

Page 1
Приводной вал Marley серии 301 – 400
/
/
Руководство пользователя ru_95-1420A
Page 2
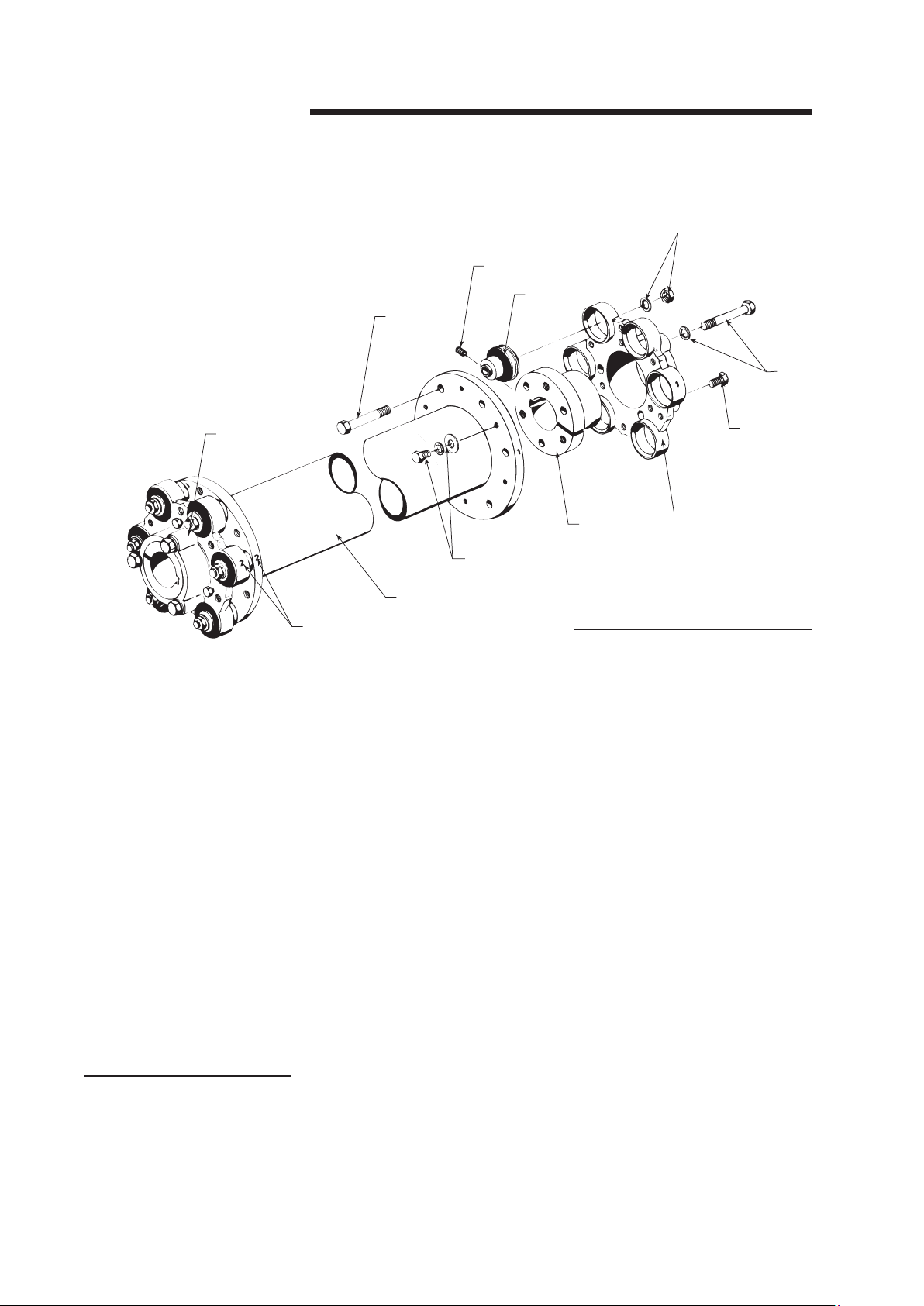
Приводной вал – перечень узлов
1.1
НОМЕРА МОНТАЖНЫХ
МЕТОК
БАЛАНСИРОВОЧНЫЙ
КРЕПЕЖ
1.21
1.21C
1.21D
1.21B
1.22
1.22A
1.21A
1.2
1.21A
Примечание
Рис. 1
1.0 Приводной вал в сборе
1.1 Сборка трубы
Серия 301 — труба и фланцы из нержавеющей стали
Серия 400 — композитная труба, фланцы из нержавеющей
стали
1.2 Муфта (2 на приводной вал) вместе с вилкой, втулкой QDF, гибкими
втулками, винтами с головками, установочными винтами, крепежными
болтами, стопорными шайбами и гайками
1.21 Вилка
A. Крепежные болты со стопорными шайбами и гайками (6 на вилку)
B. Гибкая втулка (6 на вилку)
C. Нажимной винт (3 на вилку)
D. Винт с головкой со стопорной шайбой (3 на вилку)
1.22 Втулка QDF
A. Установочный винт (1 на втулку)
Некоторые приводные валы серии 301 и 400 используют муфту с вилкой с
фиксированными отверстиями вместо литой вилки и втулки QDF. Перечень
узлов муфты с вилкой с фиксированными отверстиями см. на стр. 5.
2
При заказе запасных частей всегда сообщайте серийный номер градирни.
Для получения поддержки обратитесь к местному торговому представителю
компании Marley в вашем регионе.
Page 3

Примечание
Монтаж
Общая информация
Приводные валы Marley серий 301 и 400 состоят из трубы в сборе с
двигателем и муфтами редуктора Geareducer
сбалансированы. На трубу и фланцы вилки после балансировки наносятся
монтажные метки. См. рис. 1. Во время установки не изменяйте положение
или отношение компонентов, имеющих монтажные метки. При замене муфт,
вилок или сборок трубы необходимо повторно провести балансировку
приводного вала. См. стр. 8.
Сборку трубы приводного вала серии 400 можно заменить или
модернизировать до приводного вала серии 301 без проведения повторной
балансировки.
Некоторые приводные валы серии 301 и 400 используют муфту с вилкой
с фиксированными отверстиями вместо литой вилки и втулки QDF.
Инструкции по установке муфты с вилкой с фиксированными отверстиями
см. на стр. 5.
Монтаж
Перед установкой приводного вала убедитесь, что двигатель и редуктор
Geareducer находятся на ровной поверхности и их валы выровнены.
®
. Приводные валы динамически
• Запомните соответствующие монтажные номера на фланцах приводного
вала, а затем снимите сборку вилки с каждой стороны.
• Снимите все втулки QDF с соответствующих вилок, отвернув три винта с
головками, которые соединяют вилку и втулку. При необходимости выньте
втулку из вилки, последовательно вворачивая три нажимных винта. Вынув
втулки, верните нажимные винты в исходное положение.
• Уберите все неровности и царапины с валов двигателя и редуктора
Geareducer и нанесите на них противозадирную смесь. Нанесите тонкий
слой машинного масло на скошенные поверхности каждой втулки QDF.
• Начните установку с конца редуктора Geareducer, полностью надвинув
вилку на входной вал. Вставьте шпонку наполовину в шпоночный паз и
надвиньте втулку QDF на вал так, чтобы она прошла на 92 мм, см. рис. 2.
Затяните установочный винт на шпонке.
• Убедитесь, что нажимные винты не ввернуты, а затем надвиньте вилку на
втулку QDF и установите три винта с головками, пропустив их через вилку
во втулку QDF. По очереди затяните их до момента 68 Н м. Данные винты
с головками не нужно смазывать.
• Полностью надвиньте вилку двигателя на вал двигателя и вставьте шпонку
двигателя в шпоночный паз. Надвиньте втулку QDF на вал таким образом,
чтобы втулка QDF и шпонка располагались заподлицо с краем вала, но
не затягивайте установочный винт.
• Поднимите сборку трубы приводного вала на место и, приблизительно
выровняв, закрепите ее. Совместите монтажные номера на конце редуктора
Geareducer.
• Установите шесть крепежных болтов через фланец сборки трубы в вилку
редуктора Geareducer, как показано на рис. 1. Убедитесь, что гибкие втулки
правильно установлены во фланцах сборки трубы. По очереди затяните
их все шесть болтов до момента 68 Н м.
➠
3
Page 4

Монтаж
ОБЛАСТЬ
КОНТАКТА
92 мм +3 –9
КОНЕЦ
ВТУЛКИ
QDF
ВТУЛКА
QDF
СБОРКА ТРУБЫ
ВИЛКА
17 мм ±1
КОНЕЦ ДВИГАТЕЛЯ
ИЛИ ВАЛА
GEAREDUCER
• Убедитесь, что нажимные винты не ввернуты, а затем надвиньте двигатель
на втулку QDF и установите три винта с головками во втулку, затянув их
вручную.
• Совместите монтажные метки на вилке двигателя и сборке трубы, а затем
вверните шесть крепежных болтов через фланцы, наживляя гайки на один
или два оборота.
• Продвиньте муфту вдоль вала двигателя, чтобы гибкие втулки немного
вошли во фланец сборки трубы, оставив зазор в 2 мм между фланцем и
краями гибких втулок.
• Установите три винта с головками через вилку во втулку и по очереди
затяните их до 68 Н м.
• Проверьте область контакта втулки двигателя на валу двигателя. Если
втулка QDF выходит за конец вала, ослабьте винты с головками, крепящие
втулку двигателя, и сдвигайте двигатель внутрь, пока фланец втулки QDF
не окажется в допустимых пределах, или отрегулируйте положение всей
сборки приводного вала, чтобы с обеих сторон область контакта была
одинакова. См. рис. 2.
• Когда область контакта будет приемлемой с обеих сторон, затяните
установочный винт вплотную к шпонке на редукторе Geareducer и валах
двигателя. По очереди затяните фланец и болты втулки до момента
68 Н м. Затяните нажимные винты вплотную к втулке QDF. Затяните весь
крепеж двигателя и редуктора Geareducer.
• Проверьте момент затяжки на всем крепеже приводного вала.
Рис. 2
4
Page 5

Установка вилки с фиксированными
2.21
2.21B
2.21A
отверстиями
Монтаж
При приобретении приводного вала целиком муфты с фиксированными
отверстиями имеют монтажные метки для монтажа со сборкой трубы. Во время
установки не изменяйте положение или отношение компонентов, имеющих
монтажные метки. Величина области контакта муфты с фиксированными
отверстиями на валу определяется в соответствии с указаниями ниже.
• Область контакта муфт с фиксированными отверстиями может
отличаться.
Если оборудование использует тормоз обратного вращения (ARD) компании
Marley, используйте величину области контакта ведущего вала, указанную
в инструкциях по установке ARD.
Если муфта с вилкой с фиксированными отверстиями имеет отверстие
диаметром в 100 мм или более, или Marley ARD не используется, область
контакта составляет 124 мм.
Если муфта с фиксированными отверстиями имеет отверстие диаметром
менее 100 мм или Marley ARD не используется, область контакта составляет
92 мм.
• Затяните установочные винты муфты с фиксированными отверстиями.
• Для завершения установки см. инструкции по установке выше,
начинающиеся на стр. 3.
Рис. 3
2.2 Муфта вместе с вилкой, гибкими втулками, винтами с головками,
стопорными шайбами, гайками и установочным винтом
2.21 Вилка с установочными винтами
A. Гибкая втулка
B. Винт с головкой, стопорная шайба и гайка
5
Page 6

ЦИФЕРБЛАТНЫЙ
ИНДИКАТОР
БАЛАНСИРОВОЧНЫЙ
КРЕПЕЖ
ФЛАНЕЦ ТРУБЫ
ПРИВОДНОГО ВАЛА
УСТАНОВОЧНЫЙ
ВИНТ
ВИЛКА
ВТУЛКА
ПЕРЕХОДНИКА
СТЕРЖЕНЬ
ИНДИКАТОРА
Рис. 4
Выравнивание
Перед продолжением следует устранить крупное смещение деталей.
Предварительную проверку смещения можно провести, измеряя расстояния
между приводным валом и фланцами вилки. При измерении в четырех
точках расстояние должно составлять приблизительно 17 мм, см. рис. 2.
В результате окончательной регулировки расстояние между смежными
точками на фланцах сборки трубы и муфтой с каждой стороны не должно
изменятся более чем на 13 мм после полного оборота. В продаже имеется
“Набор индикаторов выравнивания приводного вала” компании Marley,
который можно приобрести.
Ниже приводится рекомендованная процедура использования набора
циферблатных индикаторов Marley для проверки выравнивания приводного
вала.
• Вверните втулку переходника в одно из неиспользуемых балансировочных
отверстий на фланце сборки трубы.
• Вставляйте циферблатный индикатор в переходник, пока измерительный
наконечник не коснется внешней поверхности фланца вилки.
• Измерительный наконечник должен оставаться в контакте с вилкой во
время одного полного оборота, но его нельзя вталкивать внутрь настолько,
чтобы он вошел до конца.
• После установки циферблатного индикатора затяните установочный винт
на переходнике так, чтобы индикатор прочно держался.
• Проверьте выравнивание с каждой стороны приводного вала, поворачивая
его на 360°, отслеживая суммарное изменение в показаниях циферблатного
индикатора. Суммарные показания индикатора не должны превышать
13 мм. Переместите двигатель и/или редуктор Geareducer по вертикали
(используя прокладку) или по горизонтали (сдвинув на опоре), чтобы
выровнять приводной вал таким образом, чтобы суммарные показания
индикатора на каждом конце не превышали 13 мм.
6
➠
Page 7

Выравнивание
Примечание
Примечание
Когда крепеж затянут, не перемещайте редуктор Geareducer или двигатель
в продольном направлении (не сближайте их и не удаляйте друг от друга).
Создаваемые такими движениями нагрузки на приводной вал могут
сократить его срок службы.
• Затяните все монтажные болты на двигателе и редукторе Geareducer и
произведите повторную проверку. Зазор между внешней поверхностью
фланца и внешней поверхностью вилки должен быть таким, как показано
на рис. 2. Снимите циферблатный индикатор.
• Для гарантии равномерного выравнивания заблокируйте все нажимные
винты держателя редуктора Geareducer. Если нажимные винты не
прилагаются, просверлите основание редуктора Geareducer и опорную
плиту и установите установочные штифты.
Обслуживание
Приводные валы Marley не требуют смазки.
Осмотр приводного целиком следует проводить каждые шесть (6) месяцев.
Осматривайте вал на наличие коррозии, растрескивания или трещин
в гибких втулках, ослабленных винтов с головками и установочных
винтов или смещения приводного вала. Для гарантии длительного срока
службы необходимо точное выравнивание приводного вала. Проверяйте
выравнивание, как указано выше. При необходимости отремонтируйте или
замените детали приводного вала.
Примечание
При замене муфт, вилок или сборок трубы необходимо повторно
производить балансировку данных приводных валов. Приводные валы можно
балансировать на градирне. См. инструкции на стр. 8.
Сборку трубы приводного вала серии 400 можно заменить или
модернизировать до приводного вала серии 301 без проведения повторной
балансировки.
Замена гибких втулок
• Найдите монтажные метки на вилках и фланцах трубы. Если они не различимы,
нанесите новые метки на края фланцев. Снимите сборку трубы, вывернув
шесть крепежных болтов через гибкие втулки с каждого конца приводного
вала. Возможно, для того, чтобы вынуть трубу, сначала потребуется ослабить
одну из вилок и сдвинуть ее назад на вал, где она установлена.
• Снимите втулки QDF и вилки с валов двигателя и редуктора Geareducer.
Чтобы отодвинуть вилку от втулки, используйте нажимные винты на
вилке. Ослабьте установочный винт над шпонкой и снимите втулку и вилку
с вала.
• Выньте гибкие втулки, нажав на них или вытащив их из гнезд в вилке.
С-образная струбцина с короткой трубкой диаметром 3" хорошо подходит
для выталкивания втулок.
• Очистите гнезда втулок, но не полируйте их. Remove any burrs.
• Перед установкой смажьте гибкие втулки силиконовой смазкой.
➠
7
Page 8

Примечание
Обслуживание
• Вставьте втулку в гнездо (передним концом) с внешней стороны вилки так,
чтобы секция втулки из неопрена выступала на одинаковое расстояние
с каждой стороны вилки. Каждая втулка должна входить с натягом.
• Измерьте расстояние от края металлической вставки на гибкой втулке до
поверхности кольцевого отверстия вилки. Расстояние должно составлять
17 ± 1 мм, как показано на рис. 2.
• Замените сборку трубы приводного вала и муфты согласно процедуре
установки, описанной ранее в данном руководстве.
Балансировка
При балансировке приводного вала на градирне общее время пусков
двигателя не должно превышать 30 сек/час, поскольку двигатель может
перегреться.
Балансировку должен проводить опытный подрядчик или техник.
Если не удается достичь необходимого баланса приводного вала,
возвратите его в компанию Marley для ремонта. Перед отправкой получите
карточку “Утверждение на возврат материала” от компании SPX Cooling
Technologies.
ERNST-DIETRICH-PLATZ 2 | 40882 RATINGEN GERMANY | +49 (0) 2102 1669 0 | infode@cts.spx.com | spxcooling.com
Изменения конструкции и/или замена материалов с целью усовершенствования изделий могут производиться без предварительного уведомления.
8
© SPX Cooling Technologies, 2010
ru_M95-1420A
 Loading...
Loading...