

Page 1
Bedienungsanleitung für
Operating Instructions for
Instructions de service pour
Instrucciones de servicio para
Istruzioni per l’uso
F
E
RB RBA
RN 736
Maschinen-Schraubstöcke
Machine vices
Etaux-machine
Mordazas para maquinas herramienta
Morse per macchina
Stand: 02/07
Stand: 01/08
Stand: 02/04
RBAW RBAK
RBG
RH
Page 2
Inhalt -- Contents -- Table de matières -- Indice
Der Maschinenschraubstock RB, RBA, RBAW, RBAK,
RBG, RH mit seinen wichtigsten Einzelteilen 3--7.......
1. Sicherheitshinweise und Richtlinien für den
Einsatz von Maschinen-Schraubstöcken 8--12.........
2. Bestimmungsgemäße Verwendung 13................
3. Inbetriebnahme 13-14...............................
4. Aufspannen des Maschinen-Schraubstockes
RB, RBAW, RBAK, RBA, RBG, RH 14--17............
5. Voreinstellen des Spannbereichs 18..................
6. Spannen des Werkstückes 18--23....................
7. Wartung 24--29....................................
8. Demontage 29--33..................................
9. Spannkraftdiagramm 34............................
10. Fehlererkennung und deren Behebung 35--36..........
11. Ersatzteile 37--41...................................
12. Hinweise zum sicheren Spannen von Werkstücken 42..
13. Maßübersicht 43--47................................
14. Zubehör 48--58.....................................
The RB, RBA, RBAW, RBAK, RBG, RH Machine Vice
and its Most Important Components 3--7..............
1. Safety Requirements and Rules and Regulations
for the Use of Machine Vices 8--12...................
2. Precautions 13....................................
3. Preparations for use 13-14...........................
4. Mounting the RB, RBAW, RBAK, RH, RBA, RBG
machine vice 14--17................................
5. Preselecting the clamping range 18..................
6. Clamping the workpiece 18--23.......................
7. Maintenance 24--29.................................
8. Disassembly 29--33.................................
9. Diagram of clamping forces 34.......................
10. Troubleshooting 35--36..............................
11. Spare parts 37--41..................................
12. Informations concerning the safe clamping of
workpieces 42.....................................
13. Dimensions 43--47..................................
14. Accessories 48--58.................................
La mordaza RB, RBA, RBAW, RBAK, RBG, RH
con sus components más importants 3--7............
1. Instrucciones de seguridad y directrices para
el uso de mordazas para máquinas 8--12.............
2. Uso correcto 13....................................
3. Puesta en servicio 13-14............................
4. Sujeción de la mordaza RB, RBA, RBAW, RBAK,
RBG, RH 14--17...................................
5. Prereglaje de la capacidad de amarre 18..............
6. Sujeción de la pieza de trabajo 18--23................
7. Mantenimiento 24--29..............................
8. Desmontage 29--33................................
9. Diagrama de la fuerza de sujeción 34.................
10. Detección de errores y subsanación 35--36...........
11. Repuestos 37--41.................................
12. Indicaciones para la sujeción segura de
piezas de trabajo 42................................
13. Esquema de dimensiones 43--47....................
14. Accesorios 48--58.................................
I particolari più importanti della morsa da macchina
utensile RB, RBA, RBAW, RBAK, RBG, RH 3--7......
1. Norme de sicurezza e direttive per l’impiego
di morse da macchina 8--12........................
2. Uso conforme alle prescrizioni 13....................
3. Messa in funzione 13-14............................
4. Fissaggio della morsa da macchina RB,
RBA, RBAW, RBAK, RBG, RH 14--17................
5. Preselezionamento dell’apertura 18..................
6. Serraggio del pezzo da lavorare 18--23...............
7. Manutenzione 24--29..............................
8. Smontaggio 29 --33................................
9. Diagramma forze di serraggio 34.....................
10. Identificazione degli errori e loro rimozione 35--36.....
11. Pezzi di ricambio 37--41............................
12. Instruzioni per il serraggio sicuro del pezzi 42..........
13. Prospetto delle dimensioni 43-- 47....................
14. Pezzi di ricambio 48--58............................
L’étau-machine RB, RBA, RBAW, RBAK, RBG, RH avec
ses pièces détachées les plus importants 3--7..........
1. Indications concernant la sécurité et directives
pour l’utilisation d’étaux-machine 8--12................
2. Utilisation conforme 13.............................
3. Mise en service 13-14...............................
4. Serrage de l’étau-machine RB, RBAW, RBAK, RBA,
RBG, RH 14--17....................................
5. Préréglage de la capacité de serrage 18..............
6. Serrage de la pièce 18--23...........................
7. Maintenance 24--29.................................
8. Démontage 29--33..................................
9. Diagramme force de serrage 34......................
10. Détection d’erreurs et leur élimination 35--36...........
11. Pièces de rechange 37--41..........................
12. Indications pour un serrage sûr des pièces 42.........
13. Aperçu des cotes 43--47.............................
14. Accessoires 48--58.................................
2
Page 3
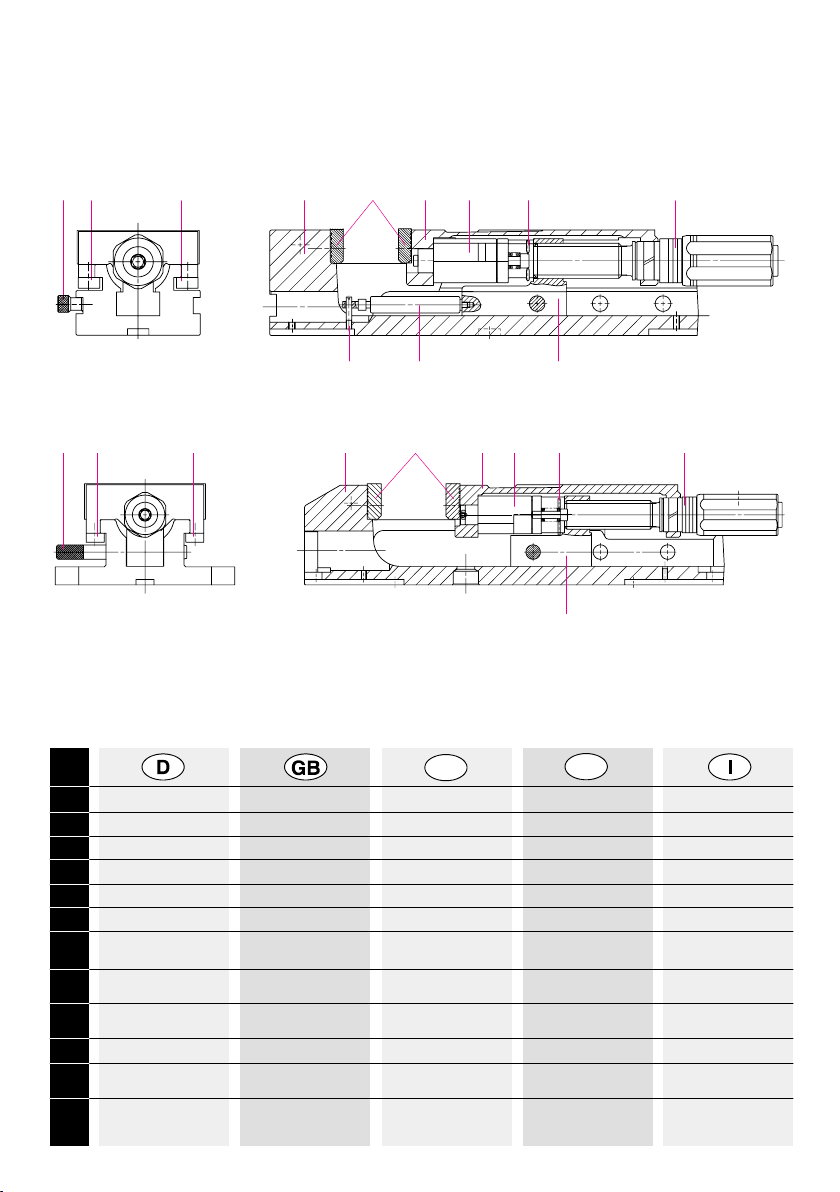
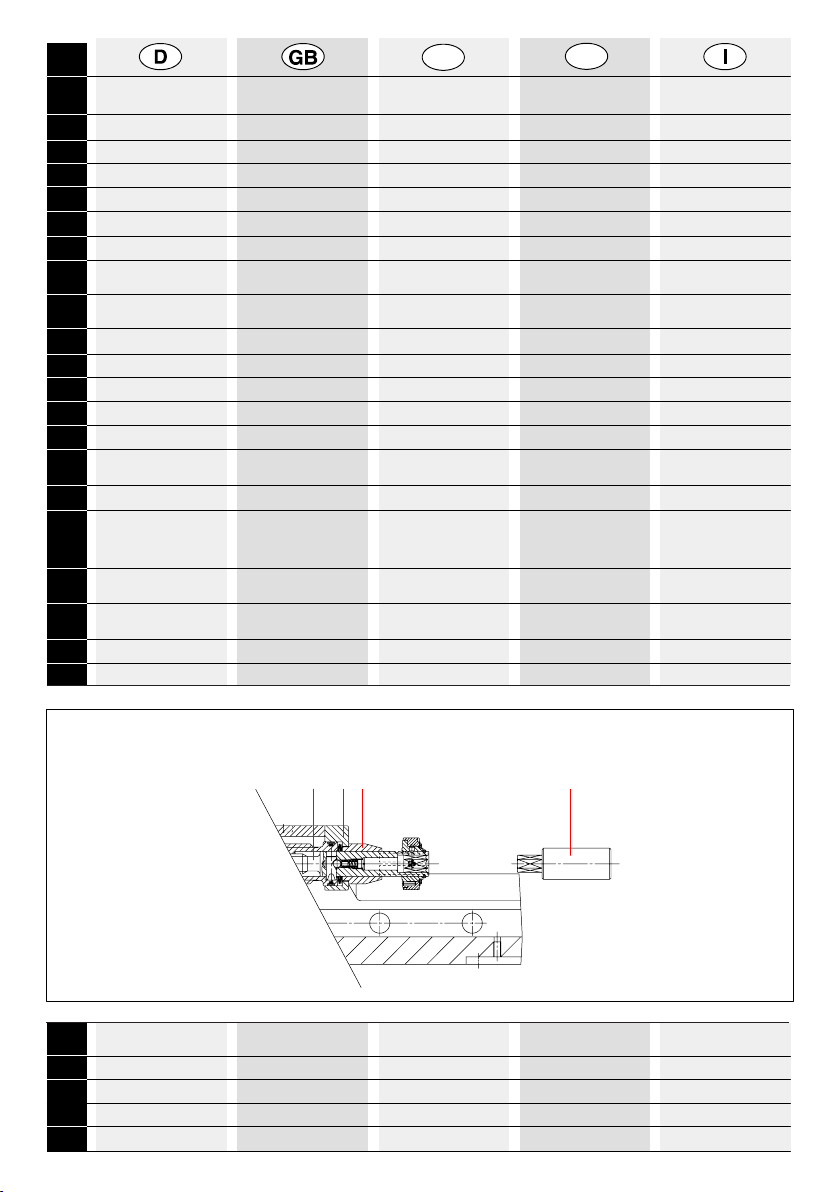
Der Schraubstock RB/RBA mit seinen wichtigsten Einzelteilen
RB/RBA vices and their most important components
L’étau RB/RBA avec ses principales pièces constitutives
La mordaza RB/RBA con sus componentes más importantes
La morsa RB/RBA con i suoi particolari principali
7
6
78 1 4 2 5 10 3
6
8
Typ RBA
Typ RB
1 4 2 5 10 3
1211 9
9
Pos.
01 Grundkörper Body Corps de base Corpo Cuerpo base
02 Bewegliche Spannbacke Movable jaw Mors mobile Ganascia mobile Mordaza m óvil
03 Spindel, komplet t Screw spindle assy
04 Normalbacke SG N SGN standar d jaw Mors nor mal SGN Ganascia standard SGN Mordaza norm al SGN
05 Hydraulik Einheit , kompl. Hydraulik unit assy
06 Absteckbolzen locating pin broche d’indexation divisor e pasador, respectivamente
07 Führungsleiste links Left gib Lardon de Guida lato sinistro Regleta guía izquierda
08 Führungsleiste r echts Right gib Lardon de Regleta guía derecha Guida lato destro
09 Spindelmutter Screw spindle nut Ecrou de la vis de Tuerca del husillo Madrevite
10 Klammer Cramp Circlips Pinza Fermaglio
11 Spannhülse bzw. clamping sleeve Goupille filet ée Pinza osea tornillo Bussola di serraggio
Stiftschraube resp. st ud bolt con pivote risp. vite prigioniera
12 Gasfeder (nur RBA) Pneumatic spring Frein pneumatique M uelle a presión de gas Ammortizzatore
(only RBA) (seulement RBA) (solo RBA) pneumatico (solo RBA)
F
Vis de commande, c ompl. Asta filettata, completa Husillo, complet o
Unité hydraulique, compl. Unità idraulica, completa Unidad hidráulica, compl.
guidage à gauche
guidage à droite
commande
E
3
Page 4
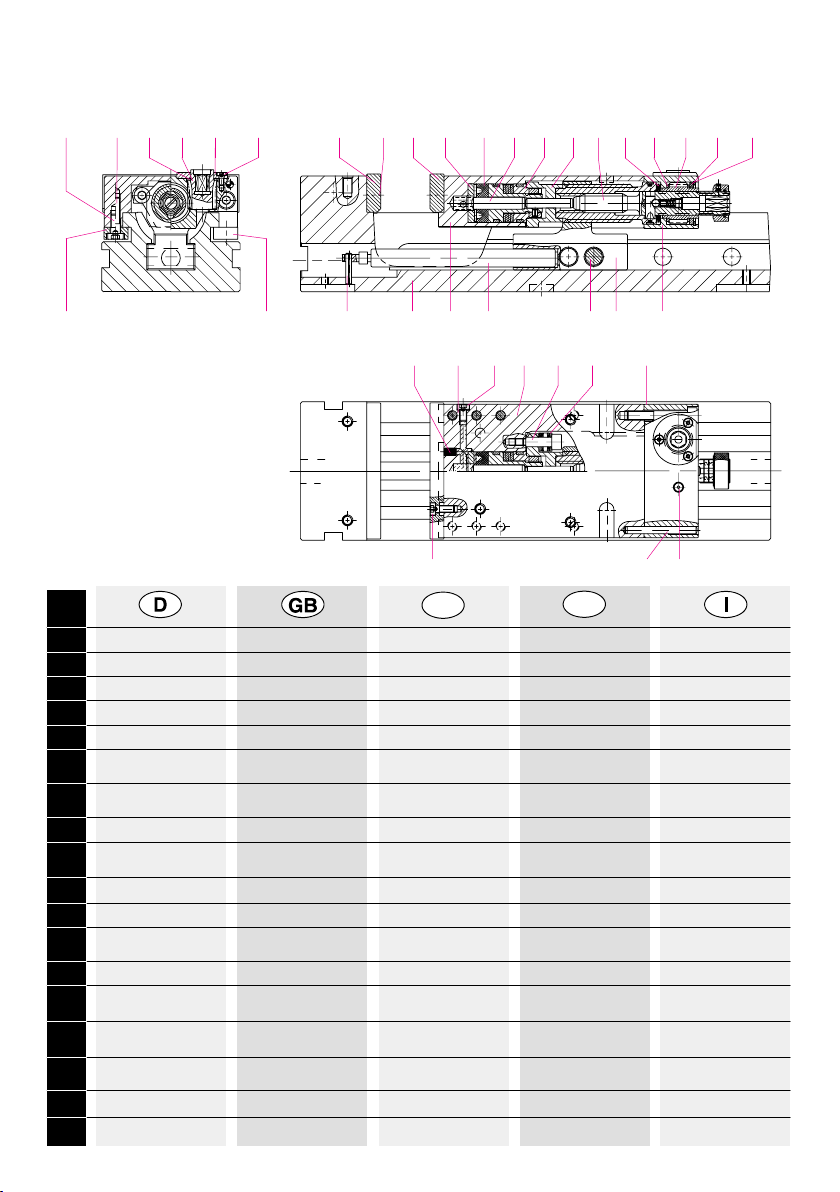
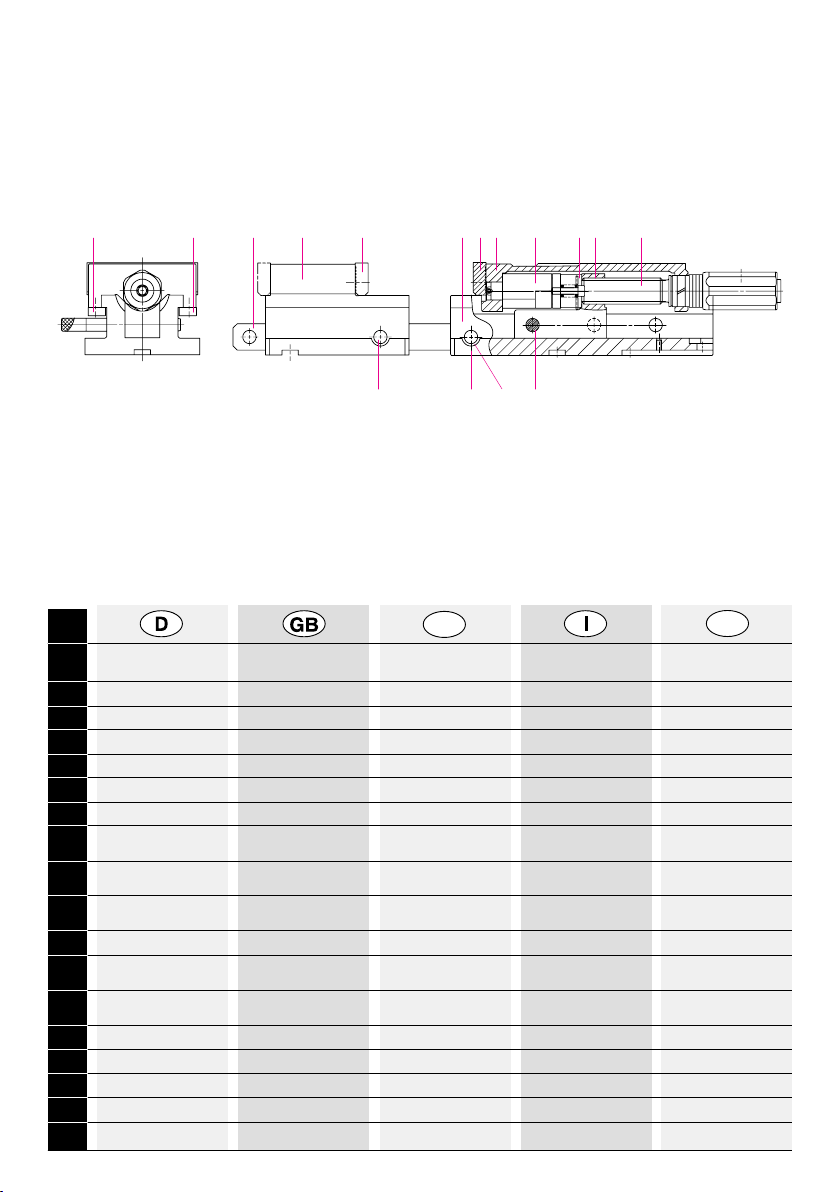
Der Schraubstock RBAW/RBAK mit seinen wichtigsten Einzelteilen
RBAW/RBAK vices and their most important components -- L’étau RBAW/RBAK avec ses principales pièces constitutives
La mordaza RBAW/RBAK con sus componentes más importantes -- La morsa RBAW/RBAK con i suoi particolari principali
20/32 20/12 20/16 20/3120/2820/26
04 13 90
20/6 20/5 20/23 20/24 20/2 20/3 20/35 20/14 20/13
20/15 20/33
20/7
20/8
Pos.
01 Grundkörper Body Corps de base Cuerpo base Corpo
03 Absteckbolzen Location pin Broche d’indexation Pasador Divisore
04 Spannbacke Jaw Mors Mordaza Ganascia
13 Zylinderschraube Fillister head screw Vis à tete cylindrique Tornillo cilindrico Vite a testa cilindrica
14 Spannhülse Clamping sleeve Douille de serrage Casquillo de sujeción Manicotto di serraggio
15 Gasfeder Pneumatic spring Frein pneumat ique Muelle a presión de gas Ammortizzatore
Bewegliche Spannbacke Movable cl amping jaw, Mors de serrage Mordaza móvi l Ganascia mobile
komplett complete assembly mobile complet compl. completa
20/01 Bewegliche Spannbacke Movable clamping jaw Mors de serrage mobile Mordaza móvil Ganascia mobile
20/02 Tellerfederpaket kompl. Cup spring assembly Paquet de ressorts Paquete de resortes Insieme com pleto di
20/03 Flansch Flange Bride Brida Flangia
20/04 Ansatzschraube Shoulder screw Vis à embase Tornillo con cuello Viti dell’attacco
20/05 Zwischenscheibe Intermediate washer Rondelle d’ajustage Arandela intermedia Ranella intermedia
20/06 Spannbacke Clamping jaw Mors de serrage Mordaza Ganascia
20/07 Linke Leiste Lef t gib Lardon de Regleta guía izquierda Guida lato sinistro
20/08 Rechte Leiste Right gib Lardon de Regleta guía derecha Guida lato destro
20/09 Spindelmutter Screw spindle nut Ecrou de la vis de Tuerca del husillo Madrevite
20/11 Lagerplatte Bearing plate Plaque d’appui Placa de apoyo Piastra di appoggio
20/12 Schraubenrad t reibend Driving helical gear Roue hélicoïdale motrice Rueda helocoidal Ruota ipoide azionant e
14 20/1 15 20/9 20/11
01 03
20/20 20/21 20/22 20/4 20/25 20/29
20/27
F
Belleville complet de disco compl. molle a tazza
guidage à gauche
guidage à droite
commande
20
20/30 20/34
E
mecanizada
accionadora
pneumatico
4
Page 5
Pos.
20/13 Schraubenrad get rieben Driven helical gear Roue hélicoïdale Rueda helocoidal Ruota ipoide azionata
20/14 Distanzscheibe Spacer washer Rondelle d’écartement Arandela distanciadora Spessore
20/15 Scheibe Washer Rondelle Arandela Ranella
20/16 Deckel Cover Couvercle Tapa Coperchio
20/20 Lee-Stopfen Lee plug Bouchon Lee Tapón Lee Tappo lee
20/21 Usit-Ring Usit ring Bague Usit Anillo Usit Rosetta
20/22 Zylinderschraube Fillister head screw Vis à tete cylindrique Tornillo cilindrico Vite a testa cilindrica
20/23 Nutring U-shaped sealing ring Joint en U à lèvres Anillo ranurado Guarnizione con
20/24 Zylinderstift Parallel pin Axe cylindrique Pasador cilindrico Spina cilindrica
20/25 Tellerfeder Cup spring Rondelle Belleville Resor te de disco Molle a tazza
20/26 Zylinderschraube Fillister head screw Vis à tete cylindrique Tornillo cilindrico Vite a testa cilindrica
20/27 Zylinderschraube Fillister head screw Vis à tete cylindrique Tornillo cilindrico Vite a testa cilindrica
20/28 Zylinderschraube Fillister head screw Vis à tete cylindrique Tornillo cilindrico Vite a testa cilindrica
20/29 Zylinderschraube Fillister head screw Vis à tete cylindrique Tornillo cilindrico Vite a testa cilindrica
20/30 Zylinderstift Parallel pin Axe cylindrique Pasador cilindrico Spina cilindrica
20/31 Zylinderschraube Fillister head screw Vis à tete cylindrique Tornillo cilindrico Vite a testa cilindrica
20/32 Gr. 2 und 3: Stützscheibe Size 2 and 3: supporting Rondelle d’appui ta. 2 et Tamaños 2 y 3: disco Mis. 2 e 3: ranella di
Gr. 4: Axial-Rillenkugel- ring -- Size 4: axial 3 -- Roulement rainuré à de apoyo appoggio -- Mis. 4:
lager grooved ball bearing billes axial ta. 4 Tamaño 4: rodamiento cuscinet ti a sfere a gola
20/33 V-Sicherungsring Retaining ring Anneau d’étanchéité Anillo Truarc invertido Anello di sicurezza a V
20/34 Trichter-Schmiernippel Funnel-type lubricating Graisseur conique Lubricador de embudo Nipplo di lubrificazione
20/35 Tellerfeder Cup spring Rondelle Belleville Resor te de disco Molle a tazza
90 Spindel, komplet t Screw spindle assy
nipple imbuto
F
entraînée accionada
en V
Vis de commande, c ompl. Husillo, completo Asta filettata, completa
E
scanalatura
scanalatura
scanalatura
axial rígido de bolas profonda assiali
Nur RBAK (ohne Winkeltrieb) -- Only RBAK (without angle drive) -- Seulement RBAK (sans commande par
engrenage d’angle) -- Sólo RBAK (sin transmisión angular) -- Solo RBAK (senza trasmissione ad angolo)
90 20/11 20/17 08
Nur RBAK Only RBAK Seulement RBAK (sans So lo RBAK (si n Sol o RBAK (senza
(ohne Winkeltr ieb) (without angle drive) comm. par engrenag. ) transm. angular) transm. ad angolo)
Verlängerung (nur G r. 3+4) Extension (only size 3+4) Rallonge (seul. tam. 3+4) Prolongación (solo mis. 3+4) Prolunga (solo tam. 3+4)
08
20/11 Lagerplatte Bearing plate Plaque d’appui Placa de apoyo Piastra di appoggio
20/17 Führungsbuchse Guiding bush Douille de guidage Casquillo regleta Boccola guida
90 Spindel, komplet t Screw spindle assy
Vis de commande, c ompl. Husillo, completo Asta filettata, completa
5
Page 6
Der Schraubstock RBG mit seinen wichtigsten Einzelteilen
RBG vices and their most important components – L’étau RBG avec ses principales pièces constitutives
La morsa RBG con i suoi particolari principali – La mordaza RBG con sus componentes más importantes
7 8 10/2 10/1 10/4
Feste Spannbacke komplett – Stationary jaw assy
Mors fixe, compl. – Ganascia fissa, completa
Mordiente fija, compl.
10/3 6
Pos.
Bewegliche Movable jaw assy Mors mobile, compl. Ganascia mobile Mordaza móvil, compl.
Spannbacke, komplett completa
01 Grundkörper Body Corps de base Corpo Cuerpo base
02 Bewegliche Spannbacke Movable jaw Mors mobile Ganascia mobile Mordaza móvil
03 Spindel, komplett Screw spindle assy
04 Normalbacke SGN SGN standard jaw Mors normal SGN Ganascia standard SGN Mordaza normal SGN
05 Hydraulik Einheit, kompl. Hydraulik unit assy
06 Absteckbolzen Location pin Broche d’indexation Divisore Pasador
07 Führungsleiste links Left gib Lardon de Guida lato sinistro Regleta guía izquierda
08 Führungsleiste rechts Right gib Lardon de Guida lato destro Regleta guía derecha
09 Spindelmutter Screw spindle nut Ecrou de la vis de Madrevite Tuerca del husillo
10 Klammer Cramp Agrafe Fermaglio Pinza
11 Federndes Druckstück Spring plunger Ressort de pression Tassello di spinta molle- Pieza de prisón con
(nur Größe 4+5) (only size 4+5) (seulement réf. 4+5) ggiato (solo grand. 4+5) muelles (solo tam. 4+5)
Feste Spannbacke Stationary jaw assy Mors fixe, compl. Ganascia fissa, Mordiente fija, compl.
komplett completa
10/1 Feste Backe Stationary jaw Mors fixe Ganascia fissa Mordiente fija
10/2 Absteckleiste Connecting bar Barre d’accrockage Barra di collegamento Regleta
10/3 Absteckbolzen Location pin Broche d’indexation Divisore Pasador
10/4 Normalbacke SGN SGN standard jaw Mors normal SGN Ganascia standard SGN Mordaza normal SGN
10/5 Absteckbolzen Location pin Broche d’indexation Divisore Pasador
Vis de commande, compl. Asta filettata, completa Husillo, completo
Unité hydraulique, compl. Unità idraulica, completa Unidad hidráulica, compl.
guidage à gauche
guidage à droite
commande
1 4 2 5 10 3
10/5 11
Bewegliche Spannbacke komplett – Movable jaw assy
Mors mobile, compl. – Ganascia mobile, completa
Mordaza móvil, compl.
9
F
E
6
Page 7
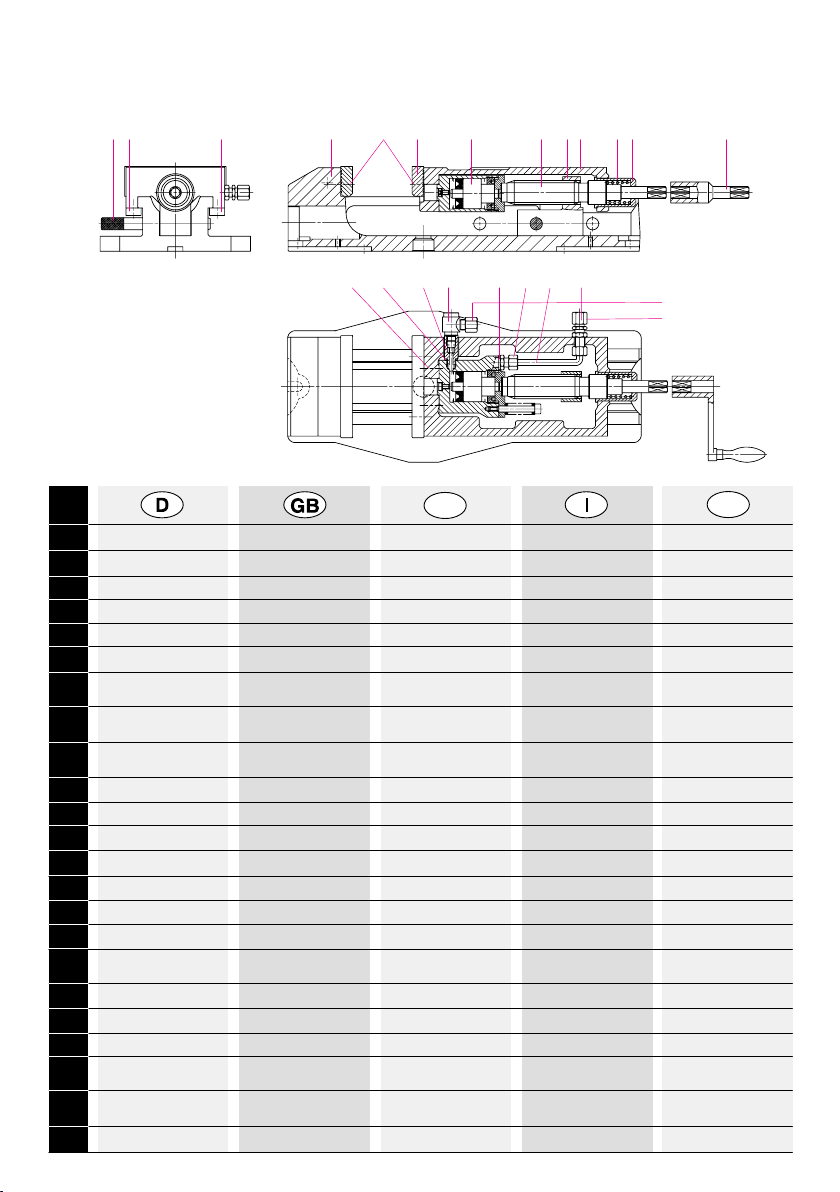
Der Schraubstock RH mit seinen wichtigsten Einzelteilen
RH vices and their most important components – L’étau RH avec ses principales pièces constitutives
La morsa RH con i suoi particolari principali – La mordaza RH con sus componentes más importantes
167 8 417 5 3 9 2 11 10 15
14 21 201612 2219 13
Hydr. Anschluß f. Größe 2+3
Hydr. Anschluß f. Größe 4+5
Pos.
01 Grundkörper Body Corps de base Corpo Cuerpo base
02 Bewegliche Spannbacke Movable jaw Mors mobile Ganascia mobile Mordaza móvil
03 Spindel Screw spindle Vis de commande Asta filettata Husillo
04 Normalbacke SGN SGN standard jaw Mors normal SGN Ganascia standard SGN Mordaza normal SGN
05
Zylinder, kompl. cylinder, compl. cylindre, compl. cilindro, completa cilindro, compl.
06 Absteckbolzen Location pin Broche d’indexation Divisore Pasador
07 Führungsleiste links Left gib Lardon de Guida lato sinistro Regleta guía izquierda
08 Führungsleiste rechts Right gib Lardon de Guida lato destro Regleta guía derecha
09 Spindelmutter Screw spindle nut Ecrou de la vis de Madrevite Tuerca del husillo
10 Buchse Bush Douille Boccola Casquillo
11 Druckfeder Compression spring Ressort de compression Molla di compressione Resorte de compresión
17 Zylinderschraube Fillister head screw Vis à tete cylindrique Vite a testa cilindrica Tornillo cilindrico
19 Zylinderschraube Fillister head screw Vis à tete cylindrique Vite a testa cilindrica Tornillo cilindrico
nur Größe 2+3 only size 2+3 seulement réf. 2+3 solo grandezza 2+3 solo tamaño 2+3
12 Distanzschraube Spacer screw Vis d’ecartement Vite distanziatrice Tornillo distanciador
13 Dichtring Sealing ring Rondelle d’étanchéité Anello di tenuta Anillo obturador
14
Drosselfreie Winkel-Schwenk- Low pressure banjo Alimentation serrage Raccordo angolare orient. Racor angular sin
verschraubung DSVW elbow DSVW DSVW senza strozzamento regulación de paso
nur Größe 4+5 only size 4+5 seulement réf. 4+5 solo grandezza 4+5 solo tamaño 4+5
15 Spindelverlängerung Spindle extension Rallonge de la vis Prolunga vite di comando P rolongación de husillo
16 Rohr Pin Goujon Spina Espiga
20 Gerade Bulkhead union SV Raccord droit SV Raccordo diritto Racor recto para
Schottverschraubung SV Schott SV mamparo
21 Gerade Einschraub- Mail stud connector GE Raccord droit interieur GE Raccordo diritto Racor recto
verschraubung GE avvitabile
22 Dichtring Sealing ring Rondelle d’étanchéité Anello di tenuta Anillo obturador
F
guidage à gauche
guidage à droite
commande
E
7
Page 8

1. Sicherheitshinweise und Richtlinien für den Einsatz
von Maschinen-Schraubstöcken
Vor Inbetriebnahme des Maschinen-Schraubstockes ist folgendes zu beachten:
Das mit Tätigkeiten am Maschinen-Schraubstock beauftragte Personal muß vor Arbeitsbeginn die Bedienungsanleitung und hier besonders das Kapitel ”Sicherheitshinweise” gelesen haben.
Die Sicherheit beim Bearbeiten von Werkstücken hängt
weitgehend von dem richtigen Einsatz und der fachgerechten Handhabung des Spannmittels ab.
Unsachgemäßes Handhaben und Arbeiten kann die
Funktion des Maschinen-Schraubstockes beeinträchtigen.
Es besteht Gefahr durch sich lösende und herausschleudernde Werkstücke.
1. Montage, Bedienung und Wartung müssen fachgerecht
ausgeführt werden.
2. Bei unsachgemäßer oder nicht bestimmungsgemäßer
Handhabung des Maschinen-Schraubstockes können
von ihm Gefahren ausgehen.
3. Der Bediener ist verpflichtet, den Maschinen-Schraubstock nur im einwandfreien Zustand zu betreiben.
4. Jede sicherheitsbedenkliche Arbeitsweise ist zu
unterlassen.
5. Der Bediener ist verpflichtet, eintretende Änderungen,
die das sichere Arbeiten mit dem Maschinen-Schraubstock beeinträchtigen, sofort zu melden.
6. Änderungen oder Umbauten, die die Sicherheit des
Maschinen-Schraubstockes beeinträchtigen, sind nicht
gestattet.
7. Bei Reparatur oder Instandsetzung des MaschinenSchraubstockes dürfen nur Original-Ersatzteile des
Herstellers verwendet werden.
Reparaturen sind nur von Fachkräften durchzuführen.
8. Die länderspezifischen Arbeits- und Unfallverhütungsvorschriften sind zu befolgen.
9. Es gelten die europäischen bzw. länderspezifischen
Maschinen-Richtlinien.
10. Ergänzend zur Bedienungsanleitung sind die allgemeingültigen, gesetzlichen und sonstigen verbindlichen Regelungen zur Unfallverhütung und zum Unfallschutz zu
beachten.
11. Die Angaben und Empfehlungen in der Bedienungsanleitung sind genau zu beachten.
12. Wenn keine anderen Angaben, dann ist beim Spannen
die Handkurbel immer im Uhrzeigersinn zu drehen.
Beim Drehen gegen den Uhrzeigersinn droht Gefahr für
Personen und den Maschinen-Schraubstock durch sich
lösende Werkstücke.
13. Die Aufspannung des Schraubstockes darf nur auf einer
verformungsstabilen Unterlage vorgenommen werden.
14. Die Spannpratzen und Befestigungsschrauben müssen
entsprechend der Bedienungsanleitung angebracht
werden.
15. Nach längerer Ruhezeit muß der Schraubstock vor
erneutem Einsatz auf einwandfreie Funktion geprüft
werden.
Dazu gehört in der Regel die Kontrolle der Spannkraft
und des Spannbereichs.
16. Die Prüfung der Spannkraft muß über ein geeignetes
Meßverfahren erfolgen, z.B. hydraulische Kraftmeßdose, elektronische Kraftmesser. Die gemessene
Spannkraft muß mindestens 80% der max. Spannkraft
betragen.
17. Bei Maschinen-Schraubstöcken, die ein Versetzen der
Spannbacken beinhalten, ist auf genügend Restspannweg in der Endstellung zu achten.
18. Bei hydraulischen Maschinen-Schraubstöcken, die
zum Antrieb einen Druckübersetzer oder ein HydraulikAggregat benötigen, muß bei Ausfall der Primärenergie
die Spannkraft mindestens solange erhalten bleiben, bis
die Maschine stillgesetzt oder das Werkzeug aus dem
Arbeitsbereich gefahren werden kann.
19. Mechanisches Spannen ist bei den hydraulisch betätigten Maschinen-Schraubstöcken unzulässig.
20. Die Hydraulikzuleitungen für die Spanneinrichtung müssen auf den maximalen Betriebsdruck ausgelegt und
gegen mechanische Zerstörung geschützt sein.
21. Wird z.B. im Palettenbetrieb der hydraulische Maschinen-Schraubstock von der Hydraulikzuleitung abgekoppelt, so ist vor dem Einsatz die Dichtigkeit des Hydrauliksystems in abgekoppeltem Zustand zu überprüfen. Der
Druck muß mindestens solange erhalten bleiben, solange die Taktzeit dauert.
22. Beim Spannen der Werkstücke ist darauf zu achten, daß
die Spannflächen voll zum Tragen kommen. Ist dies nicht
der Fall, z.B. durch zu große Winkel oder Parallelitätsfehler des Werkstückes, müssen geeignete Backen aus
dem Zubehörprogramm, z.B. Pendelbacken, unter Umständen spezielle Spannbacken, eingesetzt werden.
23. Der Maschinen-Schraubstock darf nur zum Spannen von
festen Werkstücken verwendet werden.
Bei elastischen Werkstücken und ungenügender Spannkraft besteht Verletzungsgefahr
herausschleudernde Werkstücke.
24. Bei Maschinen-Schraubstöcken, die mit selbsttätiger
Kraftübersetzung ausgerüstet sind, deren Übersetzung
wegabhängig funktioniert, ist auf folgendes zu achten:
Beim Spannen von Werkstückpaketen oder unebenen
durchgebogenen Werkstücken, oder Werkstücken mit
starker Gratbildung müssen diese soweit mechanisch
vorgespannt werden (ohne Kraftübersetzer), bis die
Nachgiebigkeit aufgehoben ist. Erst dann darf die
Hochdruckkraft eingesetzt werden.
25. Werden überhohe oder überlange Werkstücke gespannt,
sind diese durch entsprechende Hilfseinrichtungen, z.B.
Anschläge oder Auflagen, zu sichern. Um Vibrationen
zu vermeiden, sind unter Umständen spezielle Spannbacken oder mehrere Spannstellen erforderlich.
durch sich lösende und
8
Page 9

1. Safety Requirements and Rules and Regulations
for the Use of Machine Vices
The following requirements must be met before the machine vice is put into operation:
The personnel charged with duties related to the machine
vice must have read the operating instructions and in particular the chapter entitled ”Safety Requirements”.
When machining parts, safety largely depends on proper
use and workmanlike handling of the clamping tool.
Unworkmanlike handling and machining may impair the
function of the machine vice. Inadequately clamped workpieces may be flung out of the machine and cause injuries
to personnel.
1. Proper mounting, operation and maintenance are essential requirements.
2. A machine vice which is not handled correctly constitutes
a potential source of danger.
3. The operator must satisfy himself of the perfect condition
of the machine vice before putting it into operation.
4. Any operation which is not perfectly safe must be
avoided.
5. Any changes affecting the safety of work with the machine vice must be immediately reported by the operator.
6. Changes or conversions affecting the safety of the machine vice are not permitted.
7. Only the manufacturer’s original space parts may be
used for repairs or reconditioning work. All repairs
must be carried out by skilled personnel.
8. The codes of practice and rules for the prevention
of accidents in force in the country of use must be
observed.
9. The applicable European or national regulations for
machinery must be complied with.
10. The general, legal and other mandatory regulations for
the prevention of accidents must be observed in addition
to the operating instructions.
11. The information and recommendations contained in
the operating instructions must be strictly observed.
12. Unless specified otherwise, the work must be always be
clamped by turning the handcrank clockwise. If the handcrank is turned anti-clockwise, the work is no longer held
securely and constitutes a hazard for personnel and the
machine vice.
13. The vice must always be mounted on a stable base
which is not easily deformed.
14. The clamps and mounting bolts must be fitted as described in the operating instructions.
15. If the vice has not been used for a prolonged period of
time, it must be checked for proper functioning before it
is put into operation. As a rule, this should include a
check of the clamping force and capacity range.
16. The clamping force must be checked with the aid of a
suitable instrument, such as a hydraulic load cell or
an electronic measuring device. The clamping force
measured should not be less than 80% of the specified
maximum clamping force.
17. For machine vice with jaws that can be shifted, sufficient
residual clamping travel must be available in the final
position.
18. If the primary energy of hydraulic machine vices
requiring a pressure intensifier or hydraulic unit should
fail, the clam-ping force must be maintained at least
until the machine can be stopped or until the tool can
be removed from the working area.
19. Hydraulically operated machine vices may not be
clamped mechanically.
20. The hydraulic supply lines for the workholding fixture
must be rated for the maximum operating pressure and
protected against mechanical destruction.
21. If the hydraulic machine vice is disconnected from the
hydraulic supply line, such as when working with pallets,
for example, the hydraulic system must be checked for
leakage in the disconnected condition before the vice is
put into operation. The pressure must be maintained at
least for the duration of the machining operation.
22. When clamping the parts to be machined, special care
must be taken to assure full contact of the clamping
surfaces. If this is prevented by excessive errors of
angularity or parallelism, for example, suitable jaws
from the range of accessories offered, such as floating
jaws or special clamping jaws, will have to be used for
compensation.
23. Flexible workpieces and insufficient clamping forces may
cause injuries
machine.
The machine vice may only be used for clamping rigid
workpieces.
24. The following precautions must be observed when
machine vices are used which are equipped for
independent force multiplication as a function of travel:
Workpiece stacks or deformed, i.e. not perfectly level
parts, or parts with heavy burr must be mechanically
preclamped (without force multiplication) until they are no
longer resilient before the highpressure force is applied.
25. Extra high or extra long workpieces must be secured with
the aid of suitable auxiliaries, such as stops or pads.
Special clamping jaws or clamping at several points may
be necessary to avoid vibrations.
if insecurely held parts are flung out of the
9
Page 10

1. Indications concernant la sécurité et directives
pour l’utilisation d’étaux-machine
Avant la mise en service de l’étau-machine, oberver ce qui suit:
Avant de commencer la travail, le personnel chargé de la
manoeuvre de l’étau-machine doit avoir lu les instructions
de service et notamment le chapitre ”Indications concernant la sécurité”.
La sécurité pendant l’usinage de pièces dépend essentielement de l’utilisation correcte et de la manipulation appropriée du dispositif de serrage.
Une manipulation et un travail non conformes peuvent
nuire au bon fonctionnement de l’étau-machine. Les
pièces risquent de se desserrer et d’être éjectées.
1. Le montage, la manipulation et l’entretien doivent être
effectués de façon conforme.
2. Des dangers peuvent découler de l’utilisation inappropriée ou non conforme de l’étau-machine.
3. L’utilisateur ne doit se servir de l’étau-machine que si
ce dernier est dans un état irréprochable.
4. Il convient de s’abstenir de toute méthode de travail
non conforme aux règles de sécurité.
5. L’utilisateur est tenu de signaler immédiatement toutes
les modifications se produisant, pouvant nuire à la
sécurité du travail avec l’étau-machine.
6. Toutes modifications ou transformations portant atteinte
à la sécurité de l’étau-machine sont prohibées.
7. Pour les réparations ou la maintenance de l’étau-machine, n’utiliser que des pièces d’origine du fabricant.
8. Les prescriptions sur le travail et la protection contre
les accidents spécifiques à chaque pays doivent être
respectées.
9. Les directives européennes ou specifiques au pays
en question sont à appliquer.
Les réparations ne doivent être effectuées que par des
spécialistes qualifiés.
10. Outre les instructions de service, il convient d’observer
les réglementations générales, légales et autres recommendations obligatoires concernant la prévention et la
protection contre les accidents.
11. Les indications et les recommandations des instructions
de service doivent être rigoureusement respectées.
12. Sauf indications différentes, la manivelle doit toujours
être tournée dans le sens des aiguilles d’une montre.
En tournant dans le sens contraire, les pièces peuvent
se desserrer, ce qui présente de grands risques pour
les personnes et l’étau-machine.
13. L’étau ne doit être serré que sur un support résistant à la
déformation.
14. Les griffes de serrage et les vis de fixation doivent être
fixés conformément aux instructions de service.
15. Après une période hors service prolongée, le bon fonctionnement de l’étau doit être vérifié avant sa réutilisation. En règle générale, on contrôle à cet effet la force
de serrage et la capacité de serrage.
16. Le contrôle de la force de serrage doit être effectué par
un processus de mesure appropriée, par exemple avec
une boîte dynamométrique hydraulique ou des dynamomètres électroniques. La force de serrage mesurée
doit représenter au moins 80% de la force de serrage
max.
17. Sur les étaux-machine dont les mors de serrage peuvent
être déplacés, veiller à respecter une course de serrage
suffisante en position extrême.
18. Sur les étaux-machine hydrauliques nécessitant pour
l’entraînement un multiplicateur de pression ou un
groupe hydraulique, la force de serrage doit être, en
cas de panne de l’énergie primaire, maintenue au moins
jusqu’à l’arête de la machine ou jusqu’à ce que la pièce
puisse être sortie de la zone de travail.
19. Un serrage mécanique est prohibé s’il s’agit d’étauxmachine à actionnement hydraulique.
20. Les conduites hydrauliques pour le dispositif de serrage
doivent être adaptées à la pression de service maximale
et protégées contre la destruction mécanique.
21. Si par exemple l’étau-machine hydraulique est désaccouplé de la conduite hydraulique au cours du fonctionnement en palette, il convient de vérifier au préalable,
l’étanchéité du système hydraulique en état désaccouplé. La pression doit être maintenue pendant toute
la durée du cycle.
22. Lors du serrage des pièces, veiller à utiliser toutes les
surfaces de serrage. Dans le cas contraire, par exemple
en cas d’angles trop importants ou d’erreurs de parallélité de la pièce, des mors appropriés en accessoire,
p. ex. des mors flottants, éventuellement des mors de
serrage spéciaux, devront être utilisés.
23. Avec des pièces élastiques et une force de serrage
insuffisante, il y a risque de blessures
desserrant et pouvant être éjectées. L’étau-machine ne
doit être utilisé que pour le serrage de pièces rigides.
24. En utilisant des étaux-machine équipés d’un intensificateur de puissance indépendant et dont l’intensification
dépend de la course, il convient de respecter ce qui suit:
lors de serrage de paquets de pièces ou de pièces à
aspérités courbes ou de pièces à grande formation
d’arêtes, ils doivent être préserrés mécaniquement
(sans intensification de puissance) jusqu’à ce que la
flexibilité soit supprimée. C’est alors que la haute pression pourra être utilisée.
25. Lorsque des pièces trop hautes ou trop longues sont
serrées, ces dernières doivent être bloquées avec des
auxiliaires correspondants, p.ex. des butées ou des supports. Pour éviter des vibrations, des mors de serrage
spéciaux ou plusieurs points de serrage sont éventuellement nécessaires.
par des pièces se
10
Page 11

1. Norme de sicurezza e direttive per l’impiego
di morse da macchina
Prima della messa in esercizio della morsa osservare quanto segue:
Prima di qualsiasi intervento il personale addetto alla
lavorazione sulla morsa da macchina deve aver letto le
istruzioni per l’uso ed in particolare il capitolo ”Norme
di sicurezza”.
La sicurezza durante la lavorazione dipende in ampia
misura dal corretto impiego e dall’adeguata manipolazione del dispositivo di serraggio.
L’uso improprio della morsa da macchina pùo pregiudicare il funzionamento della stessa, con il pericolo che i
pezzi in lavorazione vengano liberati e catapultati in aria.
1. Montaggio, condotta e manutenzione devono essere
eseguiti a regola d’arte.
2. La morsa da macchina pùo rivelarsi pericolosa se usata
in modo improprio o non conforme alla prescrizioni.
3. L’operatore è tenuto ad azionare la morsa da macchina
solo se in perfette condizioni.
4. Sono da evitarsi metodi di lavoro che vanno a discapito
della sicurezza.
5. L’operatore è tenuto a comunicare immediatamente
qualsiasi cambiamento sopravvenuto che possa pregiudicare le condizioni durante la lavorazione sulla morsa
da macchina.
6. Non sono consentite modifiche o trasformazioni della
morsa da macchina che possano pregiudicare la sicurezza di quest’ultima.
7. Per la riparazione o la manutenzione della morsa da
macchina è ammesso unicamente l’uso di pezzi di
ricambio originali forniti dal Costruttore.
Le riparazioni possono essere eseguite esclusivamente
da tecnici specializzati.
8. Si devono osservare le norme di lavoro ed antinfortunistiche vigenti nel paese d’impiego.
9. Trovano qui applicazione le direttive europee e/o le
specifiche nazionali per il tipo di macchina.
10. Oltre alle istruzioni per l’uso sono da osservarsi le
normative generali e di legge nonché qualsiasi altra
direttiva vincolante in materia di prevenzione e protezione dagli infortuni.
11. Le indicazioni e raccomandazioni contenute nelle istruzioni per l’uso devono essere seguite scrupolosamente.
12. Salvo diversa indicazione, in fase di serraggio la manovella deve essere sempre girata in senso orario. In caso
di rotazione in senso antiorario i pezzi in lavorazione
vengono liberati, con il conseguente pericolo di infortunio
per il personale o di danneggiamento della morsa.
13. La morsa deve essere fissata su un supporto inindeformabile.
14. Per l’applicazione delle staffe di serraggio e delle viti di
fissaggio attenersi a quanto indicato dalle istruzioni per
l’uso.
15. Prima di usare la morsa da macchina in seguito ad un
periodo prolungato di inattività, deve essere verificato il
suo perfetto funzionamento, controllando, tra l’altro, la
forza e il campo di serraggio.
16. La prova della forza di serraggio deve essere eseguita
con un sistema di misura adeguato, ad esemplo con
una capsula dinamometrica idraulica o un dinamometro
elettronico.
Il valore rilevato deve essere pari almeno all’80% della
forza massima di serraggio.
17. Per le morse da macchina con possibilità di spostamento
delle ganasce di serraggio si deve verificare che nella
posizione di fine corsa vi sia ancora sufficiente corsa
residua di serraggio.
18. Per le morse da macchina idrauliche, richiedenti per il
loro azionamento un moltiplicatore di pressione o una
centralina idraulica, si deve garantire, nel caso venga a
mancare l’alimentazione primaria, il mantenimento della
forza di serraggio almeno sino all’arresto della macchina
o sino a quando il pezzo in lavorazione non viene portato
al di fuori della zona di lavoro.
19. Non è ammesso il serraggio meccanico delle morse da
macchina ad azionamento idraulico.
20. I condotti idraulici del dispositivo di serraggio devono
essere dimensionati per la pressione massima di esercizio ed essere protetti contro i danneggiamenti meccanici.
21. Se, ad esempio, durante il funzionamento con pallet
viene interrotto il collegamento della morsa idraulica
con il condotto idraulico, prima dell’impiego è necessario
verificare la tenuta del sistema idraulico una volta scollegato. La pressione deve essere mantenuta almeno sino
al termine del tempo ciclo.
23. Durante la lavorazione di pezzi elastici e con un’insufficiente forza di serraggio è possibile che i pezzi vengano
liberati e catapultati all’esterno, con il conseguente pericolo di infortunio. La morsa da macchina deve essere
utilizzata esclusivamente per il serraggio di pezzi rigidi.
24. Per le morse da macchina dotate di moltiplicazione
automatica della forza in funzione della corsa è richiesta
l’osservanza delle seguenti precauzioni: in fase di serraggio di pacchetti di pezzi o di pezzi non piani e curvi
o ancora di pezzi presentanti forte sbavatura, questi
ultimi devono essere sottoposti a serraggio meccanico
preliminare (senza moltiplicatore di forza) sino ad
elliminazione di eventuali cedimenti. Solo in seguito
è possibile applicare la forza ad alta pressione.
25. In caso di serraggio di pezzi di altezza o lunghezza
maggiorata, questi ultimi devono essere assicurati
mediante adeguati dispositivi, quali ad esempio arresti
o supporti. Per evitare vibrazioni possono essere eventualmente necessarie ganasce speciali o più punti di
serraggio.
11
Page 12

1. Instrucciones de seguridad y directrices para el uso
de mordazas para máquinas
Antes de la puesta en servicio de la mordaza deberá tenerse en cuenta lo siguiente:
El personal manipulador de las mordazas deberá
haber estudiado a fondo las presentes instrucciones
de uso, y particularmente el capítulo dedicado a las
”Instrucciones de seguridad”, antes de la puesta en
marcha de las mismas.
La seguridad en el mecanizado de piezas depende en
alto grado de la aplicación correcta y de la experiencia
en el manejo del medio de sujeción.
El manejo y trabajo incorrectos pueden mermar el funcionamiento de la mordaza. Puede surgir el peligro de que
una pieza se desprenda contra el operador.
1. El montaje, manejo y mantenimiento deberá ejecutarse
correctamente.
2. El manejo incorrecto o indebido de la mordaza puede
provocar peligros para el operador.
3. El operador quedará obligado a utilizar de la mordaza
únicamente en estado perfecto.
4. El operador deberá abstenerse de todo proceder que
pueda afectuar su seguridad.
5. El operador quedará obligado a denunciar inmediatamente cualquier cambio que se produzcar y que pueda
influír negativamente en el manejo de la mordaza.
6. No se admiten modificaciones o reconstrucciones que
afecten negetivamente la seguridad de la mordaza.
7. En caso de reparaciones o puestas a punto de la mordaza sólo deberán utilizarse repuestos originales del
fabricante.
Las reparaciones sólo deberán llevarse a cabo por
especialistas.
8. Deberán observarse las normativas laborales y de prevención de accidentes específicas de cada país.
9. Regirán las directrices europeas o específicas de cada
país para el manejo de máquinas.
10. Como complemento a las instrucciones de uso deberán
observarse los reglamentos generales y legales de caracter obligatorio para la prevención de accidentes y
para la protección contra accidentes.
11. Deberán abservarse con exactitud las indicaciones y
recomendaciones dadas en las instrucciones de uso.
12. De no existir otras indicaciones, al proceder a la sujeción, girar la manivela siempre en el sentido de las
agujas del reloj. Girándola en sentido contrario, pueden
surgir peligros para personas y para el mismo tornillo,
si se suelta la pieza.
13. La fijación del tornillo sólo deberá tener lugar sobre
una base sólida resistente contra deformaciones.
14. Colocar las garras de sujeción y tornillos de fijación
según las instrucciones de uso.
15. Tras un tiempo de reposo prolongado, comprobar el funcionamiento correcto de la mordaza, sobre todo la fuerza
de sujeción y la zona de amarre.
16. La comprobación de la fuerza de sujeción deberá efectuarse por medio de un procedimiento de medición apropiado, p.ej. una caja dinamométrica hidráulica o un dinamómetro electrónico. La fuerza de medición comprobada deberá ascender como mínimo al 80% de la fuerza
de sujeción máxima.
17. En el caso de mordazas que impliquen un desplazamiento de las garras de sujeción, deberá asegurarse
que exista aún suficiente recorrido de desplazamiento
restante haste la posición final.
18. En caso de tratarse mordazas de máquina hidráulicas
que requieran para su accionamiento un convertidor de
presión o un grupo hidráulico y fallando la energia primaria, mantener la fuerza de sujeción como mínimo haste
que la máquina quede parada o la herramienta pueda
retirarse de la zona de trabajo.
19. No se admite una sujeción mecánica en mordazas de
máquina accionados hidráulicamente.
20. Los conductos de entrada hidráulicos para el dispositivo
de sujeción deberán estar dimensionados para una presión de servicio máxima y protegidos contra destrucciones mecánicas.
21. Si, por ejemplo, en servicio de paletas se desacopla la
mordaza de máquina hidráulica del conducto de entrada
hidráulico, deberá comprobarse la estanqueidad del sistema hidráulico en estado desacoplado. La presión
deberá mantenerse por lo menos durante el tiempo de
sincronización.
22. Al sujetar las piezas, prestar atención a que se aprovechen del todo las superficies de sujeción. Si esto no
ocurre, p.ej. debido al tamaño de los ángulos o errores
de paralelismo en la pieza deberán utilizarse mordientes
apropiados del programa de accessorios, p.ej. mordientes pendulares o bien mordientes especiales.
23. En caso de tratarse de pieza elásticas y de una fuerza
de sujeción insuficiente, el operador se expone al peligro
de quedar herido por piezas sueltas que se lancen contra él. Por consiguiente, la mordaza de máquina sólo
deberá utilizarse para la sujeción de piezas sólidas.
24. En caso de tratrase de mordazas de máquina equipadas
con multiplicadores de fuerza autónomos, cuya transmisión tenga lugar en función del recorrido de desplazamiento, deberá prestarse atención a lo siguiente: Al sujetar conjuntos de piezas o piezas dobladas, no planas, o
bien piezas con mucha rebarba, éstas deberán pretensarse mecánicamente (sin multiplicadores de fuerza),
hasta que dejen de ceder. Una vez hecho esto – y no
antes – deberá aplicarse la presión alta.
25. De tener que sujetarse piezas excesivamente altas o
largas, aseguarias mediante dispositivos auxiliares,
p.ej. topes o apoyos. A fin de evitar vibraciones, utilizar
mordientes especiales o varios puntos de sujeción.
12
Page 13
2. Bestimmungsgemäße Verwendung
Der Schraubstock darf
nur zum Spannen von
festen Werkstücken
verwendet werden.
Bei elastischen Werk-
stücken und ungenügender Spannkraft besteht Verletzungsgefahr durch sich lösende und herausschleudernde Werkstücke
bzw. Werkzeuge.
Wenn keine anderen
Angaben, dann ist beim
Spannen die Handkurbel immer im Uhrzeigersinn zu drehen.
Beim Drehen gegen
den Uhrzeigersinn
droht Gefahr für Personen, Umwelt und den
Maschinen-Schraubstock durch sich lösende Werkstücke.
Precautions
The vice may only be
used for clamping rigid
workpieces.
Flexible workpieces
and insufficient clamping forces may cause
injuries if insecurely
held parts or tools are
flung out of the
machine.
Unless specified other-
wise, workpieces always turn the handcrank clockwise to
clamp the work. If the
handcrank is turned
anti-clockwise, the
work is no longer
held securely and constitutes a hazard for
personnel, the environment and the machine
vice.
Utilisation conforme
L’étau-machine ne doit
être utilisé que pour le
serrage de pièces
rigides.
Avec des pièces élasti-
ques et une force de
serrage insuffisante, il
y a risque de blessure
par des pièces ou des
outils se desserrant et
pouvant être éjectés.
Sauf indications con-
traires, la manivelle
doit toujours être
tournée dans le sens
des aiguilles d’une
montre lors du serrage. En tournant dans
le sens contraire, des
risques peuvent se
présenter pour les personnes, l’environnement et l’étau-machine
par des pièces se desserrant.
3. Inbetriebnahme
3.1 Maschinenschraubstock RB, RBA, RBAW, RBAK, RBG
Der Maschinen-
Schraubstock ist in
seinem Auslieferungszustand einsatzbereit.
Werksseitigen Korrosi-
onsschutz entfernen.
Preparations for use
Machine vice RB, RBA,
RBAW, RBAK, RBG
The machine vice is
ready for use as
delivered.
Remove the coating
applied by the factory
for temporary protection against corrosion.
Mise en service
Etaux-machine RB,
RBA, RBAW, RBAK,
RBG
A l’état de livraison
l’étau-machine est
prêt à l’emploi.
Retirer l’anticorrosif
appliqué par le fabricant.
Uso conforme alle
prescrizioni
La morsa deve essere
utilizzata esclusivamente per il serraggio
di pezzi rigidi.
Durante la lavorazione
di pezzi elastici e con
un’insufficiente forza di
serraggio è possibile
che i pezzi o gli utensili
vengano liberati e catapultati all’esterno, con il
conseguente pericolo
di infortunio.
Salvo diversa indica-
zione, in fase di serraggio la manovella deve
essere sempre girata in
senso orario. In caso di
rotazione in senso antiorario i pezzi in lavorazione vengono liberati,
con il conseguente pericolo di infortunio per il
personale o di danneggiamento dell’ambiente
circostante e della
morsa.
Messa in funzione
Morse da macchina
utensile RB, RBA,
RBAW, RBAK, RBG
La morsa da macchina
viene fornita pronta per
l’impiego.
Rimuovere la prote-
zione anticorrosione
originale.
Utilización para la
finalidad prevista
La mordaza sólo de -
berá utilizarse para
sujetar piezas rigidas
En cuanto a piezas de
labor elásticas y fuerza
de sujeción insuficiente
existe el peligro de herirse el operario con piezas ó herramientas
sueltas, lanzadas al
aire.
De no haber otras indi-
caciones, al preceder a
la sujeción de la pieza,
girar la manivela siempre en sentido de las
agujas del reloj. Girando la manivela en
sentido opuesto a las
agujas del reloj, existe
peligro para personas,
medio ambiente y la
misma mordaza debido
a piezas sueltas.
Puesta en servicio
Mordazas para máqui nas RB, RBA, RBAW,
RBAK, RBG
Tal como viene sumi-
nistrada, la mordaza
está dispuesta al servicio inmediato.
Lo único que conviene
es quitar la protección
anticorrosiva aplicada
en fábrica
3.2 Maschinenschraubstock RH
Machine vice RH
Werksseitigen Korro-
sionsschutz entfernen.
Hydraulikanschluss am
Maschinenschraubstock
für einfachwirkende
Zylinder.
Höchstdruckschlauch am
Maschinenschraubstock
und am Hydraulik-Aggregat
anschließen.
Der Höchstdruck schlauch muß für einen
Betätigungsdruck von
mindestens 400 bar ausgelegt sein.
Remove the anti-corro-
sion protection applied
by the manufacturer.
Hydraulic connection
on machine vice for single action cylinder.
Connect extreme-pressure hose to machine
vice ond hydraulic unit.
The ex treme-pressure
hose must be suitable
for an operating pressure of at least
400 bar.
Etau-machine RH
Retirer la protection an -
ticorrosion appliqué à
l’usine. Raccordement
hydraulique sur l’étau
machine cylindre à
simple action. Raccorder un flexible haute
pression à l’etau-machine et au groupe hydraulique.
Le flexible haute pression utilisé doit pouvoir
supporter au moins
400 bar.
Morse da macchina
utensile RH
Rimouvere la prote-
zione anticorrosione
originale. Raccorda
idraulica del morse da
macchina utensile per
cilindri semplice effetto.
Allacciare il tubo flessibile di pressione massima al morsa da macchina utensile ed al
gruppo idraulico.
Il tubo di pressione
massima deve essere
adatto ad una pressione d’esercizio di almeno 400 bar.
Mordaza para
máquina RH
Retirar protección anti-
corrosiva de fábrica.
Conectar conexione
hidráulica en mordaza
para máquina para cilindros de efecto sencillo. Conectar el tubo
flexible de presión
máxima en el dispositivo de sujeción y en el
grupo hidráulico.
El tubo flexible de presión máxima tiene que
ser apropiado para una
presión de trabajo de
400 bar como minimo.
13
Page 14
Schlauchleitung
entlüften:
- Bewegliche
Spannbacke vom
Grund-körper
abnehmen und
senkrecht stellen.
- Normalbacke SGN
abschrauben.
- Aggregat auf
”Spannen” schalten.
- Entlüftungsschraube
an der
Hydraulik-Einheit etwas
nach links drehen, bis
Öl blasenfrei austritt -dann
Entlüftungsschraube
wieder fest anziehen.
- Aggregat auf ”Lösen”
schalten.
Bleeding the
hose line:
- Take movable jaw off
the body and position it
vertically.
- Remove SGN standard
jaw
- Set hydraulic unit to
”clamping”.
- Turn the vent screw of
the hydraulic unit a bit
anticlockwise until the
oil emerges bubble
free. Then fasten the
vent screw again.
- Set hydraulic unit to
”unclamping”.
Purge du circiut
hydraulique:
- Retirer le mors flottant
du corps de base et
placer verticalement.
- Dévisser mors standard SGN.
- Enclencher le groupe
sur la fonction
«Serrer».
- Tourner la vis d’air sur
l’unité hydraulique vers
la gauche jusqu’à ce
que l’huile sorte de
façon homogène (sans
bulles), puis resserrer
la vis.
- Enclencher le groupe
sur la fonction «Desserrer».
Sfiatamento del tubo
flessibile:
- Togliere la ganascia
mobile dal corpo base e
appoggiarla in verticale.
- Svitare la ganascia
standard SGN.
- Commutare il gruppo
su «Serraggio».
- Girare la vite di sfiato
del gruppo idraulico
verso sinistra finché
fuoriesce l’olio privo di
bollicine -- dopodiché
avvitare bene di nuovo
la vite di sfiato.
- Commutare il gruppo
su «Allentare».
4. Aufspannen des Maschinen-Schraubstockes
RB, RH, RBA, RBAW, RBAK, RBG
Purga de aire de la
tubería flexible:
- Sacar garra móvil del
cuerpo base y poscionar en vertical
- Desenroscar Garra
normal SGN
- Conmutar el grupo a
”sujeción”.
- Girar un poco el Tornillo
de purga en la unidad
hidráulica hacia la izquierda, hasta que el
aceite salga sin burbujas de aire, a continuación apretar de nuevo
el tornillo.
- Conmutar el grupo a
”aflojamiento”.
- Maschinentisch und
Unterteil des Schraubstockes auf Unebenheiten und Mikrospäne untersuchen und diese
ggf. beseitigen.
- Oberflächen des
Schraubstockes nicht
beschädigen.
- Der Schraubstock bzw.
die Drehplatte muß mit
der ganzen Fläche plan
aufliegen.
- Befestigungselemente
an mehreren Stellen
so anordnen, daß eine
möglichst starre Verbindung zwischen Maschinentisch und Schraubstock entsteht.
- Zum Aufspannen sind
Bohrungen vorgesehen
(4.1 - 4.3)
- Zum Ausrichten bzw.
Positionieren sind an
der Grundseite Paßnu-
H7
angebracht
ten 20
(hierzu passende
Nutensteine siehe
Zubehör Seite 50).
Mounting the machine
vice RB, RH, RBA,
RBAW, RBAK, RBG
- Check machine table
and base of vice for unevenness and microchips and remove
these if detected.
- Do not mar the finish
of the vice.
- Make sure that the entire bottom face of the
vice or the swivel base
rests flat on the machine table.
- Distribute the fastening
elements so that the resulting connection between machine table
and vice is as rigid as
possible.
- Slots and holes are provided for mounting the
vices. See 4.1 - 4.3
- The bottom face of the
vice is provided with
T-slots with a 20
for alignment and positioning (see accessories page 50 for mating
T-slot nuts).
H7
fit
Liaison de l’étau machine RB, RH, RBA,
RBAW, RBAK, RBG
- Contrôler si la table de
machine et la partie
inférieure de l’étau ne
comportent pas de rugosités ou de microcopeaux et éventuellement les enlever.
- Ne pas endommager
les surfaces de l’étau.
- L’étau et la base tournante doivent reposer à
plat sur toute la surface.
- Disposer les éléments
de fixation à plusieurs
endroits de sorte à réaliser une liaison la plus
rigide possible entre la
table de machine et
l’étau.
- Des fentes et des trous
sont prévus pour le
montage. Voir 4.1 - 4.3
- Des rainures 20
prévues sur la face
inférieure pour l’alignement et le positionnement (pour les lardons
apropriés, voir accessoires page 50).
H7
sont
Bloccaggio del morse
da macchina utensile
RB, RH, RBA, RBAW,
RBAK, RBG
- Controllare che il bancale della macchina e
la parte inferiore della
morsa non presentino
errori di planarità o trucioli ed eventualmente
eliminarli.
- Non danneggiare le superfici della morsa.
- L’intera superficie della
morsa e della base girevole deve essere in
piano.
- Disporre gli elementi di
fissaggio su più punti
in modo che il bancale
della macchina e la
morsa vengano collegati tra loro con la massima stabilità possibile.
- Per il bloccaggio sono
previsti fori ed intagli,
per altre possibilità vedi
vedere 4.1 - 4.3
- Per l’allineamento ed
il posizionamento il
fondo è dotato di cave
H7
calibrate 20
zare tasselli adeguati,
vedere accessori
pagina 50).
(utiliz-
Fijación del mordaza
para máquina RB, RH,
RBA, RBAW, RBAK,
RBG
- Examinar y en caso
dado eliminar microvirutas adheridas a la
mesa de la máquina y
en la parte inferior de
la mordaza.
- Ne deteriorar las superficies de la mordaza.
- Asegurese de que la
mordaza resp. la placa
giratoria se encuentren
apoyadas de un modo
absolutamente plano
en la mesa.
- Situar los elementos
de fijación en varios
puntos de modo que
se establezca una
unión los más rígida
posible entre la mesa
de la máquina y la mordaza.
- Para la fijación se han
previsto ranuras y taladros, para otras posibilidades véase 4.1 - 4.3
- Para la alineación resp.
para el posicionamiento existen unas ranuras
de ajuste 20
perficie de base (las
chavetas de ajuste
correspondientes se
encuentran indicadas
bajo ”Accesorios”
página 50).
H7
en la su-
14
Page 15
4.1
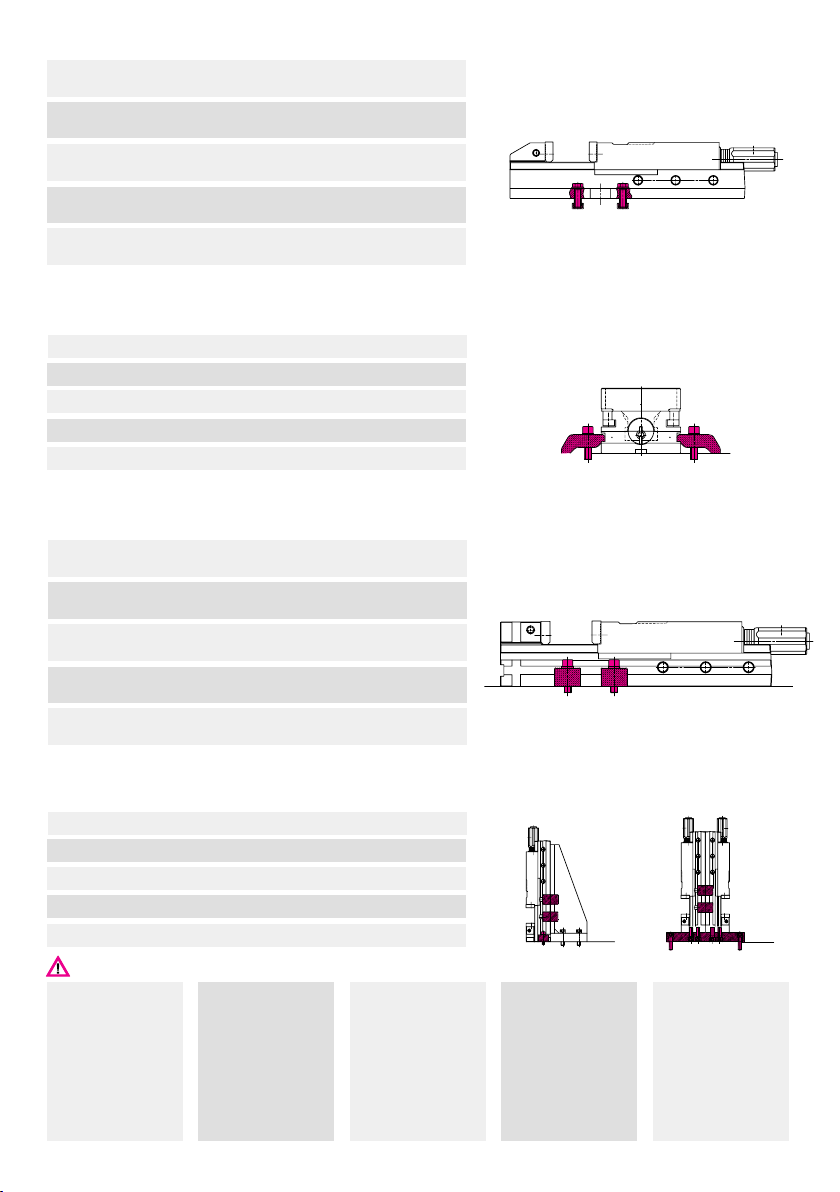
Aufspannen mit Befestigungsschrauben
(mindestens Schrauben der Festigkeitsklasse 8.8 verwenden)
(nur RB, RH)
Mounting with bolts (only RB, RH)
(having at least a class 8,8 strength)
Serrage avec vis de fixation (seulement RB, RH)
(utiliser des vis de la classe de résistance 8,8 au minimum)
Fissaggio con viti di fissaggio (esclusivamente RB, RH)
(utilizzare viti aventi come minimo classe di resistenza 8.8)
Sujeción con tornillos de fijación (sólo RB, RH)
(utilizar como minimo tornillos del grado de resistencia 8.8)
4.2
Befestigung mit Spannpratzen
(alle Typen)
Mounting with clamps (all types)
Liaison au moyen de griffes de fixation (étaux de toutes tipos)
Bloccaggio con staffe di fissaggio (tutte le tipi)
Fijación con bridas de fijación (todos los tipos)
4.2.1
Grundseitige Aufspannung
Spannpratzen möglichst nahe der Spannmitte anbringen.
(alle Typen)
Base mounting (all types)
Fit clamps as close as possible to centre of clamping range.
Liaison par le fond (étaux de toutes tipos)
Placer les griffes le plus près possible du point central de serrage.
Bloccaggio sul lato base (tutte le tipi)
Applicare le staffe di fissaggio possibilimente vicino al centro di serraggio.
Fijación en el lado de la base (todos los tipos)
Aplicar las bridas de fijación lo más cerca posible del centro de sujeción.
4.2.2
Stirnseitige Aufspannung
(nur RBA, RBAW, RBAK)
End mounting (only RBA, RBAW, RBAK)
Liaison par le fond (seulement RBA, RBAW, RBAK)
Bloccaggio sul lato frontale (esclusivamente RBA, RBAW, RBAK)
Fijación frontal (sólo RBA, RBAW, RBAK)
- Bei stirnseitiger Aufspannung verhindert
eine Gasfeder das
Herunterfallen der
bewegl. Spannbacke
bei entriegelter Spindelmutter.
Die Gasfeder darf aus
Sicherheitsgründen
nicht entfernt werden.
- When the vice is mounted on end, a pneumatic spring prevents the
unlocked jaw from falling down.
For safety reasons, the
pneumatic spring may
not be removed!
- En montage par la face
de bout, un frein pneumatique s’opose à la
chute de la mâchoire
déverrouillée.
Par mesure de sécurité, le frein pneumatique ne doit pas être
déposé.
- En la fijación en la cara
frontal, un muelle a presión de gas evita que
caiga la mordaza desbloqueada.
Por razones de seguridad, el muelle no debe
ser retirado!
- In caso di bloccaggio
sul lato frontale, un ammortizzatore pneumatico impedisce lo sfilamento della ganascia
sbloccata.
Per motivi di sicurezza
l’ammortizzatore pneumatico non deve essere tolto.
15
Page 16
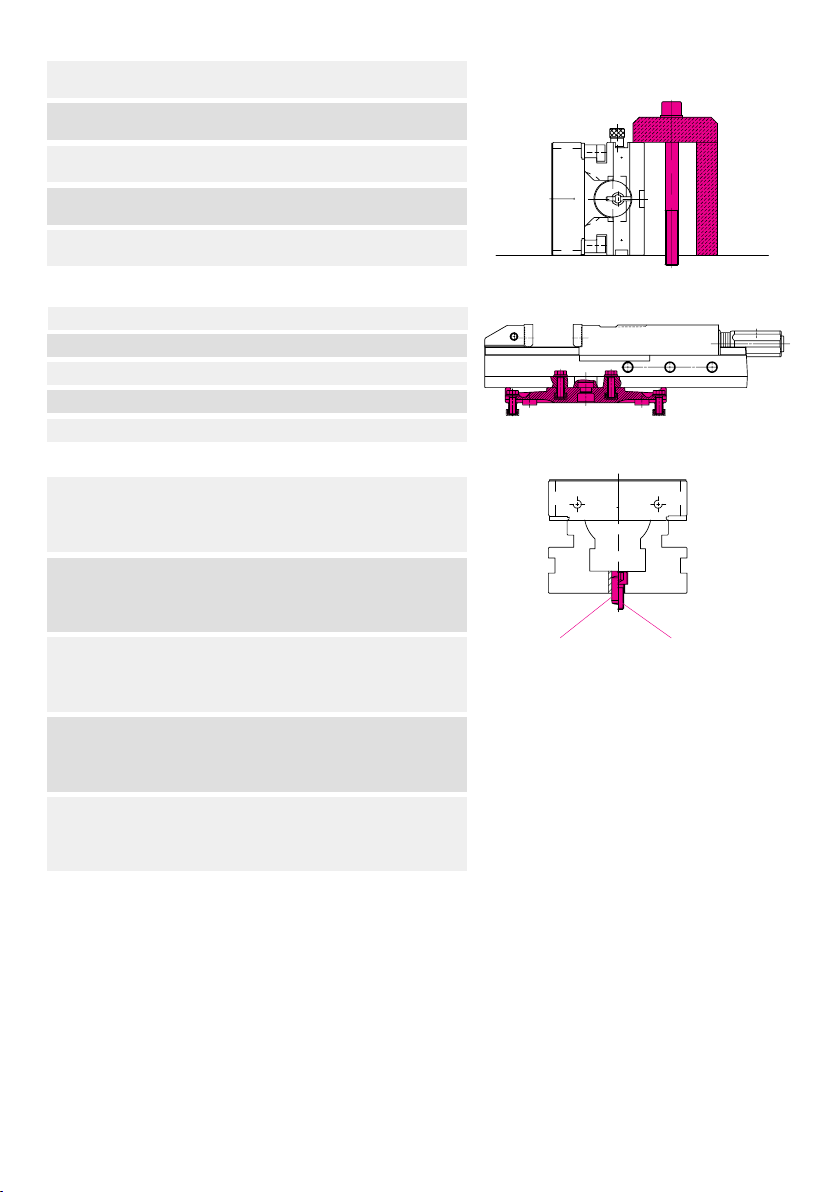
4.2.3
Seitliche Aufspannung:
Die Aufspannung ist beidseitig möglich.
(nur RBA, RBAW, RBAK)
Side mounting: (only RBA, RBAW, RBAK)
The vice can be mounted on either side.
Liaison latérale: (seulement RBA, RBAW, RBAK)
Possible indifféremment d’un côte ou de l’autre.
Bloccaggio latérale: (esclusivamente RBA, RBAW, RBAK)
Il bloccaggio è possibile su entrambi i lati.
Fijación lateral (sólo RBA, RBAW, RBAK)
La fijación es posible en ambos lados.
4.3
Aufspannung mit Drehplatte
(RB/RH)
Mounting with a swivel base (RB/RH)
Montage avec base tournante (RB/RH)
Bloccaggio con piastra girevole (RB/RH)
Fijación con base giratoria (RB/RH)
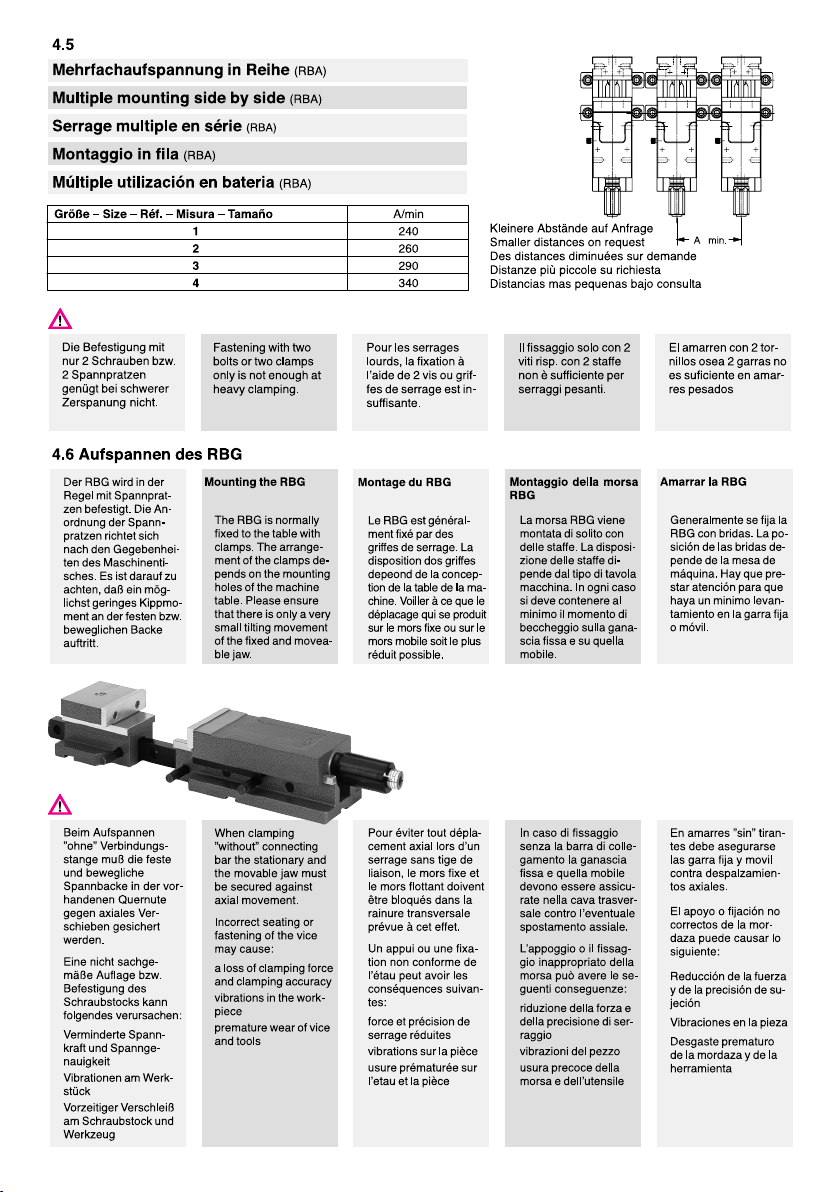
4.4
Befestigung auf Rasterspannsystemen
erfolgt über die entsprechenden Befestigungsarten der einzelnen Systeme.
Zum Befestigen und Fixieren des Grundkörpers auf der Rasterplatte ist es
in der Regel notwendig, daß die bewegliche Spannbacke vom Grundkörper
abgezogen wird.
Mounting on Index Systems
is performed with the respective mounting types of the individual systems.
To mount and secure the body on the index plate it is normally necessary to
pull the movable jaw off the body.
La fixation sur etau a crans
s’effectue au moyen des types de fixation correspondant aux différents
systèmes. Il est en général nécessaire de désolidariser le mors mobile du
corps de base pour fixer ce dernier sur la plaque à crans.
Fissaggio su sistema di serraggio ad arresto
avviene tramite i relativi tipi di fissaggio dei singoli sistemi.
Per fissare e serrare il corpo sulla piastra retinata è normalmente necessario
che la ganascia mobile venga rimossa dal corpo.
La fijacion mediante sistemas de sujecion modulares
se realiza mediante los respectivos métodos de sujeción de los sistemas
individuales. Para la sujeción y fijación del cuerpo sobre la placa, normalmente es necesario retirar la mordaza móvil del cuerpo.
16
Z. B. Fixierstift
Befestigungsschraube
Page 17
17
Page 18

5. Voreinstellen des Spannbereichs
Preselecting the clamping range -- Réglage préalable de la plage de serrage
Preregolazione del settore di serraggio -- Preajuste del alcance de sujeción
5.1 Typ RB, RBG, RBA, RBAW, RBAK, RH
Type RB, RBG, RBA, RBAW, RBAK, RH -- Types RB, RBG, RBA, RBAW, RBAK, RH -Modello RB, RBG, RBA, RBAW, RBAK, RH -- Tipo RB, RBG, RBA, RBAW, RBAK, RH
- Einfache Verstellung des Spannbereichs durch Umstecken eines Absteckbolzens
- Easy adjustment of clamping range by means of a connecting pin
-
Déplacement simple de la capacité de ser rage grâce au changement d’un goujon de positionnement
- Semplice regolazione dell’apertura mediante spostamento del piolo d’arresto
- Ajuste simple de la capacidad de amarre, cambiando el bulón posicionador
1
3
2
4
Beispiel:
Ausgangsposition:
1
verriegelt
Absteckbolzen
2
herausziehen
(entriegeln)
Bewegliche Spann-
3
backe zur nächsten
Absteckbohrung
schieben
Absteckbolzen ein-
4
stecken (verriegeln)
In vertikaler Aufspannung
besteht Verletzungsgefahr
durch Herunterfallen der
beweglichen Spannbacke
bei entriegelter Spindelmutter.
Example:
Initial position: locked
Pull out connecting pin
(unlocking)
Push the movable jaw to
the next connecting bore
Insert connecting pin
(locking)
Caution for vertical use:
Danger of injury by falling
down of the movable jaw
when the screw spindle
nut is unlocked.
Exemple:
Position de départ:
verrouillé
Retirer le goujon de positionnement (déverrouiller)
Pousser le mors de
serrage mobile jusqu’au
prochain perçage
Engager le goujon de positionnement (verrouiller)
Lors de l’utilisation verticale, risque de blessure
causé par la chute du
mors mobile lors du
déverrouillage de l’écrou
de la vis
Se la morsa è montata in
verticale esiste pericolo di
infortunio perché quando
il piolo non è inserito la
ganascia mobile può
cadere.
6. Spannen des Werkstückes
Hinweise zum sicheren Spannen von Werkstücken siehe Seite 42.
Spindel und bewegliche Spannbacken müssen stets leichtgängig sein.
Clamping the workpiece
For information concerning the safe clamping of workpieces refer to page 42.
The screw spindle and the movable jaws must always move with ease.
Serrage de la pièce
Remarques pour un serrage sûr de pièces, voir page 42.
La broche et les mors mobiles doivent avoir une marche légère.
Serraggio del pezzo da lavorare
Per il serraggio sicuro dei pezzi da lavorare vedere pagina 42.
La vite e la ganasce mobili devono presentare sempre un funzionamiento regolare.
Sujeción de la pieza
Instrucciones para la sujeción segura de piezas véase 42.
El husillo y las mordazas móviles siempre deberán funcionar con suavidad.
Esempio:
Posizione di partenza:
piolo inserito
Sfilare il piolo (sbloccare)
Spostare la ganascia
mobile al foro del piolo
prescelto
Inserire il piolo (bloccare)
Ejemplo:
Posición inicial: cerrado
Estirar bulón
posicionador
Empujar la garra móvil
hasta próximo agujero de
posición
Introducir bulón posicionador (cerrar)
En posición vertical,
existe peligro de accidente, puesto que puede
caer la garra móvil si no
estuviera atornillada la
tuerca de husillo.
18
Page 19

6.1 Typ RB, RBA, RBAW, RBAK, RBG
Type RB, RBA, RBAW,
RBAK, RBG
- Durch Drehen der
Spindel mit der Handkurbel (im Uhrzeigersinn) wird die bewegliche Spannbacke bis
zur Anlage an das
Werkstück herangführt. Dabei ist an der
Handkurbel ein Widerstand spürbar. Beim
weiterdrehen im Uhrzeigersinn bis zum Anschlag erfolgt die
selbsttätige Auskupplung und die Spannkrafterzeugung über
den Kraftübersetzer.
Bei Typ RBAK, Größen
3 und 4, muß für kleine
Spannbereiche die mitgelieferte Verlängerung (08) verwendet
werden.
Bei Typ RBAW kann
der Antrieb wahlweise
am Spindelende als
auch auf der Oberseite
der beweglichen
Spannbacke erfolgen.
(Antrieb am Spindelende: Je nach Spannbereich kann die Handkurbel am Grundkörper
anstoßen -- ist dies der
Fall, so muß die Kurbel
auf die Oberseite umgesteckt werden.)
- The moveable jaw is
moved into contact
with workpiece (clockwise) by turning the
screw spindle with the
aid of the handcrank
until resistance is felt.
Further clockwise rotation up to the stop will
cause the screw
spindle to be uncoupled automatically and
the clamping force to
be generated by the
power intensifier.
For type RBAK, size 3
and 4, the extension
(08) supplied with the
device must be used
for small clamping ranges.
The type RBAW can
be actuated either at
the end of the screw
spindle or at the top of
the movable jaw.
(Driving the jaw at the
end of the screw
spindle: depending on
the clamping range the
hand crank may touch
the body -- in this case
the crank must be inserted on the top.)
Types RB, RBA, RBAW,
RBAK, RBG
En faisant tourner la vis-
-
mère au moyen de la
manivelle, le mors mobile
est amené contre la
pièce à serrer, dont le
contact avec elle entraîne
une résistance perceptible. En continuant de
tourner la manivelle en
rotation horaire (dans le
sens des aiguilles d’une
montre) jusqu’à la butée,
l’action mécanique de la
vis-mère est alors auto matiquement déclenchée
et fait place à un serrage
à force généré par le
multiplicateur.
Pour le type RBAK, tailles 3 et 4, utiliser la rallonge fournie (08) pour
les petites zones de
serrage.
Pour le type RBAW l’entraînement peut être effectué facultativement en
bout de broche on sur la
partie supérieure du mors
flottant.
(Entraînement à
l’extrémité de la vis -mère:
suivant la plage de serrage, la manivelle peut
heurter le corps de base.
Dans ce cas-là, elle doit
être placé sur la face
supérieure.)
Modello RB, RBA,
RBAW, RBAK, RBG
- Ruotando con la mano vella la vite di comando, la ganascia
mobile viene avvicinata
fino ad essere a contatto del pezzo. In corrispondenza della manovella è ora avvertibile
una resistenza. Ruotando in senso orario
fino all’arresto avviene
il disinnesto automatico, la forza di serraggio viene prodotta mediante il moltiplicatore
di forza.
En el tipo RBAK, tam. 3
y 4, para los pequenos
alcances de amarre deberá ser utilizada la
prolongación (08) que
se suministra adicionalmente.
Il tipo RBAW può avere
il comando a scelta
sulla vite di comando
oppure con rinvio angolare sul lato superiore
della ganascia mobile.
(Azionamento all’estremità della vite: a seconda del campo di
serraggio la manovella
può sbattere contro il
corpo -- nel caso ciò
succedesse, la manovella deve essere inserita nel lato superiore.)
Tipo RB, RBA, RBAW,
RBAK, RBG
- Girando el husillo con
la manivela se aproxima la garra móvil sobre puesta hasta que
entreen contacto con la
pieza. Enconces se
nota una cierta resistencia en la manivela.
Continuando girando
en el sentido horario
hasta el tope se efectúa el desacoplamiento
automático y se genera
la fuerza de sujeción a
través del amplificador
de fuerza.
Con il tipo RBAK, dimensione 3 e 4, per le
gamme piccole di bloccaggio deve essere utilizzata la prolunga (08)
che è stata fornita.
En el tipo RBAW puede
seleccionarse el accionamiento en la punta
del husillo o también en
la parte
superior de la garra.
(Accionamiento en el
extremo del husillo:
Según el alcance de
sujeción, la manivela
puede chocar contra el
cuerpo; de ser esto el
caso, se deberá cambiar la manivela a la
parte superior.)
Niemals Hammer oder
Kurbel-Verlängerung benutzen. Nachspannen
durch zusätzliche Hammerschläge oder ähnlichem beschädigen den
Maschinen-Schraubstock.
Lösen:
- Durch Drehen der
Handkurbel gegen den
Uhrzeigersinn bis zum
spürbaren Einrasten
der Kupplung reduziert
sich die Spannkraft
kontinuierlich. Beim
Weiterdrehen wird die
bewegliche Spannbacke geöffnet.
Das spürbare Einrasten
der Kupplung muß erfolgen, da andernfalls
beim erneuten Spannen
nur eine reduzierte
Spannkraft erreicht wird.
Never use a hammer or
a handcrank extension.
Additional tightening by
means of hammer blows
or the like may damage
the machine vice.
- By turning the hand
crank anticlockwise
until the clutch engages noticeable the
clamping force will be
reduced steadily.
When turned further
the movable jaw will
open.
The clutch must engage
noticable. Otherwise
only reduced clamping
forces will be archieved
on further clampings.
Ne jamais utiliser un
marteau ou une rallonge
de manivelle. Un serrage ultérieur par coups
da martau ou similaire
endommage l’etau machine.
- En actionnant la mani velle dans le sens contraire des aiguilles
d’une montre jusqu’à
enclenchement perceptible de l’embrayage, la
force de serrage diminue de façon progressive. En continuant
cette opération, le mors
flottant s’ouvre.
Il est impératif que l’enclenchement de l’embrayage soit perceptible;
dans le cas contraire la
force de serrage obtenue lors d’un nouveau
serrage est réduite.
Non utilizzare in nessun
caso martelli o prolunghe
per manovelle. L’uso di
martelli o simili per stringere a fondo la manovella danneggia il morse
da macchina.
- Girando la manovella in
senso antiorario fino
all’innesto distinto della
frizione la forza di serraggio si riduce in modo
continuo. Continuando
a girare la manovella la
ganascia mobile si
apre.
L’innesto distinto della
frizione è necessario
perché diversamente
con il seguente serraggio viene raggiunta solamente una forza di serraggio ridotta.
Abstenerse estrictamente
de utilizar un martillo o la
prolongación de la nanivela. Una sujeción adicional mediante golpes de
martillo u otra intervención similar provocan el
deterioro de la mordaza
para maquinas herramienta.
- Por medio de girar la
manivela en direccion
contraria al sentido del
reloj hasta sentir que el
embrague se fija, se reduce la fuerza de
amarre de manera continua. Y si se sigue girando se abre la garra
de amarre.
Se debe sentir el que el
embrague se ha fijado,
pues sino en una amarre
siguente solo se consigue una fuerza de
amarre reducida.
19
Page 20

6.1.1 Voreinstellung der Spannkraft (Typ RB, RBA, RBG)
Preselecting the clamping force (Type RB, RBA, RBG)
Préréglage de la plage de serrage (Types RB, RBA, RBG)
Preregolazione della potenza di serraggio (Modello RB, RBA, RBG)
Preajuste de la fuerza de sujeción (Tipo RB, RBA, RBG)
3
2
A
A
Einstellhülse
B
Markierungsrillen
der wählbaren Spannkräfte: Zahl x 1000 =
Spannkraft in daN
1
Eindrücken der
Kurbel
2
Verschieben der
Einstellhülse auf die
gewünschte Spannkraft
3
Kurbel loslassen
1
B
Adjusting sleeve
Reference grooves indicating the clamping forces that can be selected:
number x 1000 = clamping force in daN
Push in crank
Shift adjusting sleeve
to the desired clamping
force
Release crank
Douille de réglage
Rainures repères des forces de serrage sélectionnables: numéro x 1000 =
force de serrage en daN
Enfoncer la manivelle
Déplacer la douille de
réglage sur la force de
serrage désirée
Lâcher la manivelle
6.1.2 Voreinstellung der Spannkraft (Typ RBAW, RBAK)
Preselecting the clamping force (Type RBAW, RBAK)
Préréglage de la plage de serrage (Types RBAW, RBAK)
Preregolazione della potenza di serraggio (Modello RBAW, RBAK)
Preajuste de la fuerza de sujeción (Tipo RBAW, RBAK)
A
A
Einstellring
B
Markierungsrillen
der wählbaren Spannkräfte: Zahl x 1000 =
Spannkraft in daN
1
Einstellring nach
links drehen
2
Verschieben des
Einstellringes auf die
gewünschte Spannkraft
3
Einstellring loslassen
B
3
1
2
Adjustment ring
Reference grooves indicating the clamping forces that can be selected:
number x 1000 = clamping force in daN
Turn adjustment ring anticlockwise
Shift adjustment ring
to the desired clamping
force
Release adjustment ring
Achtung: Spannkraft ist richtig eingestellt, wenn der Einstellring selbsttätig
einrastet und beide Markierungsrillen auf einer Achse liegen.
Attention: Clamping force is correctly adjusted, if the adjustment ring locks in
independently and both marking grooves are situated on an axle.
Attention: La force de serrage est bien réglé, quand la baguede réglage se met
en place toute seule par un clic, et les deux rainures de marquage sont dans la
même axe.
Attenzione: la forza di serraggio è selezionata esattamente quando l’anello di
regolazione si innesta in posizione e le tacche di riferimento sono allineate.
Atención: La fuerza de amarre esta bien regulada, cuando el anillo asienta por si
solo correctamente y ambas ranuras de alineación se encuentren sobre un eje.
Bague de contrôle
Rainures repères des forces de serrage sélectionnables: numéro x 1000 =
force de serrage en daN
Tourner la bague de
contrôle vers la gauche
Déplacer la bague de
contrôle sur la force de
serrage désirée
Lâcher la bague de
contrôle
Um Beschädigungen an empfindlichen Werkstücken durch überhöhte Spannkraft zu vermeiden, können unterschiedliche Spannkräfte voreingestellt werden.
Damaging sensible workpieces caused by excessive clamping forces can be avoided by variable presetting of the clamping forces.
Afin d’éviter l’endommagement de pièces fragiles par un serrage trop fort, plusieurs puissances
de serrage peuvent être présélectionnées.
Per evitare danneggiamenti a pezzi delicati per
causa di forza di serraggio troppo elevata è pos sibile preselezionare forze di serraggio differenti.
Para evitar daños sobre piezas delicadas debido
a fuerzas de amarre demasiado elevadas, es
posible pre ajustar diferentes fuerzas de amarre
Manicotto di regolazione
Scanalature di contrassegno per lo potenze di serraggio a scelta: numero x
1000 = potenza di serraggio in daN
Inserimento della manovella
Spostamento del manicotto di regolazione sulla
potenza di serraggio
desiderata
Rilascio della manovella
Anello di registrazione
Scanalature di contrassegno per lo potenze di serraggio a scelta: numero x
1000 = potenza di serraggio in daN
Girare l’anello di registrazione verso sinistra
Spostamento del anello
di registrazione sulla potenza di serraggio
desiderata
Rilascio l’anello di registrazione
Preajuste de la fuerza de
sujeción
Ranuras de marcación de
las fuerzas de sujeción
seleccionables: número x
1000 = fuerza de sujeción
en daN
Introducción de la manivella
Desplazamiento del
casquillo de regulación
a la fuerza de sujeción
deseada
Soltar la manivela
Anillo de regulación
Ranuras de marcación de
las fuerzas de sujeción
seleccionables: número x
1000 = fuerza de sujeción
en daN
Girar anillo de regulación
hacia la izquierda
Desplazamiento del
anillo de regulación
a la fuerza de sujeción
deseada
Soltar anillo de regulación
20
Page 21

6.1.3 Hochdruckspannen mit hydraulischer Kraftübersetzung
High-pressure clamping with hydraulic force multiplication
Serrage à haute pression avec multiplicateur hydraulique de la force
Serraggio ad alta pressione con moltiplicazione di potenza
Sujeción de alta presión con intensificación hidráulica de la fuerza
4 2
Kurbel im Uhrzeiger-
1
sinn drehen
Bewegliche Spann-
2
backe fährt an das Werkstück heran
Weiterdrehen bis
3
zum Anschlag (selbst-
tätiges Umschalten auf
Hochdruckkraft)
Spannkraft entspre-
4
chend der Voreinstellung
ist erreicht
Turn crank clockwise
Movable clamping jaw
moves into contact with
the workpiece
Continue turning the
crank as far as it will go
(automatic changeover to
high-pressure clamping)
Preselected clamping
force is reached
Tourner la manivelle dans
le sens horaire
La mâchoire mobile
accoste la piecè
Poursuivre la rotation jusqu’à la butée (passage
automatique à la force
sous haute pression)
La force de serrage
préselctionnée est atteinte
3
Ruotare la manovella in
senso orario
La ganascia mobile si
porta sul pezzo
Continuare a ruotare
fino all’arresto (commutazione automatica su potenza ad alta pressione)
Raggiungimento della potenza di serraggio conforme alla preselezione
1
6.1.4 Spannen von Werkstückpaketen (nur RB, RBA, RBG)
Clamping workpiece stacks (only RB, RBA, RBG) – Serrage de pièces en paquet (seulement RB, RBA, RBG)
Serraggio di un insieme di pezzi (esclusivamente RB, RBA, RBG)
Sujeción de paquetes de piezas (sólo RB, RBA, RBG)
A Mechanisches Vorspannen
Mechanical initial clamping
Préserrage mécanique
Preserraggio meccanico
Sujeción previa mecánica
5
2
1 3
2
4
Girar la manivela en el
sentido horario
La mordaza móvil se
desplaza hacia la pieza
Continuar girando hasta
el tope (conmutación
automática a la fuerza
de alta presión)
Se ha alcanzado la fuerza
de sujeción correspondiente al preajuste
1
Kurbel eindrücken
1
Verschieben der
2
Einstellhülse auf ”Block”
Kurbel loslassen
3
Kurbel drehen,
4 5
bis die bewegliche
Spannbacke am Werkstück anliegt – kr äftig
nachziehen
Push in crank
Shift adjusting sleeve to
”Block”
Release crank
Turn crank until the movable jaw contacts the
workpiece – tighten with
sufficient force to assure
a firm grip
Enfoncer la manivelle
Déplacer la douille de
réglage sur ”Bloc”
Lâcher la manivelle
Tourner la manivelle jusqu’à ce que la mâchoire
mobile accoste la pièce –
serrer énergiquement
Introdurre la manovella
Spostamento del manicotto di regolazione su
”Blocco”
Rilasciare la manovella
Ruotare la manovella fino
a quando la ganascia mobile appoggia sul pezzo;
stingere con forza
Introducir la manivela
Desplazar el casquillo de
regulación a ”bloque”
Soltar la manivela
Girar la manivela, hasta
que la mordaza móvil
quede aplicada a la pieza
– apretar con fuerza
21
Page 22

- Mechanisches Vorspannen darf nur bei
Werkstückpaketen
oder beim Einsatz
von Niederzugbacken
eingesetzt werden
- Bei Benutzung der
”Block”-Stellung darf
die Handkurbel nur mit
normaler Handkraft
betätigt werden.
- Mechanical initial clamping is only permissible
for workpiece stacks or
applications involving
the use of draw-down
’false’ jaws.
- The hand crank must
be driven only with normal hand power if the
”Block”-Position is
used.
B Anschließendes Hochdruckspannen
Second-step high-pressure clamping
Serrage suivant à haute pression
Successivo serraggio ad alta pressione
Sujeción siguiente de alta presión
- Le préserrage mécanique ne doit être utilisé
que pour les pièces en
paquet ou avec emploi
de mors à effet abaisseur.
- Le ”blocage”, à l’aide
de la manivelle ne doit
être actionné que manuellement.
- Il preserraggio meccanico può essere impiegato solo in caso di
insiemi di pezzi o di
adozione di ganasce
di abbassamento.
- In caso di utilizzo del
serraggio meccanico
(escludendo il moltiplicatore di forza) la manovella deve essere
azionata solamente
con forza manuale normale.
- La sujeción previa
mecánica solamente
deberá realizarse en
paquetes de piezas o
empleando mordazas
de tracción hacia la
base.
- En psoicion de ”bloqueo” la manivela solo
debe manejarse con la
fuerza de la mano propia.
6
Kurbel wieder ein-
drücken
7
Verschieben der
Einstellhülse auf die gewünschte Spannkraft
8
Kurbel loslassen
10 11
9
Uhrzeigersinn drehen,
dabei selbsttätiges Umschalten auf Hochdruckkraft -- weiterdrehen bis
zum Anschlag.
- Bei stirnseitigem Ein-
Kurbel im
satz des Typs RBA/
RBAW/RBAK müssen
die Werkstücke beim
Spannen und Lösen
festgehalten werden.
Sonst besteht Verletzungsgefahr durch Herausfallen der
Werkstücke.
11
Push crank in again
Shift adjusting sleeve to
the desired clamping
force
Release crank
Turn crank clockwise for
automatic change-over to
the high-pressure clamping -- continue turning
the crank as far as it will
go.
- When the type RBA/
RBAW/RBAK is mounted on the end, the
workpieces must be
held during clamping
and releasing in order
to avoid accidents.
7
698
10
Enfoncer de niveau la
manivelle
Déplacer la douille de
réglage sur la force de
serrage désirée
Lâcher la manivelle
Tourner la manivelle
dans le sens horaire,
d’où passage automatique à la force sous haute
pression -- poursuivre la
rotation jusqu’à la butée.
- En cas d’emploi vertical
du type RBA/RBAW/
RBAK les pièces doivent être tenues pendant le serrage et le
déserrage afin d’éviterdes accidents.
11
9 10
Inserire nuovamente la
manovella
Spostare il manicotto di
regolazione sulla potenza
di serraggio desiderata
Rilasciare la manovella
Ruotare la manovella in
senso orario, con conseguente commutazione
automatica su potenza
ad alta pressione;
continuare a ruotare fino
all’arresto.
- In caso di montaggio in
verticale dei tipi RBA/
RBAW/RBAK è necessario tenere fermo il
pezzo da lavorare durante il serraggio o lo
sbloccaggio per evitare
infortuni dalla caduta
del pezzo.
7
6
Introducir de nuevo la
manivela
Desplazar el casquillo de
regulación a la fuerza de
sujeción deseada
Soltar la manivela
Girar la manivela en el
sentido horario, al mismo
tiempo conmutación automática a la fuerza de
alta presión -- continuar
girando hasta el tope.
- Para trabajo vertical en
los tipos RBA/RBAW/
RBAK las piezas tienen
que sujetarse para aflofar y amarrar. Sino exista peligro al caerse las
piezas.
22
Page 23

6.2 Typ RH
Die bewegliche Backe
ist mit der Handkurbel
bis auf 3-4 mm an das
Werkstück heranzuführen. Bei Betätigung des
Hydraulik-Aggregats
fährt die Spannbacke
gegen das Werkstück
und spannt es. Über die
Druckregulierung am
Hydraulik-Aggregat
kann die Spannkraft
stufenlos eingestellt
werden.
Spannkräfte siehe
Spannkraftdiagramm
Seite 34
Ergänzende Hinweise
zum Hydr. Agg. siehe
Röhm-Hauptkatalog
Gruppe 4.
Hydraulischer Spannhub: ca. 7,5 mm.
Type RH
With the aid of the hand
crank, the movable jaw
must be advanced until
it clears the workpiece
by no more than 3-4
mm. Actuation of the
hydraulic unit will cause
the clamping jaw to
move into contact with,
and clamp, the workpiece. The clamping
force can be steplessly
preselected via the
pressure regulator on
the hydraulic unit.
For clamping force
see force diagramm
page 34
For additional references see Röhm general
catalogue group 4.
Hydraulic gripping
stroke approximately
7.5 mm.
Type RH
Amener, à l’aide de la
manivelle, le mors mobile, jusqu’a environ 3
ou 4 mm de la pièce à
serrer. En enclenchant
le groupe hydraulique,
le mors est ensuite
amené contre la pièce
et la serre. La force de
serrage est réglée en
continu en agissant sur
le régulateur de pression du groupe hydraulique.
Diagramme force de
serrage, page 34
Pour des renseigements complémentaires voir catalogue
général groupe 4.
Course hydraulique
de serrage 7.5 mm
environ.
Modello RH
Mediante la manovella,
la ganascia mobile va
portata a una distanza
di 3-4 mm dal pezzo.
Azionando il gruppo
idraulico, la ganascia di
serraggio si porta sul
pezzo e lo serra. Mediante la regolazione di
pressione del gruppo
idraulico la forza di serraggio può essere preregolata in modo continuo.
Forza di serraggio ved
diagramma pag. 34
Avvisi complementari
ved istruzioni d’uso
della centralina.
Corsa di bloccaggio
ca. 7,5 mm.
Tipo RH
La garra móvil tiene
que ser aproximada
con la manivela hasta
3-4 mm delante de la
pieza. Al accionar el
grupo hidráulico, la
garra de sujeción se
desplaza contra la
pieza y la sujeta. A
través de la regulación
de la presión en el
grupo hidráulico puede
preajustarse en progresión continua la fuerza
de sujeción.
Vea las fuerzas de
amorre en el Diagrama
S. 34
Datos complementarios los obtendra en
las instrucciones de
manejo de la unidad
Hidraulica.
Carrera de amarre
Hidraulicamente
aprox. 7,5 mm.
Lösen: Beim Lösen
wird ein Wegeventil
am Hydr. Agg. geöffnet. Durch die integrierten Federpakete
öffnet die bewegl.
Spannbacke während
das Öl in den Druckgebertank zurückfließt.
Mechanisches Span-
nen ist bei den hydraulisch betätigten Maschinen-Schraubstöcken
unzulässig.
Der gesamte Hydraulik-
hub von ca. 7,5 mm
darf nicht als Einlegespielraum genutzt werden, weil dann die bewegl. Spannbacke
beim Spannen am inneren Anschlag zur
Anlage kommt. Hierbei
steigt der Betriebsdruck zwar auf den
eingestellten Wert an,
das Werkstück wird
dabei aber nicht gespannt.
Unclamping: For unclamping a distributing valve will be opened at the hydraulic
power unit. The integrated spring assembly then opens the
moving jaw while the
oil flows back into the
oil reservoir of the hydraulic unit.
Important:
Do not use mechanical
clamping in hydraulically operated machine
vices.
The total hydraulic
stroke of approx. 7.5
mm must not be used
as inserting gap. If you
do so the movable jaw
will run dead at the internal stop. Then the
operating pressure will
climb up to the adjusted
value but the workpiece
is not clamped in any
way.
Desserrage: Le desserrage ouvre un distributeur du groupe
hydraulique. Le bloc
ressort intégré ouvre
le mors flottant alors
que l’huile reflue dans
le réservoir du capteur de pression.
Indications
particulières:
Un serrage mécanique
n’est pas admissible
pour les étaux de ma-
chine actionnés hydrauliquement.
La course hydraulique
globale d’environ 7,5
mm ne doit pas être utilisée comme jeu d’insertion dans la mesure
où le mors flottant viendrait se bloquer sur la
butée interne. Dans ce
cas la pression de service atteindrait la valeur
sélectionée, mais la
pièce n’est pas serrée.
Sbloccare: Lo sbloccaggio avviene mediante l’apertura di una
valvola sulla centralina. I pacchi di molle
integrati permettono
l’apertura della ganascia mobile mentre
l’olio scorre nel serbatoio.
Avvertenza particolare:
Non è ammesso il ser-
raggio meccanico per
morse da macchina ad
azionamento idraulico.
L’intera corsa di circa
7,5 mm non deve essere utilizzata come tolleranza d’introduzione
del pezzo perché in
questo caso durante il
bloccaggio la ganascia
mobile appoggia
sull’arresto interno. La
pressione di esercizio
sale sul valore impostato ma il pezzo non è
bloccato.
Soltado: Al soltar se
abre una Valvula en la
central hidráulica. Pormedio de un paquete
de muelles integrados
abre la garra movil
mientras el aceite
vuelve al deposito.
Notas importantas:
En las mordazas de ac-
cionamiento hidráulico
no está permitido un
aprieto mecánico.
La carrera total de
aprox. 7,5 mm no debe
usarse como campo de
ajuste para posicionar
la pieza, puesto que en
ese caso la garra movil
después en el amarre
pegaría en el tope.
Aunque en ese caso la
presión de accionamiento sube ha su valor
adecuado, pero no se
amarraria la pieza.
23
Page 24

7. Wartung
- Je nach Einsatz und
Beanspruchung des
Schraubstocks sind
Reinigungsarbeiten
erforderlich.
- Nach jedem Gebrauch
den Schraubstock reinigen und einölen -- mindestens alle 40 Betriebsstunden.
- Reinigungsarbeiten
nur mit Bohremulsion
durchführen
- In der Regel genügt
eine Grobreinigung.
Späne und Schmutz,
die sich im Führungsraum angesammelt haben, können nach dem
Abziehen der beweglichen Spannbacke entfernt werden.
- Nach ca. 1000 Betriebsstunden sollte
eine Ganzreinigung
vorgenommen werden.
Dazu muss der
Schraubstock demontiert werden -- siehe
Punkt 7.1 -- 7.9 bzw. 8.
- Die Führungsbahnen
dürfen nicht eingefettet
werden.
- Führungsbahnen und
alle geschliffenen Flächen mit säurefreiem
Öl einölen
- Die Spindel ist wartungsfrei
- Spindel einfetten
empfohlene Fettsorte:
Röhm F20, 90g Glas -Id.-Nr. 733453
Maintenance:
- The level of cleaning
needed by machine
vices depends on the
use to which it is put
and the degree of contamination to which it is
exposed.
- Clean the machine vice
after each use and oil
its ground surfaces with
an acidfree oil, after approximately every 40
hours of operation.
- Perform cleaning work
using drilling emulsion.
- Superficial cleaning will
normally be sufficient
for routine maintenance. Clean the guiding spaces from chips
and swarf after removing the movable jaw.
- All parts of the vice
should be cleaned thoroughly after approx
1000 hours of operation. For this purpose,
the machine vice mist
be disassembled -- see
para. 7.1 -- 7.9 or 8.
- Do not grease the guideways.
- Use a non-corrosive oil
to coat the guideways
and all ground surfaces.
- The screw spindle is
maintenance-free.
- Grease spindle.
Recommended:
Röhm F 20, 90 g glas,
Id.-No. 733453
Entretien
- Selon l’application et la
contrainte de l’étaumachine des travaux
de nettoyage sont
nécessaires.
- Nettoyer et lubrifier
l’étau après chaque utilisation -- au moins env.
toutes les 40 heures de
service.
- Les travaux de nettoyage ne sont à effectuer qu’avec de l’émulsion de perçage.
- En général, un nettoyage grossier suffit.
Après avoir retiré le
mors flottant, les copeaux ou impuretés accumulés dans l’espace
de guidage peuvent
être enlevés.
- Après env. 1000 heures
de service, il faut effectuer un nettoyage complet. A cet effet, il faut
démonter l’étau machine voir point 7.1 --
7.9 ou 8.
- Les glissières de guidage ne doivent pas
être graissées.
- Lubrifier les glissières
de guidage et toutes
les surfaces polies
avec de l’huile exempte
d’acide.
- La vis-mére de l’étau
est exempte d’entretien.
- Graisser la broche
Graisse recommandée:
Röhm F 20, 90 g,
Id.-No. 733453
Manutenzione
- Sono necessari lavori
di pulizia a secondo
dell’impiego e del
grado di sollecitazione
del morse per macchina
- Pulire ed oliare sempre
la morsa dopo l’uso -comunque almeno ogni
40 ore di esercizio
circa.
- Pulire solo con emulsione per trapani.
- Di regola è sufficinete
una pulizia sommaria.
Trucioli e sporco accumulatisi nel settore
della guida possono essere eliminati rimuovendo la morsa mobile.
- Puliza generale indicativamente ogni 1000
ore di esercizio. Per lo
smontaggio vedere capitolo 7.1 -- 7.9 o 8.
- E’vietato ingrassare le
guide.
- Applicare sulle guide
e su tutte le superfici
rettificate olio non
contenente acidi.
- La vite di comando è
esente da manutenzione.
- Ingrassare la vite di comando.
Tipo di grasso consigliato: Röhm F 20, 90 g,
Id.-No. 733453
Mantenimiento
- Los trabajos de limpieza deberán realizarse en función del
uso y de las cargas de
la mordaza
- Después de cada uso,
limpiar y lubricar la
mordaza, lo que deberá
hacerse sin falta aprox.
cada 40 horas de servicio
- Realizar la limpieza
sólo con una emulsión
de aceite de corte.
Las virutas y la suciedad que se aculula en
la camara, se pueden
eliminar una vez retirada las garra movil.
- Limpieza total aprox.
cada 1000 horas de
servicio -- desmontaje
véase 7.1 -- 7.9 o 8.
- Abstenerse de engrasar las vías de guía
- Lubricar las vías de
guía y todas las superficies rectificadas con
un aceite exento de
ácidos
- El husillo no require
mantenimiento.
- Engrasar husillo -grasa recomendada:
Röhm F 20, 90 g,
Id.-No. 733453
- Nach jeder Wartung die
Spannkraft überprüfen:
bei Type RB, RBA,
RBAW,RBAK und RBG
siehe Maßübersicht
Seite 43-47 -- bei Type
RH siehe SpannkraftDiagramm Seite 34.
- Zur Reinigung keine
Druckluft verwenden.
Es besteht Verletzungsgefahr für Personen durch aufgewirbelte Späne. Es besteht Beschädigungsgefahr für den
Schraubstock durch
eindringenden
Schmutz in Führungen
der Spindel.
24
- Check the clamping forces after every maintenance routine. For type
RB, RBA, RBAW,
RBAK and RBG see table page 43-47, for type
RH see diagramm of
clamping forces page
34.
- Do not use compressed
air for cleaning purposes. Whirled-up chips
may cause injury to personnel. Dirt penetrating
into guides and the
screw spindle may damage the vice.
- Vérifier la force de serrage sprès chaque entretien: pour le type RB,
RBA, RBAW, RBAK et
RBG voir tableau page
43-47, pour type RH,
voir diagrammè force
de serrage page 34.
- Ne pas utiliser de l’air
comprimé pour le nettoyage. Risque de blessure pour les personnes par des copeaux
tourbillonants. Risque
d’endommagement de
l’étau par infiltration de
poussière dans les guidages et la broche.
- La forza di serraggio
deve essere controllata
dopo ogni manutenzione: per il tipo RB,
RBA, RBAW, RBAK e
RBG vedi tabella dimensioni pagina 43-47,
per il tipo RH vedi diagramma forza di serraggio pagina 34.
- Non utilizzare aria compressa per pulire la
morsa. I trucioli sollevati in aria possono
provocare lesioni personali. La penetrazione
di sporcizia all’interno
delle guide e della vite
filettata può danneggiare la morsa.
- Despues de cada mantenimiento debe comprobar la fuerza de
amarre: en tipo RB,
RBA, RBAW, RBAK y
RBG vea la tabla de valores pag. 43-47 -- en tipos RH vea el diagrama de la fuerza de
sujeción pag. 34.
- Abstenerse de utilizar
aire comprimido para la
limpieza. La viruta leventada por el aire
comprimido puede
herir a las personas.
También peligra la
misma mordaza, debido a la penetración
de partículas de suciedad en las guías y en el
husillo.
Page 25

7.1 Bewegliche Spannbacke ganz nach außen fahren und entriegeln (siehe Seite 18, 5.1)
Fully retract and unlock movable jaw (see page 18, 5.1)
Déplacer complètement la mâchoire mobile vers l’extérieur et la déverrouiller (voir page 18, 5.1)
Spostare completamente all’esterno la ganascia mobile e sbloccarla (vedi pag. 18, 5.1)
Desplazar la mordaza móvil del todo hacia fuera y desbloquearla (véase la página 18, 5.1)
7.2 Gasfeder aus der Halterung lösen (RBA, RBAW, RBAK)
Disengage pneumatic spring (RBA, RBAW, RBAK)
Dégager le frein pneumatique de son attache (RBA, RBAW, RBAK)
Sbloccare dal supporto l’ammortizzatore pneumatico (RBA, RBAW, RBAK)
Soltar el muelle a presión de gas de su soporte (RBA, RBAW, RBAK)
1
Gasfeder
entspannen
2
Stiftschraube lösen
(nur Gr. 1)
3
Spannbacken
abnehmen
2
Relieve pneumatic spring
Loosen locking screw
(only size 1)
Remove clamping jaw
1 3
Déserrer l’amortiseur
pneumatique
Dégager le goujon fileté
(seulement réf. 1)
Enlever le mors de serrage
Sbloccare molla a gas
Allentare vite prigioniera
(solo grandezza 1)
Rimuovere ganascia
Soltar el muelle a presión
des gas
Aflojar el tornillo
(solo tamaño 1)
Sacar la mordaza
7.3 Bewegliche Spannbacke vom Körper abziehen. Alle Teile mit Pinsel oder Lappen von
Schmutz und Spänen reinigen.
Pull movable jaw from vice body. Clean all parts with a brush or rag to remove dirt and swarf.
Extraire la mâchoire mobile du corps de l’étau. Nettoyer au pinceau ou au chiffon toutes les parties encrassées
et couvertes de copeaux.
Sfilare dal corpo la ganascia mobile. Utilizzando un panno od un pennello, detergere tutti i pezzi da sporco
e trucioli.
Retirar la mordaza móvil del cuerpo. Limpiar todas las piezas, empleando un pincel o paño hasta eliminar la
suciedad y las virutas.
7.4 Verschleißflächen einölen bzw. einfetten. 1 x wöchentlich
Oil or gease surfaces subject to wear once a week
Lubrifier les faces d’usure à l’huile ou à la graisse. 1 x par la semaine
Oliare e/o ingrassare le superfici sottoposte ad usura. 1 volta alla settimana
Aceitar o engrasar, respectivamente, las superficies de desgaste. 1 x a la semana
25
Page 26

Page 27

6
4
5
3
7
2
Klammer heraus-
1
ziehen
2
Spindel heraus-
schrauben
3
Spindelmutter
herausnehmen
4
Spannbacke
abschrauben
5
Befestigungs-
schrauben lösen
6 7
Hydraulik-Einheit
herausnehmen und
Druckbolzen herausziehen
8
umgekehrter Reihenfolge
7
Der Einbau erfolgt in
Pull out cramp
Unscrew spindle
Remove spindle unit
Unbolt ’false’ jaw
Loosen fastening screws
Remove the hydraulic
unit and pull out thrust
pin
Reverse this procedure
for installation
Retirer l’agrafe
Dévisser la vis de commande
Sortir l’écrou de la vis de
commande
Déposer le mors après
retrait des vis
Défaire les vis de fixation
Extraire l’unité hydraulique et retirer l’axe de
pousée
Le remontage s’effectue
dans l’ordre inverse
Estarre il fermaglio
Svitare l’asta filettata
Estarre la madrevite
Svitare la ganascia
Svitare le viti di fissaggio
Togliere l’unità idraulica
ed estraarre il perno di
pressione
Il montaggio avviene in
sequenza inversa
7.8 Nachfüllen von Drucköl in die Hydraulik-Einheit
Topping up pressure oil in the hydraulic unit – Refaire un appoint d’huile dans l’unité hydraulique
Rabbocco dell’olio nell’unità idraulica – Relleno de aceite de presión en la unidad hidráulica
2-3 mm
Extraer la pinza
Desenroscar el husillo
Extraer la tuerca del
husillo
Desenroscar la mordaza
Aflojar los tornillos de
fijación
Extraer la unidad hidráulica y sacar el perno de
presión
El montaje se efectúa
análogamente pero a la
inversa
!
1
Beide Ansatz-
1
schrauben lösen, bis
Zwischenraum 2-3 mm
beträgt
2
Einfüllschraube
aufschrauben, Dichtring
abnehmen
3
Herunterdrücken
des Kolbens mit einem
Metallstift Ø 4,5-5mm
(nicht mitgeliefert!) bis
zum Anschlag
Öl F25 blasenfrei
4
einfüllen, Druckraum
muß ganz gefüllt sein
2 3
Loosen both shoulder
screws until the clearance is 2-3 mm
Unscrew filler plug, remove sealing ring
Using a 4,5-5 mm dia.
metal pin (not included in
the scope of supply),
push down the piston as
far as it will go
Fill in F25 oil without bubbles, making sure that the
pressure space is completely filled
Desserrer les deux vix
à embse jusqu’à ce que
l’intervalle atteigne
2-3 mm
Défaire la vis de remplissage et retirer le joint
d’étanchéité
Refouler le piston à l’aide
d’une tige métalique
Ø 4,5-5 mm (non fournie)
jusqu’à la butée
Faire l’appoint en huille
F25 exempte de bulles
d’air, la chambre de pression doit être entièrement
remplie
Allentare entrambe le
viti dell’attacco, fino ad
uno spazio intermedio
di 2-3 mm
Avvitare la vite di riempimento, togliere l’anello di
tenuta
Premere lo stantuffo
verso il basso, fino all’arresto, usando una punta
di metallo di Ø 4,5-5 mm
(non acclusa!)
Versare l’olio F25 senza
provocare bolle d’aria; lo
spazio di pressione deve
essere completamente
riempito
4
Aflojar ambos tornillos
de cuello, hasta que el
espacio intermedio sea
de 2-3 mm
Desenroscar el tornillo
de relleno, retirar el anillo
obrurador
Apretar hacia abajo el
émbolo con una espiga
metálica de 4,5-5 mm de
diámetro (no adjuntada al
suministro) hasta el tope
Rellenar aceite F25 sin
burbujas. La cámara de
presión tiene que estar
completamente llena.
27
Page 28

0,6-0,8
mm
5
Dichtring einlegen,
5
Einfüllschraube einschrauben und anziehen
6
Beide Ansatz-
schrauben anziehen
Einfüllschraube
7
leicht öffnen (ca. 45
der Spalt ca. 0,6-0,8 mm
beträgt
8
Dann Einfüllschraube sofort
schließen
) bis
6 7
Fit sealing ring, screw in
and tighten filler plug.
Tighten both shoulder
screws
Open filler plug slightly
(approx. 45
the gap is approx.
0.6-0.8 mm
Then close filler plug
immediately
) until
Remettre en place un
joint d’étanchéité, puis
la vis de remplissage,
et serrer
Bloquer les deux vis à
embase
Desserrer légèrement la
vis de remplissage (env.
) jusqu’à ce que la
45
fente ait env. 0,6-0,8 mm
Puis fermer immédiatement la vis de remplissage
Mettere l’anello di tenuta,
avvitare la vite di riempimento e stringerla
Avvitare le due viti d’ell
attacco
Aprire leggermente la
vite di riempimento
(circa 45
), fino a quando
il meato è di circa
0,6-0,8 mm
Quindi chiudere immediatamente la vite di riempimento
7.9 Demontage der Hydraulik-Einheit entsprechend der Nummernfolge
Disassembly of the hydraulic unit in the numbered sequence
Démontage de l’unité hydraulique dans l’ordre des numéros
Smontaggio dell’unitá idraulica in base alla sequenza numerica
Desmontaje de la unidad hidráulica según el orden de numeración indicado
4
3
7
5
6
Einheit nicht zerlegen
Do not disassemble this unit!
!
Ensemble à ne pas désassembier
Non scomporre l’unità
No desensamblar la unidad
8
Colocar el anillo obturador, enroscar el tornillo
de relleno y apretarlo
Apretar legeramente el
tornillos con cuello
Abrir ligeramente el
tornillo de relleno
(aprox. 45
) hasta que
el intersticio sea aprox.
0,6-0,8 mm
Cerrer ahora inmediatamente el tornillo de
relleno
6
2
1
28
Page 29

Bei Zusammenbau auf
Schichtung der Tellerfedern achten
Anzahl / Schichtung:
Gr. 1:
8 / 3-fach wechselsinnig
Gr. 2:
6 / 2-fach wechselsinnig
Gr. 3:
12 / 2-fach wechselsinnig
Gr. 4:
12 / 2-fach wechselsinnig
Gr. 5:
15 / 2--fach wechselsinnig
Gr. 6+7:
15 / 2-fach wechselsinnig
During assembly pay attention to the layers of the
cup springs
No. and layers:
Size 1:
8 / 3x, alternating
Size 2:
6 / 2x, alternating
Size 3:
12 / 2x, alternating
Size 4:
12 / 2x, alternating
Size 5:
15 / 2x, alternating
Size 6+7:
15 / 2x, alternating
Veiller à la bonne disposition des ressortsBelleville
lors du montage
Nombre et disposition:
Ta. 1:
8 / 3fois tete-beche
Ta. 2:
6 / 2fois tete-beche
Ta. 3:
12 / 2fois tete-beche
Ta. 4:
12 / 2fois tete-beche
Ta. 5:
15 / 2fois tete-beche
Ta. 6+7:
15 / 2fois tete-beche
Durante il montaggio fare
attenzione all’impacchettamento corretto delle
molle a tazza
Numero e impacchettamento
misura 1:
8 / 3x invertite
misura 2:
6 / doppie invertite
misura 3:
12 / doppie invertite
misura 4:
12 / doppie invertite
misura 5:
15 / doppie invertite
misura 6+7:
15 / doppie invertite
Observar la disposición
por capas de los resortes
de disco
Numero y disposicion
por capas
Tamaño 1:
8 / 3x, sentido alternativo
Tamaño 2:
6 / dobles, sentido alternativo
Tamaño 3:
12 / dobles, sentido alternativo
Tamaño 4:
12 / dobles, sentido alternativo
Tamaño 5:
15 / dobles, sentido alternativo
Tamaño 6+7:
15 / dobles, sentido alternativo
Gr. 1
Gr.2,3,4
Gr. 5
Gr.6,7
8. Demontage siehe Schnittbilder Seite 3-7
Diassembly, see sections on page 3-7 -- Démontage, voir dessin coupe page 3-7
Smontaggio, vedere disegno in sezione a pagina 3-7 -- Desmontaje, véasa la vista en corte en la página 3-7
8.1 Maschinenschraubstock RB, RBA, RBAW, RBAK, RBG: siehe Abschnitt (Punkt) 7.1-7.8
Machine vice RB, RBA, RBAW, RBAK, RBG -- Etaux-machine RB, RBA, RBAW, RBAK, RBG -Morse per macchina RB, RBA, RBAW, RBAK, RBG -- Mordazas para maquinas RB, RBA, RBAW, RBAK, RBG
8.2 Maschinenschraubstock RH
Machine vice RH -- Etaux-machine RH
Morse per macchina RH -- Mordaza para maquina herramienta RH
- Absteckbolzen (6) herausnehmen und bewegliche Spannbacke
(2) von Grundkörper (1)
abziehen.
- Ölzuleitung durch Lösen der Überwurfmutter
abnehmen
- Bei Gr. 2+3: Drosselfreie Winkelschwenkverschraubung (14)
und Distanzschraube
(12) abschrauben.
Bei Gr. 4+5: Gerade
Schottverschraubung
(20) abschrauben -Überwurfmutter mit Gabelschlüssel SW 17 im
Innenraum der bewegl.
Spannbacke (2) festhalten.
- Pull pin (6) and moving
jaw (2) out of the base
body (1).
- Release the nut and
take off the hydraulic
supply.
- Size 2+3: Remove low
pressure banjo elbow
(14) and spacer screw.
Size 4+5: Remove
bulkhead union -- hold
union nut in the inner
space of the movable
jaw (2) with a wrench,
size 17.
- Oter le goujon de positionnement (6) et retirer
le mors mobile (2) du
corps de base (1).
- Oter le conduit d’huile
en dévissant la bride de
retenue.
- Pour type 2+3: Oter le
raccord à vis coudé
(14) et la vis entretoise
(12). Pour type 4+5:
Oter raccord à vis droit
(20) -- retenir la bride de
retenue à l’intérieur du
mors mobile (2) à l’aide
de la clé SW 17.
- Estrarre il piolo (6) e sfilare la ganascia mobile
(2) dal corpo base (1).
- Staccare la tubazione
di alimentazione mediante allentamento del
dado per raccordi.
- Per grand. 2+3: svitare
il raccordo angolare
orientabile senza strozzamento (14) e la vite
distanziale (12). Per
grand. 4+5: svitare il
raccordo diritto Schott
(20) -- fermare il dado
per raccordi con la
chiave fissa SW 17
all’interno della ganascia mobile (2).
- Sacar el bulon de posicionamiento (6) y retirar la garra movil (2) del
cuerpo base (1).
- Soltar la tuerca de racor y retirar el tubo de
alimentación de aceite
- n tamaño 2+3 desenroscar racor angular (14)
y tornillo (12). En tamaño 4+5 desenroscar
Racor de mamparo
(20) -- sujetar el racor
con una llave plana tamaño 17 en el interior
de la garra movil (2).
29
Page 30

Normalbacke SGN (4)
durch Lösen der 2 Zylinderschrauben (17)
abnehmen.
Die nun sichtbaren 2
Zylinderschrauben (19)
des Hydr. Zylinders (5)
herausschrauben (evtl.
am Hydraulik-Zylinderdie Ansatzschrauben
(4) Lösen und mit Tellerfedern (7) entnehmen).
Spindelmutter (9) bis
ca. 10 mm vor die
Buchse (10) zurückdrehen.
Spindel (3) und Spin-
delmutter (9) soweit zurückziehen (Federkraft
von Teil 11 überwinden)
bis Spindel (3) an der
Buchse (10) anschlägt.
Der Hydraulik-Zylinder
(5) ist nun frei und kann
herausgenommen werden.
Spindel (3), Spindel-
mutter (9), Buchse (10)
und Druckfeder (11) gemeinsam durch den
freien Innenraum herausziehen.
Alle Teile reinigen und
auf Beschädigungen
untersuchen – ggf. austauschen.
Der Zusammenbau er-
folgt sinngemäß in umgekehrter Reihenfolge.
Loosen the 2 fillister
head screws (17) and
take the SGN standard
jaw (4) out.
Unscrew the 2 now visi-
ble fillister head screws
(19) of the hydraulic cylinder (5). If necessary
loosen the shoulder
screws (4) and take
them with the cup
springs (7) out.
Rewind the screw
spindle nut (9) until only
10 mm jut out of the
bush (10).
Retract screw spindle
(3) and screw spindle
nut (9) until screw
spindle (3) stops at the
bush (10) (overpowering the spring force of
item 11).
Now the hydraulic cyin-
der (5) is loose and can
be taken out.
Pull complete screw
spindle (3), screw
spindle nut (9), bush
(10) and compression
spring (11) out through
the free internal space.
Clean all the parts and
check for damages. Exchange if necessary.
For reassembly, re-
serve the above procedure.
Retirer le mors SGN (4)
en desserrant les 2 vis
cylindriques (17).
Dévisser maintenant
les 2 vis cylindriques
(19) du cylindre hydraulique (5), desserrer
éventuellement l’embout fileté (4) sur le cylindre hydraulique en
enlever avec la rondelle
ressort.
Desserrer l’écrou de
broche (9) jusqu’à 10
mm avant la douille
(10).
Retirer la broche (3) et
l’écrou de broche (9)
(dépasser la force de
ressort de pièce 11)
jusqu’à ce que la broche (3) bute sur la
douille (10).
Le cylindre hydraulique
(5) est maintenant
dégagé et peut être retiré.
Passer la broche (3),
l’écrou (9), la douille
(10), et le ressort (11)
par le dégagement.
Nettoyer toutes les
pièces et contrôler leur
bon état de fonctionnement, si nécessaire les
échanger.
I’assemblage s’effectue
dans l’ordre inverse
Togliere la ganascia
standard SGN (4) allentando le 2 viti (17).
Svitare le 2 viti (19) del
cilindretto idraulico (5)
eventualmente svitare
le viti (4) sul cilindretto
idraulico e togliere insieme alle molle a
tazza (7).
Girare indietro la ma-
drevite della vite di comando (9) fino a circa
10 mm davanti alla bussola (10).
Girare indietro la vite di
comando (3) e la madrevite (9) (superare la
reazione elastica del
particolare 11) finché la
vite di comando (3) arresta sulla bussola
(10).
Il cilindretto idraulico (5)
a questo punto può essere prelevato.
Sfilare attraverso lo
spazio interno libero la
vite di comando (3), la
madrevite (9), la bussola (10) e la molla
(11).
Pulire tutti i particolari e
verificare eventuali
usure con relativa sostituzione di questi pezzi.
I montaggio avviene in
sequenza inversa
Retirar la garra normal
SGN (4) por medio reitrar ambos tornillos (17)
Ahora podrá ver los dos
tornillos (19) del cilindro
hidráulico (5) y podrá
retirarlos (es necesario
retirar los tornillos (4)
con el paquete de
muelles (7).
Desenroscar la tuerca
del husillo (9) aproximadamente hasta 10
mm del casquillo (10).
Tirar del huillo (3) y de
la tuerca (9) (sobrepasar la fuerza del muelle
de la pieza 11) hasta
que el husillo haga tope
sobre el casquillo (10)
Ahora el cilindro (5)
queda libre para poder
sacarlo.
Retirar junto Husillo (3),
Tuerca husillo (9), Casquillo (10) y muelle (11)
a traves del espacio interior libre
(12) Limpiar todas las
piezas y controlar a
daños posibles – intercambiando las piezas
dañadas.
Limpiar todas las pie-
zas y controlar daños
posibles – intercambiando las piezas dañadas.
El ensamblaje se re-
aliza análogamente
pero a la inversa.
8.2.1. Demontage des Hydraulik-Zylinders ”RH” – siehe Schnittbild Seite 41
Disassembling the hydraulic cylinder ”RH” – see sections on page 41
Démontage du vérin hydraulique ”RH” – voir dessin coupe page 41
Smontaggio del cilindro idraulico ”RH” – vedere disegno in sezione a pagina 41
Desmontaje del cilindro hidráulico ”RH” – véasa la vista en corte en la página 41
Ansatzschraube (4) lö-
sen und mit Tellerfedern (7) entnehmen
Flansch (2) abnehmen
Gewindering (5) her-
ausdrehen
Entlüftungsschraube
(10) abschrauben, UsitRing (9) abnehmen und
mit einem Bolzen durch
die Entlüftungssbohrung den Kolben (3)
herausdrücken
Nutring (8) herausneh-
men
Alle Teile reinigen und
auf Beschädigungen
untersuchen – ggf. austauschen.
Der Zusammenbau er-
folgt sinngemäß in umgekehrter Reihenfolge.
30
Loosen shoulder screw
(4) and take it out together with the cup
springs (7).
Take flange (2) off.
Unscrew threaded ring
(5).
Unscrew fillister head
screw (10), take out
USIT – Seal (9) and
push piston (3) out by
pushing a pin through
the vent hole.
Remove U-shaped
sealing ring (8).
Clean all the parts and
check for damages. Exchange if necessary.
For reassembly, re-
serve the above procedure.
Desserrer la vis de rac-
cordement (4) et retirer
avec la rondelle ressort
(7).
Retirer le faux plateau
(2).
Retirer la bague filetée
(5).
Retirer la vis de purge
d’air (10), la bague Usit
(9) et pousser le piston
(3) par l’aiésage à l’aide
de la bride.
Défaire Joint en U à
lèvres (8).
Nettoyer toutes les
pièces et contrôler leur
bon état de fonctionnement, si nécessaire les
échanger.
I’assemblage s’effectue
dans l’ordre inverse
Allentare la vite (4) e
toglierla insieme alle
molle a tazza (7).
Togliere la flangia (2).
Svitare l’anello filettato
(5).
Svitare la vite di sfiato
(10), togliere l’anello
USIT (9) ed’espellere
con un perno il pistone
(3) attraverso il foro di
sfiato.
Estrarre Guarnizione
con scanalatura (8).
Pulire tutti i particolari e
verificare eventuali
usure con relativa sostituzione di questi pezzi.
I montaggio avviene in
sequenza inversa
Soltar los tornillos (4) y
retirar junto al paquete
de muelles (7)
Quitar la Brida
Desenroscar el anillo
(5)
Desenroscar el tornillo
de purga (10), sacar el
anillo Usit (9) y mediante un bulon a empujar a traves de la rosca
del tornillo de purga el
pistón (3)
Extraer Anillo ranurado
(8).
Limpiar todas las pie-
zas y controlar daños
posibles – intercambiando las piezas dañadas.
El ensamblaje se re-
aliza análogamente
pero a la inversa.
Page 31

Bei Zusammenbau auf
Schichtung der Tellerfedern achten:
Anzahl / Schichtung:
During assembly pay attention to the layers of the
cup springs
No. and layers:
Veiller à la bonne disposition des ressorts Belleville
lors du montage
Nombre et disposition:
Durante il montaggio fare
attenzione all’impacchettamento corretto delle
molle a tazza
Numero e impacchettamento
Observar la disposición
por capas de los resortes
de disco
Numero y disposicion
por capas
Gr. 2:
36 / einzeln wechselsinnig
Gr. 3:
36 / einzeln wechselsinnig
Gr. 4:
64 / einzeln wechselsinnig
Gr. 5:
40 / einzeln wechselsinnig
Hydr.-System entlüften -siehe Punkt 3.2
Spindel und bewegl.
Spannbacke müssen stets
leichtgängig sein. Nach jedem Zusammenbau die
Spannkraft prüfen.
Bei Type RB, RBA, RBAW,
RBAK, RBG siehe Tabelle
”Maßübersicht” Seite
43-47.
Bei Type RH siehe Spann kraft-Diagramm Seite 34.
Size 2:
36 / single, alternating
Size 3:
36 / single, alternating
Size 4:
64 / single, alternating
Size 5:
40 / single, alternating
Bleed the hydraulic sy stem --refer to section 3.2
The screw spindle and
movable jaw must always
move easily. Always
check the clamping force
after assembly.
For type RB, RBA,
RBAW, RBAK and RBG
see table page 43-47, for
type RH see diagramm of
clamping forces page 34.
Ta. 2:
36 / tete beche individ.
Ta. 3:
36 / tete beche individ.
Ta. 4:
64 / tete beche individ.
Ta. 5:
40 / tete beche individ.
Purger le système hydr. de
son air -- voir au point 3.2
La broche et le mors mo bile doivent toujours se
déplacer facilement.
Contrôler la force de serrage après chaque mon tage.
Pour le type RB, RBA,
RBAW, RBAK et RBG voir
tableau page 43-47, pour
type RH, voir diagrammè
force de serrage page 34.
misura 2:
36 / singole invertite
misura 3:
36 / singole invertite
misura 4:
64 / singole invertite
misura 5:
40 / singole invertite
Sfiatare il sistema idraulico
-- vedi punto 3.2
La vite e la morsa mobile
devono funzionare sempre con facilità. Controllare
la forza di serraggio dopo
ogni montaggio.
Per il tipo RB, RBA,
RBAW, RBAK e RBG vedi
tabella dimensioni pagina
43-47, per il tipo RH vedi
diagramma forza di serraggio pagina 34.
Tamaño 2:
36 / simples, sentido alternativo
Tamaño 3:
36 / simples, sentido alternativo
Tamaño 4:
64 / simples, sentido alternativo
Tamaño 5:
40 / simples, sentido alternativo
Purgar de aire el sistema
hidráulico; véase capítulo
3.2
El husillo y la mordaza
móvil siempre deben ser de
marcha suave. Después de
cada montaje controlar la
fuerza de sujeción.
En tipo RB, RBA, RBAW,
RBAK y RBG vea la tabla
de valores pag. 43-47 -- en
tipos RH vea el diagrama
de la fuerza de sujeción
pag. 34.
8.3 Demontage der beweglichen Spannbacke Typ RBAW, RBAK
Disassembly of the movable jaw type RBAW, RBAK -- Démontage du mors de serrage mobile types RBAW, RBAK
Smontaggio della morsa mobile tipo RBAW, RBAK -- Desmontaje de la mordaza móvil tipo RBAW, RBAK
- Befestigungs-Schrauben (20/29) und Zylinderstifte (20/30) demontieren
- Spindel komplett (90)
mit Lagerplatte (20/11)
und Spindelmutter
(20/09) abnehmen
- Gegebenenfalls Druckbolzen (90/11) aus Tel lerfederpaket herausziehen
- Ansatzschrauben
(20/04) herausdrehen
- Zylinderschraube
(20/22) herausdrehen,
auf Dichtung (20/21)
achten
- Tellerfederpaket komplett (20/02) herausziehen
- Gegebenenfalls Nutring
(20/23) aus dem Zylinderraum entnehmen
- Remove the mounting
bolts (20/29) and the pa rallel pins (20/30)
- Remove the complete
screw spindle assembly
(90) with the bearing
plate (20/11) and the
screw spindle nut
(20/09).
- If applicable, pull out the
thrust pin (90/11) from
the cup spring assembly
- Unscrew the shoulder
screws (20/04)
- Unscrew the cylinder
screw (20/22), pay attention to the seal (20/21)
- Pull out the cup spring
assembly (20/02)
- If necessary remove the
slotted ring (20/23) from
the cylinder chamber
- Démonter les vis de fixation (20/29) et les goupil les cylindriques (20/30)
- Démonter la broche
complète (90) avec plaque d’appui (20/11) et
vis-mère (20/09)
- Extraire si nécessaire
l’axe de poussée (90/11)
du paquet de ressorts
Belleville
- Dévisser les boulons à
embase (20/04)
- Dévisser la vis à tête cylindrique (20/22), veiller à
la garniture (20/21)
- Extraire le paquet com plet de ressorts Belleville
(20/02)
- Oter le joint en U à lèvres
(20/23) de l’intérieur du
vérin si nécessaire
- Smontare le viti di fissaggio (20/29) e le spine a
testa cilindrica (20/30)
- Estrarre la vite completa
(90) con la piastra di appoggio (20/11) e la madrevite (20/09)
- Eventualmente estrarre il
perno di pressione
(90/11) dall’insieme di
molle a tazza
- Svitare le viti di attacco
(20/04)
- Svitare le viti a testa cilindrica (20/22), fare attenzione alla guarnizione
(20/21)
- Estrarre completamente
l’insieme di molle a tazza
(20/02)
- Eventual. estrarre dal
vano cilindro la guarni zione con anello a scanalatura (20/23)
- Desmontar los tornillos
de sujeción (20/29) y los
pasadores cilíndricos
(20/30)
- Quitar el husillo completo
(90) con la placa de
apoyo (20/11) y la tuerca
del husillo (20/09)
- Eventualmente sacar el
perno de presión (90/11)
del paquete de resortes
de disco
- Desatornillar los tornillos
de cuello (20/04)
- Desatornillar el tornillo
cilíndrico (20/22); cuidado con la obturación
(20/21)
- Sacar el paquete com pleto de resortes de
disco (20/02)
- Eventualmente sacar el
retén labial (20/23) del
espacio cilíndrico
- Achtung: Tellerfederpaket komplett (20/02)
nicht zerlegen
Alle Teile reinigen und
auf Beschädigungen
untersuchen -- gegebenenfalls erneuern.
- Caution: Do not dis mantle the cup spring
assembly (20/02)
Clean all parts and examine for demage -- replace if necessary.
- Attention: Ne pas
désassembler le paquet de ressorts Belleville comlet (20/02)
Nettoyer toutes les
pièces et contrôler
qu’elles ne soient pas
endommagées -- les
changer si nécessaire.
- Attenzione: I’insieme di
molle a tazza completo
(20/02) non deve essere scomposto
Pulire tutte i pezzi e
controllare che non vi
siano danneggiamenti
-- eventualmente sostituirli.
- Atencion: no separar el
paquete completo de
resortes de disco
(20/02)
Limpiar todas las piezas y controlar si tienen
daños, en caso dado
habrá que recambiar.
31
Page 32

8.3.1 Montage der beweglichen Spannbacke Typ RBAW, RBAK
Assembly of the movable clamping jaw type RBAW, RBAK -- Montage du mors de serrage mobile type RBAW, RBAK
Montaggio della morsa mobile tipo RBAW, RBAK -- Montaje de la mordaza móvil tipo RBAW, RBAK
- Tellerfederpaket komplett (20/02) mit Nutring
(20/23) bis zur Mitte
des zweiten Führungsbandes in Kolbenbohrung einschieben
- Ansatzschrauben
(20/04) mit Tellerfedern
(20/25) nur soweit einschrauben bis ein Spalt
zwischen Flansch
(20/03) und beweglicher Spannbacke
(20/01) von ca. 2-3 mm
vorhanden ist
- Bewegliche Spannbacke seitlich auflegen
(Entlüftungsbohrung
oben)
- Fließfett ”F 25” an der
Entlüftungsbohrung
langsam und blasenfrei
einfüllen
- Zylinderschraube
(20/22) eindrehen und
festziehen -- Auf Dichtring (20/21) achten
- Ansatzschrauben
(20/04) bis zum Anschlag einschrauben.
Spalt kontrollieren -- ist
er größer als 0,6 mm,
Fließfett F 25 an der Zylinderschraube (20/22)
ablassen, bis der Spalt
¦0,1 mm beträgt --
0,6
ist er kleiner, Flansch
(20/03) abschrauben,
Zylinderschraube
(20/22) herausdrehen,
Tellerfederpa ket c a.
2-3 mm zurückziehen
und Vorgang Montage
Punkt 8.2 wiederholen
- Druckbolzen (90/11)
einsetzen
- Spindel (90) mit Lagerplatte (20/11) anschrauben und verstiften
- Insert the complete cup
spring assembly
(20/02) with the slotted
ring (20/23) up to approximately the centre
of the second guide
band in the piston bore.
- Screw in the shoulder
screws (20/04) with the
cup springs (20/25) until there is a gap of 2-3
mm between the flange
and the movable clamping jaw (20/01).
- Place the movable
clamping jaw on its side
(bleed bore at top).
- Slowly fill ”flow grease
F 25” into the bleed
bore so that no air bubbles form.
- Screw in the cylinder
screw (20/22) and tighten. Pay attention to the
sealing ring (20/21).
- Screw the shoulder
screws (20/04) as far
as possible. Check the
clearance. If this is larger than 0,6 mm, drain
flow grease F 25 from
the cylinder screw
(20/22) until the clearance is 0,6
If it is less, unscrew the
flange (20/03), unscrew
the cylinder screw
(20/22), pull the cup
spring assembly back
by approx. 2-3 mm and
repeat the assembly
procedure section 8.2
- Insert the thrust pin
(90/11)
- Screw on the screw
spindle (90) with the
bearing plate (20/11)
and insert the pins
¦ 0,1 mm.
- Insérer le paquet de ressorts Belleville complet
(20/02) avec joint en U à
lèvres (20/23) dans le
perçage du piston jusqu’à env. la moitié de la
seconde bande de guidage
- Ne visser les boulons à
embase (20/04) avec
ressorts Belleville (20/25)
que jusqu’à ce qu’il y ait
un intervalle d’env.2à3
mm entre la bride (20/03)
et le mors mobile (20/01)
- Poser le mors mobile de
côte (orifice de purge
d’air vers le haut)
- Verser lentement et sans
qu’il ne se forme de bulles de la ”graisse liquide
F 25” par l’orifice de
purge d’air
- Visser et bien serrer la
vis à tête cylindrique
(20/22). Faire attention à
la bague d’étanchéité
(20/21)
- Visser les boulons à embase (20/04) à fond.
Contrôler l’intervalle. S’il
fait plus de 0,6 mm, ôter
de la graisse liquide F 25
à la vis à tête cylindrique
(20/22) jusqu’à ce que
l’intervalle ne soit plus
¦ 0,1 mm.
que de 0,6
S’il est plus petit, dévis ser la bride (20/03) et la
vis à tête cylindrique
(20/22), faire reculer le
paquet de ressorts Belleville d’env. 2 à 3 mm et
reprocéder au montage
décrit au point 8.2
- Placer l’axe de poussée
(90/11)
- Visser et cheviller la broche (90) et la plaque
d’appui (20/11)
- Inserire l’insieme di
molle a tazza completo
(20/02) con anello a
scanalatura (20/23)
sino a ca. la metà della
seconda guida nel foro
dello stantuffo
- Avvitare le viti di attacco (20/04) con le
molle a tazza (20/25)
solo sino a quando si
ha una un meato di ca.
2-3 mm tra la glangia
(20/03) e la morsa mobile (20/01)
- Poggiare lateralmente
la morsa mobile (foro di
sfiato verso l’alto)
- Versare lentamente e
senza che si formino
bolle il grasso ”Fliessfett F 25” nel foro di
sfiato
- Avvitare bene la vite a
testa cilindrica (20/22).
Fare attenzione all’anello di tenuta (20/21)
- Avvitare sino all’arresto
le viti di attacco (20/04).
Controllare il meato. Se
è più grande di 0.6 mm,
fare uscire il ”Fliessfett
F 25” dalla vite a testa
cilindrica (20/22) sino a
quando il meato è pari
¦ 0,1 mm. Se è
a 0.6
più piccolo svitare la
flangia (20/03). Svitare
la vite a testa cilindrica
(20/22). Tirare indietro
l’insieme di molle a
tazza di ca. 2-3 mm e ripetere il procedimento
di montaggio punto 8.2.
- Inserire il perno di pressione (90/11)
- Avvitare la vite (90) con
la piastra di appoggio
(20/11) e collegare tramite spina
- Insertar el paquete
completo de resortes
de disco (20/02) con el
retén labial (20/23) hasta aprox. el centro de
la segunda cinta guía
- Atornillar los tornillos
de cuello (20/04) con
los resortes de disco
(20/25) únicamente hasta que se vea una
hendidura entre la brida
(20/03) y la mordaza
móvil (20/01) de aprox.
2-3 mm
- Apoyar lateralmente la
mordaza móvil. (con el
agujero de purga de
aire hacia arriba)
- Rellenar grasa fluida ”F
25” lentamente y sin
burbujas en el agujero
de purga de aire
- Atornillar y fijar el tornillo cilíndrico (20/22).
Cuidado con el anillo
obturador (20/21)
- Atornillar los tornillos
de cuello (20/04) hasta
el tope. Controlar la
hendidura. Si es más
grande que 0.6 mm,
evacuar grasa fluida F
25 en el tornillo
cilíndrico (20/22) hasta
que la hendidura tenga
¦0,1 mm. Si es más
0.6
pequeña que 0.6 mm,
desatornillar la brida
(20/03), sacar el tornillo
cilíndrico (20/22) y repetir el procedimiento
de montaje descrito en
el capítulo 8.2
- Insertar el perno de
presión (90/11)
- Atornillar y enclavijar el
husillo (90) con la placa
de apoyo (20/11)
Beim Zusammenbau auf
Schichtung der Tellerfedern achten:
Anzahl / Schichtung:
Gr. 2 :
6 -- 2fach, wechselsinnig
Gr. 3 :
12 -- 2fach, wechselsinnig
Gr. 4 :
12 -- 2fach, wechselsinnig
32
- During assembly pay
attention to the layers
of the cup springs:
No. and layers:
Size 2:
6 -- 2x, alternating
Size 3:
12 -- 2x, alternating
Size 4:
12 -- 2x, alternating
- Veiller à la bonne disposition des ressorts
Belleville lors du montage:
Nombre et disposition:
Ta. 2: 6 -- 2 fois tete-beche
Ta. 3: 12 -- 2 fois tetebeche
Ta. 4: 12 -- 2 fois tetebeche
- Durante il montaggio
fare attenzione all’impacchettamento corretto delle molle a tazza
Numero e impacchettamento:
misura 2: 6-doppie invertite
misura 3: 12-doppie invertite
misura 4: 12-doppie invertite
- Observar la disposición
por capas de los resortes de disco
Numero y disposicion
por capas:
tam. 2: 6 -- dobles, sentido alternativo
tam. 3: 12 -- dobles,
sentido alternativo
tam. 4: 12 -- dobles,
sentido alternativo
Page 33

8.3.2 Demontage der Spindel komplett Typ RBAW, RBAK
Disassembly of the screw spindle type RBAW, RBAK -- Démontage Broche complète type RBAW, RBAK
Smontaggio Vite di comando tipo RBAW, RBAK -- Desmontaje Husillo tipo RBAW, RBAK
90/11 90/1 90/2 90/4 90/6 90/7 90/5 90/3 90/14
90/13 90/12 90/8
L
- Druckbolzen (90/11)
herausziehen
- Sprengring (90/14) demontieren
- Einstellring (90/3) bis
zum Anschlag nach
links drehen und von
Antriebswelle (90/2)
abziehen
- Gewindestück (90/5)
herausdrehen
- Druckfeder (90/7), Fixierstück (90/6) und
Kugel (90/13) heraus nehmen
- Antriebswelle (90/2)
kurz nach rechts drehen, damit der Kupplungsbolzen (90/4) in
die Antriebswelle eingedrückt wird, dann Antriebswelle nach links
ganz herausdrehen
- Kupplungsbolzen
(90/4) herausdrücken.
- Der Zusammenbau erfolgt sinngemäß in umgekehrter Reihenfolge
- Push out trust pin
(90/11)
- Diassembly Snap ring
(90/14)
- Turn the drive shaft
(90/3) anticlockwise so
that the coupling pin
(90/2) is pressed into
the drive shaft
- Screw out the threaded
piece (90/5)
- Screw out the compres sion spring (90/7) and
remove the fixing piece
(90/6) with the ball
(90/13)
- Turn the drive shaft
(90/2) slightly clockwise
so that the coupling pin
(90/4) is pressed into
the drive shaft, then
turn the shaft anticlockwise to remove it
completely
- Press out the coupling
pin (90/4)
- For reassembly, reserve the above procedure
- Chasser le goujon de
pression (90/11)
- Démontage Jonc
(90/14)
- Faire légèrement tourner l’arbre primaire
(90/3) vers la droite afin
que l’axe d’embrayage
(90/2)
- Dévisser la douille fi letée (90/5)
- Dévisser ôter le ressort
de compression (90/7),
le goujon d’assemblage
(90/6) avec bille (90/13)
- Faire légèrement tou rner l’arbre primaire
(90/2) vers la droite afin
que l’axe d’embrayage
(90/4) puisse être
pressé à l’intérieur puis
faire tourner l’arbre primaire à fond vers la
gauche
- Extraire l’axe d’embrayage (90/4) par pression
- I’assemblage s’effectue
dans l’ordre inverse
- Espellere perno di
pressione (90/11)
- Smontaggio anello elastico (90/14)
- Girare brevemente la
vite di comando (90/3)
verso destra in modo
che il bullone di accopplamento (90/2) venga
premuto nella vite di comando
- Svitare il pezzo filettato
(90/5)
- Svitare la molla di compressione (90/7), estrarre il pezzo di fissaggio (90/6) con la sfera
(90/13)
- Girare brevemente la
vite di comando (90/2)
verso destra in modo
che il bullone di accoppiamento (90/4) venga
premuto nella vite di comando, dopo estrarre la
vite di comando girandola completamente a
sinistra.
- Estrarre il bullone di accoppiamento (90/4).
- I montaggio avviene in
sequenza inversa
- Expulsar el perno de
presión (90/11)
- Desmontaje anillo de
sujeción
- Girar el árbol motor
(90/3) un poco hacia la
derecha, para que el
perno de acoplamiento
(90/2) se hunda en el
árbor motor
- Desatornillar la pieza
roscada (90/5)
- Desatornillar la sacar el
resorte de compresión
(90/7), la pieza de fijación (90/6) con la bola
(90/13)
- Girar el árbol motor
(90/2) un poco hacia la
derecha, para que el
perno de acoplamiento
(90/4) se hunda en el
árbol motor; después
sacar el árbol motor girandolo hacia la izquierda.
- Empujar hacia afuera el
perno de acoplamiento
(90/4).
- El ensamblaje se realiza análogamente
pero a la inversa.
33
Page 34

9. Spannkraft-Diagramm – Diagramm of clamping forces – Diagrammè force de
serrage – Diagramma forze di serraggio – diagrama de la fuerza de sujeción
Typ RH – Type RH – Type RH – Modello RH – Tipo RH
Spannkraft in daN – Clamping force in daN – Force de serrage
en daN – Forza di serraggio in daN– Fuerza de sujeción en daN
10000
9000
8000
7000
6000
5000
4000
3000
2000
1000
25 50 75 100 125 150 175 200 225 250 275 300 325
Druck in bar – Pressure in bar – Pression en bar
– Pressione in bar – Presión in bar
Die angegebenen Spannkräfte sind Richtwerte. Sie
gelten bei ordnungsgemäßer Wartung und Abschmierung nach Herstellerempfehlung. Drücke
über 330 bar beschädigen
den Maschinenschraubstock.
Beispiel: Ein Druck von
200 bar ergibt bei der
Größe 4 annähernd eine
Spannkraft von 3600 daN.
The specified clamping
forces are approximate
values based on proper
maintenance.
Pressure over 330 bar use
machine vice.
Example: in the case of
size 4, a pressure of 200
bar produces a clamping
force of approximately
3600 daN.
Beispiel: Ermittlung des erforderlichen Betriebsdruckes bei gewünschter Spannkraft.
RH 5
Maschinen-Schraubstock RH Größe 4 1 kp = 1 daN
Gewünschte Spannkraft: 3600 daN
Erforderlicher Betriebsdruck: 200 bar
Example: Determining of the required operation pressure
at given clamping force.
Machine vice RH size 4 1 kp = 1 daN
RH 4
Given clamping force: 3600 daN
Required operating pressure: 200 bar
Exemple: Détermination de la pression nécessaire pour
RH 3
la force de serrage souhaitée.
Etau machine RH type 4 1 kp = 1 daN
Force de serrage souhaitée: 3600 daN
RH 2
Pression nécessaire: 200 bar
Esempio: Rilevamento della pressione di esercizio necessaria
con relativa forza di serraggio.
330
Les forces de serrage ici
donnés n’ont qu’une valeur indicative et ne s’appliquent qu’à des étaux en
parfait état et parfaitement
entretenus.
Une pression supérieur à
330 bar endommage
l’étau.
Exemple: Une pression
de 200 bar correspond,
sur un étau de taille 4, à
près à une force de serrage de 3600 daN en parfait état.
Morsa da macchina RH grand. 4 1 kp = 1 daN
Forza di serraggio desiderata: 3600 daN
Pressione di esercizio necessaria: 200 bar
Ejemplo: Analizar la presión de funcionamiento a la fuerza de
amarre deseada.
Mordaza de maquina RH tamaño 4 1 kp = 1 daN
Fuerza de amarre deseada: 3600 daN
Presión de funcionamiento necesaria: 200 bar
Le forze di serraggio indicate sono valori orientativi, da considerarsi validi
in caso di appropriata manutenzione.
Pressioni oltre 330 bar
possono danneggiare il
dispositivo di serraggio.
Es.:Una pressione di 200
bar determina, con la misura 4, una forza di serraggio pari a circa 3600
daN.
10 N
1 bar
1 bar
1 bar
1 bar
1 bar
Los valoros de sujeción
indicados son valores de
orientación. Estos encuentran aplicación en
caso de un mantenimiento en debida forma.
Presiones superiores a
330 bar danan el mordaza.
Ejemplo: Un presión de
200 bar ofrece en el tamaño 4 casi una fuerza de
sujeción de 3600 daN.
cm
10 N
cm
10 N
cm
10 N
cm
10 N
cm
2
2
2
2
2
34
Page 35

10. Fehlererkennung und deren Behebung
Trouble shooting -- Détection d’erreurs et leur élimination -- Possibili anomalie e loro
eliminazione -- Fallos posibles y su elimination
Störung -- Trouble -- Défauts
Anomalie -- Fallos
RB, RBA, RBAW, RBAK, RBG:
maximale Spannkraft wird
nicht erreicht
RB, RBA, RBAW, RBAK, RBG: Vice
fails to achive max. clamping force
RB, RBA, RBAW, RBAK, RBG: la
force maximale de s errage n’est pas
atteinte
RB, RBA, RBAW, RBAK, RBG: tensione max. non viene raggiunta
RB, RBA, RBAW, RBAK, RBG: no se
alcanza la fuerza máxima de sujeción
Ursachen -- Cause -- Cause --
Causa -- Causa
a) Werkstück gibt zu stark nach
(Unebenheiten, Schmutz
oder Gratbildung usw.)
a) Excessiv e yield of workpiece (not
perfectly level, dirt, burrs, etc.)
a) La pièce c ède trop, (inégalités ,
crasse, bav ures , etc.)
a) Pezzo cede troppo (aplanarità,
sporco, bavature, ecc.)
a) Pieza cede demasiado (irregulari-
dad, sucieded, formación de
barba, etc.)
b) z u geringes Auskupplungs-
moment mindestens
erforderlich:
140-180 daN cm bei Gr. 1-4
180-220 daN cm bei Gr. 5-7
b) Insufficient uncoupling torque.
Minimum torque required:
140-180 daN cm for sizes 1-4
180-220 daN cm for sizes 5-7
b) Moment de bébrayage trop faible.
Mini. exigé:
140-180 daN cm pour réf. 1-4
180-220 daN cm pour réf. 5-7
b) Momento di disinnes to troppo
basso, minimo necessario:
140-180 daN cm c on misura 1-4
180-220 daN cm c on misura 5-7
b) Momento de desac oplamiento in-
suficiente, neces ario como
mínimo:
140-180 daN cm c on tamaño 1-4
180-220 daN cm c on tamaño 5-7
c) Druckölverlust
c) Pressure oil los s
c) Perte d’huile sous pression
c) Perdita olio di pressione
c) Pérdida de aceite de presión
Beseitigung -- Remedy -- Remède -- Rimedio -- Eliminación
a) Werkstück spanngerecht vorbereiten! Bei Unebenheiten des
Werkstücks mechanisch Vorspannen siehe 6.1
a) Prepare workpiece for proper clamping! Use mechanical initial clamping for
parts that are not perfectly level, see 6.1
a) Préparer convenablement la pièce pour un serrag correct. En c as d’inéga-
lités, serrer la pièce mécaniquement au préalable, voir 6.1
a) Prepare il pezz o convenabilimente per il serraggio. In caso di aplanarità
preserrare il pezzo meccanicamente, cfr. 6.1
a) Preparar la pieza adecuadamente para su sujeción. En caso de irregularida-
des de la piez a realizar un preajuste mecánico ver 6.1
b) Kupplungsbolz en (04) und/oder Druckfeder (10) erneuern
b) Renew coupling pin (04) and/or compression spring (10)
b) Remplacer l’axe d’embrayage (04) et/ou le ressort de compression (10)
b) Sostituire bullone di accoppiamento (04) e/o molla di compressione (10)
b) Renovar el perno de acoplamiento (04) y/o el resorte de compresión (10)
c) Öl nachfüllen oder Hydraulik-Einheit austauschen -- oder
Nutring (08) und Dichtring (06) der Einfüllschraube erneuern
c) Top up oil or replace hydraulic unit -- or renew U-s haped seal (08) and
sealing ring (06) of filler plug
c) Refaire le plein k’huile ou changer l’unité hy draulique -- ou renouvleler le joint
en U à lèvres (08) e guarnizione (06) della vite di riempimento
c) Rabboccare olio o sostituire unità idraulica; oppure sostituire guarnizione
(06) della vite di riempimento
c) Rellenar aceite o renovar la unidad hidráulica -- o renovar el anillo ranurado
(08) y la junta (06) del tornillo de relleno
RH: maximale Spannkraft wird
nicht erreicht
RH: vice fails to achive max. clamping force
RH: la force max imale de s errage
n’est pas atteinte
RH: tensione max. non viene raggiunta
RH: no se alcanza la fuerza máxima
de sujeción
a) Hydraulik-Aggregat nicht
richtig eingestellt
a) Hydraulic unit not correctly
adjusted
a) Le groupe hydraulique n’est pas
convenablement réglé
a) Gruppo idraulico regolato
erroneamente
a) Grupo hidráulico no correctamente
ajustado
b) Hydraulik-System nicht ent-
lüftet
b) Hydraulic system not bled
b) L’enceinte hydraulique n’a pas été
convenablement purgée
b) Sistema idraulico non sfiatato
b) Aire no purgado en el sistema
hidráulico
a) Druck im Aggregat auf den richtigen Wert einstellen
a) Adjust pressure in unit to correct value
a) Régler la pres sion du groupe hydraulique à une valeur c orrecte
a) Regolare pressione del gruppo sul giusto valore
a) Ajustar la pres ión correcta
b) Entlüften, siehe Punkt 3.2.
b) Bleed, see para 3.2.
b) Purger le groupe hydraulique (voir alinéa 3.2).
b) Sfiatare, cfr. punto 3.2.
b) Purgar el aire, véase bajo el punto 3.2.
35
Page 36

Störung – Trouble – Défauts
Anomalie – Fallos
Ursachen – Cause – Cause –
Causa – Causa
Beseitigung – Remedy – Remède – Rimedio – Eliminación
Zu geringe Spanngenauigkeit
Insufficient clamping accuracy
Trop faible précision du serrage
Precisione di serraggio troppo bassa
Insuficiente precisión de sujeción
c) Spannbacke steht zu weit
vom Werkstück entfernt
c) Clamping jaw too far from
workpiece
c) Le mors de serrage est trop
éloignée de la piece
c) Ganascia troppo distante dal
pezzo
c) La garra de sujeción está dema-
siado alejada de la pieza
d) Hydraulische Zuleitung oder
Nutring defekt
d) Hydraulic pressure supply or
U–shaped sealing ring damaged.
d) Conduit hydraulique ou joint
défectueux.
d) Tubo di alimentazione oppure
guarnizione ad anello difettosa.
d) Tubo de alimentación hidráulico o
anillo defectuoso
a) Unsachgemäße Aufspan-
nung
a) Incorrect mounting
a) Serrage inadéquat
a) Bloccaggio non coretto
a) Fifjación incorrecta
b) Schraubstock-Auflage un-
eben oder verschmutzt
b) Vice support dirty or not perfectly
level
b) Montage de l’étau encrassé ou
pas suffisamment plan
b) Supporto morsa non piano o im-
brattato
b) Apoyo de la mordaza no plano o
sucio
c) Spannbacken bis auf 3 – 4 mm an das Werkstück heranführen
c) Advance clamping jaw until it clears the workpiece by no more than
3 – 4 mm.
c) Approcher à la main le mors jusqu’à env. 3 à 4 mm de la pièce.
c) Portare ganascia fino a 3 – 4 mm dal pezzo.
c) Aproximar la garra de sujeción a la pieza hasta 3 – 4 mm de la misma
d) Hydraulische Zuleitung oder Nutring austauschen oder den
kompletten Hydraulik Zylinder erneuern.
d) Exchange Hydraulic pressure supply or U–shaped sealing ring or renew
the complete hydraulic cylinder
d) Changer conduit hydraulique ou joint ou remplacer le cylindre
hydraulique complet.
d) Sostituire il tubo di alimentazione oppure la guarnizione ad anello
oppure l’intero gruppo idraulico.
d) Sustituir tubo de alimentación hidráulico o anillo ó cambiar todo el cilindro
hidráulico.
a) Aufspannempfehlungen beachten, siehe Punkt 4., evtl.
zusätzliche Abstützung des Grundkörpers bei stirnseitiger
Aufspannung
a) Observe mounting recommendations, see para. 4. If necessary, provide
additional support for the body if the vice is mounted on end
a) Respecter les conseils prodigués pour un serrage correct (voir chapitre 4),
assurer éventuellement un meilleur appui du corps de l’étau (en cas de
serrage frontal)
a) Osservare raccomandazioni di bloccaggio, cfr. punto 4, eventualmente
appoggio supplementare del corpo base in caso di bloccaggio frontale
a) Observar las recomendaciones de fijación, véase el punto 4, eventualmente
realizar un apoyo adicional del cuerpo base en la fijación frontal
b) Auflagefläche säubern, gegebenenfalls nacharbeiten
b) Clean supporting surface, rework if necessary
b) Nettoyer le plan de montage, au besoin rectifier
b) Pulire superficie di appoggio, se necessario ripassare
b) Limpiar la superficie de apoyo, en caso necesario, repasar
correspondientemente
Zu großes Abheben des
Werkstückes
Excessive lift of workpiece
Soulèvement trop important de la
pièce
Sollevanmento eccessivo del pezzo
Levantamiento excesivo de la pieza
Schwergängigkeit von Spindel
und beweglicher Spannbacke
Spindle and movable jaw difficult to
move
Déplacement difficite de la broche et
du mors mobile
Movimento duro di vite di comando e
ganascia mobile
Husillo y mordaza movil funcionan
foruades
36
Ungünstige Spannlage
Unfafourable clamping contact
Dispositif de serrage défavorable
Posizione di serraggio non adatta
Apoyode sujeción desfavorable
Grundkörper-Innenraum durch
Späne stark verschmutzt
Swarf and dirt ingress
Intérieur de l’étau encrassé par des
copeaux
Vana interno della morsa riempito di
trucioli
Cuerpo base ensuciado en el interior
con viruta
Einsatz entsprechender Niederzugbacken
Unafafourable clamping contact
Dispositif de serrage défavorable
Posizione di serraggio non adatta
Empleo de las correspondientes garras de tracción hacia la base
Maschinen-Schraubstock reinigen und abschmieren, ggf. komplett
demontieren, reinigen und neu einfetten
Use grease or dis-assemble clean or re-grease.
Nettoyer l’étau-compact et le graisser avec de la graisse. Ie cas échéant,
de’monter entiérement, nettoyer et graisser á nouveau.
Rimuovere i trucioli, lubrificare con grasso, eventualmente smontaggio
completo, pulizia e lubrificazione.
Limpiar amarre compacto y emgrasar los engrasadores en ambos con grasa, si
fuera necesario desmontar, limpiar y engrasar.
Page 37

11. Ersatzteile
Spare parts – Pièces de rechange – Pezzi di ricambio – Piezas de repuesto
Bei Ersatzteilbestellungen Pos.-Nr. und Benennung des gewünschten Teiles (siehe
Seite 3-7) und Backenbreite sowie Typ des
Schraubstockes angeben.
When ordering spare
parts, please quote the
item number and designation of the desired
part (see page 3-7) also
quote the jaw width and
the type of the machine
vice.
11.1Hydraulik-Einheit für RBA, RB, RBG
Hydraulic unit for RBA, RB, RBG – Unité hydraulique pour RBA, RB, RBG
Unità idraulica per RBA, RB, RBG – Unidad hidráulica para RBA, RB, RBG
11.2Hydraulik-Einheit, komplett
Hydraulic unit, complete assembly – Unité hydraulique complète
Unità idraulica, completa – Unidad hidráulica, completa
Größe – Size 1234567
Référence – Misura – Tamaño
A x B
Im Austausch
B
A
Replacement
En échange Ident-Nr. 094171 082303 082307 082308 082369 332826 332826
In sostituzione
Como recambio
Neuteil
New
Pièce neuve Ident-Nr. 094170 226502 226503 226504 226505 332827 332827
Nuovo pezzo
Como pieza nueva
Pour la commande des
pièces de rechange
veuillez indiquer le Nr. du
poste et la désignation de la pièce désirée
(voir page 3-7) et le code
d’identification de l’étau
concerné.
102 x 56 109 x 62 114 x 70 115 x 70 147 x 98 165 x 130 165 x 130
In caso di ordinazione di
pezzi di ricambio indicare
il N. pos. e denominazione del pezzo desiderato (cfr. pag. 3-7);
nonché codice del dispositivo compatto di serraggio.
Al formular el pedido de
piezas de repuesto rogamos indicar el número de
posición y la denominación de la pieza deseada (ver la pag. 3-7),
asi como el número de
identidad del dispositivo
de sujeción compacto.
11.3Hydraulik-Einheit, Einzelteile
Hydraulic unit, individual components – Unité hydraulique, pièces détachées
Unità idraulica, particolari – Unidad hidráulica, componentes
Bei Bestellung der Ersatzteile: Pos.-Nr.
und Größe der
Hydraulik-Einheit
(Tabelle oben) angeben.
Fließfett F 25, 1 kg Dose,
Ident.-Nr. 036397
When ordering spare
parts, please state description, item no. and
size of hydraulic unit (see
above table).
F 25 liquid grease,
1 kg tin, Id.-No. 036397
Pour la commande
des pièces détachées,
donner: la désignation
de la pièce, le no. de
position et la référence de l’unité hydraulique (tableau ci-dessus).
Graisse fluide F 25, boîte
de 1 kg, Id.-No. 036397
In caso di ordinazione di
ricambi: Comunicare denominazione, No. di riferimento e misura
dell’unità idraulica (tabella sopro).
Grasse fluido F 25, latta
da 1 kg, Id.-No. 036397
Al formular el pedido de
repuestos, rogamos indicadar la designación, el
número de posición
y el tamaño de la unidad
hidráulica (tabla arriba).
Grasa fluida F 25, pote
de 1 kg, Id.-No. 036397
37
Page 38

11
8
9
6
7
11
3
10
2
4
7 6 1 5 8 3 10 2
1
5
Gr. 1-5 Gr. 6+7
13 12 9
Pos.
1
2
3
4
5
6
7
8
9
10
11
5
9
12
13
Gehäuse
Flansch
Tellerfederpaket
Ansatzschraube
Scheibe
Usit-Ring
Zylinderschraube
Nutring
Zylinderstift
Tellerfedern
Führungsband
nur Größe 6+7:
Stützscheibe
Primärkolben
Nutring
Zylinder-Schraube
Housing
Flange
Cup spring assembly
Shoulder screw
Washer
Usit ring
Filister head screw
U-shaped sealing ring
Parallel pin
Cup spring
Guide band
only size 6+7:
Supporting disk
Primary piston
U-shaped sealing ring
Fillister head screw
F
Carter
Bride
Paquet de ressorts
Belleville complet
Vis à embase
Rondelle
Bague Usit
Vis à tête cylindrique
Joint en U à lèvres
Axe cylindrique
Rondelles Belleville
Bande de guidage
seulement référence 6+7:
Rond. pour bague de frein
Piston primaire
Joint en U à lèvres
Vis à tete cylindrique
11.4Spindel für RBA, RB, RBG
Screw spindle for RBA, RB, RBG – Vis de commande pour RBA, RB, RBG
Asta filettata per RBA, RB, RBG – Husillo para RBA, RB, RBG
11.5Spindel, komplett
Screw spindle, complete assembly – Vis de commande, complète
Asta filettata, completa – Husillo, completa
Involucro
Flangia
Insieme completo di
molle a tazza
Viti dell’attacco
Ranella
Rosetta
Vite a testa cilindrica
Guarnizione con scanalatura
Spina cilindrica
Molle a tazza
Elemento guida
esclusivamente misura 6 + 7:
Ralla di sostegno
Pistone primario
Guarnizione con scanalatura
Vite a testa cilindrica
E
Caja
Brida
Paquete de resortes
de disco compl.
Tornillo con cuello
Arandela
Anillo Usit
Tornillo colíndrico
Anillo ranurado
Pasador cilíndrico
Resortes de disco
Cinta de guía
sólo tamaño 6+7:
Arandela de apoyo
Pistón primario
Anillo ranurado
Tornillo cilíndrico
Größe – Size 1234567
Référence – Misura – Tamaño
Kontrollmaß
Reference dimension
Cote de contrôle L 91 99 116 151 182 224 224
Misura di controllo
Medida de control
L
Ident-Nr. 134185 134186 134187 134188 134189 142323 142323
38
Page 39

11.6Spindel für RBA, RB, RBG
Screw spindle for RBA, RB, RBG
Vis de commande pour RBA, RB, RBG
Asta filettata per RBA, RB, RBG
Husillo para RBA, RB, RBG
11
13
Pos.
Spindel
1
Antriebswelle
2
3
Einstellhülse
Kupplungsbolzen
4
Mitnehmer
5
Druckstift
6
Stift
7
8
Gewindestück
Fixierstück
9
Druckfeder
10
11
Druckbolzen
(Zylinderstift)
12
Führungsband
13
Buchse (
14
Senkschraube
15
Stahlkugel Ø 5
O-Ring
16
17
Druckfeder
18
Stahlkugel Ø 6
O-Ring
19
20
Federndes Druckstück
nur Gr. 6+7)
12
19
Screw spindle
Drive shaft
Adjusting sleeve
Coupling pin
Driver
Pressure pin
Pin
Threaded piece
Positioner
Compression spring
Thrust pin
(Parallel pin)
Guide band
Bush (only size 6+7)
Countersunk screw
Stell ball Ø 5
O-ring
Compression spring
Stell ball Ø 6
O-ring
Elastic thrust piece
42516
18
9
14
10
A
B
8
7
17
3
Schnitt A – B
16
15
Section A – B – Coupe A – B
Sezione A – B – Sección A – B
F
Vis de commande
Arbre primaire
Douille de réglage
Axe d’embrayage
Entraîneur
Tige de pousée
Goujon
Douille filetée
Pièce de fixation
Ressort de compression
Axe de pousée
(Axe cylindrique)
Bande de guidage
Douille
Vis à tête fraisée
Bille en acier Ø 5
Joint torique
Ressort de compression
Bille en acier Ø 6
Joint torique
Doigt de poussée elastique
Asta filettata
Vite di comando
Manicotto de regolazione
Bullone di accopiamento
Trascinatore
Spina di pressione
Spina
Pezzo filettato
Perno di fissaggio
Molla di compressione
Perno di pressione
(Spina cilindrica)
Elemento guida
Boccola
Vite a testa svasata
Sfera di acciaio Ø 5
Anello ovale
Molla di compressione
Sfera di acciaio Ø 6
Anello ovale
Elemento molleggiato di
pressione
20
E
Husillo
Arbol motor
Casquillo de regulación
Perno de acoplamiento
Pieza de arrastre
Espiga de présión
Espiga
Pieza roscada
Espiga de fijación
Resorte de compresión
Perno di presión
(Pasador cilindrico)
Cinta de guía
Casquillo
Tornillo avellenado
Bola de acero Ø 5
Anillo toroidal
Resorte de compresión
Bola de acero Ø 6
Anillo toroidal
Pieza de presión elástica
Bei Bestellung der
Ersatzteile:
Bezeichnung, PositionsNr. und Größe der
Spindel angeben.
When ordering spare
parts, please state description, item no. and
size of screw spindle.
Pour la commande
des pièces détachées
donner: la désignation de
la pièce, le no. de position et la référence de
la vis de commande.
In caso di ordinazione
di ricambi: Comunicare
denominazione, No di
riferimento e misura
dell’unitá idraulica.
Al formular el pedido de
piezas de repuesto rogamos indicadar la designación, núm. de posición y el tamaño del
husillo.
39
Page 40

11.7Spindel für RBAW, RBAK
Screw spindle for RBAW, RBAK -- Vis de commande pour RBAW, RBAK
Asta filettata per RBAW, RBAK -- Husillo para RBAW, RBAK
Größe
Size -- Référence 234
Misura -- Tamaño
Id.-Nr. RBAW 159795 159797 159799
Id.-Nr. RBAK 159890 159892 159894
L 152,5 156,5 180,5
90/11 90/1 90/2 90/4 90/6 90/7 90/5 90/3 90/14
Einstellring kpl.
Adjusting sleeve
Douille de règlage
Manicotto di regolazione
Casquillo de regulación
Ident.-Nr. 159801
23 4
17
Ø41,5
Pos.
90/1 Spindel
90/2 Antriebswelle
90/3 Einstellring kpl.
90/4 Kupplungsbolzen
90/5 Gewindestück
90/6 Fixierstück
90/7 Druckfeder
90/8 Führungsband
90/11 Druckbolzen
(Zylinderstift)
90/12 O-Ring
90/13 Stahlkugel
90/14 Sprengring
30/1 Einstellring
30/2 Zwischenstück
30/3 Bolzen
30/6 Fed. Druckstück
30/7 Spannhülse
30/8 Druckfeder
30/9 Paßscheibe
30/10 V-Sicherungsring
90/13 90/12 90/8
L
Screw spindle
Drive shaft
Adjusting sleeve compl.
Coupling pin
Threaded piece
Positioner
Compression spring
Guide band
Thrust pin (parallel pin)
O-ring
Stell ball
Snap ring
Adjusting sleeve
Adapter
Pin
Spring plunger
Clamping sleeve
compression spring
Shim
Retaining ring
F
Vis de commande
Arbre primaire
Douille de règlage compl.
Axe d’embrayage
Douille filetée
Pièce de fixation
Ressort de compression
Bande de guidage
Axe de pousée
(goupille cylindrique)
Joint torique
Bille en acier
Jonc
Douille de règlage
Adaptateur
Boulon
Ressort de pression
Douille de serrage
Ressort de compression
Rondelle d’ajustage
Anneau d’étanchéité en V
30/8 30/3 30/6 30/2 30/7 30/1 30/9 30/10
Asta filettata
Vite di comando
Manicotto di regolazione
Bullone di accopiamento
Pezzo filettato
Perno di fissaggio
Molla di compressione
Elemento guida
Perno di pressione
(spina cilindrica)
Anello ovale
Sfera di acciaio
anello elastico
Manicotto di regolazione
Pezzo intermedio
Bullone
Tapsello di spinta molleg.
Manicotto di serraggio
Molla di compressione
Rasamento
Anello di sicurezza a V
Husillo
Arbol motor
Casquillo de regulación
Perno de acoplamiento
Pieza roscada
Espiga de fijación
Resorte de compresión
Cinta de guía
Perno di presión
(pasador cilíndrico)
Anillo toroidal
Bola de acero
anillo de sujeción
Casquillo de regulación
Pieza intermedia
Perno
Pieza de pr. con muelles
Casquillo de sujeción
Resorte de compresión
Arandela de ajuste
Anillo Truarc invertido
E
Bei Bestellung der
Ersatzteile:
Bezeichnung, PositionsNr. und Größe der
Spindel angeben.
40
When ordering spare
parts, please state description, item no. and
size of screw spindle.
Pour la commande
des pièces détachées
donner: la désignation de
la pièce, le no. de position et la référence de
la vis de commande.
In caso di ordinazione
di ricambi: Comunicare
denominazione, No di
riferimento e misura
dell’unitá idraulica.
Al formular el pedido de
piezas de repuesto rogamos indicadar la designación, núm. de posición y el tamaño del
husillo.
Page 41

11.8Zylinder, komplett für Typ RH
Cylinder, complete assembly for type RH – Cylindres complète pour type RH
Cilindrico, completa – Cilindro, completa
Größe – Size 2345
Référence – Misura – Tamaño
A x B 84,5 x 60 89,5 x 70 93 x 76 119 x 98
Ident-Nr. 132231 132235 132239 132243
11.9Zylinder, Einzelteile
Cylinder, individual components – Cylindres, pièces détachées
Cilindrico, particolari – Cilindro, componentes
1138 1 5 2 7 4
9
B
10
Bei Bestellung der Ersatzteile: Pos.-Nr.
und Größe des Hydraulik-Zylinders (Tabelle
oben) angeben.
Pos.
Kolbengehäuse
1
Flansch
2
3
Kolben
Ansatzschraube
4
5
Gewindering
7
Tellerfeder
8
Nutring
9
Usit-Ring
10
Zylinder-Schraube
nur Größe 4+5:
11
Zylinder-Schraube
A
When ordering spare
parts, please state description, item no. and
size of hydraulic cylinder
(see above table).
Piston housing
Flange
Piston
Shoulder screw
Threaded ring
Cup spring
U-shaped sealing ring
Usit ring
Fillister head screw
only size 4+5:
Fillister head screw
Pour la commande
des pièces détachées,
donner: la désignation
de la pièce, le no. de
position et la référence
de le cylindre hydraulique (tableau ci-dessus).
F
Boîtier du piston
Bride
Piston
Vis à embase
Bague filetée
Rondelle Belleville
Joint en U à lèvres
Bague Usit
Vis à tête cylindrique
seulement référence 4+5:
Vis à tête cylindrique
In caso di ordinazione di
ricambi: Comunicare denominazione, No. di riferimento e misura dell
cilindrico idraulica
(tabella sopro).
Corpo stantuffo
Flangia
Pistone
Viti dell’attacco
Anello filettato
Molle a tazza
Guarnizione con scanalatura
Rosetta
Vite a testa cilindrica
esclusivamente misura 4+5:
Vite a testa cilindrica
Al formular el pedido de
repuestos, rogamos indicadar la designación, el
número de posición
y el tamaño de la cilindro
hidráulica (tabla arriba).
E
Caja del émbolo
Brida
Embolo
Tornillo con cuello
Anillo roscado
Resorte de disco
Anillo ranurado
Anillo Usit
Tornillo cilíndrico
sólo tamaño 4+5:
Tornillo cilíndrico
41
Page 42

12. Hinweise zum sicheren Spannen von Werkstücken
Correct clamping of workpieces – Serrage correct des pièces
Corretto bloccaggio del pezzi de lavorare – Sujeción correcta de piezas
Beispiele: – Examples: – Exemples: – Esempi: – Ejemplos:
Falsch – Wrong – Incorrect – Errato – Incorrecto Richtig – Correct – Corretto – Correcto
Auskraghöhe zu groß
Too large projection height
Hauteur de sailue trop importante
Sporgenza in altezza troppo grande
Altura de cuello demasiado alta
Hohe Backen zur besseren Abstützung verwenden
Use high jaws for better support
Utiliser des mors haut pour un meilleur appui
Impiegare ganasce alte per appoggiare
meglio il particolare
Utilizar mordientes altos para un mejor apoyo
Vertikal – unparalleles Werkstück
Vertical – non parallel workpiece
Verticalement – pièce non parallèle
Particolare non parallelo in verticale
Piezas verticales – no paralelas
Horizontal – unparalleles Werkstück
Horizontal – non parallel workpiece
Horizontalement – pièce non parallèle
Particolare non parallelo in orizzontale
Piezas horizontales – no paralelas
Zu geringe Einspanntiefe bzw.
Werkstück zu hoch
Too small clamping depth or too high workpiece
Profondeur de serrage trop faible ou pièce trop
haute
Profonditá di bloccaggio troppo piccola o particolare troppo alto
Profundidad de sujeción muy pequeña
Pieza demasiado alta
Ungleichmäßige Werkstücke
Irregular workpieces
Pièces irregulières
Particolari irregolari
Piezas no uniformes
Einseitiges Einspannen
Unilateral clamping
Serrage unilatéral
Bloccaggio da un sol lato
Sujeción por un sólo lado
Rohteile mit Abhebeneigung
Blanks tending to lift off
Ebauches avec tendance au décollement
Pezzi grezzi con tendenza a sollevarsi
Piezas sueltas con tendencia a elevarse
Pendelbacken (vertikal) einsetzen
Insert swing jaws (vertical)
Utiliser des mors flottants (verticalement)
Impiegare ganasce autoallineanti (in verticale)
Aplicar mordientes pendulares (verticales)
Pendelbacken (horizontal) einsetzen
Insert swing jaws (horizontal)
Utiliser des mors flottants (horizontalement)
Impiegare ganasce autoallineanti
(in orizzontale)
Aplicar mordientes pendulares (horizontales)
Volle Spanntiefe einsetzen
Use the full clamping depth
Utiliser toute la profondeur de serrage
Inserire fino alla profonditá max. di bloccaggio
Aplicar profundidad sujeción
Ausgleichende Spannbacken
verwenden
Use compensating jaws
Utiliser des mors de serrage de compensation
Impiegare ganasce di compensazione
Utilizar mordientes que compensen la
uniformidad
Pericolo di infortunio per fuoriuscita pezzo e rottura utensile
Peligro de daño al escaparse la pieza y rotura de la herramienta
Danger of injury by throwing out of the workpiece and tool breakage
Risque de blessures lors de l’extraction de la pièce et de bris de l’outil
Mittig Einspannen
Clamp concentrically
Serrage au centre
Serrare al centro
Sujeción en el centro
Verletzungsgefahr durch Herausreißen des Werkstückes und Bruch des Werkzeuges
Krallenbacken verwenden
Use claw-type jaws
Utiliser des mors à crampons
Impiegare ganasce ad artigli
Utilizar mordientes de garras
Achtung bei vertikalem Einsatz: Verletzungsgefahr durch Herausfallen des Werkstückes beim Lösen.
Werkstücke festhalten oder abstützen.
Caution for vertical use: Danger of injury by throwing out of the workpiece when loosening. Keep the workpieces with the hand or support them.
Attention lors de l’utilisation verticale: Risque de blessure causé par la chute de la pièce lors du desserrage. Maintenir ou soutenir les pièces.
Attenzione in caso di impiego verticale: Pericolo di infortunio per fuoriuscita del pezzo al momento dello sbloccaggio.
Tenere fermo il particolare durante lo sbloccaggio.
Atención en caso de aplicación vertical: Peligro de daños por la caida de la pieza al soltaria. Mantener sujeta la pieza o apoyaria.
Bei unterbrochenem Schnitt Vorschub und Schnittiefe verringern. Die dargestellten Beispiele erfassen nicht alle möglichen Gefahrensituationen. Es
obliegt dem Bediener, mögliche Gefahren zu erkennen und entsprechende Maßnahmen zu treffen. Trotz aller Gegenmaßnahmen ist ein Restrisiko
nicht auszuschließen.
Decrease advance and cutting depth when cutting with interruptions. The given examples do not show all possible dangerous situations. The user has to recognize possible
dangers and to take suitable precautions. Despite all counter measures a remaining risk cannot be excluded.
En cas d’interruption de la coupe, réduire l’avance et la profondeur de coupe. Les exemples illustrés ne représentent pas toutes les situations dangereuses possibles. L’utilisateur doit reconnaitre les dangers possibles et prendre les mesures correspondantes. Maigré toutes les mesures, tous les dangers ne sont pas écartés.
In caso di taglio interrotto ridurre l’avanzamento o la profonditá di passata. Gli esempi riportati non intendono contemplare tutte le situazioni di pericolo possibili. Spetta all’operatore riconoscare i rischi possibili ed adottare le misure adeguate. Nonostante tutte le contromisure non si può escludere un rischio residuo.
En caso de corte interrumpido, disminuir el avance y la profundidad de corte. Los ejemplos representados no recogen todas las situaciones de peligro. Es responsabilidad
del operador, detectar los posibles peligors y tomar las medidas correspondientes. Sin embargo a pesar de todas medidas, no se pueden excluir riesgos restantes.
42
Page 43

13. Massübersicht: Maschinen-Schraubstock RB, RH
Dimensions: RB, RH machine vices – Dimensions: Etaux pour machine RB, RH
Dimensioni: Morse per macchina RB, RH – Dimensiones: Mordazas para máquinas RB, RH
M12 x 18 (Größe 2-5 einseitig, Größe 6+7 beidseitig)
M12 x 18 (size 2-5 on one side, size 6+7 on both sides) – M12 x 18 (Réf. 2-5 d’un côté, Réf. 6+7 des deux côtés)
M12 x 18 (grand. 2-5 su un lato, grand. 6+7 su 2 lati) – M12 x 18 (Tam. 2-5 de un lado, Tam. 6+7 ambos lados)
D
Y
H
B
E
C
G
O
max.
J
F
A
a
c
d
Nur Größe 5
Only size 5
Uniquement Réf. 5
2
Solo grand. 5
Sólo tam. 5
b
M6
K
S
H7
20
P
H7
20
Q
Q
Quernut für Reiheneinsatz in Sonderausführung, auf Anfrage
Transversal slot for use in series in special version on request
Rainure tranversale pour utilisation en série. Modèle spécial sur demande.
Cava trasversale per impiego in coppia su richiesta
Ranura transversal para utilización en serie en modelo especial, bajo pedido.
RB Typ 744, RH Typ 747
Größe – Size – Référence – Misura – Tamaño 2 3 4 5 6 7
Ident-Nr. RB 158411 158412 158413 129065 137277 137278
Backenbreite
Jaw width – Largeur des mors A 113 135 160 200 250 315
Larghezza ganasce – Ancho de mordiente
Spannweite
Clamping capacity – Capacité de serrage B 170 220 310 355 420 420
Apertura – Ancho de sujeción
Backenhöhe
Jaw height – Hauteur des mors C 31,6 39,6 49,6 66,6 79,6 79,6
Altezza ganasce – Altura de mordiente
Gesamtlänge geöffnet
Total length, opened – Longeur totale, ouvert D
Lunghezza totale (aperta)– Longitud total, abierta
Backen-Anschlußmaße
Jaw mounting dimensions
Dimensions defixation des mors
Quote per attacco ganasce
Dimensions de conexión del garra
Max. Spannkraft –
Max. clamping force – Force de serrage max.
Forza di serraggio max. kN
Fuerza de sujeción
Backenhub ca. mm
Jaw travel approx. mm – Course des mors
env. mm – Corsa ganascia mobile ca. mm
Carrera de garra aprox. mm
Gewicht ca. kg
Weight approx. kg – Poids env. kg
Peso ca. kg – Peso aprox. kg
RH 158511 158512 158513 129725 – –
RB 583 681 817 1022 1232 1232
RH 538 645 769 895 – –
E 97 112 133 171 205 205
F 390 468 574 685 850 850
G
0.02
H 55 70 80 90 155 155
J 236,5 262 298 375 445 445
K 160 200 240 280 260 260
O 160 180 220 230 – –
P 90 90 90 160 – –
Q 13 13 17 21 – –
S 100 135 180 180 – –
Y 12 16 16 20 25 25
a 63 80 100 140 160 200
b 13,6 15,6 19,6 23 24,6 31,6
c M6 M8 M8 M10 M10 M12
d 12 13 13 16 17 19
65,5 72,5 83,5 104,5 125 125
RB 30 40 50 100 150 150
RH 25 40 60 100 – –
RH 7,5 7,5 7,5 7,5 – –
RB 24 39 60 112 175 183
RH 24 39 58 102 – –
43
Page 44

Massübersicht: Maschinen-Schraubstock RBG
Dimensions: RBG machine vices – Dimensions: Etaux pour machine RBG
Dimensioni: Morse per macchina RBG – Dimensiones: Mordazas para máquinas RBG
D
J
Z
A
a
N
H
Y
L
R
O F
Feste Backe, komplett
Stationary jaw, complete
mors fix, complète
Ganascia fissa, completa
garra fija, completa
B
P
C
G
M
Bewegliche Backe mit Unterteil
Movable jaw with base
Mors mobile avec bas
Ganascia mobile con base
Garra movil con base
R
A
E
T
R
K
c
b
Absteckleiste
Connecting bar – Barre de raccordement
Barra di collegamento – Barra de conextion
Größe
Size – Référence – Misura – Tamaño
2345
Ident–Nr. 144365 141782 142641 142043
Backenbreite
Jaw width – Largeur des mors
Larghezza ganasce – Ancho de mordiente
Spannweite
Clamping capacity – Capacité de serrage
Apertura – Ancho de sujeción
Backenhöhe
Jaw height – Hauteur des mors C 31,6 39,6 49,6 66,6
Altezza ganasce – Altura de mordiente
Max. Spannkraft
Max. clamping force – Force de serrage max.
Forza di serraggio max. – Fruerza de sujeción
Gewicht ca. kg
Weight approx. kg – Poids env. kg
Peso ca. kg – Peso aprox. kg
A 113 135 160 200
B min. 40 50 50 60
B max. 400 500 800 1250
D max. 346 375,5 411,5 562,5
E 97 112 133 171
F 290 320 420 530
G
H 97 119 125 162
J 236,5 262 298 375
K 120 140 170 210
L 20 20 30 40
M 110 120 145 170
N 40 50 50 60
O 145 175 185 230
P max. –40 –50 –50 –50
P min. +130 +170 +260 +300
H7
R
T 20 20 22 23
Y 12 16 16 20
Z 80 90 90 160
a 63 80 100 140
b 13,6 15,6 19,6 23
c M6 M8 M8 M10
d 12 13 13 16
65,5 72,5 83,5 104,5
0.02
20 20 20 20
kN 30 40 50 100
24 38 63 105
d
Nur Größe 5
Only size 5
Uniquement Réf. 5
Solo grand. 5
2
Sólo tam. 5
44
Page 45

Massübersicht: Maschinen-Schraubstock RBA
Dimensions: RBA machine vices – Dimensions: Etaux pour machine RBA
Dimensioni: Morse per macchina RBA – Dimensiones: Mordazas para máquinas RBA
beidseitig M12 x 18
M12 x 18 on both sides – M12 x 18 Bilatéral
M12 x 18 su 2 lati – M12 x 18 en ambos lados
Y
B
H
C
e
H7
G
20
T
L
Mögliche Anordnung für Nuten und Befestigungsgewinde für Sonderbacken (ggf. Maßblatt anfordern)
Possible configuration for grooves and securing thread for special jaws (request dimension sheet if required)
Disposition possible des rainures et filets de fixation pour les mors spéciaux (demander la fiche de mesure si nécessaire)
Possibile disposizione per scanalature e filettatura di fissaggio per ganasce speciali (event. richiedere foglio dimensioni)
Posiciones posibles de las ranuras y las roscas de sujeción para las mordazas especiales (de ser necesario, solicitar la hoja con medidas)
g h
K
f
X
VU
Größe – Size – Référence – Misura – Tamaño 1234
Ident-Nr. 153394 153395 153396 153397
Backenbreite
Jaw width – Largeur des mors A 92 113 135 160
Larghezza ganasce – Ancho de mordiente
Spannweite
Clamping capacity – Capacité de serrage B 0-100 0-170 0-220 0-310
Apertura – Ancho de sujeción
Backenhöhe
Jaw height – Hauteur des mors C 31,6 31,6 39,6 49,6
Altezza ganasce – Altura de mordiente
Gesamtlänge
Total length – Longeur totale
Lunghezza totale – Longitud total
Backen-Anschlußmaße
Jaw mounting dimensions
Dimensions defixation des mors
Quote per attacco ganasce
Dimensions de conexión del garra
Max. Spannkraft
Max. clamping force – Force de serrage max.
Forza di serraggio max. – Fuerza de sujeción
Gewicht ca. kg
Weight approx. kg – Poids env. kg
Peso ca. kg – Peso aprox. kg
D
J
M
6
H7
20
F
D
max.
E
0.02
F 310 390 468 574
G
H
J 218 236,5 262 298
K
0.02
L 130 190 190 240
M 61,5 68 78 93
T
0.02
U 20 20 20 20
V 12 15 15 15
X 6,5 6,5 6,5 6,5
Y
0.01
Z 80 80 90 90
a 63 63 80 100
b 13,6 13,6 15,6 19,6
c M6 M6 M8 M8
d 12 12 13 13
e
0.02
f – 82 80 100
g – 16 30 30
h – M8 x 14 M10 x 16 M12 x 20
490 583 681 817
91,2 97,7 112,7 133,7
0.02
0.02
59 65,5 72,5 83,5
50 55 70 80
94 115 137 162
12,5 17,5 17,5 22,5
11,6 11,6 15,6 15,6
89,5 96 111 132
Z
Backenanschlußmaße
Jaw mounting dimensions – Dimensions de fixation des mors
Dimensioni di attacco ganasce – Medidas de conexión de las garras
A
a
kN 25 30 40 50
15,5 24 39 60
A
V
U
X
20
c
E
G
H7
b
d
45
Page 46

Massübersicht: Maschinen-Schraubstock RBAW, RBAK
Dimensions: RBAW, RBAK machine vices
Dimensions: Etaux pour machine RBAW, RBAK
Dimensioni: Morse per macchina RBAW, RBAK
Dimensiones: Mordazas para máquinas RBAW, RBAK
beidseitig M12 x 18
M12 x 18 on both sides – M12 x 18 Bilatéral
M12 x 18 su 2 lati – M12 x 18 en ambos lados
Z
D
B
1
H
Y
Y
C
e
H7
20
T
L
g
H7
20
f
K
U
6,5
V
k
J
p
q
M
H7
20
F
Backenanschlußmaße
Jaw mounting dimensions – Dimensions de fixation des mors
Dimensioni di attacco ganasce – Medidas de conexión de las garras
o
m
h
H7
i
l
n
20
V
U
6,5
a
A
E
G
c
b
d
B
3
B
2
46
Page 47

Massübersicht: Maschinen-Schraubstock RBAW, RBAK
Dimensions: RBAW, RBAK machine vices
Dimensions: Etaux pour machine RBAW, RBAK
Dimensioni: Morse per macchina RBAW, RBAK
Dimensiones: Mordazas para máquinas RBAW, RBAK
Größe -- Size -- Référence -- Misura -- Tamaño 234
Ident-Nr. 154763 154764 154765
Ident-Nr. 155525 155526 155527
Backenbreite
Jaw width -- Largeur des mors A 113 135 160
Larghezza ganasc e -- Ancho de mordiente
Spannweite B
Clamping capacity -- Capacité de serrage B
Apertura -- Ancho de sujeción B
Backenhöhe
Jaw height -- Hauteur des mors C 31,6 39,6 49,6
Altezza ganasce -- Altura de mordiente
Gesamtlänge
Total length -- Longeur totale
Lunghezza totale -- Longitud total
Backen-Anschlußmaße
Jaw mounting dimensions
Dimensions de fixation des mors
Quote per attacco ganasce
Dimensions de conexión del garra
Max. Spannkraft
Max. clamping force -- Force de serrage max.
Forza di serraggio max . -- Fuerza de sujeción
Gewicht ca. kg
Weight approx. kg -- Poids env. kg
Peso ca. kg -- Peso aprox. kg
RBAW
RBAK
1
2
3
RBAW D
max.
RBAK D
max.
E
¦
F 390 468 574
G
¦
H
¦
RBAW 211 213 240
J
RBAK 185 187 --
K
¦
L 190 190 240
M 73,5 80,5 96
T
¦
U 20 20 20
V 15 15 15
X 6,5 6,5 6,5
Y
¦
Z 90 90 90
a 63 80 100
b 13,6 15,6 19,6
c M6 M8 M8
d 12 13 13
e
¦
f 82 80 100
g 16 30 30
h M8 x 14 M10 x 16 M12 x 20
i 63 80 100
k 30 30 30
l 85 105 120
m 30 35 35
n 52 70 96
o 135 135 142
H7
p
q 555
kN 30 40 50
RBAW 22 36 62
RBAK 21 35 61
0-175 0-225 0-310
125-300 138-363 146-454
199-374 220-445 248-556
500 578 702
500 578 702
0.02
0.02
0.02
0.02
0.02
0.01
0.02
97,7 112,7 133,7
65,5 72,5 83,5
55 70 80
115 137 162
17,5 17,5 22,5
11,6 15,6 15,6
96 111 132
12 14 14
214
47
Page 48

14. Zubehör
Größe 1234567
Size
Tam
48
Grö
Size
Tam
A
B
C
D
E
Accessories -- Accessoires -- Accessori -- Accesorios
14.1Handkurbel mit drehbarem Ballengriff
Handcranks with pivoted handle -- Manivelles avec poignée bombeé tournante
Manovelle con manopola girevole -- Manivelas con empuñadura girable
Standardzubehör
Standard accessories -- Accessoire standard -- Accessori standard -- Accesorios estándar
Für Typ
For type
Pour types
Per modello
Para tipo
RBA,
RB, RBG
A
L
Für Typ
For type
Pour types
Per modello
Para tipo
RBAW
RBAK
Für Typ
For type
Pour types
L
Per modello
Para tipo
RH
14.2Winkeltrieb zur Betätigung der Schraubspindeln von oben
Für Typ
For type
Pour types
Per modello
Para tipo
RBA,
RB, RBG
Size -- Référence -- Misura -- Tamaño
Ident-Nr. 134593 134198 134499 134600 134600 134600
Länge
Length -- Longeur L 80 90 90 160 160 160
Lunghezza -- Longitud
Sechskant x A
Hexagon x A -- Hexagone x A 12 x 48 12 x 60 12 x 117 14 x 98 14 x 98 14 x 98
Esagono x A -- Hexágono x A
Ident-Nr. -- 134499 134499 134499 -- -- --
Sechskant
Hexa gon -- He xagon e -- 12x117x90 12x117x90 12x117x90
Esagono -- Hexágono
Ident-Nr. -- 129658 129658 009150 009150 -- --
Achtkant x L
Octagon x L -- Octogono x L -- 12 x 90 12 x 90 12 x 80 12 x 80
Ottagono x L -- Hexagonal x A
Größe
Size -- Référence -- Misura -- Tamaño 1234567
Ident-Nr. -- 142351 142351 142351 142352 163430 163430
Nacharbeit an beweglicher Spannbacke bei späterem Anbau des Winkelbetriebes
Rework required to adapt the movable jaw for retrofitting of an angle drive
Retouches à la mâchoire mobile pour montage ultérieur du renvoi d’angle
Rifinitura delle ganasce mobili in caso di successivo montaggio della trasmissione ad angolo
Repaso de la mordaza móvil en caso de un ulterior montaje de la transmisión angular
Gr
Größe
Size -- Référence 1234567
Misura -- Tamaño
A
A 70 80 100 120 160 185 185
B
B 12 12 15 18 18 25 25
C
C 2,5 2,5 5,5 9,5 8 13 13
D
D 70 70 70 70 80 80 80
E
E 12,5 12,5 15,5 19,5 18 23 23
Nur bei Größe 2 + 5
Sizes 2 + 5 only
Uniquement aux références 2 + 5
Solo con misura 2 + 5
Sólo en el tamaño 2 + 5
Bei Größe 3 + 4 Gewinde durchgehend
Sizes 3 + 4 with full-length screw thread
Sur références 3 +4, taraudage traversant
Con misura 3 + 4 filetto continuo
En el tamaño 3 + 4 rosca pasante
48
Page 49

14.3Drehplatten für Maschinen-Schraubstöcke RB – RH
C
A
B
V
20
H7
P
D
Swivel bases for machine vices RB – RH – Bases tournantes pour étaux-machines RB – RH
Piastre girevoli per morse da macchina RB – RH – Bases giratorias para mordazas de máquinas-herramienta
Standard-Drehplatte
Standard swivel base – Base tournante standard – Piastra girevole
Standard-Drehplatte
Standard swivel base – Base tournante standard
Piastra girevole standard – Base giratoria estándar
Größe – size 1-4
Größe –
size 1-4
Größe – size 5
Größe
Size – Référence 12345 6 7
Misura – Tamaño
Ident.-Nr. – 082441 082442 082443 090854
Gewicht kg
weight – Poids 7,5 11 18 23
Peso
Universal-Drehplatte
Universal swivel base – Base tournante universelle
Piastra girevole universale – Base giratoria universal
standard – Base giratoria estándar
A 242 280 340 420
B 134,5 162 201 241
C 30 30 34 40
D 14 14 18 21
E 346
P M 12 M 12 M 16 M 20
T 20
U 27,5
g5
V
Größe – size 5
28 28 28 28
14.4Werkstückanschläge, universell verstellbar
Work locators, universally adjustable – Butées à réglage universel
Arresti per il pezzo a regolazione universale – Topes de pieza, de regulación universal
Zum Anschrauben an den Maschinen-Schraubstock mit Gewinde M 12
For bolting to the machine vice M 12 screw thread
Id.-Nr. 320400
Pour vissage sur étau compact (filetage M 12)
Da avvitare con filetto M 12 al dispositivo compatto di serraggio
Para roscar en los dispositivos de sujeción compactos con rosca M 12
Universal-Drehplatte
Universal swivel base – Base tournante universelle – Piastra girevole
universale – Base giratoria universal
B
o
o
C
P
V
auf Anfrage
on request
sur demande
su richiesta
sobre demanda
A
ØE
U
D
auf Anfrage
on request
sur demande
su richiesta
sobre demanda
T
H7
20
D
Id.-Nr. 681192
Id.-Nr. 320401
Id.-Nr. 681193
Id.-Nr. 733573
Id.-Nr. 733574
Typ/Type/Type Ident.-Nr.
Modello/Tipo
740-02 Pour toutes tailles Pièce
Passend für alle Größen Stück
Matching all sizes 320400 Piece
Adatto a tutte le misure 681192 Pezzo
Apropiado para todos los tamaños Pieza
Zum Befestigen auf dem Maschinentisch
For mounting on the machine table
Pour fixation sur table de machine
Da avvitare alla tavola della macchina
Para la fijación sobre la banca de la máquina
Typ/Type/Type Passend für – Matching – Pour rainures Ident.-Nr.
Modello/Tipo
740-02
740-90
Adatto per scanalature – Apropiado para ranura
T-Nut 12 320401
T-Nut 12 681193
T-Nut 14 733573
T-Nut 16 733574
Stück
Piece
Pièce
Pezzo
Pieza
49
Page 50

14.5Nutensteine
T-slot nuts -- Lardons -- Chavetas -- Tasselli
- Lose Nutensteine DIN 6323, gehärtet und geschliffen
- Loose T-slot nuts to DIN 6323, hardened and ground
- Lardons libres DIN 6323, trempés et rectifiés
- Chavetas sueltas DIN 6323, templadas y rectificadas
- Tasselli sciolti DIN 6323, temperati y rettificati
12-14
20
1 Stück
1 piece
1 pièce
1 pieza
1 pezzo
h6
h6
Größe -- Size -- Référence -- Tamaño -- Misura 20 x 12 20 x 14
Länge x Höhe -- Length x height -- Longuer x hauteur
Lunghezza x altezza -- Longitud x altura
32 x 14 32 x 14
Ident-Nr. 302142 302143
- Feste Nutensteine, gehärtet und geschliffen
- Fixed slot nuts, hardened and ground
- Lardons fixes, trempés et rectifiés
- Chavetas fijas, templadas y rectificadas
- Tasselli, temperati y rettificati
Größe -- Size -- Référence -- Tamaño -- Misura 20 x 12 20 x 14 20 x 16 20 x 18 20 x 20
-- Length -- Longuer -- Lunghezza -- Longitud 22 25 25 25 25
Länge
Ident-Nr. 014823 014825 014827 014829 014831
12-18
20
20
Satz = 2 Stück einschließlich Befestigungsschrauben
Set = 2 pieces complete
with mounting bolts
h6
Le jeu = 2 pièces y
compris vis de fixation
h6
Juego = 2 piezas, incluyendo tornillos de fijación
Serie = 2 pezzi comprese
viti di fissaggio
h6
14.6Spannbacken für Maschinen-Schraubstöcke RB -- RBA -- RBAW -- RBAK -- RBG -- RH
Clamping jaws for machine vices RB -- RBA -- RBAW -- RBAK -- RBG -- RH
Mors pour étaux-machines RB -- RBA -- RBAW -- RBAK -- RBG -- RH
Garras de sujeción para mordazas de máquinas-herramienta RB -- RBA -- RBAW -- RBAK -- RBG -- RH
Ganasce per morse da macchina RB -- RBA -- RBAW -- RBAK -- RBG -- RH
Spannbacken zum Einhängen
Suspension jaws -- mors suspendus -- Garra de sujeción colgantes -- Ganasce da innestare
ENR
ETB
EPA
Rollen-Niederzugbacken,
für Werkstücke
mit/ohne Winkelfehlern
Roller drawdown jaws,
for parts
with/without
angular errors
Tiefziehbacken,
für parallele, winklige oder flache
Werkstücke
Draw-down
jaws,
for parallel, angular or flat parts
Pendelbacke, für
Werkstücke mit
Winkel- und Parallelitätsfehlern
Floating jaws for
parts that are not
perfectly flat or
parallel
Mors avec rouleau à effet
abaisseur,
pour pièces avec/ans défaut
d’équerrage
Garras de tracción hacia
la base,
con rodillos para piezas
con/sin errores angulares
Ganasce di abbassamento
a rullo,
per pezzi con/senza errore
angolare
Mors à effet abaisseur
pour pièces parallèles, à
l’équerre ou plates
Ganasce di imbutitura
per pezzi paralleli, angolari
o piatti
Garras de embutición profunda
para piezas paralelas, angulares o planas
Mors flottants pour pièces
parallèles, à l’équerrage et de
parallélisme
Ganasce pendoloari
per pezzi con errori angolari
e di parallelismo
Garras flotantespara piezas
con errores angulares y de
paraledidad
Größe -Size -- Référence
Misura -- Tamano
Ident-Nr./Satz
Set -- Le jeu
Serie -- Juego
Breite
Width -- Largeur
Larghezza -- Anchura
Höhe
Height -- Hauteur
Altezza -- Altura
Ident-Nr./Satz
Set -- Le jeu
Serie -- Juego
Breite
Width -- Largeur
Larghezza -- Anchura
Höhe
Height -- Hauteur
Altezza -- Altura
Ident-Nr./Satz
Set -- Le jeu
Serie -- Juego
Breite
Width -- Largeur
Larghezza -- Anchura
Höhe
Height -- Hauteur
Altezza -- Altura
50
1234567
131676 131677 131678 131682
110 135 160 200
32 40 50 67
133218 133222 133226 249656
110 135 160 200
32 40 50 67
094134 094135 094136 131675
110 135 160 200
32 45 54 68
Page 51

Spannbacken zum Anschrauben -- Bolt-on jaws -- Mors à fixer par vis -- Garras de sujeción para atornillar -- Ganasce da avvitare
STB
SRP
SNF
SGN
SGN
SPR
Tiefziehbacken,
für parallele, winklige oder flache
Werkstücke
Draw-down jaws,
for parallel, angular or flat parts
Pendelbacke, für
Werkstücke mit
Winkel- und Parallelitätsfehlern
Floating jaws, for
parts that are not
perfectly flat or
parallel
Niederzugbacken,
mit Federblatt
Draw-down jaws
with spring plate
Normalbacke,
eine Seite glatt,
eine Seite gerillt,
gehärtet und geschliffen
Standard jaw,
one side smooth,
one side grooved,
hardened and
ground
Normalbacke,
feingeriffelt, eine
Seite feingeriffelt,
eine Seite gerillt,
gehärtet und geschliffen
Standard jaw,
fine checkered,
one side fine
checkered, one
side grooved, hardened and ground
Gehärtete
Prismenbacke,
für runde
Werkstücke
Hardened V-jaw
for round parts
Mors à effet abaisseur,
pour pièces parallèles, à
l’équerre ou plates
Ganasce di imbutitura,
per pezzi paralleli, angolari
o piatti
Garras de embutición
profunda,
para piezas paralelas, angulares o planas
Mors flottants pour pièces
parallèles, à l’équerrage et de
parallélisme
Ganasce pendoloari
per pezzi con errori angolari
e di parallelismo
Garras flotantespara piezas
con errores angulares y de paraledidad
Mors à effet abaisseur avec
lame de ressort incorporée
Ganasce di abbassamento,
con lamierino elastico
Garra normal un cara lisa, una
ranurada, rectificada en ambos
lados
Mors normal une face lisse,
une face rainurée, trempé et
rectifié
Ganasce normali
un lato liscio, un lato rigato,
rettificato su entrambi i lati
Garra normal
un cara lisa, una ranurada,
templado y rectificada
Mors normal, l’amende
checkered, une face l’amende
checkered, une face rainurée,
trempé et rectifié
Ganasce normali, l’indennità
checkered,
un lato l’indennità checkered,
un lato rigato, rettificato su entrambi i lati
Garra normal, la multa
checkered
un cara multa checkered, lisa,
una ranurada, templado y rectificada
Mors trempé rainure
prismatique
pour pièces rondes
Ganasce prismatiche
temperate
per pezzi tondi
Garra templada con ranuras
prismáticas
para piezas redondas
Größe -Size -- Référence
Tamano -- Misura
Ident-Nr./Satz
Set -- Le jeu
Serie -- Juego
Breite
Width -- Largeur
Larghezza -- Anchura
Höhe
Height -- Hauteur
Altezza -- Altura
Ident-Nr./Satz
Set -- Le jeu
Serie -- Juego
Breite
Width -- Largeur
Larghezza -- Anchura
Höhe
Height -- Hauteur
Altezza -- Altura
Ident-Nr./Satz
Set -- Le jeu
Serie -- Juego
Breite
Width -- Largeur
Larghezza -- Anchura
Höhe
Height -- Hauteur
Altezza -- Altura
Ident-Nr./Stück
Piece -- Pièce
Pezzo -- Pieza
Breite
Width -- Largeur
Larghezza -- Anchura
Höhe
Height -- Hauteur
Altezza -- Altura
Ident-Nr./Stück
Piece -- Pièce
Pezzo -- Pieza
Breite
Width -- Largeur
Larghezza -- Anchura
Höhe
Height -- Hauteur
Altezza -- Altura
Ident-Nr./Stück
Piece -- Pièce
Pezzo -- Pieza
Breite
Width -- Largeur
Larghezza -- Anchura
Höhe
Height -- Hauteur
Altezza -- Altura
Horizontal Spann-Ø
Horiz. gripping diam.
Ø de serrage horiz ontal
Ø di serraggio
orizzontale
Diámetro horizontal
de sujeción
Vertikal Spann-Ø
Vertical. gripping diam.
Ø de serrage v ertical
Ø di serraggio vertical
Diámetro vertical de
sujeción
1234567
134826 134830 134834 134854
110 135 160 200
32 40 50 67
077097 077098 077099 141791
110 135 160 200
38 46 56 70
077104 077105 077106 141794
113 135 160 200
31,6 39,6 49,6 64,6
152752 152753 152754 152755 152756 152757 152758
92 113 135 160 200 250 315
31,6 31,6 39,6 49,6 64,6 79,6 79,6
163218 156195 156196 156197 156199 -- --
92 113 135 160 200
31,6 31,6 39,6 49,6 64,6
128770 082362 082363 082364 129734
92 113 135 160 200
31,6 31,6 39,6 49,6 64,6
3-13 3-13 4-20 5-29 6-37
5-32 5-32 6-40 7-48 8-56
51
Page 52

Spannbacken zum Anschrauben -- Bolt-on jaws -- Mors à fixer par vis -- Ganasce da avvitare -- Garras de sujec. para atornillar
(RBA, RBAW, RBAK)
SBO
Prismenbacke
und Normalbacke,
mit Werkstückauflage weich und
brüniert
V-jaw and standard jaw with
work support,
soft and gunmetal
finished
SGNA
Typ 741-81
B
C
A
Halter für ParallelUnterlagen HPUL
zum Klemmen an die
Schraubstock-Flachbahnführung, besonders geeignet bei
vertikalem Einsatz
des Schraubstocks.
Typ 741-80
Parallel Unterlagen PUL
H
e
10
150
5
c
d
5
b
52
Mors prismatique et mors
standard avec butée de pièce
doux et brunis
Ganasce prismatica e
normale con appoggio del
pezzo, tenere e brunite
Garra prismática y garra
normal con apoyo de pieza,
sin templar y bruñidas
Normalbacken,
mit versetzbarem
Werkstückanschlag, gehärtet
und geschliffen.
Standard jaw,
with adjustable
workpiece stop,
hardened and
ground
Supports for HPUL
parallel gauge blocks
for clamping on the jaw
ways of vices particularly suitable for vertical
application of the v ice.
Supports pour cales
parallèllès HPUL pour
attachment à la gliss ère
plane de l’étau, en particulier pour l’emploi
vertical de l’étau.
Zum Einstecken in Halter für Parallelunterlagen HPUL, ghärtet und
geschliffen, Höhentoleranz ± 0.005
PUL parallel gauge
blocks for inserting the
supports for HPUL
parallel gauge blocks,
hardened and ground,
height tolerance
± 0,005.
Cales parallèles PUL
pour la mise dans les
supports pour cales
parallèles.
5
e
a
b
5
c
d
a
Mors standard,
avec butée de pièce
adjust., trempé, rectifié
Ganasce standard,
con possicilità di l’arresto del pezzo, temprata
e rettificata
Ganasce standard,
con tope de pieza desplazable, templada y
rectificada
Supporto per pezzi
d’appoggio paralleli
HPUL per il fiss aggio
alla guida della morsa,
particolamente adatti per
l’impiego verticale della
morsa.
Sujetador para placas
paralelas HPUL para
montar sobre la guia rectangular de la mordaza,
especialmente indicado
para posicionamiento
vertical de la mis ma.
HPUL, trempées et
rectifiées, tolérance
de hauteur ± 0,005.
Tezzi d’appoggio paralleli
PUL da inserire nel supporto, temprati e rettificati, tolleranza per L’altezza ± 0,005.
Placas paralelas PUL
para introducir en el sujetador para placas paralelas HPUL, duras y rectificadas tolernacia en
altura ± 0,005.
Aufsatz-Stufenbacke
für feste Backe
Stepped top jaw
for stationary jaw
Mors rapporté en
gradins
pour mors fixes
Ganasce riportate con
gradino
per ganascia fissa
Tope escalonado
para garra fija
Aufsatz-Stufenbacke
für bewegliche Backe
Stepped top jaw
for movable jaw
Mors rapporté en gradins pour mors mobiles
Ganasce riportate con
gradino
per ganascia mobile
Tope escalonado
para garra móvil
Größe -Size -- Référence
Tamano -- Misura
Ident-Nr./Satz
Set -- Le jeu
Serie -- Juego
Breite
Width -- Largeur
Larghezza -- Anchura
Höhe
Height -- Hauteur
Altezza -- Altura
Horizontal Spann-Ø
Horiz. gripping diam.
Ø de serrage horiz ontal
Ø di serraggio
orizzontale
Diámetro horizontal
de sujeción
Vertikal Spann-Ø
Vertical. gripping diam.
Ø de serrage v ertical
Ø di serraggio vertical
Diámetro vertical de
sujeción
Ident-Nr./Stück
Piece -- Pièce
Pezzo -- Pieza
Breite
Width -- Largeur
Larghezza -- Anchura
Höhe
Height -- Hauteur
Altezza -- Altura
Ident-Nr./Satz
Set -- Le jeu
Serie -- Juego
A 100 120 140
B 80 100 120
C 24 24 24
Ident-Nr./Satz
Set -- Le jeu
Serie -- Juego
(RBAW, RBAK) 1 2 3 4 5 6 7
Ident-Nr./Stück
Piece -- Pièce
Pezzo -- Pieza
a
¦
0,01
b
¦
0,01
c 19 22 25
d
¦
0,01
e
¦
0,01
Ident-Nr./Stück
Piece -- Pièce
Pezzo -- Pieza
a 1 4 -- 1 1
b 46 54 54
c 19 22 25
d
¦
0,01
e
¦
1234567
317259 317260 317261
113 135 160
32 40 50
3-12 3-13 5-22
5-32 6-40 7-48
150739 150740 150741
113 135 160
31,6 39,6 49,6
150730 150731 150732
150733 H=16
150734 H=20
150735 H=26
150736 H=32
150737 H=40
150738 H=50
153403 153405 153407
6 18 18
35 50 55
14 17 20
9 12 15
153404 153406 153408
14 17 20
9 12 15
Page 53

Page 54

Ausgleichs-Hydro-Spannbacke ”AHS”
Compensation-hydro-clamping jaw ”AHS” – Mors ”Hydro” de compensation ”AHS”
Ganasce oleodinamiche compensanti ”AHS” – Garra compensatoria hidro ”AHS”
d
C
g
Für Werkstücke mit starker Oberflächenabweichung
For tools with important surface variations
Pour pièces avec de grandes differernces de surface
Per pezzi con superficie irregolare
Para piezas con grandes diferercias en la superficie
Multi-Hydro-Spannbacke ”MHS”
Multi-hydro-clamping jaw ”MHS” – Mors ”Multi-Hydro MHS”
Ganasce multiple oelodinamiche ”MHS” – Garra multiple hidro ”MHS”
Zum Spannen mehrerer zylindrischer Werkstücke
For the clamping of several cylindrical tools
Pour le serrage de plusieurs pièces cylindriques
Per il serraggio di pezzi cilindrici
Para amarrar varias piezas cilíndricas
Pendelbacke (horizontal)
Floating jaw (horizontal) – Mors flottant (horizontal)
Ganasce oscillanti (orizzontale) – Garra flotante (horizontal)
x = Anzahl Spannstellen, y = min. belegte Spannstellen, Spannbolzen gehärtet, Ausgleichsweg 3 von Maß e
x = number of clamping spots, y = minimal number of spots used, clamping piston hardened, compensation
x = Nombre de positions de serrag, y = nombre min. de positions de serrage utilisées, goupille de serrage trempée, parcours de compensation: mesure e
x = Numero di posizioni, y = minimo posizioni caricate, perni di bloccaggio temprati, compensazione
x = Cantidad psiciones de amarre, y = mín. de posiciones de amarre, bulon de amarre templado, carrera de compensación
∅c
f
e
B
b
a
A
Draufsicht
Top view
Vue d’en haut
Vista dall’alto
Vista dese arriba
d
D
C
B
f
∅c
e
B
Draufsicht
Top view
Vue d’en haut
Vista dall’alto
Vista dese arriba
∅c
b
C
d
Pendelbereich 5
*
Pendulum reach 5o– Zone flottante 5
Campo di oscillazione 5o– Zona flotante 5
o
a
b
h
A
A
a
h
h
Größe
Size – Référence
Misura – Tamano
Ident-Nr./Stück
Piece – Pièce
Pezzo – Pieza
12345
– 155540 155541 155542 155543
A – 130 150 190 230
B – 48 48 48 48
C – 50 56 58 66
a – 63 80 100 140
b – 13,6 15,6 19,6 23
c –79911
d – 7,5 10,5 10,5 13
e –8888
f – 13 18 18 18
g – 32 38 40 48
h – 20 20 20 20
x – 8 10 14 18
y – 6 8 12 16
Ident-Nr./Satz
Set – Le jeu
Serie – Juego
A – 130 150 190 230
– 155544 155545 155546 155548
B – 45 45 45 45
C – 50 56 58 66
D – 32 32 35 40
a – 63 80 100 140
b – 13,6 15,6 19,6 23
c –79911
d – 7,5 10,5 10,5 13
e –5555
i
h – 20 20 20 20
i – 5-20 5-20 5-20 5-20
x –67911
y –4578
Ident-Nr./Stück
Piece – Pièce
Pezzo – Pieza
– 156190 156191 156192 156194
A – 113 135 160 200
B – 36 40 45 55
C – 32 40 50 65
a – 63 80 100 140
b – 13,6 15,6 19,6 23
*
c –79911
d – 7,5 10,5 10,5 13
f – 12 16 22 28,5
o
h – 110 132 156 196
o
3 of measure ”e”
3 di quota ”e”
3 desde medida e
3
54
Page 55

Spannpratzen und Befestigungselemente
Spannpratzen und Befestigungselemente
Clamps and mounting elements
Griffes de serrage et éléments de fixation
Staffe di fissaggio ed elementi di fissaggio
Bridas de fijación y elementos de fijación
Einfach Spannpratze komplett, besonders kompakte Ausführung (nur RBA)
Single clamp assembly, particulary compact design (only RBA)
Griffe simple, complète, en version particulièrement compacte (seulement RBA)
Staffa di fissaggio semplice, completa, esecuzione particolarmente compatta (esclus. RBA)
Brida de fijación simple completa, ejecución especialmente compacta
Typ/Type/Type Stück -- Piece -- Pièce -- Pezzo -- Pieza Ident -Nr.
Modello/Tipo
für 12er T-Nut
for 12 mm T-slot, pour rainures en T de 12, 149121
per scanalature T 12, para ranura en T de 12
für 14er T-Nut
for 14 mm T-slot, pour rainures en T de 14, 149122
per scanalature T 14, para ranura en T de 14
für 16er T-Nut
for 16 mm T-slot, pour rainures en T de 16, 149123
per scanalature T 16, para ranura en T de 16
für 16er T-Nut
for 16 mm T-slot, pour rainures en T de 18, 149124
per scanalature T 16, para ranura en T de 18
743-00
Doppel-Spannpratze, komplett. Zur gegenseitigen Abstützung bei stirnseitiger paarweiser
Aufspannung (nur RBA, RBAW, RBAK).
Dual clamp assembly. For connecting two compact vices base-to-base for mutual support
(only RBA, RBAW, RBAK).
Double griffe de serrage, complète, pour la liaison de deux étaux compacts embase contre
embase et support réciproque (seulement RBA, RBAW, RBAK).
Staffa di fissaggio doppia, completa. Per il collegamento sul lato base di due dispositivi compatti
di serraggio, per un sostegno reciproco (esclusivamente RBA, RBAW, RBAK).
Brida de fijación doble, completa. Para la unión de dos dispositívos de sujeción compactos por la
base, para un apoyo mutuo (sólo RBA, RBAW, RBAK).
Typ/Type/Type Stück -- Piece -- Pièce -- Pezzo -- Pieza Ident -Nr.
Modello/Tipo
Passend für alle Größen
Matching all sizes
Pour toutes tailles 149125
Adatto o tutte le misure
Apropiado para todos los tamaños
743-00
Strinseitige Aufspannplatte mit schraubstockseitigen Befestigungsbohrungen auf Anfrage
End-side mounting plate with vice-side mounting holes on reques
Plaque de montage frontal, avec alésages de liaison du côte de l’étau (sur demande)
Piastra di bloccaggio frontale, con fori di fissaggio sul lato morsa, su richiesta
Placa de fijación frontal con taladros de fijación en el lado de la mordaza sobre demanda
Spannpratzen und Befestigungselemente
Clamps and mounting elements
Griffes de serrage et éléments de fixation
Staffe di fissaggio ed elementi di fissaggio
Bridas de fijación y elementos de fijación
Einfach Spannpratze komplett, besonders kompakte Ausführung (nur RBA)
Single clamp assembly, particulary compact design (only RBA)
Griffe simple, complète, en version particulièrement compacte (seulement RBA)
Staffa di fissaggio semplice, completa, esecuzione particolarmente compatta (esclus. RBA)
Brida de fijación simple completa, ejecución especialmente compacta
Typ/Type/Type Stück -- Piece -- Pièce -- Pezzo -- Pieza Ident -Nr.
Modello/Tipo
für 12er T-Nut
for 12 mm T-slot, pour rainures en T de 12, 149121
per scanalature T 12, para ranura en T de 12
für 14er T-Nut
for 14 mm T-slot, pour rainures en T de 14, 149122
per scanalature T 14, para ranura en T de 14
für 16er T-Nut
for 16 mm T-slot, pour rainures en T de 16, 149123
per scanalature T 16, para ranura en T de 16
für 16er T-Nut
for 16 mm T-slot, pour rainures en T de 18, 149124
per scanalature T 16, para ranura en T de 18
743-00
Doppel-Spannpratze, komplett. Zur gegenseitigen Abstützung bei stirnseitiger paarweiser
Aufspannung (nur RBA, RBAW, RBAK).
Dual clamp assembly. For connecting two compact vices base-to-base for mutual support
(only RBA, RBAW, RBAK).
Double griffe de serrage, complète, pour la liaison de deux étaux compacts embase contre
embase et support réciproque (seulement RBA, RBAW, RBAK).
Staffa di fissaggio doppia, completa. Per il collegamento sul lato base di due dispositivi compatti
di serraggio, per un sostegno reciproco (esclusivamente RBA, RBAW, RBAK).
Brida de fijación doble, completa. Para la unión de dos dispositívos de sujeción compactos por la
base, para un apoyo mutuo (sólo RBA, RBAW, RBAK).
Typ/Type/Type Stück -- Piece -- Pièce -- Pezzo -- Pieza Ident -Nr.
Modello/Tipo
Passend für alle Größen
Matching all sizes
Pour toutes tailles 149125
Adatto o tutte le misure
Apropiado para todos los tamaños
743-00
Strinseitige Aufspannplatte mit schraubstockseitigen Befestigungsbohrungen auf Anfrage
End-side mounting plate with vice-side mounting holes on reques
Plaque de montage frontal, avec alésages de liaison du côte de l’étau (sur demande)
Piastra di bloccaggio frontale, con fori di fissaggio sul lato morsa, su richiesta
Placa de fijación frontal con taladros de fijación en el lado de la mordaza sobre demanda
Spannpratzen und Befestigungselemente
Clamps and mounting elements
Griffes de serrage et éléments de fixation
Staffe di fissaggio ed elementi di fissaggio
Bridas de fijación y elementos de fijación
Einfach Spannpratze komplett, besonders kompakte Ausführung (nur RBA)
Single clamp assembly, particulary compact design (only RBA)
Griffe simple, complète, en version particulièrement compacte (seulement RBA)
Staffa di fissaggio semplice, completa, esecuzione particolarmente compatta (esclus. RBA)
Brida de fijación simple completa, ejecución especialmente compacta
Typ/Type/Type Stück -- Piece -- Pièce -- Pezzo -- Pieza Ident -Nr.
Modello/Tipo
für 12er T-Nut
for 12 mm T-slot, pour rainures en T de 12, 149121
per scanalature T 12, para ranura en T de 12
für 14er T-Nut
for 14 mm T-slot, pour rainures en T de 14, 149122
per scanalature T 14, para ranura en T de 14
für 16er T-Nut
for 16 mm T-slot, pour rainures en T de 16, 149123
per scanalature T 16, para ranura en T de 16
für 16er T-Nut
for 16 mm T-slot, pour rainures en T de 18, 149124
per scanalature T 16, para ranura en T de 18
743-00
Doppel-Spannpratze, komplett. Zur gegenseitigen Abstützung bei stirnseitiger paarweiser
Aufspannung (nur RBA, RBAW, RBAK).
Dual clamp assembly. For connecting two compact vices base-to-base for mutual support
(only RBA, RBAW, RBAK).
Double griffe de serrage, complète, pour la liaison de deux étaux compacts embase contre
embase et support réciproque (seulement RBA, RBAW, RBAK).
Staffa di fissaggio doppia, completa. Per il collegamento sul lato base di due dispositivi compatti
di serraggio, per un sostegno reciproco (esclusivamente RBA, RBAW, RBAK).
Brida de fijación doble, completa. Para la unión de dos dispositívos de sujeción compactos por la
base, para un apoyo mutuo (sólo RBA, RBAW, RBAK).
Spannpratzen und Befestigungselemente
Clamps and mounting elements
Griffes de serrage et éléments de fixation
Staffe di fissaggio ed elementi di fissaggio
Bridas de fijación y elementos de fijación
Einfach Spannpratze komplett, besonders kompakte Ausführung (nur RBA)
Single clamp assembly, particulary compact design (only RBA)
Griffe simple, complète, en version particulièrement compacte (seulement RBA)
Staffa di fissaggio semplice, completa, esecuzione particolarmente compatta (esclus. RBA)
Brida de fijación simple completa, ejecución especialmente compacta
Typ/Type/Type Stück -- Piece -- Pièce -- Pezzo -- Pieza Ident -Nr.
Modello/Tipo
für 12er T-Nut
for 12 mm T-slot, pour rainures en T de 12, 149121
per scanalature T 12, para ranura en T de 12
für 14er T-Nut
for 14 mm T-slot, pour rainures en T de 14, 149122
per scanalature T 14, para ranura en T de 14
für 16er T-Nut
for 16 mm T-slot, pour rainures en T de 16, 149123
per scanalature T 16, para ranura en T de 16
für 16er T-Nut
for 16 mm T-slot, pour rainures en T de 18, 149124
per scanalature T 16, para ranura en T de 18
743-00
Clamps and mounting elements
Griffes de serrage et éléments de fixation
Staffe di fissaggio ed elementi di fissaggio
Bridas de fijación y elementos de fijación
Foto
Einfach Spannpratze komplett, besonders kompakte Ausführung (nur RBA)
Single clamp assembly, particulary compact design (only RBA)
Griffe simple, complète, en version particulièrement compacte (seulement RBA)
Staffa di fissaggio semplice, completa, esecuzione particolarmente compatta (esclus. RBA)
Brida de fijación simple completa, ejecución especialmente compacta
Typ/Type/Type Stück -- Piece -- Pièce -- Pezzo -- Pieza Ident -Nr.
Modello/Tipo
743-00
Doppel-Spannpratze, komplett. Zur gegenseitigen Abstützung bei stirnseitiger paarweiser
Aufspannung (nur RBA, RBAW, RBAK).
Dual clamp assembly. For connecting two compact vices base-to-base for mutual support
(only RBA, RBAW, RBAK).
Double griffe de serrage, complète, pour la liaison de deux étaux compacts embase contre
embase et support réciproque (seulement RBA, RBAW, RBAK).
Staffa di fissaggio doppia, completa. Per il collegamento sul lato base di due dispositivi compatti
di serraggio, per un sostegno reciproco (esclusivamente RBA, RBAW, RBAK).
Brida de fijación doble, completa. Para la unión de dos dispositívos de sujeción compactos por la
base, para un apoyo mutuo (sólo RBA, RBAW, RBAK).
Typ/Type/Type Stück -- Piece -- Pièce -- Pezzo -- Pieza Ident -Nr.
Modello/Tipo
743-00
Strinseitige Aufspannplatte mit schraubstockseitigen Befestigungsbohrungen auf Anfrage
End-side mounting plate with vice-side mounting holes on reques
Plaque de montage frontal, avec alésages de liaison du côte de l’étau (sur demande)
Piastra di bloccaggio frontale, con fori di fissaggio sul lato morsa, su richiesta
für 12er T-Nut
for 12 mm T-slot, pour rainures en T de 12, 149121
per scanalature T 12, para ranura en T de 12
für 14er T-Nut
for 14 mm T-slot, pour rainures en T de 14, 149122
per scanalature T 14, para ranura en T de 14
für 16er T-Nut
for 16 mm T-slot, pour rainures en T de 16, 149123
per scanalature T 16, para ranura en T de 16
18
für 18er T-Nut
18
for 18 mm T-slot, pour rainures en T de 18, 149124
per scanalature T 18, para ranura en T de 18
für 20er T-Nut
for 20 mm T-slot, pour rainures en T de 20, 155722
per scanalature T 20, para ranura en T de 20
für 22er T-Nut
for 22 mm T-slot, pour rainures en T de 22, 151507
per scanalature T 22, para ranura en T de 22
Passend für alle Größen
Matching all sizes
Pour toutes tailles 149125
Adatto o tutte le misure
Apropiado para todos los tamaños
18
Placa de fijación frontal con taladros de fijación en el lado de la mordaza sobre demanda
55
Page 56

Röhm GmbH, Postfach 11 61, D-89565 Sontheim/Brenz,
Tel. 0 73 25/16-0, Fax 0 73 25/16-4 92
Homepage: http://www.roehm-spannzeuge.com
e-mail: info@roehm-spannzeuge.com
Id.-Nr.: 076503/0204 B
Id.-Nr.: 076503/0212B
Id.-Nr.: 076503/0207B
 Loading...
Loading...