

Page 1

915
916
918
918I
GB p. 1
DE p. 5
FR p. 11
NL p. 17
IT p. 23
ES p. 28
PT p. 33
SV p. 38
DA p. 42
NO p. 47
FI p. 51
HR p. 56
PL p. 61
RO p. 66
CZ p. 71
HU p. 76
GR p. 81
RU p. 87
Figures p. 93
RIDGE TOOL COMPANY
Page 2
GB
915, 916, 918, 918I
6. Use recommended accessories. Use of other accessories may increase
the risk of injury. Refer to Operator’s Manuals for recommended
accessories.
7. Do not use if machine switches are broken.
915, 916, 918, 918I
Operating Instructions
WARNING! Read these instructions
and the accompanying safety booklet
carefully before using this equipment. If
you are uncertain about any aspect of using this
tool, contact your RIDGID distributor for more
information.
Failure to understand and follow all instructions
may result in electric shock, fi re, and/or serious
personal injury.
SAVE THESE INSTRUCTIONS!
SPECIFICATIONS
See RIDGID catalog.
Transport and handling
Lift the machine using the hand holds provided.
Machine set-up
915
This machine is designed for roll grooving of pipe by hand.
We strongly recommend that it NOT be modifi ed and/or used for any
application other than for which it was intended including use with any
powered equipment.
916, 918, 918I
This machine is designed for roll grooving pipe using the specifi ed RIDGID
threading machines, power drives and accessories. We strongly recommend
that it NOT be modifi ed and/or used for any application other than for which
it was intended including the use of other power equipment. Place machine
away from doors or passageways and ensure that the total work area can be
viewed from the operating position. Use barriers to keep people away. Do
not use machine in wet or humid conditions. Check that machine voltage is
the same as the power supply. Ensure machine footswitch operates correctly
and machine switch is in “0” position before connecting to power supply. The
footswitch allows full control of the machine which will only operate when the
pedal is depressed. For your safety ensure that the footswitch operates freely
and position it so that all controls can be easily reached.
General Roll Groover Safety
1. Keep hands away from grooving rolls. Fingers could get caught between
grooving and drive rolls.
2. Set up Groover on a fl at, level surface. Be sure the machine, stand and
Groover are stable and will not tip over.
3. Be sure Groover is properly secured to the power drive. Carefully follow
the set up instructions.
4. The Roll Groover is designed for roll grooving pipe and tubing. Do not
use for any other purpose.
5. Properly support pipe with pipe stand.
Installing
915 916 918 918I
Fig. 1 Fig. 2 - 300
Fig. 3 - 535
Fig. 4 - 1233
Operating the 915, 916, 918, 918I Rollers Groovers
Pipe Preparation
1. Pipe ends must be cut square. Do not use cutting torch.
2. Pipe out-of-roundness must not exceed the total O.D. tolerance listed in
groove specifi cations. Table 1.
3. All internal or external weld beads, fl ash or seams must be ground fl ush
at least 2 inches back from pipe end.
Note: Do not damage gasket seat area when grinding.
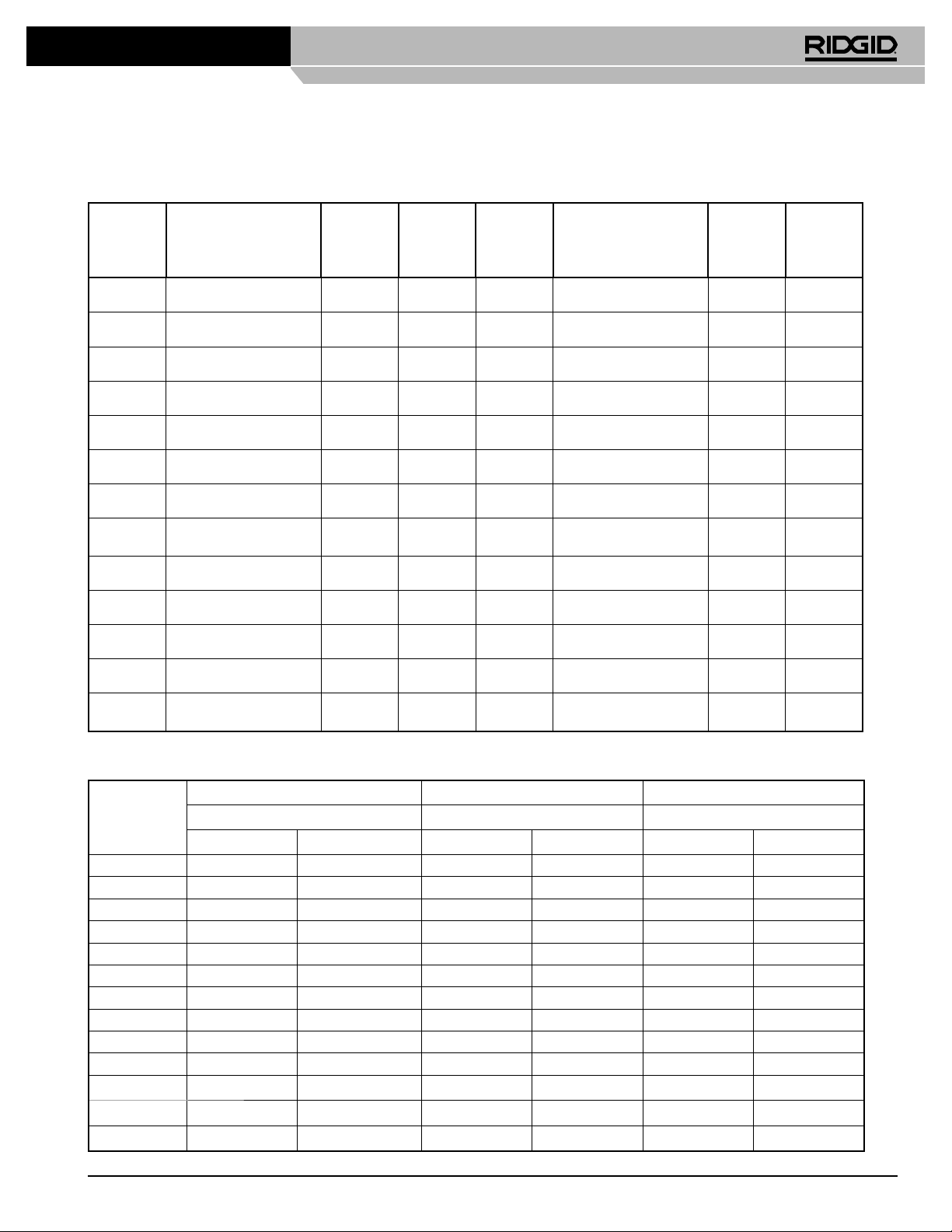
Pipe/Tubing Length
The following chart lists the minimum length of pipe or tubing to be grooved
and the maximum length to be grooved without pipe stands.
Nom.
Size
1
1 1/4
1 1/2
2
2 1/2
3
3 1/2
Pipe Set-Up
1. Pipe or tubing longer than the specifi ed maximum lengths listed in the
chart must be supported with 2 pipe stands. The pipe support should be
located 3/4 of pipe length from roll groover.
2. Raise upper groove roll housing.
915
Open groove roll from drive roll by turning depth adjustment screw
(Fig. 32).
916
Raise feed handle (Fig. 10).
918,
Place pump release lever in “RETURN” position (toward operator)
(Fig. 11).
3. Square pipe and pipe support to roll groover making sure pipe is fl ush
against drive roll fl ange (Fig. 12).
4. Level pipe by adjusting pipe stand (Fig. 13).
5. Slightly offset pipe and pipe stand approx. 1/2° away from or toward
operator as directed below:
Note: If running machine in “FORWARD”, offset pipe 1/2° away from
operator (Fig. 14).
Note: If running machine in “REVERSE”, offset pipe 1/2° toward
operator (Fig. 15).
Min.
Length
8
8
8
8
8
8
8
918I
Fig. 5 - 300
Fig. 6 - 1822
Fig. 7 - 1233
Fig. 8 - 1224
Groovable Pipe Lengths - Inches
Max.
Length
36
36
36
36
36
36
36
Fig. 37 - stand assembly
Fig. 38 - 918I
Nom.
Size
4
4 1/2
5
6 O.D.
6
8
10
12
Min.
Length
8
8
8
8
8
8
8
8
Max.
Length
36
32
32
30
28
24
24
24
Ridge Tool Company
1
Page 3

915, 916, 918, 918I
Adjusting Roll Groove Depth
Note: Due to differing pipe characteristics, a test groove should always be
made when setting up or changing pipe sizes. The index depth adjustment
knob must be reset for each diameter of pipe/tube.
915
1. Tighten depth adjustment to fi x groover on pipe. Do not overtighten.
2. Set depth adjustment screw (Fig. 33) to give correct depth (see Fig 34).
916
1. Lift feed handle.
2. Fully loosen depth adjustment screw.
3. Tighten depth adjustment screw as shown in Fig. 16.
4. Back off depth adjustment knob as shown in chart.
918, 918I
1. Advance the upper groove roll by placing the pump release lever in
“ADVANCE” position (away from operator) and pump the handle until the
upper roll contacts the outside diameter of the pipe to be grooved.
2. Turn down the indexed depth adjustment knob (clockwise) until it stops
against the top of the machine (Fig. 17).
3. Back off the depth adjustment knob (Fig. 18).
Forming the Groove Roll
915
1. Rotate depth adjustment by approximately one revolution.
2. Move ratchet to rotation socket and turn to advance 915 around pipe.
3. Stop after one revolution and repeat steps 1 and 2 until depth stop is
reached.
4. Check depth of groove and adjust depth stop as required. Further
grooves with the same pipe will be made to the same depth.
5. Loosen feed screw to open the 915.
916, 918, 918I
1. Press on footswitch to start machine and apply a steady pressure to the
feed handle/hydraulic pump handle.
2. Keep pressure on pipe with right hand to prevent pipe being fed out of
the rolls.
3. Continue applying a steady pressure until groove depth stop is reached.
4. Do not over-feed. Allow one full revolution before increasing pressure on
rolls to prevent overload.
5. Stop machine and check depth of groove. Adjust depth stop as required.
Further grooves with the same pipe will be made to the same depth.
6. Raise handle (916) or release pressure (918) and remove pipe.
Changing Grooving Roll Sets
915
1. Remove cap screw on drive roll and separate the drive roll from the
output shaft and remove stabilizer pads. Loosen set screw to remove
groove roll (Fig.35).
2. Reverse procedure with the correct groove set. Check thrust washer
(Fig. 36).
916
1. Loosen depth adjustment screw and remove set screw and spring
(Fig. 21a, b, c).
2. Remove groove roll shaft and groove roll (Fig. 22, 23, 24, 25).
3. Install new drive shaft.
4. Reverse procedure with correct groove set.
918, 918I
1. Fully raise upper roll assembly and loosen set screw in grooving roll
(Fig. 26).
2. Remove groove roll shaft and groove roll (Fig. 27).
3. Lock spindle and remove retaining nut (Fig. 28).
4. Remove drive shaft (Fig. 29).
5. Install new drive shaft.
6. Lock spindle and tighten retaining nut (Fig. 30).
Changing Grooving Roll Sets 1”, 1 1/4”-1 1/2”
1. Perform steps 1-6 above with the appropriate drive shaft.
2. Tighten draw bolt (Fig. 31).
3. Replace the upper groove roll and tighten the groove roll set screw
(Fig. 26, 27).
Maintenance
Inspect all parts regularly and replace rolls when worn. Lubricate bearings with
multi purpose grease. For all other service and maintenance take machine to
a RIDGID authorised service center.
Always check the completed groove with a fi tting before installation.
Pipe Stabilizer/Nipple Bracket
This stabiliser is designed to work on 2 1/8”- 12” pipe. It can only be mounted
on 300 power drive and 918I bases that have the 3 mounting holes.
1. Align bracket on mounting holes (Fig. 19 - a, b).
2. Install and tighten bolts.
3. With pipe correctly positioned tighten stabiliser roll until it contacts the
pipe. Tighten one further turn (Fig. 20).
Warning: Do not use for lengths of pipe shorter than 8”.
2
Ridge Tool Company
Page 4
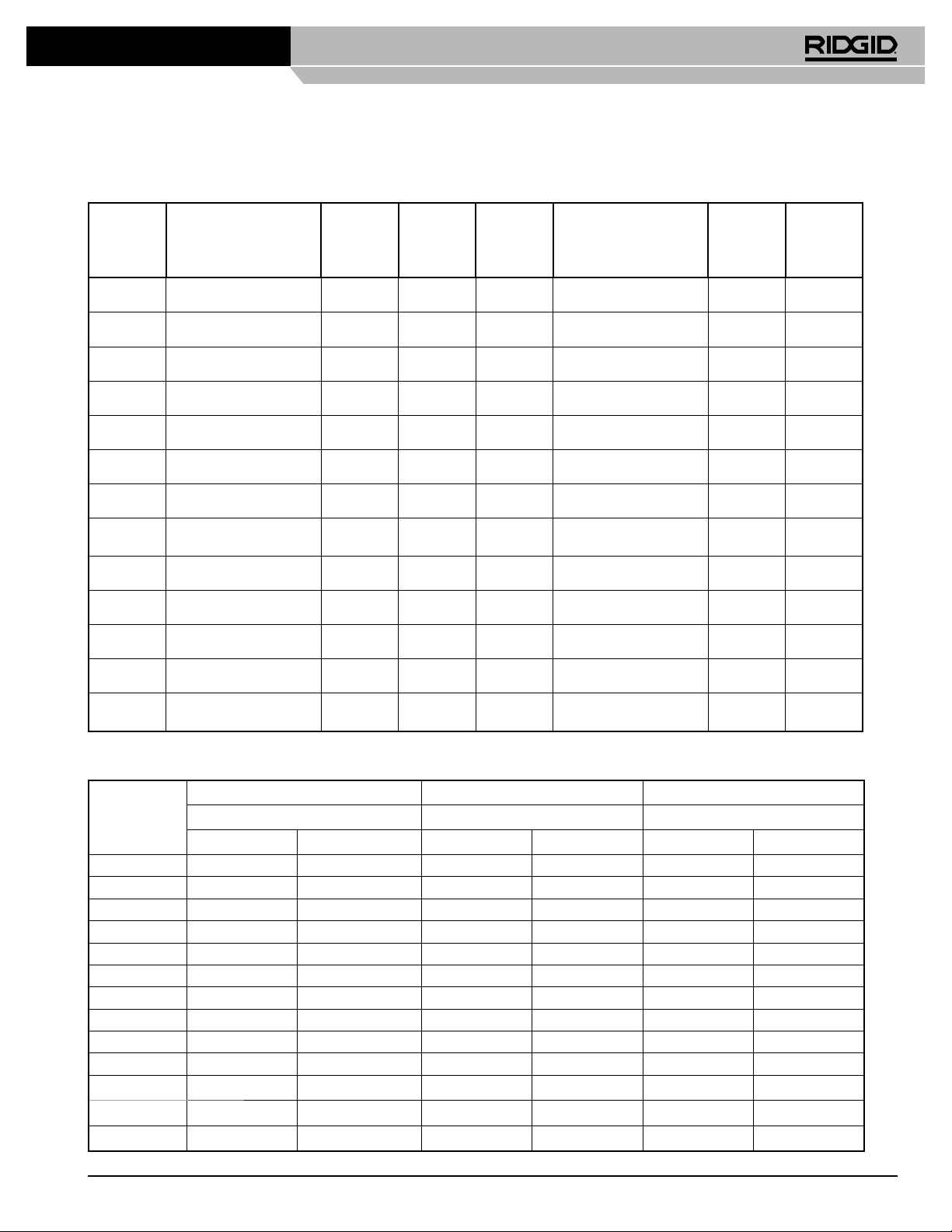
Table 1. Standard Roll Groove Specifi cations
Note: All Dimesions are in inches.
Nom.
Pipe
Size
1 1.315 +.016
1 1/4 1.660 +.016
1 1/2 1.900 +.016
2 2.375 ± .024 .065 .625 .344 2.250 +.000
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
3 3.50 ± .035 .083 .625 .344 3.344 +.000
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
4 4.50 ±.045 .083 .625 .344 4.334 +.000
5 5.563 ± .056 .109 .625 .344 5.395 +.000
6 6.625 ± .060 .109 .625 .344 6.455 +.000
8 8.625 ± .086 .109 .750 .469 8.441 +.000
10 10.75 ± .108 .134 .750 .469 10.562 +.000
12 12.75 ± .128 .165 .750 .469 12.531 +.000
Pipe
Diameter
O.D. Tol.
-.031
-.031
-.031
T
Min.
Wall
ThK.
.065 .625 .281 1.190 +.000
.065 .625 .281 1.535 +.000
.065 .625 .281 1.775 +.000
A
Gasket
Seat
± .030
B
Groove
width
± .030
Groove
Diameter
O.D. Tol.
915, 916, 918, 918I
C
Nom.
Groove
Depth
.063 .047
-.015
.063 .047
-.015
.063 .047
-.015
.063 .051
-.015
.078 .063
-.018
.078 .060
-.018
.083 .063
-.020
.083 .060
-.020
.084 .056
-.022
.085 .052
-.022
.092 .049
-.025
.094 .040
-.027
.110 .045
-.030
D
D
Min.
Groove
Depth
Table 2. Pipe Maximum and Minimum Wall Thickness
Pipe Size Carbon Steel or Aluminium Pipe or Tube Stainless Steel Pipe or Tube PVC/CPVC Pipe
Wall Thickness Wall Thickness Wall Thickness
Min. Max. Min. Max. Min. Max.
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
Ridge Tool Company
3
Page 5
915, 916, 918, 918I
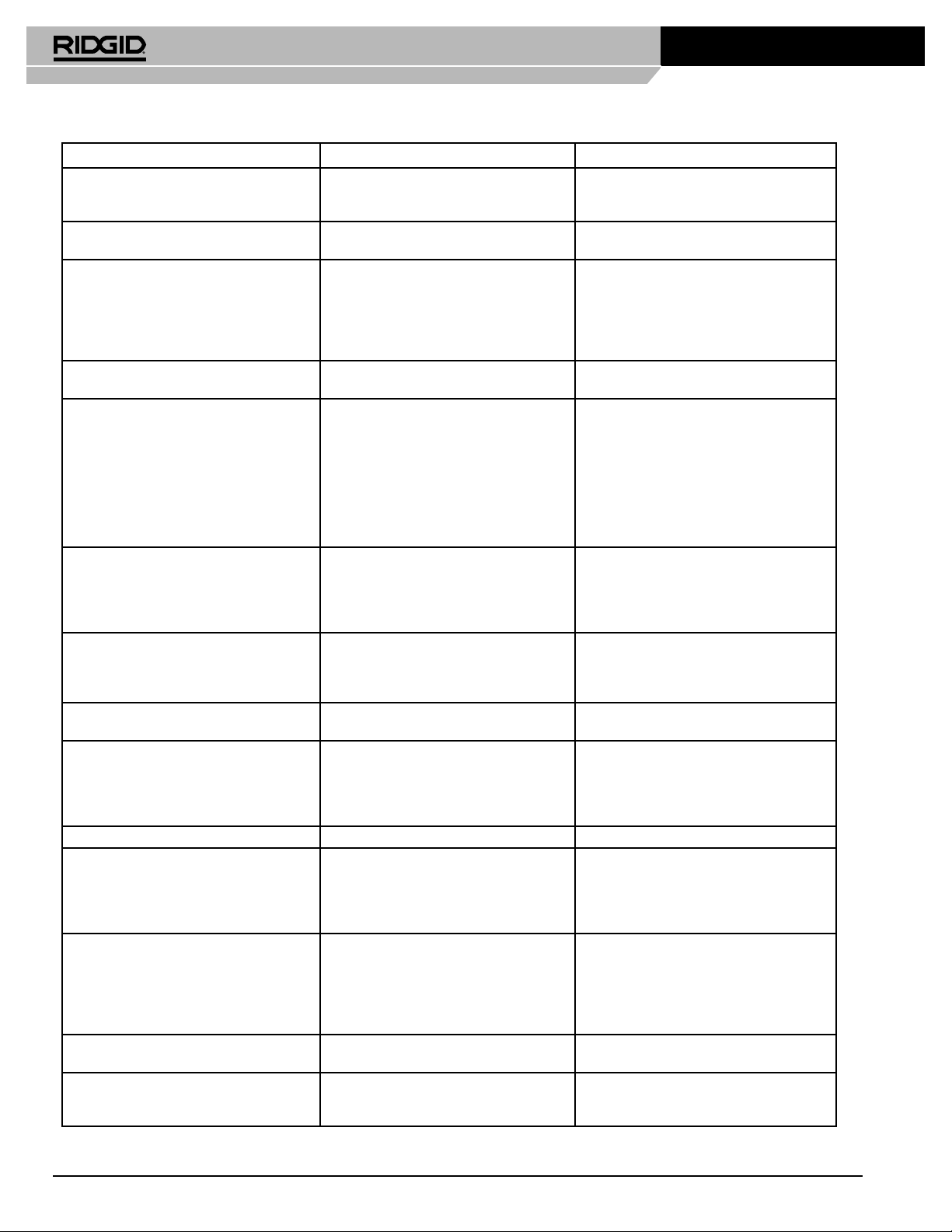
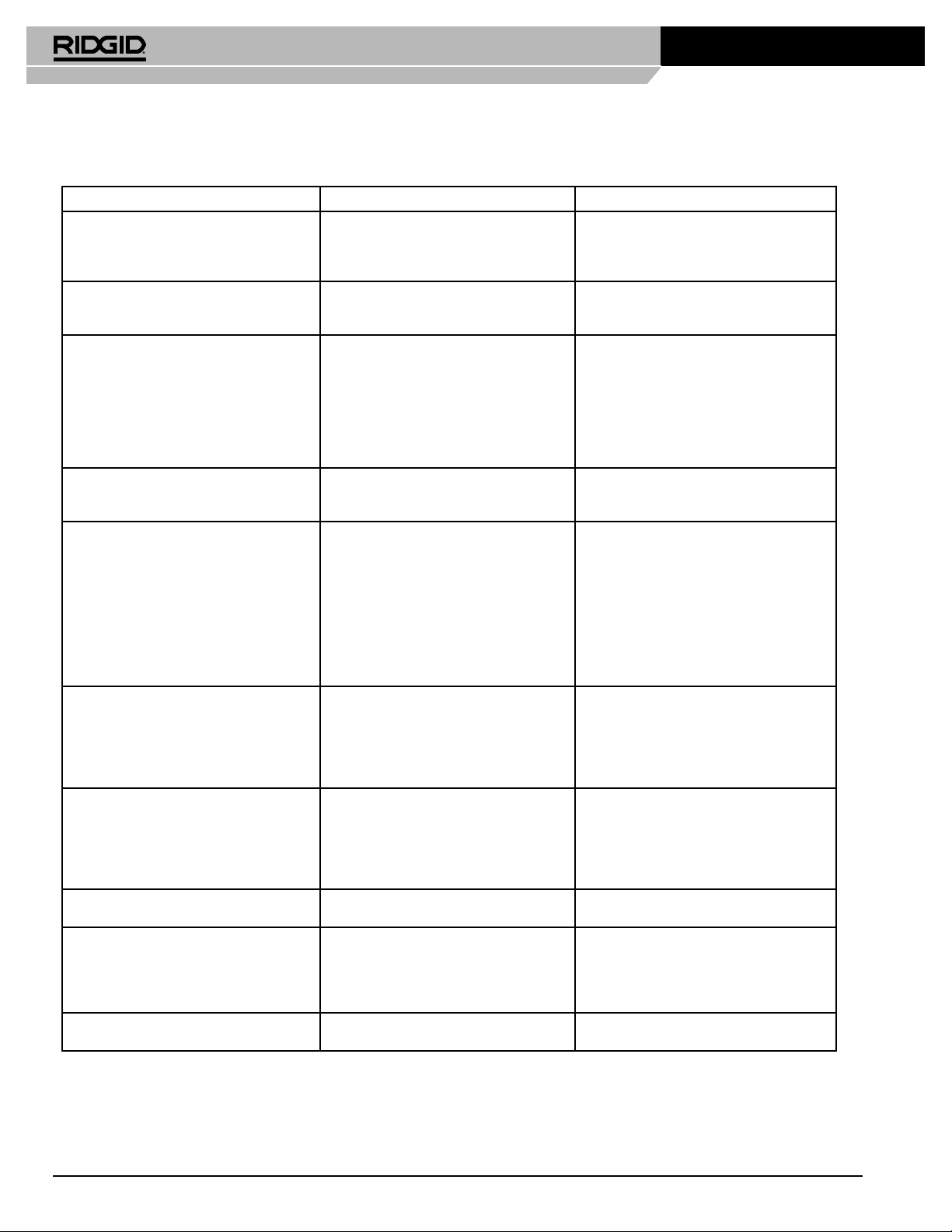
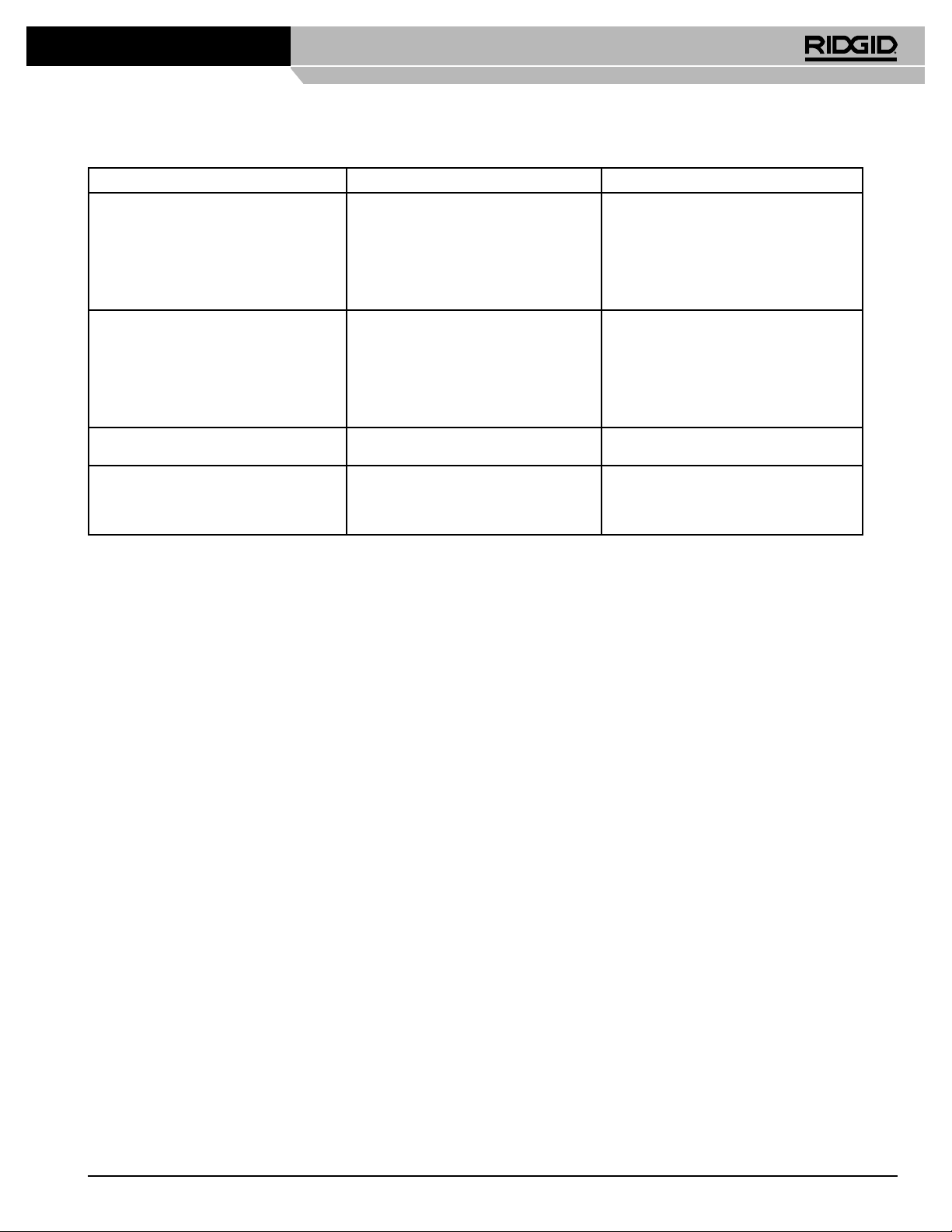
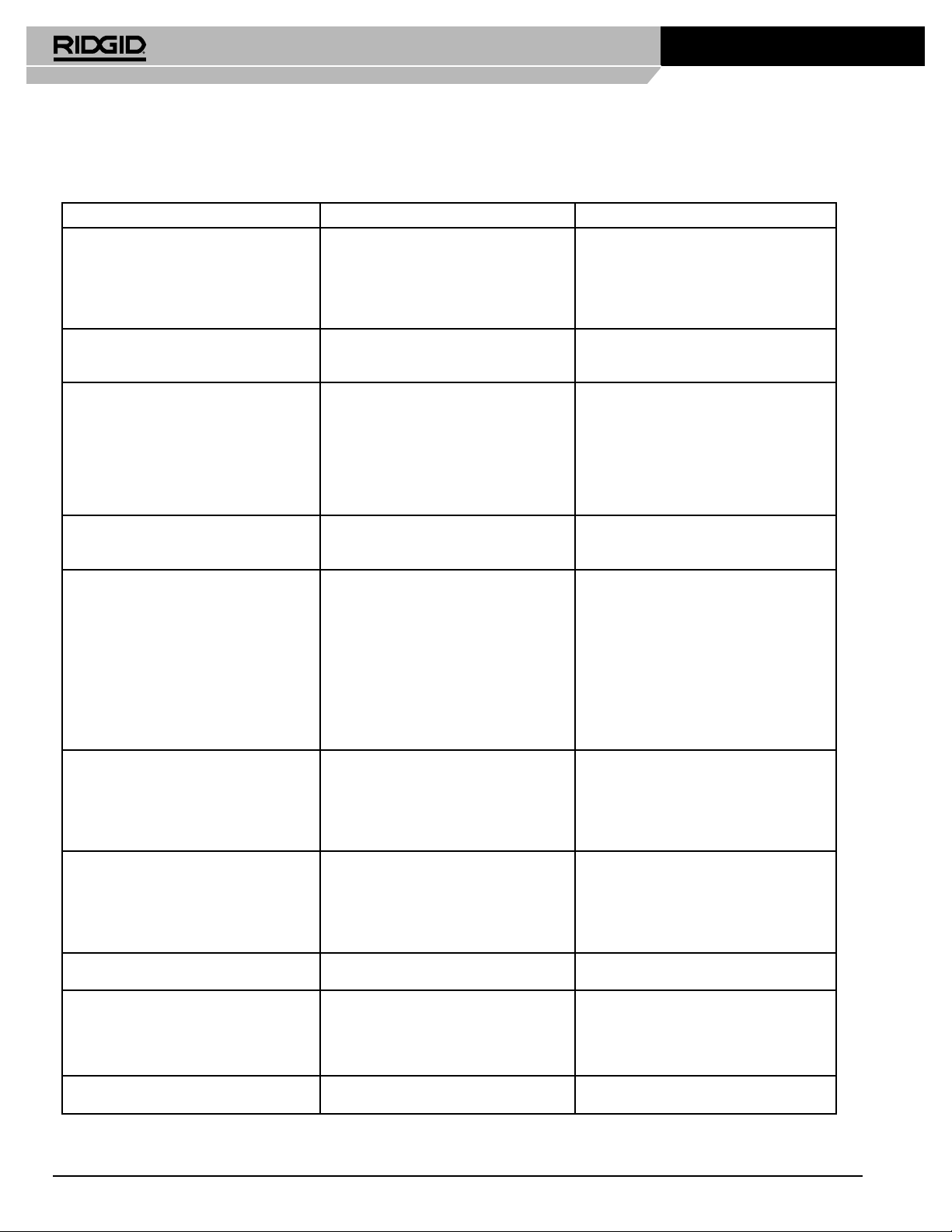
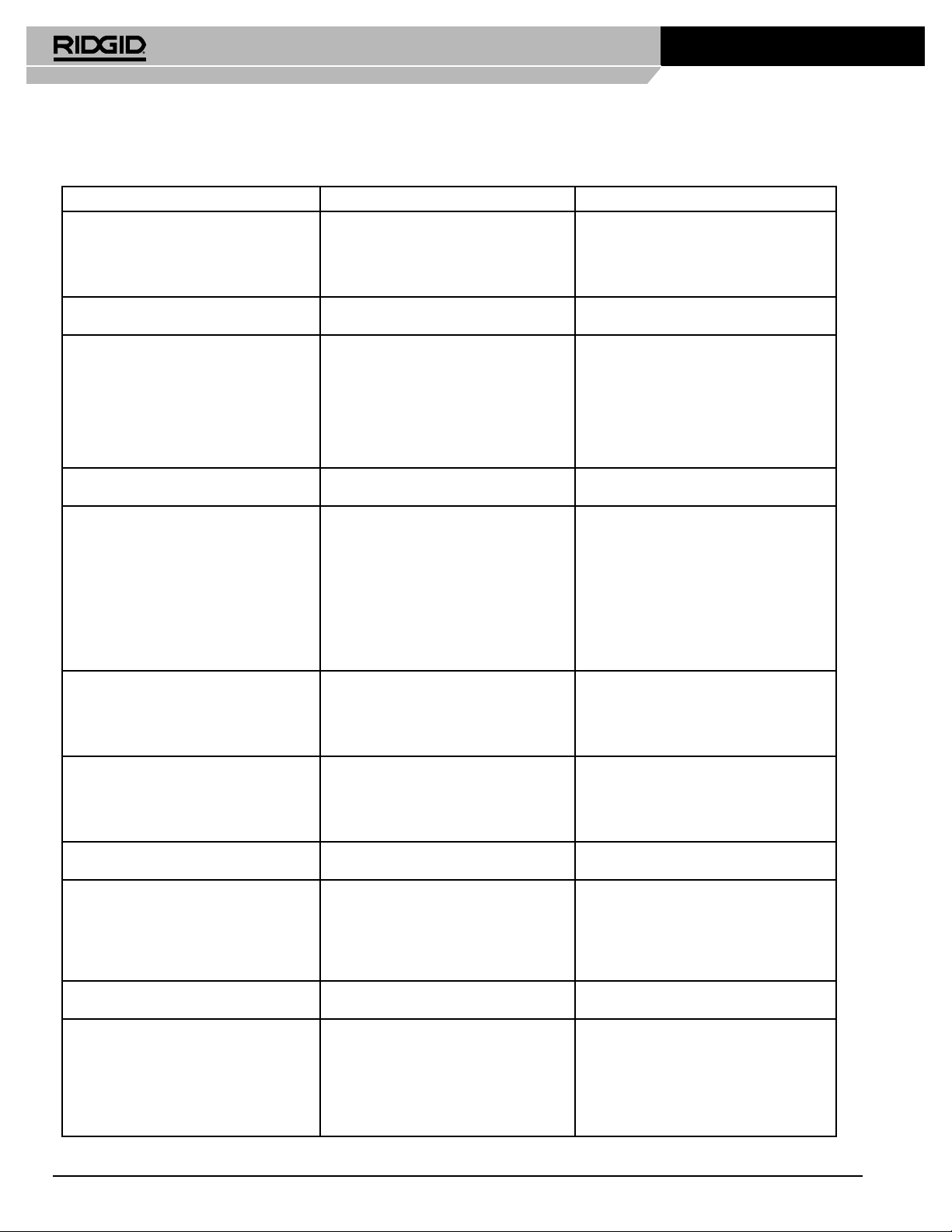
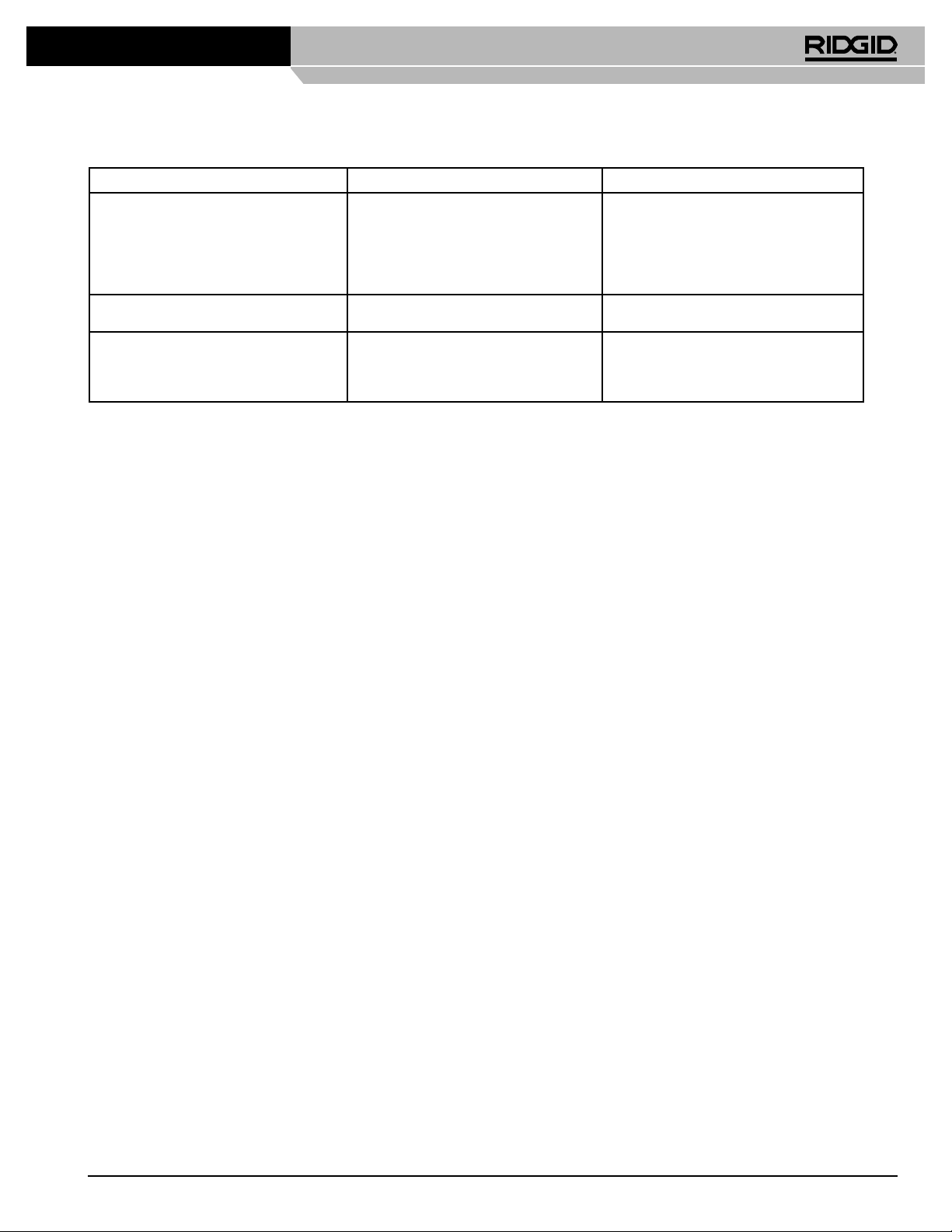
Table 3. Troubleshooting
MALFUNCTION PROBABLE CAUSE CORRECTIVE ACTION
1. Rolled groove too narrow or too wide. a. Incorrect size of grooving and driving rolls.
b. Mismatched grooving and driving rolls.
c. Grooving roll and/or driving roll worn.
2. Rolled groove not perpendicular to pipe axis. a. Pipe length not straight.
b. Pipe end not square with pipe axis.
3. Pipe will not track while grooving. a. Pipe not level.
b. Pipe axis not offset 1/2 degree from driving roll
axis.
c. Pipe axis not offset in the correct direction.
d. Groover not level.
e. Feed Screw not tight. (915)
4. Pipe drifts back and forth
on driving roll axis while grooving.
5. Pipe rocks from side to side
on driving roll while grooving.
6. Groover will not roll groove in pipe. a. Pipe wall maximum thickness exceeded.
7. Groover will not roll groove to specifi cation. a. Maximum pipe diameter tolerance exceeded.
8. Pipe slips on driving roll. a. Driving roll knurling plugged with metal or worn
9. Groover will not rotate pipe while grooving. a. Grooving Roll hand feed rate too slow
10. Power Drive & Groover tend to tip. a. Not enough support for pipe. a. Use (2) pipe stands for all lengths over 36”.
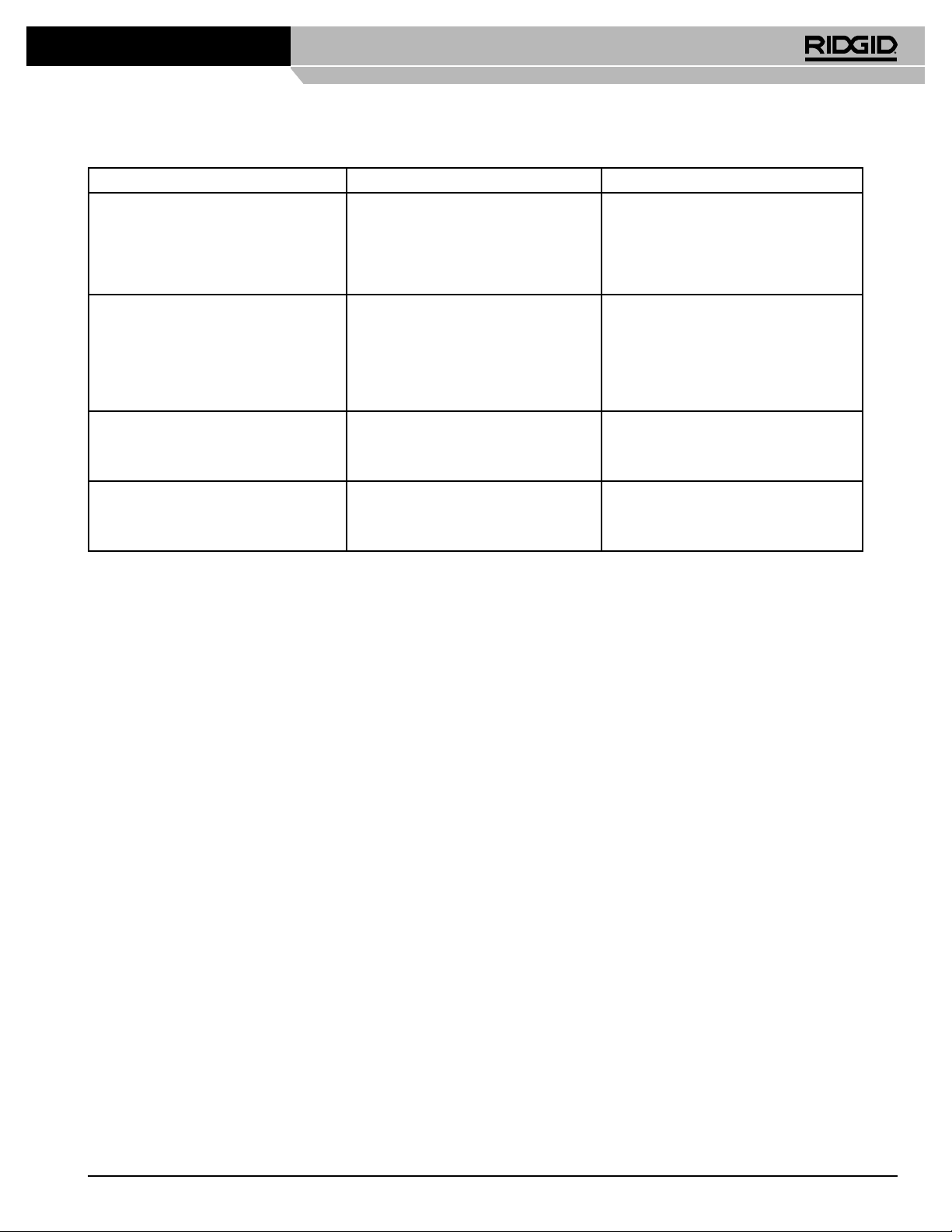
11. Pump not delivering oil, cylinder does not
advance.
(918 only)
12. Pump handle operates with “spongy” action.
(918 only)
13. Cylinder extends only partially.
(918 only)
14. Pipe end fl ares or forms bell shape when
grooving.
(918 only)
a. Pipe length not straight.
b. Pipe end not square with pipe axis.
a. Pipe end fl attened or damaged.
b. Hard spot in pipe material or weld seams
harder than pipe.
c. Power drive rotating pipe too fast.
d. Pipe support stand rollers not in correct
location for pipe size.
e. Grooving Roll feed rate too slow. (915)
b. Wrong rolls.
c. Adjustment nut not set.
d. Power drive does not supply required
minimum torque.
b. Mismatched grooving and driving rolls.
c. Pipe material too hard.
d. Adjustment screw not set. (915/916)
fl at.
(915/916).
b. Power drive does not supply minimum
required torque.
c. Chuck not closed on drive shaft fl ats.
a. Pump release valve open.
b. Low oil in reservoir.
c. Dirt in pump body.
d. Seats worn or not seating.
e. Too much oil in reservoir.
a. Air trapped in system.
b. Too much oil in reservoir.
a. Pump reservoir is low on oil.
b. Depth and adjustment set incorrectly.
a. Operator is advancing grooving rolls too fast.
b. Pipe not level.
a. Install correct size of grooving and driving rolls.
b. Match grooving and driving rolls.
c. Replace worn roll.
a. Use straight pipe.
b. Cut pipe end square.
a. Adjust stand to level pipe.
b. Offset pipe 1/2 degree. (See Fig.14, 15)
c. See set-up instructions.
d. Level groover.
e. Tighten feed screw with ratchet for every
revolution.
a. Use straight pipe.
b. Cut pipe end square.
a. Cut off damaged pipe end.
b. Use high quality pipe of uniform hardness.
c. Reduce speed - shift to low speed or use
RIDGID 36 rpm 300, 535, 1233, 1224 or 1822
Power Drive.
d. Position pipe stand rollers for pipe size being
used.
e. Hand feed Grooving Roll into pipe faster.
a. Check pipe capacity chart.
b. Install correct rolls.
c. Set depth.
d. Use RIDGID No. 300, 535, 1224, 1233
or 1822 Power Drive.
a. Use correct diameter pipe.
b. Use correct set of rolls.
c. Replace pipe.
d. Set depth.
a. Clean or replace driving roll.
a. Hand feed Grooving Roll into pipe faster.
b. Use RIDGID No. 300, 535, 1224, 1233 or
1822 Power Drive.
c. Close chuck.
a. Close release valve.
b. Check oil lever per instructions.
c. Requires service by qualifi ed technician.
d. Requires service by qualifi ed technician.
e. Check oil level per instructions.
a. Position ram lower than pump by tipping the
machine on its side opposite the operator.
Extend and return the cylinder piston several
times to permit air to return to the pump
reservoir.
b. Check oil level per instructions.
a. Fill and bleed system.
b. Follow depth adjustment instructions.
a. Slow down pumping action. Refer to proper
operating instructions.
b. Adjust stand to level pipe with groover.
4
Ridge Tool Company
Page 6
DE
915, 916, 918, 918I
Bedienungsanleitung
915, 916, 918, 918I
3. Die Rollnutmaschine muss fest mit dem Antrieb verbunden sein.
Befolgen Sie die Anweisungen für die Vorbereitung sorgfältig.
4. Die Rollnutmaschine wurde zum Rollnuten von Leitungen und Rohren
entwickelt. Verwenden Sie sie nicht für andere Zwecke.
5. Stützen Sie Rohre mit einem Rohrständer sicher ab.
6. Verwenden Sie das empfohlene Zubehör. Bei Verwendung von anderem
Zubehör besteht ein erhöhtes Verletzungsrisiko. Informationen über
empfohlenes Zubehör fi nden Sie in den Betriebsanleitungen.
7. Benutzen Sie die Maschine nicht, wenn Schalter defekt sind.
WARNUNG! Lesen Sie diese An weisungen
und die begleitende Sicherheitsbroschüre
sorgfältig, bevor Sie dieses Gerät
benutzen. Bei Unklarheiten wenden Sie sich bitte
an Ihre RIDGID Vertriebsstelle, die Sie näher
informiert.
Unkenntnis und Nichtbefolgung der Anweisungen
können zu elektrischen Schlägen, Feuer und/oder
schweren Verletzungen führen.
BEWAHREN SIE DIESE ANWEISUNGEN AUF!
TECHNISCHE DATEN
Siehe RIDGID Katalog.
Transport und Handhabung
Die Maschine wird mit den Haltegriffen angehoben.
Vorbereiten der Maschine
915
Diese Maschine wurde für das manuelle Rollnuten an Rohren entwickelt.
Wir empfehlen dringend, die Maschine NICHT zu modifi zieren und/oder für
andere Zwecke zu verwenden als vorgesehen, auch nicht zum Antreiben
anderer Geräte.
916, 918, 918I
Diese Maschine wurde für das Rollnuten an Rohren zusammen mit den
vorgeschriebenen RIDGID Gewindeschneidemaschinen, Kraftantrieben
und Zubehör entwickelt. Wir empfehlen dringend, die Maschine NICHT zu
modifi zieren und/oder für andere Zwecke zu verwenden als vorgesehen,
auch nicht zum Antreiben anderer Geräte. Die Maschine nicht in Türen oder
Durchgänge stellen. Sie muss vom Einsatzort eingesehen werden können.
Unbefugte durch Absperrungen fernhalten. Diese Maschine nicht in nasser oder
feuchter Umgebung benutzen. Kontrollieren Sie, ob die Maschinenspannung
der vorhandenen Netzspannung entspricht. Vergewissern Sie sich, dass der
Fußschalter der Maschine korrekt funktioniert und der Motorschalter sich
in der Stellung “0” befi ndet, bevor die Maschine ans Netz angeschlossen
wird. Der Fußschalter erlaubt die komplette Steuerung der Maschine, die nur
arbeitet, wenn der Fußschalter betätigt wird. Vergewissern Sie sich zu Ihrer
eigenen Sicherheit, dass der Fußschalter nicht behindert ist und platzieren
Sie ihn so, dass alle Bedienelemente leicht erreichbar sind.
Allgemeine Sicherheitshinweise für Rollnutmaschinen
1. Halten Sie die Hände von den Nutrollen fern. Finger können zwischen
die Nut- und Antriebsrollen geraten.
2. Stellen Sie die Rollnutmaschine auf eine ebene Fläche. Vergewissern
Sie sich, dass Maschine, Ständer und Rollnutmaschine stabil stehen
und nicht umfallen können.
Installation
915 916 918 918I
Abb. 1 Abb. 2 - 300
Abb. 3 - 535
Abb. 4 - 1233
Betrieb der Rollnutmaschinen 915, 916, 918, 918I
Vorbereitung der Rohre
1. Die Rohrenden müssen rechtwinklig abgeschnitten sein. Keinen
Schneidbrenner verwenden.
2. Bei nicht vollständig runden Rohren darf die in den Nutspezifi kationen
genannte Toleranz des Außendurchmessers nicht überschritten werden.
Tabelle 1.
3. Alle inneren und äußeren, Grate oder Nähte müssen auf einer Länge
von mindestens 2 Zoll ab dem Rohrende plan geschliffen werden.
Hinweis: Die Dichtfl äche darf beim Planschleifen nicht beschädigt werden.
Leitungs-/Rohrlängen
In der folgenden Tabelle werden die minimalen Rohrlängen angegeben, in
die ohne Rohrständer eine maximale Nutlänge geschnitten werden kann.
Rohrlängen für Rollnuten - (Abmessungen in Zoll)
Nenngröße
1
1 1/4
1 1/2
2
2 1/2
3
3 1/2
Rohrvorbereitung
1. Rohre oder Leitungen, die die in der Tabelle angegebene Maximallänge
überschreiten, müssen mit 2 Rohrständern gestützt werden. Der zweite
Rohrständer muss in einem Abstand von 3/4 der Rohrlänge von der
Rollnutmaschine aufgestellt werden.
2. Heben Sie das obere Gehäuse der Rollnutmaschine an.
915
Heben Sie die Nutrolle durch Drehen der Tiefeneinstellschraube von der
Antriebsrolle (Abb. 32).
916
Heben Sie den Vorschubhebel (Abb. 10).
918,
Bewegen Sie den Pumpenlösehebel in die Position “RETURN” (zum
Bediener hin) (Abb. 11).
Min.
Länge
8
8
8
8
8
8
8
918I
Abb. 5 - 300
Abb. 6 - 1822
Abb. 7 - 1233
Abb. 8 - 1224
Max.
Länge
36
36
36
36
36
36
36
Abb. 37 - Ständermontage
Abb. 38 - 918I
Nenn-
größe
4
4 1/2
5
6 A.D.
6
8
10
12
Min.
Länge
8
8
8
8
8
8
8
8
Max.
Länge
36
32
32
30
28
24
24
24
Ridge Tool Company
5
Page 7

915, 916, 918, 918I
3. Richten Sie Rohr und Rohrständer rechtwinklig zur Rollnutmaschine
aus und vergewissern Sie sich, dass das Rohr bündig am
Antriebsrollenfl ansch anliegt (Abb. 12).
4. Bringen Sie das Rohr durch Einstellen des Rohrständers in die
Waagerechte (Abb. 13).
5. Versetzen Sie Rohr und Rohrständer leicht ( ca. 1/2°) vom Bediener weg
oder zum Bediener hin, wie nachfolgend erläutert:
Hinweis: Beim Vorwärtsbetrieb der Maschine (“FORWARD”) das Rohr
1/2° vom Bediener weg versetzen (Abb. 14).
Hinweis: Beim Rückwärtsbetrieb der Maschine (“REVERSE”) das Rohr
1/2° zum Bediener hin versetzen (Abb. 15).
Einstellen der Rollnuttiefe
Hinweis: Auf Grund der unterschiedlichen Eigenschaften der Rohre ist es
sinnvoll, zunächst eine Probenut zu schneiden, wenn die Maschine vorbereitet
oder der Rohrdurchmesser gewechselt wird. Der Tiefeneinstellknopf muss für
jeden Rohr-/Leitungsdurchmesser neu eingestellt werden.
915
1. Mit der Tiefeneinstellschraube wird das Rohr in die Rollnutmaschine
eingespannt. Die Schraube nicht zu fest anziehen.
2. Stellen Sie die Tiefeneinstellschraube (Abb. 33) auf die korrekte Tiefe ein
(siehe Abb. 34).
916
1. Heben Sie den Vorschubhebel an.
2. Lösen Sie die Tiefeneinstellschraube vollständig.
3. Ziehen Sie die Tiefeneinstellschraube an, wie in Abb. 16 gezeigt.
4. Drehen Sie den Tiefeneinstellknopf zurück, wie in der Tabelle
angegeben.
4. Vermeiden Sie zu schnellen Vorschub. Verstärken Sie erst nach einer
vollen Umdrehung den Druck, um eine Überlastung zu vermeiden.
5. Stoppen Sie die Maschine und überprüfen Sie die Tiefe der Nut. Stellen
Sie die den Tiefenanschlag nach Bedarf ein.
Weitere Nuten am selben Rohr werden mit derselben Tiefe geschnitten.
6. Heben Sie den Griff (916) oder üben Sie keinen Druck mehr aus (918),
und entfernen Sie das Rohr.
Überprüfen Sie die fertige Nut vor der Installation immer mit einem
passenden Gegenstück.
Rohrstabilisator/Nippelhalterung
Dieser Stabilisator ist für 2 1/8“-12“ Rohre vorgesehen. Er kann nur am
Kraftantrieb Modell 300 und Sockeln 918l mit 3 Befestigungsöffnungen
angebracht werden.
1. Fluchten Sie die Halterung mit den Befestigungsöffnungen
(Abb. 19 - a, b).
2. Die Befestigungsschrauben einsetzen und anziehen.
3. Bei korrekt positioniertem Rohr die Stabilisatorrolle anziehen, bis sie das
Rohr berührt. Eine weitere Umdrehung festziehen (Abb. 20).
Warnung: Nicht für Rohrlängen von unter 8” verwenden.
Wechseln der Nutrollensätze
915
1. Entfernen Sie die Kopfschraube von der Antriebsrolle und trennen
Sie die Antriebsrolle von der Abtriebswelle und entfernen Sie die
Stabilisatorblöcke. Lösen Sie die Einstellschraube, um die Nutrolle zu
entfernen (Abb. 35).
2. Verfahren Sie mit dem richtigen Nutrollensatz umgekehrt. Überprüfen Sie
die Druckscheibe (Abb. 36).
918, 918I
1. Bewegen Sie die obere Nutrolle vorwärts, indem Sie den
Pumpenlösehebel in die Stellung “ADVANCE” bewegen (vom Bediener
weg) und den Hebel hin- und herbewegen, bis die obere Rolle das Rohr,
in das eine Nut geschnitten werden soll, berührt.
2. Drehen Sie den Tiefeneinstellknopf (im Uhrzeigersinn) herunter, bis er
oben auf der Maschine aufl iegt (Abb. 17).
3. Den Tiefeneinstellknopf zurück drehen (Abb. 18).
Rollnut formen
915
1. Die Tiefeneinstellschraube ca. eine Umdrehung weit drehen.
2. Die Ratsche zum Drehsockel bewegen und drehen, um Maschine 915
über das Rohr zu schieben.
3. Nach einer Umdrehung stoppen und die Schritte 1 und 2 wiederholen, bis
der Tiefenanschlag erreicht ist.
4. Prüfen Sie die Nuttiefe und stellen Sie den Tiefenanschlag nach
Bedarf ein. Weitere Nuten am selben Rohr werden mit derselben Tiefe
geschnitten.
5. Lösen Sie die Vorschubschraube, um das Gerät zu öffnen.
916, 918, 918I
1. Betätigen Sie den Fußschalter, um die Maschine zu starten und üben
Sie gleichmäßigen Druck auf den Vorschubhebel/Hydraulikpumpenhebel
aus.
2. Üben Sie mit der rechten Hand Druck auf das Rohr aus, um zu
verhindern, dass das Rohr aus den Rollen läuft.
3. Üben Sie weiter stetigen Druck aus, bis der Nuttiefenanschlag erreicht
ist.
916
1. Lösen Sie die Tiefeneinstellschraube und entfernen Sie Stellschraube
und Feder (Abb. 21a, b, c).
2. Entfernen Sie die Nutrollenwelle und die Nutrolle (Abb. 22, 23, 24, 25).
3. Bauen Sie die neue Antriebswelle ein.
4. Verfahren Sie mit dem richtigen Nutrollensatz umgekehrt.
918, 918I
1. Heben Sie den oberen Rollenbausatz vollständig an und lösen Sie die
Stellschraube in der Nutrolle (Abb. 26).
2. Entfernen Sie die Nutrollenwelle und die Nutrolle (Abb. 27).
3. Arretieren Sie die Spindel und entfernen Sie die Haltemutter (Abb. 28).
4. Entfernen Sie die Antriebswelle (Abb. 29).
5. Bauen Sie die neue Antriebswelle ein.
6. Arretieren Sie die Spindel und entfernen Sie die Haltemutter (Abb. 30).
Wechseln der Nutrollensätze 1”, 1 1/4”-1 1/2”
1. Führen Sie die oben beschriebenen Schritte 1-6 mit der entsprechenden
Antriebswelle durch.
2. Ziehen Sie die Zugschraube an (Abb. 31).
3. Tauschen Sie die obere Nutrolle aus und ziehen Sie die
Nutrolleneinstellschraube an (Abb. 26, 27).
Wartung
Überprüfen Sie alle Teile regelmäßig und tauschen Sie verschlissene
Rollen aus. Schmieren Sie die Lager mit Mehrzweckfett. Bringen Sie für alle
sonstigen Service- und Wartungsarbeiten die Maschine zu einem RIDGID
Vertragshändler oder Servicestation.
6
Ridge Tool Company
Page 8
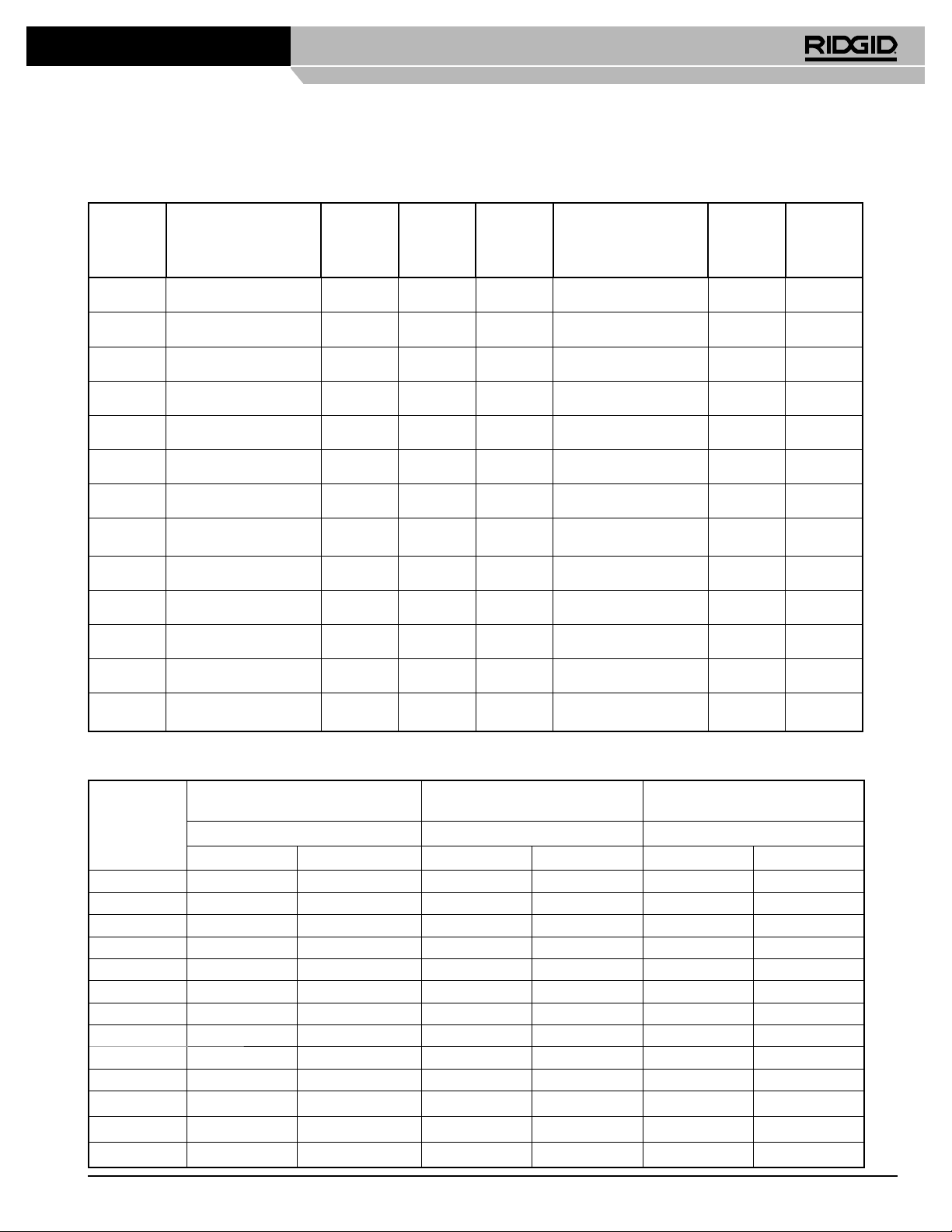
Tabelle 1. Daten von Standardrollnuten
Hinweis: Alle Maße in Zoll.
Nenn-
rohr-
größe
1 1.315 +.016
1 1/4 1.660 +.016
1 1/2 1.900 +.016
2 2.375 ± .024 .065 .625 .344 2.250 +.000
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
3 3.50 ± .035 .083 .625 .344 3.344 +.000
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
4 4.50 ± .045 .083 .625 .344 4.334 +.000
5 5.563 ± .056 .109 .625 .344 5.395 +.000
6 6.625 ± .060 .109 .625 .344 6.455 +.000
8 8.625 ± .086 .109 .750 .469 8.441 +.000
10 10.75 ± .108 .134 .750 .469 10.562 +.000
12 12.75 ± .128 .165 .750 .469 12.531 +.000
Rohr-
durchmesser
A.D. Tol.
-.031
-.031
-.031
T
Min.
Wandstärke
.065 .625 .281 1.190 +.000
.065 .625 .281 1.535 +.000
.065 .625 .281 1.775 +.000
A
Dichtfl äche
± .030
B
Nutbreite
± .030
durchmesser
A.D. Tol.
915, 916, 918, 918I
C
Nut-
-.015
-.015
-.015
-.015
-.018
-.018
-.020
-.020
-.022
-.022
-.025
-.027
-.030
D
Nenn-
nuttiefe
.063 .047
.063 .047
.063 .047
.063 .051
.078 .063
.078 .060
.083 .063
.083 .060
.084 .056
.085 .052
.092 .049
.094 .040
.110 .045
D
Min.
Nuttiefe
Tabelle 2. Maximale und minimale Rohrwandstärken
Rohrgröße Kohlenstoffstahl- oder Aluminiumleitung
oder -rohr
Wandstärke Wandstärke Wandstärke
Min. Max. Min. Max. Min. Max.
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
Edelstahlleitung oder -rohr PVC-/CPVC-Rohr
Ridge Tool Company
7
Page 9
915, 916, 918, 918I
Tabelle 3. Fehlerbehebung
FEHLFUNKTION MÖGLICHE URSACHE ABHILFEMASSNAHME
1. Die Rollnut ist zu schmal oder zu breit. a. Falsche Größe der Nut- und Antriebsrollen.
b. Ungleiche Nut- und Antriebsrollen.
c. Nutrolle und/oder Antriebsrolle verschlissen.
2. Die Nut liegt nicht rechtwinklig zur Rohrachse. a. Rohr ist nicht gerade.
b. Rohr wurde nicht rechtwinklig zur Rohrachse
abgeschnitten.
3. Das Rohr läuft beim Nutwalzen nicht weiter. a. Rohr ist nicht waagerecht.
b. Rohrachse ist nicht um 1/2° aus der
Antriebsrollenachse verschoben.
c. Rohrachse ist nicht in der korrekten Richtung
versetzt.
d. Die Rollnutmaschine steht nicht waagerecht.
e Die Vorschubschraube ist nicht angezogen.
(915)
4. Rohr bewegt sich beim Schneiden der Nut
auf der Antriebsrollenachse vorwärts und
rückwärts.
5. Rohr bewegt sich beim Schneiden der Nut
auf der Antriebsrollenachse hin und her.
6. Es wird keine Nut geschnitten. a. Maximale Rohrwandstärke ist überschritten.
7. Rollnutmaschine schneidet Nut nicht nach
Vorgabe.
8. Rohr rutscht auf der Antriebsrolle. a. Rändelung auf der Antriebsrolle mit
9. Rollnutmaschine dreht das Rohr beim
Nutschneiden nicht.
10. Kraftantrieb und Rollnutmaschine neigen zum
Kippen.
a. Rohr ist nicht gerade.
b. Rohr wurde nicht rechtwinklig zur Rohrachse
abgeschnitten.
a. Das Rohrende ist gequetscht oder beschädigt.
b. Das Rohr hat unterschiedliche Härten an
Schweißnaht und Rohrwand.
c. Kraftantrieb dreht das Rohr zu schnell.
d. Rohrständer für die Rohrlänge nicht richtig
positioniert.
e Nutschneidevorschub ist zu gering. (915)
b. Falsche Rollen.
c. Einstellmutter wurde nicht eingestellt.
d. Kraftantrieb liefert nicht das erforderliche
Mindestdrehmoment.
a. Die max. Toleranz für den Rohrdurchmesser
wurde überschritten.
b. Ungleiche Nut- und Antriebsrollen.
c. Rohrmaterial zu hart.
d. Einstellschraube wurde nicht eingestellt.
(915/916)
Metallresten versehen bzw. abgenutzt.
a. Manueller Nutschneidevorschub ist zu gering
(915/916).
b. Kraftantrieb liefert nicht das erforderliche
Mindestdrehmoment.
c. Antriebswelle ist nicht fest im Spannfutter.
a. Das Rohr wird nicht ausreichend gestützt. a. Für Rohrlängen über 36“ sind 2 Rohrständer
a. Nut- und Antriebsrollen in korrekter Größe
einbauen.
b. Passende Nut- und Antriebsrollen verwenden.
c. Verschlissene Rolle austauschen.
a. Gerades Rohr verwenden.
b. Rohrende rechtwinklig abschneiden.
a. Ständer einstellen, um Rohr zu nivellieren.
b. Rohr um 1/2 Grad versetzen.
(Siehe Abb. 14, 15)
c. Siehe Anweisungen zum Aufstellen der
Maschine.
d. Die Rollnutmaschine waagerecht aufstellen.
e Die Vorschubschraube mit der Ratsche für jede
Umdrehung anziehen.
a. Gerades Rohr verwenden.
b. Rohrende rechtwinklig abschneiden.
a. Beschädigtes Rohrende abschneiden.
b. Hochwertiges Rohr mit gleichmäßiger Härte
verwenden.
c. Drehzahl verringern - auf niedrige Drehzahl
wechseln oder RIDGID 36 rpm 300, 535, 1233,
1224 oder 1822 Kraftantrieb verwenden.
d. Rohrständer auf richtige Position stellen.
e Die Nutrolle schneller von Hand an das Rohr
führen.
a. Die Tabelle für die richtigen Rohrabmessungen
prüfen.
b. Vorgeschriebene Rollen einbauen.
c. Tiefe einstellen.
d. RIDGID Nr. 300, 535, 1224, 1233 oder 1822
Kraftantrieb verwenden.
a. Rohr mit vorgeschriebenem Durchmesser
verwenden.
b. Korrekten Rollensatz verwenden.
c. Rohr austauschen.
d. Tiefe einstellen.
a. Antriebsrolle säubern oder ersetzen.
a. Die Nutrolle schneller von Hand an das Rohr
führen.
b. RIDGID Nr. 300, 535, 1224, 1233 oder 1822
Kraftantrieb verwenden.
c. Spannfutter schließen.
erforderlich.
8
Ridge Tool Company
Page 10
915, 916, 918, 918I
FEHLFUNKTION MÖGLICHE URSACHE ABHILFEMASSNAHME
11. Pumpe fördert kein Öl, Zylinder bewegt sich
nicht. (nur 918)
12. Betätigung des Pumpenhebels ist “
schwammig”.
(nur 918)
13. Zylinder wird nur teilweise ausgefahren.
(nur 918)
14. Das Rohrende bördelt beim Nutschneiden aus
oder wird glockenförmig.
(nur 918)
a. Pumpenentlastungsventil ist offen.
b. Ölstand im Behälter ist zu niedrig.
c. Schmutz im Pumpengehäuse.
d. Dichtungen verschlissen oder dichten nicht.
e. Zu viel Öl im Behälter.
a. Im System befi ndet sich Luft.
b. Zu viel Öl im Behälter.
a. Zu wenig Öl im Pumpenbehälter.
b. Tiefe und Einstellung nicht korrekt.
a. Der Bediener schiebt die Nutrollen zu schnell
vor.
b. Rohr ist nicht waagerecht.
a. Entlastungsventil schließen.
b. Ölstand gemäß Anleitung prüfen.
c. Wartung durch qualifi zierten Techniker
erforderlich.
d. Wartung durch qualifi zierten Techniker
erforderlich.
e Ölstand gemäß Anleitung prüfen.
a. Maschine auf die vom Bediener abgewandte
Seite kippen, damit der Pumpenhebel tiefer liegt
als die Pumpe.
Den Kolben einige Male ein- und ausfahren,
damit die Luft zurück in den Pumpenbehälter
strömen kann.
b. Ölstand gemäß Anleitung prüfen.
a. System füllen und entlüften.
b. Tiefeneinstellanweisungen befolgen.
a. Pumpenförderleistung verringern. Siehe
Bedienungsanleitung.
b. Ständer einstellen, um Rohr an der
Nutrollmaschine auszurichten.
Ridge Tool Company
9
Page 11

915, 916, 918, 918I
10
Ridge Tool Company
Page 12
FR
915, 916, 918, 918I
Instructions
d’utilisation
AVERTISSEMENT! Lisez attentivement
ces instructions et le guide de sécurité
qui les accompagne avant d’utiliser cet
appareil. Si vous avez des questions sur l’un ou
l’autre aspect relatif à l’utilisation de cet appareil,
contactez votre distributeur RIDGID.
L’incompréhension et le non-respect de toutes les
instructions peuvent provoquer une électrocution,
un incendie et/ou des blessures corporelles
graves.
CONSERVEZ CES INSTRUCTIONS DANS UN
ENDROIT SUR!
CARACTERISTIQUES
Voir catalogue RIDGID.
Transport et manutention
Soulevez la machine à l’aide des poignées prévues à cet effet.
915, 916, 918, 918I
Règles de sécurité générales pour la rainureuse
1. Tenez vos mains éloignées des rouleaux de rainurage. Vos doigts
risqueraient d’être coincés entre les rouleaux de rainurage et les galets
d’entraînement.
2. Placez la rainureuse sur une surface plate et de niveau. Veillez à ce que
la machine, le support et la rainureuse soient stables et ne risquent pas
de basculer.
3. Veillez à ce que la rainureuse soit correctement fi xée à la machine.
Suivez scrupuleusement les instructions de confi guration.
4. La rainureuse est destinée au rainurage de canalisations et tubes. Ne
l’utilisez pas à d’autres fi ns.
5. Soutenez correctement la canalisation avec la servante de tubes.
6. Utilisez des accessoires recommandés. L’utilisation d’autres accessoires
peut augmenter le risque de blessures. Reportez-vous aux modes
d’emploi des accessoires recommandés.
7. N’utilisez pas la machine si ses interrupteurs sont défectueux.
Installation
915 916 918 918I
Fig. 1 Fig. 2 - 300
Fig. 3 - 535
Fig. 4 - 1233
Utilisation des rainureuses 915, 916, 918, 918I
Préparation de la canalisation
1. Les extrémités de la canalisation doivent être coupées à angle droit.
N’utilisez pas de chalumeau coupeur.
2. L’ovalisation de la canalisation ne doit pas excéder la tolérance du D.E.
total répertoriée dans les caractéristiques de la rainureuse. Tableau 1.
3. Tous les cordons, bavures et joints de soudure internes ou externes
doivent être meulés à ras à 2 pouces minimum de l’extrémité de la
canalisation.
Remarque: N’endommagez pas la zone du joint lorsque vous meulez.
Fig. 5 - 300
Fig. 6 - 1822
Fig. 7 - 1233
Fig. 8 - 1224
Fig. 37 - Montage du support
Fig. 38 - 918I
Mise en place de la machine
915
Cette machine est destinée au rainurage manuel de canalisations.
Il est vivement conseillé de ne PAS modifi er et/ou utiliser ces machines pour
une autre application que celle pour laquelle elles ont été conçues, y compris
de ne pas l’utiliser avec d’autres équipements électriques.
916, 918, 918I
Cette machine est destinée au rainurage de canalisations à l’aide des
machines à fi leter, commandes à moteur et accessoires RIDGID spécifi és.
Il est vivement conseillé de ne PAS modifi er et/ou utiliser ces machines
pour une autre application que celle pour laquelle elles ont été conçues, y
compris de ne pas l’utiliser avec d’autres équipements électriques. Eloignez
la machine des portes ou couloirs et veillez à ce que l’ensemble de la zone
de travail soit visible depuis la position de fonctionnement. Installez des
barrières de protection pour le public. N’utilisez pas la machine dans un
endroit humide. Vérifi ez si la tension de la machine est identique à celle de la
source d’alimentation. Veillez à ce que la pédale-interrupteur de la machine
fonctionne correctement et à ce que l’interrupteur de la machine soit sur la
position « 0 » avant de la raccorder à la source d’alimentation. La pédaleinterrupteur permet de contrôler totalement la machine qui ne fonctionnera
que si la pédale est enfoncée. Pour votre sécurité, assurez-vous que la
pédale-interrupteur fonctionne librement et positionnez-la de telle sorte que
toutes les commandes soient aisément accessibles.
Ridge Tool Company
Longueur de la canalisation/tube
Le tableau suivant répertorie la longueur minimale de la canalisation ou du
tube à rainurer et la longueur maximale à rainurer sans servante de tubes.
Longueurs de canalisation rainurables - Pouces
Taille
nom.
1 1/4
1 1/2
2 1/2
3 1/2
Confi guration de la canalisation
1. Une canalisation ou un tube dépassant les longueurs maximales
répertoriées dans le tableau doit être soutenu par 2 servantes de tubes.
La servante de tubes doit être située aux 3/4 de la longueur de la
canalisation, depuis la rainureuse.
2. Soulevez le logement supérieur de la rainureuse.
915
Ouvrez la rainureuse depuis le galet d’entraînement en tournant la vis
de réglage de la profondeur (Fig. 32).
Longueur
min.
1
2
3
Longueur
max.
8
8
8
8
8
8
8
36
36
36
36
36
36
36
Taille
nom.
4
4 1/2
5
6 D.E.
6
8
10
12
Longueur
min.
8
8
8
8
8
8
8
8
Longueur
max.
36
32
32
30
28
24
24
24
11
Page 13

915, 916, 918, 918I
916
Soulevez le manche (Fig. 10).
918I
918,
Placez le levier de dégagement de la pompe en position « RETOUR »
(vers l’opérateur) (Fig. 11).
3. Alignez la canalisation et la servante de tubes sur la rainureuse en
veillant à ce que le tuyau soit à ras du fl asque du galet d’entraînement
(Fig. 12).
4. Mettez la canalisation de niveau en ajustant la servante de tubes
(Fig. 13).
5. Décalez légèrement la canalisation et la servante de tubes environ de
moitié à partir de/vers l’opérateur comme expliqué ci-dessous:
Remarque: Si la machine tourne en « AVANT », décalez la canalisation
de moitié à partir de l’opérateur (Fig. 14).
Remarque: Si la machine tourne en « ARRIERE », décalez la
canalisation de moitié vers l’opérateur (Fig. 15).
Réglage de la profondeur de la rainure
Remarque: En raison des différentes caractéristiques des canalisations,
une rainure test doit toujours être réalisée lors de la confi guration ou de la
modifi cation des tailles de canalisations. Le bouton de réglage de la profondeur
doit être reconfi guré pour chaque diamètre de canalisation/tube.
915
1. Ajustez le réglage de la profondeur pour fi xer la rainureuse à la
canalisation. Ne serrez pas trop.
2. Réglez la vis de réglage de la profondeur (Fig. 33) pour donner une
profondeur correcte (voir Fig. 34).
916
1. Soulevez le manche.
2. Desserrez complètement la vis de réglage de la profondeur.
3. Serrez la vis de réglage de la profondeur comme indiqué dans la Fig. 16.
4. Reculez le bouton de réglage de la profondeur comme indiqué dans le
tableau.
918, 918I
1. Avancez le rouleau de rainurage supérieur en plaçant le levier de
dégagement de la pompe en position « AVANCE » (à l’opposé de
l’opérateur) et actionnez la poignée jusqu’à ce que le rouleau supérieur
touche le diamètre extérieur de la canalisation à rainurer.
2. Abaissez le bouton de réglage de la profondeur indexé (vers la droite)
jusqu’à ce qu’il s’arrête contre le haut de la machine (Fig. 17).
3. Reculez le bouton de réglage de la profondeur (Fig. 18).
Formation du rouleau de rainurage
915
1. Faites pivoter le réglage de la profondeur d’environ un tour.
2. Déplacez le cliquet vers la prise de rotation et tournez pour faire avancer
la 915 autour de la canalisation.
3. Arrêtez après un tour et répétez les étapes 1 et 2 jusqu’à ce que la butée
de profondeur soit atteinte.
4. Vérifi ez la profondeur de la rainure et réglez la butée de profondeur
comme requis. D’autres rainures sur la même canalisation seront
réalisées à la même profondeur.
5. Desserrez la vis d’avance pour ouvrir la 915.
916, 918, 918I
1. Appuyez sur la pédale-interrupteur pour démarrer la machine et
appliquez une pression régulière sur le manche/le levier de pompe
hydraulique.
2. Avec la main droite, appuyez sur la canalisation afi n de l’empêcher de
sortir des rouleaux.
3. Continuez à appliquer une pression constante jusqu’à ce que la butée de
profondeur de la rainure soit atteint.
4. Ne dépassez pas la limite d’avance. Autorisez un tour complet avant
d’augmenter la pression sur les rouleaux afi n d’éviter une surcharge.
5. Arrêtez la machine et vérifi ez la profondeur de la rainure. Réglez la butée
de profondeur comme requis.
D’autres rainures sur la même canalisation seront réalisées à la même
profondeur.
6. Soulevez le manche (916) ou relâchez la pression (918) et retirez la
canalisation.
Vérifi ez toujours l’ensemble de la rainure avec un raccord avant
installation.
Stabilisateur de canalisation/Bras pour manchon fi leté
Ce stabilisateur est conçu pour fonctionner sur une canalisation de 2
1/8”- 12”. Il peut être uniquement placé sur un bras de support 300 et des
bases 918I qui comportent 3 trous de montage.
1. Alignez le bras sur les trous de montage (Fig. 19 - a, b).
2. Placez les boulons et serrez-les.
3. Lorsque la canalisation est correctement positionnée, serrez le rouleau
stabilisateur jusqu’à ce qu’il touche la canalisation. Serrez d’un tour
supplémentaire (Fig. 20).
Avertissement: N’utilisez pas des longueurs de canalisation inférieures
à 8”.
Changement des jeux de rouleaux de rainurage
915
1. Retirez la vis d’assemblage du galet d’entraînement, séparez le galet
d’entraînement de l’arbre de sortie et retirez les stabilisateurs. Desserrez
le jeu de vis pour retirer la rainureuse (Fig. 35).
2. Exécutez la procédure dans l’ordre inverse avec la rainure correcte.
Vérifi ez la rondelle de butée (Fig. 36).
916
1. Desserrez la vis de réglage de la profondeur et retirez la vis de réglage et
le ressort (Fig. 21a, b, c).
2. Retirez l’arbre de la rainureuse et la rainureuse (Fig. 22, 23, 24, 25).
3. Installez un nouveau cardan.
4. Exécutez la procédure dans l’ordre inverse avec la rainure correcte.
918, 918I
1. Soulevez entièrement l’ensemble supérieur et desserrez la vis de réglage
dans le rouleau de rainurage (Fig. 26).
2. Retirez l’arbre du rouleau de rainurage et le rouleau de rainurage
proprement dit (Fig. 27).
3. Verrouillez le mandrin et retirez l’écrou de blocage (Fig. 28).
4. Retirez le cardan (Fig. 29).
5. Installez un nouveau cardan.
6. Verrouillez le mandrin et serrez l’écrou de blocage (Fig. 30).
Changement des jeus de rouleaux de rainurage de 1”, 1 1/4”, -1 1/2”
1. Exécutez les étapes 1 à 6 mentionnées ci-dessus avec le cardan
approprié.
2. Serrez le boulon d’attelage (Fig. 31).
3. Replacez la rainureuse supérieure et serrez la vis de réglage de la
rainureuse (Fig. 26, 27).
Entretien
Vérifi ez régulièrement tous les éléments et remplacez les rainureuses
lorsqu’elles sont usées. Lubrifi ez les roulements avec de la graisse à usage
général. Confi ez la machine à un Centre de service après-vente RIDGID
agréé pour toute autre opération d’entretien ou de maintenance.
12
Ridge Tool Company
Page 14
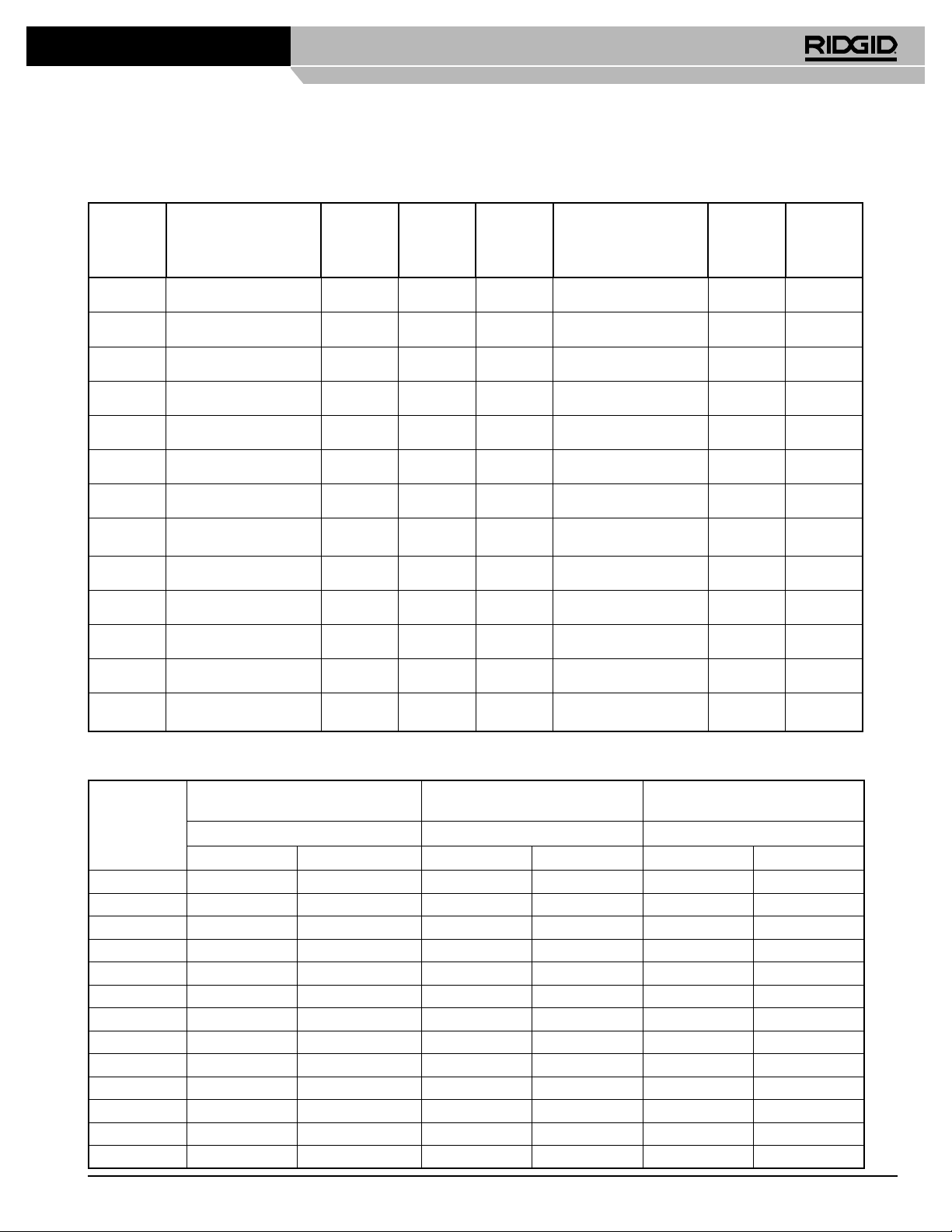
Tableau 1. Caractéristiques standard de la rainureuse
Remarque: Toutes les dimensions sont en pouces.
Taille
nom.
canalisation
1 1.315 +.016
1 1/4 1.660 +.016
1 1/2 1.900 +.016
2 2.375 ± .024 .065 .625 .344 2.250 +.000
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
3 3.50 ± .035 .083 .625 .344 3.344 +.000
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
4 4.50 ± .045 .083 .625 .344 4.334 +.000
5 5.563 ± .056 .109 .625 .344 5.395 +.000
6 6.625 ± .060 .109 .625 .344 6.455 +.000
8 8.625 ± .086 .109 .750 .469 8.441 +.000
10 10.75 ± .108 .134 .750 .469 10.562 +.000
12 12.75 ± .128 .165 .750 .469 12.531 +.000
Diamètre
canalisation
D.E. Tol.
-.031
-.031
-.031
T
Epais.
paroi
min.
.065 .625 .281 1.190 +.000
.065 .625 .281 1.535 +.000
.065 .625 .281 1.775 +.000
A
Siège
du joint
± .030
B
Largeur
rainure
± .030
Diamètre
rainure
D.E. Tol.
915, 916, 918, 918I
C
Profondeur
nom.
rainure
.063 .047
-.015
.063 .047
-.015
.063 .047
-.015
.063 .051
-.015
.078 .063
-.018
.078 .060
-.018
.083 .063
-.020
.083 .060
-.020
.084 .056
-.022
.085 .052
-.022
.092 .049
-.025
.094 .040
-.027
.110 .045
-.030
D
D
Profondeur
min.
rainure
Tableau 2. Epaisseurs maximale et minimale de la paroi de canalisation
Dimensions de
la canalisation
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
Canalisation ou tube en acier au carbone
ou en aluminium
Epaisseur de la paroi Epaisseur de la paroi Epaisseur de la paroi
Min. Max. Min. Max. Min. Max.
Canalisation ou tube en acier
inoxydable
Canalisation en PVC/CPVC
Ridge Tool Company
13
Page 15
915, 916, 918, 918I
Tableau 3. Dépannage
a. Introduisez manuellement plus rapidement le rouleau de rainurage dans la canalisation.
DYSFONCTIONNEMENT CAUSE PROBABLE ACTION CORRECTIVE
1. Rainure trop étroite ou trop large. a. Rouleaux de rainurage et galets
d’entraînement de taille incorrecte.
b. Rouleaux de rainurage et galets
d’entraînement mal assortis.
c. Rouleau de rainurage et/ou galet
d’entraînement usé.
2. Rainure non perpendiculaire à l’axe de la
canalisation.
3. La canalisation ne suit pas durant le rainurage. a. Canalisation pas de niveau.
4. La canalisation bouge vers l’avant et vers
l’arrière sur l’axe du galet d’entraînement
pendant le rainurage.
5. La canalisation bouge latéralement sur le galet
d’entraînement pendant le rainurage.
6. La rainureuse ne fait aucune rainure dans la
canalisation.
7. La rainureuse n’effectue pas de rainure
conformément aux spécifi cations.
8. La canalisation glisse sur le galet
d’entraînement.
9. La rainureuse ne fait pas pivoter la canalisation
durant le rainurage.
10. La machine et la rainureuse ont tendance à
basculer.
a. Longueur de canalisation non droite.
b. Extrémité de la canalisation non
perpendiculaire à son axe.
b. Axe de la canalisation non décalé de
1/2 degré par rapport à l’axe du galet
d’entraînement.
c. Axe de canalisation non décalé dans la bonne
direction.
d. Rainureuse pas de niveau.
e. Vis d’avance non serrée. (915)
a. Longueur de canalisation non droite.
b. Extrémité de la canalisation non
perpendiculaire à son axe.
a. Extrémité de la canalisation aplatie ou
endommagée.
b. Points ou joints soudés plus durs que la
canalisation.
c. La commande à moteur fait tourner la
canalisation trop rapidement.
d. Rouleaux de la servante de tubes mal
positionnés pour la taille de la canalisation.
e. Vitesse d’avance du rouleau de rainurage
insuffi sante. (915)
a. L’épaisseur maximale de la paroi de la
canalisation est dépassée.
b. Mauvais rouleaux.
c. Ecrou de réglage non réglé.
d. La machine ne fournit pas le couple minimal
requis.
a. Tolérance maximale du diamètre de
canalisation dépassée.
b. Rouleaux de rainurage et galets
d’entraînement mal assortis.
c. Matériau de canalisation trop dur.
d. Vis de réglage non réglée. (915/916)
a. Molette du galet d’entraînement obstruée par
du métal ou usée.
a. La vitesse de rainurage manuel est trop basse
(915/916).
b. La commande à moteur ne fournit pas le
couple minimal requis.
c. Mandrin non fermé sur les cardans.
a. La canalisation n’a pas un support suffi sant. a. Utilisez (2) des servantes de tubes pour toutes
a. Installez des rouleaux de rainurage et des
galets d’entraînement de taille correcte.
b. Assortissez les rouleaux de rainurage et les
galets d’entraînement.
c. Remplacez le rouleau usé.
a. Utilisez une canalisation droite.
b. Coupez l’extrémité de la canalisation à angle
droit.
a. Ajustez la servante pour mettre la canalisation
de niveau.
b. Décalez la canalisation de 1/2 degré.
(Voir Fig. 14, 15).
c. Voir les instructions de confi guration.
d. Mettez la rainureuse de niveau.
e. Serrez la vis d’avance avec cliquet pour chaque
tour.
a. Utilisez une canalisation droite.
b. Coupez l’extrémité de la canalisation à angle
droit.
a. Coupez l’extrémité endommagée de la
canalisation.
b. Utilisez une canalisation de haute qualité d’une
dureté uniforme.
c. Réduisez la vitesse - passez en basse vitesse
ou utilisez la commande à moteur RIDGID 36
tr/mn 300, 535, 1233, 1224 ou 1822.
d. Positionnez les rouleaux de la servante de
tubes pour la taille de canalisation utilisée.
e. Introduisez manuellement le rouleau de
rainurage plus rapidement dans la canalisation.
a. Vérifi ez le tableau de capacité de la
canalisation.
b. Installez des rouleaux adéquats.
c. Réglez la profondeur.
d. Utilisez la machine RIDGID No. 300, 535, 1224,
1233 ou 1822.
a. Utilisez une canalisation de diamètre correct.
b. Utilisez des rouleaux d’entraînement corrects.
c. Remplacez la canalisation.
d. Réglez la profondeur.
a. Nettoyez ou remplacez le galet d’entraînement.
a. Introduisez manuellement plus rapidement le
rouleau de rainurage dans la canalisation.
b. Utilisez la machine RIDGID No. 300, 535, 1224,
1233 ou 1822.
c. Fermez le mandrin.
les longueurs supérieures à 36”.
14
Ridge Tool Company
Page 16
915, 916, 918, 918I
DYSFONCTIONNEMENT CAUSE PROBABLE ACTION CORRECTIVE
11. La pompe ne fournit pas d’huile, le cylindre
n’avance pas. (918 uniquement)
12. Le levier de la pompe a une action
« spongieuse ». (918 uniquement)
13. Le cylindre ne se déploie que partiellement.
(918 uniquement)
14. L’extrémité de la canalisation s’évase ou forme
une cloche lors du rainurage.
(918 uniquement)
a. Soupape de dégagement de la pompe
ouverte.
b. Niveau d’huile bas dans le réservoir.
c. Corps de pompe sale.
d. Sièges usés ou mal placés.
e. Trop d’huile dans le réservoir.
a. Air emprisonné dans le système.
b. Trop d’huile dans le réservoir.
a. Le niveau d’huile du réservoir de la pompe est
faible.
b. La profondeur et le réglage sont défi nis de
manière incorrecte.
a. L’opérateur fait avancer trop rapidement les
rouleaux de rainurage.
b. La canalisation n’est pas de niveau.
a. Fermez la soupape de dégagement.
b. Vérifi ez le niveau d’huile des instructions.
c. Nécessite l’intervention d’un technicien qualifi é.
d. Nécessite l’intervention d’un technicien qualifi é.
e. Vérifi ez le niveau d’huile des instructions.
a. Positionnez le piston plus bas que la pompe
en inclinant la machine du côté opposé à
l’opérateur.
Déployez et retournez le piston du cylindre
plusieurs fois pour permettre à l’air de rejoindre
le réservoir de la pompe.
b. Vérifi ez le niveau d’huile des instructions.
a. Remplissez et purgez le système.
b. Suivez les instructions de réglage de la
profondeur.
a. Ralentissez l’action de pompage. Référez-vous
aux instructions d’utilisation adéquates.
b. Ajustez la servante pour mettre la canalisation
de niveau avec la rainureuse.
Ridge Tool Company
15
Page 17

915, 916, 918, 918I
16
Ridge Tool Company
Page 18
NL
915, 916, 918, 918I
Gebruiksaanwijzing
WAARSCHUWING! Lees deze instructies en het bijbehorende veilig-
heidsboekje zorgvuldig alvorens deze
apparatuur te gebruiken. Als u twijfelt over om
het even welk aspect van het gebruik van dit instrument, dient u contact op te nemen met uw
RIDGID-verdeler voor meer informatie.
Het niet begrijpen en naleven van alle instructies
kan resulteren in elektrische schokken, brand en/
of ernstige letsels.
BEWAAR DEZE INSTRUCTIES!
SPECIFICATIES
Zie RIDGID-catalogus.
Transport en behandeling
Til de machine op aan de daartoe voorziene handgrepen.
915, 916, 918, 918I
2. Plaats de rolgroefmachine of een vlakke en effen ondergrond. Vergewis
u ervan dat de machine, de standaard en de groever stabiel zijn en niet
omver kunnen vallen.
3. Zorg ervoor dat de groever naar behoren werd bevestigd aan de
krachtaandrijving. Volg de instelinstructies nauwkeurig.
4. De rolgroefmachine werd ontworpen voor het rolgroeven van pijp en
leidingen. Gebruik ze nooit voor andere doeleinden.
5. Ondersteun de pijp naar behoren met een pijpsteun.
6. Gebruik de aanbevolen toebehoren. Het gebruik van andere
toebehoren kan het risico op verwondingen vergroten. Kijk in de
gebruiksaanwijzingen voor de aanbevolen toebehoren.
7. Niet gebruiken wanneer de machineschakelaars stuk zijn.
Installeren
915 916 918 918I
Fig. 1 Fig. 2 - 300
Fig. 3 - 535
Fig. 4 - 1233
Bedienen van de rolgroefmachines 915, 916, 918 en 918I
Voorbereiden van de pijp
1. De pijpuiteinden moeten haaks worden afgezaagd. Gebruik geen
snijbrander.
2. De pijponrondheid mag de totale in de groeverspecifi caties vermelde
Bu.D.-tolerantie niet overschrijden. Tabel 1.
3. Alle inwendige en uitwendige lasrupsen, randen of naden moeten
glad weggeslepen worden tot ten minste 5 cm vanaf het te bewerken
pijpuiteinde.
Opmerking: zorg ervoor dat u de pakkingzitting niet beschadigd bij het
slijpen.
Fig. 5 - 300
Fig. 6 - 1822
Fig. 7 - 1233
Fig. 8 - 1224
Fig. 37 - standaardgeheel
Fig. 38 - 918I
Instellen van de machine
915
Deze machine werd ontworpen voor het rolgroeven van pijp met de hand.
Wij raden u ten stelligste aan de machine NIET te wijzigen en/of te gebruiken
voor andere toepassingen dan waarvoor ze bedoeld is, inclusief gebruik met
elektrisch aangedreven toestellen.
916, 918, 918I
Deze machine werd ontworpen voor het rolgroeven van pijp met behulp
van de gespecifi ceerde RIDGID-draadsnijmachines, -krachtaandrijvingen
en -toebehoren. Wij raden u ten stelligste aan de machine NIET te wijzigen
en/of te gebruiken voor andere toepassingen dan waarvoor ze bedoeld is,
inclusief het gebruik van andere elektrisch aangedreven toestellen. Plaats
de machine niet in de buurt van deuren of ingangen en zorg ervoor dat u
vanuit de bedieningspositie een goed overzicht hebt over het volledige
werkgebied. Plaats afsluitingen om mensen op afstand te houden. Gebruik
de machine niet in natte of vochtige omstandigheden. Controleer of de
spanning van de machine dezelfde is als die van de voeding. Vergewis u
ervan dat de voetschakelaar correct werkt en dat de machineschakelaar in
de stand “O” staat alvorens de machine op de stroom aan te sluiten. Met
de voetschakelaar kunt u de machine volledig bedienen. De machine werkt
alleen wanneer het pedaal is ingedrukt. Voor uw eigen veiligheid dient u te
controleren of de voetschakelaar goed werkt en dient u hem zo te plaatsen
dat alle bedieningselementen gemakkelijk bereikbaar zijn.
Algemene veiligheidsinstructies voor de rolgroefmachine
1. Houd uw handen uit de buurt van de groefrollen. Vingers kunnen
gekneld raken tussen de groef- en aandrijfrollen.
Pijp-/buislengte
De onderstaande tabel toont de minimumlengte van pijp of buis die van
groeven kan worden voorzien en de maximumlengte die van groeven kan
worden voorzien zonder pijpsteunen.
Groefbare pijplengten - in cm
Nom.
maat
1
1 1/4
1 1/2
2
2 1/2
3
3 1/2
Instellen van de pijp
1. Pijp of buis die langer is dan de in de tabel vermelde maximumlengten
moet worden ondersteund met 2 pijpsteunen. De pijpsteun moet 3/4 van
de pijplengte verwijderd van de rolgroever worden aangebracht.
2. Breng het bovenste rolgroefhuis omhoog.
915
Open de groefrol van de aandrijfrol door aan de diepte-instelschroef te
draaien (Fig. 32).
916
Beweeg de aanzethendel omhoog (Fig. 10).
Min.
lengte
8
8
8
8
8
8
8
Max.
lengte
36
36
36
36
36
36
36
Nom.
maat
4
4 1/2
5
6 Bu.D.
6
8
10
12
Min.
lengte
8
8
8
8
8
8
8
8
Max.
lengte
36
32
32
30
28
24
24
24
Ridge Tool Company
17
Page 19

915, 916, 918, 918I
918, 918I
Zet de pompontkoppelingshefboom in de stand “RETURN” (naar de
operator toe) (Fig. 11).
3. Plaats de pijp en de pijpsteun haaks ten opzichte van de rolgroever
en zorg er daarbij voor dat de pijp vlak tegen de aandrijfrolfl ens aanligt
(Fig.12).
4. Stel de pijp waterpas door de pijpsteun bij te stellen (Fig. 13).
5. Compenseer de pijp en pijpsteun lichtjes (ongeveer 1/2°) weg van of
naar de operator toe, zoals hieronder wordt aangegeven:
Opmerking: wanneer de machine “FORWARD” (rechtsom) draait,
compenseert u de pijp 1/2° weg van de operator (Fig. 14).
Opmerking: wanneer de machine “REVERSE” (linksom) draait,
compenseert u de pijp 1/2° naar de operator toe (Fig. 15).
Instellen van de rolgroefdiepte
Opmerking: aangezien de pijpeigenschappen kunnen verschillen, moet
er altijd een proefbewerking worden uitgevoerd bij de installatie of bij het
overschakelen op andere pijpmaten. De index-diepte-instelknop moet voor
iedere pijp-/buisdiameter opnieuw worden ingesteld.
915
1. Draai de diepte-instellknop vast om de rolgroever op de pijp te
bevestigen. Draai de knop niet te hard aan.
2. Draai aan de dieptestelschroef (Fig. 33) om de correcte diepte in te
stellen (zie Fig. 34).
916
1. Beweeg de aanzethendel omhoog.
2. Draai de dieptestelschroef helemaal los.
3. Draai de dieptestelschroef los zoals getoond in Fig. 16.
4. Draai de diepte-instelknop terug zoals getoond in de tekening.
918, 918I
1. Beweeg de bovenste groefrol voorwaarts door de
pompontkoppelingshefboom in de stand “ADVANCE” (weg van de
operator) te zetten en pomp met de hefboom tot de bovenste rol de
buitenwand van de te groeven pijp raakt.
2. Draai de index-diepte-instelknop naar beneden (met de wijzers van de
klok mee) tot hij stopt tegen de bovenkant van de machine (Fig. 17).
3. Draai de diepte-instelknop terug (Fig. 18).
Vormen van de groefrol
915
1. Draai de diepte-instelknop ongeveer één slag rond.
2. Beweeg de borgpal naar het rolschroefgedeelte en draai deze om de
915 rond de pijp te plaatsen.
3. Stop na één omwenteling en herhaal stappen 1 en 2 tot de diepteaanslag
is bereikt.
4. Controleer de diepte van de groef en verstel de diepteaanslag indien
nodig. Verdere groeven in dezelfde pijp zullen dezelfde diepte hebben.
5. Draai de aanzetschroef los om de 915 te openen.
916, 918, 918I
1. Druk de voetschakelaar in om de machine te starten en oefen een
gestage druk uit op de aanzethendel/hydraulische pomphendel.
2. Blijf de pijp met uw rechterhand naar beneden drukken om te voorkomen
dat de pijp uit de rollen wordt gevoerd.
3. Blijf een gestage druk uitoefenen tot de groefdiepte bereikt is.
4. Maak de aanzet niet te groot. Wacht een volledige omwenteling alvorens
de druk op de rollen te verhogen om overbelasting te voorkomen.
5. Stop de machine en controleer de groefdiepte. Verstel de diepteaanslag
indien nodig. Verdere groeven in dezelfde pijp zullen dezelfde diepte
hebben.
6. Beweeg de hefboom (916) omhoog of laat de druk af (918) en verwijder
de pijp.
Controleer de voltooide groef altijd met een fi tting vóór installatie.
Pijpstabilisator/Hulpstuk voor korte nippels
Deze stabilisator is bestemd voor pijp van 54 mm (2 1/8”- 12”). Hij kan
worden gemonteerd op krachtaandrijving 300- en 918I-basissen met
3 montagegaten.
1. Plaats het hulpstuk over de montagegaten (Fig. 19 - a, b).
2. Breng de bouten aan en draai ze vast.
3. Met de pijp in de juiste positie draait u vervolgens de stabilisatorrol vast
tot ze de pijp raakt. Draai ze een extra slag vast (Fig. 20).
Waarschuwing: niet gebruiken voor pijplengten va minder dan 203 mm (8”).
Verwisselen van de groefrolsets
915
1. Verwijder de tapbout van de aandrijfrol en neem de aandrijfrol van de
uitgaande as en verwijder de stabilisatorstukken. Draai de stelschroef los
om de groefrol te verwijderen (Fig. 35).
2. Voer de procedure in de omgekeerde volgorde uit met de correcte
groefset. Controleer de dichtingsring (Fig. 36).
916
1. Draai de dieptestelschroef los en verwijder de stelschroef en veer
(Fig. 21a, b, c).
2. Verwijder de groefrolas en de groefrol (Fig. 22, 23, 24, 25).
3. Installeer de nieuwe aandrijfas.
4. Voer de procedure in de omgekeerde volgorde uit met de correcte
groefset.
918, 918I
1. Beweeg het bovenste rolschroefgeheel volledig omhoog en draai de
stelschroef in de groefrol los (Fig. 26).
2. Verwijder de groefrolas en de groefrol (Fig. 27).
3. Zet de spindel vast en verwijder de borgmoer (Fig. 28).
4. Verwijder de aandrijfas (Fig. 29).
5. Installeer de nieuwe aandrijfas.
6. Zet de spindel vast en draai de borgmoer aan (Fig. 30).
Verwisselen van rolgroefsets 1”, 1 1/4”, -1 1/2”
1. Voer de hierboven beschreven stappen 1-6 uit met de geschikte
aandrijfas.
2. Draai de trekbout vast (Fig. 31).
3. Vervang de bovenste groefrol en draai de groefrolstelschroef vast
(Fig. 26, 27).
Onderhoud
Inspecteer alle onderdelen regelmatig en vervang de rollen wanneer ze
versleten zijn. Smeer de lagers met universeel smeervet. Voor alle andere
service- en onderhoudsingrepen dient u de machine naar een erkende
RIDGID-onderhoudsdienst te brengen.
18
Ridge Tool Company
Page 20
Tabel 1. Standaard rolgroefspecifi caties
Opmerking: alle afmetingen zijn in inches.
Nom.
pijp-
maat
1 1.315 +.016
1 1/4 1.660 +.016
1 1/2 1.900 +.016
2 2.375 ± .024 .065 .625 .344 2.250 +.000
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
3 3.50 ± .035 .083 .625 .344 3.344 +.000
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
4 4.50 ± .045 .083 .625 .344 4.334 +.000
5 5.563 ± .056 .109 .625 .344 5.395 +.000
6 6.625 ± .060 .109 .625 .344 6.455 +.000
8 8.625 ± .086 .109 .750 .469 8.441 +.000
10 10.75 ± .108 .134 .750 .469 10.562 +.000
12 12.75 ± .128 .165 .750 .469 12.531 +.000
Pijp-
diameter
Bu.D. Tol.
-.031
-.031
-.031
T
Min.
wand-
dikte
.065 .625 .281 1.190 +.000
.065 .625 .281 1.535 +.000
.065 .625 .281 1.775 +.000
A
Pakking-
zitting
± .030
B
Groef-
breedte
± .030
Groef-
Diameter
Bu.D. Tol.
915, 916, 918, 918I
C
Nom.
Groefdiepte
.063 .047
-.015
.063 .047
-.015
.063 .047
-.015
.063 .051
-.015
.078 .063
-.018
.078 .060
-.018
.083 .063
-.020
.083 .060
-.020
.084 .056
-.022
.085 .052
-.022
.092 .049
-.025
.094 .040
-.027
.110 .045
-.030
D
D
Min
Groef-
Diepte
Tabel 2. Maximum- en minimumpijpwanddikte
Pijpmaat Koolstofstalen of aluminium pijp of buis Roestvrij stalen pijp of buis PVC/CPVC pijp
Wanddikte Wanddikte Wanddikte
Min Max. Min Max. Min Max.
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
Ridge Tool Company
19
Page 21
915, 916, 918, 918I
Tabel 3. Verhelpen van problemen
STORING WAARSCHIJNLIJKE OORZAAK OPLOSSING
1. Gerolde groef te smal of te breed. a. Onjuiste afmeting van groef- of aandrijfrollen.
b. Verkeerde combinatie groef- en aandrijfrollen.
c. Groef- en/of aandrijfrol zijn versleten.
2. Gerolde groef niet loodrecht op pijpas. a. Pijplengte niet recht.
b. Pijpeinde niet haaks op de pijpas.
3. Pijp spoort niet tijdens het rollen van de groef. a. Pijp niet waterpas.
b. Pijpas vormt geen hoek van ± 1/2 graad met
de as van de aandrijfrol.
c. Hoek van pijpas niet in de juiste richting.
d. Groever niet waterpas.
e. Aanzetschroef niet vast. (915)
4. Pijp beweegt heen en weer op de as van de
aandrijfrol tijdens het rollen van de groef.
5. Pijp draait van de ene naar de andere op de
aandrijfrol tijdens het rollen van de groef.
6. Groever wil geen groef in de pijp rollen. a. Pijpwand overschrijdt de maximale dikte.
7. Groever wil niet volgens specifi catie groeven. a. Maximale pijpdiametertolerantie is
8. Pijp slipt op de aandrijfrol. a. De kartels van de aandrijfrol zitten verstopt
9. Tijdens het groeven draait de rolgroever de pijp
niet.
10. Krachtaandrijving en groever hebben de
neiging te kantelen.
11. Pomp levert geen olie, cylinder beweegt niet.
(alleen 918)
a. Pijplengte niet recht.
b. Pijpeinde niet haaks op de pijpas.
a. Pijpeinde afgeplat of beschadigd.
b. Harde gedeelten in pijpmateriaal of lasnaden,
harder dan pijp.
c. De aandrijving draait pijp te snel.
d. De rollen van de pijpsteun staan niet op de
juiste plaats voor de pijpmaat
e. De aanzet van de groefrol is te langzaam.
(915)
b. Verkeerde rollen.
c. Stelmoer niet correct ingesteld.
d. De krachtaandrijving levert het benodigde
draaimoment niet.
overschreden.
b. Verkeerde combinatie groef- en aandrijfrollen.
c. Pijpmateriaal is te hard.
d. Stelschroef niet correct ingesteld. (915/916)
met metaal of zijn afgesleten.
a. Handvoeding van de groefrol te langzaam
(915/916).
b. De krachtaandrijving levert het minimumdraai-
moment niet.
c. Klauwen van de klauwplaat niet gesloten op
de vlakke kanten van de aandrijfas.
a. Pijp heeft onvoldoende ondersteuning. a. Gebruik (2) pijpsteunen voor alle lengten van
a. Ontluchtingsklep van de pomp is open.
b. Te weinig olie in reservoir.
c. Vuil in het pomphuis.
d. Zittingen versleten of dichten niet af.
e. Te veel olie in reservoir.
a. Installeer groef- of aandrijfrollen met de correcte
maat.
b. Zoek bij elkaar passende groef- en
aandrijfrollen.
c. Vervang versleten rol.
a. Gebruik rechte pijp.
b. Zaag het pijpeinde haaks af.
a. Zet de pijp waterpas door de standaard bij te
stellen.
b. Buig pijp 1/2 graad. (zie fi g.14, 15)
c. Zie installatie-instructies.
d. Zet de groever waterpas.
e. Schroef de aanzetschroef voor iedere omwen-
teling met borgpal vast.
a. Gebruik rechte pijp.
b. Zaag het pijpeinde haaks af.
a. Snij het beschadigde pijpeinde af.
b. Gebruik pijp van hoge kwaliteit met gelijkmatige
hardheid.
c. Verminder de snelheid of gebruik RIDGID
36 omw./min 300, 535, 1233, 1224 of 1822
krachtaandrijving.
d. Positioneer de rollen van de pijpsteun voor de
te gebruiken pijpmaat.
e. Voed de groefrol sneller in de pijp met de hand.
a. Raadpleeg de tabel voor pijpcapaciteit.
b. Installeer correcte rollen.
c. Stel de diepte in.
d. Gebruik een RIDGID Model 300, 535, 1224,
1233 of 1822 krachtaandrijving.
a. Gebruik pijp met de juiste diameter.
b. Gebruik de correcte set rollen.
c. Vervang de pijp.
d. Stel de diepte in.
a. Reinig of vervang de aandrijfrol.
a. Versnel de handvoeding van de groefrol.
b. Gebruik een RIDGID Model 300, 535, 1224,
1233 of 1822 krachtaandrijving.
c. Sluit de klauwplaat.
meer dan 90 cm.
a. Sluit de ontluchtingsklep.
b. Controleer het oliepeil volgens de instructies.
c. Vereist een onderhoudsbeurt door een
gekwalifi ceerde monteur.
d. Vereist een onderhoudsbeurt door een
gekwalifi ceerde monteur.
e. Controleer het oliepeil volgens de instructies.
20
Ridge Tool Company
Page 22
915, 916, 918, 918I
STORING WAARSCHIJNLIJKE OORZAAK OPLOSSING
12. De pomphefboom werkt op een “sponsachtige”
manier.
(alleen 918)
13. Plunjer beweegt slechts gedeeltelijk.
(alleen 918)
14. Pijpeinde vervormt tot een felsrand of zet uit
tijdens het rollen van de groef.
(alleen 918)
a. Er zit lucht in het systeem.
b. Te veel olie in reservoir.
a. Te weinig olie in het pompreservoir.
b. Diepte en aanzet verkeerd ingesteld.
a. De operator verstelt de groefrollen te snel.
b. Pijp niet waterpas.
a. Plaats de plunjer lager dan de pomp door de
machine vóór u op haar zij te leggen.
Beweeg de cilinder vervolgens voor- en
achteruit om de lucht de kans te geven terug te
stromen naar het pompreservoir.
b. Controleer het oliepeil volgens de instructies.
a. Vul en ontlucht het systeem.
b. Volg de instructies voor diepte-instelling.
a. Vertraag de pompbeweging. Raadpleeg de
betreffende gebruiksaanwijzing.
b. Stel de steun bij om de pijp op gelijke hoogte te
brengen met de groever.
Ridge Tool Company
21
Page 23

915, 916, 918, 918I
22
Ridge Tool Company
Page 24
IT
915, 916, 918, 918I
Istruzioni d’uso
ATTENZIONE! Leggere con attenzione
queste istruzioni e l’opuscolo
antinfortunistico allegato prima di
utilizzare queste attrezzature. In caso di incertezza
su qualsiasi aspetto dell’uso di questo utensile,
contattare il proprio distributore RIDGID per
ulteriori informazioni.
915, 916, 918, 918I
2. Appoggiare la scanalatrice su una superfi cie piana ed orizzontale.
Accertarsi che la macchina, il supporto e la scanalatrice siano stabili e
non possano rovesciarsi.
3. Accertarsi che la scanalatrice sia fi ssata correttamente all’unità motrice.
Seguire con attenzione le istruzioni di allestimento.
4. La scanalatrice a rulli è progettata per la scanalatura a rullo di tubi e
tubature. Non utilizzare per nessun altro scopo.
5. Sostenere correttamente il tubo con il cavalletto per tubo.
6. Usare gli accessori consigliati. Altri usi possono aumentare il rischio di
lesioni. Consultare i manuali dell’operatore per gli accessori consigliati.
7. Non usare se gli interruttori della macchina sono rotti.
Installazione
915 916 918 918I
Fig. 1 Fig. 2 -300
Fig. 3 - 535
Fig. 4 - 1233
Fig. 5 - 300
Fig. 6 - 1822
Fig. 7 - 1233
Fig. 8 - 1224
Fig. 37 – assemblaggio
del cavalletto
Fig. 38 - 918I
Se queste istruzioni non verranno comprese e
seguite integralmente ne potranno derivare scosse
elettriche, incendio e/o gravi lesioni personali.
CONSERVARE IL PRESENTE MANUALE DI
ISTRUZIONI!
SPECIFICHE
Vedere il catalogo RIDGID.
Modalità di trasporto ed impiego
Sollevare la macchina usando le maniglie fornite.
Allestimento della macchina
915
Questa macchina è stata progettata per l’operazione manuale di scanalatura
a rulli dei tubi.
NON deve essere modifi cata e/o utilizzata per applicazioni diverse da quelle
previste, compreso l’uso con qualsiasi attrezzo a motore.
916, 918, 918I
Questa macchina è progettata per la scanalatura a rulli di tubi usando le
fi lettatrici, le unità motrici e gli accessori RIDGID specifi cati. NON deve essere
modifi cata e/o utilizzata per applicazioni diverse da quelle previste, compreso
l’uso di altre apparecchiature a motore. Posizionare la macchina lontano da
porte o passaggi e assicurarsi che l’intera area di lavoro risulti visibile dalla
posizione dell’operatore. Utilizzare delle barriere protettive per tenere lontano
i non addetti. Non utilizzare la macchina se l’ambiente di lavoro è umido o se
c’è presenza d’acqua. Verifi care che la tensione dell’attrezzatura sia uguale
a quella dell’alimentazione elettrica. Assicurarsi che l’interruttore a pedale
funzioni correttamente e che l’interruttore della macchina sia posizionato
su “0” prima di collegarsi all’alimentazione elettrica. L’interruttore a pedale
garantisce il controllo completo della macchina, che funzionerà soltanto
quando viene premuto. Per operare con la massima sicurezza, assicurarsi
che l’interruttore a pedale funzioni liberamente e posizionarlo in modo che
tutti i comandi possano essere facilmente raggiunti.
Istruzioni generali antinfortunistiche relative alla scanalatrice a rulli
1. Tenere lontane le mani dai rulli scanalatori. Le dita potrebbero rimanere
intrappolate fra i rulli di scanalatura e di guida.
Azionamento delle scanalatrici a rulli 915, 916, 918, 918I
Preparazione del tubo
1. Le estremità del tubo devono essere tagliate ad angolo retto. Non usare
cannelli da taglio.
2. L’ovalizzazione del tubo non deve superare la tolleranza totale del
diametro esterno elencata nelle specifi che di scanalatura. Tabella 1.
3. Tutti i cordoni di saldatura interni o esterni, le bave o le saldature devono
essere spianati mediante molatura per almeno 5 cm dall’estremità del
tubo.
Nota: Non danneggiare la zona della sede della guarnizione durante la
molatura.
Lunghezza del tubo/della tubatura
La seguente tabella elenca la lunghezza minima di tubo o di tubatura da
scanalare e la lunghezza massima da scanalare senza i cavalletti per tubo.
Lunghezze di tubo scanalabile - (espressi in Pollici 25.4 mm)
Nom.
Dimensioni
1
1 1/4
1 1/2
2
2 1/2
3
3 1/2
4
Allestimento del tubo
1. I tubi o le tubature più lunghi delle lunghezze massime specifi cate
elencate nella tabella devono essere supportati dai 2 cavalletti per
tubo. Il sostegno del tubo deve essere situato a una distanza dalla
scanalatrice a rulli pari a 3/4 della lunghezza del tubo.
2. Alzare l’alloggiamento del rullo scanalatore superiore.
915
Allontanare il rullo scanalatore dal rullo guida girando la vite di
regolazione della profondità (Fig. 32).
916
Alzare il manico di avanzamento (Fig. 10).
Min.
Lunghezza
8
8
8
8
8
8
8
8
Lunghezza
Max.
36
36
36
36
36
36
36
36
Nom.
Dimensioni
4 1/2
5
6 Diam.
est.
6
8
10
12
Min.
Lunghezza
8
8
8
8
8
8
8
Lunghezza
Max.
32
32
30
28
24
24
24
Ridge Tool Company
23
Page 25

915, 916, 918, 918I
918, 918I
Mettere la leva del rilascio della pompa nella posizione di “RITORNO”
(verso l’operatore) (Fig. 11).
3. Mettere il tubo e il supporto del tubo ad angolo retto rispetto alla
scanalatrice a rulli per assicurarsi che il tubo sia a fi lo contro la fl angia del
rullo guida (Fig. 12).
4. Livellare il tubo regolando il cavalletto per tubi (Fig. 13).
5. Spostare leggermente il tubo e il cavalletto per tubi allontanarli o
avvicinarli all’operatore di circa 1/2° come indicato sotto:
Nota: Se la macchina gira in “AVANTI”, allontanare il tubo dall’operatore
di 1/2° (Fig. 14).
Nota: Se la macchina gira all’“INDIETRO”, avvicinare il tubo all’operatore
di 1/2° (Fig. 15).
Regolazione della profondità della scanalatura del rullo
Nota: A causa delle differenti caratteristiche dei tubi, bisogna sempre eseguire
una scanalatura di prova quando si impostano o cambiano le dimensioni
del tubo. Il pomello dell’indice di regolazione della profondità deve essere
reimpostato per ogni diametro di tubo.
915
1. Serrare la regolazione della profondità per fi ssare la scanalatrice sul
tubo. Non serrare eccessivamente.
2. Impostare la vite di regolazione della profondità (Fig. 33) per dare la
profondità corretta (ved. la Fig. 34).
916
1. Sollevare la leva di azionamento.
2. Allentare completamente vite di regolazione della profondità.
3. Serrare la vite di regolazione della profondità come mostrato nella
Fig. 16.
4. Arretrare il pomello di regolazione della profondità come mostrato in
tabella.
918, 918I
1. Far avanzare il rullo scanalatore superiore mettendo la leva del
rilascio della pompa in posizione “AVANZAMENTO” (allontanamento
dall’operatore) e abbassare il manico fi no a quando il rullo superiore
viene a contatto con il diametro esterno del tubo da scanalare.
2. Abbassare il pomello indicizzato di regolazione della profondità (in senso
orario) fi no a quando non si ferma contro la cima della macchina (Fig.
17).
3. Far arretrare il pomello di regolazione della profondità (Fig. 18).
Formatura del rullo scanalatore
915
1. Ruotare la regolazione della profondità di circa un giro.
2. Spostare il dente rispetto alla cava di rotazione e girare per far avanzare
la 915 intorno a tubo.
3. Fermarsi dopo un giro e ripetere i punti 1 e 2 fi no a quando non viene
raggiunto il fermo di profondità.
4. Controllare la profondità della scanalatura e regolare il fermo di
profondità come richiesto. Ulteriori scanalature con lo stesso tubo
saranno effettuate alla stessa profondità.
5. Allentare la vite di avanzamento per aprire la 915.
3. Continuare ad applicare una pressione stabile fi no a quando non si
raggiunge il fermo di profondità della scanalatura.
4. Non fare avanzare eccessivamente. Far fare un giro completo prima
aumentare la pressione sui rulli per evitare il sovraccarico.
5. Fermare la macchina e controllare la profondità della scanalatura.
Regolare il fermo di profondità come richiesto.
Ulteriori scanalature con lo stesso tubo saranno effettuate alla stessa
profondità.
6. Alzare la leva (916) o rilasciare la pressione (918) e rimuovere il tubo.
Controllare sempre la scanalatura completata con un raccordo prima
dell’installazione.
Stabilizzatore del tubo/sostegno del nipplo
Questo stabilizzatore è stato ideato per lavorare su tubi da 2 1/8 “ - 12”. Può
essere montato solo sulle unità motrici della 300 e sui basamenti dalla 918I
che abbiano 3 fori di montaggio.
1. Allineare la staffa sui fori di montaggio (Fig. 19 - a, b).
2. Installare e serrare i bulloni.
3. Con il tubo posizionato correttamente serrare il rullo stabilizzatore fi no a
quando non entra a contatto con il tubo. Serrare di un giro ulteriore
(Fig. 20).
Attenzione: Non utilizzare per tubi di lunghezza inferiore a 8”.
Sostituzione dei set di rulli scanalatori
915
1. Rimuovere il bullone senza dado dal rullo guida e separare il rullo guida
dall’albero di uscita e rimuovere i tamponi dello stabilizzatore. Allentare il
grano fi lettato per rimuovere il rullo scanalatore (Fig. 35).
2. Eseguire la procedura al contrario per montare il set di scanalatura
corretto. Controllare la rosetta di spallamento (Fig. 36).
916
1. Allentare la vite di regolazione della profondità e rimuovere il grano
fi lettato e la molla (Fig. 21a, b, c).
2. Rimuovere l’albero del rullo scanalatore e il rullo scanalatore (Fig. 22, 23,
24, 25).
3. Installare il nuovo albero di trasmissione.
4. Eseguire la procedura al contrario per montare il set di scanalatura
corretto.
918, 918I
1. Sollevare completamente il gruppo del rullo superiore e allentare il grano
fi lettato nel rullo scanalatore (Fig. 26).
2. Rimuovere l’albero del rullo scanalatore e il rullo scanalatore (Fig. 27).
3. Bloccare il mandrino e rimuovere il dado di fermo (Fig. 28).
4. Rimuovere l’albero di trasmissione (Fig. 29).
5. Installare il nuovo albero di trasmissione.
6. Bloccare il mandrino e serrare il dado di fermo (Fig. 30).
Sostituzione dei set di rulli scanalatori da 1”, 1 1/4”-1 1/2”
1. Eseguire i punti 1-6 di cui sopra con l’albero di trasmissione appropriato.
2. Serrare il bullone di tiro (Fig. 31).
3. Sostituire il rullo scanalatore superiore e serrare il grano fi lettato del rullo
scanalatore (Fig. 26, 27).
916, 918, 918I
1. Premere sull’interruttore a pedale per avviare macchina e applicare una
pressione costante sulla leva di azionamento/leva della pompa idraulica.
2. Mantenere la pressione sul tubo con la mano destra per impedire che il
tubo venga fatto avanzare fuori dai rulli.
24
Ridge Tool Company
Manutenzione
Esaminare con frequenza regolare tutte le parti e sostituire i rulli quando sono
usurati. Lubrifi care i cuscinetti con grasso multiuso. Per tutti gli altri interventi
di servizio e manutenzione portare la macchina presso un centro di assistenza
RIDGID autorizzato.
Page 26
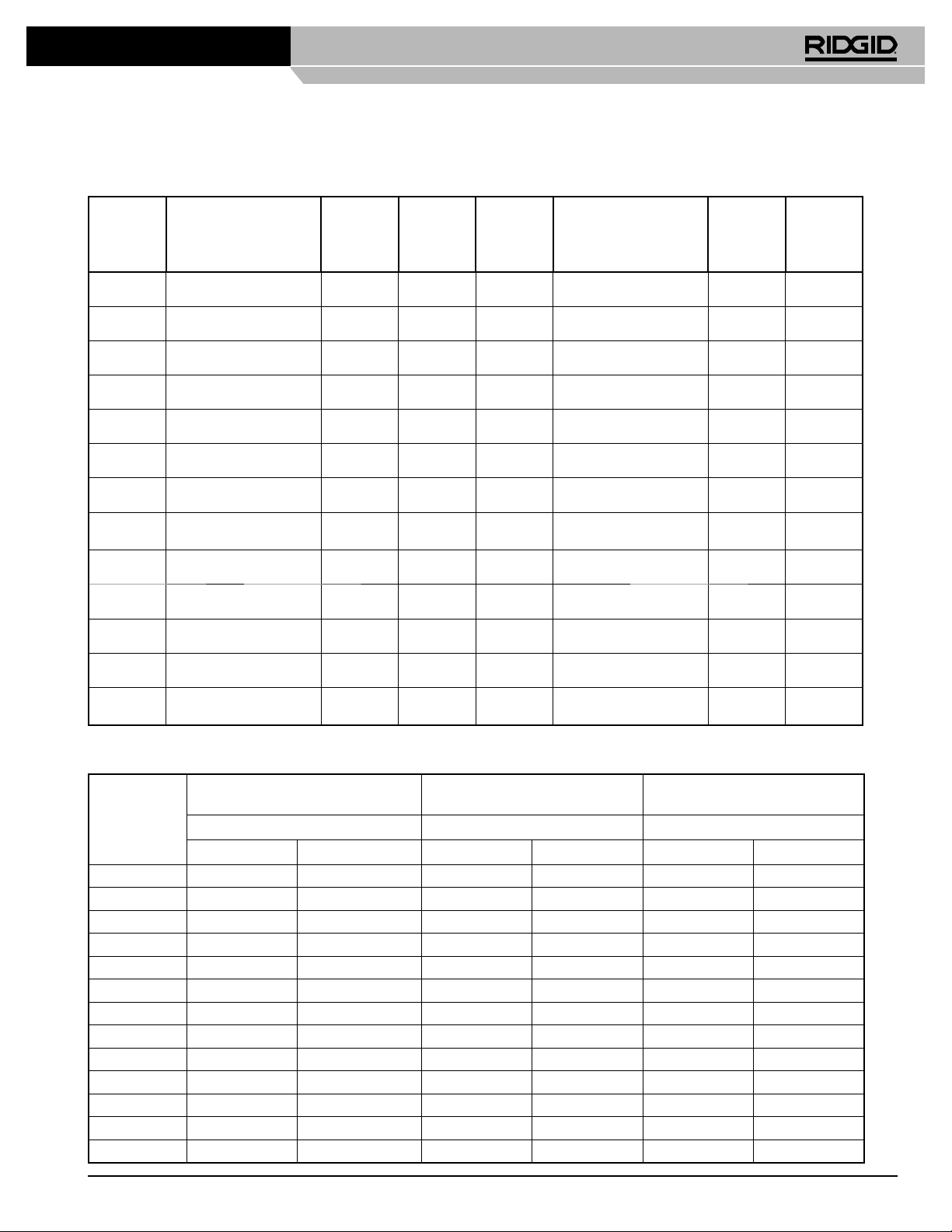
Tabella 1. Specifi che di scanalatura del rullo standard
Nota: Tutte le dimensioni sono in pollici (25,4 mm)
Nom.
Tubo
Dimensioni
1 1.315 +.016
1 1/4 1.660 +.016
1 1/2 1.900 +.016
2 2.375 ± .024 .065 .625 .344 2.250 +.000
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
3 3.50 ± .035 .083 .625 .344 3.344 +.000
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
4 4.50 ± .045 .083 .625 .344 4.334 +.000
5 5.563 ± .056 .109 .625 .344 5.395 +.000
6 6.625 ± .060 .109 .625 .344 6.455 +.000
8 8.625 ± .086 .109 .750 .469 8.441 +.000
10 10.75 ± .108 .134 .750 .469 10.562 +.000
12 12.75 ± .128 .165 .750 .469 12.531 +.000
Tubo
Diametro
D.E. Tol.
-.031
-.031
-.031
T
Min.
Parete
spess.
.065 .625 .281 1.190 +.000
.065 .625 .281 1.535 +.000
.065 .625 .281 1.775 +.000
A
Guarnizione
Sede
± .030
B
Scanalatura
larghezza
± .030
Scanalatura
Diametro
D.E. Tol.
915, 916, 918, 918I
C
Nom.
Scanalatura
Profondità
.063 .047
-.015
.063 .047
-.015
.063 .047
-.015
.063 .051
-.015
.078 .063
-.018
.078 .060
-.018
.083 .063
-.020
.083 .060
-.020
.084 .056
-.022
.085 .052
-.022
.092 .049
-.025
.094 .040
-.027
.110 .045
-.030
D
D
Min.
Scanalatura
Profondità
Tabella 2. Spessore max. e min. della parete del tubo
Dimensioni tubo Tubo o tubazione di acciaio al carbonio o
di alluminio
Spessore della parete Spessore della parete Spessore della parete
Min. Max. Min. Max. Min. Max.
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
Tubo o tubazione di acciaio inox Tubo di PVC/CPVC
Ridge Tool Company
25
Page 27
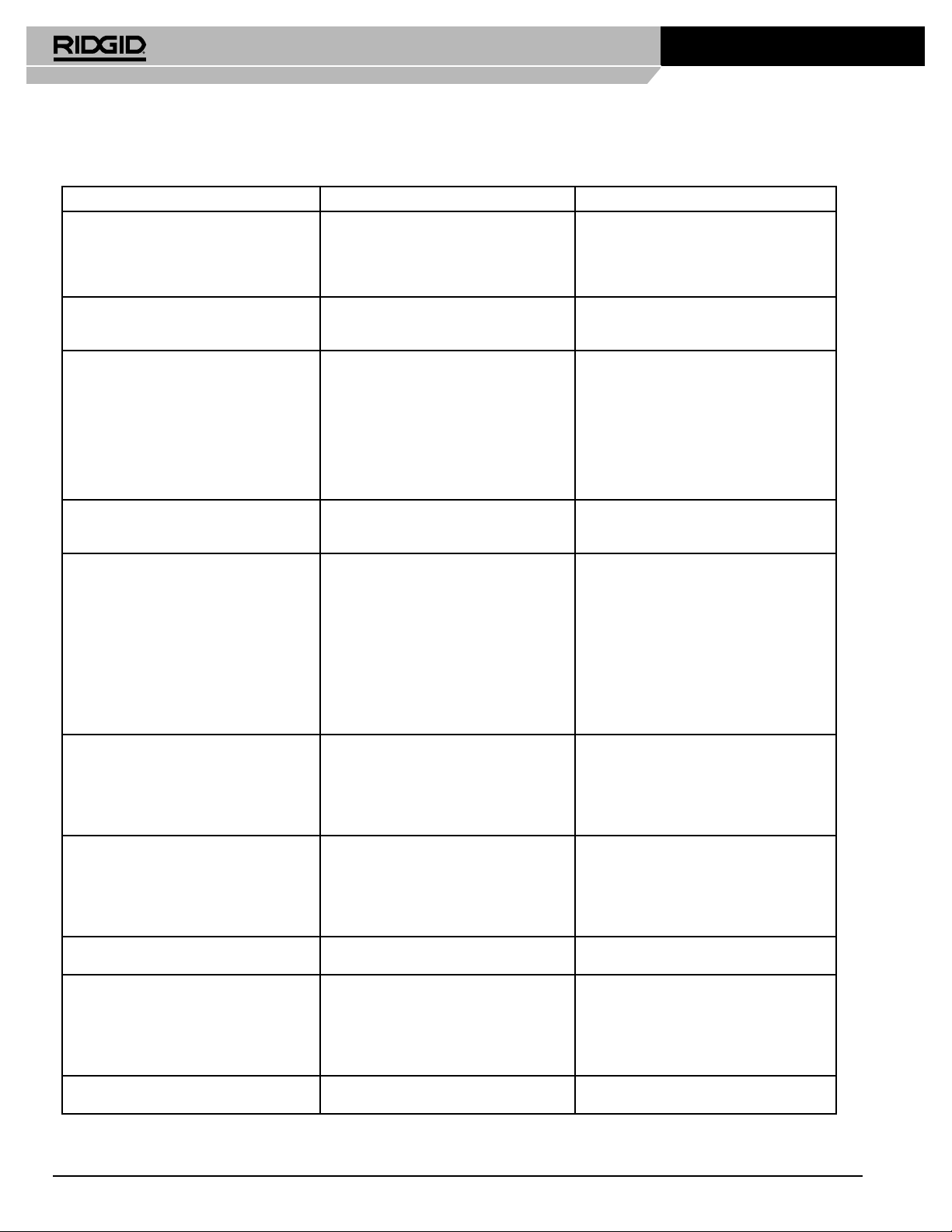
915, 916, 918, 918I
Tabella 3. Diagnostica
GUASTO CAUSA PROBABILE AZIONE CORRETTIVA
1. Scanalatura rullata troppo stretta o troppo
larga.
2. La scanalatura rullata non è perpendicolare
all’asse del tubo.
3. Il tubo è tracciato durante la scanalatura. a. Tubo non orizzontale.
4. Il tubo si sposta avanti e indietro sull’asse del
rullo guida durante la scanalatura.
5. Il tubo oscilla lateralmente sul rullo guida
durante la scanalatura.
6. La scanalatrice non riesce a produrre una
scanalatura nel tubo.
7. La scanalatrice non riesce a produrre una
scanalatura a specifi ca.
8. Il tubo scivola sul rullo guida. a. La zigrinatura del rullo guida è intasata di
9. La scanalatrice non riesce a far ruotare il tubo
durante la scanalatura.
10. L’unità motrice e la scanalatrice tendono a
rovesciarsi.
a. Dimensione errata dei rulli di scanalatura e
guida.
b. Errore di accoppiamento dei rulli di
scanalatura e guida.
c. Rullo scanalatore e/o rullo guida usurati.
a. Lo spezzone di tubo non è diritto.
b. L’estremità del tubo non è perpendicolare
all’asse del tubo.
b. L’asse del tubo non è spostato di ½° rispetto
all’asse del rullo guida.
c. L’asse del tubo non è spostato nella direzione
corretta.
d. Scanalatrice non orizzontale.
e. Vite di alimentazione non serrata. (915)
a. Lo spezzone di tubo non è diritto.
b. L’estremità del tubo non è perpendicolare
all’asse del tubo.
a. Estremità del tubo appiattita o danneggiata.
b. Punto più duro nel materiale del tubo o cordoni
di saldaturapiù duri del tubo.
c. Il motore di azionamento fa ruotare troppo
velocemente il tubo.
d. I rulli del cavalletto di sostegno del tubo non
sono nella posizione corretta per la
dimensione del tubo.
e. La velocità di avanzamento del rullo scanala-
tore è troppo lenta. (915)
a. È stato superato lo spessore massimo di
parete del tubo.
b. Rulli errati.
c. Dado di regolazione non impostato.
d. Il motore di azionamento non fornisce la
coppia minima richiesta.
a. Superata la tolleranza massima del diametro
del tubo.
b. Errore di accoppiamento dei rulli di
scanalatura e guida.
c. Il materiale del tubo è troppo duro.
d. Vite di regolazione non impostata. (915/916)
metallo o spianata dall’usura.
a. La velocità di avanzamento manuale del rullo
scanalatore è troppo lenta (915/916).
b. Il motore di azionamento non fornisce la
coppia minima richiesta.
c. Mandrino non chiuso sulle spianature
dell’albero di trasmissione.
a. Sostegno insuf
fi ciente del tubo. a. Usare (2) cavalletti per tubo per tutte le
a. Installare dei rulli di scanalatura e guida di
dimensioni corrette.
b. Accoppiare correttamente i rulli di scanalatura e
guida.
c. Sostituire i rulli usurati.
a. Usare un tubo diritto.
b. Tagliare l’estremità del tubo ad angolo retto.
a. Regolare il supporto per mettere orizzontale il
tubo.
b. Spostare il tubo di 1/2°. (vedere Fig. 14, 15)
c. Vedere le istruzioni d’installazione.
d. Disporre orizzontale la scanalatrice.
e. Serrare la vite di avanzamento con il dente di
arresto per ogni giro.
a. Usare un tubo diritto.
b. Tagliare l’estremità del tubo ad angolo retto.
a. Tagliare via l’estremità del tubo danneggiata.
b. Usare tubo di elevata qualità di durezza
uniforme.
c. Ridurre la velocità - cambiare a bassa velocità
o usare il motore RIDGID a 36 rpm 300, 535,
1233, 1224 o 1822.
d. Posizionare i rulli del cavalletto per tubo per le
dimensioni del tubo usato.
e. Far avanzare manualmente più rapidamente il
rullo scanalatore nel tubo.
a. Consultare la tabella della capacità del tubo.
b. Installare i rulli corretti.
c. Impostare la profondità.
d. Usare il motore di azionamento RIDGID N° 300,
535, 1224, 1233 o 1822.
a. Usare un tubo del diametro corretto.
b. Usare un set di rulli corretto.
c. Sostituire il tubo.
d. Impostare la profondità.
a. Pulire o sostituire il rullo guida.
a. Far avanzare manualmente più rapidamente il
rullo scanalatore nel tubo.
b. Usare il motore di azionamento RIDGID N° 300,
535, 1224, 1233 o 1822.
c. Chiudere il mandrino.
lunghezze superiori a 36”.
26
Ridge Tool Company
Page 28
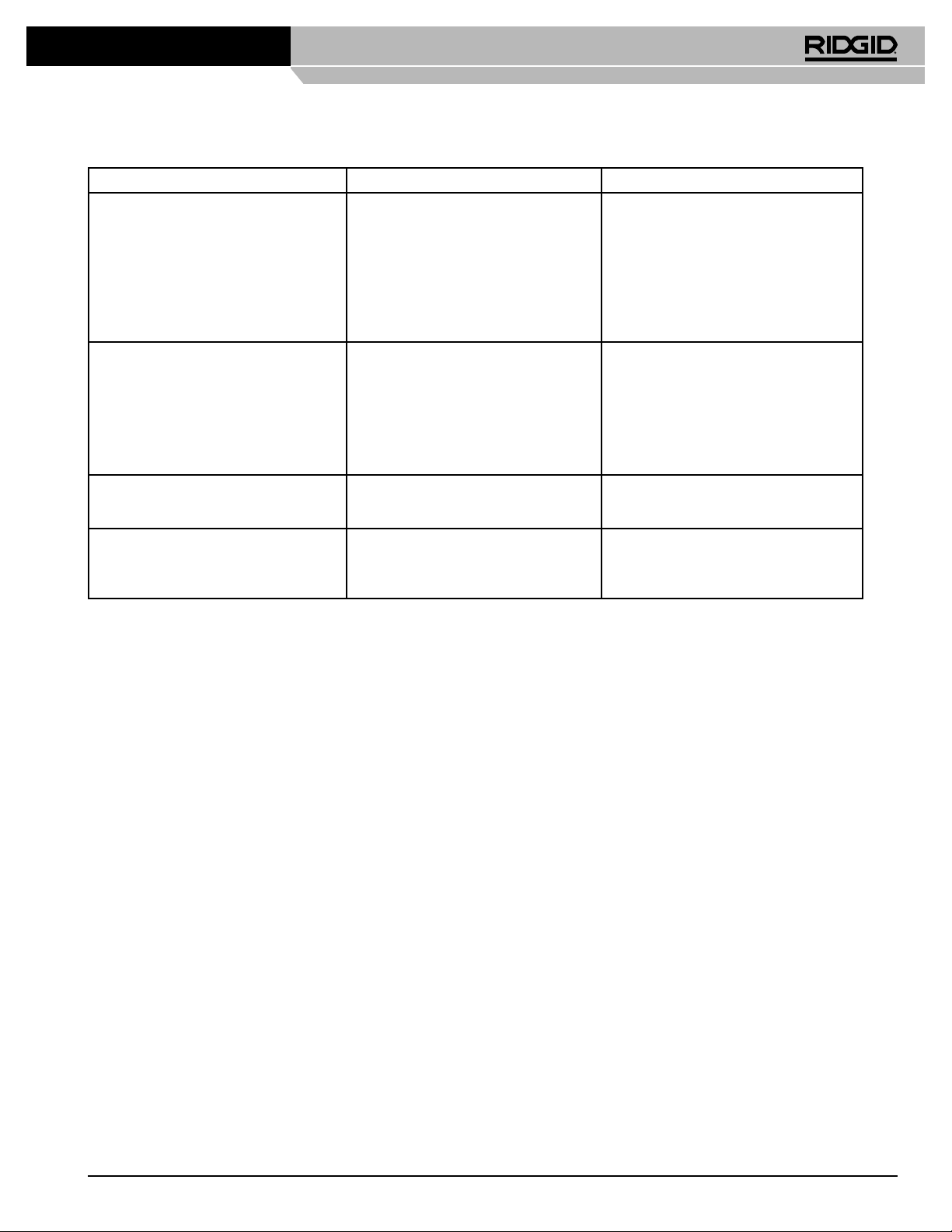
915, 916, 918, 918I
GUASTO CAUSA PROBABILE AZIONE CORRETTIVA
11. La pompa non eroga olio, cilindro non avanza.
(solo 918)
12. La leva della pompa funziona con un’azione
“spugnosa”.
(solo 918)
13. Il cilindro si allunga solo parzialmente.
(solo 918)
14. L’estremità di tubo si allarga o si
scampana durante la scanalatura.
(solo 918)
a. Valvola di rilascio pompa aperta.
b. Basso livello olio nel serbatoio.
c. Sporcizia nel corpo della pompa.
d. Sedi usurate o non alloggiate.
e. Troppo olio nel serbatoio.
a. Presenza d’aria nell’impianto.
b. Troppo olio nel serbatoio.
a. L’olio del serbatoio della pompa è basso.
b. La profondità e la regolazione sono state
impostate in modo errato.
a. L’operatore fa avanzare troppo velocemente i
rulli scanalatori.
b. Tubo non orizzontale.
a. Chiudere la valvola di rilascio.
b. Controllare il livello dell’olio secondo le
istruzioni.
c. Richiede l’assistenza da parte di un tecnico
qualifi cato.
d. Richiede l’assistenza da parte di un tecnico
qualifi cato.
e. Controllare il livello dell’olio secondo le
istruzioni.
a. Posizione il pistone più in basso rispetto alla
pompa inclinando la macchina sul lato opposto
a quello dell’operatore.
Allungare e arretrare parecchie volte lo stantuffo
del cilindro per permettere all’aria di ritornare al
serbatoio della pompa.
b. Controllare il livello dell’olio secondo le
istruzioni.
a. Riempire e spurgare l’impianto.
b. Seguire le istruzioni di regolazione della
profondità.
a. Rallentare l’azione di pompaggio. Consultare le
istruzioni di azionamento corrette.
b. Regolare il supporto per allineare il tubo con la
scanalatrice.
Ridge Tool Company
27
Page 29
915, 916, 918, 918I
ES
915, 916, 918, 918I
Instrucciones de uso
¡ATENCIÓN! Antes de utilizar esta
herramienta, lea las instrucciones y el
folleto de seguridad que la acompaña. Si
no está seguro de cualquier cuestión relacionada
con la utilización de esta herramienta, consulte
a su distribuidor RIDGID para obtener más
información.
El no respeto de estas consignas puede dar lugar
a descargas eléctricas, incendios o lesiones
graves.
¡CONSERVE ESTAS INSTRUCCIONES!
ESPECIFICACIONES
Consulte el catálogo RIDGID.
Transporte y manejo
Para elevar la máquina, utilice siempre las herramientas manuales
correspondientes.
4. La acanaladora de tuberías está fabricada para el acanalado de tubos y
tuberías. No la utilice para ningún otro fi n.
5. Apoye correctamente la tubería con su soporte.
6. Utilice siempre los accesorios recomendados. El uso de otros
accesorios puede dar lugar a accidentes. Consulte los manuales de
empleo para saber cuáles son los accesorios recomendados.
7. No utilice la máquina si los interruptores están rotos.
Instalación
915 916 918 918I
Fig. 1 Fig. 2 - 300
Fig. 3 - 535
Fig. 4 - 1233
Utilización de las acanaladoras 915, 916, 918, 918I
Preparación de la tubería
1. Los extremos de la tubería deben ser de corte cuadrado. No utilice
sopletes de corte.
2. La ovalización de la tubería no debe exceder el total de tolerancia de las
especifi caciones de acanalado. Tabla 1.
3. Todos los cordones de soldadura internos o externos o las costuras
deben estar a ras de suelo al menos 2 pulgadas detrás del extremo de
la tubería.
Nota: tenga cuidado de no dañar la zona de asentamiento de la junta al
realizar el acanalado.
Longitud de tubos y tuberías
La tabla siguiente muestra las longitudes mínimas de los tubos o tuberías
que pueden ser acanalados y las longitudes máximas para acanalamiento
sin soporte.
Fig. 5 - 300
Fig. 6 - 1822
Fig. 7 - 1233
Fig. 8 - 1224
Fig. 37 - conjunto de soporte
Fig. 38 - 918I
Instalación de la máquina
915
Esta máquina está diseñada para acanalar tuberías a mano.
Su utilización en cualquier otra aplicación, de otros equipos NO es en
absoluto recomendable.
916, 918, 918I
Esta máquina está diseñada para el acanalamiento de tuberías con
las máquinas roscadoras, unidades de potencia y accesorios RIDGID.
Su utilización en cualquier otra aplicación, incluyendo otros equipos de
alimentación, NO es en absoluto recomendable. Coloque la máquina lejos
de puertas y pasillos y en una zona totalmente visible desde la posición
de funcionamiento. Mantenga a las personas alejadas mediante barreras.
No utilice la máquina en zonas con agua o humedad. Asegúrese de que la
tensión de la máquina es la misma que la de la corriente. Compruebe si el
interruptor de pedal funciona correctamente y si el interruptor de la máquina
está en posición “0” antes de conectarla a la corriente. El interruptor de pedal
le permite un control total de la máquina, la cual sólo se pondrá en marcha
al pisar el pedal. Por su propia seguridad, asegúrese de que el interruptor
de pedal funciona perfectamente y colóquelo en una posición que le permita
acceder a todos los mandos fácilmente.
Instrucciones de seguridad acerca de la acanaladora de tuberías
1. Mantenga las manos alejadas de los cilindros de acanalado. Los dedos
podrían quedar atrapados.
2. Instale la acanaladora en una superfi cie plana. Asegúrese de que la
máquina, el soporte y la acanaladora están estables y no pueden volcar.
3. La acanaladora debe estar bien conectada a la unidad de potencia. Siga
escrupulosamente las instrucciones de instalación.
Longitudes de acanalamiento de tuberías en pulgadas
Tamaño
de nom.
1
1 1/4
1 1/2
2
2 1/2
3
3 1/2
Preparación de la tubería
1. Los tubos o tuberías que superen la longitud especifi cada en la tabla
deben estar apoyados en 2 soportes. Los soportes deben estar situados
a 3/4 de la longitud de la tubería desde la acanaladora.
2. Levante el alojamiento del cilindro de acanalado superior.
915
Abra el cilindro de acanalado desde el cilindro de accionamiento girando
el tornillo de ajuste de la profundidad (Fig. 32).
916
Levante el mango de avance (Fig. 10).
918,
Coloque la palanca de liberación de la bomba en la posición “RETURN”
(hacia el operario) (Fig. 11).
3. Cuadre la tubería y el soporte a la acanaladora asegurándose de que la
tubería está a nivel de la brida del cilindro de accionamiento (Fig. 12).
4. Nivele la tubería ajustando el soporte (Fig. 13).
918I
Long.
mín.
8
8
8
8
8
8
8
Long. máx. Tamaño
de nom.
36
36
36
36
36
36
36
4
4 1/2
5
6 D. E.
6
8
10
12
Long.
mín.
8
8
8
8
8
8
8
8
Long. máx.
36
32
32
30
28
24
24
24
28
Ridge Tool Company
Page 30

915, 916, 918, 918I
5. Descentre lentamente la tubería y el soporte aprox. 1/2° de o hacia el
operario, como se describe a continuación:
Nota: Si la máquina está en “FORWARD”, descentre la tubería 1/2° con
relación a la posición del operario (Fig. 14).
Nota: Si la máquina está en “REVERSE”, descentre la tubería 1/2° hacia
la posición del operario (Fig. 15).
Ajuste de la profundidad de la acanaladora
Nota: debido a las distintas características de las tuberías, siempre debe
hacerse una prueba antes de preparar o modifi car tamaños de tuberías. La
profundidad debe volver a ajustarse para cada diámetro.
915
1. Apriete para ajustar la profundidad y fi jar la acanaladora a la tubería. No
apriete excesivamente.
2. Ajuste a la profundidad correcta con el tornillo de ajuste (Fig. 33)
(observe la Fig. 34).
916
1. Levante el mango de avance.
2. Afl oje completamente el tornillo de ajuste de la profundidad.
3. Apriete el tornillo de ajuste de la profundidad como se muestra en la
Fig. 16.
4. Afl oje la perilla de ajuste de la profundidad como se observa en la tabla.
918, 918I
1. Avance el cilindro de acanalado superior colocando la palanca de
liberación de la bomba en la posición “ADVANCE” (con respecto al
operario) y bombee el mango hasta que el cilindro superior entre
en contacto con el diámetro exterior de la tubería que se dispone a
acanalar.
2. Gire la perilla de ajuste de la profundidad (en sentido de las agujas del
reloj) hasta que se detenga en la parte superior de la máquina (Fig. 17).
3. Afl oje la perilla de ajuste de la profundidad (Fig. 18).
Formación del cilindro de acanalado
915
1. Gire el mando de ajuste de la profundidad aproximadamente una vuelta.
2. Mueva el trinquete al zócalo de rotación y gire para avanzar 915
alrededor de la tubería.
3. Pare después de una vuelta y repita los pasos 1 y 2 hasta alcanzar el
tope de profundidad.
4. Compruebe la profundidad del acanalado y ajuste el tope como sea
necesario. Los demás acanalados de la misma tubería se harán a la
misma profundidad.
5. Afl oje el tornillo de avance para abrir el 915.
916, 918, 918I
1. Presione el interruptor de pedal para poner en marcha la máquina y
aplique una presión constante al mango de avance/bomba hidráulica.
2. Mantenga la presión de la tubería con la mano derecha para evitar que
se salga la tubería de los cilindros.
3. Continúe aplicando una presión constante hasta que se alcance el tope
de profundidad de acanalado.
4. No aplique demasiada presión. Deje una vuelta completa antes de
aumentar la presión en los cilindros, con objeto de evitar la sobrecarga.
5. Detenga la máquina y compruebe la profundidad de acanalado. Ajuste el
tope de profundidad como sea preciso.
Los demás acanalados de la misma tubería se harán a la misma
profundidad.
6. Levante el mango (916) o suéltelo progresivamente (918) y saque la
tubería.
Compruebe siempre si se ha completado el acanalado con un
accesorio antes de la instalación.
Estabilizador de tuberías/Soporte de boquilla
El estabilizador está concebido para trabajar en tuberías de 2 1/8”-12”, y sólo
puede montarse en unidades de potencia 300 y bases 918I que tengan los 3
orifi cios de montaje.
1. Alinee el soporte con los orifi cios de montaje (Fig. 19 - a, b).
2. Coloque y apriete los pernos.
3. Una vez correctamente situada la tubería, apriete el cilindro estabilizador
hasta que entre en contacto con la tubería. Apriete una vuelta más (Fig.
20).
Atención: no lo utilice con tuberías de longitud inferior a 8”.
Cambio de los conjuntos de cilindros de acanalado
915
1. Quite el tornillo de la tapa del cilindro de accionamiento, separe este del
eje de salida y extraiga las pastillas del estabilizador. Afl oje el tornillo de
fi jación para extraer el cilindro de acanalado (Fig. 35).
2. Invierta el proceso con el conjunto de acanalado adecuado. Revise la
arandela de empuje (Fig. 36).
916
1. Afl oje el tornillo de ajuste de la profundidad y extraiga el tornillo de
fi jación y el muelle (Fig. 21a, b, c).
2. Extraiga el eje del cilindro de acanalado y el propio cilindro (Fig. 22, 23,
24, 25).
3. Instale un nuevo eje impulsor.
4. Invierta el proceso con el conjunto de acanalado adecuado.
918, 918I
1. Levante totalmente el conjunto del cilindro superior y afl oje el tornillo de
fi jación del cilindro de acanalado (Fig. 26).
2. Extraiga el eje del cilindro de acanalado y el propio cilindro (Fig. 27).
3. Bloquee el husillo y extraiga la tuerca de retención (Fig. 28).
4. Extraiga el eje impulsor (Fig. 29).
5. Instale un nuevo eje impulsor.
6. Bloquee el husillo y apriete la tuerca de retención (Fig. 30).
Cambio de los conjuntos de los cilindros de acanalado 1”, 1 1/4”-1 1/2”
1. Siga los pasos 1-6 anteriormente mencionados con el eje impulsor
adecuado.
2. Apriete el perno de apriete (Fig. 31).
3. Sustituya el cilindro de acanalado superior y apriete el tornillo de fi jación
del cilindro (Fig. 26, 27).
Mantenimiento
Inspeccione periódicamente todas las piezas y sustituya los cilindros cuando
estén desgastados. Engrase los cojinetes con grasa multiusos. Para cualquier
otra operación de servicio y mantenimiento, diríjase a un centro de servicio
autorizado RIDGID.
Ridge Tool Company
29
Page 31

915, 916, 918, 918I
Tabla 1. Especifi caciones para acanaladoras estándar
Nota: todas las medidas se dan en pulgadas.
Tamaño
de tubería
de nom.
1 1.315 +.016
1 1/4 1.660 +.016
1 1/2 1.900 +.016
2 2.375 ± .024 .065 .625 .344 2.250 +.000
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
3 3.50 ± .035 .083 .625 .344 3.344 +.000
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
4 4.50 ± .045 .083 .625 .344 4.334 +.000
5 5.563 ± .056 .109 .625 .344 5.395 +.000
6 6.625 ± .060 .109 .625 .344 6.455 +.000
8 8.625 ± .086 .109 .750 .469 8.441 +.000
10 10.75 ± .108 .134 .750 .469 10.562 +.000
12 12.75 ± .128 .165 .750 .469 12.531 +.000
Diámetro de
la tubería
D. E. Tol.
-.031
-.031
-.031
T
Gros.
pared
mín.
.065 .625 .281 1.190 +.000
.065 .625 .281 1.535 +.000
.065 .625 .281 1.775 +.000
A
Asent.
junta
± .030
B
Anchura
acanalado
± .030
Diámetro
acanalado
D. E. Tol.
C
-.015
-.015
-.015
-.015
-.018
-.018
-.020
-.020
-.022
-.022
-.025
-.027
-.030
D
Prof.
acanalado
nom.
.063 .047
.063 .047
.063 .047
.063 .051
.078 .063
.078 .060
.083 .063
.083 .060
.084 .056
.085 .052
.092 .049
.094 .040
.110 .045
D
Prof.
acanalado
mín
Tabla 2. Grosor máximo de tubería y de pared mínimo
Tamaño de
tubería
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
30
Tubo o tubería de acero al carbono o
aluminio
Grosor de pared Grosor de pared Grosor de pared
Mín. Máx. Mín. Máx. Mín. Máx.
Tubo o tubería de acero inoxidable Tubería PVC/CPVC
Ridge Tool Company
Page 32

915, 916, 918, 918I
Tabla 3. Solución de problemas
AVERÍA CAUSA POSIBLE SOLUCIÓN
1. Acanalado demasiado estrecho o demasiado
ancho.
2. Acanalado no perpendicular al eje de la
tubería.
3. La tubería no rastrea durante el acanalado. a. La tubería no está nivelada.
4. La tubería se mueve en el eje del cilindro de
accionamiento durante el acanalado.
5. La tubería se balancea de un lado a otro
en el cilindro de accionamiento durante el
acanalado.
6. No se efectúa el acanalado en la tubería. a. El grosor de la pared de la tubería es superior
7. No se efectúa el acanalado especifi cado. a. La tolerancia del diámetro de la tubería es
8. La tubería resbala en el cilindro de
accionamiento.
9. La acanaladora no hace girar a la tubería. a. La velocidad de avance manual del cilindro de
10. La unidad de potencia y la acanaladora tienden
a ladearse.
a. Tamaño incorrecto de los cilindros de
acanalado y de accionamiento.
b. Cilindros de acanalado y de accionamiento no
alineados.
c. Cilindro de acanalado y/o cilindro de
accionamiento desgastado.
a. La tubería no está recta.
b. El extremo de la tubería no cuadra con el eje.
b. El eje de la tubería no está descentrado
1/2 grado con respecto al eje del cilindro de
accionamiento.
c. El eje de la tubería no está descentrado en la
dirección correcta.
d. La acanaladora no está nivelada.
e. El tornillo de avance no está apretado. (915)
a. La tubería no está recta.
b. El extremo de la tubería no cuadra con el eje.
a. El extremo de la tubería está achatado o
dañado.
b. Mancha en el material de la tubería o
cordones de soldadura más duros que la
tubería.
c. La unidad de potencia hace girar la tubería
demasiado rápido.
d. Los cilindros del soporte de la tubería no están
en la posición apropiada para el tamaño de la
tubería.
e. Velocidad de avance del cilindro de acanalado
demasiado lenta. (915)
al máximo.
b. Los cilindros no son los adecuados.
c. No se ha colocado la tuerca de ajuste.
d. La unidad de potencia no suministra el par
mínimo necesario.
superior al máximo.
b. Cilindros de acanalado y de accionamiento no
alineados.
c. El material de la tubería es demasiado duro.
d. No se ha colocado el tornillo de ajuste.
(915/916)
a. Estriado del cilindro de accionamiento atas-
cado con metal o parte plana desgastada.
acanalado es demasiado lenta (915/916).
b. La unidad de potencia no suministra el par
mínimo necesario.
c. El mandril no está cerrado en las partes
planas del eje impulsor.
a. El soporte no es sufi ciente para la tubería. a. Utilice (2) soportes para tuberías mayores de
a. Instale los cilindros de acanalado y de
accionamiento del tamaño correcto.
b. Alinee los cilindros de acanalado y de
ccionamiento.
c. Sustituya el cilindro desgastado.
a. Utilice una tubería recta.
b. Corte la tubería y cuadre.
a. Ajuste el soporte para nivelar la tubería.
b. Descentre la tubería 1/2 grado
(observe la Fig.14, 15)
c. Consulte las instrucciones de preparación.
d. Nivele la acanaladora.
e. Apriete el tornillo de avance con el trinquete
para cada vuelta.
a. Utilice una tubería recta.
b. Corte la tubería y cuadre.
a. Corte el extremo de la tubería dañado.
b. Utilice una tubería de calidad y de dureza
uniforme.
c. Disminuya la velocidad; cambie a velocidad
baja o utilice unidades de potencia RIDGID de
36 rpm 300, 535, 1233, 1224 ó 1822.
d. Coloque los cilindros del soporte de la tubería
apropiados al tamaño de la misma.
e. Avance manualmente el cilindro de acanalado
en la tubería más rápidamente.
a. Compruebe la capacidad de la tubería en la
tabla.
b. Instale los cilindros apropiados.
c. Establezca la profundidad.
d. Utilice las unidades de potencia RIDGID
n° 300, 535, 1224, 1233 ó 1822.
a. Utilice una tubería del diámetro adecuado.
b. Utilice un juego de cilindros apropiado.
c. Sustituya la tubería.
d. Establezca la profundidad.
a. Limpie o sustituya el cilindro de accionamiento.
a. Avance manualmente el cilindro de acanalado
en la tubería más rápidamente.
b. Utilice las unidades de potencia RIDGID n°
300, 535, 1224, 1233 ó 1822.
c. Cierre el mandril.
36”.
Ridge Tool Company
31
Page 33

915, 916, 918, 918I
AVERÍA CAUSA POSIBLE SOLUCIÓN
11. La bomba no suministra aceite, el cilindrono
avanza
(sólo 918)
12. Sensación “esponjosa” del mango de la bomba
(sólo 918)
13. El cilindro no se expande totalmente
(sólo 918)
14. El extremo de la tubería se abocina o tiene
forma de campana en el acanalado.
(sólo 918)
a. La válvula de descarga está abierta.
b. Bajo nivel de aceite en el depósito.
c. El cuerpo de la bomba está sucio.
d. Asientos desgastados o no hay asentamiento.
e. Hay demasiado aceite en el depósito.
a. Aire en el sistema.
b. Hay demasiado aceite en el depósito.
a. El depósito de la bomba tiene poco aceite.
b. Profundidad y ajuste incorrectos.
a. El operario está avanzando los cilindros de
acanalado demasiado deprisa.
b. La tubería no está nivelada.
a. Cierre la válvula de descarga.
b. Consulte las instrucciones sobre el nivel de
aceite.
c. Solicite la asistencia de un técnico cualifi cado.
d. Solicite la asistencia de un técnico cualifi cado.
e. Consulte las instrucciones sobre el nivel de
aceite.
a. Coloque el cabezal más abajo que la bomba
inclinando la máquina lateralmente en posición
opuesta al operario.
Expanda y contraiga varias veces el pistón del
cilindro para que el aire vuelva al depósito
de la bomba.
b. Consulte las instrucciones sobre el nivel de
aceite.
a. Rellene y purgue el sistema.
b. Siga las instrucciones de ajuste de la
profundidad.
a. Ralentice el bombeo. Consulte las instrucciones
de funcionamiento correspondientes.
b. Ajuste el soporte para nivelar la tubería con la
acanaladora.
32
Ridge Tool Company
Page 34

PT
915, 916, 918, 918I
Instruções de
Funcionamento
915, 916, 918, 918I
2. Instale o ranhurador numa superfície plana e nivelada. Certifi que-se
de que a máquina, o suporte e o ranhurador estão estáveis e que não
cairão.
3. Certifi que-se de que o ranhurador está fi xado correctamente ao
propulsor. Siga cuidadosamente as instruções de instalação.
4. O ranhurador de roletes está concebido para ranhurar tubos. Não o
utilize para qualquer outro fi m.
5. Apoie o tubo correctamente com suportes para tubos.
6. Utilize os acessórios recomendados. A utilização de outros acessórios
pode fazer aumentar o risco de ferimentos. Consulte os Manuais do
Operador para obter os acessórios recomendados.
7. Não utilize se os interruptores da máquina estiverem partidos.
AVISO! Antes de utilizar este equipamento,
leia cuidadosamente estas instruções e o
folheto de segurança em anexo. Se tiver
dúvidas acerca de qualquer aspecto de utilização
desta ferramenta, contacte o seu distribuidor
RIDGID para obter mais informações.
No caso de não compreender e não cumprir todas
as instruções, pode ocorrer choque eléctrico,
incêndio, e/ou ferimentos pessoais graves.
GUARDE ESTAS INSTRUÇÕES!
ESPECIFICAÇÕES
Consulte o catálogo da RIDGID.
Transporte e manuseamento
Levante a máquina com as pegas fornecidas.
Instalação da máquina
915
Esta máquina está concebida para realizar manualmente ranhuras em
tubos.
Recomendamos vivamente que NÃO seja modifi cada e/ou utilizada para
outra aplicação a não ser para a qual foi concebida, incluindo a utilização
com qualquer equipamento eléctrico.
916, 918, 918I
Esta máquina está concebida para realizar ranhuras em tubos com as
máquinas de roscar, propulsores e acessórios especifi cados da RIDGID.
Recomendamos vivamente que NÃO seja modifi cada e/ou utilizada para
outra aplicação a não ser para a qual foi concebida, incluindo a utilização
de outro equipamento eléctrico. Não instale a máquina nas imediações de
portas ou de passagens e certifi que-se de que toda a área de trabalho pode
ser observada e controlada a partir da posição de funcionamento. Coloque
barreiras, para impedir a circulação de pessoas perto do aparelho. Não
utilize a máquina em condições molhadas ou húmidas. Verifi que se a tensão
da máquina é a mesma que a da fonte de alimentação. Certifi que-se de que
o interruptor de pé da máquina funciona correctamente e de que o interruptor
da máquina está na posição “0” antes de ligar à fonte de alimentação. O
interruptor de pé permite o controlo total da máquina que só funcionará
quando se carregar no pedal. Para a sua segurança, certifi que-se de que
o interruptor de pé funciona livremente e posicione-o de forma que seja
possível alcançar todos os controlos.
Segurança geral do ranhurador de rolete
1. Mantenha as mãos afastadas dos roletes de ranhura. Os dedos podem
fi car presos entre os roletes de ranhura e de transmissão.
Instalação
915 916 918 918I
Fig. 1 Fig. 2 - 300
Fig. 3 - 535
Fig. 4 - 1233
Funcionamento dos ranhuradores de roletes 915, 916, 918, 918I
Preparação do tubo
1. As extremidades do tubo têm de ser cortadas em ângulo recto. Não
utilize um maçarico.
2. A deformação circular do tubo não pode exceder a tolerância do
diâmetro externo total indicada nas especifi cações da ranhura. Tabela 1.
3. Todos os rebordos, rebarbas ou costuras internos ou externos de
soldadura têm de ser empurrados de volta para o solo, pelo menos, a 2
polegadas da extremidade do tubo.
Nota: Não danifi que a área de sede da junta quando triturar.
Comprimento do tubo
A tabela seguinte indica o comprimento mínimo do tubo a ser ranhurado e o
comprimento máximo a ser ranhurado sem suportes para tubos.
Comprimentos de tubo ranhurável - Polegadas
Dimensão
nom.
1 1/4
1 1/2
2 1/2
3 1/2
Instalação do tubo
1. Um tubo mais comprido do que o comprimento máximo especifi cado na
tabela tem de ser apoiado com 2 suportes para tubos. O apoio do tubo
deve situar-se a 3/4 do comprimento do tubo a partir do ranhurador de
rolete.
2. Levante o alojamento do rolete de ranhura superior.
915
Abra o rolete de ranhura a partir do rolete de transmissão rodando o
parafuso de regulação em profundidade. (Fig. 32).
916
Levante a alavanca de avanço (Fig. 10).
Compri-
mento
mín.
1
2
3
8
8
8
8
8
8
8
Fig. 5 -300
Fig. 6 -1822
Fig. 7 - 1233
Fig. 8 -1224
Compri-
mento
máx.
36
36
36
36
36
36
36
Fig. 37 - montagem do
suporte
Fig. 38 - 918I
Dimensão
nom.
4
4 1/2
5
D. E. 6
6
8
10
12
Compri-
mento mín.
8
8
8
8
8
8
8
8
Compri-
mento máx.
36
32
32
30
28
24
24
24
Ridge Tool Company
33
Page 35

915, 916, 918, 918I
918, 918I
Coloque a alavanca de libertação da bomba na posição “RETURN” (na
direcção do operador) (Fig. 11).
3. Coloque o tubo e o apoio do tubo em ângulo recto no ranhurador de
rolete certifi cando-se de que o tubo é empurrado contra a fl ange do
rolete de transmissão (Fig. 12).
4. Nivele o tubo ajustando o suporte para tubos (Fig. 13).
5. Desvie ligeiramente o tubo e o suporte para tubos aprox. 1/2° para longe
do operador, ou na direcção deste, conforme indicado abaixo:
Nota: Se a máquina estiver a funcionar em “FORWARD” (para a frente),
desvie o tubo 1/2° para longe do operador (Fig. 14).
Nota: Se a máquina estiver a funcionar em “REVERSE” (no sentido
inverso), desvie o tubo 1/2° na direcção do operador (Fig. 15).
Regulação da profundidade do ranhurador de rolete
Nota: Devido a características diferentes do tubo, deve efectuar-se sempre
uma ranhura de teste quando instalar ou substituir as dimensões dos tubos.
O botão de regulação em profundidade de referência tem de ser restabelecido
para cada diâmetro do tubo.
915
1. Aperte o parafuso de regulação em profundidade para fi xar o ranhurador
no tubo. Não aperte em demasia.
2. Defi na o parafuso de regulação em profundidade (Fig. 33) para
conseguir uma profundidade correcta (veja a Fig 34).
916
1. Levante a alavanca de avanço.
2. Afrouxe totalmente o parafuso de regulação em profundidade.
3. Aperte o parafuso de regulação em profundidade conforme indicado na
Fig. 16.
4. Afaste o botão de regulação em profundidade conforme mostrado na
tabela.
918, 918I
1. Avance o rolete de ranhura superior colocando a alavanca de libertação
da bomba na posição “ADVANCE” (afastada do operador) e bombeie
a alavanca até o rolete superior entrar em contacto com o diâmetro
externo do tubo a ser ranhurado.
2. Rode o botão de regulação em profundidade de referência (no sentido
dos ponteiros do relógio) até parar contra a parte superior da máquina
(Fig. 17).
3. Afaste o botão de regulação em profundidade (Fig. 18).
Formação do rolete de ranhura
915
1. Rode o botão de regulação em profundidade aproximadamente uma
volta.
2. Mova o roquete para o encaixe de rotação e rode para avançar o 915 à
volta do tubo.
3. Pare após uma volta e repita os passos 1 e 2 até se atingir a paragem da
profundidade.
4. Verifi que a profundidade da ranhura e regule a paragem da profundidade
conforme necessário. Realizar-se-ão ranhuras posteriores com o mesmo
tubo e com a mesma profundidade.
5. Afrouxe o parafuso de alimentação para abrir o 915.
916, 918, 918I
1. Carregue no interruptor de pé para que a máquina comece a funcionar
e faça uma pressão estável na alavanca de avanço/manípulo da bomba
hidráulica.
2. Mantenha a pressão no tubo com a mão direita para evitar que o tubo
avance para fora dos roletes.
3. Continue a fazer uma pressão estável até se atingir a paragem da
profundidade da ranhura.
4. Não avance em demasia. Permita que efectue uma volta completa antes
de aumentar a pressão sobre os roletes para prevenir sobrecarga.
5. Pare a máquina e verifi que a profundidade da ranhura. Regule a
paragem da profundidade conforme necessário.
Realizar-se-ão ranhuras posteriores com o mesmo tubo e com a mesma
profundidade.
6. Levante a alavanca (916) ou liberte pressão (918) e retire o tubo.
Verifi que sempre a ranhura concluída com um acessório antes da
instalação.
Estabilizador do tubo/suporte do bocal
Este estabilizador está concebido para trabalhos em tubos de 2 1/8”- 12”.
Apenas pode ser montado em propulsores 300 e bases 918I que têm 3
orifícios de montagem.
1. Alinhe o suporte nos orifícios de montagem (Fig. 19 - a, b).
2. Coloque e aperte os parafusos.
3. Com o tubo correctamente colocado, aperte o rolete do estabilizador até
entrar em contacto com o tubo. Aperte mais uma volta (Fig. 20).
Aviso: Não utilize para tubos com um comprimento inferior a 8”.
Substituição dos conjuntos de roletes de ranhura
915
1. Retire o parafuso de tampa no rolete de transmissão, separe o rolete de
transmissão do veio de saída e retire os amortecedores do estabilizador.
Afrouxe o parafuso de fi xação para retirar o rolete de ranhura (Fig. 35).
2. Inverta o procedimento com o conjunto de ranhura correcto. Verifi que a
arruela de batente (Fig. 36).
916
1. Afrouxe o parafuso de regulação em profundidade e retire o parafuso de
fi xação e a mola (Fig. 21a, b, c).
2. Retire o veio do rolete de ranhura e o rolete de ranhura (Fig. 22, 23, 24 e
25).
3. Coloque um veio de transmissão novo.
4. Inverta o procedimento com o conjunto de ranhura correcto.
918, 918I
1. Levante totalmente o conjunto de roletes superior e afrouxe o parafuso
de fi xação no rolete de ranhura (Fig. 26).
2. Retire o veio do rolete de ranhura e o rolete de ranhura (Fig. 27).
3. Trave o eixo e retire a porca de fi xação (Fig. 28).
4. Retire o veio de transmissão (Fig. 29).
5. Coloque um veio de transmissão novo.
6. Trave o eixo e aperte a porca de fi xação (Fig. 30).
Substituição dos conjuntos de roletes de ranhura de 1”, 1 1/4”-1 1/2”
1. Realize os passos 1-6 acima com o veio de transmissão apropriado.
2. Aperte o parafuso de engate (Fig. 31).
3. Substitua o rolete de ranhura superior e aperte o parafuso de fi xação do
rolete de ranhura (Fig. 26 e 27).
Manutenção
Inspeccione todas as peças regularmente e substitua os roletes quando
estiverem gastos. Lubrifi que os rolamentos com massa lubrifi cante multiuso.
Para os restantes serviços de assistência e de manutenção, aconselhamos a
levar a máquina a um centro de assistência RIDGID autorizado.
34
Ridge Tool Company
Page 36

Tabela 1. Especifi cações da ranhura de rolete standard
Nota: Todas as dimensões estão em polegadas.
Dimensão
nom.
do tubo
1 1.315 +.016
1 1/4 1.660 +.016
1 1/2 1.900 +.016
2 2.375 ± .024 .065 .625 .344 2.250 +.000
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
3 3.50 ± .035 .083 .625 .344 3.344 +.000
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
4 4.50 ± .045 .083 .625 .344 4.334 +.000
5 5.563 ± .056 .109 .625 .344 5.395 +.000
6 6.625 ± .060 .109 .625 .344 6.455 +.000
8 8.625 ± .086 .109 .750 .469 8.441 +.000
10 10.75 ± .108 .134 .750 .469 10.562 +.000
12 12.75 ± .128 .165 .750 .469 12.531 +.000
Diâmetro do tubo
D. E. Tol.
-.031
-.031
-.031
T
Espessura
mín.
da parede
.065 .625 .281 1.190 +.000
.065 .625 .281 1.535 +.000
.065 .625 .281 1.775 +.000
A
Sede da junta
± .030
B
Largura
da ranhura
± .030
Diâmetro
da ranhura
D. E. Tol.
915, 916, 918, 918I
C
Profundidade
nom.
da ranhura
.063 .047
-.015
.063 .047
-.015
.063 .047
-.015
.063 .051
-.015
.078 .063
-.018
.078 .060
-.018
.083 .063
-.020
.083 .060
-.020
.084 .056
-.022
.085 .052
-.022
.092 .049
-.025
.094 .040
-.027
.110 .045
-.030
D
D
Profundi-
dade
mín.
da ranhura
Tabela 2. Espessura máxima e mínima da parede do tubo
Dimensão do
tubo
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
Tubo de aço-carbono ou de alumínio Tubo de aço inoxidável Tubo em PVC/CPVC
Espessura da parede Espessura da parede Espessura da parede
Mín. Máx. Mín. Máx. Mín. Máx.
Ridge Tool Company
35
Page 37

915, 916, 918, 918I
Tabela 3. Resolução de problemas
ANOMALIA CAUSA PROVÁVEL ACÇÃO CORRECTIVA
1. Ranhura de roletes muito estreita ou muito
larga.
2. A ranhura de rolete não está perpendicular ao
eixo do tubo.
3. O tubo não fi ca alinhado durante o processo
de ranhurar.
4. O tubo é arrastado para a frente e para trás
no eixo do rolete de transmissão durante o
processo de ranhurar.
5. O tubo oscila de um lado para o outro
no rolete de transmissão durante o processo
de ranhurar.
6. O ranhurador não realiza ranhuras de rolete no
tubo.
7. O ranhurador não realiza ranhuras de acordo
com a especifi cação.
8. O tubo desliza no rolete de transmissão. a. Serrilhado do rolete de transmissão ligado
9. O ranhurador não roda o tubo durante o
processo de ranhurar.
10. O propulsor e o ranhurador têm tendência a
inclinar.
a. A dimensão dos roletes de ranhura e de
transmissão é incorrecta.
b. Os roletes de ranhura e de transmissão não
correspondem.
c. O rolete de ranhura e/ou o rolete de
transmissão está(ão) gasto(s).
a. O comprimento do tubo não é recto.
b. A extremidade do tubo não está em ângulo
recto com o eixo do tubo.
a. O tubo não está nivelado.
b. O eixo do tubo não está desviado 1/2 grau do
eixo do rolete de transmissão.
c. O eixo do tubo não está desviado na direcção
correcta.
d. O ranhurador não está nivelado.
e. O parafuso de alimentação não está apertado.
(915)
a. O comprimento do tubo não é recto.
b. A extremidade do tubo não está em ângulo
recto com o eixo do tubo.
a. Extremidade do tubo achatada ou danifi cada.
b. Ponto duro no material do tubo ou costuras de
soldaduramais duras do que o tubo.
c. O propulsor roda o tubo muito depressa.
d. Os roletes de suporte do tubo não estão na
localização correcta para a dimensão do tubo.
e. Velocidade de avanço do rolete de ranhura
muito lenta. (915)
a. Espessura máxima da parede do tubo
excedida.
b. Roletes errados.
c. A porca de regulação não está defi nida.
d. O propulsor não fornece o binário mínimo
necessário.
a. Tolerância máxima do diâmetro do tubo
excedida.
b. Os roletes de ranhura e de transmissão não
correspondem.
c. Material do tubo muito duro.
d. O parafuso de regulação não está defi nido.
(915/916)
com metal ou gasto.
a. Velocidade de avanço manual do rolete de
ranhura muito lenta (915/916).
b. O propulsor não fornece o binário mínimo
necessário.
c. O mandril não está fechado no ferro plano do
veio de transmissão.
a. Apoio insufi ciente para o tubo. a. Utilize (2) suportes para tubos para todos os
a. Instale a dimensão correcta dos roletes de
ranhura e de transmissão.
b. Faça corresponder os roletes de ranhura e de
transmissão.
c. Substitua o rolete gasto.
a. Utilize o tubo recto.
b. Corte a extremidade do tubo em ângulo recto.
a. Ajuste o suporte para nivelar o tubo.
b. Desvie o tubo 1/2 grau. (Veja as Fig. 14 e 15)
c. Veja as instruções de instalação.
d. Nivele o ranhurador.
e. Aperte o parafuso de alimentação com o
roquete para cada volta.
a. Utilize o tubo recto.
b. Corte a extremidade do tubo em ângulo recto.
a. Corte a extremidade do tubo danifi cada.
b. Utilize tubos de dureza uniforme de alta
qualidade.
c. Reduza a velocidade - mude para uma
velocidade mais baixa ou utilize a propulsora
de 36 rpm 300, 535, 1233, 1224 ou 1822 da
RIDGID.
d. Posicione os roletes do suporte para tubos para
a dimensão do tubo que está a ser utilizada.
e. Avance manualmente o rolete de ranhura para
dentro do tubo mais rapidamente.
a. Verifi que a tabela de capacidade do tubo.
b. Coloque os roletes correctos.
c. Defi na a profundidade.
d. Utilize os propulsores n.º 300, 535, 1224, 1233
ou 1822 da RIDGID.
a. Utilize o tubo com diâmetro correcto.
b. Utilize o conjunto correcto de roletes.
c. Substitua o tubo.
na a profundidade.
d. Defi
a. Limpe ou substitua o rolete de transmissão.
a. Avance manualmente o rolete de ranhura para
dentro do tubo mais rapidamente.
b. Utilize os propulsores n.º 300, 535, 1224, 1233
ou 1822 da RIDGID.
c. Feche o mandril.
comprimentos superiores a 36”.
36
Ridge Tool Company
Page 38

915, 916, 918, 918I
ANOMALIA CAUSA PROVÁVEL ACÇÃO CORRECTIVA
11. A bomba não fornece óleo, o cilindro não
avança. (apenas 918)
12. O manípulo da bomba funciona com acção
“esponjosa”. (apenas 918)
13. O cilindro estende-se apenas parcialmente.
(apenas 918)
14. A extremidade do tubo alarga e adquire a
forma de sinodurante o processo de ranhurar.
(apenas 918)
a. Válvula de libertação da bomba aberta.
b. Pouco óleo no depósito.
c. Sujidade no corpo da bomba.
d. Sedes gastas ou não assentam.
e. Demasiado óleo no depósito.
a. Ar preso no sistema.
b. Demasiado óleo no depósito.
a. O depósito da bomba tem pouco óleo.
b. Defi nição incorrecta da profundidade e da
regulação.
a. O operador está a avançar os roletes de
ranhura muito rapidamente.
b. O tubo não está nivelado.
a. Feche a válvula de libertação.
b. Verifi que o nível de óleo de acordo com as
instruções.
c. Exige assistência de um técnico qualifi cado.
d. Exige assistência de um técnico qualifi cado.
e. Verifi que o nível de óleo de acordo com as
instruções.
a. Posicione o pistão num nível mais baixo que a
bomba inclinando a máquina no lado oposto ao
operador.
Estenda e reverta o pistão do cilindro várias
vezes para permitir o retorno de ar ao depósito
da bomba.
b. Verifi que o nível de óleo de acordo com as
instruções.
a. Encha e purgue o sistema.
b. Siga as instruções de regulação em
profundidade.
a. Abrande a acção de bombeamento. Consulte
as instruções de funcionamento adequadas.
b. Ajuste o suporte para nivelar o tubo com o
ranhurador.
Ridge Tool Company
37
Page 39

915, 916, 918, 918I
SV
915, 916, 918, 918I
Driftsinstruktioner
VARNING! Läs dessa instruktioner och
den medföljande säkerhets broschyren
noggrant innan du använder utrustningen.
Om du är osäker på hur du skall använda
detta verktyg, ber vi dig kontakta din RIDGIDåterförsäljare för mer information.
Om du använder maskinen utan att förstå eller
följa instruktionerna fi nns risk för elektriska
stötar, brand och/eller personskador.
5. Stötta upp röret ordentligt med rörstativ.
6. Använd rekommenderade tillbehör. Användning av andra tillbehör kan
öka risken för personskador. Se bruksanvisningen för uppgifter om
rekommenderade tillbehör.
7. Använd inte maskinen om omkopplarna är trasiga.
Installation
915 916 918 918I
Fig. 1 Fig. 2 - 300
Fig. 3 - 535
Fig. 4 - 1233
Använda spårmaskinerna 915, 916, 918, 918I
Rörpreparering
1. Rörändarna måste vara rakt kapade. Använd inte skärbrännare.
2. Rörets ovalitet får inte överstiga den totala ytterdiametern som anges i
spårspecifi kationen. Tabell 1.
3. Alla interna eller externa svetssträngar, svetsskägg eller fogar måste
slipas ned minst 5 cm bakåt från röränden.
Obs: Skada inte packningssätet under slipningen.
Fig. 5 - 300
Fig. 6 - 1822
Fig. 7 - 1233
Fig. 8 - 1224
Fig. 37 - stativenhet
Fig. 38 - 918I
SPARA DESSA INSTRUKTIONER!
SPECIFIKATIONER
Se RIDGID-katalogen.
Transport och hantering
Lyft maskinen med de avsedda handtagen.
Inställning av maskinen
915
Denna spårmaskin är avsedd för att göra manuella valsspår på rör.
Utrustningen ska INTE modifi eras eller användas i något annat syfte än
det som den avsetts för, och inte användas tillsammans med motordriven
utrustning.
916, 918, 918I
Den här spårmaskinen är avsedd att monteras på RIDGID gängmaskiner,
drivsystem och tillbehör. Utrustningen ska INTE modifi eras eller användas i
något annat syfte än det som den avsetts för (detta innefattar användning av
annan motordriven utrustning). Placera maskinen på behörigt avstånd från
dörrar eller passager, och kontrollera att det går att se hela arbetsområdet
från arbetsplatsen. Använd avspärrningar för att hålla personer borta. Använd
inte maskinen i våta eller fuktiga förhållanden. Kontrollera att maskinens
elektriska spänning stämmer överens med matningsspänningen. Kontrollera
att maskinens fotomkopplare fungerar korrekt och att brytaren står i 0-läget
(avstängt) före anslutning till spänningsmatning. Fotomkopplaren ger full
kontroll över maskinen, och maskinen startar bara när pedalen trycks ned.
För din egen säkerhet: kontrollera att fotomkopplaren går fritt och placera den
så att alla reglage är lätt åtkomliga.
Säkerhet vid användning av spårmaskin
1. Håll alltid händerna på behörigt avstånd från spårrullarna. Det fi nns risk
för att fi ngrarna fastnar mellan spåren och drivvalsarna.
2. Ställ upp spårmaskinen på plant och stabilt underlag. Se till att varken
gängmaskinen, stativet eller spårmaskinen kan tippa.
3. Kontrollera att spårmaskinen är ordentligt inkopplad till drivningen. Följ
anvisningarna noggrant.
4. Spårmaskinen är avsedd för att göra spår i rör. Använd inte utrustningen
i något annat syfte.
Rörlängd
Följande schema visar minimilängd för röret som ska förses med spår, och
den maximala längd som kan förses med spår utan att använda rörstativ.
Rörlängder som kan förses med spår - Tum
Nom.
dim.
1
1 1/4
1 1/2
2
2 1/2
3
3 1/2
4
Röruppställning
1. Rör som är längre än angivna maxlängder i schemat måste stöttas
upp med två rörstativ. Rörstativet ska placeras på 3/4 rörlängd från
spårmaskinen.
2. Höj det övre spårhuset.
915
Skilj spårvalsen från drivvalsen genom att vrida djupinställningsskruven.
(Fig. 32).
916
Lyft upp matarhandtaget (Fig. 10).
918,
Sätt pumpens spak i läget “RETURN” (riktat mot användaren) (Fig. 11).
3. Rikta in rör och rörstativ vid spårmaskinen och kontrollera att röret ligger
ordentligt emot spårrullens fl äns (Fig. 12).
4. Ställ röret plant genom att justera rörstativet (Fig. 13).
5. Luta röret och rörstativet en aning cirka 1/2° bort från eller mot
operatören enligt nedan:
Obs: Om maskinen körs i framåtläget (“FORWARD”): förskjut röret 1/2°
bort från operatören (Fig. 14).
Obs: Om maskinen körs i backläget (“REVERSE”), förskjut röret 1/2° i
riktning mot operatören (Fig. 15).
918I
Min.
längd
8
8
8
8
8
8
8
8
Max. längd Nom.
dim.
36
36
36
36
36
36
36
36
4 1/2
5
6 ytter-
diam.
6
8
10
12
Min.
längd
8
8
8
8
8
8
8
Max. längd
32
32
30
28
24
24
24
38
Ridge Tool Company
Page 40

915, 916, 918, 918I
Ställa in spårdjupet
Obs: Rör kan ha olika egenskaper, och därför ska alltid ett testspår göras
när man ställer in eller byter rörstorlek. Inställningsratten för indexdjup måste
återställas varje gång man byter rördiameter.
915
1. Dra åt djupinställningen för att fi xera spårmaskinen på röret. Dra inte åt
för hårt.
2. Ställ in djupinställningsskruven (Fig. 33) så att den ger korrekt djup
(se Fig. 34).
916
1. Lyft matarhandtaget.
2. Lossa djupinställningsskruven helt.
3. Dra åt djupinställningsskruven enligt Fig. 16.
4. Vrid tillbaka djupinställningsratten enligt schemat.
918, 918I
1. Mata fram den övre spårrullen genom att sätta pumpspaken i framåtläget
(“ADVANCE”, bort från operatören) och pumpa handtaget tills den övre
rullen går emot ytterdiametern på röret som ska förses med spår.
2. Vrid ner djupinställningsratten (medurs) tills den går emot maskinens
ovansida (Fig. 17).
3. Vrid tillbaka djupinställningsratten (Fig. 18).
Forma spåret
915
1. Vrid djupinställningsreglaget cirka ett varv.
2. Flytta spärren till rotationsfattningen och vrid för att dra runt 915 runt
röret.
3. Stanna efter ett varv och upprepa steg 1 och 2 tills du nått till stoppet.
4. Kontrollera spårets djup och justera djupstoppet efter behov. Ytterligare
spår på samma rör kommer att göras med samma djup.
5. Lossa matarskruven för att öppna 915.
916, 918, 918I
1. Tryck på fotomkopplaren för att starta maskinen och lägg ett stadigt tryck
på handtaget till frammatningen/hydraulpumpen.
2. Håll tryck på röret med höger hand för att hindra röret från att matas ut ur
rullarna.
3. Fortsätt hålla ett stadigt tryck tills du nått spårets djupstopp.
4. Mata inte på för mycket. Ge röret ett helt varv innan du ökar trycket på
valsarna, för att förhindra överlast.
5. Stäng av maskinen och kontrollera spårets djup. Justera djupstoppet
efter behov.
Ytterligare spår på samma rör kommer att göras med samma djup.
6. Lyft upp handtaget (916) eller lätta på trycket (918) och ta bort röret.
Byta spårrullar
915
1. Ta bort huvudskruven på drivvalsen och dra isär drivvalsen från
utgångsaxeln, och ta bort stabilisatorplattorna. Lossa inställningsskruven
och ta bort spårvalsen (Fig. 35).
2. Gör om proceduren med korrekt spårsats. Kontrollera axialbrickan
(Fig. 36).
916
1. Lossa djupinställningsskruven och ta bort ställskruven och fjädern.
(Fig. 21a, b, c).
2. Demontera spårvalsaxeln och spårvalsen (Fig. 22, 23, 24, 25).
3. Montera en ny drivaxel.
4. Gör om proceduren med korrekt spårsats.
918, 918I
1. Höj upp den övre valsenheten helt och lossa ställskruven i spårvalsen
(Fig. 26).
2. Demontera spårvalsaxeln och spårvalsen (Fig. 27).
3. Lås spindeln och behåll fästmuttern (Fig. 28).
4. Ta loss drivaxeln (Fig. 29).
5. Montera en ny drivaxel.
6. Lås spindeln och dra åt fästmuttern (Fig. 30).
Byta spårvalssatser 1”, 1 1/4”-1 1/2”
1. Utfor steg 1-6 ovan med rätt drivaxel.
2. Dra åt dragskruven (Fig. 31).
3. Byt ut den övre spårvalsen och dra åt ställskruven för spårvalsen.
(Fig. 26, 27).
Underhåll
Kontrollera alla komponenter regelbundet och byt ut valsarna när de är slitna.
Smörj lagren med universalsmörjfett. All övrig service och allt annat underhåll
ska utföras på ett RIDGID-auktoriserat servicecenter.
Kontrollera alltid det färdiga spåret i motsvarande inpassning före
installation.
Rörstabilisator/Nippelfäste
Stabilisatorn är avsedd att användas tillsammans med rör som har
dimensionerna 2 1/8”- 12”. Den kan bara monteras på drivenhet 300 och
basenhet 918I som har tre (3) fästhål.
1. Rikta in fästet på fästhålen (Fig. 19 - a, b).
2. Montera och dra åt skruvarna.
3. Håll röret korrekt och dra åt stabilisatorvalsen tills den går emot röret. Dra
åt ytterligare ett varv (Fig. 20).
Varning: Använd inte på rörlängder som är kortare än 8”.
Ridge Tool Company
39
Page 41

915, 916, 918, 918I
Tabell 1. Specifi kationer för standardspårvals
Obs: Alla dimensioner anges i tum.
Nom.
rör-
dim.
Ytterdiam. Tol.
1 1.315 +.016
1 1/4 1.660 +.016
1 1/2 1.900 +.016
2 2.375 ± .024 .065 .625 .344 2.250 +.000
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
3 3.50 ± .035 .083 .625 .344 3.344 +.000
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
4 4.50 ± .045 .083 .625 .344 4.334 +.000
5 5.563 ± .056 .109 .625 .344 5.395 +.000
6 6.625 ± .060 .109 .625 .344 6.455 +.000
8 8.625 ± .086 .109 .750 .469 8.441 +.000
10 10.75 ± .108 .134 .750 .469 10.562 +.000
12 12.75 ± .128 .165 .750 .469 12.531 +.000
Rör-
diameter
-.031
-.031
-.031
T
Min.
Vägg-
tjockl.
.065 .625 .281 1.190 +.000
.065 .625 .281 1.535 +.000
.065 .625 .281 1.775 +.000
A
Packning
Säte
± .030
B
Spår-d
bredd
± .030
diameter
Ytterdiam. Tol.
C
Spår-
-.015
-.015
-.015
-.015
-.018
-.018
-.020
-.020
-.022
-.022
-.025
-.027
-.030
D
Nom.
Spår-
djup
.063 .047
.063 .047
.063 .047
.063 .051
.078 .063
.078 .060
.083 .063
.083 .060
.084 .056
.085 .052
.092 .049
.094 .040
.110 .045
Min.
Spår-
djup
D
Tabell 2. Rörets maximala och minimala väggtjocklek
Rördimension Rör i kolstål eller aluminium Rör i rostfritt stål Rör i PVC/CPVC
Väggtjocklek Väggtjocklek Väggtjocklek
Min. Max. Min. Max. Min. Max.
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
40
Ridge Tool Company
Page 42

Tabell 3. Felsökning
FEL TROLIG ORSAK ÅTGÄRD
1. Det valsade spåret är för smalt
eller för brett.
2. Spåret är inte vinkelrätt mot
röraxeln.
3. Röret greppar inte under
spårfräsningen.
4. Röret går fram och tillbaka på drivvalsens axel under spårfräsning.
5. Röret vippar från sida till sida på
drivvalsen under spårfräsning.
6. Spårmaskinen gör inte något spår i
röret.
7. Spårmaskinen ger inte spår enligt
specifi kationen.
8. Röret slirar på drivvalsen. a. Drivvalsens räffl or är igensatta med metall, eller har
9. Spårmaskinen drar inte runt röret
vid spårfräsningen.
10. Drivanordningen och
spårmaskinen tenderar att välta.
11. Pumpen matar inte fram olja,
cylinderngår inte fram.
(endast 918)
12. Pumpens handtag känns
“svampigt”.
(endast 918)
13. Cylindern förlängs bara delvis.
(endast 918)
14. Rörändarna är trattformiga eller
klockformigaunder spårfräsning.
(endast 918)
a. Fel dimension på spårvals/drivvals.
b. Fel kombination av spårvals/drivvals.
c. Sliten spårvals och/eller drivvals.
a. Röret är inte rakt.
b. Röränden är inte vinkelrät mot röraxeln.
a. Röret är inte rakt.
b. Röraxeln är inte förskjuten 1/2 grad från den drivande
valsens axel.
c. Röraxeln är inte förskjuten i rätt riktning.
d. Spårfräsen är inte plan.
e. Matarskruven är inte åtdragen. (915)
a. Röret är inte rakt.
b. Röränden är inte vinkelrät mot röraxeln.
a. Röränden är tillplattad eller skadad.
b. Hård punkt i rörmaterialet eller svetsenhårdare än
röret.
c. Drivanordningen roterar röret för snabbt.
d. Rörstativets rullar står fel i förhållande till
rördimension.
e. Spårvalsens matarhastighet för långsam. (915)
a. Rörets maximala väggtjocklek har överskridits.
b. Fel valsar.
c. Ställmuttern har inte ställts in.
d. Drivanordningen ger inte tillräckligt minimimoment.
a. Högsta tillåtna rördiametertolerans överskriden.
b. Fel kombination av spårvals/drivvals.
c. Rörmaterialet är för hårt.
d. Ställskruven inte ställts in. (915/916)
slitits ner.
a. Spårvalsens matas fram för långsamt vid handdrift
(915/916).
b. Drivanordningen ger inte tillräckligt vridmoment.
c. Fastspänningschucken låser inte fast på drivaxlarnas
plana ytor.
a. Otillräckligt stöd för röret. a. Använd två rörstativ för alla längder över 36”.
a. Pumpens övertrycksventil öppen.
b. Oljenivån i behållaren är låg.
c. Smuts i pumpkroppen.
d. Ventilsätena slitna eller felställda.
e. För mycket olja i behållaren.
a. Luft har kommit i systemet.
b. För mycket olja i behållaren.
a. Låg oljenivå i pumpbehållaren.
b. Felinställning av djup/annan parameter.
a. Operatören matar fram valsarna för snabbt.
b. Röret är inte rakt.
a. Montera spårvals/drivvals med rätt dimension.
b. Använd rätt kombination av spårvals/drivvals.
c. Byt ut den slitna valsen.
a. Använd ett rakt rör.
b. Kapa röränden så den blir rak.
a. Justera stativet så att röret står plant.
b. Förskjut röret 1/2 grad. (Se Fig.14, 15)
c. Se anvisningarna för inställning.
d. Ställ in spårfräsen plant.
e. Dra åt matarskruven med spärren för varje varv.
a. Använd ett rakt rör.
b. Kapa röränden så den blir rak.
a. Kapa den skadade röränden.
b. Använd rör av hög kvalitet och enhetlig hårdhet.
c. Sänk varvtalet - växla till lågt varvtal eller använd
RIDGID drivanordningar 300, 535, 1233, 1224 eller
1822 (36 varv/min).
d. Anpassa rörstativets valsar efter den rördimension
som används.
e. Mata in spårvalsen i röret snabbare.
a. Kontrollera rörets kapacitetsschema.
b. Montera rätt valsar.
c. Ställ in djupet.
d. Använd RIDGID nr 300, 535, 1224, 1233 eller 1822
(drivsystem).
a. Använd rör med rätt diameter.
b. Använd rätt uppsättning valsar.
c. Byt ut röret.
d. Ställ in djupet.
a. Rengör eller byt ut drivvalsen.
a. Mata in spårvalsen i röret snabbare.
b. Använd RIDGID nr 300, 535, 1224, 1233 eller 1822
(drivsystem).
c. Stäng fastspänningschucken.
a. Stäng övertrycksventilen.
b. Kontrollera oljereglaget enligt anvisningarna.
c. Kräver service av en behörig tekniker.
d. Kräver service av en behörig tekniker.
e. Kontrollera oljereglaget enligt anvisningarna.
a. Sätt kolven lägre än pumpen genom att tippa
maskinen åt sidan mittemot operatören.
Förläng och dra in cylinderkolven fl era gånger så att
luft kan återgå till pumpens behållare.
b. Kontrollera oljereglaget enligt anvisningarna.
a. Fyll på och lufta systemet.
b. Följ anvisningarna för djupinställning.
a. Pumpa långsammare. Se instruktionerna.
b. Justera stativet så att röret står plant i förhållande till
spårmaskinen.
915, 916, 918, 918I
Ridge Tool Company
41
Page 43

915, 916, 918, 918I
DA
915, 916, 918, 918I
Betjeningsvejledning
ADVARSEL! Læs denne vejledning og
den medfølgende sikkerhedsfolder
omhyggeligt, inden udstyret tages i
brug. Hvis du er i tvivl om noget i forbindelse
med anvendelsen af dette værktøj, bedes du
kontakte RIDGID-forhandleren for at få yderligere
oplysninger.
Hvis du ikke forstår og følger alle anvisningerne,
kan det medføre elektrisk stød, brand og/eller
alvorlig personskade.
GEM DENNE VEJLEDNING!
5. Placer røret sikkert på rørstativet.
6. Brug anbefalet tilbehør. Brug af andet tilbehør kan øge risikoen for
personskader. Se brugerhåndbogen for at få oplysninger om anbefalet
tilbehør.
7. Må ikke anvendes, hvis der er beskadigede maskinkontakter.
Montering
915 916 918 918I
Fig. 1 Fig. 2 – 300
Fig. 3 – 535
Fig. 4 – 1233
Betjening af notsikkemaskinerne 915, 916, 918 og 918I
Forberedelse af rør
1. Rørender skal være skåret vinkelret. Skærebrænder må ikke anvendes.
2. Rørets rundingsgrad skal ligge inden for den samlede tolerance for
udvendig diameter, der er angivet under notspecifi kationerne. Tabel 1.
3. Alle indvendige og udvendige svejsevulster, -grater eller -sømme skal
være glatslebne på et stykke på mindst 2 tommer fra rørenden.
Bemærk: Pas på ikke at beskadige pakningslejeområdet under slibning.
Rørlængde
Følgende skema indeholder en oversigt over den minimale længde for de rør,
der skal notes, og den maksimale længde, der kan notes uden rørstativer.
Fig. 5 – 300
Fig. 6 – 1822
Fig. 7 – 1233
Fig. 8 – 1224
Fig. 37 – stativsamling
Fig. 38 – 918I
SPECIFIKATIONER
Se RIDGID-katalog.
Transport og håndtering
Løft maskinen ved at tage fat i håndtagene til dette formål.
Opstilling af maskinen
915
Denne maskine er beregnet til manuel rullenotsikning af rør.
Vi tilråder IKKE, at der foretages ændringer, og/eller at udstyret bruges til
andre formål, herunder brug sammen med eldrevet udstyr af nogen art.
916, 918, 918I
Denne maskine er beregnet til rullenotsikning af rør ved hjælp af de angivne
RIDGID-gevindskærere, -rørdrev og -tilbehør. Vi tilråder IKKE, at der foretages
ændringer, og/eller at udstyret bruges til andre formål, herunder brug af
andet eldrevet udstyr. Placer maskinen på afstand af døre og gangarealer,
og sørg for at hele arbejdsområdet kan ses fra betjeningspositionen. Brug
afspærringer til at holde folk på afstand. Benyt ikke maskinen i våde eller
fugtige omgivelser. Kontroller, at maskinens spænding er den samme som
strømforsyningen. Kontroller, at maskinens fodkontakt fungerer korrekt, og
at maskinkontakten er i position ”0”, inden den sluttes til strømforsyningen.
Fodkontakten gør det muligt at få fuld kontrol med maskinen, som kun
virker, når pedalen er trykket ned. Af sikkerhedshensyn skal du sikre, at
fodkontakten kan arbejde frit, og den skal placeres, så der er nem adgang til
alle betjeningsfunktioner.
Generelle sikkerhedsoplysninger om notsikkemaskiner
1. Hold hænderne væk fra notruller. Fingrene kan komme i klemme mellem
noter og drivruller.
2. Opstil notsikkemaskinen på en plan, jævn overfl ade. Sørg for, at stativet
og notsikkemaskinen er stabile og ikke kan vælte.
3. Sørg for, at notsikkemaskinen er sikkert fastgjort til rørdrevet. Følg
opstillingsvejledningen omhyggeligt.
4. Notsikkemaskinen er beregnet til rullenotsikning af rør. Maskinen må
ikke anvendes til andre formål.
Rørlængder ved notsikning – tommer
Nom.
størrelse
1
1 1/4
1 1/2
2
2 1/2
3
3 1/2
4
Røropsætning
1. Rør, der er længere end de angivne maksimale længder i skemaet, skal
understøttes af to rørstativer. Rørholderen skal placeres 3/4 rørlængde
fra notsikkemaskinen.
2. Hæv det øverste notrullehus.
915
Åbn notrullen fra drivrullen ved at dreje dybdejusteringsskruen (Fig. 32).
916
Hæv indføringshåndtaget (Fig. 10).
918,
Sæt pumpeudløsergrebet i ”RETUR”-position (mod operatøren) (Fig. 11).
3. Placer røret og rørholderen vinkelret i forhold til notsikkemaskinen, idet
det sikres, at røret fl ugter med drivrullefl angen (Fig. 12).
4. Bring røret i vater ved at justere rørstativet (Fig. 13).
5. Forskyd røret og rørstativet en anelse ca. 1/2° væk fra eller hen mod
operatøren som anvist nedenfor:
Bemærk: Hvis maskinen kører ”FREMAD”, skal røret forskydes 1/2°
væk fra operatøren (Fig. 14).
Bemærk: Hvis maskinen kører ”BAGLÆNS”, skal røret forskydes 1/2°
hen mod operatøren (Fig. 15).
918I
Min.
længde
8
8
8
8
8
8
8
8
Maks.
længde
36
36
36
36
36
36
36
36
Nom.
størrelse
4 1/2
5
Udv.
dia. 6
6
8
10
12
Min.
længde
8
8
8
8
8
8
8
Maks.
længde
32
32
30
28
24
24
24
42
Ridge Tool Company
Page 44

915, 916, 918, 918I
Justering af rullenotdybden
Bemærk: På grund af vekslende røregenskaber skal der altid laves en testnot
ved opsætning eller skift af rørstørrelser. Knappen til indekseret dybdejustering
skal nulstilles for hver diameter rør.
915
1. Spænd dybdejusteringen for at fastgøre notsikkemaskinen på røret.
Spænd den ikke for hårdt.
2. Indstil dybdejusteringsskruen (Fig. 33), så den korrekte dybde opnås
(se Fig. 34).
916
1. Løft indføringshåndtaget.
2. Løsn dybdejusteringsskruen helt.
3. Spænd dybdejusteringsskruen som vist i Fig. 16.
4. Slæk på dybdejusteringsknappen som vist i skemaet.
918, 918I
1. Bevæg den øvre notrulle frem ved at placere pumpeudløsergrebet i
”FREM”-position (væk fra operatøren), og pump håndtaget, indtil den
øvre rulle kommer i kontakt med den udvendige diameter af det rør, der
skal notes.
2. Drej knappen til indekseret dybdejustering (med uret), indtil den standser
mod toppen af maskinen (Fig. 17).
3. Slæk på dybdejusteringsknappen (Fig. 18).
Formning af notrullen
915
1. Drej dybdejusteringen ca. én omgang.
2. Flyt skralden til rotationsmuffen, og drej den for at føre 915 frem omkring
røret.
3. Stands efter én omgang, og udfør trin 1 og 2 igen, indtil dybdestoppet
nås.
4. Kontroller notdybden, og juster dybdestoppet efter behov. Yderligere
noter med samme rør udføres i samme dybde.
5. Løsn indføringsskruen for at åbne 915.
Skift af notrullesæt
915
1. Fjern maskinskruen på drivrullen, skil drivrullen og drivakslen ad, og fjern
stabilisatorpuderne. Løsn stilleskruen for at fjerne notrullen
(Fig. 35).
2. Udfør proceduren i omvendt rækkefølge med det korrekte notsæt.
Kontroller trykskiven (Fig. 36).
916
1. Løsn dybdejusteringsskruen, og fjern stilleskruen og fjederen
(Fig. 21a, b, c).
2. Fjern notrulleakslen og notrullen (Fig. 22, 23, 24, 25).
3. Monter en ny drivaksel.
4. Udfør proceduren i omvendt rækkefølge med det korrekte notsæt.
918, 918I
1. Hæv den øvre rulledel helt op, og løsn stilleskruen i notrullen (Fig. 26).
2. Fjern notrulleakslen og notrullen (Fig. 27).
3. Lås spindlen, og fjern holdemøtrikken (Fig. 28).
4. Fjern drivakslen (Fig. 29).
5. Monter en ny drivaksel.
6. Lås spindlen, og stram holdemøtrikken (Fig. 30).
Skift af notrullesæt – 1”, 1 1/4”-1 1/2”
1. Udfør trin 1-6 ovenfor med den korrekte drivaksel.
2. Stram trækbolten (Fig. 31).
3. Sæt den øvre notrulle på igen, og stram notrullens stilleskrue
(Fig. 26, 27).
Vedligeholdelse
Efterse alle dele regelmæssigt, og udskift rullerne, når de er slidt. Smør
lejerne med universalfedt. Maskinen skal indleveres hos et autoriseret
RIDGID-servicecenter i forbindelse med alle andre service- og
vedligeholdelsesarbejder.
916, 918, 918I
1. Tryk på fodkontakten for at starte maskinen, og tryk vedvarende på
indføringshåndtaget/håndtaget til den hydrauliske pumpe.
2. Hold trykket på røret med højre hånd for at forhindre, at røret føres ud af
rullerne.
3. Tryk fortsat vedvarende, indtil notdybdestoppet nås.
4. Før ikke for meget ind. Vent en hel omgang med at øge trykket på
rullerne, så der undgås overbelastning.
5. Stands maskinen, og kontroller notdybden. Juster dybdestoppet efter
behov.
Yderligere noter med samme rør udføres i samme dybde.
6. Hæv håndtaget (916), eller udløs trykket (918), og tag røret ud.
Kontroller altid den færdige not med en fi tting før montering.
Rørstabilisator/nippelbeslag
Denne stabilisator er beregnet til arbejde på rør på 2 1/8”-12”. Den kan kun
monteres på 300-rørdrev og 918I-fødder med tre monteringshuller.
1. Placer beslaget ud for monteringshullerne (Fig. 19 - a, b).
2. Sæt boltene i, og stram dem.
3. Når røret er korrekt placeret, skal stabilisatorrullen spændes, indtil den
kommer i kontakt med røret. Stram den en omgang mere (Fig. 20).
Advarsel: Må ikke anvendes til rørlængder på under 8”.
Ridge Tool Company
43
Page 45

915, 916, 918, 918I
Tabel 1. Specifi kationer for standardrullenoter
Bemærk: Alle mål er angivet i tommer.
Nom.
rør-
størrelse
Udv. dia. Tol.
1 1,315 +0,016
1 1/4 1,660 +0,016
1 1/2 1,900 +0,016
2 2,375 ± 0,024 0,065 0,625 0,344 2,250 +0,000
2 1/2 2,875 ± 0,029 0,083 0,625 0,344 2,720 +0,000
3 3,50 ± 0,035 0,083 0,625 0,344 3,344 +0,000
3 1/2 4,00 ± 0,040 0,083 0,625 0,344 3,834 +0,000
4 4,50 ±0,045 0,083 0,625 0,344 4,334 +0,000
5 5,563 ± 0,056 0,109 0,625 0,344 5,395 +0,000
6 6,625 ± 0,060 0,109 0,625 0,344 6,455 +0,000
8 8,625 ± 0,086 0,109 0,750 0,469 8,441 +0,000
10 10,75 ± 0,108 0,134 0,750 0,469 10,562 +0,000
12 12,75 ± 0,128 0,165 0,750 0,469 12,531 +0,000
Rør-
diameter
-0,031
-0,031
-0,031
T
Min.
væg-
tyk.
0,065 0,625 0,281 1,190 +0,000
0,065 0,625 0,281 1,535 +0,000
0,065 0,625 0,281 1,775 +0,000
A
Paknings-
leje
± 0,030
B
Not-
bredde
± 0,030
Not-
diameter
Udv. dia. Tol.
C
-0,015
-0,015
-0,015
-0,015
-0,018
-0,018
-0,020
-0,020
-0,022
-0,022
-0,025
-0,027
-0,030
D
Nom.
not-
dybde
0,063 0,047
0,063 0,047
0,063 0,047
0,063 0,051
0,078 0,063
0,078 0,060
0,083 0,063
0,083 0,060
0,084 0,056
0,085 0,052
0,092 0,049
0,094 0,040
0,110 0,045
D
Min.
not-
dybde
Tabel 2. Maks. og min. vægtykkelse på rør
Rørstørrelse Rør af kulstofstål eller aluminium Rør af rustfrit stål PVC/CPVC-rør
Vægtykkelse Vægtykkelse Vægtykkelse
Min. Maks. Min. Maks. Min. Maks.
1” 0,065 0,133 0,065 0,133 0,133 0,133
1 1/4” 0,065 0,140 0,065 0,140 0,140 0,191
1 1/2” 0,065 0,145 0,065 0,145 0,145 0,200
2” 0,065 0,154 0,065 0,154 0,154 0,154
2 1/2” 0,083 0,203 0,083 0,188 0,203 0,276
3” 0,083 0,216 0,083 0,188 0,216 0,300
3 1/2” 0,083 0,226 0,083 0,188 0,226 0,318
4” 0,083 0,237 0,083 0,188 0,237 0,337
5” 0,109 0,258 0,109 0,188 0,258 0,375
6” 0,109 0,280 0,109 0,188 0,280 0,432
8” 0,109 0,322 0,109 0,188 0,322 0,322
10” 0,134 0,307 0,134 0,188 0,365 0,365
12” 0,165 0,330 0,165 0,188 0,406 0,406
44
Ridge Tool Company
Page 46

915, 916, 918, 918I
Tabel 3. Fejlfi nding
FEJL MULIG ÅRSAG AFHJÆLPNING
1. Rullet not for smal eller for bred. a. Forkert størrelse not- og drivruller.
b. Not- og drivruller passer ikke sammen.
c. Notrulle og/eller drivrulle slidt.
2. Rullet not ikke vinkelret i forhold til rørakse. a. Rørlængde ikke lige.
b. Rørende ikke vinkelret på rørakse.
3. Rør følger ikke sporet ved notsikning. a. Rør ikke i vater.
b. Rørakse ikke forskudt 1/2 grad fra
drivrulleaksen.
c. Rørakse ikke forskudt i den rigtige retning.
d. Notsikkemaskine ikke i vater.
e. Indføringsskrue ikke stram. (915)
4. Røret bevæger sig frem og tilbage
på drivrulleaksen ved notsikning.
5. Rør vipper fra side til side
på drivrullen ved notsikning.
6. Notsikkemaskinen kan ikke udføre notsikning i
rør.
7. Notsikkemaskinen kan ikke udføre notsikning
ifølge specifi kation.
8. Rør glider på drivrullen. a. Drivrullerifl ing tilstoppet med metal eller slidt
9. Notsikkemaskine kan ikke dreje rør ved
notsikning.
10. Rørdrev og notsikkemaskine har en tendens til
at tippe.
11. Pumpe tilfører ikke olie. Cylinder føres ikke
frem. (Kun 918)
a. Rørlængde ikke lige.
b. Rørende ikke vinkelret på rørakse.
a. Rørende fl ad eller beskadiget.
b. Hårdt punkt i rørmateriale eller svejsesøm
hårdere end rør.
c. Rørdrevet drejer røret for hurtigt.
d. Ruller til rørholderstativ ikke korrekt placeret i
forhold til rørstørrelse.
e. Indføringshastighed for notruller for langsom.
(915)
a. Maksimal vægtykkelse på rør overskredet.
b. Forkerte ruller.
c. Justeringsmøtrik ikke indstillet.
d. Rørdrev tilfører ikke den krævede
minimale torsionskraft.
a. Maksimal tolerance for rørdiameter
overskredet.
b. Not- og drivruller passer ikke sammen.
c. Rørmateriale for hårdt.
d. Justeringsskrue ikke indstillet. (915/916)
ned.
a. Manuel indføringshastighed for notrulle for
langsom (915/916).
b. Rørdrev tilfører ikke den krævede minimale
torsionskraft.
c. Patron ikke lukket på drivakslens fl adjern.
a. Ikke tilstrækkelig rørunderstøttelse. a. Brug (2) rørstativer til alle længder over 36”.
a. Pumpeudløserventil åben.
b. Lav oliestand i beholder.
c. Snavs i pumpelegeme.
d. Lejer slidte eller manglende sæde.
e. For meget olie i beholder.
a. Monter korrekt størrelse not- og drivruller.
b. Sørg for, at not- og drivruller passer sammen.
c. Udskift slidt rulle.
a. Brug lige rør.
b. Skær rørende vinkelret.
a. Juster stativ, så røret bringes i vater.
b. Forskyd røret 1/2 grad (see Fig. 14, 15).
c. Se opstillingsvejledning.
d. Bring notsikkemaskinen i vater.
e. Stram indføringsskruen med skralden for hver
omgang.
a. Brug lige rør.
b. Skær rørende vinkelret.
a. Skær beskadiget rørende af.
b. Brug rør af høj kvalitet med ensartet hårdhed.
c. Reducer hastigheden. Skift til lav hastighed,
eller anvend RIDGID-rørdrev 300, 535, 1233,
1224 eller 1822 på 36 o/min.
d. Placer rørstativruller korrekt i forhold til den
anvendte rørstørrelse.
e. Før notrullen hurtigere ind i røret manuelt.
a. Se skemaet over rørkapacitet.
b. Monter korrekte ruller.
c. Indstil dybde.
d. Brug RIDGID-rørdrev nr. 300, 535, 1224, 1233
eller 1822.
a. Brug korrekt rørdiameter.
b. Brug korrekt rullesæt.
c. Udskift røret.
d. Indstil dybde.
a. Rengør eller udskift drivrulle.
a. Før notrullen hurtigere ind i røret manuelt.
b. Brug RIDGID-rørdrev nr. 300, 535, 1224, 1233
eller 1822.
c. Luk patron.
a. Luk udløserventil.
b. Kontroller oliestanden som angivet i
vejledningen.
c. Skal efterses af faguddannet tekniker.
d. Skal efterses af faguddannet tekniker.
e. Kontroller oliestanden som angivet i
vejledningen.
Ridge Tool Company
45
Page 47

915, 916, 918, 918I
FEJL MULIG ÅRSAG AFHJÆLPNING
12. Pumpehåndtag virker ”gummiagtigt” ved
betjening. (Kun 918)
13. Cylinder kan kun trækkes delvist ud
(Kun 918)
14. Rørende er tragt- eller klokkeformet ved
notsikning. (Kun 918)
a. Luft i systemet.
b. For meget olie i beholder.
a. Oliestanden i pumpens beholder er lav.
b. Dybde og justering indstillet forkert.
a. Operatøren fører notrullerne frem for hurtigt.
b. Rør ikke i vater.
a. Placer stødhævert lavere end pumpe ved at
tippe maskinen om på den side, der er modsat
operatøren.
Træk cylinderstemplet ud, og skub det tilbage
fl ere gange, så luften kan vende tilbage til
pumpens beholder.
b. Kontroller oliestanden som angivet i
vejledningen.
a. Fyld og tap systemet.
b. Følg vejledningen for dybdejustering.
a. Pump langsommere. Se den korrekte
betjeningsvejledning.
b. Juster stativ, så røret bringes i vater med notsik-
kemaskinen.
46
Ridge Tool Company
Page 48

NO
915, 916, 918, 918I
5. Støtt røret skikkelig med rørstativet.
6. Bruk anbefalt tilbehør. Bruk av annet tilbehør kan øke faren for skader.
Se brukerhåndbøkene for anbefalt tilbehør.
7. Må ikke brukes hvis maskinens brytere er ødelagt.
915, 916, 918, 918I
Brukerveiledning
ADVARSEL! Les disse instruksjonene
og sikkerhetsbrosjyren som følger med,
nøye før du bruker dette utstyret. Hvis du
er usikker på noen aspekter ved bruken av dette
verktøyet, kan du kontakte RIDGID-forhandleren
for å få fl ere opplysninger.
Feil bruk av utstyret kan føre til elektrisk støt,
brann og/eller alvorlige personskader.
TA VARE PÅ DISSE INSTRUKSJONENE!
SPESIFIKASJONER
Se RIDGID-katalogen.
Transport og behandling
Løft maskinen med håndtakene som følger med.
Oppsett av maskinen
915
Denne maskinen er konstruert for manuell rilling av rør.
Vi anbefaler sterkt at den IKKE endres og/eller benyttes til noe annet enn
det den er beregnet på. Det gjelder også bruk sammen med annet elektrisk
utstyr.
916, 918, 918I
Denne maskinen er konstruert for rilling av rør med de angitte gjengemaskinene,
motorene og tilbehøret fra RIDGID. Vi anbefaler sterkt at den IKKE endres
og/eller benyttes til noe annet enn det den er beregnet på. Det gjelder også
bruk av annet elektrisk utstyr. Plasser maskinen på god avstand fra dører og
korridorer, og pass på at hele arbeidsområdet kan sees fra driftsposisjonen.
Bruk avsperringer for å holde folk borte. Ikke bruk maskinen under våte
eller fuktige forhold. Kontroller at maskinens spenning er den samme som
strømforsyningen. Pass på at maskinens fotbryter fungerer som den skal, og
at maskinens bryter står på “O” før du kopler til strømmen. Fotbryteren gir full
kontroll over maskinen som bare fungerer når pedalen trykkes inn. Av hensyn
til din egen sikkerhet må du passe på at fotbryteren fungerer fritt og plassere
den slik at alle kontrollelementer lett kan nås.
Generell sikkerhet ved bruk av notjernet
1. Hold hendene borte fra nothjulene. Fingrene kan komme i klem mellom
not- og drivhjulene.
2. Still opp notjernet på et fl att, jevnt underlag. Pass på at maskinen,
stativet og notjernet står støtt og ikke vil velte.
3. Pass på at notjernet er skikkelig sikret til motoren. Følg
oppsettveiledningen nøye.
4. Notjernet er konstruert for rilling av rør og rørledninger. Det må ikke
brukes til noe annet formål.
Installasjon
915 916 918 918I
Fig. 1 Fig. 2 - 300
Fig. 3 - 535
Fig. 4 - 1233
Betjening av notjernene 915, 916, 918, 918I
Klargjøring av rør
1. Rørendene må skjæres i rett vinkel. Ikke bruk skjærebrenner.
2. Rørets urundethet må ikke overskride den samlede toleransen for
utvendig diameter som er oppført i rillespesifi kasjonene. Tabell 1.
3. Alle interne eller eksterne sveisestrenger, grat eller fuger må være
planslipt minst 2 tommer bakover fra slutten av røret.
Merk: Ikke skad området rundt pakningssetet når du sliper.
Lengde på rør/ rørledning
Følgende skjema viser minstelengden for rør eller rørledning som skal rilles,
samt den maksimale lengden som kan rilles uten rørstativ.
Nom.
størrelse
1
1 1/4
1 1/2
2
2 1/2
3
3 1/2
Oppsett av røret
1. Rør eller rørledning som er lengre enn de angitte maksimale lengdene
på skjemaet, må støttes med 2 rørstativer. Rørstøtten må plasseres 3/4
av rørlengden fra notjernet.
2. Hev huset for øverste nothjul.
915
Skill nothjulet fra drivhjulet ved å vri på dybdejusteringsskruen (Fig. 32).
916
Hev matehåndtaket (Fig. 10).
918,
Sett pumpens utløserspak på “RETUR” (mot operatøren) (Fig. 11).
3. Set rør og rørstøtte vinkelrett mot notjernet og sørg for at røret er i fl ukt
med drivhjulets fl ens (Fig. 12).
4. Legg røret plant ved å justere rørstativet (Fig. 13).
5. Forskyv røret og rørstativet forsiktig ca. 1/2° bort fra eller mot
operatøren som vist nedenfor:
Merk: Hvis du kjører maskinen på “FOROVER”, forskyver du røret 1/2°
bort fra operatøren (Fig. 14).
Merk: Hvis du kjører maskinen på “REVERS”, forskyver du røret 1/2°
mot operatøren (Fig. 15).
Min.
lengde
8
8
8
8
8
8
8
918I
Fig. 5 - 300
Fig. 6 - 1822
Fig. 7 - 1233
Fig. 8 - 1224
Rørlengde som kan rilles - tommer
Maks.
lengde
36
36
36
36
36
36
36
Nom.
størrelse
4
4 1/2
5
6 U.D.
6
8
10
12
Fig. 37 - stativ
Fig. 38 - 918I
lengde
Min.
8
8
8
8
8
8
8
8
Maks.
lengde
36
32
32
30
28
24
24
24
Ridge Tool Company
47
Page 49

915, 916, 918, 918I
Justere rilledybden
Merk: På grunn av forskjellige røregenskaper, bør det alltid lages en testrille når
du setter opp eller endrer rørstørrelser. Knotten for justering av indeksdybde
må tilbakestilles for hver diameter rør/rørledning.
915
1. Trekk til dybdejusteringen for å feste notjernet til røret. Ikke trekk til for
hardt.
2. Still inn dybdejusteringsskruen (Fig. 33) for å gi korrekt dybde
(se Fig. 34).
916
1. Løft matehåndtaket.
2. Løsne dybdejusteringsskruen helt.
3. Trekk til dybdejusteringsskruen som vist på Fig. 16.
4. Trekk dybdejusteringsknotten tilbake som vist på skjemaet.
918, 918I
1. Før det øvre nothjulet frem ved å sette pumpens utløsningsspak på
“FREM” (bort fra operatøren) og pump med håndtaket til det øverste
hjulet får kontakt med den utvendige diameteren til røret som skal rilles.
2. Drei ned knotten for justering av indeksert dybde (med urviseren) til den
stanser mot toppen av maskinen (Fig. 17).
3. Drei knotten for dybdejustering tilbake (Fig. 18).
Forme nothjulet
915
1. Roter dybdejusteringen ca. en omdreining.
2. Flytt skrallen til rotasjonssokkelen og drei den for å føre 915 rundt røret.
3. Stopp etter en omdreining og gjenta trinn 1 og 2 til dybdestoppen er
nådd.
4. Kontroller rillens dybde og juster dybdestoppen etter behov. Flere riller på
samme rør lages i samme dybde.
5. Løsne mateskruen for å åpne 915.
Skifte nothjulsett
915
1. Fjern lokkskruen på drivhjulet, skill drivhjulet fra utgående aksel og fjern
stabilisatorklossene. Løsne settskruen for å fjerne nothjulet (Fig.35).
2. Reverser fremgangsmåten med korrekt nothjul. Kontroller trykkskiven
(Fig. 36).
916
1. Løsne dybdejusteringsskruen og fjern settskruen og fjæren
(Fig. 21a, b, c).
2. Fjern nothjulets aksel og nothjulet (Fig. 22, 23, 24, 25).
3. Monter ny drivaksel.
4. Reverser fremgangsmåten med korrekt nothjul.
918, 918I
1. Hev den øvre hjulenheten helt opp og løsne settskruen på nothjulet
(Fig. 26).
2. Fjern nothjulets aksel og nothjulet (Fig. 27).
3. Lås spindelen og fjern festemutteren (Fig. 28).
4. Fjern drivakselen (Fig. 29).
5. Monter ny drivaksel.
6. Lås spindelen og fjern festemutteren (Fig. 30).
Skifte nothjulsett 1”, 1 1/4”-1 1/2”
1. Utfør trinn 1-6 ovenfor med den riktige drivakselen.
2. Trekk til trekkbolten (Fig. 31).
3. Skift det øvre nothjulet og trekk til nothjulets settskrue (Fig. 26, 27).
Vedlikehold
Inspiser alle deler regelmessig og skift ut hjul når de er slitt. Smør lagrene
med universalfett. For all annen service og annet vedlikehold tas maskinen til
et servicesenter autorisert av RIDGID.
916, 918, 918I
1. Trykk på fotbryteren for å starte maskinen og bruk jevnt trykk for å mate
håndtaket/den hydrauliske pumpens håndtak.
2. Hold trykket oppe på røret med høyre hånd for å hindre at røret mates ut
av hjulene.
3. Fortsett å bruke jevnt trykk til du har nådd rillens dybdestopp.
4. Ikke mat inn for mye. Tillat en full omdreining før du øker trykket på
hjulene for å hindre overbelastning.
5. Stans maskinen og sjekk rillens dybde. Juster etter behov.
Flere riller på samme rør lages i samme dybde.
6. Hev håndtaket (916) eller løsne på trykket (918) og fjern røret.
Du må alltid kontrollere den ferdige rillen med en nippel før
installasjonen.
Rørstabilisator/nippelbrakett
Denne stabilisatoren er konstruert for å virke med rør på 2 1/8”- 12”.
Den kan bare monteres på en 300-motor og 918I-sokler som har de
3 monteringshullene.
1. Rett inn braketten mot monteringshullene (Fig. 19 - a, b).
2. Monter og trekk til boltene.
3. Sett røret i riktig posisjon og trekk til stabilisatorhjulet til det får kontakt
med røret. Trekk til en omdreining til (Fig. 20).
Advarsel: Ikke bruk rørlengder som er kortere enn 8”.
48
Ridge Tool Company
Page 50

Tabell 1. Standard rillespesifi kasjoner
Merk: Alle mål er i tommer.
Nom.
rør-
størrelse
1 1.315 +.016
1 1/4 1.660 +.016
1 1/2 1.900 +.016
2 2.375 ± .024 .065 .625 .344 2.250 +.000
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
3 3.50 ± .035 .083 .625 .344 3.344 +.000
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
4 4.50 ±.045 .083 .625 .344 4.334 +.000
5 5.563 ± .056 .109 .625 .344 5.395 +.000
6 6.625 ± .060 .109 .625 .344 6.455 +.000
8 8.625 ± .086 .109 .750 .469 8.441 +.000
10 10.75 ± .108 .134 .750 .469 10.562 +.000
12 12.75 ± .128 .165 .750 .469 12.531 +.000
Rør-
diameter
U.D. Tol.
-.031
-.031
-.031
T
Min.
vegg-
tyk.
.065 .625 .281 1.190 +.000
.065 .625 .281 1.535 +.000
.065 .625 .281 1.775 +.000
A
paknings-
sete
± .030
B
Rille-
bredde
± .030
diameter
U.D. Tol.
915, 916, 918, 918I
C
Rille-
-.015
-.015
-.015
-.015
-.018
-.018
-.020
-.020
-.022
-.022
-.025
-.027
-.030
D
Nom.
rille-
dybde
.063 .047
.063 .047
.063 .047
.063 .051
.078 .063
.078 .060
.083 .063
.083 .060
.084 .056
.085 .052
.092 .049
.094 .040
.110 .045
dybde
D
Min.
Rille-
Tabell 2. Rørets maksimale og minimale veggtykkelse
Rørstørrelse Rør eller rørledning av karbonstål eller
aluminium
Veggtykkelse Veggtykkelse Veggtykkelse
Min. Maks. Min. Maks. Min. Maks.
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
Rør eller rørledning av rustfritt stål Rør av PVC/CPVC
Ridge Tool Company
49
Page 51

915, 916, 918, 918I
Tabell 3. Feilsøking
FUNKSJONSSVIKT SANNSYNLIG ÅRSAK KORREKSJON
1. Rullet rille for smal eller for bred. a. Gal størrelse på rille- og drivhjul.
b. Mistilpassede rille- og drivhjul.
c. Rillehjul og/eller drivhjul slitt.
2. Rullet rille ikke loddrett på rørets akse. a. Rørlengden ikke rett.
b. Rørenden ikke vinkelrett mot røraksen.
3. Røret vil ikke følge sporet under rilling. a. Røret er ikke plant.
b. Røraksen ikke forskjøvet 1/2 grad i forhold til
drivhjulaksen.
c. Røraksen ikke forskjøvet i riktig retning.
d. Notjernet er ikke plant.
e. Mateskruen ikke trukket til. (915)
4. Røret vandrer frem og tilbake på
drivhjulets akse under rillingen.
5. Røret vipper fra side til side på
drivhjulet under rillingen.
6. Notjernet vil ikke lage riller i røret. a. Rørets maksimale veggtykkelse overskredet.
7. Notjernet vil ikke lage riller i henhold til
spesifi kasjonen.
8. Røret glir på drivhjulet. a. Drivhjulets rifl ing tilstoppet med metall eller
9. Notjernet vil ikke dreie hjulet under
rilling.
10. Motoren og notjernet har en tendens til
å tippe.
11. Pumpen gir ikke nok olje, sylinderen
går ikke frem. (bare 918)
12. Betjeningen av pumpehåndtaket virker
“svampaktig”. (bare 918)
13. Sylinderen går bare delvis ut.
(bare 918)
14. Rørenden fl ater ut eller får klokkeform
under rillingen. (bare 918)
a. Rørlengden ikke rett.
b. Rørenden ikke vinkelrett mot røraksen.
a. Rørenden fl atklemt eller skadd.
b. Hardt punkt i rørmateriale eller sveisesømmer
hardere enn røret.
c. Motoren dreier røret for raskt.
d. Rørets støttestativrulle ikke riktig plassert for
rørstørrelsen.
e. Rillehjulets matehastighet for langsom. (915)
b. Gale hjul.
c. Justeringsmutteren er ikke innstilt.
d. Motoren gir ikke det nødvendige minimale
dreiemomentet.
a. Den maksimale toleransen for rørdiameteren
er overskredet.
b. Mistilpassede rille- og drivhjul.
c. Rørmaterialet er for hardt.
d. Justeringsmutteren er ikke innstilt. (915/916)
fl atslitt.
a. Rillehjulets manuelle matehastighet for
langsom (915/916).
b. Motoren gir ikke det nødvendige minimale
dreiemomentet.
c. Borpatronen ikke lukket på drivakselens fl ater.
a. Ikke nok støtte for røret. a. Bruk (2) rørstativer for alle lengder over 36”.
a. Pumpens utløsningsventil åpen.
b. Lite olje på tanken.
c. Smuss i pumpehuset.
d. Setene er slitt eller gir ikke plass.
e. For mye olje på tanken.
a. Luft er fanget i systemet.
b. For mye olje på tanken.
a. Pumpetanken har lite olje.
b. Dybde og justering galt innstilt.
a. Operatøren fører nothjulene for raskt frem.
b. Røret er ikke plant.
a. Monter rille- og drivhjul med korrekt størrelse.
b. Sørg for at rille- og drivhjul passer til hverandre.
c. Skift slitt hjul.
a. Bruk rett rør.
b. Skjær rørenden vinkelrett.
a. Juster stativet for å legge røret plant.
b. Forskyv røret 1/2 grad. (Se Fig.14, 15)
c. Se oppsettveiledningen.
d. Legg notjernet plant.
e. Trekk til mateskruen med skrallen for hver omdreining.
a. Bruk rett rør.
b. Skjær rørenden vinkelrett.
a. Skjær av den skadde rørenden.
b. Bruk rør av høy kvalitet med ensartet hardhet.
c. Reduser hastigheten - skift til lav hastighet eller bruk
RIDGIDs motor 300, 535, 1233, 1224 eller 1822 med
36 opm.
d. Sett på plass rørstativruller for den rørstørrelsen som
brukes.
e. Håndmat rillehjulet raskere inn i røret.
a. Kontroller rørets kapasitetsskjema.
b. Monter riktige hjul.
c. Still inn dybden.
d. Bruk RIDGIDs motor nr. 300, 535, 1224, 1233 eller
1822.
a. Bruk rør med riktig diameter.
b. Bruk korrekt hjulsett.
c. Skift rør.
d. Still inn dybden.
a. Rengjør eller skift drivhjulet.
a. Mat rillehjulet raskere inn i røret.
b. Bruk RIDGIDs motor nr. 300, 535, 1224, 1233 eller
1822.
c. Lukk borpatronen.
a. Lukk utløsningsventilen.
b. Kontroller oljespaken i henhold til veiledningen.
c. Må ha service av kvalifi sert tekniker.
d. Må ha service av kvalifi sert tekniker.
e. Kontroller oljestanden i henhold til veiledningen.
a. Legg slagstempelet lavere enn pumpen ved å vippe
maskinen til siden i motsatt retning av operatøren.
Trekk ut og skyv inn sylinderstempelet fl ere ganger slik
at luften kan gå tilbake til pumpetanken.
b. Kontroller oljestanden i henhold til veiledningen.
a. Fyll systemet og tapp det for luft.
b. Følg veiledningen for dybdejusteringen.
a. Pump langsommere. Se den relevante
brukerveiledningen.
b. Juster stativet for å legge røret i samme plan som
notjernet.
50
Ridge Tool Company
Page 52

FI
915, 916, 918, 918I
Käyttöohjeet
VAROITUS! Lue nämä ohjeet ja mukana
toimitettu turvaopas huolellisesti ennen
laitteen käyttöä. Jos olet epävarma mistään
tämän työkalun käyttöön liittyvistä seikoista,
pyydä lisätietoja RIDGID-jälleenmyyjältä.
Jos kaikkiin ohjeisiin ei tutustuta tai niitä ei
noudateta, seurauksena voi olla sähköisku,
tulipalo ja/tai vakava loukkaantuminen.
SÄILYTÄ NÄMÄ OHJEET!
TEKNISET TIEDOT
Katso RIDGID-luettelo.
915, 916, 918, 918I
5. Tue putki kunnolla putkitelineen avulla.
6. Käytä suositeltuja lisävarusteita. Muiden lisävarusteiden käyttö
saattaa lisätä loukkaantumisvaaraa. Katso suositellut lisävarusteet
käyttöohjeesta.
7. Älä käytä, jos laitteen kytkimet ovat rikki.
Asennus
915 916 918 918I
Kuva 1 Kuva 2 – 300
Kuva 3 – 535
Kuva 4 – 1233
Rullaurituslaitteiden 915, 916, 918 ja 918I käyttö
Putken valmistelu
1. Putken päät on leikattava suorakulmaisesti. Älä käytä polttoleikkainta.
2. Putken soikeus ei saa ylittää uran tiedoissa määritettyä ulkohalkaisijan
sallittua poikkeamaa. Taulukko 1.
3. Kaikki sisäiset tai ulkoiset hitsipalot, purseet tai saumat on hiottava
tasaisiksi vähintään 2 tuuman alueelta putken päästä.
Huom: Älä vahingoita tiivisteen istukka-aluetta hiomisen aikana.
Putken pituus
Seuraavassa kaaviossa on lueteltu uritettavan putken vähimmäispituus sekä
ilman putkitelineitä uritettavien putkien enimmäispituus.
Kuva 5 – 300
Kuva 6 – 1822
Kuva 7 – 1233
Kuva 8 – 1224
Kuva 37 – telineyksikkö
Kuva 38 – 918I
Kuljetus ja käsittely
Kone nostetaan kädensijoista.
Laitteen asennus
915
Tämä laite on suunniteltu putken rullauritukseen käsin.
On erittäin tärkeää, että sitä EI muuteta ja/tai käytetä muihin käyttösovelluksiin
kuin mihin se on tarkoitettu, mukaan lukien laitteen käyttö sähkökäyttöisten
laitteiden kanssa.
916, 918, 918I
Tämä laite on suunniteltu putken rullauritukseen käyttämällä määritysten
mukaisia RIDGID-kierteityskoneita, käyttökoneita ja lisävarusteita. On erittäin
tärkeää, että sitä EI muuteta ja/tai käytetä muihin käyttösovelluksiin kuin
mihin se on tarkoitettu, mukaan lukien muiden sähkökäyttöisten laitteiden
käyttö. Sijoita laite kauas oviaukoista ja kulkuväylistä ja varmista, että koko
työskentelyalue on laitteen käyttäjän näkyvissä. Rajaa työskentelyalue muilta.
Älä käytä laitetta märissä tai kosteissa tiloissa. Tarkista, että virtalähteen
jännite vastaa laitteen jännitettä. Varmista, että laitteen jalkakytkin toimi
normaalisti ja että laitteen kytkin on ”0”-asennossa ennen pistotulpan liittämistä
virtalähteeseen. Jalkakytkimellä hallitaan kaikkia laitteen toimintoja, ja laite
toimii ainoastaan jalkakytkintä painettaessa. Varmista oman turvallisuutesi
vuoksi, että jalkakytkin toimii vapaasti ja että se on sijoitettu niin, että ulotut
kaikkiin hallintalaitteisiin.
Rullaurituslaitteen yleinen turvallisuus
1. Pidä kädet etäällä uritusrullista. Sormet saattavat jäädä uritus- ja
vetorullien väliin.
2. Aseta urituslaite tasaiselle vaakasuoralle alustalle. Varmista, että laite,
teline ja urituslaite ovat vakaat ja että ne eivät pääse kaatumaan.
3. Varmista, että urituslaite on kunnolla kiinni käyttölaitteessa. Noudata
asennusohjeita huolellisesti.
4. Rullaurituslaite on suunniteltu putkien rullauritukseen. Sitä ei saa käyttää
mihinkään muuhun tarkoitukseen.
Uritettavan putken pituus – tuumina
Nim.
koko
1
1 1/4
1 1/2
2
2 1/2
3
3 1/2
Putken valmistelu
1. Kaaviossa määritettyjä enimmäispituuksia pitemmät putket on tuettava
kahdella putkitelineellä. Putkituki on sijoitettava kolmen neljäsosan
päähän putken pituudesta rullaurituslaitteesta katsoen.
2. Nosta ylempi urarullan kotelo.
915
Avaa urarulla vetorullasta kääntämällä syvyydensäätöruuvia (kuva 32).
916
Nosta syöttövarsi (kuva 10).
918,
Aseta pumpun vapautusvipu paluuasentoon ”RETURN” (käyttäjää kohti)
(kuva 11).
3. Sovita putki ja putken tuki rullaurituslaitteeseen ja varmista, että putki on
vetorullan laippaa vasten (kuva 12).
4. Suuntaa putki säätämällä putkitelinettä (kuva 13).
5. Siirrä putki ja putkiteline hieman sivulle noin 1/2° käyttäjästä pois päin
tai käyttäjään päin seuraavien ohjeiden mukaan:
Huom. Jos konetta käytetään ”ETEENPÄIN”, siirrä putkea 1/2°
käyttäjästä pois päin (kuva 14).
Huom. Jos konetta käytetään ”TAAKSEPÄIN”, siirrä putkea 1/2°
käyttäjään päin (kuva 15).
918I
Min.
pituus
8
8
8
8
8
8
8
Maks.
pituus
36
36
36
36
36
36
36
Nim.
koko
4
4 1/2
5
6 UH
6
8
10
12
Min.
pituus
8
8
8
8
8
8
8
8
Maks.
pituus
36
32
32
30
28
24
24
24
Ridge Tool Company
51
Page 53

915, 916, 918, 918I
Rullauran syvyyden säätö
Huom: Putkien vaihtelevien ominaisuuksien takia on tehtävä aina testiura
käyttöönoton jälkeen tai putkikoon vaihtamisen jälkeen. Syvyyden säädön
nuppi on asetettava uudelleen kunkin putken halkaisijan mukaan.
915
1. Kiristä syvyyssäätöä, jotta urituslaite kiinnittyy putkeen. Älä kiristä liikaa.
2. Aseta syvyyden säädön ruuvi (kuva 33) oikeaan syvyyteen
(katso kuva 34).
916
1. Nosta syöttövarsi.
2. Avaa syvyyden säädön ruuvi kokonaan.
3. Kiristä syvyyden säädön ruuvi kuvan 16 mukaan.
4. Palauta syvyyden säädön nuppia kaavion mukaisesti.
918, 918I
1. Siirrä ylempää urarullaa asettamalla pumpun vapautusvipu asentoon
”ADVANCE” (käyttäjästä pois päin) ja pumppaa kahvaa, kunnes ylempi
rulla koskettaa urattavan putken ulkohalkaisijaa.
2. Käännä syvyyden säädön nuppia alaspäin (myötäpäivään), kunnes se
pysähtyy koneen yläosaa vasten (kuva 17).
3. Palauta syvyyden säädön nuppia (kuva 18).
Urarullan muovaaminen
915
1. Kierrä syvyyden säätöä noin yksi kierros.
2. Siirrä räikkä kiertokantaan ja käännä sitä niin, että 915 on putken
ympärillä.
3. Lopeta yhden kierroksen jälkeen ja toista vaiheet 1 ja 2, kunnes saavutat
syvyyden pidäkkeen.
4. Tarkista uran syvyys ja säädä syvyyden pidäkettä tarpeen mukaan.
Saman putken lisäurien syvyys on sama.
5. Avaa 915 löysäämällä syöttöruuvia.
Uritusrullasarjojen vaihto
915
1. Irrota vetorullan kantaruuvi ja erota vetorulla jättöakselista ja irrota
vakainpalat. Avaa kiristysruuvia ja irrota urarulla (kuva 35).
2. Tee toimenpide päinvastaisessa järjestyksessä oikean urasarjan kanssa.
Tarkista painelaatta (kuva 36).
916
1. Avaa syvyyden säädön ruuvia ja irrota kiristysruuvi ja jousi
(kuvat 21a, b, c).
2. Irrota uritusrullan varsi ja uritusrulla (kuvat 22, 23, 24, 25).
3. Asenna uusi käyttöakseli.
4. Tee toimenpide päinvastaisessa järjestyksessä oikean urasarjan kanssa.
918, 918I
1. Nosta ylempi rullakokoonpano kokonaan ja avaa uritusrullan
kiristysruuvia (kuva 26).
2. Irrota uritusrullan varsi ja uritusrulla (kuva 27).
3. Lukitse kara ja irrota vastamutteri (kuva 28).
4. Irrota käyttöakseli (kuva 29).
5. Asenna uusi käyttöakseli.
6. Lukitse kara ja kiristä vastamutteri (kuva 30).
Uritusrullasarjojen vaihto 1”, 1 1/4”-1 1/2”
1. Tee yllä olevat vaiheet 1–6 oikean käyttöakselin kanssa.
2. Kiristä vetopultti (kuva 31).
3. Asenna ylempi uritusrulla ja kiristä uritusrullan kiristysruuvi
(kuvat 26, 27).
Huolto
Tarkasta kaikki osat säännöllisesti ja vaihda kuluneet rullat. Voitele laakerit
yleisrasvalla. Kaikki muut koneen huoltotoimenpiteet on teetettävä
valtuutetussa RIDGID-huoltokeskuksessa.
916, 918, 918I
1. Käynnistä kone painamalla jalkakytkintä ja kohdista syöttövarteen /
hydraulipumpun kahvaan tasainen paine.
2. Pidä yllä putkeen kohdistuvaa painetta oikealla kädellä, jotta putki ei
lähde pois rullista.
3. Jatka tasaisen paineen kohdistamista, kunnes saavutat uran syvyyden
pidäkkeen.
4. Älä syötä liikaa. Anna käydä yhden kierroksen, ennen kuin lisäät rulliin
painetta ylikuormituksen estämiseksi.
5. Pysäytä kone ja tarkista uran syvyys. Säädä syvyyden pidäkettä tarpeen
mukaan.
Saman putken lisäurien syvyys on sama.
6. Nosta kahvaa (916) tai vapauta paine (918) ja irrota putki.
Tarkista aina valmis ura sovitteella ennen asennusta.
Putkenvakain/liitintuki
Tämä vakain on suunniteltu 2 1/8 – 12 tuuman putkille. Se voidaan
asentaa ainoastaan käyttölaitteeseen 300 ja 918I-alustoihin, joissa on 3
asennusaukkoa.
1. Kohdista tuki asennusaukkoihin (kuva 19 – a, b).
2. Asenna ja kiristä pultit.
3. Kun putki on oikeassa asennossa, kiristä vakainrullaa, kunnes se koskee
putkeen. Kiristä vielä yksi kierros (kuva 20).
Varoitus: Ei saa käyttää putkille, joiden pituus on alle 8”.
52
Ridge Tool Company
Page 54

Taulukko 1. Rullauran vakiotiedot
Huom: Kaikki mitat ovat tuumina.
Nim.
putken
koko
1 1,315 +0,016
1 1/4 1,660 +0,016
1 1/2 1,900 +0,016
2 2,375 ± 0,024 0,065 0,625 0,344 2,250 +0,000
2 1/2 2,875 ± 0,029 0,083 0,625 0,344 2,720 +0,000
3 3,50 ± 0,035 0,083 0,625 0,344 3,344 +0,000
3 1/2 4,00 ± 0,040 0,083 0,625 0,344 3,834 +0,000
4 4,50 ±0,045 0,083 0,625 0,344 4,334 +0,000
5 5,563 ± 0,056 0,109 0,625 0,344 5,395 +0,000
6 6,625 ± 0,060 0,109 0,625 0,344 6,455 +0,000
8 8,625 ± 0,086 0,109 0,750 0,469 8,441 +0,000
10 10,75 ± 0,108 0,134 0,750 0,469 10,562 +0,000
12 12,75 ± 0,128 0,165 0,750 0,469 12,531 +0,000
Putken
halkaisija
UH Poikk.
-0,031
-0,031
-0,031
T
Min.
sein.
paks.
0,065 0,625 0,281 1,190 +0,000
0,065 0,625 0,281 1,535 +0,000
0,065 0,625 0,281 1,775 +0,000
A
Tiivisteen
istukka
± 0,030
B
Uran
leveys
± 0,030
Uran
halkaisija
UH Poikk.
915, 916, 918, 918I
C
Nim.
uran
syv.
0,063 0,047
-0,015
0,063 0,047
-0,015
0,063 0,047
-0,015
0,063 0,051
-0,015
0,078 0,063
-0,018
0,078 0,060
-0,018
0,083 0,063
-0,020
0,083 0,060
-0,020
0,084 0,056
-0,022
0,085 0,052
-0,022
0,092 0,049
-0,025
0,094 0,040
-0,027
0,110 0,045
-0,030
D
D
Min.
Uran
syvyys
Taulukko 2.
Putken seinämän enimmäis- ja vähimmäispaksuus
Putken koko Hiiliteräs- tai alumiiniputki Ruostumaton teräsputki PVC-/CPVC-putki
Seinämän paksuus Seinämän paksuus Seinämän paksuus
Min. Maks. Min. Maks. Min. Maks.
1” 0,065 0,133 0,065 0,133 0,133 0,133
1 1/4” 0,065 0,140 0,065 0,140 0,140 0,191
1 1/2” 0,065 0,145 0,065 0,145 0,145 0,200
2” 0,065 0,154 0,065 0,154 0,154 0,154
2 1/2” 0,083 0,203 0,083 0,188 0,203 0,276
3” 0,083 0,216 0,083 0,188 0,216 0,300
3 1/2” 0,083 0,226 0,083 0,188 0,226 0,318
4” 0,083 0,237 0,083 0,188 0,237 0,337
5” 0,109 0,258 0,109 0,188 0,258 0,375
6” 0,109 0,280 0,109 0,188 0,280 0,432
8” 0,109 0,322 0,109 0,188 0,322 0,322
10” 0,134 0,307 0,134 0,188 0,365 0,365
12” 0,165 0,330 0,165 0,188 0,406 0,406
Ridge Tool Company
53
Page 55

915, 916, 918, 918I
Taulukko 3. Vianetsintä
TOIMINTAHÄIRIÖ TODENNÄKÖINEN SYY KORJAAVA TOIMENPIDE
1. Rullattu ura liian kapea tai liian leveä. a. Uritus- ja vetorullien väärä koko.
b. Yhteensopimattomat uritus- ja vetorullat.
c. Uritusrulla ja/tai vetorulla kulunut.
2. Rullattu ura ei ole kohtisuorassa putken
akseliin nähden.
3. Putki ei seuraa urituksen aikana. a. Putki ei ole tasassa.
4. Putki siirtyy edestakaisin vetorullan akselilla
urituksen aikana.
5. Putki keinuu sivuttaissuunnassa vetorullalla
urituksen aikana.
6. Urituslaite ei rullaa uraa putkessa. a. Putken seinämän enimmäispaksuus ylitetty.
7. Urituslaite ei rullaa uraa määritysten mukaan. a. Putken halkaisijan enimmäispoikkeama
8. Putki lipsuu käyttörullalla. a. Käyttörullan pyällys tukkeutunut metallista tai
9. Urituslaite ei kierrä putkea urituksen aikana. a. Uritusrullan käsinsyöttönopeus on liian
10. Käyttölaite ja urituslaite kallistuvat. a. Riittämätön tuki putkelle. a. Käytä kahta putkitelinettä, jos pituus on yli 36”.
11. Pumpusta ei tule öljyä, sylinteri ei liiku.
(Vain 918)
a. Putki ei ole suora.
b. Putken pää ei ole suorassa kulmassa putken
akseliin nähden.
b. Putken akselia ei ole siirretty sivulle puolta
astetta vetorullan akselista.
c. Putken akselia ei ole siirretty sivulle oikeaan
suuntaan.
d. Urituslaite ei ole tasassa.
e. Syöttöruuvi on löysällä. (915)
a. Putki ei ole suora.
b. Putken pää ei ole suorassa kulmassa putken
akseliin nähden.
a. Putken pää litistynyt tai vaurioitunut.
b. Kova kohta putken materiaalissa tai
hitsaussaumat putkea kovemmat.
c. Käyttölaite kiertää putkea liian nopeasti.
d. Putken tukitelineen rullat eivät ole oikeassa
paikassa putken kokoa varten.
e. Uritusrullan syöttönopeus on liian alhainen.
(915)
b. Väärät rullat.
c. Säätömutteria ei ole asetettu.
d. Käyttölaite ei anna tarvittavaa
vähimmäisvääntömomenttia.
ylitetty.
b. Yhteensopimattomat uritus- ja vetorullat.
c. Putken materiaali liian kova.
d. Säätöruuvia ei ole asetettu. (915/916)
kulunut litteäksi.
alhainen (915/916).
b. Käyttölaite ei anna tarvittavaa
vähimmäisvääntömomenttia.
c. Patruuna ei suljettu käyttöakselin litteillä
pinnoilla.
a. Pumpun päästöventtiili auki.
b. Säiliössä vähän öljyä.
c. Likaa pumpun rungossa.
d. Istukat kuluneet tai vialliset.
e. Säiliössä liian paljon öljyä.
a. Asenna oikeankokoiset uritus- ja vetorullat.
b. Käytä yhteensopivia uritus- ja vetorullia.
c. Vaihda kulunut rulla.
a. Käytä suoraa putkea.
b. Leikkaa putken pää suorakulmaisesti.
a. Säädä telinettä, jotta putki on tasassa.
b. Siirrä putkea 1/2 astetta sivulle.
(Katso kuvat 14, 15)
c. Katso asennusohjeet.
d. Tasaa urituslaite.
e. Kiristä syöttöruuvia räikällä jokaista kierrosta
kohden.
a. Käytä suoraa putkea.
b. Leikkaa putken pää suorakulmaisesti.
a. Leikkaa vaurioitunut putken pää irti.
b. Käytä laadukasta putkea, jonka kovuus on
tasainen.
c. Alenna nopeutta – vaihda hitaalle nopeudelle
tai käytä RIDGID-käyttölaitetta 36 rpm 300, 535,
1233, 1224 tai 1822.
d. Aseta putkitelineen rullat käytettävän putkikoon
mukaan.
e. Syötä uritusrullaa putkeen käsin nopeammin.
a. Tarkista putken kapasiteettikaavio.
b. Asenna oikeat rullat.
c. Aseta syvyys.
d. Käytä RIDGID-käyttölaitetta nro 300, 535, 1224,
1233 tai 1822.
a. Käytä halkaisijaltaan oikeaa putkea.
b. Käytä oikeaa rullasarjaa.
c. Vaihda putki.
d. Aseta syvyys.
a. Puhdista tai vaihda käyttörulla.
a. Syötä uritusrullaa putkeen käsin nopeammin.
b. Käytä RIDGID-käyttölaitetta nro 300, 535, 1224,
1233 tai 1822.
c. Sulje patruuna.
a. Sulje päästöventtiili.
b. Tarkista öljyn määrä ohjeiden mukaan.
c. Edellyttää pätevän teknikon huoltoa.
d. Edellyttää pätevän teknikon huoltoa.
e. Tarkista öljyn määrä ohjeiden mukaan.
54
Ridge Tool Company
Page 56

915, 916, 918, 918I
TOIMINTAHÄIRIÖ TODENNÄKÖINEN SYY KORJAAVA TOIMENPIDE
12. Pumpun kahvan toiminta on ”pehmeää”.
(Vain 918)
13. Sylinteri pitenee vain osittain. (Vain 918) a. Pumpun säiliössä on vähän öljyä.
a. Järjestelmään on päässyt ilmaa.
b. Säiliössä liian paljon öljyä.
b. Syvyys ja säätö väärät.
a. Sijoita oinas pumppua alemmaksi kallistamalla
kone kyljelleen käyttäjästä pois päin
Pidennä ja palauta sylinterin mäntä useaan
kertaan, jotta ilma pääsee palautumaan pumpun säiliöön.
b. Tarkista öljyn määrä ohjeiden mukaan.
a. Täytä ja ilmaa järjestelmä.
b. Noudata syvyyden säädön ohjeita.
14. Putken pää laajenee tai on kellomainen
urituksen aikana. (Vain 918)
a. Käyttäjä siirtää uritusrullia liian nopeasti.
b. Putki ei ole tasassa.
a. Hidasta pumppausta. Katso oikeista
käyttöohjeista.
b. Säädä telinettä, jotta putki on tasassa
urituslaitteen kanssa.
Ridge Tool Company
55
Page 57

915, 916, 918, 918I
HR
915, 916, 918, 918I
Upute za rukovanje
UPOZORENJE! Prije korištenja ovih
uređaja pročitajte pomno ove upute i
prateću brošuru o sigurnosti. Ukoliko
niste sigurni oko uporabe ovog alata ubilo kojem
pogledu, obratite se svom RIDGID dobavljaču za
opširnije podatke.
Ne uspijete li razumjeti i slijediti upute može doći
do električnog udara, požara i/ili teške tjelesne
ozljede.
ČUVAJTE OVE UPUTE!
TEHNIČKI PODACI
Pogledajte katalog RIDGID.
Prenošenje i rukovanje
Podižite stroj koristeći ručke koje su na njemu.
Sastavljanje stroja
915
Ovaj stroj je oblikovan za ručno valjanje utora na cijevima.
Izričito preporučujemo da ga NE PREINAČUJETE i/ili koristite za bilo koju
drugu svrhu osim one kojoj je namijenjen uključujući uporabu s bilo kojom
električnom opremom.
916, 918, 918I
Ovaj stroj je oblikovan za valjanje utora na cijevima uporabom navedenih
specifi čnih RIDGID strojeva za narezivanje navoja, elektromotora i pribora.
Izričito preporučujemo da ga NE PREINAČUJETE i/ili koristite za bilo koju
drugu svrhu osim one kojoj je namijenjen uključujući uporabu druge električne
opreme. Postavite stroj dalje od vrata ili prolaza i osigurajte da se čitav radni
prostor može nadgledati s radnog mjesta. Upotrijebite zapreke da ljudi ne
prilaze. Nemojte upotrebljavati stroj u mokrim ili vlažnim uvjetima. Provjerite
da je napon stroja jednak naponu napajanja iz el. mreže. Osigurajte da nožna
sklopka radi ispravno i da je sklopka motora u položaju “0” prije spajanja
na električnu mrežu. Nožna sklopka omogućuje potpuni nadzor i upravljanje
strojem koji će raditi samo kad je papučica pritisnuta. Zbog vlastite sigurnosti
osigurajte da nožna sklopka nesmetano radi i postavite ju tako da sve
komande budu lako dostupne.
Opća sigurnost stroja za valjanje utora
1. Držite se na dovoljnoj udaljenosti od valjaka za utorenje. Prsti mogu biti
zahvaćeni između pogonskog i valjaka za utorenje.
2. Postavite stroj za valjanje utora na vodoravnu površinu. Sa sigurnošću
utvrdite da su postolje i stroj stabilni i da se neće prevrnuti.
3. Sa sigurnošću utvrdite da je stroj za valjanje utora pravilno učvršćen na
pogonsku jedinicu. Pažljivo slijedite upute za sastavljanje stroja.
4. Stroj za valjanje utora je oblikovan za ručno valjanje utora na cijevima.
Nemojte ga upotrebljavati za bilo koju drugu svrhu.
5. Dobro poduprite cijev pomoću cijevnog podmetača.
6. Upotrijebite preporučeni pribor. Uporaba drugog pribora može povećati
opasnost od ozljede. Pogledajte priručnike za rukovaoca u pogledu
preporučenog pribora.
7. Nemojte upotrebljavati stroj ako su sklopke slomljene ili neispravne.
Postavljanje
915 916 918 918I
Sl. 1 Sl. 2 - 300
Sl. 3 - 535
Sl. 4 - 1233
Rukovanje strojevima za valjanje utora 915, 916, 918, 918I
Priprema cijevi
1. Krajevi cijevi moraju biti odrezani pod pravim kutom. Nemojte
upotrebljavati rezanje plamenom.
2. Cijevi koje nisu posve okrugle ne smiju premašiti toleranciju vanjskog
promjera navedenu u tehničkim podacima za valjanje utora. Tablica 1.
3. Sva unutrašnja i vanjska nadvišenja od zavarivanja, varovi ili šavovi
moraju se glatko obrusiti najmanje 5 cm u području od kraja cijevi.
Napomena: Kod brušenja nemojte oštetiti područje dosjeda brtve.
Duljina cijevi
Slijedeća tablica navodi minimalnu duljinu cijevi za valjanje utora i maksimalnu
duljinu za valjanje bez cijevnih podmetača.
Duljine cijevi za valjanje - inči
Naziv.
veličina
1
1 1/4
1 1/2
2
2 1/2
3
3 1/2
Stavljanje cijevi
1. Cijev dulja od maksimalne duljine navedene u tablici mora se poduprijeti
s 2 cijevna podmetača. Cijevni podmetač mora biti postavljen 3/4 duljine
cijevi od stroja za valjanje utora.
2. Podignite gornje kućište za valjka za utorenje.
915
Otvorite valjak za utorenje podizanjem od pogonskog valjka tako da
okrećete vijak za podešavanje dubine (Sl. 32).
916
Podignite ručku za napredovanje (Sl. 10).
918,
Postavite ručica za oslobađanje pumpe u položaj “RETURN” (prema
rukovaocu) (Sl. 11).
3. Poravnajte cijev i cijevni podmetač u odnosu na stroj za valjanje utora
tako da cijev pouzdano naliježe na prirubnicu pogonskog valjka (Sl. 12).
4. Poravnajte cijev podešavanjem cijevnog podmetača (Sl. 13).
Min.
duljina
8
8
8
8
8
8
8
918I
Maks.
duljina
36
36
36
36
36
36
36
Sl. 5 - 300
Sl. 6 - 1822
Sl. 7 - 1233
Sl. 8 - 1224
Naziv.
veličina
4 1/2
6 V.P.
Sl. 37 – sklop postolja
Sl. 38 - 918I
duljina
4
5
6
8
10
12
Min.
8
8
8
8
8
8
8
8
Maks.
duljina
36
32
32
30
28
24
24
24
56
Ridge Tool Company
Page 58

915, 916, 918, 918I
5. Neznatno otklonite cijev i cijevni podmetač približno 1/2° od ili prema
rukovaocu u skladu s donjim smjernicama:
Napomena: Ako stroj radi u smjeru “FORWARD”, otklonite cijev za 1/2°
u smjeru od rukovaoca (Sl. 14).
Napomena: Ako stroj radi u smjeru “REVERSE”, otklonite cijev za 1/2° u
smjeru prema rukovaocu (Sl. 15).
Podešavanje dubine valjanja utora
Napomena: Zbog različitih osobina cijevi, uvijek treba izvršiti pokusno valjanje
prije podešavanja ili mijenjanja veličine cijevi. Za svaki promjer cijevi potrebno
je vratiti u početni položaj kotačić za podešavanje indeksa dubine.
915
1. Stegnite kotačić za podešavanje dubine da se valjak za utorenje fi ksira
na cijev. Nemojte pretegnuti.
2. Namjestite vijak za podešavanje dubine (Sl. 33) da bi dobili ispravnu
dubinu (vidi Sl. 34).
916
1. Podignite ručku za napredovanje
2. Posve oslobodite vijak za podešavanje dubine.
3. Stegnite vijak za podešavanje dubine kao što je prikazano na Sl. 16.
4. Vratite kotačić za podešavanje dubine kao što je prikazano u tablici.
918, 918I
1. Napredujte s gornjim valjkom za utorenje stavljanjem ručica za
oslobađanje pumpe u položaj “ADVANCE” (u smjeru od rukovaoca)
i pumpajte ručicu sve dok gornji valjak ne dođe u dodir s vanjskim
promjerom cijevi na kojoj radite utor.
2. Uvrćite kotačić za podešavanje s oznakama dubina (u smjeru kazaljke na
satu) sve dok se ne zaustavi nalijeganjem na gornji dio stroja (Sl. 17).
3. Vratite kotačić za podešavanje dubine (Sl. 18).
Stabilizator cijevi/nosač kolčaka
Ovaj stabilizator je oblikovan za rad na cijevima od 2 1/8”- 12”. On se može
postaviti samo na pogone 300 i osnove 918I koje imaju 3 rupe za ugradnju.
1. Poravnajte nosač s rupama za ugradnju (Sl. 19 - a, b).
2. Ugradite i stegnite vijke.
3. S pravilno postavljenom cijevi stežite valjak stabilizatora sve dok ne
dotakne cijev. Dotegnite za još jedan okret (Sl. 20).
Upozorenje: Nemojte upotrebljavati za cijevi kraće od 8”.
Zamjena slogova valjaka za utorenje
915
1. Uklonite navojni poklopac s pogonskog valjka i odvojite pogonski valjak
od izlaznog vratila i uklonite podloške stabilizatora. Otpustite utični vijak
kako bi mogli ukloniti valjak za utorenje (Sl. 35).
2. Obrnutim postupkom vratite nazad s novim slogom valjaka. Provjerite
podložnu pločicu (Sl. 36).
916
1. Otpustite vijak za podešavanje dubine i uklonite utični vijak i oprugu
(Sl. 21a, b, c).
2. Uklonite vratilo i valjak za utorenje (Sl. 22, 23, 24, 25).
3. Ugradite novo pogonsko vratilo.
4. Obrnutim postupkom vratite nazad s ispravnim slogom za utorenje.
918, 918I
1. Potpuno podignite sklop gornjeg valjka i otpustite utični vijak u valjku za
utorenje (Sl. 26).
2. Uklonite vratilo i valjak za utorenje (Sl. 27).
3. Zaglavite vreteno i uklonite zadržnu maticu (Sl. 28).
4. Uklonite pogonsko vratilo (Sl. 29).
5. Ugradite novo pogonsko vratilo.
6. Zaglavite vreteno i stegnite zadržnu maticu (Sl. 30).
Oblikovanje valjanog utora
915
1. Okrenite podešivač dubine za približno jedan okret.
2. Pomaknite čegrtaljku na okretanje nastavka i okrečite je kako bi stroj 915
napredovao oko cijevi.
3. Zaustavite nakon jednog okreta i ponavljajte korake 1 i 2 dok se ne
dosegne graničnik dubine.
4. Provjerite dubinu utora i podesite graničnik dubine ako je potrebno.
Daljnji utori s istom cijevi bit će izrađeni na istu dubinu.
5. Otpustite vijak za napredovanje da se stroj 915 otvori.
916, 918, 918I
1. Pritisnite nožnu sklopku da se stroj pokrene i primijenite postojani pritisak
na ručku za napredovanje/ručicu hidraulične pumpe.
2. Desnom rukom pritišćite na cijev kako bi spriječili da se izvuče iz valjaka.
3. Nastavite primjenjivati postojani pritisak sve dok se ne dosegne graničnik
dubine.
4. Nemojte pretjerati s napredovanjem. Da se spriječi preopterećenje
pustite da se izvrši jedan puni okret prije nego povećate pritisak na
valjke.
5. Zaustavite stroj i provjerite dubinu utora. Podesite graničnik dubine ako je
potrebno. Daljnji utori s istom cijevi bit će izrađeni na istu dubinu.
6. Podignite ručku (916) ili ispustite tlak (918) i uklonite cijev.
Prije ugradnje uvijek sa spojnim dijelovima provjerite završeni utor.
Zamjena slogova valjaka za utorenje 1”, 1 1/4”-1 1/2”
1. Izvršite korake 1-6 opisane gore, s odgovarajućim pogonskim vratilom.
2. Stegnite vijak za izvlačenje (Sl. 31).
3. Zamijenite gornji valjak za utorenje i stegnite utični vijak valjka
(Sl. 26, 27).
Održavanje
Provjeravajte redovito sve dijelove i zamijenite valjke kad se istroše.
Podmazujte ležajeve višenamjenskom masti. Sa sva ostala servisiranja i
održavanje odnesite stroj u ovlašteni RIDGID servisni centar.
Ridge Tool Company
57
Page 59

915, 916, 918, 918I
Tablica 1. Specifi kacije za standardno valjanje utora
Napomena: Sve mjere su u inčima.
Nazivna
dimenzija
cijevi
1 1,315 +0,016
1 1/4 1,660 +0,016
1 1/2 1,900 +0,016
2 2,375 ± 0,024 0,065 0,625 0,344 2,250 +0,000
2 1/2 2,875 ± 0,029 0,083 0,625 0,344 2,720 +0,000
3 3,50 ± 0,035 0,083 0,625 0,344 3,344 +0,000
3 1/2 4,00 ± 0,040 0,083 0,625 0,344 3,834 +0,000
4 4,50 ±0,045 0,083 0,625 0,344 4,334 +0,000
5 5,563 ± 0,056 0,109 0,625 0,344 5,395 +0,000
6 6,625 ± 0,060 0,109 0,625 0,344 6,455 +0,000
8 8,625 ± 0,086 0,109 0,750 0,469 8,441 +0,000
10 10.75 ± 0,108 0,134 0,750 0,469 10.562 +0,000
12 12,75 ± 0,128 0,165 0,750 0,469 12,531 +0,000
Promjer
cijevi
V.P. Toler.
-0,031
-0,031
-0,031
T
Min.
deblj.
stijenke
0,065 0,625 0,281 1,190 +0,000
0,065 0,625 0,281 1,535 +0,000
0,065 0,625 0,281 1,775 +0,000
A
Sjedište
brtve
± 0,030
B
Dubina
utora
± 0,030
Dubina
utora
V.P. Toler.
C
-0,015
-0,015
-0,015
-0,015
-0,018
-0,018
-0,020
-0,020
-0,022
-0,022
-0,025
-0,027
-0,030
D
Naziv.
dubina
utora
0,063 0,047
0,063 0,047
0,063 0,047
0,063 0,051
0,078 0,063
0,078 0,060
0,083 0,063
0,083 0,060
0,084 0,056
0,085 0,052
0,092 0,049
0,094 0,040
0,110 0,045
Min.
Dubina
utora
D
Tablica 2. Maksimalna i minimalna debljina stijenke cijevi
Dimenzija cijevi Cijevi od ugljičnog čelika ili aluminija Cijevi od nehrđajućeg čelika PVC/CPVC cijevi
Debljina stijenke Debljina stijenke Debljina stijenke
Min. Maks. Min. Maks. Min. Maks.
1” 0,065 0,133 0,065 0,133 0,133 0,133
1 1/4” 0,065 0,140 0,065 0,140 0,140 0,191
1 1/2” 0,065 0,145 0,065 0,145 0,145 0,200
2” 0,065 0,154 0,065 0,154 0,154 0,154
2 1/2” 0,083 0,203 0,083 0,188 0,203 0,276
3” 0,083 0,216 0,083 0,188 0,216 0,300
3 1/2” 0,083 0,226 0,083 0,188 0,226 0,318
4” 0,083 0,237 0,083 0,188 0,237 0,337
5” 0,109 0,258 0,109 0,188 0,258 0,375
6” 0,109 0,280 0,109 0,188 0,280 0,432
8” 0,109 0,322 0,109 0,188 0,322 0,322
10” 0,134 0,307 0,134 0,188 0,365 0,365
12” 0,165 0,330 0,165 0,188 0,406 0,406
58
Ridge Tool Company
Page 60

915, 916, 918, 918I
Tablica 3. Uklanjanje smetnji
NEISPRAVNOST MOGUĆI UZROK POSTUPAK ISPRAVLJANJA
1. Izvaljani utor preuzak ili preširok. a. Pogrešna veličina pogonskog i valjaka za
utorenje.
b. Neusklađenost pogonskog i valjaka za
utorenje.
c. Istrošen valjak za utorenje i/ili pogonski valjak.
2. Izvaljani utor nije okomit na os cijevi. a. Uzdužno cijev nije ravna.
b. Završetak cijevi nije pod pravim kutom prema
osi cijevi.
3. Cijev ne prati trag tijekom utorenja. a. Cijev nije vodoravna.
b. Os cijevi nije izmaknuta 1/2 stupnja od osi
pogonskog valjka.
c. Os cijevi nije izmaknuta u pravom smjeru.
d. Stroj za valjanje ne stoji vodoravno.
e. Vijak za napredovanje nije stegnut. (915)
4. Cijev bježi naprijed i nazad
na osovini pogonskog valjka tijekom utorenja.
5. Sijev skače s jedne na drugu stranu.
na pogonskom valjku tijekom utorenja.
6. Valjak za valjanje utora ne radi utor na cijevi. a. Prekoračena maksimalna debljina stijenke
7. Valjak za valjanje utora ne radi utor prema
specifi kaciji.
8. Cijev kliže na pogonskom valjku. a. Narovašenost pogonskog valjka začepljena
9. Valjak za valjanje utora ne okreće cijev tijekom
utorenja.
10. Pogonski sklop i stroj za utore skloni su
prevrtanju.
11. Pumpa ne isporučuje ulje, cilindarne izlazi van.
(samo 918)
a. Uzdužno cijev nije ravna.
b. Završetak cijevi nije pod pravim kutom prema
osi cijevi.
a. Završetak cijevi spljošten ili oštećen.
b. Otvrdnuće u materijalu cijevi ili srh od
zavaratvrđi od cijevi.
c. Električni pogon vrti cijev prebrzo.
d. Valjci podmetača cijevi nisu na ispravnom
mjestu za veličinu cijevi.
e. Prespora brzina napredovanja valjka za
utorenje. (915)
cijevi.
b. Pogrešni valjci.
c. Matica za podešavanje nije na mjestu.
d. Električni pogon ne daje potreban minimalni
zakretni moment.
a. Prekoračeno je maksimalno dopušteno odstu-
panje promjera cijevi.
b. Neusklađenost pogonskog i valjaka za
utorenje.
c. Materijal cijevi pretvrd.
d. Vijak za podešavanje nije na mjestu. (915/916)
metalom ili izlizana.
a. Prespora brzina ručnog napredovanja valjka
za utorenje (915/916).
b. Električni pogon ne daje potreban minimalan
zakretni moment.
c. Stezna glava nije zatvorena na zaravnanju
pogonskog vratila.
a. Cijev nije dovoljno poduprta. a. Upotrijebite (2) cijevna podmetača za sve
a. Otvoren ventil za otpuštanje pumpe.
b. Premalo ulja u spremniku.
c. Nečistoća u tijelu pumpe.
d. Sjedišta istrošena ili nema dosjeda.
e. Suviše ulja u spremniku.
a. Ugraditi ispravnu veličinu pogonskog i valjaka
za utorenje.
b. Uskladiti pogonski i valjak za utorenje.
c. Zamijeniti istrošeni valjak.
a. Upotrijebiti ravnu cijev.
b. Odrezati cijev pod pravim kutom.
a. Podesiti postolje da cijev bude vodoravna.
b. Izmaknuti cijev za 1/2 stupnja. (vidi Sl. 14, 15)
c. Pogledaj uputu za postavljanje.
d. Postaviti stroj vodoravno.
e. Vijak za napredovanje stegnuti čegrtaljkom za
svaki okret.
a. Upotrijebiti ravnu cijev.
b. Odrezati cijev pod pravim kutom.
a. Kraj cijevi oštećen kod odsijecanja.
b. Upotrijebiti kvalitetniju cijev jednolične tvrdoće.
c. Smanjiti brzinu – prebaciti na nižu brzinu ili
upotrijebiti jedan od RIDGID pogona, 300, 535,
1233, 1224 ili 1822, sa 36 okr/min.
d. Postaviti valjke podmetača cijevi za veličinu
cijevi koja se koristi.
e. Brže ručno napredovati u cijev s valjkom za
utorenje.
a. Provjeriti tablicu s rasponima cijevi.
b. Ugraditi ispravne valjke.
c. Podesiti dubinu.
d. Upotrijebiti električni pogon RIDGID 300, 535,
1224, 1233 ili 1822.
a. Upotrijebiti cijev ispravnog promjera.
b. Upotrijebiti ispravan slog valjaka.
c. Zamijeniti cijev.
d. Podesiti dubinu.
a. Očistiti ili zamijeniti pogonski valjak.
a. Brže ručno napredovati u cijev s valjkom za
utorenje.
b. Upotrijebiti električni pogon RIDGID br. 300,
535, 1224, 1233 ili 1822.
c. Zatvoriti steznu glavu.
dužine preko 36”.
a. Zatvoriti ventil za ispuštanje.
b. Provjeriti razinu ulja prema uputi.
c. Potreban popravak kod školovanog stručnjaka.
d. Potreban popravak kod školovanog stručnjaka.
e. Provjeriti razinu ulja prema uputi.
Ridge Tool Company
59
Page 61

915, 916, 918, 918I
NEISPRAVNOST MOGUĆI UZROK POSTUPAK ISPRAVLJANJA
12. Ručka pumpe radi sa “spužvastim”
djelovanjem. (samo 918)
13. Klip cilindra izlazi samo djelomično. (samo 918) a. U spremniku pumpe je malo ulja.
14. Završetak cijevi se proširuje ili postaje
zvonoliktijekom valjanja utora. (samo 918)
a. Zrak zarobljen u sustavu.
b. Suviše ulja u spremniku.
b. Neispravno postavljena dubina i podešenost.
a. Rukovaoc prebrzo napreduje s valjcima za
utorenje.
b. Cijev nije vodoravna.
a. Postaviti hidraulični cilindar niže od pumpe
okretanjem stroja na bok nasuprot rukovaoca.
Izvući i vratiti klip cilindra nekoliko puta kako bi
se zrak vratio u spremnik pumpe.
b. Provjeriti razinu ulja prema uputi.
a. Napunite i odzračite sustav.
b. Pridržavati se upute za podešavanje.
a. Usporiti pumpanje. Pogledajte točne upute za
rukovanje.
b. Podesiti postolje da se cijev poravna sa strojem.
60
Ridge Tool Company
Page 62

PL
915, 916, 918, 918I
Instrukcja obsługi
OSTRZEŻENIE! Przed rozpoczęciem
użytkowania urządzenia należy dokładnie
zapoznać się z tymi zaleceniami oraz z
dołączoną broszurą dotyczącą bezpieczeństwa. W
przypadku wystąpienia wątpliwości dotyczących
jakiegokolwiek aspektu użytkowania tego
narzędzia należy skontaktować się z dystrybutorem
fi rmy RIDGID, aby uzyskać więcej informacji.
Skutkiem braku zrozumienia i nie przestrzegania
wszystkich zaleceń może być porażenie prądem
elektrycznym, pożar i/lub poważne obrażenia
ciała.
NALEŻY ZACHOWAĆ TE ZALECENIA!
DANE TECHNICZNE
Patrz Katalog RIDGID.
Transportowanie i obchodzenie się z maszyną
Maszynę należy przenosić przy użyciu ręcznych uchwytów.
915, 916, 918, 918I
Ogólne zasady bezpieczeństwa pracy z rowkarką rolkową
1. Trzymaj dłonie z dala od rolek rowkujących. Pomiędzy rolkami
rowkującymi i napędowymi mogą zostać przytrzaśnięte palce.
2. Ustawiaj rowkarkę na płaskiej, poziomej powierzchni. Upewnij się, czy
maszyna, stojak i rowkarka zachowują stabilność i nie przewrócą się.
3. Upewnij się, czy rowkarka jest prawidłowo zamocowana na napędzie
mechanicznym. Wykonaj dokładnie instrukcje przygotowania do pracy.
4. Rowkarka rolkowa jest przeznaczona do rowkowania rolkowego rur i
przewodów rurowych. Nie używaj jej w żadnych innych zastosowaniach.
5. Prawidłowo podpieraj rury za pomocą stojaka do rur.
6. Stosuj zalecane wyposażenie pomocnicze. Stosowanie innego
wyposażenia pomocniczego może spowodować wzrost ryzyka doznania
obrażeń. Zapoznaj się z odpowiednimi podręcznikami operatora w celu
uzyskania informacji o zalecanym wyposażeniu pomocniczym.
7. Nie używaj maszyny, jeżeli jej przełączniki są uszkodzone.
Instalowanie
915 916 918 918I
Rys. 1 Rys. 2 - 300
Rys. 3 - 535
Rys. 4 - 1233
Obsługa rowkarek rolkowych 915, 916, 918, 918I
Przygotowanie rury
1. Końce rury muszą być obcięte pod kątem prostym. Nie należy korzystać
z palnika do cięcia.
2. Odchyłka okrągłości rury nie może przekraczać całkowitej tolerancji
średnicy zewnętrznej podanej w danych technicznych rowka. Tabela 1.
3. Należy zeszlifować wszelkie wewnętrzne i zewnętrzne ściegi spoin,
rąbki zgrzein lub szwy na odległości 2 cali od końca rury.
Uwaga: Nie dopuścić, aby podczas szlifowania doszło do uszkodzenia
obszaru osadzenia uszczelnienia.
Rys. 5 - 300
Rys. 6 - 1822
Rys. 7 - 1233
Rys. 8 - 1224
Rys. 37 - zespół stojaka
Rys. 38 - 918I
Przygotowanie urządzenia do pracy
915
Ta maszyna jest przeznaczona do ręcznego rowkowania rolkowego rur.
Zdecydowanie zaleca się, aby NIE dokonywać modyfi kacji maszyny i/lub
nie wykorzystywać jej w jakichkolwiek innych zastosowaniach niż te, do
których jest przeznaczona, w tym również nie używać jej z innym sprzętem
o własnym napędzie.
916, 918, 918I
Maszyna jest przeznaczona do rowkowania rolkowego rur przy użyciu
określonych maszyn do gwintowania, napędów mechanicznych i wyposażenia
pomocniczego fi rmy RIDGID. Zdecydowanie zaleca się, aby NIE dokonywać
modyfi kacji maszyny i/lub nie wykorzystywać jej w jakichkolwiek innych
zastosowaniach niż te, do których jest przeznaczona, w tym również nie
używać jej z innym sprzętem o własnym napędzie. Umieść urządzenie z dala
od drzwi i przejść oraz zadbaj, aby z miejsca operatora było dobrze widać
cały obszar roboczy. Ustaw barierki, aby utrzymywać ludzi z dala od obszaru
roboczego. Nie używaj maszyny w mokrych lub wilgotnych miejscach.
Sprawdź, czy napięcie robocze maszyny jest takie same, jak napięcie źródła
zasilania. Przed przyłączeniem maszyny do źródła zasilania upewnij się, czy
przełącznik nożny maszyny działa prawidłowo oraz, czy przełącznik maszyny
znajduje się w położeniu “0”. Przełącznik nożny zapewnia pełną kontrolę nad
maszyną, która będzie działać tylko wtedy, gdy ten pedał jest wciśnięty. W
celu zapewnienia własnego bezpieczeństwa upewnij się, czy przełącznik
nożny działa swobodnie i umieść go w taki sposób, aby wszystkie elementy
sterujące były łatwo dostępne.
Długość rury/przewodu rurowego
W poniższej tabeli przedstawiono minimalną długość rury lub przewodu
rurowego, jaką można rowkować oraz maksymalną d
rowkowanego bez użycia stojaków dla rur.
Długości rowkowanych odcinków rur - cale
Średnica
znamio-
nowa
1 1/4
1 1/2
2 1/2
3 1/2
Przygotowanie rury
1. Rury lub przewody rurowe o długości większej niż długość maksymalna
podana w tabeli należy podpierać przy użyciu 2 stojaków dla rur.
Podparcie rury powinno znajdować się w odległości 3/4 d
rowkarki rolkowej.
Długość
minimalna
1
2
3
4
8
8
8
8
8
8
8
8
Długość
maksymal-
na
36
36
36
36
36
36
36
36
Średnica
znamio-
nowa
4 1/2
5
6 (średn.
zewn.)
6
8
10
12
ługość odcinka rury
Długość
minimalna
Długość
maksymal-
8
8
8
8
8
8
8
ługości rury od
na
32
32
30
28
24
24
24
Ridge Tool Company
61
Page 63

915, 916, 918, 918I
2. Podnieś obudowę górnej rolki rowkującej.
915
Odsuń rolkę rowkującą od rolki napędowej obracając śrubę regulacji
głębokości (Rys. 32).
916
Podnieś dźwignię przesuwu (Rys. 10).
918I
918,
Ustaw dźwignię zwalniającą pompy w położeniu “RETURN (POWRÓT)”
(w stronę operatora) (Rys. 11).
3. Ustaw rurę pod kątem prostym do rowkarki rolkowej w taki sposób, aby
rura znajdowała się w jednej płaszczyźnie z kołnierzem rolki napędowej
(Rys. 12).
4. Wypoziomuj rurę regulując wysokość stojaka dla rur (Rys. 13).
5. Odchyl nieco rurę i stojak dla rur o około 1/2° od operatora lub w stronę
operatora zgodnie z poniższymi zaleceniami:
Uwaga: W przypadku pracy maszyny w trybie “FORWARD (W PRZÓD)”,
odchyl rurę o 1/2° w kierunku od operatora (Rys. 14).
Uwaga: W przypadku pracy maszyny w trybie “REVERSE (WSTECZ)”,
odchyl rurę o 1/2° w kierunku do operatora (Rys. 15).
Ustawianie głębokości rowka
Uwaga: Z uwagi na zmienność charakterystyk rur, podczas ustawiania bądź w
razie zmiany średnicy rury należy zawsze wykonywać rowek próbny. Pokrętło
regulacyjne wskaźnika głębokości należy zerować dla każdej średnicy rury/
przewodu rurowego.
915
1. Dokręć regulację głębokości w celu zamocowania rowkarki na rurze. Nie
dokręcaj nadmiernie.
2. Ustaw śrubę regulacji głębokości (Rys. 33) w położeniu zapewniającym
prawidłową głębokość (patrz Rys. 34).
916, 918, 918I
1. Wciśnij przełącznik nożny, aby uruchomić maszynę i przyłóż stały nacisk
na dźwignię posuwu/dźwignię zwalniającą pompy.
2. Prawą dłonią dociskaj rurę, aby zapobiec wysunięciu się rury z rolek.
3. Utrzymuj stały nacisk aż do osiągnięcia ogranicznika głębokości.
4. Nie stosuj nadmiernego posuwu. Aby uniknąć przeciążenia, wykonaj
jeden pełny obrót przed zwiększeniem nacisku na rolki.
5. Zatrzymaj maszynę i sprawdź głębokość rowka. W razie potrzeby
dostosuj ustawienie ogranicznika głębokości.
Następne rowki na takiej samej rurze będą miały tę samą głębokość.
6. Unieś dźwignię (916) lub spuść ciśnienie (918) i wyjmij rurę.
Zawsze sprawdzaj wykonany rowek przed zainstalowaniem złączki.
Stabilizator rur/wspornik złączek
Ten stabilizator jest przeznaczony do pracy z rurami 2 1/8”- 12”. Można go
montować tylko na napędzie mechanicznym maszyny 300 oraz na podstawach
maszyn 918I, które posiadają 3 otwory montażowe.
1. Ustaw wspornik na otworach montażowych (Rys. 19 - a, b).
2. Załóż i dokręć śruby.
3. Po prawidłowym umieszczeniu rury dokręcaj rolkę stabilizatora aż do
zetknięcia się z rurą. Dokręć o jeszcze jeden obrót (Rys. 20).
Ostrzeżenie: Nie stosować w przypadku rur krótszych niż 8”.
Wymiana zestawów rolek rowkujących
915
1. Odkręć śrubę z łbem walcowym z gniazdem na rolce napędowej, odłącz
rolkę napędową od wałka zdawczego i wyjmij wkładki stabilizatora.
Poluzuj śrubę ustalającą, aby wyjąć rolkę rowkującą (Rys. 35).
2. Wykonaj czynności procedury w odwrotnej kolejności używając
prawidłowego zestawu rolek. Sprawdź podkładkę oporową (Rys. 36).
916
1. Unieś dźwignię posuwu.
2. Całkowicie poluzuj śrubę regulacji głębokości.
3. Dokręć śrubę regulacji głębokości, jak to przedstawiono na Rys. 16.
4. Cofnij pokrętło regulacji głębokości, jak to przedstawiono w tabeli.
918, 918I
1. Przesuń górną rolkę rowkującą do przodu umieszczając dźwignię
zwalniającą pompy w położeniu “ADVANCE (NAPRZÓD)” (w kierunku od
operatora) oraz wykonuj ruchy pompujące dźwignią do chwili zetknięcia
się górnej rolki z zewnętrzną średnicą rowkowanej rury.
2. Obracaj pokrętło regulacyjne głębokości ze wskaźnikiem (w kierunku
zgodnym z kierunkiem ruchu wskazówek zegara) opuszczając je w dół
aż do zatrzymania na górnej części maszyny (Rys. 17).
3. Cofnij pokrętło regulacyjne głębokości (Rys. 18).
Formowanie rowka
915
1. Obróć regulację głębokości w przybliżeniu o jeden obrót.
2. Przesuń zapadkę do gniazda obrotu i obróć urządzenie 915 wokół rury.
3. Zatrzymaj się po wykonaniu jednego obrotu i powtarzaj czynności 1 i 2 aż
do osiągnięcia ogranicznika głębokości.
4. Sprawdź głębokość rowka i odpowiednio dostosuj ustawienie
ogranicznika głębokości. Następne rowki na takiej samej rurze będą
miały tę samą głębokość.
5. Poluzuj śrubę posuwu w celu otwarcia rowkarki 915.
916
1. Poluzuj śrubę regulacji głębokości i wyjmuj śrubę ustalającą i sprężynę
(Rys. 21a, b, c).
2. Wyjmij wałek rolki rowkującej oraz rolkę rowkującą (Rys. 22, 23, 24, 25).
3. Załóż nowy wałek napędowy.
4. Wykonaj czynności procedury w odwrotnej kolejności używając
prawidłowego zestawu rolek.
918, 918I
1. Całkowicie podnieś zespół górnej rolki oraz poluzuj śrubę ustalającą na
rolce rowkującej (Rys. 26).
2. Wyjmij wałek rolki rowkującej oraz rolkę rowkującą (Rys. 27).
3. Zablokuj wrzeciono i odkręć nakrętkę mocującą (Rys. 28).
4. Wyjmij wałek napędowy (Rys. 29).
5. Załóż nowy wałek napędowy.
6. Zablokuj wrzeciono i dokręć nakrętkę mocującą (Rys. 30).
Wymiana zestawów rolek rowkujących 1”, 1 1/4”-1 1/2”
1. Wykonaj powyższe czynności 1-6 w odniesieniu do właściwego wałka
napędowego.
2. Dokręć śrubę ściągającą (Rys. 31).
3. Załóż górną rolkę rowkującą i dokręć śrubę ustalającą rolki rowkującej
(Rys. 26, 27).
Konserwacja
Regularnie wykonuj przeglądy części składowych i wymieniaj rolki w razie
zużycia. Smaruj łożyska smarem uniwersalnym. W przypadku konieczności
wykonania wszelkich innych czynności serwisowych i konserwacyjnych,
maszynę trzeba przekazać do autoryzowanego centrum serwisowego fi rmy
RIDGID.
62
Ridge Tool Company
Page 64

Tabela 1. Dane techniczne standardowego rowka walcowanego rolką
Uwaga: Wszystkie wymiary są podawane w calach.
Znamionowa
średnica
rury
1 1.315 +.016
1 1/4 1.660 +.016
1 1/2 1.900 +.016
2 2.375 ± .024 .065 .625 .344 2.250 +.000
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
3 3.50 ± .035 .083 .625 .344 3.344 +.000
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
4 4.50 ± .045 .083 .625 .344 4.334 +.000
5 5.563 ± .056 .109 .625 .344 5.395 +.000
6 6.625 ± .060 .109 .625 .344 6.455 +.000
8 8.625 ± .086 .109 .750 .469 8.441 +.000
10 10.75 ± .108 .134 .750 .469 10.562 +.000
12 12.75 ± .128 .165 .750 .469 12.531 +.000
Średnica
Rury
średn. zewn. toler.
-.031
-.031
-.031
T
Min.
grubość
ścianki
.065 .625 .281 1.190 +.000
.065 .625 .281 1.535 +.000
.065 .625 .281 1.775 +.000
A
Gniazdo
uszczelnienia
± .030
B
Szerokość
rowka
± .030
Średnica
rowka
średn. zewn. toler.
915, 916, 918, 918I
C
Znamionowa
głębokość
rowka
.063 .047
-.015
.063 .047
-.015
.063 .047
-.015
.063 .051
-.015
.078 .063
-.018
.078 .060
-.018
.083 .063
-.020
.083 .060
-.020
.084 .056
-.022
.085 .052
-.022
.092 .049
-.025
.094 .040
-.027
.110 .045
-.030
D
D
Min.
głębokość
rowka
Tabela 2. Maksymalna i minimalna grubość ścianki rury
Rozmiar rury Rura lub przewód rurowy ze stali węglowej
lub aluminium
Grubość ścianki Grubość ścianki Grubość ścianki
min. maks. min. maks. min. maks.
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
Rura lub przewód rurowy ze stali
nierdzewnej
Rura z PCW/chlorowanego PCW
Ridge Tool Company
63
Page 65

915, 916, 918, 918I
Tabela 3. Rozwiązywanie problemów
NIESPRAWNOŚĆ PRAWDOPODOBNY POWÓD DZIAŁANIE NAPRAWCZE
1. Nawalcowany rowek jest zbyt wąski lub zbyt
szeroki.
2. Nawalcowany rowek nie jest prostopadły do osi
rury.
3. Rura zmienia położenie podczas rowkowania. a. Rura nie jest pozioma.
4. Rura przesuwa się do przodu i do tyłu
wzdłuż osi rolki napędowej podczas
rowkowania.
5. Rura kołysze się z boku na bok
na rolce napędowej podczas rowkowania.
6. Rowkarka nie walcuje rowka na rurze. a. Została przekroczona maksymalna grubość
7. Rowkarka nie walcuje rowka zgodnie z danymi
technicznymi.
8. Rolka napędowa ślizga się na rurze. a. Radełkowanie powierzchni rolki wypełniło się
9. Rowkarka nie obraca rury podczas
rowkowania.
10. Zespół napędu mechanicznego i rowkarki ma
skłonność do przechylania się.
a. Nieodpowiedni rozmiar rolki rowkującej i
napędowej.
b. Niedopasowanie rolki rowkującej i napędowej.
c. Zużycie rolki rowkującej i/lub napędowej.
a. Odcinek rury jest skrzywiony.
b. Końcówka rury nie jest prostopadła do osi rury.
b. Oś rury nie jest odchylona o 1/2 stopnia od osi
rolki napędowej.
c. Oś rury nie jest odchylona we właściwym
kierunku.
d. Rowkarka nie jest ustawiona poziomo.
e. Śruba posuwu nie jest dociśnięta. (915)
a. Odcinek rury jest skrzywiony.
b. Końcówka rury nie jest prostopadła do osi rury.
a. Spłaszczenie lub uszkodzenie końca rury.
b. Twarde obszary w materiale rury lub szwy
spawalnicze twardsze od rury.
c. Szybkie obracanie rury przez napęd
mechaniczny.
d. Rolki stojaka podpierającego rurę w
nieodpowiednim położeniu dla rury o tej
średnicy.
e. Zbyt mała szybkość posuwu rowkarki rolkowej.
(915)
ścianki rury.
b. Nieodpowiednie rolki.
c. Nie ustawiona śruba regulacyjna.
d. Napęd mechaniczny nie zapewnia
wymaganego minimalnego momentu ob-
rotowego.
a. Została przekroczona maksymalna wartość
tolerancji średnicy rury.
b. Niedopasowanie rolki rowkującej i napędowej.
c. Zbyt twardy materiał rury.
d. Nie ustawiona śruba regulacyjna. (915/916)
metalem lub nastąpiło jego całkowite zużycie.
a. Zbyt mała szybkość ręcznego posuwu row-
karki rolkowej (915/916).
b. Napęd mechaniczny nie zapewnia
wymaganego minimalnego momentu ob-
rotowego.
c. Uchwyt nie został zaciśnięty na
spłaszczeniach wałka napędowego.
a. Niewystarczające podparcie rury. a. Stosuj (2) stojaki dla rur w przypadku
a. Zainstaluj rolkę rowkującą i napędową
odpowiedniego rozmiaru.
b. Dopasuj rolkę rowkującą i napędową.
c. Wymień zużytą rolkę.
a. Używaj prostych odcinków rur.
b. Obcinaj koniec rury pod kątem prostym.
a. Popraw ustawienie stojaka w celu
wypoziomowania rury.
b. Odchyl rurę o 1/2 stopnia. (patrz Rys.14, 15)
c. Zapoznaj się z zaleceniami dotyczącymi
przygotowania maszyny do pracy.
d. Wypoziomuj rowkarkę.
e. Dociskaj zapadką śrubę posuwu przy każdym
obrocie
a. Używaj prostych odcinków rur.
b. Obcinaj koniec rury pod kątem prostym.
a. Obetnij uszkodzony koniec rury.
b. Używaj wysokiej jakości rur o jednorodnej
twardości.
c. Zmniejsz szybkość - przełącz maszynę
szą szybkość lub użyj napędu mechanicznego
urządzenia RIDGID 300, 535, 1233, 1224 lub
1822 o szybkości obrotowej 36 obr/min.
d. Dostosuj ustawienie rolek stojaka dla rur do
średnicy używanej rury.
e. Zwiększ posuw podczas ręcznego rowkowania
rolkowego rury.
a. Sprawdź tabelę rozmiarów rur.
b. Załóż odpowiednie rolki.
c. Ustaw głębokość.
d. Użyj napędu RIDGID nr 300, 535, 1224, 1233
lub 1822 Power Drive.
a. Użyj rury o prawidłowej średnicy.
b. Użyj prawidłowego zestawu rolek.
c. Wymień rurę
d. Ustaw głębokość.
a. Oczyść lub wymień rolkę napędową.
a. Zwiększ posuw ręczny podczas rowkowania
rolkowego rury.
b. Użyj napędu RIDGID nr 300, 535, 1224, 1233
lub 1822 Power Drive.
c. Zaciśnij uchwyt.
wszystkich odcinków powyż
.
na niż-
ej 36”.
64
Ridge Tool Company
Page 66

915, 916, 918, 918I
NIESPRAWNOŚĆ PRAWDOPODOBNY POWÓD DZIAŁANIE NAPRAWCZE
11. Pompa nie podaje oleju, cylinder nie wysuwa
się. (tylko maszyna 918)
12. “Miękkie” działanie dźwigni pompy.
(tylko maszyna 918)
13. Cylinder wysuwa się tylko częściowo.
(tylko maszyna 918)
14. Koniec rury rozszerza się lub przybiera kształt
dzwonu podczas rowkowania.
(tylko maszyna 918)
a. Otwarty zawór upustowy.
b. Niski poziom oleju w zbiorniku.
c. Zanieczyszczenia w korpusie pompy.
d. Zużyte lub nie osadzone gniazda.
e. Zbyt dużo oleju w zbiorniku.
a. Zapowietrzenie układu.
b. Zbyt dużo oleju w zbiorniku.
a. Niski poziom oleju w zbiorniku pompy.
b. Nieprawidłowe ustawienia elementów
regulacyjnych.
a. Operator zbyt szybko przesuwa rolkę
rowkującą.
b. Rura nie jest pozioma.
a. Zamknij zawór upustowy.
b. Sprawdź, czy poziom oleju jest zgodny z
instrukcją.
c. Konieczne jest wykonanie naprawy przez
wykwalifi kowanego technika.
d. Konieczne jest wykonanie naprawy przez
wykwalifi kowanego technika.
e. Sprawdź, czy poziom oleju jest zgodny z
instrukcją.
a. Ustaw nurnik poniżej pompy przechylając
maszynę na bok w kierunku od operatora.
Kilkakrotnie wsuń i wysuń tłok cylindra pompy,
aby umożliwić powrót powietrza do zbiornika
pompy.
b. Sprawdź, czy poziom oleju jest zgodny z
instrukcją.
a. Napełnij i odpowietrz układ.
b. Wykonaj instrukcje dotyczące regulacji
ści.
głęboko
a. Zmniejsz szybkość pompowania. Zapoznaj
się z zaleceniami dotyczącymi prawidłowego
użytkowania.
b. Popraw ustawienie stojaka w celu
wypoziomowania rury względem rowkarki.
Ridge Tool Company
65
Page 67

915, 916, 918, 918I
RO
915, 916, 918, 918I
Instrucţiuni de
exploatare
AVERTISMENT! Citiţi cu atenţie aceste
instrucţiuni şi broşura cu măsurile
de siguranţă înainte de a utiliza
acest echipament. În cazul unor incertitudini
privind utilizarea acestei unelte, luaţi legătura
cu distribuitorul RIDGID pentru informaţii
suplimentare.
Neînţelegerea şi nerespectarea tuturor
instrucţiunilor poate cauza electrocutări, incendii
şi/sau accidentări grave.
PĂSTRAŢI ACESTE INSTRUCŢIUNI!
SPECIFICAŢII
A se vedea catalogul RIDGID.
Transport şi manipulare
Ridicaţi maşina utilizând mânerele prevăzute.
Pregătirea maşinii
915
Această maşină este destinată canelării manuale prin roluire a ţevilor.
Recomandăm insistent ca maşina să nu fi e modifi cată şi/sau utilizată pentru
orice alte aplicaţii decât cea pentru care a fost destinată, incluzând utilizarea
cu alte echipamente acţionate mecanic.
916, 918, 918I
Această maşină este destinată canelării prin roluire a ţevilor utilizând maşinile
de fi letare, dispozitivele de acţionare şi accesoriile RIDGID specifi cate.
Recomandăm insistent ca maşina să nu fi e modifi cată şi/sau utilizată
pentru orice alte aplicaţii decât cea pentru care a fost destinată, incluzând
utilizarea altor echipamente de acţionare. Plasaţi maşina la distanţă de uşi
sau de coridoare de trecere şi asiguraţi-vă că întreaga zonă de lucru poate fi
văzută din locul de operare. Utilizaţi bariere pentru a ţine oamenii la distanţă.
Nu utilizaţi maşina în condiţii de umezeală. Verifi caţi ca tensiunea maşinii
să corespundă tensiunii sursei de curent. Asiguraţi-vă că întrerupătorul de
picior al maşinii funcţionează corect şi întrerupătorul maşinii este în poziţia
“0” înainte de conectarea la sursa de curent. Întrerupătorul de picior permite
controlul deplin al maşinii care va funcţiona numai când pedala este apăsată.
Pentru siguranţa dumneavoastră asiguraţi-vă că întrerupătorul de picior
funcţionează neîngrădit şi poziţionaţi-l astfel ca toate comenzile să poată fi
accesate uşor.
Măsuri generale de siguranţă pentru maşina de canelat prin roluire
1. Feriţi-vă mâinile de rolele de canelare. Degetele pot fi prinse între
canelură şi rolele de antrenare.
2. Aşezaţi maşina de canelat pe o suprafaţă plată, orizontală. Aveţi grijă
ca maşina, stativul şi dispozitivul de canelare să fi e stabile şi să nu se
răstoarne.
3. Aveţi grijă ca dispozitivul de canelare să fi e fi xat corespunzător la
dispozitivul de antrenare. Urmaţi cu atenţie instrucţiunile de instalare.
4. Maşina de canelat este destinată canelării prin roluire a ţevilor şi
tuburilor. Nu o folosiţi în alte scopuri.
5. Sprijiniţi în mod corespunzător ţeava cu un stativ pentru ţevi.
6. Utilizaţi accesoriile recomandate. Utilizarea altor accesorii poate spori
riscul de accidentare. Consultaţi manualele de exploatare pentru
accesoriile recomandate.
7. Nu folosiţi maşina dacă comutatoarele maşinii sunt deteriorate.
Instalarea
915 916 918 918I
Fig. 1 Fig. 2 - 300
Fig. 3 - 535
Fig. 4 - 1233
Exploatarea maşinilor de canelat 915, 916, 918, 918I
Pregătirea ţevii
1. Capetele ţevii trebuie tăiate perpendicular pe axa ţevii. Nu folosiţi
arzătoare pentru tăiere.
2. Excentricitatea ţevii nu trebuie să depăşească toleranţa totală a
diametrului exterior dată în specifi caţiile canelurilor. Tabelul 1.
3. Toate picăturile, bavurile sau cordoanele de sudură interioare sau
exterioare trebuie polizate cel puţin 5 cm de la capătul ţevii.
Observaţie: Nu deterioraţi zona scaunului garniturii când polizaţi.
Lungimea ţevii/tubului
Următoarea diagramă specifi că lungimea minimă a ţevii sau tubului de
canelat şi lungimea maximă la care canelarea se poate efectua fără stative
pentru ţevi.
Dimens.
nom.
1 1/4
1 1/2
2 1/2
3 1/2
Pregătirea ţevii
1. Ţeava sau conducta mai lungă decât lungimea maximă specifi cată în
diagramă trebuie sprijinită pe 2 stative pentru ţevi. Suportul ţevii trebuie
plasat la 3/4 din lungimea ţevii de la dispozitivul de canelare.
2. Ridicaţi carcasa rolei superioare de canelare.
915
Îndepărtaţi rola de canelare de rola de antrenare, rotind şurubul de
reglare a adâncimii (Fig. 32).
Lungime
minimă
1
2
3
4
8
8
8
8
8
8
8
8
Fig. 5 - 300
Fig. 6 - 1822
Fig. 7 - 1233
Fig. 8 - 1224
Lungimile ţevilor de canelat - Ţ
Lungime
maximă
36
36
36
36
36
36
36
36
Fig. 37 - asamblarea
stativului
Fig. 38 - 918I
Dimens.
nom.
4 1/2
5
diam.
ext. 6
6
8
10
12
oli
Lungime
minimă
8
8
8
8
8
8
8
Lungime
maximă
32
32
30
28
24
24
24
66
Ridge Tool Company
Page 68

915, 916, 918, 918I
916
Ridicaţi maneta de avans (Fig. 10).
918I
918,
Aduceţi maneta de eliberare a pompei în poziţia “REVENIRE” (spre
operator) (Fig. 11).
3. Aliniaţi ţeava şi suportul ţevii la dispozitivul de canelare, asigurându-vă că
ţeava este la acelaşi nivel cu fl anşa rolei de antrenare (Fig. 12).
4. Orizontalizaţi ţeava reglând stativul (Fig. 13).
5. Deviaţi uşor ţeava şi stativul aprox. 1/2° îndepărtând-o sau apropiind-o
de operator conform indicaţiilor de mai jos:
Observaţie: Dacă maşina funcţionează “ÎNAINTE”, deviaţi ţeava
îndepărtând-o cu 1/2° de operator (Fig. 14).
Observaţie: Dacă maşina funcţionează “ÎNAPOI”, deviaţi ţeava
apropiind-o cu 1/2° de operator (Fig. 15).
Reglarea adâncimii canelurii prin roluire
Observaţie: Datorită caracteristicilor diferite ale ţevilor, trebuie efectuat
întotdeauna un test de canelare când stabiliţi sau modifi caţi dimensiunile
ţevii. Butonul de reglare a adâncimii trebuie resetat pentru fi ecare diametru
de ţeavă/tub.
915
1. Strângeţi reglarea adâncimii pentru a fi xa dispozitivul de canelare pe
ţeavă. Nu strângeţi prea tare.
2. Fixaţi şurubul de reglare a adâncimii (Fig. 33) pentru a da adâncimea
corectă (a se vedea Fig. 34).
916
1. Ridicaţi maneta de avans.
2. Slăbiţi complet şurubul de reglare a adâncimii.
3. Strângeţi şurubul de reglare a adâncimii aşa cum este prezentat în
Fig. 16.
4. Daţi înapoi butonul de reglare a adâncimii aşa cum este prezentat în
diagramă.
918, 918I
1. Avansaţi rola superioară de canelare aducând maneta de eliberare a
pompei în poziţia “AVANS” (depărtată de operator) şi pompaţi mânerul
până când rola superioară intră în contact cu suprafaţa exterioară a ţevii
de canelat.
2. Întoarceţi butonul de reglare a adâncimii (în sensul acelor de ceasornic)
până când se opreşte la partea superioară a maşinii (Fig. 17).
3. Daţi înapoi butonul de reglare a adâncimii (Fig. 18)
Formarea canelurii prin roluire
915
1. Rotiţi şurubul de reglare a adâncimii cu aproximativ o rotaţie.
2. Mutaţi clichetul în locaşul de rotire şi rotiţi pentru a avansa 915 în jurul
ţevii.
3. Opriţi după o rotaţie şi repetaţi etapele 1 şi 2 până când se ajunge la
opritorul de adâncime.
4. Controlaţi adâncimea canelurii şi reglaţi opritorul de adâncime după
necesităţi. Următoarele caneluri pe aceeaşi ţeavă vor fi făcute la aceeaşi
adâncime.
5. Slăbiţi şurubul de avans pentru a deschide 915.
916, 918, 918I
1. Apăsaţi pedala de picior pentru a porni maşina şi aplicaţi o presiune
constantă pe maneta de avans/pompei hidraulice.
2. Menţineţi apăsarea pe ţeavă cu mâna dreaptă pentru a preveni ieşirea
ţevii de pe role.
3. Continuaţi să apăsaţi până se ajunge la opritorul de adâncime.
4. Nu avansaţi prea mult. Lăsaţi o rotaţie completă înainte de creşterea
presiunii pe role pentru a preveni suprasarcina.
5. Opriţi maşina şi controlaţi adâncimea canelurii. Reglaţi opritorul de
adâncime după necesităţi.
Următoarele caneluri pe aceeaşi ţeavă vor fi făcute la aceeaşi adâncime.
6. Ridicaţi maneta (916) sau slăbiţi apăsarea (918) şi scoateţi ţ
Controlaţi întotdeauna canelura fi nalizată cu o armătură înainte de
instalare.
Stabilizatorul de ţeavă/suportul de niplu
Acest stabilizator este destinat să funcţioneze pe ţevi de 2 1/8”- 12”. Poate fi
montat numai pe dispozitivul de antrenare 300 şi bazele 918I care au cele 3
orifi cii de montare.
1. Aliniaţi suportul pe orifi ciile de montare (Fig. 19 - a, b).
2. Instalaţi şi strângeţi şuruburile.
3. Cu ţeava poziţionată corect, strângeţi rola stabilizatoare până când intră
în contact cu ţeava. Strângeţi cu încă o tură (Fig. 20).
Avertisment: A nu se utiliza la ţevi mai scurte de 8”.
Schimbarea seturilor de role de canelare
eava.
915
1. Scoateţi capacul fi letat de pe rola de antrenare şi separaţi rola de
antrenare de arborele secundar şi îndepărtaţi tampoanele stabilizatoare.
Slăbiţi şuruburile de reglare pentru a scoate rola de canelare (Fig. 35).
2. Parcurgeţi procedura în ordine inversă cu setul corect de role de
canelare. Controlaţi spălătorul (Fig. 36).
916
1. Slăbiţi şurubul de reglare a adâncimii şi scoateţi şurubul de reglare şi
arcul (Fig. 21a, b, c).
2. Scoateţi arborele rolei de canelare şi rola de canelare (Fig. 22, 23, 24,
25).
3. Instalaţi un nou arbore de antrenare.
4. Parcurgeţi procedura în ordine inversă cu setul corect de role de
canelare.
918, 918I
1. Ridicaţi complet ansamblul rolei superioare şi slăbiţi şurubul de reglare în
rola de canelare (Fig. 26).
2. Îndepărtaţi arborele rolei de canelare şi rola de canelare (Fig. 27).
3. Blocaţi fusul şi scoateţi piuliţa de fi xare (Fig. 28).
4. Scoateţi arborele de antrenare (Fig. 29).
5. Instalaţi un nou arbore de antrenare.
6. Blocaţi fusul şi strângeţi piuliţa de fi xare (Fig. 30).
Schimbarea seturilor de role de canelare 1”, 1 1/4”-1 1/2”
1. Parcurgeţi etapele 1-6 de mai sus cu arborele de antrenare
corespunzător.
2. Strângeţi bulonul de cuplaj (Fig. 31).
3. Înlocuiţi rola de canelare superioară şi strângeţi şurubul de reglare a rolei
de canelare (Fig. 26, 27).
Întreţinere
Inspectaţi toate piesele în mod regulat şi înlocuiţi rolele când sunt uzate.
Ungeţi lagărele cu unsoare multifuncţională. Pentru toate celelalte operaţiuni
de service şi întreţinere, duceţi maşina la un centru de service autorizat
RIDGID.
Ridge Tool Company
67
Page 69

915, 916, 918, 918I
Tabel 1. Specifi caţiile standard ale canelurilor roluite
Observaţie: Toate dimensiunile sunt în ţoli.
Dimens.
nom.
ţeavă
1 1.315 +.016
1 1/4 1.660 +.016
1 1/2 1.900 +.016
2 2.375 ± .024 .065 .625 .344 2.250 +.000
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
3 3.50 ± .035 .083 .625 .344 3.344 +.000
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
4 4.50 ± .045 .083 .625 .344 4.334 +.000
5 5.563 ± .056 .109 .625 .344 5.395 +.000
6 6.625 ± .060 .109 .625 .344 6.455 +.000
8 8.625 ± .086 .109 .750 .469 8.441 +.000
10 10.75 ± .108 .134 .750 .469 10.562 +.000
12 12.75 ± .128 .165 .750 .469 12.531 +.000
Diametru
ţeavă
Diam. ext. Tol.
-.031
-.031
-.031
T
Gros.
min.
perete
.065 .625 .281 1.190 +.000
.065 .625 .281 1.535 +.000
.065 .625 .281 1.775 +.000
A
Scaun
garnitură
± 0,030
B
Lăţime
canelură
± .030
Diametru
canelură
Diam. ext. Tol.
C
-.015
-.015
-.015
-.015
-.018
-.018
-.020
-.020
-.022
-.022
-.025
-.027
-.030
D
Adâncime
nom.
canelură
.063 .047
.063 .047
.063 .047
.063 .051
.078 .063
.078 .060
.083 .063
.083 .060
.084 .056
.085 .052
.092 .049
.094 .040
.110 .045
D
Adâncime
min.
canelură
Tabel 2. Grosimea maximă şi minimă a peretelui ţevii
Dimensiunea
ţevii
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
68
Ţeavă sau tub din oţel carbon sau aluminiu Ţeavă sau tub din oţel inoxidabil Ţeavă din PVC/CPVC
Grosimea peretelui Grosimea peretelui Grosimea peretelui
Min. Max. Min. Max. Min. Max.
Ridge Tool Company
Page 70

915, 916, 918, 918I
Tabel 3. Depanare
DEFECT CAUZA PROBABILĂ ACŢIUNE DE REMEDIERE
1. Canelura roluită prea îngustă sau prea
largă.
2. Canelura roluită nu este perpendiculară
pe axa ţevii.
3. Ţeava nu este trasată în timpul
canelării.
4. Ţeava se deplasează înapoi şi înainte
pe axa rolei de antrenare în timpul
canelării.
5. Ţeava se leagănă
pe rola de antrenare în timpul canelării.
6. Dispozitivul de canelare nu canelează
ţeava.
7. Dispozitivul de canelare nu canelează
conform specifi caţiei.
8. Ţeava alunecă pe rola de antrenare. a. Zimţuirea rolei de antrenare este înfundată cu
9. Dispozitivul de canelare nu roteşte
ţeava în timpul canelării.
10. Dispozitivul de antrenare şi
dispozitivul de canelare au tendinţa
de a se răsturna.
11. Pompa nu dozează ulei, cilindrul nu
avansează.
(numai 918)
dintr-o parte în alta
a. Dimensiune incorectă a rolelor de canelare şi
antrenare.
b. Role de canelare şi antrenare nepotrivite
c. Rola de canelare şi/sau rola de antrenare uzate.
a. Ţeava nu este dreaptă pe toată lungimea.
b. Capătul ţevii nu este perpendicular pe axa ţevii.
a. Ţeava nu este orizontală.
ţevii nu este deviată cu 1/2 grad faţă de axa
b. Axa
rolei de antrenare.
c. Axa ţevii nu este deviată în direcţia corectă.
d. Dispozitivul de canelare nu este orizontal.
e. Şurubul de avans nu este strâns. (915)
a. Ţeava nu este dreaptă pe toată lungimea.
b. Capătul ţevii nu este perpendicular pe axa ţevii.
a. Capătul ţevii este aplatizat sau deteriorat.
b. Punct dur în materialul ţevii sau cordoane de
sudură mai dure decât ţeava.
c. Dispozitivul de antrenare roteşte ţeava prea
repede.
d. Rolele stativului ţevii nu sunt poziţionate
corect pentru dimensiunea ţevii.
e. Viteza de avans a rolei de canelare prea mică.
(915)
a. S-a depăşit grosimea maximă a peretelui ţevii.
b. Role incorecte.
c. Piuliţa de fi xare nu este fi xată.
d. Dispozitivul de antrenare nu asigură cuplul
minim necesar.
a. S-a depăşit toleranţa maximă pentru diametrul
ţevii.
b. Role de canelare şi antrenare nepotrivite.
c. Materialul ţevii este prea dur.
d. Piuliţa de reglare nu este fi xată. (915/916)
metal sau uzată.
a. Viteza de avans manual al rolei de canelare
prea mică (915/916).
b. Dispozitivul de antrenare nu asigură cuplul
minim necesar.
c. Mandrina nu este închisă pe părţile plate ale
arborelui de antrenare.
a. Nu există sprijin sufi cient pentru ţeavă. a. Utilizaţi (2) stative pentru ţevi pentru toate lungimile de
a. Ventilul de decompresie a pompei este deschis.
b. Nivel scăzut de ulei în rezervor.
c. Murdărie în corpul pompei.
d. Scaunele uzate sau nu se aşează.
e. Prea mult ulei în rezervor.
a. Instalaţi role de canelare şi antrenare de dimensiuni
corecte.
b. Potriviţi rolele de canelare şi antrenare.
c. Înlocuiţi rola uzată.
a. Utilizaţi o ţeavă dreaptă.
b. Tăiaţi capătul ţevii ca să fi e perpendicular pe axa ţevii.
a. Reglaţi stativul pentru a orizontaliza ţeava.
b. Deviaţi ţeava cu 1/2 grad. (A se vedea Fig. 14, 15)
c. A se vedea instrucţiunile de pregătire.
d. Orizontalizaţi dispozitivul de canelare.
e. Strângeţi şurubul de avans cu clichet pentru fi ecare
rotaţie.
a. Utilizaţi o ţeavă dreaptă.
b. Tăiaţi capătul ţevii ca să fi e perpendicular pe axa ţevii.
a. Decupaţi capătul deteriorat al ţevii.
b. Utilizaţi ţeavă de calitate înaltă cu duritate uniformă.
c. Reduceţi turaţia - treceţi la turaţie redusă sau utilizaţi
dispozitivul de antrenare RIDGID 36 rpm 300, 535,
1233, 1224 sau 1822.
d. Poziţionaţi rolele stativului conform dimensiunii
conductei utilizate.
e. Avansaţi manual rola de canelare mai repede în
ţeavă.
a. Controlaţi diagrama de capacitate a ţevilor.
b. Instalaţi rolele corecte.
c. Fixaţi adâncimea.
d. Utilizaţi dispozitivul de antrenare RIDGID Nr. 300,
535, 1224, 1233 sau 1822.
a. Utilizaţi ţeavă cu diametrul corect.
b. Utilizaţi setul corect de role.
c. Înlocuiţi ţeava.
d. Fixaţi adâncimea.
a. Curăţaţi sau înlocuiţi rola de antrenare.
a. Avansaţi manual rola de canelare mai repede în ţeavă.
b. Utilizaţi dispozitivul de antrenare RIDGID Nr. 300,
535, 1224, 1233 sau 1822.
c. Închideţi mandrina.
peste 90 cm.
a. Închideţi ventilul de decompresie.
b. Controlaţi nivelul uleiului conform instrucţiunilor.
c. Necesită service efectuat de un tehnician califi cat.
d. Necesită service efectuat de un tehnician califi cat.
e. Controlaţi nivelul uleiului conform instrucţiunilor.
Ridge Tool Company
69
Page 71

915, 916, 918, 918I
DEFECT CAUZA PROBABILĂ ACŢIUNE DE REMEDIERE
12. Maneta pompei este “moale” la
acţionare.
(numai 918)
13. Cilindrul nu iese decât parţial.
(numai 918)
14. Capătul ţevii este evazat sau are formă
de clopot la canelare.
(numai 918)
a. Sistemul conţine aer.
b. Prea mult ulei în rezervor.
a. Rezervorul pompei are ulei puţin.
b. Adâncimea şi reglarea fi xate incorect.
a. Operatorul avansează rolele de canelare prea
repede.
b. Ţeava nu este orizontală.
a. Poziţionaţi pistonul mai jos decât pompa basculând
maşina pe partea opusă operatorului.
Extindeţi şi retrageţi pistonul cilindrului de mai multe
ori pentru a permite aerului să revină în rezervorul
pompei.
b. Controlaţi nivelul uleiului conform instrucţiunilor.
a. Umpleţi şi purjaţi sistemul.
b. Urmaţi instrucţiunile de reglare a adâncimii.
a. Încetiniţi acţiunea de pompare. Consultaţi
instrucţiunile de exploatare corespunzătoare.
b. Reglaţi stativul pentru a aduce ţeava la acelaş
cu dispozitivul de canelare.
i nivel
70
Ridge Tool Company
Page 72

CZ
915, 916, 918, 918I
Návod k obsluze
POZOR! Před použitím zařízení si pečlivě
pročtěte tento návod a přiloženou
brožurku o bezpečnosti při práci. Pokud v
některém případě nemáte jistotu, jak tento přístroj
používat, obraťte se pro další informace na svého
dodavatele zařízení RIDGID.
Chyba při porozumění a nedodržení všech pokynů
může zapříčinit zasažení elektrickým proudem,
požár anebo vážné zranění.
915, 916, 918, 918I
5. Trubku řádně podepřete stojanem trubek.
6. Používejte doporučené příslušenství. Používání jiného příslušenství
může zvýšit nebezpečí úrazu. Doporučené příslušenství naleznete v
návodu obsluhy.
7. Stroj nepoužívejte, když má poškozené vypínače.
Instalace
915 916 918 918I
Obr. 1 Obr. 2 - 300
Obr. 3 -535
Obr. 4 - 1233
Obsluha válečkových drážkovačů 915, 916, 918, 918I
Příprava trubky
1. Konce trubky musí být zaříznuty pravoúhle. Nepoužívejte řezací hořák.
2. Neokrouhlost nesmí přesahovat celkovou úhrnou toleranci vnějšího
průměru, udanou ve specifi kaci drážky. Tabulka 1.
3. Všechny vnitřní nebo vnější svarové housenky, výron nebo švy musí být
nejméně 2 palce od konce trubky hladce obroušeny.
Poznámka: Při broušení nesmíte poškodit dosedací plochu těsnění.
Obr. 5 - 300
Obr. 6 -1822
Obr. 7 -1233
Obr. 8 -1224
Obr. 37 - sestava stojanu
Obr. 38 - 918I
TENTO NÁVOD USCHOVEJTE!
SPECIFIKACE
Viz katalog RIDGID.
Přeprava a manipulace
Stroje zvedejte pomocí dodaných rukojetí.
Příprava stroje
915
Tento stroj je zkonstruován na ruční válečkování drážek.
Důrazně doporučujeme, aby NEBYL upravován a/nebo používán pro jakékoli
jiné účely než ty, pro které je určen, včetně pohánění jiných zařízení.
916, 918, 918I
Tento stroj je zkonstruován na válečkování drážek s použitím určených
závitořezných strojů RIDGID, pohonů a příslušenství. Důrazně doporučujeme,
aby NEBYL upravován a/nebo používán pro jakékoli jiné účely než ty, pro
které je určen, včetně pohánění jiných zařízení. Stroj umístěte tam, kde nejsou
dveře a spojovací chodby a přesvědčte se, že na celý pracovní prostor je ze
stanoviště obsluhy dobře vidět. Pro zabránění přístupu jiným osobám použijte
zábrany. Stroj nepoužívejte v mokrém nebo vlhkém prostředí. Zkontrolujte,
že elektrické napětí stroje je shodné s napětím příkonu elektrického proudu.
Před připojením k příkonu proudu se přesvědčte, že nožní spínač stroje
správně funguje a že přepínač stroje je v poloze “0”. Nožní spínač umožňuje
plné ovládání stroje, který lze uvést do provozu pouze tehdy, když je pedál
sešlápnutý. Pro vaši bezpečnost zkontrolujte, že nožní spínač lze lehce
ovládat a umístěte ho tak, aby všechny ovládací prvky byly lehce dostupné.
Všeobecná bezpečnost při práci s válečkovým drážkovačem
1. Nepřibližujte se rukama k drážkovacím válečkům. Prsty by mohly být
vtaženy mezi drážkovací a hnací válečky.
2. Drážkovač ustavte na plochý, rovný povrch. Zkontrolujte, že stroj, stojan
a drážkovač jsou stabilní a nemohou se převrhnout.
3. Zkontrolujte, že drážkovač je správně upevněný k pohonu. Pečlivě
dodržte návod pro přípravu stroje.
4. Válečkový drážkovač je zkonstruován pro válečkování drážek na
trubkách a potrubí. Nepoužívejte jej pro jakékoli jiné účely.
Délka trubky/potrubí
Následující tabulka udává minimální délku trubky nebo potrubí, kterou lze
drážkovat a maximální délku, kterou lze drážkovat bez použití stojanů na
trubky.
Délka drážkování trubky - palce
Jmenovitý
rozměr
1 1/4
1 1/2
2 1/2
3 1/2
Ustavení trubky
1. Trubka nebo potrubí delší než v tabulce udaná maxiální délka musí být
podepřena 2 stojany trubek. Stojan trubky má být umíst
trubky od válečkového drážkovače.
2. Zvedněte kryt horního drážkovacího válečku.
915
Otáčením šroubu pro seřízení hloubky odtáhněte drážkovací váleček od
hnacího válečku (obr. 32).
916
Zdvihněte páku posuvu (obr. 10).
918, 918I
Přesuňte vypínací páku do polohy “RETURN” (směrem k obsluze)
(obr. 11).
3. Ustavte trubku a podporu trubky pravoúhle k válečkovému drážkovači a
zkontrolujte, že trubka je v jedné rovině s přírubou hnacího válečku
(obr. 12).
4. Seřízením stojanu trubky ustavte trubku do roviny (obr. 13).
5. Trubku a stojan trubky lehce odbočte přibližně 1/2° od nebo směrem k
obsluze tak, jak je to doporučeno dole:
Min. délka Max. délka Jmenovitý
1
2
3
4
8
8
8
8
8
8
8
8
36
36
36
36
36
36
36
36
rozměr
4 1/2
5
Vnější
průměr 6
6
8
10
12
Min. délka Max. délka
8
8
8
8
8
8
8
32
32
30
28
24
24
24
ěn ve 3/4 délky
Ridge Tool Company
71
Page 73

915, 916, 918, 918I
Poznámka: Při běhu stroje “FORWARD”, odbočte trubku 1/2° od obsluhy
(obr. 14).
Poznámka: Při běhu stroje “REVERSE”, odbočte trubku 1/2° k obsluze
(obr. 15).
Seřízení válečku na hloubku drážky
Poznámka: Vzhledem k rozdílným vlastnostem trubek, je třeba vždy při
seřizování nebo při změně rozměrů trubky, provést zkušební drážku. Otočným
knofl íkem seřizování indexu hloubky musí být pro každý průměr trubky/potrubí
provedeno nové nastavení.
915
1. Pro přitlačení drážkovače k trubce utáhněte regulátor hloubky.
Nepřetahujte.
2. Pomocí seřizovacího šroubu (obr. 33) nastavte správnou hloubku
(viz obr. 34).
916
1. Zvedněte páku posuvu.
2. Seřizovací šroub hloubky zcela povolte.
3. Seřizovací šroub hloubky zcela utáhněte, jak je to znázorněno na
obr. 16.
4. Otočným knofl íkem regulátoru hloubky otočte zpět tak, jak je to uvedeno
v tabulce.
918, 918I
1. Drážkovací váleček posuňte přesunutím uvolňovací páky čerpadla do
polohy “ADVANCE” (směrem od obsluhy) a pomocí páky čerpejte, až
horní váleček dosedne na vnější průměr trubky, která se má drážkovat.
2. Otočným knofl íkem regulátoru indexu hloubky otáčejte (ve směru chodu
hodin), až na doraz k horní části stroje (obr. 17).
3. Otáčejte otočným knofl íkem regulátoru hloubky nazpět (obr. 18).
Formování drážkovacího válce
915
1. Otočte regulátorem hloubky o přibližně jednu otáčku.
2. Ráčnu nasaďte do rotační objímky a otáčejte pro navedení 915 na
trubku.
3. Po jedné otáčce zastavte a opakujte kroky 1 a 2, až k zarážce hloubky.
4. Zkontrolujte hloubku drážky a seřiďte zarážku hloubky tak, jak je to třeba.
Další drážky u stejné trubky se zhotoví při stejné hloubce.
5. Pro otevření 915 povolte šroub posuvu.
916, 918, 918I
1. Sešlápněte nožní spínač, aby se stroj rozběhl a působte stálým tlakem
na páku posuvu/páku hydraulického čerpadla.
2. Pravou rukou přitlačujte trubku, aby se nevysunula z válců.
3. Nadále působte stálým tlakem, až do dosažení zarážky hloubky drážky.
4. Nepoužívejte příliš velký posuv. Před zvýšením tlaku na válečky nechte
proběhnout jednu celou otáčku, aby nedošlo k přetížení.
5. Zastavte stroj a zkontrolujte hloubku drážky. Seřiďte zarážku hloubky tak,
jak je to třeba.
Další drážky u stejné trubky se zhotoví při stejné hloubce.
6. Zvedněte rukojeť (916) nebo uvolněte tlak (918) a odeberte trubku.
Stabilizátor trubky/držák vsuvky
Tento stabilizátor je zkonstruován pro opracování trubek 2 1/8 “ - 12 “. Může
být montován pouze na pohon 300 a základy 918I, které mají 3 montážní
otvory.
1. Vyrovnejte držák s montážními otvory (obr. 19 - a, b).
2. Nasaďte a utáhněte šrouby.
3. Při správně ustavené trubce utáhněte stabilizační váleček tak, aby dosedl
na trubku. Utáhněte o jednu další otáčku (obr. 20).
Pozor: Nepoužívejte u délek trubky menších než 8”.
Výměna sad drážkovacích válečků
915
1. Vymontujte závrtný šroub s hlavou na hnacím válečku a hnací váleček
oddělte od výstupního hřídele a odmontujte vložky stabilizátoru. Povolte
seřizovací šroub pro vymontování drážkovacího válečku (obr. 35).
2. Správnou drážkovací sadu namontujte obráceným postupem.
Zkontrolujte opěrnou podložku (obr. 36).
916
1. Povolte šroub seřízení hloubky a vymontujte seřizovací šroub a pružinu
(obr. 21a, b, c).
2. Vymontujte hřídel drážkovacího válečku a drážkovací váleček (obr. 22,
23, 24, 25).
3. Ustavte nový hnací hřídel.
4. Správnou drážkovací sadu namontujte obráceným postupem.
918, 918I
1. Sestavu horního válce zcela zdvihněte a povolte seřizovací šroub v
drážkovacím válečku (obr. 26).
2. Vymontujte hřídel drážkovacího válečku a drážkovací váleček (obr. 27).
3. Zablokujte vřeteno a odmontujte pojistnou matici (obr. 28).
4. Vymontujte hnací hřídel (obr. 29).
5. Ustavte nový hnací hřídel.
6. Zablokujte vřeteno a utáhněte pojistnou matici (obr. 30).
Výměna sad drážkovacích válečků 1”, 1 1/4”-1 1/2”
1. Proveďte kroky 1 - 6, jako nahoře, s vhodným hnacím hřídelem.
2. Utáhněte napínací čep (obr. 31).
3. Vyměňte horní drážkovací váleček a utáhněte seřizovací šroub
drážkovacího válečku (obr. 26, 27).
Údržba
Pravidelně kontrolujte všechny díly a vyměňte válečky, když jsou opotřebované.
Ložiska mažte víceúčelovým mazacím tukem. Pro jakoukoli jinou potřebu
servisu a údržby předejte stroj do některého, fi rmou RIDGID autorizovaného
servisního střediska.
Dokončenou drážku vždy před montáží zkontrolujte pomocí šroubení.
72
Ridge Tool Company
Page 74

Tabulka 1. Specifi kace standardní válečkované drážky
Poznámka: Všechny rozměry jsou v palcích.
Jmenovitý
rozměr trubky
1 1.315 +.016
1 1/4 1.660 +.016
1 1/2 1.900 +.016
2 2.375 ± .024 .065 .625 .344 2.250 +.000
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
3 3.50 ± .035 .083 .625 .344 3.344 +.000
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
4 4.50 ±.045 .083 .625 .344 4.334 +.000
5 5.563 ± .056 .109 .625 .344 5.395 +.000
6 6.625 ± .060 .109 .625 .344 6.455 +.000
8 8.625 ± .086 .109 .750 .469 8.441 +.000
10 10.75 ± .108 .134 .750 .469 10.562 +.000
12 12.75 ± .128 .165 .750 .469 12.531 +.000
Průměr trubky
Vnější průměr Tolerance
-.031
-.031
-.031
T Min. tl.
stěnyA Dosedací plo-
cha těsnění
± ,030
.065 .625 .281 1.190 +.000
.065 .625 .281 1.535 +.000
.065 .625 .281 1.775 +.000
B
Drážka
šířka
± .030
Drážka
Průměr
Vnější průměr Tolerance
915, 916, 918, 918I
C
Jmenovitá
hloubka
drážky
.063 .047
-.015
.063 .047
-.015
.063 .047
-.015
.063 .051
-.015
.078 .063
-.018
.078 .060
-.018
.083 .063
-.020
.083 .060
-.020
.084 .056
-.022
.085 .052
-.022
.092 .049
-.025
.094 .040
-.027
.110 .045
-.030
D
D
Min.
Drážka
Hloubka
Tabulka 2. Největší a nejmenší tloušťka stěny trubky
Rozměr trubky Trubka nebo potrubí z uhlíkové oceli
nebo hliníku
Tou šťka stěny Toušťka stěny Toušťka stěny
Min. Max. Min. Max. Min. Max.
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
Trubky nebo potrubí z nerezové oceli Trubky z PVC/CPVC
Ridge Tool Company
73
Page 75

915, 916, 918, 918I
Tabulka 3. Vyhledávání závad
ZÁVADA MOŽNÁ PŘÍČINA NÁPRAVNÉ OPATŘENÍ
1. Válečkovaná drážka je příliš úzká nebo příliš
široká.
2. Válečkovaná drážka není kolmá k ose trubky. a. Trubka není po délce rovná.
3. Trubka se nechce při drážkování posouvat. a. Trubka není rovná.
4. Trubka se posouvá sem a tamna ose hnacího
válečku při drážkování.
5. Trubka se kolébá ze strany na stranuna ose
hnacího válečku při drážkování.
6. Váleček nechce vyválcovat v trubce drážku. a. Je překročena největší tloušťka stěny trubky.
7. Drážkovač nechce válečkovat drážku podle
specifi kace.
8. Trubka na hnacím válečku prokluzuje. a. Rýhování hnacího válečku je zanesené kovem
9. Drážkovač neotáčí při drážkování trubkou. a. Rychlost ručního posuvu drážkovacího
10. Pohon a drážkovač mají snahu se převrhnout. a. Trubka není dostatečně podepřená. a. Použijte (2) stojany trubek pro všechny délky
11. Čerpadlo nedodává olej, válecse
nevysouvá.(Pouze 918)
a. Nesprávný rozměr drážkovacích a hnacích
válečků.
b. Nevhodné drážkovací a hnací válečky.
c. Drážkovací a/nebo hnací váleček je
opotřebovaný.
b. Konec trubky není pravoúhlý s osou trubky.
b. Osa trubky není odbočena 1/2 stupně z osy
hnacího válečku.
c. Osa trubky není odbočena správným směrem.
d. Drážkovač není vyrovnaný.
e. Šroub posuvu není utažený. (915)
a. Trubka není po délce rovná.
b. Konec trubky není pravoúhlý s osou trubky.
a. Konec trubky je zploštělý nebo poškozený.
b. Tvrdé místo v materiálu trubky nebo svarové
švytvrdší než trubka.
c. Pohon otáčí trubkou příliš rychle.
d. Válečky podpěrného stojanu trubky nejsou ve
správnémmístě vzhledem k rozměru trubky.
e. Posuv drážkovacího válečku je příliš pomalý.
(915)
b. Nesprávné válečky.
c. Není namontovaná seřizovací matice.
d. Pohon nedodává požadovanýminimální
krouticí moment.
a. Je překročena tolerance největšího průměru
trubky.
b. Nevhodné drážkovací a hnací válečky.
c. Materiál trubky je příliš tvrdý.
d. Není nastaven seřizovací šroub. (915/916)
nebo opotřebované do hladka.
válečku je příliš nízká (915/916).
b. Pohon nedodává nejmenší požadovaný
krouticí moment.
c. Sklíčidlo není utažené na ploškách hnacího
hřídele.
a. Odpouštěcí ventil čerpadla je otevřený.
b. Málo oleje v nádrži.
c. Nečistota v tělese čerpadla.
d. Sedla jsou opotřebovaná nebo nedosedají.
e. V nádrži je příliš mnoho oleje.
a. Namontujte drážkovací a hnací válečky
správného rozměru.
b. Přizpůsobte drážkovací a hnací válečky.
c. Vyměňte opotřebovaný váleček.
a. Použijte rovnou trubku.
b. Uřízněte konec trubky v pravém úhlu.
a. Ustavte stojan tak, aby trubka byla v rovině.
b. Odbočte trubku o 1/2 stupně. (Viz obr. 14, 15)
c. Viz návod na seřizování.
d. Vyrovnejte drážkovač.
e. Při každé otáčce utáhn
řehtačkou.
a. Použijte rovnou trubku.
b. Uřízněte konec trubky v pravém úhlu.
a. Odřízněte poškozený konec trubky.
b. Používejte trubky vysoké jakosti stejné tvrdosti.
c. Snižte rychlost - přepněte na nízkou rychlost
nebo použijte pohon RIDGID 36 ot/min 300,
535, 1233, 1224 nebo 1822.
d. Ustavte válečky podpěrného stojanu trubky pro
používané trubky.
e. Ručně posouvejte drážkovací váleček do trubky
rychleji.
a. Zkontrolujte tabulku výkonů
b. Namontujte správné válečky.
c. Nastavte hloubku.
d. Použijte pohon RIDGID č. 300, 535, 1224, 1233
nebo 1822.
a. Použijte správný průměr trubky.
b. Použijte správnou sadu válečků.
c. Vyměňte trubku.
d. Nastavte hloubku.
a. Vyčistěte nebo vyměňte hnací váleček.
a. Ručně posouvejte drážkovací váleček do trubky
rychleji.
b. Použijte pohon RIDGID č. 300, 535, 1224, 1233
nebo 1822.
c. Utáhněte sklíčidlo.
nad 36”.
a. Uzavřete odpouštěcí ventil.
b. Zkontrolujte hladinu oleje podle návodu k
obsluze.
c. Vyžaduje opravu kvalifi kovaným technikem.
d. Vyžaduje opravu kvalifi kovaným technikem.
e. Zkontrolujte hladinu oleje podle návodu k
obsluze.
ěte šroub posuvu
dané trubky.
74
Ridge Tool Company
Page 76

915, 916, 918, 918I
ZÁVADA MOŽNÁ PŘÍČINA NÁPRAVNÉ OPATŘENÍ
12. Páka čerpadla pracuje s “houbovitým”
odporem. (Pouze 918)
13. Válec vysouvá pouze částečně. (Pouze 918) a. V nádrži čerpadla je málo oleje.
14. Konec trubky se žhaví nebo se tvaruje do
zvonupři drážkování. (Pouze 918)
a. V systému je uvězněný vzduch.
b. V nádrži je příliš mnoho oleje.
b. Hloubka a regulace není správně seřízena.
a. Obsluha posouvá drážkovací válečky příliš
rychle.
b. Trubka není rovná.
a. Umístěte píst níž než čerpadlo nakloněním
stroje na bok proti obsluze.
Několikrát vysuňte a vraťte píst válce, aby se
vzduch vrátil do nádrže čerpadla.
b. Zkontrolujte hladinu oleje podle návodu k
obsluze.
a. Naplňte a odvzdušněnte systém.
b. Postupujte podle návodu na seřízení hloubky.
a. Zpomalte čerpání. Je třeba si opatřit vhodnější
návod k obsluze.
b. Seřiďte stojan, aby se trubka vyrovnala s
drážkovačem.
Ridge Tool Company
75
Page 77

915, 916, 918, 918I
HU
915, 916, 918, 918I
Használati útmutató
FIGYELMEZTETÉS! A készülék
használatba vétele előtt olvassuk el ezt az
útmutatót és a hozzá tartozó biztonsági
előírásokat. Ha a készülék használatának bármilyen
szempontjában bizonytalanok vagyunk, vegyük
fel a kapcsolatot a RIDGID forgalmazójával, ahol
megkapjuk a megfelelő információt.
2. A hornyolót lapos, vízszintes helyen állítsuk fel. Győződjünk meg arról,
hogy a berendezés, az állvány és a hornyoló stabil és nem borul fel.
3. Győződjünk meg arról, hogy a hornyoló gondosan rögzítve van a
motoros hajtóegységhez. Gondosan kövessük a felállítási útmutatást.
4. A hornyoló cső és csővezeték hornyolására szolgál. Más célra ne
használjuk.
5. A csövet gondosan támasszuk meg egy csőtartóval.
6. A javasolt szerelvényeket használjuk. Másfajta szerelvények használata
növelheti a sérülés kockázatát. A javasolt szerelvényeket lásd a
Felhasználó kézikönyvekben.
7. Ha a gép kapcsolói töröttek, ne használjuk a berendezést
Felszerelés
915 916 918 918I
1. ábra 2. ábra - 300
3. ábra - 535
4. ábra - 1233
5. ábra - 300
6. ábra - 1822
7. ábra - 1233
8. ábra - 1224
37. ábra - állványzat
38. ábra - 918l
Az összes utasítás megértésének és betartásának
elmulasztása áramütést, tüzet és/vagy súlyos
személyi sérülést okozhat.
ŐRIZZÜK MEG EZT AZ ÚTMUTATÓT!
SPECIFIKÁCIÓK
Lásd a RIDGID katalógusban.
Szállítás és mozgatás
A felszerelt fogódzórudak segítségével emeljék fel a berendezést.
A gép felállítása
915
Ez a berendezés csövek kézi hornyolására szolgál.
Nyomatékosan felhívjuk a fi gyelmet, hogy a berendezést NEM szabad
módosítani és/vagy az eredeti rendeltetéstől eltérő célra használni, beleértve
bármilyen villamos berendezéssel történő használatot is.
916, 918, 918I
Ez a berendezés, az előírt RIDGID menetvágó berendezések, hajtó
egységek és szerelvények használatával történő csőhornyolásra szolgál.
Nyomatékosan felhívjuk a fi gyelmet, hogy a berendezést NEM szabad
módosítani és/vagy az eredeti rendeltetéstől eltérő célra használni, beleértve
más elektromos berendezések használatát is. Tartsuk távol a gépet ajtóktól
vagy átjáróktól, és győződjünk meg arról, hogy a működtetés helyéről a teljes
munkaterület belátható. Az emberek távoltartására használjunk korlátokat.
Nedves vagy nyirkos környezetben ne használjuk a gépet. Ellenőrizzük,
hogy a gép feszültsége megegyezik az áramforráséval. Az áramforrásra
csatlakoztatás előtt győződjünk meg arról, hogy a lábkapcsoló megfelelően
működtethető, és a berendezés kapcsolója "0" állásban van. A lábkapcsoló
teljes ellenőrzést biztosít a gép felett, mely csak akkor működik, ha a pedál le
van nyomva. A saját biztonságunk érdekében győződjünk meg arról, hogy a
lábkapcsoló szabadon működtethető, és úgy állítsuk, hogy minden vezérlés
könnyedén elvégezhető legyen.
Általános biztonsági tudnivalók a hornyolóhoz
1. Tartsuk távol a kezünket a hornyoló hengerektől. Az ujjunk becsípődhet
a hornyoló- és hajtóhenger közé.
915, 916, 918 és 918l hornyolók működtetése
Cső előkészítése
1. Vágjuk merőlegesre a cső végét. Ne használjunk lángvágót.
2. A cső hengerestől való eltérése ne haladja meg a horony műszaki
előírásokban felsorolt teljes külső átmérő tűrést. 1. táblázat.
3. A cső végétől legalább 5 cm hosszúságban minden belső vagy külső
hegesztési varratot, sorját vagy heget simára kell csiszolni.
Megjegyzés: Csiszolás közben ne sértsük meg a tömítőgyűrű fészkét.
Cső/csővezeték hossza
Az alábbi lista a hornyolható cső vagy csővezeték minimális hosszát és a
csőtámasz nélkül hornyolható maximális hosszat sorolja fel.
Hornyolható csőhosszak - hüvelyk
Névl.
méret
1
1 1/4
1 1/2
2
2 1/2
3
3 1/2
4
Csőelrendezés
1. A táblázatban felsorolt maximális hosszat meghaladó csövet vagy
csővezetéket 2 csőtámasszal kell megtámasztani. A csőtámaszt a
hornyolótól 3/4 csőhossznyira kell elhelyezni.
2. Emeljük fel a felső hornyoló állványkeretet.
915
A mélységállító csavar forgatásával nyissuk le a hornyoló hengert a
hajtóhengerről (32. ábra).
916
Emeljük fel az adagolókart (10. ábra).
918,
Állítsuk a szivattyú kioldókart "RETURN" állásba (VISSZA) (a kezelő
felé) (11. ábra).
918I
Min.
hossz
8
8
8
8
8
8
8
8
Max. hossz Névl.
méret
36
36
36
36
36
36
36
36
4 1/2
5
6 Külső
átmérő
6
8
10
12
Min.
hossz
8
8
8
8
8
8
8
Max. hossz
32
32
30
28
24
24
24
76
Ridge Tool Company
Page 78

915, 916, 918, 918I
3. Állítsuk merőlegesen a csövet és a csőtámaszt a hornyolóhoz,
győződjünk meg arról, hogy a cső egy síkban van a hajtóhenger
peremével (12. ábra).
4. A csőtámasz állításával hozzuk szintbe a csövet (13. ábra).
5. Kissé kb. 1/2°-kal mozdítsuk a csövet és a csőtámaszt a kezelő felé,
vagy vele ellenkezőirányba, az alábbi útmutatás szerint:
Megjegyzés: Ha a berendezést előre akarjuk járatni, mozdítsuk el a
csövet 1/2°-kal a kezelőtől (14. ábra).
Megjegyzés: Ha a berendezést hátrafelé akarjuk járatni, mozdítsuk el a
csövet 1/2°-kal a kezelő felé (15. ábra).
Hornyolási mélység beállítása
Megjegyzés: Mivel a csőjellemzők eltérőek lehetnek, a csőméretek beállítása
vagy változtatása esetén végezzünk mindig próbahornyolást. Az indexmélység
beállító gombot minden egyes cső/csővezeték átmérőhöz vissza kell állítani.
915
1. A mélységbeállítót meghúzva rögzítsük a hornyolót a csövön. Nem
húzzuk túl.
2. A mélységbeállító csavarral (33. ábra) adjuk meg a megfelelő mélységet
(lásd. 34. ábra).
916
1. Emeljük fel az adagolókart.
2. Teljesen lazítsuk ki a mélységbeállító csavart.
3. Húzzuk meg a mélységbeállító csavart a 16. ábra szerint.
4. Oldjuk a mélységbeállító gombot, a táblázatban előírtak szerint.
918, 918I
1. A szivattyú kioldókarját az "ADVANCE" állásba kapcsolva (kezelőtől
eltolva) nyomjuk előre a felső hornyolóhengert, és addig pumpáljuk a
kart, míg a felső henger a hornyolandó cső külső átmérőjéhez ér.
2. Forgassuk lefelé az indexelt mélységbeállító gombot (az óramutató
járásával megegyező irányba), míg megakad a berendezés tetején
(17. ábra).
3. Oldjuk a mélységbeállító gombot (18. ábra).
Horony kialakítása
915
1. Fordítsuk el a mélységbeállítót kb. 1 fordulattal.
2. Vigyük a zárópecket a forgáshüvelyhez, és forgatással toljuk előre a 915öt a cső körül.
3. Egy fordulat után állítsuk le, és addig ismételjük az 1. és 2. lépést, míg
elérjük a mélységzárópecket.
4. Ellenőrizzük a horony mélységét, és szükség esetén igazítsunk a
mélységzárópecken. Ugyanazon a csövön a további hornyok azonos
mélységűek lesznek.
5. A csavart kioldva nyissuk ki a 915-öt.
6. Emeljük fel a kart (916) vagy engedjük ki a nyomást (918) és vegyük ki a
csövet.
Szerelés előtt mindig ellenőrizzük le az elkészült hornyot egy
szerelvénnyel.
Csőstabilizátor/hollandi anya keret
Ezt a stabilizátort 2 1/8" - 12"-es csövekhez fejlesztették ki. Csak a
300-as motoros hajtóegységre és 3 szerelőlyukkal rendelkező 918l alapokra
szerelhető.
1. Igazítsák a keretet a szerelőlyukakra (19a-b. ábra)
2. Tegyük be és húzzuk meg a csavarokat.
3. Helyezzük el megfelelően a csövet, és addig húzzuk a stabilizátort, míg
érintkezik a csővel. Húzzuk még egy fordulatnyit (20. ábra).
Figyelem: Ne használjuk 20 cm-nél rövidebb csőhöz.
Hornyolókészlet cseréje
915
1. Vegyük ki a hajtóhenger fejescsavarját, válasszuk le a hajtóhengert
a kimeneti tengelyről és távolítsuk el a stabilizátor betéteket. A
hornyolóhenger eltávolításához lazítsuk meg az állítócsavart (35. ábra).
2. Végezzük el ugyanezt fordított sorrendben a megfelelő hornyoló
készlettel. Ellenőrizzük a nyomóalátétet (36. ábra).
916
1. Lazítsuk meg a mélységbeállító csavart és vegyük ki az állítócsavart és
rugót (21a., b., c. ábra).
2. Távolítsuk el a hornyolóhenger tengelyét és a hornyolóhengert (22., 23.,
24. és 25. ábra).
3. Szereljük be az új hajtótengelyt.
4. Végezzük el ugyanezt fordított sorrendben a megfelelő hornyoló
készlettel.
918, 918I
1. Emeljük fel a felső hengerszerelvényt, és lazítsuk meg az állítócsavart a
hornyolóhengerben (26. ábra).
2. Távolítsuk el a hornyolóhenger tengelyét és a hornyolóhengert
(27. ábra).
3. Zárjuk az orsót és távolítsuk el a rögzítőanyát (28. ábra).
4. Távolítsuk el a hajtótengelyt (29. ábra).
5. Szereljük be az új hajtótengelyt.
6. Zárjuk az orsót és húzzuk meg a rögzítőanyát (30. ábra).
1", 1 1/4" - 1 1/2" mérető hornyolókészlet cseréje
1. Végezzük el az 1.-6. lépést a megfelelő hajtótengellyel.
2. Húzzuk meg a feszítőcsavart (31. ábra)
3. Cseréljük ki a felső hornyolóhengert és húzzuk meg a hornyolóhenger
állítócsavart (26., 27. ábra).
916, 918, 918I
1. A lábkapcsolót lenyomva indítsuk el a berendezést és folyamatosan
nyomjuk az adagolókart/hidraulikus szivattyú kart.
2. Jobb kézzel nyomjuk a csövet, nehogy az adagolás alatt álló cső kijöjjön
a hengerek közül.
3. Addig nyomjuk, míg a horony eléri a mélységzárópecket.
4. Óvakodjunk a túladagolástól. A túladagolás elkerülése érdekében a
hengerekre gyakorolt nyomás növelése előtt engedjünk egy teljes
fordulatot.
5. Állítsuk meg a berendezést, és ellenőrizzük a horony mélységét.
Szükség esetén igazítsunk a mélységzárópecken.
Ugyanazon a csövön a további hornyok azonos mélységűek lesznek.
Ridge Tool Company
Karbantartás
Rendszeresen ellenőrizzünk minden alkatrészt, és cseréljük ki a kopott
hengereket. Kenjük meg a csapágyakat univerzális zsírral. Minden egyéb
szervizelés és karbantartás ügyében vigyük el a gépet egy RIDGID
szakszervizbe.
77
Page 79

915, 916, 918, 918I
1. táblázat. Szabvány hornyoló műszaki jellemzői
Megjegyzés: Minden méret hüvelykben van megadva (1 hüvelyk = 2,54 cm)
Névl.
csőméret
Külső átmérő Tűrés
1 1.315 +.016
1 1/4 1.660 +.016
1 1/2 1.900 +.016
2 2.375 ± .024 .065 .625 .344 2.250 +.000
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
3 3.50 ± .035 .083 .625 .344 3.344 +.000
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
4 4.50 ± .045 .083 .625 .344 4.334 +.000
5 5.563 ± .056 .109 .625 .344 5.395 +.000
6 6.625 ± .060 .109 .625 .344 6.455 +.000
8 8.625 ± .086 .109 .750 .469 8.441 +.000
10 10.75 ± .108 .134 .750 .469 10.562 +.000
12 12.75 ± .128 .165 .750 .469 12.531 +.000
Cső-
átmérő
-.031
-.031
-.031
T
Min.
fal-
vast.
.065 .625 .281 1.190 +.000
.065 .625 .281 1.535 +.000
.065 .625 .281 1.775 +.000
A
töm.gyűrű
fészke
± .030
B
Horony
szélesség
± .030
Horony
Átmérő
Külső átmérő Tűrés
C
-.015
-.015
-.015
-.015
-.018
-.018
-.020
-.020
-.022
-.022
-.025
-.027
-.030
D
Névl.
horony
mélység
.063 .047
.063 .047
.063 .047
.063 .051
.078 .063
.078 .060
.083 .063
.083 .060
.084 .056
.085 .052
.092 .049
.094 .040
.110 .045
D
Min.
Horony
mélység
2. táblázat. Cső maximális és minimális falvastagsága
Csőméret Szénacél vagy alumínium cső vagy
csővezeték
Falvastagság Falvastagság Falvastagság
Min. Max. Min. Max. Min. Max.
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
78
Rozsdamentes acél cső vagy
csővezeték
Ridge Tool Company
PVC/CPVC cső
Page 80

915, 916, 918, 918I
3. táblálzat. Hibaelhárítás
MŰKÖDÉSI HIBA LEHETSÉGES OK JAVÍTÁS
1. Horony túl keskeny vagy túl széles. a. Hornyoló- és hajtóhenger mérete hibás.
b. Rosszul illesztett hornyoló- és hajtóhenger.
c. Hornyolóhenger és/vagy hajtóhenger kopott.
2. A horony nem merőleges a cső tengelyére. a. A cső hossza nem egyenes.
b. A csővég nem merőleges a cső tengelyére.
3. A cső a hornyolás közben nem marad
irányban.
4. Hornyolás közben a cső előre-hátra mozog a
hajtóhenger tengelyén.
5. Hornyolás közben a cső kileng egyik oldalról a
másikra a hajtótengelyen.
6. A hornyoló nem hornyol a csőbe. a. A cső fal vastagsága nagyobb a megengedett
7. A hornyoló nem a műszaki előírásnak
megfelelően hornyol.
8. A cső csúszik a hajtóhengeren. a. A hajtóhenger recézése el van tömítve
9. A hornyoló, hornyolás közben, nem forgatja a
csövet.
10. A motoros hajtóegység és a hornyoló kibillen. a. A cső megtámasztása nem elegendő. a. 90 cm-t meghaladó hosszúság esetén 2
11. A szivattyú nem szállít olajat, a henger nem
halad előre.
(csak 918)
a. A cső nincs szintben.
b. A cső tengelye nem hajlik el 1/2 foknyira a
hajtóhenger tengelyétől.
c. A cső tengelye nem a megfelelő irányba hajlik
el.
d. A hornyoló nincs szintben.
e. Az adagolócsavar nincs meghúzva. (915)
a. A cső hossza nem egyenes.
b. A csővég nem merőleges a cső tengelyére.
a. A csővég lapos vagy sérült.
b. Kemény pont a cső anyagában vagy a
hegesztett varratok keményebbek a csőnél.
c. A motoros hajtóegység túl gyorsan forgatja a
csövet.
d. A csőtámasztó állvány hengerei nem a cs
méreteinek megfelelő helyzetben vannak.
e. Hornyolás adagolási aránya túl lassú. (915)
maximálisnál.
b. Rossz hengerek.
c. Nincs behelyezve beállító anya.
d. A motoros hajtóegység nem adja a kívánt
minimális nyomatékot.
a. A cső átmérője nagyobb a megengedett
maximális tűrésnél.
b. Rosszul illesztett hornyoló- és hajtóhenger.
c. A cső anyaga túl kemény.
d. Nincs beszerelve a beállító csavar. (915/916)
fémmel, vagy simára kopott.
a. Túl lassú a hornyoló etetési aránya (915/916).
b. A motoros hajtóegység nem adja a kívánt
minimális nyomatékot.
c. A tokmány nem záródott a hajtótengely lapján.
a. A szivattyú kioldószelep nyitva van.
b. Kevés olaj van a tartályban.
c. Szennyeződés került a szivattyútestbe.
d. SIllesztési felületek kopottak vagy nem
illeszkednek.
e. Túl sok olaj van a tartályban.
a. Szereljünk be megfelelő méretű hornyoló- és
hajtóhengert.
b. Illesszük a hornyoló- és hajtóhengert.
c. Cseréljük le a kopott hengert.
a. Használjunk egyenes csövet.
b. Vágjuk merőlegesre a cső végét.
a. A cső szintbe hozásához igazítsuk meg a
támaszt.
b. Mozgassuk 1/2 fokkal a csövet
(lásd 14., 15. ábra)
c. Nézzük meg az beállítási útmutatót.
d. Hozzuk szintbe a hornyolót.
e. Húzzuk meg az adagolócsavart racsnival
minden fordulatnál.
a. Használjunk egyenes csövet.
b. Vágjuk merőlegesre a cső végét.
a. Vágjuk le a sérült csővéget.
b. Egyenletes keménységű jó minőségű csövet
használjunk.
c. Csökkentsük a sebességet - váltsunk kis sebe-
sségre vagy használjunk 300, 535, 1233, 1224
vagy 1822 fordulatszámú RIDGID 36 motoros
hajtóegységet.
ő
d. Állítsuk a csőállvány hengereit a használt
csőmérethez.
e. Nyomjuk gyorsabban a hornyolót a csőbe
a. Ellenőrizzük a csőkapacitás táblázatot.
b. Szereljünk be megfelelő hengert.
c. Állítsuk be a mélységet.
d. Használjunk 300, 535, 1224, 1233 vagy 1822
számú RIDGID motoros hajtóegységet.
a. Használjunk megfelelő átmérőjű csövet.
b. Használjunk megfelelő hengerkészletet.
c. Cseréljük ki a csövet.
d. Állítsuk be a mélységet.
a. Tisztítsuk meg vagy cseréljük le a hajtóhengert.
a. Nyomjuk gyorsabban a hornyolót a csőbe.
b. Használjunk 300, 535, 1224, 1233 vagy 1822
számú RIDGID motoros hajtóegységet.
c. Zárjuk a tokmányt.
támaszt használjunk.
cső
a. Zárjuk a kioldószelepet.
b. Ellenőrizzük az olajszintet az utasítások szerint.
c. Szakképzett műszerész munkája szükséges.
d. Szakképzett műszerész munkája szükséges.
e. Ellenőrizzük az olajszintet az utasítások szerint.
Ridge Tool Company
79
Page 81

915, 916, 918, 918I
MŰKÖDÉSI HIBA LEHETSÉGES OK JAVÍTÁS
12. A szivattyúkar “szivacsos” hatással működik.
(csak 918).
13. A henger csak részlegesen nyúlik meg.
(csak 918)
14. Hornyolás közben a csővég öblösödik vagy
harangformájú lesz.
(csak 918)
a. Levegő került a rendszerbe.
b. Túl sok olaj van a tartályban.
a. A szivattyútartályban kevés az olaj.
b. A mélységbeállítás hibás.
a. A kezelő túl gyorsan tolja előre a hornyolót.
b. A cső nincs szintben.
a. A gépet a kezelővel ellenkező irányban az
oldalára döntve helyezzük a dugattyút a
szivattyúnál alacsonyabbra.
Néhányszor nyújtsuk meg majd engedjük vissza
a hengerdugattyút, lehetővé téve, hogy a levegő
visszajusson a szivattyútartályba.
b. Ellenőrizzük az olajszintet az utasítások szerint.
a. Töltsük fel és légtelenítsük a rendszert.
b. Kövesük a mélység beállítási előírásokat.
a. Lassítsuk le a szivattyúzási műveletet. Lásd a
vonatkozó műveleti előírásokat.
b. A támasz beállításával hozzuk egy szintbe a
csövet a hornyolóval.
80
Ridge Tool Company
Page 82

GR
915, 916, 918, 918I
Οδηγίες λειτουργίας
ΠΡΟΕΙΔΟΠΟΙΗΣΗ! Πριν χρησιμοποιήσετε
αυτόν τον εξοπλισμό, διαβάστε προσεκτι-
κά τις παρούσες οδηγίες και το συνοδευτικό φυλλάδιο ασφαλείας. Αν έχετε οποιαδήποτε
αμφιβολία σχετικά με τη χρήση αυτού του εργαλείου, επικοινωνήστε με τον διανομέα της RIDGID
για διευκρινίσεις.
Πρέπει να έχετε κατανοήσει απόλυτα όλες τις
οδηγίες και να τις τηρείτε πιστά, αλλιώς μπορεί
να προκληθεί ηλεκτροπληξία, πυρκαγιά και/ή
σοβαρός τραυματισμός.
ΦΥΛΑΞΤΕ ΑΥΤΕΣ ΤΙΣ ΟΔΗΓΙΕΣ!
ΤΕΧΝΙΚΑ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ
Βλ. κατάλογο RIDGID.
Μεταφορά και χειρισμός
Σηκώστε το μηχάνημα από τις χειρολαβές που παρέχονται.
Τοποθέτηση μηχανήματος
915
Αυτό το μηχάνημα έχει σχεδιασθεί για αυλάκωση σωλήνων με το χέρι.
Συνιστάται ρητά η ΑΠΟΦΥΓΗ τροποποίησης του μηχανήματος και/ή
χρήσης του για οποιαδήποτε άλλη εφαρμογή εκτός από αυτή για την οποία
προορίζεται, συμπεριλαμβανομένης της χρήσης του με οποιαδήποτε άλλο
ηλεκτρικό μηχάνημα.
916, 918, 918I
Αυτό το μηχάνημα έχει σχεδιασθεί για αυλάκωση σωλήνων με τη χρήση
κατάλληλων μηχανημάτων ελικοτόμησης, ηλεκτρικών βιδολόγων και
βοηθητικών εξαρτημάτων της RIDGID. Συνιστάται ρητά η ΑΠΟΦΥΓΗ
τροποποίησης του μηχανήματος και/ή χρήσης του για οποιαδήποτε άλλη
εφαρμογή εκτός από αυτή για την οποία προορίζεται, συμπεριλαμβανομένης
της χρήσης άλλου ηλεκτροκίνητου εξοπλισμού. Τοποθετήστε το μηχάνημα
μακριά από πόρτες ή διόδους και βεβαιωθείτε ότι ολόκληρη η περιοχή
εργασίας είναι ορατή από τη θέση λειτουργίας. Χρησιμοποιήστε
προστατευτικές μπάρες ώστε να μην πλησιάζουν άτομα. Μην χρησιμοποιείτε
το μηχάνημα σε χώρους που υπάρχουν νερά ή υγρασία. Βεβαιωθείτε ότι η
τάση του μηχανήματος είναι ίδια με την τάση τροφοδοσίας. Βεβαιωθείτε ότι
ο ποδοδιακόπτης του μηχανήματος λειτουργεί κανονικά και ότι ο διακόπτης
του μηχανήματος βρίσκεται στη θέση “0” πριν συνδέσετε το μηχάνημα
στην τροφοδοσία ισχύος. Με τον ποδοδιακόπτη μπορείτε να ελέγχετε
πλήρως το μηχάνημα το οποίο λειτουργεί μόνο όταν πατηθεί το πεντάλ του
ποδοδιακόπτη. Για την ασφάλειά σας βεβαιωθείτε ότι ο ποδοδιακόπτης
λειτουργεί ανεμπόδιστα και τοποθετήστε τον σε θέση τέτοια ώστε να μην
σας εμποδίζει να φθάσετε εύκολα όλα τα χειριστήρια.
915, 916, 918, 918I
Γενικές οδηγίες ασφαλείας για το εργαλείο αυλάκωσης σωλήνων
1. Μην πλησιάζετε τα χέρια σας στα ράουλα αυλάκωσης. Υπάρχει
κίνδυνος να παγιδευτούν τα δάχτυλά σας ανάμεσα στα ράουλα
αυλάκωσης και τα ράουλα κίνησης.
2. Εγκαταστήστε το εργαλείο αυλάκωσης σε επίπεδη και οριζόντια
επιφάνεια. Βεβαιωθείτε ότι το μηχάνημα, η βάση και το εργαλείο
αυλάκωσης
3. Βεβαιωθείτε ότι το εργαλείο αυλάκωσης είναι καλά στερεωμένο στον
ηλεκτρικό βιδολόγο. Ακολουθήστε προσεκτικά τις οδηγίες τοποθέτησης.
4. Το εργαλείο αυλάκωσης έχει σχεδιασθεί για την αυλάκωση σωλήνων
και αγωγών. Μην το χρησιμοποιείτε για κανένα άλλο σκοπό.
5. Στερεώστε καλά το σωλήνα σε βάση σωλήνων.
6. Χρησιμοποιείτε τα συνιστώμενα βοηθητικά εξαρτήματα. Η χρήση
άλλων βοηθητικών εξαρτημάτων μπορεί να αυξήσει το ενδεχόμενο
τραυματισμού. Για τα συνιστώμενα βοηθητικά εξαρτήματα ανατρέξτε
στο Εγχειρίδιο Χειριστή.
7. Μη χρησιμοποιείτε το μηχάνημα εάν οι διακόπτες έχουν σπάσει.
Τοποθέτηση
915 916 918 918I
Εικ. 1 Εικ. 2 - 300
Οδηγίες λειτουργίας των εργαλείων αυλάκωσης 915, 916, 918, 918I
Προετοιμασία σωλήνα
1. Οι άκρες του σωλήνα πρέπει να κοπούν κάθετα. Μη χρησιμοποιείτε
κόπτη ελασμάτων.
2. Η κυκλική παραμόρφωση του σωλήνα δεν πρέπει να υπερβαίνει τη
συνολική ανοχή της εξωτερικής διαμέτρου που αναγράφεται στις
προδιαγραφές.
3. Όλα τα εσωτερικά ή εξωτερικά κορδόνια, ανωμαλίες ή ραφές
συγκόλλησης πρέπει να λειανθούν τουλάχιστον μέχρι 5 εκ. από το άκρο
του σωλήνα.
Σημείωση: Κατά τη λείανση προσέχετε να μην καταστρέψετε την περιοχή
έδρασης της φλάντζας.
Μήκος σωλήνων
Στον πίνακα που ακολουθεί αναγράφεται το ελάχιστο μήκος του σωλήνα ή
του αγωγού στον οποίο πρόκειται να δημιουργηθεί αυλάκωση και το μέγιστο
μήκος αυλάκωσης χωρίς βάσεις σωλήνων.
Ονομ.
μέγεθος
1
1 1/4
1 1/2
2
2 1/2
3
3 1/2
4
είναι σταθερά και δεν υπάρχει κίνδυνος να ανατραπούν.
Εικ. 5 - 300
Εικ. 3 - 535
Εικ. 4 - 1233
Μήκος σωλήνων στους οποίους μπορεί να δημιουργηθεί
μήκος
Πίνακας 1.
Ελάχ.
8
8
8
8
8
8
8
8
Εικ. 6 - 1822
Εικ. 7 - 1233
Εικ. - 1224
αυλάκωση - Ίντσες
Μέγ. μήκος Ονομ.
36
36
36
36
36
36
36
36
Εικ. 37 - συγκρότημα βάσης
Εικ. 38 - 918I
Ελάχ.
μέγεθος
4 1/2
5
Εξ. Διάμ.
6
6
8
10
12
μήκος
8
8
8
8
8
8
8
Μέγ. μήκος
32
32
30
28
24
24
24
Ridge Tool Company
81
Page 83

915, 916, 918, 918I
Τοποθέτηση σωλήνα
1. Σωλήνες ή αγωγοί με μήκος μεγαλύτερο από το μέγιστο μήκος που
αναγράφεται στον πίνακα πρέπει να στηριχθούν σε 2 βάσεις σωλήνων.
Το υποστήριγμα του σωλήνα πρέπει να τοποθετηθεί στα 3/4 του μήκους
του σωλήνα σε σχέση με τη θέση του εργαλείου αυλάκωσης.
2. Ανασηκώστε το κάλυμμα του πάνω ράουλου αυλάκωσης.
915
Ανοίξτε το ράουλο αυλάκωσης από το ράουλο κίνησης περιστρέφοντας
τη βίδα ρύθμισης βάθους (Εικ. 32).
916
Ανασηκώστε τη λαβή ώθησης (Εικ. 10).
918I
918,
Τοποθετήστε το μοχλό απελευθέρωσης της αντλίας στη θέση “RETURN”
(προς το χειριστή) (Εικ. 11).
3. Ευθυγραμμίστε το σωλήνα και το υποστήριγμα του σωλήνα με το
εργαλείο αυλάκωσης προσέχοντας ώστε ο σωλήνας να είναι ισόπεδος
με τη φλάντζα του ράουλου αυλάκωσης (Εικ. 12).
4. Αλφαδιάστε το σωλήνα ρυθμίζοντας τη βάση του σωλήνα (Εικ. 13).
5. Μετατοπίστε ελαφρά το σωλήνα και τη βάση του σωλήνα ώστε να
σχηματίζει γωνία 1/2° ως προς το χειριστή σύμφωνα με τις παρακάτω
οδηγίες:
Σημείωση: Εάν το μηχάνημα λειτουργεί στη θέση “FORWARD”,
μετατοπίστε το σωλήνα κατά 1/2° μακριά από το χειριστή (Εικ. 14).
Σημείωση: Εάν το μηχάνημα λειτουργεί στη θέση “REVERSE”,
μετατοπίστε το σωλήνα κατά 1/2° προς το χειριστή (Εικ. 15).
Ρύθμιση βάθους αυλάκωσης
Σημείωση: Λόγω διαφορών στα χαρακτηριστικά των σωλήνων, κατά την
τοποθέτηση ή την αλλαγή μεγέθους σωλήνα πρέπει να πραγματοποιείτε
πάντα μία δοκιμαστική αυλάκωση. Το κουμπί ρύθμισης βάθους πρέπει να
ρυθμίζεται εκ νέου για κάθε διάμετρο σωλήνα.
915
1. Σφίξτε το κουμπί ρύθμισης βάθους για να στερεώσετε το εργαλείο
αυλάκωσης πάνω στο σωλήνα. Μην το σφίξετε υπερβολικά.
2. Ρυθμίστε τη βίδα ρύθμισης βάθους (Εικ. 33) για να επιτευχθεί το σωστό
βάθος (βλ. Εικ. 34).
4. Ελέγξτε το βάθος της αυλάκωσης και ρυθμίστε
εάν απαιτείται. Επιπλέον αυλακώσεις στον ίδιο σωλήνα θα
πραγματοποιηθούν στο ίδιο βάθος.
5. Λασκάρετε τη βίδα ώθησης για να ανοίξετε το 915.
το στοπ βάθους
916, 918, 918I
1. Πατήστε τον ποδοδιακόπτη για να θέσετε σε λειτουργία το μηχάνημα και
εφαρμόστε σταθερή πίεση στη λαβή ώθησης/λαβή υδραυλικής αντλίας.
2. Μη σταματήσετε να ασκείτε πίεση στο σωλήνα με το δεξί χέρι ώστε να
αποτραπεί η απομάκρυνση του σωλήνα από τα ράουλα.
3. Συνεχίστε να εφαρμόζετε σταθερή πίεση έως ότου φθάσετε στο στοπ
βάθους.
4. Μην προωθείτε το σωλήνα υπερβολικά. Περιμένετε να ολοκληρωθεί
μία πλήρης περιστροφή πριν αυξήσετε την πίεση στα ράουλα ώστε να
αποτραπεί η υπερφόρτωση.
5. Σταματήστε το μηχάνημα και ελέγξτε το βάθος της αυλάκωσης. Ρυθμίστε
το στοπ βάθους εάν απαιτείται.
Επιπλέον αυλακώσεις στον ίδιο σωλήνα θα πραγματοποιηθούν στο ίδιο
βάθος.
6. Ανασηκώστε τη λαβή (916) ή απελευθερώστε πίεση (918) και αφαιρέστε
το σωλήνα.
Ελέγχετε πάντα την αυλάκωση με ένα ρακόρ πριν από την
εγκατάσταση.
Σταθεροποιητής σωλήνα/Υποστήριγμα ρακόρ
Αυτός ο σταθεροποιητής έχει σχεδιασθεί για χρήση σε σωλήνες 2 1/8”- 12”.
Μπορεί να προσαρτηθεί μόνο σε βάσεις ηλεκτρικών βιδολόγων 300 και 918I
που έχουν 3 οπές στήριξης.
1. Τοποθετήστε το υποστήριγμα στην ίδια ευθεία με τις οπές
(Εικ. 19 - α, β).
2. Τοποθετήστε και σφίξτε τα μπουλόνια.
3. Αφού τοποθετήσετε το σωλήνα στη σωστή θέση σφίξτε το ράουλο του
σταθεροποιητή μέχρι να έρθει σε επαφή με το σωλήνα. Σφίξτε κατά μία
στροφή ακόμη (Εικ. 20).
Προειδοποίηση: Δεν πρέπει να χρησιμοποιείται για σωλήνες με μήκος
μικρότερο από 8”.
916
1. Ανασηκώστε τη λαβή ώθησης.
2. Λασκάρετε εντελώς τη βίδα ρύθμισης βάθους.
3. Σφίξτε τη βίδα ρύθμισης βάθους όπως φαίνεται στην Εικ. 16.
4. Λασκάρετε το κουμπί ρύθμισης βάθους όπως φαίνεται στον πίνακα.
918, 918I
1. Ωθήστε το πάνω ράουλο αυλάκωσης τοποθετώντας το μοχλό
απελευθέρωσης της αντλίας στη θέση “ADVANCE”(μακριά από το
χειριστή) και ανεβοκατεβάστε τη λαβή έως ότου το πάνω ράουλο έρθει
σε επαφή με την εξωτερική διάμετρο του σωλήνα.
2. Περιστρέψτε (δεξιόστροφα) το κουμπί ρύθμισης βάθους έως ότου
σταματήσει στο πάνω μέρος του μηχανήματος (Εικ. 17).
3. Ξεβιδώστε το κουμπί ρύθμισης βάθους (Εικ. 18).
Διαμόρφωση του ράουλου αυλάκωσης
915
1. Περιστρέψτε το κουμπί ρύθμισης βάθους κατά μία περιστροφή περίπου.
2. Τοποθετήστε την καστάνια στην υποδοχή περιστροφής και γυρίστε την
για να ωθήσετε το 915 γύρω από το σωλήνα.
3. Αφού ολοκληρώσετε μία περιστροφή σταματήστε και επαναλάβετε τα
βήματα 1 και 2 έως ότου φθάσετε στο στοπ βάθους.
82
Ridge Tool Company
Αλλαγή σετ ράουλων αυλάκωσης
915
1. Αφαιρέστε την κεφαληφόρο βίδα από το ράουλο κίνησης και διαχωρίστε
το ράουλο κίνησης από τον άξονα μετάδοσης κίνησης. Αφαιρέστε στη
συνέχεια τα τακάκια του σταθεροποιητή. Λασκάρετε την ακέφαλη βίδα
για να αφαιρέσετε το ράουλο αυλάκωσης (Εικ. 35).
2. Ακολουθήστε την ίδια διαδικασία με την αντίστροφη σειρά για να
τοποθετήσετε το σωστό σετ ράουλων αυλάκωσης. Ελέγξτε τη ροδέλα
συγκράτησης (Εικ. 36).
916
1. Λασκάρετε τη βίδα ρύθμισης βάθους και αφαιρέστε την ακέφαλη βίδα
και το ελατήριο (Εικ. 21α, β, γ).
2. Αφαιρέστε τον άξονα του ράουλου αυλάκωσης και το ράουλο
αυλάκωσης (Εικ. 22, 23, 24, 25).
3. Τοποθετήστε νέο άξονα μετάδοσης κίνησης.
4. Ακολουθήστε την ίδια διαδικασία με την αντίστροφη σειρά για να
τοποθετήσετε το σωστό σετ ράουλων αυλάκωσης.
918, 918I
1. Ανασηκώστε πλήρως το πάνω ράουλο και λασκάρετε την ακέφαλη βίδα
του ράουλου αυλάκωσης (Εικ. 26).
Page 84

2. Αφαιρέστε τον άξονα του ράουλου αυλάκωσης και το ράουλο
αυλάκωσης (Εικ. 27).
3. Ασφαλίστε την άτρακτο και αφαιρέστε το παξιμάδι συγκράτησης
(Εικ.28).
4. Αφαιρέστε τον άξονα μετάδοσης κίνησης (Εικ. 29).
5. Τοποθετήστε νέο άξονα μετάδοσης κίνησης.
6. Ασφαλίστε την άτρακτο και σφίξτε το παξιμάδι συγκράτησης (Εικ. 30).
Αλλαγή σετ ράουλων αυλάκωσης 1”, 1 1/4”-1 1/2”
1. Εκτελέστε τα παραπάνω βήματα 1-6 για να τοποθετήσετε τον κατάλληλο
άξονα μετάδοσης κίνησης.
2. Σφίξτε τη βίδα ώθησης (Εικ. 31).
3. Αντικαταστήστε το πάνω ράουλο αυλάκωσης και σφίξτε την ακέφαλη
βίδα του ράουλου αυλάκωσης (Εικ. 26, 27).
Συντήρηση
Επιθεωρείτε τακτικά όλα τα εξαρτήματα και αντικαθιστάτε τα ράουλα όταν
φθαρούν. Λιπαίνετε τα ρουλεμάν με γράσο πολλαπλών χρήσεων. Για κάθε
άλλη εργασία σέρβις και συντήρησης, απευθυνθείτε σε εξουσιοδοτημένο
κέντρο σέρβις της RIDGID.
915, 916, 918, 918I
Ridge Tool Company
83
Page 85

915, 916, 918, 918I
Πίνακας 1. Τεχνικά χαρακτηριστικά στάνταρ εργαλείων αυλάκωσης
Σημείωση: Όλες οι διαστάσεις δίνονται σε ίντσες.
Ονομ.
μέγεθος
σωλήνα
1 1.315 +.016
1 1/4 1.660 +.016
1 1/2 1.900 +.016
2 2.375 ± .024 .065 .625 .344 2.250 +.000
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
3 3.50 ± .035 .083 .625 .344 3.344 +.000
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
4 4.50 ± .045 .083 .625 .344 4.334 +.000
5 5.563 ± .056 .109 .625 .344 5.395 +.000
6 6.625 ± .060 .109 .625 .344 6.455 +.000
8 8.625 ± .086 .109 .750 .469 8.441 +.000
10 10.75 ± .108 .134 .750 .469 10.562 +.000
12 12.75 ± .128 .165 .750 .469 12.531 +.000
Διάμετρος
σωλήνα
Εξ. Διάμ. Ανοχ.
-.031
-.031
-.031
T
Ελάχ.
Πάχ.
Τοιχώμ.
.065 .625 .281 1.190 +.000
.065 .625 .281 1.535 +.000
.065 .625 .281 1.775 +.000
A
Έδρα
φλάντζας
± .030
B
Πλάτος
αυλάκωσης
± .030
Διάμετρος
αυλάκωσης
Εξ. Διάμ. Ανοχ.
C
-.015
-.015
-.015
-.015
-.018
-.018
-.020
-.020
-.022
-.022
-.025
-.027
-.030
D
Ονομ.
βάθος
αυλάκωσης
.063 .047
.063 .047
.063 .047
.063 .051
.078 .063
.078 .060
.083 .063
.083 .060
.084 .056
.085 .052
.092 .049
.094 .040
.110 .045
Ο
Ελάχ.
βάθος
αυλάκωσης
Πίνακας 2. Μέγιστο και ελάχιστο πάχος τοιχώματος σωλήνα
Μέγεθος
σωλήνα
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
84
Σωλήνας ή αγωγός από ανθρακούχο
χάλυβα ή αλουμίνιο
Πάχος τοιχώματος Πάχος τοιχώματος Πάχος τοιχώματος
Ελάχ. Μέγ. Ελάχ. Μέγ. Ελάχ. Μέγ.
Σωλήνας ή αγωγός από ανοξείδωτο
χάλυβα
Σωλήνας PVC/CPVC
Ridge Tool Company
Page 86

915, 916, 918, 918I
Πίνακας 3. Αντιμετώπιση προβλημάτων
ΠΡΟΒΛΗΜΑ ΠΙΘΑΝΗ ΑΙΤΙΑ ΔΙΟΡΘΩΤΙΚΗ ΕΝΕΡΓΕΙΑ
1. Πολύ στενή ή πολύ φαρδιά αυλάκωση. α. Ακατάλληλο μέγεθος ράουλων αυλάκωσης και
κίνησης.
β. Αναντιστοιχία ράουλων αυλάκωσης και
κίνησης.
γ. Φθαρμένο ράουλο αυλάκωσης και/ή ράουλο
κίνησης.
2. Η αυλάκωση δεν είναι κάθετη ως προς τον
άξονα του σωλήνα.
3. Ο σωλήνας μετατοπίζεται κατά τη διάρκεια της
αυλάκωσης.
4. Ο σωλήνας μετακινείται εμπρός πίσω πάνω
στον άξονα του ράουλου κίνησης κατά τη
της αυλάκωσης.
διάρκεια
5. Ο σωλήνας ταλαντεύεται από τη μία πλευρά
στην άλλη πάνω στο ράουλο κίνησης κατά τη
διάρκεια της
6. Το εργαλείο αυλάκωσης δεν δημιουργεί
αυλακώσεις στο σωλήνα.
7. Το εργαλείο αυλάκωσης δεν δημιουργεί
αυλακώσεις σύμφωνα με τις προδιαγραφές.
8. Ο σωλήνας ολισθαίνει στο ράουλο κίνησης. α. Το ράουλο κίνησης παρεμποδίζεται από
αυλάκωσης.
α. Ο σωλήνας δεν είναι ευθύς.
β. Το άκρο του σωλήνα δεν είναι κάθετο ως
προς τον άξονα του σωλήνα.
α. Ο σωλήνας δεν είναι οριζόντιος.
β. Ο άξονας του σωλήνα δεν έχει μετατοπιστεί
κατά 1/2 μοίρες ως προς τον άξονα του
ράουλου κίνησης.
γ. Ο άξονας του σωλήνα δεν έχει μετατοπιστεί
προς τη σωστή κατεύθυνση.
δ. Το εργαλείο αυλάκωσης δεν είναι
αλφαδιασμένο.
ε. Η βίδα ώθησης δεν είναι σφιγμένη. (915)
α. Ο σωλήνας δεν είναι ευθύς.
β. Το άκρο του σωλήνα δεν είναι κάθετο ως
προς τον άξονα του σωλήνα.
α. Το άκρο του σωλήνα έχει επιπεδωθεί ή έχει
υποστεί ζημιά.
β. Σκληρά σημεία στο υλικό του σωλήνα ή στις
ραφές συγκόλλησης, σκληρότερα από το
σωλήνα.
γ. Ο ηλεκτρικός βιδολόγος περιστρέφει το
σωλήνα πολύ γρήγορα.
δ. Τα ράουλα του υποστηρίγματος του σωλήνα
δεν βρίσκονται στη σωστή
θέση για το συγκεκριμένο μέγεθος σωλήνα.
ε. Ο ρυθμός ώθησης του ράουλου αυλάκωσης
είναι πολύ αργός. (915)
α. Το πάχος του τοιχώματος του σωλήνα
υπερβαίνει το μέγιστο πάχος.
β. Ακατάλληλα ράουλα.
γ. Το παξιμάδι ρύθμισης δεν έχει ρυθμιστεί.
Ο ηλεκτρικός βιδολόγος δεν παρέχει την
δ.
ελάχιστη απαιτούμενη ροπή.
α. Υπέρβαση της μέγιστης ανοχής διαμέτρου του
σωλήνα.
. Αναντιστοιχία ράουλων αυλάκωσης και
β
κίνησης.
γ. Το υλικό του σωλήνα είναι πολύ σκληρό.
δ. Η βίδα ρύθμισης δεν έχει ρυθμιστεί. (915/916)
μέταλλο ή έχει επιπεδωθεί λόγω φθοράς.
α. Τοποθετήστε το κατάλληλο μέγεθος ράουλων
αυλάκωσης και κίνησης.
β. Αντιστοιχίστε τα ράουλα αυλάκωσης και
κίνησης.
γ. Αντικαταστήστε το φθαρμένο ράουλο
α. Χρησιμοποιήστε ευθύ σωλήνα.
β. Κόψτε το άκρο του σωλήνα κάθετα.
α. Ρυθμίστε τη βάση για να αλφαδιάσετε το
σωλήνα.
β. Μετατοπίστε το σωλήνα κατά 1/2 μοίρες.
(Βλ. Εικ.14, 15)
γ. Βλ. οδηγίες τοποθέτησης.
δ. Αλφαδιάστε το εργαλείο αυλάκωσης.
ε. Σφίξτε τη βίδα ώθησης με καστάνια σε κάθε
περιστροφή.
α. Χρησιμοποιήστε ευθύ σωλήνα.
β. Κόψτε το άκρο του σωλήνα κάθετα.
α. Κόψτε το άκρο του σωλήνα που έχει υποστεί
ζημιά.
β. Χρησιμοποιήστε σωλήνα υψηλής ποιότητας με
ομοιόμορφη σκληρότητα.
γ. Ελαττώστε την ταχύτητα - επιλέξτε χαμηλή
ταχύτητα ή χρησιμοποιήστε ηλεκτρικό βιδολόγο
36 σαλ μοντέλο 300, 535, 1233, 1224 ή 1822
της RIDGID.
δ. Τοποθετήστε ράουλα βάσης σωλήνων
κατάλληλα για το μέγεθος σωλήνα που
χρησιμοποιείται.
ε. Ωθήστε πιο γρήγορα με το χέρι το ράουλο
αυλάκωσης στο σωλήνα.
α. Δείτε τον πίνακα ικανοτήτητων του σωλήνα.
β. Τοποθετήστε κατάλληλα ράουλα.
γ. Ρυθμίστε το βάθος.
δ. Χρησιμοποιήστε ηλεκτρικό βιδολόγο μοντέλο
300, 535, 1224, 1233 ή 1822 της RIDGID.
α. Χρησιμοποιήστε σωλήνα σωστής διαμέτρου.
β. Χρησιμοποιήστε κατάλληλο σετ ράουλων.
γ. Αντικαταστήστε το σωλήνα.
δ. Ρυθμίστε το βάθος.
α. Καθαρίστε ή αντικαταστήστε το ράουλο
κίνησης.
.
Ridge Tool Company
85
Page 87

915, 916, 918, 918I
ΠΡΟΒΛΗΜΑ ΠΙΘΑΝΗ ΑΙΤΙΑ ΔΙΟΡΘΩΤΙΚΗ ΕΝΕΡΓΕΙΑ
9. Το εργαλείο αυλάκωσης δεν περιστρέφει το
σωλήνα κατά τη διάρκεια της αυλάκωσης.
10. Ο ηλεκτρικός βιδολόγος & το εργαλείο
αυλάκωσης έχουν την τάση να ανατραπούν.
11. Η αντλία
12. “Σπογγώδης”αίσθηση κατά τη λειτουργία της
13. Ο κύλινδρος εκτείνεται μόνο εν μέρει.
14. Το άκρο του σωλήνα διευρύνεται ή παίρνει
δεν τροφοδοτεί με λάδι, ο κύλινδρος
δεν κινείται. (μόνο 918)
λαβής της αντλίας. (μόνο 918)
(μόνο 918)
κωδωνοειδές σχήμα κατά την αυλάκωση.
(μόνο 918)
α. Ο ρυθμός ώθησης του ράουλου αυλάκωσης
με το χέρι είναι πολύ αργός (915/916).
β. Ο ηλεκτρικός βιδολόγος δεν παρέχει την
ελάχιστη απαιτούμενη ροπή.
γ. Το τσοκ δεν έχει κλείσει στις πλευρές του
άξονα μετάδοσης κίνησης.
α. Ο σωλήνας δεν στηρίζεται επαρκώς. α. Χρησιμοποιήστε (2) βάσεις σωλήνων για όλους
α. Η βαλβίδα εκτόνωσης της αντλίας είναι
ανοικτή.
β. Χαμηλή στάθμη λαδιού στο ρεζερβουάρ.
γ. Ακαθαρσίες στο σώμα της αντλίας.
δ. Οι έδρες έχουν φθαρεί ή δεν εδράζουν.
ε. Υπερβολική ποσότητα λαδιού στο
ρεζερβουάρ.
α. Παγίδευση αέρα στο σύστημα.
β. Υπερβολική ποσότητα λαδιού στο
ρεζερβουάρ.
α. Χαμηλή στάθμη λαδιού στο ρεζερβουάρ.
β. Λανθασμένη ρύθμιση και ρύθμιση βάθους.
α. Ο χειριστής
γρήγορα.
β. Ο σωλήνας δεν είναι οριζόντιος.
ωθεί τα ράουλα αυλάκωσης πολύ
. Ωθήστε γρηγορότερα το ράουλο αυλάκωσης στο
α
σωλήνα.
β. Χρησιμοποιήστε ηλεκτρικό βιδολόγο μοντέλο
300, 535, 1224, 1233 ή 1822 της RIDGID.
γ. Κλείστε το τσοκ.
τους σωλήνες με μήκος μεγαλύτερο από 36”.
α. Κλείστε τη βαλβίδα εκτόνωσης.
β. Ελέγξτε τη στάθμη του λαδιού σύμφωνα με τις
οδηγίες.
γ. Απαιτείται σέρβις από εξειδικευμένο τεχνικό.
δ. Απαιτείται σέρβις από εξειδικευμένο τεχνικό.
ε. Ελέγξτε τη στάθμη του λαδιού σύμφωνα με τις
οδηγίες.
α. Τοποθετήστε το έμβολο χαμηλότερα από
την αντλία γέρνωντας το μηχάνημα ώστε
να πατήσει στην πλευρά του που βρίσκεται
απέναντι από το χειριστή.
Δουλέψτε το έμβολο του κυλίνδρου αρκετές
φορές εμπρός πίσω, ώστε ο αέρας να
επιστρέψει στο ρεζερβουάρ της αντλίας.
β. Ελέγξτε τη στάθμη του λαδιού σύμφωνα με τις
οδηγίες.
α. Πληρώστε και εξαερώστε το σύστημα.
β. Ακολουθήστε τις οδηγίες ρύθμισης βάθους.
α. Αναβοκατεβάστε τη λαβή με πιο αργό ρυθμό.
Ανατρέξτε στις αντίστοιχες οδηγίες χρήσης.
β. Ρυθμίστε τη βάση ώστε ο σωλήνας να είναι
στην ίδια ευθεία με το εργαλείο αυλάκωσης.
86
Ridge Tool Company
Page 88

RU
915, 916, 918, 918I
Инструкция по
эксплуатации
ПРЕДУПРЕЖДЕНИЕ! Прежде чем
использовать оборудование, вни-
мательно прочесть эту инструкцию и сопроводительный буклет по технике безопасности. В случае неясности по
какому-либо аспекту использования настоящего оборудования обратиться к дистрибьютору
компании RIDGID для получения более подробной информации.
Непонимание и несоблюдение всех инструкций
может привести к поражению электрическим
током, пожару и/или серьезной травме.
СОХРАНИТЬ НАСТОЯЩУЮ ИНСТРУКЦИЮ!
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
См. каталог компании RIDGID.
Транспортировка и погрузо-разгрузочные работы
Подъем машины следует осуществлять с использованием имеющихся
поручней.
Подготовка машины к работе
915
Данная машина предназначена для роликовой накатки желобков на
трубах вручную.
Компания RIDGID настоятельно рекомендует не вносить НИКАКИХ
изменений в конструкцию машины и не применять машину для
нецелевых задач, в том числе для работы с другим оборудованием,
имеющим силовой привод.
916, 918, 918I
Машина предназначена для роликовой накатки желобков на трубах с
использованием специальных машин RIDGID для нарезания резьбы,
силовых приводов и дополнительных принадлежностей. Компания
RIDGID настоятельно рекомендует не вносить НИКАКИХ изменений в
конструкцию машины и не применять машину для нецелевых задач,
в том числе для работы с другим оборудованием, имеющим силовой
привод. Установить машину вдали от дверей или проходов и проверить,
что вся рабочая зона просматривается из рабочего положения.
Использовать ограждения, чтобы не подпускать людей близко к
машине. Запрещается использовать машину в условиях сырости или
влажности. Проверить, что напряжение питания машины соответствует
напряжению источника электропитания. До подсоединения к источнику
915, 916, 918, 918I
электропитания проверить, что педальный переключатель машины
функционирует правильно, а выключатель установлен в положение “0”.
Педальный переключатель обеспечивает полное управление машиной,
которая работает только при нажатой педали. Для обеспечения
безопасности проверить, что педальный переключатель работает
свободно, и установить его так, чтобы можно было легко достать все
органы управления машиной.
Общие правила техники безопасности при работе с устройством
для накатки желобков на трубах
1. Не прикасайтесь руками к роликам для накатки желобков. Пальцы
могут попасть между ведущим и накатывающим роликами.
2. Установить машину на ровной плоской поверхности. Убедиться
в том, что машина, стойка и устройство для накатки желобков
находятся в устойчивом положении и не опрокинутся во время
работы.
3. Убедиться, что устройство для накатки желобков надлежащим
образом прикреплено к силовому приводу. При подключении строго
соблюдать все инструкции.
4. устройство для накатки желобков предназначено для роликовой
накатки желобков на трубах и трубных соединениях. Запрещается
использовать машину для иных целей.
5. Надлежащим образом обеспечить опору для трубы при помощи
поддерживающей стойки.
6. Использовать только рекомендованные принадлежности. В
противном случае возрастает риск травматизма. Все рекомендации
по принадлежностям можно найти в “Руководстве оператора”.
7. Запрещается использовать машину со сломанными
выключателями.
Установка
915 916 918 918I
Рис. 1 Рис. 2 - 300
Рис. 3 - 535
Рис. 4 - 1233
Работа с устройствами для накатки желобков моделей 915, 916,
918, 918I
Подготовка труб
1. Торцы труб
для этой цели газовый резак.
2. Овальность трубы не должна превышать допуска на внешний
диаметр, указанного в технических характеристиках желобков.
Таблица 1.
3. Все внешние или внутренние сварные швы, заусенцы и неровности
необходимо предварительно отшлифовать на расстоянии не менее
6 см от торца трубы.
Примечание: При шлифовке следить за тем, чтобы не повредить
гнездо прокладки.
Длина трубы/трубного соединения
В приведенной ниже таблице указаны минимальная и максимальная
длина труб или трубных соединений, на которых возможна накатка
желобков без применения стоек, поддерживающих трубы.
должны быть срезаны ровно. Не следует использовать
Рис. 5 - 300
Рис. 6 - 1822
Рис. 7 - 1233
Рис. 8 - 1224
Рис. 37 - агрегат стойки
Рис. 38 - 918I
Ridge Tool Company
87
Page 89

915, 916, 918, 918I
Длина труб при накатке желобков — в дюймах
Номина-
льный
размер
1 1/4
1 1/2
2 1/2
3 1/2
Установка трубы
1. Труба или трубное соединение, длина которого превышает
указанное в этой таблице максимальное значение, должна иметь 2
поддерживающие стойки. Стойка должна находиться на расстоянии
3/4 длины трубы от устройства для накатки желобков.
2. Поднять верхнюю часть корпуса устройства для накатки желобков.
915
Отвести накатывающий ролик от ведущего ролика, повернув винт
регулировки глубины (рис. 32).
916
Поднять рукоятку подачи (рис. 10).
918,
Установить рычаг разблокировки насоса в положение “ ВОЗВРАТ”
(по направлению к оператору) (рис. 11).
3. Установить трубу и опорную стойку перпендикулярно по отношению
к устройству для накатки желобков так, чтобы труба располагалась
заподлицо с фланцем ведущего ролика (рис. 12).
4. Регулируя опорную стойку, добиться горизонтального положения
трубы (рис. 13).
5. Слегка сдвинуть трубу и ее опорную стойку примерно на 1/2° по
направлению к оператору или от него, в зависимости от следующих
условий:
Примечание: Если машина работает в режиме “ ВПЕРЕД”, сдвинуть
трубу на 1/2° по направлению от оператора (рис. 14).
Примечание: Если машина работает в режиме “ ВОЗВРАТ”,
сдвинуть трубу на 1/2° по направлению к оператору (рис. 15).
Регулировка глубины накатки желобков
Примечание: Из-за того, что даметры у всех труб различны и находятся
в поле допуска на размер, при каждой установке или смене труб
различных диаметров необходимо всегда производить пробную накатку.
Ручку указателя регулировки глубины следует возвращать в исходное
положение для каждого нового диаметра трубы/трубного соединения.
Минима-
льная
длина
1
2
3
4
Максима-
льная
длина
8
8
8
8
8
8
8
8
Номина-
льный
размер
36
36
36
36
36
36
36
36
4 1/2
6 нар.
диам.
Минима-
льная
длина
5
6
8
10
12
Максима-
льная
длина
8
8
8
8
8
8
8
32
32
30
28
24
24
24
918I
915
1. Затянуть регулятор глубины так, чтобы закрепить устройство для
накатки желобков на трубе. Не следует затягивать его слишком
сильно.
2. Установить винт регулятора глубины (рис. 33) таким образом, чтобы
задать необходимую глубину (см. рис. 34).
916
1. Поднять рукоятку подачи.
2. Полностью освободить винт регулятора глубины.
3. Затянуть винт регулятора глубины так, как показано на рис. 16.
4. Оттянуть ручку регулятора глубины так, как показано на схеме.
918, 918I
1. Подать верхний накатывающий ролик вперед, переместив рычаг
разблокировки насоса в положение “ ВПЕРЕД” (по направлению
от оператора), а затем рукояткой нагнетать насос до тех пор, пока
верхний ролик не соприкоснется с наружным диаметром трубы, на
которой производится накатка желобка.
2. Поворачивать ручку регулировки глубины с нанесенным на ней
указателем (по часовой стрелке) до тех пор, пока она не остановится
напротив верхней части машины (рис. 17).
3. Оттянуть ручку регулятора глубины (рис. 18).
Настройка накатывающего ролика
915
1. Повернуть регулятор глубины приблизительно на один оборот.
2. Передвинуть храповой механизм в гнездо вращения и повернуть,
чтобы начать движение накатывающего устройства модели 915
вокруг трубы.
3. Остановиться после одного оборота и повторять действия по
пунктам 1 и 2 до тех пор, пока не будет достигнут ограничитель
глубины.
4. Проверить глубину желобка и подрегулировать ограничитель
глубины, насколько это необходимо. Остальные желобки на этой
трубе будут изготовлены с такой же глубиной.
5. Слегка отвернуть винт подачи, чтобы открыть устройство для
накатки желобков модели 915.
916, 918, 918I
1. Нажать педальный переключатель, чтобы запустить машину, а
затем равномерно нажимать рукоятку подачи/гидравлического
насоса.
2. Прижимать трубу правой рукой так, чтобы она не выскочила из
роликов.
3. Продолжать нажимать на рукоятку подачи/гидравлического насоса
до тех пор, пока не будет достигнут ограничитель глубины желобка.
4. Не следует увеличивать подачу слишком быстро. Чтобы избежать
перегрузки, следует сделать один полный оборот, и только после
этого увеличивать усилие.
5. Остановить машину и проверить глубину желобка. Подрегулировать
ограничитель глубины, насколько это необходимо.
Остальные желобки на этой трубе будут изготовлены с такой же
глубиной.
6. Поднять трубу (916) или прекратить прикладывать усилие (918) и
снять трубу.
Перед установкой всегда следует проверять, что сформованный
желобок соответствует трубопроводной арматуре.
С табилизатор для труб/кронштейн для патрубков
Стабилизатор предназначен для работы с трубами диаметром 2
1/8”- 12”. Он может быть установлен только на основаниях силового
привода 300 и накатывающего устройства модели 918I, в которых
имеются 3 крепежных отверстия.
1. Совместить кронштейн с крепежными отверстиями (рис. 19 - a, b).
2. Вставить и завернуть болты.
3. Установив трубу в надлежащее положение, затягивать ролик
стабилизатора, пока он не коснется трубы. Затем затянуть его еще
на один оборот (рис. 20).
П редупреждение: Не использовать стабилизатор при накатке
желобков на трубах длиной менее 8”.
88
Ridge Tool Company
Page 90

Смена комплекта накатывающих роликов
915
1. Отвернуть колпачковый винт на ведущем ролике и отсоединить
ведущий ролик от выходного вала, а затем снять прокладки
стабилизатора. Слегка отвернуть установочный винт и снять
накатывающий ролик (рис. 35).
2. Выполнить процедуру сборки надлежащего комплекта
накатывающих роликов в порядке, обратном разборке. Проверить
упорную шайбу (рис. 36).
916
1. Слегка отвернуть винт регулятора глубины и снять установочный
винт и пружину (рис. 21a, b, c).
2. Снять вал накатывающего ролика и накатывающий ролик (рис. 22,
23, 24, 25).
3. Установить новый ведущий вал.
4. Выполнить процедуру сборки надлежащего комплекта
накатывающих роликов в порядке, обратном разборке.
918, 918I
1. Полностью поднять узел верхнего ролика и слегка отвернуть
установочный винт в накатывающем ролике (рис. 26).
2. Снять вал накатывающего ролика и накатывающий ролик (рис. 27).
3. Расконтрить шпиндель и отвернуть контргайку (рис. 28).
4. Извлечь ведущий вал (рис. 29).
5. Установить новый ведущий вал.
6. Законтрить шпиндель и затянуть контргайку (рис. 30).
915, 916, 918, 918I
Смена комплектов накатывающих роликов 1”, 1 1/4”-1 1/2”
1. Выполнить операции по указанным выше пунктам 1-6, используя
соответствующий ведущий вал.
2. Затянуть затяжной болт (рис. 31).
3. Заменить верхний накатывающий ролик и затянуть установочный
винт накатывающего ролика (рис. 26, 27).
Техническое обслуживание
Следует регулярно осматривать все детали механизма и заменять
изношенные ролики. Смазывать подшипники универсальной смазкой. Для
выполнения всех других операций сервиса и технического обслуживания
следует направлять машину в уполномоченный сервисный центр
компании RIDGID.
Ridge Tool Company
89
Page 91

915, 916, 918, 918I
Таблица 1. Стандартные технические характеристики устройств для роликовой накатки желобков на трубах
Примечание: Все размеры указаны в дюймах.
Номина-
льный
диаметр
трубы
1 1,315 +0,016
1 1/4 1,660 +0,016
1 1/2 1,900 +0,016
2 2,375 ± 0,024 0,065 0,625 0,344 2,250 +0,000
2 1/2 2,875 ± 0,029 0,083 0,625 0,344 2,720 +0,000
3 3,50 ± 0,035 0,083 0,625 0,344 3,344 +0,000
3 1/2 4,00 ± 0,040 0,083 0,625 0,344 3,834 +0,000
4 4,50 ± 0,045 0,083 0,625 0,344 4,334 +0,000
5 5,563 ± 0,056 0,109 0,625 0,344 5,395 +0,000
6 6,625 ± 0,060 0,109 0,625 0,344 6,455 +0,000
8 8,625 ± 0,086 0,109 0,750 0,469 8,441 +0,000
10 10,75 ± 0,108 0,134 0,750 0,469 10,562 +0,000
12 12,75 ± 0,128 0,165 0,750 0,469 12,531 +0,000
Диаметр
трубы
Нар. диам. Допуск
-0,031
-0,031
-0,031
T
Мин.
толщ.
стенки
0,065 0,625 0,281 1,190 +0,000
0,065 0,625 0,281 1,535 +0,000
0,065 0,625 0,281 1,775 +0,000
A
Гнездо
прокладки
± 0,030
B
Ширина
желобка
± 0,030
C
Диаметр
желобка
Нар. диам. Допуск
-0,015
-0,015
-0,015
-0,015
-0,018
-0,018
-0,020
-0,020
-0,022
-0,022
-0,025
-0,027
-0,030
D
Номин.
глубина
желобка
0,063 0,047
0,063 0,047
0,063 0,047
0,063 0,051
0,078 0,063
0,078 0,060
0,083 0,063
0,083 0,060
0,084 0,056
0,085 0,052
0,092 0,049
0,094 0,040
0,110 0,045
Миним.
глубина
желобка
D
Таблица 2. Максимальная и минимальная толщина стенок трубы
Диаметр трубы Трубы или трубные соединения из
углеродистой стали или алюминия
Толщина стенки Толщина стенки Толщина стенки
Миним. Макс. Миним. Макс. Миним. Макс.
1” 0,065 0,133 0,065 0,133 0,133 0,133
1 1/4” 0,065 0,140 0,065 0,140 0,140 0,191
1 1/2” 0,065 0,145 0,065 0,145 0,145 0,200
2” 0,065 0,154 0,065 0,154 0,154 0,154
2 1/2” 0,083 0,203 0,083 0,188 0,203 0,276
3” 0,083 0,216 0,083 0,188 0,216 0,300
3 1/2” 0,083 0,226 0,083 0,188 0,226 0,318
4” 0,083 0,237 0,083 0,188 0,237 0,337
5” 0,109 0,258 0,109 0,188 0,258 0,375
6” 0,109 0,280 0,109 0,188 0,280 0,432
8” 0,109 0,322 0,109 0,188 0,322 0,322
10” 0,134 0,307 0,134 0,188 0,365 0,365
12” 0,165 0,330 0,165 0,188 0,406 0,406
90
Трубы или трубные соединения из
нержавеющей стали
Ridge Tool Company
Трубы из ПВХ или хлорированного
ПВХ
Page 92

915, 916, 918, 918I
Таблица 3. Поиск и устранение неисправностей
НЕИСПРАВНОСТЬ ВЕРОЯТНАЯ ПРИЧИНА ДЕЙСТВИЯ ПО ЕЕ УСТРАНЕНИЮ
1. Накатанный желобок слишком узок
или слишком широк.
2. Желобок накатан
неперпендикулярно к оси трубы.
3. При накатке на трубе не остается
желобка.
4. Во время накатки желобка труба
смещается вперед и назад вдоль оси
ведущего ролика.
5. Во время накатки желобка труба
качается из стороны в сторону
на ведущем ролике.
6. Устройство не накатывает желобок
на трубе.
7. Устройство накатывает желобок,
не соответствующий техническим
характеристикам.
8. Труба проскальзывает на ведущем
ролике.
a. Неверно выбран размер накатывающего и
ведущего роликов.
b. Накатывающий и ведущий ролики не
соответствуют друг другу.
c. Износ накатывающего и/или ведущего ролика.
a. Труба на протяжении всей своей длины не
прямая.
b. Торец трубы срезан неперпендикулярно по
отношению к оси трубы.
a. Труба
b. Ось трубы не отклонена на 1/2 градуса от оси
c. Ось трубы отклонена в неправильном
d. Устройство накатки желобков установлено
e. Винт подачи недостаточно затянут. (915)
a. Труба на протяжении всей своей длины не
b. Торец трубы срезан неперпендикулярно по
a. Край трубы сплющен или поврежден.
b. Твердый участок в материале трубы или
c. Силовой привод слишком быстро вращает
d. Ролики опорной стойки трубы
e. Слишком медленная скорость подачи
a. Превышена максимально допустимая толщина
b. Неверно выбраны ролики.
c. Не отрегулирована регулировочная гайка.
d. Силовой привод не создает минимально
a. Превышено максимально допустимое
b. Накатывающий и ведущий ролики не
c. Материал трубы слишком твердый.
d. Не отрегулирован регулировочный винт.
a. Насечка ведущего ролика забита металлом или
установлена неровно.
ведущего ролика.
направлении.
негоризонтально.
прямая.
отношению к оси трубы.
сварочные швыбольшей твердости, чем
остальной материал.
трубу.
расположены
неправильно для данного размера трубы.
накатывающего ролика. (915)
стенки трубы.
необходимого вращающего момента.
отклонение диаметра трубы.
соответствуют друг другу.
(915/916)
изношена.
a. Установить накатывающий и ведущий ролики
требуемого размера.
b. Установить накатывающий и ведущий ролики,
соответствующие друг
c. Заменить изношенные ролики.
a. Использовать прямую трубу.
b. Срезать торец трубы перпендикулярно по
отношению к оси трубы.
a. Отрегулировать опорную стойку, чтобы
установить трубу горизонтально.
b. Отклонить трубу на 1/2 градуса. (См. рис. 14, 15)
c. См. инструкцию по установке трубы.
d. Установить устройство накатки желобков
горизонтально.
e. Затягивать винт подачи при помощи храпового
механизма на каждом обороте.
a. Использовать прямую трубу.
b. Срезать
a. Отрезать поврежденный край трубы.
b. Использовать высококачественную трубу
c. Понизить скорость вращения – переключить
d. Расположить ролики опорной стойки в таком
e. Вручную ускорить подачу накатывающего
a. Свериться с таблицей допустимых значений
b.
c. Отрегулировать глубину.
d. Использовать силовой привод RIDGID моделей
a. Использовать трубу надлежащего диаметра
b. Использовать надлежащий комплект роликов.
c. Заменить трубу.
d. Отрегулировать глубину.
a. Очистить или заменить ведущий ролик.
торец трубы перпендикулярно по
отношению к оси трубы.
равномерной твердости.
машину на низкую скорость или использовать
силовой привод RIDGID моделей 300, 535, 1233,
1224 на 36 об/мин или силовой привод 1822.
месте, где это необходимо для трубы данного
размера.
ролика к трубе.
трубы.
Установить надлежащие ролики.
№300, 535, 1224, 1233 или силовой привод
1822.
другу.
.
Ridge Tool Company
91
Page 93

915, 916, 918, 918I
НЕИСПРАВНОСТЬ ВЕРОЯТНАЯ ПРИЧИНА ДЕЙСТВИЯ ПО ЕЕ УСТРАНЕНИЮ
9. Устройство не вращает трубу во
время накатки желобка.
10. Силовой привод и устройство
для накатки желобков стремятся
опрокинуться.
11. Насос не подает масло, цилиндрне
перемещается вперед.
( Только на модели 918)
12. Рукоятка насоса
“проваливается”.
( Только на модели 918)
13. Цилиндр выдвигается только
частично.
( Только на модели 918)
14. При накатке край трубы расширяется
или принимает форму колокола.
( Только на модели 918)
при перемещении
a. Слишком медленная скорость ручной подачи
накатывающего ролика (915/916).
b. Силовой привод не создает минимально
необходимого вращающего момента.
c. Зажимной патрон не закрыт на лысках
ведущего вала.
a. Опоры для трубы недостаточно. a. Использовать (2) опорные стойки для всех труб
a. Открыт выпускной клапан насоса.
b. Низкий уровень масла в
c. В корпус насоса попала грязь.
d. Изношены седла клапанов, или не
обеспечивается надлежащая посадка седел.
e. Слишком низкий уровень масла в баке.
a. В систему попал воздух.
b. В баке слишком много масла.
a. Низкий уровень масла в баке насоса.
b. Неверно установлены глубина и регулировка.
a. Оператор слишком быстро
накатывающие ролики.
b. Труба установлена неровно.
баке.
подает вперед
a. Вручную ускорить подачу накатывающего ролика
к трубе.
b. Использовать силовой привод RIDGID моделей
№300, 535, 1224, 1233 или силовой привод
1822.
c. Закрыть зажимной патрон.
длиной более 36”.
a. Закрыть выпускной клапан.
b. Проверить, что уровень масла соответствует
инструкциям.
c. Необходимо вмешательство
квалифицированного специалиста.
d. Необходимо вмешательство
квалифицированного специалиста.
e. Проверить, что уровень масла соответствует
инструкциям.
a. Опустить гидроцилиндр ниже насоса, наклонив
машину в сторону напротив оператора.
Несколько раз подать поршень цилиндра
вперед и назад, чтобы дать воздуху
возможность вернуться обратно в бак насоса.
b. Проверить, что уровень масла соответствует
инструкциям.
a. Долить масло и удалить из системы воздух.
b. Выполнить инструкции по регулировке глубины.
a. Сбавить темп работы насоса. Свериться
с соответствующими инструкциями по
эксплуатации.
b. Отрегулировать опорную стойку, чтобы
установить трубу горизонтально на уровне
устройства для накатки желобков.
92
Ridge Tool Company
Page 94

915, 916, 918, 918I
Fig. 1 Fig. 2 Fig. 3
Fig. 4 Fig. 5
Fig. 6
Fig. 7 Fig. 8 Fig. 9
Fig. 10 Fig. 11 Fig. 12
Ridge Tool Company
93
Page 95

915, 916, 918, 918I
Fig. 13 Fig. 14 Fig. 15
Fig. 16 Fig. 17
Fig. 18
Fig. 19a Fig. 19b Fig. 20
94
Fig. 21a Fig. 21b Fig. 21c
Ridge Tool Company
Page 96

915, 916, 918, 918I
Fig. 22 Fig. 23 Fig. 24
Fig. 25 Fig. 26
Fig. 27
Fig. 28 Fig. 29 Fig. 30
Fig. 31
Ridge Tool Company
95
Page 97

915, 916, 918, 918I
Fig. 32
Fig. 33
Pipe
Diameter
1 1/4
1 1/2
2
2 1/2
3
4
6
8
10
12
Din 2448
Turns
4
4
4
4.5
4.5
4.5
5
6
7
7.5
Fig. 34
96
Fig. 35
Fig. 37
Fig. 36
Fig. 38
Ridge Tool Company
Page 98

Tools For The Professional
TM
Ridge Tool Europe
Research Park Haasrode, Interleuvenlaan 50, 3001 Leuven
Belgium
RID 890950019-41
Phone.: + 32 (0)16 380 280
Fax: + 32 (0)16 380 381
www.ridgid.eu
 Loading...
Loading...