

Page 1

Marley HP7000 Fan
/
/
User Manual 97-1342B
Page 2
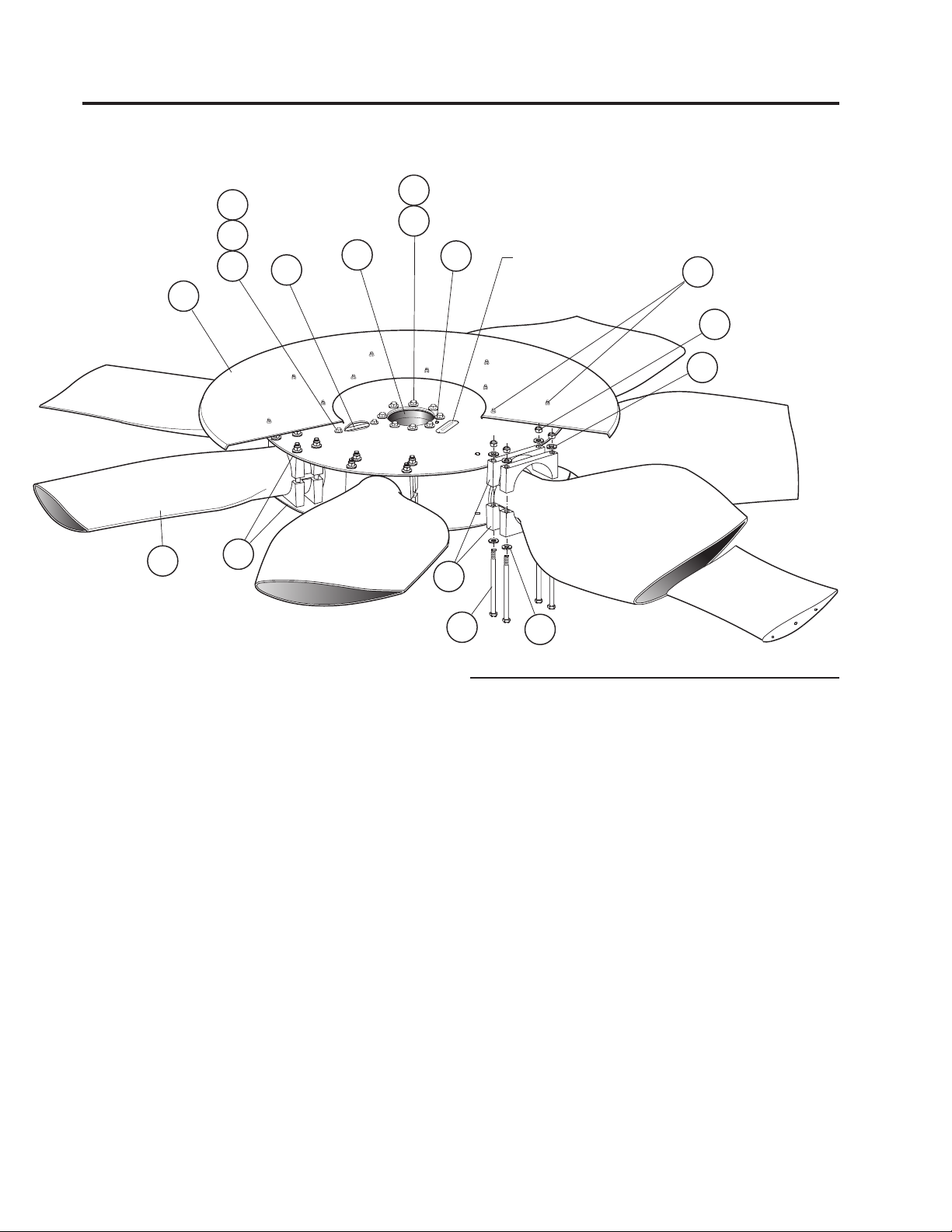
Fan Components
300
101
120 ft·lbƒ (163 N·m)
SEE FIG 6 FOR DETAILS
15 ft·lbƒ (20 N·m)
OUTBOARD ROW NOT REQD
ON 52 HUB ASSEMBLY
150 ft·lbƒ (204 N·m)
45 ft·lbƒ (61 N·m)
HUB ASSEMBLY
IDENTIFICATION NUMBER
171
102
131
121
122
172
173
174
123
133
140
132
111
200
132
100 Hub
101 Hub Center
102 Hub Plate
110 Kit–Blade Clamp
111 Blade Clamp
120 Kit–Center Hub Hardware
121 Cap Screw 5/8″
122 Flat Washer 5/8″
123 Pin 1/2″
130 Kit–Blade Clamp Hardware
131 Machine Bolt 3/4″
132 Flat Washer 3/4″
133 Locking Hex Nut 3/4″ or
Hex Nut 3/4″ and Lock Washer 3/4″
134 Thread Lubricant
140 Kit–Hub Cover Hardware
141 Machine Bolt 3/8″
142 Flat Washer 3/8″
143 Lock Washer 3/8″
144 Hex Nut 3/8″
145 Locking Hex Nut 3/8″
146 Spacer
150 Kit–Balance Hardware
160 Manual
170 Kit–Hub Brace
required for 76″Hub Assemblies
171 Hub Brace
172 Machine Bolt 1/2″
173 Flat Washer 1/2″
174 Locking Hex Nut 1/2″
200 Blade
300 Hub Cover
Figure 1—Typical Fan Assembly
actual component appearance may vary
Order No. _______________________________________
Trial Pitch Angle _________________________________
Final Pitch Angle _________________________________
Speed-rpm _____________________________________
Contract hp _____________________________________
2
Page 3
Fan Hub Installation
The following instructions detail the process for installing a Marley
®
HP7000 fan on a Marley Geareducer
shaft utilizing a bolted fan hub retention plate or a straight fan shaft
using a split taper bushing. Installation on other gear reduction
units may be different. Contact your Marley sales representative
for supplemental instructions if required.
with a tapered fan (output)
Note
If the fan installation is for a Marley 36, 38, 3600, or 4000 model
Geareducer, or uses a U1 split taper bushing on a straight (output) shaft, refer to the applicable instructions below.
1–Remove the retention plate and hardware from the top of the
Geareducer shaft. Thoroughly clean the fan shaft, fan shaft key,
and the fan hub center bore to remove any debris and/or protective
coatings. After cleaning, apply a coat of anti-seize compound to
the top 7″ (180mm) of the fan shaft.
2–Prior to hub installation, fully seat the key in the fan shaft keyway.
The key is a tight fit across the width and must never be altered.
3–Raise the fan hub above the fan shaft for installation. Slowly lower
the hub onto the shaft with the keyways properly aligned. Make
certain the key does not slide down during installation. Stake the
key in the keyway with a center punch if necessary.
The fan shaft key should be approximately centered in the engaged
portion of the hub when engaged on the shaft. Verify the center hub
is fully seated by visual inspection.
4–Install the retention plate and hardware. Torque bolts to 70 ft·lb
(95 N·m).
ƒ
36 and 38 Geareducer
36 and 38 Series Geareducers use a tapered fan shaft key.
Correct key installation is imperative for proper and safe operation. The following instructions detail installation for these
applications.
1–Remove the retention plate and hardware from the top of the
Geareducer. Thoroughly clean the fan shaft, fan shaft key, and the
hub center bore to remove any debris and/or protective coatings.
After cleaning, apply a coat of anti-seize compound to the top 7″
(180mm) of the fan shaft.
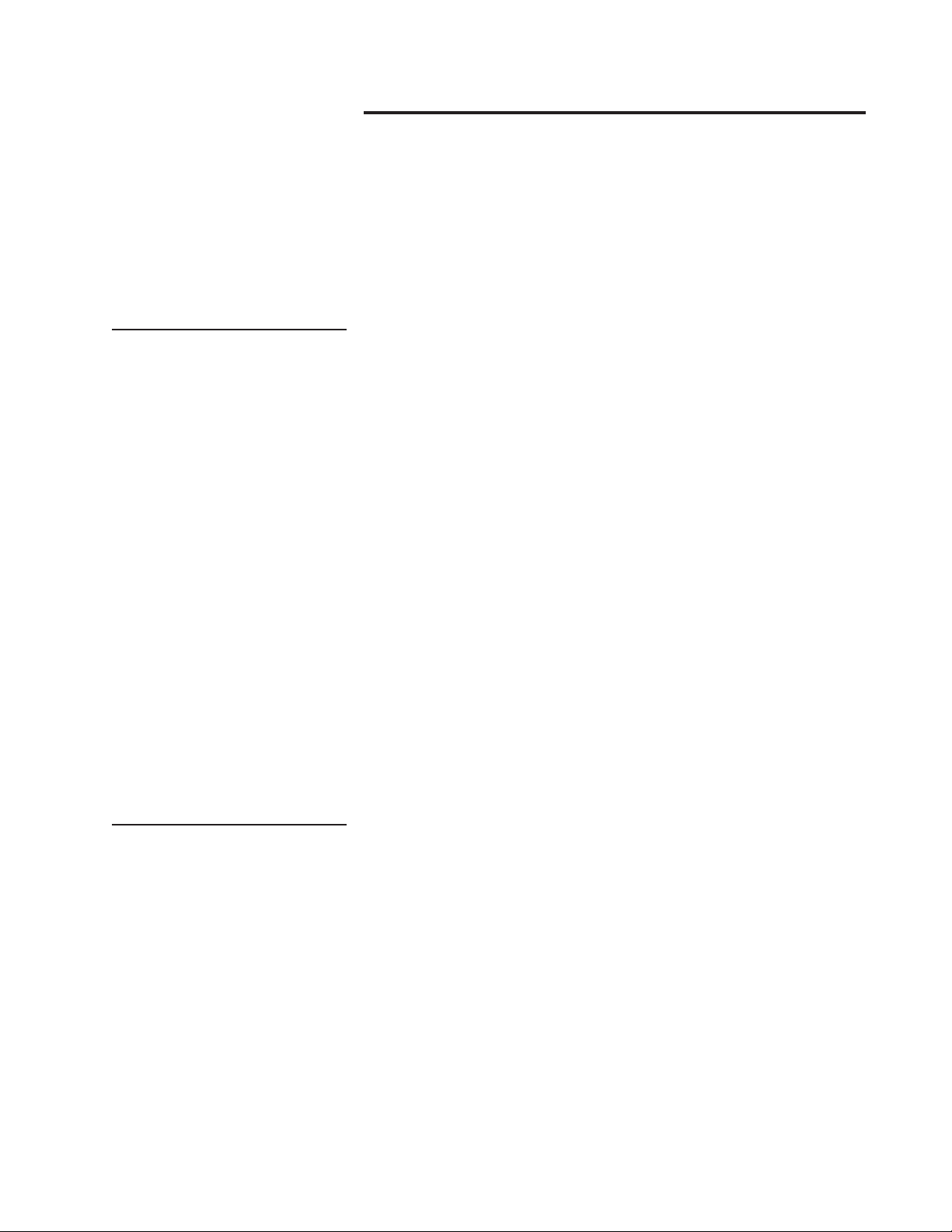
2–Install the 36 and 38 Series Geareducer fan shaft key in the fan
shaft keyway as shown in Figure 2. The key is a tight fit across the
width and must never be altered.
➠
3
Page 4
TAPERED SIDE
OF KEY
GEAREDUCER
FAN SHAFT
1
1
/
2
"
1
3
/
8
"
1
1
/2
"
5
/
8" MIN
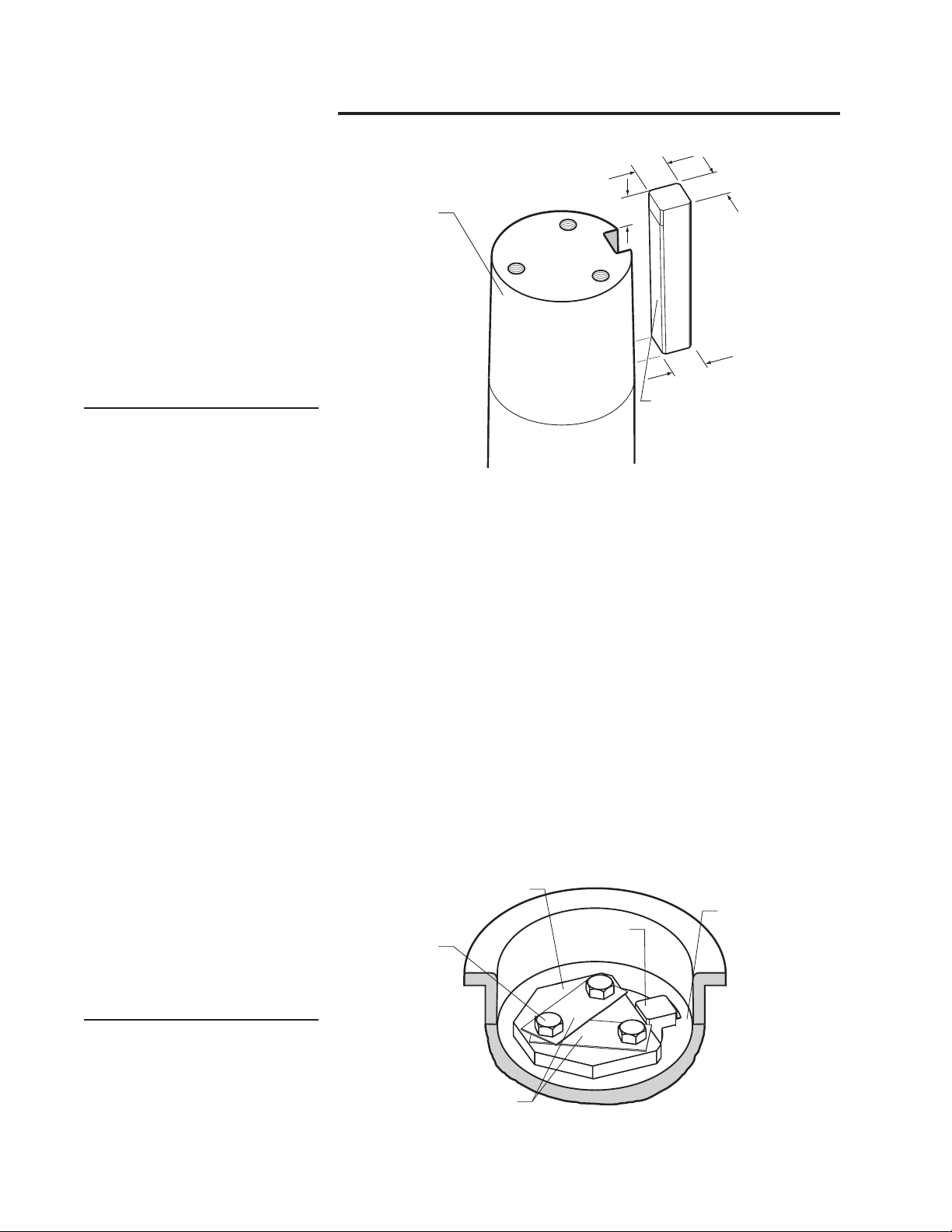
KEY
FAN HUB
LOCKING
STRAPS
RETENTION
PLATE
RETENTION
BOLTS
Figure 2
36 and 38 Geareducer
Fan Hub Installation
3–Raise the hub assembly above the fan shaft for installation. Slowly
lower the assembly onto the shaft with the keyways aligned. Make
certain the key does not slide down during installation. Stake the
key in the keyway with a center punch if necessary.
Figure 3
36 and 38 Geareducer
After the hub assembly is installed the bottom end of the key must
extend through the bottom of the center hub, and the top end of
the key must extend 5/8″ (16mm) minimum above the top of the fan
shaft. Do not force the key down once these criteria are met.
4–Figure 3 illustrates proper retention plate and hardware installation. The retention plate is designed to allow clearance for the fan
shaft key, and when properly installed will not extend over or interfere with the key in any way. Torque the retention bolts to 70 ft·lb
ƒ
(95 N·m) then turn up the locking strap corners to prevent the bolts
from loosening.
4
Page 5

Fan Hub Installation
U1 Split Taper Bushing
The U1 split taper bushing provided with the fan installation kit
will be either a Type 1 or a Type 2 bushing. A Type 1 bushing will
use the fan shaft key provided with the Geareducer. A Type 2
bushing uses an integral key that is shared by the output shaft
and the fan hub keyways. To distinguish which type of bushing
is provided, refer to Figure 4.
1–Remove the fan shaft key from the top of the Geareducer shaft
and discard if a Type 2 split taper bushing is being used. Thoroughly
clean the fan shaft and fan hub center bore to remove any debris
and/or protective coatings. After cleaning, apply a coat of anti-seize
compound from the end of the fan shaft down to the length of the
shaft keyway.
2–Remove the U1 split taper bushing from its packaging. Discard
and replace the 5/8-11NC black steel cap screws provided within
the bushing packaging with the 5/8-11NC stainless steel cap screws
provided with the fan installation kit. Thoroughly clean the bushing
center bore and outside taper (barrel) surface to remove any protective coating. After cleaning, apply a thin coat of anti-seize compound
to the outer taper surface of the bushing.
3–Aligning the outside taper (barrel) bushing key with the keyway
of the hub bore, loosely start the Type 1 or Type 2 bushing into the
bore of the hub. The three (3) threaded holes in the hub must be
aligned with the non-threaded holes in the bushing flange—Note,
the two (2) threaded holes in the bushing flange are used only
for disassembly. Apply anti-seize compound to the threads of the
5/8-11NC stainless steel cap screws. Insert the cap screws through
the non-threaded holes in the bushing flange and thread them by
hand into the hub two or three turns only.
4–If a Type 1 split taper bushing is being used, prior to installing the
bushing-hub assembly onto the fan shaft, fully seat the key in the
fan shaft keyway. The key is a tight fit across the width and must
never be altered.
➠
5
Page 6

Fan Hub Installation
5–Position the bushing-hub assembly over the Geareducer fan
shaft. Carefully align the bushing bore keyway with the previously
installed shaft key—or if using a Type 2 split taper bushing, align
the shared hub/bushing key with the fan shaft keyway. Lower the
assembly onto the shaft. The assembly must slide onto the output
shaft enough to ensure the shaft key runs the entire length of the
bushing bore. It may be necessary to slightly wedge open the split
taper bushing for easier engagement of the fan shaft into the bushing bore. This can be accomplished by driving a wedge into the
bushing flange split.
6–Using a torque wrench, tighten the stainless steel cap screws
sequentially until each is tightened to 140 ft·lb
the cap screw torque is at or near 140 ft·lb
least two more sequential rounds to assure all cap screws are to
the required torque value.
(190 N·m). When
ƒ
(190 N·m), make at
ƒ
Figure 4
6
Type 1 U1 Split Taper Bushing
Type 2 U1 Split Taper Bushing
Page 7

BLADE CLAMP
FLAT WASHER
MACHINE BOLT
FAN BLADE
HUB PLATE
HUB PLATE
FLAT WASHER
LOCKING HEX NUT OR
HEX NUT AND LOCK WASHER
Fan Blade Installation
Marley HP7000 fan blades are manufactured to equal moment weight
and blade clamps to equal static weight. The blades and clamps
can be installed in any position without affecting fan balance.
Note
At the end of the blade shank on a nameplate is inscribed a letter code (i.e. “A” or “B” etc.). When installing or replacing blades
use only blades with the same letter code.
1–Lubricate the 3/4″ bolt and 3/4″ hex-nut threads with thread lubricant. Set the hardware aside.
2–Remove one set of blade clamps from the hub assembly. Blade
clamps are installed on the hub assembly at the factory with spacers
for shipping purposes. Remove and discard the spacers. Position
the blade clamps around the shank of a blade with the machinedface end of the blade clamp against the blade safety shoulder. See
Figure 4. Large nylon cable ties can be used to hold blade clamps
on the blade during installation providing easier assembly.
3–Insert the blade with blade clamps around the shank and with the
concave blade side (TOP) on the discharge side between the hub
assembly plates as shown in Figure 5 and Figure 6. Vertically align
the four bolt holes in the clamps and plates. Install four lubricated
3/4″ bolts, eight 3/4″ flat washers, (four 3/4″ lock washers if hardware material is monel), and four 3/4″ hex nuts, engaging the nuts
only three to four threads as shown in Figure 5. Do not tighten the
hardware until all the blades have been installed. The blade must
be free to rotate in the clamp for pitch adjustment.
Figure 5
4–Repeat until all blades, clamps, and hardware have been installed
in the hub assembly.
7
Page 8

Adjusting Fan Blade Pitch
BEVEL
PROTRACTOR
STRAIGHT
EDGE
BLADE
2"
TIP
PITCH ANGLE
The trial pitch is the calculated setting for design conditions
(water rate , heat load, air density, and brake horsepower). The trial
pitch is provided (see page 2).
1–Select a position on the fan circumference and rotate each blade
to this common location when setting or checking blade pitch. Support the blade tip to maintain a common rotation plane while setting
the fan pitch. The pitch is set within 2″ (51mm) of the blade tip by
placing a bevel protractor on top of a parallel sided straight edge
that extends across blade width as shown in Figure 6.
2–Pull the blade outward so the safety shoulder is in contact
with the blade clamp, then set the pitch. See Figure 5. Blades
should be within ± 1/4° of the desired pitch angle. After the desired setting is obtained, progressively tighten the 3/4″ hex nuts to
120 ft·lb
loosen the hex nuts and reset the pitch as necessary until the proper
pitch angle is obtained with the 3/4″ hex nuts at 120 ft·lb
torque.
3–Repeat step 2 for all blades.
(163 N·m) torque. Recheck the pitch angle. If required,
ƒ
(163 N·m)
ƒ
Figure 6
4–Check the vertical blade-tip track variation. The allowable vertical variation from a reference plane is ±1″ (25mm). If a blade’s tip
track is out of tolerance, loosen the 3/4″ hardware and change the
blade tip support location higher or lower as required to adjust the
tip track. Recheck blade pitch angle.
8
Page 9

141
102
143
142
300
145
142
146
144
142
Figure 7
Hub Cover Installation
Install the hub cover as shown in Figure 1 and Figure 7. Tighten all
hex nuts to 15 ft·lb
(20 N·m) torque.
ƒ
Fan Maintenance
Preventative maintenance will prolong useful life and assure continued trouble-free operation. After the first week and subsequently
at six month intervals:
• Torque all hardware to specications referenced in this manual.
• Visually inspect the fan for airborne debris damage, contact with
fan cylinder segments, and corrosive attack. Correct any situations
determined detrimental to fan operation.
• Remove any accumulated scale or dirt.
• Clear blade drain holes.
9
Page 10

Service
BLADE SIZE
MOMENT WEIGHT CLASS
SERIAL NUMBER
For Additional Information Refer to HP7000 Manual
SPX Cooling Technologies
Overland Park, KS USA
913 664 7400
www.spxcooling.com
HP7000 Fan
Proper identification of your fan is necessary to insure you receive
correct replacement parts. The Marley cooling tower serial number
can be used to determine the fan and any components installed and
maintained as original equipment on a Marley cooling tower. The
fan diameter and moment weight class from the blade nameplate
(see Figure 8) is required to identify blades for replacement. The
fan hub assembly identification number (see Figure 1) is required to
identify a replacement hub assembly or repair components. Please
provide the Marley sales office or sales representative the necessary
information when ordering replacement fans or components.
Blades can be replaced without rebalancing the entire fan.
If rebalancing is desired, contact the Marley sales office or representative in your area.
Figure 8–Blade Nameplate
10
Page 11

Motor Load
The corrected horsepower should be close to but not exceed the
contract horsepower specified by Marley. Determine corrected
horsepower using the following equation.
Note
HP
C
VOLTS
AMPS
A
A
DENSITY
VOLTSA × AMPSA × DENSITY
=
HP
C
VOLTSN × AMPSN × DENSITYA
= Corrected Horsepower
= Actual Volts
= Actual Amperage
= Actual Air Density
A
VOLTS
AMPS
HP
N
DENSITY
D
× HP
N
= Nameplate Volts
N
= Nameplate Amperage
N
= Nameplate Horsepower
= Design Air Density
D
Actual volts and amperage must be obtained with the fan running
and the specified rate of water flowing over the tower after the motor
and Geareducer have reached operating temperature (approximately
30 minutes of operation).
Measurements taken on motors operating with Variable Frequency Drive controls may read up to 15% high from errors in
measuring the approximated sine wave. Instruments capable of
measuring a squared off wave form accurately should be used
for measuring power in this situation.
Do not exceed 30 sec/hour total motor starting time as motor
may overheat.
11
Page 12

7401 WEST 129 STREET | OVERLAND PARK, KANSAS 66213 UNITED STATES | 913 664 7400 | spxcooling@spx.com | spxcooling.com
In the interest of technological progress, all products are subject to design and/or material change without notice.
©2008 SPX Cooling Technologies, Inc. | Printed in USA
Manual 97-1342B
 Loading...
Loading...