

Page 1

D
NC-Kompakt-Spanner
GB
NC-Compact vices
F
NC-Etaux compacts
I
NC-Dispositivo compatto di serraggio
E
NC-los dispositivos de sujeción compactos
Spannsystem mechanisch, mit
Kraftübersetzer, manuell betätigt
RKE-U
RKE-U...L
RKE-LV
Mechanical clamping system, with
power intensifier, manually
operated
Système de serrage mécanique à
multiplicateur et action manuelle
Sistema di serraggio meccanico,
con moltiplicatore di forza di serraggio, azionato manualmente
Sistema de sujeción mecánico,
con amplificación de fuerza,
accionamiento manual
Page 2
2
EIF
GB
D
Inhalt – Contents – Table de matières – Indice
Der NC-Kompakt-Spanner mit seinen wichtigsten
Einzelteilen 3
1. Sicherheitshinweise und Richtlinien für den Einsatz
von Maschinen-Schraubstöcken 4
2. Bestimmungsgemäße Verwendung 9
3. Inbetriebnahme 9
4. Aufspannen des Kompakt-Spanners 9
5. Spannbereich 11
6. Spannen des Werkstücks 12
7. Wartung 13
8. Demontage 14
9. Fehlererkennung und deren Behebung 16
10. Wichtige Hinweise 17
11. Hinweise zum sicheren Spannen von Werkstücken 18
12. Maßübersicht 19
13. Spannbereiche mit Aufsatzbacken, Standardbacken,
Stufenbacken und Trägerbacken 20
14. Ersatzteile und Zubehör 20
I particolari più importanti della NC-Dispositivo
compatto di serraggio 3
1. Norme di sicurezza e direttive per l’impiego di
morse da macchina 7
2. Uso conforme alle prescrizioni 9
3. Messa in funzione 9
4. Bloccaggio del dispositivo di serraggio 9
5. Campo di serraggio 11
6. Serraggio del pezzo da lavorare 12
7. Manutenzione 13
8. Smontaggio 14
9. Possibili anomalie e loro eliminazione 17
10. Avviso importante 17
11. Corretto bloccaggio dei particolari 18
12. Disegno quotato 19
13. Campi di serraggio con ganasce riportate, ganasce
standard, ganasce con gradino e ganasce di supporto 20
14. Pezzi di ricambio ed accessori 20
NC-los dispositivos de sujeción compactos con sus
components más importants 3
1. Instrucciones de seguridad y directrices para el uso
de mordazas para máquinas 8
2. Utilización para la finalidad prevista 9
3. Puesta en servicio 9
4. Fijación del dispositivo de sujeción compacto 9
5. Alance de sujeción 11
6. Sujeción de la pieza 12
7. Mantenimiento 13
8. Desmontaje 14
9. Fallos posibles y su eliminación 17
10. Aviso importante 17
11. Sujeción correcta de piezas 18
12. Sinopsis de dimensiones 19
13. Alcanes de sujeción con garras sobrepuestas,
garras éstandar, garras escalonadas y garras de soporte 20
14. Piezas de repuesto y accesorios 20
The NC-Compact vice and its most important components 3
1. Safety requirements and rules and regulations for the
use of machine vices 5
2. Precautions 9
3. Preperations for use 9
4. Mounting the compact vice 9
5. Clamping range 11
6. Clamping the workpiece 12
7. Maintenance 13
8. Diassembly 14
9. Trouble shooting 16
10. Advise 17
11. Correct clamping of workpieces 18
12. Dimensions 19
13. Clamping ranges with top jaws, standard jaws,
stepped jaws and carrier jaws 20
14. Spare parts and accessoires 20
Le NC-Etaux compacts avec ses pièces détachées
les plus importants 3
1. Indications concernant la sécurité et directives pour
l’utilisation d’étaux-machine 6
2. Utilisation conforme 9
3. Mise en service 9
4. Liaison de l’étau compact 9
5. Plage de serrage 11
6. Serrage de la pièce 12
7. Entretien 13
8. Démontage 14
9. Détection d’erreurs et leur élimination 16
10. Avis 17
11. Serrage correct des pièces 18
12. Cotes et dimensions 19
13. Plages de serrage avec mors, mâchoirs standard,
mors dentés, mors-supports 20
14. Pièces de rechange et accessoires 20
Page 3
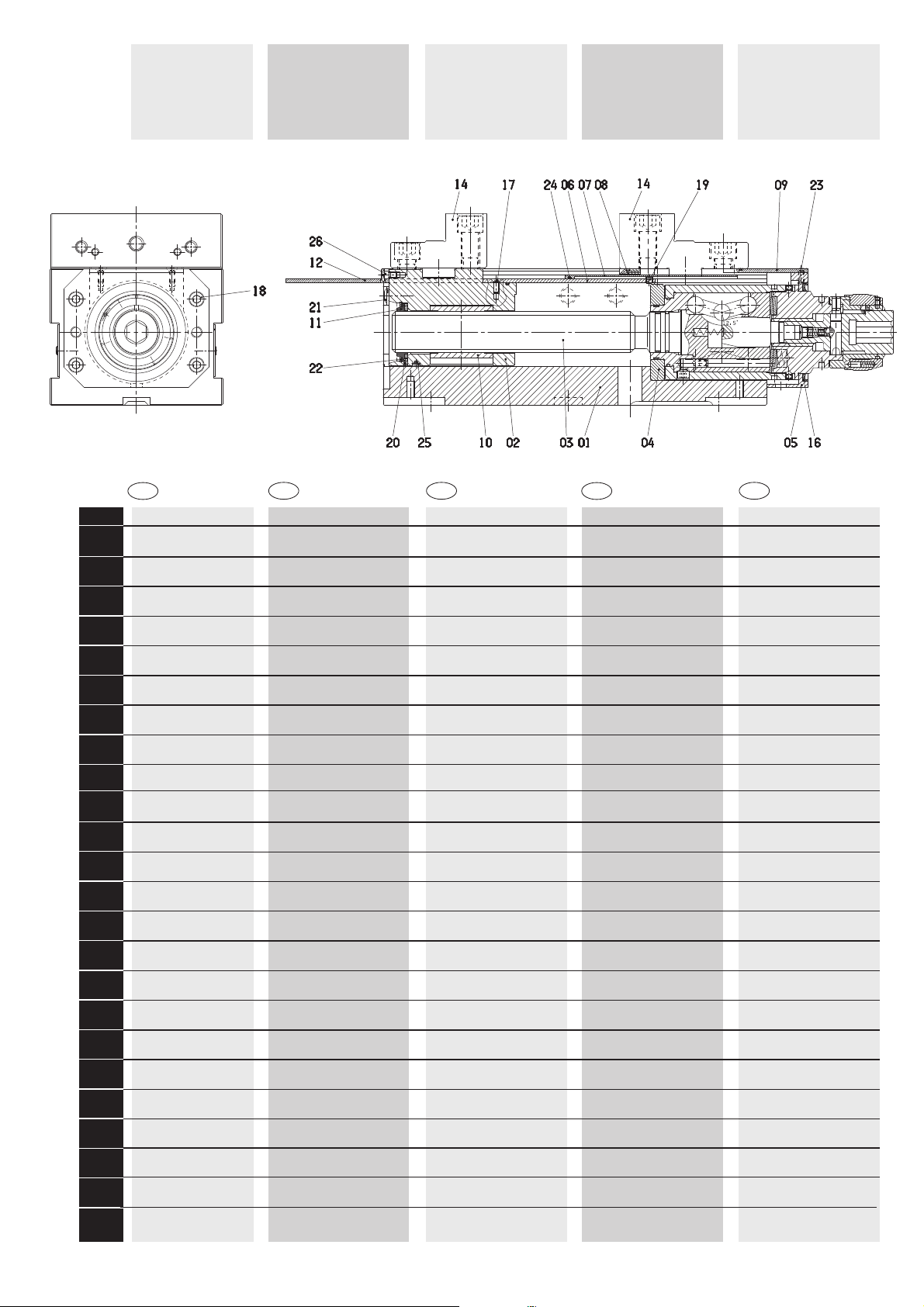
Der NC-Kompakt-Spanner
mit seinen
wichtigsten
Einzelteilen
Les NC-Etaux
compacts
avec ses pièces
détachées les
plus importants
NC-losdispositivos
de sujeción compactos con
sus components
más importants
The NC-Compact
vice and its
most important
components
I particolari più
importanti della
NC-Dispositivo
compatto
di serraggio
Benennung
Grundkörper
Schieber
Spindel KP
Druckplatte
Flanschplatte
Abstreifdeckel links
Abstreifdeckel Mitte
Abstreifer
Abdeckplatte
Gewindeabstreifer
Abdeckblech
Stufenbacken-Satz
Wellendichtring
Senkschraube
Zylinder-Schraube
Gewinde-Stift
Gewinde-Stift
Schraube
Sprengring
Passscheibe
O-Ring-Schnur
4 Teilstücke 60/60/66/65 lang
Führungsband
Flachkopfschraube
Name
Body
Slide
Screw spindle
complete assembly
Thrust piece
Flange plate
Stripper cover, left
Stripper cover, right
Scraper
Cover plate
Threaded scraper
Cover plate
Stepped jaws set
Shaft sealing ring
Countersunk screw
Fillister head screw
Setscrew
Setscrew
Screw
Snap ring
Shim
O-ring cord, 4 sections,
60/60/66/65 long
Guide band
Flat-heat screw
Dèsignation
Corps de base
Vérin
vis de commande
compléte
Pièce de compression
Plaque bridée
Couvercle racteur gauche
Couvercle racteur droit
Déchaussoir
Plaque de recouvrement
Déchaussoir taraudé
Tôle de protection
Mors
Bague à lèvres avec ressort
Vis
Vis à tete cylindrique
Goujon fileté
Goujon fileté
Vis
Anneau à détacher
Rondelle d’ajustage
Cordon de joint torique
4 tronçons – longueur 60/60/66/65
Bande de guidage
Vis à tête conique
Denominazione
Corpo
Cursore
Vite di comando
Tassello di spinta
Piastra flangiata
Coperchio di protezione
sinistra
Coperchio di protezione
destra
Raschiatore
Lamiera di chiusura
Raschiatore filettato
Lamiera di copertura
Ganasce
Guarnizione ad anello
per albero
Vite a testa svasata
Vite a testa cilindrica
Spina filettata
Spina filettata
Vite
Anello elastico
Rasamento
O-Ring a corda
4 pezzi di lungh. 60/60/66/65
Elemento guida
Vite con testa piatta
Designación
Cuerpo base
Corredera
Husillo, completo
Pieza de presión
Placa para bridar
Tapa de separación
izquierda
Tapa de separación
derecha
Rascador
Placa de cubierta
Rascador de rosca
Chapa protectora
Gorras
Anillo-retén
Tornillo avellanado
Tornillo cilindrico
Tornillo Prisionero
Tornillo Prisionero
Tapón
Clip
Arandela de ajuste
Cordón de junta toroidal
4 fragmentos de 60/60/66/65 de largo
Cinta de guía
tornillo avellanado
3
D
GB F
I
E
Teil
01
02
03
04
05
06
07
08
09
11
12
14
16
17
18
19
20
21
22
23
24
25
26
10
Gewindeeinsatz
Thread insert
Fil à usage
Filo per l'uso Hilo para su uso
Page 4

!
1. Sicherheitshinweise und Richtlinien für den Einsatz
von Maschinen-Schraubstöcken
Vor Inbetriebnahme des Maschinen-Schraubstockes ist folgendes zu beachten:
Das mit Tätigkeiten am Maschinen-Schraubstock
beauftragte Personal muß vor Arbeitsbeginn die Bedienungsanleitung und hier besonders das Kapitel „Sicherheitshinweise“ gelesen haben.
Die Sicherheit beim Bearbeiten von Werkstücken hängt
weitgehend von dem richtigen Einsatz und der fachgerechten Handhabung des Spannmittels ab.
Unsachgemäßes Handhaben und Arbeiten kann die
Funktion des Maschinen-Schraubstockes beeinträchtigen. Es besteht die Gefahr durch sich lösende und herausschleudernde Werkstücke.
1.1 Montage, Bedienung und Wartung müssen fachge-
recht ausgeführt werden.
2.1 Bei unsachgemäßer oder nicht bestimmungs-
gemäßer Handhabung des Maschinen-Schraubstockes können von ihm Gefahren ausgehen.
3.1 Der Bediener ist verpflichtet, den Maschinen-
Schraubstock nur im einwandfreien Zustand zu
betreiben.
4.1 Jede sicherheitsbedenkliche Arbeitsweise ist zu
unterlassen.
5.1 Der Bediener ist verpflichtet, eintretende Änderun-
gen, die das sichere
Arbeiten mit dem Maschinen-
Schraubstock beeinträchtigen, sofort zu melden.
6.1 Änderungen oder Umbauten, die die Sicherheit des
Maschinen-Schraubstockes beeinträchtigen sind
nicht gestattet.
7.1 Bei Reparatur oder Instandsetzung des Maschinen-
Schraubstockes dürfen nur Original-Ersatzteile des
Herstellers verwendet werden.
Reparaturen sind nur von Fachkräften durchzuführen.
8.1 Die länderspezifischen Arbeits- und Unfallverhü-
tungsvorschriften sind zu befolgen.
9.1 Es gelten die europäischen bzw. länderspezifischen
Maschinen-Richtlinien.
10.
Ergänzend zur Bedienungsanleitung sind die allgemeingültigen, gesetzliche und sonstige verbindlichen Regelungen zur Unfallverhütung und zum
Unfallschutz zu beachten.
11. Die Angaben und Empfehlungen in der Bedienungs-
anleitung sind genau zu beachten.
12. Wenn keine anderen Angaben, dann ist beim Span-
nen die Handkurbel immer im Uhrzeigersinn zu drehen. Beim Drehen gegen den Uhrzeigersinn droht
Gefahr für Personen und den Maschinen-Schraubstock durch sich lösende Werkstücke.
13. Die Aufspannung des Schraubstockes darf nur auf
einer verformungsstabilen Unterlage vorgenommen
werden.
14. Die Spannpratzen und Befestigungsschrauben
müssen entsprechend der Bedienungsanleitung
angebracht werden.
15. Nach längerer Ruhezeit muß der Schraubstock vor
erneutem Einsatz auf einwandfreie Funktion geprüft
werden. Dazu gehört in der Regel die Kontrolle der
Spannkraft und des Spannbereichs.
16. Die Prüfung der Spannkraft muß über ein geeignetes Meßverfahren erfolgen, z. B. hydraulische Kraftmeßdose, elektronische Kraftmesser. Die gemessene Spannkraft muß mindestens 80% der max.
Spannkraft betragen.
17. Bei Maschinen-Schraubstöcken, die ein Versetzen
der Spannbacken beinhalten, ist auf genügend
Restspannweg in der Endstellung zu achten.
18. Bei hydraulischen Maschinen-Schraubstöcken, die
zum Antrieb einen Druckübersetzer oder ein
Hydraulik-Aggregat benötigen, muß bei Ausfall der
Primärenergie die Spannkraft mindestens solange
erhalten bleiben, bis die Maschine stillgesetzt oder
das Werkzeug aus dem Arbeitsbereich gefahren
werden kann.
19. Mechanisches Spannen ist bei den hydraulisch
betätigten Maschinen-Schraubstöcken unzulässig.
20. Die Hydraulikzuleitungen für die Spanneinrichtung
müssen auf den maximalen Betriebsdruck ausgelegt und gegen mechanische Zerstörung geschützt
sein.
21. Wird. z. B. im Palettenbetrieb der hydraulische
Maschinen-Schraubstock von der Hydraulikzuleitung abgekoppelt, so ist vor dem Einsatz die Dichtigkeit des Hydrauliksystems in abgekoppeltem
Zustand zu überprüfen. Der Druck muß mindestens
solange erhalten bleiben, solange die Taktzeit
dauert.
22. Beim Spannen der Werkstücke ist darauf zu achten, daß die Spannflächen voll zum Tragen kommen. Ist dies nicht der Fall, z. B. durch zu große
Winkel oder Parallelitätsfehler des Werkstückes,
müssen geeignete Backen aus dem Zubehörprogramm, z. B. Pendelbacken, unter Umständen spezielle Spannbacken eingesetzt werden.
23. Der Maschinen-Schraubstock darf nur zum Spannen von festen Werkstücken verwendet werden.
Bei elastischen Werkstücken und ungenügender
Spannkraft besteht Verletzungsgefahr
durch sich
lösende und herausschleudernde Werkstücke.
24. Bei Maschinen-Schraubstöcken, die mit selbsttätiger Kraftübersetzung ausgestattet sind, deren
Übersetzung wegabhängig funktioniert, ist auf folgendes zu achten: Beim Spannen von Werkstückpaketen oder unebenen durchgebogenen Werkstücken, oder Werkstücken mit starker Gratbildung
müssen diese soweit mechanisch vorgespannt werden (ohne Kraftübersetzer), bis die Nachgiebigkeit
aufgehoben ist. Erst dann darf die Hochdruckkraft
eingesetzt werden.
25. Werden überhohe oder überlange Werkstücke
gespannt, sind diese durch entsprechende Hilfseinrichtungen, z. B. Anschläge oder Auflagen, zu
sichern. Um Vibrationen zu vermeiden, sind unter
Umständen spezielle Spannbacken oder mehrere
Spannstellen erforderlich.
4
D
Page 5
!
1. Safety Requirements and Rules and Regulations
for the Use of Machine Vices
The following requirements must be met before the machine vice is put into operation:
The personnel charged with duties related to the
machine vice must have read the operating instructions
and in particular the chapter entitled ”Safety Requirements“.
When machining parts, safety largely depends on proper use and workmanlike handling of the clamping tool.
Unworkmanlike handling and machining may impair the
function of the machine vice. Inadequately clamped
workpieces may be thrown out of the machine and cause injuries to personnel.
1.1 Proper mounting, operation and maintenance are
essential requirements.
2.1 A machine vice which is not handled correctly con-
stitutes a potential source of danger
.
3.1 The operator must satisfy himself of the perfect
condition of the machine vice before putting it into
operation.
4.1 Any operation which is not perfectly safe must be
avoided.
5.1 Any changes affecting the saftey of work with the
machine vice must be immediately reported by the
operator
.
6.1 Changes or conversions affecting the safety of the
machine vice are not permitted.
7.1 Only the manufacturer’s original spare parts may be
used for repairs or reconditioning work.
All repairs
must be carried out by skilled personnel.
8.1 The codes of practice and rules for the prevention
of accidents in force in the country of use must be
observed.
9.1 The applicable European or national regulations for
machinery must be complied with.
10.
The general, legal or other mandatory regulations
for the prevention of accidents must be observed in
addition of the operating instructions.
11. The information and recommendations contained in
the operating instructions must be strictly observed.
12. Unless specified otherwise, the work must always
be clamped by turning the handcrank clockwise. If
the handcrank is turned anti-clockwise, the work is
no longer held securely and constitutes a hazard for
personnel and the machine vice.
13. The vice must always be mounted on a stable base
which is not easily deformed.
14. The clamps and mounting bolts must be fitted as
described in the operating instructions:
15. If the vice has not been used for the prolonged peri-
od of time, it must be checked for proper functioning befor it is put into operation. As a rule, this
should include a check of the clamping force and
capacity range.
16. The clamping force must be checked with the aid of
a suitable instrument, such as a hydraulic load cell
or an electronic measuring device. The clamping
force measured should not be less than 80% of the
specified maximum clamping force.
17. For machine vice with jaws that can be shifted, sufficient residual clamping travel must be available in
the final position.
18. If the primary energy of hydraulic machine vices
requiring a pressure intensifier or hydraulic unit
should fail, the clamping force must be maintained
at least until the machine can be stopped or until
the tool can be removed from the working area.
19. Hydraulically operated machine vices may not be
clamped mechanically.
20. The hydraulic supply lines for the workholding fixture must be rated for the maximum operating pressure and protected against mechanical destruction.
21. If the hydraulic machine vice is disconnected from
the hydraulic supply line, such as when working
with pallets, for example, the hydraulic system must
be checked for leakage in the disconnected condition before the vice is put into operation. The pressure must be maintained at least for the duration of
the machining operation.
22. When clamping the parts of the machined, special
care must be taken to assure full contact of the
clamping surfaces. If this is prevented by excessive
errors of angularity or parallelism, for example, suit able jaws from the range of accessories offered,
such as floating jaws or special clamping jaws, will
have to be used for compensation.
23. Flexible workpieces and insufficient clamping forces
may cause injuries
if insecurely held parts are flung
out of the machine.
The machine vice may only be used for clamping
rigid workpieces.
24. The following precautions must be observed when
machine vices are used which are equipped for
independent force multiplication as a function of travel: Workpiece stacks are deformed, i. e. not perfectly level parts or parts with heavy burr must be
mechanically preclamped (without force multiplication) until they are no longer resilient before the highpressure force is applied.
25. Extra high or extra long workpieces must be secured with the aid of suitable auxiliaries, such as
stops or pads. Special clamping jaws or clamping at
several points may be necessary to avoid vibrations.
5
GB
Page 6
!
1. Indications concernant la sécurité et directives
pour l’utilisation d’étaux-machine
Avant la mise en service de l’étau-machine, observer ce qui suit:
Avant de commencer la travail, le personnel chargé de
la manoeuvre de l’étau-machine doit avoir lu nos
instructions de service et notamment le chapitre „Indications concernant la sécurité“.
La sécurité pendant l’usinage de pièces dépend essentiellement de l’utilisation correcte et de la manipulation
appropriée du dispositif de serrage.
Une manipulation et un travail non conformes peuvent
nuire au bon fonctionnement de l’étau-machine. Les
pièces risquent de se desserrer et d’être éjectées.
1.1 Le montage, la manipulation et l’entretien doivent
être ef
fectués de façon conforme.
2.1 Des dangers peuvent découler de l’utilisation inap-
propriée ou non conforme de l’étau-machine.
3.1 L’utilisateur ne doit se servir de l’étau-machine que
si ce dernier est dans un état irréprochable.
4.1 Il convient de s’abstenir de toute méthode de travail
non conforme aux règles de sécurité.
5.1 L’utilisateur est tenu de signaler immédiatement
toutes les modifications se produisant, pouvant nuire à la sécurité du travail avec l’étau-machine.
6.1 Toutes modifications ou transformations portant
atteinte à la sécurité de l’étau-machine sont prohibées.
7.1 Pour les réparations ou la maintenance de l’étau-
machine, n’utiliser que des pièces d’origine du
fabricant.
8.1 Les presciptions sur le travail et la protection contre
les accidents spécifiques à chaque pays doivent
être respectées.
9.1 Les directives européennes ou spécifiques au pay-
seon question sont à appliquer
.
10. Les réparations ne doivent être effectuées que par
des spécialistes qualifiés.
10.
Outre les instructions de service, il convient d’observer les réglementations générales, légales et
autres recommandations obligatoires concernant la
prévention et la protection contre les accidents.
11. Les indications et les recommandations des instruc-
tions de service doivent être rigoureusement respectées.
12. Sauf indications différentes, la manivelle doit tou-
jours être tournée dans le sens des aiguilles d’une
montre. En tournant dans le sens contraire, les pièces peuvent se desserrer, ce qui présente de
grands risques pour les personnes et l’étaumachine.
13. L’étau ne doit être serré que sur un support rési-
stant à la déformation.
14. Les griffes de serrage et les vis de fixation doivent
être fixées conformément aux instructions de
service.
15. Après une période hors service prolongée, le bon
fonctionnement de l’étau doit être vérifié avant sa
réutilisation. En règle générale, on contrôle à cet
effet la force de serrage et la capacité de serrage.
16. Le contrôle de la force de serrage doit être effectué
par un processus de mesure approprié, par exemple avec une boîte dynamométrique hydraulique ou
des dynamomètres électroniques. La force de serrage mesurée doit représentee au moins 80% de la
force de serrage max.
17. Sur les étaux-machine dont les mors de serrage
peuvent être déplacés, veiller à respecter une course de serrage suffisante en position extréme.
18. Sur les étaux-machine hydrauliques nécessitant
pour l’entraînement un multiplicateur de pression
ou un groupe hydraulique, la force de serrage doit
être, en cas de panne de l’énergie primaire, maintenue au moins jusqu’à l’arrêt de la machine ou
jusqu’à ce que la pièce puisse être sortie de la zone
de travail.
19. Un serrage mécanique est prohibé s’il s’agit
d’étaux-machine à actionnement hydraulique.
20. Les conduites hydrauliques pour le dispositif de
serrage doivent être adaptées à la pression de service maximale et protégées contre la destruction
mécanique.
21. Si par exemple l’étau-machine hydraulique est
désacouplé de la conduite hydraulique au cours du
fonctionnement en palette, il convient de vérifier au
préalable. L’étanchéité du système hydraulique en
état désacouplé. La pression doit être maintenue
pendant toute la durée du cycle.
22. Lors du serrage des pièces, veiller à utiliser toutes
les surfaces de serrage. Dans le cas contraire, par
exemple en cas d’angles trop importants ou d’erreurs de parallélité de la pièce, des mors appropriés en accessoire, p. ex. des mors flottants, éventuellement des mors de serrage spéciaux, devront
ètre utilisés.
23. Avec des pièces élastiques et une force de serrage
insuffisante, il y a risque de blessures
par des pièces se desserrant et pouvant être èjectées. L’étaumachine ne doit être utilisé que pour le serrage de
pièces rigides.
24. En utilisant des étaux-machine équipés d’un intensificateur de puissance indépendant et dont l’intensification dépend de la course, il convient de re specter ce qui suit: lors de serrage de paquets de
pièces ou de pièces à aspérités courbes ou de pièces à grande formation d’àrêtes, ils doivent être
préservés mécaniquement (sans intensification de
puissance) jusqu’à ce que la flexibilité soit supprimée. Ce n’est qu’alors que la haute pression
pourra être utilisée.
25. Lorsque des pièces trop hautes ou trop longues
sont serrées, ces dernières doivent être bloquées
avec des auxiliaires correspondants, p. ex. des
butées ou des supports. Pour éviter les vibrations,
des mors de serrage spéciaux ou plusieurs points
de serrage sont éventuellement nécessaires.
6
F
Page 7

!
1. Norme di sicurezza e direttive per l’impiego di
morse da macchina
Prima della messa in esercizio della morsa osservare quanto segue:
Prima di qualsiasi intervento il personale addetto alla
lavorazione sulla morsa da machina deve aver letto le
istruzioni per l’uso ed in particolare il capitolo „Norme di
sicurezza“.
La sicurezza durante la lavorazione dipende in ampia
misura dal corretto impiego e dall’adeguata manipolazione
del dispositivo di serraggio.
L’uso improprio della morsa da macchina pùo pregiudicare
il funzionamento della stessa, con il pericolo che i pezzi in
lavorazione vengano liberati e catapultati in aria.
1.1 Montaggio, condotta e manutenzione devono essere
eseguiti a regola d’arte.
2.1 La morsa da macchina pùo rivelarsi pericolosa se usa-
ta in modo improprio o non conforme alla prescrizioni.
3.1 L’operatore è tenuto ad azionare la morsa da macchi-
na solo se in perfette condizioni.
4.1 Sono da evitarsi metodi di lavoro che vanno a discapi-
to della sicurezza.
5.1 L’operatore è tenuto a comunicare immediatamente
qualsiasi cambiamento sopravvenuto che possa pregiudicare le condizioni di sicurezza durante la lavorazione sulla morsa da macchina.
6.1 Non sono consentite modifiche o transformazioni della
morsa da macchina che possano pregiudicare la sicurezza di quest’ultima.
7.1 Per la riparazione o la manutenzinone della morsa da
macchina è ammesso unicamente l’uso di pezzi di
ricambio originali forniti dal Construttore.
10. Le riparazioni possono essere eseguite esclusivamen-
te da tecnici specializzati.
8.1 Si devono osservare le norme di lavoro ed antinfortun -
istiche vigenti nel paese d’impiego.
9.1 Trovano qui applicazione le direttive europee e/o le
specifiche nazionali per il tipo di macchina.
10.
Oltre alle istruzioni per l’uso sono da osservarsi le normative generali e di legge nonché qualsiasi altra direttiva vincolante in materia di prevenzione e protezione
dagli infortuni.
11. Le indicazioni e raccomandazioni contenute nelle istru-
zioni per l’uso devono essere seguite scrupolosamente.
12. Salvo diversa indicazione, in fase di serraggio la
manovella deve essere sempre girata in senso orario.
In caso di rotazione in senso antiorario i pezzi in lavorazione vengono liberati, con il conseguente pericolo di
infortunio per il personale o di danneggiamento della
morsa.
13. La morsa deve essere fissata su un supporto indefor-
mabile.
14. Per l’applicazione delle staffe di serraggio e delle viti di
fissaggio attenersi a quanto indicato dalle istruzioni per
l’uso.
15. Prima di usare la morsa da macchina in seguito ad un
periodo prolungato di inattività, deve essere verificato
il suo perfetto funzionamento, controllando, tra l’altro,
la forza e il campo di serraggio.
16. La prova della forza di serraggio deve essere eseguita
con un sistema di misura adeguato, ad esempio con
una capsula dinamometrica idraulica o un dinamometro elettronico. Il valore rilevato deve essere pari almeno all’80% della forza massima di serraggio.
17. Per le morse da macchina con possibilità di spostamento delle ganasce di serraggio si deve verificare
che nella posizione di fine corsa vi sia ancora sufficiente corsa residua di serraggio.
18. Per le morse da macchina idrauliche, richiedenti per il
loro azionamento un moltiplicatore di pressione o una
centralina idraulica, si deve garantire, nel caso venga
a mancare l’alimentazione primaria, il mantenimento
della forza di serraggio almeno sino all’arresto della
macchina o sino a quando il pezzo in lavorazione non
viene portato al di fuori della zona di lavoro.
19. Non è ammesso il serraggio meccanico delle morse
da macchina ad azionamento idraulico.
20. I condotti idraulici del dispositivo di serraggio devono
essere dimensionati per la pressione massima di esercizio ed essere protetti contro i danneggiamenti meccanici.
21. Se, ad esempio, durante il funzionamento con pallet
viene interrotto il collegamento della morsa idraulica
con il condotto idraulico, prima dell’impiego è necessario verificare la tenuta del sistema idraulico una volta
scollegato. La pressione deve essere mantenuta almeno sino al termine del tempo ciclo.
22. In fase di serraggio dei pezzi si deve verificare che l’operazione interessi l’intera superficie di serraggio. In
caso contrario, ad esempio a causa di angolazioni
eccessive o di errori di parallelismo del pezzo, dovranno essere utilizzate ganasce adeguate, scelte dal programma degli accessori, quali ad esempio le ganasce
autoallineanti o, se necessario, ganasce speciali.
23. Durante la lavorazione di pezzi elastici e con un’insufficiente forza di serraggio è possibile che i pezzi vengano liberati e catapultati all’esterno, con il conseguente
pericolo di infortunio.
23. La morsa da macchina deve essere utilizzata esclusi-
vamente per il serraggio di pezzi rigidi.
24.
Per le morse da macchina dotate di moltiplicazione
automatica della forza in funzione della corsa è richiesta l’osservanza delle seguenti precauzioni: in fase di
serraggio di pacchetti di pezzi o di pezzi non piani e
curvi o ancora di pezzi presentanti forte sbavatura,
questi ultimi devono essere sottoposti a serraggio
meccanico preliminare (senza moltiplicatore di forza)
sino ad eliminazione di eventuali cedimenti. Solo in
seguito è possibile applicare la forza ad alta pressione.
25. In caso di serraggio di pezzi di altezza o lunghezza
maggiorata, questi ultimi devono essere assicurati
mediante adeguati dispositivi, quali ad esempio arresti
o supporti. Per evitare vibrazioni possono essere
eventualmente necessarie ganasce speciali o più punti
di serraggio.
7
I
Page 8
!
1. Instrucciones de seguridad y directrices para el
uso de mordazas para máquinas
Antes de la puesta en servicio de la mordaza deberá tenerse en cuenta lo siguiente:
El personal encargado con la operación de la mordaza
deberá haber estudiado a fondo las presentes instrucciones de uso, y particularmente el capitulo dedicado a
las „Instrucciones de seguridad“, antes de la puesta en
marcha de la mordaza.
La seguridad en el mecanizado de piezas a elaborar
depende en alto grado de la aplicación correcta y de la
experiencia en el manejo del medio de sujeción.
El manejo y trabajo incorrectos pueden mermar el funcionamiento de la mordaza. Puede surgir el peligro de
que una pieza a elaborar se desprenda se lance contra
el operador.
1.
1 El montaje, manejo y mantenimiento deberá eje-
cutarse correctamente.
2.1 El manejo incorrecto indebido de la mordaza puede
provocar peligros para el operador
.
3.1 El operador quedará obligado a utilizar de la mor-
daza únicamente en estado perfecto.
4.1 El operador deberá abstenerse de todo proceder
que pueda afectar su seguridad.
5.1 El operador quedará obligado a denunciar inmedia-
tamente cualquier cambio que se produzcar y que
pueda influír negativamente en el manejo de la
mordaza.
6.1 No se admiten modificaciones o reconstrucciones
que afecten negativamente la seguridad de la mordaza.
7.1 En caso de reparaciones o puestas a punto de la
mordaza sólo deberán utilizarse repuestos originales del fabricante.
10. Las reparaciones sólo deberán Ilevarse a cabo por
especialistas.
8.1 Deberán observarse las normativas laborales y de
prevención de accidentes especificas de cada pais.
9.1 Regirán las directrices europeas o especificas de
cada país para el manejo de máquinas.
1
0. Como complemento a las instrucciones de uso
deberán observarse los reglamentos generales y
legales de caracter obligatorio para la prevención de
accidentes y para la protección contra accidentes.
11. Deberán observarse con exactitud las indicaciones y
recomendaciones dadas en las instrucciones de uso.
12. De no existir otras indicaciones, al proceder a la
sujeción, girar la manivela siempre en el sentido de
las agujas del reloj. Girándola en sentido contrario,
pueden surgir peligros para personas y para el mismo tornillo, si se suelta la pieza de labor.
13. La fijación del tornillo sólo deberá tener lugar sobre
una base sólida resistente contra deformaciones.
14. Colocar las garras de sujeción y tornillos de fijación
según las instrucciones de uso.
15. Tras un tiempo de reposo prolongado, comprobar
el funcionamiento correcto de la mordaza, sobre
todo también la fuerza de sujeción y la zona de
amarre.
16. La comprobación de la fuerza de sujeción deberá
efectuarse por medio de un procedimiento de medición apropiado, p. ej. una dinamemetro hydráulico
o un dinamómetro electrónico. La fuerza de medición comprobada deberá ser como minimo al 80%
de la fuerza de sujeción máxima.
17. En el caso de mordazas que impliquen un desplazamiento de las garras de sujeción, deberá aseguarse que exista aún suficiente recorrido de desplazamiento restante haste la posición final.
18. En caso de tratarse de mordazas hydráulicas que
requieran para su accionamiento un convertidor de
presión o un grupo hidráulico y fallando la energia
primaria, mantener la fuerza de sujeción como
mínimo hasta que la máquina quede parada o la
herramienta pueda retirarse de la zona de trabajo.
19. No se admite una sujeción mecánica en mordazas
accionados hidráulicamente.
20. Los conductos de entrada hidráulicos para el dispositivo de sujeción deberán estar dimensionados
para una presión de servicio máxima y protegidos
contra destrucciones mecánicas.
21. Si, por ejemplo, en servicio de paletas se desa copla la mordaza hidráulico del conducto de entrada hidráulico, deberá comprobarse la estanqueidad
del sistema hidráulico en estado desacoplado. La
presión deberá mantenerse por lo menos durante
el tiempo de sincronización.
22. Al sujetar las piezas a elaborar, prestar atención a
que se aprovechen del todo las superficies de sujeción. Si esto no ocurre, p. ej. debido al tamaño de
los ángulos o errores de paralelidad en la pieza,
deberán utilizarse mordazas apropiadas del programa de accesorios, p. ej. mordazas pendulares o
bien mordazas especiales.
23. En caso de tratarse de piezas elásticas y de una
fuerza de sujeción insuficiente, el operador se
expone al peligro de quedar herido
por piezas sueltas que se lancen contra él. Por consiguiente, la
mordaza sólo deberá utilizarse para la sujeción de
piezas sólidas.
24. En caso de tratrase de mordazas equipadas con
multiplicadores de fuerza autónomos, cuya transmisión tenga lugar en función del recorrido de desplazamiento, deberá prestarse atención a lo
siguiente: Al sujetar conjuntos de piezas o piezas
dobladas, no planas, o bien piezas con mucha rebarba, éstas deberán pretensarse mecánicamente
(sin multiplicadores de fuerza), hasta que dejen de
ceder. Una vez hecho esto – y no antes –, deberá
aplicarse la presión alta.
25. De tener que sujetarse piezas de labor excesivamente altas o largas, aseguarlas mediante dispositivos auxiliares, p. ej. topes o apoyos. A fin de evitar
vibraciones, utilizar mordazas especiales o varios
puntos de sujeción.
8
E
Page 9
4. Aufspannen
Maschinentisch und
Unterteil des Schraubstockes auf Unebenheiten und Mikrospäne
untersuchen und diese
ggf. beseitigen.
Oberflächen des
Schraubstockes nicht
beschädigen.
Schraubstock muß mit
der ganzen Fläche
plan aufliegen.
Befestigungselemente
an mehreren Stellen
so anordnen, daß eine
möglichst starre Verbindung zwischen
Maschinentisch und
Schraubstock entsteht.
Zum Ausrichten bzw.
Positionieren sind an
der Grundseite Paßnuten 20
H7
angebracht
(hierzu passende
Nutensteine siehe
Zubehör S. 25).
Mounting
Check machine table
and base of vice for
unevenness and
microchips and remove these if detected
Do not mar the finish
of the vice.
Make sure that the
entire bottom face of
the vice or the swivel
base rests flat on the
machine table.
Distribute the fastening
elements so that the
resulting connection
between machine
table and vice is as
rigid as possible
The bottom face of the
vice is provided with Tslots with a 20
H7
fit for
alignment and positioning (see 25) accessories for mating T-slot
nuts).
Bloccaggio
Controllare che il ban-
cale della macchina e
la parte inferiore della
morsa non presentino
errori di planarità o trucioli ed eventualmente
eliminarli.
Non danneggiare le
superfici della morsa.
L’intera superficie della
morsa deve essere in
piano.
Disporre gli elementi di
fissaggio su più punti
in modo che il bancale
della macchina e la
morsa vengano collegati tra loro con la
massima stabilità possibile.
Per l’allineamento ed il
posizionamento il fondo è dotato di cave
calibrate 20
H7
(utilizzare tasselli adeguati,
vedere accessori a
pagina 25).
Liaison
Contrôler si la table de
machine et la partie
inférieure de l’étau ne
comportent pas de
rugosités ou de microcopeaux et éventuellement les enlever.
Ne pas endommager
les surfaces de l’étau.
L’étau et la base
tournante doivent
reposer à plat sur toute la surface.
Disposer les éléments
de fixation à plusieurs
endroits de sorte à
réaliser une liaison la
plus rigide possible
entre la table de
machine et l’étau.
Des rainures 20
H7
sont
prévues sur la face
inférieure pour l’alignement et le positionnement (pour les lardons
appropriés, voir accessoires 25).
Fijación
Examinar y en caso dado
eliminar microvirutas
adheridas a la mesa de
la máquina y en la parte
inferior de la mordaza.
No deteriorar las super-
ficies de la mordaza.
Asegurese de que la
mordaza resp. la placa
giratoria se encuentren
apoyadas de un modo
absolutamente plano en
la mesa.
Situar los elementos de
fijación en varios puntos
de modo que se establezca una unión los
más r´ıgida posible entre
la mesa de la máquina
y la mordaza.
Para la alineación resp.
para el posicionamiento
existen unas ranuras de
ajuste 20
H7
en la superficie de base (las chavetas de ajuste correspondientes se encuentran indicadas bajo
„Accessorios“ 25).
9
2. Bestimmungsgemäße Verwendung
Der Schraubstock darf
nur zum Spannen von
festen Werkstücken
verwendet werden.
Bei elastischen Werk-
stücken und ungenügender Spannkraft
besteht Verletzungsgefahr durch sich lösende und herausschleudernde Werkstücke
bzw. Werkzeuge.
Wenn keine anderen
Angaben, dann ist
beim Spannen die
Handkurbel immer im
Uhrzeigersinn zu drehen. Beim Drehen
gegen den Uhrzeigersinn droht Gefahr für
Personen, Umwelt und
den MaschinenSchraubstock durch
sich lösende Werkstücke.
Der Maschinen-
Schraubstock ist in
seinem Auslieferungszustand einsatzbereit.
Werksseitigen Korrosi-
onsschutz entfernen.
Precautions
The vice may only be
used for clamping rigid
workpieces
Flexible workpieces
and insufficient clamping forces may cause
injuries if insecurely
held parts or tools are
thrown out of the
machine
Unless specified other-
wise, always turn the
handcrank clock wise
to clamp the work. If
the handcrank is turned anti-clockwise, the
work is no longer held
securely and constitutes a hazard for personnel, the environment and the machine
vice
Preparations for use
The machine vice is
ready for use as delivered
Remove the coating
applied by the factory
for temporary protection against corrosion
Messa in funzione
La morsa da macchina
viene fornita pronta
per l’impiego
Rimuovere la protezio-
ne anticorrosione originale
Mise en service
A l’état de livraison
l’étau-machine est prêt
à l’emploi
Retirer l’anticorrosif
appliqué par le fabricant
Puesta en servicio
Tal como viene sumini-
s trada, la mordaza
está dispuesta al servicio inmediato
Lo único que conviene
es quitar la protección
anticorrosiva aplicada
en fábrica
Uso conforme alle
prescrizioni
La morsa deve essere
utilizzata esclusivamente per il serraggio
di pezzi rigidi
Durante la lavorazione
di pezzi elastici e con
un’insufficiente forza di
serraggio è possibile
che i pezzi o gli utensili
vengano liberati e
catapultati all’esterno,
con il conseguente
pericolo di infortunio.
Salvo diversa indicazio-
ne, in fase di serraggio
la manovella deve essere sempre girata in senso orario. In caso di rotazione in senso antiorario
i pezzi in lavorazione
vengono liberati, con il
conseguente pericolo di
infortunio per il personale o di danneggiamento
dell’ambiente circostante
e della morsa.
Utilisation conforme
L’êtau-machine ne doit
être utilisé que pour le
serrage de pièces
rigides
Avec des pièces éla-
stiques et une force de
serrage insuffisante, il
y a risque de blessure
par des pièces ou des
outils se desserrant et
pouvant être éjectés.
Sauf indications con-
traires, la manivelle
doit toujours être
tournée dans le sens
des aiguilles d’une
montre lors du serrage. En tournant dans
le sens contraire, des
risques peuvent se
présenter pour les personnes, l’environnement et l’étau-machine
par des pièces se desserrant.
Utilización para la
finalidad prevista
La mordaza sólo
deberá utilizarse para
sujetar piezas rigidas.
En cuanto a piezas
elásticas y fuerza de
sujeción insuficiente
existe el peligro de
herirse el operario con
piezas desprendidas o
herramientas sueltas,
lanzadas al aire.
De no haber otras indi-
caciones, al proceder
a la sujeción de la pieza, girar la manivela
siempre en sentido de
la agujas del reloj.
Girando la manivela
en sentido opuesto a
las agujas del reloj,
existe peligro para personas, medio ambiente y la misma mordaza
debido a piezas
sueltas.
3. Inbetriebnahme
Page 10

4.1
Aufspannen mit Befestigungsschrauben (Sonderausführung)
(mindestens Schrauben der Festigkeitsklasse 8.8. verwenden)
Mounting with bolts (Special design)
(having at least a class 8,8 strength)
Serrage avec vis de fixation (Constructions spéciales)
(utiliser des vis de la classe de résistance 8,8 au minimum)
Fissaggio con viti di fissaggio (Costruzioni speciali)
(utilizzare viti aventi come minimo classe di resistenza 8.8)
Sujeción con tornillos de fijación (Construcciones especiales)
(utilizar como minimo tornillos del grado de resistencia 8.8)
4.2
Befestigung mit Spannpratzen (alle Größen)
Mounting with clamps (all sizes)
Liaison au moyen de griffes de fixation
Bloccaggio con staffe di fissaggio
Fijación con bridas de fijación
(todos los tamaños)
(étaux de toutes tailles)
(tutte le misure)
4.2.1
Grundseitige Aufspannung:
Spannpratzen möglichst nahe der Spann mitte anbringen.
Base mounting:
Fit clamps as close as possible to centre of clamping range.
Liaison par le fond:
placer les griffes le plus près possible du point central de serrage.
Bloccaggio sul lato base:
applicare le staffe di fissaggio possibilmente vicino al centro di serraggio.
Fijación en el lado de la base:
Aplicar las bridas de fijación lo más cerca posible del centro de sujeción.
4.2.2
Stirnseitige Aufspannung - nur RKE-U
End mounting - only RKE-U
Liaison frontale - seulement RKE-U
Bloccaggio sul lato frontale - solo RKE-U
Fijación frontal - solo RKE-U
4.2.3
Seitliche Aufspannung: Die Aufspannung ist beidseitig möglich - nur RKE-U.
Side mounting: The vice can be mounted on either side - only RKE-U.
Liaison latérale: possible indifféremment d’un côte ou de l’autre - seulem. RKE-U.
Bloccaggio laterale: il bloccaggio è possibile su entrambi i lati - solo RKE-U.
Fijación lateral: La fijación es posible en ambos lados - solo RKE-U.
10
Page 11

Eine nicht sachgemäße
Auflage bzw. Befestigung
!
des Schraubstockes
kann folgendes verursachen:
Verminderte Spannkraft und Spanngenauigkeit
Vibrationen am Werkstück
vorzeitiger Verschleiß
am Schraubstock und
Werkzeug
Incorrect seating or
fastening of the vice may
cause:
5. Spannbereich
5.1 Spannweite
Die maximale Spannweite wird durch Verfahren
des Spannschiebers mit
der beweglichen Aufsatz backe an die hinterste
Stellung erreicht.
Adjusting the clamping
range.
The maximum jaw opening is achieved by
moving the clamping
slide with the movable
top jaw to its rearmost
position.
a loss of clamping force and clamping accuracy
vibrations in the workpiece
premature wear of vice
and tools
Un appui ou une fixation
non conforme de l’étau
peut avoir les conséquences suivantes:
force et précision de
serrage réduites
vibrations sur la pièce
usure prématurée sur
l’etau et la pièce
Réglage de la plage de
serrage
L’ouverture maximum de
serrage pourra être
obtenue en mettant les
coulisseaux de serrage
avec les mors mobiles à
la position arrière.
L’appoggio o il fissaggio
inappropriato della morsa
può avere le seguenti
conseguenze:
riduzione della forza e
della precisione di serraggio
vibrazioni del pezzo
usura precoce della
morsa e dell’utensile
Registrazione del
campo di serraggio
La massima capacità di
serraggio viene ottenuta
traslando il corsoio con la
ganascia mobile nella
posizione posteriore.
El apoyo o fijación no
correctos de la mordaza
puede causar lo siguiente:
Reducción de la fuerza
y de la precisión de
sujeción
Vibraciones en la
pieza
Desgaste prematuro
de la mordaza y de la
herramienta
Ajuste del alance de
sujeción
El alcance de sujeción
máximo se consigue desplazando la corredera de
sujeción y posicionando
la garra sobrepuesta
móvil en la posición
extrema posterior.
5.2 Wenden der
umkehrbaren
Aufsatzbacken
Backenbefestigungsschrauben lösen
Aufsatzbacken abheben, reinigen und entsprechend drehen
Backenbefestigungsschrauben festziehen
Anzugsmoment:
max. 100 Nm (Gr. 3)
5.3 Abdeckblech
Abdeckblech (als Späneschutz) des Spindelraumes bei kleinen Werkstücken. Bei großen
Werkstücken kann das
überstehende Abdeckblech, auch wegen evtl.
Kollisionsgefahr im
Maschinenbereich entfernt oder durch kürzere
(auf Anfrage) ersetzt werden. Der Gewinde- u.
Flachabstreifer sorgt für
ausreichenden Späneschutz
Turning the interchangeable top jaws
Release the jaw securing screws
Lift off the top jaws,
clean and turn accordingly
Tighten the jaw securing screws Maximum
tightening torque
100 Nm (size 3)
Cover plate
Cover plate (as chip
guard) for the spindle
space with small workpieces. With large workpieces, it is possible to
remove the projecting
cover plate (also because of the possibility of
collision in the machine
area) or to replace it with
shorter cover plates
(available of request).
The thread and flange
scraper provide adequate
chip protection.
Retourner les
mâchoires réversibles
Desserrer les vis de
fixation des mors
Soulever les mâchoires, les nettoyer et les
tourner comme il se
doit
Serrer à fond les vis
de fixation des mors.
Couple de serrage:
max. 100 Nm
(grosseur 3).
Tôle de protection
Tôle de protection (contre les copeaux) de l’espace de la broche pour
les petites pièces à usiner. Pour les grandes
pièces à usiner, la tôle de
protection protubérante
peut être retirée, également en raison du risque
éventuel de collision
dans le domaine de la
machine, ou remplacée
par des tôles de protection plus courtes (sur
demande). Les racleurs
fileté et plat assurent une
protection suffisante contre les copeaux.
Rivoltaggio delle
ganasce riportate
reversibili
Svitare le viti di
fissaggio ganasce
Sollevare le ganasce
riportate, pulirle e
rivoltarle opportunamente
Stringere le viti di
fissaggio ganasce
Coppia max. 100 Nm
(grand. 3)
Lamiera di copertura
Lamiera di copertura
(come protezione conto i
trucioli) della camera del
mandrino nel caso di
pezzi piccoli. Nel caso di
pezzi grandi la lamiera di
copertura sporgente può
essere rimossa anche
per eventuale pericolo di
collisione nella zona della
macchina o venir sostituita da lamiere di copertura
più corte (a richiesta). La
filettatura e lo spogliatore
piatto provvedono ad una
sufficiente protezione
contro i trucioli.
Voltear las mordazas
intercambiables
reversibles
Soltar los tornillos de
sujeción de las
mordazas
Levantar las mordazas
intercambiables, limpiarlas y voltearlas de la
manera correspondiente
Apretar los tornillos
de sujeción de las
mordazas par de
apriete: máx. 100 Nm
(tamaño 3)
Chapa protectora
Chapa protectora (en
función de protección
contra virutas) del espacio del husillo con piezas
a trabajar pequeñas. Con
piezas a trabajar grandes, la chapa protectora
sobresaliente se puede
quitar y sustituir por chapas protectoras más cortas (sobre demanda),
también por el eventual
riesgo de colisiones en la
zona de la máquina. El
rascador de rosca y el
rascador plano son protección contra virutas.
!
Kollisionsgefahr
Risk of collision
Risque de collision
Pericolo di collisione
Riesgo de colisiones
Zusätzliches Abdeckblech (3 mm dick)
Additional cover plate (3 mm thick)
Tôle de protection supplémentaire (3 mm d’épaisseur)
Ulteriore lamiera di copertura (spessore 3 mm)
Chapa protectora adicional (grueso: 3 mm)
Gewindeabstreifer
Thread scraper
Racleur fileté
Spogliatore filettato
Rascador de rosca
Flachabstreifer
Flat scraper
Racleur plat
Spogliatore piatto
Rascador plano
11
Page 12

Turn adjusting sleeve until
the required clamping force is indicated above the
reference line (number x
1000 = clamping force in
daN) “0” block position!
Only mechanical clamping
without power intensification is possible in this position. It is used whenever
only small clamping forces
are needed or for preclamping workpiece
packets. Turn the adjusting
sleeve to the required
clamping
force after pre-clamping
and continue turning with
the hand crank to generate
the high level of clamping
force.
Einstellhülse soweit drehen, bis die gewünschte
Spannkraft über dem Markierungsstrich steht (Zahl x
1000 = Spannkraft in daN)
„0“ = Blockstellung! Bei
dieser Stellung kann nur
mechanisch ohne Kraftübersetzung gespannt werden. Sie wird verwendet,
wenn nur geringe Spannkräfte erforderlich sind
oder zum Vorspannen von
Werkstückpaketen. Nach
dem Vorspannen wird die
Einstellhülse auf die
gewünschte Spannkraft
gedreht und durch Weiterdrehen mit der Handkurbel
die hohe Spannkraft
erzeugt.
Tourner la douille de réglage jusqu’a ce que la force
de serrage souhaitée se
trouve sur le trait de marquage (nombre x 1000 =
force de serrage en daN)
“0” position bloquée! Dans
cette position, il est seulement possible de serrer
mécaniquement sans
transmission de forces. Elle
est utilisée quand seules
de faibles forces de serrage sont nécessaires ou
pour préserrer des paquets
de pièces à usiner. Après le
préserrage, la douille de
réglage est tournée sur la
force de serrage souhaitée
et en continuant à tourner
avec la manivelle, la force
de serrage élevée est
générée.
Routare il manicotto di
regolazione finchè la forza
di serraggio desiderata
raggiunge la linea di marcatura (cifra x 1000 = forza
di serraggio in daN) “0” =
posizione di blocco! In
questa posizione è possibile effettuare il serraggio
solo meccanico, senza
moltiplicazione di forza.
Essa viene utilizzata solo
se vengono richieste basse forze di serraggio o per
il preserraggio il manicotto
di regolazione viene registrato sulla forza di serraggio desiderata e, ruolando
ulteriormente la manovella,
si genera l’elevata forza di
serraggio.
Girar el casquillo de ajus te
hasta alcanzar la marca
correspondiente a la fuerza de sujeción deseada
(número x 1000 = fuerza
de sujeción en daN)! “0” =
posición de bloqueo! En
esta posición sólo es posible el aprieto mecánico sin
transmisión de fuerza. Se
la utiliza en aquellos casos
en que sólo se requieren
fuerzas de sujeción
pequeñas o bien tratándose de la pretensión de
paquetes de piezas a elaborar. Después de realizada la pretensión, el casquillo de ajuste se gira
hasta la obtención de la
fuerza de sujeción deseada; para la generación de
una fuerza de sujeción elevada, se sigue girando con
el auxilio de una manivela.
12
Durch Drehen der
Spindel mit der Handkurbel (im Uhrzeigersinn) wird die bewegliche Aufsatzbacke bis
zur Anlage an das
Werkstück herangeführt. Dabei ist an der
Hand kurbel ein Widerstand spürbar. Beim
Weiterdrehen im Uhrzeigersinn bis zum
Anschlag erfolgt die
selbsttätige Auskupplung und die Spannkrafterzeugung über
den Kraft übersetzer.
The movable top jaw is
moved into contact
with the workpiece
(clockwise) by turning
the screw spindle with
the aid of the handcrank until resistance
is felt. Further clockwise rotation up to the
stop will cause the screw spindle to be
uncoupled automatically and the clamping
force to be generated
by the power intensifier.
Ruotando con la
manovella la vite di
comando, la ganascia
mobile di supporto viene avvicinata fino ad
essere a contatto del
pezzo. In corrispondenza della manovella
è ora avvertibile una
resistenza. Ruotando
in senso orario fino
all’arresto avviene il
disinnesto automatico,
la forza di serraggio
viene prodotta mediante il moltiplicatore di
forza.
En faisant tourner la
vis-mère au moyen de
la manivelle, le mors
mobile est amené contre la pièce à serrer,
dont le contact avec
elle entraˆıne une résistance perceptible. En
continuant de tourner
la manivelle en rotation horaire (dans le
sens des aiguilles d’une montre) jusqu’à la
butée, l’action mécanique de la vis-mère est
alors automatiquement
déclenchée et fait place à un serrage à force généré par le
multiplicateur.
Girando el husillo con
la manivela se aproxima la garra móvil
sobre puesta hasta
que entre en contacto
con la pieza. Enconces se nota una cierta
resistencia en la manivela. Continuando
girando en el sentido
horario hasta el tope
se efectúa el desacoplamiento automático
y se genera la fuerza
de sujeción a través
del amplificador de
fuerza.
6. Spannen des Werkstückes
!
!
Die Spannkraft ist richtig
eingestellt, wenn die Einstellhülse eingerastet ist.
The clamping force setting
is correct when when the
adjusting sleeve engages.
La force de serrage est correc tement réglée quand la douille
de réglage est verrouillée.
La forza di serraggio è registrata esattamente se il manicotto di regolazione è innestato.
El ajuste correcto de la fuerza
sujeción se obtiene cuando el
casquillo de ajuste encastra.
Niemals Hammer oder
Kurbel-Verlängerung
benutzen. Nachspannen
durch zusätzliche Hammerschläge oder ähnlichem beschädigen den
Kompakt-Spanner.
Never use a hammer or a
handcrank exten sion.
Additional tightening by
means of hammer blows
or the like may damage
the compact vice.
Ne jamais utiliser un marteau ou une rallonge de
manivelle. Un serrage
ultérieur par coups da
marteau ou similaire
endommage l’etau compact.
Non utilizzare in nessun
caso martelli o prolunghe per manovelle.
L’uso di martelli o simili
per stringere a fondo la
manovella danneggia il
dispositivo compatto di
serraggio.
Abstenerse estrictamente de
utilizar un martillo o la prolongación de la manivela. Una
sujeción adicional mediante
golpes de martillo u otra
intervención similar provocan
el deterioro de la dispositivo
de sujeción compacto.
Hinweise zum sicheren
Spannen von Werkstücken
siehe S. 18. Spindel und
bewegliche Spannbacke
müssen stets leichtgängig
sein.
Clamping the workpiece.
For information concerning
the safe clamping of workpieces refer to 18. The screw spindle and the movable
jaws must always move with
ease.
Serrage de la pièce.
Remarques pour un serrage
sûr de pièces, voir 18. La
broche et les mors mobiles
doivent avoir une marche
légère.
Serraggio del pezzo da
lavorare. Per il serraggio
sicuro dei pezzi da lavorare
vedere pagina 18. La vite e la
ganasce mobili devono presentare sempre un funzionamento regolare.
Sujeción de la pieza.
Instrucciones para la sujeción segura de piezas véase
18. El husillo y las mordazas
móviles siempre deberán
funcionar con suavidad.
6.1.1 Spannkraftvoreinstellung:
Größe der Spannkraft
Clamping force
Force de serrage
Misura della forza
di serraggio
Magnitud de la fuerza
de sujeción
Markierung
Reference marking
Repère
Marcatura
Marcación
6.1
Page 13

7. Wartung
v
Je nach Einsatz und
Beanspruchung des
Kompakt-Spanners
sind Reinigungsarbeiten erforderlich.
nach jedem Gebrauch
den Kompakt-Spanner
reinigen und geschliffene Flächen mit säurefreiem Öl einölen.
Reinigungsarbeiten
nur mit Bohremulsion
durchführen.
In der Regel genügt
eine Grobreinigung.
Späne und Schmutz,
die sich im Führungsraum angesammelt
haben, können nach
vorne entfernt werden.
Nach ca. 2000
Betriebsstunden sollte
eine Ganzreinigung
vorgenommen werden.
Dazu muß der Kompakt-Spanner demontiert werden – siehe
Punkt 8.
Die Spindel ist
weitgehenst wartungsfrei.
Abschmieren von
Spannschieberführung
und Spanngewinde
jeweils nach ca. 40
Betriebsstunden.
Maintenance
The level of cleaning
needed by the compact vice depends on
the use to which it is
put and the degree of
contamination to which
it is exposed.
Clean the compact
vice after each use
and oil its ground surfaces with an acidfree
oil.
Perform cleaning work
using drilling emulsion.
Superficial cleaning
will normally be sufficient for routine maintenance. Dirt and chipping which have accumulated in the guiding
area will be removed
to the front.
All parts of the vice
should be cleaned
thoroughly after
approx. 2000 hours of
operation. For this purpose, the compact vice
must be disassembled
– see para. 8.
The screw spindle
is largely maintenance-free.
Grease the clamping
slide ways and clamping screw thread
about every 40 hours
of operation.
Entretien
Selon l’application et la
contrainte de l’étau
compact des travaux
de nettoyage sont
nécessaires.
Après chaque utilisation nettoyer l’étau
compact et huiler les
surfaces rectifiées
avec de l’huile exempte d’acide
Les travaux de nettoyage ne sont à effectuer qu’avec de l’émulsion de perçage.
En général, un nettoyage grossier suffit.
On peut sortir vers l’avant les impuretés et
les copeaux qui se
sont déposés dans
l’espace de guidage.
Après env. 2000 heures de service, il faut
effectuer un nettoyage
complet. A cet effet, il
faut démonter l’étau
compact –
La vis-mére de l’étau
est largement
exempte d’entretien.
Graissage de la grissière de la coulisse de
serrage et du filetage
de serrage nécessaires au bout d’env. 40
heures de service.
oir point 8.
Manutenzione
Sono necessari lavori
di pulizia a secondo
dell’impiego e del grado di sollecitazione del
dispositivo compatto di
serraggio.
Dopo ogni impiego
puliere il dispositivo di
serraggio e lubrificare
le superfici reltificare
con olio esenta da
acidi.
Effettuare i lavori di
pulizia solo con emulsione per trapanatura.
Di regola è sufficiente
una pulizia sommaria.
Trucioli e sporco, che
si sono accumulati
all’interno delle quide,
possono essere rimossi dal lato ganascia
mobile.
Dopo circa 2000 ore di
esercizio dovrebbe
essere effettuata una
pulizia generale. A tale
scopo si deve smontare il dispositivo compatto di serraggio,
vedasi punto 8.
La vite di comando
è esente in gran parte
da manutenzione.
Lubrificare la guida
dell’elemento di serraggio e il filetto di serraggio dopüo circa 40
ore di esercizio.
Mantenimiento
Dependiendo de la utilización y solicitación
ha que sea sometido
el dispositivo de ajuste
compacto será
necesario realizar trabajos de limpieza.
Limpiar el dispositivo
de sujeción compacto
después de cada
empleo y aceitar las
superficies rectificadas
con aceite excento de
ácidos.
Efectuar los trabajos
de limpieza exclusivamente con emulsión
de taladrar.
Normalmente basta
con la realización de
una limpieza simple.
La viruta y la suciedad
podrán extraerse por
el lado de accionamiento.
Una limpieza completa
debería realizarse cada
2000 horas de servicio.
Para ello se debe desmontar el dispositivo de
sujeción compacto –
ver punto 8.
El husillo en gran parte
no require
mantenimiento.
Tanto la guía de la corredera de sujeción
como la rosca de sujeción deberán sur lubricades cada 40 horas
de servicio.
Empfohlene Fettsorte: Für Führung und Spanngewinde: Röhm F 91, 400 g Tube,
Id.-Nr. 777021.
Nach jeder Wartung die Spannkraft prüfen – siehe Tabelle Maßübersicht S. 19
Recommended grease grade: For slide ways and clamping screw thread: Röhm F 91, 400 g
tube, Id.-No. 777021. For power intensifiers: Röhm F 90, 100 g tube, Id.-Nr. 630869
Check the clamping force after each maintenance procedure – see the Dimensions Table on
page 19.
Type de graisse recommandée: Pour glissière et filetage de serrage: Röhm F 91, tube de
400 g n° ident, 777021.
Après chaque entretien, vérifier la force de serrage – voir tableau d’ensemble des cotes page 19
Tipo di grasso raccomandato: Per guida e filetto di serraggio: Röhm F 91, tubo da 400 g,
codice N. 777021.
Dopo ogni operazione di manutenzione, verificare la forza di serraggio, vedasi disegno quotato pag. 19.
Clase de grasa recomendada: Para guÍa y rosca de sujeción: Röhm F 91, Tubo 400 g
n° ld. 777021.
Después de cada mantenimiento deberá revisarse la fuerza de sujeción: ver tabla con cuadro
sinóptico de medidas pág. 19
Für Kraftübersetzer: Röhm F 90, 100 g Tube, Id.-Nr. 630869
Pour transmetteur de force: Röhm F 90, tube de 100 g, n° ident, 630869
Per moltiplicatore di forza: Röhm F 90, tubo da 100 g, codice N.630869
Para dispositivo de transmisión de fuerza: Röhm F 90, Tubo 100 g, n° ld. 630869
!
Zur Reinigung keine Druckluft verwenden. Es besteht
Verletzungsgefahr für Personen durch aufgewirbelte
Späne. Es besteht Beschädigungsgefahr für den
Kompakt-Spanner durch
eindringenden Schmutz in
Führungen und Spindel.
Do not used compressed
air for cleaning. Airborne
swarf can injure people.
The compact vice may also
be damaged by dirt blown
into its slide ways and
screw spindle.
Ne pas utiliser d’air comprimé pour le nettoyage.
Les copeaux ainsi chassés
pourraient blesser des personnes. La pénétration de
salissure dans les glissières et la vis-mère peut
endommager l’étau
compact.
Per la pulizianon utilizzare
aria compressa. Il sollevamento di trucioli crea pericoli per le persone. La
penetrazione di impurità
nelle guide e nelle viti di
comando costituisce pericolo per il dispositivo compatto di serraggio.
Para la limpieza no deberá
emplearse aire comprimido. El vuelo di virutas asi
provocado puede provocar
lesiones a personas. El
dispositivo de sujeción
compacto puede también
resultar dañado como
consecuencia de la penetración de suciedades en
las guias y el husillo.
13
Page 14

8. Demontage und Montage – Diassembly – Démontage – Smontaggio – Desmontaje
– see section on page 3 – voir dessin coupe page 3
siehe Schnittbild Seite 3
8.1
– vedere disegno in sezione a pagina 3
– véasa la vista en corte en la página 3.
Spannbacken fest u.
bewegl. (14) abschrauben, Abstreifer (8) entnehmen
Zylinderschrauben (18)
heraus drehen
Flanschplatte (5) abziehen – auf Passscheiben
(23) achten
Schieber (2) mit Druckplatte (4) u. Spindel kpl.
(3) nach rechts aus
Grundkörper (1) herausziehen – Abstreifdeckel (7) beachten
Schieber (2) von Spindel
kpl. (3) abdrehen, Druckplatte (4) entfernen
nur bei Verschleiß des
Gewindeabstreifers (11)
notwendig; Sprengring
(22) demontieren u.
Gewindestift (20) herausdrehen
Montage des Gewindeabstreifers (11)
!
Gewindespindel in
Schieber (2) einschrauben bis diese ca. bündig mit Vorderkante
Schieber
Gewindeabstreifer (11)
aufschrauben bis Plananlage im Schieber (2)
erfolgt
Sprengring (22) montieren
Gewindestift (20) als
Verdrehsicherung so
einschrauben, daß Zapfen in Nut des Gewindeabstreifers eingreift
Unscrew the fixed and
movable clamping
jaws (14), remove the
scraper (8)
Unscrew the fillister
head screws (18)
Pull off the flange plate
(5); pay attention to
shims (23) if necessary
Pull out the slide (2)
with the thrust plate (4)
and the spindle assembly (3) to the right from
the basic body – pay
attention to the scraper
cover (7).
Turn off the slide (2) from
the spindle assembly (3)
remove the thrust plate (4)
Only applicable if the
threaded scraper (11) is
worn; remove the spring
ring (22) and unscrew
the setscrew (20).
Installing the threaded
scraper (11)
Screw the threaded
spindle into the slide (2)
until it is roughly flush
with the front edge of
the slide.
Screw on the threaded
scraper (11) until it reaches the axial end stop
in the slide (2).
Fit the spring ring (22).
Screw in the setscrew
(20) as a torsional protection so that the tappet engages in the
groove of the treaded
scraper.
Dévisser les mors de serrage fixes et mobiles (14),
retirer le déchaussoir (8)
Retirer les vis cylindriques
(18) en tournant
Retirer la plaque bridée (5)
en tirant – tenir compte des
rondelles d’ajustage (23)
Retirer le vérin (2) avec la
plaque de compression (4)
et la vis-mère complète (3)
du corps de base (1) en tirant
vers la droite – tenir compte
du couvercle racleur (7)
Retirer le vérin (2) de la
vis-mère complète (3) en
tournant, ôter la plaque de
compression (4)
A effectuer uniquement en
cas d’usure du déchaussoir taraudé (11) : démonter l’anneau à détacher
(22) et retirer le goujon
fileté (20) en tournant
Montage du déchaussoir
taraudé (11)
Visser la broche filetée
dans le vérin (2) jusqu’à
ce qu’elle soit à fleur de
l’arête frontale du vérin
Visser le déchaussoir
taraudé (11) jusqu’à
l’amener en butée
plane dans le vérin (2)
Monter l’anneau à
détacher (22)
Visser le goujon fileté (20)
en tant que protection
contre la torsion de telle
manière que le lardon
s’engrène dans la gorge
du déchaussoir taraudé
Svitare le ganasce fisse
e mobili (14), togliere il
raschiatore (8)
Svitare le viti a testa
cilindrica (18)
Sfilare la piastra
flangiata (5) – far attenzione ai rasamenti (23)
Estrarre il cursore (2)
con il tassello di spinta
(4) e la vite di comando
compl. (3) a destra dal
corpo – far attenzione al
coperchio di protezione (7)
Sfilare il cursore (2)
dalla vite di comando
compl. (3), togliere il
tassello di spinta (4)
Intervento necessario
solo in caso di usura del
raschiatore filettato (11):
smontare l’anello elastico (22) e svitare la spina filettata (20)
Montaggio del
raschiatore filettato (11)
Avvitare l’asta filettata
nel cursore (2) finché
essa è a filo sul bordo
anteriore del cursore
Avvitare il raschiatore
filettato (11) finché è in
piano nel cursore (2)
Montare l’anello elastico
(22)
Per impedire rotazioni
avvitare la spina filettata
(20) in modo che il perno si innesti nella
scanalatura del raschiatore filettato
Desmontar las mordazas de sujeción fija y
móvil. Desmontar (14),
extraer el rascador (8)
Desatornillar el tornillo
cilíndrico (18)
Retirar la placa para
bridar (5); observar las
arandelas de ajuste (23)
Retirar la corredera (2),
con la placa de presión
(4) y el husillo completo
(3) hacia la derecha del
cuerpo base; observar
la tapa de separación (7)
Desatornillar la corredera
(2) del husillo (3), quitar
la placa de presión (4)
Se requiere únicamente
con desgaste del rascador de rosca (11); desmontar el anillo de sujeción (22) y desatornillar
el tornillo prisionero (20)
Montaje del rascador de
rosca (11)
Atornillar el husillo roscado en la corredera (2)
hasta que se encuentre a
ras con el canto delantero de la corredera
Atornillar el rascador de
rosca (11) hasta hacer
contacto plano en la
corredera (2)
Montar el anillo de
sujeción (22)
Atornillar el tornillo prisionero (20) en función de
protección contra torsión
de tal manera que el
pivote encaje en la ranura del rascador de rosca
Der Zusammenbau erfolgt sinngemäß in umgekehrter Reihenfolge
Spindel u. Schieber
müssen stets leicht gängig sein
nach jeden Zusammenbau die Spannkraft
prüfen
siehe Maßübersicht
S. 19 (Spannkraft
elektronisch gemessen)
Assembly is performed
in reverse sequence of
steps.
The spindle and slide
must always run smoothly
Always check the
clamping force after
reassembly Refer to
dimension overview
S. 19 (measuring the
clamping force
electronically)
L’assemblage s’effectue
par analogie dans l’ordre inverse
Vis-mère et vérin doivent
toujours être facilement
manœuvrables
Vérifier la force de serrage
aprés chauque assemblage
Voir la vue d’ensemble
des cotes S. 19 (force de
serrage mesurée électroniquement)
8.2 Demontage von Spindel und Kraftübersetzer
Il montaggio avviene in
sequenza inversa
Vite di comando e cursore devono funzionare
sempre con facilità
Dopo ogni montaggio
verificare la forza di
serraggio
Vedasi disegno quotato
pag. 19 (forza di serraggio misurata elettronicamente)
El montaje se realiza de
la misma manera, pero
en orden inverso
El husillo y la corredera
siempre deberán marchar
suavemente
Después de cada montaje,
controlar la fuerza de sujeción
Véase la sinopsis de
medidas S. 19 (medir la
fuerza de sujeción electrón electrónicamente)
14
Page 15

Teil
90/01
90/02
90/03
90/04
90/05
90/06
90/07
90/09
90/10
90/11
90/12
90/13
90/14
90/15
90/16
90/17
90/18
90/19
90/20
90/21
90/22
90/23
90/24
90/25
90/26
90/27
90/28
90/29
90/31
90/32
90/33
90/34
Benennung
Zugspindel
Drucklager
Antriebswelle
Gegenlager
Gehäuse
Zwischenhülse
Einstellhülse
Führungsband Guide band
Druckbolzen
Kupplungsbolzen
Gewindestück
Fixierstück
Druckfeder
Rastbolzen
Zwischenstück
Rolle
Druckstück
Führungsband
Name
Draw spindle
Thrust bearing
Drive shaft
Thrust bearing
Housing
Intermediate sleeve
Adjusting sleeve
Thrust pin
Coupling pin
Threaded piece
Positioner
Compression spring
Latch pin
Adapter
Roller
Thrust piece
Guide band
Dèsignation
Broche de traction
Pièce intermêdiaire
Arbre primaire
Butée
Carter
Douille intermédiaire
Douille de réglage
bande de guide
Axe de poubbée
Axe d’embrayage
Douille filetée
Pièce de fixation
Ressort de compression
Broche d’arrêt
Adaptateur
Roleau
Pièce de poussée
Bande de guidage
Denominazione
Vite di trazione
Cuscinetto di spinta
Vite di comando
Controsupporto
Involucro
Manicotto intermedio
Manicotto di regolazione
Guida banda
Perno di pressione
Bullone di accoppiamento
Pezzo filettato
Perno di fissaggio
Molla di compressione
Perno di arresto
Pezzo intermedio
Rullo
Pezzo di pressione
Elemento guida
Designación
Husillo de tracción
Cojinete de empuje
Arbol motor
Contrasoporte
Caja
Casquillo intermedio
Casquillo de regulación
guía de banda
Perno de presion
Perno de acoplamiento
Pieza roscada
Espiga de fijación
Resorte de compresión
Perno de retención
Pieza intermedia
Rodillo
Pieza de presión
Cinta de guía
Spannhülse Clamping sleeve Collet Collet Collet
Zylinder-Rolle
Zylinder-Stift
Kugel
Spannstift
Gewinde-Stift
Gewinde-Stift
Druckfeder
Druckfeder
Tellerfeder
Kugel
Zylinder-Schraube
O-Ring
O-Ring
Cyl. roller
Parallel pin
Ball
Clamping pin
Setscrew
Sescrew
Compression spring
Compression spring
Disc spring
Ball
Fillister head screw
O-ring
O-ring
Rouleau cylindrique
Axe cylindrique
Bille
Pin de serrage
Goujon fileté
Goujon fileté
Ressort de compression
Ressort de compression
Ressort de belleville
Bille
Vis à tete cylindrique
Joint torique
Joint torique
Rullo cilindrico
Spina cilindrica
Sfera
Pin di serraggio
Spina filettata
Spina filettata
Molla di compressione
Molla di compressione
Molla di tazza
Sfera
Vite a testa cilindrica
O-ring
O-ring
Rodillo cil.
Pasador cilindrico
Bola
Pin de sujeción
Tornillo Prisionero
Tornillo Prisionero
Resorte de compresión
Resorte de compresión
Resorte de belleville
Bola
Tornillo cilindrico
Anillo toroidal
Anillo toroidal
Gewindestifte (90/26)
herausdrehen und
Gegenlager (90/04)
abschrauben.
Druckbolzen (90/10) entnehmen, Zylinderschraube (90/32) demontieren
und Gehäuse (90/05)
abziehen.
Rollen (90/17 und 90/21)
und Zwischenstücke
(90/16) abnehmen – auf
Lage achten und nicht
vertauschen wegen
Zusammenbau.
Drucklager (90/02) von
Zugspindel (90/01) abziehen.
Gewindestift (90/25) herausdrehen, Einstellhülse
(90/07) abziehen und
Rastbolzen (90/15),
Druckfeder (90/27) mit
Kugeln (90/31) entnehmen.
Druckstück (90/18)
abnehmen, evtl. auf
Abstimmscheiben achten.
Gewindestück (90/12)
herausdrehen und Druckfeder (90/14), Fixierstück
(90/13) mit Kugel (90/23)
entnehmen.
Antriebswelle (90/03)
kurz nach rechts drehen,
damit der Kupplungsbolzen (90/11) in die
Antriebswelle eingedrückt wird, dann
Antriebswelle nach links
ganz herausdrehen
Kupplungsbolzen (90/11)
herausdrücken.
Unscrew the setscrews
(90/26) and remove the
thrust bearing (90/04)
Remove the thrust bolt
(90/10), dismantle the
fillister head screw
(90/32) and pull off the
housing (90/05).
Remove the rollers
(90/17 and 90/21) and
the adapters (90/16) –
note their position and
do not confuse during
subsequent assembly.
Pull off the thrust block
(90/02) from the draw
spindle (90/01).
Unscrew the setscrew
(90/25), pull off the
setting sleeve (90/07)
and remove the stop
bolt (90/15), compression spring (90/27) with
the balls (90/31).
Remove the thrust
piece (90/18), if
appli cable pay attention
to the alignment
washers.
Unscrew the threaded
piece (90/12) and remove the compression
spring (90/14), positioning piece (90/13) with
the ball (90/23).
Turn the drive shaft
(90/03) briefly to the
right so that the
coupling pin (90/11) is
pressed into the drive
shaft, then turn the
drive shaft completely
out to the left.
Press out the coupling
pins (90/11).
Retirer les goujons filetés
(90/26) en tournant et
dévisser la butée (90/04)
Retirer le goujon de pression (90/10), démonter la
vis cylindrique (90/32) et
ôter le boîtier (90/05)
Retirer les galets (90/17
et 90/21) et les entretoises (90/16) – tenir compte
de leur position et ne pas
les confondre pour
l'assemblage.
Sortir le palier (90/02) de
la vis-mère de traction
(90/01).
Retirer le goujon fileté
(90/25) en tournant, retirer la douille d'ajustage
(90/07) et le boulon
d'arrêt (90/15), retirer le
ressort de compression
(90/27) avec les billes
(90/31).
Retirer le membre de
pression (90/18), tenir
compte, le cas échéant,
des rondelles d'adapta tion.
Retirer la pièce filetée
(90/12) en tournant et
extraire le ressort de
compression (90/14) et la
pièce de fixation (90/13)
avec la bille (90/23).
Faire brièvement tourner
l'arbre d'entraînement
(90/03) vers la droite pour
enfoncer le boulon
d'attachement (90/11)
dans l'arbre d'entraînement, ensuite, tourner
l'arbre d'entraînement
vers la gauche pour le
retirer complètement.
Appuyer sur le boulon
d'attachement (90/11)
pour le retirer.
Svitare le spine filettate
(90/26) e il controcuscinetto (90/04).
Togliere il bullone di
spinta (90/10), smontare
le viti a testa cilindrica
(90/32) e estrarre la
scatola (90/05).
Togliere rulli (90/17 e
90/21) e pezzi intermedi
(90/16) – far attenzione
alla loro posizione originale per non scambiarli
durante il montaggio.
Sfilare il cuscinetto di
spinta (90/02) dall’asta
filettata (90/01).
Svitare la spina filettata
(90/25), estrarre il manicotto di registrazione
(90/07) e togliere il
bullone d’arresto
(90/15) e la molla di
compressione (90/27)
con le sfere (90/31).
Togliere il tassello di
spinta (90/18), facendo
attenzione ad eventuali
anelli di centraggio.
Svitare il pezzo filettato
(90/12) e togliere la
molla di compressione
(90/14) ed il pezzo di
fissaggio (90/13) con
sfera (90/23).
Ruotare leggermente a
destra la vite di comando
(90/03) in modo che
il bullone d’accoppiamento (90/11) venga
premuto nella vite di
comando, dopodiché
svitare completamente
a sinistra la vite di
comando.
Espellere il bullone di
accoppiamento (90/11).
Desatornillar los tornillos
prisioneros (90/26) y desmontar el contrasoporte
(90/04).
Sacar el perno de presión
(90/10), desmontar el
tornillo cilíndrico (90/32) y
retirar la caja (90/05)
Quitar los rodillos (90/17
y 90/21) y las piezas
intermedias (90/16). En
esto, para el montaje
posterior, observar la
posición y no intercambiar.
Retirar el cojinete de
empuje (90/02) del husillo
de tracción (90/01).
Desatornillar el tornillo
prisionero (90/25), retirar
el casquillo de ajuste
(90/07) y sacar el perno
de retención (90/15), el
resorte de compresión
(90/27) con las bolas
(90/31).
Quitar la pieza de presión
(90/18), eventualmente
observar discos adaptadores.
Desatornillar la pieza
roscada (90/12) y sacar
el resorte de compresión
(90/14), la pieza de
fijación (90/13) con la
bola (90/23).
Girar el árbol motor
(90/03) ligeramente hacia
la derecha para que el
perno de acoplamiento
(90/11) se inserte al árbol
motor; a continuación
sacar el árbol completamente girándolo hacia la
izquierda.
Empujar el perno de
acoplamiento (90/11) del
árbol motor hacia afuera.
15
Page 16

Der Zusammenbau erfolgt
sinngemäß in umgekehrter
Reihenfolge (Maß 71,5 ± 0,2
in Spindel beachten). Spindel
und Grundbacken müssen
stets leichtgängig sein (evtl.
Flanschplatte (06) ausrichten. Nach jedem Zusammenbau die Spannkraft prüfen:
max. 4000 daN
Assemble in reverse
sequence of steps (note
the dimension 71.5 ± 0.2
in the spindle). The spindle and the base jaws must
always run smoothly (if
necessary adjust flange
plate (06). Always test the
clamping force after reassembly: 4,000 daN max.
L'assemblage s'effectue par analogie dans l'ordre inverse (tenir
compte de la cote 71,5 +/- 0,2
dans la vis-mère). La vis-mère et
les mors de base doivent toujours être facilement manœuvrables - le cas échéant ajuster la
plaque bridée(06). Après chaque
assemblage, vérifier la force de
serrage : max. 4000 daN.
Il montaggio avviene in
sequenza inversa (rispettare la
misura 71,5 ± 0,2 nella vite di
comando). La vite di comando
e le ganasce devono funzionare sempre con facilità (eventualmente riallineare la piastra
flangiata (06). Dopo ogni montaggio verificare la forza di serraggio: max. 4000 daN.
El montaje se realiza de la misma manera, pero en orden inverso (observar la medida 71.5 ±
0.2 en el husillo). El husillo y las
mordazas base siempre deberán
ser de marcha suave (eventualmente se deberá alinear la placa
para bridar (06). Después de
cada montaje, controlar la fuerza
de sujeción: máx. 4000 daN.
Beim Zusammenbau darauf
achten, daß der Gewindestift
!
(90/25) nur soweit festgeschraubt wird, daß sich die
Einstellhülse (90/07) noch drehen läßt. Gewindestifte (90/25
u. 90/26) müssen mit lösbarer
Schraubsicherung – z. B. „Loctite 222e“ gesichert werden.
During assembly always
ensure that the setscrew
(90/25) is only screwed in
so far that the setting
sleeve (90/07) can still be
turned. The setscrews (29
and 30) must be secured
with a detachable cement,
e.g. Loctite 222e.
Lors de l'assemblage, il faut veiller à visser le goujon fileté
(90/25) de manière à permettre
de tourner encore la douille de
réglage (90/07). Les goujons
filetés (29 et 30) doivent être
assurés avec une sécurité à vis
non permanente – ex. "Loctite
222e".
Durante il montaggio controllare che la spina filettata (90/25)
sia stretta solo quel tanto da
permettere ancora la rotazione
del manicotto di regolazione
(90/07). Assicurare le spine
filettate (29 e 30) con fermo
per vite solubile – p.e. "Loctite222e".
En el montaje, procurar que el
tornillo prisionero (90/25) sólo se
atornille de tal manera que el
casquillo de ajuste (90/07) aún
se pueda girar. Los tornillos prisioneros (29 y 30) se deberán
asegurar con freno de tornillo
removible, por ej. "Loctite 222e".
9. Fehlererkennung und deren Behebung – trouble shooting –
Détection d’erreurs et leur élimination – Possibili anomalie e loro eliminazione – Fallos posibles y su eliminación
D
Störung Ursachen Behebung
Maximale Spannkraft wird nicht
erreicht
Zu geringe Spanngenauigkeit
Zu großes Abheben des Werkstückes
Schwergängigkeit von
Spindel und Spannschieber
a) Werkstück gibt zu stark nach
(Unebenheit, Schmutz oder
Gratbildung usw.)
b) zu geringes Auskupplungs-
moment
a) unsachgemäße Auf spannung
b) Schraubstock-Auflage
uneben
oder verschmutzt
ungünstige Spannanlage
Grundkörper-Innenraum durch
Späne stark verschmutzt
a) Werkstück spanngerecht vorbereiten! Bei Unebenheit des Werk-
stückes mechanisch vorspannen, siehe 6.1.
b) Kupplungsbolzen (11) und/oder Druckfeder (14) von Spindel erneuern
a) Aufspannempfehlungen beachten, siehe Punkt 4., evtl. zusätzliche
Abstützung des Grundkörpers bei stirnseitiger Aufspannung
b) Auflagefläche säubern, gegebenenfalls nacharbeiten
Einsatz entsprechender Niederzugbacken
Kompakt-Spanner reinigen und abschmieren, ggf. komplett
demontieren, reinigen und neu einfetten
GB
Trouble Cause Remedy
Failure to achieve maximum
clamping force
a) Excessive yield of workpiece
(not perfectly level, dirt or
a) Prepare workpiece for proper clamping ! Use mechanical initial
clamping for parts that are not perfectly level, see 6.1.
burrs etc.)
Insufficient clamping accuracy
b) Insufficient uncoupling torque
a) Incorrect mounting
b) Renew coupling pin (04) and/or compression spring (09)
a) Observe mounting recommendations, see para. 4. If necessary,
provide additional support for the body if the vice is mounted on end
b) Vice support dirty or not per-
b) Clean supporting surface, rework if necessary
fectly level
Excessive lift of workpiece
Spindle and slideway
difficult to move
Unfafourable clamping contact
Swarf and dirt ingress
Use appropriate draw-down jaws
Use grease F 91 in grease nipple
or dis-assemble clean or re-grease
F
Symptôme Cause Remède
La force maximale de serrage
atteinte
a) la pièce cède trop (inégalités,
crasse, bavures, etc.)
a) Préparer convenablement la pièce pour un serrage correct ! En cas
d’inégalités, serrer la pièce mécaniquement au préalable (voir alinéa
6.1.)
b) Moment de débrayage trop
b) Remplacer l’axe d’embrayage (04) et/ou le ressort de compression (09)
faible
Trop faible précision du serrage
a) Serrage inadéquat
a) Respecter les conseils prodigués pour un serrage correct (voir cha-
pitre 4), assurer éventuellement un meilleur appui du corps de
l’étau (en cas de serrage frontal)
b) Montage de l’étau encrassé
b) Nettoyer le plan de montage, au besoin rectifier
ou pas suffisamment plan
Soulèvement trop important de
la pièce
Déplacement difficite de la broche et des glissiéres
Dispositif de serrage défavo rable
Intérieur de l’étau encrassé par
des copeaux
Employer des mors à effet abaisseur, mieux appropriés
Nettoyer l’étau-compact et le graisser par les raccords filetés de
graissage avec de la graisse F 91. le cas échéant, de’monter entiérement, nettoyer et graisser á nouveau.
16
Page 17

Precisione di serraggio troppo
bassa
Sollevamento eccessivo del
pezzo
Movimento duro di vite di
comando e cursore
Posizione di serraggio non
adatta
Vana interno della morsa riempito di trucioli
Impiego di ganasce a trazione in basso
Rimuovere i trucioli, lubrificare con grasso F 91 attraverso i due
ingrassatori, eventualmente smontaggio completo, pulizia e
lubrificazione
a) Bloccaggio non corretto
b) Supporto morsa non piano o
imbrattato
a) Osservare raccomandazioni di bloccaggio, cfr. punto 4, eventual-
mente appoggio supplementare del corpo base in caso di bloccaggio frontale
b) Pulire superficie di appoggio, se necessario ripassare
Anomalia Possibile causa Rimedio
Forza di serraggio max. non vie-
ne raggiunta
a) Pezzo cede troppo (ablanarità,
sporco, bavature, ecc.)
b) Momento di distacco troppo
basso
a) Preparare il pezzo convenabilimente per il serraggio. In caso di
aplanarità preserrare il pezzo meccanicamente, cfr. 6.1.
b) Sostituire bullone di accoppiamento (04) e/o molla di pressione (09)
I
Insuficiente precisión de
sujeción
Levantamiento excesivo de la
pieza
Husillo y empujador de amarre
funcionan forzades
Apoyo de sujeción desfavorable
Cuerpo base ensuciado en el
interior con viruta
Empleo de las correspondientes garras de tracción hacia la base
Limpiar amarre compacto y emgrasar los engrasadores en ambos
extremos con grasa F 91, si fuera necesario desmontar, limpiar y
engrasar
a) Fijación incorrecta
b) Apoyo de la mordaza no pla-
no o sucio
a) Observar las recomendaciones de fijación, véase el punto 2, even-
tualmente realizar un apoyo adicional del cuerpo base en la fijación
frontal
b) Limpiar la superficie de apoyo, en caso necesario, repasar corres -
pondientemente
Fallo Causas posibles Eliminación
No se alcanza la fuerza máxima
de sujeción
a) La pieza cede demasiado
(irregularidad, suciedad o formación de rebarba, etc.)
b) Insuficiente momento de des-
acoplamiento
a) Preparer la pieza lista para su sujeción ! En caso de irregularidad
de la pieza, realizar una sujeción previa mecánica, véase bajo 6.1.
b) Renovar el perno de acoplamiento (04) y/o el resorte de compre-
sión (09)
E
17
10. Wichtige Hinweise – Advise – Avis – Avviso importante – Aviso importante
!
Um die hohe Spann-
genauigkeit zu
gewährleisten, ist auf
äußerste Sauberkeit
zu achten.
Spannbacken immer
mit Original-Befestigungsschrauben
(Festigkeitsklasse
12.9.) und dem maximalen Anzugsmoment
befestigen. (siehe
Tabelle)
Eine zusätzliche
Gewalteinwirkung auf
die Kurbel, z. B. Hammerschläge, kann
Innenteile beschädigen. Eine Garantieleistung wird in diesem
Falle ausgeschlossen.
Always pay attention
to absolute cleanliness
to ensure a high
degree of clamping
accuracy.
Always secure the
clamping jaws with
original securing
screws (quality 12.9)
and the maximum
tightening torque (refer
to table).
Any additional force
exerted on the crank,
for example with a
hammer, can damage
internal components.
In such cases the
guarantee is no longer
valid.
Pour assurer la grande
précision de serrage, il
faut veiller à une propreté absolue.
Fixer toujours les mors
de serrage avec les vis
de fixation d'origine
(classe de résistance
12.9) et avec le couple
de serrage maximum
(voir tableau).
Un apport de force
supplémentaire sur la
manivelle, par ex. des
coups de marteau,
risque d'endommager
des éléments
intérieurs. Dans ce
cas, une prestation de
garantie est exclue.
Per garantire l’elevata
precisione di serraggio
è necessario rispettare
la massima pulizia.
Le ganasce devono
essere fissate sempre
con viti di fissaggio
originali (classe di
resistenza 12.9) e con
la coppia massima.
(Ved. tabella)
Un’ulteriore sollecita-
zione sulla manovella,
p.e. colpi di martello,
può danneggiare le
parti interne. In questo
caso eventuali danni
non sono coperti dalla
garanzia.
Para garantizar la gran
precisión de sujeción,
procurar máxima limpieza.
Siempre sujetar las
mordazas de sujeción
con tornillos originales
(clase de resistencia
12.9) y máximo par de
apriete (véase la
tabla).
Acciones violentas
sobre la manivela,
como por ej. martillazos, pueden dañar
partes en el interior.
En estos casos no hay
garantía.
Kompakt-Spanner feste Backe bewegl. Backe
Compact vices unbolt stationary jaw movable jaw
Étau compact mors fixe mors mobile
Dispositivo di serraggio ganascia fissa ganascia mobile
Dispositivo de sujeción compacto Desenroscar la garra de sujeción fija garra móvil de sujeción
Größe
Size
Taille 3
Grand.
max. 100 Nm max. 100 Nm
Ta m.
Page 18

18
11. Hinweise zum sicheren Spannen von Werkstücken
Correct Calmping of Workpieces – Serrage correct des pièces –
Corretto bloccaggio dei particolari – Sujeción correcta de piezas
Beispiele – Examples – Exemples – Esempi – Ejemplos
Falsch /Wrong /Incorrect /Errato /Incorrecto
Richtig /Correct/ Corretto/ Correcto
Auskraghöhe zu groß
Too large projection height
Hauteur de saillie trop importante
Sporgenza in altezza troppo grande
Altura de cuello demasiado alta
Hohe Backen zur besseren Abstützung verwenden
Use high jaws for better support
Utiliser des mors haut pour un meilleur appui
Impiegare ganasce alte per appoggiare meglio il
particolare
Utilizar mordazas altas para un mejor apoyo
Vertical – unparalleles Werkstück
Vertical – non parallel workpiece
Verticalement – pièce non parallèle
Particolare non parallelo in verticale
Piezas verticales – no paralelas
Pendelbacken (Vertical) einsetzen
Insert swing jaws (vertical)
Utiliser des mors flottants (verticalement)
Impiegare ganasce autoallineanti (in verticale)
Aplicar mordientes pendulares (verticales)
Horizontal – unparalleles Werkstück
Horizontal – non parallel workpiece
Horizontalement – pièce non parallèle
Particolare non parallelo in orizzontale
Piezas horizontales – no paralelas
Pendelbacken (Horizontal) einsetzen
Insert swing jaws (horizontal)
Utiliser des mors flottants (horizontalement)
Impiegare ganasce autoallineanti (in orizzontale)
Aplicar mordientes pendulares (horizontales)
Zu geringe Einspanntiefe bzw.
Werkstück zu hoch
Too small clamping depth or too high workpiece
Profondeur de serrage trop faible ou pièce trop
haute
Profonditá di bloccaggio troppo piccola o partico-
lare troppo alto
Profundidad de sujeción muy pequeaña
Pieza demasiado alta
Volle Spanntiefe einsetzen
Use the full clamping depth
Utiliser toute la profondeur de serrage
Inserire fino alla profondità max. di bloccaggio
Aplicar profundidad sujeción
Ungleichmäßige Werkstücke
Irregular workpieces
Pièces irregulières
Particolari irregolari
Piezas no uniformes
Ausgleichende Spannbacken
verwenden
Use compensating jaws
Utiliser des mors de serrage de compensation
Impiegare ganasce di compensazione
Utilizar mordientes que compensen la
irregularidad
Einseitiges Einspannen
Unilateral clamping
Serrage unilatéral
Bloccaggio da un sol lato
Sujeción por un sólo lado
Mittig Einspannen
Clamp concentrically
Serrage au centre
Serrare al centro
Sujeción en el centro
Rohteile mit Abhebeneigung
Blanks tending to lift off
Ebauches avec tendance au décollement
Pezzi grezzi con tendenza a sollevarsi
Piezas sueltas con tendencia a elevarse
Krallenbacken verwenden
Use claw-type jaws
Utiliser des mors à crampons
Impiegare ganasce ad artigli
Utilizar mordientes de garras
Verletzungsgefahr durch herausreißen des Werkstückes und Bruch des Werkzeuges
Danger of injury by throwing out of the workpiece and tool breakage
Risque de blessure lors de l’extraction de la pièce et de bris de l’outil
Pericolo di infortunio per fuoriuscita pezzo e rottura utensile
Peligro de daño el escaparse la pieza y rotura de la herramienta
Achtung bei vertikalem Einsatz: Verletzungsgefahr durch Herausfallen des Werkstückes beim Lösen. Werkstück festhalten oder abstützen.
Caution for vertical use: Danger of injury by throwing out of the workpiece when loosening. Keep the workpiece with the hand or support them.
Attention lors de l’utilisation verticale: Risque de blessure causé par la chute de la pièce lors du deserrage. Maintenir ou soutenir les pièces.
Attenzione in caso di impiego verticale: Pericolo di infortunio per fuoriuscita del pezzo al momento dello sbloccaggio.
Atención en caso de aplicación vertical: Peligro de daños por la caida de la pieza al soltaria. Mantener sujeta la pieza o apoyaria.
Bei unterbrochenem Schnitt Vorschub und Schnittiefe verringern. Die dargestellten Beispiele erfassen nicht alle möglichen Gefahrensituationen. Es obliegt dem Bediener
mögliche Gefahren zu erkennen und entsprechende Maßnahmen zu treffen.
Trotz aller Gegenmaßnahmen ist ein Restrisiko nicht auszuschließen.
Decrease advance and cutting depth when cutting the interruptions. The given examples do not show all possible dangerous situations.
The user has to recog nise possible
dangers and to take suitable precautions Despite all counter measures a remaining risk cannot be excluded.
En cas d’interruption de la coupe, réduire l’avance et la profondeur de coupe. Les exemples illustrés ne représentent pas toutes les situations dangereuses possibles.
L’utilisateur doit reconnaître les dangers possibles et prendre les mesures correspondantes. Malgré toutes les mesures, tous les dangers ne sont pas écartés.
In caso di taglio interrotto ridurre l’avanzamento o la profonditá di passata. Gli esempi riportati non intendono contemplare tutte le situazioni di pericolo possibili. Spetta
all’operatore riconoscere i rischi possibili ed adottare le misure adeguate. Nonostante tutte le contromisure non si puó escludere un rischio residuo.
En caso de corte interrumpido, disminuir el avance y la profundidad de corte. Los ejemplos representados no recogen todas las situaciones de peligro. Es responsabilidad
del operador, de detectar los posibles peligros y tomar las medidas correspondientes. Sin embargo a pesar de todas medidas, no se pueden excluir riesgos restantes.
!
!
Page 19

12. Maßübersicht Dimensions / Cotes et dimensions / Disegno quotato / Sinopsis de dimensiones
E
D
B
3
J
2
M*
B
2
L
2
M
M5x10
A
A
a
a
d
d
M10x18M8x14 M5x10
M8x14M10x18
C
H7
20
T
L
N
6
H7
m
20
2
n
R
F
Backenbreite/Jaw width/
Largeur des mors/Largh. ganasce/Ancho de garras
o
Ident./N
Identification mit Stufenbacken / with stepped jaws
Spannweite/Clamping capacity/
Capacité de serrage/Campo di serraggio/Campo de amarre
Backenhöhe/Jaw height/
f
b
i
Q
O
RKE-U
h
h
k
RKE-UL RKE-LV
A 125 125 125
162651 177124 163392
B2 0-215 0-215 0-96
B3 97-312 97-312 96-192
C 40 40 40
e
i
6
H7
20
H7
20
g
e
V
u
X
X
K
f
b
G
G
V
U
Hauteur des mors/Altezza ganasce/Altura de garras
Gesamtlänge/Total length/
Longueur totale/Lunghezza totale/Langitud total
D max. 492 492 372
E 140 140 140
F 400 400 280
G -0,02 100 100 100
m2 +/- 0,02 72,5 72,5 27,5
n +/- 0,02 128,5 128,5 83,5
J2 70 70 70
K 126 126 126
L 220 220 145
L2 94 94 94
M 40 40 40
M* 30 30 30
N-0,01 20 20 20
O 30 30 30
Q 53,5 53,5 53,5
R 132,5 132,5 87,5
T -0,02 37,5 - U 20 20 20
V 40 40 40
X 6,5 6,5 6,5
a 80 80 80
b 15,6 15,6 15,6
d 60 60 60
e 12 12 12
f 18 18 18
g 95 - h 25 - i 45 - -
k x Tiefe/k x depth/
M12x22 - -
k x profondeur/k x profondità/k x profundidad
Spannkraft in/Clamping force/
Force de serrage/Forza di serraggio/Fuerza de sujeción
Gewicht ca./weight approx./
poids approx./peso cirka/peso aprox.
kN 40 40 40
kg 41 41 29
Page 20

13. Spannbereiche RKE-U / RKE-U...L
Clamping ranges / Plages de serrage
Campi di serraggio
Spannbereich/Clamping
range/Plage de serrage/
Campo di serraggio/
Alcance de sujeción
/Alcanes de sujeción
Ganasce standard Ganasce con gradino Ganasce con gradino
Mordiente estándar Garras escalonadas Garras escalonadas
H1
B1
mit Leiste
D-89567 Sontheim
Tel. 07325/16-0
Germany
NC-KOMPAKT-SPANNER
RKE-U 125
Id.-Nr.: 160771
B2
H2
mit Leiste
D-89567 Sontheim
Tel. 07325/16-0
Germany
NC-KOMPAKT-SPANNER
RKE-U 125
Id.-Nr.: 160831
H3
nekcabnefutSnekcabnefutSnekcabdradnatS
swaj deppetSswaj deppetSswaj dradnatS
sétned sroMsétned sroMdradnats sroM
B3
NC-KOMPAKT-SPANNER
D-89567 Sontheim
Tel. 07325/16-0
RKE-U 125
Germany
Id.-Nr.: 160831
Gr./Size/
Réf./
Grand./
Tamaño
Spannbereich/Clamping
range/Plage de serrage/
Campo di serraggio/
Alcance de sujeción
Gr./Size/
Réf./
Grand./
Tamaño
3/125 mm
B
H
1
294,5
1
B
1 * mit Leiste
0–215
*12–215
H
2
292,5
Trägerbacken mit Kralleneinsatz/ Carrier jaws with pronged inserts
Mors porteurs avec garnitures à crampons / Ganasce di supporto
con inserto dentato / Garras de soportecon piezas de inserción
H5
H4
B5
B4
NC-KOMPAKT-SPANNER
D-89567 Sontheim
Tel. 07325/16-0
RKE-U 125
Germany
Id.-Nr.: ......
H
4/H5
B4/B
5
H6/H
H7
H6
B7
B6
NC-KOMPAKT-SPANNER
D-89567 Sontheim
Tel. 07325/16-0
RKE-U 125
Germany
Id.-Nr.: ......
7
B6/B
7
H4: 307 B4: 50– 262 H6: 307 B6: 20– 232
H5: 357 B5: 100– 312 H7: 357 B7: 70– 282
B
2
B
2 * mit Leiste
0–216
*12–216
H
3
348,5
B3
97–3123/125 mm
14. Ersatzteile und Zubehör
Spare parts and accessories/ Pièces de rechange et accessoires
Pezzi di ricambio ed accessori/ Piezas de repuesto y accesorios
14.1
Ersatzteile:
Bei Ersatzteilbestellung
Pos.-Nr. oder Benennung
des gewünschten Teils
und Id.-Nr. des Kompakt-
Spanners angeben.
D-89567 SONTHEIM, GERMANY · 07325/16-0 · GR: TYP: ID.-NR.:
Id.-Nr. des Kompakt-
Spanners, bei Bestellung
unbedingt angeben!
20
Spare parts:
When ordering spare
parts, please state item
number or description of
the desired part and Id.
No. of the compact vice.
Be sure to quote Id. No.
of compact vice in your
order!
Pièces de rechange:
A la commande de pièces de rechange, toujours nous spécifier le n
de position ou la désignation de la pièce voulue
ainsi que le code d’identification de l’étau concerné.
Code d’identification de
l’étau compact, impérativement à spécifier lors
de toute commande de
pièces de rechange!
Pezzi di ricambio:
In caso di ordinazione di
ricambi, comunicare No.
o
riferimento o denominazione del pezzo desiderato, nonché codice del
dispositivo compatto di
serraggio.
In caso di ordinazione
indicare assolutamente il
codice del dispositivo
compatto di serraggio!
Piezas de repuesto:
Al formular los pedidos
de piezas de repuesto,
rogamos indicar el número de posición o la denominación de la pieza
deseada, asi como el
número de identidad del
dispositivo de sujeción
compacto.
Es imprescíndible indicar
el número de identidad
del dispositivo de sujeción compacto al formular el pedido!
Page 21

14.2. Zubehör:
Accessories/Accesoires/Accessori/Accesorios
14.2.1. Spannbacken Clamping jaws/Mors de serrage/Ganasce di serraggio/Garras de sujeción
Standard-Aufsatzbacken/Standard clamping jaws/
Mâchoires standard/Ganasce standard riportate/
Garras sobrepuestas estándar
a
d
M8x14 M5x10 M10x18
B
f
b
e
E
D
C
A
0,5
F
J
G
Stufenbacken/Stepped jaws/
Mors dentés/Ganasce con gradino/Garras escalonadas
a
d
M8x14 M5x10 M10x18
B
H
f
K
b
e
E
D
F
H*
C
0,5
J
G
A
Umfang/Unit/
Unité/Unità di fornitura/
Alc. de suministro
Ident. Satz/Set/Jeu/Serie/Juego
E
h7
J
g6
.tnedI
Satz/Set/Jeu/Serie/Juego
E
h7
J
g6
Backenbreite A/
Jaw width/Largeur des mors/
Gargh. ganasce/Ancho de garras
125
162628
29B
04C
85D
24
87F
15G
24
08a
6,51b
06d
21e
81f
160343
49B
04C
06D
24
07F
74G
03/04*H/H
24
02K
08a
6,51b
06d
21e
81f
Trägerbacken/
Carrier jaws/
Mors-supports/
Ganasce di supporto/
Garras de soporte
Satz/Set/Jeu/Serie/Juego
E
h7
J
g6
H7
K
0,5
F
K
M
6
J
G
b
c
f
g
B
L H
K
6
e
f
K
C
E
D
a
d
c
A
934851.tnedI
201B
03C
75D
24
87F
15G
73H
24
16
05L
64M
92a
45b
52c
05d
05e
06f
59g
21
Page 22

15.1.1.1
Normalbacke SGN, gehärtet und geschliffen, eine Seite glatt und eine Seite gerillt
SGN standard jaw, hardened and ground, one side smooth and one side groove
Mors normal SGN, trempé et rectifié, une face lisse et une face rainurée
Ganascia normale SGN, temprata e rettificata, un lato liscio ed un lato rigato
Mordiente normal SGN, templada y rectificada, una cara lisa y la otra estriada
Spannbacken der
Rapid-Reihe zum
Anschrauben auf die
Standard-Aufsatz
backen und Stufenbacken
Bolt-on jaws of the
Rapid series for use
with standard top jaws
and stepped jaws
Mors de serrage de la
série «Rapid», pour
boulonnage sur les
mâchoires standard et
mors dentés
Ganasce della serie
Rapid da avvitare sulle
ganasce standard
e sulle ganasce con
gradini
Garras de sujeción de
la serie Rapid para
atornillar sobre las garre sobrepuestas
estándar y garras
escalonadas
22
15.1. Zubehör:
Accessories/Accesoires/Accessori/Accesorios
Weiteres Zubehör siehe Hauptkatalog/For supplementary accessory see general catalogue/
Pour accessoires supplémentaires voir notre catalogue général/Per ulteriori accessori consultare il catalogo generale/
Para accesorios adicionales vease nuestro catálogo general
15.1.1. Spannbacken Clamping jaws/Mors de serrage/Ganasce di serraggio/Garras de sujeción
Backenbreite/Jaw width/
Typ/Type/Type/ Größe/Size/Réf./ Largeur des mors/Largh. ganasce/ Ident
Modello/Tipo Grand./Tamaño Ancho de garras NOIdentification
Satz/
Set/Jeu
746 3 125 mm 158897
Serie/
Juego
721
Stück/
3 135 mm 152754
Piece/Pièce
Pezzo/
Pieza
SPR SGN
Backenbreite/Jaw width/
Typ/Type/Type/ Größe/Size/Réf./ Largeur des mors/Largh. ganasce/ Ident
Modello/Tipo Grand./Tamaño Ancho de garras NOIdentification
721
Stück/
3 135 mm 082363
Piece/Pièce
Pezzo/
Pieza
Prismenbacke SPR, gehärtet und geschliffen, mit senkrecht und waagrecht eingeschliffenen Prismen, zur Kombination mit der Normalbacke SGN
SPR V-jaw, hardened and ground, with vertical and horizontal ground vees, for combination with the SGN standard jaw
Mors SPR à prismes, trempé et rectifié, avec rainures prismatiques horízontales et verticales, pour combinaison avec mors normal SGN
Ganascia prismatica SPR, temprata e rettificata, con prismi rettificati verticalmente ed
orizzontalmente, da combinarsi alla ganascia normale SGN
Mordiente con ranuras prismáticas SPR, templada rectificada, con ranuras prismáticas
rectificadas vertical y horizontalmente, para la combinación con la garra normal SGN
Backenbreite/Jaw width/
Typ/Type/Type/ Größe/Size/Réf./ Largeur des mors/Largh. ganasce/ Ident
Modello/Tipo Grand./Tamaño Ancho de garras NOIdentification
721
Satz/
3 135 mm 077105
Set/Jeu/
Serie/
Juego
Niederzugbacken mit Federblatt SNF
SNF draw-down jaws with spring plate
Mors à effet abaisseur SNF et lame-ressort
Ganasce a trazione in basso con foglia di molla SNF
Mordiente de tracción hacia la base con resorte laminar SNF
Page 23

SBO, ungehärtet, mit Prisma und Werkstückauflage
SBO, soft, with vee and workpiece support
Mors SBO, non trempé, avec prisme et repose-pièce
SBO, non temprato, con prisma e appoggio pezzo
SBO, no templadas, con ranuras prismáticas y apoyo de pieza
15.2.1
Typ/Type/Type/ Größe/Size/Réf./ Largeur des mors/Largh. ganasce/ Ident
Backenbreite/Jaw width/
Modello/Tipo Grand./Tamaño Ancho de garras NOIdentification
728-00
Winkeltrieb 90
o
zur Befestigung an NC-Kompakt-Spannern,
vorteilhaft bei stirnseitiger Aufspannung oder bei
Ident.
AxBxC 133x106x98
Stück/Piece/Piece/
Pezzo/Pieza
großen Maschinentischen
90o V-drive
For fastening to NC-compact vices, ideal for
side-mounted clamping jaws or for large machine tables
A
C
B
Entraînement angulaire 90o pour la fixation sur étaux compacts NC,
idéal pour le serrage frontal ou pour les grandes tables de machine
Rinvio angolare 90
per fissaggio alle morse quando sono
o
montate in verticale oppure su tavole macchina
molto larghe
o
Accionamiento anguar 90
compactas NC, ventajoso para sujeción frontal o
para fijación en mordazas
con mesas de máquinas grandes
Werkstückauflage/Work support/Support de pièce
Supporto per pezzo da lavorare/Sopporte de pieza
A
d
B
C
e
Ident.
A
B
C
–0,01
Satz/Set/Jeu/
Serie/Juego
Satz/
062713mm 5313
Set/Jeu/
Serie/
Juego
158339
158602
125
20
6
06d
21e
Kralleneinsatz mit Befestigungsschraube /
Pronged inserts/
Crampon
Inserto dentato
Inserto de dientes
35
A
20
16
g6
Ident.
9,5
Stück/Piece/Piece/
Pezzo/Pieza
146070
03A
23
Page 24

15.2.2 Spannpratzen und Befestigungsele-
mente – Clamps and mounting elements – Griffes de serrage et éléments de fixation
Staffe di fissaggio ed elementi di fissaggio – Bridas de fijación y elementos de fijación
Einfach-Spannpratze komplett, besonders kompakte Ausführung
Single clamp assembly, particulary compact design
Griffe simple, complète, en version particulièrement compacte
Staffa di fissaggio semplice, completa, esecuzione particolarmente compatta
Brida de fijación simple completa, ejecución especialmente compacta
Typ/Type/Type/
Modello/Tipo
Ident.
NOIdentification
für 12er T-Nut
for 12 mm T-slot, pour rainures en T de 12, 149121
per scanalature T 12, para ranura en T de 12
für 14er T-Nut
for 14 mm T-slot, pour rainures en T de 14, 149122
743-00
per scanalature T 14, para ranura en T de 14
für 16er T-Nut
for 16 mm T-slot, pour rainures en T de 16, 149123
per scanalature T 16, para ranura en T de 16
für 18er T-Nut
for 18 mm T-slot, pour rainures en T de 18, 149124
per scanalatura T 18, para ranura en T de 18
Stück
Piece
Pièce
Pezzo
Pieza
für 20er T-Nut
for 20 mm T-slot, pour rainures en T de 20, 155722
per scanalatura T 20, para ranura en T de 20
für 22er T-Nut
for 22 mm T-slot, pour rainures en T de 22, 151507
per scanalatura T 22, para ranura en T de 22
Doppel-Spannpratze, komplett. Zur gegenseitigen Abstützung bei stirnseitiger,
paarweiser Aufspannung - nur RKE-U
Dual clamp assembly. For connecting two compact vices base-to-base for mutual
support - only RKE-U
Double griffe de serrage, complète, pour la liaison de deux étaux compacts embase
contre embase et support réciproque - seulement RKE-U
15.2.3
Staffa di fissaggio doppia, completa. Per il collegamento sul lato base di due dispositivi
compatti di serraggio, per un sostegno reciproco - solo RKE-U
Brida de fijación doble, completa. Para la unión de dos dispositivos de sujeción compactos por la base, para un apoyo mutuo - sólo RKE-U
.tnedI/epyT/epyT/pyT
O
Identification
NopiT/olledoM
Passend für alle Größen
Matching all sizes
521941selliat setuot ruoP00-347
Adatto a tutte le misure
Apropiado para todos los tamaños
Werkstückanschläge, universell verstellbar – Work locators, universally adjustable – Butées à réglage universel
Arresti per il pezzo a regolazione universale – Topes de pieza, de regulación universal
Zum Anschrauben an den Kompakt-Spanner mit Gewinde M 12
320400
For bolting to the compact vice with M 12 screw thread
Pour vissage sur étau compact (filetage M 12)
Da avvitare con filetto M 12 al dispositivo compatto di serraggio
Para roscar en los dispositivos de sujeción compactos con rosca M 12
Stück
Piece
Pièce
Pezzo
Pieza
24
681192
Passend für alle Größen
Matching all sizes
740-02 Pour toutes tailles
Adatto a tutte le misure 681192
Apropiado para todos los tamaños
O
Identification
NopiT/olledoM
320400
.tnedI/epyT/epyT/pyT
Stück
Piece
Pièce
Pezzo
Pieza
Page 25

320401
Zum Befestigen auf dem Maschinentisch
For mounting on the machine table
Pour fixation sur table de machine
Da avvitare alla tavola della macchina
Para la fijación sobre la bancada de la máquina
15.2.4
Typ/Type/Type/
Modello/Tipo
681193
733573
733574
740-02
740-90
Nutensteine – T-slot nuts – Lardons –Tasselli – Chavetas
Lose Nutensteine DIN 6323, gehärtet und geschliffen
Loose T-slot nuts to DIN 6323, hardened and ground
Lardons libres selon DIN 6323, trempés et rectifiés
Tasselli DIN 6323, temprati e rettificati
12-14
h6
20
h6
Lose Nutensteine
Tuercas T sueltas DIN 6323, templadas y rectificadas
Gr./Size/Réf./
Grand./Tamaño
20 x 12 32 14 302142
20 x 14 32 14 302143
Passend für - Matching - Pour rainures -
Adatto per scanalature - Apropiado para ranura
NOIdentification
T-Nut 12 320401
T-Nut 12 681193
T-Nut 14 733573
T-Nut 16 733574
Länge/Length/ Höhe/Height/ Ident.
Longueur/Lunghezza/ Hauteur/Altezza/ N
Longitud Altura tification
Ident.
O
Stück
Piece
Pièce
Pezzo
Pieza
Iden-
Stück/Piece/
Pièce/Pezzo/
Pieza
12-18
h6
20
h6
Feste Nutensteine
20
Feste Nutensteine, gehärtet und geschliffen
Fixed T-slot nuts, hardened and ground
Lardons fixes, trempés et rectifiés
Tasselli, temprati e rettificati
Chavetas fijas, templadas y rectificadas
Gr./Size/Réf./
Grand./Tamaño
h6
Länge/Length Ident.
Longueur/Lunghezza/ N
Longitud tification
O
Iden-
ztaS328412221 x 02
teS528415241 x 02
ueJ728415261 x 02
eireS928415281 x 02
ogeuJ138412202 x 02
148333222 x 02
(Satz = 2 Stück einschließlich Befestigungsschrauben)
(Set = 2 nuts complete with mounting bolts)
(1 jeu = 2 pièces, y compris la visserie de fixation)
(Serie = 2 pezzi compreso vite di fissaggio)
(Juego = 2 piezas incluyendo tornillos de fijación)
25
Page 26

15.2.5
10
Parallel-Unterlagen PUL gehärtet und geschliffen, Höhentoleranz ± 0,005
Parallel supports PUL hardened and ground, height tolerance: ± 0,005
15.2.6
741-80
A
Satz
Set
Jeu
Serie
Juego
H
150
Supports parallèles PUL trempés et rectifiés, tolérance de hauteur: ± 0,005
Supporti paralleli PUL temprati e rettificati, tolleranza di altezza: ± 0,005
Soportes paralelos PUL templados y rectificades, tolerancia de altura: ± 0,005
H
16 150733
20 150734
26 150735
32 150736
40 150737
Handkurbel mit Sechskant
Hand crank with hexagon socket
Manivelle avec hexagone
L
Manovella con esagono esterno
Stück/Piece/
Pièce/Pezzo
Pieza
Größe/Size/Réf. Sechsk. x A x L Ident.
Grand./Tamano hex. socket x A x L N
3 +4 14 x 98 x 160 134600
hexagone x A x L cation
esagono esterno x A x L
hexágono x A x L
O
Identi-
Manivela con hexágono
26
Page 27

Page 28

Ci riserviamo il diritto di apportare modifiche !
Reservado el derecho de modificaciones !
Röhm GmbH, Postfach 11 61, D-89565 Sontheim/Brenz,
Tel. 0 73 25/ 16-0, Fax 0 73 25/ 16-4 92
www.roehm-spannzeuge.com
e-mail: info@roehm-spannzeuge.com
Änderungen vorbehalten !
subject to alteration !
Sous réserve de modifications !
Id.-Nr. 1242301 /0212
 Loading...
Loading...