

Page 1
User Manual
- R19 -
Page 2

2 User Manual
Introduction
UE Warranty
Non-UE Warranty
Conformity
Specifications
IDEX / FFF Technology
Safety
Safety Signage
Setting Up Your Printer
Unboxing
Contents
Set up
Getting started
Setup Assistant
Mirror and Duplication modes
Installing shims
First Printing
Starting Out With BCN3D Cura
Your first dual print
First Mirror/Duplication print
Firmware Upgrade
Functionalities
Operation and maintenance
Change hotend
Clean and lubricate axes
Hotend cleaning
Filament
Maintenance Plan
BCN3D Technologies Technical Assistance Services
Diagram Of The Sigma R19
Return Policy
Terms And Conditions Of Service
Open Source
Contents
3
3
5
8
9
10
10
12
13
13
14
15
21
21
24
26
28
29
29
33
34
36
38
38
44
48
50
53
54
55
57
58
59
Page 3

User Manual 3
List of Consumable components
This document lists the Consumable
components that, due to their natural
detoriotation, are excluded from the
Warranty: Hotends, Teflon Tube, Glass
printing surface, Filament Spools, Glue
Stick, Printed Parts, Calibration Gauges,
Shims, Lubrication Kit.
Technical Support
For any questions or problems with
BCN3D Products, please contact us at:
c/ Esteve Terrades, 1
Edifici RDIT del PMT, 2a Planta 216
08860 Castelldefels, Barcelona (España)
email: support@bcn3dtechnologies.com
Tel: +34 934137088
Fundació Privada Centre CIM
c/ Llorens i Artigas, 12
08028 Barcelona (España)
Tel. +34 934017171
CIF: G63749162
Fundació Privada Centre CIM (“Fundació CIM”) grants
this Warranty to the BCN3D brand Product users.
This Warranty is only valid in the country where the
Product has been purchased originally, as long as it
is member of the European Union, Iceland, Norway,
Switzerland, Liechtenstein or Turkey. Otherwise, review
the Warranty for non EU countries.
Fundació CIM guarantees that, within the Warranty
Period, Fundació CIM or an authorized service company
will correct, in a reasonable commercial time, the claims
related with the non-conforming Product according to
the following clauses.
Warranty Period
The Warranty Period starts when the Product is first
delivered to the end-user.
The Warranty period lasts twenty-four (24) months.
Both the parts that suffer wear and tear due to the
normal operation of the Product and the “Consumable”
elements are not covered by this Warranty.
The present Warranty is invalidated in case of incurring
in any of the cases exposed in the Exclusions chapter.
In case of resale, repair or substitution of the
Products the Warranty is not extended. The repaired
or substituted parts are covered until the end of the
Warranty Period or during six (6) months, depending on
which date is later.
EU Warranty
Introduction
Page 4

4 User Manual
How to get Warranty Service
In case of non-conformity with the Product:
1 Notify the seller before the end of the Warranty
Period
2 Supply all the information to Fundació CIM or to the
authorized service company about the nature of the
claim in the period of two (2) months since its detection
and never after the end of the Warranty Period.
3 Supply the original proof of purchase, which includes
the Product serial number
In case of doubt, contact the Fundacio CIM Technical
Assistant Service (“TAS”) (support@bcn3dtechnologies.
com) or the authorized service company
Claim handling
1 The remedy of the non-conforming Product is solely
determined by Fundació CIM or the authorized service
company within a reasonable commercial time.
2 The amendment may consist in the repair, part
replacements or total substitution of the Product,
depending on each situation and disposed by Fundació
CIM or the authorized service company (unless the
current legislation states it otherwise).
3 The client takes responsibility for the transport of the
machine to the facilities of BCN3D (going and return).
4 Fundacio CIM or the authorized service company,
depending on which handles the claim, bears the repair,
parts replacement or Product substitution costs.
5 All damaged, defective or replaced parts or Products
become the property of Fundació CIM or the authorized
service company.
Exclusions
This Warranty does not cover:
1 Physical damage caused by an inappropriate
transport (not using the official packaging) or handling
(including unlimitedly the damages caused by sharp or
cutting elements, bending or compressing parts or fall
of the Product).
2 The normal wear and tear occurred for the product
normal use, including unlimitedly the wear of moving
parts, control panels or elements interacting with the
product operation.
3 The damages inflicted by the non-compliance of the
Maintenance Plan specified in the Product User Manual.
4 Malfunctions or damage caused by modifications,
alterations or repairs by any individual or company
not authorized by Fundació CIM. The Consumable
replacements are excluded of this point.
5 Damage caused by power grid failures
6 Damage caused by abuse, misuse, accidents or
neglect using the Product.
7 Resulting damages of exposing the Product to floods,
fire, humidity, spillage of food or chemicals, corrosion,
oxidation, extreme weather conditions or any other
external agent.
8 Damages caused by the use of software non
recommended by Fundació CIM.
9 Damages caused by the use of printing materials non
recommended by Fundació CIM .
10 The components considered as Consumables,
EU Warranty
Page 5
User Manual 5
Fundació Privada Centre CIM (“Fundació CIM”) grants
this Warranty to the BCN3D Technologies brand
Product users.
This Warranty is only valid in the country where the
Product has been purchased originally, as long as it is
not member of the European Union, Iceland, Norway,
Switzerland, Liechtenstein or Turkey. Otherwise, check
the Warranty for EU countries.
Warranty Period
The Warranty Period starts when the Product is first
delivered to the end-user.
The Warranty period lasts twelve (12) months. Both
the parts that suffer wear and tear due to the normal
operation of the Product and the “Consumable”
elements are not covered by this Warranty.
The present Warranty is invalidated in case of incurring
in any of the cases exposed in the Exclusions chapter.
In case of resale, repair or substitution of the Products
the Warranty is not extended. The repaired or substituted parts are covered until the end of the Warranty
Period or during six (6) months, depending on which
date is later.
Some states do not allow limitations on how long an
implied warranty lasts, so the above limitation may not
apply to you.
How to get Warranty Service
In case of non-conformity with the Product:
1 Notify the seller before the end of the Warranty
Period
Non-EU Warranty
EU Warranty
However, this Warranty does not limit either the consumer user rights specified in the legislation nor the the
rights against the seller, also defined in the legislation.
Fundació CIM waives all liability for any loss of businesses, loss of contracts, loss of benefits, loss of savings,
increase of costs or expenses due to the use of any
of its Products. Likewise, Fundació CIM refuses any
indirect, incidental, collateral damage by the use of its
Products.
numbered in the annexed document.
Limitations and Disclaimers
This Warranty is the end user’s sole and exclusive
remedy against Fundació CIM and the sole and exclusive responsibility of Fundació CIM to defects in their
Products. Therefore, this Warranty supersedes any
other warranties issued by Fundació CIM, either oral or
written in any form.
Page 6

6 User Manual
Claim handling
1 The remedy of the non-conforming Product is solely
determined by Fundació CIM or the authorized service
company within a reasonable commercial time.
2 The amendment may consist in the repair, part
replacements or total substitution of the Product,
depending on each situation and disposed by Fundació
CIM or the authorized service company (unless the
current legislation states it otherwise).
3 The client takes responsibility for the transport of the
machine to the facilities of BCN3D (going and return).
4 Fundacio CIM or the authorized service company,
depending on which handles the claim, bears the repair,
parts replacement or Product substitution costs.
5 All damaged, defective or replaced parts or Products
become the property of Fundació CIM or the authorized
service company.
2 Supply all the information to Fundació CIM or to the
authorized service company about the nature of the
claim in the period of two (2) months since its detection
and never after the end of the Warranty Period.
3 Supply the original proof of purchase, which includes
the Product serial number
In case of doubt, contact the Fundacio CIM Technical
Assistant Service (“TAS”) (sat@bcn3dtechnologies.com)
or the authorized service company.
Exclusions
This Warranty does not cover:
1 Physical damage caused by an inappropriate
transport (not using the official packaging) or handling
(including unlimitedly the damages caused by sharp or
cutting elements, bending or compressing parts or fall
of the Product).
2 The normal wear and tear occurred for the product
normal use, including unlimitedly the wear of moving
parts, control panels or elements interacting with the
product operation.
3 The damages inflicted by the non-compliance of the
Maintenance Plan specified in the Product User Manual.
4 Malfunctions or damage caused by modifications,
alterations or repairs by any individual or company
not authorized by Fundació CIM. The Consumable
replacements are excluded of this point.
5 Damage caused by power grid failures
6 Damage caused by abuse, misuse, accidents or
neglect using the Product.
7 Resulting damages of exposing the Product to floods,
fire, humidity, spillage of food or chemicals, corrosion,
oxidation, extreme weather conditions or any other
external agent.
8 Damages caused by the use of software non
recommended by Fundació CIM.
9 Damages caused by the use of printing materials non
recommended by Fundació CIM .
Non-EU Warranty
Page 7

User Manual 7
10 The components considered as Consumables,
numbered in the annexed document. Some states do
not allow the exclusion of incidental or consequential
damages, so the above limitation or exclusion may not
apply to you.
Limitations and Disclaimers
This Warranty is the end user’s sole and exclusive
remedy against Fundació CIM and the sole and
exclusive responsibility of Fundació CIM to defects in
their Products. Therefore, this Warranty supersedes any
other warranties issued by Fundació CIM, either oral or
written in any form.
However, this Warranty does not limit either the
consumer user rights specified in the legislation nor
the the rights against the seller, also defined in the
legislation.
Fundació CIM waives all liability for any loss of
businesses, loss of contracts, loss of benefits, loss of
savings, increase of costs or expenses due to the use of
any of its Products. Likewise, Fundació CIM refuses any
indirect, incidental, collateral damage by the use of its
Products.
Non-EU Warranty
Page 8
8 User Manual
2006/42/EEC Machinery Directive
2006/95/EEC Low Voltage Directive
2004/108/EEC Electromagnetic Compatibility Directive (EMC)
2011/65/EU Restrictions on the use of hazardous substances in electrical and elec-
tronic equipment (RoHS)
The Sigma R19 printer has been manufactured in compliance with the following harmonised standards, and consequently conforms to the essential requirements established by the Directives:
2006/42/EEC UNE-EN ISO 12100:2012; UNE-EN ISO13732-1 :2008; EN ISO 7010:2012
2006/95/EEC UNE-EN 60204-1;UNE-EN 60947-3:2009
2004/108/EEC UNE-EN 55022:2011; UNE-EN 55024:2011; UNE-EN 61000-4-3-2:2007
Changes / modifications not approved by the responsible party could void the user’s authority to operate the
equipment.
This equipment has been tested and found to comply with the limits for a Class B digital device, pursuant to part
15 of the FCC Rules. These limits are designed to provide reasonable protection against harmful interference in a
residential installation. This equipment generates, uses and can radiate radio frequency energy and, if not installed
and used in accordance with the instructions, may cause harmful interference to radio communications.
However, there is no guarantee that interference will not occur in a particular installation. If this equipment does
cause harmful interference to radio or television reception, which can be determined by turning the equipment off
and on, the user is encouraged to try to correct the interference by one or more of the following measures:
• Reorient or relocate the receiving antenna.
• Increase the separation between the equipment and receiver.
• Connect the equipment into an outlet on a circuit different from that to which the receiver is connected.
• Consult the dealer or an experienced radio/TV technician for help.
The CIM Private Foundation Centre declares that the Sigma R19 printer complies with the essential requirements
and any other applicable or mandatory provisions of the Directives.
It complies with the essential requirements of the European Directives:
Conformity
Fundació Privada Centre CIM
Llorens i Artigas, 12 08028 Barcelona.
Tel: +34 934017171
www.fundaciocim.org
REI-RAEE: 6107
Page 9
User Manual 9
Manufacturing technology
Architecture
General dimensions
Weight
Printing volume
Number of extruders
Nozzle diameter
Layer height
Positioning resolution
Operating temperature
Maximum extruder temperature
Maximum printing surface temperature
Filament diameter
Compatible material
Electronics
Connectivity
Firmware
Operating sound
Compatible files
Software preparation files
Power supply
Electrical energy consumption
Fused filament fabrication (FFF)
Independent dual extruder (IDEX)
465 mm x 440 mm x 680 mm (fully assembled)
15 kg (without filament spools)
210 x 297 x 210 mm
2
0.3 / 0.4 standard / 0.5 Special / 0.6 / 0.8 / 1mm
0.05-0.5 mm (depending on the nozzle diameter)
Axis X: 0.0125 mm
Axis Y: 0.0125 mm
Axis Z: 0.001 mm
15 ºC - 35 ºC
290 ºC
100 ºC
2.85 ± 0.05 mm
PLA / ABS / Nylon / PET-G / TPU / PVA / Composites / Others
BCN3D Electronics v1.0
SD card (autonomous operation), USB
BCN3D Sigma - Marlin
50 dBA
gcode
Recommended: BCN3D Cura
Compatible: Slic3r, Simplify3D,...
AC 84–240 V, AC 3.6-1.3A, 50–60 Hz
240W
Specifications
Page 10
To avoid potential residual risks the user should read and understand the following safety measures (you are
strongly advised to read this before using the machine).
To highlight the areas where extra care should be taken, safety alert stickers have been affixed to the relevant parts
of the machine to warn the user of potential hazards.
Any modifications made to the machine without the manufacturer´s approval will invalidate the product´s
Declaration of Conformity (CE) and warranty.
Consequently, the Fundació CIM and BCN3D Technologies ARE EXEMPT FROM ANY LIABILITY IF THE USER DOES
NOT FOLLOW THE INSTRUCTIONS FOR USE:
IDEX / FFF technology
Safety
The Sigma R19 is a 3D printer which uses
fused filament fabrication (FFF) technology,
which manufactures objects by depositing
molten material in a series of layers. Objects
are created using a digital model of the object,
which is sliced into thin layers. When printing
the extruder print head moves along the axis
to deposit the material for one layer at a time,
before moving slightly upwards to begin printing
a new layer. This process is repeated until the
object has been completed.
Since FFF technology requires deposite material on top of plastic previously
extruded, certain complex geometries with overhangs require additional support
structures to be successfully printed. However, printing supports with the same
material of the model can result in many post-processing problems.
The Independent Dual Extruder System (IDEX) is BCN3D’s unique approach to avoid this issue and also offers a
bunch of new key features. The two extruders are controlled independently, so that when one extruder is not being
used it can be kept away from the printing area to prevent the plastic from oozing onto the object and spoiling the
final result.
Having two independent extruders offer the user the ability to print, not only with soluble supports, but also multimaterial objects, print in two different colors or even combine different nozzle sizes to get more resistant parts or
cut down the printing process.
10 User Manual
Page 11
User Manual 11
Safety
Very important. As with any other appliance, do not touch the terminals of the mains, the
switch, or the power supply. There is a risk of electrocution. The other cables of the machine
operate at 24V and there is no risk whatsoever.
Connect the machine to an electrical outlet according to the current legislation.
Do not connect or disconnect any device and/or electrical connector when the machine is
connected to the power supply.
Keep all of your body and all objects away from the moving parts of the machine when they are
moving.
Do not touch the hot parts (heated bed and hot-ends) when the machine is switched on, and
wait 15 minutes after it has been switched off before touching them.
Handle the glass printing surface with care. Make sure it is not dropped or hit with anything as
this could seriously damage it.
The printing materials are not innocuous and emit toxic fumes. Always print in open or wellventilated spaces and use a protective mask.
Do not breathe closer than 25 cm from the tool head when printing.
Supervise the printer while it is printing to make sure it is working properly.
In the event of emergency, stop the machine immediately by pressing the switch, and
disconnect the power supply.
This device is not a toy. It should only be used by minors under 16 under the supervision of an
adult.
The spatula is a dangerous tool that can cause injuries. Use it only to remove plastic rests
when running the calibration assistant.
Page 12
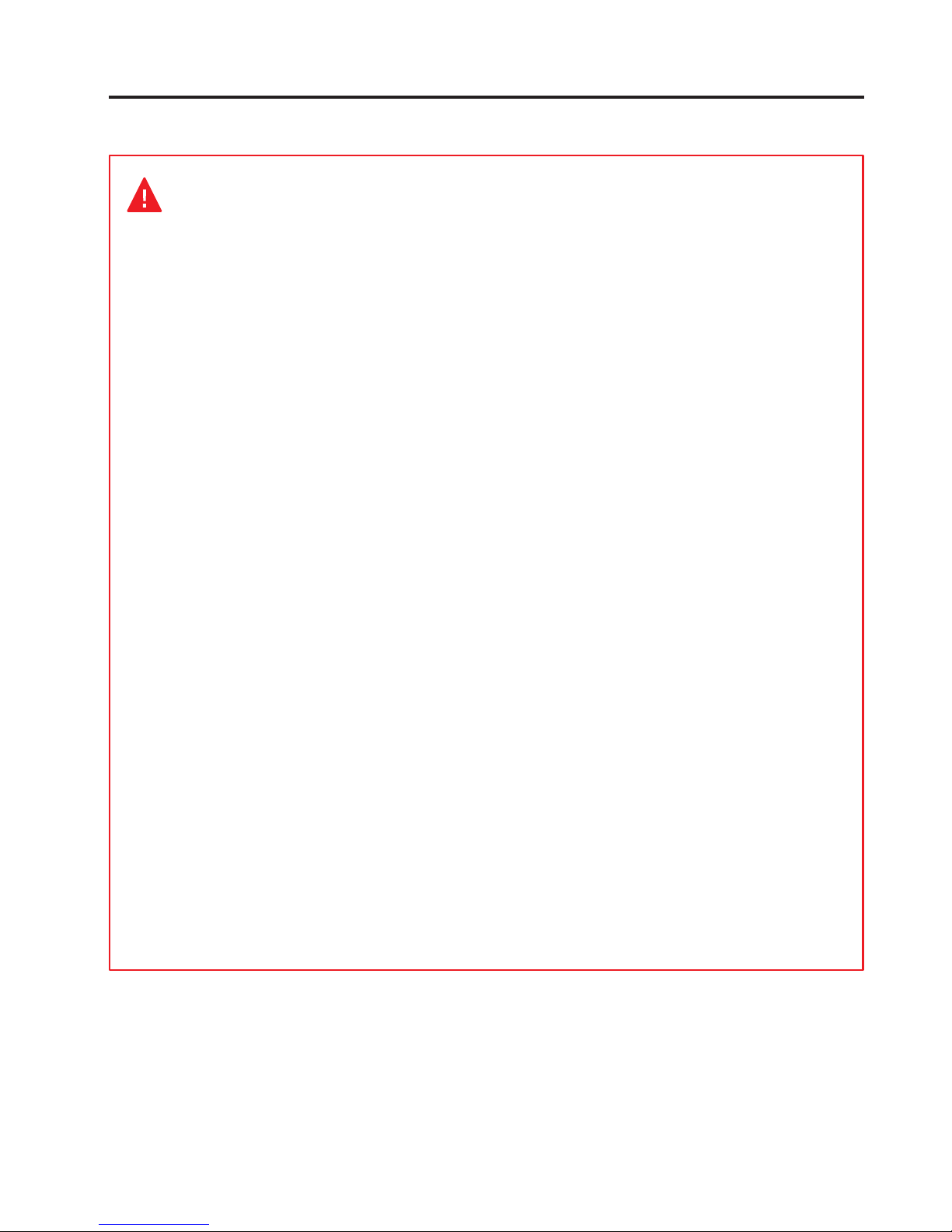
Safety signage
The following stickers have been affixed to the printer
to warn users about the hazardous areas of the
machine, and actions which are not recommended as
they will stop the machine from working properly.
1 Pictogram: Danger. Hot
surface.
2 Pictogram: Danger. Will
cause burns.
3 Pictogram: Risk of trapped hand/ finger.
12 User Manual
1
3
2
Page 13
User Manual 13
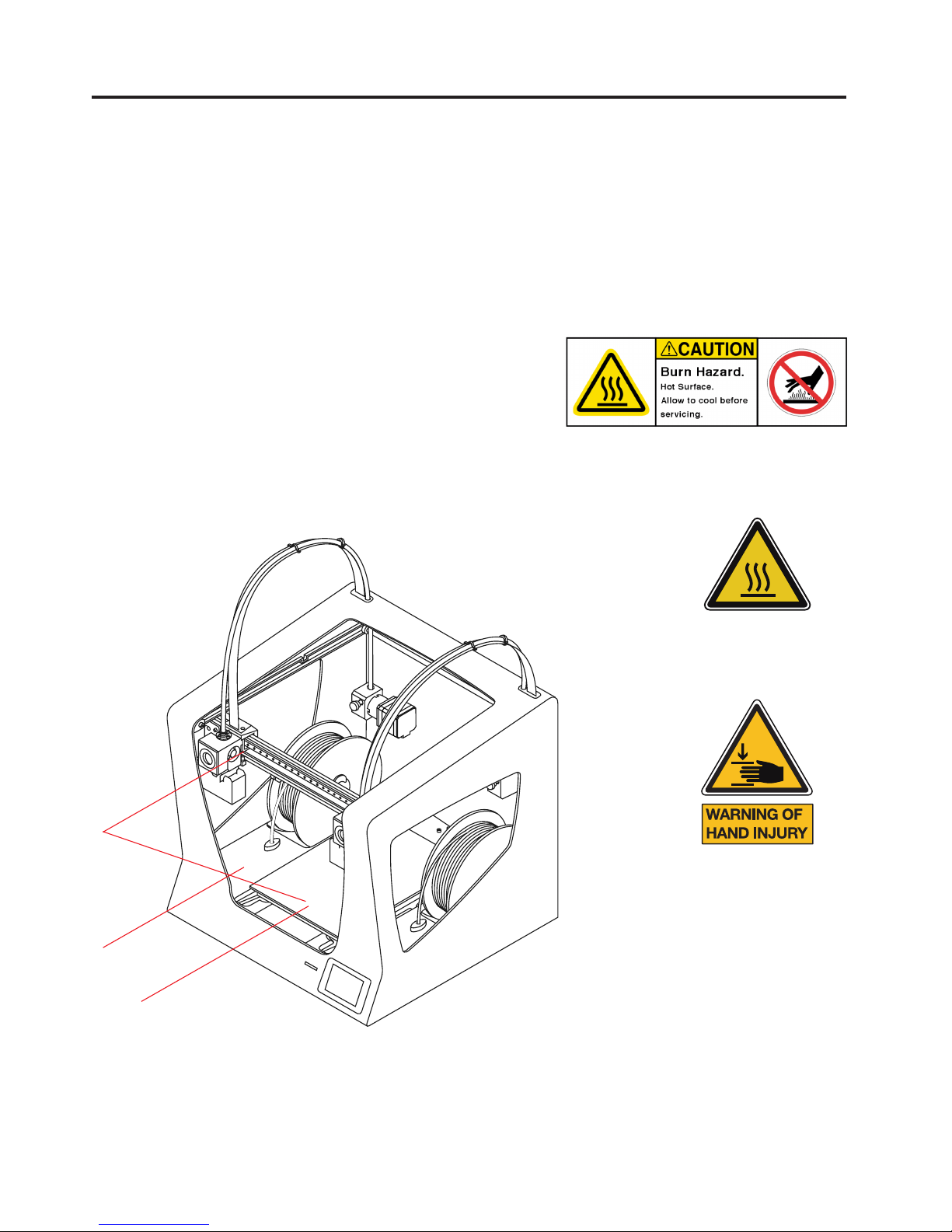
Unboxing
Setting up your printer
The Sigma R19 is delivered in a well-secured cardboard box which measures 550 x 660 x 570mm. We recommend
you to follow the steps below in order to unpack your 3D printer correctly:
1. 2.
3. 4.
Retain packaging for
warranty service.
i
Take out the printer with the plastic bag. Finally, remove the plastic bag
and the foam under the platform.
Proper zone
to take out the
printer with
your hands.
Page 14

14 User Manual
Contents
with 0.4mm hotends
2 Spool holders
SD card
Cross-head screwdriver
Glue Stick
Quick start guide and warranty
6 Clips
USB cable
4 Allen keys
Sample print/Stickers
2 Teflon tubes
Glass printing surface
2 PLA spools
Lubrication Kit
2 Calibration gauges
4 Flat cable clips
Power Cable
Spatula and Pliers
Nylon cleaning filament
10 Shims
Sigma R19:
Page 15
User Manual 15
Set up
In order to ensure the safe packaging and transport of
your printer some of the components have been sent
unassembled. Before starting to print with the Sigma
R19 printer you need to assemble them in order to
complete the setting up process.
If you have any queries while assembling the machine,
please contact BCN3D Technologies technical service at
support@bcn3dtechnologies.com.
Follow the steps below to prepare the printer:
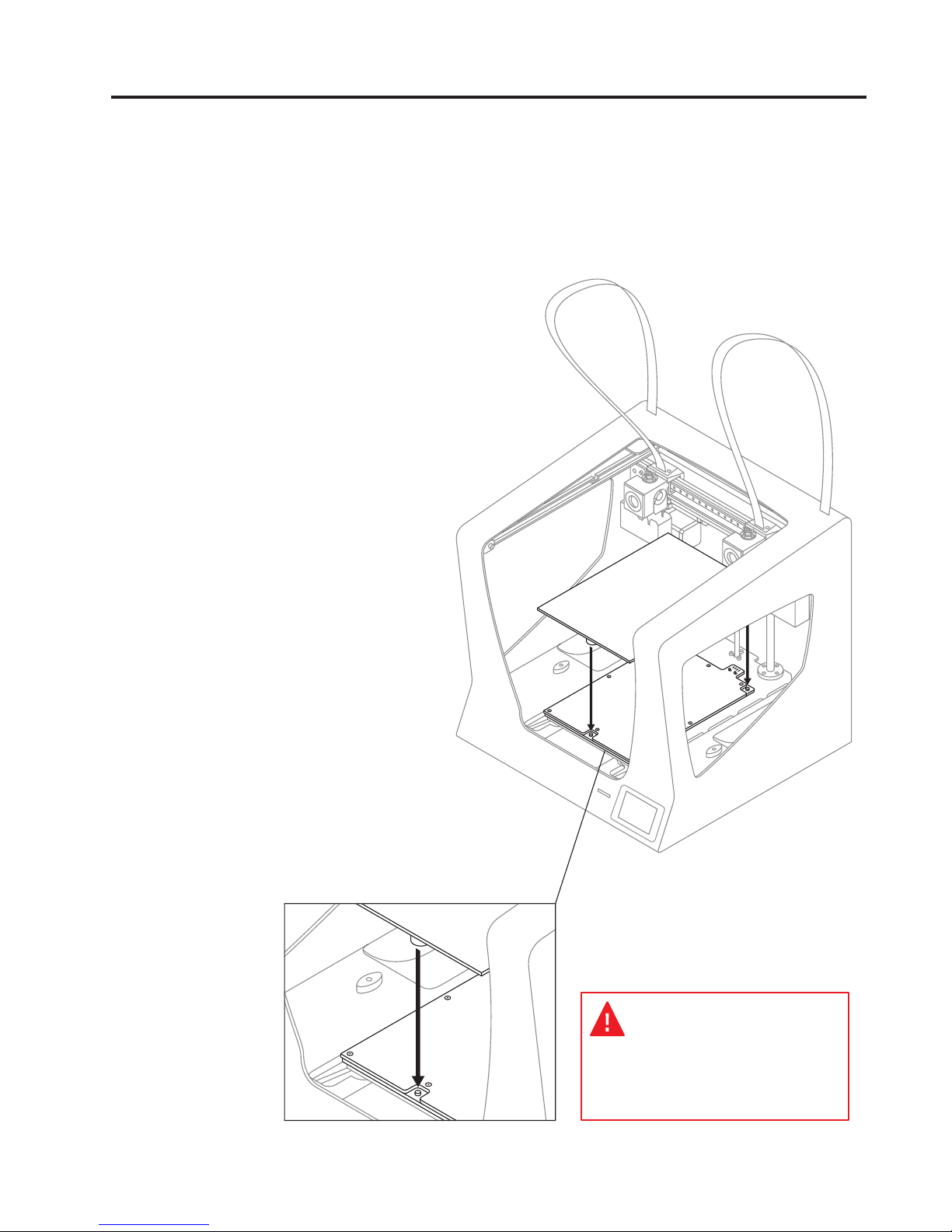
1.
Place the glass printing
surface on the platform. The
slots must match.
The glass printing surface must be
handled with care. In case of breakage,
may cause injuries.
Page 16
16 User Manual
Set up
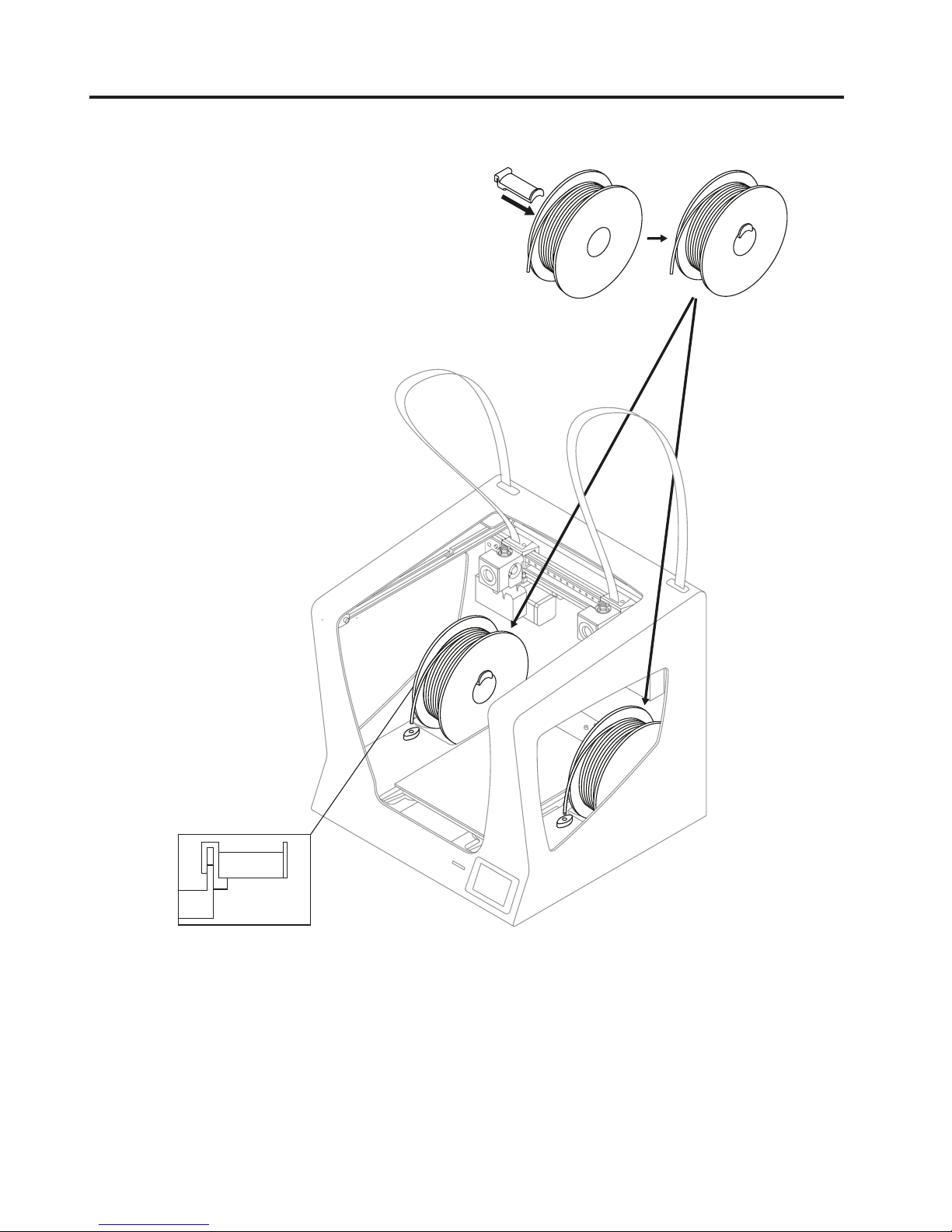
2.
Place the spools holders into the spools.
3.
Fit them into the indicated holes.
Page 17
User Manual 17
Set up
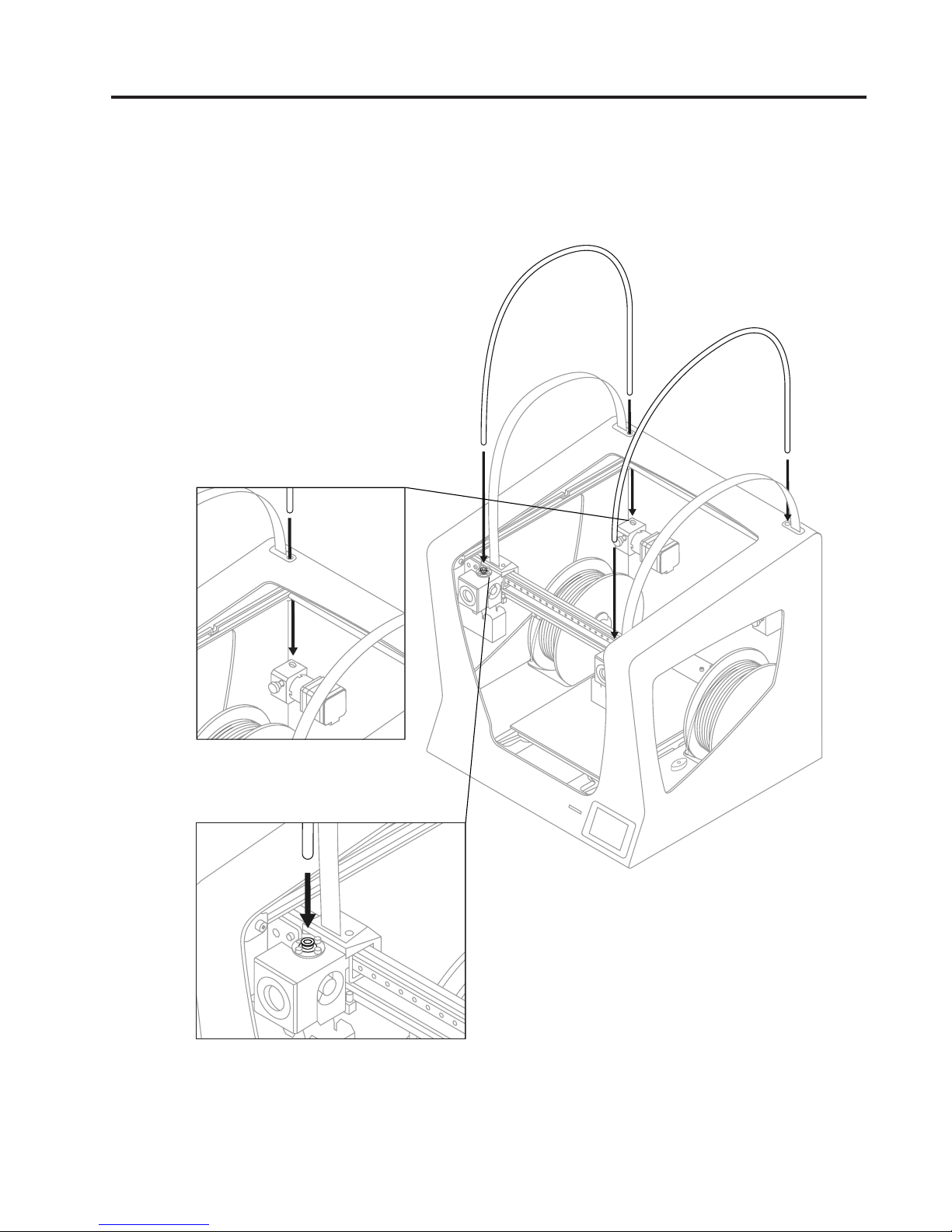
4.
Move Y axis manually
towards the front in order to
work more comfortably.
5.
Insert the teflon tube until it
stops.
6.
Insert the opposite end
of the teflon tube into the
hotend’s hole until it stops.
Page 18
18 User Manual
Set up
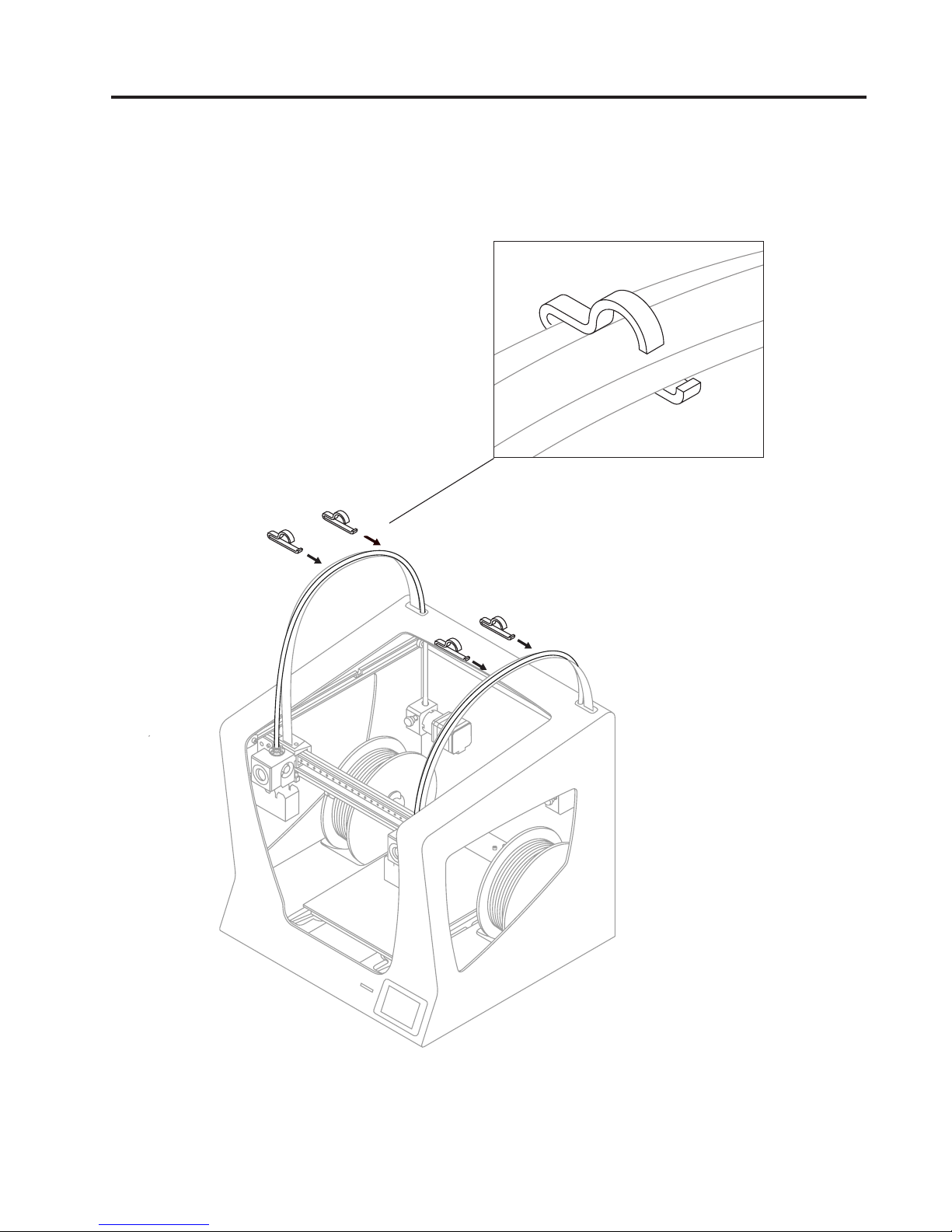
7.
Attach the teflon tubes with
the clips.
Page 19
User Manual 19
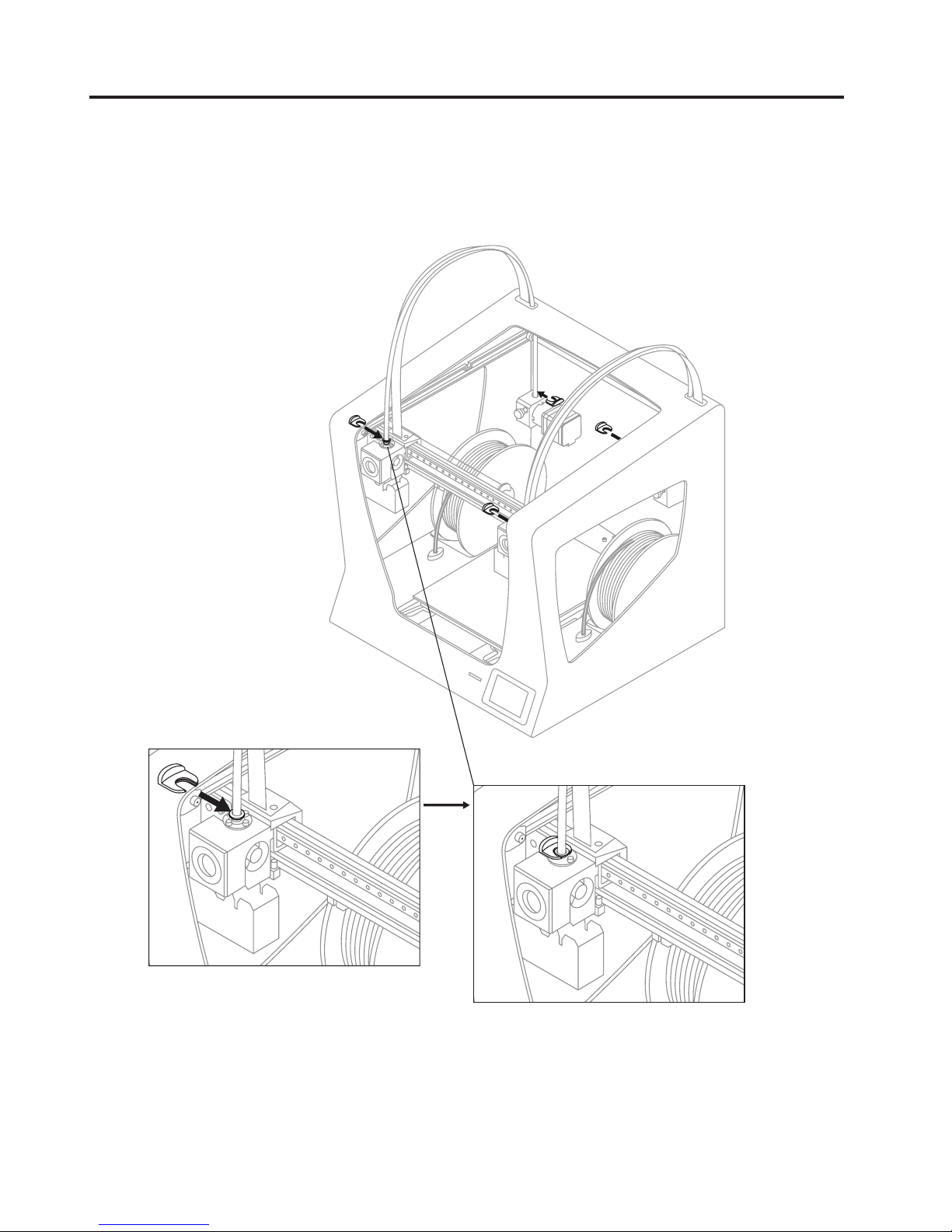
8.
Put together the teflon tube with the
hotend cable using the flat cable clips.
Set up
Page 20

20 User Manual
Set up
9.
Connect the power supply
cable. The plug is located at
the rear of the machine.
10.
Insert the SD card into the reader.
Page 21

User Manual 21
Getting started
1. Welcome
4. Select material
Choose PLA.
7. Printer calibration
Press Next.
8. Glass printing surface calibration.
6. Repeat the process for the second
extruder.
Setup Assistant
Warning: Extruders
will be heated up. This
process could take 1
or 2 minutes.
9. Turn calibration screw
as indicated in the touchscreen.
2. Setup Assistant 3. Load filament
Press Next.
5. Follow screen’s instructions
in order to load the filament.
Press Accept.
Cut the filament at 45º to
ease the insertion.
Page 22
22 User Manual
Setup Assistant
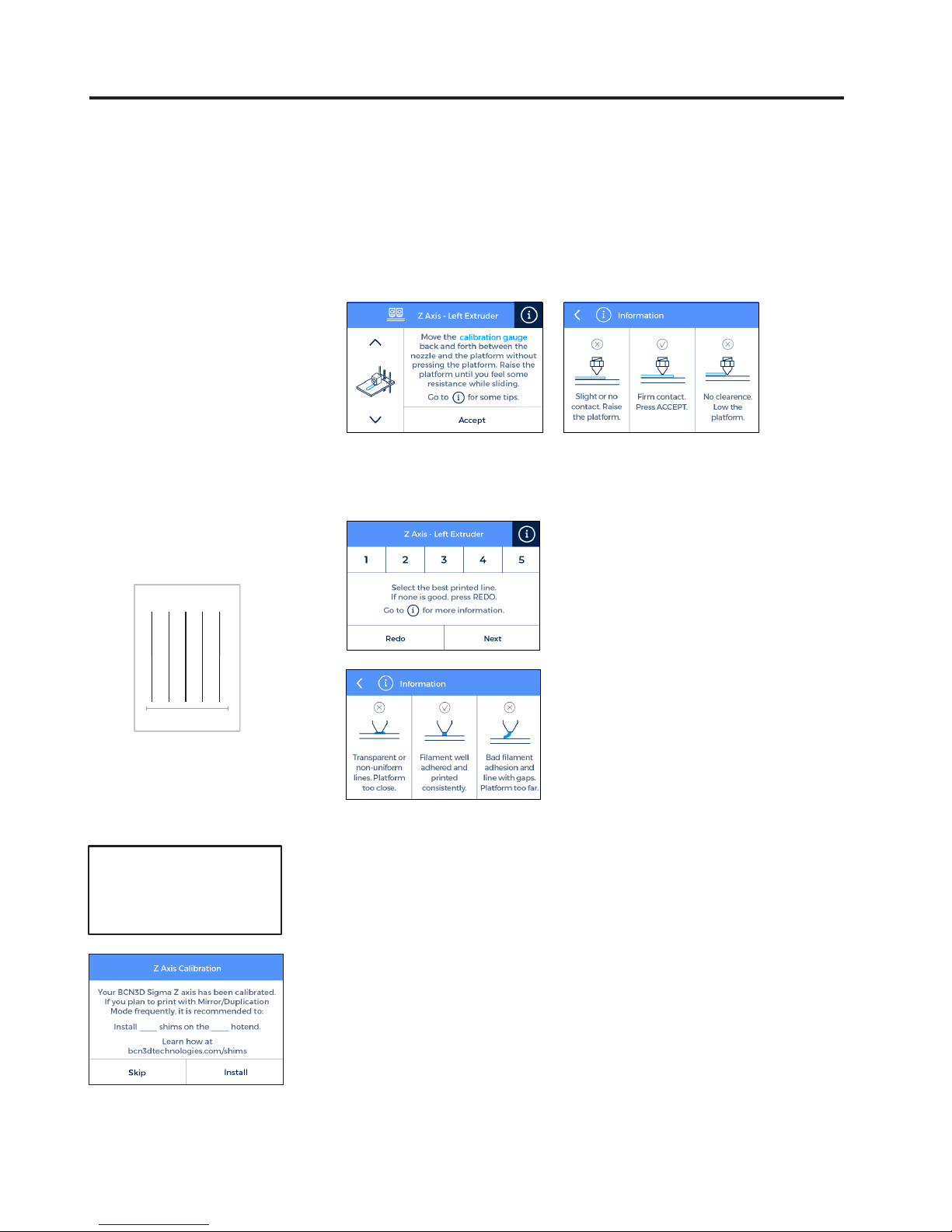
10. Z Axis calibration
To carry out the following
process, when indicated on
the screen, apply a thin and
uniform layer of glue stick on
the entire printing surface
glass to ensure a better
calibration.
11. Place the Calibration Gauge between the nozzle and the
printing surface glass. Hold the gauge by the end and move
it back and forth, without pressing the platform. Raise the
platform until you feel some resistance while sliding the
gauge. The gauge should not flex.
· If the nozzle is too close
to the glass, the line will be
transparent or non-uniform.
· The line must be adhered to
the printing glass and with
no gaps.
· If the nozzle is too far to
the glass, the line won’t
be properly adhered to the
printing glass and will be
gaps in it.
13. Select the best line. 12. The printer will print a
test to validate the previous
process.
1 5
NOTE: Depending on the
Z axis calibration, it may
appear this recommendation
screen.
If so, please check next
section: “Installing shims”
(page 26) for a detailed
explanation of the reason,
benefits and procedure to
perform this operation.
14. Repeat processes 11-13
for the second extruder.
Page 23
User Manual 23
Setup Assistant
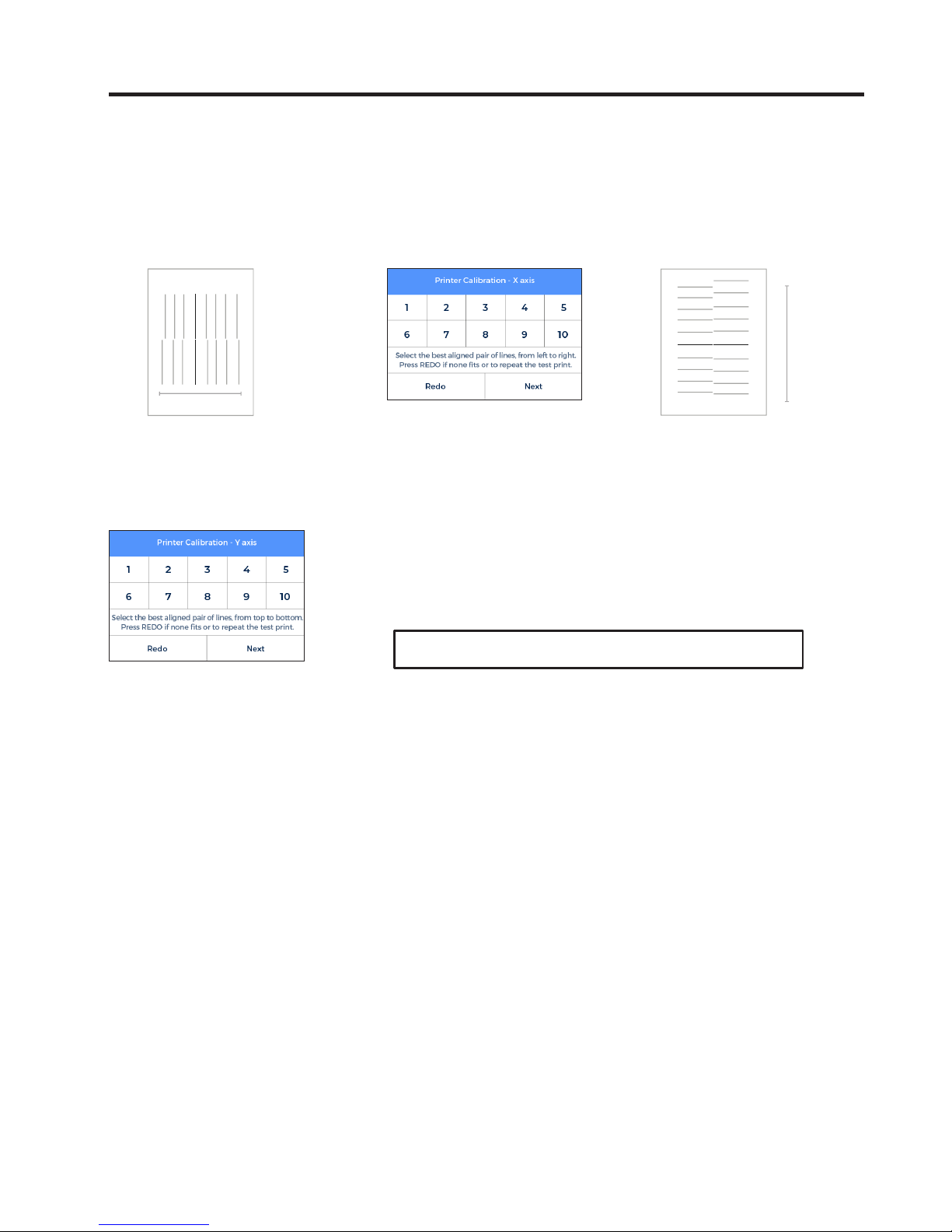
16. Choose best aligned
couple of lines.
17. Y Axis calibration
The printer will print
horizontal lines.
15. X Axis calibration
The printer will print vertical
lines.
18. Choose best aligned
couple of lines.
1
10
1 10
Congratulations! Your printer has been calibrated and it’s ready to print.
Page 24
24 User Manual
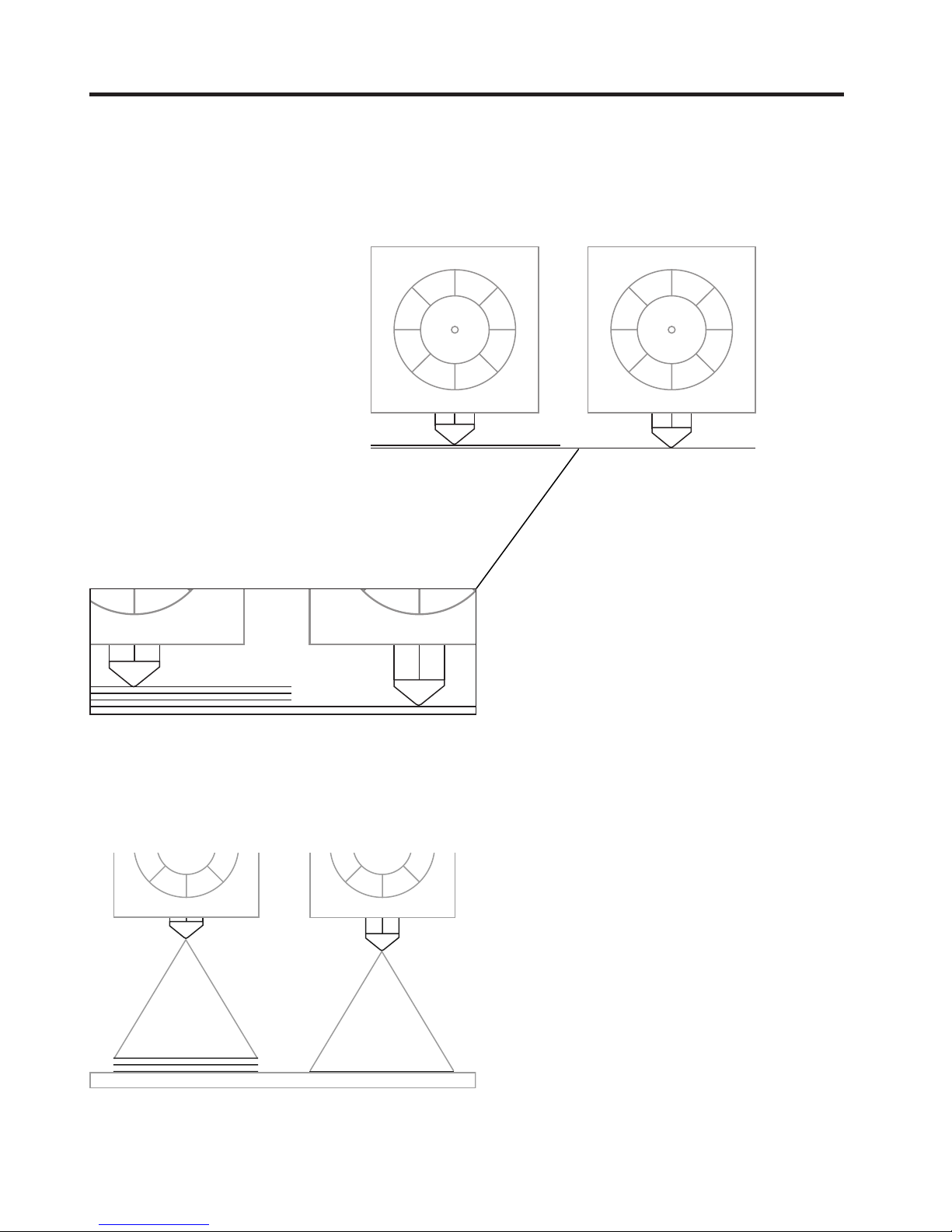
Mirror and Duplication modes
The Sigma features two new printing modes:
Mirror and Duplication. In these modes both
toolheads work simoultaniously.
To do it successfully it is key important to make
sure both nozzle tips are exactly at the same
height. However, due to manufacturing and
assembly tolerances the offset between tips
can be up to 0.5mm.
The Sigma automatically corrects the offsets
when printing in Duplication/Mirror modes.
However, this correction distorts the first layer
of the model by repeating it as many times as
needed.
Page 25
User Manual 25
Mirror and Duplication modes
To avoid such distortion there are different options:
1. Enable raft in BCN3D Cura.
The offset will be corrected in the first layers of the raft,
so the model won’t be affected by any Z offset.
2. Install shims to mechanically correct the Z offset.
Printing a raft takes time and spends material. For
those users planning to use frequently the Mirror or
Duplication modes, it is highly recommended to install
the shims when it is suggested during the Printer Cali-
bration process.
Page 26

26 User Manual
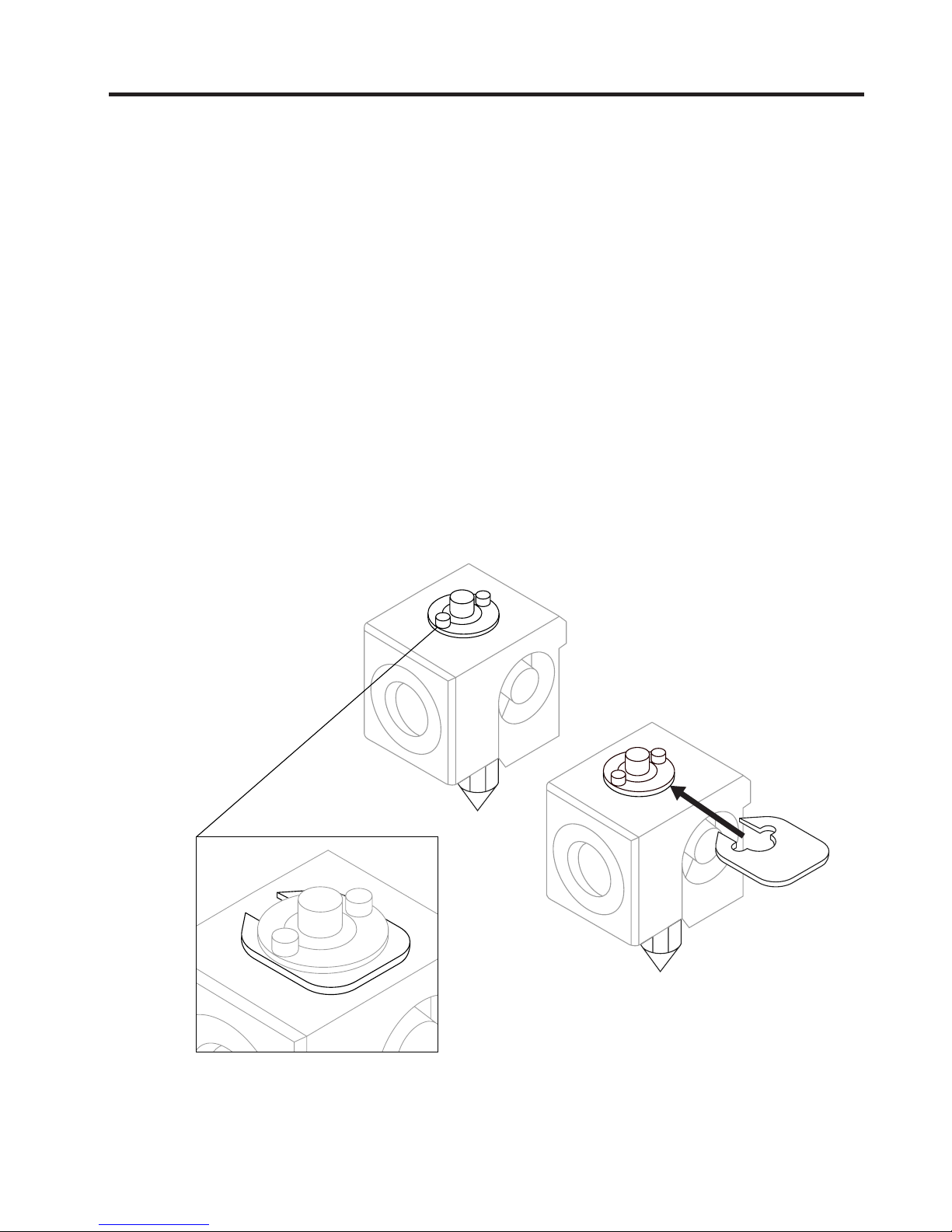
Installing shims
During the Printer Calibration process or before printing
a job with Duplication or Mirror mode, the Sigma may
suggest you to install shims to correct the Z offset
between nozzle tips.
Once you confirm you want to install the shims,
remember de number of shims to install on which hotend and just follow the screen instructions:
1.
Wait until the printer cools
down to avoid any dangerous
manipulation.
2.
Turn off the machine.
3.
Unscrew the 2 bolts at the
specified hotend .
4.
Install as many shims as
were indicated in the screen.
Page 27

User Manual 27
Installing shims
5.
Screw the bolts again.
6.
Turn on the machine and
follow the instructions on
the screen.
Page 28

28 User Manual
First print
After the calibration process has been completed, you can access the printing menu. The first object you will print
with the Sigma R19 is the Draudi figure, as it will allow you to check that everything is working properly and you
are now ready to start printing your own objects. Make sure that the glass is clean, and apply a small amount of the
included glue stick. Learn how to usethe slicing software BCN3D Cura and how to print your own objects in the next
chapter.
Print --> Sample Parts --> Dual --> Dual Draudi --> SR19_DualDraudi
Page 29

User Manual 29
Starting out with BCN3D Cura
Your first dual print
BCN3D Cura is a free and easy-to-use 3D printing software that prepares your digital model for 3D printing. Such
a complex process has been carefully optimized and tested for BCN3D products. As a result, the user enjoys a
flawless 3D printing experience while increases the reliability of the process.
BCN3D Cura takes profit easily of all the benefits of IDEX system: simply merge multi-material or multi-colour
models or generate customized support structures. It includes validated printing profiles to increase the printing
success rate.
Visit https://www.bcn3dtechnologies.com/en/3d-printer/bcn3d-cura/ and download the suitable version of BCN3D
Cura for your Operative System. Once downloaded, follow the installation wizard.
1. Open BCN3D Cura previously downloaded and installed.
2. Select Sigma R19 R19 in
the menu Add printer.
Page 30

30 User Manual
Your first dual print
3. Click Open File. 4. Select files to print.
5. Click the model and
assign the extruder to
print with.
Page 31

User Manual 31
Your first dual print
6. Select the models by Shift+Left Click. Selected mo-
dels will be highlighted with a blue outline.
Right click on any of the selected models, and select
Merge Models.
7. Select profile.
8. Click Prepare to generate the printing file.
10. Safely remove the SD card from the com-
puter and insert it in the printer. After that,
turn it on.
9. Insert the SD card in your computer and
save the file.
Page 32

32 User Manual
Your first dual print
11. Select Print in the main menu of Sigma’s
touchscreen.
12. Select the file to print.
Congratulations! You have started printing your first 3D part with the Sigma R19.
Page 33
User Manual 33
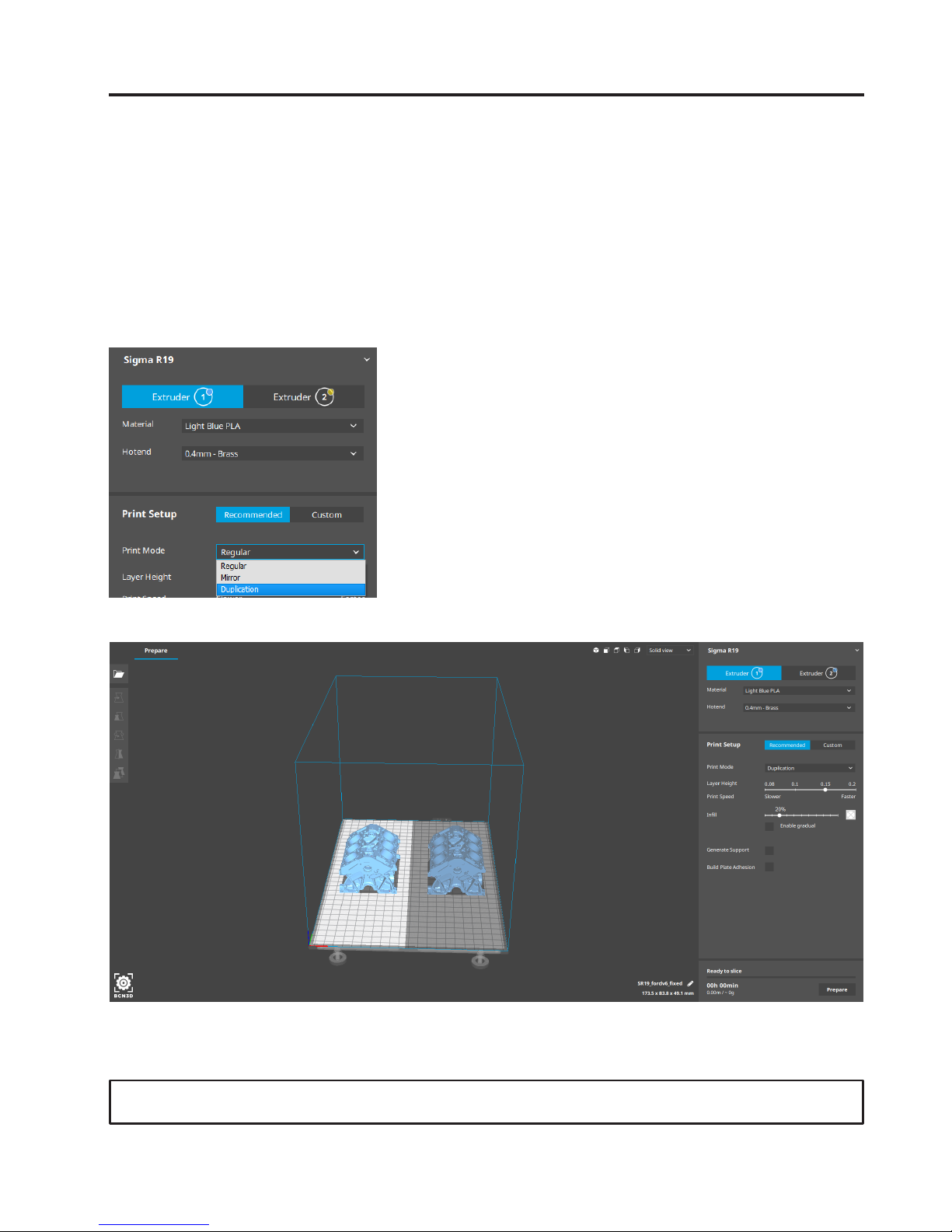
First Mirror /Duplication print
1. Load files to print and move, scale or rotate the
models as needed.
3. Select the desired printing mode in the
drop-down list.
4. Note how the available printing volume is reduced
and the loaded models automatically move to the left.
These models can still be modified. A preview of the
duplicated or mirrored parts is available at the right.
5. Click Prepare, save the file and print it.
2. Select the printing profile for the Left Extruder. Make
sure the hotend and material loaded at Right Extruder
are the same than in the Left Extruder.
Contact us if you have any questions about this process: support@bcn3dtechnologies.com
Page 34

34 User Manual
Firmware upgrade
At BCN3D Technologies we want you to have a great printing experience, and to achieve this we are continually
working to create new firmware upgrades for our printers. Follow this process through BCN3D Cura for checking if
the latest firmware version is installed on your printer. If not, it will get the latest firmware and it will be installed.
1. Use the USB cable to connect the Sigma to the computer.
3. Select Upgrade Firmware. 4. Click Automatically upgrade Firmware to download
and install the latest version available.
2. Open BCN3D Cura. Go to Settings --> Printer --> Manage Printers
Page 35

User Manual 3535 User Manual
Firmware upgrade
6. Once the process is completed, close the window.5. Wait until the firmware is installed. The process
may take a few minutes to complete.
¡Congratulations! You have upgraded the firmware of your Sigma R19.
Page 36

Functionalities
This section contains a description of Sigma R19
functionalities. The main menu is divided into three
large groups: print, utilities and temperatures. The first
covers all the standard printing functions. The second
includes functions such as calibration, maintenance,
settings. Finally, the third allows to preheat the printer.
Print
Located on the left-hand side of the main menu, select
a print job to start the printing process. You can control
some of the parameters of the settings while the object
is being printed from here.
Select object: When you access the printing function a
screen appears with a list of files and folders. Use the
onscreen arrows to navigate and then click on the
selected file to confirm your selection.
Print: This screen displays the progress of the printing
process and show the basic information about time left,
file progress and temperatures.
Press the Pause button to move the extruders
away from the object and stop the printing process.
When the printjob is paused it is possible to load/unload
or purge filament, adjust the light intensity as well as
cancel or resume the print.
The Stop button let’s you whether cancel the printing
process and take you back to the main menu or save
the printjob.
Settings: This option bring you a new menu:
–Temperatures: Adjust the hotend and heated bed
temperatures by using the arrows.
–Advanced settings: Adjust the speed, fan and
flow-rate values by using the arrows.
–Light intensity: Use the toggle to adjust the LED
luminosity.
Utilities
Situated at the center of the main menu, allows you to
operate and maintain your printer.
Filament: this menu allows you to manage the filaments of the printer. The menu functions are:
–Load: This is for loading filament into one of
the extruders. You should first select the side where
you want to load the filament. Next, you should insert
the filament into the extruder following the onscreen
instructions (the extruder should first reach the right
temperature, which may take a few minutes). Once you
have inserted the filament the extruder can be adjusted
slightly to allow you to load the rest of the filament.
When purging we recommend you pull out a generous
amount of filament to ensure the extruder is purged
correctly.
BCN3D Filaments presets are offered, but it’s possible
to load different materials. Just select Custom and set
the 2 temperatures demanded. Follow the manufacturer indications to set the Printing Temperature and the
Heated Bed Temperature.
–Unload: This operation is the opposite of the
operation described above, although it is performed
in a similar way. After you have selected which side
you want to remove the filament from, wait until the
hot-end has reached the right temperature and then
remove the filament.
–Purge: This menu allows you to control the
temperature of the two hot-ends, and extract or
dislodge clogged filament. In order to be able to move
the filament, the temperature difference between the
objective temperature (under the thermometer) and the
actual temperature (under the extruder icon) should be
less than 10º C.
36 User Manual
Page 37

Calibrate: This menu allows you to calibrate the Sigma
R19 printing surface glass and extruders. This process
should be performed when components are replaced,
and during standard printer maintenance (described in
this manual).
–Printing Surface Calibration: This option allows
you to level the printing surface. The process is performed by an onscreen self-test run by the printer,
followed by instructions to correct the position. The
screen displays how many turns (in eighths of a turn)
each of the levelling screws should be turned, and in
which direction.
–Printer Calibration: This option allows you to
perform a full calibration, where the heated bed and the
relative positions of the extruders are calibrated. You
will be guided by onscreen instructions, and the aim is
to select the best of the different test prints performed
by the printer.
–Manual Fine Calibration: This option lets you to
manually modify the calibration values found in the
Printer Calibration process. On the left menu, select
the axis to adjust and press the arrows to correct the
calibration value.
Maintenance
–Move Printing Surface: This option lets you to
move the platform up and down.
–Hotend Cleaning Assistant: Perform this operation to clean the hotend. Just follow the instructions
of the screen. This operation is recommended when
you notice any sign of underextrusion, when switching
materials and after printing with soluble or special
materials.
–Autotune hotends: Select this operation every time
you change the hotend. The internal routine will check
the thermal behaviour of the hotends installed and will
allow the printer to have a better temperature control.
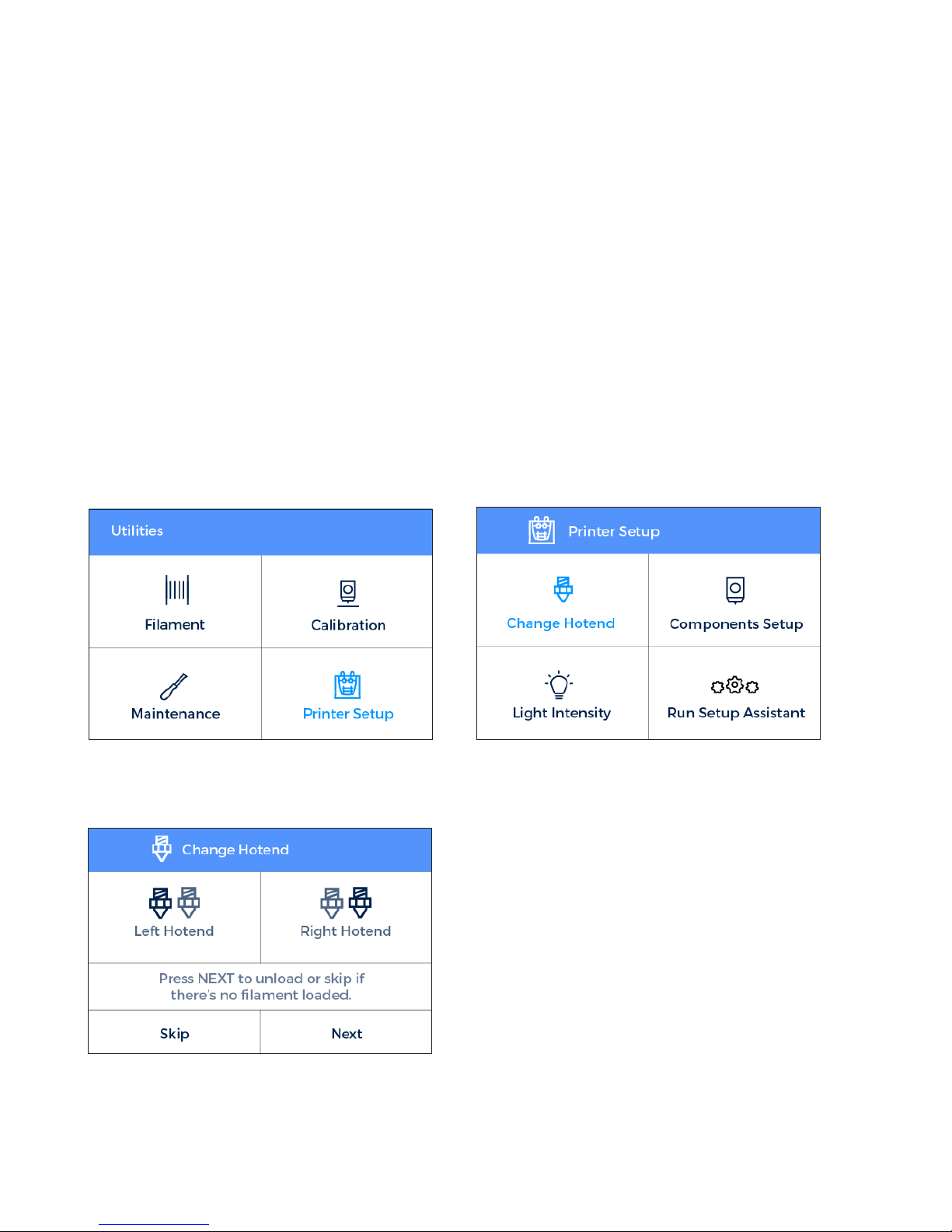
Printer Setup
- Change hotend: Start a guided process step by
step to change and calibrate a hotend.
- Printing Components Setup: Manually set up the
nozzle sizes installed in the printer and the use of the
Filament Runout Sensor.
- Light intensity: Use a toggle to adjust the Light
Intensity.
- Run Setup Assistant: A step by step process to
calibrate the printer, as it was straight out of the box.
Temperatures
Placed on the right-hand side of the main menu, lets
you to preheat or cooldown the hotends and the heated
bed. The preheat temperatures will be set depending on
the filaments loaded.
Functionalities
User Manual 37
Page 38
Operation and maintenance
Change hotend
By default, the Sigma is equipped with 0,4 mm hotends, but is possible to change them to tackle different
print jobs.
Changing the hotend is an easy operation that can be performed in a few minutes. You will need:
- Scissors or cutting pliers
- 2,5mm hex key
- Pliers
- Zip ties
1. Operating the printer via the LCD screen, go to Utilities --> Printer setup --> Change hotend.
2. Select the hotend to change and unload the filament (in case there’s some loaded).
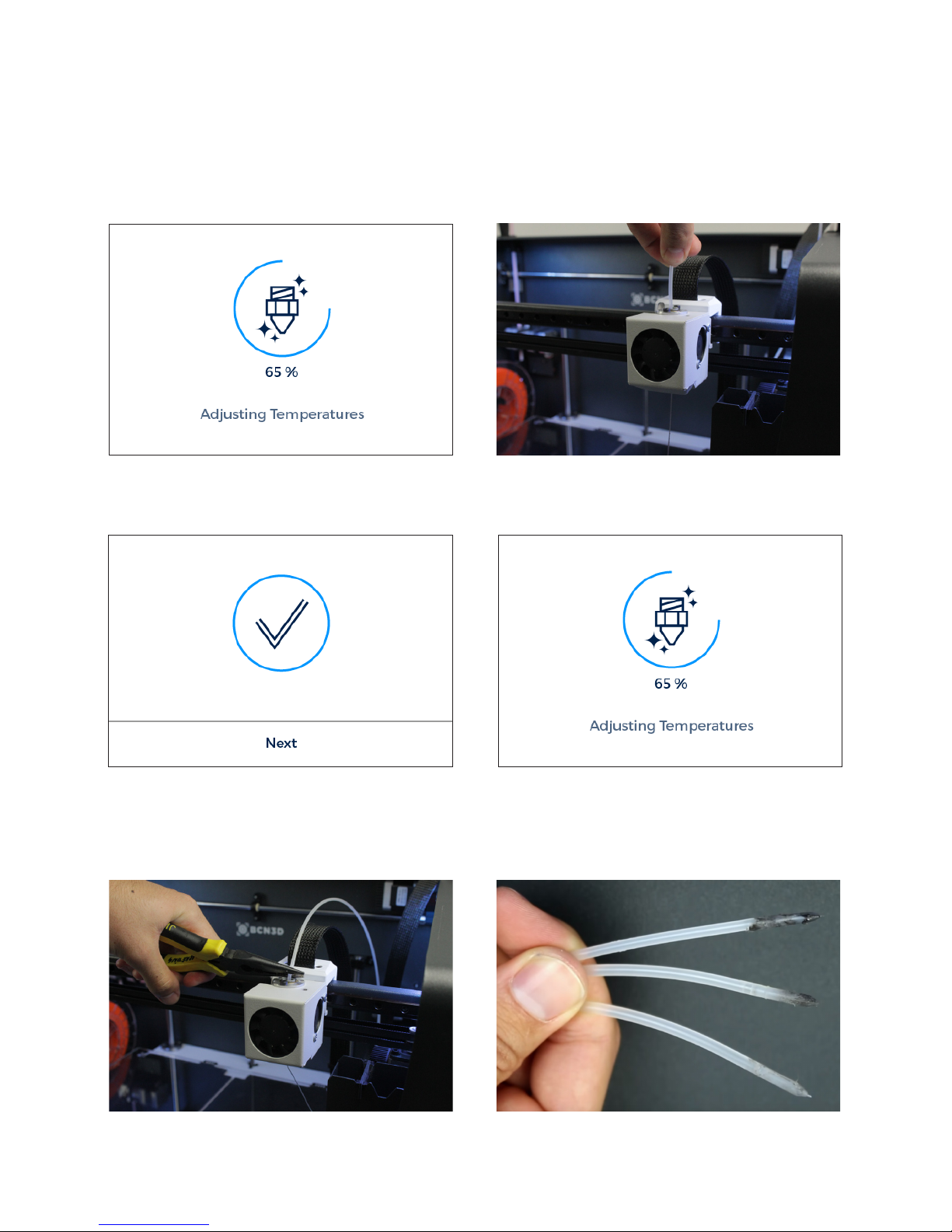
3. Wait while the hotend cools down.
38 User Manual
Page 39

Operation and maintenance
4. Turn off the Sigma when the LCD indicates it.
5. Remove the black clip. Then hold down the coupling collet and pull out the teflon tube.
User Manual 39
Page 40

Operation and maintenance
6. Unscrew the cover and remove it.
7. Unscrew the hotend.
8. Cut the zip tie and remove it.
40 User Manual
Page 41

Operation and maintenance
9. At the back of the toolhead carriage, press the connector to remove the cable of the hotend.
10. Remove the old hotend and place the new one, connecting it at the back of the toolhead carriage.
User Manual 41
Page 42

Operation and maintenance
11. Place and adjust the zip tie, cutting off the excess.
12. Screw the hotend, place the cover and screw it.
42 User Manual
Page 43

Operation and maintenance
14. Turn on the Sigma and follow the screen
instructions. Select the hotend size you have installed.
15. Load filament and perform an autotune operation.
16. Finally, calibrate the offset between hotends.
13. Insert the teflon tube until it stops, making sure it is well placed. Put back the black clip.
User Manual 43
Page 44

Operation and maintenance
Clean and lubricate axes
Periodically, according to the Maintenance Alerts via LCD screen, it is recommended to clean and grease the axes of
the Sigma with the lubrication kit to ensure smooth and precise performance of its mechanical components.
Follow these steps:
1. From the LCD screen, go to Utilities --> Maintenance --> Move printing surface. Lower the platform to the lowest
position to work more comfortably. Then turn off the machine
2. With absorbent paper or a cloth, remove any trace of dirt or dust at the two Z shaft bars. Next, clean the shaft
bars with the solvent pencil, making sure that it does not drip. Clean again the shaft bars with paper or a cloth.
44 User Manual
Page 45

Operation and maintenance
4. Clean grease and dust from the Z-axis motor spindle
with paper or a cloth. Turn the spindle manually to
access its rear.
3. Apply the lubricating oil pencil along the Z shaft bars,
making sure that it does not drip.
5. Apply the grease along the spindle of the Z-axis motor.
6. Turn on the Sigma and from the LCD screen, go
to Utilities --> Maintenance--> Move printing surface.
Raise and lower the platform twice to evenly distribute the oil and grease. Finally, remove the remnant
grease.
User Manual 45
Page 46

Operation and maintenance
7. Once the process for the Z axis is finished, let’s clean and lubricate X and Y linear guides. First of all, turn off
the Sigma. During this process it’s recommended to manually move the axes in order to reach all the guide.
8. From the center towards the ends of the linear guides of the X and Y axes, remove dirt with an absorbent
paper or a cloth.
9. Clean the guides with the solvent pencil, making sure that it does not drip with special emphasis on the supe-
rior and inferior faces.
46 User Manual
Page 47

Operation and maintenance
11. Apply the lubricating oil pencil along the linear guides of the X and Y axes, with special emphasis on their
superior and inferior faces. Make sure there is no excess oil dripping.
10. Clean again the X and Y guides with an absorbent paper or a cloth.
User Manual 47
Page 48

Operation and maintenance
Hotend Cleaning
It is recommended to clean the hotend periodically and, especially, every time you switch materials. Ideally, use a
piece of nylon filament to perform this operation.
1. Operating the printer via the LCD screen, go to
Uilities --> Maintenance --> Hotend cleaning assistant.
2. Select the hotend to clean and, in case there’s
material loaded, press NEXT. Otherwise, select SKIP.
3. Remove the top teflon tube. First of all remove the black clip and then remove the top teflon tube by holding
down the cupling collet and pulling out the tube.
48 User Manual
Page 49
Operation and maintenance
4. Wait until the hotend heats up. 5. Push the nylon filament through the hotend until it
comes out clean of residues.
6. Press NEXT and keep pushing until new notice. 7. Wait while the hotend cools down.
8. Finally, when indicated in the screen, pull out the
piece of filament.
9. Repeat the process until the removed filament tip
comes out clean. Once it is clean, remember to put back
the teflon tube and the black clip.
User Manual 49
Page 50

Filament
The Sigma R19 printer gives the best printing results
when printing with BCN3D Filaments, although it
accepts many other materials from other
manufacturers.
BCN3D Filaments are industrial-grade materials
designed to deliver outstanding results for BCN3D
printers. BCN3D Filaments, formulated to ensure the
highest print quality, are common polymers in several
industries and cover the majority of the technical
applications. Those filaments are: PLA, ABS, Nylon,
PET-G, PVA, TPU and Composites. Visit our
dedicated website for detailed information about each
one. Furthermore, you will find the Technical and Safety
Datasheets of all of them.
https://www.bcn3dtechnologies.com/en/3d-printer/
filaments/
A brief description of those materials is given below:
PLA
PLA (Polylactic Acid) is a biodegradable, sustainable and
food safe polymer made from organic sources.
It is the most common used filament in FFF 3D printers
for its ease of use and wide range of applications,
specially those not mechanically or thermally
demanding. Definitely a good starting point to learn
about the 3D Printing manufacturing process.
PLA is compatible with PVA supports.
Once printed, PLA parts can withstand operating
temperatures up to 50ºC.
To ensure good bed adhesion use 3DLac, Dimafix or
Glue Stick.
ABS
ABS (Acrylonitrile Butadiene Styrene) is one of the
most common technical materials in several industries
around the globe. Its great mechanical and thermal
behavior make ABS the ideal polymer for countless
applications.
Traditionally a challenging material to print with FFF
printers, it has been re-formulated to ensure good
interlayer adhesion and to reduce warping. Printing with
ABS is more complex, and requires a certain amount of
care: it is not recommended for non-experienced users.
Once printed, ABS parts withstand operating
temperatures up to 85°C.
To ensure good bed adhesion use Dimafix.
Do not use layer cooling fans and avoid drafty or cool
rooms for best results.
For a better print quality use the BCN3D enclosure for
the Sigma.
Printing overhangs is easier if the layer fan is used.
It has average mechanical properties, although it
becomes slightly brittle when printing irregularlyshaped objects. At operating temperatures of 50º C
or more, the mechanical properties and rigidity of the
objects may decrease.
50 User Manual
Page 51

PVA
PVA (Polyvinyl alcohol) is a water-soluble polymer,
ideal to work as support material for multi-material 3D
Printing.
Optimized for the FFF manufacturing process, our PVA
works seamlessly with PLA, TPU, PET-G and Nylon,
becoming a reliable universal support material to print
complex geometries, large overhangs or intricate
cavities.
PVA supports allow to achieve better surface quality, to
orientate the part to get better mechanical properties
and even to print multi-component models and
mechanisms.
To ensure good bed adhesion use 3DLac, Dimafix or
Glue Stick.
PET-G
PET-G (Polyethylene terephthalate glycol-modified) is a
globally used co-polyester, from plastic water bottles to
cloth fibers and it is 100% recyclable.
As a technical material, PET-G provides good
mechanical properties and improved chemical and
thermal behaviors than PLA but with similar ease of
use.
It has an outstanding chemical resistance, a great
dimensional stability and toughness and a good glossy
surface quality. PET-G also offers a good abrasion
resistance, a high humidity resistance and it withstand
operating temperatures up to 70°C. It is compatible
with PVA supports.
To ensure good bed adhesion use 3DLac, Dimafix or
Glue Stick.
For a better print quality use the BCN3D enclosure for
the Sigma.
Nylon
Nylon (polyamide) is an extensively used material for its
unique mechanical and chemical properties.
Thanks to characteristics like durability, flexibility and
resistance to corrosion, Nylon is ideal for multiple
applications in the 3D printing field, like end-use parts
or custom jigs and fixtures. It is compatible with PVA
supports.
Once printed, nylon parts can withstand operating
temperatures up to 50ºC.
To ensure good bed adhesion use Dimafix or Glue Stick.
For a better print quality use the BCN3D enclosure for
the Sigma.
TPU
TPU (Thermoplastic Polyurethane) is a versatile rubberlike flexible material.
With Shore-A hardness of 95, TPU is a resistant
material for several industrial applications, both
mechanical or chemical. Moreover, it’s been especially
designed to improve the 3D printing experience.
Once printed, TPU parts withstand operating
temperatures up to 60ºC
To ensure good bed adhesion use 3DLac, Dimafix or
Glue Stick.
Composites
Composites are materials with a polymeric base infused
with other particles or fibers in different proportion.
From wood to metal particles to achieve an aesthetic
and attractive finish to carbon fibers to combine
lightness and mechanical performance, composite
materials for FFF printers unleash creativity.
Filament
User Manual 51
Page 52

General considerations
To ensure good adhesion between the printing surface
and the 3D printed part, you will need to use an
adhesive product that will be applied to the printing
surface before start printing. For general materials,
we recommend using the glue stick included with the
printer or a generic lacquer. However, for technical
materials such as ABS or PET-G, we recommend
Dimafix adhesive, available at our website.
We recommend using an enclosure when printing with
technical materials such as ABS, Nylon or PET-G. It
provides a constant interior temperature to prevent
warping and protects your working environment from
potentially harmful particles thanks to the HEPA filter.
More information at our website.
Nylon and PVA plastic are hygroscopic, that means
it readily absorbs water from the air. Make sure they
are dry before printing. Place them in an oven or in a
dehydrator at 50 ºC for 6 to 8 hours. After drying, store
it in an airtight container with desiccant.
Filament
52 User Manual
Page 53
Maintenance Plan
We recommend you carry out the maintenance procedures described in the table below in order to keep your printer running optimally. The procedures are grouped depending on frequency they should be performed is shown on
the right.
Daily
ACTION TO PERFORMFREQUENCY
Weekly
Monthly
Quarterly
Keep the printer free of dust and in a dry, cool place
Storage the spools in a dry, cool place
Remove the filament inside the Purge Tank
Remove the filament leftovers spread inside the printer
Clean the glass printing surface with warm water and soap
Clean the nozzles
Level the printing surface glass (also after a transportation)
Clean fans dust
Printer calibration (also after a transportation or replacing a hotend)
Check firmware updates
Check bolted and threaded joints
Clean and lubricate axes
Check tension of extruder springs
Check X/Y belt tension
Check connections of moving cables
User Manual 53
Page 54

54 User Manual
BCN3D Technologies
Technical Assistance Services
If you do not find a solution to your problem in this
manual, please contact the BCN3D Technologies team
through any of the following channels:
Technical Assistance
You can contact the technical assistance services by
email, and we will answer you as quickly as possible.
Please remember to include your phone number so we
can contact you.
support@bcn3dtechnologies.com
Email
If you have a question that is not related to technical
assistance, please send us an email to the address
below. A BCN3D Technologies expert will contact you as
quickly as possible.
info@bcn3dtechnologies.com
You can find all of this information in the Contact
Section of our website:
www.bcn3dtechnologies.com/en/sigma-contact
Be sure to include the serial number of your computer
whenever you send us a query to help us provide the
best possible services.
Page 55

User Manual 55
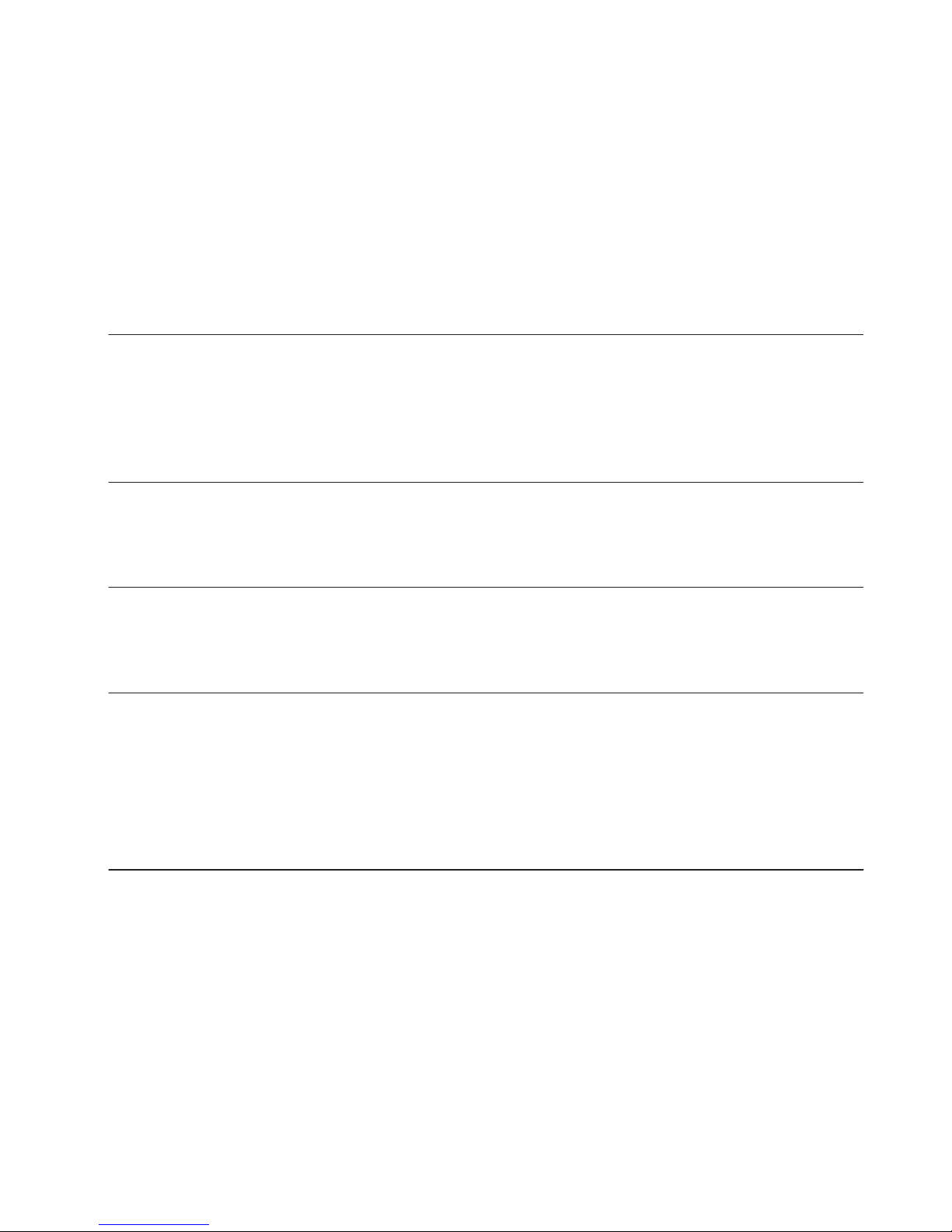
Diagram of Sigma R19
1 Teflon tube
2 Extruder
3 Hot-end cable
4 Spool mount
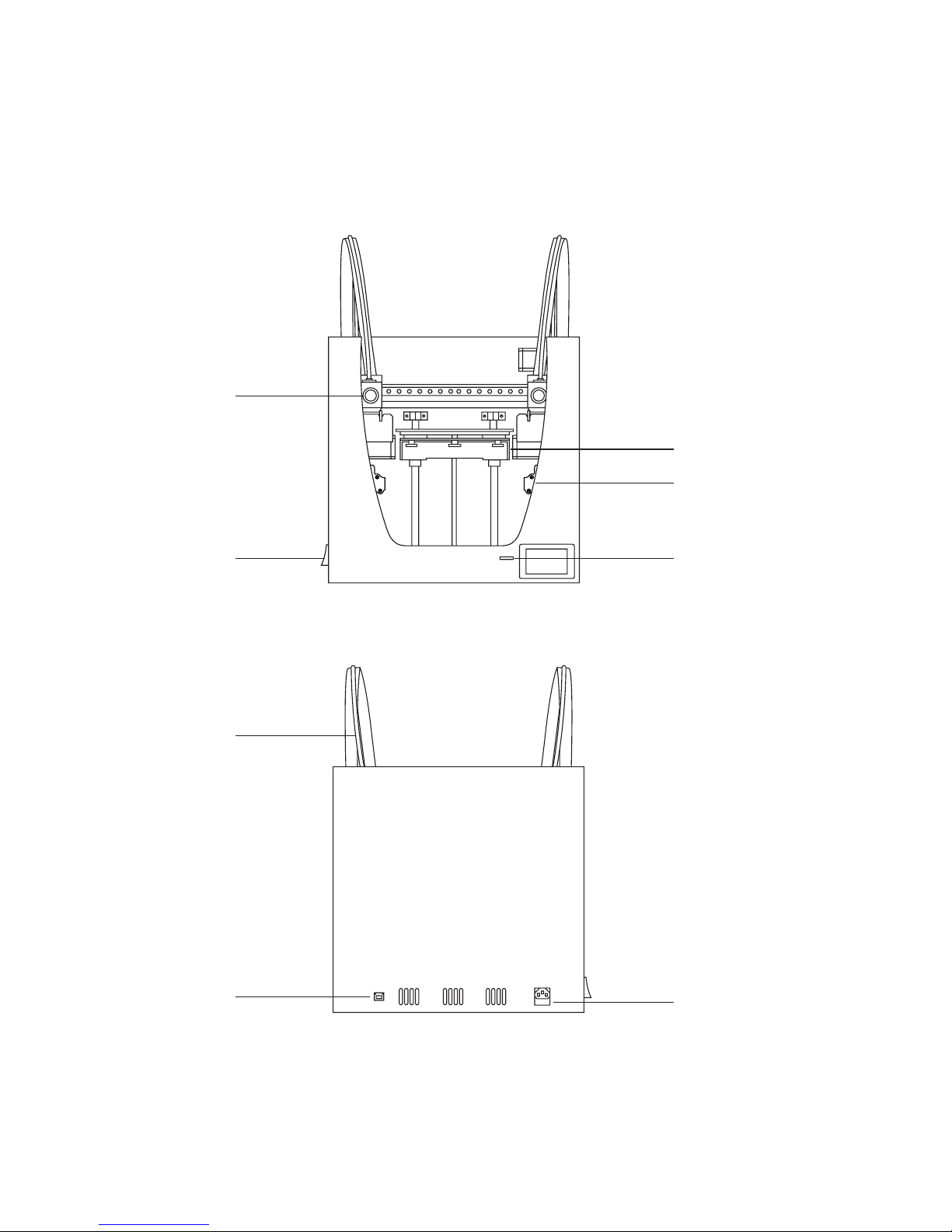
5 0.4mm Hotend
6 Purge chamber
7 Glass printing surface
8 SD Card reader
23
5
6
7
8
9
10
11
1
4
9 Touchscreen
10 Filament input hole
11 Plastic Spool
12 Switch
13 Platform
14 Power supply socket
15 USB port
16 Filament Runout Sensor
Page 56
56 User Manual
Diagram of Sigma R19
5
12
13
8
14
15
1
16
Page 57

Return Policy
Returns will only accepted for products that have not been used within a period of 14 business days, starting from
when the printer was delivered. Once this period has expired, all sales with be considered to be final. “Not used” is
understood to mean products that have never been assembled, switched on, programmed or altered in any other
way.
User Manual 57
Page 58

58 User Manual
Terms and conditions of service
The information in this manual is subject to change at any time without notice, and is provided solely for informational purposes. BCN3D Technologies reserves the right to change or modify the manual at any time at its sole
discretion, and you agree to be bound by any such changes and/or modifications. If you would like to get the most
up-to-date information, please contact BCN3D Technologies technical team at www.bcn3dtechnologies.com/
sigma-contact
The design of this manual and all the text, graphics, information, content and other materials are protected by
copyright and other laws. Some of the trademarks, trade names, service marks and logotypes (the “Trademarks”)
used are registered and unregistered trademarks, trade names and services marks that are the property of BCN3D
Technologies and its partners. Nothing contained in this manual grants or should be construed as granting, by
implication, estoppel, or otherwise, any license or right to use any Trademark without the written permission of
BCN3D Technologies. Any unauthorised use of the information, materials or trademarks may breach the laws regulating copyright, registered trademarks, privacy and publicity and/or other laws and regulations.
Page 59

Open source
Open source is a development model that promotes universal access by granting software licenses free of charge,
and also universal distribution, including subsequent improvements.
We believe that adopting an open source philosophy offers many advantages:
• More control: We can see everything that is happening with the source code, designs etc., and modify them to
suit our needs.
• It helps us learn: We can see and read the software designs that other people have made, which helps us to
become better programmers and engineers.
• Safety: Since the designs are open designs, a lot more people can modify and/or correct any errors that the
original programmer may have made.
• Making improvements quickly: The open source community provides a lot of information about how to improve the product. This helps us to fix errors and update programmes much more quickly.
Using open source licenses for the products we develop is a way of expressing our willingness to share, to collaborate with other people in a transparent way (so that others can see what we are doing and join in), to embrace
failure as a means of improving, and to expect, even encourage, everyone else to do the same.
BCN3D Technologies and its products would not be where they are today without the RepRap project and its open
source community. The RepRap project started out as an initiative whose objective was to develop a 3D printer
which could print most of its own components and be a low-cost printer. As an open source project, all of the designs produced by the project have been released under a free software General Public License (GPL).
This project does not only include hardware, but has been conceived as a complete ecosystem of tools for printing,
from the CAD/CAM software to the code read by the machine to print physical objects.
Sigma R19 printers use many open source tools and technologies, such as Marlin software and the Cura pre-processed software. The first controls all the printer´s components, while the second converts the 3D file into G-code,
a language the machine is able to understand.
Marlin firmware is published under a GPL license. This means that we must keep Marlin open, and must provide
our source code to end users. For this reason we have our repository on the Github platform, where we post all the
changes we make.
Cura software is published under an AGPLv3 license. This is the same as the GPLv3 general license but a paragraph
has been added to Section 13 which makes it obligatory to provide source code to those who use software through
a network. We therefore have repositories for each operating system so that users can access the source code.
Open Source is not only used for code, but also covers hardware. In our case all the mechanical and electronic parts
are published under a GPLv3 license.
BCN3D Technologies is firmly committed to open source initiatives, and we believe that with the help of the community we will be able to make better products.
User Manual 59
Page 60

60 User Manual MS-R19-2018-1
 Loading...
Loading...