

Page 1
TAYLOR
STUDWELDING
SYSTEMS LIMITED.
OPERATING MANUAL
FOR
SYSTEM CD200 SERIES
COMPACT CAPACITOR DISCHARGE
STUDWELDING EQUIPMENT
Page 2
INDEX
PAGE CONTENT
1 GENERAL INFORMATION
3 INTRODUCTION
4 EQUIPMENT SCHEDULE
5 EXTERIOR FEATURES
7 SAFETY
10 SETTING UP AND WELDING
16 WELD SETTINGS
27 LOCATION METHODS
28 WELD ASSESSMENT / TESTING
29 CONTACT PISTOL EXPLOSION AND PARTS LIST
31 MARK V LIFT GAP PISTOL EXPLOSION AND PARTS LIST
34 CONTROLLER EXPLOSION AND PARTS LIST
37 CIRCUIT SCHEMATIC
38 AVAILABLE ACCESSORIES
45 EC DECLARATION OF CONFORMITY
46 EMC CERTIFICATE
CD200 OP. MAN
EDITION 1A
Page 3
GENERAL INFORMATION
MANUFACTURERS DETAILS
TAYLOR STUDWELDING SYSTEMS LIMITED
COMMERCIAL ROAD
DEWSBURY
WEST YORKSHIRE
WF13 2BD
ENGLAND
TELEPHONE : +44 (0)1924 452123
FACSIMILE : +44 (0)1924 430059
e-mail : info@taylor-studwelding.com
TECHNICAL TEL : +44 (0)1924 487703
SALES TEL : +44 (0)1924 487701
PURPOSE AND CONTENT OF THIS MANUAL
This manual has been written for :
The operator of the welding machine.
The personnel of the final customer responsible for the installation
and operation of the machine.
This manual contains information on :
Installation and connection
Operation.
Technica l da ta .
Spare parts.
Accessories.
1
Page 4
GENERAL INFORMATION
FURTHER INFORMATION
Should you require additional technical information, please contact us
directly (details on page 1) or our local agent / distributor (details of agents
etc. can be obtained from us).
This manual contains important information which is a pre-requisite for
safe operation of the equipment. The operating personnel must be able to
consult this manual. In the interests of safety, make this manual available to
your personnel in good time.
If the equipment is sold / passed on, please hand over this manual to
the new owner. Please immediately inform us of the name and address of
the new owner, in case we need to contact him regarding the safety of the
device.
Please read this manual carefully before installation of the
machine.
Please especially observe the safety instructions.
2
Page 5
INTRODUCTION
INTRODUCTION
The complete range of Taylor Studwelding Systems Capacitor Discharge
units are compact, portable Stud Welding equipment's. The units are specifically designed to enable a small diameter range of ferrous and non-ferrous
weld studs to be welded to light gauge, self-finish or pre-coated materials,
in most cases with little or no reverse marking.
The equipment consists of a control unit, a welding pistol and the necessary interconnecting cables and accessories (see page 4 for the equipment schedule).
THE PROCESS
Capacitor Discharge stud welding is a form of welding in which the energy required for the welding process is derived from a bank of charged capacitors. This stored energy is discharged across the gap between the two
surfaces to be welded as they are propelled towards each other. The arc produced heats the two surfaces, melting a thin film of metal on each surface
and the propelling force closes the gap between the two faces, thus forming
a weld.
In contact welding the stud to be welded is forced by spring pressure on
to the plate. At this point the arc gap between the two components is maintained by a small pip on the welding face of the stud. On initiation of the
high current pulse from the capacitors, this pip vaporises and an arc is
drawn between the work piece and the stud. The heat from this arc melts the
base of the stud and the area of the work piece directly beneath the stud,
whilst the spring pressure from the pistol accelerates the towards the work
piece. Within 3 to 4 milliseconds the stud hits the work piece and the arc is
extinguished. The kinetic energy contained in the moving stud and the remaining spring pressure, forge the molten parts together to form a weld.
3
Page 6
EQUIPMENT SCHEDULE
EQUIPMENT
No. OFF DESCRIPTION PART No.
1 SYSTEM CD200 - 66 CONTACT 99-100-110
COMPLETE
or SYSTEM CD200 - 66 LIFT GAP 99-100-114
COMPLETE
or SYSTEM CD200 - 99 CONTACT 99-100-111
COMPLETE
or SYSTEM 200CD - 99 LIFT GAP 99-100-115
COMPLETE
or SYSTEM CD200 - 132 CONTACT 99-100-119
COMPLETE
1 CD CONTACT PISTOL 99-100-020
or CD LIFT GAP PISTOL 99-100-023
2 EARTH CABLE ASSEMBLY 99-100-031
ACCESSORIES (SUPPLIED WITH EQUIPMENT)
No. OFF DESCRIPTION PART No.
1 CHUCK KEY 79-101-111
ACCESSORIES (NOT SUPPLIED WITH EQUIPMENT)
See pages 38 to 44 of this manual for a selection of accessories available
from either your local stockist or the manufacturer.
4
Page 7
EXTERNAL FEATURES
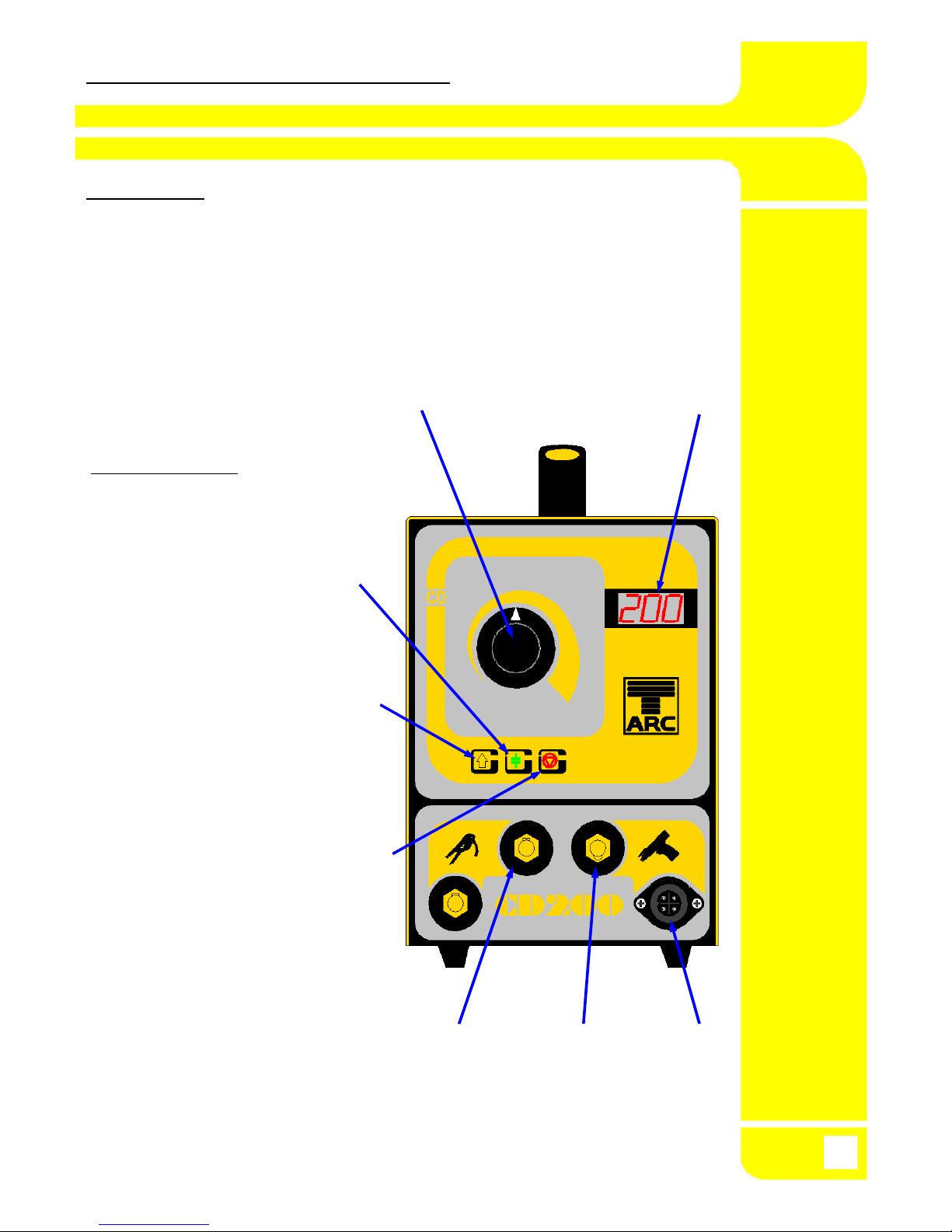
FRONT PANEL
1 WELDING VOLTAGE SELECTOR KNOB
2 WELDING VOLTAGE DIGITAL DISPLAY
3 WELDING EARTH PANEL CONNECTIONS
4 WELDING PISTOL PANEL CONNECTION
5 WELDING PISTOL CONTROL SOCKET
1 2
INDICATOR LED's
1 READY (GREEN) Indicates
that the capacitor bank is
charged to the pre-selected
value and is ready to weld.
2 CHARGING (YELLOW)
Indicates that the unit is in the
process of charging the
capacitors to the pre-selected
voltage.
3 RESET (RED) Indicates
that the unit safety circuit has
tripped. To reset the unit,
switch off the mains switch,
wait between 5 and 30 seconds
then switch back on.
3 4 5
5
Page 8
EXTERNAL FEATURES
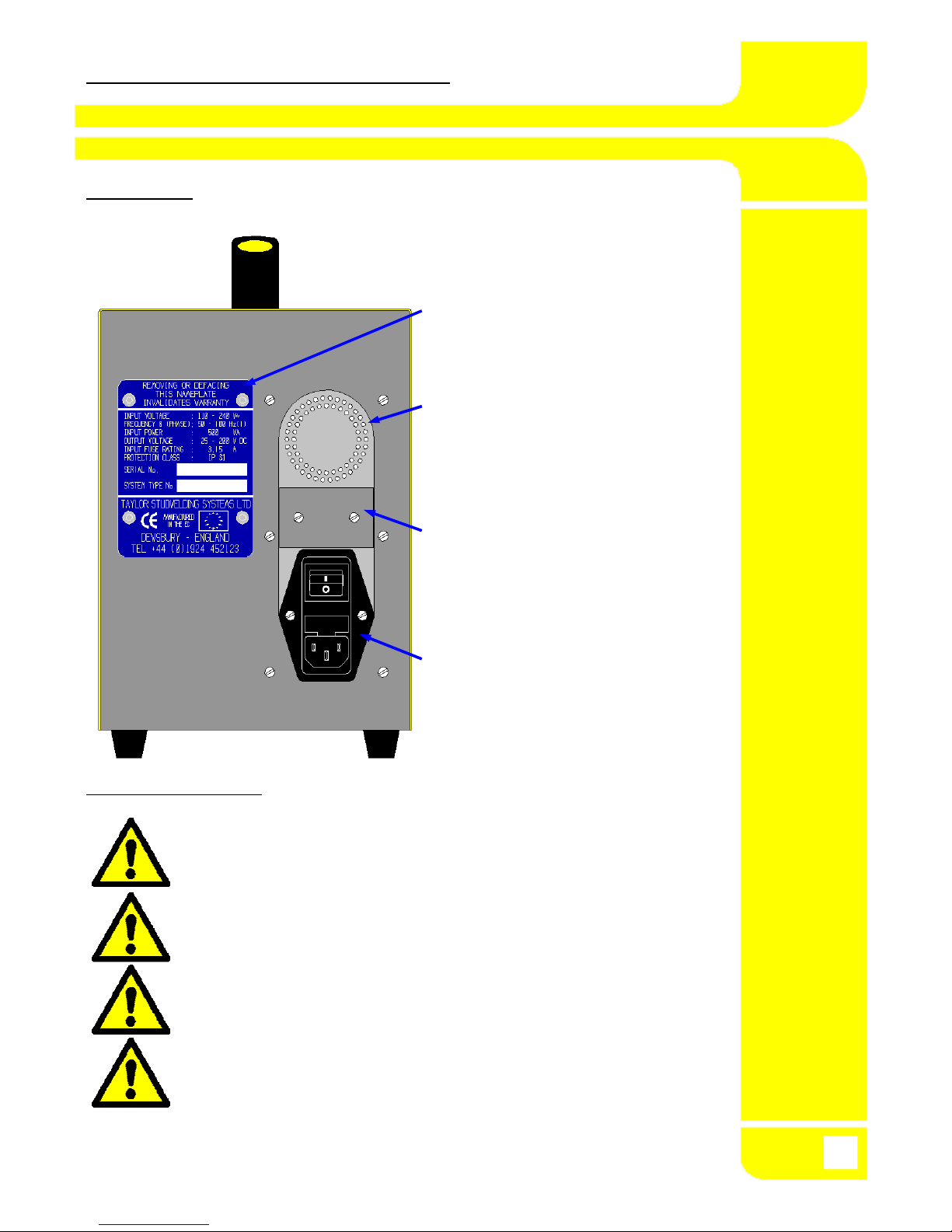
REAR PANEL
SERIAL / RATING PLATE
CASING VENTILATION HOLES
VENTRAL HOLES NOT SHOWN)
BLANKING PLATE or 7 PIN OUTPUT
SOCKET. (USED IN AUTOMATIC
UNITS ONLY).
SWITCHED, FILTERED AND
FUSED IEC MAINS INPUT SOCKET.
IMPORTANT NOTES !
Due to the power requirements and Electromagnetic emissions
produced during normal use, this machine must only be operated
in an industrial environment.
This machine will operate from any AC mains supply between 100
and 250 Volts at Frequencies from 50 to 100 Hertz.
Never obstruct the ventral or rear panel ventilation holes as this
may cause the unit to overheat during operation.
Never remove any portion of the unit housing without first isolating the unit from the mains electrical supply.
6
Page 9
SAFETY
PROTECT YOURSELF AND OTHERS !
Read and understand these safety notices.
1. ELECTRICAL
No portion of the outer cover of the welding controller should be removed by anyone other than suitably qualified personnel and never whilst
mains power is connected. ALWAYS disconnect the mains plug from the
socket.
RISK TO LIFE !!!
BE AWARE ! This equipment contains a sealed power supply module
which operates on high frequency inverter principles.
Due to the potentially fatal voltages in this module we do
not recommend tampering with the module. It can be
safely removed and replaced via our factory exchange
system.
BE AWARE ! Capacitors store electrical energy. Check for residual
charge before carrying out any internal maintenance.
DO NOT ! use any fluids to clean electrical components as these
may penetrate into the electrical system
Installation must be according to the setting up procedure detailed on
page 10 of this manual and must be in line with national, regional and local
safety codes.
2. FIRE
During welding small particles of very hot metal are expelled. Ensure
that no combustible materials can be ignited by these.
7
Page 10
SAFETY
3. PERSONNEL SAFETY
Arc rays can burn your eyes and skin and noise can damage your hearing.
Operators and personnel working in close proximity must wear suitable
eye, ear and body protection.
Fumes and gases can seriously harm your health. Use the equipment
only in a suitably ventilated area. If ventilation is inadequate, then appropriate fume extraction equipment must be used.
Hot metal spatter can cause fire and burns. Appropriate clothing must
be worn.
Clothing made from, or soiled with, combustible materials must NOT be
worn. Have a fire extinguisher nearby and know how to use it.
Magnetic fields from high currents can affect heart pacemakers or other
electronically controlled medical devices. It is imperative that all personnel
likely to come into the vicinity of any welding plant are warned of the possible RISK TO LIFE before entering the area.
4. MAINTENANCE
All cables must be inspected regularly to ensure that no danger exists
from worn or damaged insulation or from unsound electrical connections.
Special note should be made of the cables close to the pistol, where maximum wear occurs.
As well as producing inconsistent welds, worn cables can overheat or
spark, giving rise to the risk of fire.
5. TRAINING
Use of the equipment must limited to authorised personnel only who
must be suitably trained and must have read and understood this manual.
This manual must be made available to all operators at all times. Further
copies of this manual may be purchased from the manufacturer. Measures
must be taken to prevent the use of this equipment by unauthorised personnel.
8
Page 11
SAFETY
6. INSTALLATION
Ensure that the site chosen for the equipment is able to support the
weight of the equipment and that it will not fall or cause a danger in the
course of its normal operation. Do not hang connecting cables over sharp
edges and do not install connecting cables near heat sources or via traffic
routes where people may trip over them or they may be damaged by the passage of vehicles (forklifts etc.).
7. INTERFERENCE
During welding operations, intense magnetic and electrical fields are
unavoidably produced and these may interfere with other sensitive electronic
equipment.
As previously mentioned, all personnel wearing heart pacemakers or
other electronically controlled medical devices must be kept well away from
any welding operations.
The welding equipment should be installed at least 5 metres away from
any computer equipment to minimise any possible interaction. Note that cables carrying signals between electronic devices are also capable of picking
up interference which may modify the way in which those devices function
and therefore should be sited outside the 5 metre zone.
Do not place objects which are sensitive to magnetism near the welding
area, wristwatches, credit cards, computer disks etc. may all be rendered
useless.
The welding equipment, like all other welding equipment, is itself
electronically sensitive and its position relative to other radiation emitting
equipment (mobile phones, remote controls, motor speed controllers etc.)
must be considered.
8. DISPOSAL
The equipment either wholly or any of its component parts may be disposed of as part of general industrial waste or passed to a scrap merchant.
Non of the components used in the manufacture are toxic, carcinogenic or
harmful to health.
9
Page 12
SETTING UP & WELDING
SETTING UP & WELDING
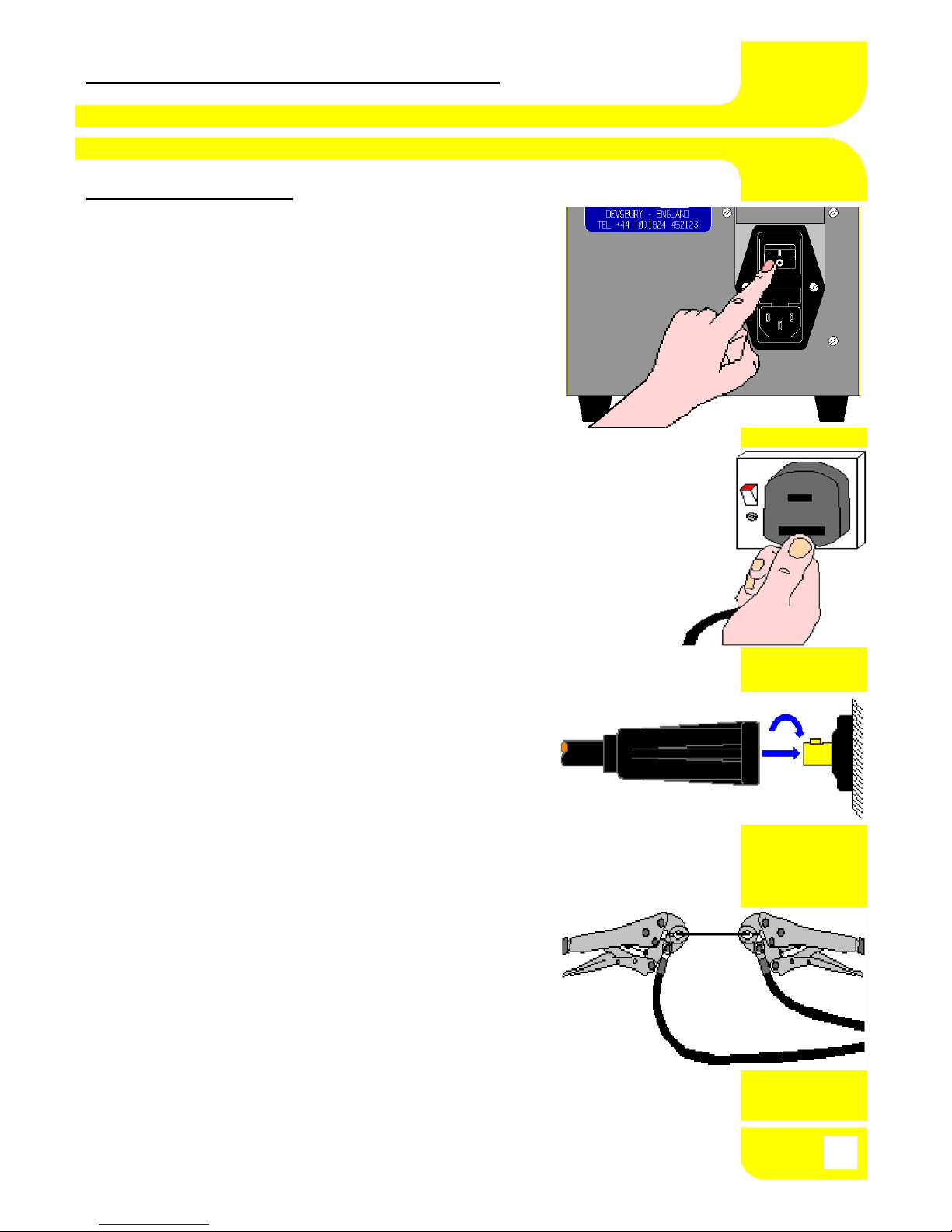
Set up the control unit at the place of work, ensuring
that the mains switch is in the OFF position. Ensure
that this is done in line with the notes and safety recommendations on pages 7 through 9 of this manual.
Plug the controller into the mains AC supply using the
appropriate IEC lead. The controller can be plugged
into any single phase AC supply ranging from 100 to
250 V AC between 50 and 100 Hertz frequency. This requires no internal changes to the controller. The IEC
supply lead however, must be fitted with the appropriate connector.
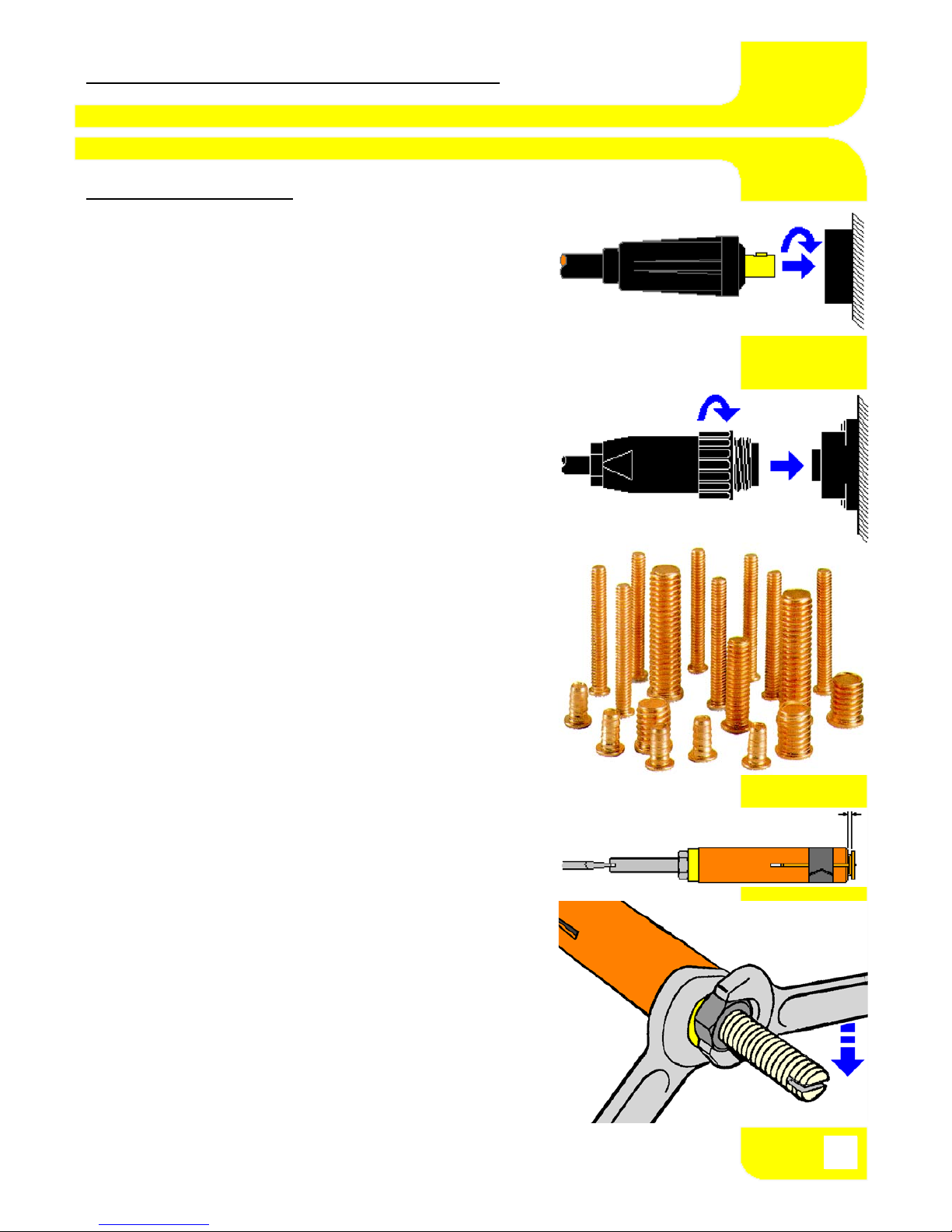
Connect the welding earth cables to the controller.
Note that the cable end sockets have a key slot to
match with the peg on the panel mounted weld plugs.
IMPORTANT ! Secure the connectors with a clockwise
turn until they lock. Failure to do this
will result in damage to the connectors
during welding.
Attach the welding earth clamps to the work piece at
approximately 180° to each other. This will help to
prevent "Arc blow" when welding takes place. Prior to
fitting the clamps, ensure that the contact area of the
work piece is free from rust, paint, grease etc. As this
will result in a poor welding connection and poor results
.
10
Page 13
SETTING UP & WELDING
SETTING UP & WELDING
Connect the welding pistol cable to the controller.
Note that the cable end plug has a peg which mates
with a key slot in the panel mounted socket.
IMPORTANT ! Secure the connector with a clockwise
turn until it locks. Failure to do this will
result in damage to the connector
during welding.
Connect the welding pistol control cable to the controller. Note that the cable end plug and panel mounting
socket are keyed to prevent incorrect fitting. Push the
plug firmly home and twist the locking ring clockwise
to secure the plug in position.
Select the required weld stud on the basis of diameter, length and material. See our separate catalogue
entitled "Capacitor Discharge Stock list" which is
available on request from your local sales representative.
Select the required CD chuck for the chosen weld stud
and set the stud protrusion to the dimension shown in
the accompanying diagram by adjusting the backstop
screw as shown.
Securely tighten the chuck backstop locking nut to
maintain the required protrusion.
11
1 mm
Page 14
SETTING UP & WELDING
SETTING UP & WELDING
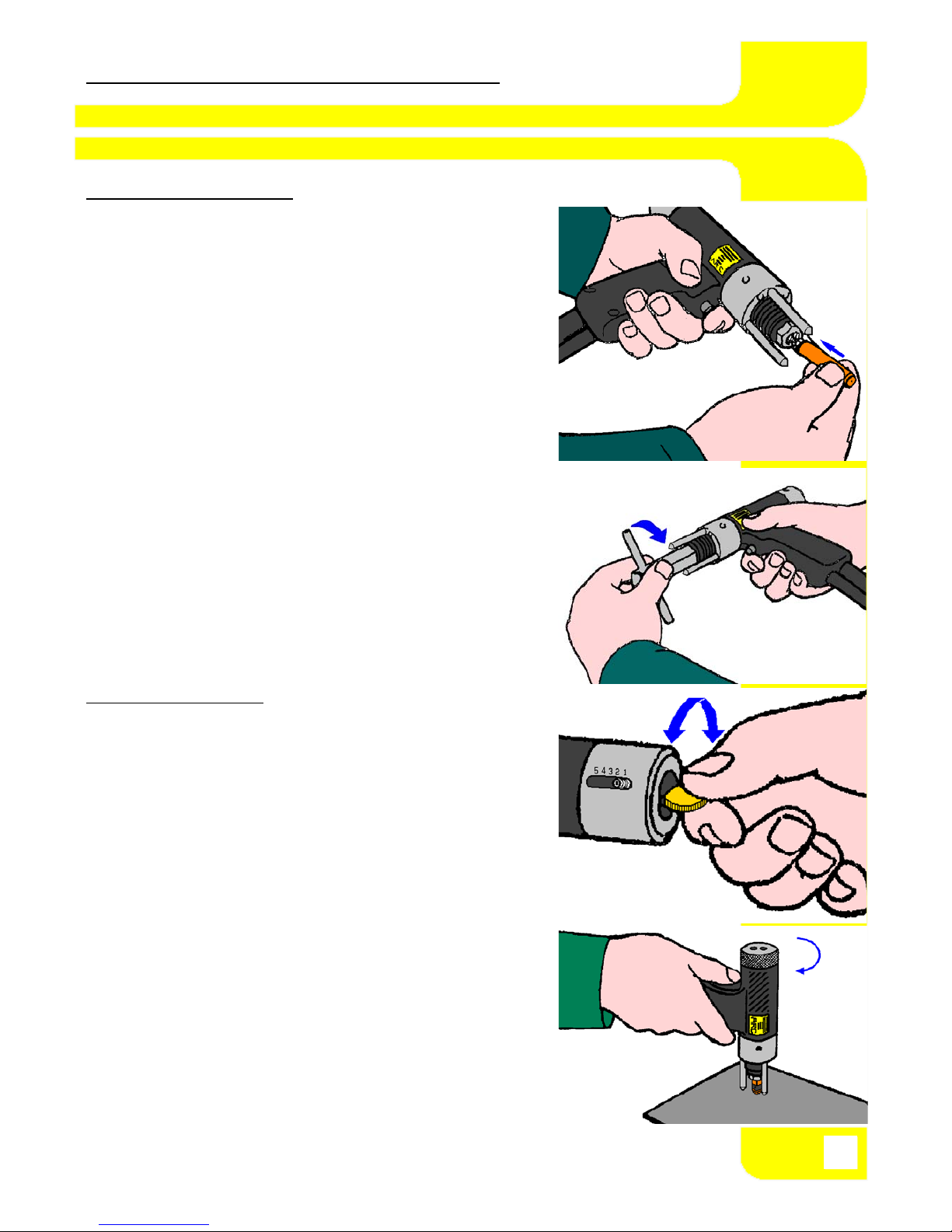
After setting the chuck, insert it into the pistol chuck
holder and push firmly home until it comes to a rest.
NOTE! When welding M10 studs or studs between
35 and 50 mm in length, the pistol will require longer
tripod legs fitting (see page 34).
Tighten the chuck locking nut with the box spanner
provided. A gentle pressure is all that is required.
Over tightening may result in damage to your pistol.
SETTING THE PISTOL
STANDARD CONTACT PISTOL
Set the pistol spring preload to the appropriate setting
for the welding task to be performed. (See the tables
on pages 16 - 26).
MkV LIFT GAP PISTOL
Set the pistol lift to the appropriate setting for the
welding to be performed (See the tables on pages 16 -
26.)
This is achieved by placing the pistol in the welding
position thereby pushing the tip of the weld stud back
level with the end of the tripod legs / nosecone.
Whilst the pistol is being held firmly in this position
twist the rear end cap of the pistol clockwise until the
motion becomes stiff.
12
Page 15

SETTING UP & WELDING
SETTING UP & WELDING
SETTING THE PISTOL
MkV LIFT GAP PISTOL (CONTINUED)
It is at this point that further twisting of the end cap
begins to lift the tripod legs/nosecone away from the
plate.
The pistol is now in the zero lift position and twisting
the rear end cap anti-clockwise by one "click" at a time
will increase the lift by 0.25 mm increments (see the
tables on pages 16 - 22 for suggested settings).
Switch the controller ON.
Select the required welding voltage
by turning the selector knob. The
voltage is adjustable between 25
and 200 volts in 1 volt steps.
13
Page 16

SETTING UP & WELDING
SETTING UP & WELDING
Place the pistol perpendicular to the work piece with the stud
touching down at the desired location to be welded. Press
down on the pistol until the legs come firmly into contact with
the work piece. Press the trigger.
The welding process
is as follows :-
Always lift the welding pistol vertically from the welded stud.
Failure to do this may cause the tines of the chuck to splay
outwards, which will result in the chuck and stud arcing together during subsequent welds.
Visually inspect the weld. A good weld will result in an all
round weld with a small visible witness of spatter surrounding the flange of the stud.
14
INITIAL PRES-
SURE
LIFT & RELEASE STRIKE ARC FUSION & IMMER-
SION
COMPLETED
WELD
LIFT GAP PROCESS, TIME
TAKEN (s)
0.000 0.0005 0.001 0.0015 0.002
CONTACT PROCESS,
TIME TAKEN (s)
0.000
0.001 0.002 0.003
Page 17

SETTING UP & WELDING
SETTING UP & WELDING
A cold stud weld is noticeable by undercutting of the flange and
lack of / minimal formation of spatter. A cold weld is usually
caused by too little energy and / or too high spring pressure.
A hot stud weld is noticeable by excessive spatter formation and
partial melting of the flange. A hot weld is usually by too much energy and / or too little spring pressure.
A one sided stud weld (arc blow) is usually caused by incorrect
earthing of the work piece. This may be corrected by placing the
welding earths opposite each other across the area where the weld
is to occur.
Finished studs may be subjected to a bending test to ascertain the
strength of the weld. This may be achieved by placing a bending
bar assembly, fitted with the correct nozzle, over the stud and
bending the stud through 30° and then back to the vertical. This
test follows the specification of DVS 0905 part 2.
A simpler test may be achieved by bending the stud over 30° using
a hide mallet.
15
Page 18

WELD SETTINGS
The following pages (17 to 22) detail the suggested settings for the following
CD200 models :
66, 99 & 132 both Contact & Lift Gap
The setting charts were established with the performance of repetitive
weld tests using the standard equipment's specified above, studs manufactured to the BS EN ISO 13918 standard, in the following materials :
Mild Steel, Grade St37-3
Stainless Steel, Grade 1.4303
Aluminium Alloy, Grade AlMg3
and sheet materials of the following types :
1.6 mm Thick, Mild Steel, Grade CR4
1.6 mm Thick, Stainless Steel, Type S304
1 mm Thick, ZINTEC Coated Mild Steel, Grade CR4
1.6 mm Thick, Aluminium Alloy, Grade HE3, Half Hard
The settings are given only as a general guide
and it is recommended
that sample welds be carried out on your own material, as quality of materials and site conditions may vary from user to user.
16
Page 19

WELD SETTINGS CD200-66
CD200-66 CONTACT CD200-66 GAP
17
STUD
DIAMETER
STUD
MATERIAL
SHEET
MATERIAL
VOLTAGE
SETTING
SPRING
SETTING
VOLTAGE
SETTING
LIFT
SETTING
M2.5 St37-3 CR4 60 2½ 65 2½
S304 60 2½ 65 2½
ZINTEC 80 2½ 90 2
M3 St37-3 CR4 75 2½ 80 2½
S304 75 2½ 80 2½
ZINTEC 100 2½ 110 2
1.4303 CR4 75 2½ 80 2½
S304 75 2½ 80 2½
ZINTEC 100 2½ 110 2
AlMg3 HE3 80 3½ 90 3
M4 St37-3 CR4 85 2½ 90 2½
S304 85 2½ 90 2½
ZINTEC 120 2½ 130 2
1.4303 CR4 90 2½ 95 2½
S304 90 2½ 95 2½
ZINTEC 120 2½ 130 2
AlMg3 HE3 90 3½ 100 3
M5 St37-3 CR4 105 2½ 110 2½
S304 105 2½ 110 2½
ZINTEC 135 2½ 145 2
1.4303 CR4 110 2½ 115 2½
S304 110 2½ 115 2½
ZINTEC 135 2½ 145 2
AlMg3 HE3 105 3½ 110 3
Page 20

WELD SETTINGS CD200-66
CD200-66 CONTACT CD200-66 GAP
18
STUD
DIAMETER
STUD
MATERIAL
SHEET
MATERIAL
VOLTAGE
SETTING
SPRING
SETTING
VOLTAGE
SETTING
LIFT
SETTING
M6 St37-3 CR4 125 2½ 135 2½
S304 125 2½ 135 2½
ZINTEC 160 2½ 175 2
1.4303 CR4 135 2½ 145 2½
S304 135 2½ 145 2½
ZINTEC 175 2½ 180 2
AlMg3 HE3 180 4 135 4
M8 St37-3 CR4 180 2½
S304 180 2½
ZINTEC 200 2½
1.4303 CR4 190 2½
S304 190 2½
ZINTEC 200 2½
AlMg3 HE3 195 4
M10 St37-3 CR4
S304
ZINTEC
EARTH TAG St37-3 CR4 90 2½ 85 2½
S304 95 2½ 95 2½
ZINTEC
AlMg3 HE3 80 3½ 80 3
LARGE
BRACKET
St37-3 CR4 110 2½ 130 2½
S304 130 2½ 135 2½
ZINTEC
Page 21

WELD SETTINGS CD200-99
CD200-99 CONTACT CD200-99 GAP
19
STUD
DIAMETER
STUD
MATERIAL
SHEET
MATERIAL
VOLTAGE
SETTING
SPRING
SETTING
VOLTAGE
SETTING
LIFT
SETTING
M2.5 St37-3 CR4 40 2½ 45 2½
S304 40 2½ 45 2½
ZINTEC 60 2½ 70 2
M3 St37-3 CR4 45 2½ 50 2½
S304 45 2½ 50 2½
ZINTEC 75 2½ 85 2
1.4303 CR4 45 2½ 50 2½
S304 45 2½ 50 2½
ZINTEC 90 2½ 100 2
AlMg3 HE3 50 3½ 55 3
M4 St37-3 CR4 60 2½ 65 2½
S304 60 2½ 65 2½
ZINTEC 100 2½ 110 2
1.4303 CR4 60 2½ 65 2½
S304 60 2½ 65 2½
ZINTEC 100 2½ 110 2
AlMg3 HE3 65 3½ 70 3
M5 St37-3 CR4 75 2½ 90 2½
S304 75 2½ 90 2½
ZINTEC 110 2½ 125 2
1.4303 CR4 85 2½ 95 2½
S304 85 2½ 95 2½
ZINTEC 110 2½ 125 2
AlMg3 HE3 80 3½ 90 3
Page 22

WELD SETTINGS CD200-99
CD200-99 CONTACT CD200-99 GAP
20
STUD
DIAMETER
STUD
MATERIAL
SHEET
MATERIAL
VOLTAGE
SETTING
SPRING
SETTING
VOLTAGE
SETTING
LIFT
SETTING
M6 St37-3 CR4 90 2½ 120 2½
S304 90 2½ 120 2½
ZINTEC 140 2½ 160 2
1.4303 CR4 110 2½ 120 2½
S304 110 2½ 120 2½
ZINTEC 140 2½ 160 2
AlMg3 HE3 120 4 140 4
M8 St37-3 CR4 130 2½ 175 2½
S304 130 2½ 175 2½
ZINTEC 180 2½
1.4303 CR4 160 2½
S304 160 2½
ZINTEC 180 2½
AlMg3 HE3 150 4 190 4
M10 St37-3 CR4 185 2½
S304 200 2½
ZINTEC 200 2½
EARTH TAG St37-3 CR4 80 2½ 70 2½
S304 80 2½ 70 2½
ZINTEC 95 2½ 85 2½
AlMg3 HE3 85 3½ 75 3
LARGE
BRACKET
St37-3 CR4 95 2½ 85 2½
S304 95 2½ 85 2½
ZINTEC 110 2½ 95 2½
Page 23

WELD SETTINGS CD200-132
CD200-132 CONTACT CD200-132 GAP
21
STUD
DIAMETER
STUD
MATERIAL
SHEET
MATERIAL
VOLTAGE
SETTING
SPRING
SETTING
VOLTAGE
SETTING
LIFT
SETTING
M2.5 St37-3 CR4 25 2½ 25 2½
S304 25 2½ 25 2½
ZINTEC 40 2½ 50 2
M3 St37-3 CR4 25 2½ 30 2½
S304 25 2½ 30 2½
ZINTEC 55 2½ 65 2
1.4303 CR4 25 2½ 30 2½
S304 25 2½ 30 2½
ZINTEC 70 2½ 80 2
AlMg3 HE3 30 3½ 35 3
M4 St37-3 CR4 40 2½ 45 2½
S304 40 2½ 45 2½
ZINTEC 80 2½ 90 2
1.4303 CR4 40 2½ 65 2½
S304 40 2½ 65 2½
ZINTEC 80 2½ 90 2
AlMg3 HE3 45 3½ 50 3
M5 St37-3 CR4 65 2½ 75 2½
S304 65 2½ 75 2½
ZINTEC 90 2½ 105 2
1.4303 CR4 65 2½ 75 2½
S304 65 2½ 75 2½
ZINTEC 90 2½ 105 2
AlMg3 HE3 70 3½ 80 3
Page 24

WELD SETTINGS CD200-132
CD200-132 CONTACT CD200-132 GAP
22
STUD
DIAMETER
STUD
MATERIAL
SHEET
MATERIAL
VOLTAGE
SETTING
SPRING
SETTING
VOLTAGE
SETTING
LIFT
SETTING
M6 St37-3 CR4 80 2½ 90 2½
S304 80 2½ 90 2½
ZINTEC 110 2½ 130 2
1.4303 CR4 80 2½ 90 2½
S304 80 2½ 90 2½
ZINTEC 110 2½ 130 2
AlMg3 HE3 120 4 120 4
M8 St37-3 CR4 130 2½ 145 2½
S304 130 2½ 145 2½
ZINTEC 150 2½ 185 3
1.4303 CR4 130 2½ 175 3
S304 130 2½ 175 3
ZINTEC 150 2½ 185 3
AlMg3 HE3 160 4 195 4
M10 St37-3 CR4 155 2½ 175 3
S304 170 2½ 175 3
ZINTEC 170 2½ 195 3
EARTH TAG St37-3 CR4 65 2½ 55 2½
S304 65 2½ 55 2½
ZINTEC 80 2½ 70 2½
AlMg3 HE3 70 3½ 60 3
LARGE
BRACKET
St37-3 CR4 80 2½ 70 2½
S304 80 2½ 70 2½
ZINTEC 95 2½ 80 2½
Page 25

METHODS OF STUD LOCATION
Economic stud location may be obtained using any one of the following
methods, depending on the type of work involved :-
Tripod leg assembly.
Nose cone assembly.
Extended leg assembly.
TRIPOD LEG ASSEMBLY.
This is generally used for low volume production and one off components. The spacing of the tripod legs allow for ease of stud placement onto a
scribed or pencilled mark. Centre punch indentations must not be used.
NOSE CONE ASSEMBLY.
This is generally used for high volume and repetitive work, or where a
greater level of accuracy is required. Simple jigs made from Tufnol (a
thermo-setting plastic) or sheet metal can easily be made, allowing for
speedy and accurate production. Advice on jig manufacture can be obtained
from your sales representative.
EXTENDED LEG ASSEMBLY.
This is used where a requirement for welding very long studs is necessary. The extended leg assembly allows studs up to 200 mm long to be
welded.
IMPORTANT NOTE !
Manual centre punch indentations must NOT be used for stud location as this will have the same effect as shortening the pip on
the weld stud and could adversely affect the weld quality.
If practical considerations compel the use of indentations, then we
would suggest the use of either an automatic centre punch or a punch press
set only to produce the shallowest of indents consistent with the ease of stud
location.
The setting chart parameters may have to be altered to achieve the optimum conditions detailed in the setting up and welding procedure.
If in any doubt, please seek the advice of your local technical representative.
23
Page 26

WELD ASSESSMENT / TESTING
Visual examination of weld quality can, even with limited experience,
provide a useful quality assessment. In such a check the presence of a small
even witness of weld material around the base of the stud flange after welding should be ensured. Poor welds are indicated by excess metal on one side
of the welded flange and / or the presence of an undercut or non-fused area
between the stud flange and the parent sheet or plate. Incorrect settings, adverse magnetic effects etc. such as those at edge welding positions or with
unbalanced earths and studs welded to the work piece at an angle, the controller and pistol should be examined with a view to correcting such defects.
MECHANICAL TESTS :
BENDING.
The most easily applied method of testing the quality of welded fasteners considered here, involves the use of a bending bar. This bending bar
(available from your supplier, see the accessories section of this manual) fitted with the correct size of nozzle for the stud to be tested is used to bend
over the stud in accordance with the DVS0905 (German Welding Society
Spec') specification .
TORSION.
A torsion test provides useful information for threaded fasteners. This
involves tightening a nut on the stud against a spacer, suitably relieved to cater for the flange and weld spatter. For quantitative assessments a suitably
calibrated torque wrench may be used, but at its simplest, a spanner will suffice.
In the above tests the performance of the welded joint should be considered in relation to the thickness of the material to which the stud is welded.
On thicker materials, a full strength weld is denoted by deformation or failure
of the stud shank. On lighter gauge material, severe "dimpling" or "dishing"
at the reverse to the weld side normally indicates sufficient strength, whilst
in most cases, the tearing of a slug of material from the parent sheet will occur.
24
Page 27

COMPONENT EXPLOSION
STANDARD CONTACT PISTOL.
25
1
2
3
4
5
6
7 8 9
10
11 12
15 16 17
13 14
18 19 20 21
22 23 24 25
26 27
28 29
30
31
32
Page 28

PARTS LIST
STANDARD CONTACT PISTOL.
26
ITEM QTY PART No. DESCRIPTION
1 1 71-101-018 REAR END CAP
2 1 71-101-017 SPRING PRELOAD ADJUSTOR
3 1 71-101-016 ADJUSTABLE SPRING SEAT
4 1 71-101-014 SPRING
5 1 71-101-012 FIXED SPRING SEAT
6 1 71-101-011 SHAFT CIRCLIP
7 1 71-101-005 PISTOL BODY MOULDING (2 PARTS)
8 2 71-101-007 DOWEL PIN
9 1 71-101-006 BEARING BUSH
10 1 71-101-008 WELDSHAFT
11 1 71-101-029 FLEXIBLE BRAID ASSEMBLY
12 1 71-101-038 CABLE SPLICING BLOCK
13 1 71-101-024 SHAFT KEY
14 1 71-101-028 TRIGGER MICRO SWITCH
15 1 71-101-042 COPPER FERRULE
16 1 71-101-034 WELD CABLE SUPPORT SLEEVE
17 1 71-101-033 CONTROL CABLE SUPPORT SLEEVE
18 1 71-101-009 SPRING CONTACT
19 1 71-101-036 TRIGGER BEZEL
20 1 71-101-035 TRIGGER PUSH BUTTON
21 1 71-101-027 CABLE SECURING CLIP
22 1 71-101-004 BELLOWS RETAINING RING
23 3.5 71-300-010 CONTROL CABLE (m)
24 3 71-300-002 WELD CABLE (m)
25 6 71-101-032 CABLE TIE CLIP
26 1 71-101-003 DUST PROTECTION BELLOWS
27 1 71-101-031 CABLE END WELD PLUG
28 1 71-101-001 “O” RING
29 1 71-101-030 CABLE END CONTROL PLUG
30 1 79-101-051 FRONT END CAP
31 1 71-101-002 CHUCK/COLLET NUT
32 3 79-101-052 TRIPOD LEG
Page 29

COMPONENT EXPLOSION
MARK V LIFT GAP PISTOL.
27
1
2
3
4
5
6
7
8
9
12 11 10
13
14 15 16 17
40
41
42
43
44 45 46 47
48
49 50 51
52
53
31 32 33 34 35 36
37 38 39
18
19 20
21 22
23 24 25
26 27
28
29
30
Page 30

PARTS LIST
MARK V LIFT GAP PISTOL.
28
ITEM QTY PART No. DESCRIPTION
1 2 Z115-04-010 END CAP SCREW
2 1 71-102-067 REAR END CAP
3 1 71-102-066 REAR BUSH
4 1 71-102-073 DETENT SPRING
5 2 81-101-082 DETENT BALL
6 1 71-102-075 INDICATOR PIN
7 1 71-102-056 SOLENOID COIL COMPLETE
8 1 71-102-061 WELDSHAFT
9 1 71-102-015 SPIROL PIN
10 1 71-102-062 SHAFT BUSH
11 1 71-102-069 PISTOL BODY MOULDING (2 PARTS)
12 1 71-102-070 LIFT INDICATION DECAL
13 1 71-102-065 COIL ADJUSTOR
14 1 71-102-064 COIL MOUNTING CUP
15 4 Z205-03-006 BUSH RETAINING SCREW
16 2 Z230-06-958 PISTOL BODY SCREW (LONG)
17 1 Z230-06-912 PISTOL BODY SCREW (SHORT)
18 2 Z400-05-006 GRUB SCREW
19 2 71-101-041 FERRULE (SMALL)
20 1 Z600-04-000 WASHER
21 1 71-102-058 FLEXIBLE BRAID ASSEMBLY
22 1 71-102-030 CABLE TERMINATOR
23 1 71-101-042 FERRULE (LARGE)
24 1 71-101-034 WELD CABLE SUPPORT SLEEVE
25 1 71-101-033 CONTROL CABLE SUPPORT SLEEVE
26 1 Z100-04-010 SCREW
27 1 Z615-04-000 LOCK WASHER
Page 31

PARTS LIST
MARK V LIFT GAP PISTOL.
29
ITEM QTY PART No. DESCRIPTION
28 1 71-101-009 CONTACT SPRING
29 1 71-102-071 SHAFT BEARING
30 4 Z210-02-010 SCREW (SWITCH / CABLE GRIP)
31 4 Z600-02-000 WASHER (SWITCH / CABLE GRIP)
32 1 71-101-036 TRIGGER BEZEL
33 1 71-101-035 TRIGGER PUSH BUTTON
34 1 71-101-028 TRIGGER MICRO SWITCH
35 1 71-101-027 CABLE GRIP
36 1 71-102-029 CABLE DOWEL
37 1 71-101-011 SHAFT CIRCLIP
38 2 71-101-007 LINER DOWEL
39 1 71-102-074 SPRING
40 1 71-102-068 LINER SLEEVE
41 2 ZZ100-03-004 SCREW
42 1 71-101-004 BELLOWS RETAINER
43 1 71-101-003 DUST PROTECTION BELLOWS
44 2 Z400-05-004 GRUB SCREW
45 3 79-101-052 TRIPOD LEG
46 1 79-101-051 FRONT END CAP
47 1 71-101-002 CHUCK / COLLET NUT
48 1 71-101-001 “O” RING
49 3.5 71-300-010 CONTROL CABLE (m)
50 3 71-300-002 WELD CABLE (m)
51 6 71-101-032 CABLE TIE CLIP
52 1 71-101-031 CABLE END WELD PLUG
53 1 71-101-030 CABLE END CONTROL PLUG
Page 32

COMPONENT EXPLOSION
CD200 SERIES CONTROLLER
30
1
2
3
4
5
6
7
8
9
15, 14, 13 12 11 10
29
28
27
26
25
24
23
16 17 18 19 20 21 22
Page 33

COMPONENT EXPLOSION
CD200 SERIES CONTROLLER
31
ITEM
QTY PART No. DESCRIPTION
1 1 70-105-014 CARRYING HANDLE
2 1 70-105-001 HOUSING COVER
3 1 70-105-009 POSITIVE BUSBAR
4 1 70-105-008 NEGATIVE BUSBAR
5 2 70-102-131 FLYBACK DIODE (66 CONTACT ONLY)
or 3 70-102-131 FLYBACK DIODE (ALL OTHER MODELS)
6 1 70-105-021 POWER SUPPLY MODULE (CONTACT MODELS ONLY)
7 1 70-105-019 POSITIVE CONNECTION CABLE
8 1 70-105-018 MOUNTING PILLAR
9 1 70-102-046 WELDING THYRISTOR
10 1 70-102-047 THYRISTOR BOX CLAMP
11 1 70-105-022 CONTROL & DISPLAY PCB
12 1 70-105-003 FASCIA PANEL
13 1 81-104-030 CONTROL KNOB
14 1 81-104-031 CONTROL KNOB POINTER
15 1 81-104-032 CONTROL KNOB CAP
16 2 70-102-027 PANEL MOUNTING WELD PLUG
17 1 70-102-026 PANEL MOUNTING WELD SOCKET
18 1 70-102-025 PANEL MOUNTING CONTROL SOCKET
Page 34

COMPONENT EXPLOSION
CD200 SERIES CONTROLLER
32
ITEM
QTY PART No. DESCRIPTION
19 1 70-105-015 CONTROL PANEL OVERLAY
20 1 70-105-007 PANEL PLUG LINK BAR
21 4 70-102-002 CASING FOOT
22 1 70-105-016 CORDSET (UK 230V - IEC)
or 1 70-105-017 CORDSET (SCHUKO 230V - IEC)
or 1 70-105-028 CORDSET (UK 110V - IEC)
23 1 70-105-002 HOUSING BASEPLATE
24 1 70-105-013 BALLAST RESISTOR
25 1 70-105-020 NEGATIVE CONNECTION CABLE
26 1 70-105-005 CAPACITOR MOUNTING BLOCK
27 1 70-105-006 THYRISTOR MOUNTING PLATE
28 2 70-105-040 33,000uF CAPACITOR (66 CONTACT & GAP MODELS)
or 3 70-105-040 33,000uF CAPACITOR (99 CONTACT & GAP MODELS)
or 4 70-105-040 33,000uF CAPACITOR (132 CONTACT & GAP
MODELS)
29 1 70-105-026 BLANKING COVER
or 1 70-102-025 CONTROL SOCKET (AUTO UNITS ONLY)
1 70-105-023 WIRING HARNESS (NOT SHOWN IN ILLUSTRATION)
Page 35

CIRCUIT SCHEMATIC
CD200 SERIES CONTROLLER
33
DISPLAY
PCB
6 WAY HEADER
16 WAY RIBBON CABLE
10 WAY RIBBON CABLE
POWER
SUPPLY
UNIT
DANGER!
HIGH
VOLTAGE
ENCLOSURE
CONTAINS
NO USER
SERVICE-
ABLE
PARTS
ORANGE
PURPLE
BLACK
GREEN
WHITE
BLACK
RED
BROKEN LINE
INDICATES
LIFT GAP
CONTROLLER
ONLY
FLYBACK
DIODE(S)
WHITE
THYRISTOR
BALLAST
RESISTOR
BLUE RED BLUE
FASCIA PANEL CONNECTORS
1 2 3 4
CAPACITOR
BANK
Page 36

ACCESSORIES
34
STANDARD TRIPOD LEG ASSEMBLY.
3
2
1
COMPLETE ASSEMBLY
AVAILABLE UNDER PART
NUMBER : 79-101-050 (STANDARD)
NOTE #
LONG LEGS ARE USED WHEN WELDING
STUD LENGTHS BETWEEN 35 AND 50,
OR WHEN WELDING M10 STUDS.
ITEM QTY DESCRIPTION PART No.
1 3 TRIPOD LEG (STANDARD) 79-101-052
or 3 TRIPOD LEG (LONG. SEE NOTE #) 79-101-054
2 1 FRONT END CAP 79-101-051
3 2 GRUB SCREW Z400-05-004
SLIMLINE TRIPOD LEG ASSEMBLY.
3
2
1
COMPLETE ASSEMBLY
AVAILABLE UNDER PART
NUMBER : 79-101-060 (STANDARD)
NOTE #
FIT CHUCKS WITH 12 mm LONG
BACKSTOP 79-101-071
ITEM QTY DESCRIPTION PART No.
1 3 TRIPOD LEG (STANDARD) 79-101-062
or 3 TRIPOD LEG (LONG. SEE NOTE #) 79-101-064
2 1 FRONT END CAP (SLIMLINE) 79-101-061
3 2 GRUB SCREW Z400-05-004
Page 37

ACCESSORIES
35
STANDARD NOSE CONE ASSEMBLY.
3
2
1
COMPLETE ASSEMBLY
AVAILABLE UNDER PART
NUMBERS :
Ø30 mm ASSY : 79-101-070
Ø25.4 mm (1”) ASSY : 79-101-069
Ø22 mm ASSY : 79-101-068
4 5
ITEM QTY DESCRIPTION PART No.
1 1 Ø30 mm NOSE CONE 79-101-072
or 1 Ø22 mm NOSE CONE 79-101-078
or 1 Ø25.4 mm NOSE CONE 79-101-077
2 1 FRONT END CAP 79-101-051
3 2 GRUB SCREW Z400-05-004
4 3 SOCKET CAP SCREW Z100-04-010
5 3 12 mm SPACER (ø30 NOSE CONE) 79-101-071
or 3 25 mm SPACER (ø25.4 & ø22 NOSE CONE) 79-101-076
Page 38

ACCESSORIES
36
STANDARD SCREW-IN NOSE CONE ASSEMBLY.
4
3
2
COMPLETE ASSEMBLY 1
AVAILABLE UNDER PART
NUMBERS :
Ø30 mm ASSY : 79-101-082
Ø25.4 mm (1”) ASSY : 79-101-081
Ø22 mm ASSY : 79-101-080
5 6
NOTE : FIT CHUCKS WITH 12 mm LONG BACKSTOP 79-101-071 & 2 LOCKING NUTS
ITEM QTY DESCRIPTION PART No.
1 1 Ø30 mm SCREW-IN NOSE CONE 79-101-086
or 1 Ø22 mm SCREW-IN NOSE CONE 79-101-084
or 1 Ø25.4 mm SCREW-IN NOSE CONE 79-101-085
2 1 SCREW-IN BACKPLATE 79-101-083
3 1 FRONT END CAP 79-101-051
4 2 GRUB SCREW Z400-05-004
5 3 SOCKET CAP SCREW Z100-04-010
6 3 25 mm SPACER (ø25.4 & ø22 NOSE CONE) 79-101-076
Page 39

ACCESSORIES
37
EXTENDED LEG ASSEMBLY.
COMPLETE ASSEMBLY AVAILABLE UNDER
THE FOLLOWING PART NUMBERS :
C/W TRIPOD LEGS 79-101-148
C/W ø30 NOSE CONE 79-101-147
1 7
2 8
3 9
4 10
5
or
6 11 12
ITEM QTY DESCRIPTION PART No.
1 2 EXTENDED LEG 81-101-004
2 2 GRUB SCREW Z430-05-006
3 2 PIVOTAL GRIP INSERT 79-101-142
4 2 GRUB SCREW Z400-05-004
5 1 FRONT END CAP 79-101-141
6 1 CENTRING GUIDE (3 mm +) 79-101-144
7 2 FOOT WASHER 81-101-001
8 1 FOOT ADAPTOR 79-101-143
9 3 GRUB SCREW Z410-05-008
10 2 COUNTERSUNK SCREW Z120-05-020
11 3 MINI TRIPOD LEG 79-101-106
12 1 Ø30 mm NOSE CONE 79-101-145
Page 40

ACCESSORIES
38
OFFSET CHUCK ADAPTOR
COMPLETE ASSEMBLY
AVAILABLE UNDER PART
NUMBER : 79-101-110
NOSE CONE CENTRING DEVICE
1 2
COMPLETE ASSEMBLIES
AVAILABLE UNDER PART
NUMBERS :
Ø22 CUP & ROD 79-101-112
Ø25.4 (1”) CUP & ROD 79-101-113
Ø30 CUP & ROD 79-101-114
ITEM QTY DESCRIPTION PART No.
1 1 Ø30 mm CENTRING CUP 79-101-118
or 1 Ø25.4 mm (1”) CENTRING CUP 79-101-117
or 1 Ø22 mm CENTRING CUP 79-101-116
2 1 CENTRING ROD 79-101-115
Page 41

ACCESSORIES
39
OFFSET CHUCK ADAPTOR
COMPLETE ASSEMBLY 2 3 4
AVAILABLE UNDER PART
NUMBER : 79-101-120
1
5 6 7
ITEM QTY DESCRIPTION PART No.
1 1 BENDING BAR 79-101-121
2 1 M10 NOZZLE 79-101-128
3 1 M8 NOZZLE 79-101-127
4 1 M6 NOZZLE 79-101-126
5 1 M5 NOZZLE 79-101-125
6 1 M4 NOZZLE 79-101-124
7 1 M3 NOZZLE 79-101-123
Page 42

ACCESSORIES
40
CHUCKS / COLLETS
EARTH TAG CHUCK
PART No. 79-101-019
LARGE BRACKET CHUCK (NOT ILLUSTRATED)
PART No. 79-101-022
STANDARD CD CHUCK WITH BACKSTOP
PART No. s :
M2.5 : 79-101-002
M3 : 79-101-003
M4 : 79-101-004
M5 : 79-101-005
M6 : 79-101-006
M7.1 : 79-101-007
M8 : 79-101-008
STANDARD M10 CHUCK WITH BACKSTOP
PART No. 79-101-010
Note: to use an M10 chuck, replace the 3 standard
tripod legs with 3 of the long legs part No 79-101-054
Page 43

EC DECLARATION OF CONFORMITY
41
TAYLOR STUDWELDING SYSTEMS LIMITED
COMMERCIAL ROAD
DEWSBURY
WEST YORKSHIRE
ENGLAND
WF13 2BD
TEL : +44 (0)1924 452123
FAX : +44 (0)1924 430059
EMAIL : sales@taylor-studwelding.com
STATEMENT : This is to certify that the machinery listed below is
designed and manufactured in conformance with all
applicable health and safety regulations.
This statement is invalid if any modifications are
carried out on the machinery without the prior written
approval of Taylor Studwelding Systems Ltd.
————————————————————————————————————DESCRIPTION OF MACHINE : Capacitor Discharge Studwelding Equipment
TYPE : CD200
PART NUMBER :
————————————————————————————————————-
Applicable EC guidelines and corresponding standards:
- Low voltage guideline 73/23/EEC:
EN60204-1 Safety of machinery - Electrical equipment of machines.
- EMC guidelines 89/336/EEC (electromagnetic compatibility):
EN50081 Electromagnetic compatibility - Generic emission standard
EN50082 Electromagnetic compatibility - Generic immunity standard
EN50199 Electromagnetic compatibility (EMC) Product standard for
Arc welding equipment
- Machine guidelines 89/392/EEC
EN60974-1 Arc welding equipment : Electromagnetic compatibility (EMC)
requirements
SIGNED
DAVID TAYLOR
MANAGING DIRECTOR
Page 44

EMC CERTIFICATE
42
 Loading...
Loading...