


Spicer® Tandem Drive Axles
Service Manual
AXSM0057
September 2013
D170 Series
D190 Series
D590 Series
General Information
General Information
The description and specifications contained in this service publication are current at the time of printing.
Dana reserves the right to discontinue or to modify its models and/or procedures and to change specifications at any time without notice.
Any reference to brand names in this publication is made simply as an example of the types of tools and materials recommended for use and should not be considered an endorsement. Equivalents, if available, may be used.
Important Notice
This symbol is used throughout this manual to call attention to procedures where carelessness or failure to follow specific instructions may result in personal injury and/or component damage.
Departure from the instructions, choice of tools, materials and recommended parts mentioned in this publication may jeopardize the personal safety
of the service technician or vehicle operator.
WARNING: Failure to follow indicated procedures creates a high risk of personal injury to the servicing technician.
CAUTION: Failure to follow indicated procedures may cause component damage or malfunction.
IMPORTANT: Highly recommended procedures for proper service of this unit.
Note: Additional service information not covered in the service procedures.
Tip: Helpful removal and installation procedures to aid in the service of this unit.
Always use genuine Spicer replacement parts.
Table of Contents
Table of Contents
|
Drive |
|
Wheel |
Pinion |
|
page 25 |
||
Differential |
||
|
||
Assembly |
|
|
page 36 |
Power |
|
|
Divider |
|
Carrier |
page 12 |
|
Assembly |
|
|
page 23 |
|
Seals page 68
|
|
Inter-Axle |
|
|
Lockout |
|
|
page 11 |
|
|
Differential |
Wheel |
|
Carrier |
|
Assembly |
|
Differential |
|
|
|
page 8 |
|
Lock |
|
|
|
Housing |
|
page 57 |
|
|
Wheel |
|
Breather |
End Seal |
|
page 67 |
page 68 |
Output Shaft |
Lubrication |
|
Assembly & |
|
|
page 75 |
|
|
Rear Cover |
|
|
|
|
|
page 58 |
|
Contents of Table

General Information
Introduction...................................................................... |
1 |
Model Identification.......................................................... |
2 |
Parts Identification........................................................... |
2 |
Failure Analysis................................................................ |
4 |
Prepare the Parts for Inspection....................................... |
5 |
Inspection........................................................................ |
6 |
Endplay Procedure........................................................... |
7 |
Check Input Shaft Endplay (Forward Axle)........................ |
7 |
Check Output Shaft Endplay (Forward Axle)..................... |
7 |
Differential Carrier Assembly - Parts................................ |
8 |
Remove Differential Carrier - (Forward and Rear)............. |
9 |
Install Differential Carrier (Forward and Rear)................ |
10 |
IAD Differential Lock Disassembly.................................. |
11 |
Inter-Axle Lockout.......................................................... |
11 |
Power Divider - Parts Exploded View.............................. |
12 |
Power Divider Disassembly - |
|
Forward Carrier Assembly.................................... |
13-14 |
Pump Disassembly......................................................... |
15 |
Lube Manifold Disassembly............................................ |
16 |
Manifold Assembly......................................................... |
17 |
Pump Assembly............................................................. |
18 |
Power Divider Assembly........................................... |
19-22 |
Carrier Disassembly - |
|
Forward Carrier Assembly................................... |
23-24 |
Pinion Removal......................................................... |
25-26 |
Forward Axle Pinion Assembly - |
|
Parts Exploded View.................................................. |
27 |
Rear Axle Pinion Assembly - |
|
Parts Exploded View.................................................. |
27 |
Drive Pinion Overhaul and Assembly - |
|
Forward and Rear Carrier Assembly.................... |
28-34 |
Wheel Differential - Parts Exploded View....................... |
35 |
Wheel Differential Disassembly - Before July 2013 |
|
Forward Carrier Assembly................................... |
36-37 |
Wheel Differential Assembly - |
|
Forward Carrier Assembly................................... |
38-40 |
Install Wheel Differential Assembly - |
|
Forward Carrier Assembly................................... |
41-45 |
Wheel Differential Disassembly - After July 2013 |
|
Forward Carrier Assembly................................... |
46-47 |
Wheel Differential Assembly - |
|
Forward Carrier Assembly................................... |
48-50 |
Install Wheel Differential Assembly - |
|
Forward Carrier Assembly................................... |
51-53 |
Adjust Tooth Contact Position................................... |
54-55 |
Wheel Differential Lock - Parts Exploded View.............. |
56 |
Install and Adjust Wheel Differential Lock....................... |
57 |
Housing and Output Shaft Assembly - |
|
Parts Exploded View................................................. |
58 |
Remove Output Shaft Assembly............................... |
59-60 |
Overhaul and Assemble Output Shaft Assembly....... |
61-62 |
Measure........................................................................ |
63 |
Replace Seal................................................................. |
64 |
Guidelines for Reusing Yoke.......................................... |
65 |
Service Kit..................................................................... |
66 |
Housing Breather........................................................... |
67 |
Wheel End Seal - Parts Exploded View.......................... |
68 |
Remove and Overhaul Wheel End Seal.......................... |
69 |
Adjust Wheel Bearing............................................... |
70-71 |
Verify Wheel Endplay Procedure..................................... |
72 |
Readjust Wheel Endplay Procedure................................ |
72 |
Lubricate Wheel End - |
|
Wheel Ends with an Oil Fill Hole................................. |
73 |
Wheel Ends Without Oil Fill Hole................................ |
74 |
General Lubrication Information - |
|
Approved Lubricants................................................. |
75 |
Recommendations for Viscosity/Ambient |
|
Temperature.............................................................. |
75 |
Lube Change Intervals.................................................... |
76 |
Change Lube |
|
Drain........................................................................ |
77 |
Fill............................................................................ |
77 |
Standpipes............................................................... |
78-79 |
Proper Vehicle Towing................................................... |
80 |
Power Divider Operation |
|
(Power Flow and Torque Distribution).................. |
81-82 |
Operate Wheel Differential Assembly............................. |
83 |
Control Systems for Differential Lock............................ |
83 |
Direct Driver - Controlled System.................................. |
84 |
Wheel Differential Lock............................................ |
85-86 |
Power Divider - Parts Exploded View.............................. |
87 |
Forward Axle Pinion Assembly - |
|
Parts Exploded View................................................. |
88 |
Rear Axle Pinion Assembly - |
|
Parts Exploded View................................................. |
89 |
Wheel Differential - |
|
Parts Exploded View................................................. |
90 |
Wheel Differential Lock - |
|
Parts Exploded View.................................................. |
91 |
Housing and Output Shaft Assembly - |
|
Parts Exploded View................................................. |
92 |
Fastener Torque Specifications...................................... |
93 |

General Information
Introduction
Dana Commercial Vehicle Systems Division, presents this publication to aid in maintenance and overhaul of Spicer tandem drive axles.
Instructions contained cover the models listed. Their design is similar, with primarily differences in load capacity. Capacity variations are achieved by combining basic differential carrier assemblies with different axle housings, axle shafts and wheel equipment.
The suffix letter “P” in the model number indicates optional
lube pump. The pump is designed to provide additional lubrication to the inter-axle differential and related parts.
Model Listing
Model Information
The following models are included in this publication: Heavy Tandems
D40-170 |
D46-590HP |
|
|
D40-170(P) |
D50-170 |
|
|
D40-170D(P) |
D52-190P |
|
|
D46-170 |
D52-190DP |
|
|
D46-170(P) |
D52-590P |
|
|
D46-170D(P) |
D60-190P |
|
|
D46-170H |
D60-590P |
|
|
D46-170H(P) |
D70-190P |
|
|
D46-170DH(P) |
|
|
|
|
|
|
D 46-1 7 0 D |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Options |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
D - Dual Drive Forward Axle |
|
|
|
|
|
|
|
|
|
|
C - Controlled Traction |
||||||
|
with Inter-Axle Differential |
|
|
|
|
|
|
|
|
|
|
D - Differential Lock |
|||||
G - Single Rear Axle (Global) |
|
|
|
|
|
|
|
|
|
|
E - High Entry Single |
||||||
R - Dual Drive Rear Axle |
|
|
|
|
|
|
|
|
|
|
H - Heavy Wall |
||||||
S - Single Rear Axle (N.A.) |
|
|
|
|
|
|
|
|
|
|
I - Integral Brake |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
L - Limited-Slip |
|
GAW Rating |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P - Lube Pump |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
x 1000 lbs. (N. America) "-" |
|
|
|
|
|
|
|
|
R - Retarder Ready |
|||||||
|
x 1 Tn. (Europe) "." |
|
|
|
|
|
|
|
|
W - Wide-Track |
|||||||
|
Gear Type |
|
|
|
|
|
|
|
|
Design Level |
|||||||
|
|
|
|
|
|
|
|
|
|||||||||
1 |
- Standard Single Reduction |
|
|
|
|
|
|
|
|||||||||
2 |
- Dual Range |
|
|
Head Assembly Series |
|||||||||||||
3 |
- Planetary Double Reduction |
|
|||||||||||||||
|
|
|
|
|
|
||||||||||||
4 |
- Open |
|
|
|
|
|
|
||||||||||
5 |
- Helical Reduction |
|
|
|
|
|
|
||||||||||
Information General
1
General Information
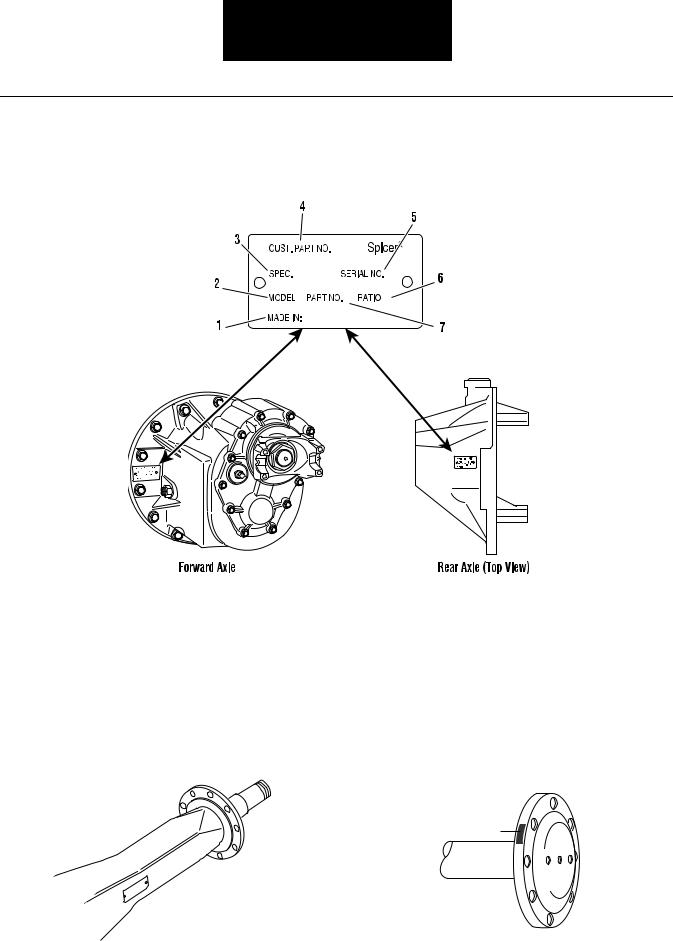
Model Identification
Drive Axle
1 |
- Country or origin |
4 |
- OEM part number assigned to the axle build |
2 |
- Axle model identification |
5 |
- Carrier assembly serial number assigned by the |
3 |
- Specification number assigned to the axle built by Spicer . |
|
manufacturing plant |
|
Identifies all component parts of the axle including special |
6 |
- Axle gear ratio |
|
OEM requirements such as yokes or flanges. |
7 |
- Carrier assembly production or service part number |
Parts Identification
Axle Housing Axle Shaft
2
|
|
|
® |
|
|
|
LBS. |
|
NO. |
Spicer |
|
PT. |
|
|
|
|
. |
. NO |
E IN |
HSG. I.D |
MAD |
|
|
HSG |
|
|
|
HOUSING |
|
||
 1
1
1 - ID Tag |
2 - Axle shaft part number |
2
General Information
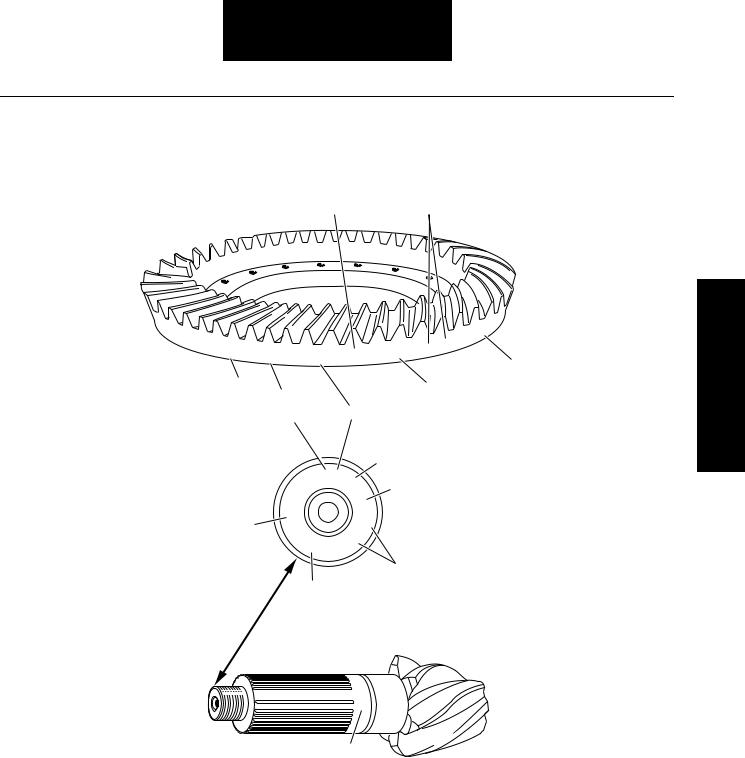
Ring Gear and Pinion
Note: Ring gear and drive pinion are matched parts and must be replaced in sets.
8 |
3 |
127381
1
6-39
JD77
86
DANA
SPICER |
41-8 |
NL2 |
OF |
|
|
|
7
|
5 |
|
|
2 |
|
|
|
|
|
|
|
|
|
|
8-41 |
8 |
|
|
|
127 |
|
||
|
|
|
127 |
6 |
|
|
|
|
|
||
|
SPICER |
|
|
0H |
|
|
|
|
|
||
7 |
|
|
|
17 |
|
|
|
127428 |
G |
|
|
|
|
|
3 |
||
|
|
|
|
|
|
|
|
1 |
|
|
|
L
 7
7
 0
0
3
 8
8
4
17 |
G |
|
6
L7038
4
1 - Part number
2 - Number of ring gear teeth
3 - Manufacturing numbers
4 - Matching gear set number
5 - Number of pinion teeth
6 - Date code
7 - Indicates genuine Spicer parts
8 - Heat code
Information General
3

Inspection
Failure Analysis
Failure analysis is the process of determining the original cause of a component failure in order to keep it from happening again. Too often, when a failed component is replaced without determining its cause, there will be a recurring failure. If a carrier housing is opened, revealing a ring
gear with a broken tooth, it is not enough to settle on the broken tooth as the cause of the carrier failure. Other parts of the carrier must be examined. For a thorough understanding of
the failure and possible insight into related problems, the technician needs to observe the overall condition of the vehicle.
No one benefits when a failed component goes on the junk pile with the cause unknown. Nothing is more disturbing to a
customer than a repeat failure. Systematically analyzing a failure to prevent a repeat occurrence assures quality service by avoiding unnecessary downtime and further expense to the customer.
The true cause of a failure can be better determined by knowing what to look for, determining how a piece of the equipment was running, and learning about previous problems. In the case of a rebuilt rear axle, mismatched gears may
have been installed.
The more successful shops prevent repeat equipment failures by developing good failure analysis practices. Knowing how to diagnose the cause of a premature failure is one of the prerequisites of a good heavy-equipment technician.
How to Diagnose a Failure
The following five steps are an effective approach to good failure diagnostics.
1.Document the problem.
2.Make a preliminary investigation.
3.Prepare the parts for inspection.
4.Find the cause of the failure.
5.Correct the cause of the problem.
Document the Problem
Here are some guidelines for starting to learn about a failure.
•Talk to the operator of the truck.
•Look at the service records.
•Find out when the truck was last serviced.
Ask the following questions:
•In what type of service is the truck being used?
•Has this particular failure occurred before?
•How was the truck working prior to the failure?
You need to be a good listener. Sometimes insignificant or unrelated symptoms can point to the cause of the failure.
Ask the following questions:
•Was the vehicle operating at normal temperatures?
•Were the gauges showing normal ranges of operation?
•Was there any unusual noise or vibration?
After listening, review the previous repair and maintenance records. If there is more than one driver, talk to all of them and compare their observations for consistency with the service and maintenance records. Verify the chassis Vehicle
Identification Number (VIN) number from the vehicle identification plate, as well as the mileage and hours on the vehicle.
4

Inspection
Make a Preliminary Investigation
These steps consist of external inspections and observations that will be valuable when combined with the results of the parts examination.
•Look for leaks, cracks or other damage that can point to the cause of the failure.
•Make note of obvious leaks around plugs and seals. A missing fill or drain plug would be an obvious cause for concern.
•Look for cracks in the carrie r housing (harder to see, but sometimes visible).
•Does the general mechanical condition of the vehicle indicate proper maintenance or are there signs of neglect?
•Are the tires in good condition and do the sizes match?
•If equipped with a torque-limiting device, is it working properly?
During the preliminary investigation, write down anything out of the ordinary for later reference. Items that appear insignificant now may take on more importance when the subassemblies are torn down.
Prepare the Parts for Inspection
After the preliminary investigation, locate the failure and prepare the part for examination. In carrier failure analysis, it may be necessary to disassemble the unit.
•When disassembling subassemblies and parts, do not clean the parts immediately since cleaning may destroy some of the evidence.
•When tearing down the drive axle, do it in the recommended manner. Minimize any further damage to the unit.
•Ask more questions when examining the interior of the carrier. Does the lubricant meet the manufacturer specifications regarding quality, quantity and viscosity? As soon as you have located the failed part, take time to analyze the data.
Find the Cause of the Failure
Here begins the real challenge to determine the exact cause of the failure. Keep in mind that there is no benefit to replacing a failed part without determining the cause of the failure. For example, after examining a failed part and finding that the failure is caused by a lack of lubrication, you must determine if there was an external leak. Obviously, if there is an external leak, just replacing the failed gear is not going to correct the situation.
Another important consideration is to determine the specific type of failure which can be a valuable indicator for the cause of failure. The following pages show different types of failures and possible causes. Use this as a guide in determining types of failures and to correct problems.
Correct the Cause of the Problem
Once the cause of the problem has been determined, refer to the appropriate service manual to perform the repairs.
Inspection
5
Inspection
Inspection
Clean
1.Wash steel parts with ground or polished surfaces in solvent. There are many suitable commercial solvents available. Kerosene and diesel fuel are acceptable.
 WARNING
WARNING
Gasoline is not an acceptable solvent because of its extreme combustibility. It is unsafe in the workshop environment.
2.Wash castings or other rough parts in solvent or clean in hot solution tanks using mild alkali solutions.
Note: If a hot solution tank is used, make sure parts are heated thoroughly before rinsing.
3.Rinse thoroughly to remove all traces of the cleaning solution.
4.Dry parts immediately with clean rags.
5.Oil parts.
•If parts are to be reused immediately: Lightly oil.
•If parts are to be stored: Coat with oil, wrap in corrosion resistant paper and store in a clean, dry place.
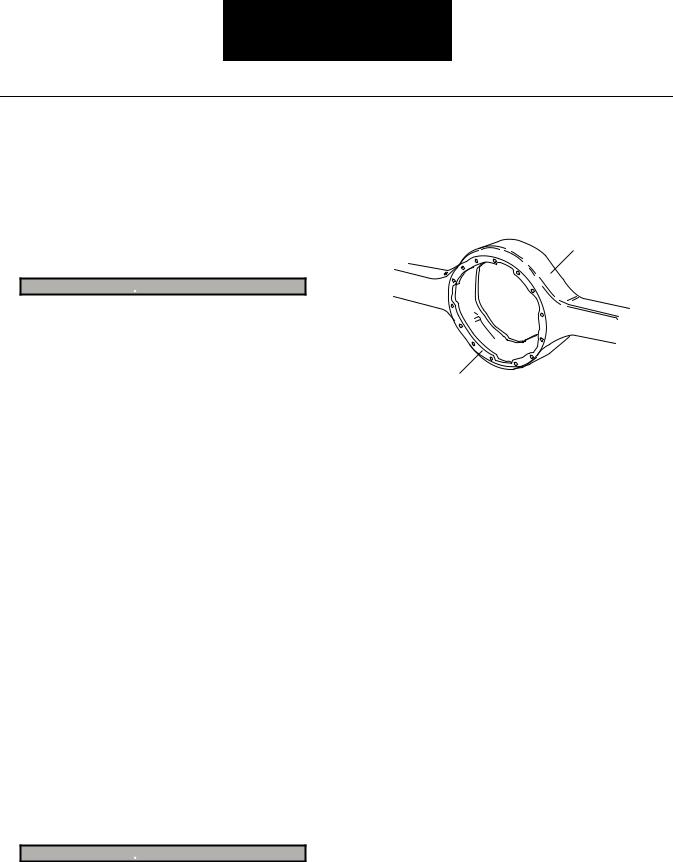
Inspect Axle Housing
Axle housing inspection and repairs are limited to the following checks or repairs.
•Visually inspect axle housing for cracks, nicks, and burrs on machined surfaces.
•Check carrier bolt holes and studs for foreign material.
•Replace damaged fasteners. Look for loose studs or cross threaded holes.
 CAUTION
CAUTION
Any damage which affects the alignment or structural integrity of the housing requires housing replacement. Do not repair by bending or straightening. This process can affect the material's properties and cause it to fail completely under load.
•Check all seals and gaskets.
Note: Replace conventional gaskets with silicone rubber gasket compound (included in many repair kits). The compound provides a more effective seal against lube seepage and is easier to remove from mating surfaces when replacing parts.
1
2
1 - Axle housing
2 - Machined surface
Inspect Components
Inspect all steel parts for:
•Notches, visible steps or grooves created by wear
•Pitting or cracking along gear contact lines
•Scuffing, deformation, or discolorations. These are signs of excessive heat in the axle and are usually related to low lubrication levels or improper lubrication practices.
In addition, inspect the following for damage:
•Differential gearing.
•Bearings for loose fit on drive pinion, pilot bearing, and differential bearings.
•All fasteners for rounded heads, bends, cracks, or damaged threads.
•Inspect machined surfaces of cast or malleable parts. They must be free of nicks, burrs, cracks, scoring, and wear.
•Look for elongation of drilled holes, wear on surfaces machined for bearing fits and nicks or burrs in mating surfaces.
Inspect Primary Gearing
Before reusing a primary gearset, inspect teeth for signs of excessive wear. Check tooth contact pattern for evidence of incorrect adjustment.
6
Inspection
Endplay Procedure
Check Input Shaft Endplay (Forward Axle)
Note: Before disassembling the power divider, measure and record input shaft endplay.
1.Position dial indicator at yoke end of input shaft.
2.Push in on input shaft and zero the dial indicator.
3.Using a pry bar, move input shaft axially and measure/record endplay.
Adjustment
Correct endplay for a new assembly is 0.001" to 0.005". See the “Input Shaft Endplay" procedure in the "Power Divider Assembly” section for proper endplay adjustment procedure.
Check Output Shaft Endplay (Forward Axle)
1.Position dial indicator at yoke end of output shaft.
2.Push in on output shaft and zero the dial indicator.
3.Using a pry bar, move output shaft axially and measure/record endplay.
Adjustment
Correct endplay for a new assembly is 0.001" to 0.045". The maximum endplay for a used assembly is no more than 0.045". If endplay is incorrect, contact Dana.
Inspection
7

Differential Carrier Assembly
Differential Carrier Assembly - Parts
1
4 |
2 |
3
1
2
1 - Carrier fasteners
2 - Carrier assembly
3 - Forward axle assembly
4 - Rear axle assembly
8

Differential Carrier Assembly
Remove Differential Carrier (Forward and Rear)
Note: The removal of the forward carrier does not require disconnecting of the inter-axle driveline and removal of the output shaft yoke assembly as most other Spicer tandems require.
Standard Differentials
1.Block the vehicle.
2.Drain axle lubricant.
3.Rear Only: Disconnect inter-axle driveline.
4.Front Only: Disconnect main driveline.
5.Front Only: Disconnect differential lockout air line.
6.Disconnect lead wires to the selector switch and air line at shift cylinder.
8.To remove axle shaft, remove axle stud nuts.
(If used, remove lock washers and taper dowels.)
9.Remove axle shafts.
Note: All models in this publication use axle shafts with unequal lengths. Axle shafts may also be location specific with various wheel equipment. Do not misplace axle shafts from their intended location. Identify left and right shafts for reference during reassembly.
TIP: If necessary, loosen dowels by holding a brass drift in the center of the shaft head and striking drift with a sharp blow with a hammer.
7. Remove axle shafts. |
|
|
CAUTION |
|
|
Do not strike the shaft head with a steel hammer. Do not |
|||
|
use chisels or wedges to loosen shaft or dowels. |
|||
|
|
|
|
|
WARNING |
10. |
Remove carrier capscrews, nuts, and lock washers. |
||
|
11. |
Remove differential carrier assembly. |
||
Do not lie under carrier after fasteners are removed. Use transmission jack to support differential carrier assembly prior to loosening fasteners.
Carrier Differential
Assembly
9
Differential Carrier Assembly
Install Differential Carrier (Forward and Rear)
 IMPORTANT
IMPORTANT
Before installing carrier assembly, inspect and thoroughly clean interior of axle housing using an appropriate solvent and clean rag.
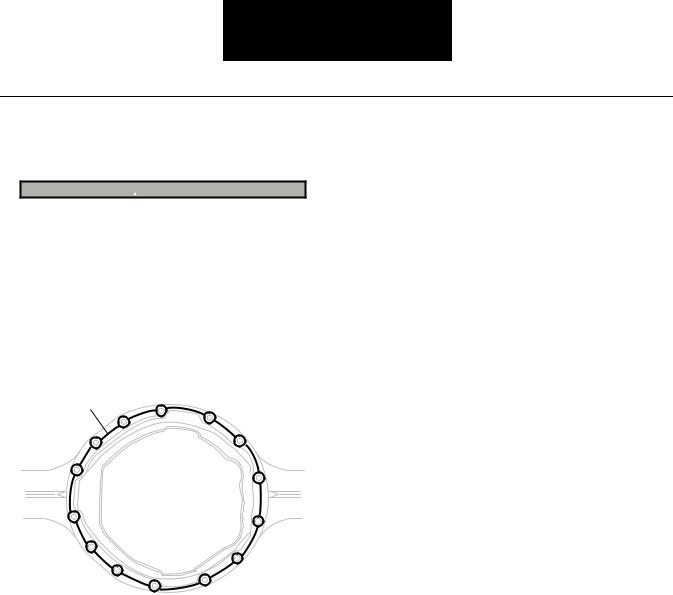
1.Apply Spicer approved RTV compound on axle
housing mating surface as shown in the illustration. Completely remove all old gasket material prior to applyi ng new material. Compound will set in
5 minutes. Install carrier before compound sets or reapply.
1
Tip: To assist in installing complet e differential carrier use two pieces of threaded rod (M16 X 1.5) threaded into carrier capsc rew holes. Rod should be approximately 6" long. Use these to pilot the carrier into the housing.
2.In stall carrier to housing, lock washers, capscrews
and nuts. Torque to proper |
specification. Torque to |
250–290 lbs. ft. (339–393 |
N•m). |
3.Install axle shafts and axle stud nuts. (If used, also
inst all lock washers and tapered dowels. )
4.Add axle lubricant. Fill to bottom of filler hole.
5.Rear Only: Connect inter-axle driveline, making sure all yokes are in phase. Lubricate u-joints.
6.Front Only: Connect main driveline, making sure all yokes are in phase. Lubricate u-joints.
7.Front Only: Connect differential lockout air line.
1 - Apply silicone gasket in this pattern
10

Inter-Axle Lockout
IAD Differential Lock Disassembly
Inter-Axle Lockout
Integral Shift Cylinder with Welded Push Rod Assembly
|
|
2 |
|
|
4 |
3 |
|
5 |
1 |
||
|
|||
|
|
1 - Compression spring
2 - Shift fork assembly
3 - Piston
4- O-ring
5- Piston cover
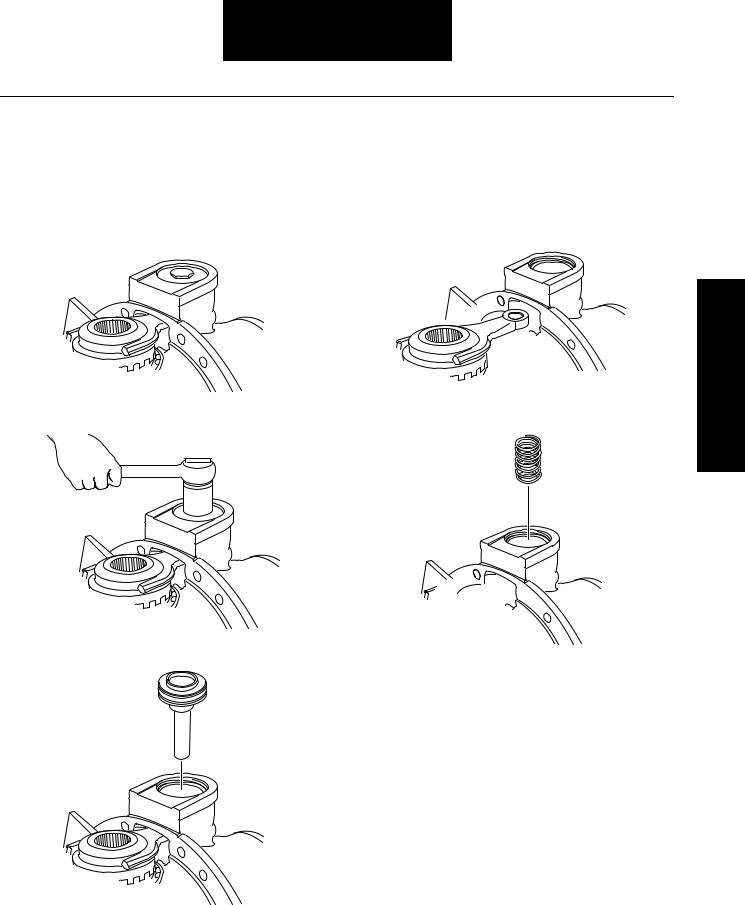
Disassembly
1.With the axle installed in vehicle, place differential lock selector valve in the disengaged or unlocked position.
2.Disconnect the differential lockout air line.
3.Remove the piston cover.
4.Remove the piston and o-ring assembly with pliers.
Note: In order to remove the shift fork and push rod parts, first remove the power divider cover. See the Power Divider section.
Assembly
1.Assemble the o-ring onto the piston. Apply silicone grease to the o-ring.
2.Gently push the piston o-ring assembly into the lockout cylinder bore. Make sure the piston assembly is pushed in all the way.
3.Install the piston cover. Tighten by hand and then torque from 50-75 lbs. ft. (68-102 N•m).
4.Connect the differential lock air line.
5.Cycle the lockout to make sure there are no leaks and the system is operating properly.
Divider Power
11

Power Divider
Power Divider - Parts Exploded View
1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
44 |
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
7 |
|
|
|
High Entry Input |
|
19 |
|
8 |
|
|
|
Shaft Assembly |
|
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
21 |
|
|
|
9 |
|
|
|
|
|
|
|
|
|
|
|
22 |
27 |
|
|
|
|
10 |
|
|
|
|
|
|
|
||
|
25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14 |
|
|
26 |
|
|
|
|
15 |
16 |
|
28 |
29 |
|
|
11 |
|
17 |
|
|
|
|
|
|
18 |
|
|
|
|
|
|
|
|
|
|
|
|
30 |
12 |
|
|
|
23 |
|
|
|
|
|
||
|
|
|
31 |
32 |
11 |
|
|
|
|
|
|
|
|||
24 |
|
|
|
|
|
|
|
|
|
|
|
33 |
13 |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
34 |
|
|
|
|
|
|
|
35 |
|
|
43 |
|
|
|
|
36 |
|
|
42 |
41 |
37 |
38 |
|
|
|
|
|
40 |
|
39 |
|
|
|
|
|
|
|
|
|
|
|
1 |
- Output shaft nut |
16 |
- Pin |
31 |
- Input cover |
|
2 |
- Output yoke |
17 |
- Output side gear |
32 |
- Input cover capscrew |
|
3 |
- Output seal |
18 |
- Pump |
33 |
- Bearing cup and cage |
|
4 |
- Output shaft bearing snap ring |
19 |
- Inter-axle differential |
34 |
- Input seal |
|
5 |
- Outer bearing cup |
20 |
- Helical side gear |
35 |
- Input yoke |
|
6 |
- Outer bearing cone |
21 |
- Thrust washer |
36 |
- Input nut |
|
7 |
- Inner bearing cone |
22 |
- Lockout sliding clutch |
37 |
- Piston |
|
8 |
- Inner bearing cup |
23 |
- Shift fork spring |
38 |
- O-ring |
|
9 |
- Output shaft |
24 |
- Shift fork assembly |
39 |
- Piston cover |
|
10 |
- Seal manifold |
25 |
- V-ring |
40 |
- Pinion cover |
|
11 |
- Clamp |
26 |
- Input shaft |
41 |
- Input cover capscrew |
|
12 |
- Seal manifold feed tube |
27 |
- Input shaft |
42 |
- Input cover |
|
13 |
- Sump screen |
28 |
- Input shaft bearing cone |
43 |
- Carrier housing |
|
14 |
- Output side gear bearing cup |
29 |
- Carrier housing |
|
|
|
15 |
- Output side gear bearing cone |
30 |
- Locking capscrew |
|
|
|
12
Power Divider
Power Divider Disassembly - Forward Carrier Assembly
Use these instructions with the carrier assembly in or out of the vehicle.
1.Disconnect the main driveline.
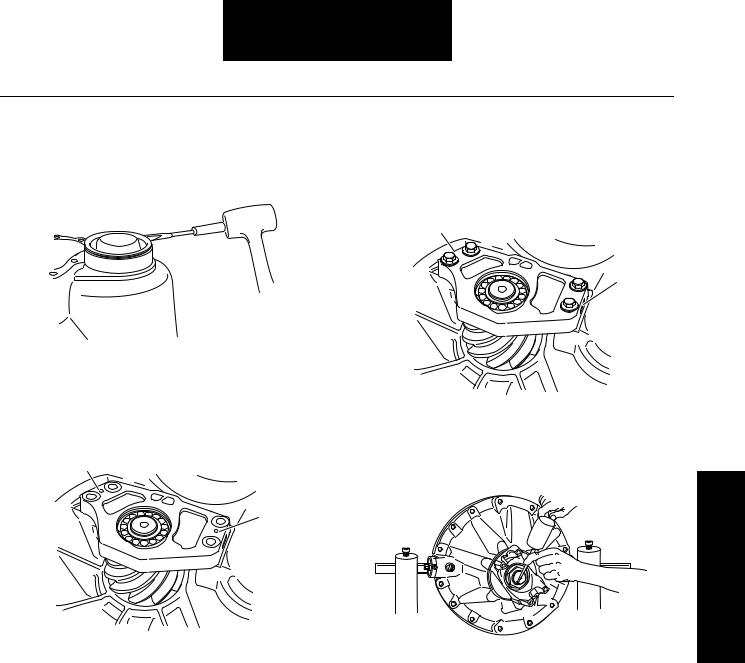
2.Disconnect the lockout airline.
3.Drain the axle lubricant into a clean oil pan.
4.Remove the input yoke nut and yoke.
5.To de-stake the nut, use a chisel or drift with a round tip. The flange of the nut must be pushed far enough outward so that the staked area will not interfere with the input shaft threads when the nut is removed. See diagrams below.
 CAUTION
CAUTION
During removal of the power divider cover, the inter-axle differential (IAD), in put shaft assembly or IAD shift system may fall from the carrier if not careful. Use caution to prevent injury or damage.
CAUTION |
8. |
For High Entry Applications Only: |
|
Failure to de-stake the pinion nut will result in damage to |
|||
|
Remove the input shaft and gear assembly. Proceed |
||
the drive pinion threads when removed. The pinion nut |
|
to step 13. |
|
should never be reused, always replace with new. |
|
|
|
1 |
|
|
Divider Power
2
3
1 - Round Tipped Chisel
2 - Machined Slot In Pinion
3 - Nuts Staking Flange
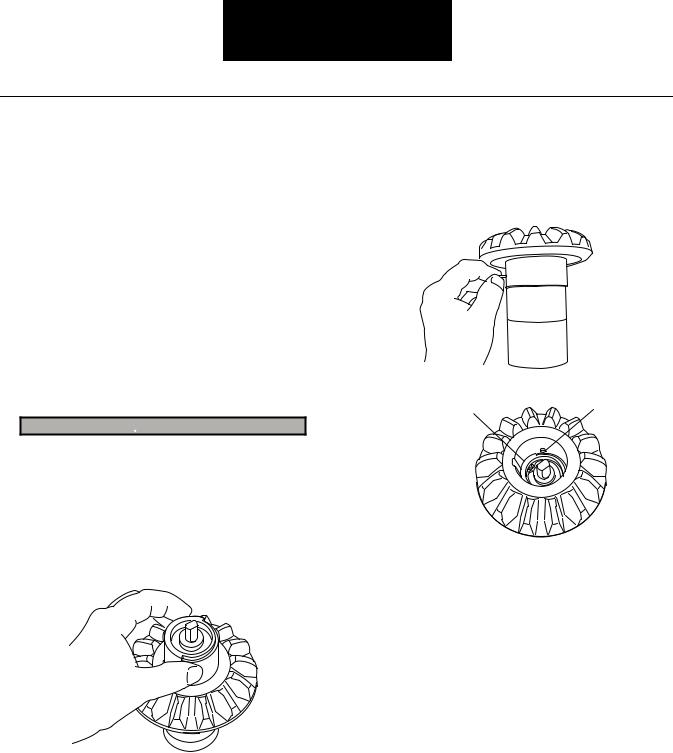
6.Remove the input seal.
Note: Do not reuse the seals after disassembly.
7.Remove the power divider cover assembly. Use the tabs provided to free the cover from the carrier assembly.
9.Remove the input shaft, sliding clutch, shift fork and spring as an assembly.
13
Power Divider
10. Remove the thrust washer and helical side gear.
11. Remove the inter-axle differential assembly.
12. Remove the output side gear and pump assembly.
13.To replace the input bearing cup, back off the bearing cage locking fastener or jam nut and stud.
14.Input cage is threaded in to the PDU cover, use the proper tool to remove the cage from the cover.
15.Use a suitable bearing puller to replace the input bearing cup.
Note: In August of 2006 the piloted input adjuster design was implemented. The lockin and fastener was replaced with a 12mm stud and jam nut. It is not recommended that the piloted designed adjuster and cover be mixed with the non-piloted design.
Cover Pilot
Adjuster Pilot
14

Power Divider
Pump Disassembly
For output side gear and/or pump replacement, follow the |
3. Remove pump from the output side gear. |
procedure below. |
|
1. Remove the output side gear bearing cone, if |
|
required. |
|
1
2
4. Remove the output side gear bearing cup from the carrier with the proper bearing puller tool.
1 - Press
2 - Press Tool
2.Remove pump locking dowel pin from the hole in the output side gear hub.
Divider Power
15

Power Divider
Lube Manifold Disassembly
1.Disconnect the hose from the lube manifold.
2.Remove the manifold assembly by prying it out around the inner diameter.
 IMPORTANT
IMPORTANT
Once removed, the seal manifold assembly cannot be reused. This component should always be replaced with new. Use the same removal procedure for the output side gear seal removal on the non-pump models.
Note: Seals are not sold separately from the manifold.
1
1 - Barbed Nipple
16
Power Divider
Manifold Assembly
1.Install the manifold assembly into the output side gear bore in the carrier. Make sure the barbed nipple is lined up with the open ing in the carrier casting.
Note: For non-pump manifold installation, it is important to line up the oil inlet path hole in the manifold with the oil path opening in the carrier manifold casting.
1
1
1 - Barbed Nipple
2.Install the hose clamp on the hose, push the hose onto the barbed fitting and slide the clamp over the barbed nipple.
3.Route the suction end of the hose through the holes in the carrier casting to the bottom of the carrier.
1 - Manifold Oil Inlet Hole
5.Attach the suction screen to the end of the hose.
If the unit does not have a pump, go to the Power Divider Assembly section.
If the unit contains a pump, go to the Pump Assembly section.
4.Fully press the manifold assembly into position.
Note: Use care when pressing the manifold assembly to avoid damaging the seals and barbed nipple. Do not overpress plastic.
Divider Power
17
Power Divider
Pump Assembly
Use these instructions with the carrier assembly in or out of the vehicle.
If the unit does not have a pump, go to the Power Divider Assembly section.
Note: Keep work area clean. Dirt is an abrasive and will cause premature wear of the otherwise serviceable parts.
Note: For non-pump models, see page 17 for output side gear seal manifold installation.
Note: Only service the power divider if the differential carrier is secured in a stand or while the axle is still attached to the housing.
 CAUTION
CAUTION
During installation of power divider cover, the inter-axle differential (IAD), input shaft assembly or IAD shift system parts may fall from the carrier if not careful. Use caution to prevent injury or damage.
1.Install the pump into the output side gear so that the pump shaft is facing toward the teeth end of the side gear.
2.Install the pump locking dowel pin into the hole in the output side gear hub. Make sure the pin is lined up with the machined slot in the pump body.
1 |
2 |
1 - Machined Slot
2 - Pin
18
Power Divider
Power Divider Assembly
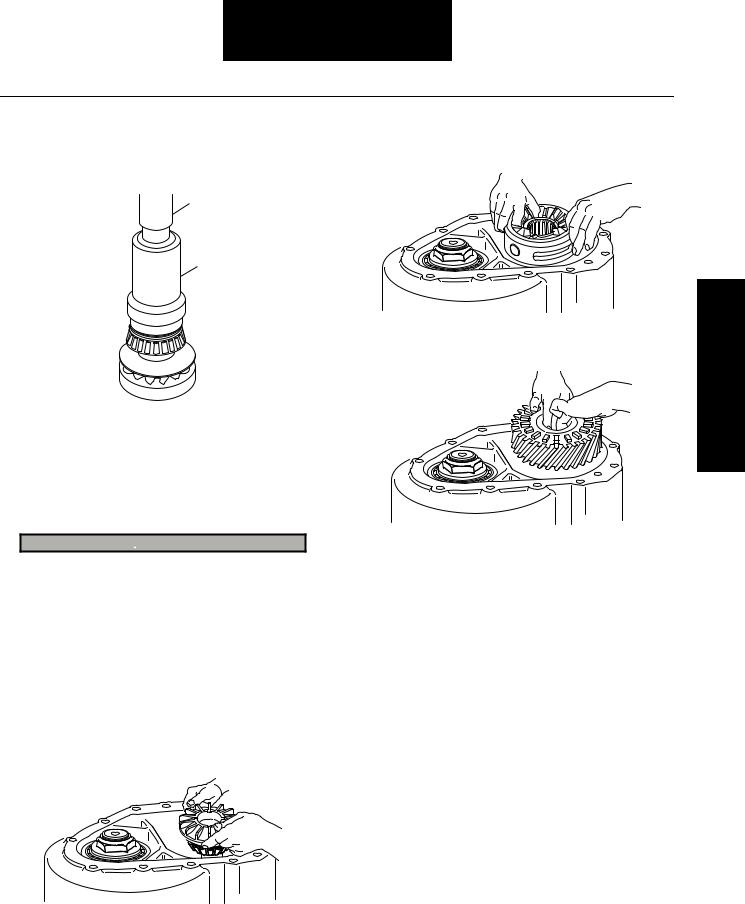
1. Install output side gear bearing cone and press until |
Note: Install in the same direction as removed. |
fully seated. Use proper press tools. |
|
1 |
|
2 |
|
1 - Press
2 - Press Tool
2.Fully press the output side gear bearing cup into the carrier seat.
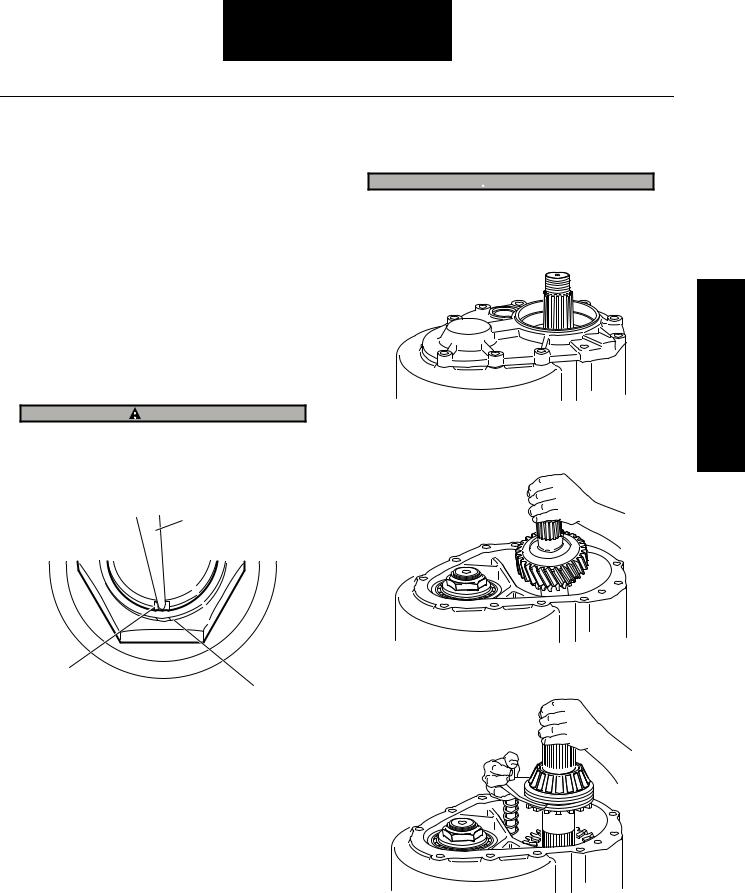
 IMPORTANT
IMPORTANT
When inserting the input shaft assembly through the IAD components, turn the shaft as necessary to align the slot of the input shaft with the pump drive shaft. The keyway on the threaded end of the input shaft is aligned with the pump driver slot. This can be used as a visual aid during assembly.
3.Install the output side gear. Apply a thin layer of oil to the output side gear boss before installing into the seal.
Note: For non-pump models, fill bore of output side gear models with synthetic grease.
5.Install the helical side gear so that the clutch teeth are facing upward in the carrier.
6.Install helical side gear thrust washer.
4.Install the inter-axle differential.
Divider Power
19
Power Divider
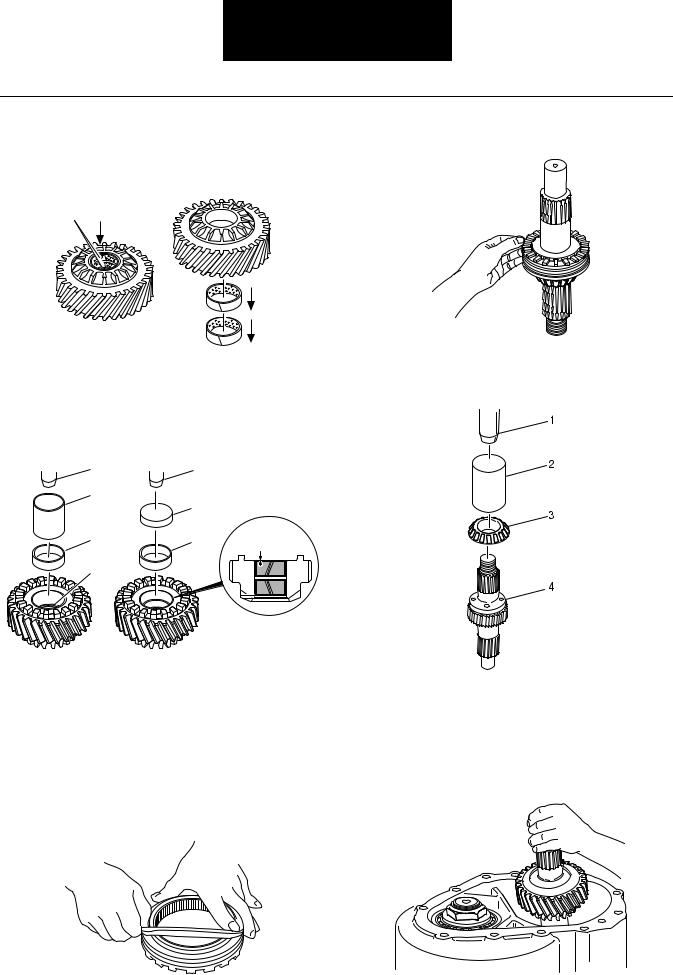
Helical Gear Bushing Replacement:
a.If bushing removal is needed, the bushings must exit from the thrust side of the helical side gear.
1
1 - Tap out bushings
b.Install bushings in helical side gear. Bushing must be installed from the thrust side of the helical side gear. See illustration for installation depth.
1 |
1 |
|
2 |
5 |
|
|
|
|
3 |
6 |
1.25 to 1.75 mm |
4 |
|
|
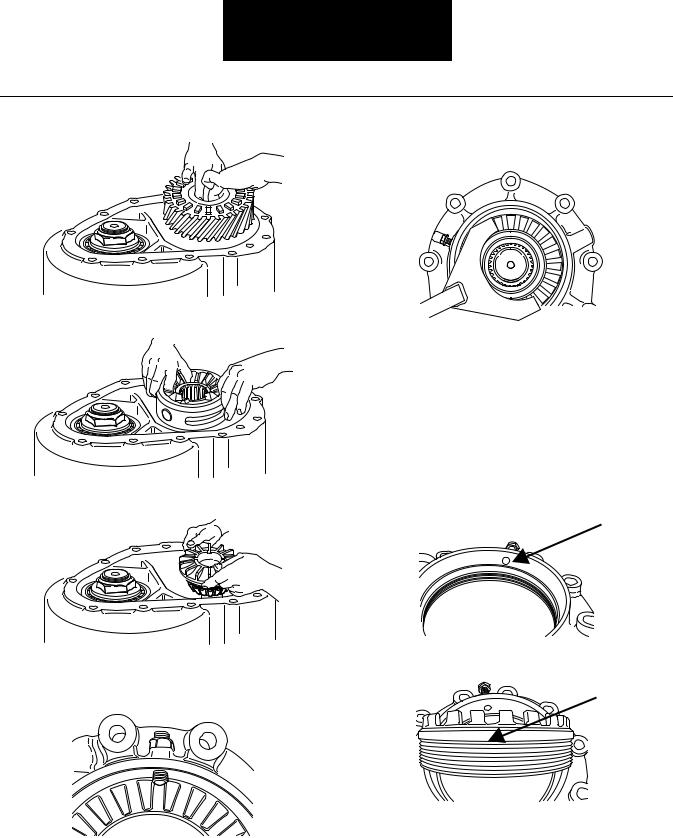
9.Install the sliding clutch so that the teeth are facing up.
10.If removed, press the new input bearing cone in place until seated using the proper press sleeve or bearing installer.
1 |
- Press |
1 |
- Press |
|
2 |
- Sleeve |
|||
2 |
- Press Tool |
|||
3 |
- 1st bushing (press to shoulder) |
|||
3 |
- Bearing |
|||
4 |
- Shoulder |
|||
4 |
- Input shaft |
|||
5 |
- Sleeve |
|||
|
|
|||
6 |
- 2nd bushing (recess 1.25 to 1.75 mm) |
11. For High Entry Applications Only: |
||
Install shaft/gear assembly. Proceed to step 13.
7.Install the helical side gear thrust washer.
8. Install the v-ring seal to the sliding clutch.
20

Power Divider
12.Assemble the sliding clutch, shift fork and fork spring to the input shaft and install assembly into carrier. Make sure that the shift fork rod is piloted in the carrier bore.
14.Install input cover and capscrews. Torque to the proper specifications. See the Torque Chart on page D-1. Tighten fasteners in a criss cross pattern.
15.Install input shaft bearing adjuster, adjust inward until snug against the bearing cone.
 IMPORTANT
IMPORTANT
Before installing input cover, inspect and thoroughly clean mating surfaces using an appropriate solvent and clean rag.
Note: Completely remove all old gasket material prior to applying new Loctite.
13.Apply a bead of Loctite 518 to the carrier surface as shown in the illustration.
Input Shaft Endplay
16.Back off input bearing cage one notch and check endplay. Endplay should be between 0.001" to 0.005" (0.03 to 0.13 mm). Rotate cage in or out to get proper setting.
1
190 Cover
1 - One Notch
170 Cover
Divider Power
21
Power Divider
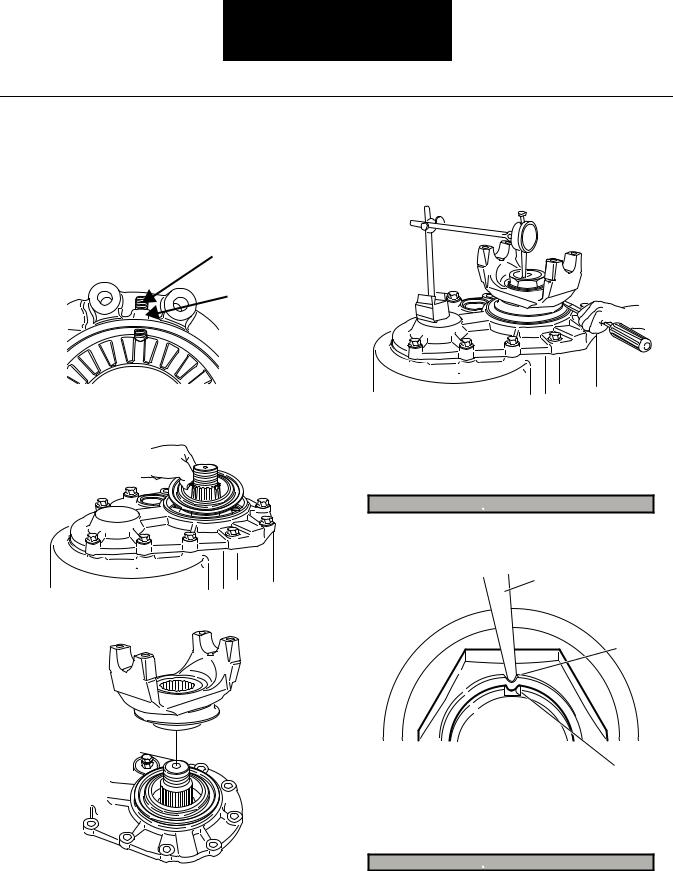
17.A. For axles built before August 2006. Line up cage slot with locking fastener. Turn in input cage locking fastener and torque to the proper specifications.
See Torque Chart.
B. For axles built after August 2006 using the
piloted adjuster and cover. Torque locking stud to 20 ft. lbs. then torque jam nut to 65 ft. lbs.
Stud
Jam Nut
18. Install input seal using proper installation tool.
19. Install yoke and slinger assembly.
21.Verify that the endplay is between 0.001" to 0.005" (0.03 to 0.13 mm). If not, readjust until the proper specification is achieved.
Note: High entry models should be set to an endplay of 0.001" to 0.005".
22.Use a punch with a round tip to stake the pinion nuts flange into the machined slot in the pinion shaft. See diagram below.
 CAUTION
CAUTION
The stake must be deep enough to enter the machined slot of the input shaft. See diagram below.
1
2
20.Install input shaft flanged nut and torque to the proper specifications. See Torque Chart.
Note: A torque multiplier is recommended. If difficulty achieving correct torque, torque the nut with the truck wheels on the ground and with the axle shaft installed.
1 |
- Round Tipped Chisel |
3 |
|
||
2 |
- Nuts Staking Flange |
|
3 |
- Machined Slot In Pinion |
|
 WARNING
WARNING
Failure to stake the pinion nut properly may result in the nut coming loose during service. The pinion nut should never be reused, always replace with new.
22
Carrier Assembly
Carrier Disassembly - Forward Carrier Assembly
For models having the wheel differential lock option, refer to |
4. Remove the shift fork and sliding clutch assembly. |
|
the following procedure. These parts must be removed first |
Note: Do not disassemble the shift fork from the sliding |
|
before further disassembly of the wheel differential can take |
||
clutch unless parts are to be replaced. To disassemble, |
||
place. |
||
use a pin punch to remove spring pin from the fork leg. |
||
1. For ease of service, mount differential carrier in head |
||
The sliding clutch can now be removed from the fork. |
||
stand with the differential lock facing up. |
|
2.Remove the threaded cylinder cap.
3.Remove the piston push rod from the shift fork.
5.Remove the shift fork spring.
Note: Omit this step if the ring gear is to be replaced. If the ring gear is to be reused, check the tooth contact pattern and ring gear backlash before disassembling the carrier assembly. When checking the backlash, a yoke or helical gear must be installed and torqued to the proper specification to get an accurate reading. Best results are obtained when tooth contact patterns are maintained in used gearing.
Assembly Carrier
23

Carrier Assembly
6.Mount the differential carrier in a head stand with the wheel differential facing upward.
Note: For easier disassembly, loosen but do not remove the pinion nut.
7.Remove the carrier differential bearing cap capscrews, flat washers and bearing caps.
After July 2013
8B. Using a long flat blade screwdriver on a pry bar, back off one of the wheel diff. bearing adjusters and remove.
9.Using a chain hoist and the proper strap, lift the ring gear and wheel differential assembly from the carrier.
Before July 2013
8A. Use Spicer’s wheel diff. bearing adjustment tool (part number 513061) to back off the threaded cups and remove.
2
1
1 - Threaded bearing cup
2 - Adjustment plate
24
Drive Pinion
Pinion Removal
1.For D170 assembly, remove the pinion cover. Use a flat chisel to remove the cover from the carrier.
b. For S190 disassembly, use the pry slots provided at each end of the pilot web.
2.If a pilot web is used, remove the web capscrews.
a. For D190 disassembly, install a M10 x 1.5 bolt in the threaded jack holes found in-between the pilot web capscrews.
1
1
1 - Threaded Jack Holes
1
1
1 - Slots
3.Before the pinion nut can be loosened, you must destake the nut from the slot of the pinion.
Pinion Drive
4.To de-stake the nut, use a chisel or drift with a round tip. The flange of the nut must be pushed far enough outward so that the staked area will not interfere with the pinion threads when the nut is removed. See diagram on next page.
25

Drive Pinion
 CAUTION
CAUTION
Failure to de-stake the pinion nut will result in damage to the drive pinion threads when removed. The pinion nut should never be reused, always replace with new.
1
2
3
1 - Round Tipped Chisel
2 - Machined Slot In Pinion
3 - Nuts Staking Flange
5.Remove the pinion nut.
6.Place carrier assembly into a press, place a 2" x 6" x 6" wood block under the pinion. This will ensure that when the pinion is pressed free from the bearings the pinion will not be damaged.
2
1
3
4
1 - Carrier Assembly
2 - Press
3 - Pinion
4 - Wood Block
7.Use the proper pressing tool to press the end of the pinion until free from the pinion bearings.
1
1 - Press
8.Forward Axles Only: Remove the pinion spacer and the helical gear.
 IMPORTANT
IMPORTANT
The bearing spacer will be reused or used as a starting point when resetting the pinion bearing preload. Do not discard this part.
26
 Loading...
Loading...