halten, weil sonst der Verschleiß der Elektrode, des
Diffusors und der Düse zunimmt.
- Die Elektrode darf nicht zu stark angezogen werden, weil sonst die
Gefahr besteht, dass der Brenner Schaden nimmt.
- Die rechtzeitige und korrekte Kontrolle der Brennerverbrauchsteile ist
von gr undlegender Bedeutung für die Siche rheit und die
Funktionsfähigkeit des Schneidsystems.
- Wenn an der Isolierung Schäden wie Brüche, Risse oder Brandspuren
festgestellt werden, oder wenn elektrische Leiter gelockert sind, kann
de r Bre nner n icht weit er ver wend et we rde n, we il di e
Sicherheitsanforderungen nicht erfüllt sind. In diesem Fall kann die
Reparatur (außerplanmäßige Wartung) nicht vor Ort ausgeführt
werden, sondern ist einer autorisierten Kundendienststelle zu
übertragen, die in der Lage ist, nach der Instandsetzung spezielle
Abschlusstests vorzunehmen.
Druckluftfilter
- Der Filter führt automatisch jedes Mal das gebildete Kondensat ab,
wenn er von der Druckluftleitung getrennt wird.
- Inspizieren Sie den Filter in regelmäßigen Zeitabständen. Wenn
Wasser im Becher festgestellt wird, kann es von Hand abgelassen
werden, indem man den Entwässerungsanschluss nach oben umlegt.
- Wenn der Filtereinsatz stark verschmutzt ist, muss er ausgetauscht
werden, um übermäßigen Druckverlust auszuschließen.
AUSSERPLANMÄSSIGE WARTUNG
AUSSERPLAN MÄSSIGE WARTUNGEN DÜRFEN NUR VON
ERFAHRENEM ODER QUALIFIZIERTEM PERSONAL AUS DEM
ELEKTROMECHANISCHEN BEREICH VORGENOMMEN WERDEN.
---------------------------------------------------------------------------------------------
ACHTUNG! BEVOR DIE TAFELN DER MASCHINE ENTFERNT
WER DEN, UM AUF DAS INNERE Z UZUGREIFE N, MUSS
SICHERGESTELLT SEIN, DASS DIE MASCHINE ABGESCHALTET
UND VOM STROMVERSORGUNGSNETZ GETRENNT IST.
Werden Kontrollen vorgenommen, während das Maschineninnere
un ter Sp annun g steh t, is t bei d irekt em Ko nta kt m it
spa nnung sführende n Te ilen die Gefah r eine s schw eren
Stromschlags gegeben.
---------------------------------------------------------------------------------------------
- Regelmäßig und in der Häufigkeit auf die Verwendung und die
Staubentwicklung am Betriebsort abgestimmt, muss das Innere der
Maschine inspiziert und der Staub, der sich auf dem Transformator,
dem Gleichrichter, der Drossel und dem Widerstand gebildet hat, mit
trockener Druckluft (max. 10 bar) abgeblasen werden.
- Vermeiden Sie es, den Druckluftstrahl auf elektronische Platinen zu
richten. Diese sind mit einer besonders weichen Bürste und
geeigneten Lösungsmitteln bei Bedarf zu reinigen.
- Gelegentlich ist zu prüfen, ob die elektrischen Anschlüsse fest sitzen
und die Kabelisolierungen unversehrt sind.
- Prüfen Sie, ob die Leitungen und Verbindungsstücke des
Druckluftkreislaufs intakt und dicht sind.
- Nach Beendigung dieser Arbeiten müssen die Tafeln der Maschine
wieder angebracht und die Feststellschrauben wieder vollständig
angezogen werden.
- Vermeiden Sie unter allen Umständen, bei geöffneter Maschine
Schneidarbeiten auszuführen.
8. FEHLERSUCHE
FALLS DAS GERAT UNBEFRIEDIGEND ARBEITET, SOLLTEN SIE,
BEVOR SIE SYSTEMATISCHE UNTERSUCHUNGEN ANSTELLEN
ODER SICH AN IH RE KUNDEN DIENSTST ELLE WENDE N,
FOLGENDES KONTROLLIEREN:
- Die gelbe Led, die das Auslösen der thermischen Absicherung gegen
Überspannung, Unterspannung oder Kurzschluss anzeigt, darf nicht
aufleuchten.
- Vergewissern Sie sich, dass sie die nominelle Einschaltdauer beachtet
haben. Bei Ansprechen der thermostatischen Absicherung muss
abgewartet werden, bis sich die Maschine auf natürlichem Wege
abgekühlt hat. Dann prüfen, ob der Ventilator funktioniert.
- Prüfen Sie die Leitungsspannung: Wenn der Wert zu hoch oder zu
niedrig ist, wird die Störabschaltung der Maschine aufrecht erhalten.
- Prüfen Sie den Maschinenausgang auf Kurzschluss: Wird ein solcher
- Die Anschlüsse des Schneidstromkreises müssen korrekt ausgeführt
Werkstück verbunden sein.
DIE GÄNGIGSTEN SCHNEIDFEHLER
Während der Schneidarbeiten können Ausführungsfehler auftreten, die
normalerweise nicht Betriebsstörungen der Anlage, sondern anderen
arbeitstechnischen Ursachen anzulasten sind, wie:
a-Unzureichender Einbrand oder übermäßige Schlackenbildung:
- Zu hohe Schnittgeschwindigkeit.
- zu starke Brennerneigung.
- Zu große Werkstückdicke oder zu geringer Schneidstrom.
- Druckwert / Durchsatz der Druckluft nicht angemessen.
- Elektrode und Brennerdüse verschlissen.
- Düsenhalteraufsatz ungeeignet.
b-Der Schneidlichtbogen wird nicht übertragen:
- Elektrode verbraucht.
- Die Klemme des Rückleitungskabels hat schlechten Kontakt.
c-Unterbrechung des Schneidlichtbogens:
- Zu geringe Schnittgeschwindigkeit.
- Zu großer Abstand zwischen Brenner und Werkstück.
- Elektrode verbraucht.
- Eine Absicherung ist ausgelöst worden.
d-Geneigter Schnitt (nicht rechtwinklig):
- Brennerposition nicht korrekt.
- Unsymmetrische Abnutzung der Düsenöffnung oder fehlerhafte
Montage der Brennerkomponenten.
- Nicht angemessener Luftdruck.
e-Übermäßiger Verschleiß von Düse und Elektrode:
- Luftdruck zu niedrig.
- Druckluft ist verunreinigt (mit Feuchtigkeit - Öl).
- Düsenhalter ist schadhaft.
- Zu viele Luftzündungen des Pilotlichtbogens.
- Zu große Geschwindigkeit mit Rückschlag von geschmolzenen
Teilchen auf die Brennerkomponenten.
________________(E)_______________
MANUAL DE INSTRUCCIONES
¡ATENCIÓN! ¡ANTES DE UTILIZAR EL SISTEMA DE CORTE AL
PLASMA LEA ATENTAMENTE EL MANUAL DE INSTRUCCIONES!
SISTEMAS DE CORTE AL PLASMA PREVISTOS PARA USO
PROFESIONAL E INDUSTRIAL
1. SEGURIDAD GENERAL PARA EL CORTE POR ARCO DE
PLASMA
El operador debe tener un conocimiento suficiente sobre el uso
seguro de los sistemas de corte al plasma y debe estar informado
sobre los riesgos relacionados con los procedimientos de
soldadura por arco y relativas técnicas, las relativas medidas de
protección y los procedimientos de emergencia.
(Vea como referencia también la “ESPECIFICACIÓN TÉCNICA IEC o
CLC/TS 62081”: INSTALACIÓN Y USO DE LOS APARATOS PARA
SOLDADURA POR ARCO Y TÉCNICAS RELACIONADAS).
- Evitar los contactos directos con el circuito de corte; la tensión
sin carga suministrada por el sistema de corte al plasma puede
ser peligrosa en algunas circunstancias.
- La conexión de los cables del circuito de corte, las operaciones
de comprobación y de reparación deben ser efectuadas con el
sistema de corte apagado y desenchufado de la red de
alimentación.
- Apagar el sistema de corte al plasma y desconectarlo de la red de
alimentación antes de sustituir los elementos desgastados del
soplete.
- Hacer la instalación eléctrica según las normas y leyes de
prevención de accidentes previstas.
- El sistema de corte al plasma debe conectarse exclusivamente a
un sistema de alimentación con conductor de neutro conectado
a tierra.
- Asegurarse de que la toma de corriente esté correctamente
conectada a la tierra de protección.
- No utilizar el sistema de corte al plasma en ambientes húmedos o
mojados o bajo la lluvia.
- No utilizar cables con aislamiento deteriorado o conexiones mal
realizadas.
- No cortar sobre contenedores, recipientes o tuberías que
contengan o hayan contenido productos inflamables líquidos o
gaseosos.
- Evitar trabajar sobre materiales limpiados con disolventes
clorurados o en las cercanías de dichas sustancias.
- No cortar en recipientes a presión.
- Alejar del área de trabajo todas las substancias inflamables (por
Page 20
ejemplo, madera, papel, trapos, etc.). no igualados) existe el peligro de vuelco.
- 20 -
- Asegurarse de que hay un recambio de aire adecuado o de que
existen medios aptos para eliminar los humos producidos por
las operaciones de corte al plasma; es necesario adoptar un
enfoque sistemático para la valoración de los límites de
exposición a los humos producidos por las operaciones de corte
en función de su composición, concentración y duración de la
exposición.
- Adoptar un aislamiento eléctrico adecuado respecto a la boquilla
,*
del soplete de corte al plasma, la pieza en elaboración y posibles
partes metálicas puestas a tierra colocadas en las cercanías
(accesibles).
Esto normalmente se consigue usando los guantes, calzado,
cascos e indumentaria previstos para este objetivo y mediante el
uso de plataformas o tapetes aislantes.
- Proteger los ojos con los vidrios adecuados inactínicos
montados sobre máscara o gafas.
Usar ropa ignífuga de protección evitando exponer la piel a los
rayos ultravioletas e infrarrojos producidos por el arco; la
protección debe extenderse a otras personas que estén cerca del
arco por medio de pantallas o cortinas no reflectantes.
- Ruido: Si a causa de operaciones de corte especialmente
intensivas se produce un nivel de exposición diaria personal
(LEPd) igual o mayor que 85 db(A), es obligatorio el uso de
medios de protección individual adecuados.
)
- Los campos magnéticos generados por el proceso de corte al
plasma pueden interferir con el funcionamiento de aparatos
eléctricos y electrónicos.
Los portadores de aparatos eléctricos o electrónicos vitales (Ej,
marcapasos, respiradores, etc...) deben consultar con su médico
antes de pararse cerca de las áreas de utilización de este sistema
de corte al plasma.
Se desaconseja el uso de este sistema de corte al plasma a los
portadores de aparatos eléctricos o electrónicos vitales.
- Este sistema de corte al plasma satisface los requisitos del
estándar técnico de producto para su uso exclusivo en
ambientes industriales y con objetivos profesionales.
No se asegura que la máquina cumpla los requisitos de
compatibilidad electromagnética en ambiente doméstico.
PRECAUCIONES SUPLEMENTARIAS
LAS OPERACIONES DE CORTE AL PLASMA:
- En ambiente con mayor riesgo de descarga eléctrica;
- En espacios cerrados;
- En presencia de materiales inflamables o explosivos;
Estas situaciones DEBEN ser valoradas a priori por un
“responsable experto” y deben efectuarse siempre con la
presencia de otras personas preparadas para efectuar las
necesarias intervenciones en caso de emergencia.
DEBEN adoptarse los medios técnicos de protección
descritos en 5.10; A.7; A.9 de la “ESPECIFICACIÓN TÉCNICA
IEC o CLC/TS 62081”.
- DEBEN prohibirse las operaciones de corte mientras la fuente
de corriente está sostenida por el operador (por ejemplo, con
correas).
- DEBEN prohibirse las operaciones de corte mientras el
operador esté elevado del suelo, excepto si se usan
plataformas de seguridad.
- ¡ATENCIÓN! SEGURIDAD DEL SISTEMA PARA CORTE
PLASMA.
Sólo el modelo de soplete previsto y su relativa combinación
con la fuente de corriente tal y como se indica en los "DATOS
TÉCNICOS" garantizan que los dispositivos de seguridad
previstos por el fabricante sean eficaces (sistema de
interbloqueo).
- NO UTILIZAR sopletes y las partes de consumo relativas con
un origen diferente.
- NO INTENTAR ACOPLAR A LA FUENTE DE CORRIENTE
sopletes fabricados con procedimientos de corte o
SOLDADURA no previstos en estas instrucciones.
- LA FALTA DE RESPETO DE ESTAS REGLAS puede ocasionar
GRAVES peligros para la seguridad física de usuario y dañar el
aparato.
RIESGOS RESTANTES
- VUELCO: colocar la fuente de corriente para corte al plasma en
una superficie horizontal con una capacidad adecuada para la
masa; en caso contrario, (por ejemplo, pavimentos inclinados o
- USO IMPROPIO: es peligrosa la utilización del sistema de corte
para cualquier elaboración diferente de la prevista.
2. INTRODUCCIÓN Y DESCRIPCIÓN GENERAL
Estos generadores están fabricados con la más reciente tecnología
Inverter con IGBT y diseñados para el corte manual de chapas de
cualquier metal y para el corte de chapas con rejillas perforadas (si está
previsto).
La regulación de la corriente del mínimo al máximo en modo continuo
permite asegurar una elevada calidad de corte cuando varía el espesor y
el tipo de metal.
El ciclo de corte se activa con un arco piloto que dependiendo del
modelo: puede ser cebado por el cortocircuito de electrodo de boquilla o
por una descarga de alta frecuencia (HF).
PRINCIPALES CARACTERÍSTICAS:
- Dispositivo de control de tensión en soplete, presión de aire,
cortocircuito de soplete (si está previsto).
- Protección termostática.
- Visualización de la presión de aire (si está previsto).
ACCESORIOS DE SERIE
- Soplete de corte al plasma
- Kit de racores para la conexión del aire comprimido.
ACCESORIOS BAJO SOLICITUD
- Kit electrodos-boquillas de recambio.
- Kit de electrodos-boquillas prolongadas (si está previsto).
3. DATOS TÉCNICOS
CHAPA DE DATOS
Los principales datos relativos al empleo y a las prestaciones del sistema
de corte al plasma se resumen en la chapa de características con el
siguiente significado:
1- Norma EUROPEA de referencia para la seguridad y la fabricación de
las máquinas para la soldadura por arco y corte al plasma.
2 - Símbolo de la estructura interna de la máquina.
3- Símbolo del procedimiento de corte al plasma.
4- Símbolo S: indica que pueden efectuarse operaciones de corte en un
ambiente con un mayor riesgo de shock eléctrico (Por ejemplo muy
cerca de grandes masas metálicas).
5 - Símbolo de la línea de alimentación:
1~: tensión alterna monofásica
3~: tensión alterna trifásica
6 - Grado de protección del envoltorio.
7 - Datos características de la línea de alimentación:
- U :Tensión alterna y frecuencia de alimentación de la máquina
1
(límites admitidos ±10%):
- I : Corriente máxima absorbida por la línea.
1 max
- I : Corriente efectiva de alimentación
1eff
8 - Prestaciones del circuito de corte:
- U : Tensión máxima en vacío (circuito de corte abierto).
0
- I /U :Corriente y tensión correspondiente normalizada que
2 2
pueden ser distribuidas por la máquina durante el corte.
- X : Relación de intermitencia: indica el tiempo durante el cual la
máquina puede distribuir la corriente correspondiente
(misma columna). Se expresa en % sobre la base de un ciclo
de 10min (por ejemplo 60% = 6 minutos de trabajo, 4
minutos parada; y así sucesivamente).
En el caso que los factores de utilización sean superados (de
chapa, referidos a 40ºC ambiente) se producirá la
intervención de la protección térmica (la máquina
permanece en stand-by hasta que su temperatura vuelve a
los límites admitidos).
- A/V-A/V: Indica la gama de regulación de la corriente de corte
9 - Número de matrícula para la identificación de la máquina
10- : Valor de los fusibles de accionamiento retardado que se
11- Símbolos referidos a normas de seguridad cuyo significado se indica
Nota: El ejemplo de chapa incluido es una indicación del significado de
los símbolos y de las cifras; los valores exactos de los datos técnicos del
sistema de corte al plasma en su posesión deben controlarse
directamente en la chapa de la misma máquina.
OTROS DATOS TÉCNICOS:
- FUENTE DE CORRIENTE: vea tabla 1 (TAB.1)
- SOPLETE: vea tabla 2 (TAB.2)
El peso de la máquina se indica en la tabla 1 (TAB.1)
4. DESCRIPCIÓN DEL SISTEMA DE CORTE AL PLASMA
La máquina está formada esencialmente por módulos de potencia
realizados sobre circuitos impresos y optimizados para obtener la
máxima fiabilidad y un mantenimiento reducido.
1- Entrada de la línea de alimentación monofásica, grupo rectificador y
2- Puente switching de transistores (IGBT) y drivers: cambia la tensión
(mínimo - máximo) a la correspondiente tensión de arco.
(indispensable para la asistencia técnica, solicitud de recambios,
búsqueda del origen del producto).
deben preparar para la protección de la línea
en el capítulo 1 "Seguridad general para la soldadura por arco".
condensadores de nivelación.
de línea rectificada en tensión alterna de alta frecuencia y efectúa la
regulación de la potencia en función de la corriente/tensión de corte
Fig. A
(Fig. B)
Page 21
requerida. alimentación de entrada (subida o bajada de tensión). Protección
- 21 -
3- Transformador de alta frecuencia: el bobinado primario es alimentado
con la tensión convertida del bloque 2; éste tiene la función de adaptar
la tensión y la corriente a los valores necesarios para el procedimiento
de corte y al mismo tiempo aislar galvánicamente el circuito de corte
de la línea de alimentación.
4- Puente rectificador secundario con inductancia de nivelación: cambia
la tensión/corriente alterna suministrada por el bobinado secundario
en corriente / tensión continua de bajísima ondulación.
5- Electrónica de control y regulación: controla instantáneamente el
valor de la corriente de corte y lo compara con el valor fijado por el
operador; modula los impulsos de mando de los drivers de los IGBT
que efectúan la regulación.
Determina la respuesta dinámica de la corriente durante el corte y
supervisa los sistemas de seguridad.
DISPOSITIVOS DE CONTROL, REGULACIÓN Y CONEXIÓN
Panel posterior (Fig. C)
1- Interruptor general
I (ON) Generador preparado para el funcionamiento, no hay tensión
en el soplete. Generador en Stand By.
O (OFF) Inhibido algún funcionamiento; los dispositivos auxiliares y
las señales luminosas están apagados.
2- Cable de alimentación
3- Racor de aire comprimido (no presente en la versión Kompressor)
Conectar la máquina a un circuito de aire comprimido con un mínimo
de 5 bar y un máx. de 8 bar (TAB. 2).
4- Reductor de presión para racor de aire comprimido (si está previsto).
Panel anterior (Fig. D1)
1- Asa de regulación de la corriente de corte.
Permite predisponer la intensidad de corriente de corte
suministrada por la máquina que se debe adoptar en función de la
aplicación (espesor del material / velocidad). Consulte los DATOS
TÉCNICOS para el correcto funcionamiento de la relación de
intermitencia trabajo-pausa a adoptar en función de la corriente
seleccionada.
2- Led amarillo de señalación de alarma general:
- Cuando está encendido, indica un recalentamiento de algún
componente del circuito de potencia, o anomalía de la tensión de
alimentación de entrada (subida o bajada de tensión). Protección
para subidas y bajadas de la tensión de línea: bloquea la
MÁQUINA: la tensión de alimentación está un +/- 15% fuera
respecto al valor de chapa. ATENCIÓN: Superar el límite de
tensión superior, antes citado, dañará seriamente el dispositivo.
- Durante esta fase se inhibe el funcionamiento de la máquina.
- El restablecimiento es automático. (apagado del led amarillo)
después de que una de las anomalías antes citadas vuelva a los
límites admitidos.
3- Led amarillo de señalación de presión de tensión en soplete.
- Cuando está encendido indica que el circuito de corte está
activado: arco piloto o arco de corte "ON".
- Normalmente está apagado (circuito de corte desactivado) con
pulsador de soplete NO accionado (condición de stand by).
- Está apagado, con pulsador de soplete accionado, en las
siguientes condiciones:
- Durante la fase de POST AIRE.
- Si el arco piloto no se transfiere a la pieza en el tiempo máximo
de 2 segundos.
Si el arco de corte se interrumpe por una distancia excesiva
entre el soplete y la pieza, excesivo desgaste del electrodo o
alejamiento forzado del soplete de la pieza.
- Si ha intervenido un sistema de SEGURIDAD.
4- Led VERDE de señalación de presencia de tensón de red y
circuitos auxiliares alimentados.
Los circuitos de control y servicio están alimentados.
5- Led ROJO de señalación de circuito de aire comprimido (si se
ha previsto).
Cuando está encendido indica un recalentamiento de los bobinados
del motor eléctrico a bordo del compresor de aire.
6- Manómetro.
Permite la lectura de la presión del aire.
7- Conector del racor del soplete.
Soplete con conexión directa o centralizada.
- El pulsador de soplete es el único órgano de control en el que
puede controlarse el inicio y el paro de las operaciones de corte.
- Al parar la acción en el pulsador, el ciclo se interrumpe
instantáneamente en cualquier fase, excepto el mantenimiento
del aire de enfriamiento (post-aire).
- Maniobras accidentales: par dar el consentimiento del inicio de
ciclo, la acción en el pulsador debe ser ejercida durante un tiempo
mínimo de unas décimas de segundo.
- Seguridad eléctrica: la función del pulsador se inhibe si el portaboquilla aislante NO está montado en el cabezal del soplete o su
montaje no es correcto.
8- Conector del cable de masa
Panel anterior (Fig. D2)
1- Asa de regulación de la corriente de corte.
Permite predisponer la intensidad de corriente de corte
suministrada por la máquina que se debe adoptar en función de la
aplicación (espesor del material / velocidad). Consulte los DATOS
TÉCNICOS para el correcto funcionamiento de la relación de
intermitencia trabajo-pausa a adoptar en función de la corriente
seleccionada.
2- Led rojo de señalación de alarma general:
- Cuando está encendido indica un recalentamiento de algún
componente del circuito de potencia, o anomalía de la tensión de
para subidas y bajadas de la tensión de línea: bloquea la máquina:
la tensión de alimentación está un +/- 15% fuera respecto al valor
de chapa. ATENCIÓN: Superar el límite de tensión superior antes
citado dañará seriamente el dispositivo.
- Durante esta fase se inhibe el funcionamiento de la máquina.
- El restablecimiento es automático. (apagado del led rojo) después
de que una de las anomalías entre las antes indicadas ha vuelto a
los límites admitidos.
3- Led amarillo de señalación de presencia de tensión en soplete.
- Cuando está encendido indica que el circuito de corte está
activado: arco piloto o arco de corte "ON".
- Normalmente está apagado (circuito de corte desactivado) con
pulsador de soplete NO accionado (condición de stand by).
- Está apagado, con pulsador de soplete accionado, en las
siguientes condiciones:
- Durante la fase de POST AIRE.
- Si el arco piloto no se transfiere a la pieza en el tiempo máximo
de 2 segundos.
Si el arco de corte se interrumpe por una distancia excesiva
entre el soplete y la pieza, excesivo desgaste del electrodo o
alejamiento forzado del soplete de la pieza.
- Si ha intervenido un sistema de SEGURIDAD.
4- Led verde de señalación de presencia de tensón de red y
circuitos auxiliares alimentados.
Los circuitos de control y servicio están alimentados.
5- Led amarillo de señalación de falta de fase (si está previsto).
Cuando está encendido el led amarillo se indica la falta de una fase
de alimentación, el funcionamiento se inhibe y el restablecimiento
es automático después de 4 segundos de la eliminación de la
anomalía.
6- Señalación de anomalía del circuito aire comprimido (si se ha
previsto).
Led AMARILLO (Fig. D2-6) junto al led ROJO de alarma general.
(Fig.D2-2 ).
Cuando está encendido indica que es insuficiente la presión de aire
para el correcto funcionamiento del soplete. Durante esta fase se
inhibe el funcionamiento de la máquina.
El restablecimiento es automático (apagado de los leds) después de
que la presión ha vuelto al límite admitido.
7- Pulsador de aire (si se ha previsto).
Apretando este pulsador, el aire continúa saliendo del soplete
durante un tiempo fijo.
Típicamente se usa:
- para enfriar el soplete
- en fase de regulación de la presión en el manómetro.
8- Manómetro.
Permite la lectura de la presión del aire.
9- Conector del racor del soplete.
Soplete con conexión directa o centralizada.
- El pulsador del soplete es el único órgano de control en el que
puede controlarse el inicio y el paro de las operaciones de corte.
- Al parar la acción en el pulsador, el ciclo se interrumpe
instantáneamente en cualquier fase, excepto el mantenimiento
del aire de enfriamiento (post-aire).
- Maniobras accidentales: par dar el consentimiento del inicio de
ciclo, la acción en el pulsador debe ser ejercida durante un tiempo
mínimo de unas décimas de segundo.
- Seguridad eléctrica: la función del pulsador se inhibe si el portaboquilla aislante NO está montado en el cabezal del soplete o su
montaje no es correcto.
10- Conector del cable de masa
5. INSTALACIÓN
---------------------------------------------------------------------------------------------
¡ATENCIÓN! EFECTUAR TODAS LAS OPERACIONES DE
INSTALACIÓN Y CONEXIONES ELÉCTRICAS CON EL SISTEMA DE
CORTE RIGUROSAMENTE APAGADO Y DESCONECTADO DE LA
RED DE ALIMENTACIÓN.
LAS CONEXIONES ELÉCTRICAS DEBEN SER EFECTUADAS
EXCLUSIVAMENTE POR PERSONAL EXPERTO O CUALIFICADO.
---------------------------------------------------------------------------------------------
PREPARACIÓN
Desembalar la máquina, efectuar el montaje de las partes que están
separadas, contenidas en el embalaje.
Ensamblaje del cable de retorno-pinza de masa (Fig. E)
MODALIDAD DE ELEVACIÓN DE LA MÁQUINA
Todas las máquinas descritas en este manual deben levantarse
utilizando el asa o la correa incluidas si está prevista para el modelo
(montada tal y como se describe en FIG. F).
UBICACIÓN DE LA MÁQUINA
Busque el lugar de instalación de la máquina de manera que no haya
obstáculos cerca de la apertura de entrada y de salida del aire de
enfriamiento; asegúrese al mismo tiempo que no se aspiren polvos
conductivos, vapores corrosivos, humedad, etc..
Mantener al menos 250 mm de espacio libre alrededor de la máquina.
---------------------------------------------------------------------------------------------
¡ATENCIÓN! Colocar la máquina encima de una superficie
plana con una capacidad adecuada para la masa, para evitar que se
vuelque o se desplace peligrosamente.
---------------------------------------------------------------------------------------------
Page 22
CONEXIÓN A LA RED
- 22 -
- Antes de efectuar cualquier conexión eléctrica, comprobar que los
datos de la chapa de la fuente de corriente correspondan a la tensión
y frecuencia de red disponibles en el lugar de instalación.
- La fuente de corriente debe conectarse exclusivamente a un sistema
de alimentación con conductor de neutro conectado a tierra.
- Para garantizar la protección contra el contacto indirecto usar
interruptores diferenciales de tipo:
- Tipo A ( ) para máquinas monofásicas;
- Tipo B ( ) para máquinas trifásicas.
- Para satisfacer los requisitos de la Norma EN 61000-3-11 (Flicker) se
aconseja la conexión de la fuente de corriente a los puntos de interfaz
de la red de alimentación que presentan una impendancia menor que,
véase tabla 1 (TAB.1).
Enchufe y toma
- Los modelos monofásicos con corriente absorbida inferior o igual a
16A están dotados en origen de cable de alimentación con enchufe
normalizado (2P+T) 16A \250V.
- Los modelos monofásicos con corriente absorbida superior a 16A y
trifásicos están dotados de cable de alimentación a conectar a un
enchufe normalizado (2P+T) para los modelos monofásicos y (3P+T)
para los modelos trifásicos, con capacidad adecuada. Preparar una
toma de red dotada de fusible o interruptor automático; el relativo
terminal de tierra debe estar conectado al conductor de tierra
(amarillo-verde) de la línea de alimentación.
- La Tabla 1 (TAB.1) indica los valores aconsejados en amperios de los
fusibles retrasados de línea de acuerdo con la máx. corriente nominal
distribuida por la máquina, y a la tensión nominal de alimentación.
---------------------------------------------------------------------------------------------
¡ATENCIÓN! La falta de respeto de las reglas antes citadas
hace que el sistema de seguridad previsto por el fabricante (clase I)
no sea eficaz con los consiguientes graves riesgos para las
personas (por ejemplo, descarga eléctrica, y para las cosas (por
ejemplo, incendio).
---------------------------------------------------------------------------------------------
CONEXIONES DEL CIRCUITO DE CORTE
---------------------------------------------------------------------------------------------
¡ATENCIÓN! ANTES DE EFECTUAR LAS SIGUIENTES
CONEXIONES ASEGURARSE DE QUE LA FUENTE DE CORRIENTE
ES TÉ A PAG ADA Y DE SCO NEC TADA DE LA R ED DE
ALIMENTACIÓN.
La Tabla 1 (TAB. 1) indica los valores aconsejados para el cable de
retorno (en mm2) en base a la máxima corriente distribuida por la
máquina.
---------------------------------------------------------------------------------------------
CONEXIÓN DE AIRE COMPRIMIDO (Fig. G).
- Prepare una línea de distribución de aire comprimido con presión y
caudal mínimos como se indica en la tabla 2 (TAB. 2), en los modelos
que lo prevén.
¡IMPORTANTE!
No superar la presión máxima de entrada de 8 bar. Un aire que contenga
unas cantidades notables de humedad o aceite puede causar un
desgaste excesivo de las partes de consumo o dañar el soplete. Si
existen dudas sobre la cantidad de aire comprimido a disposición se
aconseja la utilización de un secador de aire, a instalar antes del filtro de
entrada. Conectar, con una tubería flexible, la línea de aire comprimido a
la máquina, utilizando uno de los racores incluidos para montar en el
filtro de aire de entrada, colocado en la parte posterior de la máquina.
Conexión del cable de retorno de la corriente de corte.
Conecte el cable de retorno de la corriente de corte a la pieza a cortar o al
banco metálico de sostén respetando las siguientes precauciones:
- Comprobar que se establezca un buen contacto eléctrico en especial
si se cortan chapas con revestimientos aislantes, oxidadas, etc.
- Efectuar la conexión de masa lo más cerca posible de la zona de corte.
- La utilización de estructuras metálicas que no son parte de la pieza en
elaboración, como conductor de retorno de la corriente de cor te
puede ser peligrosa para la seguridad y dar unos resultados
insuficientes en el corte.
- No efectuar la conexión de masa en la parte de la pieza que debe
quitarse.
Conexión del soplete de corte al plasma (Fig. H) (si se ha previsto).
Introducir el terminal macho del soplete en el conector centralizado
colocado en el panel frontal de la máquina, haciendo que se curve la
llave de polarización. Atornillar a fondo, en sentido horario, la abrazadera
de bloqueo para garantizar el paso de aire y corriente sin pérdidas.
En algunos modelos, el soplete se suministra ya conectado a la fuente
de corriente.
¡IMPORTANTE!
Antes de iniciar las operaciones de corte, comprobar que las partes de
consumo estén correctamente montadas inspeccionando el cabezal del
soplete tal y como se indica en el capítulo "MANTENIMIENTO
SOPLETE".
6. CORTE AL PLASMA: DESCRIPCIÓN DEL PROCEDIMIENTO
El arco de plasma y el principio de aplicación en el corte de plasma.
El plasma es un gas que se calienta a temperatura extremadamente
elevada y se ioniza para convertirse en conductor eléctrico. Este
procedimiento de corte utiliza el plasma para transferir el arco eléctrico a
la pieza metálica que debido al calor se funde y se separa. El soplete
utiliza aire comprimido proveniente de una única alimentación tanto para
el gas plasma como para el gas de enfriamiento y protección.
Cebado HF
Este tipo de cebado se usa típicamente en los modelos con corrientes
superiores a 50A.
El inicio del ciclo está determinado por un arco de alta frecuencia/alta
tensión ("HF") que permite el encendido de un arco piloto entre el
electrodo (polaridad -) y la boquilla del soplete (polaridad +). Acercando
el soplete a la pieza a cortar, conectado a la polaridad (+) de la fuente de
corriente, el arco piloto se transfiere instaurando un arco plasma entre el
electrodo (-) y la misma pieza (arco de corte). El arco piloto y HF se
excluyen apenas el arco plasma se establece entre el electrodo y la
pieza.
El tiempo de mantenimiento del arco piloto fijado en fábrica es de 2
segundos; si la transferencia no se efectúa en este intervalo de tiempo el
ciclo se bloquea automáticamente excepto el mantenimiento del aire de
enfriamiento.
Para comenzar de nuevo el ciclo es necesario soltar el pulsador del
soplete y volver a pulsarlo.
Cebado en corto
Este tipo de cebado se usa típicamente en modelos con corrientes
inferiores a 50A.
El inicio de ciclo está determinado por el movimiento del electrodo en el
interior de la boquilla del soplete, que permite el encendido de un arco
piloto entre el electrodo (polaridad -) y la misma boquilla (polaridad +).
Acercando el soplete a la pieza a cortar, conectado a la polaridad (+) de
la fuente de corriente, el arco piloto se transfiere instaurando un arco
plasma entre el electrodo (-) y la misma pieza (arco de corte).
El arco piloto se excluye en cuanto el arco plasma se establece entre el
electrodo y la pieza.
El tiempo de mantenimiento del arco piloto fijado en fábrica es de 2
segundos; si la transferencia no se efectúa en este intervalo de tiempo el
ciclo se bloquea automáticamente excepto el mantenimiento del aire de
enfriamiento.
Para comenzar de nueve el ciclo es necesario soltar el pulsador del
soplete y volver a pulsarlo.
Operaciones preliminares.
Antes de iniciar las operaciones de corte, comprobar que las partes de
consumo estén correctamente montadas inspeccionando el cabezal del
soplete tal y como se indica en el párrafo "MANTENIMIENTO
SOPLETE".
- Encender la fuente de corriente y fijar la corriente de corte: (Fig. C-1)
de acuerdo con el espesor y el tipo de material metálico que se quiere
cortar. En la TAB.3 se indica la velocidad de corte en función del
espesor para los materiales aluminio, hierro y acero.
- Pulsar y soltar el pulsador del soplete dado lugar al flujo de aire (³30
segundos de post-aire).
- Regular, durante esta fase, la presión del aire hasta leer en el
manómetro el valor en “bar” necesario según el soplete utilizado (TAB.
2).
- Usar el pulsador del aire y hacer que salga aire del soplete.
- Usar el asa: tirar hacia arriba para desbloquear y girar para regular la
presión en el valor indicado en los DATOS TÉCNICOS SOPLETE.
- Leer el valor necesario (bar) en el manómetro; empuje el asa para
bloquear la regulación.
- Dejar terminar espontáneamente el flujo de aire para facilitar la
eliminación de la posible condensación que se haya acumulado en el
soplete.
Importante:
- Corte por contacto (con boquilla del soplete en contacto con la pieza a
cortar): se puede aplicar con una corriente máx. de 40-50A (valores
superiores de corriente llevan a la inmediata destrucción de la
boquilla-electrodo-portaboquilla).
- Corte a distancia (con distanciador montado en soplete Fig.. I): se
puede aplicar para corrientes superiores a 35A;
- Electrodo y boquilla prolongados: se puede aplicar cuando está
previsto.
Operación de corte (Fig. L).
- Acercar la boquilla del soplete al borde de la pieza (unos 2 mm.),
pulsar el pulsador de soplete; después de aproximadamente 1
segundo (pre-aire) se obtiene el cebado del arco piloto.
- Si la distancia es adecuada, el arco piloto se transfiere
inmediatamente a la pieza dando lugar al arco de corte.
- Desplazar el soplete sobre la superficie de la pieza a lo largo de la
línea ideal de corte con avance regular.
- Adecuar la velocidad de corte en base al espesor y a la corriente
seleccionada, comprobando que el arco de salida de la superficie
inferior de la pieza asuma una inclinación de 5-10° sobre la vertical en
sentido opuesto a la dirección del avance.
- Una excesiva distancia soplete-pieza o la ausencia del material (final
de corte) causa la inmediata interrupción del arco.
- La interrupción del arco (de corte o piloto) se obtiene siempre al liberar
el pulsador del soplete.
Perforado (Fig. M)
Si se debe realizar esta operación o efectuar inicios en el centro de la
pieza, cebar con el soplete inclinado y ponerlo con un movimiento
progresivo en posición vertical.
- Este procedimiento evita que retornos de arco o partículas fundidas
dañen el agujero de la boquilla reduciendo rápidamente la
funcionalidad.
- Perforados de piezas que tengan un espesor hasta el 25% superior al
máximo previsto en la gama de utilización pueden ser efectuados
directamente.
Page 23

7. MANTENIMIENTO EXPERTO O CUALIFICADO EN EL ÁMBITO ELÉCTRICO-
- 23 -
---------------------------------------------------------------------------------------------
¡ATENCIÓN! ANTES DE EFECTUAR LAS OPERACIONES DE
MANTENIMIENTO, ASEGURARSE DE QUE EL SISTEMA DE CORTE
ES TÉ A PAGADO Y DE SCO NEC TAD O DE LA RED DE MÁQUINA Y ACCEDER A SU INTERIOR, ASEGURARSE DE QUE
ALIMENTACIÓN. ES TÉ A PAG ADA Y DE SCO NEC TADA DE LA R ED DE
--------------------------------------------------------------------------------------------MANTENIMIENTO ORDINARIO
LAS OPERACIONES DE MANTENIMIENTO ORDINARIO PUEDEN
SER EFECTUADAS POR EL OPERADOR.
SOPLETE (Fig. N)
Periódicamente, en función de la intensión de empleo o si se producen
defectos de corte, comprobar el estado de desgaste de las par tes del
soplete afectadas por el arco de plasma.
1- Distanciador.
Sustituir si está deformado o cubierto de restos que hacen imposible
mantener la posición del soplete (distancia y perpendicularidad).
2- Portaboquilla.
Desenroscarlo manualmente del cabezal del soplete. Efectuar una
cuidadosa limpieza o sustituirlo si está dañado (quemaduras,
deformaciones o grietas). Comprobar que el sector metálico superior
(actuador de seguridad del soplete) esté íntegro.
3- Boquilla.
Controlar el desgaste del agujero de paso del arco de plasma y de las
superficies internas y externas. Si el agujero está ensanchado
respecto al diámetro original, o deformado, sustituir la boquilla. Si las
superficies están especialmente oxidadas limpiarlas con papel de lija
finísimo.
4- Anillo distribuidor del aire.
Comprobar que no haya quemaduras o grietas o que no estén
obstruidos los agujeros de paso del aire. Si está dañado sustituirlo
inmediatamente.
5- Electrodo.
Sustituir el electrodo cuando la profundidad del cráter que se forma en
la superficie emisora es de unos 1,5 mm. (Fig. O).
6- Cuerpo del soplete, mango y cable.
Normalmente estos componentes no necesitan mantenimiento
excepto una revisión periódica y una limpieza cuidadosa que debe
realizarse sin utilizar disolventes de ningún tipo. Si se detectan daños
en el aislamiento como fracturas, grietas, o quemaduras o el
aflojamiento de los conductos eléctricos, el soplete no puede
utilizarse ya que las condiciones de seguridad no se cumplen.
En este caso la reparación (mantenimiento extraordinario) no puede
efectuarse en el lugar sino que debe realizarse en un centro de
asistencia autorizado, capaz de efectuar las pruebas especiales de
ensayo después de la reparación.
Para mantener en eficiencia el soplete y el cable es necesario adoptar
algunas precauciones:
- no poner en contacto el soplete y el cable con partes a alta
temperatura o al rojo vivo.
- no someter el cable a excesivos esfuerzos de traducción.
- no hacer pasar el cable por aristas, esquinas cortantes o superficies
abrasivas.
- recoger el cable en espiras regulares si su longitud exceden lo que
sea necesario.
- no pasar con ningún medio por encima del cable ni pisarlo.
Atención.
- Antes de efectuar cualquier intervención en el soplete, dejar enfriar al
menos durante el tiempo de "post-aire"
- Excepto casos especiales, se aconseja sustituir electrodo y boquilla al
mismo tiempo.
- Respetar el orden de montaje de los componentes del soplete (sentido
inverso respecto al desmontaje).
- Prestar atención en que el anillo distribuidor se monte en el sentido
correcto.
- Volver a montar el portaboquilla enroscándolo a fondo manualmente
con un ligero forzado.
- No montar en ningún caso el portaboquilla sin haber montado antes el
electrodo, anillo distribuidor y boquilla.
- Evitar mantener encendido inútilmente el arco piloto en aire para no
aumentar el consumo del electrodo, del difusor y de la boquilla.
- No ajustar el electrodo con demasiada fuerza ya que se arriesga a
dañar el soplete.
- La rapidez y un correcto procedimiento de los controles en las partes
de consumo del soplete son vitales para la seguridad y la
funcionalidad del sistema de corte.
- Si se detectan daños en el aislamiento como fracturas, grietas, y
quemaduras o un aflojamiento de los conductos eléctricos, el soplete
no puede seguir utilizándose ya que no se cumplen las condiciones de
seguridad. En este caso la reparación (mantenimiento extraordinario)
no puede efectuarse en el lugar sino que debe realizarse en un centro
de asistencia autorizado, capaz de efectuar las pruebas especiales de
ensayo después de la reparación.
Filtro de aire comprimido
- El filtro está provisto de descarga automática de la condensación cada
vez que se desconecta de la línea de aire comprimido.
- Revisar periódicamente el filtro; si se detecta la presencia de agua en
el depósito debe efectuarse una purga manual empujando hacia
arriba el racor de descarga.
- Si el cartucho filtrante está especialmente sucio, es necesario efectuar
la sustitución para evitar pérdidas de carga excesivas.
MANTENIMIENTO EXTRAORDINARIO
LAS OPERACIONES DE MANTENIMIENTO EXTRAORDINARIO
DEBEN SER EFECTUADAS EXCLUSIVAMENTE POR PERSONAL
MECÁNICO.
---------------------------------------------------------------------------------------------
¡ATENCIÓN! ANTES DE QUITAR LOS PANELES DE LA
ALIMENTACIÓN.
Eventuales controles efectuados bajo tensión en el interior de la
máquina pueden causar una descarga eléctrica grave originada por
el contacto directo con partes en tensión.
---------------------------------------------------------------------------------------------
- Periódicamente y en cualquier caso con una cierta frecuencia en
función de la utilización y del nivel de polvo del ambiente, revisar el
interior de la máquina y quitar el polvo depositado en el transformador,
rectificador, inductancia, resistencias mediante un chorro de aire
comprimido seco (máx. 10 bar)
- Evitar dirigir el chorro de aire comprimido a las tarjetas electrónicas;
limpiarlas con un cepillo muy suave o disolventes apropiados.
- Aprovechar la ocasión para comprobar que las conexiones eléctricas
estén bien ajustadas y que los cableados no presenten daños en el
aislamiento.
- Comprobar la integridad y la sujeción de las tuberías y los racores del
circuito de aire comprimido.
- Al final de estas operaciones volver a montar los paneles de la
máquina ajustando a fondo los tornillos de fijación.
- Evitar absolutamente realizar operaciones de corte con la máquina
abierta.
8. BÚSQUEDA DE AVERÍAS
SI SE DETECTA UN FUNCIONAMIENTO NO SATISFACTORIO Y
ANTES DE EFECTUAR COMPROBACIONES MÁS SISTEMÁTICAS O
DE DIRIGIRSE A SU CENTRO DE ASISTENCIA, CONTROLAR QUE:
- No esté encendido el led amarillo que indica que ha intervenido la
seguridad térmica de subida o bajada de tensión o de corto circuito.
- Asegúrese de que se ha respetado la relación de intermitencia
nominal; en caso de intervención de la protección termostática
esperar a que la máquina se enfríe de manera natural y comprobar la
funcionalidad del ventilador.
- Controlar la tensión de línea: si el valor es demasiado elevado o
demasiado bajo, la máquina queda bloqueada.
- Controlar que no haya un cortocircuito en la salida de la máquina: en
este caso elimine el inconveniente.
- Las conexiones del circuito de corte estén correctamente efectuadas,
especialmente que la pinza del cable de masa esté efectivamente
conectada a la pieza y sin ninguna interposición de materiales
aislantes (por ejemplo, pinturas).
DEFECTOS DE CORTE MÁS COMUNES
Durante las operaciones de corte pueden presentarse defectos de
ejecución que normalmente no se deben atribuir a anomalías de
funcionamiento de la instalación sino a otros aspectos operativos:
a)-Penetración insuficiente o excesiva formación de desechos:
- Velocidad de corte demasiado elevada.
- Soplete demasiado inclinado.
- Espesor de la pieza excesivo o corriente de corte demasiado baja.
- Presión-caudal de aire comprimido no adecuada.
- Electrodo y boquilla del soplete gastados.
- Clavija del portaboquilla inadecuada.
b)-Falta de transferencias del arco de corte:
- Electrodo gastado.
- Mal contacto del borne del cable de retorno.
c)-Interrupción del arco de corte:
- Velocidad de corte demasiado baja.
- Distancia soplete-pieza excesiva.
- Electrodo gastado.
- Intervención de una protección.
d)-Corte inclinado (no perpendicular):
- Posición del soplete no correcta.
- Desgaste asimétrico del agujero de la boquilla y/o montaje no
correcto de los componentes del soplete.
- Presión del aire no adecuada.
e)-Desgaste excesivo de la boquilla y el electrodo
- Presión de aire demasiado baja.
- Aire contaminado (humedad-aceite).
- Portaboquilla dañado.
- Exceso de cebados de arco piloto en aire.
- Velocidad excesiva con retorno de partículas fundidas en los
componentes del soplete.
Page 24
________________(P)_______________
- 24 -
MANUAL DE INSTRUÇÕES
ATENÇÃO! ANTES DE UTILIZAR O SISTEMA DE CORTE PLASMA
LER COM ATENÇÃO O MANUAL DE INSTRUÇÕES!
SISTEMAS DE CORTE PLASMA PREVISTOS PARA USO
PROFISSIONAL E INDUSTRIAL
1. SEGURANÇA GERAL PARA O CORTE A ARCO PLASMA
O operador deve ter conhecimento suficiente sobre o uso seguro
dos sistemas de corte plasma e deve estar informado sobre os
riscos ligados aos procedimentos para soldadura a arco e técnicas
conexas, às medidas de protecção relativas e aos procedimentos
de emergência.
(Consultar também a “ESPECIFICAÇÃO TÉCNICA IEC ou CLC/TS
62081”: INSTALAÇÃO E USO DAS APARELHAGENS PARA A
SOLDADURA A ARCO E TÉCNICAS CONEXAS).
- Evitar os contactos directos com o circuito de corte; a tensão no
vácuo fornecida pelo sistema de corte plasma pode ser perigosa
em algumas circunstâncias.
- A ligação dos cabos do circuito de corte, as operações de
controlo e de reparação devem ser executadas com o sistema de
corte desligado e desconectado da rede de alimentação.
- Desligar o sistema de corte plasma e desconectar da rede de
alimentação antes de substituir as partes de desgaste da tocha.
- Executar a instalação eléctrica segundo as normas e leis
previstas de protecção contra acidentes.
- O sistema de corte plasma deve ser ligado exclusivamente a um
sistema de alimentação com condutor de neutro ligado à terra.
- Verificar que a tomada de alimentação esteja liga da
correctamente à terra de protecção.
- Não utilizar o sistema de corte plasma em ambientes húmidos ou
molhados ou sob chuva.
- Não utilizar cabos com isolamento deteriorado ou com conexões
afrouxadas.
- Não cortar em recipientes ou tubagens que contenham ou que
tenham contido produtos inflamáveis líquidos ou gasosos.
- Evitar de operar em materiais limpos com solventes clorados ou
próximo a tais substâncias.
- Não cortar em recipientes sob pressão.
- Afastar da área de trabalho todas as substâncias inflamáveis (p.
ex. madeira, papel, panos, etc.)
- Garantir uma circulação de ar adequada ou de meios
apropriados para remover os fumos produzidos pelas
operações de corte plasma; é necessária uma verificação
sistemática para avaliar os limites à exposição dos fumos
produzidos pelas operações de corte em função da sua
composição, concentração e duração da própria exposição.
- Adoptar um isolamento eléctrico adequado em relação ao bico
,*
da tocha de corte plasma, a peça em processamento e eventuais
partes metálicas colocadas no chão situadas nas proximidades
(acessíveis).
Isto normalmente pode ser obtido usando luvas, calçados,
capacete e roupas previstas para tal fim e por meio do uso de
estrados ou tapetes isolantes.
- Proteger sempre os olhos com vidros inactínicos montados em
máscaras ou capacetes.
Usar os dispositivos protectores apropriados à prova de fogo
evitando de expor a epiderme aos raios ultravioletas e
infravermelhos produzidos pelo arco; a protecção deve ser
estendida a outras pessoas próximas ao arco por meio de
protecções ou cortinas não reflexivas.
- Ruído: Se por causa de operações de corte muito intensivas for
verificado um nível de exposição diária pessoal (LEPd) igual ou
maior de 85db(A), é obrigatório o uso de meios de protecção
individual adequados.
)
- Os campos electromagnéticos gerados pelo processo de corte
plasma podem interferir com o funcionamento de aparelhagens
eléctricas e electrónicas.
Os portadores de aparelhagens eléctricas ou electrónicas vitais
(p. ex. Pacemaker, respiradores etc...), devem consultar o
médico antes de parar próximo a áreas de utilização deste
sistema de corte plasma.
Aos portadores de dispositivos eléctricos ou electrónicos vitais
é desaconselhada a utilização deste sistema de corte plasma.
- Este sistema de corte plasma satisfaz os requisitos do standard
técnico de produto para o uso exclusivo em ambientes
industriais e com finalidade profissional.
Não é garantida a correspondência à compatibilidade
electromagnética em ambiente doméstico.
PRECAUÇÕES SUPLEMENTARES
AS OPERAÇÕES DE CORTE PLASMA:
- Em ambiente a risco acrescentado de choque eléctrico;
- Em espaços limítrofes;
- Na presença de materiais inflamáveis ou explosivos;
DEVEM ser previamente avaliadas por um “Responsável
experiente” e executadas sempre com a presença de outras
pessoas instruídas para interv enções em caso de
emergência.
DEVEM ser adoptados os meios técnicos de protecção
descritos em 5.10; A.7; A.9. da “ESPECIFICAÇÃO TÉCNICA
IEC ou CLC/TS 62081”.
- DEVEM ser proibidas as operações de corte enquanto a fonte
de corrente for segurada pelo operador (p. ex. por meio de
correias).
- DEVEM ser proibidas as operações de corte com operador
erguido do chão, salvo o eventual uso de plataformas de
segurança.
- ATENÇÃO! SEGURANÇA DO SISTEMA PARA CORTE PLASMA
Somente o modelo previsto de tocha e a relativa combinação
com a fonte de corrente, conforme indicado nos “DADOS
TÉCNICOS” garante que as seguranças previstas pelo
fabricante sejam eficazes (sistema de intertravamento).
- NÃO UTILIZAR tochas e relativas partes de consumo de
origem diferente.
- NÃO TENTAR DE ACOPLAR À FONTE DE CORRENTE tochas
construídas para procedimentos de corte ou SOLDADURA não
previstos nestas instruções.
- A FALTA DE RESPEITO DESTAS REGRAS pode causar
GRAVES perigos para a segurança física do utente e danificar
a aparelhagem.
RISCOS RESÍDUOS
-TOMBAMENTO: colocar a fonte de corrente para corte plasma
sobre uma superfície horizontal com capacidade adequada à
massa; caso contrário (p. ex. pavimentações inclinadas,
desniveladas etc...) existe o perigo de tombamento.
-USO IMPRÓPRIO: é perigosa a utilização do sistema de corte
plasma para qualquer processamento diferente daquele previsto.
2. INTRODUÇÃO E DESCRIÇÃO GERAL
Estes geradores são fabricados com a mais recente tecnologia Inversor
com IGBT e projectados para o corte manual de chapas de qualquer
metal e para o corte de chapas gradeadas furadas (onde previsto).
A regulação da corrente do mínimo ao máximo de modo contínuo
permite de garantir uma qualidade elevada de corte com a variação da
espessura e do tipo de metal.
O ciclo de corte é activado por um arco piloto que, conforme o modelo:
pode ser desencadeado pelo curto-circuito eléctrodo bico ou por uma
descarga de alta frequência (HF).
CARACTERÍSTICAS PRINCIPAIS
- Dispositivo de controlo de tensão na tocha, pressão do ar, curtocircuito tocha (onde previsto).
- Protecção termostática.
- Visualização da pressão de ar (onde previsto).
ACESSÓRIOS DE SÉRIE
- Tocha para corte plasma.
- Kit de conexões para ligação de ar comprimido.
ACESSÓRIOS SOB ENCOMENDA
- Kit de eléctrodos-bico sobressalente.
- Kit de eléctrodos-bicos prolongados (onde previsto).
3. DADOS TÉCNICOS
PLACA DE DADOS
Os principais dados relativos ao uso e aos desempenhos do sistema de
corte plasma estão resumidos na placa de características com o
significado a seguir:
1- Norma EUROPEIA de referência para a segurança e a fabricação
das máquinas de soldadura a arco e corte plasma.
2- Símbolo da estrutura interna da máquina.
3- Símbolo do procedimento de corte plasma.
4- Símbolo S: indica que podem ser executadas operações de corte
num ambiente com risco acrescentado de choque eléctrico (p. ex.
muito próximo a grandes massas metálicas).
5- Simbolo da linha de alimentação:
Fig. A
Page 25
1~: tensão alternada monofásica admitido.
- 25 -
3~: tensão alternada trifásica
6- Grau de protecção do invólucro.
7- Dados característicos da linha de alimentação:
-U :Tensão alternada e frequência de alimentação da máquina
1
(limites admitidos ±10%):
-I :Corrente máxima absorvida pela linha.
1 max
-I :Corrente efectiva de alimentação
1eff
8- Desempenhos do circuito de corte:
-U :tensão máxima em vácuo (circuito de corte aberto).
0
-I /U :Corrente e tensão correspondente normalizada que podem
2 2
ser distribuídas pela máquina durante o corte.
-X :Relação de intermitência: indica o tempo durante o qual a
máquina pode fornecer a corrente correspondente (mesma
coluna). Exprime-se em %, na base de um ciclo de 10min
(p.ex. 60% = 6 minutos de trabalho, 4 minutos paragem; e
assim por diante).
Se os factores de utilização (da placa, referidos a 40ºC
ambiente) forem superados, entrará em acção a
intervenção da protecção térmica (a máquina permanece
em stand-by até a sua temperatura voltar nos limites
admitidos.
-A/V-A/V: Indica a gama de regulação da corrente de corte (mínimo –
9- Número de série para a identificação da máquina (indispensável
10- :Valor dos fusíveis com accionamento retardado a prever
11- Símbolos referidos a normas de segurança cujo significado está
Nota: O exemplo da placa reproduzido é indicativo para o significado
dos símbolos e dos valores; os valores exactos dos dados técnicos do
sistema de corte plasma em próprio poder devem ser verificados
directamente na placa da própria unidade.
OUTROS DADOS TÉCNICOS:
- FONTE DE CORRENTE: ver tabela 1 (TAB.1).
- TOCHA: ver tabela 2 (TAB.2).
O peso da máquina está contido na tabela 1 (TAB. 1).
4. DESCRIÇÃO DO SISTEMA DE CORTE PLASMA
A máquina é essencialmente composta por módulos de potência
realizados sobre circuitos impressos e optimizados para obter a máxima
fiabilidade e manutenção reduzida.
1- Entrada da linha de alimentação monofásica, conjunto rectificador e
2- Ponte switching com transistores (IGBT) e drivers; comuta a tensão de
3- Transformador de alta frequência: o enrolamento primário é
4- Ponte rectificadora secundária com indutância de nivelamento:
5- Electrónica de controlo e regulação: controla instantaneamente o
DISPOSITIVOS DE CONTROLO, REGULAÇÃO E CONEXÃO
Painel traseiro (Fig. C)
1- Interruptor geral
2- Cabo de alimentação
3- Conexão de ar comprimido (não presente na versão Kompressor)
4- Redutor de pressão para conexão de ar comprimido (onde previsto).
Painel dianteiro (Fig. D1)
1- Manípulo de regulação da corrente de corte.
2- Led amarelo de sinalização alarme geral:
máximo) à tensão correspondente de arco.
para assistência técnica, pedido de peças sobressalentes, busca da
origem do produto).
para a protecção da linha
indicado no capítulo 1 “Segurança geral para a soldadura a arco”.
(FIG. B)
condensadores de nivelamento.
linha rectificada em tensão alternada de alta frequência e efectua a
regulação da potência em função da corrente/tensão de corte exigida.
alimentado com a tensão convertida pelo bloco 2; o mesmo tem a
função de adaptar tensão e corrente aos valores necessários para o
processo de corte e simultaneamente de isolar galvanicamente o
circuito de corte da linha de alimentação.
comuta a tensão/corrente alternada fornecida pelo enrolamento
secundário em corrente/ tensão contínua com baixíssima ondulação.
valor da corrente de corte e o compara com o valor configurado pelo
operador; modula os impulsos de comando dos drivers dos IGBT que
efectuam a regulação.
Determina a resposta dinâmica da corrente durante o corte e
supervisiona os sistemas de segurança.
I (ON) Gerador pronto para o funcionamento, não está presente a
tensão na tocha. Gerador em Stand-by.
O (OFF) Inibido qualquer funcionamento; os dispositivos auxiliares e
os sinais luminosos estão apagados.
Conectar a máquina a um circuito de ar comprimido com mínimo 5
bar e max 8 bar (TAB. 2).
Permite de predispor a intensidade de corrente de cor te fornecida
pela máquina a adoptar em função da aplicação (espessura do
material/velocidade). Consultar os DADOS TÉCNICOS para a
relação correcta de intermitência trabalho-pausa a adoptar em
função da corrente seleccionada.
- Quando aceso indica superaquecimento de algum componente
do circuito de potências, ou anomalia da tensão de alimentação
de entrada (excesso e falta de tensão). Protecção por excesso e
subtensão de linha: bloqueia a máquina: a tensão de alimentação
está fora da faixa +/- 15% em relação ao valor de placa.
ATENÇÃO: Ultrapassar o limite de tensão superior, acima citado,
danificará seriamente o dispositivo.
- Durante esta fase é inibido o funcionamento da máquina.
- A restauração é automática (apaga o led amarelo) depois que
uma das anomalias entre aquelas indicadas acima volta no limite
3- Led amarelo de sinalização presença tensão na tocha.
- Quando aceso indica que o circuito de corte está activado: Arco
- Normalmente está apagado (circuito de corte desactivado) com o
- Está apagado, com o botão da tocha accionado, nas seguintes
4- Led verde de sinalização presença tensão rede e circuitos
auxiliares alimentados.
Os circuitos de controlo e serviço são alimentados.
5- Led vermelho de sinalização circuito de ar comprimido (onde
previsto).
Qunado aceso indica superaquecimento dos enrolamentos do
motor eléctrico instalado no compressor de ar.
6- Manómetro.
Permite a leitura da pressão do ar.
7- Conector conexão tocha.
Tocha com acoplamento directo ou centralizado.
- O botão tocha é o único órgão de controlo por onde pode ser
- Ao terminar a acção no botão o ciclo é interrompido
- Manobras acidentais: para dar o consenso de início ciclo, a acção
- Segurança eléctrica: a função do botão é inibida se o porta-bico
8- Conector cabo de massa
Painel dianteiro (Fig. D2)
1- Manípulo de regulação da corrente de corte.
Permite de predispor a intensidade de corrente de corte fornecida
pela máquina a adoptar em função da aplicação (espessura do
material/velocidade). Consultar os DADOS TÉCNICOS para a
relação correcta de intermitência trabalho-pausa a adoptar em
função da corrente seleccionada.
2- Led vermelho de sinalização alarme geral:
- Quando aceso indica superaquecimento de algum componente
- Durante esta fase é inibido o funcionamento da máquina.
- A restauração é automática (apaga o led vermelho) depois que
3- Led amarelo de sinalização presença tensão na tocha.
- Qunado aceso indica que o circuito de corte está activado: Arco
- Normalmente está apagado (circuito de corte desactivado) com o
- Está apagado, com o botão da tocha accionado, nas seguintes
4- Led verde de sinalização presença tensão rede e circuitos
auxiliares alimentados.
Os circuitos de controlo e serviço são alimentados.
5- Led amarelo de sinalização de falta de fase (onde previsto).
Quando está aceso o led amarelo indica-se a falta de uma fase de
alimentação, o funcionamento é inibido e a restauração é
automática após 4 segundos da solução da anomalia.
6- Sinalização de anomalia do circuito de ar comprimido (onde
previsto).
Led AMARELO (Fig. D2-6) junto com o led VERMELHO de alarme
geral (Fig.D2-2 ).
Quando está aceso indica que a pressão de ar para o
funcionamento correcto da tocha é insuficiente. Durante esta fase é
inibido o funcionamento da máquina.
A restauração é automática (apagam-se os leds) depois que a
pressão voltar no limite admitido.
7- Botão de ar (onde previsto).
Carregando este botão, o ar continua a sair pela tocha durante um
tempo fixo.
Tipicamente usa-se:
- para arrefecer a tocha
- na fase de regulação da pressão no manómetro.
8- Manómetro.
Permite a leitura da pressão do ar.
9- Conector conexão tocha.
Tocha com acoplamento directo ou centralizado.
Piloto ou Arco de Corte "ON".
botão da tocha NÃO accionado (condição de stand-by).
condições:
- Durante a fase de PÓS AR.
- Se o arco piloto não for transferido à peça no tempo máximo de 2
segundos.
Se o arco de corte se interrompe devido a excessiva distância
tocha-peça, desgaste excessivo do eléctrodo ou afastamento
forçado da tocha da peça.
- Se interferiu um sistema de SEGURANÇA.
comandado o início e a paragem das operações de corte.
instantaneamente em qualquer fase, salvo a manutenção do ar de
arrefecimento (pós-ar).
no botão deve ser exercida durante um tempo mínimo de alguns
décimos de segundo.
isolante NÃO estiver montado no cabeçote da tocha, ou sua
montagem não está correcta.
do circuito de potência, ou anomalia da tensão de alimentação de
entrada (excesso e sub-tensão). Protecção por excesso e subtensão de linha: bloqueia a máquina: a tensão de alimentação
está fora da faixa +/- 15% em relação ao valor de placa.
ATENÇÃO: Ultrapassar o limite de tensão superior, acima citado,
danificará seriamente o dispositivo.
uma das anomalias entre aquelas indicadas acima volta no limite
admitido.
Piloto ou Arco de Corte "ON".
botão da tocha NÃO accionado (condição de stand-by).
condições:
- Durante a fase de PÓS AR.
- Se o arco piloto não for transferido à peça no tempo máximo de 2
segundos.
Se o arco de corte se interrompe devido a excessiva distância
tocha-peça, desgaste excessivo do eléctrodo ou afastamento
forçado da tocha da peça.
- Se interferiu um sistema de SEGURANÇA.
Page 26
- O botão tocha é o único órgão de controlo por onde pode ser
- 26 -
comandado o início e a paragem das operações de corte.
- Ao terminar a acção no botão o ciclo é interrompido
instantaneamente em qualquer fase, salvo a manutenção do ar de
arrefecimento (pós-ar).
- Manobras acidentais: para dar o consenso de início ciclo, a acção
no botão deve ser exercida durante um tempo mínimo de alguns
décimos de segundo.
- Segurança eléctrica: a função do botão é inibida se o porta-bico
isolante NÃO estiver montado no cabeçote da tocha, ou sua
montagem não está correcta.
10- Conector cabo de massa
5. INSTALAÇÃO
---------------------------------------------------------------------------------------------
ATENÇÃO! EXECUTAR TODAS AS OPERAÇÕES DE
INSTALAÇÃO E LIGAÇÕES ELÉCTRICAS COM O SISTEMA DE
CO R TE P L AS MA R IG OR OS AM EN TE D ES LI GA DO E
DESCONECTADO DA REDE DE ALIMENTAÇÃO.
AS LIGAÇÕES ELÉCTRICAS DE VEM SER EXECUTADAS
EXCLUSIVAM EN TE POR PESSOAL ESPECIALIZADO OU
QUALIFICADO.
---------------------------------------------------------------------------------------------
PREPARAÇÃO
Desembalar a máquina, executar a montagem das par tes soltas,
contidas na embalagem.
Montagem do cabo de retorno-pinça de massa (Fig. E)
MODALIDADE DE IÇAMENTO DA MÁQUINA
Todas as máquinas descritas neste manual devem ser levantadas
utilizando a alça ou a correia fornecida, se prevista para o modelo
(montada como descrito na FIG. F).
ASSENTAMENTO DA MÁQUINA
Identificar o lugar da instalação da máquina de forma que não haja
obstáculos na correspondência da abertura de entrada e de saída do ar
de arrefecimento; verificar ao mesmo tempo que não sejam aspiradas
poeiras condutivas, vapores corrosivos, humidade, etc.
Manter no mínimo 250mm de espaço livre ao redor da máquina.
---------------------------------------------------------------------------------------------
ATENÇÃO! Posicionar a máquina sobre uma superfície
plana com capacidade adequada ao peso para evitar o seu
tombamento ou deslocamentos perigosos.
---------------------------------------------------------------------------------------------
LIGAÇÃO À REDE
- Antes de efectuar qualquer ligação eléctrica, verificar que os dados da
placa da fonte de corrente correspondam à tensão e frequência de
rede disponíveis no lugar da instalação.
- A fonte de corrente deve ser ligada exclusivamente a um sistema de
alimentação com condutor de neutro ligado à terra.
- Para garantir a protecção contra o contacto indirecto usar
interruptores diferenciais do tipo:
- Tipo A ( ) para máquinas monofásicas;
- Tipo B ( ) para máquinas trifásicas.
- A fim de satisfazer os requisitos da Norma EN 61000-3-11 (Flicker)
recomenda-se a ligação da fonte de corrente nos pontos de interface
da rede de alimentação que apresentam uma impedância menor, ver
a tabela 1 (TAB. 1).
Ficha e tomada
- Os modelos monofásicos com corrente absorvida inferior ou igual a
16A são dotados na origem com fio de alimentação com ficha
normalizada (2P+T) 16A \250V.
- Os modelos monofásicos com corrente absorvida superior a 16A e os
trifásicos são dotados com fio de alimentação a ligar com uma ficha
normalizada (2P+T) para os modelos monofásicos (3P+T) para os
modelos trifásicos, com potência adequada. Predispor uma tomada
de rede dotada de fusível ou interruptor automático; o terminal de
terra específico deve ser ligado ao condutor de terra (amarelo-verde)
da linha de alimentação.
- A tabela 1 (TAB. 1) contém os valores recomendados em ampére dos
fusíveis retardados de linha escolhidos segundo a corrente max.
nominal fornecida pela máquina e à tensão nominal de alimentação.
---------------------------------------------------------------------------------------------
ATENÇÃO! A falta de observação das regras expostas acima
torna ineficaz o sistema de segurança previsto pelo fabricante
(classe I) com, por conseguinte, graves riscos para as pessoas (p.
ex. choque eléctrico) e para as coisas (p. ex. incêndio).
---------------------------------------------------------------------------------------------
CONEXÕES DO CIRCUITO DE CORTE
---------------------------------------------------------------------------------------------
ATE NÇÃO! ANTES DE EXECUTAR AS SEGUINTES
LIGAÇÕES VERIFICAR QUE A FONTE DE CORRENTE ESTEJA
APAGADA E DESLIGADA DA REDE DE ALIMENTAÇÃO.
A Tabela 1 (TAB. 1) contém os valores recomendados para o cabo de
retorno (em mm2) segundo a corrente máxima fornecida pela máquina.
--------------------------------------------------------------------------------------------Ligação de ar comprimido (FIG. G).
- Predispor uma linha de distribuição de ar comprimido com pressão e
capacidade mínimas indicadas na tabela 2 (TAB. 2), nos modelos
previstos.
IMPORTANTE!
Não ultrapassar a pressão máxima de entrada de 8 bar. Ar que contém
quantidades altas de humidade ou de óleo pode causar um desgaste
excessivo das partes de consumo ou danificar a tocha. Se existirem
dúvidas sobre a qualidade do ar comprimido à disposição é
recomendável a utilização de um secador de ar, a ser instalado no filtro
de entrada. Ligar, com uma tubagem flexível, a linha de ar comprimido à
máquina, utilizando uma das conexões fornecidas a montar no filtro de
ar de entrada, situado na parte traseira da máquina.
Ligação do cabo de retorno da corrente de corte.
Ligar o cabo de retorno da corrente de corte à peça a cortar ou à
bancada metálica de suporte observando as seguintes precauções:
- Verificar que seja estabelecido um bom contacto eléctrico,
principalmente se forem cortadas chapas com revestimentos
isolantes, oxidadas, etc.
- Executar a ligação de massa o mais próximo possível à zona de corte.
- A utilização de estruturas metálicas que não fazem parte da peça em
processamento, como condutor de retorno da corrente de corte, pode
ser perigosa para a segurança e dar resultados insuficientes no corte.
- Não executar a ligação de massa na parte da peça que deve ser
removida.
Ligação da tocha para corte plasma (FIG. H) (onde previsto).
Introduzir o terminal macho da tocha no conector centralizado situado no
painel frontal da máquina, fazendo coincidir a chave de polarização.
Aparafusar a fundo, no sentido horário, o anel de bloqueio para garantir a
passagem de ar e corrente sem perdas.
Em alguns modelos a tocha é fornecida já ligada à fonte de corrente.
IMPORTANTE!
Antes de iniciar as operações de corte, verificar a montagem correcta
das partes de consumo inspeccionando o cabeçote da tocha, conforme
indicado no capítulo “MANUTENÇÃO DA TOCHA”.
6. CORTE PLASMA: DESCRIÇÃO DO PROCEDIMENTO
O arco plasma e princípio de aplicação no corte plasma.
O plasma é um gás aquecido em temperatura extremamente elevada e
ionizado de forma a se tornar electricamente condutor. Esse
procedimento de corte utiliza o plasma para transferir o arco eléctrico à
peça metálica que é fundida pelo calor e separado. A tocha utiliza ar
comprimido proveniente de uma alimentação simples tanto para o gás
plasma como para o gás de arrefecimento e protecção.
Desencadeamento HF
Este tipo de desencadeamento é usado tipicamente em modelos com
correntes superiores a 50A.
O arranque do ciclo é causado por um arco de alta frequência/alta
tensão ("HF") que permite o acendimento de um arco piloto entre o
eléctrico (polaridade - ) e o bico da tocha (polaridade + ). Aproximando a
tocha à peça a cortar, ligado na polaridade (+) da fonte de corrente, o
arco piloto é transferido instaurando um arco plasma entre o eléctrodo (-)
e a própria peça (arco de corte). Arco piloto e HF são excluídos tão logo
o arco plasma se estabelece entre o eléctrodo e a peça.
O tempo de manutenção do arco piloto configurado na fábrica é de 2s; se
a transferência não for efectuada ness e tempo o ciclo é
automaticamente bloqueado, salvo a manutenção do ar de
arrefecimento.
Para iniciar de novo o ciclo é necessário soltar o botão tocha e carregar
de novo.
Desencadeamento em curto
Este tipo de desencadeamento é usado tipicamente em modelos com
correntes superiores a 50A.
A partida do ciclo é causada pelo movimento do eléctrodo dentro do bico
da tocha, que permite o acendimento de um arco piloto entre o eléctrodo
(polaridade -) e o próprio bico (polaridade +).
Aproximando a tocha à peça a cortar, ligado na polaridade (+) da fonte
de corrente, o arco piloto é transferido instaurando um arco plasma entre
o eléctrodo (-) e a própria peça (arco de corte).
O arco piloto é excluído tão logo o arco plasma se estabelece entre o
eléctrodo e a peça.
O tempo de manutenção do arco piloto configurado na fábrica é de 2s; se
a transferência não for efectuada ness e tempo o ciclo é
automaticamente bloqueado, salvo a manutenção do ar de
arrefecimento.
Para iniciar de novo o ciclo é necessário soltar o botão tocha e carregar
de novo.
Operações preliminares.
Antes de iniciar as operações de corte, verificar a montagem correcta
das partes de consumo inspeccionando o cabeçote da tocha, conforme
indicado no capítulo “MANUTENÇÃO DA TOCHA”.
- Ligar a fonte de corrente e configurar a corrente de corte (FIG. C-1)
segundo a espessura e o tipo de material metálico que se quer cortar.
Na TAB. 3 está reproduzida a velocidade de corte em função da
espessura para os materiais alumínio, ferro e aço.
- Carregar e soltar o botão da tocha causando o fluxo do ar (³30
segundos de pós ar).
- Regular, durante esta fase, a pressão do ar até ler no manómetro o
valor em “bar” exigido segundo a tocha utilizada (TAB. 2).
- Agir no botão de ar e fazer sair o ar da tocha.
- Agir no manípulo: puxar para cima para desbloquear e virar para
regular a pressão no valor indicado nos DADOS TÉCNICOS DA
TOCHA.
- Ler o valor exigido (bar) no manómetro; empurrar o manípulo para
Page 27
bloquear a regulação. maior do que a necessidade.
- 27 -
- Deixar terminar naturalmente o fluxo de ar para facilitar a remoção de - não transitar com nenhum meio em cima do cabo e não pisar por
eventual condensado que se acumulou na tocha. cima.
Importante: Atenção.
- Corte em contacto (com bico da tocha em contacto com a peça a - Antes de executar qualquer intervenção na tocha deixar que esfrie no
cortar): pode ser aplicado com corrente max de 40-50A (valores mínimo durante todo o tempo de “pós-ar”.
superiores de corrente levam à imediata destruição de bicoeléctrodo- porta bico).
- Corte à distância (com espaçador montado na tocha FIG. I): pode ser
aplicado para correntes superiores a 35A;
- Eléctrodo e bico prolongado: é aplicável onde previsto.
Operação de corte (FIG. L).
- Aproximar o bico da tocha na beirada da peça (cerca de 2 mm),
carregar o botão tocha; depois de cerca 1 segundo (pré-ar) é
executado o desencadeamento do arco piloto.
- Se a distância for adequada ao arco piloto transfere-se
imediatamente à peça efectuando o arco de corte.
- Deslocar a tocha sobre a superfície da peça ao longo da linha ideal de
corte com avanço regular.
- Adequar a velocidade de corte segundo a espessura e a corrente
seleccionada, controlando que o arco que sai pela superfície inferior
da peça assuma uma inclinação de 5-10º na vertical em sentido
oposto à direcção de avanço.
- Uma distância excessiva tocha-peça ou a ausência do material (fim
de corte) causa a imediata interrupção do arco.
- A interrupção do arco (de corte ou piloto) é obtida sempre ao soltar o
botão da tocha.
Furação (FIG. M)
Tendo que efectuar esta operação ou partidas no centro da peça,
desencadear com a tocha inclinada e colocá-la em movimento
progressivo na posição vertical.
- Este procedimento evitar que retornos de arco ou de partículas
fundidas estraguem o furo do bico reduzindo rapidamente a
funcionalidade.
- Furações de peças com espessura até 25% do máximo previsto na
faixa de utilização podem ser executadas directamente.
utilização podem ser executadas directamente.
7. MANUTENÇÃO
---------------------------------------------------------------------------------------------
ATENÇÃO! ANTES DE EXECUTAR AS OPERAÇÕES DE
MANUTENÇÃO, VERIFICAR QUE O SISTEMA DE CORTE PLASMA
ESTEJA RIGOROSAMENTE DESLIGADO E DESCONECTADO DA
REDE DE ALIMENTAÇÃO.
---------------------------------------------------------------------------------------------
MANUTENÇÃO ORDINÁRIA
AS OPERAÇÕES DE MANUTENÇÃO ORDINÁRIA PODEM SER
EXECUTADAS PELO OPERADOR.
TOCHA (FIG. N)
Periodicamente, em função da intensidade de uso ou se houver defeitos
de corte, verificar o estado de desgaste das partes da tocha envolvidas
pelo arco plasma.
1- Espaçador.
Substituir, se estiver deformado ou coberto de escórias a ponto de
tornar impossível a manutenção correcta da posição da tocha
(distância e perpendicularidade).
2- Porta-bico.
Desparafusar manualmente pelo cabeçote da tocha. Executar uma
limpeza cuidadosa ou substituir se estiver danificado (queimaduras,
deformações ou rachaduras). Verificar a integridade do sector
metálico superior (actuador de segurança da tocha).
3- Bico.
Controlar o desgaste do furo de passagem do arco plasma e das
superfícies internas e externas. Se o furo estiver alargado em relação
ao diâmetro original ou deformado, substituir o bico. Se as superfícies
estiverem muito oxidadas, limpá-las com papel abrasivo finíssimo.
4- Anel distribuidor do ar.
Verificar que não haja queimaduras ou rachaduras ou que não
tenham sido obstruídos os furos de passagem de ar. Se estiver
danificado, substituir imediatamente.
5- Eléctrodo
Substituir o eléctrodo quando a profundidade da cratera que se forma
na superfície de emissão é de cerca 1,5 mm (FIG. O).
6- Corpo tocha, pega e cabo.
Normalmente estes componentes não necessitam de manutenção
especial, salvo uma inspecção periódica e uma limpeza profunda a
executar sem utilizar solventes de qualquer tipo. Se forem
encontrados danos no isolamento, tais como fracturas, rachaduras e
queimaduras, ou afrouxamento das condutas eléctricas, a tocha não
pode ser mais utilizada, pois as condições de segurança não são
satisfeitas.
Neste caso a reparação (manutenção extraordinária) não pode ser
efectuada no lugar mas confiada a um centro de assistência
autorizado, capaz de efectuar as provas especiais de ensaio após a
reparação.
Para manter a tocha e o cabo eficientes, é necessário adoptar
algumas precauções:
- não colocar em contacto a tocha e o cabo com partes quentes ou
incandescentes.
- não submeter o cabo a esforços excessivos de tracção.
- não fazer transitar o cabo em cantos vivos, afiados ou superfícies
abrasivas.
- recolher o cabo em espirais regulares se o seu comprimento for
- Salvo casos especiais, é recomendável substituir eléctrodo e bico
simultaneamente.
- Respeitar a ordem de montagem dos componentes da tocha (inverso
em relação à desmontagem).
- Prestar atenção que o anel distribuidor seja montado no sentido
correcto.
- Remontar o porta-bico aparafusando-o a fundo manualmente
forçando de leve.
- Em nenhum caso montar o porta-bico sem ter previamente montado o
eléctrodo, o anel distribuidor e o bico.
- Evitar de deixar aceso inutilmente o arco piloto no ar a fim de não
aumentar o consumo do eléctrodo, do difusor e do bico.
- Não apertar o eléctrodo com força excessiva, pois arrisca-se de
danificar a tocha.
- A tempestividade e o procedimento correcto dos controlos nas partes
de consumo da tocha são vitais para a segurança e a funcionalidade
do sistema de corte.
- Se forem encontrados danos no isolamento, tais como fracturas,
rachaduras e queimaduras, ou afrouxamento das condutas eléctricas,
a tocha não pode ser mais utilizada, pois as condições de segurança
não são satisfeitas. Nesse caso a reparação (manutenção
extraordinária) não pode ser efectuada no lugar mas deve ser confiada
a um centro de assistência autorizado, capaz de efectuar as provas
especiais de ensaio após a reparação.
Filtro de ar comprimido
- O filtro possui a descarga automática do condensado todas as vezes
que for desligado da linha de ar comprimido.
- Inspeccionar periodicamente o filtro; se houver presença de água no
copo, pode ser executada descarga manual empurrando para cima a
conexão de descarga.
- Se o cartucho filtrante estiver muito sujo é necessária a substituição
para evitar perdas excessivas de carga.
MANUTENÇÃO EXTRAORDINÁRIA
AS OPERAÇÕES DE MANUTENÇÃO EXTRAORDINÁRIA DEVEM
SE R E XEC UTADAS EXC LUS IVAM ENT E PO R PE SSOAL
ESPECIALIZADO OU QUALIFICADO NO SECTOR ELÉCTRICOMECÂNICO.
---------------------------------------------------------------------------------------------
ATENÇÃO! ANTES DE REMOVER OS PAINÉIS DA MÁQUINA
E ACEDER À SUA PARTE INTERNA, VERIFICAR QUE ESTEJA
DESLIGADA E DESCONECTADA DA REDE DE ALIMENTAÇÃO.
Eventuais controlos executados sob tensão dentro da máquina
podem causar choque eléctrico grave causado por contacto
directo com partes sob tensão.
---------------------------------------------------------------------------------------------
- Periodicamente e de qualquer maneira com frequência em função da
utilização e da poeira do ambiente, inspeccionar dentro da máquina e
remover a poeira que se depositou no transformador, rectificador,
indutância, resistências mediante um jacto de ar comprimido seco
(max 10 bar).
- Evitar de dirigir o jacto de ar comprimido nas placas electrónicas;
providenciar a sua eventual limpeza com uma escova muito macia ou
solventes apropriados.
- Na ocasião verificar que as conexões eléctricas estejam bem
apertadas e as fiações não apresentem danos no isolamento.
- Verificar a integridade e a vedação das tubagens e conexões do
circuito de ar comprimido.
- No fim de tais operações remontar os painéis da máquina apertando a
fundo os parafusos de fixação.
- Evitar absolutamente de executar operações de corte com a máquina
aberta.
8. LOCALIZAÇÃO DE AVARIAS
SE PORVENTURA HOUVER UM FUNCIONAMENTO
INSATISFATÓRIO, E ANTES DE EXECUTAR VERIFICAÇÕES MAIS
SISTEMÁTICAS OU PROCURAR O PRÓPRIO CENTRO DE
ASSISTÊNCIA, CONTROLAR QUE:
- N]ao esteja aceso o led amarelo que sinaliza a intervenção da
segurança térmica de excesso ou subtensão ou de curto-circuito.
- Verificar de ter observado a relação de intermitência nominal; em caso
de intervenção da protecção termostática esperar o arrefecimento
natural da máquina, verificar a funcionalidade do ventilador.
- Controlar a tensão de linha: se o valor estiver muito alto ou muito baixo
a máquina permanece em bloqueio.
- Controlar que não haja um curto-circuito na saída da máquina: nesse
caso, proceder à eliminação do inconveniente.
- As ligações do circuito de corte estejam efectuadas correctamente,
principalmente que a pinça do cabo de massa esteja efectivamente
ligada à peça e sem interposição de materiais isolantes (por ex.
Tintas).
DEFEITOS DE CORTE MAIS COMUNS
Durante as operações de corte podem apresentar-se defeitos de
execução que normalmente não devem ser atribuídos a anomalias de
funcionamento da instalação mas a outros aspectos operacionais, tais
como:
a-Penetração insuficiente ou formação excessiva de escória:
- Velocidade de corte muito alta.
Page 28
- Tocha muito inclinada.
- 28 -
- Espessura excessiva da peça ou corrente de corte muito baixa.
- Pressão-capacidade de ar comprimido não adequada.
- Eléctrodo e bico da tocha desgastados.
- Pontalete porta-bico inadequado.
b- Falha de transferência do arco de corte:
- Eléctrodo consumido.
- Mau contacto do borne do cabo de retorno.
c-Interrupção do arco de corte:
- Velocidade de corte muito baixa.
- Distância tocha-peça excessiva.
- Eléctrodo consumido.
- Intervenção de uma protecção.
d- Corte inclinado (não perpendicular):
- Posição da tocha não correcta.
- Desgaste assimétrico do furo do bico e/ou montagem não correcta
dos componentes da tocha.
- Pressão inadequada de ar.
e-Desgaste excessivo de bico e eléctroco:
- Pressão de ar muito baixa.
- Ar contaminado (humidade-óleo).
- Porta-bico danificado.
- Excesso de desencadeamentos de arco piloto no ar.
- Velocidade excessiva com retorno de partículas fundidas nos
componentes da tocha.
_______________(NL)______________
INSTRUCTIEHANDLEIDING
OPGELET! VOORDAT MEN HET SYSTEEM VAN PLASMASNIJDEN
GEBRUIKT MOET MEN AANDACHTIG DE
INSTRUCTIEHANDLEIDING LEZEN!
SY STE MEN VA N PL ASM ASN IJD EN VOOR ZI E N VO OR
PROFESSIONEEL EN INDUSTRIEEL GEBRUIK
1. AL GEM ENE V EILIG HEID VOOR HE T S NIJ DEN MET
PLASMABOOG
De operator moet voldoende ingelicht zijn voor wat betreft een
veilig gebruik van de systemen van plasmasnijden en de risico’s in
verband met de procedures van het booglassen en aanverwante
technieken en over de desbetreffende beschermingsmaatregelen
en procedures bij noodgevallen.
(Ook beroep doen op de "TECHNISCHE SPECIFICATIE IEC of
CLC/TS 62081”: INSTALLATIE EN GEBRUIK VAN DE APPARATUUR
VOOR BOOGLASSEN EN AANVERWANTE TECHNIEKEN).
- Rechtstreeks contact met het snijcircuit vermijden; de
nullastspanning geleverd door het systeem van plasmasnijden
kan in bepaalde gevallen gevaarlijk zijn.
- De verbinding van de kabels van het snijcircuit, de operaties van
nazicht en herstelling moeten altijd uitgevoerd worden met het
snijsystee m u it ge schakeld en losg ekop pe ld van het
voedingsnet.
- Het systeem van plasmasnijden uitschakelen en loskoppelen
van het voedingsnet voordat men de versleten elementen van de
toorts vervangt.
- De elektrische installatie uitvoeren volgens de voorziene
ongevallenpreventienormen en –wetten.
- Het systeem van plasmasnijden moet uitsluitend verbonden
worden met een voedingsnet met een neutraalgeleider
verbonden met de aarde.
- Verifiëren of het voedingscontact correct verbonden is met de
beschermende aarde.
- Het systeem van plasmasnijden niet gebruiken in vochtige of
natte ruimten of in de regen.
- Geen kabels met een versleten isolering of met loszittende
verbindingen gebruiken.
- Niet snijden op containers, bakken of leidingen die vloeibare of
gasachtige ontvlambare producten bevatten of bevat hebben.
- Vermijden te werken op materialen die schoongemaakt zijn met
chloorhoudende oplosmiddelen of in de nabijheid van dergelijke
producten.
- Niet snijden op bakken onder druk.
- Alle ontvlambare producten uit de werkzone verwijderen (vb.
hout, papier, vodden, enz.).
- Zorgen voor een adequate ventilatie of voor geschikte middelen
voor de afvoer van de rook geproduceerd door de operaties van
het plasmasnijden; er is een systematische benadering nodig
voor de evaluatie van de limieten van blootstelling aan de rook
geproduceerd door de operaties van het snijden in functie van
hun sam enste lling, concentratie en tijdsdu ur van de
blootstelling zelf.
- Een adequate elektrische isolering gebruiken tegenover de
,*
sproeier van de toorts van plasmasnijden, het stuk in bewerking
en eventuele metalen gedeelten in de nabijheid op de grond
geplaatst (toegankelijk)
Dit kan normaal bekomen worden door het dragen van
handschoenen, veiligheidsschoeisel, hoofddeksels en voor dit
doel voorziene kledij en middels het gebruik van voetplanken of
isolerende tapijten.
- De ogen altijd beschermen met de speciaal daartoe bestemde
niet-actinistische glazen gemonteerd op maskers of helmen.
De speciale beschermende vuurwerende kledingsstukken
dragen en hierbij vermijden de huid bloot te stellen aan de
ultraviolet en infrarood stralen geproduceerd door de boog; de
bescherming moet ook uitgebreid worden naar de andere
personen in de nabijheid van de boog middels niet reflecterende
schermen of gordijnen.
- Lawaai: Indien er wegens bijzonder intensieve operaties van
snijden een niveau van persoonlijke dagelijkse blootstelling
(LEPd) gelijk aan of groter dan 85db(A) wordt vastgesteld, is het
gebruik van adequate persoonlijke beschermingsmiddelen
verplicht.
)
- De elektromagnetische velden gegenereerd door het proces van
plasmasnijden kunnen interfereren met de werking van de
elektrische en elektronische apparatuur.
De dragers van vitale elektrische of elektronische apparatuur (vb.
Pace-maker, ademhalingsstoestellen, enz...) moeten de
geneesheer raadplegen voordat ze blijven staan in de nabijheid
van de gebruikszones van dit systeem van plasmasnijden.
Men raadt het gebruik van dit systeem van plasmasnijden af aan
de dragers van vitale elektrische of elektronische apparatuur.
- Dit systeem van plasmasnijden voldoet aan de vereisten van de
technische standaards voor producten voor een uitsluitend
gebruik in industriële ruimten en voor professionele doeleinden.
De overeenstemming met de elektromagnetische compatibiliteit
in een huiselijke ruimte is niet gegarandeerd.
SUPPLEMENTAIRE VOORZORGSMAATREGELEN
DE OPERATIES VAN PLASMASNIJDEN
- In een ruimte met een verhoogd risico van elektroshock;
- In aangrenzende ruimten;
- In aanwezigheid van ontvlambare of ontploffende materialen
MO ET E N vo or af geëva lueerd w orde n door ee n
"Verantwoordelijke expert” en altijd uitgevoerd worden in
aanwezigheid van andere personen die opgeleid zijn voor
ingrepen in noodgeval.
De technische beschermingsmiddelen beschreven in 5.10;
A.7; A.9. van de "TECHNISCHE SPECIFICATIE IEC of CLC/TS
62081” MOETEN toegepast worden.
- De operaties van snijden MOETEN verboden zijn terwijl de
stroombron door de operator ondersteund wordt (vb. middels
riemen).
- De operaties van snijden MOETEN verboden zijn met een
operator die van de grond opgeheven staat, behoudens het
eventueel gebruik van een veiligheidsplatform
- OP GELET ! VEI LIG HEI D VAN HET SYS TEE M VO OR
PLASMSNIJDEN.
Alleen het voorzien model van toorts en de bijhorende
combinatie met de stroombron zoals aangeduid in de
"TECHNISCHE GEGEVENS” garandeert dat de beveiligingen
voorzien door de fabrikant efficiënt zijn (systeem van
tussenblokkering).
- GEEN toor tsen en bijhorende verbruikselementen van
verschillende oorsprong gebruiken.
- NIET PROBEREN AAN DE STROOMBRON toortsen TE
KOPPELEN die gebouwd zijn voor procedures van snijden of
LASSEN niet voorzien in deze instructies.
- HET NIET IN ACHT NEMEN VAN DEZE REGELS kan een
ERNSTIG gevaar inhouden voor de fysische veiligheid van de
gebruiker en de apparatuur beschadigen.
RESIDU RISICO’S
- KANTELING: de stroombron voor het plasmasnijden op een
ho riz ont aal oppe rvla k pl aat sen met e en a dequ aat
draagvermogen voor de massa; zoniet (vb. geïnclineerde,
losliggende vloeren, enz...) bestaat het gevaar van kanteling.
- ONJUIST GEBRUIK: het gebruik van het systeem van
plasmasnijden is gevaarlijk voor gelijk welke bewerking die
Page 29

verschilt van diegene die voorzien zijn.
- 29 -
2. INLEIDING EN ALGEMENE BESCHRIJVING
Deze generators zijn gebouwd met de meest recente Inverter
technologie met IGBT en zijn ontworpen voor het manueel snijden van
platen van gelijk welk metaal en voor het snijden van doorboorde
roosterplaten (indien voorzien).
De afstelling van de stroom van minimum naar maximum op continue
wijze staat toe een hoge kwaliteit van snijden te garanderen bij het
veranderen van de dikte en het soort van metaal
De snijcyclus wordt geactiveerd door een pilootboog die in functie van
het model ontstoken kan worden door de kortsluiting elektrode sproeier
of door een ontlading hoge frequentie (HF).
HOOFDKENMERKEN
-Inrichting van controle spanning in toorts, luchtdruk, kortsluiting toorts
(indien voorzien).
-Thermostatische bescherming
-Visualisering van de luchtdruk (indien voorzien).
SERIE-ACCESSOIRES
-Toorts voor plasmasnijden
-Kit verbindingen voor aansluiting perslucht.
ACCESSOIRES OP AANVRAAG
-Kit elektroden-sproeiers reserve onderdelen.
-Kit verlengde elektroden-sproeiers (indien voorzien).
3. TECHNISCHE GEGEVENS
KENTEKENPLAAT
De belangrijkste gegevens m.b.t. het gebruik en de prestaties van het
systeem van plasmasnijden zijn samengevat op de kentekenplaat met
de volgende betekenis:
1- EUROPESE Referentienorm voor de veiligheid en de bouw van de
machines voor booglassen en plasmasnijden.
2- Symbool van de binnenstructuur van de machine.
3- Symbool van de procedure van plasmasnijden
4- Symbool S: wijst erop dat er operaties van snijden mogen uitgevoerd
worden in een ruimte met een verhoogd risico van elektroshock (vb.
in de onmiddellijke nabijheid van grote metalen massa’s).
5- Symbool van de voedingslijn:
1~: eenfase wisselspanning
3~: driefasen wisselspanning
6- Beschermingsgraad van het omhulsel
7- Kentekens van de voedingslijn
-U :Wisselspanning en voedingsfrequentie van de machine
1
(toegestane limieten ±10%):
-I :Maximum stroom verbruikt door de lijn
1 max
-I :Effectieve voedingsstroom
1eff
8- Prestaties van het snijcircuit
-U :maximum spanning leeg (snijcircuit open)
0
-I /U :Genormaliseerde overeenstemmende stroom en spanning
2 2
die door de machine kunnen verdeeld worden tijdens het
snijden.
-X :Verhouding van intermittentie: duidt de tijd aan dat de
machinede overeenstemmende stroom kan verdelen
(zelfde kolom). Wordt uitgedrukt in %, op basis van een
cyclus van 10min (vb. 60% = 6 minuten werk, 4 minuten
pauze; en zo verder).Ingeval de gebruiksfactoren (van de
kentekenplaat, die verwijzen naar 40°C ruimte)
overschreden worden, wordt de ingreep van de thermische
beveiliging bepaald (de machine blijft in stand-by tot haar
temperatuur terug binnen de toegestane limieten ligt).
-A/V-A/V: Duidt de gamma aan van de regeling van de stroom van het
snijden (minimum – maximum) aan de overeenstemmende
9- Inschrijvingsnummer voor de identificatie van de machine
10- :De waarde van de zekeringen met vertraagde werking
11- Symbolen m.b.t. de veiligheidsnormen waarvan de betekenis
Opmerking: Het aangegeven voorbeeld van de kentekenplaat geeft een
indicatieve aanwijzing van de betekenis van de symbolen en van de
cijfers; de exacte waarden van de technische gegevens van het systeem
van plasmasnijden in uw bezit moeten rechtstreeks genomen worden
van de kentekenplaat van de machine zelf.
ANDERE TECHNISCHE GEGEVENS
- STROOMBRON : zie tabel 1 (TAB.1)
- TOORTS : zie tabel 2 (TAB.2)
Het gewicht van de machine staat aangegeven in tabel 1 (TAB. 1).
4. BESCHRIJVING VAN HET SYSTEEM VAN PLASMASNIJDEN
De machine bestaat hoofdzakelijk uit modules van vermogen
gerealiseerd op gedrukte en geoptimaliseerde circuits teneinde een
maximum bedrijfszekerheid en een beperkt onderhoud te bekomen.
1- Ingang eenfase voedingslijn, groep gelijkrichter en condensators van
2- Brug switching met transistors (IGBT) en drivers; verandert de rechte
boogspanning.
(noodzakelijk voor de technische service, de aanvraag van reserve
onderdelen, het opzoeken van de oorsprong van het product).
moet voorzien zijn voor de bescherming van de lijn.
aangeduid is in hoofdstuk 1 “Algemene veiligheid voor het
booglassen”.
nivellering.
lijnspanning in wisselspanning met hoge frequentie en voert de
regeling van het vermogen uit in functie van de gewenste
Fig. A
(Fig. B)
stroom/spanning van het snijden.
3- Transformateur met hoge frequentie: de primaire wikkeling wordt
gevoed met de geconverteerde spanning van het blok 2; deze heeft de
functie de spanning en de stroom aan te passen aan de nodige
waarden voor de procedure van het snijden en tegelijkertijd het
snijcircuit galvanisch te isoleren van de voedingslijn.
4- Secundaire brug gelijkrichter met inductie van nivellering: verandert
de wisselspanning/-stroom geleverd door de secundaire wikkeling in
continue stroom/spanning met heel lage golven.
5- Elektronica van controle en regeling: controleert onmiddellijk de
waarde van de stroom van het snijden en vergelijkt deze met de
waarde ingesteld door de operator; moduleert de impulsen van
bediening van de drivers van de IGBT die de regeling uitvoeren
Bepaalt het dynamisch antwoord van de stroom tijdens het snijden en
controleert de veiligheidssystemen.
INRICHTINGEN VAN CONTROLE, AFSTELLING EN BEDIENING
Achterste paneel (Fig. C)
1- Hoofdschakelaar
I (ON) Generator klaar voor de werking, er is geen spanning
aanwezig in de toorts. Generator in Stand By.
O (OFF) Alle werkingen belemmerd; de hulpinrichtingen en de
lichtsignalen zijn uitgeschakeld.
2- Voedingskabel
3- Verbinding perslucht (niet aanwezig in de versie Kompressor)
De machine aansluiten op een circuit van perslucht met minimum 5
bar en maximum 8 bar (TAB. 2).
4- Drukreductor voor aansluiting perslucht (indien voorzien) .
Voorste paneel (Fig. D1)
1- Knop regeling stroom van snijden.
Staat toe de intensiteit van de stroom van snijden geleverd door de
machine aan te passen in functie van de toepassing (dikte van het
materiaal/ snelheid). De TECHNISCHE GEGEVENS raadplegen
voor de correcte verhouding van intermittentie werk-pauze toe te
passen in functie van de geselecteerde stroom.
2- Gele led signalering algemeen alarm:
- Indien deze brandt wijst dit op een verhitting van een component
van het circuit van vermogen, of op een anomalie van de
voedingsspanning in ingang (te hoge en te lage spanning).
Bescherming voor te hoge en te lage spanning van de lijn;
blokkeert de machine; de voedingsspanning ligt buiten de gamma
+/- 15% in vergelijking met de waarde van de kentekenplaat.
OPGELET: Het overschrijden van de voornoemde hoogste limiet
van spanning zal de inrichting zwaar beschadigen.
- Tijdens deze fase is de werking van de machine belemmerd.
- Het herstel is automatisch (uitgaan van de gele led) nadat een van
de voornoemde anomalieën terug binnen de toegestane limiet is
gekeerd.
3- Gele led signalering aanwezigheid spanning in de toorts.
- Indien deze brandt wijst dit erop dat het circuit van snijden
geactiveerd is: Pilootboog of Snijboog "ON".
- Gewoonl ijk is deze uitgeschakeld (circuit van snij den
gedeactiveerd) met drukknop toorts NIET geactiveerd (conditie
van stand by).
- Is uitgeschakeld, met drukknop toorts geactiveerd, in de volgende
condities:
- Tijdens de fase van POST-LUCHT
- Indien de pilootboog niet wordt overgebracht naar het stuk
binnen een maximum tijd van 2 seconden.
Indien de snijboog onderbroken wordt wegens te grote afstand
toorts-stuk, excessieve slijtage van de elektrode of geforceerde
verwijdering van de toorts tegenover het stuk.
- Indien er een VEILIGHEIDssysteem in ingegrepen.
4- Groene led signalering aanwezigheid netspanning en
hulpcircuits gevoed.
De circuits van controle en dienst zijn gevoed.
5- Rode led signalering circuit perslucht (indien voorzien).
Indien deze brandt wijst dit op een verhitting van de wikkelingen van
de elektrische motor aan boord van de luchtcompressor.
6- Manometer.
Staat het aflezen van de luchtdruk toe.
7- Connector verbinding toorts
Toorts met rechtstreekse of gecentraliseerde aansluiting.
- De drukknop toorts is het enige orgaan van controle van waarop
de start en de stilstand van de operaties van snijden kunnen
bediend worden.
- Wanneer de ingreep van de drukknop stopt wordt de cyclus
onmiddellijk onderbroken in gelijk welke fase uitgezonderd het
behoud van de koellucht (post-lucht).
- Toevallige manoeuvres: om de toestemming van start cyclus te
geven, moet de ingreep op de drukknop uitgeoefend worden voor
een minimum tijd van een paar tienden van seconde.
- Elektrische beveiliging: de functie van de drukknop wordt
belemmerd indien de isolere nde spr oeierhouder NIET
gemonteerd is op de kop van de toorts, of indien de montage ervan
niet correct is .
8- Connector massakabel
Voorste paneel (Fig. D2)
1- Knop regeling stroom van snijden.
Staat toe de intensiteit van de stroom van snijden geleverd door de
machine aan te passen in functie van de toepassing (dikte van het
materiaal/ snelheid). De TECHNISCHE GEGEVENS raadplegen
voor de correcte verhouding van intermittentie werk-pauze toe te
passen in functie van de geselecteerde stroom.
2- Rode led signalering algemeen alarm:
- Indien deze brandt wijst dit op een verhitting van een component
Page 30
van het circuit van vermogen, of op een anomalie van de
- 30 -
voedingsspanning in ingang (te hoge en te lage spanning).
Bescherming voor te hoge en te lage spanning van de lijn;
blokkeert de machine; de voedingsspanning ligt buiten de gamma
+/- 15% in vergelijking met de waarde van de kentekenplaat.
OPGELET: Het overschrijden van de voornoemde hoogste limiet
van spanning zal de inrichting zwaar beschadigen.
- Tijdens deze fase is de werking van de machine belemmerd.
- Het herstel is automatisch (uitgaan van de rode led) nadat een van
de voornoemde anomalieën terug binnen de toegestane limiet is
gekeerd.
3- Gele led signalering aanwezigheid spanning in toorts.
- Indien deze brandt wijst dit erop dat het circuit van snijden
geactiveerd is: Pilootboog of Snijboog "ON".
- Gewo onlijk is deze uit geschakeld (circuit van snijden
gedeactiveerd) met drukknop toorts NIET geactiveerd (conditie
van stand by).
- Is uitgeschakeld, met drukknop toorts geactiveerd, in de volgende
condities:
- Tijdens de fase van POST-LUCHT
- Indien de pilootboog niet wordt overgebracht naar het stuk
binnen een maximum tijd van 2 seconden.
Indien de snijboog onderbroken wordt wegens te grote afstand
toorts-stuk, excessieve slijtage van de elektrode of geforceerde
verwijdering van de toorts tegenover het stuk.
- Indien er een VEILIGHEIDssysteem in ingegrepen.
4- Groene led signalering aanwezigheid netspanning en
hulpcircuits gevoed.
De circuits van controle en dienst zijn gevoed.
5- Gele led signalering van gebrek fase (indien voorzien).
Indien de gele led brandt wijst dit op een gebrek van een fase van
voeding, de werking is belemmerd en het herstel is automatisch 4
seconden na de oplossing van de anomalie.
6- Signalering anomalie perslucht (indien voorzien).
GELE led (Fig. D2-6) samen met de RODE led van algemeen alarm
(Fig.D2-2 ).
Indien deze brandt wijst dit erop dat de luchtdruk voor de correcte
werking van de toorts onvoldoende is. Tijdens deze fase is de
werking van de machine belemmerd.
Het herstel is automatisch (uitgaan van de leds) nadat de druk
binnen de toegestane limiet is teruggekeerd.
7- Drukknop lucht (indien voorzien).
Wanneer men deze drukknop indrukt, blijft de lucht uit de toorts
komen voor een vaste tijd.
Wordt typisch gebruikt:
- om de toorts af te koelen
- in fase van regeling van de druk op de manometer.
8- Manometer.
Staat het aflezen van de luchtdruk toe
9- Connector verbinding toorts.
Toorts met rechtstreekse of gecentraliseerde aansluiting.
- De drukknop toorts is het enige orgaan van controle van waarop
de start en de stilstand van de operaties van snijden kunnen
bediend worden.
- Wanneer de ingreep van de drukknop stopt wordt de cyclus
onmiddellijk onderbroken in gelijk welke fase uitgezonderd het
behoud van de koellucht (post-lucht).
- Toevallige manoeuvres: om de toestemming van start cyclus te
geven, moet de ingreep op de drukknop uitgeoefend worden voor
een minimum tijd van een paar tienden van seconde.
- Elektrische beveiliging: de functie van de drukknop wordt
belemmerd indien de isolere nde spr oeierhouder NIET
gemonteerd is op de kop van de toorts, of indien de montage ervan
niet correct is .
10- Connector massakabel
5. INSTALLATIE
---------------------------------------------------------------------------------------------
OPGELET! ALLE OPERATIES VAN INSTALLATIE EN
ELEK TR ISCHE AA NS LUIT IN GEN M OE TEN UIT GE VOERD
WORDEN MET HET SYSTEEM VAN PLASMASNIJDEN VOLLEDIG
UITGESCHAKELD EN LOSGEKOPPELD VAN HET VOEDINGSNET
DE ELEKTRISCHE AANSLUITINGEN MOETEN UITSLUITEND
UITGEVOERD WORDEN DOOR ERVAREN EN GEKWALIFICEERD
PERSONEEL
---------------------------------------------------------------------------------------------
INRICHTING
De machine uitpakken, de montage van de losse gedeelten uitvoeren die
in de verpakking zitten.
Assemblage retourkabel- massatang (Fig. E)
MODALITEIT VAN OPTILLEN VAN DE MACHINE
Alle machines beschreven in deze handleiding moeten opgetild worden
gebruikmakend van het handvat of de riem in dotatie indien voorzien voor
het model (gemonteerd zoals beschreven in FIG. F).
PLAATSING VAN DE MACHINE
De plaats van installatie van de machine identificeren zodanig dat er
geen hindernissen zijn ter hoogte van de opening van ingang en uitgang Verbinding van de toorts voor plasmasnijden (FIG. H) (indien
van de koellucht; tegelijkertijd controleren dat er geen geleidend stof,
corrosieve dampen, vocht, enz. worden aangezogen.
Minstens 250mm ruimte vrij houden rond de machine.
---------------------------------------------------------------------------------------------
OPGELET! De machine plaatsen op een vlak oppervlak met
een adequaat draagvermogen voor het gewicht teneinde
kantelingen of gevaarlijke verplaatsingen te voorkomen.
---------------------------------------------------------------------------------------------
AANSLUITING OP HET NET
- Voordat men gelijk welke elektrische aansluiting uitvoert, moet men
verifiëren of de gegevens van de kentekenplaat van de stroombron
overeenstemmen met de spanning en de frequentie van het net
beschikbaar op de plaats van installatie.
- De stroombron moet uitsluitend verbonden worden met een
voedingssysteem met geleider van neutraal verbonden met de aarde.
- Teneinde de bescherming tegen een onrechtstreeks contact te
voorkomen, differentiaalschakelaars gebruiken van het type:
- Type A ( ) voor eenfase machines
- Type B ( ) voor driefasen machines
- Teneinde te voldoen aan de vereisten van de Norm EN 61000-3-11
(Flicker) raadt men de verbinding van de stroombron aan met de
punten van interface van het voedingsnet die een impedantie kleiner
dan , zie tabel 1 (TAB.1) hebben.
Stekker en contact
- De eenfase modellen met geabsorbeerde stroom kleiner dan of gelijk
aan 16A zijn bij de oorsprong uitgerust met een voedingskabel met
genormaliseerde stekker (2P+T) 16A \250V.
- De eenfase modellen met geabsorbeerde stroom groter dan 16A en
de driefasen modellen zijn uitgerust met een voedingskabel te
verbinden met een genormaliseerde stekker (2P+T) voor de eenfase
modellen en (3P+T) voor de driefasen modellen met een adequaat
vermogen. Een netcontact voorinstellen dat voorzien is van zekering
of automatische schakelaar; de desbetreffende aardeaansluiting
moet verbonden zijn met de (geel-groene) aardegeleider van de
voedingslijn .
- De tabel 1 (TAB.1) geeft de aanbevolen waarden in ampères van de
vertraagde zekeringen van de lijn gekozen op basis van de nominale
max. stroom verdeeld door de machine, en van de nominale spanning
van voeding.
---------------------------------------------------------------------------------------------
OPGELET! Het niet in acht nemen van de voornoemde regels
maakt het door de fabrikant voorzien veiligheidssysteem (klasse I)
inefficiënt met daaropvolgende zware risico’s voor de personen
(vb. elektroshock) en voor de dingen (vb. brand).
---------------------------------------------------------------------------------------------
VERBINDINGEN VAN HET SNIJCIRCUIT
---------------------------------------------------------------------------------------------
OPGELET! VOORDAT MEN DE VOLGENDE VERBINDINGEN
UITVOERT MOET MEN CONTROLEREN OF DE STROOMBRON
UITGESCHAKELD IS EN LOSGEKOPPELD VAN HET
VOEDINGSNET .
De Tabel 1 (TAB. 1) geeft de aanbevolen waarden voor de retourkabel (in
mm2) op basis van de maximum stroom verdeeld door de machine.
---------------------------------------------------------------------------------------------
Aansluiting perslucht (FIG. G).
- Een lijn voorinstellen voor de verdeling van de perslucht met minimum
druk en vermogen aangeduid in tabel 2 (TAB. 2), in de modellen die dit
voorzien.
BELANGRIJK!
De maximum druk van ingang van 8 bar niet overschrijden. Lucht die een
aanzienlijke hoeveelheid vocht of olie bevat kan een excessieve slijtage
van de verbruiksgedeelten veroorzaken of de toorts beschadigen. Indien
er twijfel bestaat over de kwaliteit van de perslucht ter beschikking raadt
men het gebruik van een luchtdroger aan, te installeren stroomopwaarts
de filter van ingang. Met een slang de lijn van de perslucht verbinden met
de machine, gebruikmakend van een van de verbindingen in dotatie, te
monteren op de luchtfilter van ingang, geplaatst op de achterkant van de
machine.
Verbinding retourkabel van de stroom van snijden.
De retourkabel van de stroom van snijden verbinden met het te snijden
stuk of met de metalen steunbank en hierbij de volgende
voorzorgsmaatregelen in acht nemen:
- Verifiëren dat er een goed elektrisch contact wordt vastgelegd in het
bijzonder indien er staalplaten worden gesneden met isolerende,
geoxideerde bekledingen, enz.
- De verbinding van massa uitvoeren zo dicht mogelijk bij de zone van
het snijden .
- Het gebruik van metalen structuren die geen deel uitmaken van het
stuk in bewerking, als geleider van retour van de stroom van snijden,
kan gevaarlijk zijn voor de veiligheid en niet efficiënte resultaten bij het
snijden geven.
- De verbinding van massa niet uitvoeren op het gedeelte van het stuk
dat weggenomen moet worden.
voorzien).
Het mannelijk uiteinde van de toorts in de gecentraliseerde connector
steken geplaatst op het frontaal paneel van de machine, en hierbij de
sleutel van polarisering doen samenvallen. Tot op het einde toe de
beslagring van blokkering vastdraaien in de richting van de wijzers van
de klok, om de doorgang van lucht en stroom zonder verlies te
Page 31

garanderen. onderste oppervlak van het stuk een inclinatie van 5-10° op de
- 31 -
In sommige modellen wordt de toor ts reeds aangesloten op de
stroombron geleverd.
BELANGRIJK!
Voordat men de operaties van het snijden begint, moet men de correcte
montage van de verbruiksgedeelten verifiëren en hierbij de kop van de
toort s co ntroleren zo als aangeduid staat in het hoo fdstuk
"ONDERHOUD TOORTS".
6. PLASMASNIJDEN: BESCHRIJVING VAN DE PROCEDURE
De plasmaboog en principe van toepassing bij het plasmasnijden.
Het plasma is een gas verwarmd op een uiterst hoge temperatuur en
geïoniseerd zodanig dat het een elektrisch geleider wordt. Deze
procedure van snijden gebruikt het plasma om de elektrische boog over
te brengen naar het metalen stuk dat gesmolten wordt door de warmte
en gescheiden wordt. De toorts gebruikt perslucht afkomstig van een
afzonderlijke voeding zowel voor het plasmagas als voor het gas van
koeling en bescherming.
Ontsteking HF
Dit type van ontsteking wordt typisch gebruikt op modellen met stromen
groter dan 50A.
Het vertrek van de cyclus wordt bepaald door een boog met hoge
frequentie/hoge spanning ("HF") die het inschakelen van een pilootboog
toestaat tussen de elektrode (polariteit -) en de sproeier van de toorts
(polariteit +). Wanneer men de toorts naar het te snijden stuk brengt,
verbonden met de polariteit (+) van de stroombron, wordt de pilootboog
overgebracht en installeert hierbij een plasmaboog tussen de elektrode
(-) en het stuk zelf (boog van snijden). Pilootboog en HF worden
uitgesloten zodra de plasmaboog zich stabiliseert tussen elektrode en
stuk.
De tijd van behoud van de pilootboog ingesteld op de fabriek bedraagt 2s;
indien de overbrenging niet binnen deze tijd wordt uitgevoerd, wordt de
cyclus automatisch geblokkeerd behoudens het behoud van de
koellucht.
Om de cyclus opnieuw te starten moet men de drukknop toorts loslaten
en terug indrukken.
Ontsteking in kortsluiting.
Dit type van ontsteking wordt typisch gebruikt op modellen met stromen
kleiner dan 50A.
Het vertrek van de cyclus wordt bepaald door de beweging van de
elektrode aan de binnenkant van de sproeier van de toorts, die het
inschakelen van een pilootboog toestaat tussen de elektrode (polariteit -)
en de sproeier zelf (polariteit +).
Wanneer men de toorts naar het te snijden stuk brengt, verbonden met
de polariteit (+) van de stroombron, wordt de pilootboog overgebracht en
installeert hierbij een plasmaboog tussen de elektrode (-) en het stuk zelf
(boog van snijden).
De pilootboog wordt uitgesloten zodra de plasmaboog zich stabiliseert
tussen elektrode en stuk.
De tijd van behoud van de pilootboog ingesteld op de fabriek bedraagt 2s;
indien de overbrenging niet binnen deze tijd wordt uitgevoerd, wordt de
cyclus automatisch geblokkeerd afgezien van het behoud van de
koellucht.
Om de cyclus opnieuw te starten moet men de drukknop toorts loslaten
en terug indrukken.
Preliminaire operaties
Voordat men de operaties van het snijden begint, moet men de correcte
montage van de verbruiksgedeelten verifiëren en hierbij de kop van de
toorts controleren zoals aangeduid staat in de paragraaf "ONDERHOUD
TOORTS”.
- De stroombron inschakelen en de stroom van snijden instellen (FIG.
C-1) op basis van de dikte en het type van metalen materiaal dat men
wenst te snijden. In TAB.3 wordt de snelheid van snijden aangegeven
in functie van de dikte voor aluminium, ijzeren en stalen materialen.
- De drukknop toorts indrukken en loslaten en hierbij de lucht laten
buitenstromen (³30 seconden van post-lucht).
- Tijdens deze fase de luchtdruk regelen tot men op de manometer de
waarde in “bar” gevraagd op basis van de gebruikte toorts leest (TAB.
2).
- Ingrijpen op de drukknop lucht en de lucht uit de toorts laten komen.
- Ingrijpen op de knop: naar boven trekken om te deblokkeren en
draaien om de druk te regelen aan de waarde aangeduid in de
TECHNISCHE GEGEVENS TOORTS.
- De gevraagde waarde (bar) aflezen op de manometer; op de knop
duwen om de regeling te blokkeren.
- Het buitenstromen van de lucht spontaan laten eindigen om het
verwijderen van eventuele condens die zich in de toorts heeft
opgehoopt te vergemakkelijken.
Belangrijk:
- Snijden met contact (met sproeier toorts in contact met het te snijden
stuk): kan toegepast worden met max. stroom van 40-50A (hogere
waarden van stroom leiden tot de onmiddellijke vernietiging van
sproeier-elektrode-sproeierhouder).
- Snijden op afstand (met afstandshouder gemonteerd in toorts FIG. I):
kan toegepast worden aan 35A;
- Elektrode en verlengde sproeier: kan toegepast worden indien
voorzien.
Operatie van snijden (FIG. L).
- De sproeier van de toorts naar de boord van het stuk brengen (circa 2
mm), op de drukknop toor ts drukken; na circa 1 seconde (pre-lucht)
bekomt men de ontsteking van de pilootboog.
- Indien de afstand adequaat is, wordt de pilootboog onmiddellijk
overgebracht naar het stuk en leidt hierbij tot de boog van snijden.
- De toorts verplaatsen op het oppervlak van het stuk langs de ideale lijn
van snijden met een regelmatige voorwaartse beweging.
- De snelheid van snijden aanpassen op basis van de dikte en de
geselecteerde stroom, en hierbij verifiëren of de boog in uitgang uit het
verticale stand heeft in de tegenovergestelde richting van de
voorwaartse beweging.
- Een excessieve afstand toor ts-stuk of de afwezigheid van materiaal
(einde snijden) veroorzaakt de onmiddellijke onderbreking van de
boog.
- De onderbreking van de boog (van snijden of piloot) wordt altijd
bekomen bij het loslaten van de drukknop toorts.
Doorboring(FIG. M)
Wanneer men deze operatie moet uitvoeren of vertrekken in het centrum
van het stuk moet uitvoeren, moet men ontsteken met een geïnclineerde
toorts en deze stapsgewijs naar de verticale stand brengen.
- Deze procedure voorkomt dat terugkeren van de boog of gesmolten
deeltjes het gat van de sproeier beschadigen en hierbij de
functionaliteit snel verminderen.
- Doorboringen van stukken met een dikte tot 25% van het voorziene
maximum in de gebruiksgamma kunnen rechtstreeks worden
uitgevoerd.
7. ONDERHOUD
---------------------------------------------------------------------------------------------
OPGELET! VOORDAT MEN DE ONDERHOUDSOPERATIES
UITVOERT, MOET MEN VERIFIËREN OF HET SYSTEEM VAN
PLASMASNIJDEN UITGESCHAKELD IS EN LOSGEKOPPELD VAN
HET VOEDINGSNET.
---------------------------------------------------------------------------------------------
GEWOON ONDERHOUD
DE OP ERATI ES VA N G EWOO N O NDERHOU D K UNNEN
UITGEVOERD WORDEN DOOR DE OPERATOR.
TOORTS (FIG. N)
Regelmatig, in functie van de intensiteit van gebruik of bij defecten van
snijden, de staat van slijtage van de componenten van de toorts
geïnteresseerd aan de plasmaboog verifiëren.
1- Afstandshouder.
Vervangen indien vervormd of bedekt met slak zodanig dat het correct
behouden van de stand van de toorts (afstand en loodrechte stand)
onmogelijk is.
2- Sproeierhouder.
Met de hand losdraaien van de kop van de toorts. Een grondige
schoonma ak ui tvoe re n o f ver vang en in di en besc ha di gd
(verbrandingen, vervormingen of scheuren). De integriteit van de
bovenste metalen sector (activator beveiliging toorts) verifiëren.
3- Sproeier.
De slijtage van het gat van doorgang van de plasmaboog en van de
interne en externe oppervlakken controleren. Indien het gat verbreed
is in vergelijking met de originele diameter of vervormd is, de sproeier
vervangen. Indien de oppervlakken bijzonder geoxideerd zijn, deze
schoonmaken met heel fijn schuurpapier.
4- Ring luchtverdeling.
Verifiëren of er geen verbrandingen of scheuren aanwezig zijn en of de
gaten van de luchtdoorgang niet verstopt zijn. Indien beschadigd,
onmiddellijk vervangen.
5- Elektrode
De elektrode vervangen wanneer de diepte van de krater die zich op
het uitzendoppervlak vormt circa 1,5 mm bedraagt (FIG. O).
6- Lichaam toorts, handvat en kabel.
Normaal hebben deze componenten geen bijzonder onderhoud nodig
afgezien van een regelmatig nazicht en een grondige schoonmaak uit
te voeren zonder oplosmiddelen van gelijk welke aard te gebruiken.
Indien men beschadigingen aan de isolering vaststelt, zoals breuken,
scheuren en verbrandingen, ofwel een loszitten van de elektrische
geleiders, mag de toorts niet meer gebruikt worden tot de
veiligheidscondities hersteld zijn.
In dit geval kan de herstelling (buitengewoon onderhoud) niet ter
plaatse worden uitgevoerd maar moet deze gebeuren in een
geautoriseerd assistentiecentrum, dat in staat is de speciale testen
van controle uit te voeren na de herstelling.
Om de toorts en de kabel efficiënt te houden, moet men enkele
voorzorgsmaatregelen treffen:
- de toorts en de kabel niet in contact brengen met warme of gloeiend
hete gedeelten.
- de kabel niet onderwerpen aan excessieve inspanningen van tractie.
- de kabel niet over puntige, snijdende uitstekende gedeelten of
schurende oppervlakken doen gaan.
- de kabel regelmatig oprollen indien de lengte de behoeften
overschrijdt.
- met geen enkele middel over de kabel gaan en er niet op lopen .
Opgelet.
- Voordat men gelijk welke ingreep op de toorts uitvoert, deze minstens
gedurende de hele tijd van “post-lucht" laten afkoelen
- Behoudens bijzondere gevallen, raadt men aan de elektrode en de
sproeier gelijktijdig te vervangen
- De volgorde van montage van de componenten van de toorts in acht
nemen (omgekeerde volgorde van de demontage)
- Erop letten dat de verdeelring in de correcte richting gemonteerd
wordt.
- De sproeierhouder terug monteren en deze hierbij met de hand
vastdraaien en lichtjes forceren.
- In geen geval de sproeierhouder monteren zonder vooraf elektrode,
verdeelring en sproeier te hebben gemonteerd.
- Vermijden de pilootboog in de lucht nutteloos ingeschakeld te houden
teneinde het verbruik van de elektrode, de verdeler en de sproeier niet
te verhogen
- De elektrode niet met excessieve macht vastdraaien omdat men het
Page 32

risico loopt de toorts te beschadigen. - Inadequate luchtdruk
- 32 -
- De goede timing en de correcte procedure van de controles op de e-Excessieve slijtage van sproeier en elektrode:
verbruiksgedeelten van de toorts zijn van vitaal belang voor de
veiligheid en de functionaliteit van het systeem van snijden.
- Indien men beschadigingen aan de isolering vaststelt, zoals breuken,
scheuren en verbrandingen, ofwel een loszitten van de elektrische
geleiders, mag de toorts niet meer gebruikt worden tot de
veiligheidscondities hersteld zijn. In dit geval kan de herstelling
(buitengewoon onderhoud) niet ter plaatse worden uitgevoerd maar
moet deze gebeuren in een geautoriseerd assistentiecentrum, dat in
staat is de speciale testen van controle uit te voeren na de herstelling.
Filter perslucht
- De filter is voorzien van een automatische afvoer van de condens
telkens deze losgekoppeld wordt van de lijn van perslucht.
- De filter regelmatig nakijken; indien men een aanwezigheid van water
in de beker vaststelt, kan het manueel uitspoelen worden uitgevoerd
door de afvoerverbinding naar boven te duwen.
- Indien het filtreerpatroon bijzonder vuil is, moet men de vervanging
uitvoeren teneinde excessieve verliezen van lading te voorkomen.
BUITENGEWOON ONDERHOUD
DE OPERATIES VAN BUITENGEWOON ONDERHOUD MOGEN
UITSLUITEND UITGEVOERD WORDEN DOOR ERVAREN OF
GEKWALIFICEERD PERSONEEL OP GEBIED VAN ELEKTRICITEIT
EN MECHANICA.
---------------------------------------------------------------------------------------------
OPGELET! VOORDAT MEN DE PANELEN VAN DE MACHINE
WEGNEEMT EN NAAR DE BINNENKANT ERVAN GAAT, MOET MEN
CON T ROL E RE N O F D E ZE U IT G ES C HA K EL D IS E N
LOSGEKOPPELD VAN HET VOEDINGSNET.
Eventuele controles uitgevoerd onder spanning aan de binnenkant
van de machine kunnen zware elektroshocks veroorzaken
gegenereerd door een rechtstreeks contact met gedeelten onder
spanning.
---------------------------------------------------------------------------------------------
- Regelmatig en in ieder geval met een zekere frequentie in functie van
het gebruik en de stofgraad van de ruimte, de binnenkant van de
machine nakijken en het stof wegnemen dat zich heeft afgezet op de
transformateur, de gelijkrichter, de inductantie, de weerstanden
middels een straal droge perslucht (max 10 bar).
- Vermijden de straal perslucht te richten op de elektronische fiches;
zorgen voor hun eventuele schoonmaak met een heel zachte borstel of
geschikte oplosmiddelen.
- Bij gelegenheid verifiëren of de elektrische verbindingen goed
vastgedraaid zijn en of de bekabelingen geen beschadigingen aan de
isolering vertonen.
- De integriteit en de dichting van de buizen en aansluitingen van het
circuit van de perslucht controleren.
- Op het einde van deze operaties de panelen van de machine terug
monteren en hierbij de stelschroeven tot op het einde toe vastdraaien.
- Strikt vermijden operaties van snijden uit te voeren met een open
machine.
8. OPZOEKEN VAN DEFECTEN
BIJ EEN EVENTUELE ONBEVREDIGENDE WERKING EN VOORDAT
MEN MEER SYSTEMATISCHE NAZICHTEN UITVOERT, OF DE HULP
INROEPT VAN EEN SERVICECENTRUM, CONTROLEREN:
- Controleren of gele led niet brandt die de ingreep signaleert van de
thermische beveiliging van te hoge of te lage spanning of van
kortsluiting.
- Verifiëren of de verhouding van nominale intermittentie in acht werd
genomen; ingeval van een ingreep van de thermostatische beveiliging,
wachten tot de machine op natuurlijke wijze is afgekoeld, de
functionaliteit van de ventilator verifiëren.
- De spanning van de lijn controleren: indien de waarde te hoog of te laag
is blijft de machine geblokkeerd.
- Controleren of er geen kortsluiting is aan de uitgang van de machine; in
dit geval overgaan tot de eliminatie van het inconveniënt.
- Controleren of de verbindingen van het circuit van snijden correct zijn
uitgevoerd, in het bijzonder of de tang van de massakabel correct
verbonden is met het stuk en zonder tussenplaatsing van isolerend
materiaal (vb. verven).
MEEST VOORKOMENDE DEFECTEN VAN SNIJDEN
Tijdens de operaties van snijden kunnen er zich defecten van uitvoering
voordoen die normaal niet toe te schrijven zijn aan anomalieën van
werking van de installatie maar aan andere operatieve aspecten zoals:
a-Onvoldoende penetratie of excessieve vorming van slak:
- Te hoge snelheid van snijden
- Toorts teveel geïnclineerd
- Excessieve dikte stuk of stroom van snijden te laag.
- Druk-vermogen perslucht niet adequaat.
- Elektrode en sproeier toorts versleten.
- Neus sproeierhouder niet geschikt
b-Gebrek van overbrenging van de snijboog:
- Elektrode versleten
- Slecht contact van de klem van de retourkabel.
c-Onderbreking van de snijboog:
- Snelheid van snijden te laag
- Afstand toorts-stuk excessief
- Elektrode versleten
- Ingreep van een bescherming
d-Snijden geïnclineerd (niet loodrecht):
- Stand toorts niet correct.
- Asymmetrische slijtage van het gat sproeier en/of niet correcte
montage componenten toorts.
- Luchtdruk te laag
- Lucht vervuild (vocht- olie).
- Sproeierhouder beschadigd
- Teveel ontstekingen van pilootboog in de lucht.
- Excessieve snelheid met terugkeer van gesmolten deeltjes op de
componenten toorts.
_______________(DK)______________
BRUGERVEJLEDNING
GIV AGT! LÆ S BRUGERVEJLED NINGEN OMHYGGEL IGT
IGENNEM, FØR PLASMASKÆRESYSTEMET TAGES I BRUG!
PLASMASKÆRESYSTEMER TIL PROFESSIONEL OG INDUSTRIEL
BRUG
1. G ENERELLE S IKKERHEDSREGL ER V ED R Ø R ENDE
PLASMABUESKÆRING
Op era tør en ska l sætt es til str ækk eli gt ind i, hvor dan
plasmaskæresystemerne anvendes sikkert samt oplyses om
risiciene forbundet med lysbuesvejsningsprocedurerne og
–metoderne samt om de påkrævede sikkerhedsforanstaltninger og
nødprocedurer.
(Der henvises ligeledes til "IEC TEKNISK SPECIFIKATION eller
CL C/T S 6208 1”: I NSTALL ATIO N OG AN VENDE LSE AF
LYSBUE SVEJ SEAPPARATUR OG DE RMED FOR BU NDNE
METODER).
- Undgå direkte kontakt med svejsekredsløbet; nulspændingen
fra plasmaskæresystemet kan i visse tilfælde være farlig.
- Skæresystemet skal slukkes og frakobles netforsyningen, før
svejsekablerne tilsluttes eller der foretages eftersyn eller
reparationer.
- Sluk for plasmaskæresystemet og frakobl det netforsyningen,
før brænderens sliddele udskiftes.
- Den elektriske installation skal udføres efter de gældende
ulykkesforebyggende normer og love.
- Plasmaskæresystemet må udelukkende forbindes til et
forsyningssystem med en jordforbundet nulledning.
- Sørg for, at netstikkontakten er rigtigt forbundet med
jordbekyttelsesanlægget.
- Plasmaskæresystemet må ikke anvendes i fugtige, våde
omgivelser eller udendørs i regnvejr.
- Der må ikke anvendes ledninger med dårlig isolering eller løse
forbindelser.
- Der må ikke skæres på beholdere, dunke eller rør, der indeholder
eller har indeholdt brændbare væsker eller gasarter.
- Un dlad at arbejde på materialer, der er re nset med
klorbrintholdige opløsningsmidler eller i nærheden af lignende
stoffer.
- Der må ikke skæres på beholdere under tryk.
- Samtlige brændbare stoffer (såsom træ, papir, klude) skal fjernes
fra arbejdsområdet.
- Sørg for, at der er tilstrækkelig udluftning eller findes egnede
midler til fjernelse af dampene fra plasmaskæreprocessen; der
skal iværksættes en systematisk procedure til vurdering af
grænsen for udsættelse for svejsedampene alt efter deres
sammensætning, koncentration og udsættelsens varighed.
- Den elektriske isolering skal passe til plasmaskærebrænderens
,*
dyse, arbejdsemnet og de (tilgængelige) jordforbundne
metaldele, som befinder sig i nærheden.
Dette gøres almindeligvis ved at benytte formålstjenlige
handsker, sko, hovedbeklædning og tøj samt isolerende
trinbrætter eller måtter.
- Beskyt altid øjnene ved at anvende masker eller hjelme med
strålebeskyttende glas.
Anvend vandtætte beskyttelsesklæder, så huden ikke udsættes
for de ultraviolette eller infrarøde stråler, som lysbuen
frembringer; sørg desuden for, at de andre personer, der befinder
sig i nærheden af lysbuen, beskyttes med ikke-reflekterende
skærme eller gardiner.
- Støjniveau: Hvis det pesonlige udsættelsesniveau i forbindelse
med særligt intensive skæreprocedurer kommer op på eller over
85db(A), er der pligt til at anvende egnede personlige
værnemidler.
)
Page 33

- 33 -
- De elektromagnetiske felter, der dannes under svejseprocessen,
kan forstyrre elektriske og elektroniske apparaters funktion.
Personer, der anvender livsvigtigt elektrisk eller elektronisk
apparatur (såsom Pace-maker, respirator osv...), skal opsøge
deres læge, før de kommer i nærheden af de områder, hvor dette
plasmaskæresystem anvendes.
Det frarådes, at personer, der anvender livsvigtige elektriske eller
elektroniske anordninger, benytter dette plasmaskæresystem.
-Dette plasmaskæresystem opfylder den tekniske standards krav
til produkter, der udelukkende anvendes i industrielle omgivelser
og til professionel brug.
I tilfælde af husholdningsbrug garanteres det ikke, at kravene til
den elektromagnetiske kompatibilitet opfyldes.
YDERLIGERE FORHOLDSREGLER
HVIS PLASMASKÆRINGEN SKAL UDFØRES:
- i omgivelser, hvor der er øget risiko for elektrochok;
- på afgrænsede områder;
- på steder, hvor der er brænd- eller sprængfarlige materialer;
SKAL en “Erfaren ansvarshavende” først foretage en
vurdering deraf, og der skal altid være andre personer, der har
kendskab til nødindgreb, til stede under udførelsen.
SKAL man anvende de tekniske værnemidler, der er fastlagt i
5.10; A.7; A.9. af "IEC TEKNISK SPECIFIKATION eller CLC/TS
62081”:
- SKAL det forbydes at foretage skæreprocedurer, mens
strømkilden understøttes af operatøren (fx. med remme).
- SKAL det forbydes at foretage skæreprocedurer, hvis
operatøren ikke står på grunden, med mindre der anvendes
sikkerhedsplatforme.
- G IV A G T! S IK KE R HE DS REG LE R VE DR ØR EN DE
PLASMASKÆRESYSTEMET
De a f fabrik an ten indr et tede sikke rhedsmekani sm er
(spærresystem) fungerer kun ordentligt, hvis man anvender
den forven tede brændermo del kombineret med den
strømkilde, der er angivet i afsnittet med "TEKNISKE DATA".
- DER MÅ IKKE ANVENDES andre brændere og sliddele.
- FORSØG IKKE AT FORBINDE brændere beregnede til andre
skære- eller SVEJSEprocedurer end dem, der fremstilles i
denne vejledning, TIL STRØMKILDEN .
- TILSIDESÆTTELSE AF DISSE REGLER vil kunne sætte
brugerens sikkerhed ALVORLIGT på spil og beskadige
apparaturet.
TILBAGEVÆRENDE RISICI
- VÆLTNING: Plasmaskæringens strømkilde skal placeres på en
plan flade, der kan holde til vægten; i modsat fald (fx. skrå, ujævn
gulvbelægning osv...) er der fare for væltning.
- UHENSIGTSMÆSSIG ANVENDELSE: Det er farligt at anvende
plasmaskæresystemet til hvilken som helst anden bearbejdning
end den forventede.
2. INDLEDNING OG ALMEN BESKRIVELSE
Disse generatorer er bygget med den nyeste Inverter-teknologi med
IGBT, og de er beregnede til manuel skæring af plader af hvilket som
helst metal samt skæring af metalplader med riste og huller (på visse
modeller).
Reguleringen af strømmen fra minimum til maksimum sikrer en høj
skærekvalitet på forskellige typer metal med forskellig tykkelse.
Skærecyklussen aktiveres af en pilotbue, der afhængigt af modellen: kan
udløses af kortslutning af elektrode dyse eller en højfrekvens (HF)
udladning.
HOVEDEGENSKABER
- Anordning, der kontrollerer spændingen i brænderen, lufttrykket,
kortslutning brænder (på visse modeller).
- Termostatbeskyttelse.
- Visning af lufttrykket (på visse modeller).
STANDARDTILBEHØR
- Brænder til plasmaskæring.
- Overgangssæt til tilslutning af trykluft.
TILBEHØR, DER KAN BESTILLES
- Kit med reserveelektroder og -dyser.
- Kit med forlængede elektroder og –dyser (på visse modeller).
3. TEKNISKE DATA
DATAMÆRKAT
De vigtigste data vedrørende anvendelsen af plasmaskæresystemet og
dets præstationer er sammenfattet på specifikationsmærkatet med
følgende betydning:
Fig. A
1- EUROPÆISK re ferences ta nd ar d vedrør en de bygn in g a f
lysbuesvejse- og plasmaskæremaskiner og deres sikkerhed.
2- Symbol for maskinens indre struktur.
3- Symbol for plasmaskæreproceduren.
4- Symbol S: Angiver at det er muligt at udføre skærearbejder i
omgivelser, hvor der er øget risiko for elektrochok (fx. lige i nærheden
af store metalmasser).
5- Symbol for forsyningslinien:
1~: Enfaset vekselspænding
3~: Trefaset vekselspænding
6- Indpakningens beskyttelsesgrad.
7- Kendetegnende data for forsyningslinien:
-U :Vekselspænding og tilførselsfrekvens til maskinen (tilladte
1
grænser ± 10% ).
-I :Liniens maksimale strømforbrug.
1 max
-I :Reel strømforsyning
1eff
8- Skærekredsens præstationer:
-U : Maskimal spænding uden belastning (skærekreds åben).
0
-I /U :Tilsvarende standardstrøm og –spænding, som maskinen
2 2
kan yde under skæringen.
-X :Intermittensforhold: Angiver hvor lang tid maskinen er i
stand til at levere den tilsvarende strøm (samme spalte).
Udtrykkes i %, på grundlag af en 10 minutters arbejdscyklus
(fx. 60% = 6 minutters arbejde, 4 minutters hviletid; og så
videre).
Skulle anvendelsesparametrene (mærkedata, gældende for
en omgivende lufttemperatur på 40°C) overskrides, udløses
varmeudkoblingen (maskinen bliver på stand-by, indtil den
kommer ned på den tilladte temperatur.
-A/V-A/V: Angiver skærestrømmens reguleringsspektrum (minimum
9- Serienummer til identifikation af maskinen (strengt nødvendig i
10- :Værdi for sikringerne med forsinket aktivering, som skal
11-Symboler vedrørende sikkerhedsnormer, hvis betydning er fremstillet
Bemærk: Det viste specifikationsmærkat er et vejledende eksempel,
hvis formål det er at forklare symbolernes og cifrenes betydning; de
nøjagtige værdier fo r j er es pl as ma sk æresystems teknis ke
specifikationer skal aflæses på selve maskinens specifikationsmærkat.
ANDRE TEKNISKE DATA:
- STRØMKILDE: se tabel 1 (TAB. 1)
- BRÆNDER se tabel 2 (TAB. 2)
Maskinens vægt er angivet på tabel 1 (TAB.1).
4. BESKRIVELSE AF PLASMASKÆRESYSTEMET.
Maskinen består hovedsageligt af effekt- og kontrolmoduler, der er
fremstillet på trykte kredsløb og optimeret for at sikre størst mulig
pålidelighed og nedsætte behovet for vedligeholdelse.
1- Indga n g en faset fo rs ynin g s l i n i e , e n s r e t t e renhed og
2- Transistor switchingbro (IGBT) og drivere; omstiller den ensrettede
3- Højfrekvenstransformer: primærviklingen tilføres spænding der er
4- Sekundær ensretterbro med nivelleringsinduktans: omstiller
5- Ko ntr ol- o g re gule rings elek tron ik: Kon trol lere r str aks
KONTROL-, REGULERINGS- OG TILSLUTNINGSANORDNINGER
Bagpanel (FIG. C)
1- Hovedafbryder
2- Forsyningskabel:
3- Overgangsstykke, trykluft (findes ikke i Kompressor-versionen)
4- Trykreduktionsventil til trykluftovergangsstykket (på visse modeller).
Forpanel (Fig. D1)
1- Skærestrøm reguleringknap.
2- Gul signallampe for overordnet alarm:
- maksimum) ved en bestemt buespænding.
forbindelse med teknisk assistance, bestilling af reservedele,
søgning af produktets herkomst).
indrettes til beskyttelse af linjen.
i kapitel 1 ”Almene sikkerhedsnormer vedrørende lysbuesvejsning”.
(Fig. B)
nivelleringskondensatorer.
netspænding til højfrekvens vekselspænding og regulerer effekten på
grundlag af den påkrævede skærestrøm/-spænding.
omsat fra blok 2; den anvendes til at tilpasse spændingen og
strømmen på gr undlag a f de værd ier, de r kræves ti l
buesvejsningsproceduren og samtidigt at opnå en galvanisk isolering
af skærekredsløbet fra forsyningslinien.
vekselspændingen/-strømmen fra sekundærviklingen til jævnstrøm/spænding med meget lav ondulering.
skærestrømmens værdi og sammenligner den med den værdi, som
operatøren har indstillet; den modulerer IGBT-dr iver ne s
styreimpulser, som foretager reguleringen.
Bestemmer strømmens dynamiske respons under skæringen og
overvåger sikkerhedssystemerne.
I (ON) Generator klar til drift, der er ikke spænding i brænderen.
Generator på Stand By.
O (OFF) Hvilken som helst funktion spærret; hjælpeanordningen og
lyssignalerne er slukkede.
Forbind maskinen med en trykluftkreds med mindst 5 bar og højst 8
bar (TAB. 2).
Giver mulighed for at indstille skærestrømmen fra maskinen efter
anvendelsesforholdene (materialets tykkelse/hastighed). Der
henvises til TEKNISKE DATA, hvor det fremstilles, hvilket drift-pause
intermittensforhold skal anvendes i betragtning af den valgte
strømstyrke.
- Når den lyser, betyder det, at der er en overophedning i en af
ef fektk red sen s komp one nte r el ler en for sty rre lse i
Page 34

ind g a ng s s pæ n d in g en ( over - o g u n d er s p æn d i ng ) . af brænderen i et fast tidsrum.
- 34 -
Beskyttelsesanordning for over- og underspænding på linjen:
Spærrer maskinen: Netspændingen befinder sig udenfor spektret
+/-15% i forhold til mærkeværdien. GIV AGT: Anordningen vil lide
alvorligt skade, hvis den ovennævnte, øverste grænse for
spændingen overskrides.
- I denne fase er maskinens drift spærret.
- Genopretningen foregår automatisk (slukning af den gule
signallampe), når en af ovennævnte forstyrrelser er blevet
udbedret.
3- Gul signallampe, der angiver spænding i brænder.
- Når den lyser, er skærekedsen aktiveret: Pilotbue eller Skærebue
"ON".
- Den er normalt slukket (skærekredsløb inaktiveret), når
brænderknappen IKKE er aktiveret (stand-by tilstand).
- Den er slukket, mens brænderknappen er aktiveret, under
følgende forhold:
- Under GASTEFTERSTRØMNING.
- Hvis pilotbuen ikke overføres til emnet i løbet af højst 2 sekunder.
Hvis skærebuen afbrydes pga. for stor afstand mellem brænder
og emne, for stort slid på elektroden eller tvungen fjernelse af
brænderen fra emnet.
- Hvis et SIKKERHEDSsystem er udløst.
4- Grøn signallampe, der angiver netspænding og fødning af
hjælpekredse.
Kontrol- og servicekredsene fødes.
5- Rød signallampe vedrørende trykkluftkredsen (på visse
modeller).
Når den lyser, er der en overophedning i luftkompressorens elmotors
viklinger.
6- Manometer.
Anvendes til at aflæse luftrykket.
7- Forbindelse brænderovergangsstykke.
Brænder med direkte eller centralt overgangsstykke.
- Brænderknappen er den eneste kontrolanordning, der kan
anvendes til at styr e igangsæt ning og stands nin g af
skæreprocedurerne.
- Når der ikke længere trykkes på knappen, afbrydes cyklussen
omgående i hvilken som helst fase undtagen opretholdelse af
køleluft (luftefterstrømning).
- Hændelige manøvre: For at give OK til start af cyklus, skal der
trykkes på knappen i mindst et par tiendedele af et sekund.
- Elektrisk sikkerhed: Knappens funktion spærres, hvis den
isolerende dyseholder IKKE er sat på brænderhovedet eller er
forkert monteret.
8- Jordledningens konnektor
Forpanel (Fig. D2)
1- Skærestrøm reguleringknap.
Giver mulighed for at indstille skærestrømmen fra maskinen efter
anvendelsesforholdene (materialets tykkelse/hastighed). Der
henvises til TEKNISKE DATA, hvor det fremstilles, hvilket drift-pause
intermittensforhold skal anvendes i betragtning af den valgte
strømstyrke.
2- Rød signallampe for overordnet alarm:
- Når den lyser, betyder det, at der er en overophedning i en af
ef fektk red sen s komp one nte r el ler en for sty rre lse i
ind g a ng s s pæ n d in g en ( over - o g u n d er s p æn d i ng ) .
Beskyttelsesanordning for over- og underspænding på linjen:
Spærrer maskinen: Netspændingen befinder sig udenfor spektret
+/-15% i forhold til mærkeværdien. GIV AGT: Anordningen vil lide
alvorligt skade, hvis den ovennævnte, øverste grænse for
spændingen overskrides.
- I denne fase er maskinens drift spærret.
- Genopretningen foregår automatisk (slukning af den røde
signallampe), når en af ovennævnte forstyrrelser er blevet
udbedret.
3- Gul signallampe, der angiver spænding i brænder.
- Når den lyser, er skærekedsen aktiveret: Pilotbue eller Skærebue
"ON".
- Den er normalt slukket (skærekredsløb inaktiveret), når
brænderknappen IKKE er aktiveret (stand-by tilstand).
- Den er slukket, mens brænderknappen er aktiveret, under
følgende forhold:
- Under GASTEFTERSTRØMNING.
- Hvis pilotbuen ikke overføres til emnet i løbet af højst 2 sekunder.
Hvis skærebuen afbrydes pga. for stor afstand mellem brænder
og emne, for stort slid på elektroden eller tvungen fjernelse af
brænderen fra emnet.
- Hvis et SIKKERHEDSsystem er udløst.
4- Grøn signallampe, der angiver netspænding og forsyning af
hjælpekredse.
Kontrol- og servicekredsene fødes.
5- Gul signallampe vedrørende fasemangel (på visse modeller).
Når den gule signallampe lyser, mangler der en forsyningsfase,
driften spærres og genopretnignen foregår automatisk 4 sekunder
efter udbedring af forstyrrelsen.
6- Signalering af forstyrrelse i trykkluftkredsen (på visse
modeller).
GUL lysdiode (Fig. D2-6) sammen med den RØDE signallampe for
overordnet alarm (Fig.D2-2 ).
Når den lyser, betyder det, at lufttrykket er utilstrækkeligt til, at
brænderen kan fungere ordentligt. I denne fase er maskinens drift
spærret.
Genopretningen foregår automatisk (slukning af signallamper), når
trykket igen befinder sig indenfor det tilladte område.
7- Luftknap (på visse modeller).
Hvis der trykkes på denne knap, bliver luften ved med at strømme ud
Den anvendes typisk:
- til at afkøle brænderen
- i forbindelse med trykregulering på manometer.
8- Manometer.
Anvendes til at aflæse luftrykket.
9- Forbindelse brænderovergangsstykke.
Brænder med direkte eller centralt overgangsstykke.
- Brænderknappen er den eneste kontrolanordning, der kan
anvendes til at styr e igangsæt ning og stands nin g af
skæreprocedurerne.
- Når der ikke længere trykkes på knappen, afbrydes cyklussen
omgående i hvilken som helst fase undtagen opretholdelse af
køleluft (luftefterstrømning).
- Hændelige manøvre: For at give OK til start af cyklus, skal der
trykkes på knappen i mindst et par tiendedele af et sekund.
- Elektrisk sikkerhed: Knappens funktion spærres, hvis den
isolerende dyseholder IKKE er sat på brænderhovedet eller er
forkert monteret.
10- Jordledningens konnektor
5. INSTALLATION
---------------------------------------------------------------------------------------------
GIV AGT! PLASMASKÆRESYSTEMET SKAL SLUKKES OG
FRAKOBLES NETFO RSYNINGEN, FØR DER FORETAGE S
HVILKEN SO M HELST INSTALLATIONSP ROCED UR E OG
ELEKTRISKE FORBINDELSE.
DE EL EK TRIS KE FO RBIND EL SER SKAL UD FØ RES A F
PERS O NAL E M E D DE N F O RNØ D N E ER FA RI NG O G
KOMPETENCE.
---------------------------------------------------------------------------------------------
KLARGØRING
Pak maskinen ud, saml de løse dele, der følger med i pakningen.
Samling af returkabel-jordklemme (FIG. E)
HÆVNING AF MASKINEN
Til hævning af alle maskiner, der er fremstillet i denne vejledning, skal
man anvende håndgrebet eller den særlige medleverede rem, såfremt
modellen er forsynet dermed (monteret ifølge angivelserne på FIG. F).
PLACERING AF MASKINEN
Find frem til et installationssted for maskinen, hvor der ikke er hindringer
ved køleluftind- og -udstrømningshullerne; sørg desuden for, at der ikke
opsuges strømledende støv, rustdannende dampe, fugt, osv.
Der skal være et frirum på mindst 250mm rundt om maskinen.
---------------------------------------------------------------------------------------------
GIV AGT! Stil maskinen på en plan flade, der kan holde til
dens vægt, for at undgå, at den vælter eller flytter sig på farlig vis.
---------------------------------------------------------------------------------------------
FORBINDELSE TIL NETFORSYNINGEN
- Før der foretages hvilken som helst elektrisk forbindelse, skal man
kontrollere, om strømkildens mærkedata stemmer overens med
netforsyningens spænding og frekvens på installationsstedet.
- Strømkilden må udelukkende forbindes til et forsyningssystem med en
jordforbundet nulledning.
- For at sikre mod indirekte kontakt anvend differentialeafbrydere af
typen:
- Type A ( ) til enfasede maskiner;
- Type B ( ) til trefasede maskiner;
- For at opfylde kravene i standard EN 61000-3-11 (Flicker) anbefales
det at forbinde strømkilden med netforsyningens tilslutningspunkter,
hvor impedansen er mindre end , jævnfør tabel 1 (TAB.1).
Stik og stikdåse
- Enfasede modeller med et strømforbrug på 16A eller derunder er
oprindeligt forsynet med et forsyningskabel med standardstik (2F+J)
16A \250V.
- Enfasede modeller med et strømforbrug på over 16A, og de trefasede,
er forsynede med et forsyningskabel, der skal tilsluttes et standardstik
(2F+J) i tilfælde af enfasede modeller og (3F+J) i tilfælde af trefasede
modeller, med passende ydeevne. Indret en netstikkontakt med
sikring eller automatisk afbryder; jordklemmen skal forbindes med
forsyningslinjens jordledning (den gul-grønne).
- Tabel 1 (TAB.1) viser de anbefalede værdier i ampere for forsinkede
linjesikringer valgt på grundlag af den maks. mærkestrøm, der leveres
af maskinen, og den nominelle netspænding.
---------------------------------------------------------------------------------------------
GIV AGT! Ved tilsidesættelse af ovennævnte regler gøres det
af fabrikanten fastlagte sikkerhedssystem (klasse I ) uvirksomt, og
der opstår alvorlige farer for personer (fx. elektrochok) og
materielle goder (fx. brand).
---------------------------------------------------------------------------------------------
SKÆREKREDSENS FORBINDELSER
---------------------------------------------------------------------------------------------
GIV AGT! FØR MAN GÅR I GANG MED AT UDFØRE
FØLGENDE FORBINDELSER, SKAL MAN FORVISSE SIG OM, AT
S T RØ M KI L DE N E R S L U KK E T O G F R A K O BL E T
Page 35

NETFORSYNINGEN.
- 35 -
Tabel 1 (TAB.1) viser de anbefalede værdier for returkablet (i mm²)
på grundlag af den maks. strøm, der leveres af maskinen.
--------------------------------------------------------------------------------------------Tilslutning til trykluftforsyningen (FIG. G).
- Indret en trykluftforsyningslinje med det minimaltryk og –fremløb, der
er angivet på tabel 2 (TAB. 2), for de modeller, hvor dette kræves.
VIGTIGT!
Indgangstrykket må ikke overskride et maksimum på 8 bar. Luft, der
indeholder meget fugtighed eller olie kan forårsage for stort slid af
sliddelene eller beskadigelse af brænderen. Skulle der herske tvivl om
trykluftens kvalitet, bør der installeres en lufttørrer før indgangsfiltret.
Forbind trykluftlinjen med maskinen vha. en slange, og anvend et af de
medfølgende overgangsstykker, der monteres på indgangsfiltret på
bagsiden af maskinen.
Forbindelse af skærestrømreturkablet.
Forbind skærestrømreturkablet til det emne, der skal skæres, eller til
metalbordet, idet følgende forholdsregler træffes:
- Kontrollér, at der oprettes en god elektrisk kontakt, især hvis der
skæres metalplader med oxideret, isolerende beklædning, osv.
- Udfør jordforbindelsen så tæt som muligt på skæreområdet.
- Hvis der anvendes metalstrukturer, der ikke hører til arbejdsemnet, til
at lede skærestrømmen med, sættes sikkerheden på spil, og der
opnås muligvis ikke tilfredsstillende skæreresultater.
- Jordforbindelsen må ikke udføres på den del af emnet, der skal
skæres af.
Forbindelse af brænderen til plasmaskæring (FIG. H) (på visse
modeller).
Sæt brænderens hanterminal ind i den centrale konnektor på maskinens
forpanel, idet man sørger for, at polariseringsnøglen passer rigtigt. Skru
lå seb olt en h elt i bu nd m ed u ret fo r at sik re l uft - og
strømgennemstrømning uden udslip.
På visse modeller er brænderen ved leveringen allerede tilkoblet
strømkilden.
VIGTIGT!
Før man begynder skærearbejdet, skal man kontrollere, om sliddelene er
monteret korrekt, og man skal undersøge brænderhovedet ifølge
anvisningerne i kapitlet "VEDLIGEHOLDELSE AF BRÆNDER".
6. PLASMASKÆRING: BESKRIVELSE AF FREMGANGSMÅDEN
Plasmabuen og anvendelsesprincip ved plasmaskæring.
Plasma er en gas, der varmes op til ekstremt høje temperaturer og
ioniseres, så den bliver strømledende. Denne skæreprocedure anvender
plasma til at overføre den elektriske bue til metalemnet, der smeltes af
varmen og skilles. Brænderen anvender trykluft fra én forsyningskilde,
både hvad angår plasmagas og køle- og beskyttelsesgas.
HF-udløsning
Denne slags udløsning anvendes typisk på modeller med strømstyrker
over 50A.
Cyklussen startes af en højfrekvens-/højspændingsbue ("HF"), der gør
det muligt at tænde en pilotbue mellem elektroden (minuspol) og
brænderens dyse (pluspol). Når brænderen nærmes emnet, der skal
skæres over, forbundet til strømkildens pluspol (+), overføres pilotbuen
og der dannes en plasmabue mellem elektroden (-) og selve emnet
(skærebue). Pilotbue og HF udelukkes, så snart plasmabuen dannes
mellem elektroden og emnet.
På fabrikken indstilles pilotbuens opretholdelsestid til 2s; hvis
overføringen ikke sker i løbet af dette tidsrum, spærres cyklussen
automatisk med undtagelse af køleluften, der bibeholdes.
For at starte en ny cyklus er man nødt til at slippe brænderens knap og
derefter trykke på den igen.
Udløsning ved kortslutning
Denne slags udløsning anvendes typisk på modeller med strømstyrker
under 50A.
Cyklussen startes af elektrodens bevægelse inden i brænderens dyse,
der gør det muligt at tænde en pilotbue mellem elektroden (minuspol) og
brænderens dyse (pluspol).
Når brænderen nærmes emnet, der skal skæres over, forbundet til
strømkildens pluspol (+), overføres pilotbuen og der dannes en
plasmabue mellem elektroden (-) og selve emnet (skærebue).
Pilotbuen udelukkes, så snart plasmabuen dannes mellem elektroden
og emnet.
På fabrikken indstilles pilotbuens opretholdelsestid til 2s; hvis
overføringen ikke sker i løbet af dette tidsrum, spærres cyklussen
automatisk med undtagelse af køleluften, der bibeholdes.
For at starte en ny cyklus er man nødt til at slippe brænderens knap og
derefter trykke på den igen.
Indledende handlinger.
Før man begynder skærearbejdet, skal man kontrollere, om sliddelene er
monteret korrekt, og man skal undersøge brænderhovedet ifølge
anvisningerne i afsnittet "VEDLIGEHOLDELSE AF BRÆNDER".
- Tænd for strømkilden, og indstil skærestrømmen (FIG. C-1) på
grundlag af tykkelsen på og typen af det metalmateriale, der skal
skæres over. På TAB.3 vises skærehastigheden alt efter aluminium-,
jern- og stålmaterialernes tykkelse.
- Tryk på br æn de re ns knap og slip den ig en, hvor ef te r
luftudstrømningen begynder (³30 sekunder luftefterstrømning).
- I denne fase skal man regulere lufttrykket, indtil man på manometret
aflæser den værdi i “bar”, der kræves til den anvendte brænder (TAB.
2).
- Tryk på luftknappen for at få luften til at strømme ud af brænderen.
- Indvirk på drejeknappen: Træk den op for at ophæve dens spærring,
og drej den for at stille trykket på værdien angivet i BRÆNDERENS
TEKNISKE DATA.
- Aflæs den påkrævede værdi (bar) på manometret; pres på
drejeknappen for at fastlåse indstillingen.
- Lad luftudstrømningen standse af sig selv for at gøre det nemmere at
fjerne eventuel kondens i brænderen.
Vigtigt:
- Skæring med kontakt (med brænderens dyse i kontakt med emnet,
der skal skæres over): Kan anvendes med strøm op til højst 40-50A
(højere strømstyrker ødelægger dysen-elektroden-dyseholderen med
det samme).
- Skæring på afstand (med afstandsstykke monteret i brænderen FIG.
I): Kan anvendes med strømstyrker over 35A;
- Elektrode og dyse forlænget: Kan anvendes under de fastsatte
forhold.
Skæreprocedure (FIG. L).
- Placér brænderens dyse ved emnets kant (cirka 2 mm), tryk på
brænderknappen; efter cirka 1 sekund (luftforstrømning), udløses
pilotbuen.
- Hvis afstanden er rigtig, overføres pilotbuen straks til emnet, og der
opstår en skærebue.
- Bevæg brænderen henover emnets overflade langs med den ideelle
skærelinje med regelmæssig fremføring.
- Tilpas skærehastigheden emnets tykkelse og den valgte strømstyrke,
og check om buen når den forlader emnets nederste flade har en
hældning på 5-10° i forhold til lodlinjen, i den modsatte retning i forhold
til fremføringen.
- Hvis der er for stor afstand mellem brænder og emne eller der mangler
materiale (slutning af skæring), afbrydes buen med det samme.
- Buen (skære- eller pilotbuen) afbrydes ved at trykke på brænderens
knap.
Boring (FIG. M)
Når dette arbejde skal udføres eller der foretages en start på midten af
emnet, skal udløsningen foregå med brænderen i hældende stilling,
hvorefter den gradvist bevæges op til lodret stilling.
- Denne procedure hindrer tilbagegang af buen samt at smeltede
partikler ødelægger dysens hul og dermed hurtigt forringer dens
funktionsdygtighed.
- Boring af emner med en tykkelse op til 25% af anvendelsesspektrets
maksimum kan udføres umiddelbart.
7. VEDLIGEHOLDELSE
---------------------------------------------------------------------------------------------
GIV AGT! CHECK, AT PLASMASKÆRESYSTEMET ER
SLUKKET OG FRAKOBLET NETFORSYNINGEN, FØR DER
F O R E T A G E S H V I L K E T S O M H E L S T
VEDLIGEHOLDELSESINDGREB.
---------------------------------------------------------------------------------------------
ALMINDELIG VEDLIGEHOLDELSE
DEN ALMINDELIGE VEDLIGEHOLDELSE KAN FORETAGES AF
OPERATØREN.
BRÆNDER (FIG. N)
Med jævne mellemrum – afhængigt af hvor meget systemet anvendes eller i tilfælde af skærefejl, skal man kontrollere, hvor slidte de dele af
brændere, der kommer i kontakt med plasmabuen, er.
1-Afstanddstykke.
Skal udskiftes, hvis det er deformt eller tildækket så meget med
affaldsstoffer, at det er umuligt at holde brænderen i den rette stilling
(afstand og retvinklethed).
2-Dyseholder.
Skru brænderhovedet af med håndkraft. Rens den grundigt og udskift
den, hvis den er beskadiget (brænding, deformering eller buler).
Kontrollér, om det øverste metalområde er intakt (aktuator sikkerhed
brænder).
3-Dyse.
Kontrollér om plasmabuens gennemgangshul og de indre og ydre
flader er slidte. Hvis hullet er større end den oprindelige diameter eller
deformt, skal dysen udskiftes. Hvis overfladerne er særligt oxiderede,
skal de renses med meget fint slibepapir.
4-Luftfordelingsring.
Ko ntrollér fo r brænding er eller bu le r og check , at
luftgennemgangshullerne ikke er tildækkede. Skift den med det
samme, hvis den er beskadiget.
5-Elektrode.
Elektroden skal udskiftes, når kraterets dybde på udsendelsesfladen
udgør cirka 1,5 mm (FIG. O).
6-Brænderens hoveddel, håndgreb og kabel.
Disse komponenter kræver normalt ingen særlig vedligeholdelse
udover periodiske eftersyn og omhyggelig rengøring, der skal
foretages uden brug af opløsningsmidler af hvilken som helst slags.
Skulle der konstateres skader i isoleringen såsom revner, buler eller
brændinger eller hvis de elektriske ledninger er løse, kan brænderen
ikke længere anvendes, eftersom sikkerhedskravene ikke er opfyldte.
I dette tilfælde kan reparationen (ekstraordinær vedligeholdelse) ikke
udføres på stedet; der skal derimod rettes henvendelse til et
autoriseret servicecenter, der er i stand til at foretage de nødvendige
prøver efter reparationen.
For at opretholde brænderens funktionsdygtighed, skal der træffes
visse forholdsregler:
- Brænderen og kablet må ikke komme i kontakt med varme eller
glødende hede dele.
- Der må ikke trækkes for meget i kablet.
- Kablet må ikke bevæges henover udækkede, skarpe kanter eller
skrabende overflader.
- Vikl kablet regelmæssigt op, hvis det er længere end nødvendigt.
- undlad at køre hvad som helst henover kablet eller at træde på det.
Page 36

Giv agt.
- 36 -
- Før der foretages hvilket som helst indgreb på brænderen, skal man
lade den køle af mindst i så lang tid, som “luftefterstrømningen” varer
- Elektroden og dysen bør udskiftes samtidigt, med mindre der opstår
særlige forhold.
- Montér brænderens komponenter i den fastsatte rækkefølge (modsat i
forhold til afmonteringen).
- Sørg for, at fordelerringen monteres i den rigtige retning.
- Genmontér dyseholderen, idet den skrues helt i bund med håndkraft,
hvorved der strammes temmeligt meget.
- Dyseholderen må under ingen omstændigheder monteres, hvis man
ikke først har monteret elektrode, fordelerring og dyse.
- Undlad at pilotbuen er tændt formålsløst i luften, da elektroden,
fordeleren og dysen ellers slides hurtigere.
- Stram ikke elektroden for hårdt, da der ellers er risiko for at beskadige
brænderen.
- Det er af grundlæggende betydning, at brænderens sliddele
kontrolleres rigtigt og i tide for at opretholde sikkerheden og
skæresystemets funktionsdygtighed.
- Skulle der konstateres skader i isoleringen såsom revner, buler eller
brændinger eller hvis de elektriske ledninger er løse, kan brænderen
ikke længere anvendes, eftersom sikkerhedskravene ikke er opfyldte. I
dette tilfælde kan reparationen (ekstraordinær vedligeholdelse) ikke
udføres på stedet; der skal derimod rettes henvendelse til et
autoriseret servicecenter, der er i stand til at foretage de nødvendige
prøver efter reparationen.
Trykluftfilter
- Filtret er forsynet med automatisk kondensudledning, der foregår hver
gang det frakobles trykluftlinjen.
- Kontrollér filtret med jævne mellemrum; hvis der er vand i glasset, kan
det tømmes ved at presse udledningsovergansstykket opad med
håndkraft.
- Hvis filterindsatsen er meget snavset, skal den skiftes for at undgå for
store tryktab.
EKSTRAORDINÆR VEDLIGEHOLDELSE
DEN EKSTRAORDINÆRE VEDLIGEHOLDELSE SKAL UDFØRES
AF PER SO NALE MED DE N FORNØDNE ERFARING OG
KOMPETENCE PÅ EL- OG MEKANIKOMRÅDET.
---------------------------------------------------------------------------------------------
GIV AGT! FØR MAN FJERNER MASKINENS PANELER FOR
AT FÅ ADGANG TIL DENS INDRE, SKAL MAN FORVISSE SIG OM,
AT DEN ER SLUKKET OG FRAKOBLET NETFORSYNINGEN.
Hvis der foretages kontroller med spænding i maskinen, opstår der
fare for alvoligt elektrochok ved direkte kontakt med dele med
spænding.
---------------------------------------------------------------------------------------------
- Man skal med jævne mellemrum, og under alle omstændigheder
afhængigt af anvendelsen og hvor støvet der er i omgivelserne,
kontrollere maskinen indvendigt og fjerne støvet fra transformer,
ensretter, induktans og modstande vha. tør trykluft (maks. 10 bar).
- Luftstrålen må ikke rettes mod de elektroniske datakort; rens dem om
nødvendigt med en meget blød børste eller egnede opløsningsmidler.
- Check ind imellem om de elektriske forbindelse er godt strammede,
samt om kablernes isolering er intakt.
- Undersøg, om trykluftkredsens rørforbindelser og overgangstykker er
intakte og tætte.
- Når arbejdet er afsluttet, skal maskinens paneler sættes på plads igen,
og låseskruerne skal strammes fuldstændigt.
- Det er strengt forbudt at foretage skæreprocedurer, mens maskinen er
åben.
8. FEJLFINDING
I TILFÆLDE AF UTILFREDSSTILLENDE RESULTATER BØR MAN,
FØR MAN RETTER HENVENDELSE TIL VORES SERVICECENTER
ELLER UDFØRER MERE GRUNDIGE EFTERSYN, UNDERSØGE
FØLGENDE:
- At den gule signallampe, der gør opmærksom på udløsning af
varmeudkoblingen for over- eller underspænding samt kortslutning,
ikke lyser. - Vältä työskentelemistä materiaaleilla, jotka on puhdistettu
- Sørg for, at det nominelle intermittensforhold er overholdt; hvis
termostaten er blevet udløst, vent indtil maskinen køler af på naturlig
vis og undersøg så, om ventilatoren virker.
- Kontrollér netspændingen: Hvis værdien er for høj eller for lav, forbliver
maskinen spærret.
- Kontrollér at der ikke er en kortslutning ved maskinens udgang: I så fald
skal forstyrrelsen udbedres.
- Undersøg, om skærekredsens forbindelser er udført korrekt, især om
jordforbindelseskablets klemme virkeligt er forbundet til emnet uden
mellemliggende isolerende materiale (fx. maling eller lak).
DE MEST ALMINDELIGE SKÆREDEFEKTER
Der kan i fo rbind else med skæ reproce durerne forekomm e
udførelsesdefekter, der normalt ikke kan tilskrives funktionsforstyrrelser i
anlægget, men andre driftsmæssige aspekter, såsom:
a-Utilstrækkelig gennemtrængning eller for stor
restmaterialedannelse:
- Skærehastigheden for høj.
- Brænderen hælder for meget.
- Emnet for tykt eller skærestrømmen for lav.
- Trykluftens tryk-fremløb ikke passende.
- Brænderens elektrode og dyse slidte.
- Dyseholderens spids uegnet.
b-Skærebuen overføres ikke:
- Elektroden slidt.
- Dårlig kontakt, returkablets klemme.
c-Afbrydelse af skærebuen:
- Skærehastigheden for lav.
- For stor afstand mellem brænder-emne.
- Elektroden slidt.
- En beskyttelsesanordning udløst.
d-Skrå skæring (ikke retvinklet):
- Brænderens position ikke korrekt.
- Asymmetrisk slid af dysens hul og/eller forkert montering af
brænderkomponenter.
- Luftrykket uegnet.
e-For stort slid på dyse og elektrode:
- Luftens tryk for lavt.
- Kontamineret luft (fugtighed-olie).
- Dyseholder beskadiget.
- For mange udløsninger af pilotbuen i luften.
- For høj hastighed med tilbagegang af smeltede partikler på
brænderens komponenter.
_______________(SF)______________
KÄYTTÖOHJEKIRJA
HUOMIO! LUE OHJEKIRJA HUOLELLISE S T I E N N E N
PLASMALEIKKAUSJÄRJESTELMÄN KÄYTTÖÄ!
AMMATTI- JA TEOLLISUUSKÄYTTÖÖN TARKOITETUT
PLASMALEIKKAUSJÄRJESTELMÄT
1. YLEISTURVALLISUUS PLASMAKAARILEIKKAUKSEEN
Käyttäjä on koulutettava riittävästi plasmaleikkausjärjestelmien
tu rv al li st a k äy tt öä v ar te n se k ä o lt av a t ie do te tt u
kaarihitsausmenetelmiin ja sen tekniikoihin liittyvistä riskeistä,
asianmukaisista varotoimista sekä hätätilanteessa toimimisesta.
(Katso myös "TEKNINEN ERITELMÄ IEC tai CLC/TS 62081”:
KAARIHITSAUKSEN JA SIIHEN LIITTYVIEN TEKNIIKOIDEN
LAITTEISTOJEN ASENNUS JA KÄYTTÖ).
- V äl tä s uo ra a k os ke tu st a le i kk au sp ii ri n k an ss a;
plasmaleikkausjärjestelmän tyhjäjännite voi olla vaarallinen
joissakin tilanteissa.
- Leikkauspiirin kaapele id en kytk en tä , ta rk astus –sekä
korjaustoimenpiteet tehdään leikkausjärjestelmän ollessa
sammutettu ja kytketty irti sähköverkosta.
- Sammuta plasmaleikkausjärjestelmä ja irroita se sähköverkosta
ennen polttimen kuluvien osien vaihtamista.
- Tee sähköasennukset tapaturmanvastaisten sääntöjen ja lakien
mukaisesti.
- P la smale ikkau sjärj estel mä on k ytk ett ävä ain oas taa n
virransyöttöjärjestelmään, jossa on maadoitettu neutraalijohdin.
- Va rm is ta , e tt ä s ä hk öp is t ok e o n k y tk et ty o ik e in
suojamaadoitukseen.
- Älä käytä plasmaleikkausjärjestelmiä kosteissa tai märissä
paikoissa tai sateessa.
- Älä käytä huonon tuneita eris tyskaape leita tai konetta
löystyneillä liitoksilla.
- Älä leikkaa säilytysrasioiden, säiliöiden tai putkistojen päällä,
joissa on tai on ollut syttyviä nestemäisiä tai kaasumaisia
aineita.
klooriliuoksilla tai niiden läheisyydessä.
- Älä leikkaa painesäiliöiden päällä.
- Loitonna työskentelyalueelta kaikki syttyvät materiaalit (esim.
puu, paperi, pyyhkeet jne.)
- Huolehdi riittävästä ilmanvaihdosta tai plasmaleikkauksesta
aiheutuvan savun poistolaitteista; on välttämätöntä huolehtia
järjestelmällisesti leikkaustoimenpiteistä aiheutuville savuille
altistumisrajojen arvioinnista niiden koostumuksen, tiiviyden
sekä itse altistumisen keston mukaan.
- Käytä sopivaa sähköneristystä plasmaleikkauksen polttimen
,*
suuttimelle, työstettävälle kappaleelle sekä lähettyvillä oleville
(saatavilla oleville) maadoitetuille metalliosille.
Tämä saadaan normaalisti aikaan käyttämällä käsineitä,
jalkineita, päähinettä sekä muita siihen tarkoitettuja varusteita
sekä eristäviä alustoja ja mattoja.
- Suojaa aina silmät siihen tarkoitetuilla naamariin tai kypärään
kiinnitetyillä suojalaseilla.
Käytä asianmukaisia palamattomia suojavarusteita välttäen
altistamasta ihoa kaaren ultravioletti- ja infrapunasäteilylle;
suojausta on jatketava myös muille kaaren lähettyvillä oleville
henkilöille heijastamattomien väliseinien tai verhojen avulla.
)
Page 37

- Meluisuus: Mikäli erityisen tehokkaiden leikkaustoimenpiteiden 3. TEKNISET TIEDOT
- 37 -
vuoksi todetaan päivittäinen henkilölle koituva altistumistaso
(LEPd), joka on yhtä suuri tai suurempi kuin 85db(A), on
ehdottomasti käytettävä asianmukaisia
henkilönsuojavarusteita.
- Plasmaleikkauksen tuottamat sähkömagneettiset kentät voivat
vaikuttaa sähkö- ja elektroniikkalaitteiden toimintaan.
Henkilöiden, joille on asennettu sähköinen tai elektroninen laite
(esim. Pace-maker, hengityslaite jne.), on kysyttävä lääkäriltä
en ne n pla smaleik kausjär jestelm än toim inta-a lu een
läheisyydessä oleskelua.
Sähköisten tai elektronisten laitteiden käyttäjille ei suositella
tämän plasmaleikkausjärjestelmän käyttämistä.
- T ämä p las mal eik kau sjä rje ste lmä va sta a ai noa sta an
teollisuusympäristöissä ammattikäyttöön tarkoitetuille tuotteille
asetetun teknisen standardin vaatimuksia.
Sähkömagneettista vastaavuutta kotiympäristöissä ei taata.
LISÄVAROTOIMENPITEET
PLASMALEIKKAUSTOIMENPITEET:
- Ympäristössä, jossa on lisääntynyt sähköiskunvaara;
- Ahtaissa tiloissa;
- Helposti syttyvien tai räjähtävien materiaalien läheisyydessä;
“Vastaavan asiantuntijan” ON ARVIOITAVA ne etukäteen ja
toimit tava aina muiden hätä tilanteessa toimimiseen
koulutettujen henkilöiden läsnäollessa.
ON KÄYTETTÄVÄ teknisiä suojavarusteita, jotka kuvataan
"TEKNISEN ERITELMÄN IEC tai CLC/TS 62081” kohdissa
5.10; A.7; A.9.
- ON ESTETTÄVÄ leikkaustoimenpiteet käyttäjän nostaessa
virranlähdettä (esim. hihnojen avulla).
- ON ESTETTÄVÄ leikkaustoimenpiteet käyttäjän ollessa
nost et tuna ma asta , pai ts i k äy tett äessä ma hd olli sia
työskentelytasoja.
- H U O MI O ! P L A SM A L E IK KA US J Ä R JE S T E LM ÄN
TURVALLISUUS.
Vain “TEKNISISSÄ TIEDOISSA” ilmoitettu polttimen malli ja
siihen kuuluvat varusteet sekä virranlähde takaavat, että
valmistajan suojaukset ovat tehokkaita (keskeytysjärjestelmä).
- ÄLÄ KÄYTÄ erilaista alkuperää olevaa poltinta tai sen
kulutusosia.
- ÄLÄ YRITÄ YHDISTÄÄ VIRRANLÄHTEESEEN hitsauspäitä,
jotka on tehty leikkausmenetelmiin tai HITSAUKSEEN, joita ei
mainita näissä ohjeissa.
- NÄIDEN OHJEIDEN HUOMIOIMATTA JÄTTÄMINEN aiheuttaa
VAKAVAN vaaran käyttäjän fyysiselle turvallisuudelle ja
vaurioittaa laitteistoa.
JÄÄNNÖSRISKIT
- KAAT UM INEN: s ijoita p la smale ik kauks ee n k äytettä vä
virranlähde vaakatasoiselle alustalle, jonka kantokyky kestää
sen painon; muussa tapauksessa (esim. kallistunut tai irrallinen
lattia jne.) on olemassa kaatumisen vaara.
- V Ä Ä R Ä K Ä Y T T Ö : o n v a a r a l l i s t a k ä y t t ä ä
pl asm ale ikk aus jär jes tel mää mih in ta han sa muuh un
tarkoitukseen kuin mihin se on suunniteltu.
2. JOHDANTO JA YLEISKUVAUS
Nämä generaattorit on valmistettu uusimmalla Inverter IGBT
–teknologialla ja ne on suunniteltu minkä tahansa metallipellin
käsinleikkaukseen sekä rei’itettyjen ritiläpeltien leikkaukseen (kun
mahdollista).
Virran säätö minimistä maksimiin tasaisella tavalla varmistaa hyvän
leikkauslaadun metallin paksuuden ja tyypin mukaan.
Leikkausjakson käynnistää apukaari, joka mallin mukaan: voi syttyä
elektrodin suuttimen oikosulusta tai korkeataajuuspurkauksesta (HF).
PÄÄOMINAISUUDET
- Polttimen, ilmanpaineen ja polttimen oikosulun valvontalaite (jos
mukana).
- Termostaattinen suojaus.
- Ilmanpaineen näyttö (jos mukana)
SARJAVARUSTEET
- Poltin plasmaleikkaukseen.
- Liitospakkaus paineilman kytkentään..
TILATTAVAT LISÄVARUSTEET
- Elektrodi-suutin varaosapakkaus.
- Jatkettujen elektrodi-suuttimien pakkaus (kun mahdollista).
TIETOKYLTTI
Plasmaleikkausjärjestelmän käyttöön ja ominaisuuksiin liittyvät
tärkeimmät tiedot on koottu ominaisuuskylttiin seuraavin merkityksin:
1- EUROOPPALAINEN normi kaarihitsaus- ja plasmaleikkauslaitteiden
turvallisuudesta ja rakentamisesta.
2- Koneen sisärakenteen symboli.
3- Plasmaleikkausmenetelmän symboli.
4- S-symboli: ilmoittaa, että leikkaustoimenpiteitä voidaan suorittaa
ympäristössä, jossa on lisääntynyt sähköiskunvaara (esim. lähellä
suuria metallisia kappaleita).
5- Virransyöttölinjan symboli:
1~: yksivaiheinen vaihtovirta
3~: kolmivaiheinen vaihtovirta
6- Pakkauksen suojaustaso.
7- Virransyöttölinjan ominaisuudet:
- U : Laitteen vaihtovirta ja virransyötön taajuus (sallitut rajat
1
±10%):
- I : Linjan absorboima maksimi virta.
1 max
- I : Virransyötön todellinen virta.
1eff
8- Leikkauspiirin suorituskyky:
-U : maksimi tyhjäjännite (avoin leikkauspiiri).
0
-I /U : Vastaava virta ja vastaava normalisoitu jännite, joita kone
2 2
voi tuottaa leikkauksen aikana.
-X : pulssitussuhde: ilmoittaa ajan ,jonka kuluessa kone voi
tuottaa vastaavaa virtaa (sama pylväs). Se ilmoitetaan
prosenteissa %, 10 minuutin jaksoon perustuen (esim.
60% = 6 työminuuttia, 4 taukominuuttia ja niin edelleen).
Mikäli käyttötiedot (kyltissä, ilmoitetaan 40°C lämpötilassa)
ylitetään, laukeaa lämpösuojauksen keskeytys (kone pysyy
stand-by –(valmius)tilassa, kunnes sen lämpötila palaa
sallittuihin rajoihin.
-A/V-A/V: Leikkausvirran säätövalikon (minimi - maksimi) vastaavalla
9- Sarjanumero koneen tunnistamista varten (välttämätön teknistä
10- : Ajastetun käynnistyksen sulakkeiden arvo linjan suojausta
11- Turvallisuuteen liittyvät symbolit, joiden merkitys kerrotaan luvussa 1
Huomio: Annettu kyltti on ohjeellinen symboleiden ja lukujen
merkityksestä; omistuksessasi olevan plasmaleikkausjärjestelmän
teknisten tietojen tarkat arvot ovat suoraan itse koneessa olevassa
kyltissä.
MUUT TEKNISET TIEDOT:
- VIRRANLÄHDE: katso taulukkoa 1 (TAUL. 1)
- POLTIN: katso taulukko 2 (TAUL. 2)
Koneen paino ilmoitetaan taulukossa 1 (TAUL. 1).
4. PLASMALEIKKAUJÄRJESTELMÄN KUVAUS
Kone koostuu pääasiassa tehomoduuleista, jotka on tehty painetuille
piireille sekä optimoitu parhaan mahdollisen luotettavuuden ja
pienemmän huollontarpeen aikaansaamiseksi.
1- Yksivaiheinen virransyöttölinjan sisääntulo, tasasuuntaajaryhmä
2- Switching-silta transistoreilla (IGBT) ja ohjaimilla; muuntaa
3- Korkeataajuusmuun taja: pääkää mitys saa virt aa sulusta 2
4- Toissijainen tasasuuntaajasilta tasauksen induktanssi: muuntaa
5- Valvonta- ja säätöelektroniikka: valvoo hetkellisesti leikkausvirran
VALVONTALAITTEET, SÄÄTÖ JA KYTKENTÄ
Takapaneeli (Kuva C)
1- Pääkatkaisin
2- Sähköjohto
3- Paineilman liitos (ei olemassa Kompressor-versiossa)
4- Paineenalennin paineilman liitokseen (jos mukana).
Etupaneeli (Kuva D1)
1- Leikkausvirran säätövipu.
2- Keltainen valodiodi, joka merkitsee yleishälytystä:
kaaren jännitteellä.
huoltoa, varaosien tilaamista sekä tuotteen alkuperän etsimistä
varten).
varten.
Kaarihitsauksen yleinen turvallisuus”.
sekä tasauskondensaattorit.
tasasuunnatun linjan jännitteen korkeataajuiseksi vaihtojännitteeksi
ja säätää tehon halutun leikkausvirran/-jännitteen mukaan.
käännetyllä virralla; tämän tarkoitus on sovittaa jännite ja virta
leikkausmenetelmää varten tarvittaville arvoille sekä samanaikaisesti
eristää galvaanisesti leikkauspiiri virransyöttöpiiristä.
toissijaisesta käämityksestä saadun vaihtojännitteen/-virran
tasavirraksi erittäinen matalalla aaltoilulla.
arvoa ja vertaa sitä käyttäjän asettamaan arvoon; säätelee IGBT:n
ohjaimien ohjausimpulssit, jotka suorittavat säädön.
Määrittää virran dynaamista vastausta leikkauksen aikana ja käsittää
turvajärjestelmät.
I (ON) Generaattori toimintavalmis; polttimessa ei ole jännitettä.
Generaattori Stand By –tilassa.
O (OFF) Kaikki toiminnot estetty; Lisälaitteet sekä merkkivalot
sammuneet.
Liitä kone paineilmapiiriin, jossa minimi 5 baaria ja maksimi 8 baaria
(TAUL. 2).
Mahdollistaa koneesta saadun leikkausvirran tehon asettamisen
sovelluksen mukaan (materiaalin paksuus/nopeus). Katso
TEKNISET TIEDOT oikeaa pulssitussuhdetta varten toiminnan ja
tauon välillä, jota sovelletaan valitun virran mukaisesti.
- Palaessaan ilmoittaa tehopiirin jonkin osan ylikuumenemisen tai
Kuva A
(Kuva B)
Page 38

sisääntulovirransyötön jännitteen häiriön (yli- ja alijännite). Linjan - polttimen jäähdyttämiseen
- 38 -
yli- ja alijännitteen suoja: sulkee koneen: virransyötön jännite on
+/- 15% välin ulkopuolella suhteessa kyltin arvoon. HUOMIO:
Yllämainitun yläjännitteen rajan ylittäminen vaurioittaa laitetta
vakavasti.
- Tämän vaiheen aikana koneen käyttö on estynyt.
- Ennalleenpalautus on automaattinen (keltaisen valodiodin
sammuminen) jonkin yllämainituista häiriöistä palatessa
sallituihin rajoihin.
3- Keltainen valodiodi, joka merkitsee jännitettä polttimessa.
- Palaessaan ilmoittaa, että leikkauspiiri on päällä: apukaari tai
leikkauskaari "ON".
- Yleensä sammunut (leikkauspiiri pois päältä) polttimen
painikkeen ollessa POIS käytöstä (stand by -tila).
- Sammunut polttimen painikkeen ollessa käytössä seuraavissa
tilanteissa:
- JÄLKI-ILMAN vaiheen aikana.
- Jos apukaar ta ei siirretä kappaleelle maksimissaan 2
sekunnissa.
Jos leikkauskaari katkeaa liiallisen etäisyyden vuoksi polttimen
ja kappaleen välillä, liiallisen elektrodin kulumisen vuoksi tai
loitonnettaessa poltin väkisin kappaleelta.
- Jos jokin SUOJAjärjestelmä on lauennut.
4- Vihreä valodiodi, joka merkitsee jännitettä verkossa ja
virransyöttöä apupiireissä.
Virransyöttö valvotapiireissä ja toiminnassa.
5- Punainen valodiodi, joka merkitsee paineilmapiiriä (jos
mahdollinen).
Palaessaan ilmoittaa ilmakompressorissa olevan sähkömoottorin
käämitysten ylikuumenemisen.
6- Painemittari.
Mahdollistaa ilmanpaineen luvun.
7- Polttimen liitoksen liitin.
Poltin suoralla tai keskitetyllä liitoksella.
- Polttimen painike on ainoa valvontaosa, josta voidaan ohjata
leikkaustoimenpiteiden aloitus tai pysäytys.
- Painikkeen poistuessa käytöstä jakso keskeytyy hetkellisesti
missä tahansa vaiheessa, paitsi jäähdytysilman ylläpito (jälkiilma).
- Sattumanvarainen liike: jakson aloituksen mahdollistamiseksi
painikkeeseen kohdistuvan liikkeen on kestettävä minimissään
muutaman sekunnin kymmenesosan ajan.
- Sähköturvallisuus: painikkeen toiminta estyy, mikäli eristävää
suuttimenkannatinta EI ole asennettu polttimeen tai se on
asennettu väärin.
8- Maadoituskaapelin liitin
Etupaneeli (Kuva D2)
1- Leikkausvirran säätövipu.
Mahdollistaa koneen tuottaman leikkausvirran tehon asettamisen,
joka sovitetaan toiminnan sovelluksen mukaan (materiaalin
paksuus/nopeus). Katso TEKNISISTÄ TIEDOIS TA oikeaa
pulssitussuhdetta varten toiminnan ja tauon välillä, jota sovelletaan
valitun virran mukaan.
2- Punainen valodiodi, joka merkitsee yleistä hälytystilaa:
- Palaessaan ilmoittaa tehopiirin jonkin osan ylikuumenemisen tai
häiriötä sisääntulon virransyötön jännitteessä (yli- ja alijännite).
Linjan yli- ja alijännitteen suojaus: sulkee koneen: virransyötön
jännite on +/- 15% ulkopuolella suhteessa kyltin arvoon. HUOMIO:
mainitun ylijännitteen ylittäminen vaurioittaa laitetta vakavasti.
- Tämän vaiheen aikana koneen toiminta on estynyt.
- Ennalleenpalautus on automaattinen (punaisen valodiodin
sammuminen) sen jälkeen, kun yksi yllämainituista häiriöistä
palautuu sallittuihin rajoihin.
3- Keltainen valodiodi, joka merkitsee jännitettä polttimessa.
- Palaessaan ilmoittaa, että leikkauspiiri on käytössä: apukaari tai
leikkauskaari "ON".
- Normaalisti sammunut (leikkauspiiri pois käytöstä) polttimen
painikkeen ollessa POIS käytöstä (stand by -tila).
- Sammunut polttimen painikkeen ollessa käytössä seuraavissa
tilanteissa:
- JÄLKI-ILMAN vaiheen aikana.
- Jos apukaarta ei siirretä kappaleelle maksimissaan 2
sekunnissa.
Jos leikkauskaari katkeaa liiallisen etäisyyden vuoksi polttimen
ja kappaleen välillä, liiallisen elektrodin kulumisen vuoksi tai
loitonnettaessa poltin väkisin kappaleelta.
- Jos jokin SUOJAUSjärjestelmä keskeyttää.
4- Vihreä valodiodi, joka merkitsee jännitettä verkossa ja
virransyöttöä apupiireissä.
Virransyöttö valvontapiireissä ja koneen toiminnassa.
5- Keltainen valodiodi, joka merkitsee vaiheen puuttumista (jos
mahdollinen).
Palaessaan keltainen valodiodi ilmoittaa virransyötön vaiheen
puuttumisen, toiminta estyy ja ennalleenpalautus on automaattinen
4 sekunnin kuluttua häiriön korjautumisesta.
6- Häiriön merkintä paineilmapiirissä (jos mahdollinen).
KELTAINEN valodiodi (Kuva D2-6) yhdessä PUNAISEN yleistä
hätätilannetta merkitsevän valodiodin kanssa (Kuva D2-2 ).
Palaessaan ilmoittaa, ettei polttimen kunnolliseen toimimiseen
tarvittava ilmanpaine ole riittävä. Tämän vaiheen aikana koneen
toiminta on estynyt.
Ennalleenpalautus on automaattinen (valodiodin sammuminen) sen
jälkeen, kun paine palautuu sallittuihin rajoihin.
7- Ilmapainike (jos mukana).
Painamalla tätä painiketta ilman ulostulo polttimesta jatkuu tietyn
ajan.
Yleensä sitä käytetään:
- paineen säätövaiheessa painemittarilla.
8- Painemittari.
Mahdollistaa ilmanpaineen luvun.
9- Polttimen liitoksen liitin.
Poltin suoralla tai keskitetyllä liitoksella.
- Polttimen painike on ainoa valvontaosa, josta voidaan ohjata
leikkaustoimenpiteiden aloitus tai pysäytys.
- Painikkeen poistuessa käytöstä jakso keskeytyy hetkellisesti
missä tahansa vaiheessa, paitsi jäähdytysilman ylläpito (jälkiilma).
- Sattumanvarainen liike: jakson aloituksen mahdollistamiseksi
painikkeeseen kohdistuvan liikkeen on kestettävä minimissään
muutaman sekunnin kymmenesosan ajan.
- Sähköturvallisuus: painikkeen toiminta estyy, mikäli eristävää
suuttimenkannatinta EI ole asennettu polttimeen tai se on
asennettu väärin.
10- Maadoituskaapelin liitin
5. ASENNUS
---------------------------------------------------------------------------------------------
HUO M IO ! S UO R ITA K AI KK I A SE NN U KS ET JA
SÄ HKÖKY TKE NNÄ T PLAS MAL EIKKAUS JÄR JES TEL MÄN
OLLESSA EHDOTTOMASTI SAMMUTETTU JA IRROTETTU
SÄHKÖVERKOSTA.
S Ä H K Ö K T K E N N Ä T S U O R I T T A A A I N O A S T A A N
AMMATTITAITOINEN JA KOULUTETTU HENKILÖKUNTA.
--------------------------------------------------------------------------------------------PAKKAUS
Poista kone pakkauksesta, kokoa pakkauksessa irralliset osat.
Paluukaapelin ja maadoituspihdin kokoaminen (Kuva E)
KONEEN NOSTOTAPA
Kaikki tässä ohjekirjassa kuvatut koneet nostetaan käyttämällä
varusteissa olevaa käsiripaa tai hihnaa, mikäli ne kuuluvat malliin
(kootaan KUVASSA F esitetyllä tavalla).
KONEEN SIJOITUS
Sijoita kone niin, ettei jäähdytysilman sisään- ja ulostuloaukkojen edessä
ei ole esteitä; varmista samalla, ettei sisään joudu johtavia pölyjä,
kuluttavia höyryjä, kosteutta jne.
Varaa ainakin 250 mm vapaata tilaa koneen ympärille.
---------------------------------------------------------------------------------------------
HUOMIO! Aseta kone tasaiselle alustalle, jonka kantokyky
kestää sen painon vaarallisen kaatumisen tai siirtymisen
välttämiseksi .
---------------------------------------------------------------------------------------------
VERKKOON KYTKENTÄ
- Tarkasta ennen minkään sähkökytkennän teke mistä, että
virranlähteen kyltin tiedot vastaavat asennuspaikassa olevia verkon
jännitettä ja taajuutta.
- Virranlähde kytketään ainoast aan virransyöttöjär jes telmään
maadoitetulla neutraalijohtimella.
- Suojauksen varmistamiseksi epäsuoraa kosketusta vastaan käytä
differentiaalikatkaisimia, tyyppiä:
- Tyyppi A ( ) yksivaiheisille koneille;
- Tyyppi B ( ) kolmivaiheisille koneille.
- Nor min EN 61000-3-11 (Flicker) vaatimusten täyttämiseksi
suositellaan virranlähteen kytkemistä sähköverkon liitännän kohtiin,
joiden impedanssi on pienempi kuin, katso taulukko 1 (TAUL. 1).
Pistoke ja pistorasia
- Yksivaiheiset mallit, joiden absorboima virta on alle tai yhtäkuin 16A,
on varustettu alunperin sähköjohdolla, jonka pistoke on normalisoitu
(2P (napaa)+T (maadoitus)) 16A \250V.
- Yksivaiheiset mallit, joiden absorboima virta on yli 16A, sekä
kolmivaiheiset mallit on varustettu sähköjohdolla, joka yhdistetään
normalisoituun pistokkeeseen (2P (napaa) +T (maadoitus)), joka on
tarkoitettu sopivan tehoisille yksivaiheisille malleille sekä (3P+T)
kolmivaiheisille malleille. Varaa sulakkeella tai automaattisella
ka tk aisijal la va rus te ttu ver kkopist oras ia; sii he n k uuluva
maadoituspääte on kytkettävä virransyöttölinjan maadoitusjohtimeen
(keltavihreä).
- Taulukossa 1 (TAUL. 1) on suositellut linjan hitaiden sulakkeiden arvot
ampeereissa, jotka on valittu laitteen tuottaman maksimi
nimellisvirtaan sekä virransyötön nimellisjännitteeseen perustuen.
---------------------------------------------------------------------------------------------
HUOMIO! Ylläolevien sääntöjen huomioimatta jättäminen
tekee valmistajan suojajärjestelmästä tehottoman (luokka I) ja
aiheuttaa siitä seuraavan vakavan henkilö- (esim. sähköisku) ja
materiaalivaaran (esim. tulipalo).
---------------------------------------------------------------------------------------------
LEIKKAUSPIIRIN KYTKENNÄT
---------------------------------------------------------------------------------------------
HUOMIO! VARMISTA ENNEN SEURAAVIEN KYTKENTÖJEN
TEKEMISTÄ, ETTÄ VIRRANLÄHDE ON SAMMUTETTU JA
Page 39

IRROTETTU SÄHKÖVERKOSTA. Tärkeää:
- 39 -
Taulukossa 1 (TAUL. 1) on suositellut arvot paluukaapelille
(mm2:ssä) koneen tuottamaan maksimi virtaan perustuen.
--------------------------------------------------------------------------------------------Paineilman kytkentä (KUVA G).
- Varaa paineilman jakelulinja, jonka paine ja minimi teho ilmoitetaan
taulukossa 2 (TAUL. 2) malleissa, joissa siihen on mahdollisuus.
TÄRKEÄÄ!
Älä ylitä maksimi sisääntulopainetta, joka on 8 baaria. Ilma, jossa on iso
määrä kosteutta tai öljyä, voi aiheuttaa polttimen kuluvien osien liiallista
kulumista tai vaurioittaa sitä. Mikäli paineilman laatu on epäselvä, on
suositeltavaa käyttää ilmankuivauslaitetta, joka
asetetaan sisääntulosuodattimen alkupäähän. Kytke joustavalla putkella
paineilman linja koneeseen käyttäen yhtä varusteissa olevaa liitosta,
j ok a k oo t aa n k on e en t a ka pu o le l la o l ev aa n i l m an
sisääntulosuodattimeen.
Leikkausvirran paluukaapelin kytkentä.
Kytke leikkausvirran paluukaapeli leikattavaan kappaleeseen tai
metalliseen tukipenkkiin huolehtien seuraavista varotoimenpiteistä:
- Varmista hyvä sähkökosketus varsinkin, jos leikataan hapettuneita
peltejä tai peltejä eristävillä päällystyksillä jne.
- Tee maadoituskytkentä mahdollisimman lähelle leikkausaluetta.
- Työstettävään kappaleeseen kuulumattomien metallisten rakenteiden
käyttäminen leikkausvirran paluujohtimena voi olla vaarallista ja
heikentää leikkaustulosta.
- Älä tee maadoituskytkentää kappaleen poistettavaan osaan.
Polttimen kytkentä plasmaleikkausta varten (KUVA H) (kun
mahdollinen).
Aseta polttimen urospääte koneen etupaneelilla olevaan keskitettyyn
liittimeen niin, että polarisaatioavain osuu kohdalleen. Ruuvaa
lukitusrengas pohjaan asti myötöpäivään varmistaaksesi ilman ja virran
kulku ilman vuotoja.
Joissakin malleissa poltin toimitetaan jo liitettynä virranlähteeseen.
TÄRKEÄÄ!
Tarkasta ennen leikkaustoimenpiteitä, että kuluvat osat on koottu oikein
tarkastaen poltin kuten kappaleessa "POLTTIMEN HUOLTO"
neuvotaan.
6. PLASMALEIKKAUS: MENETELMÄN KUVAUS
Plasmakaari ja sen käyttöperiaate plasmaleikkauksessa.
Plasma on kaasu, joka on kuumennettu erittäin korkeaan lämpötilaan
niin, että siitä tulee sähköisesti johtava. Tämä leikkausmenetelmä
käyttää plasmaa sähkökaaren siirtämiseksi metalliselle kappaleelle,
joka sulatetaan kuumuudella ja katkaistaan. Poltin käyttää yhdellä
ainoalla virransyötöllä toimivaa paineilmaa sekä plasmakaasulle että
jäähdytys- ja suojakaasulle.
HF-sytytys
Tätä sytytystyyppiä käytetään yleensä malleissa, joiden virta on yli 50A.
Jakson käynnistystä määrittää korkeataajuus-/korkeajännitekaari
("HF"), jolla on mahdollista sytyttää apukaari elektrodin (napaisuus -) ja
polttimen suuttimen välillä (napaisuus +). Viemällä poltin leikattavan
kappaleen lähelle, joka on liitetty virranlähteen napaisuuteen (+),
apukaari siirretään tekemällä plasmakaari elektrodin (-) ja itse
kappaleen välillä (leikkauskaari). Apukaari ja HF poistuvat heti, kun
plasmakaari vakiintuu elektrodin ja kappaleen välillä.
Tehtaalla asetettu apukaaren ylläpitoaika on 2s; mikäli siirtoa ei tapahdu
tänä aikana, jakso sulkeutuu automaattisesti, paitsi jäähdytysilmantulo.
Uuden jakson aloittamiseksi on välttämätöntä löysätä polttimen painike
ja painaa sitä uudelleen.
Siltasytytys
Tätä sytytystyyppiä käytetään yleensä malleissa, joiden virta on alle
50A.
Jakson käynnistystä määrittää elektrodin liike polttimen suuttimen
sisällä, jolla on mahdollista sytyttää apukaari elektrodin (napaisuus -) ja
itse suuttimen välillä (napaisuus +). Viemällä poltin leikattavan
kappaleen lähelle, joka on liitetty virranlähteen napaisuuteen (+),
apukaari siirretään tekemällä plasmakaari elektrodin (-) ja itse
kappaleen välillä (leikkauskaari). Apukaari ja HF poistuvat heti, kun
plasmakaari vakiintuu elektrodin ja kappaleen välillä.
Tehtaalla asetettu apukaaren ylläpitoaika on 2s; mikäli siirtoa ei tapahdu
tänä aikana, jakso sulkeutuu automaattisesti, paitsi jäähdytysilmantulo.
Uuden jakson aloittamiseksi on välttämätöntä löysätä polttimen painike
ja painaa sitä uudelleen.
Alkuvalmistelut.
Tarkasta ennen leikkaustoimenpiteiden aloittamista, että kuluvat osat on
koottu oikein tarkastaen poltin kuten kappaleessa "POLTTIMEN
HUOLTO" neuvotaan.
- Käynnistä virranlähde ja aseta leikkausvirta (KUVA C-1) leikattavaksi
aiotun metallisen materiaalin paksuuden ja tyypin mukaan.
TAULUKOSSA 3 ilmoitetaan leikkausnopeus paksuuden mukaan
alumiinille, raudalle ja teräkselle.
- Paina ja löysää polttimen painike mahdollistaen ilmavuodon (³30
sekuntia jälki-ilmaa).
- Säädä tämän vaiheen aikana ilmanpaine, kunnes painemittarilla
näkyy haluttu arvo “baareissa” käytettävän polttimen mukaisesti
(TAUL 2).
- Käytä ilmapainiketta ilman poistamiseksi polttimesta.
- Käytä käsivipua: vedä ylöspäin sen poistamiseksi lukituksesta ja
pyöritä paineen säätämiseksi arvoon, joka ilmoitetaan HITSAUSÄÄN
TEKNISISSÄ TIEDOISSA.
- Lue haluttu arvo (baaria) painemittarilla; työnnä käsivipua ja lukitse
säätö.
- Anna ilmavuodon päättyä itsestään mahdollisen tiivistymän
poistamisen helpottamiseksi polttimesta.
- Kosketusleikkaus (polttimen suutin kosketuksessa leikattavaan
kappaleeseen): on käytettävä maksimissaan virtaa, joka on 40-50A
(su uremmat virt a-ar vot tuhoavat suuttim en, el ektrodi n ja
suuttimenkannattimen).
- Etäisyysleikkaus (välike koottuna polttimeen KUVA I): on käytettävä
suurempaa virtaa kuin 35A;
- Jatkettu elektrodi ja suutin: on käytettävissä, mikäli mahdollista.
Leikkaustoimenpide (KUVA L).
- Vie polttimen suutin lähelle kappaleen laitaa (noin 2 mm), paina
polttimen painiketta; noin 1 sekunnin kuluttua (esi-ilma) saadaan
aikaiseksi apukaaren syttyminen.
- Mikäli etäisyys on sopiva, apukaari siirtyy heti kappaleelle
mahdollistaen leikkauskaaren.
- Siirrä poltinta kappaleen pinnalla pitkin haluttavaa leikkauslinjaa
edeten säännöllisesti.
- Sovita leikkausnopeus valitun virran ja paksuuden mukaisesti
tarkastaen, että kappaleen pienemmältä alata ulostuleva kaari
kallistuu 5-10° pystysuunnassa etenemissuunnan vastaisesti.
- Liian suuri etäisyys polttimen ja kappaleen välillä tai materiaalin
puuttuminen (leikkauksen loppu) aiheuttaa välittömästi kaaren
keskeytymisen.
- Kaaren keskeytyminen (joko leikkaus- tai apukaari) saadaan aina
aikaan löysäämällä polttimen painike.
Reiänleikkaus (KUVA M)
Jouduttaessa tekemään tämän toimenpiteen tai jouduttaessa
käynnistämään kappaleen keskeltä sytytä poltin kallellaan ja vie se
etenevällä liikkeellä pystyasentoon.
- Tällä menetelmällä vältetään, että kaaren tai takaisin palaavat
sulaneet hiukkaset pilaavat suuttimen reiän heikentämällä nopeasti
sen toiminnan.
- Kappaleiden reiänleikkaukset, joiden paksuus on 25 %:in asti
maksimista käyttövalikomassa, voidaan tehdä suoraan.
7. HUOLTO
---------------------------------------------------------------------------------------------
HUOMIO! VARMISTA ENNEN HUOLTOTOIMENPITEIDEN
TEK EMISTÄ, ETTÄ PLASMAL EIKKAUSJ ÄRJESTE LMÄ ON
SAMMUTETTU JA IRROTETTU SÄHKÖVERKOSTA.
---------------------------------------------------------------------------------------------
TAVALLINEN HUOLTO
KÄYTTÄJÄ VOI SUORITTAA TAVALLISET HUOLTOTOIMENPITEET.
POLTIN (KUVA N)
Tarkasta jaksoittaisesti käytön mukaan tai leikkausvirheiden esiintyessä
plasmaleikkaukseen käytettävien polttimen osien kulutustila.
1- Välike.
Vaihda, mikäli se on epämuodostunut tai sen päällä on kuonaa niin,
ettei polttimen oikean asennon säilyttäminen ole mahdollista
(etäisyys ja kohtisuoruus).
2- Suuttimenkannatin.
Ruuvaa se käsin irti polttimesta. Puhdista se huolellisesti tai vaihda,
mikäli se on vaurioitunut (palamiset, epämuodostumiset tai säröt).
Tarkasta koko metallinen yläalue (polttimen suojauksen
ohjauslaite).
3- Suutin.
Tarkasta plasmakaaren kulkureiän sekä sisä- ja ulkopintojen
kuluminen. Mikäli reikä on leventynyt suhteessa alkuperäiseen
halkaisijaan tai epämuodostunut, vaihda suutin. Mikäli pinnat ovat
erityisen hapettuneita, puhdista ne hienolla hiomapaperilla.
4- Ilmanjakelurengas.
Tarkasta, ettei siinä ole palamisen jälkiä tai säröjä eivätkä
ilmankulkuaukot ole tukkiutuneet. Mikäli näin on, vaihda se
välittömästi.
5- Elektrodi.
Vaihda elektrodi, kun välityslaitteen pinnalle muodostettavan
kraaterin syvyys on noin 1,5 mm (KUVA O).
6- Polttimen runko, kädenpidike ja kaapeli.
Normaalisti nämä osat eivät tarvitse erityistä huoltoa paitsi
jaksoittaisen tarkastuksen sekä huolellisen puhdistuksen, joka
tehdään ilman minkäänlaisia liuottimia. Mikäli eristyksessä on
vaurioita, kuten halkeamia, säröjä ja palon jälkiä tai sähköjohtojen
löystymisiä, poltinta ei voida käyttää, koska turvallisuusvaatimukset
eivät toteudu.
Tässä tapauksessa korjausta (erityishuolto) ei voida tehdä
paikanpäällä, vaan valtuutetaan luvansaanut huoltokeskus, joka on
pätevä suorittamaan erityiset tarkastuskokeet korjauksen jälkeen.
Polttimen ja kaapelin säilyttämiseksi tehokkaina on välttämätöntä
suorittaa muutamia varotoimenpiteitä:
- älä laita poltinta tai kaapelia kosketukseen kuumien tai liekittyneiden
osien kanssa.
- älä aseta kaapelia alttiiksi liian suurelle vedolle.
- älä anna kaapelin kulkea terävillä, leikkaavilla kulmilla tai
hankaavilla pinnoilla.
- kerää kaapeli säännöllisin lenkein rullalle, mikäli se on tarvittavaa
pidempi.
- älä anna minkään ajoneuvon kulkea kaapelin yli, äläkä polje sitä.
Huomio.
- Anna polttimen jäähtyä ennen sen käyttämistä ainakin koko "jälki-
ilman" ajan.
- Lukuunottamatta erityistapauksia, on suositeltavaa vaihtaa elektrodi ja
suutin samanaikaisesti.
- Huolehdi, että kokoat polttimen osat oikeassa järjestyksessä
(käänteinen järjestys suhteessa purkamiseen).
Page 40

- Kiinnitä huomiota siihen, että kokoat jakelurenkaan oikeaan suuntaan. - Likainen ilma (kosteus-öljy).
- 40 -
- Kokoa suuttimenkannatin uudelleen ruuvaamalla se käsin pohjaan - Vaurioitunut suuttimenkannatin.
asti vääntäen kevyesti.
- Älä missään tapauksessa kokoa suuttimenkannatinta kokoamatta
ensin elektrodia, jakelurengasta ja suutinta.
- Vältä apukaaren pitämistä turhaan päällä ilmassa lisäten elektrodin,
jakelijan ja suuttimen kulutusta.
- Älä kiristä elektrodia liian kovaa, sillä saattaisit vaurioittaa poltinta.
- Tarkkuus ja oikeanlainen polttimen kuluvien osien
tarkastusmenettely ovat elintärkeitä leikkausjärjestelmän
turvallisuudelle ja toimivuudelle.
- Mikäli eristyksessä on vaurioita, kuten halkeamia, säröjä ja palon
jälkiä tai sähköjohtojen löystymisiä, poltinta ei voida käyttää, koska
turvallisuusvaatimukset eivät toteudu. Tässä tapauksessa korjausta
(erityishuolto) ei voida tehdä paikanpäällä, vaan valtuutetaan
luvansaanut huoltokeskus, joka on pätevä suorittamaan erityiset
tarkastuskokeet korjauksen jälkeen.
Paineilman suodatin
- Suodattimessa on automaattinen tiivistyksen tyhjennys joka kerta, kun
se irroitetaan paineilmalinjasta.
- Tarkasta suodatin jaksoittain; mikäli lasissa on vettä, voidaan suorittaa
käsintyhjennys työntämällä tyhjennyksen liitosta ylöspäin.
- Mikäli suodattava yksikkö on erityisen likainen, on välttämätöntä
vaihtaa se liiallisten vuotojen välttämiseksi.
ERITYISHUOLTO
ERITY IS HUOLTOT OIMENPITEET T E K EE AINOA STA AN
AM M ATT IT A ITO I NE N H EN KI LÖ , J O KA O N S AA NU T
SÄHKÖMEKANIIKKA-ALAN KOULUTUKSEN.
---------------------------------------------------------------------------------------------
HUOMIO! VARMISTA ENNEN KONEEN PANEELIEN
POISTAMISTA JA SEN SISÄPUOLELLE KOSKEMISTA, ETTÄ SE ON
SAMMUTETTU JA IRROITETTU SÄHKÖVERKOSTA.
Mahdolliset tarkastukset jännitteessä olevan koneen sisällä voivat
aiheuttaa kosketuksesta jännitteisten osien kanssa johtuvan
vakavan sähköiskun.
---------------------------------------------------------------------------------------------
- Tarkasta jaksottaisesti sekä käytön ja ympäristön pölyisyyden mukaan
koneen sisäpuoli ja poista muuntajalle, tasasuuntajalle, induktanssille
sekä vastuksille kerääntynyt pöly kuivalla paineilmasuihkulla (max 10
baaria).
- Vältä paineilmasuihkun suuntaamista elektronisille korteille; puhdista
ne mahdollisesti hyvin pehmeällä harjalla tai sopivilla liuottimilla.
- Tarkasta samalla, että sähkökytkennät on hyvin kiristetty ja etteivät
kytkennät ole eristykselle haitaksi.
- Tarkasta paineilmapiirin putkistojen ja liitosten kokonaisuus ja
pitävyys.
- Kokoa näiden tehtävien päätteeksi koneen paneelit uudelleen
kiristäen kiinnitysruuvit pohjaan asti.
- Vältä ehdottomasti leikkaustoimenpiteiden suorittamista koneen
ollessa auki.
8. VIANETSINTÄ
MIKÄLI TOIMINTA ON HEIKKOLAATUISTA, ENNEN
JÄRJESTELMÄLLISTÄ TARKASTUSTA TAI HUOLTOKESKUKSEEN
YHTEYDENOTTAMISTA, TARKASTA:
- Varmista, ettei keltainen yli- tai alijännitteen lämpösuojauksen
keskeytystä tai oikosulkua merkitsevä valodiodi pala.
- Varmista, että olet huolehtinut nimellisestä pulssitussuhteesta; mikäli
lämpösuojaus on keskeyttänyt, odota koneen luonnollista
jäähtymistä ja tarkasta tuulettimen toimiminen.
- Tarkasta linjan jännite: mikäli arvo on liian korkea tai matala, kone
pysyy sulkeutuneena.
- Tarkasta, ettei koneen ulostulossa ole oikosulkua: siinä tapauksessa
poista häiriön syy.
- Tarkasta, että leikkauspiirin kytkennät on tehty oikein ja erityisesti,
että maadoituskaapelin pihti on todella kytketty kappaleeseen ilman
eristävien materiaalien välissä oloa (esim. maalit).
YLEISIMMÄT LEIKKAUSVIAT
Leikkaustoimenpiteiden aikana saattaa esiintyä suoritusvikoja, jotka
eivät normaalisti johdu asennuksen toimintahäiriöistä, vaan muista
tekoon liittyvistä seikoista, kuten:
a-Riittämätön tunkeuma tai liiallinen kuonanmuodostus:
- Liian kova leikkausnopeus.
- Poltin liian kallellaan.
- Liian paksu kappale tai liian matala leikkausvirta.
- Sopimaton paineilman tulopaine.
- Kulunut elektrodi ja polttimen suutin.
- Sopimaton suuttimenkannattimen kärki.
b- Leikkauskaaren siirron puuttuminen:
- Kulunut elektrodi.
- Paluukaapelin liittimen huono kosketus.
c-Leikkauskaaren katkeaminen:
- Liian pieni leikkausnopeus.
- Liian pitkä etäisyys polttimen ja kappaleen välillä.
- Kulunut elektrodi.
- Jonkin suojauksen keskeytys.
d- Kallistunut leikkaus (ei kohtisuora):
- Polttimen väärä asento.
- Suuttimen reiän epäsymmetrinen kuluminen ja/tai polttimen osien
väärä koonta.
- Sopimaton ilmanpaine.
e-Suuttimen ja elektrodin liiallinen kuluminen:
- Liian matala ilmanpaine.
- Apukaaren liiallinen sytytys ilmassa.
- Liian kova nopeus ja sulaneiden hiukkasten takaisinpaluu polttimen
osille.
_______________(N)______________
BRUKERVEILEDNING
BEMERK! FØR DU BRUKER PLASMASYSTEMET SKAL DU NØYE
LESE BRUKERVEILEDNINGEN
PLASMASYSTEM FOR PROFESIONELT OG INDUSTRIELT BRUK
1.GENERELL SIKKERHET FOR PLASMA BUESVEISING
Operatøren må ha tilstrekkelig kjenndom om apparatets sikre bruk,
om risikoene ved rengjøringsprosedyrene, spesielt ved bruk av
o p pl øs ni ng sm id le r o ch s ik ke rh et sp ro se dy re r o g
nødstoppsprosedyrer.
(Se ogs å “ TEKN ISKE IE C-DATA elle r C LC/TS 62 081” :
INSTALLASJON OG BRUK AV SVEISEBRENNER OG TEKNISK
BESKRIVELSE).
- Unngå direkte kontakt med sveisekretsen, spenningen fra
sveisebrenneren fra plasmasystemet uten belastning kan være
farlig i noen tilfeller.
- Koplingen av sveisekablene, operasjonene for kontroll og
reparasjon må utføres med sveisebrenneren slått fra og
frakoplet fra strømnettet.
- Slå fra plasmasystemet og frakople den fra
strømforsyningsnettet før du skifter ut sveisebrennerens deler
som er utsatt for slitasje
- Utfør tilkoplingen til strømnettet i henhold til generelle
sikkerhetslover og ulykksforebyggende lover.
- Sveisebrenneren må forsynes med strøm bare fra et
forsyningssystem med nøytral jordeledning.
- Forsikre deg om at uttaket er korkt koplet til jordeledning.
- Bruk ikke plasmasystemet på fuktige eller våte steder, ikke sveis
ute i regnet.
- Bruk ikke kabler med utslitt isolasjon eller løse kontakter.
- Ikke sveis på beholdere, bokser eller rør som innholder eller har
inneholdt brennbare materialer, gasser eller væsker.
- Unngå å arbeide på overflater som er rengjort med klorholdige
løsemidler eller i nærheten av slike løsemidler.
- Sveis aldri på beholdere under trykk.
- Fjern alt brennbart materiale fra arbeidsstedet (f.eks. tre, papir,
kluter etc.).
- Sørg for skikkelig ventilasjon eller utstyr for fjerning av
sveiserøyk i nærheten av buen; det er viktig å utføre en
systematisk vurdering av grenseverdiene for sveiserøyken I
overensstemmelse med sammensetningen, konsentrasjonen og
varigheten av kontakten.
- Tilpasse en passende elektrisk isolering i henhold til elektroden,
,*
delen som bearbeides og eventuelle metallstykker med
jordeledning i nærheten (tilgjengelige).
Dette oppnås normalt ved å ha på seg anbefalte hansker, skor,
hjelm og tø y og ved hjelp av bruk av ramper og
isoleringsgulvtepper.
- Beskytt alltid øyene med spesialglasset som er montert på
maskene og hjelmene.
Bruk spesialtøy som ikke er lettantennelig for å unngå å utsette
huden for ultrafiolett strålning och infrarød strålning produsert
av buen; vernet gjelder også andre personer i nærheten av buen
ved hjelp av skjermer og gardiner som ikke reflekterer lyset.
- Støy: hvis en dagelig nivå Se a causa di operazioni di taglio
particolarmente intensive viene verificato un livello di
esposizione quotidiana personale (LEPd) uguale o maggiore a
85db(A), è obbligatorio l'uso di adeguati mezzi di protezione
individuale.
- De ele ktrom agnet iske fel tene som bl ir gen erert av
sveiseprosedyren kan hindre funksjonen i elektriske og
elektroniske apparater.
Personer som bruker livsviktige elektriske eller elektroniske
apparater (f.eks. pace-maker, respiratorer, etc.), må de henvende
seg til legen før de går inn i bruksområdet for denne
sveisebrenner.
Vi anbefaler personer som bruker livsviktige elektriske eller
)
Page 41

elektroniske apparater å ikke bruke denne sveiseren. -X :Intermittensforhold: indikerer den tid som sveiseren kan
- 41 -
- Denne sveiseren oppfyller alle kravene for produktets tekniske
standard for bruk i industriell miljø eller profesjonell miljø.
Vi garanterer ikke den elektromagnetiske kompatibiliteten i
hjemmemiljø.
EKSTRA FORHOLDSREGLER
SVEISEOPERASJONER:
- I miljøer med stor risiko for elektrisk støt.
- I avgrenset mijøer.
- I nærvær av lettantennelige eller esplosive materialer.
MÅ de først bli vurdert av en “Ansvarlig ekspert” og siden bli
fullført av andre personer med nødvendige kjenndom i fall av
nødsituasjoner.
MÅ de bli applisert med tekniske verneutstyr som er
beskrevet i 5.10; A.7; A.9. i "TEKNISKE SPESIFIKASJONER
IEC eller CLC/TS 62081”.
- Det er forbudt å utføre sveisingsoperasjoner mens strømkilden
holdes av operatøren (f.eks. ved hjelp av remmer).
- Det er forbudt å sveise med operatøren oppløft fra gulvet, med
unntak av et eventuelt bruk av sikekrhetsramper.
- BEMERK! PLASMASYSTEMETS SIKKERHET.
Kun sveisebrenner og tilsvarende kombinasjon med
strømkilden som er indikert i “TEKNISKE DATA” garanterer at
sikkerhetsanleggen som fabrikanten har installert fungerer
korrekt (blokkeringssystem).
- BRUK IKKE sveisebrenner og reservdeler av annet merke.
- PRØV IKKE Å KOPLE sveisebrenner som konstruerts for
kutteprosedyrer eller SVEISING som ikke er beskrevet i denne
håndboka.
- HVIS DU IKKE FØLGER DISSE REGLENE kan ALVORLIGE
risikoer for brukerens fysiske sikkerhet og for apparaten
oppstå.
ANDRE RISIKOER
- VELTING: plasser strømkilden for plasmakutting på en flatt
overflate som er egnet til dens vekt; ellers (ved gulv som er i
skråning eller ujevnt etc.) er der risiko for velting.
- GALT BRUK: det er farlig å bruke sveiseren for prosedyrer som
ikke er beskrevet i brukerveiledningen.
2. INNLEDNING OG GENERELL BESKRIVELSE
Disse generatorene er konstruert med den seneste inverterteknologin
med IGBT og de er prosjektert for manual kutting av alle typer av
metallplåter og perforerte gallerplåter (hvis de er brukt).
Reguleringen av strømmen fra minimums- til maksimumsverdiet gjør at
du kan oppnå en høy kvalitet i forhold til metallens tykkelse og type.
Kuttesyklusen blir aktivert av en pilotbue som i samsvar med modellen
kan aktiveres av nippelelektrodens kortslutning eller av en utladning med
høy frekvense (HF).
HOVEDSAKLIGE KARAKTERISTIKKER
- Anlegg for kontroll av spenningen i sveisebrenneren, lufttrykk,
sveisebrennerens kortslutning (hvis dette er brukt).
- Termostatisk vern
- Indikasjon av lufttrykket (hvis dette er brukt).
TILBEHØR SOM MEDFØLJER
- Sveisebrenner for plasmakutting.
- Sett for kopling av trykkluft.
TILBEHØR SOM SELGES SEPARAT
- Elektrodsett-reservenippler.
- Elektrodsett-lange nippler (hvis disse er brukt).
3. TEKNISKE DATA
DATAPLATE
På en dataplate på bakpanelet finner du en oversikt over tekniske data
som gjelder maskinytelsen og symbolene som er brukt der, gjennomgås
nedenfor:
1- EUROPEISKE sikkerhetsforskrifter gjeldende buesveiserens
sikkerhet og konstruksjon.
2- Symbol for maskinens innsides struktur.
3- Symbol for sveiseprosedyren.
4- Symbol S: indikerar at du kan fullføre sveiseprosedyrer I en miljø
med stor risiko for elektrisk støt (f.eks. i nærheten av store
metallmasser).
5- Symbol for strømtilførelslinjen:
1~: enfas vekselstrøm
3~: trefas vekselstrøm
6- Karosseriets vernegrad.
7- Forsyningslinjens karakteristikker:
-U :Vekselstrøm og maskinens forsyningsstrøm (tillatte grenser
1
±10%):
-I :Maximal strom som blir absorbert av linjen.
1 maKs
-I :Faktisk matestrøm
1eff
8- Prestasjoner for sveisekretsen:
-U :maksimal tomgangsspenning (åpen krets).
0
-I /U :strøm og normalisert spenning som kommer direkte fra
2 2
sveiseren under sveiseprosedyren.
Fig. A
9- Serienummer for identifisering av maskinen (nødvendig for teknisk
10- :Verdi for sikringer med sein aktivering for vern av linjen
11-Symboler som gjelder sikkerhetsnormer med betydning som er angitt
Bemerk: skiltets eksempel som er angitt er indikativ før symbolenes
betydning og numrene; de eksakte verdiene for plasmasystemets
tekniska data står direkte på maskinens skilt.
ANDRE TEKNISKE DATA:
- STRØMKILDE: se tabelle 1 (TAB.1)
- SVEISEBRENNER: se tabelle 2 (TAB.2)
Maskinvekten står i tabelle 1 (TAB. 1).
4. BESKRIVELSE AV PLASMASYSTEMET
Maskinen består i hovedsak av moduler på trykte kretser som er
optimisert for å gi maksimal sikkerhet og redusert vedlikehold.
1- En f a ss tr ø mm en s l in je in ng a ng , l i kr et te rg r u pp e o g
2- Transistorbro for kopling (IGBT) og driveenheter; kopler likretterens
3- Transformator med høy frekvense: hovedlindingen blir forsynt med
4- Seku ndær lik retterb ru med nivelleri ngsindu kt anse: kopler
5- Kontroll- og reguleringselektronikk: kontrollerer umiddelbart
ANLEGG FOR KONTROLL, REGULERING OG KOPLING
Bakpanelet (Fig. C)
1- Hovedbryter
2- Strømkabel
3- Trykkluftskopling (ikke tilstede i kompressorversjonen)
4- Trykkreduserer for trykkluftskoplingen (hvis installert).
Frontpanel (Fig. D1)
1- Kontroll for regulering av kuttestrømmen.
2- Gul indikator som signaliserer det generelle alarmet:
3- Den gule indikatoren signalerer spenning i sveiseren.
4- Grønn indikator som signaliserer nærvær av spenning og
5- Rød indikator som signaliserer trykkluftskretsen (hvis
6- Manometer.
7- Sveisebrennerens kontakt
forsyne tilsvarende strøm (samme søyle). Uttrykt i %, i
henhold til en syklus på 10 minutters (f.eks. 60% = 6
arbeidsminutter, 4 minutters pause, etc.).
Hvis bruksfaktorene (på skiltet for miljøer med en temperatur
av 40°C) overstiges, aktiveres det termiske vernet
(sveiseren forblir i standbymodus til dens
temperatur er innenfor tillatte grenser.
-A/V-A/V:Indikerer sveisestrømmens reguleringsfelt (minumum
maksimum) i henhold til tilsvarende buespenning.
assistanse, bestilling av reservedeler, søking efter produktets
opprinning).
i kapittel 1 “Generell sikkerhet for buesveising”
(Fig. B)
nivelleringskondensatorer.
linjespenning til vekselstrøm med høy frekvense og utfør reguleringen
i samsvar med ønsket strøm/spenning.
spenningen som blir omvandlet fra blokk 2; dens funksjon er å
anpasse spenning og strøm til verdiene som er nødvendige for
prosedyren og på samme gang isolere kretsen på galvanisk måte fra
forsyningslinjen.
spenningen/vekselstrømmen som er forsynt av den sekundære
lindiningen med kontinuerlig strøm/spenning med lav ondulering.
strømverdiet og sammenligner det med verdiet som operatøren har
stillt inn; kontrollimpulsene forandrer IGBT-enhetenes drivenheter
som utfør reguleringen.
Bestimmer strømmens dynamiske svar under kuttingen og
kontrollerer sikkerhetssystemene.
I (ON) Generatoren er klar for funksjonen og sveisebrenneren er
ikke forsynt med strøm. Generatoren er i standby.
O (OFF) Alla funksjoner er blokkert; ekstra anleggene og
lyssignalene er slokket.
Kople maskinen til en trykkluftskrets med mindst 5 bar og maks. 8
bar (TAB. 2).
Gjør at du kan stille inn strømmens intensitet som skal brukes i
samsvar med applikasjonen (tykkelsen på materialet/hastigheten).
Se TEKNISKE DATA før en korrekt intermittansefunksjon arbeidpause som skal brukes i samsvar med valgt strøm.
- Når den lyser indikerar den at noen krets i komponenten er
overopphetet eller at det er feil i inngangens forsyningsspenning
(over- og underspenning). Skydd for over- og underspenning i
linjen: blokkerer maskinen: spenningen er utenfor feltet +/- 15% i
forhold til skiltets verdi.
ADVARSEl: Hvis du overstiger den øvre grensen for spenningen
som er angitt ovenfor, kan anlegget skades ordentlig.
- Under denne fasen er maskinens funksjon blokkert.
- Tilbakestillingen er automatisk (den gule indikatoren slokker) da et
av feilene ovenfor er innenfor tillatte grenseverdier.
- Når den lyser betyr det at kretsen er aktivert: pilotbue eller
sveisebue “”ON.
- Den er normalt slått fra (avaktivert krets) med sveisebrennerens
tast IKKE aktivert (forhold standby).
- Den lyser ikke i følgende forhold når tasten er aktivert:
- Under ETTERLUFTSPERIODEN.
- Hvis pilotbuen ikke blir overført til stykket innen 2 sekunder.
Hvis sveisebuen blir avbrudd på grunn av det store avstandet
mellom sveiseren og stykket, et altfor stort slitasje på elektroden
eller på at sveisen fjerner seg fra stykket.
- Hvis SIKKERHETSSYSTEMET er aktivert.
forsynte ekstrakretser.
Kontrollkretsene er forsynt med strøm.
installert).
Når den lyser betyr det overopphetning i elmotorens spoler i
trykkluftskompressoren.
For å lese lufttrykket.
Page 42

Sveisebrenner med direkte eller sentralisert feste. MASKINENS PLASSERING
- 42 -
- Sveisebrennerens tast er det eneste organet som kan styres ved Identifiser maskinens installasjonsplass slik at der ikke er hinder i høyde
begynnelsen og stoppet av sveiseprosedyren. med avkjølingsluftens inngang og utgang; forsikre deg samtidig om at
- Da du ikke trykker på tasten mere, blir syklusen avbrudd
umiddelbart i alle faser unntatt avkjølingsluftens fas (etterluft). La det være mindst 250 mm rundt maskinen.
- Plutselige manøvrer: for å aktivere syklusens begynnelse, skal du --------------------------------------------------------------------------------------------ikke trykke på tasten i mer enn noen tiendedels sekund.
- Elektrisk sikkerhet: tastens funksjon blir aktivert hvis den isolerte
nippelholderen IKKE er montert på sveiserens hode eller hvis
dens installasjon er gal.
8- Jordeledningskontakt
Frontpanel (Fig. D2)
1- Kontroll for regulering av sveisestrømmen.
For å regulere strømmens intensitet som blir forsynt fra maskinen
som skal brukes i systemet (tykkelse på materialet/hastighet). Se
TEKNISKE DATA for et korrekt intermittans- og pauseforhold i
samsvar med valgt strøm.
2- Rød indikator som signaliserer generell alarm:
- Når den lyser indikerer den overopphetning i noen komponent i
kretsen eller feil i matespenningen ve dinngangen (over- og
underspenning). Vern for over- og underspenning i linjen:
blokkerer maskinen: spenningen er utenfør feltet +/- 15% i forhold
til verdiet på skiltet. ADVARSEL: hvis du overstiger det øvre
grenseverdiet for spenningen som er angitt ovenfor, kan anlegget
skades alvorlig.
- Under denne fasen er maskinens funksjon blokkert.
- Tilbakestillingen skjer automatisk (den røde indikatoren slokker)
etter at en av felene ovenfor er innenfor tillatte grenser.
3- Den gule indikatoren signaliserer nærvær av spenning i
sveisebrenneren.
- Når den lyser betyr det at kretsen er aktivert: pilotbue og
sveisebue "ON".
- Den er normalt slått fra (sveisekretsen er frakoplet) med
sveisebrennerens tast IKKE aktivert (forhold standby).
- Den er slått fra med sveisebrennerens tast aktivert i følgende
forhold:
- Under ETTERGASSFASEN.
- Hvis pilotbuen ikke blir overført til stykket innen 2 sekunder.
Hvis kuttebuen blir avbrudd på grunn av det store avstandet
mellom sveisebrenneren og stykket, et altfor stort slitasje på
elektroden og et for stort avstand mellom sveiseren og stykket.
- Hvis SIKKERHETSSYSTEMET inngriper.
4- Grønn indikator som signalerer at spenningen er på og
kretsene er forsynt med strøm.
Kontroll- og servicekretsene er forsynt med strøm.
5- Gul indikator for fasmangel (i gjeldende fall).
Når den gule indikatoren lyser betyr det at en matefase mangler,
funksjonen er blokkert og tilbakestillingen skjer automatisk etter 4
sekunder da felet er løst.
6- Felsignalering i trykkluftskretsen (hvis installert).
GUL indikator (Fig. D2-6) sammen med den RØDE indikatoren før
generell alarm (Fig.D2-2 ).
Når den lyser betyr det at lufttrykket for sveisebrennerens korrekte
funksjon er utilstrekkelig. Under denne fasen er maskinens funksjon
blokkert.
Tilbakestillingen skjer automatisk (indikatoren slokker) da trykket
kommer tilbake til tillatte grenser.
7- Lufttast (hvis installert).
Trykk på denne tasten og luften fortsetter å komme ut fra
sveisebrenneren under en tid.
Typisk bruker man:
- for avkjøling av sveiseren
- under trykkreguleringen på manometeren.
8- Manometer.
For å lese lufttrykkets verdi.
9- Kontakt for kopling av sveisebrenneren.
Sveisebrenner med direktefeste eller sentralisert feste.
- Sveisebrennere en det eneste kontrollorgan som kan styres ved
begynnelsen og stoppet av sveisingen.
- Da du ikke trykker på tasten mere, avbryts syklusen umiddelbart i
fasen unntatt vedlikehold av avkjølingsluften (etterluft).
- Andre manøvrer: for å gi tilstand til sykelens begynnelse. Trykk på
tasten i noen tiendedels sekund.
- Elektrisk sikkerhet: tastens funksjon blir blokkert hvis den
isolerende nippelholderen IKKE er montert på sveisebrennerens
hode eller dens monteringe er gal.
10- Jordeledningskontakt
5. INSTALLASJON
---------------------------------------------------------------------------------------------
AD VARS EL! UT FØR A LLE OP ERASJ ONE NE FOR
INSTA LLASJO N OG ELEK T R I S KE KOPLINGER MED
PLAS MASY STEMET S LÅTT FRA OG FR AKOP LET FRA
STRØMNETTET.
DE ELEKTRISKE KOPLINGENE MÅ UTFØRES KUN AV PERSONAL
MED ERFARING OG KVALIFIKASJONER.
--------------------------------------------------------------------------------------------UTSTYR
Pakk ut maskinen, utfør monteringen av delene som fjernets fra
emballasjen.
Monteringen av jordeledningsklemmens returkabel (Fig. E)
MODUS FOR Å LØFTE MASKINEN
Alle maskinene som er beskrevet i denne håndboka skal løftes ved å
bruke håndtaket eller remmen som medføljer modellen (montert som er
beskrevet i FIG. F).
støv, damp eller fukt ikke blir inført.
BEMERK! Plasser maskinen på en flatt overflate somer
egnet till vekten for å unngå velting eller farlige bevegelser.
--------------------------------------------------------------------------------------------KOPLING TIL NETTET
- Før du utfør noen elektrisk kopling, skal du kontrollere at alle data på
skiltet på strømkilden tilsvarer spenningen og nettfrekvensen som er
tilgjengelig på installasjonsplassen.
- Strømkilden må koples kun til et forsyningssystem med nøytral
jordeledning.
- For å garantere vernet mot indirekte kontakter, skal du bruke
differensialbryter av typen:
- Type A ( ) for enfasmaskiner;
- Type B ( ) for trefasmaskiner.
- For å oppfylle kravene i Normen EN 61000-3-11 (Flicker) anbefaler vi
deg å kople strømkilden til forsyningsnettets grensesnittspunkter som
har en mindre impedanse, se tabelle 1 (TAB.1).
Kontakt og uttak
- Enfasmodellene med absorbert strøm som er under eller tilsvarer 16A
er utstyrt med strømkabel med en normalisert kontakt (2P+T) 16A
\250V.
- Enfasmodellene med en absorbert strøm som overstiger 16A og
trefasmodellene er utstyrt med strømkabelen som skal koples til en
normalisert kontakt (2P+T) for enfasmodellene og (3P+T) for
trefasmodellene med egnet kapasitet. Bruk et uttak med sikring eller
automatisk bryter. Jordeledningen skal koples til jordeledningen
(gulgrønn) i forsyningslinjen.
- Tabelle 1 (TAB.1) angi verdiene som er anbefalt i ampere for sikringer
som skal velges i samsvar med max. nominalstrøm som blir forsynt fra
sveisebrenneren og nominal matespenning.
---------------------------------------------------------------------------------------------
ADVARSEL! Hvis du ikke følger reglene ovenfor kan
sikkerhetssystemet ikke brukes (klasse I) med etterfølgende
alvorlige risker for personer (f.eks. elektrisk støt) og materielle
skader (f.eks. brann).
---------------------------------------------------------------------------------------------
SVEISEKRETSENS KOPLING
---------------------------------------------------------------------------------------------
ADVARSEL! FØR DU UTFØR FØLGENDE KOPLINGER, SKAL
DU FORSIKRE DEG OM AT STRØMKILDEN ER SLÅTT FRA OG
FRAKOPLET FRA NETTET.
Tabelle 1 (TAB. 1) angir verdiene som er anbefalt for returkabelen (in
mm2) i samsvar med den maksimale strømmen som blir forsynt av
maskinen.
---------------------------------------------------------------------------------------------
Kopling av trykkluften (FIG. G).
- Bruk en trykkluftslinje med et trykk og en kapasitet som er indikert i
tabelle 2 (TAB. 2) i modellene som innholder den.
VIKTIG!
Overskrid ikke maksimumstrykket 8 bar. Luft som innholder store
mengder fukt eller olje kan føre til et altfor stort slitasje på delene eller til
skader på sveiseren. Hvis du har tvivl om trykkluftens kvalitet, anbefaler
vi deg å bruke en lufttørker som skal installeres ved inngangsfilteret.
Bruk en slang for å kople trykkluftslinjen till maskinen og bruk en av
koplingene som medfølger og som skal monteres på luftfiltret ved
inngangen bak på maskinen.
Kopling av sveisestrømmens returkabel.
Kople sveiserens returkabel til stykket som skal sveises eller til
metallbordet i samsvar med følgende forholdsregler:
- Kontroller at det er en god elektrisk kontakt hvis plåtene kuttes med
isoleringsmidler, oksideres, etc.
- Utfør jordeledningens kopling så nære kuttesonen som mulig.
- Bruket av metallstrukturer som ikke tilhører stykket som bearbeides,
som kuttestrømmens returledning, kan være farlig for sikkerheten og
gi utilstrekkelige resultater i kuttingen.
- Utfør ikke koplingen av jordeledningen til stykket som skal fjernes.
Kopling av sveisebrenneren for plasmakutt (FIG. H) (hvis installert).
Sett inn terminalen på sveisebrennerens i den sentraliserte kontakten
som sitter på maskinens frontpanel og la polariseringsnøkkelen
sammenfalle med den. Stram festeringen helt til slutt for å garantere
luftpassasjen og strøm uten tap.
På noen modeller blir sveiseren forsynt med kopling til strømkilden.
VIKTIG!
Før du bruker sveiseren, skal du kontrollere at delene er korrekt montert
ved å insp is ere bre nn erho det som er ind ik ert i kapit te l
“SVEISEBRENNERENS VEDLIKEHOLD".
6. PLASMAKUTTING: BESKRIVELSE AV PROSEDYREN
Plasmabuen og appliseringsprinsipp i sveisingen.
Plasma er en gass som varmes opp til meget høye temepraturer og
joniseres for å bli elektrisk strømførende. Denne sveisingen bruker
plasma for å overføre den elekriske buen til metallstykket som smelter av
varmen og separeres. Sveisebrenneren bruker trykkluft som kommer fra
en forsyning både for plasmagass og for avkjølings- og vernegass.
HF-aktivering
Page 43

Denne typen av aktivering er brukt typisk på modeller med strøm øver 2- Nippelholder.
- 43 -
50A.
Syklusens start er avgjort av en bue med høg frekvense/høy spenning skift den ut hvis den er skadd (forbrenninger, deformeringer eller
("HF") som gjør at man kan aktivere en pilotbue mellom elektroden sprekk). Kontroller at den øvre metallsektorn er hel (sveiserens
(polaritet -) og sveiserens nippel (polaritet +). Da du stiller sikkerhetsaktivator).
sveisebrenneren nære stykket som skal sveises og kopler den til polen
(+) på strømkilden, blir pilotbuen overført og danner en plasmabue
mellom elektroden (-) og stykket (sveisebue). Pilotbuen og HF blir
utelukket når plasmabuen dannes mellom elektroden og stykket.
Tiden for å beholde pilotbuen som er innstilt i fabrikken er 2 sek. Hvis
overførelsen ikke blir utført innenfor denne tiden, blir syklusen
automatisk blokkert unntatt avkjølingsluften.
For å starte syklusen igjen, skal du slippe sveisebrennerens tast og siden
trykke på den igjen.
Aktivering med kortslutning
Denne typen av aktivering er brukt på modeller med strøm under 50A.
Syklusens oppstart beror på elektrodens rørelse i sveisebrennerens
nippel som gør att pilotbuen kan aktiveres mellom elektroden (polaritet -)
og nippelen (polaritet +).
Still sveisebrenneren nære stykket som skal sveises og kople den til
polariteten (+) på strømkilden og pilotbuen blir overført og danner en
plasmabue mellom elektroden (-) og stykket (sveisebue).
Pilotbuen blir utelukket da plasmabuen blir stabil mellom elektroden og
stykket.
Tiden for å beholde pilotbuen er innstillt i fabriken på 2 sek.; hvis
overføringen ikke er blitt utført innenfor denne tid, blir syklusen
automatisk blokkert unntatt avkjølingsluften.
For å begynne en ny syklus må du slippe sveiserens tast og siden trykke
på den igjen.
Preliminære operasjoner.
Før du begynner sveisingen, skal du kontrollere at delene er korrekt
montert ved å inspektere sveiserens hode som er indikert i stykket
“SVEISERENS VEDLIKEHOLD”.
- Kople på strømmen og still in sveisestrømmen (FIG. C-1) i samsvar
med tykkelsen og type av metallmaterial du skal sveise. I TAB. 3 står
hastigheten i samsvar med tykkelsen for aluminium, jern og stål.
- Trykk og slipp siden sveiserens tast for å gi opphov til luftflødet (³30
sekunders etterluft).
- Under denne fasen skal du regulere lufttrykket til ønsket verdi i “bar” i
samsvar med brukt sveisebrenner er indikert på manometeren (TAB.
2).
- Trykk på lufttasten og slipp ut luften fra sveiseren.
- Trekk håndtaket oppover for å frigjøre den og drei den før å regulere
trykket til verdiet som er indikert på SVEISERENS TEKNISKE DATA.
- Les ønsket verdi (bar) på manometeren og trykk på kontrollen for å
blokkere reguleringen.
- La luftflødet slutføres spontant for å lette fjerningen av eventuell
kondens i sveiseren.
Viktig:
- Kontaktsveising (med sveiserens nippel i kontakt med stykket som
skal kuttes): man bruker maks. strøm på 40-50 A (høyere strømverdier
fører til en umiddelbar ødeleggelse av nippelen-elektrodennippelholderen).
- Avstandskutt (med distansering som er montert på sveiseren FIG. I):
gjelder for strøm øver 35A;
- Forlengt elektrod og nippel: kan brukes hvis modellen tillater det.
Sveising (FIG. L).
- Still nippelen helt nære sveisebrenneren på stykket (cirka 2 mm), trykk
på sveisebrennerens tast; etter omtrent 1 sekund (forluft), oppnår du
pilotbuen.
- Hvis avstandet egner seg til pilotbuen overførs den umiddelbart til
stykket og buen dannes.
- Beveg sveisebrenneren på stykkets overflate langs en idealisk
kuttelinje med en regelmessig bevegelse.
- Tilpasse hastigheten i samsvar med tykkelsen og valgt strøm og
kontroller at buen som kommer ut fra stykkets undre overflate har en
skråning på 5-10° vertikalt i retningen som er motsatt materetningen.
- Et altfor stort avstand mellom sveiseren og stykket eller hvis materialet
ikke er tilstede (slutt) blir buen umiddelbart stoppet.
- Buens bryter (for sveising eller pilotbuen) oppnås alltid da du slipper
tasten.
Boring (FIG. M)
Hvis du skal utføre denne operasjonen eller utføre oppstart mitt i stykket,
skal du aktivere den med sveiseren i skråning ot progressivt stille den
vertikalt.
- Denne prosedyren gjør att du unngår at buen återgår eller partikler
ødelegger nippelen og minker dens funksjon.
- Boring av stykker med en tykkelse opp til 25% kan utføres direkt hvis
sveiseren tillater det.
7. VEDLIKEHOLD
---------------------------------------------------------------------------------------------
A DV AR SE L! FØ R D U G ÅR F RE M ME D
VEDLIKEHOLDSARBEIDET, SKAL DU FORSIKRE DEG OM AT
SVEISEBRENNEREN ER SLÅTT FRA OG FRAKOPLET FRA
STRØMNETTET.
---------------------------------------------------------------------------------------------
ALMINDELIG VEDLIKEHOLD
ALMINDELIGE VEDLIKEHOLDSOPERASJONER KAN FULLFØRES
AV OPERATØREN.
SVEISEBRENNER (FIG. N)
Regelmessig, i samsvar med bruket og eventuelle kuttedefekter, skal du
kontrollere slitasjen på delene av sveiseren som plasmabuen gjelder.
1- Distansring.
Skift den ut hvis den er deformert eller dekt av rester slik at det ikke er
mulig å holde sveiseren korrekt (avstand og vinkelrett).
Løsne den manuelt fra sveiserens hode. Utfør rengjøringen nøye og
3- Nippel.
Kontroller slitasjen på plasmabuens passasjehull og overflatene inne
og utenpå. Hvis hullet er altfor stort i forhold til dens opprinnelige
diameter eller hvis den er deformert, skal du skifte nippelen ut. Hvis
overflatene er meget oksidert, skal du rengjøre dem med fint
sandpapir.
4- Luftfordelningsring.
Kontroller at der ikke er forbrenninger eller sprekk eller at lufthullene er
blokkert. Hvis den er skadd skal den skiftes ut umiddelbart.
5- Elektrod.
Skift elektroden ut når kraterens dybde på overflaten er omtrent 1,5
mm (FIG. O).
6- Sveisens karosseri, håndtak og kabel.
Normalt trenger disse delene inget vedlikehold, unntatt en
regelmessig inspeksjon og en ordentlig rengjøring som skal fremføres
uten å bruke oppløsningsmidler av noen type. Hvis du oppdager
skader på isoleringen som brudd, sprekk eller forbrennelser eller hvis
de elektriske ledningene er løsnet, kan sveiseren ikke brukes lenger,
da sikkerhetskravene ikke er respektert.
I dette fallet kan reparasjonen (spesielt vedlikehold) ikke utføres på
plass uten må utføres på et autorisert servicesenter som kan utføre
spesialtester etter reparasjonen.
For å forsikre deg om at sveiser og kabelen fungerer korrekt, skal du
følge noen forholdsregler:
- La ikke sveiseren og kabelen komme bort i varme eller hete deler.
- Utsett ikke kabeln for altfor stor trekkekraft.
- Forsikre deg om at kabelen ikke går øver skjerpe kanter eller
slipende overflater.
- Samle kabelen i sirkler hvis dens lengde overskrider nødvendig
lengde.
- La inget køre over kabelen og still deg ikke på den.
Advarsel.
- Før du utfører noet på sveiseren skal du la den kjøles av under hele
tiden før “ettergass"
- Kun i spesialfall anbefaler vi deg å skifte ut elektroden og nippelen på
samme gang.
- Følg mon teringsorden før sveiserens deler (omvendt ved
demontering).
- Vær nøye med at fordelerringen blir montert i korrekt retning.
- Monter tilbake nippelholderen ved å drene den manuelt helt til slutt.
- Du må aldri montere nippelholderen uten å ha montert elektroden,
fordelerringen og nippelen først.
- Unngå å la pilotbuen være på i luften for å ikke øke elektrodens,
fordelerens og nippelens slitasje.
- Stram ikke elektroden altfor mye, ellers kan sveiseren bli skadd.
- Kontrollproceduren må fremføres korrekt og i rett tid på sveiserens
forbrukningsdeler da dette er meget viktig for sikkerheten och
systemets funksjon.
- Hvis du oppdager skader på isoleringen som brudd, sprekk eller
elektriske ledninger som løsnet, må sveiseren ikke brukes da
sikkerhetsforholdene ikke er oppfylt. I dette fallet skal reparasjonen
(ekstra vedlikehold) utføres av et autorisert reparasjonssenter som
kan utføre spesialtester etter reparasjonen.
Trykkluftsfilter
- Filteret er utstyrt med en automatisk kondenstømming hver gang du
kopler fra trykkluften fra linjen.
- Kontroller filteret regelmessig. Hvis du oppdager tegn på vann i
glasset, kan du utføre en manual tømming ved å trykke
tømmingsledningen oppover.
- Hvis filterpatronen er meget skiten må den skiftes ut for å unngå altfor
store tap.
EKSTRA VEDLIKEHOLDSARBEID
ALLE EK STRA VE DLIKEHO LDSPROS EDYRE R MÅ KUN
FULLFØRES AV KVALIFISERT PERSONAL MED ERFARINGER I
DET ELEKTRISKE OG MEKANISKE FELTET.
---------------------------------------------------------------------------------------------
ADVARSEL: FJERN ALDRI DEKSLER ELLER UTFØR
ARBEID INNE I ENHETEN DERSOM DEN IKKE ER FRAKOPLET
STRØMNETTET.
Eventuelle kontroller av funksjoner med enheten under spenning,
kan føre til alvorlige strømstøt og/eller skader som følge av direkte
berøring av strømførende deler.
---------------------------------------------------------------------------------------------
- Kontroller maskinen jevnlig ut fra bruksfrekvens og hvor støvfylt
arbeidsstedet er., kontroller innvendig i maskinen og fjern eventuelt
støv som kan ha lagt seg på transformatoren, reaktansen og
likretteren, ved å blåse det lett vekk med tør trykkluft (maks. 10 bar).
- Unngå å rette trykkluftsstrålen mot de elektroniske kortene; rengjør
disse nøpye med en meget myk børste eller egnet rengjøringsmiddel.
- På samme gang skal du kontrollere at de elektriske koplingene er riktig
og at kablenes isolering ikke er skadd.
- Kontroller at ledningene og koplingene i trykkluftskretsen er hele og
tete.
- Etter disse operasonene skal du montere tilbake sveiserens paneler
og stramme feteskruene helt til slutt.
- Unngå absolutt å utføre sveiseoperasjoner med åpen sveiser.
8. FEILSØKING
DERSOM ENHETEN IKKE FUNGERER TILFREDSSTILLENDE, BØR
DU SELV FORETA FØLGENDE KONTROLL FØR DU SENDER BUD
PÅ SERVICE ELLER BER OM ASSISTANSE:
- Kontroller at den gule lysdioden ikke er tent. Den signaliserer at
maskinen er enten over- eller underopphetet på grunn av for høy eller
Page 44

for lav spenning eller at det har oppstått en kortslutning.
- 44 -
- Forsikre deg om at du har respektert forholdet for nominal
intermittanse; hvis termostatvernet blir aktivert ska du vente på en
naturlig avkjøling av maskinen og kontrollere at flekten fungerer
korrekt.
- Kontroller linjespenningen: hvis verdiet er altfor høyt eller lavt, forblir
sveisebrenneren blokkert.
- At det ikke har oppstått en kortslutning i uttaket på maskinen. Om dette
skulle være må man først og fremst fjerne denne.
- Koplingene ti l k r e t s e n må utføres k orrekt, spesiel t
jordeledningsklemmen må koples til stykket uten å bruke
isoleringsmaterialer (f.eks. farger).
VANLIGE SVEISEDEFEKTER
Under sveisingen kan noen defekter oppstå som normalt ikke beror på
anleggets funksjon uten andre aspekter som:
a-Utilstrekkelig penetrasjon eller altfor stor skrapproduktsjon:
- Altfor høy sveisehastighet.
- Sveiseren er i altfor stor skråning.
- Stykkets tykkelse er altfor stor eller sveisestrømmen er altfor lav.
- Trykkluftens trykk-kapasitet er ikke egnet.
- Elektroden og sveiserens nippel er slitne.
- Ikke egnet nippelholder.
b-Ingen overførelse av sveisebuen:
- Sliten elektrod.
- Dårlig kontakt i klemmen på returkabelen.
c-Avbrudd i sveisebuen:
- Altfor lavt sveisetrykk.
- Altfor stort avstand mellom sveiseren-stykket.
- Sliten elektrod.
- Et vern er inngripet.
d-Kutt i skråning (ikke vinkelrett):
- Sveiserens stilling er gal.
- Usimmetrisk slitasje på nippelens hull og/eller galt utført montering
av sveiserens deler.
- Utilstrekkelig lufttrykk
e-Altfor stort slitasje på nippelen og elektden:
- Altfor lavt lufttrykk.
- Kontaminert luft (fukt-olje).
- Skadd nippelholder.
- Altfør mye pilotbueaktivering i luften.
- Altfor høy hastighet med retur av partikler på brennerens deler.
________________(S)_______________
BRUKSANVISNING
från arbetsområdet.
- Försäkra er om att ventilationen är tillfredsställande eller använd
er av något hjälpmedel för utsugning av röken som
plasmaskärningsarbetet producerar; det är nödvändigt med en
systematisk kontroll för att bedöma gränserna för exponeringen
för rök från skärarbetet, beroende på rökens sammansättning
och koncentration samt exponeringens längd.
- Se alltid till att ha en lämplig elektrisk isolering i förhållande till
,*
plasmabrännarens skärmunstycke, stycket som bearbetas och
eventuella jordade metalldelar som befinner sig i närheten
(åtkomliga).
Detta kan i normala fall uppnås genom att man bär
skyddshandskar, skor, skydd för huvudet och skyddskläder som
är avsedda för ändamålet samt genom användningen av
isolerande plattformar eller mattor.
- Skydda alltid ögonen med för detta avsedda UV-glas monterade
på mask eller hjälm.
Använd för detta avsedda ej brännbara skyddskläder och
handskar, och undvik att utsätta huden för ultraviolett och
infraröd strålning från bågen; även andra personer som befinner
sig i närheten av bågen måste skyddas med hjälp av icke
reflekterande skärmar eller draperier.
- Bullernivå: Det kan hända att vid speciellt intensiva skärarbeten
den dagliga bullerexponeringen (LEPd) som uppstår är lika med
eller över 85db(A). Det är i dessa fall obligatoriskt att använda
lämpliga personliga skyddsutrustningar.
)
- D e e le kt ro ma gn et is ka f äl t s om u pp ko mm er v id
plasmaskärningsprocessen kan ge upphov till störningar i
elektriska och elektroniska apparaters funktion.
Personer som bär elektriska eller elektroniska livsuppehållande
apparater (t.ex. pacemaker, respirator, etc.) måste tala med en
läkare innan de uppehåller sig i närheten av de områden där
denna plasmaskärare används.
De per son er s om b är ele ktris ka e lle r el ektro nis ka
livsuppehållande apparater bör inte använda detta system för
plasmaskärning.
VIKTIGT! INNAN SYSTEMET FÖR PLASMASKÄRNING BÖRJAR
ATT ANVÄNDAS SKA BRUKSANVISNINGEN LÄSAS IGENOM
NOGGRANT!
SYSTEM FÖR PLASMASKÄRNING AVSETT FÖR INDUSTRIELLT
OCH PROFESSIONELLT BRUK
1 . A LL M ÄN N A S ÄK E RH E TS A N V I S NI N GA R F Ö R
PLASMASKÄRNING
Opera tö re n måste vara väl ins att i hur systemen f ör
plasmaskärning ska användas på ett säkert sätt, vidare måste han
vara informerad om riskerna i samband med bågsvetsning och
tillhörande tekniker, de respektive skyddsåtgärderna och
nödfallsprocedurerna.
(Vi hänvisar även till "TEKNISK SPECIFIKATION IEC eller CLC/TS
62081”: INSTALLATION OCH ANVÄNDNING AV APPARATER FÖR
BÅGSVETSNING OCH TILLHÖRANDE TEKNIKER).
- Undvik direktkontakt med skärkretsen; spänningen på tomgång
från systemet för plasmaskärning kan under vissa förhållanden
vara farlig.
- Stäng av skärsystemet och drag ut stickproppen ur uttaget innan
du ansluter skärkretsens kablar eller utför några kontroller eller
reparationer.
- Stäng av systemet för plasmaskärning och koppla från den från
elnätet innan du byter ut förslitningsdetaljer på skärbrännaren.
- Utför den elektriska installationen i enlighet med gällande
normer och säkerhetslagstiftning.
- Systemet för plasmaskärning får endast anslutas till ett
matningssystem med en neutral ledning ansluten till jord.
- Försäkra er om att nätuttaget är korrekt anslutet till jord.
- Använd inte systemet för plasmaskärning i fuktig eller våt miljö
eller i regn.
- Använd inte kablar som har dålig isolering eller lösa
anslutningar.
- Svetsa inte på behållare eller rörledningar som innehåller eller
har innehållit brandfarliga ämnen i vätske- eller gasform.
- Undvik att arbeta på material som rengjorts med klorhaltiga
lösningsmedel eller i närheten av sådana ämnen.
- Svetsa aldrig på behållare under tryck.
- Avlägsna alla brandfarliga ämnen (t.ex. trä, papper, trasor, m.m.)
- Detta system för plasmaskärning motsvarar kraven i tekniska
normer för produkter avsedda enbart för industriellt och
professionellt bruk.
Vi gara nt erar in te fö r d ess över en sstä mmel se med
elektromagnetisk kompatibilitet i hemmiljö.
EXTRA FÖRSIKTIGHETSÅTGÄRDER
PLASMASKÄRNINGENS ARBETSSKEDEN:
- i miljö med ökad risk för elektrisk stöt;
- i angränsande utrymmen;
- i närvaro av brandfarligt eller explosivt material;
MÅSTE först bedömas av en ”Ansvarig expert” och alltid
utföras i närvaro av andra personer som är skolade för ett
eventuellt ingrepp i en nödsituation.
De tekniska skyddsanordningar som beskrivs i 5.10; A.7; A.9. i
”TEKNISK SPECIFIKATION IEC eller CLC/TS 62081” MÅSTE
tillämpas.
- Det MÅSTE vara förbjudet att utföra skärarbeten medan
operatören håller i strömkällan (t.ex. med hjälp av remmar).
- Det MÅSTE vara förbjudet att utföra skärarbeten med
operatören upplyft från marken, förutom vid en eventuell
användning av en säkerhetsplattform.
- VIKTIGT! SÄKERHETSANORDNINGAR PÅ SYSTEMET FÖR
PLASMASKÄRNING.
Endast genom användandet av den avsedda modellen på
skärbrännaren och med avsedd sammankoppling med
strömkällan enligt anvisningarna i kapitlet “TEKNISKA DATA”
kan säkerhetsanordningarna som tillverkaren har försett
systemet med fungera korrekt (spärrsystem).
- A NV ÄN D I NT E s kä r br än na r e o ch t il l h ör a nd e
förslitningsdetaljer med olika ursprung.
- FÖRSÖK INTE ATT KOPPLA brännare som är avsedda för skär-
eller svetsarbeten som inte anges i dessa anvisningar till
strömkällan.
- FÖRSUMMELSE ATT IAKTTA DESSA REGLER kan leda till
ALLVARLIGA fysiska säkerhetsrisker för användaren och till
skador på apparaten.
ÅTERSTÅENDE RISKER
- TIPPNING: placera plasmaskärarens strömkälla på en
horisontell yta med en lämplig kapacitet till massan; i annat fall
(t.ex. lutande eller osammanhängande golv, m.m.) finns det risk
Page 45

för tippning.
- 45 -
- FELAKTIG ANVÄNDNING: det är farligt att använda systemet för
plasmaskärning för något annat än vad den är avsedd för.
2. INLEDNING OCH ALLMÄN BESKRIVNING
Dessa generatorer tillverkas med den senaste teknologin för växelriktare
med IGBT och är uttänkt för skärning för hand av allehanda metallplåtar
och för skärning av ihåliga gallerplåtar (där det förutses).
En kontinuerlig reglering av strömmen från minimum till maximum ger
möjlighet till att erhålla en hög kvalitet på skärningen i förhållande till
tjockleken och typen av metall som används.
Skärkretsen aktiveras av en pilotbåge som, beroende på vilken modell
det handlar om, tänds genom att kortslutning sker mellan elektrod och
munstycke eller av en högfrekvensurladdning (HF).
HUVUDEGENSKAPER
- Kontrollanordning för spänning i brännaren, lufttryck, kortslutning på
brännaren (där det förutses).
- Termostatiskt skydd.
- Visning av lufttrycket (där det förutses).
STANDARDTILLBEHÖR
- Brännare för plasmaskärning.
- Set med kopplingar för anslutning till tryckluftssystem.
TILLBEHÖR SOM LEVERERAS PÅ BESTÄLLNING:
- Set med reservelektroder och -munstycken.
- Set med förlängda elektroder och munstycken (där det förutses).
3. TEKNISKA DATA
INFORMATIONSSKYLT
Den viktigaste informationen gällande användningen av systemet för
plasmaskärning och dess prestationer finns sammanfattad på en
informationsskylt med följande betydelse:
1- EUROPEISK referensnorm gällande säkerhet och konstruktion av
maskiner för bågsvetsning och plasmaskärning.
2- Symbol för maskinens inre struktur.
3- Symbol för processen för plasmaskärning som förutses.
4- Symbolen S: indikerar att skärarbeten kan utföras i miljö med ökad
risk för elektrisk stöt (t. ex. i närheten av stora metallmassor).
5- Symbol för matningslinjen:
1~: enfas växelspänning;
3~: trefas växelspänning.
6- Höljets skyddsgrad.
7- Matningslinjens egenskaper:
-U :Växelspänning och frekvens för matning av maskinen
1
(tillåtna gränser ±10%):
-I :maximal ström som absorberas av linjen.
1 max
-I :Reell matningsström
1eff
8- Skärkretsens prestationer:
-U :Maximal spänningstopp på tomgång (öppen skärkrets).
0
-I /U :Motsvarande normaliserad ström och spänning som kan
2 2
fördelas av maskinen under skärningen.
-X :Intermittensförhållande: indikerar den tid under vilken
maskinen kan fördela den motsvarande strömmen (samma
kolonn). Detta uttrycks i %, baserad på en cykel på 10
minuters (t.ex. 60% = 6 minuters arbete, 4 minuters vila; och
så vidare).
Om utnyttjningsfaktorerna (värden på skylten, refererar till
40°C omgivande temperatur) överskrids kommer det
termiska skyddet att ingripa ( maskinen kommer att vara i
stand-by tills dess temperatur ligger inom gränserna).
-A/V-A/V: Indikerar skalan för inställning av skärströmmen
9- Serienummer för identifiering av maskinen (oumbärlig vid teknisk
10- : Värde för de fördröjda säkringar som ska användas för att
skydda linjen.
11-Symboler som hänvisar till säkerhetsnormer vars betydelse
Anmärkning: I det exempel på skylt som finns här är symbolerna och
siffrornas betydelse indikativ; de exakta värdena för tekniska data på ert
system för plasmaskärning måste avläsas direkt på den skylt som finns
på själva maskinen.
ANDRA TEKNISKA DATA:
- STRÖMKÄLLA : se tabell 1 (TAB.1)
- BRÄNNARE : se tabell 2 (TAB.2)
Maskinens vikt indikeras i tabell 1 (TAB. 1).
4. BESKRIVNING AV SYSTEMET FÖR PLASMASKÄRNING
Maskinen består av kraftenheter som har monterats på ett
specialtillverkat kretskort för att optimera tillförlitligheten och minska
underhållet.
1- Anslutning av primärsidan (enfas), likriktare och kondensator.
2- Transistorbrygga (IGBT) och drivenheter: omvandlar den likriktade
3- Högfrekvenstransformator: primärlindningarna matas med den
(minimum- maximum) och motsvarande bågspänning.
service, beställning av reservdelar, sökning efter produktens
ursprung).
förklaras i kapitel 1 “Allmänna säkerhets anvisn ingar för
plasmaskärning”.
spänningen till högfrekvent hackad växelspänning och gör det möjligt
att reglera effekten beroende på vilken ström/ spänning som krävs vid
skärarbetet.
omvandlade spänningen från block 2. Funktionen hos kretsen är att
Fig. A
(Fig. B)
anpassa spänning och ström till de värden som krävs för skärningen
och samtidigt isolera skärkretsen från elnätet.
4- Sekundär likriktarbr ygga med drossel: omvandlar den hackade
ström/-spänningen från sekundärlindningen till en kontinuerlig
ström/spänning med liten våglängd .
5- Elektronik- och styrkort: övervakar momentant skärströmmens värde
och jämför detta med det värde som ställts in av operatören, samt
hanterar kommandona från POWER MOS drivenheten som styr
regleringen. Fastställer strömmens dynamiska svar under skärningen
och övervakar säkerhetssystemen.
ANORDNINGAR FÖR KONTROLL, REGLERING OCH ANSLUTNING
Bakre kontrollpanel (Fig. C)
1- Huvudbrytare
I (ON) Generatorn är klar för drift, brännaren är inte spänningssatt.
Generatorn står i Stand By.
O (OFF) Ingen drift kan utföras; hjälpanordningarna och lysdioderna
är avstängda.
2- Matningskabel
3- Tryckluftskoppling (finns inte på modellen Kompressor)
Anslut maskinen till en tryckluftskrets med minst 5 bar och max 8 bar
(TAB. 2).
4- Tryckregulator för tryckluftskoppling (där det förutses).
Främre kontrollpanel (Fig. D1)
1- Ratt för att reglera skärströmmen.
Ger möjlighet till att förbereda intensiteten på skärströmmen som
erhå lls av ma sk inen , v ilke n s ka väl ja s b eroe nde på
användningsområdet (materialets tjocklek/hastighet). Hänvisa till
TEKNISKA DATA för det korrekta tidsförhållandet mellan arbete och
vila som ska användas i enlighet med den valda strömmen.
2- Gul lysdiod som signalerar allmänt larm:
- När den är tänd indikerar den att någon av strömkretsens
komponenter är överhettade, eller att matningsspänningen vid
ingång är felaktig (över- och underspänning). Skydd för över- och
un ders pän ning p å li njen : m ask inen blo cke ras när
matningsspänningen ligger utanför området +/- 15% jämfört med
värdet som indikeras på märkplåten. VIKTIGT: Om den ovan
nämnda övre spänningsgränsen överskrids, kommer detta att
skada apparaten allvarligt.
- Vid detta skede kan inte maskinen sättas i drift.
- Maskinen återställs automatiskt (den gula lysdioden släcks) när
en av de ovan nämnda felfunktionerna ligger inom de tillåtna
gränserna.
3- Gul lysdiod som signalerar att brännaren är spänningssatt.
- När den är tänd betyder det att skärkretsen är aktiverad: Pilotbåge
eller Skärbåge är på "ON".
- När brännarens tryckknapp INTE är påsatt (avstängd skärkrets) är
lysdioden i vanliga fall släckt (stand by-läge).
- Om lysdioden är släckt och brännarens tryckknapp är påsatt
betyder det att maskinen befinner sig i något av följande
förhållanden:
- Under LUFTENS EFTERSKEDE.
- När pilotbågen inte överförs till arbetsstycket inom max 2
sekunder.
När skärbågen avbryts pga. för stort avstånd mellan brännare
och arbetsstycke, när elektroden är för utsliten eller när
brännaren forcerats bort från arbetsstycket.
- När ett av SÄKERHETSSYSTEMEN har ingripit.
4- Grön lysdiod som signalerar att nätspänning finns och att
hjälpkretsen är strömsatt.
Kretsarna för kontroll och drift är strömsatta.
5- Röd lysdiod som signalerar tryckluftskretsen (där det
förutses).
När denna är tänd betyder det att överhettning skett på elmotorns
lindningar ombord på luftkompressorn.
6- Manometer.
Ger läsning av lufttrycket.
7- Kontaktdon till brännarens koppling.
Brännare med direktkoppling eller centralstyrd koppling.
- Brännarens tryckknapp är det enda manöverorgan som man kan
använda för att starta och stoppa skärarbetets utförande.
- När driften stoppas genom att man trycker på knappen avbryts
genast cykeln under vilket arbetsskede som helst, förutom under
bibehållandet av kylluften (luftens efterskede).
- Oavsiktlig manövrering: för att ge frisignal för start av driftcykel ska
knappen hållas nedtryckt i minst några tiondels sekunder.
- Elektriskt säkerhetssystem: knappen går inte att använda om
INTE den isolerande munstyckshållaren finns monterad på
brännarhuvudet, eller om den är felaktigt monterad.
8- Kontaktdon för jordkabel
Främre kontrollpanel (Fig. D2)
1- Regleringsratt för skärströmmen.
Ger möjlighet till att förbereda intensiteten på skärströmmen som
erhå lls av ma sk inen , v ilke n s ka väl ja s b eroe nde på
användningsområdet (materialets tjocklek/hastighet). Hänvisa till
TEKNISKA DATA för det korrekta tidsförhållandet mellan arbete och
vila som ska användas i enlighet med den valda strömmen.
2- Röd lysdiod som signalerar allmänt larm:
- När den är tänd indikerar den att någon av strömkretsens
komponenter är överhettade, eller att matningsspänningen vid
ingång är felaktig (över- och underspänning). Skydd för över- och
un ders pän ning p å li njen : m ask inen blo cke ras när
matningsspänningen ligger utanför området +/- 15% jämfört med
värdet som indikeras på märkplåten. VIKTIGT: Om den ovan
nämnda övre spänningsgränsen överskrids, kommer detta att
skada apparaten allvarligt.
Page 46

- Vid detta skede kan inte maskinen sättas i drift. - Strömkällan får endast anslutas till ett matningssystem som har en
- 46 -
- Maskinen återställs automatiskt (den röda lysdioden släcks) när
en av de ovan nämnda felfunktionerna ligger inom de tillåtna - För att garantera skydd mot indirekt kontakt ska differentialbrytare av
gränserna. följande typer användas:
3- Gul lysdiod som signalerar att brännaren är spänningssatt.
- När den är tänd betyder det att skärkretsen är aktiverad: Pilotbåge
eller Skärbåge är på "ON".
- När brännarens tryckknapp INTE är påsatt (avstängd skärkrets) är
lysdioden i vanliga fall släckt (stand by-läge).
- Om lysdioden är släckt och brännarens tryckknapp är påsatt
betyder det att maskinen är i något av följande förhållanden:
- Under LUFTENS EFTERSKEDE.
- När pilotbågen inte överförs till arbetsstycket inom max 2
sekunder.
När skärbågen avbryts pga. för stort avstånd mellan brännare
och arbetsstycke, när elektroden är för utsliten eller när
brännaren forcerats bort från arbetsstycket.
- När ett av SÄKERHETSSYSTEMEN har ingripit.
4- Grön lysdiod som signalerar att nätspänning finns och att
hjälpkretsen är strömsatt.
Kretsarna för kontroll och drift är strömsatta.
5- Gul lysdiod som signalerar att fas saknas (där det förutses).
När lysdioden är tänd betyder det att en matningsfas saknas,
maskinens drift är i blockerat läge och återställningen sker
automatiskt 4 sekunder efter att felfunktionen rättats till.
6- Signalering av fel på tryckluftskretsen (där det förutses).
GUL lysdiod (Fig. D2-6) tillsammans med RÖD lysdiod för allmänt
larm (Fig.D2-2 ).
När den är tänd betyder det att tryckluften har för lågt värde för att
brännaren ska kunna fungera korrekt. Under detta skede befinner
maskinen sig i blockerat läge.
Återställningen sker automatiskt (lysdioderna släcks) när tryckets
värde ligger inom de tillåtna gränserna.
7- Knapp för luft (där det förutses).
Genom att trycka på denna knapp, fortsätter luften att strömma ut ur
brännaren under en bestämd tid.
Denna funktion används mest för:
- att kyla ned brännaren
- när manometerns tryck regleras.
8- Manometer.
Ger läsning av lufttrycket.
9- Kontaktdon till brännarens koppling.
Brännare med direktkoppling eller centralstyrd koppling.
- Brännarens tryckknapp är det enda manöverorgan som man kan
använda för att starta och stoppa skärarbetets utförande.
- När driften stoppas genom att man trycker ned knappen avbryts
genast cykeln under vilket arbetsskede som helst, förutom under
bibehållandet av kylluften (luftens efterskede).
- Oavsiktlig manövrering: för att ge frisignal för start av driftcykel ska
knappen hållas nedtryckt i minst några tiondels sekunder.
- Elektriskt säkerhetssystem: knappen går inte att använda om
INTE den isolerande munstyckshållaren finns monterad på
brännarhuvudet, eller om den är felaktigt monterad.
10- Kontaktdon för jordkabel
5. INSTALLATION
---------------------------------------------------------------------------------------------
VIKTIGT! UTFÖ R SAMTLIGA ARBETSSKEDEN FÖR
INSTALLATION OCH ELEKTRISK ANSLUTNING MED SYSTEMET
FÖR PLASMASKÄRNING AVSTÄNGT OCH FRÅNKOPPLAT FRÅN
ELNÄTET.
DE ELEKTRISKA ANSLUTNINGARNA SKA ALLTID GÖRAS AV
KUNNIG OCH KVALIFICERAD PERSONAL.
--------------------------------------------------------------------------------------------IORDNINGSTÄLLNING
Packa upp maskinen och montera ihop de separata komponenterna som
finns i förpackningen.
Montering av jordningens återledarkabel-tång (Fig. E)
TILLVÄGAGÅNGSSÄTT FÖR LYFT AV MASKINEN
Alla maskiner som beskrivs i denna manual ska lyftas upp med hjälp av
handtaget eller remmen som levereras tillsammans med maskinen om
det förutses av modellen (vilket monteras enligt beskrivningen i FIG. F).
PLACERING AV MASKINEN
Välj maskinens installationsområde så att inga hinder kommer att finnas
framför kylluftens intags- och uttagsöppningar; säkerställ samtidigt att
inget ledande stoft, frätande ångor eller fukt sugs in.
Håll ett utrymme på minst 250 mm runt hela maskinen fritt.
---------------------------------------------------------------------------------------------
VARNING! Placera maskinen på plant golv som kan bära
dess vikt utan att riskera att den välter eller att den förflyttas, vilket
skulle innebära fara.
---------------------------------------------------------------------------------------------
ANSLUTNING TILL ELNÄTET
- Innan elanslutningen påbörjas ska man kontrollera på märkskylten att
infor mationen röran de strömkällan överensstämmer med
installationsområdets nätspänning och frekvensspänning.
jordansluten neutral ledning.
- Typ A ( ) för maskiner med enfasström;
- Typ B ( ) för maskiner med trefasström.
- För att uppfylla kraven i normen EN 61000-3-11 (Flicker)
rekommenderas det att ansluta strömkällan till de gränssnittspunkter
på elnätet som har en impedans på under, se tabell 1 (TAB.1).
Stickpropp och uttag
- De enfasiga modellerna med ineffekt på under eller lika med 16A är
ursprungligen försedda med en matningskabel med normaliserad
stickpropp (2P+T) 16A \250V.
- De enfasiga modellerna med ineffekt på över 16A och de trefasiga
modellerna är försedda med en matningskabel som ska kopplas till en
normaliserad stickpropp (2P+T) för de enfasiga modellerna och
(3P+T) för de trefasiga modellerna, med lämplig belastningsförmåga.
Förbered ett nätuttag som är försedd med säkring eller automatisk
br ytare ; de t avs edda jor dn ings ut tage t ska anslu ta s t il l
jordningsledningen (gul-grön) på matningslinjen.
- Tabellen 1 (TAB.1) anger de rekommenderade värdena uttryckta i
ampere på linjens fördröjda säkringar baserade på den maximala
märkströmmen som utsöndras från maskinen och på den nominella
matningsspänningen.
---------------------------------------------------------------------------------------------
VARNING! Försummelse att iaktta de ovan nämnda reglerna
leder till att säkerhetssystemet som tillverkaren har försett
maskinen med (klass I) blir overksamt, vilket utgör allvarliga risker
för personer (t.ex. elchock) och för föremål (t.ex. brand).
---------------------------------------------------------------------------------------------
ANSLUTNING AV SKÄRKRETSEN
---------------------------------------------------------------------------------------------
VARNING! INNAN DE NEDAN NÄMNDA ANSLUTNINGARNA
GÖRS SKA MAN KONTROLLERA ATT STRÖMKÄLLAN ÄR
AVSTÄNGD OCH FRÅNKOPPLAD FRÅN MATNINGSNÄTET.
Tabellen 1 (TAB. 1) anger rekommenderade mått på återledarkabeln
(uttryckta i mm²), baserade på den maximala strömmen som maskinen
utsöndrar.
---------------------------------------------------------------------------------------------
Anslutning till tryckluft (FIG. G).
- Förbered en ledningslinje för tryckluft med minimalt tryck och
kapacitet enligt anvisningarna i tabell 2 (TAB. 2), för de modeller som
förutser det.
VIKTIGT!
Överskrid inte det maximala intagstrycket på 8 bar. Luft som innehåller
stor mängd fukt eller olja kan orsaka att förslitningsdetaljerna slits ut
extra mycket eller att brännaren skadas. Vid tvekan rörande den
tillgängliga tryckluftens kvalitet, rekommenderas användandet av en
lufttorkare som ska installeras innan intagsfiltret. Koppla tryckluftslinjen
till maskinen med hjälp av en slang, genom att använda en av de
medföljande kopplingarna att montera på luftintagsfiltret på maskinens
baksida.
Anslutning av skärströmmens återledarkabel.
Anslut skärströmmens återledarkabel till arbetsstycket som ska skäras
eller till stödbordet i metall genom att följa dessa anvisningar:
- Kontrollera att den elektriska kontakten är korrekt, och speciellt om
den klarar av att skära plåtar med ytbeläggning som är isolerande eller
oxiderad osv.
- Anslut jordkopplingen så nära skärområdet som möjligt.
- Att använda metallstrukturer som inte är en del av arbetsstycket för
återledning av skärströmmen kan utgöra en fara för säkerheten och ge
otillfredsställande skärresultat.
- Anslut inte jordkopplingen på den delen av arbetsstycket som ska
avlägsnas.
Anslutning av brännare för plasmaskärning (FIG. H) (där det
förutses).
Sätt in brännarens hankontakt i det centralstyrda kontaktdonet på
maskinens främre kontrollpanel, genom att passa in polerna. Skruva
medsols i låsmuttern ordentligt, så att luft och ström kan passera utan att
de läcker ut.
Med vissa modeller medföljer brännaren redan ansluten till strömkällan.
VIKTIGT!
Innan skärarbetet påbörjas ska man kon tr ol le ra r a tt al la
förslitningsdetaljer är monterade på rätt sätt genom att kontrollera
b r ä n na r hu v u de t e n li g t a n v is n i n ga r na i k a pi t l et
"UNDERHÅLLSARBETEN PÅ BRÄNNAREN".
6. PLASMASKÄRNING: BESKRIVNING AV TILLVÄGAGÅNGSSÄTT
Plasmabåge och plasmaskärningens användningsprinciper.
Plasma är en gas som värms upp till en mycket hög temperatur och som
joniseras för att bli elektriskt ledande. Denna skärningsprincip använder
sig av plasma för att överföra den elektriska bågen till metallbiten som
smälter vid värmen och separeras. Brännaren använder tryckluft som
erhålls från ett enda matningsaggregat både för plasmagasen och för
kyl- och säkerhetsgasen.
HF-tändning
Denna typ av tändning är vanligast på modeller med ström på över 50A.
Cykelns start avgörs av en högtrycks-/högspänningsbåge ("HF") som
ger möjlighet till tändning av en pilotbåge mellan elektroden (minuspol)
och brännarens munstycke (pluspol). När brännaren närmas stycket
Page 47

som ska skäras, vilket är kopplat till strömkällans pluspol, överförs I förhållande till hur intensivt brännaren används, eller i de fall skärningen
- 47 -
pilotbågen och skapar en plasmabåge mellan elektroden (-) och inte verkar utföras perfekt, ska man regelbundet kontrollera om de av
arbetsstycket (skärbåge). Pilotbågen och HF kopplas bort så snart som brännarens delar som är utsatta av plasmabågen är utslitna.
plasmabågen är stabil mellan elektrod och arbetsstycke.
Den fabriksinställda tiden som pilotbågen är aktiverad är på 2 sek; om
överföringen inte har skett inom denna tid blockeras driftcykeln
automatiskt förutom den för bibehållning av kylluft.
För att starta om en ny driftcykel är det nödvändigt att släppa brännarens
tryckknapp och trycka in den på nytt.
Tändning under kort tid
Denna typ av tändning är vanligast på modeller med ström på under 50A.
Cykelns start avgörs av att elektroden rör sig på insidan av brännarens
munstycke, vilken ger möjlighet till tändning av en pilotbåge mellan
elektroden (minuspol) och brännarens munstycke (pluspol).
När brännaren närmas stycket som ska skäras, vilket är kopplat till
strömkällans pluspol, överförs pilotbågen och skapar en plasmabåge
mellan elektroden (-) och arbetsstycket (skärbåge).
Pilotbågen kopplas bort så snart som plasmabågen är stabil mellan
elektrod och arbetsstycke.
Den fabriksinställda tiden som pilotbågen är aktiverad är på 2 sek; om
överföringen inte har skett inom denna tid blockeras driftcykeln
automatiskt förutom den för bibehållning av kylluft.
För att starta om en ny driftcykel är det nödvändigt att släppa brännarens
tryckknapp och trycka in den på nytt.
Förberedande arbetsutföranden.
Inna n s kära rb etet på börja s s ka ma n k on troll er a a tt al la
förslitningsdetaljer är monterade på rätt sätt genom att kontrollera
b r ä n na r hu v u de t e n li g t a n v is n i n ga r na i k a pi t l et
"UNDERHÅLLSARBETEN PÅ BRÄNNAREN".
- Sätt på strömkällan och ställ in skärströmmen (FIG. C-1) i förhållande
till tjocklek och typ av metallmaterial som ska skäras. I TAB.3 anges
skärhastigheten i enlighet med tjockleken för material i aluminium,
järn och stål.
- Tryck ned och släpp brännarens knapp så att luftflödet aktiveras (³30
sekunders efterskede för luft).
- Under detta arbetsskede ska man reglera lufttrycket tills man på
manometern kan avläsa det värde i “bar” som den använda brännaren
kräver (TAB. 2).
- Tryck ned luftknappen så att luften flödar ut ur brännaren.
- Tryck ratten uppåt så att blockeringen frigörs och vrid den sedan så att
trycket regleras tills värdet som anges i kapitlet BRÄNNARENS
TEKNISKA DATA uppnås.
- När det begärda värdet (bar) visas på manometern ska ratten tryckas
in så att den blockeras på nytt.
- Låt luften fortsätta att flöda ut tills den tar slut av sig själv, detta görs så
att eventuell kondens som formats i brännaren kan avlägsnas.
Viktigt:
- Skärning med kontakt (Brännarens munstycke rör stycket som ska
skäras): detta kan användas med ström på maximalt 40-50A (ett
högre st römvärde skulle leda til l att munstycke-elekt rod munstyckshållare omedelbart förstörs).
- Skärning på avstånd (med en distansanordning monterad på
brännaren FIG. I): detta kan användas med ström på över 35A;
- Elektrod och förlängt munstycke: detta kan användas där det förutses.
Skärning (FIG. L).
- Närma brännarens munstycke till arbetsstyckets kant (cirka 2 mm),
tryck ned brännarens tryckknapp; efter cirka 1 sekund (luftens
förskede) tänds pilotbågen.
- Om avståndet är det avsedda överförs genast pilotbågen till
arbetsstycket och skapar skärbågen.
- Flytta brännaren på arbetsstyckets yta längs den avsedda skärlinjen
med jämn rörelse.
- Anpassa skärhastigheten i förhållande till tjockleken och den valda
strömmen, och kontrollera att den utgående bågen från
arbetsstyckets nedre yta erhåller en lutning på 5-10° vertikalt i motsatt
riktning jämfört med rörelsens.
- Vid för stort avstånd mellan brännare och arbetsstycke eller vid
saknad av material (skärningens slut) avbryts genast bågen.
- Avbrytning av bågen (skärbåge eller pilotbåge) erhålls alltid om
brännarens tryckknapp släpps.
Håltagning (FIG. M)
Om håltagning ska göras eller om skärningen ska starta i mitten på
arbetsstycket, ska tändningen göras med brännaren i lutat läge och
sedan ska den föras framåt i vertikalt läge.
- Denna procedur undviker att återledning av bågen eller av smälta
partiklar förstör munstyckets hål, vilket skulle leda till att dess
funktionsduglighet reduceras.
- Håltagning av arbetsstycken med tjocklek upp till 25% av det
maximala som användningsskalan förutser kan utföras direkt.
7. UNDERHÅLL
---------------------------------------------------------------------------------------------
VARNIN G! INNA N N ÅGOT U NDE RHÅ LLS ARB ETE
PÅBÖRJAS, VAR NOGA KONTROLLERA ATT SYSTEMET FÖR
PLASMASKÄRNING ÄR AVSTÄNGT OCH FRÅNKOPPLAT FRÅN
ELNÄTET.
---------------------------------------------------------------------------------------------
ORDINARIE UNDERHÅLL
OR DIN ARI E U NDE RHÅ LLS ARB ETE FÅR UT FÖR AS AV
OPERATÖREN.
BRÄNNARE (FIG. N)
1- Distansanordning.
Byt ut den om den deformerats eller är täckt av så mycket slagg att det
är omöjligt att hålla brännaren i rätt position (avståndsmässigt och
vinkelrätt).
2- Munstyckshållare.
Skruva loss munstyckshållaren för hand från brännarhuvudet. Rengör
den noggrant eller byt ut den om den ser skadad ut (brännskador,
deformering eller sprickor). Kontrollera att den övre metalldelen är i
oskadat skick (brännarens säkerhetsutlösare).
3- Munstycke.
Kontrollera om plasmabågens genomloppshål och ytorna på
munstyckets insida och utsida är utslitna. I de fall hålet verkar vara
större än dess ursprungliga diameter eller deformerat, ska
munstycket bytas ut. Om ytorna verkar vara onormalt oxiderade, ska
de rengöras med hjälp av mycket tunt sandpapper.
4- Fördelningsring för luft.
Kontrollera att inga brännskador eller sprickor finns och att luftens
genomloppshål inte är tilltäppta. Om så skulle vara fallet ska de genast
bytas ut.
5- Elektrod.
Byt ut elektroden när djupet på kratern som skapas på spridningsytan
är cirka 1,5 mm (FIG. O).
6- Brännarens kropp, handtag och kabel.
I normala fall krävs inget speciellt underhållsarbete på dessa
komponenter utöver en regelbunden inspektion och en noggrann
rengöring utan att något slags lösningsmedel används. Om man
upptäcker skador på isoleringen, som t.ex. trasighet, sprickor och
brännskador eller lösa elledningar, ska inte brännaren användas mer,
eftersom dess säkerhet då inte kan garanteras.
i detta fall kan inte reparationen (extra underhåll) av den utföras på
plats men måste skickas till ett auktoriserat servicekontor, som kan
utföra särskilda tester efter att reparationen gjorts.
För att bibehålla brännaren och kabeln funktionsdugliga är det
nödvändigt att vidta följande försiktighetsåtgärder:
- låt inte brännaren och kabeln komma i kontakt med heta eller
glödande delar.
- utsätt inte kabeln för överdrivna dragningskrafter.
- låt inte kabeln sitta på vassa och skarpa hörn eller skrapande ytor.
- samla upp kabeln i spiraler om dess längd är längre än vad som
behövs.
- passera inte över kabeln med något som helst medel och trampa inte
på den.
Varning.
- Innan något underhållsarbete på brännaren påbörjas ska den kylas
ned minst under hela tiden som “luftens efterskede” varar.
- Det rekommenderas att byta ut elektrod och munstycke samtidigt,
förutom i särskilda fall.
- Monteringsföljden för brännarens komponenter ska respekteras
(omvänd ordning jämfört med demontering).
- Var noga med att montera fördelningsringen i rätt riktning.
- Montera tillbaka munstyckshållaren genom att vrida till den ordentligt
för hand ganska hårt.
- Montera aldrig tillbaka munstyckshållaren om inte elektroden,
fördelningsringen och munstycket redan har monterats tillbaka.
- Undvik att hålla pilotbågen onödigt tänd i luften, detta för att inte öka på
elektrodens, spridarens och munstyckets slitage.
- Dra inte åt elektroden med alltför mycket kraft eftersom det finns risk att
brännaren tar skada.
- Snabba ingrepp och korrekt tillvägagångssätt vid kontrollerna av
brännarens förslitningsdetaljer är mycket viktiga för att skärsystemet
ska bibehållas säkert och funktionsdugligt.
- Vid upptäckande av skador på isoleringen, som t.ex. trasighet, sprickor
och brännskador eller lösa elledningar, ska inte brännaren användas
mer, eftersom dess säkerhet då inte kan garanteras. I detta fall kan inte
reparationen (extra underhåll) av den utföras på plats men måste
skickas till ett auktoriserat servicekontor, som kan utföra särskilda
tester efter att reparationen gjorts.
Tryckluftsfilter
- Filtret är försett med automatisk kondenstömning, vilket sker varje
gång som det frånkopplas från tryckluftslinjen.
- Filtret ska inspekteras regelbundet; om man upptäcker att det finns
vatten i muggen, kan avtappningen göras manuellt genom att trycka
avtappningskopplingen uppåt.
- Om filterpatronen är onormalt smutsig är det nödvändigt att den byts ut
så att läckage undviks.
EXTRA UNDERHÅLL
ALLT SOM ÄR EXTRA UNDERHÅLL FÅR ENDAST UTFÖRAS AV
KUNNIG PER SO NA L ELLER SOM ÄR KVALIFICERAD I
ELEKTRISKT OCH MEKANISKT OMRÅDE.
---------------------------------------------------------------------------------------------
VARNING! INNAN MASKINENS PANELER AVLÄGSNAS FÖR
ÅTKOMST TILL DESS INSIDA SKA MAN KONTROLLERA NOGA ATT
DEN ÄR AVSTÄNGD OCH FRÅNKOPPLAD FRÅN ELNÄTET.
Att utföra kontroller på maskinens insida när den är spänningssatt
kan leda till allvarlig elchock orsakad av direktkontakt med
spänningssatta delar.
---------------------------------------------------------------------------------------------
- Maskinen insida ska inspekteras regelbundet; hur ofta beror på
användningen och på stoftet som omgivningens luft innehåller.
Dammet som satt sig på transformatorn, likriktaren, induktansen och
motstånden ska avlägsnas med hjälp av en stråle av torr tryckluft (max
Page 48

10 bar).
- 48 -
- Undvik att rikta tryckluftsstrålen mot elektronikkorten; dessa ska
eventuellt rengöras med en mycket mjuk borste eller med lämpligt
lösningsmedel.
- Kontrollera samtidigt även att de elektriska kopplingarna är ordentligt
åtdragna och att kabelsystemet inte har något isoleringsfel.
- Kontrollera att tryckluftssystemets rörsystem och kopplingar har
korrekt skick och tätning.
- När de ovan nämnda arbetsskedena är slutförda ska maskinpanelerna
monteras tillbaka och fästskruvarna skruvas i ordentligt.
- Undvik absolut att utföra skärningsarbeten med öppen maskin.
8. FELSÖKNING
I DE FALL MASKINEN FUNGERAR PÅ ETT OTILLFREDSSTÄLLANDE
SÄTT SKA FÖLJANDE VERIFIERINGAR GÖRAS INNAN EN
SYSTEMATISK KONTROLL UTFÖRS ELLER INNAN NI VÄNDER ER
TILL ERT SERVICEKONTOR:
- Kontrollera att inte den gula kontrollampan som signalerar ingripandet
av ett termoskydd för över- eller underspänning eller för kortslutning är
tänd.
- Kontrollera att det nominella intermittensförhållandet följs; vid
utlösning av det termostatiska skyddet ska man vänta tills maskinen
kyls ner av sig själv och kontrollera att fläkten fungerar som den ska.
- Kontrollera linjespänningen: om värdet är för högt eller för lågt förblir
maskinen i blockerat läge.
- Kontrollera att maskinutgången inte har fått kortslutning: om detta
skulle vara fallet, rätta till felet.
- Kontrollera att skärkretsens kopplingar är korrekt utförda och i särskild
mån att jordkabeltången är korrekt kopplad till arbetsstycket och att
inget isolerande material finns emellan dem (t.ex. lack).
DE VANLIGASTE FELEN VID SKÄRNING
Under skärarbetet kan det uppstå vissa defekter som vanligtvis inte är
orsakade av att anläggningens funktion är felaktig, men av andra
arbetsaspekter, t.ex:
a- Penetrationen är otillfredsställande eller alltför mycket slagg
uppstår:
- För hög skärhastighet.
- Brännaren lutar för mycket.
- Arbetsstycket är för tjockt eller skärströmmen är för låg.
- Tryckluftens tryck och kapacitet är inte den korrekta.
- Brännarens elektrod och munstycke är utslitna.
- Spetsen på munstyckshållaren är inte den korrekta.
b-Skärbågen överförs inte:
- Elektroden är utsliten.
- Dålig kontakt på återledarkabelns klämma.
c-Skärbågen avbryts:
- För låg skärhastighet.
- För stort avstånd mellan brännare och arbetsstycke.
- Elektroden är utsliten.
- En skyddsanordning har lösts ut.
d-Snett skärsnitt (inte vinkelrätt):
- Brännarens position är felaktig.
- Osymmetrisk utslitning på munstyckshålet och/eller felaktig
montering av brännarens komponenter.
- Felaktigt lufttryck.
e-Munstycket och elektroden slits ut alltför mycket:
- För lågt lufttryck.
- Oren luft (fukt eller olja).
- Trasig munstyckshållare.
- Pilotbågen hålls för mycket tänd i luften.
- För hög hastighet med återledning av smälta partiklar på brännarens
komponenter.
_______________(GR)______________
ΕΓΕΙΡΙΔΙΟ ΧΡΗΣΗΣ
ΠΡΟΣΟΧΗ! ΠΡΙΝ ΧΡΗΣΙΜΟΠΟΙΗΣΕΤΕ ΤΟ ΣΥΣΤΗΜΑ ΚΟΠΗΣ ΜΕ
ΠΛΑΣΜΑ ΔΙΑΒΑΣΤΕ ΠΡΟΣΕΚΤΙΚΑ ΤΟ ΕΓΧΕΙΡΙΔΙΟ ΧΡΗΣΗΣ!
ΣΥΣΤΗΜΑΤΑ ΚΟΠΗΣ ΜΕ ΠΛΑΣΜΑ ΠΟΥ ΠΡΟΒΛΕΠΟΝΤΑΙ ΓΙΑ
ΕΠΑΓΓΕΛΜΑΤΙΚΗ ΚΑΙ ΒΙΟΜΗΧΑΝΙΚΗ ΧΡΗΣΗ
1. ΓΕΝΙΚΗ ΑΣΦΑΛΕΙΑ ΓΙΑ ΤΗΝ ΚΟΠΗ ΤΟΞΟΥ ΜΕ ΠΛΑΣΜΑ
Ο χειριστής πρέπει να είναι επαρκώς ενημερωμένος όσον αφορά
την ασφαλή χρήση των συστήματων κοπής με πλασμα και
πληροφορημένος για τους κινδύνους που συνδέονται με τις
διαδικασίες συγκόλλησης τόξου και τις σχετικές τεχνικές, τα
σχετικά μέτρα προστασίας και επέμβασης έκτακτου κινδύνου.
(Κάντε επίσης αναφορά στην "ΤΕΧΝΙΚΗ ΠΡΟΔΙΑΓΡΑΦΗ IEC ή
CLC/TS 62081”: ΕΓΚΑΤΑΣΤΑΣΗ ΚΑΙ ΧΡΗΣΗ ΤΩΝ ΜΗΧΑΝΗΜΑΤΩΝ
ΓΙΑ ΣΥΓΚΟΛΛΗΣΗ ΤΟΞΟΥ ΚΑΙ ΣΧΕΤΙΚΕΣ ΤΕΧΝΙΚΕΣ).
- Αποφεύγετε τις άμεσες επαφές με το κύκλωμα κοπής. Η τάση σε
ανοικτό κύκλωμα που παρέχεται από το το σύτημα κοπής με
πλάσμα μπορεί, σε ορισμένες συνθθήκες, να είναι επικύνδυνη.
- Η σύνδεση των καλωδίων του κυκλώματος κοπής, οι ενέργειες
ελέγχου και επισκευής πρέπει να εκτελούνται με το σύστημα
κοπής σβ ησμέ νο και αποσυνδ εμ ένο α πό το δί κτυο
τροφοδοσίας.
- Σβήστε το σύστημα κοπής με πλάσμα και αποσυνδέστε από το
δίκτυο τροφοδοσίας πριν αντικαταστήσετε τα εξαρτήματα λόγω
φθοράς της λάμπας.
- Εκτελέστε την ηλεκτρική εγκατάσταση τηρώντας τους ισχύοντες
νόμους και κανονισμούς αποφυγής ατυχημάτων.
- Το σύστημα κοπής πλάσματος πρέπει να συνδέεται
αποκλειστκά σε σύστημα τροφοδοσίας με γειωμένο ουδέτερο
αγωγό.
- Βεβαιωθείτε ότι η πρίζα τροφοδοσίας είναι σωστά συνδεδεμένη
στη γείωση προστασίας.
- Μη χρησιμοποιείτε το σύστημα κοπής πλάσματος σε υγρά
περιβάλλοντα ή κάτω από βροχή
- Μην χρησιμοποιείτε καλώδια με φθαρμένη μόνωση ή με
χαλαρωμένες συνδέσεις.
- Μην κόβετε σε δοχεία ή σωληνώσεις που περιέχουν ή που
περιείχαν προηγουμένως εύφλεκτα υγρά ή αέρια προϊόντα.
- Αποφεύγετε να εργάζεστε σε υλικά που καθαρίστηκαν με
χλωρούχα διαλυτικά ή κοντά σε παρόμοιες ουσίες.
- Μην κόβετε σε δοχεία υπό πίεση.
- Απoμακρύνετε από την περιοχή εργασίας όλες τις εύφλεκτες
ουσίες (π.χ. ξύλο, χαρτί, πανιά κλπ.)
- Εξασφαλίζετε την κατάλληλη κυκοφλορία αέρα ή κατάλληλα
μέσα αφαίρεσης των καπνών κοπής πλάσματος. Είναι
απαραίτητo να λαμβάνετε υπόψη με συστηματικότητα τα όρια
έκθεσης στους καπνούς κοπής ανάλογα με τη σύνθεση, τη
συγκέντρωση και τη διάρκεια έκθεσης.
,*
- Υιοθετείτε μια κατάλληλη ηλεκτρική μόνωση σε σχέση με το μπεκ
της λάμπας κοπής πλάσματος, το μέταλλο επεξεργασίας και
ενδεχόμενα γειωμένα μεταλλικά μέρη τοποθετημένα κοντά
(προσιτά).
Αυτό επιτυγχάνεται φορώντας γάντια, υποδήματα, κάλυμμα
κεφαλιού και ενδύματα που προβλέπονται για το σκοπό αυτό και
μέσω της χρήσης δαπέδων και μονωτικών τάπητων.
- Προστατεύετε πάντα τα μάτια με ειδικά αντιακτινικά γυαλιά
τοποθετημένα πάνω στις μάσκες ή στα κράνη.
Χρησιμοποιείτε ειδικά προστατευτικά ενδύματα κατά της φωτιάς
αποφεύγοντας να εκθέτετε την επιδερμίδα στις υπεριώδεις και
υπέρυθρες ακτίνες που παράγονται από το τόξο. Η προστασία
πρέπει να επεκτείνεται και στα άλλα άτομα που βρίσκονται κοντά
στο τόξο δια μέσου τοιχωμάτων ή κουρτίνων που να μην
αντανακλούν.
- Θορυβότητα: Αν εξαιτίας έργασιών κοπής εξαιρετικά έντονων
προκαλείται ένα επίπεδο ατομικής ημερήσιας έκθεσης (LEPd)
στο θόρυβο ίσο ή ανώτερο των 85db(A), είναι υποχρεωτική η
χρήση καταλλήλων μέσων ατομικής προστασίας.
)
- Τα ηλεκτρομαγνητικά πεδία που δημιουργούνται από τη
διαδικασία κοπής μπορούν να παρέμβουν με τη λειτουργία
ηλεκτρικών και ηλεκτρονικών συσκευών.
Ατομα που φέρουν ηλεκτρικές ή ηλεκτρονικές συσκευές ζωτικής
σημασίας (π.χ. Pace-maker, αναπνευστήρες κλπ.) πρέπει να
συμβουλευτούν τον ιατρό πριν σταθμεύσουν κοντά στις
περιοχές όπου χρησιμοποιείται αυτό το σύστημα κοπής
πλάσματος.
Στα άτομα που φέρουν ηλεκτρικές ή ηλεκτρονικές συσκευές
ζωτικής σημασίας, συνιστάται να μην χρησιμοποιούν αυτό το
σύστημα κοπής πλάσματος.
- Αυτό το σύστημα κοπής πλάσματος ικανοποιεί τα προσόντα του
τεχνικού στάνταρ προϊόντος για αποκλειστική χρήση σε
βιομηχανικό περιβάλλον και για επαγγελματική χρήση.
Δεν εγγυά ται η ανταπόκρι ση στην ηλεκτρομαγνητ ική
συμβατότητα σε οικιακό περιβάλλον.
ΣΥΜΠΛΗΡΩΜΑΤΙΚΑ ΠΡΟΛΗΠΤΙΚΑ ΜΕΤΡΑ
ΟΙ ΕΝΕΡΓΕΙΕΣ ΚΟΠΗΣ ΠΛΑΣΜΑΤΟΣ:
- σε περιβάλλον με αυξημένο κίνδυνο ηλεκτροπληξίας,
- σε περιορισμένους χώρους,
- παρουσία εύφλεκτων ή εκρηκτικών υλικών,
ΠΡ ΕΠΕ Ι πρ οηγ ουμέ νως να έ χουν ε κτι μηθ εί α πό
"πεπειραμένο υπεύθυνο πρόσωπο" και να εκτελούνται
πάντα παρουσία άλλων ατόμων εκπαιδευμένων ως προς τα
μέτρα που πρέπει να ληφτούν σε περίπτωση κινδύνου
ΠΡΕΠΕΙ να υιοθετούνται τα τεχνικά μέτρα προστασίας που
περιγράφονται στα σημεία 5.10, A.7, A.9. της "ΤΕΧΝΙΚΗΣ
ΠΡΟΔΙΑΓΡΑΦΗΣ IEC ή CLC/TS 62081”.
- ΠΡΕΠΕΙ να απαγορεύονται οι ενέργειες κοπής όταν η πηγή
ρεύματος στηρίζεται από το χειριστή (π.χ. με ιμάντες).
- ΠΡΕΠΕΙ να απαγορεύονται οι ενέργειες κοπής όταν ο χειριστής
είναι ανυψωμένος από το έδαφος, εκτός αν χρησιμοποιούνται
πλατφόρμες ασφαλείας.
- ΠΡΟΣΟΧΗ! ΑΣΦΑΛΕΙΑ ΣΥΣΤΗΜΑΤΟΣ ΓΙΑ ΚΟΠΗ ΠΛΑΣΜΑΤΟΣ.
Μόνο το προβλεπόμενο μοντέλο λάμπας και ο σχετικός
συνδυασμός με την πηγή ρεύματος όπως ενδείκνυται στα
Page 49

"ΤΕΧΝΙΚΑ ΣΤΟΙΧΕΙΑ" εγγυάται ότι οι προβλεπόμενες από τον τεχνικών στοιχείων του συστήματος κοπής πλάσματος στην κατοχή σας
- 49 -
κατασκευαστή προστασίες είναι αποτελεσματικές (σύστημα πρέπει να διαβάζονται κατευθείαν στην τεχνική πινακίδα του ίδιου του
αποκλεισμού λειτουργίας). μηχανήματος.
- ΜΗΝ ΧΡΗΣΙΜΟΠΟΙΕΙΤΕ λάμπες και σχετικά εξαρτήματα
φθοράς με διαφορετική προέλευση.
- ΜΗΝ ΠΡΟΣΠΑΘΕΙΤΕ ΝΑ ΖΕΥ ΓΑΡΩΝΕΤΕ ΤΗΝ ΠΗΓ Η
ΡΕΥΜΑΤΟΣ με λάμπες κατασκευασμένες για διαδικασίες
κοπής ή ΣΥΓΚΟΛΛΗΣΗΣ που δεν προβλέπονται στις
παρούσες οδηγίες.
- Η ΜΗ ΤΗΡΗΣΗ ΑΥΤΩΝ ΤΩΝ ΟΔΗΓΙΩΝ μπορεί να προκαλέσει
ΣΟΒΑΡΟΥΣ κινδύνους για τη σωματική ασφάλεια του χρήστη
και να βλάψει τη συσκευή.
ΥΠΟΛΕΙΠΟΜΕΝΟΙ ΚΙΝΔΥΝΟΙ
- ΑΝΑΤΡΟΠΗ: τοποθετήστε την πηγή ρεύματος για την κοπή
πλάσματος πάνω σε επίπεδη επιφάνεια με κατάλληλη ικανότητα
στήριξης για το βάρος. Σε αντίθετη περίπτωση (π.χ. κεκλιμένα ή
ανώμαλα δάπεδα κλπ) υπάρχει κίνδυνος ανατροπής.
- ΑΚΑΤΑΛΛΗΛΗ ΧΡΗΣΗ: είνα ι επικίνδυνη η χρήση του
συστήματος κοπής πλάσματος για οποιαδήποτε εργασία
διαφορετική από την προβλεπόμενη.
2. ΕΙΣΑΓΩΓΗ ΚΑΙ ΓΕΝΙΚΗ ΠΕΡΙΓΡΑΦΗ
Αυτές οι γεννήτριες κατασκευάζονται με την πιο πρόσφατη τεχνολογία
Inverter με IGBT και σχεδιάζονται για τη χειροκίνητη κοπή ελασμάτων
οποιουδήποτε μετάλλου καθώς και για την κοπή πλεγματωδών
διάτρητων ελασμάτων (όπου προβλέπεται).
Η ρύθμιση του ρεύματος από το ελάχιστο στο μέγιστο σε συνεχή τρόπο
επιτρέπει να εξασφαλίσετε μια υψηλή ποιότητα κοπής όταν μεταβάλλεται
το πάχος και το είδος μετάλλου.
Ο κύκλος κοπής ενεργοποιείται από ένα πιλοτικό τόξο που ανάλογα με το
μοντέλο: μπορέι να εμπυρευματίζεται από το βραχυκύκλωμα
ηλεκτροδίου μπεκ ή από εκκένωση υψηλής συχνότητας (HF).
ΚΥΡΙΑ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ
- Σύστημα ελέγχου τάσης στη λάμπα, πίεση αέρα, βραχυκύκλωμα
λάμπας (όπου προβλέπεται).
- Θερμοστατική προστασία.
- Εμφάνιση πίεσης αέρα (όπου προβλέπεται).
ΒΑΣΙΚΑ ΕΞΑΡΤΗΜΑΤΑ
- Λάμπα για κοπή πλάσματος.
- Kit για σύνδεση πεπιεσμένου αέρα.
ΕΞΑΡΤΗΜΑΤΑ ΚΑΤΑ ΠΑΡΑΓΓΕΛΙΑ
- Kit ηλεκτρόδια-μπεκ αντικατάστασης.
- Kit ηλεκτρόδια-μπεκ προεκτεταμένα (όπου προβλέπεται).
3. ΤΕΧΝΙΚΑ ΣΤΟΙΧΕΙΑ
ΤΕΧΝΙΚΑ ΣΤΟΙΧΕΙΑ ΠΙΝΑΚΙΔΑΣ
Τα κύρια στοιχεία που σχετίζονται με τη χρήση και τις αποδόσεις του
συστήματος κοπής συνοψίζονται στον πίνακα τεχνικών στοιχείων με την
ακόλουθη έννοια:
1- ΕΥΡΩΠΑΙΚΟΣ κανονισμός αναφοράς για την ασφάλεια και την
κατασκευή των μηχανημάτων για συγκόλληση τόξου και κοπή
πλάσματος.
2- Σύμβολο εσωτερικής κατασκευής μηχανήματος.
3- Σύμβολο διαδικασίας κοπής πλάσματος.
4- Σύμβολο S: δείχνει ότι μπορούν να εκτελούνται ενέργειες κοπής σε
περιβάλλον με αυξημένο κίνδυνο ηλεκτροπληξίας (π.χ. κοντά σε
μεγάλες μεταλλικές μάζες).
5- Σύμβολο γραμμής τροφοδοσίας:
1~: μονοφασική εναλλασσόμενη τάση
3~: τριφασική εναλλασσόμενη τάση
6- Βαθμός προστασίας περιβλήματος.
7- Χαρακτηριστικά στοιχεία της γραμμής τροφοδοσίας:
-U :Εναλλασσόμενη τάση και συχνότητα τροφοδοσίας του
1
μηχανήματος (αποδεκτά όρια ±10%):
-I :Μέγιστο ρεύμα που απορροφάται από τη γραμμή.
1 max
-I :Πραγματικό ρεύμα τροφοδοσίας
1eff
8- Αποδόσεις κυκλώματος κοπής:
-U :μέγιστη τάση σε ανοικτό κύκλωμα (κύκλωμα κοπής
0
ανοικτό).
-I /U :Ρεύμα και αντίστοιχη κανονικοποιημένη τάση που μπορούν
2 2
να παράγονται από το μηχάνημα κατά την κοπή.
-X :Σχέση διαλείπουσας λειτουργίας: δείχνει το χρόνο κατά τον
οποίο το μηχάνημα μπορεί να παρέχει το αντίστοιχο ρεύμα
(ίδια στήλη). Εκφράζεται σε %, βάσει ενός κύκλου 10min
(π.χ. 60% = 6 λεπτά εργασίας, 4 λεπτά στάσης κ.ο.κ.).
Σε περίπτωση που οι παράγοντες χρήσης (στοιχεία
πινακίδα ς, αναφερόμενα σε 40° C περιβάλλοντος)
ξεπεραστούν θα παρέμβη η θερμική προστασία (το
μηχάνημα παραμένει σε stand-by μέχρι που η θερμοκρασία
του δεν επιστρέψει στα αποδεκτά όρια).
-A/V-A/V: Δείχνει την κλίμακα ρύθμισης του ρεύματος κοπής
9- Αριθμός μητρώου για την αναγνώριση του μηχανήματος (απαραίτητο
10- :Τιμή ασφαλειών τήξης με καθυστερημένη ενεργοποίηση
11-Σύμβολα αναφερόμενα σε κανόνες ασφαλείας η έννοια των οποίων
Σημείωση: Το αναφερόμενο παράδειγμα της ταμπέλας είναι ενδεικτικό
της σημασίας των συμβόλων και των ψηφείων. Οι ακριβείς τιμές των
(ελάχιστο - μέγιστο) στην αντίστοιχη τάση τόξου.
για τεχνική συμπαράσταση, ζήτηση ανταλλακτικών, αναζήτηση
προέλευσης προϊόντος).
που πρέπει να προβλέπονται για την προστασία της γραμμής.
αναφέρεται στο κεφάλαιο 1 “Γενική ασφάλεια για τη συγκόλληση
τόξου ”.
ΕΙΚ. A
ΑΛΛΑ ΤΕΧΝΙΚΑ ΣΤΟΙΧΕΙΑ:
- ΠΗΓΗ ΡΕΥΜΑΤΟΣ : βλέπε ταμπέλα 1 (ΤΑΜΠ.1)
- ΛΑΜΠΑ : βλέπε ταμπέλα 2 (ΤΑΜΠ.2)
Το βάρος του μηχανήματος αναγράφεται στην ταμπέλα 1 (ΤΑΜΠ. 1).
4. ΠΕΡΙΓΡΑΦΗ ΤΟΥ ΣΥΣΤΗΜΑΤΟΣ ΚΟΠΗΣ ΜΕ ΠΛΑΣΜΑ
Το μηχάνημα είναι κατασκευασμένο ουσιαστικά από συντελεστές ισχύος
πρ αγ ματοποι ημ ένους πά νω σε τυ πωμέ να κυκ λώ ματα κα ι
αριστοποημένους ώστε να επιτυγχάνεται μέγιστη εμπιστότητα και
ελάχιστη συντήρηση.
1- Είσοδος μονοφασικής γραμμής ρευματοδότησης, μονάδα ανορθωτή
και συμπυκνωτές εξίσωσης.
2- Γέφυρα switching με τρανζίστορς (IGBT) και drivers: μετατρέπει την
ανορθωμένη τάση γραμμής σε εναλλασσόμενη τάση υψηλής
συχνότητας και πραγματοποιεί τη ρύθμιση της ισχύος σε σχέση με το
απαιτούμενο ρεύμα/τάση κοπής.
3- Μετασχηματιστής υψηλής συχνότητας: το προτεύον πλέγμα
ρευματοδοτείται με την τάση που έχει μεταβληθεί από τη μονάδα 2.
Αυτή έχει ως λειτουργία να προσαρμόζει τάση και ρεύμα στις
αναγκαίες τιμές για τη διαδικασία κοπής και συγχρόνως να μονώνει
γαλβανικά το κύκλωμα κοπής από τη γραμμή ρευματοδότησης.
4- Δευτερεύουσα αανορθωτική γέφυρα με επαγωγή: μετατρέπει την
τάση / το εναλλασσόμενο ρεύμα που παρέχεται από το δευτερεύον
πλέγμα σε συνεχές ρεύμα / συνεχή τάση με πολύ χαμηλή διακύμανση.
5- Ηλεκτρονική καρτέλα ελέγχου και ρύθμισης: ελέγχει στιγμιαία την τιμή
ρεύματος και κοπής και την συγκρίνει με την τιμή θετημένη από το
χειριστή. Συντονίζει τις ωθήσεις ελέγχου των drivers των IGBT που
πραγματοποιούν τη ρύθμιση.
Καθορίζει τη δυναμική απάντηση του ρεύματος κατά την κοπή και
εποπτεύει τα συστήματα ασφάλειας.
ΣΥΣΤΗΜΑΤΑ ΕΛΕΓΧΟΥ, ΡΥΘΜΙΣΗΣ ΚΑΙ ΣΥΝΔΕΣΗΣ
Πίσω πίνακας (ΕΙΚ. C)
1- Γενικός διακόπτης
I (ON) Γεννήτρια έτοιμη για τη λειτουργία, δεν υπάρχει τάση στη
λάμπα. Γεννήτρια σε Stand By.
O (OFF) Αποκλείεται οποιαδήποτε λειτουργία. Οι βοηθητικές
λειτουργίες και οι φωτεινές σημάνσεις είναι σβηστές.
2- Καλώδιο τροφοδοσίας
3- Σύνδεση πεπιεσμένου αέρα (δεν υπάρχει στην παραλλαγή
Kompressor)
Συνδέστε το μηχάνημα σε ένα κύκλωμα πεπιεσμένου αέρα με
ελάχιστο 5 bar και μέγιστο 8 bar (ΤΑΜΠ. 2).
4- Μειωτήρας πίεσης για σύνδεση πεπιεσμένου αέρα (όπου
προβλέπεται).
Μπροστινός πίνακας (ΕΙΚ. D1)
1- Λαβή ρύθμισης ρεύματος κοπής.
Επιτρέπει να προδιαθέσετε την ένταση ρεύματος κοπής που
παρέχεται από το μηχάνημα και που πρέπει να υιοθετήσετε σε
συνάρτηση με την εφαρμογή (πάχος υλικού/ταχύτητα). Αναφερθείτε
στα ΤΕΧΝΙΚΑ ΣΤΟΙΧΕΙΑ για τη σωστή σχέση διαλείπουσας
λειτουργίας εργασία-στάση που πρέπει να υιοθετήσετε σε
συνάρτηση με το επιλεγμένο ρεύμα.
2- Κίτρινη λυχνία σήμανσης γενικού συναγερμού:
- Όταν είναι αναμμένη δείχνει υπερθέρμανση κάποιου τμήματος του
κυκλώματος ισχύος, ή ανωμαλία της τάσης τροφοδοσίας εισόδου
(υπερ ή υπόταση). Προστασία για υπερ ή υπόταση γραμμής:
μπλοκάρει το μηχάνημα: η τάση τροφοδοσίας είναι εκτός range +/-
15% σε σχέση με την τιμή πινακίδας. ΠΡΟΣΟΧΗ: Αν ξεπεράσετε
το προαναφερόμενο ανώτερο όριο τάσης, θα βλάψετε σοβαρά το
σύστημα.
- Κατά αυτήν τη φάση απαγορεύεται η λειτουργία του μηχανήματος.
- Η αποκατάσταση είναι αυτόματη (σβήσιμο κίτρινης λυχνίας) αφού
μια από τις αναφερόμενες ανωμαλίας επανέλθει στο αποδεκτό
όριο.
3- Κίτρινη λυχνία σήμανσης παρουσίας τάσης στη λάμπα.
- Όταν είναι αναμμένη δείχνει ότι το κύκλωμα κοπής είναι
ενεργοποιημένο: Πιλοτικό Τόξο ή Τόξο Κοπής "ON".
- Κανονικά είναι σβησμένη (κύκλωμα κοπής απενεργοποιημένο) με
πλήκτρο λάμπας ΟΧΙ ενεργοποιημένο (καθεστώς stand by).
- Είναι σβησμένη, με πλήκτρο λάμπας ενεργοποιημένο, στις
ακόλουθες καταστάσεις:
- Κατά τη φάση ΜΕΤΑ ΑΕΡΑ.
- Αν το πιλοτικό τόξο δεν μεταφέρεται στο μέταλλο μέσα στο
μέγιστο χρόνο 2 sec.
Αν το τόξο κοπής διακόπτεται για υπερβολική απόσταση λάμπαμέταλλο, υπερβολική φθορά ηλεκτροδίου ή εξαναγκασμένη
απομάκρυνση της λάμπας από το μέταλλο.
- Αν παρέμβη ένα σύστημα ΑΣΦΑΛΕΙΑΣ.
4- Πράσινη λυχνία σήμανσης παρουσίας τάσης δικτυου και
βοηθητικά κυκλώματα τροφοδοτημένα.
Τα κυκλώματα ελέγχου και υπηρεσίας τροφοδοτούνται.
5- Κόκκινη λυχνία σήμασνης κυκλώματος πεπιεσμένου αέρα
(όπου προβλέπεται).
Όταν ανάβει δείχνει υπερ-τάση των τυλίξεων του ηλεκτρικού
κινητήρα επάνω στο συμπιεστήρα αέρα.
6- Μανόμετρο.
Επιτρέπει την ανάγνωση της πίεσης αέρα.
7- Σύνδεσμος λάμπας.
Λάμπα με άμεση ή κεντρική σύνδεση.
- Το πλήκτρο λάμπας είναι το μοναδικό όργανο ελέγχου απ΄ όπου
μπορούν να ελέγχονται η έναρξη και η στάση των εργασιών
κοπής.
- Κατά την παύση της ενέργειας στο πλήκτρο, ο κύκλος διακόπτεται
αμέσως σε οποιαδήποτε φάση και διατηρείται μόνο ο αέρας ψύξης
(μετά-αέρας).
(ΕΙΚ. B)
Page 50

- Απρόβλεπτες κινήσεις: για να επιτρέψετε την έναρξη του κύκλου, ΤΡΟΠΟΣ ΑΝΥΨΩΣΗΣ ΜΗΧΑΝΗΜΑΤΟΣ
- 50 -
η ενέργεια στο πλήκτρο πρέπει να ασκείται για τουλάχιστον μερικά
δέκατα δευτερολέπτου.
- Ηλεκτρική ασφάλεια: η λειτουργία του πλήκτρου αποκλείεται μόνο ιμάντα αν προβλέπεται για το μοντέλο (συναρμολόγηση όπως στην ΕΙΚ
αν η μονωτική βάση του μπεκ ΔΕΝ είναι εγκατεστημένη στην F).
κεφαλή της λάμπας, ή η εγκατάστασή της δεν είναι σωστή.
8- Σύνδεσμος καλωδίου σώματος
Μπροστινός πίνακας (ΕΙΚ. D2) υπάρχουν εμπόδια σε σχέση με το άνοιγμα εισόδου και εξόδου του αέρα
1- Λαβή ρύθμισης ρεύματος κοπής.
Επιτρέπει να προδιαθέσετε την ένταση ρεύματος κοπής που
παρέχεται από το μηχάνημα και που πρέπει να υιοθετήσετε σε
συνάρτηση με την εφαρμογή (πάχος υλικού/ταχύτητα). Αναφερθείτε
στα ΤΕΧΝΙΚΑ ΣΤΟΙΧΕΙΑ για τη σωστή σχέση διαλείπουσας --------------------------------------------------------------------------------------------λειτουργίας έργο-παύση που πρέπει να υιοθετήσετε σε συνάρτηση
με το επιλεγμένο ρεύμα.
2- Κόκκινη λυχνία γενικού συναγερμού:
- Όταν είναι αναμμένο δείχνει υπερθέρμανση κάποιου τμήματος
του κυκλώματος ισχύος, ή ανωμαλία της τάσης τροφοδοσίας
εισόδου (υπερ και υπο-τάση). Προστασία για υπέρ και υπο-τάση
της γραμμής: μπλοκάρει αυτόματα το μηχάνημα: η τάση
τροφοδοσίας είναι εκτός range +/- 15% σε σχέση με την τιμή της
τε χνι κής πινα κίδ ας. ΠΡΟΣ ΟΧΗ : Α ν ξε περ άσε τε τ ο
προαναφερόμενο ανώτερο όριο τάσης, θα προκληθεί σοβαρή
ζημία στο σύστημα:
- Κατά αυτήν τη φάση αποκλείεται η λειτουργία του μηχανήματος.
- Η αποκατάσταση είναι αυτόματη (σβήσιμο κόκκινης λυχνίας) όταν
μια από τις προαναφερόμενες ανωμαλίες επιστρέψει μέσα στα
αποδεκτά όρια.
3- Κίτρινη λυχνίας παρουσίας τάσης στη λάμπα.
- Όταν είναι αναμμένη δείχνει ότι το κύκλωμα κοπής είναι
ενεργοποιημένο: Πιλοτικό Τόξο ή Τόξο Κοπής "ON".
- Κανονικά είναι σβησμένη (κύκλωμα κοπής απενεργοποιημένο) με
πλήκτρο λάμπας ΜΗ ενεργοποιημένο (καθεστώς stand by).
- Είναι σβηστή, με πλήκτρο λάμπας ενεργοποιημένο, στις
ακόλουθες συνθήκες:
- Κατά τη φάση ΜΕΤΑ ΑΕΡΑ.
- Αν το πιλοτικό τόξο δεν μεταβίβάζεται στο μέταλλο το πολύ μέσα
σε 2 δευτερόλεπτα.
Αν το τόξο κοπής διακόπτεται για υπερβολική απόσταση λάμπαμέταλλο, υπερβολική φθορά ηλεκτροδίου ή εξαναγκασμένη
απομάκρυνση λάμπας από μέταλλο.
- Αν επενέβει σύστημα ΑΣΦΑΛΕΙΑΣ.
4- Πράσινη λυχνία παρουσίας τάσης δικτύου και τροφοδτημένων
βοηθητικών κυκλωμάτων.
Τα κυκλώματα ελέγχου και υπηρεσίας τροφοδοτούνται.
5- Κίτρινη λυχνία έλλειψης φάσης (όπου προβλέπεται).
Όταν είναι αναμμένη η κίτρινη λυχνία δείχνει την έλλειψη μιας φάσης
τροφοδοσίας, η λειτουργία είναι αποκλεισμένη και η αποκατάσταση
είναι αυτόματη μετά 4 δευτερόλετπα από την επίλυση της
ανωμαλίας.
6- Σήμανση ανωμαλίας κυκλώματος πεπιεσμένου αέρα (όπου
προβλέπεται).
ΚΙΤΡΙΝΗ λυχνία (ΕΙΚ. D2-6) μαζί με ΚΟΚΚΙΝΗ λυχνία γενικού
συναγερμού (ΕΙΚ.D2-2 ).
Όταν είναι αναμμένη δείχνει ότι η πίεση αέρα για τη σωστή
λειτουργία της λάμπας είναι ανεπαρκής. Κατά αυτήν τη φάση είναι
αποκλεισμένη η λειτουργία του μηχανήματος.
Η αποκατάσταση είναι αυτόματη (σβήσιμο των λυχνιών) αφού η
πίεση επανήλθε στα αποδεκτά όρια.
7- Πλήκτρο αέρα (όπου προβλέπεται).
Πιέζοντας αυτό το πλήκτρο, ο αέρας συνεχίζει να βγαίνει από τη
λάμπα για έναν καθορισμένο χρόνο.
Συνήθως χρησιμοποιείται:
- για την ψύξη της λάμπας
- σε φάση ρύθμισης της πίεσης στο μανόμετρο.
8- Μανόμετρο.
Επιτρέπει την ανάγνωση της πίεσης του αέρα.
9- Σύνδεσμος λάμπας.
Λάμπα με άμεση ή κεντρική σύνδεση.
- Το πλήκτρο λάμπας είναι το μοναδικό όργανο ελέγχου απ΄ όπου
μπορούν να ελέγχονται η έναρξη και η στάση των εργασιών κοπής.
- Κατά την παύση της ενέργειας στο πλήκτρο, ο κύκλος διακόπτεται
αμέσως σε οποιαδήποτε φάση και διατηρείται μόνο ο αέρας ψύξης
(μετά-αέρας).
- Απρόβλεπτες κινήσεις: για να επιτρέψετε την έναρξη του κύκλου,
η ενέργεια στο πλήκτρο πρέπει να ασκείται για τουλάχιστον μερικά
δέκατα δευτερολέπτου.
- Ηλεκτρική ασφάλεια: η λειτουργία του πλήκτρου αποκλείεται μόνο
αν η μονωτική βάση του μπεκ ΔΕΝ είναι εγκατεστημένη στην
κεφαλή της λάμπας, ή η εγκατάστασή της δεν είναι σωστή.
10- Σύνδεσμος καλωδίου σώματος.
5. ΕΓΚΑΤΑΣΤΑΣΗ
---------------------------------------------------------------------------------------------
ΠΡΟΣΟΧΗ! ΕΚΤΕΛΕΣΤΕ ΟΛΕΣ ΤΙΣ ΕΝΕΡΓΕΙΕΣ
ΕΓΚΑΤΑΣΤΑΣΗΣ ΚΑΙ ΤΙΣ ΗΛΕΚΤΡΙΚΕΣ ΣΥΝΔΕΣΕΙΣ ΜΕ ΤΟ
ΣΥΣΤΗΜΑ ΚΟΠΗΣ ΠΛΑΣΜΑΤΟΣ ΑΠΟΛΥΤΩΣ ΣΒΗΣΤΟ ΚΑΙ
ΑΠΟΣΥΝΔΕΔΕΜΕΝΟ ΑΠΟ ΤΟ ΔΙΚΤΥΟ ΤΡΟΦΟΔΟΣΙΑΣ.
ΟΙ ΗΛΕΚΤΡΙΚΕΣ ΣΥΝΔΕΣΕΙΣ ΠΡΕΠΕΙ ΝΑ ΕΚΤΕΛΟΥΝ ΤΑΙ
ΑΠΟ ΚΛ ΕΙΣΤΙΚΑ ΑΠΟ ΕΙΔΙ ΚΕΥΜΕΝΟ ΚΑΙ ΠΕΠΕΙΡΑΜΕ ΝΟ
ΠΡΟΣΩΠΙΚΟ.
---------------------------------------------------------------------------------------------
ΣΥΝΑΡΜΟΛΟΓΗΣΗ
Αποσυσκευάστε το μηχάνημα, εκτελέστε τη συναρμολόγηση των
διαφόρων τμημάτων που περιέχονται στη συσκευασία.
Συναρμολόγηση καλωδίου επιστροφής-λαβίδας σώματος (ΕΙΚ. Ε)
Όλες τα μηχανήματα που περιγράφονται σε αυτό το εγχειρίδιο πρέπει να
ανυψώνονται χρησιμοποιώντας τη λαβή ή τον ειδικό προμηθευόμενο
ΤΟΠΟΘΕΤΗΣΗ ΜΗΧΑΝΗΜΑΤΟΣ
Εντοπίστε τον τόπο τοποθέτησης του μηχανήματος ώστε να μην
ψύξης. Βεβαιωθείτε ταυτόχρονα ότι δεν ανανορροφούνται επαγωγικές
σκόνες, διαβρωτικοί ατμοί, υγρασία κλπ.
Διατηρείτε τουλάχιστον 250mm ελεύθερου χώρου γύρω από το
μηχάνημα.
ΠΡΟΣΟΧΗ! Τοποθετήστε το μηχάνημα σε οριζόντιο επίπεδο
κατάλληλης ικανότητας προς το βάρος για να εμποδίζετε το
αναποδογύρισμα ή επικύνδυνες μετακινήσεις.
---------------------------------------------------------------------------------------------
ΣΥΝΔΕΣΗ ΣΤΟ ΔΙΚΤΥΟ
- Πριν εκτελέσετε οποιαδήποτε ηλεκτρική σύνδεση, βεβαιωθείτε ότι τα
στοιχεία που αναγράφονται στην τεχνική πινακίδα αντιστοιχούν στην
τάση και συχνότητα του δικτύου που διατίθενται στον τόπο
εγκατάστασης.
- Η πηγή ρεύματος πρέπει να συνδεθεί αποκλειστικά σε ένα σύστημα
τροφοδοσίας με γειωμένο αγωγό ουδέτερου.
- Για να εξασφαλίσετε την προστασία από την έμμεση επαφή,
χρησιμοποιείτε διαφορικούς διακόπτες όπως:
- Τύπου A ( ) για μονοφασικά μηχανήματα,
- Τύπου B ( ) για τριφασικά μηχανήματα.
- Για να ικανοποιούνται οι συνθήκες του Κανονισμού EN 61000-3-11
(Flicker) συνιστάται η σύνδεση της πηγής ρεύματος στα σημεία
διαεπαφής του δικτύου τροφοδοσίας που παρουσιάζουν σύνθετη
αντίσταση κατώτερη από, βλέπε ταμπέλα 1 (ΤΑΜΠ. 1).
Ρευματολήπτης και πρίζα
- Τα μονοφασικά μοντέλα με απορροφούμενο ρεύμα κατώτερο ή ίσο με
16A εφοδιάζονται στην αρχή με καλώδιο τροφοδοσίας με
κανονικοποιημένο ρευματολήπτη (2P+T) 16A \250V.
- Τα μονοφασικά μοντέλα με απορροφούμενο ρεύμα ανώτερο από 16A
και τα τριφασικά εφοδιάζονται με καλώδιο τροφοδοσίας που πρέπει να
συνδεθεί σε κανονικοποιημένο ρευματολήπτη (2P+T) για τα
μονοφασικά μοντέλα και (3P+T) για τα τριφασικά, κατάλληλης
ικανότητας. Προδιαθέστε μια πρίζα δικτύου εφοδιασμένη με ασφάλεια
ή αυτόματο διακόπτη. Το ειδικό τερματικό γείωσης πρέπει να συνδεθεί
στον αγωγό γείωσης (κίτρινο-πράσινο) της γραμμής τροφοδοσίας.
- Ο πίνακας (ΠΙΝ.1) αναφέρει τις τιμές των καθυστερημένων
ασφαλειών σε ampere που συμβουλεύονται βάσει του ανώτατου
ονομαστικού ρεύματος που παρέχεται από το μηχάνημα και της
ονομαστικής τάσης τροφοδοσίας.
---------------------------------------------------------------------------------------------
ΠΡΟΣΟΧΗ! Η μη τήρηση των παραπάνω κανόνων καθιστά
αναποτελασματικό το σύστημα ασφαλείας που προβλέπεται από
τον κατασκευαστή (κατηγορία I) με επακόλουθους σοβαρούς
κινδύνους για άτομα (π.χ. ηλεκτροπληξία) και αντικείμενα (π.χ.
πυρκαγιά).
---------------------------------------------------------------------------------------------
ΣΥΝΔΕΣΕΙΣ ΤΟΥ ΚΥΚΛΩΜΑΤΟΣ ΚΟΠΗΣ
---------------------------------------------------------------------------------------------
ΠΡΟ ΣΟΧ Η! ΠΡΙ Ν ΕΚ ΤΕΛ ΕΣΕ ΤΕ ΤΙΣ ΑΚΟΛΟΥΘΕ Σ
ΣΥΝΔΕΣΕΙΣ ΒΕΒΑΙΩΘΕΙΤΕ ΟΤΙ Η ΠΗΓΗ ΡΕΥΜΑΤΟΣ ΕΙΝΑΙ
ΣΒΗΣ ΜΕΝΗ ΚΑΙ ΑΠΟΣ ΥΝΔΕΔΕΜ ΕΝΗ Α ΠΟ ΤΟ ΔΙΚΤ ΥΟ
ΤΡΟΦΟΔΟΣΙΑΣ.
Ο Πίνακας 1 (ΠΙΝ. 1) αναφέρει τις τιμές που συμβουλεύονται για τα
καλώδια επιστροφής (σε mm2) βάσει του μέγιστου ρεύματος που
παρέχεται από το μηχάνημα.
---------------------------------------------------------------------------------------------
Σύνδεση πεπιεσμένου αέρα (ΕΙΚ. G).
- Προδιαθέστε μια γραμμή διανομής πεπιεσμένου αέρα με ελάχιστη
πίεση και ικανότητα που αναφέρονται στην ΤΑΜΠ 2 (ΤΑΜΠ. 2), στα
μοντέλα που το προβλέπουν.
ΣΗΜΑΝΤΙΚΟ!
Μην ξεπερνάτε τη μέγιστη πίεση εισόδου 8 bar. Αν ο αέρας περιέχει
σημαντικές ποσότητες υγρασίας ή ελαίου μπορεί να προκαλέσει
υπερβολική φθορά των εξαρτημάτων ήι να βλάψει τη λάμπα. Αν
υπάρχουν αμφιβολίες πάνω στην ποιότητα του πεπιεσμένου αέρα στη
διάθεσή σας, συνιστάται η χρήση ενός αποξηραντήρα αέρα, που πρέπει
να εγκατασταθεί πριν από το φίλτρο εισόδου. Συνδέστε, με εύκαμπτο
σωλήνα, τη γραμμή πεπιεσμένου αέρα στο μηχάνημα, εγκαθιστώντας
μια από τις προμηθευόμενες σωληνώσεις στο φίλτρο αέρα εισόδου,
τοποθετημένο στο πίσω μέρος του μηχανήματος.
Σύνδεση καλωδίου επιστροφής ρεύματος κοπής.
Συνδέστε το καλώδιο επιστροφής του ρεύματος κοπής στο μέταλλο
προς Σύνδεση καλωδίου επιστροφής ρεύματος κοπής.
Συνδέστε το καλώδιο επιστροφής του ρεύματος κοπής στο μέταλλο προς
κοπή ή στο μεταλλικό πάγκο στήριξης τηρώντας τα ακόλουθα μέτρα:
- Ελέγξτε ότι δημιουργείται καλή ηλεκτρική επαφή, ειδικά αν κόβονται
ελάσματα με μονωτική επένδυση, οξειδωμένα κλπ.
- Εκτελέστε τη σύνδεση σώματος όσο το δυνατόν πιο κοντά στην
περιοχή κοπής.
- Η χρήση μεταλλικών εγκαταστάσεων που δεν ανήκουν στο μέταλλο
υπό κατεργασία, όπως αγωγός επιστροφής του ρεύματος κοπής,
Page 51

μπορεί να είναι επικίνδυνη για την ασφάλεια και να δώσει ανεπαρκή - Μετακινήστε τη λάμπα στην επιφάνεια του μετάλλου κατά μήκος της
- 51 -
αποτελέσματα στην κοπή. ιδανικής γραμμής κοπής με ομαλό προχώρημα.
- Μην εκτελείτε τη σύνδεση σώματος στο μέρος του μετάλλου που - Προσαρμόστε την ταχύτητα κοπής βάσει του επιλεγμένου πάχους και
πρέπει να αφαιρεθεί. ρεύματος, ελέγχοντας ότι το τόξο που βγαίνει από την κάτω επιφάνεια
Σύνδεση της λάμπας για κοπή πλάσματος (ΕΙΚ. H) (όπου
προβλέπεται).
Εισάγετε το αρσενικό τερματικό της λάμπας στον κεντρικό σύνδεσμο
που βρίσκεται στο μπροστινό μέρος του μηχανήματος, κάνοντας να
ταυτίζεται το κλείδί πόλωσης. Βιδώστε μέχρι το τέρμα, δεξιόστροφα, το
δακτύλιο στερέωσης ώστε να περνάνε ο αέρας και το ρεύμα χωρίς
απώλειες.
Σε μερικά μοντέλα η λάμπα προμηθεύεται ήδη συνδεδεμένη στην πηγή
ρεύματος.
ΣΗΜΑΝΤΙΚΟ! και φέρτε την με βαθμιαία κίνηση σε κάθετη θέση
Πριν αρχίσετε τις ενέργειες κοπής, ελέγξτε τη σωστή συναρμολόγηση - Αυτή η διαδικασία εμποδίζει ενδεχόμενες επιστροφές του τόξου ή
των τμημάτων φθοράς επιθεωρώντας την κεφαλή της λάμπας όπως λειωμένων σωματιδίων να χαλάσουν την τρύπα του μπεκ μειώνοντας
δείχνεται στο κεφάλαιο "ΣΥΝΤΗΡΗΣΗ ΛΑΜΠΑΣ". γρήγορα την αποδοτικότητά του.
6. ΚΟΠΗ ΜΕ ΠΛΑΣΜΑ: ΠΕΡΙΓΡΑΦΗ ΔΙΑΔΙΚΑΣΙΑΣ
Το τόξο πλάσματος είναι η αρχή εφαρμογής της κοπής πλάσματος.
Το πλάσμα είναι ένα άεριο θερμασμένο σε θερμορκασία άκρως υψηλή
και ιονισμένο ώστε να γίνει ηλεκτρικός αγωγός. Αυτή η διαδικασία κοπής
χρησιμοποιεί το πλάσμα για τη μεταβίβαση του τόξου στο μεταλλικό --------------------------------------------------------------------------------------------κομμάτι που τήκεται από τη θερμότητα και χωρίζεται. Η λάμπα
χρησιμοποιεί πεπιεσμένο αέρα προερχόμενο από μια μοναδική
τροφοδοσία τόσο για το αέριο πλάσμα όσο για το αέριο ψύξης και
προστασίας.
Εμπύρευμα HF
Το εμπύρευμα αυτού του είδους χρησιμοποιείται συνήθως σε μοντέλα με
ρεύμα ανώτερο των 50A.
Η έν αρ ξη του κύκλου καθορίζεται απ ό ένα τόξο υψηλής
συχνότητας/υψηλής τάσης ("HF") που επιτρέπει το εμπύρευμα ενός
πιλοτικού τόξου μεταξύ του ηλεκτροδίου (πολικότητα -) και του μπεκ της
λάμπας (πολικότητα +). Πλησιάζοντας τη λάμπα στο μέταλλο προς κοπή,
συνδεδεμένο στην πολικότητα (+) της πηγής ρεύματος, το πιλοτικό τόξο
μεταβιβάζεται εγκαθιστώντας ένα τόξο πλάσματος ανάμεσα στο
ηλεκτρόδιο (-) και το ίδιο το μέταλλο (τόξο κοπής). Πιλοτικό τόξο και HF
αποκλείονται μόλις το τόξο πλάσματος εγκθίσταται ανάμεσα σε
ηλεκτρόδιο και μέταλλο.
Ο χρόνος διατήρησης του πιλοτικού τόξου που καθορίστηκε στο
εργοστάσιο είναι 2s. Αν η μεταβίβαση δεν πραγματοποιείται μέσα σε
αυτόν το χρόνο, ο κύκλος αυτόματα μπλοκάρεται εκτός από τον αέρα
ψύξης που διατηρείται.
Για να αρχίσετε έναν νέο κύκλο πρέπει να απελευθερώσετε το πλήκτρο
λάμπας και να το ξαναπιέσετε.
Βραχύ εμπύρευμα
Το εμπύρευμα αυτού του είδους χρησιμοποιείται συνήθως σε μοντέλα με
ρεύμα κατώτερο των 50A.
Η έναρξη του κύκλου καθορίζεται από την κίνηση του ηλεκτροδίου μέσα
στο μπεκ της λάμπας, που επιτρέπει το εμπύρευμα ενός πιλοτικού τόξου
ανάμεσα στο ηλεκτρόδιο (πολικότητα -) και το ίδιο το μπεκ (πολικότητα
+).
Πλησιάζοντας τη λάμπα στο μέταλλο προς κοπή, συνδεδεμένο στην
πολικότητα (+) της πηγής ρεύματος, το πιλοτικό τόξο μεταβιβάζεται
εγκαθιστώντας ένα τόξο πλάσματος ανάμεσα στο ηλεκτρόδιο (-) και στο
ίδιο το μέταλλο (τόξο κοπής).
Το πιλοτικό τόξο αποκλείεται μόλις το τόξο πλάσματος εγκατασταθεί
ανάμεσα σε ηλεκτρόδιο και στο κομμάτι μετάλλου.
Ο χρόνος διατήρησης του πιλοτικού τόξου που καθορίστηκε στο
εργοστάσιο είναι 2s. Αν η μεταβίβαση δεν πραγματοποιείται μέσα σε
αυτόν το χρόνο, ο κύκλος αυτόματα μπλοκάρεται εκτός από τον αέρα
ψύξης που συνεχίζεται να διατηρείται.
Για να αρχίσετε έναν νέο κύκλο πρέπει να απελευθερώσετε το πλήκτρο
λάμπας και να το ξαναπιέσετε.
Προκαταρκτικές ενέργειες.
Πριν αρχίσετε τις ενέργειες κοπής, επαληθεύστε τη σωστή
συνορμολόγηση των τμημάτων φθοράς ελέγχοντας την κεφαλή της
λάμπας όπως δείχνεται στην παράγραφο "ΣΥΝΤΗΡΗΣΗ ΛΑΜΠΑΣ".
- Ανάψτε την πηγή ρεύματος και ρυθμίστε το ρεύμα κοπής (ΕΙΚ. C-1)
ανάλογα με το πάχος και το είδος μεταλλικού υλικού που πρέπει να
κόψετε. Στην ΤΑΜΠ..3 αναφέρεται η ταχύτητα κοπής σε συνάρτηση
με το πάχος για τα υλικά αλουμίνιο, σίδηρο και χάλυβα.
- Πίεστε και απελευθερώστε το πλήκτρο της λάμπας αφήνοντας τον
αέρα να βγει (³30 δευτερόλεπτα μετά-αερίου).
- Ρυθμίστε, σε αυτήν τη φάση, την πίεση του αέρα μέχρι να διαβάσετε
στο μαν όμ ετρο τη ζητούμ ενη τιμή σε “b ar ” β άσ ει τη ς
χρησιμοποιούμενης λάμπας (ΤΑΜΠ. 2).
- Ενεργήστε στο πλήκτρο αέρα για να βγει ο αέρας από τη λάμπα.
- Ενεργήστε στη λαβή: τραβήξτε προς τα πάνω για να ξεμπλοκάρετε και
να περιστρέψετε ώστε να ρυθμίσετε την πίεση στην τιμή που δείχνεται
στα ΤΕΧΝΙΚΑ ΣΤΟΙΧΕΙΑ ΛΑΜΠΑΣ
- Διαβάστε τη ζητούμενη τιμή (bar) στο μανόμετρο, σπρώξτε τη λαβή για
να μπλοκάερτε τη ρύθμιση.
- Αφήστε τη εκροή αέρα να εξαντληθεί μόνη της για να δευκολύνετε την
αποβολή ενδεχόμενης συμπύκνωσης μέσα στη λάμπα.
Σημαντικό:
- Κοπή δια επαφής (με μπεκ λάμπας σε επαφή με το μέταλλο προς
κοπή): εκτελείται με μέγιστο ρεύμα 40-50A (υψηλότερες τιμές
ρεύματος οδηγούν στην άμεση καταστροφή μπεκ-ηλεκτροδίουβάσης).
- Κοπή εξ αποστάσεως (με αποστάτη εγκατεστημένο στη λάμπα ΕΙΚ. I):
εκτελείται για ρεύματα ανώτερα των 35°,
- Προεκτεταμένο μπεκ και ηλεκτρόδιο: εκτελείται όπου προβλέπεται.
Ενέργεια κοπής (ΕΙΚ. L).
- Πλησιάστε το μπεκ της λάμπας στην άκρη του μετάλλου (περίπου 2
mm), πιέστε το πλήκτρο λάμπας. Μετά περίπου 1 δευτερόλεπτο (προ-
αέρας) επιτυγχάνεται το εμπύρευμα του πιλοτικού τόξου.
- Αν η απόσταση είναι κατάλληλη το πιλοτικό τόξο μεταβιβάζεται άμεσα
στο μέταλλο έχοντας σαν αποτέλεσμα το τόξο κοπής.
του μετάλλου παίρνει μια κλίση 5-10° ως προς την κάθετο σε αντίθετη
κατεύθυνση από το προχώρημα.
- Μια υπερβολική απόσταση λάμπα-μέταλλο ή η απουσία του υλικού
(τέλος κοπής) προκαλεί την άμεση διακοπή του τόξου.
- Η διακοπή του τόξου (κοπής ή πιλοτικού) επιτυγχάνεται πάντα στην
απελευθέρωση του πλήκτρου λάμπας.
Διάτρηση (ΕΙΚ. M)
Αν πρέπει να εκτελέσετε αυτήν την ενέργεια ή να ξεκινήσετε από το
κέντρο του μετάλλου, προκαλέστε το εμπύρευμα με τη λάμπα κεκλιμένη
- Δ ιατρή σε ις μετάλ λω ν π άχους μέ χρι 25% του μέ γιστου
προβλεπόμενου μέσα στην κλίμακα χρήσης μπορούν να εκτελούνται
άμεσα.
7. ΣΥΝΤΗΡΗΣΗ
ΠΡ ΟΣΟΧΗ! Π ΡΙΝ Ε ΚΤΕΛΕΣ ΕΤΕ ΤΙ Σ ΕΝΕΡΓ ΕΙΕΣ
ΣΥΝΤΗΡΗΣΗΣ, ΒΕΒΑΙΩΘΕΙΤΕ ΟΤΙ ΤΟ ΣΥΣΤΗΜΑ ΚΟΠΗΣ ΜΕ
ΠΛΑΣΜΑ ΕΙΝΑΙ ΣΒΗΣΜΕΝΟ ΚΑΙ ΑΠΟΣΥΝΔΕΔΕΜΕΝΟ ΑΠΟ ΤΟ
ΔΙΚΤΥΟ ΤΡΟΦΟΔΟΣΙΑΣ.
---------------------------------------------------------------------------------------------
ΤΑΚΤΙΚΗ ΣΥΝΤΗΡΗΣΗ
ΟΙ ΕΝΕΡΓΕΙΕΣ ΤΑΚΤΙΚΗΣ ΣΥΝΤ ΗΡ ΗΣΗΣ ΜΠΟΡΟΥΝ ΝΑ
ΕΚΤΕΛΟΥΝΤΑΙ ΑΠΟ ΤΟ ΧΕΙΡΙΣΤΗ.
ΛΑΜΠΑ (ΕΙΚ. N)
Περιοδικά, ανάλογα με την ένταση χρήσης ή στο ενδεχόμενο
ελαττωμάτων κοπής, ελέγξτε τη φθορά των τμημάτων της λάμπας που
ενδιαφέρονται από το τόξο πλάσματος.
1- Αποστάτης.
Αντικαταστήστε αν είναι κατεστραμμένος ή σκεπασμένος με
υπολείμματα υλικού σε σημείο που δεν μπορείτε να διατηρήσετε τη
σωστή θέση λάμπας (απόσταση και κάθετη θέση).
2- Βάση μπεκ.
Ξεβιδώστε την χειροκίνητα από την κεφαλή της λάμπας. Εκτελέστε
έναν προσεκτικό καθαρισμό ή αντικαταστήστε την αν είναι
κατεστραμμένη (καψίματα, παραμορφώσεις ή ραγίσματα). Ελέγξτε
την ακεραιότητα του επάνω μεταλλικού μέρους (ενεργοποιητής
ασφάλειας λάμπας).
3- Μπεκ.
Ελέγξτε τη φθορά της τρύπας απ΄ οπου περνά το τόξο πλάσματος
καθώς και των εσωτερικών και εξωτερικών επιφανειών. Αν η τρύπα
φαίνεται φαρδύτερη σε σχέση με την αρχική διάμετρο ή
παραμορφωμένη, αντικαταστήστε το μπεκ. Αν οι επιφάνειες είναι
υπερβολικά οξειδωμένες καθαρίστε τες με πολύ λεπτό υαλόχαρτο.
4- Δακτύλιος διανομέα αέρα.
Ελέγξτε ότι δεν υπάρχουν καψίματα ή ραγίσματα ή ότι δεν φράζονται οι
τρύπες διάβασης του αέρα. Αν είναι κατεστραμμένος αντικαταστήστε
τον αμέσως.
5- Ηλεκτρόδιο.
Αντικαταστήστε το ηλεκτρόδιο όταν το βάθοε του κρατήρα που
σχηματίζεται στην επιφάνεια εκπομπής είναι περίπου 1,5 mm (ΕΙΚ.
O).
6- Σώμα λάμπας, λαβή και καλώδιο.
Κανονικά αυτά τα μέρη δεν χρειάζονται ιδιαίτερη συντήρηση εκτός από
έναν περιοδικό έλεγχο και έναν προσεκτικό καθαρισμό χωρίς
διαλυτικά κανενός είδους. Αν διαπιστώνονται σοβαρές βλάβες στη
μόνωση όπως σπασίματα, ραγίσματα ή καψίματα ή ακόμα χαλάρωση
των ηλεκτρικών αγωγών, η λάμπα δεν μπορεί να χρησιμοποιηθεί
ακόμα γιατί δεν ικανοποιούνται οι συνθήκες ασφάλειας.
Στην περίπτωση αυτή η επισκευή (έκτακτη συντήρηση) δεν μπορεί να
εκτελεστεί επί τόπου αλλά να ανατεθεί σε εξουσιοδοτημένο σέρβις,
ικανό να εκτελέσει τις ειδικές πρόβες ελέγχου μετά την επισκευή.
Για να διατηρηθεί η αποτελεσματικότητα της λάμπας και του καλωδίου
πρέπει να λάβετε ορισμένες προφυλάξεις:
- μην θέτετε σε επαφή λάμπα και καλώδιο με θερμά ή πυρακτωμένα
μέρη.
- μην υποβάλετε το καλώδιο σε υπερβολικές προσπάθειες
τεντώματος.
- μην περνάτε το καλώδιο πάνω σε αιχμηρές ή κοφτερές γωνίες ή
πάνω σε διαβρωτικές επιφάνειες.
- τυλίγετε το καλώδιο σε κανονικές σπείρες αν το μήκος του
υπερβαίνει την ανάγκη.
- μην πατάτε πάνω στο καλώδιο και μην ακουμπάτε πάνω του
σώματα.
Προσοχή.
- Πριν εκτελέσετε οποιαδήποτε επέμβαση στη λάμπα αφήστε την να
κρυώσει για τουλάχιστον όλο το χρόνο "μετά-αέρα"
- Εκτός από ειδικ ές περιπτώσεις, συνιστάται η ταυτόχρονη
αντικατάσταση ηλεκτροδίου και μπεκ.
- Τηρήστε τη σειρά συναρμολόγησης των τμημάτων της λάμπας
(αντίθετη σε σχέση με την αποσυναρμολόγηση).
- Προσέξτε ώστε ο δακτύλιος διανομής να εγκατασταθεί σωστά.
- Ξανατοποθετήστε τη βάση μπεκ βιδώνοντάς την χειροκίνητα μέχρι το
τέλος ασκώντας ελαφρά δύναμη.
- Μην εγκαταστήστε σε καμία περίπτωση τη βάση μπεκ αν πριν δεν
εγκαταστήσατε ηλεκτρόδιο, δακτύλιο διανομής και μπεκ.
- Αποφεύγετε να κρατάτε άσκοπα αναμμένο το πιλοτικό τόξο στον αέρα
για να μην αυξήσετε τη φθορά του ηλεκτροδίου, του διανομέα και του
μπεκ.
- Μην σφαλίζετε το ηλεκτρόδιο με υπερβολική δύναμη διότι κινδυνεύετε
να βλάψετε τη λάμπα.
Page 52

- Η έγκαιρη και σωστή εκτέλεση του ελέγχου στα εξαρτήματα φθοράς - Υπεροβολική ταχύτητα με επιστροφή λειωμένων σωματιδίων πάνω
- 52 -
της λάμπας είναι βασικής σημασίας για την ασφάλεια και τη σε τμήματα λάμπας.
λειτουργικότητα του συστήματος κοπής.
- Αν διαπιστώνονται ζημίες στη μόνωση όπως σπασίματα, ραγίσματα,
καψίματα ή χαλάρωση των ηλεκτρικών αγωγών, η λάμπα δεν μπορεί
να χρησιμοποιηθεί ακόμα γιατί δεν ικανοποιούνται οι συνθήκες
ασφάλειας. Στην περίπτωση αυτή η επισκευή (έκτακτη συντήρηση)
δεν μπορεί να εκτελεστεί επί τόπου αλλά να ανατεθεί σε
εξουσιοδοτημένο σέρβις, ικανό να εκτελέσει τις ειδικές πρόβες ελέγχου
μετά την επισκευή.
Φίλτρο πεπιεσμένου αέρα
- Το φίλτρο προβλέπει αυτόματο άδειασμα της συμπύκνωσης κάθε
φορά που αποσυνδέεται από τη γραμμή πεπιεσμένου αέρα.
- Ελέγχετε περιοδικά το φίλτρο. Αν διαπιστώνετε παρουσία νερού στο
ποτήρι, μπορείτε να εκτελέσετε χειροκίνητα έναν καθαρισμό
σπρώχνοντας προς τα πάνω τη σύνδεση αερισμού.
- Αν το ανταλλακτικό φίλτρου είναι ιδιαίτερο βρώμικο είναι αναγκαία η
αντικατάστασή του για να αποφύγετε υπερβολικές απώλειες φορτίου.
ΕΚΤΑΚΤΗ ΣΥΝΤΗΡΗΣΗ
ΟΙ ΕΝΕ ΡΓΕ ΙΕΣ Ε ΚΤΑΚ ΤΗΣ ΣΥΝΤ ΗΡΗ ΣΗΣ ΠΡΕΠ ΕΙ Ν Α
ΕΚΤΕΛΟΥΝΤΑΙ ΑΠΟΚΛΕΙΣΤΙΚΑ ΑΠΟ ΠΡΟΣΩΠΙΚΟ ΕΙΔΙΚΕΥΜΕΝΟ Η
ΠΕΠΕΙΡΑΜΕΝΟ ΣΤΟΝ ΗΛΕΚΤΡΙΚΟ-ΜΗΧΑΝΙΚΟ ΤΟΜΕΑ .
---------------------------------------------------------------------------------------------
ΠΡΟΣ ΟΧΗ! ΠΡΙ Ν ΑΦΑΙ ΡΕ ΣΕΤΕ ΤΙΣ ΠΛΑΚ ΕΣ ΤΟΥ
ΜΗΧΑΝ ΗΜ ΑΤΟΣ ΚΑΙ ΕΠΕΜΒΕΤΕ ΣΤΟ ΕΣ ΩΤ ΕΡΙΚΟ ΤΟΥ,
ΒΕΒΑΙΩΘΕΙΤΕ ΟΤΙ ΕΙΝΑΙ ΣΒΗΣΤΟ ΚΑΙ ΑΠΟΣΥΝΔΕΔΕΜΕΝΟ ΑΠΟ
ΤΟ ΔΙΚΤΥΟ ΤΡΟΦΟΔΟΣΙΑΣ.
Ενδεχόμενοι έλεγχοι με ηλεκτρική τάση στο εσωτερικό του
μηχανήματος μπορούν να προκαλέσουν σοβαρή ηλεκτροπληξία
από άμεση επαφή με μέρη υπό τάση.
---------------------------------------------------------------------------------------------
- Περιοδικά και οπωσδήποτε με συχνότητα σε συνάρτηση με τη χρήση
και την ποσότητα σκόνης του περιβάλλοντος, ανιχνεύστε το εσωτερικό
του μηχανήματος και αφαιρέστε τη σκόνη που συγκεντρώθηκε στο
μετασχηματιστή, αντίσταση και ανορθωτή με ξηρό πεπιεσμένο αέρα.
(μέχρι 10bar).
- Μη κατευθύνετε τον πεπιεσμένο αέρα στις ηλεκτρονικές πλακέτες.
Καθαρίστε τες με μια πολύ απαλή βούρτσα ή κατάλληλα διαλυτικά.
- Mε την ευκαιρία ελέγχετε ότι οι ηλεκτρικές συνδέσεις είναι σφαλισμένες
και τα καμπλαρίσματα δεν παρουσιάζουν βλάβες στη μόνωση.
- Ελέγξτε την ακεραιότητα και το κράτημα των σωληνώσεων και των
συνδέσεων του κυκλώματος πεπιεσμένου αέρα.
- Στο τέλος αυτών των ενεργειών ξανατοποθετήστε τις πλάκες του
μηχανήματος μέχρι το τέρμα τις βίδες στερέωσης.
- Αποφεύγετε απολύτως να εκτελείτε ενέργειες κοπής με ανοιχτό
μηχάνημα.
8. ΨΑΞΙΜΟ ΒΛΑΒΗΣ
ΣΕ Π ΕΡ ΙΠΤΩΣ Η Ε Ν ΔΕΧΟΜΕΝΗ Σ ΑΝ ΙΚ Α ΝΟΠΟΙΗΤΙ ΚΗ Σ
ΛΕΙΤΟΥΡΓΙΑΣ ΚΑΙ ΠΡΙΝ ΝΑ ΚΑΝΕΤΕ ΠΙΟ ΣΥΣΤΗΜΑΤΙΚΟ ΕΛΕΓΧΟ Η
ΠΡΙΝ ΝΑ ΑΠ ΕΥΘΥΝ ΘΗ ΤΕ ΣΕ ΕΝ Α ΔΙΚΟ Μ ΑΣ ΚΕ ΝΤΡΟ
ΕΞΥΠΗΡΕΤΗΣΗΣ ΕΛΕΓΧΕΤΕ ΑΝ:
- Η κίτρινη λυχνία που σημαίνει την επέμβαση της θερμικής ασφάλειας
ύπερ ή υπότασης ή βραχυκυκλώματος δεν είναι αναμμένη.
- Βεβαιωθείτε ότι παρακολουθήσατε τη σχέση ονομαστικής διάλλειψης.
Σε περίπτωση επέμβασης της θερμοστατικής προστασίας αναμένατε
τη φυσική ψύξη της συσκευής, επαληθεύσατε τη λειτουργικότητα του
ανεμιστήρα.
- Ελέγξτε την τάση της γραμμής: αν η τιμή είναι υπερβολικά υψηλή ή
χαμηλή το μηχάνημα παραμένει μπλοκαρισμένο.
- Ελέγξατε ότι δεν εμφανίζεται κάποιο βραχυκύκλωμα κατά την έξοδο
της συσκευής : σ΄αυτή τη περίπτωση προβείτε στον αποκλεισμό του
απρόοπτου.
- Οι συνδέσεις του κυκλώματος κοπής έχουν γίνει σωστά, ειδικά αν η
λαβίδα του καλωδίου γείωσης είναι πράγματι συνδεδεμένη στο
κομμάτι και χωρίς παρεμβολή μονωτικών υλικών (π.χ. Βερνίκια).
ΠΙΟ ΚΟΙΝΑ ΕΛΑΤΤΩΜΑΤΑ ΚΟΠΗΣ
Κατά τις ενέργειες κοπής μπορούν να παρουσιάζονται ελαττώματα
εκτέλεσης που κανονικά δεν πρέπει να αποδοθούν σε ανωμαλίες
λειτουργίας της εγκατάστασης αλλά σε άλλες λειτουργικές όψεις όπως:
a-Ανεπαρ κής δι είσ δυσ η ή υπε ροβολ ικός σχηματ ισμός
υπολειμμάτων:
- Ταχύτητα κοπής υπερβολικά υψηλή.
- Λάμπα υπερβολικά κεκλιμένη.
- Υπερβολικό παχός μετάλλου ή ρεύμα κοπής πολύ χαμηλό.
- Πίεση-παροχή πεπιεσμένου αέρα όχι κατάλληλη.
- Ηλεκτρόδιο και μπεκ λάμπας με φθορά.
- Αιχμή βάσης μπεκ ακατάλληλη.
b-Μη πραγματοποιημένη μεταβίβαση του τόξου κοπής:
- Ηλεκτρόδιο φθαρμένο.
- Κακή επαφή του ακροδέκτη καλωδίου επιστροφής.
c-Διακοπή του τόξου κοπής:
- Ταχύτητα κοπής υπερβολικά χαμηλή.
- Υπερβολική απόσταση λάμπας-μετάλλου.
- Ηλεκτρόδιο φθαρμένο.
- Παρέμβαση μιας προστασίας.
d-Κοπή κεκλιμένη (όχι κάθετη):
- Λανθαμένη θέση λάμπας.
- Α συμ μετ ρικ ή φθ ορά τρύ πας μπε κ κα ι/ή λαν θασ μέν η
συναρμολόγηση τμημάτων λάμπας.
- Ακατάλληλη πίεση αέρα.
e-Υπερβολική φθορά μπεκ και ηλεκτροδίου:
- Πίεση αέρα υπερβολικά χαμηλή
- Μολυσμένος αέρας (υγρασία-έλαια)
- Βάση μπεκ με βλάβη
- Υπερβολικά εμπυρεύματα πιλοτικού τόξου στον αέρα.
_______________(RU)______________
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ВНИМАНИЕ! ПЕРЕД НАЧАЛОМ ИСПОЛЬЗОВАНИЯ УСТАНОВКИ
П ЛА ЗМ ЕН Н ОЙ РЕ ЗК И С ЛЕ Д УЕ Т В НИ М АТ ЕЛ Ь НО
ОЗНАКОМИТЬСЯ С РУКОВОДСТВОМ ПО ЭКСПЛУАТАЦИИ!
УСТАНОВКИ ПЛАЗМЕННОЙ РЕЗКИ ДЛЯ ПРОМЫШЛЕННОГО И
ПРОФЕССИОНАЛЬНОГО ИСПОЛЬЗОВАНИЯ
1. ОБЩАЯ ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПЛАЗМЕННОЙ
РЕЗКЕ
Рабочий должен быть хорошо знаком с безопасным
использованием установки плазменной резки и ознакомлен с
рисками, связанными с процессом дуговой сварки, с
со ответ ств ующ ими ме рами за щит ы и а вар ийн ыми
ситуациями.
(Смотри также «ТЕХНИЧЕСКУЮ СПЕЦИФИКАЦИЮ IEC или
CLC/TS 62081»: УСТАНОВКА И РАБОТА С ОБОРУДОВАНИЕМ
ДЛЯ ДУГОВОЙ СВАРКИ СОПУТСТВУЮЩИМИ ТЕХНОЛОГИЯМИ).
- Избегать непосредственного контакта с электрическим
контуром сварки, так как в отсутствии нагрузки напряжение,
подаваемое установкой плазменной резки, возрастает и
может быть опасно.
- Отсоединять вилку машины от электрической сети перед
проведением любых работ по соединению кабелей сварки,
мероприятий по проверке и ремонту.
- Выключить сварочный аппарат и отсоединить питание
перед тем, как заменить изношенные детали сварочной
горелки.
- Выполнить электрическою установку в соответствие с
действующим законодательством и правилами техники
безопасности.
- Соединять установку плазменной резки только с сетью
питания с нейтральными проводником, соединенным с
заземлением.
- Убедиться, что розетка сети правильно соединена с
заземлением защиты.
- Не пользоваться аппаратом в сырых и мокрых помещениях,
и не производить сварку под дождем.
- Не пользоваться кабелем с поврежденной изоляцией или с
плохим контактом соединения.
- Не производить сварочных работ на контейнерах, емкостях
или трубах, которые содержали жидкие или газообразные
горючие вещества.
- Не проводить сварочных работ на материалах, чистка
которых проводилась хлоросодержащими растворителями
или поблизости от указанных веществ.
- Не производить сварку на резервуарах под давлением.
- Убирать с рабочего места все горючие материалы
(например, дерево, бумагу, тряпки и т. д.)
- Обеспечить достаточную вентиляцию рабочего места или
пользоваться специальными вытяжками для удаления
дыма, образующегося в процессе сварки рядом с дугой.
Необходимо систематически проверять воздействие дымов
сварки, в зависимости от их состава, концентрации и
продолжительности воздействия.
- Применять соответствующую электроизоляцию сопла
,*
горелки плазменной резк и, свариваемой детали и
металлических частей с заземлением, расположенных
поблизости (доступных).
Этого можно достичь, надев перчатки, обувь, каску,
спе цодежду, предусмотренные дл я таких целей, и
посредством использования изолирующих платформ и
ковров.
- Всегда защищать глаза специальными неактиничными
стеклами, монтированными на маски и на каски.
Пользоваться защитной невозгораемой спецодеждой,
избегая подвергать кожу воздействию ультрафиолетовых и
инфракрасных лучей, производимых дугой; защита должна
относиться также к прочим лицам, находящимся поблизости
от дуги, при помощи экранов или не отражающих штор.
- Уровень шума: если при проведении особенно интенсивных
сварочных работ уровень шумовой нагрузки составляет или
превышает 85 дБ(А), обязательно использование средств
личной защиты.
)
Page 53

- 53 -
- Элект ромагн ит ные п ол я, ге не рируемые пр оц ессом
пл аз ме нн ой с ва рки , м ог ут в ли ят ь на р аб от у
электрооборудования и электронной аппаратуры.
Люди, имеющие необходимую для жизнедеятельности
электрическую и электронную аппаратуру (например,
регулятор сердечного ритма, респиратор и т. д...), должны
проконсультироваться с врачом перед тем, как находиться в
зонах рядом с местом использования этого сварочного
аппарата.
Людям, имеющим необходимую для жизнедеятельности
электрическую и электронную аппаратуру, не рекомендуется
пользоваться данным сварочным аппаратом.
- Этот сварочный аппарат удовлетворяет техническому
стандарту изделия для исключительного использования в
промышленной среде и в профессиональных целях.
Не гара нтир ует ся с оот вет стви е тр ебов ани ям по
электромагнитной совместимости в домашней обстановке.
ДОП О Л НИ ТЕ ЛЬ НЫ Е П РЕ ДО СТ О РО Ж НО СТ И
ОПЕРАЦИИ СВАРКИ:
ОПЕРАЦИИ ПЛАЗМЕННОЙ РЕЗКИ:
- в помещении с высоким риском электрического разряда.
- в пограничных зонах.
- при наличии возгораемых и взрывчатых материалов.
НЕ ОБХО ДИМО, чтобы «ответственн ый экспе рт»
пре дварите льно оце нил риск и работы должны
проводиться в присутствии других лиц, умеющих
действовать в аварийных ситуациях.
НЕОБХОДИМО применять технические средства защиты,
описанны е в 5.10; А.7 ; А.9 . «ТЕ Х Н И ЧЕСКОЙ
СПЕЦИФИКАЦИИ IEC или CLC/TS 62081».
- НЕОБХОДИМО запретить выполнение плазменной резки,
если рабочий держит источник тока (например, с помощью
ремней).
- НЕОБХОДИМО запретить сварку, когда рабочий приподнят
над полом, за исключением случаев, когда используются
платформы безопасности.
- ВНИМАНИЕ! ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ ДЛЯ
ПЛАЗМЕННОЙ РЕЗКИ
Эффективность системы безопасности, предусмотренной
производителем (система блокировки), гарантируется
исключительно при использовании предусмотренной
гор елки и соот ветствующего источника питания,
указанного на листке ТЕХНИЧЕСКИХ ДАННЫХ.
- СТРОГО ЗАПРЕЩ АЕТСЯ использование горелок и
расходных частей другого происхождения.
- КАТЕГОРИЧЕСКИ ЗАПРЕЩАЮТСЯ ЛЮБЫЕ ПОПЫТКИ
с ое ди ня ть с и ст о чн ик ом п ит ан и я г ор ел ки ,
предназначенные для других типов резки и СВАРКИ, не
предусмотренных данным руководством.
- НЕСОБЛЮДЕНИЕ ДАННЫХ ПРАВИЛ может создать
СЕРЬЕЗНУЮ угрозу безопасности рабочего персонала и
вызвать повреждения оборудования.
ОСТАТОЧНЫЙ РИСК
- ОП РОКИДЫ ВАНИЕ : ис точник то ка д ля уста нов ки
плазменной резки должен ус та навливаться на
горизонтальную поверхность с грузоподъемностью,
соответствующей его весу; в противном случае (например,
при наклонных полах, с неровной поверхностью и т.п.)
возникает риск опрокидывания.
- ПРИМЕНЕНИЕ НЕ ПО НАЗНАЧЕНИЮ: опасно применять
установку плазменной резки для любых работ, кроме
предусмотренных.
2. ВВЕДЕНИЕ И ОБЩЕЕ ОПИСАНИЕ
Данные установки производятся с использованием современной
инверторной технологии на БТИЗ (IGBT) и предназначены для
ручной резки любого листового металла и решеток (если
предусмотрено).
Плавное регулирование тока резки от минимального до
максимального значения обеспечивает высокую точность резки в
зависимости от толщины и типа металла.
Цикл резки инициируется дежурной дугой, которая в зависимости от
модели может создаваться либо током короткого замыкания на
электроде горелки либо высокочастотным разрядом (HF).
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ:
- Регулятор напряжения на горелке, давления воздуха, тока
короткого замыкания горелки (где предусмотрено).
- Термостатическая защита.
- Визуализация давления воздуха (где предусмотрено).
ПРИНАДЛЕЖНОСТИ
- Горелка для плазменной резки
- Комплект для подключения сжатого воздуха.
ПРИНАДЛЕЖНОСТИ ПО ОТДЕЛЬНОМУ ЗАКАЗУ
- Комплект запасных электродов-горелок
- Комплект удлиненных электродов-горелок (где предусмотрено).
3.ТЕХНИЧЕСКИЕ ДАННЫЕ
ТАБЛИЧКА ДАННЫХ
Технические данные, характеризирующие работу и пользование
установкой плазменной резки, приведены на табличке с
техническими данными, их разъяснение дается ниже:
Рис. А
1- Применимая ЕВРОПЕЙСКАЯ норма по технике безопасности
использования и изготовлению установок для дуговой сварки и
плазменной резки.
2- Обозначение внутреннего устройства установки.
3- Обозначение порядка выполнения плазменной резки.
4- Символ S: указывает, что можно выполнять резку в помещении с
повышенным риском электрического шок а (например, в
непосредственной близости от металлических масс).
5- Символ линии электропитания:
1~ : переменное однофазное напряжение
3~ : переменное трехфазное напряжение
6- Степень защиты корпуса.
7- Параметры электрической сети питания:
-U : переменное напряжение и частота питающей сети
1
установки а(максимальный допуск ±10%).
-I : максимальный ток, потребляемый от сети.
1макс
-I : эффективный ток, потребляемый от сети.
1eff
8- Параметры сварочного контура:
-U : максимальное напряжение холостого хода (контур
o
открытой резки).
-I /U : т о к и н а п р яж ен и е, с о от в ет с т в у ю щи е
2 2
нормализованным, производимые установкой во время
сварки.
-X : коэффициент прерывистости работы: указывает
время, в течении которого аппарат может обеспечить
указанный в этой же колонке ток. Коэффициент
указывается в % к основному 10-минутному циклу
(например, 60% равняется 6 минутам работы с
последующим 4-х минутным перерывом, и т.д.).
При превышении коэфф ициента исп оль зования
(указанного на табличке для температуры окружающей
среды 40°С) вк лючается система термозащиты
(установка переводится в резервный режим до тех пор,
пока его температура не достигнет допустимого уровня).
-A/V-A/V: ук азывает диапазон регулировки ток а сварки
(минимальный/максимальный) при соответствующем
9- Серийный номер для идентификации установки (необходим при
10- : Величина плавких предохранителей замедленного
11- Символы, соответствующие правилам безопасности, значение
Примечание: Пример идентификационной таблички является
указательным для объяснения значения символов и цифр: точные
значения технических данных вашей установки плазменной сварки
приведены на ее табличке с паспортными данными.
ДРУГИЕ ТЕХНИЧЕСКИЕ ДАННЫЕ:
- ИСТОЧНИК ТОКА : см. таблицу 1 (TAB.1)
- ГОРЕЛКА : см. таблицу 2 (TAB.2)
Вес установки приводится в табл. 1 (TAB. 1).
4. ОПИСАНИЕ УСТАНОВКИ ПЛАЗМЕННОЙ РЕЗКИ
Установка плазменной резки в основном состоит из блоков
мощности, выполненных из печатных плат и оптимизированных для
по л уч ен ия м ак си ма ль н ой н ад еж но ст и и с ни же ни я
техобслуживания.
(Рис.В)
1- Вход монофазной линии питания, блок выпрямителя и
2- Переключающий мост с транзисторами (IGBT) и приводами:
3- Трансформатор высокой частоты: первичная обмотка получает
4- Вторичный мост выпрямителя с индуктивностью выравнивания:
5- Электронные устройства управления и регулирования:
УС Т РО ЙС ТВ А У ПРА ВЛ ЕН ИЯ , РЕ ГУ Л ИР ОВ АН ИЯ И
СОЕДИНЕНИЯ
Задняя панель (Рис. C)
1- Главный выключатель
напряжении дуги.
обращении за технической помощью, запасными частями,
проверки оригинальности изделия).
действия, предусматриваемых для защиты линии.
которых приведено в главе 1 «Общая техника безопасности для
дуговой сварки».
конденсаторы для выравнивания.
изменяет выпрямленное напряжение линии на переменное
напряжение с высокой частотой и выполняется регулирование
мощности, в зависимости от требуемого тока/напряжения резки.
питание с преобразованным напряжением от блока 2; он
выполняет функцию адаптации напряжения и тока к значениям,
нео бходимым для выполнени я резк и и одновремен но
осуществляет гальваническую изоляцию контура сварки от
линии питания.
переключа ет пер ем ен но е напряжение/ток , подава ем ое
вторичной обмоткой, на постоянный ток/напряжение с очень
низкими колебаниями.
мгновенно контролирует величину тока сварки и сравнивает ее с
заданной оператором величиной; модулирует импульсы
упра влен ия при во дами I GBT ,к отор ые ос ущес твля ют
регулирование.
Определяет динамический ответ тока во времени резки и ведет
наблюдение за системами безопасности.
I (ON) (ВКЛ.) – Генератор готов к работе, отсутствует
Page 54

напряжение на горелке. Генератор в режиме ожидания. следующих условиях:
- 54 -
O (OF F)(ВЫ КЛ,) – За пр ещен ы л юбые вид ы работ, - во время фазы «POST ARIA».
всп омогательные устройст ва и световые ин дикатор ы
выключены.
2- Кабель питания.
3- Соединение для сжатого воздуха (не предусмотрено в модели расстояния между горелкой и деталью, чрезмерным
«компрессор» (Kompressor) износом электрода или принудительным удалением горелки
Соединяет установ ку с конт уром сжат ого воздуха с
минимальным давлением 5 бар и максимальным 8 бар (ТАБЛ. - если включается система безопасности.
2).
4- Регулятор давления сжатого воздуха (где предусмотрено) вспомогательных контурах.
Передняя панель (Рис. D1) 5- Желтая индикаторная лампа отсутствия фазы (где
1- Регулятор тока резки.
Позв ол яет р ег улир оват ь и нтен сивно сть то ка р ез ки,
подаваемого установкой, в зависимости от типа использования
(толщина материала/скорость). Точное соотношение между
периодами работы и паузами в зависимости от выбранного
значения силы тока следует см. в ТЕХНИЧЕСКИХ ДАННЫХ. 6- Сигнализация аномального состояния контура сжатого
2- Желтая индикаторная лампа общей аварийной ситуации:
- зажженная лампа означает перегрев какого-либо компонента
контура мощности или аномальное напряжение питания
(слишком высокое или слишком низкое). Защита от слишком Если зажигаются обе лампочки, это означает, что давление
низкого или слишком высокого напряжения сети: блокируется сжатого воздуха недостаточно для правильной работы
работа установки: напряжение питания выходит за пределы установки. Работа установки в данном состоянии блокируется.
указанного на табличке диапазона +/- 15%. ВНИМАНИЕ: При
превышении верхнего уровня напряжения, указанного выше,
оборудование будет серьезно повреждено.
- В этой фазе блокируется работа установки.
- Восстановление работы осуществляется автоматически
(выключается желтая индикаторная лампа), после того как
будет устранена одно из выше указанных отклонений.
3- Желтая индикаторная лампа наличия напряжения на
горелке.
- зажженная лампа означает, что готовность контура резки к
работе: дежурная дуга или дуга резки "ON" (ВКЛ.).
- как правило выключена (контур резки в нерабочем
состоянии), когда НЕ НАЖАТА пусковая кнопка горелки
(режим ожидания).
- выключена и при нажатой пусковой кнопке горелки при
следующих условиях:
- во время фазы «POST ARIA».
- если дежурная дуга не приложена к обрабатываемой детали
в течение максимум 2 сек.
если дуга резки прерывается вследствие слишком большого
расстояния между горелкой и деталью, чрезмерным
износом электрода или принудительным удалением горелки
от детали.
- если включается система безопасности.
4- Зеленая индикаторная лампа наличия напряжения в сети и
вспомогательных контурах.
Контуры управления получают питание.
5- Красная индикаторная лампа состояния контура сжатого
воздуха (где предусмотрено).
Когда данная лампа зажжена, это означает перегрев обмотки
электродвигателя воздушного компрессора.
6- Манометр.
Позволяет считывать показания давления сжатого воздуха.
7- Соединение горелки.
Горелка с прямым или централизованным соединением
- кнопка горелки является единственным органом управления,
с помощью которого можно дать команду на выполнение или
прекращение операции резки.
- при прекращении нажатия на кнопку рабочий цикл
прерывается в любой фазе за исключением фазы подачи
воздуха охлаждения (post-aria).
- случайные действия: для подачи команды начала рабочего
цикла необходимо, чтобы нажатие на кнопку продолжалось
не менее нескольких десятых секунды.
- электрическая безопасность: кнопка блокируется, если на
головке горелки НЕ УСТАНОВЛЕН изолирующий держатель
сопла или он установлен неправильно..
8- Соединительный зажим кабеля заземления.
Передняя панель (Рис. D2)
1- Регулятор тока резки.
Позв ол яет р ег улир оват ь и нтен сивно сть то ка р ез ки,
подаваемого установкой, в зависимости от типа использования
(толщина материала/скорость). Точное соотношение между
периодами работы и паузами в зависимости от выбранного
значения силы тока следует см. в ТЕХНИЧЕСКИХ ДАННЫХ.
2- Красная индикаторная лампа общей аварийной ситуации:
- зажженная лампа означает перегрев какого-либо компонента
контура мощности или аномальное напряжение питания
(слишком высокое или слишком низкое). Защита от слишком
низкого или слишком высокого напряжения сети: блокируется
работа установки: напряжение питания выходит за пределы
указанного на табличке диапазона +/- 15%. ВНИМАНИЕ: При
превышении верхнего уровня напряжения, указанного выше,
оборудование будет серьезно повреждено.
- В этой фазе блокируется работа установки.
- Восстановление работы осуществляется автоматически
(выключается желтая индикаторная лампа), после того как
будет устранена одно из выше указанных отклонений.
3- Желтая индикаторная лампа наличия напряжения на
горелке.
- зажженная лампа означает, что готовность контура резки к
работе: дежурная дуга или дуга резки "ON" (ВКЛ.).
- как правило выключена (контур резки в нерабочем
состоянии), когда НЕ НАЖАТА пусковая кнопка горелки
(режим ожидания).
- выключена и при нажатой пусковой кнопке горелки при
- если дежурная дуга не приложена к обрабатываемой детали
в течение максимум 2 сек.
если дуга резки прерывается вследствие слишком большого
от детали.
4- Зеленая индикаторная лампа наличия напряжения в сети и
Контуры управления получают питание.
предусмотрено).
зажженная желтая индикаторная лампа означает отсутствие
одной из фаз в линии питания; работа блокируется и
восстановление осуществляется автоматически через 4
секунды после возвращения сети в нормальное состояние.
воздуха (где предусмотрено).
ЖЕЛТАЯ индикаторная лампа (Рис. D2-6) вместе с КРАСНОЙ
индикаторной лампой общей аварийной ситуации (Рис.D2-2 ).
В ос ст ан ов ле ни е о су ще с тв л яе т с я а вто мат ич ес ки
(индикаторная лампа выключается) после возвращения
давления в разрешенные пределы.
7- Кнопка сжатого воздуха (где предусмотрено).
При нажатии на данную кнопку из горелки в течение заданного
времени выходит воздух.
Данная функция обычно используется:
- для охлаждения горелки
- при регулировании давления на манометре.
8- Манометр.
Позволяет считывать показания давления сжатого воздуха.
9- Соединение горелки.
Горелка с прямым или централизованным соединением
- кнопка горелки является единственным органом управления,
с помощью которого можно дать команду на выполнение или
прекращение операции резки.
- при прекращении нажатия на кнопку рабочий цикл
прерывается в любой фазе за исключением фазы подачи
воздуха охлаждения (post-aria).
- случайные действия: для подачи команды начала рабочего
цикла необходимо, чтобы нажатие на кнопку продолжалось
не менее нескольких десятых секунды.
- электрическая безопасность: кнопка блокируется, если на
головке горелки НЕ УСТАНОВЛЕН изолирующий держатель
сопла или он установлен неправильно..
10- СОЕДИНИТЕЛЬНЫЙ ЗАЖИМ КАБЕЛЯ ЗАЗЕМЛЕНИЯ
5. УСТАНОВКА
---------------------------------------------------------------------------------------------
ВНИМАНИЕ! ВСЕ ОПЕРАЦИИ ПО УСТАНОВКЕ И
ПОДКЛЮЧЕНИЮ ЭЛЕКТРИЧЕСКОГО ПИТАНИЯ АППАРАТА ДЛЯ
ПЛАЗМЕННОЙ РЕЗКИ ВЫПОЛНЯЮТСЯ ИСКЛЮЧИТЕЛЬНО ПРИ
ВЫКЛЮЧЕННОМ АППАРАТЕ И ОТКЛЮЧЕНИИ ОТ СЕТИ
ПИТАНИЯ.
ЭЛЕКТРИЧЕСКИЕ СОЕДИНЕНИЯ ДОЛЖНЫ ВЫПОЛНЯТЬСЯ
ТОЛЬКО ОПЫТНЫМ И КВАЛИФИЦИРОВАННЫМ ПЕРСОНАЛОМ
---------------------------------------------------------------------------------------------
СБОРКА
Снять со сварочного аппарата упаковку, выполнить сборку
отсоединенных частей, имеющихся в упаковке.
Сборка обратного кабеля с зажимом заземления (Рис. E)
ПОРЯДОК ПОДЪЕМА СВАРОЧНОГО АППАРАТА
Все сварочные аппараты должны подниматься с помощью рукоятки
или специального ремня, если он входит в комплектацию модели
(присоединяется как показано на рис. F).
РАСПОЛОЖЕНИЕ АППАРАТА
Располагайте аппарат так, чтобы не перекрывать приток и отток
охлаждающего воздуха к аппарату, следите также за тем, чтобы не
происходило всасывание проводящей пыли, коррозийных паров,
влаги и т. д.
Вокруг свароч ного аппарата следует оставить свободное
пространство минимум 250 мм.
---------------------------------------------------------------------------------------------
ВНИМАНИЕ! Устанавливать сварочный аппарат следует
н а п л ос к у ю п ов ер х н ос ть с с о о тв ет с т ву ющ е й
грузоподъемностью, чтобы избежать опасных смещений или
опрокидывания.
---------------------------------------------------------------------------------------------
ПОДКЛЮЧЕНИЕ К СЕТИ ЭЛЕКТРОПИТАНИЯ
- Перед подсоединением аппарата к электрической сети, следует
проверить соответствие напряжения и частоты сети в месте
установки техническим характеристикам, приведенным на
табличке аппарата.
- Сварочный аппарат должен соединяться только с системой
питани я с нулевы м п ро водник ом , п одсо ед ин енны м к
заземлению.
- Для обеспечения защиты от непрямого контакта использовать
дифференциальные выключатели типа:
Page 55

-Тип А ( ) для однофазных установок;
- 55 -
-Тип В ( ) для трехфазных установок.
- Для удовлетворения требований нормы EN 61000-3-11 (Flicker)
рекомендуется осуществлять подключение источника питания
через точки соединения, полное сопротивление которых меньше
чем... см. таблицу 1 (TAB.1).
ВИЛКА И РОЗЕТКА
- Монофазные модели, потребляемый ток которых равен или
меньше 16 А оснащены кабелем питания со стандартной вилкой
(2 полюса + заземление) 16А/250В.
- Монофазные модели, потребляемый ток которых превышает 16 А
и тре хфазн ые модели, осн ащены каб ел ем п ит ания,
рассчитанным на подключение со стандартной вилкой (2 полюса
+ заземление) для монофазных моделей и (3 полюса +
заземление) для трехфазных моделей с соответствующей
мощностью. Необходимо подключать к стандартной сетевой
розет ке, оборудованно й пл авким предохрани телем или
автоматическим выключателем; специальная заземляющая
клемма должна быть соединена с заземляющим проводником
(желто-зеленого цвета) линии питания.
- В таблице 1 (ТАБ. 1) приведены значения в амперах,
рекомендуемые для предохранителей замедленного действия,
выбранных на основе максимального значения номинального
тока, вырабатываемого сварочным аппаратом, и номинального
напряжения питания.
---------------------------------------------------------------------------------------------
ВНИМАНИЕ! Несоблюдение указанных выше правил
существенно снижает эффектив ность электрозащиты,
предусмотренной изготовителем (класс I) и может привести к
серьезным травмам у людей (например, электрический шок) и
нан е с ен ию ма т ер иа л ьн о го ущ ер б а (н а пр им е р, к
возникновению пожара).
---------------------------------------------------------------------------------------------
СОЕДИНЕНИЕ КОНТУРА СВАРКИ
---------------------------------------------------------------------------------------------
ВНИМАНИЕ! ПЕРЕД ВЫПОЛНЕНИЕМ СЛЕДУЮЩИХ
СОЕДИНЕНИЙ СЛЕДУЕТ УБЕДИТЬСЯ, ЧТО ИСТОЧНИК ТОКА
ОТКЛЮЧЕН И ОТСОЕДИНЕН ОТ СЕТИ ПИТАНИЯ.
В таблице 1 (ТАБ. 1) приводятся значения, рекомендуемые для
кабелей сварки (в мм ) в соответствии с максимальным током
оборудования.
---------------------------------------------------------------------------------------------
Соединение сжатого воздуха (Рис. G).
- Для моделей, предусматривающих использование сжатого
воздуха, следует подготовить распределительную подводящую
линию с минимальным давлением и расходом, указанными в
таблице 2 (ТАБ.2).
ВАЖНО!
Не допускается превышение максимального входного давления,
составляющего 8 бар. Слишком влажный или содержащий
значительные количества масла сжатый воздух может привести к
чрезмерному износу расходных частей или повреждению горелки.
При наличии сомнений в качестве воздуха рекомендуется
уста но вить на входе в ф ильтр с уш илку для воздух а.
Рас пр еделительна я п одвод ящая линия сжатого в оздуха
соединяется с установкой с помощью гибких шлангов и входящего в
комплект установки переходника, устанавливаемого на входном
фильтре, расположенном в задней части установки.
Соединение обратного кабеля тока резки.
Следует соединить обратный кабель тока резки с разрезаемой
деталью либо с металлической опорой, соблюдая следующие меры
предосторожности:
- Убедиться в наличии хорошего электрического контакта в
особенности, если выполняется резка листового железа с
изоляционным покрытием, с окисленной поверхностью и т.п.
- Выполнить соединение с системой заземления как можно ближе
к зоне резки.
- Использование других металлических конструкций, кроме
подвергаемых обработке деталей, например, обратного кабеля
тока резки, может привести к созданию опасных ситуаций и
снизить качество резки.
- Не соединять заземление с отрезаемой частью.
Соединение горелки для плазменной резки (Рис. H) (где
предусмотрено).
Вставить концевую муфту с наружной резьбой горелки в
расположенный на передней панели установки разъем, следя за
правильным совмещением полюсов. Завинтить до упора по
часовой стрелке зажимное кольцо, чтобы предотвратить потери
воздуха и тока.
Некоторые модели поставляются с горелкой, присоединенной к
источнику тока.
ВАЖНО!
Перед тем как начать резку необходимо убедиться в правильной
сборке всех компонентов, проверив головку горелки в соответствии
с указаниями раздела «ТЕХНИЧЕСКОЕ ОБСЛУЖИВА НИЕ
ГОРЕЛКИ».
6. ПЛАЗМЕННАЯ РЕЗКА. ОПИСАНИЕ ХОДА РАБОТ.
Плазменная резка основана на использовании плазменной дуги.
Плазма представляет собой газ, который при большом нагревании
становится электрическим проводником. При плазменной резке
возникает луч плазмы с высокой температурой и плотностью
энергии, который расплавляет и отделяет часть металлического
2
изделия. Горелка использует сжатый воздух, подаваемый из одного
источника, как для плазмообразующего газа, так и для охлаждения
и создания защитной атмосферы.
Высокочастотное устройство зажигания дуги
Устройства зажигания данного типа, как правило, используются в
моделях с током, выше 50 А.
Рабочий цикл начинается с зажигания дежурной дуги высокой
частоты/высокого напряжения ("HF"), обеспечивающей зажигание
дуги между электродом (полярность -) и соплом горелки
(полярность +). При приближении горелки к разрезаемому изделию,
соединенному с положительным полюсом источника тока,
дежурная дуга концентрирует плазменную дугу между электродом
(-) и изделием (дуга резки). Как только между электродом и
изделием создается плазменная дуга, дежурная и высокочастотная
дуги удаляются.
Время действия дежурной дуги задается при изготовлении
установки и составляет 2 секунды. Если в течение этого времени не
зажигается дуга резки, рабочий цикл автоматически блокируется, за
исключением подачи охлаждающего воздуха.
Для начала нового цикла следует отпустить, а затем вновь нажать
пусковую кнопку горелки.
Зажигание коротким замыканием электрода
Данный тип зажигания, как правило, используется в моделях с
силой тока ниже 50 А.
Рабочий цикл начинается движением электрода внутри сопла
горелки, обеспечивающим зажигание дежурной дуги между
электродом (полярность -) и соплом горелки (полярность +).
При приближении горелки к разрезаемому изделию, соединенному
с положительным полюсом источника тока, дежурная дуга
концентрирует плазменную дугу между электродом (-) и изделием
(дуга резки).
Как только между электродом и изделием создается плазменная
дуга, дежурная и высокочастотная дуги удаляются.
Время действия дежурной дуги задается при изготовлении
установки и составляет 2 секунды. Если в течение этого времени не
образуется дуга резки, рабочий цикл автоматически блокируется, за
исключением подачи охлаждающего воздуха.
Для начала нового цикла следует отпустить, а затем вновь нажать
пусковую кнопку горелки.
Подготовительные операции
Перед тем как начать резку необходимо убедиться в правильной
сборке всех компонентов, проверив головку горелки в соответствии
с указаниями раздела «ТЕХНИЧЕСКОЕ ОБСЛУЖИВА НИЕ
ГОРЕЛКИ».
- Включить источник тока и задать требуемое значение тока резки
(Рис. C-1) в зависимости от толщины и типа металла,
подвергаемого резке. В Таблице 3 приводятся значения скорости
резки в зависимости от толщины для алюминия, железа и стали.
- Нажать, а затем отпустить кнопку на горелке для получения
потока воздуха (³30 секунд).
- На этом этапе следует отрегулировать давление воздуха, пока
манометр не покажет значение в барах, соответствующее
используемому типу горелки (Таб. 2).
- Нажать на кнопку воздуха и выпустить воздух из горелки.
- Рукоятка: потянуть рукоятку вверх, чтобы разблокировать ее, а
затем повернуть, чтобы отрегулировать давление в соответствии
со значением, указанным в ТЕХНИЧЕСКИХ ДАННЫХ.
- Снять показание в барах с манометра и потянуть рукоятку, чтобы
заблокировать регулировку.
- Подождать окончания выхода воздуха для удаления конденсата,
который мог собраться в горелке.
Важно!
- Контактная резка (сопло горелки прикасается к разрезаемому
изделию): применяется при максимальном ток е 40-50A
(превышение указанных значений ведет к немедленному
разрушению сопла-электрода/держателя сопла).
- Резка на дистанции (с промежуточной насадкой, установленной
на горелке, Рис. I): применяется при силе тока, превышающей
35A;
- Электрод и удлиненное сопло: применяется, где предусмотрено.
Выполнение резки (Рис. L)
- Подвести сопло горелки к краю изделия (на расстояние около 2
мм), нажать на кнопку горелки и через приблизительно 1 секунду
образуется дежурная дуга.
- Если расстояние задано правильно дежурная дуга будет
немедленно перенесена на изделие и образуется дуга резки.
- После этого следует начать равномерное продвижение горелки
по поверхности металла вдоль идеальной линии резки.
- Скорость резки задается в зависимости от толщины изделия и
силы тока, при этом следует следить за тем, чтобы дуга,
выходила из нижней поверхности изделия под углом 5-10° по
отношению к вертикали в направлении, обратном направлению
движения.
- Чрезмерное расстояние между горелкой и изделием либо
отсутствие материала (конец реза) вызывает немедленное
прерывание дуги.
- Дуга (дежурная или режущая) может быть прервана в любой
момент отпусканием кнопки горелки.
Вырезание (Рис. М)
При необходимости вырезать отверстие либо начать рез в центре
изделия следует зажечь дугу, держа горелку в наклонном
положении, а затем постепенно привести ее в вертикальное
положение.
- Данные действия помогают предотвратить повреждение
отверстия сопла обратной дугой или расплавленными частицами
металла.
- Вырезание отверстий в изделиях, имеющих толщину до 25% от
максимальной, предусмотренной диапазоном использования,
может выполняться в обычном порядке.
Page 56

7. ТЕХОБСЛУЖИВАНИЕ - При значительном загрязнении фильтровального элемента
- 56 -
---------------------------------------------------------------------------------------------
В НИМАН ИЕ! ПЕ РЕД ПРОВЕДЕН ИЕМ ОПЕРАЦ ИЙ
ТЕ ХО БСЛУ ЖИВА НИЯ ПР ОВЕ РИТ Ь, ЧТО СВАР ОЧН ЫЙ
АППАРАТ ОТКЛЮЧЕН И ОТСОЕДИНЕН ОТ СЕТИ ПИТАНИЯ.
---------------------------------------------------------------------------------------------
ПЛАНОВОЕ ТЕХОБСЛУЖИВАНИЕ
О П Е РА Ц ИИ П Л А НО ВО Г О Т Е Х О БС ЛУ Ж ИВ АН И Я
ВЫПОЛНЯЮТСЯ ОПЕРАТОРОМ.
ГОРЕЛКА (Рис. N)
Не обхо дим о пе ри одиче ски , в зав исимо сти от час то ты
использования либо при возникновении дефектов резки проверять
степень износа частей горелки, участвующих в образовании
плазменной дуги.
1- Промежуточная насадка.
Немедленно заменить при обнаружении деформаций либо при
наличии большого количества шлака, делающих невозможным
сохранение правильного положения горелки (расстояние и
перпендикулярность).
2- Держатель сопла.
Отвинтить от головки горелки. Тщательно очистить либо
заменить, если имеются повреждения (прогары, деформации
или трещины). Проверить целостность верхней металлической
части (исполнительный механизм системы безопасности
горелки).
3- Сопло.
Проверить степень износа отверстия для прохода плазменной
дуги и внутренних и внешних поверхностей. Если диаметр
отверстия увеличился по сравнению с исходным либо края
отверстия деформированы, следует заменить сопло. При
сильном окислении поверхностей необходимо очистить их
мелкой наждачной бумагой.
4- Распределительное кольцо для воздуха.
Убедиться в отсутствии прогаров или трещин, проверить, что
отверстия для прохода воздуха не засорены. При обнаружении
повреждений немедленно заменить
5- Электрод.
Заменить электрод, когда глубина кратера, образующегося на
излучающей поверхности, достигнет около 1,5 мм (Рис. O).
6- Корпус горелки, рукоятка и кабель.
Как правило, данные компоненты не требуют специального
технического обслуживания, за исключением периодического
контроля и тщательной чистки, которая должна выполняться без
применения каких бы то ни было растворителей. При
обнаружении нарушений изоляции, таких как разрывы, трещины,
прогары, либо повреждений электрических проводов горелка не
может использоваться, поскольку не соблюдаются требования
безопасности..
В т аки х сл уча ях р емо нт ( вне пла нов ое т ех нич еск ое
обслуживание) не может выполняться на месте. Следует
обратиться в специальный центр обслуживания, в котором после
ремонта будет осуществлен технический контроль установки.
Для обеспечения надежной и долгой работы горелки и кабеля
следует соблюдать некоторые меры предосторожности:
- н е о с т а в л я т ь г о р е л к у и л и к а б е л ь н а
горячих предметах.
- не натягивать с силой кабель.
- не допускать контакта кабеля с острыми, режущими краями или
абразивными поверхностями.
- если длина кабеля превышает требуемую, смотать кабель в
аккуратный моток.
- не ставить на кабель никакие предметы и не наступать на него.
ВНИМАНИЕ!
- Перед выполнением любых работ на горелке следует подождать
ее охлаждения, хотя бы на протяжении времени выхода воздуха.
- За исключением особых случаев рекомендуется заменять
электрод и горелку одновременно.
- Сборка компонентов горелки должна производиться в порядке,
обратном разборке.
- Обратить особо е вни ма ни е н а п ра ви ль ну ю установку
распределительного кольца воздуха. - Не отвечающий требованиям держатель сопла.
- При установке держателя сопла завинтить его вручную до конца с б- Не происходит зажигание дуги резки:
небольшим усилием.
- Не допускается установка держателя сопла до того, как будут
смонтированы электрод, распределительное кольцо и сопло.
- Не держать без надобности зажженную дежурную арку в воздухе,
так как это ведет к расходу электрода, диффузора и сопла.
- Не завинчивать электрод с излишним усилием, поскольку это
может привести к повреждению горелки.
- Своевременность и правильное осуществление контроля
быстроизнашивающихся деталей горелки имеют первостепенное
значение для безопасной и эффективной работы установки
плазменной резки.
- При обнаружении нарушений изоляции, таких как разрывы,
трещины, прогары, либо повреждений электрических проводов
горелка не может использоваться, поскольку не соблюдаются
требования безопасности. В таких случаях ремонт (внеплановое
техническое обслуживание) не может выполняться на месте.
Следует обратиться в специальный центр обслуживания, в
котором после ремонта будет осуществлен технический контроль
установки.
Фильтр сжатого воздуха
- Фильтр оснащен автоматическим устройством отвода конденсата,
осуществляемого при каждом отсоединении от линии подачи
сжатого воздуха
- Следует регулярно осматривать фильтр и при обнаружении воды
в конденсатоотводчике можно произвести спуск конденсата
вручную, потянув вверх дренажное соединение.
необходимо заменить его.
ВНЕПЛАНОВОЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ВНЕПЛАНОВОЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ДОЛЖНО
В Ы П О Л Н Я Т Ь С Я Т О Л Ь К О О П Ы Т Н Ы М И
КВАЛ ИФИ ЦИРОВАНН ЫМ В ЭЛ ЕКТ РОМЕХА НИЧ ЕСКИХ
РАБОТАХ ПЕРСОНАЛОМ.
---------------------------------------------------------------------------------------------
ВНИМАНИЕ! НИКОГДА НЕ СНИМАЙТЕ ПАНЕЛЬ И НЕ
ПРОВОДИТЕ НИКАКИХ РАБОТ ВНУТРИ КОРПУСА АППАРАТА,
НЕ О ТС ОЕ ДИ НИВ П РЕ ДВ АР ИТ ЕЛ ЬН О В ИЛ КУ О Т
ЭЛЕКТРИЧЕСКОЙ СЕТИ.
Выполнение проверок под напряжением может привести к
с е рь ез н ым э ле кт ро тр авм ам , т ак к ак в оз мо же н
непосредственный контакт с токоведущими частями аппарата
и/или повреждениями вследствие контакта с частями в
движении.
---------------------------------------------------------------------------------------------
- Регулярно осматривайте внутреннюю часть аппарата, в
зависимости от частоты использования и запыленности рабочего
ме ста . Уда ляй те нак опивш уюс я на тр анс фор матор е,
сопротивлении и выпрямителе пыль при помощи сухого сжатого
воздуха с низким давлением ( макс 10 бар)
- Не направлять струю сжатого воздуха на электрические платы;
произвести их отчистку очень мягкой щеткой или специальными
растворителями.
- Проверить при очистке, что электрические соединения хорошо
закручены и на кабелепроводке отсутствуют повреждения
изоляции.
- Проверить состояние и герметичность трубопроводов и
соединений сжатого воздуха.
- После окончания операции техобслуживания верните панели
аппарата на и хорошо закрутите все крепежные винты.
- Никогда не проводите резку при открытой машине.
8. ПОИСК НЕИСПРАВНОСТЕЙ
В СЛУЧАЯХ НЕУДОВЛЕТВОРИТЕЛЬНОЙ РАБОТЫ АППАРАТА,
ПЕРЕД ПРОВЕДЕНИЕМ СИСТЕМАТИЧЕСКОЙ ПРОВЕРКИ И
ОБРА ЩЕНИЕМ В СЕ РВ ИСНЫЙ ЦЕНТР, П РОВЕРЬТ Е
СЛЕДУЮЩЕЕ:
- Проверить, не загорелась ли желтая индикаторная лампа,
кот орая с игн ализи руе т о с раб аты ван ии за щит ы от
перенапряжения или от недостаточного напряжения или
короткого замыкания.
- Убедиться, что соблюдается номинальный временный режим, т.
е. Делать перерывы в работе для охлаждения аппарата. В
случаях срабатывания термозащиты подождите, пока аппарат не
остынет естественным образом, и проверьте состояние
вентилятора.
- Проверить напряжение сети. Если напряжение обслуживания
слишком высокое или слишком низкое, то аппарат не будет
работать.
- Убедиться, что на выходе аппарата нет короткого замыкания, в
случае его наличия, устраните его.
- Проверить качество и правильность соединений сварочного
контура, в особенности зажим кабеля массы должен быть
соединен с деталью, без наложения изолирующего материала
(например, красок).
НАИБОЛЕЕ РАСПРОСТРАНЕННЫЕ ДЕФЕКТЫ РЕЗА
В ходе резки могут возникнуть рабочие дефекты, зависящие не от
работы самой установки плазменной резки, а от других факторов:
a-Недостаточное проникновение или чрезмерное образование
окалины
- Слишком высокая скорость резки.
- Слишком большой наклон горелки
- Излишняя толщина изделия или слишком низкий ток.
- Не отвечающие требованиям давление или расход воздуха
- Изношенность электрода и сопла горелки.
- Изношенный электрод.
- Плохой контакт зажима обратного кабеля.
в- Прерывание дуги резки:
- Слишком низкая скорость резки.
- Чрезмерное расстояние между горелкой и изделием.
- Изношенный электрод.
- Включение системы защиты.
г- Наклонный рез (не перпендикулярный):
- Неправильное положение горелки.
- Ассиметричный износ отверстия сопла и/или неправильный
монтаж компонентов горелки.
- Не отвечающие требованиям давление воздуха.
д- Чрезмерный износ электрода и сопла:
- Слишком низкое давление воздуха.
- Загрязненность воздуха (влажность – масло)
- Повреждение держателя сопла.
- Слишком сильная дежурная дуга.
- Чр езм ерн ая ско рос ть рез ки, выз ыва ющая па ден ие
расплавленных частиц на горелку.
Page 57

________________(H)_______________
- 57 -
HASZNÁLATI UTASÍTÁS
megelőzően, hogy ilyen használatban lévő plazmavágó
berendezés közelébe mennének.
Nem tanácsos, hogy olyan személyek működtessék ezt a
plazmavágó berendezést, akik szervezetében életfenntartó
elektromos vagy elektronikus készülék van beépítve.
FIGYELEM! A PLAZMAVÁGÓ BERENDEZÉS HASZNÁLATA ELŐTT
FIGYELMESEN OLVASSA EL A HASZNÁLATI UTASÍTÁST!
PROFESSZIONÁLIS ÉS IPARI CÉLRA KÉSZÜLT PLAZMAVÁGÓ
BERENDEZÉSEK
1. A PLAZMAÍVES VÁGÁS ÁLTALÁNOS BIZTONSÁGI SZABÁLYAI
A kezelooonek kello információ birtokában kell lennie a
plazmavágó berendezés biztos használatáról valamint az
ívhegesztés folyamataival és az azzal összefüggo technikákkal
kapcsolatos kockázatokról, a védelmi rendszabályokról és a
vészhelyzetben alkalmazandó eljárásokról.
(Hivatkozási alapként használatos a következő anyag is: “IEC vagy
CLC/TS 62081 MŰSZAKI JEGYZÉK”: ÍVHEGESZTÉST SZOLGÁLÓ
BERENDEZÉSEK ÖSSZESZERELÉSE ÉS HASZNÁLATA ÉS AZ
AZZAL ÖSSZEFÜGGŐ TECHNIKÁK).
- A vágóáramkörrel való közvetlen érintkezés elkerülendő; a
plazmavágó berendezés által létrehozott üresjárási feszültség
néhány helyzetben veszélyes lehet.
- A vágóáramkör kábeleinek csatlakoztatásakor valamint az
elle nő rzés i é s javítá si művel etek vég re hajt ásak or a
vágóberendezésnek kikapcsolt állapotban kell lennie és
kapcsolatát az áramellátási hálózattal meg kell szakítani.
- A vágópisztoly elhasználódott részeinek pótlását megelőzően a
plazmavágó berendezést ki kell kapcsolni és kapcsolatát az
áramellátási hálózattal meg kell szakítani.
- A z e le k tro m os ös s zes z e rel é s vég r eha j tás á n ak a
biztonságvédelmi normák és szabályok által előirányzottaknak
megfelelően kell megtörténnie.
- A plazmavágó berendezés kizárólag földelt, nulla vezetékű
áramellátási rendszerrel lehet összekapcsolva.
- Meg kell győződni arról, hogy az áramellátás konnektora
kifogástalanul csatlakozik a földeléshez.
- Tilos a plazmavágó berendezés nedves, nyirkos környezetben
vagy esős időben való használata.
- Til os ol yan kábe lek hasz nálat a, melye k s zigetel ése
megrongálódott vagy csatlakozása meglazult.
- Nem hajtható végre vágás olyan tartályokon, edényeken vagy
csővezetékeken, melyek gyúlékony folyadékokat vagy gáznemű
anyagokat tartalmaznak vagy tartalmazhattak.
- Elkerülendő a klórtartalmú oldószerekkel tisztított anyagokkal
vagy a nevezett oldószerek közelében történő megmunkálás.
- Tilos a nyomás alatt álló tartályokon való vágás.
- A munkaterület környékéroooooool minden gyúlékony anyag
eltávolítandó (pl. fa, papír, rongy, stb.).
- Biztosítani kell a megfelelő szellőzést vagy a plazmavágási
műveletek következtében képződött füstök eltávolítására
alkalmas eszközöket; szisztematikus vizsgálat szükséges a
vágási műveletek következtében képződött füstök expozíciós
ha tá rainak m egbecslé sé hez, az ok összet ét elének,
koncentrációjának és magának az expozíció időtartamának
függvényében.
- A plazmavágó pisztoly fúvókájától, a megmunkálandó darabtól
,*
és a közelben elhelyezett (me gközelíthető) esetle ges
fémalkatrészektől való megfelelő elektromos szigetelést kell
alkalmazni.
A munkálatokat a célhoz előirányzott kesztűt, lábbelit, fejfedőt
viselve és felhágódeszkán vagy szigetelőszőnyegen állva kell
elvégezni.
- A szemek a maszkra vagy a sisakra szerelt különleges, fényre
nem reagáló üvegekkel védendők.
Megfelelő tűzálló védőöltözék használata kötelező, megvédve
ilyen módon a bőr felhámrétegét az ív által keltett ultraibolya és
infravörös sugarak tól; a védelme t vászon vagy nem
fényvisszaverő függöny segítségével az ív közelében álló más
személyekre is ki kell terjeszteni.
- Zajszint: Ha rendkívül intenzív vágási műveletek miatt 85db(A)-
nek megfelelő vagy annál nagyobb egyéni kitételi szint (LEPd)
észlelhető, akkor a megfelelő egyéni védőeszközök használata
kötelező.
)
- A plazmavágási folyamat által generált elektromágneses mezők
hatást gyakorolhatnak az elektromos vagy elektronikus
készülékek működésére.
Azo n személyekn ek, akik sz ervezetében életfenntartó
elektromos vagy elektronikus készülék van beépítve (pl. pacemaker, légzőkészülék stb…), orvossal kell konzultálniuk azt
- Ez a plazmavágó berendezés kifejezetten ipari környezetben,
szakmai célból való alkalmazáshoz a műszaki szabványban
előírt követelményeknek felel meg.
Házi környezetű, elektromágneses mezőnek való megfelelése
nem biztosított.
KIEGÉSZÍTŐ ÓVINTÉZKEDÉSEK
AZON PLAZMAVÁGÁSI MŰVELETEKET, melyeket:
- Olyan környezetben, ahol az áramütés veszélye megnövelt;
- Közvetlenül szomszédos területeken;
- Gyúlékony vagy robbanékony anyagok jelenlétében kell
elvégezni;
Egy “Felelős szakértőnek” KELL előzetesen értékelnie és
mindig más – vészhelyzet esetére kiképzett – személyek
jelenlétében kell végrehajtani azokat.
Az “IEC vagy CLC/TS 62081 MŰSZAKI JEGYZÉK 5.10; A.7; A9”
pontjaiban leírt védelmi műszaki eszközök alkalmazása
kötelező.
- TILOS a plazmavágási műveletek elvégzése akkor, amikor az
áramforrást a kezelő tartja (pl. szíjak segítségével).
- TILOS, hogy a plazmavágási műveleteket a földről felemelt
munkás végezze, kivéve ha biztonsági kezelődobogón
tartózkodik.
- FIGYELEM! A PLAZMAVÁGÓ BERENDEZÉS BIZTONSÁGI
SZABÁLYAI.
Csak az előírt vágópisztoly modell és az áramforrással való,
megfelelő összekötés a “MŰSZAKI ADATOK” bekezdésben
megjelöltek szerint garantálja azt, hogy a gyártó által előírt
biztonsági szerkezetek hatákonyak legyenek (belső blokkrész
rendszere).
- NE HASZNÁLJON a vágópisztolytól különbözőő gyártmányú,
elhasználódásnak kitett alkatrészeket.
- N E K Í SÉ R E LJ E M E G o l y a n v ág óp i sz t o ly o k
CSATLAKOZTATÁSÁT AZ ÁRAMFORRÁSHOZ, amelyek a
jelen használati utasításban nem előírt vágási vagy
HEGESZTÉSI folyamatokhoz készültek.
- A JELEN SZABÁLYOK FIGYELMEN KÍVÜL HAGYÁSA
KOMOLYAN veszélyeztetheti a felhasználó testi épségét és
megkárosíthatja a berendezést.
EGYÉB KOCKÁZATOK
- FELBORULÁS: helyezze a plazmavágó áramforrást a tömegének
megfelelő teherbírású, vízszintes felületre; ellenkező esetben
(pl. lejtős, különváló padlózatok stb…) a felborulás veszélye
fennáll.
- NEM MEGFELELŐ HASZNÁLAT: a plazmavágó berendezés
használata veszélyes bármilyen, nem előirányzott művelet
végrehajtására.
2. BEVEZETÉS ÉS ÁLTALÁNOS ISMERETEK
Ezek a generátorok a legújabb IGBT-s Inverter technológiával készülnek
és ezeket bármilyen fémlemezek kézi vágására és lyukacsos
rácslemezek vágására (ahol előírt) tervezték.
Az áram minimumtól maximumig történő, folytonos szabályozása
lehetővé teszi a vágás kiemelkedő minőségének biztosítását a fém
vastagságának és típusának függvényében.
A vágási ciklust egy pilotív aktiválja, amelyet a modelltől függően: a
fúvóka elektróda rövidzárlata vagy egy magas frekvenciájú kisülés (HF)
gyújthatja meg.
ALAPVETŐ KARAKTERISZTIKÁK
- A vágópisztolyban lévő feszültséget, a légnyomást, a vágópisztoly
rövidzárlatát ellenőrző szerkezet (ahol előírt).
- Termosztát védelem.
- A légnyomás megjelenítése (ahol előírt).
SZÉRIA KIEGÉSZÍTŐK
- Plazmavágó pisztoly.
- Csatlakozó készlet a sűrített levegő bekötéshez.
IGÉNYELHETŐ KIEGÉSZÍTŐK
- Tartalék fúvóka-elektróda készlet.
- Meghosszabbított fúvóka-elektróda készlet (ahol előírt).
3. MŰSZAKI ADATOK
ADAT-TÁBLA
A plazmavágó berendezés használatára és teljesítményére vonatkozó,
alapvető adatok a karakterisztikák táblázatában vannak feltüntetve a
következő jelentéssel:
A ábr.
1- Az ívhegesztő és a plazmavágó gépek biztonságára és gyártására
vonatkozó EURÓPAI szabvány.
2- A gép belső szerkezetének jele.
3- A plazmavágás folyamatának jele.
4- S jel: Azt jelöli, hogy végrehajtásra kerülhetnek vágási műveletek
olyan környezetben is, ahol az áramütés megnövelt veszélye áll fenn
(pl. nagy fémtömegek közvetlen közelében).
Page 58

5- Az áramellátás vezetékének jele:
- 58 -
1~: egyfázisú változó feszültség
3~: háromfázisú változó feszültség
6- A burkolat védelmi szintje.
7- Az áramellátási vezeték jellemzőinek adatai:
-U :a gép áramellátásának változó feszültsége és frekvenciája
1
(megengedett határ ±10%):
-I :Az áramellátási vezetékből maximálisan elnyert áram.
1 max
-I :A ténylegesen adagolt áram.
1eff
8- A vágás áramkörének teljesítményei:
-U :maximális üresjárási feszültség (nyitott vágási áramkör).
0
-I /U :megfelelő és normalizált áram és feszültség, melyet a gép
2 2
szolgáltathat a vágás során.
-X :A kihagyás aránya: azt az időt jelzi, mely alatt a gép
megfelelő áramot képes szolgáltatni (azonos oszlop). %ban kerül kifejezésre 10 perces időkör alapján (pl. 60% = 6
perc munka, 4 perc megszakítás; és így tovább).
Abban az esetben, ha a kihasználási faktorok (a tábla
szerinti 40°C- os környezetben) meghaladásra kerülnek,
hővédelmi beavatkozás következik be (a gép stand-by
marad egészen addig, amíg a hőmérséklete nem tér vissza
a megengedett határok közé).
-A/V-A/V :A vágóáramnak (minimum-maximum) az ív megfelelő
9- A gép beazonosítására szolgáló törzsszám (nélkülözhetetlen a
10- :A késleltetett működésű olvadóbiztosítékok azon értéke,
11-Azon biztonsági szabványokra vonatkoztatott jelek, melyek
Megjegyzés: A feltüntetett táblán szereplő jelek és számok fiktívek, az
Önök tulajdonában álló plazmavágó berendezés pontos értékei és
műszaki adatai közvetlenül a gép tábláján láthatók.
EGYÉB MŰSZAKI ADATOK:
- ÁRAMFORRÁS: lásd 1. táblázat (1. TÁBL.)
- VÁGÓPISZTOLY: lásd 2. táblázat (2. TÁBL.)
A gép tömege az 1. táblázatban van feltüntetve (1. TÁBL.).
4. A PLAZMAVÁGÓ BERENDEZÉS BEMUTATÁSA
A gép alapvetően optimalizált, nyomtatott áramkörös teljesítmény
modulokból áll, melyeket a magas fokú megbízhatóság és a csökkentett
karbantartási munkák érdekében hoztak létre.
(B ábra)
1- Egyfázisú tápegységvonal bemenet, egyenirányító gépcsoport és
2- Switching a transistors híd (IGBT) e drivers; a kiegyenlített
3- Magas frekvenciájú transzformátor: az elsődleges tekercselés a 2.
4- Másodlagos egyenirányító híd kiegyenlítő induktivitással: a
5- Ellenőrző és szabályozó elektronikus berendezés: azonnal ellenőrzi a
ELLENORZO, SZABÁLYOZÓ ÉS ÖSSZEKÖTO BERENDEZÉSEK
Hátsó borítólap (C ábr.)
1- Főkapcsoló
2- Tápkábel
3- Sűrített levegő csatlakozás (a Kompressor változatnál nincs)
4- Nyomáscsökkentő a sűrített levegő csatlakozáshoz (ahol előírt).
Elülso borítólap (D1 ábr.)
1- Vágóáram szabályozógomb.
2- Általános vészhelyzetet jelző sárga led:
feszültségéhez való szabályozási tartományát mutatja.
műs zaki segítségnyújtásho z, cse realkat részek igényéne k
benyújtásához, a termék eredetének felkutatásához).
mely a vezeték védelméhez irányzandó elő.
jelentését az 1. fejezet “A plazmaíves vágás általános biztonsági
szabályai” tartalmazza.
kiegyenlítő kondenzátorok.
áramfeszültséget magas frekvenciájú váltóáram feszültséggé
vált oztatja és a teljesítmé nyt a kér t vágóáram/feszültség
függvényében szabályozza.
blokkból konvertált feszültség által kerül üzemelésre; ennek
elsődleges funkciója az, hogy a feszültséget és az áramerősséget a
vágás folyamatához szükséges értékekhez igazítsa, s ugyanakkor
galvánszigeteléssel izolálja a vágóáramkört az áramforrás vonalától.
másodlagos tekercselésből származó váltóáramot/feszültséget
alacsony ingadozású egyenárammá/feszültséggé változtatja át.
vágóáram értékét és azt összehasonlítja a kezelő által előre beállított
értékkel; modulálja a szabályozást végző driverek IGBT vezérlő
impulzusait.
Meghatározza az áram dinamikus megfeleléseit a vágás során és
ellenőrzi a biztonsági rendszereket.
I (ON) Üzemelésre készen álló generátor, nincs feszültség a
pisztolyban. Generátor Stand-By üzemmódban.
O (OFF) Bármilyen működés letiltott; a segédberendezések és a
fényjelzők ki vannak kapcsolva.
Csatlakoztassa a gépet egy minimum 5 bar-os és max. 8 bar-os
sűrített levegő hálózathoz (2. TÁBL.).
Lehetővé teszi a gép által nyújtott vágóáram erősség beállítását,
amelyet a felhasználás függvényében (anyagvastagság/sebesség)
kell alkalmazni. Olvassa el a MŰSZAKI ADATOK bekezdést a
munka-megszakítás helyes intermittens arányának a kiválasztott
áram függvényében történő alkalmazásához.
- Amikor világít, akkor az erősáramú áramkör valamelyik
komponensének túlmelegedését vagy a bemeneti tápfeszültség
anomáliáját jelzi (túl magas és túl alacsony feszültség). Túl magas
illetve túl alacsony feszültség elleni védelem az áramvonalakban:
leállítja a gépet: a tápfeszültség a táblán jelölt értékhez képest +/15% -os tartományon kívül van. FIGYELEM: A feszültség
fentemlített felső határértékének túllépése komolyan károsítja a
berendezést.
- E fázis folyamán a gép működtetése tilos.
- A visszaállítás automatikus (a sárga led kikapcsolása) azután,
hogy a fentemlített anomáliák egyike visszatér az elfogadott
határértékek közé.
3- A vágópisztolyban lévő feszültséget kijelző sárga led.
- Világító állapota azt jelzi, hogy a vágó áramkör aktív: Pilotív vagy
Vágóív “ON”.
- Általában nem világít (kikapcsolt vágó áramkör) a vágópisztoly be
NEM kapcsolt gombja esetén (stand-by állapot).
- Nem világít a bekapcsolt vágópisztoly-gomb esetén a következő
feltételek mellett:
- UTÓLEVEGŐ fázis folyamán.
- Ha a pilotív nem jut át a munkadarabhoz maximum 2
másodperces időn belül.
Ha a vágóív megszakad a vágópisztoly-munkadarab közötti túl
nagy távolság, az elektróda túlzott elhasználódása vagy a
vágópisztolynak a munkadarabtól való kényszereltávolodása
miatt.
- Ha egy BIZTONSÁGI rendszer közbelépett.
4- Hálózati feszültség és árammal ellátott segédáramkörök
jelenlétét jelző zöld led.
Az ellenőrző és segédáramkörök áramellátás alatt vannak.
5- Sűrített levegő hálózatot jelző piros led (ahol előírt).
Amikor világít, akkor a légkompresszorban lévő elektromos motor
tekercseinek túlmelegedését jelzi.
6- Nyomásmérő.
Lehetővé teszi a légnyomás leolvasását.
7- Vágópisztoly csatlakozó konnektor.
Vágópisztoly közvetlen vagy centralizált csatlakozóval.
- A vágópisztoly gombja az az egyetlen ellenőrző szerkezet,
amellyel a vágási műveletek beindítása és leállítása vezérelhető.
- A gomb nyomásának beszüntetésével a ciklus bármelyik fázisban
azonnal megszakad, kivéve a hűtőlevegő fenn tartását
(utólevegő).
- Véletlen műveletek: a ciklus megkezdésének engedélyezéséhez
a gombot minimum néhány tized másodperces időtartamra
nyomva kell tartani.
- Elektromos biztonság: a gomb funkciója tiltott, ha a szigetelő
fúvókatartó NINCS a pisztolyfejre szerelve vagy a felszerelése
helytelen.
8- Földkábel csatlakozó
Elülső borítólap (D2 ábr.)
1- Vágóáram szabályozógomb.
Lehetővé teszi a gép által nyújtott vágóáram erősség beállítását,
amelyet a felhasználás függvényében (anyagvastagság/sebesség)
kell alkalmazni. Olvassa el a MŰSZAKI ADATOK bekezdést a
munka-megszakítás helyes intermittens arányának a kiválasztott
áram függvényében történő alkalmazásához.
2- Általános vészhelyzetet jelző piros led:
- Amikor világít, akkor az erősáramú áramkör valamelyik
komponensének túlmelegedését vagy a bemeneti tápfeszültség
anomáliáját jelzi (túl magas és túl alacsony feszültség). Túl magas
illetve túl alacsony feszültség elleni védelem az áramvonalakban:
leállítja a gépet: a tápfeszültség a táblán jelölt értékhez képest +/15% -os tartományon kívül van. FIGYELEM: A feszültség
fentemlített felső határértékének túllépése komolyan károsítja a
berendezést.
- E fázis folyamán a gép működtetése tilos.
- A visszaállítás automatikus (a piros led kikapcsolása) azután,
hogy a fentemlített anomáliák egyike visszatér az elfogadott
határértékek közé.
3- A vágópisztolyban lévő feszültséget kijelző sárga led.
- Világító állapota azt jelzi, hogy a vágó áramkör aktív: Pilotív vagy
Vágóív “ON”.
- Általában nem világít (kikapcsolt vágó áramkör) a vágópisztoly be
NEM kapcsolt gombja esetén (stand-by állapot).
- Nem világít a vágópisztoly bekacsolt gombja esetén a következő
feltételek mellett:
- UTÓLEVEGŐ fázis folyamán.
- Ha a pilotív nem jut át a munkadarabhoz maximum 2
másodperces időn belül.
Ha a vágóív megszakad a vágópisztoly-munkadarab közötti túl
nagy távolság, az elektróda túlzott elhasználódása vagy a
vágópisztolynak a munkadarabtól való kényszereltávolodása
miatt.
- Ha egy BIZTONSÁGI rendszer közbelépett.
4- Hálózati feszültség és árammal ellátott segédáramkörök
jelenlétét jelző zöld led.
Az ellenőrző és segédáramkörök áramellátás alatt vannak.
5- Fázishiány jelző sárga led (ahol előírt).
A világító sárga led egy tápfázis hiányát jelzi, a működés letiltott és a
visszaállítás automatikus az anomália megszűnését követő 4
másodperc eltelte után.
6- Sűrített levegő hálózati anomália jelzése (ahol előírt).
SÁRGA led (D2-6 ábr.) az általános vészhelyzeti PIROS leddel
együtt (D2-2 ábr.).
Világító állapota azt jelzi, hogy a pisztoly helyes működéséhez
szükséges légnyomás nem kielégítő. E fázis folyamán a gép
működtetése tilos.
A visszaállítás automatikus (a ledek kikapcsolása) azután, hogy a
nyomás visszatért az elfogadott határértékek közé.
7- Levegő nyomógomb (ahol előírt).
E gomb benyomásával a levegő egy meghatározott ideig továbbra is
kiáramlik a vágópisztolyból.
Tipikusan felhasználható:
- a vágópisztoly hűtésére
- a nyomásmérőn a nyomás szabályozási fázisában.
8- Nyomásmérooo.
Lehetővé teszi a légnyomás leolvasását.
9- Vágópisztoly csatlakozó konnektor.
Vágópisztoly közvetlen vagy centralizált csatlakozóval.
- A vágópisztoly gombja az az egyetlen ellenőrző szerkezet,
amellyel a vágási műveletek beindítása és leállítása vezérelhető.
- A gomb nyomásának beszüntetésével a ciklus bármelyik fázisban
Page 59

azonnal megszakad, kivéve a hűtőlevegő fenntartását az elő van írva.
- 59 -
(utólevegő).
- Véletlen műveletek: a ciklus megkezdésének engedélyezéséhez
a gombot minimum néhány tized másodperces időtartamra
nyomva kell tartani.
- Elektromos biztonság: a gomb funkciója tiltott, ha a szigetelő
fúvókatartó NINCS a pisztolyfejre szerelve vagy a felszerelése
helytelen.
10- Földkábel csatlakozó. bemeneti szűrőre kell felszerelni. Egy flexibilis csővel csatlakoztassa a
5. ÜZEMBEHELYEZÉS
---------------------------------------------------------------------------------------------
FIGYELEM! MINDEN EGYES ÜZEMBEHELYEZÉSI ÉS
ELE KT ROMOS B EKÖTÉSI M ŰV E LETET KIKA PC SOLT
ÁLLAPOTBAN LÉVŐ ÉS A HÁLÓZATI ÁRAMFORRÁSRÓL LEVETT
PLAZMAVÁGÓ BERENDEZÉSSEL VÉGEZZEN EL.
AZ ELEKTROMOS BEKÖTÉSEKET KIZÁRÓLAG TAPASZTALT
VAGY KÉPESÍTETT DOLGOZÓ VÉGEZHETI EL.
--------------------------------------------------------------------------------------------ÖSSZESZERELÉS
Csomagolja ki a gépet, szerelje össze a csomagban található különálló
részeket.
A visszakötő kábel és a földelő csipesz összeszerelése (E ábr.).
A GÉP FELEMELÉSÉNEK MÓDOZATAI
A jelen használati utasításban leírt minden gépet a fogantyújánál fogva,
vagy ha a modellhez elő van írva, akkor a készletben átadott szíj
segítségével (az F ÁBRÁN bemutatott felszerelés szerint) kell felemelni.
A GÉP ELHELYEZÉSE
Jelölje ki a gép felállításának helyét úgy, hogy ne legyenek akadályok a
hűűűtőlevegő ki- és beáramlását lehetővé tevő nyílásoknál; egyidejűleg
győződjön meg arról is, hogy nem kerülnek beszívásra áramvezető
porszemek, korrozív gőzök, nedvesség, stb.
Hagyjon legalább 250mm szabad területet a gép körül.
---------------------------------------------------------------------------------------------
FIGYELEM! A gépet egy súlyának megfelelőő teherbírású,
sík felületre kell helyezni a felbillenés és egyéb veszélyes
elmozdulások elkerülése érdekében.
--------------------------------------------------------------------------------------------HÁLÓZATRA KAPCSOLÁS
- Bármilyen villamos összeköttetés létesítése előtt ellenőrizze, hogy az
áramforrás tábláján feltüntetett értékek a felállítás helyén
rendelkezésre álló hálózati feszültség és frekvencia értékeknek
megfelelnek.
- Az áramforrást kizárólag földelt semleges vezetékkel ellátott
tápegységre szabad rákapcsolni.
- A közvetett érintéssel szembeni védelem biztosításához az alábbi
típusú differenciálkapcsolókat használja:
- A típus ( ) az egyfázisú gépekhez;
- B típus ( ) a háromfázisú gépekhez.
- Az EN 61000-3-11 (Flicker) Szabványban előírt követelményeknek
való megfelelés érdekében javasoljuk az áramforrásnak a táphálózat
interfész olyan pontjaihoz való csatlakoztatását, amelyek látszólagos
ellenállása kisebb az 1. táblázatban feltüntetett értéknél (1. TÁBL.).
Csatlakozódugó és aljzat
- A 16A-nél alacsonyabb vagy azzal azonos felvett árammal
re nde lke ző, eg yfá zis ú mo del lek ere det ile g norma liz ált
csatlakozódugós (2P + T) 16
A / 250V tápkábellel vannak felszerelve.
- A 16A-nél nagyobb felvett árammal rendelkező, egyfázisú modellek
és a háromfázisú modellek olyan tápkábellel vannak felszerelve,
amelyeket az egyfázisú modelleknél a (2P + T) és a háromfázisú
modelleknél a (3P + T) normalizált csatlakozódugóhoz kell bekötni.
Készítsen elő egy biztosítékkal vagy automata kapcsolóval ellátott
hálózati csatlakozót; a megfelelő földelővéget a tápvezeték
földvezetőjéhez (sárga-zöld) kell rákapcsolni.
- A táblázat (1. TÁBL.) feltünteti a késleltetett olvadóbiztosítékokra
vonatkozó amperértékeket, melyeket a gép által kibocsátott
legnagyobb névleges áram illetve a névleges tápfeszültség alapján
választottak ki.
---------------------------------------------------------------------------------------------
FIGYELEM! A fentiekben leírt szabályok be nem tartása a
gyártó által megvalósított (I. osztályú) biztonsági rendszer
hatékonytalanságához vezet, illetve további súlyos személyi (pl.
áramütés) és anyagi károk (pl. tűzveszély) kockázatával jár.
---------------------------------------------------------------------------------------------
A VÁGÓÁRAMKÖR ÖSSZEKÖTÉSEI
---------------------------------------------------------------------------------------------
FIGYELEM! A KÖVETKEZŐ ÖSSZEKÖTÉSEK ELVÉGZÉSE
ELŐTT GYŐZŐDJÖN MEG ARRÓL, HOGY AZ ÁRAMFORRÁS KI
VAN KAPCSOLVA ÉS A TÁPHÁLÓZATBÓL KI VAN HÚZVA.
Az 1. táblázat (1. TÁBL.) felsorolja a visszakötő kábelre vonatkozó
javasolt értékeket (mm2-ben) a gép által kibocsátott legnagyobb áram
függvényében.
---------------------------------------------------------------------------------------------
Sűrített levegő bekötése (G ÁBR.).
- Készítsen elő egy sűrített levegő elosztó vezetéket, amely a 2.
táblázatban (2. TÁBL.) megjelölt minimális nyomással és
szállítóképességgel rendelkezik azoknál a modelleknél, amelyeknél
FONTOS!
Ne lépjék túl a maximális 8 bar-os bemeneti nyomást. Kiemelkedő
mennyiségű nedvességet vagy olajat tartalmazó levegő a kopó részek
túlzott elhasználódását okozhatja vagy a vágópisztolyt megrongálhatja.
Ha kételyek állnak fenn a rendelkezésre álló sűrített levegő minőségével
kapcsolatosan, akkor egy légszárító használata javasolt, amelyet a
sűrített levegő vezetéket a géphez, amihez a gép hátulján elhelyezett,
bemeneti levegőszűrőre felszerelendő, készletben átadott egyik
csatlakozót kell felhasználni.
A vágóáram visszakötő kábelének csatlakoztatása.
Csatlakoztassa a vágóáram visszakötő kábelét az elvágandó
munkadarabhoz vagy az azt megtartó fémpadhoz, az alábbi
óvintézkedések betartása mellett:
- Vizsgálja meg, hogy jó elektromos érintkezés alakult ki,
különösképpen akkor, ha szigetelt bevonatú, oxidálódott, stb.
lemezeket kell elvágni.
- Végezze el a földelőkapcsolást a vágási zónához a lehető
legközelebb.
- A meg mun kál ás a lat t ál ló dara b r ész ét nem k épe ző
fémszerkezeteknek a vágóáram visszakötő vezetőjeként való
használata veszélyes lehet a biztonság szempontjából és a vágásban
nem kielégítő eredményeket nyújthat.
- Ne végezze el a földelőkapcsolást a munkadarabnak azon a részén,
amelyet el kell távolítani.
A plazmavágó pisztoly csatlakoztatása (H ÁBR.) (ahol eloírt).
Illessze be a pisztoly apakábelének végződését a gép elülső
borítólapján elhelyezett, centralizált konnektorba úgy, hogy a
polarizációs kulcs beilleszkedjen. Teljesen csavarja be az órajárással
megegyező irányban a rögzítőgyűrűt a levegő és az áram veszteség
nélküli átmenetének garantálásához.
Néhány modellnél a pisztolyt már az áramforráshoz bekötve szállítjuk.
FONTOS!
A vágási műveletek megkezdése előtt vizsgálja meg a kopó részek
helyes összeszerelését, megvizsgálva a vágópisztoly fejet a
“VÁGÓPISZTOLY KARBANTARTÁSA” fejezetben ismertetett módon.
6. PLAZMAVÁGÁS: A FOLYAMAT LEÍRÁSA
A plazmaív a plazmavágásban alkalmazott alapelem.
A plazma egy rendkívül magas hőmérsékleten felmelegített és ionizált
gáz, amely ily módon elektromosan vezetővé válik. Ez a vágási eljárás a
plazmát használja fel az elektromos ívnek a fémdarabhoz való
továbbításához, amely a hő hatására megolvad és különválik. A
vágópisztoly sűrített levegőt használ fel, amely egy egyetlen
tápforrásból érkezik úgy a plazmagáz, mint a hűtő- és védőgáz számára.
HF gyújtás
Ez a típusú gyújtás tipikusan használatos az 50A-nél nagyobb árammal
működő modelleknél.
A ciklus kezdetét egy magas frekvenciájú/magas feszültségű ív (“HF”)
határozza meg, amely lehetővé teszi egy pilotív gyújtását az elektróda (pólus) és a vágópisztoly fúvókája (+ pólus) között. A vágópisztolyt az
áramforrás (+) pólusához csatlakoztatott, elvágandó munkadarabhoz
közelítve a pilotív átvitelre kerül, miközben egy plazmaív keletkezik az
elektróda (-) és a munkadarab között (vágóív). A pilotív és a HF
megszűnik, amint a plazmaív stabilizálódik az elektróda és a
munkadarab között.
A gyárilag beállított pilotív megtartási idő 2s; ha az átvitel nem valósult
meg ezen időn belül, akkor a ciklus automatikus blokkolása történik meg,
kivéve a hűtőlevegő megtartását.
A ciklus ismételt beindításához a vágópisztoly gombjának elengedése
és újbóli benyomása szükséges.
Rövidzárlatos gyújtás
Ez a típusú gyújtás tipikusan használatos az 50A-nél alacsonyabb
árammal működő modelleknél.
A ciklus kezdetét a vágópisztoly fúvókájának belsejében lévő elektróda
mozgása határozza meg, amely lehetővé teszi egy pilotív gyújtását az
elektróda (- pólus) és a fúvóka (+ pólus) között.
A vágópisztolyt az áramforrás (+) pólusához csatlakoztatott, elvágandó
munkadarabhoz közelítve a pilotív átvitelre kerül, miközben egy
plazmaív keletkezik az elektróda (-) és a munkadarab között (vágóív).
A pilotív megszunik, amint a plazmaív stabilizálódik az elektróda és a
munkadarab között.
A gyárilag beállított pilotív megtartási idő 2s; ha az átvitel nem valósult
meg ezen időn belül, akkor a ciklus automatikus blokkolása történik meg,
kivéve a hűtőlevegő megtartását.
A ciklus ismételt beindításához a vágópisztoly gombjának elengedése
és újbóli benyomása szükséges.
Előzetes műveletek.
A vágási műveletek megkezdése előtt vizsgálja meg a kopó részek
helyes összeszerelését, megvizsgálva a vágópisztoly fejet a
“VÁGÓPISZTOLY KARBANTARTÁSA” bekezdésben ismertetett
módon.
- Kapcsolja be az áramforrást és állítsa be a vágóáramot (C-1 ÁBR.)
azon fémes anyag vastagsága és típusa alapján, amelyet el kell
vágni. A 3. TÁBL.-ban fel van tüntetve a vágási sebesség a vastagság
függvényében az alumínium, vas és acél anyagokhoz.
- Nyomja be és engedje ki a vágópisztoly gombját, lehetővé téve a
levegő kiáramlást. (³30 másodperc utólevegő).
- E fázis folyamán állítsa be a légnyomást úgy, hogy a felhasznált
vágópisztolyhoz alapján kért “bar” érték leolvasható legyen a
manométeren (2. TÁBL.).
- Nyomja be a levegő gombját és áramoltassa ki a levegőt a
vágópisztolyból.
- Állítson a szabályozógombon: húzza felfelé a kioldáshoz és fordítsa el
a VÁ GÓ PI SZTOLY MŰSZAKI ADATAI ré sz be n megjelölt
nyomásértékre történő beállításához.
- Olvassa le a kért értéket (bar) a manométeren; nyomja be a
Page 60

szabályozógombot a beállítás rögzítéséhez. - ne vezessen át semmilyen eszközt a kábel felett és ne lépjen rá.
- 60 -
- Hagyja szabadon teljesen kiáramolni a levegőt, a vágópisztolyban Figyelem.
es e tl e g f e lh al mo z ód ot t k o nd e nz ví z e l tá v ol ít ás á na k
megkönnyítéséhez.
Fontos:
- Érintéses vágás (a vágópisztoly fú vókáj át az elvá gandó elektródát és a fúvókát.
munkadarabhoz érintve): max. 40-50A-es árammal alkalmazható
(magasabb áramértékek a fúvóka-elektróda-fúvókatartó azonnali
megrongálódását eredményezik).
- Távtartós vágás (a vágópisztolyra szerelt távtartóval I. ÁBR.): 35A-nél
magasabb áramokhoz alkalmazható;
- Meghosszabbított elektróda és fúvóka: ott alkalmazható, ahol az
előírt.
A vágás művelete (L ÁBR.).
- Közelítse a vágópisztoly fúvókáját a munkadarab széléhez (kb. 2 elosztó és a fúvóka kopása.
mm), nyomja be a vágópisztoly gombját; körülbelül 1 másodperc után
(elő-levegő) megtörténik a pilotív gyújtása.
- Ha a távolság megfelelő, akkor a pilotív azonnal továbbítódik a
munkadarabra, lehetővé téve a vágóív kialakulását.
- Vigye előre szabályos előtolással a vágópisztolyt a munkadarab működőképessége szempontjából.
felületén az ideális vágási vonal mentén.
- A megfelelő vágási sebességet alkalmazza a vastagság és a repedés és égés vagy a villamos vezetékek meglazulása, akkor a
kiválasztott áram alapján, miközben ellenőrizze azt, hogy a vágópisztoly további használata nem lehetséges, mert a biztonsági
munkadarab alsó felületéről kilépő ív egy 5-10° -os hajlásszöget feltételeknek nem tesz eleget.
képezzen a függőleges vonalhoz képest, az előtolási iránnyal
ellentétes irányban.
- A vágópisztoly-munkadarab közötti túl nagy távolság vagy az anyag szervízszolgálati központra kell bízni, amely a javítás utáni speciális,
hiánya (vágás vége) az ív azonnali megszakadását váltja ki. bevizsgálási próbák végrehajtására alkalmas.
- Az ív (vágó- vagy pilotív) megszakadása a vágópisztoly gombjának Sűrített levegő szűrő
kiengedésével mindig megvalósítható.
Fúrás (M ÁBR.).
E művelet végrehajtásához vagy a munkadarab közepéről történő
indítások megvalósításához megdöntött vágópisztollyal végezze el a
gyújtást és fokozatos mozgással vigye függőleges pozícióba.
- Ez a folyamat megakadályozza azt, hogy az ív visszafutások vagy a
megolvadt részecskék megrongálják a fúvóka furatát, amelynek
következménye a funkcionalitás gyors csökkenése.
- Közvetlenül elvégezhetők olyan munkadarabok fúrásai, amelyek RENDKÍVÜLI KARBANTARTÁS
vastagsága a felhasználási tartományban előírt maximális értéknek
legfeljebb 25%-a.
7. KARBANTARTÁS ---------------------------------------------------------------------------------------------
---------------------------------------------------------------------------------------------
FI GY EL E M! A K AR BA NT AR TÁ SI M ŰVE LE TE K
VÉGREHAJTÁSA ELŐTT GYŐZŐDJÖN MEG ARRÓL, HOGY A
PLAZMAVÁGÓ BERENDEZÉS KI VAN KAPCSOLVA ÉS KI VAN
HÚZVA A TÁPHÁLÓZATBÓL. A feszültség alatt lévő gépen belüli esetleges ellenőrzések súlyos
---------------------------------------------------------------------------------------------
SZOKÁSOS KARBANTARTÁS
A SZOKÁSOS KARBANTARTÁS MŰVELETEIT A KEZELŐ
VÉGREHAJTHATJA.
VÁGÓPISZTOLY (N ÁBR.)
Időszakonként, a felhasználás intenzitásának függvényében vagy
vágási hibák jelentkezése esetén vizsgálja meg a plazmaív által érintett
vágópisztoly-részek elhasználódottságának állapotát.
1- Távtartó.
Cserélje ki akkor, ha annyira eldeformálódott vagy salakkal borított,
hogy lehetetlenné válik a vágópisztoly pozíciójának helyes
megtartása (távolság és merőlegesség).
2- Fúvókatartó.
Kézzel csavarja ki a vágópisztoly fejből. Végezzen el egy alapos
tisztítást vagy cserélje ki, ha az megrongálódott (égések, deformációk
vagy repedések). Vizsgálja meg a felső fémrész épségét
(vágópisztoly biztonsági aktuátor).
3- Fúvóka.
Ellenőrizze a plazmaív átvezető furat valamint a belső és külső
felületek elhasználódottságát. Ha a furat az eredeti átmérőhöz képest
kiszélesedettnek vagy deformálódottnak bizonyulna, akkor cserélje ki
a fúvókát. Ha a felületek erősen elrozsdásodottak, akkor nagyon
finom csiszolópapírral tisztítsa le azokat.
4- Légelosztó gyűrű.
Vizsgálja meg, hogy nincsenek-e égések vagy repedések, illetve a
légvezető furatok nincsenek-e eltömődve. Ha az sérült, akkor azonnal
cserélje ki.
5- Elektróda.
Cserélje ki az elektródát, amikor a képző felületen kialakuló kráter
mélysége körülbelül 1,5 mm (O ÁBR.).
6- Vágópisztoly test, markolat és kábel.
Rendszerint ezek az alkotórészek különleges karbantartást nem
igényelnek, csak egy időszakos felülvizsgálatot és egy alapos
tisztítást, amelyet bármilyen jellegű oldószer használata nélkül kell
elvégezni. Ha a szigetelésen olyan sérülések tapasztalhatóak, mint
törés, repedés és égés vagy a villamos vezetékek meglazulása, akkor
a vágópisztoly további használata nem lehetséges, mert a biztonsági
feltételeknek nem tesz eleget.
ebben az esetben a javítást (rendkívüli karbantartás) nem lehet a
helyszínen elvégezni, hanem azt egy olyan felhatalmazott
szervízszolgálati központra kell bízni, amely a javítás utáni speciális,
bevizsgálási próbák végrehajtására alkalmas.
a vágópisztoly és kábel hatékony állapotának megtartásához néhány
óvintézkedés betartása szükséges:
- ne érintse a vágópisztolyt és a kábelt meleg vagy izzó részekhez.
- ne tegye ki a kábelt túlzott megfeszítéseknek.
- ne vezesse át a kábelt éles, vágó széleken vagy csiszoló
felületeken.
- gyűjtse össze a kábelt szabályos tekercsben, ha a hosszúsága
meghaladja a szükségletet.
- A vágópisztolyon bármilyen beavatkozás végrehajtása előtt hagyja
kihűlni legalább az “utó-levegő” teljes időtartamára.
- Különleges eseteket kivéve javasoljuk, hogy egyidejűleg cserélje ki az
- Tartsa be a vágópisztoly alkotórészeinek összeszerelési sorrendjét (a
szétszereléssel ellentétes).
- Figyeljen arra, hogy az elosztó gyűrűt a helyes irányban szerelje be.
- Szerelje vissza a fúvókatartót úgy, hogy kézzel teljesen, enyhén
meghúzva csavarja be.
- Semmilyen esetre se szerelje be a fúvókatartót addig, amíg előzőleg
nem szerelte be az elektródát, az elosztó gyűrűt és a fúvókát.
- Kerülje a pilotív levegőben való, meggyújtott állapotban való
felesleges megtartását azért, hogy ne erősödjön az elektróda, az
- Ne szorítsa meg túlzott erővel az elektródát, mert a vágópisztoly
sérülését kockáztatja.
- A vágópisztoly kopó részein végzendő ellenőrzés helyes és időszerű
folyamata alapvetően fontos a biztonság és a vágó berendezés
- Ha a szigetelésen olyan sérülések tapasztalhatóak, mint törés,
ebben az esetben a javítást (rendkívüli karbantartás) nem lehet a
helyszínen elvégezni, hanem azt egy olyan felhatalmazott
- A szűrő automatikus kondenzvíz-leeresztéssel van ellátva, amely
funkció a szűrőnek a sűrített levegő hálózatból való bármikori
kicsatlakoztatása esetén végbemegy.
- Vizsgálja meg időszakonként a szűrőt; ha víz jelenléte tapasztalható a
pohárban, akkor elvégezhető a kézi leeresztés, felfelé tolva a
leeresztő csatlakozót.
- Ha a szűrőbetét különösen szennyezett, akkor a csere elvégzése
szükséges a túlzott feltöltési veszteség elkerülése végett.
A RENDKÍVÜLI KARBANTARTÁS MŰVELETEIT KIZÁRÓLAG
TAPASZTALT, VAGY SZAKKÉPZETT ELEKTROMŰSZERÉSZ
HAJTHATJA VÉGRE.
FIGYELEM! A GÉP PANELJEINEK ELMOZDÍTÁSA ÉS A
BELSEJÉBE VALÓ BENYÚLÁS ELŐTT GYŐZŐDJÖN MEG ARRÓL,
HOGY A GÉP KI VAN KAPCSOLVA ÉS A TÁPHÁLÓZATBÓL KI VAN
HÚZVA.
áramütést okozhatnak, melyet a feszültség alatt álló alkatrészekkel
való közvetlen érintkezés eredményez.
---------------------------------------------------------------------------------------------
- Időszakonként, a használattól és a környezet porosságától függően
ellenőrizni kell a gép belsejét és eltávolítani a transzformátorra,
egyenirányítóra, induktorra és ellenállásokra rakódott port, száraz
sűrített levegősugár (max. 10 bar) segítségével.
- El kell kerülni a sűrített levegősugarak irányítását az elektronikus
kártyák felé; ezutóbbiak esetleges tisztítását nagyon puha kefével
vagy megfelelő oldószerekkel kell elvégezni.
- Alkalmanként ellenőrizni kell, hogy az elektromos kapcsolások jól
összeszorítottak-e, valamint azt, hogy a kábelezések szigetelésén
nem mutatkoznak-e sérülések.
- Vizsgálja meg a sűrített levegő hálózati csövek és csatlakozások
tömítésének épségét.
- Fentemlített műveletek befejezésekor a rögzítőcsavarok teljes
megszorításával vissza kell szerelni a gép paneljeit.
- Feltétlenül kerülni kell a nyitott géppel való vágási műveletek
végrehajtását.
8. MEGHIBÁSODÁSOK KERESÉSE
NE M K IE LÉ GÍ TŐ M ŰK ÖD É S E SE TÉ N É S M IE LŐT T
SZISZTEMATIKUS FELÜLVIZSGÁLATBA KEZDENÉNEK VAGY
SZERV ÍZ HEZ FOR DU LNÁNAK, ELLENŐRIZNI KE LL A
KÖVETKEZŐKET:
- Azt, hogy nem ég-e a sárga kijelző led, mely a túl magas/túl alacsony
feszültség vagy rövidzárlat miatti termikus biztonsági beavatkozásra
utal.
- Meg kell győződni a no minál is szakas zossá g arányán ak
ellenőrzöttségéről; termikus védelem beavatkozása esetén meg kell
várni a gép teljes kihűlését, ellenő rizni kell a ventilátor
működőképességét.
- Ellenőrizni kell a tápvezeték feszültségét: ha az érték túlságosan
magas vagy túlságosan alacsony, a gép blokkolt állapotban marad.
- Ellenőrizni kell, hogy nincs-e rövidzárlat a gép kimeneténél: ilyen
esetben meg kell szüntetni annak okát.
- Ellenőrizni kell a vágó áramkör kapcsolásainak pontosságát,
különösen azt, hogy a földelési kábel fogója valóban össze van-e
kapcsolva a munkadarabbal és hogy nem ékelődtek-e közéjük
szigetelőanyagok (pl. festékek).
A LEGÁLTALÁNOSABB VÁGÁSI HIBÁK
A vágási műveletek folyamán kivitelezési hibák mutatkozhatnak,
amelyek rendszerint nem a berendezés működési rendellenességeinek,
hanem más operatív aspektusoknak tulajdoníthatók, amelyek az
alábbiak lehetnek:
a-Elégtelen behatolás vagy túlzott salakképződés:
- Túl nagy vágási sebesség.
- Túlságosan megdöntött vágópisztoly.
- Munkadarab túl nagy vastagsága vagy túl alacsony vágóáram.
- Nem megfelelő sűrített levegő nyomás-szállítóképesség.
Page 61

- Vágópisztoly elektróda és fúvóka elhasználódott. expunerea epidermei la razele ultraviolete si infrarosii produse
- 61 -
- Nem megfelelő fúvókatartó hegy.
b-Vágóív átmenet hiánya:
- Kopott elektróda.
- Visszakötő kábel szorítójának rossz érintkezése.
c-Vágóív megszakadása:
- Túl alacsony vágási sebesség.
- Vágópisztoly-munkadarab közötti túl nagy távolság.
- Kopott elektróda.
- Egy védelem beavatkozása.
d-Döntött vágás (nem merőleges):
- Nem helyes vágópisztoly pozíció.
- A fúvóka furatának aszimmetrikus elhasználódása és/vagy a
vágópisztoly alkotórészeinek helytelen összeszerelése.
- Nem megfelelő légnyomás.
e-A fúvóka és elektróda túlzott elhasználódása:
- Túl alacsony légnyomás.
- Szennyezett levegő (nedvesség-olaj).
- Sérült fúvókatartó.
- Felesleges pilotív gyújtások a levegőben.
- Túl nagy sebesség a megolvadt részecskéknek a vágópisztoly
alkotórészeire való visszatérésével.
de arc; protectia trebuie sa fie extinsa si la alte persoane din
apropierea arcului prin intermediul ecranelor de protectie sau a
perdelelor nereflectorizante.
- Zgomot: Dacă din cauza operaţiilor de tăiere deosebit de
intensive se constată un nivel de expunere zilnică personală
(LEPd) egală sau mai mare de 85db (A), este obligatorie folosirea
unor mijloace corespunzătoare de protecţie individuală.
- Câmpurile electromagnetice generate în timpul operaţiei de
tăiere cu plasmă pot interfera cu funcţionarea aparatelor
electrice şi electronice.
Persoanele purtatoare de aparate electrice si electronice vitale
(ex. Pace-maker, aparate de respirat etc...), trebuie sa consulte
medicul înainte de a stationa în apropierea zonelor în care
sistemul de taiere cu plasma este utilizat.
Nu se recomanda folosirea sistemului de taiere cu plasma de
catre persoanele purtatoare de aparate electrice si electronice
vitale.
_______________(RO)______________
MANUAL DE INSTRUCŢIUNI
ATENŢIE! ÎNAINTE DE FOLOSIREA SISTEMULUI DE TĂIERE CU
PLASMĂ CITIŢI CU ATENŢIE MANUALUL DE INSTRUCŢIUNI
SISTEME DE TĂIERE CU PLASMĂ DESTI NATE UZULUI
INDUSTRIAL ŞI PROFESIONAL
1. MASURI GENERALE DE SIGURANTA ÎN CAZUL TAIERII CU ARC
PLASMA
Operatorul trebuie sa fie destul de instruit pentru folosirea în
siguranta a sistemelor de taiere cu plasma si informat asupra
riscurilor care pot proveni din sudura cu arc si tehnicile corelate,
asupra masurilor de protectie corespunzatoare si asupra masurilor
de urgenta.
(Consultati de asemenea „SPECIFICATIA TEHNICA IEC sau CLC/TS
62081” INSTALAREA SI FOLOSIREA APARATELOR PENTRU
SUDURA CU ARC SI TEHNICI CORELATE).
- Evitaţi contactul direct cu circuitul de tăiere; tensiunea în gol
transmisă de sistemul de tăiere cu plasmă poate fi periculoasă în
anumite cazuri.
- Conectarea cablurilor circuitului de taiere, operaţiile de control
precum şi reparaţiile trebuie efectuate cu sistemul de tăiere oprit
şi deconectat de la reţeaua de alimentare.
- Opriţi sistemul de tăiere cu plasmă şi deconectaţi-l de la reţeaua
de alimentare înainte de a înlocui componentele pistoletului de
sudură predispuse la uzură.
- Realizaţi instalaţia electrică corespunzător normelor şi legilor în
vigoare referitor la prevenirea accidentelor de muncă.
- Sistemul de tăiere cu plasmă trebuie să fie conectat numai la un
sistem de alimentare cu conductor de nul legat la pământ.
- Asiguraţi-vă că priza de alimentare este corect conectată la
împământarea de protecţie.
- Nu folosiţi sistemul de tăiere cu plasmă în medii cu umiditate,
igrasie sau sub ploaie.
- Nu folosiţi cabluri cu izolare deteriorată sau cu conectoare
slăbite.
- Nu tăiaţi containere, recipiente sau tubulaturi care conţin sau
care au conţinut produse inflamabile lichide sau gazoase.
- Evitaţi operarea aparatului pe materiale curăţate cu solvenţi
cloruraţi sau în vecinătatea substanţelor de acest gen.
- Nu tăiaţi pe recipiente sub presiune.
- Îndepărtaţi de zona de lucru toate substanţele inflamabile (de
exemplu lemn, hârtie, cârpe, etc.)
- Asiguraţi-vă că există un schimb de aer adecvat sau alte miljoace
capabile să elimine gazele produse în urma operaţiilor de tăiere
cu plasmă; este necesară o abordare sistematică pentru a evalua
limitele de expunere la gazele produse în urma operaţiilor de
tăiere în funcţie de compoziţia lor, conc en tr aţia şi
durataexpunerii respective.
- Efectuaţi o izolare electrică adecvată faţă de duza pistoletului de
,*
tăiere plasmă, piesa în lucru şi faţă de alte părţi metalice legate la
pămănt, situate în apropiere (accesibile).
Acest lucru se obtine în mod normal prin protejarea cu manusi,
încaltaminte, masti si îmbracaminte adecvate acestul scop si
prin utilizarea de platforme sau de covoare izolante.
- Protejaţi-vă întotdeauna ochii cu geamuri de protecţie inactinice
montate pe măşti sau pe căşti.
Folositi îmbracaminte ignifuga de protectie adecvata si evitati
)
- Acest sistem de tăiere cu plasmă este conform cerinţelor
standardelor tehnice pentru produsele cu folosire exclusivă în
medii industriale şi în scopuri profesionale.
Compatibilitatea electromagnetica în medii domestice nu este
asigurata.
MĂSURI DE PRECAUŢIE SUPLIMENTARE
OPERATIILE DE TAIERE CU PLASMA:
- În medii cu risc ridicat de electrocutare;
- În spaţii îngrădite;
- În prezenţa materialelor inflamabile sau explozive;
TREBUIE sa fie evaluate preventiv de catre un "Responsabil
expert" si sa fie efectuate întotdeauna în prezenta altor
persoane calificate pentru interventii în caz de urgenta.
TREBUIE sa fie adoptate mijloacele tehnice de protectie
descrise la punctele 5.10; A. 7; A.9 din capitolul
"SPECIFICATIA TEHNICA IEC sau CLC/TS 62081".
- TREBUIE să fie interzise operaţiile de tăiere în timp ce sursa de
curent este susţinută de operator (ex. prin curele).
- TREBUIE să fie interzise operaţiile de tăiere cu operatorul
situat la înălţime faţă de sol, în afară de cazul în care se
folosesc platforme de siguranţă.
- ATENŢIE! SIGURANŢA SISTEMULUI PENTRU TĂIERE
PLASMĂ.
Numai modelul de pistolet prevazut si cuplarea respectiva la
sursa de curent potrivit indicatiilor din "DATELE TEHNICE"
garanteaza ca sigurantele prevazute de fabricant sunt eficace
(sistem de inter-blocare).
- NU FOLOSIŢI pistolete şi părţile de consum respective de
origine diferită.
- NU ÎNCERCAŢI SĂ CUPLAŢI LA SURSA DE CURENT pistolete
fabricate pentru procedee de tăiere sau SUDURĂ neprevăzute
în aceste instrucţiuni.
- NERESPECTAREA ACESTOR REGULI poate crea GRAVE
pericole pentru siguranţa fizică a utilizatorului şi pagube
pentru aparatură.
ALTE RISCURI
- RĂSTURNARE: aşezaţi sursa de curent pentru tăiere cu plasmă
pe o suprafaţă orizontală cu capacitate corespunzătoare masei;
în caz contrar (ex. podele înclinate, denivelate etc...) există
pericolul de răsturnare.
- FOLOSIRE IMPROPRIE: utilizarea sistemului de tăiere cu plasmă
în scopuri diferite faţă de cel pentru care a fost destinat este
periculoasă.
2. INTRODUCERE SI DESCRIERE GENERALA
Aceste generatoare sunt fabricate cu cea mai recentă tehnologie
Inverter cu IGBT şi proiectate pentru tăierea manuală de table din orice
metal şi pentru tăierea de table găurite cu grile (unde este prevăzut).
Reglarea curentului de la minim la maxim în mod continuu permite
asigurarea unei calităţi ridicate a tăierii la schimbarea grosimii şi a tipului
de metal.
Ciclul de taiere este activat de un arc pilot care, în functie de model:
poate fi amorsat de scurt-circuitul electrodului duzei sau de o descarcare
de înalta frecventa (HF).
CARACTERISTICI PRINCIPALE
- Dispozitiv de control tensiune în pistolet, presiune aer, scurtcircuit
pistolet (unde este prevăzut).
- Protecţie termostatică.
- Afişarea presiunii aerului (unde este prevăzut).
ACCESORII DE SERIE
- Pistolet pentru tăiere cu plasmă.
- Kit racorduri pentru branşare aer comprimat.
ACCESORII LA CERERE
- Kit electrozi-duze de schimb.
Page 62

- Kit electrozi-duze prelungite (unde este prevăzut). 2- Led galben semnalare alarmă generală:
- 62 -
3. DATE TEHNICE
PLACA INDICATOARE
Principalele date referitoare la utilizarea si randamentul sistemului de
taiere cu plasma sunt mentionate pe placa indicatoare a acestuia cu
urmatoarea semnificatie:
Fig. A
1- Norma EUROPEANA de referinta pentru siguranta si constructia
aparatelor de sudura cu arc si taiere cu plasma.
2- Simbolul structurii interne a aparatului.
3- Simbolul procedeului de taiere cu plasma.
4- Simbolul S: arată că pot fi efectuate operaţii de tăiere într-un mediu
cu risc ridicat de electrocutare (de ex. foarte aproape de mari mase
metalice).
5- Simbolul liniei de alimentare:
1~: tensiune alternativă monofazată
3~: tensiune alternativă trifazată
6- Gradul de protecţie a carcasei.
7- Date caracteristice ale liniei de alimentare:
-U :Tensiunea alternativă şi frecvenţa de alimentare a
1
aparatului (limitele admise + 10%):
-I :Curent maxim absorbit de linie.
1 max
-I :Curentul efectiv de alimentare
1eff
8- Randamentul circuitului de taiere:
-U :tensiune maximă în gol (circuit de tăiere deschis).
0
-I /U :Curent şi tensiune corespunzătoare normalizată care pot fi
2 2
debitate de la aparat în timpul tăierii.
-X :Raportul de intermitenţă: arată perioada în care aparatul
poate debita curentul corespunzător (aceaşi coloană). Se
exprimă în % pe baza unul ciclu de 10 min. (de ex. 60% = 6
minute de funcţionare, 4 minute de staţionare; ş.a.m.d.).
În cazul în care se vor depăşi parametrii de utilizare (raportaţi
la temperatura mediului înconjurător de 40°C) intervine
protecţia termică a aparatului (aparatul rămâne în stand-by
până când temperatura acestuia revine la valorile admise.
-A/V-A/V: Indică gama de reglare a curentul de tăiere (minim –
9- Număr de înregistrare pentru identificarea aparatului (indispensabil
10- :Valorea siguranţelor cu temporizare prevăzute pentru
11- Simboluri care se referă la normele de siguranţă a căror semnificaţie
Observaţie: Exemplul de placă indicatoare prezentat este orientativ în
ceea ce priveşte semnificaţia simbolurilor şi a cifrelor; valorile exacte ale
datelor tehnice ale sistemul de tăiere cu plasmă achiziţionat trebuie să fie
indicate direct pe placa indicatoare a aparatului respectiv.
ALTE DATE TEHNICE:
- SURSA DE CURENT: a se vedea tabelul 1 (TAB. 1)
- PISTOLET: a se vedea tabelul 2 (TAB. 2)
Greutatea aparatului este indicata în tabelul 1 (TAB. 1).
4. DESCRIEREA SISTEMULUI DE TĂIERE CU PLASMĂ
Aparatul este alcatuit din module de putere realizate pe circuit imprimat,
menite sa optimizeze siguranta functionarii cu un minim de întretinere.
(Fig. B)
1- Intrare linie de alimentare monofazică, grup redresor şi condensatori
2- Punte de comutare cu tranzistori (IGBT) şi tiristori; comută tensiunea
3- Transformator de înaltă frecvenţă: Bobinajul primar este alimentat cu
4- Punte redresoare secundară cu inductanţă de filtrare: comută
5- Panou electronic de control şi reglare: verifică instantaneu valorea
DISPOZITIVE DE CONTROL, REGLARE SI CONECTARE
Panou posterior (Fig. C)
1- Întrerupator general
2- Cablu de alimentare
3- Racord aer comprimat (nu este prezent în versiunea Kompressor)
4- Reductor de presiune pentru racord aer comprimat (unde este
Panou anterior (Fig. D1)
1- Manetă reglare curent de tăiere.
maxim) la tensiunea de arc corespunzătoare.
pentru asistenţa tehnică, solicitarea pieselor de schimb, identificarea
originii produsului).
protecţia liniei.
este indicată în capitolul 1 "Măsuri de siguranţă generale pentru
sudura cu arc".
de filtrare.
redresată în tensiune alternativă de înaltă frecvenţă şi reglează
puterea în funcţie de curentul/tensiunea de tăiere necesară.
tensiunea convertită de la blocul 2; acesta are funcţia de a adapta
tensiunea şi curentul la valorile necesare operaţiei de tăiere şi în
acelaşi timp de a izola galvanic circuitul de tăiere de reţeaua de
alimentare.
tensiunea / curentul alternativ furnizat de bobinajul secundar în curent
/ tensiune continuă cu ondulaţie foarte redusă.
curentului de tăiere faţă de cea setată de către operator; modulează
impulsurile de comandă a tiristorilor corespunzători punţii de
comutare IGBT care efectuează reglarea.
Determină răspunsul dinamic al curentului în timpul tăierii şi
supervizează sistemele de siguranţă.
I (ON) Generator gata de funcţionare, nu este prezentă tensiune în
pistolet. Generator în Stand By.
O (OFF) Blocata orice functionare; dispozitivele auxiliare si
semnalele luminoase sunt stinse.
Conectaţi aparatul la un circuit de aer comprimat cu minim 5 bar şi
max 8 bar (TAB. 2).
prevăzut).
Permite predispunerea intensităţii curentului de tăiere furnizat de
aparat de adoptat în funcţie de aplicaţie (grosimea materialui
/viteză). Consultaţi DATELE TEHNICE pentru un raport corect de
intermitenţă lucru-pauză de adoptat în funcţie de curentul selectat.
- Când este aprins indică supra-încalzirea unui component din
circuitul de putere, sau o anomalie a tensiunii de alimentare de
intrare (supra şi subtensiune). Protecţie împotriva supratensiunii
şi căderilor de tensiune: blocheză aparatul: tensiunea de
alimentare este în afara intervalului +/- 15% faţă de valoarea de
pe plăcuţă. ATENŢIE: Depăşirea limitei de tensiune superioară,
menţionată mai sus, va duce la deteriorarea gravă a dispozitivului.
- În timpul acestei faze este blocată funcţionarea aparatului.
- Reluarea este automată (stingerea ledului galben) după ce una
din anomaliile menţionate mai sus se încadrează între limitele
admise.
3- Led galben semnalare prezenţă tensiune în pistolet.
- Când este aprins indică că circuitul de tăiere este activat: Arc Pilot
sau Arc de Tăiere "ON".
- De obicei stins (circuit de tăiere dezactivat) cu buton pistolet NE
activat (condiţie de stand by).
- Este stins, cu buton pistolet activat, în următoarele condiţii:
- În timpul fazei de POST AER.
- Dacă arcul pilot nu este transferat la piesă în timpul maxim de 2
secunde.
Dacă arcul de tăiere se întrerupe din cauza distanţei excesive
pistolet-piesă, a uzurii excesive a electrodului sau a îndepărtării
forţate a pistoletului de piesă.
- Dacă a intervenit un sistem de SIGURANŢĂ.
4- Led verde semnalare prezenta tensiune retea si circuite
auxiliare alimentate.
Circuitele de control şi serviciu sunt alimentate.
5- Led roşu semnalare circuit aer comprimat (unde este prevăzut).
Când este aprins indică supraîncălzirea bobinajelor motorului
electric de la bordul compresorului de aer.
6- Manometru.
Permite citirea presiunii aerului.
7- Conector racord pistolet.
Pistolet cu conectare directă sau centralizată.
- Butonul pistolet este singurul organ de control de la care pot fi
comandate începutul şi oprirea operaţiilor de tăiere.
- La încetarea acţiunii asupra butonului, ciclul este întrerupt
instantaneu în orice fază, cu excepţia menţinerii aerului de răcire
(post-aer).
- Manevre accidentale: pentru validarea începutului de ciclu,
acţiunea asupra butonului trebuie să fie exercitată pentru un timp
minim de câteva zeci de secunde.
- Siguranţa electrică: funcţia butonului este blocată dacă port-duza
izolantă NU este montată pe capul pistoletului, sau dacă montarea
sa este incorectă.
8- Conector cablu de masă
Panou anterior (Fig. D2)
1- Manetă reglare curent de tăiere.
Permite predispunerea intensităţii curentului de tăiere furnizat de
aparat de adoptat în funcţie de aplicaţie (grosimea materialului
/viteză). Consultaţi DATELE TEHNICE pentru un raport corect de
intermitenţă lucru-pauză de adoptat în funcţie de curentul selectat.
2- Led roşu semnalare alarmă generală:
- Când este aprins indică supra-încalzirea unui component din
circuitul de putere sau o anomalie a tensiunii de alimentare de
intrare (supra şi subtensiune). Protecţie împotriva supratensiunii
şi căderilor de tensiune: blocheză aparatul: tensiunea de
alimentare este în afara intervalului +/- 15% faţă de valoarea de pe
plăcuţă. ATENŢIE: Depăşirea limitei de tensiune superioară,
menţionată mai sus, va duce la deteriorarea gravă a dispozitivului.
- În timpul acestei faze este blocată funcţionarea aparatului.
- Reluarea este automată (stingerea ledului roşu) după ce una din
anomaliile menţionate mai sus se încadrează între limitele
admise.
3- Led galben semnalare prezenţă tensiune în pistolet.
- Când este aprins indică că circuitul de tăiere este activat: Arc Pilot
sau Arc de Tăiere "ON".
- De obicei stins (circuit de tăiere dezactivat) cu buton pistolet NE
activat (condiţie de stand by).
- Este stins, cu buton pistolet activat, în următoarele condiţii:
- În timpul fazei de POST AER.
- Dacă arcul pilot nu este transferat la piesă în timpul maxim de 2
secunde.
Dacă arcul de tăiere se întrerupe din cauza distanţei excesive
pistolet-piesă, a uzurii excesive a electrodului sau a îndepărtării
forţate a pistoletului de piesă.
- Dacă a intervenit un sistem de SIGURANŢĂ.
4- Led verde semnalare prezenta tensiune retea si circuite
auxiliare alimentate.
Circuitele de control şi serviciu sunt alimentate.
5- Led galben semnalare lipsa fazei (unde este prevăzut).
Când ledul galben este aprins, indică lipsa unei faze de alimentare,
funcţionarea este blocată iar reluarea se face automat după 4
secunde de la rezolvarea anomaliei.
6- Semnalare anomalie circuit aer comprimat (unde este
prevăzut).
Led GALBEN (Fig. D2-6) împreună cu ledul ROŞU de alarmă
generală (Fig.D2-2 ).
Când este aprins arată că presiunea aerului pentru funcţionarea
corectă a pistoletului este insuficientă. În timpul acestei faze este
blocată funcţionarea aparatului.
Reluarea se face automat (stingerea ledurilor) după ce presiunea se
încadrează din nou între limitele admise.
7- Buton aer (unde este prevăzut).
Prin apăsarea acestui buton, aerul continuă să iasă din pistolet
pentru un timp fix.
În mod obişnuit de foloseşte:
- pentru răcirea pistoletului
- în faza reglării presiunii pe manometru.
8- Manometru.
Page 63

Permite citirea presiunii aerului. întoarcere (în mm2) pe baza curentului maxim debitat de aparat.
- 63 -
9- Conector racord pistolet. ---------------------------------------------------------------------------------------------
Pistolet cu conectare directă sau centralizată. Branşare aer comprimat (FIG. G).
- Butonul pistoletului este singurul organ de control de la care pot fi - Predispuneţi o linie de distribuţie aer comprimat cu presiune şi debit
comandate începerea şi oprirea operaţiilor de tăiere. minim indicate în tabelul 2 (TAB. 2), în modelele unde este prevăzut.
- La încetarea acţiunii asupra butonului, ciclul este întrerupt
instantaneu în orice fază cu excepţia menţinerii aerului de răcire
(post-aer).
- Manevre accidentale: pentru validarea de început de ciclu,
acţiunea asupra butonului trebuie să fie exercitată pentru un timp
minim de câteva zeci de secunde.
- Siguranţă electrică: funcţionarea butonului este blocată dacă port- folosirea unui uscator de aer, de instalat în amonte de filtrul de intrare.
duza izolantă NU este montată pe capul pistoletului sau dacă Conectati printr-o teava flexibila linia de aer comprimat la masina,
montarea sa este incorectă. utilizând unul din racordurile din dotare ce trebuie montat pe filtrul aer de
10- Conector cablu de masă
5. INSTALARE
---------------------------------------------------------------------------------------------
ATENŢIE! EFECTUAŢI TOATE OPERAŢIILE DE INSTALARE
ŞI CONECTARE A SISTEMULUI DE TĂIERE CU PLASMĂ NUMAI
CÂND ACESTA ESTE OPRIT ŞI DECONECTAT DE LA REŢEAUA
ALIMENTARE.
LEGATURILE ELECTRICE ALE APARATULUI TREBUIE SA FIE
EFECTUATE NUMAI DE CATRE PERSONAL EXPERT SAU
CALIFICAT.
---------------------------------------------------------------------------------------------
PREGĂTIRE
Scoateţi aparatul din ambalajul său original şi montaţi piesele aferente
prezente în ambalaj.
Asamblarea cablului de masă – cleşte de masă (Fig. E)
POSIBILITĂŢI DE RIDICARE A APARATULUI
Toate aparatele descrise în acest manual trebuie să fie ridicate folosind
mânerul sau cureaua din dotare dacă este prevăzută pentru modelul
respectiv (montată după cum se arată în FIG. F).
POZIŢIONAREA APARATULUI
Stabiliţi locul de instalare a aparatului astfel încât să nu existe vreun
obstacol în faţa deschizăturii pentru intrarea şi ieşirea aerului de răcire;
în acelaşi timp asiguraţi-vă că nu se aspiră praf, aburi corozivi, umiditate,
etc..
Lăsaţi un spaţiu liber de cel puţin 250 mm în jurul aparatului.
---------------------------------------------------------------------------------------------
ATENŢIE! Poziţionaţi aparatul pe o suprafaţă plană
corespunzătoare pentru a suporta greutatea acestuia şi pentru a
preveni răstunarea sau deplasările periculoase ale aparatului.
--------------------------------------------------------------------------------------------CONECTARE LA RETEAUA DE ALIMENTARE
- Înainte de efectuarea oricărei legături electrice, controlaţi că
tensiunea şi frecvenţa de reţea disponibile la locul de instalare
corespund cu datele de pe placa indicatoare a aparatului.
- Sursa de curent trebuie să fie conectată numai la un sistem de
alimentare cu conductor de nul legat la pământ.
- Pentru a garanta protecţia faţă de contactul indirect folosiţi
întrerupătoare diferenţiale de tipul:
- Tipul A ( ) pentru aparate monofazate;
- Tipul B ( ) pentru aparate trifazate.
- Pentru a fi în conformitate cu cerinţele normei EN 61000-3-11 (Flicker)
se recomandă conectarea sursei de curent la o reţea de alimentare
care are o impedanţă la borne inferioară valorii, a se vedea tabelul 1
(TAB.1) .
Stecher si priza
- Modelele monofazate cu un curent absorbit mai mic sau egal cu 16A
sunt prevăzute de la început cu cablu de alimentare cu ştecher
normalizat (2P+T) 16A \250V.
- Modelele monofazate cu un curent absorbit mai mare de 16A şi cele
trifazate sunt prevăzute cu un cablu de alimentare de conectat la un
ştecher normalizat (2P+T) pentru modelele monofazate şi (3P+T)
pentru modelele trifazate, cu o capacitate corespunzătoare.
Predispuneţi o priză de reţea prevăzută cu siguranţă fuzibilă sau
întrerupător automat; terminalul de împământare trebuie conectat la
conductorul de pământ (galben-verde) al liniei de alimentare.
- Tabelul 1 (TAB.1) indică valorile recomandate în amperi pentru
siguranţele cu temporizare, alese pe baza curentului nominal maxim
transmis de aparatul de sudură şi pe baza tensiunii nominale de
alimentare.
---------------------------------------------------------------------------------------------
ATENŢIE! Nerespectarea regulilor mai sus menţionate poate
duce la nefuncţionarea sistemului de siguranţă prevăzut de
fabricant (clasa I) cu riscuri grave pentru persoane (de ex.
electrocutare) sau pentru obiecte (de ex. incendiu).
---------------------------------------------------------------------------------------------
CONECTĂRILE CIRCUITULUI DE TĂIERE
---------------------------------------------------------------------------------------------
ATENŢIE! ÎNAINTE DE EFECTUAREA CONECTĂRILOR DE
MAI JOS, ASIGURAŢI-VĂ CĂ SURSA DE CURENT ESTE OPRITĂ ŞI
DECONECTATĂ DE LA REŢEAUA DE ALIMENTARE.
Tabelul 1 (TAB. 1) indică valorile recomandate pentru cablul de
IMPORTANT!
Nu depasiti presiunea maxima de intrare de 8 bar. Aerul care contine
cantitati mari de umiditate sau de ulei poate provoca o uzura excesiva a
partilor de consum sau poate deteriora pistoletul. Daca exista îndoieli cu
privire la calitatea aerului comprimat avut la dispozitie, se recomanda
intrare, situat pe partea din spate a masinii.
Conectarea cablului de întoarcere al curentului de tăiere.
Conectaţi cablul de întoarcere al curentului de tăiere la piesa de tăiat sau
la bancul metalic de susţinere respectând următoarele precauţii:
- Verificaţi să fie stabilit un bun contact electric îndeosebi dacă sunt
tăiate table cu învelişuri izolante, oxidate etc.
- Efectuaţi conectarea la masă cât mai aproape posibil de zona de tăiat.
- Utilizarea unor structuri metalice care nu fac parte din piesa în lucru,
ca şi conductor de întoarcere al curentului de tăiere, poate fi
periculoasă pentru siguranţă şi poate da rezultate insuficiente la
tăiere.
- Nu efectuaţi conectarea la masă pe partea piesei care trebuie
îndepărtată.
Conectarea pistoletui pentru taiere cu plasma (FIG. H) (unde este
prevazut).
Introduceti terminalul tata al pistoletului în conectorul centralizat situat pe
panoul frontal al masinii, facând sa coincida cheia de polarizare.
Însurubati pâna la capat, în sens orar, inelul de blocare pentru a garanta
trecerea aerului si a curentului fara pierderi.
La unele modele, pistoletul furnizat este deja bransat la sursa de curent.
IMPORTANT!
Înainte de începerea operatiilor de taiere, verificati montarea corecta a
partilor de consum, inspectionând capul pistoletului dupa cum se arata în
capitolul "ÎNTRETINERE PISTOLET".
6. TĂIERE CU PLASMĂ: DESCRIEREA PROCEDEULUI
Arcul cu plasma si principiul de aplicare la taierea cu plasma.
Plasma este un gaz încălzit la o temperatură extrem de ridicată şi ionizat
astfel încât să devină conductor din punct de vedere electric. Acest
procedeu de tăiere utilizează plasma pentru a transfera arcul electric la
piesa metalică care este topită de căldură şi separată. Pistoletul
foloseşte aer comprimat provenind de la o singură alimentare atât pentru
gazul plasmă cât şi pentru gazul de răcire şi protecţie.
Amorsare HF
Acest tip de amorsare este folosit în mod normal la modelele cu curenti
mai mari de 50A.
Pornirea ciclului este determinată de un arc cu înaltă frecvenţă/înaltă
tensiune ("HF") care permite aprinderea unui arc pilot între electrod
(polaritate -) şi duza pistoletului (polaritate +). Apropiind pistoletul de
piesa de tăiat, conectat la polaritatea (+) a sursei de curent, arcul pilot
este transferat instaurând un arc plasmă între electrod (-) şi piesă (arc de
tăiere). Arcul pilot şi HF sunt excluse de îndată ce arcul plasmă se
stabileşte între electrod şi piesă.
Timpul de mentinere a arcului pilot setat din fabrica este de 2s; daca
transferul nu se efectueaza în acest timp, ciclul este blocat în mod
automat cu exceptia mentinerii aerului de racire.
Pentru a începe din nou ciclul este necesara eliberarea butonului
pistoletului si apasarea acestuia din nou.
Amorsare în scurt
Acest tip de amorsare se foloseste în mod normal la modelele cu curenti
inferiori de 50A.
Pornirea ciclului este determinata de miscarea electrodului în interiorul
duzei pistoletului, care permite aprinderea unui arc pilot între electrod
(polaritate -) si duza pistoletului (polaritate +).
Apropiind pistoletul de piesa de taiat, conectat la polaritatea (+) a sursei
de curent, arcul pilot este transferat instaurând un arc plasma între
electrod (-) si piesa (arc de taiere).
Arcul pilot si HF sunt excluse de îndata ce arcul plasma se stabileste
între electrod si piesa.
Timpul de mentinere a arcului pilot setat din fabrica este de 2s; daca
transferul nu se efectueaza în acest timp, ciclul este blocat în mod
automat cu exceptia mentinerii aerului de racire.
Pentru începerea unui nou ciclu trebuie sa eliberati butonul pistoletului si
sa-l apasati din nou.
Operatii preliminare.
Înainte de a începe operatiile de taiere, verificati montarea corecta a
partilor de consum, inspectionând capul pistoletului dupa cum se arata în
paragraful "ÎNTRETINERE PISTOLET".
- Aprindeţi sursa de curent şi setaţi curentul de tăiere (FIG. C-1) pe
baza grosimii şi a tipului de material metalic care trebuie tăiat. În TAB.3
este indicată viteza de tăiere în funcţie de grosime pentru materialele
din aluminiu, fier şi oţel.
- Apăsaţi şi eliberaţi butonul pistoletului determinând ieşirea aerului
(³30 secunde de post-aer).
- În această fază reglaţi presiunea aerului până când citiţi pe
manometru valoarea în “bar” necesară în funcţie de pistoletul utilizat
(TAB. 2).
- Acţionaţi asupra butonului aer şi faceţi să iasă aerul din pistolet.
- Acţionaţi asupra manetei: trageţi în sus pentru a debloca şi rotiţi
pentru a regla presiunea la valoarea indicată în DATE TEHNICE
PISTOLET.
- Citiţi valoarea necesară (bar) pe manometru; împingeţi maneta pentru
a bloca reglarea.
- Lăsaţi să se termine spontan ieşirea aerului pentru a uşura
îndepărtarea eventualului condens acumulat în pistolet.
Page 64

Important: - Evitaţi să menţineţi inutil aprins arcul pilot în aer, pentru a nu mări
- 64 -
- Tăiere în contact (cu duza pistoletului în contact cu piesa de tăiat):
este aplicabilă cu curent max de 40-50A (valori superioare de curent - Nu strângeţi electrodul cu forţă excesivă pentru că riscaţi să deterioraţi
duc la distrugerea imediată a duzei-electrod-portduză). pistoletul.
- Tăiere la distanţă (cu distanţiator montat în pistolet FIG. I): este - Promptitudinea şi procedura corectă a controalelor asupra părţilor de
aplicabilă pentru curent cu valori mai mari de 35A; consum ale pistoletului sunt vitale pentru siguranţa şi funcţionalitatea
- Electrod şi duză prelungită: este aplicabilă unde este prevăzut.
Operatie di taiere (FIG. L).
- Apropiaţi duza pistoletului de marginea piesei (circa 2 mm), apăsaţi
butonul pistoletului; după circa 1 secundă (pre-aer) se obţine
amorsarea arcului pilot.
- Dacă distanţa este corespunzătoare, arcul pilot se transferă imediat la
piesă determinând arcul de tăiere.
- Deplasaţi pistoletul pe suprafaţa piesei de-a lungul liniei ideale de
tăiere cu avansare regulată.
- Adaptaţi viteza de tăiere în funcţie de grosimea şi de curentul selectat,
verificând că arcul care iese din suprafaţa inferioară a piesei capătă o
înclinare de 5-10° pe verticală în sens opus direcţiei de avansare.
- O distanţă excesivă pistolet-piesă sau absenţa materialului (sfârşitul
tăierii) cauzează întreruperea imediată a arcului.
- Întreruperea arcului (de tăiere sau pilot) se obţine mereu la eliberarea
butonului pistoletului.
Forare (FIG. M)
Daca trebuie sa efectuati aceasta operatie sau sa porniti din centrul
piesei, amorsati cu pistoletul înclinat si duceti-l prin miscare progresiva în
pozitie verticala.
- Această procedură evită ca întoarceri de arc sau de particule topite să
strice gaura duzei reducându-i rapid funcţionalitatea.
- Găuriri de piese cu o grosime până la 25% din maximul prevăzut în
gama de utilizare pot fi efectuate direct.
7. ÎNTRETINERE
---------------------------------------------------------------------------------------------
ATENŢIE! ÎNAINTE DE EFECTUAREA OPERAŢIILOR DE
ÎNTREŢINERE ASIGURAŢI-VĂ CĂ SISTEMUL DE TĂIERE CU
PLASMĂ ESTE OPRIT ŞI DECONECTAT DE LA REŢEAUA DE
ALIMENTARE.
---------------------------------------------------------------------------------------------
ÎNTREŢINERE OBIŞNUITĂ
OPERAŢIILE DE ÎNTREŢINERE OBIŞNUITĂ POT FI EFECTUATE DE
CĂTRE OPERATOR.
PISTOLET (FIG. N)
Periodic, în functie de intensitatea folosirii sau în eventualitatea
defectelor de taiere, verificati starea uzurii partilor pistoletului interesate
de arcul plasma.
1- Distanţier.
Înlocuiţi dacă este atât deformat sau acoperit de deşeuri încât face
imposibilă menţinerea corectă a poziţiei pistoletului (distanţă şi
perpendicularitate).
2- Port-duză.
Deşurubaţi-o manual din capul pistoletului. Efectuaţi o curăţare atentă
sau înlocuiţi-o dacă este deteriorată (arsuri, deformări sau crăpături).
Verificaţi integritatea sectorului metalic superior (actuator siguranţă
pistolet).
3- Duză.
Controlaţi uzura găurii de trecere a arcului plasmă şi a suprafeţelor
interne şi externe. Dacă gaura este lărgită faţă de diametrul original
sau deformat, înlocuiţi duza. Dacă suprafeţele sunt deosebit de
oxidate, curăţaţi-le cu hârtie abrazivă foarte fină.
4- Inel distribuitor aer.
Verificaţi că nu sunt prezente arsuri sau crăpături sau că nu sunt
înfundate găurile de trecere a aerului. Dacă este deteriorat, înlocuiţi-l
imediat.
5- Electrod.
Înlocuiţi electrodul atunci când adâncimea craterului care se
formează pe suprafaţa emiţătoare este de circa 1,5 mm (FIG. O)
6- Corp pistolet, mâner şi cablu.
În mod normal, aceste componente nu necesită o întreţinere
deosebită, cu excepţia unei inspecţii periodice şi a unei curăţenii
atente de efectuat fără a folosi solvenţi de orice natură. Dacă se
observă daune la izolaţie precum fracturi, crăpături şi arsuri sau
slăbirea conductorilor electrici, pistoletul nu mai poate fi utilizat
deoarece condiţiile de siguranţă nu sunt satisfăcute.
în acest caz reparatia (întretinere speciala) nu poate fi efectuata la
fata locului, ci trebuie încredintata unui centru de asistenta autorizat,
în masura sa efectueze probele speciale de testare dupa reparatie.
pentru a mentine eficienta pistoletului si cablului este necesara
adoptarea unor precautii:
- nu puneţi în contact pistoletul şi cablul cu părţi calde sau încinse.
- nu supuneţi cablul unor eforturi de tracţiune excesive.
- nu treceţi cablurile peste colţuri ascuţite, tăioase sau suprafeţe
abrazive. c-Întreruperea arcului de tăiere:
- adunaţi cablul în colace ordonate dacă lungimea sa este mai mare - Viteză de tăiere prea scăzută.
decât trebuie.
- nu treceţi cu nici un mijloc deasupra cablului şi nu îl călcaţi.
Atentie.
- Înainte de efectuarea oricărei intervenţii asupra pistoletului, lăsaţi-l să
se răcească cel puţin pentru tot timpul de "post-aer"
- Cu excepţia cazurilor deosebite, se recomandă înlocuirea electrodului
şi a duzei în acelaşi timp.
- Respectaţi ordinea de montare a componentelor pistoletului (inversă
faţă de demontare).
- Fiţi atenţi ca inelul distribuitor să fie montat în direcţia corectă.
- Montaţi din nou port-duza, înşurubând-o până la capăt manual prin
forţare uşoară.
- În nici un caz nu montaţi port-duza fără a fi montat înainte electrodul,
inelul distribuitor şi duza.
consumarea electrodului, a difuzorului şi a duzei.
sistemului de tăiere.
- Dacă se observă daune ale izolaţiei precum fracturi, crăpături şi arsuri
sau slăbirea conductorilor electrici, pistoletul nu mai poate fi folosit
deoarece nu sunt satisfăcute condiţiile de siguranţă. În acest caz
reparaţia (întreţinerea specială) nu poate fi efectuată la faţa locului, ci
trebuie încredinţată unui centru de asistenţă autorizat, în măsură să
efectueze probele speciale de testare după reparaţie.
Filtru aer comprimat
- Filtrul este prevazut cu evacuarea automata a condensului, de fiecare
data când este deconectat de la linia de aer comprimat.
- Controlati periodic filtrul; daca observati prezenta apei în pahar se
poate efectua purjarea manuala, împingând în sus racordul de
evacuare.
- În cazul în care cartuşul filtrant este deosebit de murdar, este necesară
înlocuirea acestuia pentru a evita pierderi de sarcină excesive.
ÎNTRETINERE SPECIALA
OPERATIILE DE ÎNTRETINERE SPECIALA TREBUIE SA FIE
EFECTUATE NUMAI DE PERSONAL CALIFICAT SAU EXPERT ÎN
DOMENIUL ELECTRIC SI MECANIC.
---------------------------------------------------------------------------------------------
ATENŢIE! ÎNAINTE DE A ÎNLĂTURA PLĂCILE CARCASEI
APARATULUI PENTRU AVEA ACCES LA INTERIORUL ACESTUIA,
ASIGURAŢI-VĂ CĂ APARATUL ESTE OPRIT ŞI DECONECTAT DE
LA REŢEAUA DE ALIMENTARE.
Eventualele verificari efectuate sub tensiune în interiorul aparatului
pot cauza electrocutari grave datorate contactului direct cu partile
sub tensiune.
---------------------------------------------------------------------------------------------
- Verificaţi interiorul aparatului periodic sau frecvent, în funcţie de gradul
de praf din mediul în care se lucrează cu acesta şi înlăturaţi praful
depozitat pe transformator, redresor, inductanţă, rezistenţe prin
insuflarea cu aer comprimat uscat (max 10 bar).
- Evitaţi îndreptarea jetului de aer comprimat pe plăcile electronice;
curăţaţi-le pe acestea din urmă cu o perie moale sau cu solvenţi
corespunzători.
- În timpul acestei operaţii verificaţi ca legăturile electrice să fie strănse
bine iar cablurile să nu prezinte daune la nivelul izolaţiei.
- Verificaţi integritatea şi etanşeitatea ţevilor şi a racordurilor din circuitul
cu aer comprimat.
- La terminarea acestor operaţii repoziţionaţi panourile aparatului
strângând bine şuruburile de fixare.
- Evitaţi întotdeauna efectuarea operaţiilor de tăiere cu aparatul
deschis.
8. DEPISTAREA DEFECTELOR
ÎN CAZUL ÎN CARE FUNCTIONAREA APARATULUI NU ESTE
CORESPUNZATOARE SI ÎNANTEA EFECTUARII ORICARUI
CONTROL MAI SISTEMATIC SAU ÎNAINTE DE A CONTACTA UN
CENTRU DE ASISTENTA AUTORIZAT, CONTROLATI CA:
- Să nu fie aprins ledul galben care indică intervenţia siguranţei termice
în caz de supratensiune, căderi de tensiune sau de scurt circuit.
- Asigurăţi-vă că raportul intermitenţă nominală este corespunzător; în
caz de intervenţie a protecţiei termostatice asteptaţi răcirea naturală a
aparatului, verificaţi funcţionalitatea ventilatorului.
- Controlaţi tensiunea liniei: dacă valoarea este prea ridicată sau prea
joasă maşina rămâne blocată.
- Controlaţi să nu existe vreun scurtcircuit la ieşirea maşinii: în acest caz
procedaţi la eliminarea inconvenientului.
- Conectările circuitului de tăiere să fie efectuate corect, îndeosebi
cleştele cablului de masă să fie conectat efectiv la piesă şi fără
interpunerea unor materiale izolante (ex. Vopseluri).
DEFECTE DE TAIERE MAI OBISNUITE
În timpul operatiilor de taiere se pot prezenta defecte de executie ce nu
pot fi atribuite de obicei anomaliilor de functionare a instalatiei ci altor
aspecte operative precum:
a-Penetrare insuficientă sau formare excesivă de zgură:
- Viteză de tăiere prea ridicată.
- Pistolet prea înclinat.
- Grosime piesă excesivă sau curent de tăiere prea scăzut.
- Presiune-debit aer comprimat necorespunzătoare.
- Electrod şi duză pistolet uzate.
- Vârf port-duză necorespunzător.
b-Lipsa transferului arcului de tăiere:
- Electrod consumat.
- Contact greşit al bornei cablului de întoarcere.
- Distanţă pistolet-piesă excesivă.
- Electrod consumat.
- Intervenţia unei protecţii.
d-Tăiere înclinată (ne-perpendiculară):
- Poziţie pistolet incorectă.
- Uzură asimetrică a găurii duzei şi/sau montare incorectă a
componentelor pistoletului.
- Presiune necorespunzătoare a aerului.
e-Uzură excesivă a duzei şi electrodului:
- Presiunea aerului prea joasă.
- Aer contaminat (umiditate-ulei).
- Port-duză deteriorată.
- Exces de amorsări ale arcului pilot în aer.
- Viteză excesivă cu întoarcerea particulelor topite pe componentele
Page 65

pistoletului.
- 65 -
_______________(PL)______________
INSTRUKCJA OBSŁUGI
UW AGA! P RZED U ŻYCIEM U RZĄDZE NIA D O CI ĘCIA
PLAZMOWEGO NALEŻY UWAŻNIE PRZECZYTAĆ INSTRUKCJĘ
OBSŁUGI!
SYSTEMY DO CIĘCIA PLAZMOWEGO PRZEWIDZIANE DO UŻYTKU
PROFESJONALNEGO I PRZEMYSŁOWEGO
1. OGÓLNE BEZPIECZENSTWO PODCZAS LUKOWEGO CIECIA
PLAZMOWEGO
Operator powinien być odpowiednio przeszkolony w zakresie
bezpiecznego używania systemów do cięcia plazmowego, jak
również poinformowany o zagrożeniach związanych z procesami
spawania łukowego i technik z nim związanych, o odpowiednich
środkach ochronnych oraz o procedurach awaryjnych.
(Przejrzec równiez "SPECYFIKACJE TECHNICZNA IEC lub CLC/TS
62081”: INSTALACJA I UZYWANIE SPRZETU DO SPAWANIA
LUKOWEGO ORAZ TECHNIK Z NIM ZWIAZANYCH).
- Unikać bezpośrednich kontaktów z obwodem cięcia; w
niektórych okolicznościach napięcie jałowe wytwarzane przez
system do cięcia plazmowego może być niebezpieczne.
- Podłączanie przewodów obwodu cięcia, operacje mające na celu
kontrolę oraz naprawa powinny być wykonywane po wyłączeniu
systemu do cięcia plazmowego i odłączeniu zasilania
urządzenia.
- Przed wymianą zużywających się elementów uchwytu
plazmowego należy wyłączyć system do cięcia plazmowego i
odłączyć od sieci zasilania.
- Wykonać instalację elektryczną zgodnie z obowiązującymi
normami oraz przepisami bezpieczeństwa i higieny pracy.
- System do cięcia plazmowego należy podłączyć wyłącznie do
układu zasilania wyposażonego w uziemiony przewód neutralny.
- Upewnić się, że wtyczka zasilania jest prawidłowo podłączona
do uziemienia ochronnego.
- Nie używać systemu do cięcia plazmowego w środowisku
wilgotnym, mokrym lub też podczas deszczu.
- Nie używać kabli z uszkodzoną izolacją lub poluzowanymi
połączeniami.
- Nie przecinać pojemników, zbiorników lub przewodów
rurowych, które zawierają lub zawierały ciekłe lub gazowe
substancje łatwopalne.
- Unikać wykonywania operacji na materiałach czyszczonych
chlorowanymi rozpuszczalnikami lub też w pobliżu tych
substancji.
- Nie przecinać zbiorników pod ciśniniem.
- Usunąć z obszaru pracy wszelkie substancje łatwopalne (np.
drewno, papier, szmaty, itp.)
- Upewnić się, czy w pobliżu znajduje się odpowiednia wentylacja
powietrza lub czy znajdują się odpowiednie środki służące do
usuwania oparów wytwarzanych podczas operacji cięcia
plazmowego; należy systematycznie sprawdzać, aby oceniać
granice narażenia na działanie dymów wytwarzanych podczas
operacji cięcia w zależności od ich składu, stężenia i czasu
trwania samego narażenia.
- Zastosować odpowiednią izolację elektryczną pomiędzy dyszą
,*
uchwytu plazmowego, obrabianym przedmiotem i ewentualnymi
uziemionymi częściami metalowymi, które znajdują się w
pobliżu (są dostępne).
W tym celu należy nosić rękawice ochronne, obuwie ochronne,
nakrycia głowy i odzież ochronną przewidzianą do tego celu oraz
stosować pomosty lub chodniki izolacyjne.
- Należy zawsze chronić oczy za pomocą specjalnych szkieł
przyciemniających z filtrem, zamontowanych na maskach lub
przyłbicach spawalniczych.
Nosić odpowiednią odzież ognioodporną, unikając narażenia
skóry na działanie promieniowania nadfioletowego i
podczerwonego, wytwarzanego przez łuk; rozszerzyć
zabezpieczenie na inne osoby znajdujące się w pobliżu łuku za
pomocą osłon lub zasłon nie odbijających.
- Hałaśliwość: Jeżeli w wyniku szczególnie intensywnych operacji
cięcia zostanie stwierdzony poziom codziennego narażenia
osobistego (LEPd) równy lub wyższy od 85db(A), należy
obowiązkowo zastosować odpowiednie środki ochrony
osobistej.
)
- Pola elektromagnetyczne, wytwarzane podczas procesu cięcia
plazmowego mogą nakładać się na funkcjonowanie aparatur
elektrycznych i elektronicznych. Osoby stosujące elektryczne
lub elektroniczne urządzenia wspomagające funkcje życiowe
(np. Pace-maker, aparaty tlenowe itp...), powinny skonsultować
się z lekarzem przed zatrzymywaniem się w pobliżu obszarów
stosowania niniejszego systemu do cięcia plazmowego.
Osobom stosujacym elektryczne lub elektroniczne urzadzenia
wspomagajace funkcje zyciowe odradza sie uzywanie
niniejszego systemu do ciecia plazmowego.
- System do ciecia plazmowego spelnia wymagania standardu
technicznego dla produktu przeznaczonego do uzytku wylacznie
w srodowisku przemyslowym i w celach profesjonalnych. Nie
gwarantuje sie zgodnosci z wymaganiami w zakresie
kompatybilnosci elektromagnetycznej w otoczeniu domowym.
DODATKOWE ŚRODKI OSTROŻNOŚCI
OPERACJE CIĘCIA PLAZMOWEGO:
- W otoc zeniu o zwie kszony m zagr ozeniu s zoku
elektrycznego;
- w miejscach graniczacych;
- W obecnosci materialów latwopalnych lub wybuchowych;
N AL E Ż Y z a p o bi eg a wc z o p o d d aw ać o c e n i e
„odpowiedzialnego fachowca” i wykonywać zawsze w
obecności innych osób przeszkolonych do interwencji w
przypadku awarii
NALEZY zastosowac techniczne srodki zabezpieczajace
opisane w punktach 5.10; A.7; A.9. „SPECYFIKACJI
TECHNICZNEJ IEC lub CLC/TS 62081”.
- NALEZY zabronic wykonywania operacji ciecia podczas, kiedy
zródlo pradu jest podtrzymywane przez operatora (np. za
pomoca pasów).
- NALEZY zabronic wykonywania operacji ciecia podczas, kiedy
operator znajduje sie nad podlozem, za wyjatkiem
ew ent ula nyc h pr zyp adk ów zast oso wan ia p lat for m
bezpieczenstwa.
- U WAGA! B EZPIE CZENS TWO SY STEMU DO CIECIA
PLAZMOWEGO.
Tylko model z odpowiednim uchwytem i odnośnym
połączeniem ze źródłem prądu, zgodnie ze wskazówkami
zawartymi w "DANYCH TECHNICZNYCH" gwarantuje
skuteczność zabezpieczeń przewidzianych przez producenta
(system z blokadą).
- NIE UŻYWAĆ uchwytów plazmowych i ich części ulegających
zużyciu różnego pochodzenia.
- NIE USILOWAC PODLACZAC DO ZRÓDLA PRADU uchwytów
pl azm owy ch p rze zna czo nyc h do pro ces ów ciec ia
plazmowego lub SPAWANIA nie przewidzianych w tej
instrukcji obslugi.
- NIEPRZESTRZEGANIE TYCH ZASAD moze grozic POWAZNYM
niebezpieczenstwem dla fizycznego bezpieczenstwa
uzytkownika jak równiez uszkodzeniem urzadzenia.
RYZYKA SZCZĄTKOWE
- PRZEWRÓCENIE: umieścić źródło prądu przeznaczone do
cięcia plazmowego na równej powierzchni, o nośności
odpowiedniej dla ciężaru; w przeciwnym przypadku (np.
posadzka pochyła, nierówna itp...) istnieje niebezpieczeństwo
wywrócenia urządzenia.
- ZASTOSOWANIE NIEWŁAŚCIWE: używanie systemu do cięcia
plazmowego do wszelkiego rodzaju obróbki odmienniej od
przewidzianej jest niebepieczne.
2. WPROWADZENIE I OGÓLNY OPIS
Niniejsze źródła prądu zostały skonstruowane w oparciu o najnowszą
technologię inverterową IGBT i są przeznaczone do ręcznego cięcia
blach, wykonanych z wszelkiego rodzaju metalu oraz perforowanych
blach ażurowych (gdzie przewidziane).
Regulacja pradu od wartosci minimalnej do maksymalnej w trybie
ciaglym, umozliwia zagwarantowanie wysokiej jakosci ciecia w
przypadku zmiany grubosci i rodzaju metalu.
Cykl ciecia jest uaktywniany przez luk pilotujacy, który w zaleznosci od
modelu urzadzenia: moze byc zajarzany przez zwarcie elektrody z
dysza lub przez wyladowanie o wysokiej czestotliwosci (HF).
GLÓWNE PARAMETRY
- Urządzenie do sterowania napięcia uchwytu spawalniczego,
ciśnienia powietrza, zwarcia uchwytu (gdzie przewidziane).
- Zabezpieczenie termostatyczne.
- Wyswietlanie cisnienia powietrza (gdzie przewidziane).
AKCESORIA W ZESTAWIE
- Uchwyt do ciecia plazmowego.
- Zestaw zlaczek do podlaczenia sprezonego powietrza.
AKCESORIA NA ZAMÓWIENIE
- Zestaw elektrod-dysz na zmiane.
- Zestaw elektrod-przedłużonych dysz (gdzie przewidziany).
Page 66

3. DANE TECHNICZNE DANYCH TECHNICZNYCH, aby uzyskać prawidłowy cykl praca-
- 66 -
TABLICZKA ZNAMIONOWA
Główne dane dotyczące zastosowania i wydajności systemu do cięcia
plazmowego są podane na tabliczce znamionowej o następującym
znaczeniu: - Jeżeli się świeci wskazuje przegrzanie jednego z komponentów
Rys. A
1- Norma EUROPEJSKA dotyczaca bezpieczenstwa i produkcji
urzadzen przeznaczonych do spawania lukowego i ciecia
plazmowego.
2- Symbol wewnetrznej struktury urzadzenia.
3- Symbol procesu ciecia plazmowego.
4- Symbol S: oznacza, ze operacje ciecia moga byc wykonywane w
srodowisku o zwiekszonym zagrozeniu szoku elektrycznego (np. w
poblizu wielkich skupisk metalu).
5- Symbol linii zasilania:
1~: napiecie przemienne jednofazowe
3~: napiecie przemienne trójfazowe
6- Stopien zabezpieczenia obudowy.
7- Dane charakterystyczne linii zasilania:
-U :Napiecie przemienne i czestotliwosc zasilania urzadzenia
1
(dopuszczalny limit ±10%):
-I : Maksymalny prad pobierany z sieci.
1 max
-I :Rzeczywisty prad zasilania
1eff
8- Wydajnosc obwodu ciecia:
-U :maksymalne napiecie jalowe (obwód ciecia otwarty).
0
-I /U :Prad i odpowiednie napiecie znormalizowane, które moga
2 2
byc wytwarzane przez urzadzenie podczas ciecia.
-X :Cykl pracy: wskazuje czas, w ciagu którego urzadzenie
moze wytworzyc odpowiednia ilosc pradu (ta sama
kolumna). Wyrazany w %, na podstawie cyklu 10
minutowego (np. 60% = 6 minut pracy, 4 minuty przerwy; i
tak dalej).
W przypadku, gdy wspólczynniki wykorzystania (podane na
tabliczce, dotyczace temp. otoczenia 40°C) zostana
przekroc zone, nastapi zadzialanie zabez pieczenia
termicznego (urzadzenie pozostanie w stanie stand-by
do pók i t emper atu ra nie zn ajdzi e s ie zno wu w
dopuszczalnych granicach).
-A/V-A/V: Wskazuje zakres regulacji pradu ciecia (minimalny –
9- Numer seryjny sluzacy do identyfikacji urzadzenia (niezbedny dla
10- :Wartosc bezpieczników z opóznionym dzialaniem, które
11-Symbole dotyczące norm bezpieczeństwa, których znaczenie
Uwaga: Na tabliczce znamionowej podane jest przykładowe znaczenie
symboli i cyfr; dokładne wartości danych technicznych systemu do cięcia
plazmowego znajdującego się w Waszym posiadaniu, należy odczytać
bezpośrednio na tabliczce samego urządzenia.
POZOSTAŁE DANE TECHNICZNE:
- ŹRÓDŁO PRĄDU : patrz tabela 1 (TAB.1)
- UCHWYT : patrz tabela 2 (TAB.2)
Ciężar urządzenia podany jest w tabeli 1 (TAB. 1).
4. OPIS SYSTEMU DO CIĘCIA PLAZMOWEGO
Urządzenie składa się zasadniczo z modułów mocy, wykonanych na
obwodach drukowanych i zoptymalizowanych w celu uzyskania
maksymalnej niezawodności oraz zredukowanej konserwacji.
1- Wejście jednofazowej linii zasilania, zespół prostownika oraz
2- Mostek tranzystorów (IGBT) i sterowniki; zamienia napięcie linii na
3- Transformator o wysokiej częstotliwości: uzwojenie pierwotne jest
4- Mostek prostujący wtórny z indukcyjnością wyrównawczą: zamienia
5- Elektroniczny układ sterowania i regulacji: bezzwłocznie kontroluje
URZADZENIA KONTROLI, REGULACJI I PODLACZENIE
Panel tylny (Rys. C)
1- Wylacznik glówny
2- Przewód zasilania
3- Zlaczka sprezonego powietrza (nie wystepuje w wersji Kompressor)
4- Reduktor ciśnienia dla złączki sprężonego powietrza (gdzie
Panel przedni (Rys. D1)
1- Pokrętło do regulacji prądu cięcia.
maksymalny) dla odpowiedniego napiecia luku.
pogotowia technicznego, zamówienia czesci zamiennych i badania
pochodzenia produktu).
nalezy przygotowac dla zabezpieczenia linii
podane jest w rodziale 1 “Ogólne bezpieczeństwo podczas
spawania łukowego”.
(Rys. B)
kondensatory wyrównawcze.
napięcie przemienne o wysokiej częstotliwości oraz wykonuje
regulację mocy w zależności od żądanego prądu/napięcia cięcia.
zasilane napięciem przetwarzanym z bloku 2; pełni ono funkcję
przystosowania napięcia i prądu do wartości niezbędnych dla procesu
cięcia i jednocześnie galwanicznego izolowania obwodu cięcia od linii
zasilania.
napięcie / prąd przemienny dostarczony przez uzwojenia wtórne na
prąd / napięcie stałe o niskim falowaniu.
wartość prądu cięcia i porównuje ją z wartością ustawioną przez
operatora; zmienia impulsy sterowania sterowników IGBT, które
dokonują regulacji. Wywołuje dynamiczną odpowiedź prądu podczas
cięcia i nadzoruje systemy bezpieczeństwa.
I (ON) Pradnica jest gotowa do funkcjonowania, w uchwycie nie
wystepuje napiecie. Pradnica w stanie Stand By.
O (OFF) zablokowane wszelkiego rodzaju funkcjonowanie;
urzadzenia pomocnicze i sygnaly swietlne sa wylaczone.
Podłączyć urządzenie do obwodu sprężonego powietrza o wartości
minimalnej 5 bar i maksymalnej 8 bar (TAB. 2).
przewidziany).
Umożliwia przygotowanie natężenia prądu cięcia dostarczanego
przez urządzenie, które należy wykorzystać w zależności od
zastosowania (grubość materiału/prędkość). Odwołać się do
przerwa, który należy zastosować w zależności od ustawionego
prądu.
2- Żółta dioda sygnalizuje ogólny alarm:
obwodu mocy lub nieprawidłowe napięcie zasilania wejściowego
(zbyt wysokie i zbyt niskie napięcie). Zabezpieczenie przed zbyt
wysokim i zbyt niskim napięciem linii: blokuje urządzenie: napięcie
zasilania znajduje się poza zakresem +/- 15% w stosunku do
wartości podanej na tablic zce znamiono wej. UWAGA:
Przekroczenie wyżej podanej górnej granicy napięcia powoduje
poważne uszkodzenie urządzenia.
- Podczas tej fazy zablokowane jest funkcjonowanie urządzenia.
- Reset następuje automatycznie (zgaśnięcie żółtej diody), po
którym jedna z wyżej wymienionych anomalii powraca do
dopuszczalnej granicy.
3- Żółta dioda sygnalizuje obecność napięcia w uchwycie
plazmowym.
- Jeżeli się świeci wskazuje, że obwód cięcia jest włączony: Łuk
Pilotujący lub Łuk Tnący "ON".
- Zwykle nie świeci się (obwód cięcia wyłączony) podczas, kiedy
przycisk uchwytu spawalniczego NIE został wciśnięty (stan stand
by).
- Nie świeci się, podczas, kiedy przycisk uchwytu spawalniczego
jest wciśnięty w następujących warunkach:
- Podczas fazy POST AIR.
- Jeżeli łuk pilotujący nie zostanie przeniesiony na przedmiot w
ciągu maksymalnie 2 sekund.
Jeżeli łuk tnący zostanie przerwany w wyniku zbyt dużej
odległości uchwytu od przedmiotu, nadmiernego zużycia
elektrody lub wymuszonego oddalenia uchwytu spawalniczego
od przedmiotu.
- Jeżeli zadziałał system BEZPIECZEŃSTWA.
4- Zielona dioda sygnalizująca obecność napięcia sieci i zasilanie
obwodów pomocniczych.
Obwody sterujące i obsługowe są zasilane.
5- Czerwona dioda sygnalizująca obwód sprężonego powietrza
(gdzie przewidziany).
Jeżeli się świeci wskazuje przegrzanie uzwoje ń si lnika
elektrycznego, znajdującego się w sprężarce powietrznej.
6- Manometr.
Umożliwia odczytywanie ciśnienia powietrza.
7- Przewód przyłączeniowy uchwytu plazmowego.
Uchwyt plazmowy z przyłączem bezpośrednim lub
scentralizowanym.
- Przycisk uchwytu plazmowego jest jedynym urządzeniem
sterującym, za pomocą którego może być sterowane rozpoczęcie
i zakończenie operacji cięcia.
- Po zwolnieniu przycisku cykl zostanie natychmiast przerwany w
każdej fazie, za wyjątkiem chłodzenia powietrzem (post-air).
- Przypadkowe włączenie: aby udzielić przyzwolenia na
rozpoczęcie cyklu, należy przytrzymać przycisk wciśnięty przez
co najmniej kilka dziesiętnych sekundy.
- Bezpieczeństwo elektryczne: funkcja przycisku jest zablokowana,
jeżeli uchwyt izolacyjny dyszy NIE został zamontowany na
głowicy uchwytu plazmowego lub też jeżeli został zamontowany
nieprawidłowo.
8- Łącznik przewodu masowego
Panel przedni (Rys. D2)
1- Pokrętło do regulacji prądu cięcia.
Umożliwia przygotowanie natężenia prądu cięcia dostarczanego
przez urządzenie, który należy zastosować w zależności od
zastosowania (grubość materiału/prędkość). Odwołać się do
DANYCH TECHNICZNYCH, aby uzyskać prawidłowy cykl pracaprzerwa, który należy zastosować w zależności od ustawionego
prądu.
2- Czerwona dioda sygnalizuje ogólny alarm:
- Jeżeli się świeci wskazuje przegrzanie jednego z komponentów
obwodu mocy lub nieprawidłowe napięcie zasilania wejściowego
(zbyt wysokie i zbyt niskie napięcie). Zabezpieczenie przed zbyt
wysokim i zbyt niskim napięciem linii: blokuje urządzenie: napięcie
zasilania znajduje się poza zakresem +/- 15% w stosunku do
wartości podanej na tablic zce znamiono wej. UWAGA:
Przekroczenie wyżej podanej górnej granicy napięcia powoduje
poważne uszkodzenie urządzenia.
- Podczas tej fazy zablokowane jest funkcjonowanie urządzenia.
- Reset następuje automatycznie (zgaśnięcie czerwonej diody), po
którym jedna z wyżej wymienionych anomalii powraca do
dopuszczalnej granicy.
3- Żółta dioda sygnalizująca obecność napięcia w uchwycie
plazmowym.
- Jeżeli się świeci wskazuje, że obwód cięcia jest włączony: Łuk
Pilotujący lub Łuk Tnący "ON".
- Zwykle nie świeci się (obwód cięcia wyłączony) podczas, kiedy
przycisk uchwytu plazmowego NIE został wciśnięty (stan stand
by).
- Nie świeci się, podczas, kiedy przycisk uchwytu plazmowego jest
wciśnięty, w następujących warunkach:
- Podczas fazy POST AIR.
- Jeżeli łuk pilotujący nie zostanie przeniesiony na przedmiot w
ciągu maksymalnie 2 sekund.
Jeżeli łuk tnący zostanie przerwany w wyniku zbyt dużej
odległości uchwytu od przedmiotu, nadmiernego zużycia
elektrody lub wymuszonego oddalenia uchwytu plazmowego od
przedmiotu.
- Jeżeli zadziałał system BEZPIECZEŃSTWA.
4- Zielona dioda sygnalizująca obecność napięcia sieci i zasilanie
obwodów pomocniczych.
Obwody sterujace i obslugowe sa zasilane.
5- Zólta dioda sygnalizujaca brak fazy (gdzie przewidziana).
Jezeli swieci sie zólta dioda wskazuje brak fazy zasilania,
Page 67

funkcjonowanie jest zablokowane a reset nastepuje automatycznie zacisk uziemiający należy połączyć z przewodem uziomowym lini
- 67 -
po uplywie 4 sekund od usuniecia anomalii. zasilania (żółto-zielony).
6- Sygnalizacja anomalii obwodu sprezonego powietrza (gdzie - W tabeli 1 (TAB.1) podane są wartości zalecane w amperach dla
przewidziany). bezpieczników zwłocznych linii, wybranych w zależności od
ŻÓŁTA dioda (Rys. D2-6) razem z diodą CZERWONĄ sygnalizuje
ogólny alarm (Rys.D2-2).
Jezeli sie swieci wskazuje, ze cisnienie powietrza, umozliwiajace
prawidlowe funkcjonowanie uchwytu plazmowego jest zbyt niskie.
Podczas tej fazy zablokowane jest funkcjonowanie urzadzenia.
Reset nastepuje automatycznie (zgasniecie diody) po przywróceniu
cisnienia do dopuszczalnej granicy.
7- Przycisk powietrza (gdzie przewidziany).
Wciskajac ten przycisk powietrze nadal wydostaje sie z uchwytu
plazmowego przez ustalony okres czasu.
Zwykle jest uzywany do:
- chłodzenia uchwytu plazmowego
- podczas fazy regulacji cisnienia na manometrze.
8- Manometr.
Umozliwia odczytywanie cisnienia powietrza.
9- Przewód przylaczeniowy uchwytu plazmowego.
Uc hw y t plazmo wy z przy la c z em bez po s r ednim lu b
scentralizowanym.
- Przycisk uchwytu plazmowego jest jedynym urządzeniem
sterującym, za pomocą którego może być sterowane rozpoczęcie
i zakończenie operacji cięcia.
- Po zwolnieniu przycisku cykl zostanie natychmiast przerwany w
kazdej fazie, za wyjatkiem chlodzenia powietrzem (post-air).
- Przypadkowe wlaczenie: aby udzielic pr zyz wolenia na
rozpoczecie cyklu, nalezy przytrzymac wcisniety przycisk przez
co najmniej kilka dziesietnych sekundy.
- Bezpieczenstwo elektryczne: funkcja przycisku jest zablokowana,
jezeli uchwyt izolacyjny dyszy NIE zostal zamontowany na
glowicy uchwytu spawalniczego lub tez jezeli zostal zamontowany
nieprawidlowo.
10- Lacznik przewodu masowego
5. INSTALOWANIE
---------------------------------------------------------------------------------------------
UWAGA! WSZELKIE OPERA CJ E INSTALOWANIA I
PODŁĄ CZENIA ELEKTRYCZNE NA LE ŻY BEZWZGLĘDNI E
WYKONAĆ PO UPRZEDNIM WYŁĄCZENIU SYSTEMU DO CIĘCIA
PLAZMOWEGO I ODŁĄCZENIU OD SIECI ZASILANIA.
PODŁĄCZENIA ELEKTRYCZNE POWINNY BYĆ WYKONYWANE
WY ŁĄC ZNI E PRZE Z P ERSON EL DOŚWI ADCZO NY LUB
WYKWALIFIKOWANY.
--------------------------------------------------------------------------------------------PRZYGOTOWANIE
Rozpakowac urzadzenie i zamontowac odlaczone czesci znajdujace sie
w opakowaniu.
Polaczenie przewodu powrotnego z zaciskiem masowym (Rys. E)
SPOSÓB PODNOSZENIA URZADZENIA
Wszystkie urządzenia opisane w tej instrukcji należy podnosić za
pomocą specjalnego uchwytu lub pasa, znajdującego się w
wyp os ażeniu, je żeli jest p rzewidzia ny dla dane go modelu
(zamontowany jak pokazano na RYS. F).
USTAWIENIE URZADZENIA
Wyznaczyc miejsce instalacji urzadzenia w taki sposób, aby w poblizu
otworu wlotowego i wylotowego powietrza chlodzacego nie znajdowaly
sie przeszkody; upewnic sie jednoczesnie, czy nie sa zasysane pyly
przewodzace, opary korozyjne, wilgoc, itd..
Zapewnic co najmniej 250mm wolnej przestrzeni wokól urzadzenia.
---------------------------------------------------------------------------------------------
UWAGA! Ustawić urządzenie na powierzchni płaskiej, o
nośności odpowiedniej dla jego ciężaru, celem uniknięcia
wywrócenia lub przesunięcia, które są niebezpieczne.
---------------------------------------------------------------------------------------------
PODŁĄCZENIE DO SIECI
- Przed wykonaniem jakiegokolwiek podłączenia elektrycznego należy
sprawdzić, czy dane podane na tabliczce źródła prądu odpowiadają
wartościom napięcia i częstotliwości sieci, będącymi do dyspozycji w
miejscu instalacji.
- Źródło prądu należy podłączyć wyłącznie do systemu zasilania z
przewodem neutralnym podłączonym do uziemienia.
- Aby zapewnić zabezpieczenie przed pośrednim kontaktem należy
stosować wyłączniki różnicoprądowe typu:
- Typ A ( ) dla urządzeń jednofazowych;
- Typ B ( ) dla urządzeń trójfazowych.
- Celem spełnienia wszystkich wymagań normy EN 61000-3-11
(Flicker) zaleca się podłączenie źródła prądu do punktów interfejsu
sieci zasilania, które wykazują impedancję mniejszą od wartości
podanych w tabeli 1 (TAB.1).
Wtyczka i gniazdko
- Urządzenia jednofazowe, które pochłaniają prąd mniejszy lub równy
16A są wyposażone fabrycznie w przewód zasilania z wtyczką
znormalizowaną (2B+U) 16A \250V.
- Urządzenia jednofazowe, które pochłaniają prąd większy od 16A, jak
również urządzenia trójfazowe, są wyposażone w przewód zasilania,
który należy podłączyć do gniazdka znormalizowanego (2B+U) dla
modeli jednofazowych oraz (3B+U) dla modeli trójfazowych, o
odpowiednim przepływie prądu. Przygotować gniazdko sieciowe
wyposażone w bezpiecznik lub automatyczny wyłącznik; specjalny
maksymalnego prądu znam ionowego wytwarzanego prz ez
urządzenie oraz od napięcia znamionowego zasilania.
---------------------------------------------------------------------------------------------
UWAGA! Nieprzestrzeganie wyżej podanych zaleceń
powoduje nieskuteczne działanie systemu zabezpieczającego
przewidzianego przez producenta (klasy I ), z konsekwentnymi
poważnymi zagrożeniami dla osób (np. szok elektryczny) oraz dla
przedmiotów (np.. pożar).
---------------------------------------------------------------------------------------------
PODŁĄCZENIA OBWODU CIĘCIA
---------------------------------------------------------------------------------------------
UWAGA! PRZED WYKONANIEM NIŻEJ PODANYCH
PODŁĄCZEŃ NALEŻY UPEWNIĆ SIĘ, ŻE ŹRÓDŁO PRĄDU JEST
WYŁĄCZONE I ODŁĄCZONE OD SIECI ZASILANIA.
W tabeli 1 (TAB. 1) podane sa wartosci zalecane dla przewodu
powrotnego (w mm2), wybrane w zaleznosci od maksymalnego pradu
wytwarzanego przez urzadzenie.
--------------------------------------------------------------------------------------------Podłączenie sprężonego powietrza (RYS. G).
- Przygotować linię dystrybucji sprężonego powietrza o minimalnych
wartościach ciśnienia i nośności podanych w tabeli 2 (TAB. 2), w tych
modelach, w których jest przewidziana.
WAŻNE!
Nie przekraczać maksymalnego ciśnienia wejściowego 8 bar. Powietrze
zawierające znaczne ilości wilgoci lub oleju może powodować
nadmierne zużycie części ulegających zużyciu lub uszkodzić uchwyt
plazmowy. W przypadku istnienia wątpliwości dotyczących jakości
sprężo nego powietrza będącego do dyspozycji, zale ca się
zastosowanie osuszacza powietrza, który należy zainstalować przed
filtrem wejściowym. Podłączyć giętkie przewody rurowe linii sprężonego
powietrza do urządzenia, zastosować jedną ze złączek znajdujących się
w wyposażeniu do montażu na filtrze wlotowym powietrza, znajdującym
się z tyłu urządzenia.
Podłączenie przewodu powrotnego prądu tnącego.
Podłączyć przewód powrotny prądu tnącego do przecinanego
przedmiotu lub do metalowego stołu, na którym jest ułożony, stosując
następujące środki ostrożności:
- Sprawdzić, czy został wytworzony prawidłowy styk elektryczny, w
szczególności w przypadku przecinania blachy z powłoką izolacyjną,
oksydowanej, itp.
- Wykonać podłączenie do masy najbliżej możliwie do strefy cięcia.
- Używanie metalowych struktur, które nie są częścią poddawanego
obróbce przedmiotu jako przewodnika powrotnego prądu tnącego,
moż e być nie be zpieczne i może pow odować uzy skanie
niedostatecznych wyników podczas cięcia.
- Nie podłączać masy od strony przedmiotu, który należy odciąć.
Podłączenie uchwytu do cięcia plazmowego (RYS. H) (gdzie
przewidziany).
Włożyć końcówkę męską uchwytu plazmowego do przewodu
scentralizowanego, znajdującego się na przednim panelu dopasowując
klucz polaryzacyjny. Dokręcić do końca tuleję blokującą w kierunku
zgodnym z ruchem wskazówek zegara, aby zapewnić przepływ
powietrza i prądu bez strat.
W niektórych modelach uchwyt plazmowy jest dostarczany jako
podłączony do źródła prądu.
WAŻNE!
Przed rozpoczęciem operacji cięcia należy sprawdzić prawidłowy
montaż części ulegających zużyciu, sprawdzając głowicę uchwytu
plazmowego, jak podano w rozdziale "KONSERWACJA UCHWYTU
PLAZMOWEGO".
6. CIĘCIE PLAZMOWE: OPIS PROCESU
Łuk plazmowy i zasada działania podczas cięcia plazmowego.
Plasma jest gazem ogrzewanym do bardzo wysokiej temperatury i
zjonizowanym w taki sposób, aby stał się elektrycznie przewodzący. W
tym procesie cięcia plazma jest używana do przenoszenia łuku
elektrycznego na metalowy przedmiot, który jest topiony w wyniku
wysokiej temperatury i następnie odrywany. Uchwyt plazmowy
wykorzystuje sprężone powietrze, pochodzące z pojedynczego
zasilania zarówno dla gazu plazmowego jak i dla gazu chłodzącego i
osłonowego.
Zajarzenie HF
Ten rodzaj zajarzenia jest typowym zajarzeniem używanym w modelach
o wartościach prądu przekraczających 50A.
Ro zpo cz ęcie c ykl u jest ok reśla ne pr zez łu k o wys okiej
częstotliwości/wysokim napięciu ("HF"), który umożliwia zajarzenie łuku
pilotującego pomiędzy elektrodą (biegun -) i dyszą uchwytu plazmowego
(biegun +). Zbliżając uchwyt plazmowy do przedmiotu, który należy
przeciąć, podłączonego do bieguna (+) źródła prądu, łuk pilotujący jest
przenoszony i tworzy w ten sposób łuk plazmowy pomiędzy elektrodą (-)
a samym przedmiotem (łuk tnący). Łuk pilotujący i HF zostaną
wykluczone bezpośrednio po ustabilizowaniu się łuku plazmowego
pomiędzy elektrodą a przedmiotem.
Czas utrzymywania łuku pilotującego ustawiony jest fabrycznie na 2s;
jeżeli przeniesienie łuku nie zostanie wykonane w ciągu tego czasu, cykl
zostanie automatycznie zablokowany, za wyjątkiem powietrza
chłodzącego.
Aby rozpocząć nowy cykl należy zwolnić przycisk uchwytu plazmowego i
ponownie wcisnąć.
Zajarzenie zwarciowe
Ten rodzaj zajarzenia jest typowym zajarzeniem stosowanym w
modelach z prądami nie przekraczającymi 50A.
Page 68

Rozpoczęcie cyklu jest określane przez przesunięcie elektrody metalowej czesci (silownik zabezpieczajacy uchwyt).
- 68 -
wewnątrz dyszy uchwytu plazmowego, które umożliwia zajarzenie łuku
pilotującego pomiędzy elektrodą (biegun -) a samą dyszą (biegun +).
Zbliżając uchwyt plazmowy do przedmiotu, który należy przeciąć,
podłączonego do bieguna (+) źródła prądu, łuk pilotujący jest
przenoszony i tworzy łuk plazmowy pomiędzy elektrodą (-) a samym
przedmiotem (łuk tnący).
Łuk pilotujący zostanie wykluczony bezpośrednio po ustabilizowaniu się sciernym.
łuku plazmowego pomiędzy elektrodą a przedmiotem.
Czas utrzymywania łuku pilotującego ustawiony jest fabrycznie na 2s;
jeżeli przeniesienie łuku nie nastąpi w ciągu tego czasu, cykl zostanie
automatycznie zablokowany, za wyjątkiem powietrza chłodzącego.
Aby rozpocząć nowy cykl należy zwolnić przycisk uchwytu plazmowego i
ponownie wcisnąć.
Operacje wstępne.
Przed rozpoczęciem operacji cięcia należy sprawdzić prawidłowy
montaż części ulegających zużyciu, sprawdzając głowicę uchwytu
plazmowego jak podano w rozdziale "KONSERWACJA UCHWYTU
PLAZMOWEGO".
- Włączyć źródło prądu i ustawić prąd tnący (Rys. C-1) w zależności od takich jak zlamanie, pekniecie, przepalenie lub poluzowanie
grubości i typu metalowego materiału, który zamierza się przeciąć. W przewodów elektrycznych, uchwyt plazmowy nie moze byc nadal
TAB.3 podana jest prędkość cięcia w zależności od grubości dla stosowany poniewaz nie spelnia warunków bezpieczenstwa.
materiałów aluminiowych, żelaznych i stalowych.
- Wcisnąć i zwolnić przycisk uchwytu plazmowego rozpoczynając zostac wykonana na miejscu ale nalezy przekazac urzadzenie do
wypływ powietrza (³30 sekund post-air).
- Podczas tej fazy należy regulować ciśnienie powietrza, aż do
odczytania na manometrze żądanej wartości w “barach”, która zależy
od zastosowanego uchwytu plazmowego (TAB. 2).
- Wciskając przycisk powietrza spowodować wypływ powietrza z
uchwytu.
- Regulować pokrętło w następujący sposób: ciągnąć do góry, aby
odblokować i obrócić, aby wyregulować ciśnienie do wartości podanej
w DANYCH TECHNICZNYCH UCHWYTU PLAZMOWEGO.
- Odczytać wartość podaną na manometrze(w barach); wcisnąć
pokrętło, aby zablokować regulację.
- Umożliwić spontaniczne zakończenie wypływu powietrza, aby ułatwić
usunięcie ewentualnie nagromadzonego kondensatu w uchwycie
plazmowym.
Ważne:
- Cięcie stykowe (z dyszą uchwytu plazmowego stykającą się z
przeznaczonym do przecięcia przedmiotem): można zastosować dla
maksymalnej wartości prądu 40-50A (wyższe wartości prądu
powodują natychmiastowe zniszczenie dyszy-elektrody-uchwytu
dyszy).
- Cięcie z odległości (z zamontowaną na uchwycie plazmowym
podkładką odległościową RYS. I): może być stosowane dla wartości
prądów przekraczających 35A;
- Elektroda i dysza przedłużona: może być stosowana tam, gdzie jest
przewidziana.
Operacja cięcia (RYS. L).
- Przysunąć dyszę uchwytu plazmowego do krawędzi przedmiotu
(około 2 mm), wcisnąć przycisk na uchwycie; po upływie około 1
sekundy (pre-air) uzyskiwane jest zajarzenie łuku pilotującego.
- Jeżeli odległość jest odpowiednia, łuk pilotujący przeskakuje
natychmiast na przedmiot powodując powstanie łuku tnącego.
- Przenieść uchwyt plazmowy na powierzchnię przedmiotu, wzdłuż
idealnej linii cięcia i następnie równo przesuwać.
- Dostosować prędkość cięcia w zależności od grubości i ustawionej
wartości prądu, sprawdzając, czy łuk wydostający się z dolnej
powierzchni przemiotu jest nachylony pionowo pod kątem 5-10° w
kierunku przeciwnym do kierunku posuwu.
- Zbyt duża odległość uchwytu plazmowego od przedmiotu lub brak
materiału (koniec cięcia) powoduje natychmiastowe przerwanie łuku.
- Przerwanie łuku (tnącego lub pilotującego) jest uzyskiwane zawsze
po zwolnieniu przycisku uchwytu plazmowego.
Wiercenie (RYS. M)
W przypadku, kiedy należy wykonać tę operację lub też jeżeli należy ją
rozpocząć na środku przedmiotu, należy zajarzyć łuk przechylając
uchwyt i następnie przesuwać się stopniowo do pozycji pionowej.
- Ta procedura zapobiega zniszczeniu otworu dyszy przez powracający
łuk lub przez stopione cząsteczki i bardzo szybką redukcję jego
funkcjonalności.
- Wiercenie przedmiotów o grubości do 25% maksymalnej grubości
przewidzianej w zakresie zastosowania, może być wykonywane
bezpośrednio.
7. KONSERWACJA
---------------------------------------------------------------------------------------------
UWAGA! PRZED WYKONANIEM OPERACJI KONSERWACJI
NALEŻY UPEWNIĆ SIĘ, ŻE SYSTEM DO CIĘCIA PLAZMOWEGO
JEST WYŁĄCZONY I ODŁĄCZONY OD SIECI ZASILANIA.
---------------------------------------------------------------------------------------------
RUTYNOWA KONSERWACJA
OP ERAC JE RU TYNO WEJ K ONSE RWACJI M OGA B YC
WYKONYWANE PRZEZ OPERATORA.
UCHWYT PLAZMOWY (RYS. N)
Okresowo, z czestotliwoscia zalezna od uzywania uchwytu lub w
przypadku wystepowania wad podczas ciecia, nalezy sprawdzic stan
zuzycia tych elementów, które stykaja sie z lukiem plazmowym.
1- Podkladka odleglosciowa.
Wymienic, jezeli jest zdeformowana lub pokryta zgorzelinami do tego
stopnia, ze uniemozliwia prawidlowe utrzymywanie polozenia
uchwytu (odleglosc i prostopadlosc).
2- Uchwyt dyszy.
Wykrecic recznie z glowicy uchwytu plazmowego. Dokladnie
wyczyscic lub wymienic, jezeli jest uszkodzony (przepalenie,
znieksztalcenia lub pekniecia). Sprawdzic integralnosc górnej
3- Dysza.
Sprawdzic zuzycie otworu, przez który przechodzi luk plazmowy oraz
powierzchnie wewnetrzne i zewnetrzne. Jezeli otwór jest
powiekszony w stosunku do srednicy poczatkowej lub jezeli jest
znieksztalcony, nalezy wymienic dysze. Jezeli powierzchnie sa
szczególnie utlenione nalezy wyczyscic je drobnym papierem
4- Pierscien rozprowadzajacy powietrze.
Sprawdzic, czy nie wystepuja przepalenia, pekniecia lub tez czy
otwory przeplywu powietrza nie sa zatkane. Jezeli jest uszkodzony
nalezy natychmiast wymienic.
5- Elektroda.
Wymienic elektrode, jezeli glebokosc krateru, który powstaje na
powierzchni emitujacej wynosi okolo 1,5 mm (RYS. O).
6- Obudowa uchwytu plazmowego, rękojeść i przewód.
Zwykle te komponenty nie wymagaja szczególnej konserwacji, za
wyjatkiem okresowego przegladu i dokladnego czyszczenia, które
na le zy wy konac be z z astosow ania wsz elkiego ro dzaju
rozpuszczalników. W przypadku stwierdzenia uszkodzen izolacji
W tym przypadku naprawa (konserwacja nadzwyczajna) nie moze
autoryzowanego serwisu technicznego, który jest w stanie wykonac
specjalne próby techniczne po wykonaniu naprawy.
Aby zapewnic skutecznosc uchwytu plazmowego i kabla nalezy
zastosowac nastepujace srodki ostroznosci:
- nie umozliwiac zetkniecia sie uchwytu plazmowego i kabla z
czesciami goracymi lub rozzarzonymi.
- nie naprezac zbyt mocno kabla.
- nie klasc kabla na ostrych krawedziach lub powierzchniach
sciernych.
- zwinac kabel w równe zwoje, jezeli jego dlugosc jest wieksza niz to
konieczne.
- nie przejezdzac zadnym pojazdem przez kabel i nie deptac po nim.
Uwaga.
- Przed wykonaniem wszelkich operacji na uchwycie plazmowym
należy pozostawić aż ostygnie przez co najmniej czas trwania "postair"
- Za wyjątkiem szczególnych przypadków zaleca się wymienić
elektrodę i dyszę jednocześnie.
- Przestrzegać kolejności montażu komponentów uchwytu plazmowego
(odwrotna w stosunku do demontażu).
- Zwrócić uwagę, aby pierścień rozprowadzający został zamontowany
w odpowiednim kierunku.
- Ponownie zamontować uchwyt dyszy dokręcając ręcznie i niezbyt
mocno.
- W żadnym przypadku nie montować uchwytu dyszy bez uprzednio
zamontowanej elektrody, pierścienia rozprowadzającego i dyszy.
- Unikać niepotrzebnego utrzymywania w powietrzu włączonego łuku
pilotującego, aby nie zwiększać zużycia elektrody, dyfuzora i dyszy.
- Nie dokręcać nadmiernie elektrody ponieważ grozi to uszkodzeniem
uchwytu plazmowego.
- Prawidłowe wykonanie we właściwym czasie procedury kontroli
podlegających zużyciu części uchwytu plazmowego jest niezmiernie
ważne dla bezpieczeństwa i funkcjonowania systemu do cięcia.
- W przypadku stwierdzenia uszkodzenia izolacji takich jak złamanie,
pęknięcie, przepalenie lub poluzowanie przewodów elektrycznych,
uchwyt plazmowy nie może być nadal stosowany, ponieważ nie
spełnia warunków bezpieczeństwa. W tym przypadku naprawa
(konserwacja nadzwyczajna) nie może być wykonywana na miejscu
lecz oddelegowana do autoryzowanego serwisu technicznego, który
jest w stanie wykonać odpowiednie próby techniczne po zakończeniu
naprawy.
Filtr sprężonego powietrza
- Fil tr jest wyposażon y w urząd zenie do automatycznego
odprowadzania kondensatu, każdorazowo, kiedy zostanie odłączony
od linii sprężonego powietrza.
- Okresowo sprawdzać filtr; jeżeli zostanie zauważona obecność wody
w kielichu można ją usunąć ręcznie naciskając do góry złączkę
odprowadzającą.
- Jeżeli wkładka filtrująca jest bardzo brudna należy ją wymienić, aby
uniknąć nadmiernych strat ciśnienia.
NADZWYCZAJNA KONSERWACJA
OPERACJE NADZWYCZAJNEJ KONSERWACJI POWINNY BYC
WYKONYWANE WYLACZNIE PRZEZ PERSONEL DOSWIADCZONY
LUB WYKWALIFIKOWANY W ZAKRESIE ELEKTRYCZNOMECHANICZNYM.
---------------------------------------------------------------------------------------------
UWAGA! PRZED ZDJĘCIEM PANELI URZĄDZENIA I
DOSTANIEM SIĘ DO JEGO WNĘTRZA NALEŻY UPEWNIĆ SIĘ, ŻE
URZĄDZENIE ZOSTAŁO WYŁĄCZONE I ODŁĄCZONE OD SIECI
ZASILANIA.
Ewentualne kontrole pod napięciem, wykonywane wewnątrz
urządzenia mogą grozić poważnym szokiem elektrycznym,
powodowanym przez bezpośredni kontakt z częściami
znajdującymi się pod napięciem.
---------------------------------------------------------------------------------------------
- Okresowo, z częstotliwością zależną od używania urządzenia i
stopnia zakurzenia otoczenia, należy sprawdzać wnętrzne urządzenia
i usuwać kurz osadzający się na transformatorze, prostowniku,
indukcyjności i opornikach, za pomocą suchego strumienia
sprężonego powietrza (maks. 10 bar).
- Unikać kierowania strumienia sprężonego powietrza na karty
elektroniczne; można je ewentualnie oczyścić bardzo miękką
szczoteczką lub odpowiednimi rozpuszczalnikami.
Page 69

- Przy okazji należy sprawdzić, czy podłączenia elektryczne są napájecímu systému s uzemneným nulovým vodicem.
- 69 -
odpowiednio zaciśnięte a na okablowaniach nie występują ślady
uszkodzeń izolacji.
- Sprawdzić integralność i szczelność przewodów rurowych i złączek w
obwodzie sprężonego powietrza.
- Po zakończeniu wyżej opisanych operacji należy ponownie założyć
panele urządzenia, dokręcając do końca śruby mocujące.
- Bezwzględnie unikać wykonywania operacji cięcia podczas, gdy
urządzenie jest otwarte.
8. WYSZUKIWANIE USTEREK
W PRZYPADKU WADLIWEGO FUNKCJONOWANIA URZADZENIA,
PRZED WYKONANIEM NAPRAWY LUB ODDANIEM URZADZENIA
DO S E RWI SU POG OTOWI A T ECHNI CZNEGO N A LEZY
SPRAWDZIC, CZY:
- Nie swieci sie zólta dioda, sygnalizujaca zadzialanie zabezpieczenia
termicznego przed zbyt wysokim lub zbyt niskim napieciem lub tez
przed zwarciem.
- Sprawdzic, czy przestrzegany jest znamionowy cykl pracy; w
przypadku zadzialania zabezpieczenia termostatycznego nalezy
odczekac na naturalne schlodzenie urzadzenia, sprawdzic równiez
funkcjonowanie wentylatora.
- Sprawdzic napiecie linii: jezeli ustawiona wartosc jest zbyt wysoka lub
zbyt niska, urzadzenie nie zostanie odblokowane.
- Sprawdzic, czy na wyjsciu urzadzenia nie nastapilo zwarcie: w tym
przypadku nalezy usunac usterke.
- Obwód ciecia jest podlaczony prawidlowo, a szczególnie, czy zacisk
przewodu masowego jest rzeczywiscie podlaczony do przedmiotu i
nie zawiera materialów izolacyjnych (np.. farby).
NAJCZĘŚCIEJ SPOTYKANE WADY PODCZAS CIĘCIA
Podczas operacji cięcia mogą pojawiać się wady, które nie zależą zwykle
od nieprawidłowości w funkcjonowaniu urządzeń ale od innych
aspektów operacyjnych, takich jak:
a-Niedostateczne wnikanie lub powstawanie zbyt dużej ilości
zgorzelin:
- Zbyt wysoka prędkość cięcia.
- Uchwyt plazmowy zbyt mocno nachylony.
- Zbyt duża grubość przedmiotu lub zbyt niski prąd tnący.
- Nieodpowiednie ciśnienie-przepływ sprężonego powietrza.
- Zużyta elektroda i dysza uchwytu plazmowego.
- Nieodpowiednia nasadka uchwytu dyszy.
b-Łuk tnący nie jest przenoszony:
- Zużyta elektroda.
- Nieprawidłowy styk zacisku przewodu powrotnego.
c-Przerwany łuk tnący:
- Zbyt niska prędkość cięcia.
- Zbyt duża odległość uchwytu plazmowego od przedmiotu.
- Zużyta elektroda.
- Zadziałanie zabezpieczenia.
d-Cięcie pod kątem (nie prostopadłe):
- Nieprawidłowe ustawienie uchwytu plazmowego.
- Asymetryczne zużycie otworu dyszy i/lub nieprawidłowo
zamontowane komponenty uchwytu plazmowego.
- Niewłaściwe ciśnienie powietrza.
e-Nadmierne zużycie dyszy i elektrody:
- Zbyt niskie ciśnienie powietrza
- Powietrze skażone (wilgoć-olej).
- Uszkodzony uchwyt dyszy.
- Nadmiar zajarzeń łuku pilotującego w powietrzu.
- Zbyt duża prędkość i osadzanie się stopionych cząsteczek na
komponentach uchwytu plazmowego.
_______________(CZ)______________
NÁVOD K POUŽITÍ
- Ujistete se, že je napájecí zásuvka rádne pripojena k
ochrannému zemnicímu vodici.
- Nepoužívejte systém rezání plazmou ve vlhkých nebo mokrých
prostredích ani v dešti.
- Nepoužívejte kabely s poškozenou izolací nebo s uvolnenými
spoji.
- Nesvařujte na nádobách, zásobnících nebo potrubích, které
obsahují nebo obsahovaly zápalné kapalné nebo plynné
produkty.
- Vyhněte se činnosti na materiálech vyčištěných chlorovými
rozpouštědly nebo v blízkosti jmenovaných látek.
- Neřežte na zásobnících pod tlakem.
- Odstraňte z pracovního prostoru všechny zápalné látky (např.
dřevo, papír, hadry atd.)
- Zabezpečte vhodnou výměnu vzduchu nebo prostředky pro
odstraňování dýmů pocházejících z řezání plazmou; mezní
hodnoty expozice dýmům pocházejícím z řezání plazmou v
závislosti na jejich složení, koncentraci a délce samotné
expozice vyžadují systematický přístup při vyhodnocování.
- Zabezpečte vhodnou izolaci vůči trysce pistole pro řezání
,*
plazmou, opracovávané součásti a případným uzemněným
kovovým částem, umístěným v blízkosti (dostupným).
Obvykle toho lze dosáhnout použitím k tomu určených rukavic,
obuvi, pokrývek hlavy a oděvu a použitím stupaček nebo
izolačních koberců.
- Pokaždé si chraňte zrak použitím příslušných skel, která
neobsahují aktinium, na ochranných štítech nebo maskách.
Používejte příslušný ochranný ohnivzdorný oděv, abyste
zabránili vystavení pokožky ultrafialovému a infračervenému
záření pocházejícímu z oblouku; ochrana se musí vztahovat také
na další osoby nacházející se v blízkosti oblouku, a to použitím
stínidel nebo nereflexních závěsů.
- Hlučnost: Když je v případě mimořádně intenzivních operací
řezání hodnota denní hladiny osobní expozice hluku (LEPd)
rovna 85db(A) nebo tuto hodnotu převyšuje, je povinné používat
vhodné osobní ochranné pracovní prostředky.
)
- Elektromagnetická pole vznikající při procesu řezání plazmou
mohou rušit činnost elektrických a elektronických zařízení.
Držitelé životně důležitých elektrických nebo elektronických
zařízení (např. pace-makerů, respirátorů atd.) musí předtím, než
se budou zdržovat v blízkosti prostorů, kde se používá tento
systém řezání plazmou, konzultovat tuto možnost s lékařem.
Držitelům elektrických nebo elektronických životně důležitých
zaří zení se p ou žití to hoto sy stému ře zání pla zmou
nedoporučuje.
- Tento systém řezání plazm ou vy ho vu je požadavkům
technického standardu výrobku, který je určen výhradně pro
použití v průmyslovém prostředí, k profesionálním účelům.
Není zajištěna elektromagnetická kompatibilita v domácím
prostředí.
UPOZORNĚNÍ! PŘED POUŽITÍM SYSTÉMU ŘEZÁNÍ PLAZMOU SI
POZORNĚ PŘEČTĚTE NÁVOD K POUŽITÍ!
SYSTÉMY ŘEZÁNÍ PLAZMOU URČENÉ PRO PROFESIONÁLNÍ A
PRŮMYSLOVÉ POUŽITÍ
1. ZÁKL AD NÍ BE ZP ECNO ST PRI R EZ ÁNÍ P LA ZMOV ÝM
OBLOUKEM
Obsluha musí být dostatecne vyškolena k bezpecnému použití
systému rezání plazmou a informována o rizicích spojených s
postupy pri svarování obloukem, o príslušných ochranných
opatreních a o postupech v nouzovém stavu.
(Související informace najdete také v „TECHNICKÉM PŘEDPISU
IEC nebo CLC/TS 62081“ INSTALACE A POUŽITÍ ZAŘÍZENÍ PRO
OBLOUKOVÉ SVAŘOVÁNÍ A SOUVISEJÍCÍ TECHNIKY).
- Zabrante prímému styku s rezacím obvodem; napetí naprázdno
dodávané systémem rezání plazmou muže být za daných
okolností nebezpecné.
- Pripojení kabelu rezacího obvodu, kontrolní operace a opravy
musí být provádeny pri vypnutém systému rezání, odpojeném od
napájecího prívodu.
- Pred výmenou opotrebených soucástí pistole vypnete systém
rezání plazmou a odpojte jej od napájecího prívodu.
- Provedte elektrickou instalaci v souladu s platnými predpisy a
zákony pro zabránení úrazum.
- Systém rezání plazmou musí být pripojen výhradne k
DALŠÍ OPATŘENÍ
OPERACE REZÁNÍ PLAZMOU:
- V prostředí se zvýšeným rizikem zásahu elektrickým
proudem;
- ve vymezených prostorech;
- v prítomnosti zápalných nebo výbušných materiálu;
MUSÍ být predem zhodnoceny „Odborným vedoucím“ a musí
se pokaždé provádet v prítomnosti osob vyškolených pro
zásahy v nouzových prípadech.
MUSÍ být zavedeno používání ochranných technických
pros tredk u, pop saných v cá stech 5. 10; A .7; A.9
„TECHNICKÉHO PREDPISU IEC nebo CLC/TS 62081“.
- MUSÍ být zakázány operace rezání, zatímco je zdroj proudu
držen obsluhou (napr. prostrednictvím remenu).
- MUSÍ být zakázáno rezání obsluhou, která se nachází nad zemí,
s výjimkou použití bezpecnostních plošin.
- UPOZORNĚNÍ! BEZPEČNOST SYSTÉMU ŘEZÁNÍ PLAZMOU.
Pouze model pistole a príslušné prirazení zdroji proudu v
souladu s hodnotami uvedenými v „TECHNICKÝCH ÚDAJÍCH“
zarucuje, že bezpecnostní zarízení predpokládaná výrobcem
budou úcinná (systém vzájemného blokování).
- NEPOUŽÍVEJTE pistole a príslušné spotrební cásti odlišného
puvodu.
- NEPOKOUŠEJTE SE PRIPOJOVAT KE ZDROJI PROUDU
pistole vyrobené pro postupy rezání nebo SVAROVÁNÍ odlišné
od tech, které jsou uvedeny v tomto návodu.
- NEDODRŽENÍ TECHTO PRAVIDEL muže zpusobit VÁŽNÁ
nebezpecí pro fyzickou bezpecnost uživatele a poškodit
zarízení.
Page 70

ZBYTKOVÁ RIZIKA
- 70 -
- PREVRÁCENÍ: Umístete zdroj proudu pro rezání plazmou na
vodorovný povrch s nosností odpovídající dané hmotnosti; v
opacném prípade (napr. na naklonené, poškozené podlaze atd.)
existuje nebezpecí prevrácení.
- NESPRÁVNÉ POUŽITÍ: použití systému řezání plazmou pro
jakýkoli druh pracovní činnosti, která se liší od předpokládané
činnosti.
2. ÚVOD A ZÁKLADNÍ POPIS
Tyto generátory jsou vyrobeny s použitím nejnovejší technologie menice
s IGBT a jsou navrženy pro manuální rezání plechu z jakéhokoli kovu a
pro rezání plechových roštu s otvory (dle urcení).
Plynulá regulace proudu od minima po maximum umožnuje zajistit
vysokou kvalitu rezání pri zmene tlouštky a druhu kovu.
Cyklus rezání je aktivován pilotním obloukem podle daného modelu:
muže být zapálen zkratem elektrody trysky nebo vysokofrekvencním
(HF) výbojem.
ZÁKLADNÍ VLASTNOSTI
- Zarízení na kontrolu napetí, tlaku vzduchu a zkratu prímo v pistoli (je-li
soucástí).
- Termostatická ochrana.
- Zobrazování tlaku vzduchu (je-li soucástí).
STANDARDNÍ PŘÍSLUŠENSTVÍ
- Pistole pro rezání plazmou.
- Sada spojek pro pripojení stlaceného vzduchu.
VOLITELNÉ PRÍSLUŠENSTVÍ
- Sada náhradních elektrod-trysek.
- Sada prodloužených elektrod-trysek (jsou-li soucástí).
3. TECHNICKÉ ÚDAJE
IDENTIFIKACNÍ ŠTÍTEK
Hlavní údaje týkající se použití a vlastností systému řezání plazmou jsou
shrnuty na identifikačním štítku a jejich význam je následující:
1- Príslušná EVROPSKÁ norma pro bezpecnost a konstrukci stroju pro
obloukové svarování a pro rezání plazmou.
2- Symbol vnitrní struktury stroje.
3- Symbol postupu rezání plazmou.
4- Symbol S: Poukazuje na možnost provádět řezání plazmou v
prostředí se zvýšeným rizikem úrazu elektrickým proudem (např. v
těsné blízkosti velkých kovových součástí).
5- Symbol napájecího vedení:
1~: střídavé jednofázové napětí
3~: střídavé třífázové napětí
6- Stupen ochrany obalu.
7- Technické údaje napájecího vedení:
-U :Střídavé napětí a frekvence napájení stroje (povolené
1
mezní hodnoty ±10%):
-I :Maximální proud absorbovaný vedením.
1 max
-I :Skutecný napájecí proud.
1eff
8- Vlastnosti rezacího obvodu:
-U :Maximální napetí naprázdno (rozepnutý rezací obvod).
0
-I /U :Odpovídající normalizovaný proud a napetí, které muže
2 2
stroj poskytovat behem rezání.
-X :Zatěžovatel: Poukazuje na čas, během kterého může stroj
dodávat odpovídající proud (ve stejném sloupci). Vyjadřuje
se v %, na základě 10-minutového cyklu (např. 60% = 6
minut práce, 4 minuty přestávky; atd.).
Při překročení faktorů použití (vztažených na 40 °C v
prostředí) dojde k zásahu tepelné ochrany (stroj zůstane v
pohotovostním režimu, dokud se jeho teplota nedostane
zpět do přípustného rozmezí ).
-A/V-A/V: Poukazuje na regulační řadu řezacího proudu (minimální –
9- Výrobní číslo pro identifikaci stroje (nezbytné pro servisní službu,
10- : Hodnota pojistek s opožděnou aktivací, potřebných k
11-Symboly vztahující se k bezpečnostním normám, jejichž význam je
Poznámka: Uvedený příklad štítku má pouze indikativní charakter
poukazující na symboly a orientační hodnoty; přesné hodnoty
technických údajů vašeho systému řezání plazmou musí být odečítány
přímo z identifikačního štítku samotného stroje.
DALŠÍ TECHNICKÉ ÚDAJE:
- ZDROJ PROUDU : viz tabulka 1 (TAB. 1)
- PISTOLE : viz tabulka 2 (TAB. 2)
Hmotnost stroje je uvedena v tabulce 1 (TAB. 1).
4. POPIS SYSTÉMU ŘEZÁNÍ PLAZMOU.
Stroj je tvoren zejména výkonovými moduly v podobe integrovaných
obvodu optimalizovaných pro dosažení maximální spolehlivosti a
snížené údržby.
1- Vstup jednofázového napájecího vedení, jednotka usměrňovače a
2- Přepínací můstek s tranzistory (IGBT) a ovládači; mění usměrněné
maximální) při odpovídajícím napětí oblouku.
objednávky náhradních dílů, vyhledávání původu výrobku).
ochraně vedení.
uveden v kapitole 1 „Základní bezpečnost pro obloukové svařování“.
vyrovnávací kondenzátory.
napětí na střídavé napětí s vysokou frekvencí a provádí regulaci
výkonu v návaznosti na pož adova nou hodnotu řez acího
proudu/napětí.
Obr. A
(Obr. B)
3- Vysokofrekvenční transformátor: Primární vinutí je napájeno
změněným napětím, přiváděným z bloku 2; jeho úkolem je přizpůsobit
napětí a proud hodnotám potřebným pro řezání a současně
galvanicky oddělit řezací obvod od napájecího vedení.
4- Sekundární usmernovací mustek s vyrovnávací indukcní cívkou:
Prepíná strídavé napetí / proud dodávané sekundárním vinutím na
jednosmerný proud / napetí s velmi nízkým vlnením.
5- Řídicí a regulační elektronika: provádí okamžitou kontrolu hodnoty
přechodných jevů řezacího proudu a porovnává ji s hodnotou
nastavenou obsluhou; moduluje impulzy řízení ovládačů IGBT,
provádějících regulaci.
Určuje dynamickou odpověď proudu během řezání a dohlíží na
bezpečnostní systémy.
KONTROLNÍ ZARÍZENÍ, REGULACE A ZAPOJENÍ
Zadní panel (Obr. C)
1- Hlavní vypínac
I (ZAPNUTO) Generátor připraven k činnosti bez přítomnosti napětí
v pistoli. Generátor v pohotovostním režimu.
O (VYPNUTO) Zabráneno jakékoli cinnosti; pomocná zarízení a
svetelné signály jsou vypnuty.
2- Napájecí kabel
3- Spojka stlačeného vzduchu (není součástí verze Kompresor)
Připojte stroj k rozvodu stlačeného vzduchu s minimálním tlakem 5
bar a max. 8 bar (TAB. 2).
4- Reduktor tlaku pro přívod stlačeného vzduchu (je-li součástí).
Přední panel (Obr. D1)
1- Otočný ovladač regulace řezacího proudu.
Umožnuje nastavit intenzitu rezacího proudu poskytovaného
strojem, který je treba použít v závislosti na dané aplikaci (tlouštka
materiálu/rychlost). Pri volbe správné hodnoty zatežovatele, která
má být použita v závislosti na zvoleném proudu, si prectete
TECHNICKÉ ÚDAJE.
2- Žlutá LED signalizace všeobecného alarmu:
- Její rozsvícení poukazuje na přehřátí některé součásti
výkonového obvodu nebo na poruchu napájecího napětí na
vstupu (přepětí nebo podpětí). Ochrana proti přepětí a podpětí v
napájecím vedení: zablokuje stroj: Napájecí napětí se nachází
mimo rozsah +/- 15% vzhledem ke své jmenovité hodnotě.
UPOZORNĚNÍ: Překročení výše uvedeného horního mezního
napětí způsobí vážné poškození zařízení.
- Behem této fáze je znemožnena cinnost stroje.
- Automatické obnovení cinnosti (provázené zhasnutím žluté LED)
nastane po zrušení príciny výše uvedených poruch a návratu
kontrolovaných hodnot do prípustného rozmezí.
3- Žlutá LED signalizace přítomnosti napětí v pistoli.
- Její rozsvícení poukazuje na aktivaci rezacího obvodu:
„ZAPNUTÝ“ pilotní oblouk a rezací oblouk.
- Je zhasnuta (řezací obvod vypnut), když tlačítko pistole NENÍ
aktivováno (podmínka pohotovostního režimu).
- Při aktivovaném tlačítku pistole je zhasnuta v následujících
situacích:
- Během fáze působení OCHLAZOVACÍHO VZDUCHU.
- Když pilotní oblouk nebude přenesen na díl v průběhu maximální
doby 2 sekund.
Když dojde k přerušení řezacího oblouku kvůli nadměrné
vzdálenosti pistole-díl, nadměrnému opotřebení elektrody nebo
násilnému oddálení pistole od dílu.
- V případě zásahu BEZPEČNOSTNÍHO systému.
4- Zelená LED signalizace prítomnosti napájecího napetí a
pomocných obvodu pod napetím.
Kontrolní a pomocné obvody jsou napájeny.
5- Červená LED signalizace rozvodu stlačeného vzduchu (je-li
součástí).
Její rozsvícení poukazuje na prehrátí vinutí elektromotoru na
kompresoru stlaceného vzduchu.
6- Tlakoměr.
Umožnuje odecítání tlaku vzduchu.
7- Spojovací konektor pistole.
Pistole s prímým nebo centralizovaným úchytem.
- Tlacítko pistole je jediným kontrolním orgánem, jehož
prostrednictvím je možné ovládat zahájení a zastavení úkonu
rezání.
- Po uvolnení tlacítka bude cyklus okamžite prerušen behem
libovolné fáze, s výjimkou udržování chlazení vzduchem.
- Náhodné úkony: souhlasný signál zahájení cyklu musí být
aktivován po minimální dobu několika desetin sekundy.
- Elektrická bezpecnost: funkce tlacítka je znemožnena, když na
hlave pistole NENÍ namontován izolacní držák trysky nebo když
byla jeho montáž provedena nesprávne.
8- Konektor zemnicího kabelu
Prední panel (Obr. D2)
1- Otočný ovladač regulace řezacího proudu.
Umožňuje nastavit intenzitu řezacího proudu poskytovaného
strojem, který je třeba použít v závislosti na dané aplikaci (tloušťka
nateriálu/rychlost). Při volbě správné hodnoty zatěžovatele, která
má být použita v závislosti na zvoleném proudu, si přečtěte
TECHNICKÉ ÚDAJE.
2- Červená LED signalizace všeobecného alarmu:
- Její rozsvícení poukazuje na přehřátí některé součásti
výkonového obvodu nebo na poruchu napájecího napětí na
vstupu (přepětí nebo podpětí). Ochrana proti přepětí a podpětí v
napájecím vedení: zablokuje stroj: Napájecí napětí se nachází
mimo rozsah +/- 15% vzhledem ke své jmenovité hodnotě.
UPOZORNĚNÍ: Překročení výše uvedeného horního mezního
napětí způsobí vážné poškození zařízení.
- Během této fáze je znemožněna činnost stroje.
- Automatické obnovení činnosti (provázené zhasnutím červené
LED) nastane po zrušení příčiny výše uvedených poruch a
návratu kontrolovaných hodnot do přípustného rozmezí.
Page 71

3- Žlutá LED signalizace přítomnosti napětí v pistoli. (Flicker), doporučujeme vám připojit zdroj proudu k bodům rozhraní
- 71 -
- Její rozsvícení poukazuje na aktivaci řezacího obvodu:
„ZAPNUTÝ“ pilotní oblouk a řezací oblouk.
- Je zhasnuta (řezací obvod vypnut), když tlačítko pistole NENÍ
aktivováno (podmínka pohotovostního režimu). Zástrčka a zásuvka
- Při aktivovaném tlačítku pistole je zhasnuta v následujících
situacích:
- Během fáze působení OCHLAZOVACÍHO VZDUCHU.
- Když pilotní oblouk nebude přenesen na díl v průběhu maximální
doby 2 sekund.
Když dojde k přerušení řezacího oblouku kvůli nadměrné
vzdálenosti pistole-díl, nadměrnému opotřebení elektrody
nebo násilnému oddálení pistole od dílu.
- V případě zásahu BEZPEČNOSTNÍHO systému.
4- Zelená LED signalizace přítomnosti napájecího napětí a
pomocných obvodů pod napětím.
Kontrolní a pomocné obvody jsou napájeny.
5- Žlutá LED signalizace chybějící fáze (je-li součástí).
Rozsvícení žluté LED poukazuje na chybějící fázi napájení. V
takovém případě je činnost znemožněna a k automatickému
obnovení dojde po uplynutí 4 sekund od zrušení poruchy.
6- Signalizace poruchy rozvodu stlačeného vzduchu (je-li
součástí).
ŽLUTÁ LED (Obr. D2-6) spolu s ČERVENOU LED všeobecného
alarmu (obr. D2-2).
Její rozsvícení poukazuje na nedostatečný tlak vzduchu pro činnost
pistole. Během této fáze je znemožněna činnost stroje.
Obnovení činnosti je automatické (zhasnutí LED) a dojde k němu po
obnovení správné hodnoty tlaku.
7- Tlacítko vzduchu (je-li soucástí).
Po stisknutí tohoto tlačítka bude z pistole po pevně stanovenou dobu
vycházet vzduch.
Obvykle se používá:
- ke chlazení pistole
- ve fázi regulace tlaku na tlakoměru.
8- Tlakoměr.
Umožňuje odečítání tlaku vzduchu.
9- Spojovací konektor pistole.
Pistole s přímým nebo centralizovaným úchytem.
- Tlačítko pistole je jediným kontrolním orgánem, jehož
prostřednictvím je možné ovládat zahájení a zastavení úkonů
řezání.
- Po uvolnění tlačítka bude cyklus okamžitě přerušen během
libovolné fáze, s výjimkou udržování chlazení vzduchem.
- Náhodné úkony: souhlasný signál zahájení cyklu musí být
aktivován po minimální dobu několika desetin sekundy.
- Elektrická bezpečnost: funkce tlačítka je znemožněna, když na
hlavě pistole NENÍ namontován izolační držák trysky nebo když
byla jeho montáž provedena nesprávně.
10- Konektor zemnicího kabelu
5. INSTALACE
---------------------------------------------------------------------------------------------
UP OZO RNĚ NÍ! VŠ ECHNY OP ERACE SP OJENÉ S
INSTALACÍ A ELEKTRICKÝM ZAPOJENÍM SE MUSÍ PROVÁDĚT PŘI
VYPNUTÉM SYSTÉMU ŘEZÁNÍ PLAZMOU, ODPOJENÉM OD
NAPÁJECÍHO ROZVODU.
ELEKTRICKÉ ZAPOJENÍ MUSÍ BÝT PROVEDENO VÝHRADNE
ZKUŠENÝM A KVALIFIKOVANÝM PERSONÁLEM.
--------------------------------------------------------------------------------------------MONTÁŽ
Rozbalte stroj a proveďte montáž oddělených částí nacházejících se v
obalu.
Montáž zemnicího kabelu-kleští (Obr. E)
ZPUSOB ZVEDÁNÍ STROJE
Všechny stroje popsané v tomto návodu musí být zvedány s použitím
rukojeti nebo príslušného popruhu dodávaného – je-li soucástí - v rámci
príslušenství daného modelu (namontovaného zpusobem uvedeným na
(OBR. F).
UMÍSTENÍ STROJE
Vyhledejte místo pro instalaci stroje, a to tak, aby se v blízkosti otvorů pro
vstup a výstup chladicího vzduchu nenacházely překážky; mezitím se
ujistěte, že se nebude nasávat vodivý prach, korozivní výpary, vlhkost
atd.
Kolem stroje udržujte volný prostor minimálne do vzdálenosti 250 mm.
---------------------------------------------------------------------------------------------
UPOZORNĚNÍ! Umístěte stroj na rovný povrch s nosností,
která je úměrná jeho hmotnosti, abyste předešli jeho převrácení
nebo nebezpečným přesunům.
--------------------------------------------------------------------------------------------PRIPOJENÍ DO SÍTE
- Před realizací jakéhokoli elektrického zapojení zkontrolujte, zda
jmenovité údaje zdroje proudu odpovídají napětí a frekvenci sítě,
která je k dispozici v místě instalace.
- Zdroj proudu musí být připojen výhradně k napájecímu systému s
uzemněným nulovým vodičem.
- Za účelem zajištění ochrany proti nepřímému doteku používejte
nadproudové relé typu:
- Typ A ( ) pro jednofázové stroje;
- Typ B ( ) pro trojfázové stroje.
- Abyste dodrželi požadavky stanovené normou EN 61000-3-11
napájecího rozvodu s impedancí nepřesahující hodnoty uvedené v
tabulce 1 (TAB. 1).
- Jednofázové modely s absorbovaným proudem menším nebo
rovnající m se 16A jsou vybaveny napájecím kabelem s
normalizovanou zástrčkou (2P+T) 16A / 250V.
- Jednofázové modely s absorbovaným proudem vyšším než 16A a
třífázové modely jsou vybaveny napájecím kabelem, který je třeba
připojit: K normalizované zástrčce (2P+T) u jednofázových modelů a k
zástrčce (3P+T) u třífázových modelů, vhodné pro daný proudový
odběr. Připravte zásuvku elektrického rozvodu, vybavenou pojistkou
nebo jističem; příslušná zemnicí svorka musí být připojena k
zemnicímu vodiči (žlutozelenému) napájecího vedení.
- V tabulce 1 (TAB. 1) jsou uvedeny doporučené hodnoty pomalých
pojistek napájecího vedení, vyjádřené v ampérech; tyto pojistky byly
zvoleny na základě maximální jmenovité hodnoty proudu
poskytovaného strojem a na základě jmenovitého napájecího napětí.
---------------------------------------------------------------------------------------------
UPOZORNĚNÍ! Nerespektování výše uvedených pravidel
bude mít za následek neúčinnost bezpečnostního systému
navrženého výrobcem (třídy I) s následným vážným ohrožením
osob (např. zásah elektrickým proudem) a majetku (např. požár).
---------------------------------------------------------------------------------------------
ZAPOJENÍ ŘEZACÍHO OBVODU
---------------------------------------------------------------------------------------------
UPOZORNĚNÍ! PŘED PROVÁDĚNÍM OPERACÍ ÚDRŽBY SE
UJISTĚTE, ŽE JE ZDROJ PROUDU VYPNUT A ODPOJEN OD
NAPÁJECÍ SÍTĚ.
V tabulce 1 (TAB. 1) jsou uvedeny hodnoty doporučené pro zemnicí
kabely (v mm ) na základě maximálního proudu dodávaného strojem.
---------------------------------------------------------------------------------------------
Připojení stlačeného vzduchu (OBR. G).
- U modelu, které to vyžadují, pripravte rozvod stlaceného vzduchu s
DULEŽITÁ INFORMACE!
Nepřekračuje maximální přívodní tlak 8 bar. Vzduch obsahující výraznou
vlhkost nebo velké množství oleje může způsobit nadměrné opotřebení
spotřebních dílů, nebo dokonce poškození pistole. V případě
pochybností o kvalitě stlačeného vzduchu, který je k dispozici, se
doporučuje použít vysoušeč vzduchu, který je třeba nainstalovat před
vstupním filtrem. Prostřednictvím hadic připojte rozvod stlačeného
vzduchu ke stroji; použijte spojky z příslušenství, určené pro montáž na
vstupní filtr vzduchu, který se nachází v zadní části stroje.
Zapojení zemnicího kabelu řezacího proudu.
Připojte zemnicí kabel řezacího proudu k řezanému dílu nebo ke
kovovému pracovnímu stolu a dodržujte přitom následující opatření:
- Zkontrolujte, zda byl vytvořen dokonalý elektrický kontakt a zejména
- Provedte zemnicí zapojení co nejblíže k prostoru rezání.
- Použití kovových konstrukcí, které netvorí soucást rezaného dílu, v
- Neprovádějte zemnicí zapojení na části dílu, která má být odstraněna.
Zapojení pistole pro rezání plazmou (OBR. H) (je-li soucástí).
Vložte koncovku samce pistole do centralizovaného konektoru
umístěného na čelním panelu stroje a dbejte přitom na dodržení polarity.
Ve směru hodinových ručiček zašroubujte na doraz pojistnou kruhovou
matici, aby byl zajištěn průchod vzduchu a proudu bez ztrát.
U nekterých modelu je pistole dodána tak, že je již pripojena ke zdroji
proudu.
DULEŽITÁ INFORMACE!
Před zahájením úkonů řezání zkontrolujte správnou montáž spotřebních
dílů provedením kontroly hlavy pistole v souladu s informacemi
uvedenými v kapitole „ÚDRŽBA PISTOLE“.
6. REZÁNÍ PLAZMOU: POPIS PRACOVNÍHO POSTUPU
Základem rezání plazmou je plazmový oblouk.
Plazma je tvorena plynem ohrátým na mimorádne vysokou teplotu a
ionizovaným tak, aby se stál elektricky vodivým. Tento proces rezání
používá plazmu pro prenos elektrického oblouku na kovový díl, který je
teplem roztaven a oddelen. Pistole používá stlacený vzduch pocházející
ze zvláštního prívodu, pricemž je oddelen také prívod plynu plazmy a
chladicího a ochranného plynu.
Vysokofrekvencní zapálení oblouku - HF
Tento druh zapálení oblouku se používá u modelu s proudy prevyšujícími
50A.
Zahájení cyklu je podmíneno vysokofrekvencním/vysokonapetovým
(„HF“) obloukem, který umožnuje zapálení pilotního oblouku mezi
elektrodou (s polaritou -) a tryskou pistole (s polaritou +). Po priblížení
pistole k rezanému dílu, pripojenému k polarite (+) zdroje proudu, bude
pilotní oblouk prenesen a bude vytvoren plazmový oblouk mezi
elektrodou (-) a samotným dílem (rezací oblouk). Pilotní oblouk a HF
budou vylouceny, jakmile dojde k vytvorení oblouku mezi elektrodou a
dílem.
Doba udržování pilotního oblouku, nastavená ve výrobním závode, je
2s; když nedojde k prenosu v prubehu této doby, cyklus bude
automaticky zablokován, s výjimkou udržování chladicího vzduchu.
K zahájení nového cyklu je treba uvolnit tlacítko pistole a znovu jej
stisknout.
Zapálení oblouku nakrátko
Tento druh zapálení oblouku se používá u modelů s proudy
nepřevyšujícími 50A.
2
minimálním tlakem a prutokem; tyto hodnoty jsou uvedeny v tabulce 2
(TAB. 2).
zda byly odstraněny plechy s izolačními, zoxidovanými a podobnými
vrstvami.
úloze zemnicího vodice rezacího proudu muže být nebezpecné a
muže negativne ovlivnit i samotné rezání.
Page 72

Zahájení cyklu je podmíneno pohybem elektrody uvnitr trysky pistole, nebo zda nejsou ucpané otvory pro průchod vzduchu. Je-li poškozen,
- 72 -
který umožnuje zapálení pilotního oblouku mezi elektrodou (s polaritou -) proveďte jeho okamžitou výměnu.
a samotnou tryskou (s polaritou +).
Po priblížení pistole k rezanému dílu, pripojenému k polarite (+) zdroje
proudu, bude pilotní oblouk prenesen a bude vytvoren plazmový oblouk
mezi elektrodou (-) a samotným dílem (rezací oblouk).
Pilotní oblouk bude vyloučen, jakmile dojde k vytvoření plazmového
oblouku mezi elektrodou a dílem.
Doba udržování pilotního oblouku, nastavená ve výrobním závode, je
2s; když nedojde k prenosu v prubehu této doby, cyklus bude
automaticky zablokován, s výjimkou udržování chladicího vzduchu.
K zahájení nového cyklu je třeba uvolnit tlačítko pistole a znovu jej bezpečnostní požadavky.
stisknout.
Prípravné operace.
Pred zahájením úkonu rezání zkontrolujte správnou montáž spotrebních
dílu provedením kontroly hlavy pistole v souladu s informacemi
uvedenými v kapitole „ÚDRŽBA PISTOLE“.
- Zapnete zdroj proudu a nastavte rezací proud (OBR. C-1) na základe
tlouštky a druhu kovového materiálu, který hodláte rezat. V TAB. 3 je
uvedena rychlost rezání v závislosti na tlouštce pro hliník, železo a - nepodrobovat kabel nadměrné námaze v tahu.
ocel.
- Stiskněte a uvolněte tlačítko pistole, čímž dojde k přívodu vzduchu površích.
(³30 sekund chladicího vzduchu).
- Behem této fáze nastavte tlak vzduchu tak, abyste na tlakomeru
odecítali hodnotu v „bar“, požadovanou v závislosti na použití pistole
(TAB. 2).
- Prostrednictvím tlacítka ovládání vzduchu nechte z pistole vycházet
vzduch.
- Otocný ovladac: uvolnete jej potažením smerem nahoru a otácejte
kvuli regulaci tlaku na hodnotu uvedenou v TECHNICKÝCH
ÚDAJÍCH PISTOLE.
- Odecítejte požadovanou hodnotu (bar) na tlakomeru; zatlacte otocný
ovladac za úcelem zajištení nastavené hodnoty.
- Nechte spontánně skončit přívod vzduchu, aby se usnadnilo odvedení
případného kondenzátu, který se může nahromadit v pistoli.
Duležitá informace:
- Rezání dotykem (s tryskou pistole dotýkající se rezaného dílu): je
aplikovatelné pri max. proudu 40-50A (vyšší hodnoty proudu zpusobí
okamžité znicení trysky-elektrody-držáku trysky).
- Rezání na dálku (s rozperkou namontovanou v pistoli – OBR. I): je
aplikovatelné pri proudech prevyšujících 35A;
- Prodloužená elektroda a tryska: aplikovatelné u příslušných modelů.
Úkon rezání (OBR. L).
- Približte trysku pistole k okraji dílu (približne do vzdálenosti 2 mm) a
stisknete tlacítko pistole; približne po uplynutí 1 sekundy (chladicího
vzduchu) dojde k zapálení pilotního oblouku.
- Při vhodné vzdálenosti dojde k okamžitému přenosu pilotního oblouku
na díl s následným vznikem řezacího oblouku.
- Přesuňte pistoli na povrch dílu, podél ideální čáry řezu; postupujte
plynule.
- Přizpůsobte rychlost řezání tloušťce a zvolenému proudu a kontrolujte
přitom, zda oblouk vycházející ze spodního povrchu dílu nabývá sklon
5-10° vůči svislé rovině ve směru opačném ke směru postupu.
- Nadměrná vzdálenost pistole-díl nebo chybějící materiál (na konci
řezání) způsobí okamžité přerušení oblouku.
- Přerušení oblouku (řezacího nebo pilotního) se dosahuje vždy
uvolněním tlačítka pistole.
Derování (OBR. M)
Když je treba provést tuto operaci nebo když je treba zahájit rezání ve
stredu dílu, zapalte oblouk s naklonenou pistolí a postupným pohybem ji
privedte do svislé polohy.
- Tento postup zabraňuje návratu oblouku nebo poškození otvoru
trysky roztavenými částicemi tak, že bude rychle snížena její
funkčnost.
- Děrování dílů s tloušťkou až do 25% maximální tloušťky používaného
rozsahu může být provedeno přímo.
7. ÚDRŽBA
---------------------------------------------------------------------------------------------
UPOZORNĚNÍ! PŘED PROVÁDĚNÍM OPERACÍ ÚDRŽBY SE
UJISTĚTE, ŽE JE SYSTÉM ŘEZÁNÍ PLAZMOU VYPNUT A
ODPOJEN OD NAPÁJECÍ SÍTĚ.
---------------------------------------------------------------------------------------------
ŘÁDNÁ ÚDRŽBA
OPERACE ŘÁDNÉ ÚDRŽBY MŮŽE PROVÁDĚT OBSLUHA.
PISTOLE (OBR. N)
Pravidelne, v závislosti na intenzite používání nebo v prípade vad rezání
zkontrolujte stav opotrebení tech soucástí pistole, které souvisejí s
plazmovým obloukem.
1- Rozpěrka.
Vyměňte ji v případě její deformace nebo tehdy, když je pokryta
struskovými vměstky do takové míry, že znemožňuje správné
udržování polohy pistole (vzdálenosti a kolmosti).
2- Držák trysky.
Odšroubujte jej manuálne od hlavy pistole. Provedte jeho dokonalé
vycištení nebo výmenu, je-li poškozen (ohoreniny, deformace nebo
praskliny). Zkontrolujte neporušenost horního kovového sektoru
(akcní clen bezpecnosti pistole).
3- Tryska.
Zkontrolujte opotřebení průchodu plazmového oblouku a vnitřních a
vnějších povrchů. Když je otvor rozšířený vzhledem k původnímu
průměru nebo zdeformovaný, proveďte výměnu trysky. Když jsou
povrchy mimořádně zoxidované, vyčistěte je jemným brusným
papírem.
4- Kroužek pro distribuci vzduchu.
Zkontrolujte, zda se na něm nevyskytují ohořeniny nebo praskliny
5- Elektroda.
Výměnu elektrody provádějte, když hloubka kráteru, který se tvoří na
vyzařovacím povrchu, dosáhne přibližně 1,5 mm (OBR. O).
6- Těleso, rukojeť a kabel pistole.
Obvykle tyto součásti nevyžadují mimořádnou údržbu, s výjimkou
pravidelné údržby a důkladného vyčištění, které je třeba provést bez
použití rozpouštědel jakéhokoli druhu. Při zjištění poškození izolace,
jako jsou trhliny, praskliny a ohořeniny, nebo při uvolnění elektrických
vedení se pistole nemůže dále používat, protože nejsou uspokojeny
v tomto případě oprava (mimořádná údržba) nemůže být provedena
na místě, ale musí být svěřena autorizovanému servisnímu středisku,
které je schopno po realizaci opravy provést speciální kolaudační
zkoušky.
Pro udržování pistole a kabelu ve funkčním stavu je třeba přijmout
některá opatření:
- nepřivádět pistoli a kabel do styku s teplými nebo rozpálenými
součástmi.
- nedovolit, aby kabel procházel po ostrých hranách nebo abrazivních
- když délka kabelu převyšuje okamžitou potřebu, naviňte jej do závitů
s pravidelnou délkou.
- nepřejíždějte po kabelu jakýmkoli prostředkem a nešlapejte po něm.
Upozornení!
- Pred realizaci libovolného zásahu na pistoli nechte pistoli vychladnout
nejméne na dobu „chladicího vzduchu".
- S výjimkou specifických prípadu se doporucuje nahradit elektrodu a
trysky soucasne.
- Dodržujte poradí montáže soucástí pistole (opacné než pri
demontáži).
- Venujte pozornost montáži distribucního kroužku ve správném smeru.
- Provedte zpetnou montáž držáku trysky jeho zašroubováním na
doraz, s mírným pusobením síly.
- V žádném prípade nemontujte držák trysky bez predem provedené
montáže elektrody, distribucního kroužku a trysky.
- Nenechávejte pilotní oblouk zbytecne zapnutý ve vzduchu, aby se
nezvyšovala spotreba elektrody, difuzoru a trysky.
- Nedotahujte elektrodu nadmernou silou, protože by to znamenalo
riziko poškození pistole.
- Vcasnost a správný postup pri kontrolách spotrebních soucástí pistole
jsou nezbytným predpokladem bezpecnosti a funkcnosti systému
rezání.
- Při zjištění poškození izolace, jako jsou trhliny, praskliny a ohořeniny,
nebo při uvolnění elektrických spojů nelze pistoli dále používat,
protože bezpečnostní podmínky nejsou v takovém případě
uspokojeny. V případě opravy (v rámci mimořádné údržby) tato
nemůže být provedena na místě, ale musí být svěřena
autorizovanému servisnímu středisku, které je schopno po realizaci
opravy provést speciální kolaudační zkoušky.
Filtr stlačeného vzduchu
- Filtr je vybaven automatickým vypouštěním kondenzátu při každém
jeho odpojení od rozvodu stlačeného vzduchu.
- Pravidelně kontrolujte filtr; v případě zaznamenání přítomnosti vody v
pohárku je možné použít manuální vypouštění a vypustit zachycený
kondenzát zatlačením vypouštěcí spojky směrem nahoru.
- Když je filtrační náplň mimořádně špinavá, je třeba provést její
výměnu, aby se zabránilo nadměrnému poklesu tlaku.
MIMORÁDNÁ ÚDRŽBA
OPERACE MIMOŘÁDNÉ ÚDRŽBY MUSÍ BÝT PROVEDENY
VÝHRADNĚ PERSONÁLEM SE ZKUŠENOSTMI Z ELEKTRICKO-
STROJNÍ OBLASTI.
---------------------------------------------------------------------------------------------
UPOZORNĚNÍ! PŘED ODLOŽENÍM PANELŮ STROJE A
PŘÍSTUPEM K JEHO VNITŘKU SE UJISTĚTE, ŽE JE STROJ
VYPNUT A ODPOJEN OD NAPÁJECÍHO ROZVODU.
Případné kontroly prováděné s vnitřními částmi stroji pod napětím
mohou způsobit zásah elektrický proudem, způsobený přímým
dotykem se součástmi pod napětím.
---------------------------------------------------------------------------------------------
- Pravidelně a s frekvencí odpovídající použití a prašnosti prostředí
kontrolujte vnitřek stroje a odstraňujte prach nahromaděný na
tr ans for mát oru , us měr ňov ači , in duk tan ci a rez ist ore ch
prostřednictvím proudu suchého stlačeného vzduchu (max. 10 bar).
- Zabrante nasmerování proudu stlaceného vzduchu na elektronické
karty; zabezpecte jejich prípadne ocištení velmi jemným kartácem
nebo vhodnými rozpouštedly.
- Pri uvedené príležitosti zkontrolujte, zda jsou elektrické spoje rádne
utažené a zda jsou kabeláže bez viditelných známek poškození
izolace.
- Zkontrolujte neporušenost a tesnost trubek a spojek rozvodu
stlaceného vzduchu.
- Po ukoncení uvedených operací provedte zpetnou montáž panelu
stroje a utáhnete na doraz upevnovací šrouby.
- Jednoznačně se vyhněte provádění řezání s otevřeným strojem.
8. ODSTRANOVÁNÍ PORUCH
V PRÍPADE NEUSPOKOJIVÉ CINNOSTI A DRÍVE, NEŽ PROVEDETE
SYSTEMATICKÉ KONTROLY NEBO NEŽ SE OBRÁTÍTE NA VAŠE
SERVISNÍ STREDISKO, ZKONTROLUJTE, ZDA:
- Není rozsvícena žlutá LED signalizující zásah tepelné ochrany
zpusobené prepetím nebo podpetím anebo zkratem.
- Ujistete se, zda jste dodrželi jmenovitou hodnotu pomeru základního a
pulzního proudu; v prípade zásahu termostatické ochrany vyckejte na
ochlazení prístroje prirozeným zpusobem, zkontrolujte cinnost
ventilátoru.
Page 73

- Zkontrolujte napájecí napetí: Když je napetí príliš vysoké nebo príliš rezaní plazmou v závislosti na ich zložení, koncentrácii a dĺžke
- 73 -
nízké, stroj zustane zablokován. samotnej expozície, vyžadujú systematický prístup pri ich
- Zkontrolujte, zda na výstupu stroje není přítomen zkrat: V takovém
případě přistupte k odstranění jeho příčin.
- Zkontrolujte, zda je správně provedeno zapojení řezacího obvodu, se
zvláštním důrazem na skutečné připojení zemnicích kleští k dílu, aniž
by byl mezi ně vložen izolační materiál (např. lak).
NEJBEŽNEJŠÍ PORUCHY REZÁNÍ
Behem operací rezání se mohou vyskytnout vady v realizaci, které není
možné obvykle prisoudit poruchám cinnosti zarízení, ale jiným
provozním aspektum, jako jsou:
a-Nedostatečný průnik nebo nadměrná tvorba struskových
vměstků:
- Příliš vysoká rychlost řezání.
- Příliš nakloněná pistole.
- Nadměrná tloušťka dílu nebo příliš nízký řezací proud.
- Nevhodný tlak-průtok stlačeného vzduchu.
- Opotřebená elektroda a tryska pistole.
- Nevhodný hrot držáku trysky.
b-Chybějící přenos řezacího oblouku:
- Opotřebovaná elektroda.
- Špatný kontakt svorky zemnicího kabelu.
c- Přerušení řezacího oblouku:
- Příliš nízká rychlost řezání.
- Příliš velká vzdálenost pistole od dílu.
- Opotřebovaná elektroda.
- Zásah ochrany.
d-Nakloněné řezání (řezání, které neprobíhá kolmo):
- Nesprávná poloha pistole.
- Asymetrické opotřebení otvoru trysky a/nebo nesprávně provedená
montáž součástí pistole.
- Nevhodný tlak vzduchu.
e-Nadměrné opotřebení trysky a elektrody:
- Příliš nízký tlak vzduchu.
- Znečištěný vzduch (vlhkost-olej).
- Poškozený držák trysky.
- Nadměrný počet zapálení pilotního oblouku ve vzduchu.
- Příliš vysoká rychlost při návratu roztavených částic na součásti
pistole.
vyhodnocovaní.
- Zabezpečte si vhodnú elektrickú izoláciu voči tryske pištole
,*
rezania plazmou, opracovávanej súčasti a prípadným
uzemneným kovovým častiam, umiestnených v blízkosti
(dostupným).
Obyčajne je to možné dosiahnuť použitím vhodných rukavíc,
obuvi, pokrývok hlavy a odevu a použitím stúpačiek alebo
izolačných kobercov.
- Zakaždým si chráňte zrak použitím príslušných skiel na
ochranných štítoch alebo maskách, ktoré neobsahujú aktínium.
Používajte príslušný ochranný ohňovzdorný odev, aby ste
nevystavovali pokožku ultrafialovému a infračervenému
žiareniu, vznikajúcemu pri horení oblúku; ochrana sa musí
vzťahovať tiež na ostatné osoby nachádzajúce sa v blízkosti
oblúku, a to použitím tienidiel alebo nereflexných závesov.
- Hlučnosť: Ak je obsluha každodenne vystavená hluku s úrovňou
rovnajúcou sa alebo prevyšujúcou hodnotu 85db(A), je povinná
používať vhodné prostriedky osobnej ochrany.
)
- Elektromagnetické polia vznikajúce pri procese rezania plazmou
môžu rušit cinnost elektrických a elektronických zariadení.
Osoby používajúce životne dôležité elektrické alebo elektronické
zariadenia (napr. srdcové strojčeky, respirátory, atď.) sa musia
poradiť s lekárom, či je možné zdržiavať sa v blízkosti priestorov,
kde sa používa tento systém zvárania.
Osobám, používajúcim elektrické alebo elektronické životne
dôležité zariadenia, sa použitie tohoto systému zvárania
plazmou neodporúča.
_______________(SK)______________
- Tento systém zvárania plazmou vyhovuje požiadavkám
NÁVOD NA POUŽITIE
UPOZORNENIE! PRED POUŽITÍM SYSTÉMU REZANIA PLAZMOU
SI POZORNE PREČÍTAJTE NÁVOD NA POUŽITIE!
SYSTÉMY REZANIA PLAZMOU URČENÉ PRE PROFESIONÁLNE A
PRIEMYSELNÉ POUŽITIE
1. ZÁKLADNÁ BEZPEČNOSŤ PRI REZANÍ PLAZMOVÝM
OBLÚKOM
Obsluha musí byť dostatočne vyškolená ohľadne bezpečného
použitia systémov rezania plazmou a informovaná o rizikách
spojených s postupmi pri zváraní oblúkom a súvisiacimi
technikami, o príslušných ochranných opatreniach a o postupoch v
núdzovom stave.
(Súvisiace informácie nájdete aj v „TECHNICKOM PREDPISE IEC
alebo CLC/TS 62081“ INŠTALÁCIA A POUŽITIE ZARIADENIA PRE
OBLÚKOVÉ ZVÁRANIE A SÚVISIACE TECHNIKY).
- Zabráňte priamemu styku s rezacím obvodom; napätie
naprázdno dodávané systémom rezania plazmou môže byť za
daných okolností nebezpečné.
- Pripojenie káblov rezacieho obvodu, kontrolné operácie a
opravy musia byť vykonávané pri vypnutom systéme rezania,
odpojeného od napájacieho prívodu.
- Pred výmenou opotrebovaných súčastí pištole vypnite systém
rezania plazmou a odpojte ho od napájacieho prívodu.
- Vykonajte elektrickú inštaláciu v súlade s platnými predpismi a
zákonmi na predchádzanie úrazom.
- Systém rezania plazmou musí byť pripojený výhradne k
napájaciemu systému s uzemneným nulovým vodičom.
- Uistite sa, že napájacia zásuvka je správne pripojená a vybavená
zemniacim vodičom.
- Nepoužívajte systém rezania plazmou vo vlhkom alebo mokrom
prostredí, alebo na daždi.
- Nepoužívajte káble s poškodenou izoláciou alebo s uvoľnenými
spojmi.
- Nevykonávajte rez na nádobách, zásobníkoch alebo potrubiach,
ktoré obsahujú alebo obsahovali zápalné kvapalné alebo plynné
látky.
- Nevykonávajte rez na materiáloch vyčistených chlórovými
rozpúšťadlami alebo v blízkosti menovaných látok.
- Nevykonávajte rez na zásobníkoch pod tlakom.
- Odstráňte z pracovného priestoru všetky zápalné látky (napr.
drevo, papier, handry, atď.)
- Zabezpečte si vhodnú výmenu vzduchu alebo prostriedky na
odstraňovanie dymov vznikajúcich pri rezaní plazmou v blízkosti
oblúku; Medzné hodnoty vystavenia sa dymom vznikajúcich pri
technického štandardu výrobku urceného pre výhradné použitie
v priemyselnom prostredí, na profesionálne úcely.
Nie je zaistená elektromagnetická kompatibilita v domácom
prostredí.
ĎALŠIE OPATRENIA
ÚKONY REZANIA PLAZMOU:
- V prostredí so zvýšeným rizikom zásahu elektrickým prúdom;
- v obmedzených priestoroch;
- pri zápalných alebo výbušných materiáloch;
MUSIA byť vopred zhodnotené „Odborným vedúcim“ a
vykonané zakaždým v prítomnosti osôb vyškolených pre
zásahy v núdzových prípadoch.
MUSÍ byť zavedené používanie ochranných technických
prostriedkov, popísaných v častiach 5.10; A.7; A.9
„TECHNICKÉHO PREDPISU IEC alebo CLC/TS 62081“.
- MUSIA byt zakázané úkony rezania pokial je zdroj prúdu držaný
obsluhou (napr. prostredníctvom remenov).
- MUSÍ byt zakázané zváranie ak je obsluha nad zemou, s
výnimkou použitia bezpecnostných plošín.
- U POZOR NEN IE! BE ZPE ČNO SŤ SYS TÉM U RE ZAN IA
PLAZMOU.
Len model pištole a vhodný zdroj prúdu v súlade s hodnotami
uvedenými v „TECHNICKÝCH ÚDAJOCH“ zarucuje, že
bezpecnostné zariadenie odporúcané výrobcom bude úcinné
(systém vzájomného blokovania).
- NEPOUŽÍVAJTE iné pištole a príslušné spotrebné časti.
- NEPOKÚŠAJTE SA PRIPÁJAT K ZDROJU PRÚDU pištole
vyrobené pre postupy rezania alebo ZVÁRANIA odlišné od
tých, ktoré sú uvedené v tomto návode.
- NEDODRŽANIE TÝCHTO PRAVIDIEL môže spôsobit VÁŽNE
nebezpecenstvo pre bezpecnost užívatela a poškodit
zariadenie.
ZVYŠKOVÉ RIZIKÁ
- PREVRÁTENIE: Umiestnite zdroj prúdu pre rezanie plazmou na
vodorovný povrch s nosnostou odpovedajúcou danej
hmotnosti; v opacnom prípade (napr. na naklonenej, poškodenej
podlahe, atd.) hrozí nebezpecenstvo prevrátenia.
- NESPRÁVNE POUŽITIE: použitie systému rezania plazmou na
iný úcel ako je uvedené.
2. ÚVOD A ZÁKLADNÝ POPIS
Tieto generátory sú vyrobené s použitím najnovšej technológie meniča s
IGBT a sú navrhnuté pre manuálne rezanie plechu z akéhokoľvek kovu a
pre rezanie plechových roštov s otvormi (podľa určenia).
Plynulá regulácia prúdu, od minima po maximum, umožňuje zaistiť
vysokú kvalitu rezania pri zmene hrúbky a druhu kovu.
Cyklus rezania je aktivovaný pilotným oblúkom, podľa daného modelu:
môže byť zapálený skratom elektródy trysky alebo vysokofrekvenčným
(HF) výbojom.
Page 74

ZÁKLADNÉ VLASTNOSTI 2- Napájací kábel
- 74 -
- Zariadenie na kontrolu napätia, tlaku vzduchu a skratu priamo v pištoli 3- Spojka stlačeného vzduchu (nie je súčasťou verzie Kompresor)
(ak je súčasťou).
- Termostatická ochrana. bar a max. 8 bar (TAB. 2).
- Zobrazovanie tlaku vzduchu (ak je súčasťou). 4- Reduktor tlaku pre prívod stlačeného vzduchu (ak je súčasťou).
ŠTANDARDNÉ PRÍSLUŠENSTVO Predný panel (Obr. D1)
- Pištoľ na rezanie plazmou. 1- Otočný ovládač regulácie rezacieho prúdu.
- Sada spojok pre pripojenie stlačeného vzduchu. Umožňuje nastaviť intenzitu rezacieho prúdu poskytovaného
VOLITEĽNÉ PRÍSLUŠENSTVO
- Sada náhradných elektród-trysiek.
- Sada predĺžených elektród-trysiek (ak je súčasťou).
3. TECHNICKÉ ÚDAJE
IDENTIFIKACNÝ ŠTÍTOK
Základné údaje, týkajúce sa použitia a vlastností systému rezania
plazmou, sú uvedené na identifikačnom štítku a ich význam je
nasledovný:
1- Príslušná EURÓPSKA norma pre bezpecnost a konštrukciu strojov
pre oblúkové zváranie a rezanie plazmou.
2- Symbol vnútornej štruktúry stroja.
3- Symbol postupu rezania plazmou.
4- Symbol S: Informuje o možnosti rezania v prostredí so zvýšeným
rizikom úrazu elektrickým prúdom (napr. v tesnej blízkosti velkých
kovových castí).
5- Symbol napájacieho vedenia:
1~: striedavé jednofázové napätie
3~: striedavé trojfázové napätie
6- Stupeň ochrany obalu.
7- Technické údaje napájacieho vedenia:
-U :Striedavé napätie a frekvencia napájania stroja (povolené
1
medzné hodnoty ?10%):
-I :Maximálny prúd absorbovaný vedením.
1 max
-I :Skutočný napájací prúd.
1eff
8- Vlastnosti rezacieho obvodu:
-U :Maximálne napätie naprázdno (rozopnutý rezací obvod).
0
-I /U :Prúd a odpovedajúce normalizované napätie, ktoré môžu
2 2
byt strojom poskytnuté pocas rezania.
-X :Zatažovatel: Informuje o dobe, pocas ktorej môže stroj
dodávat odpovedajúci prúd (v tom istom stlpci). Vyjadruje
sa v %, na základe 10-minutového cyklu (napr. 60% = 6
minút práce, 4 minúty prestávky; atd.).
Pri prekrocení faktorov použitia (vztiahnutých na 40 °C v
prostredí), dôjde k aktivácii tepelnej ochrany (stroj zostane
v pohotovostnom režime, až kým sa jeho teplota
nedostane naspät do prípustného rozmedzia).
-A/V-A /V:Po ukazuje na regulač nú radu rezacieho prúdu
(minimálnu – maximálnu) pri odpovedajúcom napätí
9- Výrobné číslo na identifikáciu stroja (nevyhnutné pre servisnú
10- : Hodnota poistiek s oneskorenou aktiváciou, s ktorými je
11-Symboly vzťahujúce sa k bezpečnostným normám, význam ktorých
Poznámka: Uvedený príklad štítku má len indikatívny charakter
informujúci o symboloch a orientačných hodnotách; presné hodnoty
technických údajov vášho systému rezania plazmou musia byť odčítané
priamo z identifikačného štítku samotného stroja.
ĎALŠIE TECHNICKÉ ÚDAJE:
- ZDROJ PRÚDU : viď tabuľka 1 (TAB. 1)
- PIŠTOĽ : viď tabuľka 2 (TAB. 2)
Hmotnosť stroja je uvedená v tabuľke 1 (TAB. 1).
4. POPIS SYSTÉMU REZANIA PLAZMOU
Stroj je tvorený hlavne výkonovými modulmi v podobe integrovaných
obvodov optimalizovaných pre dosiahnutie maximálnej spolahlivosti a
zníženej údržby.
1- Vstup jednofázového napájacieho vedenia, jednotka usmernovaca a
2- Prepínací mostík s tranzistormi (IGBT) a ovládačmi; mení usmernené
3- Vysokofrekvencný transformátor: Primárne vinutie je napájané
4- Sekundárny usmernovací mostík s vyrovnávacou indukcnou cievkou:
5- Riadiaca a regulačná elektronika: vykonáva okamžitú kontrolu
KONTROLNÉ ZARIADENIE, REGULÁCIA A ZAPOJENIE
Zadný panel (Obr. C)
1- Hlavný vypínač
oblúku.
službu, objednávky náhradných dielov, vyhľadávanie pôvodu
výrobku).
potrebné počítať na ochranu vedenia.
je uvedený v kapitole 1 „Základné bezpečnostné pokyny pri zváraní
oblúkom“.
vyrovnávacie kondenzátory.
napätie na striedavé napätie s vysokou frekvenciou a vykonáva
reguláciu výkonu v náväznosti na požadovanú hodnotu rezacieho
prúdu/napätia.
zmeneným napätím privádzaným z bloku 2; jeho úlohou je prispôsobit
napätie a prúd hodnotám potrebným pre postup pri rezaní a súcasne
galvanicky oddelit rezací obvod od napájacieho vedenia.
Prepína striedavé napätie / prúd dodávané sekundárnym vinutím na
jednosmerný prúd / napätie s velmi nízkym vlnením.
hodnoty prechodných javov rezacieho prúdu a porovnáva ich s
hodnotou nastavenou obsluhou; moduluje impulzy riadenia
ovládačov IGBT vykonávajúcich reguláciu.
Urcuje dynamickú odpoved prúdu pocas rezania a dohliada na
bezpecnostné systémy.
I (ZAPNUTÝ) Generátor pripravený k činnosti, bez napätia v pištoli.
Generátor v pohotovostnom režime.
O (VYPNUTÝ) Zabránené akejkoľvek činnosti; pomocné zariadenia
a svetelné signály sú vypnuté.
Obr. A
(Obr. B)
Pripojte stroj k rozvodu stlačeného vzduchu s minimálnym tlakom 5
strojom, ktorý je potrebné použiť v závislosti od danej aplikácie
(hrúbka materiálu/rýchlosť). Pri voľbe správnej hodnoty
zaťažovateľa, ktorá má byť použitá v závislosti od zvoleného prúdu,
si prečítajte TECHNICKÉ ÚDAJE.
2- Žltá LED signalizácie všeobecného alarmu:
- Jej rozsvietenie upozorňuje na prehriatie niektorej časti
výkonového obvodu, alebo poruchy napájacieho napätia na
vstupe (prepätie alebo podpätie). Ochrana proti prepätiu a
podpätiu v napájacom vedení: zablokuje stroj: napájacie napätie
sa nachádza mimo rozsahu +/- 15% vzhľadom k jeho menovitej
hodnote. UPOZORNENIE: Prekročenie vyššie uvedeného
horného medzného napätia spôsobí vážne poškodenie
zariadenia.
- Počas tejto fázy je znemožnená činnosť stroja.
- Činnosť sa automaticky obnoví (sprevádzané zhasnutím žltej
LED) po odstránení príčiny vyššie uvedených porúch a návrate
kontrolovaných hodnôt do prípustného rozmedzia.
3- Žltá LED signalizácie prítomnosti napätia v pištoli.
- Jej rozsvietenie informuje o aktivovaní rezacieho obvodu: Pilotný
oblúk a rezací oblúk „ZAPNUTÉ“.
- Je zhasnutá (rezací obvod vypnutý), keď tlačidlo pištole NIE JE
aktivované (podmienka pohotovostného režimu).
- Pri aktivovanom tlačidle pištole je zhasnutá v nasledujúcich
situáciách:
- Počas fázy pôsobenia OCHLADZOVACIEHO VZDUCHU.
- Keď pilotný oblúk nebude prenesený na diel v priebehu
maximálne 2 sekúnd.
Keď dôjde k prerušeniu rezacieho oblúku kvôli nadmernej
vzdialenosti pištoľ-diel, nadmernému opotrebovaniu elektródy
alebo násilného oddialenia pištole od dielu.
- V prípade zásahu BEZPEČNOSTNÉHO systému.
4- Zelená LED signalizácie prítomnosti napájacieho napätia a
pomocných obvodov pod napätím.
Kontrolné a pomocné obvody sú napájané.
5- Červená LED signalizácie rozvodu stlačeného vzduchu (ak je
súčasťou).
Jej rozsvietenie upozorňuje na prehriatie vinutí elektromotora na
kompresore stlačeného vzduchu.
6- Tlakomer.
Umožňuje odčítavanie tlaku vzduchu.
7- Spojovací konektor pištole.
Pištoľ s priamym alebo centralizovaným úchytom.
- Tlačidlo pištole je jediným ovládacím prvkom, prostredníctvom
ktorého je možné ovládať zahájenie a zastavenie rezania.
- Po uvoľnení tlačidla bude cyklus okamžite prerušený počas
ľubovoľnej fázy, s výnimkou udržiavania chladenia vzduchom.
- Náhodné úkony: súhlasný signál zahájenia cyklu musí byť
aktivovaný minimálne niekoľko desatín sekundy.
- Elektrická bezpečnosť: tlačidlo nie je funkčné, keď na hlave pištole
NIE JE namontovaný izolačný držiak trysky, alebo keď bola jeho
montáž vykonaná nesprávne.
8- Konektor zemniaceho kábla
Predný panel (Obr. D2)
1- Otocný ovládac regulácie rezacieho prúdu.
Umožnuje nastavit intenzitu rezacieho prúdu dodávaného strojom,
ktorý je potrebné použit v závislosti od danej aplikácie (hrúbka
materiálu/rýchlost). Pri volbe správnej hodnoty zatažovatela, ktorá
má byt použitá v závislosti od zvoleného prúdu, si precítajte
TECHNICKÉ ÚDAJE.
2- Cervená LED signalizácie všeobecného alarmu:
- Jej rozsvietenie upozornuje na prehriatie niektorej casti
výkonového obvodu, alebo poruchy napájacieho napätia na
vstupe (prepätie alebo podpätie). Ochrana proti prepätiu a
podpätiu v napájacom vedení: zablokuje stroj: Napájacie napätie
sa nachádza mimo rozsahu +/- 15% voci svojej menovitej
hodnote. UPOZORNENIE: Prekrocenie vyššie uvedeného
horného medzného napätia spôsobí vážne poškodenie
zariadenia.
- Pocas tejto fázy je znemožnená cinnost stroja.
- Cinnost sa automaticky obnoví (sprevádzané zhasnutím cervenej
LED) po odstránení príciny vyššie uvedených porúch a návratu
kontrolovaných hodnôt do prípustného rozmedzia.
3- Žltá LED signalizácie prítomnosti napätia v pištoli.
- Jej rozsvietenie informuje o aktivovaní rezacieho obvodu: Pilotný
oblúk a rezací oblúk „ZAPNUTÉ“.
- Je zhasnutá (rezací obvod vypnutý), ked tlacidlo pištole NIE JE
aktivované (podmienka pohotovostného režimu).
- Pri aktivovanom tlacidle pištole je zhasnutá v nasledujúcich
situáciách:
- Pocas fázy pôsobenia OCHLADZOVACIEHO VZDUCHU.
- Keď pilotný oblúk nebude prenesený na diel v priebehu
maximálne 2 sekúnd.
Ked dôjde k prerušeniu rezacieho oblúku kvôli nadmernej
vzdialenosti pištol-diel, nadmernému opotrebovaniu elektródy
alebo násilného oddialenia pištole od dielu.
- V prípade zásahu BEZPEČNOSTNÉHO systému.
4- Zelená LED signalizácie prítomnosti napájacieho napätia a
pomocných obvodov pod napätím.
Kontrolné a pomocné obvody sú napájané.
5- Žltá LED signalizácie chýbajúcej fázy (ak je súcastou).
Rozsvietenie žltej LED upozornuje na chýbajúcu fázu napájania. V
takom prípade je cinnost znemožnená a k automatickému
Page 75

obnoveniu dôjde po uplynutí 4 sekúnd od odstránenia poruchy. ---------------------------------------------------------------------------------------------
- 75 -
6- Signalizácia poruchy rozvodu stlaceného vzduchu (ak je
súcastou).
ŽLTÁ LED (Obr. D2-6) spolu s ČERVENOU LED všeobecného
alarmu (obr. D2-2).
Jej rozsvietenie upozornuje na nedostatocný tlak vzduchu pre
cinnost pištole. Pocas tejto fázy je znemožnená cinnost stroja.
Obnovenie cinnosti je automatické (zhasnutie LED) a dôjde k nemu
po obnovení správnej hodnoty tlaku.
7- Tlacidlo vzduchu (ak je súcastou).
Po stlacení tohto tlacidla bude z pištole po pevne stanovenú dobu
vychádzat vzduch.
Obvykle sa používa:
- na chladenie pištole
- vo fáze regulácie tlaku na tlakomeri.
8- Tlakomer.
Umožnuje odcítavanie tlaku vzduchu.
9- Spojovací konektor pištole.
Pištol s priamym alebo centralizovaným úchytom.
- Tlacidlo pištole je jediným ovládacím prvkom, prostredníctvom
ktorého je možné ovládat zahájenie a zastavenie rezania.
- Po uvolnení tlacidla bude cyklus okamžite prerušený pocas
lubovolnej fázy, s výnimkou udržovania chladenia vzduchom.
- Náhodné úkony: súhlasný signál zahájenia cyklu musí byt
aktivovaný minimálne niekolko desatín sekundy.
- Elektrická bezpecnost: funkcia tlacidla je znemožnená, ked na
hlave pištole NIE JE namontovaný izolacný držiak trysky, alebo
ked bola jeho montáž vykonaná nesprávne.
10- Konektor zemniaceho kábla
5. INŠTALÁCIA
---------------------------------------------------------------------------------------------
UPOZORNENIE! VŠETKY OPERÁCIE SPOJENÉ S
INŠTALÁCIOU A ELEKTRICKÝM ZAPOJENÍM MUSIA BYŤ
VYKONANÉ PRI VYPNUTOM SYSTÉME ZVÁRANIA PLAZMOU,
ODPOJENOM OD NAPÁJACIEHO ROZVODU.
ELEKTRICKÉ ZAPOJENIE MUSÍ BYŤ VYKONANÉ VÝHRADNE
SKÚSENÝM ALEBO KVALIFIKOVANÝM PERSONÁLOM.
--------------------------------------------------------------------------------------------MONTÁŽ
Rozbalte stroj a vykonajte montáž oddelených castí nachádzajúcich sa v
obale.
Montáž zemniaceho kábla-klieští (OBR. E)
SPÔSOB DVÍHANIA STROJA
Všetky stroje popísané v tomto návode musia byt zdvíhané s použitím
príslušnej rukoväti alebo popruhu z príslušenstva, urceného pre daný
model (ak je súcastou) (namontovaného spôsobom uvedeným na OBR.
F).
UMIESTNENIE STROJA
Vyhladajte miesto na inštaláciu stroja, a to tak, aby sa v blízkosti otvorov
pre vstup a výstup chladiaceho vzduchu nenachádzali prekážky; pricom
sa uistite, že nebude dochádzat k nasávaniu vodivého prachu,
korozívnych výparov, vlhkosti, atd.
Okolo stroja udržujte voľný priestor minimálne do vzdialenosti 250 mm.
---------------------------------------------------------------------------------------------
UPOZORNENIE! Umiestnite stroj na rovný povrch s
nosnosťou, ktorá je dostatočná pre jeho hmotnosť, aby sa
neprevrátil alebo aby nedošlo k jeho nebezpečným presunom.
--------------------------------------------------------------------------------------------PRIPOJENIE DO SIETE
- Pred realizáciou akéhokoľvek elektrického zapojenia skontrolujte, či
menovité údaje zdroja prúdu odpovedajú napätiu a frekvencii
elektrického rozvodu, ktorý je k dispozícii v mieste inštalácie.
- Zdroj prúdu musí byt pripojený výhradne k napájaciemu systému s
uzemneným nulovým vodicom.
- Za úcelom zaistenia ochrany proti nepriamemu dotyku, používajte
nadprúdové relé typu:
- Typ A ( ) pre jednofázové stroje;
- Typ B ( ) pre trojfázové stroje.
- Aby ste dodržali požiadavky stanovené normou EN 61000-3-11
(Flicker), odporúčame vám pripojiť zdroj prúdu k bodom rozhrania
napájacieho rozvodu s impedanciou nepresahujúcou hodnotu
uvedenú v tabuľke 1 (TAB. 1).
Zástrčka a zásuvka
- Jednofázové modely s absorbovaným prúdom menším nebo
rovnajúcim sa 16A sú vybavené napájacím káblom s normalizovanou
zástrčkou (2P+T) 16A / 250V.
- Jednofázové modely s absorbovaným prúdom vyšším ako 16A a
trojfázové modely sú vybavené napájacím káblom, ktorý je potrebné
pripojiť: K normalizovanej zástrčke (2P+T) - jednofázové modely a k
zástrčke (3P+T) - trojfázové modely, vhodnej pre daný prúdový odber.
Pripravte zásuvku elektrického rozvodu vybavenú poistkou alebo
ističom; príslušná zemniaca svorka musí byť pripojená k zemniacemu
vodiču (žltozelenému) napájacieho vedenia.
- V tabuľke (TAB. 1) sú uvedené doporučené hodnoty pomalých
poistiek, vyjadrené v ampéroch, zvolených na základe maximálnej
menovitej hodnoty prúdu dodávaného strojom a na základe
menovitého napájacieho napätia.
UPOZORNENIE! Nerešpektovanie vyššie uvedených
pravidiel bude mať za následok vyradenie bezpečnostného
systému navrhnutého výrobcom (triedy I) z činnosti s následným
vážnym ohrozením osôb (napr. zásah elektrickým prúdom) a
majetku (napr. požiar).
--------------------------------------------------------------------------------------------ZAPOJENIE REZACIEHO OBVODU
---------------------------------------------------------------------------------------------
UPOZORNENIE! PRED VYKONANÍM ÚKONOV ÚDRŽBY SA
UISTITE, ŽE JE ZVÁRACÍ PRÍSTROJ VYPNUTÝ A ODPOJENÝ OD
NAPÁJACIEHO PRÍVODU.
V tabuľke 1 (TAB. 1) sú uvedené hodnoty odporúčané pre zemniace
káble (v mm ) na základe maximálneho prúdu dodávaného strojom.
--------------------------------------------------------------------------------------------Pripojenie stlaceného vzduchu (OBR. G).
- Pre modely, ktoré to vyžadujú, pripravte rozvod stlaceného vzduchu s
DÔLEŽITÁ INFORMÁCIA!
Neprekracuje maximálny prívodný tlak 8 bar. Vzduch obsahujúci
výraznú vlhkost alebo velké množstvo oleja môže spôsobit nadmerné
opotrebovanie spotrebných dielov, alebo dokonca poškodenie pištole. V
prípade pochybností o kvalite stlaceného vzduchu, ktorý je k dispozícii,
sa odporúca použit vysúšac vzduchu, ktorý je potrebné nainštalovat
pred vstupným filtrom. Prostredníctvom hadíc pripojte rozvod
stlaceného vzduchu ku stroju, s použitím spojok z príslušenstva,
urcených pre montáž na vstupný filter vzduchu, nachádzajúci sa v
zadnej casti stroja.
Zapojenie zemniaceho kábla rezacieho prúdu.
Pripojte zemniaci kábel rezacieho prúdu k rezanému dielu, alebo ku
kovovému pracovnému stolu a dodržte pritom nasledujúce opatrenia:
- Skontrolujte, či bol vytvorený dokonalý elektrický kontakt a hlavne, či
- Pripojte uzemnenie čo najbližšie k oblasti rezania.
- Pripojenie zemnenia ku kovovým konštrukciám, ktoré netvoria súčasť
- Nepripájajte zemnenie na časť dielu, ktorá má byť odstránená.
Zapojenie pištole na rezanie plazmou (OBR. H) (ak je súčasťou).
Vložte koncovku, samca, pištole do centralizovaného konektora,
umiestneného na čelnom paneli stroja, a dbajte pritom na dodržanie
polarity. V smere hodinových ručičiek zaskrutkujte na doraz poistnú
kruhovú maticu, kvôli zaisteniu prechodu vzduchu a prúdu bez strát.
Niektoré modely sú dodané s pištoľou už pripojenou ku zdroju prúdu.
DÔLEŽITÁ INFORMÁCIA!
Pred zahájením úkonov rezania skontrolujte správnu montáž
spotrebných dielov vykonaním kontroly hlavy pištole, v súlade s
informáciami uvedenými v kapitole „ÚDRŽBA PIŠTOLE“.
6. REZANIE PLAZMOU: POPIS PRACOVNÉHO POSTUPU
Základom rezania plazmou je plazmový oblúk.
Plazma je tvorená plynom ohriatym na mimoriadne vysokú teplotu a
ionizovaným tak, aby sa stal elektricky vodivým. Tento proces rezania
používa plazmu na prenos elektrického oblúka na kovový diel, ktorý je
teplom roztavený a oddelený. Pištoľ používa stlačený vzduch dodávaný
zo samostatného prívodu, pričom je oddelený aj prívod plynu plazmy a
chladiaceho a ochranného plynu.
Vysokofrekvencné zapálenie oblúku - HF
Tento druh zapálenia oblúku sa používa pri modeloch s prúdmi
prevyšujúcimi 50A.
Zahájenie cyklu je podmienené vysokofrekvenčným/vysokonapäťovým
(„HF“) oblúkom, ktorý umožňuje zapálenie pilotného oblúku medzi
elektródou (s polaritou -) a tryskou pištole (s polaritou +). Po priblížení
pištole k rezanému dielu, pripojenému k polarite (+) zdroja prúdu, bude
pilotný oblúk prenesený a bude vytvorený plazmový oblúk medzi
elektródou (-) a samotným dielom (rezací oblúk). Pilotný oblúk a HF bude
vyradený akonáhle dôjde k vytvoreniu oblúku medzi elektródou a dielom.
Doba udržovania pilotného oblúku nastavená vo výrobnom závode je 2s;
ak nedôjde k prenosu v priebehu tejto doby, cyklus bude automaticky
zablokovaný, s výnimkou udržovania chladiaceho vzduchu.
Na zahájenie nového cyklu je potrebné uvolnit tlacidlo pištole a znovu ho
stlacit.
Zapálenie oblúku nakrátko
Tento druh zapálenia oblúku sa používa pri modeloch s prúdmi
neprevyšujúcimi 50A.
Zahájene cyklu je podmienené pohybom elektródy vo vnútri trysky
pištole, ktorý umožnuje zapálenie pilotného oblúku medzi elektródou (s
polaritou -) a samotnou tryskou (s polaritou +).
Po priblížení pištole k rezanému dielu, pripojenému k polarite (+) zdroja
prúdu, bude pilotný oblúk prenesený a bude vytvorený plazmový oblúk
medzi elektródou (-) a samotným dielom (rezací oblúk).
Pilotný oblúk bude vylúčený akonáhle dôjde k vytvorení plazmového
oblúku medzi elektródou a dielom.
Doba udržiavania pilotného oblúku nastavená vo výrobnom závode je
2s; ak nedôjde k prenosu v priebehu tejto doby, cyklus bude automaticky
zablokovaný, s výnimkou udržiavania chladiaceho vzduchu.
Na zahájenie nového cyklu je potrebné uvoľniť tlačidlo pištole a znovu ho
stlačiť.
Prípravné úkony.
Pred zahájením úkonov rezania skontrolujte správnu montáž
spotrebných dielov vykonaním kontroly hlavy pištole, v súlade s
informáciami uvedenými v kapitole „ÚDRŽBA PIŠTOLE“.
- Zapnite zdroj prúdu a nastavte rezací prúd (OBR. C-1) na základe
2
minimálnym tlakom a prietokom, ktoré sú uvedené v tabulke 2
(TAB.2).
boli odstránené plechy s izolačnými, zaoxidovanými vrstvami a
vrstvami podobného druhu.
rezaného dielu, môže byť nebezpečné a môže negatívne ovplyvniť i
samotné rezanie.
Page 76

hrúbky a druhu kovového materiálu, ktorý hodláte rezať. V TAB. 3 je - nedovoľte, aby bol kábel položený na ostrých hranách alebo
- 76 -
uvedená rýchlosť rezania v závislosti od hrúbky pre hliník, železo a abrazívnych povrchoch.
oceľ.
- Stlačte a uvoľnite tlačidlo pištole, čím dôjde k prívodu vzduchu (³30
sekúnd chladiaceho vzduchu).
- Pocas tejto fázy nastavte tlak vzduchu tak, aby ste na tlakomere
odcítali hodnotu v „bar“ požadovanú v závislosti od použitia pištole
(TAB. 2).
- Prostredníctvom tlacidla ovládania vzduchu nechajte z pištole
vychádzat vzduch.
- Prostredníctvom otocného ovládaca: uvolnite ho potiahnutím
smerom nahor a otácajte ním, až kým nenastavíte tlak na hodnotu
uvedenú v TECHNICKÝCH ÚDAJOCH PIŠTOLE.
- Odcítajte požadovanú hodnotu (bar) na tlakomere; zatlacte otocný
ovládac, aby ste zaistili nastavenú hodnotu.
- Prirodzene odstavte prívod vzduchu, aby bolo ulahcené odvedenie
prípadného kondenzátu, ktorý sa môže nazhromaždit v pištoli.
Dôležitá informácia:
- Rezanie dotykom (s tryskou pištole dotýkajúcou sa rezaného dielu): je
aplikovateľné pri max. prúde 40-50A (vyššie hodnoty prúdu spôsobia
okamžité zničenie trysky-elektródy-držiaka trysky).
- Rezanie na dialku (s dištancným clenom namontovaným v pištoli –
OBR. I): je aplikovatelné pri prúdoch prevyšujúcich 35A;
- Predlžená elektróda a tryska: aplikovatelné pri príslušných
modeloch.
Úkon rezania (OBR. L).
- priblížte trysku pištole k okraju dielu (približne do vzdialenosti 2 mm) a
stlačte tlačidlo pištole; približne po uplynutí 1 sekundy (chladiaceho
vzduchu) dôjde k zapáleniu pilotného oblúku.
- Pri vhodnej vzdialenosti dôjde k okamžitému prenosu pilotného
oblúku na diel s následným zapálením rezacieho oblúku.
- Presunte pištol na povrch dielu, pozdlž ideálnej ciary rezu, pricom
postupujte plynule.
- Prispôsobte rýchlosť rezania hrúbke a zvolenému prúdu a kontrolujte
pritom, či oblúk vychádzajúci zo spodného povrchu dielu má sklon 510° voči zvislej rovine v smere opačnom k smeru postupu.
- Prílišná vzdialenosť pištoľ-diel alebo chýbajúci materiál (na konci
rezania) spôsobia okamžité prerušenie oblúku.
- Prerušenie oblúku (rezacieho alebo pilotného) sa dosahuje vždy
uvolnením tlacidla pištole.
Dierovanie (OBR. M)
Ked je potrebné vykonat túto operáciu, alebo ked je potrebné zahájit
rezanie v strede dielu, zapálte oblúk s naklonenou pištolou a postupným
pohybom ju privedte do zvislej polohy.
- Tento postup zabranuje návratu oblúku alebo poškodeniu otvoru
roztavenými casticami, rýchlym znížením ich funkcnosti.
- Dierovanie dielu s hrúbkou až do 25% maximálnej hrúbky
používaného rozsahu môže byť vykonané priamo.
7. ÚDRŽBA
---------------------------------------------------------------------------------------------
UPOZORNENIE! PRED VYKONÁVANÍM ÚKONOV ÚDRŽBY
SA UISTITE, ŽE JE SYSTÉM REZANIA PLAZMOU VYPNUTÝ A
ODPOJENÝ OD NAPÁJACEJ SIETE.
---------------------------------------------------------------------------------------------
RIADNA ÚDRŽBA
OPERÁCIE RIADNEJ ÚDRŽBY MÔŽE VYKONÁVAT OBSLUHA.
PIŠTOL (OBR. N)
Pravidelne, v závislosti od intenzity používania alebo v prípade porúch
rezania, skontrolujte stav opotrebovania súcastí pištole, súvisiacich s
plazmovým oblúkom.
1- Dištancný clen.
Vymente ho v prípade ak zdeformovaný, alebo ked je pokrytý
vtrúseninami do takej miery, že znemožnuje správne udržiavanie
polohy pištole (vzdialenosti a kolmosti).
2- Držiak trysky.
Odskrutkujete ho manuálne z hlavy pištole. Dokonale ho vycistite
alebo vymente, ak je poškodený (ohoreniny, deformácie alebo
praskliny). Skontrolujte neporušenost horného kovového sektoru
(akcný clen bezpecnosti pištole).
3- Tryska.
Skontrolujte opotrebovanie priechodu plazmového oblúka a
vnútorných a vonkajších povrchov. Ak je priemer otvoru väcší ako bol
pôvodný, alebo ak je zdeformovaný, trysku vymente. Ked sú povrchy
mimoriadne zaoxidované, vycistite ich jemným brusným papierom.
4- Krúžok na distribúciu vzduchu.
Skontrolujte, ši sa na nom nevyskytujú ohoreniny alebo praskliny,
alebo ci nie sú upchaté otvory pre priechod vzduchu. Ak je poškodený,
okamžite ho výmente.
5- Elektróda.
Elektródu vymente, ked hlbka kráteru, ktorý sa tvorí na vyžarovacom
povrchu, dosiahne približne 1,5 mm (OBR. O).
6- Teleso, rukovät a kábel pištole.
Obvykle tieto casti nevyžadujú mimoriadnu údržbu, s výnimkou
pravidelnej údržby a dôkladného vycistenia, ktoré je potrebné
vykonávat bez použitia rozpúštadiel akéhokolvek druhu. Pri zistení
poškodenia izolácie, ako sú trhliny, praskliny a ohoreniny alebo
uvolnenia elektrických vedení, pištol nemôže byt dalej používaná,
pretože nie sú splnené bezpecnostné požiadavky.
v tomto prípade oprava (mimoriadna údržba) nemôže byt vykonaná
na mieste, ale musí byt zverená autorizovanému servisnému
stredisku, ktoré je schopné po realizácii opravy vykonat špeciálne
kolaudacné skúšky.
Na udržiavanie pištole a kábla vo funkcnom stave je potrebné prijat
niektoré opatrenia:
- zabránte styku pištole a kábla s teplými alebo rozpálenými castami.
- nezatažujte nadmerne kábel v tahu.
- ked dlžka kábla prevyšuje okamžitú potrebu, navinte ho do závitov s
pravidelnou dlžkou.
- neprechádzajte po kábli žiadnym prostriedkom a nešliapte po nom.
Upozornenie!
- Pred realizáciou ľubovoľného zásahu na pištoli, nechajte pištoľ
vychladnúť najmenej na úroveň „chladiaceho vzduchu".
- S výnimkou špecifických prípadov sa odporúča nahradiť elektródu a
trysku súčasne.
- Dodržujte poradie montáže častí pištole (opačné ako pri demontáži).
- Venujte pozornosť montáži distribučného krúžku v správnom smere.
- Vykonajte spätnú montáž držiaka trysky, jeho zakrútením na doraz, s
miernym pôsobením sily.
- V žiadnom prípade nemontujte držiak trysky bez vopred vykonanej
montáže elektródy, distribučného krúžku a trysky.
- Nenechávajte pilotný oblúk zbytočne zapnutý vo vzduchu, aby
nedochádzalo k zbytočnému opotrebeniu elektródy, difúzora a trysky.
- Nedoťahujte elektródu nadmernou silou, pretože by mohlo dôjsť k
poškodeniu pištole.
- Včasnosť a správny postup pri kontrolách spotrebných častí pištole sú
nevyhnutným predpokladom bezpečnosti a funkčnosti systému
rezania.
- Pri zistení poškodenia izolácie, ako sú trhliny, praskliny a ohoreniny
alebo uvoľnenie elektrických spojov, pištoľ nemôže byť ďalej
používaná, pretože bezpečnostné podmienky nie sú v takomto
prípade splnené. Oprava v rámci mimoriadnej údržby nemôže byť
vykonaná na mieste, ale musí byť zverená autorizovanému
servisnému stredisku, ktoré je schopné po realizácii opravy vykonať
špeciálne kolaudačné skúšky.
Filter stlačeného vzduchu
- Filter je vybavený automatickým vypúšťaním kondenzátu, pri každom
jeho odpojení od rozvodu stlačeného vzduchu.
- Pravidelne kontrolujte filter; ak sa v nádobke nachádza voda, je možné
ju manuálne vypustiť zatlačením vypúšťacej spojky smerom nahor.
- Keď je filtračná náplň mimoriadne špinavá, je potrebné ju vymeniť, aby
sa zabránilo nadmernému poklesu tlaku.
MIMORIADNA ÚDRŽBA
OPERÁCIE MIMORIADNEJ ÚDRŽBY MUSIA BYŤ VYKONANÉ
VÝHRADNE PERSONÁLOM SO SKÚSENOSŤAMI Z ELEKTRICKO-
STROJNEJ OBLASTI.
---------------------------------------------------------------------------------------------
UPOZORNENIE! PRED ODLOŽENÍM PANELOV STROJA A
PRÍSTUPOM DO JEHO VNÚTRA SA UISTITE, ŽE JE STROJ
VYPNUTÝ A ODPOJENÝ OD NAPÁJACIEHO ROZVODU.
Prípadné kontroly vykonávané na stroji pod napätím môžu
spôsobiť zásah elektrickým prúdom spôsobený priamym dotykom
častí pod napätím.
---------------------------------------------------------------------------------------------
- Pravidelne a s frekvenciou odpovedajúcou použitiu a prašnosti
prostredia kontrolujte vnútro stroja a odstraňujte prach nahromadený
na transformátore, usmerňovači, induktancii a rezistoroch, prúdom
suchého stlačeného vzduchu (max. 10 bar).
- Zabráňte, aby stlačený vzduch nebol smerovaný na elektronické karty;
karty čistite veľmi jemnou kefkou alebo vhodnými rozpúšťadlami.
- Pri uvedenej príležitosti skontrolujte, či sú elektrické spoje dostatočne
dotiahnuté a či je kabeláž bez viditeľných známok poškodenia izolácie.
- Skontrolujte neporušenosť a tesnosť rúrok a spojok rozvodu
stlačeného vzduchu.
- Po ukončení uvedených operácií vykonajte spätnú montáž panelov
stroja a dotiahnite na doraz upevňovacie skrutky.
- V žiadnom prípade nezčnite rezať s otvoreným strojom.
8. ODSTRAŇOVANIE PORÚCH
V PRÍPADE NEUSPOKOJIVEJ ČINNOSTI A SKÔR, AKO VYKONÁTE
SYSTEMATICKÉ KONTROLY ALEBO AKO SA OBRÁTITE NA VAŠE
SERVISNÉ STREDISKO, SKONTROLUJTE, ČI:
- Nie je rozsvietená žltá LED signalizujúca aktiváciu tepelnej ochrany
spôsobenú prepätím alebo podpätím alebo skratom.
- Uistite sa, či ste dodržali menovitú hodnotu pomeru základného a
pulzného prúdu; v prípade aktivácie termostatickej ochrany vyčkajte
na ochladenie zariadenia prirodzeným spôsobom, skontrolujte
činnosť ventilátora.
- Skontrolujte napájacie napätie: Keď je napätie príliš vysoké alebo príliš
nízke, stroj zostane zablokovaný.
- Skontrolujte, či na výstupe stroja nie je skrat: V takom prípade
odstráňte jeho príčinu.
- Skontrolujte, či je správne vykonané zapojenie rezacieho obvodu, so
zvláštnym dôrazom na pripojenie zemniacich klieští k dielu (či medzi
kliešťami a dielom nie je izolačný materiál, napr. lak).
NAJBEŽNEJŠIE PORUCHY REZANIA
Pocas rezania sa môžu vyskytnút nedostatky, ktoré nie je možné obvykle
prisúdit poruchám cinnosti zariadenia ale iným prevádzkovým
aspektom, ako sú:
a-Nedostatočný prienik alebo nadmerná tvorba struskových
vtrúsenín:
- Príliš vysoká rýchlost rezania.
- Príliš naklonená pištol.
- Nadmerná hrúbka dielu alebo príliš nízky rezací prúd.
- Nevhodný tlak-prietok stlaceného vzduchu.
- Opotrebovaná elektróda a tryska pištole.
- Nevhodný hrot držiaka trysky.
b-Zlé zapaľovanie rezacieho oblúku:
- Opotrebovaná elektróda.
- Zlý kontakt svorky zemniaceho kábla.
c- Prerušenie rezacieho oblúku.
- Príliš nízka rýchlost rezania.
Page 77

- Príliš velká vzdialenost pištole od dielu.
- 77 -
- Opotrebovaná elektróda.
- Aktivácia ochrany.
d-Naklonené rezanie (rezanie, ktoré neprebieha kolmo):
- Nesprávna poloha pištole.
- Asymetrické opotrebovanie otvoru trysky a/alebo nesprávne
vykonaná montáž castí pištole.
- Nevhodný tlak vzduchu.
e-Nadmerné opotrebovanie trysky a elektródy:
- Príliš nízky tlak vzduchu.
- Znecistený vzduch (vlhkost-olej).
- Poškodený držiak trysky.
- Nadmerný pocet zapálení pilotného oblúku vo vzduchu.
- Príliš vysoká rýchlosť pri návrate roztavených častíc na časti pištole.
_______________(SI)______________
PRIROČNIK ZA UPORABO
POZOR! PRED UPORABO SISTEMA ZA PLAZEMSKO REZANJE
POZORNO PREBERITE PRIROČNIK ZA UPORABO!
SISTEMI ZA PLAZEMSKO REZANJE SO PREDVIDENI ZA
PROFESIONALNO IN INDUSTRIJSKO UPORABO
1. SPLOŠNA VARNOST ZA PLAZEMSKO REZANJE
Operater mora biti primerno poucen o varnem uporabljanju
sistemov za plazemsko rezanje in o nevarnostih, povezanih s
procesom oblocnega varjenja in povezanih tehnologijah, ter o
potrebnih varnostnih ukrepih in ukrepanju v nujnih primerih.
(Glejte tudi "TEHNICNA SPECIFIKACIJA IEC ali CLC/TS 62081”:
NAMESTITEV IN UPORABA APARATOV ZA OBLOCNO VARJENJE
IN POVEZANIH TEHNOLOGIJ).
- Izogibajte se neposrednemu stiku s tokokrogom rezanja;
napetost v prazno, ki jo proizvaja sistem za plazemsko rezanje, je
lahko v nekaterih okoliščinah nevarna.
- Povezavo kablov tokokroga za rezanje, postopke overjanja in
popravila je treba izvesti, ko je sistem za rezanje izključen in
odklopljen iz napajalnega omrežja.
- Izključite sistem za plazemsko rezanje in ga odklopite iz
napajalnega omrežja, preden zamenjate obrabljene dele
elektrodnega držala.
- Elektricne povezave izvedite v skladu s predvidenimi predpisi in
zakoni o varnosti pri delu.
- Sistem za plazemsko rezanje se lahko prikljuci izkljucno v
napajalni sistem, ki ima ozemljeno niclo.
- Prepricajte se, da je vticnica za napajanje pravilno prikljucena na
ozemljitev.
- Sistema za plazemsko rezanje ne uporabljajte v vlažnem ali
mokrem okolju ali v dežju.
- Ne uporabljajte kablov z iztrošeno izolacijo in ali z razmajanimi
spojniki.
- Ne režite na vsebnikih, posodah ali ceveh, v katerih so ali so bile
vnetljive tekoče ali plinaste snovi.
- Izogibajte se delu na obdelovancih, ocišcenih s kloruratnimi
topili ali v bližini teh snovi.
- Ne režite posod pod tlakom.
- Iz delovnega območja odstranite vse vnetljive materiale (npr. les,
papir, krpe.)
- Prepričajte se, da je v prostoru zadostno zračenje ali da obstaja
način, ki bo iz prostora odstranil dimne hlape, ki nastanejo med
plazemskim rezanjem; potreben je sistematičen pristop za
ocenjevanje meja pri izpostavljanju dimnim hlapom, ki nastanejo
med rezanjem, glede na njihovo sestavo, koncentracijo in
trajanje izpostavljanja.
- Uporabite primerno električno zaščito glede na šobo
,*
elektrodnega držala za plazemsko rezanje, obdelovanec in
morebitne ozemljene kovinske dele, ki so v bližini stroja
(dostopni).
To je navadno mogoce doseci tako, da si nadenete rokavice,
pokrivalo in oblacila, predvidena za ta namen, pa tudi z uporabo
podstavkov in izolacijskih preprog.
- Oci si vedno zašcitite z za to namenjenim neaktinicnimi stekli,
vdelanimi v maske ali celade.
Uporabljajte ustrezna negorljiva zaščitna oblačila in se izogibajte
temu, da bi ultravijoličnim in infrardečim žarkom, ki jih proizvaja
oblok, izpostavljali golo kožo; z zasloni ali neodbojnimi
zavesami je treba zaščititi tudi druge ljudi, ki se zadržujejo v
bližini obloka.
- Glasnost: Če zaradi posebno intenzivnega rezanja ugotovite, da
prihaja do dnevne osebne izpostavljenosti hrupu (LEPd), ki je
enaka ali večja od 85db(A), je obvezna uporaba ustreznih
osebnih zaščitnih sredstev.
)
- Elektromagnetna polja, ki jih ustvari postopek plazemskega
rezanja, lahko vplivajo na delovanje elektricnih in elektronskih
naprav.
Nosilci življenjsko pomembnih elektricnih ali elektronskih
naprav (npr. srcni spodbujevalnik, respiratorji) se morajo
posvetovati z zdravnikom, preden se zadržujejo v bližini
obmocja, ki ga zadeva ta sistem za plazemsko rezanje.
Nosilcem življenjsko pomembnih elektricnih ali elektronskih
naprav odsvetujemo uporabo tega sistema za plazemsko
rezanje.
- Ta sistem za plazemsko rezanje je skladen z zahtevami
tehnicnega standarda izdelka, ki je izdelan izkljucno za rabo v
industrijskih in profesionalnih okoljih.
Združljivost z elektromagnetnimi napravami v domačem okolju
ni zagotovljena.
DODATNI VARNOSTNI UKREPI
POSTOPKI ZA PLAZEMSKO REZANJE:
- V okolju, kjer obstaja povecana verjetnost elektricnega udara;
- V zaprtih prostorih;
- V prisotnosti vnetljivih in eksplozivnih materialov;
"Strokovno usposobljena odgovorna oseba" MORA vnaprej
oceniti okolje. V takih okoljih se sme delati le v prisotnosti
drugih oseb, ki vedo, kaj je treba narediti v sili.
Uporabiti JE TREBA tehnicna sredstva za zašcito, opisana v
poglavju 5.10; A.7; A.9 iz "TEHNICNE SPECIFIKACIJE IEC ali
CLC/TS 62081".
- Obvezno je treba PREPREČITI postopke rezanja, medtem ko
vir toka upravlja operater (npr. z jermeni).
- Ko je operater dvignjen od tal, razen ce stoji na varnostni
platformi, je treba PREPRECITI postopke rezanja.
- POZOR! VARNOST SISTEMA ZA PLAZEMSKO REZANJE
Da bodo varnostni ukrepi, ki jih je predvidel konstruktor,
učinkoviti (vmesna blokada), je treba uporabljati predvideni
model elektrodnega držala in ustrezno kombinacijo z virom
toka, navedenim v "TEHNIČNIH PODATKIH".
- NE UPORABLJAJTE elektrodnih držal in ustreznih potrošnih
delov, ki bi bili drugačnega izvora.
- NE POSKUŠAJTE POVEZOVATI PRI VIRU TOKA elektrodnih
držal, konstruiranih za postopke rezanja ali VARJENJA, ki niso
predvideni v teh navodilih za uporabo.
- CE TEH PRAVIL NE BOSTE UPOŠTEVALI, lahko pride do
HUDEGA tveganja za fizicno varnost uporabnika ali poškodbe
naprave.
PREOSTALA TVEGANJA
- PREKUCEVANJE: vir toka za plazemsko rezanje postavite na
vodoravno površino z nosilnostjo, primerno za tako maso; v
nasprotnem primeru (npr. nagnjena tla, nepovezana tla itd.)
obstaja nevarnost prekucevanja.
- NEPRIMERNA RABA: sistem za plazemsko rezanje je nevarno
uporabljati za vse namene, ki se razlikujejo od predvidenega.
2. UVOD IN SPLOŠNI OPIS
Ti generatorji so konstruirani z najnovejšo tehnologijo s frekvenčnim
menjalnikom z IGBT in načrtovani za ročno rezanje luknjanih
pločevinastih plošč (kjer je predvideno).
Uravnavanje toka od minimuma do maksimuma na nepretrgan način
omogoča zagotavljanje visoke kakovosti rezanja ter spreminjanje
debeline in tipa kovine.
Cikel rezanja se aktivira s pilotskim oblokom, ki se glede na model: lahko
sproži iz kratkega stika šobe za elektrodo, ali pa z visokofrekvencnim
(VF) razelektrenjem.
POGLAVITNE LASTNOSTI
- Naprava za nadzor napetosti elektrodnega držala, zračnega tlaka,
kratkega stika elektrodnega držala (kjer je predvideno).
- Termostatska zašcita.
- Prikaz zracnega tlaka (kjer je predvideno).
SERIJSKA OPREMA
- Elektrodno držalo za plazemsko rezanje.
- Komplet spojk za prikljucevanje stisnjenega zraka.
DODATKI NA ZAHTEVO
- Komplet elektrod - šob za zamenjavo.
- Komplet podaljšanih elektrod - šob (kjer je predviden).
3. TEHNICNI PODATKI
PLOŠCICA S PODATKI
Glavni podatki, ki se nanašajo na uporabo in delovanje sistema za
plazemsko rezanje so povzeti na ploščici z lastnostmi z naslednjim
pomenom.
1- EVROPSKI predpis, ki se nanaša na varnost in izdelavo naprave za
oblocno varjenje in plazemsko rezanje.
2- Simbol sheme notranje zgradbe stroja.
Slika A
Page 78

3- Simbol postopkov za plazemsko rezanje. - Ugasnjena je, ko je gumb na elektrodnem držalu pritisnjen, v
- 78 -
4- Simbol S: kaže, da se lahko izvaja rezanje v prostoru, kjer je
povečana nevarnost električnega šoka (npr. bližina velikih količin - V fazi POST ZRAK.
kovin).
5- Simbol napajalne linije: sekundah.
1~: izmenicna enofazna napetost Če se oblok za rezanje prekine zaradi prevelike oddaljenosti
3~: izmenicna trifazna napetost
6- Stopnja zaščite ovoja.
7- Podatki o napajalni liniji:
-U :Izmenicna napetost in frekvenca napajanja stroja
1
(dovoljene omejitve ±10%):
-I :Maksimalni tok, ki ga prenese linija.
1 maks
-I :Dejanski napajalni tok.
1eff
8- Prikaz tokokroga za rezanje:
-U :Maksimalna napetost v prazno (odprt tokokrog rezanja).
0
-I /U :Tok in napetost ustrezata predpisanima, ki ju lahko oddaja
2 2
stroj med rezanjem.
-X :Vmesno razmerje: kaže čas, v katerem naprava lahko
proizvede ustrezni tok (isti stolpec). Izraža se v %, na
podlagi cikla, ki traja 10 min (npr. 60% = 6 minut dela, 4
premora; itd.). Ce so faktorji uporabe preseženi, (40° C
temperature okolja) se sproži termicna zašcita (naprava
ostane v pripravljenosti, dokler se temperatura ne zniža).
-A/V-A/V: Kaže sistem uravnavanja toka pri rezanju (minimum –
9- Maticna številka za identifikacijo stroja (nujno potrebno za tehnicno
10- :Vrednost varovalk z zakasnjenim vklopom, potrebnih za
11-Simboli, ki se nanašajo na predpise o varnosti, katerih pomen je
OPOMBA: Prikazani zgled plošcice je le zgled za pomen simbolov in
številk; natancne vrednosti tehnicnih podatkov sistema za plazemsko
rezanje, ki je v vaši lasti, morajo biti zapisani na plošcici stroja.
DRUGI TEHNICNI PODATKI:
- VIR TOKA: glej tabelo 1 (TAB. 1)
- ELEKTRODNO DRŽALO: glej tabelo 2 (TAB. 2)
Teža varilnega aparata je navedena v tabeli 1 (TAB. 1).
4. OPI SISTEMA ZA PLAZEMSKO REZANJE
Naprava je sestavljena iz modulov, ki so izdelani na tiskanem vezju in
optimizirani za dosego najvecje zanesljivosti in cim manjšega
vzdrževanja.
1- Vhod enofazne napajalne linije, skupina pretvornik in kondenzatorjev
2- Preklopni mosticek na tranzistor (IGBT) in gonilnike; spremeni
3- Transformator za visoko napetost: primarno navitje se napaja z
4- Sekundarni pretvorni mosticek z induktancnim niveliranjem: pretvori
5- Kontrolna elektronika in regulacija: v hipu preveri vrednost toka za
KONTROLNI SISTEM, URAVNAVANJE IN POVEZAVA
Zadnja plošca (Slika C)
1- Glavno stikalo
2- Napajalni kabel
3- Spojka za stisnjeni zrak (ni prisotna v izvedbi s kompresorjem)
4- Reduktor tlaka za spojko za stisnjeni zrak (kjer je predviden).
Sprednja plošča (Slika D1)
1 - Ročica za uravnavanje toka za rezanje.
2 - Rumena svetleča dioda za signaliziranje splošnega alarma:
3 - Rumena svetleča dioda za signalizacijo prisotne napetosti na
maksimum) v povezavi z napetostjo obloka.
pomoc, za narocila rezervnih delov in iskanje originalnih
nadomestnih delov za izdelek).
zaščito linije
opisan v poglavju 1 “Splošna varnost pri oblocnem varjenju”.
(Slika B)
niveliranja.
izravnano enosmerno linijsko napetost v visokofrekvencno izmenicno
napetost in izvede uravnavanje jakosti glede na tok/napetost
zahtevanega rezanja.
napetostjo, pretvorjeno iz bloka 2; ta rabi za prilagajanje napetosti in
toka vrednostim, ki so potrebne za rezanje, in hkrati galvansko izolira
tokokrog varjenja od napajalne linije.
izmenicno napetost/tok, ki jo proizvaja s sekundarnim navitjem, v
enosmerno napetost/tok z zelo nizkim valovanjem.
rezanje in ga primerja z vrednostjo, ki jo nastavi operater; modulira
komandne impulze gonilnikov IGBT, ki izvajajo uravnavanje.
Določa dinamični odgovor toka med rezanjem in nadzoruje varnostne
sisteme.
I (ON) Generator, pripravljen na delovanje, ni prisoten pod
napetostjo na elektrodnem držalu. Generator v pripravljenosti.
O (OFF) Vse delovanje je preprečeno; pomožne naprave in svetleči
signali so ugasnjeni.
Priključite stroj na napajanje s stisnjenim zrakom z najmanj 5 bari in
največ 8 bari (TAB. 2).
Omogoča pripravo intenzivnosti toka za rezanje, ki ga dobavlja
naprava za uporabo za porabo (debelina materiala/hitrost). Glejte
TEHNIČNE PODATKE, da boste ugotovili pravilno vmesno razmerje
delo-premor, ki ga morate uporabiti pri izbranem toku.
- Ko sveti, pomeni pregrevanje enega od elementov močnostnega
vezja ali nepravilnost vhodne napajalne napetosti (previsoka in
prenizka napetost). Zaščita za previsoko ali prenizko napetost:
zaustavi stroj: napetost napajanja je zunaj dosega za +/- 15%
glede na vrednost na tablici. OPOZORILO: Če presežete zgornjo
mejo zgoraj navedene napetosti, bo to stroj resno poškodovalo.
- V tej fazi je preprečeno delovanje stroja.
- Ponoven vžig je samodejen (rumena svetleča dioda ugasne), ko
je ena od zgoraj naštetih napak spet znotraj dovoljenih omejitev.
elektrodnem držalu.
- Ko sveti, pomeni, da je tokokrog za rezanje aktiviran: Pilotski oblok
ali oblok za rezanje "ON".
- Običajno ne sveti (tokokrog za rezanje ni aktiviran) ko gumb na
elektrodnem držalu NI aktiviran (stanje pripravljenosti).
naslednjih pogojih:
- Če se pilotski oblok ne prenese na obdelovanec v največ 2
elektrodnega držala od obdelovanca, prevelike obrabe
elektrode ali prisilnega oddaljevanja elektrodnega držala od
obdelovanca.
- Če se je sprožil VARNOSTNI sistem.
4 - Zelena svetleca dioda pomeni prisotnost omrežne napetosti in
napajanje pomožnih vezij.
Krmilna in servisna vezja so pod napajanjem.
5 - Rdeca svetleca dioda za signalizacijo tokokroga za stisnjeni
zrak (kjer je predviden).
Ko sveti, pomeni pregrevanje navitja električnega motorja na
kompresorju za zrak.
6 - Manometer.
Omogoča odčitavanje zračnega tlaka.
7 - Priključek spojke za elektrodno držalo.
Elektrodno držalo z neposrednim ali centraliziranim priključkom.
- Gumb za elektrodno držalo je edini krmilni gumb, s katerim je
mogoče začeti in zaustaviti rezanje.
- Ko gumb spustite, se cikel v trenutku prekine ne glede na to, v
kateri fazi je, razen če je v fazi ohlajanja z zrakom (post-zrak).
- Nenamerni manevri: da bi omogočili začetek cikla, je treba gumb
na elektrodnem držalu pritisniti za vsaj nekaj desetink sekunde.
- Varnost pri delu z elektriko: funkcija gumba je preprečena, če
izolirni nosilec za šobo NI nameščen na elektrodnem držalu ali če
je nameščen nepravilno.
8 - Prikljucek s kablom za maso
Sprednja plošča (Slika D2)
1 - Ročica za uravnavanje toka za rezanje.
Omogoča pripravo intenzivnosti toka za rezanje, ki ga dobavlja
naprava za uporabo za porabo (debelina materiala/hitrost). Glejte
TEHNIČNE PODATKE, da boste ugotovili pravilno vmesno
razmerje delo-premor, ki ga morate uporabiti pri izbranem toku.
2 - Rdeča svetleča dioda za signaliziranje splošnega alarma:
- Ko sveti, pomeni pregrevanje enega od elementov močnostnega
vezja ali nepravilnost vhodne napajalne napetosti (previsoka in
prenizka napetost). Zaščita za previsoko ali prenizko napetost:
zaustavi stroj: napetost napajanja je zunaj dosega za +/- 15%
glede na vrednost na tablici. OPOZORILO: Če presežete zgornjo
mejo zgoraj navedene napetosti, bo to stroj resno poškodovalo.
- V tej fazi je preprečeno delovanje stroja.
- Ponoven vžig je samodejen (rdeča svetleča dioda ugasne), ko je
ena od zgoraj naštetih napak spet znotraj dovoljenih omejitev.
3 - Rumena svetleca dioda za signalizacijo prisotne napetosti na
elektrodnem držalu.
- Ko sveti, pomeni, da je tokokrog za rezanje aktiviran: Pilotski
oblok ali oblok za rezanje "ON".
- Običajno ne sveti (tokokrog za rezanje ni aktiviran) ko gumb na
elektrodnem držalu NI aktiviran (stanje pripravljenosti).
- Ugasnjena je, ko je gumb na elektrodnem držalu pritisnjen, v
naslednjih pogojih:
- V fazi POST ZRAK.
- Če se pilotski oblok ne prenese na obdelovanec v največ 2
sekundah.
Če se oblok za rezanje prekine zaradi prevelike oddaljenosti
elektrodnega držala od obdelovanca, prevelike obrabe
elektrode ali prisilnega oddaljevanja elektrodnega držala od
obdelovanca.
- Če se je sprožil VARNOSTNI sistem.
4 - Zelena svetleca dioda pomeni prisotnost omrežne napetosti in
napajanje pomožnih vezij.
Krmilna in servisna vezja so pod napajanjem.
5 - Rumena svetleca dioda za signalizacijo odsotnosti faze (kjer je
predvidena).
Ko sveti rumena svetleča dioda, to pomeni odsotnost ene od
napajalnih faz in delovanje je preprečeno; povrnitev v prvotno stanje
je samodejna in se zgodi po 4 sekundah nezaznavanja napake.
6 - Signalizacija napake na tokokrogu stisnjenega zraka (kjer je
predviden).
RUMENA svetleča dioda (Slika D2-6) skupaj z RDEČO svetlečo
diodo splošnega alarma (Slika D2-2).
Ko sveti, pomeni, da zračni tlak ne zadošča za pravilno delovanje
elektrodnega držala. V tej fazi je preprečeno delovanje stroja.
Povrnitev v prvotno stanje je samodejna (svetleča dioda ugasne), ko
je tlak spet znotraj dovoljenih omejitev.
7- Gumb za zrak (kjer je predviden).
Ko pritisnete ta gumb, zrak določen čas še vedno izhaja iz
elektrodnega držala.
Običajno se uporablja:
- za hlajenje elektrodnega držala
- v fazi uravnavanja tlaka na manometru.
8 - Manometer.
Omogoča odčitavanje zračnega tlaka.
9 - Prikljucek spojke za elektrodno držalo.
Elektrodno držalo z neposrednim ali centraliziranim priključkom.
- Gumb za elektrodno držalo je edini krmilni gumb, s katerim je
mogoče začeti in zaustaviti rezanje.
- Ko gumb spustite, se cikel v trenutku prekine ne glede na to, v
kateri fazi je, razen če je v fazi ohlajanja z zrakom (post-zrak).
- Nenamerni manevri: da bi omogočili začetek cikla, je treba gumb
na elektrodnem držalu pritisniti za vsaj nekaj desetink sekunde.
- Varnost pri delu z elektriko: funkcija gumba je preprečena, če
izolirni nosilec za šobo NI nameščen na elektrodnem držalu ali če
je nameščen nepravilno.
10 -Priključek s kablom za maso
Page 79

5. NAMESTITEV pločevino z izolacijsko prevleko, oksidirano pločevino itd.
- 79 -
--------------------------------------------------------------------------------------------- - Povezavo z maso naredite kolikor mogoce blizu obmocja rezanja.
POZOR! IZVEDITE VSE POSTOPKE NAMEŠČANJA IN
ELEKTRIČNEGA PRIKLJUČEVANJA NA SISTEM ZA PLAZEMSKO
REZANJE, KO JE TA IZKLJUČEN IN IZTAKNJEN IZ NAPAJALNEGA
OMREŽJA.
ELEKTRIČNO PRIKLJUČITEV SME IZVESTI LE USPOSOBLJENO
OSEBJE.
--------------------------------------------------------------------------------------------SESTAVLJANJE
Iz ovoja odstranite dele stroja, pritrdite priložene dele, ki so v embalaži.
Sestavljanje izhodnega kabla - masnih klešc (Slika E)
NACIN DVIGANJA STROJA
Vse v tem prirocniku opisane stroje je treba dvigniti s priloženim rocajem
ali jermenom, ce je ta predviden za model (namešcen, kot je opisano na
sliki F).
POSTAVITEV STROJA
Mesto za namestitev stroja poišcite tako, da na njem ni ovir pri vhodni
odprtini in izhodu zraka za ohlajanje; socasno se prepricajte, da se vanj
ne morejo vsesati prevodni prahovi, korozivne pare, vlaga itd.
Okoli stroja naj bo vsaj 250 mm prostega prostora.
---------------------------------------------------------------------------------------------
POZOR! Da bi preprečili nevarne premike in morebitno
prevračanje stroja s pogonom, mora biti ta postavljen na ravno
površino s primerno nosilnostjo glede na svojo težo.
--------------------------------------------------------------------------------------------PRIKLJUCITEV V OMREŽJE
- Preden napravo priključite, se prepričajte, da se vrednosti na ploščici z
lastnostmi naprave ujemajo z napetostjo in frekvenco omrežja, ki je na
razpolago v prostoru, v katerem je nameščena naprava.
- Vir toka se lahko prikljuci izkljucno v napajalni sistem, ki ima ozemljeno
niclo.
- Da bi zagotovili zašcito pred neposrednim stikom, uporabite
diferencialna stikala tipa:
- Tipa A ( ) za enofazne stroje;
- Tipa B ( ) za trifazne stroje.
- Da bi zadostili normativu EN 61000-3-11 (Elektromagnetna
združljivost), vam svetujemo, da priključite vir toka na vmesniške
točke napajalnega omrežja z manjšo impendanco, v skladu s tabelo 1
(TAB. 1).
Vtikac in vticnica:
- Enofazni modeli s porabo, manjšo ali enako 16A, so opremljeni na
izvoru z napajalnim kablom z normiranim vtikačem (2F+Z) 16A \250V.
- Enofazni modeli s porabo, vecjo od 16A, in trifazni varilni aparati so
opremljeni z napajalnim kablom, ki se prikljuci na normiran vtic (2F+Z)
za enofazne modele in (3F+Z) za trifazne modele z ustreznim
dometom. Pripravite omrežno vticnico, opremljeno z varovalko ali
avtomatskim stikalom; predvideni zemeljski terminal mora biti
povezan na zemeljski prevodnik (rumeno-zeleno) napajalnega
omrežja.
- Tabela 1 (TAB 1) prikazuje priporočene vrednosti varovalk (v
amperih), izbranih na podlagi največjega nazivnega toka, ki ga
porablja naprava, ter na podlagi nazivne napajalne napetosti.
---------------------------------------------------------------------------------------------
POZOR! Če zgoraj navedenih predpisov ne upoštevate,
varnostni sistem proizvajalca (razred I) ni več učinkovit, zato lahko
pride do težkih poškodb pri človeku (npr. električni udar) in pri
stvareh (npr. požar)
---------------------------------------------------------------------------------------------
POVEZAVE TOKOKROGA ZA REZANJE
---------------------------------------------------------------------------------------------
POZOR! PRED ZAČETKOM SE PREPRIČAJTE, DA JE VIR
NAPETOSTI IZKLJUČEN IN IZKLOPLJEN IZ NAPAJALNEGA
OMREŽJA.
Tabela 1 (TAB. 1) prinaša vrednosti, priporočene za povratni kabel (v
mm2) na temelju maksimalnega toka, ki ga ustvarja stroj.
---------------------------------------------------------------------------------------------
Priključek za stisnjeni zrak (Slika G).
- Pripravite distribucijsko linijo za stisnjeni zrak z najmanjšim tlakom in
dometom, ki sta navedena v tabeli 2 (TAB. 2) pri modelih, kjer je to
predvideno.
POMEMBNO!
Ne presezite maksimalnega vhodnega tlaka 8 barov. Zrak, v katerem je
večja količina vlage ali olja, lahko povzroči preveliko obrabo potrošnih
delov ali lahko poškoduje elektrodno držalo. Če obstajajo dvomi v
kakovost stisnjenega zraka na razpolago, vam priporočamo uporabo
sušilca za zrak, ki ga namestite pred vhodni filter. Z gibkimi cevmi
priključite linijo za stisnjeni zrak na stroj. Uporabite eno od priloženih
spojk, ki jo namestite na vhodni filter za zrak, postavljen na zadnjo stran
stroja.
Povezava povratni elektricni kabel toka za rezanje.
Prikljucite povratni elektricni kabel toka za rezanje na obdelovanec ali na
kovinsko podporno mizo in pri tem upoštevajte naslednje varnostne
ukrepe:
- Preverite, da se vzpostavi dober električni stik, še posebej če režete
- Uporaba kovinskih struktur, ki niso del obdelovanca, kot prevodnik
povratnega toka za rezanje, je lahko nevarna za varnost in lahko
povzroči nezadovoljive rezultate rezanja.
- Ne izvajajte povezave mase na del obdelovanca, ki ga morate
odrezati.
Povezava el elektrodnega držala za plazemsko rezanje (Slika H)
(kjer je predvideno).
Vstavite moški priključek elektrodnega držala v srednji priključek na čelni
strani stroja in pazite, da se bo polarizacijski ključ ujemal. Do konca
privijte v smeri urinega kazalca blokirni okov, da bi zagotovili prehod
zraka in toka brez izgub.
Pri nekaterih modelih je elektrodno držalo že priključeno na vir toka.
POMEMBNO!
Preden začnete rezanje, preverite, ali so potrošni deli pravilno
nameščeni in preglejte glavo elektrodnega držala, kot je navedeno v
poglavju "VZDRŽEVANJE ELEKTRODNEGA DRŽALA".
6. PLAZEMSKO REZANJE: OPIS POSTOPKA
Pri plazemskem rezanju uporabljamo princip plazemskega obloka.
Plazma je ioniziran plin, segret na izjemno visoko temperaturo, tako da
postane elektricno prevoden. Ta postopek za rezanje uporablja plazmo
za prenos elektricnega obloka na kovinski obdelovanec, ki se zaradi
vrocine stali in loci. Elektrodno držalo uporablja stisnjeni zrak, dovajan iz
enega samega mesta napajanja tako za plazemski plin kakor za plin za
ohlajevanje in zašcito.
Površinski zacetek HF
Ta tip začetka se navadno uporablja na modelih s toki, višjimi od 50A.
Zagon cikla je dolocen z oblokom z visoko frekvenco/napetostjo ("VF"),
ki omogoca vklop pilotskega obloka med elektrodo (polariteta -) in šobo
elektrodnega držala (polariteta +). Ko približate elektrodno držalo
obdelovancu, prikljucenem na polariteto (+) vira toka, se pilotski oblok
prenese in vzpostavi plazemski oblok med elektrodo (-) in
obdelovancem (oblok za rezanje). Pilotski oblok in HF se izlocita, cim se
vzpostavi med elektrodo in obdelovancem plazemski oblok.
Cas za vzdrževanje tovarniško vzpostavljenega pilotskega obloka je 2 s;
ce v tem casu ne pride do prenosa, se cikel samodejno blokira, razen pri
vzdrževanju zraka za ohlajanje.
Da bi začeli cikel na novo, je treba spustiti gumb elektrodnega držala in
ga spet pritisniti.
Zacetek v kratkem stiku
Ta tip zacetka se navadno uporablja na modelih s toki, nižjimi od 50A.
Začetek cikla je določen s premikom elektrode v notranjosti šobe
elektrodnega držala, ki omogoča vzpostavitev pilotskega obloka med
elektrodo (polariteta -) in šobo samo (polariteta +).
Ko približate elektrodno držalo obdelovancu, priključenem na polariteto
(+) vira toka, se pilotski oblok prenese in vzpostavi plazemski oblok med
elektrodo (-) in obdelovancem (oblok za rezanje).
Pilotski oblok se izloci, cim se med elektrodo in obdelovancem vzpostavi
plazemski oblok.
Čas za vzdrževanje tovarniško vzpostavljenega pilotskega obloka je 2 s;
če v tem času ne pride do prenosa, se cikel samodejno blokira, razen pri
vzdrževanju zraka za ohlajanje.
Da bi zaceli cikel na novo, je treba spustiti gumb elektrodnega držala in
ga spet pritisniti.
Pripravljalni postopki.
Preden začnete rezanje, preverite, ali so potrošni deli pravilno
nameščeni in preglejte glavo elektrodnega držala, kot je navedeno v
poglavju "VZDRŽEVANJE ELEKTRODNEGA DRŽALA".
- Vključite vir toka in nastavite tok za rezanje (Slika C-1) glede na
debelino in tip kovinskega materiala, ki ga želite odrezati. V tabeli 3 so
navedene hitrosti rezanja glede na debelino za aluminij, železo in
jeklo.
- Gumb elektrodnega držala pritisnite in spustite, tako da se sprosti zrak
(³30 sekund post-zraka).
- V tej fazi nastavite tlak zraka, dokler na manometru ne odčitate
zahtevane vrednosti v "barih" glede na uporabljeno elektrodno držalo
(TAB. 2).
- Pritisnite gumb za zrak in iz elektrodnega držala spustite zrak.
- Zavrtite ročico: povlecite jo navzgor, da bi jo odblokirali, in zavrtite, da
bi nastavili tlak na vrednost, navedeno v dokumentaciji TEHNIČNI
PODATKI ELEKTRODNEGA DRŽALA.
- Odcitajte zahtevano vrednost (bar) na manometru; potisnite rocico, da
bi blokirali uravnavanje.
- Pustite, da se iztekanje zraka spontano konča, da bi olajšali
odstranjevanje morebitnega kondenzata, ki se je nabral v
elektrodnem držalu.
Pomembno:
- Kontaktno rezanje (s šobo elektrodnega držala, ki se dotika
obdelovanca): uporaben je tok najvec 40-50A (višje vrednosti toka
privedejo do takojšnjega unicenja šobe-elektrode-nosilca šobe).
- Rezanje od dalec (z distancnikom, namešcenim na elektrodnem
držalu Slika I): uporabno je za tokove, vecje od 35A;
- Elektroda in podaljšana šoba: uporablja se, kjer je predvideno.
Postopek rezanja (Slika L).
- Približajte šobo elektrodnega držala robu obdelovanca (približno 2
mm), pritisnite gumb elektrodnega držala; po približno 1 sekundi
(pred-zrak) se vzpostavi pilotski oblok.
- Ce je razdalja primerna, se pilotski oblok takoj prenese na
obdelovanec in vzpostavi se rezalni oblok.
- Premaknite elektrodno držalo na površino obdelovanca vzdolž
idealne linije rezanja z enakomernim napredovanjem.
- Hitrost rezanja prilagodite debelini in izbranemu toku in preverite, da
je oblok, ki je viden na spodnji površini obdelovanca, nagnjen za 5-10°
od vertikale v nasprotni smeri napredovanja.
- Prevelika razdalja med elektrodnim držalom in obdelovancem ali
odsotnost materiala (konec reza) povzroči takojšnjo prekinitev obloka.
- Oblok (za rezanje ali pilotski) se prekine vsakokrat, ko izpustite gumb
Page 80

elektrodnega držala. OSEBJE NA ELEKTRIČARSKO-MEHANSKEM PODROČJU.
- 80 -
Luknjanje (Slika M)
Ce morate izvajati ta postopek ali zaceti rezanje na sredini obdelovanca,
vzpostavite z nagnjenim elektrodnim držalom oblok in ga privedite v
napredujoce gibanje v vertikalni položaj.
- S tem postopkom se izognete vracanju loka ali temu, da stopljeni delci
unicijo odprtino šobe in zmanjšajo njeno ucinkovitost.
- Luknjanje obdelovancev z debelino do največ 25% predvidenega v
naboru uporabe, je mogoče izvesti neposredno.
7. VZDRŽEVANJE
---------------------------------------------------------------------------------------------
POZOR! PREDEN ZAČNETE POSTOPKE VZDRŽEVANJA, SE
PREPRIČAJTE, DA JE SISTEM ZA PLAZEMSKO REZANJE
UGASNJEN IN IZKLJUČEN IZ NAPAJALNEGA OMREŽJA.
---------------------------------------------------------------------------------------------
OBICAJNO VZDRŽEVANJE
NAPRAVO LAHKO VZDRŽUJE OPERATER.
ELEKTRODNO DRŽALO (SLIKA N)
Periodično glede na pogostost uporabe ali če pride do napak pri rezanju,
preverite stanje obrabljenosti delov elektrodnega držala, ki se
uporabljajo pri plazemskem obloku.
1 -Distancnik.
Zamenjajte ga, če je deformiran ali tako pokrit z odrezki, da je z njim
nemogoče vzdrževati pravilni položaj elektrodnega držala (razdaljo in
pravokotnost).
2 -Nosilec šobe.
Ročno ga odvijte z glave elektrodnega držala. Skrbno ga očistite ali ga
zamenjajte, če je poškodovan (ožga, deformiran ali počen). Preverite,
ali je zgornji kovinski del cel (sprožilec varnostnih sistemov
elektrodnega držala).
3 -Šoba.
Preverite obrabljenost odprtine za prehod plazemskega obloka ter
notranjih in zunanjih površin. Če je odprtina razširjena glede na
originalni premer ali če je deformirana, šobo zamenjajte. Če so
površine zelo oksidirane, jih očistite z zelo finim brusnim papirjem.
4 -Obroček za pihanje zraka.
Preverite, da ni ožgan ali počen ali da niso prehodi za zrak zamašeni.
Če je poškodovan, ga takoj zamenjajte.
5 -Elektroda.
Zamenjajte elektrodo, ko je globina kraterja, ki se ustvari na površini
elektrode, približno 1,5 mm (Slika O).
6 -Telo elektrodnega držala, rocaj in kabel.
Običajno ti deli ne potrebujejo posebnega vzdrževanja, razen
periodičnega preverjanja in skrbnega čiščenja, ki mora potekati brez
kakršnihkoli topil. Če najdete poškodbe na izolaciji, na primer
razpoke, raztrganine in ožganine ali če so električni vodniki - Neprimeren tlak/domet stisnjenega zraka.
razrahljani, elektrodnega držala ne smete uporabljati, ker varnostni
pogoji niso izpolnjeni.
V tem primeru popravila (posebno vzdrževanje) ne smete izvajati na
mestu uporabe, ampak ga morate poslati pooblaščenemu centru za
pomoč, ki lahko izvede posebne preizkuse kolavdacije po popravilu.
Da bi zadržali učinkovitost elektrodnega držala in kabla, je treba
upoštevati nekaj varnostnih ukrepov:
- elektrodno držalo in kabel naj nikoli ne prideta v stik z vročimi ali
razžarjenimi deli.
- kabla ne izpostavljajte prevelikim silam vlečenja.
- kabla ne vlecite čez ostre robove, rezila ali hrapave površine.
- kabel zvijajte v enakomerne spirale, če je za vaše potrebe predolg.
- čez kabel ne vozite predmetov in ne hodite po njem.
Opozorilo.
- Pred kakršnimkoli posegom na elektrodnem držalu pustite, da se ta
ohlaja vsaj ves čas "post-zraka".
- Razen v posebnih primerih je priporočljivo, da elektrodo in šobo
zamenjate hkrati.
- Upoštevajte vrstni red nameščanja sestavnih delov elektrodnega
držala (obrnjen glede na razstavljanje).
- Pazite na to, da bo distribucijski obroček za zrak nameščen v pravi
smeri.
- Spet namestite nosilec šobe, tako da ga ročno do konca privijete z
rahlim pritiskom.
- V nobenem primeru ne nameščajte nosilca šobe, ne da bi prej
namestili elektrodo, distribucijski obroček in šobo.
- Izogibajte se nepotrebnemu sprožanju pilotskega obloka pod zrakom,
da ne bi povečali porabe elektrode, razpršilnika in šobe.
- Elektrode ne zategujte preveč, da ne bi poškodovali elektrodnega
držala.
- Pravočasnost in pravilen postopek pri pregledovanju potrošni deli
elektrodnega držala so bistvenega pomena za varnost in delovanje
sistema za rezanje.
- Če najdete poškodbe na izolaciji, na primer razpoke, raztrganine in
ožganine ali če so električni vodniki razrahljani, elektrodnega držala ne
smete uporabljati, ker varnostni pogoji niso izpolnjeni. V tem primeru
popravila (posebno vzdrževanje) ne smete izvajati na mestu uporabe,
ampak ga morate poslati pooblaščenemu centru za pomoč, ki lahko
izvede posebne preizkuse kolavdacije po popravilu.
Filter za stisnjeni zrak
- Filter je opremljen s samodejnim izpustom kondenzata ob vsakem
odklapljanju z linije za stisnjeni zrak.
- Filter redno pregledujte; če zasledite vodo v zbirni čaši, jo lahko ročno
spraznite, tako da spojko za izpust potisnete navzgor.
- Če je filtrirni vložek izjemno umazan, ga je treba zamenjati, da ne bi
prišlo do prevelikih izgub.
POSEBNO VZDRŽEVANJE
POSTO PK E POSEB NE GA VZD RŽEVANJA SME IZVAJ ATI
IZKLJUČNO STROKOVNO IZVEDENO ALI KVALIFICIRANO
---------------------------------------------------------------------------------------------
POZOR! PREDEN ODSTRANITE PLOŠČE S STROJA IN
POSEGATE V NOTRANJOST, SE PREPRIČAJTE, DA JE STROJ
IZKLJUČEN IN IZKLOPLJEN IZ NAPAJALNEGA OMREŽJA.
Morebitna preverjanja, ki jih izvedete pod napetostjo v notranjosti
naprave, lahko povzrocijo hud elektricni udar, ki je posledica
neposrednega stika z deli pod napetostjo.
---------------------------------------------------------------------------------------------
- Redno in glede na uporabljanost naprave ter prašnost v okolju
pregledujte notranjost stroja in iz njega s curkom suhega stisnjenega
zraka odstranjujte prah, ki se nabere na transformatorju, pretvorniku,
dušilki in uporih (največ 10 barov).
- Pazite, da zrak pod pritiskom ne poškoduje elektronskih kartic; le te
lahko ocistite z mehko šcetko ali ustreznimi topili.
- Preverite tudi, ali so elektricne povezave pravilno pritrjene, ter
morebitne poškodbe na izolaciji kablov.
- Preverite celovitost in tesnost cevi in spojk tokokroga za stisnjeni zrak.
- Ob koncu spet sestavite dele stroja s pogonom ter preverite, ali so
vijaki dobro priviti.
- Na vsak nacin se izogibajte izvajanju postopkov rezanja, ko je stroj
odprt.
8. ISKANJE OKVAR
ČE DELOVANJE NI OPTIMALNO, PREDEN SE OBRNETE NA
POOBLAŠČENEGA SERVISERJA ALI SE LOTITE BOLJ PODROBNIH
UGOTAVLJANJ, PREVERITE:
- ali je prižgana rumena lucka, ki oznacuje pregrevanje pri preveliki ali
prenizki napetosti oziroma kratek stik;
- ali ste upoštevali razmerje nominalne intermitence; v primeru vklopa
termostatske zaščite počakajte, da se naprava ohladi, preverite
delovanje ventilatorja;
- napetost linije: v kolikor je ta previsoka ali prenizka, naprava zablokira;
- da ni prišlo do kratkega stika na izhodu naprave: v tem primeru
odstranite nevšecnost;
- ali so povezave omrežja naprave pravilne, posebej preverite, da so
masne klešče res priključene na del brez posrednih izolacijskih
materialov (npr. barve).
NAJPOGOSTEJŠE NAPAKE PRI REZANJU
Med postopki rezanja lahko pride do napak pri izvajanju, ki jih običajno
ne moremo pripisati napakam pri delovanju naprave, ampak drugim
operativnim vidikom, na primer:
a -Nezadostno prodiranje ali preveliko tvorjenje opilkov:
- Prehitro rezanje.
- Preveč nagnjeno elektrodno držalo.
- Prevelika debelina obdelovanca ali prenizek tok rezanja.
- Obrabljena elektroda ali šoba elektrodnega držala.
- Neprimeren okov nosilca za šobo.
b -Ne pride do prenosa obloka za rezanje:
- Obrabljena elektroda.
- Slab kontakt kontaktne krtačke s povratnim kablom.
c -Prekinitev obloka za rezanje:
- Premajhna hitrost rezanja.
- Prevelika razdalja med elektrodnim držalom in obdelovancem.
- Obrabljena elektroda.
- Poseg varnostne zaščite.
d -Poševen rez (ne pravokoten):
- Nepravilen položaj elektrodnega držala.
- Nesimetrična poraba odprtine šobe in/ali nepravilno sestavljanje
sestavnih delov elektrodnega držala.
- Neprimeren zračni tlak.
e -Prevelika poraba šobe in elektrode:
- Prenizek zračni tlak.
- Onesnažen zrak (vlaga-olje).
- Poškodovan nosilec šobe.
- Preveč sprožitev pilotskega obloka v zraku.
- Prevelika hitrost z vračanjem stopljenih delcev na dele elektrodnega
držala.
_____________( R/SCG)____________
H
PRIRUČNIK ZA UPOTREBU
POZOR! PRIJE UPOTREBE SUSTAVA ZA REZANJE PLASMOM,
POTREBNO JE PAŽLJIVO PORCITATI PRIRUCNIK ZA UPOTREBU!
SUSTAVI Z A REZ A NJE P L AS M OM PR E DVI Đ ENI Z A
PROFESIONALNU I INDUSTRIJSKU UPOTREBU
1. OPCA SIGURNOST ZA LUCNO REZANJE PLASMOM
Operater mora biti dovoljno obaviješten o sigurnosnoj upotrebi
sustava za rezanje plazmom i informiran o rizicima vezanima za
procedure i tehnike lučnog varenja, o sigurnosnim mjerama i o
procedurama u slučaju hitnoće.
(Pozivati se i na “TEHNICKU SPECIFIKACIJU IEC ili CLC/TS 62081”:
POSTAVLJANJE I UPOTREBA STROJEVA ZA LUCNO VARENJE I
TEHNIKE).
- Izbjegavati izravan dodir sa krugom rezanja; napon u prazno koji
Page 81

stvara sustav za rezanje plazmom može biti opasan u odredenim - NE SMIJE SE POKUŠATI SPAJATI NA IZVOR STRUJE baterije
- 81 -
situacijama. izradene za procedure rezanja ili VARENJA koji nisu
- Spajanje kablova sustava za rezanje, kao i provjera i popravci
moraju biti izvršeni dok je sustav za rezanje ugašen i iskljucen iz - NEPOŠTIVANJE OVIH PRAVILA može prouzrociti teške
struje. OPASNOSTI za fizicku sigurnost korisnika i oštetiti uredaj.
- Ugasiti sustav za rezanje plazmom i iskljuciti ga iz strujne mreže
prije zamjene oštecenih dijelova baterije.
- Prikljucak na struju mora biti izvršen u skladu sa odredbama i
zakonima za zaštitu na radu.
- Sustav za rezanje plazmom mora biti priključen isključivo na
sustav napajanja sa neutralnim provodnikom sa uzemljenjem.
- Provjeriti da je prikljucak za napajanje ispravno uzemljen.
- Sustav za rezanje plazmom ne smije se upotrebljavati u vlažnim
ili mokrim prostorima ili na kiši.
- Ne smiju se upotrebljavati kablovi sa oštecenom izolacijom ili sa
nezategnutim prikljuccima.
- Ne smije se rezati na posudama, sudovima ili cijevima koji sadrže
ili su sadržavali zapaljive tekuce ili plinovite tvari.
- Izbjegavati rad na materijalima koji su očišćeni kloriranim
rastvornim sredstvima ili u blizini navedenih tvari.
- Ne smije se variti na posudama pod pritiskom.
- Udaljiti od radnog mjesta sve zapaljive tvari (npr. drvo, papir,
krpe, itd.)
- Osigurati prikladno izmjenjivanje zraka ili prikladna sredstva za
usisavanje dimova koji se stvaraju tijekom rezanja plazmom;
potreban je sistematski pristup kako bi se procijenila
ogranicenja izlaganju dimovima prilikom rezanja, ovisno o
njihovom sastojku, koncentraciji i trajanju izlaganja.
- Potrebno je primijeniti prikladnu elektricnu izolaciju u odnosu na
,*
štrcaljku baterije za rezanje plazmom, na komad koji se obraduje
i eventualne metalne dijelove položene na pod u blizini
(dostupne).
To se može postici koristeci prikladne zaštitne rukavice, cipele,
kacige i odjecu kao i izolacijske prostirace ili tepihe.
- Uvijek je potrebno zaštiti oci prikladnim maskama ili kacigama sa
inaktinskim staklima.
Upotrebljavati zaštitnu odjecu otpornu na vatru izbjegavajuci
izlaganje kože ultraljubicastim i infracrvenim zrakama koje
proizvodi luk; potrebno je zaštititi i druge osobe koje se nalaze u
blizini luka sa nereflektirajucim zaslonima ili zavjesama.
- Buka: Ako je uslijed posebno intenzivnog rezanja postignuta
razina osobnog svakodnevnog izlaganja (LEPd) ista ili veća od
85db(A), obavezna je upotreba prikladnih sredstava za
individualnu zaštitu.
)
- Elektromagnetska polja koja e stvaraju prilikom rezanja
plazmom mogu utjecati na rad elektricnih i elektronskih uredaja.
Nositelji elektricnih ili elektronskih vitalnih uredaja (npr. Pace-
maker, respiratori itd...), moraju se posavjetovati sa lijecnikom
prije boravljenja u blizini mjesta gdje se koristi ova vrsta sustava
za rezanje plazmom.
Nositelji elektricnih ili elektronskih vitalnih uredaja savjetuje se
da ne upotrebljavaju ovu vrstu sustava za rezanje plazmom.
- Ovaj sustav za rezanje plazmom zadovoljava uvjete tehnickih
standarda proizvoda za iskljucivu upotrebu u industriji i za
strucnu upotrebu.
Ne g ara ntira se zadovo ljavanj e elekt romagne tske
kompatibilnosti u domacinstvu.
DODATNE MJERE OPREZA
OPERACIJE REZANJA PLAZMOM:
- U prostorima sa visokim rizikom strujnog udara;
- U zatvorenim prostorima;
- U prisutnosti zapaljivih ili eksplozivnih materijala;
MORAJU biti preventivno procijenjene od strane “Strucne
osobe” i izvršene u prisutnosti drugih osoba obucenih za
intervencije u slucaju hitnoce.
MORAJU se poduzeti tehnicke sigurnosne mjere opisane pod
tockom 5.10; A.7; A.9. "TEHNICKE SPECIFIKACIJE IEC ili
CLC/TS 62081”.
- MORA biti zabranjeno rezanje dok operater nosi izvor struje
(npr. pomocu remena).
- MORA biti zabranjo rezanje operateru uzdignutom u odnosu na
pod, osim u slucaju upotrebe sigurnosnih platformi.
- POZOR! SIGUSNOST SUSTAVA ZA REZANJE PLAZMOM.
Samo predvideni model baterije i njegova primjena sa izvorom
struje kao što je navedeno u poglavlju “TEHNICKI PODACI”
jamci efikasnost sigurnosnih sustava koje je predvidio
proizvodac (sustav medusobnog blokiranja).
- NE SMIJU SE UPOTREBLJAVATI baterije i njihovi potrošni
dijelovi osim originalnih.
predvideni u ovim uputama.
OSTALI RIZICI
- PREVRTANJE: postaviti izvor struje za rezanje plazmom na
vodoravni položaj prikladne nosivosti u odnosu na teret; u
protivnom (npr. nagnuti pod, isprekidani pod itd...) postoji
opasnost od prevrtanja.
- NEPRIKLADNA UPOTREBA: opasno je upotrebljavati sustav za
rezanje plazmom za bilo koju svrhu koja se razlikuje od
predvidene.
2. UVOD I OPCI OPIS
Ovi generatori izradeni su sa najsuvremenijom tehnologijom Inverter sa
IGBT-om i projektirani su za rucno rezanje lima od bilo kojeg metala i za
rezanje izbušene mrežaste limove (gdje je predvideno).
Regulacija struje od minimalne do maksimalne razine na kontinuirani
način omogućuje postizanje visoke kvalitete rezanja prilikom mijenjanja
debljine i vrste materijala.
Ciklus rezanja pokreće se pilotskim lukom koji, ovisno o modelu, može
biti: pokrenut kratkim spojem elektrode štrcaljke, ili udarom visoke
frekvence (HF).
GLAVNE OSOBINE
-Kontrolni uredaj napona baterije, pritiska zraka, kratkog spoja baterije
(gdje je predvideno).
-Termostatska zaštita.
-Ocitavanje pritiska zraka (gdje je predvideno).
DODATNA OPREMA
-Baterija za rezanje plazmom.
-Komplet prikljucaka za prikljucivanje komprimiranog zraka.
OPREMA PO NARUDŽBI
-Komplet rezervnih elektroda-štrcaljka.
-Komplet produženih elektroda-štrcaljka (gdje je predvideno).
3. TEHNICKI PODACI
PLOCICA SA PODACIMA
Glavni podaci koji se odnose na upotrebu i na rezultate stroja za varenje
navedeni su na pločici sa osobinama sa sljedećim značenjem:
1- EUROPSKA odredba o sigurnosti i izradu strojeva za lucno varenje i
za rezanje plazmom.
2- Simbol unutarnje strukture stroja.
3- Simbol procedure rezanja plazmom.
4- Simbol S: označuje da se može vršiti rezanje u prostoru sa većim
rizikom strujnog udara (npr. u blizini velikih metalnih masa).
5- Simbol linije napajanja:
1~: jednofazni izmjenicni napon
3~: trofazni izmjenični napon
6- Zaštitni stupanj kucišta.
7- Karakteristicni podaci linije napajanja:
-U :Izmjenicni napon i frekvenca napajanja stroja (prihvatljive
1
granice ±10%):
-I :Maksimalna struja koju linija apsorbira.
1 max
-I :Efektivna struja napajanja
1eff
8- Rezultati kruga rezanja:
-U :maksimalni napon u prazno (otvoreni krug rezanja).
0
-I /U :Normalizirana odgovarajuca struja i napon koje može
2 2
isporuciti stroj tijekom rezanja.
-X :Odnos prekidanja: oznacava vrijeme tijekom kojeg stroj
može isporuciti odgovarajucu struju (isti stupac). Oznacava
se u %, na osnovi ciklusa od 10 min (npr. 60% = 6 minuta
rada, 4 minute stanke; i tako dalje).
U slučaju da se pređu faktori upotrebe (sa pločice, koji se
odnose na sobnu temperaturu od 40°C) uključiti će se
termička zaštita (stroj ostaje u stand-by-u dok se
temperatura ne vrati unutar dopuštenih granica.
-A/V-A/V: Oznacava niz regulacija struje za rezanje (minimalna -
9- Maticni broj za identifikaciju stroja (neophodno za tehnicko
10- :Vrijednost osiguraca sa kasnim paljenjem za zaštitu linije
11-Simboli koji se odnose na sigurnosne mjere čije je značenje
Napomena: Znacaj simbola i brojki na navedenom primjeru plocice
indikativan je; tocni tehnicki podaci sustava za rezanje plazmom kojima
raspolažete moraju biti navedeni izravno na plocici stroja.
OSTALI TEHNICKI PODACI:
- IZVOR STRUJE: vidi tablicu 1 (TAB.1)
- BATERIJA : vidi tablicu 2 (TAB.2)
Težina stroja za varenje navedena je u tablici 1 (TAB. 1).
4. OPIS SUSTAVA ZA REZANJE PLAZMOM
Stroj se u biti sastoji od modula snage izrađenih na štampanim
krugovima i optimizirani za dobivanje maksimalne pouzdanosti i
smanjenog servisiranja.
1- Ulaz jednofazne linije napajanja, sustava poravnača i nivelacijskih
2- Most switching sa tranzistorima (IGBT) i driversima; pretvara
maksimalna) sa odgovarajucim naponom luka.
servisiranje, za narucivanje rezervnih dijelova, potragu porijekla
proizvoda).
navedeno u poglavlju 1 “Opća sigurnost za lučno varenje”.
kondenzatora.
Fig. A
(Fig. B)
Page 82

poravnani linijski napon u izmjenični napon pod visokom frekvencom i Luk rezanja "ON".
- 82 -
vrši regulaciju snage ovisno o zatraženoj struji/naponu rezanja.
3- Transformator pod visokom frekvencom: primarno obavijanje napaja NIJE aktivirana (uvjet stand by).
se konvertiranim naponom iz bloka 2; ima funkciju adaptiranja napona
i struje vrijednostima potrebnima za proces rezanja i istovremeno
galvaničkog izoliranja kruga rezanja od linije napajanja.
4- Sekundarni most poravnavanja sa nivelacijskim induktivitetom:
pretvara izmjenični napon/struju iz sekundarnog obavijanja u
istosmjernu struju/napon pod vrlo niskom ondulacijom.
5- Elektronika za kontrolu i regulaciju: istovremeno provjerava
tranzicijske vrijednosti struje rezanja i usporeduje ih sa vrijednostima
koje je namjestio operater; modulira komandne impulse driversa
IGBT-a koji vrše regulaciju.
Određuje dinamičku reakciju struje tijekom rezanja i nadzire
sigurnosne sustave.
UREÐAJI ZA KONTROLU, REGULACIJU I PRIKLJUCIVANJE
Stražnja ploca (Fig. C)
1- Opca sklopka
I (ON) Generator je spreman za rad, nema napona u bateriji.
Generator je u Stand By-u.
O (OFF) Onemogućen je bilo koji rad; pomoćni uređaji i svijetleći
signali ugašeni su.
2- Kabel za napajanje
3- Prikljucak za komprimirani zrak (nije prisutan u verziji Kompressor)
Spojiti stroj na krug komprimiranog zraka sa minimalnih 5 bara i
maksimalnih 8 bara (TAB. 2).
4- Reduktor pritiska za prikljucak komprimiranog zraka (gdje je
predvideno).
Prednja ploca (Fig. D1)
1- Rucica za regulaciju struje rezanja.
Omogucuje predispoziciju intenziteta struje rezanja koju isporucuje
stroj koju treba upotrijebiti ovisno o primjeni (debljina
materijala/brzina). Procitati TEHNICKE PODATKE za ispravno
odnos rad-stanka koju treba upotrijebiti ovisno o odabranoj struji.
2- Žuti led signalizira opći alarm:
- Kada je upaljen ukazuje na pregrijavanje neke komponente kruga
snage, ili nepravilnost ulaznog napona napajanja (nedovoljan ili
prekomjeran napon). Zaštita za nedovoljni i prekomjerni linijski
napon: blokira stroj: napon napajanja je izvan dopuštene
vrijednosti +/- 15% u odnosu na vrijednost sa pločice. POZOR:
Ako se prelazi razina prethodno napomenutog gornjeg napona,
uređaj se teško oštećuje.
- Tijekom ove faze onemogucen je rad stroja.
- Stroj se automatski ponovno pokrece (žuti se led gasi) nakon što
se jedna od navedenih nepravilnosti vraca na prihvatljivu razinu.
3- Žuti led signalizira prisutnost napona u bateriji.
- Kada je upaljen ukazuje da je krug rezanja upaljen: Pilotski luk ili
Luk rezanja "ON".
- Inace je ugašen (krug rezanja je iskljucen) sa tipkom baterije koja
NIJE aktivirana (uvjet stand by).
- Ugašen je, sa uključenom tipkom baterije, u slijedećim uvjetima:
- Tijekom faze POST ZRAKA.
- Ako se pilotski luk ne prenese na komad e maksimalnom roku do
2 sekunde.
Ako se luk rezanja prekine uslijed prekomjerne udaljenosti
baterija-komad, prekomjerne istrošenosti elektrode ili prisiljena
udaljenost baterije od komada.
- Ako se ukljucio SIGURNOSNI ustav.
4- Zeleni led signalizira prisutnost mrežnog napona i napajanih
pomocnih krugova.
Krugovi za kontrolu i servisiranje se napajaju.
5- Crveni led signalizira krug komprimiranog zraka (gdje je
predviđeno).
Kada je upaljen ukazuje na pregrijavanje ovoja elektricnog motora
koji se nalazi na kompresoru.
6- Manometar.
Omogucava ocitavanje pritiska zraka.
7- Konektor prikljucka baterije.
Baterija sa izravnim ili centraliziranim prikljuckom.
- Tipka baterije je jedini kontrolni organ sa kojeg se može upravljati
pokretanjem i zaustavljanjem rezanja.
- Prestankom djelovanja na tipku ciklus se u trenutku zaustavlja u
bilo kojoj fazi osim održavanja rashladnog zraka (post-zrak).
- Nehoticni pokreti: kako bi se zapoceo ciklus, tipka mora biti
pritisnuta barem nekoliko desetinki sekunde.
- Električna sigurnost: funkcija tipke je onemogućena ako izolacijski
držač štrcaljke NIJE postavljen na glavu baterije, ili ako je
postavljen neispravno.
8- Prikljucak za uzemljenje
Stražnja ploca (Fig. D2)
1- Rucica za regulaciju struje rezanja.
Omogucuje predispoziciju intenziteta struje rezanja koju isporucuje
stroj koju treba upotrijebiti ovisno o primjeni (debljina
materijala/brzina). Procitati TEHNICKE PODATKE za ispravno
odnos rad-stanka koju treba upotrijebiti ovisno o odabranoj struji.
2- Crveni led signalizira opci alarm:
- Kada je upaljen ukazuje na pregrijavanje neke komponente kruga
snage, ili nepravilnost ulaznog napona napajanja (nedovoljan ili
prekomjeran napon). Zaštita za nedovoljni i prekomjerni linijski
napon: blokira stroj: napon napajanja je izvan dopuštene
vrijednosti +/- 15% u odnosu na vrijednost sa pločice. POZOR:
Ako se prelazi razina prethodno napomenutog gornjeg napona,
uređaj se teško oštećuje.
- Tijekom ove faze onemogucen je rad stroja.
- Stroj se automatski ponovno pokrece (crveni se led gasi) nakon
što se jedna od navedenih nepravilnosti vraca na prihvatljivu
razinu.
3- Žuti led signalizira prisutnost napona u bateriji.
- Kada je upaljen ukazuje da je krug rezanja upaljen: Pilotski luk ili
- Inace je ugašen (krug rezanja je iskljucen) sa tipkom baterije koja
- Ugašen je, sa uključenom tipkom baterije, u slijedećim uvjetima:
- Tijekom faze POST ZRAKA.
- Ako se pilotski luk ne prenese na komad e maksimalnom roku do
2 sekunde.
Ako se luk rezanja prekine uslijed prekomjerne udaljenosti
baterija-komad, prekomjerne istrošenosti elektrode ili prisiljena
udaljenost baterije od komada.
- Ako se ukljucio SIGURNOSNI ustav.
4- Zeleni led signalizira prisutnost mrežnog napona i napajanih
pomocnih krugova.
Krugovi za kontrolu i servisiranje se napajaju.
5- Žuti led signalizira pomanjkanje faze (gdje je predviđeno).
Kada je žuti led upaljen ukazuje na pomanjkanje jedne faze
napajanja, rad je onemogucen i stroj se ponovno automatski
pokrece nakon 4 sekunde nakon uklanjanja nepravilnosti.
6- Signaliziranje nepravilnosti unutar kruga komprimiranog zraka
(gdje je predviđeno).
ŽUTI led (Fig. D2-6) zajedno sa CRVENIM led-om opceg alarma
(Fig.D2-2 ).
Kada je upaljen ukazuje da je pritisak zraka nedovoljan za ispravan
rad baterije. Tijekom ove faze onemogucen je rad stroja.
Stroj se ponovno automatski pokrece (gašenje led-ova) nakon što se
pritisak vrati unutar dozvoljenih granica.
7- Tipka za zrak (gdje je predvideno).
Pritiskom na ovu tipku, zrak nastavlja izlaziti iz baterije za odredeno
vrijeme.
Inače se upotrebljava za:
- hladenje baterije
- tijekom regulacije pritiska na manometru.
8- Manometar.
Omogucava ocitavanje pritiska zraka.
9- Prikljucak baterije.
Baterija sa izravnim ili centraliziranim prikopcavanjem.
- Tipka baterije je jedini kontrolni organ kojim se može upravljati
pokretanje i zaustavljanje rezanja.
- Kada se tipka otpusti ciklus se odmah zaustavlja u bilo kojoj fazi
osim održavanja rashladnog zraka (post-zrak).
- Nehotični pokreti: kako bi ciklus započeo, tipku se mora držati
pritisnutom barem nekoliko desetinki sekunde.
- Elektricni sigurnosni sustav: tipka ne radi ako izolacijski držac
štrcaljke NIJE postavljen na glavi baterije, ili ako je postavljen na
neispravan nacin.
10- Prikljucak za kabel uzemljenja.
5. POSTAVLJANJE STROJA
---------------------------------------------------------------------------------------------
POZOR! IZVRŠITI POSTAVLJANJE STROJA I ELEKTRIČNE
PRIKLJUČKE DOK JE SUSTAV ZA REZANJE PLAZMOM UGAŠEN I
ISLKJUČEN IZ ELEKTRIČNE MREŽE.
ELEKTRICNE PRIKLJUCKE MORA IZBRŠI TI ISKLJUCIVO
ISKUSNO ILI KVALIFICIRANO OSOBLJE.
--------------------------------------------------------------------------------------------PRIPREMA
Izvaditi stroj iz ambalaže, postaviti odvojene dijelove sadržane u
ambalaži.
Sastavljanje povratnog kabla-hvataljka za uzemljenje (Fig. E)
NACIN PODIZANJA STROJA
Svi strojevi opisani u ovom prirucniku moraju se podizati pomocu rucke ili
remena koji se dostavlja sa strojem ako je predviden za doticni model
(postavljen kao što je opisano u FIG. F).
POLOŽAJ STROJA ZA VARENJE
Pronaći mjesto postavljanja stroja, pazeći da ne postoje zapreke u visini
ulaznog i izlaznog otvora rashladnog zraka; u međuvremenu je potrebno
provjeriti da se ne usiše prah koji sprovodi, korozivne pare, vlaga, itd.
Održati barem 250mm slobodnog prostora oko stroja.
---------------------------------------------------------------------------------------------
POZOR! Postaviti stroj na ravnu površinu prikladnu za
težinu samoga stroja kako bi se izbjeglo prevrtanje ili opasna
pomicanja.
--------------------------------------------------------------------------------------------PRESPAJANJE NA ELEKTRIČNU MREŽU
- Prije vršenja bilo kakvog elektricnog prespajanja, provjeriti da se
podaci na plocici izvora struje podudaraju sa naponom i frekvencom
mreže na raspolaganju na mjestu postavljanja stroja.
- Izvor struje mora biti prespojen na sustav napajanja sa neutralnim
provodnikom sa uzemljenjem.
- Za osiguravanje zaštite protiv izravnog dodira koristiti diferencijalne
sklopke slijedece vrste:
- Vrsta A ( ) za jednofazne strojeve;
- Vrsta B ( ) za trofazne strojeve.
- Kako bi se zadovoljili rekviziti Odredbe EN 61000-3-11 (Flicker)
savjetuje se prespajanje izvora struje na točke ploče strujne mreže
koje imaju impedenciju manju od, vidi tablicu 1 (TAB.1).
Utikac i uticnica
- Jednofazni modeli sa apsorbiranom strujom manjom ili jednakom 16A
dostavljeni su sa kablom za napajanje sa normaliziranim utikačem
(2P+T) 16A \250V.
- Jednofazni modeli sa apsorbiranom strujom većom od 16A i trofazni
Page 83

modeli dostavljeni su sa kablom za napajanje koji se mora spojiti na
- 83 -
normalizirani utikač (2P+T) za jednofazne modele i (3P+T) za trofazne
modele, prikladne nosivosti. Osposobiti utičnicu sa osiguračem ili
automatskom sklopkom; prikldan terminal uzemljenja mora biti
prespojen na provodnik uzemljenja (žuto-zeleni) linije napajanja.
- U tablici 1 (TAB.1) navedene su savjetovane vrijednosti u amperima
za osigurače linije sa kasnim paljenjem na osnovu maksimalne
nominalne struje koju isporučuje stroj i nominalnog napona napajanja.
---------------------------------------------------------------------------------------------
POZOR! Nepoštivanje navedenih pravila onesposobljava
sigurnosni sustav kojeg je predvidio proizvođač (klasa I ) sa
posljedičnim teškim opasnostima po osobama (npr. strujni udar) i
stvarima (npr. požar).
---------------------------------------------------------------------------------------------
PRESPAJANJE KRUGA REZANJA
---------------------------------------------------------------------------------------------
POZOR! PRIJE IZVRŠENJA SLIJEDEĆIH PRESPAJANJA
PROVJERITI DA JE IZVOR STRUJE ISKLJUČEN IZ MREŽE
NAPAJANJA.
U tablici 1 (TAB. 1) navedene su savjetovane vrijednosti za povratne
kablove (u mm2) na osnovu maksimalne struje koju isporučuje stroj za
varenje.
--------------------------------------------------------------------------------------------Prikljucak komprimiranog zraka (FIG. G).
- Osposobiti liniju distribucije komprimiranog zraka sa minimalnim
pritiskom i isporukom navedenim u tablici 2 (TAB. 2), kod modela gdje
je to predvideno.
VAŽNO!
Ne smije se preci maksimalni ulazni pritisak od 8 bara. Zrak koji sadrži
znatni postotak vlage ili ulja može prouzrociti prekomjerno trošenje
potrošnih dijelova ili oštetiti bateriju. Ako postoje sumnje o kvaliteti
komprimiranog zraka kojime se raspolaže, savjetuje se upotreba
uredaja za isušivanje zraka, koji se postavlja na vrhu ulaznog filtra.
Pomocu fleksibilne cijevi prikljuciti liniju komprimiranog zraka na stroj,
upotrebljavajuci jedan od dostavljenih prikljucaka koji se postavlja na
filter ulaznog zraka koji se nalazi na stražnjem dijelu stroja.
Prespajanje povratnog kabla struje za rezanje.
Prespojiti povratni kabel struje rezanja na komad koji se reže ili na
metalni stol, poštujuci slijedece mjere:
- Provjeriti da se postigao dobar elektricni kontakt, posebno ako se režu
limovi sa izolacijskim oblogama, oksidirani limovi, itd.
- Izvršiti uzemljenje što je bliže moguće području rezanja.
- Upotreba metalnih struktura koje ne cine dio komada koji se obraduje,
kao povratni provodnik struje varenja, može biti opasno za sigurnost i
može pružati nedovoljne rezultate rezanja.
- Ne smije se vršiti uzemljenje na dio komada koji se mora ukloniti.
Prespajanje baterije za rezanje plazmom (FIG. H) (gdje je
predvideno).
Unijeti muški kraj baterije u centralizirani priključak koji se nalazi na
prednjoj ploči stroja, tako da se polarizacijski ključ podudara. Naviti do
kraja, u smjeru kazaljke na satu, prstenasti okov za blokiranje kako bi se
osigurao prolaz zraka i struje bez ispuštanja.
Kod nekih modela baterija se dostavlja vec prikljucena na izvor struje.
VAŽNO!
Prije početka rezanja, potrebno je provjeriti ispravno postavljanje
potrošnih dijelova pregledom glave baterije kao što je navedeno u
poglavlju “SERVISIRANJE BATERIJE”.
6. REZANJE PLAZMOM: OPIS PROCEDURE
Luk plazme i princip primjene rezanja plazmom.
Plazma je plin koji se zagrijava na vrlo visokoj temperaturi i ionizira kako
bi postao električni provodnik. Ova procedura rezanja upotrebljava
plazmu za prijenos električnog luka na metalni komad koji se uslijed
topline tali i odvaja. Baterija upotrebljava komprimirani zrak koji dolazi iz
jedinog sustava napajanje, za plin plazme i za rashladni i zaštitni plin.
Paljenje HF
Ova vrsta paljenja inace se upotrebljava kod modela sa strujom višom od
50A.
Pocetak ciklusa je odreden lukom pod visokom frekvencom/visokim
naponom ("HF") koji omogucava paljenje pilotskog luka izmedu
elektrode (polaritet - ) i štrcaljke baterije (polaritet +). Približavanjem
baterije prema komadu koji se reže, spojen na polaritet (+) izvora struje,
pilotski luk se premješta stvarajuci luk plazme izmedu elektrode (-) i
komada (luk rezanja). Pilotski luk i HF iskljucuju se cim se luk plazme
stvori izmedu elektrode i komada.
Vrijeme održavanja pilotskog luka koji je tvornički namješten je 2s; ako u
zadanom vremenu ne dolazi do prijenosa, ciklus se automatski blokira
osim održavanja rashladnog zraka.
Za ponovno pokretanje ciklusa potrebno je otpustiti tipku baterije i
ponovno je pritisnuti.
Paljenje kratkim spojem
Ova vrsta paljenja upotrebljava se inace kod modela sa strujom manjom
od 50A.
Pokretanje ciklusa odredeno je pokretom elektrode unutar štrcaljke
baterije, koji omogucava paljenje pilotskog luka izmedu elektrode
(polaritet -) i štrcaljke (polaritet +).
Približavanjem baterije komadu koji se reže, prespojen na polaritet (+)
izvora struje, pilotski se luk prenosi stvarajući luk plazme između
elektrode (-) i samoga komada (luk rezanja).
Pilotski luk iskljucuju se cim se luk plazme stvori izmedu elektrode i
komada.
Vrijeme održavanja pilotskog luka koji je tvornički namješten je 2s; ako u
zadanom vremenu ne dolazi do prijenosa, ciklus se automatski blokira
osim održavanja rashladnog zraka.
Za ponovno pokretanje ciklusa potrebno je otpustiti tipku baterije i
ponovno je pritisnuti.
Prethodne radnje.
Prije početka rezanja, potrebno je provjeriti ispravno postavljanje
potrošnih dijelova provjerom glave baterije kao što je navedeno u
poglavlju “SERVISIRANJE BATERIJE”.
- Upaliti izvor struje i postaviti struju rezanja (FIG. C-1) ovisno o debljini i
vrsti metalnog materijala koji se reže. U TAB.3 je navedena brzina
rezanja ovisno o debljini aluminijskih, željeznih i čeličnih materijala.
- Pritisnuti i otpustiti tipku baterije ispuštajući zrak (³30 sekundi post-
zraka).
- Tijekom ove faze regulirati pritisak zraka dok se na manometru ne
očita zatražena vrijednost u barima ovisno o bateriji koja se
upotrebljava (TAB. 2).
- Pritisnuti tipku zrak i ispustiti zrak iz baterije.
- Podignuti prema gore ručicu kako bi se odblokiralo i okrenuti kako bi
se regulirao pritisak na vrijednost koja je navedena u poglavlju
TEHNIČKI PODACI BATERIJE.
- Procitati zatraženu vrijednost (bar) na manometru; gurnuti rucicu kako
bi se blokirala regulacija.
- Pustiti da se izlaz zraka spontano prekine kako bi se olakšalo
uklanjanje eventualne kondenzacije unutar baterije.
Važno:
- Rezanje na dodir (sa štrcaljkom baterije u dodiru sa komadom koji se
reže): primjenjuje se sa maksimalnom strujom od 40-50A (više
vrijednosti struje dovode do uništenja štrcaljke-elektrode-držača
štrcaljke).
- Daljinsko rezanje (sa udaljivacem postavljenim na bateriji FIG. I):
primjenjuje se za struju vecu od 35A;
- Produžena elektroda i štrcaljka:primjenjuje se gdje je predvideno.
Rezanje (FIG. L).
- Približiti štrcaljku baterije na rub komada (oko 2 mm), pritisnuti tipku
baterije; nakon 1 sekunde (pre-zrak) dobiva se paljenje pilotskog luka.
- Ako je udaljenost prikladna, pilotski se luk odmah prenosi na komad
stvarajuci luk rezanja.
- Pomaknuti bateriju na površinu komada duž idealne linije rezanja sa
regularnim napredovanjem.
- Prilagoditi brzinu rezanja na osnovu debljine i odabrane struje,
provjeravajući da izlazni luk iz donje površine komada poprimi nagib
od 5-10° u vertikali u smjeru suprotnom smjeru napredovanja.
- Prekomjerna udaljenost baterije-komada ili nedostatak materijala
(kraj rezanja) dovodi odmah do prekida luka.
- Prekid luka (rezanja ili pilotskog) postiže se uvijek otpuštanjem tipke
baterije.
Bušenje (FIG. M)
Ako je potrebno izvršiti bušenje ili paljenje u sredini komada, potrebno je
izvršiti paljenje sa nagnutom baterijom i postepeno je dovesti u okomiti
položaj.
- Ova procedura izbjegava da povratni ostaci luka ili taljenih cestica
unište otvor štrcaljke i smanje njegovu ucinkovitost.
- Bušenje komada debljine do 25% maksimalne debljine predviđene za
upotrebu može biti izravno izvršeno.
7. SERVISIRANJE
---------------------------------------------------------------------------------------------
POZOR! PRIJE ZAPOČIMANJA RADOVA SERVISIRANJA,
POTREBNO JE PROVJERITI DA JE SUSTAV ZA REZANJE
PLAZMOM UGAŠEN I ISKLJUČEN IZ MREŽE NAPAJANJA.
---------------------------------------------------------------------------------------------
REDOVNO SERVISIRANJE
RADOVE REDOVNOG SERVISIRANJA MOŽE VRŠITI OPERATER.
BATERIJA(FIG. N)
Povremeno, ovisno o ucestalosti upotrebe ili u slucaju neispravnog
rezanja, provjeriti stanje istrošenosti dijelova baterije zahvacenih lukom
plazme.
1- Udaljivac.
Zamijeniti ako je izoblicen ili prekriven ostacima toliko da
onemogucuje ispravno održavanje položaja baterije (udaljenost i
okomitost).
2- Držac štrcaljke.
Rucno odviti sa glave baterije. Temeljno ocistiti ili zamijeniti ako je
oštecen (izgoreni dijelovi, izoblicenost ili iskrivljenost). Provjeriti
citavost gornjeg metalnog dijela (koji ukljucuje sigurnosni sustav
baterije).
3- Štrcaljka.
Provjeriti istrošenost otvora prolaza luka plazme i unutarnjih i vanjskih
površina. Ako je otvor proširen u odnosu na originalni promjer ili ako je
izoblicen potrebno je zamijeniti štrcaljku. Ako su površine posebno
oksidirane ocistiti ih finim abrazivnim papirom.
4- Prsten za distribuciju zraka.
Provjeriti da nema izgorenih dijelova ili iskrivljenosti ili da nisu
zacepljeni prolazi zraka. Ako je oštecen potrebno ga je odmah
zamijeniti.
5- Elektroda.
Zamijeniti elektrodu kada je dubina kratera koji se stvara na površini
oko 1,5 mm (FIG. O).
6- Blok baterije, rucka i kabel.
Inače ove komponente ne zahtijevaju posebno servisiranje, osim
povremene provjere i temeljnog čišćenja, koje se mora vršiti bez
upotrebe bilo koje vrste rastvornih sredstava. Ako su prisutna
oštećenja izolacije, kao na primjer puknuća, iskrivljenja ili izgoreni
dijelovi, ili popuštanje električnih kablova, bateriju se ne smije
upotrebljavati jer nisu osigurani sigurnosni uvjeti.
U tom slucaju popravak (izvanredno servisiranje) ne smije biti izvršen
na lici mjesta, vec u ovlaštenom servisu, gdje je moguce izvršiti
posebna testiranja nakon popravka.
Za održavanje ucinkovitosti baterije i kabla, potrebno je poduzeti
Page 84

odredene mjere: - Nedovoljan dodir pritezaca povratnog kabla.
- 84 -
- ne smije se staviti u dodir bateriju i kabel sa toplim ili užarenim c-Prekid luka rezanja:
dijelovima.
- kabel se ne smije pretjerano povlaciti.
- kabel se ne smije povlaciti po špicastim, oštrim ili abrazivnim
površinama.
- kabel se mora zamotati u krug ako je predug za upotrebu.
- kabel se ne smije gaziti i prelaziti preko njega bilo cime.
Pozor.
- Prije vršenja bilo koje operacije na bateriji potrebno je pustiti da se
ohladi barem za čitavo trajanje "post-zraka"
- Osim u posebnim slučajevima, savjetuje se zamjena elektrode i
štrcaljke istovremeno.
- Potrebno je poštivati redoslijed postavljanja komponenata baterije
(suprotno u odnosu na rastavljanje).
- Pripaziti da je distribucijski prsten postavljen u ispravnom smjeru.
- Ponovno postaviti držač štrcaljke i naviti ga ručno do kraja laganim
stiskanjem.
- Nikako se ne smije postaviti držač štrcaljke a da se prije ne postavi
elektroda, distribucijski prsten i štrcaljka.
- Izbjegavati da se nepotrebno drži upaljen pilotski luk u zraku kako se
ne bi povećala potrošnja elektrode, difuzora i štrcaljke.
- Elektrodu se ne smije pretjerano stisnuti jer bi se moglo oštetiti
bateriju.
- Brzo i ispravno provjeravanje potrošnih dijelova od vitalne je
važnosti za sigurnost i učinkovitost sustava za rezanje.
- Ako su prisutna oštećenja izolacije, kao na primjer puknuća,
iskrivljenja ili izgoreni dijelovi, ili popuštanje električnih kablova,
bateriju se ne smije upotrebljavati jer nisu osigurani sigurnosni
uvjeti. U tom slučaju popravak (izvanredno servisiranje) ne smije biti
izvršen na lici mjesta, već u ovlaštenom servisu, gdje je moguće
izvršiti posebna testiranja nakon popravka.
Filter komprimiranog zraka
- Filter ima automatsko ispuštanje kondenzacije svakoga puta kada se
isključuje sa linije komprimiranog zraka.
- Povremeno je potrebno provjeriti filter; u slucaju prisutnosti vode u
caši, može se rucno isprazniti gurajuci prema gore prikljucak za
ispuštanje.
- Ako je filter posebno prljav, potrebno ga je zamijeniti kako bi se izbjeglo
prekomjerno ispuštanje.
IZVANREDNO SERVISIRANJE
RADOVE IZVANREDNOG SERVISIRANJA MORAJU VRŠITI
I S KL JU C IV O ST RU CN E I K VA L IF IC I RA NE O SO BE
ELEKTROMEHANICKE STRUKE.
---------------------------------------------------------------------------------------------
POZOR! PRIJE UKLANJANJA OKLOPA STROJA I POČIMANJA
RADOVA U UNUTARNJEM DIJELU STROJA POTREBNO JE
PROVJERITI DA JE STROJ UGAŠEN I ISKLJUČEN IZ MREŽE.
Eventualne provjere izvršene pod naponom unutar stroja mogu
prouzročiti strujni udar uslijed izravnog dodira sa dijelovima pod
naponom.
---------------------------------------------------------------------------------------------
- Potrebno je povremeno i u svakom slučaju često, ovisno o upotrebi i
prašnjavosti prostora, provjeriti unutrašnjost stroja i ukloniti prašinu
koja se nakupila na transformatoru, poravnaču, induktoru, otporu,
pomoću mlaza suhog komprimiranog zraka (max 10 bara).
- Izbjegavati da se uperi mlaz komprimiranog zraka prema elektronickim
komponentama; eventualno ih ocistiti vrlo mekanom cetkom ili
prikladnim rastvornim sredstvima.
- Tom prilikom potrebno je provjeriti da su električni priključci prikladno
zategnuti i da su kablovi prikladno izolirani.
- Provjeriti citavost i držanje cijevi i prikljucaka kruga komprimiranog
zraka.
- Nakon tih provjera potrebno je ponovno postaviti oklop stroja naviti do
kraja vijke.
- Potrebno je apsolutno izbjegavati rezanje dok je stroj otvoren.
8. POTRAGA KVAROVA
U S LUC AJU NE ISP RAVN OG RAD A, I PR IJE VR ŠENJA
SISTEMATSKIH PROVJERA ILI PRIJE OBRACANJA VAŠEM
SERVISNOM CENTRU, POTREBNO JE PROVJERITI SLIJEDECE:
- Da nije upaljen žuti led koji signalizira ukljucenje termickog
sigurnosnog sustava u slucaju previsokog ili preniskog napona ili
kratkog spoja.
- Provjeriti da se poštivao odnos nominalnog prekidanja; u slucaju
ukljucenja termostatskog zaštitnog sustava, pricekati prirodno
hladenje stroja, provjeriti ucinkovitost ventilatora.
- Provjeriti linijski napon: ako je vrijednost previsoka ili preniska stroj
ostaje blokiran.
- Provjeriti da nema kratkog spoja na izlazu stroja: u tom slucaju ukloniti
nepravilnosti.
- Da su prikljucci kruga rezanja ispravno izvršeni, a posebno da je
hvataljka kabla za uzemljenje stvarno spojena na komad, bez
izolacijskim materijala postavljenih izmedu njih (npr. boje).
NAJCEŠCE NEPRAVILNOSTI U REZANJU
Tijekom rezanja može doći do nepravilnosti koje ne ovise o nepravilnom
radu stroja već o drugim radnim aspektima, kao na primjer:
a-Nedovoljna penetracija ili prekomjerno stvaranje otpada:
- Prevelika brzina rezanja.
- Prekomjerno nagnuta baterija.
- Prekomjerna debljina komada ili preniska struja rezanja.
- Neprikladan pritisak-kolicina komprimiranog zraka.
- Istrošena elektroda i štrcaljka baterije.
- Neprikladan vrh držaca štrcaljke.
b-Ne postizanje prijenosa luka rezanja:
- Istrošena elektroda.
- Preniska brzina rezanja.
- Prekomjerna udaljenost izmedu baterije i komada.
- Istrošena elektroda.
- Ukljucene sigurnosnog zaštitnog sustava.
d-Nagnuto rezanje (ne okomito):
- Neispravan položaj baterije.
- Asimetrična istrošenost otvora štrcaljke i/ili neispravno postavljanje
komponenata baterije.
- Neprikladan pritisak zraka.
e-Prekomjerna istrošenost štrcaljke i elektrode:
- Preniski pritisak zraka.
- Kontaminirani zrak (vlaga-ulje).
- Ošteceni držac štrcaljke.
- Prekomjerno paljenje pilotskog luka u zraku.
- Prekomjerna brzina sa povratom taljenih čestica na komponente
baterije.
_______________(LT)______________
INSTRUKCIJŲ VADOVAS
DĖMESIO! PRIEŠ NAUDOJANTIS PJOVIMO PLAZMA SISTEMA,
BŪTINA ATIDŽIAI PERSKAITYTI INSTRUKCIJŲ VADOVĄ!
P JO VI MO P LA Z M A S IS T EM O S Y R A N U M AT YT O S
PROFESIONALIAM IR PRAMONINIAM NAUDOJIMUI
1. BENDRI SAUGUMO REIKALAVIMAI PJOVIMUI PLAZMA
Operatorius turi buti pakankamai susipažines su saugiu pjovimo
plazma sistemu naudojimu ir informuotas apie rizika, susijusia su
lankiniu suvirinimu bei panašiais darbo metodais, taip pat apie
atitinkamas apsaugos priemones ir veiksmus avariniu situaciju
atveju.
(Remtis " IEC TECHNINE SPECIFIKACIJA arba CLC/TS 62081”:
LANKINIO SUVIRINIMO BEI PANAŠIU DARBO METODU IRENGINIU
INSTALIAVIMAS IR NAUDOJIMAS).
- Vengti tiesioginio kontakto su pjovimo kontūru; pjovimo plazma
sistemos tiekiama tuščios eigos įtampa prie tam tikrų sąlygų gali
būti labai pavojinga.
- Pjovimo grandinės laidų sujungimas, patikrinimo bei remonto
darbai turi būti atliekami išjugus pjovimo sistemą ir ją atjungus
nuo maitinimo tinklo.
- Prieš keičiant nusidėvėjusias degiklio dalis, išjungti pjovimo
plazma sistemą ir atjungti nuo maitinimo tinklo.
- Elektros instaliacija turi būti atliekama laikantis galiojančių
darbo saugos reikalavimų ir įstatymų.
- Pjovimo plazma sistema turi būti prijungta prie maitinimo
sistemos tik neutraliu laidu su įžeminimu.
- Įsitikinti, ar maitinimo laido kištukas yra taisyklingai sujungtas
su įžeminimo lizdu.
- Nenaudoti pjovimo plazma sistemos drėgnose arba šlapiose
vietose ar lyjant lietui.
- Nenaudoti laidų su pažeista izoliacija arba blogu kontaktu
sujungimo vietose.
- Neatlikinėti pjovimo darbų ant taros, indų arba vamzdžių,
kuriuose yra arba buvo laikomi degūs skysčiai arba dujos.
- Vengti darbų atlikimo ant medžiagų, kurios buvo valytos
chloruotais tirpikliais, taip pat stengtis nedirbti minėtų medžiagų
prieigose.
- Neatlikinėti pjovimo darbų ant indų, kuriuose yra aukštas slėgis.
- Pašalinti iš darbo vietos visas lengvai užsidegančias medžiagas
(pavyzdžiui, medieną, popierių, skudurus, ir t.t.)
- Užtikrinti tinkamą ventiliaciją arba naudoti įrangą, skirtą pjovimo
plazma metu susidarantiems dūmams pašalinti; būtina
sistemingai įvertinti pjovimo operacijų metu susidarančių dūmų
kiekio limitus, priklausomai nuo dūmų sudėties, koncentracijos
ir jų išsiskyrimo trukmės.
- Parinkti tinkamą elektros izoliaciją pjovimo plazma degiklio
,*
antgalio, apdirbamo gaminio bei kitų galimų įžemintų metalinių
detalių, esančių darbo prieigose, atžvilgiu.
Tai paprastai pasiekiama dėvint tam tikslui skirtas pirštines,
specialią avalynę, galvos apdangalą ir aprangą bei naudojant
izoliuojančias pakylas arba paklotus.
- Visada saugoti akis, naudojant apsaugines kaukes ar šalmus su
įmontuotais specialiais neperšviečiamais stiklais.
Dėvėti specialią nedegią apsauginę aprangą. Saugotis, kad
lanko sukeliami ultravioletiniai ir infraraudonieji spinduliai
nepasiektų epidermio; apsaugos priemonės turi būti taikomos ir
kitiems asmenims, esantiems netoliese lanko, naudojant
specialias pertvaras ar neatspindinčias užuolaidas.
- Triukšmas: Jei ypač intensyvių pjovimo operacijų metu
pasireiškiantis kasdieninio triukšmo lygis (KTL) yra lygus ar
)
Page 85

aukštesnis nei 85db(A), būtina naudoti atitinkamas asmeninės darbo galimybėmis yra apibendrinti duomenų lentelėje su šiomis
- 85 -
apsaugos priemones. reikšmėmis:
1- EUROPOS normatyvai, susiję su aparatų, skirtų lankiniam
suvirinimui ir pjovimui plazma, sauga ir projektavimu.
- Pjovimo plazma metu sukeliami elektromagnetiniai laukai gali
paveikti elektros ir elektroninės įrangos veikimą.
Asmenys, naudojantys gyvybiškai svarbius elektrinius ar
elektroninius prietaisus (pavyzdžiui, širdies stimuliatorius,
respiratorius ir t.t.), prieš patekdami į aplinką, kurios prieigose
yra n au dojama š i p jovi mo pl azma siste ma, prival o
pasikonsultuoti su medikais.
Asmenims, besinaudojantiems gyvybiškai svarbiais elektriniais
ar elektroniniais prietaisais, nepatariama dirbti su šia pjovimo
plazma sistema.
- Ši pjovimo plazma sistema atitinka techninių standartų
reikalavimus, keliamus produktams, kurie yra naudojami
išskirtinai pramoninėje aplinkoje ir pofesionaliems tikslams.
Namų aplinkoje elektromagnetinis suderinamumas nėra
garantuojamas.
2- Prietaiso vidinės struktūros simbolis.
3- Pjovimo plazma proceso simbolis.
4- Simbolis S: parodo, jog gali būti atliekamos pjovimo operacijos
aplinkoje, kurioje yra galima padidinta elektros smūgio rizika
(pavyzdžiui, labai arti didelių metalo masių).
5- Maitinimo linijos simbolis:
1~: vienfazė kintamoji įtampa
3~: trifazė kintamoji įtampa
6- Dangos apsaugos laipsnis.
7- Pagrindiniai maitinimo linijos duomenys:
-U :Kintamoji įtampa ir prietaiso maitinimo dažnis (leidžiamos
-I :Maksimali srovė naudojama iš linijos.
-I :Efektyvi maitinimo srovė.
8- Pjovimo grandinės parametrai:
-U :maksimali tuščios eigos įtampa (atvira pjovimo grandinė).
-I /U :Srovė ir atitinkama normalizuota įtampa, kurias gali tiekti
-X :Apkrovimo ciklas: nurodo laiko tarpą, kurio metu prietaisas
PAPILDOMOS ATSARGUMO PRIEMONĖS
PJOVIMO PLAZMA OPERACIJOS:
- Aplinkoje su padidinta elektros smūgio rizika;
- Uždarose patalpose;
- E san t l eng vai už sid ega nči oms ar s pro gst amo ms
medžiagoms;
TURI BŪTI iš anksto įvertintos "Įgaliotojo specialisto" ir
visa da at lieka mo s d alyvauj ant k itiems a sm enim s,
pasirengusiems intervencijai avarinės situacijos atveju.
TURI BŪTI imamasi techninių saugumo priemonių, numatytų
" IEC TECHNINĖSE SPECIFIKACIJOSE 5.10; A.7; A.9. arba
CLC/TS 62081”.
- TURI BŪTI draudžiamos pjovimo operacijos tuo metu, kai
operatorius laiko srovės šaltinį (pavyzdžiui, diržų pagalba).
- TURI BŪTI draudžiamos pjovimo operacijos, jei operatorius
yra pakylėtas aukščiau žemės, išskyrus atvejus, kai
naudojamos apsauginės platforminės pakylos.
- DĖMESIO! PJOVIMO PLAZMA SISTEMOS SAUGUMO ĮTAISAI.
Tik numatytas degiklio modelis bei atitinkamas suderinimas
su srovės šaltiniu kaip nurodyta lentelėje "TECHNINIAI
DUOMENYS" garantuoja, kad saugos įtaisai, kuriuos numatė
prietaiso gamintojai veiks tinkamai (vidinė blokavimo
sistema).
- NENAUDOKITE neorginalių degiklių ar kitų keičiamų detalių.
- NEBANDYKITE PRIJUNGTI PRIE SROVĖS ŠALTINIO degiklių,
skirtų pjovimo ar SUVIRINIMO operacijoms, jei tai nenumatyta
šiose instrukcijose.
- NESILAIKANT ŠIŲ TAISYKLIŲ, gali kilti DIDELIS pavojus
vartotojo fizinei būklei bei gali išaugti įrangos sugadinimo
rizika.
KITI PAVOJAI
- PRIETAISO NUVIRTIMAS: pastatyti pjovimo plazma srovės
šaltinį ant horizontalaus paviršiaus, atitinkančio prietaiso svorį;
priešingu atveju (pavyzdžiui, prie pasvirusios ar nevientisos
grindų dangos, ir t.t.) iškyla nuvirtimo PAVOJUS.
- NAUDOJIMAS NE PAGAL PASKIRTĮ: pavojinga naudoti pjovimo
plazma sistemą bet kuriems kitiems darbams, nei numatytiems
pagal tiesoginę paskirtį.
2. ĮVADAS IR BENDRAS APRAŠYMAS
Šie generatoriai yra sukurti pagal naująją Inverter technologiją su IGBT ir
yra skirti rankiniam bet kokių metalų lakštų pjovimui arba tinklinių
perforuotų lakštų pjovimui (jei tai numatyta).
Nuolatinis srovės reguliavimas nuo minimumo iki maksimumo leidžia
užtikrinti aukštą pjovimo kokybę net ir kaitaliojant metalo rūšis bei storį.
Pjovimo cikclas yra aktyvuojamas pilotažinio lanko, kuris priklausomai
nuo modelio: gali būti uždegamas elektrodo antgaliu trumpo sujungimo
būdu arba aukšto dažnio iškrovos (HF) būdu.
PAGRINDINIAI YPATUMAI
- Degiklio įtampos, oro slėgio, degiklio trumpo sujungimo kontrolės
įtaisas (jei yra numatytas).
- Šiluminis saugiklis.
- Oro slėgio parodymai (jei yra numatytas).
SERIJINIAI PRIEDAI
- Degiklis pjovimui plazma.
- Antvamzdžių komplektas suspausto oro tiekimo prijungimui.
PASIRENKAMI PRIEDAI
- Atsarginių elektrodų- antgalių komplektas.
- Prailgintų elektrodų- antgalių komplektas (jei yra numatytas).
3. TECHNINIAI DUOMENYS
DUOMENŲ LENTELĖ
Pagrindiniai duomenys, susiję su pjovimo plazma sistemos naudojimu ir
-A/V-A/V: Parodo pjovimo srovės reguliavimo ribas (minimali -
9- Gamintojo serijinis numeris prietaiso identifikacijai (būtinas atliekant
techninį aptarnavimą, užsakant atsargines dalis, nustatant produkto
kilmę).
10- :Uždelsto veikimo lydžiųjų saugiklių dydis, numatytas linijos
apsaugai.
11-Simboliai, susiję su saugos normatyvais, kurių reikšmės pateikiamos
1 skyriuje “Bendri saugumo reikalavimai lankiniam suvirinimui”.
Pastaba: Aukščiau pateiktas duomenų lentelės pavyzdys yra skirtas tik
simbolių ir skaičių reikšmių paaiškinimui; tikslūs jūsų turimos pjovimo
plazma sistemos techninių duomenų dydžiai turi būti pateikti duomenų
lentelėje ant pačio prietaiso.
KITI TECHNINIAI DUOMENYS:
- SROVĖS ŠALTINIS : žiūrėti 1 lentelę (LENT.1)
- DEGIKLIS : žiūrėti 2 lentelę (LENT.2)
Prietaiso svoris yra nurodytas 1 lentelėje (LENT. 1).
4. PJOVIMO PLAZMA SISTEMOS APRAŠYMAS
Prietaisas susideda iš galios modulių, sukonstruotų ant specialių
spausdintinių schemų, kurios yra optimizuotos maksimalaus patikimumo
užtikrinimui ir nereikalauja ypatingos priežiūros.
1- Įėjimas į vienfazę maitinimo liniją, lygintuvų grupė ir išlyginimo
kondensatoriai.
2- Tranzistorinis perjungimo šuntas (IGBT); komutuoja išlygintą linijos
įtampą į kintamąją aukštų dažnių įtampą ir reguliuoja maitinimo
tiekimą pagal reikiamą pjovimo srovę/įtampą.
3- Aukštų dažnių transformatorius: pirminės apvijos yra maitinamos
konvertuota įtampa iš 2 bloko; jo funkcija yra pritaikyti įtampą ir srovę
pjovimo procesui būtiniems dydžiams ir tuo pat metu galvaniškai
izoliuoti pjovimo grandinę nuo maitinimo linijos.
4- Antrinis išlyginimo šuntas su induktyviniu išlyginimu: komutuoja
kintamąją srovę / įtampą, tiekiamą antrinių apvijų, į nuolatinę labai
žemo pulsavimo srovę / įtampą.
5- Valdymo ir reguliavimo elektroniniai įtaisai: kiekvienu momentu
kontroliuoja laikiną pjovimo srovės vertę ir ją palygina su operatoriaus
nustatytu dydžiu; moduliuoja reguliuojančiųjų IGBT įtaisų komandas.
Nulemia srovės dinamiką pjovimo proceso metu ir prižiūri apsaugines
sistemas.
VALDYMO ĮTAISAI, REGULIAVIMAS IR SUJUNGIMAS
Užpakalinis skydas (Pav. C)
1- Pagrindinis jungiklis
2- Maitinimo kabelis
3- Antvamzdis suspaustam orui (jo nėra Kompressor versijoje)
4- Slėgio reduktorius suspausto oro antvamzdžiui (jei yra numatytas).
Priekinis skydas (Pav. D1)
1- Pjovimo srovės reguliavimo rankenėlė.
2- Geltonas indikatorius nurodo bendrąjį gedimą:
1
ribos ±10%):
1 max
1eff
0
2 2
prietaisas pjovimo proceso metu.
gali tiekti atitinkamą srovę (tas pats stulpelis). Jis
išreiškiamas %, remiantis 10 minučių ciklu (pavyzdžiui, 60%
= 6 minutės darbo, 4 minučių pertrauka; ir taip toliau).
Tuo atveju, kai naudojimo koeficientai (duomenų lentelėje
nurodyti prie 40°C aplinkos) yra viršijami, suveiks šilumos
saugiklis (prietaisas lieka budinčiame režime iki tol, kol jo
temperatūra nepasieks leistinos ribos).
maksimali) prie atitinkamos lanko įtampos.
I (ON) Generatorius yra pasiruošęs darbui, degiklyje nėra įtampos.
Generatorius yra budinčiame režime.
O (OFF) Bet koks prietaiso darbas nutrauktas; pagalbiniai įtaisai yra
išjungti, signalinės lemputės nedega.
Prietaiso prijungimo jungtis prie suspausto oro linijos, kurios
minimalus 5 bar bei maksimalus 8 bar slėgis (LENT. 2).
Leidžia kaitalioti prietaiso tiekiamos pjovimo srovės intensyvumą jį
pritaikant prie atliekamo pjovimo proceso ypatumų (apdirbamos
medžiagos storio/pjovimo greičio). Dėl tinkamo prietaiso darbopertraukos ciklo nustatymo pagal pasirinktą srovės lygį žiūrėti
TECHNINIŲ DUOMENŲ lentelę.
- Kai įsijungia, parodo kurios nors galios grandinės dalies
perkaitimą, arba maitinimo įėjimo įtampos sutrikimą (per aukšta
arba per žema įtampa). Apsaugos įtaisas nuo per žemos arba per
aukštos linijos įtampos: blokuoja prietaisą: maitinimo įtampa
neatitinka leistinos paklaidos +/- 15% įrangos techninių duomenų
Pav. A
(Pav. B)
Page 86

atžvilgiu. DĖMESIO: Anksčiau paminėtas aukščiausios leistinos
- 86 -
įtampos viršijimas gali rimtai pakenkti įrenginiui.
- Šios fazės metu draudžiama dirbti su prietaisu.
- Darbo atsinaujinimas yra automatiškas (užgęsta geltonas
indikatorius), kai vienas iš aukščiau paminėtų gedimų yra
pašalinamas ir atitinkami dydžiai vėl pasiekia leistinas ribas.
3- Geltonas indikatorius parodo įtampą degiklyje.
- Jei dega, parodo, jog pjovimo grandinė yra aktyvi: Pilotažinis
Lankas arba Pjovimo Lankas "ON".
- Paprastai nedega (pjovimo grandinė neaktyvi) kai degiklio
jungiklis nėra paspaustas (budėjimo režimo sąlygomis).
- Nedega, kai yra paspaustas degiklio jungiklis prie tokių sąlygų:
- POST -ORAS fazės metu.
- Jei pilotinis lankas nėra perduodamas į apdirbamą gaminį per
maksimalų 2 sekundžių laiko tarpą.
Jei pjovimo lankas nutrūksta dėl per didelio atstumo tarp degiklio
ir apdirbamo gaminio, taip pat dėl pernelyg nusidėvėjusio
elektrodo arba dėl priverstinio degiklio patraukimo nuo
apdirbamo gaminio.
- Jei suveikė APSAUGOS įtaisų sistema.
4- Žalias indikatorius parodo, kad tinkle ir pagalbinėse maitinimo
grandinėse yra įtampa.
Yra tiekiamas maitinimas į valdymo ir pagalbines grandines.
5- Raudonas indikatorius parodo suspausto oro grandinę (jei yra
numatyta).
Kai dega, parodo elektros variklių apvijų perkaitimą ties oro
kompresoriaus sienele.
6- Manometras.
Leidžia nuskaityti oro slėgio vertes.
7- Degiklio antvamzdžio jungtis.
Degiklis su tiesioginiu arba centralizuotu prijungimu.
- Degiklio jungiklis yra vienintelis valdymo įtaisas, nuo kurio galima
kontroliuoti pjovimų operacijų pradžią ir sustabdymą.
- Atleidus šį jungiklį, ciklas yra automatiškai nutraukiamas bet
kurioje darbo proceso fazėje, išskyrus aušinimo oro išlaikymą
(post-oras fazė).
- Atsitiktinis įsijungimas: norint patvirtinti ciklo pradžią, jungiklis turi
būti spaudžiamas nepertraukiamai mažiausiai keletą sekundės
dalių.
- Elektros apsauga: draudžiama naudoti šį jungiklį, jei izoliuotas
antgalio laikiklis NĖRA įmontuotas į degiklio galvutę, arba yra
sumontuotas netaisyklingai.
8- Įžeminimo laido jungtis
Priekinis skydas (Pav. D2)
1- Pjovimo srovės reguliavimo rankenėlė.
Leidžia kaitalioti prietaiso tiekiamos pjovimo srovės intensyvumą jį
pritaikant prie atliekamo pjovimo proceso ypatumų (apdirbamos
medžiagos storio/pjovimo greičio). Dėl tinkamo prietaiso darbopertraukos ciklo nustatymo pagal pasirinktą srovės lygį žiūrėti
TECHNINIŲ DUOMENŲ lentelę.
2- Raudonas indikatorius nurodo bendrąjį gedimą:
- Kai įsijungia, parodo kurios nors galios grandinės dalies
perkaitimą, arba maitinimo įėjimo įtampos sutrikimą (per aukšta
arba per žema įtampa). Apsaugos įtaisas nuo per žemos arba per
aukštos linijos įtampos: blokuoja prietaisą: maitinimo įtampa
neatitinka leistinos paklaidos +/- 15% įrangos techninių duomenų
atžvilgiu. DĖMESIO: Anksčiau paminėtas aukščiausios leistinos
įtampos viršijimas gali rimtai pakenkti įrenginiui.
- Šios fazės metu prietaiso naudojimas yra neįmanomas.
- Darbo atsinaujinimas yra automatiškas (užgęsta raudonas
indikatorius), kai vienas iš aukščiau paminėtų gedimų yra
pašalinamas ir atitinkami dydžiai vėl pasiekia leistinas ribas.
3- Geltonas indikatorius parodo įtampą degiklyje.
- Jei dega, parodo, jog pjovimo grandinė yra aktyvi: Pilotažinis
Lankas arba Pjovimo Lankas "ON".
- Paprastai nedega (pjovimo grandinė neaktyvi) kai degiklio
jungiklis nėra paspaustas (budėjimo režimo sąlygomis).
- Nedega, kai yra paspaustas degiklio jungiklis prie tokių sąlygų:
- POST -ORAS fazės metu.
- Jei pilotinis lankas nėra perduodamas į apdirbamą gaminį per
maksimalų 2 sekundžių laiko tarpą.
Jei pjovimo lankas nutrūksta dėl per didelio atstumo tarp degiklio
ir apdirbamo gaminio, taip pat dėl pernelyg nusidėvėjusio
elektrodo arba dėl priverstinio degiklio patraukimo nuo
apdirbamo gaminio.
- Jei suveikė APSAUGOS įtaisų sistema.
4- Žalias indikatorius parodo, kad tinkle ir pagalbinėse maitinimo
grandinėse yra įtampa.
Yra tiekiamas maitinimas į valdymo ir pagalbines grandines.
5- Geltonas indikatorius parodo fazės trūkumą (jei yra
numatytas).
Degantis geltonas indikatorius parodo maitinimo fazės trūkumą,
darbas prietaisu nutraukiamas, jo atsinaujinimas yra automatiškas
praėjus 4 sekundėms nuo gedimo pašalinimo.
6- Suspausto oro tiekimo grandinės gedimo pranešimas (jei yra
numatytas).
GELTONAS indikatorius (Pav. D2-6) kartu su RAUDONU bendrų
gedimų indikatoriumi (Pav.D2-2 ).
Jei dega, parodo nepakankamą oro slėgį, reikalingą taisyklingam
degiklio veikimui. Šios fazės meti prietaiso veikimas yra
neįmanomas.
Kai slėgis sugrįžta į leidžiamas ribas, darbo atsinaujinimas yra
automatiškas (užgęsta indikatoriai).
7- Oro jungiklis (jei yra numatytas).
Paspaudus šį jungiklį, iš degiklio nustatytą laiko tarpą pastovia srove
išeina oras.
Paprastai naudojama:
- degiklio aušinimui
- manometro slėgio reguliavimo fazėje.
8- Manometras.
Leidžia nuskaityti oro slėgio vertes.
9- Degiklio antvamzdžio jungtis.
Degiklis su tiesioginiu arba centralizuotu prijungimu.
- Degiklio jungiklis yra vienintelis valdymo įtaisas, nuo kurio galima
kontroliuoti pjovimų operacijų pradžią ir sustabdymą.
- Atleidus šį jungiklį, ciklas yra automatiškai nutraukiamas bet
kurioje darbo proceso fazėje, išskyrus aušinimo oro išlaikymą
(post-oras fazė).
- Atsitiktinis įsijungimas: norint patvirtinti ciklo pradžią, jungiklis turi
būti spaudžiamas nepertraukiamai mažiausiai keletą sekundės
dalių.
- Elektros apsauga: draudžiama naudoti šį jungiklį, jei izoliuotas
antgalio laikiklis NĖRA įmontuotas į degiklio galvutę, arba yra
sumontuotas netaisyklingai.
10- Įžeminimo laido jungtis
5. INSTALIAVIMAS
---------------------------------------------------------------------------------------------
DĖMESIO! ATLIKTI VISAS INSTALIAVIMO IR ELEKTRINIŲ
SUJUNGIMŲ OPERACIJAS TIK KAI PJOVIMO PLAZMA SISTEMA
YRA IŠJUNGTA IR ATJUNGTA NUO MAITINIMO TINKLO.
VISUS ELEKTRINIUS SUJUNGIMUS TURI ATLIKTI TIK PATYRĘS AR
KVALIFIKUOTAS PERSONALAS.
---------------------------------------------------------------------------------------------
PARUOŠIMAS
Išpakuoti prietaisą, sumontuoti atskiras dalis, esančias pakuotėje.
Atgalinio kabelio- įžeminimo gnybto surinkimas (Pav. E)
PRIETAISO PAKĖLIMO BŪDAS
Visi prietaisai, aprašyti šiame vadove, turi būti pakeliami naudojantis
rankena arba gamintojo tiekiamais specialiais diržais, jei tai numatyta
atitinkame modelyje (sumontuotais kaip parodyta PAV. F).
PRIETAISO PASTATYMAS
Prietaiso instaliavimui parinkti aplinką, kurioje nebūtų kliūčių aušinimo
sistemos oro išėjimo ir įėjimo vietose; taip pat įsitikinti, kad tuo pačiu metu
nebūtų įsiurbiamos konduktyvinės dulkės, koroziniai garai, drėgmė, ir t. t.
Išlaikyti aplink prietaisą bent 250mm laisvos vietos.
---------------------------------------------------------------------------------------------
DĖMESIO! Pastatyti prietaisą ant lygaus paviršiaus, galinčio
išlaikyti atitinkamą svorį. Taip bus išvengta jo apvirtimo ir
pavojingo judėjimo.
---------------------------------------------------------------------------------------------
PRIJUNGIMAS PRIE TINKLO
- Prieš vykdant bet kokius elektros sujungimus, būtina patikrinti, ar
srovės šaltinio duomenų lentelės dydžiai atitinka instaliacijos vietoje
disponuojamą įtampą ir tinklo dažnį.
- Srovės šaltinis turi būti prijungiamas tik prie maitinimo sistemos su
neutraliu laidininku, sujungtu su žeme.
- Norint užtikrinti apsaugą nuo netiesioginių kontaktų, naudoti
diferencijuotus tokių rūšių perjungiklius:
- A tipo( ) vienfaziuose prietaisuose;
- B tipo ( ) trifaziuose prietaisuose.
- Tam, kad būtų patenkinti Normatyvos EN 61000-3-11 (Flicker) keliami
reikalavimai, patariamas srovės šaltinio prijungimas maitinimo tinklo
sandūros taškuose, kuriuose tariamoji varža yra mažesnė, žiūrėti 1
lentelę (LENT.1).
Kištukas ir lizdas
- Vienfaziai modeliai, kuriuose absorbuojama srovė yra žemesnė ar lygi
16°, yra tiekiami su maitinimo kabeliu bei normalizuotu kištuku (2
poliai + žemė) 16A \250V.
- Vienfaziai modeliai, kuriuose absorbuojama srovė yra aukštesnė ar
lygi 16A ir trifaziai modeliai yra tiekiami su maitinimo kabeliu, kuris turi
būti sujungiamas su atitinkamos galios normalizuotu kištuku (2 poliai
+ žemė) vienfaziams modeliams ir (3 poliai + žemė) trifaziams
modeliams. Paruošti maitinimo tinklo lizdą su lydžiaisiais saugikliais
arba automatiniu pertraukikliu; specialus įžeminimo terminalas turi
būti sujungtas su maitinimo linijos įžeminimo laidininku (geltonas žalias).
- 1 lentelėje (LENT.1) pateikiami rekomenduotini uždelsto veikimo
lydžiųjų linijos saugiklių dydžiai amperais, parinkti remiantis nominalia
maksimalia prietaiso tiekiama srove bei maitinimo tinklo nominalia
įtampa.
---------------------------------------------------------------------------------------------
DĖMESIO! Aukščiau išdėstytų taisyklių nesilaikymas
sumažina gamintojo numatytos apsaugos sistemos (I klasė )
efektyvumą ir gali sukelti pavojų asmenims (pavyzdžiui, elektros
smūgio) ir materialinėms gėrybėms (pavyzdžiui, gaisro).
---------------------------------------------------------------------------------------------
PJOVIMO GRANDINĖS SUJUNGIMAI
---------------------------------------------------------------------------------------------
DĖMESIO! PRIEŠ VYKDYMAMI ŠIUOS SUJUNGIMUS,
ĮSITIKINKITE, KAD SROVĖS TIEKIMO ŠALTINIS YRA IŠJUNGTAS
IR ATJUNGTAS NUO MAITINIMO TINKLO.
1 lentelėje (LENT. 1) pateikiami rekomenduotini atgalinio kabelio
mat menys (mm2) priklausoma i nuo prietaiso tiekiamo s
maksimalios srovės.
---------------------------------------------------------------------------------------------
Page 87

Suspausto oro tiekimo prijungimas (PAV. G).
- 87 -
- Modeliuose, kuriuose numatytas suspausto oro naudojimas, paruošti
suspausto oro paskirstymo liniją, jos minimalus slėgis ir oro fliusas yra
nurodyti 2 lentelėje (LENT. 2).
SVARBU!
Niekada neviršyti maksimalaus 8 bar įėjimo slėgio. Oras, kuriame yra
didelis kiekis drėgmės arba alyvos, gali sąlygoti greitesnį detalių
nusidėvėjimą arba pažeisti degiklį. Jei iškyla abejonių dėl turimo
suspausto oro kokybės, patariama naudoti oro džiovintuvą, kuris turi būti
instaliuojamas ties įėjimo filtro anga. Suspausto oro linija prie prietaiso
prijungiama naudojant laksčius vamzdžius bei vieną iš pakuotėje
tiekiamų antvamzdžių, kuris montuojamas ant oro įėjimo filtro, esančio
prietaiso užpakalinėje dalyje.
Pjovimo srovės atgalinio kabelio sujungimas.
Pjovimo srovės atgalinį kabelį prijungti prie pjaunamo gaminio arba
metalinio darbastalio, ant kurio padėtas gaminys, laikantis šių saugumo
nurodymų:
- Patikrinti, ar atsirado geras elektros kontaktas, ypač jei reikia pjauti
lakštus su izoliuotu, oksiduotu ir t.t. paviršiumi.
- Atlikti įžeminimo prijungimą kaip galima arčiau prie pjovimo zonos.
- Metalinių struktūrų naudojimas, kurios nėra apdirbamo gaminio dalis,
kaip pjovimo srovės atgalinis laidininkas, gali būti pavojingas bei
sąlygoti nepatenkinamus pjovimo rezultatus.
- Neatlikinėti įžeminimo jungimo toje gaminio dalyje, kurios nereikia
apdirbti.
Pjovimo plazma degiklio sujungimas (PAV. H) (kur numatytas).
Įvesti degiklio smaiginį terminalą į centralizuotą jungtį, esančią ant
prietaiso priekinio skydo, polių pagrindai turi idealiai susiliesti. Gerai
priveržti laikrodžio rodyklės kryptimi blokuojantį metalinį žiedą, tokiu
būdu bus užtikrintas oro ir srovės praėjimas be nutekėjimo į išorę.
Kai kuriuose modeliuose degiklis yra tiekiamas jau prijungtas prie srovės
tiekimo šaltinio.
SVARBU!
Prieš pradedant pjovimo operacijas, patikrinti, ar taisyklingai
sumontuotos visos detalės, gerai apžiūrėti degiklio galvutę kaip parodyta
skyriuje "DEGIKLIO TECHNINĖ PRIEŽIŪRA".
6. PJOVIMAS PLAZMA: PROCESO APRAŠYMAS
Plazmos lankas ir jo pritaikymo principai pjovime plazma.
Plazma yra labai aukštoje temperatūroje sušildytos dujos, jos yra
jonizuojamos taip, kad tampa elektriniu laidininku. Tokiame pjovimo
procese plazma naudojama elektros lanko perdavimui į metalinį gaminį,
kuris išsilydo nuo karščio ir atsiskiria. Degiklis naudoja suspaustą orą,
tiekiamą iš tos pačios maitinimo linijos tiek plazmos dujoms, tiek
aušinimo ir apsauginėms dujoms.
HF uždegimas
Šios rūšies uždegimas dažniausiai yra naudojamas modeliuose,
kuriuose srovė viršija 50A.
Ciklo pradžią nulemia aukštų dažnių/aukštos įtampos ("HF") lankas,
kuris sąlygoja pilotažinio lanko atsiradimą tarp elektrodo (poliškumas -) ir
degiklio antgalio (poliškumas +). Priartinant degiklį prie norimos pjauti
detalės, prijungtos prie srovės šaltinio poliaus (+), pilotažinis lankas yra
perduodamas sukeliant plazminį lanką tarp elektrodo (-) ir pačios detalės
(pjovimo lankas). Vos tik sukuriamas plazminis lankas tarp elektrodo ir
pjaunamo gaminio, pilotažinis lankas ir HF tampa nereikalingi.
Pilotažinio lanko išlaikymo trukmė yra nustatyta gamintojo, ji yra 2 s;
jeigu perdavimas nėra įvykdomas per šį laiko tarpą, ciklas yra
automatiškai blokuojamas, išlaikomas tik oro tiekimas aušinimui.
Norint vėl pradėti ciklą, reikia atleisti degiklio jungiklį ir vėl jį paspausti.
Uždegimas trumpuoju sujungimu
Šios rūšies uždegimas dažniausiai yra naudojamas modeliuose,
kuriuose srovė neviršija 50A.
Ciklo pradžią nulemia elektrodo judėjimas degiklio antgalio viduje, kuris
leidžia susidaryti pilotažiniam lankui tarp elektrodo (poliškumas -) ir
paties antgalio (poliškumas +).
Priartinant degiklį prie norimos pjauti detalės, prijungtos prie srovės
šaltinio poliaus (+), pilotažinis lankas yra perduodamas sukeliant
plazminį lanką tarp elektrodo (-) ir pačios detalės (pjovimo lankas).
Vos tik sukuriamas plazminis lankas tarp elektrodo ir pjaunamo gaminio,
pilotažinis lankas tampa nereikalingas.
Pilotažinio lanko išlaikymo trukmė yra nustatyta gamintojo, ji yra 2s; jeigu
perdavimas nėra įvykdomas per šį laiko tarpą, ciklas yra automatiškai
blokuojamas, išlaikomas tik oro tiekimas aušinimui.
Norint vėl pradėti ciklą, reikia atleisti degiklio jungiklį ir vėl jį paspausti.
Paruošiamieji darbai.
Prieš pradedant pjovimo darbus, patikrinti, ar susidėvinčios dalys yra
sumontuotos taisyklingai, būtina apžiūrėti degiklio galvutę kaip nurodyta
skyriuje " DEGIKLIO TECHNINĖ PRIEŽIŪRA ".
- Įjungti srovės šaltinį ir nustatyti pjovimo srovę (PAV. C-1) pagal norimo
pjauti metalinio gaminio medžiagos storį ir rūšį. 3 lentelėje yra
nurodytas pjovimo greitis pagal aliuminio, geležies ir plieno medžiagų
storius.
- Paspausti ir ateisti degiklio mygtuką leidžiant pasklisti orui (³30
sekundžių post-oras).
- Šios fazės metu reguliuoti oro slėgį iki tol, kol manometre bus
nuskaitomas dydis “barais”, reikalingas pagal naudojamą degiklį
(LENT. 2).
- Paspausti oro mygtuką ir leisti išeiti orui iš degiklio.
- Reguliuoti rankenėlės pagalba: patraukti į viršų atblokuojant ir sukti
nustatant DEGIKLIO TECHNINIUOSE DUOMENYSE nurodytą dydį.
- Manometru nuskaityti norimą dydį (barais); pastumti rankenėlę
užblokuojant reguliavimą.
- Leisti išeiti spontaniškam oro fliusui, tokiu būdu bus lengviau
pašalinama galima kondensacija, susikaupusi degiklyje.
Svarbu:
- Kontaktinis pjovimas (degiklio antgalis kontaktuoja su pjaunama
detale): yra taikomas prie maksimalios 40-50° srovės (aukštesnės
srovės vertės iš karto suniokoja antgalį-elektrodą-antgalio laikiklį).
- Pjovimas atstumu (su degiklyje sumontuotu nuotolio žymekliu PAV. I):
yra taikomas prie aukštesnės nei 35A srovės;
- Elektrodas ir prailgintas antgalis: yra taikomas, jei yra numatytas.
Pjovimo operacijos (PAV. L).
- Priartinti degiklio antgalį prie detalės krašto (apytiksliai 2 mm),
paspausti degiklio mygtuką; po apytiksliai 1 sekundės (prieš oro fazę)
susidaro pilotažinis lankas.
- Jeigu atstumas yra tinkamas, pilotažinis lankas iš karto persiduoda į
apdirbamą gaminį, taip susidaro pjovimo lankas.
- Stumti degiklį apdirbamo gaminio paviršiumi formuojant išilgą liniją,
pastoviu greičiu.
- Pasirinkti pjovimo greitį pagal medžiagos storį ir nustatytą srovę,
užtikinant, kad lankas, išeinantis iš apatinio gaminio paviršiaus įgautų
5-10° pasvyrimą plokštumos atžvilgiu priešinga nei darbo eigos
kryptimi.
- Pernelyg didelis atstumas nuo degiklio iki gaminio arba medžiagos
trūkumas (pjovimo pabaigoje) sukelia staigų lanko nutraukimą.
- Lankas ( pjovimo arba pilotažinis) visada išnyksta ir atleidus degiklio
mygtuką.
Gręžimas (PAV. M)
Norint atlikti šią operaciją arba pradėti darbą nuo gaminio centro, uždegti
lanką palenktu degikliu ir progresyviu judesiu pervesti į vertikalią padėtį.
- Šios procedūros metu išvengiama lanko poslinkių bėi išlydytų
dalelyčių, kurios suniokoja antgalio angą bei trukdo jos funkcijoms.
- Gaminiai, kurių storis yra iki 25% maksimalaus numatyto storio, gali
būti gręžiami tiesiogiai.
7. TECHNINĖ PRIEŽIŪRA
---------------------------------------------------------------------------------------------
DĖMESIO! PRIEŠ VYKDANT BET KOKIAS TECHNINĖS
PRIEŽIŪROS OPERACIJAS, ĮSITIKINTI, AR PJOVIMO PLAZMA
SISTEMA YRA IŠJUNGTA IR ATJUNGTA NUO MAITINIMO TINKLO.
---------------------------------------------------------------------------------------------
EILINĖ PRIEŽIŪRA
EILINĖS PRIEŽIŪROS OPERACIJAS GALI ATLIKTI OPERATORIUS.
DEGIKLIS (PAV. N)
Periodiškai, atsižvelgiant į naudojimo dažnį arba įvertinant pjovimo
darbų metu pastebimus defektus, patikrinti su plazminiu lanku susijusių
degiklio dalių susidėvėjimo stovį.
1- Nuotolio žymeklis.
Pakeisti, jei jis deformuotas arba padengtas nuolaužomis ir to
pasekoje neįmanomas taisyklingas degiklio padėties išlaikymas
(atstumo bei statmens).
2- Antgalio laikiklis.
Išsukti rankiniu būdu iš degiklio galvutės. Kruopščiai nuvalyti arba
pakeisti nauju, jei jis pažeistas (sudegintas, deformuotas arba
sutrūkinėjęs). Patikrinti viršutinės metalinės dalies vientisumą
(degiklio apsaugos įtaisas).
3- Antgalis.
Patikrinti plazminio lanko praėjimo angos bei išorinių ir vidinių paviršių
stovį. Jei ši anga yra išplatėjusi palyginus su pradiniu skersmeniu arba
deformuota, pakeisti antgalį nauju. Jei paviršiai yra ypatingai
susioksidavę, juos būtina nušveisti plonu abrazyviniu popieriumi.
4- Oro paskirstymo žiedas.
Patikrinti, ar nėra apdegimų arba įskilimų ir ar nėra užblokuotos oro
cirkuliavimo angos. Jei ši detalė yra pažeista, būtina nedelsiant ją
pakeisti nauja.
5- Elektrodas.
Pakeisti elektrodą nauju, kai paviršiuje susiformavusio kraterio gylis
yra apytiksliai 1,5 mm (PAV. O).
6- Degiklio pagrindas, rankena ir laidas.
Paprastai šioms dalims nėra reikalinga ypatinga priežiūra, išskyrus
periodišką patikrinimą ir kruopštų valymą, kuris turi būti atliekamas
nenaudojant bet kokios rūšies tirpiklių. Jei pažeidžiamos izoliuotos
dalys ir pastebimas jų lūžis, įskilimas, ar apdegimas, bei elektros laidų
atplaišos, degiklis nebegali būti naudojamas iki tol, kol nebus
patenkintos normalios, saugą garantuojančios sąlygos.
tokiu atveju remontas (neeilinė techninė priežiūra) negali būti
atliekamas darbo vietoje, bet turi būti patikimas įgaliotam techninio
aptarnavimo centrui, kuris po remonto darbų atliks ir prietaiso
išbandymą. norint išlaikyti gerą degiklio ir kabelio stovį, būtina laikytis
tokių nurodymų:
- stengtis, kad degiklis ir kabelis nekontaktuotų su karštomis ar
įkaitusiomis dalimis.
- netraukti kabelio panaudojant jėgą.
- neleisti, kad kabelis eitų pro aštrius, pjaunančius kampus arba per
abrazyvinius paviršius.
- jei kabelis yra per ilgas, nei reikalinga, jį suvynioti taisyklingomis
vijomis.
- neužvažiuoti ant kabelio jokiomis transporto priemonėmis ir jo
nemindyti.
DĖMESIO.
- Prieš atliekant bet kokius degiklio remonto ar priežiūros darbus, būtina
palaukti kol jis atvės bent visą "post-oras" fazės trukmę.
- Išskyrus ypatingus atvejus, patariama kartu pakeisti tiek elektrodą, tiek
antgalį.
- Laikytis degiklio daliu montavimo tvarkos (atvirkštine tvarka
išmontavimo atžvilgiu).
- Atkreipti demesi i tai, kad paskirstymo žiedas turetu buti sumontuotas
taisyklinga kryptimi.
- Vėl sumontuoti antgalio laikiklį prisukant rankiniu būdu iki pat galo ir
lengvai spaudžiant.
- Jokiais atvejais nemontuoti antgalio laikiklio prieš tai nesumontavus
elektrodo, paskirstymo žiedo ir antgalio.
- Vengti laikyti veltui ijungta pilotažini lanka ore, tokiu budu elektrodas,
difuzorius ir antgalis mažiau susideves.
Page 88

- Neveržti elektrodo pernelyg stipriai, priešingu atveju rizikuojama - Pernelyg didelis greitis, išlydytų dalelyčių sugrįžimas ant degiklio
- 88 -
pažeisti degikli. dalių.
- Punktualus ir taisyklingas degiklio susidevinciu daliu patikrinimas yra
labai svarbus visos pjovimo sistemos saugumui ir nepriekaištingam
veikimui.
- Jei pažeidžiamos izoliuotos dalys ir pastebimas jų lūžis, įskilimas, ar
apdegimas, bei elektros laidų atplaišos, degiklis nebegali būti
naudojamas iki tol, kol nėra vėl garantuojamos normalios saugą
užtikrinančios sąlygos. Tokiu atveju remontas (specialioji techninė
priežiūra) negali būti atliekamas darbo vietoje, bet turi būti patikimas
įgaliotam techninio aptarnavimo centrui, kuris po remonto darbų atliks
ir prietaiso išbandymą.
Suspausto oro filtras
- Filtras yra aprūpintas automatiška kondensacijos iškrova, ji suveikia
kiekvieną kartą, kai prietaisas yra atjungiamas nuo suspausto oro
linijos.
- Periodiškai tikrinti filtrą; jei stiklinėje pastebimas vanduo, galima atlikti
rankinį jo nuleidimą pastumiant į viršų nuleidimo atšaką.
- Jei filtras yra ypatingai nešvarus, būtina jį pakeisti, tokiu būdu bus
išvengiama nereikalingos pernelyg didelės apkrovos.
SPECIALIOJI PRIEŽIŪRA
SPECIALIOSIOS PRIEŽIŪROS DARBUS TURI ATLIKTI TIK
PATYRĘS IR KVALIFIKUOTAS PERSONALAS, DIRBANTIS
ELEKTROMECHANIKOS SRITYJE.
---------------------------------------------------------------------------------------------
DĖMESIO! PRIEŠ NUIMANT PRIETAISO ŠONINIUS SKYDUS IR
ATLIEKANT BET KOKIUS DARBUS PRIETAISO VIDINĖJE DALYJE,
ĮSITIKINTI, AR ĮRANGA YRA IŠJUNGTA IR ATJUNGTA NUO
MAITINIMO TINKLO.
Bet kokie patikrinimai prietaiso viduje, atliekami neatjungus
įtampos, dėl tiesioginio kontakto su detalėmis, kuriomis teka srovė,
gali sukelti stiprų elektors smūgį
---------------------------------------------------------------------------------------------
- Reguliariai (periodiškumas priklauso nuo naudojimo dažnio ir nuo
dulkių kiekio aplinkoje) tikrinti prietaiso vidų ir pašalinti dulkes,
susikaupusias ant transformatoriaus, lygintuvo, induktoriaus, varžų
suspausto sauso oro srove (maks. 10 bar).
- Vengti suspausto oro srovės nukreipimo į elektronines schemas; jos
turi būti valomos labai minkštu šepetėliu ar naudojant specialius
tirpiklius.
- Esant galimybei, patikrinti, ar elektriniai sujungimai yra gerai priveržti,
ir ar nepažeista laidų izoliacija.
- Patikrinti suspausto oro cirkuliacijos vamzdžių ir antvamzdžių
vientisumą ir stovį.
- Minėtų operacijų pabaigoje vėl sumontuoti prietaiso šoninius skydus
gerai prisukant blokuojančius varžtus.
- Absoliučiai vengti pjovimo darbų atlikimo prie atidaryto prietaiso.
8. GEDIMŲ PAIEŠKA
NEPATENKINAMO PRIETAISO DARBO ATVEJU, PRIEŠ ATLIEKANT
SIST EMINĮ PATIKRINIMĄ AR PRIEŠ KREIPIANTIS Į JŪSŲ
TECHNINIO APTARNAVIMO CENTRĄ, PATIKRINTI AR:
- Nedega geltonas indikatorius, nurodantis šiluminio saugiklio
įsijungimą dėl pernelyg aukštos ar pernelyg žemos įtampos arba
trumpo sujungimo.
- Įsittikinti, kad buvo laikomasi nominalaus apkrovimo ciklo; šiluminio
saugiklio įsijungimo atveju, palaukti natūralaus įrenginio atvėsimo,
patikrinti ventiliatoriaus veikimą.
- Patikrinti linijos įtampą: jeigu jos vertė yra pernelyg žema arba
pernelyg aukšta, prietaisas lieka užblokuotas.
- Patikrinti, ar nėra trumpo sujungimo prietaiso išėjimo angoje: priešingu
atveju, pašalinti gedimą.
- Pjovimo grandinės sujungimai yra taisyklingi, ypač, ar įžeminimo laido
gnybtas tikrai sujungtas su apdirbamu gaminiu ir be izoliuojančių
medžiagų įsikišimo (pavyzdžiui, dažų).
DAŽNIAUSIAI PASITAIKANTYS PJOVIMO DEFEKTAI
Pjovimo operacijų metu gali pasitaikyti atlikimo netikslumų, kurie
paprastai nėra priskiriami prietaiso veikimo gedimams, bet kitiems
operatyviniams aspektams, tokiems kaip:
a-Nepakankamas įsiskverbimas arba pernelyg didelis nuolaužų
susiformavimas:
- Pernelyg didelis pjovimo greitis.
- Degiklis per daug palinkęs.
- Pernelyg didelis apdirbamo gaminio storis arba pjovimo srovė
pernelyg žema.
- Netinkamas suspausto oro slėgis ar tiekimas.
- Elektrodas ir degiklio antgalis susidėvėję.
- Netinkamas antgalio laikiklio smaigalys.
b-Pjovimo lankas nėra perduodamas:
- Susidėvėjęs elektrodas.
- Netinkamas atgalinio kabelio gnybto kontaktas.
c- Pjovimo lanko nutraukimas:
- Pernelyg mažas pjovimo greitis.
- Pernelyg didelis atstumas tarp degiklio ir apdirbamo gaminio.
- Susidėvėjęs elektrodas.
- Apsauginio įtaiso įsijungimas.
d-Pasviręs pjovimas (nestatmenas):
- Netaisyklinga degiklio padėtis.
- Nesimetriškas antgalio angos susidėvėjimas ir/arba netinkamas
degiklio dalių sumontavimas.
- Nepakankamas oro slėgis.
e-Pernelyg susidėvėjęs antgalis ir elektrodas:
- Pernelyg žemas oro slėgis.
- Užterštas oras (drėgmė-alyva).
- Pažeistas antgalio laikiklis.
- Pernelyg aukštas pilotažinio lanko susidarymas ore.
_______________(EE)______________
KASUTUSJUHEND
TÄHELEPANU! ENNE PLASMALÕIKURI KASUTAMIST LUGEGE
KASUTUSJUHISED HOOLIKALT LÄBI!
PROFESSIONAALSEKS JA TÖÖSTUSLIKUKS KASUTAMISEKS
ETTENÄHTUD PLASMALÕIKUR
1. ÜLDINE OHUTUS PLASMALÕIKURI KASUTAMISEL
Seadme kasutaja peab olema piisavalt teadlik plasmalõikuri
ohutust kasutamisest ning informeeritud kaarkeevituse ja sarnaste
tehnikatega kaasnevatest riskidest, nendega seonduvatest
kaitsejuhistest ja hädaabi protseduuridest
(Vaata ka „IEC või CLC/TS 62081 TEHNILISED TINGIMUSED“ :
KAA R K EE V IT U S -JA MU U DE SA R NA S T E SE A DME T E
PAIGALDAMINE JA KASUTAMINE).
- Vältige otsest kokkupuudet vooluringiga; plasmalõikuri
generaatori poolt toodetud tühijooksupinge võib teatud juhtudel
ohtlik olla.
- Keevituskaablite ühendust, kontrolli ja parandust teostades
peab plasmalõikur olema välja lülitatud ja vooluvõrgust välja
võetud.
- Enne põleti kulutarvikute vahetamist lülitage seade välja nii
pealülitist kui võtke see vooluvõrgust välja.
- Elektriühendused tuleb teostada ohutust puudutavate normide
ja seaduste kohaselt.
- Plasmalõikuri tohib ühendada ainult sellisesse toitesüsteemi,
mis on varustatud maandusega ühendatud nulljuhiga.
- Kontrollige, et kasutatav pistik oleks korrektselt maandatud.
- Ärge kasutage plasmalõikurit niisketes või märgades ruumides
või vihma käes.
- Ärg e k as ut ag e k at ki se is ol at si oo ni ga või la htiläinud
ühendustega juhtmeid.
- Ärge lõigake paake, mahuteid või torusid, milles on või on olnud
tuleohtlikud vedelikud või gaasid.
- Vältige kloori sisaldavate kemikaalidega puhastatud detailide
lõikamist või nende kemikaalide läheduses töötamist.
- Ärge lõigake surve all olevaid mahuteid.
- Eemaldage tööpiirkonnast kõik tuleohtlikud materjalid (nt. puit,
paber, puhastuslapid jne.)
- Tagage piisav ventilatsioon või kasutage plasmalõikusel tekkiva
suitsu ärajuhtimiseks sobilikke vahendeid; ülimalt tähtis on
kontrollida kavakindlalt plasmalõikusel eralduva suitsu koostist,
kontsentratsiooni ja suitsu keskkonnas oleku kestust, et
määrata kindlaks maksimaalne aeg, mille kestel kasutaja suitsu
keskkonnas viibida tohib.
- Plasmalõikuri elektroodi düüs, keevitatav detail ja kõik
,*
võimalikud läheduses olevad maandatud (ja ligipääsetavad)
metallesemed peavad olema sobilikul moel isoleeritud.
Enamasti piisab sellest, kui töötaja kannab vastavaid kindaid,
jalatseid, peakatet ja rõivaid ning kasutab seisuplatvormi või
isoleerimismatti.
- Kaitske töötades silmi, kasutades selleks keevitusmaski või
kiivri külge kinnitatud spetsiaalset keevitusklaasi.
Kasutage tulekindlat kaitseriietust, et kaitsta nahka keevitamisel
eralduva ultraviolett- ja infrapunakiirguse kahjuliku mõju eest;
kaitsta tuleb ka teisi keevitustööde sooritamise läheduses
viibivaid is ikuid, kasutades selleks mittep eegeldavast
materjalist kaitseekraanide või-katetega.
- Müra: Kui eriti tiheda töögraafiku tõttu ületab või võrdub töötaja
päevane konstateeritud mürakoormus (LEPd) 85db (A), on
kohustuslik kasutada kohaseid isikukaitsevahendeid.
)
- Plasmalõikusel tekkivad magnetväljad võivad häirida elektri- ja
elektroonikaseadmete tööd.
Me dits iini liste elek tri- ja el ektr oon ikase adme te (n t.
südamestimulaatorid, hingamisaparaadid jne.) kandjad peavad
en ne p las mal õik use teo sta mis e k oht ade s vi ibi mis t
konsulteerima arstiga.
Meditsiiniliste elektri-ja elektroonikaseadmete kandjatel
soovitatakse plasmalõikurit mitte kasutada.
Page 89

- Käesolev plasmalõikur vastab tööstuses ja professionaalsel
- 89 -
e e mä rg il k as ut at av at e se ad me te koh ta k äi va te
tehnikastandardite nõuetele.
Seadme elektromagnetiline ühilduvus kodustes tingimustes ei
ole tagatud.
TÄIENDAVAD HOIATUSED
KUI PLASMALÕIKUS TOIMUB:
- Suurenenud elektrilöögiohuga keskkonnas ;
- Väikestes ruumides;
- Tule-ja plahvatusohtlike materjalide läheduses;
TULEB enne töö alustamist lasta "Vastava ala spetsialistil"
töökoht üle vaadata ja teostada seda ainult tingimusel, et töö
juures viibivad hädaohu korral õigesti tegutseda oskavad
isikud.
TULEB kasutada tehnilisi kaitsevahendeid, mida on
kirjeldatud „ IEC või CLC/TS Tehnilised tingimused 62081”
artiklites 5.10; A.7 ja A.9.
- TULEB keelata lõikuse teostamine juhul, kui toiteallikat hoiab
üleval seadmega töötaja (näiteks rihmade abil).
- TULEB keelata lõikuse teostamine, kui töötajal puudub
kontakt maaga, välja arvatud juhul, kui kasutatakse
kaitseplatvormi.
- TÄHELEPANU! PLASMALÕIKUSE TURVANÕUDED
T o o t j a p o ol t e t t e nä h t ud t u r v a s ü s t e e m id e
(blokeerumissüsteem) efektiivsus on tagatud ainult juhul, kui
kasutatakse sellist põleti ja sellega ühendatud toiteallika
kombinatsioo ni , nagu on ette nä ht ud TE HN ILISTES
ANDMETES.
- ÄRGE KASUTAGE ettenähtust erinevat tüüpi põleteid ja põleti
kulutarvikuid.
- ÄRGE PÜÜDKE LIITA TOITEALLIKAGA põleteid, mis on ette
nähtud käesolevas juhendis mitte mainitud lõike-või
KEEVITUSTÖÖDEKS.
- KÄESOLEVATE REEGLITE EIRAMINE võib seada TÕSISESSE
ohtu seadme kasutaja turvalisuse ja ka seadet kahjustada.
TEISED VÕIMALIKUD OHUD
- ÜMBERMINEK: pange plasmalõikuri toiteallikas horisontaalsele
ja selle kaalu kannatavale pinnale; vastasel juhul (kui seadme all
olev pind on kaldus või konarlik), võib see ümber minna.
- EBAÕIGE KASUTAMINE: plasmalõikuri kasutamine mistahes
muul kui juhendis ettenähtud eesmärgil on ohtlik.
2. SISSEJUHATUS JA ÜLDINE KIRJELDUS
Generaatorite juures on kaustatud kõige uuemat, IGBT-transistoritel
põhineval Inverter-tehnoloogiat ning need on ette nähtud mistahes
metallist harilike plaatide, metallvõrgu ja perforeeritud plaatide
lõikamiseks (kui see on ette nähtud).
Voolutugevuse sujuv reguleerimine miinimumist maksimumini
võimaldab saavutada kõrge lõikekvaliteedi ka siis, kui materjali paksusk
ja liik töö käigus vahelduvad.
Lõiketsüklit alustab abikaar, mis vastavalt mudelile: süüdatakse
lühiühendusega elektroodi düüsil või kõrgsagedusliku (HF) laenguga.
ISELOOMUSTUS
- Süsteem elektroodi pinge, õhurõhu ja põletil tekitatava lühise
(olemasolu korral) kontrollimiseks.
- Termokaitse.
- Õhurõhu näidu kuvamine (selle olemasolu korral).
STANDARDVARUSTUS
- Põleti plasmalõikuse teostamiseks.
- Suruõhusüsteemi ühendamiskomplekt.
LISAVARUSTUS
- Varuelektroodide ja –düüside komplekt.
- Pikkade elektroodide ja düüside komplekt (kui nende kasutamine on
ette nähtud).
3. TEHNILISED ANDMED
ANDMEPLAAT
Peamised andmed plasmalõikuri kasutamise ja omaduste kohta on ära
toodud seadme andmeplaadil; andmete tähendused on järgnevad:
Joon. A
1- EUROOPA normatiiv, mida kohaldatakse kaarkeevitusseadmete ja
plasmalõikurite ohutuse ja tootmise kohta.
2- Seadme sisestruktuuri sümbol.
3- Plasmalõikuse protsessi sümbol.
4- Sümbol S: näitab, et seadet saab kasutada kohtades, kus on
suurenenud elektrilöögi saamise oht (nt. suurte metallikoguste
vahetus läheduses).
5- Toiteliini sümbol:
1~: ühefaasiline vahelduvpinge
3~: kolmefaasiline vahelduvpinge
6- Korpuse kaitseaste.
7- Toiteliini omadused:
-U : Vahelduvpinge ja seadme toitesagedus (lubatud kõikumine
1
±10%):
-I :Maksimaalne voolutarve.
1 max
-I :Tegelik toitevool
1eff
8- Plasmalõikuri vooluahela jõudlus:
-U :maksimaalne tühijooksupinge (vooluring avatud).
0
-I /U : Vastav normaliseeritud voolutugevus ja pinge, mida seade
2 2
lõikamise jooksul edastada võib.
-X : Impulsisagedus: näitab aega, mille jooksul seade vastavat
voolu edastada võib (sama tulp).Väljendatakse %-des,
võttes aluseks 10-minutise tsükli (nt. 60% = 6 minutit tööd, 4
Juhul kui kasutustingimused (tootja seadistused kehtivad
-A/V-A/V: Näitab lõikevoolu reguleerimisskaalat (minimaalne -
9- Seadme identifitseerimisnumber (seda peab teadma tehnoabi
10- : Liini kaitseks vajalike, viittoimega kaitsmete väärtus.
11- Ohutusnorme puudutavad sümbolid, mille tähendus on ära toodud
NB: Äratoodud märgisplaat illustreerib sümbolite ja väärtuste tähendusi;
iga konkreetse plasmalõikuri täpsed tehnilised andmed on ära toodud
seadmel oleval andmeplaadil.
MUUD TEHNILISED ANDMED
- TOITEALLIKAS: vt. tabel 1 (TAB.1)
- PÕLETI : vt. tabel 2 (TAB.2)
Seadme kaal on ära toodud tabelis 1 (TAB. 1).
4. PLASMALÕIKURI KIRJELDUS
Seade koosneb trükkplaatidel põhinevatest toiteplokkidest, mille välja
töötamisel on eesmärgiks olnud maksimaalne usaldusväärsus ja
võimalikult väike hooldustarve.
1- Ühefaasilise toiteliini sisendi, alaldigrupp ja silukondensaatorid.
2- Transistoride (IGBT) ja draiveritega kommutaatorsild; muudab
3- Kõrgsagedustrafo: primaarmähisesse läheb blokis 2 muundatud
4- Siludrosseliga sekundaarne alaldisild: muudab sekundaarmähisest
5- Juhtimis-ja seadistamiselektroonika: jälgib reaalajas lõikevoolu
KONTROLL-, SEADISTAMIS-JA ÜHENDUSMEHHANISMID
Tagapaneel (Joon. C)
1- Pealüliti
2- Toitejuhe
3- Ühendus suruõhule (puudub mudelil Kompressor)
4- Rõhuvähendaja suruõhu ühenduse jaoks (viimase olemasolul).
Esipaneel (Joon. D1)
1- Lõikevoolu reguleerimisnupp.
2- Kollane üldhäire valgusdiood.
3- Kollane valgusdiood, mis annab märku sellest, et põleti on
minutit seisuaega, jne.)
40°C välistemperatuuri juures) ei vasta ettenähtule, käivitub
ülekuumenemiskaitse (seade läheb ooterežiimile seniks,
kuni harilik temperatuur taastub).
maksimaalne) ja sellele vastavat kaarepinget.
saamiseks, varuosade tellimiseks ja toota päritolu tuvastamiseks).
peatükis 1 “Üldine ohutus kaarkeevitusel”.
(Joon. B)
alaldatud võrgupinge kõrge sagedusega vahelduvpingeks ja
reguleerib võimsuse vastavalt lõike jaoks vajalikule pingele/voolule.
toitepinge; selle eesmärgiks on muuta pinge ja voolutugevus
sobilikuks lõike teostamiseks ja isoleerida samas lõikamiseks vajalik
vooluring galvaaniliselt toiteliinist.
saadava vahelduvpinge/-voolu äärmiselt madala pulsatsiooniga
alalispingeks/-vooluks.
tugevust ja võrdleb seda seadmega töötaja poolt seadistatud
voolutugevusega; muudab seadistusi teostavate IGBT-de draiverite
käsuimpulsse.
Määrab lõike teostamise ajal ära voolu dünaamika ning haldab
turvasüsteeme.
I (ON) Generaator töövalmis, põletis ei ole pinget. Generaator
ooterežiimil.
O (OFF) Välja on lülitatud kõik funktsioonid; lisaseadmed ja
märgutuled on väljas.
Ühendage seade suruõhusüsteemiga, mille rõhk on minimaalselt 5
ja maksimaalselt 8 baari (TABEL 2).
Võimaldab seadistada seadmest edastatava lõikevoolu tugevuse
kasutus t i n g i m u s tele va st avaks (lõigat ava m at erjal i
paksus/lõikamise kiirus). Juhinduge TEHNILISTEST ANDMETEST,
et määrata vastavalt valitud voolutugevusele kindlaks õige töö-pausi
kestuse suhe.
- Kui see põleb, on mõni toiteahela osadest üle kuumenenud või siis
on tegu sisendvoolu anomaaliaga (üle-ja alapinge). Toiteliini üle-ja
alap ingekaitse: bloke erib seadm e: toitepinge kõikum ine
nimiväärtuse suhtes ületab lubatava 15%. TÄHELEPANU: Kui
pinge kõikumine ületab mainitud piiri, võib seade tõsiselt viga
saada.
- Sel juhul on kõik seadme funktsioonid välja lülitatud.
- Har ilik funktsioneerimine taastub automa ats elt (kollane
valgusdiood kustub), kui üks loetletud väärtustest läheb tagasi
lubatud piiridesse.
pinge all.
- Kui see põleb, on lõike vooluring sisse lülitatud: Abikaar või
Lõikekaar "ON".
- Harilikult on kustunud (vooluring väljas), kui põleti nupp EI OLE
alla vajutatud (ooterežiim).
- Valgusdiood ei sütti alla vajutatud põleti nupu korral järgmistel
juhtudel:
- POST AIR (jahutusõhu järelvoog) faasi jooksul.
- Kui abikaar ei jõua detailini maksimaalselt 2 sekundi jooksul.
Page 90

Kui lõikekaar katkeb, kuna põleti on detailist liiga kaugel,
- 90 -
elektrood on liiga kulunud või kui põleti tõmmatakse detailist
järsult eemale.
- Kui tööle on hakanud mõni TURVASÜSTEEMIDEST.
4- Roheline valgusdiood, mis märgib toitepinge olemasolu ja toite
olemasolu lisasüsteemides.
Kontroll-ja vahesüsteemides on olemas toide.
5- Punane valgusdiood - suruõhusüsteem (selle olemasolul).
Kui see põleb, on õhukompressori elektrimootori mähised üle
kuumenenud.
6- Manomeeter.
Võimaldab kuvada suruõhu rõhku.
7- Põleti ühendus.
Otse- või tsentraalühendusega põleti.
- Ainus lõike alustamiseks ja lõpetamiseks vajalik kontrollsüsteem
on põletinupp.
- Kui nupp lahti lasta, katkeb tsükkel silmapilkselt; edasi kestab
ainult jahutusõhu vool (post air).
- Käsukinnitus („juhusliku nupulevajutuse“ vältimiseks): tsükli
alustamise kinnitamiseks tuleb nuppu kasvõi korraks all hoida.
- Elektriohutus: nupp ei tööta, kui isoleeritud düüsihoidja EI OLE
põleti küljes või kui see on valesti külge pandud.
8- Maanduskaabli ühendus
Esipaneel (Joon. D2)
1- Lõikevoolu reguleerimisnupp.
Võimaldab seadistada seadmest edastatava lõikevoolu tugevuse
kasutus t i n g i m u s tele va st avaks (lõigat ava m at erjal i
paksus/lõikamise kiirus). Juhinduge TEHNILISTEST ANDMETEST,
et määrata vastavalt valitud voolutugevusele kindlaks õige töö-pausi
kestuse suhe.
2- Punane üldhäire valgusdiood.
- Kui see põleb, on mõni toiteahela osadest üle kuumenenud või siis
on tegu sisendvoolu anomaaliaga (üle-ja alapinge). Toiteliini üle-ja
alap ingekaitse: blokeerib seadm e: toitepinge kõikum ine
nimiväärtuse suhtes ületab lubatava 15%. TÄHELEPANU: Kui
pinge kõikumine ületab mainitud piiri, võib seade tõsiselt viga
saada.
- Sel juhul on kõik seadme funktsioonid välja lülitatud.
- Harilik funktsion eer imine taastub auto maatselt (punane
valgusdiood kustub), kui üks loetletud väärtustest läheb tagasi
lubatud piiridesse.
3- Kollane valgusdiood, mis annab märku sellest, et põleti on
pinge all.
- Kui see põleb, on lõike vooluring sisse lülitatud: Abikaar või
Lõikekaar "ON".
- Harilikult on kustunud (vooluring väljas), kui põleti nupp EI OLE
alla vajutatud (ooterežiim).
- Valgusdiood ei sütti alla vajutatud põleti nupu korral järgmistel
juhtudel:
- POST AIR (jahutusõhu järelvoog) faasi jooksul.
- Kui abikaar ei jõua detailini maksimaalselt 2 sekundi jooksul.
Kui lõikekaar katkeb, kuna põleti on detailist liiga kaugel,
elektrood on liiga kulunud või kui põleti tõmmatakse detailist
järsult eemale.
- Kui tööle on hakanud mõni TURVASÜSTEEMIDEST.
4- Roheline valgusdiood, mis märgib toitepinge olemasolu ja toite
olemasolu lisasüsteemides.
Kontroll-ja vahesüsteemides on olemas toide.
5- Kollane valgusdiood – puudub faas (selle olemasolul).
Kui kollane valgusdiood põleb, tähendab see, et puudub üks
toitefaasidest; seadme funktsioonid on välja lülitatud ja need
lülituvad uuesti automaatselt sisse 4 sekundit peale tavatingimuste
taastumist.
6- Rike suruõhusüsteemis (selle olemasolul).
KOLLANE valgusdiood (Joon. D2-6) koos PUNASE üldhäire
valgusdioodiga (Joon. D2-2 ).
Kui see põleb, pole õhusurve põleti normaalseks tööks piisav. Sel
juhul on kõik seadme funktsioonid välja lülitatud.
Harilik funktsioneerimine taastub automaatselt (valgusdioodid
kustuvad), kui õhusurve läheb tagasi lubatud piiridesse.
7- Õhunupp (kui see on ette nähtud).
Sellele nupule vajutades jätkub põletist tulev õhuvool kindla
ajavahemiku jooksul.
Enamasti kasutatakse:
- põleti jahutamiseks
- manomeetri abil rõhu reguleerimise kestel..
8- Manomeeter.
Võimaldab kuvada õhu rõhku.
9- Põleti ühendus.
Otse või tsentraalühendusega põleti.
- Ainus lõike alustamiseks ja lõpetamiseks vajalik kontrollsüsteem
on põletinupp.
- Kui nupp lahti lasta, katkeb tsükkel silmapilkselt; edasi kestab
ainult jahutusõhu vool (post air).
- Käsukinnitus („juhusliku nupulevajutuse“ vältimiseks): tsükli
alustamise kinnitamiseks tuleb nuppu kasvõi korraks all hoida.
- Elektriohutus: nupp ei tööta, kui isoleeritud düüsihoidja EI OLE
põleti küljes või kui see on valesti külge pandud.
10- Maanduskaabli ühendus
5. PAIGALDAMINE
---------------------------------------------------------------------------------------------
TÄHELEPANU! MISTAHES PAIGALDUSTÖÖDE JA
ELEKTRIÜHENDUSTE TEOSTAMISEKS PEAB PLASMALÕIKUR
OLEMA VÄLJA LÜLITATUD JA VOOLUVÕRGUST VÄLJAS.
ELEKTRIÜHENDUSI TOHIB TEOSTADA AINULT SELLE ALA
SPETSIALIST VÕI VASTAVAT KVALIFIKATSIOONI OMAV ISIK.
--------------------------------------------------------------------------------------------KOKKUPANEK
Võtke seade pakendist lahti ning pange korpuse külge pakendis olevad
lahtised detailid.
Maandusklemmiga tagasisidekaabli montaaž (Joon. E)
SEADME TEISALDAMINE
Kõiki käesolevas juhendis kirjeldatud seadmeid tohib tõsta ainult
käepidemest või seadmega kaasasoleva rihma abil, kui see konkreetsel
mudelil olemas on (see tuleb külge panna nagu näidatud JOON. F).
SEADME ASUKOHT
Valige seadme asukoht nii, et jahutussüsteemi ja sellest väljavoolava
õhu avade ees ei oleks takistusi; samuti kontrollige, et elektrit juhtivad
tolmud, söövitatavaid aurud, niiskus, jne. ei pääseks seadmesse.
Seadme ümber peab jääma vähemalt 250 mm vaba ruumi.
---------------------------------------------------------------------------------------------
TÄHELEPANU! Et vältida seadme mahakukkumist või
libisemahakkamist, mis võib olla ohtlik, tuleb see panna tasasele,
seadme kaalu kannatavale pinnale.
--------------------------------------------------------------------------------------------ÜHENDAMINE VOOLUVÕRKU
- Enne mistahes elektriühenduste teostamist kontrollige, et toiteallika
andmeplaadil olevad andmed langeksid kokku paigaldamiskoha
elektrivõrgu pinge ja sagedusega.
- Toiteallika tohib ühendada ainult sellisesse toitesüsteemi, mis on
varustatud maandusega ühendatud nulljuhiga.
- Kaitseks rikkevoolu eest paigaldage maanduskaitsmed; nende tüübid
peavad olema järgmised:
- Tüüp A ( ) ühefaasiliste seadmete korral;
- Tüüp B ( ) kolmefaasiliste seadmete korral;
- Normatiivi EN 61000-3-11 (Flicker) nõuete rahuldamiseks on
soovitatav ühendada toiteallikas vooluvõrku punktides, mille
impedants on alla, vt. tabel 1 (TAB 1).
Pistik ja pistikupesa
- Ühefaasilised mudelid, mille voolutarve on väiksem või võrdne 16A,
on valmistaja poolt varustatud toitejuhtmega, mille juurde kuulub
standardpistik (2P+N) 16A \250V.
- Ühefaasilised mudelid, mille voolutarve on üle 16A, ja kolmefaasilised
mudelid on varustatud toitejuhtmega, millega tuleb kasutada piisava
ühendusvõimsusega standardpistikut (2P+N) ühefaasiliste ja (3P+N)
kolmefaasiliste korral. Kasutatavale pistikupesale peab olema
paigaldatud kaitsekork või lahklüliti; maandusklemm peab olema
ühendatud toitesüsteemi maandusjuhiga (kolla-roheline).
- Tabelis 1 (TAB.1) on ära toodud toiteliini jaoks soovitatavad viittoimega
kai ts mete v ää r tused va stava lt seadme e da s t atava le
maksimumvoolule ning toitesüsteemi nimipingele.
---------------------------------------------------------------------------------------------
TÄHELEPANU! Ülaltoodud reeglite eiramine nullib tootja poolt
ettenähtud turvasüsteemi (Klass I ) ning paneb seetõttu tõsisesse
ohtu inimesed (oht saada elektrilöök) ja esemed (tulekahjuoht).
---------------------------------------------------------------------------------------------
PLASMALÕIKURI VOOLUAHELA ÜHENDUSED
---------------------------------------------------------------------------------------------
TÄHELEPANU! ENNE JÄRGNEVATE ÜHENDUSTE
TEOSTAMIST KONTROLLIGE, ET TOITEALLIKAS OLEKS VÄLJA
LÜLITATUD JA VOOLUVÕRGUST VÄLJAS.
Tabelis 1 (TAB.on ära toodud tagasisidekaabli soovitatavad mõõdud
(ruutmillimeetrites) vastavalt seadme edastatavale maksimumvoolule.
---------------------------------------------------------------------------------------------
Ühendus suruõhu jaoks (JOON. G).
- Selleks ühendamisvalmidust omavatel mudelite tuleb ette näha
suruõhu sissevõtt, mille miinimumrõhk ja –vool on ära toodud tabelis 2
(TAB 2).
PANE TÄHELE:
Maksimaalne sisendrõhk ei tohi ületada 8 baari. Väga suure niiskuse- või
õlisisaldusega õhk võib põhjustada kulutarvikute ebanormaalselt kiire
kulumise või vigastada põletit. Kui te pole õhu kvaliteedis täiesti kindel,
on soovitatav kasutada spetsiaalset sissevõtufiltrile monteeritavat
õhukuivatit. Ühendage voolikute abil suruõhusüsteem seadmega,
kasutades selleks kaasasolevaid ühendusi, mis pannakse seadme
tagaküljel asuva sissevõtufiltri külge.
Lõikevoolu tagasisidekaabli ühendamine
Ühendage lõikevoolu tagasisidekaabel lõigatava detaili või selle all oleva
me talli st tö öpin gi kü lge, k asuta des s eeju ures j ärgm isi
ettevaatusabinõusid:
- Kontrollige, et tekiks korralik kontakt, eriti juhul, kui lõigatakse
isoleermaterjalist kattega, oksüdeerunud vms. metalle.
- Ühendage maandus lõikepiirkonnale võimalikult lähedale.
- Kui lõikevoolu tagasiside juhina kasutatakse metallesemeid, mis ei ole
osa töödeldavast detailist, võib ohtu sattuda turvalisus ning samuti ei
pruugi olla tagatud rahuldavad lõiketulemused.
Page 91

- Maandust ei tohi ühendada detaili selle osa külge, mis ära lõigatakse.
- 91 -
Plasmalõikuse põleti ühendamine (JOON. H) (kui see on ette
nähtud).
Pange põleti pistik seadme esipaneelil asuvasse tsentraalühendusse,
jälgides seejuures, et juhtsooned omavahel täpselt sobiksid. Keerake
päripäeva ja lõpuni peale kinnitusrõngas, et tagada õhu ja voolu leketeta
liikumine.
Teatud mudelid tarnitakse toiteallika külge ühendatud põletiga.
PANE TÄHELE:
Enne lõikamise alustamist kontrollige, et kulutarvikud oleksid õigesti
põleti küljes – selleks vaadake üle põleti ots, nagu kirjeldatud peatükis
"PÕLETI HOOLDUS".
6. PLASMALÕIKUS: KIRJELDUS
Plasmakaar ja plasmalõikamise põhimõte
Plasma on väga kõrge temperatuurini kuumutatud gaas, mis
ioniseeritakse ning muutub sellest tulenevalt elektrit juhtivaks. Selle
lõikamistehnoloogia korral kasutatakse plasmat elektrikaare viimiseks
metalldetailini, mis sulab kuumuse mõjul ja tükeldatakse. Põletis
kasutatakse suruõhku, mis tuleb samast allikast niihästi plasmagaasi kui
ka jahutus-ja kaitsegaasi jaoks.
HF-süüde
Seda süütetüüpi kasutatakse peamiselt mudelitel, mille voolutugevus on
suurem kui 50A.
Tsüklit alustab kõrgsageduslik/kõrgepingekaar ("HF"), mis süütab
abikaare elektroodi (- polaarsus) ja põleti düüsi (+ polaarsus) vahel. Kui
põletit lähendatakse lõigatavale detailile, mis on ühendatud toiteallika (+)
pooluse külge, võimaldab abikaar süüdata plasmakaare elektroodi (-) ja
detaili vahel (lõikekaar). Niipea kui elektroodi ja detaili vahel süttib
plasmakaar, abikaar ja HF-kaar kustuvad.
Tootja on seadistanud abikaare kestuseks 2 sekundit; juhul kui selle aja
jooksul plasmakaart ei teki, lõpetatakse tsükkel automaatselt ja tööle
jääb ainult jahutusõhu vool.
Uue tsükli alustamiseks tuleb põleti nupp lahti lasta ja sellele uuesti
vajutada.
Kaaresüüde lühisega
Seda süütetüüpi kasutatakse peamiselt mudelitel, mille voolutugevus on
väiksem kui 50A.
Tsüklit alustab elektroodi liikumine põleti düüsis, mis süütab abikaare
elektroodi (- polaarsus) ja põleti düüsi (+ polaarsus) vahel.
Kui põletit lähendatakse lõigatavale detailile, mis on ühendatud
toiteallika (+) pooluse külge, võimaldab abikaar süüdata plasmakaare
elektroodi (-) ja detaili vahel (lõikekaar).
Niipea kui elektroodi ja detaili vahel süttib plasmakaar, abikaar kustub.
Tootja on seadistanud abikaare kestuseks 2 sekundit; juhul kui selle aja
jooksul plasmakaart ei teki, lõpetatakse tsükkel automaatselt ja tööle
jääb ainult jahutusõhu vool.
Uue tsükli alustamiseks tuleb põleti nupp lahti lasta ja sellele uuesti
vajutada.
Ettevalmistavad tööd
Enne lõikamise alustamist kontrollige, et kulutarvikud oleksid õigesti
põleti küljes – selleks vaadake üle põleti ots, nagu kirjeldatud peatükis
"PÕLETI HOOLDUS".
- Süüdake toiteallikas ja seadistage lõikamisvool (JOON. C-1) vastavalt
lõigatava metalli paksusele ja omadustele. TAB.3 on ära toodud
lõikamiskiirus eri paksusega alumiiniumist, rauast ja terasest detailide
korral.
- Vajutage põleti nupule ja laske see siis lahti – tekib õhuvool (³30
sekundit post-aria).
- Selle faasi jooksul tuleb õhurõhk seadistada nii, et manomeetril olev
kuva (baarides) vastaks kasutatava põleti jaoks nõutavale väärtusele
(TAB. 2).
- Vajutage õhunupule ja laske põletist õhk välja.
- Seadistamiseks kasutage nuppu: tõmmake nuppu ülespoole, et see
vabastada, reguleerimiseks keerake, kuni rõhk vastab PÕLETI
TEHNILISTES ANDMETES äratoodule.
- Jälgige manomeetri näitu (baarides); vajutage nupule, et seadistatud
väärtus kinnitada.
- Laske õhujoal katkestamata põletist välja voolata, et hõlbustada
võimaliku sinna kogunenud kondensaadi eemaldamist.
Pane tähele:
- Kontaktlõige (põletidüüs puutub vastu lõigatavat detaili): seda
lõikamisviisi saab kasutada maksimaalselt 40-50A voolutugevusega
(tugevama voolu kasutamise korral hävivad düüs, elektrood ja
düüsihoidja silmapilkselt).
- Distantslõige (kasutades spetsiaalset vahetükki, mis on pandud põleti
külge JOON. I): seda lõikamisviisi saab kasutada üle 35A
voolutugevuse juures;
- Pikk elektrood ja düüs: kasutatakse juhul, kui see on ette nähtud.
Lõikamine (JOON. L).
- Lähendage põletidüüsi detaili servale (u.2 mm), vajutage põleti
nupule; umbes 1 sekundi (pre-air) jooksul süttib abikaar.
- Kui põleti kaugus detailist on õige, süütab abikaar koheselt lõikekaare.
- Liigutage põletit sujuvalt mööda detaili pinda ja piki soovitud
lõikejoont.
- Lõikam iskiirus tuleb kohaldada metalli paksuse ja valitud
voolutugevuse järgi; kontrollige, et detaili alumisel poolel lõikejoonest
välja ulatuv kaar oleks 5-10° vertikaalsuunas ja lõikesuunale
vastupidises suunas kaldus.
- Kui põleti on detailist liiga kaugel või kui kaare all pole materjali (lõike
lõpp), kustub kaar iseenesest.
- Kaare kustutamiseks (nii lõike-kui juhtkaar) piisab põleti nupu
lahtilaskmisest.
Perforeerimine (JOON. M)
Perforeerimiseks või juhul, kui soovite alustada lõikamist detaili keskelt,
süüdake kaar kaldus põletiga ning viige see järk-järgult püstiasendisse.
- Nii väldite düüsi ava vigastusi kaare tagasilöögi või sulametalli
osakeste läbi ja sellest johtuvat düüsi tõhususe langust.
- Detaile, mille paksus on kuni 25% konkreetse seadme puhul lubatust,
võib perforeerida otse.
7. HOOLDUS
---------------------------------------------------------------------------------------------
TÄHELEPANU! ENNE HOOLDUSTOIMINGUTE TEOSTAMIST
KONTROLLIGE, ET PLASMALÕIKUR OLEKS VÄLJA LÜLITATUD JA
VOOLUVÕRGUST VÄLJAS.
---------------------------------------------------------------------------------------------
KORRALINE HOOLDUS
KORRALIST HOOLDUST VÕIB TEOSTADA KA MASINAGA TÖÖTAV
ISIK.
PÕLETI (JOON. N)
Regulaarselt ja sõltuvalt kasutamissagedusest või juhul, kui lõige ei ole
laitmatu, kontrollige põleti osi, mis paiknevad plasmakaare läheduses.
1- Distantslõike vahetükk.
Kui see on kas deformeerunud või kaetud nii paksu šlakikihiga, et
põletit ei saa korralikult õiges asendis hoida (kaugus ja kaldenurk),
asendage uuega.
2- Düüsihoidja.
Keerake see käega põleti otsast maha. Puhastage põhjalikult või
asendage uuega, kui see peaks olema viga saanud (põlenud,
deformeerunud või pragunenud). Kontrollige ülemise metallosa
korrasolekut (põleti turvasüsteemi täiturseade).
3- Düüs.
Kontrollige plasmakaare ava kulumist ning düüsi sise-ja välispindu.
Kui ava on algse läbimõõduga võrreldes suurenenud, asendage düüs
uuega. Kui düüsi pind on tugevast oksüdeerunud, puhastage see
peene liivapaberiga.
4- Õhu jaotusrõngas
Kontrollige, et see ei oleks põlenud või pragunenud ja et õhuavad
poleks umbes. Kui rõngas on viga saanud, tuleb see viivitamatult välja
vahetada.
5- Elektrood.
Asendage elektrood uuega, kui selle soojustkiirgaval pinnal tekkinud
kraatri sügavus jõuab umbes 1,5 mm (JOON. O).
6- Põleti korpus, käepide ja juhe.
Reeglina ei vaja need osad mingit erilist hooldust, välja arvatud
regulaarne kontroll ja korralik puhastus, mille juures ei tohi kasutada
mitte mingisuguseid puhastusvahendeid. Juhul kui isolatsioon on viga
saanud (katkine, pragunenud või põlenud) või kui elektriühendused ei
ole korralikult kinni, ei saa põletit kasutada, kuna selle seisukord ei
rahulda turvalisusele esitatavaid nõudeid.
Sellisel juhul ei saa parandusi (erakorraline hooldus) teostada
koh ap eal, vai d t ul eb pö ör du da vastava t volitust omava
teeninduskeskuse poole, kus on võimalik teostada parandusjärgseid
vastavuskatseid.
põleti ja juhtme tõhususe alalhoidmiseks tuleb järgida teatud
ettevaatusabinõusid:
- põletit ja juhet ei tohi panna kuumade või hõõguvate osade vastu.
- juhet ei tohi liiga kõvasti tirida.
- juhet ei tohi lasta vastu teravaid või lõikavaid servi ja karedaid pindu.
- kui juhe on pikem kui teil vaja läheb, keerake see korrapäraste
aasadena kokku.
- juhtmest ei tohi mitte millegagi üle sõita ega sellele peale astuda.
Tähelepanu.
- Enne mistahes põleti kallal teostatavat (hooldus)tööd laske sellele
vähemalt „post air“ jooksul jahtuda
- Välja arvatud erijuhtudel on soovitatav vahetada korraga välja
elektrood ja düüs.
- Pidage põleti kokkupanekul kinni montaažijärjekorrast (vastupidine
selle lahtivõtmise järjekorrale).
- Kontrollige, et jaotusrõngas jääks õiget pidi.
- Pange düüsihoidja tagasi – selleks keerake see lõpuni ja kergelt
surudes tagasi peale.
- Mitte mingil juhul ei tohi düüsihoidjat põleti külge panna enne, kui
paigas on elektrood, jaotusrõngas ja düüs.
- Ärge hoidke abikaart „tühjalt“ põlemas, et vältida elektroodi,
gaasihajuti ja vooludüüsi asjatut kulutamist.
- Ärge keerake elektroodi liga kõvasti kinni, kuna vastasel juhul võib
põleti viga saada.
- Põleti kulutarvikute õigeaegne ja nõuetekohane kontroll on määrava
tähtsusega lõikuri turvalisuse ja tõhususe tagamiseks.
- Juhul kui isolatsioon on viga saanud (katkine, pragunenud või
põlenud) või kui elektriühendused ei ole korralikult kinni, ei saa põletit
kasutada, kuna selle seisukord ei rahulda turvalisusele esitatavaid
nõudeid.Sellisel juhul ei saa parandusi (erakorraline hooldus)
teostada kohapeal, vaid tuleb pöörduda vastavat volitust omava
teeninduskeskuse poole, kus on võimalik teostada parandusjärgseid
vastavuskatseid.
Suruõhufilter
- Filter on varustatud automaatse kondensaadiväljutajaga, mis
eemaldab vee seadmest iga kord, kui suruõhusüsteem lahti
ühendatakse.
- Filtrit tuleb regulaarselt kontrollida; kui kogumisklaasis on vett, tuleb
selle käsitsi eemaldamiseks väljalaskeühendust ülespoole lükata.
- Kui filtrielement on väga räpane, tuleb see välja vahetada, et vältida
rõhulangust.
Page 92

ERAKORRALINE HOOLDUS
- 92 -
ELEKTRIÜHENDUSI TOHIB TEOSTADA AINULT ELEKTRI-JA
MEHH AA NIKATÖÖ DE SPETS IA LIST V ÕI SI IS VA STAVAT
KVALIFIKATSIOONI OMAV ISIK.
---------------------------------------------------------------------------------------------
TÄHE LEPAN U! ENN E SEAD ME KATTEPANE ELIDE
EEMALDAMIST JA SELLE SEES MISTAHES OPERATSIOONIDE
TEOSTAMIST KONTROLLIGE, ET SEE OLEKS VÄLJA LÜLITATUD
JA VOOLUVÕRGUST VÄLJAS.
Voolu all oleva seadme sisemust kontrollimisel võib tööde teostaja
saada rä nga elektrilöögi, kui ta juhtub kokku puutuma
plasmalõikuri pinge all olevate osadega.
---------------------------------------------------------------------------------------------
- Kontrollige regulaarselt, ent samas ka seadme kasutamisest ja
töökeskkonna tolmusisaldusest sõltuvate vaheaegade järel seadme
sisemust ning eemaldage trafole, alaldile, drosselile, takistitele
kogunenud tolm suruõhuga (maks. 10 baari).
- Vältig e õhujoa suunamist elektro on ikaplaa ti dele – ne nde
puhastamiseks kasutage kas väga pehmet harja või selleks otstarbeks
sobivaid vahendeid.
- Lisaks puhastustöödele kontrollige masina sisemuses tegutsedes ka
sed a, et elektriühe nd used ole ksid korral ikult kinni ja et
juhtmeisolatsioon oleks terve.
- Kontrollige, et suruõhusüsteemi torud ja ühendused oleksid terved ja
korras.
- Peale hooldustööde lõppu pange seadme kattepaneelid tagasi ja
keerake kinnituskruvid lõpuni kinni.
- Mitte mingil juhul ei tohi töötada avatud seadmega.
8. VEAOTSING
KUI SEADE EI TÖÖTA KORRALIKULT JA ENNE PÕHJALIKUMA
KONTROLLI TEOSTAMIST VÕI TEENINDUSKESKUSE POOLE
PÖÖRDUMIST KONTROLLIGE, KAS:
- Ei ole süttinud kollane valgusdiood – vastasel juhul on kas üle-või
ala pinge st joh tuvalt raken dunud termoka itse või tek kinud
lühiühendus.
- Kontrollige, et nimiimpulsi suhe oleks õige; juhul kui rakendunud on
kaitsetermostaat, oodake, kuni seade maha jahtub, samuti veenduge,
et ventilaator töötab korralikult.
- Kontrollige liini pinget: kui see on liiga madal või kõrge, seade
blokeerub.
- Kontrollige, et seadme väljundis ei oleks lühiseid: kui jah, siis
kõrvaldage viga.
- Et elektriühendused oleksid korrektselt teostatud, ennekõike seda, et
maandusklemm oleks töödeldava detailiga ühendatud ja et ühenduse
vahel ei oleks isoleermaterjale (nt. lakid või värvid).
KÕIGE LEVINUMAD VEAD PLASMALÕIKUSEL
Lõikustööde kestel võivad ilmneda teatud defektid, mis ei tulene reeglina
mitte seadme ebaõigest tööst, vaid muudest põhjustest nagu näiteks:
a-Halb läbistavus või šlakk lõikeservadel
- Liiga suur lõikekiirus.
- Põleti kalle on liiga suur.
- Lõigatav detail on liiga paks või kasutatav vool liiga madal.
- Suruõhu rõhk-vool ei ole konkreetseks tööks sobilik.
- Elektrood ja düüs on liiga kulunud.
- Düüsihoidja ots ei sobi.
b- Lõikekaar ei teki:
- Elektrood on kulunud.
- Tagasisidekaabli klemm ei ole korralikult kinni.
c-Lõikekaar katkeb:
- Lõigatakse liiga väikese kiirusega
- Põleti on detailist liiga kaugel.
- Elektrood on kulunud.
- Tööle on hakanud mõni turvasüsteemidest.
d-Kaldus lõige (servad on viltu):
- Põleti asend on vale.
- Düüsi ava ebaühtlane kulumine ja/või valesti kokkupandud põleti.
- Vale õhurõhk.
e-Düüs ja elektrood kuluvad ebanormaalselt kiiresti:
- Õhurõhk on liiga madal.
- Must õhk (selles on niiskust või õli).
- Vigane düüsihoidja.
- Liigne abikaare „tühjalt“ süütamine.
- Lõigatakse liiga kiiresti ja põleti osadele pritsib sulametalli.
_______________(LV)______________
ROKASGRĀMATA
U Z MA NĪ BU ! P IR MS P LA ZM AS GR IE ZĒ J SI ST ĒM AS
IZMANTOŠANAS UZMANĪGI IZLASIET ROKASGRĀMATU!
PLAZMAS GRIEZĒJSISTĒMAS IR PAREDZĒTAS PROFESIONĀLAI
UN INDUSTRIĀLAI LIETOŠANAI
1. PLAZMAS LOKA GRIEŠANAS VISPĀRĪGA DROŠĪBAS TEHNIKA
Lietotājam jābūt pietiekoši labi instruētam par plazmas
griezējsistemu drošu izmantošanu un tam ir jābūt informētam par
ar loka metināšanu un līdzīgām tehnoloģijām saistītajiem riskiem,
par atbilstošajiem aizsardzības līdzekļiem un par darbību kārtību
negadījumu laikā.
(Apskatiet arī nodaļu "IEC vai CLC/TS 62081 TEHNISKĀ
SPECIFIKĀCIJA": LOKA METINĀŠANAS IERĪČU UZSTĀDĪŠANA
UN IZMANTOŠANA, KĀ ARĪ AR TO SAISTĪTAS TEHNOLOĢIJAS).
- Izvairieties no tiešajiem pieskārieniem pie griešanas kontūra, jo
no plazmas griezējsistēmas ejošs tukšgaitas spriegums dažos
apstākļos var būt bīstams.
- Pieslēdzot griešanas kontūra vadus, veicot pārbaudes un
remontdarbus griezējsistēmai jābūt izslēgtai un atslēgtai no
barošanas tīkla.
- Pirms degļa nodilušo detaļu maiņas izslēdziet plazmas
griezējsistēmu un atslēdziet to no barošanas tīkla.
- Veicot elektriskos pieslēgumus ievērojiet attiecīgas drošības
tehnikas normas un likumdošanu.
- Plazmas griezējsistēmu drīkst pieslēgt tikai pie tādas barošanas
sistēmas, kurai neitrālais vads ir iezemēts.
- Pārliecinieties, ka barošanas rozete ir pareizi iezemēta.
- Neizmantojiet plazmas griezējsistēmu mitrās vai slapjās vides,
kā arī kad līst.
- Neizmantojiet vadus ar bojāto izolāciju vai ar izļodzītām
savienošanas detaļām.
- Negrieziet tvertnes, traukus un cauruļvadus, kuri satur vai
saturēja šķidrus vai gāzveida uzliesmojošus produktus.
- Neizmantojiet ar hlora šķīdinātāju apstrādātus materiālus, ka arī
nestrādājiet šīs vielas tuvumā.
- Nemetiniet zem spiediena esošos traukus.
- Novāciet no darba vietas visus uzliesmojošus materiālus
(piemēram, koka izstrādājumus, papīru, lupatas utt.).
- Pārliecinieties, ka telpa ir labi vedināma, vai ka ir paredzēti
līdzekļi plazmas griešanas laikā radušos iztvaikojumu
novākšanai; ir jāievada sistemātiskā uzskaites sistēma
griešanas laikā radušos iztvaikojumu robežas novērtēšanai
saskaņā ar to sastāvu, koncentrāciju un iztvaikošanas laiku.
- Nodrošiniet plazmas griezējdegļa sprauslu, apstrādājamo daļu
,*
un tuvumā esošas iezemētas metāla daļas (kurām var piekļūt) ar
atbilstošu elektroizolāciju.
Parasti to var nodrošināt, izmantojot šim nolūkam paredzētos
cimdus, apavus, cepuri un apģērbus, vai izmantojot izolējošus
paliktņus vai paklājus.
- Acu aizsardzībai vienmēr izmantojiet uz viziera vai ķiveres
uzstādītu neaktīnisku stiklu.
Izmantojiet atbilstošus ugunsdrošus tērpus un nepakļaujiet ādu
ultravioletu un infrasarkanu staru iedarbībai, kuri rodas loka
metināšanas laikā; turklāt, ar aizsardzību ir jānodrošina loka
metināšanas vietas tuvumā esošie cilvēki, to var izdarīt ar
neatstarojošo ekrānu vai tentu palīdzību.
- Trokšņa līmenis: Ja īpaši intensīvas griešanas dēļ individuālais
dienas trokšņa iedarbības līmenis (LEPd) ir vienāds vai ir lielāks
par 85dB(A), tad obligāti ir jāizmanto atbilstoši individuālās
aizsardzības līdzekļi.
)
- Griešanas laikā ģenerētais elektromagnētiskais laukums var
traucēt elektrisko un elektronisko ierīču darbību.
Elektrisko vai elektronisko medicīnisko ierīču lietotājiem
(piemēram, sirds, elpošanas stimulatori utt.) ir jākonsultējas ar
ārstu par iespēju atrasties tuvu tai vietai, kurā tiek izmantota šī
plazmas griezējsistēma.
Elektrisko vai elektronisko medicīnisko ierīču lietotājiem nav
rekomendēts izmantot šo plazmas griezējsistēmu.
- Šī plazmas griezējsistēmu atbilst tehniskā standarta prasībām
un to var izmantot tikai profesionāli darbinieki rūpnieciskajā
vidē.
Nerūpni ecisk ajā vidē at bilst ība el ektro magnē tiska jai
savietojamībai netiek garantēta.
PAPILDUS DROŠĪBAS PASĀKUMI
PLAZMAS GRIEŠANAS DARBI:
- Vidē ar paaugstinātu elektrošoka risku;
- Ierobežotās telpās;
- Ja tuvu ir uzliesmojošas var sprāgstvielas;
Ir savlaicīgi JĀNOVĒRTĒ "Atbildīgajam ekspertam" un darbu
laikā tuvumā vienmēr jāatrodas citām personām, kuras var
palīdzēt, ja notiek negadījums.
IR JĀIZMANTO "IEC vai CLC/TS 62081 TEHNISKĀS
SPECIFIKĀCIJAS" 5.10; A.7; A.9 nodaļās aprakstīti tehniskie
aizsarglīdzekļi.
- IR JĀAIZLIEDZ griešanas darbi, kuru laikā operators tur
strāvas avotu (piemēram, ar siksnu palīdzību).
Page 93

- Operatoram IR AIZLIEGTS veikt griešanas darbus, kad viņš tehnisko datu plāksnītes.
- 93 -
atrodas virs zemes līmeņa, izņemot tos gadījumus, kad tiek
izmantota speciāla droša platforma.
- UZMANĪBU! PLAZMAS GRIEZĒJSISTĒMAS AIZSARGIERĪCES.
Tikai pareizs degļa modelis un atbilstošs savienojums ar
strāvas avotu, saskaņā ar nodaļas "TEHNISKIE DATI"
norādījumiem, garantē, ka ražotāja paredzētās aizsargierīces
(bloķēšanas sistēma) darbojas efektīvi.
- NELIETOJIET citas izcelsmes degļus un atbilstošus
izlietojamos materiālus.
- NESAVIENOJIET STRĀVAS AVOTU ar degļiem, kuri ir paredzēti
griešanas vai METINĀŠANAS metodēm, kas nav aprakstītas
šajā rokasgrāmatā.
- ŠO NOTEIKUMU NEIEVĒROŠANA var pakļaut NOPIETNAM
riskam lietotāja veselību un sabojāt mašīnu.
ATLIKUŠIE RISKI
- APGĀŠANA: novietojiet plazmas griezējsistēmas barošanas
avotu uz horizontālas virsmas, kura atbilst aparāta svaram;
pretējā gadījumā (piemēram, ja grīda ir slīpa vai nelīdzena utt.)
pastāv apgāšanas risks.
- NEPAREIZA IZMANTOŠANA: ir bīstami izmantot plazmas
griezējsistēmu nolūkiem, kuriem tā nav paredzēta.
2. IEVADS UN VISPĀRĪGS APRAKSTS
Šie ģeneratori tika izgatavoti, izmantojot vismodernāko Invertora ar
IGBT tehnoloģiju, tie ir paredzēti jebkāda metāla lokšņu manuālai
griešanai, kā arī režģveida lokšņu griešanai (ja tas ir paredzēts).
Laidena strāvas regulēšana no minimālās līdz maksimālai vērtībai ļauj
nodrošināt labāku griešanas kvalitāti, griežot dažāda biezuma un
dažāda metāla loksnes.
Griešanas cikls sākas ar dežūrloku, kuru atkarība no modeļa var
ierosināt ar sprauslas elektroda īssavienojuma palīdzību var ar augstas
frekvences izlādi (HF).
GALVENIE RAKSTUROJUMI
- Degļa sprieguma, gaisa spiediena, degļa īssavienojuma (ja tas ir
paredzēts) kontroles sistēma.
- Termostatiskā aizsardzība.
- Gaisa spiediena attēlošana (ja tas ir paredzēts).
SĒRIJAS PIEDERUMI
- Plazmas griezējdeglis.
- Komplekts saspiestā gaisa pieslēgšanai.
PIEDERUMI PĒC PASŪTĪJUMA
- Rezerves elektrodu-sprauslu komplekts.
- Pagarinātu elektrodu-sprauslu komplekts (ja tas ir paredzēts).
3. TEHNISKIE DATI
PLĀKSNĪTE AR DATIEM
Pamatdati par plazmas griezējsistēmas pielietošanu un par tas
ražīgumu ir izklāstīti uz plāksnītes ar tehniskajiem datiem, kuru nozīme ir
paskaidrota zemāk:
1- EIROPAS norma, kurā ir aprakstīti ar loka metināšanas un plazmas
griešanas iekārtu drošību un ražošanu saistītie jautājumi.
2- Simbols, kas apzīmē mašīnas iekšējo struktūru.
3- Simbols, kas apzīmē plazmas griešanas procedūru.
4- Simbols S: norāda uz to, ka griešanas darbus var veikt vidē ar
paaugstinātu elektrošoka risku (piemēram, ja tiešā tuvumā atrodas
lielas metāla konstrukcijas).
5- Simbols, kas apzīmē barošanas līnijas tipu:
1~: vienfāzes mainīgais spriegums
3~: trīsfāzu mainīgais spriegums
6- Korpusa aizsardzības pakāpe.
7- Barošanas līnijas tehniskie dati:
-U :Aparāta mainīgais spriegums un frekvence (pieļaujamā
1
novirze ±10%):
-I :Maksimāla no barošanas līnijas patērēta strāva.
1 max
-I :Efektīva barošanas strāva
1eff
8- Griešanas kontūra raksturojumi:
-U :maksimālais tukšgaitas spriegums (griešanas kontūrs ir
0
atvērts).
-I /U :Attiecīgi normalizēta strāva un spriegums, kuru aparāts var
2 2
padot griešanas laikā.
-X :Darba/pārtraukuma attiecība: norāda cik ilgi aparāts var
padot atbilstošu strāvu (tā pati kolonna). Šī vērtība ir izteikta
procentos balstoties uz 10 minušu gara cikla (piemēram,
60% = 6 darba minūtes, 4 pārtraukuma minūtes; un tā tālāk).
Gadījumā, ja ekspluatācijas režīma rādītāji (uz datu
plāksnītes norādītie, aprēķināti 40°C vides temperatūrai)
tiek pārsniegti, tiek iedarbināta termiskā aizsardzība
(aparāts pārslēdzās gaidīšanas režīmā līdz brīdim, kamēr tā
temperatūra nepazemināsies līdz pieļaujamajai robežai).
-A/V-A/V: Norāda uz iespējamo griešanas strāvas mainīšanas
intervālu (no minimuma līdz maksimumam) dotajam loka
9- Aparāta sērijas numurs (ļoti svarīgs tehniskās palīdzības
10- :Barošanas līnijas aizsardzībai paredzēto palēninātas
11-Ar drošības noteikumiem saistītie simboli, kuru nozīme ir paskaidrota
Piezīme: Attēlotajam plāksnītes piemēram ir ilustratīvs raksturs, tas ir
izmantots tikai lai paskaidrotu simbolu un ciparu nozīmi; jūsu plazmas
griezējsistēmas precīzas tehnisko datu vērtības var atrast uz aparāta
spriegumam.
pieprasīšanai, rezerves daļu pasūtīšanai, izstrādājuma izcelsmes
identifikācijai).
darbības drošinātāju raksturojums
1. nodaļā "Vispārīgās drošības prasības loka metināšanai".
Zīm. A
CITI TEHNISKIE DATI:
- STRĀVAS AVOTS : sk. 1. tabulu (TAB.1)
- DEGLIS : sk. 2. tabulu (TAB.2)
Aparāta svars ir norādīts 1. tabulā (TAB. 1).
4. PLAZMAS GRIEZĒJSISTĒMAS APRAKSTS
Aparāts sastāv no spēkmoduļiem, kuri ir uzmontēti uz drukātajām platēm
tā, lai nodrošinātu maksimālo drošumu un samazinātu nepieciešamu
tehnisko apkopi.
(Zīm. B)
1- Vienfāzes barošanas līnijas ieeja, taisngrieža mezgls un līdzināšanas
kondensatori.
2- Tranzistoru pārslēdzējtilts (IGBT) un ģeneratori; pārveido izlīdzinātu
līnijas spriegumu augstfrekvences maiņspriegumā un regulē jaudu
atkarībā no nepieciešamas griešanas strāvas/sprieguma.
3- Augstfrekvences transformators: primārais tinums tiek barots ar 2.
mezglā pārveidoto spriegumu, tas ir paredzēts sprieguma un strāvas
pielāgošanai griešanai nepieciešamām vērtībām, kā arī griešanas
kontūra galvaniskai izolēšanai no barošanas līnijas.
4- Sekundārais taisngrieža tilts ar izlīdzināšanas indukcijas spoli:
pārveido no sekundārā tinuma saņemto maiņspriegumu/maiņstrāvu
līdzspriegumā/līdzstrāvā ar ārkārtīgi mazu pulsāciju.
5- Vadības un regulēšanas elektronika: momentāni pārbauda griešanas
strāvas vērtību un salīdzina to ar operatora uzstādītājām vērtībām;
modulē IGBT ģeneratoru vadības signālus, ar kuru palīdzību tiek
veikta regulēšana.
Nosaka strāvas dinamisku reakciju griešanas laikā un vada drošības
sistēmu darbību.
VADĪBAS, REGULĒŠANAS UN SAVIENOŠANAS IERĪCES
Aizmugurējais panelis (Zīm. C)
1- Galvenais slēdzis
I (IESLĒGTS) Ģenerators gatavs darbam, deglī nav sprieguma.
Ģenerators atrodas gaidīšanas režīmā.
O (IZSLĒGTS) Ir bloķēta jebkura darbība; palīgierīces un gaismas
signāli ir izslēgti.
2- Barošanas vads
3- Saspiestā gaisa savienojums (modelī Kompressor tā nav)
Savienojiet mašīnu ar saspiestā gaisa kontūru ar spiedienu ne
mazāku par 5 bar un ne lielāku par 8 bar (TAB. 2).
4- Spiediena reduktors saspiestā gaisa savienojumam (ja tas ir
paredzēts).
Priekšējais panelis (Zīm. D1)
1- Griešanas strāvas regulēšanas rokturis.
Ļauj sagatavot aparāta padodamo griešanas strāvas intensitāti un
pielāgot to lietojumam (atkarībā no materiāla biezuma/ātruma).
Informācijai par pareizu darba/pauzes ilguma attiecību izvēlētajai
strāvai skatiet TEHNISKOS DATUS.
2- Dzeltena gaismas diode vispārējam trauksmes signālam:
- Kad tā ir ieslēgta, tā norāda uz kādas spēkķēdes sastāvdaļas
pārk ar sējumu v ai uz ba ro šanas sp ri eguma pa de ves
traucējumiem aparāta ieejā (pārspriegums un sprieguma
iztrūkums). Līnijas pārsprieguma un sprieguma iztrūkuma
aizsargierīce: bloķē mašīnu šādos gadījumos: barošanas
spriegums ir ārpus pieļaujamā diapazona +/- 15% attiecībā pret
plāksnītē norādīto vērtību. UZMANĪBU: Pārsniedzot augstāk
minēto maksimālo sprieguma robežu ierīce tiek nopietni bojāta.
- Šīs fāzes laikā mašīnas darbība ir bloķēta.
- Darbības atjaunošana ir automātiska (dzeltena gaismas diode
nodziest), kad viens no augstāk minētajiem trim parametriem,
kura dēļ notika kļūme, atgriežas pieļaujamajās robežās.
3- Dzeltena gaismas diode paziņošanai par sprieguma esamību
deglī.
- Kad tā ir ieslēgta, tas norāda uz to, ka griešanas kontūrs ir
aktivizēts: Dežūrloks un griešanas loks "IESLĒGTS".
- Parasti tā ir izslēgta (griešanas kontūrs ir deaktivizēts), kamēr
degļa poga NAV nospiesta (gaidīšanas režīms).
- Tā ir ieslēgta, kamēr degļa poga ir nospiesta, šādos apstākļos:
- PAPILDUS GĀZES padeves laikā.
- Ja dežūrloks nav pārnests uz detaļu 2 sekunžu laikā.
Ja griešanas loks pārtrūkst pārāk liela attāluma starp degli un
detaļu dēļ, pārmērīga elektroda nodiluma dēļ vai degļa
piespiedu attālināšanas no detaļas dēļ.
- Ja iedarbojās DROŠĪBAS sistēma.
4- Zaļa gaismas diode, kas norāda uz sprieguma esamību
barošanas tīklā un papildus barošanas kontūros.
Kontroles un darba kontūri ir zem sprieguma.
5- Sarkana gaismas diode, kas norāda uz saspiestā gaisa kontūra
stāvokli (ja tas ir paredzēts).
Kad tā ir ieslēgta, tas norāda uz gaisa kompresora elektromotora
tinuma pārkarsēšanu.
6- Manometrs.
Ļauj nolasīt gaisa spiedienu.
7- Degļa savienotājs.
Deglis ar tiešo vai centralizēto savienojumu.
- Degļa poga ir vienīgais vadības orgāns, ar kuru var kontrolēt
griešanas sākumu un beigas.
- Pēc pogas atlaišanas cikls tiek nekavējoties pārtraukts jebkurā
fāzē, izņemot dzesēšanas gaisa padeves fāzi (papildus gāzes
padeve).
- Nejaušas darbības: lai uzsāktu ciklu, poga jāspiež vismaz dažas
sekundes desmitdaļas.
- Elektriskā drošība: Poga ir bloķēta, ja izolējošais sprauslas
turētājs NAV uzstādīts uz degļa uzgaļa, vai ja tas ir uzstādīts
nepareizi.
8- Masas vada savienotājs
Priekšējais panelis (Zīm. D2)
1- Griešanas strāvas regulēšanas rokturis.
Page 94

Ļauj sagatavot aparāta padodamo griešanas strāvas intensitāti un PIESLĒGŠANA PIE TĪKLA
- 94 -
pielāgot to lietojumam (atkarībā no materiāla biezuma/ātruma).
Informācijai par pareizu darba/pauzes ilguma attiecību izvēlētajai
strāvai skatiet TEHNISKOS DATUS.
2- Sarkana gaismas diode vispārējam trauksmes signālam:
- Kad tā ir ieslēgta, tā norāda uz kādas spēkķēdes sastāvdaļas kurai neitrālais vads ir iezemēts.
pārk ar sējumu vai uz ba ro šanas sp ri eguma pa de ves
traucējumiem aparāta ieejā (pārspriegums un sprieguma
iztrūkums). Līnijas pārsprieguma un sprieguma iztrūkuma
aizsargierīce: bloķē mašīnu šādos gadījumos: barošanas
spriegums ir ārpus pieļaujamā diapazona +/- 15% attiecībā pret
plāksnītē norādīto vērtību. UZMANĪBU: Pārsniedzot augstāk
minēto maksimālo sprieguma robežu ierīce tiek nopietni bojāta.
- Šīs fāzes laikā mašīnas darbība ir bloķēta.
- Darbības atjaunošana ir automātiska (sarkana gaismas diode
nodziest), kad viens no augstāk minētajiem trim parametriem,
kura dēļ notika kļūme, atgriežas pieļaujamajās robežās.
3- Dzeltena gaismas diode paziņošanai par sprieguma esamību
deglī.
- Kad tā ir ieslēgta, tas norāda uz to, ka griešanas kontūrs ir
aktivizēts: Dežūrloks un griešanas loks "IESLĒGTS".
- Parasti tā ir izslēgta (griešanas kontūrs ir deaktivizēts), kamēr
degļa poga NAV nospiesta (gaidīšanas režīms).
- Tā ir ieslēgta, kamēr degļa poga ir nospiesta, šādos apstākļos:
- PAPILDUS GĀZES padeves laikā.
- Ja dežūrloks nav pārnests uz detaļu 2 sekunžu laikā.
Ja griešanas loks pārtrūkst pārāk liela attāluma starp degli un
detaļu dēļ, pārmērīga elektroda nodiluma dēļ vai degļa
piespiedu attālināšanas no detaļas dēļ.
- Ja iedarbojās DROŠĪBAS sistēma.
4- Zaļa gaismas diode, kas norāda uz sprieguma esamību
barošanas tīklā un papildus barošanas kontūros.
Kontroles un darba kontūri ir zem sprieguma.
5- Dzeltena gaismas diode, kas norāda uz fāzes trūkumu (ja tas ir
paredzēts).
Kad dzeltena gaismas diode ir ieslēgta, tas nozīmē, ka trūkst vienas
barošanas fāzes, aparāta darbība ir bloķēta un tā tiks automātiski
atjaunota 4 sekunžu laikā pēc kļūmes novēršanas.
6- Trauksmes signāls par kļūmi saspiestā gaisa kontūrā (ja tas ir
paredzēts).
DZELTENA gaismas diode (Zīm. D2-6) kopā ar SARKANU
vispārējas trauksmes gaismas diodi (Zīm. D2-2).
Kad tā ir ieslēgta, tas nozīmē, ka gaisa spiediens ir nepietiekošs
degļa pareizai darbībai. Šīs fāzes laikā mašīnas darbība ir bloķēta.
Darbības atjaunošana ir automātiska (gaismas diode nodziest), kad
spiediens sasniedz pieļaujamo diapazonu.
7- Gaisa padeves poga (ja tas ir paredzēts).
Pēc pogas nospiešanas gaiss noteiktu laiku turpina izplūst no degļa.
Parasti tas tiek izmantots:
- degļa dzesēšanai
- regulējot spiedienu uz manometra.
8- Manometrs.
Ļauj nolasīt gaisa spiedienu.
9- Degļa savienotājs.
Deglis ar tiešo vai centralizēto savienojumu.
- Degļa poga ir vienīgais vadības orgāns, ar kuru var kontrolēt
griešanas sākumu un beigas.
- Pēc pogas atlaišanas cikls tiek nekavējoties pārtraukts jebkurā
fāzē, izņemot dzesēšanas gaisa padeves fāzi (papildus gāzes
padeve).
- Nejaušas darbības: lai uzsāktu ciklu, poga jāspiež vismaz dažas
sekundes desmitdaļas.
- Elektriskā drošība: Poga ir bloķēta, ja izolējošais sprauslas
turētājs NAV uzstādīts uz degļa uzgaļa, vai ja tas ir uzstādīts
nepareizi.
10- Masas vada savienotājs
5. UZSTĀDĪŠANA
---------------------------------------------------------------------------------------------
UZMANĪBU! UZSTĀDOT PLAZMAS GRIEZĒJSISTĒMU UN
VEI CO T E L EK TR I SK OS S AVI EN OJ UM US , P LA Z MA S
GRIEZĒJSISTĒMAI IR JĀBŪT PILNĪGI IZSLĒGTAI UN ATSLĒGTAI
NO BAROŠANAS TĪKLA.
ELEKTRISKOS SAVIE NOJUMUS DRĪKST IZPILDĪT TIKAI
PIEREDZĒJUŠAIS VAI KVALIFICĒTS PERSONĀLS.
---------------------------------------------------------------------------------------------
APRĪKOJUMS
Izpakojiet aparātu, samontējiet iepakojumā esošas atsevišķas daļas.
Atgriešanas vada-masas spailes montāža (Zīm. E)
APARĀTA PACELŠANA
Visu šajā rokasgrāmatā aprakstīto aparātu pacelšanai ir jāizmanto
rokturis vai komplektācijā esošā siksna, ja tā ir paredzēta dotajam
modelim (norādījumi tās uzstādīšanai ir attēloti zīmējumā ZĪM. F).
APARĀTA NOVIETOŠANA
Izvēlieties aparāta uzstādīšanas vietu tā, lai uz tās nebūtu šķēršļu blakus
dzesēšanas gaisa ieplūdes un izplūdes caurumam; turklāt,
pārliecinieties, ka netiek iesūktas elektrību vadošie putekļi, kodīgi tvaiki,
mitrums utt.
Atstājiet apkārt aparātam vismaz 250mm platu brīvu zonu.
---------------------------------------------------------------------------------------------
UZMANĪBU! Novietojiet aparātu uz plakanas virsmas, kura
atbilst aparāta svaram, lai nepieļautu tā apgā?anos vai spontānu
kustību, kas var būt ļoti bīstami.
---------------------------------------------------------------------------------------------
- Pirms jebkāda elektriskā pieslēguma veikšanas pārbaudiet, vai dati uz
barošanas bloka plāksnītes atbilst uzstādīšanas vietā pieejamā tīkla
spriegumam un frekvencei.
- Barošanas bloku drīkst pieslēgt tikai pie tādas barošanas sistēmas,
- Lai nodrošinātu aizsardzību pret netiešo kontaktu izmantojiet šādu
tipu diferenciālos slēdžus:
- Tips A ( ) vienfāzes mašīnām;
- Tips B ( ) trīsfāžu mašīnām.
- Lai apmierinātu normas EN 61000-3-11 (Flicker) prasības barošanas
bloku tiek rekomendēts pieslēgt pie tādām barošanas tīkla ligzdām,
kuru impedance ir mazākā par 1. tabulā (TAB.1) norādītajām
vērtībām.
Kontaktdakša un rozete
- Vienfāzes modeļi ar patērējamo strāvu mazāku vai vienādu ar 16 A
rūpnīcā ir aprīkoti ar barošanas vadu ar standarta kontaktdakšu (2 poli
+ zemējums) 16A \250V.
- Vienfāzes modeļi ar patērējamo strāvu lielāku par 16 A un trīsfāzu
modeļi ir aprīkoti ar barošanas vadu, kas ir jāsavieno ar standarta
kontaktdakšu (2 poli + zemējums) vienfāzes modeļu gadījumā un (3
poli + zemējums) trīsfāzu modeļu gadījumā ar atbilstošu nominālu.
Sagatavojiet barošanas tīkla rozeti, kas aprīkota ar drošinātāju vai
automātisko izslēdzēju; atbilstošajam iezemēšanas izvadam jābūt
pieslēgtam pie barošanas līnijas zemējuma vada (dzelteni-zaļš).
- 1. tabulā (TAB.1) ir norādītas palēninātas darbības drošinātāju
rekomendējamas vērtības Ampēros, kuras ir izvēlētas saskaņā ar
metināšanas aparāta maksimālo izejas nominālo strāvu un
barošanas tīkla nominālo spriegumu.
---------------------------------------------------------------------------------------------
UZMANĪBU! Augstāk aprakstīto noteikumu neievērošana
būtiski samazinās ražotāja uzstādītās drošības sistēmas (klase I)
efektivitāti, līdz ar ko būtiski pieaugs riska pakāpe personālam
(piemēram, elektrošoka risks) un mantai (piemēram, ugunsgrēka
risks).
---------------------------------------------------------------------------------------------
GRIEŠANAS KONTŪRA SAVIENOJUMI
---------------------------------------------------------------------------------------------
UZMANĪBU! PIRMS SEKOJOŠU SAVIENOJUMU VEIKŠANAS
PĀRLIECINIETIES, KA BAROŠANAS BLOKS IR IZSLĒGTS UN
ATSLĒGTS NO BAROŠANAS TĪKLA.
1. tabulā (TAB. 1) ir norādītas atgriešanas vada šķērsgriezuma
rekomendējamas vērtības (mm2), kuras ir izvēlētas atbilstoši aparāta
maksimālās izejas strāvas vērtībai.
---------------------------------------------------------------------------------------------
Saspiestā gaisa pievienošana (ZĪM. G).
- Sagatavojiet saspiestā gaisa sadales līniju, kuras minimālais
spiediens un raksturojumi ir norādīti 2. tabulā (TAB. 2); tas attiecas uz
modeļiem, kuros tā ir paredzēta.
SVARĪGI!
Sekojiet, lai ieejas spiediens nebūtu lielāks par 8 bar. Gaiss, kas satur
ievērojamus mitruma vai eļļas daudzumu, var izraisīt izlietojamo detaļu
pārmērīgo nodilumu vai sabojāt degli. Ja jums ir šaubas par pieejama
saspiestā gaisa kvalitāti, tiek rekomendēts izmantot gaisa žāvētāju, kas
ir jāuzstāda pirms ieejas filtra. Savienojiet ar lokanas caurules palīdzību
aparāta saspiestā gaisa līniju, izmantojot vienu no komplektācijā
esošajiem savienotājiem, kas jāuzstāda uz gaisa ieejas filtra, kas
atrodas mašīnas aizmugurē.
Griešanas strāvas atgriešanas vada savienojums.
Savienojiet griešanas strāvas atgriešanas vadu pie griežamas detaļas
vai pie metāla balststenda, ievērojot sekojošus drošības pasākumus:
- Pārbaudiet, vai ir nodrošināts labs elektriskais kontakts, it īpaši, ja tiek
grieztas loksnes ar izolējošo pārklājumu vai oksidētas loksnes utt.
- Pievienojiet masas vadu pēc iespējas tuvāk griešanas vietai.
- Metāla konstrukciju izmantošana, kuras nav apstrādājamās detaļas
sastāvdaļa, kā griešanas strāvas atgriešanas vadu var būt bīstami
cilvēku veselībai un tā rezultātā metināšanas kvalitāte var kļūt
nepieņemami zema.
- Nepievienojiet masas vadu pie detaļas daļas, kura jāatgriež.
Plazmas griezējdegļa savienojums (ZĪM. H) (ja tas ir paredzēts).
Iespraudiet degļa kontaktdakšu centrālajā savienotājā, kas atrodas uz
aparāta priekšējā paneļa, sekojot tam, lai tiktu ievērota norādītā
polaritāte. Pieskrūvējiet līdz galam pulksteņrādītāja virzienā bloķēšanas
gredzenu, lai nodrošinātu gaisa un strāvas plūsmu bez noplūdēm.
Daži modeļi piegādes laikā ja ir savienoti ar barošanas bloku.
SVARĪGI!
Pirms griešanas pārbaudiet, vai izlietojamās detaļas ir pareizi
piestiprinātas, apskatiet degļa uzgali saskaņā ar nodaļas "DEGĻA
TEHNISKĀ APKOPE" norādījumiem.
6. PLAZMAS GRIEŠANA: DARBA PROCEDŪRAS APRAKSTS
Plazmas loks un plazmas griešanas lietošanas pamatnoteikumi.
Plazma ir gāze, kas ir sasildīta līdz ļoti augstai temperatūrai un jonizēta,
lai tā varētu vadīt elektrību. Šajā griešanas procedūrā plazma tiek
izmantota, lai savienotu elektrisko loku ar griežamo metāla detaļu, kas
siltuma iedarbības dēļ kūst un atdalās. Deglis izmanto saspiesto gāzi,
kas tiek padota no viena avota gan kā plazmas gāze, gan kā dzesēšanas
gāze un aizsarggāze.
HF loka ierosināšana
Šis ierosināšanas veids parasti tiek izmantots modeļos ar strāvu lielāku
par 50A.
Cikla sākumam atbilst augstas frekvences/augsta sprieguma ("HF")
loks, kas ļauj ierosināt dežūrloku starp elektrodu (polaritāte -) un degļa
Page 95

sprauslu (polaritāte +). Pietuvinot degli griežamai detaļai, kas savienota nomainiet, ja tas ir bojāts (izdegumi, deformācijas vai plaisas).
- 95 -
ar barošanas bloka izvadu (+), dežūrloks tiek pārvietots, nodrošinot Pārbaudiet augšējās metāla daļas integritāti (degļa drošības ierīces
plazmas loku starp elektrodu (-) un griežamo detaļu (griešanas loks). pievads).
Dežūrloks un HF pazūd tikko starp elektrodu un detaļu ir ierosināts
plazmas loks.
Rūpnīcā ir iestatīts 2 sekunžu dežūrloka uzturēšanas laiks; ja šajā laikā
loks netiek nodots, cikls tiek automātiski bloķēts, izņemot dzesēšanas
gaisa padevi.
Lai uzsāktu jaunu ciklu, ir jāatlaiž degļa poga un tad tā atkārtoti
jānospiež.
Loka ierosināšana ar īssavienojumu
Šis ierosināšanas veids parasti tiek izmantots modeļos ar strāvu mazāku to.
par 50A.
Cikla sākumam atbilst elektroda kustība degļa sprauslas iekšpusē, kas
ļauj ierosināt dežūrloku starp elektrodu (polaritāte -) un sprauslu
(polaritāte +).
Pietuvinot degli griežamai detaļai, kas savienota ar barošanas bloka
izvadu (+), dežūrloks tiek pārvietots, nodrošinot plazmas loku starp
elektrodu (-) un griežamo detaļu (griešanas loks).
Dežūrloks pazūd tikko starp elektrodu un detaļu ir ierosināts plazmas
loks.
Rūpnīcā ir iestatīts 2 sekunžu dežūrloka uzturēšanas laiks; ja šajā laikā
loks netiek nodots, cikls tiek automātiski bloķēts, izņemot dzesēšanas
gaisa padevi.
Lai uzsāktu jaunu ciklu, ir jāatlaiž degļa poga un tad tā atkārtoti
jānospiež.
Sagatavošanas darbi.
Pirms griešanas pārbaudiet, vai izlietojamās detaļas ir pareizi
piestiprinātas, apskatiet degļa uzgali saskaņā ar nodaļas "DEGĻA
TEHNISKĀ APKOPE" norādījumiem.
- Ieslēdziet barošanas bloku un iestatiet griešanas strāvu (ZĪM. C-1)
atkarībā no metāla materiāla biezuma un tipa, ko ir paredzēts sagriezt.
3. tabulā ir norādīts griešanas ātrums atkarībā no alumīnija, dzelzs un
tērauda materiāla biezuma.
- Nospiediet un atlaidiet degļa pogu, ļaujot gaisam izplūst (papildus
gāzes padeve ³30 sekundes).
- Šīs fāzes laikā noregulējiet gaisa spiedienu līdz uz manometra
redzama vērtība "bar" vienībās atbilst izmantojamajam deglim
prasītai vērtībai (2. tabula).
- Nospiediet gaisa padeves pogu un ļaujiet gaisam izplūst no degļa.
- Pārvietojiet rokturi: velciet to uz augšu, lai atbloķētu un pagrieziet, lai
noregulētu spiedienu līdz DEGĻA TEHNISKAJOS DATOS norādītajai
vērtībai.
- Uzgaidiet, kad uz manometra ir nolasāma vēlamā vērtība; nospiediet
rokturi, lai to nobloķētu.
- Uzgaidiet, kamēr gaisa plūsma izbeidzas, lai būtu vieglāk dabūt ārā
kondensātu, kas varēja uzkrāties deglī.
Svarīgi:
- Kontaktgriešana (degļa sprausla ir saskarē ar griežamo detaļu): to var
izmantot ar strāvu ne lielāku par 40-50A (lielāku vērtību gadījumā
sprausla-elektrods-sprauslas turētājs tiek momentāni sabojāti).
- Attālā griešana (deglis ar uzstādītu spraisli, ZĪM, I): To var izmantot ar
strāvu, kas lielāka par 35A;
- Pagarināts elektrods un sprausla: to var izmantot, kur tas ir paredzēts.
Griešana (ZĪM. L).
- Pietuviniet degļa sprauslu pie detaļas malas (apmēram 2 mm),
nospiediet degļa pogu; apmēram pēc 1 sekundes (gaisa
priekšpadeve) tiek ierosināts dežūrloks.
- Ja attālums ir pareizs, dežūrloks tiek nekavējoties pārvietots uz
detaļu, ierosinot griešanas loku.
- Vienmērīgi pārvietojiet degli virs detaļas virsmas gar taisno griešanas
līniju.
- Noregulējiet griešanas ātrumu atkarībā no materiāla biezuma un
izvēlēta sprieguma, pārliecinieties, ka lokam, kas iziet no detaļas
apakšējās virsmas, ir 5-10° novirze no vertikālas līnijas un ir vērsts
pretēji degļa pārvietošanas virzienam.
- Pārāk liels attālums starp degli un detaļu vai materiāla trūkums
(griešanas beigas) izraisa momentānu loka izslēgšanu.
- Loku (griezējloku vai dežūrloku) jebkurā brīdī var izslēgt, atlaižot degļa
pogu.
Caurduršana (ZĪM. M)
Ja ir jāizveido caurums vai ja griešana jāsāk detaļas centrā, ierosiniet
loku, turot degli noliektu un pakāpeniski pārvietojiet to vertikālajā
stāvoklī.
- Šī procedūra ļauj izvairīties no tā, ka loka atstarojums vai sakausētas
daļiņas sabojā sprauslas atveri, ātri samazinot aparāta darbspēju.
- Detaļas, kuru biezums ir līdz 25% no maksimālā biezuma, kas ir
noteikts šim aparāta modelim, var caurdurt pa tiešo.
7. TEHNISKĀ APKOPE
---------------------------------------------------------------------------------------------
UZMANĪBU! PIRMS TEHNISKAS APKOPES VEIKŠANAS
PĀRLIECINIETIES, KA PLAZMAS GRIEZĒJSISTĒMA IR IZSLĒGTA
UN ATSLĒGTA NO BAROŠANAS TĪKLA.
---------------------------------------------------------------------------------------------
PLĀNOTĀ TEHNISKĀ APKOPE
PARASTO TEHNISKO APKOPI VAR VEIKT OPERATORS.
DEGLIS (ZĪM. N)
Periodiski, atkarībā no lietošanas intensitātes un no redzamiem
griešanas defektiem, pārbaudiet plazmas griezējdegļa detaļu nodilumu.
1- Spraislis.
Nomainiet to, ja tas ir deformēts vai pārklāts ar izdedžiem līdz tādai
pakāpei, ka degli nevar turēt pareizā stāvoklī (tas ietver attālumu un
perpendikularitāti).
2- Sprauslas turētājs.
Atskrūvējiet to ar rokām no degļa uzgala. Rūpīgi to notīriet vai
3- Sprausla.
Pārbaudiet plazmas loka atveres, kā arī iekšējo un ārējo virsmu
nodilumu. Ja atvere ir palielināta attiecībā pret oriģinālo izmēru vai
deformēta, nomainiet sprauslu. Ja virsmas ir īpaši oksidētas, notīriet
tās ar smalku smilšpapīru.
4- Gaisa sadales gredzens.
Pārliecinieties, ka uz gredzena nav izdegumu un plaisu, kā arī, ka
gaisa kanāli nav aizsprostoti. Ja tas ir bojāts, nekavējoties nomainiet
5- Elektrods.
Nomainiet elektrodu, kad krātera dziļums, kas veidojas uz emitera
virsmas ir apmēram 1,5 mm (ZĪM. O).
6- Degļa korpuss, rokturis un vads.
Parasti šīs detaļas neprasa īpašu apkopi, izņemot periodisko apskati
un rūpīgu tīrīšanu, kuras laikā nedrīkst izmantot jebkura veida
šķīdinātājus. Ja ir atrasti izolācijas bojājumi, tādi kā plīsumi, izdegumi
vai izļodzījušies elektriskie savienojumi, degli nedrīkst izmantot,
kamēr nav novērsti droša darba traucēkļi.
Šajā gadījumā remontdarbus (ārkārtēja apkope) nedrīkst veikt uz
vietas, bet tie jāuztic pilnvarotajam atbalsta centram, kas pēc remonta
var veikt speciālās pārbaudes.
Lai nodrošinātu, ka deglis un vads ir labā darba stāvoklī ir jāievēro daži
piesardzības pasākumi:
- neļaujiet deglim un vadam nonākt saskarē ar karstām vai
sakarsētām daļām.
- nepakļaujiet vadu pārmērīgam vilkšanas spēkam.
- neļaujiet vadam iet pāri asām malām, griezējmalām, kā arī
abrazīvām virsmām.
- savāciet vadu vienāda diametra spirālēs, ja tam ir pārāk liels
garums.
- nebrauciet pāri vadam ar jebkāda veida transportlīdzekli, kā arī
nestāviet uz tā ar kājām.
Uzmanību.
- Pirms jebkādu darbu veikšanas ar degli, ļaujiet tai atdziest vismaz tādu
laiku, kas atbilst papildus gāzes padeves ilgumam.
- Izņemot īpašus gadījumus, tiek rekomendēts vienlaicīgi mainīt
elektrodu un sprauslu.
- Ievērojiet degļa detaļu montāžas secību (tā ir pretēja demontāžas
secībai).
- Pārliecinieties, ka sadales gredzens ir uzstādīts pareizā virzienā.
- Uzstādiet atpakaļ sprauslas turētāju, pieskrūvējot to līdz galam ar
rokām, pielietojot nelielu spēku.
- Nekādā gadījumā neuzstādiet sprauslas turētāju, ja vēl nav uzstādīts
elektrods, sadales gredzens un sprausla.
- Neturiet dežūrloku ieslēgtu gaisā, ja tas nav nepieciešams, lai
nepalielinātu elektroda, difuzora un sprauslas patēriņu.
- Nepieskrūvējiet elektrodu ar pārmērīgu spēku, jo tādā veidā var
sabojāt degli.
- Degļa izlietojamo detaļu savlaicīgi un pareizi veiktas pārbaudes ir ļoti
svarīgas griezējsistēmas drošībai un funkcionalitātei.
- Ja ir atrasti izolācijas bojājumi, tādi kā plīsumi, izdegumi vai
izļodzījušies elektriskie savienojumi, degli nedrīkst izmantot, kamēr
nav novērsti droša darba traucēkļi. Šajā gadījumā remontdarbus
(ārkārtēja apkope) nedrīkst veikt uz vietas, bet tie jāuztic pilnvarotajam
atbalsta centram, kas pēc remonta var veikt speciālās pārbaudes.
Saspiestā gaisa filtrs
- Filtrs ir paredzēts kondensāta automātiskai izlaišanai katru reizi, kad
tas tiek atslēgts no saspiestā gaisa līnijas.
- Periodiski pārbaudiet filtru, ja tvertnītē ir ūdens, tad to var izlaist ar
rokām, nospiežot izlaišanas savienojumu uz augšu.
- Ja filtrējošais elements ir īpaši netīrs, tas ir jānomaina, lai izvairītos no
pārmērīgas spiediena zaudēšanas.
ĀRKĀRTĒJĀ TEHNISKĀ APKOPE
ĀRKĀRTĒJ O TE H N I SKO AP KO PI VA R VEI K T T I K A I
PIEREDZĒJUŠAIS VAI KVALIFICĒTS PERSONĀLS, KURAM IR
ZINĀŠANAS ELEKTRĪBAS UN MEHĀNIKAS JOMĀ.
---------------------------------------------------------------------------------------------
UZMANĪBU! PIRMS APARĀTA PANEĻU NOŅEMŠANAS UN
TUVOŠANĀS IEKŠĒJAI DAĻAI PĀRLIECINIETIES, KA APARĀTS IR
IZSLĒGTS UN ATSLĒGTS NO BAROŠANAS TĪKLA.
Veicot pārbaudes kad aparāta iekšējas daļas atrodas zem
sprieguma var iegūt smagu elektrošoku pieskaroties pie zem
spriegojuma esošām detaļām.
---------------------------------------------------------------------------------------------
- Periodiski, biežums ir atkarīgs no ekspluatācijas režīma un apkārtējas
vides piesārņojuma, pārbaudiet aparāta iekšējo daļu un notīriet uz
transformatora, taisngrieža, indukcijas spoles, rezistoriem esošos
putekļus ar sausā saspiestā gaisa strāvas palīdzību (maks. spiediens
10 bar).
- Nevirziet saspiesta gaisa strāvu uz elektrisko plašu pusi; to tīrīšanai
izmantojiet ļoti mīkstu suku vai piemērotus šķīdinātājus.
- Laiku pa laikam pārbaudiet, vai elektriskie savienojumi ir labi
pieskrūvēti, un ka uz vadu izolācijas nav bojājumu.
- Pārbaudiet saspiestā gaisa kontūra cauruļu un savienojumu integritāti
un hermētiskumu.
- Kad visas augstāk aprakstītas operācijas ir paveiktas, uzstādiet
ap arā ta pa neļ us a tpa kaļ u n pi esk rūvē jie t lī dz ga lam
nostiprinātājskrūves.
- Ir kategoriski aizliegts veikt griešanu, kad aparāts atrodas atvērtā
stāvoklī.
8. BOJĀJUMU MEKLĒŠANA
GADĪJUMĀ JA APARĀTA DARBĪBA IR NEAPMIERINOŠA, PIRMS
PAMATĪGĀKU PĀRBAUŽU VEIKŠANAS UN PIRMS GRIEZTIES
TEHNISKĀS APKOPES CENTRĀ, PĀRBAUDIET SEKOJOŠAS
Page 96

LIETAS:
- 96 -
- Pārbaudiet, vai nav ieslēgta dzeltena LED lampiņa, kas nozīmē, ka ir
iedarbojusies termiskā aizsargierīce pārsprieguma, sprieguma
iztrūkuma vai ķēdes īsslēguma dēļ.
- Pārliecinieties, ka tiek ievēroti nominālie darba-pārtraukuma intervāli;
gadījumā, ja ir iedarbojusies termostatiskā aizsardzība, uzgaidiet
kamēr mašīna pati atdzisīs, pārbaudiet ventilatora darbderīgumu.
- Pārbaudiet barošanas līnijas spriegumu: ja spriegums ir pārāk liels vai
pārāk mazs, tad aparāts paliks bloķētā stāvoklī.
- Pārbaudiet, vai uz aparāta izejas nav īsslēguma: ja ir īsslēgums, tad
novērsiet tā cēloni.
- Pārbaudiet, vai griešanas kontūra savienojumi ir izpildīti pareizi, it
īpaši, vai strāvas atgriešanas vada spaile ir labi piestiprināta pie
detaļas, un ka starp tām nav izolējošo materiālu (piemēram, krāsas).
VISIZPLĀTĪTĀKIE GRIEŠANAS DEFEKTI
Griešanas laikā var rasties izpildes defekti, kuri parasti nav saistīti ar
iekārtas nepareizu darbību, bet ar citiem darba apstākļiem, tādiem kā:
a-Nepietiekoša penetrācija vai pārmērīga izdedžu veidošanās:
- Pārāk liels griešanas ātrums.
- Deglis ir pārāk noliekts.
- Pārāk liels detaļas biezums vai griešanas strāva ir pārāk zema.
- Saspiestā gaisa spiediens vai padeve nav piemērota.
- Elektrods un degļa sprausla Ir nodilusi.
- Sprauslas turētāja uzgalis nav piemērots.
b-Griezējloks netiek nodots:
- Elektrods ir izlietots.
- Slikts atgriešanas vada spailes kontakts.
c-Griezējloka pārtraukšana:
- Pārāk zems griešanas ātrums.
- Pārāk liels attālums starp degli un detaļu.
- Elektrods ir izlietots.
- Ir ieslēgusies aizsargierīce.
d-Griezums ir noliekts (nav perpendikulārs):
- Deglis ir nepareizi izvietots.
- Sprauslas atvere ir nesimetriski nodilusi un/vai degļa detaļas nav
pareizi samontētas.
- Nepareizs gaisa spiediens.
e-Pārmērīgs sprauslas un elektroda nodilums:
- Pārāk zems gaisa spiediens.
- Gaiss ir piesārņots (mitrums-eļļa).
- Sprauslas turētājs ir bojāts.
- Dežūrloks ir pārāk ilgi ieslēgts gaisa vidē.
- Pārāk liels ātrums, kura dēļ uz degļa detaļām nokļūst sakausētas
daļiņas.
- Да не се извършва рязане върху контейнери, съдове или
тръбопроводи, които съдържат или са съдържали запалими
течни или газообразни вещества.
- Да се избягва работа върху материали, почистени с
разтворители, съдържащи хлор или работа в близост до
споменатите вещества.
- Да не се реже върху съдове под налягане.
- Да се поставят далеч от работното място всякакви лесно
запалими предмети (например: дърво, хартия, парцали и
т.н.)
- Да се подсигури подходящо проветрение или вентилация,
които да позволят отвеждането, получени при операциите на
плазмено рязане; необходим е системен подход за оценка на
границите на излагане на пушеците, получени при рязане,
според техния състав, концентрация и престоя в такава
среда.
- Да се направи подходяща електрическа изолация според
,*
наконечника на горелката за плазмено рязане, обработвания
детайл и евентуалните метални части, поставени в близост
до работното място (достъпни).
Това нормално се постига чрез защитни ръкавици, обувки,
предпазни средства за главата и облекло, предвидени за
целта, както пътеки и предпазни килимчета.
- Предпазвайте очите чрез специалните затъмнени стъкла,
монтирани върху маски и шлемове.
Да се използва съответното незапалимо облекло, което
възп репят ства и п рякото из лаган е н а к ожата на
ултравиолетовите лъчи и инфрачервените лъчи, които се
получават от дъгата. Предпазни мерки трябва да се вземат и
за лицата, които се намират в близост до дъгата, това става
чрез екрани или неотразяващи завеси.
- Шум: Ако поради особено интензивни операции на рязане се
установи ниво на ежедневно персонално излагане на шум
(LEPd) равно или по-голямо от 85db(A), е задължителна
употребата на подходящи средства за лична защита.
)
_______________(BG)______________
РЪКОВОДСТВО С ИНСТРУКЦИИ
ВНИМАНИЕ! ПРЕДИ ДА ИЗПОЛЗВАТЕ СИСТЕМАТА ЗА
П Л АЗ МЕ НО Р ЯЗ АН Е, П РО Ч ЕТ ЕТ Е В НИ МАТ ЕЛ НО
РЪКОВОДСТВОТО С ИНСТРУКЦИИ!
СИСТЕМИ ЗА ПЛАЗМЕНО РЯЗАНЕ, ПРЕДНАЗНАЧЕНИ ЗА
ПРОФЕСИОНАЛНА И ПРОМИШЛЕНА УПОТРЕБА
1. ОБЩИ ПРАВИЛА ЗА БЕЗОПАСНОСТ ПРИ ПЛАЗМЕНО ДЪГОВО РЯЗАНЕ
Операторът трябва да бъде достатъчно осведомен относно
безопасната употреба на системите за плазмено рязане и
рисковете, свързани с различните методи и техники при
дъговото заваряване, съответните мерки за безопасност и
действие в критични ситуации.
(Да се направи справка също така и с "ТЕХНИЧЕСКА
СПЕЦИФИКАЦИЯ IEC или CLC/TS 62081”: ИНСТАЛАЦИЯ И
ПОЛЗВАНЕ НА АПАРАТУРА ЗА ДЪГОВО ЗАВАРЯВАНЕ И
СВЪРЗАНИТЕ С ТОВА ТЕХНИКИ).
- Избягвайте директен контакт със системата за рязане;
напрежението на празен ход, създавано от системата за
плазмено рязане може да бъде опасно при някои
обстоятелства.
- Свързването на кабелите на системата за рязане, операциите
за контрол и ремонт, трябва да се извършват само при
изгасена и изключена от захранващата мрежа система.
- Изгасете системата за плазмено рязане и я изключете от
захранващата мрежа, преди да подмените захабени части
върху горелката.
- Електрическата инсталация трябва да бъде направена
съгласно действащите норми и действащите закони за
предпазване от трудови злополуки.
- Системата за плазмено рязане трябва да бъде свързана
единствено със захранваща система с неутрален заземен
проводник.
- Уверете се, дали контактът за електрическо захранване е
правилно заземен.
- Не използвайте системата за плазмено рязане във влажна
или мокра среда или при дъжд.
- Да не се използват кабели с повредена изолация или
разхлабени връзки.
- Електромагнитните полета, породени от процеса на
п ла зм е н о р яз а не , м ог ат д а п ов л ия ят в ър ху
функционирането на електрически и електронни устройства.
Лицата, носи тели на електрически или еле ктрон ни
меди цинск и уст ройс тва (на прим ер. П ейс-м ейкър и,
респиратори и т.н....), трябва да се консултират с лекар,
преди да стоят в близост до работното място на такава
система за плазмено рязане.
На лицата, носители на такива електрически или електронни
медицински устройства, изобщо не се препоръчва да
използват тази система за плазмено рязане.
- Тази система за плазмено рязане отговаря на изискванията
на техническите ст андарти за продукти, ко ито се
употребя ват предимно в индуст ри ална среда и с
професионална цел.
Не се гарантира електромагнитната съвместимост в
домашни условия.
ДОПЪЛНИТЕЛНИ ПРЕДПАЗНИ МЕРКИ
ОПЕРАЦИИ ПРИ ПЛАЗМЕНО РЯЗАНЕ:
- В среда с висок риск от токов удар;
- В ограничени пространства;
- При наличието на запалими материали или експлозиви;
ТРЯБВА предварително да бъдат преценени рисковете от
"Отговорно експертно лице" и да се извършват в
присъствието на подготвени за действие в критични
ситуации специалисти.
ТРЯБВА да бъдат приложени защитните технически
средства, описани в 5.10; A.7; A.9. на "ТЕХНИЧЕСКА
СПЕЦИФИКАЦИЯ IEC или CLC/TS 62081”.
- ТРЯБВА да бъдат забранени операции по рязане докато
източникът на ток се поддържа от оператора (например:
посредством ремъци).
- ТРЯБВА да бъдат забранени операции по рязане, когато
операторът е повдигнат над земята, с изключение, когато
се използва специална осигурителна платформа.
- В НИМ АНИ Е! Б ЕЗО ПАС НОС Т НА СИС ТЕМ АТА ЗА
ПЛАЗМЕНО РЯЗАНЕ.
Само предвидения моде л горелка и съ ответн ото
свързване с източник на ток, както е посочено в
"ТЕХНИЧЕСКИ ДАННИ" гарантира, че предвидените
структури за безопасност са ефикасни (система за взаимно
блокиране).
- НЕ ИЗПОЛЗВАЙТЕ горелки и съответно различни по
произход консумативи.
Page 97

- НЕ СЕ ОПИТВАЙТЕ ДА СЪВРЗВАТЕ С ИЗТОЧНИК НА ТОК, на машината.
- 97 -
горелки предназначени за методи на рязане или
ЗАВАРЯВАНЕ, които не са предвидени в тези инструкции.
- НЕСПАЗВАНЕТО НА ТЕЗИ ПРАВИЛА може да предизвика
СЕРИОЗНИ рискове за физическата безопасност на
потребителя и да повреди апаратурата.
ДРУГИ РИСКОВЕ
- ПРЕОБРЪЩАНЕ: поставете източника на ток за плазмено
рязане върху хоризонтална повърхност с необходимата
товаропоносимост; в противен слу чай (напр им ер:
наклонени и неравни подове и т.н....) съществува опасност от
преобръщане.
- НЕХАРАКТЕРНА УПОТРЕБА:опасно е да се използва
системата за плазмено рязане за всяка обработка различна
от предвидената.
2. УВОД И ОБЩО ОПИСАНИЕ
Тези генератори са създадени с най-нова технология Инвертер с
IGBT и са проектирани за ръчно рязане на ламарини от всякакъв
метал и за рязане на ламарини с отвори (където е предвидено).
Непрекъснатото регулиране на тока от минимални до максимални
стойности позволява да се осигури високо качество на отреза,
според изменението на дебелината и типа метал.
Цикълът рязане се активира от една пилотна дъга, която в
зависимост от модела: може да бъде предизвикана от късо
съединени на електрода и наконечника или от отделянето на висока
честота (HF).
ОСНОВНИ ХАРАКТЕРИСТИКИ
- Уред за контрол на напрежението на дъгата, налягане на въздуха,
късо съединение на горелката (където е предвидено).
- Термостатична защита.
- Показване на налягането на въздуха (където е предвидено).
АКСЕСОАРИ ОТ СЕРИЯТА
- Горелка за плазмено рязане.
- Кит съединения за свързване на сгъстения въздух.
АКСЕСОАРИ ПО ЗАЯВКА
- Кит електроди-наконечници за подмяна.
- Кит електроди-удължени наконечници (където е предвидено).
3. ТЕХНИЧЕСКИ ДАННИ
ТАБЕЛА С ДАННИ
Основните данни, свързани с употребата и работата на системата
за плазмено рязане, са обобщени в табелата с техническите
характеристики със следните значения:
1- ЕВРОПЕЙСКА норма, на която отговаря безопасността на
работа и производството на машини за дъгово заваряване и
плазмено рязане.
2- Символ за вътрешната структура на машината.
3- Символ за метода плазмено рязане.
4- Символ S: показва, че могат да бъдат извършени операции
рязане в среда с висок риск от електрически удар (например: в
близост до големи метални маси).
5- Символ на захранващата линия:
1~:монофазно променливо напрежение
3~: трифазно променливо напрежение
6- Степен на безопасност на структурата.
7- Данни, свързани с характеристиките на захранващата линия:
-U :Променливо напрежение и захранваща честота на
1
машината (допустими граници ±10%):
-I :Максимален ток, поглъщан от линията.
1 max
-I :Ефективен ток на захранване
1eff
8- Показатели на системата за рязане:
-U :максимално напрежение на празен ход (отворена
0
система на рязане).
-I /U :Ток и съответното нормализирано напрежение, които
2 2
могат да бъдат отделени от машината по време на
рязане.
-X : Отношение на прекъсване: показва времето, през което
машината може да отделя съответния ток (същата
колона). Изразява се в %, на основата на цикъл от 10
минути (например: 60% = 6 минути работа, 4 почивка; и
т.н.). В случай, че параметрите на употреба (на табелата,
предвидени при 40°C за работната среда),
бъдат превишени, термичната з а щ и т а с е
задейства (машината се намира в “почивка” - stand-by
режим, докато нейната температура се нормализира в
допустимите граници).
-A/V-A/V: Показва гамата за регулиране на тока за рязане
(минимално-максимално) за съответното напрежение
9- Регистрационен номер за индентификация на машината
10- :Стойност на инерционните предпазители, които трябва
11-Символи, отнасящи се до нормите за безопасност, чието
За бележ ка: Та к а пр едста вен ата таб ел а с тех нич еск и
характеристики показва значението на символите и цифрите;
точните стойности на техническите параметри на системата за
плазмено рязане трябва да бъдат проверени директно от табелата
на дъгата.
(необходим за техническото обслужване, заявка на резервни
части, установяване на произхода на продукта).
да се предвидят за обезопасяване на линията
значение е отразено в глава “Общи правила за безопасност при
дъговото заваряване”.
Фиг.A
ДРУГИ ТЕХНИЧЕСКИ ДАННИ:
- ИЗТОЧНИК НА ТОК: виж таблица 1 (TAБ.1)
- ГОРЕЛКА : виж таблица 2 (TAБ.2)
Масата на машината е отразена в таблица 1 (TAБ. 1).
4. ОПИСАНИЕ НА СИСТЕМАТА ЗА ПЛАЗМЕНО РЯЗАНЕ
Тази машина се състои преди всичко от силови блокове, изпълнени
във вид на печатни и оптимизирани платки, за обезпечаване на
максимална надеждност и малка техническа поддръжка.
1- Вход за монофазна захранваща линия, група токоизправител и
кондензатори за изравняване.
2- Основен управляващ транзисторен мост (IGBT) и драйвери;
приема изправеното (постоянното) напрежение от линията и го
преобразува в променливо напрежение с висока честота, а също
така регулира мощността в зависимост от тока/напрежението,
необходими за съответното рязане.
3- Високочестотен трансформатор: първичната намотка се
захранва с преобразуваното напрежение от блок 2; неговата
функция се състои в това да адаптира тока и напрежението до
необходимите стойности за извършване на рязането и
едновременно да изолира галванически системата за рязане от
захранващата линия.
4- Вторичен токоизправителен мост с изравняваща индуктивност:
преобразува променливото напрежение/ток от вторичната
намотка в постоянен ток/напрежение с много ниско колебание.
5- Контролна и регулираща електроника: контролира своевременно
стойността на тока за рязане и го съпоставя със зададената от
оператора стойност; модулира командните импулси от
драйверите на транзисторните мостове IGBT, които извършват
регулирането.
Определя динамичното изменение на тока при рязане и
управлява системите за безопасност.
УРЕДИ ЗА КОНТРОЛ, РЕГУЛИРАНЕ И СВЪРЗВАНЕ
Заден панел (Фиг. C)
1- Главен прекъсвач
I (ON) Готов генератор за функциониране, няма напрежение в
горелката. Генератор в Stand By.
O (OFF) Възпрепятствано е всяко функциониране; помощните
устройства и светлинните сигнали са изгасени.
2- Захранващ кабел
3- Съединение за сгъстен въздух (липсва във версията
Kompressor)
Свържете машината към система за сгъстен въздух с минимум 5
bar и максимум 8 bar (TAБ. 2).
4- Редуктор за налягането на съединението за сгъстен въздух
(където е предвидено).
Преден панел (Фиг. D1)
1- Копче за регулиране на тока за рязане.
Позволява да се нагласи интензитета на тока за рязане,
подаван от машината, който трябва да се избере според
приложението (дебелина на материала/скорост). За справка
виж ТЕХНИЧЕСКИ ДАННИ за правилното съотношение на
прекъсване работа-пауза, което трябва да се съблюдава в
зависимост от избрания ток.
2- Жълта индикаторна лампа за сигнализиране на общата
аларма:
- Когато свети пок азва свръхнагряване на някой от
- По време на тази фаза е възпрепятствано функционирането
- Възобновяването на работата е автоматично (изгасване на
3- Жълта индикаторна лампа за сигнализиране на наличие на
напрежение в горелката.
- Когато свети показва, че системата за рязане е активирана:
- Нормално не свети (дезактивирана система за рязане) при НЕ
- Не свети, със задействан бутон на горелката, при следните
4- Зелена индикаторна лампа за сигнализиране на наличието
на напрежение в мрежата и помощните захранващи
системи.
Контролните и обслужващите системи са захранени.
5- Червена индикаторна лампа за сигнализиране на системата
за сгъстен въздух (където е предвидено).
Когато свети, показва свръхнагряване на намотките на
електрическия мотор в компресора за въздух.
6- Манометър.
Позволява четене на налягането на въздуха.
7- Конектор за съединението на горелката.
(Фиг. B)
компонент ите на силовата верига или аномалия в
захранващото напрежение на входа (свръхнапрежение и пони ско от нор мал ното на пре жен ие) . З ащи тата от
свръхнапрежение и по-ниско от нормалното напрежение:
блокира машината: захранващото напрежение е извън
диапазона +/- 15% спрямо стойността на табелата.
ВНИМАНИЕ: Превишаването на гореспоменатата горна
граница на напрежението, ще увреди сериозно уреда.
на машината.
жъ лтат а индикато рна л ампа) , след като една от
гореизброените аномалии се върне в допустимите граници.
Пилотна дъга или Дъга за рязане "ON".
задействан бутон на горелката (състояние stand by).
условия:
- По време на фазата POST ARIA (въздуха за охлаждане).
- Ако пилотната дъга не се прехвърли на детайла за
максимално време до 2 секунди.
Ако дъгата на рязане се прекъсне, поради прекалено голямо
разс то яние меж ду гор ел ката- дета йла, пре кален о
захабяване на електрода или принудително отдалечаване
на горелката от детайла.
- Ако се е задействала някоя система за БЕЗОПАСНОСТ.
Page 98

Горелка с директно или централизирано свързване. 5. ИНСТАЛИРАНЕ
- 98 -
- Бутонът на горелката е единственият орган за контрол, чрез ---------------------------------------------------------------------------------------------
който може да се командва началото и спирането на
операциите по рязане.
- При спиране на въздействието върху бутона, цикълът
незабавно се прекъсва, в която и да е фаза, с изключение на
поддържането на въздуха за охлаждане (post-aria).
- Случайни маневри: за да се позволи началото на цикъла,
въздействието върху бутона трябва да стане за минимално
време от няколко десети от секундата.
- Електр ическа безопас ност: функцията на бут она е
възпрепятствана, ако изолиращият носач за наконечника на
горелката НЕ е монтиран върху главата на горелката или е
монтиран неправилно.
8- Конектор за замасяващия кабел
Преден панел (Фиг. D2)
1- Копче за регулиране на тока за рязане.
Позволява да се нагласи интензитета на тока за рязане,
подаван от машината, който трябва да се избере според
приложението (дебелина на материала/скорост). За справка
виж ТЕХНИЧЕСКИ ДАННИ за правилното съотношение на
прекъсване работа-пауза, което трябва да се съблюдава в
зависимост от избрания ток.
2- Червена индикаторна лампа за сигнализиране на общата
аларма:
-Когато свети пок аз ва св ръ хн агряване на няко й от
компонент ите на силовата верига или аномалия в
захранващото напрежение на входа (свръхнапрежение и пониско от н ормалното н ап р ежение). Защита от
свръхнапрежение и по-ниско от нормалното напрежение:
блокира машината: захранващото напрежение е извън
диапазона +/- 15% спрямо стойността на табелата.
ВНИМАНИЕ: Превишаването на гореспоменатата горна
граница на напрежението, ще увреди сериозно уреда.
- По време на тази фаза е възпрепятствано функционирането
на машината.
- Възобновяването на работата е автоматично (изгасване на
червената индикаторна лампа), след като една от
гореизброените аномалии се върне в допустимите граници.
3- Жълта индикаторна лампа за наличие на напрежение в
горелката.
- Когато свети показва, че системата за рязане е активирана:
Пилотна дъга или Дъга за рязане "ON".
- Нормално не свети (дезактивира система за рязане) при НЕ
задействан бутон на горелката (състояние stand by).
- Не свети, със задействан бутон на горелката, при следните
условия:
- По време на фазата POST ARIA (въздуха за охлаждане).
- Ако пилотната дъга не се прехвърли на детайла за
максимално време до 2 секунди.
Ако дъгата на рязане се прекъсне, поради прекалено голямо
разс то яние меж ду гор ел ката- дета йла, пре кален о
захабяване на електрода или принудително отдалечаване
на горелката от детайла.
- Ако се е задействала някоя система за БЕЗОПАСНОСТ.
4- Зелена индикаторна лампа за сигнализиране на наличието
на напрежение в мрежата и помощните захранващи
системи.
Контролните и обслужващите системи са захранени.
5- Жълта индикаторна лампа за сигнализиране на липса на
фаза (където е предвидено).
Когато свети жълтата индикаторна лампа показва липса на
захранваща фаза, функционирането е възпрепятствано и
възобновяването е автоматично след 4 секунди от изчезване на
аномалията.
6- Сигнализиране на аномалия в системата за сгъстен въздух
(където е предвидено).
ЖЪЛТА индикаторна лампа (Фиг. D2-6) заедно с ЧЕРВЕНАТА
индикаторна лампа за обща аларма (Фиг.D2-2).
Когато свети, показва че налягане на въздуха за правилното
функциониране на горелката е недостатъчно. По време на тази
фаза е възпрепятствано функционирането на машината.
Възобновяването на работата е автоматично (изгасване на
индикаторните лампи), след като налягането се върне в
допустимите граници.
7- Бутон за въздух (където е предвиден).
Като се натисне този бутон, въздухът продължава да излиза от
горелката за определено време.
Обикновено се употребява:
- за охлаждане на горелката.
- във фазата за регулиране на налягането на манометъра.
8- Манометър.
Позволява четенето на налягането на въздуха.
9- Конектор за съединение на горелката.
Горелка с директно или централизирано свързване.
- Бутонът на горелката е единственият орган за контрол, чрез
който може да се командва началото и спирането на
операциите по рязане.
- При спиране на въздействието върху бутона, цикълът
незабавно се прекъсва, в която и да е фаза, с изключение на
поддържането на въздуха за охлаждане (post-aria).
- Случайни маневри: за да се позволи началото на цикъла,
въздействието върху бутона трябва да стане за минимално
време от няколко десети от секундата.
- Елект рическа безопасност: функцията на бутона е
възпрепятствана, ако изолиращият носач за наконечника на
горелката НЕ е монтиран върху главата на горелката или е
монтиран неправилно.
10- Конектор за замасяващия кабел
ВНИМАНИЕ! ВСИЧКИ ОПЕРАЦИИ ПО ИНСТАЛИРАНЕ И
ОПЕРА ЦИИ ПО ЕЛ ЕКТ РИЧЕСКО ТО СВЪРЗВАНЕ С ЪС
СИСТЕМАТА ЗА ПЛАЗМЕНО РЯЗАНЕ, ДА СЕ ИЗВЪРШВАТ САМО
П РИ Н А П Ъ Л Н О З А ГА С Е Н А И И ЗК ЛЮ ЧЕ Н А О Т
ЕЛЕКТРИЧЕСКАТА МРЕЖА, СИСТЕМА.
ЕЛЕК ТРИЧ ЕС КИТЕ СВЪ РЗВАН ИЯ ТРЯБВА Д А БЪДАТ
ИЗВЪРШВАНИ ЕДИНСТВЕНО ОТ ОБУЧЕН И КВАЛИФИЦИРАН
ЗА ТАЗИ ДЕЙНОСТ, ПЕРСОНАЛ.
---------------------------------------------------------------------------------------------
ИНСТАЛИРАНЕ
Разопаковайте машината, извършете монтажа на отделните части,
които се намират в опаковката.
Съединяване на изходен кабел-щипка маса (Фиг. E)
НАЧИНИ ЗА ПОВДИГАНЕ НА МАШИНАТА
Всички машини, описани в това ръководство, трябва да бъдат
повдигани като се използва ръкохватката или предоставения ремък,
ако е предвидена за модела (монтиран, както е описано на ФИГ. F).
МЕСТОПОЛОЖЕНИЕ НА МАШИНАТА
Определете мястото за инсталиране на машината, така че там да
няма препятствия пред съответния отвор за вход и изход на
охлаждащия въздух; в същото време уверете се, че не се всмукват
прашинки, корозивни изпарения, влага и т.н. Поддържайте поне
250mm свободно пространство около машината.
---------------------------------------------------------------------------------------------
ВНИМ АНИЕ! По ст авете маш инат а върху равна
повърхност със съответната товаропоносимост, за да се
избегне евентуално преобръщане или опасно преместване на
машината.
---------------------------------------------------------------------------------------------
СВЪРЗВАНЕ С МРЕЖАТА
- Преди да се извърши каквото и да електрическо свързване,
проверете върху табелата с технически характеристики на
източника на ток, дали данните отговарят на напрежението и
честотата на мрежата при мястото на инсталация.
- Източникът на ток трябва да бъде свързан единствено със
захранваща система със занулен и заземен проводник.
- За да се гарантира безопасността при индиректен контакт,
използвайте следните типове диференциални прекъсвачи:
- Тип A ( ) за монофазни машини;
- Тип B ( ) за трифазни машини.
- За да се удовлетворят изискванията на Норма EN 61000-3-11
(Flicker) се препоръчва свързване на източника на ток с точките
на интерфейса на захранващата мрежа, които са с комплексно
съпротивление по-малко от, виж таблица 1 (TAБ.1).
Вилка и контакт за включване
- Монофазните модели с абсорбиран ток по-малък или равен на
16A са сн абде ни фа бр ично съ с з ах ранв ащ ка бел с
нормализирана вилка (2P+T) 16A \250V.
- Монофазните модели с абсорбиран ток по-голям от 16A и
трифазните са снабдени със захранващ кабел, който трябва да
се свърже с нормализирана вилка (2P+T) за монофазните
модели и (3 P+T ) за трифазните модели, с адекватна
издръжливост. Да се предвиди контакт за мрежата, снабден с
предпазител или авто мат ичен прекъсвач ; спец иалната
заземяваща клема трябва да бъде свързана със заземяващ
проводник (жълто-зелен на цвят) на захранващата линия.
- Таблица (TAБ.1) показва препоръчителните стойности, изразени
в ампери, на инерционните предпазители на линията, избрани
според максималния номинален ток, предаващ се от машината и
номиналното напрежение на захранване.
---------------------------------------------------------------------------------------------
ВНИМАНИЕ! Неспазването на изложените по-горе
правила, прави неефикасна системата за безопасност,
предвидена от производителя (клас 1), а това поражда
сериозни рискове за хората (от токов удар) или за материални
щети (напр. пожар и др.).
---------------------------------------------------------------------------------------------
СВЪРЗВАНЕ НА СИСТЕМАТА ЗА РЯЗАНЕ
---------------------------------------------------------------------------------------------
ВНИМАНИЕ! ПРЕДИ ДА ИЗВЪРШИТЕ СЪОТВЕТНИТЕ
СВЪРЗВАНИЯ, УВЕРЕТЕ СЕ ЧЕ ИЗТОЧНИКЪТ НА ТОК Е
ИЗГАСЕН И ИЗКЛЮЧЕН ОТ ЗАХРАНВАЩАТА МРЕЖА.
Таблица 1 (TAБ. 1) посочва препоръчителните стойности на
заваръчните кабели (в mm2) в съответствие с максималния ток,
отдаван от машината.
---------------------------------------------------------------------------------------------
Свързване на сгъстения въздух (ФИГ. G).
- Подгответе една линия за разпределение на сгъстения въздух с
минимално налягане и капацитет, посочени в таблица 2 (TAБ. 2), в
моделите, където се предвижда.
ВАЖНО!
Максималното налягане на входа да не надвишава 8 bar. Въздух
съдържащ значително количество влага или масло, може да
предизвика прекомерно захабяване на консумативите или да
повреди горелката. Ако съществуват съмнения относно качествата
Page 99

на наличния сгъстен въздух, се препоръчва използването на - Прочетете изискващата се стойност (bar) на манометъра; бутнете
- 99 -
устройство изсушаващо въздуха, което да се инсталира в горната копчето, за да блокирате регулирането.
част на филтъра на входа. Свържете с мека връзка линията за
сгъс те н въздух с ма ши ната , к ато използвате ед но от
предоставените съединения, които трябва да се монтират към
филтъра за въздух на входа, поставен отзад на машината.
Свързване на изходен кабел но тока за рязане.
Свържете изходния кабел на тока за рязане с детайла за отрязване стойности на тока водят до незабавното разрушаване на
или металната маса, на която е поставен като съблюдавате следни наконечник-електрод-носач на наконечника).
предпазни мерки:
- Проверете, дали е осъществен добър електрически контакт, ФИГ. I): приложим е при ток по-голям от 35A;
особено, ако се режат ламарини с изолиращо покритие, или
оксидирани ламарини и т.н.
- Извършете свързването на масата възможно най-близо до зоната
на рязане.
- Използването на метални структури, които не са част от
обработвания детайл, като изходен проводник на тока за рязане,
може да се окаже опасно и да даде незадоволителни резултати от
рязането.
- Не извършвайте свързване на масата с частта на детайла, която
трябва да бъде отстранена.
Свързване на горелката за плазмено рязане (ФИГ. H) (където е
предвидено).
Вкарайте мъжкия край на горелката в централизирания конектор,
поставен върху предния панел на машината като допрете плътно
поляризиращия ключ. Завийте докрай, по посока на часовниковата
стрелка, блокиращия пръстен, за да гарантирате преминаване на
въздуха и на тока без загуби.
При някои модели горелката се доставя вече свързана към
източника на ток.
ВАЖНО!
Преди да започнете операциите по рязане, проверете, дали отпускане на бутона на горелката.
правилно са монтирани консумативите и инспектирайте главата на
горелката, както е посочено в глава „ПОДДРЪЖКА НА ГОРЕЛКАТА”.
6. ПЛАЗМЕНО РЯЗАНЕ: ОПИСАНИЕ НА МЕТОДА
Плазмена дъга и принципи на приложение на плазменото поставете с постепенно движение във вертикално положение.
рязане.
Плазмата е нагрят до изключително висока температура газ и разтопени частици да повредят отвора на наконечника, като
йонизиран по начин да се превърне в електрически проводник. Този намалят бързо функционалността му.
метод на рязане използва плазмата за прехвърляне на
електрическата дъга на металния детайл, който се разтапя от
топлината и се разделя. Горелката използва сгъстен въздух, който
идва от едно отделно захранване, както за плазмения газ, така и за
охлаждащия и защитен газ.
Запалване HF
Този метод на запалване обикновено се използва при модели с ток
по-висок от 50A.
Започването на цикъла се определя от една дъга с висока
честота/високо напрежение ("HF"), което позволява запалването на
пилотна дъга между електрода (полярност -) и наконечника на
горелката (полярност +). Като се доближи горелката до детайла за
рязане, свързан с полярност (+) на източника на ток, пилотната дъга
се прехвърля и установява плазмена дъга между електрод (-) и
самия детайл (дъга на рязане). Пилотната дъга и HF се изключват
още щом се установи плазмената дъга между електрода и детайла.
Времето за поддържане на пилотната дъга, зададено фабрично, е
2s (секунди); ако прехвърлянето не се извърши в рамките на това
време, цикълът автоматично се блокира, освен поддържането на
охлаждащия въздух.
За да започне отново цикълът, е необходимо да се отпусне бутона
на горелката и после да се натисне отново.
Запалване на късо
Този тип запалване обикновено се използва при модели с ток понисък от 50A.
Започването на цикъла се определя от движението на електрода в
наконечника на горелката, което позволява запалването на пилотна
дъга между електрода (полярност -) и самият наконечник
(полярност +).
Като се доближи горелката до детайла за рязане, свързан с
полярност (+) на източника на ток, пилотната дъга се прехвърля и
установява плазмена дъга между електрод (-) и самият детайл (дъга
на рязане). Пилотната дъга се изключва още щом се установи
плазмената дъга между електрода и детайла.
Времето за поддържане на пилотната дъга, зададено фабрично, е
2s (секунди); ако прехвърлянето не се извърши в рамките на това
време, цикълът автоматично се блокира, освен поддържането на
охлаждащия въздух.
За да започне отново цикълът, е необходимо да се отпусне бутона
на горелката и после да се натисне отново.
Предварителни операции.
Преди да започнете операциите по рязане, проверете, дали
правилно са монтирани консумативите и инспектирайте главата на
горелката, както е посочено в глава „ПОДДРЪЖКА НА ГОРЕЛКАТА”.
- Пуснете източника на ток и задайте тока на рязане (ФИГ. C-1)
според дебели ната и ти па метал ен материал, ко йто
възнамерявате да отрежете. В TAБ.3 е отразена скоростта на
рязане, според дебелината за материали алуминий, желязо и
стомана.
- Натиснете и отпуснете бутона на горелката като пуснете
въздушна струя (³30 секунди въздух за охлаждане).
- Регулирайте, по време на тази фаза, налягането на въздуха,
докато прочетете на манометъра стойността във барове “bar”,
която се изисква според използваната горелка (TAБ. 2).
- Натиснете върху бутона за въздух и пуснете да излезе въздух от
горелката.
- Въздействайте върху копчето: дръпнете на горе, за да отстраните
блокирането и завъртете копчето, за да регулирате налягането до
посочената стойност в ТЕХНИЧЕСКИ ДАННИ НА ГОРЕЛКАТА.
- Оставете спонтанно да приключи подаването на въздушната
струя, за да улесните отстраняването на евентуален конденз,
натрупан по горелката.
Важно:
- Контактно рязане (с наконечник на горелката в контакт с детайла
за рязане): приложимо е при максимален ток 40-50A (по-високи
- Рязане от разстояние (с дистанционер, монтиран на горелката
- Електрод и удължен наконечник: приложимо е там, където е
предвидено.
Операция рязане (ФИГ. L).
- Доближете наконечника на горелката до ръба на детайла (около 2
mm), натиснете бутона на горелката; след около 1 секунда
(предварителен въздух) се получава запалването на пилотната
дъга.
- Ако разстоянието е адекватно, пилотната дъга се прехвърля
незабавно върху детайла, предизвиквайки дъгата за рязане.
- Преместете горелката върху повърхността на детайла по
дължина на идеалната линия за отреза с равномерно
предвижване.
- Нагласете скоростта на рязане, според дебелината и избрания
ток, като проверите дали излизащата дъга от долната повърхност
на детайла има вертикален наклон от 5-10° в посоката, обратна
на посоката на предвижване на рязането
- Прекалено голямото разстояние горелка-детайл или липсата на
материал (край на рязането) предизвиква незабавно прекъсване
на дъгата.
- Прекъсване на дъгата (на рязане или пилотната) се получава при
Пробиване (ФИГ. M)
Когато се налага извършването на тази операция или започване на
работа от центъра на детайла, запалете с наклонена горелка и я
- Тази процедура предотвратява възвръщане на дъгата или
- Пробиване на детайли с дебелина до 25% от максимално
предвидената в гамата за използване, може да бъде извършено
директно.
7. ПОДДРЪЖКА
---------------------------------------------------------------------------------------------
ВНИМАНИЕ! ПРЕДИ ДА ИЗВЪРШВАТЕ ОПЕРАЦИИ ПО
ПОДДРЪЖКА, УВЕРЕТЕ СЕ, ЧЕ СИСТЕМАТА ЗА ПЛАЗМЕНО
РЯЗАНЕ Е ИЗГАСЕНА И ИЗКЛЮЧЕНА ОТ ЕЛЕКТРИЧЕСКАТА
МРЕЖА.
---------------------------------------------------------------------------------------------
ОБИКНОВЕНА ПОДДРЪЖКА
ОПЕРАЦИИТЕ ПО ОБИКНОВЕНАТА ПОДДРЪЖКА МОГАТ ДА
БЪДАТ ИЗВЪРШЕНИ ОТ ОПЕРАТОРА.
ГОРЕЛКА (ФИГ. N)
Периодично, според честотата на употреба или появата на дефекти
в отреза, проверявайте състоянието на износеност на съответните
части на горелката, отнасящи се до плазмената дъга.
1- Дистанционер.
Подменете го, ако е деформиран или покрит с шлака, дотам че да
прави невъзможно правилното поддържане на положението на
горелката (разстояние и перпендикулярност).
2- Носач за наконечника.
Развийте го ръчно от главата на горелката. Извършете акуратно
почистване или го подменете, ако е повреден (изгаряния,
деформации или пукнатини). Проверете целостта на горния
метален сектор (механизма за безопасност на горелката).
3- Наконечник.
Проверете степента на износеност на отвора за преминаване на
плазмената дъга, на вътрешната и външната повърхност. Ако
отворът се окаже разширен спрямо оригиналния диаметър или
деформиран, подменете наконечника. Ако повърхностите се
окажат силно оксидирани, почистете ги с фина шкурка.
4- Пръстен на разпределителя за въздух.
Проверете, дали няма изгаряния или пукнатини или дали не са
запушени отворите за преминаване на въздуха. Ако е повреден,
подменете го незабавно.
5- Електрод.
Подменете електрода, когато дълбочината на кратера, който се
образува на емисионната повърхността, е около 1,5 mm (ФИГ. O).
6- Корпус на горелката, дръжка и кабел.
Обикновено тези компоненти не се нуждаят от особена
поддръжка, освен периодична инспекция и акуратно почистване,
което трябва да се извърши без да се ползват разтворители от
каквото и да е естество. Ако се открият увреждания на
изол ацията като счупвания , пукнатини, изгаряния ил и
разхлабване на електрическите проводници, горелката не може
да бъде използвана занапред, тъй като изискванията за
безопасност не са удовлетворени.
В този случай поправката (извънредна поддръжка) не може да
бъде направена на място, а трябва да се извърши от лицензиран
център за техническо обслужване, който е в състояние да
направи специални проби и технически изпитания след
поправката.
За да се поддържа изправна горелката и кабела е необходимо да
се вземат някои предпазни мерки:
- не поставяйте в контакт горелката с нагрети или нажежени
Page 100

части. - Проверете, дали свързванията в системата за рязане са
- 100 -
- не подлагайте кабела на прекомерно издърпване.
- не позволявайте кабелът да преминава по остри и режещи ъгли
или абразивни повърхности.
- съберете кабела на равни спирали, ако дължината му е поголяма от необходимото.
- не преминавайте с никакво средство върху кабела и не го
тъпчете.
Внимание.
- Преди да извършвате каквато и да е манипулация върху
горелката, оставете я да се охлади, поне за цялото време на
подаване на въздух за охлаждане "post-aria"
- С изключение на особени случаи, препоръчително е да се
подменя електрода и наконечника едновременно.
- Спазвайте реда на монтиране на компонентите на горелката
(обратен спрямо разглобяването).
- Внимавайте, дали пръстена на разпределителя е монтиран от
правилната страна. - Захабен електрод или наконечник на горелката.
- Монтирайте отново носача на наконечника като го завиете докрай - Неподходящ връх на носача на наконечника.
ръчно с лек натиск.
- В никакъв случай не монтирайте носача на наконечника без
предварително да сте монтирали електрода, пръстена на
разпределителя и наконечника.
- Избягвайте да държите, когато не е необходимо, запалена
пилотната дъга във въздуха, с цел да не увеличава захабяването
на електрода, дифузора и наконечника.
- Не затягайте електрода прекалено силно, тъй като рискувате да
повредите горелката.
- Навременното и правилното извършване на контролните
процедури върху консумативите на горелката са от жизнено важно
значение за безопасността и функционалността на системата за
рязане.
- Ако се открият увреждания на изолацията като счупвания,
пукнатини, изгаряния или разхлабване на електрическите
проводници, горелката не може да бъде използвана занапред, тъй
като изискванията за безопасност не са удовлетворени.
В този случай поправката (извънредна поддръжка) не може да
бъде направена на място, а трябва да се извърши от лицензиран
център за техническо обслужване, който е в състояние да
направи специални проби и технически изпитания след
поправката.
Филтър за сгъстен въздух
- Филтърът е снабден с автоматично изхвърляне на конденза, всеки
път когато се изключи свързването на линията за сгъстен въздух.
- Периодично инспектирайте филтъра; ако се наблюдава наличие
на вода в чашката, може да се извърши ръчно почистване като
бутнете нагоре съединението за изпразване.
- Ако филтриращия патрон е силно замърсен, необходимо е да се
подмени, за да се избегнат прекомерни загуби.
ИЗВЪНРЕДНИ ОПЕРАЦИИ ПО ПОДДРЪЖКА
ИЗВЪНРЕДНИ ОПЕРАЦИИ ПО ПОДДРЪЖКА ТРЯБВА ДА СЕ
ИЗВЪРШВАТ ЕДИНСТВЕНО ОТ ЕКСПЕРТЕН И КВАЛИФИЦИРАН
ПЕРСОНАЛ В ОБЛАСТТА НА ЕЛЕКТРО-МЕХАНИКАТА.
---------------------------------------------------------------------------------------------
ВНИМАНИЕ! ПРЕДИ ДА СВАЛИТЕ ПАНЕЛИТЕ НА
МАШИНАТА И ДА СТИГНЕТЕ ДО НЕЙНАТА ВЪТРЕШНА ЧАСТ,
УВЕРЕТЕ СЕ, ЧЕ МАШИНАТА Е ИЗГАСЕНА И ИЗКЛЮЧЕНА ОТ
ЗАХРАНВАЩАТА МРЕЖА.
Някои контролни работи, извършвани под напрежение във
вътрешната част на машината, могат да предизвикат сериозен
токов удар, породен от директния контакт с части под
напрежение.
---------------------------------------------------------------------------------------------
- Периодично и с честота, зависеща от употребата и наличието на
прах в работната среда, проверявайте вътрешната част на
машината и почиствайте праха, който се е натрупал върху
тр ан сф ор ма то ра , т ок ои зп ра ви те ля , и нд ук ти внот о
съпротивление, съпротивленията, посредством струя сух сгъстен
въздух (max 10 bar).
- Избягвайте да насочвате струята със сгъстен въздух върху
електронните платки, за тяхното почистване трябва да
пред видите много мека четка или специални за това
разтворители.
- При почистването проверете, дали електрическите съединения са
добре затегнати и дали изолацията на кабелите не е повредена.
- Проверете целостта и непропускливостта на тръбите и
съединенията на системата за сгъстен въздух.
- В края на тези операции поставете отново панелите на машината
като затегнете докрай фиксиращите винтове.
- В никакъв случай не извършвайте операции по рязане при
отворена машина.
8. ОТКРИВАНЕ НА ПОВРЕДИ
В СЛУЧАЙ НА НЕУДОВЛЕТВОРИТЕЛНО ФУНКЦИОНИРАНЕ И
ПРЕДИ ДА НАПРАВИТЕ ПО-СИСТЕМАТИЧНА ПРОВЕРКА ИЛИ ДА
СЕ ОБЪРНЕТЕ КЪМ СЕРВИЗНИЯ ЦЕНТЪР, ПРОВЕРЕТЕ
СЛЕДНИТЕ НЕЩА:
- Дали не свети жълтата индикаторна лампа, която сигнализира за
включване на термичната защита от свръхнапрежение или пониско от нормалното напрежение или късо съединение.
- Уверете се, дали е спазено номиналното отношение на
прекъсване; в случай на задействане на термостатичната защита,
изчакайте естественото охлаждане на машината, проверете
функционалността на вентилатора.
- Проверете напрежението на линията: ако стойността е прекалено
висока или прекалено ниска, машината остава блокирана.
- Проверете, дали няма късо съединение на изхода на машината: в
този случай пристъпете към отстраняването на проблема.
извършени правилно, особено дали е ефективно свързването на
щипката на замасяващия кабел с детайла, да бъде без изолиращи
материали (напр. Лакове).
НАЙ-ЧЕСТО СРЕЩАНИ ДЕФЕКТИ НА ОТРЕЗА
При операции по рязане могат да се получат дефекти при
изпълнението, които обикновено не се дължат на аномалии във
функционирането на системата, а на други оперативни аспекти
като:
a-Недостатъчно проникване или прекомерно образуване на
шлака:
- Прекалено висока скорост на рязане.
- Прекалено наклонена горелка.
- Много голяма дебелина на детайла или прекалено нисък ток на
рязане.
- Неадекватно налягане или капацитет на сгъстения въздух.
b-Неосъществено прехвърляне на дъгата на рязане:
- Захабен електрод.
- Лош контакт на клемата на изходния кабел.
c-Прекъсване на дъгата на рязане:
- Прекалено ниска скорост на рязане.
- Прекалено голямо разстояние между горелка-детайл.
- Захабен електрод.
- Намеса на някоя от защитите.
d-Наклонен отрез (не перпендикулярен):
- Неправилно положение на горелката.
- Асиметрично захабяване на отвора на наконечника и/или
неправилно монтиране на компонентите на горелката.
- Несъответстващо налягане на въздуха.
e-Прекомерно захабяване на наконечника и електрода:
- Прекалено ниско налягане на въздуха.
- Замърсен въздух (влажност-масло).
- Повреден носач на наконечника.
- Прекомерен брой запалвания на пилотната дъга във въздуха.
- Прекалена скорост с връщане на разтопени частици върху
компонентите на горелката.
 Loading...
Loading...