

Page 1
Röhm GmbH, Postfach 1161, D-89565 Sontheim/Brenz
Tel. 0 73 25/16-0, Fax 0 73 25 /16-4 92
Homepage: http://www.roehm-spannzeuge.com
e-mail: info@roehm-spannzeuge.com
Id.-Nr.: 898559 /0801
Änderungen vorbehalten!
Subject to alteration!
Sous réserve de modifications!
Ci riserviamo il diritto di apportare modifiche!
Reservado el derecho de modificaciones!
Bedienungsanleitung für
Operating Instructions for
Instructions de service pour
Istruzioni per l’uso
Instrucciones de servicio para
NC-Kompakt-Spanner
NC-Compact vices
NC-Etaux compacts
NC-Dispositivo compatto di serraggio
NC-los dispositivos de sujeción compactos
E
F
Spannsystem mechanisch ohne
Kraftverstärker, manuell betätigt
Mechanical clamping system,
manually operated
Système de serrage mécanique
à action manuelle
Sistema di serraggio meccancio,
azionato manualmente
Sistema de sujeción mecánico,
accionmiento manual
Stand: 06/01
Page 2
2
Inhalt – Contents – Table de matières – Indice
Die NC-Kompakt-Spanner mit ihren wichtigsten
Einzelteilen 3
1. Sicherheitshinweise und Richtlinien für den
Einsatz von Maschinen-Schraubstöcken 4
2. Bestimmungsgemäße Verwendung 9
3. Inbetriebnahme 9
4. Aufspannen des Maschinen-Schraubstockes 9-11
5. Voreinstellen des Spannbereichs 11-12
6. Spannen des Werkstückes 12
Einsatzbeispiel 13
6.1Funktionsbeschreibung 14-15
7. Wartung 16-17
8. Demontage 17-18
9. Wichtige Hinweise 19
10.Fehlererkennung und deren Behebung 20
11.Maßübersicht 21
12.Spannkraft-Diagramm 22
13.Ersatzteile 22
14.Zubehör 22
15.Hinweise zum sicheren Spannen von Werkstücken 23
The NC-Compact vice and its Most
Important Components 3
1. Safety Requirements and Rules and
Regulations for the Use of Machine Vices 5
2. Precautions 9
3. Preparations for use 9
4. Mounting the machine vice 9-11
5. Preselecting the clamping range 11-12
6. Clamping the workpiece 12
Example of application 13
6.1Function 14-15
7. Maintenance 16-17
8. Disassembly 17-18
9. Advise 19
10.Troubleshooting 20
11.Dimensions 21
12.Diagramm of clamping forces 22
13.Spare parts 22
14.Accessoires 22
15.Informations concerning the safe clamping of
workpieces 23
L’étau-machine avec ses pièces détachées
les plus importants 3
1. Indications concernant la sécurité et directives
pour l’utilisation d’étaux-machine 6
2. Utilisation conforme 9
3. Mise en service 9
4. Serrage de l’étau-machine 9-11
5. Préréglage de la capacité de serrage 11-12
6. Serrage de la pièce 12
Exemple d’utilisation 13
6.1 Fonctionnement 14-15
7. Maintenance 16-17
8. Démontage 17-18
9. Avis 19
10.Détection d’erreurs et leur élimination 20
11.Aperçu des cotes 21
12.Diagrammè force de serrage 22
13.Pièces de rechange 22
14.Accessoires 22
15.Indications pour un serrage sûr des pièces 23
I particolari più importanti della morsa da
macchina utensile 3
1. Norme de sicurezza e direttive per l’impiego
di morse da macchina 7
2. Uso conforme alle prescrizioni 9
3. Messa in funzione 9
4. Fissaggio della morsa da macchina 9-11
5. Preselezionamento dell’apertura 11-12
6. Serraggio del pezzo da lavorare 12
Esempio di impiego 13
6.1Funzione 14-15
7. Manutenzione 16-17
8. Smontaggio 17-18
9. Avviso importante 19
10.Identificazione degli errori e loro rimozione 20
11. Prospetto delle dimensioni 21
12.Diagramma forze di serraggio 22
13.Pezzi di ricambio 22
14.Accessori 22
15.Instruzioni per il serraggio sicuro del pezzi 23
La mordaza con sus components más
importants 3
1. Instrucciones de seguridad y directrices para
el uso de mordazas para máquinas 8
2. Uso correcto 9
3. Puesta en servicio 9
4. Sujeción de la mordaza 9-11
5. Prereglaje de la capacidad de amarre 11-12
6. Sujeción de la pieza de trabajo 12
Ejemplo de aplicación 13
6.1 Función 14-15
7. Mantenimiento 16-17
8. Desmontaje 17-18
9. Aviso importante 19
10.Detección de errores y subsanación 20
11.Esquema de dimensiones 21
12.Diagrama de la fuerza de sujeción 22
13.Piezas de repuesto 22
14.Accesorios 22
15.Indicaciones para la sujeción segura de
piezas de trabajo 23
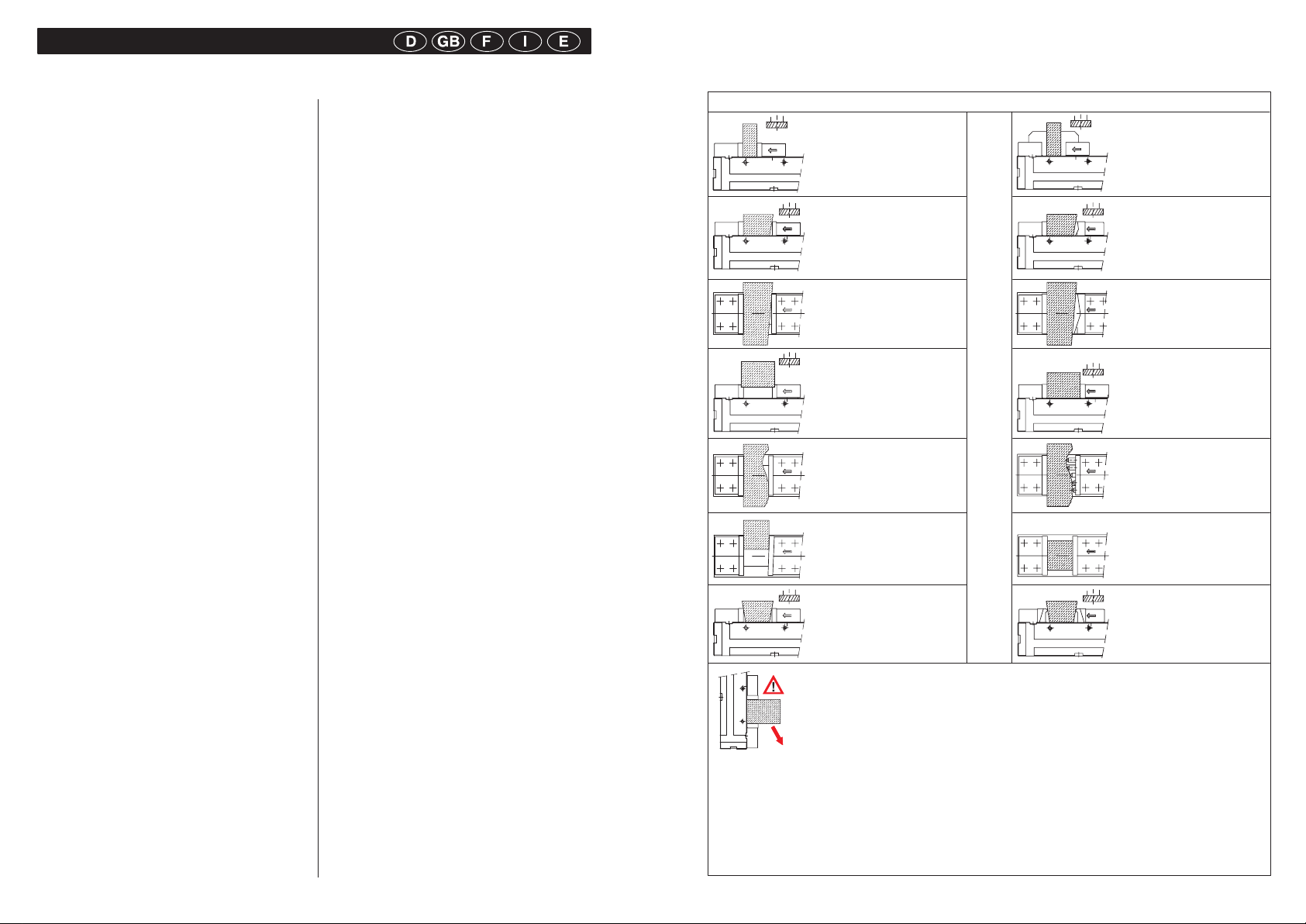
15. Hinweise zum sicheren Spannen von Werkstücken
Correct clamping of workpieces – Serrage correct des pièces
Corretto bloccaggio del pezzi de lavorare – Sujeción correcta de piezas
Beispiele: – Examples: – Exemples: – Esempi: – Ejemplos:
Falsch – Wrong – Incorrect – Errato – Incorrecto Richtig – Correct – Corretto – Correcto
Bei unterbrochenem Schnitt Vorschub und Schnittiefe verringern. Die dargestellten Beispiele erfassen nicht alle möglichen Gefahrensituationen.
Es obliegt dem Bediener, mögliche Gefahren zu erkennen und entsprechende Maßnahmen zu treffen. Trotz aller Gegenmaßnahmen ist ein
Restrisiko nicht auszuschließen.
Decrease advance and cutting depth when cutting with interruptions. The given examples do not show all possible dangerous situations. The user has to recognize possible
dangers and to take suitable precautions. Despite all counter measures a remaining risk cannot be excluded.
En cas d’interruption de la coupe, réduire l’avance et la profondeur de coupe. Les exemples illustrés ne représentent pas toutes les situations dangereuses possibles.
L’utilisateur doit reconnaitre les dangers possibles et prendre les mesures correspondantes. Maigré toutes les mesures, tous les dangers ne sont pas écartés.
In caso di taglio interrotto ridurre l’avanzamento o la profonditá di passata. Gli esempi riportati non intendono contemplare tutte le situazioni di pericolo possibili. Spetta
all’operatore riconoscare i rischi possibili ed adottare le misure adeguate. Nonostante tutte le contromisure non si può escludere un rischio residuo.
En caso de corte interrumpido, disminuir el avance y la profundidad de corte. Los ejemplos representados no recogen todas las situaciones de peligro. Es responsabilidad
del operador, detectar los posibles peligors y tomar las medidas correspondientes. Sin embargo a pesar de todas medidas, no se pueden excluir riesgos restantes.
Auskraghöhe zu groß
Too large projection height
Hauteur de sailue trop importante
Sporgenza in altezza troppo grande
Altura de cuello demasiado alta
Vertikal – unparalleles Werkstück
Vertical – non parallel workpiece
Verticalement – pièce non parallèle
Particolare non parallelo in verticale
Piezas verticales – no paralelas
Horizontal – unparalleles Werkstück
Horizontal – non parallel workpiece
Horizontalement – pièce non parallèle
Particolare non parallelo in orizzontale
Piezas horizontales – no paralelas
Zu geringe Einspanntiefe bzw.
Werkstück zu hoch
Too small clamping depth or too high workpiece
Profondeur de serrage trop faible ou pièce trop
haute
Profonditá di bloccaggio troppo piccola o particolare troppo alto
Profundidad de sujeción muy pequeña
Pieza demasiado alta
Ungleichmäßige Werkstücke
Irregular workpieces
Pièces irregulières
Particolari irregolari
Piezas no uniformes
Einseitiges Einspannen
Unilateral clamping
Serrage unilatéral
Bloccaggio da un sol lato
Sujeción por un sólo lado
Rohteile mit Abhebeneigung
Blanks tending to lift off
Ebauches avec tendance au décollement
Pezzi grezzi con tendenza a sollevarsi
Piezas sueltas con tendencia a elevarse
Achtung bei vertikalem Einsatz: Verletzungsgefahr durch Herausfallen des Werkstückes beim Lösen.
Werkstücke festhalten oder abstützen.
Caution for vertical use: Danger of injury by throwing out of the workpiece when loosening. Keep the workpieces with the hand or
support them.
Attention lors de l’utilisation verticale: Risque de blessure causé par la chute de la pièce lors du desserrage. Maintenir ou
soutenir les pièces.
Attenzione in caso di impiego verticale: Pericolo di infortunio per fuoriuscita del pezzo al momento dello sbloccaggio.
Tenere fermo il particolare durante lo sbloccaggio.
Atención en caso de aplicación vertical: Peligro de daños por la caida de la pieza al soltaria. Mantener sujeta la pieza o apoyaria.
Pericolo di infortunio per fuoriuscita pezzo e rottura utensile
Peligro de daño al escaparse la pieza y rotura de la herramienta
Danger of injury by throwing out of the workpiece and tool breakage
Risque de blessures lors de l’extraction de la pièce et de bris de l’outil
Verletzungsgefahr durch Herausreißen des Werkstückes und Bruch des Werkzeuges
Hohe Backen zur besseren Abstützung verwenden
Use high jaws for better support
Utiliser des mors haut pour un meilleur appui
Impiegare ganasce alte per appoggiare
meglio il particolare
Utilizar mordientes altos para un mejor apoyo
Pendelbacken (vertikal) einsetzen
Insert swing jaws (vertical)
Utiliser des mors flottants (verticalement)
Impiegare ganasce autoallineanti (in verticale)
Aplicar mordientes pendulares (verticales)
Pendelbacken (horizontal) einsetzen
Insert swing jaws (horizontal)
Utiliser des mors flottants (horizontalement)
Impiegare ganasce autoallineanti
(in orizzontale)
Aplicar mordientes pendulares (horizontales)
Volle Spanntiefe einsetzen
Use the full clamping depth
Utiliser toute la profondeur de serrage
Inserire fino alla profonditá max. di bloccaggio
Aplicar profundidad sujeción
Ausgleichende Spannbacken
verwenden
Use compensating jaws
Utiliser des mors de serrage de compensation
Impiegare ganasce di compensazione
Utilizar mordientes que compensen la
uniformidad
Mittig Einspannen
Clamp concentrically
Serrage au centre
Serrare al centro
Sujeción en el centro
Krallenbacken verwenden
Use claw-type jaws
Utiliser des mors à crampons
Impiegare ganasce ad artigli
Utilizar mordientes de garras
23
Page 3
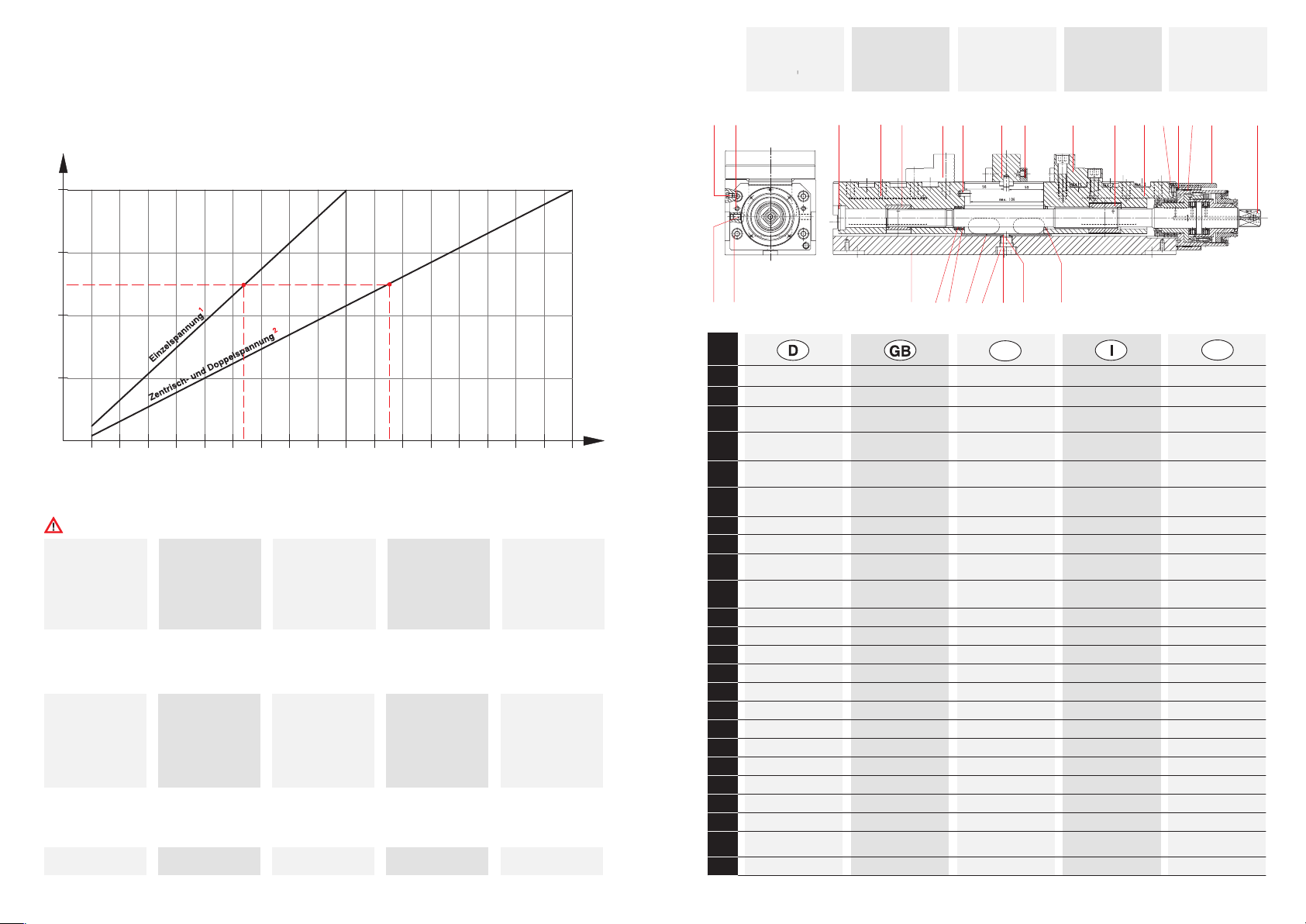
Benennung Name Dèsignation Denominazione Designación
01 Grundkörper Body Corps de base Corpo Cuerpo base
02 Grundbacke links Base jaw, left Mors de base gauche Ganascia di base Mordaza base
sinistra izquierda
03 Grundbacke rechts Base jaw, right
Mors de base droit Ganascia di base Mordaza base
destra derecha
04 Spindel komplett Screw spindle Vis de commande Vite di comando Husillo, completo
complete assembly compléte
05 Satz Stufenbacken Set of graded jaws Jeu de mors étagés Set – Ganascia a Juego de garras
komplett complet gradino completa escalonadas, compl.
06 Flanschplatte Flange plate Plaque bridée Piastra flangiata Placa para bridar
07 Fixierschraube Fixing bolt Vis de fixation Vite di fissaggio Tornillo de fijación
08 Mittenbacke komplett Centre jaw, complete Mors central complet Ganascia centrale Mordaza central
assembly completa compl.
09 Werkstückauflage-Satz Set of support rails Jeu complet barre Set barra di appoggio Juego de listones
d’appui completa de apoyo compl.
11 Abdeckblech Cover sheet Tôle de recouvrement Lambiera di chiusura Chapa protectora
12 Abdeckplatte Cover plate Plaque de recouvrement Lamiera di chiusura Placa de cubierta
13 Verschluss-Schraube Screw plug Vis de fermeture Vite di chiusura Tapón roscado
14 Gewindeeinsatz links Thread insert left Inserto filettato sinsitro
15 Gewindeeinsatz rechts Thread insert right Inserto filettato destro
16 Lagerring Bearing housing Logement du palier Caja del cojinete
21 Wellendichtring Shaft sealing ring Anillo retén
26 Quadring Quad ring Bague parallépipédique Guamizione
Anillo de seguridad Quad
27 O-Ring O-ring Joint torique O-ring Anillo toroidal
29 Gewindestift Setscrew Goujon fileté Spina filettata Tornillo Prisionero
29 Tellerfeder Cup spring Rondelles Belleville Molla a tazza Resorte de disco
28+29 Spannhülse Clamping sleeve Douille de serrage Manicotto di serraggio Casquillo de sujeción
28 Trichter-Schmiernippel Funnel-type lubricating Graisseur conique Nipplo di lubrifica- Lubricador de
nipple zione imbuto embudo
32+33 Zylinderschraube Fillister head screw Vis à tete cylindrique Vite a testa cilindrica Tornillo cilindrico
Le double étau NC
RKD-M avec ses
pièces détachées
les plus importants
El dispositivo de
sujeción bilateral
para NC RKD-M con
sus components
más importants
Der NC-Doppelspanner RKD-M
mit seinen
wichtigsten
Einzelteilen
Teil
E
F
The NC Double
Vice RKD-M and
its most important
components
I particolari più
importanti della
doppio NC RKD-M
di serraggio
13 02 14 05 28 08 09 05 15 03 32 06 12 04
2126227112116013325
30 29
23
3
Guarnizione ad
anelleo per albro
Bague à lèvres avec
ressort
Partie taraudée
rapportée à gauche
Partie taraudée
rapportée à droite
Suplemento roscado
derecha
Suplemento roscado
izquierda
Alloggiamento
cuscinetti
12. Spannkraft-Diagramm
Diagramm of clamping forces – Diagrammè force de serrage –
F
Clamping force in kN
Force de serrage en kN
Forza di serraggio in kN
Fuerza de sujeción en kN
40
30
25
20
Diagramma forze di serraggio – Diagrama de la fuerza de sujeción
Spannkraft in kN
max.
RKD-M 125
RKD-M 92
10
10
1 Single clamping – Serrage individuel – Serraggio singolo – sujeción unilateral
2 Centric clamping and Twin clamping – Serrage au centre et Serrage double
Serraggio concentrico e Serr aggio doppio – Sujeción bilateral y Sujeción concentradora
Die angegebenen
Spannkräfte sind
Richtwerte. Sie gelten
bei ordnungsgemäßer
Wartung und Abschmierung nach
Herstellerempfehlung.
20 30 40 50 60 70 80 90 110 120 130 140 150 160 170100
The specified clamping
forces are approximate
values based on proper maintenance.
13. Ersatzteile
Bei Ersatzteilbestellung
Pos.-Nr. oder Benennung des gewünschten
Teils und Id.-Nr. des
Kompaktspanners
angeben.
Spare parts:
When ordering spare
parts, please state item
number or description of
the desired part and Id.
No. of the compact vice.
14. Zubehör
siehe Röhm-Katalog.
22
Accessories:
see Röhm Catalogue.
Les forces de serrage
ici données n’ont
qu’une valeur indicative et ne s’appliquent
qu’à des étaux en parfait état et parfaitement
entretenus.
Pièces de rechange:
A la commande de
pièces de rechange,
toujours nous spécifier
le no. de position ou la
désignation de la pièce
voulue ainsi que le code
d’identification de l’étau
comcerné.
Accesoires:
voir Röhm Catalogue.
Le forze di serraggio
indicate sono valori
orientativi, da considerarsio validi in caso di
appropriata manutenzione.
Pezzi di ricambio:
In caso di ordinazione di
ricambi, comunicare No.
riferimento o denominazione del pezzo desiderato, nonché codice del
dispositivo compatto di
serraggio.
Accessori:
vedere Röhm Catalogue.
Drehmoment M an der Kurbel Nm
Torque at hand crank Nm
Couple exercé sur la manivelle en Nm
Coppia alla manovella Nm
Par en la manivela Nm
Los valores de sujeción indicados son
valores de orientación.
Estos encuentran
aplicación en caso de
un mantenimiento en
debida forma.
Piezas de repuesto:
Al formular los pedidos
de piezas de repuesto,
rogamos indicar el
número de posición o la
denominación de la
pieza deseada, asi como
el Id.-No. del dispositivo
de sujeción compacto.
Accesorios:
Véasa Röhm Catálogo.
1800
Page 4
1. Sicherheitshinweise und Richtlinien für den Einsatz
von Maschinen-Schraubstöcken
Vor Inbetriebnahme des NC-Kompaktspanners ist folgendes zu beachten:
Das mit Tätigkeiten am NC-Kompaktspanner beauftragte
Personal muß vor Arbeitsbeginn die Bedienungsanleitung und hier besonders das Kapitel ”Sicherheitshinweise” gelesen haben.
Die Sicherheit beim Bearbeiten von Werkstücken hängt
weitgehend von dem richtigen Einsatz und der fachgerechten Handhabung des Spannmittels ab.
Unsachgemäßes Handhaben und Arbeiten kann die
Funktion des NC-Kompaktspanners beeinträchtigen. Es
besteht Gefahr durch sich lösende und herausschleudernde Werkstücke.
1. Montage, Bedienung und Wartung müssen fachgerecht
ausgeführt werden.
2. Bei unsachgemäßer oder nicht bestimmungsgemäßer
Handhabung des NC-Kompaktspanners können von
ihm Gefahren ausgehen.
3. Der Bediener ist verpflichtet, den NC-Kompaktspanner
nur im einwandfreien Zustand zu betreiben.
4. Jede sicherheitsbedenkliche Arbeitsweise ist zu
unterlassen.
5. Der Bediener ist verpflichtet, eintretende Änderungen,
die das sichere Arbeiten mit dem NC-Kompaktspanner
beeinträchtigen, sofort zu melden.
6. Änderungen oder Umbauten, die die Sicherheit des
NC-Kompaktspanners beeinträchtigen, sind nicht
gestattet.
7. Bei Reparatur oder Instandsetzung des NC-Kompaktspanners dürfen nur Original-Ersatzteile des
Herstellers verwendet werden.
Reparaturen sind nur von Fachkräften durchzuführen.
8. Die länderspezifischen Arbeits- und Unfallverhütungsvorschriften sind zu befolgen.
9. Es gelten die europäischen bzw. länderspezifischen
Maschinen-Richtlinien.
10.Ergänzend zur Bedienungsanleitung sind die allgemeingültigen, gesetzlichen und sonstigen verbindlichen
Regelungen zur Unfallverhütung und zum Unfallschutz
zu beachten.
11.Die Angaben und Empfehlungen in der Bedienungsanleitung sind genau zu beachten.
12.Wenn keine anderen Angaben, dann ist beim Spannen
die Handkurbel immer im Uhrzeigersinn zu drehen.
Beim Drehen gegen den Uhrzeigersinn droht Gefahr
für Personen und den NC-Kompaktspanner durch sich
lösende Werkstücke.
13.Die Aufspannung des Schraubstockes darf nur auf
einer verformungsstabilen Unterlage vorgenommen
werden.
14.Die Spannpratzen und Befestigungsschrauben müssen
entsprechend der Bedienungsanleitung angebracht
werden.
4
15.Nach längerer Ruhezeit muß der Schraubstock vor
erneutem Einsatz auf einwandfreie Funktion geprüft
werden.
Dazu gehört in der Regel die Kontrolle der Spannkraft
und des Spannbereichs.
16.Die Prüfung der Spannkraft muß über ein geeignetes
Meßverfahren erfolgen, z.B. hydraulische Kraftmeßdose, elektronische Kraftmesser. Die gemessene
Spannkraft muß mindestens 80% der max. Spannkraft
betragen.
17.Bei NC-Kompaktspannern, die ein Versetzen der
Spannbacken beinhalten, ist auf genügend Restspannweg in der Endstellung zu achten.
18.Bei hydraulischen NC-Kompaktspannern, die zum Antrieb einen Druckübersetzer oder ein Hydraulik-Aggregat benötigen, muß bei Ausfall der Primärenergie die
Spannkraft mindestens solange erhalten bleiben, bis
die Maschine stillgesetzt oder das Werkzeug aus dem
Arbeitsbereich gefahren werden kann.
19.Mechanisches Spannen ist bei den hydraulisch betätigten NC-Kompaktspannern unzulässig.
20.Die Hydraulikzuleitungen für die Spanneinrichtung
müssen auf den maximalen Betriebsdruck ausgelegt
und gegen mechanische Zerstörung geschützt sein.
21.Wird z.B. im Palettenbetrieb der hydraulische NC-Kompaktspanner von der Hydraulikzuleitung abgekoppelt,
so ist vor dem Einsatz die Dichtigkeit des Hydrauliksystems in abgekoppeltem Zustand zu überprüfen. Der
Druck muß mindestens solange erhalten bleiben, solange die Taktzeit dauert.
22.Beim Spannen der Werkstücke ist darauf zu achten,
daß die Spannflächen voll zum Tragen kommen. Ist
dies nicht der Fall, z.B. durch zu große Winkel oder
Parallelitätsfehler des Werkstückes, müssen geeignete
Backen aus dem Zubehörprogramm, z.B. Pendelbakken, unter Umständen spezielle Spannbacken, eingesetzt werden.
23.Der NC-Kompaktspanner darf nur zum Spannen von
festen Werkstücken verwendet werden.
Bei elastischen Werkstücken und ungenügender
Spannkraft besteht Verletzungsgefahr
sende und herausschleudernde Werkstücke.
24.Bei NC-Kompaktspannern, die mit selbsttätiger Kraftübersetzung ausgerüstet sind, deren Übersetzung wegabhängig funktioniert, ist auf folgendes zu achten:
Beim Spannen von Werkstückpaketen oder unebenen
durchgebogenen Werkstücken, oder Werkstücken mit
starker Gratbildung müssen diese soweit mechanisch
vorgespannt werden (ohne Kraftübersetzer), bis die
Nachgiebigkeit aufgehoben ist. Erst dann darf die
Hochdruckkraft eingesetzt werden.
25.Werden überhohe oder überlange Werkstücke
gespannt, sind diese durch entsprechende Hilfseinrichtungen, z.B. Anschläge oder Auflagen, zu sichern. Um
Vibrationen zu vermeiden, sind unter Umständen spezielle Spannbacken oder mehrere Spannstellen erforderlich.
durch sich lö-
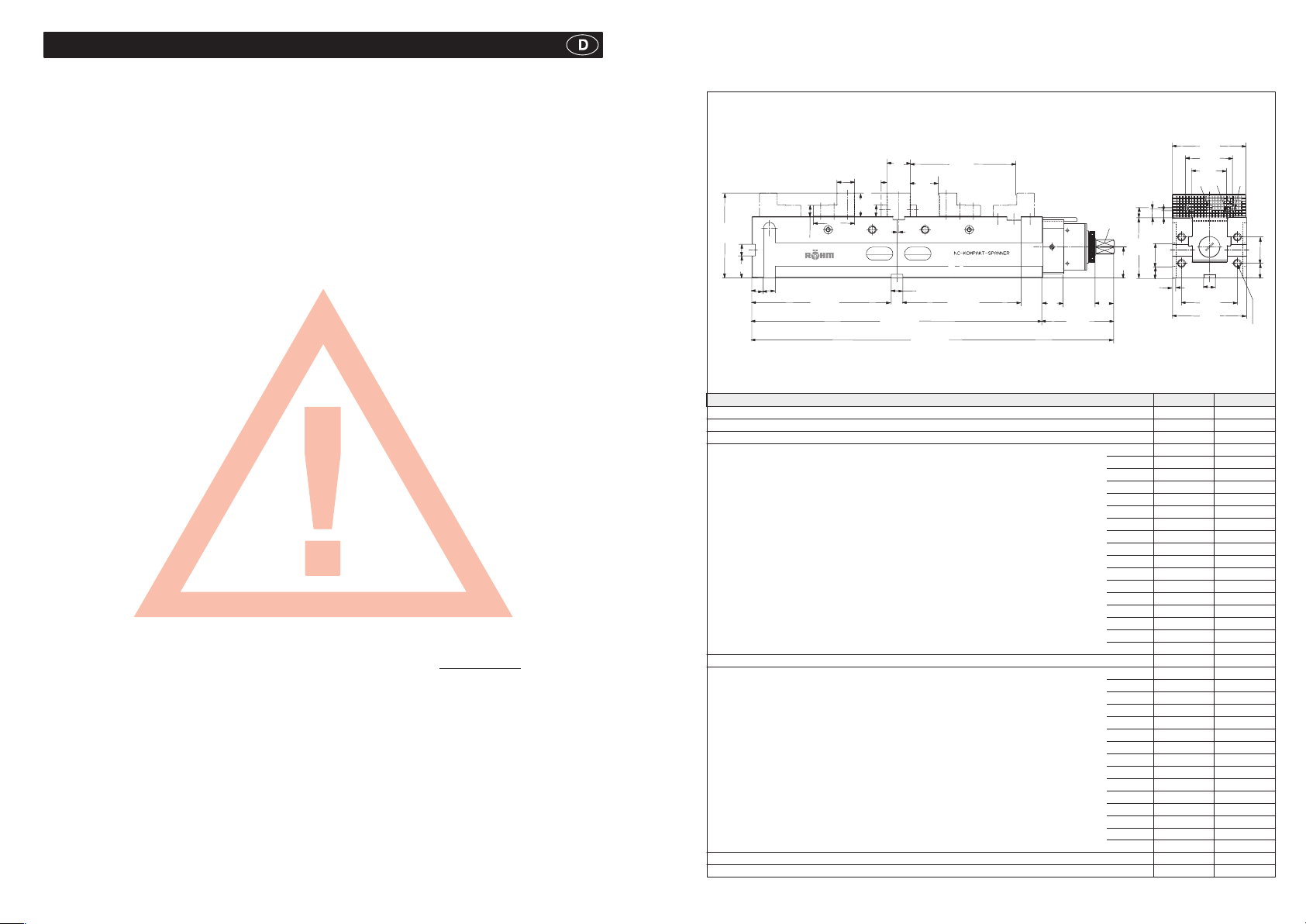
11. Maßübersicht
Dimensions – Aperçu des cotes – Prospetto delle dimensioni – Esquema de dimensiones
A
Station II Station I
E
H7
20
T
U
U
Backenbreite – jaw width – largeur des mors – largh. ganasce – ancho garra A 92 125
Id.-Nr. 162122 161574
Backenhöhe – jaw height – hauteur des mors –altezza ganasce – altura de mordiente C 32 40
Gesamtlänge – total length – longueur totale – lunghezza totale – longitud total D
Versetzbereich
Max. Spannkraft –
Gewicht – weight – poids – peso kg 25 52
– shifting range – plage de réglage – campo desplazmiento – alance de desplazamiento
clamping force – force de serr. max. – forza di serr. max. – fuerza de sujeción max.
M
C
N
J
N
l
3
20
F
H
L
B2*
B
*
1
f
b
SW
H7
R
D
O
* Spannbereiche siehe Seite 15 – Clamping ranges see page 15
Capacité de serrage voir page 15 – Apertura vedere pagina 15
Ancho de sujeción véase página 15
S
P
e
G
V
Q
U
X
max.
E 117 145
F 366 495
G
–0,02
H
–0,02
J5670
K 94 126
L1010
M2530
N
–0,01
O3636
P114
Q 41,5 53
R 143 201
S3132
T
–0,02
U2020
V2840
W 1 x 48 2 x 46
X 4,5 6,5
SW 17 19
a6380
b 13,6 15,6
c
1
c
2
c
3
d4860
e812
f1418
g7095
h2025
i5045
k M10 x 18 M12 x 22
l
–0,02
kN 25 40
a
d
c
c
c
2
3
H7
20
g
K
+3
480
85 105
30 40
617
16 20
+3
122
30 37,5
M6 x 14 M8 x 14
M5 x 9 M5 x 10
M10 x 16 M10 x 18
177 237
1
i
h
k
+3
+3
21
Page 5

10. Fehlererkennung und deren Behebung
Trouble shooting – Dé tection d’ erreurs et leur é limination – Possibili anomalie e loro
eliminazione – Fallos posibles y su elimination
Störung – Trouble – Défauts
Anomalie – Fallos
Maximale Spannkraft wird
nicht erreicht
Vice fails to achive max. clamping
force
La force maximale de serrage n’est
pas atteinte
Tensione max. non viene raggiunta
No se alcanza la fuerza máxima de
sujeción
Zu geringe Spanngenauigkeit
Insufficient clamping accuracy
Trop faible précision du serrage
Precisione di serraggio troppo
bassa
Insuficiente precisión de sujeción
Zu großes Abheben des
Werkstückes
Excessive lift of workpiece
Soulè vement trop important de la
piè ce
Sollevanmento eccessivo del pezzo
Levantamiento excesivo de la pieza
Schwergänigkeit von Spindel
und Spannschieber
Spindle and slideway difficult to
move
Déplacement difficite de la broche
et des glissiéres
Movimento duro di vite di comando
e cursore
Husillo y empujador de amarre
funcionan foruades
Ursachen
– Cause – Cause –
Causa – Causa
Werkstück gibt zu stark nach
(Unebenheiten, Schmutz
oder Gratbildung usw.)
Excessive yield of workpiece (not
perfectly level, dirt, burrs, etc.)
La pièece cèede trop, (inégalités,
crasse, bavures, etc.)
Pezzo cede troppo (aplanarità,
sporco, bavature, ecc.)
Pieza cede demasiado (irregularidad, sucieded, formación de
barba, etc.)
a) Unsachgemä ße Aufspannung
a) Incorrect mounting
a) Serrage inadéquat
a) Bloccaggio non coretto
a) Fifjación incorrecta
b) Schraubstock-Auflage uneben oder verschmutzt
b) Vice support dirty or not perf ectly
level
b) Montage de l’étau encrassé ou
pas suffisamment plan
b) Supporto morsa non piano o
imbrattato
b) Apoyo de la mordaza no plano
o sucio
Ungünstige Spannlage
Unfafourable clamping contact
Dispositif de serrage défavorable
Posizione di serraggio non adatta
Apoyode sujeción desfavorable
Grundkö rper-Innenraum und
Führungen stark verschmutzt
Swarf and dirt ingress
Intérieur de l’étau encrassé par des
copeaux
Vana interno della morsa riempito
di trucioli
Cuerpo base ensuciado en el interior con viruta
Beseitigung
Werkstück spanngerecht vorbereiten! Bei Unebenheiten des
Werkstücks mechanisch Vorspannen
Prepare workpiece for proper clamping! Use mechanical initial clamping for
parts that are not perfectly level
Préparer convenablement la pièce pour un serrag correct. En cas d’inégalités, serrer la pièce mécaniquement au préalable
Prepare il pezzo convenabilimente per il serraggio. In caso di aplanarità
preserrare il pezzo meccanicamente
Preparar la pieza adecuadamente para su sujeción. En caso de irregularidades de la pieza realizar un preajuste mecánico
a) Aufspannempfehlungen beachten, siehe Punkt 4., evtl.
zusä tzliche Abstützung des Grundkörpers bei stirnseitiger
Aufspannung
a) Observe mounting recommendations, see para. 4. If necessary, provide
additional support for the body if the vice is mounted on end
a) Respecter les conseils prodigués pour un serrage correct (voir chapitre 4),
assurer éventuellement un meilleur appui du corps de l’’étau (en cas de
serrage frontal)
a) Osservare raccomandazioni di bloccaggio, cfr. punto 4, eventualmente
appoggio supplementare del corpo base in caso di bloccaggio frontale
a) Observar las recomendaciones de fijación, véase el punto 4, eventualmente realizar un apoyo adicional del cuerpo base en la fijación frontal
b) Auflagefläche sä ubern, gegebenenfalls nacharbeiten
b) Clean supporting surface, rework if necessary
b) Nettoyer le plan de montage, au besoin rectifier
b) Pulire superficie di appoggio, se necessario ripassare
b) Limpiar la superficie de apoyo, en caso necesario, repasar
correspondientemente
Einsatz entsprechender Niederzugbacken
Use appropriate draw-down jaws
Employer des mors à effet abaisseur, mieux appropriés
Impiego di ganasce a trazione in basso
Empleo de las correspondientes garras de tracción hacia la base
Kompakt-Spanner reinigen und an beiden Schmiernippeln mit
Fett F91 abschmieren, ggf. komplett demontieren, reinigen
und neu einfetten
Use grease F91 in grease nipple or disassemble, clean or re-grease
Nettoyer l’ étau-compact et le graisser par les raccords filetés de graissage
avec de la graisse F91. Le cas échéant, de’monter entiérement, nettoyer
et graisser á nouveau
Rimuovere i trucioli, lubrificare con grasso F91 attraverso i due ingrassatori, eventualmente smontaggio completo, pulizia e lubrificazione
Limpiar amarre compacto y emgrasar los engrasadores en ambos extremos con grasa F91, si fuera necesario desmontar, limpiar y engrasar
– Remedy – Remède – Rimedio – Eliminación
1. Safety Requirements and Rules and Regulations
for the Use of Machine Vices
The following requirements must be met before the NC compact vice is put into operation:
The personnel charged with duties related to the NC
compact vice must have read the operating instructions
and in particular the chapter entitled ”Safety Requirements”.
When machining parts, safety largely depends on proper
use and workmanlike handling of the clamping tool.
Unworkmanlike handling and machining may impair the
function of the NC compact vice. Inadequately clamped
workpieces may be flung out of the machine and cause
injuries to personnel.
1.Proper mounting, operation and maintenance are essential requirements.
2.A NC compact vice which is not handled correctly constitutes a potential source of danger.
3.The operator must satisfy himself of the perfect condition of the NC compact vice before putting it into operation.
4.Any operation which is not perfectly safe must be
avoided.
5.Any changes affecting the safety of work with the NC
compact vice must be immediately reported by the
operator.
6.Changes or conversions affecting the safety of the NC
compact vice are not permitted.
7.Only the manufacturer’s original space parts may be
used for repairs or reconditioning work. All repairs
must be carried out by skilled personnel.
8.The codes of practice and rules for the prevention
of accidents in force in the country of use must be
observed.
9.The applicable European or national regulations for
machinery must be complied with.
10.The general, legal and other mandatory regulations for
the prevention of accidents must be observed in addition to the operating instructions.
11.The information and recommendations contained in
the operating instructions must be strictly observed.
12.Unless specified otherwise, the work must be always
be clamped by turning the handcrank clockwise. If the
handcrank is turned anti-clockwise, the work is no longer held securely and constitutes a hazard for personnel and the NC compact vice.
13.The vice must always be ble base
which is not easily deformed.
14.The clamps and mounting bolts must be fitted as described in the operating instructions.
15.If the vice has not been used for a prolonged period of
time, it must be checked for proper functioning before
it is put into operation. As a rule, this should include a
check of the clamping force and capacity range.
16.The clamping force must be checked with the aid of a
suitable instrument, such as a hydraulic load cell or
an electronic measuring device. The clamping force
measured should not be less than 80% of the specified
maximum clamping force.
17.For NC compact vice with jaws that can be shifted,
sufficient residual clamping travel must be available in
the final position.
18.If the primary energy of hydraulic NC Compact Vices
requiring a pressure intensifier or hydraulic unit should
fail, the clamping force must be maintained at least
until the machine can be stopped or until the tool can
be removed from the working area.
19.Hydraulically operated NC Compact Vices may not be
clamped mechanically.
20.The hydraulic supply lines for the workholding fixture
must be rated for the maximum operating pressure and
protected against mechanical destruction.
21.If the hydraulic NC compact vice is disconnected from
the hydraulic supply line, such as when working with
pallets, for example, the hydraulic system must be
checked for leakage in the disconnected condition before the vice is put into operation. The pressure must
be maintained at least for the duration of the machining
operation.
22.When clamping the parts to be machined, special care
must be taken to assure full contact of the clamping
surfaces. If this is prevented by excessive errors of
angularity or parallelism, for example, suitable jaws
from the range of accessories offered, such as floating
jaws or special clamping jaws, will have to be used for
compensation.
23.Flexible workpieces and insufficient clamping forces
may cause injuries
of the machine.
The NC compact vice may only be used for clamping
rigid workpieces.
24.The following precautions must be observed when
NC Compact Vices are used which are equipped for
independent force multiplication as a function of travel:
Workpiece stacks or deformed, i.e. not perfectly level
parts, or parts with heavy burr must be mechanically
preclamped (without force multiplication) until they are
no longer resilient before the highpressure force is
applied.
25.Extra high or extra long workpieces must be secured
with the aid of suitable auxiliaries, such as stops or
pads. Special clamping jaws or clamping at several
points may be necessary to avoid vibrations.
if insecurely held parts are flung out
20
5
Page 6

1. Indications concernant la sécurité et directives
pour l’utilisation d’étaux-machine
Avant la mise en service de l’étau compact, oberver ce qui suit:
Avant de commencer la travail, le personnel chargé de
la manoeuvre de l’étau compact doit avoir lu les instructions de service et notamment le chapitre ”Indications
concernant la sécurité”.
La sécurité pendant l’usinage de pièces dépend essentielement de l’utilisation correcte et de la manipulation
appropriée du dispositif de serrage.
Une manipulation et un travail non conformes peuvent
nuire au bon fonctionnement de l’étau compact. Les
pièces risquent de se desserrer et d’être éjectées.
1. Le montage, la manipulation et l’entretien doivent être
effectués de façon conforme.
2. Des dangers peuvent découler de l’utilisation inappropriée ou non conforme de l’étau compact.
3. L’utilisateur ne doit se servir de l’étau compact que si
ce dernier est dans un état irréprochable.
4. Il convient de s’abstenir de toute méthode de travail
non conforme aux règles de sécurité.
5. L’utilisateur est tenu de signaler immédiatement toutes
les modifications se produisant, pouvant nuire à la
sécurité du travail avec l’étau compact.
6. Toutes modifications ou transformations portant atteinte à la sécurité de l’étau compact sont prohibées.
7. Pour les réparations ou la maintenance de l’étau compact, n’utiliser que des pièces d’origine du fabricant.
8. Les prescriptions sur le travail et la protection contre
les accidents spécifiques à chaque pays doivent être
respectées.
9. Les directives européennes ou specifiques au pays
en question sont à appliquer.
Les réparations ne doivent être effectuées que par des
spécialistes qualifiés.
10.Outre les instructions de service, il convient d’observer
les réglementations générales, légales et autres recommendations obligatoires concernant la prévention
et la protection contre les accidents.
11.Les indications et les recommandations des instructions de service doivent être rigoureusement respectées.
12.Sauf indications différentes, la manivelle doit toujours
être tournée dans le sens des aiguilles d’une montre.
En tournant dans le sens contraire, les pièces peuvent
se desserrer, ce qui présente de grands risques pour
les personnes et l’étau compact.
13.L’étau ne doit être serré que sur un support résistant à
la déformation.
14.Les griffes de serrage et les vis de fixation doivent être
fixés conformément aux instructions de service.
6
15.Après une période hors service prolongée, le bon fonctionnement de l’étau doit être vérifié avant sa réutilisation. En règle générale, on contrôle à cet effet la force
de serrage et la capacité de serrage.
16.Le contrôle de la force de serrage doit être effectué
par un processus de mesure appropriée, par exemple
avec une boîte dynamométrique hydraulique ou des
dynamomètres électroniques. La force de serrage mesurée doit représenter au moins 80% de la force de
serrage max.
17.Sur les étaux compacts dont les mors de serrage peuvent être déplacés, veiller à respecter une course de
serrage suffisante en position extrême.
18.Sur les étaux compacts hydrauliques nécessitant pour
l’entraînement un multiplicateur de pression ou un
groupe hydraulique, la force de serrage doit être, en
cas de panne de l’énergie primaire, maintenue au moins jusqu’à l’arête de la machine ou jusqu’à ce que la
pièce puisse être sortie de la zone de travail.
19.Un serrage mécanique est prohibé s’il s’agit d’étauxcompact à actionnement hydraulique.
20.Les conduites hydrauliques pour le dispositif de serrage doivent être adaptées à la pression de service
maximale et protégées contre la destruction mécanique.
21.Si par exemple l’étau compact hydraulique est désaccouplé de la conduite hydraulique au cours du fonctionnement en palette, il convient de vérifier au préalable, l’étanchéité du système hydraulique en état désaccouplé. La pression doit être maintenue pendant toute
la durée du cycle.
22.Lors du serrage des pièces, veiller à utiliser toutes les
surfaces de serrage. Dans le cas contraire, par exemple en cas d’angles trop importants ou d’erreurs de
parallélité de la pièce, des mors appropriés en accessoire, p. ex. des mors flottants, éventuellement des
mors de serrage spéciaux, devront être utilisés.
23.Avec des pièces élastiques et une force de serrage
insuffisante, il y a risque de blessures
se desserrant et pouvant être éjectées. L’étau compact
ne doit être utilisé que pour le serrage de pièces rigides.
24.En utilisant des étaux compacts équipés d’un intensificateur de puissance indépendant et dont l’intensification dépend de la course, il convient de respecter ce
qui suit: lors de serrage de paquets de pièces ou de
pièces à aspérités courbes ou de pièces à grande formation d’arêtes, ils doivent être préserrés mécaniquement
(sans intensification de puissance) jusqu’à ce que la
flexibilité soit supprimée. C’est alors que la haute pression pourra être utilisée.
25.Lorsque des pièces trop hautes ou trop longues sont
serrées, ces dernières doivent être bloquées avec des
auxiliaires correspondants, p.ex. des butées ou des
supports. Pour éviter des vibrations, des mors de serrage spéciaux ou plusieurs points de serrage sont
éventuellement nécessaires.
par des pièces
9. Wichtige Hinweise
Important advise – Avviso importante – Aviso importante
D Um die hohe Spannge-
nauigkeit zu gewährleisten, ist beim Versetzen der Spannback e
auf dem Spannschieber
auf äußerste Sauberkeit zu achten.
D Eine zusätzliche Ge-
walteinwirkung auf die
Kurbel, z. B. Hammerschläge, kann Innenteile beschädigen.
Eine Garantieleistung wird in diesem
Falle ausgeschlossen.
D Spannbacken immer
mit Original-Befestigungsschrauben
(Festigkeitsklasse
12.9) und dem max.
Anzugsmoment
befestigen –
RKD -M 92 max. 70
Nm (M10), RKD-M 125
max. 100 Nm (M12).
D In order to ensure the
high degree of clamping accuracy, ensure
that all components
are absolutely clean
when the clamping jaw
is moved on the clamping slide.
D Any force exerted on
the crank, for example
with a hammer, can
demage internal components.
In this case all
guarantee rights are
invalidated.
D Always secure the
clamping jaws with the
original mounting bolts
(property class 12.9)
and the maximum
tightening torque –
RKD -M 92 70 Nm
max. (M10), RKD-M
125 100 Nm max.
(M12)
D Veiller à ce que la pro-
preté soit parfaite afin de
garan ti r un e ex ac titude
de serrage élevée lors
du placement du mors
de serrage sur le vérin
de serrage.
D L’ action d’ une force
supplémentaire sur la
manivelle, par ex. en
utilisant un marteau,
peut endommager des
pièeces à l'intérieur.
Aucune garantie
n’ est dans ce cas
accordée.
D Ne fixer les mors de
serrage qu’avec les vis
de fixation originales
(classe de résistance
12.9) et le couple de
démarrage max. –
RKD -M 92 max. 70
Nm (M10), RKD-M 125
max. 100 Nm (M12).
D Per assicurare un’alte
precisione di fissaggio
durante lo spostamento della ganascia
sul cursore mantenere
una pulizia massima.
D Una ulte ri or e so lle ci ta-
zione sulla manovella,
p. es. colpi di martello,
può danneggiare le
parti interne.
In questo caso la
casa non risponde.
D Le ganasce sono da
fissarsi sempre con viti
di fissaggio originali
(classe di resistenza
12.9) e con il massimo
momento torcente –
RKD -M 92 max. 70
Nm (M10), RKD-M 125
max. 100 Nm (M12).
D Para garantizar
máxima precisión de
sujeción, se deberá
observar que todo esté
extremadamente limpio
al desplazar la mordaza sobre la corredera de sujeción.
D Acciones violentas adi-
cionales en la manivela, como por ej. martillazos, pueden dañ ar
piezas en el interior.
Para estos casos no
hay garantía.
D Las mordazas siempre
se deberán fijar con los
tornillos de sujeción originales (clase de resistencia 12.9) y con el
par de apriete máximo:
RKD -M 92 70 Nm
máx. (M10),
RKD-M 125 100 Nm
máx. (M12).
19
Page 7

Demontage der
Spindel
Disassembling the
screw spindle
Démontage de la
vis-mère
Smontaggio del
moltiplicatore di forza
Desmontaje del
husillo
90/01 90/06
90/18 90/20 90/26 90/15 90/08 90/19
Benennung Name Dèsignation Denominazione Designación
Teil
90/01 Spindel komplett Screw spindle assembly Broche complèete Vite di compl. Husillo completa
90/02 Lagergehäuse
90/03 Gegenlager Thrust bearing Butée Controsupporto Contrasoporte
90/04 Einstellbuchse Adjusting sleeve Douille de réglage Manicotto di regolazione Casquillo de regulación
90/05 Kontermutter Locknut Contre-écrou Controdado Contratuerca
90/06 Spannmutter
90/07 Fixiermutter
90/08 Verschlußmutter
90/11 Stüützscheibe (nur Gr. 92)
90/12 Rollenkranz Roller ring Anneau de roulement Corona a rulli Corona de rodillos
90/13 Laufscheibe Washer Rondelle mobile Disco di scorrimento Disco de rodadura
90/14 Wellendichtring Shaft sealing ring Anillo retén
90/15 Wellendichtring Shaft sealing ring Anillo retén
90/16 Tellerfeder Cup spring Rondelle Belleville Molle a tazza Resorte de disco
90/17 Passfeder Feather key Ressort d’ ajustage Linguetta Chaveta
90/18 O-Ring O-ring Joint tronique O-ring Anillo toroidal
90/19 O-Ring O-ring Joint tronique O-ring Anillo toroidal
90/20 O-Ring O-ring Joint tronique O-ring Anillo toroidal
90/22 Schmiernippel Lubricating nipple Graisseur conique Nipplo di lubrificazione Lubricador
90/24 Gewindestift Setscrew Goujon fileté Spina filettata Tornillo Prisionero
90/26 Zylinderschraube Cyl. screw Vis cylindrique Vite a testa cilindrica Tornillo cilindrico
18
Bearing housing Logement du palier
Clamping nut Ecrou de serrage Dado di serraggio Tuerca de apriete
Fixing bolt Ecrou de fixation Dado di fissaggio Tuerca de fijación
Closure nut Ecrou de fermeture Dado di chiusura Tuerca de cierre
Back-up ring
(size 92 only)
Rondelle d’ appui
(taille 92 uniquement)
Bague à lèvres avec
ressort
Bague à lèvres avec
ressort
90/16
90/04
F
90/13
90/03
90/12
90/11
Alloggiamento cuscinetti
Rosetta di sicurezza
(solo misura 92)
Guarnizione ad
anelleo per albro
Guarnizione ad
anelleo per albro
90/17
90/05
Caja del cojinete
Arandela de apoyo
(sólo No. 92)
90/07
90/02
90/24
90/14
90/22
E
1. Norme de sicurezza e direttive per l’impiego
di morse da macchina
Prima della messa in esercizio della morsa osservare quanto segue:
Prima di qualsiasi intervento il personale addetto alla
lavorazione sulla morsa da macchina deve aver letto le
istruzioni per l’uso ed in particolare il capitolo ”Norme
di sicurezza”.
La sicurezza durante la lavorazione dipende in ampia
misura dal corretto impiego e dall’adeguata manipolazione del dispositivo di serraggio.
L’uso improprio della morsa da macchina pùo pregiudicare il funzionamento della stessa, con il pericolo che i
pezzi in lavorazione vengano liberati e catapultati in aria.
1. Montaggio, condotta e manutenzione devono essere
eseguiti a regola d’arte.
2. La morsa da macchina pùo rivelarsi pericolosa se
usata in modo improprio o non conforme alla prescrizioni.
3. L’operatore è tenuto ad azionare la morsa da macchina
solo se in perfette condizioni.
4. Sono da evitarsi metodi di lavoro che vanno a discapito della sicurezza.
5. L’operatore è tenuto a comunicare immediatamente
qualsiasi cambiamento sopravvenuto che possa pregiudicare le condizioni durante la lavorazione sulla
morsa da macchina.
6. Non sono consentite modifiche o trasformazioni della
morsa da macchina che possano pregiudicare la sicurezza di quest’ultima.
7. Per la riparazione o la manutenzione della morsa da
macchina è ammesso unicamente l’uso di pezzi di
ricambio originali forniti dal Costruttore.
Le riparazioni possono essere eseguite esclusivamente da tecnici specializzati.
8. Si devono osservare le norme di lavoro ed antinfortunistiche vigenti nel paese d’impiego.
9. Trovano qui applicazione le direttive europee e/o le
specifiche nazionali per il tipo di macchina.
10.Oltre alle istruzioni per l’uso sono da osservarsi le
normative generali e di legge nonché qualsiasi altra
direttiva vincolante in materia di prevenzione e protezione dagli infortuni.
11.Le indicazioni e raccomandazioni contenute nelle istruzioni per l’uso devono essere seguite scrupolosamente.
12.Salvo diversa indicazione, in fase di serraggio la manovella deve essere sempre girata in senso orario. In
caso di rotazione in senso antiorario i pezzi in lavorazione vengono liberati, con il conseguente pericolo di
infortunio per il personale o di danneggiamento della
morsa.
13.La morsa deve essere fissata su un supporto inindeformabile.
14.Per l’applicazione delle staffe di serraggio e delle viti di
fissaggio attenersi a quanto indicato dalle istruzioni per
l’uso.
15.Prima di usare la morsa da macchina in seguito ad un
periodo prolungato di inattività, deve essere verificato il
suo perfetto funzionamento, controllando, tra l’altro, la
forza e il campo di serraggio.
16.La prova della forza di serraggio deve essere eseguita
con un sistema di misura adeguato, ad esemplo con
una capsula dinamometrica idraulica o un dinamometro
elettronico.
Il valore rilevato deve essere pari almeno all’80% della
forza massima di serraggio.
17.Per le mordazas compactas NC con possibilità di spostamento delle ganasce di serraggio si deve verificare
che nella posizione di fine corsa vi sia ancora sufficiente corsa residua di serraggio.
18.Per le mordazas compactas NC idrauliche, richiedenti
per il loro azionamento un moltiplicatore di pressione o
una centralina idraulica, si deve garantire, nel caso
venga a mancare l’alimentazione primaria, il mantenimento della forza di serraggio almeno sino all’arresto
della macchina o sino a quando il pezzo in lavorazione
non viene portato al di fuori della zona di lavoro.
19.Non è ammesso il serraggio meccanico delle mordazas
compactas NC ad azionamento idraulico.
20.I condotti idraulici del dispositivo di serraggio devono
essere dimensionati per la pressione massima di esercizio ed essere protetti contro i danneggiamenti meccanici.
21.Se, ad esempio, durante il funzionamento con pallet
viene interrotto il collegamento della morsa idraulica
con il condotto idraulico, prima dell’impiego è necessario verificare la tenuta del sistema idraulico una volta
scollegato. La pressione deve essere mantenuta almeno sino al termine del tempo ciclo.
23.Durante la lavorazione di pezzi elastici e con un’insufficiente forza di serraggio è possibile che i pezzi vengano liberati e catapultati all’esterno, con il conseguente pericolo di infortunio. La morsa da macchina
deve essere utilizzata esclusivamente per il serraggio
di pezzi rigidi.
24.Per le mordazas compactas NC dotate di moltiplicazione
automatica della forza in funzione della corsa è richiesta l’osservanza delle seguenti precauzioni: in fase di
serraggio di pacchetti di pezzi o di pezzi non piani e
curvi
o ancora di pezzi presentanti forte sbavatura, questi
ultimi devono essere sottoposti a serraggio meccanico
preliminare (senza moltiplicatore di forza) sino ad
elliminazione di eventuali cedimenti. Solo in seguito
è possibile applicare la forza ad alta pressione.
25.In caso di serraggio di pezzi di altezza o lunghezza
maggiorata, questi ultimi devono essere assicurati
mediante adeguati dispositivi, quali ad esempio arresti
o supporti. Per evitare vibrazioni possono essere eventualmente necessarie ganasce speciali o più punti di
serraggio.
7
Page 8

1. Instrucciones de seguridad y directrices para el uso
de mordazas para máquinas
Antes de la puesta en servicio de la mordaza deberá tenerse en cuenta lo siguiente:
El personal manipulador de las mordazas deberá
haber estudiado a fondo las presentes instrucciones
de uso, y particularmente el capítulo dedicado a las
”Instrucciones de seguridad”, antes de la puesta en
marcha de las mismas.
La seguridad en el mecanizado de piezas depende en
alto grado de la aplicación correcta y de la experiencia
en el manejo del medio de sujeción.
El manejo y trabajo incorrectos pueden mermar el funcionamiento de la mordaza. Puede surgir el peligro de
que una pieza se desprenda contra el operador.
1.El montaje, manejo y mantenimiento deberá ejecutarse
correctamente.
2.El manejo incorrecto o indebido de la mordaza puede
provocar peligros para el operador.
3.El operador quedará obligado a utilizar de la mordaza
únicamente en estado perfecto.
4.El operador deberá abstenerse de todo proceder que
pueda afectuar su seguridad.
5.El operador quedará obligado a denunciar inmediatamente cualquier cambio que se produzcar y que pueda
influír negativamente en el manejo de la mordaza.
6.No se admiten modificaciones o reconstrucciones que
afecten negetivamente la seguridad de la mordaza.
7.En caso de reparaciones o puestas a punto de la mordaza sólo deberán utilizarse repuestos originales del
fabricante.
Las reparaciones sólo deberán llevarse a cabo por
especialistas.
8.Deberán observarse las normativas laborales y de
prevención de accidentes específicas de cada país.
9.Regirán las directrices europeas o específicas de cada
país para el manejo de máquinas.
10.Como complemento a las instrucciones de uso deberán observarse los reglamentos generales y legales
de caracter obligatorio para la prevención de accidentes y para la protección contra accidentes.
11.Deberán abservarse con exactitud las indicaciones y
recomendaciones dadas en las instrucciones de uso.
12.De no existir otras indicaciones, al proceder a la sujeción, girar la manivela siempre en el sentido de las
agujas del reloj. Girándola en sentido contrario, pueden surgir peligros para personas y para el mismo tornillo,
si se suelta la pieza.
13.La fijación del tornillo sólo deberá tener lugar sobre
una base sólida resistente contra deformaciones.
14.Colocar las garras de sujeción y tornillos de fijación
según las instrucciones de uso.
15.Tras un tiempo de reposo prolongado, comprobar el
funcionamiento correcto de la mordaza, sobre todo la
fuerza de sujeción y la zona de amarre.
16.La comprobación de la fuerza de sujeción deberá efectuarse por medio de un procedimiento de medición
apropiado, p.ej. una caja dinamométrica hidráulica o
un dinamómetro electrónico. La fuerza de medición
comprobada deberá ascender como mínimo al 80% de
la fuerza de sujeción máxima.
17.En el caso de mordazas que impliquen un desplazamiento de las garras de sujeción, deberá asegurarse
que exista aún suficiente recorrido de desplazamiento
restante haste la posición final.
18.En caso de tratarse mordazas de máquina hidráulicas
que requieran para su accionamiento un convertidor de
presión o un grupo hidráulico y fallando la energia primaria, mantener la fuerza de sujeción como mínimo
haste que la máquina quede parada o la herramienta
pueda retirarse de la zona de trabajo.
19.No se admite una sujeción mecánica en mordazas de
máquina accionados hidráulicamente.
20.Los conductos de entrada hidráulicos para el dispositivo de sujeción deberán estar dimensionados para
una presión de servicio máxima y protegidos contra
destrucciones mecánicas.
21.Si, por ejemplo, en servicio de paletas se desacopla la
mordaza de máquina hidráulica del conducto de entrada hidráulico, deberá comprobarse la estanqueidad
del sistema hidráulico en estado desacoplado. La presión deberá mantenerse por lo menos durante el
tiempo de sincronización.
22.Al sujetar las piezas, prestar atención a que se aprovechen del todo las superficies de sujeción. Si esto no
ocurre, p.ej. debido al tamaño de los ángulos o errores
de paralelismo en la pieza deberán utilizarse mordientes apropiados del programa de accessorios, p.ej. mordientes pendulares o bien mordientes especiales.
23.En caso de tratarse de pieza elásticas y de una fuerza
de sujeción insuficiente, el operador se expone al peli-
gro de quedar herido
contra él. Por consiguiente, la mordaza de máquina
sólo deberá utilizarse para la sujeción de piezas sólidas.
24.En caso de tratrase de mordazas de máquina equipadas con multiplicadores de fuerza autónomos, cuya
transmisión tenga lugar en función del recorrido de
desplazamiento, deberá prestarse atención a lo siguiente: Al sujetar conjuntos de piezas o piezas dobladas, no planas, o bien piezas con mucha rebarba,
éstas deberán pretensarse mecánicamente (sin multiplicadores de fuerza), hasta que dejen de ceder. Una
vez hecho esto – y no antes – deberá aplicarse la presión alta.
25.De tener que sujetarse piezas excesivamente altas o
largas, aseguarias mediante dispositivos auxiliares,
p.ej. topes o apoyos. A fin de evitar vibraciones, utilizar mordientes especiales o varios puntos de sujeción.
por piezas sueltas que se lancen
• Zur Reinigung keine
Druckluft verwenden.
Es besteht Verletzungsgefahr füür
Personen durch
aufgewirbelte Späne.
Es besteht Beschädigungsgefahr für den
Schraubstock durch
eindringenden
Schmutz in Führungen
und Spindel.
• Do not use compressed air for cleaning
purposes. Whirled-up
chips may cause injury
to personnel. Dirt penetrating into guides
and the screw spindle
may damage the vice.
• Ne pas utiliser de l’air
comprimé pour le nettoyage. Risque de
blessure pour les personnes par des copeaux tourbillonants.
Risque d’'endommagement de l'étau par infiltration de poussière
dans les guidages et la
broche.
8.Demontage
Disassembly – Dé montage – Smontaggio – Desmontaje
8.1Demontage des NC-Doppelspanners RKD-M – siehe Schnittbild Seite 3
• Grundbacken (02 und
03) auf maximale ÖÖff-
nungsweite, bis Anschlag stellen.
• Mittenbacke (08), Abdeckplatte (12) und
Verschluß schraube
(13) demontieren.
• Fixierschraube (07)
mit O-Ring (22) und
Tellerfeder (29)
herausdrehen.
• Schrauben (33)
Flanschplatte (06)
schrauben und Spindel
mit Backen aus Grundkörper (01) herausziehen.
• Grundbacken
(02 + 03) von Spindel
drehen.
• Gewindestift (25) lösen
und Flanschplatte (06)
abschrauben.
Disassembly of the
NC double vice type
RKD-M, see section on
page 3.
• Position the base jaws
(02 and 03) to the maximum opening width
as far as they will go.
• Remove the centre jaw
(08), cover plate (12)
and the screw plug
(13).
• Unscrew the fixing
bolt (07) with the
O-ring (22) and the
cup spring (29).
• Tighten screw (33) and
flange plate (06), and
draw out the spindle
with jaw pieces from
the basic body (01).
• Unscrew base jaws
(02 + 03) from the
spindle.
• Release threaded pin
(25) and unscrew
flange plate (06)
Dé montage du double
é tau NC RKD-M, voir
dessin coupe page 3.
• Ouvrir les mors de
base (02 et 03) au
maximum.
• Démonter le mors central (08), la plaque de
recouvrement (12) et
la vis de fermeture
(13).
• Dévisser la vis de
fixation (07) avec joint
torique (22) et ressort
Belleville (29).
• Visser les vis (33) de
la plaque bridée (06)
puis retirer la broche
avec les mors du corps
de base (01).
• Tourner les mors de
base (02 + 03) et les
enlever de la broche.
• Desserrer le goujon
fileté (25) et dévisser
la plaque bridée (06)
• Non utilizzare aria
compressa per pulire
la morsa. I trucioli sollevati in aria possono
provocare lesioni personali. La penetrazione
di sporcizia all’ interno
delle guide e della vite
filettata può danneggiare la morsa.
Smontaggio del dispositivo di serraggio doppio NC RKD-M, vedere
disegno in sezione a
pagina 3.
• Portare la ganasce di
base (02 e 03) sulla
massima larghezza di
apertura, sino all'arresto.
• Smontare la ganascia
media (08), la piastra
di chiusura (12) e la
vite di chiusura (13).
• Svitare la vite di fissaggio (07) con l’ O-ring
(22) e le molla a
tazza (29).
• Avvitare le viti (33), la
piastra flangiata (06)
e svitare la vite di
comando con ganasce
dal corpo (01).
• Ruotare le ganasce di
base (02 + 03) del
mandrino.
• Allentare la spina filettata (25) e svitare la
piastra flangiata (06).
• Abstenerse de utilizar
aire comprimido para
la limpieza. La viruta
leventada por el aire
comprimido puede
herir a las personas.
También peligra la
misma mordaza, debido a la penetración
de partículas de suciedad en las guías y en
el husillo.
Desmontaje del dispositivo de sujeción bilate-
ral para NC RKD-M
véasa la vista en corte
la pà gina 3.
• Colocar las mordazas
base en posición de
abertura máxima,
hasta el tope.
• Desmontar la mordaza
central (08), la placa
de cubierta (12) y el
tapón roscado (13).
• Desatornillar el tornillo
de fijación (07) con el
anillo en O (22) y el
resorte de disco (29).
• Enroscar los tornillos
(33) en la placa para
bridar (06) y extraer el
husillo con las mordazas
del cuerpo base (01).
• Girar las mordazas base
(02 + 03) del husillo.
• Aflojar el tornillo prisio-
nero (25) y destornillar
la placa para bridar (06).
8
17
Page 9

Je nach Einsatz und
Beanspruchung des
NC-Kompaktspanners sind Reinigungsarbeiten erforderlich.
Nach jedem Gebrauch
den NC-Kompaktspanner reinigen und
geschliffene Flächen
mit säurefreiem Öl
einölen.
Reinigungsarbeiten
nur mit Bohremulsion
durchführen.
In der Regel genügt
eine Grobreinigung.
Späne und Schmutz,
die sich im Führungsraum angesammelt
haben, können durch
die seitlichen Öffnungen entfernt werden.
Nach ca. 1000 Be-
triebsstunden sollte
eine Ganzreinigung
vorgenommen werden. Dazu muß der
NC-Kompaktspanner
demontiert werden –
siehe Punkt 8.
Abschmieren von
Spannschieberführung und Spanngewinde jeweils nach ca.
40 Betriebsstunden.
Mantenimiento:
Dependiendo de la uti-
lización y solicitación
ha que sea sometido
el dispositivo de ajuste
compacto será necesario realizar trabajos
de limpieza.
Limpiar el dispositivo
de sujeción compacto
después de cada empleo y aceitar las superficies rectificadas
con aceite excento de
ácidos.
Efectuar los trabajos
de limpieza exclusivamente con emulsión
de taladrar.
Normalmente basta
con la realización de
una limpieza simple.
La viruta y la suciedad
podrán extraerse por
pueden eliminarse a
través de las aberturas laterales.
Una limpieza com-
pleta debería realizarse cada 1000 horas de servicio. Para
ello se debe desmontar el dispositivo de
sujeción compacto –
ver punto 8.
Tanto la guía de la
corredera de sujeción
como la rosca de sujeción deberán sur lubricades cada 40 horas
de servicio.
Manutenzione:
Sono necessari lavori
di pulizia a secondo
dell’impiego e del
grado si sollecitazione
del dispositivo compatto di serraggio.
Dopo ogni impiego
puliere il dispositivo di
serraggio e lubrificare
le superfici reltificare
con olio esenta da
acidi.
Effettuare i lavori di
pulizia solo con emulsione per trapanatura.
Di regola è sufficiente
una pulizia sommaria.
Trucioli e sporco possono venire eliminati
tramite le aperture
laterali.
Dopo circa 1000 ore
di esercizio dovrebbe
essere effettuata una
pulizia generale. A
tale scopo si deve
smontare il dispositivo compatto di serraggio, vedasi punto
8.
Lubrificare la guida
dell’elemento di serraggio e il filetto di
serraggio dopùo circa
40 ore di esercizio.
Entretien:
Selon l’application et
la contrainte de
l’étaucompact des
travaux de nettoyage
sont nécessaires.
Après chaque utilisa-
tion nettoyer l’étau
compact et huiler les
surfaces rectifiées
avec de l’huile exempte d’acide.
Les travaux de net-
toyage ne sont à effectuer qu’avec de
l’émulsion de
perçage.
En général, un net-
toyage grossier suffit.
Les copeaux et la
poussière peuvent
être ôtés grâce aux
ouvertures latérales.
Après env. 1000 heu-
res de service, il faut
effectuer un nettoyage complet. A
cet effet, il faut
démonter l’étau machine – voir point 8.
Graissage de la gris-
sière de la coulisse
de serrage et du filetage de serrage
nécessaires au bout
d’env. 40 heures de
service.
Maintenance:
The level of cleaning
needed by the compact vice depends on
the use to which it is
put and the degree of
contamination to
which it is exposed.
Clean the compact
vice after each use
and oil its ground surfaces with an acidfree
oil.
Perform cleaning
work using drilling
emulsion.
Superficial cleaning
will normally be sufficient for routine maintenance. Chips and
dirt can be removed
in the area of the lateral openings.
All parts of the vice
should be cleaned
thoroughly after approx 1000 hours of
operation. For this
purpose, the compact
vice must be disassembled – see para.
8.
Grease the clamping
slide ways and clamping screw thread about every 40 hours of
operation.
7. Wartung
Empfohlene Fettsorte:
Für Führung und Spanngewinde: Röhm F 91, 400 g Tube,
Id.-Nr. 777021. Nach jeder Wartung die Spannkraft prüfen siehe
Spannkraft-Diagramm, Seite 22
Clase de grasa recomendada:
Para guía y rosca de sujeción: Röhm F 91, Tubo 400 g, Id.-No. 777021.
Después de cada mantenimiento debrá revisarse la fuerza de sujeción, véase
diagrama de fuerza de sujeción, página 22.
Tipo di grasso raccomandato:
Per guida, filetto di serraggio, : Röhm F 91, tubo da 400 g, codice 777021.
Dopo ogni operazioni di manutenzione, verificare la forza di serraggio, vedere
diagrammi di forza di serraggio, page 22.
Type de graisse recommandée:
Pour glissière et filetage de serrage: Röhm F 91, tube de 400 g,
Id.-No. 777021. Après chaque entretien, vérifier la force de serrage, voir
diagramme de force de serrage à page 22.
Recommended grease grade:
For slide ways and clamping screw thread: Röhm F 91, 400 g tube,
Id.-No. 777021. Check the clamping force after each maintenance procedure,
see gripping force diagrams on page 22
16
Uso conforme alle
prescrizioni
La morsa deve essere
utilizzata esclusivamente per il serraggio
di pezzi rigidi.
Durante la lavorazione
di pezzi elastici e con
un’insufficiente forza di
serraggio è possibile
che i pezzi o gli utensili
vengano liberati e catapultati all’esterno,
con il conseguente
pericolo di infortunio.
Salvo diversa indica-
zione, in fase di serraggio la manovella
deve essere sempre
girata in senso orario.
In caso di rotazione in
senso antiorario i pezzi
in lavorazione vengono
liberati, con il conseguente pericolo di infortunio per il personale o di danneggiamento dell’ambiente
circostante e della
morsa.
Puesta en servicio
Tal como viene sumi-
nistrada, la mordaza
está dispuesta al servicio inmediato.
Lo único que conviene
es quitar la protección
anticorrosiva
aplicada en fábrica
2. Bestimmungsgemäße Verwendung
Der Schraubstock darf
nur zum Spannen von
festen Werkstücken
verwendet werden.
Bei elastischen Werk-
stücken und ungenügender Spannkraft besteht Verletzungsgefahr durch sich lösende und herausschleudernde Werkstücke
bzw. Werkzeuge.
Wenn keine anderen
Angaben, dann ist
beim Spannen die
Handkurbel immer
im Uhrzeigersinn zu
drehen. Beim Drehen
gegen den Uhrzeigersinn droht Gefahr für
Personen, Umwelt und
den MaschinenSchraubstock durch
sich lösende Werkstücke.
Precautions
The vice may only be
used for clamping rigid
workpieces.
Flexible workpieces
and insufficient clamping forces may cause
injuries if insecurely
held parts or tools are
flung out of the
machine.
Unless specified other-
wise, workpieces always turn the handcrank clockwise to
clamp the work. If the
handcrank is turned
anti-clockwise, the
work is no longer
held securely and constitutes a hazard for
personnel, the environment and the machine
vice.
Utilisation conforme
L’étau-machine ne doit
être utilisé que pour le
serrage de pièces rigides.
Avec des pièces élasti-
ques et une force de
serrage insuffisante, il
y a risque de blessure
par des pièces ou des
outils se desserrant et
pouvant être éjectés.
Sauf indications con-
traires, la manivelle
doit toujours être
tournée dans le sens
des aiguilles d’une
montre lors du serrage. En tournant dans
le sens contraire, des
risques peuvent se
présenter pour les personnes, l’environnement et l’étau-machine
par des pièces se desserrant.
Utilización para la
finalidad prevista
La mordaza sólo de-
berá utilizarse para
sujetar piezas rigidas
En cuanto a piezas de
labor elásticas y fuerza
de sujeción insuficiente existe el peligro
de herirse el operario
con piezas ó herramientas sueltas, lanzadas al aire.
De no haber otras indi-
caciones, al preceder
a la sujeción de la
pieza, girar la manivela
siempre en sentido de
las agujas del reloj. Girando la manivela en
sentido opuesto a las
agujas del reloj, existe
peligro para personas,
medio ambiente y la
misma mordaza debido a piezas sueltas.
3. Inbetriebnahme
Der Maschinen-
Schraubstock ist in
seinem Auslieferungszustand einsatzbereit.
Werksseitigen Korrosi-
onsschutz entfernen.
Preparations for use
The machine vice is
ready for use as
delivered.
Remove the coating
applied by the factory
for temporary protection against corrosion.
Mise en service
A l’état de livraison
l’étau-machine est
prêt à l’emploi.
Retirer l’anticorrosif
appliqué par le fabricant.
Messa in funzione
La morsa da macchina
viene fornita pronta per
l’impiego.
Rimuovere la prote-
zione anticorrosione
originale.
Fijación del mordaza
para máquina RKD-M
Examinar y en caso
dado eliminar microvirutas adheridas a la
mesa de la máquina y
en la parte inferior de
la mordaza.
Ne deteriorar las
superficies de la
mordaza.
4. Aufspannen des NC-Kompaktspanners RKD-M
Maschinentisch und
Unterteil des Schraubstockes auf Unebenheiten und Mikrospäne untersuchen
und diese ggf. beseitigen.
Oberflächen des
Schraubstockes nicht
beschädigen.
Mounting the machine
vice RKD-M
Check machine table
and base of vice for
unevenness and microchips and remove
these if detected.
Do not mar the finish
of the vice.
Liaison de l’étau
machine RKD-M
Contrôler si la table de
machine et la partie
inférieure de l’étau ne
comportent pas de rugosités ou de microcopeaux et éventuellement les enlever.
Ne pas endommager
les surfaces de l’étau.
Bloccaggio del morse
da macchina utensile
RKD-M
Controllare che il ban-
cale della macchina e
la parte inferiore della
morsa non presentino
errori di planarità o trucioli ed eventualmente
eliminarli.
Non danneggiare le
superfici della morsa.
9
Page 10

S Der Schraubstock muß
mit der ganzen Fläche
plan aufliegen.
S Befestigungselemente
an mehreren Stellen
so anordnen, daß
eine möglichst starre
Verbindung zwischen
Maschinentisch und
Schraubstock entsteht.
S Zum Ausrichten bzw.
Positionieren sind an
der Grundseite Paßnu-
H7
angebracht
ten 20
(hierzu passende
Nutensteine siehe
Röhm-Katalog).
S Make sure that the en-
tire bottom face of the
vice or the swivel base
rests flat on the machine table.
S Distribute the fastening
elements so that the
resulting connection
between machine table
and vice is as rigid as
possible.
S The bottom face of the
vice is provided with
T-slots with a 20
for alignment and positioning (refer to Röhm
catalogue for mating
T-slot nuts).
H7
fit
S L’étau et la base tour-
nante doivent reposer
à plat sur toute la surface.
S Disposer les éléments
de fixation à plusieurs
endroits de sorte à réaliser une liaison la plus
rigide possible entre la
table de machine et
l’étau.
S Des rainures 20
prévues sur la face
inférieure pour l’alignement et le positionnement (pour les lardons
apropriés, voir catalogue Röhm).
H7
sont
S L’intera superficie della
morsa deve essere in
piano.
S Disporre gli elementi di
fissaggio su più punti in
modo che il bancale
della macchina e la
morsa vengano collegati tra loro con la
massima stabilità possibile.
S Per l’allineamento ed
il posizionamento il
fondo è dotato di cave
H7
calibrate 20
zare tasselli adeguati,
vedi catalogo Röhm).
(utiliz-
S Asegurese de que la
mordaza resp. la placa
giratoria se encuentren
apoyadas de un modo
absolutamente plano
en la mesa.
S Situar los elementos
de fijación en varios
puntos de modo que
se establezca una
unión los más rígida
posible entre la mesa
de la máquina y la mordaza.
S Para la alineación resp.
para el posicionamiento existen unas ranuras
de ajuste 20
superficie de base
(las chavetas de ajuste
correspondientes se
encuentran indicadas
véase el catálogo
Röhm).
H7
en la
Doppelspannung
Twin clamping
Serrage double
Serraggio doppio
Sujeción bilateral
bewegl. Backe II
moveable jaw II
mors mobile II
Ganascia mobile II
Mordaza móvil II
Mittenbacke
Center jaw
Mors central
Ganascia centrale
Mordaza central
Station II
Stazione II
Estación II
Station I
Stazione I
Estación I
B
2
B
1
bewegl. Backe I
moveable jaw I
mors mobile I
Ganascia mobile I
Mordaza móvil I
Fixiermutter gegen Anschlag rechts
drehen (Auslieferungszustand)
Rotate fixing nut against stop on the right
(state as supplied)
Serrer l'écrou de fixation jusqu' à la butée à
droite
(état à la livraison)
Ruotare verso destra la ghiera di fissaggio
contro la battuta díarresto (stato alla fornitura)
Girar la tuerca de fijación a derecha contra el
tope (estado de suministro)
Spindel
Spindle – Broche
Vite di comando – Husillo
Backenbreite – jaw width – largeur des mors – largh. ganasce – ancho garra92125
Nut 10–480–48
B
Nut 248–9646–94
Spannbereich – Clamping range
Capacité de serrage – Apertura –
Ancho de sujeción
1
Nut 3–92–140
Nut 142–7951–88
B
Nut 279–12786–134
2
Nut 3–132–180
4.1
Befestigung mit Spannpratzen
Mounting with clamps
Liaison au moyen de griffes de fixation
Bloccaggio con staffe di fissaggio
Fijación con bridas de fijación
4.1.1
Grundseitige Aufspannung
Spannpratzen möglichst nahe der Spannmitte anbringen.
Base mounting Fit clamps as close as possible to centre of clamping range.
Liaison par le fond Placer les griffes le plus près possible du point central de serrage.
Bloccaggio sul lato base Applicare le staffe di fissaggio possibilimente vicino al centro di serraggio.
Fijación en el lado de la base Aplicar las bridas de fijación lo más cerca posible del centro de sujeción.
RKD-M
Zentrischspannung
Centric clamping
Serrage au centre
Serraggio concentrico
Sujeción concentradora
B
4
B
3
Fixiermutter gegen Anschlag links
Rotate fixing nut against stop on the left
Serrer l'écrou de fixation jusqu'à la butée
à gauche
Ruotare verso sinistra la ghiera di fissaggio
contro la battuta díarresto
Girar la tuerca de fijación a izquierda contra
el tope
drehen
Backenbreite – jaw width – largeur des mors – largh. ganasce – ancho garra92125
Nut 130–13240–142
B
Nut 2126–228132–235
Spannbereich – Clamping range
Capacité de serrage – Apertura –
Ancho de sujeción
Einzelspannung
Single clamping
Serrage individuel
Serraggio singolo
sujeción unilateral
feste Aufsatzbacke (Zubehör) – fixed top jaw (accessories)
B
6
B
5
mors de rechange immobile (accessoire) – Ganascia riportata
fissa (accessorio) – Mordaza fija (accesorio)
1
Nut 3–
Nut 192–195120–222
B
Nut 2188–290212–315
2
Nut 3–304–407
Fixiermutter gegen Anschlag links
Rotate fixing nut against stop on the left
Serrer l'écrou de fixation jusqu'à la butée
à gauche
Ruotare verso sinistra la ghiera di fissaggio
contro la battuta díarresto
Girar la tuerca de fijación a izquierda contra
el tope
drehen
224–327
Backenbreite – jaw width – largeur des mors – largh. ganasce – ancho garra92125
Nut 1126–177171–222
B
Nut 2174–225217–268
Spannbereich – Clamping range
ca. 60-100 ca
. 60-100
Capacité de serrage – Apertura –
Ancho de sujeción
10
1
Nut 3–263–314
Nut 1196–247267–318
B
Nut 2244–295313–364
2
Nut 3–360–410
15
Page 11

4.1.2
Stirnseitige Aufspannung
End mounting
Liaison par le fond
Bloccaggio sul lato frontale
Fijación frontal
4.1.3
Seitliche Aufspannung:
Die Aufspannung ist beidseitig möglich.
Side mounting:
The vice can be mounted on either side.
Liaison latérale:
Possible indifféremment d’un côte ou de l’autre.
Bloccaggio latérale:
Il bloccaggio è possibile su entrambi i lati.
Fijación lateral:
La fijación es posible en ambos lados.
Eine nicht sachgemäße
Auflage bzw. Befestigung des Schraubstocks kann folgendes
verursachen:
• Verminderte Spann-
kraft und Spanngenauigkeit
• Vibrationen am Werk-
stück
• Vorzeitiger Verschleiß
am Schraubstock und
Werkzeug
Incorrect seating or
fastening of the vice
may cause:
• a loss of clamping
force and clamping
accuracy
• vibrations in the work-
piece
• premature wear of
vice and tools
Un appui ou une fixation non conforme de
l’étau peut avoir les
conséquences suivantes:
• force et précision de
serrage réduites
• vibrations sur la pièce
• usure prématurée sur
l’etau et la pièce
L’appoggio o il fissaggio
inappropriato della
morsa può avere le seguenti conseguenze:
• riduzione della forza e
della precisione di serraggio
• vibrazioni del pezzo
• usura precoce della
morsa e dell’utensile
El apoyo o fijación no
correctos de la mordaza puede causar lo
siguiente:
• Reducción de la
fuerza y de la precisión de sujeción
• Vibraciones en la
pieza
• Desgaste prematuro
de la mordaza y de la
herramienta
5.Voreinstellen des Spannbereichs
Preselecting the clamping range – Réglage préalable de la plage de serrage
Preregolazione del settore di serraggio – Preajuste del alcance de sujeción
Die maximale Spannweite wird durch Verfahren der Grundbakken (02 und 03) und
durch Versetzen der
beweglichen Aufsatzbacke (05) an die hinterste Stellung erreicht.
The maximum jaw opening is achieved by traversing the base jaws
(02 and 03) and shifting
the movable top jaws
(05) to its rearmost position.
Lécartement de serrage maximal est atteint par l’action des
mors de base (02 et
03) lequel décale la
mâchoire du mors mobile (05) jusque sur sa
position arrière finale.
La massima capacità di
serraggio viene ottenuta traslando l’delle
ganasce di base (02 e
03) e spostando la ganascia mobile (05) di
supporto sull’ultima posizione.
El alcance de sujeción
máximo se consigue
desplazando de las
mordazas base (02 y
03) y posicionando la
garra sobrepuesta
móvil (05) en la posición extrema posterior.
11
Page 12

5.1.1
Befestigungsschrauben lösen.
Unscrew mounting screws.
Desserrer les boulons de fixation.
Allentare le viti di fissaggio.
Aflojar los tornillos de fijación.
5.1.2
Aufsatzbacke abheben, reinigen und
entsprechend versetzen.
Lift top jaw, clean and shift top jaw as
required.
Soulever mors, nettoyer et repositionner le
mors en conséquence.
Sollevare la ganascia di supporto in modo
corrispondente.
Levantar la garra sobrepuesta, limpiar y
desplazarla correspondientemente.
6. Spannen des Werkstückes
Serrage de la pièce
Remarques pour un
serrage sûr de pièces,
voir page 23.
S Tourner la manivelle
dans le sens des aiguilles d’une montre.
S Les mors mobiles se
déplace au moyen
d’une vis de serrage
vers la pièce.
S Bien serrer la mani-
velle. Pour les forces
de serrage, voir diagramme force de serrage page 22.
Hinweise zum sicheren
Spannen von Werkstücken siehe Seite 23.
S Handkurbel im Uhr-
zeigersinn drehen.
S Bewegliche Spann-
backen fahren über
eine Gewindespindel
gegen das Werkstück.
S Handkurbel kräftig
nachziehen, Spannkraft-Diagramm
Seite 22.
Clamping the
workpiece
For information concerning the safe clamping
of workpieces refer to
page 23.
S Turn handcrank clock-
wise.
S The movable clamping
jaws are brought into
contact with the workpiece by means of a
spindle.
S When this position is
reached, firmly tighten
the handcrank. See
diagram of clamping
forces page 22.
5.1.3
Befestigungsschrauben festziehen.
Tighten mounting screws.
Resserrer les boulons de fixation.
Stringere le viti di fissaggio.
Apretar los tornillos de fijación.
Anzugsmoment – Torque –
Couple de serrage Coppia – Par de aprieto
max.: RKD-M 92 – 70 Nm (M10)
RKD-M 125 – 100 Nm (M12)
Serraggio del pezzo
da lavorare
Poer il serraggio sicuro
dei pezzi da lavorare
vedere pagina 23.
S Ruotare la manovella
in senso orario.
S La ganascia mobile
viene spostata contro
il pezzo da lavorare
mediante la vite di
comando.
S Stringere a fondo con
forza la manovella.
Per le forze di serraggio vedere il reativo
diagramma pagina 22.
Sujeción de la pieza
Instrucciones para la
sujeción segura de
piezas véase 23.
S Girar la manivela en el
sentido de las agujas
del reloj.
S La garra móvil se ac-
ciona a través de un
husillo en contra de la
pieza.
S Apertar fuertemente
la manivela. Fuerzas
de sujeción, véase
diagrama de las
fuerzas de sujeción
página 22.
RKD-M
...mit einseitiger Antriebsspindel – Spannsystem: mechanisch ohne Kraftverstärker
Drei Spannfunktionen: Doppelspannung – Zentrischspannung – Einzelspannung
...with drive spindle on one side – clamping system: mechanical, without power intensification.
Three clamping functions: Twin clamping – centric clamping – single clamping
...avec broche d’entraî nement unilaté rale – Systè me de serrage mé canique sans amplificateur de force.
Trois types de serrage: serrage double – serrage au centre – serrage individuel
...con vite di comando unica, sistema di serraggio meccanico senza moltiplicatore di forza
Tre funzioni di serraggio: serraggio doppio – serraggio concentrico – serraggio singolo
...con husillo de accionamiento unilateral – sistema de sujeció n mecá nica sin servoamplificador
Tres funciones de sujeción: sujeción bilateral – sujeción concentradora – sujeción unilateral
S Mit der Handkurbel
wird die volle Spannkraft erreicht
S Niemals Hammer oder
Kurbelverlängerung
benutzen.
S Nachspannen durch
Hammerschläge oder
ähnlichem beschädigen den NC-Doppelspanner.
12
S The handcrank is all
that is needed to produce the full clamping
force.
S Never use a hammer
or a crank extension.
S Increase the clamping
force with a hammer or
similar causes demage
the NC double vice.
S La manivelle permet
d’obtenir la force de
serrage maximale.
S Ne jamais utiliser de
marteau ou de rallonge
de manivelle.
S Un serrage
supplémentaire en
utilisant par ex. un
marteau endommage
le double étau.
S Con la manovella viene
raggiunta la massima
forza di serraggio.
S Non utilizzare in nes-
sun caso martelli o prolunghe per manovelle.
S Un serraggio succes-
sivo a colpi di martello
o simili potrebbe danneggiare il dispositivo
di serraggio doppio NC.
S Con la manivela se
consigue la fuerza de
sujeción total.
S No usar jamás martillo
o prolongación de la
manivela.
S Apretar posteriormente
mediante martillazos o
algo parecido daña el
dispositivo de sujeción
bilateral para NC.
Einsatzbeispiel:
2 bzw. 4 NC-Kompaktspanner RKD-M 125, mit Direktaufnahme ü ber Einzugsnippel auf Wü rfel mit
0-Punkt-Spannsystem.
Example of application:
2 or 4 NC-Compact Vices RKD-M, jaw width 125, with direct mounting via draw-in nipples on a cube with 0-point-clamping system.
Exemple d’utilisation:
2 à 4 é taux compacts NC, de type RKD-M 125 avec fixation directe – à l’aide d’un raccord fileté – sur le tour avec systè me de
serrage à point 0.
Esempio di impiego:
2 o 4 morse NC RKD-M 125 con sistema di fissaggio al prisma di massima precisione, tramite tiranti azionati idraulicamente
Ejemplo de aplicación:
2 o 4 Mordazas CN RKD-M 125 con acoplamiento directo a traves de bulon de tiro sobre dado con sistem de amarre punto 0.
13
 Loading...
Loading...