

Page 1
Molda 5.0f
1902103901 220-240 V/ 50 Hz 2,8 kW
1902103902 380-420 V/50 Hz 2,8 kW
Tischfräsmaschine
Originalbetriebsanleitung
Spindle Moulder
Translation from original manual
Toupie
Traduction du manuel original
Seite 1
Page 2
Dokumentation
10/2011
Hersteller:
Scheppach Fabrikation von Holzbearbeitungsmaschinen GmbH
Günzburger Straße 69
D-89335 Ichenhausen / BRD
Verehrter Kunde,
Wir wünschen Ihnen viel Freude und Erfolg beim Arbeiten mit Ihrer neuen Fräsmaschine.
HINWEIS:
Der Hersteller dieses Gerätes haftet nach dem geltenden Produkthaftungsgesetz nicht für Schäden die an
diesem Gerät, oder durch dieses Gerät entstehen bei:
Unsachgemäßer Behandlung
Nichtbeachtung der Bedienungsanweisung
Reparaturen durch Dritte, nicht autorisierte Fachkräfte
Einbau und Austausch von “Nicht Original Ersatzteilen".
Nicht "Bestimmungsgemäßer Verwendung".
Ausfälle der elektrischen Anlage. bei Nichtbeachtung der elektrischen Vorschriften und VDE-
Bestimmungen EN 60204 - 1
Wir empfehlen Ihnen:
Lesen Sie vor der Montage und vor Inbetriebnahme den gesamten Text der Bedienungsanweisung
durch.
Diese Bedienungsanweisung soll es Ihnen erleichtern, Ihre Maschine kennenzulernen und ihre bestimmungsgemäßen Einsatzmöglichkeiten zu nutzen.
Die Bedienungsanweisu ng enthält wichtige Hinweise, wie Sie mit der Maschine sicher, fachgerecht und wirtschaftlich arbeiten, und wie Sie Gefahr en vermeiden, Reparaturk ost en sparen, A usfallzeiten verringern und
die Zuverlässigkeit und Lebensdauer der Maschine erhöhen.
Zusätzlich zu den Sicherheitsbestimmungen dieser Bedienungsanweisung müssen Sie unbedingt die für den
Betrieb der Maschine geltenden Vorschriften Ihres Landes beachten.
Die Bedienungsanweisung, in einer Plastikhülle geschützt vor Schmutz und Feuchtigkeit, bei der Maschine
aufbewahren. Sie muß von jeder Bedienungsperson vor Aufnahme der Arbeit gelesen und sorgfältig beachtet werden. An der Maschine dürfen nur Personen arbeiten, die im Gebrauch der Maschine unterwiesen und
über die damit verbundenen Gefahren unterrichtet sind. Das geforderte Mindestalter ist einzuhalten.
Neben den in dieser Bedienungsanweisung enthaltenen Sicherheitshinweisen und den besonderen Vorschriften Ihres Landes sind die für den Betrieb von Holzbearbeitungsmaschinen allgemein anerkannten
technischen Regeln zu beachten.
Seite 2 9321 8061
Page 3
Inhaltsverzeichnis
ALLGEMEINE HINWEISE 4
B
ESTIMMUNGSGEMÄßE VERWENDUNG 5
R
ESTRISIKEN 6
L
IEFERUMFANG 6
T
ECHNISCHE DATEN 7
UFSTELLEN UND JUSTIEREN 10
A
S
CHUTZ- UND DRUCKVORRICHTUNG (LIEFERUMFANG) 10
B
OGENFRÄS- SCHUTZKASTEN (LIEFERUMFANG) 10
E
LEKTRISCHER ANSCHLUß 11
S
CHALTER FÜR „RECHTS-LINKSLAUF“ 12
CHALTPLAN 380-420V / 50HZ 14
S
S
CHALTPLAN 220-240V / 50HZ 15
I
NBETRIEBNAHME 16
D
REHZAHLEINSTELLUNG 18
A
RBEITSHINWEISE 20
R
ICHTIGES RÜSTEN 21
ERSCHIEDENE EINSATZMÖGLICHKEITEN DER FRÄSMASCHINE 22
V
W
ARTUNG 27
R
IEMEN NACHSPANNEN 27
F
EHLERSUCHE 28
S
ONDERZUBEHÖR : 28
ONFORMITÄTSERKLÄRUNG 29
EG-K
G
ARANTIE 29
Seite 3
Page 4
Dokumentation
Allgemeine Hinweise
Überprüfen Sie nach dem Auspacken alle Teile auf eventuelle Transportschäden. Bei Beanstandungen muß
sofort der Zubringer verständigt werden.
Spätere Reklamationen werden nicht anerkannt.
Überprüfen Sie die Sendung auf Vollständigkeit.
Verwenden Sie bei Zubehör sowie Verschleiß- und Ersatzteilen nur Original-scheppach- Teile. Ersatzteile
erhalten Sie bei Ihrem Scheppach-Fachhändler.
Geben Sie bei Bestellungen unsere Artikelnummern sowie Typ und Baujahr des Gerätes an.
In dieser Bedienungsanweisung haben wir Stellen, die Ihre Sicherheit betreffen, mit diesem Zeichen ver-
sehen.
Netzanschlußleitungen überprüfen. Keine fehlerhaften Leitungen verwenden. Siehe Elektrischer An-
schluß.
Halten Sie Kinder von der an das Netz angeschlossenen Maschine fern.
Die Bedienungsperson muß mindestens 18 Jahre alt sein. Auszubildende müssen mindestens 16 Jahre
alt sein, dürfen aber nur unter Aufsicht an der Maschine arbeiten.
An der Maschine tätige Personen dürfen nicht abgelenkt werden.
Den Bedienplatz der Maschine von Spänen und Holzabfällen freihalten.
Eng anliegende Kleidung tragen. Schmuck, Ringe und Armbanduhren ablegen.
Installationen, Reparaturen und Wartungsarbeiten an der Elektroinstallation dürfen nur von Fachleuten
ausgeführt werden.
Zum Beheben von Störungen die Maschine abschalten. Netzstecker ziehen.
Zum Absaugen von Holzspänen und Holzstaub ist eine Absauganlage zu verwenden
Beim Verlassen des Arbeitsplatzes den Motor ausschalten. Netzstecker ziehen.
Auch bei geringfügigem Standortwechsel Maschine von jeder externen Energiezufuhr trennen! Vor
Wiederinbetriebnahme die Maschine wieder ordnungsgemäß an das Netz anschließen!
Die Entsorgung der Maschine ist entsprechend den örtlichen Bestimmungen vorzunehmen
Schulung der Betreiber
Machen Sie sich vor dem Einsatz anhand der Bedienungsanweisung mit dem Gerät vertraut.
Geben Sie die Sicherheitshinweise an alle Personen weiter, die an der Maschi ne ar beit en.
Alle Sicher he it s - und Gefahrenhinweise an der Maschine beachten.
Alle Sicher he it s - und Gefahrenhinweise an der Maschine vollzählig in lesbarem Zustand halten.
Vorsicht beim Arbeiten: Verletzungsgefahr für Finger und Hände durch das rotierende Schneidwerk-
zeug.
Standsicherheit; Achten Sie darauf, daß die Maschine standsicher auf festem Grund steht.
Rüsten und Einstellen der Maschine
Arbeiten Sie nur mit geschärften Schneidwerkzeugen.
Die Tischöffnung durch die Einlegeringe dem Werkzeugdurchmesser anpassen.
Defekte Werkzeuge (Risse oder dergleichen) sofort austauschen. Siehe Werkzeugwechsel!
Es dürfen nur Werkzeuge eingesetzt werden, die der Europäisch en Norm EN 84 7-1 entsprechen.
Nur für Handvorschub zugelassene Werkzeuge einsetzen.
Beachten Sie beim Aufspannen des Werkzeuges die Empfehlungen des Werkzeugherstellers.
Umrüst-, Einstell-, Meß- und Reinigungsarbeiten nur bei ausgeschaltetem Motor durchführen. Netz-
stecker ziehen und Stillstand des rotierenden Werkzeuges abwarten.
Bei allen Fräsarbeiten das Werkzeug durch die vorgeschriebenen Schutzeinrichtungen abdecken.
Vor Einsetzen des Abplattfräsers den Einlegering aus der Tischplatte nehmen.
Werkstückführung
Bei allen Fräsarbeiten Vorrichtungen zur sicheren Werkstückführung benutzen.
Schiebestock zur Unterstützung des Handvorschubes verwenden oder einen Vorschubapparat (Son-
derzubehör) einsetzen.
Bei kürzeren Werkstücken die Öffnung zwischen den Anschlaghälften überbrücken, so daß eine
durchgehende Werkstückführung gewährleistet ist.
Zum Bearbeiten langer Werkstücke die Scheppach-Tischverlängerung oder Rollböcke (Sonderzube-
hör) einsetzen.
Seite 4 9321 8061
Page 5
Drehrichtung und Drehzahlauswahl
Drehrichtung
Gleichlauffräsen ist ein Arbeits ga ng der nicht zu läss ig ist.
Arbeitsgang erst beginnen, wenn die volle Drehzahl erreicht ist.
Die Motor- und Werkzeugdrehrichtung beachten siehe "Elektrischer Anschluß".
Drehzahlauswahl
Die am eingesetzten Fräswerkzeug angegebene Höchstdrehzahl darf nicht überschrit-
ten/unterschritten werden. Wählen Sie die passende Drehzahl entsprechend dem Drehzahlplan
an der Maschine.
Maximale Spindeldrehzahl 8500 1/min
Maschinenbedienung, Auswahl und Ei n stellung von trennenden Schutzeinrichtungen
Die Sicherheitseinrichtungen an der Maschine dürfen nicht demontiert oder unbrauchbar gemacht
werden.
Beim Arbeiten an der Maschine müssen sämtliche Schutzeinrichtungen und Abdeckungen für den
jeweiligen Fräsvorgang montiert sein.
Sämtliche Schutz- und Sicherheitseinrichtungen müssen nach abgeschlossenen Reparatur- und War-
tungsarbeiten sofort wieder montiert werden.
Fräsen am Anschlag bei dem die Bearbeitung über die volle Werkstücklänge reicht
Fräsen der Längsseite und der Querseite
Fräsanschlag, Schutz- und Druckvorrichtung bzw. Vorschubapparat (Sonderzubehör) verwenden.
Bogenfräsen
Bei Bogenfräsarbeiten den Bogenfräsanschlag verwenden.
Einsetzfräsen
Fräsanschlag, Schutz- und Druckvorrichtung ver wende n.
Zum Einsatzfräsen als Anschlag die Querschneidlehre verwenden, siehe Abb.U
Bei kleineren Werkstücken empfehlen wir eine Spannlade zu verwenden.
Zapfenschneiden und Schlitzen
Bei Schlitz- und Zapfenfräsarbeiten müssen zur sicheren Werkstückführung Schiebeschlitten mit Schlitz-
frässchutz, Spanneinrichtung und der Fräsanschlag mit Abdeckung eingesetzt werden.
Bestimmungsgemäße Verwendung
Die Tischfräsmaschine ist ausschließlich mit dem angebotenen Werkzeug und Zubehör zum Be-
arbeiten von Holz konstruiert.
Die Maschine entspricht der gültigen EG Maschinenrichtlinie.
Die Maschine ist für einschichtigen Betrieb ausgelegt, Einschaltdauer S 6 – 40%.
Alle Sicherhe its- und Gefahrenhinweise an der Maschine beachten.
Alle Sicherhe its- und Gefahrenhinweise an der Maschine vollzählig in lesbarem Zustand halten.
Vor Inbetriebnahme muß die Maschine an eine Absauganlage, Mindestleistung von 2000 cbm/h, mit ei-
ner flexiblen schwer entflammbaren Absaugleitung angeschlos sen w erde n.
Die Einschaltautomatik ist im Sonderzubehör erhältlich.
Typ ALV 2 Art. Nr. 79104010 230 V /50 Hz
Typ ALV 10 Art. Nr. 79104020 400 V /230 V /50 Hz
Beim Einschalten der Arbeitsmaschine läuft die Absaugung nach 2-3 Sekunden Anlaufverzögerung au-
tomatisch an. Eine Überlastung der Haussicherung wird dadurch verhindert.
Nach dem Ausschalten der Arbeitsmaschine läuft die Absaugung noch 3-4 Sekunden nach und schaltet
dann automatisch ab.
Der Reststaub wird dabei, wie in der Gefahrs toffverordnung gefordert, abgesaugt. Dies spart Strom und
reduziert den Lärm. Die Absauganlage läuft nur, während die Arbeitsmaschine betrieben wird.
Für Arbeiten im gewerblichen Bereich muß zum Absaugen ein Entstauber eingesetzt werden.
Absauganlagen oder Entstauber bei laufender Arbeitsmaschine nicht abschalten oder entfernen.
An der Maschine darf nur eine Person arbeiten.
Seite 5
Page 6

Dokumentation
Maschine nur in technisch einwandfreiem Zustand sowie bestimmungsgemäß, sicherheits- und gefah-
renbewußt unter Beachtung der Betriebsanleitung benutzen! Insbesondere Störungen, die die Sicherheit
beeinträchtigen können, umgehend beseitigen (lassen)!
Die Sicherheit s -, Arbeits- und Wartungsvorschriften des Herstellers sowie die in den Technischen Daten
angegebenen Abmessungen müssen eingehalten werden.
Die zutreffenden Unfallverhütungsvorschriften und die sonstigen, allgemein anerkannten Sicherheitstech-
nischen Regeln müssen beachtet werden.
Die Maschine darf nur von sachkundigen Personen genutzt, gewartet oder repariert werden, die damit
vertraut und über die Gefahren unterrichtet sind. Eigenmächtige Veränderungen an der Maschine schließen eine Haftung des Herstellers für daraus resultierende Schäden aus.
Die Maschine darf nur mit Originalzubehör des Herstellers genutzt werden.
Jeder darüber hinausgehende Gebrauch gilt als nicht bestimmungsgemäß. Für daraus resultierende
Schäden haftet der Hersteller nicht, das Risiko dafür trägt allein der Benutzer.
Restrisiken
Die Maschine ist nach dem Stand der Technik und den anerkannten sicherheitstechnischen Regeln gebaut.
Dennoch können beim Arbeiten einzelne Restrisiken auftreten.
Verletzungsgefahr für Finger und Hände durch das rotierende Schneidwerkzeug bei unsachgemäßer
Führung des Werkstückes.
Verletzungen durch das wegs chleu der nd e Werkstück bei unsachgemäß er Halter ung oder Führ un g, wie
Arbeiten ohne Anschlag.
Gefährdung der Gesundheit durch Holzstäube oder Holzspäne.
Unbedingt persönliche Schutzausrüstungen wie Augenschutz und Staubmaske tragen. Absauganlage
einsetzen!
Gefährdung der Gesundheit durch Lärm. Beim Arbeiten wird der zulässige Lärmpegel überschritten. Un-
bedingt persönliche Schutzausrüstungen wie Gehörschutz tragen.
Gefährdung durch Strom , bei Verwendu ng nic ht ordnu ngs gemäßer Elektro-Anschlußleitungen .
Verarbeiten Sie nur ausgesuchte Hölzer ohne Fehler wie: Aststellen, Querrisse, Oberflächenrisse.
Fehlerhaftes Holz wird zum Risiko beim Arbeiten.
Verletzungen durch defektes Schneidwerkzeug. Das Werkzeug regelmäßig auf Unversehrtheit überprü-
fen.
Desweiteren können trotz aller getroffener Vorkehrungen nicht offensichtliche Restrisiken bestehen.
Restrisiken können minimiert werden, wenn die "Sicherheitshinweise" und die "Bestimmungsgemäße
Verwendung", sowie die Bedienungsanweisung insgesamt beachtet werden.
Lieferumfang
Tischfräsmaschine Molda 5.0f
Fräsanschlag komplett mit
Schutz- und Andrückvorrichtung Art. Nr. 7210 5000
Spindelbuchse 4 Stück 0,5 mm lang Art. Nr. 3301429011
Spindelbuchse 4 Stück 5 mm lang Art. Nr. 3301429010
Spindelbuchse 4 Stück 10 mm lang Art. Nr. 3301429009
Spindelbuchse 2 Stück 15 mm lang Art. Nr. 3301429008
Einmaulschlüssel 1 Stück SW 41 Art. Nr. 0108 9413
Inbusschlüssel SW10 Article no.
Absaugstutzen Art. Nr. 7500 3800
Beipackbeutel
Bedienungsanweisung
Sonderzubehör: Seite 28
Seite 6 9321 8061
Page 7
Achtung Bedienungsanweisung lesen! Gehöhrschutz und Schutzbrille tragen
Technische Daten
Antrieb:
Artikelnummer der Maschine 1902103901 1902103902
Elektromotor [V] 220-240/ 50 Hz 380-420 / 50Hz
Aufnahmeleistung P1 [kW] 2,8 2,8
Abgabeleistung P2 [kW] 2,0 2,0
Motordrehzahl [1/min] 2800 2800
Betriebsart S1 S1
Nennstrom [A] 12,5 5,0
Gewicht Brutto/Netto [kg] 220 220
Absaugung:
Absaugstutzen Ø [mm] 2 x 100
Strömungsgeschwindigkeit [m/s] 20
Unterdruck unten [Pa] 1400
Unterdruck oben [Pa] 900
Volumenstrom [m³/h] 565
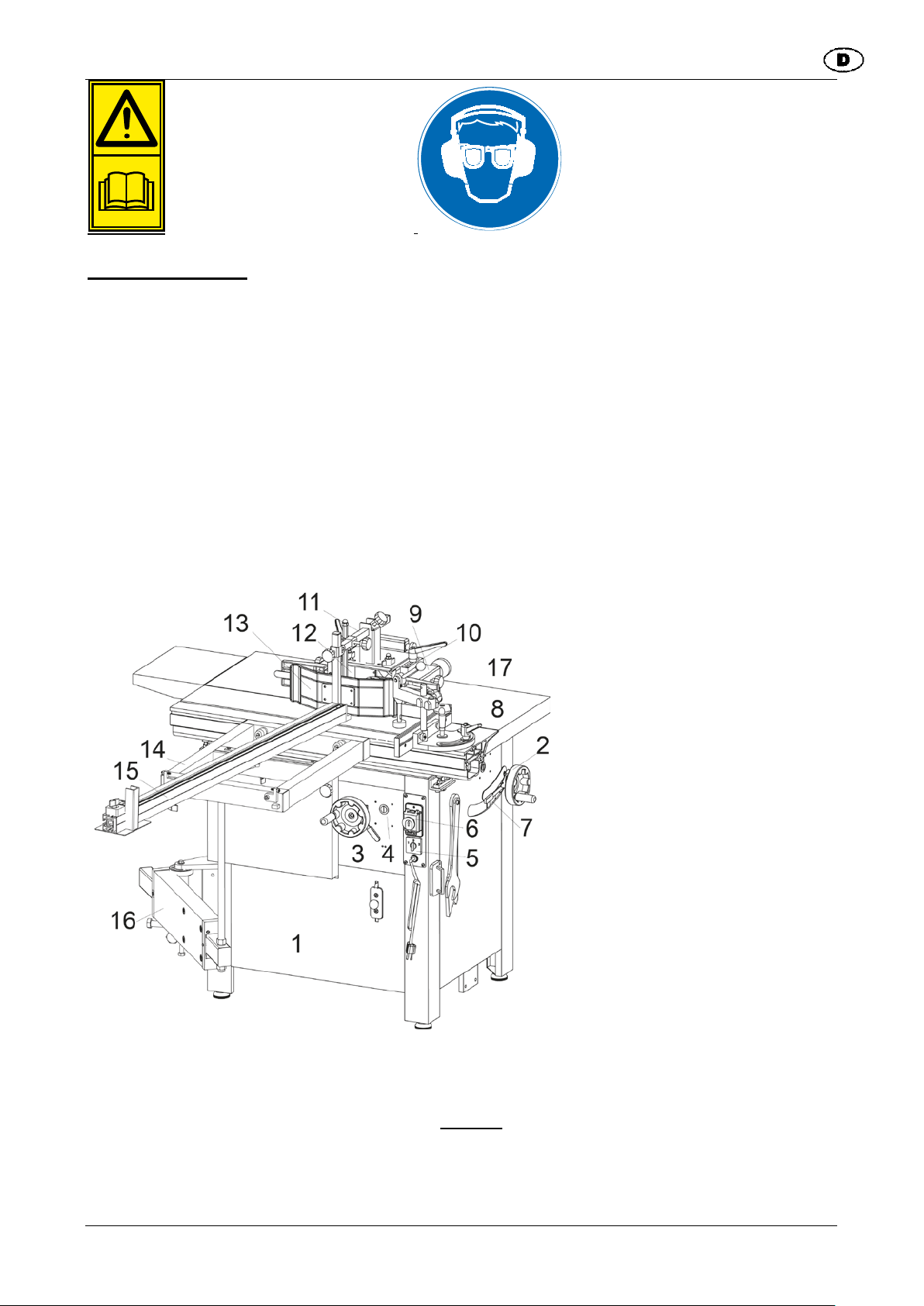
1. Gestell 10 Ans chlus s Abs au gun g
2 Handrad Höhenverste llu ng 11 Andrückvorrichtung
3 Handrad Winkelverstellung 12 Anpressschuh Tischplatte
4 Drehzahlanzeige 13 Anpressschuh Anschl a g
5 Drehrichtungsschalter Zubehör
6 Hauptschalter) 14 Quertisch)
7 Spindelklemmung 15 Anschlagschine
8 Tischplatte 16 Teleskoparm
9 Fräsanschlag. 17 Werkstückspanner
Seite 7
Page 8
Dokumentation
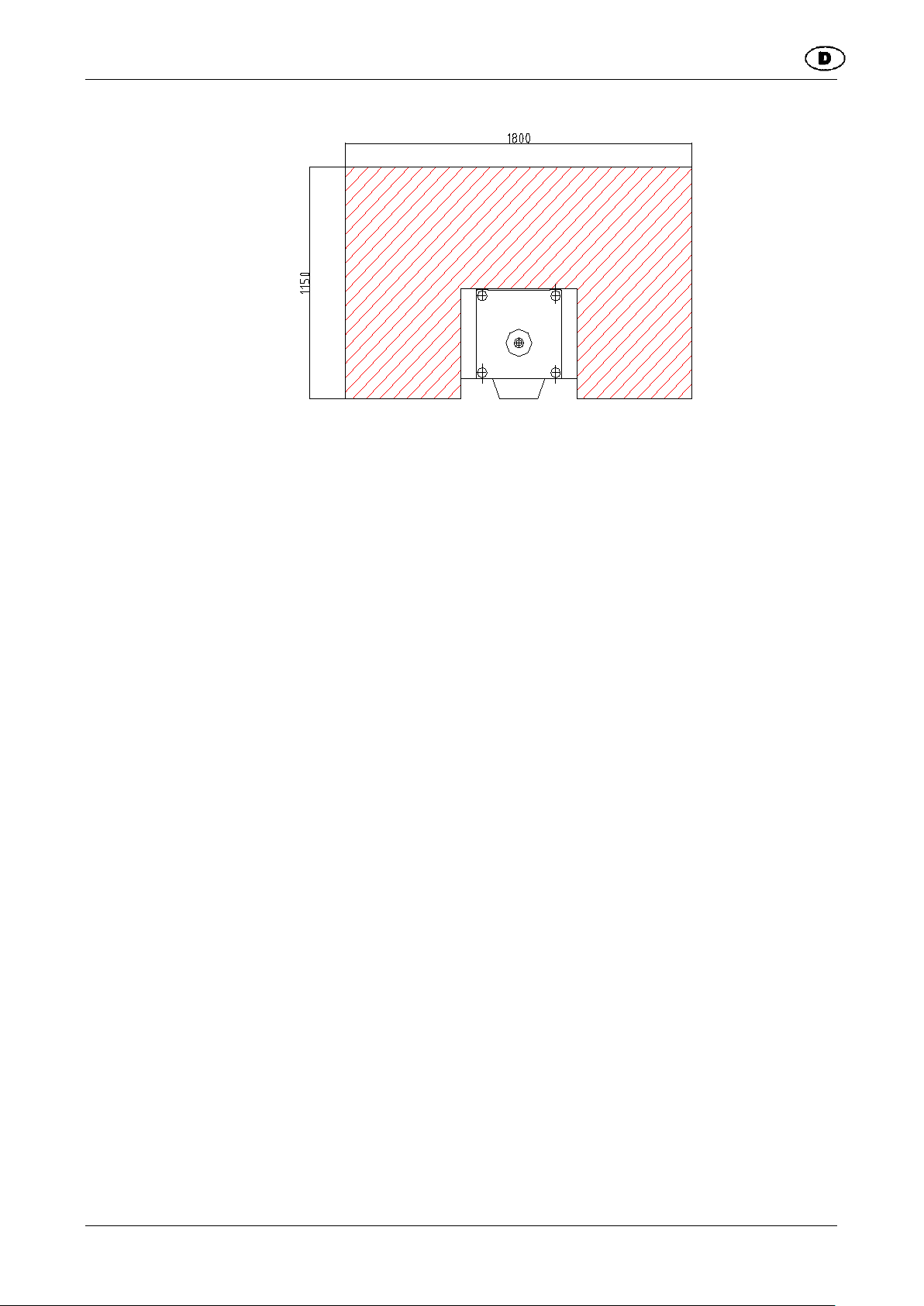
Arbeitsbereich: 1800 x 1150
Baumaße:
Gesamtlänge [mm] 1000
Gesamtbreite [mm] 730
Gesamthöhe [mm] 1230
Tischhöhe [mm] 920
Tischlänge [mm] 1000
Tischbreite [mm] 600
Tischöffnung max. Ø [mm] 185
Frässpindel:
Spindel ∅ [mm] 30
Spindelbuchsen ∅ [mm] 50
Spindelbuchsen-Höhe [mm] 2x 15, 4x 10, 4x 5, 4x 0,5
Höhenverstellbereich [mm] 100
Spindeldrehzahl [1/min] 1800/3000/6000/9000
Werkzeug max. Ø [mm] 200
Einlegering Ø [mm] 75/115; 105/155; 145/200
Maße der zu Bearbeiteten Werkstücke:
Min. Abmessungen B/H [mm] 8x8
Max. Abmessungen H [mm] 120
Betriebsbedingungen:
Temperatur [°C] +5 bis +40
Luftfeuchtigkeit
(Nicht kondensierend) [%] 30 bis 95
Lagerbedingungen:
Temperatur [°C] -20 bis +55
Luftfeuchtigkeit
(Nicht kondensierend) [%] 30 bis 95
! Technische Änderungen vorbehalten !
Seite 8 9321 8061
Page 9
Geräuschkennwerte
Die nach DIN EN ISO 3746 für den Schalleistungspegel bzw.EN ISO 11202 für den Schalldruckpegel am
Arbeitsplatz ermittelten Geräuschemissionswerte betragen unter Zugrundelegung der in ISO 7960 Anhang D
aufgeführten Arbeitsbedingungen.
Schalleistungspegel in dB
Leerlauf LWA = 96.4 dB(A) Bearbeitung LWA = 99.7 dB(A)
Schalldruckpegel am Arbeitsplatz in dB
Leerlauf L
Für die genannten Emissionswerte gilt ein Meßunsicherheitszuschlag K=4dB
Anmerkung
Die Werte, die hier angegeben sind, sind Emissionswerte und müssen damit nicht zugleich auch sichere Arbeitsplatzwerte darstellen. Da es keine Korrelation zwischen Emissionswerten und Arbeitsplatzwerten gibt,
können diese nicht zuverlässig verwendet werden, um festzustellen ob oder ob keine weiteren Vorkehrungen erforderlich sind. Faktoren, welche den derzeitigen Arbeitsplatzwert beeinflussen können, beinhalten die
Dauer der Einwirkungen, die Eigenart des Arbeitsraumes, andere Geräuschquellen, die Anzahl der Maschinen und andere benachbarte Einflüsse. Die zuverlässigen Arbeitsplatzwerte können ebenso von Land zu
Land variieren. Diese Information soll jedoch den Anwender befähigen, eine bessere Abschätzung von Gefährdung und Risiko zu machen.
= 80.5 dB(A) Bearbeitung L
pAeq
= 83.7 dB(A)
pAeq
Seite 9
Page 10

Dokumentation
Aufstellen und justieren
Abb.: „A“
Höhenausgleich
Abb. "A"
Die Maschine steht auf 4 verstellbaren Gummipuffern.
Bodenunebenheiten aus gleichen. Die unteren
Sechskantmuttern mittels Schlüssel lösen und die
Gummipuffer entsprechend ein- und ausdrehen .
Die Sechskantmuttern wieder anziehen.(kontern)
Achtung!
Maschine unbedingt mittels Wasserwaage ausrichten.
Bei entfernten Gummipuffern kann die Maschine durc h
die Gewinde-Bohrungen am Boden verschraubt werden.
Schutz- und Druckvorrichtung (Lieferum fang)
Abb.: „B“
Abb.: „B“
Die Schutz- und Andrückvorrichtung mit 2 Griff-
schrauben und Scheiben (1) rechtwinklig auf die
Tischplatte montieren.
Schutz- und Andrückvorrichtung mit Hilfe der Stell-
schraube (2) einstellen.
Abb.: „C“
Bogenfräs- Schutzkasten (Zubehör)
Abb. „C“
Anlaufring (Zubehör)
Die Bogenfrässchutzeinrichtung mit 2 Griffschrauben
und Scheiben auf der Tischplatte befestigen.
Die Leimholz Anfahr leis te k ann beids eit ig tan gen tia l
zum Anlaufring auf dem Frästisch montiert werden.
(Sechskantschraube M 8 x 45 und Scheibe Ø 8)
Abb.: „D“
Seite 10 9321 8061
Page 11
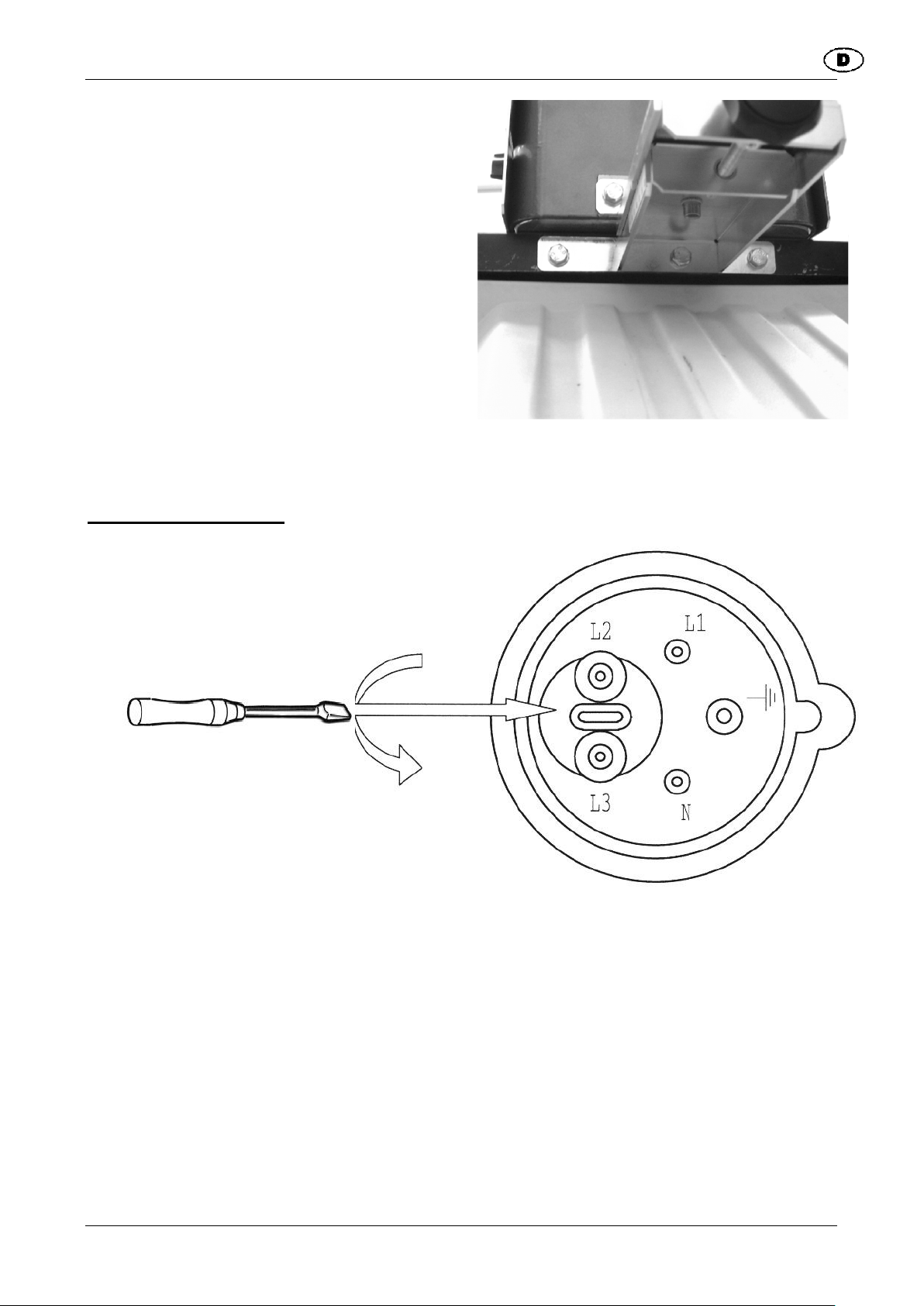
Abb.: „D“
Kompletter Bogenfräsanschlag auf Maschinentisch
montieren:
Bogenfräsanschlag (Zubehör)
• Zuerst die Verstelleinrichtung für den Bogenfräs-
anschlag am Schutzkasten befestigen.
• Anschließend diese Einheit mit je 3 Sechskant-
schrauben und Scheiben auf die Tischplatte montieren.
Bogenanschlagplatten
Die Bogenanschlagplatte R 90 ist montiert.
Die Bogenanschlagplatt e R 60 muß bei Bedarf ge-
gen die R 90 ausgeta us cht w erden.
Elektrischer Anschluß
Bei Erstinbetriebnahme ist die Motor-Drehrichtung zu überprüfen.
Abb.: "E"
Die Maschine mit CEE-Stecker am Netz anschließen, Zuleitung muß mit 16 A abgesichert sein.
Die Standartdrehrichtung ist lin ks (gegen Uhrzeigersinn) der Drehrichtungswahlschalter muß dabei auf
„links“ stehen. Andernfalls muß die Polarität mittels Schraubendreher getauscht werden. Siehe Abb. “E“.
Bei jedem Netzanschlußwechsel und Standortwechsel muß die Drehrichtung erneut überprüft werden.
Seite 11
Page 12

Dokumentation
Schalter für „Rechts-Linkslauf“
Mit Hilfe des Drehrichtungsschalters kann die Spindel auf Rechtslauf umgeschaltet werden.
Um die Drehrichtung „rechts“ umzuschalten, muss der Schiebeschalter nach rechts geschoben werden.
Die Drehzahlanzeigelampen zeigen die eingestellte Drehzahl an.
Am Betriebsschalter den grünen Drucktaster drücken, die Frässpindel läuft an.
Zum Ausschalten den roten Drucktaster drücken, die Frässpindel wird innerhalb 10sec. abgebremst.
Abb.: F
Aus Sicherheitsgründen ist bei laufendem Motor ein direktes Umschalten der Drehrichtungen nicht mög-
lich. Der Motor muß nach jeder Wendeschaltung neu eingeschaltet werden.
Wird die Drehrichtung „Rechtslauf“ gewählt, so ändert sich die Arbeitsrichtung von links nach rechts. Das
Fräswerkzeug muß um 180° gedreht montiert werden.
Der installierte Elektromotor ist betriebsfertig angeschlossen. Der Anschluß entspricht den einschlägigen
VDE- und DIN-Bestimmungen. Der kundenseitige Netzanschluß sowie die verwendete Verlängerungsleitung müssen diesen Vorschriften bzw. dem örtlichen EVU-Vorschriften entsprechen.
Motor-Bremseinrichtung
Beim Ausschalten der Maschine bremst eine mechanisch wirkende Motorbremse sicher ab. Die Bremse
bremst den Antriebsmotor der Maschine innerhalb 10 s ab.Dauert der Bremsvorgang länger als 10 s. darf
die Maschine nicht mehr betrieben werden, da Bremse defekt. Maschine muß unbedingt von der
Spannungsversorgung getrennt werden. Mit der Fehlerbehebung darf nur eine Elektrofachkraft beauftragt
werden.
Seite 12 9321 8061
Page 13
Betriebsart / Einschaltdauer
Der Elektromotor ist für Betriebsart S 6 - 40 % demissioniert.
S6 = Durchlaufbetrieb mit Aussetzbelastung
40% = Bezogen auf 10 min. 4min. Belastung; 6min. Leerlaufbetrieb
Bei Überlastung des Motors schaltet dieser selbsttätig ab, da ein Wicklungsthermostat in der Motorenwicklung eingelassen ist. Nach einer Abkühlzeit (zeitlich unterschiedlich) läßt sich der Motor wieder einschalten.
Schadhafte Elektro-Anschlußleitungen
An elektrischen Anschlußleitungen entstehen oft Isolationsschäden.
Mögliche Ursachen:
Druc ks telle n, wenn Ans chl uß leitun gen durch Fenster- oder Türspalten geführt werden.
Knickstellen durch unsachgemäße Befestigung oder Führung der Anschlußleitung.
Schnittstellen durch Überfahren der Anschlußleitung.
Isolationsschäden durch Herausreißen aus der Wandsteckdose.
Risse durch Alterung der Isolation. Solche schadhaften Elektro-Anschlußleitungen dürfen nicht verwendet
werden und sind auf Grund der Isolationsschäden l e b e n s g e f ä h r l i c h!.
Elektrische Anschlußleitungen regelmäßig auf Schäden überprüfen. Achten Sie darauf, daß beim Überprüfen die Anschlußleitung nicht am Stromnetz hängt. Elektrische Anschlußleitungen müssen den einschlägigen
VDE- und DIN-Bestimmungen und den örtlichen EVE-Vorschrif ten entspr ec he n. Ver we nde n Sie nur Anschlußleitungen mit Kennzeichnung H 07 RN. Ein Aufdruck der Typenbezeichnung auf dem Anschlußkabel
ist Vorschrift.
Verlängerungsleitungen müssen bis 25 m Länge einen Querschnitt von 1,5 Quadratmillimeter, über 25 m
Länge mindestens 2,5 Quadratmillimeter aufweisen.
Der Netzanschluß wird mit 16 A träge abgesichert.
Drehstrommotor
Netzspannung muß 380-420 V 50 Hz betragen.
Netzanschluß und Verlängerungsleitungen müssen 5adrig sein =3 P + N + SL.
Verlängerungsleitungen müssen einen Mindest-Querschnitt von 1,5 mm² aufweisen.
Der Netzanschluß wird maximal mit 16 A abgesichert.
Bei Netzanschluß oder Standortwechsel muß die Drehrichtung überprüft werden, gegebenenfalls muß die
Polarität getauscht werden.
Anschlüsse und Reparaturen der el ektrischen Ausrüstung dürfen nur von einer Elektrofachkraft
durchgeführt werden.
Bei Rückfragen bitte folgende Daten angeben:
Motorenhersteller; Motortype
Stromart des Motors
Daten des Maschinen- Typenschildes
Daten der Elektrosteuerung
Bei Rücksendung des Motors immer die kompl ette Antriebseinheit mit Elektrosteuerung einsend en.
Seite 13
Page 14
Dokumentation
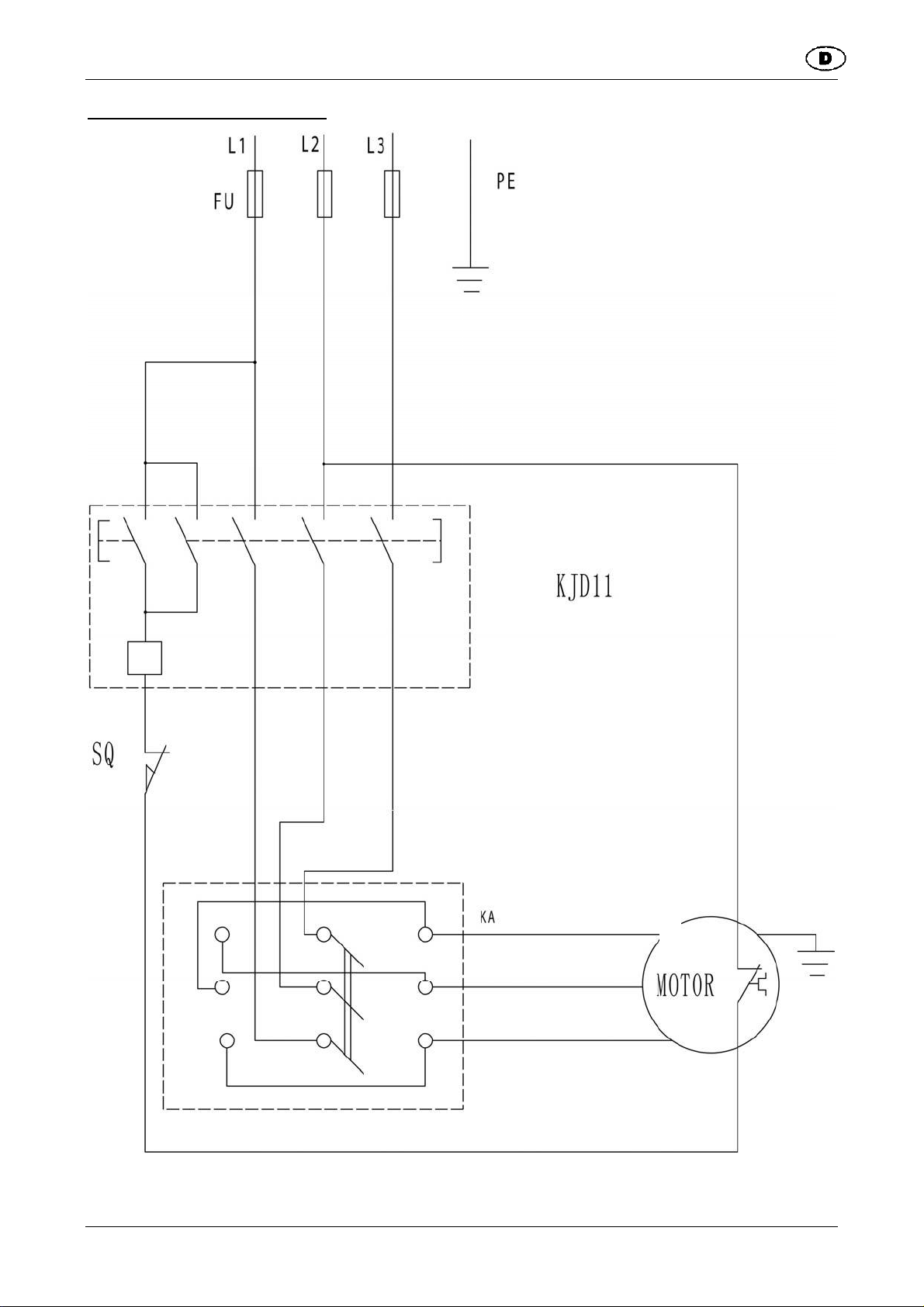
Schaltplan 380-420V / 50Hz
Seite 14 9321 8061
Page 15
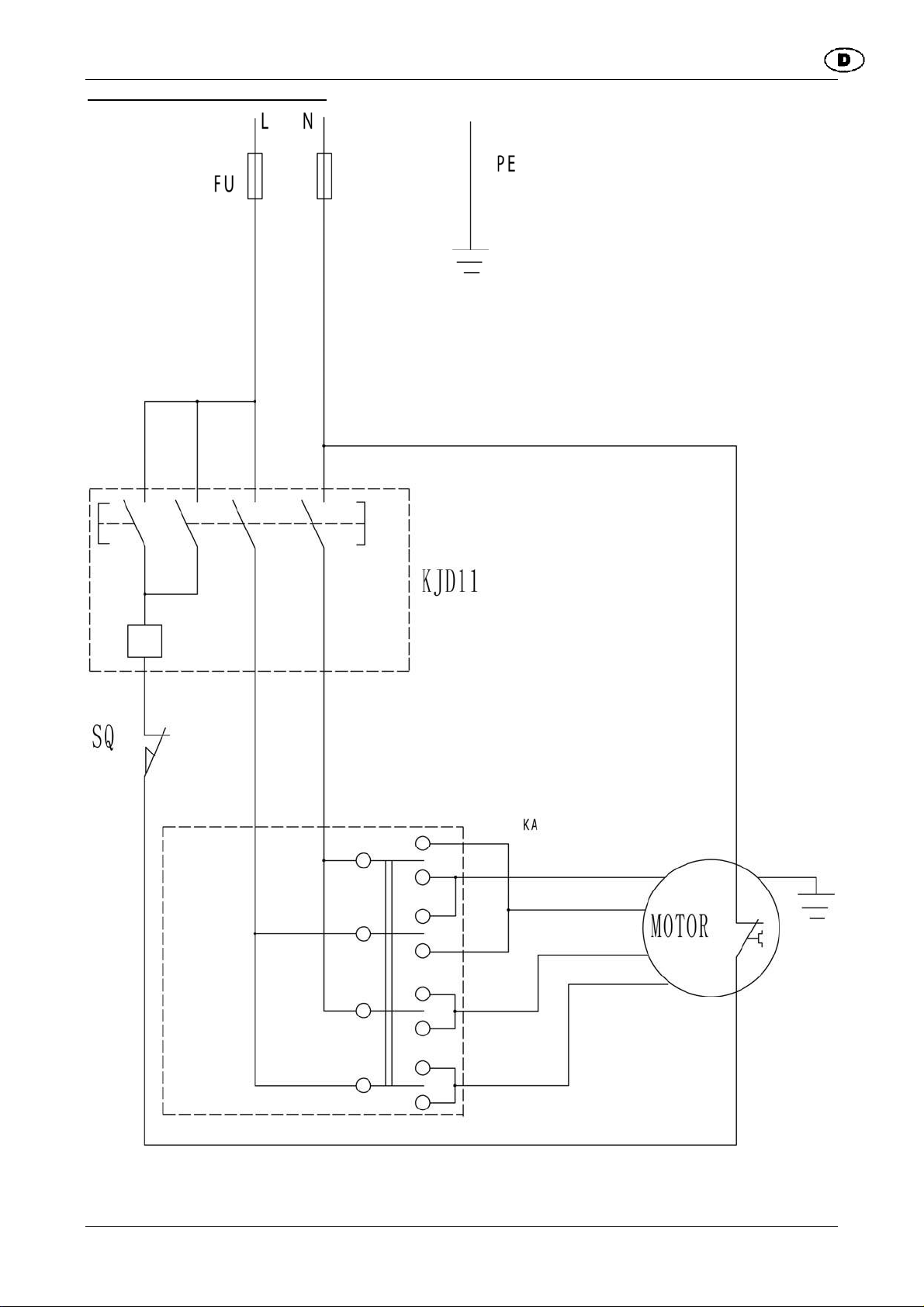
Schaltplan 220-240V / 50Hz
Seite 15
Page 16
Dokumentation
Abb.„G“
Inbetriebnahme
Sämtliche Schutz- und Hilfseinrichtungen müssen montiert sein.
Umrüst-, Einstell-, Meß- und Reinigungsarbeiten nur bei ausgeschaltetem Motor durchführen. Stillstand
des rotierenden Werkzeuges abwarten, danach Netzstecker ziehen.
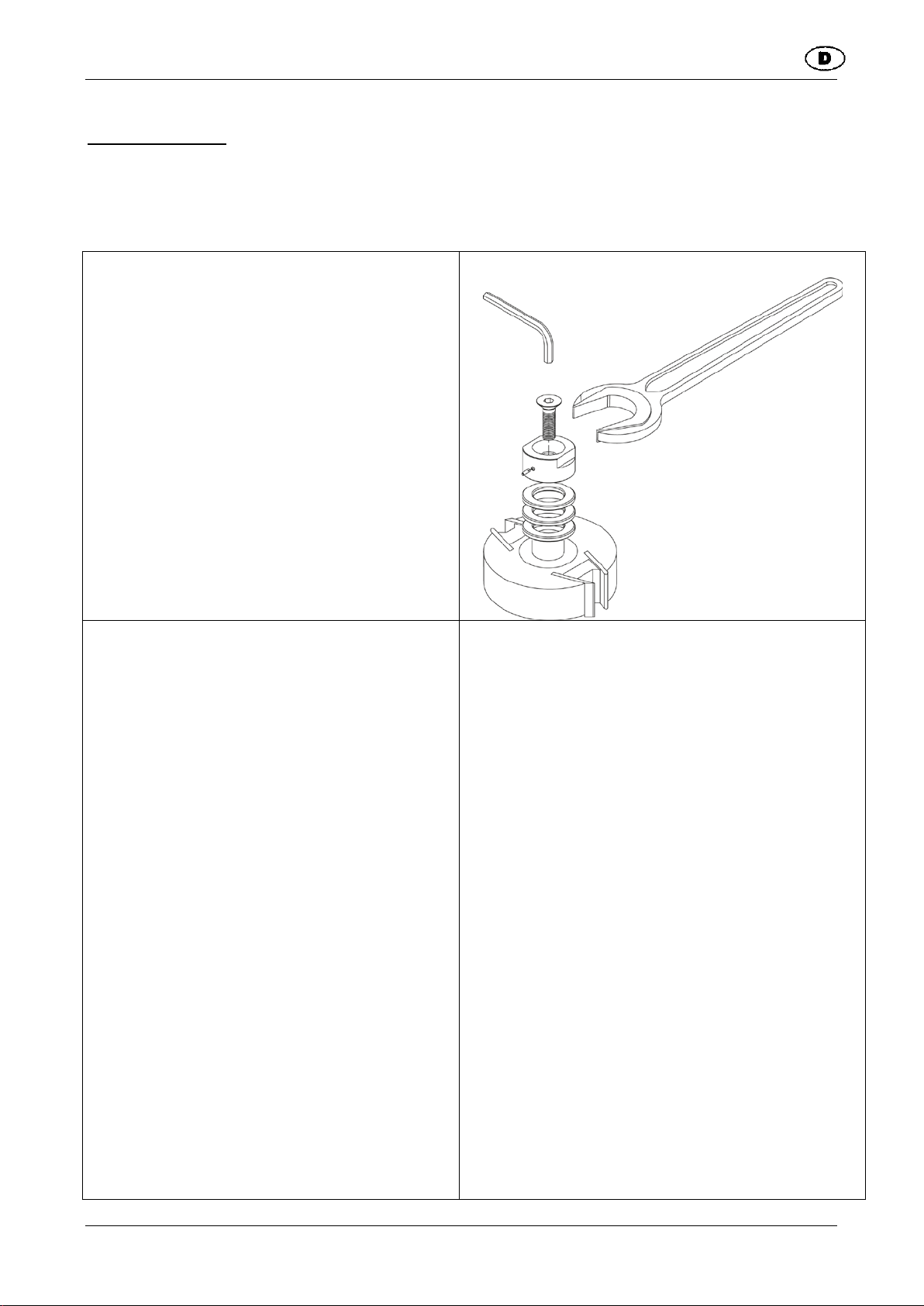
Fräswerkzeug und Einlegering
Abb. "G"
Beachten Sie die Einsatzmögl ichkeiten verschiedener Fräswerkzeuge.
Den entsprechenden Einlegering Ø115 mm, Ø 155
mm oder Ø 200 mm einsetzen.
Beim Arbeiten mit Fräswerkzeugen größer
als110 darf der Einlegering nicht einges et zt
werden. Die Drehrichtung des Fräswerkzeugs
beachten! Das Fräswerkzeug mit den Spindelbuchsen auf die Frässpindel setzen und mit
Senkschraube M14x40 sichern. Die Spindelschraube kräftig anziehen. (Inbusschlüssel
SW10 undEinmaulschlüssel SW 41 gegenhalten)
Achtung:
Fräswerkzeug grundsätzlich unten einsetzen.
Fräsanschlag
Abb."H"
Die beiden Handgriffe (1a) lösen und den Anschlagkasten parallel zur Tischvorderkante ausrichten.
(2) Frästiefe Feineinstellung
Die Handgriffe (1a) fest anziehen, so daß die
Parallel-Einstellung des Fräsanschlages zum
Werkstück nicht verstellt wird.
Die beiden Handgriffe (2a) lösen und die
Feineinstellung am Handgriff (2) vornehmen. Ein
Teilstrich am Handgriff entspricht 0,1 mm.
In Arbeitsposition die Handgriffe (2a) wieder
anziehen.
(3) Anschlagprofil einstellen
Die beiden Handgrifffe (3) lösen und die beiden
Anschlagprofile dem Werkzeug entsprechend
einstellen.
Die Anschlagprofile so nahe wie möglich an das
Fräswerkzeug anstellen und die Handgriffe
anziehen.
Ein Anschlagstift in den beiden Ansc hl agprof i len
verhindert unbeabsichtigtes Herausziehen der
Anschlagprofile. Zum Wechseln der Anschlagprofile
die Handgriffe weiter herausdrehen.
Abb. „H“
Seite 16 9321 8061
Page 17
Bogenfräsanschlag Abb. „I“
(Sonderzubehör)
Einsatz der Bogenanschlagplatten
Fräswerkzeug Ø Bogenanschlagplatte
Ø100 - 120 mm R 60 mm
bis Ø140 mm R 90 mm
Die korrekte Einstellung des Bogenfräsanschlages
erfolgt gemäß dem Durchmesser des
Fräswerkzeuges, sowie der Dicke des zu
bearbeiteten Werkstückes und der gewünschten
Frästiefe.
Abb."I"
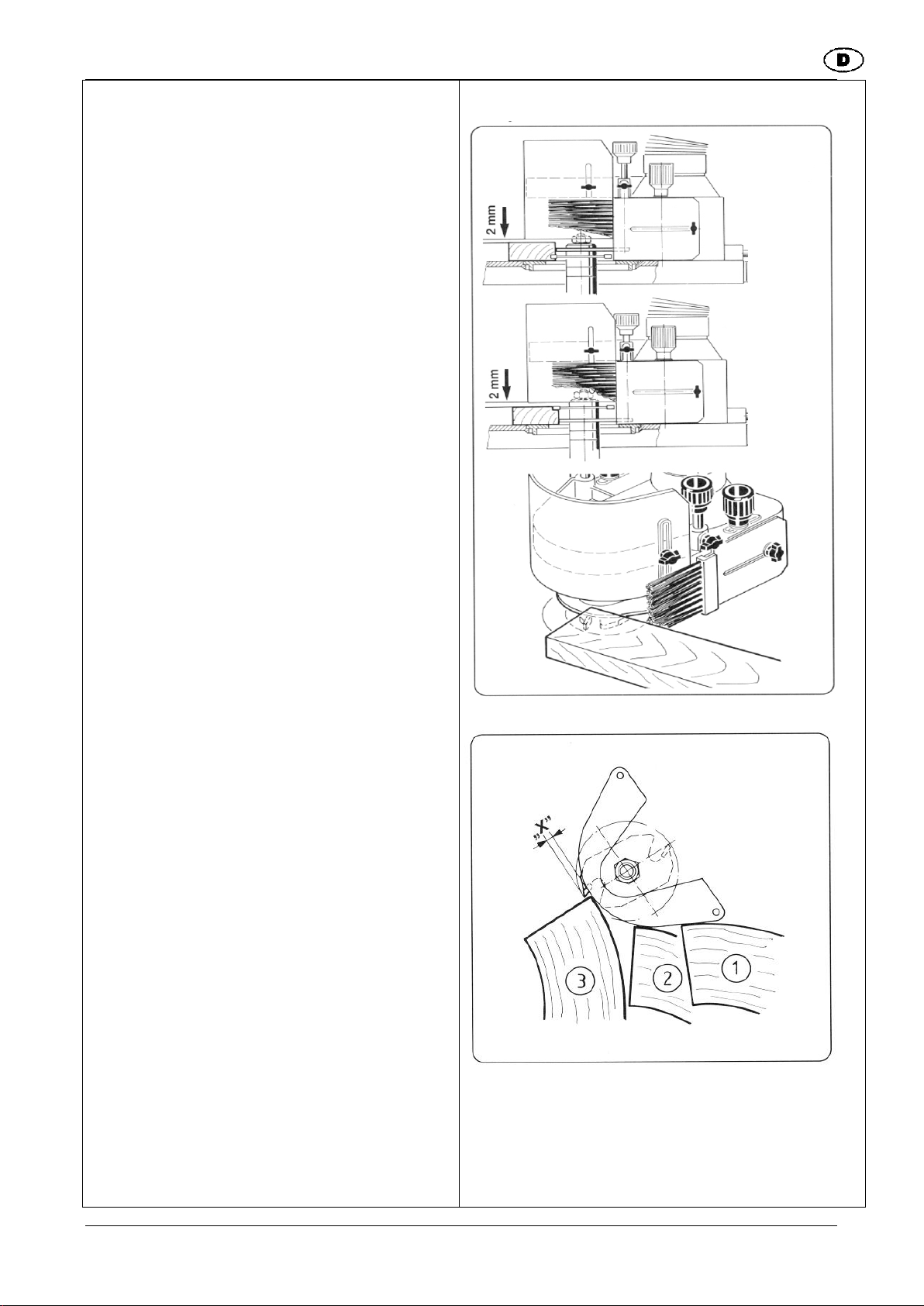
Einstellungen
Als allgemeine Regel gilt, daß das Fräswerkzeug unten sein muß, wenn immer es möglich ist. Die Bogenanschlagplatte liegt darüber.
- Fräswerkzeug auf Arbeitshöhe einstellen.
- Bogenanschlagplatte (R 60 oder R 90) gemäß
der Werkstückdicke und Arbeitstiefe einstellen.
- Die Schutzscheibe bis auf 2 mm über das
Werkstück absenken.
- Die Bürsten auf beiden Seiten an das Werkstück
anstellen, so daß beim Arbeiten Frässpäne
abgestreift werden.
Abb."J"
Außenradien
Zum Fräsen von Außenradien das Werkstück entlang der Bogenanschlagplatte zuführen. Optimale
Frästiefe wird in Stellung (3) erreicht „X“.
Abbildungen mit Ergänzungssatz: 7231 0746
(Als Zubehör erhältlich)
Abb. „I“
Abb."J"
Seite 17
Page 18
Dokumentation
Drehzahl [1/min]
Ø 200
Ø 180
Ø 160
Ø 140
Ø 120
Ø 100
Fräser-Ø [mm]
8.200
14
18
30
50
100
120
Fräserstärke /
6.000
3.000
120
120
120
120
120
120
1.800
88
75
63
50
38
84
73
63
52
42
31
85
75
66
57
47
38
84
75
67
59
50
42
33
79
71
63
55
47
39
81
73
66
59
51
44
37
85
75
68
61
54
48
41
34
79
70
63
57
50
44
38
82
73
65
59
53
47
41
35
84
79
73
65
58
52
47
42
37
82
75
71
66
59
52
47
42
38
84
80
73
67
63
59
52
46
42
37
82
77
73
70
64
59
55
51
46
40
37
71
66
63
60
55
50
47
44
39
35
66
62
59
56
51
47
44
41
37
59
55
52
50
46
42
39
37
450
420
400
380
350
320
300
280
250
220
200
180
160
140
120
100
80
60
Werkzeugdurchmesser
Schnittgeschwindigkeit in Abhängigkeit von Werkzeugdurchmesser und Drehzahl
(n max. keinesfalls überschreiten)
Frässpindeldrehzahl (min-1)
2500
2800
3000
3500
4000
4500
5000
5500
6000
6500
7000
7500
8000
9000
10000
12000
Erhöhte
Rückschlaggefahr
Bruchgefahr,
erhöhte
Lärmbelästigung
Abb."K"
Schleifarbeiten
Bei Schleifarbeiten mit den Schleifwalzen (Sonderzubehör Art.Nr. 7930 3500 oder 7930 3000) wird die
Bogenfrässchutzeinrichtung (Lieferumfang) als Abdeckung eingesetzt. Die Bogenfräsanschlagplatte
wird dabei nicht benötigt und muß herausgenommen
werden.
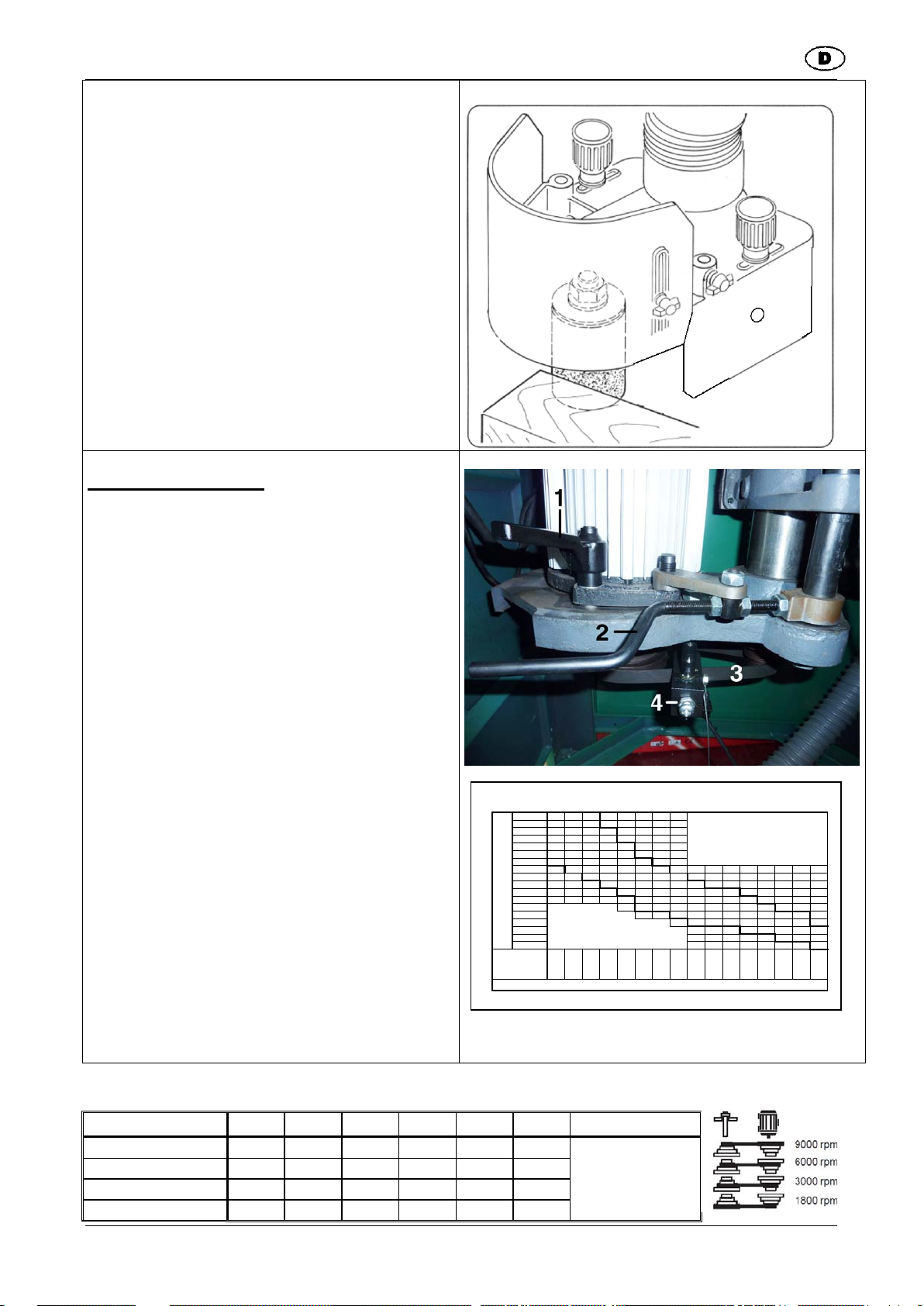
Drehzahleinstellung
Abb. "L"
Beachten Sie die auf dem Fräswerkzeug
angegebene max. zulässige Drehzahl, sowie den
Aufkleber auf der Schalterseite: ”Optimaler
Drehzahlbereich für Fräswerkzeuge au f
Tischfräsmaschinen.”
Ihre Tischfräsmaschine ist mit den Drehzahlen
1800/3000/6000/9000 1/min ausgerüstet.
- Deckel öffnen.
Der Stromkreis zum Motor ist bei geöffnetem Deckel
unterbrochen
- Handgriff lösen (1)
- Riemenspanner lösen (2)
- Drehzahl wählen
Gewünschte Drehzahl einstellen
1800/3000/6000/9000 1/min
- Riemen auf die gewünschte Stufe der Riemen-
scheibe bringen.
- Der Drehzahl Anzeigebügel(4) ist entsprechend
der Riemenstellung mitzuführen
- Riemenspanneinrichtung (2) klemmen und
Hangriff (1) anziehen. Dec kel vors c hrif tsmäßig
schließen, damit die elektrische Verriegelung des
Motors aufgehoben ist.
Abb."K"
Abb. "L"
Drehzahlplan
Maximale Drehzahl in Abhängigkeit des Fräserdurchmessers bzw. Fräserstärke
Seite 18 9321 8061
28 45 70 120 120 120
120 120 120 120 120 120
Schnittbreite
[mm]
Page 19
das Werkstück nachmessen!
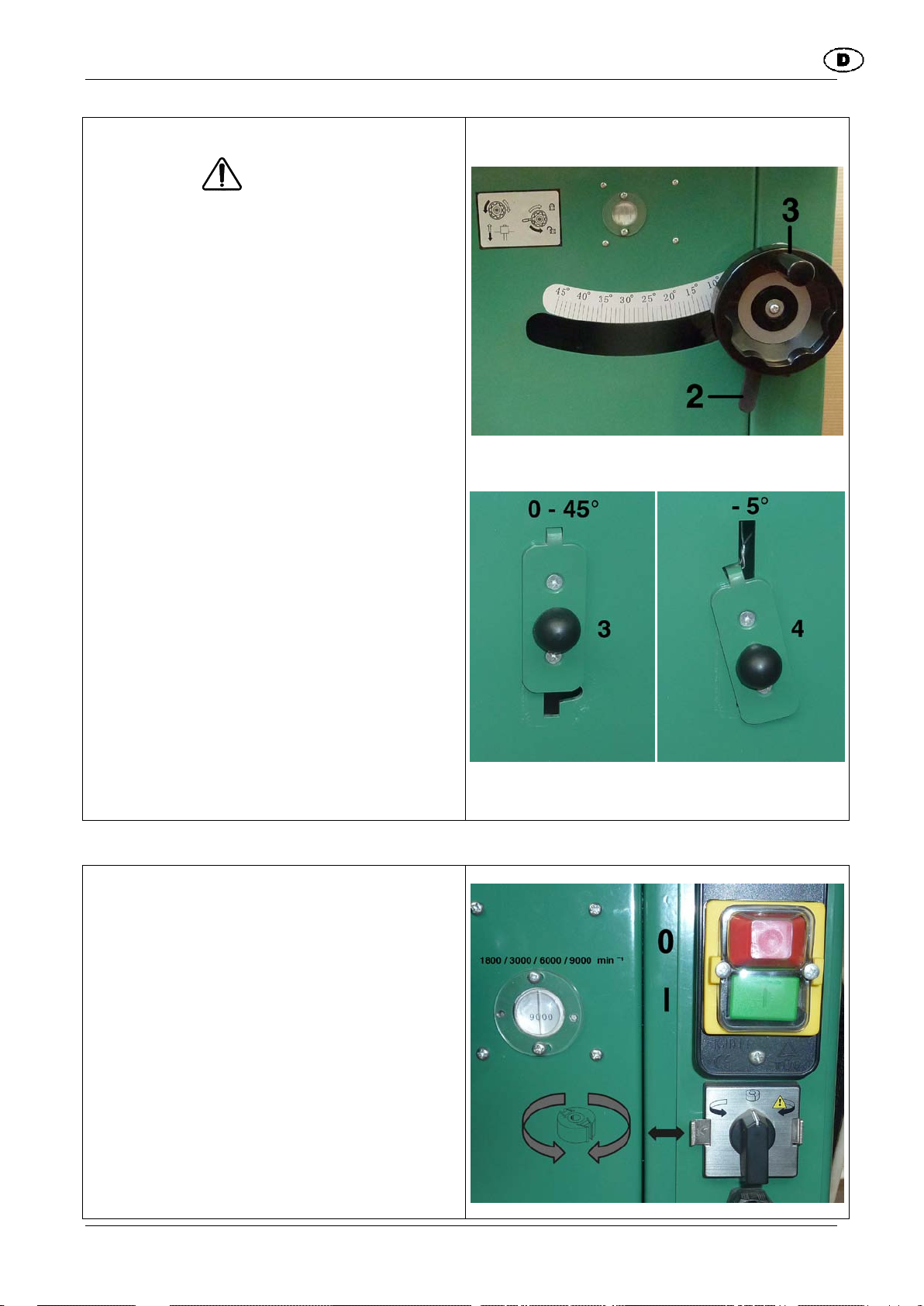
Frässpindel-Verstellung
Abb. "M "
!! Achtung !!
Die Verstellung der Frässpindel darf nur bei
ausgeschaltetem Motor und Stillstand des
Fräswerkzeuges erfolgen!
Spindelhöhenverstellung: 100 mm
- Die Höhenverstellung erfolgt über das Handrad
(1).
- Am Klemmgriff (2) die Spindelbremse lösen und
die Höhenverstellung mit dem Handrad
vornehmen.
- Eine Handradumdrehung sind 2 mm.
- Nach erfolgter Einstellung der Werkzeughöhe den
Klemmgriff kräftig anziehen.
-
Spindel-Schrägstellung
Die Schrägstellung der Frässpindel erfolgt über das
Handrad ( Abb. 1)
Die spindel ist verstellbar von -4° - +45°.
Die 0-Stellung erfolgt mittels Anschlag im Gehäuse,
die bei Bedarf nachjustiert werden kann.
Der Anschlag (3) muss dabei senkrecht stehen.
Bei Einstellung in den Minusbereich die Spindel zuerst auf+ 10° einstellen. Anschlag (4) nach unten
schieben und nach links verriegeln.
mit dem Handrad den gewünschten Winkel einstellen.
Achtung:
bei der Rückstellung auf 90° in umgekehrter Weise
verfahren.
Grundsätzlich Probefräsung durchführe n u n d
Abb. "M "
Hinweis
Abb. "N "
- Der Maschinendeckel muß vorschriftsmäßig
geschlossen und der Handgriff eingedreht sein,
um die Maschine in Betrieb nehmen zu können.
- Netzkabel anschließen
- Drehrichtungsschalter auf “links oder rechts”
- Motorschalter am grünen Knopf des
Betriebsschalters einschalten.
- Zum Ausschalten verwenden Sie im Normalfall
den roten Knopf des Betriebschalters.
Seite 19
Abb."N"
Page 20
Dokumentation
Schutz- und Druckvorrichtung Abb. „P“
Arbeitshinweise
Umrüst-, Einstell-, Meß- und Reinigungsarbeiten nur bei ausgeschaltetem Motor und Stillstand des
Fräswerkzeuges durchführen. Maschine gegen unbeabsichtigtes Einschalten sichern!
Netzstecker ziehen!
Werkstückführung Abb. "O"
Die Werkstück-Vorschubrichtung ist
grundsätzlich von der Motor-Drehrichtung
abhängig.
Bei Motor-Drehrichtung “links” ist die WerkstückVorschubrichtung von “rechts” nach “links”.
Bei Motor-Drehrichtung “rechts” ist die WerkstückVorschubrichtung von “links” nach “rechts”.
(1) Werkstück - Vorschubrichtung
- Achten Sie auf sichere Werkstückführung. Für
kleine Werkstücke Hilfsmittel wie Schiebegriff
(Sonderzubehör Art.Nr. 7963 1000) verwenden.
(2) Werkstück – Andruck von oben
- Das Werkstück mit dem Druckschuh von oben
gegen die Tischplatte drücken.
(3) Werkstück – Andruck von seitlich
- Das Werkstück zusätzlich zum Druck von Oben
seitlich gegen den Fräsanschlag drücken.
- Den Andrück s chu seitlich an das Werkstück
anstellen.
- Den Schutz “A” der Werkstückhöhe anpassen.
(4) Fräswerkzeug – Drehrichtung
- Die Werkstück-Vorschubrichtung (1) ist immer
von der Fräswerkzeug-Drehrichtung (4) abhängig.
- Die Drehrichtung kann für entsprechende
Arbeiten von “links” nach “rechts” über den
Wendeschalter verändert wer den.
Abb. "O"
Sicherheitsabstand bei Verwendung des Vorschubapparates
Bei Verwendung des Vorschubapparates muß der
Abstand der letzten Vorschubwalze bis zur Wand
mindestens 55 cm länger als das Werkstück sein.
Die beiden Klemmschrauben (5) maximal zwei Umdrehungen lösen und zusammen mit den Klemmlaschen zurückziehen.
Seite 20 9321 8061
Jetzt kann die komplette Schutz- und Druckvorrichtung nach oben geklappt werden
Mit Klemmhebel (6) sichern.
Page 21

Achtung!
Abb. “Q”
Führungsleiste einsetzen
Die Führungsleiste (1) wird bei kurzen Werkstücken
zur sicheren Überbrückung des Fräsanschlagabstandes in der richtigen Höhe in den Fräsanschlag eingesetzt.
Mit den beiden Absteckbolzen (2) wer den die f ührungsleisten gesichert.
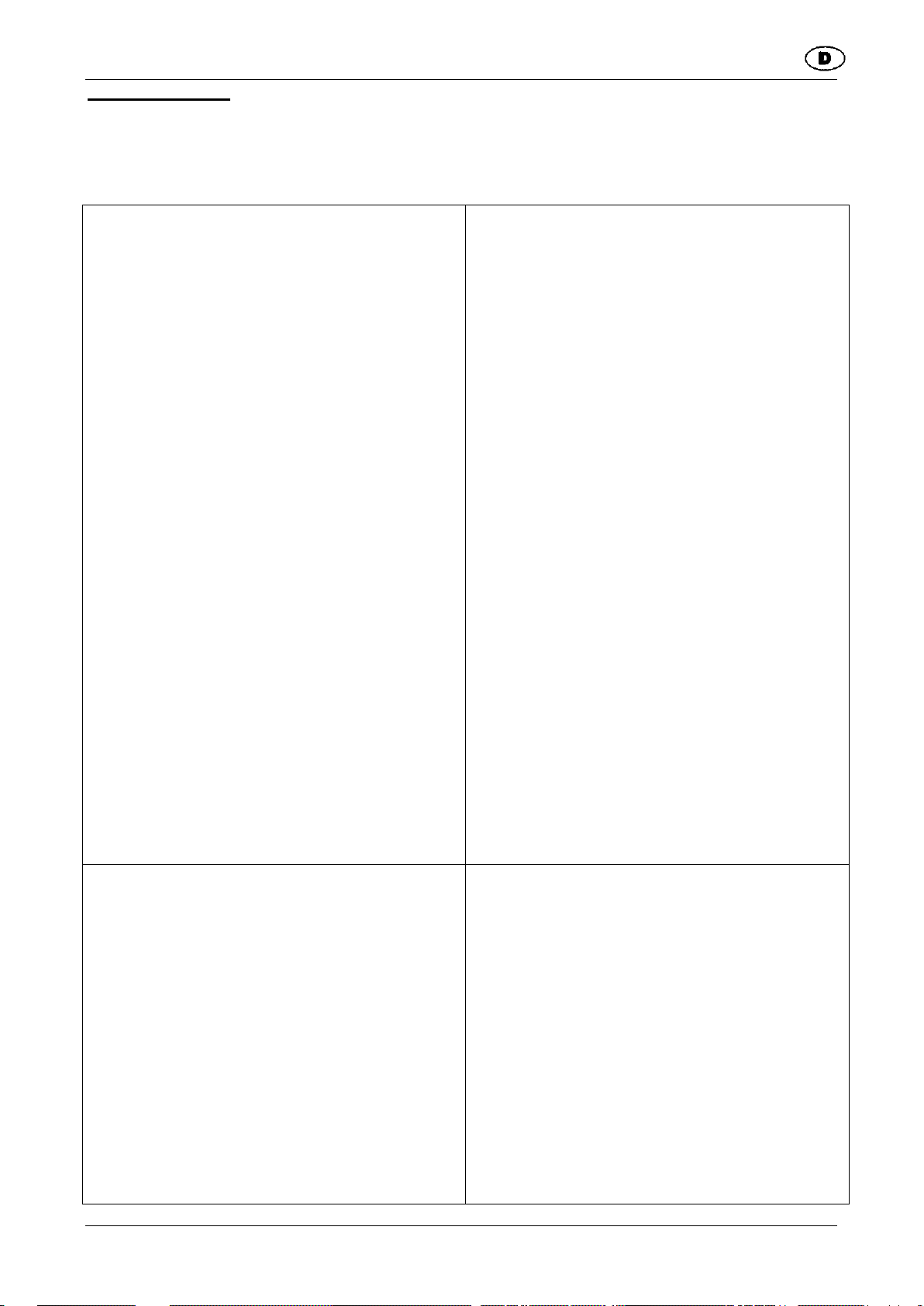
Richtiges Rüsten
Die Voraussetzung für sicheres Arbeiten!
- Auswahl des Fräswerkzeuges und passenden Einl egeringes.
- Prüfen des Fräswerkzeuges. Beschädigte Fräsmesser austauschen. Drehzahl nach Fräswerkzeug und
Arbeitsgang wählen. Beach t en Sie den Auf kleber „Optimaler Drehzahlbereich für Fräswerkzeuge auf
Tischfräsmaschinen“ auf Ihrer Maschine.
- Arbeitshöhe und –tiefe, Schrägstellung der Frässpindel bei Motorstillstand einstellen.
- Fräsanschlag und Schutzeinrichtungen dem Arbeitsgang entsprechend einstellen.
- Für sichere Durchführung der Arbeit wichtige Befestigungsschrauben des Fräsanschlages oder der
Tischverlängerung prüfen und nachziehen.
- Probefräsung durchführen – nie ohne Schutzvorrichtung arbeiten.
Wechseln des Fräswerkzeuges
Abb. "R "
Beim Wechseln des Fräswerkzeuges muß der
Einlegering entsprechend ber ü cksichtigt werden.
Je nach Fräswerkzeug den Einlegering
auswechseln oder ganz herausnehmen.
Seite 21
Page 22

Dokumentation
Abb. "S"
Abb. "T"
Motor ausschalten und Netzstecker ziehen.
Fräswerkzeug auswechseln!
Die Spindelmutter mit den beiden
Einmaulschlüsseln SW 41 kräftig anziehen.
- bei Werkzeugwechsel das Fräswerkzeug nur
mit Handschuhen berühren; Verle tzung sgefahr!
- Fräswerkzeug und Schutzeinrichtungen
einstellen (siehe Kapitel: Richtiges Rüsten)
- Wendeschalter – Drehrichtung wählen
- Den Motor wieder einschalten.
R
Verschiedene Einsatzmöglichkeiten der Fräsmaschine
Achtung!
Beim Einsatz der Fräswerkzeuge muß der dazu passende Einlegering verwendet werden.
Die folgenden Bilder sind zur besseren Erkennbarkeit teilweise ohne Schutzein richtung dargestellt.
Verwenden Sie zur Bearbeitung die vorgeschriebenen Schutzeinrichtungen!
Fräsen der Längsseite
Abb. "S"
Werkstück mit Hilfe der Schutz- und
Druckvorrichtung an dem Fräsanschlag
entlangführen.
- Möglichst Vorschubapparat verwenden
(Sonderzubehör : Art.Nr.: 6807 0000).
Sicherheitshinweis:
Bei Verwendung des Vorschubapparates muß der
Abstand der letzten Vorschubwalze bis zur Wand
mindestens 55 cm länger als das Werkstück sein.
Fräsen der Stirnseite
Abb. "T"
Werkstück mit Hilfe der Schutz- und
Druckvorrichtung und der Führungsleisten an
dem Fräsanschlag entlangführen.
Seite 22 9321 8061
Page 23
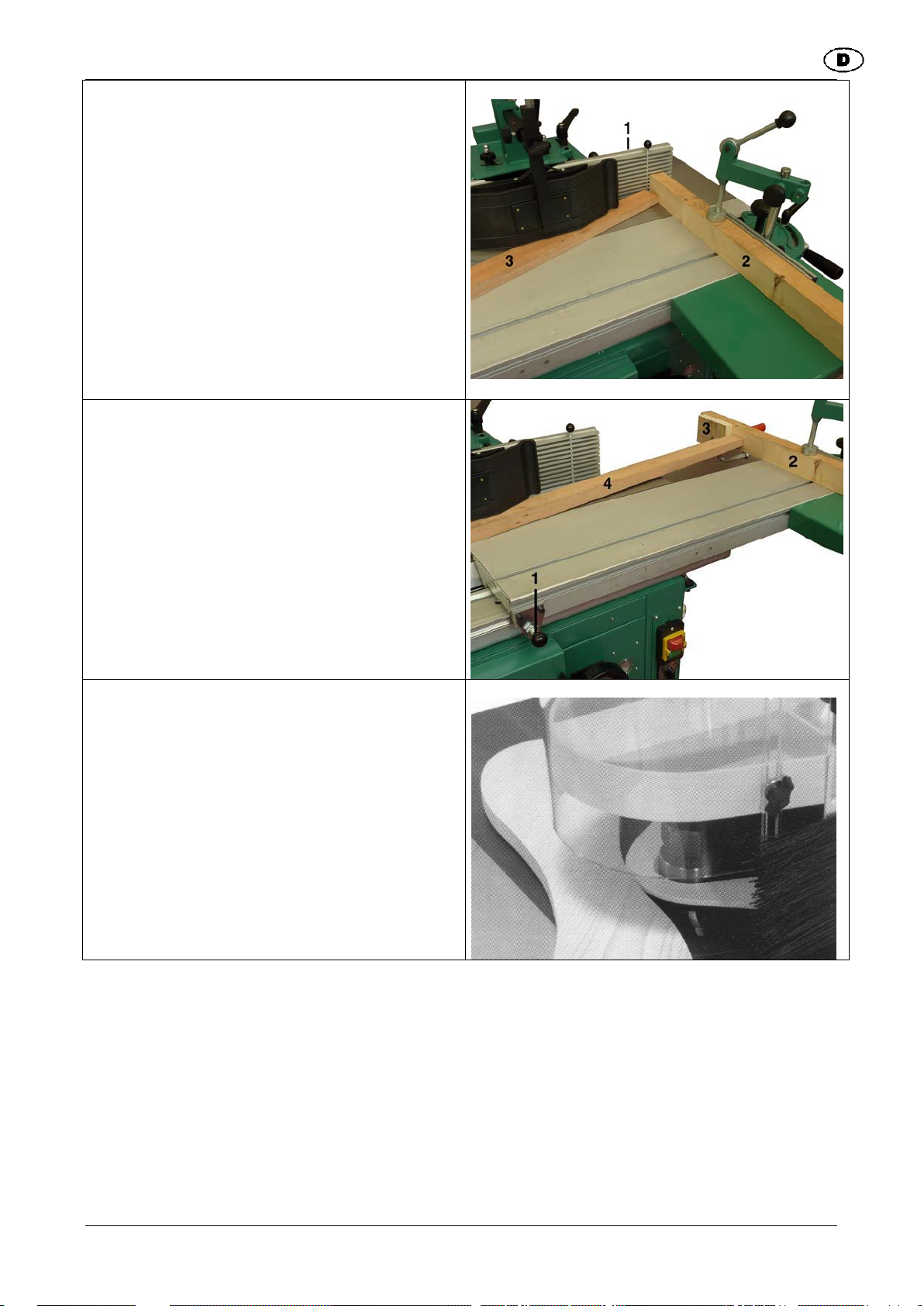
Frästisch mit Rastebolzen feststellen.
Abb. „U“
Einsetzfräsen
Abb.: “U”
Frästisch mit Rastbolzen feststellen.
Bei Einsetzarbeiten muß der Fräsanschlag (1) mit
dem Einsetzanschlag (2) verwendet werden.
Tischverlängerung: (Sonderzubehör)
Das Fräswerkzeug durch Schutz- und
Druckvorrichtung verdecken.
Werkstück (3) an der Rückschlagsicherung (2)
anlegen, einschwenken und vorschieben.
Bei längeren Werkstücken wird der Tisch in die
hintere Stellung gebracht und mit dem Rastb o lzen
(1) gesichert. Zur Sicherheit an dem Anschlagholz
(2) mit einer Schraubzwinge ein weiteres Stück
Holz angesetzt und wie oben beschrieben das
Werkstück (4) bearbeitet.
Fräsen geschweifter Werkstücke
Abb."V"
Abb. "V"
- Zum Fräsen von geschweiften Werkstücken
muß mit dem Bogenfrässchutzkasten
(Zubehör) gearbeitet werden.
Korrosionsschutz: (Sonderzubehör) Art.Nr.: 6100 9800
Wird die Maschine längere Zeit nicht benutzt, sollte die Tischoberfläche mit einem Korrosionsschutz eingesprüht werden.
Seite 23
Page 24
Dokumentation
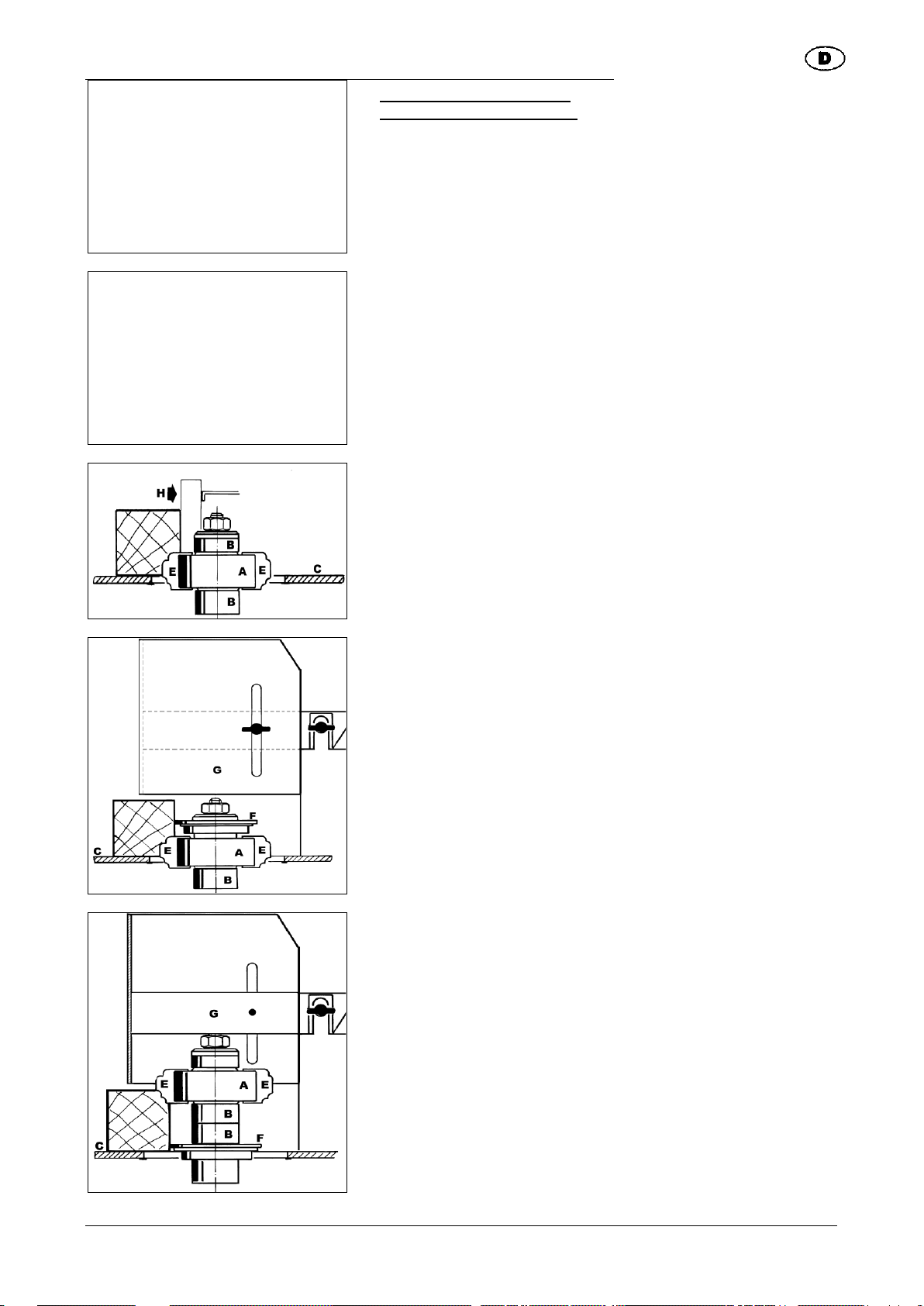
Fig. 1
Fig. 2
Fig. 4
Fig. 6
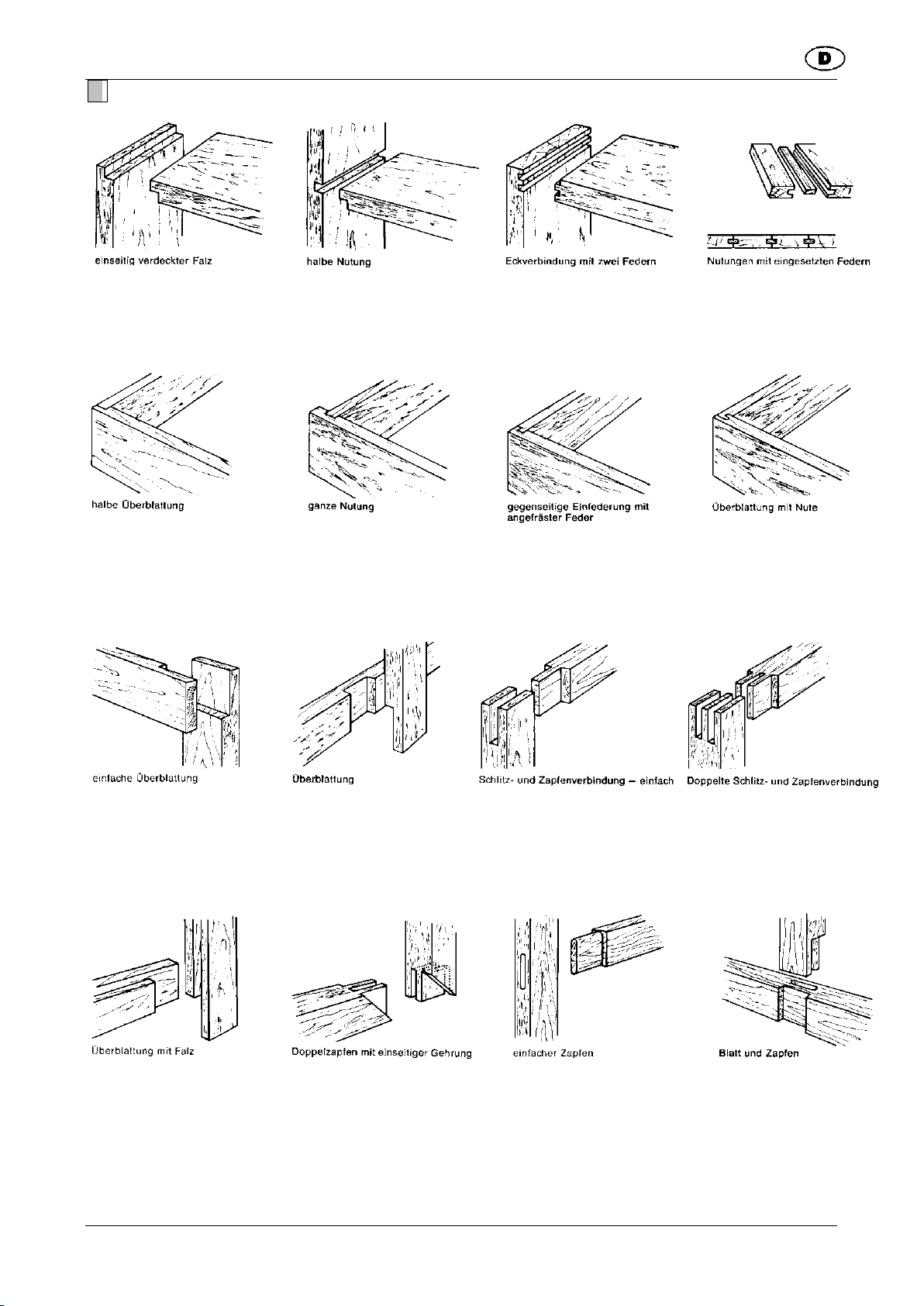
Einsatzmöglichkeiten ver-
5
6
schiedener Fräswerkzeuge
1 Falzarbeit mit Sicherheits-
fräskopf „
ser - verschiedene Spindel buchsen “
lung.
Werkzeug in Tischplatte „
versenkt angeordnet.
2 Sicherheitsfräskopf „A“ und
gleiche Werkzeuganordnung
wie 1 bei Fräsung einer Fe der.
A“ – gerade Mes-
B“ für Grobeinstel-
C“
4 Sicherheitsfräskopf „A“ mit
Profilmessern „E“ Spindelring „D“ entfernt.
Fräskopf minimal in Tisch-
platte versenkt.
Fig. 5
Sicherheitsfräskopf „A“ mit
Profilmessern „
platte versenkt). Zum Profi lieren von geschweiften Teilen mit oben angeordne- ten Anlaufring „
F“
E“ (in Tisch-
Achtung!
Arbeiten nur mit Fräs-
schutz „G“ bei abge nommenem Fräsanschlag
„H“ durchführen.
Seite 24 9321 8061
Sicherheitsfräskopf „A“ mit
Profilmessern „
geordnet und unten angeordnetem Anlaufring „
zum Profilieren von ge-
schweiften Teilen.
Achtung!
Arbeiten nur mit Fräs-
schutz „G“ bei abge nommenem Fräsanschlag
„H“ durchführen.
E“ oben an-
F“
Page 25
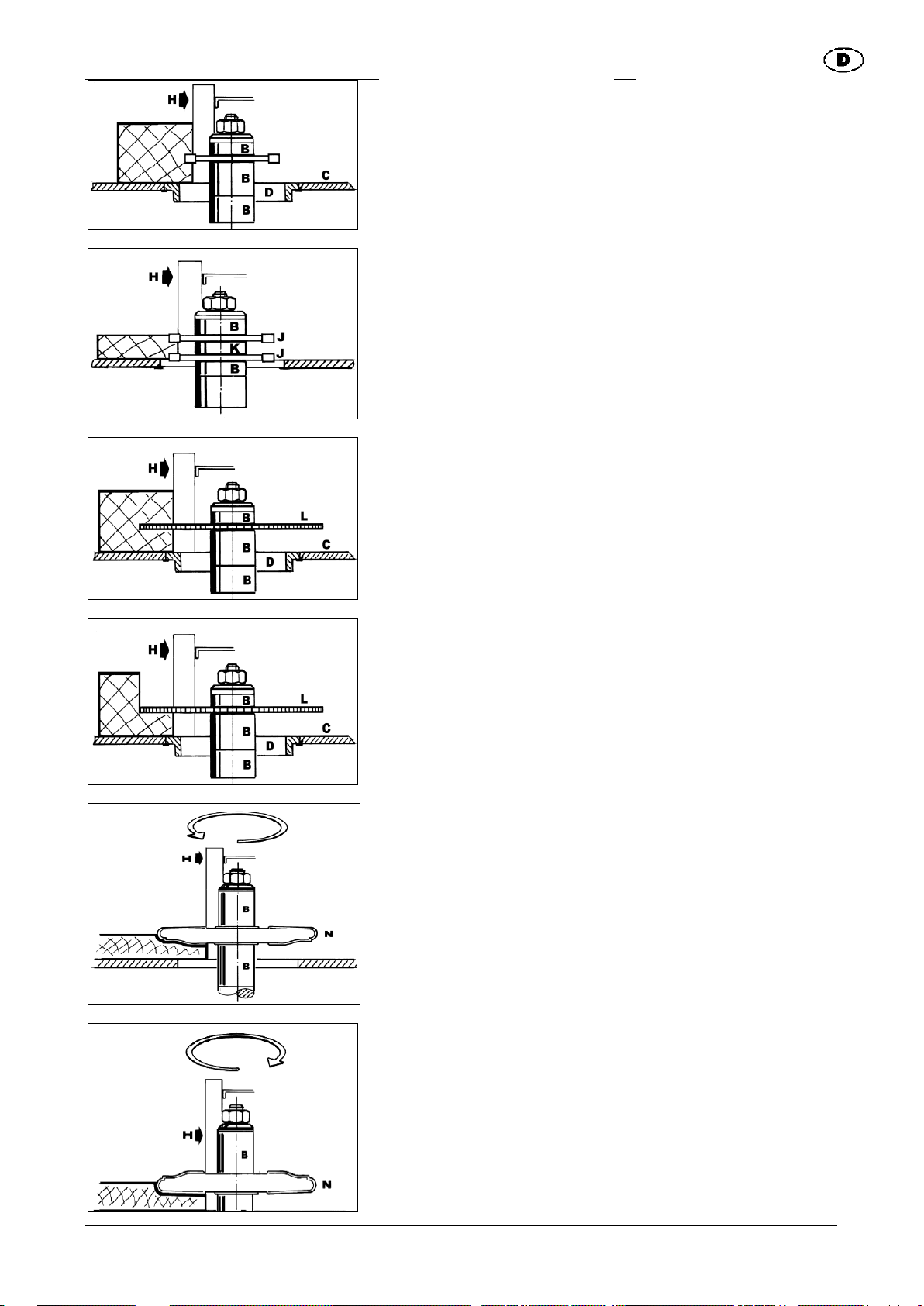
Fig. 14
Fig. 7
Fig. 9
Fig. 10
7
8
9
10
13
14
J
Nutfräser
net mit Spindelbuchsen „
und eingelegtem Spindelring
„D“ zum Fräsen einer Nut.
„J“
oben angeord-
B“
Fig. 8
Nutfräser „J“ paarweise an geordnet mit Spindelbuchsen
„B“ und Zwischenringen „K“
zur Fräsung einer Feder.
Spindelring „
terer Nutfräser minimal in
die Tischplat te „
senkt.
Die Nutfräser 90° versetzt
zueinander einbauen.
D“ entfernt – un-
C“ abge-
Sägeblatt „L“ zum Schlitzen
oder als ersten Arbeitsgang
zur Herstellung eines tiefen
Falzes. Spindelring „D“ ein
gelegt.
Wie 9 jedoch zweiter Ar-
beitsgang zur Falzarbeit.
Fig. 13
Abplattfräser „N“ oben angeordnet Spindelring „D“ entfernt.
Achtung!
Vor Einsetzen des Abplatt fräsers den Spindelring
entfernen.
Abplattfräser „N“ oben angeordnet – um 180° gedreht
montiert.
Spindelring „D“ entfernt.
Achtung!
Spindeldrehrichtung beach ten.
Wendeschalter auf „Rechts lauf„ umschalten.
Seite 25
Page 26
Dokumentation
D Holzverbindungen
Seite 26 9321 8061
Page 27

Wartung
Wartungs-, Instandsetzungs- und Reinigungsarbeiten
sowie Funktionsstörungen nur bei ausgeschaltetem
Antrieb vornehmen.
Netzstecker ziehen!
Sämtliche Schutz- und Sicherheitseinrichtun-
gen müssen nach abgeschlossenen Reparaturund Wartungsarbeiten sofort wieder monti ert
werden.
Die Maschinentische immer harzfrei halten. Sie
erhalten bei Ihrem Scheppach-Fachhändler
Pharmol Harzentferner Konzentrat Art Nr. 6100
9700.
Die Verstellspindel der Höhenverstellung, deren
Lagerung sowie die Triebwelle gelegentlich reinigen und ölen.
Riemen nachspannen
Abb. ‘‘Z“
- Maschinendeckel öffnen.
- Handgriff (1) lösen.
- Riemenspanneinrichtung (2) lösen.
- Mutter (5) löse n.
- Mutter (6) nachs te ll en.
- Mutter (5) festziehen.
- Riemenspannung prüfen, evtl. nachjustieren.
- Handgriff (1) festziehen.
Abb. ‘‘Z“
Seite 27
Page 28
Dokumentation
Ursache
Abhilfe
Falsche Drehrichtung
Wendeschalter umschalten
Ursache
Abhilfe
Linksdrehendes Netz
Polarität des Hauptschalters tauschen ( siehe Kapitel
Drehrichtungsänderung)
Ursache
Abhilfe
Bremsplatine ersetzen
Ursache
Abhilfe
Bremsplatine defekt
Bremsplatine erneuern
Fehlersuche
Zum Beheben von Störungen die Maschine abschalten. Netzstecker ziehen.
Werkstück wird unsauber
Stumpfes Werkzeug
Falsche Drehzahl
Schlechte Holzqualität
Motordrehrichtung falsch
Werkzeug austauschen
Drehzahleinstellung nach Bedienungsanweisung
Gutes Holz ohne Äste verarbeiten
Maschine läuft nicht
Motor von Frässpindel läuft nicht an
Frässpindel bremst beim ausschalten nicht ab
Feinsicherung auf Bremsplatine defekt
Elektrotechnische Wartungsarbeiten dürfen nur von einer Elektrofachkraft durchgeführt werden !
Zuleitung von Betriebsnet z prüf en
Sicherungen prüfen (bauseitig 16 A)
Rückseitiger Deckel richtig verschließen damit
Endschalter gescha ltet wir d
Wicklungsthermostat Bremse unterbrochen =>
Feinsicherung auf Bremsplatine 10A im Steuerge-
häuse innerhalb der Maschine prüf en
Beim Entsorgen der Maschine müssen die örtlichen gesetzlichen Bestimmungen unbedingt
eingehalten werden
.(Nähere Information bekommen Sie bei ihrem Kreisabfallwirtschaftssamt)
Sonderzubehör :
Bestellnummer:
Vorschubapparat va 220 6808 0000
Vorschubapparat va 320 6807 0000
Fahrvorrichtung 7937 0000
Bogenfräsanschlag 3300726700
Schleifwalze Ø 60x100 7930 3000
Schleifwalze Plano Rex Ø 60x100 7930 3500
Schleifwalze Plano Rex Ø 80x100 7930 3000
Anlaufring 7923 3000
Verschiedene Werkzeuge
Seite 28 9321 8061
Page 29
EG-Konformitätserklärung
Hiermit erklären wir, Scheppach Fabrikation für Holzbearbeitungsmaschinen GmbH
Günzburger Str. 69, D-89335 Ichenhausen
Daß die nachfolgend bezeichnete Maschine aufgrund ihrer Konstruktion und Bauart sowie in der von
uns in Verkehr gebrachten Ausführun g d en einschlägige Bestimmungen nachstehender EG-
Richtlinien entspricht.
Bei einer Änderung an der Maschine verliert d iese Erklärung ihre Gültigkeit.
Die Maschine entspricht dem geprüften Baumuster.
Bezeichnung der Maschine: Tischfräsmaschine
Maschinentyp: Molda 5,0f
Bestimmungsgemäße Ausschließlich zum Bearbeiten / Fräsen von Holz
Verwendung:
Einschlägige EG-Richtlinien:
EG-Maschinenrichtlinie 2006/42/EG
EG-Niederspannungs ric htl i nie 2006/ 9 5/EWG,
EG-EMV Richtlinie 2004/108/EWG.
Angewandte harmonisierte
europäische Normen: EN 55014, EN 55104, , EN 848-1,EN 847-1, EN 60204-1
Andere Normen: ISO 7960
Gemeldete Stelle nach
Anhang VII: TÜV Rheinland LGA Products GmbH
TÜV Rheinland Group
Am Grauen Stein 29
D-51105 51105 Köln
Eingeschaltet zur: EG-Baumusterprüfung
Ort, Datum: Ichenhausen, 08.03.2013
Unterschrift: i.V.
Markus Bindhammer (Leiter Technische Innovation und Dokumentationsbeauftragter)
Garantie
Offensichtliche Mängel sind innerhalb von 8 Tagen nach Erhalt der Ware anzuzeigen, andernfalls
verliert der Käufer sämtliche Ansprüche wegen solcher Mängel. Wir leisten Garantie für unsere
Maschinen bei richtiger Behandlung auf die Dauer der gesetzlichen Gewährleistungsfrist ab
Übergabe in der Weise, dass wir jedes Maschinenteil, das innerhalb dieser Zeit nachweisbar in Folge
Material- oder Fertigungsfehler unbrauchbar werden sollte, kostenlos ersetzen. Für Teile die wir nic h t
selbst herstellen, leisten wir nur i n soweit Gewähr, als uns Gewährleistungsansprüche gegen die
Vorlieferanten zustehen. Die Kosten für das Einsetzen der neuen Teile trägt der Käufer. Wandlungsund Minderungsansprüche und sonstige Schadensersatzansprüche sind ausgeschlossen.
Seite 29
Page 30
Documentation
Molda 5.0f
1902103901 220-240 V/50 Hz 2,8 kW
1902103902 380-420 V/50 Hz 2,8 kW
Spindle Moulder
Page 30 1902103850
Page 31

Manufacturer:
Scheppach Fabrikation von Holzbearbeitungsmaschinen GmbH
Günzburger Straße 69
D-89335 Ichenhausen / BRD
Dear customer,
We wish you a pleasant and successful working experience with your new spindle moulder.
NOTE:
In accordance with the applicable product liability law, the manufacturer of this machine is not liable for
damage which arises on or in connection with this machine in case of:
Improper handling
Non-compliance with the operating instructions
Repairs by third-party, non-authorised technicians
Installation and replacement of “non-original spare parts”
Non-compliance with the “intended use”
Outages of the electrical system due to non-compliance with the electrical specifications and VDE
regulations EN 60204-1
Recommendations:
Read the entire text of the operating instructions prior to assembly and operation of the machine.
These operating instruction s are intended to familiarise you with the machine and help you utilise it for its
intended purpose.
The operating instructions contain important notes on how to work safely, correctly and economically with
your machine and how to avoid dangers, save on repair costs, reduce downtime and increase the reliability
and working life of the machine.
In addition to the safety regulations contained within the operating instructions, you must ensure that you
comply with the applicable regulations of your country with respect to the operation of the machine.
Put the operating instructions in a clear plastic folder to protect them from dirt and humidity and store them
near the machine. The instructions must be read by each operator prior to starting work and closely complied
with. Only persons who have been trained in the use of the machine and have been instructed about the
related dangers and risks are allowed to use the machine. The required minimum age must be met.
In addition to the safety notes contained in these operating instructions and the special regulations of your
country, the generally recognized technical rules for the operation of wood-working machines must be
observed.
Page 31
Page 32

Documentation
Contents
GENERAL NOTES 33
PROPER USE 34
RESIDUAL RISKS 35
SCOPE OF DELIVERY 35
SPECIFICATIONS 36
INSTALLATION AND ADJUSTMENT 39
OVERHEAD ROLLER GUARD ASSEMBLY (SUPPLIED AS STANDARD) 39
CURVED MOULDING GUARD (STANDARD) 39
ELECTRICAL CONNECTION 40
FORWARD AND REVERSE DRIVE SWITCH 41
CONNECTION DIAGRAM FOR 380-420V / 50HZ 43
CONNECTION DIAGRAM FOR 220-240V / 50HZ 44
OPERATION 45
SPEED SETTING 47
TIPS FOR WORKING 49
CORRECT SET-UP 50
DIFFERENT APPLICATIONS FOR THE SPINDLE MOULDER 51
MAINTENANCE 56
TENSIONING THE BELT 56
TROUBLESHOOTING 57
ACCESSORIES: 57
EC DECLARATION OF CONFORMITY 58
WARRANTY 58
Page 32 1902103850
Page 33

General notes
When you unpack the machine, check all parts for possible transport damage. Inform the supplier
immediately in case of complaints.
Complaints received at a later date will not be recognised.
Check that the delivery is complete.
Only use original Scheppach parts for accessories and for worn and spare parts. Spare parts are
available from your specialist dealer.
Specify our part numbers and the type and year of construction of the machine in your orders.
This symbol indicates safety-related information in these operating instructions.
Check the mains connecting cables. Do not use defective cables. See “Electrical connection”.
Keep away children from the machine when it is connected to the mains.
The operator must be at least 18 years old. Trainees must be at least 16 years old, but may only use the
machine under supervision.
Do not distract the attention of persons operating the machine.
Keep the operator’s area free from chips and waste wood.
Do not wear loose clothing. Remove jewellery, rings and wristwatches.
Installation, repair and maintenance work relating to the electric installation may only be performed by
qualified specialists.
Turn off the machine before you repair malfunctions. Disconnect the mains plug.
Use a suction device to remove wood shavings and sawdust.
Turn off the motor when you leave the workplace. Disconnect the mains plug.
Disconnect the machine from the external energy supply, even when moving it only a short distance!
Properly reconnect the machine to the mains before you turn it on again!
The machine should be disposed of in accordance with relevant local regulations.
Operator training
Read the operating instructions to familiarise yourself with the machine prior to using it.
Circulate the safety instructions to all persons working with the machine .
Observe all safety instructions and warnings on the machine.
Make sure that all safety instructions and warnings on the machine are always in a readable state.
Be careful when working with the machine – the rotating cutting tool may cause injury to fingers and
hands.
Stability: Make sure the machine is installed on firm ground with sufficient stability.
Set-up and adjustment of the machine
Only work with sharpened cutting tools.
Use the insert rings to adjust the table opening to the tool diameter.
Immediately replace defective tools (if cracked etc.). See the section on replacing tools!
Only use tools that comply with the European standard EN 847-1.
Only use authorised manual-feed tools.
Observe the tool manufacturer’s recommendations when clamping the tool.
Only perform retooling, measuring and cleaning work when the motor is turned off. Disconnect the
mains plug and wait until the rotating tool comes to a halt.
When undertaking moulding tasks, always ensure that the tool is protected by the prescribed safety
devices.
Remove the insert ring from the table plate before inserting the facing cutter.
Workpiece guidance
Use devices for safe workpiece guidance for all moulding tasks.
Use a sliding stick to support manual feed or use a power feed device (accessory).
In the case of shorter workpieces, bridge the opening between the fence halves to enable constant
workpiece guidance.
Page 33
Page 34

Documentation
When tooling longer workpieces, use the Scheppach table extension or sliding table carriage
(accessory).
Rotation direction and speed selection
Rotation direction
Down milling is not a permissible procedure.
Do not start work until full speed has been reached.
Pay attention to the direction of rotation of the motor and the tools. See “Electrical connection”.
Speed selection
The maximum speed specified on the moulding tool used should not be exceeded/ under run.
Select the appropriate speed in accordance with the speed chart on the machine.
Maximum spindle speed: 8500 rpm
Machine operation, selection and adjustment of separating safety devices
The safety devices on the machine must not be dismantled or rendered unusable.
When working on the machine, all safety devices and covers for the relevant moulding procedure
must be in place.
All protection and safety devices must be immediately reinstalled once the repair and maintenance
work is completed.
Moulding at the fence where the work p iece is being tooled along its full length
Moulding the long side and front side
Use the moulding fence, overhead roller guard assembly or the power feed device (accessory).
Curved moulding
Used the curved moulding fence for curved moulding tasks.
Insert moulding
Use the moulding fence and overhead roller guard assembly.
Use the table extension with the cross stop.
You are recommended to use a holding device for smaller workpieces.
Tenon cutting and grooves
During grooving and tenon work, a sliding table carriage with groove cutter guard, clamping device and
moulding fence with cover should be used for workpiece guidance.
Proper use
The spindle moulder is built to be used exclusively with the supplied tools and accessories for
wood working.
The machine meets the currently valid EU machine directive.
The machine has been designed for a o ne-shift operation, operating factor S6 – 40%.
Observe all safety instructions and warnings on the machine.
Make sure that all safety instructions and warnings on the machine are always in a readable state.
A suction device with a flexible, non-flammable suction pipe should be connected before operating the
machine.
The automatic switch-on is available as an accessory.
Type ALV 2, article no. 79104010 230V /50Hz
Type ALV 10, article no. 79104020 400V /230 /50Hz
When the machine is switched on, the suction system starts automatically after a delay of 2-3 seconds.
This prevents the main fuse from being overloaded.
When the machine is switched off, the suction system continues to run for 3-4 seconds before it is turned
off automatically.
Any remaining dust is extracted, as provided for by the Hazardous Substances Ordinance. This saves
electricity and reduces noise. The suction device only runs when the machine is in operation.
A deduster must be used if the machine is operated for commercial purposes.
Do not switch off or remove suction devices or dedusters when the machine is in operation.
Only one person may work at the machine at any one time.
Page 34 1902103850
Page 35

Only use the machine if it is in a technically fully functional state. Pay attention to the intended use, safety
and potential dangers and comply with the operating instructions! Immediately repair any malfunctions
that may affect safety, or have them repaired.
The safety, working and maintenance instructions and the dimensions stipulated in the specifications
must be observed.
The applicable regulations for the prevention of accidents and other generally recognized safety rules
must be observed.
The machine may only be used, maintained or repaired by trained persons who are familiar with the
machine and have been instructed about the dangers. The manufacturer shall not be liable for any
damage resulting from unauthorized modifications of the machine.
The machine may only be used with original accessories of the manufacturer.
Any other use is considered to be not intended. The manufacturer shall not be liable for any damages that
may result from such use. Such risk is borne exclusively by the user.
Residual risks
The machine has been constructed according to current technical standards and recognised safety rules.
Nevertheless, single residual risks may occur during operation.
The rotating cutting tool may cause injury to fingers and hands if the workpiece is not guided in the proper
manner.
Injury may be caused by a spinning workpiece if you work using inadequate support or guidance, for
instance by working without a fence.
Danger to health from sawdust or wood shavings.
Always wear personal protection equipment as well as goggles and a dust mask. Use the suction device!
Health hazard from excessive noise. The permissible noise level is exceeded when working with the
machine. Always wear personal protection equipment such as ear protection.
Danger from electric current if incorrect electrical connecting cables are used.
Only machine selected wood without flaws such as: knots, lateral cracks, surface cracks.
Wood that contains flaws can pose a risk when worked.
Risk of injury from defective cutting tools. Check the tools regularly to ensure they are intact.
Additionally, non-obvious residual risks may exist in spite of all measures taken.
Residual risks can be minimised by carefully observing the “Safety instructions” and the “Intended use”
as well as the entire operating instructions.
Scope of delivery
Molda 5.0f Spindle Moulder
Curved moulding guard complete
with suction connector Article no. 7231 0019
Moulding fence complete with
overhead roller guard assembly Article no. 7210 5000
Spindle bushing, 2 pcs 0,5 mm long Article no. 3301429011
Spindle bushing, 2 pc. 5 mm long Article no. 3301429010
Spindle bushings, 2 pc. 10 mm long Article no. 3301429009
Spindle bushing, 1 pc. 15 mm long Article no. 3301429008
Single-head wrenc hes, 1pc. SW 41 Article no. 0108 9413
Allen key SW10 Article no.
Suction connector Article no. 7500 3800
Accessory bag
Operating instructions
Accessories: page 28
Page 35
Page 36

Documentation
Specifications
Drive:
Machine article no. 7231 0903 7231 0904
Electric motor [V] 220-240/ 50Hz 380-420 / 50Hz
Input P1 [kW] 2,8 2,8
Output P2 [kW] 2,09 2,2
Motor speed [rpm] 2762 2820
Operating mode S6/40% S6/40%
Current rating [A] 12,2 7,7
Weight gross/net [kg] 220 220
Suction system:
Suction connector Ø [mm] 100
Flow speed [m/s] 20
Vacuum at suction connector [Pa] 350
Flow rate [m³/h] 565
1. Machine housing 10. Dust outlet
2. Spindle height adjust handwheel 11. Feeder ass'y
3. Spindle tilt handwheel 12. Table pressure shoe
4. Spindle speed display 13. Fence pressure shoe
5. Reversing switch optional accessories
6. Main switch (No-volt release) 14. Sliding Table (assistant)
7. Spindle tilt lock 15. Composite rules
8. Table 16. Telescopic pipe
Page 36 1902103850
Page 37

9. Safer guard. 17. Work piece clamp
Working area: 1800 x 1150
Structural dimensions:
Overall length [mm] 1000
Overall width [mm] 600
Overall height [mm] 1230
Table height [mm] 930
Table length [mm] 1000
Table width [mm] 600
Table opening max. Ø [mm] 185
Moulding spindle:
Spindle ∅ [mm] 30
Spindle bushings ∅ [mm] 50
Spindle bushing height [mm] 2x 15, 4x 10, 4x 5, 4x 0,5
Height-adjustable area [mm] 100
Spindle speed [rpm] 1800/3000/6000/9000
Tool max. Ø [mm] 200
Insert ring Ø [mm] 75/115; 105/155; 145/200
Dimensions of machinable workpieces:
Min. dimensions W/H [mm] 8x8
Max. dimensions H [mm] 120
Operating conditions:
Temperature [°C] +5 to +40
Humidity (non-condensing) [%] 30 to 95
Storage conditions:
Temperature [°C] -20 to +55
Humidity (non-condensing) [%] 30 to 95
! Subject to technical modifications!
Page 37
Page 38

Documentation
Noise parameters
The noise emission values determined in accordance with DIN EN ISO 3746 for the sound power level and
EN ISO 11202 for the sound pressure level at the workplace are based on the working conditions listed in
Appendix A of ISO 7904.
Sound power level in dB
Idle running LWA = 96,4 dB(A) – Operation LWA = 99,7 dB(A)
Sound pressure level at the workplace in dB
Idle running L
A uncertainty allowance of K=4dB is made for the emission values listed
Note
The values specified here are emission values and do not therefore necessarily represent definite workplace
values. As there is no correlation between emission values and workplace values, they cannot be reliably
used to determine whether any further precautions need to be implemented. Factors that may influence the
current workplace value include the duration of exposure, the nature of the workroom, other noise sources,
the number of machines and other related influences. The reliable workplace values may also vary from
place to place. This information is intended to enable users to make a better assessment of danger and risk.
= 80,5 dB(A) – Operation L
pAeq
= 83,7 dB(A)
pAeq
Page 38 1902103850
Page 39

1
2
Installation and adjustment
Height compensation
Figure A
The machine is supported by four adjustable rubber
feet.
Compensating for uneven floors: undo the lower
hexagonal nuts using a spanner and screw the rubber
feet in or out as required.
Retighten the hexagonal nuts.
Caution!
Use a spirit level to align the machine.
If the rubber feet are removed, the machine can be
screwed to the floor via the threaded drill holes.
Overhead roller guard assembly (supp lied as standard)
Figure B
Mount the overhead roller guard assembly at right
angles to the table plate using two knurled screws
and discs (1).
Use the set screw (2) to adjust the overhead roller
guard assembly.
Figure C
Curved moulding guard (optional)
Bearing ring
Affix the curved moulding guard to the table plate using
two knurled screws and discs.
The bonded wood guide rail can be mounted on the
moulding table on both sides at a tangent to the
bearing ring. (M 8 x 45 hexagonal nut and disk Ø 8)
Page 39
Figure A
Figure B
Figure C
Figure D
Page 40

Documentation
Figure D
Mounting the complete curved moulding fence to
the machine table:
Supplementary set for curved moulding fence
(optional)
• First affix the adjustment device for the curved
moulding fence to the guard.
• Then affix this unit to the table plate using three
hexagonal screws and discs .
Curved fence plates
The R 90 curved fence plate is fitted.
The R 60 curved fence plate may have to be fitted
instead of the R 90 as required.
Electrical connectio n
When operating for the first time, the motor rotation direction must be checked.
Figure E
Connect the machine to the mains supply using the CEE plug. The supply cable must be fused with
16A.
The standard rotation direction is left (counter clockwise). The rotation direction selection switch
should be set to “forward”. If not, the polarity should be switched using a screwdriver. See Figure E. The
rotation direction needs to be rechecked whenever the mains connection and machine location is
changed.
Page 40 1902103850
Page 41

Forward and reverse drive switch
The rotation direction switch can be used to switch the spindle to reverse drive.
To turn the rotation direction to “reverse”, the press and turn the safety button to the right. In reverse
mode (clockwise), the control lamp lights up.
The speed display lamps indicate the speed currently set.
Press the green button on the operating switch and the moulding spindle starts up.
The power feed device can be connected to the additional socket.
Press the red button to switch off. The moulding spindle will come to a halt within 10 seconds.
In an emergency, the red knob (EMERGENCY STOP) can be used to turn off the machine. This also
brings the moulding spindle to a halt within 10 seconds.
Figure F
For safety reasons, it is not possible to switch the rotation direction when the motor is running. The motor
needs to be switched back on whenever the direction is switched.
If the reverse direction is chosen, the working direction changes from left to right. The moulding tool
needs to be mounted revolved through 180°.
The installed electric motor is connected and is ready to work. The connection complies with the relevant
VDE and DIN regulations. The connection to the mains supply on the customer side and the
extension cable used must meet these regulations or the provisions of the local power sup p ly
company.
Motor brake
If the machine is switched off, an automatically operated counter-current brake ensures secure braking. The
brake reduces the speed of the machine’s drive motor within 10 seconds. The electrical braking is
interrupted after a maximum of 10 seconds. If the braking operation takes longer than 10 seconds, the
machine must no longer be operated as the brake is defective. The machine must be disconnected
from the power supply. Only qualified electricians may undertake troubleshooting.
Page 41
Page 42

Documentation
Operating mode/operating time
The electric motor has been dimensioned for the S6 – 40% operating mode.
S6 = Continuous operation duty type
40% = refers to 10 min – 4 min. operation; 6 min. idle running.
If the motor is overloaded, it automatically switches off due to the winding therm o stat inserted in the
motor winding. After a (variable) cooling period, the motor can be turned on again.
Defective electrical connection cables
Insulation damage can often occur on electrical connection cables.
Possible causes are:
Pressure points if connection cables have been run through window or door openings.
Kinks due to improper attachment or routing of the connection cable.
Cuts caused by running over the connection cable.
Insulation damage caused by pulling the connection cable out of the wall socket.
Cracks caused by the aging of the insulation. Such defective electrical connection cables must not be
used and the insulation damage means they pose danger of death!
Regularly check the electrical connection cables for damage. Please make sure that the connection cables
are disconnected from the mains supply during the check. Electrical connection cables must meet the
applicable VDE and DIN regulations and the provisions of the local power supply company. Only use
connection cables labelled with H 07 RN. Labelling of the connection cable with the type specification is
mandatory.
Extension cables up to a length of 25m must have a cross section of 1.5mm², and cables with a length
exceeding 25m must have a minimum cross section of 2.5mm².
The mains connection is protected with a 16A delay-action fuse.
Three-phase current motor
The supply voltage must be 380-420V 50Hz.
The connection to the mains supply and the extension cables must be of a five-core type (3 P + N + SL).
The extension cables must have a minimum cross section of 1.5 mm².
The mains connection should be fused with a maximum of 16A.
The rotation direction needs to be rechecked whenever the mains connection and machine location is
changed. The polarity may also have to be switched.
Connections and repairs to the electrical equipment may only be performed by a qualified electrician.
If you have further questions, please specify the following:
Motor manufacturer and type
Motor current type
Data from the machine type plate
Data of the electric control
If you return the motor, always return the complete drive unit with the electrical control.
Page 42 1902103850
Page 43

Connection diagram for 380-420V / 50Hz
Page 43
Page 44

Documentation
Connection diagram for 220-240V / 50Hz
Page 44 1902103850
Page 45

Operation
FigureG
1a
2
3
All protection and safety devices must be installed.
Only perform retooling, measuring and cleaning work when the motor is turned off. Wait until the rotating
tool comes to a halt before disconnecting the mains plug.
Moulding tool and insert ring
Figure G
Note the application of the various moulding tools.
Insert the corresponding insert ring (Ø115mm or
Insert ring Ø65mm: 7231 0739.
The Insert ring must be used when working
withmoulding tool greater than 110 mm.
Observe the rotation direction of the moulding tool!
Place the moulding tool and the spindle bushings on
the moulding spindle and secure them using the
safety disc and M 18x1.5 hexagonal nut. Firmly
tighten the spindle nut. (SW 41 single-hea d wrenc h)
Caution! Always insert the moulding tool in the lower
position.
Moulding fence
Figure H
Undo the two handles (1a) and align the fenc e gu ard
parallel to the front edge of the table.
(2) Fine adjustment of the moulding dep th
Tighten the handles (1a), ensuring that the parallel
alignment of the moulding fence to the workpiece is
not altered.
Undo both handles (2a) and perform the fine
adjustment on handle (2). One scale mark on the
handle corresponds to 0.1mm.
Retighten the handles (2a) to their working position.
(3) Setting the fence profile
Undo the two handles (3) and set the two fence
profiles in accordance with the tool.
Align the fence profiles as closely to the moulding
tool as possible and tighten the handles.
A positioning pin in each of the fence profiles
prevents unintended removal of the fence profiles.
Unscrew the handles to replace the fence profiles.
Figure H
2a
Page 45
Page 46

Documentation
Curved moulding fence
Inserting the curved fence plate s
Moulding tool Ø Curved fence plate
Ø100-120mm R 60mm
Up to Ø140mm R 90mm
The correct setting of the curved fence depends on
the diameter of the moulding tool and the thickness
of the respective workpiece and the desired
moulding depth.
Figure I
Settings
As a general rule, the moulding tool should be in the
lower position whenever possible. The curved fence
plate is positioned above it.
- Set the moulding tool to the working height.
- Set the curved fence plate (R60 or R90) in
accordance with the workpiece th ickness and
working depth.
- Lower the guard plate to 2mm above the
workpiece.
- Align the brushes on both sides of the workpiece
so that moulding shavings are brushed away
during work.
Figure J
External radii
To mould external radii, guide the workpiece along
the curved fence plate. The optimum moulding depth
is achieved in position 3 (X).
Illustrations with Supplementa ry set: 7231 1746
( Accessories )
Figure I
Figure J
Page 46 1902103850
Page 47

Mot. speed
Ø 200
Ø 180
Ø 160
Ø 140
Ø 120
Ø 100
Moulder Ø
9.000
14
18
30
50
100
120
6.000
28
45
70
120
120
120
3.000
1.800
120
120
120
120
120
120
88
75
63
50
38
84
73
63
52
42
31
85
75
66
57
47
38
84
75
67
59
50
42
33
79
71
63
55
47
39
81
73
66
59
51
44
37
85
75
68
61
54
48
41
34
79
70
63
57
50
44
38
82
73
65
59
53
47
41
35
84
79
73
65
58
52
47
42
37
82
75
71
66
59
52
47
42
38
84
80
73
67
63
59
52
46
42
37
82
77
73
70
64
59
55
51
46
40
37
71
66
63
60
55
50
47
44
39
35
66
62
59
56
51
47
44
41
37
59
55
52
50
46
42
39
37
450
420
400
380
350
320
300
280
250
220
200
180
160
140
120
100
80
60
Werkzeugdurchmesser
Schnittgeschwindigkeit in Abhängigkeit von Werkzeugdurchmesser und Drehzahl
(n max. keinesfalls überschreiten)
Frässpindeldrehzahl (min-1)
2500
2800
3000
3500
4000
4500
5000
5500
6000
6500
7000
7500
8000
9000
10000
12000
Erhöhte
Rückschlaggefahr
Bruchgefahr,
erhöhte
Lärmbelästigung
Figure K
Sanding tasks
For sanding operations tasks with the drum sanding
attachments (access or y, article no. 7930 3500 or
7930 3000), the curved moulding guard (supplied as
standard) is used as a cover. The curved moulding
fence plate is not required and should be removed.
Speed setting
Figure L
Note the maximum rotation speed specified on the
moulding tool and the sticker on the side of the
switch: “Optimum speed range for moulding tools
on spindle moulders.”
Your spindle moulder is equipped with the speeds
3000/6000/8200 rpm.
- Open the cover on the rear side.
The electrical circuit to the motor is interrupted when
the cover is opened
- Undo the belt tensioning device
The belt is detensioned
- Select speed
Undo the ball knob screw, set the required speed,
the corresponding display lamp (3000/6000/8200)
lights up on the switch housing. Tighten the ball knob
screw.
- Move the belt
- Clamp the belt-tensioning device and close the
cover as per the regulations to remove the
electrical motor lock.
Maximum speed depending on the moulding tool diameter or moulding thickness
Page 47
120 120 120 120 120 120
Figure K
Figure L
Speed chart
Moulding
thickness /
cutting width
[mm]
Page 48

Documentation
remeasure the workpiece!
Figure M
1
Moulding spindle adjustment
Figure M
!! Caution!
The moulding spindle should only be ad justed
when the motor is switched off and the mouldin g
tool is at a standstill!
Spindle height adjustment: 95mm
- The handwheel (1) is used to adjust the height.
- Disengage the spindle brake at the clamping
handle (2) and adjust the height using the
handwheel.
- One scale mark on the scale plate corresponds to
0.1mm. One turn of the handwheel corresponds
to 2mm.
- When the tool height has been successfully
adjusted, firmly tighten the clamping handle.
Always perform a test moulding and
Figure N
Note
Figure N
- The machine door on the front side must be
closed as per the regulations for the machine to
be operated.
- Connect the main cable
- Turn the direction switch to “left or right”.
- Switch on the motor s witch using the gr ee n button
of the operating switch.
- To switch the machine off normally, use the red
button of the operating switch.
- The “emergency stop” can be used to stop the
machine in an emergency.
Page 48 1902103850
Page 49

Tips for working
Figure O
Overhead roller guard assembly, figure P
Only perform retooling, measuring and cleaning work when the motor is turned off and the moulding
tool is at a standstill. Secure the machine from being switched on unintentionally!
Disconnect the mains plug!
Workpiece guidance, figure O
The feed direction of the workpiece a lways
depends on the motor direction.
When the motor direction is “forwards”, the
workpiece feed direction is “right” to “left”.
When the motor direction is “reverse”, the workpiece
feed direction is “left” to “right”.
(1) Workpiece feed direction
- Pay attention to the workpiece guidance. Use aids
such as push handles (accessory, article no. 7963
1000) for small workpieces.
- The table extension no.7324 0170 (accessory)
should be affixed for long workpieces.
(2) Workpiece – pushing from above
- Use the push shoe to push the workpiece on to
the table plate from above.
(3) Workpiece – pushing from the side
- As well as applying pressure from above, push
the workpiece against the moulding fence from
the side.
- Place the push plate at the side of the workpiece.
- Adjust guard “A” to the workpiece height.
(4) Moulding tool – direction
- The feed direction of the workpiece (1) always
depends on the motor direction (4).
- The rotation direction can be changed from
“forward” to “reverse” for specific tasks using the
reversing switch.
Safety distance when using the power feed device
When using the power feed device, the distance from
the last feed roller and the wall should be at least
55cm longer than the workpiece.
Loosen the two clamp screws (5) by a maximum of
two turns and pull them back with the clamp flaps.
Page 49
The entire overhead roller guard assembly can now
be folded upwards
Page 50

Documentation
removed completely.
Figure Q
Inserting the guide rail
The guide rail is inserted into the moulding fence at
the right height to safely bridge the moulding fence
distance when working with short work piec es .
The guide rail is clamped by pushing the two
aluminium fence profiles together.
Additionally, you may construct a bridging board to be
placed between the aluminium fence profiles, or a
fronting board to be placed in front of the fence
profiles.
Correct set-up
The requirement for working safely!
- Select the moulding tool and appropriate insert ring.
- Check the moulding tool. Replace damaged moulding blades. Select the speed in accordance with the
moulding tool and required procedure. Note the “Optimum speed range for moulding tools on
spindle moulders” sticker on your machine.
- Set the working height and depth and the incline of the moulding spindle with the motor turned off.
- Set the moulding fence and safety device in accordance with the required procedure.
- To ensure safe working, check the important securing screws of the moulding fence or the table
extension and tighten if necessary.
- Perform a test moulding – never work without a safety device.
Replacing the moulding tool
Figure R
When replacing the moulding tool, pay attention
to the insert ring. Depending on the moul d ing
tool, the insert ring may have to be replaced or
Page 50 1902103850
Page 51

Caution!
- Switch the motor back on.
Figure S
Switch off the motor and disconnect the mains
plug.
Replace the moulding tool!
Firmly tighten the spindle nut with the two SW 41
single-head wrenches.
- When changing the tool, only touch the
moulding tool with gloves – danger of in jury!
- Set the moulding tool and safety devices (see
“Correct set-up” chapter)
- Reversing switch – selecting the rotation
direction
Different applications for the spindle moulder
Caution!
The correct insert ring must be used when inserting the moulding tools.
The following images are depicted with no protective devices for improved visibi lity.
Use the prescribed protective devices when working!
Moulding the long side
Figure S
Guide the workpiece along the moulding fence
using the overhead roller guard assembly.
- Use the power feed device if possible
(accessory: article no.: 6807 0000).
Safety note:
When using the power feed device, the distance from
the last feed roller and the wall should be at least
55cm longer than the workpiece.
Moulding the front end
Figure T
Guide the workpiece along the moulding fence
using the overhead roller guard assembly and the
guide rails.
- With the sliding table can be used to machine
a surface exactly perpendicular to th e long
side.
Figure T
Page 51
Page 52

Documentation
Insert moulding
Figure U
Figure U
The moulding fence and the miter gauge with the
clamping device should be used for insert
moulding tasks.
Cover the moulding tool with the overhead roller
guard assembly.
Place the workpiece at the anti-kickback device,
swivel it inwards and feed it forwards.
Corrosion protection: (accessory) article no.: 6100 9800
If the machine is not used for a period of time, the table surface should be sprayed with an anti-corrosion
spray.
Page 52 1902103850
Page 53

Fig. 1
Fig. 2
Fig. 4
Fig. 5
Fig. 6
Application of various
5 Safety moulding head “A”
6
moulding tools
Rebating tasks with safety
1
moulding head “
blade – various spindle
bushings “
setting.
Tool aligned countersunk in
table plate “C”.
2 Safety moulding head “A”
and same tool alignment as
1 when moulding a groove.
A” – straight
B” for course
4 Safety moulding head “A”
with profile cutters “E”,
spindle ring “D”.
Moulding cutter minimally
countersunk in table plate.
with profile cutters “E”
(countersunk in table plate).
For moulding curved pieces
with bearing ring “F” aligned
in upper position
Caution!
Only work with moulding
guard “G” when moulding
fence “H” has been
removed.
Page 53
Safety moulding head “A”
with profile cutters “E”
aligned in upper position
and bearing ring “
in lower position for
moulding curved pieces.
Caution!
Only work with moulding
guard “G” when moulding
fence “H” has been
removed.
F” aligned
Page 54

Documentation
Fig. 14
Fig. 13
Fig. 7
Fig. 8
Fig. 9
7
8
9
10
13
14
J
Groove cutter
upper position with spindle
bushings “
spindle ring “D” for moulding a
groove.
“J”
B” and inlaid
aligned in
Groove cutter “J” aligned in
pairs
“B” and intermediate rings “K”
for moulding a groove. Spindle
ring “
into Table plate “
Insert the groove cutters at
90° offset to each other.
as initial operation for cutting a
deep rebate. Spindle ring “
with spindle bushings
D” removed – lower
groove cutter minimally inset
C”.
Saw blade “L” for grooving or
inlaid.
D”
Fig. 10
As 9 but as second
operation
cutting.
Facing cutter “N” aligned in
upper position, spindle ring
“D” removed.
for groove
Caution!
Remove spindle ring before
inserting the facing cutter.
Facing cutter “N” aligned in
upper position – mounted
revolved through 180°.
Spindle ring “D” removed.
Caution!
Pay attention to spindle
direction.
Set reversing switch to
“reverse drive”.
Page 54 1902103850
Page 55

Wood joints
Opposite downward
Mortise and tenon connection, single
Double mortise and tenon connecttion
deflexion of tongue with
moulded groove
Page 55
Page 56

Documentation
Maintenance
Only perform maintenance, repair and clea ni ng wor k
when the motor is switched off.
Disconnect the mains plug!
All protection and safety devices must be
immediately reinstalled once the repair and
maintenance work is completed.
The machine tables should be kept free of
resin. Contact your Scheppach dealer for Pharmol
concentrated resin remover, article no. 6100 9700.
Occasionally clean and oil the regulating spindle
of the height adjustment system, its bearings and
drive shaft.
Tensioning the belt
Figure Z
Figure Z
- Open the front-side machine cover.
- Undo the belt-tensioning device.
- Remove the belt from the motor belt disc.
- Remove the upper safety disc from the joint bolt
and remove the bolt.
- Turn the tensioning lever (2) one or two turns
outwards.
- Refit in the reverse sequence.
Page 56 1902103850
Page 57

Troubleshooting
Cause
Remedy
Wrong rotation direction
Switch the reversing switch around
Cause
Remedy
on rotation direction)
Cause
Remedy
Moulding spindle motor does not start
Check the power supply from the operating
the braking board
Cause
Remedy
Braking board is defective
Replace the braking board
Turn off the machine before you repair malfun ctions. Disconnect the mains plug.
The workpiece becomes soiled
Blunt tool
Incorrect speed
Bad quality wood
Incorrect motor direction
Left-turning network Switch the polarity of the main switch (see the chapter
Replace tool
Set the speed as per the operating instructions
Only process good quality wood without knots
Machine does not run
Moulding spindle does not stop when switched off
Microfuse on braking board is defective
Electrotechnical maintenance work should only be performed by a qualified electrician!
network
Check the fuses (16A factory-fitted)
Close the rear-side cover properly to switch the
limit switch
Winding thermostat brake interrupted => replace
Check the microfuse on the 10A braking board in
the control housing within the machine
Please comply with the local statutory regulations when disposing of the machine. (Contact
your local waste disposal authority for further details)
Accessories:
Order number:
Sliding table carriage 7938 0100
Fence rail, 1350mm 5320 8180
Table extension 7324 0170
Insert stop for table extension 7244 0715
Table insert ring, 65mm 7240 0110
Power feed device, va 220 6808 0000
Power feed device, va 320 6807 0000
Wheel base 7937 0000
Supplementary set for curved moulding fence 7231 0746
Drum sanding attachment, Ø 60x100 7930 3000
PlanoRex drum sanding attachment, Ø 60x100 7930 3500
PlanoRex drum sanding attachment, Ø 80x100 7930 3000
Bearing ring 7923 3000
Various tools
Page 57
Page 58

Documentation
EC Declaration of Conformity
We, Scheppach Fabrikation von Holzbearbeitungsmaschinen GmbH
Günzburger Str. 69, D-89335 Ichenhausen
herewith declare that the machine described below complies with the relevant provisions of the following EC
Directives in its construction and design and in the version delivered by us.
Any modification of the machine renders this declaration invalid.
The machine corresponds to the checked sample.
Machine description: Spindle moulder
Machine type: Molda 5.0f
Proper For the working/moulding of wood only
use:
Applicable EC Directives: EC machine directive 2006/42/EG,
EC Low voltage directive 2006/95/EWG,
EC-EMV directive 2004/108/EWG.
Applied harmonised
European standards EN 55014, EN 55104, , EN 848-1,EN 847-1, EN 60204-1
Other standards: ISO 7960
Notified body in accordance with
Appendix VII: TÜV Rheinland LGA Products GmbH
TÜV Rheinland Group
Am Grauen Stein 29
D-51105 51105 Köln
Called in for: EC type examination, certificate number:
Place, date: Ichenhausen, 08.03.2013
Signature:
pp
Markus Bindhammer (Leiter Technische Innovation und Dokumentationsbeauftragter )
Warranty
Obvious defects must be notified within 8 da ys from the receipt of the goods. Otherwise, the buyer’s
rights to a claim resulting from such defects are invalidated. We guarantee our machines in case of
proper treatment for the time of the statutory warranty period from delivery such that we will replace
any machine part that becomes unusable due to material or production defects free of charge within
such period of time. We guarantee parts not manufactured by us only insofar as we are entitled to
warranty claims against the upstream suppliers. The costs for the installation of the new parts shall
be borne by the buyer. The cancellation of sale or the reduction of purchase price as well as a ny
other claims for damages shall be excluded.
Page 58 1902103850
Page 59

Molda 5.0f
1902103901 220-240 V/50 Hz 2,8 kW
1902103902 380-420 V/50 Hz 2,8 kW
Toupie
Seite 59
Page 60

Dokumentation
Fabricant :
Scheppach Fabrikation von Holzbearbeitungsmaschinen GmbH
Günzburger Straße 69
0-89335 Ichenhausen / BRD
Cher client,
Nous vous souhaitons beaucoup de plaisir et de succès avec votre nouvelle toupie.
REMARQUE :
Selon la loi en vigueur sur la responsabilité pour les produits, le fabricant n’est pas tenu responsable pour tous
endommagements de cet appareil ou tous dommages résultant de l’exploitation de cet appareil, dans les cas suivants :
Maniement incorrect
Non-respect des instructions de service
Travaux de réparation réalisés par tiers, par du personnel qualifié non autorisé
Montage et remplacement de ‘Pièces de rechange n’étant pas des pièces d’origine’
Utilisation non conforme
Pannes de l’installation électrique en cas de non-respect des prescriptions électriques et des dispositions VDE
0100, DIN 60204 / VDE0113.
Nous vous recommandons de lire les instructions de service dans leur intégralité avant le montage et la
mise en route.
Ces instructions de service ont pour but de faciliter l’initiation à la machine et l’utilisation des possibilités
d’application conformes.
Les instructions de service contiennent d’importantes consignes pour un travail fiable, compétent et rentable avec
la machine. Elles indiquent comment éviter des dangers et des frais inutiles pour des réparations, comment
réduire les temps d’arrêt et comment augmenter la fiabilité et la durée de vie de la machine.
En plus des consignes de sécurité figurant dans ces instructions de service, il faut obligatoirement respecter
les prescriptions relatives à l’exploitation de la machine en vigueur dans le pays respectif.
Les instructions de service, insérées dans un sachet plastique pour les protéger contre la saleté et l’humidité,
doivent être gardées près de la machine. Elles doivent être lues par toute personne opératrice avant de commencer à travailler et elles doivent être minutieusement respectées. Seules des personnes ayant été instruites sur
l’utilisation de la machine et informées des dangers possibles ont le droit de travailler sur la machine. Il faut
respecter l’âge minimum.
En plus des consignes de sécurité figurant dans ces instructions de service et des prescriptions particulières en
vigueur dans votre pays, il faut respecter les règles techniques reconnues généralement pour l’exploitation de
machines à bois.
Seite 60
Page 61

Sommaire
INSTRUCTIONS GENERALES 62
U
TILISATION CONFORME 63
R
ISQUES RESIDUELS 64
E
TENDUE DE LA LIVRAISON 64
ATTENTION – LIRE ATTENTIVEMENT LA NOTICE! PORTER LES LUNETTES
ET CASQUE DE
PROTECTION 65
C
ARACTERISTIQUES TECHNIQUES 65
M
ISE EN PLACE ET AJUSTEMENT 68
G
UIDE PROTECTEUR DE TOUPIE ET PRESSEURS (ETENDUE DE LI VRAISON) 68
UIDE DE TRAVAIL A L’ARBRE POUR LE FRAISAGE DE PIECES COURBES (ACCESSOIRE OPTIONNEL) 68
G
B
RANCHEMENT ELECTRIQUE 69
I
NTERRUPTEUR COMMUTATEUR SENS DE ROTATION POUR ‘MARCHE A DROITE-MARCHE A GAUCHE’ 70
S
CHÉMA DE CONNEXIONS 380-420V / 50 HZ 72
CHEMA DE CONNEXIONS 220-240V / 50 HZ 73
S
M
ISE EN ROUTE 74
R
EGLAGE DE LA VITESSE DE ROTATION 76
65
O
UTILLAGE CORRECT 79
D
IFFERENTES POSSIBILITES D’APPLICATION POUR LA TOUPIE 80
M
AINTENANCE 86
R
ETENDRE LA COURROIE 86
ANNES ET REMEDES 87
P
A
CCESSOIRES SPECIAUX : 87
D
ECLARATION DE CONFORMITE CE 88
G
ARANTIE 88
Seite 61
Page 62

Dokumentation
Instructions générales
Après le déballage, contrôler toutes les pièces pour constater d’éventuelles avaries de transport. Il faut immédiatement contacter le transporteur en cas de réclamations.
D’éventuelles réclamations ultérieures ne sont pas reconnues.
Contrôler l’intégralité de la livra ison.
Utiliser uniquement des pièces d’origine pour les accessoires ainsi que pour les pièces d’usure et de
rechange. Les pièces de rechange sont disponibles auprès de votre commerçant spécialisé Scheppach.
Pour passer des commandes, indiquer nos numéros d’article ainsi que le type et l’année de construc ti on de l a
machine.
Dans les présentes instructions de service, les passages pertinents pour la sécurité sont signalés par ce sym-
bole.
Contrôler les lignes de branchement au secteur. Ne pas utiliser de fils défectueux. Voir branchement élec-
trique.
Ne pas laisser les enfants s’approcher de la machine raccordée au secteur.
La personne opératrice doit avoir au moins 18 ans. Des apprentis doivent avoir au moins 16 ans, ils
doivent toutefois toujours travailler sous surveillance sur la machine.
Ne jamais distraire les personnes travaillant sur la machine.
Le poste de travail de la machine doit toujours être exempt de copeaux et de bois de rebut.
Porter des vêtements serrés au corps. Enlever tous bijoux, bagues et montres.
Seules des personnes qualifiées ont le droit d’effectuer des travaux d’installation, de réparation et de mainte-
nance sur l’installation électrique.
Toujours mettre la machine hors circuit avant d’éliminer des erreurs. Débrancher la fiche secteu r.
Il faut utiliser une installation d’aspiration pour aspirer les copeaux de bois et les rebuts de bois.
Toujours couper le moteur avant de quitter le poste de travail. Débrancher la fiche secteur.
Toujours couper toute alimentation en énergie externe de la machine, même pour ne déplacer que légè-
rement la machine ! Avant la remise en route de la machine, la rebrancher correctement au secteur !
La machine doit être éliminée en respectant les prescriptions légales correspondantes.
Formation des utilisateurs
S’initier à la machine à l’aide des instructions de service avant de l’utiliser.
Transmettre les consignes de sécurité à toutes personnes travaillant sur la machine.
Respecter toutes les consignes de sécurité et de danger figurant sur la machine.
Maintenir toutes les consignes de sécurité et toutes les indications de danger figurant sur la machine dans
un état lisible et dans leur intégralité.
Travailler avec prudence : l’outil de coupe rotatif présente des risques de blessures pour les doigts et les
mains.
Stabilité ; lors de la mise en place de la machine, veiller à la positionner de manière stable sur un sol rigide.
Outillage et réglage de la machine
Ne travailler qu’avec des outils de coupe affûtés.
Adapter l’ouverture de la table au diam ètr e de l’out il en appliquant des rondelles lumières de table adap-
tées.
D’éventuels outils défectueux (fissures ou autres semblables) doivent être immédiatement remplacés.
Voir remplacement d’outils !
Se servir uniquement d’outils qui se conforment à la norme européenne EN 847-1.
Utiliser uniquement des outils admis pour l’avance manuelle.
Lors du serrage des outils, respecter les recommandations du fabricant d’outils.
Le moteur doit toujours être à l’arrêt pour effectuer des travaux d’outillage, de réglage, de mesure et de
nettoyage. Débrancher la fiche de secteur et attendre que l’outil en rotation s'arrête complètement.
Pour effectuer des travaux de fraisage, peu importe de quel genre, il faut recouvrir les outils au moyen des
dispositifs protecteurs prescrits.
Toujours retirer la bague support du dessus de table avant de mettre la fraise plate-bande en place.
Guidage des pièces à usiner
Utiliser des dispositifs pour assurer un guidage fiable des pièces à usiner pour effectuer tout type de tra-
vaux de fraisage.
Utiliser un poussoir pour assister l’avance manuelle ou bien utiliser un entraîneur automatique (acces-
soires spéciaux).
Seite 62
Page 63

Pour des pièces à usiner plus courtes, il faut surmonter l’espace entre les moitiés de butée de manière à garantir
un guidage continu de la pièce à usiner.
Pour usiner des pièces plus longues, utiliser la rallonge de table Scheppach ou les trucks porteurs (accessoires
spéciaux).
Sens de rotation et sélection de la vitesse de rotation
Sens de rotation
Un fraisage en avalant est une méthode de travail inadmissible.
Ne commencer la phase de travail qu’une fois que la vitesse de rotation totale est atteinte.
Observer le sens de rotation du moteur et des outils, voir ‘Branchement électrique’.
Sélection de la vitesse de rotation
La vitesse de rotation maximale indiquée sur l’outil de fraisage utilisé ne doit pas être dépassée.
Sélectionner la vitesse de rotation adéquate en fonction du plant des vitesses de rotation figurant sur la machine.
Vitesse de rotation maximale de broche 8500 1/min
Maniement de la machine, sélection et réglage des dispositifs de sécurit é
Il est interdit de démonter les dispositifs de sécurité figurant sur la machine ou de les rendre inutiles.
Tous les dispositifs protecteurs et tous les recouvrements pour la procédure de fraisage correspondante
doivent être montés pour travailler sur la machine.
Tous les dispositifs protecteurs et dispositifs de sécurité doivent être remontés immédiatement après
achèvement des travaux de réparation et de maintenance.
Fraisage au guide protecteur de toupie avec un usinage sur toute la lon g u eur de la pièce de bois à usiner
Fraisage longitudinal et transversal
Utiliser une butée de fraisage, un dispositif protecteur et de pression ou un dispositif d’avance (accessoires spéciaux).
Fraisage de pièces courbes
Toujours utiliser un gui de d e travai l à l’arbre pour effectuer des travaux de fraisage de pièces courbes.
Fraisage ou moulurage arrêté
Utiliser une butée de fraisage, un dispositif protecteur et un dispositif de pression.
Utiliser une rallonge de table et une butée transversale.
Pour de plus petites pièces à usiner, nous recommandons d’utiliser un dispositif de serrage.
Enfourchement et tenonnage
Pour effectuer des travaux d’enfourchement et de tenonnage, il faut utiliser un chariot coulissant, appelé cha-
riot de tenonnage, avec les protections adéquates, dispositif de serrage ainsi que le guide protecteur de toupie pour assurer un guidage fiable des pièces à usiner.
Utilisation conforme
La machine à fraiser d’établi est uniquement construite pour usiner le bois avec les outils et les ac-
cessoires offerts.
La machine est conforme à la directive machines CEE en vigueur.
La machine est conçue pour une exploitation à une équipe, temps de fonctionnement S 6-40%.
Respecter toutes les consignes de sécurité et de danger figurant sur la machine.
Maintenir toutes les consignes de sécurité et toutes les indications de danger figurant sur la machine dans un
état lisible et dans leur intégralité.
Avant la mise en route, la machine doit être raccordée à une installation d’aspiration au moyen d’un tuyau
flexible d'aspiration, difficilement inflammable.
Le dispositif automatique de mise en marche est disponible comme accessoire spécial.
Type ALV 2, n° d’art. 79104010 230 V /50 Hz
Type ALV 10, n° d’art. 79104020 400 V /230 V /50 Hz
A la mise en marche de la machine, l’aspiration se met automatiquement en route après un temps de retar-
dement de 2-3 secondes. Ceci permet d’empêcher une surcharge du fusible.
Après la mise hors marche, la machine fonctionne encore 3-4 secondes et puis elle s’arrête automatiquement.
Comme exigé dans la prescription pour des substances nocives, les poussières résiduelles sont alors aspi-
rées. Ceci permet d’économiser du courant et de réduire les bruits. L’aspirateur à copeaux ne fonctionne que
lorsque la toupie est en fonctionnement.
Pour effectuer des travaux dans le secteur industriel, il faut utiliser un dépoussiéreur pour l’aspiration.
Seite 63
Page 64

Dokumentation
Ne jamais mettre des installations d’aspiration ou des dépoussiéreurs hors marche ni les éliminer lorsque la
machine est en fonctionnement.
Une seule personne doit travailler sur la machine.
Utiliser la machine uniquement dans un parfait état technique, conformément aux dispositions, en ayant cons-
cience des dangers et de la sécurité et en respectant les instructions de service ! Eliminer (faire éliminer) im-
médiatement d’éventuelles erreurs, et surtout celles portant atteinte à la sécurité !
Les consignes de sécurité, ainsi que les prescriptions pour le travail et la maintenance, fournies par le fabri-
cant doivent être respectées à même titre que les dimensions indiquées dans les caractéristiques techniques.
Les consignes correspondantes pour la prévention des accidents et les autres réglementations généralement
reconnues doivent être respectées.
Seules des personnes compétentes ayant été initiées et informées sur les dangers possibles ont le droit de
manier, d’entretenir ou de réparer la machine. Des modifications sur la machine effectuées sans autorisation
entraînent une exclusion de la responsabilité du fabricant pour tous dangers en résultant éventuellement.
La machine doit uniquement être exploitée avec des pièces d’origine du fabricant.
Toute utilisation autre que celle spécifiée est considérée être non conforme. Le fabricant ne peut être tenu
responsable pour d’éventuels dommages résultant d’une telle utilisation, seul l’exploitant en est responsable.
Risques résiduels
La machine est construite selon l’état actuel de la technique et conformément aux réglementations reconnues en
matière de sécurité. Le travail avec la machine peut toutefois présenter des risques résiduels.
En cas de guidage incorrect de l’outil, l’outil de coupe présente des risques de blessure au niveau des doigts
et des mains.
Blessures suite à la pièce à usiner projetée en cas de mauvais maintien ou mauvais guidage, tels que par
exemple des travaux effectués sans butée.
Les poussières de bois ou les copeaux de bois présentent des risques pour la santé.
Il faut obligatoirement porter des équipements de protec tion pers onn el le, tels qu’ u ne prot ectio n des yeux et un
masque anti-poussières. Mettre l’installation d’aspiration en place !
Le bruit présente des risques pour la santé. Le niveau sonore admissible est dépassé lors du travail avec la
machine. Il faut obligatoirement porter des équipements de protection personnelle, tels qu’une protection
acoustique.
Dangers présentés par le courant suite à une utilisation de lignes de branchement électrique
inadéquates.
Seulement usiner des bois sans défauts tels que par exemple nœuds de branches, fissures transversales, fis-
sures en surface.
Du bois à défaut présente des risques lors de l’usinage.
Blessures suite à des outils de coupe défectueux. Contrôler régulièrement que les outils sont en parfait état.
Des risques résiduels non apparents sont toutefois encore possibles malgré toutes les mesures prises.
Il est possible de réduire les risques résiduels en respectant les ‘consignes de sécurité’ et ‘l’utilisation con-
forme’ ainsi que les instructions de service.
Etendue de la livraison
Toupie Molda 5.0f
Guide de travail à l’arbre N° art. 7231 0019
Butée de fraisage complète avec
dispositif protecteur et dis p os itif de pres sion N° art. 7210 5000
Bagues d’épaisseur 0,5 mm – 4 pièces N° art. 3301429011
Bagues d’épaisseur 5 mm – 4 pièces N° art. 3301429010
Bagues d’épaisseur 10 mm – 4 pièces N° art. 3301429009
Bagues d’épaisseur 15 mm – 4 pièces N° art. 3301429008
Clé à fourche SW 41 N° art. 0108 9413
Clé Allen SW10 N° art.
Manchon d’aspiration N° art. 7500 3800
Sachet visserie
Notice technique
Accessoires optionnels: Page 28
Seite 64
Page 65

ATTENTION – LIRE ATTENTIVEMENT LA NOTICE! Porter les lunettes et casque de
protection
Caractéristiques techniques
Entraînement :
Numéro d’article de la machine 3300726901 3300726902
Moteur électrique [V] 220-240/ 50 Hz 380-420 / 50Hz
Consommation de courant P1 [kW] 2,8 2,8
Puissance utile P2 [kW] 2,0 2,0
Régime du moteur [1/min] 2800 2800
Mode de fonctionnement S6/40% S6/40%
Courant nominal [A] 11,3 7,7
Poids Brut/net kg] 250/220 250/220
Aspiration :
Manchon d’aspiration Ø [mm] 100
Strömungsgeschwindigkeit [m/s] 20
Unterdruck unten [Pa] 1400
Unterdruck oben [Pa] 900
Débit d’air [m³/h] 565
1. Bâti 10 Buse d’aspiration
2 Volant de hauteur 11 Ensemble presseurs
3 Volant d’inclinaison 12 Presseur horizontal
4 Affichage vitesse de rotation 13 Presseur vertical
5 Interrupteur commutateur sens de rotation Accessoires
6 Interrupteur M/A 14 Table latérale
7 Blocages d’arbre 15 Règle
8 Table machine 16 Bras articulé
9 guide protecteur 17 Presseur
Seite 65
Page 66

Dokumentation
Zone de travail : 1800 x 1150
Encombrements :
Longueur totale [mm] 1000
Largeur totale [mm] 730
Hauteur totale [mm] 1230
Hauteur de table [mm] 920
Longueur de table [mm] 1000
Largeur de table [mm] 600
Ouverture de table, maxi Ø [mm] 185
Arbre de toupie :
Arbre ∅ [mm] 30
Bagues ∅ ext. [mm] 50
Bagues d’épaisseur [mm] (2 x) 15,0 ; (4 x) 10,0 ; (5 x) 5,0 ; (4 x) 0,5
Course de réglage en hauteur [mm] 100
Vitesse de rotation de l’arbre [t/min] 1800/3000/6000/9000
Outil, diamètre maxi [mm] 200
Rondelles lumières de table Ø [mm] 75/115; 105/155; 145/200
Dimensions des pièces à usiner :
Dimensions mini larg. x haut. [mm] 8x8
Dimensions maxi haut. [mm] 120
Conditions d’utilisation :
Température [°C] +5 à +40
Humidité de l’air
(non condensant) [%] 30 à 95
Conditions de stockage :
Température [°C] -20 à +55
Humidité de l’air
(non condensant) [%] 30 à 95
! Sous réserve de modifications techniques !
Seite 66
Page 67

Valeurs caractéristiques d’émission acoustique
Sur la base des conditions de travail stipulées dans la norme ISO 7960 annexe D, les valeurs d’émission de
bruits calculées selon la norme DIN EN ISO 3746 pour le niveau de puissance acoustique ou selon la norme EN
ISO 11202 pour le niveau de pression acoustique mesurées au poste de travail sont les suivantes :
Niveau de puissance acoustique indiqué en dB
Marche à vide LWA = 96,4 dB(A) Usinage LWA = 99,7 dB(A)
Niveau de pression acoustique au poste de travail indiqué en dB
Marche à vide L
Une tolérance d'incertitude de mesure de K=4 dB est valable pour les valeurs d'émission indiquées
Remarque :
Les valeurs indiquées sont des valeurs d’émission et elles ne doivent donc pas représenter également des
valeurs fiables du poste de travail. Etant donné qu’il n’existe pas de corrélation entre les valeurs d’émission et le
poste de travail, elles ne peuvent donc pas être utilisées de manière fiable pour constater si d‘autres mesures
sont nécessaires ou non. Des facteurs risquant d’influencer le poste de travail actuel, comprennent la durée des
effets, le type spécial de la zone de travail, d’autres sources de bruits, le nombre d’engins et d’autres influences
adjacents. Les valeurs de travail admissibles peuvent varier d’un pays à l’autre. Les informations sont toutefois
sensées permettre à l’utilisateur de mieux évaluer les dangers et les risques.
= 80,5 dB(A) Usinage L
pAeq
= 83,7 dB(A)
pAeq
Seite 67
Page 68

Dokumentation
Mise en place et ajustement
Compensation en hauteur
Fig. ‘A’
La machine est montée sur 4 pieds caoutchouc réglables pour compenser les irrégularités du sol.
Desserrer les écrous hexagonaux inférieurs au moyen
d’une clé et serrer ou desserrer les pieds caoutchouc
selon le besoin.
Resserrer les écrous hexagonaux (les bloquer par
contre-écrou)
Attention !
Il faut obligatoirement aligner la machine au moyen
d’un niveau à bulle.
Si les pieds caoutchouc sont retirés, il est possible de
visser la machine dans le sol à travers les trous filetés
dans la base du bâti.
Guide protecteur de toupie et presseurs (étendue de livraison)
Fig. : ‘B’
Fixer le guide protecteur de toupie à angle droit sur
le dessus de table au moyen de 2 vis moletées et
rondelles (1).
Ajuster le guide protecteur de toupie au moyen de
la vis de réglage (2).
Fig. : ‘C’
Guide de travail à l’arbre pour le fraisage de pièces courbes (accessoire optionnel)
Fixer le guide de travail à l’arbre sur le dessus de table
au moyen de 2 vis moletées et rondelles.
La butée d’attaque peut être montée des deux côtés,
sur la table de fraisage, dans le prolongement de la lunette-guide ou de la bague-roulement.
(Vis hexagonale M 8 x 45 et rondelle Ø 8)
Fig. : ‘A’
Fig. : ‘B’
Fig. ‘C’
Seite 68
Page 69

R 90.
Fig. : ‘D’
Fig. : ‘D’
Guide de travail à l’arbre pour le fraisage de pièces
courbes
Monter le guide de travail à l’arbre pour le fraisage
des pièces courbes sur la table de la machine :
Guide de travail à l’arbre (accessoire optionnel)
• Fixer tout d’abord le dispositif de réglage pour la
butée de fraisage de pièces courbes sur le carter
de protection.
• Monter ensuite l’ensemble avec 3 vis hexagonales
et 3 rondelles sur le bord de table.
Lunette-guide
La lunette-guide R 90 (pour rayons 90 mm) est
montée.
La lunette-guide R 60 (pour rayons de 60 mm)
peut le cas échéant remplacer la lunette-guide
Branchement électrique
Le sens de rotation du moteur doit être contrôlé lors de la première mise en service – version 380V420V.
Fig. : "E"
Brancher la machine au secteur avec le connecteur CEE, le câble d’alimentation doit être protégé par fu-
sibles de 16 A.
Le sens de rotation standard est vers la gauche (contre le sens horaire), le sélectionneur du sens de rota-
tion doit alors être positionné sur ‘gauche’. Si ce n’est pas le cas, la polarité doit être modifiée au moyen d’un
tournevis. Voir fig. ‘E’. Le sens de rotation doit être contrôlé à chaque changement de branchement au réseau et changement d’emplacement.
Seite 69
Page 70

Dokumentation
Interrupteur commutateur sens de rotation pour ‘Marche à droite-Marche à gauche’
Le sens de rotation de la l’arbre de toupie peut être modifié en marche à droite au moyen de l’interrupteur
commutateur du sens de rotation.
Pour modifier le sens de rotation en « Marche à droite », il faut déplacer la barrette de sécurité et
commuter en même temps sur « Marche à droite ».
Après avoir appuyé sur le bouton-poussoir vert sur l’interrupteur de service, la broche de fraisage se met en
marche.
Pour mettre le dispositif hors marche, appuyer sur le bouton-poussoir rouge. La broche de fraisage est alors
freinée en l’espace de 10 secondes.
Fig. : F
Pour des raisons de sécurité, une commutation directe des sens de rotation est impossible lorsque le
moteur est en marche. Le moteur doit être de nouveau mis en marche après chaque commutation du sens
de marche.
Si le sens de rotation ‘Marche à droite’ a été choisi, le sens de travail change et passe de gauche à droite.
L’outil de fraisage doit être monté en le tournant de 180°.
Le moteur électrique installé est raccordé de façon à être prêt au fonctionnement. Le branchement correspond
aux prescriptions correspondantes VDE e t DIN. Le branchement au secteur effectué par le client ainsi que
la rallonge utilisée doivent correspon d re à ces prescriptions répondant aux prescriptions
locales de la société de distribution de l’électricité.
Dispositif de freinage du moteur
Lors de la mise hors circuit de la machine, un frein à mécanique garantit un freinage sûr du moteur. Le frein freine
le moteur de commande de la machine en l’espace de 10 secondes.
Si le freinage dure plus de 10 secondes, arrêter immédiatement d'utiliser la machine, le frein est défectueux.
L’alimentation en courant de la machine doit obligatoirement être coupée. Seul un électricien spécialisé doit
être chargé de l’élimination des pannes.
Seite 70
Page 71

Mode de fonctionnement / temps de fonctionnement
Le moteur électrique est dimensionné pour le mode de fonctionnement S 6 – 40 %.
S6 = fonctionnement continu à charge intermittente
40% = en rapport à 10 min. 4min. Charge ; 6 min. Fonctionnement de marche à vide
En cas de surcharge du moteur, celui-ci s’é teint automatiquement vu qu’un thermostat d e bobine est intégré dans la bobine du moteur. Le moteur pe u t à nouveau être mis en circuit après un temps d e refroidissement (à durée différente).
Lignes de branchement électrique défectueuses
L’isolement des lignes de branchement électrique est souvent endommagé.
Eventuelles causes :
Empreintes lorsque les lignes de branchement sont conduites à travers des fentes de fenêtre ou de porte.
Plis suite à une fixation ou une conduite inadéquate de la ligne de branchement.
Coupures suite à l’écrasement de la ligne de branchement.
Dommages d’isolement suite à un arrachement pour sortir la ligne de branchement de la prise de courant mu-
rale.
Fissures suite au vieillissement de l’isolation. De telles lignes de branchement électrique défectueuses ne doi-
vent pas être utilisées et présentent des risques de d a n g e r d e m o r t suite aux endommagements de
l’isolement.
Contrôler régulièrement les lignes de branchement électrique pour constater si elles sont endommagées. Avant
d’effectuer le contrôle, veiller à ce que la ligne de branchement ne soit plus sous circuit. Les lignes de branchement électrique doivent correspondre aux dispositions VDE et DIN correspondantes et aux prescriptions locales
de la société de distribution de l’électricité. Utiliser uniquement des lignes de branchement électrique avec la caractérisation H 07 RN. Une inscription du type sur le câble de branchement est obligatoire.
Des rallonges d’une longueur max. de 25 m doivent avoir une coupe de 1,5 mm² et pour des rallonges de plus
de 25 m la coupe doit être de 2,5 mm².
Le branchement au secteur est protégé par fusible de 16 A à action retardée.
Moteur triphasé
La tension de secteur doit être de 380-420 V/50 Hz.
Le branchement au secteur et les rallonges doivent avoir 5 fils =3 P + N + SL.
La coupe minimale des rallonges doit être de 1,5 mm².
Le branchement au secteur est protégé par fusible au maximum de 16 A.
Lors du branchement au secteur ou d’un changement d’emplacement, il faut contrôler le sens de rotation et le
cas échéant, il faut échanger la polarité.
Seul un électricien spécialisé a le droit de brancher et de réparer l’équipement électrique.
Pour toutes questions supplémentaires, indiquer les données suivantes :
Fabricant du moteur ; type de moteur
Type de courant du moteur
Données figurant sur la plaque signalétique de la machine
Données de la commande électrique
Si le moteur doit être renvoyé, il faut toujours envoyer l’unité d’entraînement compl ète avec la commande
électrique.
Seite 71
Page 72

Dokumentation
Schéma de connexions 380-420V / 50 Hz
Seite 72
Page 73

Schéma de connexions 220-240V / 50 Hz
Seite 73
Page 74

Dokumentation
sur l’arbre de toupie.
Fig. ‘G’
Mise en route
Tous les dispositifs protecteu rs et les dispositifs auxiliaires doivent être m ontés.
Le moteur doit toujours être à l’arrêt pour effectuer des travaux d’outillage, de réglage, de mesure et de net-
toyage. Toujours attendre que l’outil en rotation s’arrête avant de débrancher la fiche de secteur.
Outil de fraisage et rondelle lumière de
table
Fig. ‘G’
Observer les différentes possibilités d’application des
différents outils de fraisage.
Mettre en place la rondelle lumière de table adéquate : Ø115 mm, Ø 155 mm ou Ø 200 mm.
Vérifier le sens de rotation de l’outil de fraisage !
Lors de l’utilisation d’outils de fraisage avec un diamètre supérieur à 110 mm, la rondelle lumière de
table ne doit pas être utilisée.
Positionner l’outil de fraisage et les bagues sur
l’arbre de toupie, fixer l’ensemble avec la vis à
tête fraisée M14x40. Bien serrer cette vis. (Clé allen SW10 et clé plate SW 41).
Attention:
L’outil de fraisage doit être positionné au plus bas
Guide protecteur de toupie
Fig. ‘H’
Desserrer les deux vis moletées (1a) et orienter le
guide protecteur de toupie de sorte qu’il soit parallèle
au bord avant de la table.
(2) Réglage de précision de la profondeur de
fraisage
Serrer les vis moletées (1a) à fond de manière à ce
que le réglage parallèle du guide protecteur de toupie par rapport à la pièce à usiner ne soit pas décalé.
Desserrer les deux vis moletées (2a) et procéder au
réglage de précision au moyen de la vis (2). Un trait
de division sur la vis moletée correspond à 0,1 mm.
Resserrer les vis moletées (2a).
(3) Réglage des guides profils
Desserrer les deux vis moletées (3) et ajuster les
deux guides profils de butée en fonction de l’outil.
Approcher le plus possible les guides profils de butée de l’outil de fraisage et serrer les vis moletées.
Une goupille de butée dans les deux guides profils
empêche une extraction non souhaitée des guides
profils. Desserrer encore plus les vis moletées (3)
pour remplacer les guides profils.
Fig. ‘H’
Seite 74
Page 75

Guide de travail à l’arbre
Application de plaques de pièces courbes
Outil de fraisage Ø Bague de guidage
Ø100 - 120 mm R 60 mm
jusqu’à Ø140 mm R 90 mm
Le réglage correct du guide de travail à l’arbre est effectué en fonction du diamètre de l’outil de fraisage,
ainsi que de l’épaisseur de la pièce à usiner et de la
profondeur de fraisage souhaitée.
Fig. ‘I’
Réglages
En règle générale, l’outil de fraisage doit toujours
être en bas quand cela est possible (travail par le
dessous). La bague de guidage des pièces courbes
est au-dessus.
- Ajuster l’outil de fraisage à la hauteur de fraisage
souhaité.
- Régler la bague de guidage des pièces courbes
(R 60 ou R 90) en fonction de l’épaisseur de la
pièce à usiner et de la profondeur de fraisage.
- Descendre l’écran protecteur à 2 mm au-dessus
de la pièce à usiner.
- Placer les brosses sur les deux côtés de la pièce
à usiner afin d’assurer que les copeaux de
fraisage soient raclés durant l’usinage.
Fig. ‘J’
Rayons extérieurs
Pour fraiser des rayons extérieurs, amener la pièce à
usiner le long de la bague de guidage des pièces
courbes. La profondeur de fraisage idéale est
obtenue en position (3) ‘X’.
Illustration
Kit complémentaire pour butée de fraisage de pièces
courbe 7231 0746
(Accessoires spéciaux ):
Fig. ‘I’
Fig. ‘J’
Seite 75
Page 76

Dokumentation
Fig. ‘L’
[1/min]
200 Ø 180 Ø 160 Ø 140 Ø 120 Ø 100
[mm]
9.000
14
18
30
50
100
120
6.000
28
45
70
120
120
120
3.000
120
120
120
120
120
120
1.800
120
120
120
120
120
120
Fig. ‘K’
Rectification
Pour effectuer des travaux de rectification avec les
meules rotatives (accessoires spéciaux, n° d’art.
7930 3500 ou 7930 3000), le dispositif protecteur de
fraisage de pièces courbes (étendue de li vrais o n) est
utilisé comme capot. La plaque de butée de pièces
courbes n’est alors pas nécessaire et elle peut être
retirée.
Réglage de la vitesse de rotation
Fig. ‘L’
Tenir compte de la vitesse de rotation maxi indiquée
sur l’outil de fraisage, ainsi que de l’autoco ll ant du
côté interrupteur : « Abaque des vitesses de coupe
sur toupie ».
La toupie est équipée des vitesses de rotation
1800/3000/6000/9000 1/min.
- Ouvrir la porte d’accès au moteur.
Le circuit électrique vers le moteur est interrompu
lorsque la porte est ouverte.
- Desserrer la poignée de serrage (1)
- Déplacer le levier tendeur vers la droite (2)
- La courroie est détendue (3)
- Sélectionner la vitesse de rotation souhaitée
1800/3000/6000/9000 1/m i n.
- Déplacer la courroie sur les poulies adé-
quates
- L’indic ateur de vi tes se (4) est à déplacer en
même temps que la courroie
- Déplacer le levier tendeur (2) vers la gauche
pour tendre la courroie, resserrer la poignée de
serrage (1), refermer correctement la porte afin
de supprimer le verrouillage électrique du moteur.
Plan des vitesses de rotation :
Vitesse de rotation maximale en fonction d u d iamètre de l’outil et de la hauteur de fraisage
Vitesse de rotation
Seite 76
Ø
Ø de fraise
Epaisseur de
l’outil /
Hauteur de
fraisage [mm]
Page 77

Réglage de l’arbre de toupie
la pièce usinée !
Fig. ‘N’
Fig. ‘M’
!! Attention !!
Le réglage de l’arbre de toupie doit uniquement
être effectué quand le moteur est hors marche et
que l’outil de fraisage est à l’arrêt !
Course en hauteur de l’arbre de toupi e : 100 mm
- Le réglage en hauteur est effectué au moyen
du volant à main (1).
- Sur la manette de serrage (2), desserrer le frein
et procéder au réglage en hauteur au moyen du
volant à main (1).
- Un trait la réglette correspond à 0,1 mm. Une ro-
tation du volant à main correspond à 2 mm.
- Serrer à fond la manette de serrage (2) après
avoir ajusté la hauteur de l’outil.
Course en inclinaison de l’arbre de toupie : -5° à
+45°
- Le réglage en inclinaison est effectué au moyen
du volant à main (3).
- Sur la manette de serrage (2), desserrer le frein
et procéder au réglage en inclinaison au moyen
du volant à main (3).
La position à „0“ est donnée par une butée qui est
dans le bâti de la toupie. Au besoin, le réglage de
cette butée peut être ajustée.
La butée (a) doit être en position verticale.
Pour le réglage en position négative, l’ arbr e de toup ie
doit d’abord être réglé en position à 10°.
Pousser la butée (b) vers le bas, basculer vers la
gauche et bloquer.
Avec le volant à main (1) incliner l’arbre de toupie à
l’inclinaison souhaitée.
Attention:
Pour remettre l’arbre à 90°, procéder aux différentes
étapes à l’inverse.
Toujours effectuer un essai de fraisage et mesurer
Fig. ‘M’
Remarque
Fig. ‘N’
- La porte d’accès au moteur doit être fermé cor-
rectement et la vis de verrouillage de la porte doit
être serré afin de pouvoir mettre la machine en
fonctionnement.
- Brancher le câble d’alimentation
- Positionner l’interrupteur de rotation sur ‘gauche’
(sens anti horaire) ou ‘droite’ (sens horaire)
- Appuyer sur l’interrupteur bouton vert de
l’interrupteur de service pour mettre la machine
en route.
- Pour la mise hors marche, il faut appuyer le bou-
ton rouge de l’interrupteur de service.
Seite 77
Page 78

Dokumentation
Capot protecteur et presseurs ‘P’
serrer la poignée de blocage (6).
Consignes de travail
Le moteur doit toujours être hors marche et l’outil de fraisage doit être à l’arrêt pour effectuer des travaux
de changement d’outillage, de réglage, de mesure et de nettoyage.
Protéger la machine contre une remise en marche non souhaitée !
Débrancher la fiche secteur !
Guidage des pièces à usiner
Le sens d’avance de la pièce à usiner dépend du
sens de rotation du moteur.
Pour un sens de rotation du moteur ‘à gauche’ (sens
anti-horaire) le sens d’avance de la pièce à usiner est
de la ‘droite’ vers la ‘gauche’.
Pour un sens de rotation du moteur ‘à droite’ (sens ho-
raire), le sens d’avance de la pièce à usiner est de la
‘gauche’ vers la ‘droite’.
(1) Pièce à usiner – dispositif d’avance
- Veiller à assurer un guidage fiable des pièces à usi-
ner. Pour de petites pièces à usiner, utiliser des
moyens auxiliaires, tel qu’un poussoir ou pousse
bois (accessoire spécial réf. 7963 1000).
Fig. ‘O’
(2) Pièce à usiner – pression par le haut
- Appuyer la pièce à usiner avec le presseur horizon-
tal contre la surface de la table.
(3) Pièce à usiner – pression par le côté
- En plus de la pression exercée par le haut sur la
pièce à usiner, la pression sur le côté contre les pro-
fils guides.
- Placer le presseur vertical contre la pièce à usiner.
- Adapter la protecti on ‘A ’ à la hauteur de la pièce
à usiner.
(4) Outils de fraisage - sens de rotation
- Le sens d’avance de la pièce à usiner (1) dépend
toujours du sens de rotation de l’outil de fraisage (4).
- Pour certains travaux, le sens de rotation peut être
modifié de travaux de ‘gauche’ en ‘droite’) au moyen
de l‘interrupteur de rotation (référence fig. « N »).
Fig. ‘O’
Distance de sécurité en cas d’utilisation de
l’entraîneur automatique.
(accessoire spécial réf. 6807 0000)
En cas d’utilisation de l’entraîneur automatique, la distance entre le dernier rouleau d’avance et le mur de
l’atelier doit être au moins 55 cm plus long que la
pièce à usiner. Ceci afin de faciliter l’évacuation de la
pièce usinée.
Desserrer d’au maximum 2 rotations les deux vis de blocage (5) et les coulisser vers l’intérieur.
Seite 78
Il est maintenant possible de relever le capot protecteur et le dispositif de pression vers le haut. Pour éviter le basculement accidentel du capot protecteur,
Page 79

Fig. ‘Q’
Mise en place des barettes de guidage
La barrette de guidage est utilisée pour l’usinage des
pièces courtes. Elle permet de « fermer » l’ouverture
entre les 2 profils-guides.
Positionnement en hauteur : La barette est mis en place
soit en dessous ou au dessus de l’outil de fraisage et en
fonction de l’épaisseur de la pièce à usiner.
La barrette de guidage est maintenue par les 2 tiges de
blocage (2).
Outillage correct
Les conditions pour un travail sûr
- Choix de l’outil de fraisage et de la rondelle lumière de table adéquate.
- Vérification de l’outil de fraisage. Remplacer d’éventuels couteaux de fraisage endommagés.
Ajuster la vitesse de rotation en fonction de l’outil de fraisage et de la phase de travail. Tenir compte de
l’autocollant « Abaque des vitesses de c o u p e sur toupie » figurant sur la machine.
- Ajuster la hauteur et la profondeur de travail, la position inclinée de l’arbre de toupie lorsque le
moteur est à l’arrêt.
- Ajuster le guide protecteur de toupie et les dispositifs protecteurs en fonction de la phase de travail.
- Afin de pouvoir assurer une exécution fiable des travaux, contrôler et éventuellement resserrer d’importantes
vis de fixation du guide protecteur de toupie ou de la rallonge de table.
- Effectuer un essai de fraisage – ne jamais travailler sans dispositif protecteur.
Seite 79
Page 80

Dokumentation
- Remettre le moteur en marche.
Remplacement de l’outil de fraisage
Fig. ‘R’
La rondelle lumière de table doit être prise en
considération pour remplacer l’outil de fraisage.
Selon l’outil de fraisage, remplacer ou bien retirer
la rondelle lumière de table.
Attention !
Mettre le moteur hors marche et débrancher
la fiche secteur.
Remplacer l’outil de fraisage !
Resserrer à fond la vis de serrage au moyen
des 2 clés (Clé allen SW10 et clé plate SW 41).
Il faut toujours porter des gants p o u r remplacer
l’outil de fraisage – risque de blessure !
- Ajuster l’outil de fraisage et les dispositifs
protecteurs (voir chapitre : Outillage correct)
- Sélectionner le sens de rotation sur
l’interrupteur de rotation
Différentes possibilités d’application pour la toupie
Attention !
Toujours utiliser la rondelle lumière de table adéquate lors de la mise en place des outils de fraisage.
Les images suivantes sont en partie représentées sans dispositif protecteur afin de pouvoir mieux reconnaître les différents éléments.
Pour l’usinage il faut toutefois appliquer les dispositifs protecteurs prévus !
Fig. ‘S’
Fraisage longitudinal
Fig. ‘S’
Pousser la pièce à usiner le long de guide protecteur de toupie équipé des presseurs
Dans la mesure du possible, utiliser l’entraîneur automatique (accessoire spécial réf. 6807 0000).
Consigne de sécurité :
En cas d’utilisation de l’entraîneur automatique, la distance entre le dernier rouleau d’avance et le mur de
l’atelier doit être au moins 55 cm plus long que la
pièce à usiner. Ceci afin de faciliter l’évacuation de la
pièce usinée.
Seite 80
Page 81

Fraisage en bout (extrémité du bois)
Fraisage ou moulurage arrêté
Fig. ‘U’
Fig. ‘I’
Fixer la pièce à usiner sur le chariot de tenonnage. Pousser l’ensemble pièce à usiner et chariot
de tenonage le long de guide protecteur de toupie
équipé des presseurs
Fig. : ‘U’
Pour effectuer des travaux de moulurage arrêté, il
faut utiliser guide protec teur de toupie (1), une butée d’arrêt (2) et la rallonge de table avec la butée
d’insertion
Rallonge de table : (accessoires spéciaux)
n° d’art. : 73240170
Recouvrir l’outil de fraisage par le guide protecteur de toupie avec les presseurs verticaux et horizontaux.
Poser la pièce à usiner (3) avec l’extrémité en appui sur la butée d’arrêt (2). Basculer la pièce à
usiner dans l’outil de fraisage, et pousser la pièce
à usiner.
Pour l’usinage de pièces plus longues, reculer le
chariot de tenonnage au maximum. Le c h ar iot
sera bloquer avec la tige de blocage (1).
Par mesure de sécurité, rajouter sur la butée
d’arrêt (2) une butée complémentaire (3) à l’aide
d’un serre joint.
Poser la pièce à usiner (4) avec l’extrémité en appui sur la butée d’arrêt (2). Basculer la pièce à
usiner dans l’outil de fraisage, et pousser la pièce
à usiner.
Fig. ‘I’
Seite 81
Page 82

Dokumentation
Fig.
‘V’
Fraisage de pièces chantournées
Fig. ‘V’
- Pour fraiser des pièces chantourner, il faut uti-
liser le guide de travail à l’arbre.
(accessoire spécial réf. 3300726700).
Protection contre la corrosion : (accessoire spécial), n° d’art. 6100 9800
Si la machine n’est pas utilisée pendant une période plus longue, il faut pulvériser un produit protecteur contre la
corrosion sur la surface de la table.
Seite 82
Page 83

Fig. 1
Fig. 2
Fig. 4
Fig. 5
Fig. 6
Possibilités d’application de différents outils de
fraisage
4 Porte outils de sécurité A avec
5 Porte outils de sécurité A avec
6 Porte outils de sécurité A avec
1 Travaux de feuillurage avec le porte-outils de
sécurité A – couteaux droit s – différentes
bagues d’arbre de toupie B pour réglage en
hauteur. Rondelle lumière de table D. Outil positionné sous la table C – « travail par le dessous ».
2 Porte-outils de sécurité A et
même disposition des outils
que pour le point 1 lors du
fraisage d’une languette.
couteaux à profiler E. Différentes
bagues d’arbre de toupie B pour
réglage en hauteur.
Rondelle lumière de table D enlevée. Outil positionné sous la table
C – « travail par le dessous ».
couteaux de profil E (outil positionné sous la table C). Pour
profiler des pièces chantournées avec bague-roulement F.
Attention !
Uniquement travailler avec
dispositif « guide de travail à
l’arbre » G.
Seite 83
couteaux de profil E montés en
haut et bague- roulement F positionnée en bas pour profiler
des pièces chantournées.
Attention !
Uniquement travailler avec
dispositif « guide de travail à
l’arbre » G.
Page 84

Dokumentation
Fig. 14
Fig. 13
Fig. 7
Fig. 8
Fig. 9
Fig. 10
7 Fraise à rainurer J montée en haut
8 Fraises à rainurer J montées par deux avec bagues
9
10 Comme point 9, toutefois pour
13 Fraise plate bandes N montée en
14 Fraise plate bandes N montée en haut
avec bagues d’arbre de toupie B
pour réglage en hauteur et ron-
J
delle lumière de table D insérée
pour fraiser une rainure.
d’arbre de toupie B pour réglage en hauteur et bagues
intermédiaires K pour fraiser une rainure double. Rondelle lumière de table D enlevée – fraise à rainurer inférieure légèrement abaissée dans la table C.
Monter les fraises à rainurer en les décalant de 90°
l’une par rapport à l’autre.
Lame de scie L pour rainurer ou pour la pre-
mière phase de travail pour la fabrication
d’une feuillure profonde. Montée en haut avec
bagues d’arbre de toupie B pour réglage en
hauteur et rondelle lumière de table D insérée.
la deuxième phase de travail
pour la fabrication de feuillure.
Seite 84
haut. Rondelle lumière de table D
retirée. Sens de rotation à gauche
(sens anti horaire).
Attention !
Retirer la rondelle lumière de
table avant de mettre la fraise
plate bandes en place.
– tournée de 180°.
Rondelle lumière de table D retirée.
Sens de rotation à droite (sens horaire).
Attention !
Tenir compte du sens de rotation
de l’arbre de toupie.
Commuter l’interrupteur en marche
à droite
Page 85

D Assemblages de bois
Assemblage à recouvrement Assemblage à rainure Assembl age double Assemblage à rainures
Assemblement à feuillure A ssemblage à rainure Assembl age à rainure Assemblage avec rainure
à rainure et languette et fausses languettes
et languette
Assemblage à mibois Assemblage à mi-bois Assemblage à simple Assemblage double
en bout en T enfourchement enfourchement
Assemblage enfourchement à flottage assemblage à mortaise Enfourchement et mortaise
à enfourchement d’onglet et tenon tenon
Seite 85
Page 86

Dokumentation
Maintenance
L’entraînement doit toujours être hors circuit pour
effectuer des travaux de maintenance, de remise en
état et de nettoyage ainsi que pour éliminer des perturbations fonctionnelles.
Débrancher la fiche secteur !
Tous les dispositifs protecteurs et dispositifs
de sécurité doivent être remontés immédiatement après achèvement des travaux de réparation et de maintenance.
Veiller à ce que les tables des machines soient
toujours exemptes de résine. Du Pharmol – aérosol dérésineur Réf. 6100 9700 est en vente chez
votre concessionnaire Scheppach.
Nettoyer et lubrifier de temps en temps la tige de
réglage en hauteur ainsi que son logement et
l’arbre entraînant.
Fig. ‘Z’
Retendre la courroie
Fig. ‘Z’
- Ouvrir la porte d’accès au moteur.
- Desserrer la poignée de serrage (1)
- Déplacer le levier tendeur vers la droite (2)
- Retirer la courroie (3).
- Desserrer l’écrou (5)
- Régler l’écrou (6)
- Resserre l’écrou (5)
- Tester la tension de la courroie, si nécessaire réa-
juster
- resserrer la poignée de serrage (1), refermer cor-
rectement la porte afin de supprimer le verrouillage électrique du moteur.
Seite 86
Page 87

Pannes et remèdes
Cause
Remède
tails notice « fig. N »
Cause
Remède
Polarisation gauche du réseau
Changer la polarité de l’interrupteur principal (voir
chapitre Changement du sens de rotation)
Cause
Remède
l’interrupteur de fin de course soit commuté
Cause
Remède
Avant toute intervention sur la mac h ine, toujours mettre la machine hors. Débrancher la fiche du sec-
teur.
La pièce usinée n’est pas parfaite
Outil émoussé, désaffûté
Mauvaise vitesse de rotation
Mauvaise qualité du bois
Faux sens de rotation
ux sens de rotation du moteur
Fa
Machine ne fonctionne pas
Moteur ne démarre pas Contrôler le câble d’alimentation du réseau
L’arbre de toupie ne freine pas lors de la mise hors circuit
Si l’arbre de toupie ne s’arrête en l’espace de 10 secondes, frein défectueux
Remplacer l’outil
Régler la vitesse de rotation en fonction des instructions de service
Usiner du bois de bonne qualité, sans noeux ni éclats
Commuter l’interrupteur de sens de rotation – voir dé-
Contrôler les fusibles de votre instalation
(mini 16 A)
Bien fermer la porte d’accès au moteur afin que
Le moteur doit être retourner à l’usine pour
réparation
Seul un électricien spéci a lisé a le droit d’effectuer des travaux de maintenance électrotechniques !
Pour l’évacuation de la machine, il faut respecter les prescriptions locales en vigueur. (Pour plus
d’informations, se renseigner auprès de l’office local responsable)
Accessoires spéciaux :
Références :
Entraî neur aut omatique va 220 – 230V 6808 0000
Entraîneur automatique va 320 – 230V 6807 0000
Kit de déplacement Artikel Nr ?
Tablette à tenonner Artikel Nr ?
Table latérale avec bras articulé
Guide de travail à l’arbre 3300726700
Cylindre ponceur Ø 60x100 7930 3000
Cylindre ponceur Plano Rex Ø 60x100 7930 3500
Cylindre ponceur Plano Rex Ø 80x100 7930 3000
Bague roulement à billes 7923 3000
Différents outils
Artikel Nr ?
Seite 87
Page 88

Dokumentation
Déclaration de conformité CE
P
ar la présente nous déclarons, Scheppach Fabrikation für Holzbearbeitungsmaschinen GmbH
G
ünzburger Str. 69, D-89335 Ichenhausen
que la machine décrite ci-dessous correspond, dû à sa construction ainsi que dans la version mise en vente, aux
dispositions correspondantes des directives CE figurant ci-dessous.
Cette déclaration perd sa validité en cas de modification effectuée sur la machine.
La machine correspond au modèle contrôlé.
ésignation de la machine Machine à fraiser d’établi
D
Type de machine : Molda 5.0f
Utilisation uniquement pour l’usinage / le fraisage de bois
conforme :
rectives CE correspondantes :
Di
Directive CE sur les machines 2006/42/EG
Directive CE sur la sous-tension 2006/95/EWG,
Directive CE-EMV 2004/108/EWG.
har
monisées appliquées
Normes européennes E
A
utres normes : SO 7960
S
ervice signalé selon
annexe VII :
Notifié pour : Contrôle de modèle type CE, numéro
Li
eu, date : Ichenhausen, 08.03.2013
N 55014, EN 55104, , EN 848-1,EN 847-1, EN 60204-1
TÜV Rheinland LGA Products GmbH
ÜV Rheinland Group
T
Am Grauen Stein 29
D-51105 51105 Köln
Signature : i.V.
Markus Bindhammer (Leiter Technische Innovation und Dokumentationsbeauftragter)
Garantie
es défauts visibles doivent être signalés au plus tard 8 jours après la réception de la marchandise, sans
D
quoi l’acheteur perd tout droit à des redevances pour de tels défauts. Nous gara n tissons nos machines,
dans la mesure où elles sont maniées correctement, pour la durée légale de garantie à compter de la
remise dans ce sens que nous remplaçons gratuitement toute pièce de la machine devenue inutilisable
durant cette période pour des raisons d’erreur de matériau ou de fabrication. Toutes pi èces que nous ne
fabriquons pas nous-mêmes ne sont garanties que si nous possédons des droits à la garantie vis-à-vis
des fournisseurs respectifs. Les frais pour la mise en place des nouvelles pièces sont à la charge de
l’acheteur. Tous droits à rédhibiti o n et toutes prétentions à diminutions ainsi que tous autres droits à
l’indemnité sont exclus.
Seite 88
Page 89

A
Page 90

59
54
53
55
56
57
58
70
71
72
52
51
606162
63
64
6566
67
68
69
Page 91

87
86
88
85
84
83
82
81
78 79 80
73 74 75 76 77
Page 92

89
90
92
93
94
95
96
91
97
98
99
109
108
107
100
101
102
103
104
105
106
110
Page 93

111
112
114
113
117
115 116
118
120
119
122
121
Page 94

123
124
125
129
126
128
127
130
131
132
133
139
140
141
142
134
143
135
136
137
138
Page 95

146
147
144
145
148
149
150
154
155
156
157
161
158
159
162
170
160
163
164
165
166
167
168
169
153
151
152
Page 96

176
177
178
179
180
181
182
171
172
174
173
197
196
195
175
193
194
190
191
183
189
192
187 188
186
185
184
212
198
234
233
199 200
201
230231232
202
229
203
204
228
205
226 227
206
225
207
223
224
211
208
221
222
210
209
220
213
214
215
216
217
218
219
Page 97

243
236
235
237
238
239
240
241242
244
250
246
247
245
248
249
252
252
253
254
251
255
253
256
257
258
261
259
257
260
Page 98

283
284
285 286
287
288
282
289
281
292
293
262
280
291
290
279
263
264
278
277
276
265
266
273
271
274
272
275
267
269 270
268
294
295
296
Page 99

297 298 299
300
301
302
303 304
310 311
305
306
307
308
309
317
314
315
316
317
312
313
319
320
321
322
323
324
327
326
325
339
340
328
329
330
331
332
333
334
335
336
337
338
Page 100

Achtung!
Fräsanschlag in der Maschine.
Deckel wieder anschrauben!
Attention!
Guide protecteur dans la machine.
Revisser le couvercle!
Attention!
Fence system in the machine
Screw the cover back!
Achtung!
Schrauben für den Fräsanschlag im
Spindelkasten
Attention!
Les vis de fixation pour guide
protecteur de toupie se trouvent dans
le fût de la toupie
Attention!
Screws for the fence system in
headstock
 Loading...
Loading...